Determination of 30 PFAS in Foods for Infants and Young Children
(Baby Food) by Liquid Chromatography Triple Quadrupole
Mass Spectrometry (LC-MS/MS)
William Lipps, Toshiya Matsubara, Dominika Gruszecka,
Nozomi Maeshima, Manami Kobayashi
29 pesaje
Las ocho causas de inestabilidad en las balanzas analíticas
32 muestras
¿Cuán seguras están sus muestras?
(Parte 2 – Volumen de trabajo)
Alexis MacLeod
36 novedades
Brady reinventa la impresión de etiquetas con núcleo de 76 mm
38 noticias
para:
53 guía del comprador
Novedades
TESTA
Módulo de seguimiento de rendimiento de HPLC
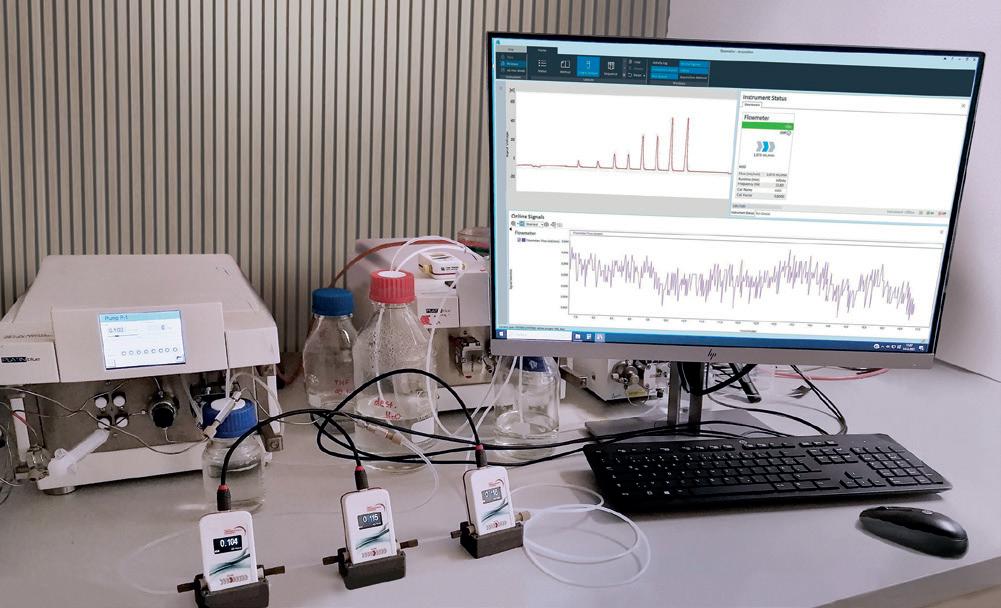
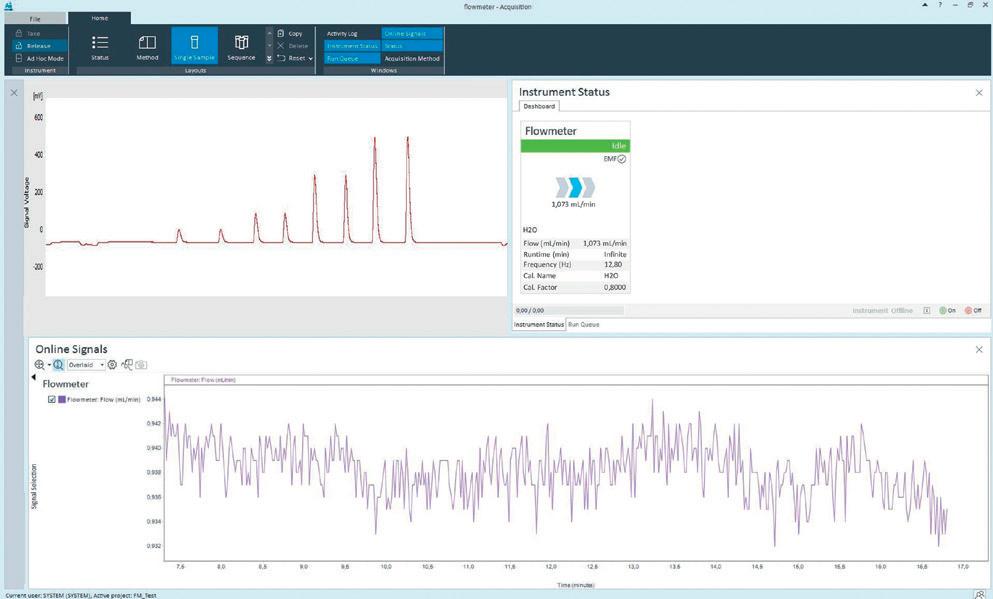
FlowChrom de Testa Analytical es un sistema de monitoreo automatizado, no invasivo y en tiempo real que proporciona un registro digital continuo del rendimiento de su sistema HPLC. Si bien la mayoría de HPLC y UHPLC están diseñados para funcionar las 24 horas del día los 7 días de la semana, es común que surjan problemas cuando los sistemas de cromatografía líquida se dejan desatendidos. En muchos casos es difícil entender cuál fue el origen del problema operativo y determinar cuándo ocurrió y cuántas separaciones de HPLC se vieron afectadas y, por lo tanto, deben repetirse. Uno de los problemas más comunes con los sistemas de cromatografía líquida es el mal funcionamiento del sistema de suministro de disolvente, lo que indica la importancia de una vigilancia y un seguimiento constantes del rendimiento de la bomba de HPLC. FlowChrom es un sistema de monitoreo no invasivo en tiempo real capaz de rastrear y registrar el estado de su sistema de administración de solventes HPLC. Al integrarse perfectamente con la mayoría de los sistemas de datos de cromatografía comerciales, FlowChrom crea una “red de seguridad” de registros digitales fiable que confirma la validez de todas y cada una de las separaciones de HPLC que ejecuta y revela al operador cualquier desviación del rendimiento planificado.
Módulo de seguimiento de rendimiento de HPLC FlowChrom
FlowChrom: integración en tiempo real de datos cromatográficos y de flujo
La integración de datos de flujo de HPLC operativos con todos y cada uno de los cromatogramas registrados no solo es una gran herramienta para el diagnóstico de fallos, sino que también crea un valioso archivo digital de datos de ejecución de HPLC para quienes trabajan en un entorno de laboratorio regulado. Por último -pero no menos importante- utilizar FlowChrom libera a los científicos y técnicos de separación de tener que monitorear constantemente el rendimiento de su sistema HPLC, liberándolos para realizar tareas más productivas. Para obtener más información sobre el módulo FlowChrom
HPLC Performance Tracker, visite https://testa-analytical.com/ flow-chrom.html o comuníquese con Testa Analytical (+49-30864-24076 / info@testa-analytical.com).
Testa Analytical Solutions es un proveedor líder especializado en instrumentos y detectores de cromatografía líquida. Basándose en más de 30 años de experiencia, la firma se ha establecido como un creador y proveedor respetado de detectores y kits de instrumentos de cromatografía líquida de alto rendimiento, innovadores y de alta calidad con clientes OEM en todo el mundo.
www.testa-analytical.com
novedades
SCHARLAB
Frasco adaptable para el tratamiento de gases: frasco lavador y trampa de gases
El tratamiento de gases en laboratorios químicos, industriales y ambientales requiere herramientas versátiles que garanticen eficiencia, seguridad y adaptabilidad. El nuevo frasco adaptable para el tratamiento de gases de Scharlau by Afora responde a estas necesidades combinando las funciones de un frasco lavador y una trampa para gases en un único diseño. Este rediseño del frasco adaptable para el tratamiento de gases permite optimizar procesos como la neutralización de gases y la captura de vapores no deseados, ofreciendo una solución integral para diversas aplicaciones en el manejo de gases.
Satisface dos funciones en un solo equipo:
1. Frasco lavador de gases: equipado con un difusor opcional que incrementa la superficie de contacto entre el gas y el líquido reactivo, asegurando la neutralización o purificación. Es adecuado para procesos que requieren la eliminación de impurezas o la humidificación de gases, maximizando la interacción entre fases.
2. Trampa de gases: su tubo interior ajustable en altura permite optimizar la captura de vapores o condensados según las necesidades específicas del proceso. Esta característica mejora la eficiencia en la captura de gases al controlar la profundidad del contacto con el líquido absorbente, adaptándose a diferentes volúmenes y condiciones de operación.
Veamos las ventajas del diseño del frasco adaptable para el tratamiento de gases.
• Adaptabilidad: el sistema modular permite alternar entre las funciones de frasco lavador y trampa de gases mediante la configuración de sus componentes. Esto ofrece flexibilidad para manejar diferentes tipos de muestras y aplicaciones sin necesidad de cambiar de equipo.
• Material de alta calidad: fabricado con vidrio borosilicato 3.3, este frasco ofrece resistencia a productos químicos corrosivos y estabilidad frente a temperaturas extremas, asegurando durabilidad y fiabilidad a largo plazo. Gracias a un diseño seguro y práctico, las conexiones estandarizadas y desmontables facilitan la limpieza y el mantenimiento. Su diseño ergonómico y robusto minimiza riesgos durante el manejo y garantiza un montaje rápido en sistemas de laboratorio. Las aplicaciones típicas del frasco adaptable para el tratamiento de gases son:
• Purificación y neutralización de gases tóxicos o corrosivos: como frasco lavador, asegura un tratamiento efectivo para la eliminación de impurezas.
• Captura de vapores no deseados: su función como trampa de gases protege equipos y evita contaminaciones en sistemas de laboratorio.
• Procesos combinados: adecuado para laboratorios que buscan maximizar recursos al integrar varias funciones en un solo equipo.
www.scharlab.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
TESTA
Paquete de calificación de bombas HPLC
Testa Analytical ha lanzado el paquete de calificación de bombas HPLC, una herramienta eficiente, rápida y fiable para laboratorios regulados que buscan calificar el funcionamiento y el rendimiento de sus sistemas HPLC.
El caudal es uno de los parámetros más importantes en cualquier sistema de cromatografía líquida: determina el tiempo o el volumen de retención y, por lo tanto, tiene una influencia importante en la reproducibilidad. El caudalímetro Testa Analytical LC es un dispositivo fiable para la medición continua no invasiva del caudal en sistemas HPLC y UHPLC.
El paquete, que consta de un caudalímetro LC calibrado, una
El informe de calificación del rendimiento de HPLC se obtiene en 10 minutos
herramienta de validación de datos y una tableta con software preinstalado, realiza automáticamente todos los cálculos de datos de flujo necesarios, además de verificaciones de calificación operativa y de rendimiento.
El uso del paquete de calificación de bombas HPLC reduce considerablemente el tiempo necesario para la calificación de las bombas HPLC y, al mismo tiempo, mejora la trazabilidad de los resultados. Al centrarse en la trazabilidad de los datos y simplificar el proceso de calificación, este nuevo paquete ‘todo en uno’ es una solución asequible para los laboratorios que buscan mantener el cumplimiento y optimizar sus sistemas HPLC de forma rápida y eficaz. Para obtener más información sobre el paquete de validación de bombas HPLC, visite https://testa-analytical.com/ hplc-pump-qualification-pack.html o comuníquese con Testa Analytical (+49-30-864-24076 / info@testa-analytical.com).
www.testa-analytical.com
RETSCH
Bye-bye dust and sample loss with the new Cyclone System
At Retsch, innovation drives their mission to deliver cutting-edge solutions for your laboratory. They announce that they are now the only company offering a Cyclone System for jaw crushers (BB 50 | BB 250 | BB 400) —a game-changing addition to your lab operations. Why choose the Retsch Cyclone System?
1. Total sample recovery. Eliminate sample loss during crushing with this cyclone, ensuring accurate and reproducible results for every analysis!
2. Enhanced operator safety. This cyclone significantly reduces dust exposure, creating a safer and cleaner
working environment for your team!
3. Whether you’re preparing samples in mining, precious metals, materials research, or environmental analysis, the Retsch Cyclone System ensures efficiency, precision and safety like never before.
Experience the difference! Discover how this innovative system can transform your laboratory. Contact Retsch for a demonstration or to learn more about how the company continues to set new standards in sample preparation. And there is also good news for those customers who already have a jaw crusher BB 50, BB 250 or BB 400 model,
as existing instruments can be retrofitted with the Cyclone System.
www.retsch.com
Paquete de calificación de bombas HPLC
novedades
LEE
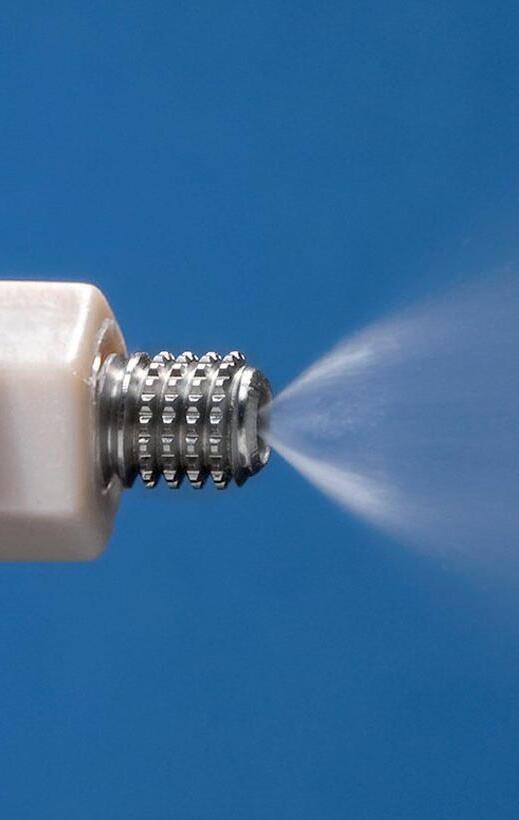
Boquillas pulverizadoras
Lee Company ofrece al mercado una amplia gama de boquillas pulverizadoras:
• adaptables al sistema 062 Minstac creado por The Lee Company
• diferentes diámetros de boquilla disponibles
• con o sin ayuda de aire comprimido.
www.theleeco.com
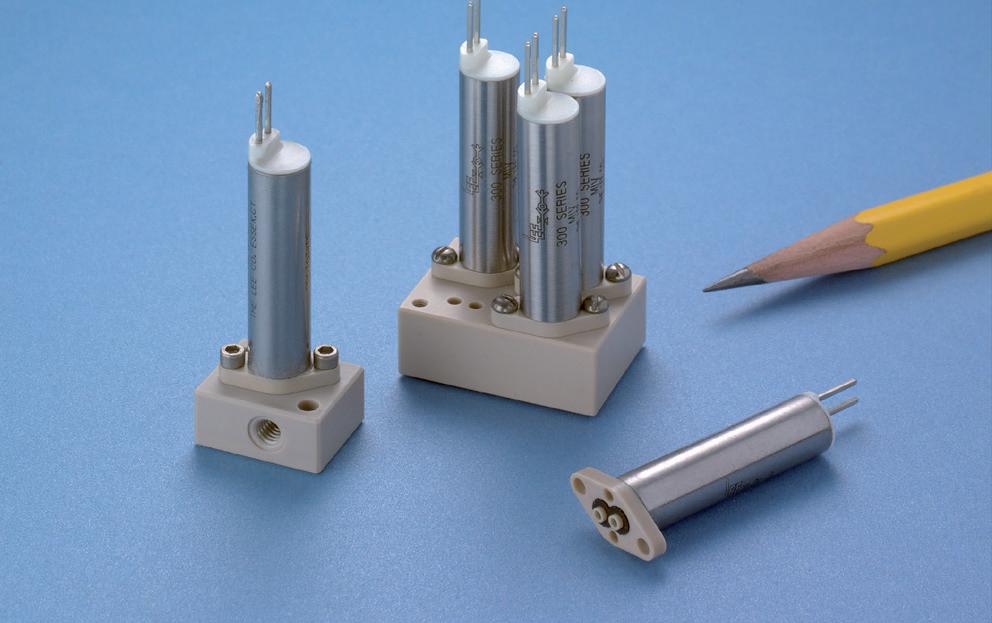
Electroválvula de la serie LFN
“Cada vez más pequeña”. Estas cuatro palabras resumen a la perfección la principal característica de la serie LFN de Lee Company. De dos vías y con membrana separadora, estos dispositivos de 7 mm de diámetro trabajan a presiones de hasta 2 bar y a 12 o 24 V de tensión. Cabe destacar asimismo su volumen muerto nulo.
www.theleeco.com
novedades
Test para detectar la meningitis bacteriana
Bosch Healthcare Solutions (BHCS) ha desarrollado una nueva prueba PCR (Vivalytic Bacterial Meningitis), para su plataforma de análisis Vivalytic. La prueba puede detectar en menos de una hora seis patógenos importantes de la meningitis bacteriana utilizando tecnología PCR de alta sensibilidad. Así, BHCS está ampliando su conjunto de test para cubrir otra indicación médica crítica. “La meningitis bacteriana es una emergencia médica absoluta”, dice el Dr. Stefan Zimmermann, director Médico del Centro de Enfermedades Infecciosas del Hospital Universitario de Heidelberg. “Para prevenir la muerte y los daños permanentes después de una meningitis, es crucial un tratamiento antibiótico rápido y específico en el hospital”. Según las directrices actuales para adultos, el tratamiento con antibióticos debe comenzar entre una y tres horas después de la llegada a la sala de urgencias. Una prueba de líquido cefalorraquídeo (LCR) con Vivalytic Bacterial Meningitis proporciona resultados fiables en el plazo requerido.
Las directrices actuales recomiendan el uso de pruebas PCR múltiplex en caso de sospecha de meningitis bacteriana debido a su corto tiempo de análisis y alta sensibilidad. Con Vivalytic Bacterial Meningitis, los resultados de las pruebas están disponibles en menos de una hora. Además, la prueba es adecuada para todos los pacientes con sospecha de meningitis bacteriana.
Detectan estos patógenos:
· Neisseria meningitidis
· Streptococcus pneumoniae
· Haemophilus influenzae
· Streptococcus agalactiae
· Escherichia coli
· Listeria monocytogenes.
Así, la prueba de Bosch cubre en un solo cartucho los patógenos bacterianos más importantes y en todos los grupos de edad. Los recién nacidos y los niños pequeños corren un riesgo especial de contraer Streptococcus agalactiae, pero también Escherichia coli y Listeria monocytogenes. Los niños de más edad y los adultos jóvenes pueden infectarse con Neisseria meningitidis y Streptococcus pneumoniae. Los ancianos suelen asimismo verse afectados por Streptococcus pneumoniae De acuerdo con las directrices para evaluar la susceptibilidad a los antibióticos, las pruebas de PCR deben complementarse con un cultivo de LCR. Después de recoger el líquido cefalorraquídeo, se recomienda iniciar inmediatamente el tratamiento antibiótico, posiblemente en combinación con dexametasona. La meningitis es una inflamación de las membranas que rodean el cerebro y la médula espinal. Los patógenos suelen ingresar en el organismo a través del tracto respiratorio y luego se propagan a través del torrente sanguíneo. La infección también puede transmitirse desde estructuras vecinas, como en el caso de la inflamación del oído medio o de los senos paranasales. En todo el mundo, 2,5 millones de personas se ven afectadas cada año, principalmente en las regiones más pobres. Más de la mitad de los casos afectan a niños menores de cinco años. Los principales
www.bosch-healthcare.com BOSCH
síntomas incluyen dolores de cabeza, déficit de atención, fiebre y rigidez en el cuello. Los patógenos pueden ser bacterias, virus, hongos o parásitos. Sin embargo, la meningitis bacteriana es especialmente preocupante, ya que uno de cada cinco casos provoca complicaciones permanentes como pérdida de audición, daño cerebral y convulsiones. Sin tratamiento inmediato, aproximadamente la mitad de los afectados morirán.
Gracias a la introducción de vacunas conjugadas y a la mejora de la atención médica, la tasa mundial de mortalidad por meningitis bacteriana ha disminuido del 32% antes de 1961 al 15% después de 2010. Las vacunas neumocócicas contra varios serotipos proporcionan una buena protección contra la infección neumocócica. Además de los antibióticos, los médicos prescriben cada vez más terapias antiinflamatorias como la dexametasona, que reducen las tasas de mortalidad, la pérdida de audición y las complicaciones neurológicas.
La OMS quiere erradicar la meningitis bacteriana en todo el mundo en 2030, entre otras cosas, eliminando las epidemias de meningitis. “El diagnóstico rápido mediante pruebas PCR multiplex podría desempeñar un papel crucial en esto”, dice Marc Meier, presidente de Bosch Healthcare Solutions. Mientras que la PCR requiere un día en el laboratorio y la confirmación del cultivo, dos días, Vivalytic Bacterial Meningitis ofrece resultados en menos de una hora.
El sistema Vivalytic es de uso intuitivo y solo requiere una breve sesión de formación para el personal médico. La muestra recogida se coloca en un cartucho de prueba, que ya contiene todos los reactivos necesarios. A continuación, el cartucho se inserta en el analizador Vivalytic para su procesamiento automático. El resultado de la prueba se muestra en la pantalla en menos de una hora. Además, el flujo de trabajo automatizado de la plataforma todo en uno minimiza el riesgo de infección para el usuario. Así, Vivalytic Bacterial Meningitis permite realizar diagnósticos fiables y fáciles de establecer, incluso en las horas de menor actividad como fines de semana y de noche. BHCS tiene la certificación CE para la prueba de Vivalytic Bacterial Meningitis. Ya está disponible para pedidos a través de socios distribuidores como Randox Laboratories y R-Biopharm.
SPETEC
Syringe pumps for micro-fluidic and lab-on-a-chip systems
The term ‘lab-on-a-chip’ refers to a system that accommodates the entire functionality of a macroscopic laboratory on a chip. The micro-fluidic chip with the size of a credit card is usually made of plastic or glass, in which channels for the transport of liquids, analytes or reactants are embedded. Biological, chemical or physical processes can take place that would otherwise only be possible in large reactors with the advantage of small volumes and low consumption of valuable chemicals and a high speed of analysis or reaction. Once a module has been designed, such chips can be produced in large numbers at a low price as a disposable product, e.g. in medical diagnostics.
The functionality of lab-on-a-chip systems is ensured by active components such as microvalves and pumps, and the pumps are needed to control the flow rate of liquid constantly, reproducibly and pulsation-free.
Syringe pumps are often applied if low flow rates are needed, but for long-term applications, the syringes previously had to be refilled manually. Spetec GmbH has developed a double-syringe pump in which the first syringe is emptied when the second is filled.
The photo shows the motor unit of Spetec GmbH Symax syringe pump. On the upper carrier plate, the two heads of the syringe holders with the spindle slot underneath can be seen. A quick-release device facilitates a quick replacement of both syringes.
