Jan Zschommler, DNV, discusses how the oil and gas industry in the Middle East is treading a delicate balance between driving sustainability efforts while continuing to meet global energy demands.
12
Challenges And Opportunities
Paul Higginson, Viking Completion Technology, UAE, discusses the challenges and opportunities in completions and cementing for SMEs in the Middle East.
Front cover
Vink Chemicals aims to identify the optimal matches between H₂S scavenger types, their chemical properties, application profiles, environmental conditions, and economic suitability. This targeted approach ensures that the most effective and sustainable solutions are provided for a wide array of industrial applications. Specialising in customised chemical formulations and services, Vink Chemicals GmbH & Co. KG serves the industrial biocide and Oil & Gas market. More at www.vink-chemicals.com
17 Maintaining Control
Jennifer Knopf and Dr. Ulf W. Naatz, Vink Chemicals, Germany, aim to identify the optimal matches between H2S scavenger types, their chemical characteristics, application profile, environmental conditions and economical suitability.
23 Sustaining The Pressure
Neil Wilson, Expro, UK, outlines a new intervention system for treatment of sustained annulus pressure.
28 Embracing Digital Solutions
Chloe Kelly and Jamie Wang, Cenozon, Canada, explain how the upstream industry is embracing digital solutions for modern pipeline management.
33 An Evolving Concept
Scott Unzen, Omnetics, USA, discusses how advanced sensor and system digitisation is enhancing efficiency and accuracy across the upstream industry.
36 Optimising The Investments And De-Risking Development
Patrick Hayes, Tracerco, USA, presents two case studies demonstrating how tracer technologies are enabling optimised investments and de-risked development through the provision of accurate and actionable data for informed decision making.
43 Collaboration Is Key
Todd Razor, PACCAR Winch, USA, explains how collaboration is the key for the delivery of offshore hoist service training.
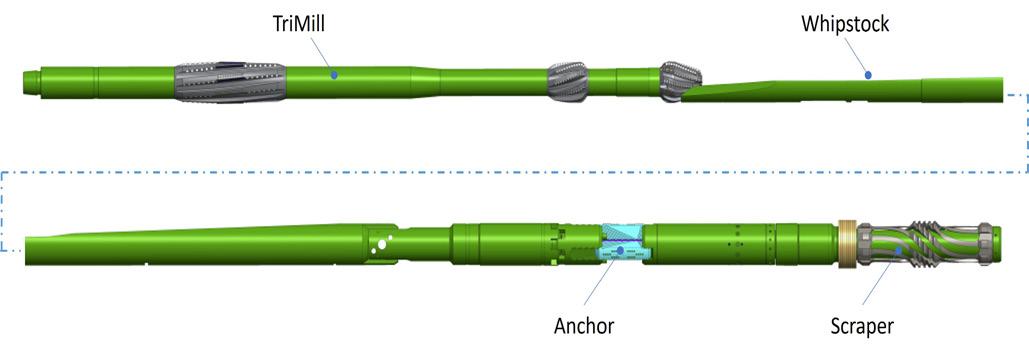
47 Setting New Benchmarks In Sidetrack Operations
Graham Stronach, Shantanu Swadi, and Cruz Riquezes, Wellbore Integrity Solutions, explore enhancing operational efficiency and improving reliability in wellbore sidetracking operations, whilst keeping environmental impacts in mind.
50 Learning To Love Computer Vision
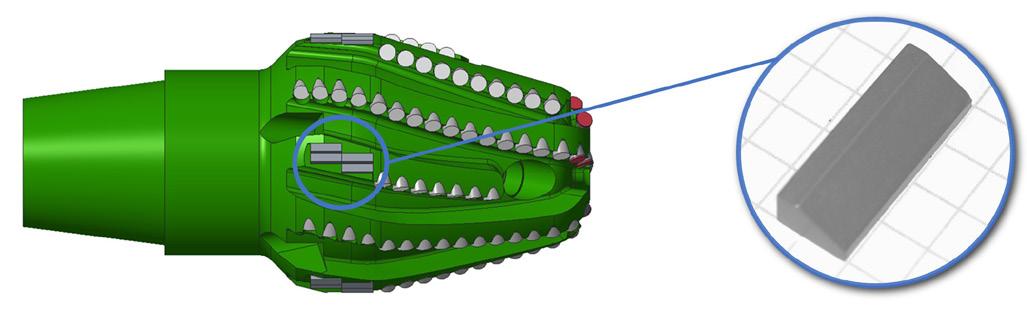
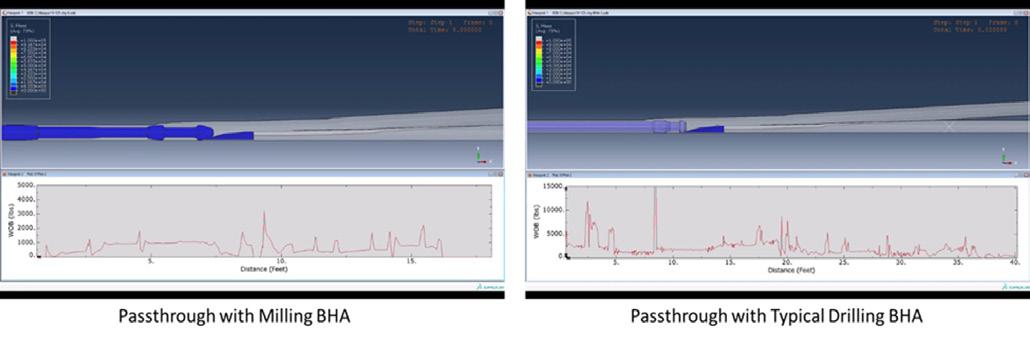
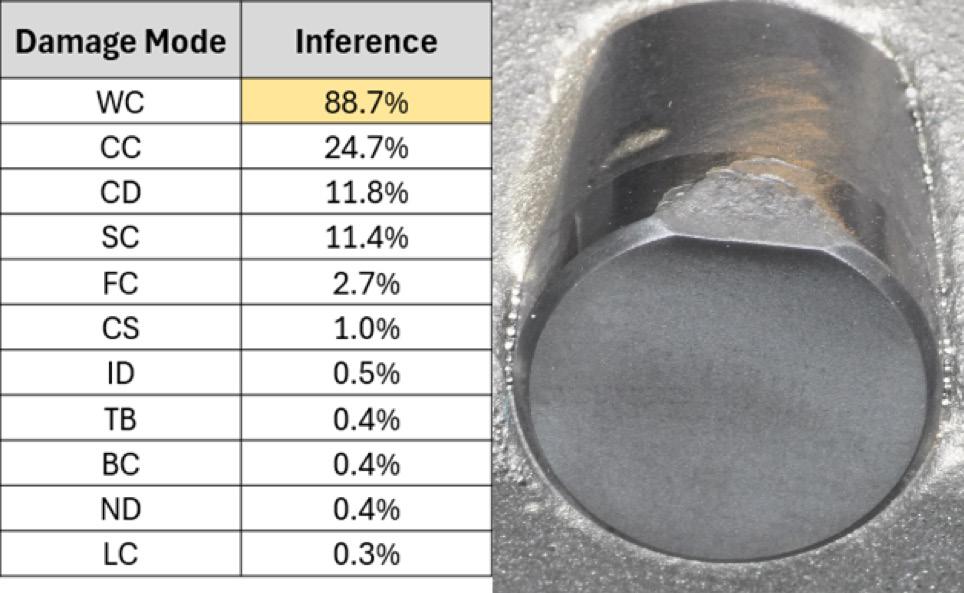
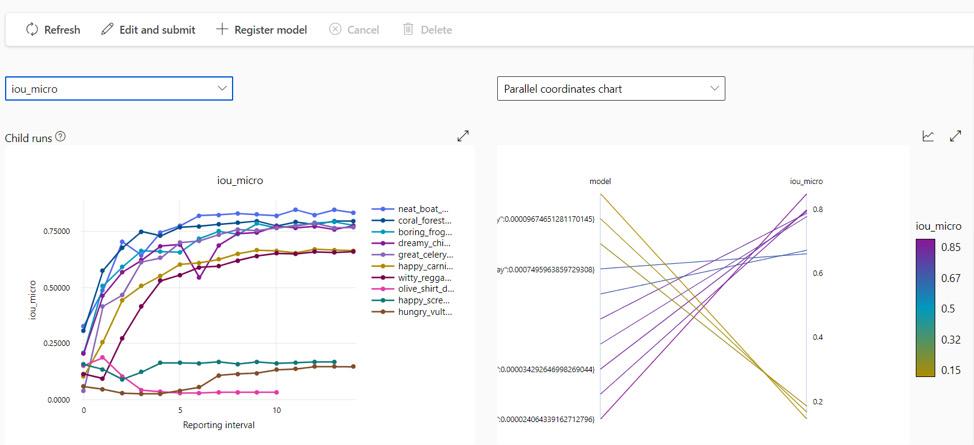
Cameron Devers, Tyler Abla, and Gage Russell, Taurex Drill Bits, USA, delve into the use of computer vision for PDC cutter damage classification, demonstrating how advanced image analysis is transforming the field.
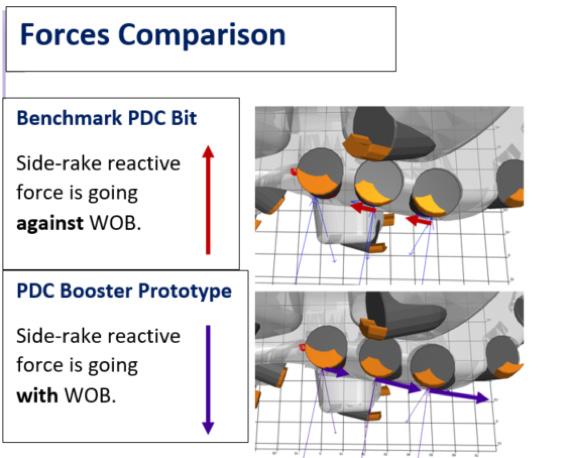
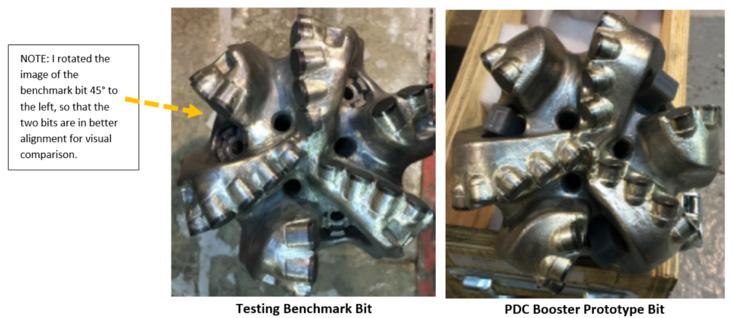
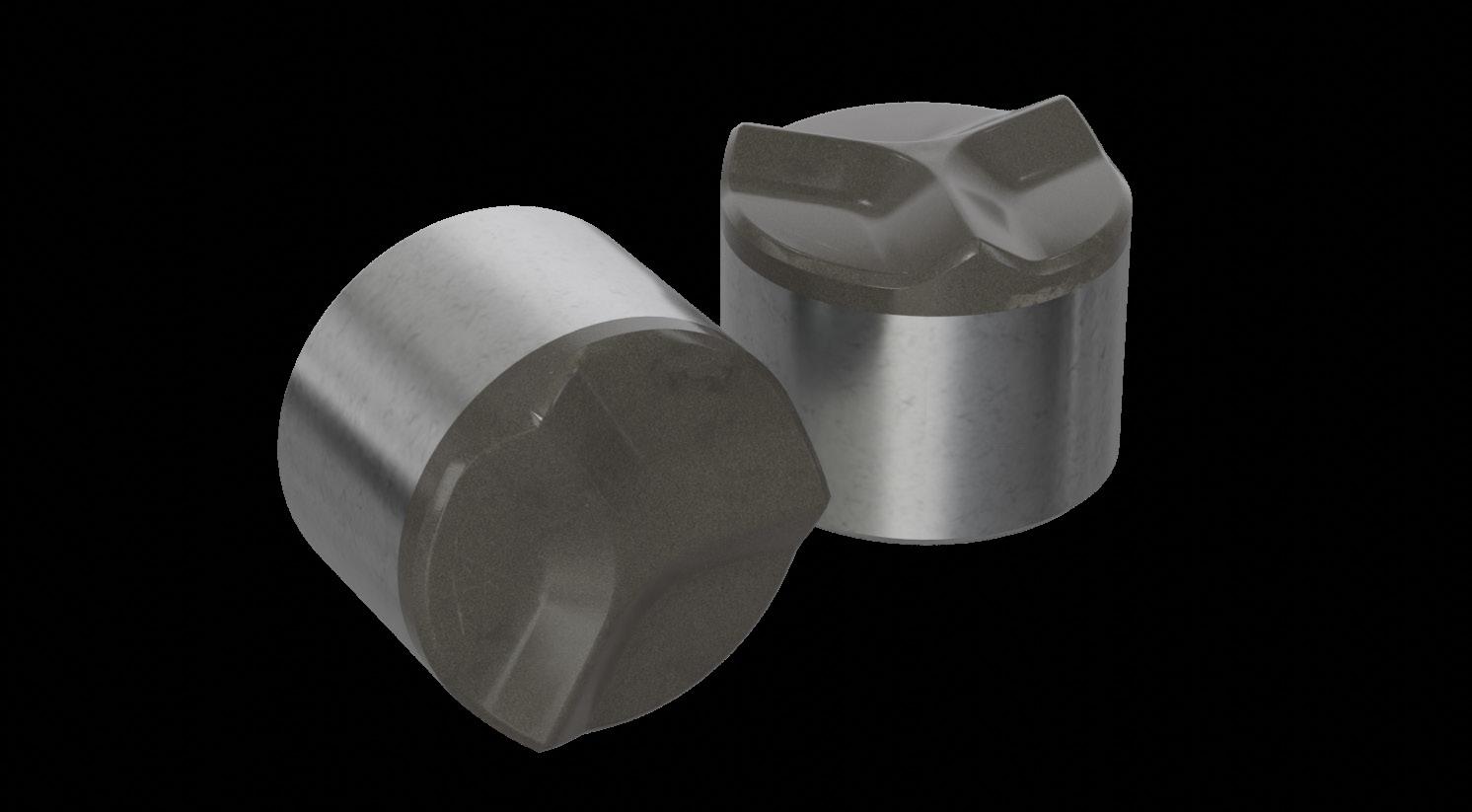
53 Raking In The Benefits
Karl Rose, Vincent Tissot and Sebastien Reboul, Varel Energy Solutions, USA, outline how innovative PDC bit designs use blended rakes to deliver better bite, less vibration, and higher ROP.
Our priority is the safe on-time delivery of your global energy projects. CRC Evans utilises market-leading welding and coating services, technologies and advanced data solutions, combined with a right first time approach.
Comment
September/October 2024
Jack Roscoe, Editorial Assistant
jack.roscoe@palladianpublications.com
Irecently had the pleasure of exploring one of the United Kingdom’s largest and most well-preserved historical sites, Hadrian’s Wall. The view from Housesteads Fort on the wall was breath-taking as the wall stretched from east to west, winding its way through the ruggedly beautiful Northumberland National Park.
This area of the UK is a world heritage site, a national park, and therefore a major tourist attraction. As a result, it is vitally important that the area is protected to preserve its beauty and history – particularly after the tragic felling of the Sycamore Gap tree in September last year. A variety of organisations are doing what they can to protect the heritage and environment in the Northumberland National Park. For example, this year English Heritage will invest about £100 000 in repairs to key parts of Hadrian’s Wall, starting at Birdoswald, which is home to one of 16 Roman forts along the wall. Work will go into keeping footpaths clear, boundary fences strong and the Roman remains intact.1 In addition to this, the National Trust and Northumberland National Park Authority have been working alongside Historic England, and the Hadrian’s Wall Partnership to ensure a fitting legacy for both nature and people following the felling of the Sycamore Gap tree. The organisations are exploring new ways to support tree planting and habitat creation, with an initial focus on the Hadrian’s Wall landscape.2
Despite a demand for tourism, action is being taken to preserve a site that holds significant historical and environmental importance.
Historically, the oil and gas industry has come under criticism for the damage it has caused to both the environment and heritage sites across the globe.
However, more recently, the oil and gas industry has been making strides to mitigate its impact on heritage and the environment. For example, UNESCO welcomed confirmation from French-based oil and gas corporation Total that it will refrain from prospecting or exploiting oil and gas in natural sites inscribed on the World Heritage List, saying this was an encouraging sign for World Heritage conservation.3 There are also encouraging signs from the North Sea. Equinor supports the global ambition of reversing nature loss by 2030 and has its own ‘no harm to the environment’ ethos. For example, the Norwegian company will not undertake any industrial activity in UNESCO World Heritage sites or areas classified under the International Union for Conservation of Nature (IUCN) Ia ‘Strict Nature Reserve’ or Ib ‘Wilderness Area’.4 In addition to this, Equinor maps and reports potential significant direct biodiversity impacts and dependencies from operations and in key supply chains as well as establishing site-specific inventory of important biodiversity features for existing sites and consider additional conservation measures.5
Protecting heritage sites and the environment, as seen with efforts at Hadrian’s Wall, is crucial, and the oil industry’s commitment to conservation plays a vital role in preserving these invaluable natural and historical treasures for future generations.
Editorial Assistant: Alfred Hamer alfred.hamer@palladianpublications.com
Editorial Assistant: Jack Roscoe jack.roscoe@palladianpublications.com
Design
Production Designer: Iona MacLeod iona.macleod@palladianpublications.com
Production Manager: Kyla Waller kyla.waller@palladianpublications.com
Sales
Sales Director: Rod Hardy rod.hardy@palladianpublications.com
Sales Manager: Chris Lethbridge chris.lethbridge@palladianpublications.com
Sales Executive: Daniel Farr daniel.farr@palladianpublications.com
Website
Digital Content Assistant: Kristian Ilasko kristian.ilasko@palladianpublications.com
Digital Administration: Nicole Harman-Smith nicole.harman-smith@palladianpublications.com
Events
Head of Events: Louise Cameron louise.cameron@palladianpublications.com
Digital Events Coordinator: Merili Jurivete merili.jurivete@palladianpublications.com
Marketing
Administration Manager: Laura White laura.white@palladianpublications.com
Reprints: reprints@palladianpublications.com
Palladian Publications Ltd, 15 South Street, Farnham, Surrey GU9 7QU, UK Tel: +44 (0) 1252 718 999 Website: www.oilfieldtechnology.com
Beneficial Reuse Produced Water
Turnkey & Sustainable Water Treatment Solutions
World news
Wood Mackenzie: the North Sea’s oil and gas future hangs in the balance and requires a new fiscal regime
After a history of ad hoc changes, the UK government must implement a more predictable tax regime that provides greater long-term stability to the North Sea oil and gas sector, as soon as possible, according to new analysis by Wood Mackenzie.
The UK government has acknowledged that oil and gas production in the North Sea will be required for ‘decades to come’. But recent and proposed modifications to the Energy Profits Levy (EPL) – currently set to end in 2030 – have created “unparalleled sector uncertainty and consternation”, the report states.
A system that is equitable to both government and industry will be challenging to design, but is essential to ensuring clarity before the impact on investment in this very mature sector becomes irreversible.
Details of the planned changes to the EPL will be confirmed in the Budget on 30 October. That announcement may also specify the timeline for establishing the successor to the EPL.
Wood Mackenzie notes that for a predictable fiscal system to be introduced, government and industry engagement must address several challenges:
Ì Defining a price ‘shock’ and its duration.
Ì Determining the appropriate government share to apply during a price shock and how, or if, it should vary, including a simple on/off switch, stepped rate increases, like the UK’s personal income tax bands, or a sliding scale.
Ì Deciding whether to target only excess income or applying a measure to a company’s entire taxable income, as is current practice.
Ì Creating a system to fairly tax companies with both oil and gas production when the prices of these commodities can fluctuate in opposite directions.
Ì Simplifying the current tax system.
It adds that the solutions must be: “predictable, transparent, simple to administer and selfadjusting during periods of price volatility to minimise the need for further government intervention.”
