














Cover Image: Courtesy
COVER STORY: PG 12
Axial fans for Underground Mining Environment
Modern axial fans incorporate new features. This underlines that OEMs are upping their game in the development of products to meet evolving ventilation and cooling needs for workers in underground mining.
TEAM
Editor
Nick Barnes
editor@miningbusinessafrica.co.za
+27 10 055 3356
Web/Sub-Editors
Jimmy Swira
Jimmy@miningbusinessafrica.co.za
+ 27 10 055 3356
Anita Anyango anyangoanita18@gmail.com
Contributing Writers
Chantelle C.
chantellec@miningbusinessafrica.co.za
+ 27 10 055 3356





Susan M. susanm@miningbusinessafrica.co.za
Sales and Marketing
Winnie Sentabire
winnie@miningbusinessafrica.co.za +27 83 530 6832 | +27 10 055 3356
Angeline Ntobeng
angien@miningbusinessafrica.co.za
+ 27 078 322 5938
+ 27 010 055 3356
Accounts Precious Chirunga
accounts@miningbusinessafrica.co.za
+ 27 10 055 3356
Editor’s Note
Action Speaks Louder than Manifesto Pledges
South Africa’s 2024 national elections have come and gone. Life goes on. The earth is still round, and the sky is still blue. The elections were conducted without incident, despite warnings from the doomsday merchants. It’s a sign of a mature 30-year-old democracy, done with baby steps.
But, what’s in it for mining companies?
Mining companies are banking on South Africa’s newly formed Government of National Unity (GNU) to ‘make things happen’ for them. Cobbled together from parties with different political ideologies, it will be interesting to see how this arrangement is sustained over the next five years. Just a caution in hushed tones: politicians are known for flip-flopping positions for their convenience.
Long may the GNU succeed in creating a conducive environment for mining business activities to flourish. The South African economy needs the mining sector to ignite growth, and a predictable regulatory environment is the starting point. There is a clean slate for the incoming administration (as this goes to press).
For one thing: the GNU has its work cut out in turning the much-talked-about potential into reality. Here’s to getting hands dirty. At the end of the hurly-burly, action speaks louder than fiery podium manifesto pledges
Nick Barnes editor@miningbusinessafrica.com
Art Director/Layout
Augustine Ombwa
Arobia Creative Consultancy austin@arobia.co.ke +254 772 187 334
Circulation/Sales
info@miningbusinessafrica.co.za
+ 27 10 055 3356
Published By Media Icon (Pty) Ltd


30 44 02 CONTENTS May - June 2024 Media Icon (Pty) Ltd makes every effort to ensure the accuracy of the contents of its publications, but no warranty is made as to such accuracy and no responsibility will be borne by the publisher for the consequences of actions based on information so published. Further, opinions expressed are not necessarily shared by Media Icon (Pty) Ltd. Location: Max Offices Sandton, 145 Second St., Parkmore Gauteng 2196, South Africa www.miningbusinessafrica.co.za
20
Cross-belt
The Cross-Belt PGNAA Conveyor Convenience
The cross-belt Prompt Gamma Neutron Activation Analysis (PGNAA) system has become one technique used in the pre-concentration of conveyed bulk ore flows. When applied correctly, the method could help African mining operators improve ore grading, thereby boosting recovery, reducing operating costs, and achieving a low environmental footprint.
 By Jimmy Swira
By Jimmy Swira
Mining companies have their work cut out to sustain their operations in the present environment. They are contending with a myriad of challenges, including treating lower-grade ore deposits, high operating costs, and compliance with ESG reporting (particularly the environment and social license to operate components).
The challenge with low-grade deposits
Lower-grade deposits generally contain a large proportion of material of no value. Hence, they are difficult to extract. What is more, their
transportation, communication, and processing are expensive and energy-intensive. Authors and researchers, Gary Noble and Scott Ferguson from Thermoscienfic Instruments Australia, highlighted this during their presentation at the Preconcentration Digital Conference in November 2020.
Thus, the logical step is to eliminate barren material from ore before it escalates into both a burden and cost. However, the biggest problem faced is the technique to be applied.
Unfortunately, more often than not, current or conventional individual particle sorting technologies fall short in handling large volumes. Typically, they have a low capacity (up to 300 tph for larger particles and much less for smaller
particles). They have a large footprint, making them more expensive to manage. This rules them out for high tonnage pre-concentration (Metso et al.).
Preconcentration using PGNNA technologies
One technique for dealing with low-grade ore earlier worth exploring is preconcentration through bulk ore sorting using Cross-belt Prompt Gamma Neutron Activation Analysis (PGNAA) technologies. In preconcentration, bulk ore sorting, they separate large volumes of barren gangue from a fully loaded conveyor belt based on the grade as measured or inferred from a sensor measurement (Metso, March 19, 2016).
2 Mining Business Africa |May - June 2024
elemental analysis of minerals
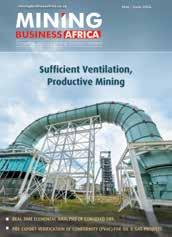
A Cross-Belt PGNAA analyser positioned above a conveyor belt (Image credits: ScanTech)
Furthermore, Metso’s industry brief, Bulk Ore Sorting Improves Profitability and Sustainability, posits that, in today’s low-grade mining operations, preconcentration through bulk ore sorting using PGNNA technologies can bring massive changes. Through the process, waste can be diverted to processing. In this way, high-feed-grade material can facilitate improved recovery. Moreover, it can lower the cost of energy needed for transportation, communication, and waste at the tailing dam.
From an environmental perspective, the gains are significant: reduced greenhouse gas emissions and water loss per tonne of produce. In the bigger scheme of things, from an economic perspective, it can reduce the capital cost of life and increase profitability.
Why PGNAA cross-belt analyzers
Small wonder, Prompt Gamma Neutron Activation Analysis (PGNAA) technologies through cross-belt analyzers have opened up a wide range of opportunities in diverse industries, including mining. Cross-belt analyzers target particular depths and surface areas that represent the entire amount of material on the belt.
Located strategically above the conveyor belt (either in-pit or plant feed), cross-belt analyzers penetrate the entire cross-section of raw material. In real-time, they provide uniform measurements of the material continuously, which enhances accuracy. Effectively, this removes the necessity of constantly sampling coarse (primarily crushed) conveyed ore flows. Typically, each element in a sample produces a unique set of characteristics. Once identified, analysing the gamma-ray spectrum determines the concentration of elements. Thermofisher’s ebook, PGNAA and PFTNA Technology for Nonscientists state this.
Ultimately, PGNAA minimises sample errors. Besides, the high frequency of analysis helps reduce variation in material quality.
Through continuous online elemental analysis and monitoring of raw materials, cross-belt analyzers provide plant managers with a clear picture of grade and gangue composition. Then, equipped with information available in real time, they make sound decisions to use resources better and improve metal recovery.
One may ask: Can award-winning instruments from some of the most respected OEMs guarantee expected results?
Getting the most out of cross-belt PGNAA
The answer lies in the saying: A bad carpenter blames their tools. This would apply to the deployment of PGNAA cross-belt instruments on conveyor belts.
Handily, there are several measures to get the most out of PGNAA. Compiled from the “how-to“ of several manufacturers, the following are some of them:
1. Heterogeneity, instrument accuracy, and precision
Two factors are central to effective bulk ore sorting: the natural heterogeneity of the material at the measurement location and, of course, the accuracy and precision of the measurement. As regards assessing ore heterogeneity, Noble and Ferguson point out that drill core data can be utilised through metre-by-metre elemental assays.
Metso elaborates on heterogeneity: “Most mining deposits are naturally heterogeneous and lend themselves well to bulk ore sorting, but this must be implemented as early as possible before excessive mixing occurs. Material presented to the sorter needs to have sufficient grade variability occurring in large enough batches of material for effective separation”.
2. Crossbelt conveyor set up In Crossbelt Conveyor Considerations: What You Need to Know, Thermofisher Scientific’s Kevin Gordon lists several factors that can impact results:
• Conveyor material for construction
The material from which conveyors are made and how they are set up could affect the accuracy of the analysis and the ease of use of the equipment.
• Material profile
The right material profile should be placed on the conveyor belt. And so, controlling the material profile is important through loading. There are downsides to both extremes, so a perfect balance should be sought.
Overloading can cause physical damage, resulting in unpredictable results. On the other
hand, low belt loading can reduce the number of measurable gamma-ray events attributed to the limited mass available to emit gamma rays.
The aforementioned approach may be elementary, but more details on boosting the performance of cross-belt PGNAA instruments are provided in white papers and technical reports from manufacturers.
Massive benefits
In the main, for plant operators, there are massive benefits for mining operators of using cross-belt PGNAA in both existing and greenfield operations:
1. Existing operations
If conducted close to the mining face, bulk ore sorting can potentially reduce ore transport requirements. After rejecting barren gangue, less ore can be transported to the processing plant for downstream processing. Besides, after effective sorting, an increase in feed grade can lead to improved recovery.
2. ii. Greenfield operations
In greenfield operations, sorting at the face can enable the reduction of the size of downstream processing equipment. Eventually, this can cut capital and operating costs, besides improving production.
Viable avenue
Without a doubt, cross-belt PGNAA instruments present one of the viable avenues for mining companies with operations in Africa to cope with challenges in the contemporary environment. They offer the convenience of managing the challenges of declining ore grades, increasing operating costs, and ESG reporting compliance.

Mining Business Africa | May - June 2024 3
Gold - real time ore grade measurement
SCANTECH GEOSCAN GOLD innovative sensing solution provides accurate data on gold ore feed quality at the beginning of mineral processing in real-time.

Gold mining companies now have a new capability available to help with representative grade measurement in conveyed plant feed. Elemental measurement combined with moisture and fragmentation data can provide new levels of plant control through improved ore management, early waste rejection, process improvements through reduced consumption of resources such as energy, water and reagents, and reduced fine tailings generation. Higher and more consistent feed grades result in higher metal recoveries and increased product for the same throughput capacity generating major increases in revenue and reductions in costs. GHG emissions can be significantly reduced by processing less waste unnecessarily.
Primary crushed material on a conveyor can be representatively and continuously measured
over small tonnage increments in real time using high specification prompt gamma neutron activation analysis (PGNAA). Recent advances as well as ongoing incremental improvements have resulted in Scantech GEOSCAN GOLD being used successfully on gold ores. Successful performance is already proven in many challenging bulk ore sorting applications in base metals and PGMs. Analysers are installed in gold mines in North America, Latin America, Australia, Asia and Africa. The average concentration of the Gold in the ores is 1 gram per tonne or 1 part per million.
The analyser measures a suite of elements over each 30 second increment of conveyed flow, including proxies for gold where available, as well as direct measurement of gold over 5-10 minute increments at precisions suitable for decision making (as low as 0.2 – 0.3ppm
Au achieved). Decisions can be made for ore blending changes, bulk increment diversion, and feed forward control. The measurement data is also used for metal accounting and ore reconciliation.
The analyser measures elements in primary crushed rock in conveyed flows at <100 t/h to >10,000 t/h irrespective of belt speed, particle size, mineralogy, dust, moisture, or segregation/ layering.
Benefits of GEOSCAN GOLD
Higher quality measurements (e.g. precisions) enable tighter process control and improved outcomes. Customised analyser configurations and calibrations for specific applications produce the most useful, timely data possible to meet each client’s measurement requirements for effective process control.
4 Mining Business Africa |May - June 2024 Hand-held X-ray Fluorescence (XRF) Spectrometers in Ore Grading
A Crossbelt analyser from Scantech
Metal recoveries can reduce by 10% or more due to feed quality variability alone. Major gold companies are now measuring feed quality variability to develop a better understanding of its controls and consequences, and introducing systems to manage and improve it.
Other benefits include:
1. Unmatched proven performance;
2. Customised calibrations;
3. Operational at completion of commissioning;
4. Patented non-contact design means minimal maintenance and no wear parts ;
5. No sampling necessary during normal operation;
6. Data directly transmitted to plant control system and owned by site;
7. Proven short paybacks in a few months and sometimes weeks
8. Measurement data can be used simultaneously for various applications: bulk sorting, ore blending, ore reconciliation, ore tracking, feed forward control, metal accounting, etc.
9. Immediate feedback to mining operations helps confirm grade delivered against expected quality so schedules can be adjusted in real time,
10. Feed forward control can be used to identify quality parameters that affect

processing in real time:
• ore hardness for mill feed control,
• mineralogy and deleterious content for reagent dosing control to optimise recoveries, e.g. clays, talc, sulphides, carbonates, carbonaceous, etc.,
• sulphur content for diverting sulphide ore to flotation and oxide ore to leaching, segregating acid generating waste from clean waste, smelter feed chemistry control, etc.
Scantech is calling on all gold mining companies in Africa – and indeed, worldwide - to contact them should they require more information regarding the high performance GEOSCAN GOLD for the minerals industry.
Contact: George Tabi, Sales and Marketing Manager – Africa Email: g.ndohtabi@santach.com.au, sales@scantech.com.au
Mining Business Africa | May - June 2024 5 Website: www.scantech.com.au Email: sales@scantech.com.au PREMIUM QUALITY ON-BELT ELEMENTAL ANALYSER FOR MINERALS GOLD
technology,
ore flows
Rocks2data
module. Scantech International_March.indd 1 26/02/2024 5:34:33 PM
World first GOLD analyser for conveyed ore, unique capability, proven
digitising
through
customisation
Lithium battery storage for mining operations
Uninterrupted Power Storage
It is hard not to notice that mines are using lithium-ion battery energy storage systems with renewables. In this way, they are achieving two objectives: ensuring that downtime in the power supply does not interfere with production, and cutting emissions from the use of diesel generators.
 By Nick Barnes
By Nick Barnes
There is a strong business case for effective grid-scale Battery Electric Storage Systems (BESS) in the current mining environment. Concurrently, to meet demand, there is an increase in lithium-ion battery brands released to the market. This has widened the range of BESS options to select from.
Previously, lead-acid batteries were the primary battery product. However, comparatively, grid-scale lithiumion batteries have emerged as an affordable option, with a growing market share.
Pressing needs
Advances in technology incorporated have placed lithium BESS as a strong option to meet the pressing needs in mines, which are a stable and predictable power supply, and reducing greenhouse gas emissions.
1. Predictable energy sources
Mining is inherently power-intensive. Essentially, they require a consistent
and optimal supply to ensure continuous operations.
Hence, as they are increasing production, mining companies need predictable sources of power as backups to utilise during peak demand or in the event of downtime of primary sources. Usually, downtime can translate into millions in a loss of revenue.
Besides, what a perfect time to have alternative sources to explore!
Mines are bearing increasing operating costs and falling profit margins. Against this backdrop, according to the Institute of Materials, Minerals and Mining (IMMM), power consumption accounts for up to 40 per cent of a mine’s operating costs.
2. Reducing emissions
Mining companies are acknowledging their culpability as ‘biggest’ polluters and are seeking avenues in their operations from pit to port through which to clean up their act. Increasingly, they are embracing lithium-ion BESS as one sure way they can achieve this.
Renewables the catalyst
The falling cost of switching to renewables, mainly wind and solar, has underscored the need for reliable BESS. While wind and solar are affordable, the downside is that they cannot provide consistent and reliable power, as they are at the mercy of inclement weather. So, using reliable lithium-ion BESS offsets the intermittency.
BESS enables the microgrid to increase the amount of renewable energy it uses. It compensates for sudden variations in the power output of solar panels and wind turbines, according to Saft, a BESS solutions provider.
Sebastien Hita Perona, Saft’s energy storage solutions general manager, explains: “Energy storage solves renewables’ intermittency and allows them to be integrated into base load resource planning.”
In an insight Enabling renewable energy with battery energy storage (2023), McKinsey & Company) sheds more light: “The flexibility BESS provides will make it integral to applications such as peak shaving, selfconsumption optimization, and backup power in the event of outages.”
McKinsey & Company mentions cycle life and affordability as the determining factors for battery selection, and lithium-ion batteries fit the bill as they tick these critical boxes.
What gives lithium-ion batteries the edge
Based on information suppliers of BESS shared with MBA, the following factors are driving mining companies to Lithium-ion batteries:
1. Longer life cycle - Longer Depth of Discharge (DOD)
The rule of the thump is the Longer Depth of Discharge (DOD) and longer life cycle. From this perspective, Lithium-ion batteries have the edge over conventional lead-acid batteries.
The recommended maximum depth of discharge (DoD) of the batteries is 80%, which translates into a life of 5000 cycles. In contrast, lead-acid batteries
6 Mining Business Africa |May - June 2024
Eskom’s Hex Battery Storage system in South Africa
are limited to a discharge range of 40-50% DoD. This yields a cycle life of 1800-2500 cycles. Even though this statistic is for premium lead batteries, average ones could be lower.
2. Lighter
Transportation is a big cost as mines are in remote areas far from suppliers. Compared to lead-acid batteries, lithium batteries are the better option. In addition, they are lighter - a quarter of a lead acid battery’s weight with the equivalent capacity. In addition, the volume is equivalent to a third lead acid battery.
3. Reduced expenditure (cost savings)
Thus, due to the long-life cycle, lithium batteries are less often replaced, which translates into reduced expenditure on battery storage. Further, less weight reduces the transport costs and lessens the burden of installation.
4. High charge efficiency
If recharged over two hours, the charge efficiency of lithium batteries is 96% (4% lost). This efficiency improves to 98% (2% lost) if recharged over ten hours.
In comparison, the average charge efficiency of lead-acid batteries is 67% (33% lost). Also, lead-acid batteries are not rechargeable in two hours. The closer a lead acid battery gets to a 100% state of charge (SoC), the slower it charges.
5. Improved safety
Over-charging a lead acid battery reduces its lifespan dramatically and may cause the release of toxic gases. As standard, LiFePO4‘s safety LiFePO4 batteries include battery management system (BMS) electronics, which protect the batteries against overcharge, over-discharge and short-circuit complications. This boosts safety.
Uptake
in mining
Amid all the hype, it is tempting to ask: are mines adopting LFP BESS in droves?
The fact is that mining companies are conservative in exploring new technologies. Their thinking goes: if it’s not broken, why fix it? The mindset is: “It’s fine, but isn’t there something that works better?”
Nonetheless, some are breaking new ground in demonstrating that battery
storage is a sustainable option they can turn to. One of them is South Africa’s Harmony Gold in the Free State.
Following commissioning a few months ago, Harmony Gold 30 megawatt (MW) solar photovoltaic is delivering green electrons to our shafts and is expected to deliver approximately 70-gigawatt hours of renewable energy to Harmony’s Free State operations per annum. The miner expects to reduce carbon dioxide emissions by approximately 65,000 tonnes in the first 12 months of operation.
The plant is Phase 1 of an ongoing project; Phase 2 is in the pipeline.
Harmony Gold expects an estimated annual saving of R425 million in electricity costs once Phase 1 and 2 are complete.
The mine in Free State uses a lithium-ion battery energy storage system.
Hopefully, other mining houses will follow suit.
Grid-scale Lithium-ion Battery Market Size, Outlook: Shaping Future Trends and Growth from 2024 to 2031