The syringes with 5, 20 and 50 mL (made of polypropylene –PP) can be changed quickly and easily. The flow rates can be varied over a range of 6 orders of magnitude from 30 pL/s to 760 μL/s and several modules can be controlled individually. The control software enables the operation of up to 6 pumps in automatic continuous operation at the same time.
www.spetec.de
novedades
SCHREINER MEDIPHARM
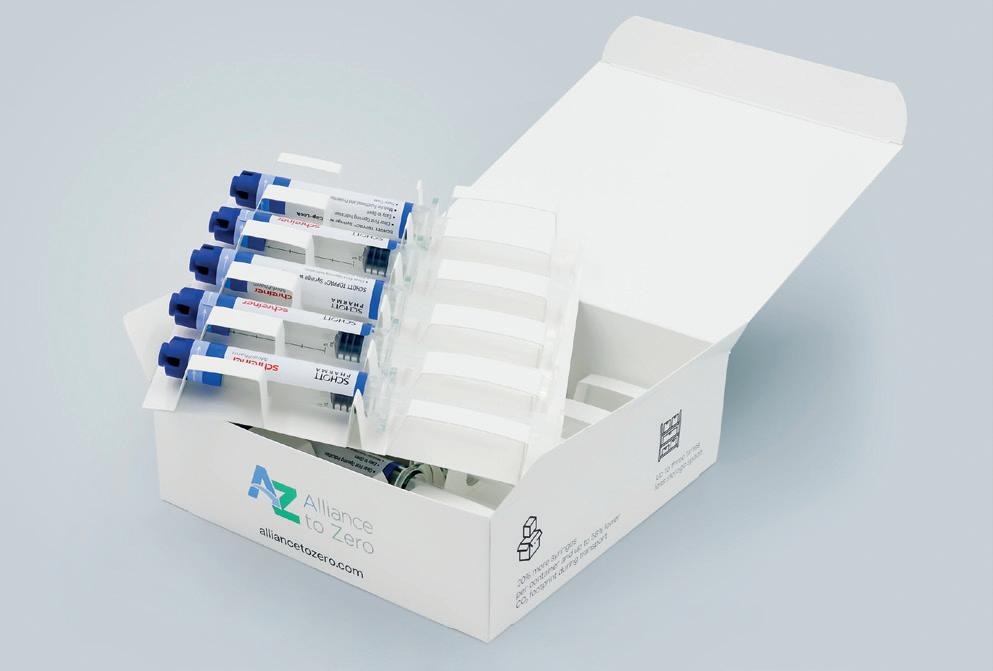
Cap-Lock Label for prefilled syringes
Schreiner MediPharm, a developer and manufacturer of functional labels for the healthcare industry, presented an innovative solution for secure blister-free packaging at this year’s Pharmapack in Paris (January 22-23). Together with partnering companies Schott Pharma and Körber Pharma, Schreiner MediPharm showed how sustainable packaging design can combine waste and cost reduction with user convenience and patient safety. The new solution features Cap-Lock, a novel functional label from Schreiner MediPharm that in combination with the Schott TOPPAC® infuse COC Syringe and an innovative specialty cap can completely replace previous blister packaging. Due to a new cap design having the same diameter as the syringe barrel, the Cap-Lock Label from Schreiner MediPharm can be applied to the syringe in a reliable process. The functional label wraps around the syringe barrel and cap like a second skin and offers an irreversible first-opening indication that is automatically activated when the cap is being opened. This innovative functionality ensures the integrity of the prefilled syringe from production to final use. That avoids tampering and misuse and final users can instantly recognize if the syringe and label have been previously opened.
Aside from the first-opening indication, the Cap-Lock Label performs additional protective functions of the conventional blister and transfers them to the primary container. A gas barrier as well as multi-level UV and light protection can be integrated into the label design. The extended label space enables flexibility in terms of customized branding, product information, or drug colour codes. An RFID chip for automated tracking on unit level and for digital first opening indication can be integrated into
Due to the blister-free packaging, the prefilled syringes can be packaged in a volume-optimized cardboard box made of 100% mono-material
the Cap-Lock Label as well. Due to the combination of the COC syringe with a specialty cap and functional label with a sealing function, the filled syringes can be packaged in a volumeoptimized top-load cardboard box consisting of 100% monomaterial from Körber Pharma. That ensures optimized packaging and distribution processes in pharmaceutical production and requires less space for transportation and storage.
The Cap-Lock Label from Schreiner MediPharm wraps around the syringe and cap, and irreversibly indicates first opening
Thus, the new packaging system not only offers considerable cost savings for pharmaceutical manufacturers but also makes a significant contribution to sustainability. Due to the nonuse of blisters in the case of the 5 ml Schott TOPPAC® infuse, 1,260 syringes more per pallet can be shipped, resulting in 16 containers being saved for ten million syringes. Due to the elimination of the blister packaging, plastic materials and plastic waste are reduced by 80%. For instance, during one-time transportation of ten million 5-ml syringes from Hamburg to New York CO2 reductions of up to 87,400 kg can be achieved. The system consisting of the prefilled COC syringe, specialty cap, and Cap-Lock Label in combination with the cardboard box packaging has already been subjected to ISTA 3A transportation testing and successfully passed it. With this comarketing solution, Schreiner MediPharm together with Schott Pharma and Körber Pharma emphasizes its commitment to innovative and sustainable packaging solutions. The three partnering companies as founding members of the Alliance to Zero thus support the pathway toward a reduction of the carbon footprint along the value chain and at the same time ensure user convenience as well as product and patient safety. Schreiner MediPharm, a business unit of Schreiner Group GmbH & Co. KG based in Oberschleissheim near Munich, is a leading developer and manufacturer of innovative, multifunctional specialty labels and marking solutions with value-added benefits for the healthcare industry. Thanks to its strong solutions expertise and specialized know-how it is a highly capable development partner and reliable quality supplier to leading pharmaceutical and medical device technology companies worldwide.
novedades
More sustainable sample storage tube racks
Azenta Life Sciences announce, as part of their commitment to sustainable science, that they have increased the use of recycled polypropylene in their FluidX sample storage consumables range.
To support this initiative, since January 2025, all tube rack bases are manufactured with up to 90% recycled polypropylene, sourced from repurposed material generated during the production of FluidX sample storage tubes. This recycled material meets the same stringent quality standards as existing racks, ensuring reliable and consistent performance.
Global Product Manager Alexis MacLeod commented, “This shift to recycled polypropylene aligns with Azenta’s Environmental and Social Governance (ESG) commitments, creating a more environmentally sustainable product. By reducing waste and decreasing reliance on virgin polypropylene, we continue to deliver the high-quality solutions you would expect from Azenta Life Sciences while promoting more environmentally responsible practices and a more sustainable future.”
The advanced manufacturing process employed by Azenta Life Sciences ensures its sample tubes and racks offer unequalled sample audit traceability, enabling sample tracking and data sharing between multiple users, labs, locations, and automation capabilities. Working across a wide range of industries including biobanking, compound management, consumer genomics, synthetic biology, and basic research, Azenta Life Sciences are committed to providing the highest levels of customer service, support, and quality.
For further information on FluidX sample storage consumables please visit https://www.azenta.com/fluidx-storage-tubes.
Azenta, Inc. provides life sciences solutions worldwide, enabling impactful breakthroughs and therapies to market faster. Azenta provides a full suite of reliable cold-chain sample management solutions and multiomics services across areas such as drug development, clinical research and advanced cell therapies for the industry’s top pharmaceutical, biotech, academic and healthcare institutions globally. Their global team delivers and supports these products and services through our industry-leading brands, including Genewiz, FluidX, Ziath, 4titude, Limfinity, Freezer Pro, Barkey, and B Medical Systems. Azenta is headquartered in Burlington, MA, with operations in North America, Europe, and Asia.
www.azenta.com
HANNA INSTRUMENTS
Valoradores automáticos, la mejor alternativa a la fenolftaleína
La fenolftaleína es un compuesto orgánico con la fórmula C20H14O4, ampliamente utilizado como indicador de pH en diversas aplicaciones. Este indicador cambia de color dependiendo del pH de la disolución en que se encuentre, lo que lo convierte en una herramienta esencial en la medición de acidez. La fenolftaleína se utiliza frecuentemente en análisis de pH en sectores como la industria láctea y la elaboración de zumos, donde la precisión en la medición del pH es crucial para garantizar la calidad y seguridad de los productos. Su versatilidad y efectividad hacen de la fenolftaleína un componente clave en procesos químicos y de control de calidad en la industria alimentaria.
· Fenolftaleína: riesgos y alternativas en su uso en industrias y laboratorios. La fenolftaleína es un producto químico clasificado como reactivo cancerígeno, que puede provocar defectos genéticos y afectar a la fertilidad. Debido a estos riesgos, las fichas de seguridad advierten sobre su manejo y uso en diversas aplicaciones. A causa de sus peligros, muchas industrias y laboratorios están buscando activamente alternativas a la fenolftaleína para sus procesos analíticos, adoptando técnicas sin fenolftaleína que no representan los mismos riesgos para la salud humana y el medioambiente. La necesidad de sustituir la fenolftaleína está impulsada por la creciente preocupación sobre la seguridad en los entornos laborales y la sostenibilidad en los procedimientos químicos.
· Limitaciones de la fenolftaleína. El uso de fenolftaleína presenta varias limitaciones importantes en el análisis químico, siendo la más destacada la dificultad para establecer el punto final de la valoración. La fenolftaleína es un indicador de pH que cambia de color dentro de un intervalo de pH específico, generalmente entre 8.2 y 10.0. Esta transición de color puede ser fácilmente observada cuando se trabaja
con una muestra incolora, pero en matrices coloradas o turbias, la visualización del cambio de color se vuelve más compleja, lo que dificulta la precisión del análisis. Este factor puede limitar el uso de la fenolftaleína en ciertas aplicaciones, especialmente cuando se requiere una medición exacta del pH en soluciones no claras.
· Hanna dispone de alternativas a la fenolftaleína. La creciente preocupación por el medioambiente y la salud han creado la necesidad de tratar de dejar de manipular la fenolftaleína para evitar posibles riesgos para la salud.
La valoración potenciométrica se presenta como la alternativa más eficaz al uso de fenolftaleína en análisis químicos. A diferencia de los indicadores visuales, la valoración potenciométrica ofrece una lectura objetiva, independiente de la percepción del analista, lo que permite
obtener resultados más reproducibles y precisos. Además, todo el proceso de valoración queda completamente documentado, lo que aporta solidez y garantía en los resultados obtenidos, lo cual es crucial para clientes y proveedores. Esta técnica se está convirtiendo en una opción cada vez más popular debido a su alta fiabilidad y la reducción de los riesgos asociados a los indicadores de pH tradicionales, como la fenolftaleína.
www.hanna.es
(Véase anuncio en la sección Guía del Comprador.)
KERN
Balanzas de precisión
Las balanzas de precisión de Kern suponen un nuevo estándar en el mercado. Por ejemplo, la serie PNJ presenta estas características:
- Sistema de medición de diapasón de alta calidad para valores de pesaje estables y pesaje duradero.
- Ajuste automático interno que garantiza un consistente alto grado de precisión, con lo que el equipo puede utilizarse en cualquier sitio.
- Versión en miligramos con parabrisas de vidrio grande como estándar.
PNJ 600-3M 620 0,001 Ø140
PNJ 3000-2M 3.200 0,01 190x190
PNJ 12000-1M 12.000 0,1 190x190
LUMAQUIN
Muestras y equipos de impresión
RK Print ha desarrollado un completo abanico de soluciones diseñadas para obtener muestras repetitivas y precisas de casi cualquier recubrimiento de superficie. Su amplia gama de instrumentos permite a los fabricantes personalizar y optimizar los procesos de comparación de colores, aprobación de clientes, control de calidad y configuración de muestrarios.
Los equipos RK Print se adaptan a diversas aplicaciones industriales, desde tintas de huecograbado y flexografía hasta recubrimientos adhesivos y pinturas. Entre sus modelos destacados se encuentran herramientas como el K Paint Applicator, que admite múltiples tipos de aplicadores y soportes.
El K Control Coater, por su parte, ofrece resultados altamente repetitivos gracias a su control de velocidad y la posibilidad de trabajar con diferentes tamaños de superficie, desde 170x250 mm hasta 841x1.189 mm.
El K Printing Proofer, diseñado para imprimir hasta dos tintas simultáneamente con velocidades de hasta 40 m/minuto, proporcionando resultados muy repetitivos y precisos.
www.kern-sohn.com
(Véase anuncio en la sección Guía del Comprador.)
Para los fabricantes que requieren pruebas específicas, RK Print ofrece opciones manuales, como el K Hand Coater, capaz de depositar un espesor de film húmedo desde 4 a 500 micras, cumpliendo estándares internacionales como ASTM D823-53. Otros modelos, como el GP 100, garantizan una excelente imprimibilidad a velocidades de hasta 100 m/minuto, mientras que el K Lox Automatic ofrece repetibilidad excepcional con rodillos anilox intercambiables, y el Paste Ink Proofer, permite comparar dos tintas simultáneamente en un ciclo rápido y eficiente.
Asimismo, su innovador K303S Multicoater, rediseñado en 2022, integra cabezales intercambiables y tecnología de servoaccionamiento, ofreciendo un control avanzado mediante pantalla táctil. Cada equipo está diseñado para responder a necesidades específicas del mercado, como la evaluación instantánea de impresión flexográfica, que puede realizarse con el K Lox Hand Proofer, o la obtención de muestras de alta calidad para lo que RK Print propone el Flexiproof 100, que asegura velocidades de impresión de hasta 100 m/minuto.
El Esiproof ofrece rodillos cerámicos de alta calidad y una repetibilidad superior, ideal para pruebas de recubrimientos exigentes. Estas soluciones destacan por su facilidad de uso, limpieza y adaptabilidad a distintos sustratos.
RK Print se posiciona como un aliado estratégico para fabricantes que buscan excelencia en sus procesos de control de calidad e I+D. Con su tecnología de vanguardia y enfoque en la repetibilidad, la marca asegura resultados consistentes en cada prueba y aplicación. Para más información sobre los productos y su aplicación, consúltese la guía de selección y características técnicas en la web oficial de RK Print.
www.lumaquin.com
(Véase anuncio en la sección Guía del Comprador.)
novedades
EDWARDS VACUUM
Magnetically levitated turbomolecular pumps for industry, coating, and research
Edwards Vacuum has developed a new series of magnetically levitated turbomolecular pumps that can withstand the demands of both challenging industrial environments and research processes. The oil-free nEXT2807M and nEXT3207M Maglev pumps are specially designed for areas where a contamination-free vacuum is required for high process quality. The virtually maintenance-free models (up to 80,000 hours) are among the lightest and most space-saving turbopumps in their class.
- Reliable high vacuum pumps for harsh industrial processes. The pumps are designed to achieve consistently good results even in the most adverse environments and harsh
LUMAQUIN
industrial processes. Their robustness makes them best suited for a wide range of applications for the use in the R&D and industrial markets; including various coating applications, vacuum ovens, thermal vacuum chambers for space applications, and high energy physics applications.
- Hydrocarbon-free, resistant, versatile. “In actual use, the nEXT M pumps offer their users a whole range of advantages”, explains the Product Manager at Edwards Vacuum, Jinane Haddad. “Besides their low vibrations, which is crucial in many environments, the pumps also feature hydrocarbonfree performance, durability, and versatility, with efficient water cooling.
This results in an overall extension of the operating and maintenance intervals and ultimately a higher pumping capacity of the nEXT M series”, Haddad emphasises.
- Consistent performance is important in modern processes. “As the process reliability directly impacts overall productivity and profitability, maintaining a consistent level of performance is essential”, says Haddad. The design and functional features of the new Edwards series contribute to this in equal measure: with a bespoke rotor design, the nEXT M series have an excellent pumping speed – up to 3,200 l/s for the larger nEXT3207M. The smaller nEXT2807M version has a pumping
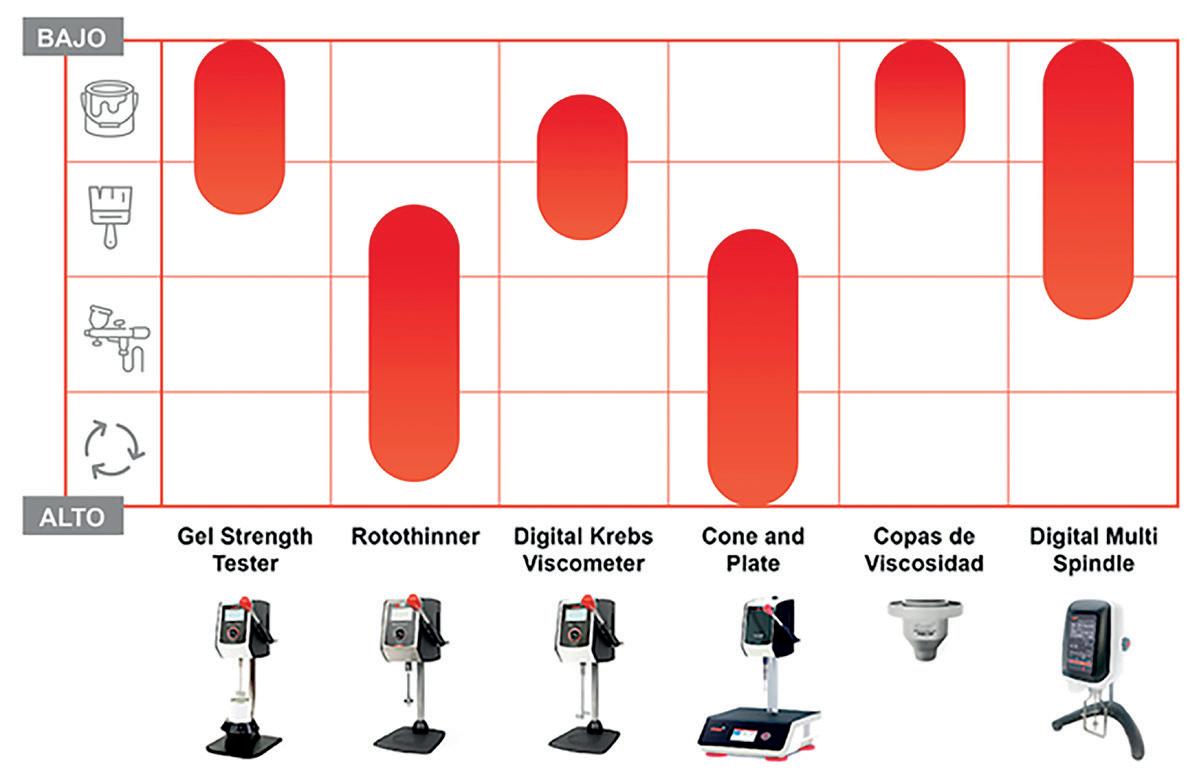
Equipos de ensayo de viscosidad para tintas, pinturas y recubrimientos
Lumaquin, empresa destacada desde 1976 en el asesoramiento y suministro de equipos para el control de calidad, presenta su gama de soluciones de prueba de viscosidad desarrolladas por TQC Sheen. Estos equipos están diseñados para evaluar la resistencia de tintas, pinturas y recubrimientos frente a deformaciones y flujos, garantizando que los productos mantengan su calidad y apariencia óptima durante el transporte, la manipulación y su período de vida útil. La oferta de viscosímetros incluye soluciones avanzadas para medir la viscosidad en productos líquidos y viscosos, tanto newtonianos como no newtonianos, con la capacidad de analizar viscosidad dinámica y cinemática. Estos equipos están desarrollados bajo estrictos estándares de la industria, lo que asegura que los fabricantes cumplan con las normativas internacionales más exigentes, reforzando su confianza en la calidad del producto final. Además, para requerimientos menos estrictos, Lumaquin pone a disposición de
sus clientes una completa gama de copas de viscosidad, diseñadas para satisfacer las necesidades específicas de cualquier normativa, como ASTM, DIN, AFNOR, ISO, BS o ZAHN.
Con esta amplia gama de productos, Lumaquin reafirma su compromiso con la excelencia en el sector, proporcionando
a los fabricantes herramientas que garantizan la calidad y la fiabilidad de sus procesos productivos.
www.lumaquin.com
(Véase anuncio en la sección Guía del Comprador.)
speed of up to 2,500 l/s (nitrogen). A reduced weight of the rotors decreases power consumption, especially in the
start-stop phases. nEXT M pumps are the ideal solution for industrial and R&D processes that require minimal
vibrations and no hydrocarbons. “The bottom line is that with this innovative turbomolecular pump technology, we ensure that sensitive processes in particular are not negatively affected by external interference”, concludes Product Manager.
- Key advantages of the nEXT M turbopumps at a glance:
Compact, small and lightweight: First choice when installation space is limited Can be mounted in any orientation
· Ultra-clean operation because the nEXT M series ensures a hydrocarbonfree process with minimal vibrations. Low wear and maintenance-free for up to 80,000 hours (10,000 cycles) of operation.
X-RITE
Cabina de luz para una transición perfecta a la evaluación visual del color basada en ledes
X-Rite Incorporated, firma especializada en ciencia y tecnología del color, presenta la cabina de luz Judge LED, diseñada para una evaluación visual precisa del color a medida que las industrias pasan de la iluminación fluorescente a la iluminación led de bajo consumo. Apoyándose en 60 años de innovación en iluminación, esta nueva cabina de luz incorpora tecnología led avanzada para garantizar el cumplimiento de la normativa ambiental y ayudar a las marcas y proveedores a realizar una transición fluida a las evaluaciones de color basadas en led, manteniendo la calidad sin interrupciones operativas. El cambio mundial a la iluminación led, impulsado por los mandatos de eficiencia energética y las normativas gubernamentales, supone un nuevo desafío para industrias como las de textil, automotriz, pinturas y recubrimientos, plásticos y embalajes, que dependen de la precisión del color. Los iluminantes fluorescentes y led tienen distintas distribuciones de potencia espectral (SPD) que pueden afectar drásticamente a la percepción del color. Para mantener la consistencia del color en toda la cadena de suministro, desde el diseño hasta la producción y la venta minorista, los programas de evaluación visual deben integrar los estándares led en sus flujos de trabajo del color.
“La cabina de luz Judge LED es una solución de futuro para las marcas y los fabricantes que están abandonando la iluminación fluorescente para cumplir las nuevas normativas energéticas”, afirma Albert S Laforet, director de Proyectos Estratégicos de X-Rite. “Nuestros ledes diseñados a medida están optimizados para ofrecer la mejor igualación SPD para tubos fluorescentes antiguos, incluidos U30, U35, CWF y TL84, lo que garantiza una integración perfecta en los flujos de trabajo del color. Esto permite a las empresas cumplir los requisitos normativos, garantizar la consistencia del color y evitar discrepancias de color antes del ensamble del producto final”. “La cabina de luz Judge LED está lista para su uso inmediato y permite realizar evaluaciones de color más rápidas y consistentes. Nuestro objetivo es hacer más eficaz la gestión del color en toda nuestra cadena de suministro global”, afirma Carmen Keim, colorista y pionera digital de Sympatex Technologies, empresa pionera en materiales funcionales de alta tecnología para ropa, calzado, accesorios y campos técnicos.