Graham Kellas, Senior Vice President, Global Fiscal Research at Wood Mackenzie, said: “Price responsiveness, predictability, fairness, simplicity and transparency must all be considered to ensure the correct outcome is reached at what is a crucial juncture for the sector.”
Hurricane Helene update: Gulf of Mexico’s oil and gas operations recover
The US Bureau of Safety and Environmental Enforcement (BSEE) provided its final update (on 29 September) on oil and gas operations in the Gulf of Mexico (GoM). Following the continued response to Hurricane Helene, the US BSEE estimated that 3.35% of GoM oil activities were shut-in, down from 30% reported on 26 September.
The BSEE also confirmed that only 0.91% of natural gas production in the offshore region was closed, decreasing from a reported 17% on 26 September.
On 24 September, major oil companies including Chevron, Shell and Equinor began evacuating staff from their offshore facilities. As of 29 September, a total of three production platforms had been evacuated, or 0.81% of the total 371 manned platforms in the area.
Additionally, one non-dynamically positioned (DP) rig had been moved from Hurricane Helene’s path, representing 4.76% of the 21 DP rigs currently operating in the Gulf.
The BSEE stated that personnel will remain on board and return to the original location once the storm has completely passed.
The organisation said: “Now that the storm has passed, facilities will be inspected. Once all standard checks have been completed, production from undamaged facilities will be brought back online immediately. Facilities sustaining damage may take longer to bring back online.”
It is currently unclear how Hurricane Helene has impacted the GoM’s overall output, as it produces 97% of the US’ offshore oil and gas. The region was also marked by Hurricane Francine in early September, which took almost a fifth of its oil production out of action.
September/October 2024
Africa
ExxonMobil is progressing several energy initiatives on the African continent, consolidating its status as one of the drivers of the industry on the continent. ExxonMobil has emerged as an exploration leader in the Namibe basin, offshore Angola, where a wildcat well has been spud and results are keenly anticipated.
Australia
Seismic surveyor TGSs decision to cease its search for new gas supply in Victoria’s Otway Basin is a major blow to the state’s energy security and will compound looming gas shortfalls in eastern Australia, according to Australian Energy Producers.
Brazil
Brazilian oil giant Petrobras is set to reopen a closed oil well in its large offshore Roncador field in a bid to quickly obtain natural gas.
Uruguay
Uruguay’s government-owned oil company and regulator, Ancap, has approved Challenger Energy’s farm-out of the AREA OFF-1 licence to US energy giant Chevron.
Azerbaijan
SOCAR and partners have signed an addendum for ACG field gas exploration and production for the Azeri-Chirag fields and the deepwater portion of the ACG in the Azerbaijan sector of the Caspian Sea.
Saudi Arabia
Saudi Arabia saw its crude exports fall by around 5.1% from 6.1 million bpd in June. Meanwhile, its production rose very slightly to 8.9 million bpd.
World news
September/October 2024
Diary dates
28 - 30 October 2024
YNOW2024
Texas, USA www.yokogawa.com
04 - 07 November 2024
ADIPEC 2024
Abu Dhabi, United Arab Emirates www.adipec.com
18 - 20 February 2025
Subsea Expo Aberdeen, UK https://www.subseaexpo.com/
5 - 8 May 2025
Offshore Technology Conference (OTC) 2025 Houston, USA https://2025.otcnet.org/
19 - 23 May 2025
29th World Gas Conference (WGC2025) Beijing, China www.wgc2025.com
Web news highlights
Ì Reuters: FTC set to greenlight Chevron’s US$53 billion buy of oil rival Hess, sources say
Ì Will oil prices rise amid escalating geopolitical tensions and fears of a global economic slowdown?
Ì Chesapeake’s US$7.4 billion acquisition of Southwestern Energy set to conclude in 4Q24
Ì Understanding petroleum product supplied – a proxy for consumption
Ì OPEC cuts oil demand growth projections
To read more about these articles and for more event listings go to: www.oilfieldtechnology.com
Devon Energy acquires Grayson Mill’s US assets for US$5 billion
US based oil company Devon Energy has completed its acquisition of Grayson Mill Energy assets in a deal valued at US$5 billion in cash and stock, according to GlobalData.
The acquisition significantly enhances Devon’s production profile and is expected to contribute to substantial annual cash flow savings. The deal between the parties was signed in July 2024.
Devon expects the acquisition to bolster its presence in the Williston Basin, adding 307 000 net acres with a 70% working interest. The newly acquired assets are expected to sustain a production level of around 100 000 boe/d by 2025, with oil constituting 55% of this output.
Devon Energy expects the integration of Grayson Mill Energy’s assets to yield up to US$50 million in annual cash flow savings. These savings are projected to arise from operational efficiencies and marketing synergies. The acquisition also includes 500 gross locations and 300 refrac candidates.
With this acquisition, Devon’s inventory life in the Williston Basin is expected to extend to up to ten years, maintaining a steady development pace with three operated rigs. On a pro forma basis, following the acquisition, Devon’s oil production is estimated to average 375 000 bpd.
Devon Energy President and CEO Rick Muncrief said: “We are excited to announce the completion of our acquisition of Grayson Mill Energy. This strategic transaction is an excellent fit for Devon, enabling us to efficiently expand our operating scale and production. I would like to thank the teams working together for their hard work and look forward to the successful integration.”
CNOOC announces major exploration success in Pearl River Mouth Basin
China National Offshore Oil Corporation (CNOOC) has achieved a milestone in ultradeepwater natural gas exploration by drilling a well in the Liwan 4-1 structure within the Pearl River Mouth Basin. The company said this well represents the first substantial exploration success in ultra-deepwater carbonate rocks offshore China.
Situated in the hydrocarbon-rich Baiyun Sag, approximately 300 km south-east of Shenzhen, the well reached a water depth of nearly 1640 m. It was drilled to a vertical depth of nearly 3000 m and finished at a depth of almost 4400 m, revealing a gas pay zone of around 650 m in the horizontal section. Testing of the well yielded an absolute open flow natural gas production rate of 430 000 m³/d.
The energy company noted that the discovery has unveiled promising exploration prospects in the ultra-deepwater Globigerinid limestone in China and is set to advance the natural gas exploration efforts in Baiyun Sag. CNOOC Chief Geologist Xu Changgui said: “Previously, exploration in China’s ultra-deepwater areas mainly focused on clastic rocks. The success of this well has, for the first time, revealed the enormous potential of carbonate rocks in China’s ultra-deep waters, marking significant breakthroughs in both exploration understanding and operational techniques. In addition, this discovery is close to the existing production facilities of Liwan3-1 gas field, which could be utilised to develop the new discovery, thereby enabling economic and efficient development of natural gas resources in the deep waters of the Pearl River Mouth Basin.”
Earlier in the month, CNOOC commenced production at the Wushi 17-2 Oilfields Development Project in the Beibu Gulf, with an average water depth of around 28 m. By 2026, the project is expected to reach peak production of roughly 9900 boe/d, with the oil being classified as light crude.
Last month, CNOOC received official approval for a proved gas in-place volume exceeding 100 billion m3 at the Lingshui 36-1 field in the South China Sea. With this approval, the total proved gas in-place in the South China Sea has now exceeded 1 trillion m3
Navigating the Middle East’s Energy Transition Navigating the Middle East’s Energy Transition
Jan Zschommler, DNV, discusses how the oil and gas industry in the Middle East is treading a delicate balance between driving sustainability efforts while continuing to meet global energy demands.
The accelerating pace of the energy transition is reshaping the way the world produces, consumes, and thinks about energy. While the movement towards more sustainable and renewable energy sources is essential in addressing the challenges of climate change and energy security, the world, and particularly the oil and gas industry, is grappling with the complexities of this transition. Despite significant progress, current momentum is still insufficient to meet the 1.5˚C target set by the Paris Agreement. Time is running out and a more rapid transition is crucial to achieving these targets.
While challenges in driving the energy transition vary from region to region, there are clear issues which must be addressed at a global scale. In DNV’s Energy Industry Insights 2024 report, 71% of respondents highlighted that supply chain issues are slowing down the transition and over 60% of renewables and electrical power professionals cited rising costs as threatening the viability of projects, products or services.
The oil and gas industry is treading a delicate balance between driving sustainability efforts while continuing to meet global energy demands. In the same report, oil and gas industry respondents recognised the responsibility the industry has in the transition, but
individual organisations are evolving at different rates. While 74% say that oil and gas companies should play a leading role in accelerating the energy transition, only 55% say that their own organisation is actively adapting to a less carbon-intensive energy mix.
As pressure on global climate goals intensifies, the pace at which regions around the globe have reacted has also varied. However, by understanding the strategies and progress of different regions, a clearer understanding of the diverse approaches and innovations shaping the future of energy can be gained.
Europe and the USA
Europe has been a pioneer in the adoption of renewable energy sources, driven by stringent environmental regulations and public pressure. The European Union’s (EU) Green Deal, for instance, aims to make Europe the first climate-neutral continent by 2050.
This comprehensive policy framework includes measures to reduce emissions, invest in renewable energy, and promote energy efficiency. Meanwhile, the EU’s binding goal to achieve climate neutrality by 2050 includes a 55% reduction in greenhouse gas emissions by 2030, compared to 1990 levels.
To support these objectives, the region is rapidly expanding its renewable energy capacity, particularly in wind, solar, and hydropower while investing in modernising the energy grid to enhance integration and reliability, promoting energy efficiency across all sectors. Additionally, countries are leveraging carbon pricing mechanisms like the emissions trading system (ETS) to incentivise emissions reductions and drive innovation. Effective policy and regulatory frameworks are crucial for the successful transition to renewable energy.
The oil and gas sector is also key to this drive, and the sector has ramped up investment in decarbonisation strategies, including carbon capture, utilisation, and storage (CCUS) technologies to reduce operational emissions. Methane emission reduction is also a particular focus, with companies such as ExxonMobil, bp and Shell pledging to eliminate routine flaring by 2030 in a bid to deliver more environmentally responsible operations.
The US has also seen significant advancements in both renewable energy technologies and unconventional fossil fuel extraction methods as it addresses the energy transition. However, it has adopted a different strategy which integrates policy, innovation and market mechanisms. With the Biden administration’s strong focus on combating climate change, the country has set ambitious goals, such as achieving net-zero greenhouse gas emissions by 2050. This commitment is underpinned by significant investments in renewable energy infrastructure, including solar, wind, and battery storage technologies. The US government has introduced various incentives, such as tax credits and grants including the Inflation Reduction Act, to spur private sector investment in clean energy. Additionally, the country has made strong strides in enhancing its grid infrastructure to accommodate a higher share of intermittent renewable energy sources, while also promoting energy efficiency measures across industries and households.
When analysing the Middle East, it is clear lessons can be learned from the western world, but it must also be recognised that there are distinctive hurdles unique to the region.
Addressing regional challenges
Regions such as the Middle East and North Africa, the Indian Subcontinent, and China might not mirror the trends of the US and Europe immediately. Their continued dependence on fossil fuels arises from a combination of rising energy demand, financial constraints and underdeveloped renewable infrastructure. Greater China’s coal consumption for electricity generation will remain unparalleled until the mid 2040s when the Indian Subcontinent is poised to overtake it. Meanwhile, the use of natural gas will remain prevalent, with the Middle East and North Africa holding a leading position in gas-fired power generation for the coming two decades.1
Sub-Saharan Africa and parts of South Asia also face unique challenges due to lower levels of economic development, energy access issues, and limited financial resources. However, despite these challenges, there are pockets of progress with countries adopting renewable energy technologies and setting targets for future emissions reductions.
Traditionally known for its abundant fossil fuel resources, the Middle East is at a crossroads in the energy transition. Indeed, GlobalData “expects over 660 oil and gas projects to commence operations in the Middle East during 2024 – 2028. Out of
Figure 1. Rising costs are threatening the viability of many projects, products or services.
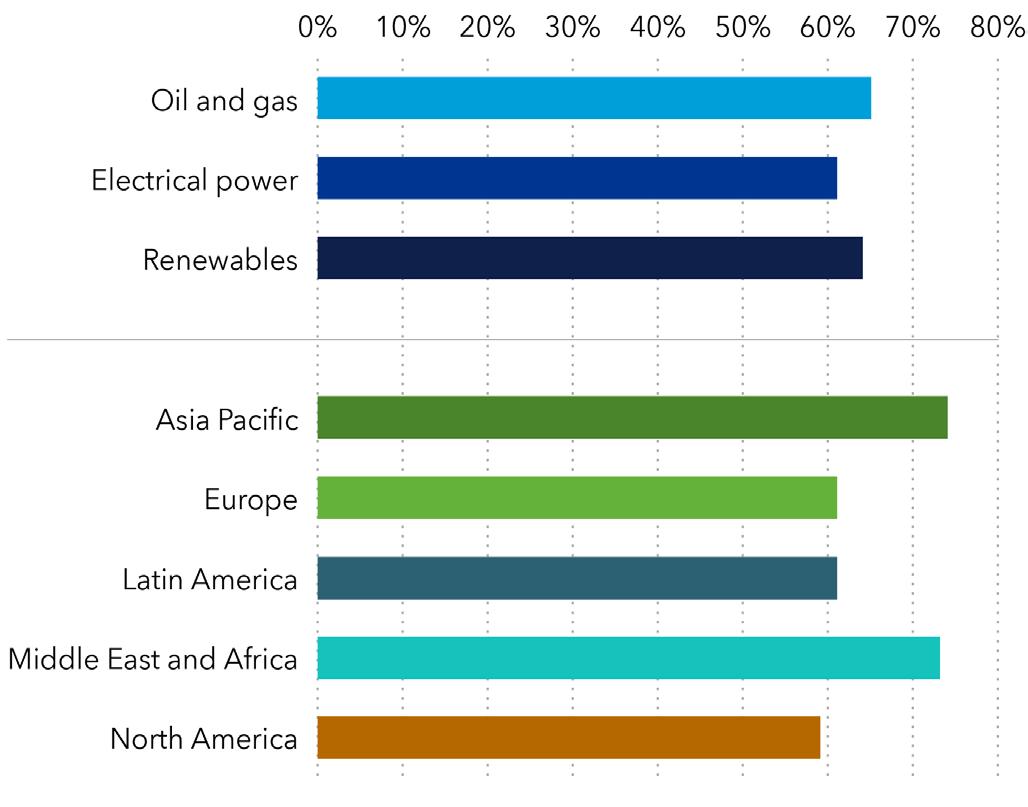
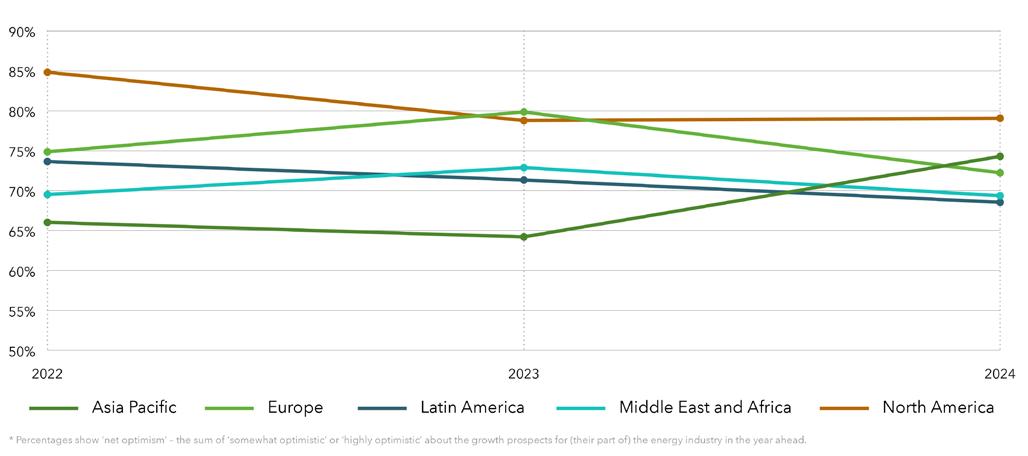
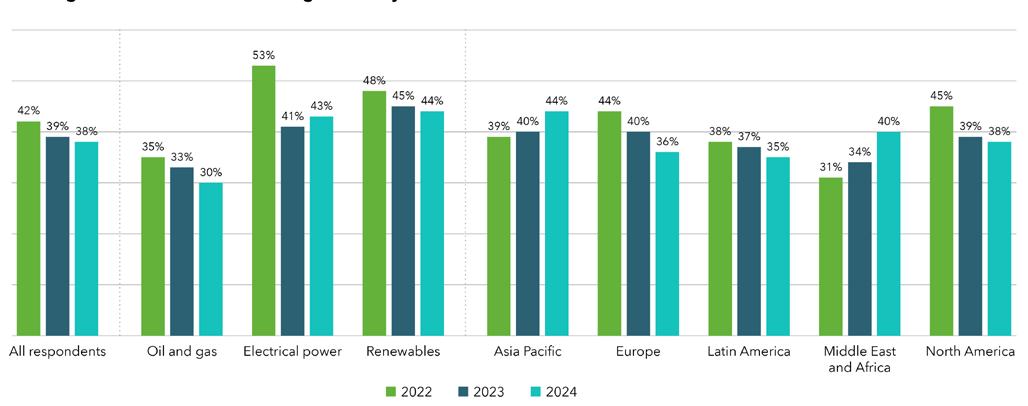
Figure 2. Optimism for energy industry growth by region.
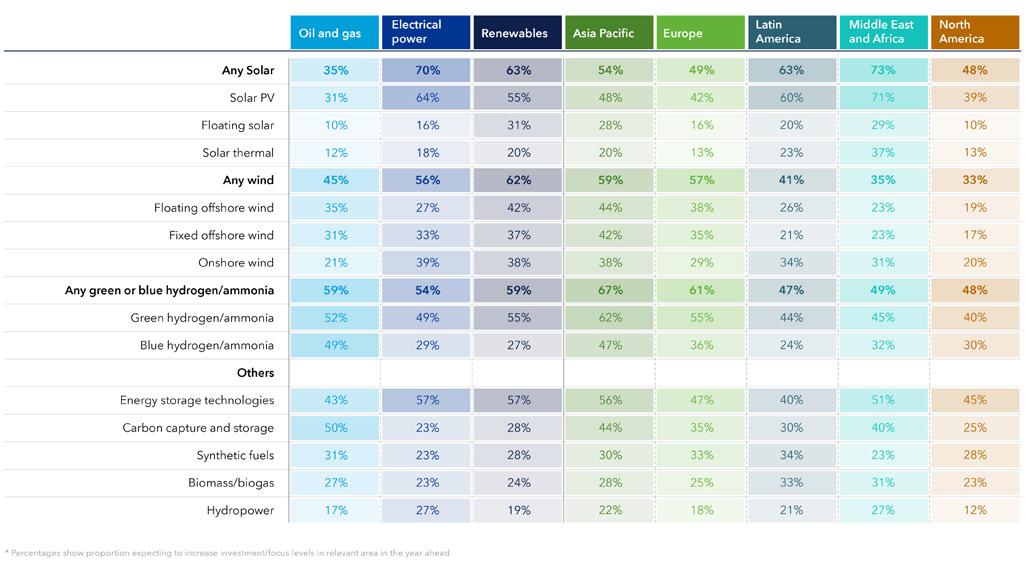
Figure 3. Proportion expecting to increase investments/focus in renewable energy resources and related areas in the year ahead.
these, upstream projects will be 75, midstream will be the highest with 149 projects, along with refinery and petrochemicals at 100 and 344, respectively.”2
Countries such as Saudi Arabia, Oman and the United Arab Emirates (UAE) which are heavily reliant on oil and gas exports, face the challenge of diversifying their energy portfolios and ensuring long-term economic sustainability. Several countries in the region are implementing ambitious strategies to embrace renewable energy and reduce their reliance on traditional oil and gas, driven by both environmental considerations and the need to future-proof their economies against volatile oil markets. While some governments have also committed to achieving net-zero emissions around mid-century and are starting to adopt strategies to support this objective, the pace and scale of policy implementation to drive decarbonisation varies across the region.