Mining Business Africa | May - June 2024 7
Uninterrupted Backup Power, Efficient Mining
BlueNova, a South African lithium battery manufacturer, is committed to providing mining companies in the region with reliable and cost-effective standalone lithium battery solutions.

Blue Nova offers a diverse range of standalone batteries tailored for residential, commercial, and industrial use, each with unique features. The batteries range from 13V-8Ah-104Wh batteries to 780V-280Ah218kWh high-voltage batteries, ensuring reliability during outages.
Industrial-grade batteries guarantee uninterrupted operations in demanding environments. The larger containerised iESS systems are custom-built and start at 250kVA–500kWh, while the larger iESS systems, like the one at Midstream Estate in Cape Town, are 6MW–17MWh systems. BlueNova could go bigger should the application require it.
Besides standalone batteries, BlueNova’s solution includes battery monitoring and control units, remote battery monitoring, and control units. Shedding light on what each of these products entails, the company’s Product Manager demonstrates: “A battery monitoring device simply observes and reports on a battery’s status, like its voltage, temperature, and state of charge. On the other hand, a battery monitoring and control system not only monitors but also actively manages the battery. This includes features like adjusting charging rates, balancing cells, and even remotely controlling the battery’s operation, optimising its performance and lifespan.”
BlueNova has been observing recent developments in the battery storage niche market as new suppliers enter the market. The product manager guarantees that the company is a cut above its competitors.
He explains that Blue Nova, part of the Reunert Group, one of the largest engineering companies in Southern Africa, brings a wealth of experience and expertise to the field of battery storage solutions. “With almost a decade of operations in South Africa, specialising in exceptional, high-quality, high-performance lithium-ion batteries, Blue Nova is wellpositioned to provide robust guarantees about the quality of the In a nutshell( Of its products?
8 Mining Business Africa |May - June 2024
for mining operations
Lithium battery storage

Lithium battery storage for mining operations
) , BlueNova prides itself on the following strengths:
1.
Proven Track Record
With nearly 10 years of successful operations in South Africa, Blue Nova has a proven track record of delivering reliable and highperformance lithium-ion batteries to a wide range of industries, including mining.
1. Reunert Group’s Legacy
Being part of the Reunert Group adds an extra layer of assurance. The Reunert name carries a legacy of excellence and reliability in engineering solutions, spanning decades ( Centuries, since 1888). This legacy assures customers that Blue Nova, under the Reunert umbrella, is committed to delivering long-lasting, top-quality products.
1. Long-Term Commitment
The assurance that Reunert gives about being present for the next 20 to 50 years further solidifies the commitment to quality and sustainability. This commitment extends not only to the initial supply of batteries but also to ongoing support, maintenance, and innovation to meet evolving industry needs.
1. Quality Standards
Blue Nova adheres to stringent quality standards and certifications, ensuring that every battery supplied meets or exceeds industry benchmarks for safety, reliability, and performance.
1. Customer Satisfaction
Blue Nova’s focus on customer satisfaction is reflected in its track record of providing tailored solutions, responsive customer support, and continuous improvement based on feedback and
technological advancements.
In a nutshell, Blue Nova, backed by the Reunert Group’s legacy and long-term commitment, offers a solid guarantee of supplying top-quality batteries that meet and exceed industry standards. This ensures reliable and sustainable energy storage solutions for mining and other industries.
Advice on product selection
Based on over eight years of experience, efficiency and reliability are vital in mining operations, and an informed choice of lithium batteries is important. Thus, as a leader in energy solutions, Blue Nova is cognizant of the critical factors that mining companies must consider when selecting lithium batteries for their diverse applications. The following are critical:
1. Durability and reliability
Mining environments require batteries that can withstand extreme temperatures, vibrations, and shocks. Blue Nova’s lithium batteries are engineered with robust materials and advanced technology to ensure durability and reliable performance, even in harsh conditions.
1. Energy Density and Capacity
Mining operations often require high energy density and large-capacity batteries to support heavy equipment and extended operations. Blue Nova offers lithium batteries with high energy density, providing ample power while minimising space and weight requirements.
1. Safety and Compliance
As safety is key in mining operations, choosing batteries that meet industry standards and


regulatory requirements is important. Blue Nova’s lithium batteries adhere to stringent safety protocols, including built-in protection mechanisms against overcharging, overdischarging, and short circuits. ( You could metion that LiFeP0 is the safest lithium)
1. Lifecycle and Maintenance
Longevity and low maintenance are key considerations for mining companies looking to optimise their investments. Blue Nova’s lithium batteries are designed for an extended lifecycle with minimal (Zero) maintenance requirements, reducing downtime and operational costs.
1. Integration and compatibility
Seamless integration with existing mining equipment and systems is crucial for efficiency and ease of implementation. Blue Nova provides customisable battery solutions that can be tailored to fit specific mining applications and integrate with various equipment and control systems.
“By prioritising these factors and leveraging Blue Nova’s expertise in lithium battery technology, mining companies can enhance their operations with reliable, high-performance energy solutions tailored to their unique needs,” states the product manager.
By and large, being a South African company, Blue Nova offers several benefits to mining companies. Firstly, sourcing locally helps streamline supply chains, reducing reliance on international suppliers and lessening risks from global disruptions. This results in predictability. Furthermore, it fosters closer collaboration, leading to customised solutions tailored to mining needs.




New Engineered Vacuum Pump Sets
Repair & Service
Technical Sales & Support
Service Exchange Vacuum Pumps
On Site Performance Testing



10 Mining Business Africa |May - June 2024 N A S H L I Q U I D R I N G V A C U U M P U M P S V a c - C e n t S e r v i c e s h a s b e e n m a n u f a c t u r i n g N A S H L i q u i d R i n g V a c u u m P u m p s a n d C o m p r e s s o r s 1 0 0 % L o c a l l y s i n c e 1 9 8 7 V a c - C e n t S e r v i c e s o f f e r t h e e n t i r e N A S H V a c u u m P u m p a n d C o m p r e s s o r r a n g e W e m a k e i t t o s u i t y o u r p r o c e s s ! V A C - C E N T S E R V I C E S ( P T Y ) L T D O F F E R S T H E F O L L O W I N G :
H E A D O F F I C E 1 2 4 S N A P P E R R O A D W A D E V I L L E T : + 2 7 1 1 8 2 7 1 5 3 6 I N F O @ V A C C E N T . C O . Z A W W W . V A C C E N T . C O . Z A
Intelligent conveyor belt lining
Smarter, Safer, and More Efficient Conveyor Maintenance
Conveyor belt maintenance has a huge impact on safety and productivity in mining. Handily, sensor-embedded intelligent conveyor belt plastic lining presents an opportunity for applying predictive maintenance, which forestalls downtime and mitigates risks.
By Jimmy Swira
Picture this: a conveyor belt is in perfect working condition after post-installation commissioning, given a thumbs up. Good to go.
Ideally, in above-ground and underground operations, conveyor systems should work flawlessly when duty calls. But in the unforgiving world of bulk material handling, naturally, they are exposed to abrasion, wear and tear, and the risk of fire. It is par for the course.
Ghastly
The cost of this can be too ghastly to contemplate, not least when management has eyes on achieving big figures. At best, the consequence is the loss of productivity because of unplanned downtime; at worst, fatalities and serious injuries.
Measures in place
Preemptively, mining companies should have measures firmly in place to handle this. But human laxity always creeps in—management thinks they are on top of things. Besides, there is a tendency to subject every expenditure, even as critical as safety, to obsessing over cost containment. They seek answers to the question: How much will it cost us? Is it worth it?
Unfortunately, this comes at the expense


The colossal costs of conveyor failure
There is a high price to pay for a poorly monitored conveyor belt. There are several documented cases globally. Sadly, many more could unfold currently as mining activity ramps up. Incidents in these countries stand out:
Australia
In Australia, an Australian gold miner, Victoria Gold, could not meet its full-year
production projection after its overland conveyor suffered extensive damage. Replacing the conveyor belt resulted in downtime to crushing, conveying, and stacking.
South Africa
In South Africa, in 2018, a burning underground conveyor belt at Parabora Copper Mine in Limpopo Province resulted in a tragic incident. There were six fatalities and 48 injuries.
of workers’s health and safety, which the Mine Health and Safety Act (MHSA) obligates mines to prioritise devotedly. And so, miners must identify hazards and minimise all known risks the workforce could face from exposure.
Surely, there is a clarion call for mining companies to invest in technologies to enable effective and efficient management of conveyor belts through monitoring.
Intelligent conveyor belt lining
Fire risk mitigation is a critical requirement that involves preventing and safely dealing with belt fires. Fortunately, with rational investment in suitable technologies, this is achievable.
One technology for mining companies is intelligent plastic lining. Embedded with temperature and wear sensors, the lining’s sliding properties facilitate the smooth flow of bulk materials. In conveyor systems, the technology has proved reliable in preventing major damage attributed to fires and allowing predictive maintenance.
The route to go
For smarter, safer, and more efficient conveyor belt maintenance, intelligent conveyor belt lining could be the route.
For more on this technology, see the following article.
In 2020, at power utility Eskom’s Medupi station, a faulty conveyor belt feeding coal into generation units caused power blackouts in some parts of the country. The functioning conveyors could not take the required amount of coal. Following this, the power utility implemented “load-shedding” to ration power supply. Sadly, similar cases have been a dime and a dozen since.
Mining Business Africa | May - June 2024 11
Innovations Go Deeper for Adequate Ventilation
Modern axial fans incorporate new features. This underlines that OEMs are upping their game in the development of products to meet evolving ventilation and cooling needs for workers in underground mining.
By Nick Barnes
Mining companies are going into deeplevel environments in search of highgrade ore. The challenge before them is that the deeper they go, the tougher conditions workers are exposed to at the coalface of activity.
Underground, usually, workers face extreme temperatures (peaking at 50 degrees Celsius), humidity, dust, and fumes.
Thus, to ensure ideal working conditions, reliable, robust, and innovative ventilation systems are necessary. Once well implemented, the payback is immense: a reduction in worker fatigue, which increases safety and production.
OEMs answer the call
Interestingly, OEMs that provide various ventilation systems are answering the call to meet complex challenges that arise as mining goes to greater depths. Mining Business Africa sifted through some innovations or upgrades of existing technologies from Research and Development (R&D) endeavours. In the main, there is an effort to enable convenience, costeffectiveness, elevated safety, and sustainability.
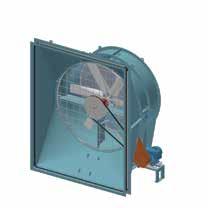
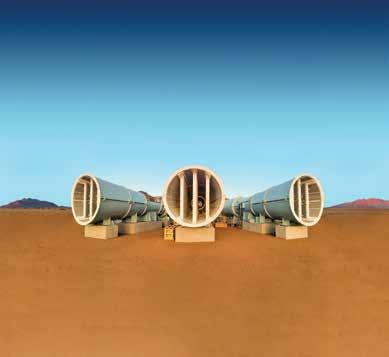
Axial fans
One area where this is noticeable is the niche of axial fans. Relevant OEMs involved in the area have gone all-out to create modifications and incorporate accessories addressing current industry needs.
This is significant, as axial fans are instrumental.
Used in various ventilation and cooling applications, axial fans remove dust and gases and provide fresh air for worker safety.
Mounted on the shaft collar, axial fans, draw ambient air through the air cooler and deliver chilled air to the mine’s ventilation shaft.
What stands out in the innovations witnessed among axial pump brands introduced to the market are increased health and safety compliance, energy efficiency, modular convenience, and robustness.
1. Noise reduction
On the one hand, axial fans serve a vital purpose, providing fresh air for workers. On

the other, their operation can have unintended consequences.
Detrimentally, the high decibels of noise that axial fans produce can pose a risk to workers’ hearing, resulting in a violation of local and environmental regulations.
On the risk of high noise levels, the Mine Health and Safety Council (MHSC) expounds: “Exposure to excessive noise results in permanent impairment of hearing/permanent hearing loss (noise-induced hearing loss). The Council singles out high noise levels as one of the most common injuries in the South African mining sector.
There are thresholds on noise levels from equipment, including axial fans. The total operational or process noise emitted by any equipment must not exceed a milestone sound pressure level of 107 dB(A) and no employee’s Standard Threshold Shift (STS) must exceed 25 dB from the baseline when averaged at 2000, 3000, and 4000 Hz in one or both ears.
As mine health and safety regulations obligate noise abatement measures, handily, new fans accommodate custom silencers. Retrofits of old fan models are also carried out on projects.
2. Energy efficiency
Managing the strained power sources has become a business imperative. To achieve this, mining companies are leaving no stone unturned, exploring every available opportunity. And if one of them involves cutting the power consumption of fans, why not?
Studies show that ventilation can consume between 40 per cent and 50 per cent of a mine’s energy costs. And so, there are tangible energy savings to be had.
Typically, as traditional fans direct air to areas that are not populated, traditional axial
fans waste a lot of power. Hence, to handle this, modern axial fans have sensor tracking, which automatically responds to real-time demand. Eventually, this ensures that the amount of air released is only according to need.
An electronic controller fitted with radio frequency identification trackers can regulate a fan in line with low- or high-flow volumetric requirements to disperse gases and ventilate an area.
Trackers monitor underground equipment heading into an area where ventilation is required. A case in point is the number of people and trucks moving into an area, even a truck’s engine details.
3. Modular convenience
In current mining equipment models, modular solutions are the in-thing. With modular equipment, a mine can add or remove accessories such as silencers or adapters.
4. Robustness
Impeller failure is one of the common problems that surfaces in axial fans. And if it does, its impact on production and worker safety is significant.
Usually, fans face high temperatures and vibration effects. However, hubs on steelfabricated impellers allow operations in harsh conditions.
Also, in what has become standard, fibrereinforced plastic (FRP) material is used to solve the problem of the limitations of plastic hubs. Fitted on axles, plastic hubs endure extreme stresses such as high speeds, natural oscillations, and vibrations, which lead to damage and excessive deformation.
However, reinforced plastic offers extra protection, making the hubs more robust. With heat resistance, impact, and shock-energy absorption, the material offers protection against damage and excessive deformation.
Keeping abreast
From the look of things, it seems axial fan OEMs are not resting on their laurels and are keeping abreast of the evolving ventilation needs of underground mining operations. This bodes well for mining companies aiming to realise sustainable and profitable operations.
12 Mining Business Africa |May - June 2024
fans for Underground Mining Environment
Axial
Axial fans at a mine site
free of cavities & maintenance
Product range
Plug Valves with PTFE-sleeve two-way and multi-way valves
HIGH PERFORMANCE valves for processes with demanding requirements
Valves with PFA / FEP lining full safety for operator and environment
Sampling systems safe, representative, reliable
Control plug valves precise equal percentage or linear control
Piping accessories
AZ Sealing System Solutions for a cleaner and safer environment

metallic or with PFA / FEP lining, lined strainers, lined ball check valves, lined sightglasses
Actuation aligned, verified and tested components
Special solutions customized plug valves made of cast and forged special materials