La cabina de luz Judge LED ofrece una evaluación precisa y consistente del color con siete fuentes de luz distintas que simulan una gran variedad de condiciones de iluminación. Las siete fuentes de luz pueden seleccionarse entre una amplia gama de iluminantes estándares líderes de la industria, como LED D50, D65, LED-
B2 3000K, LED 3500K, LED-B3 4000K, UV, A, LED CWF, LED TL84, LED U30 y LED U35.
Las principales características de la cabina son:
· Calentamiento instantáneo: elimina el tiempo de espera para mejorar la eficiencia diaria.
· Iluminantes estabilizados: garantiza la consistencia de las evaluaciones del color proporcionando iluminantes calibrados que ofrecen niveles de intensidad fijos y cromaticidad estable.
· Luz diurna D65 direccional: facilita la inspección de defectos y la evaluación de superficies en busca de características como la piel de naranja para garantizar una calidad superior del producto en acabados complejos.
· Evaluación digital: ofrece un monitor calibrado integrado opcional que permite comparar muestras físicas con gemelos de material digital para garantizar la consistencia entre los prototipos digitales y los productos físicos.
· Eficiencia energética: funciona silenciosamente, produce un calor mínimo, consume menos energía y tiene iluminantes más duraderos que las cabinas de luz fluorescente.
· Cumplimiento de estándares: cumple ISO, ASTM, AATCC y los requisitos de evaluación visual BSI.
“La Judge LED integra flujos de trabajo visuales y digitales, lo que permite a diseñadores, proveedores de materiales y vendedores comparar renderizados digitales o gemelos de materiales con muestras físicas bajo una iluminación LED precisa. Combinada con las soluciones integrales de color digital de X-Rite, que incluyen especificación del color, medición, creación de material virtual PANTORA, formulación del color y software de control de calidad, las empresas pueden mejorar la toma de decisiones, optimizar los ciclos de aprobación y acelerar el tiempo de comercialización, mientras garantizan una calidad consistente”, continúa Laforet.
Para presentar esta innovadora cabina de luz, X-Rite organizó un evento virtual el 9 de enero, en el que expertos en tecnología, propietarios de marcas y proveedores de fabricación debatieron sobre el cambio a la tecnología led y su impacto en los procesos de evaluación del color, además de ofrecer una visión en profundidad de las características y ventajas de la Judge LED.
Catálogo de cámaras climáticas de crecimiento de pequeños mamíferos e invertebrados
Testinglab, fabricante de cámaras climáticas e incubadores de laboratorio, anuncia el lanzamiento de su nuevo catálogo de equipos especializados en el crecimiento de pequeños animales e incubación en el laboratorio, diseñado para apoyar y optimizar la investigación y proyectos en este campo vital y en expansión.
Testinglab entiende la importancia del cultivo de insectos e invertebrados, no solo por su relevancia en la investigación biológica y ambiental, sino también por su creciente aplicación en industrias como la bioenergía, la farmacéutica y la alimentaria. El nuevo catálogo incluye una gama de equipos avanzados, desde fotobiorreactores hasta sistemas de control de ambiente, todos diseñados para proporcionar las condiciones óptimas para la cría y estudio de pequeños animales. Esta publicación permite descubrir cómo los equipos de Testinglab pueden contribuir al éxito de sus proyectos de crecimiento y estudio con insectos e invertebrados. La empresa está a su disposición para responder a cualquier pregunta o discutir cómo las soluciones que ofrece pueden adaptarse a las necesidades específicas que plantee el cliente.
www.testinglab.es
catálogos
DIVULGACIÓN
Tabla periódica de los elementos
Llega una forma única de explorar la química con una colección exclusiva que te permitirá construir tu propia tabla periódica utilizando elementos de verdad. Cada entrega incluye elementos reales, acompañados de fascículos con toda la información sobre cada elemento. Además, como parte de esta
TESTA
colección, se podrá disfrutar de merchandising exclusivo de regalo, como sudaderas, tazas, camisetas, todo ello desarrollado en colaboración con los divulgadores científicos Breaking Vlad y Cuarentaydos.
https://tienda.sharescience.es
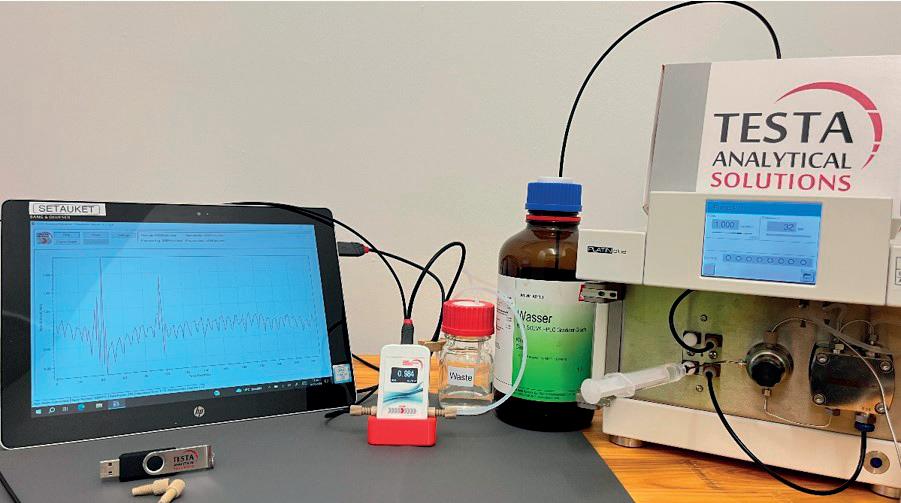
Real time monitoring of GPC/SEC flow rate
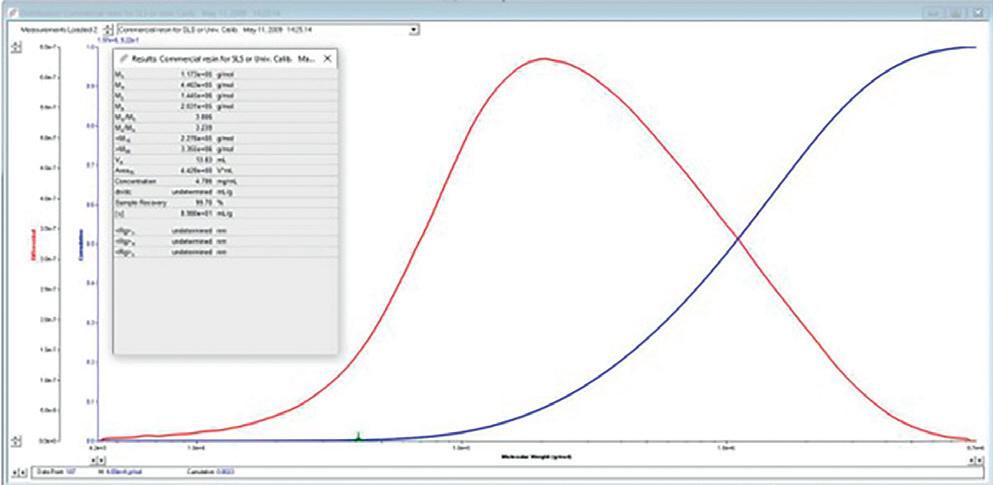
A new technical study from Testa Analytical demonstrates the importance of continuous monitoring of current flow rate in GPC/ SEC experiments. Flow rate is one of the most important parameters in any liquid chromatography system, it determines retention time or volume and therefore has a major influence on reproducibility. In this study, the Testa Analytical Liquid Chromatography Flowmeter is shown to provide a valuable tool for continuous, non-invasive measurement of flow rate in GPC/SEC systems.
The popularity of using GPC/SEC to characterize natural and synthetic polymers is inherently connected to its simplicity. A pump to push the solvent through the instrument, an injection port to introduce the test sample onto the column, a column to hold the stationary phase, and one or more detectors to detect the components as they leave the column. Results obtained rely on a calibration curve obtained by running a set of reference standards with known molecular weight and narrow molecular weight distribution. In GPC/SEC experiments - the determination of molecular weight of an unknown sample is based on the determination of its elution volume and then obtaining the corresponding value from the calibration curve.
In the study, researchers investigated the effect of a ±1% deviation in flow rate on results for an unknown sample determined with both a standard calibration and a universal calibration. This small variation in flow rate was selected as it might arise due to backpressure in a typical GPC/SEC system which is often below the detection limit of the pump pressure transducer and is thus undetectable with on-board means.
The investigation was conducted by running a sample right after calibration, performing calculations and subsequently manually
changing the flow rate parameter used for calculation. This was then repeated for a second sample using a viscosity detection and universal calibration.
The reported results from the study showed that a 1% deviation in flow rate resulted in a change of over 20% in calculated molecular weight results. These simple experiments underline the necessity for a suitable method of constant monitoring of current GPC/SEC flow rates and correction of running chromatogram.
To request a copy of the study please contact Testa Analytical (+49-30-864-24076; info@testa-analytical.com).
The HPLC flowmeter range from Testa Analytical sets the benchmark for continuous non-invasive monitoring of the performance of pumps serving liquid chromatography systems. Compatible with all common solvents, the compact liquid chromatography flowmeter powers itself from a USB connection. At the heart of this flowmeter is a highresolution thermal flow sensor that is both extremely accurate and sensitive. This non-invasive sensor enables the device to operate over a wide dynamic range. Each Testa flowmeter is supplied with an easy-to-use PC based App that allows users to continuously record, and store measured flow rate data from a liquid chromatography system. Current flow rate is displayed on the devices integral high-resolution OLED display. For further information on the liquid chromatography flowmeter for GPC/SEC please visit https://www.testa-analytical.com/gpcsec-chromatography.html.
www.testa-analytical.com
Determination of 30 PFAS in Foods for Infants and Young Children (Baby Food) by Liquid Chromatography Triple Quadrupole Mass Spectrometry (LC-MS/MS)*
William Lipps1, Toshiya Matsubara1, Dominika Gruszecka1, Nozomi Maeshima2, Manami Kobayashi2
1 Shimadzu Scientific Instruments, Inc.
2 Shimadzu Corporation
Introduction
Per-and polyfluorinated substances (PFAS) are a diverse group of man-made chemicals used in numerous products since the 1950s. PFAS can enter the food supply by contact in environmentally contaminated areas, during food processing, or exposure to packaging. Because PFAS have been linked to serious health effects, accurate methodology is needed. In this application news, we describe a single laboratory validation study with a rapid extraction of low concentrations of 30 PFAS in pumpkin and sweet potato puree baby food using the QuEChERS technique followed by analysis using the Shimadzu Nexera Liquid Chromatograph coupled to a Shimadzu LCMS- 8060NX triple quadrupole mass spectrometer (Figure 1).
Figure 1: NexeraTM and LCMSTM -8060NX. The ion focus design improves signal intensity with higher gas flows and higher effective temperatures
We optimized the chromatography and instrument operating parameters to achieve excellent peak shape, separation, and sensitivity. Sensitivity was improved for 4 PFAS, PFOA, PFHxS, PFNA, and PFOS.
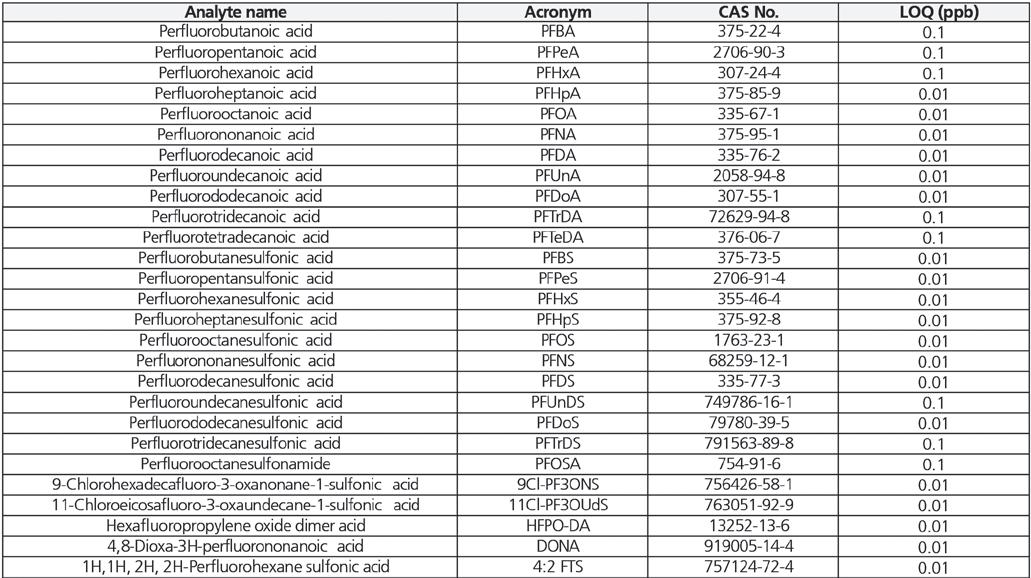
In this study, we spiked samples at four concentrations in triplicate. For greater accuracy, standards were matrix-matched and extracted and spikes were quantified using the isotope dilution technique. Recovery and precision were compared to the requirements of AOAC SMPR 2023.003. In addition, we determined the Limit of Quantitation (LOQ) as the lowest concentration meeting accuracy and precision, ion ratio, retention time, and signal-to-noise ratio criteria of the qualifier ion. All recovery, precision, and LOQ’s met the acceptance criteria of the SMPR. The target analytes, their acronym, chemical abstract number, and experimentally determined LOQ are shown in Table 1.
Table 1: PFAS Analytes, Acronyms, CAS No. and Method LOQ
Sample Preparation and Analysis Conditions
Samples were prepared by spiking blended baby food samples in triplicate at four different concentrations with 30 native PFAS (Table 1) and 16 isotopically labeled internal standards. Calibration curves for use in the quantitative analysis were prepared using baby food test portions spiked with concentrations of 0.005, 0.01, 0.05, 0.10, 0.50 and 1.0 ng/g. Quantitation was carried out on additional baby food samples spiked in triplicate at 0.01, 0.10, 0.50 and 1.0 ng/g. Since standards were extracted in a baby food matrix and carried through the same procedure, the final concentration of each PFAS in the sample can be calculated directly from the curve.
Multiple jars of baby food were purchased, combined, and blended. Ten-gram portions were weighed, spiked with target analytes and internal standards, and 10 mL of acetonitrile was added. The samples were shaken for 1 minute and a QuEChERS packet was added. The sample was shaken for 1 minute, allowed to cool to room temperature and then centrifuged for 5 minutes at 4,000 rpm. An aliquot of the acetonitrile layer was transferred to a tube and diluted 5 times with PFAS-free reagent water. The sample was then passed through a weak anion exchange (WAX) Solid Phase Extraction (SPE) cartridge and the PFAS were eluted with basic methanol. For greater sensitivity, the extract was concentrated to less than 1 mL, then adjusted to a final 1 mL in a methanol-water mixture.
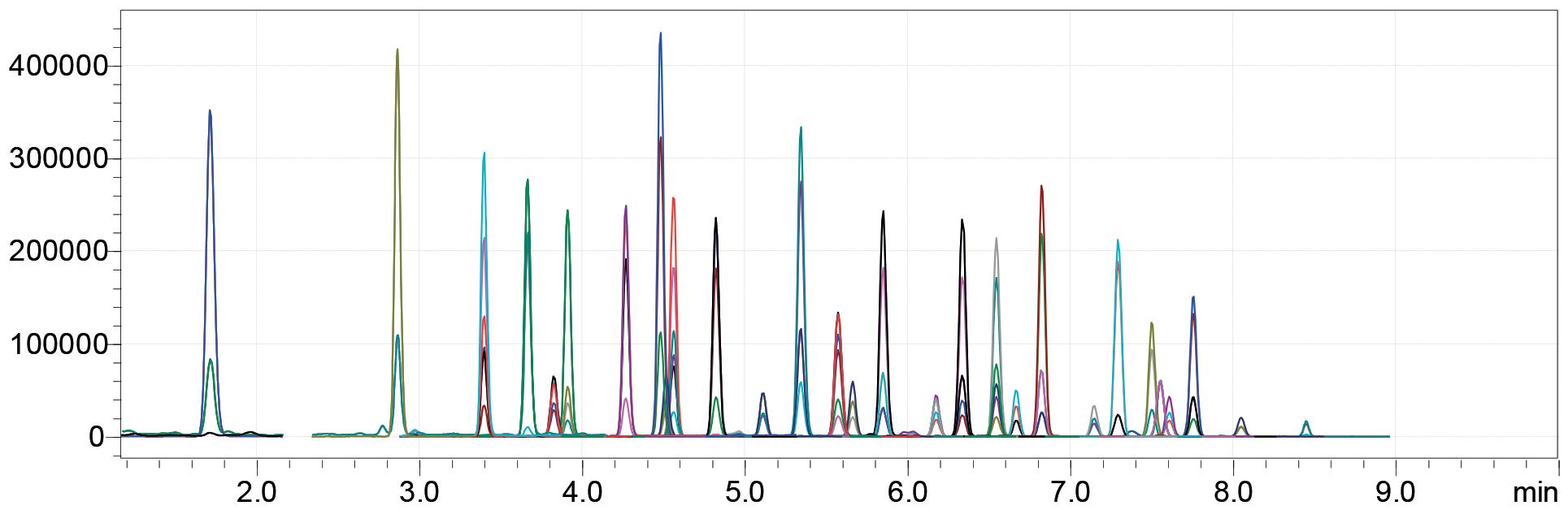
A volume suitable to obtain the required sensitivity of the extract was injected onto a UHPLC system (Shimadzu Nexera). Adequate separation of all compounds was achieved in nine minutes. (Figure 2 chromatogram shows the separation of all peaks).
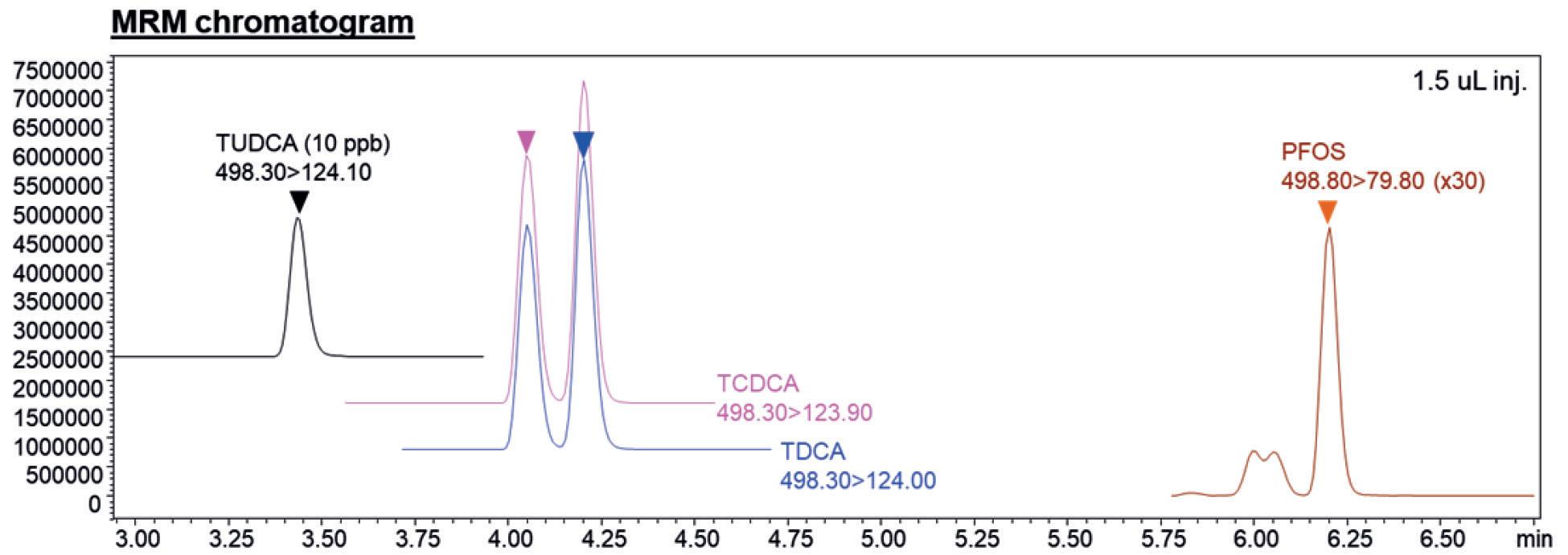
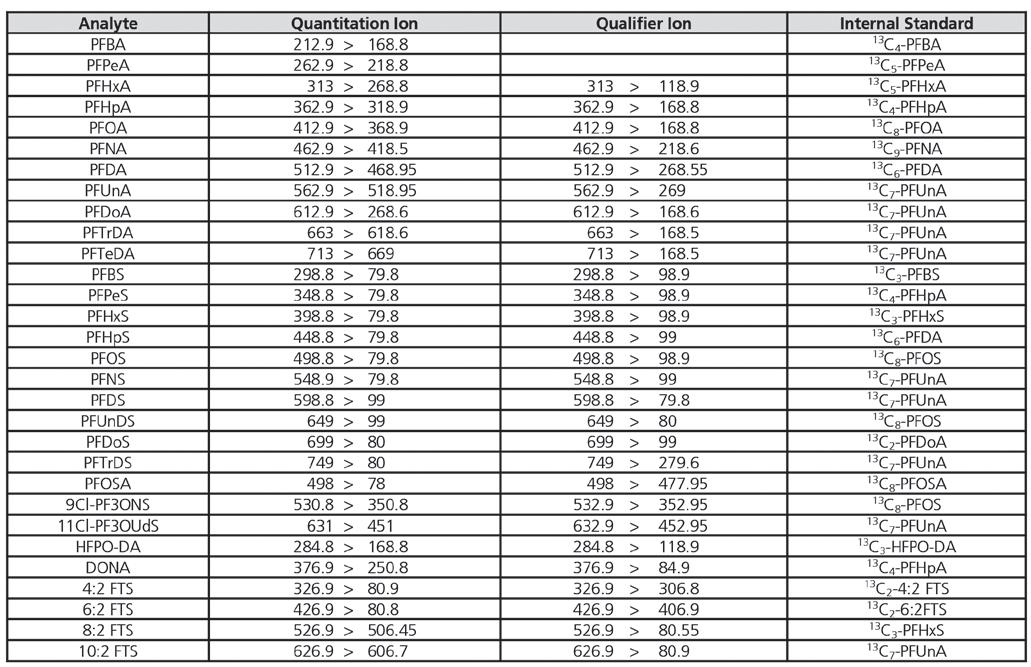
For this study, Shimadzu evaluated 1,984 different instrument settings, and 6 different column and gradient combinations, to achieve excellent peak shape and resolution between peaks, as well as to maximize the signal-to-noise ratio of PFOA, PFHxS, PFNA, and PFOS. Mass spectrometry was performed on a Shimadzu LCMS- 8060NX with heated electrospray ionization operated in negative mode. Specific compound MRM transitions and associated internal standards are listed in Table 2. Chromatography was adjusted to provide sufficient separation of PFOA from potential cholic acid interferences, and to provide baseline resolution of branched and linear isomers (Figure 3).
