
10 minute read
A masterclass in BOG management



Figure 1. The Stirling Cryogenics micro scale integrated purification and liquefaction plant.






The fast-growing use of LNG as a fuel for maritime and road transportation has increased the need for proven cryogenic technologies and solutions on a global scale. This novel market is pushing for a decentralised, flexible, and smaller scale LNG supply chain. This translates into developments such as LNG satellite storages and bunkering facilities, away from production facilities or terminals needing local small scale production of LNG. Critical success factors for the infrastructure are autonomous remote operation as well as energy efficient, modular, and reliable cryogenic cooling systems. The combination of all these factors have created opportunities for Stirling Cryogenics to prove its worth. Stirling Cryogenics is currently active in two different LNG applications: boil-off gas (BOG) management and micro scale LNG production.
Boil-off gas management
BOG management is an iterative process. Storage tank volume, storage tank heat leak, composition of the BOG, management of non-condensable gases, systems layout and spatial constrains, desired output, operating pressure, engineering standards or notified bodies approval; all these parameters have their share of impact on BOG management. In designing the BOG management system, the main questions to be answered are: what is the expected boil-off rate? What is the maximum allowable and the required pressure of the LNG? What is the desired holding time? How can we handle the non-condensable gasses to avoid build-up and poor LNG heating value?
In response to the market’s demand for retrofit solutions that can be implemented with minimum impact on the existing structures, Stirling Cryogenics developed a turnkey, containerised solution with a lead time shorter than one year. The only connections needed are BOG and LNG lines and electrical supply. The needed space is as limited as can be and easily dimensioned.
The BOG management solution of Stirling Cryogenics is suitable for onshore and offshore storage tanks. Onshore storage tanks usually concern small scale LNG terminals or peak shaving facilities. Offshore storage tanks concern bunkering barges or small LNG carriers.
Stirling Cryogenics adapted the technology to maritime conditions in 1990 when the Stirling machines were installed on the Tonen Ethylene Maru to manage BOG. The ethylene is transported as a (flammable) liquid at -104˚C. BOG coming from

Peter Lamberts, Stirling Cryogenics B.V., the Netherlands, explores the aspects of boil-off gas (BOG) management and the growing presence of micro scale LNG in the future.







the tanks is reliquefied by three 4-cylinder cryogenerators. The units have been in operation until the ship, and the Stirling machines, were decommissioned after many years of excellent service.
In order to meet the maritime demand, Stirling Cryogenics optimised its cryogenerators for roll and pitch requirements, according to ABS, BV, and USCG standards (or others upon request).
As space and redundancy are of the essence for maritime applications, BOG management solutions based on Stirling Maritime Cryogenerators offer multiple advantages: small footprint per unit (1.75 m × 0.75 m × 1.22 m), easily scalable system set-up, and a plug and play design.
The capacity ‘sweet spot’ of the Stirling solution lies between 6 - 100 kW in cooling power, or between 1 - 15 tpd of BOG management. The suitable capacity depends on the required equilibrium within the tank (either standard cylindrical tank, Type C, or membrane tanks) and can be reached by installing Stirling machines in parallel.
There are two concepts for managing BOG in storage tanks: direct reliquefaction and subcooling.

Figure 2. Typical set-up for BOG management through direct reliquefaction.

Figure 3. Stirling cryogenerators for direct LNG reliquefaction installed inside the Clean Jacksonville bunker barge.

