

INDUSTRY NEWS ENERGY INDUSTRY 4.0 THE JOURNAL OF ALUMINIUM PRODUCTION AND PROCESSING www.aluminiumtoday.com March/April—Vol.36 No.2 ALUMINIUM INTERNATIONAL TODAY MARCH/APRIL 2023 VOL.36 NO2 FURNACE TECHNOLOGY Serving the Aluminium industry for 50 years
#turningmetalsgreen
At SMS group, we have made it our mission to create a carbon-neutral and sustainable metals industry. We supply the technology to produce and recycle all major metals. This gives us a key role in the transformation towards a green metals industry.
















Volume 36 No. 2 – March/April 2023
Editorial
Editor: Nadine Bloxsome Tel: +44 (0) 1737 855115 nadinebloxsome@quartzltd.com


Editorial Assistant: Zahra Awan Tel: +44 (0) 1737 855038 zahraawan@quartzltd.com
Production Editor: Annie Baker
Sales
Commercial Sales Director: Nathan Jupp nathanjupp@quartzltd.com
Tel: +44 (0)1737 855027
Sales Director: Ken Clark kenclark@quartzltd.com


Tel: +44 (0)1737 855117
Advertisement Production
Production Executive: Martin Lawrence
Managing Director: Tony Crinion


CEO: Steve Diprose
Circulation/subscriptions
Jack Homewood
Tel +44 (0) 1737 855028
Fax +44 (0) 1737 855034 email subscriptions@quartzltd.com

Annual subscription: UK £257, all other countries £278. For two year subscription: UK £485, all other countries £501. Airmail prices on request.
Single copies £47
Cover picture courtesy of MECHATHERM INTERNATIONAL LTD





ALUMINIUM INTERNATIONAL TODAY is published six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK. Tel:






CONTENTS 1 www.aluminiumtoday.com
International Today March/April 2023 2 LEADER 2 NEWS
Aluminium
COVER
+44 (0)
+44
Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437. Printed in the UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent, NP12 2YA, UK © Quartz Business Media Ltd 2023 ISSN1475-455X Supporters of Aluminium International Today SEARCH FOR ALUMINIUM INTERNATIONAL TODAY 12 45 15 35 22 INDUSTRY NEWS ENERGY INDUSTRY 4.0 THE JOURNAL OF ALUMINIUM PRODUCTION AND PROCESSING www.aluminiumtoday.com March/April—Vol.36 No.2 ALUMINIUM INTERNATIONAL TODAY MARCH/APRIL 2023 VOL.36 NO2 FURNACE TECHNOLOGY Serving the Aluminium industry for 50 years 39 THE ALUMINA CHRONICLES 7 Technology innovations in Aluminium Production Processes IAI ANNIVERSARY 22 50 Years of the IAI - Thank you! FURNACE TECHNOLOGY 27 Decarbonisation of secondary aluminium melting 35 Optimising efficiency in aluminium recycling: Delacquering furnaces 39 Playing the numbersWhen to repair or replace a bricking machine RECYCLING 45 Q&A with Andy Doran, Chairman of Alupro ENERGY 12 Where will green energy come from? INDUSTRY 4.0 15 Aluminium towards Industry 4.0 FOCUS ON HFQ 17 HFQ Technology: Enabling ultra-high strength and sustainable aluminium structures SUSTAINABILITY 48 The sustainability ratings are in!
1737 855000 Fax:
(0) 1737 855034 Email: aluminium@quartzltd.com Aluminium International
SPRING INTO ACTION
It feels like a long time since the news pages were filled with stories of investment, partnership and strategic planning.
With the last few years very much in ‘survival mode’, the recent developments and announcements from a number of primary aluminium producers shows a significant shift in how the industry is looking ahead.
The restart of the Alcoa San Ciprián smelter is just one example of where investment is being made to protect such an asset and a workforce.
The announcement of a partnership between Rio Tinto and BMW also highlights the continued demand for low-carbon primary aluminium into automotive products, keen to drive a sustainable future (forgive the pun!)
It’s interesting to see where these kinds of investments are having the biggest impact and how the industry is making substantial changes to the upstream and primary manufacturing areas in a move towards more sustainable supply chains and future-proofing.
This issue includes a selection of articles, all centred around where the most development is being applied - within digital manufacturing, furnace technologies and the green energy transition.
In an exclusive article by Tim Murray, CEO of Cardinal Virtues Consulting, the discussion of what really constitutes green energy is raised and where will this energy needed for such a transition really come from...


There is all of this, as well as an interview with the new Chairman of Alupro, Andy Doran and a reflective article from the IAI, following their 50th anniversary.
nadinebloxsome@quartzltd.com
Alcoa Plans Restart at San Ciprián Aluminium Plant for 2023
The Alcoa Corporation have announced that a majority of the workers at its San Ciprián complex in Spain have agreed to an improved plan for the restart of the aluminum smelter in 2024.
In December 2021, Alcoa announced a two-year curtailment to work on plans for a stronger smelting facility, which had faced exorbitant energy prices that threatened its viability. In 2022, the Company announced the signing of two long-term wind power purchase agreements (PPA)
to secure up to approximately 75 percent of the smelter’s needs at full capacity. The supply of energy will depend on the permitting and development of the windfarms.
The updated agreement with the workforce provides a detailed schedule that will commence the restart process in phases beginning in January 2024. The agreement also includes increased investments in the facility and protections for the workforce.
“With this latest agreement, we have additional flexibility and
a clear direction for the future as we continue to work constructively with our workforce and other stakeholders to begin the restart process in 2024, supported by wind-based power agreements and increased investments designed to improve the smelter’s viability,” said Alcoa President and CEO Roy Harvey.
“We will continue to work cooperatively with the regional and national governments in Spain as we move forward with these plans.”
Ma’aden announces major new venture and strategic partnerships
During the Future Minerals Forum 2023, the Saudi Arabian Mining Company (Ma’aden) announced a major new venture with the Public Investment Fund (PIF). A new, jointly owned company will make significant investments internationally into upstream strategic minerals opportunities, securing value chains critical to industrial development and energy transition in the Kingdom.
Ma’aden has also signed strategic partnerships with leading mining companies, Ivanhoe Electric (IE) and Barrick Gold Corporation (Barrick) to develop globally signif-

icant strategic mineral resources in the Kingdom to fuel the development of the sector internationally. These agreements will play an important role in unlocking value from Ma’aden’s extensive exploration and development portfolio, expanding Ma’aden’s international reach and bringing new skills and technology into the sector in Saudi Arabia.
Ma’aden has also signed more than 20 agreements and MOUs with globally leading organisations to increase exploration and technical capabilities in mining operations.
Alba commissions FCN
Potlines 4 and 5
Aluminium Bahrain B.S.C. (Alba)’s Chairman of the Board of Directors Shaikh Daij bin Salman bin Daij Al Khalifa along with the Chief Executive Officer Ali Al Baqali celebrated the successful commissioning of the Forced Cooling Network (FCN) Project at Potlines 4 and 5. Alba Executives, respective area Directors and Managers as well as concerned teams were also present during the commissioning of the FCN Project.
Managed in-house by the Operations and Engineering teams, the FCN Project has enabled Alba to creep-up the amperage to 410 kA
Robert Wilt, CEO of Ma’aden, commented: “By attracting new partners to Saudi Arabia and increasing the commitment of our existing partners, we are introducing new technologies into our operations, diversifying our upstream product mix and accelerating the development of our exploration portfolio. This will create opportunities for knowledge and technology transfer that will deepen the talent pool in Saudi Arabia and open up new opportunities to develop the Kingdom’s abundant mineral resources.”
Project at
in Potlines 4 and 5 which would ultimately lead to increasing Alba’s production capacity by approximately 17,000 metric tonnes per annum.
Commenting on this occasion, Alba’s Chairman Shaikh Daij bin Salman bin Daij Al Khalifa stated:
“By chasing operational efficiency, we will attain excellence as
we journey to the future.
Devised as a focus area within Alba’s 5-year business strategy, the FCN Project started as one step outside our comfort zone since it was executed while Potlines 4 & 5 were fully operational -- and that speak volumes about the technical and operational expertise of our people.”
COMMENT 2
March/April 2023 TOP STORIES
Nexans and Trimet improve the eco-balance of power cables
Aluminium producer Trimet and Nexans have laid the groundwork for improving the eco-balance of power cables. In a joint breakthrough development project, the two companies have developed a material with recycled aluminium content for the production of aluminium rod used in electrical cables.
Trimet and Nexans have developed a new product able to meet the high technical requirements on the mechanical properties and conductivity of the alloy while reducing the product’s carbon footprint. Until now, power cables have been manufactured exclusively on the basis of primary aluminium.
Melting and recycling of aluminium scrap requires only a fraction of the energy needed to produce primary aluminium. However, recycled aluminium contains impurities that adversely affect the material’s specific properties.
The collaborative project between Nexans and Trimet aimed to coordinate optimised raw material supply and innovative material development. For example, Nexans has refined the sorting of aluminium scrap at its production sites in Europe through RecyCâbles, a Nexans-Suez joint venture,
while gearing its collection to recycling for electrical cables. Trimet has closed the material cycle with its recycling concept and used the scrap obtained to develop a high-quality alloy that meets the full range of quality requirements for mechanical and electrical performance.
Road to a Greener Future: Rio Tinto Partners with BMW Group
Gone are the days when premium car buyers simply looked for speed, style, and luxury. Today, there’s increasing interest in the origin, sustainability and emissions profile of the materials used to build their cars.
The new mantra for the highend auto industry is “green is the new black.” From the leather used for upholstery to the metals used for engine parts, premium car buyers are increasingly demanding vehicles made from responsibly sourced materials.
This fundamental shift in the automotive market has led to the creation of a new, innovative partnership between Rio Tinto and the BMW Group, leaders in their respective industries who share a

common goal of developing more responsible, sustainable, traceable and secure supply chains.
Under this new partnership, Rio Tinto plans to provide responsibly sourced aluminium to the BMW Group’s vehicle production plant in Spartanburg, South Carolina, for use in body components from 2024.
Low-carbon primary aluminium from Rio Tinto’s hydro-powered operations in Canada, combined with recycled content, could generate a reduction of up to 70 percent in CO2 emissions compared to the BMW Group’s benchmark for aluminium.

The two companies have signed a Memorandum of Understanding (MoU) which will see technical experts working together on how to
embed these low-carbon solutions into the BMW Group’s supply chain while ensuring the highest standards of vehicle quality are maintained. The partnership provides for the use of aluminium produced using ELYSIS™ on BMW production vehicles. ELYSIS™ is the world’s first carbon free smelting technology for aluminium as it enables the production of aluminium metal without direct carbon dioxide emissions during the smelting process, instead emitting pure oxygen.
Rio Tinto and the BMW Group will also work to deploy START from Rio Tinto. START provides supply chain traceability to customers and consumers with information about provenance and ESG standards.
EGA and Microsoft to collaborate on Industry 4.0
Emirates Global Aluminium (EGA) have announced that they are to collaborate on Industry 4.0 and broader digital transformation, aiming to set global best practice for the aluminium industry while improving the sustainability of EGA’s computing operations.


Under the new agreement, the two companies will work together to progress EGA’s Digital Roadmap, which is already transforming EGA’s operations through digital capabilities such as artificial intelligence and big data.
Calderys becomes a standalone company
Calderys has announced it has become an independent company encompassing the full scope of the High Temperature Solutions business (HTS) area formerly under Imerys. The new company is owned by US-based Platinum Equity following the successful completion of regulatory approvals and customary closing conditions.
Hydro and Wave Aluminium to recover minerals from bauxite residue
Hydro Alunorte and Wave Aluminium have signed a contract to build a plant in Brazil to process bauxite residue. Using a new combination of disruptive technologies, the planned bauxite residue processing plant will initially have the capacity to process 50,000 tonnes of bauxite residue per year.
3 NEWS IN BRIEF March/April 2023 NEWS Aluminium International Today
EGA welcomes nuclear energy
to supporting the UAE’s growing intermittent renewable sources, which generate during daylight hours. Nuclear energy generated electricity is particularly important for decarbonizing heavy industries, which need large volumes of continuous electricity to power industrial processes, like aluminium smelting. ENEC supplies electricity to EWEC through a long-term agreement, which EWEC sells on for dispatch.
March
30th March - 1st April
METEF
Expo of customised technology for the aluminium, foundry castings & innovative metals industry. New opportunities for the downstream sector generated by the synergies between Metef and MECSPE.
Held in Bologna, Italy www.metef.com/en/
EGA has announced a strategic initiative with TAQA, Dubal Holding and EWEC to divest its natural gas-fired power plants and instead source its electricity needs via the grid from EWEC, including an increasing proportion of clean energy.

This would make EGA the largest single customer on the grid. ENEC’s Barakah plant is already the largest source of clean, zero-carbon
electricity in the UAE and wider Arab World, with two of the four 1400MW units already commercially operational, the third unit due to commence commercial operations shortly and the fourth unit gearing up for operational readiness later this year. Nuclear energy is an important source of baseload electricity, meaning it generates significant volume 24/7, which is fundamental
Abdulnasser Bin Kalban, Chief Executive Officer of Emirates Global Aluminium, said, “The UAE’s ambitious energy transition provides the largest single opportunity for decarbonisation at EGA. Alongside solar, nuclear power will be a major part of EGA’s energy mix over the decades ahead, enabling us to provide the low-carbon aluminium the world needs to make modern life possible.”
Hydro to increase aluminium recycling capacity in UK
Hydro plans to develop remelt scrap ingot production at its plant in Wrexham, UK to increase recycling of post-consumer scrap, providing European customers with more low-carbon aluminium.

“We see increasing interest from forward leaning customers across Europe to buy Hydro’s low-carbon aluminium, particularly within the automotive, transport, and buildings and construction segments,” says Ingrid Guddal, Head of Recycling in Hydro Aluminium Metal.
Hydro is planning an investment in its UK Wrexham plant, increasing the aluminium recycling capacity to a total of around 103,000 tonnes per year.
The remelt scrap ingot (RSI) production in Wrexham will strengthen Hydro’s position in the UK market and enable the plant to
process and recycle a wider range of post-consumer aluminium scrap. The planned investment to increase the capacity is currently estimated to be GBP 25-35 million and will provide around 30 full time jobs.
“We are eager to increase our capacity here in Wrexham to meet increased customer demand for low-carbon aluminium. Every year, around one million tonnes of aluminium scrap leaves Europe. This investment will ensure that more
Fast Forward Zero
FAST FORWARD ZERO has launched its services and website to help businesses to transform to NET ZERO, circular and inclusive operating models.
Leveraging over 25 years of experience, Chief Executive Officer, Jerome Lucaes, works with a network of well-established experts and institutions to develop
post-consumer scrap is kept in the loop and processed here at home. The remelt scrap ingot will then be turned into new, low-carbon aluminium products that contribute to Europe’s green transition,” says Wayne Clifton, Hydro’s plant manager in Wrexham.
Hydro has an overall ambition to double its recycling of post-consumer scrap by 2025 and the project in Wrexham is one of several investments made to reach this target.
MAY
10th - 12th
Future Aluminium Forum
The Forum will return in a live format to Québec City, a region where the aluminium industry has existed for more than a century and is now seeing rapid change and collaboration between manufacturers, processors, suppliers and OEMs.
Held in Québec City, Canada www. futurealuminiumforum. com
16th - 18th
CRU: World Aluminium Conference 2023
The Conference will allow attendees to make valuable connections with industry peers and build their professional network in a business social environment. www.events.crugroup. com/aluminium
JUNE
12th - 16th
METEC
International buyers, users, experts and decision-makers from the metallurgy, thermal engineering and casting industry meet here at these four events at the same time and place.
Held in Düsseldorf, Germany www.metec-tradefair.com
relevant and applicable solutions that inspire sustainable transformations to leverage unique competitive advantages.
For a full listing visit www.aluminiumtoday.com/ events
Aluminium International Today www.aluminiumtoday.com
2023 DIARY
4
March/April 2023 GREEN NEWS
























+44 (0121) 684 0175 info@mqpltd.com mqpltd.com The next dimension in grain refinement... Contact us today to discuss your refinement needs. made with low carbon aluminium 125% relative efficiency 5:1 125 5:1 125

















