User benefits
· Validated method for 30 PFAS in baby food meeting all criteria of AOAC SMPR 2023.003
· High precision, excellent recovery, low Limit of Quantification (LOQ)
· Simple and rapid extraction using QuEChERS
LC-MS/MS
Table 2: MRM Transitions and Internal Standard Associations
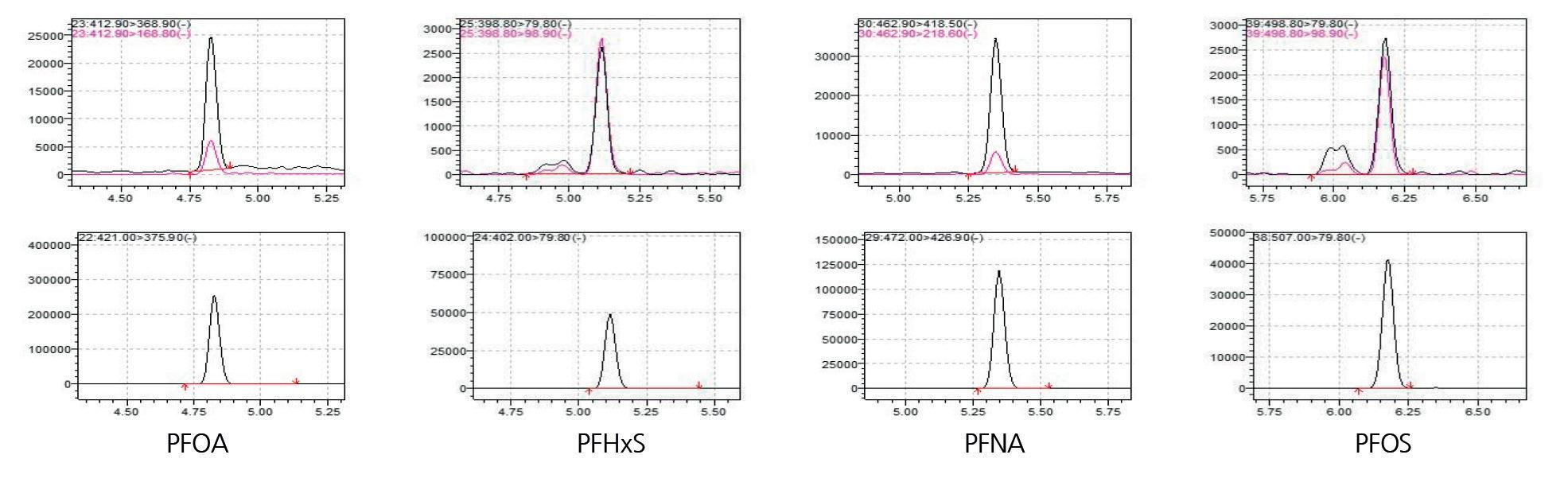
Figure 2: Chromatogram of 0.1 ng/g PFAS in a baby food matrix with separation of all peaks in nine minutes
Figure 3: Separation of PFOS from cholic acids and baseline resolution between PFOS branched and linear isomers
LC-MS/MS
Quantitative Analysis
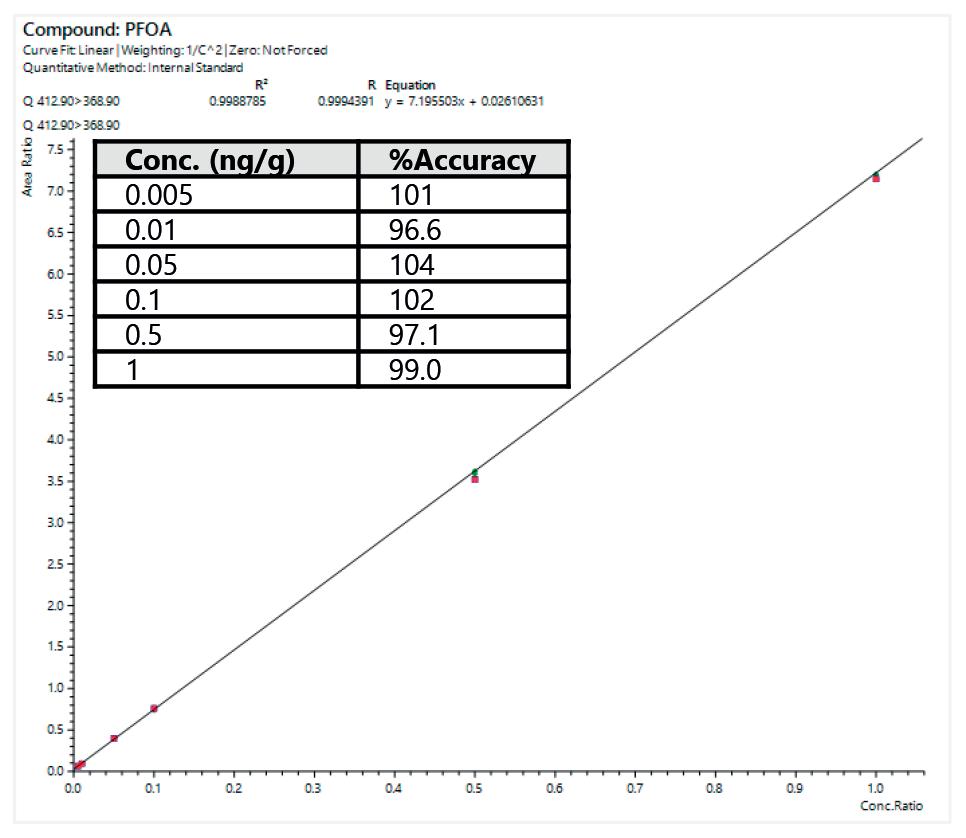
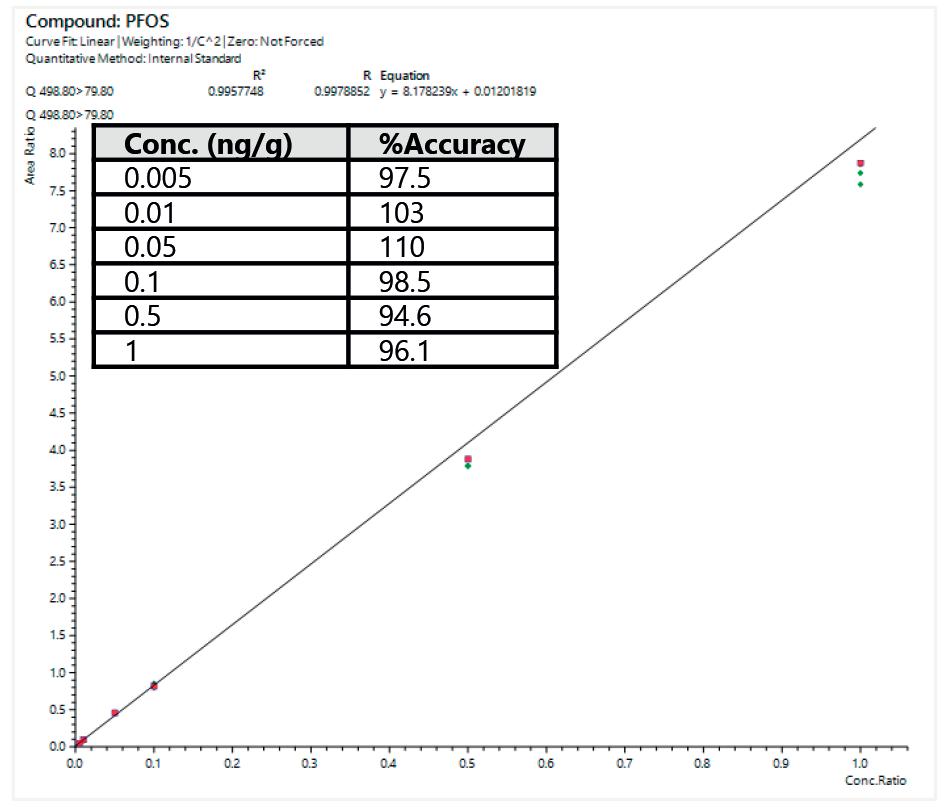
Calibration standards were processed the same as samples. A linear model not forced through zero isotopic dilution calibration in matrix-matched standards provided the best fit and best recoveries of analytes. Residuals of each point in the curve were ±25% of the expected value. Calibration curves for PFOA, PFHxS, PFNA, and PFOS are shown in Figures 3 – 6 respectively. Branched and linear isomers of PFHXS and PFOS were integrated together.
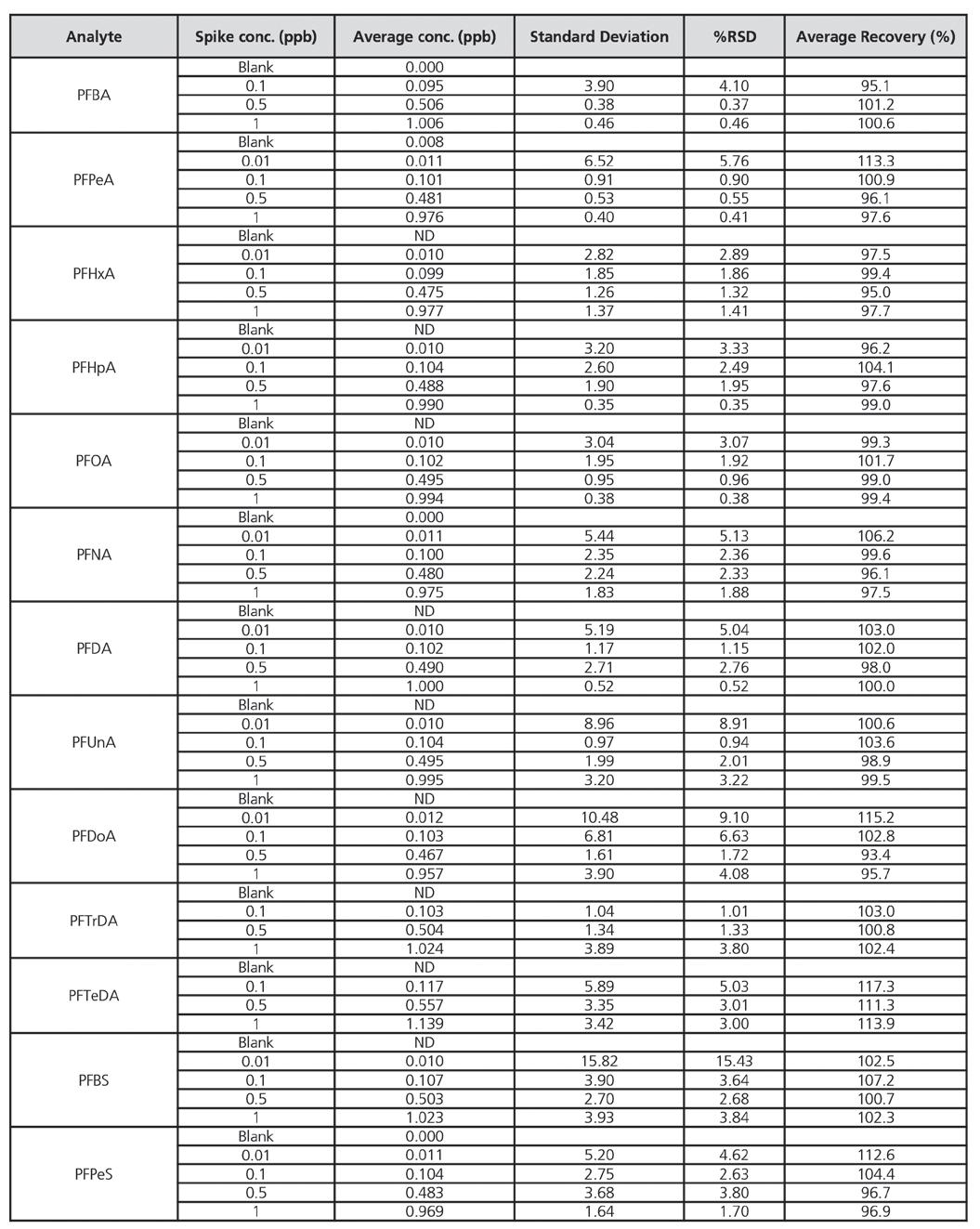
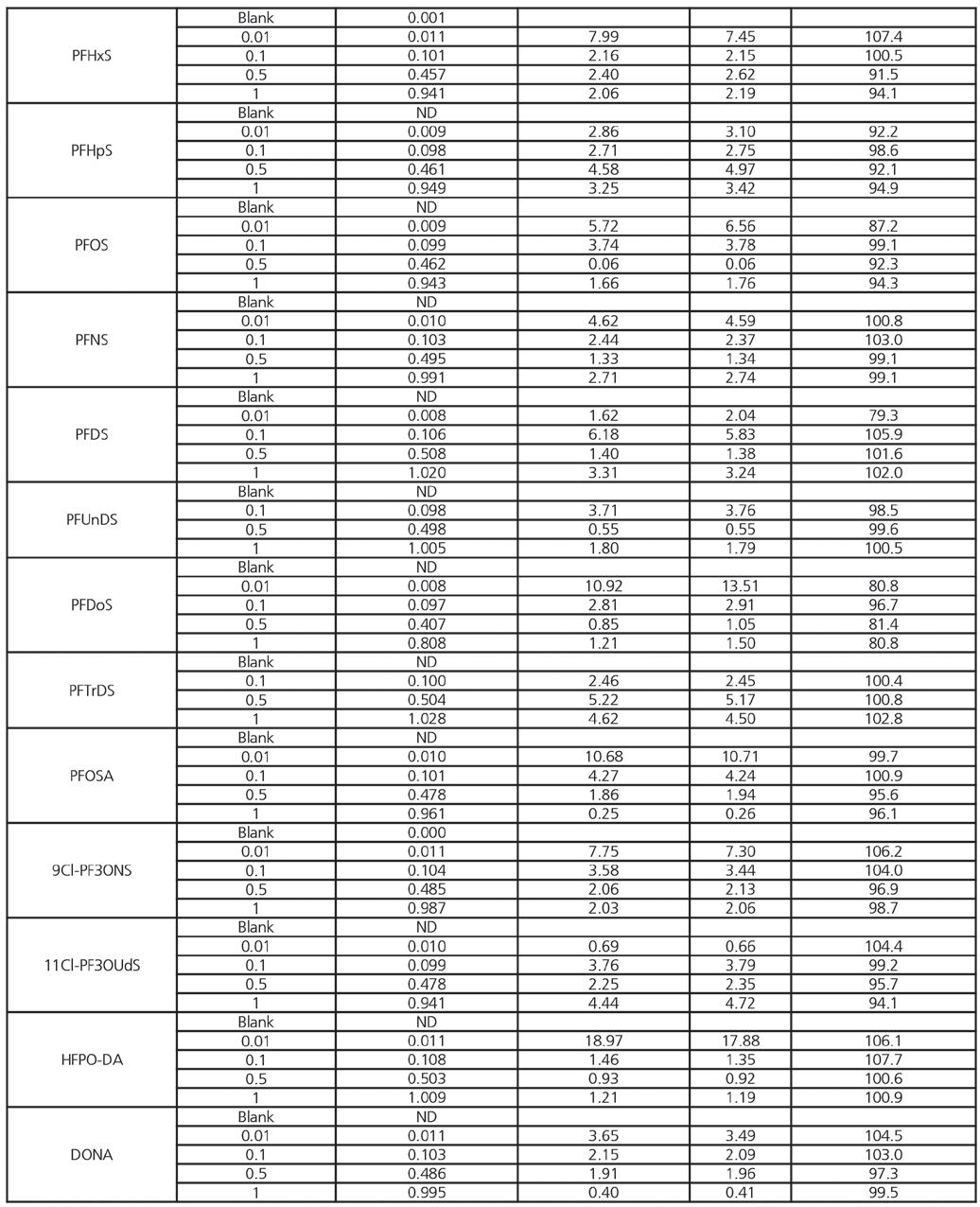
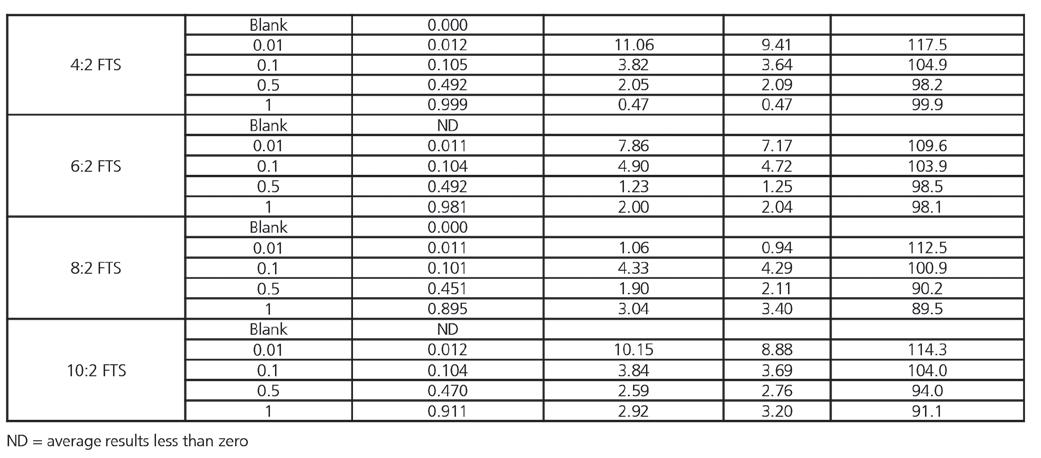
Blank matrixes and at least three different concentrations ranging from the SMPR required LOQ to 100 times the estimated LOQ were analyzed in triplicate. Recovery and repeatability for each analyte at each concentration are given in Table 3. The LOQ for each analyte was estimated by spiking at concentrations at, or below, the required LOQs listed in SMPR. The spiked samples were analyzed in triplicate and the mean and repeatability standard deviation were calculated. Then, the standard deviation
was divided by the mean and multiplied by 100% to calculate the repeatability percent relative standard deviation (RSD).
Exact labeled analogs were used as isotope dilution standards, except in a few cases where we found that 13C2 suffered matrix interferences. In these cases, another non-interfering isotope was chosen. The analytes tested and the associated calibration isotopes are shown in Table 3.
The LOQs for all matrices and compounds were determined using an Excel worksheet that compared each of the requirements of the SMPR including retention time, recovery, repeatability, S/N > 3 for the qualifier ion and an ion ratio of ±30%. PFBA, PFPeA, and PFOSA LOQ were set at the minimum concentration, meeting recovery and repeatability requirements and a S/N > 10. The lowest concentration to meet all the requirements of the SMPR was set as the LOQ. Figure 7 shows examples of the LOQ spike for PFHxS, PFNA, PFOA, and PFOS and their corresponding internal standards.
Figure 3: PFOA Calibration Curve
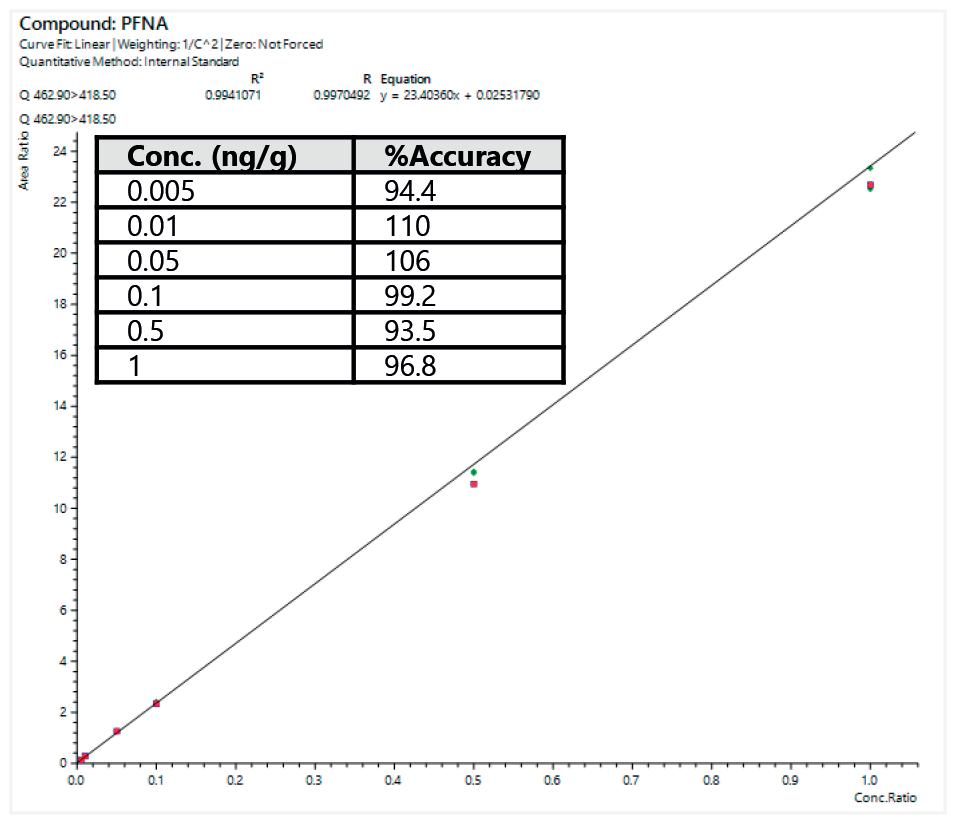
Figure 5: PFNA Calibration Curve
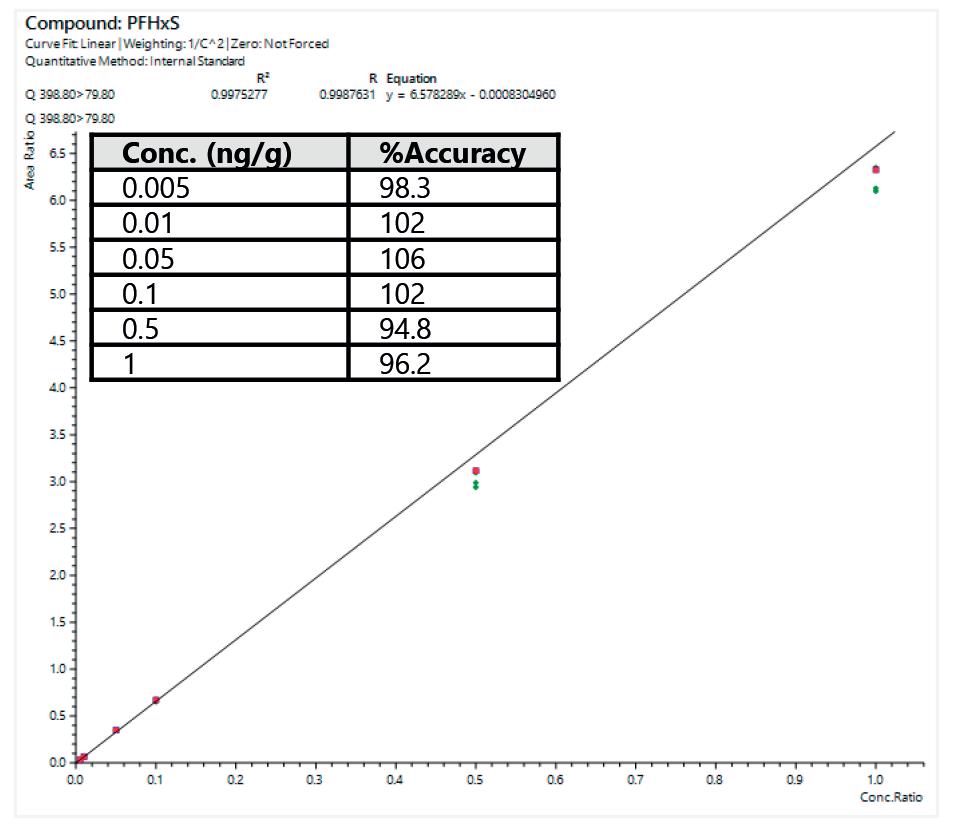
Figure 4: PFHxS Calibration Curve
Figure 6: PFOS Calibration Curve
LC-MS/MS
Table 3: Recovery and repeatability for each analyte at each spike concentration
LC-MS/MS
LC-MS/MS
7: LOQ Peaks with Internal Standards
Conclusion
The Shimadzu LCMS-8060NX Triple Quadrupole Mass Spectrometer coupled with a Shimadzu Nexera Liquid Chromatograph was used in a single laboratory study to measure 30 PFAS compounds in a baby food matrix and compared to criteria set by AOAC SMPR 2023.003. Chromatography conditions and the mass spectrometer were optimized to achieve excellent separation of all analytes, baseline resolution between linear and branched isomers, and a two-minute separation between PFOS and potentially interfering cholic acids. Precision and recovery and the experimentally determined LOQ are well within the requirements of the SMPR.