Transitioning the Middle East
Notable strides in renewable energy development have been made in the Middle East with countries in the region setting ambitious targets to reduce their carbon footprint and diversify their energy sources. For example, Saudi Arabia’s Vision 2030 aims to significantly increase the share of renewable energy in its total energy mix. It plans to develop 58.7 GW of renewable energy capacity by 2030, with solar and wind power being the primary focus. This activity is supported by the oil and gas sector, with operators such as Abu Dhabi National Oil Company implementing CCUS technology at its Al Reyadah project to capture CO2 from the Emirates Steel Industries plant and inject it into ADNOC’s onshore oilfields for enhanced oil recovery. Similarly, the UAE has launched the Energy Strategy 2050, which aims to increase the contribution of clean energy in the total energy mix to 50% and reduce the carbon footprint of power generation by 70%. Meanwhile, it has already achieved significant milestones with projects like the Mohammed bin Rashid Al Maktoum Solar Park, which is set to be the world’s largest single-site solar park upon completion. DNV also recently partnered with a key player in the UAE’s energy system to support its energy transition efforts, monitoring the development of new energy technologies and evaluating their readiness for deployment.
These initiatives reflect a strategic shift aimed at sustaining economic growth while adapting to the new energy landscape. DNV’s Energy Industry Insights reveals that 73% of respondents in the Middle East and Africa plan to increase their investment and focus on solar energy in the coming year, with 49% also targeting green or blue hydrogen and ammonia projects.
Additionally, the region’s historic economic model is heavily geared towards fossil fuels. Transitioning to a renewable-based infrastructure requires not only financial investment but also technological innovation and expertise. Grid integration of renewable energy sources is another technical challenge. Many countries in the region will start grappling with the need to upgrade their power grids to handle the intermittent nature of renewable energy, such as solar and wind, if those generation capacities will indeed be scaled up in line with current plans.
Accelerating the transition
When comparing the Middle East’s sustainability efforts with those of other regions, several differences and similarities emerge.
Europe’s early and aggressive adoption of renewable energy policies has positioned it as a global leader in the energy transition. The continent’s commitment to reducing emissions and investing in green technologies has been consistent, driven by both political will and public support.
North America, particularly the US, has seen a more fragmented approach due to political shifts. Nevertheless, the region has made significant advancements in renewable technology and has substantial renewable energy capacity. The US has also seen a growing trend of states and cities setting their own renewable energy targets, often exceeding federal mandates while leveraging their industrial and technological bases to drive the transition.
In contrast, the Middle East, despite entering the renewable energy sector later than some regions, leverages its economic structure, abundant natural resources, and strong position as a global energy exporter. Countries like Saudi Arabia and the UAE are now heavily investing in decarbonising their oil and gas operations, employing advanced technologies and digital solutions to enhance efficiency, reduce energy consumption, and lower emissions. COP28 being held in the UAE in 2023 further highlighted the region’s growing role in global climate initiatives. While the region could be viewed as lagging behind others, the Middle East now has the advantage of learning from the experiences of other countries and its significant financial resources, combined with its abundant solar potential, present unique opportunities for rapid advancement in renewable energy to achieve similar goals.
Propelling a sustainable future
The energy transition in the Middle East is a critical component of the global effort to combat climate change and achieve sustainable development. While there are unique challenges for the region due to its historical reliance on traditional oil and gas, there are also significant opportunities for growth and innovation in the renewable energy sector.
As the world moves towards a more sustainable energy future, the region’s journey will be closely watched and will undoubtedly contribute to shaping the global energy landscape.
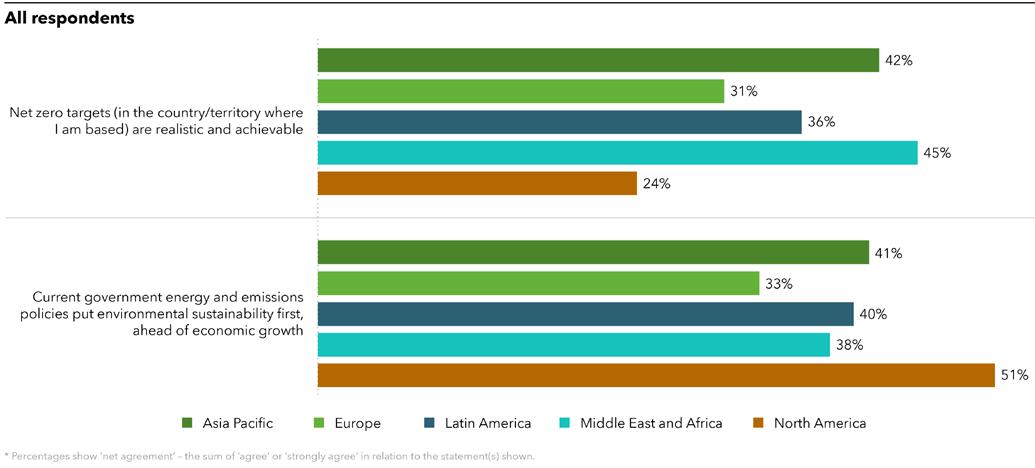
Figure 4. Reaching decarbonisation/climate targets in the year ahead.
Figure 5. All respondents.
Challenges Opportunities and
Paul Higginson, Viking Completion Technology, UAE, discusses the challenges and opportunities in completions and cementing for SMEs in the Middle East.
Over time, the Middle East has grown into a key market for all suppliers to the energy industry – this has been particularly evident in the last five to ten years as major service providers have relocated their headquarters to this area, often transitioning from western countries. Underpinning the market, local service providers have consistently grown and expanded, becoming significant challengers to their western counterparts.
This mass and breadth of supply is required to service the region which is home to some of the largest energy producers in the world. They are like massive planets circumnavigating
gigantic stars, and as is often the case with objects that have a significant mass, their orbits are over a long timescale and can be difficult to change. From the perspective of a service provider, this translates into the ability to supply a very wide range of services in high volume, however, over time it is inevitable that gaps in supply are created and often there is a need for innovation to address a new challenge the end user is facing. The nature of innovation is that the need was not there yesterday, but today it exists – and it quickly becomes an urgent requirement.
In the face of this, small and medium enterprises (SMEs) can leverage their agility to accelerate the rate of supply and
innovation. Historically in Saudi Arabia, SMEs and major service providers have successfully collaborated, however, as business models and practices have changed over time, what was once commonplace has become more challenging as these major service companies have grown and the expectations of the end user have shifted, increasing the demand for supplier-owned solutions. It is therefore more effective for an SME to establish a local presence which, with time and persistence, can be very rewarding.
Saudi Arabia has always been a dominating market for the entire energy industry, and in particular completions. The breadth of applications leaves room for even the most niche of suppliers, so for Middle East-headquartered SMEs, supplying a full range of premium upper completion equipment, it is an obvious area of focus.
While specifications can vary, Viking sees demand for its entire range of products in Saudi Arabia. The company has seen the lower bracket become oversaturated with suppliers over the years, but the higher end is less crowded and aligns nicely with Saudi Arabia where higher levels of performance are often sought after due to project requirements.
Packers validated to API 11D1 V0 at pressures from 10 000 psi are commonly required, as are accessories such as API 19AC V0 polished bore assemblies and valves.
Additionally, as an original equipment manufacturer (OEM), the supply of tubing retrievable sub surface safety valves (TRSSSVs) to required specifications is a key differentiator between completion equipment suppliers and it is only possible if the supplier designs, validates, and manufactures their own products to the API 14A standard.
Beyond this, ‘In Kingdom Total Value Add’ (IKTVA) is a major driver in the UAE. Manufacturing in Kingdom is a logical step for a supplier – at Viking, we manufacture and export from the UAE and are locally connected with a well-established supply history to the entire Middle East market.
Regional challenges
From navigating the complex regulatory framework to the impact of the ambitious Saudi Vision 2030 roadmap, operating within Saudi Arabia’s energy industry presents a unique set of challenges.
A deep local knowledge is required to become a successful supplier in the region, particularly when it comes to the ‘approved supplier’ process, which takes about four years to complete. To become an officially recognised supplier, the following steps must be completed:
Ì Find a suitable local partner to represent the SME.
Ì Build a relationship with the customer representatives, of which there are many.
Ì Establish areas of supply that meet requirements and the supplier’s capabilities.
Ì Technical review of a solution and obtaining approval for a trial test.
Ì Perform validation testing, manufacture, and supply of equipment for a trial test.
Ì Complete a trial test period to establish the performance of the solution.
Ì Catalogue the equipment and set up contracts for its supply and the associated service.
Despite the rules and regulations, there is intense competition from local companies and international firms across the energy landscape in Saudi Arabia.
Bespoke solutions
Following the process outlined previously, Viking has successfully completed two trial tests and is in the process of cataloguing and supplying equipment for those same solutions.
The first trial test was for a 10 000 psi API 11D1 V0 Permanent Packer and API 19AC V0 30 ft Polished Bore Assembly system for Pre-Khuff gas wells; this will be supplied and serviced directly to the end user. Being technically challenging equipment, there were a limited number of existing suppliers which necessitated a new specialist supplier to get involved.
It is important to understand that many major operators have a process to approve equipment and suppliers. When operational issues and failures occur, this may lead to the equipment or supplier being temporarily or permanently suspended from use. It is therefore important to have multiple suppliers and typically the volume is split amongst those suppliers to ensure a continuance of supply.
The second trial test was for the patented 9-5/8 in. EZR ESP Packer which was directly trial tested to the end user to allow it to be utilised by all the suppliers of ESP Systems. This also partly resulted from a limited number of suppliers but also from some technical challenges faced with running and retrieving conventional ESP Packers, which was all that was available until the EZR was approved.
Saudi trials
Planets never stop circling around the sun and a similar sort of momentum is required to grow and support an area like Saudi Arabia. Viking has four more approved trial tests in process, which are due to be completed between Q324 and Q425, with two to three more trial tests in the early planning phase. These cover a variety of different technical challenges and will be implemented in large-scale projects. In all cases, a solution has been engineered with direct input from the end user and in some cases multiple items including packers, valves and completion accessories have been brought together to create a system. They are based on existing designs but as they are heavily tailored to the application, they all require validation testing. In a major service company this process would take years, but an SME can typically do the same work in weeks and months.
Overall, this amount of product development and trial testing takes a lot of commitment from both the supplier and the end user. Anyone considering
Figure 1. Viking’s 12PHP (permanent hydraulic set packer).
Figure 2. 12PBA (polished bore assembly).
Over 60 years of engineering expertise combined with the knowledge and experience of our specialists and strategic partnerships in the process industry.
setting out on this sort of journey needs to be thinking and planning in an initial time frame of three to five years to get properly established.
This may sound like the domain of the larger service providers, but the reality is that SMEs are much better positioned to look at and understand a problem, then turn around a solution in a significantly reduced time scale. Directly qualifying a product with the end user doesn’t preclude the major service providers from utilising it, in fact it enables it.
Major service providers will be the primary contract holder in large-scale turnkey projects, and they will need to pull in technology to be able to meet the demands of such a project. Some of the future approved trial tests fall directly into this bracket and therefore positively impact the end user, primary contract holder and SME.
The completions market has always benefited from a mix of major service providers, local service providers and SMEs. The domain of the SME was typically that of technology development with a supply route through the service providers. End users have been driving this more and more by awarding their entire scope of work to the major service providers and expecting them to manage the inventory and pull in the technology from the market. It is always better to be able to deal directly with the end user, so this approach is often not beneficial for SMEs.
Saudi Arabia is somewhat unique in the region, whereby the SMEs are actively encouraged to establish themselves and will award work directly rather than forcing it through a major service provider. In this case the end user is more likely to get what they want, when they want it, and better understand exactly whose equipment is ending up in their wells and get the support they need over the life of well.
Figure 3. Trial-tested EZR EZP packer in Viking’s workshop.
Maintaining Control
Jennifer Knopf and Dr. Ulf W. Naatz, Vink Chemicals, Germany, aim to identify the optimal matches between H2S scavenger types, their chemical characteristics, application profile, environmental conditions and economical suitability.
The significant demand for effective hydrogen sulfide scavengers has led oilfield chemical manufacturers to introduce a diverse variety of products. This article aims to identify the optimal matches between scavenger types, their chemical characteristics, application profile, environmental conditions and economical suitability. Despite the many options available, uncertainties remain regarding the overall cost of treatment, the efficacy of the various products in the specific application and the incompatibilities that can result from potentially unwanted chemical interference after the injection site.
Hydrogen sulfide (H₂S) is a toxic, naturally occurring gas in crude oil, generated through geological or biogenic processes. Common in oil and gas production and refining, it poses significant health, safety, and environmental risks, and can corrode pipelines and equipment. H₂S can also be released from sulfur-containing hydrocarbon precursors under certain conditions, necessitating prompt and efficient removal from crude oil, natural gas, fuels, and process water in various storage and transport
settings. The primary method for managing H₂S is chemical treatment with scavengers, which vary by chemistry, mechanism, cost, and condition of application.
Rising demand for H₂S scavengers in the oil industry
The oil and gas industry expects a substantial increase in demand for H₂S scavengers. Continuous advancements in oil production technology have made it safer and more cost-effective to extract oil from sour wells that were previously considered uneconomical. The extensive use of secondary production methods, such as injecting sulfate-laden water, often leads to souring due to microbial activity and consequently increased H2S formation. Economic considerations might necessitate extending the operational lifespan of existing wells, aligning with the Green Deal’s emphasis on reducing new drilling. Additionally, stricter environmental regulations on gas flaring and
wastewater management will further increase the need for H₂S treatment solutions.
No simple solution to a complex H₂S problem
Identifying the optimal H₂S scavenger for a specific oil industry application is challenging, as each scenario requires unique evaluation, and each scavenger has its own strengths and limitations. The selection of products is therefore guided by the nature of the H2S problem to be addressed and the stream to be treated. There are numerous types of scavengers available – e.g. water-soluble, oil-soluble, organic or metal-based H2S scavengers. There is no one-size-fits-all solution; a thorough and unbiased analysis is essential to find the best solution for each case. Organic scavengers dominate the market, split into regenerative and nonregenerative types. Regenerative scavengers, such as amines used in gas treatment plants, imply that the reaction with H₂S is reversible and can be reverted by, for example, increasing the temperature or adjusting the pH to release H₂S and recover the amine. Non-regenerative scavengers, however, form a stable, irreversible reaction product with H₂S.
This article explores the advantages and limitations of the most significant formaldehyde-releasing products to identify the optimal application range for each scavenger.
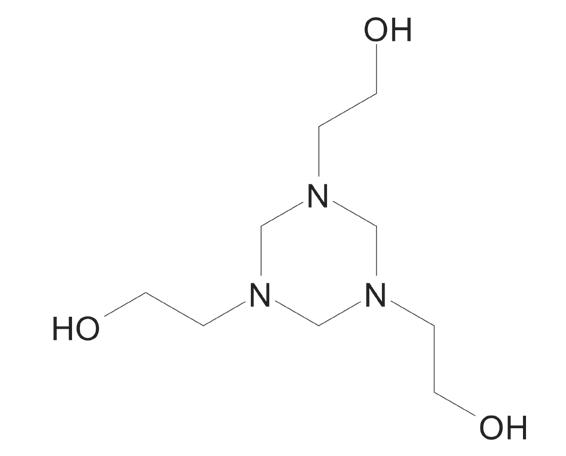
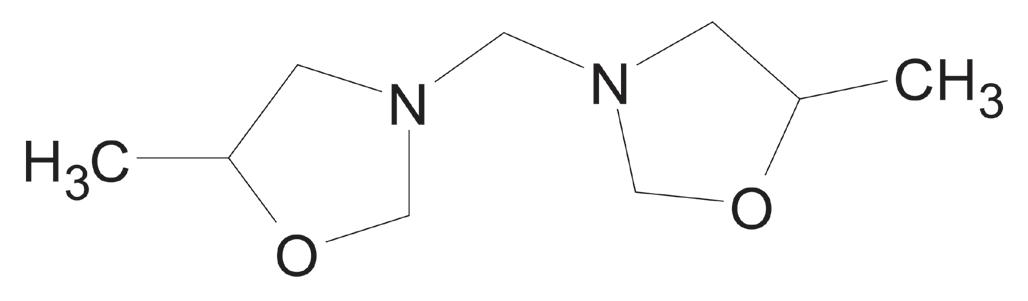
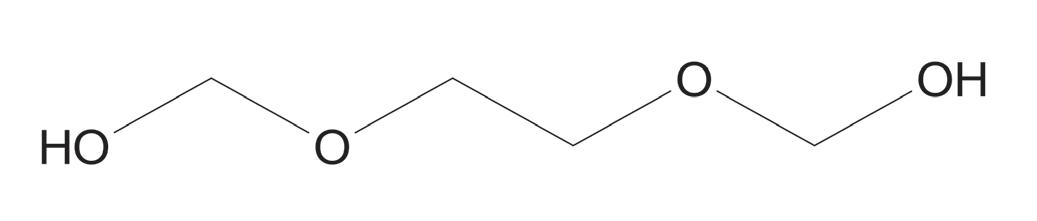
Three widely available H2S scavengers will be considered more closely: MEA- Triazine (Figure 1), MBO (Figure 2) and EDDM (Figure 3).
Properties, advantages and disadvantages of the various scavenger products
MEA-triazine, a condensation product of Monoethanolamine and formaldehyde, has been widely used in the oil industry for decades and is considered state-of-the-art in H2S scavenger technology. It offers benefits such as rapid reaction kinetics, moderate
chemical capacity, and easy biodegradability. However, several drawbacks have led to a search for better alternatives. Typically, available as a 40 – 60% diluted aqueous solution, MEA-triazine’s water content limits its oil solubility, reducing its effectiveness in pure oil. Its high alkaline pH can cause incompatibility with certain brines, leading to mineral salt precipitation. The H2S reaction product, 2-(1,3,5-Dithiazinan-5-yl) ethanol, can further react with excess H2S, forming solid polymeric deposits that can block pipes, pumps, or valves, risking plant shutdowns (Figures 4 and 5). Preventing these deposits requires maintaining a constant excess of scavenger, which increases chemical usage, transport and storage needs, and logistics costs. Additionally, it introduces significant nitrogen into the product stream and has limited temperature stability.
MBO is an oxazolidine-based scavenger that consists of almost 100% active ingredient, with no water or solvent content. It is fully soluble in both water and oil, offering high chemical capacity and rapid reaction kinetics. MBO’s excellent coldtemperature properties ensure it remains pumpable even at very low temperatures without requiring external heating. Additionally, it is thermally stable up to 160˚C and is readily biodegradable, demonstrating a favourable environmental profile. The H2S reaction product, 2-Methyl-2-(1,3,5-Dithiazinan-5-yl) ethanol, does not further polymerize due to the steric hindrance provided by the additional methyl group. This prevents the formation of undesirable polymeric deposits (Figure 6). Consequently, there is no need to use MBO in excess, which significantly reduces storage and transportation costs, particularly important in spaceconstrained environments like oil platforms. However, when MBO reacts with H2S, it releases an alkaline amine molecule, which can lead to incompatibility with certain brines and the potential precipitation of inorganic salts. While MBO introduces some nitrogen into the system, it is substantially less than the
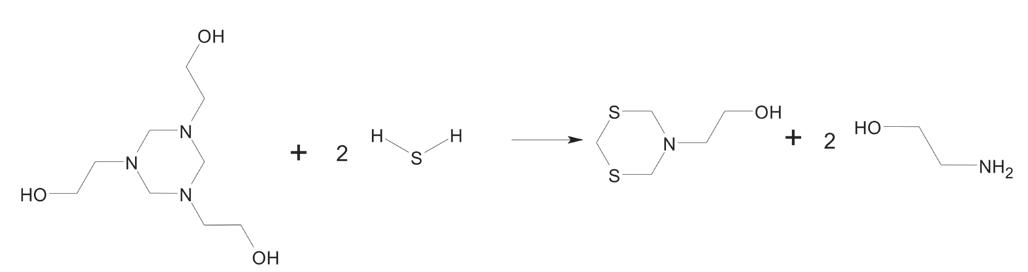
Figure 4. Reaction path from MEA triazine with hydrogen sulfide to 2-(1,3,5-Dithiazinan-5-yl) ethanol.
