Calibre Scientific es un proveedor global para investigación de laboratorio, diagnóstico y biofarmacéutica
Con sede en Holland, Ohio, opera en más de 175 países y abarca diversos mercados.
La empresa ofrece una gama completa de productos y servicios innovadores, comprometida con impulsar la ciencia y la innovación.
Nuestros valores
RESPONSABILIDAD
Asumimos la responsabilidad absoluta
El 1 de junio nace Calibre Scientific Spain de la fusión de las cuatro empresas: Serviquimia,
calibrescientific.es
478 novedades
504 empresas
CISA: primeros 125 años de innovación y excelencia
508 novedades
para:
El proceso de descubrimiento y desarrollo de fármacos
Izasa Scientific
510 entrevista
La innovación a través de la tecnología: la Universidad de Alcalá confía en Vacuubrand
512 entrevista
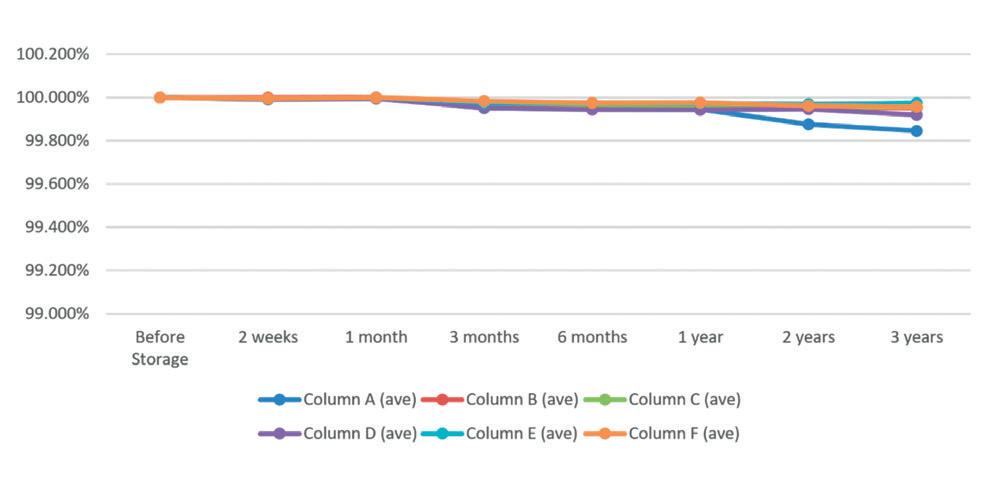
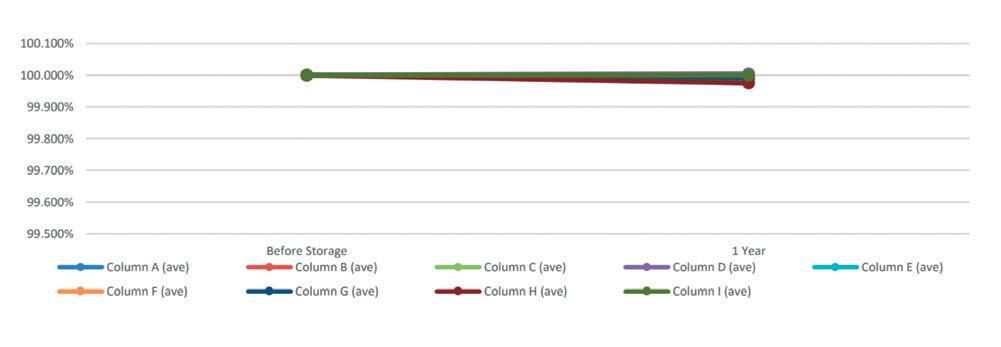
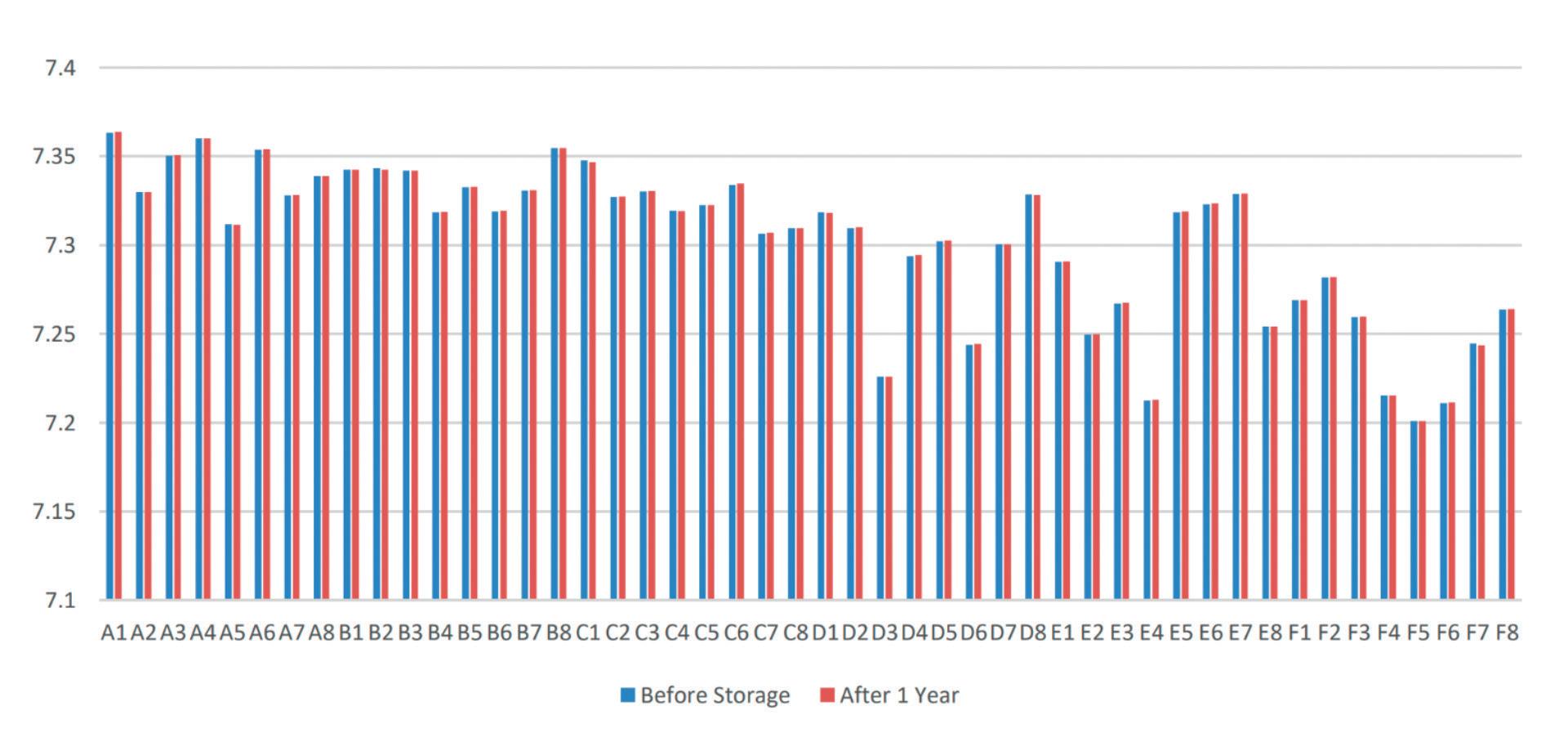
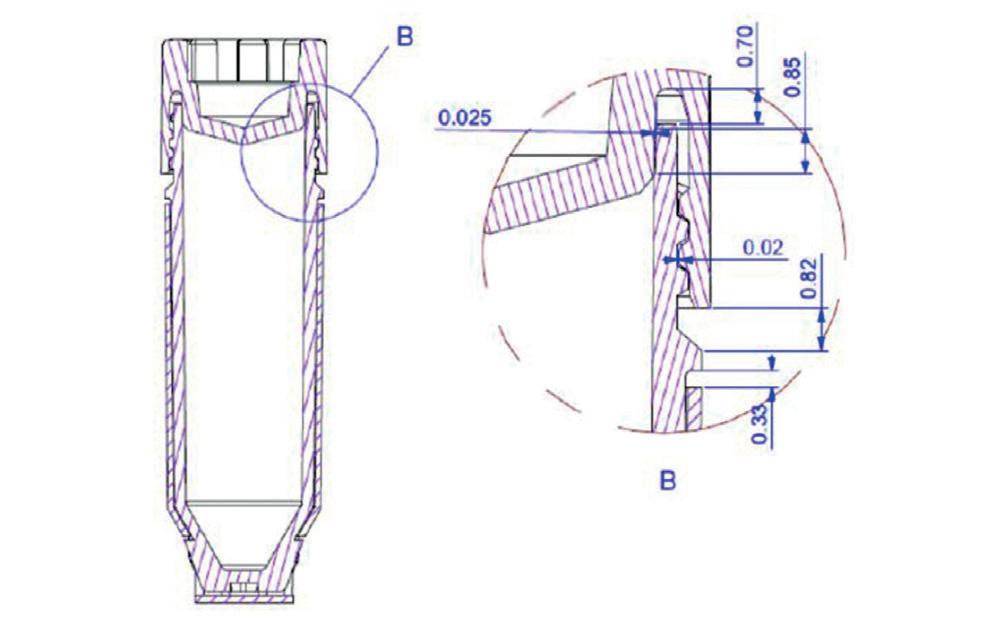
Mantenimiento de la integridad de las muestras durante ciclos repetidos de congelación/descongelación
Alexis MacLeod
516 asociaciones
CEFIC, el eje vertebrador de la industria química europea
Xavier Bautista
520 noticias
533 guía del comprador
Novedades
CONTROLTECNICA BIO
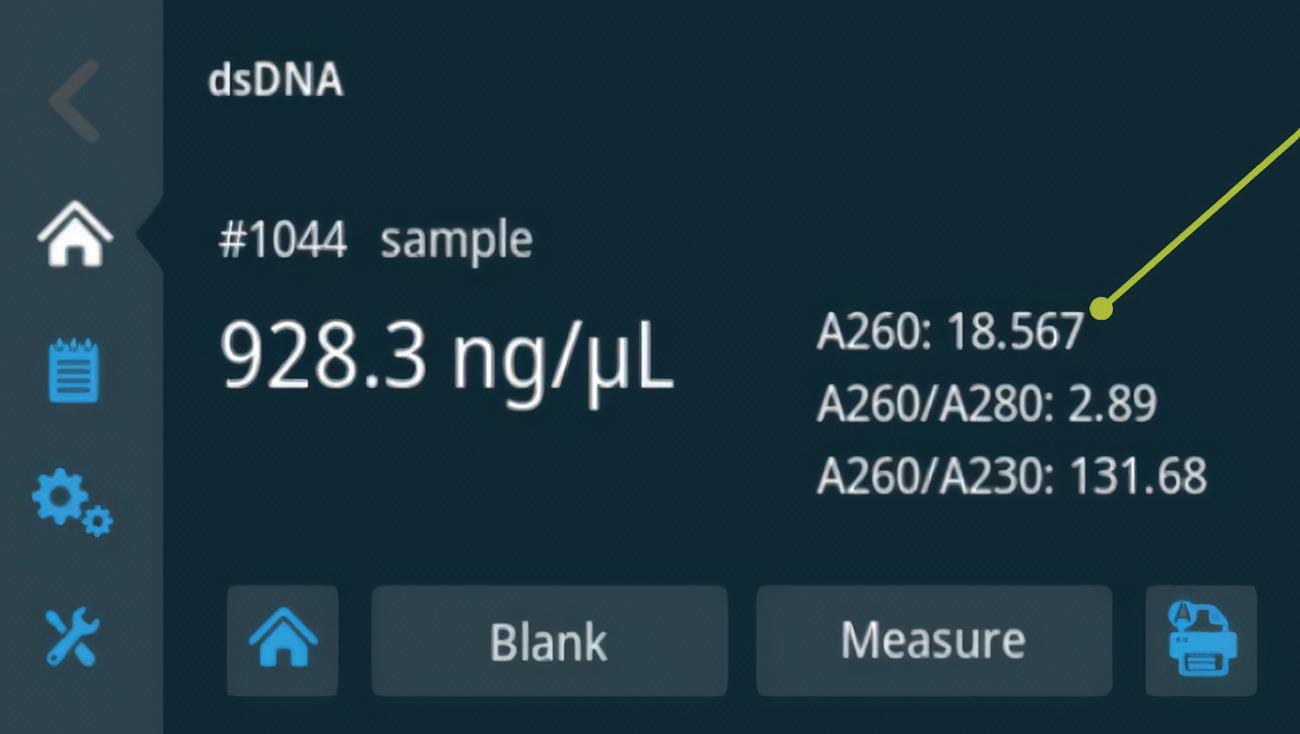
Espectrofotómetro de microgota
Controtecnica Bio SL presenta el espectrofotómetro de microgota NanoDrop Lite Plus, equipo que se ha diseñado para mediciones rutinarias de muestras de ácidos nucleicos y proteínas con tan solo 1-2 μl de volumen de muestra. La innovadora tecnología de retención de muestras que caracteriza a los equipos Nanodrop elimina la necesidad de diluir muestras muy concentradas, lo que facilita las mediciones. Basta con pipetear la muestra directamente sobre el pedestal de medición óptica, medir y limpiar con un paño sin pelusa. Su diseño compacto, con controles y software integrados, hace que el NanoDrop Lite Plus ocupe poco espacio en la mesa de trabajo. Gracias a la interfaz de usuario intuitiva y al diseño industrial moderno, este espectrofotómetro es el instrumento elegido para mediciones básicas de microvolúmenes. Su laboratorio también puede contar con el NanoDrop, incluso si sus presupuestos son ajustados.
Confianza en los resultados:
• Mediciones estándares
- Mide la concentración de ADN, ARN y proteínas purificadas de hasta 30 Abs
Hasta 1.500 ng/μl de ADN
Hasta 1.200 ng/μl de ARN
Hasta 45 mg/ml de BS
- Calcula los ratios de pureza críticas A260/A280 y A260/A230
• Mediciones rápidas y precisas de solo 1-2 μl de volumen de muestra permiten guardar muestras valiosas, sin residuos
• La tecnología de retención de muestras utiliza la tensión de la superficie para mantener la muestra en su lugar; no se necesitan cubetas ni consumibles caros
• Interfaz intuitiva
- Funcionamiento de la pantalla táctil integrada
- No es necesario un equipo
• Almacenamiento y transferencia de datos
- Últimas 1.000 mediciones guardadas localmente; exporte datos a un dispositivo USB
• Impresora opcional disponible para etiquetas (no incluida)
• Compacto y portátil, se adapta a cualquier mesa de laboratorio, y está listo para su próximo experimento.
www.controltecnica.com
(Véase anuncio en la sección Guía del Comprador.)
NIKON
Motorized inverted microscope for reproductive medicine that streamlines ICSI/IMSI workflow in fertility treatment
Nikon Europe B.V. (Nikon) has launched the Eclipse Ti2-I motorized inverted microscope for ICSI*/IMSI**, specialized for use in micro-insemination. By allowing the microscope settings to be automatically controlled via simple buttons and a touch screen close to your hands – they’ve improved efficiency by reducing the steps required for microscope operation of an embryologist responsible for assisting in reproductive technology - by approximately 75%. An alert function and bright, clear field of view support accurate operation. The declining birthrate has become a social issue in developed countries. Along with women’s advancement in society and giving birth later in life, the number of births in 2019 (per 1,000 people) decreased compared to the 1970s in major European countries. Governments and related organizations in numerous countries are promoting treatment methods to patients and medical institutions and providing financial support, implementing agencies in major countries (Bundesministerium für Familie, Senioren, Frauen und Jugend, Human Fertilization and Embryology Authority, Ministero della Salute). As a result, the number of infertility
treatments in Europe has increased by 1.8 times from 600,000 in 2011, to 1 million cycles in 2019. Embryologists support these treatments.
In the micro-insemination procedure, where sperm is injected into the egg using a microscope, there are 6 main processes, such as micromanipulator adjustment, detailed observation of sperm and egg, and sperm injection. With manual microscope models, complex settings for the objective, illumination, condenser, and other components are required for each process. With the Eclipse Ti2-I, multiple observation settings for each process are consolidated into simple buttons at the front of the microscope, allowing switching of the observation modes with a single touch. There are 6 buttons to which modes can be allocated, improving the efficiency of micro-insemination workflows where observation modes are frequently changed.
The Eclipse Ti2-I has been specifically designed for user-friendliness to reduce errors. It features an angled touch screen and integrated buttons conveniently placed at the front of the microscope for easy operation. The touch screen
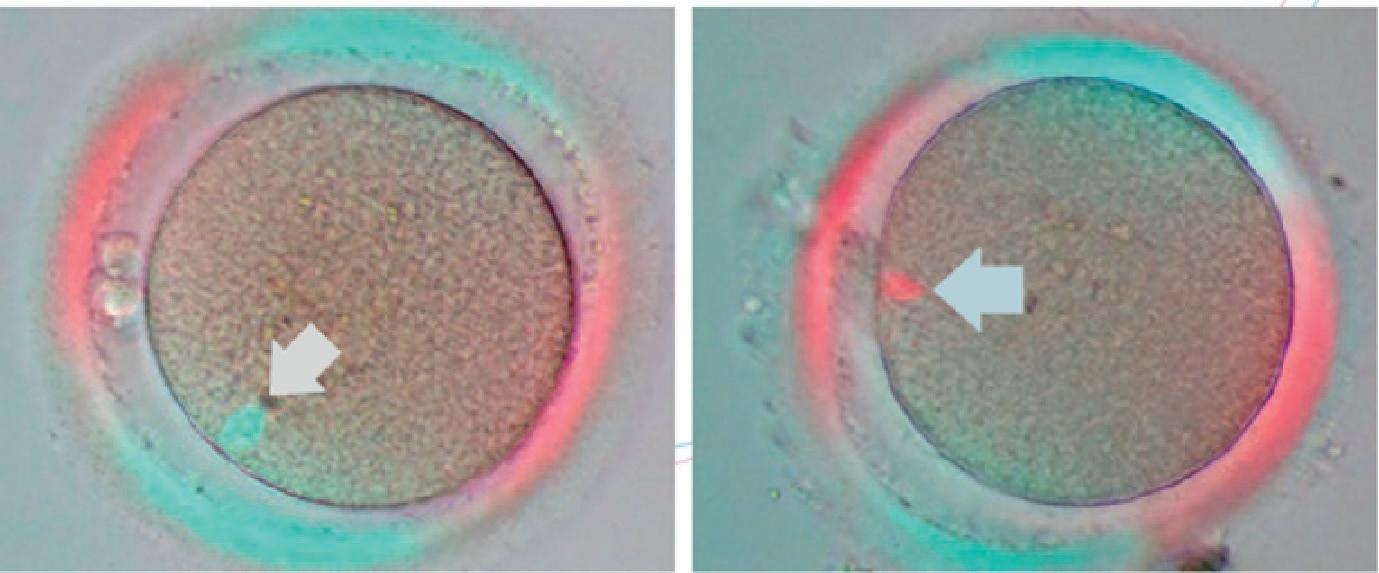
enables users to easily review the currently selected observation method and provides status and error messages in case a user needs to be alerted. Eggs and sperm can be observed clearly by improving the brightness of the field of view with Nikon’s unique optical technology. While visualizing the spindle in an egg is important in microinsemination, it is difficult to observe the spindle with a normal microscope. The Eclipse Ti2-I can display a hard-tosee spindle in colour in all directions, making it easy to identify the spindle even if the orientation of the egg is changed. Through colours, the spindle can easily be distinguished from intracellular structures such as vacuoles. Nikon spindle observation system helps the embryologist avoid damaging the spindle of the egg during sperm injection. In addition, the presence and morphology of the spindle may be used to determine if the oocyte is mature enough for injection.
The spindle is a structure is formed for cell division and can be observed when the egg matures. The spindle identifies the position of the nucleus, allowing micro-insemination to be performed without damaging the nucleus.
*Intracytoplasmic Sperm Injection: Method to inject sperm directly into the egg while observing with a microscope
**Intracytoplasmic Morphologically Selected Sperm Injection: Method to select sperm used for ICSI using a high magnification microscope while evaluating and observing the morphology and structure of sperm in more detail
Images of the spindle displayed in colour: the arrows indicate the position of the spindle (by courtesy of Reproduction Clinic Tokyo)
Microscopios de luz transmitida
Kern presenta los componentes de la serie OBF-1, potentes microscopios de luz transmitida para cualquier laboratorio, con iluminación Köhler fija / precentrada. Los modelos OBF-1 Kern son microscopios extraordinarios, muy estables, para todos los empleos cotidianos en el laboratorio. Una característica central de esta serie de microscopios variables y, al mismo tiempo, robustos, es que sus elementos mecánicos son muy estables y se ajustan con precisión. Según la aplicación, es posible seleccionar modelos con una intensa iluminación led (que puede atenuarse sin escalonamiento) de 3 W o iluminación halógena de 20 W (Philips).