Reference
1) AOAC SMPR 2023.003
www.izasascientific.com
Shimadzu Corporation
Founded in 1875, Shimadzu Corporation, a leader in the development of advanced technologies, has a distinguished history of innovation built on the foundation of contributing to society through science and technology. Established in 1975, Shimadzu Scientific Instruments (SSI), the American subsidiary of Shimadzu Corporation, provides a comprehensive range of analytical solutions to laboratories throughout North, Central, and parts of South America. SSI maintains a network of ten regional offices strategically located across the US, with experienced technical specialists, service and sales engineers situated throughout the country, as well as applications laboratories on both coasts. For information about Shimadzu Scientific Instruments and to contact your local office, please visit www.ssi.shimadzu.com
Figure
Las ocho causas de inestabilidad en las balanzas analíticas*
Factores externos como las fluctuaciones de temperatura, las corrientes de aire, las interferencias electromagnéticas y las vibraciones pueden influir en la exactitud de las balanzas analíticas. Es importante mantener las balanzas analíticas en un entorno controlado para minimizar estos factores y garantizar lecturas exactas. Al comprender y controlar estos factores externos, los usuarios pueden asegurarse de que la balanza analítica proporciona mediciones fiables y exactas para sus necesidades de investigación o comprobación. Conocer estos elementos ambientales puede ayudarle a establecer un buen punto de partida.
1. Temperatura y humedad
La temperatura y la humedad son dos factores ambientales críticos que pueden influir significativamente en los resultados de pesaje de las balanzas analíticas. Comprender cómo afectan estos elementos al rendimiento de la balanza es esencial para obtener mediciones exactas y fiables.
Temperatura: es importante utilizar las balanzas analíticas dentro de un intervalo de temperatura estable especificado por el fabricante para minimizar los efectos de la temperatura en los resultados de pesaje. El uso de un entorno con temperatura controlada o la colocación de la balanza lejos de fuentes de calor o corrientes de aire frías pueden ayudar a mantener la estabilidad y la uniformidad en las mediciones.
Humedad: las incoherencias en la humedad pueden provocar fluctuaciones en las lecturas y comprometer la exactitud de las mediciones. Una humedad elevada hará que la muestra de pesaje absorba la humedad y cambie de peso. Mantener el laboratorio a un nivel de humedad controlado y almacenar las
balanzas en un entorno seco puede ayudar a evitar problemas relacionados con la humedad y garantizar unos resultados de pesaje estables.
Una buena sugerencia para mantener unos niveles óptimos de temperatura y humedad en un entorno de laboratorio es invertir en un sistema HVAC (calefacción, ventilación y aire acondicionado) de calidad que ofrezca un control preciso de estos factores ambientales.
En conclusión, mantener una temperatura constante de 20-25 °C y un nivel de humedad relativa situado entre el 40 y el 55% en el entorno del laboratorio es esencial para un rendimiento y una exactitud óptimos de las balanzas analíticas. Implantar
medidas eficaces de control de la temperatura y la humedad puede ayudar a crear un entorno estable y controlado para realizar operaciones de pesaje precisas y obtener resultados experimentales fiables.
2. Corrientes de aire
Las corrientes de aire pueden influir considerablemente en la estabilidad y exactitud de una balanza analítica. Los cambios en las corrientes de aire, como las entradas de aire o las salidas de aire acondicionado que soplan directamente hacia la balanza, pueden provocar fluctuaciones en las lecturas de pesaje. Esto se debe a que el flujo de aire puede crear vibraciones o movimientos en la balanza, lo que provoca inestabilidad en la célula de carga.
3. Campos magnéticos
Los campos magnéticos también pueden causar inestabilidad en una balanza analítica, ya que pueden interferir con el correcto funcionamiento de la célula de carga. La balanza. analítica utiliza una célula de carga MFR (restauración de fuerza magnética electrónica) que es muy sensible a los campos magnéticos externos. Los campos de dispersión pueden interferir en las señales electrónicas de la balanza y provocar fluctuaciones en las lecturas de pesaje, Para evitar los efectos de las interferencias magnéticas en la balanza analítica, es importante mantenerla alejada de fuentes de campos magnéticos. Los dispositivos electrónicos como los motores o los transformadores, generan campos magnéticos.
4. Cargas electrostáticas
La electricidad estática puede acumularse en los objetos, incluidos los materiales de muestra, los recipientes o incluso la propia balanza. Cuando se acumulan cargas estáticas, estas pueden crear desequilibrios en el sistema de pesaje, lo que provoca fluctuaciones en las lecturas e impide que la balanza proporcione mediciones exactas.
Para mitigar el impacto de la electricidad estática en la estabilidad de las balanzas analíticas, es importante tomar medidas preventivas. Esto puede incluir la conexión a tierra de todos los componentes del sistema de pesaje, la garantía de un entorno neutro con niveles de humedad adecuados, el uso de materiales aislantes antiestáticos y la eliminación de las fuentes de acumulación estática en el laboratorio.
5. Vibraciones
La vibración puede ser otro factor que contribuya a la inestabilidad en una balanza analítica. En un entorno de laboratorio,
diversas fuentes de vibración, como equipos cercanos, tráfico peatonal o incluso factores externos al laboratorio, pueden alterar las lecturas de la balanza y afectar a la exactitud de las mediciones. Incluso los movimientos más pequeños pueden dificultar la obtención de resultados precisos cuando se trata de instrumentos de alta resolución.
6. Radiación térmica
La radiación térmica también puede ser un factor que cause inestabilidad en las balanzas analíticas. Cuando la radiación térmica afecta a las balanzas analíticas, incluido el calor del cuerpo humano, las variaciones de temperatura pueden crear corrientes de aire que alteren la balanza y produzcan incoherencias en las lecturas.
7. Volatilización de la muestra y humedad de base seca
La temperatura de la muestra que hay que pesar también puede ser un factor crítico que contribuya a la inestabilidad en una balanza analítica. Cuando la temperatura de la muestra cambia, puede afectar a la masa o densidad de la muestra, lo que provoca variaciones en el peso medido por la balanza. Por ejemplo, cuando una muestra está más caliente que el entorno circundante, pueden crearse corrientes de convección o producirse diferencias en la densidad del aire que afecten a las lecturas de la balanza. Por el contrario, si una muestra está más fría, puede producirse condensación, así como cambios en las propiedades físicas de la muestra que influyen en los resultados de la medición.
8. Empuje aerostático
El empuje de aire, o la fuerza ejercida por el aire o el gas sobre los objetos sumergidos en él, también puede ser un factor significativo que contribuya a la inestabilidad en una balanza analítica. Los cambios en la densidad del aire, como las fluctuaciones de temperatura o altitud, pueden influir en el peso aparente de los objetos que se pesan en la balanza. Además, las entradas o corrientes de aire en el entorno del laboratorio pueden alterar aún más el equilibrio de la balanza y provocar incoherencias en las mediciones.
www.ohaus.com
(Véase anuncio en la sección Guía del Comprador.)
Ohaus Corporation
Con sede en Parsippany, Nueva Jersey (EE.UU.), Ohaus Corporation fabrica una amplia línea de balanzas y básculas electrónicas y mecánicas de alta precisión que cumplen las demandas de prácticamente cualquier necesidad de pesaje. La empresa es un líder mundial en los canales de laboratorio, industriales y educativos, así como en una gran variedad de mercados especializados, incluidas las industrias alimentaria, farmacéutica y de joyería. Como fabricante certificado según la norma ISO 9001:2008, los productos de Ohaus son precisos, fiables y asequibles, y están respaldados por una asistencia al cliente líder en su sector.
muestras
Alexis MacLeod
¿Cuán seguras están sus muestras?*
(Parte 2 – Volumen de trabajo)
Gerente de producto en Azenta Life Sciences alexis.macleod@azenta.com
Introducción
Los tubos de almacenamiento de plástico se utilizan en laboratorios de todo el mundo para almacenar muestras biológicas y químicas en una amplia gama de temperaturas, desde ambiente hasta -196 °C.
El conocimiento del volumen de trabajo es un criterio clave que hay que considerar al seleccionar el tubo más apropiado y depende de una variedad de factores que incluyen:
• Volumen de llenado del tubo
• Precisión del volumen dispensado
• Condiciones de congelación
• Condiciones de deshielo
• Tapón seleccionado
• Presión de estallido del tapón.
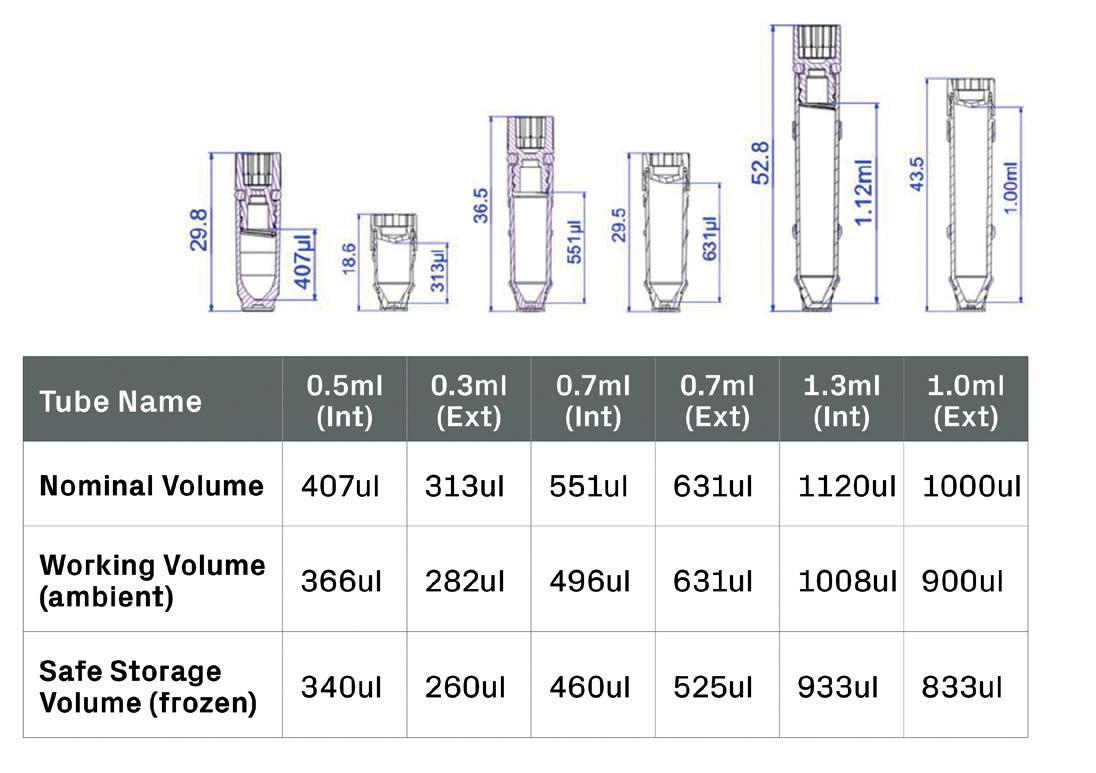
Los fabricantes de tubos para almacenamiento de muestras especifican el tamaño de los tubos de diversas formas, pero rara vez indican el tipo de muestra o las condiciones de almacenamiento necesarias para alcanzar los volúmenes indicados. Esto puede provocar resultados catastróficos si se excede el volumen de trabajo del tubo.
Los fabricantes utilizan nomenclatura como:
• Tamaño del tubo
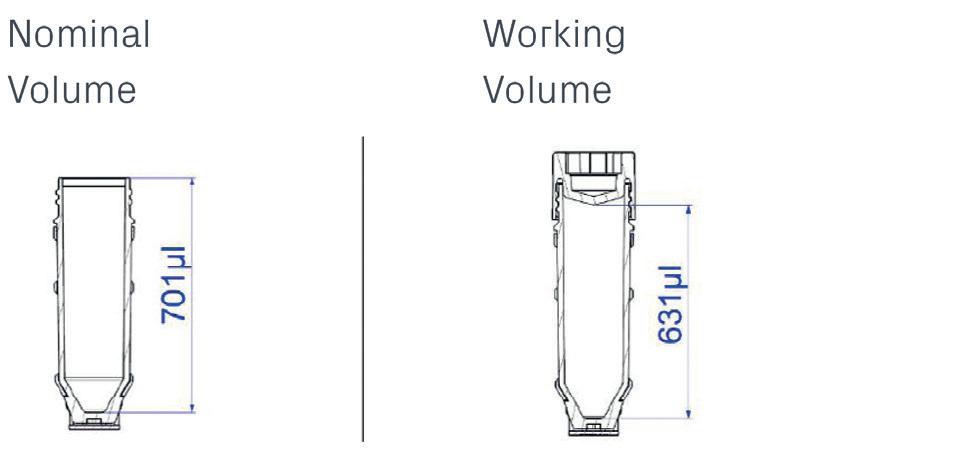
• Volumen nominal
• Volumen de trabajo
• Volumen de almacenamiento seguro.
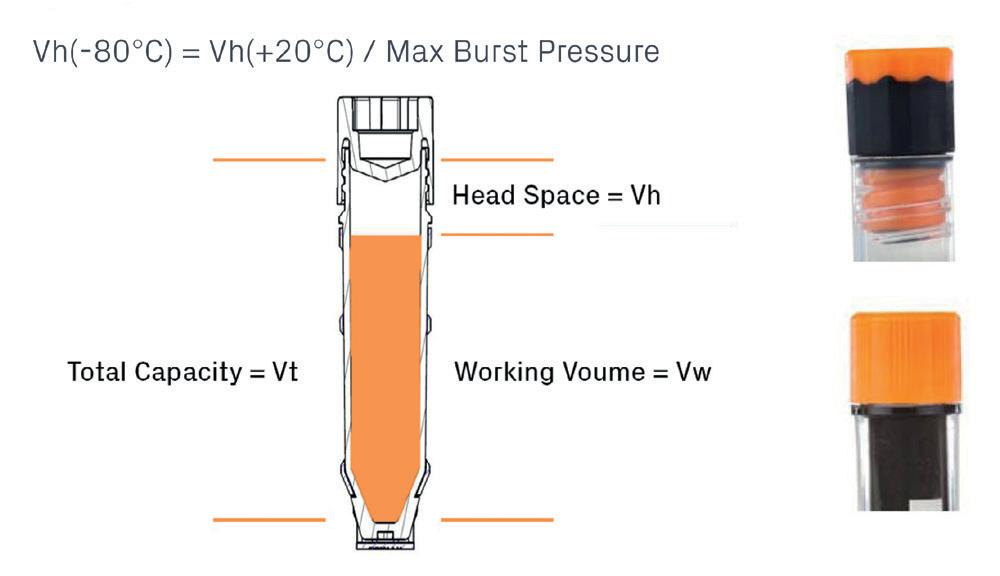
Figura 1
Volumen de llenado
El impacto del sobrellenado es más profundo para las muestras biológicas con un alto contenido de agua que, debido a sus
*La primera parte de este artículo se publicó en el nº 496 de Técnicas de Laboratorio, págs. 652-653)
muestras
propiedades únicas, plantea desafíos al almacenar y congelar muestras.
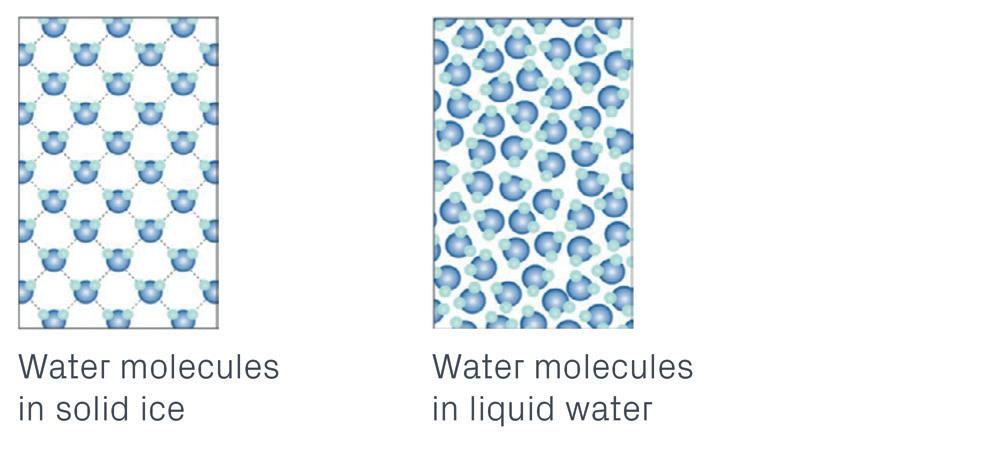
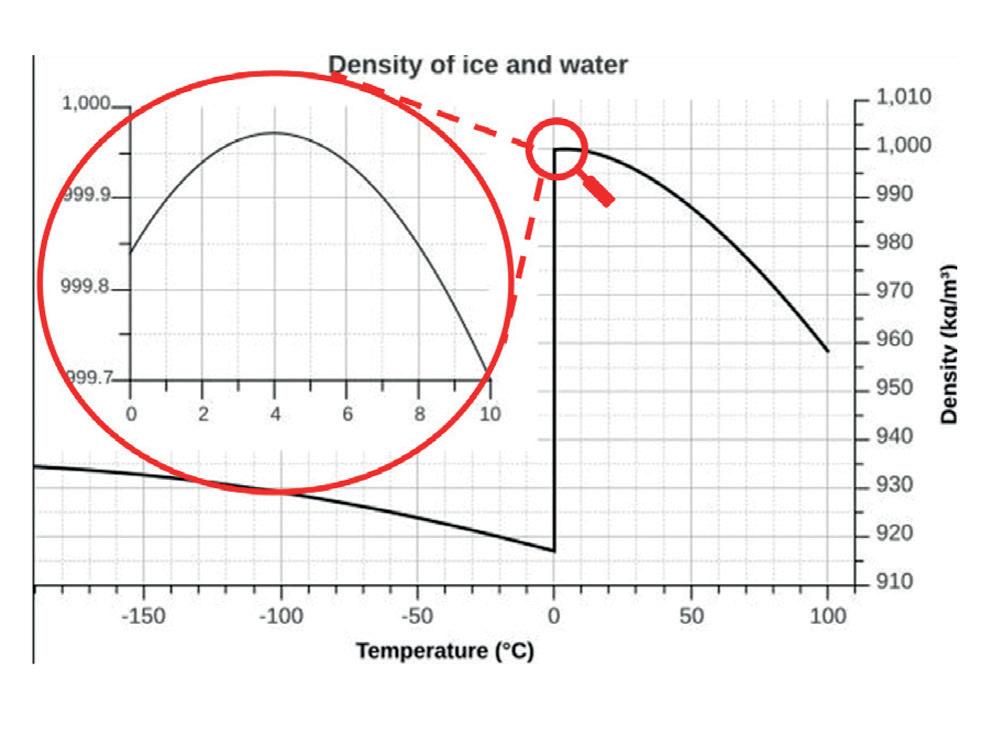
Cuando el agua se congela, las moléculas forman una estructura cristalina mantenida por enlaces de hidrógeno que separan aún más las moléculas. Como resultado, el agua solidificada -el hielo- es menos denso que en el estado líquido, por lo que los cubitos de hielo flotan en las bebidas.
2
Una consecuencia de esto es que el volumen ocupado por el agua aumenta aproximadamente un 9% a medida que se congela. Esta expansión del volumen puede provocar el agrietamiento de los tubos de almacenamiento de muestras si se excede el volumen de trabajo, con la consiguiente pérdida de valiosas muestras.
Como podemos ver en el gráfico siguiente, la densidad más baja y, por tanto, la mayor expansión del agua (y, por asociación, de las muestras biológicas), se produce en el punto de congelación (0 °C para agua pura y ligeramente inferior para las biológicas).