Figure 5. Polymerisation of the 2-(1,3,5-Dithiazinan-5-yl) ethanol.
Figure 7. Reaction of EDDM with hydrogen sulfide can produce polymeric precipitate.
Figure 6. Reaction path from MBO with hydrogen sulfide to 2-Methyl-2(1,3,5-Dithiazinan-5-yl) ethanol.
Mastering Well Control Challenges:
Where Advanced Engineering Ensures Safe Solutions
Wild Well Control is at the forefront of cutting-edge engineering and well control services within the oil and gas industry. Prioritizing safety and ingenuity, our experienced professionals promptly handle wellbore complications, demonstrating expertise in intricate situations.
Our distinguished rapid response encompasses sealing maneuvers in the harshest of circumstances. Moving beyond conventional drilling, Wild Well's skilled engineering unit partners with clients to reinstate standard drilling conditions. Our proficient well control staff guarantees the secure management of well control occurrences, drawing upon extensive proficiency in both established and innovative methodologies.
amount introduced by the industry-standard MEA-triazine, especially considering the extra MEA-triazine required to suppress polymerisation.
Hemiformals, also known as hemiacetals, result from the chemical reaction between an aldehyde and an alcohol, wherein
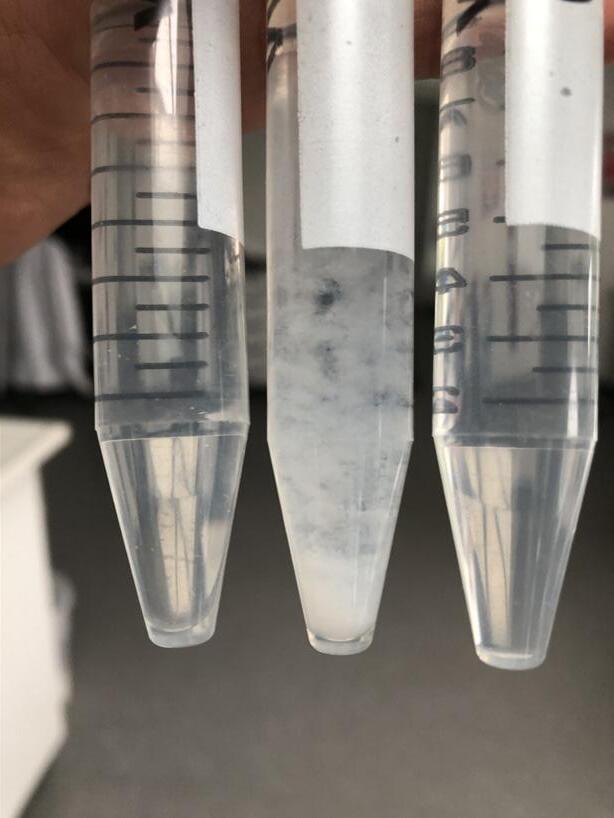
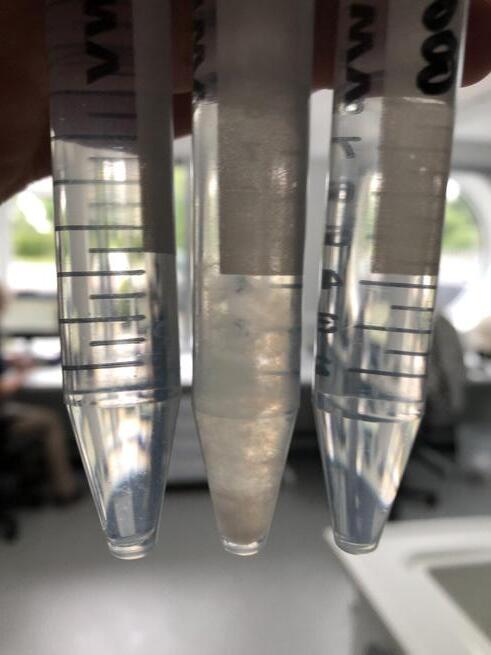
Figure 8. MBO, EDDM, MEA-triazine: Hydrogen sulfide scavenger in a multiphase system of 50% water and 50% oil. 200 ppm H2S: 400 ppm scavenger (a.i.). As previously described, EDDM forms a polymeric byproduct with H2S that precipitates in the system. MBO and MEA-triazine both show clear solutions with no precipitates.
Figure 9. EDDM-H2S polymeric reaction product. 200 ppm H2S: 400 ppm EDDM in a multiphase system of 50% water and 50% oil. EDDM forms a polymeric byproduct with H2S that precipitates in the system.
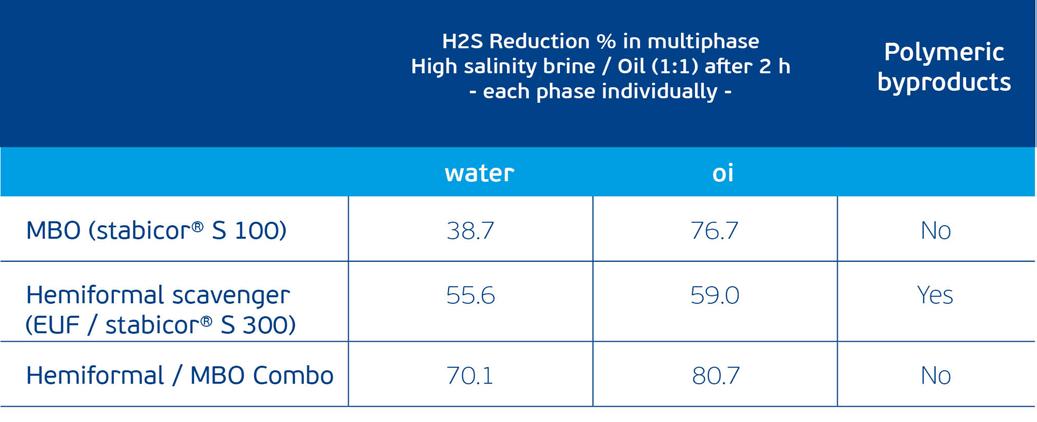
Figure 10. Example of hydrogen sulfide reduction rates of the three scavenger types compared, in a multiphase system of 50% high salinity brine and 50% oil, measured in accordance with IP 570, Ratio 1:1.5 = 200 ppm H2S: 350 ppm scavenger (a.i.).
an alkyl or aryl group replaces one of the hydrogen atoms in the aldehyde group. These compounds are increasingly used as H2S scavengers in various industrial applications, particularly in the oil and gas sector. Hemiacetal-based H2S tiefstellen scavengers include EDDM (stabicor® S 400), a condensation product of ethylene glycol and formaldehyde, and EUF (stabicor® S 300), a condensation product of ethylene glycol, urea, and formaldehyde. Both formulations may contain up to 10% water. It has a high chemical capacity, is easily biodegradable, and remains pumpable even at low temperatures. The products are compatible with brine due to their neutral pH and do not exhibit a tendency to scale. EDDM is nitrogen-free, meaning it does not introduce nitrogen into the system. However, these advantages are accompanied by notable limitations. Hemiformals exhibit slow reaction kinetics, limited temperature stability, and have low solubility in oil, thereby diminishing their efficacy in pure oil streams. Additionally, it forms a polymeric H2S reaction product that, due to its low water solubility, can precipitate in watercontaining streams (Figures 7, 8 and 9). This can block pumps, filters, or valves, leading to potential system failures. Unlike MEAtriazine, this issue cannot be resolved by using an excess amount of the product.
As previously described, EDDM forms a polymeric byproduct with H2S that precipitates in the system. MBO and MEA-triazine both show clear solutions with no precipitates.
Enhanced H2S scavenging approach through a synergistic blend of Hemiformal and MBO
Hemiformal based products bring the advantages of a neutral pH and high capacity for H2S removal. However, they exhibit slow reaction kinetics and are prone to forming polymeric byproducts. MBO, on the other hand, features rapid reaction kinetics, high stoichiometry, and avoids the formation of polymeric H2S byproducts. Yet, its alkaline pH may contribute to scaling issues.
The objective of combining a cost-effective hemiformal scavenger with a potent and highly concentrated oxazolidine scavenger is to leverage their complementary strengths while mitigating their individual weaknesses:
Ì Maximise efficiency: capitalise on MBO’s rapid reaction kinetics and high performance in H2S removal.
Ì Minimise drawbacks: compensate for the slower kinetics of the hemiformal and polymeric byproduct formation with MBO’s cleaner reaction profile.
Ì Reduce scaling tendencies: by combining Hemiformal’s neutral pH property with MBO’s alkaline pH, the blend aims to balance alkalinity levels, thereby reducing scaling tendencies often associated with MBO alone.
Ì Enhance cost-effectiveness: achieve effective H2S mitigation while optimising costs through the strategic use of both scavengers.
This combination aims to combine the benefits of each scavenger type, offering a comprehensive solution that improves overall performance and cost-efficiency in H2S scavenging applications.
Figure 10 illustrates the H2S scavenging efficiency comparison of three scavengers in a complex system comprising 50% high salinity brine and 50% oil, measured as per IP 570. The study employs a very low dosage rate of 1.5 ppm scavenger per 1 ppm H2S treated. MBO demonstrates acceptable performance at this minimal dosage rate, particularly exhibiting rapid reaction kinetics in the oil phase. Conversely, the Hemiformal-based product performs adequately across both phases but tends to form polymeric byproducts concurrently. Combining Hemiformal
Why is OPTIFIT the optimum choice for drilling in 350°F - 400°F temperatures?
OPTIFIT
It’s been done thousands of times. More than 10,000 successful OPTIFIT runs in three years. We employ leading-edge technologies to overcome harsh, high temperature drilling conditions you face. Engineering innovations like patented deviated profiles that reduce friction on the lower end. Proprietary elastomer formulas like HPW (up to 350°F) and HPT (up to 400°F) address elevated downhole temperatures. These power section advancements deliver higher power output, increased bond strength, maximized durability and improved fluid resistance.
Explore Abacodrilling.com and learn how OPTIFIT Power Section Stators can handle the heat.
with MBO results in significantly enhanced performance without any solid formation (Figures 11 and 12).
Field testing of a Hemiformal and MBO combination product
An oil production company in the North African region approached Vink Chemicals and requested an H₂S mitigation strategy to reopen a well that had been shut in and to reduce H₂S levels to meet on-spec export standards. Extremely high levels of H₂S at the site indicated a high potential for chemical consumption. Therefore, it was requested that low chemical volumes be used to avoid costly transport and storage footprints.
Vink Chemicals recommended using a cost-efficient and highly active H₂S scavenger, a Hemiformal (EUF) + MBO combination product, to simultaneously treat all three produced streams. A single injection point was located at the top side of the well, and the scavenger was introduced to the stream at a continuous low dosage of 2.8 ppm scavenger per 1 ppm H₂S. The overall retention time was carefully assessed to ensure the optimal balance between scavenger performance and maximum throughput, ultimately reducing the contact time to approximately 1 hour before reaching the separator outlet.
Avoiding mistakes
It is evident that for all scavengers, the specific conditions surrounding any hydrogen sulfide-related issue must be thoroughly evaluated (a holistic approach). It is inadvisable to make any general claims about which scavenger type to use during the various phases of oil production and treatment. Minor factors influence the selection of the best scavenger. Considerations such as pH, pressure, temperature, salt concentration, composition, and additional chemical treatments must also be carefully evaluated.
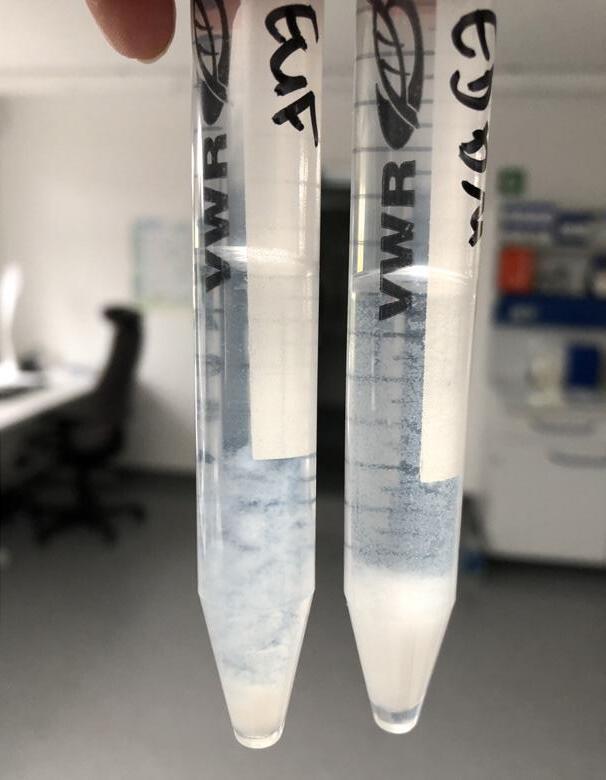
Figure 11. MBO vs Hemiformal vs. Hemiformal/MBO combo.
Figure 12. Hemiformal vs. MBO vs. Hemiformal/MBO combo.
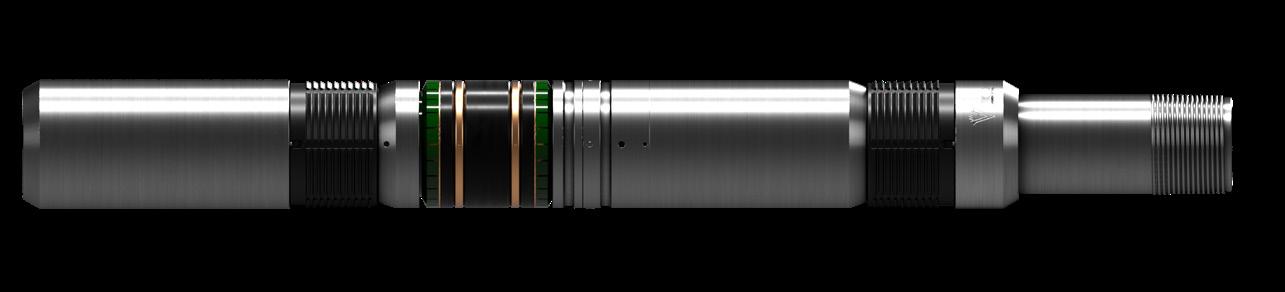
Neil Wilson, Expro, UK, outlines a new intervention system for treatment of sustained annulus pressure.
Sustained annulus pressure (SAP), also known as sustained casing pressure (SCP) is a growing concern for operators and duty holders constantly seeking methods to manage well integrity and new ways of innovating to increase production. Casing annuli are typically not designed for intervention and are only accessible from the casing valves at the surface. While the A annulus may have limited accessibility from the tubing itself, access for the B and C annulus is nonexistent.
Until recently this has been the biggest challenge in solving SAP in casings. Traditionally, it meant wells had to be shut-in or required lengthy lubricate and bleed operations or, worst case, a workover.
However, a new well intervention and integrity technology has been developed for the targeted remediation of annulus integrity issues. The annulus intervention solution, called Octopoda, has been created by energy services provider Expro. It allows direct access and intervention of the annuli and is successfully supporting operators and duty holders to ensure safe and reliable production from their well stock.
Integrity, efficiency, sustainability
Three unmanned gas production wells (wells 1, 2, and 3) offshore Malaysia had a history of SAP. Initial attempts to solve the issue in wells 2 and 3 involved conventional lubricate and bleed with high-density brine. This only succeeded in reducing the pressure to just below the MAWOP limit. Wells 2 and 3 were worked over and recompleted to address SAP in the B annulus.
Later, well 1 was also found to have SAP in the B annulus. The highest recorded pressure was around 500 psi, exceeding the operator guideline trigger limit of 300 psi. The recorded pressure buildup was modest at 15 psi/d, and there was no communication with other annuli.
It was agreed that SAP in Well 1 could be resolved using the Octopoda annulus intervention system. Octopoda accesses the annulus to bring shut-in wells with integrity issues back to optimal production. It includes a flexible conveyance system at the annulus gate valve and can adjust its fluid delivery point to below the valve ensuring an optimal depth for fluid injection. The system includes integrated well control barriers including
an emergency cutting device when rigged up to the wellhead. All ancillary equipment is compact, Zone 2 rated and/or API-compliant, and due to its small footprint can be positioned very close to the wellhead.
Well integrity assurance
The system includes a high-pressure intervention designed hose with a limited-length spiral-type tension spring attached to its lowermost end. When deployed into the annulus via the Octopoda surface package, the direction of the spring and the hose are altered from horizontal to vertical using a bending head attached to the innermost end of a pressure-tight insertion mechanism. A cutting device is integrated into the front end of the bending head, allowing the hose or spring to be cut inside the well. This allows for the retraction of the bending head from the well and the closure of the annulus gate valve in an emergency.
The annulus intervention system utilises a gravity displacement and diffusive mixing technique from the depth of injection. A fundamental operating principle of the system is that a higher-density fluid is injected via the hose relative to the density of the in-situ annulus fluid. The higherdensity fluid gravitates to the bottom of the annulus, with returns being taken simultaneously at surface, this process continues until the lower density in-situ annulus fluid are fully replaced.
This gravity displacement and diffusive mixing technique enables the in-situ annulus contents to be swapped without the need for the annulus intervention hose to be deployed to the annulus total depth which could be thousands of feet.
This system extends the boundaries of conventional intervention. It opens the possibility to intervene live annuli and maintain wells with shut-in casings pressure, corrosive fluid challenges, leakages, and more to contain or regain the integrity of producing or shut-in wells.
Field site visit
A site survey was conducted at well 1. A wellhead survey tool with a special lead impression block (LIB) was run to ensure the intervention tool could be stroked successfully into the B annulus inlet and surface accessibility was assessed to cover all operational requirements.
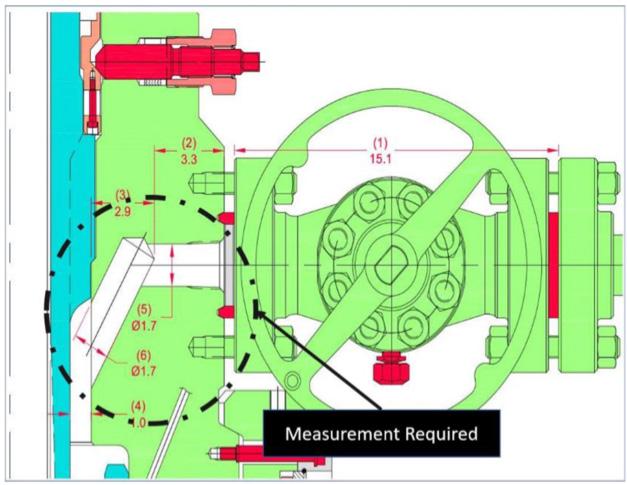
Apart from identifying the geometry of the wellhead annulus inlet, the survey tool had a special head that enabled measurement of the casing hanger clearance. This was imperative to ensure that the following measurement was taken and confirmed.
Based on the survey tool run in the wellhead, the measurement was confirmed. A 45˚ flute was also confirmed, enabling the tool to be engineered and modified to cater to this as opposed to the 90˚ angle seen on most of the wellheads.
A surface evaluation was conducted as part of the site survey. An evaluation was made of the surface accessibility for the equipment rig-up as well as the return line. This was to ensure that the return could be managed accordingly during the project execution. It was found that the wellhead was accessible for entry from the active side of the wellhead. The passive side of the wellhead was obstructed by the platform structure. However, it was still accessible and was hooked up with a line for taking the return.
The successful verification of tool entry into the B annulus was a critical requirement for proceeding further with the project execution. This confirmed that the following had been addressed:
Ì Primary and secondary access points on the wellhead could be accessed for rigging up the annular intervention system and for taking the return.
Ì Placement of the main system equipment and verification that this could be done on the main deck with the annular intervention system rigged up on the wellhead deck below.
Ì Adequate penetration for the annular intervention system and identification of the requirement for a long tool.
Ì A small modification was required to ensure the 45˚ flute could be accessible for the hose.
System integration test
The main aim of the system integration test (SIT) was to successfully simulate the application of the annular intervention technology using a 1:1 scale mock-up.