El condensador de Abbe fjio / precentrado y enfocable de 1,25 con diafragma de campo luminoso y de apertura ofrece
novedades
una iluminación Köhler simplificada, sin la que puede regularse el centro. La gran mesa en cruz mecánica y su por taobjetos puede contener hasta dos prepa rados al mismo tiempo y es fácil y rápida de enfocar gracias a un tornillo coaxial macromético/micrométrico en ambos lados. El usuario tiene a su disposición una amplia selección de accesorios como oculares, objetivos y filtros cromáticos, así como un condensador de campo oscuro y una unidad de polarización sencilla.
El ámbito de suministro incluye una capota de protección contra el polvo, portaoculares de goma, así como instrucciones de uso en varios idiomas. Para la conexión de una cámara al modelo trinocular se requiere un adaptador C-Mount que podrá seleccionarse en la
correspondiente lista de equipamiento para los distintos modelos de la serie. Áreas de aplicación: hematología, urología, ginecología, dermatología, patología, microbiología y parasitología, inmunología, oncología, entomología, veterinaria, análisis de agua, industria cervecera, etc. Aplicaciones/muestras: preparados complejos, translúcidos y finos, con poco contraste (por ejemplo, células de mamíferos vivos, bacterias, tejidos).
www.kern-sohn.com
(Véase anuncio en la sección Guía del Comprador.)
KERN
novedades
CHROMACITY
Characterising single photon detectors with tuneable ultrafast IR lasers
Chromacity Ltd. reports how its tuneable ultrafast infra-red lasers are helping researchers characterise single photon detectors (SPDs), essential devices for applications including quantum key distribution, LIDAR, as well as sensing and characterisation of samples using fluorescence lifetime measurement. As infrared light is less susceptible to atmospheric absorption – researchers are pushing to develop single photon detectors that operate in the near and mid infrared. Emerging technologies such as Superconducting Nanowire SinglePhoton Detectors (SNSPDs) have a very high photon detection efficiency and very low timing jitter, making them suitable for
ASAHI KASEI
many single-photon applications. However, testing and validating the characteristics of these new sensors can be challenging – until now. As this new generation of single photon sensors are sensitive over a wide wavelength range, a source capable of scanning the complete wavelength range is important to create a complete picture of performance. The time domain performance is also affected by the wavelength of the incident light, so being able to probe the sensor with a low jitter photon pulse is essential. Chromacity has developed a family of tuneable ultrafast infrared lasers that are ideal tools for SPD testing. The
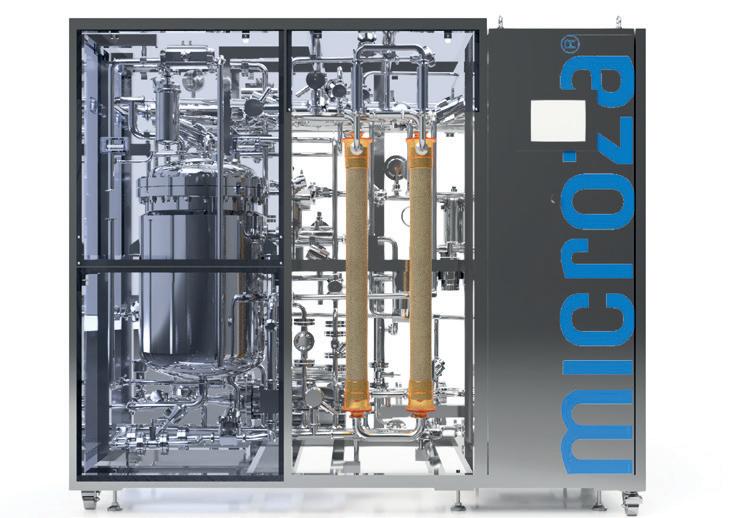
Membrane system to produce water for injection
Kasei is selling a membrane system to produce WFI (water for injection), a type of sterile water that is used for the preparation of injections. The membrane system was developed as an alternative to the conventional distillation processes to produce WFI by leveraging system design and development capabilities of Microza™ hollow-fiber membrane for water treatment and filtration of liquid products. By reducing the need to generate steam, this system enables lower CO2 emissions and lower costs in the production of WFI. With its Microza™ hollow-fiber membrane, Asahi Kasei has provided membrane filtration solutions in a wide range of fields including pharmaceuticals, biotechnology, food processing, environmental protection, and water treatment. Pharmaceutical water, which is used in the pharmaceutical manufacturing process, is one application in which Microza™ has gained a strong reputation among customers for its high filtration performance and outstanding technical support.
The WFI membrane system is based on steam-sterilizable ultrafiltration (UF) membranes for water treatment that have
been widely used in the pharmaceutical industry. Being designed by the membrane manufacturer, the system features a compact form and excellent operability. It offers various advantages compared to the conventional distillation processes, such as a reduced need to generate steam, resulting in lower CO2 emissions and energy costs. It also offers a simplified process with no need for cooling and condensing steam and enables higher water quality to be obtained. Previously published research with the same membranes (Steam Sterilizable UF Module & System) indicates an endotoxin removal rate of >99.999% compared to 99.9% with distillation. By facilitating a transition from the traditional distillation processes to the membrane filtration processes, Asahi Kasei expects that the new system will allow its customers to reduce CO2 emissions while producing a stable supply of safer WFI for the pharmaceutical industry.
The system was exhibited at PharmaLab Expo, June 26–28, 2024, at Tokyo Big Sight.
The Asahi Kasei Group contributes to life and living for people around the
Auskerry laser is capable of continuous tuning across the 1.4 µm to 4.2 µm, and the Haskeir laser from 4.5 µm to 12 µm. Both lasers can generate 2 ps pulses at either 100 MHz or 200 MHz repetition rates with very low jitter. The Auskerry laser uses a periodically poled lithium niobate (PPLN) non-linear crystal to generate near infra-red light in the range of 1.4 um to 4.5 um. The Haskeir laser uses a different Orientation Patterned Gallium Phosphide (OP-GaP) non-linear crystal to generate mid infra-red light in the 4.5 um to 12 um range. Both lasers have been optimised to generate 2 ps pulses with very high temporal fidelity allowing researchers to
world. Since its founding in 1922 with ammonia and cellulose fiber businesses, the company has consistently grown through the proactive transformation of its business portfolio to meet the evolving needs of every age. With more than 48,000 employees worldwide, it contributes to a sustainable society by providing solutions to the world’s challenges through its three business sectors of Material, Homes, and Health Care. Its Material sector, comprised of Environmental Solutions, Mobility & Industrial, and Life Innovation, includes a wide array of products from battery separators and biodegradable textiles to engineering plastics and sound solutions. Asahi Kasei is also dedicated to sustainability initiatives and is contributing to reaching a carbonneutral society by 2050.
investigate the time domain behaviour of detectors with high confidence.
For more information about the tuneable ultrafast IR lasers for characterisation of SPDs please visit https://chromacitylasers. com/ultrafast-lasers/chromacity-opo/ or contact Chromacity Ltd. (+44-131-4494308 / sales@chromacitylasers.com).
Chromacity Ltd. is a specialist in the design, development, and manufacturing of advanced ultrafast pulsed fibre lasers. Based in Edinburgh, UK, the company specialises in fixed wavelength femtosecond and picosecond optical parametric oscillator (OPO) based tuneable laser systems. Based on a novel patented laser architecture that delivers ultra stable long-term
performance, the fixed wavelength femtosecond fibre lasers work at 1,040 nm and 920 nm, and the tuneable picosecond OPO lasers work across the near infrared and mid infra-red wavelengths from 1.4 um to 12 um. Lasers from Chromacity Ltd. are simple to use, with no specialist
support required to operate them – you turn them on, configure and use. These compact, air-cooled devices offer unrivalled long term pulse stability without the need for on-going maintenance.
www.chromacitylasers.com
Auskerry and Haskeir Tuneable IR Laser Sources (courtesy: Chromacity Ltd.)
novedades
BIOTECH FLUIDICS
Inline degasser reduces anomalies in reagent dispensing
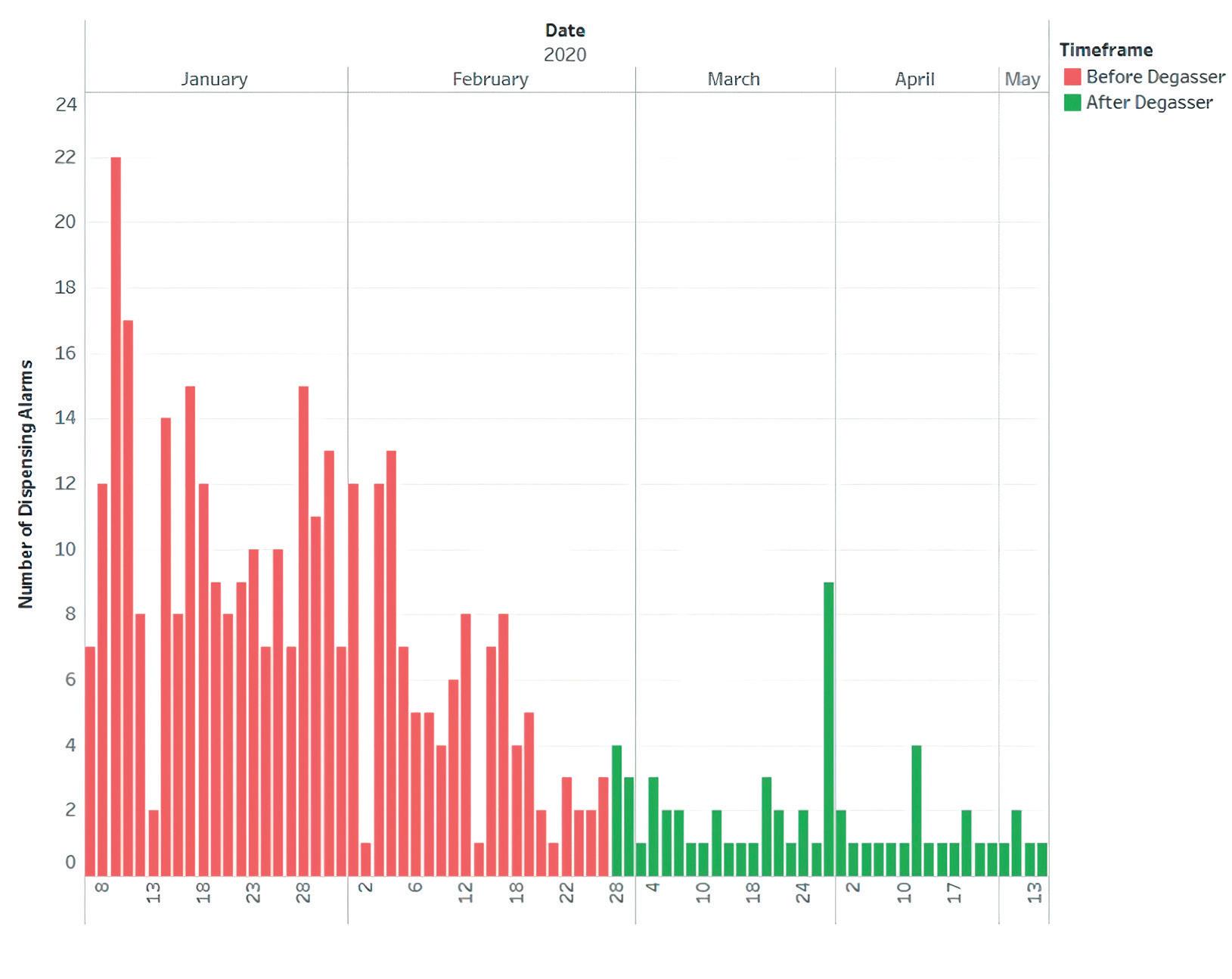
Biotech Fluidics report how installation of two DEGASi® Plus semi-prep 6-channel degassing systems on a production line, has enabled a diagnostic kit manufacturer to almost eliminate inaccurate reagent dispensing issues.
Dispensing precision is critical to the performance of modern diagnostic kits, where repeatability and accuracy in the amount of reagent dispensed form the basis of reliable results. Collaborating closely with the customer, Biotech Fluidics identified in the reagent kit manufacturing process that chilled solutions warmed up during the dispensing procedure as they moved through the fluidic system - from the bulk supply to the dispensing nozzle.
Fritiof Pontén, CEO of Biotech Fluidics commented “The increase in temperature, as well as negative pressure transient, and bubble nucleation points within the system resulted in outgassing. This unwanted effect led to bubble formation in pumps and check valves,
lowering the dispensing precision in the kit manufacture. Such deviation in the dispensed amount of reagent solutions negatively affect the validity, economics, and possibly even the regulatory approval of a product.”
He added “Our implemented solution of continuous inline degassing with Teflon® AF membranes effectively removed dissolved gases from reagent solutions thereby greatly increasing precision and reducing dispensing errors by 77%. Before the installation of the two DEGASi Plus systems the reagent kit manufacturer observed significant dispensing errors in 2% of all samples. Installation of our in-line degassing systems eliminated this source of dispensing errors.”
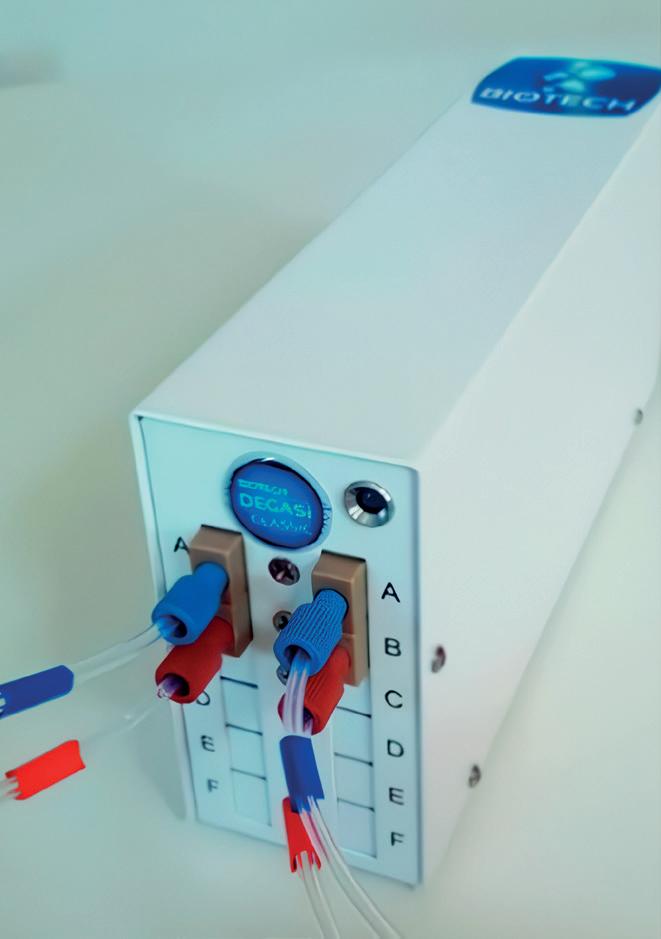
The DEGASi® Plus semi-prep degasser is designed to efficiently remove gas bubbles from processes operating at flow rates of 3-6 mL/minute. This highperformance inline degasser is equipped with 1-6 chambers with a biocompatible
Dispensing errors before (red) and after (green) introduction of degasser
DEGASi® Plus semi-prep system adapted for the reagent kit manufacturer
flow path of 925 microliters for both aqueous and organic fluids. For further information on the DEGASi® Plus semiprep degasser please visit https:// biotechfluidics.com/products/degassingdebubbling/degasi/degasi-plus/degasiplus-semi-prep/
To discuss development of an inline degassing system for your diagnostic kit production line contact Biotech Fluidics (+ 46 300 56 91 80; + 1-612-703-5718; info@biotechfluidics.com).
Biotech Fluidics supplies fluidic system solutions, liquid transfer components, degassing systems, and innovative laboratory technology to instrument developers, manufacturers, and distributors all around the world. Its mission is to empower its customers by designing and assembling unique products, being a reliable partner, offering first-class service, in-depth knowledge, and offering advanced technical support for all the items it provides.
www.biotechfluidics.com
novedades
LEE
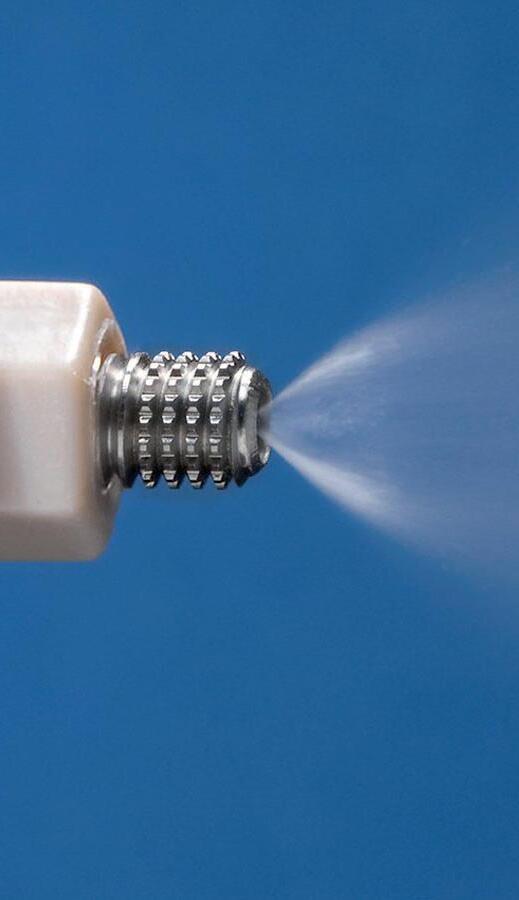
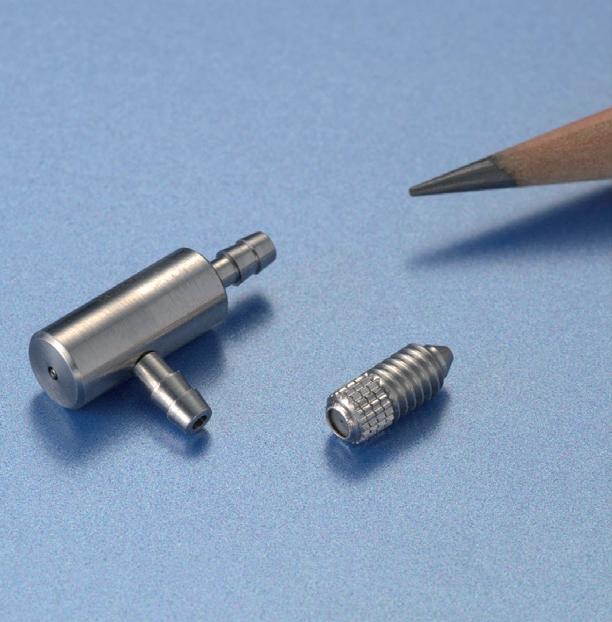
Boquillas pulverizadoras
Lee Company ofrece al mercado una amplia gama de boquillas pulverizadoras:
• adaptables al sistema 062 Minstac creado por The Lee Company
• diferentes diámetros de boquilla disponibles
• con o sin ayuda de aire comprimido.
www.theleeco.com
Electroválvula de la serie LFN
“Cada vez más pequeña”. Estas cuatro palabras resumen a la perfección la principal característica de la serie LFN de Lee Company. De dos vías y con membrana separadora, estos dispositivos de 7 mm de diámetro trabajan a presiones de hasta 2 bar y a 12 o 24 V de tensión. Cabe destacar asimismo su volumen muerto nulo.
www.theleeco.com
Balanzas de precisión compactas de gran calidad a red y con pilas
• Balanzas de 0,001 g de rápida respuesta, verificables metrológicamente (M) para Farmacia
• Aplicaciones: estadística, densidad, formulación, porcentaje, cuentapiezas, check weighing y pesaje de animales vivos.