ST. LOUIS, MISSOURI, USA 800 325 7075 | www.gillespiepowers.com | 314 423 9460 ✓SINGLE CHAMBER / MULTI CHAMBER FURNACES ✓SCRAP DECOATING SYSTEMS ✓TILTING ROTARY MELTING FURNACES ✓SCRAP CHARGING MACHINES ✓LAUNDER SYSTEMS ✓CASTING / HOLDING FURNACES ✓HOMOGENIZING OVENS ✓COOLERS ✓SOW PRE-HEATERS ✓REPAIR & ALTERATIONS
Technology Innovations in Aluminium Production Processes
By Richard McDonough*
Like many other industries, the aluminium industry is in transition. Efforts are underway by a number of firms to reduce carbon emissions, enhance sustainability, improve logistics and supply-chain operations, and utilise tools and technologies that reduce costs.
“In an effort to streamline production, many metals manufacturers have recently found significant value in re-examining their core business processes and fundamental operations for inefficiencies,
vulnerabilities, and redundancies to align with industry best practices,” said Joe Velez, Managing Director of Client Services at Ultra Consultants. “We’ve seen aluminium refineries, smelters, and fabricators roll out sweeping changes that are supported by industry-specific enterprise resource planning (ERP) software with updated shop-floor technology. This inside-out approach creates a foundation on which new tech can be supported and innovation encouraged and tracked.”
Mr. Velez began his career at ALCOA, according to his biography, and then worked at Rio Tinto’s ALCAN division. For the past eight years, he has worked for Ultra Consultants, a firm focused on ERP consulting and implementation services. The business indicated that it “…works with aluminium manufacturers headquartered in North America, whose operations are often global.”
“Many aluminium manufacturers are on a system they’ve been patchworking
THE ALUMINA CHRONICLES 7 Aluminium International Today March/April 2023
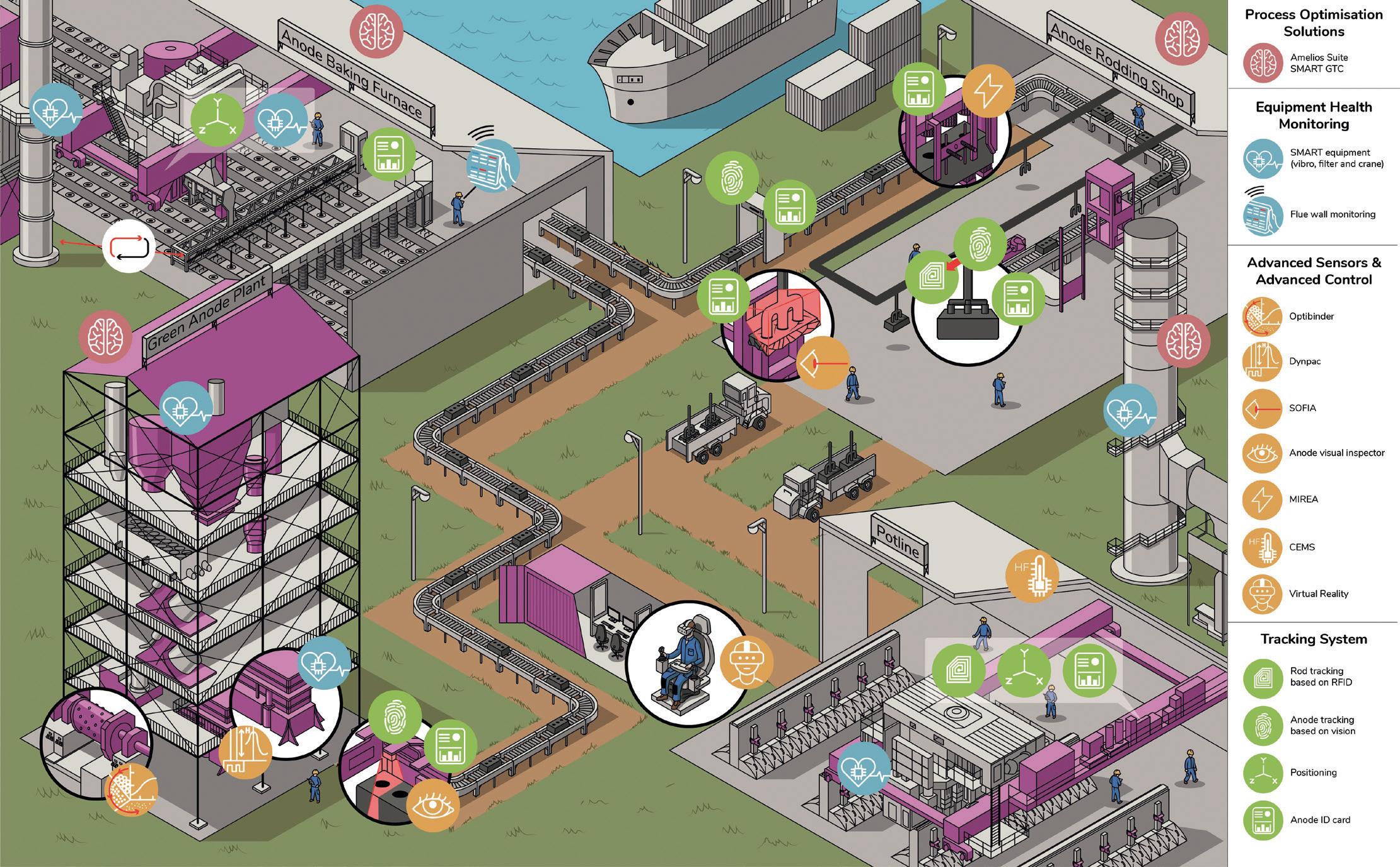
This illustration shows digital solutions for the aluminium industry from Fives for equipment monitoring process optimisation and emission control. (The illustration was provided courtesy of Fives.)
*Do you have questions about the aluminium industry? Governmental regulations? Company operations? Your questions may be used in a future news column. Contact Richard McDonough at aluminachronicles@gmail.com. © 2023 Richard McDonough
for twenty-plus years, and they have no idea what they’re missing out on,” noted Mr. Velez. “Today’s cloud-based ERP solutions with advanced analytics, machine learning, and statistical models provide always-on transparent oversight of the entire supply chain and shop floor, predicting when shipments will be late and when equipment is likely to fail, whilst digital imaging, spectroscopy, and nondestructive testing techniques provide seamless quality control.”
“Aluminium refineries, smelters, fabricators, manufacturers, distributors, and recycling facilities all benefit by the increased efficiencies and advanced data integration of ERP systems,” Mr. Velez continued. “…We’ve seen three main external forces that have affected companies’ decisions to optimise technologies: raw material cost fluctuations, increased environmental regulations, and the globalisation of competition in the aluminium industry. Each of these has played a role in companies’ decisions to adopt digital transformation initiatives to increase redundancies and visibility in the supply chain, adopt more energy-efficient and environmentally friendly practices, and optimise their production processes to stay ahead of the competition.”
Throughout the world, a number of businesses are working on technology innovations in the aluminium production processes. This news columns highlights efforts by several of these firms, including Fives, PSI Metals, RIA Cast House Engineering, and Rockwell Automation.
Fives
“As a pioneer in decarbonising industry for over 15 years, Fives now has a clear technical edge when it comes to the energy transition,” said Sébastien Gauguier, President of Fives – Aluminium Division. “The energy crisis only confirms the daring choices we made: working towards an industry that combines performance with energy and environmental efficiency.”
“We must continue to innovate to reduce aluminium industry’s carbon emissions and ensure its digital transformation: 80% of the patents we file concern solutions aimed at reducing our customers’ environmental footprint,” Mr. Gauguier continued. “More than ever, Fives is committed to a mutually responsible and virtuous industry.”
Fives indicated that given the goals of many to increase aluminium production and the tendency to be carbon neutral, the firm expects an increasing demand over the next few years for production “creeping” projects on existing aluminium smelters.
“Investment profitability, time to
market, and performance risks being the key drivers,” stated Frederic Pereira, Head of Marketing at Fives Aluminum. “For several years, we have been working on solutions to assist aluminium smelters in their net-zero programmes.”
“At Fives, we are convinced that Industry 4.0 will play a central role in the transformation of the global aluminium industry in the years to come and will support their road map to netzero,” continued Mr. Pereira. “That’s why to support our customers in their transition towards green production of aluminium we have introduced successful innovative solutions aiming at optimising CO2 emissions per tonne of aluminium produced, reducing energy consumption and polluting emissions whilst improving working conditions.”
Mr. Pereira said that “in the carbon sector, digitalisation across the whole anode production process with Amelios Suite allows optimised carbon consumption and better monitoring of anode quality. It potentially reduces the amount of CO2 emitted per tonne of aluminium produced by 35 to 70 kg, whilst also reducing anode production costs by 2.5%. Consequently, our Amelios Suite solution has been selected by the Solar Impulse Foundation as one of the #1000 Solutions to change the world.”
“The Helios Advanced Firing Control System (FCS) offers clean and efficient combustion in the anode baking furnace,” Mr. Pereira continued. “When converting plants to natural gas, Fives supports its customers in the modernisation of their anode baking systems by providing an optimised injection system to reduce NOx emissions at the source. The integration of the anode baking module of the Amelios suite also allows data analysis and provides key performance indicators to monitor and optimise the baking process.”
He also indicated that “in the reduction lines, CAFD Eco2 (Crust Alumina and Feeding Device) contributes to reducing anode effect and the compressed air consumption of the smelter. The Fives’ SMART GTC (Gas Treatment Centre) allows for enhancing smelter environmental performance and reducing operating costs through constant monitoring of emissions and equipment. The Ozeos filtering unit together with Cascade feeding system offers to Fives’ GTC a level of HF (Hydrogen Fluoride) emissions and energy consumption unmatched on the market.”
“In addition, the 4.0 road maps of our customers will drive the demand for control platforms, connectivity, and automation,” explained Mr. Pereira. “We are already in these different digital segments, with machine monitoring
software, online advanced scoring sensors and advance control, and a range of remote service mobilising a comprehensive set of technologies and experts.
“That’s why our main target is to continue to develop innovative digital tools to help our customers to improve their productivity,” stated Mr. Pereira. “These include easy access to operational information, everywhere at any time, preventing security concerns with their IT systems, improving operational efficiency thanks to data mining and analytics, switching maintenance from reactive to predictive, and elimination of physically demanding tasks (generating heat stress for example).”
“We also have deployed OEM to customer interfacing tools such as the online portal Fives Connect providing privileged access to numerous digital services,” continued Mr. Pereira. “We continue to expand the functionality of our machine health monitoring system, SMARTCrane, which following its successful introduction continues to be connected to increasing numbers of special process cranes across smelter sites. We have recently launched SMARTVibro for the vibro compactor unit (anode forming) within the green anode plant, and developments continue on the SMART filter for GTC. And we anticipate expanding our portfolio applications such as virtual reality applications for PTM (Pot Tending Machine) training as we are also leveraged by multiple stakeholders to provide it.”
PSI Metals
“Sustainability and digitalisation are two factors that are key in the coming years,” stated Gunther Schober, Sales Manager at PSI Metals Non Ferrous GmbH. “Our generation has the responsibility to pass on an ecologically-friendly environment to the future generations. This makes sustainable production indispensable.”
“Digitalisation offers huge potentials,” Mr. Schober continued. “AI-based software solution powered by a Service Platform (SP) optimises production plants, using smart services that network like a team of agents. An SP enables a collaboration of local and global optimisation tools. But it is not just the planning solutions that work together; the supply chain is equally optimised and becomes fully transparent, with additional flexibility.”
His biography detailed that “Gunther Schober, is a global expert in aluminium with a background in Metallurgical Engineer, focusing on industrial and energy economics. He has held diverse roles as a Senior Consultant, Project Manager and Sales Manager. His expertise in metals and international experience in process development and supply chain
Aluminium International Today March/April 2023 THE ALUMINA CHRONICLES 8
management is highly sought after. With more than fifteen years of experience in production management solutions encompassing supply chain management and planning, product design, quality management, production execution and logistics, he has become a recognised expert in these areas.”
PSI Metals describes itself as combining “…the metals expertise within the PSI Software AG and is the world’s largest provider for software solutions in production management for the metals industry.” The firm indicated that it has its solutions running at more than 260 customer plants.
Mr. Schober said that the “efficiency of the production plants is also a core of digitalisation as our solution allows aluminium producers to structure how best to produce, the ideal time to produce, the optimised yield, and reduced material movements. The result is savings in cost across all levels – production costs, energy costs, material costs, handling costs, and increased overall equipment effectiveness. Digitalisation of the production plant has a direct impact on sustainability. We promote sustainability by even decreasing material usage and optimising energy. Put simply, save costs in order to save the environment.”
One of the key facets cited by Mr. Schober are smart and collaborative pieces of software.
“Smelting aluminium consumes a vast amount of energy,” stated Mr. Schober. “Software will not change the process, but it can optimise the energy consumption and thus help reduce CO2 emissions. Even if aluminium producers have a CO2 – neutral power supply, energy peaks may have to be met by fossil fuel-based electricity. These peaks may not originate in their plant only. There are waves of electric energy consumption. Intelligent software can predict such events and flatten power consumption in a broader perspective. Further, wind, hydro, and solar power depend on weather conditions. Smart software can integrate the weather forecasts and the anticipated wind force for example to balance the estimated consumption with the predicted supply of energy.”
“There is giant potential to use the flexibility of the process,” he continued. “The technology to use the aluminium bath as a battery is already there. With intelligent software solutions, producers can make the most out of it and optimise the entire production process.”
Mr. Schober said that an important software service is alloy optimisation.
“Aluminium producers use it to optimise the input for their casters,” he said. “The system knows all available input and
alloying materials and the corresponding costs. The result is an optimised use of scrap, that is ideal from an energy standpoint as well as from the CO2 perspective.”
“Aluminium producers may want to support the use of a particular material and hold their own scrap sale, or they want to limit a popular material and avoid cherry-picking,” Mr. Schober continued. “Liquid material and the sump can be considered like any other material. They set the target and the system finds the best way there.”
He noted that moving to the next steps downstream – towards extrusion or rolling, “dynamic order dressing (rule-based and characteristic-based) give aluminium producers the required flexibility. In a
determine the measures. Another step towards reducing CO2 by increasing the first time right rate.”
He indicated that an additional option to reduce excessive material is dynamic order combination.
“Based on the existing order book and material units – planned and real –an order/material combination tool will nest different orders optimised into the material units,” according to Mr. Schober. “Multilevel combinations become reality and the smart software fully supports a ‘Make to Stock, Finish to Order’ strategy to optimise production and material requirements. Combined with order dressing, they get the optimised route along with the specific production instructions for emissions by eliminating
matter of seconds, they have all the details on qualitative and quantitative material requirements, test and sampling instructions, process instructions and time demand for planning and costs. Further, they can calculate the carbon footprint for each production step and later compare with the actual. A production order optimised and designed for their customer’s request. The time for defining a new article can be reduced from two weeks to two hours.”
In the area of predictive quality, Mr. Schober stated that “intelligent software can predict defects and thus help to avoid them. We’re not there yet to avoid them completely – at least not yet. Nevertheless, the results of existing projects show a 50% reduction in defects. This is, based on our experience, equal to an increase of production output by 2% with no additional CO2 emissions.”
“Software would not only predict errors; it can also help aluminium producers find the root cause,” Mr. Schober continued. “If they want to avoid an error, they must first find the cause, then they can

defective material, right the first time.”
“Collecting a lot of data together with smart analytics can offer a prediction of maintenance too,” Mr. Schober continued. “Producers can change parts including anodes right on the spot. They don’t waste money by replacing parts that have not reached the end of their live cycle nor do they risk production stops or quality issues by worn out parts. This increase of productivity has a significant impact on the sustainability of production.”
Whilst technological innovations will be important as the aluminium industry moves into the future, Mr. Schober stated that “…experienced human operators still make most critical production decisions. These operators launch fully automated procedures that have a predefined mostly rule-based non-adaptive behaviour. If this automation behaviour needs adaption, it will require ‘re-programing’ or ‘reconfiguring.’ Unfortunately, production conditions evolve, requiring regular adaptions. This adaptability is one of the main challenges for the next generation of Production Management Systems
THE ALUMINA CHRONICLES 9 Aluminium International Today March/April 2023
“Sustainability and digitalisation are two factors that are key in the coming years,” stated Gunther Schober.
Gunther Schober, Sales Manager at PSI Metals Non Ferrous GmbH. (The photograph was provided courtesy of PSI Metals.)
(PMS) solutions. We will need production automation that will be able to self-adapt its behaviour to changing production conditions. To this effect, PSI Metals is taking the lead in finding the solution to this current and futurist challenge and deeply involved in research projects.”
Among on-going research projects cited by Mr. Schober, some focused on the future of PMS automation; decarbonisation and CO2 tracking; optimising efficient energy scheduling to energy availability; and online heat scheduler and cast house scheduler for the upstream production and order scheduler for the downstream production.
RIA Cast House
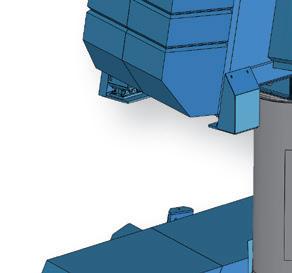
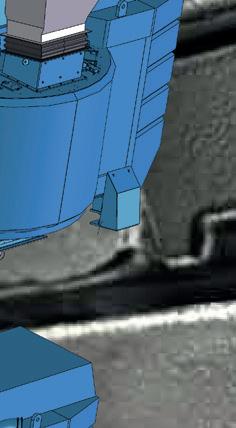
“RIA Cast House Engineering (RIA) provides rail-mounted precision cast house-proven charging and skimming machines for aluminium cast houses worldwide,” said James Tomkinson, Sales and Marketing Manager at RIA Cast House Engineering GmbH. “The design and development of all RIA machines take reliability, durability, maintenance, and occupational safety into account. RIA has supplied over seventyfive furnace charging and skimming machines, all rail-mounted and capable of charging up to 30 metric tonnes in less than 90 seconds or skimming a furnace faster than a traditional forklift truck or wheeled furnace tending vehicle, but with more repeatable results and without damaging the refractory lining.”
He indicated that key customers of RIA include Hydro, Constellium, Kaiser, and Matalco, among others: “Several clients have multiple machines in the same cast house or across multiple sites and territories. One client alone has implemented more than thirty RIA machines in ten different countries.”
“In recent years, in conjunction with our exclusive partner Fioscope GmbH, RIA added the innovative capability of AI [Artificial Intelligence] smart camerabased decision making to our machines to offer fully autonomous operation and therefore removing the requirement to have operators on or even near our machines,” noted Mr. Tomkinson. “RIA’s Managing Director, Michael Rockstroh, also became Managing Director of Fioscope GmbH in February 2022, helping to drive the continuous development of RIA’s AI enabled autonomous machines and assuring our growing customer base that RIA equipment is not only suitable for today, but also tomorrow and beyond.”
Mr. Tomkinson stated that “in typical operations, melting and holding furnaces are skimmed by either a wheeled vehicle or a rail mounted machine. Typically, both are driven by an operator present on board the machine to give them a direct
view in to the furnace to locate the dross to skim from the melt surface.”
“The above process presents two main concerns for the aluminium cast house,” he continued. “The first concern being that operators have to be on board the machine, exposed to the heat and potential dangers of molten aluminium. Secondly, operator-driven wheeled vehicles typically have long skim booms that move with little control or precision when skimming the furnace. Often, this causes unnecessary damage to the refractory lining within the furnace leading to the earlier replacement of refractory walls and the furnace sill and lintel. Not only does this incur the cost of replacing the refractory lining more frequently, but also the lost production time with the furnace being down to conduct the necessary repairs, often for several weeks.”
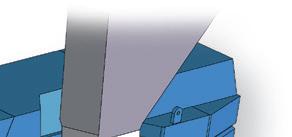
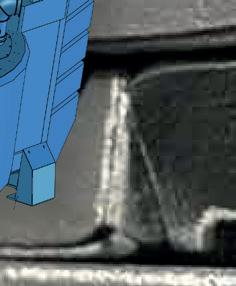
He said that Fioscope’s air-cooled smart cameras that RIA has installed on board its skimming machines help to manage the radiant heat from furnaces, thus reducing the exposure to operators.
“Camera images are relayed to the operator pulpit and the operator can watch the skimming cycle from a safe
Mr. Tomkinson summarised the benefits of using this technology: “Smart cameras reduce unnecessary door openings, shortening cycles, and saving energy. These systems can increase safety and potentially avert accidents. Smart cameras also allow the melt cycle to be optimised, ensuring charging can take place safely, at the first opportunity. Furnace monitoring systems allow playback, trouble-shooting and diagnostics. It is believed that in the future all new furnaces will incorporate infurnace cameras.”
Rockwell Automation
“Aluminium companies need to adapt to an ever-changing environment,” stated
location, away from the furnace,” Mr. Tomkinson stated. “Through precise position measurement and control, it is possible to follow a pre-determined skimming pattern, lane-by-lane, to remove the dross from the furnace, without contacting or damaging the refractory nor the need for an operator to be onboard the machine. However, the machine will skim the entire surface of the bath regardless of the location of the dross, or if the dross moves into an already clean and previously skimmed lane, the machine was effectively blind and would not react. The solution was to install smart cameras on the skimming machine that have a view of the bath surface. The cameras identify the difference between dross and a clean surface and drive the skim blade to the location of the dross and remove it from the furnace.”
Steffen Zendler, Europe, the Middle East and Africa (EMEA) Strategy and Marketing Manager – Heavy Industry at Rockwell Automation. “Current market conditions are characterised by excess production capacity, oversupply of raw materials, constantly changing raw material and energy costs, growing demand for new products, and evolving workforce demographics.”
“Considering that energy costs can account for up to 50% of costs associated with aluminium production, the global energy crisis contributes to the challenges for this industry,” Mr. Zendler noted.