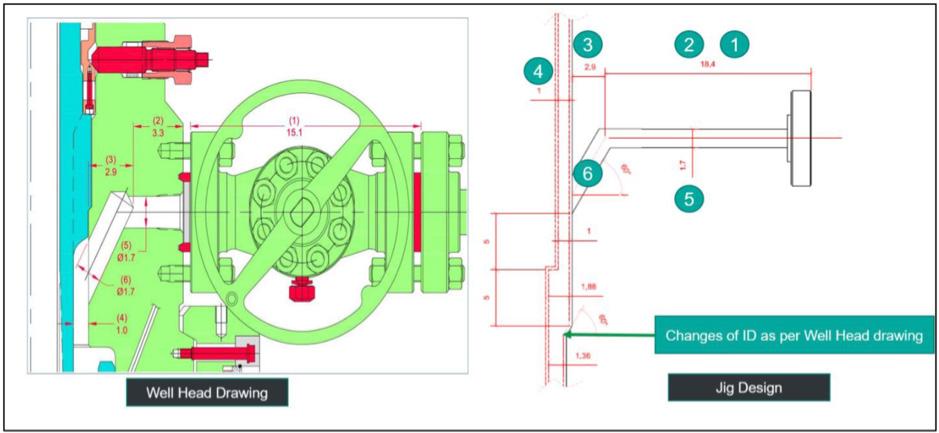
The mock-up test was required to ensure that the annular intervention system could be used to convey the hose into the B annulus. A replica of the B annulus clearance was fabricated according to the actual clearance in the B annulus of the well. The input was gathered via a wellhead diagram and a site survey conducted in-field earlier.
The jig was replicated to take the critical measurement of possible tight spots and to show that the hose and tool could be deployed in the actual wellhead.
The length required for the stroking in the tool was also considered for the mockup test. In general, the annular intervention system is designed to enable intervention through either a single annulus gate valve or a set-up of two annulus gate valves. The latter requires double the stroke capacity of the former. Based on the inspection of the well, the length from the end of the flange to the wellhead with two gate valves was 30.5 in., while the length for the single gate valve was 16 in. As a result, the longer Octopoda tool was used as the stroke length required was sufficient.
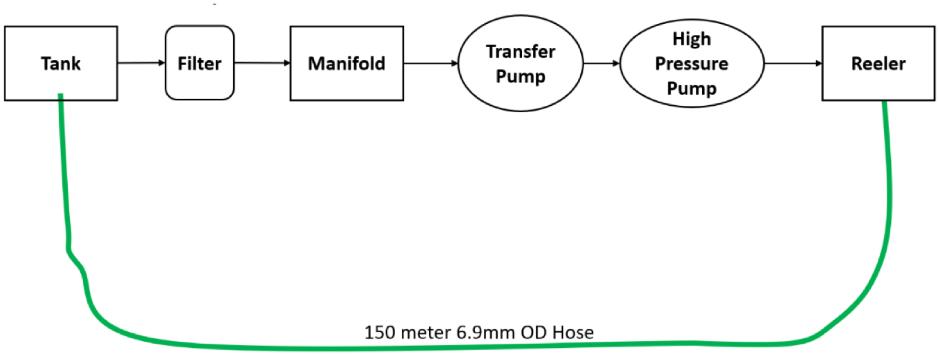
During the SIT, all equipment was set up as it would be for the well offshore. The functionality of the equipment was tested and demonstrated successfully. It confirmed that the length of the stroking required was sufficient for the annular intervention tool. The mockup test indicated that a 6.9 mm hose was suitable for deployment in this instance. The SIT also included a review of the proposed ancillary equipment.
Fluid testing and selection
To determine the treatment fluid to be pumped to the well, a comprehensive study and analysis was undertaken, including consideration of the following:
Ì Fluid type: either creating a hydrostatic barrier such as brine or creating an alternative barrier through resin.
Ì Fluid specification: the most important aspects are viscosity, density, nephelometric turbidity unit (NTU) measurements, and fluid
Figure 1. The Octopoda annulus intervention system.
Figure 2. Critical measurement required in the B annulus.
Figure 3. B Annulus entry confirmation through survey tool LIB run.
Figure 4. Wellhead mockup drawing to mimic actual wellhead.
reaction. Viscosity determines if fluid can be pumped through a very small hose. Density determines the volume requirements of the fluid to be pumped. The NTU measures the trapped solids in the fluid which will impact the pumping speed and pressure. Fluid reaction determines the suitability of the fluid against the existing casing material and fluid.
Ì Cost: economic analysis based on cost per volume of fluid.
Ì Availability: procurement and lead time.
A CaCl2/CaBr2 brine with a weight of 14.8 ppg was selected as the primary treatment fluid. The fluid met technical specifications and was the most cost-effective method, as it is easily available and the process is reversible,
unlike resin-based fluids. The treatment fluid was subjected to a fluid delivery test (FDT) for pumping simulation and as an assurance prior to deployment.
The FTD provided an understanding of the flow rates achievable through the hose, and the impact on the fluid in terms of temperature. The fluid temperature was taken at each stage of the pumping process and changes were recorded. The outcomes provided baseline results for comparison when conducting the actual intervention. Testing conditions were designed to accurately simulate real life operational conditions. A dedicated engineering test procedure was followed to determine the achievable flow rates of the test medium through the specified length of hose with a staged increase in pumping pressure.
A computational simulation of fluid was established as a baseline for the tests and the actual project. This served as a check on the pressure drop experienced by the hose during pumping and on the flowrate.
The FDT confirmed that the 14.8 ppg of CaCl2/CaBr2 brine intended for the project could be successfully pumped through the hoses without a dramatic impact on the fluid. It also determined that the temperature of the fluid increased only marginally during pumping. There were no significant changes in the density of the brine after it had been pumped through the hose.
An engineered solution
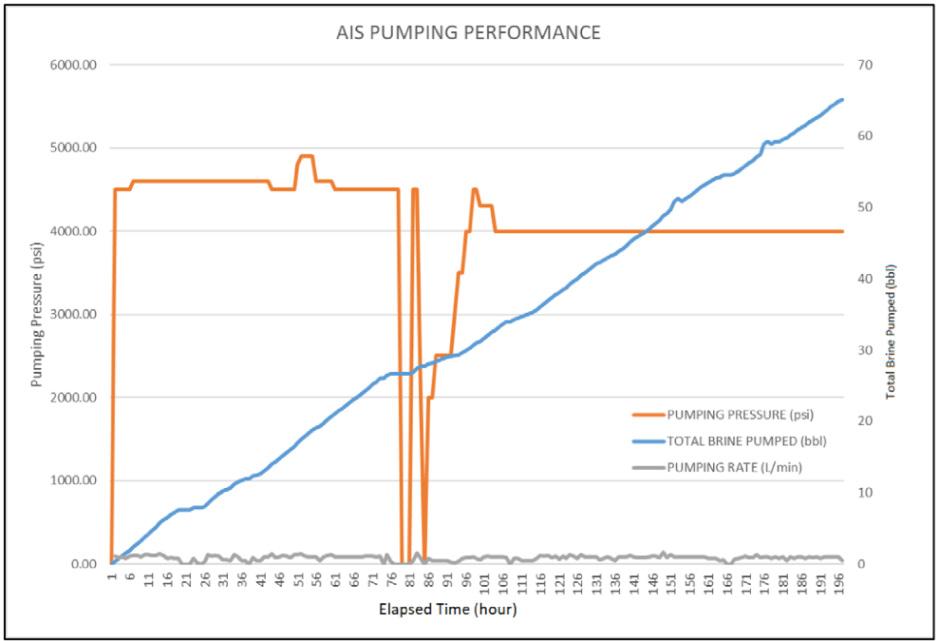
The annulus intervention system was connected to the B annulus casing head valve and the return was taken at the passive side of the casing head. Additional equipment was located on the main deck and the hose was lowered down through the spring container to the wellhead deck. Once all the pressure control equipment had been tested, the hoses were lowered to an optimal maximum depth of 75 ft into the B annulus. A total of 195 hours of pumping was required to pump 65 bbl of 14.8 ppg CaCl2/ CaBr2 into the annulus, bringing the average effective pumping rate to 0.88 l./min.
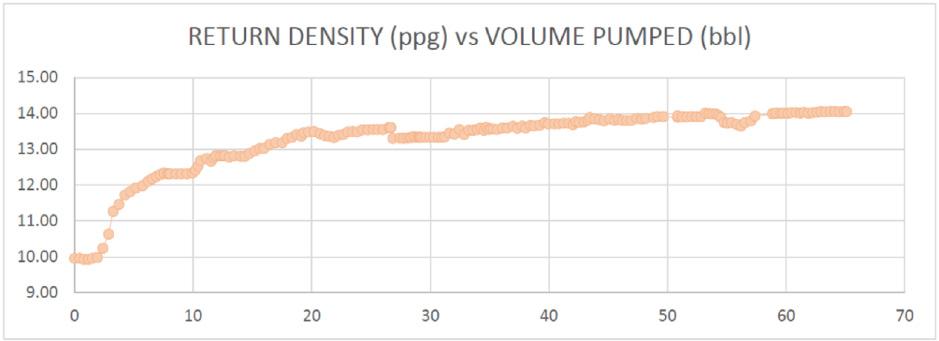
The total volume pumped versus fluid return density was recorded and indicated that the original water-based mud of 13 ppg had already degraded to 10 ppg. This supported evidence of the loss of a hydraulic barrier in the B annulus.
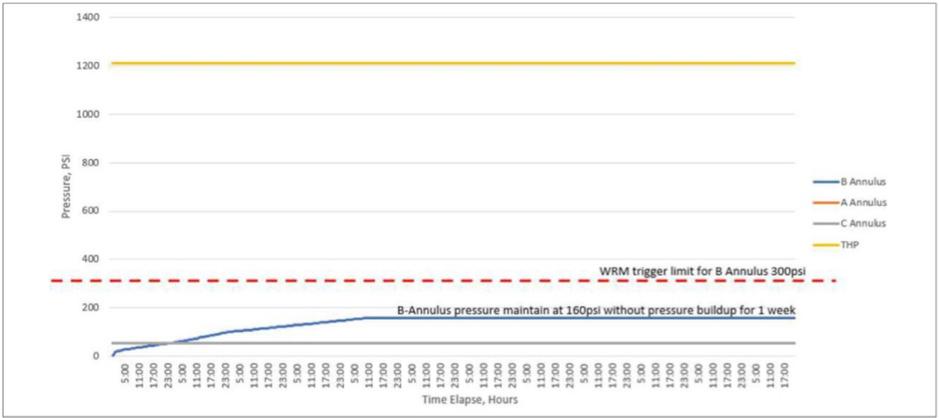
Post rectification, there was a significant improvement in pressure suppression in the B annulus at a steady state of 160 psi as opposed to the previous pressure which rose up to 500 psi.
Restoration of annulus integrity
The campaign was completed safely and successfully, meeting the operator’s objectives. It also delivered some valuable insights for future projects.
Extend production, reduce barrier breaches
The campaign proved that Octopoda is a beneficial solution for annulus intervention. The technology managed to meet all set key performance indicators (KPIs). The hose was deployed into the casing annulus through casing head valves and could be conveyed up to 75 ft in the B annulus. It was able to pump heavy brine 14.8 ppg into the casing annulus. There was no casing annulus pressure build-up upon scope of work completion with pressure monitoring confirmation over 2 weeks. The pressure was maintained at 160 psi.
The Octopoda annulus intervention system is a novel and highly efficient approach to well annulus intervention. It has been proven to support the extension of the production cycle and reduction in the risks of well barrier envelope breach. To help operators and duty holders maximise well integrity, control, and production assurance, the system combines technology with a modular and adaptable design. It represents a technological advance in well intervention and the way oil and gas wells are monitored and intervened.
Figure 5. Equipment layout for FDT.
Figure 6. Pumping performance.
Figure 7. Return density (ppg) vs volume pumped (bbl).
Figure 8. Post-annular intervention system pumping pressure at the B annulus.
E mbracing D igital S olutions
Chloe Kelly and Jamie Wang, Cenozon, Canada, explain how the upstream industry is embracing digital solutions for modern pipeline management.
The Pipeline and Hazardous Materials Safety Administration (PHMSA) recently strengthened its Mega Rule, enhancing requirements for corrosion control, extreme-weather inspections, and broadening its regulatory reach.
Historically focused on US gas transmission lines, mandates are now poised to impact gathering lines as well. As regulations tighten in the US and around the globe,
operators worldwide face the challenging task of balancing compliance, pipeline integrity, and economic efficiency. To maintain and increase productivity, teams must leverage technologies specifically designed to enable a digital oilfield.
Navigating the complexity of pipeline management
Without such technologies, managing vast networks of pipelines, wells, and other infrastructure is complex. To list just a few current industry challenges:
Ì Ageing assets and growing networks demand more time, capital and labour.
Ì Data overload from scattered sources hinder the decisionmaking process of operators, leading to disorganised and potentially flawed decisions.
Current industry solutions to these challenges include investing intensive resources to meet compliance through the following methods:
Ì Manual inspections and reporting which is time-consuming and prone to errors.
Ì Isolated digital systems which generate fragmented data, resulting in siloed teams and inconsistent insights. In this scenario, company-wide adoption of a unified pipeline management system is impossible.
Innovative approaches in the industry
New approaches have proven to surpass traditional solutions, empowering a smoother, more effective workflow on the field.
Integration of digital twins
Digital twin technology replicates known variables in a flexible environment, allowing both fixed and variable datasets to expand consistently. It facilitates the layering or sub-segmentation of information, simplifying complex understanding into a repeatable process. Through simulations, variables can be adjusted to perform ‘what if’ scenarios efficiently and effectively. Digitaltwin-integrated solutions improve as its model expands with new knowledge, supporting advanced, real-time problem-solving. It provides relatable information that can be visualised and shared
through user interfaces, all linked back to a comprehensive database that associates data with its source and connected assets.
Continuous monitoring systems
Continuous monitoring detects anomalies early and notifies operators with purposeful information at the right time. To avoid overwhelming operators with data, continuous monitoring systems prioritise the integration of specific data, such as GIS, production, population, and assets data. This enables operators to gain a clear, transparent view of their asset networks and their evolution over time. The gradual build-up of data through continuous monitoring creates important historical reserves that decision-makers can use to justify present decisions. Access to historical data increases the confidence in both the decisionmaking process and the supporting analytics.
Data analytics powered by ML and AI
With machine learning and artificial intelligence, data can be analysed quickly and accurately. Solutions with AI-powered data analytics are far more efficient at identifying patterns and irregularities, making predictive analytics for asset failure a key use case.
These solutions also reduce the need to manually complete repeatable processes, saving time. For instance, evaluating inline inspection data once took days to process, but now it can be standardised and delivered in various formats instantly. These innovative approaches help operators comply with regulations while also boosting profitability, sustainability, workflow, and productivity.
Industry-wide digital transformation
To overcome current industry challenges, the industry is experiencing a widespread integration of SaaS cloud technologies. This follows a global trend of which nearly 92% of digital leaders have adopted cloud technology either on a small or large scale. Advanced connectivity, which has the potential to add up to US$250 billion of value to upstream operations by 2030, is also a prominent focus.
Reflecting such trends, intelligent, cloud-based SaaS solutions for streamlined asset management are becoming more ubiquitous. These software solutions combine innovative approaches and can be tailored to each organisation’s workflow. When equipped with a connectivity engine, these software solutions can effortlessly manage complex, evolving asset networks – and are key to enabling the digital oilfield.
Core elements of effective digital oilfield solutions
What core elements define the SaaS solutions that pipeline operators can rely on to maximise their operational efficiencies?
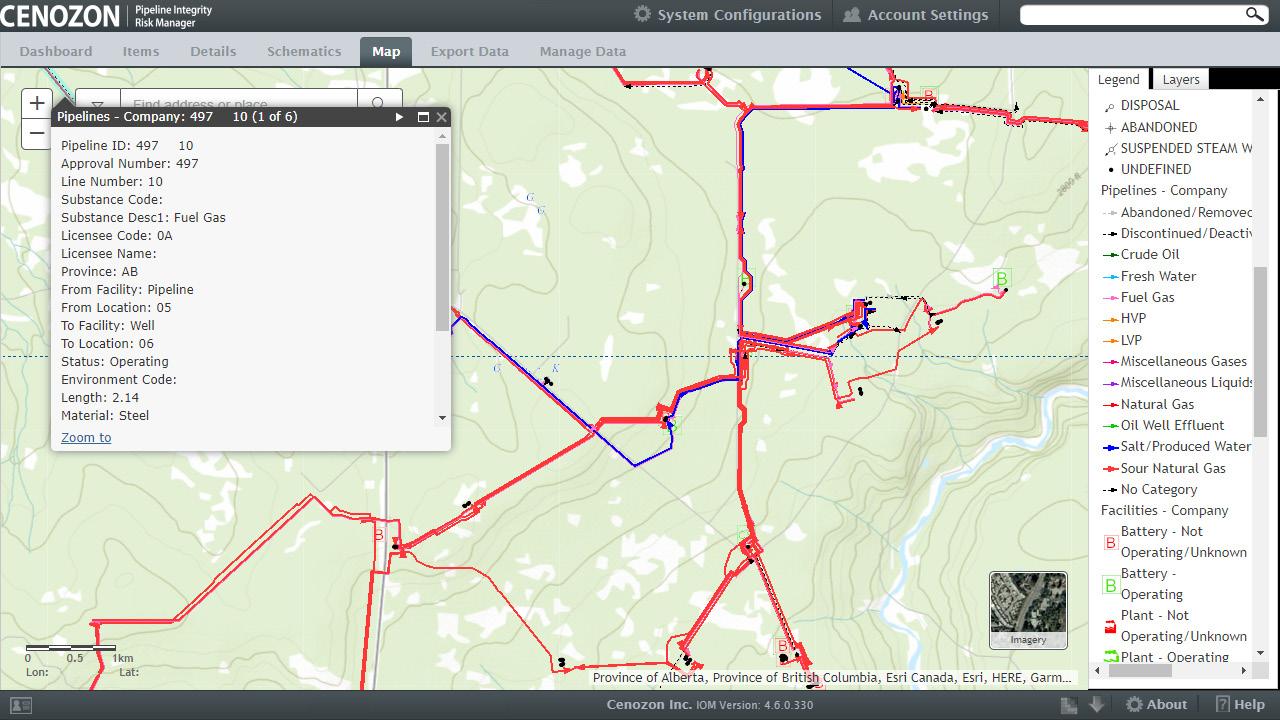
Figure 1. Interactive GIS maps user interface view from Cenozon’s pipeline integrity manager software solution.
Accurate data and instant data integration
Good data equals good business intelligence. Ideally, the software should conduct rigorous quality checks to ensure the data being filtered into the pipeline management system is accurate and relevant. The data should then be automatically integrated into the system for instant risk calculations and task prioritisation. Source-agnostic integration is ideal, allowing for data from diverse sources to be integrated.
Centralisation and connectivity
Reliable data is only one part of the equation. The next step is to transform it into actionable insights and deploy it across an interconnected organisation. Scaling analytics is where the challenge lies; most organisations have lots of data, not to mention from different vendors. This leads to a massive, ever-evolving data estate with siloed cloud or on-premises data sources – making a vertically integrated, company-wide approach to asset integrity management difficult.
However, with digital twin and connectivity architecture, a single source of truth can be established. Therefore, data unification, collaboration, and governance across an entire organisation become achievable.
Easy insight generation
Lastly, the software should have a user-friendly interface that presents actionable insights in a digestible way. Along with advanced analytical tools for the interpretation of pipeline inspection data, modern SaaS solutions now feature GIS map overlays and interactive field schematics so operators can visualise, engage, and gain insights about their assets (Figure 1).
Achieving real results
To illustrate the effectiveness of these solutions, this article presents case studies detailing a cloud-based SaaS pipeline management software solution, which was designed with the core elements of effective technology. Currently managing 250 000 km of pipeline in North America and abroad, this SaaS solution shows how operators can leverage technology to aid them in the digital oilfield.