• Interfaz RS232C y USB pueden funcionar simultáneamente.
novedades
IGUS
Sistema robotizado de suministro de energía certificado para salas blancas
Con la creciente demanda de coches eléctricos, también aumenta la necesidad de baterías de iones de litio de alta calidad. Por este motivo, lo ideal es fabricarlos en salas blancas con la mínima humedad y la menor cantidad de partículas posible. A la vez, es necesaria la implantación de sistemas automatizados, ya que no está permitida la presencia de personas durante largos períodos. Para garantizar un suministro de energía seguro y fiable a los robots, igus, especialista en productos plásticos para movimiento, ha desarrollado triflex TRC, la primera cadena portacables para robótica con una certificación ISO clase 4-5 para salas blancas de Fraunhofer IPA. Durante muchos años, igus ha demostrado la capacidad de desarrollar cadenas portacables de plástico fiables con radios de rotación pequeños para robótica multieje. Sin embargo, los ámbitos de aplicación especiales, como la producción de baterías, plantean exigencias mayores a los componentes de maquinaria. Ahora la empresa alemana ofrece el primer sistema de suministro energético para robots certificado para salas limpias, formado por una cadena triflex R de la serie TRC y un módulo de fibras resorte, diseñado especialmente para la alimentación de robots industriales utilizados en la producción de celdas de baterías. Su certificación ESD adicional amplía las posibilidades de aplicación. El sistema consiste principalmente en dos componentes: una cadena portacables capaz de realizar movimientos en tres dimensiones y un módulo de fibras de resorte. La cadena portacables es una versión cerrada de la gama triflex R fabricada con material antiestático, incluidos los elementos de montaje con alivio de tensión, lo que minimiza el riesgo de daños en las piezas sensibles a descargas electroestáticas. “Decidimos fabricar la triflex R TRC con material antiestático desde el inicio, una característica incluso más necesaria en la producción de baterías que la idoneidad para salas secas”,
explica Matthias Meyer, responsable de Sistemas de cadenas portacables para robótica triflex de igus. “Nuestro material plástico de alto rendimiento igumid ESD ha sido probado con más de 10 millones de ciclos en nuestro laboratorio interno y utilizado con éxito en una amplia variedad de aplicaciones durante años”. Con la triflex de igumid ESD, los clientes obtienen dos ventajas: reducen costes, ya que el material forma parte de la gama estándar, e incrementan la seguridad del sistema con un material y un producto que han sido probados exhaustivamente durante muchos años. igus también dispone de otras cadenas portacables ESD en su gama de productos estándar. Otra ventaja de los plásticos de alto rendimiento son sus lubricantes sólidos integrados, lo que evita la necesidad de lubricantes externos, los cuales se endurecerían inmediatamente debido a las condiciones de la sala blanca.
Además de la cadena portacables, el sistema triflex R TRC también consta de un módulo de fibras resorte que ayuda a estabilizar la cadena portacables hasta el 5º eje evitando el contacto entre el robot y la misma. Así es posible un proceso de pro-
ducción prácticamente sin contacto, de modo que no se generan partículas con los movimientos rotatorios. Los módulos se suministran ya ensamblados, lo que también facilita una instalación rápida y sencilla. Al no haber puntos de contacto, la cadena portacables puede utilizarse con otros productos certificados en la sala blanca, lo que ofrece al cliente mayor flexibilidad.
La TRC.40 se sometió a pruebas en una sala seca de Fraunhofer IPA con un punto de rocío de -40 °C, lo que corresponde a una humedad relativa inferior al 1% a temperatura ambiente (22 °C). Tras el testaje, el sistema formado por la cadena portacables y el módulo de fibras resorte se proclamó el primer producto de su clase en recibir la certificación ISO clase 4, el mejor resultado posible con la tecnología actual, siendo capaz de alcanzar la clase 5 con movimientos más rápidos (v = 2,0 m/s; a = 4,0 m/s²). Además de la TRC triflex R, el año pasado la cadena portacables E6.29 de igus fue la primera solución certificada para salas secas en alcanzar la ISO clase 4. Por tanto, ambas cadenas portacables cumplen los requisitos más exigentes para su uso en este tipo de sala blanca.
novedades
Have we taken a wrong turning when it comes to preventing particulate matter?
While environmental regulations have ensured that the particulate matter load due to the use of motor vehicles has fallen continuously, this anthropogenic source is, since the Covid-19 and energy crises, now being overtaken by the release of particulate matter from private wood-fired installations (heating systems and wood-burning stoves). Particulate matter is not only potentially harmful to health but also impairs the quality and functioning of sensitive products in many fields in the optics, electronics, electromechanical, medical engineering, biotechnology and pharmaceuticals sectors. Among the various technical approaches to cleaning indoor air, filter techniques have proven to be particularly valuable because they represent an economical alternative offering low operating costs and can also be retrofitted to existing equipment
The only way to prevent suspended particles and particulate matter is to clean the indoor air correctly!
As an example of a successfully implemented clean-room solution, we would like to present the company “Alternative Produktion”, or AL-PRO Gerd Böhm GmbH for short. This company can look back on a history of more than 20 years that have been characterized by
sustainable growth, continuous further development and the desire to find the ideal solution for each of its customers.
As an industrial service provider, it now employs a more than 50-strong team in two plants in Göttingen, 12 of whom have been trained and instructed in cleanroom operations. As a service provider, AL-PRO offers electromechanical assembly services (main area of activity) as well as cable assembly and product picking and finishing activities. For the last five years, it has also undertaken manufacturing, assembly, cleaning and packaging under clean-room conditions. Its customers come from the optics, microelectronics and electromechanical fields as well as from the chip assembly sector, for which electrostatically protected areas are available.
In three independent clean-room systems occupying an area of 200 m², AL-PRO manufactures products subject to particularly stringent requirements in terms of the permissible manufacturing environment. The clean rooms are TÜVcertified to class 7 or 8 in accordance with ISO 14644-1 and are customer-certified to GMP class D. Thanks to the presence of a laminar flow box, the air quality can be increased to clean-room class 5 as per ISO 14644-1 when required. The hygiene concept was developed in the light of the practical implementation of the GMP guidelines and includes not only particle monitoring but also external monitoring of the microbiological load as well as external pest monitoring. In this way, environmental loads such as airborne microbes and dust or aerosol particles can be kept to an absolute minimum, thus meeting an essential prerequisite for applications in the biotechnology, medical technology and pharmaceutical sectors.
The clean rooms were planned by Spetec GmbH and retrofitted in the existing factory halls, an operation which required only minimal structural changes to the building. The clean-
room environments are configured in a very flexible way to meet changing requirements.
Wherever particles, particulate matter or germs might alter products and their quality, we need to take measures to protect products. Mobile, small units, such as laminar flow boxes, are always advisable if the individual production steps require little space. If the customer’s requirements grow, an entire production line can be set up using a combination of cleanroom modules. If a large amount of space is required or if the boxes need to be accessible because more complex production or packaging is necessary, then a cleanroom or cleanroom cell is an ideal solution. An existing cleanroom can be retrofitted at any time using the modular system. This protects the customer from expensive bad investments and is particularly sustainable because existing components can be integrated into a new concept.
The company Spetec is the right partner here and offers customized solutions wherever particles, fine dust or germs can change product properties or impair product quality. www.spetec.de
novedades
AZENTA
Lector de bastidor 2D compacto basado en cámara
El lector de bastidores DP5 Mirage de Azenta Life Sciences ofrece una solución rentable para leer bastidores en formato SBS en un diseño compacto de baja altura. Beneficiándose de una tecnología única pendiente de patente, el DP5 Mirage establece nuevos estándares para lectores de códigos 2D. Con una configuración sencilla y lista para usar, entregada precalibrada y lista para leer, el DP5 Mirage es el lector de bastidor perfecto para laboratorios de ciencias biológicas ocupados. Como el lector de bastidor 2D basado en cámara más compacto disponible, el tamaño reducido del DP5 Mirage es muy económico en relación con el valioso espacio de la mesa de trabajo y se puede integrar fácilmente en casi cualquier protocolo de flujo de trabajo de laboratorio.
El DP5 Mirage forma parte de la generación más avanzada de lectores de gradillas y tubos codificados de Azenta, líder mundial en seguimiento y gestión de muestras para laboratorios de ciencias biológicas. Utilizando protocolos de control y
Lector de bastidores
DP5 Mirage (foto: Azenta Life Sciences)
comunicaciones de vanguardia, rápidos y fiables, el software de decodificación DP5 simplifica la operación de lectores basados en cámaras para los usuarios, al mismo tiempo que ofrece una mayor capacidad de conexión en red y características de seguridad mejoradas para aplicaciones más exigentes en dos paquetes complementarios.
Para obtener más información sobre el lector DP5 Mirage Rack: https://www.azenta.com/products/ziath-dp5-mirage-rack-reader
www.azenta.com
novedades
HANNA
Espectrofotómetro con reconocimiento de código de barras
Hanna instruments presenta su nuevo espectrofotómetro Iris (HI802), con reconocimiento por código de barras de método y rango y nuevas funciones de rotación de vial y cero único. Facilitar y garantizar las medidas a los usuarios es uno de los objetivos con los que Hanna instruments lanza su nuevo espectrofotómetro. Especialista en la técnica de la fotometría, Hanna mejora su anterior modelo de espectrofotómetro incluyendo funciones que lo hacen más rápido y preciso. Este nuevo medidor dispone de un método automático de identificación de viales para simplificar el procedimiento de los analistas. Como novedad, durante la rotación de viales, realiza 256 lecturas continuas con la posterior exclusión de picos anómalos. Estas dos funciones combinadas garantizan una mayor repetibilidad de los resultados, reduciendo significativamente los tiempos de análisis.
Otra característica que lo hace único es la medición de cero único compartida en varios métodos de vial, contribuyendo a la facilidad de uso y a las lecturas estables. Está pensado para la medida tanto en laboratorio como en campo, ya que dispone de baterías, y se suministra con 103 métodos de fábrica y permite crear hasta 100 métodos de usuario.
Además de los múltiples parámetros que puede medir, este equipo permite realizar la medida de TSS. Los sólidos totales en suspensión constituyen un parámetro muy importante en el control de los procesos de tratamiento biológico y físico de aguas residuales. Con el Iris podrás realizar esta medida en menos de 2 minutos, pudiendo equipararlos a la medida del método gravimétrico (2 horas). La medida de sólidos totales en suspensión por espectrofotometría se da en un intervalo de 0,0 a 750 mg/l y mediante una caracterización de las muestras en cada depuradora puede dar valores semejables al método normativo de secado y pesada.
A esta novedad se le añaden los nuevos viales ISO, tales como fenoles, y amonio, que completan la amplia gama de viales predosificados de Hanna Instruments para los parámetros más críticos en el tratamiento de aguas residuales. Su nuevo packaging mejorado, con la descripción del procedimiento en el interior y la identificación de parámetros por colores, lo vuelve más sencillo, práctico y cómodo.
El termorreactor de alta temperatura HI839800 minimiza el tiempo de medidas en los parámetros con necesidad de digestión, como por ejemplo DQO, permitiendo agilizar tiempos de medida (15 minutos) y, en consecuencia, reduciendo los costes de cada análisis.
Para saber más sobre el espectrofotómetro IRIS HI802 y otros productos asociados:
www.hanna.es
(Véase anuncio en la sección Guía del Comprador.)
TESTA
Potente detector triple para GPC/SEC
La triple detección GPC/SEC es una técnica estándar de oro para la caracterización completa y precisa de macromoléculas como proteínas, polisacáridos y polímeros sintéticos. Cuando el enfoque de la investigación del usuario no se limita a los pesos moleculares, sino que necesita profundizar en la comprensión de la estructura física de un compuesto, entonces la poderosa combinación de índice de refracción diferencial (DRI), dispersión de luz multiángulo (MALS) y viscosímetro proporcionada por Trinity de Testa Analytical es simplemente imbatible. El detector triple Trinity ofrece valores absolutos para pesos moleculares además de viscosidad intrínseca absoluta y datos precisos del coeficiente de Mark-Howink que le permiten desbloquear información sobre la flexibilidad de la cadena y la densidad molecular. Como resultado, la determinación de la ramificación macromolecular puede basarse en datos sólidos en lugar de en datos supuestos o proyectados, abriendo el camino a una comprensión más profunda de la macromolécula en estudio.
Para más información, véase https://www.testa-analytical.com/ gpc-sec-chromography.html
www.testa-analytical.com
novedades
HUBER
La nueva generación Unistat
¡El original, repensado! Peter Huber Kältemaschinenbau SE ha revisado los sistemas de control de temperatura de la serie Unistat y ha incorporado las últimas tecnologías. El concepto, probado durante décadas, es ahora aún más eficiente y sostenible y ofrece una garantía de 4 años. Muchos modelos están ahora también disponibles como versiones ‘Green Line’ con refrigerante CO2 (R-744). El circuito de refrigeración de estos aparatos no tiene potencial de agotamiento de la capa de ozono (PAO = 0), tiene un potencial de calentamiento global insignificante (PCG = 1) y el refrigerante no es inflamable. Los modelos ‘Green Line’ son, por tanto, una alternativa 100% respetuosa con el entorno y preparada para el futuro, a aparatos comparables que utilizan refrigerantes sintéticos. La gama de productos Huber cubre todo el espectro, desde el laboratorio hasta la producción, con refrigerantes naturales, algo único en el campo de la termorregulación de líquidos. Otra novedad de los Unistat es el reducido volumen de llenado interno, que en la práctica acorta considerablemente los tiempos de calentamiento y enfriamiento. De este modo, los procesos pueden llevarse a cabo de forma más eficiente y en menos tiempo. Los aparatos están equipados ahora con una moderna bomba de circulación sin juntas con acoplamiento magnético, que garantiza una transferencia óptima del calor a la aplicación. Además, se han integrado funciones mejoradas para la ventilación y la desgasificación, lo que garantiza una puesta en marcha rápida y un funcionamiento sin problemas en todo momento.
También se han revisado el concepto de seguridad y los módulos de interfaz. Todos los circuitos de seguridad cumplen ahora el nivel de rendimiento C o superior (DIN EN ISO 13849-1). Para obtener la mejor conectividad posible, se incluye de serie el nuevo ‘Com.G@te Digital’, que dispone de las interfaces digitales
más habituales y ofrece una mayor precisión de medición para la detección de temperatura. Las conexiones pueden ampliarse en cualquier momento mediante módulos y pasarelas adicionales, con el ‘Com.G@te Plus’ opcional también con interfaces analógicas. Otras ventajas de los Unistats sellados hidráulicamente son los amplios intervalos de temperatura sin cambio de fluido y la ausencia de vapores de aceite y oxidación, lo que prolonga considerablemente la vida útil del fluido de atemperación. Los Unistats también convencen por su gestión sostenible de la energía, con un consumo extremadamente bajo de electricidad y agua y, por tanto, una notable reducción de los costes de funcionamiento. El nuevo diseño de la carcasa también reduce el espacio que ocupan los Unistats, lo que se traduce en un menor tamaño y facilita su integración en laboratorios o entornos de producción.
Otro importante argumento de venta es la ampliación del periodo de garantía a 4 años, válida para todos los equipos de termorregulación Huber desde primeros de año. Para obtener la garantía ampliada, solo se requiere un registro único del número de serie del dispositivo en un plazo de 3 meses a partir de la primera fecha de entrega.
Los termostatos de proceso Unistat son la solución ideal para las exigentes tareas de control de temperatura en la ingeniería de procesos térmicos. Con capacidades de refrigeración de 0,48 a 130 kW, estos equipos están predestinados para el escalado profesional desde el laboratorio de investigación hasta la producción.
Ventajas de los nuevos termostatos de proceso Unistat de un vistazo:
- Potente bomba de circulación sin juntas con acoplamiento magnético
- Todos los circuitos de seguridad con nivel de prestaciones C o superior (DIN EN ISO 13849-1)
- Mayor velocidad de templado gracias
a la reducción del volumen de llenado
- Conectividad de interfaz ampliable
- Mejor ventilación y desgasificación
- Mayor precisión de medición en la detección de temperatura
- Ocupa menos espacio.
Peter Huber Kältemaschinenbau SE es un proveedor líder de atemperadores de alta precisión para laboratorios, plantas piloto y producción. Emplea a unas 450 personas en su sede central de Offenburg y opera a escala internacional con sus propias filiales y socios comerciales. La gama de productos ofrece soluciones de -125 a +425 °C e incluye sistemas dinámicos de control de temperatura, así como refrigeradores de recirculación y termostatos clásicos de calefacción/refrigeración
www.huber-online.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
LUMAQUIN
Legionela, prevención y control con kits LabProcess
Desde 1976 Lumaquin es empresa referente en asesorar y ofrecer a sus clientes los equipos y consumibles específicos para realizar el control de calidad de sus productos, en todas sus fases de producción.
El 2 de enero de 2023 entró en vigor el Real Decreto 487/2022, que establece una nueva legislación sobre la legionela con los requisitos sanitarios para la prevención y control de la legionelosis. La compañía LabProcess, empresa distribuida por Lumaquin y especialista en instrumentación electroquímica para laboratorios y analítica de procesos, ha trabajado intensamente para ayudar a las empresas a adaptarse a esta nueva normativa.
El plan de prevención y control de la legionela incluye varios puntos cruciales, como la realización de un diagnóstico inicial de la instalación, la identificación de puntos de posible emisión de aerosoles, la implementación de un programa de mantenimiento y formación, y un programa de muestreo y análisis del agua. Estos análisis deben realizarse preferentemente in situ
Para identificar el problema es necesario evaluar la calidad del agua mediante parámetros microbiológicos y fisicoquímicos. Para un análisis eficaz y conforme a la normativa, Lumaquin propone tres kits específicos, fabricados por LabProcess:
Kit 1: determinación de pH, conductividad, temperatura, turbidez y cloro
Incluye:
· Tester multiparamétrico G-PCT5
· Turbidímetro TN3025
· Fotómetro Scuba.
Kit 2: determinación de pH, conductividad, temperatura y turbidez
Incluye:
· Tester multiparamétrico G-PCT5
· Turbidímetro TN3025
Kit 3: determinación de pH, conductividad, temperatura, turbidez y cloro
Incluye:
· Tester multiparamétrico G-PCT5
· Turbidímetro TN3025
· Fotómetro CL3026
Estos kits permiten la determinación in situ de parámetros esenciales como pH, turbidez, temperatura, conductividad y desinfectante residual (cloro u otros), asegurando el cumplimiento de la nueva normativa y la calidad del agua en las instalaciones.
www.lumaquin.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
INSTRUMENTACIÓN ANALÍTICA
Analizador de test de fugas mediante el método de caída de vacío
El analizador de test de fugas Qesse modelo CCI1000 mediante el método de caída de vacío es una herramienta esencial en la industria farmacéutica y alimentaria para garantizar la integridad del envase y la seguridad del producto. Este método no destructivo, que cumple con la norma CFR 21 parte 11, permite detectar microfugas (poros y microporos) en envases, viales y ampollas sin dañar el producto, lo que representa una ventaja significativa sobre los métodos tradicionales que pueden comprometer la muestra. Además, el proceso es cuantitativo, proporcionando resultados precisos y reproducibles fundamentales para el control de calidad.
La tecnología de caída de vacío utiliza una cámara donde se crea un vacío y se
mide la tasa de cambio de presión para determinar la presencia de fugas. Con una sensibilidad que puede detectar fugas de hasta solo 0,05 cm3/minuto, es posible identificar incluso las microporosidades más diminutas. Esto es crucial en aplicaciones donde la esterilidad y la barrera contra contaminantes son primordiales. Esta nueva tecnología ofrece un método determinístico de alta sensibilidad (menor o igual 0,09 cm3/m de radio de fugas) para diferentes tipos de envases:
· jeringuillas cargadas o precargadas
· viales vacíos
· viales llenos
· viales con sólido liofilizado
· viales de cristal o plástico con cierre de elastómeros
· ampollas
· cuentagotas oftálmico
· otro tipo de recipientes.
La calidad del diseño y la construcción de los circuitos de vacío y la electrónica son fundamentales para garantizar:
- la sensibilidad (tamaño mínimo de las fugas detectables en un envase definido)
- la repetibilidad de las mediciones (día a día, turno a turno, muestra a muestra), es decir, la fiabilidad de la prueba la velocidad de medición, es decir, la productividad.
Los beneficios de utilizar el analizador CCI1000 incluyen un ciclo de medición rápido, generalmente inferior a 15 s, y la capacidad de ajustar los valores límite según las necesidades específicas del producto. La detección de fugas es un componente crítico en la validación de
MEMMERT
Conversión al refrigerante natural propano R290
A partir de 2025, las cámaras climáticas ICH y los incubadores refrigerados ICP funcionarán con el refrigerante ecológico y natural propano R290, en lugar del refrigerante R134a utilizado actualmente. Este cambio ofrece muchas ventajas a los clientes y socios de Memmert. Con un GWP (potencial de calentamiento global) de solo 3, los nuevos aparatos dan el siguiente paso hacia la sostenibilidad y la eficiencia. Además, cumplen todos los requisitos del nuevo Reglamento UE 573/2024 sobre gases fluorados de efecto invernadero que se aplicará en la Unión Europea a partir del 1 de enero de 2025.
¿Por qué propano R290?
- Es respetuoso con el entorno Bajo potencial de calentamiento global: el R290 tiene un GWP extremadamente bajo (3).
Apoya los objetivos climáticos: esta conversión está en línea con los objetivos climáticos avanzados de la UE.
- Mayor eficiencia y rendimiento
· Compensación térmica óptima: rendimiento perfecto incluso en condiciones extremas. Eficiencia energética: el menor consumo de energía reduce los costes de explotación.
- Ventajas normativas y de cara al futuro
Disponibilidad a largo plazo: el R290 estará disponible en el mercado a largo plazo, garantizando un suministro
fiable de refrigerante incluso después de años de funcionamiento.
Conforme: el nuevo refrigerante cumple todos los requisitos del nuevo Reglamento 573/2024 de la UE sobre gases fluorados de efecto invernadero (reglamento sobre gases fluorados). Al cambiar a R290, Memmert no solo le ofrece una solución más respetuosa con el medioambiente, sino también más eficiente. Puede estar seguro de que sus aparatos cumplirán los próximos requisitos normativos, al tiempo que se beneficiarán de unas prestaciones mejoradas.