Aluminium International Today March/April 2023 THE ALUMINA CHRONICLES 10
“Aluminium companies need to adapt to an ever-changing environment,”
stated Steffen Zendler
Steffen Zendler, EMEA Strategy and Marketing Manager –Heavy Industry, Rockwell Automation. (The photograph was provided courtesy of Rockwell Automation.)
“Rockwell Automation’s powered end-to-end systems integration and scalable analytics facilitate better decision-making thanks to both supply chain and smelter-to-market visibility. The Connected Enterprise provides real-time guidance on the digital way forward, whilst prioritising secure networks and workforce safety simultaneously, creating an infrastructure that enables operators to reduce downtime and maximise efficiency, with the help of predictive and prescriptive maintenance across processes and infrastructure.”
“Smart data analytics and insights help to improve process efficiencies, quality of end products, and timely management of supply chains,” he continued. “In the context of smelter digitalisation, smart sensor technology enables the tracking of materials, manpower, consumables, and emissions. Further, the application of the relevant layers of technology such as digital twins and simulation models helps drive operational efficiency, better throughput and higher profitability by managing validation costs using simulation and allowing for the testing of engineering ideas before implementation.”
Mr. Zendler stated that “artificial intelligence and machine learning offerings facilitate the seamless transfer of knowledge and skills, where augmented reality and virtual reality are useful in improving collaboration across different project locations and making operations safer, where new talent and workers are onboarded.”
Rockwell Automation is engaged in a number of efforts to streamline production in the aluminium industry.


“Our solutions for the metals and mining industries employ data capture, integration and processing capabilities of the Connected Enterprise, leveraging analytics for better and faster decisionmaking,” explained Mr. Zendler. “Streamlining production in the aluminium industry is one of the many benefits of the Connected Enterprise. A connected aluminium smelter converges plant-level and enterprise networks, securely connecting people, processes, and technologies.”
“The information revolution has created a huge opportunity for metals companies to fundamentally change their business – to become more productive, agile, profitable and safe,” he continued. “Across the globe, Rockwell Automation technologies are focused on driving effective outcomes with solutions built for optimisation, by helping aluminium producers harness their manufacturing and production data to improve operations and influence business decisions.”
Rockwell Automation has operations, Mr. Zendler stated, in 44 manufacturing units across 11 countries on four continents, with a multi-cultural workforce of approximately 36,000 across the globe.
He cited a few challenges facing the aluminium industry in the years ahead: “The need to upskill new workers against the backdrop of retiring workforce and the advent of new technology offerings; increased capital and operational costs; limited access to resources or pricing instability (raw material, water, energy); market volatility as a new normal (energy and other commodities pricing); and the need for all industries to transition to sustainable models.”
To meet some of these challenges, Mr. Zendler stated that “Rockwell Automation is committed to working with aluminium companies, and the wider metals industry, helping them achieve their business and sustainability objectives, bringing the Connected Enterprise to life. With this integrated and holistic solution, producers can gain situational awareness of single or several operations from any location; deep contextual insights across the value chain, including energy, emissions, and asset efficiency; the ability to benchmark operations from different sites for operational improvement; and real-time operational plant-control systems whilst providing an enhanced user experience.” �
Preparation Technology for Carbon Paste





Choose the Eirich solution:
• Low investment costs
• Low operating and maintenance costs
• Simple and swift commissioning
• Optimum mixing and cooling conditions
• Excellent paste quality
• Maximum plant availability
• All key machinery is manufactured in our own workshops

• Reliability for more than 150 years
eirich.com

THE ALUMINA CHRONICLES 11 Aluminium International Today March/April 2023
Where will Green energy come from?
Where will Green energy come from?
 By Tim Murray*
By Tim Murray*
Today sustainability and going “Green” are of paramount importance to the world. For the world to make this transition it will need to wean itself of its never-ending thirst for fossil fuels. However, this is MUCH easier said than done, given the vast majority of today’s installed power generation capacity is based upon fossil fuels.
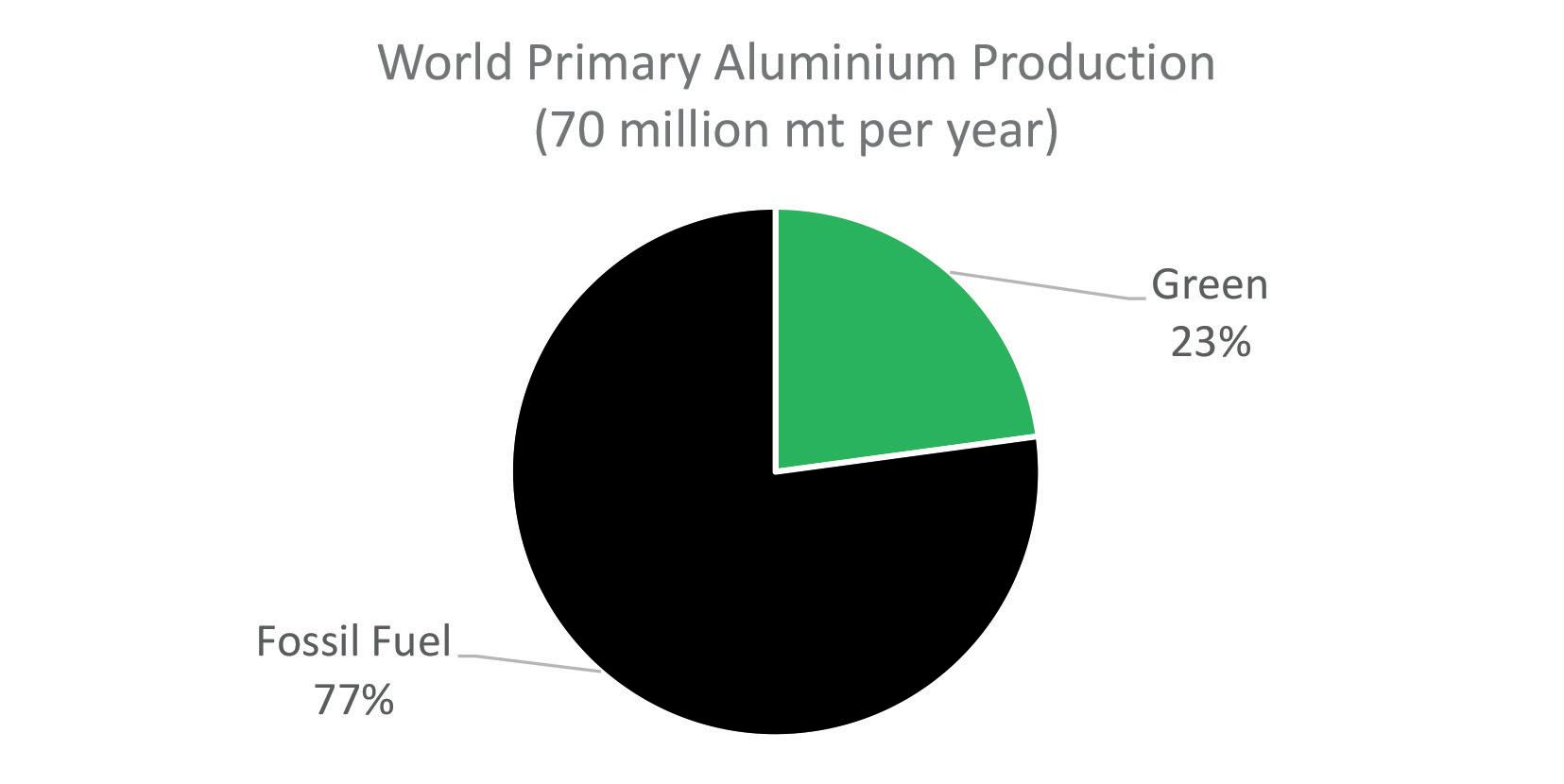
Nowhere is this more evident than in the highly power intensive aluminium industry. In 2022 the world production was approximately 70M mt of which 77% was from fossil fuel power generation. In terms of green energy (Wind, Solar, Hydro and Nuclear) only 23% coming from green energy. I know many people will say that Nuclear is not truly green but I think we have to be practical and acknowledge that nuclear is a highly efficient form of carbon free energy.
In terms of green energy the capital cost to build such plants is much higher than a fossil fuel plant. In addition, the time to construct green energy projects also takes longer given the significant amount of government regulations. As you can see in the charts below green energy is clearly more expensive and time consuming. Only in the case of solar is the time to construct comparable to fossil fuels.
In terms of the cost to build a green
energy plant power station if we average the green columns in the chart above, we come out with $2,850 per kilowatt of installed capacity versus $500 per kilowatt for fossil fuels.
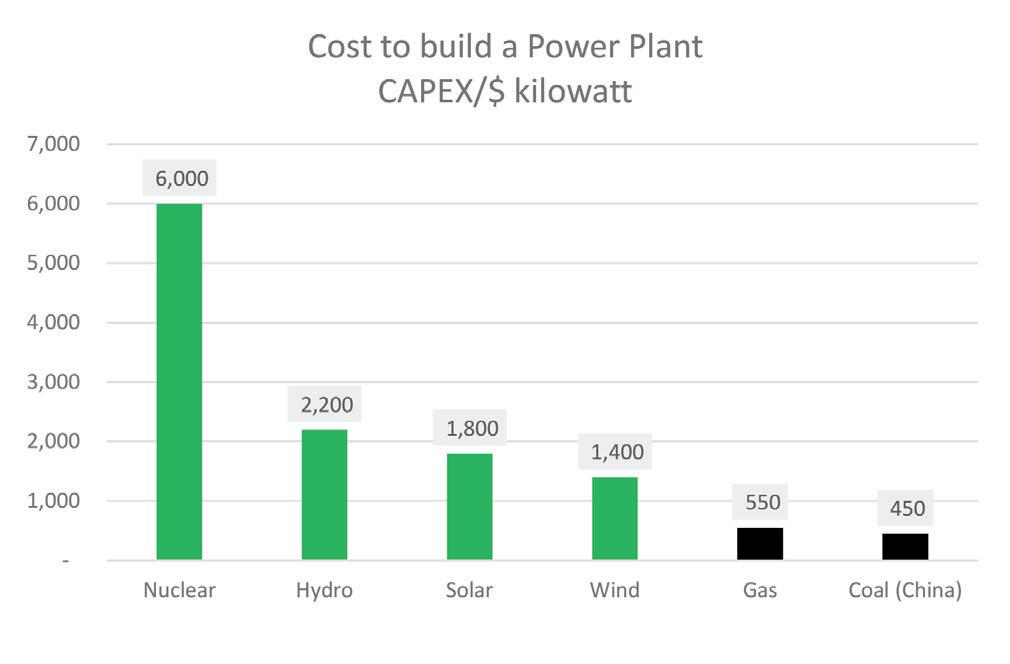
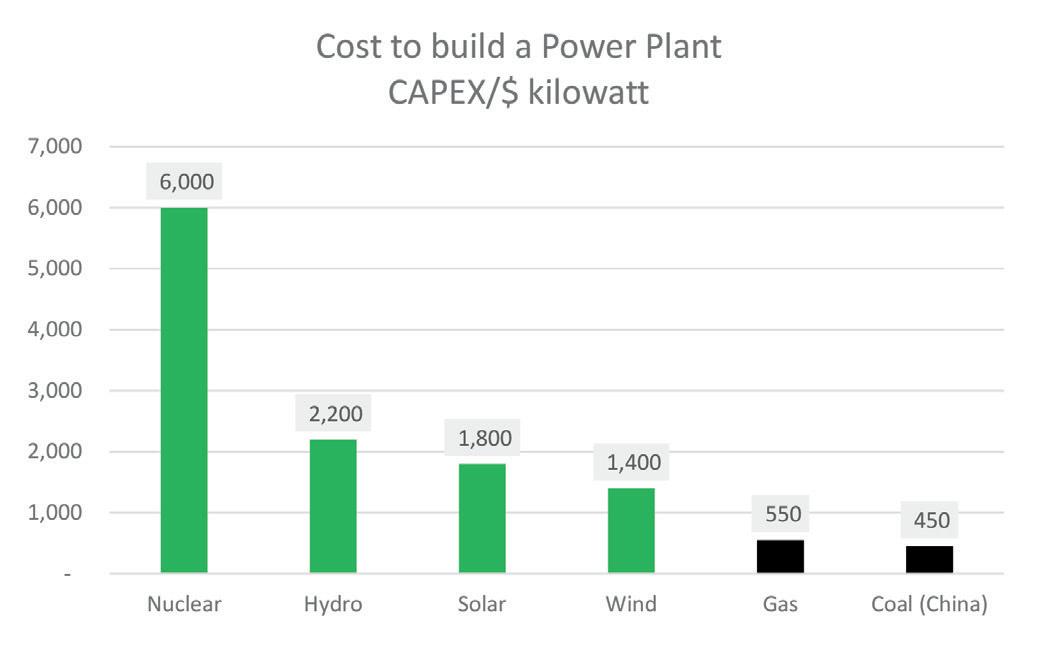
Also, the time to build a green power plant is much longer with the average being five years whereas a fossil fuelbased plant is around 2.5 years. So, it is obvious there is a financial disadvantage to building a green energy plant versus the alternative of a cheaper/faster fossil fuel plant.
We need Governments to work in a more coordinated fashion to expediate new projects and reduce the red-tape. In
addition, Governments need to provide more financial incentives such as subsides and/or loan guarantees to fund large scale projects. We cannot assume that private companies will invest capital where there is a financial disadvantage or not a clear payback on their investment. The transition to more green energy needs to be a partnership between industry and government.
In conclusion the road to a “Green Energy” is going to be long and expensive. We as a society need to embrace this transition however there must be a practical give and take to make this transition a reality. �
Aluminium International Today March/April 2023 ENERGY 12
*CEO of Cardinal Virtues Consulting