Ì An operator implemented this pipeline management solution across their operations and monitored for over six months. The operator reported significant improvements: data accuracy increased, and time spent on asset management decreased by 30%. These enhancements facilitated better decision-making and allowed for more effective resource allocation.
Ì A company operating over 9000 pipeline segments sought to improve efficiency in their risk assessment processes. With the software solution, the company projected efficiency savings per risk assessment of US$2 700 000, based on an estimated manual risk assessment cost of US$150/h at 2 h/segment. The significant projected savings highlighted the potential for cost reduction and improved efficiency in pipeline risk management.
Conclusion
As the industry evolves, prioritising sustainability, compliance, and efficient resource management, the synergy between human expertise and digital technology becomes essential.
Vink Chemicals provides world-leading chemical solutions to oil and gas operations. Through innovation, we produce and supply high-performance technologies that enhance oil & gas recovery and processing, increase the value of hydrocarbons and minimize threats to personnel and the environment. Our stabicor®, grotamar® and grotan® range of oilfield chemicals can overcome the challenges presented by H2S, microbiological growth, water content and composition, paraffin deposition, asphaltenes and corrosion ensuring your operations flow smoothly and your products get to their destination in spec and on time.
Our O&G Group consists of Subject Matter Experts that harness a wealth of experience from upstream, midstream and downstream segments to deep-dive into our customers problems and deliver best-in-class solutions. We aim to meet our customer needs to reduce risks and hazards, lower costs, and improve productivity.
Capture the value at www.vink-chemicals.com and contact us!
allows companies to make informed decisions with greater accuracy. The implementation of such technologies reduces the time and resources spent on exploratory drilling, leading to cost savings and increased efficiency.
Enhancing drilling operations with real-time data
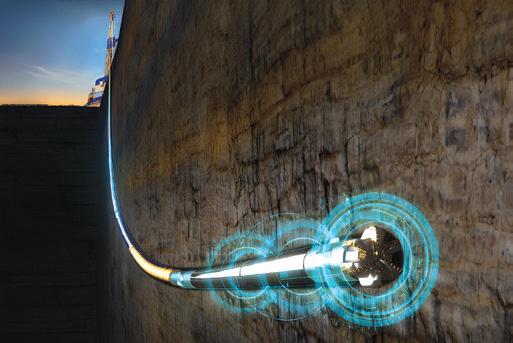
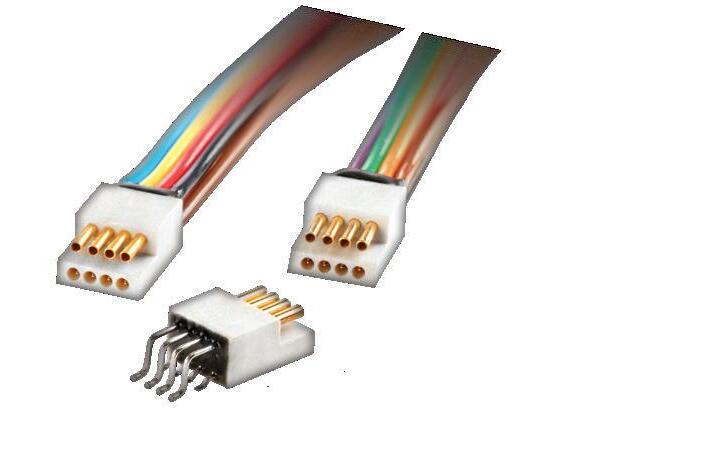
In drilling operations, the use of measurement while drilling (MWD) as well as logging while drilling (LWD) technology is crucial for real-time data acquisition. Sensors and miniature circuit boards are embedded immediately behind the drill bit to analyse mud slurry and positional data. This information is transmitted to surface controllers through micro and nano connectors and wiring, providing operators with accurate and timely data to adjust drilling parameters.
The benefits of real-time data in drilling operations cannot be overstated. Operators can respond instantly to changing conditions, optimising the drilling process and minimising risks. This proactive approach enhances the safety and efficiency of drilling operations, ensuring better outcomes and reducing the likelihood of costly delays.
High-speed, bidirectional signal and data transfer from the drilling bit to and from the platform control centre is critical. Constant information control of the downhole drill bit system and sensors saves time and money as today’s systems go deeper and into hotter environments. Drill sensors report temperature, pressure, and direction control simultaneously with logging data taken from the material they are cutting through. Rapid delivery of the measurement information becomes critical for aiming the downhole bits and sensors in the highest value concentrations of the mud below.
The critical role of micro and nano connectors
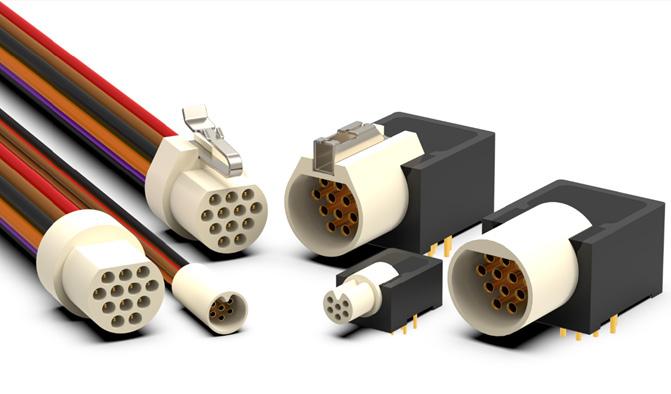
Micro and nano connectors are pivotal in maintaining the integrity and reliability of data transmission in harsh environments. These connectors are designed to withstand extreme temperatures, shock, and vibration, ensuring continuous data flow. Their compact size and rugged performance make them ideal for integration into tight spaces and demanding conditions.
These connectors are constructed using materials like beryllium copper for contact points due to its high tensile strength and durability. Environmental sealing is critical to protect against factors such as moisture and dust. Connectors with high thermal resistance are essential for high-temperature applications, and those with proven performance in vibration and shock resistance ensure long-term reliability.
The ability to customise connectors to meet specific needs is another advantage. With the rapid pace of technological advancements, standard connectors may not always suffice. Custom solutions
Figure 1. Micro and nano circular connectors for oil and gas.
Figure 2. Micro metal circular connector.
Figure 3. Oil control centre.
tailored to unique operational requirements can significantly enhance performance and reliability.
Nano-sized connectors and cable have become critical elements in interconnecting sensor-based monitoring systems. Benefits include their rugged performance capabilities while reducing size and being rapidly adapted in contact format and shapes to match new designs. The Nano-D connector materials and design have extensive experience in both the downhole and military industries.
Advances in connector technology
Modern connectors feature advanced design elements such as spring pin and socket systems, offering reliable electrical performance. Plated with Mil-Spec compliant coatings, these connectors ensure long-term durability and reliability. Additionally, the use of high-temperature Teflon® insulated wiring enhances thermal performance, while laser stripping techniques prevent damage to miniature wires.
Miniature connectors and cables are increasingly important for high-speed digital data from sensors and machine monitoring devices. They support monitoring for device position, temperature, pressure, and chemical detection, providing data for precise automatic control. Many standard high-temperature connectors exist today, with sizes and shapes designed to meet the needs of the oil and gas industry.
For example, in scenarios where continuous monitoring of equipment is critical, such as in subsea operations, these advanced connectors provide reliable data transmission under extreme conditions. The ability to maintain data integrity in harsh environments is crucial for operational success and safety.
Electromagnetic telemetry is often used to transmit downhole information to and from the bit to the surface. This is done by using a sub-surface antenna in the drill-string and another receiving system on the surface of the drill rig. The EM-wave signals are received at the surface in the data control centre. This method can assist in general position control and drive data well processes and may be used in parallel with electrical data run along the vertical wireline. Because electrical noise, such as electromagnetic interference (EMI), can cause data interruptions and limit some applications, wireline cabling is used to protect the lower voltage and more exact data being collected by micro sensors at the bit.
Customising connector solutions
When standard connectors do not meet specific requirements, custom solutions can be developed quickly through solid modelling and CNC machining. Companies like Omnetics offer rapid prototyping services, allowing designers to collaborate with engineers in real-time to create connectors that fit their unique equipment needs. To streamline the process:
Ì Assess standard options: begin by evaluating existing connector designs and requesting samples.
Ì Collaborate with engineers: engage with technical experts to discuss unique requirements.
Ì Utilise solid modelling: work with suppliers to build and test solid models of custom connectors.
Ì Quality assurance: develop a comprehensive testing and quality assurance plan.
Ì Choose a qualified supplier: partner with suppliers experienced in the oil and gas industry.
By following these best practices, companies can develop customised connector solutions that enhance operational
efficiency and reliability. The ability to quickly prototype and test new designs ensures that specific needs are met without compromising on quality or performance.
Impact on operational efficiency and safety
The integration of advanced sensor and system digitisation technologies significantly impacts operational efficiency and safety in the oil and gas industry. Real-time data acquisition and transmission allow for more accurate monitoring and control of various processes, reducing the likelihood of errors and improving overall productivity.
In high-risk environments such as offshore drilling, the ability to monitor equipment and environmental conditions in real-time is critical. Advanced sensors and reliable connectors ensure that data is continuously transmitted to control centres, enabling timely interventions and adjustments. This proactive approach minimises the risk of accidents and enhances the safety of operations.
Furthermore, the use of high-speed digital data from sensors and machine monitoring devices facilitates predictive maintenance. By continuously monitoring the condition of equipment, potential issues can be identified and addressed before they lead to failures. This not only reduces downtime but also extends the lifespan of equipment, resulting in significant cost savings.
Future trends and developments
The digital oilfield is an evolving concept, with continuous advancements in technology driving further improvements. The future holds exciting possibilities for the integration of even more sophisticated sensors, connectors, and data processing systems. Emerging technologies such as the internet of things (IoT) and artificial intelligence (AI) are expected to play a significant role in enhancing data acquisition, analysis, and decision-making processes.
IoT devices can provide comprehensive monitoring capabilities, connecting various components and systems to create a cohesive network of data points. This interconnected approach allows for a more holistic view of operations, enabling better optimisation and efficiency. AI, on the other hand, can analyse vast amounts of data quickly and accurately, providing valuable insights and recommendations for improving operational performance.
As these technologies continue to evolve, the oil and gas industry must remain adaptable and open to innovation. The ability to leverage new tools and techniques will be essential for maintaining competitiveness and achieving operational excellence.
The digital oilfield is transforming the petroleum industry by enhancing efficiency, accuracy, and safety through advanced sensor and system digitisation. By leveraging modern technologies and best practices, companies can optimise their operations and achieve significant cost savings. Whether through the adoption of high-tech exploration tools, real-time drilling data acquisition, or robust connector solutions, the future of oil and gas operations lies in continuous innovation and improvement.
The integration of advanced surveillance, sensor technologies, and digital data processing systems is driving significant improvements across various stages of petroleum exploration, extraction, and processing. These technologies not only enhance operational efficiency but also improve safety and reliability, ensuring better outcomes and reduced costs.
Optimising The Investments and De-risking Development
Tracer technology is enabling informed decision making across the lifecycle of oil and gas fields globally. The demands of energy transition, combined with continued pressure to increase efficiencies and profitability, mean that understanding what is viable and knowing where to direct effort and resource are essential.
As operators look to optimise their investments amid the confines of the energy transition, focus is on enhanced oil recovery from existing fields and tackling the challenges of unconventional extraction – both complex and expensive endeavours.
In this article Tracerco presents two case studies demonstrating how tracer technologies are enabling optimised investments and de-risked development through the provision of accurate and actionable data for informed decision making.
Tracer technologies
Tracers are an established, proven technology that have been used in oil and gas production for over 60 years and can take multiple forms, from radioactive or chemical, solid, gas or liquid. Pumped into wells or positioned in completions, tracers help track the flow, presence and behaviour of liquids and gases throughout the production process. They are used to identify heat exchanger leaks, flow rates, flare studies and the performance of fluid catalytic cracking (FCC) units. Smart tracers are used to provide critical fluid flow insights in both conventional and unconventional reservoirs, allowing analysis of well and zone-specific production performance, at a fraction of the cost of alternative solutions such as production logging tools (PLT). This information can then be used to develop and maximise the full reservoir field potential, as well as increase in both conventional and non-conventional reservoirs. Chemical tracers were used in the case studies that follow.
Conventional application
The challenge
Following decades of production, an operator sought to improve the efficiency and maximise the productivity of its enhanced oil recovery (EOR) programme to maintain economic viability.
Patrick Hayes, Tracerco, USA, presents two case studies demonstrating how tracer technologies are enabling optimised investments and de-risked development through the provision of accurate and actionable data for informed decision making.
The operator sought to improve production using a water and gas (WAG) flood programme. Multiple water injectors were fixed along the exterior flanks of the field to provide a ‘water curtain’, used to contain any mobilised oil from
moving outside of the unit. In an ideal scenario, injected CO2 would re-pressurise oil layers and dissolve into residual oil, decreasing its viscosity and increasing its mobility. However, the effectiveness of a CO2 flood can easily be skewed through the presence of fault systems, fracture networks, and complications beyond the wellbore that divert the injected gas and decrease sweep efficiency.
To combat this the operator turned to chemical tracers to help quantify the improvements from the new WAG program, confirm hypotheses about reservoir behaviour and fluid migration, and to support future project changes.
The solution
To better understand the reservoir architecture of its asset, the operator worked with Tracerco to apply specialty gas chemical tracers to the injected produced gas and CO2 as well as water chemical tracers to the injected water. By testing samples from select production wells, the company was able to establish where injected tracers, and by extension reservoir fluids, travelled within the reservoir. By measuring which production wells recovered the injected gas and water tracers, as well as breakthrough time, it was possible for the operator to:
Ì Evaluate specific injector-to-producer flow connections.
Ì Identify thief zones.
Ì Identify the existence of faults or barriers to flow.
Additionally, the quantitative data provided by the tracers offered insight in how to rebalance the water and gas flood to better optimise the EOR strategy.
Operator value
Collected well samples quickly determined the flow paths of the injected gas and water across the network of the field. These results identified areas that required further investigation due to fast breakthrough as well as identifying water injectors that ineffectively added to the water curtain.
This streamlined data was invaluable in refining simulation models related to relative porosity and the extent of fracture systems within the field. Here, the tracer data established that much of the water introduced into one of the injectors was moving quickly and exclusively to one producer, resulting in a high produced water cut and undermining the effectiveness of the ‘water curtain’.
Based on these findings, this water injector was shut in, resulting in the surrounding production wells seeing far less water encroachment and more of a static pressure barrier from the injected water.
This change alone resulted in a 50% reduction in produced water while hydrocarbon production from the offset production well doubled. This allowed additional water capacity to be injected more effectively in other wells across the field.
The tracer data also revealed that one gas injector was disproportionately communicating with the producer compared to its peers. High gas rates produced in this well suggested a channel from one of the gas injectors and sparked an investigation into whether the offending gas injector could be choked or shut-in without reducing oil recovery. This injector circulated 50% of the injected gas to the producer whilst other injectors circulated less than 20%. The tracer data confirmed near-ideal flooding through the reservoir matrix, reflective of a highly fractured reservoir network. Data from the other producers indicated that all the injectors also supported the
Figure 1. Map showing position of water and gas injectors and producer wells.
Figure 2. Communication between injected water and gas and targeted producing wells.
Figure 3. Northern water injector showing dominant recycle to one producing well.
Figure 4. Showing a lack of gas communciation with offset producing wells.
remaining associated producers and making changes to the injection would cause negative production impacts to those producers.
Finally, a third significant finding related to gas support from another part of the field. To gain the maximum benefit from the incremental recovery of the injected gas a degree of communication was needed from the injectors to producers. However, no communication was indicated from the sample analysis.
This lack of communication suggested little to no gain from the injector. The injector was switched to a water injector and the previously injected gas diverted to other areas to improve incremental recovery more effectively.
The
conclusion
Using Tracerco to evaluate the effectiveness of a novel EOR strategy, the operator was able to improve and validate its reservoir models over a relatively short time period. Furthermore, decisions to rebalance their injection strategy based on the tracer study allowed a substantial reduction in on-going costs by eliminating high water cuts, improving sweep efficiency and oil recovery. The operator summarised that the tracer study allowed us to optimise our flood and paid for itself many times over, all without interrupting on-going operations or requiring any shut-in of existing wells.
Unconventional application
The challenge
In this second case study, the field had complex geology. It comprised an uncommon siliceous shale hydrocarbon reservoir with thicker shales of over 2000 ft of rich diatom
Samarium Cobalt
Grades 18-35E NdFeB
Neodymium Iron Boron
Grades N28 - G57
Figure 5. Normalised production allocations.
Figure 6. Flow contribution.
deposition, naturally fractured and in a condensed geography of less than 200 m2. The field had decent porosity but low matrix permeability and was normally pressured. Furthermore, oil was migrated meaning drilling would be expensive.
Typically, unconventional completions carry an increased risk to return on investment and require greater front-end cost. To enable informed decision making on future development targets, understanding zonal contribution is essential. To minimise the risk, each zone needs to be effectively described using both theoretical and empirical data.
While there are multiple methods to understand zonal contribution and provide information during production operations, these each have different pros and cons. The operator sought a cost-effective solution that provided the quality and quantity of data required to enable informed decisions to be made without negatively impacting production.
The solution
The operator considered multiple potential solutions. Fibre optics were dismissed due to uncertainties surrounding the need for water oil ratio (WOR) calculations, expense, and the limitation of qualitative only results. Geochemical analysis was also sidelined due to only having the capability to provide a snapshot of data. Intelligent well completion (IWC) was deemed a complex and costly option, which can lead to lost production – as was the option to produce one zone at a time.
In one of four wells, production logging tools (known to provide limited data) and intrusive sliding sleeves (which can be constrained by well dynamics) were used in parallel with chemical tracers. For the challenges presented by this unconventional reservoir, oilfield tracer technology was determined to be the preferred solution and was used during permitted hydraulic fracturing treatments to understand zonal contribution from the deeper silica phases.
This decision was taken for three key reasons:
Ì Delivery of vital data over a longer period than wireline tools.
Ì Less intrusive full bore flow capability.
Ì Creating cost efficiencies through comparably lower cost.
Determining the right application
Tracer vs sliding sleeve results
Sliding sleeves were installed in Well 1 to conduct a production test of zonal contribution and were monitored over a two-week period. All sleeves bar one were mechanically closed isolating production in each zone.
To determine future completion viability using this data, it was imperative that complete isolation was confirmed before tools were used downhole to open or squeeze stages from
production. During this test, tracer samples indicated if a sleeve was open - positive sampling denoting the sleeve was open and conversely, a negative or low tracer presence, indicating the sleeve was closed.
Zonal tracer contribution from Well 1 was observed to correlate with the actual oil production of its zones. The test proved the use of tracers to determine zonal production quantification and the usefulness of tracers as a diagnostic tool to verify wellbore equipment operations.
Tracer vs PLT results
Despite limitations of the PLT’s reach across zones, PLT and tracer results agreed to a certain extent, although the measurement methods to derive the production data used different methods of quantification. The PLT calculated multi-phase flow using multiple spinners at a given set of locations in the well, and tracers as a measured mass balance of the specific phases traced during stimulation then produced over time and sampled at the surface. Physical intervention restrictions and limited flow rates can impact PLT log measurements, while tracers are limited to total traced zones and sample data collection from the surface rather than the perforation locations.
Conclusion
Chemical tracers enabled an understanding of production across wells and zones, delivering vital insight into production contribution. Correlation with alternative solutions in Well 1, specifically PLT and sliding sleeves, compared well qualitatively –determining high producing zones, with only minimal variance in contribution to flow.
A main advantage of tracer technology is the continuous and non-intrusive data monitoring it delivers. On this occasion, data was captured over 150 equivalent days without shutting in the well and incurring costly downtime. By capturing a wider data set, the tracer results highlighted changes in zones to provide accurate data for advanced modelling of reservoir characterisation, reflecting the true potential of the reservoir and changes to the contribution of each zone over time. Tracers also allow for principal component analysis to derive the true correlations by basin to different technologies used to evaluate reservoir potential such as organic content, gamma ray, and other beneficial subsurface logs and measurements.