According to ISO 15848, TA-Luft and API 641 (German standard) Local for local - Local manufacturer since 1985 www.az-armaturen.co.za



ARMATUREN
AZ-Armaturen South Africa (Pty) Ltd 28 Derick Coetzee Street, Jet Park Ext. 20, Boksburg, 1459 Email: info@az-armaturen.co.za Contact Number: +27 (0) 11 397 3665 engineered. fast. dynamic. Low-Emission Plug Valves
Fugitive Emissions
Axial fans for Underground Mining Environment Overcoming Obstacles in Mining Ventilation:
Air Blow Fans Innovative Solutions for African Mines


As a proudly African company, Air Blow Fans (ABF) has been designing, manufacturing, and engineering both turnkey and custom mining ventilation solutions across the continent for the past 25 years. Established in 1998, the South African-based business specialises in both centrifugal and axial flow fan systems, offering a comprehensive range of services, including engineering, refurbishments, automated balancing and remote monitoring.
While many of Air Blow Fans’ competitors may focus solely on either axial flow or centrifugal fan technologies, the company’s in-house engineering capabilities allow it to tackle the most complex ventilation challenges using either. These range from small auxiliary and jet fans for underground applications to fans larger than 4 metres in diameter, from shaft sinking applications to main ventilation systems and underground boosters.
One project illustrates ABF’s problem-solving prowess. A mining client in Rwanda required a fan resistant to foreign debris being ingested into the system. ABF’s in-house designed centrifugal backwards-curved radial-tip fan not only solved

the debris issue but significantly increased the system’s campaign life – a critical factor, as the client had previously been forced to shut down the fan almost daily for cleaning. Impressed, the client noted they hadn’t needed to stop the system since the new ABF fan was installed, also negating the need for remote monitoring and automatic balancing add-ons.
Similarly, when a South African coal mine sought a redundant bifurcated centrifugal fan system (with each fan capable of providing the total required airflow) ABF delivered an aerofoil-bladed centrifugal system with a motor and gearbox combination which provides the low-speed requirements of the fan to achieve high efficiency and flow rates. Recognising the application’s unique requirements, the company also incorporated blast panels on the shaft top elbow – a feature not typical in hard rock mining. The successful supply, installation, and commissioning of the two 4.8-metre diameter, 1,100 kW centrifugal fans and accompanying equipment, earned the project the prestigious “Best Project Team of the Year” award from the client.
As mining across Africa becomes more
14 Mining Business Africa |May - June 2024
A large centrifugal fan system built and installed at a mine in Zimbabwe.
Jet Fans at ABF’s workshop in Springs, South Africa.
Fan blades designed using biomimicry offer enhanced aerodynamics






Axial fans for Underground Mining Environment



mechanised, the need for advanced auxiliary fan designs has grown. ABF’s focus on improving aerodynamics and reducing power consumption has been invaluable, helping clients optimise energy usage, especially important as many mines now generate their own power. As part of this innovation, ABF explored biomimicry in developing new fan solutions. One client in Ghana initially questioned the “strange-looking bumps” on the fan blades, only to learn they were inspired by whale fins – a design that enhances aerodynamic efficiency. This nature-inspired approach, combined with advanced engineering, has resulted in a fan Gavin Ratner, ABF’s CEO, describes as more efficient and cost-effective than competitors’ offerings.
Complementing its well-established fan solutions, ABF has more recently branched out into the design and supply of dust control scrubbers for underground mining applications. Drawing on its years of experience in the sector, the company has developed a deep understanding of the challenges mines face in managing airborne dust, and its scrubber systems incorporate sophisticated engineering codes to maximise their effectiveness.
Beyond manufacturing, ABF handles all civil work, electrical reticulation, and installation to ensure the highest standards until project completion. And once the project has been signed off on time and within budget, the company’s team of qualified, experienced technicians is available 24/7 to address any issues that may arise, whether it’s troubleshooting an out-of-balance problem, replacing mechanical components (like bearings and motors) or performing precision trim balancing. Importantly, ABF can mobilise its field service crews within 24 hours to ensure that clients’ operations remain uninterrupted.
To further enhance reliability, ABF has developed an AI-powered remote monitoring system that detects potential equipment failures before they occur. While mechanical components remain the company’s core focus, this innovative technology augments the offering, helping ensure clients’ mining operations run smoothly and efficiently.
At the heart of Air Blow Fans’ success lies an unparalleled problem-solving ability, honed over 25 years of tackling the mining industry’s most complex ventilation challenges. Whether designing a fan resistant to foreign debris, creating a redundant system to ensure uninterrupted airflow, or drawing inspiration from nature to enhance efficiency, the company consistently pushes the boundaries of what’s possible. As the industry continues to evolve, this proudly African business will remain at the forefront, leveraging its pioneering spirit and engineering passion to keep the continent’s mines running safely and efficiently, one tailored project at a time.
16 Mining Business Africa |May - June 2024
An auxiliary fan being assembled by ABF staff in Springs, South Africa.
A bifurcated centrifugal fan system during installation at a coal mine in Mpumalanga, South Africa.
A large axial flow fan built and installed at a mine in the Free State, South Africa.
Surface miners
To use or not to use surface miners
Noddy McGeorge, principal mining engineer at SRK Consulting (South Africa), examines the ideal conditions in which surface miners can be employed and where traditional methods may be more suitable.

A close up of the cutting drum below the machine with the picks inserted
Surface miners are an adaption of the method of rock cutting that utilises a drum with picks attached to break the rock, similar to the underground continuous miners. There is also a variant that uses a rotating drum that applies the same principles.
Limitations
Given that the machine cuts the rock or ore without blasting one of its limitations is the inherent strength of the material (compressive strength) that it cuts and the mass of the machine and the power that can be applied to the material to be excavated.
Upscaled in size
One of the equipment manufacturers used to apply the equipment in road rehabilitation where the miner cuts the original bitumen surface away. In the last few years, the machines have been upscaled in size to make them suitable for excavating surface mines in both the ore and the overburden material.
Types of surface miners
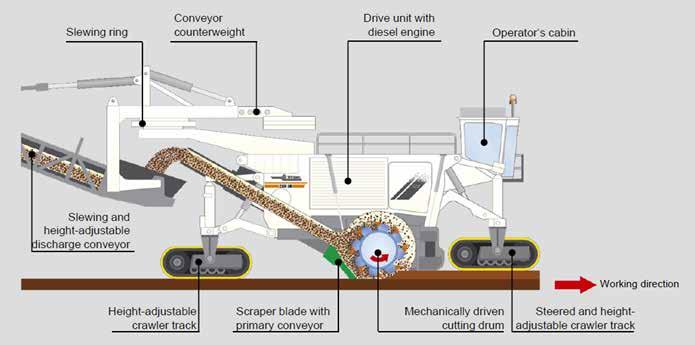
A picture of a Wirtgen miner loading the cut coal into an adjacent truck on an opencast coal mine in Australia. The picture is a cutaway drawing showing the cutting action and the discharging of the material.
The key in using this type of surface miner is that the material cut below the drum can either be lifted up and loaded into a truck or simply side casted or left in a windrow behind the machine. The machine is capable of cutting to a depth of between 0.1m to 0.6m in each pass and where necessary can adjust while in motion.
The second type of surface miner is the Vermeer miner where the drum is in the front of the machine and the material is collected behind the drum with a spade with gathering arms. The machine can also operate where it cuts the material and leaves it in place and a secondary operation using a front-end loader and truck removes the material.
The cutting method is limited by the picks and is approximately 10 - 50cm per pass which means that the operation can be accurate in cutting only the ore and not the waste hence limiting the dilution. This makes it suitable in thin tabular deposits where drilling and blasting cannot be applied and that the ore has to be selectively extracted.
The drum type surface miner which was developed by Krupp was applied more like a shovel or bucket wheel excavator in thicker seams but could also be used in thinner seams where necessary. Its limitation was the cutting pattern on the drum. Based on the limited cutting profile it only found use in soft applications such as coal and lignite. A picture is shown below.
Currently the large hydraulic shovels can apply a larger breakout force similar to this surface miner and hence free dig the thicker seams but are not as accurate in separating the ore / waste interface.
Conditions suitable for surface miners
The surface miner is best utilised for selective mining in thin slices to minimise dilution by accurately separating the ore / waste interface. It can be done on inclined seams up to around 20 degrees but becomes traction limited at steeper

dip.
The main advantage is that the machine breaks the material without blasting and hence limits dust and other environmental concerns. Also, it allows a better control of any highwall faces and hence allows a steeper wall or better recovery of ore within the mining licence at the boundaries. In thin seams the machine is able to recover material that would be lost using bulk mining methods where the cost and practicality of recovering the ore becomes prohibitive.
Typically, in most current opencast operations the cut off on seam thickness with large bulk mining is at 0.75m based on the physical digging parameters and often more when the cost of extraction is considered. Based on the productivity of the machine, which is governed by the depth of the cut and the
This can be a constraint when the full mining process includes other mining equipment that may constrain the available area and where the surface miner activities are not matched to the speed of exposure of the ore. The cutting process also generates a small well graded sized product and hence eliminates secondary sizing at the plant. In cases where the ore is cleated or closely jointed the system can handle the excavation with limited complications.
When the seam is thin the alternatives to drill and blast include ripping with a dozer or trying to free dig with an oversized shovel but these methods lose the degree of selectivity that the surface miner can apply. The increased dilution then makes the methods cost prohibitive. In some applications the surface miner may also compete in a capital shoot out with the bulk mining method by eliminating the drills and
Mining Business Africa | May - June 2024 17
Noddy McGeorge
Surface miners
loader providing the overall ore targets are within the capability of the machine.
Rock
conditions determining the type of equipment
Like any rock cutting application the force that can be applied at the point of the pick and the speed of advance all are interrelated as well as the control of the depth of the cut which result in the productivity of the system. The typical range of compressive strength of material that the miner can cut is between 10 and 70 Mpa with the consequent alteration of the productivity. In the softer materials the material dispatch method can also affect productivity where material does not flow adequately or time is lost changing between trucks.
Types of material mined based on their compressive strength
The production rates of the larger machines can range from an instantaneous rate of 1500 Bank cubic meters per hour (BCM’s/Hr) in the soft material to around 500 BCM’s/Hr in 50Mpa material. This can be contrasted to a typical underground continuous miner that cuts at a rate of approximately 500 BCM’s/Hr in coal at an instantaneous rate. The advantage in the surface miner is there is less time lost in the dispatch of the material to the clearance mechanism. This means on coal a typical large miner should be capable of cutting between three to four million tons per annum in a coal application. The surface miners have been applied in Iron ore, limestone, coal, lignite, kimberlite, salt and phosphate application and Wirtgen report having sold over 450 machines into mining applications.

Steps to optimise the performance of surface miners
The main application of the miner is to produce ore where the conditions do not allow bulk scale methods with drilling and blasting, where it reduces cost per unit. Hence the main optimisation is to keep maximum productivity of the machine and its cutting time maximised to keep the costs down to compete with the bulk mining methods.
Surface loading equipment typically achieves around an 80% availability and around 80% utilisation in a well designed operation. It is expected that the availability targets can be matched by a surface miner but the utilisation would be lower because of the more frequent changing of the picks on the drum and the repositioning of the equipment.
As noted the area needed for the surface miner operation is larger than the bulk mining so the inventory of available cutting area needs to be large to get the best utilisation. In some operations the multiplicity of seams and their
constrained shape in casting methods make this difficult. Where the machine is being used for a specific application in optimising resource recovery etc the optimisation is mostly around maximising cutting time on the machine.
Benefits that surface miners bring to open-cast mining projects
As noted, the surface miners can have some specific advantages in the extraction of the ore and can produce at a reasonable rate if the overall mine production rate is small. This then gives a capital advantage over the bulk mining method for the smaller capacity. A single surface miner will replace the drills as well as the loader in a bulk operation. The maintenance of a single unit as opposed to multiple units may also be an advantage.
Depending upon the project location, the servicing of the machine by the equipment manufacturer may be a constraint. When mining close to the reserve boundaries, the use of the surface miner allows a steeper slope to be cut thereby maximising resource extraction in the property.
The other benefit is because of the accuracy of the cutting of the waste / ore interface and minimising dilution it allows recovery of thinner seams that are normally discarded. The operating cost of the equipment is unlikely to compete with the bulk mining method in seams that are 1.5m or thicker so its key benefit is in recovering the thin seams. The grading of the material may have a benefit in the elimination of secondary breaking which also attracts losses and plant beneficiation inefficiencies.
18 Mining Business Africa |May - June 2024
A Wirtgen miner loading the cut coal into an adjacent truck on an opencast coal mine in Australia (Image credits: Wirtgen)
A cutaway drawing showing the cutting action and the discharging of the material.