Figura 3:
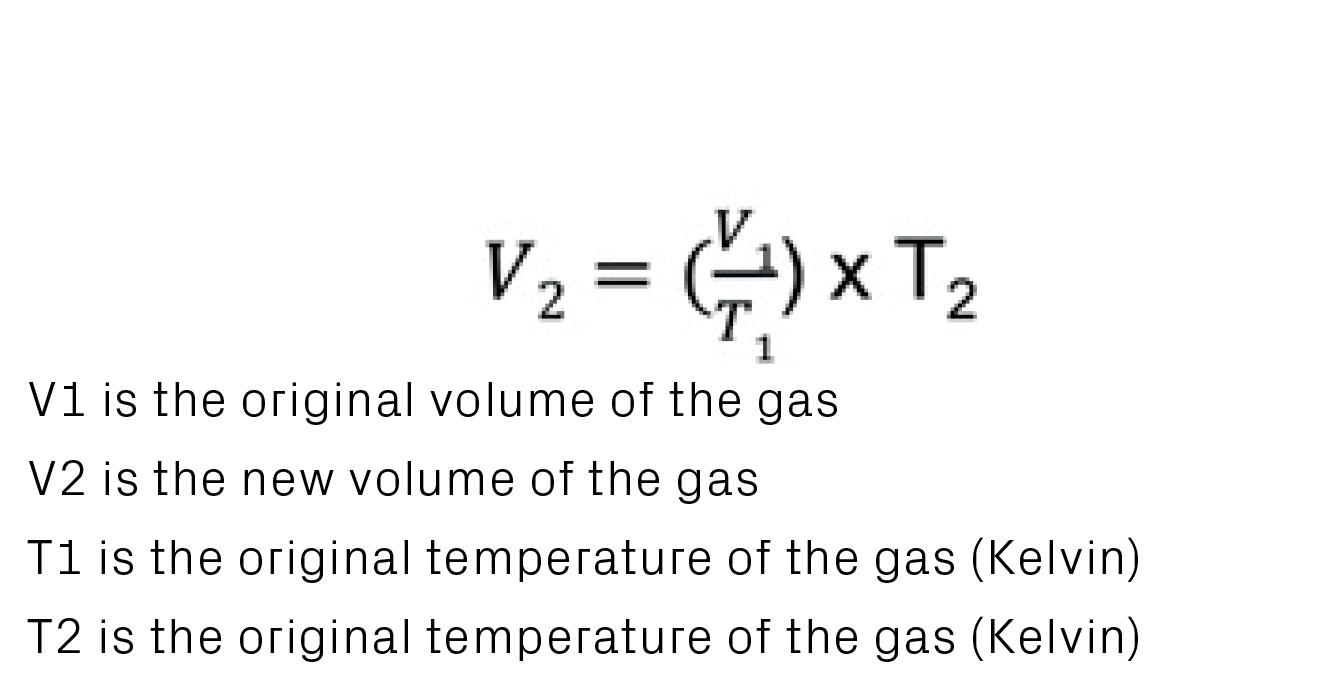
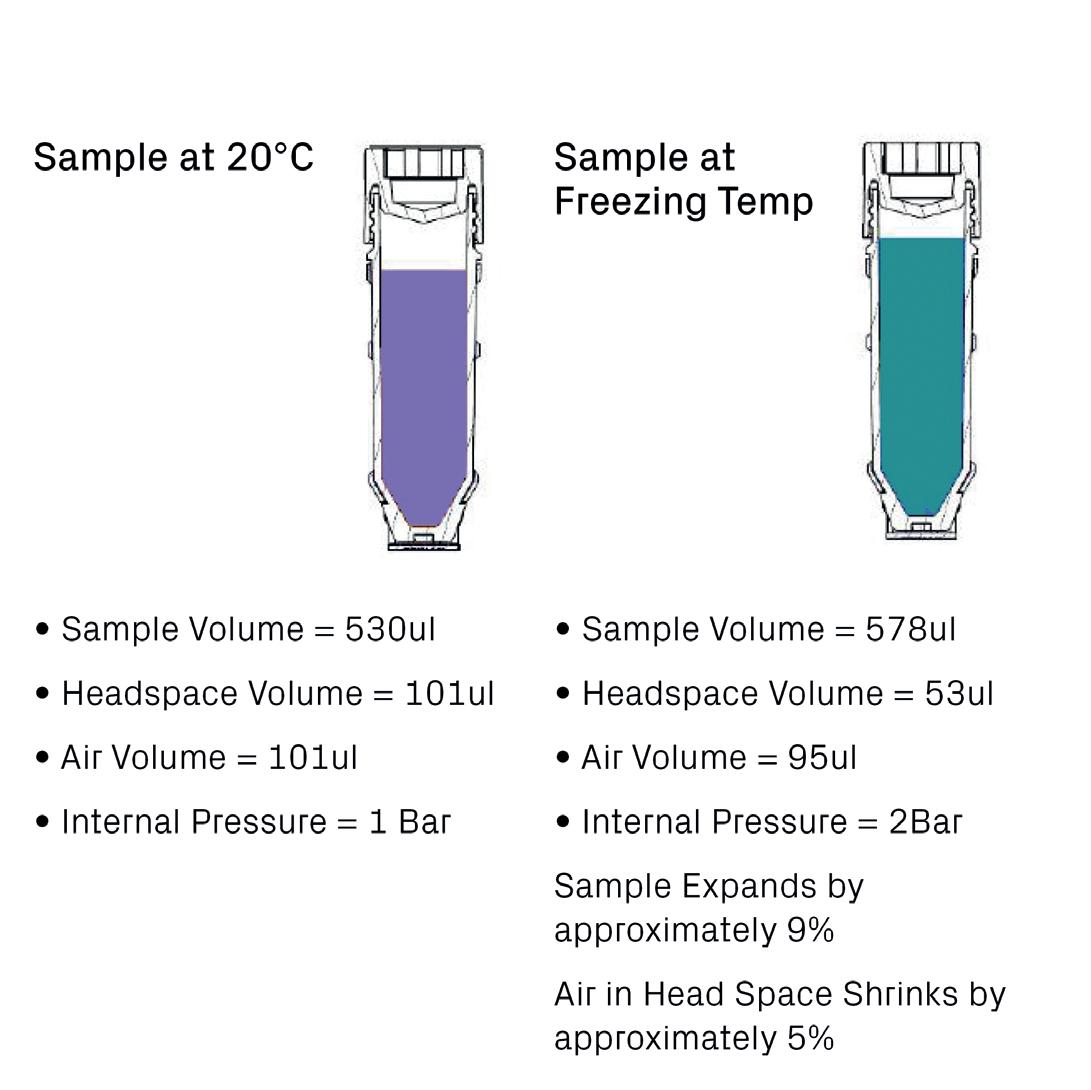
Impacto de la ley de Charles en el volumen de muestra
La ley de Charles establece que el volumen de una masa fija de gas es directamente proporcional a la temperatura a presión constante. A medida que la temperatura de la muestra disminuye, el aire que llena el espacio entre la muestra y la tapa (espacio de cabeza) también disminuirá a un ritmo lineal a temperaturas entre 20 °C y -80 °C.
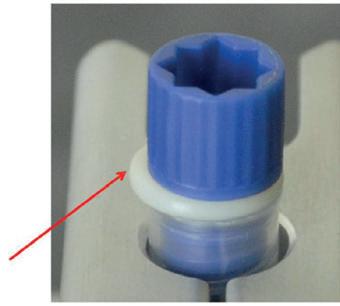
Incluso si la extensión del “sobrellenado” no es suficiente para romper el tubo, la expansión de la muestra eleva la presión en el tubo, lo que puede provocar que la tapa o la junta tórica “salgan” (Figura 4). ¿Qué sucede cuando un tubo con rosca interna se sobrellena solo en un 5%? El aumento de presión en el tubo hace que la junta tórica se salga con pérdida de integridad del tubo.
Para abordar este problema, Azenta Life Sciences aprovechó la técnica de comoldeo para soldar una junta de TPE integrada en el tapón de polipropileno, en lugar de una junta tórica de silicona tradicional, eliminando la posible pérdida de integridad de la muestra asociada con la expulsión de la junta tórica.
Azenta Life Sciences también fue pionera en desarrollar el tubo de almacenamiento de muestras con formato de rosca externa 96, que tiene la ventaja de maximizar el volumen interno y, por lo tanto, el volumen de trabajo para una altura determinada del tubo. A diferencia del tubo de rosca interna tradicional, se puede acomodar un volumen de muestra adicional ya que el tapón no penetra en el tubo.
Calcular el volumen de trabajo seguro
El volumen de trabajo/almacenamiento seguro de un tubo se puede calcular para garantizar que la presión interna generada durante la congelación no exceda la presión de rotura del método de sellado.
La presión de 2 bar debe considerarse la presión máxima segura incluso si el sello es capaz de soportar una presión más alta para no dañar el tubo.
Figura
Figura 4
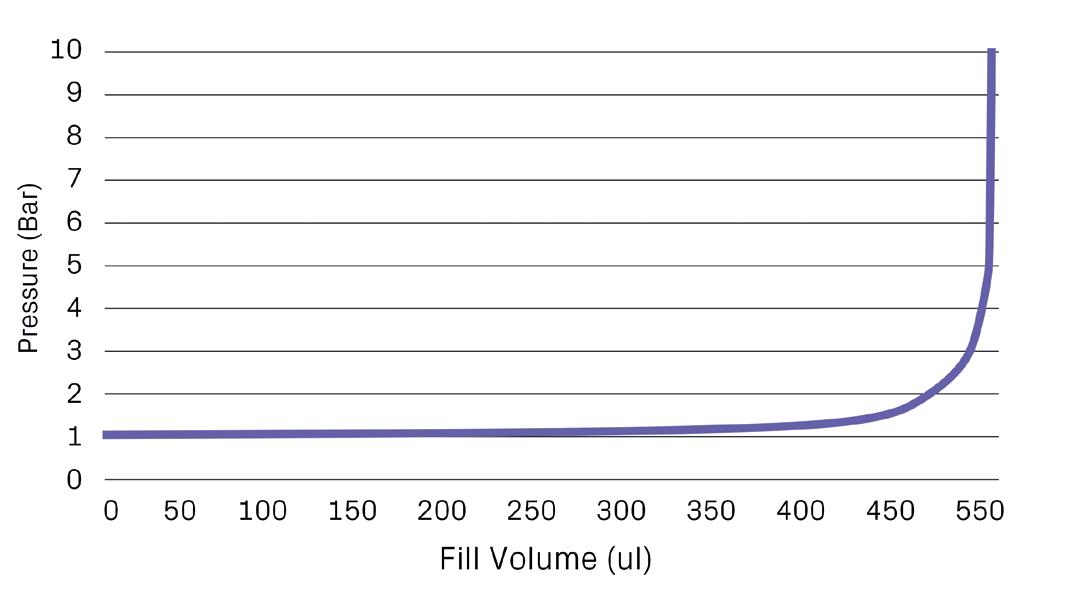
Como puede verse en el gráfico de la Figura 7, a medida que se acerca al volumen de trabajo máximo seguro, la presión dentro del tubo de almacenamiento de muestras aumenta exponencialmente.
Esto se debe a la relación entre el volumen de la muestra y el espacio de cabeza. Esto resalta la importancia de conocer el volumen de llenado del tubo de muestra, lo que también requiere conocimiento tanto de la exactitud como de la precisión del sistema de manipulación de líquidos que se utiliza.
El volumen máximo de llenado debe establecerse en el volumen máximo de almacenamiento seguro para los tubos menos el % de precisión y el % de precisión del sistema de manipulación de líquidos que se utiliza.
Utilizando el siguiente ejemplo para el tubo de rosca externa de 0,7 ml, el volumen de trabajo seguro calculado es 525 ul. Esto genera una presión interna máxima de 2 bar; sin embargo, debido al gran volumen de muestra en comparación con el bajo volumen del espacio de cabeza, un solo pequeño error en el volumen de llenado objetivo puede producir un aumento significativo de la presión. Un error de llenado de solo el 5% dará como resultado una presión interna de más de 3 bar y probablemente provocará que el tubo se agriete o que el tapón salte.
Figura 5
Figura 6
Figura 7
Figura 8
Figura 9
muestras
Figura 10
Congelación con velocidad controlada
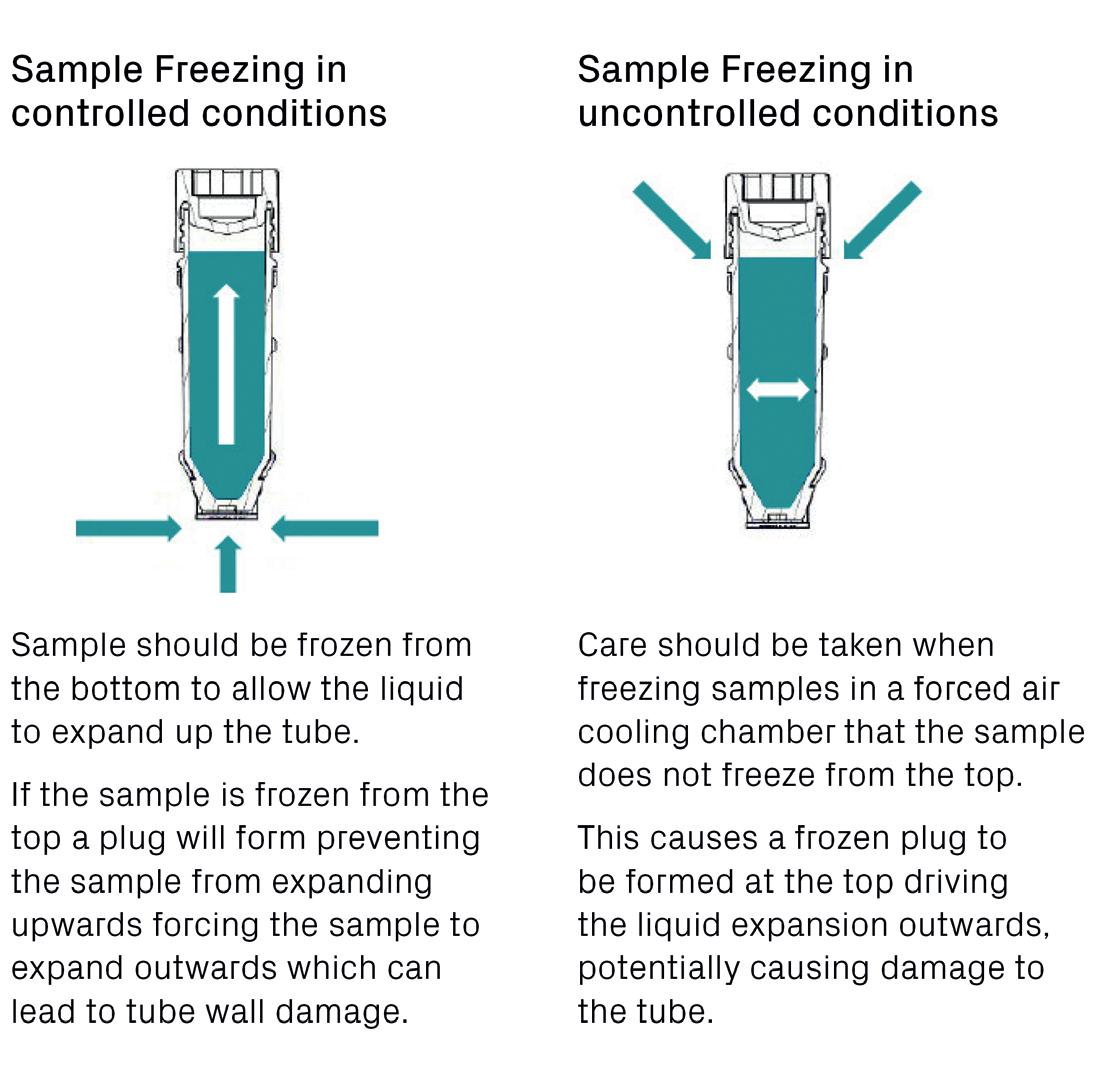
Lo ideal sería congelar la muestra con un método de velocidad controlada, para garantizar que la muestra se congele desde abajo hacia arriba, permitiendo que se expanda al congelarse. Si la muestra se congela demasiado rápido, puede sobreenfriarse antes de que se produzca la nucleación y se produzca el cambio de fase de líquido a sólido (hielo).
Si esto sucede, se puede formar un tapón de hielo en la parte superior de la muestra, lo que limita el espacio disponible para que el resto de la muestra se expanda a medida que se congela. Como la muestra no puede expandirse verticalmente debido al tapón de hielo, la fuerza resultante es horizontal y provoca que el polipropileno se agriete.
11
Azenta Life Sciences ofrece una gama de productos que permiten una tasa de congelación controlada. Los productos se identifican en los siguientes carteles: “Mejores prácticas para introducir muestras biológicas a -80 °C en congeladores de nitrógeno líquido en fase de vapor a -190 °C, con evidencia experimental de excursiones térmicas” y “Manipulación de temperatura controlada y criopreservación sin alcohol: Una nueva era en manejo de muestras y biobancos”.
Conclusión
Esta evaluación muestra que se necesita un conocimiento exhaustivo de los volúmenes de trabajo para proteger el tubo de muestra y, por tanto, la propia muestra, de daños que podrían provocar su pérdida. Esta comprensión debe basarse en varios factores clave, entre ellos cálculo del posible sobrellenado del manipulador de líquidos utilizado para determinar el volumen de trabajo real, tasas de congelación controladas para mitigar el riesgo de la formación de tapones de hielo y, lo que es más importante, conocimiento de las características del tubo de muestra (opciones de tapado, presión de estallido y volúmenes de trabajo).
www.azenta.com
Figura
Figura 12
Figura 13
Brady reinventa la impresión de etiquetas con núcleo de 76 mm
La nueva BradyPrinter i7500, de la empresa especializada en identificación Brady Corporation, está diseñada para rollos de etiquetas con núcleo de 76 mm y se ajusta automáticamente cuando el usuario carga un nuevo consumible. Es una impresora que está lista en 40 segundos y permite imprimir correctamente desde la primera etiqueta, sin desperdiciar material.
Configurar y no volver a tocar
Hasta la fecha, el enfoque más habitual ante la impresión de etiquetas de transferencia térmica de gran volumen y alta precisión con núcleo de 76 mm (3 pulgadas) ha sido el de ‘configúralo y no lo vuelvas a tocar’.
La impresión de etiquetas con núcleo de 76 mm es crucial para la trazabilidad y el cumplimiento, pero suelen ser equipos complicados de configurar y calibrar que se convierten en un quebradero de cabeza para los operarios de los sectores de laboratorio, fabricación, electrónica y electricidad.
Lista en 40 segundos
Las cosas han cambiado. Brady Corporation ha desarrollado un nuevo modelo propio de impresora que elimina todas las complicaciones y redefine la experiencia de la impresión de etiquetas con núcleo de 76 mm.
“La nueva BradyPrinter i7500 no requiere que los usuarios ajusten los sensores, configuren la temperatura, definan las dimensiones de las etiquetas ni desperdicien material en la calibración”, afirma Ömer Adisen, Product Manager de impresoras de sobremesa y software de Brady Corporation. “Todo ello es gracias a la tecnología LabelSense, una tecnología que reduce el frustrante proceso de ensayo y error de la calibración
manual y nos permite ofrecer un producto listo para imprimir en solo 40 s. Además, los consumibles Brady están diseñados para que solo puedan cargarse de la forma correcta”.
Impresión eficaz y flexible
La BradyPrinter i7500 con tecnología LabelSense convierte la impresión de etiquetas con núcleo de 76 mm de alta precisión en un proceso mucho más intuitivo y eficiente. Se acabó man-
novedades
tener varias impresoras para evitar los clásicos problemas de consumibles y calibración. “La impresora viene con los ajustes óptimos precargados y reconoce automáticamente todos los consumibles Brady. La i7500 ofrece una gran flexibilidad, ya que permite a los usuarios cambiar de etiquetas de circuitos impresos a placas de características, etiquetas de perfil en relieve, manguitos termorretráctiles o etiquetas especializadas de laboratorio, en tan solo 40 s. La i7500 imprime correctamente desde la primera etiqueta, incluso si se cargan etiquetas pequeñas con códigos QR de 3,18 mm, reduciendo de este modo los residuos y apostando por la sostenibilidad”.
Núcleo abierto
Además de la calibración automática, la i7500 puede imprimir etiquetas con núcleo de 76 mm de otros fabricantes en modo manual. “Si se plantea sumarse a la nueva experiencia de impresión de etiquetas que proporciona la BradyPrinter i7500, recuerde que podrá aprovechar su stock de etiquetas actual. La BradyPrinter i7500 imprime con gran velocidad y precisión en cualquier etiqueta con núcleo de 76 mm, sea cual sea su fabricante”.
Compatible con software
En combinación con el software de diseño de etiquetas Brady Workstation, reconoce instantáneamente las dimensiones de los consumibles Brady cargados para que pueda crear sus etiquetas de forma rápida e intuitiva. Además de proteger el diseño de las etiquetas, Brady Workstation también incluye una sencilla aplicación de escaneo a impresión y una aplicación de automatización de datos que permite imprimir etiquetas en el momento adecuado con los datos pertinentes del sistema ERP.
La BradyPrinter i7500 es compatible con lenguajes de impresión como ZPL y puede imprimir desde otros programas de diseño de etiquetas.
La impresión de alta calidad, redefinida
“La nueva BradyPrinter i7500 sienta las bases una nueva experiencia de impresión premium de alta precisión para etiquetas con núcleo de 76 mm”, afirma Ömer. “Gracias a su calibración totalmente automatizada, está lista para imprimir en diferentes consumibles en 40 s. Además, la i7500 cuenta con una gran pantalla integrada y una interfaz de usuario intuitiva que le ayudan a imprimir una amplia gama de etiquetas sin complicaciones. Si lo desea, Brady puede realizar una demostración práctica en sus instalaciones para mostrarle lo intuitiva que puede ser la impresión de etiquetas”.
Brady Corporation
Brady Corporation es una empresa internacional dedicada a la fabricación y comercialización de soluciones integrales para identificar y proteger a personas, productos y lugares. Sus productos ayudan a los clientes a aumentar la seguridad, productividad y rendimiento, e incluyen etiquetas, señales, dispositivos de seguridad, sistemas de impresión y software de alto rendimiento. Fundada en 1914, la empresa cuenta con una base de clientes diversificada en los sectores de la electrónica, las telecomunicaciones, la fabricación, la electricidad, la construcción, la medicina, la industria aeroespacial y muchos otros. Sus acciones cotizan en la Bolsa de Nueva York (NYSE) con el símbolo BRC.
www.bradyeurope.com
Noticias
ENCUENTROS
XI Congreso Nacional de Legionela y Calidad Ambiental
Los días 7 y 8 de mayo de 2025, en el Vapor Universitari de Terrassa, tendrá lugar la undécima edición del Congreso Nacional de Legionela y Calidad Ambiental.
Este encuentro mantendrá el objetivo planteado en su primera edición celebrada en febrero del 2004: ser un espacio de debate donde se aborden las novedades sobre legislación, prevención, formación y protección respecto a esta enfermedad.