Efficient cost saving, non-intrusive solution
As highlighted above, tracer technologies are delivering the data that enables informed decision making. The measurement and quantification of phase specific tracers provide the opportunity to evaluate all aspects of the subsurface, completions and the effects on the individual phases production. This includes the measurements from well to well produced from the individual well.
Whether the decision is to enhance oil recovery from mature basins in these challenging and changing times, or to minimise risk and cost in more unconventional fields, the need for quantifiable data will only continue to increase.
While these case studies both highlight the importance of tracer technology and the role it is playing in our energy transition journey, its relevance across life of field and for emerging transition energy production processes such as carbon capture and storage (CCS), where it is already enabling the effective management of CCS projects further showing the impact of this technology.
Figure 7. Percentage production per interval length.
Visit our website today www.worldpipelines.com
Collaboration is Key
Collaboration is Key
It takes skill and guts to operate cranes offshore while dealing with numerous complex hoist maintenance, service, and application variables –combined with handling suspended loads only metres from the open sea.
The cost of unscheduled downtime or a lifting incident in the offshore arena is extremely high. Crane hoists are relied on for everything from lifting supplies like groceries and water from support boats to handling living quarters, sewer systems, generator buildings, drilling equipment, and other heavy loads.
Personnel transport applications present an entirely different level of requirements, further elevating the high bar on needs for reliable hoisting performance.
A hoist that fails or can’t operate as designed due to lack of proper service or maintenance can result in more than productivity losses, fines or penalties, and reputational damage. It can put people’s lives and the entire operation at risk.
The number one industry requirement for using and maintaining crane hoists is accountability and trust.
Todd Razor, PACCAR Winch, USA, explains how collaboration is the key for the delivery of offshore hoist service training.
Figure 1. Stringent maintenance procedures are required for crane hoists picking up personnel.
PACCAR Winch has established just that with its network of Authorised Service Centre (ASC) locations worldwide, through close communication and factory training to ensure that industry, manufacturer, and OEM/distributor priorities are aligned.
Lifting offshore
Unlike static land-based environments, the inherent movement of offshore platforms adds to the complexity of even routine tasks. This makes conditions for lifting and lowering less predictable with exposure to severe weather conditions, waves and other dynamic forces.
Relative movement of the crane and load, in addition to shock loading and other dynamic effects, often coincides with offshore crane use. The potential for increased sway necessitates extra caution to prevent near misses and collisions.
Wind, a concern for all crane operators, is another critical factor with increased impact offshore. Issues with salt air and corrosion that can lead to abnormal wear in the ocean environment must additionally be addressed to avoid heightened risk of equipment failure.
If an incident disrupts normal operations or a crane is required to be taken out of service, emergency plans and relevant response parties often look first at hoist operability. Any erratic operation or load control difficulties must be addressed immediately.
Swelling market
The US offshore market is relatively young with significant growth potential. According to Statista Research, the total offshore oil and gas rig count worldwide was 693 as of mid-August 2024. Fortune Business Insights noted the global offshore drilling market size,
valued at approximately US$37 billion in 2023, has been projected to grow to over US$74 billion by 2032.1,2
Every offshore structure is different and must be built for adherence to diverse sets of laws, standards, specifications, customs, and contracts. Lifting equipment can be affected by material strength, operational conditions, and required maintenance protocols. Undetected problems leading to a crane malfunction or failure can result in immediate and severe damage and irrevocable consequences.
In 2020, inquiries were made concerning the number and severity of lifting incidents in the US Outer Continental Shelf as regulators had been looking for hazards related to the use of cranes on oil and gas platforms and drilling rigs.
Approximately 90% of lifting incidents identified by the Bureau of Safety and Environmental Enforcement (BSEE) had occurred during what could be considered a routine or a frequently occurring lift for a particular facility or work crew.3
This directly contributes to why the industry requires documented practices for how safety-and-performance engineered equipment and components are being designed, deployed, operated, adequately serviced, and verifiably maintained.
Nothing routine
For companies committed to maintaining and servicing hoists in offshore environments, the BRADEN ASC network goes beyond just climbing aboard with quick access to OEM service manuals, parts lists, technical bulletins, up-to-date literature and notifications of critical changes. ASCs are harnessing themselves to the ongoing development of a safety culture by staying on top of any issues that could be viewed as a prelude to unexpected work stoppage or equipment failure.
Regular inspections and maintenance are an integral part of hoist safety standards and recommendations. All OEM, API regulatory, and hoist manufacturer’s guidelines for crane owners, operators and service personnel are designed to ensure the crane is safe to operate or function within the local and global standards.
Hoist repair and maintenance record retention practices are required by the industry recommendations. The likelihood of internal wear of components or fatigue wear is reduced by proper inspections and maintenance and repairs that are completed promptly.
It also helps to have competent, skilled crane operators or inspectors in the right places, at the right times, working with a common knowledge compass and sense of urgency in safe crane operations in the oil industry.
Demanding industry
From the US to the Middle East and Asia, a wide net has been cast through the BRADEN ASC network, providing for 24/7 continuity of service and access to support from anywhere in the world.
Each ASC location is subject to periodic inspection and annual auditing to ensure repair record retention practices, validate adequate parts inventories and testing capabilities, and confirm quality assurance programmes are being followed. The requirements stipulate that at least two BRADEN factory-trained service technicians are part of the team at each location.
ASC technicians are trained to prioritise the appropriate technical response measures, developing the
Figure 2. A BRADEN PD Series hoist shown on an Oil States Nautilus crane.
Figure 3. Developing teams of experienced, factory-trained personnel is a key component to building a successful Authorised Service Centre programme.
confidence to tackle common challenges and troubleshoot even the toughest service situations. Open lines of communication reinforce the consistent provision of documentation and direct hands-on support. The manufacturer ensures digital access is available to critical parts information and technical service documentation aiding safe and productive crane work offshore.
ASC service schools
Only qualified workers may operate rigging, hoisting or lifting devices, and only factory-trained personnel should perform certain maintenance and hoist repair, rebuild, testing, and certification functions.
Training as a critical resource, focusing on teaching where to find information rather than memorising it, is a core element of the ASC network. The ability to bridge any gaps between some aspects of technical service training and real-world offshore capabilities relies on close communication and partnership.
Practical hoist alignment
The alignment of numerous complex, time-sensitive variables is necessary to meet operational expectations while protecting people and assets offshore.
All hoists require periodic attention including regular oil maintenance and inspection of motors, pumps, fluid reservoirs, release valves, and other parts. The facilitation of frequent risk assessments such as inspection for damage or deterioration to rated components, and maintaining hoists per manufacturer’s guidelines, is required.
Offshore operating conditions demand a practical, ‘trust but verify’ approach. BRADEN ASC technicians undergo rigorous training and are supported by major quality assurance systems, continuous improvement methods, and documented processes, as well as direct communication with the manufacturer to optimise comprehensive information sharing and candid feedback.
All ASC crane inspection records, as well as records of preventative maintenance, repairs and modifications to hoists, must be retained for a minimum of four years. They should include a description of the problem, repairs performed, parts used, description of the final tests and name of the technician.
Ports of feedback
With ongoing support and consistent access to resources and information, the expectations of all stakeholders can be aligned around stringent control measures for servicing and validating offshore crane hoists.
Knowing where to look and how to resolve potentially hazardous or time-and-profit-debilitating situations before they can escalate helps avoid financial losses and the innumerable consequences that can be associated with safety incidents or equipment malfunctions.
Up anchoring reliability
Efficiency is crucial for offshore oil and gas operations. A common goal with safety-critical roles and state-of-the-art service and testing facilities is ensuring uniform quality while minimising the threat of operational disruptions and profitability loss.
PACCAR Winch is recognised for its pursuit of uncompromised quality through engineered solutions. BRADEN’s 100 year history began in 1924 with winches that were used to load trucks in the oilfields of Oklahoma and Texas. With a culture dedicated
PACCAR Winch: BRADEN Authorised Service Centre (ASC) locations (as of October 2024)
to innovation, the company remains focused on fostering engineering and technical relationships, training opportunities, and industry collaboration.
Figure 4. PACCAR Winch ASC practices for maintenance and repair provide long service life for cranes and hoists, such as the BRADEN CH Series
An ASC is considered an extension of PACCAR Winch when it comes to quality repair, warranty or campaign service work. Open lines of communication, including recommendations for product improvements, are provided to PACCAR Winch engineers. Technical questions and problems are addressed on a priority basis.
PACCAR Winch Service Schools promote best practices for resolving any service-related issues. BRADEN planetary hoists are engineered to meet or exceed all required safety and environmental standards.
Worldwide Coverage
“Our involvement in shaping and developing these industry standards underscores our commitment to excellence in offshore operations,” said Clint Ross, Training and Product Information Manager at PACCAR Winch.
Oil States designs and manufactures deepwater mooring systems for offshore drilling vessels, pipelaying and derrick barges, and floating production systems. Its winches and hoists are deployed for anchor handling, towing and mooring activities for offshore operators working in various water depths worldwide.
The company draws support for its on-site engineering assistance, extensive parts inventory and core exchange programs through its BRADEN-authorised service facilities in Louisiana, Thailand and India.
“The oil industry has sustained rapid growth globally, and the offshore crane industry seems to continue on track with the oil industry trend,” said Dale Richard, Training Manager with Oil States. “It’s all about the machine reliability while remaining profitable for all. Everybody has issues, but as far as quality and reliability, we come up with a solution and solve it as proficiently and effectively as possible.”
ASCs are uniquely trained to service BRADEN products for the offshore market. Says Richard, “We are all reaching for the same goal: to make it back home safely to our family without incidents or injuries.”
Figure 5. BRADEN products are engineered for superior performance in offshore environments.
Setting New Benchmarks In Sidetrack Operations
Graham Stronach, Shantanu Swadi, and Cruz Riquezes, Wellbore Integrity
Solutions, explore enhancing operational efficiency and improving reliability in wellbore sidetracking operations, whilst keeping environmental impacts in mind.
Wellbore sidetracking operations are commonplace in the energy industry globally and are widely recognised as an efficient and cost-effective method of reaching untapped reservoirs in well construction projects such as, re-entry drilling campaigns, infill drilling programmes and multi-lateral well architecture developments.
Such applications are defined as ‘planned’ sidetracks and represents most of today’s market activity. The value of this approach is increasing as mature basins and field assets are evaluated to both improve production levels and extend their useful life. Sidetracks ultimately deliver increased production and avoid the cost of drilling a completely new well and establishing a new surface footprint. In offshore fields, a sidetrack is often associated with a platform slot recovery operation where an existing plugged or non-producing well is reused below a pre-determined depth and a new, secondary wellbore drilled to the desired target.
‘Unplanned’ sidetracks typically occur when unforeseen challenges arise during drilling operations, such as bypassing a fish remaining in the wellbore or, when there is a requirement to intersect a revised geological target. Sidetracking requirements occur in both Cased Hole and Open Hole operations. This article is primarily focused on studies, research, and development activities in Cased Hole applications.
As the demands of wellbore architecture and casing complexity grow, new solutions have emerged to meet the increasing technical demands of sidetracking efficiently in modern drilling environments. Traditional whipstock systems often required multiple trips and faced challenges with higher-grade and heavy-wall casing, leading to increased rig time and operational expenses. Consequently, there is a need to enhance operational efficiency, reduce costs, and improve reliability in sidetrack operations. TrackMaster NexusTM was created to address these issues, offering a robust, single-trip solution that combines milling and cleanout operations, significantly reducing CO2 emissions and meeting the rigorous demands of modern drilling environments.
The new TrackMaster Nexus SystemTM delivers a step-change in operational efficiency during cased hole wellbore sidetracking operations to open a window. TrackMaster Nexus has incorporated numerous design changes to further improve performance.
To determine and prioritise design changes, a comprehensive study of cased hole wellbore sidetrack operational reports were reviewed and analysed. The data sample used in this study comprised of over 360 cased hole sidetracks over a 2 year period, both onshore and offshore with varied casing sizes and grades. Key criteria analysed included:
Ì Number of trips required.
Ì Operational time and cost.
Ì Emissions produced during operations.
Ì Supplementary runs required to achieve the desired window geometry.
As a result of the study, design activities were focused on (a) faster system conveyance into the wellbore (b) integration of wellbore cleaning in the sidetracking bottom hole assembly (BHA) (c) a revised methodology of predictive
modelling of the desired window geometry and (d) changes to the slide profile, mill design and cutting structure configuration to enable an improved window geometry and drilling BHA pass-through. Full scale laboratory testing was conducted on a horizontal test gantry to validate design changes and expected results.
Key system design features
Ì Rapid conveyance: to reduce the operational time required to convey the system to the desired depth, a new method of
mechanically attaching the milling assembly to the slide was developed. Historically, trip speed has been restricted to mitigate risks associated with the shear bolt mechanism that attached the milling assembly to the top of the slide. This new design feature enables full tripping speed, similar to speeds used in standard drilling practices while running in directional wellbores. The rapid conveyance feature also effectively doubled the axial and torsional load carrying capacity of the mechanical attachment mechanism in comparison with the standard wellbore departure systems. Design improvements were implemented without reducing the number of cutters brazed in the mill head or requiring any additional space for the connection. Finite element analysis (FEA) and full-scale laboratory testing, as shown in Figure 2, were used to validate the design improvements and load ratings. This design significantly reduces operational time and, thanks to its higher load capacity, eliminates the need for drift runs before deploying the TrackMaster Nexus System.
Ì Integral wellbore cleaning: the effective cleaning of the casing internal diameter is essential to ensure that a secure anchoring of the casing exit system is achieved. To date, cleaning the wellbore internal diameter (ID) has been done in a dedicated, separate trip with a cleaning BHA. With the reinforced connection between the whipstock and the mill, the incorporation of the specialised Scraper run as part of the TrackMaster Nexus System, offers an integral cleaning device that is attached below the system anchor or packer. The cleaning device incorporates both a metallic, unibody, nonrotating scraper and brush that provides 360° of coverage that ensures a clean surface prior to anchor setting. The elimination of a dedicated, separate trip to clean the represents a significant reduction in rig time consumed.
Ì Advanced predictive modelling: a proprietary, predictive modelling software, WhipSim™, shown in Figure 3, has undergone several revisions to complement the features and requirements of the TrackMaster Nexus System. The use of WhipSim provides an accurate prediction of the casing exit window geometry for a given set of wellbore criteria. Additionally, critical aspects of Liner and BHA passthrough are also evaluated. Design improvements to the Whipstock Ramp profile and its effect on the window geometry and passthrough parameters were analysed in WhipSim to ensure compliance to customer requirements such as maximum DLS of a drilling BHA passing across the window. The use of WhipSim proved to be invaluable in comparing historical operational report results versus the projected results after design changes.
Ì Optimisation of the window geometry: an important finding from the comprehensive study that was conducted was the need for further optimisation of the window geometry. As drilling BHAs have evolved to incorporate new features and measurement capabilities, they have often increased in length, relative stiffness, and with additional points of stabilisation. The consequence of this is that the windows created during cased hole sidetrack operations must ensure that these larger BHAs pass through the window freely. The bending stresses incurred by these BHAs, while passing through the window, must also be minimised to maintain reliability.
Ì For the TrackMaster Nexus System, a FEA baseline study was done during the design process to identify potential pass-through issues, as shown in Figure 4. When the design was concluded, the resulting window length was increased by 5% and bending stresses for a typical drilling BHA, passing through the window was reduced by 10%.
Mill design and cutting structure configuration plays a critical role in achieving the required window geometry and quality objectives. Heavier walled casings are becoming increasingly common in the industry
Figure 1. The TrackMaster Nexus SystemTM
Figure 2. Rapid conveyance feature with FEA and testing validation.
Figure 4. Example, predictive modelling.
Figure 5. The use of TruEdge technology.
Figure 3. TrackMaster Nexus Scraper, integral cleaning device attached to packer or anchor.
to ensure adequate burst and collapse pressure safety factors. As an example, 9-7/8 in. and 10-1/8 in. casings are replacing conventionally used 9-5/8 in. casing sizes for 8-1/2 in. mills. This often implies milling 50100% excess steel in the same trip. Additionally, the preference for higher grades such as Q125 or T140 over grades such as L80 or P110 places a greater demand on the cutting structure.
As part of the results of the operational analysis completed and the comprehensive FEA scenarios, milling performance was found to play a crucial role in determining the quality of the window. The TrackMaster Nexus System addresses this with a state-of-the-art one-piece mill mandrel, featuring integrated blades for both the follow and dress mills. This design is complemented by a robust, high-torque, double-shoulder, proprietary connection. This connection is specifically engineered to have the highest make-up torque within the entire sidetrack Bottom Hole Assembly (BHA), seamlessly linking with the innovative TrackMaster Nexus Lead Mill, reminiscent of a drill bit in its design.
Emphasis has been placed on ensuring that the lead mill gauge diameter was maintained, thereby minimising the risk of unnecessary mill runs to enlarge the window, which would impact the overall time and efficiency of the sidetracking operation. Wellbore Integrity Solutions’ (WIS) TruEdge™ technology was incorporated in critical locations, as shown in Figure 5, on the lead mill ensuring both gauge protection and window precision. In addition to the use of TruEdge technology, the lead mill incorporates brazed-in wear blocks strategically placed in the gauge area, facilitating a smoother cut-out and effective depth-of-cut control. These design elements work in tandem to ensure a high-quality, efficient milling process. As referenced previously, full scale testing on a horizontal gantry system was conducted to both verify and validate the designs.
Successful passing of the BHA across the window is one of key metrics of a successful casing exit operation. The drilling BHAs have evolved generally to become more complex, and in doing so, they have also become increasingly stiffer. This can create an issue when passing across a milled window, which is a point of higher DLS. An improperly designed, planned and executed casing exit operation can result in serious service quality incidents due to failure to pass across the window. During the engineering design phase, FEA analysis was conducted to understand the impact of changes to the Whipstock geometry, mill design, casing specifications on the WOB required to traverse across the window, as shown in Figure 6 to achieve the objective of minimising the BHA drag.
Operational efficiency results
Improved efficiency through reduced rig time and trips are derived from the following key design features:
Ì Robust Whipstock-to-mill connection: integral lug design is twice as strong as the original design, providing enhanced durability.
Ì Simplicity on Whipstock connection: keeping a break-bolt design as the standard whipstock, reducing make-up times and eliminating the need to mill complicated collars or apparatus downhole while milling the window.
Ì Faster tripping times: achieves tripping speeds up to 19 standards per hour, enhancing operational efficiency.
Ì Optimised Whipstock slide geometry: extended ramp without increasing overall whipstock length for better performance delivering a 5% longer window with 10% less equivalent DLS for pass-through BHA.
Ì Advanced predictive model: performed during the planning process and prior to wellsite operations which resulted in greater execution reliability.
Ì High-grade and heavy-wall casing milling capability: efficiently mills through higher-grade and heavier casing, all mills are reinforced with TruEdge cutters for gauge assurance.
Ì True single-trip operations: combines milling and cleanout in one trip, reducing operational time and cost.
Ì Follow and dress mill mandrel: advanced mill mandrel design with integral blades, eliminating welded blades increasing durability,
Average value, offshore and onshore data
delivering the highest resistance to torque and bending among commercial systems.
Ì Sealing capability below Whipstock: reliable anchoring mechanism to ensure stability during operations can also be run with retrievable packer, for sealing capabilities below whipstock.
Ì Total or partial losses setting and milling: can be deployed in wells with total or partial losses, while isolating the hole below the whipstock.
Ì Low-side capabilities: can be set to the low-side if require without sagging of the slide. When applied to the data sample of over 360 cased hole sidetracks, the time saving per sidetrack averaged 21 hours.
Environmental impact
The TrackMaster Nexus System fosters environmentally conscious operations by significantly reducing CO2 emissions right from its manufacture. Its integral mill design minimises welding emissions during both construction and repair processes, avoiding the use of crushed carbide for the cutting structure and welded blades in the mill structure. The whipstock’s length also reduces waste when handling raw bar stock. The most significant environmental benefits arise during rig operations, where the system reduces both the number and duration of trips. This reduction in operational time, combined with the reductions while manufacturing the system and the sidetrack assurance features of the TrackMaster Nexus System, leads to a notable decrease in CO2 emissions. When analysing data from over 360 cased hole sidetracks, only the operational impact of the system is estimated to reduce CO2 emissions by a total of 7000 metric t.