KING OF COOL Performance Driven Our high-performance, high-impact quenching systems are unmatched. Excellence is our standard. +1-800-918-2600 | gcinfo@grancoclark.com | www.grancoclark.com THE Scan: Impact quench data
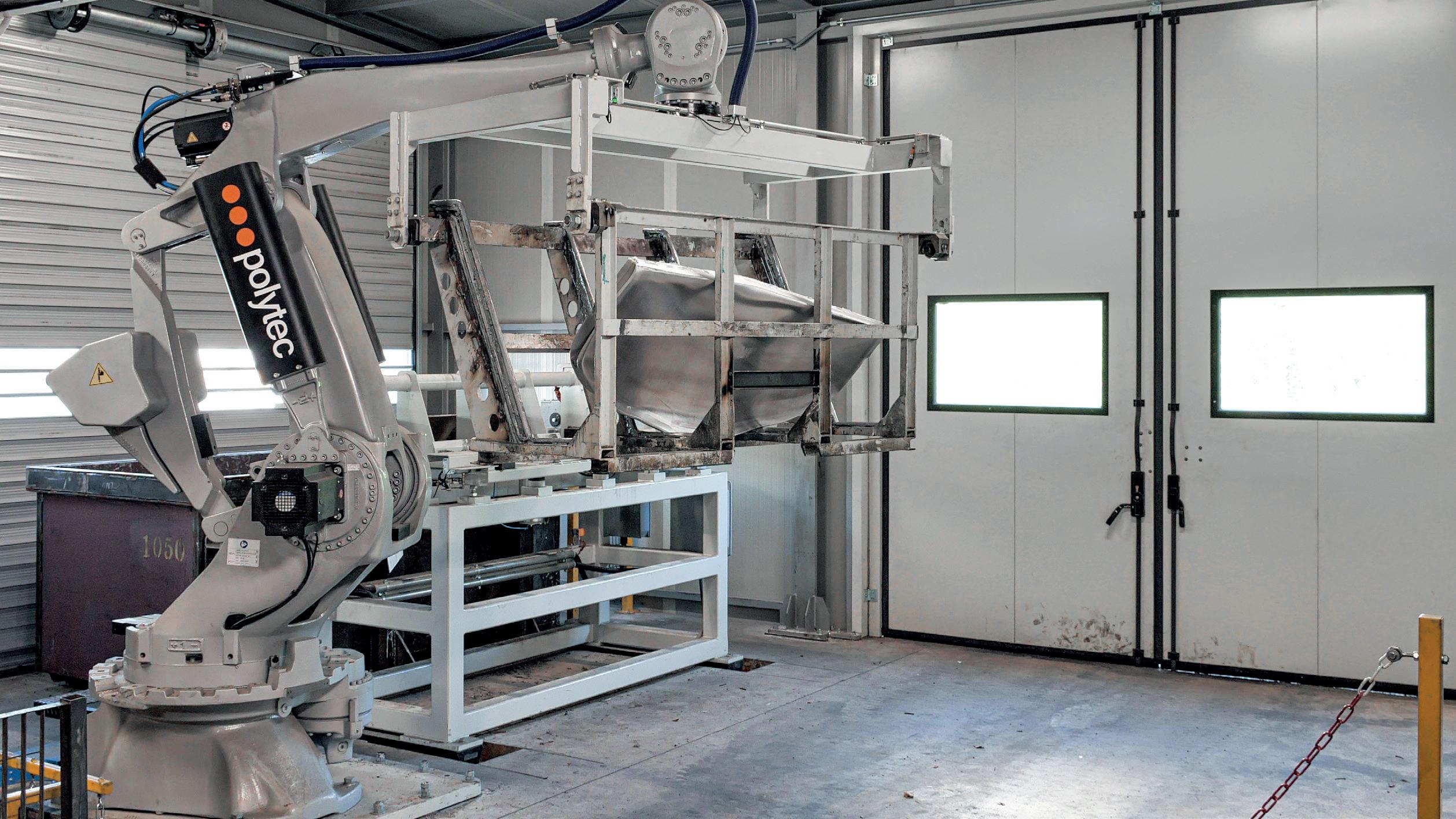
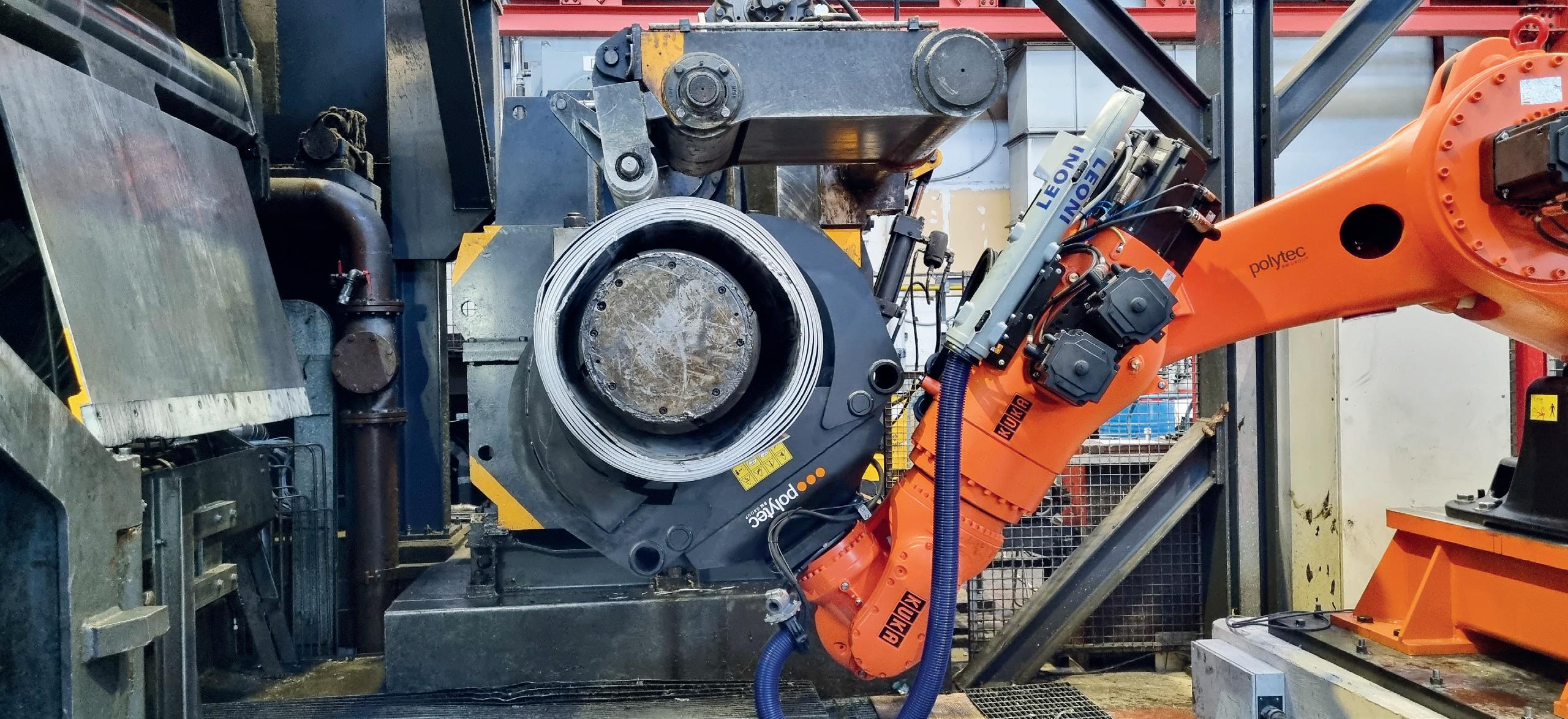
TAILOR-MADE ROBOTIC SOLUTIONS

▪ Plate removal and replacement in the ceramic foam filter

▪ Coil waste removal from the rolling mill unwinder
▪ Strap cutting and removal
▪ Machine tending for aluminum components
▪ Ingots handling and palletizing
▪ Coils marking and tagging
ALUMINUM PLANT UPGRADING AND RETROFITTING
By introducing digital technologies, aluminum producers can notice a significant leap in productivity, while offering a better control over the production process and customer reach. This also provides better safety and environmental sustainability.


OUR EXPERTISE
Automation and Process Control, Electrical Engineering, Distribution Systems HV/MV/LV, MCC and Drive Panels, Safety Management, PLCs & Drives, DCSs, HMIs & SCADA, Data Management, Cloud & IIoT.


polytec.bmgroup.com























sales@bmgroup.com

Aluminium towards Industry 4.0
By introducing digital technologies and Industry 4.0 automation, aluminium producers can record a significant leap in productivity while offering a better control over the production process and customer’s reach out. This approach also provides better safety and environmental sustainability. The combination of digital and automation systems, industrial internet and big data, makes smart factories a reality.
Our mission is to introduce breakthrough technologies that rapidly adapt to new situations and to anticipate the concept of “lean production”, while supporting the customer on the path of change towards a continuous improvement culture.
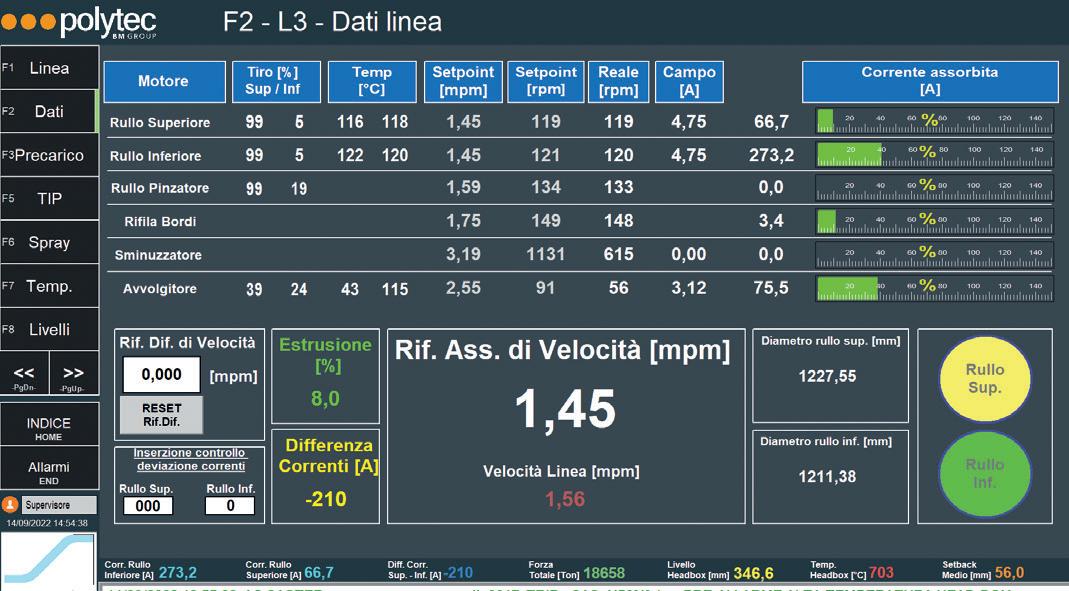
Electrical equipment and automation retrofitting
After melting, the semi-finished products undergo other processes including hot rolling to be transformed into flat products and subsequently into coils. Polytec provides automation and control by providing process control technology systems based on real-time platforms.
The cold rolling of aluminium flat strips requires quick, efficient and easy-tomanage controls. Process optimisation to reduce scrap is essential and the basis of our control software. Polytec is able to carry out the entire automation for complete control of the rolling process on roughing and intermediate rolling mills. Stands cylinders regulation and compensation algorithms and reel motors internally, allow to guarantee excellent performances in terms of thickness stability and reaction speed of the entire hydraulic AGC system in reaching the target of desired thickness reducing the coils’ scraps (heads/tails). Tailored regulation of these processes is
essential to meet customer’s needs and satisfaction.
An area of production of aluminium products uses extrusion presses and machines to reshape the profile of the extrusions (stretching machines). Polytec is able to supply automation systems based on PLCs complete with software entirely designed in-house, active remote units, supervision and management systems capable of completely controlling the plant from Level 0 up to interfacing with the MES.
Smart robotics tailored to aluminium production process
The automation and electrical equipment upgrade projects carried out for important manufacturers in the sector, have allowed Polytec to deepen the knowledge of the production process and to imagine the integration of robotics, which presence is still scarce in this sector.
In just a few years, Polytec has been able to engineer and commission robotic cells that provide great advantages in terms of workers safety and liability reduction while improving production with solutions that provide error-free product identification, downtime minimisation and overall productivity improvement. The robotic solutions developed resist both environments in which temperatures are high and in the presence of acids, replacing humans in high-risk tasks.
Following the flowchart we engineered multiple solutions, an automatic robot for managing the Plate removal and replacement in the Ceramic Foam Filter can be integrated in the melting area, while numerous robotic solutions for handling, palletizing, marking and tagging are
available to be integrated throughout the complete production process (ingots, coil products..).
Specific automatic robots have been engineered and supplied answering customer’s critical issues such as strap cutting and removal, coil waste removal from the rolling mill unwinder and for the machine tending for aluminium components.
“Big data” and images collection support producers in the production predictive analysis to better control operations and to improve process management. Machine learning lets machines access data and learn for themselves, to operate independently. By integrating artificial vision with robotics, it is possible to achieve products’ and production’s data, improving traceability and reporting to aluminium producers a “product data sheet” that certificates its quality.
Automonous mobile robots for a smart warehouse management
Automated Guided Vehicles (AMR) are an active part to manage the warehouse smartly.
For logistics and operations like picking, handling and shipping preparation AMRs help to process more orders in “busy” warehouse’ environment, to increase capex and maintain customer satisfaction. Autonomous mobile robots work collaboratively with warehouse operatives by transporting batches to the next stage of processing, allowing workers to move on to their next task.
Many materials can be moved and placed within the warehouse by AMRs, placing-related capabilities allow them to move pallets, carts, shelving and racking without the need for a human operator.
INDUSTRY 4.0 15 Aluminium International Today March/April 2023
By operating autonomously, AMR’s move seamlessly within an existing warehouse layout without major disruption to existing operations. On-board sensors, maps, and processing systems allow them to plan routes and adapt dynamically to changes
in their surroundings. AMRs can move stock within a warehouse or between facilities, programming can be flexible. This obligatory route towards a new approach seeks in the continuous improvement of quality and production


efficiency. The strategic key to remain competitive in a global market while paying attention to the issue of sustainability. �
Contact: Polytec.bmgroup.com
| sales@bmgroup.com

Stub Heaters for Primary Aluminium Production

• Supports all Anode Stub Layouts
• Guard Plates to Increase Coil Durability
• For Drying and Heating Pre-Straightening
• Efficient Heating Reducing Downtime
• Tailored to Stub Diameter and Material
• Further Customisability for the End User
Aluminium International Today March/April 2023 INDUSTRY 4.0 16
Call +44 (0)1256 335 533 Email: info@inductothermhw.co.uk www.inductothermhw.com AIT 2020 AD 5.indd 1 18/12/2019 10:01:26
HFQ Technology: Enabling ultra-high strength and sustainable aluminium structures
WHAT IS HFQ?
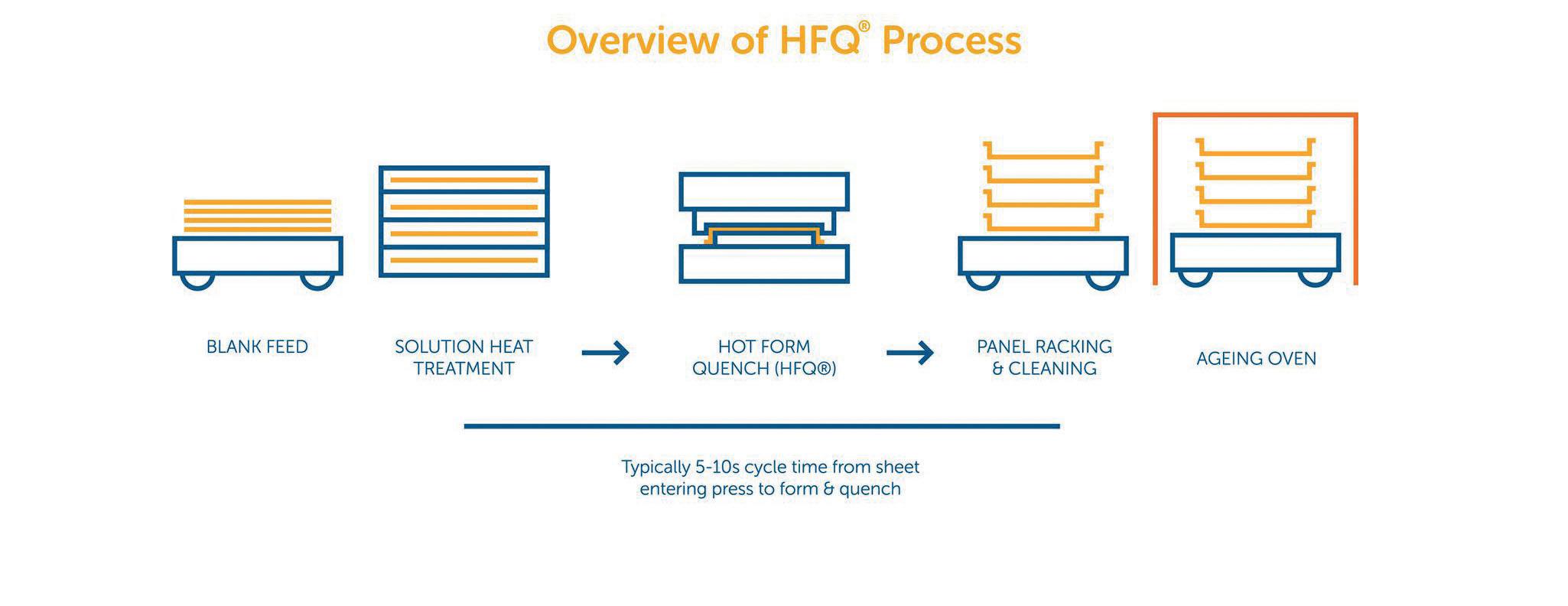
Hot Form Quench (HFQ®) is a novel hot forming process for the production of deep drawn, tight tolerance and complex geometry high strength and ultra-high strength aluminium (UHSAL) sheet components. With many similarities to the press hardening of ultra-high strength steels, but with significant metallurgical mechanism differences, HFQ exploits aluminium viscoplasticity at temperatures , typically, in the 400-550°C range. This allows the rapid production of complex lightweight structures without the problems of spring-back or multiple operations and the option to replace steel, composites, castings, extrusions, stretchformed parts or multiple cold formed pressings.
This hot forming process for high strength aluminium sheet (usually between 0.8 to 4.5mm), in 2x, 6x and 7x series alloys, was researched in the early 2000s by Professors Jianguo Lin and Trevor Dean at the University of Birmingham, and then at Imperial College London. Late in 2012, Impression Technologies Limited (ITL), a lightweighting technology company based in Coventry, UK, was formed with exclusive commercialisation rights for HFQ and the associated intellectual property. ITL has since developed its own additional know-how and rights in this domain, particularly in relation to
advanced forming simulation, aluminium alloy characterisation and the production of serial production parts across a range of alloys and in high volume. Candidate applications span a wide range of sectors including automotive body-in-white, aerospace flying surfaces, seating, ground transportation and consumer goods.
HFQ component manufacture

HFQ forming of aluminium comprises four stages as represented in (Fig 1): solutionising, transfer, quenching + forming, and artificial aging. The pressing operation is carried out in a high speed hydraulic, servo-hydraulic or servo press in which the forming tool is cooled to create
FOCUS ON HFQ 17 Aluminium International Today March/April 2023
Fig 2. of fischer production line in Germany
Fig 1. summarising process steps
the necessary quenching to maintain the alloying elements in supersaturated solid solution. The subsequent ageing process enables precipitation and increases the strength of the components to the required level, typically 300 to 500MPa yield, depending on the aluminium alloy used. Customised proprietary ageing processes have been developed to optimise corrosion performance and downstream joining, such as self-pierce riveting. Following the HFQ process, parts can be in-die trimmed or laser trimmed before downstream coating and joining.
Cycle times for the HFQ forming stage can match those for hot forming (press hardening) of steel and are mostly depending on the throughput capacity of the solutionising ovens and sophistication of the process automation feeding the press. Low volume lines for aerospace parts may expect cycle times of 60-90 seconds; whereas for high volume automotive components cycle times per set of parts could be below 15 seconds, with the potential for even faster production with optimised cooled tool designs, process control and automation. Ageing is carried out on batches of parts over a duration of 90-120 minutes for typical applications, the size of the furnace is sized to correspond with the cycle time of the press line. (Fig 2)
Because of the global and cross-sector applicability of HFQ Technology, ITL has adopted a technology franchising model to create a growing global network of accredited manufacturing tiers to serve OEMs. (ITL estimates that the market for UHSAL parts for automotive alone could be several hundred million parts per annum, which could require well over 100 dedicated forming lines.) Aside from its own production facility in Coventry, UK, ITL has licensed automotive tier partners in Germany (fischer group) and China (Jet Wagon) with another dozen tier 1 producers in discussion covering automotive, industrial and aerospace component supply in North America, China, India and Europe. All accredited HFQ manufacturers are trained and supported in HFQ design and manufacture and have access to all future innovations; and ITL works proactively to acquire new applications with OEMs for the tiers in their chosen markets. There is also the possibility for OEMs to adopt HFQ hot
stamping internally where appropriate. ITL supports new tiers with the specification and sourcing of forming lines, with certain equipment providers accredited against the HFQ process.