Los aparatos o equipos con más riesgo de diseminar esta enfermedad en el entorno no solo son las torres de refrigeración de las industrias, a las que, sistemáticamente, se les ha hecho res-
ponsables de la mayoría de los casos de legionelosis. También están los sistemas humidificadores del aire al interior de los edificios, los sistemas de agua sanitaria caliente y fría (red, depósitos, calderas, cisternas, etc.), las instalaciones de centros hospitalarios e instalaciones de uso colectivo (duchas, hoteles, saunas, balnearios, etc.), las instalaciones termales y piscinas climatizadas en movimiento, etc. Son, pues, muchos los sistemas que hay que controlar y vigilar, para así poder evitar la dispersión del microorganismo responsable en el entorno. Por otra parte, hay un aspecto ambiental que tiene una importancia cada vez mayor: el ambiente interior, es decir, aquel
entorno en el que las personas pasan alrededor del 60% de su vida laboral y doméstica. En este sentido, cada vez se implementan más las tendencias reivindicativas que apuntan a gestionar con rigor la calidad ambiental en el interior de edificios e instalaciones, fundamentando esta acción en criterios de seguridad, prevención, confort e imagen, con manifestaciones individuales y colectivas que influyen necesariamente en las esferas empresariales, sindicales y mediáticas. El congreso se dirige a un amplio grupo de profesionales implicados en diferentes ámbitos en la prevención de la legionelosis (arquitectos, ingenieros, instaladores, mantenimiento de equipos, empresas que se dedican al tratamiento y desinfección de instalaciones) que se ubican en los siguientes establecimientos:
- Hoteles
- Otros equipamientos turísticos apartamentos, apartahoteles, campings, embarcaciones, etc.
- Polideportivos, piscinas incluidas
- Instituciones de atención sanitaria: hospitales, clínicas, residencias para gente mayor, etc.
- Balnearios, baños termales
- Instalaciones industriales.
La web del congreso incluye toda la información necesaria al respecto: organización, alojamiento, precios, ponentes y ponencias, etc.
www.cresca-upc-events.cat
ALTANA
Un compromiso: emisiones netas cero en toda la cadena de valor para 2050
El grupo global de especialidades químicas Altana (BYK) ha anunciado su compromiso de alcanzar emisiones netas cero en toda su cadena de valor para 2050. Esto incluye la reducción del 90% de las emisiones en los alcances 1, 2 y 3, y el tratamiento de las emisiones inevitables mediante procesos reconocidos. Además, se propone reducir en un 90% las emisiones bajo su control directo (alcances 1 y 2) en 2040. Estos objetivos están alineados con el Acuerdo de París, y han sido validados por la iniciativa Science-Based Targets (SBTi), una referencia global en la lucha contra el cambio climático.
Entre 2014 y 2023, Altana ya ha reducido sus emisiones de alcances 1 y 2 en un 70% y a partir de este 2025, la empresa compensará las emisiones restantes mediante proyectos de protección climática más allá de su cadena de valor. “Siempre hemos dicho que queremos dejar nuestra huella en la innovación, no en las emisiones. Este compromiso refuerza nuestro papel en la lucha contra el cambio climático,” dice Martin Babilas, CEO de Altana AG. “A través de soluciones que mejoran la reciclabilidad de envases o el rendimiento de aerogeneradores, llevamos años ayudando a nuestros clientes a ser más sostenibles. Ahora ampliamos este compromiso a toda nuestra cadena de valor, asumiendo nuestra responsabilidad de limitar el calentamiento global.”
Para alcanzar sus metas, Altana prioriza la electrificación de procesos y vehículos, el uso de materias primas sostenibles de proveedores alineados con SBTi y la optimización de rutas de transporte mediante una red descentralizada de compras y producción. Desde 2020, toda la electricidad adquirida por Altana proviene de fuentes renovables, y más del 50% se genera en las propias instalaciones de la empresa, principalmente mediante energía solar.
noticias
SUSCHEM-ESPAÑA
Premiados cuatro jóvenes investigadores
La Plataforma Tecnológica y de Innovación de Química Sostenible SusChemEspaña, gestionada por Feique, celebró 11 de diciembre en Madrid su Asamblea Anual bajo el lema Dinamizando la cooperación tecnológica, la creación de empresas y el talento joven, con la entrega de la XVI edición de sus Premios SusChem 2024 como acto central.
La Asamblea se centró en la colaboración, la innovación y el compromiso con la sostenibilidad, poniendo el foco en la contribución del conocimiento y el talento joven. La química sostenible, gracias a su capacidad transformadora, responde a desafíos globales como el cambio climático, la transición energética o la economía circular aportando soluciones concretas que están acelerando la transición hacia la descarbonización.
La presidenta de SusChem-España, Adriana Orejas, quiso mirar al futuro poniendo énfasis en la aportación necesaria, a todos los niveles, de la innovación química a los retos de sostenibilidad: “En un mundo donde las exigencias ambientales y sociales evolucionan rápidamente, la capacidad de las empresas químicas para innovar es lo que define su éxito a largo plazo. Es aquí donde la I+D desempeña un papel crucial. La colaboración entre investigadores y empresas puede ser transformadora, porque conecta la creatividad y el talento de las personas con los recursos y la experiencia práctica de la industria”.
Asimismo, puso en valor el papel de las plataformas tecnológicas y de innovación como SusChem-España como cooperadoras necesarias para la transferencia de conocimiento, una comunicación que “debe ser fluida y constante” para conseguir alianzas estratégicas en el ámbito europeo y global que calificó como “un espacio en el que el mundo académico, empresarial y político puedan dialogar, compartir y construir juntos”.
Abrieron la sesión de ponencias EvaKathrin Schillinger (SusChem-Europa y CEFIC) y Carlos Molina (SusChem-España y Feique), quienes destacaron la trayec-
toria consolidada de la plataforma en Europa y España. Pusieron de manifiesto el papel de SusChem como elemento dinamizador de la cooperación tecnológica para impulsar proyectos que abordan los desafíos ambientales y tecnológicos, impulsando sinergias entre empresas, centros de investigación y emprendedores. Hubo una mesa de debate bajo el lema Oportunidades para crear nuevas empresas que aporten soluciones pioneras en química sostenible, moderada por María Eugenia Anta (Feique), donde Jesús Torrecilla (Tecnalia Ventures), Ruth Manzanares (AINIA), Gema García (All4Zero) y María José Tomás (CDTI) reflexionaron sobre la situación actual en la que la sociedad es cada vez más consciente de la importancia de la sostenibilidad. Un escenario en el que la química tiene un papel esencial para la creación de soluciones innovadoras que puedan responder a los retos ambientales del futuro. Los participantes de la mesa compartieron también tendencias, proyectos, desafíos y estrategias para el desarrollo de startups que integren prácticas sostenibles: desde la producción de materiales más ecológicos hasta la optimización de procesos químicos que serán la llave de un futuro más verde y eficiente. Después hubo un coloquio dirigido por Adriana Orejas, y que contó con Luis Alberto Otero (Foresa), Javier Brañas (Fertiberia) y Anne Chloé Devic (SSbD Consulting Europe). Coincidieron en cómo la Ciencia y, en concreto, la Química, es
esencial para el desarrollo económico, social y ambiental y la importancia de promover vocaciones científicas basadas en el talento, pero también en el reconocimiento y proyección de un futuro profesional de calidad de las nuevas generaciones. Los tres expertos coincidieron en que uno de los retos a los que se enfrentan los científicos al acceder a las empresas es la necesidad de una formación y especialización técnica muy elevada, que demanda perfiles diversos y orientados a resultados. Asimismo, para atraer talento, las empresas deben ofrecer opciones de interés adaptadas a los distintos perfiles y alinear las necesidades empresariales con las expectativas profesionales de los investigadores, lo que permite retener el talento.
También se puso de manifiesto la importancia de la colaboración entre el mundo empresarial y el ámbito académico en el desarrollo de proyectos de investigación. Como principal ventaja de trabajar en el entorno empresarial, se destacó que la innovación generada puede implementarse directamente en el mercado, lo que permite a los científicos palpar el impacto tangible de su trabajo en la vida de las personas. Para finalizar, se celebró la entrega de los Premios SusChem Jóvenes Investigadores Químicos 2024. Un reconocimiento público, que este año celebró su XVI edición, y que premió a cuatro talentos emergentes en investigación química, muestra del compromiso de las Plataformas Tecnológicas y
de Innovación como SusChem-España con la nueva generación de científicos a la vanguardia del desarrollo de nuevas soluciones. Estos premios reconocen los logros de los jóvenes investigadores y buscan inspirar a futuras generaciones a seguir contribuyendo al desarrollo sostenible mediante la investigación y la innovación en el área de la química en España.
Convocados por SusChem-España y promovidos por la Federación Empresarial de la Industria Química Española (Feique), la Asociación Nacional de Químicos e Ingenieros Químicos de España (ANQUE), la Conferencia Española de Decanos de Químicas (CEDQ), el Salón Internacional de la Química Expoquimia, el Foro Química y Sociedad y Tecnalia Ventures, los premios están dotados con un total de 10.000 EUR para sus tres categorías.
Los Premios son:
- Futura al mejor expediente académico de grado de Química o cualquier otro relacionado con la ciencia y las tecnologías químicas: Lourdes Patricia Sanmiguel, graduada en Química por la Universidad de Santiago de Compostela.
- Investiga ex aequo, al autor de la mejor publicación científica en Química y que estuviera en posesión del título de doctor: Jordi Soler, doctor en Química por la Universidad de Girona, por su trabajo Engineered cytochrome P450 for direct arylalkene-to-ketone oxidation via highly reactive carbocation intermediates, desarrollado en la Universidad de Girona, y Jon Ander Onrubia, doctor en Ingeniería Química por la Universidad del País Vas-
co, por su trabajo Ca doping effect on the performance of La1−xCaxNiO3/ CeO2-derived dual function materials for CO2 capture and hydrogenation to methane desarrollado en la Universidad del País Vasco.
- Innova al mejor trabajo desarrollado a partir de una colaboración públicoprivada: Ester López Fernández, doctora en Ingeniería Química y Ambiental, por sus prometedores resultados en el proyecto Development of nanostructured electrodes by magnetron sputtering for anion exchange membrane water electrolysis, desarrollado en la Universidad de Castilla-La Mancha en colaboración con H2B2 Electrolysis Technologies, S.L.
https://www.suschem-es.org
noticias
COMPANIES
ProBioGen expands protein and viral manufacturing to drive continued growth
ProBioGen announced on January 7th the expansion of both protein and virus manufacturing at its Berlin headquarters. This includes the commissioning of an additional 1000 L-scale GMP production line for proteins as well as the completion of the construction phase of its virus manufacturing unit. In the protein vertical, this strategic move aims to address the increasing global demand for biologics, enhancing ProBioGen’s ability to support partners from cell line development through to commercial manufacturing. Utilizing its CHO.RiGHT® platform in combination with market-approved technologies such as the DirectedLuck® transposase and the ADCC enhancement GlymaxX®, ProBioGen reinforces its position as a reliable partner in the industry. With this investment the company strengthens its footprint in the market and is advancing its state-of-the-art facilities across two manufacturing sites.
PERSONAS
In the viral vector arena, ProBioGen is building on a broad experience in developing proprietary viral manufacturing platforms to offer solutions that go beyond standard processes. The company provides tailored cell lines for producing viral vectors and virus-like particles (VLPs). This includes customized stable cell line development for lentiviral (LV) and adeno-associated virus (AAV) production, addressing the unique challenges of emerging therapeutic platforms and enabling the creation of next-generation therapies with precision and efficiency.
“These strategic initiatives mark a major milestone for us as we continue to grow and better fulfil our customer’s needs”, explained Dr. Alfred Merz, Chief Executive Officer at ProBioGen. Highlights:
• Enhanced capacity: ProBioGen is scaling up to meet the surging demand for biologics.
Ana Hernández Serena, nueva directora Adjunta de Feria de Zaragoza
Ana Hernández Serena (en la foto) asumió el 7 de enero la dirección Adjunta de Feria de Zaragoza, incorporándose al equipo para apoyar el liderazgo y coordinar los proyectos estratégicos en una etapa marcada por la innovación y el cambio en el sector ferial.
Con una trayectoria profesional de más de 30 años, Hernández Serena es reconocida por su capacidad para liderar equipos y gestionar proyectos en entornos empresariales e institucionales. Su experiencia abarca la definición de estrategias de crecimiento e innovación, así como la ejecución de planes de acción orientados a la mejora organizativa y a la minimización de riesgos en procesos de cambio. Pionera en la creación de programas de emprendimiento, innovación y sostenibilidad para diversas instituciones y organizaciones, ha desarrollado proyectos estratégicos en sectores como el desarrollo turístico, la formación en competencias personales y la consultoría on line, generando un impacto sostenible y duradero. Miembro activo de la Junta de Directivas de Aragón, lidera iniciativas como el programa “Soy Futuro” para jóvenes y
“ProyectA”, enfocado en el desarrollo de mujeres líderes.
“Todo va de personas”: con esta filosofía, Ana asume este nuevo reto en Feria de Zaragoza, con la misión de aplicar su conocimiento y experiencia al sector ferial, que afronta un momento crucial de transformación. “El sector ferial necesita adaptarse a las nuevas demandas y cambios del mercado, y estoy emocionada de contribuir a esta evolución junto a un equipo de grandes profesionales”, afirmó. Esta nueva incorporación no es la única en la institución, que recientemente se ha enriquecido con dos nuevas figuras en el Comité de Dirección de Feria de Zaragoza.
Álvaro Cardemil, con más de 30 años de experiencia en el ámbito de la comunicación, toma la dirección del Departamento de Marketing y Comunicación, con el objetivo de impulsar el posicionamiento de la institución tanto a escala nacional como internacional y adaptarse a los retos y oportunidades que ofrece un mercado cada vez más dinámico. Óscar Matute asume la dirección del Departamento de IT, para reforzar la transformación digital y llevar a Feria de Zaragoza a convertirse en un referente aplicando las últimas tecnologías del mercado, para conectar con más expositores y visitantes. Con más de 15 años de trayectoria en el ámbito de la informática, ha trabajado en consultoría, ayudando a clientes a afrontar sus necesidades. Estas incorporaciones al Comité de Dirección refuerzan el compromiso de Feria de Zaragoza con la innovación, la sostenibilidad y el desarrollo del talento humano como pilares fundamentales para afrontar los retos y aprovechar las oportunidades del futuro.
www.feriazaragoza.es
noticias
MICROTRAC
• Advanced viral manufacturing: Expanded services include robust process development, early risk detection, and GMP production up to 200 L, paired with comprehensive analytics and regulatory support.
• Tailored solutions: Proprietary technologies, such as the DirectedLuck® transposase, the RIGHT® cell line, and the AGE1.CR.pIX® cell line ensure innovative, customized approaches for complex challenges.
ProBioGen’s proven expertise in cell line development, process optimization, and GMP manufacturing positions it as the partner of choice for life science innovators worldwide. This expansion reflects the company’s commitment to quality, innovation, and driving the future of biopharmaceutical manufacturing.
Mitsubishi Steel Japan wins the Quest for the Oldest
Mitsubishi Steel Japan is the grand winner of the Quest for the Oldest organised by Microtrac, with a 9210SRA from January 1993.
This equipment is still at the heart of the action after more than 30 years! For three decades at Mitsubishi, the 9210SRA, diffraction laser instrument operated by Mr Suzuki, has played a crucial role in ensuring that every product meets rigorous pre-shipment quality standards.
“Without this inspection, it would be impossible to ship the products”, Mr Suzuki says.
An impressive reliability: The laser diffraction instrument has never broken down in 30 years. Maintenance has been limited to cleaning and replacing the cell glass. Proof that Microtrac designs solid, durable tools that are ready to take on any challenge.
Customers can achieve exceptional results and continue their innovations without compromise.
At Microtrac they are honoured to award Mitsubishi Steel a SYNC, Particle Size and Shape Analyzer (pictured above). In line with their competition’s terms, the awarded instrument is a groundbreaking tool in particle characterization. It revolutionizes particle characterization by combining high-precision laser diffraction and dynamic image analysis, for simultaneous, integrated measurement on a single sample. Designed for quality control and research, it offers a detailed analysis of particle size and morphology over an extended range from 0.01 to 4,000 microns. Thanks to its powerful software and BLEND routine, SYNC is an essential tool for advanced particle characterization.
This competition has been an opportunity to rediscover the history of Microtrac instruments through time and worldwide. Microtrac would like to extend their warmest thanks to everyone who took part in “The Quest for the Oldest”. This contest has allowed the company to discover some fascinating stories, and to better understand how their instruments continue to be used and appreciated over the years. Each story reminds them of the value of precision and reliability in their work, and in the company they are honoured that their instruments are a key element in the users’ success. Microtrac thank all participants for their enthusiasm and contributions! They hope users will continue to enjoy Microtrac instruments for many years to come.
Mr. Norikazu Watanabe and Mr. Toshihiro Suzuki (Quality Assurance Office)
noticias
ENAC
Concedida la primera acreditación como productor de materiales de referencia de mezclas de gases
La Entidad Nacional de Acreditación ha concedido la primera acreditación en España como productor de materiales de referencia de mezcla de gases a Carburos Metálicos, de acuerdo con los requisitos establecidos en la norma UNE-EN ISO 17034. Así, Carburos Metálicos puede producir bajo acreditación mezclas de gases en base nitrógeno con contenidos certificados de propano, monóxido de carbono, dióxido de carbono y/u oxígeno, en los rangos e incertidumbres que se indican en el anexo técnico al efecto.
Carburos Metálicos se convierte, así en productor de materiales de referencia certificados (MRC) de acuerdo con la norma ISO 6142-1:2015, Análisis de gas. Preparación de mezclas de gas para calibración Parte 1: Método gravimétrico para mezclas de clase I, que, como su título indica, usa el método de referencia gravimétrico para caracterizar los valores de referencia de los componentes de las mezclas. Tradicionalmente, antes de que las entidades de acreditación contaran con un esquema de acreditación de productores de materiales de referencia, la forma de asegurar la trazabilidad
FERIAS
“Transforming the Industry, Shaping the Future”
Del 2 al 5 de junio de 2026, el pabellón 2 del recinto Gran Via de Fira Barcelona acogerá una nueva edición de Expoquimia, el punto de encuentro sectorial para poner en valor las industrias de proceso. En 2026 esta cita planteará una nueva visión que impulsa la innovación, la sostenibilidad y la eficiencia de la Química en las industrias de proceso. El sector químico es esencial para afrontar retos globales como la transición energética o la gestión sostenible de los recursos hídricos. No solo aporta soluciones innovadoras en industrias tan relevantes como la de la salud o la agrícola, sino que transforma procesos industriales bajo estándares de sostenibilidad y eficiencia. Expoquimia26 quiere poner en valor estas contribuciones vitales que impulsan el desarrollo y mejoran nuestro día a día.
Esta edición será un paso adelante. Quiere reforzar su representatividad del sector químico a escala nacional e internacional. Este nuevo proyecto pone en valor el papel clave de la química en las industrias de proceso, apostando por un salón más innovador, versátil y alineado con las tendencias y retos de la industria actual. Expoquimia, que conecta industrias y transforma el futuro, quiere ser el crisol de toda la innovación de los principales sectores de la industria química, con un nuevo enfoque que diversifica y amplía las oportunidades de negocio, apostando por 11 sectores que impulsan la industria, a saber:
· Industria de química base y materias primas
de un MRC se basaba en la acreditación como laboratorio de calibración del laboratorio que determinaba el valor de la propiedad certificada. Por tanto, actualmente conviven ambas acreditaciones. Si bien las dos capacitan para aportar trazabilidad a la propiedad certificada, solo la acreditación como productor de materiales de referencia de acuerdo con ISO 17034 abarca las fases de producción de los materiales, la evaluación de su estabilidad y homogeneidad e, incluso, el servicio de distribución, asegurando la calidad y fiabilidad de todas ellas.
En resumen, las acreditaciones de acuerdo con ISO/IEC 17025 (laboratorios de calibración) e ISO 17034 (productores de materiales de referencia) se diferencian en los siguientes puntos clave:
• Alcance: la acreditación según ISO 17034, a diferencia de la acreditación en calibración, abarca todas las fases de la producción de MRC. El objetivo de estas etapas de fabricación es, por una parte, conseguir materiales de referencia con el valor perseguido de la propiedad certificada y, por otra, que cumplan con las características fundamentales de un material de referencia, es decir, que sean homogéneos y estables.
· Material de laboratorio e instrumentación analítica
· Maquinaria y bienes de equipo
· Pharma process
· Bombas, válvulas y manipulación de fluidos
· Procesamiento térmico
· Ingeniería y automatización
· Seguridad industrial y laboral
· Tecnología ambiental y gestión de residuos
· Centros de investigación, I+D y Tech Transfer
· Tejido asociativo y ecosistema.
www.expoquimia.com
• Garantía de estabilidad: la acreditación según ISO 17034 establece requisitos para la evaluación de la homogeneidad y estabilidad incluyendo la monitorización durante el periodo de validez, permitiendo su uso como referencia fiable en el tiempo. Los laboratorios de calibración, por otro lado, solo certifican el estado del objeto calibrado en el momento de la calibración, sin ofrecer garantías sobre su estabilidad futura.
• Información adicional: Los certificados de MRC bajo la norma ISO 17034 pueden incluir información relevante sobre su uso, por ejemplo, el tamaño mínimo de muestra necesario o las condiciones de almacenamiento y manipulación, aspectos que no se incluyen en los certificados de calibración. Además, en el caso concreto de la mezcla de gases, pese a que ambas acreditaciones cuentan con un objetivo compartido, el de aportar trazabilidad metrológica a los gases que utilizan los usuarios para la calibración de sus equipos, la acreditación como productor de material de referencia aporta un valor distintivo. Así, la norma ISO 17034 establece requisitos para producir los materiales de referencia que se aplican en este caso, en el que la
entidad lleva a cabo el proceso de fabricación de los materiales de referencia a partir de las materias primas. Al emplear la gravimetría como método para añadir los componentes en la botella, el productor puede minimizar las incertidumbres respecto a las que obtendría mediante el análisis por técnicas cromatográficas que aplicaría en calibración.
noticias
ORTOALRESA
Control de calidad: determinación de pesticidas presentes en tomates destinados al consumo
El tomate (Solanum Lycopersicum) es una fuente importante de vitaminas A y C, así como de carotenoides, luteína y licopeno, relacionándose su consumo, entre otras cosas, con un menor riesgo de desarrollar cáncer y enfermedades cardiovasculares. Debido a estas propiedades positivas, el tomate se consume de manera habitual en la dieta, lo que conlleva que se debe producir a gran escala en la industria agrícola. Para asegurar esta producción hay que tratar las plantas con ciertos pesticidas, pues este vegetal es muy susceptible al desarrollo de ciertas enfermedades causadas por hongos y bacterias que, de producirse, invalidarían la cosecha. En la mayoría de los casos, los pesticidas empleados durante el cultivo desaparecen debido al efecto de agentes externos, como el viento y la lluvia. No obstante, en ocasiones los pesticidas pueden ser absorbidos por la superficie de la planta, quedando retenidos en las hojas y el fruto, para posteriormente ser ingeridos por el consumidor. Debido a que la exposición prolongada a los pesticidas se ha relacionado con diversos pro-
COMPANIES
blemas de salud en el ser humano, tanto agudos como crónicos, es especialmente importante asegurarse de que estos no superan los límites establecidos como óptimos en el producto final de la cadena de producción; proceso que se conoce como control de calidad.