WIRTGEN GmbH · Reinhard-Wirtgen-Str. 2 D-53578 Windhagen T: +49 26 45 / 131 0 A WIRTGEN GROUP COMPANY 280 SM(i): Surface Mining combines safe mining operations with modern cost-effectiveness: the 280 SM(i) replaces the entire equipment otherwise needed for blasting, drilling and pre-crushing. It cuts costs, delivers mined raw materials of higher quality, and ensures more efficient exploitation of the deposits. Take advantage of innovative solutions from the technology leader. www.wirtgen.com www.wirtgen.com/mining Blasting? No! Safety? Yes!
EMESRT Level 9 Controls for Trackless Mobile Machinery
The Last Line of Defence
Mining companies should not view EMESRT Level 9 Control as a grudge investment, but as a potential gain. Currently, there are some pending grey areas. However, mining companies have to be proactive by collaborating with OEMs to find suitable intervention control solutions commensurate with the risks in their respective trackless mobile machinery (TMMs).
 By Jimmy Swira
By Jimmy Swira
In the South African mining environment, the sub-regulation of Regulation 8.10 of the Mine Health and Safety Act (MHSA) on dieselpowered trackless mobile machinery (TMMs) is transforming the management of collision avoidance systems (CAS). The regulation obligates mining companies to implement the industry standard Moving Equipment Safety Round Table (EMESRT) - Level 9 (Intervention Controls). Through EMESRT, the International Council on Mining and Minerals aims to eliminate all fatalities from vehicle interactions in mining by 2025.
Typically, EMESRT) Level 9 stipulates that TMM must incorporate automated machine controls that prevent unsafe vehicle-to-vehicle and vehicle-to-person interactions. This is in the event the operator has failed to implement the prior Level 7 (operator awareness) alarm and Level 8 (advisory control) alerts in a timely manner. In the end, this reduces the risk of fatalities.
Grey areas
S outh Africa is one of the latest countries to ratify EMESRT officially, relatively speaking. So, as you would have thought, there are several grey areas to address. The main ones are the timelines applicable to every mine to adopt and implement, and the huge financial outlay entailed to replace the old fleet with EMESRT-compliant.
So what’s next?
The buck stops with mining companies
Surely, mining companies do not have the luxury of waiting for matters to be clarified before they act on Level 9 Control regulations. The buck stops with them as their operations are inherently risk-prone.

Where there is mining activity, there is always the risk of TMM accidents lurking, ready to pounce. While there may be concerns with the sub-regulation of Regulation 8.10, it is noteworthy that the Mine Health and Safety Act (MHSA) compels mining companies to protect their employees from hazards through the adoption of reliable mitigation measures. This implies exploring every available avenue.
Highlighting the prevalence of risk is not fearmongering. Statistics back this up.
In 2022, Global Data, a data and analytics company, conducted a survey whose findings reflected the overlooked extent of the risk that abounds. The results showed that the failure of vehicle interaction controls contributes to 30% to 40% of mining industry deaths globally. Worryingly, half of these involve pedestrians in underground mines.
New chapter
In an interview with Mining Business Africa published in the March/April 2024 edition, two experts in mining law offered their views on the implication of EMESRT on compliance. Pieter Colyn, a Mine and Occupational Health and Safety Executive and Head of Department, and Warren Hendricks, a Mine and Occupational Health and Safety Executive at ENS Africa, a firm involved in African mining projects. They argued that mining companies should regard the regulations as a new chapter in their drive to mitigate the risk of vehicle collisions, rather than a constraint.
“Employers in South Africa, working with OEMs, are the forerunners in the investigation, design, installation, testing, certification, and utilisation of such “means” (intervention controls) in various mining environments. This brings about opportunities for OEMs to develop new and innovative systems for application at a mine,

locally and internationally,” they stated.
The two highlighted opportunities for OEMs and mining companies (employers) to enter partnerships in testing systems in “real world” mining environments, which vary from operation to operation. In due course, the collaborative arrangements between OEMs and employers would help implement safe and healthy parameters for such systems to operate in such environments.
In this publication’s 2024 Mining Indaba Edition, Probe Integrated Mining Technologies (IMT) CEO, Gert Roselt, concurred with the two legal dons. Going further, he suggested implementing systems that allow for the interoperability of capabilities. “Implementing reliable integrated systems that can comply with Level 9 requires long-term commitment and solid investment in sophisticated CAS systems that provide high integrity object detection, operator warning, and automatic intervention, when necessary, to prevent an accident,” he spelled out.
There are enormous gains from implementing technologies that enable EMESRT compliance; a case in point is in the statistics from South Africa’s mining sector. The Minerals Council attributed the reduction of fatalities to only one TTM collision-related death recorded in 2022 to the increase in the adoption of advanced proximity detection and CAS.
Turning aims to reality
Through EMESRT, the International Council on Mining and Minerals aims to eliminate all fatalities from vehicle interactions in mining by 2025. The onus is on mining companies at the core face of operations to turn this into reality by embracing the last line of defence in vehicle-tovehicle and vehicle-to-pedestrian interactions.
20 Mining Business Africa |March - April 2024
Chaired by Bernard Swanepoel, this event will bring together leaders from government, industry, coal producers, alternative energy providers, investors, funders and independent experts, who will discuss key issues such as:
• How is the conversation around the energy transition developing internationally and what are the implications for South Africa?
• What is the global outlook for coal and its role in the future energy landscape?
• What will a diversified and sustainable energy portfolio look like?
• What is the future of coal in Southern Africa?
• How are major coal producers diversifying their portfolios and managing demands to lower carbon emissions?
• What are the latest developments in renewable energy and its contribution to South Africa’s energy mix?
• What are investors’ perspectives on how to fund the energy transition?
• What is Eskom’s perspective on coal and alternative energy sources and the roles they will each play in the future energy mix of South Africa?
• How are the issues around coal transport and logistics being overcome to increase export capacity?
• What are the challenges and opportunities for junior coal miners in 2024 and beyond?
• And much more...
MEETING ENERGY NEEDS FOR THE FUTURE Contact us about sponsorship opportunities:
The
sponsorship@resources4africa.com
2024 Coal & Energy Transition Day, for producers, traders, investors and users is brought to you by Resources 4 Africa, the organisers of the Joburg Indaba.
23 JULY 2024 | www.coalindaba.com COUNTRY CLUB JOHANNESBURG, AUCKLAND PARK 6TH EDITION Mining Industry Partners: Premium Sponsor: Coal & Energy IN-PERSON & ONLINE! +27 (0) 11 463 7799 // +27 (0) 61 421 9492 registrations@resources4africa.com For more information, visit our website, www.coalindaba.com
EMESRT Level 9 Controls for Trackless Mobile Machinery
Collision Prevention Systems (CPS)
CRAWL
& STOP Machine Intervention Control (CxDI) Technology for Trackless Mining Machines (TMM)
Our HUB controllers lead the industry in machine interface (CxDI) for CPS compliance, delivering superior safety, real-time monitoring, and increased productivity for both surface and underground mining operations.
Nerospec OSCON’s range of specialist controllers provides a universal interface for Trackless Mining Machines (TMM) when integrated with a third-party Collision Warning/Detection/Management device (CxD). These controllers adhere to industrystandard Minerals Council South Africa (MOSH) intervention controls, supporting any machine OEM, make, model, type, or age. They are also the first 100% agnostic fleetwide machine interface controllers (CxDI), integrating seamlessly with the CxD and the Machine OEM Controller.
Our intelligent CxDI machine controllers offer advanced data logging capabilities, providing valuable insights into machine health, maintenance schedules, productivity analytics, and real-time monitoring. With over 5,000 successful installations on various mobile equipment from over 45 different OEMs and spanning more than 200 machine types since 2015, Nerospec OSCON has established itself as a leader in the field.
Enhancing Safety Across the Mining Sector
Mining companies continuously strive to maximise revenue while maintaining safety standards. However, increased productivity can inadvertently elevate safety risks due to the proximity of machinery and personnel.
The mining industry faces significant safety challenges, particularly concerning trackless
mobile machines (TMMs) and associated fatalities. Yet, advancements in technology, such as CPS regulatory compliance (Level 9 outside South Africa), offer promising solutions. Nerospec OSCON has been at the forefront of spreading this technology globally, ensuring safer working environments in mines across four continents.
Recognising the urgent need for safer mining environments, Nerospec OSCON advocates for the implementation of reliable, MOSH-compliant CPS (Level 9) intervention control technologies. Drawing on over two decades of engineering experience, we assist organisations in achieving zero machine fatalities by deploying fail-to-safe machine intervention control (CxDI) solutions.
Our CPS (Level 9) control standards intervene through automated and fail-to-safe machine control, preventing unsafe interactions between vehicles and personnel. The system solution incorporates the CxD, which detects potential threats and alerts operators to react. If the operator does not respond, the CxD instructs our CxDI to either initiate a crawl or bring the
machine to a stop, effectively reducing fatalities.
Through our intelligent reporting platform, SIMAC (Short Interval Monitoring And Control), Nerospec OSCON reports an average of over 600 CPS (Level 9) Stop events per week across our customers’ fleets in 2024, marking a significant decrease from the previous year. This highlights the successful adoption of technology and the resulting behavioural changes within the industry.
Expanding Reach and Impact
As the demand for safer mining practices grows, Nerospec OSCON remains committed to extending the reach of our fit-for-purpose HUB controllers beyond South Africa. Our controllers provide a universal interface for TMMs, integrating seamlessly with both intelligent and non-intelligent machines.
Approximately two-thirds of machines operating in South African mines are nonintelligent, emphasising the need for robust thirdparty vehicle interface controllers like our HUB controllers to achieve CPS (Level 9) compliance. These controllers ensure safety benefits extend throughout the entire mine, regardless of machine intelligence or production area.
Join Us in Building Safer Mining Environments
With over 5,000 successful installations and counting, Nerospec OSCON is poised to replicate our success with new clients in the African mining sector. Join us in building safer mining environments and achieving CPS (Level 9) compliance across your fleet.
Let Nerospec OSCON be your partner in implementing reliable, industry-leading CPS (Level 9) technology to safeguard your mining operations and protect your most valuable asset—your workforce.

22 Mining Business Africa |May - June 2024





















































































































Backfill valves for underground copper mines Seamless Backfill Conveyance in Extreme Conditions
Three years ago, a project at the Kamoa copper mine in the Democratic Republic of Congo showed the application of high-pressure valves in backfill conveyance. The main takeaway from the installation was that the valves have to meet the following features to excel: severe service zero cavity, zero dead space isolation, dump and diversion valves rated to 250 Bar.
 By Jimmy Swira
By Jimmy Swira
Tailings disposal management has become an important operational objective, as mining companies strive to meet stringent environmental compliance requirements.
Interestingly, converting the tailings into backfill has emerged as a cost-effective way of putting the waste to good use - turning trash into a treasure of sorts if you will. The paste fills out mined-out areas underground like stopes that pose a hazard to employees and can interrupt work. Paste backfill is made by mixing a binding agent, water, and tailings, or just water and tailings. The option to use depends on a mine’s particular requirements.
An elaborate task
However, a mine faces an elaborate task in conveying the paste backfill using suitable tools like valves and pumps. This is because of the material’s abrasive and corrosive nature and high-pressure properties, which can test a product’s tolerance to the extreme.
But what works perfectly, or near perfectly (truth be told, there is no perfect product)?
Learning from a project in the DRC
It is plausible to learn from applications in practical project situations. There are scores of projects where valves have been applied for backfill conveyance. And it has worked like a charm. These could provide ample information to base on. But we reference a project where

the team involved was keen to share their details on valve requirements they were privy to. And that is the Kamoa Copper Mine project in the Democratic Republic of Congo (DRC).
Mammoth valve test
Ordinarily, performing this duty in an underground copper mine can be a mammoth test for valves, which can succumb to harsh conditions and fail, stalling progress. This is not a situation mine management would stomach with production at its peak.
The requirements
So, pump selection had to be meticulous, with no margin for error. The selected valves were to allow a mine to go deeper underground and sustain higher pump pressures. They had to fulfill requirements relating to high-pressure range, sizes, connection types, functionality, and resistance to wear.
The specifications
After careful consideration, the team recommended high-pressure valves, with the following specs - severe service zero cavity, zero dead space isolation, dump and diversion valves rated to 250 Bar. This is more or less the standard requirement of valves for the conveyance of abrasive, corrosive, and highpressure backfill in underground copper mining environments in African mining.
So far, three years after installation, the valves are still in perfect working condition. This proves that correct product specs guarantee a seamless backfill conveyance in extreme conditions.
24 Mining Business Africa |May - June 2024
Backfill valves for underground copper mines
Process & Allied Contracting Equipment (Pty) Ltd Valves

Whilst Covid-19 and lockdown may be a thing of the past, and the war between Russia and the Ukraine not making prominent headlines in the news although it is still very much going on, these factors have created a knock-on effect in terms of the increase in raw material costs, particularly for specialised valves.
Despite the challenges of trying to remain economically priced in an ever-increasing competitive market, industrial valves supplier, Process and Allied Contracting Equipment (PACE Valves) MD Charlotte Vaughan states there is a surge in tenders and procurement in the valves industry, with “Substantial growth in new builds and expansion projects across the mining sector”.
“The outlook for the valves industry in South Africa is promising. We have the right skills set, knowledge and ability to continue to grow the industry, as well as continue to meet our clients ever changing needs”, says Vaughan.

Mining Business Africa | May - June 2024 25
Backfill valves for underground copper mines



Partnership Benefits
“We have the right skills set, knowledge and ability to continue to grow the industry, as well as continue to meet our clients ever changing needs.”
While South Africa may have to deal with Country specific challenges and global interferences, both our ability to persevere through those challenges and our outlook are among the most “commendable” in the workplace globally, Vaughan adds.
“Value for money, cost-effective solutions, technical assistance and value-added service are all contributing factors to remaining successful in this business. We need to react quickly to clients’ needs and find suitable and timeous solutions to their on-site demands”.
The partnership between PACE and Australian based OEM specialist flow control solutions, Proeger, has allowed PACE to better service the Backfill Industry in Arica. PACE has become Proeger’s sole and preferred distributor for African projects and the companies collaborate on severe service paste projects. The latest of which being the backfill area for Kamoa Copper S.A. in the DRC.
Whilst this project is ongoing, all the highly specialised valves have been successfully delivered, installed and commissioned with great success.
“We have been privileged to work with like the likes of DRA and Paterson & Cooke on these projects and we look forward to continuing this working relationship for years to come”.
“We will continue to join forces with Proeger Australia, as the partnership enables us to offer a unique solution to the mines’ severe service and backfill sections as well as assisting to advance our install bases, product recognition and growth”, she says.
PACE Valves aims to continue to expand its
Corflex Engineering (Pty) Ltd

footprint both locally and internationally.
“We would like to be the forerunners in high pressure severe service and paste areas of industry, and the go-to Company for all lowpressure valve requirements. It is my goal to provide quality service, products, and technical knowledge to be able to assist our clients in improving their return on investment”.
“We will continue to put our best foot forward to grow the business further and ensure another 40 years of success”, concludes Vaughan.
“Value for money, costeffective solutions, technical assistance and value-added service are all contributing factors to remaining successful in this business.”
Corflex Pinch Valves for high and low pressures in abrasive slurry applications.