Applications and design optimisation for USAL components using HFQ HFQ is used where light-weighting and high levels of part integration are required, and where aluminium sheet is considered a suitable technical and economic proposition. In the automotive sector a target premium of $3-5 per kg saved is deemed to be the target when replacing steel structures; and studies have shown that HFQ can meet this for appropriate applications. The economics of production of HFQ components are driven in descending order by input material cost, material/design optimisation and then cycle time.
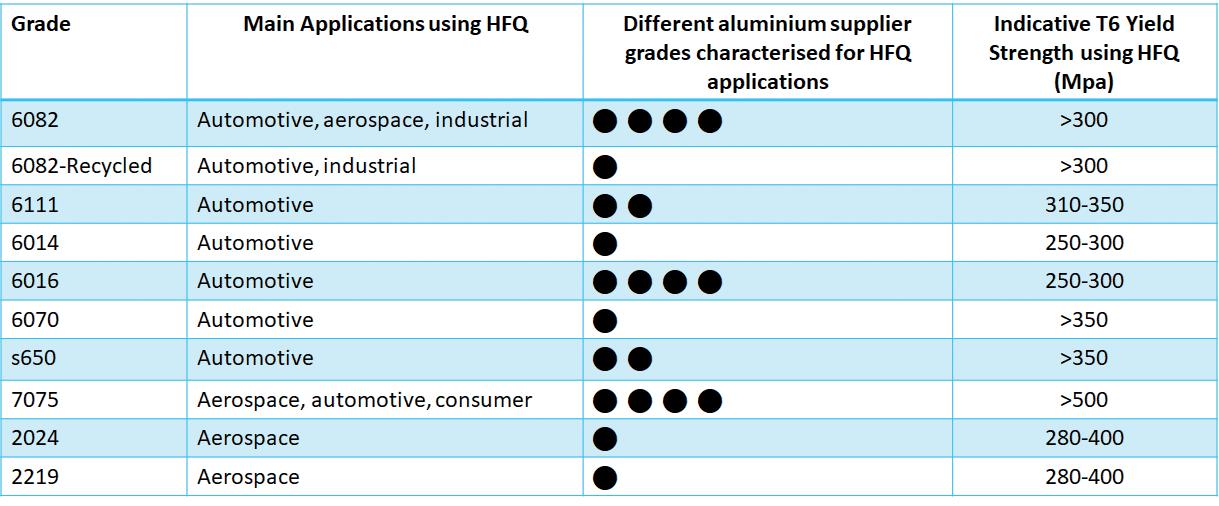
For the automotive sector typical HFQ applications target body-in-white (BIW) structures and closures including A and B pillars, door rings, cross members, sills, dash panels, rear quarter inners, door inners, tailgate inners and under shields Recently there has been significant interest in the use of HFQ for battery lids and casings for electric vehicles (EVs). Currently there are 39 parts in serial production for the automotive OEMs across Europe, China and the US, with many more in development. Alloys used for these applications include the 6x series grades such as 6111, 6082 and 6016 with new project evaluations in 7x series grades..
Aerospace applications are being developed that include lip skins, nacelles, fairings, wing ribs and seats with Boeing recently confirming the economic proposition for aluminium structures formed by HFQ following a joint evaluation with ITL. Transportation sector applications also include electric bicycles, motorcycles, and rail structures. In other sectors, HFQ has been considered to replace heavy castings and machined components, currently made from aluminium where


light-weighting or material utilisation are critical factors. (Fig 3)






HFQ’s main advantage for designers is superior formability for ultra-high strength aluminium alloys, that would otherwise split, excessively wrinkle or suffer from spring-back (or dimensional non-conformity) during conventional cold forming. This leads to greater design freedom for part form, including extremely deep drawn parts (which can exceed 300mm), sharp radii (r/t of 0.8 has been demonstrated) and high levels of part integration versus cold formed pressings. In addition, HFQ enables the manufacture of parts from high and ultra-high strength aluminium, which for strength-prioritised applications facilitates significant weight reductions of 20-30% versus some lower strength cold formed aluminium alloys. Secondary benefits of HFQ include the ability to use lower cost and more widely available F Temper alloy feedstocks and even use highly recycled alloys.


HFQ developments during 2023


There has been an unprecedent number of enquiries for using HFQ to reduce weight, cost and achieve part integration or eliminate dimensional quality issues. Most applications are for EVs with aerospace enquiries growing rapidly. The major trends shaping the evolution of the HFQ Technology are sustainability, continued cost pressures and transport electrification.






Widening alloy choice and offering fully recycled alloy options is a major focus area for HFQ development. With expertise in characterising UHSAL sheet for hot forming, ITL has now established HFQ material cards for high fidelity simulation, matched to the HFQ standard process, for over 18 alloys covering suppliers across the globe. The use of F Temper, enabled by HFQ, also widens the choice for OEMs. With alloys characterised to a standard, OEMs can be confident that simulations for different alloys for a given geometry will be accurate; and they then benefit from choice of supply. In addition to standard commercial grades

Aluminium International Today March/April 2023 FOCUS ON HFQ
Fig 3. Photo of HFQ part - automotive
Fig 4. alloy availability table
TOGETHER TOWARDS PERFORMANCE
NOW IS THE TIME TO ACT REEL is on a journey contributing towards a net-zero Aluminium Industry.











reelinternational.com
REEL Aluminium is a major solution provider dedicated to reduce the carbon footprint in the Aluminium industry. Both internal and external partnership, new ways of understanding and innovative technological investments in the development of net-zero solutions for the Aluminium industry are the best conditions for REEL‘s goals to work together on its path to decarbonization and to green Aluminium future.

of 2x, 6x and 7x grades, ITL has recently demonstrated the forming of automotive structures using 100% recycled 6x sheet, including a batch of 6082 recycled alloy with ~40% post-consumer content supplied by Gränges. Recycled HFQ parts attract significant interest from OEMs because of the potential for reducing embedded carbon by up to 95%. During 2023, a full technical summary will be published on the recycled demonstration programme, followed by the creation of industrialisation partnerships to progress fully recycled aluminium towards serial production. (Fig 4)






Aerospace seating is potentially an ideal application for HFQ, where the technology offers process step simplification, design flexibility and part integration with low cycle times. ITL has recently produced its first seat back demonstrator in fully recycled 6082 alloy, creating a structure that is inherently
stiff, cost-effective and sustainable; and the same structure could be produced in higher strength 7075 alloy. It offers a compelling alternative to composite structures, with the prospect of much reduced cost, superior environmental credential and a competitive weight. During 2023, ITL will engage with aircraft seat manufacturers in all regions to secure applications for serial production. (Fig 5)
Battery pack trays and lids for EVs may be made from aluminium, steel or composites. For aluminium parts, cold pressings, welded extrusions or castings have been used; all of which are costly to manufacture. With the projected rapid increase in EV production, car makers are searching for innovations that drive down cost of battery packs; whilst tier suppliers are seeking short cycle times and compact production footprints to minimise capital expenditure. With its inherent short cycle time and ability to minimise part count
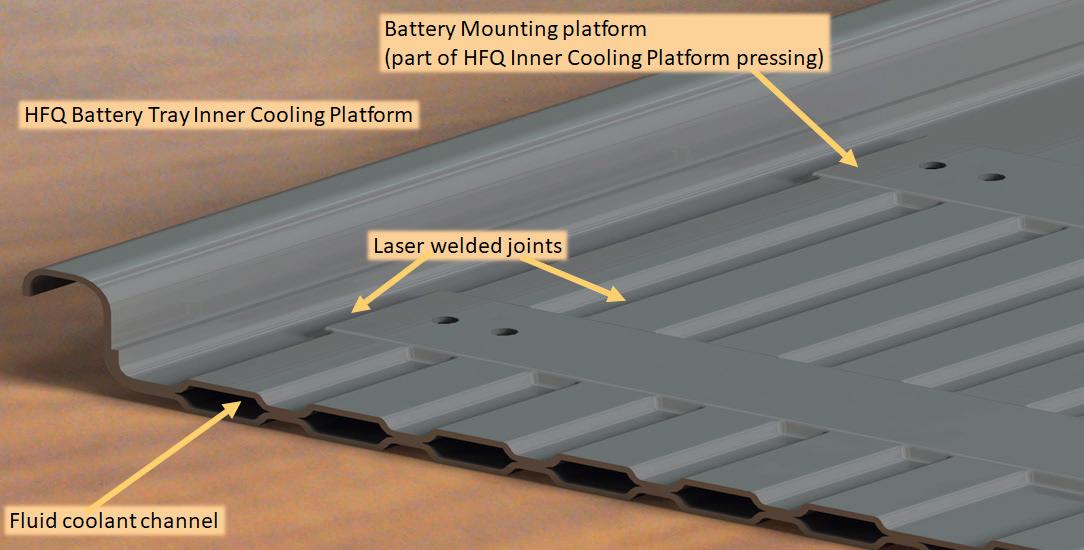
and joining operations, HFQ is now being considered by tiers, OEMs and design consulting companies as an additional option for high volume battery enclosures. In addition, a confidential development programme, exploiting the full potential of HFQ is currently in progress with a leading automotive consulting player with publication of results due in the second half of 2023. (Fig 6)
In conclusion, HFQ, in serial production since 2016, is now starting to take hold in the automotive and aerospace markets as an enabler of cost-effective and sustainable UHSAL sheet components. Given the scale of the opportunity, the full potential is achievable only via the close collaboration within a global supply ecosystem, supported by the aluminium sector, which stands to gain from a technology that increases the appeal of the material in its quest to be the preferred choice for lightweight structures. �




Aluminium International Today March/April 2023 20
Fig 6 .battery concept photo
Fig 5. Photo of HFQ aircraft seat back
THE BRIQUETTE. The Original. www.briquetting.com More information RUF_M_10_AIT_216x108_GB_oM_neu.indd 1 09.03.21 09:50
Reliable briquetting machines from the world market leader
FOCUS ON HFQ

50 Years of the IAI – Thank you!
 By Miles Prosser*
By Miles Prosser*
Aluminium International Today March/April 2023 IAI ANNIVERSARY 22
on our past and looking forward to shaping a better tomorrow.
Reflections
*IAI Secretary General
Throughout 2022, the International Aluminium Institute (IAI) marked the 50th Anniversary of its founding and its role in representing the global primary aluminium industry on a sustainable journey. As part of the celebrations, the IAI shone a spotlight on the industry’s people, essential products made from aluminium, and the defining moments in our sector’s history.
The IAI was established in 1972 primarily to foster industry collaboration with a focus on collecting and publishing statistical data – and this remains one of the IAI’s core priorities.
Over the past 50 years, the IAI has been a leading voice for the aluminium industry, providing solid data which is widely acknowledged as credible and robust with statistical and analytical expertise honed over several decades.
The Anniversary has been a unique opportunity to reflect on our past and look forward.
We recognised just some of the trailblazers, milestones, events, and essential products that have played a vital role in shaping society today and contributing to meeting tomorrow’s challenges.
50 People
The 50th Anniversary of the IAI provided us with an enormous opportunity to celebrate the diversity of people who have contributed and continue to contribute to the progress and development of aluminium and the industry.
From engineers to directors, we all work towards a common goal: continuing to grow aluminium’s contribution, while promoting sustainability. What a breadth of diversity of the people who make up the aluminium industry!
As we remain focused on progress and development, we recognise the continued efforts of the people who give their time, energy, and heart to this industry. The aluminium industry is vital in our society – thanks to the creativity, ingenuity, and resourcefulness of everyone who is working hard to help shape a better tomorrow.
50 Products
Aluminium has evolved beyond our expectations over the past 150 years, and it continues to be used in new and innovative ways. From everyday essentials such as ladders, buses and electric cabling to less visible but still essential uses, such as industrial heat exchangers, aluminium remains incredibly versatile and fundamental in technology, transport, sustainability and more.
In trucks, for example, aluminium allows the truck itself to be lighter and
use less fuel: this not only allows for a higher freight load with each trip, but it also reduces CO2 emissions from fuel consumption. We can all be proud of the contribution aluminium is making to lowering society’s environmental impact. As transport moves to an electric basis, aluminium’s light weight and recyclability will see it continue as a material of choice for performance vehicles, family transport, and goods transport.
Aluminium is everywhere in our daily lives. Look around your kitchen: utensils, dishes, coffee pods, foil and more will be made from aluminium. Quite literally, aluminium is the essential to all aspects of our society. We use it for buildings, bridges and medical equipment, and, most importantly, it is an instrumental player in sustainability and renewable energy. For wind turbines and solar panels, for instance, aluminium’s ability to withstand the harshest climate makes it a long-term, durable solution.
The closer we look, the more we see just how much aluminium surrounds us. This
formidable metal improves every aspect of our life. From technological advances to creative outlets, its countless qualities have made it the metal of choice in numerous industries.
50 Moments
While celebrating our 50th Anniversary, it was imperative that we considered our role in the context of the extended story of aluminium. Going back to 1808, the year of its discovery, aluminium has coloured many moments in our history – just a few of which are listed here.

Members of the industry voted for their favourites, and the results may be quite surprising. While more mainstream moments were featured, such as the creation of aluminium beverage cans and the construction of the Empire State Building, the top spots were taken by two fundamental operational moments: the discovery of the Hall-Héroult Process in 1886; and the discovery of the Bayer Process two years later.
These two processes are, in a way,
IAI ANNIVERSARY 23 Aluminium International Today March/April 2023
the foundation of the industrial life of aluminium and the reason it is now such a widespread material used all around the globe. It is wonderful to see two moments from the 19th century feature so highly –a testament to the enduring mastery of our industry’s pioneers.
This poll showcased that our members truly value the history of this product, not merely as a feature of our lives, but as an incredible scientific achievement.
From its role in landing the first man on the moon to the first all-metal flight, its contributions to science are invaluable. Another core value celebrated in this poll is sustainability. We are proud of the progress the aluminium industry has made in minimising its impact on the environment, and we are eager to continue improving. The widespread recycling of aluminium, the launch of the Greenhouse Gas Pathways and the creation of closed-
loop recycling are only a few of the pivotal milestones featured in this poll. Global, sustainable and versatile, these top 50 moments celebrate the qualities that make aluminium more than just a metal.

If you missed any of our 50th Anniversary communications, you can find them on our website, LinkedIn, and under the features section on the Aluminium International Today website. �







SLAB CASTING EQUIPMENT
CASTING LAUNDER / CASTING TABLE:
- Automated casting launder (hands-free casting)
- Integrated preheating equipment











































- Automatic lids
- Fused silica refractories (low density)




METAL FLOW REGULATION:
- Laser sensor technology for metal level control






- Pin position actuators




actu
- Centralized electrical outlet


Improved control software



















- Cooling system to prevent bending/distorsion

- Thermocouples integrated for Temp. monitoring seat




CASTING CONSUMABLES:







- Pin and spouts
- Spout s


- Heated pin package available
- Ring retainer (FRR Fiber Reinforced Refractory)





- Combo bags (Thermo-Formed & regular version)


CASTING TOOLING:
- Platform & Bottom block support


- Bottom blocks & Plugs machining
- Casting table (tilt-able or powered travel bogie systems)
- Casting molds
- Tooling spare parts




Aluminium International Today March/April 2023 IAI ANNIVERSARY 24
More Info:
www.rodabell.com
ventas@rodabell.com
Mechatherm’s licenced Air Cannon technology Improves media bed performance in regenerative burner systems by delivering bursts of air at regular intervals during the melting process, breaking through media bed blockages and agitating the media balls to ensure efficiency is maintained.