Si tiene alguna pregunta sobre el nuevo refrigerante R290 o los aparatos ICH e ICP, comuníquese con su representante de Memmert o envíe un correo electrónico a sales@memmert. com. Estarán encantados de atenderle.
www.memmert.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
la integridad del embalaje y es ampliamente reconocida por las normas USP <1207> y ASTM F2338-09.
El diseño y el software del analizador CCI1000 pretenden garantizar:
· facilidad de uso
· exhaustividad de la información, tanto para el control de calidad rutinario como para el diagnóstico rápido.
· protección e integridad de los datos, mediante contraseñas de varios niveles y capacidad de exportación de datos.
· posibilidad de ampliación a la norma CFR 21 parte 11 (Audit Trail y garantía de integridad de los datos).
Los factores clave para ejecutar aplicaciones con éxito son la elección del diseño de cámara de medida adecuada para el recipiente y la ayuda de un fabricante
experimentado para desarrollar la mejor receta, es decir, el conjunto óptimo de parámetros de ensayo.
La capacidad de exportar datos en formato CSV y la protección de la integridad de los datos (Data Integrity) mediante contraseñas multinivel, junto con el seguimiento de auditoría (Audit Trail), aseguran que el proceso cumpla con los estándares regulatorios y de cumplimiento. Estas características hacen que el analizador sea una opción robusta y fiable para las operaciones de control de calidad en la producción farmacéutica y alimentaria. En resumen, el analizador CCI1000 (https://www.instru.es/analizadortest-de-fugas-en-recipientes-modelocci1000) ofrece una solución eficiente y fiable para la detección de microfugas
en envases, viales y ampollas. Su método no destructivo, alta sensibilidad, rapidez y cumplimiento con las regulaciones lo convierten en una herramienta valiosa para mantener los estándares de calidad y seguridad en la industria.
www.instru.es
(Véase anuncio en la sección Guía del Comprador.)
novedades
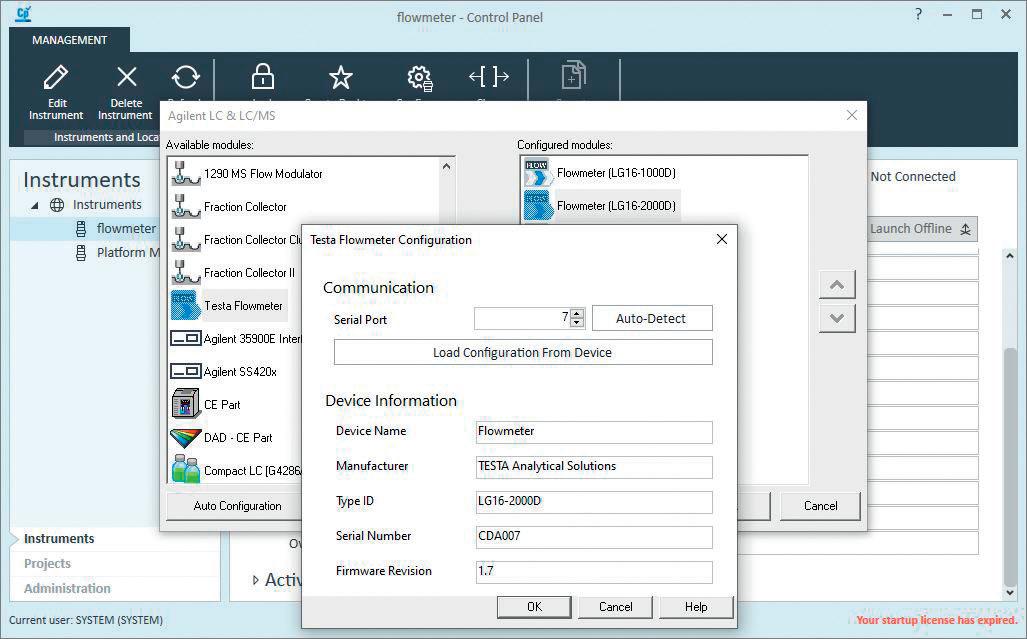
TESTA
Validación continua del rendimiento de HPLC en un entorno de laboratorio regulado
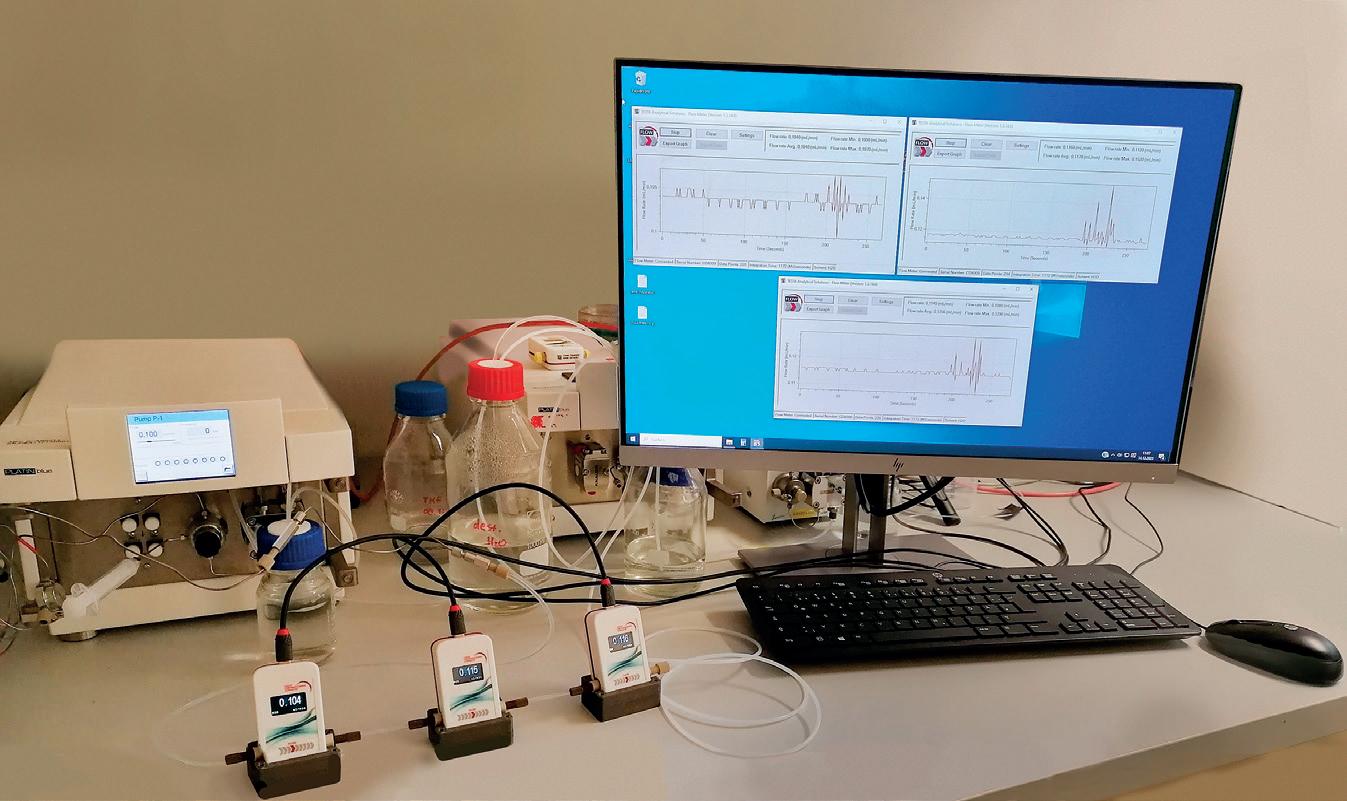
Testa Analytical informa sobre cómo su controlador de software de caudalímetro para sistemas de datos de cromatografía (CDS) ha superado con éxito pruebas exhaustivas en un entorno de laboratorio farmacéutico regulado. Hoy en día, las pruebas exhaustivas de nuevos paquetes de software y controladores son una parte integral del lanzamiento de cualquier nuevo producto. Esta prueba adquiere una importancia aún mayor cuando el software que se lanzará está diseñado para funcionar sin problemas con paquetes de software de cromatografía de diferentes fabricantes de HPLC y GPC/SEC.
Jeanette Ziemba, directora Técnica de Testa Analytical, comentó: “Además de someterse a un ciclo completo de pruebas internas, nuestro nuevo controlador de software de caudalímetro ha sido evaluado exhaustivamente por un laboratorio farmacéutico líder en Europa. Al administrar su amplia gama de diferentes instrumentos de HPLC con diferentes sistemas de datos de cromatografía en un entorno cliente-servidor estrictamente regulado, el laboratorio quedó encantado de cómo el controlador de software permitió una fácil adquisición y un registro rastreable de datos de flujo de todos
Adquisición y registro rastreable de datos de flujo de varios sistemas HPLC diferentes
sus cromatógrafos líquidos. La capacidad de admitir múltiples caudalímetros conectados a diferentes sistemas HPLC tanto en aplicaciones analíticas como de semipreparación también simplifica considerablemente la tarea”.
Añadió que “poder guardar datos de caudal en tiempo real con cada cromatograma es una ayuda valiosa para permitir la evaluación de la calidad total de cualquier sistema HPLC, UHPLC, LC/ MS o GPC/SEC. Se ha demostrado que
el controlador de software, basado en la tecnología rc.NET, proporciona conectividad multiplataforma de todos los caudalímetros analíticos Testa a los paquetes de software del sistema de datos de cromatografía, incluidos OpenLab (Agilent Corp), Clarity Chromatography Software (DataApex), Empower (Waters Corp) , LabSolutions (Shimadzu Corp) y WinGPC Software (Agilent)”.
Ziemba concluyó: “La capacidad de recopilar y almacenar datos de caudal en tiempo real junto con señales de detectores de cromatografía no solo mejora la evaluación de la calidad, sino que también proporciona una validación continua del cumplimiento del método de separación cromatográfica planificado. En general, este asequible controlador de software de caudalímetro complementa y amplía las capacidades de cualquier paquete de software de cromatografía líquida moderno”.
Para obtener más información al respecto, visite https://www.testa-analytical. com/hplc-chromography.html o comuníquese con Testa Analytical Solutions (+49-30-864-24076 / info@testaanalytical.com).
www.testa-analytical.com
Controlador del software del caudalímetro
JULABO
FlexiRack: ampliación funcional modular de los instrumentos de control de temperatura
Los sistemas de control de temperatura de Julabo son flexibles y versátiles. Sin embargo, siempre hay requerimientos excepcionales para los cuales se necesitan soluciones excepcionales. Los FlexiRacks se han diseñado para estos casos. Con el sistema modular es posible personalizar las soluciones de control de temperatura existentes para cumplir con los requerimientos específicos del cliente. Las funciones adicionales, como la medición del caudal, el control de la presión, la ampliación de la capacidad del calentador y la bomba o los circuitos secundarios son estándares. ¡Pero (casi) todo es posible! Descubra aquí ejemplos de cuál podría ser la solución para sus requisitos. Puede combinar y disponer todos los módulos de forma flexible. Ya sea apilados o uno al lado del otro, fijados al instrumento de control de temperatura o independientes, con ruedas o instalados de forma fija, Julabo le ofrece una solución personalizada, perfectamente adaptada a su proyecto individual y a sus condiciones espaciales. Contacte con uno de nuestros expertos. ¿Cómo una idea del cliente se convierte en una solución de control de temperatura personalizada? Nos responde Manfred Reichenbach, jefe de la Unidad de Negocio de Soluciones de Julabo: “Nuestras soluciones especiales son creadas a través de una estrecha colaboración con nuestros clientes. Después de un análisis
DRIFTON
Bomba peristáltica para procesos farmacéuticos e industriales
La bomba peristáltica industrial dPoflex® BP02 de Longer está específicamente diseñada para satisfacer las demandas de los procesos farmacéuticos y otros procesos industriales. Es la elección preferida en dicho sector industrial, gracias a sus características avanzadas y su diseño, que garantizan una elevada fiabilidad en los procesos industriales y en el cumplimiento de los más altos estándares.
Las características principales de este artículo son:
• Protección IP66: perfecta para entornos estériles en fábrica biofarmacéutica, así como en entornos húmedos y polvorientos como plantas químicas, fábricas de papel y plantas de tratamiento de agua. Este alto nivel de protección garantiza que la bomba pueda operar de manera fiable en condiciones exigentes.
• Carcasa lavable y control de acceso avanzado: la bomba está equipada con una carcasa fácil de limpiar, gestión de acceso en tres niveles y registro de log con firma electrónica, lo que la hace ideal para su uso en entornos que requieren cumplimiento de las normas cGMP (buenas prácticas de fabricación actuales). Todo ello garantiza que todos los aspectos de la producción cumplan con los requisitos regulatorios necesarios.
intensivo de las necesidades, desarrollamos un concepto personalizado que está optimizado tecnológica y económicamente. El equipo de ingenieros y diseñadores de Julabo personaliza las unidades existentes y permanece en estrecho contacto con el cliente durante todo el proceso de diseño. Tras las pruebas exhaustivas y la documentación, se procede a la aprobación y operación inicial.
www.julabo.com
(Véase anuncio en la sección Guía del Comprador.)
• Servicios y documentación de IQ/OQ: Para cumplir con los más estrictos estándares de calidad, la dPoflex® BP02 viene con servicios y documentación de Calificación de Instalación (IQ) y Calificación Operativa (OQ). Esto facilita una validación y documentación sencilla y fluida del equipo, de acuerdo con las normas cGMP.
La dPoflex® BP02 es la elección ideal para la industria de procesos, donde la seguridad, el control y el cumplimiento son fundamentales. Con su diseño robusto y características avanzadas, esta bomba está diseñada para satisfacer las demandas tanto de aplicaciones farmacéuticas como industriales.
www.drifton.es
(Copyright: Julabo GmbH)
VIDRA FOC
Los elementos de mayor estrés en un laboratorio farmacéutico
¿Qué supondría para un laboratorio farmacéutico que en un almacén en Barcelona hubiera una estantería con su nombre? ¿No sería ideal que hubiera en ese almacén un stock de seguridad de sus productos críticos? ¿Y qué problemas le causa no recibir siempre el último lote del patrón de la USP que ha pedido? La respuesta es sencilla: Vidra Foc. En sus visitas a los clientes, a Vidra Foc le gusta entender sus prioridades, y cada vez con más insistencia las palabras más repetidas son ‘servicio’ y ‘fiabilidad’. Lamentablemente, el mercado parece ir cada vez más hacia los “macroconglomerados” de empresas o gigantes multinacionales que no siempre tienen la capacidad o la voluntad de tratar como se merecen a los clientes a los que no facturan millones de euros. Y, ¿saben de nuevo la respuesta? Su empresa local de toda la vida. La que siempre ha estado ahí, que es cierto que ha crecido, pero que sigue teniendo una insuperable alma de servicio: Vidra Foc. Según una encuesta que la firma ha elaborado a lo largo de todo el territorio, los suministros que mayor estrés causan en un laboratorio de QC/DA fisicoquímico farmacéutico son: patrones de referencia (primarios y secundarios), disolventes, filtros de jeringa, electrodos, soluciones valoradas y reactivos de Karl Fischer. ¿Qué supondría para un equipo de compras y para los técnicos de laboratorio tener una empresa fiable para proveerse de todo esto?
Tras el reciente acuerdo para ser distribuidor autorizado por la USP Vidra Foc anuncia que puede ser ese partner En la empresa afirman que “seguimos siendo líderes en fabricación de vidrio científico, pero, como en los últimos 56 años, en Vidra Foc queremos ir más allá.”
www.vidrafoc.com
(Véase anuncio en la sección Guía del Comprador.)
ORTOALRESA
Recolección de anticuerpos a partir de cultivos celulares
Los cultivos celulares actualmente son factorías de determinados tipos de compuestos con aplicaciones múltiples en una gran diversidad de disciplinas. Tenemos así cultivos celulares tanto para la regeneración de tejidos como para la fabricación de antibióticos y producción de vacunas y otros medicamentos. Sin embargo, tanto durante el mantenimiento del cultivo celular como en el momento de la recolección del producto de interés, se debe mantener estables una serie de condiciones tales como la temperatura o la concentración de oxígeno, entre otras, en aras de asegurar la calidad del producto recolectado. En el caso particular de los cultivos celulares destinados a la producción de anticuerpos, el primer paso en la recolección de estos se suele realizar mediante
centrifugaciones en cadena, que permiten separar los anticuerpos del resto de compuestos que hayan producido las células y liberado al medio a lo largo del proceso productivo, y que, por tanto, permanecen en el sobrenadante. La producción de anticuerpos en cultivos celulares puede realizarse tanto a escala de laboratorio, con fines académicos, como a escala industrial. Para producción a escala industrial es preciso emplear centrífugas que permitan trabajar con volúmenes de escala de litros, pues se trabaja con células contenidas en biorreactores y con volúmenes considerablemente mayores que en el caso de la investigación académica. El equipo Dilitcen 22 R de Ortoalresa es la mejor opción para la producción industrial de anticuerpos en cultivos celulares
debido a sus características avanzadas y su capacidad de manejar grandes volúmenes de muestra. Esta centrífuga refrigerada ofrece una capacidad máxima de hasta 4 l, permitiendo el procesamiento de volúmenes grandes y variados, esenciales para la producción industrial.
www.ortoalresa.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
TELSTAR
Soluciones de digitalización y automatización de procesos para líneas de producción aséptica
Telstar estará en Farmaforum (Madrid, 25/26 septiembre 2024, stand E48-F47) con soluciones de última generación en el ámbito de la digitalización en entornos GMP y automatización de procesos integradas en servicios de alto valor para la industria farmacéutica y biotecnológica, laboratorios y centros de investigación. Una sólida gama abarca desde el ámbito de la ingeniería a la consultoría GMP para el cumplimiento regulatorio y soluciones IT y de digitalización GMP para procesos regulados y gestión logística, además de los servicios profesionales de asistencia técnica.
Con más de 15 innovaciones desarrolladas en los últimos años, Telstar cubre un amplio abanico de servicios diseñados para mejorar la eficiencia productiva en la industria farmacéutica, automatizar procesos operativos y gestionar la excelencia operacional en el contexto de la transformación digital.
- Mantenimiento predictivo. En el ámbito de la digitalización GMP, Insights es una de las más representativas. Insights es una plataforma IoT para el mantenimiento predictivo que, de forma no intrusiva, recoge y analiza datos funcionales de los equipos de producción a tiempo real concebida para anticipar y evitar posibles incidencias durante la producción. Integrado en el ámbito de la asistencia técnica para mejorar la productividad y maximizar el rendimiento de los equipos, el servicio de mantenimiento preventivo y correctivo se completa con el servicio integrado especializado en mantenimiento, modernización, optimización y mejora de equipos de proceso GMP.
- Digitalización y automatización de procesos para gestión logística. Telstar también promocionará la plataforma de software Ip6 para la digitalización de procesos en plantas industriales de sectores regulados. Concebida como una solución IT y de digitalización GMP para gestión logística, Ip6
ha sido diseñada para gestionar el movimiento físico de materiales, así como las cualificaciones de stock y muestreo, desde la recepción de las materias primas hasta el envío de los productos terminados al cliente, pasando por las fases de la producción, los almacenes, los flujos de materiales y los laboratorios y el control de calidad.
- Ingeniería. La empresa también promoverá sus servicios Green Engineering de ingeniería para la producción farmacéutica ideados para ofrecer, desde el diseño inicial, un mayor rendimiento con un menor impacto ambiental. En este marco, destaca Smart Clean Room, un sistema de control de clima que aporta una regulación automática de la climatización de salas blancas y una reducción del consumo de energía superior al 40%, además del servicio de evaluación de la huella de carbono y herramientas de optimización en el ámbito de la ingeniería como Fluid Dynamics o la producción fría de WFI para reducir el consumo de energía manteniendo el cumplimiento regulatorio.
- Consultoría GMP. Especializado en dar soporte para el cumplimiento normativo según los requisitos GMP en procesos críticos de fabricación, el servicio de consultoría de Telstar ofrece una asistencia integral cubriendo todo el ciclo de vida del medicamento. El servicio abarca también el segmento de ingeniería, la parte preclínica, clínica y farmacovigilancia para asegurar que instalaciones y equipos cumplen con toda la normativa GxP aplicable. El servicio utiliza DisQ (Digital Smart Qualification), una solución digital paperless desarrollada por Telstar para procesos de validación y verificación de procesos farmacéuticos y la gestión de riesgos que mejora la gestión del ciclo de vida documental y ofrece mayor agilidad, ampara la trazabilidad, asegura la integridad de datos y optimización de los recursos. Es una aplicación que posibilita informar en tiempo real del estado de los diferentes documentos y permite la ejecución electrónica y la generación automática de consultas y de informes sobre el estado de validación.