26 Mining Business Africa |May - June 2024
Secure Storage, Continuous Operations
As water is the life of mining operations, African mining companies should exercise prudence in the procurement of steel storage tanks.
Mining is a water-intensive industry, and because of some odd pattern of nature, mining operations are in water-scarce areas. Surely, this calls for the adoption and implementation of sound water management practices, more so in the current operating environment.
Unfolding developments
Predominantly, developments are unfolding, causing a mindset change in water management. First, there is an increase in mining activity to meet the demand for critical minerals such as lithium, cobalt, and graphite. Also, there is more focus on the underground environment in search of valuable ore due to declining grades in shallow areas.
Pertaining to minerals, of great interest is global data from the U.S. Geological Survey (USGS) and WRI’s Aqueduct tool. It shows that at least 16% of the world’s land-based critical mineral mines, deposits, and districts are in areas already facing high or extremely high levels of water stress.
Based on this, WRI predicts that mining operations will strain water resources, shrinking water resources for agriculture and industry. Operational challenges and risks abound for mining companies.
Sound management - a necessity
Evidently, the success of scheduled critical mining projects hinges on a reliable water supply. Consequently, sustainable water storage on site is fundamental.
On the importance of water storage tanks for business, SBS Tanks, a storage tank manufacturer, shares its views. The company explains that backup and processing water storage tanks are necessities for the manufacturing and mining industries that are heavily reliant on water. In these sectors, water is needed not only for operational activities but also for safety measures, including fire protection systems, cooling systems, and cleaning processes. The need to reduce environmental impact by reducing fresh water usage results in the further need for processed and recycled water storage.
Hence, in industries, water storage tanks are fundamental for operations. Otherwise,

an interruption to the water supply can cause downtime with a impacting heavily on productivity, reducing revenue.
Prudent decisions
Unquestionably, as water storage tanks are pivotal to mining operations in the current atmosphere, prudent decisions in the selection of suitable products are critical.
There are several tank material options available to select from, including concrete. But the most common ones are steel and polyplastic tanks. There are pros and cons to each of these, depending on the application.
Steel tanksRelating to steel tanks, the following are factors that drive choice:
• Steel tanks offer more capacity, which makes them ideal for water-intensive mining operations.
• Steel tank’s durability is another consideration. Compared to plastic tanks, they offer more resistance to environmental pressures like extreme temperatures and fires. This makes
steel tanks a better fit in mining, power generation, processing, and manufacturing than plastic tanks.
Factors determining selection
In an article, Videx water tanks1, another supplier of tanks to mining companies, lists the following factors that determine the selection of a water storage tank: tank material, size and capacity, water quality and storage conditions, installation requirements, maintenance and durability, cost considerations, supplier reputation and support, local regulations and permits, environmental considerations, and the purpose and application. Most of these factors mentioned would apply to steel tanks. Through evaluating these factors, a mine can make prudent decisions to select a suitable tank to ensure a reliable and sustainable water supply for its needs. The rule of thumb: Secure storage guarantees continuous operations.
Videx water tanks: Choosing the Right Water Storage Tank for South Africa: Factors to Consider.1
Mining Business Africa | May - June 2024 27
storage tanks for mining projects
Water
A prestressed steel water storage tank
Water storage Tanks for mining projects
Structa’s Pressed SteelWater Storage Tanks
Prestank, Structa’s flagship pressed-steel sectional tank, is hot-dip galvanised for corrosion control in accordance with SANS 121 (ISO 1461) galvanizing standards. The robust tank offers extended maintenancefree life when water with aggressively corrosive properties needs to be stored. It meets all properties for mining-specific water storage tanks.
There has been an increased need for water storage solutions for mining projects in remote areas in Africa in the past two years. Naturally, the preference is for water storage tanks that are robust enough for extreme environments.
Pressed-steel sectional storage tanks
Thanks to innovations in engineering, there are numerous liquid storage tanks on the market for mining houses to explore for their respective projects. One of the storage tank types that have proved their worth—and continue to do so—in tough conditions are pressed-steel sectional tanks, earning trust across industries.
Structa Technology’s Prestanks
Pressed-steel sectional storage tanks are a niche area where Structa Technology has excelled, emerging as one of the most highly regarded providers. Based in Gauteng Province, South Africa, steel tank manufacturer Structa Technology, a member of the Structa Group, provides robust temporary or permanent water storage installations for mining projects. The company is renowned for the fabrication of the premier Prestank. For over 40 years, consistently, the Prestank brand has been widely esteemed for being a hygienically safe, costeffective, and reliable water-storage solution.
Typically, all Structa’s pressed-steel sectional tanks are hot-dip galvanised for corrosion control in accordance with SANS 121 (or ISO 1461) galvanizing standards. Uniquely, the thickness of the hot-dip galvanising coat on the Prestank is applied within a range of 80 to 100 µm.
28 Mining Business Africa |May - June 2024
Meticulous engineering
Meticulous engineering has made Structa Technology’s high-quality Prestank suitable for rugged demands in the mining sector. It is fabricated in accordance with SANS guidelines and meets South Africa’s hot-dipped galvanising requirements.
Typically, all Structa’s pressed-steel sectional tanks are hot-dip galvanised for corrosion control in accordance with SANS 121 (or ISO 1461) galvanizing standards. Uniquely, the thickness of the hot-dip galvanising coat on the Prestank is applied within a range of 80 to 100 µm. This is more than five times what is regarded as the standard thickness of zinc on pregalvanized corrugated steel cylindrical tanks. This treatment ensures an extended maintenance-free life when water with aggressively corrosive properties needs to be stored.
Why the Prestank sectional tank design
A mining company can rest assured of the following main benefits by choosing Prestank:

SOLUTIONS WATER STORAGE sustainable

• It features a variety of construction elements and an infinite range of sizes and configurations to meet clients’ specifications. These include walkway options and staircases, as well as roof options.
• The profile panel sections provide excellent strength properties and are structurally sound for storing water. Our Prestank range adheres to the following design codes: SANS 10160 for structural loading and SANS 10162 for structural steel design of tank stands. Tanks mounted on steel towers above ground level have an aesthetically pleasing
• Another significant advantage of the sectional tank design is that it facilitates easier handling and transportation over long distances to remote areas, regardless of the final dimensions of the assembled unit.
• On-site assembly is quickly achieved without the need for sophisticated tooling methods.
• Minimum maintenance is required as the galvanised steel panels resist weathering from the elements while maintaining the integrity of the water they hold and protecting them from most forms of contamination.
• Access to the water tank can be restricted using a lockable, ventilated access cover, providing safety and peace of mind for clients.
A customised turnkey solution
Structa Technology offers a customised turnkey water storage tank solution spanning the design, manufacturing, material selection, corrosion protection, supply, delivery, and erection of the tank over and above commissioning.
The engineering team always guarantees to the clientele that Structa Technology goes all out to deliver a project on time, within budget, and to the expected quality specifications.
“We are always pleased to assist mining companies and organisations in other industries with products and services that contribute to water storage solutions in South Africa and Africa.“
Structa Technology’s Prestanks are hygienically safe, cost effective and a reliable way to store water for commercial sectors, private sectors and even for personalized storage. Temporary or permanent erection at mines, powerstations, building sites, hospitals, water affairs,municipalities, rural communities and agriculture.

The Structa Group of companies is active in the manufacturing and supply of structural steel products for the water, electrification and telecommunications infrastructure, mining, petrochemicals, and industrial sectors.
Some of the notable mining projects to which Structa Technology has supplied Prestanks include:
• Styldrift Marengski mine, Rustenburg
• Northam Platinum Booysendsdal UG2 mine
• De Beers Venetia Mine in Limpopo
• Coal of Africa mine, Vele coal mine in Mussina
• Amplats Bafokeng Rasimoe mine, Rustenburg
• Mines in Zimbabwe and Angola
• Sasol (the Timane gas pipeline project) in Mozambique.



Mining Business Africa | May - June 2024 29 T: +27 (0)16 362 9100 | Meyerton Sales & Marketing: Godfrey Mpotucontracts@structatech.co.za | 079 035 6997 Estimator: Judy van der Walt - watertanks1@structatech.co.za Director: Rodney Cory - rodney@structatech.co.za C: 082 575 2275 | www.prestank.co.za
Specialists in the manufacturing of domestic and industrial pressed steel sectional water tanks
& long term
is a Level 1 BBBEE Contributor , and is part of the STRUCTA GROUP of Companies Half Page Vertical May24.indd 1 2024/05/16 22:22:58
Structa Technology
Intelligent Lining Technology
Minimises Risks in Mining
In mining, materials handling is very challenging for engineering and equipment alike. Wherever bulk materials are transported, stored, or processed, damage and wear cause unplanned downtime and inefficient processes. Losses can now be avoided based on intelligent lining technology. The technology involves a plastic sheet equipped with sensors that monitor the condition of the sheet. Suppliers are the plastics processor, Röchling Industrial and the supplier of semi-finished thermoplastic materials, Maizey Plastics.

monitoring components in remote locations: It provides a warning system that draws attention to critical factors - before failures occur. Photo: Andrey Radchenko / istock.com
Lining material made of plastic has been used in mining and materials handling for years. There, the lining material protects underlying components and machines and, owing to its good sliding properties, ensures the smooth flow of bulk materials. Sensors that monitor processes in mines or in plants are also not new. The plastics processor Röchling Industrial has now combined these technologies, Smart Matrox® is the name of the new intelligent plastic sheet equipped with sensors. It not only combines the properties of the lining materials previously used, but it also provides information about the wear and temperature of the material.
Intelligent lining technology prevents damage due to fires in mines
The use of wear sensors and temperature sensors has proven particularly useful in mining and has already prevented major damage due to fires.
“We have successfully tested both sensor types in our Matrox® material and are already providing reliable data for customers with applications in mining and coal-fired power plants. Tested areas of application are chutes and debris beds on conveyor lines, where a sliding sheet under the conveyor belt made from Smart Matrox® monitors the temperature of the conveyor system. In use, the material has already prevented major damage from overheating and fire,” explains Michal Sladek,

Industry Manager Mining Röchling Industrial. Smart Matrox® is also suitable for numerous other areas, and the number and placement of the sensors can also be individually adjusted.
Smart Products at Röchling Industrial
At Röchling Industrial, Smart Products are components equipped with integrated sensors to permanently monitor important process data of a component. Smart Products such as the Smart Matrox® mentioned above form the basis for an early warning system that draws attention to critical factors – before failures occur. In this way, automatic ordering processes can be initiated and/or components can be replaced before they fail. Smart Products from Röchling are designed as plug & play and are delivered ready-to-install.
Smart Plastics at Röchling Industrial
Röchling Industrial also supplies identifiable and authenticate able plastics. These Smart Plastics contain tiny marker particles that provide every component with an unmistakable identifier. In this way, it can be unequivocally determined whether a product is an original component. Customers gain greater process reliability in the operation of systems; unlawful complaints can be avoided and the SmartMarker particles provide reliable counterfeit protection. The markers are invisible and do not affect the technical properties of the material.
Smart Plastics with marker particles can be integrated into various Röchling Industrial products. It is also available for the Matrox® lining material if desired.
For more information please contact: Kevin Govender Chief Marketing Officer Maizey Engineered Plastics Products
Email enquiries: keving@maizey.co.za Mobile enquires:+27 82 657 4050 Website: www.maizey.co.za
Röchling Industrial SE & Co. KG Röchlingstr. 1 49733 Haren/Germany T +49 5934 701-0 info.industrial@roechling.com www.roechling.com/industrial
Management: Franz Lübbers (Chairman) Florian Helmich Daniel Fritz
For any questions please contact: Peter Eckerstorfer
Director Europe Machined Components
Head of Industry Management | Röchling Industrial
Röchling Industrial Oepping GmbH & Co. KG
Röchlingstraße 1 | 4151 Oepping | Austria
30 Mining Business Africa |May - June 2024 Intelligent conveyor belt lining
Intelligent Mining: Smart Products have been developed as intelligent plastic components equipped with integrated sensors to permanently monitor important process data of a component. Photo: Röchling Industrial
SmartMatrox® facilitates
Mining Business Africa | May - June 2024 30

Röchling Group
The Röchling Group has been shaping industry. Worldwide. For more than 200 years. We transform the lives of people every day with our customized plastics: they reduce the weight of cars, make medication packaging more secure and improve industrial applications. Our workforce of around 11,737 people is located in the places where our customers are – in 92 locations in 25 countries. The Group’s three divisions generated joint annual sales of 2.6 billion euros in 2022.
The Industrial division is the expert for optimal materials for every use. We develop and supply individual products made of plastic for all industrial areas. This is why we have the broadest product range of thermoplastics and
composite materials. We supply our customers with semi-finished products or machined components.
The Automotive division advances mobility. Our product solutions in the areas of aerodynamics, propulsion and structural lightweight help solve major challenges. We protect the environment while also improving the driving experience.
The Medical division develops innovative, reliable, customized products, services, and platform solutions for the healthcare industry As a reliable partner, we help our customers achieve pioneering results in disease prevention and health restoration worldwide. www.roechling.com
Maizey Plastics (Pty) Ltd
Maizey Plastics (Pty) Ltd is the largest, independently owned supplier of semi-finished thermoplastic materials in Southern Africa. Our products are used in diverse applications ranging from signage and branding, interior design, architectural construction and even custom engineered components. A national distribution network services all of South Africa’s prime economic regions and exports to several Southern African states, whilst the daily delivery and cutting service adds to the convenience of doing business with the leaders in the industry.
Offering the most comprehensive range of Engineering & Industrial Plastics, Machined Components, Signage and Glazing materials, Large Format Digital Print Media, Aluminium Sign Systems and Point of Purchase components to the Southern Africa industry. All our products materials are sourced from leading international suppliers and comply with the highest quality standards.
www.maizey.co.za


Röchling Industrial. Empowering Industry. www.roechling.com/industrial
Mining Business Africa | May - June 2024 31
Minimise Risks. Optimise Mining. Choose Smart. Smart Matrox® - new intelligent sheet protects lining Your partner in South Africa | www.maizey.co.za National Distribution | Material Selection Advice | Applications Development Support
Safe lithium-ion battery storage
Safety first for maximum energy
Thermal runaway can diminish the enthusiasm of mining companies exploring the wide range of benefits that lithium-ion batteries offer. Therefore, adopting sound safety practices should be a prerequisite.

A fire accident at a lithium battery storage facility in France
Lithium-ion battery storage systems offer mining companies the much-needed alternative of energy stability as a backup or peak-demand energy source. Thus, their upside is without question.
Safety hazard: Understanding the risk
Nonetheless, the downside is that, if not well managed, they can be a safety hazard, negating the envisaged gains. So, where is the risk?
Lithium-ion batteries are made from flammable materials (mostly electrolytes).
Because of this feature, lithium-ion batteries can undergo thermal runaway. The flammable gases emitted can cause explosions if ignited, stubborn fires, and the emission of toxic materials. And this is not being alarmist.
Recent incidents
Recent incidents may not have occurred in underground mines. But they highlight the risk lithium-ion batteries pose when there are lapses in safe management.
Two incidents particularly stand out.
In January 2023, there was a large fire outbreak in a warehouse storing car components and thousands of lithium batteries in Normandy, France. There were heavy emissions.
Talk about lightning striking at the same place twice.
Coincidentally, a year later (January 2024), in France. In Viviez, south of the country, 900
(Pic: Reuters)
tonnes of lithium batteries were on fire at a battery recycling plant. The batteries were in a recycling group SNAM’s warehouse.
Clearly, these incidents, and many others that may not have been in the spotlight, point to the need for sound mitigation measures.
But don’t assume that every enclosure labelled explosion protected (XP) is as effective in containing thermal runaway as proclaimed, desired, or expected.
Findings from the National Institute for Occupational Health & Safety (NIOHS) demonstrated that XP enclosures may not provide adequate explosion protection against thermal runaway. The study was titled Mining Project: Methods to Mitigate Fire and Explosion Hazards of Lithium-ion Batteries.
Thomas Dubaniewicz, the study’s principal investigator, observed in a synopsis: “Several incidents have occurred in underground mines in the early stages of BEV deployment, emphasising the ongoing need to mitigate fire and explosion hazards.”
‘Sum of many parts’ Thankfully, there are several solutions designed to manage the risk of thermal runaway. For all their purported effectiveness and the IEC safety certification labels they carry, unfortunately, they may not offer a cure-all solution to mitigate lithium thermal runaway.
The most effective and reliable approach involves a sum of many parts.
CEO of a South African company, ASP Fire, Michael van Niekerk, with his team, has consulted on fire protection in mines and other industries. He suggests the construction of two-hour fire-rated rooms to house lithium-ion batteries. Besides, he mentions proper ventilation and gas detection systems to manage off-gassing associated with the batteries.
But utility-scale energy storage systems are a different beast. Thus, van Niekerk states that utility-scale energy storage systems may require unique risk management strategies. He explains safety precautions must be considered at all installations. He recommends engaging a professional for the design, installation, and certification of renewable energy systems.
In general, the practical approach to reducing the risk of fire incidents is sound integration and monitoring of components, besides adherence to safety standards.
Opportunity
in managing the risks
Doubtless, advanced technologies in BESS are offering alternative energy solutions that are cost-effective, greener, and more convenient. But for end-users to benefit, they have to put in place measures to mitigate the hazards from thermal runaway. This is under the Mine Health and Safety Act (MHSA).
Clearly, for mines to truly benefit from lithium batteries, the fundamental ethos of their operations should be ‘safety first for maximum energy’.
32 Mining Business Africa |May - June 2024

Spill Doctor South Africa Introduces Groundbreaking Prefabricated 2-Hour Fire Rated Chemical and Flammable Stores
Spill Doctor South Africa has made a pioneering move by proudly introducing our latest innovation: the first ever portable prefabricated 2-hour fire rated chemical and flammable stores in the South African market. After years of meticulous research, development and rigorous testing, these cutting-edge, noncombustible storage solutions are set to remodel the way companies handle hazardous materials. These prefabricated flammable stores ensure compliance with local and international standards while prioritizing worker and environmental safety.