The entire process is fully automated, can be easily integrated into your current regenerative burner set up, and reduces media bed changes from days to months*
*Dependant on scrap contamination levels
AUTONOMOUS CHARGING & SKIMMING MACHINES













Decarbonisation of secondary aluminium melting
Oxy-fuel combustion and low-carbon intensity fuels
By Anand Makwana*, Xiaoyi He*, Russell Hewertson* and Martin Lawrence*
Introduction
Reverb or secondary melting furnaces are an effective way to achieve a global circular economy for aluminium supply. The recycling of aluminium uses up to 95% less energy compared to the primary production route, and global production of secondary aluminium has increased by 86% from 2000 to 2015.1 In 2015, the total amount of secondary aluminium produced accounted for about 22% of the total global aluminium production.1 This increasing trend in secondary aluminium production will continue to grow in the future as more aluminium becomes available through old scrap metal and aluminium manufacturers are pushed to reduce their carbon footprint to move towards net-zero goals. The increase in the secondary aluminium market size, along with the global effort towards decarbonisation, creates pressure on producers to find innovative ways to decarbonise their operations.
The need for decarbonisation of high temperature melting furnaces has bolstered interest in the use of oxy-fuel combustion systems and low-carbon intensity fuels. Both options provide a pathway to decrease the carbon footprint of new and existing furnaces, as they are suitable for retrofit. The use of oxy-fuel combustion helps to increase the overall thermal efficiency and production rate of a furnace.2 This increase in efficiency helps to reduce the specific fuel consumption and, hence, helps to lower the carbon footprint of the furnace operation.
Additionally, use of low- or zerocarbon intensity fuels like hydrogen is another route to reduce carbon dioxide (CO2) emissions from furnace operations. It is important that the hydrogen is produced from a source that has a lowcarbon intensity. The next generation of
burners needs to be flexible so that they can operate using traditional fuels (e.g., natural gas) and mixtures of traditional and low-carbon intensity fuels (e.g., hydrogen, ammonia, etc.).
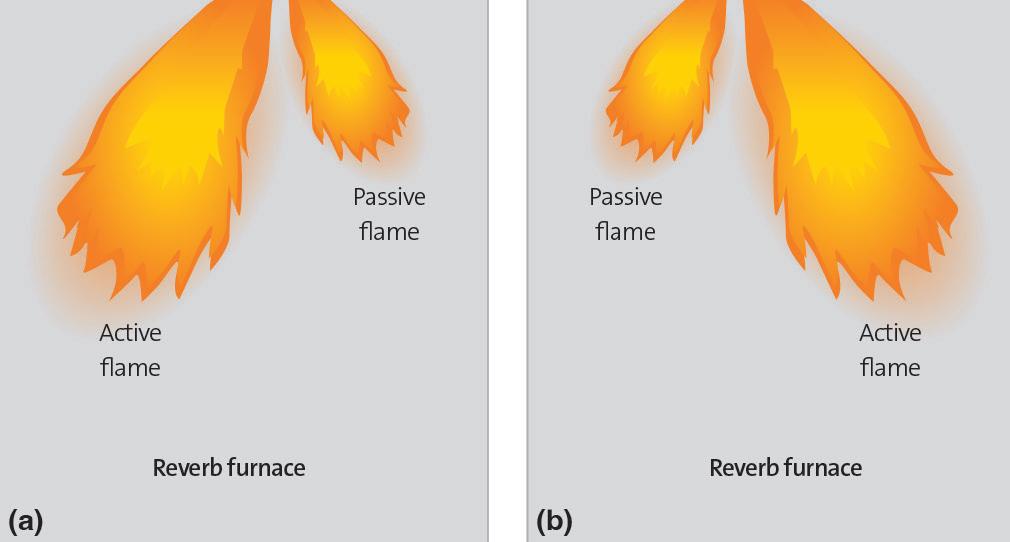
This paper focuses on the performance of the patent pending Horizontal Transient Heating Burner (HTHB) technology developed by Air Products. It discusses using oxy-fuel burner performance using conventional fossil fuels and mixtures of conventional and low-carbon intensity fuels in an industrial scale combustion furnace. Additionally, this paper presents results from computational fluid dynamics (CFD) simulations, demonstrating how the use of oxy-fuel combustion and the use of hydrogen as a fuel impacts the melting performance of a furnace. Theoretical and experimental data on CO2 savings and the impact of furnace atmosphere composition on refractory, performance, and aluminium quality using oxy-fuel systems (commercial installation results) and low-carbon intensity fuels (with CFD results) are also presented to enable manufacturers to choose the optimal solution to move towards decarbonisation for secondary melting furnaces.
Laboratory test results
The new generation HTHB technology is a double-staged transient heating burner that enables automatic control of energy into different locations of the furnace, based on feedback from strategically positioned sensors.3-4 The burner is designed to direct heat to cold areas of the furnace to increase thermal efficiency. For example, when the left-side flame is operating in active mode (delivering 7090% of total burner heating capacity), energy is transferred to left side of the furnace (Fig. 1a). When the right-side flame is operating in active mode, energy is transferred to the right side of the furnace (Fig 1b).
The HTHB technology is also configured for both fuel and oxidizer staging. The double staging achieves low nitrogen oxide (NOx) generation, which can be up to 40% lower than conventional oxy-fuel burners. The oxidizer staging of the burner also helps to reduce the oxygen near the bath surface, which can help avoid metal oxidation. In addition, the burner is fuelflexible and can operate with traditional fuels (e.g., natural gas) and low carbon intensity fuels (e.g., hydrogen) and/or
FURNACE TECHNOLOGY 27 Aluminium International Today March/April 2023
*Air Products
Fig 1. Illustration of dual-nozzle HTHB technology operating in a reverb furnace (top view)
mixtures of different fuels.
The burner technology can be used in current air-fuel reverb furnaces as a retrofit burner. This burner can be used in conjunction with other air-fuel or oxyfuel burners or as an independent oxy-fuel burner in melting furnaces for improved furnace operation that can provide faster melt times, increased energy efficiency, fuel savings, and production increases. Additionally, the burner can be roof- or wall-mounted, where the two configurations can be used together in the same furnace to improve performance.
The HTHB oxy-fuel technology was tested in an industrial scale laboratory furnace at a firing rate of 5 million Btu/ hr. The burner was tested in oxy-fuel mode using natural gas, hydrogen, and natural gas/hydrogen blends. Fig. 2 presents photographs of flames during burner operation for different fuel types and operating modes. Figs. 2a-b illustrate burner operation using natural gas with two fuel nozzles, with the left and right fuel nozzles active, respectively. The fuelrich active flame promotes soot formation, thereby increasing the flame radiation and producing a local reducing atmosphere above the bath surface. By providing the flexibility for the burner to operate under dual operating modes (with one fuel nozzle being active while the other is passive or with both of the nozzles
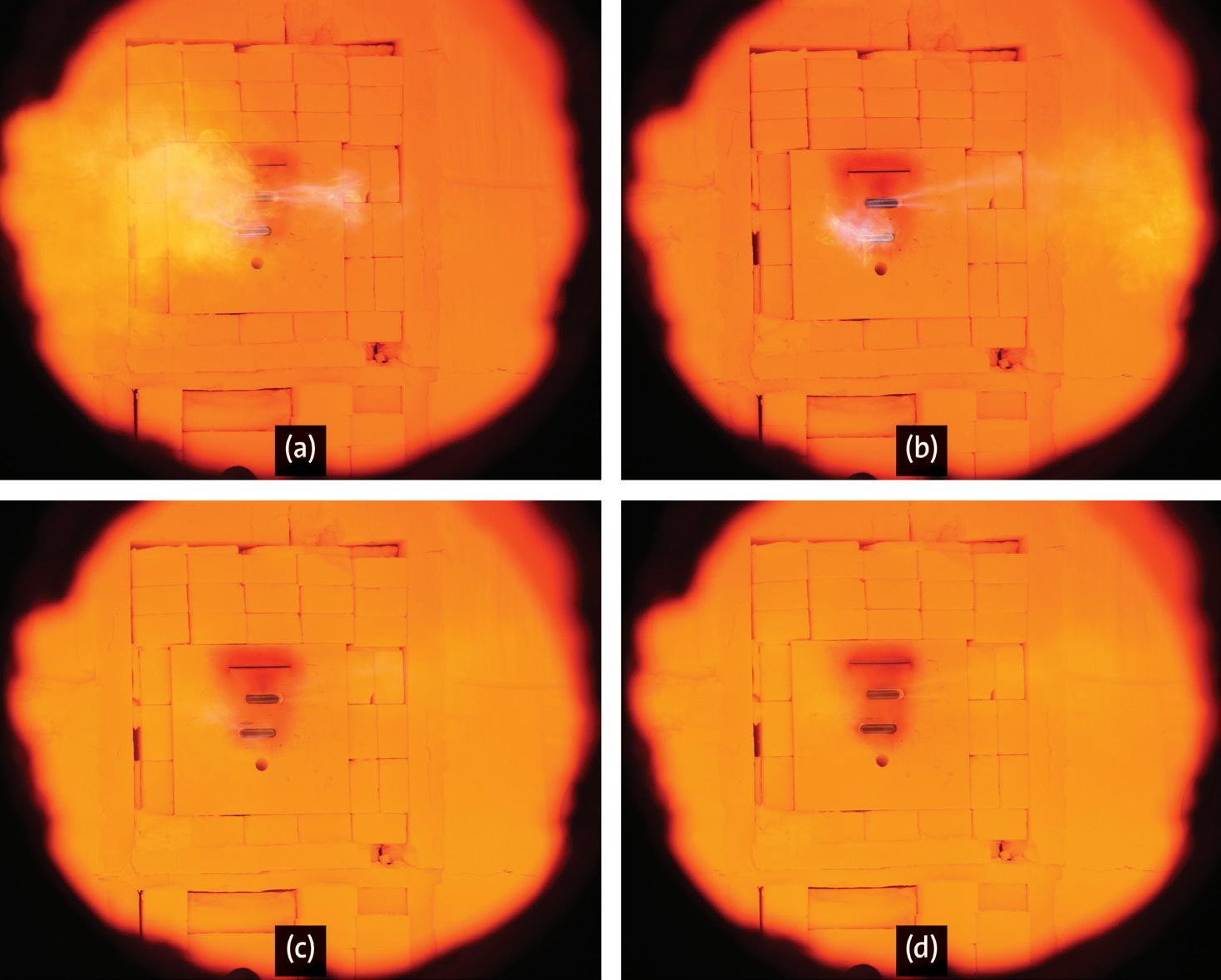
equally active), the secondary aluminium plant is able to adjust to their operating needs and adjust for changes in the fuel composition.
With the ability to operate with different fuels (natural gas, hydrogen, or mixtures of natural gas and hydrogen), the burner can be tuned to meet individual furnace requirements. Figs. 2c-d show burner operation using a natural gas/hydrogen blend at two different compositions: 60% NG/40% H2 by heating value and 10% NG/90% H2 by heating value. When comparing Figs. 2a-b to Figs 2c-d, the visible radiation of the flame can be seen to significantly decrease as natural gas is replaced with hydrogen, which can be attributed to the lower carbon content of the fuel.
Impact on NOx Emissions: In reverb furnaces, air leaks into the furnace during normal operation. This is because the furnace operates at slightly negative or neutral pressure compared to the external atmospheric pressure and is not airtight. This air influx results in nitrogen entering the furnace atmosphere. Additionally, in furnaces that use both air-fuel and oxyfuel burners (e.g., in boost applications), nitrogen is introduced in the furnace from the air-fuel burner. This nitrogen interacts with the oxy-fuel flame, which forms thermal NOx.
The dual stage nature of the HTHB
technology lowers the peak flame temperatures by operating away from the stoichiometric point, which reduces the NOx formation tendency of the burner. Fig. 3 shows a comparison of the normalized NOx emissions (lbs/million Btu) between a conventional oxy-fuel burner and the HTHB technology, as a function of percent air leakage into the furnace. The HTHB results are presented for two cases with two different types of fuels: one with natural gas and another using a 70% natural gas/30% hydrogen mixture (by heating value).
The HTHB technology is shown to generate lower total NOx emissions by as much as 40% compared to the conventional oxy-fuel burner. The total NOx emissions from the HTHB technology are similar when operated with natural gas or a mixture of natural gas-hydrogen fuel mixtures (taking into account measurement uncertainty and furnace operating factors). In addition, the CO2 emissions were below 15 ppm for all operating modes.
Results from Retrofitting Existing Reverb Furnaces
Existing reverb furnaces can be retrofitted with oxy-fuel burners to replace a portion of energy coming from air-fuel burners. This mode of furnace operation can be called a boost/hybrid furnace operation where a furnace has both air-fuel and oxyfuel burners. The use of oxy-fuel burners can help in two important ways: to increase the production rate of the furnace and to decrease the specific fuel consumption. For hybrid/boost applications, the location of air-fuel and oxy-fuel burners in the furnace is critical to provide optimal benefits. CFD simulations are generally used to identify the ideal locations of these burners to optimise the heat input to the melt and minimise the oxygen concentration near the bath surface, thereby improving metal yield.
CFD simulations were carried out to investigate the performance of a 62,000 lb capacity, natural gas-fired, aluminium remelting furnace for the purpose of increasing the production rate and reducing carbon dioxide (CO2) emissions. These simulations helped to understand how the replacement of an air-fuel burner with an oxy-fuel burner changes the thermal performance, exhaust gases, and key aspects near the bath surface (oxygen, water vapor). Additionally, it showed how changing the fuel from natural gas to natural gas/hydrogen mixtures and to hydrogen impacts these key parameters.
The simulations included four scenarios, which compared the standard air-fuel design with hybrid cases; firing natural gas, 30% hydrogen blended with natural
Aluminium International Today March/April 2023 FURNACE TECHNOLOGY 28
Fig 2. HTHB flame variations within a furnace, showing (a) a 100% NG-O2 flame with left flame active, (b) a 100% NGO2 flame with right flame active, (c) a 60% NG/40% H2 fuel by heating value-O2 flame with both flames active, and (d) a 10% NG/90% H2 fuel by heating value-O2 flame with both flames active.

gas, and 100% hydrogen. The CFD simulation results are shown in Table I.
The furnace design for the base case scenario (using a standard air-fuel burner) had two sets of 10 million Btu/ hr regenerative-type burners, firing a total of 20 million Btu/hr into the furnace. The melting time was 4.1 hours, with a specific fuel consumption of 1,328 Btu/lb of material charged into the furnace.
The remaining three hybrid/boost cases replaced one set of regenerative burners with the dual-staged HTHB oxy-fuel technology. The HTHB was sized to fire at 11.6 million Btu/hr to target a production increase of 25%, with a total firing rate of 21.6 million Btu/hr. The simulation showed that oxy-fuel combustion provided a significant improvement in melt rate.
In the first hybrid case, the HTHB utilised natural gas as the fuel. The use of the burner was found to reduce the melting time from 4.1 to 3.0 hours (compared to the base case), which provided a production increase of about 25%. Further, the oxyfuel burner also provided a significant reduction in specific fuel consumption from 1,328 to 1,053 Btu/lb, a 20.7% savings versus the standard air-fuel case. The fuel consumption was directly related to CO2 emissions, whereby for every million Btu of natural gas burned, 116 lbs of CO2 are released into the atmosphere.5 The specific fuel consumption savings of 20.7% correspond to a reduction in CO2emissions from 0.193 to 0.153 lbs CO2e/lb of aluminium charged. This shows that oxy-fuel combustion can be used to increase productivity, save fuel and reduce CO2 emissions.
In the second hybrid case, the oxy-fuel HTHB utilised natural gas blended with 30% hydrogen by calorific value as the
fuel (70% NG/30% H2). The remaining set of air-fuel regenerative burners also used natural gas blended with 30% hydrogen by calorific value as the fuel. The hybrid system was able to maintain its productivity performance using the natural gas-hydrogen blend with a melting time of 3.0 hours (Table I). The specific fuel consumption slightly improved over the first hybrid case, reducing it to 1,034 Btu/ lb, with a total of 22.2% savings compared to the base case. This can be attributed to the improved efficiency of the combustion of hydrogen as a fuel compared to natural gas. The addition of low-carbon hydrogen as a fuel significantly improved CO2 emissions savings, which can be reduced by as much as 45% versus the base case. This would be for an ideal case, where the carbon intensity of hydrogen production would be zero (0 lbs CO2/million Btu of hydrogen) and the resulting CO2 emissions would reduce from 0.193 to 0.105 lbs CO2e/lb of aluminium charged. However, for a real-life scenario, even the production of low-carbon hydrogen will result in CO2 emissions.
In the final hybrid case, the HTHB utilised 100% hydrogen as the fuel. The remaining set of air-fuel regenerative burners in this case also used 100% hydrogen as the fuel. The 100% hydrogen hybrid system was able to further reduce the melting time to 2.8 hours (Table I), corresponding to an increase in the production rate of 30%. The specific fuel consumption improved considerably more than the previous two hybrid cases, reducing to 969 Btu/ lb, with a total of 27.1% savings from the base case, showing that hydrogen combustion can improve efficiency versus natural gas. In an ideal case, using 100% low-carbon hydrogen can eliminate
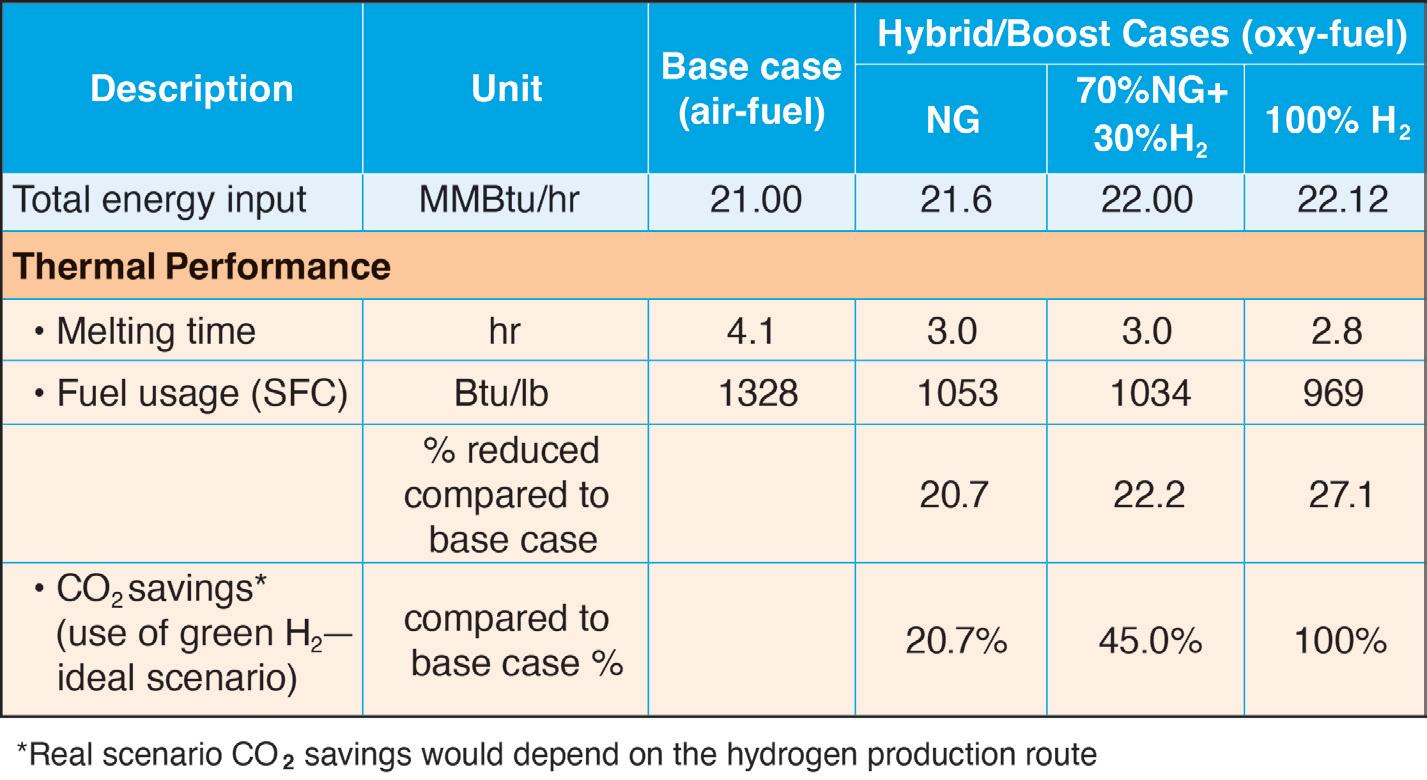
CO2 emissions. However, as with the second hybrid case, the reduction in CO2 emissions is dependent on the conditions for producing low-carbon hydrogen.
For hydrogen to be considered low carbon, it must be produced by emitting less than a certain limit of CO2e/MJ of hydrogen. In Europe, this limit can be as low as 20 g CO2e/MJ of hydrogen (46.5 lbs CO2e/million Btu).6 There are several ways that the end user can receive hydrogen, including on-site generation, bulk deliveries, and pipeline. Bulk deliveries are typically unsuitable for delivering the quantities of hydrogen required for combustion in industrial furnaces, as significant quantities of either liquid or very high-pressure gaseous hydrogen would be needed. There is also the possibility of storing low-carbon or green ammonia on-site and cracking it into hydrogen prior to combustion, which would require liquid ammonia to be stored on-site and ammonia-cracking equipment to be installed. If the foundry is in the vicinity of a large hydrogen production facility, then it is possible to connect a pipeline directly to the site. Assuming these two options emit 20 g CO2e/MJ of hydrogen, both would result in a reduction in CO2 emissions of at least 37.9%, when comparing the base case to the 30% hydrogen hybrid case, from 0.193 to 0.12 lbs CO2e/lb of aluminium charged. It is recommended that data regarding the actual CO2 emitted during hydrogen production is collected from the hydrogen supplier to calculate actual reduction in CO2 emissions.
When considering the options for on-site generation of hydrogen, electrolysis is the leading choice for low carbon hydrogen. If the foundry can take advantage of local wind or solar power, then it is likely that an on-site electrolyzer could make use of 80-90% renewable energy to produce hydrogen, depending on local weather conditions. The remaining power can be drawn from the grid. In the case of an electrolyzer, the carbon intensity of the regional grid should be used to calculate the savings in CO2 emissions.
Additional Furnace Results: The simulation results also illustrated how the implementation of the HTHB and the various fuel types could impact the refractory wall temperature, oxygen mole percentage near the bath surface, and water vapor mole percentage near the bath surface using CFD simulations. The contours of wall temperature (Figs 4ad) illustrate that the wall temperature increases in the boost cases as compared to the air-fuel case, primarily due to higher peak flame temperature of oxy-fuel flame compared to the air-fuel flame.
Oxygen concentration near the bath
Aluminium International Today March/April 2023 FURNACE TECHNOLOGY 30
Table I. Comparison of thermal performance and exhaust flue composition for an air-fuel burner versus the HTHB oxy-fuel technology, considering different fuel type cases.