- Laboratorio de proceso. Telstar promocionará su servicio de consultoría especializado para empresas, respaldado por su propio laboratorio de procesos con más de 20 años de experiencia. Este laboratorio ha llevado a cabo estudios sobre más de 80 principios activos (API) y ha completado más de 300 proyectos, lo que permite a Telstar ofrecer un soporte sólido en el desarrollo de recetas y análisis de productos. Se especializa en procesos de liofilización y esterilización, fundamentales para garantizar la calidad y seguridad de los productos farmacéuticos.
El laboratorio está equipado con tecnología avanzada para realizar pruebas en condiciones controladas, asegurando que los productos cumplan con los estándares más exigentes. El equipo de expertos de la empresa colabora estrechamente con los clientes para proporcionarles soluciones personalizadas que optimicen los procesos de fabricación, reduzcan costes y mejoren la eficiencia. Este enfoque de consultoría mejora la calidad del producto final, acelera los tiempos de comercialización y asegura el cumplimiento de la normativa internacional.
- Soluciones para formulación e I+D. En Farmaforum también habrá un espacio para la gama de cabinas de bioseguridad microbiológica de clase II BiOptima, destinadas a la manipulación de microorganismos de riesgo biológico 2 y 3 que, compacta y ergonómica, integra una barrera bacteriológica antimicrobiana de alto potencial Zerocoat que protege completamente la superficie de trabajo. Es una gama que también ofrece una versión personalizada diseñada para alojar objetos grandes en la cabina, como citómetros y robots, que requieren protección del usuario durante su manipulación. Bajo la marca BioMax, la nueva serie de cabinas de gran ta-
maño ofrecen una triple protección y ofrece más espacio de trabajo para el usuario.
Junto con la última generación de liofilizadores de laboratorio y ultracongeladores para la conservación de muestras, todos los equipos de Telstar incorporan tecnología de eficiencia energética, ecodiseño y los últimos
avances en ergonomía especialmente adaptados a los requerimientos del entorno de trabajo y los procesos de análisis, ensayo o producción.
www.telstar.com
(Véase anuncio en la sección Guía del Comprador.)
METTLER TOLEDO
Valorador Karl Fischer volumétrico EVA para la determinación precisa y eficaz del contenido de agua
Mettler Toledo presenta su último producto, el valorador volumétrico Karl Fischer EVA (en la foto). Este valorador avanzado está diseñado para ofrecer eficiencia, versatilidad de aplicaciones, flujos de trabajo fluidos y seguridad óptima en la determinación del contenido de agua. Aprovechando décadas de experiencia en valoración, este equipo se basa en tecnología de vanguardia. Incorpora el algoritmo de última generación Fast Forecasting Amperometric (FFA™), que garantiza una velocidad y fiabilidad sin precedentes en la determinación del contenido de agua. La unidad dDrive de alta resolución, que proporciona un control preciso de la dosificación del valorante, y el sensor digital dSens M143, que detecta con precisión los cambios en el contenido de agua, garantizan resultados precisos y uniformes en una gran variedad de tipos de muestras. Diseñado pensando en la comodidad del usuario, el valorador cuenta con la interfaz de usuario OneClick™, que proporciona una guía paso a paso, accesos directos definidos por el usuario y un funcionamiento sin PC para realizar las tareas diarias de forma más rápida e intuitiva. La función Smart Reader permite una transferencia de datos instantánea y sin errores desde los productos químicos de valoración al valorador, garantizando la trazabilidad completa de los datos de los reactivos. Mediante la integración del software LabX™, los usuarios pueden conseguir una trazabilidad completa de los datos, adhiriéndose a los principios ALCOA++ y cumpliendo los requisitos normativos como 21 CFR parte 11 con gestión de usuarios, firmas electrónicas y un registro de auditoría.
Ideal para industrias como la farmacéutica, la química y la de alimentación y bebidas, el valorador volumétrico Karl Fischer volumétrico EVA satisface las más altas exigencias de velocidad, fiabilidad y conformidad. Su diseño modular permite una fácil personalización y escalabilidad, convirtiéndolo en una inversión de futuro para laboratorios de todos los tamaños. “En Mettler Toledo, nos comprometemos a proporcionar a
nuestros clientes las mejores soluciones que impulsen la eficiencia, la precisión y la seguridad en sus flujos de trabajo de laboratorio. El valorador volumétrico Karl Fischer EVA es el último equipo de nuestro compromiso con la innovación y la excelencia”, afirma Yvonne Appoldt, directora de la Unidad de Química Analítica de Mettler Toledo.
La rapidez se une a la fiabilidad con el valorador volumétrico de Karl Fischer EVA, la solución ideal para sus diversas necesidades de determinación del contenido de agua. Para más información, véase www.mt.com/titration
La división de laboratorio de Mettler Toledo mostrará este valorador en Farmaforum. La empresa estará en pabellón 9 del recinto ferial IFEMA, en el stand F17, donde presentará sus últimas soluciones para el sector farmacéutico. También exhibirá otros equipos de laboratorio y de sus divisiones industrial y de analítica de procesos en línea, entre ellos:
- División de laboratorio: además del valorador Karl Fischer volumétrico EVA destaca sus balanzas automáticas con la solución del software LabX, dispensación de líquidos incluyendo el nuevo MicroPro de Rainin y un espectrofotómetro UV/VIS.
- División de analítica de procesos en línea: destaca el analizador de carga biológica para aguas farmacéuticas, 7000RMS, que ofrece una supervisión continua 24/7 de contaminación por carga biológica en tiempo real y sin tener que recoger muestras, así como también el analizador TOC que ofrece control ininterrumpido de los niveles de carbono orgánico total para una amplia variedad de niveles de pureza del agua.
- División de pesaje industrial: destaca con los terminales IND400 e IND700 con plataformas; estas robustas soluciones de pesaje están diseñadas para ofrecer un rendimiento exacto y fiable en el exigente entorno de procesamiento del sector farmacéutico. También tendrá expuesta una báscula higiénica y el terminal IND930 conectado al software MTEBatch un sistema de formulación y trazabilidad que permite un control exhaustivo de la producción y stocks.
El equipo técnico especializado de Mettler Toledo también estará en la feria, para explicar cómo la combinación de tecnología de vanguardia con un servicio integral de asistencia técnica y formación puede ayudar a optimizar el tiempo de actividad de la producción.
Mettler Toledo participará asimismo en Conxemar (1-3 de octubre, Instituto Ferial de Vigo - IFEVI), en el stand 2ME23 del hall de maquinaria, dando a conocer sus últimas soluciones para el sector de productos del mar congelados.
www.mt.com
(Véase anuncio en la sección Guía del Comprador.)
OHAUS
Placas térmicas y agitadores Guardian 5000
A star is born! Llega la segunda generación de agitadores magnéticos con y sin calefacción Guardian™5000 gen II de Ohaus. Diseñados para ofrecer seguridad y versatilidad, estos agitadores aportan potentes capacidades de calentamiento y agitación. Son perfectos para el uso diario en entornos de investigación, académicos e industriales
Su hardware y software de primera calidad ayudan a los diferentes usuarios de forma segura y fiable. Los modelos de calentamiento alcanzan hasta 550 °C y disponen de tres modos de control de temperatura para un calentamiento rápido y preciso sin sobrecalentamiento. Seleccione entre cinco modelos con tres tamaños de placa.
www.ohaus.com
(Véase anuncio en la sección Guía del Comprador.)
SOCOREX
Catálogo de manipulación de líquidos
Socorex Isba SA celebra su 60º aniversario y, para conmemorarlo, ha publicado un catálogo de productos de instrumentos para la manipulación precisa de líquidos. El documento ofrece a los investigadores una visión completa de la gama de productos de Socorex, que incluye micropipetas manuales y electrónicas, puntas de pipeta, dispensadores de tapón de botella, pipetas de repetición, jeringas de laboratorio y auxiliares de pipeteado. El fabricante suizo utiliza las últimas tecnologías para fabricar sus productos de alta calidad. De este modo, los investigadores tienen acceso a instrumentos de alta calidad que permiten métodos de trabajo más eficientes y, en última instancia, mejores resultados de investigación.
El catálogo, de fácil manejo, está organizado por familias de productos, lo que permite un acceso rápido y sencillo a las distintas líneas de productos y especificaciones técnicas. El contenido se ha mejorado con un diseño gráfico racionalizado que destaca mejor cada producto y sus consumibles y accesorios asociados
con una presentación clara y bien ilustrada. Se dedica un capítulo al servicio y calibración de micropipetas y dispensadores. Esto subraya la experiencia de Socorex y demuestra la amplia gama de servicios disponibles para dispositivos de todas las marcas.
Gracias a su clara estructura y a la amplia gama de productos presentados en
el catálogo, este constituye una herramienta importante para todos los científicos que se ocupan de la dosificación de líquidos en el laboratorio.
www.socorex.com/es
(Véase anuncio en la sección Guía del Comprador.)
CISA: primeros 125 años de innovación y excelencia
Fundada en 1899, CISA ha tenido una larga trayectoria, transformándose a partir de una pequeña empresa local de fabricación de cedazos de madera y de cribas, en una firma de fabricación industrial de tamices de acero inoxidable analíticos certificados y de precisión para el sector del laboratorio, con presencia en más de 80 países de todo el mundo en los cinco continentes, consiguiendo clientes de prestigiosas firmas de distintos sectores, principalmente el farmacéutico. Su producto estrella se completa con una línea también propia de tamizadoras electromagnéticas para el sector del laboratorio e industrial.
Alo largo de estos 125 años, la empresa ha mantenido un firme compromiso con el progreso, la innovación, la calidad y la satisfacción del cliente, valores que han sido fundamentales para su crecimiento continuo.
Los primeros años: una base sólida
Los inicios de CISA se remontan al año 1899 cuando D. Antoni Ros establece un taller de fabricación de cedazos de madera y de cribas en el barrio del Poblenou de Barcelona. Junto a su yerno Juan José Sans Alabau se trasladaron a un nuevo edificio situado en la calle Pere IV de Barcelona, iniciándose una nueva actividad: la comercialización de tejido metálico para aplicaciones industriales. Con el empuje de Sans Alabau, CISA Cedacería Industrial se consolidó como uno de los principales suministradores de tejidos metálicos a escala nacional. Desde el principio, la dedicación al trabajo bien hecho y la atención al detalle se convirtieron en los pilares de la filosofía empresarial de la compañía.
Evolución y crecimiento
A medida que el mercado y la tecnología evolucionaban, CISA supo adaptarse y crecer. En 1960 Jordi Ferrer Carabús, yerno de Sans Alabau, impulsó la concepción, estrategia comercial y evolución del clásico cedazo de madera, al pasar de la fabricación artesanal a una fabricación industrial de tamices metálicos y de precisión, completada con una línea de tamizadoras electromagnéticas que fueron todo un referente en el mercado nacional durante casi 20 años: hablamos del modelo PTZ40. Esta tami-
empresas
zadora marcó un hito importante en la historia de CISA. Esta novedad no solo permitió la expansión a nuevos mercados, sino que también reforzó la reputación de la firma como pionera en la industria.
Con el paso de los años, se amplió la línea de productos para incluir equipos de tamizado con regulación digital, cada uno diseñado con la misma meticulosidad y pasión que caracterizan a la firma. La primera tamizadora con regulación digital fue el modelo RP01 y a este le siguieron la RP08 y la RP10. La capacidad de CISA para anticiparse y responder a las tendencias del mercado ha sido crucial para mantenerse a la vanguardia.
Al mismo tiempo, el doméstico cedazo que sólo se entendía como un elemento de separación de fracciones más gruesas respecto a las finas y que era una herramienta habitual en graneros, harineras, fundiciones y farmacias, pasó a ser considerado un tamiz: una herramienta metrológica sometida a criterios normativos cada vez más exigentes.
Productos destacados
Entre los productos más destacados de CISA se encuentran los tamices certificados, las tamizadoras electromagnéticas de laboratorio y los equipos de separación por aire. Estos productos han sido
fundamentales para la consolidación de la empresa, demostrando su dedicación a la innovación y la calidad.
Mirando hacia el futuro
Actualmente, la firma es la tercera productora mundial de tamices certificados, lo que la coloca en una posición sólida para objetivos más ambiciosos. Con el actual CEO, Jordi Ferrer Sans, la empresa se establece con una visión clara: ofrecer productos de alta calidad que respondan a las necesidades del mercado.
Hoy, mientras celebra su 125 aniversario, sigue mirando hacia el futuro con entusiasmo y determinación. Se compromete a continuar innovando y ofreciendo productos que no solo satisfagan las necesidades de los clientes, sino que también superen sus expectativas. Además, sus planes futuros incluyen iniciativas de responsabilidad social corporativa en forma de colaboraciones con comunidades locales para apoyar el desarrollo y el bienestar social: también quiere que su celebración tenga un impacto positivo más allá de la empresa.
CISA no sería lo que es hoy sin el apoyo y la confianza de clientes y socios. A todos ellos, la firma les expresa su profundo agradecimiento y les asegura que su compromiso con la excelencia sigue siendo tan fuerte como siempre.
www.cisa.net
al CEO Jordi Ferrer Sans
¿Cuál cree que es la clave del éxito de su empresa en la actividad del tamizado?
La clave del liderazgo de CISA Cedacería Industrial en el segmento del tamizado se basa en cinco factores: calidad y precisión, innovación continua, servicio al cliente, adaptabilidad y personalización, y experiencia y conocimiento del mercado. Desde 1899, CISA ha mantenido altos estándares de calidad y durabilidad, apostando por la innovación y estando a la vanguardia tecnológica. Ofrecemos servicios en línea como demostraciones de productos a través de videoconferencias, adaptándonos a las necesidades específicas de cada cliente con soluciones personalizadas. Con más de un siglo de experiencia, aplicamos nuestro profundo conocimiento del mercado a cada proyecto, garantizando soluciones efectivas y seguras, siempre buscando nuevas formas de mejorar y satisfacer las necesidades de nuestros clientes.
¿Cómo prevén celebrar el aniversario de CISA?
Celebrar el 125 aniversario de CISA Cedacería Industrial, S.L., es un hito significativo y hemos planificado una serie de eventos y actividades para conmemorar esta ocasión tan especial. Es especialmente satisfactorio crear un círculo de agradecimiento, donde reuniremos a todos los que han sido parte de nuestra trayectoria para reconocer y agradecer su apoyo y contribución al éxito de CISA.
Además, como parte de nuestra celebración, lanzamos una nueva línea de productos y tecnologías innovadoras que reflejan nuestra continua evolución y liderazgo en la industria del tamizado. Estos lanzamientos subrayan nuestro compromiso con la innovación y la mejora constante, brindando a nuestros clientes soluciones aún más avanzadas y eficientes.
empresas
Para compartir nuestra historia y logros con un público más amplio, a finales de este 2024 lanzaremos la nueva web www.cisa.net, un espacio digital renovado diseñado para ofrecer una buena experiencia de usuario y a facilitar el acceso a toda la información y servicios que ofrecemos. La nueva web presentará un diseño moderno y visualmente atractivo que reflejará nuestra identidad y valores, además de un acceso intuitivo a la información detallada de cada producto y servicio. Cada producto contará con una descripción completa, especificaciones técnicas, imágenes de alta calidad y videos demostrativos. La nueva web es una herramienta que refleja nuestro compromiso con la innovación, la calidad y el servicio al cliente.
Finalmente, este aniversario es también una oportunidad para reflexionar sobre el camino que hemos recorrido y planificar el futuro. Queremos expresar nuestro más profundo agradecimiento a nuestro equipo humano por su esfuerzo diario, su profesionalidad y su compromiso y habilidad con los diferentes retos que se van sucediendo. Celebro estos 125 años con una sonrisa y mirando hacia el futuro con optimismo, sabiendo
que contamos con un equipo excepcional que continuará llevando a CISA Cedacería Industrial a nuevos retos. Saber adaptarse a los cambios y buscar siempre la mejora continua ha sido también la clave de nuestra longevidad y relevancia en el mercado.
En resumen, nuestras celebraciones del 125 aniversario de CISA están diseñadas para honrar nuestro legado, expresar agradecimiento a quienes han sido parte de nuestra historia, al esfuerzo del equipo profesional actual y a reafirmar nuestro compromiso con la innovación y la excelencia para los años venideros.
¿Cuáles son los planes de la empresa a corto, medio y largo plazo?
A medio plazo seguiremos fomentando alianzas con otras empresas líderes en la industria para colaborar en proyectos innovadores y expandir nuestras capacidades tecnológicas, invertiremos en I+D para crear tecnologías de tamizado aún más eficientes y precisas (incluyendo la automatización y el uso de inteligencia artificial para optimizar los procesos de tamizado) y, por último, implementaremos iniciativas ecológicas para reducir nuestro impacto ambiental y promover prácticas sostenibles en todas nuestras operaciones. Además, reforzaremos nuestro compromiso con la responsabilidad social corporativa a través de proyectos comunitarios y programas de apoyo a la educación y el desarrollo local.
Los datos
CISA Cedacería Industrial, S.L. Batzacs, 6, nave B Polígono Industrial “Els Batzacs” 08185 Lliçà de Vall, Barcelona Tel.: +34 934 863 115
E-mail: cisa@cisa.net www.cisa.net
Entrevista
Izasa Scientific
El proceso de descubrimiento y desarrollo de fármacos
Nos presentamos en esta edición de Farmaforum (stand B38, Madrid, 26-28 de septiembre) con nuevas y emocionantes soluciones, en pleno proceso de integración junto con nuestros nuevos compañeros, Izasa Scientific by Palex. Este cambio marca el comienzo de una etapa llena de innovaciones y mejoras que beneficiarán a todos nuestros clientes.
¡Gracias por acompañarnos en este viaje!
Entre nuestras soluciones se encuentran aquellas dedicadas al flujo de trabajo en secuenciación NGS, diseñadas para optimizar cada etapa del proceso.
Visión de un flujo de trabajo estándar de secuenciación NGS
Las aplicaciones genómicas varían en complejidad y rendimiento del proceso, pero comparten la necesidad de alta calidad y datos consistentes. La calidad está integrada en los instrumentos de Beckman Coulter Life Sciences; para
permitirle realizar investigaciones, ya sea que se necesite una automatización sólida para algunas muestras o una solución verdaderamente de alto rendimiento para aumentar su capacidad y ayudar a reducir el coste por muestra, además de disminuir los tiempos de respuesta.
Las estaciones de trabajo Biomek se pueden configurar para manejar las necesidades del flujo de trabajo, desde transferencias de microlitros a mililitros, para aislamientos de ácidos nucleicos de tubos de muestras primarias, hasta la preparación de bibliotecas listas para secuenciar. El Echo LH realiza las transferencias de
nanolitros a microlitros, gracias a sus propiedades acústicas para el desplazamiento de nanogotas, permitiendo reducir los costes de reacción mediante miniaturización del volumen de reacción y transferencias acústicas sin contacto.
Flujo de trabajo general de secuenciación de nueva generación
1. Preparación de muestra: estación de trabajo Biomek y Beckman reactivos a base de “beads magnéticos” para automatizar la extracción/purificación de ADN y ARN.
Flujo de trabajo general de secuenciación de nueva generación
2. Control de calidad de muestras: robot Biomek o una combinación Biomek y Echo LH, dependiendo de las necesidades del flujo de trabajo.
3. Normalización de ADN/ARN: estación de trabajo Biomek o un Echo LH dependiendo de las necesidades en el flujo de trabajo microlitros o nano litros.
4. Preparación de la biblioteca: para volúmenes de líquido estándares utilizar una estación de trabajo robotizada Biomek modelos iseries y NGenius; o combinación de Echo LH y estación de trabajo Biomek para reducir volúmenes de reacción de preciosos reactivos utilizando el Echo LH, mientras se hacen las transferencias de mayor volumen en el robot Biomek.
5. Limpieza de librerías: estación de trabajo Biomek y reactivos a base de “beads magnéticos” de Beckman para limpiezas placas de 96 y 384 pocillos.
6. Control de calidad de la biblioteca: estación de trabajo Biomek, o un Echo LH y Biomek combinados, según las necesidades del flujo de trabajo.
7. Normalización y agrupación: estación de trabajo Biomek para preparación de las placas de dilución y puesta en común de las bibliotecas. Alternativamente, se puede usar un Echo LH por una “normalización simultánea y agrupación” hasta un 97% más rápida.
8. Secuenciación: Carga en las bibliotecas agrupadas en una celda de flujo de su secuenciador NGS.
www.izasascientific.com
(Véase anuncio en la sección Guía del Comprador.)
La innovación a través de la tecnología: la Universidad de Alcalá confía en Vacuubrand
La Universidad de Alcalá de Madrid es conocida como una institución educativa avanzada, que concede gran importancia a la innovación
cuando se trata de equipos técnicos.
El Centro de Química Aplicada y Biotecnología lleva más de 25 años comprando todas sus bombas de vacío a Línealab, que ahora forma parte de Calibre Scientific. El distribuidor ofrece todas las principales tecnologías de bombas del fabricante líder Vacuubrand por sus dispositivos robustos y de bajo mantenimiento. Hablamos de todo ello con el Dr. Novella.
¿Cómo triunfa la innovación en la Universidad de Alcalá?