El análisis de los pesticidas para el control de calidad del tomate consta de dos pasos: extracción de los pesticidas y detección. Para la extracción, el método más empleado es el método “QuEChERS”, mientras que para la de detección se emplea GC-MS (cromatografía de gases - espectrometría de masas) o LC-MS (cromatografía líquida - espectrometría de masas).
Para este proceso, se requiere una centrífuga que permita trabajar con muestras de 15 y 50 ml, alcanzando unas FCR de más de 3.000 xg, como la Bioprocen 22 R.
Se tomarán aproximadamente 8-15 g de muestra homogeneizada que se resuspenden en 10-15 ml de agua en un tubo de 50 ml, y se añaden las sales QuEChERS, el tubo se centrifuga durante 5 minutos a >3.000 xg.
Eppendorf SE and DataHow AG announce strategic collaboration to advance bioprocess data management
Eppendorf SE, a leading life science company, and DataHow AG, a pioneer in advanced data analytics and AI-driven prediction software, have announced a strategic collaboration aimed at transforming bioprocess development. This partnership will integrate DataHow’s innovative AI-enabled analytics solution, DataHowLab, with Eppendorf’s cloud-based monitoring and analytics platform, BioNsight® cloud, providing scientists with unparalleled insight and analytics capabilities.
- Enhancing bioprocess development efficiency and collaboration. In the highly specialized field of bioprocess development, the ability to design and optimize complex processes that meet stringent quality standards with maximum efficiency is crucial. Process data is a critical asset in this endeavor, yet leveraging it effectively remains a significant analytical challenge for process scientists.
The integration of DataHowLab software within BioNsight cloud addresses this need by offering a streamlined journey from data generation to advanced analytics and insight, enabling researchers to make informed decisions quickly and efficiently. Data harmony around bioreactors is essential for enabling a robust bioprocess ecosystem. Bioprocess engineering demands seamless convergence between R&D as well as scalable production. This collaboration addresses the intricate requirements for digital services in this context.
- Seamless data integration and accessibility. “Integration and collaboration are sometimes overlooked but are crucial for the success of bioprocess projects. Our solutions enable seamless data sharing and contextualization across multiple devices and locations, ensuring that scientists can make meaningful
comparisons and generate valuable insights”, says Lina Tao, Senior Vice President Eppendorf Bioprocess.
“The combined platform will enable scientists to access and model data from multiple devices -whether it’s a PC, laptop, or mobile- across labs, industries, and even countries”, says Dr. Alessandro Butté, Chief Executive Officer at DataHow. “This level of accessibility allows for easy and meaningful comparisons, generating insights across different scales and various runs.”
- Automating data preparation. Manual data cleaning and formatting are often tedious and error-prone tasks that can significantly impede the research process. By automating these processes, the integrated platform saves time and reduces the risk of errors, allowing researchers to focus on value-add analysis and in generating critical insights for
noticias
Como resultado de la centrifugación los componentes de la muestra se separan en fases en función de su densidad y de su afinidad a las distintas soluciones de la mezcla. Los pesticidas se concentran en la fase superior, compuesta por ACN. El siguiente paso consiste en lavar la muestra, tomando la fase de ACN y pasándola a un tubo de 15 ml que contenga dSPE (dispersive solid phase extraction). El tubo se centrifuga durante 5 minutos a >3.000 xg, tras los cuales se forman dos fases en el tubo: un sedimento de dSPE que contiene las proteínas, los lípidos y la clorofila, y un sobrenadante de ACN que contiene los pesticidas. Por último, el sobrenadante se transfiere a un vial apropiado para su análisis por GC-MS o LC-MS. El control de calidad del tomate pasa por el análisis de los pesticidas, debido a los efectos negativos para la salud que ha demostrado la exposición prolongada a los mismos. El método QuEChERS, para el que se requieren dos pasos de centrifugación previos, es el método de elección para este análisis rápido y sencillo.
www.ortoalresa.com
(Véase anuncio en la sección Guía del Comprador.)
decision-making. This is where cloud technology truly excels, providing easy access to clean, formatted data that is ready for analysis.
- Unlocking the power of predictive modeling. With clean and wellorganized data, DataHowLab democratizes access to advanced AIenabled analytics, enabling non-data science experts to perform complex analyses with guided workflows. Scientists can use the software to perform advanced process data analytics, run in silico simulations to generate insight outside of the wet-lab, or for AI- enabled optimal experimental design. With faster process understanding, R&D can operate more efficiently by reducing experimental effort and accelerating project timelines.
- Fostering collaboration and integration. The collaboration between Eppendorf and DataHow sets a new standard for
data integration and collaboration in the bioprocessing field by enabling seamless data sharing and contextualization between BioNsight cloud and DataHowLab. This is crucial for advancing our understanding of complex biological processes and ultimately, for the success of research projects.
DataHow is a pioneer in the application of AI and advanced analytics to bioprocess data, delivering innovative technologies and solutions that drive development efficiency and enable the creation of highly productive manufacturing processes.
noticias
Plan de actividades de 2025
La Entidad Nacional de Acreditación (ENAC) presentó, durante su Asamblea General, los presupuestos y el Plan de Actividades para 2025. José Manuel Prieto y Beatriz Rivera, presidente y directora General de la entidad, respectivamente, abordaron los principales retos y temas de interés sobre la organización, el sistema nacional e internacional de acreditación y el sector de la evaluación de la conformidad en nuestro país. En concreto, Rivera anticipó que la actividad en 2025 continuará marcada por el enorme impacto que la reglamentación europea está teniendo sobre la actividad de ENAC y de todos los organismos nacionales de acreditación de la UE, debido a la confianza en el uso de la acreditación y los servicios acreditados por parte de la Administración a escala europea, con más de 140 legislaciones europeas que los incluyen entre sus requisitos: “Durante 2025 será necesario el desarrollo de esquemas y procesos de acreditación en reglamentos y directivas que ya han entrado en vigor o lo harán próximamente, entre los que caben destacar nuevos reglamentos enmarcados en el Nuevo Marco Legislativo (NLF) como el de pilas y baterías, que busca evitar y reducir los impactos adversos en el medioambiente; el de Ciberresiliencia (CRA), sobre los requisitos de seguridad para los productos digitales; el de inteligencia artificial, que aborda los riesgos asociados a usos específicos de la IA, o el de ecodiseño, requisitos de diseño ecológico aplicables a los productos sostenibles. Asimismo, destaca el nuevo Reglamento de Productos de la Construcción. Para todos, se hará necesario iniciar las evaluaciones de los organismos notificados que operen en cada uno de ellos”.
Además, Rivera resaltó “otras disposiciones europeas que exigirán un aumento de la actividad, tanto para el desarrollo de esquemas como de la actividad de evaluación, como la trasposición de la Directiva de Información Corporativa en materia de Sostenibilidad (CSRD), que incluye la participación de verificadores acreditados, el Reglamento 2023/956 por el que se establece un Mecanismo de Ajuste en Frontera por Carbono (CBAM), que durante 2025 desarrollará los aspectos relativos a la verificación; y la Directiva sobre alegaciones ecológicas (Green Claims), que establece requisitos mínimos para la justificación, comunicación y verificación de alegaciones ambientales explícitas”.
En cuanto a la reglamentación nacional, expuso que se continuará con la línea de colaboración constante con la Administración General del Estado y las administraciones autonómicas y municipales, facilitando el servicio necesario para la acreditación de entidades que operan en el ámbito reglamentario, el apoyo técnico para la integración de los requisitos de acreditación en las disposiciones nacionales y el desarrollo de nuevos esquemas de acreditación que den soporte a políticas públicas. En relación con la actividad sectorial de ENAC, Rivera destacó, entre otros, el sector tecnológico por su proyección de creci-
miento en 2025, dado que se prevé una intensificación de la actividad en el ámbito de la ciberseguridad y TIC, así como nuevas actividades de verificación según la norma UNE-EN ISO/IEC 17029, motivadas por los esquemas derivados de nuevas legislaciones europeas que requerirán de verificadores acreditados en ámbitos como la sostenibilidad, el medioambiente o las nuevas tecnologías.
En el plano más operativo, apuntó que la entidad continuará desarrollando proyectos de digitalización y automatización de los procesos, incorporando el uso de tecnologías de análisis de datos o inteligencia artificial a diferentes partes del proceso de acreditación, para garantizar una mejora continua que permita seguir ofreciendo el mejor servicio en términos de calidad, rigor técnico y eficiencia operativa.
Rivera subrayó también la importancia de la colaboración continua con las diferentes partes interesadas, destacando el trabajo para seguir impulsando la infraestructura de la calidad junto a la Asociación Española de Normalización, UNE y el Centro Español de Metrología (CEM): “La colaboración permanente entre los tres pilares de la infraestructura de la calidad en España es esencial para que esta siga siendo una de las principales palancas para un crecimiento económico y social de futuro, contribuyendo tanto a objetivos públicos como privados que fomenten la competitividad en los mercados globales, el uso eficiente de los recursos, la seguridad alimentaria, la salud o la protección al medioambiente, entre otros”.
Por otra parte, y también respecto a la continua relación de ENAC con todas las partes interesadas, Rivera concluyó que “los profesionales que integran ENAC, su equipo de auditores externos, las entidades acreditadas y socios, junto con las administraciones, universidades, sociedades científicas, organismos y organizaciones nacionales e internacionales que nos prestan su apoyo y confianza, seguiremos trabajando para continuar dotando al proceso de acreditación del rigor que exige y ofreciendo una infraestructura de la acreditación competitiva, sólida y de futuro, dentro y fuera de nuestras fronteras”.
noticias
TRADE FAIRS
Technological and societal changes are forcing industrial companies around the world to make changes – not only to their products and services, but also to their production technology and supply chains. As a result, the sphere of industrial parts and surface cleaning is faced with a set of new tasks and challenges.
Parts2clean 2025 will be showcasing an expanded range of solutions, accompanied by an extensive supporting program. From deburring, degreasing and classic component cleaning to high-purity applications, the exhibition covers an even more comprehensive range of applications than the previous event. The 21st edition of the leading international trade fair for industrial parts and surface cleaning will be staged at the Stuttgart Exhibition Center, running from 7 to 9 October. With its globally unique range of solutions for component and surface cleaning, parts2clean covers the gamut of industrial tasks. As the leading international trade fair for its field, it not only aims to reflect the market, but also to promote professional networking and provide users with the inspiration for efficient, reliable and sustainable solutions to new cleaning tasks. “This is why, in addition to the core areas of industrial parts and surface cleaning, the next chapter of the highlight topic, ‘High Purity’, will be opened at the upcoming parts2clean,” reports Christoph Nowak, Project Director at Deutsche Messe. “What is more, there is going to be a much stronger focus on the topic of deburring than in the past,” he adds.
- High purity – the next chapter. When the topic of “High Purity” was introduced at the last event, the focus was on the terminology used by the cleaning industry in this area and the relevant aspects to be considered, such as the production chain and the production environment.
“Under the motto of ‘High Purity. Next Chapter’, the spotlight at parts2clean 2025 will increasingly be on applications-focused factors and criteria,” explains Nowak. The organizers are thus considering the growing number of cleaning tasks in which extremely high requirements for particulate cleanliness, sometimes down to the nanometre range, and particularly strict specifications regarding residual film contamination must be met, in part involving the use of hydrogen-induced outgassing (HIO) substances. Cleaning solutions for such tasks are required in the semiconductor, optical and optoelectronic industries, electronics, sensor technology, photonics, thin-film technology, vacuum, laser and analysis technology, aerospace, defence technology, medical and pharmaceutical technology as well as in various areas of e-mobility.
- Deburring reloaded. The deburring production step has been part of the parts2clean exhibition spectrum from the very beginning. Widely growing demands on particulate cleanliness have made it the focus of another highlight topic at the upcoming event. The new requirements cannot
be achieved without optimally deburred components. “In discussions with exhibiting companies and visitors, it became clear that they would like to see a much stronger representation of the topic of deburring at parts2clean, due to the enormous dependence on technical cleanliness,” according to Christoph Nowak. “parts2clean not only fulfils this wish, but also presents the holistic process of component and surface cleaning in even greater detail.”
- Future-proof, sustainable and efficient cleaning. Thanks to the expanded exhibition portfolio with the highlight topics of high purity and deburring, parts2clean presents the most advanced and comprehensive range of solutions worldwide for current and future tasks. Automation, digitalization, artificial intelligence (AI) and resource efficiency as well as stricter regulatory requirements in several industries also play a role. “This makes parts2clean the ideal international information and procurement platform for all sectors of industry,” adds Nowak.
- Comprehensive supporting program, including the p2c. Expertforum, on offer. The supporting program of the flagship trade fair, including the bilingual p2c.ExpertForum, features as a mainstay of the event. Established in response to industry demands for an expert forum, the event is organized and held in cooperation with the Fraunhofer Cleaning Division and the German Industrial Parts Cleaning Association (FiT). English-language p2c.Tours enable visitors to find out more about specific topics and trade fair highlights. In addition, the new p2c.Webinar program covers the knowledge requirements for industrial parts and surface cleaning during the biennial tradeshow off-years. The first event, free of charge for attendees, took place on 4 December 2024.
www.parts2clean.de
noticias
COMPANIES
Labomatic and Knauer enter into strategic cooperation
Labomatic Instruments AG and Knauer Wissenschaftliche Geräte GmbH are pleased to announce a strategic cooperation aimed at combining their complementary strengths to offer a larger portfolio to their respective customer bases.
Knauer manufactures high-tech laboratory instruments for research, routine analysis, quality assurance and other applications, including analytical liquid chromatography systems for a flow rate range from 0.001 to 10 ml/ minute at up to 862 bar pressure. The preparative HPLC systems from Knauer can be used for continuous operation in a flow range from 5 to 200 ml/minute up to 100 bar pressure – in non-permanent operation up to 400 ml/minute.
Knauer manufactures preparative and
COMPANIES
process HPLC systems and components, also for use in ATEX and GMP areas. The expertise in preparative systems lies in the higher flow rate range of 0.28 to 2.0 l/minute at pressures up to 600 bar. The process HPLC systems can deliver a flow rate of up to 9.0 l/minute at pressures of up to 380 bar. Liquid handling systems are the second product field. Labomatic is the only company to offer customized solutions in terms of size and application. Both companies serve end users, sales partners and OEM customers. Customers in the liquid chromatography segment in particular are likely to benefit from the complementary expertise, especially in terms of flow rate and pressure ranges. Knauer will be able to offer higher maximum flow rates and pressure ranges and Labomatic will
Perstorp acquires OQ Chemicals Nederland B.V.
Leading global specialty chemicals innovator Perstorp, a wholly owned subsidiary of Malaysia’s Petronas Chemicals Group Berhad (PCG), announced on December 13th that Perstorp Holding AB has acquired 100% of the shares of OQ Chemicals Nederland B.V. from OQ Chemicals GmbH. The deal provides Swedenbased Perstorp with full ownership and control over all the Dutch company’s production assets, related technology and employees.
“With this acquisition of OQ Chemicals Nederland B.V., we are further enabling our growth strategy and focus on the Specialty Chemicals sector as well as sustainable solutions”, says Ib Jensen, President and CEO of Perstorp. Perstorp believes in improving everyday life – making it safer, more convenient and more environmentally sound for billions of people all over the world. As a world leading specialty chemicals company, their innovations provide essential properties for products used every day and everywhere. You’ll find them all the way from your car and mobile phone to towering wind turbines and the local dairy farm. They work to make good products even better, with a clear sustainability agenda.
Founded in Sweden in 1881, Perstorp’s focused innovation builds on more than 140 years of experience, representing a complete chain of solutions in organic chemistry, process
also be able to offer analytical solutions. “This cooperation enables us to make our products accessible to a wider audience and strengthen our market presence. We look forward to working with Knauer,” says Labomatic CEO Claude Marchand.
Carsten Losch, Managing Director of Knauer, adds: “The partnership with Labomatic enables us to expand our product portfolio and offer our customers even more comprehensive solutions in the preparative segment. The collaboration will improve both our market positions.”
The cooperation between the two companies includes agreements in the area of both sales and service of the instruments covered by the cooperation. Labomatic Instruments AG has
technology and application development. Perstorp has approximately 1,500 employees and manufacturing units in Asia, Europe and North America. Sales in 2023 amounted to 12.2 billion SEK. Perstorp is a wholly owned subsidiary of Petronas Chemicals Group Berhad (PCG), Malaysia´s leading integrated chemicals provider and part of Petronas Group.
noticias
been active in the field of liquid chromatography for over 40 years. The company specializes in preparative and process high-performance and mediumpressure liquid chromatography (HPLC and MPLC) as well as customized liquid handling systems. Labomatic also develops and produces customerspecific assemblies - including for medical diagnostic and laboratory instruments.
Knauer Wissenschaftliche Geräte GmbH has been developing and manufacturing high-tech laboratory instruments in Berlin Zehlendorf for over 60 years. In addition to liquid chromatography systems, equipment to produce lipid nanoparticles (LNP skids) and highpressure dosing solutions are important mainstays. The sales network extends
COMPANIES
(Picture: Knauer based on pixabay.com/PublicDomainPictures/puzzle-316638)
to over 70 countries. Alexandra Knauer, who has owned the company since 2000, and Managing Director Carsten Losch attach great importance to corporate responsibility towards the 200 employees as well as towards the environment and society.
Trescal acquired 15 companies in 2024
Trescal announced the acquisition of 15 calibration companies in 2024 throughout Europe, Asia, Oceania and the Americas. These acquisitions represent EUR 65 M in sales and 750 employees. In China, Zhongce Testing Technology, a leader in flow calibration, and Zeheng Measurement and Testing allow Trescal to operate from nine locations with combined revenue of EUR13 M. CPS NZ / Calibration Connect in New Zealand extend Trescal’s geographic coverage in the region. In France, Débitmétrie Aéronautique & Technique (DA&T) and Contrôle Mesure Laser (CML) have specific capabilities to better accompany Trescal’s aerospace clients. Lambda Calibrations Ltd in the United Kingdom, Multiplex Engineering and the calibration division of Butler Technologies in Ireland, Calcontrol in the Netherlands, Emmesse in Italy, and Reliability and Maintenance Services (RAMS) in Malta complement Trescal’s local qualification and calibration scopes. Raeyco Lab Equipment Systems Management marks Trescal’s entry in the life science industry in Canada and opens two new laboratories in Ontario and British Columbia. In Brazil, in addition to Lumadae and ACCI in January 2024, in November Trescal acquired Conaut’s Rioflow division, which offers unique liquid and gas flow accreditations.
www.labomatic.com www.knauer.net
(Véase anuncio en la sección Guía del Comprador.)
Guillaume Caroit, Trescal CEO: “By every metric –number, sales and people– 2024 was a record year for acquisitions at Trescal. Moreover, we are now the world leader in liquid and gas flow calibration, a new step in our ongoing quest to provide bestin-class technical service across the globe.” Trescal is a global leader in calibration services. It offers an array of industries a single-source solution for calibration, measurement, repair, qualification, validation and asset management across the globe. Its technicians and experts carry out accredited and non-accredited services for all measured variables and measuring instruments in all technical domains. Over 6,000 people work at Trescal around the world to perform 3.3 million operations per year, including 27,000 repairs across 150,000 types of instruments and 20,000 brands.
noticias
I+D
Posibles avances en la lucha contra las resistencias antibacterianas sin crear nuevos antibióticos
Una estructura modelo de un ribosoma con indicadores de flexibilidad codificados por colores: el rojo destaca las regiones del ribosoma que se vuelven más flexibles; el azul representa zonas más rígidas
Un estudio científico con participación de la UPF y publicado en la revista científica Science Advances -la única revista de acceso completamente abierto del prestigioso grupo Science- revela una posible nueva vía de investigación para hacer frente a bacterias resistentes a los antibióticos, limitando su acceso al magnesio (Mg2+). Los resultados abren múltiples posibilidades contra las resistencias antimicrobianas, que según la OMS son una de las mayores amenazas para la salud global, sin necesidad de crear nuevos antibióticos. El estudio ha sido liderado por la Universidad de California San Diego y ha contado con la participación de Jordi Garcia-Ojalvo, catedrático del Departamento de Medicina y Ciencias de la Vida (MELIS) de la Universidad Pompeu Fabra. Los ribosomas son un componente de las células, incluidas las bacterianas, indispensables para su supervivencia. Algunos de los antibióticos que utilizamos para tratar infecciones bacterianas atacan específicamente a los ribosomas, e impiden su función como sintetizadores de proteínas. Una cepa mutante (L22) de la bacteria Bacillus subtilis, con alteraciones en una sección específica de sus ribosomas, es resistente a antibióticos como la eritromicina. Sin embargo, esta mutación natural no se ha propagado a toda la especie, sin saber el porqué. El grupo de investigadores, liderados por el Dr. Gürol M. Süel, de la Universidad de California San Diego, ha descubierto que esta mutación también implica un coste fisiológico, lo que pone en desventaja a esta cepa respecto a otras que no presentan esta mutación, cuando las bacterias no disponen de suficiente Mg2+ en el ambiente. Aquí podría residir una de las claves para evitar la propagación de bacterias resistentes a antibióticos basada no en la creación de nuevos antibióticos, sino en el control de Mg2+ disponible. El coste fisiológico que padecen las bacterias L22* se debe a que los ribosomas mutados acumulan más Mg2+ que los de las bacterias no mutadas. La ATP, la molécula que sirve como energía para la célula, también necesita de Mg2+ para cumplir su función. Por tanto, si la mayor parte del Mg2+ intracelular se encuentra en los ribosomas, la ATP no podrá disponer de ellos y esto afectará negativamente a la supervivencia de la bacteria. Así, aunque la resistencia a los antibióticos parezca una ventaja para estas bacterias, en realidad supone un inconveniente si no tienen más Mg2+ en el ambiente para suplir esa carencia. Así lo han confirmado los investigadores mediante modelos computacionales que preveían la dinámica del Mg2+ intracelular y los niveles de ATP activo. La investigación sobre ribosomas de las últimas décadas se ha enfocado principalmente hacia la estructura de los ribosomas. Sin embargo, se sabe mucho menos sobre sus interacciones con iones inorgánicos como el Mg2+. El nuevo conocimiento que aporta este estudio señala la importancia de investigar cómo interactúan estos iones con los ribosomas y otros componentes celulares, así como el coste-beneficio fisiológico en bacterias con mutaciones ribosomales, para encontrar nuevas vías para combatir la crisis de los antibióticos.
La imagen muestra los contornos de células bacterianas con fluorescencia verde que destaca la carencia de magnesio
Referencia:
Chae Moon E, Modi T, D Lee D-Y, Yangaliev D, Garcia-Ojalvo J, Ozkan SB, Gürol MS. Physiological cost of antibiotic resistance: Insights from a ribosome variant in bacteria. https://www.nature.com/articles/d41586-024-03033-w