Figure 4. The LNG London bunker barge.
Direct reliquefaction of BOG
In this concept the gaseous BOG is fed to the Stirling machine and is reliquefied at its equilibrium saturated temperature and pressure so there is no pressure change. As the driving forces are the pressure difference and gravity, it is required that the Stirling machine is placed on a level higher than the LNG storage tank.
The cooling of the LNG can be a continuous process. The control system will monitor the pressure of the tank, to start and stop the Stirling machines when the pressure in the storage tank reaches a pre-set level. The non-condensable gases (i.e nitrogen, helium, etc.) can be efficiently managed from the BOG during the reliquefaction of the BOG, which will prevent these non-condensables from accumulating in the tank over time.
The Tote bunkering barge, Clean Jacksonville, built by Conrad and operating in the Port of Jacksonville, Florida (US), has a 2200 m3 GTT Mark III Flex technology cargo tank on board. Stirling machines are placed on top of the tank to ensure that the pressure is kept low, as well as the temperature of the liquid.
Operational deployment was in 2018 and the units have been running successfully since.
Subcooling of BOG
The second concept to manage BOG is subcooling. This concept is based on an effective method of reducing pressure in a storage tank by spraying – a method widely used in the cryogenic industry when tanks contain warm liquid. LNG is taken from the bottom of the tank and pumped through the heat exchanger of the Stirling machine. Here energy is extracted and the LNG will be subcooled to a specified temperature. This subcooled LNG is then sprayed via nozzles into the gas area at the top of the tank and by this process the gas pressure is reduced and the liquid is cooled.
The bunker barge LNG London, operating in the Port of Rotterdam, the Netherlands, is equipped with a 3000 m3 Type C tank and uses subcooling as the method to manage the BOG. Since its operational deployment in July 2019, the LNG London has completed more than 200 successful bunkering sessions.
Each concept has its own specific benefits; the choice depends on installation possibilities, circumstances, and requirements of the total LNG tank system. However, they have the financial efficiency of the Stirling machines in common. If they are not operated, for instance after a new tank filling of the bunkering vessel, there is no energy needed so operational costs can be avoided.
Recently, Stirling has contracted the supply of the BOG management equipment of the new-build bunkering barge that will be taken into operation in Barcelona, Spain, in 2022.
The Stirling cycle
The Stirling cycle is a thermodynamic closed cycle invented in 1816 by the Scottish minister Robert Stirling. It was used as an engine and was considered at the time to be capable of replacing the steam engine. The counterpart of the Stirling engine, the refrigerator, was first recognised in 1832. The principle behind the machines was almost condemned to obscurity after the invention of the internal combustion engine.
In 1938 the Dutch Philips Research Laboratory was looking for a means to power electricity generators for short wave communication systems in remote areas without electricity supply. The Stirling engine attracted their attention. In 1946 Philips started optimising the Stirling cycle to be used for cryogenic cooling, and the result was the development of the Stirling Cryogenerator.
The Stirling cycle alternately compresses and expands a fixed quantity of helium in a closed cycle. The compression takes place at room temperature to facilitate the discharge of heat caused by compression, whereas the expansion is performed at the cryogenic temperature required by the application.
The Stirling cycle is remarkable because it is a closed cycle in which the Cryogenerator’s internal working gas (helium) never comes into contact with the fluid to be cooled; they connect only by flow of heat through the heat exchanger wall. This concept eliminates contamination of the customers’ process as well as of the Stirling cycle working gas, resulting in long continuous operating periods and longevity.
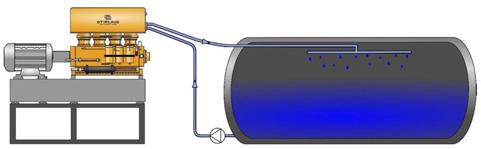
Figure 5. Typical set-up for BOG management through subcooling.

Figure 6. Stirling cryogenerators for LNG subcooling installed on the LNG London. The combination of high-efficiency, small footprint, and low operational cost were the decisive arguments to choose the Stirling Cryogenics subcooling BOG management solution for this 5000 m3 bunkering barge.
Micro scale LNG production
In the last decade the use of LNG as an automotive fuel for long haulage heavy duty transportation has become popular. The reasons to move away from diesel vary from making transportation more environmentally friendly to simply using a cheaper fuel. With this development a need has arisen for local small and micro scale LNG production from local sources. These sources can be biogas production plants, landfills producing biogas, natural gas wells, or even natural gas pipelines. The sources vary widely in different geographical regions.
Stirling Cryogenics has developed an integrated gas purification and liquefaction plant for micro scale at a maximum of 30 tpd. This has been achieved together with sister company Hysytech Srl, which specialises in gas purification technology.
The design can be made suitable for any kind of natural gas or biogas. The plant is completely assembled in Stirling Cryogenics’ workshop and fully containerised. This makes the plant easy to transport and installation on-site can be undertaken in the shortest possible time.
The plant is of a turnkey design and includes not only the necessary equipment for purification and liquefaction but also the chiller to reject the heat from the gas, equipment for process analysis and controls, and a pressure transfer device. On-site, connections only need to be made for power, the feed gas, and the LNG storage tank.
A Stirling machine typically produces 1 tpd of LNG. The required capacity is reached by adding the right quantity of Stirling machines. Due to this modular design the Stirling liquefaction plant is very suitable for future scale up. Stirling has ready-made designs where all infrastructure is prepared for a larger capacity but with a lower than maximum number of Stirling machines. These can be added later once the business grows.
The modular design also has the advantage that machines can be switched off in case of lower required production due to, for example, an interruption in the gas feed or a (temporary) lower demand for LNG. Here the energy efficiency (kWh/kg of LNG) of the plant will always be optimal.
In 2021, Stirling will deliver four commercial plants for LNG production in the range of 10 tpd. It can be considered the breakthrough in the market of local on-site LNG production. Considering that the number of micro scale liquefaction plants worldwide is currently no more than 10, Stirling is a serious player in this market.
Future plans
Stirling sees a bright future for micro scale LNG production. For many years the market was trapped in the chicken or egg discussion, potential producers were waiting for the demand, and the users (trucking companies) were waiting for a cheap and reliable supply. It seems that this cycle has been broken and Stirling is dedicated to play a major role. During 2021 Stirling is planning to develop a machine with a larger capacity without a significant increase of the price. This will further enhance the feasibility of projects and enable realisation of plans that have been shelved in the past years.