La Universidad tiene siglos de historia y ha sido innovadora desde sus inicios. Su fundación en 1499 supuso una fusión pionera: combinó los principios tradicionales de Universidades como las de Salamanca y París con los conceptos innovadores de instituciones como las de Lovaina y Bolonia. También destacan su rápida planificación y construcción, que la convirtieron en la primera ciudad universitaria de Europa. No en vano, por su singular modelo educativo entre tradición y modernidad, la de Alcalá es una de las cinco Universidades incluidas en la Lista del Patrimonio Mundial de la Humanidad por la UNESCO.
La Universidad de Alcalá sigue apostando constantemente por iniciativas de futuro. Nuestro Centro de Química Aplicada y Biotecnología se creó en 1998 específicamente para intensificar las sinergias entre la Universidad y la industria. El principal objetivo de este centro es llevar a cabo proyectos conjuntos de investigación y desarrollo para reforzar el poder innovador de la economía, mediante la transferencia de la tecnología y el conocimiento.
¿Qué significa para usted un equipo de laboratorio moderno?
Concedemos gran importancia a los dispositivos robustos y fiables que se puedan integrar fácilmente en los procesos y
Bomba de tornillo
Vacuu·Pure® 10C para procesos de hasta 10-3 mbar
que se puedan gestionar mediante una interfaz intuitiva. En nuestro trabajo, nos centramos en la investigación, el desarrollo y escalado de procesos, por lo que necesitamos bombas de vacío que cumplan una amplia gama de criterios. Uno de los aspectos más importantes es la resistencia química, seguida de la precisión. También prestamos atención al diseño de las bombas para garantizar un rápido y económico mantenimiento y una utilización sin complicaciones. Para los dispositivos de espectrometría de masas en particular, también exigimos un estable y alto vacío.
¿Para qué procesos necesitan el vacío?
Trabajamos principalmente en síntesis de productos químicos orgánicos y desarrollo de métodos analíticos. El vacío desempe-
entrevista
ña un papel crucial en estos tipos de trabajos: no solo garantiza una preparación óptima de los reactores, preservar los compuestos y evitar subproductos, sino que también proporciona apoyo en términos de eficiencia energética y manipulación de líquidos. Además, un vacío de primera clase es el parámetro clave de nuestros dispositivos de espectrometría de masas.
Para nuestras aplicaciones, utilizamos la gama completa de tecnologías de bombas de vacío Vacuubrand:
- bombas de membrana para síntesis, estufa de secado al vacío, evaporador rotativo, Línea Schlenk, filtración y extracción en fase sólida
- bombas de tornillo para destilación con alto vacío y liofilización
- bombas rotativas de paletas para destilación con alto vacío, destilación de paso corto y analizadores.
¿Qué bombas utiliza para el trabajo rutinario?
Las bombas de membrana sin aceite. Impresionan por su fácil manejo, robustez y mínima necesidad de mantenimiento. También son conocidas por su durabilidad. En esta categoría hemos tenido una experiencia especialmente buena con la bomba de membrana MZ 2C NT con resistencia química.
¿Cuál es la última tecnología de vacío que utiliza?
Las bombas de tornillo Vacuu·Pure 10C resistentes a productos químicos para el rango de vacío de hasta 10-3 mbar. Confiamos en ellas cuando se trata de conseguir presiones muy bajas o una mayor potencia de aspiración, por ejemplo, en liofilización o como bomba prevacío para bombas turbomoleculares en espectrometría de masas. Sustituyen a las bombas de aceite convencionales porque son más limpias y silenciosas. Además, las bombas que funcionan con aceite se utilizan cada vez menos porque son menos eficientes y, por tanto, menos sostenibles debido a los elevados requisitos de mantenimiento y la generación de residuos.
José Luis Novella es doctor en Química orgánica y posee una amplia experiencia en la industria químico-farmacéutica. Desde hace 26 años es director Técnico en el Centro de Química Aplicada y Biotecnología de la Universidad de Alcalá. Este centro fue concebido para impulsar la colaboración entre la Universidad y las empresas, especialmente en el sector químico-farmacéutico y afines. En su tiempo libre, el Dr. Novella disfruta de sus aficiones, como el jazz, la historia, el tenis, el trekking de montaña y los viajes.
¿Qué importancia tiene para usted la colaboración con sus socios?
Línealab, que ahora forma parte de Calibre Scientific, es nuestro distribuidor preferido de equipos de laboratorio, especialmente debido a la amplia gama de marcas de renombre que lleva, como Vacuubrand. Durante más de veinticinco años, Línealab nos ha suministrado equipos innovadores y robustos que cumplen los exigentes requisitos de un laboratorio de investigación y que nuestro equipo puede mantener fácilmente. Estamos muy satisfechos con la larga cooperación y el apoyo técnico, en el que se tienen en cuenta nuestras necesidades individuales.
¿Qué planes tiene para el futuro?
Nuestro objetivo es automatizar y digitalizar completamente el laboratorio para que los técnicos puedan acceder, registrar y controlarlo todo on line. Como fabricante de equipos innovadores, Vacuubrand nos proporciona un apoyo crucial en este empeño con una moderna tecnología de vacío.
www.vacuubrand.com
(Véase anuncio en la sección Guía del Comprador.)
Bomba de membrana MZ 2C NT para trabajos rutinarios de laboratorio
El Dr. Novella con la bomba de tornillo Vacuu·Pure® colocada en el liofilizador
almacenado de muestras
Mantenimiento
de la integridad de las muestras durante ciclos repetidos de congelación/descongelación
Alexis
MacLeod*, Azenta Life Sciences
Hoy en día, el almacenamiento de materiales biológicos o compuestos recién sintetizados en congeladores a -80 °C es bastante habitual. La necesidad de recuperar alícuotas de estas bibliotecas de compuestos o almacenes biológicos significa que los tubos individuales deben descongelarse primero y, tras el procedimiento de alicuotado, volver a congelarse. En el caso de muestras populares, interesantes o útiles, esto puede dar lugar a múltiples ciclos de congelación/ descongelación durante la vida útil de la muestra. El objetivo de este artículo es averiguar si las muestras almacenadas a -80 °C en tubos con tapón de rosca sufren alguna degradación por el almacenamiento a muy largo plazo o por los ciclos repetidos de congelación/descongelación.
Para comprobar el estado tras un almacenamiento prolongado, se utilizaron tubos de almacenamiento de muestras representativas de cuatro tipos y, en todos los casos, se almacenaron en condiciones de congelación a -80 °C. Esta prueba tenía tres objetivos principales:
• Confirmar cualquier cambio en el volumen de almacenamiento de la muestra que pueda producirse a lo largo de su ciclo de vida en un congelador
• Confirmar que no es probable que se produzcan daños que puedan comprometer la integridad del tubo durante los ciclos regulares de congelación/descongelación
• Reafirmar que el diseño del tapón de doble rosca evita las fugas y la evaporación durante largos periodos.
Las pruebas se realizaron en tubos con roscado exterior diseñados y fabricados para Azenta de 1,0 ml y 1,9 ml de volumen
Figura 1: Muestras de prueba almacenadas en un congelador ºa -80 °C
*Gerente global de Productos de consumibles e instrumentos en Azenta Life Sciences, puede ser contactado en alexis.macleod@azenta.com
almacenado de muestras
de trabajo, y de 1,0 ml y 3,8 ml de volumen de trabajo tratados con radiación de haz de electrones (e-Beam).
El diseño experimental fue el siguiente:
Dispositivos y materiales
Los tubos seleccionados para la prueba fueron tubos tricodificados Azenta, con roscado exterior, colocados previamente en la gradilla, sin tapón o con tapón (solo tratados con e-Beam):
- 48 tubos tricodificados de 1,9 ml, formato de 48, roscado exterior, tratamiento con e-Beam
- 48 tubos tricodificados de 3,8 ml, formato de 48, roscado exterior
- 96 tubos tricodificados de 1,0 ml, formato de 96, roscado exterior
- 96 tubos tricodificados de 1,0 ml, formato de 96, roscado exterior, tratamiento con e-Beam
- 1 soporte para tapones externo Azenta en un formato de 48 o 96
- 1 congelador a -80 °C
- 1 taponadora con control de par
- 1 pipeteador de 12 canales
- 1 botella de 500 ml de solución de Ringer
- 1 balanza de laboratorio de precisión
Método
Utilizando el pipeteador de 12 canales, se aspiró el volumen máximo de trabajo (1.085 μl) de solución de Ringer en cada uno de los 96 tubos de la gradilla SBS. La taponadora se ajustó para aplicar un par de 0,08 Nm a cada tapón al transferirlo del soporte para tapones y colocarlo en el tubo.
Utilizando la balanza de precisión, se pesó cada tubo y se registró el peso y la posición de la gradilla de A1 a H12. También se realizó un control visual de cada tubo para detectar cualquier posible daño, como roces o grietas en la superficie del polímero, y se anotó el estado en un registro. A continuación, la gradilla completa de 96 tubos se trasladó al congelador a -80 °C.
Los tubos almacenados a -80 °C se retiraron posteriormente a intervalos predeterminados definidos del siguiente modo:
• 2 semanas
• 1 mes
• 3 meses
• 6 meses
• 1 año
• 2 años
• 3 años.
En cada intervalo de muestreo designado anteriormente, se sacó del congelador la gradilla de tubos SBS. A continuación, se dejó la gradilla en el banco hasta que los tubos recuperaron la temperatura ambiente. Una vez alcanzada la estabilidad a temperatura ambiente, se volvió a pesar cada tubo y se registraron los datos. Al mismo tiempo, se comprobó visualmente cada tubo en busca de posibles daños, como roces o grietas, y se anotó cualquier cosa digna de mención. Una vez finalizados todos los pesajes y controles, la gradilla de tubos SBS llena se devolvió al congelador a -80 °C.
A continuación, se repitió el proceso para cada uno de los tipos de tubo en cada punto temporal incremental a lo largo de tres años, excepto las versiones estériles e-Beam, de las que solo se tomaron muestras al cabo de un año.
Resultados y observaciones
Para los tubos tricodificados Azenta de 1,0 ml, la pérdida de peso media total de los 96 tubos fue del 0,010% (igual a 0,018 mg) durante el primer período de muestreo de dos semanas y solo aumentó a una pérdida del 0,045% (igual a 0,088 mg) durante el período de prueba completo de tres años.
Tabla 1: Resultados para 1,0 ml en una gradilla de 96 posiciones
Periodo de pesaje Cambio medio
Figura 2: Variación entre columnas a lo largo del tiempo en los mismos tubos de 1,0 ml de una gradilla de 96 posiciones
almacenado de muestras
No se observaron grietas, roces ni otros daños físicos causados durante el periodo de almacenamiento congelado, ni por los repetidos ciclos de congelación/descongelación a lo largo de un periodo de tres años.
Esto demuestra que la integridad del sellado de los tubos tricodificados de 1,0 ml, cuando están correctamente tapados, es adecuada para el almacenamiento a largo plazo de sustancias de base acuosa, siempre que se respete el volumen de trabajo especificado.
Utilizando el método anterior, se repitió la prueba con los tubos tricodificados más grandes de 1,9 ml en una gradilla SBS de 48 posiciones. Las únicas diferencias experimentales fueron el volumen aspirado (en este caso, 2.073 μl de solución de Ringer para ajustarse más al volumen de trabajo correcto de este tubo más grande) y el ajuste del par de apriete de 0,10 Nm para el tubo más grande y el tapón en uso.
El cambio de peso medio total de los 48 tubos de 1,9 ml fue del 0,006% (igual a 0,022 mg) en dos semanas, y solo aumentó al 0,06% (igual a 0,264 mg) en tres años.
Tabla 2: Resultados de la gradilla de 48 posiciones de 1,9 ml
Periodo de pesaje Cambio medio
Antes del almacenamiento
2 semanas
1 mes
3 meses -0,04%
6 meses -0,04%
1 año -0,04%
2 años -0,06%
3 años -0,07%
Figura 3: Variación entre columnas en la misma gradilla de 48 tubos de 1,9 ml a lo largo del tiempo
Una vez más, no se observaron grietas, roces ni otros daños físicos causados durante el periodo de congelación, ni por los repetidos ciclos de congelación/descongelación a lo largo de un periodo de tres años.
Figura 4: Comparación de los tubos tricodificados de 1,9 ml (48 posiciones) y de 1,0 ml (96 posiciones)
Efecto del tratamiento con haz de electrones
En la segunda parte del experimento, la atención se centró en los tubos de polímero que habían sido tratados con una dosis estándar de 62 kGy de radiación e-Beam. En este caso, se probaron tanto los tubos tratados de 1,0 ml como los de 3,8 ml, con la diferencia fundamental de que estos tubos tratados se suministran ya tapados. El método experimental para ambos se modificó para incluir un paso inicial de destapado de los tubos en la gradilla con la tapadora/destapadora manual de un solo tubo indicada anteriormente. Para estas pruebas, solo se analizaron dos datos: el peso inicial y el peso residual al cabo de un año.
Los volúmenes aspirados en este caso fueron:
Tubo de 1 ml = 1,085 ml
Tubo de 4 ml = 4,150 ml
El cambio de peso observado al cabo de un año fue el siguiente: en el caso de los 96 tubos tricodificados de 1,0 ml tratados con e-Beam, pretaponados y precolocados en la gradilla, el cambio de peso medio total de los 96 tubos fue del 0,006% (igual a 0,012 mg) a lo largo de un año.
Figura 5: Variación entre columnas en la misma gradilla estéril de 48 posiciones a lo largo de un año
En el caso de los 48 tubos tricodificados de 3,8 ml tratados con e-Beam, precapsulados y precolocados en la gradilla, la variación media total del peso de los 48 tubos fue del 0,0002% (equivalente a 0,0016 mg) a lo largo de un año.
almacenado de muestras
Una vez más, no se observaron grietas, roces ni otros daños físicos causados durante el periodo de congelación, ni por los repetidos ciclos de congelación/descongelación a lo largo de un año.
Conclusiones
Tras la recopilación de datos sobre el peso de los tubos durante tres años para los tubos tricodificados Azenta de 1,0 ml y 1,9 ml, y de datos anuales para los tubos Azenta de 3,8 ml y 1,0 ml tratados con e-Beam, se sugiere una trayectoria similar y se puede afirmar que estos productos son adecuados para aplicaciones de almacenamiento a largo plazo.
Figura 7: Esquema del diseño de sellado por compresión de un tubo roscado exteriormente con tolerancias en milímetros
La importancia del diseño del tapón y la selección del material
Los tubos tricodificados Azenta tienen tanto el tapón como el cuerpo del tubo fabricados con el mismo polímero. Esto
Figura 6: Comparación del cambio de peso en posiciones de tubos individuales en una gradilla de 48 posiciones
reduce las posibles fugas causadas por los coeficientes diferenciales de dilatación que pueden observarse cuando se utilizan dos polímeros diferentes. Al utilizar el mismo polímero para toda la construcción, cualquier expansión o contracción durante los ciclos de congelación/descongelación es la misma para ambas partes del artículo y se minimiza la posibilidad de que se abra cualquier hueco entre la junta y el tubo.
Es importante señalar aquí que es necesario un taponado preciso con los valores de par especificados para evitar cualquier daño irregular en las roscas tanto del tubo como del tapón de rosca, así como para garantizar un sellado reproducible y a prueba de fugas. El uso de una rosca de doble arranque, que ayuda a evitar el enroscado cruzado, y un ingenioso diseño de sellado por compresión, que también evita el apriete excesivo del tapón, contribuyen a la integridad intrínseca del diseño del tubo Azenta y a las muy bajas pérdidas observadas con el paso del tiempo, como se ha demostrado. El polímero utilizado para estos tubos es un material de polipropileno con niveles muy bajos de extraíbles y lixiviables para no contaminar las muestras almacenadas, especialmente las almacenadas en disolvente como el DMSO. Aunque no contiene ADN, ADN/ARN-asa, endotoxinas ni pirógenos, el proceso e-Beam también puede ayudar a garantizar la esterilidad del producto suministrado. También es posible utilizar otros tipos de tratamiento, como la irradiación gamma y la exposición a gas de óxido de etileno, para obtener este beneficio. Además, es alentador observar que los ciclos de congelación/descongelación no parecen causar ningún daño innecesario a este tipo de tubos de almacenamiento de muestras, siempre que se manipulen cuidadosa y adecuadamente, lo que los hace ideales para aplicaciones de biobancos y gestión de compuestos que requieren un acceso múltiple a las muestras a lo largo de su vida útil.
www.azenta.com
asociaciones
CEFIC, el eje vertebrador de la industria química europea
Xavier Bautista (Fuente: CEFIC)
El Consejo Europeo de la Industria Química (CEFIC, por las siglas en francés de su denominación fundacional) es la principal asociación comercial del sector químico que, en representación de más de 28.000 empresas de pequeño, mediano y gran tamaño, actúa como representante de estas ante las instituciones europeas e internacionales, así como ante organizaciones no gubernamentales (ONG) y otros actores de la industria química.
El mercado químico europeo
Europa es la segunda potencia productora química del mundo, por detrás de China, que lidera el mercado con gran diferencia. Solo con comparar los datos de ventas de productos químicos en 2022 (2,39 billones de EUR por parte de China frente a los 760.000 millones de EUR por parte de la Europa de los 27 y los 606.000 millones de EUR de Estados Unidos, según CEFIC), se puede ver la importante posición de la industria química europea a escala global. A los tres líderes del sector les sigue a distancia (con 227.000 millones de EUR) Japón.
Dentro del volumen de negocio químico europeo, los productos petroquímicos lideran las ventas, con el 27 %, por delante de las especialidades químicas
El reto de la neutralidad climática pasa por la reducción de emisiones de gases de efecto invernadero: la industria química europea se ha puesto como objetivo lograrla en 2050
(25 %), los inorgánicos base y los polímeros (ambos con el 16 %) y los productos de consumo (13 %).
Los principales productores del sector químico en la Unión Europea son Alemania (30 %), Francia (18 %), Países Bajos (11 %),
Italia (9 %), España (8 %), Bélgica (7 %) y Austria (3 %), mientras que otros 20 países se reparten el 14 % restante.
En cuanto a la evolución de las ventas, que han ido al alza desde 2016 con un paréntesis en 2020 a causa de la pandemia de coronavirus, 83.000 millones de EUR correspondieron al mercado interno de cada país miembro de la Unión Europea (UE), 437.000 millones al mercado intracomunitario y 240.000 millones a las exportaciones. En una década, de 2012 a 2022, la evolución de los dos últimos mercados ha ido al alza, pasando del 45 al 57 % en el caso del mercado intracomunitario y del 30 al 32 % en el de las exportaciones.
El mercado químico español
Vistos estos datos, la industria química europea se muestra como uno de los cimientos de la economía del continente. Sin embargo, en algunos países, el ámbito de la industria química se limita estrictamente a los productos químicos, según la NACE 20 de la Clasificación Estadística de Actividades Económicas de la Unión Europea. En otros países, el ámbito de la industria química abarca también el sector farmacéutico y los sectores del caucho y el plástico, es decir, la NACE 21 y la NACE 22, respectivamente.
Según datos de 2021, la industria química sigue siendo uno de los sectores industriales más importantes y consolidados de España. Representa el 5,6 % del PIB nacional y el 3,7 % del empleo total, incluidos sus efectos indirectos e inducidos. Con una facturación de 77.241 millones de EUR, el 63,8 % de los cuales en mercados exteriores -hasta 49.266 millones-, el sector químico se mantiene como el primer exportador de la economía española y el primer inversor industrial en I+D+i.
La industria química es uno de los principales motores económicos de España tanto por su fortaleza como por su tamaño, pero sobre todo por su capacidad económica tractora. De hecho, suministra productos y tecnologías al 98 % de
asociaciones
Otro de los objetivos de la industria química europea es reducir el uso de recursos no renovables durante la producción y garantizar que los materiales fabricados puedan reciclarse
los sectores productivos y es básica para innumerables cadenas de producción.
Aunque la facturación de la industria química española alcanzó en 2021 un crecimiento histórico del 19,7 %, este extraordinario crecimiento se debió en gran medida al elevado precio de las materias primas y de la energía, lo que, a su vez, limitó los márgenes de rentabilidad. El año 2021 estuvo marcado por una demanda muy intensa de productos químicos en un contexto complejo caracterizado por el incremento de los precios, la subida de los costes de flete y transporte, el bloqueo de la cadena de valor de la automoción y, sobre todo, la volatilidad de los precios de los mercados energéticos, que sigue condicionando la competitividad del sector.
En cuanto a las exportaciones, el crecimiento alcanzó el 34 % (49.266 millones de EUR), situando al sector como el primer exportador de la economía española (por CNAE). Esta relevante proyección internacional ha sido siempre uno de sus principales activos competitivos. El 64 % de su facturación se realiza en otros mercados. La demanda de crecimiento del mercado sigue concentrándose en la UE y Estados Unidos, más estable que Asia. Los once países de destino de las exportaciones, por valor de más de 1.000 millones de euros, representan el 63 % del total de la facturación exterior, lo que
demuestra la gran capacidad de adaptación y capilaridad de esta industria en los mercados internacionales.