Conclusion
The TrackMaster Nexus System introduces a new era in whipstock technology, aiming for enhanced performance and significant reductions in CO2 emissions. This next-generation system sets a new benchmark for wellbore sidetracking operations, building on robust experiences and lessons learned from legacy systems. Through thorough analysis, full-scale test, and real milling validation, the system has demonstrated substantial improvements. It enhances operational efficiencies and significantly cuts emissions. The design and predictive modelling capabilities also increase reliability and reduce risks during the casing exit process at the wellsite.
Figure 6. BHA pass-through analysis.
Table 1. Emissions reduction – integral wellbore cleaning and rapid conveyance
Learning to Love Computer Vision
Cameron Devers, Tyler Abla, and Gage Russell, Taurex Drill Bits, USA, delve into the use of computer vision for PDC cutter damage classification, demonstrating how advanced image analysis is transforming the field.
In oil and gas exploration, the drill bit industry constantly innovates, driven by the challenges of increasingly complex and difficult wells. For decades, drill bit product development has aimed to improve drilling performance, utilising iterative design changes to drive incremental gains in performance metrics such as rate of penetration (ROP). The pursuit of technological excellence has led to further refinement of methods. This article delves into the cutting-edge use of computer vision for polycrystalline diamond compact (PDC) cutter damage classification, demonstrating how advanced image analysis is transforming the field.
The importance of high-quality images
The process of PDC cutter damage classification starts with something seemingly simple yet crucial: taking high-quality images. However, it is not enough to just take good pictures in the traditional sense. Taurex Drill Bits established a process to take high-quality photos akin to rig dull photos and set out to establish the largest dataset of high-quality PDC cutter photographs. This massive dataset serves as the foundation for advanced analysis and machine learning applications.
High-quality images are the backbone of accurate cutter damage classification. The clarity and detail provided by these images are essential for both human analysts and machine learning algorithms to make precise assessments of cutter wear and damage. Traditional rig photos often lack the resolution and consistency needed for detailed analysis, which can lead to subjective evaluations and inconsistent results.
Figure 1 shows a comparison between high-fidelity images captured by BitVision technology and standard rig photos. BitVision photos are clear and detailed, providing a basis for both human and machine analysis.
The challenges of PDC cutter damage classification
The key issues of cutter damage classification are deeply rooted in the classic tropes of PDC dull analysis: consistency and time investment. Traditionally, grading each cutter is a time-consuming process that requires meticulous attention to detail. The challenge is compounded when consistency is also a requisite. Human evaluators, despite expertise, can introduce variability in assessments, leading to inconsistencies that affect the reliability of the analysis. Moreover, the time investment required to grade every single cutter accurately can be substantial, delaying the feedback loop necessary for rapid design and operational improvements.
One of the primary challenges in PDC cutter damage classification is the variability in human assessments. Different evaluators might grade the same cutter differently based on experience and perception, leading to inconsistencies in the data. This subjectivity makes it difficult to establish reliable benchmarks for cutter performance and wear patterns.
Another significant challenge is the time required to grade each cutter. The traditional process involves visually inspecting each cutter, identifying damage modes, and recording the findings manually. This labour-intensive process is not scalable, especially when dealing with large datasets or aiming for high-frequency analysis. The delays in obtaining and processing this information can hinder timely decisionmaking and slow down the development of new cutter designs.
A new era of cutter analysis
BitVision technology has brought a significant advancement in cutter analysis. The technology captures high-fidelity photos of the entire bit, with each cutter photographed separately. This provides high-quality images for both human analysis and machine learning (ML) models.
The ability to examine the damage occurring on a specific cutter, or group of cutters, helps to understand the type of wear that is occurring. This insight allows for the selection of cutters with different wear attributes for optimal placement in the bit.
The high-resolution images enable detailed inspection of each cutter. Analysts can zoom in on specific areas to identify subtle wear patterns that might be missed with traditional photos. This level of detail is crucial for understanding the mechanisms of cutter wear and for making informed decisions about cutter placement, design modifications, and operational changes to limit drilling dysfunction. In addition to enhancing human analysis, the images provide the necessary data for training machine learning models. These models can learn to recognise different types of cutter damage, such as chipping, wear, and fractures, based on the detailed visual information captured. This automated approach to damage classification not only increases accuracy but also speeds up the analysis process significantly.
Leveraging machine learning for advanced damage classification
Using this ever-growing dataset, experts on PDC damage began to use computer vision tools to segment and label images of cutters to denote the damage modes present. These labelled images form the basis for the PDC damage mode machine learning models that are being actively used to improve feedback loops in applications engineering and cutter development. The application of machine learning in cutter damage classification represents a significant leap forward in the field. Machine learning algorithms, particularly convolutional neural networks (CNNs), have proven to be highly effective in image recognition tasks. By training these models on a large dataset of labelled cutter images, the process of damage classification can be automated, making it faster and more consistent than manual grading.
To effectively classify cutter damage, sophisticated machine learning models are employed, particularly focusing on CNNs, which are highly effective in image recognition tasks.
Ì ResNet models: residual networks (ResNet) are known for their deep architecture and ability to recognise complex patterns in images. Various sizes of ResNet models are used to accurately identify different damage modes on PDC cutters.
Ì ViT-BR models: vision transformer with backbone refinement (ViT-BR) is a newer approach that leverages transformer models for image recognition. This method has proven effective in refining the accuracy of damage classification by focusing on the relationships between different parts of the image.
Training the models
Ì Training intervals: the models were trained over different periods to evaluate the impact of training duration on performance.
Ì Algorithm versions: different versions of ResNet and ViT-BR were tested to identify the best-performing model for the specific task.
Using this ever-growing dataset, the model is able to be continuously monitored and improved, ensuring continuous improvement.
Implementation and results
The implementation of computer vision for PDC cutter damage classification involves several steps:
Ì Image preprocessing: high-resolution images are processed to enhance features relevant to damage classification. This step includes adjusting the contrast, removing noise, and normalising
the images to ensure that the machine learning models receive consistent input data.
Ì Model training: using annotated images, the models are trained to recognise various damage types, such as chipping, wear, and fractures. This training process involves feeding the models large amounts of labelled data so they can learn to identify patterns and features associated with different types of damage.
Ì Validation and testing: the trained models are validated and tested on new images to ensure accuracy and reliability. This step is crucial for assessing the model’s performance and making any necessary adjustments to improve its accuracy.
The results of using computer vision in PDC cutter damage classification have been remarkable. The models have demonstrated high accuracy in identifying and classifying different types of cutter damage, significantly reducing the reliance on subjective human evaluations. This automated approach has also sped up the analysis process, allowing for quicker feedback loops and more timely decision-making.
Data integration
By compiling all of the information from BitVision technology with digital dull grading systems, it is possible to monitor metrics such as PDC damage ratios over time. This enables the active monitoring of product consistency and overall performance using metrics never before studied at a productionalised scale. The integration of data and digital dull grading systems allows for the analysis of trends and patterns in cutter wear and performance over time. By examining metrics such as PDC damage ratios, insights can be gained into the factors that influence cutter durability and efficiency. This analysis enables data-driven decisions that enhance product consistency and overall performance.
Continuous improvement and future prospects
The commitment to continuous improvement is evident in the adoption of computer vision technology. By integrating machine learning models and leveraging the power of artificial intelligence, a new benchmark has been set in PDC cutter damage classification. The detailed, objective data provided by these models not only enhances current inspection processes but also paves the way for future innovations. As the industry evolves and new challenges arise, there is a continuous push to expand the boundaries of what is possible in drill bit technology.
Ongoing efforts to refine and enhance the cutter damage classification process exemplify a commitment to innovation and excellence. By continuously monitoring and improving machine learning models, it is ensured that the technology stays at the cutting edge. This proactive approach enables quick adaptation to new challenges and incorporation of the latest advancements in artificial intelligence and machine learning. The future prospects for this cutter damage classification technology are promising. As more data is collected and analysed, the models will become increasingly accurate and reliable. This continuous improvement will drive further advancements in drill bit and cutter design and performance.
Conclusion
The revolution in PDC cutter damage classification has been achieved through the use of computer vision and advanced machine learning models. By harnessing the power of new models, significant improvements have been made in the accuracy and efficiency of inspection processes. The commitment to innovation and continuous improvement drives the development of more effective and efficient drilling solutions. This approach to cutter damage classification not only addresses the challenges of consistency and investment time but also sets a new standard for the industry. By leveraging high-quality images, advanced machine learning models, and comprehensive data integration, a robust and scalable solution has been created that enhances both product performance and operational efficiency. As the industry continues to evolve, the commitment to excellence and innovation will ensure remaining a driving force in the development of cutting-edge drilling technology.
Figure 1. Comparison between BitVision photos (right) and standard rig photos (left).
Figure 2. Labelled cutter images for damage classification.
Figure 3. Continuous monitoring and improvement of the model.
Figure 4. Monitoring PDC damage ratios over time.
Raking In The Benefits Raking In The Benefits
Karl Rose, Vincent Tissot and Sebastien Reboul, Varel Energy Solutions, USA, outline how innovative PDC bit designs use blended rakes to deliver better bite, less vibration, and higher ROP.
Renowned for their durability and efficiency in cutting through tough geological formations, polycrystalline diamond compact (PDC) bits have long been a cornerstone in the oil and gas drilling industry. These bits are engineered with synthetic diamond cutters, which are sintered onto a tungsten carbide substrate, creating an exceptionally hard and wearresistant tool. In many drilling applications, PDC bits offer distinct advantages over traditional roller-cone bits – including higher rates of penetration (ROP), longer bit life, and reduced need for tripping (the process of removing and replacing the drillstring). Their ability to maintain sharp cutting edges and withstand high temperatures makes them particularly effective in challenging drilling environments, where efficiency and reliability are critically important. Thanks to these advantages, PDC bits are currently the most commonly used drill bits in oil and gas wells across the globe.
However, despite their numerous benefits, PDC bits are not without their challenges. While these bits generally offer a higher ROP compared to other bit configurations, there are occasional instances where the ROP is slower than desired. These instances can be attributed to various factors, including suboptimal bit design, insufficient weight on bit (WOB), and inadequate torque. Another significant operational issue for PDC bits is excessive vibration. This harmful complication can lead to reduced drilling efficiency, premature bit
wear, and potential damage to other essential components of the drillstring. Addressing these challenges is crucial for maximising the performance and cost-effectiveness of PDC bits in oil and gas drilling operations.
Angling to boost performance
Starting with an initial prototype design, design engineers at Varel Energy Solutions began the PDC Booster™ project with a goal that, although simply stated, they knew would be challenging to achieve: improve PDC bit performance by increasing ROP, decreasing vibration and improving durability.
An effective solution would require a tool that delivers significant performance improvements. With a focus on precisely blending the cutter rakes – the process of optimising the back- and side-rake angles of each cutter in the assembly – the team set out to design PDC bits that:
Ì Penetrate steadily under reduced WOB.
Ì Cut more efficiently and remain sharp longer.
Ì Maintain lateral and axial stability while shearing.
Penetrate steadily
Insufficient WOB often occurs in directionally drilled wellbore sections or in laterals, as well as in operations where the drilling rig cannot achieve sufficient WOB without exceeding the machinery’s torque limits. Simply put, it becomes more difficult to transfer downward force (or WOB) through significant curves in the wellbore. Because the bit is not being pushed hard enough into the rock face, insufficient downward force is applied to the rock.
To illustrate insufficient downward force, imagine using a handheld tool to bore a drill bit through a piece of lumber. If even pressure is applied when drilling, the bit will penetrate at a consistent rate. But if the pressure being applied is stopped and allow the bit to simply rotate in the existing hole, ROP will slow considerably or stop completely.
Now, consider driving a screw into the lumber. In this case, the specially designed threads will pull the screw forward using nothing more than angular/rotational momentum – even if no additional force is applied to push it into the lumber. With the PDC Booster programme, engineers envisioned new PDC bit designs that could create similar grabbing and pulling action.
Cut more efficiently
The more efficiently a drill bit operates, the more rock it will penetrate in a shorter amount of time, using less energy, and sustaining less wear and breakage. As a result, the cutters stay sharp longer – which provides the added benefit of consistent, sustained ROP.
Therefore, the optimisation process involves determining the ideal balance of side- and back-rake angles for each cutter. While aggressive rake angles will shear rock more rapidly at the start of the run, overly aggressive rakes will reduce drilling efficiency by prematurely dulling the cutters. An additional benefit of properly optimised rake angles is that they require less mechanical specific energy (MSE) – which is the amount of energy required to remove a foot of rock as the wellbore is being drilled – to achieve the same ROP as a standard PDC bit. Not only does this provide a notable advantage in efficiency, but it also generates less reactive torque while drilling.
Maintain stability while shearing
In addition to instabilities caused by insufficient WOB, a bit can also become unstable in its rotation when it comes into contact with the irregular surfaces associated with highly heterogeneous rock. In either case, the bit intermittently ‘loses its grip’ on the rock being sheared, which can result in the bit slipping across – or bouncing off of – the rock
Figure 3. In lab tests, the PDC Booster prototype bit achieved improvements of approximately 30% for each metric, including increased ROP, reduced WOB and decreased torque.
Figure 2. Traditional PDC bit used as a benchmark for lab tests (left) and a prototype bit modified with PDC Booster design enhancements (right) performance.
surface. This causes rapid lateral (side-to-side) and axial (up-and-down) movements, which create vibration in the bottomhole assembly (BHA).
Especially in wide-diameter wellbores that require large BHAs, the vibrations can become extreme. This puts BHA electronic components at risk, such as those used for measurement while drilling (MWD), logging while drilling (LWD), and rotary steerable systems (RSS). In many cases, these vibrations can travel the entire length of the drillstring and create complications in surface equipment. By adjusting cutter rake angles to initiate the grabbing and pulling action described above, the team sought to develop a design that would effectively hold the bit in place to maintain stability.
Research and development
Driven by determination to increase ROP, decrease vibration and improve durability, the PDC Booster initiative began as a series of brainstorming sessions with a targeted focus on the interactions between the cutting surfaces and the rock being sheared. The next step involved using proprietary PDC Designer software to begin designing a PDC Booster prototype bit. Within the software, the team made rake-angle adjustments to an existing (benchmark) bit design, ran repeated simulations using various VENOM™ cutter material attributes and shape profiles, and optimised the design based on the simulation results (Figure 1).
Compared to the benchmark bit design, the best-performing prototype design achieved a 20% decrease in required WOB in the simulation model. Then, to further validate the prototype design before producing a full-scale tool, the team used Dig3D software to simulate the dynamic interactions between the drill bit and the wellbore.
In the lab, the full-scale PDC Booster prototype (Figure 2) charted significant ROP improvements over the benchmark PDC bit when tested in hard Rhune sandstone, under low confinement, and with reduced WOB. Measurements for increased ROP, reduced WOB and decreased torque showed improvements of approximately 30% across all three metrics (Figure 3).
Case study
As predicted based on comprehensive modeling simulations and lab tests, PDC Booster designs have been proven to deliver significant performance improvements in real-world field applications. An operator in an offshore Abu Dhabi field – seeking to minimise downhole vibrations and maintain a competitive ROP while drilling a 16 in. deviated section of wellbore from Gachsaran to the Fiqa formation – ultimately selected Varel to complete the run. Drilling would be driven by a rotary steerable system (RSS) BHA, outfitted with a PDC bit.
The solution
As with any directional run of this scope, building angle with responsiveness and consistency was essential to the success of the operation. To meet the challenge, an optimised PDC design leveraging EVOS™ bit technology was proposed, which is designed specifically to maximise tool-face control in directional drilling applications. Incorporating VENOM cutter methodology to identify the best-suited diamond attributes and cutting profiles, the EVOS bit was customconfigured for the application using bit-to-rock-contact simulation software. In Figure 4, we see the two engineered shapes used in the finished bit design. The ridges of the ARTIMIS cutter shape create stress points to pre-fracture the rock in hard formations with heavy transitions. The COBRA layout completes the purpose-built bit configuration by enabling increased speed and durability in directional runs.
Value
Over the 5305 ft run, the PDC Booster configuration delivered exceptional performance. The results achieved the lowest downhole vibration ever
The PDC Booster bit (labeled ‘EVOS-616’ for testing and historical records) achieved ROP of 112.08 ft/hr – a 21.4% improvement over the field average.
Figure 4. ARTIMIS (left) and COBRA (right) cutter profiles are among five distinct, application-specific shapes offered within the Varel VENOM portfolio.
Figure 5.
Figure 6. After a challenging run of 5305 ft, the optimised, customconfigured PDC Booster bit emerged with minimal wear and tear.
recorded in the field. Additionally, average maintained ROP was a competitive 112.8 ft/hr (Figure 5). This represented a 21.4% gain over the average ROP in the field to date – as well as achieving performance records that ranked among the top five runs in that field.
Finally, after completing the run with these impressive results, the six-blade, 16 in. bit (Figure 6) was rated with an excellent grade of 1-1-WT-A-X-I-BT-TD on the IADC Dull Grading System. In summary, this grade indicates:
Ì Very minimal wear on inner cutters (1 on a 0-8 linear scale).
Ì Very minimal wear on outer cutters (1 on a 0-8 linear scale).
Ì Some tooth/cutter wear across all bit areas (WT-A).
Ì Bearing condition not applicable (‘X’ fixed-cutter bit configuration).
Ì In-gage condition; no gage wear (I).
Ì Some tooth/cutter breakage (BT).
Ì Run completed to total depth (TD).
Ongoing development
Drill bits designed with the PDC Booster process offer infinite customisation potential and proven performance advantages over traditional PDC technology. While originally designed, tested and refined in Middle Eastern hydrocarbon operations, these innovative bits are poised to deliver operational excellence in every type of geological formation across the globe.
Fittingly, PDC Booster tools and methodologies follow a circular development process. Just as 360° drillstring rotation provides the driving force behind PDC drilling, a robust 360° customer workflow (Figure 7) is the driving force behind PDC Booster optimisation. To provide iterative improvements in the company’s ability to deliver the optimal solution for any given drilling application, this workflow is built around Varel’s proprietary suite of software programmes and related processes:
Ì V3 repository: advanced database to track active drilling rigs, drill-bit parameters and performance records, lithological formations, drilling permits, and specification sheets.
Ì GeoScience roadmapping: powerful geomechanical and drillingparameter tools to enable rock-strength analysis, advance identification of geological hazards, and reconstitution of lithologies and mechanical constraints based on e-log and drilling-log data.
Ì PDC designer: complete solution to simulate, optimise and evaluate bit performance using user-defined selections of cutters, blended (side and back) rake angles and structure designs.
Ì Dig3D simulation software: precise, three-dimensional modeling to simulate the interaction between the drill bit and the wellbore.
Ì Drilling analyzer: powerful tools to analyse drilling data and correlate multiple logs, bit-run records and formation statistics within a userfriendly interface.
Ì WearTrack quality control: advanced software to provide comprehensive analysis of bit performance, including post-run studies of dulled bits.
All data, trends and insights obtained throughout this comprehensive process are collected, organised and fed back into the 360° loop. This cyclical, cumulative workflow is designed to promote continual improvements in Varel’s pursuit of unsurpassed drilling performance.
Conclusion
Since beginning the PDC Booster initiative, Varel Energy Solutions has made steady progress toward the goal of designing PDC bits that drill faster, vibrate less and last longer. To date, compared to previous runs, PDC Booster bits have increased ROP by an average of 17% over standard PDC bits. Bolstered by promising results in test environments and real-world applications for major operators, the team continues to advance this proprietary design philosophy to improve performance in challenging wellbores the world over.
us at ADIPEC #9410
AUTONOMOUS DEPLOYMENT
The Freedom™ AUV is the most advanced, resident-capable underwater vehicle, offering the data resolution and completeness of coverage in a single pass usually only obtainable using an ROV – but with the speed and mission efficiency of a traditional AUV.