The journey to bring these revolutionary stores to life wasn’t without its challenges. Negotiating the maze of local by-laws throughout South African provinces proved to be a complex and timeconsuming process. Each province presented its own regulations, and in some cases, the bylaws varied within the province itself. Through this battle, Spill Doctor’s commitment to excellence prevailed, leading to the manufacture of panels that can withstand the demanding 2-hour fire test.
This endeavour resulted in a new range of prefabricated portable flammable stores that not only meet strict safety standards but also accommodate the diverse needs of businesses
throughout the nation. These prefabricated noncombustible stores provide a practical solution for companies renting premises and eliminates the need to construct permanent structures at their own cost. The flexibility of these stores ensures room for adaptability to site requirements and allows for easy relocation, whether by forklift, crane, or cherry picker and with local authority approval.
We are proud to share our recent collaboration with DSV South Africa, a global leader in logistics. Spill Doctor was commissioned by DSV Solutions, a division of DSV, to supply a 2-hour fire-rated 12m walk-in premanufactured liquid storage facility for their fragrance and perfume client within their warehouse. This store was successfully delivered. The supply and delivery of
these stores, followed by all necessary legal approvals from relevant authorities, marked a significant milestone. The outcome of this accomplishment, Spill Doctor has been entrusted with a similar project for another fragrance and perfume manufacturer in Gauteng, with delivery and commissioning scheduled for February 2024.
We at Spill Doctor look forward to taking a holistic approach to offer a comprehensive turnkey solution. The process involves professional compilation of drawings and submission to local municipalities for approval from environmental, planning, and local departments. This will ensure the seamless supply and installation of our prefabricated 2-hour fire rated stores. This fullservice package emphasizes our commitment to providing hassle-free, compliant solutions for businesses dealing with hazardous materials.
As Spill Doctor South Africa unveils these ground-breaking prefabricated 2-hour fire rated stores, it indicates not just a product launch but our commitment to pioneering the flammable liquid storage industry by setting new standards in safety, compliance, and innovation. Stay tuned for a safer, more secure future as we continue to redefine the landscape of hazardous material storage in South Africa and beyond.
Spill Doctor Pioneers Lithium Battery Storage Boxes for Enhanced Safety
Spill Doctor continues its legacy of innovation by introducing a groundbreaking solution to address the challenges posed by lithium batteries in manufacturing environments. In collaboration with one of South Africa’s largest automobile manufacturers, Spill Doctor was tasked with providing storage boxes for faulty lithium batteries encountered in the production of electric vehicles.
The journey began with close collaboration between Spill Doctor and the automobile company’s engineers, both locally and internationally. The goal was not only to tailor the design to the manufacturer’s specific processes but also to meet rigorous local and international
safety standards, thus minimizing fire risks and enhancing worker safety.
A key feature of these storage boxes is the use of high-grade Vermiculite as the absorbing and dousing agent. Vermiculite is chosen for its ability to control temperatures and absorb oxygen gases emitted during battery meltdown processes. This results in a controlled flame release, mitigating potential hazards associated with lithium battery malfunctions.
To ensure ease of handling and safety, forklift and crane points were incorporated into the design. Additionally, pressure release valves and locally designed locking latches were added for enhanced security.
With over 40 units strategically placed around the factory, these storage boxes represent a world-class solution to the growing challenges posed by lithium batteries. Spill Doctor is proud to provide an innovative and reliable solution that prioritizes safety and efficiency in manufacturing environments.
As the industry leader in hazardous material storage solutions, Spill Doctor remains committed to pushing the boundaries of innovation and setting new standards for safety and compliance.
For more information about our Lithium Battery Storage Boxes and how they can benefit your operations, please visit our website, or contact us directly.
Mining Business Africa | May - June 2024 33
+27 (078) 011 3388 ǀ sales@spilldoctor.co.za ǀ www.spilldoctor.co.za
Water Analysis for Mining Operations
Unveiling the profound benefits of scientific water analysis
“Water analysis is not merely a technical requirement, but a cornerstone of responsible mining practices.”

Katlego Mokoroane, senior lab technician at WearCheck Water tests water samples from mines to ensure that the water quality complies with regulatory disposal requirements.
Water, the elixir of life, plays an indispensable role in every facet of human existence. In the mining industry, water serves as both a critical resource and a potential environmental challenge. Understanding its composition and quality is paramount for sustainable, cost-efficient operations.
WearCheck Water, a division of multi-national condition monitoring specialist company, WearCheck, provides the mining sector with water analysis services, revealing accurate insights into the composition of water that is used in various mining processes.
Thelma Horsfield, general manager of WearCheck Water, discusses the multifaceted benefits of water analysis for the mining sector, shedding light on its pivotal role in ensuring
efficient operations, environmental stewardship, and regulatory compliance.
“There are multiple aspects of water condition that must be addressed by mines, all of which are critical to enhancing productivity, safety, and avoiding environmental damage. Let’s unpack some of them:
Ensuring process efficiency:
Water is an essential component in mining operations, utilised for various purposes ranging from mineral extraction to dust suppression. However, the quality of water can significantly impact operational efficiency. Conducting comprehensive water analysis allows mining companies to ascertain key parameters such as pH, turbidity, conductivity, and mineral content. By monitoring these factors, miners can optimise
processes, mitigate corrosion, and enhance the performance of equipment, thereby reducing downtime and maximising productivity.
Environmental protection:
Mining activities have the potential to exert profound impacts on surrounding ecosystems, particularly through water pollution. Contaminants such as heavy metals, suspended solids, and acidic drainage pose significant environmental risks if left unchecked. Water analysis serves as a proactive measure in environmental stewardship, enabling early detection of pollutants and the implementation of targeted mitigation strategies. By monitoring water quality both upstream and downstream of mining sites, companies can minimise their ecological footprint and preserve delicate aquatic habitats.
Safeguarding human health:
Access to clean and potable water is a fundamental human right, yet mining operations can pose risks to local communities by contaminating water sources. Conducting regular water analysis ensures that water supplies remain safe for consumption and other domestic uses. By monitoring for potential contaminants such as arsenic, mercury, and cyanide, mining companies can fulfil their duty of care to nearby populations, safeguarding public health and fostering positive relationships with local stakeholders.
Regulatory compliance:
The mining industry operates within a complex web of environmental regulations and permit requirements. Compliance with water-quality standards is non-negotiable, with regulatory bodies imposing stringent guidelines to protect both the environment and public health. Water analysis plays a central role in meeting these obligations, providing the data necessary to demonstrate compliance with legal mandates. By proactively monitoring and reporting waterquality parameters, mining companies can avoid costly fines, legal disputes, and reputational damage.
Risk mitigation and liability management:
In addition to regulatory considerations, mining companies must navigate a landscape fraught with potential liabilities and reputational risks. Water analysis serves as a crucial tool
34 Mining Business Africa |May - June 2024
in risk mitigation, enabling companies to identify potential sources of contamination and implement preventative measures. By conducting thorough assessments of water quality, miners can pre-emptively address issues such as acid mine drainage, tailings seepage, and leaching from waste rock piles. Such proactive measures not only mitigate environmental harm, but also shield companies from legal liabilities and adverse publicity.
Facilitating sustainable development:
In an era defined by heightened environmental awareness and social responsibility, sustainable development has emerged as a guiding principle for the mining industry. Water analysis plays a pivotal role in achieving this objective by promoting the responsible stewardship of natural resources. By adopting best practices in water management and conservation, mining companies can minimise their ecological footprint and contribute to the long-term viability of ecosystems. Furthermore, transparent reporting of water-quality data fosters trust and accountability, enhancing the industry’s social license to operate.
“Therefore,” concludes Horsfield, “water analysis is not merely a technical requirement, but a cornerstone of responsible mining



Condition monitoring is KEY to mining production




practices. By leveraging advanced analytical techniques and technologies, mining companies can unlock a myriad of benefits, ranging from operational efficiency and environmental protection to regulatory compliance and community engagement. Embracing a holistic approach to water management empowers miners to reconcile the imperatives of economic development with the imperative of





environmental sustainability, paving the way for a more resilient and responsible industry.”
WearCheck Water offers water analysis services in every region in Africa where the company has a presence (RSA, Zambia, Zimbabwe, Ghana, Namibia, Mozambique, and the DRC). These locations are predominantly based near areas where mining is the primary economic activity.
WearCheck, Africa's leading condition monitoring company, is committed to serving the mining industry with its range of sophisticated analytical techniques.





















Our specialist oil, coolant and fuel testing programmes allow customers to reduce maintenance costs, avoid unexpected mechanical failures and ultimately reduce unscheduled downtime.
Unlock Machine Reliability!



















Mining Business Africa | May - June 2024 35
Branches Botswana DRC Ghana Mozambique Namibia Uganda Zambia Zimbabwe +267 311 6829 +260 977 622 287 +233 54 431 6512 +258 85 792 7933 +264 81 141 7205 +256 78 529 6994 +260 212 210 161 +263 24 244 6369 + 27 31 700 5460 support@wearcheck.co.za www.wearcheck.co.za South Africa (Head Office)
Testing and Analysis | Lubricant-Enabled Reliability | Asset Reliability Care C M Y CM MY CY CMY K WCK Mining Business Africa 180x130 (PRINT).pdf 1 2023/01/13 8:17 PM
Senior WearCheck Water laboratory technician, Lerato Letsoala, expertly conducts water analysis, ensuring precision and accuracy in every test.
Automated vibrating wire piezometers for tailing dam management Accurate Data, Safer Tailings Dams
With telemetry and cloud-based storage, automated vibrating wire piezometers (VWPs) are transforming the management of tailings storage facilities (TSFs) through real-time data.
By Jimmy Swira
For every action, there is a reaction. So goes the saying.
Come to think of it.
It took the catastrophic failure of a tailings storage facility in Brumadinho, Brazil, in January 2019 for the world’s consciousness to be awakened to the importance of effective TSF monitoring solutions.
The Global Industry Standard on Tailings Management (GISTM)
Accordingly, in 2020, The Global Tailings Review (GTR) launched the Global Industry Standard on Tailings Management (GISTM), which aims to mitigate the risk of tailings dam failures.
The GTR was convened under the auspices of the United Nations Environment Programme (UNEP), the Principles for Responsible Investment (PRI) and the International Council on Mining and Metals (ICMM).
In the paper, they bring to light the need for accurate pore pressure measurement. “The pore pressure regime, material strength parameters, and geometry of a Tailings Storage Facility (TSF) influence its stability, often expressed as a

Factor of Safety (FoS). Of these variables, pore pressure is the most likely to change in temporal and spatial variance within a relatively short time, which will have a significant impact on the FoS of the facility.”
Radical rethink
This has prompted a radical rethink in the way data on the condition of TSFs is collected, processed, and interpreted. As a result, this has accelerated the adoption of novel techniques, pore pressure measurement being no exception. In pore pressure monitoring, the four authors bring to light the need for accurate
measurement. L. Geldenhuys, Y. Narainsamy, F. Hörtkorn & Wagener presented a paper, The limitations of standpipe piezometers in stability analysis, during the 17th African Regional Conference on Soil Mechanics and Geotechnical Engineering. 7, 8, and 9 October 2019—Cape Town.
“The pore pressure regime, material strength parameters, and geometry of a Tailings Storage Facility (TSF) influence its stability, often expressed as a Factor of Safety (FoS). Of these variables, it is the pore pressure that is likely to change in temporal and spatial variance within a relatively short time and which will have a significant impact on the FoS of the facility, “they pointed out, underscoring the limitations of standpipe piezometers in a TSF for stability monitoring and the room.
Manual standpipe piezometers
Generally, standpipe piezometers are a conventional tracking method. Nevertheless, for all their usefulness in serving purpose, standpipe piezometers have inherent limitations.
Lyzandra Boshoff, Principal Engineering Geologist at SRK Consulting, pinpoints this in a review she wrote in the article (SRK Leveraging
 Brumadinho Dam in Brazil (Image By Ibama, a photojournalist from Brazil)
Brumadinho Dam in Brazil (Image By Ibama, a photojournalist from Brazil)
Real-Time Data to Improve Tailings Dam Safety?): “While the performance of manual standpipe piezometers is accurate, it depends on the quality of installation and aftercare. And, of course, manual data collection is subject to human error.”
Worse still, as with manual tools, the captured data may not reflect the current situation accurately, as they may have changed. This may mislead the engineer.
Even automated sensors are not the magic wand. Ordinarily, they rely on manual data collection from logging devices connected to the sensors, as Boshoff noted.
Automated vibrating wire piezometers
However, telemetry has changed the game, lending credibility to data from automated VWPs.
Through telemetry capabilities and cloud technology, automated vibrating wire piezometers (VWPs) have proven to fill the void, addressing the shortcomings of standpipe piezometers in TSF projects.
Automated vibrating wire piezometers (VWPs) scans generate fit-for-purpose, big, real-time data on seepage and associated pore pressure regime, which are vital aspects of the integrity and stability of the structure.
Now, engineers can upload, store, and

access data. This has improved data flow and interpretation, allowing data to be visualised and analysed in real-time. Eventually, it enables better insight and minimises discrepancies.
Most importantly, VWP networks come in handy in confirming whether the mitigating measures in place are having the desired impact.
Generally, through the application of VWPs, mining companies or owners of TSFs can analyse the impact of construction processes, other site activities, and incidents on pore pressure responses and the seepage flow regime within a facility.



Opportunity for engineers
However, there is a caveat: having access to abundant data is one thing; ensuring it adds value is entirely another. And so, this speaks to the need for engineers to have suitable databases and validation processes in place, seeking new and more efficient ways to validate, evaluate, and interpret.
Well-informed, correct decisions
But there is no question that, with access to realtime data, engineers are well-informed about the condition of tailings dam facilities. This makes them more empowered to make the correct decisions.


Mining Business Africa | May - June 2024 37 www.smemonitoring.co.za sales@smemonitoring.co.za Tel. +27 12 755 8016 Other Solutions in our range: Tiltmeters, Inclinometers, Pressure / Level, Flowmeters, Water Quality Instruments - Push In Installation - Wireless Communication - Online Data Visualisation - 3rd Party Data Integration (Flowmeters, weather stations etc.) Vibrating Wire Piezometers Real-Time Data Anywhere, 24/7 Need automated data from your Tailings? Frequency 3009 Hz Pressure 42.92kPa Temperature 22.52°C 2024-05-21 08:45
Vibrating Mineral Processing Equipment
Robust Equipment, Reliable Performance
South African-based but globally focused, Vibramech (Pty) Ltd, provides made-to-order vibrating equipment. Through its track record of reliability, the company is esteemed as the foremost supplier in Southern Africa, to mining and mineral processing companies worldwide. A team of committed sales and process engineers is involved in design and operations to optimise equipment performance. Currently, the company is ideally positioned to participate in all opportunities where vibrating equipment will be needed.