En términos de empleo, la industria química española ha seguido generando puestos de trabajo de calidad, manteniendo estable las plantillas con 208.950 empleados directos. Esta cifra de empleo supera ya los 710.400, con la inclusión de los empleos indirectos e inducidos, que representan el 3,7 % de la población activa y ocupada en España.
En cuanto a la estabilidad laboral, el 93 % de los empleos directos de la industria química son indefinidos, lo que demuestra su calidad, con un salario medio por trabajador que supera los 38.100 EUR anuales, casi un 62 % por encima del salario medio en España (24.249 EUR/año).
El reto de las bajas emisiones de carbono
Como se reconoce en el Pacto Verde Europeo, las industrias de gran consumo energético son indispensables para la economía europea. Y, entre estas industrias de uso intensivo de energía, el sector químico desempeña un papel crucial: es la “industria de las industrias”, que suministra bloques de construcción esenciales para muchas cadenas de valor clave, incluida la tecnología limpia.
En la actualidad, Europa alberga decenas de miles de empresas químicas de todos los tamaños, desde microempresas y pequeñas empresas hasta grandes multinacionales. Todas estas empresas juntas dan empleo a más de un millón de personas y convierten a la UE en el segundo productor mundial de productos químicos.
El sector tiene la clave de la Europa sostenible, autónoma y competitiva del mañana: desde la creación de moléculas de turbinas eólicas y baterías, la producción de elementos básicos de los microchips y los dispositivos médicos de última generación. Y a medida que crecen y evolucionan las necesidades de nuestra sociedad, también lo hace la industria química.
Con el objetivo de seguir creciendo en Europa y con Europa al tiempo que compite ferozmente con otras regiones del mundo, y de apoyar la fabricación industrial de tecnologías clave en la UE, el sector químico europeo ya ha iniciado su viaje de transformación desplegando tecnologías innovadoras y nuevas soluciones en los distintos estados miembros.
Sin embargo, esta transformación no es tarea fácil. La Senda de la Transición Química esboza casi 200 acciones concretas que debemos emprender, y estas acciones requieren miles de millones en inversiones adicionales de aquí a 2050.
asociaciones
Las cuatro dimensiones de la transición química
La industria química se enfrenta a la mayor transformación de la historia del sector: neutral en términos climáticos, circular, digital y en transición hacia productos químicos seguros y sostenibles.
- Circularidad. La industria tendrá que reducir el uso de recursos no renovables durante la producción y garantizar que los materiales que se fabrican puedan reciclarse. Habrá que acelerar el reciclaje de residuos para fabricar nuevos productos químicos, capturar y utilizar CO2/CO como materia prima para sus procesos y utilizar biomasa residual para avanzar en la química de base biológica.
- Digitalización. El despliegue de tecnologías digitales como big data, inteligencia artificial, robótica y blockchain, así como el apoyo a la innovación, pueden hacer que los procesos sean más transparentes y eficientes de cara a la transición ecológica general.
- Neutralidad climática. La industria química de la UE aspira a alcanzar la neutralidad climática en 2050. Ya ha reducido sus emisiones según el protocolo de gases de efecto invernadero en más de un 60 % en los últimos 30 años, pero para alcanzar la neutra-
El gran número de empresas químicas que existen en la Unión Europea hace que entre ellas tengan cabida desde gigantescas multinacionales hasta las pequeñas y medianas empresas
lidad climática en 2050 se necesitan innovaciones revolucionarias y cambios importantes en los procesos de producción. La neutralidad climática requerirá enormes cantidades de electricidad renovable asequible. También se necesitará la infraestructura necesaria para llevar a cabo la transición.
- Sustancias químicas seguras y sostenibles. Se espera que la industria química de la UE elimine gradualmente las sustancias más nocivas de los productos de consumo, a menos que sean esenciales para la sociedad. Este objetivo significa que la industria tendrá que impulsar considerablemente sus actividades de investigación e innovación para desarrollar y comercializar sustancias químicas seguras y sostenibles. Algunos de los retos a los que se enfrenta son el riesgo de que los nuevos productos no sean aceptados por el mercado y la necesidad de apoyar a las pymes, que a menudo carecen de medios para ser pioneras en nuevos productos y procesos.
Por todo ello, con la industria química convertida en una de las piedras angulares de la economía europea y a la vista de que su transformación repercute en muchos otros sectores industriales de toda la UE y puede inspirar a otras regiones del mundo, la Senda de Transición Química es una de las piedras angulares del Pacto Verde europeo, y se espera de ella un eco de gran alcance.
Los datos
CEFIC
The European Chemical Industry Council, AISBL Belliard, 40 1040 Bruselas (Bélgica) Tel.: +32 2 436 93 00 www.cefic.org
Noticias
INTEGRA
Appointment of a new board member
Integra Biosciences welcomed Line Stigen Raquet as a non-executive board member. Line has over 20 years’ leadership experience in the life sciences sectors, and her extensive business knowledge will contribute to Integra’s continued growth.
Line is a biochemist by education and training, giving her a firm foundation for success as an entrepreneur in various life sciences markets. Throughout her illustrious career to date, Line has demonstrated her competency in commercial and P&L functions at several major industry players –including Life Technologies, Qiagen, Mettler Toledo and Malvern Panalytical– acquiring a deep knowledge of diagnostics, laboratory automation and drug discovery. Line has been the CEO of several companies, including Creoptix AG, a next generation company developing bioanalytical solutions for drug discovery, which was successfully sold to Spectris plc in 2022. Most recently, Line was also CEO of Nanolive SA, a leading label-free live cell imaging and analysis company.
Line fills the position vacated by Elmar Morscher, former CEO of Integra. Elmar, together with two partners, founded Tecuria Engineering in 1988, which merged with Integra in December 2001.
He became CEO in January 2002, and held this role until the end of 2019, when he resigned and joined the board. Elmar has been invaluable in ensuring Integra’s success over the last two decades, transforming it from a small start-up to a leading international manufacturer of liquid handling solutions, and increasing turnover more than tenfold. Following his lengthy service and significant contributions to the firm, Elmar stepped down from his position and handed the baton over to the newly appointed Line. Line said: “I am delighted to become a
non-executive board member at Integra, an organization I have long admired for its values, culture and strong focus on innovation. Elmar has had a substantial positive impact on the company, and I aim to build on this impressive legacy with my specific experiences and knowledge. I very much look forward to working together with my new colleagues and using my skills to further Integra’s goals of accelerating scientific discoveries.”
www.integra-biosciences.com
ASTRAZENECA
Objetivo: 80.000 millones de dólares de ingresos totales en 2030
AstraZeneca reveló el 21 de mayo su meta de alcanzar los 80.000 millones de dólares en ingresos totales para 2030 (fueron 45.800 en 2023). Esto se logrará a través de un crecimiento significativo en su actual cartera de oncología, biofarma y enfermedades raras, así como con el lanzamiento de 20 nuevos medicamentos antes de acabar la década. Para impulsar un crecimiento sostenido más allá de 2030, la compañía continuará invirtiendo en nuevas tecnologías y plataformas transformadoras que definirán el futuro de la medicina.
AstraZeneca mantendrá su compromiso estratégico con la I+D, mientras se enfoca en mejorar la productividad en toda la compañía, impulsando el apalancamiento operativo para alcanzar su ambición de lograr un margen operativo básico en el rango medio del 30% para 2026. Después, el margen operativo básico estará influenciado por la evolución de la cartera, y la compañía se propondrá mantener al menos el rango medio del 30%.
Pascal Soriot, CEO de AstraZeneca, afirma: “Hoy, AstraZeneca anuncia una nueva era de crecimiento. En 2023, alcanzamos la ambiciosa meta de 45.000 millones de dólares en ingresos que se estableció hace una década. Con el emocionante crecimiento de nuestra cartera de productos en desarrollo, que tiene el potencial de transformar millones de vidas, ahora nos proponemos alcanzar los 80.000 millones de dólares para 2030. Planeamos lanzar 20 nuevos medicamentos para 2030, muchos de ellos con el potencial de generar más de 5.000 millones de dólares en su año de mayor crecimiento. La amplitud de nuestra cartera, junto con la continua inversión en innovación, respalda un crecimiento sostenido que se extenderá mucho más allá del final de la década.”
A medida que AstraZeneca siga creciendo en todas las áreas terapéuticas, continuará desvinculando sus emisiones de carbono de su aumento de ingresos. La compañía ya ha reducido sus emisiones de gases de efecto invernadero (alcances 1 y 2) en un 68% desde su línea base de 2015, mientras que los ingresos totales crecieron un 85% en el mismo período. Para 2026, la compañía será carbono cero en las emisiones de alcance 1 y 2, y para 2030, reducirá a la mitad sus emisiones de alcance 3, en el camino hacia el cero neto basado en la ciencia para 2045 a más tardar.
AstraZeneca (LSE/STO/Nasdaq: AZN) es una compañía biofarmacéutica global, liderada por la ciencia, centrada en el descubrimiento, desarrollo y comercialización de medicamentos de prescripción en Oncología, Enfermedades raras y Biofarma, incluyendo Cardiovascular, Renal y Metabolismo, y Respiratorio e Inmunología. Con sede en Cambridge, Reino Unido, AstraZeneca opera en más de 100 países y sus medicamentos innovadores los usan millones de pacientes en todo el mundo. Ha sido reconocida como una de las ‘Mejores Empresas para Trabajar’ según Forbes y distinguida con el certificado EFR de Empresa Familiarmente Responsable.
noticias
La nueva filial en Barcelona refuerza la apuesta por el mercado español
IKA, fabricante mundial de tecnología de laboratorio, analítica y procesos industriales, amplía una vez más su presencia global. Con la apertura de la nueva oficina de ventas y servicio técnico en Barcelona acerca aún más la marca IKA a los clientes, reflejando el compromiso continuo de IKA con el mercado español. Esto le permite comprender y satisfacer mejor las necesidades de clientes y socios, al tiempo que ofrece un servicio y soporte más rápido de sus productos.
• Más cerca de usted. La apertura de la oficina de Barcelona supone un paso importante en la misión de IKA de ofrecer un servicio excepcional y garantizar la satisfacción de los clientes españoles. Con el establecimiento de una oficina local de ventas y servicio, la empresa puede ahora responder más rápidamente a las necesidades de los clientes y ofrecer servicios adaptados al mercado español. La presencia local le permite fortalecer las relaciones, proporcionar una disponibilidad más rápida de los productos y ofrecer un soporte técnico experto, prestado por representantes que hablan castellano y entienden sus necesidades específicas.
INTEGRA
• Servicios integrales para su éxito. IKA España se dedica a proporcionar apoyo continuo y a garantizar que sus clientes y socios tengan todo lo que necesitan para el éxito. Su equipo local se compromete a ofrecer asesoramiento personalizado, responder a cualquier pregunta y guiar a través del proceso de compra. También proporciona asistencia posventa para garantizar que usted sacará el máximo partido a sus productos. El servicio técnico incluye tanto la instalación y verificación de los equipos como la asistencia técnica continua, garantizando su rendimiento óptimo.
• Conozca al equipo en Farmaforum en Madrid. IKA le invita a conocer al equipo de IKA España en Farmaforum (Madrid, 24 y 25 de septiembre). En el Pabellón 9, stand A18 y A20, podrá descubrir los últimos lanzamientos y soluciones de la firma para su laboratorio.
• Descubra las últimas innovaciones de IKA. En el stand podrá conocer los nuevos productos como:
• Equipos con control de temperatura integrados para medir la viscosidad: instrumentos de precisión diseñados para cumplir las normas más exigentes en su laboratorio.
Win 1 of 3 personalized, engraved PipetBoy acu 2 pipette controllers
Integra Biosciences is giving away a custom-engraved PipetBoy acu 2 to 3 lucky survey participants. The latest prize draw from the liquid handling specialist offers laboratories a unique opportunity for truly personalized pipetting. Winners will receive a pipette controller in a colour of their choice with their own customized name engraving, adding a touch of individuality to their lab equipment.
The PipetBoy acu 2 is one of the most popular products in the Integra range, offering unmatched pipetting speed, control and ergonomics. It features an autoclavable, sterile module, easy-toreplace filter, and an LED light to indicate the battery status. The maximum aspiration and dispense speeds can be easily pre-set using the thumb wheel, plus it offers precise control of pipetting using finger pressure sensitivity. In addition, the pipette controller is
www.integra-biosciences.com IKA
lightweight and well-balanced, and available in multiple colours to brighten up the lab.
Winners of this exciting giveaway will receive a PipetBoy acu 2 pipette controller in their choice of blue, green, or purple– with a customized name engraving for extra personalization. To enter the competition and be in with
a chance of winning a personalized PipetBoy, all participants need to do is complete Integra’s questionnaire about their liquid handling workflows. The deadline for entries is September 30, 2024. Visit the company’s website to participate:
noticias
• Nuevos termostatos de inmersión de la serie “lite”: precisos y fiables, son perfectos para mantener temperaturas constantes.
• Minidispersores: compactos pero potentes, son ideales para aplicaciones a pequeña escala.
• Incubadora refrigerada: una solución versátil para sus aplicaciones microbiológicas.
Además de los nuevos productos, también expondrá su ya conocida gama de equipos de laboratorio, que ha hecho de IKA la marca referencia del sector.
Experimente IKA virtualmente: un punto destacado del stand será la estación de realidad virtual, donde el visitante podrá sumergirse en el mundo de IKA mediante una experiencia de realidad virtual. Esta función interactiva le permitirá explorar los productos y servicios de una forma totalmente nueva.
IKA espera darle la bienvenida en Farmaforum y seguir apoyándole a través de la nueva filial en Barcelona.
Contacto directo en España: IKA Works Spain | Barcelona
Tel.: +34 934 649 933
E-mail: sales.spain@ika.com
www.ika.com
(Véase anuncio en la sección Guía del Comprador.)
COMPANIES
Knauer’s top-selling HPLCs now ACT Ecolabel certified
The environmental impact of Knauer’s top-selling HPLC systems has now been evaluated by My Green Lab with the assignment of its ACT Ecolabel.
My Green Lab’s ACT Environmental Impact Factor Ecolabel provides scientists and purchasing professionals with third-party verified information on the environmental impact of laboratory products. To date more than 1,300 laboratory product are in the ACT database.
Knauer has now also subjected its best-selling HPLC systems to this assessment and is very happy with the results because the environmental impact factors (ACT-EIF) are the lowest compared to any other product of this
category currently (July 2024) in the ACT database — implying its products set a new benchmark for sustainability in the industry. The instruments’ energyefficient design, sustainable production, and years of efforts to create short and resilient supply chains are paying off.
There are three different labels for each of the evaluated products, depending on the region it is delivered to (US/EU/ UK), because the shipping impact is also calculated.
The Knauer Azura 862 bar HPLC system with diode array detection scored an ACT-EIF of 13.3 for the EU labels and the Azura 862 bar HPLC system with refractive index detection scored even lower at an ACT-EIF of 12.5 only for the same region.
The ACT-EIFs for the US labels were 21.8 for the DAD version and 21.0 for the RID version respectively.
“The longer a system is in use, the less environmental impact does its shipping have. That’s why we put a lot of effort not just into sustainable operation, but also in the longevity and repairability of our instruments”, says Dr. Kate Monks, Head of Quality & Regulatory.
If you want to find more info about the ACT label please go to https://actdatabase.mygreenlab.org
Knauer Wissenschaftliche Geräte GmbH develops and manufactures high-tech laboratory instruments, e.g. HPLC systems, that can be used to perform analyses or to purify value substances such as active pharmaceutical ingredients. The sales network spans over 70 countries. Alexandra Knauer, who manages the company together with Carsten Losch, attaches great importance to corporate responsibility both towards its 200 employees and towards the environment and society.
www.knauer.net
(Véase anuncio en la sección wwGuía del Comprador.)
Dr. Kate Monks (pictures: Knauer)
ACT certified Knauer
Azura 862 bar HPLC system with diode array detection
TESTA
Estricto control de calidad de las materias primas poliméricas
Testa Analytical informa en esta nota sobre cómo un cliente alemán utiliza su sistema GPC/SEC para monitorear las especificaciones de las materias primas entrantes. Históricamente, debido a la variabilidad en la calidad de sus materias primas, el cliente se encontraba con que un porcentaje de su producto final (resinas aminoplásticas) debía ser desechado por no cumplir con las especificaciones esperadas. Al trabajar con Testa Analytical, han establecido estrictas rutinas de control de calidad para los materiales entrantes utilizando el sistema GPC/SEC.
Al emplear un solo detector de índice de refracción, el sistema GPC/SEC ha demostrado ser excepcionalmente fiable y funciona de manera continua con muy poco tiempo de inactividad.
Debido a la calidad y consistencia mejoradas de su producto final y a la enorme reducción de desperdicios, la inversión en el sistema GPC/SEC dio sus frutos muy rápidamente.
Operando desde temperatura ambiente hasta 80 °C, con alta estabilidad térmica, el detector de índice de refracción diferencial analítico (DRI) Testa ofrece una determinación muy precisa y fiable de la concentración absoluta y el equilibrio de masa total en aplicaciones GPC/SEC.
Para obtener más información sobre los equipos de cromatografía GPC/SEC de Testa Analytical, visite https://www.testa-analytical.com/gpc-sec-chromography. html o comuníquese con la empresa (+49-30-864-24076 / info@testa-analytical.com).
Testa Analytical Solutions es un proveedor puntero especializado en instrumentos y detectores de cromatografía líquida. Con más de 30 años de experiencia, Testa Analytical Solutions se ha establecido como un creador y proveedor respetado de detectores y kits de instrumentos de cromatografía de alto rendimiento, innovadores y de alta calidad con clientes OEM en todo el mundo.
www.testa-analytical.com
Detector de índice de refracción GPC/SEC (cortesía de Testa Analytical)
noticias
EMPRESAS
Scharlab, distribuidor de DWK Life Sciences en España
Scharlab anuncia que ha sido designada firma distribuidora de DWK Life Sciences, mundialmente reconocida por sus productos de vidrio y consumibles para laboratorio. DWK Life Sciences, marca reputada entre clientes y distribuidores, destaca por su amplia experiencia de más de 130 años y un nivel excepcional de especialización en productos para el laboratorio. Esta empresa ha consolidado la fuerza de tres marcas líderes globales: Duran®, Wheaton® y Kimble®
Scharlab se ha asociado con DWK Life Sciences como distribuidor para expandir su catálogo de materiales y equipamiento para laboratorio. Con los innovadores productos de DWK Life Sciences,
que abarcan una extensa variedad de vidrio de laboratorio, equipos para almacenamiento y manejo de muestras y otros consumibles fundamentales en la investigación científica; Scharlab estará en condiciones de proporcionar soluciones específicas para todos los clientes. La experiencia y el compromiso de DWK Life Sciences se suman a esta alianza para beneficiar a los clientes de Scharlab en la resolución de los desafíos del laboratorio moderno. El enfoque colaborativo y la dedicación a la excelencia son evidentes en los esfuerzos de DWK Life Sciences por garantizar que sus clientes reciban el producto adecuado, en el lugar correcto y en el momento oportuno.
Talleres técnicos en Farmaforum 2024
En el marco de Farmaforum/Labforum (Madrid. 24-25 de septiembre de 2024), Scharlab ofrecerá de manera gratuita dos talleres técnicos. Las plazas para asistir son limitadas, se respetará el orden de inscripción y se entregará certificado de asistencia. Si necesita una invitación para asistir a la feria, solicítela a consultas@scharlab.com.
25 de septiembre, de 12.00 a 13.00
Control de medios de cultivo (growth promotion test) conforme a la Farmacopea
El control del correcto funcionamiento de los lotes de los diferentes medios de cultivo empleados por la industria farmacéutica es una importante herramienta para asegurar el resultado de los análisis microbiológicos. La dificultad de tener disponibles los patrones microbiológicos en una concentración determinada en el momento adecuado resulta un hándicap y un esfuerzo importante para los laboratorios de microbiología. El objetivo de este taller es aprender los conceptos básicos del uso de las cepas; presentar las herramientas necesarias
para hacer el test de fertilidad (growth promotion test), y ver cómo las cepas MiStraCon pueden facilitar esta complicada tarea.
25 de septiembre, de 13.00 a 14.00 Nuevas opciones para una gestión eficiente, ecológica y segura de los disolventes de laboratorio Ponente: Mireia Contreras (Chemicals Product Manager, mireia.contreras@scharlab.com)
La gestión y control de los disolventes es una tarea tediosa en los laboratorios. Un control deficiente puede desencadenar, en ocasiones, desabastecimientos y falta de producto, y el consecuente retraso en los análisis previstos. Una gestión y control de stock eficiente de los disolventes permite agilizar el trabajo diario y evita sobrecostes y gestiones innecesarias que merman el tiempo disponible en el laboratorio. En este taller se expondrán todas las opciones disponibles para optimizar la gestión de estos productos, se hablará de los beneficios de su uso, la facilidad de gestión y todas las ventajas que proporcionan en los ámbitos documental, de seguridad y ambientales.
www.scharlab.com
(Véase anuncio en la sección Guía del Comprador.)
