Control, Instrumentation and Automation in the Process and Manufacturing Industries May 2020
www.controlengeurope.com
Expanding your already reliable networks with ease
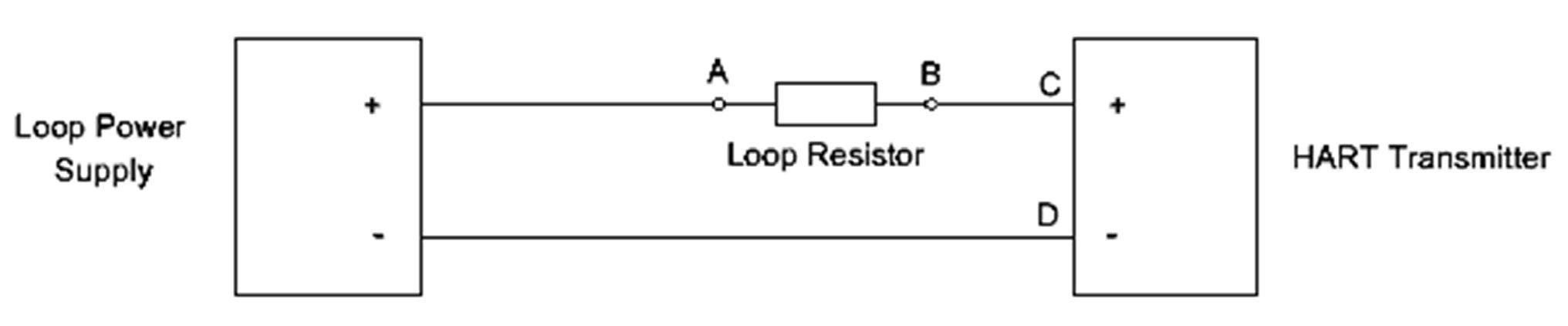
Focus on the HART Communication Protocol
Where technology convergence leads organisations must follow
Single-pair-Ethernet: Will it make the IIoT real?