With 47 YEARS of design experience, Vibramech (Pty) Limited is Southern Africa’s predominant original equipment manufacturer (OEM) of vibratory equipment, primarily for the mineral processing industry. With this vast experience, Vibramech thoroughly understands the importance of a well-running mineral processing plant. The company leaves no stone unturned in all applications of vibratory equipment, from primary crushing and screening through secondary scrubbing and screening, recrushing and screening, and finally, coarse and fine dense media separation.
Comprehensive equipment range
Vibramech’s proven and comprehensive range of vibrating equipment caters for a wide range of needs in comminution processes. This includes, but is not limited to: multislope (or banana) screens, horizontal and inclined screens, dewatering screens, primary and secondary sizing screens, crusher product screens, degrit screens, floats and sinks screens, classifying screens, XRT and X-ray prep screens and feeders, DMS feeders, grizzly feeders, pan feeders, tubular feeders, and grease tables.
Robust designs for harsh conditions
Not only does Vibramech supply a wide range of equipment, but it also recognises that vibrating screens, feeders, and grizzlies are subjected to the harsh operating conditions in the mining industry. As such, the company ensures that its designs cater for both abrasive and corrosive environments. “Our equipment withstands the high wear associated with the

screening of abrasive ores such as chrome, platinum, and iron ore. We also have a range of specialty liner materials, paint specifications, and wear-prevention compounds used to combat the effects of corrosion in marine and refinery applications. Going the extra mile, Vibramech even offers the option of installing a screen in stainless steel,” explains MD David Massey, outlining several steps taken to enhance equipment robustness.
Uniquely, the Vibramech design makes extensive use of rubber lining to reduce the effect of wear and impact on screen components. In fact, sparing no effort, a range of steel, ceramic, and polyurethane liners are available to protect screen and grizzly side plates, as well as feeder pans. More to the point, an abrasion-resistant or Anti-corrosion Epoxy Resin System is used to minimise wear associated with fines in wet applications.
As a standard practice, stresses induced by welding must be minimised to prevent crack formation in vibrating equipment. Accordingly, Vibramech uses heat treatment to stress-relieve all welded screen components. “The overall design philosophy is to minimise welding and maximise the use of swaged fasteners. Through this, Vibramech has successfully dealt with the problem of crack formation,” Massey comments on heat treatment.
Equally important, as sound dynamic behaviour is essential to ensuring vibrating equipment reliability, all equipment is built to perform within strict dynamic parameters. Furthermore, the company’s OEM quality assurance programme provides for a full 3D
vibration analysis on all equipment before release. This is a benchmark for the life of the equipment.
Tailor-made to the client’s desire
Uniquely, what sets Vibramech apart is its approach to meeting clients’ respective needs. From both a plant layout viewpoint and process considerations, almost every piece of equipment is tailor-made to suit a client’s specific requirements. All equipment is manufactured inhouse by Vibramech at its 32,000 m2 premises in Chamdor, 35 km West of Johannesburg.
Via total control over the entire manufacturing process, Vibramech can tailor-make products to the client’s desire. This is achieved in the following ways:
• Firstly, the present staff complement of over 200 controls all activities from sales from engineering to manufacturing.
• Secondly, all equipment is designed and manufactured by Vibramech without engaging manufacturing subcontractors. This ensures complete control over quality and scheduling.
• Last but not least, its flexible and practical approach to screen design enables the client to optimise the vibrating equipment geometry to suit its specific requirements, resulting in tailormade equipment.
Besides the delivery of new projects for clients, through in-house capability, Vibramech constantly strives to provide clients with augmentations to their existing vibrating equipment. This enables Vibramech to retrofit custom-made
38 Mining Business Africa |May - June 2024

Vibrating Mineral Processing Equipment

design enhancements to improve on the existing mechanical, wear, and process-related characteristics of any componentry that may need replacement. Issues such as drive type preference (geared exciters or vibrator motors), increased throughput, improved efficiency, reduced panel pegging, and optimised spray configurations are all addressed during the retrofitting process.
Supply of spare parts
Vibramech goes further by supplying clients with spare parts. Its experienced engineers regularly carry out site visits to assess the installed equipment and operations and to provide advice on optimal operational conditions for its equipment, and especially critical spares holdings.
Process optimisation
Process optimisation is the buzzword in the mineral processing environment. Going to great lengths, Vibramech strives to turn this concept into reality.
Vibramech’s broad range of custom-designed superior mineral processing equipment caters for the variables that may affect the feed rate across these processes to ensure plant optimisation. Vibramech’s equipment designs not only ensure the correct ROM ore sizes, but also help with the downstream processes to achieve a balanced production, resulting in process optimisation.
To provide an optimal solution to every application, the following procedures are meticulously applied in manufacturing equipment:
• Equipment capacity requirements are verified using Vibramech’s in-house databases, which provide a wealth of first-hand process design information, along with customised engineering software to optimise machine size, style, acceleration characteristics, and operating speed ranges. Additionally, liquid flow volumes and application points are specified in detail where
necessary.
• All new machine designs undergo FEA modeling using a wide range of CAD software. Multibody dynamics simulations are conducted with software systems such as MSC ADAMS.
• All manufacturing employs state-of-theart laser profiling, MIG welding, certified stress relief, and swaged fasteners, all of which assure the mechanical integrity of the finished product. Full 3-D vibration analysis is employed to verify the simulated data.
• All equipment is commissioned on-site by experienced engineers, and the process is fully certified.
Remote monitoring through Vibrasure®
Aware of the importance of equipment performance at all times, Vibramech offers Vibrasure®. Vibrasure® is a cloud-based wireless system that enables remote and continuous monitoring of equipment performance, transmitting real-time data digitally over the internet throughout the equipment’s lifespan.
Regular site visits by Vibramech’s Engineers complement the aforesaid digital monitoring. On completion of sessions, assessment reports are issued to end users at regular intervals to maintain machine performance at the design level.
Production capacity
It’s one thing to have a state-of-the-art assembly plant, but it’s a different ballgame altogether to meet client orders. Vibramech can rise to the occasion, delivering equipment to client expectations on time with expected quality and quantity volumes.
Presently, Vibramech consistently produces more than 500 vibrating units per year. Due to this capability, the company continues to negotiate numerous supply contracts with longstanding customers. It is a small wonder that
this has been an area of significant business generation over the past years, despite tight economic conditions.
Foremost supplier to the Africa Vibramech’s investment in the delivery of the best possible solutions to the client has paid off handsomely and enormously. It has built a reputation as a proudly African foremost supplier of predominantly screens throughout African environments, which are considered among the harshest and most aggressive environments in the world. The company has extensive experience supplying vibrating equipment to gold, diamond (land and marine), coal, iron ore, manganese, platinum, chrome, nickel, uranium, copper, lithium, mineral sands, and aggregate operations.
The number of products supplied speaks volumes about the company’s position in Africa. “Our current installed base of over 12,000 pieces of equipment makes us an African leader in market share. We are proud to be the preferred supplier of vibrating equipment to project houses and mines in Southern Africa, and we have earned the reputation of being an OEM that designs and manufactures robust and durable screening equipment,” explains Managing Director David Massey.
Beyond Africa, Vibramech supplies its equipment to mining and mineral processing industries throughout Eurasia, Australasia, and North and South America. Currently, its equipment is operating in processing plants, ocean vessels, and mining operations worldwide.
As a parting shot, Massey pronounces that Vibramech ensures a robust equipment design that will provide many years of reliable service, resulting in lower operating costs and reduced downtime.
Please visit Vibramech’s website at www. vibramechglobal.com for an overview of how Vibramech could assist with your current and future mineral processing requirements.
our-vibrator-motor-driven screens
Vibramech pioneered the use of four vibrator motors to drive vibrating screens. Thus far, without question, it has the largest worldwide footprint of four-vibrator-motor-driven (FVMD) screens. Vibramech has successfully installed four vibrator motor-driven screens around the globe in countries such as the UK, Australia, Russia, Brazil, Chile, Canada, Botswana, Zimbabwe, Lesotho, Angola, Ghana, Mali, and Israel.
URAS vibrator motors have been part of Vibramech’s key product offering since 1981, and Vibramech is the exclusive URAS vibrator motor distributor for Africa and the Middle East.
40 Mining Business Africa |May - June 2024
Chutes
Key Links in Plant Operations
Far from being simple components in a complex plant layout, transfer chutes are actually key linkage points which keep plants running smoothly. Weba Chute Systems’ Mark Baller argues that, for this reason, they deserve considerable attention. If designed and built correctly, they will pay dividends to plant owners; conversely, unsuitable chutes will cost dearly.


When a new plant is being planned, considerable care needs to be taken in the design and placement of the transfer chutes, argues Mark Baller, managing director of Weba Chute Systems.
“In our experience, there has been considerable disruption caused to plant operations by transfer chutes which are not optimally designed or properly located in the flowsheet,” says Baller. “This is a concern, as this disruption can cause financial loss that is not commensurate with the value of the equipment.”
He says the relatively low cost of a chute compared to the high value items like crushers and screens may be one reason why they are not taken as seriously as they should be. For example, the chute supplier is often engaged
quite late in the plant design process.
“The plant layout has then already been decided, and the chutes are just expected to be slotted in as and where the space is available,” he says. “We request our clients to talk to us earlier, so that we can give the necessary valuable input on where chutes would be best placed. It is costly and time consuming to try and adjust plant designs further down the line.”
It is even more costly to make changes after the plant is built and is then found to experience challenges at the transfer points. This may even require complex modifications such as moving the head pulley or changing structures and flows to allow for a different flow path.
“Nonetheless, we have developed a reputation for success even in these difficult

situations,” he says. “We helped an Australian iron ore mine which was having to shut its plant down every six weeks due to problems with its transfer chutes.”
The mine needed to extend its chute maintenance window from six to eight weeks, so Weba Chute Systems engineered a solution for their challenging ore – which was sticky when wet. This was achieved, with maintenance interval in fact being lengthened from six to 12 weeks.
“Our improvements meant that the transfer chutes were lasting longer than the other equipment, and were no longer an obstacle in the mine’s strategy to reduce the number of shutdowns each year,” he says.

Mining Business Africa | May - June 2024 41
Weba stacker chute onto boom conveyor.
Conveyor feeding material to a Weba cascade head chute.
Conveyor feeding material to a Weba cascade head chute.
Weba stacker chute transfer onto boom conveyor.
Pre-Export Verification of Conformity (PVoC) for Oil and Gas Projects
Compliant Equipment, Successful Implementation
Pre-Export Verification of Conformity (PVoC) compliance should not be frowned upon, but eagerly adopted. It is central to the delivery of oil and gas projects to the expected quality assurance standards, on time, and within budget.
By Jimmy Swira
Following this development, there are huge implications for the importation of equipment used in oil and gas projects. Usually, for the trade (manufacturers, suppliers, and buyers) involved, getting the necessary PVOC assessment finalised on time can be an intricate process. Accordingly, everyone must understand the fundamentals.
This is what Harrison Muchenga, Marketing Manager at Bureau Veritas South Africa, tells organisations involved in major oil and gas projects on the continent. Through an interview with Mining Business Africa, he highlights three central areas: the benefits of
PVOCs; their relevance in oil and gas projects; and the increasing role of technology in simplifying compliance.
A benefit, not a barrier
Muchenga considers the adoption of PVOCs as a necessity, not a barrier, not least as African countries are embracing the AFTA. “While free trade ensures the removal of some trade barriers within African countries, it does not sanction a free-for-all scenario or grant a blank check for the exportation or importation of goods of inferior quality. In fact, for free trade to benefit member countries, quality standards should be enhanced, and PVOCs are a vital vehicle,“ he articulates, spelling out that, with the

AFTA limited to customs (quantity verification and price analysis), pre-shipment inspection (PSI) cannot suffice. Set by individual countries of origin, PVOC ensures that imported goods are of similar quality and meet basic minimum requirements (compliant with WTO regulations). PVOC is part of a standard procedure that facilitates the easier movement of goods. Goods are checked (tested) before arrival in the country of origin to prevent recall, inconvenience to both the importer and exporter, etc. Ultimately, it protects a country from the entry of counterfeit or illicit goods, ensuring that the enduser has access to quality and safe products.
As regards facilitating the implementation of AFTA, PVOC will enable African countries to produce high-quality goods to meet the needs of the international market.
Relevance in oil and gas projects
As African countries embark on mega-oil and gas exploration and production projects, PVOC is all the more relevant. Concerning these sectors, a typical PVOC for mines would cover both exploration and the actual project, specifically the following areas:
• Exploration: The focus would be on the safety of processes.
• Mining: integrity of equipment; product quality (commodity) testing through the laboratory.

compliance. Even so, there have been concerns about the process of PVOC compliance among some trade organisations in the region.
However, with advances in technology, Bureau Veritas does not see compliance and enforcement of PVOC by traders and governments hindering business operations. “Technology is streamlining PVOC compliance, helping both governments and traders,“ states Muchenga, citing the convenience of a cloud-based system of PVOC management.
For traders, a cloud-based PVOC management system eases compliance and eliminates the convoluted process of handling paperwork from different departments, for instance, the Department of Agriculture and Commerce. Instead of a single window, a one-stop centre, For the government, the system ensures traders are compliant and meet all compliance requirements. Also, scanners at the borders ensure dangerous weapons and narcotic drugs do not enter a country. On meeting requirements, a report is generated, and an authorising certificate is issued. All within a short time.
Integral to project success

• Quantity verification on behalf of the government: fuel marking (traceability) in the value chain (mitigating possible product diversion to avoid declaring revenue (tax evasion))
The convenience of technology Fascinatingly, the oil and gas sector has eagerly adopted PVOC
Broadly, PVOC compliance with critical equipment is integral to the success of oil and gas projects. For this reason, all parties involved must ensure that it is implemented meticulously. Thus, partnering with experienced consultants ensures project delivery on time, within budget, and to the expected quality assurance standards.
Most African countries have adopted Technical Barriers to Trade (TBT) measures (according to the WTO, as of December 31, 2021, the AME region accounted for 35% of TBT notifications). 78% of African countries have adopted TBT. 1
Engaging Experience Eliminates Costly Delays
A delay in the delivery of equipment due to non-compliance against set import regulations has a domino effect on project implementation in the oil and gas sectors. Regarded as the world’s leading testing, inspection, and certification company, SGS is well-versed in the provision of relevant PVoC services to the client’s expectations.
There has never been a perfect time to partner with a reputable CAB for PVOC services. Currently, exporters to oil and gas projects face various infrastructure challenges and the availability of vessels and containers in African countries.
Common Challenge
One of the common challenges is that goods may get stuck at their final destination during the clearing process. “This can be a costly incident for the exporter, as destination inspections carry a minimum of a 5% penalty, coupled with storage costs for the time the goods are held up. Should goods be rejected at the destination, the exporter also incurs the cost of bringing back or discarding the goods in a foreign country. To lose custody over their goods during this period is a very stressful and uncontrollable situation for the exporter,” states Johan Eksteen, the Business Manager for Connectivity and Products at SGS South Africa.

Detrimental impact
Clearing challenges encountered could have a detrimental impact on project requirements, especially from the delivery standpoint. Timing is everything in oil and gas projects, as normally the project work will carry huge penalties on late delivery dates. The reason for these penalties is to prevent project delays that will have a domino effect on all the suppliers involved.
Consequently, to overcome this, a Quality Management System (QMS) can be implemented by manufacturers to verify the quality of their goods. This also goes a long way in getting the needed test results and quality documents for clearing the goods at the source.
SGS’s Expertise
Pre-Export Verification of Conformity (PvoC) is an area in which SGS has extensive expertise. SGS also has testing capabilities and a certification division that can assist manufacturers in overcoming these bottlenecks in the flow of their products.
SGS is the world’s leading testing, inspection, and certification company. Operating a network of 2,650 offices and laboratories, the company is recognized as the global benchmark for sustainability, quality, and integrity. The company advises potential clients both exporters and importers to partner with experienced companies to eliminate costs.
PVoC Contract with the Petroleum Authority of Uganda (PAU)
Based on its inimitable track record, SGS won a contract with the Petroleum Authority of Uganda (PAU) on 15 February 2024, for five years. The PAU, working with the Uganda National Bureau of Standards (UNBS) and other relevant government institutions, is implementing a quality assurance strategy while importing specialized equipment and materials for oil and gas projects in Uganda.
In particular, the PAU is very strict by ensuring all suppliers are vetted and are on the list of approved suppliers before any equipment or services are imported. This is just part of the quality verification process, but it is a very important step to ensure that the delivery of projects to the highest standards.
If suppliers fail to understand the administrative process and regulatory requirements, their products will be held up, and they will face late delivery penalties.
According to the contract, SGS will undertake pre-export of conformity (PVoC) assessments of specialized materials and equipment for oil and gas projects before importation to Uganda. The Petroleum Authority of Uganda (PAU) will provide these standards and SGS will ensure compliance with these standards during the design, installation, operation, and decommissioning of petroleum activities and midstream operations with the help of SGS.
SGS is confident that it will deliver.
“We foresee a huge boost to the industrial supply chains, who will provide the needed equipment, goods, and consumables to establish and develop the petroleum business in Uganda,” according to Johan Eksteen.
Milestones thus far
The contract is the PAU’s statement of approval or recognition of the SGS’s competence in PVOC. The testing and
inspection entity had consulted with the petroleum body, providing the groundwork. Its partnership with the PAU resulted in the following milestones:
• SGS was proactive in doing the needed research to find who the relevant listed suppliers are to the Petroleum Authority of Uganda (PAU).
• The next step was to see who the existing clients were and to inform them of SGS’s role in this contract.
• SGS contacted all non-SGS clients to inform them of the services they deliver.
• SGS trained their inspectors on the specific requirements laid out by the Petroleum Authority of Uganda (PAU) to ensure they comply with the agreed Key Performance Indicators (KPI’s) as per the contract. These include days allowed to do the inspections and deliver a Certificate of Conformity (CoC).
Mining Business Africa | May - June 2024 43 Pre-Export Verification of Conformity (PVoC) for Oil and Gas Projects
The Power of Effective Voltage Control
The correct selection of an MV switchgear is a key factor in a mine’s ability to meet production targets.
 By Jimmy Swira
By Jimmy Swira
Imagine a copper mine in the DRC is in the throes of production, and suddenly, critical equipment stalls, and an MV switchgear failure identified as the root cause.
Inevitably, the ensuing loss of production hours would lead to irretrievable revenue loss, a fact highlighted repeatedly in this publication. Clearly, this isn’t what mine managers would be keen to face as they chase big numbers. But it is all in their hands to avert this through prudent decision-making in equipment selection.
Ostensibly, medium voltage (MV) switchgear may pale in significance when one considers they contribute less than 30 per cent of mining power capital expenditure (CAPEX). However, they could contribute to the difference between high and low revenue.
Pivotal role
MV switchgears are critical to mining operations Typically, underground and surface mines and mineral processing operations utilise MV and LV electric motors that drive equipment. So, where medium voltage is required, it is essential to find the most effective way of stepping down power sourced from the high voltage (HV) transmission network to medium voltage (MV) levels (usually, this ranges from 11 KV to 38 KV). That’s where MV switch gears fill the void.
The MV switchgear incorporates critical components such as circuit breakers, fuses, relays, and disconnect switches. It plays a pivotal role in controlling, protecting, and isolating electric power systems. The upshot is that it prevents faults and facilitates the efficient operation of equipment.
For this reason, sourcing suitable products
for project applications is a no-brainer. This is keeping in mind that mining environments where switch gears are deployed are usually harsh and unforgiving to equipment. Therefore, it is fundamental to be well acquainted with switchgear types and specifications for respective project applications.
Harsh environments
The harsh mining environment tests the resilience of switch gears, which are most likely to be exposed to conditions like high levels of dust, pollution, and humidity (which cause corrosion). More to the point, there are electrical and mechanical constraints to consider (numerous operations, high harmonic currents, high motor staring currents, etc.).
Authors, Juan Tobias and Eric Delaunay from Schneider Electric, mention this in their white
44 Mining Business Africa |May - June 2024 MV switchgears for mining projects
paper -MV switch gears for mining power system applications: IEC vs. ANSI).1
Insulation-type switch gears
Generally, mining-specific MV switch gears are categorised according to insulation, of which the most common are air-insulated switchgear (AIS) and gas-insulated switchgear (GIS). These offer end-users different levels of experience relating to performance, reliability, and environmental compatibility.
Air and gas are common insulating media within the switchgear enclosure, but some manufacturers use fluids and solids. Those protect energised devices from arc events.
Applications as per voltage requirements
Switchgears are used for different applications, depending on voltage requirements. These are the main MV switchboard (primary switchboard) and secondary switchboard.
i. Primary switchboards
Primary switchboards, using circuit breakers, connect the HV/MW transformers and local MV generators to cable feeders. Grinding mill MV motors are connected. Smaller motors are connected using MV-fused contactors.
ii. Secondary switchboards
Using switches and circuit breakers, MV secondary switchboards control and protect MV/ MV and MV/LV transformers that feed motor control centres via circuit breakers, MV motor control centres connect to MV transformers. They then feed the MV motors through fused contactors, soft starters, and variable speed drives (VSD).
Selection dilemma
After all is said and done, the inevitable step is product selection. This is an area where prudence is vital.
What one observes in the switchgear space is the tendency for some manufacturers to oversell their products as one-size-fits-all. But truth be told, both GIS and AIS have their pros and cons. And to be fair, there is no perfect product.
i. AIS pros and cons
In terms of AIS, the following are some of the most cited advantages: they require less construction work and a low cost of installation; all equipment is within view, thus easing maintenance; and they provide ample space for erection and commissioning.
The shortcoming of AIS is that they are vulnerable to pollution, saline air, and other environmental factors; As they are in the open, they are prone to lightning strikes and require more space.
ii. GIS pros and cons
On the other hand, GIS offers the end-user the following cons: it occupies much less space - it can be as low as one-tenth of ordinary substations; it causes fewer fault-related outages; it can be supplied fully assembled and commissioned on site; and it has low disruptive maintenance requirements. On the other hand, their downsides include: it is expensive; dust particles and moisture can enter, resulting in flashovers; addressing a fault can be timeconsuming, leading to costly downtime.
Equally significant is that the International Electrotechnical Commission (IEC) standards (IEC or ANSI) apply to MV switchgear. International Electrotechnical Commission (IEC) performance standard 62271 (design, manufacture, and testing) specifies the recommended tolerance to humidity, altitude, and temperature of enclosures. IEC standards apply in all countries except the USA and Canada, where ANSI/NEMA/IEEE/UL standards apply.
The long and short is that applications and conditions in mining projects determine what type of product to use, depending on its unique merits. Anything that claims otherwise is disputable.
Juan Tobias and Eric Delaunay - MV switchgear for mining power system applications- IEC vs ANSI Mining Power Systems Competency Centre, White Paper No 03
Trends
Smart switchgear
Increasingly, mining companies are gravitating towards smart switchgears that incorporate digital monitoring, communication, and automation capabilities. Besides boosting performance and improving safety, these help mining companies comply with stringent safety and environmental regulations that obligate mines to reduce emissions.
The smaller, the better
Another trend -common with other projects in other industrial sectors – is the increasing demand for modular and compact switchgear design options. These are ticking the boxes for flexibility, scalability, and space-economy.
Mining Switchgear Market Size, Future Trends: Evaluating Share, Trends, and Emerging Growth for 2024-2031 underlines the shift towards renewables such as solar and wind power as critical to influencing the switch gear preferences (refer to an article on Battery Energy Storage Systems somewhere in this edition).

Mining Business Africa | May - June 2024 45
MV substations (image: ZEST WEG Group)
IVS 2024 ends with record numbers
15 thousand visitors from 69 countries attended IVS Industrial Valve Summit 2024 in Italy

The fifth edition of IVS Industrial Valve Summit, the most important international event dedicated to industrial valve technologies and flow control solutions, closed with record numbers. The event, promoted by Confindustria Bergamo and Promoberg, was held at the Bergamo Exhibition Centre from 14th to 16th May 2024.
The fifth edition of the Summit closed with a final influx of 15,000 visitors from 69 countries. Attendance, representing all five continents, was 25% higher than during the Summit’s fourth edition, when the city of Bergamo attracted 12,000 guests. The protagonists of IVS 2024 were the 325 exhibitors (+13% compared to the 2022 edition) from 14 countries: besides Italy, the companies represented the sectors of Germany, Great Britain, the United States of America, France, Denmark, Spain, the Netherlands, Norway, the United Arab Emirates, South Africa, Turkey, Niger, and the Czech Republic. The international element proved to be in great turmoil, with foreign companies doubling in number compared to the fourth edition and reaching 20% of the total number of exhibitors.

The extensive IVS scientific programme is also undergoing great development. A space that has proved over the years to be an agora where to interpret change and delve into the latest technological innovations, identifying and analysing the challenges of the industry. IVS 2024 offered 52 events including conferences, roundtables, workshops, case studies and laboratories, constituting a plan more than 50% larger than the 34 in-depth technical events of IVS 2022. To support the increased schedule, the Summit organisers built two additional conference rooms in Pavilion C.
The event also consolidated the exhibition areas, covering more than 15,000 square metres in three pavilions. These numbers tell how IVS has established itself as an essential showcase for the entire global supply chain connected to industrial valves and flow control.
On the occasion of the 2024 edition, the organisers boosted the qualitative growth of the event, increased the number of appointments in the exhibition programme and enriched the side events, leading the Industrial Valve Summit to grow from a two-day exhibition to a full-fledged
The Summit kicked off on 14th May with the opening conference, during which the IVSPrometeia Observatory “The Oil&Gas Valve Industry in Italy” 2024 was presented, providing a snapshot of the current state of the Italian sector of reference, a sector of excellence of Made in Italy and a leader in Europe. In parallel, the organisers opened the doors of the pavilions to IVS exhibitors: a première introduced to generate a valuable opportunity for dialogue between the protagonists of the Summit.
The exhibition got into full swing on 15th and 16th May, and the pavilions welcomed the international valve audience. On Friday 17th May, a further opportunity was available to the foreign delegations attending the exhibition to meet the players in the extended oil and gas supply chain, thanks to targeted matchmaking operations.
A full version of this press release is available on https:// miningbusinessafrica.co.za/

46 Mining Business Africa |May - June 2024 IVS Industrial Valve Summit
valve week.




MV switchgears for mining projects
ACTOM MV Switchgear awarded SIS switchgear contract for DRC mine’s underground substations
MV Switchgear, which executed two large contracts over the past two years involving manufacture, supply and installation of numerous air-insulated switchgear (AIS) panels for 11kV substations at the extensive new KamoaKakula copper mine in the Democratic Republic of Congo (DRC), has subsequently been awarded a further contract for GELPAG solid insulated switchgear (SIS) units for more underground substations at the mine.
Atotal 233 of MV Switchgear’s well-known and widely-used SBV4E brand of AIS switchgear panels were produced and supplied by the division to equip surface and underground substations at the new mine. They comprised 140 panels for eight surface substations and 93 panels for five underground substations.
The latest contract for 149 GELPAG SIS units for eight underground substations, awarded late last year for delivery in August 2023 last year, came about as a result of having to address changes in underground conditions at the mine as mining operations progressed.
“Harsh environmental conditions such as high levels of humidity and dust were found to be present in these underground sections, necessitating having to introduce more specialised switchgear equipped to cope with these conditions,” said Rhett Kelly, MV Switchgear’s Design & Development Manager.
“In such a situation the choice is typically
between fixed pattern gas-insulated switchgear (GIS) and solid-dielectric-insulated switchgear (SIS). We were confident in recommending to DRA Global of South Africa, the engineering consultants for the Kamoa project, our GELPAG SIS product for this purpose.”
With MV Switchgear experiencing growing demand for GELPAG since introducing it into the local market in late-2020, it recently arranged in collaboration with its overseas-based OEM partner to commence local manufacture of some of the product’s ancillary components.
“By taking this step we’ve substantially shortened the production lead times, as we can now manufacture the agreed locally produced components in parallel with the OEM’s production of the main product, thereby speeding up both final assembly of the product in our plant as well as delivery to the end-user,” Rhett said.
The Kamoa mine will be the first recipient of GELPAG panels in terms of the new arrangement.
Johan Jordaan, the division’s Technology Development Specialist, said: “The components being manufactured locally now and in the future are the LV compartment, internal arc ducting and the drop-down boxes for the cable terminations.
“While not normally required for the GELPAG product range, custom drop-down boxes have been designed to accommodate the 3-core cable terminations with core balance CT’s specified by the customer.
“To further speed up and simplify production and delivery, we’ve developed an LV connector system which allows the panel’s circuit-breaker, disconnector and earth switch wiring to interface with the LV control wiring via a standard multi-pin plug-and-socket system,” he added.
MV Switchgear has also developed a wiring test rig to enable it to test and verify the wiring of each LV compartment before the GELPAG panels they are to be connected to arrive from abroad.
Mining Business Africa (MBA) is Pan-African bi-monthly publication that focuses on latest developments in mining and allied industries in Africa. The publication covers the scope of critical activities from pit to port – mineral exploration (prospecting), mine planning and development, extraction, mineral processing, storage transportation, as well as beneficiation.
Mining Business Africa provides the desired mileage for companies looking to promote their products and services to a specific niche clientele in the African Mining Sector. Subscribers are located or at least involved in projects in South Africa, Botswana, Zimbabwe, Zambia, Kenya, Democratic Republic of Congo, Kenya, Tanzania, Ghana and Nigeria.
MBA is published by Media Icon, a company manned by personnel with a combined experience of 30 years in the publishing space.
Advertiser’s index Actom Group Pty Ltd.................................. IFC Air Blow Fans Pty Ltd.............................................................15 AZ Armaturen..........................................................................13 BlueNova Energy....................................................................09 Corflex Engineering Pty Ltd..................................................26 DMG Events Nigeria............................................................IFC Engen Petroleum..................................... .......OBC Invincible Valves Pty Ltd.......................................................46 KSB Pumps and Valves Pty ltd.............................................07 Nerospec.................................................................................23 PACE Valves ...25 Resources 4 Africa event............................. .............21 Röchling Industrial SE & Co. KG..........................................31 Scantech International Pty Ltd.............................................05 SGS SA............................. ...................42 SME Monitoring Pty ltd..........................................................37 Spill Doctor South Africa.......................................................33 Structa Group....................... .................29 Sunward South Africa.............................................................47 Vac-Cent Services Pty Ltd................ .....................10 Vibramech Pty Ltd..................................................................39 WearCheck Africa............ ................................35 Wirtgen Group............................... ........19
TO ADVERTISE | CALL: + 27 10 055 3356 | Email: info@miningbusinessafrica.co.za
ACTOM GELPAG MSS-H
12kV
SOLID-DIELECTRIC INSULATED SWITCHGEAR (SIS)

• SF6 free, metal-enclosed, fixed pattern switchgear to IEC 62271-200
• LSC2B-PM (highest level of service continuity)
• 12kV Rated voltage
• 95kV Rated impulse withstand voltage
• Epoxy resin insulated and fully earth screened individual poles and busbars
• Up to 40kA and 3150A (4000A with forced cooling)


• Internal arc classification IAC AFLR 31.5 kA 1 sec
• Type “C” cable interface bushings
• Severe service conditions IEC62271-304-Class 2
• Visual isolation and earthing
• 3-position disconnector with integral earthing
• Width: 500mm (1250A), 700mm (2500A), 1000mm (4000A)


UNEARTHING RELIABLE OPERATIONS BECAUSE WE’RE
YOU
your trusted Asset Performance Management and reliability solutions partner, who works side by side with you, our objective is clear: Ensuring your fleet and equipment work seamlessly and tirelessly as you do. Because by reducing downtime, you increase profitability. Let us take care of your assets, while you focus on what you do best. Fluidlink: FluidlinkAPM@engenoil.com Tech Support: cstechnical@engenoil.com Sales: 1call@engenoil.com Web: engen.co.za Customer Service Centre: 0860 036 436 Call or email us to find out more about our customised plant maintenance and asset management solutions.
HERE WITH
As