EMPRESAS
Calibre Scientific adquiere Acefesa
Calibre Scientific ha anunciado la compra de Acefe, S.A.U. (“Acefesa o “la empresa”), un distribuidor -con sede en Gavà (Barcelona)- de equipos y consumibles para laboratorios para los sectores biotecnológico, de biología molecular, farmacéutico y veterinario. Acefesa es la quinta adquisición de Calibre Scientific en España. La empresa ofrece una cartera de productos muy diversificada que comprende más de 200.000 referencias, incluidos sistemas de separación, reactivos, recipientes, productos de higiene de laboratorio, así como equipos volumétricos, ópticos, de bombeo y de control de temperatura, entre otros. Acefesa es conocida especialmente por sus sistemas de filtración, para los que ofrece una amplia gama de productos dirigidos a una amplia variedad de clientes y mercados finales. Con esta adquisición, Calibre Scientific aumenta aún más su huella de distribución en la península ibérica y amplía su cartera con una gama de productos complementarios centrados en áreas como la micro- y la ultrafiltración, la microbiología, la biología molecular y el blotting y el medioambiente. “Esta adquisición reafirma el continuo compromiso de Calibre Scientific con el mercado ibérico”, declara Ben Travis, director Ejecutivo de Calibre Scientific. “La integración de los conocimientos técnicos y la amplia oferta de productos de
Acefesa nos permiten ofrecer una solución cada vez más completa a nuestros clientes de diversos sectores científicos e industriales”. “La incorporación de Calibre Scientific abre nuevas oportunidades a Acefesa para ampliar nuestro alcance y prestar un mejor servicio a nuestros clientes”, asegura Paul McDonough, director General de Acefesa. “Nos encanta poder aprovechar la red global y los recursos de Calibre Scientific para seguir ofreciendo productos y servicios excepcionales”.
Calibre Scientific es un proveedor diversificado global de reactivos para ciencias biológicas, herramientas, instrumentos y otros consumibles para laboratorios de investigación, diagnósticos, industriales y biofarmacéuticos. Calibre Scientific posee una cartera de empresas de diagnóstico y de ciencias biológicas con una enorme capacidad para abordar los retos de sus clientes en sus respectivos mercados. Su alcance global se extiende a más de 175 países, empoderando a clientes de todo el mundo. Con sede en Los Ángeles (California), la firma sigue ampliando su oferta de productos y su impacto global a laboratorios de gran variedad de sectores y ubicaciones.
www.calibrescientific.com
noticias
ASAHI KASEI MEDICAL
Completion of the new assembly plant for Planova™ virus removal filters
Asahi Kasei Medical has completed the construction of its third assembly plant for Planova™ virus removal filters in Nobeoka, Miyazaki, Japan, and held its completion ceremony on May 24, 2024. The bioprocess business of Asahi Kasei Medical comprises Planova™ virus removal filters and equipment used in the manufacturing process of biotherapeutic products such as biopharmaceuticals and plasma derivatives, biosafety testing services, and biopharmaceutical Contract Development and Manufacturing (CDMO) operations. It is one of the Asahi Kasei Group’s businesses to drive future growth. Planova™ cellulose hollow-fiber membrane filters, developed specifically for removing viruses from biotherapeutic products, were launched in 1989, followed by Planova™ BioEX hydrophilic PVDF hollow-fiber membrane filters in 2009. Both product lines have earned wide recognition among pharmaceutical manufacturers for their outstanding contribution to the safety of biopharmaceuticals, and their adoption has expanded worldwide. A next-generation line of cellulose hollowfiber membrane filters, Planova™ S20N, was launched in 2022 featuring robust virus removal capability and simplified operation and has been highly regarded among customers.
With heightened standards throughout the world for the viral safety of biotherapeutics and advances in the
development of monoclonal antibodies and other biopharmaceuticals, global demand for virus removal filters is expected to continue growing. To further ensure stable supply, Asahi Kasei Medical has been proactively expanding production capacity for Planova™ including the 2019 completion of a new spinning plant for Planova™ in Nobeoka, Miyazaki, Japan, and the 2021 decision to expand its spinning plant for Planova™ BioEX filters in Oita, Japan, in addition to the assembly plant completion announced today. Asahi Kasei Medical will continue to support biotherapeutics manufacturers by enabling them to safely and efficiently manufacture products that patients can trust through innovative and exceptionally reliable bioprocess consumables and equipment, as well as scientific support and biosafety testing services.
The Asahi Kasei Group contributes to life
and living for people around the world. Since its founding in 1922 with ammonia and cellulose fiber businesses, Asahi Kasei has consistently grown through the proactive transformation of its business portfolio to meet the evolving needs of every age. With more than 48,000 employees worldwide, the company contributes to a sustainable society by providing solutions to the world’s challenges through its three business sectors of Material, Homes, and Health Care. Its Material sector, comprised of Environmental Solutions, Mobility & Industrial, and Life Innovation, includes a wide array of products from battery separators and biodegradable textiles to engineering plastics and sound solutions. Asahi Kasei is also dedicated to sustainability initiatives and is contributing to reaching a carbonneutral society by 2050.
Planova™ S20N (left), Planova™ BioEX (right)
The completion ceremony (May 24th)
The new assembly plant for Planova™ filters
COMPANIES
Integra Biosciences is on track to net zero
Integra Biosciences, a leading provider of liquid handling solutions, is dedicated to accelerating scientific discovery while addressing climate change. The company has been taking significant steps to reduce emissions in recent years and has been working with myclimate since 2020 to record its corporate carbon footprint and track its success on the journey to net zero.
The myclimate foundation informs businesses about how their carbon emissions can be avoided and minimized, and how they can support climate protection projects. The firm has supported Integra for several years in monitoring the impact of its global operations, and reports detailing the company’s progress in reducing its annual greenhouse gas emissions up to 2023 are now available.
Dr Ursula Leuthold, Sustainability Coordinator at Integra, said: “Our longterm goal is to become net zero by 2050 at the latest. We have also set several targets to achieve by 2030, including reducing our direct and indirect company emissions by 50%, and using 100% renewable electricity sources across all our operations.”
Key milestones on this exciting roadmap include:
• 2019: The photovoltaic system at the Integra headquarters in Zizers, Switzerland was extended to ~830 m2, generating 106,000 kWh per year.
• 2020: Integra welcomed its first in-house sustainability coordinator to spearhead emissions reduction projects. The company also launched Eco Rack GripTips® for handheld pipettes containing 60% less plastic to reduce manufacturing emissions in the same year.
• 2021: Integra installed 1,500 solar panels at its campus in Hudson, US, generating 640,000 kWh per year.
• 2022: Air freight of pipette tips from the US to Switzerland was reduced by over 100 t per year in 2022 and 2023.
noticias
Milestones on Integra‘s journey to net zero
• 2023: Integra received ISO 14001 certification and its carbon reduction targets were validated by the Science Based Targets initiative. In the same year, the Hudson production site entirely switched over to a renewable electricity provider.
• 2024: Tip manufacturing will soon begin at a new facility in Switzerland, eliminating shipping from the US and reducing transport emissions by an estimated 26%. Integra has also sown 50 species of native Swiss flowering plants on the roof of its Zizers headquarters to contribute to local biodiversity.
“We are extremely proud of what we have achieved so far, but we aren’t going to stop there. Integra is dedicated to sustainable science and continuously improving its environmental impact. That’s why we will soon start a defossilization journey to further reduce the carbon footprint of our products, support sustainable business practices, and take us closer to net zero,” Ursula added.
Feel free to visit the Integra Biosciences website to learn more about its roadmap to sustainability.
www.integra-biosciences.com
noticias
EMPRESAS
Esteve adquiere HRA Pharma Rare Diseases
Esteve ha completado la adquisición de HRA Pharma Rare Diseases, división de negocio especializada en enfermedades raras de Perrigo Company plc. La firma amplía así su cartera en el área terapéutica de enfermedades raras y graves; a la oferta existente actual, se añaden tres nuevos medicamentos para tratar el síndrome de Cushing y el carcinoma adrenocortical: Metopirone, Lysodren y Ketoconazol HRA. HRA Pharma Rare Diseases es una compañía de referencia desde hace más de 15 años en enfermedades raras y graves que ofrece la mejor atención y los mejores servicios a las personas que viven con enfermedades raras y está comprometida a apoyar a profesionales de la salud de todo el mundo.
“Esta adquisición nos permite acelerar nuestra expansión internacional, fortaleciendo nuestra presencia global y capacidad para atender mejor las necesidades no cubiertas, mejorando así la vida de más personas”, destaca Staffan Schüberg, CEO de Esteve.
Con unos ingresos netos anuales de unos de 50 millones de EUR (2023), HRA Pharma Rare Diseases tiene presencia en numerosos países europeos y en EE.UU. con un equipo de 49 personas. Este acuerdo
representa una inversión de hasta 275 millones de EUR, y se ha estructurado en un pago inicial fijo y pagos futuros variables vinculados a ingresos.
Esteve es una empresa farmacéutica internacional sita en Barcelona. Su misión es impulsar la innovación para mejorar la vida de las personas y, desde su fundación (1929), su objetivo es aportar soluciones a necesidades médicas no cubiertas. Tiene una fuerte presencia en Europa mediante filiales farmacéuticas en España, Portugal, Alemania, Francia, Reino Unido e Italia, y es una organización europea líder en fabricación por contrato (CMO) con centros de producción dedicados al desarrollo y producción de principios activos farmacéuticos para terceros en España, México y China. Perrigo Company plc (NYSE: PRGO) es una compañía puntera en productos de autocuidado para el consumidor y soluciones de salud y bienestar de venta libre (OTC) que mejoran el bienestar individual al empoderar a los consumidores para prevenir o tratar de manera proactiva sus afecciones.
HRA Pharma Rare Diseases, filial de la anterior, se dedica a brindar la mejor atención y servicios a las personas que viven con enfermedades raras y se com-
promete a apoyar a los profesionales de la salud en todo el mundo. Bien establecida en Europa y EE.UU., la empresa sigue creciendo y ampliando su alcance geográfico en todo el mundo. HRA Pharma Rare Diseases tiene una cartera de medicamentos que abordan el síndrome de Cushing y el carcinoma adrenocortical. Al asociarse con la comunidad, HRA Pharma Rare Diseases se compromete a abordar los desafíos actuales, permitir el acceso global al tratamiento y ofrecer opciones efectivas para el manejo a largo plazo de las enfermedades raras. Su propósito es mejorar la calidad de vida y la experiencia de atención de los pacientes. HRA Pharma Rare Diseases confía en que, a través de ideas innovadoras, ciencia sólida y un equipo apasionado y muy experimentado, puede elevar las necesidades de pacientes que viven con una enfermedad rara en todo el mundo.
Primer laboratorio acreditado en completar la transición al nuevo reglamento de control de residuos de medicamentos veterinarios
El Laboratorio Agroalimentario de Cataluña, perteneciente al Departamento de Acción Climática, Alimentación y Agenda Rural de la Generalitat de Cataluña, ha completado la transición de todos sus ensayos acreditados al Reglamento UE 2021/808 que deroga la Decisión 2002/657/CE y por el que se establecen los requisitos en vigor que deben cumplir todos los métodos de análisis de sustancias farmacológicamente activas y las validaciones internas de dichos métodos. Se convierte así en el primer laboratorio acre-
ditado por la Entidad Nacional de Acreditación (ENAC) que consigue finalizar dicha transición, con más de dos años de antelación respecto de la fecha legalmente establecida en el citado reglamento. Esta normativa europea, de obligado cumplimiento en todos los miembros de la Unión Europea, establece los criterios técnicos de funcionamiento de los métodos analíticos utilizados para los análisis de laboratorio relativos a residuos de sustancias farmacológicamente activas en productos de origen animal, piensos
o diferentes tejidos y fluidos biológicos de animales productores de alimentos, entre otros tipos de muestras. Además, estable-
ENAC
noticias
EMPRESAS
Julabo, medalla de plata en la clasificación de sostenibilidad de EcoVadis
En mayo de 2024, Julabo GmbH fue galardonada con la medalla de plata en el ranking de sostenibilidad EcoVadis, de renombre internacional. Esto coloca al especialista en tecnología de control de temperatura de Seelbach en el 15% superior de todas las empresas analizadas en todo el mundo en el ámbito de la responsabilidad social corporativa (RSC). La gestión corporativa sostenible no es solo una palabra de moda para Julabo, sino una parte integral de la cultura corporativa y estrategia empresarial de la empresa. La RSC engloba la responsabilidad de las compañías hacia el medioambiente, sus empleados, clientes y la sociedad en su conjunto, desde las prácticas empresariales ecológicas y éticas hasta los proyectos sociales. En un momento en que la sostenibilidad y el comportamiento ético son cada vez más importantes, es esencial que las empresas afronten estos retos y adopten medidas proactivas. “Estamos convencidos de que un comportamiento sostenible y responsable es la base de nuestro éxito a largo plazo. La medalla de plata en el ranking de EcoVadis demuestra que vamos por el buen camino y nos anima en nuestro empeño por mejorar continuamente”, afirma Markus
Juchheim, director General de Julabo. “Esta es nuestra contribución a un futuro mejor para todos, en línea con nuestra visión corporativa ‘Tecnología de temperatura superior para una vida mejor’”. Julabo recibió la medalla de bronce en la evaluación del año pasado. Ahora, en 2024, ha ascendido a la categoría de plata. “Nuestras iniciativas para mejorar la sostenibilidad están teniendo un impacto”, explica Charlotte Zimmermann, que coordina todos los temas relevantes de RSC en Julabo. “Por ejemplo, EcoVadis ha calificado de punto fuerte la comunicación del Código de Conducta a clientes y proveedores. Entre otras cosas, esto contribuye a unas condiciones de trabajo justas a lo largo de toda la cadena de suministro y a la prevención de la corrupción. En el ámbito del medio ambiente, Julabo obtuvo puntos por su certificación ISO14001, su propia generación de energía renovable y su ejemplar gestión de residuos y sustancias peligrosas, entre otras cosas. “Los expertos en sostenibilidad de EcoVadis quedaron especialmente impresionados por nuestra transparente estructura salarial en el ámbito del trabajo y los derechos humanos”, continúa Zimmermann. “En Julabo existe una
Markus Juchheim (director General), Simone Schreiner (directora de RRHH) y Charlotte Zimmermann (coordinadora de RSC) posan felices con el premio (foto cortesía de Julabo GmbH)
estructura salarial sistemática en toda la empresa y, por tanto, prácticamente no hay diferencias salariales entre mujeres y hombres. Un gran éxito en el importante ámbito de la igualdad, que en mi opinión también nos convierte en un empleador atractivo en la región y fuera de ella”.
www.julabo.com
(Véase anuncio en la sección Guía del Comprador.)
ce criterios muy tasados para la interpretación de los resultados de dichos análisis de laboratorio, lo que permite que aumente la claridad y objetividad de la información obtenida con la realización de los análisis. En España, el Plan Nacional de Investigación de Residuos, más conocido por PNIR, es el encargado de controlar el uso adecuado de las sustancias farmacológicamente activas empleadas en los animales destinados a la producción de alimentos, determinando el cumplimiento con los límites máximos de
contenido legalmente establecidos. Para ello, el Reglamento UE 2021/808 es una herramienta indispensable ya que permite que los laboratorios que participan en el PNIR dispongan de los criterios necesarios para aplicar correctamente sus métodos de análisis. Por este motivo, las acreditaciones que otorga ENAC a los laboratorios que participan en el control del contenido de residuos de medicamentos hace una mención específica al cumplimiento con los requisitos del Reglamento UE 2021/808.
Desde la publicación del Reglamento UE 2021/808 en 2021, ENAC diseñó un Plan de Transición para permitir a los laboratorios adaptarse de manera ordenada a los nuevos requisitos. Dicho Plan tiene como horizonte la fecha límite del 10 de junio de 2026 establecida en el artículo 7 del Reglamento, ya que a partir de esa fecha todos los métodos acreditados deberán ser conformes al Reglamento UE 2021/808. El Plan de transición puede consultarse en la web de ENAC.
EMPLEO
España
España puede convertirse en un referente global en investigación biomédica, ambicioso objetivo abordado en la XVII Conferencia de las Plataformas Tecnológicas de Investigación Biomédica celebrada en Barcelona en mayo, en la que participaron representantes de la administración, agencias reguladoras, universidades, empresas, investigadores clínicos y pacientes.
Nuestro país es el primero de Europa en número de participaciones en ensayos clínicos de nuevos medicamentos y, para consolidar este liderazgo, habría que fortalecer las fases preclínica y traslacional de la investigación, además de atraer a nuevas empresas biotecnológicas y aumentar la producción de medicamentos biológicos y terapias avanzadas.
La colaboración entre empresas farmacéuticas, el sector público, investigadores y pacientes ha sido clave para este liderazgo. Para mantener y mejorar esta posición, es necesario impulsar una estrategia colaborativa que convierta a España en un hub mundial de innovación biomédica.
Según Isabel Echevarria, Life Science & Chemical Associate Director de Catenon, “la investigación biomédica tiene un gran potencial para generar crecimiento económico y empleo, y debe ser una actividad estratégica para el futuro de España, lo que requiere digitalizar las actividades, atraer y retener talento. Nosotros estamos trabajando ya de manera intensa en un plan para detectar grandes profesionales de todas las áreas necesarias para conseguir este liderazgo tanto en España, como fuera de nuestras fronteras desde los 100 países en los que trabajamos. También desarrollamos una estrategia para hacer volver a nuestros profesionales, investigadores con una alta formación que pueden aportar mucho en este importante momento. La biomedicina es un campo dinámico y prometedor con un enorme potencial para impactar po-
noticias
sitivamente en la salud pública y contribuir al avance científico global. Pero para que España se consolide como un líder mundial en investigación biomédica son esenciales la colaboración, la innovación tecnológica y la inversión en talento”. Entre las áreas clave de la investigación biomédica que ofrecen mayor potencial de desarrollo están la genómica y proteómica, que estudian el ADN y las proteínas para entender cómo las variaciones genéticas influyen en la salud y la enfermedad. También la biología celular y molecular, que investiga los procesos celulares y moleculares para descubrir cómo las células funcionan y se alteran en las enfermedades. La farmacología y desarrollo de medicamentos está centrada en el diseño y prueba de nuevos medicamentos, evaluando su seguridad y eficacia. Las terapias avanzadas incluyen terapias génicas, celulares y regenerativas para reparar o reemplazar tejidos y órganos dañados. La nanotecnología e ingeniería biomédica utiliza materiales y dispositivos a nanoescala para aplicaciones médicas. Y la epidemiología y salud pública estudia la distribución y determinantes de las enfermedades para desarrollar estrategias de prevención y control.
A estas áreas se suman innovaciones recientes como la inmunoterapia, que utiliza el sistema inmunitario del paciente para combatir enfermedades como el cáncer; las terapias génicas, basadas en la modificación de genes para tratar o prevenir enfermedades hereditarias, y CRISPR/Cas9, una tecnología de edición genética que permite modificar el ADN de manera precisa y eficiente. En este amplio contexto los profesionales más buscados son:
• Investigadores biomédicos: especialistas en biología molecular, genética y bioquímica.
• Bioinformáticos y analistas de datos: expertos en manejo y análisis de grandes volúmenes de datos biológicos.
• Ingenieros biomédicos: desarrollan dispositivos médicos y tecnologías innovadoras.
• Farmacólogos y toxicólogos: evalúan la seguridad y eficacia de nuevos medicamentos y terapias.
• Especialistas en ensayos clínicos: coordinan y supervisan ensayos clínicos.
• Técnicos de laboratorio: realizan experimentos y pruebas en laboratorios de investigación.
• Profesionales en nanotecnología y robótica médica: innovadores en soluciones a escala nano y robótica.
• Especialistas en IA: desarrollan algoritmos y modelos predictivos para diagnósticos y tratamientos médicos. En el marco de esta tendencia emergente, el CSIC presentó en abril un nuevo Plan Estratégico de Biomedicina que aborda retos como la robótica, nanotecnología e inteligencia artificial aplicadas a la salud humana. Este plan busca mejorar el posicionamiento del CSIC en el sector biomédico y se enfoca en la colaboración público-privada, la transferencia tecnológica y la creación de sinergias entre distintos grupos de investigación.
Catenon es una multinacional española cotizada en BME Growth de Madrid dedicada a la búsqueda global de profesionales, basada en tecnologías del dato y soluciones digitales de talento con un alto componente en innovación. Trabaja como una única oficina a escala mundial para identificar, seleccionar y presentar candidatos de cualquier parte del mundo a evaluadores ubicados en otro punto del planeta. Su plataforma tecnológica elimina la dispersión geográfica entre candidatos y evaluadores y, aún más, fomenta el reciclaje del conocimiento sectorial gracias a una tecnología diseñada para acercar el talento a sus clientes. Catenon ha creado un ecosistema de innovación que desarrolla en 100 países de los cinco continentes.