www.rath-group.com/aluminum Think higher! Demand only the most resistant refractories We are your premium partner for secondary aluminum applications Get the most from your aluminum melting process by relying on RATH. We deliver: • Premium refractory products of the highest mechanical and chemical resistance • Decades of expert know-how in melting furnace construction • Engineering, production, on-site supervision • Solutions to reduce your carbon footprint and to save energy Contact our experts for your customized refractory solution!
surface is an important parameter to control, as stray oxygen can result in bath oxidation, thereby decreasing the metal yield. Comparison of the oxygen mole percentage (O2 mol%) contour near the bath surface in Figs 4e-h shows that the oxygen concentration stays relatively the same (~4-5% by mol%) between the air-fuel and the oxy-fuel boost cases. The transient nature, along with the dual-staged burner operation, helps to maintain the oxygen concentration to the base air-fuel case and hence, would not impact the bath oxidation adversely due to the use of oxy-fuel burners.
The water vapor concentration in the furnace is expected to change as an operation moves from air-fuel to oxyfuel combustion, due to a decrease in nitrogen. This would further increase as the operation moves towards hydrogenoxygen combustion due to the increase in water vapor (H2O) production from hydrogen combustion. Figs 4i-j illustrate that in the transition from air-fuel to oxyfuel combustion using natural gas, the maximum water vapor concentration increases from about 20% to 30-35%. The transition of fuel from natural gas to hydrogen (Figs 4j-l) demonstrates that the maximum local water vapor concentration can increase to as much as 60%. It is possible that high water vapor concentration in the furnace atmosphere can be detrimental to product quality and yield and may influence the choice of furnace refractory material. This is an ongoing area of research when considering hydrogen as a fuel, and some operational and design constraints may be implemented to mitigate any risks once the problem is better understood.
A roof-mounted version of the HTHB was installed in boost applications in
multiple reverb furnaces globally.4,7 These installations were carried out using natural gas as the fuel, comparable to the boost case (NG-O2) shown in Fig. 4. The results from these installations indicated that the change in water vapor concentration didn’t impact the melt quality, and the customers achieved productivity increases of up to 35%, up to 20% lower metal losses, and fuel consumption decreased by 45%.4,7 These real-world examples of using oxy-natural gas combustion illustrate that the secondary aluminium industry is ready to continue the further implementation of next generation oxyfuel burners to improve performance and reduce CO2 emissions.
Conclusion
The use of oxy-fuel combustion systems and low-carbon intensity fuels, like hydrogen, provide a practical path to decarbonize and reduce the carbon footprint of secondary aluminium production. The lab-scale results demonstrate that the HTHB burner can operate with natural gas, hydrogen, and natural gas/hydrogen blends, while offering lower NOx performance (as much as 40%) when compared to conventional oxy-fuel burners. The flexibility of the burner technology can provide additional means to reduce the CO2 footprint by the use of low-carbon hydrogen. The actual CO2 reduction potential will depend on the hydrogen production route, which would in turn depend on the local geographic conditions (electricity mix, hydrogen availability, etc.).
The CFD results demonstrate that oxyfuel technology provides significant efficiency improvements when shifting to hybrid operation compared to air-fuel burner systems. Additionally, the transition to oxy-fuel combustion maintains the
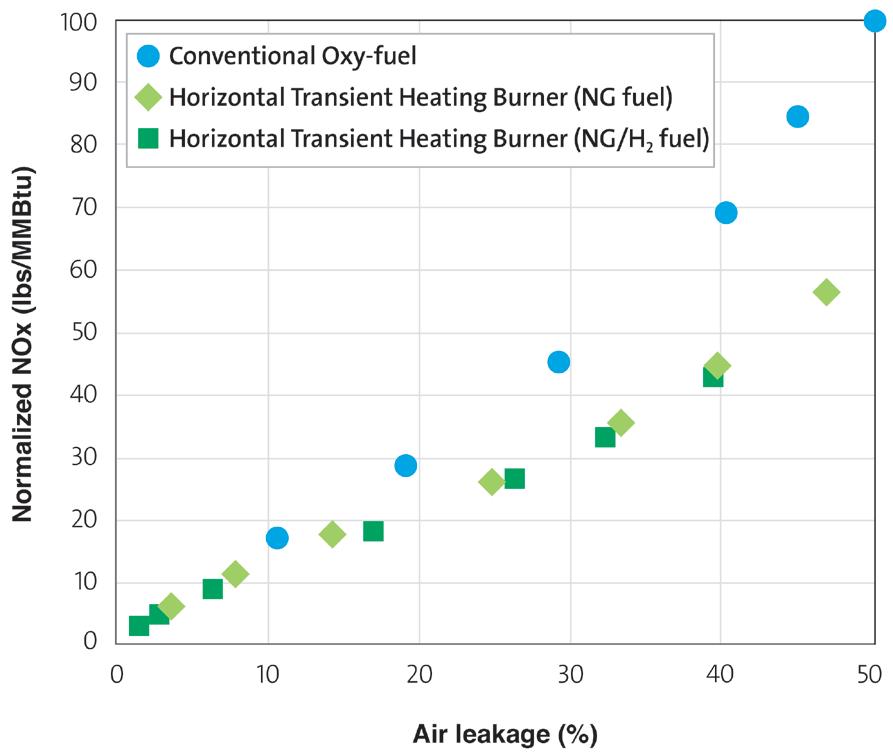
oxygen concentration near the bath surface for all fuel types, indicating that the use of oxygen and hydrogen may not reduce aluminium yield. Future field testing of the technology will include using hydrogen fuel blends to better understand the impact of higher moisture concentration on the metal quality and furnace refractory, if any. �
References
1. “Non-Ferrous Metals,” Bureau of International Recycling (BIR), www.bir.org/ the-industry/non-ferrous-metals (accessed in August 2022).
2. Baukal, C.E., Oxygen-Enhanced Combustion, 2nd Edition, CRC Press, 2013.
3. Lawrence, M., et al., “Digital Twin Methodology Improves Performance and Yield in an Aluminium Tilt Rotary Furnace,” Light Metal Age, August 2020.
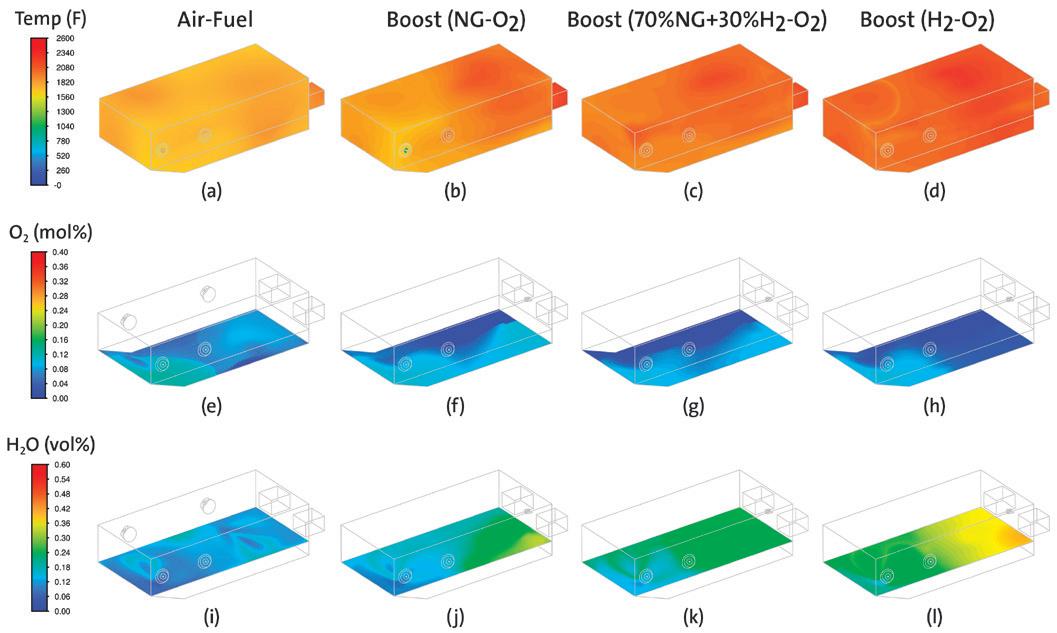
4. Sane, A., et al., “Secondary Aluminium News & Technology: Effective Use of Oxy-Fuel Combustion in Aluminium Reverberatory Furnaces,“ Light Metal Age, August 2018.
5. “UK Low Carbon Hydrogen Standard: emissions reporting and sustainability criteria,” U.K. Government, www.gov.uk/ government/publications/uk-low-carbonhy drogen-standard-emissions-reportingand-sustainability-criteria (accessed in September 2022).
6. Gangoli, S., et al. “Oxy-Fuel Technologies and Strategies for Secondary Aluminium Melting Operations,” Light Metal Age, August 2017.
7. “Carbon Dioxide Emissions Coefficients,” U.S. Energy Information Administration, www.eia.gov/environment/emis sions/co2_vol_mass.php (accessed in September 2022).
Aluminium International Today March/April 2023 FURNACE TECHNOLOGY 32
Fig 4. The effect of fuel type on furnace wall temperature (a-d), oxygen mole percentage near the bath surface (e-h), and water vapor mole percentage near the bath surface (i-l)
Fig 3. Impact of furnace air leakage on normalized NOx emissions for a conventional oxy-fuel burner, HTHB technology for natural gas, and 70% NG/30% H2 hybrid fuel
Safety Storage Efficiency
Manage your aluminum more safely and more productively using less space with Combilift’s materials handling solutions

• Safer product handling

• Optimised production space


• Improved storage capacity
• Increased productivity & output
• Enhanced profits

combilift.com



A. Today Liz A5 May 2022.indd 1 22/04/2022 10:34:49

Optimising efficiency in aluminium recycling: Delacquering furnaces



The global energy crisis, rising costs, and the Green Deal’s requirements push manufacturers to adapt, and industries with energy-intensive processes must evolve more quickly than others. In February 2019, a consortium of 18 companies and research centers around Europe proposed a HORIZON project under the coordination of CIRCE, a technology center from Spain, to enable the use of an increasingly variable, bio-based, and circular feedstock in process industries through retrofitting core equipment. Accepting the consortium’s proposal, the European Commission decided in October 2019 to fund the Retrofeed project for 48 months with a 9.9 million Euro budget. A member of the consortium and the core equipment provider for the aluminum industry, Sistem Teknik R&D center has been dedicated to the project for the past four years with the goal of increasing material and energy efficiency in the aluminum recycling process.
Although aluminum can be recycled infinitely, organic and inorganic components hinder the process by dramatically reducing metal yield. For better melting quality, scrap should be shredded and scrubbed from these components before being charged into the melting furnace. As a part of the Retrofeed project, Sistem Teknik designed and developed a delacquering drum furnace to reduce annual energy consumption on heating and melting processes by increasing the use of scrap aluminium . Organic compounds are eliminated at
high temperatures; meanwhile, inorganic compounds are removed from the surface of the materials when they strike each other during the delacquering process.
Post-consumer scrap is shredded with a double-shaft shredder and collected in the bunker section. Then, it is transferred to the rotary drum furnace by the loading conveyor. The circulation fan system directs hot air into the drum and de-coating occurs as the scrap surface contacts this hot air. Air enters the radiant tube heaters at 800˚C and is transferred to the cyclone at 600˚C as it passes through the material. Then, the heat from the cyclone is transferred into the afterburner by the circulation fan and the volatile organic components are burned with the heat and used as fuel.
The after-burner’s flame prompts the organic materials to burn, generating heat that is then partially transferred to the melting furnace and partially expelled through the exhaust. The exhaust gas is only released through the chimney after going through a heat exchanger. At this point, the combustion air reaches the required temperature. This thermal cycle provides energy savings by not only providing preheating but also using volatile organic compounds as fuel in the process.
The rotational movement of the drum puts the blades inside the furnace body into motion, making chips hit one another and generating friction to scrape the inorganic components from the scrap surface. The residence time of scrap in the
drum furnace is adjusted by determining the rotation speed. The scrap that is eliminated from the lacquer and paint on the surface is transferred to the vortex of the melting furnace through the vibrating conveyor.
The advantages of the delacquering furnace developed by the Sistem Teknik R&D Team are not limited to these. Preheating the material before melting speeds up the melting process. The decoating process, which eliminates the scrap from the paint, increases the metal yield. In other words, even though dross formation will result in some metal loss, this process virtually negates that loss. Waste heat recovery, which benefits both the economy and the environment, is made possible by the use of waste heat from melting furnaces in the de-coating process. Post-consumer scraps are also allowed to participate in the recycling process. As a result, significant energy savings and reduction of large amounts of carbon emissions are both achieved.
The products which are developed for Retrofeed Project by Sistem Teknik are focused on lowering total raw material costs, increasing the amount of available raw materials supplied to the furnace, and improving the energy efficiency of the facility’s main process in order to reduce primary aluminum consumption. In this context, Sistem Teknik continues its research, adheres to the idea of demonstrating environmental awareness while preserving the continuity of the industry, and works in this direction. �
FURNACE TECHNOLOGY 35 Aluminium International Today March/April 2023
ALKON® SOL CAST HT enables aluminium producers to keep refractories protected in high temperatures

Calderys is an expert in specialty bricks, refractory monolithics and casting, with a comprehensive portfolio to support customers in many sectors. For aluminium customers – and secondary remelters particularly – one of the company’s newest products is tackling the long-term problem of operating in harsh environments.
Once liquid aluminium has melted, the contact areas inside – the hearth, the ramps, the sill, the bath walls – are affected by thermal shocks, flame effects and mechanical wear and corundum growth (when aluminium alloys react with the refractories and destroy them).
As a leader in monolithics in the aluminium industry, Calderys has a range of 50 products dedicated to the aluminium alloys contact, under the umbrella name ALKON. Over four years, a new product was developed and trialed for use in high temperatures that would protect refractory materials. That new product, ALKON® SOL CAST HT, is helping customers save time after relining and repair work.
The product is ideal for harsh environments where the refractory operates in extremely hot temperatures – greater than 1200°C.
ALKON® SOL CAST HT pushes the limits of the process operation. Customers rely on this special product for protection of the interior contact areas. A normal solution would take six days to dry, because most monolithics are cast with water that takes time to evacuate
without risking an internal failure of the material. But ALKON® SOL CAST HT uses a sol binder, which means the cast can heat up quicker from 200 degrees to 700 degrees – and it is dry between 24 and 48 hours later.
Sebastien Duguet, Aluminium Market Manager for Calderys, explains: “The only stage where you can save time is the dry out – and that’s the tricky part for refractory monolithics. Customers want to get their production back up and running as quickly as possible. And our product helps them do just that.”
A standard cement-bond monolithic repair solution may take 10 days, but ALKON® SOL CAST HT can save five days while delivering a high-quality performance – a huge value to many operators, where a daily loss could be as much as €20,000.
“Customers can make substantial savings to their bottom line not only by reducing the time it takes to make repairs, but by choosing a product that will extend the lifetime of the critical area of their equipment,” Sebastien continues.
Another benefit of ALKON® SOL CAST HT is that less gas is wasted, because the heating-up and dry-out period is only two days, rather than six days for the standard.
These clear advantages may encourage other producers to switch from bricks to monolithics. At the 15-month trial stage, more than 140 tons were tested. The feedback from customers has been consistently positive, meaning that no changes were
Aluminium International Today March/April 2023 36 ADVERTORIAL: CALDERYS
Calderys specializes in high temperature solutions for a wide range of industries
ADVERTORIAL: CALDERYS


needed after the pilot. Each customer requested ALKON® SOL CAST HT to use on other furnaces.









“We are really pleased to have added this to our ALKON® range,” Sebastien reflects. “It’s not intended to be one product to replace others, but it should be used in conjunction. There is nothing like ALKON® SOL CAST HT – it combines the best of monolithic and brick in one product.”
A patent was filed in December 2021 and ALKON® SOL CAST HT launched commercially in April 2022. �






Calderys is a leading global provider for industries operating in high temperature conditions. Now a standalone company, the Group specializes in thermal protection for industrial equipment, with a wide range of refractory products and advanced solutions to enhance steel casting, metallurgical fluxes and molding processes.

Our international network of experts ensures an endto-end offer with tailored services. Drawing on over 100 years of experience, we support our customers in their energy transition needs. Calderys counts 36 industrial sites around the world and more than 5,000 people, including 2,000 contractors, in over 30 countries.

www.calderys
Aluminium International Today March/April 2023 37
Calderys’ installation project© Calderys
ALKON® SOL CAST HT
The refractory solution tailored to the harsh environments of secondary aluminium production

• Reduces dry-out time
• Increases aluminium equipment’s lifetime
• Withstands high temperature, corrosion and the harsh working environment of aluminium production
Playing the numbers - When to repair or replace a bricking machine
Equipment investment is always a numbers game. Having the right tools on hand at the right time is imperative for efficient operation. But does it need to be a brandnew machine? Or would repairs to key components provide the same productivity and safety with a smaller investment? And what flexibility does this choice provide? Is there enough in the budget to upgrade to the latest model, or would it be better to use the capital expenditures budget for repairs this year?
When it comes to high-quality bricking machines, durability and longevity can make the repair versus replace decision even harder since, with proper maintenance, these machines can operate safely and efficiently for decades. Eventually, though, it’s a decision that will need to be made.

Whether repair or replacement is best for an operation can only be determined on an individual basis, taking into account the condition of the bricking machine and the unique needs of each business. However, here are some key areas to consider when crunching the numbers.
How Old is the Machine?
While a bricking machine from a reputable manufacturer can easily stand the test of time – even in refractory installation’s harsh conditions – age is the first consideration facilities and contractors should evaluate. The number in itself might not clarify if repair or replacement is the better option, but, like any piece of equipment, there are certain safety inspections that should be conducted based on age and use. Carefully evaluate bricking machines after each use and initiate an in-depth, on-site inspection from the manufacturer at least every three years or five uses. After eight years of use, inspect bricking machines annually to ensure safety and overall condition of the equipment. These evaluations should include a visual inspection as well as dye penetration tests on all welds. Depending on the model, the technician should also check additional features, such as valves on machines with pneumatic cylinders. Some manufacturers offer equipment safety evaluations ondemand, which is highly recommended for older machines. The inspection results can provide a strong basis for objectively evaluating the cost of repairs versus
replacement.
Other considerations to keep in mind are safety and productivity upgrades that might be available on newer models. Innovative, new technology, such as adjustable dual-arch systems or ergonomic design elements, will increase employee safety and comfort. Upgrading an existing machine with new technology may be considered a repair in some cases, but, at a certain point, replacing an older machine with the latest model will provide better ROI.
Body Damage
For models showing their age, or those that fail the dye penetration test, replacement is usually a more cost-effective solution.

Whether the rig is made from lightweight, high-strength aluminium or another material, re-welding decreases overall integrity and should be limited. If the dye penetration test uncovers several damaged welds, replacing the machine is the only way to ensure long-term safety.
On the other hand, repair is more cost effective for minor body damage, like a bent panel. This is where working with a manufacturer really pays off. OEM bricking
FURNACE TECHNOLOGY 39 Aluminium International Today March/April 2023
When it comes to high-quality bricking machines, durability and longevity can make the repair versus replace decision even harder since, with proper maintenance, these machines can operate safely and efficiently for decades
machines with a modular design allow for easy replacement. Just contact the manufacturer and a new part is quickly fabricated to the rig’s exact specifications. Installation is a snap, allowing the team to get to work right away.

This process requires some lead time but is virtually hassle free compared to reverse engineering a rig design and building in-house. And, by contacting the manufacturer for replacement parts right away, even this hurdle is easily avoided.
Safety and Productivity

Additionally, refractory installers should consider the overall safety and productivity the bricking machine provides.


An unsafe machine should be replaced immediately – full stop. It’s impossible to put a price on workplace safety and cracked or failing welds, which all potentially put employees in danger.


However, if it’s just a single component that’s not working properly, such as a pneumatic arch cylinder, a simple repair is probably all that’s needed to get the machine operational. Like any piece of equipment, bricking machines have parts that need replacing from time to time. An in-house team can easily complete many

of these repairs – if they have the right parts.
Stocking common wear parts minimises unnecessary downtime and keeps shipping costs down. Some equipment manufacturers offer inventory assistance to help determine which components to keep on-hand for each unit.
Making the Call
The decision to repair or replace is not always an easy one, and, ultimately, the answer is dependent on the situation. Thankfully, some OEMs offer on-site evaluations to assist in making the replacement decision.

About Bricking Solutions

Bricking Solutions manufactured the industry’s first bricking machine in 1966 to give refractory installers a safer, more efficient alternative to manual installation methods. From that time the company has believed that machines should do the heavy work rather than the people and customer feedback should drive product development. Bricking Solutions manufactures a wide variety of equipment for the cement, foundry and steel industries, including bricking machines, conveyors, pallet transfer systems, platforms, ramps and safety cages. For more information:
Bricking Solutions, Inc., 1144 Village Way, Monroe, WA 98272; 1-360-794-1277; info@brickingsolutions.com; www.brickingsolutions.com; Facebook; Twitter or YouTube. �
Aluminium International Today March/April 2023 FURNACE TECHNOLOGY 40
It’s down to us to make a difference. Sustainable manufacturing starts with great partnerships. A shared vision to make good products that are good for people and good for the planet. Let’s work together. CONSULTANCY, TECHNICAL SUPPORT AND TRAINING FOR THE ALUMINIUM INDUSTRY ENQUIRIES@INNOVALTEC.COM INNOVALTEC.COM UK size V4.indd 1 11/07/2022 10:25 CONNECTING THE INTERNATIONAL FURNACES INDUSTRY Furnaces International Buyers’ Guide The Furnaces International Buyers’ Guide is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/process industry. FURNACES INTERNATIONAL BUYERS’ GUIDE 2023 FURNACES-INTERNATIONAL.COM @Furnaces_Int FOR MORE INFORMATION ON ADVERTISING OR HOW TO BE LISTED CONTACT: ESME HORN esmehorn@quartzltd.com | +44 (0) 1737 855 136 Furnaces_Directory_HalfPageAd_PRINT.indd 2 16/01/2023 10:36
Carefully evaluate bricking machines after each use and initiate an in-depth, on-site inspection from the manufacturer at least every three years or five uses






precimeter.com
REGISTRATIONNOW OPEN
If you want to know exactly what’s happening in the world of digitalisation then look no further than the Future Aluminium Forum. Firmly established as the voice of authority on the future of aluminium manufacturing, the next edition of the forum will take place in the hub of innovation - Quebec City.




To discover our ticket options, please scan the QR code.
PREVIEW OF OUR SPEAKERS INCLUDE...



PURCHASE YOUR TICKET/S NOW AT www.FutureAluminiumForum.com MAY 10-12, 2023 | HOTEL PUR | QUÉBEC | CANADA
for more information
Scan
WE ARE STILL LOOKING FOR PASSIONATE INDIVIDUALS TO JOIN US AS SPEAKERS AT OUR UPCOMING FORUM EVENT AT QUÉBEC CITY THIS MAY. Contact our programme director Nadine Bloxsome nadinebloxsome@quartzltd.com | +44 1737 855115
Gunther Schober PSI Metals, Non Ferrous GmbH
Join us at the forum this May and...
Enjoy a visit to the Alcoa Deschambault smelterspaces are limited!
Assemble and network at the cocktail reception (May 10) hosted by our partners Alu Québec.


Listen, to over 14hrs of content on how Industry 4.0 can aid and optimise the aluminium manufacturing process through machine learning, robotics, automation and augmented reality across the value chain.






Dine with all our guests at the Gala Dinner on the first night of the conference (May 11).
For opportunities to sponsor and exhibit at this fantastic event

PLEASE CONTACT OUR COMMERCIAL SALES DIRECTOR





Nathan Jupp nathanjupp@quartzltd.com




CONFIRMED PARTICIPANTS INCLUDE:
Do you currently work in the aluminium industry and have a keen interest in the digitalisation of tech...?
@Alu_Forum
Supported by: Organised by: BUSINESS MEDIA LTD
O cial media partners:















ALUMINIUMTODAY.COM Published six times a year in both print and digital, AIT is an English language journal dedicated to the production and processing of aluminium. CONNECTING THE INTERNATIONAL ALUMINIUM INDUSTRY You can register online to receive the weekly newsletter and keep up-to-date with the latest news from across the aluminium manufacturing industry. Sign up at www.aluminiumtoday.com/register GET 30% OFF AN AIT SUBSCRIPTION Use code AIT30 at checkout for 30% o all print and digital subscription packages. MAGAZINE WEB NEWSLETTER AIT SUBSCRIPTION Join the Aluminium International Today Group @AluminiumToday OFFICIAL PUBLICATION OF aluminiumtoday.com is packed with all the latest aluminium news, special articles and interviews with leading industry figures. circulation 3,000+ circulation 26,000 SAVE 30% 1,400+ monthly users
Q&A with Andy Doran, Chairman of Alupro
Q - Tell us a little more about your career to date – where did it all start, what have the highlights been and why?
Having worked in recycling and sustainability for more than 30 years, I’ve seen the industry grow, develop and thrive. I first worked in local and central government, before taking up a role with Defra. In 2006, I moved to Novelis – the world’s largest aluminium recycler – and recently celebrated my 16th anniversary with the business.
During this time, I’ve enjoyed countless highlights. From discussing legislative change with recycling ministers and opening world-leading facilities, to seeing the aluminium beverage can recycling rate surpass 80%, there’s never a dull moment! Through it all, I’ve thoroughly enjoyed continuing to play a leading role in driving Europe’s booming aluminium sector.
Q - Have you seen public perceptions dramatically change towards packaging materials during this time?
When it comes to aluminium, perceptions haven’t changed much. It remains a hugely popular material of choice for both manufacturers and consumers, renowned for its infinite recyclability and superior properties. However, what I have seen change is public perception when it comes to the importance of recycling – as well as consumer pushback when it comes to single use materials.
The sector has been impacted greatly by what many are calling the ‘Blue Planet effect’. The sheer scale of our global plastic challenge highlighted by Sir David Attenborough is redefining how people think about packaging. The aluminium sector is benefitting in result – with consumers recycling more and the supply chain prioritising infinitely recyclable aluminium above other packaging materials.
Q - What have been the major drivers for this? Government communication and legislation?
Communication and education has proven pivotal to both raising awareness of material recyclability, as well as the importance of recycling used packaging. This messaging has come from various sources across the supply chain, including the pioneering work of Alupro and its countless initiatives – Every Can Counts and MetalMatters, to name but a few.
As the UK strives to further increase recycling rates, education will prove paramount to accelerating traction and providing access to the harder to reach fractions. Communication and incentivisation remains key.
In January, Andy Doran* was appointed Chairman of Alupro, the aluminium packaging recycling organisation. Here, he explains why public opinion is changing when it comes to the circular economy and why 2023 will prove a transformational year for the UK’s packaging and recycling sectors.

Q - Why did you decide to take up the chair position at Alupro? What does the role entail?
I’ve been a board member of Alupro since 2006 and have watched the team grow and flourish. Taking up the chair role gives me the opportunity to further share my leadership, advice, knowledge and support with the hugely talented Alupro team. It also reflects the future vision of Novelis and our strong presence in the UK.

RECYCLING 45 Aluminium International Today March/April 2023
*Senior Manager, Sustainability & Recycling Development at Novelis Europe
Q - What are your key predictions for the aluminium packaging sector in 2023? Will there be hurdles for the industry to overcome as well?
It’s fair to say that most businesses have experienced a challenging time over the past few years. Hopefully, however, we’re coming to the end of the tunnel and have seen the worst of the COVID-19 pandemic. In 2023, I expect demand for aluminium packaging to remain high, consumption levels to continue and recycling rates to remain strong.
There are obviously bumps in the road to overcome regarding data and reporting, but I see 2023 as a springboard for the future. With new legislation looming, there’s a huge opportunity when it comes to aluminium packaging recycling, but well-designed systems are paramount to make it ‘stick’.
Q - What one thing would help to further increase aluminium packaging recycling rates in the UK? Is this an achievable goal?
Robust legislation has the opportunity to revolutionise aluminium packaging recycling rates. It’s essential that any change is well-designed, well-managed and effectively deployed, however, as failing to do so can deliver hugely negative effects – most notably costing a lot of money to implement but failing to deliver much value.
Q - Will we ever see aluminium packaging recycling rates reach 100% (or as close to as feasibly possible)? What would help us to achieve this?
Aluminium packaging recycling has come a long way since I started out in the sector. Personally, I believe that the UK is on a robust path when it comes to further improvement and, with better infrastructure, education and incentives, could reach the levels seen in some of the world’s most high-performing countries.
For example, with an end of life collection rate of almost 99% (2021), Brazil sets the standards in aluminium can recycling, as well as being the world’s third largest market by volume. If it’s possible in Brazil, why isn’t it possible in the UK?
World Aluminium Conference 2023



Indispensable aluminium insight and networking






Why attend?
Q - Can you give us an exclusive? Any incentives, initiatives or activations that Alupro will launch in 2023 that could prove game-changing for the industry?
There’s so much in the Alupro pipeline for 2023, so I don’t want to spoil any surprises. Keep an eye out, though – some of the work going on behind the scenes is set to really make a splash! �
• The partnership with IAI and ASI introduces interesting and new content about carbon accounting methodologies
• Truly global attendance: from over 35 countries from across the globe
• Trusted track-record: the latest market intelligence through a variety of innovative formats
• Maximise business opportunities: Meet with executives from the primary, secondary, extruded, rolled products, end use, trading and financial sectors - and discuss opportunities for the year ahead.
Aluminium International Today March/April 2023 RECYCLING 46
Register at: #CRUaluminium www.worldaluminiumconference.com
Co-hosts: 16-18 May 2023 • London, UK 28th Aluminium Stewardship nitiative
Platinum Sponsor Gold Sponsors Silver Sponsors





Furnaces International brings readers a selection of technical features focusing on all aspects of the international furnaces market, as well as industry news, investments, and the latest products and projects Published quarterly in a digital format, Furnaces International and the new monthly newsletter, are sent to the inbox of over 25,000 industry professionals. As publishers of Aluminium International Today, Steel Times International and Glass International, we are able to compile this knowledge and bring you the latest developments on: • Energy Efficiency • Hot Repairs • Maintenance • Heat Treatment • Thermal Processes • Testing and Measurement CONTACT US NOW: Esme Horn Sales Manager +44 (0) 1737 855136 esmehorn@quartzltd.com Nadine Bloxsome Editor, Furnaces International +44 (0) 1737 855115 nadinebloxsome@quartzltd.com Zahra Awan Editorial Assistant +44 (0) 1737 855038 zahraawan@quartzltd.com WWW.FURNACES-INTERNATIONAL.COM SIGN UP TODAY TO RECEIVE YOUR FREE COPY Look out for the December issue which contains The Furnaces International Buyers’ Guide. It is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/ process industry.
The sustainability ratings are in!
Inductotherm Heating & Welding have announced that they have been awarded the Silver - Ecovadis Sustainability Rating. This new accolade follows on from the Inductotherm Heating & Welding’s triple BSI - ISO accreditation awarded in June 2022, which included ISO9001 for Quality, ISO45001 for Occupational Health & Safety and ISO14001 for the Environment.
Inductotherm Heating & Welding are undertaking a process of developing and improving their environmental and sustainability practices to ensure they are sensitive and responsible to the local and wider environment. Implementing a wide range of changes in all areas of the business from adopting renewable energy to changing to eco-friendly supplies and engaging with suppliers as an on-going commitment by the company.
In addition to their commitment of social and environmental responsibility
these accolades provide their customer base with the reassurance that they are engaging with a forward thinking and ethical company committed to providing their customers with the environmentally sound and continually improving service. Achieving the Silver rating has already allowed Inductotherm Heating and Welding to attain “Preferred Supplier Status” with existing Tier 1 customers who highly value sustainability across all areas of their business.
Ecovadis was founded in 2007 and has grown to become a trusted provider of business sustainability rating. The Ecovadis sustainability methodology evaluates how well a company has integrated the principles of sustainability/CSR into their business and management systems based on seven founding principles:

� Assessment by international experts.
� Tailored to industry sector, country
and company size.
� Source diversification to ensure rich stakeholder input for reliable scoring.
� Utilise technology to ensure a secure and confidential process and accelerated cycle time.





� Traceability and transparency of documentation

� Evidence-based.
� Excellence through continuous improvement.
The methodology is built on internationally sustainability standards, including the Global Reporting Initiative, the United Nations Global Compact and the ISO26000 with performance measure across 21 indicators in four themes:
� Environment
� Labor & Human Rights
� Ethics
� Sustainable Procurement. �
Aluminium International Today March/April 2023 SUSTAINABILITY 48
WWW.ALUMINIUMTODAY.COM CONNECTING THE INTERNATIONAL ALUMINIUM INDUSTRY @AluminiumToday
International Today Directory FOR MORE INFORMATION ON ADVERTISING OR HOW TO BE LISTED CONTACT: ESME HORN esmehorn@quartzltd.com | +44 (0) 1737 855 136 The Directory is the essential guide to aluminium manufacturers, suppliers of plant equipment and services to the aluminium industry. Published annually it provides comprehensive company listings, product information and key contact details. FROM JUST £94 AIT_Directory_HalfPageAd_PRINT.indd 1 08/12/2022 10:25
Aluminium

Emmaljunga chose aluminium with future generations in mind
Sustainability was key to producing a product worthy of carrying our children around the world. That’s why Emmaljunga chose Hydro’s low-carbon aluminium, Hydro REDUXA, to uphold its standards for quality, safety and design in their new line of strollers. Our low-carbon aluminium utilizes renewable energy to lower emissions so our customers can create products with our children in mind, fully recyclable with lower carbon footprints.

Hydro REDUXA has an average carbon footprint of 4.0 per kilo of aluminium, compared to the 16.7 world average. All our greener aluminium products come with an environmental footprint certificate traceable down to the individual batch so customers can create products that care for future generations.
Visit hydro.com/path-to-zero to learn more about future-proofing your products.
Emmaljunga
Photo:
