www.aluminiumtoday.com Highlights 2022




























































































































































































































































































































































































































































THE JOURNAL OF ALUMINIUM PRODUCTION AND PROCESSING

INDUSTRY NEWS CHALLENGES AHEAD ALUMINIUM 2022 REVIEW
GREENER ALUMINIUM

























+44 (0121) 684 0175 info@mqpltd.com mqpltd.com 5:1 125 The next dimension in grain refinement... Contact us today to discuss your refinement needs. made with low carbon aluminium 125% relative efficiency
HIGHLIGHTS 2022

















Editorial
Editor: Nadine Bloxsome

Tel: +44 (0) 1737 855115 nadinebloxsome@quartzltd.com




Editorial Assistant: Zahra Awan Tel: +44 (0) 1737 855038 zahraawan@quartzltd.com
Production Editor: Annie Baker
Sales


Commercial Sales Director: Nathan Jupp nathanjupp@quartzltd.com Tel: +44 (0)1737 855027









Sales Director: Ken Clark kenclark@quartzltd.com Tel: +44 (0)1737 855117





Advertisement Production Production Executive: Martin Lawrence
Managing Director: Tony Crinion CEO: Steve Diprose
Circulation/subscriptions
Jack Homewood Tel +44 (0) 1737 855028 Fax +44 (0) 1737 855034 email subscriptions@quartzltd.com
Annual subscription: UK £257, all other countries £278. For two year subscription: UK £485, all other countries £501. Airmail prices on request. Single copies £47

COVER




ALUMINIUM INTERNATIONAL TODAY is published six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK. Tel: +44 (0) 1737 855000 Fax: +44 (0) 1737 855034
Email: aluminium@quartzltd.com
Aluminium International Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437.
Printed in the UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent, NP12 2YA, UK
CONTENTS 1 www.aluminiumtoday.com Aluminium International Today Highlights 2022 2 LEADER 2 NEWS
Cover picture courtesy of GRANCO CLARK
©
Business
ISSN1475-455X
Quartz
Media Ltd 2022
SEARCH FOR ALUMINIUM INTERNATIONAL TODAY 20 INDUSTRY NEWS FOCUS ON EUROPE ENERGY THE JOURNAL OF ALUMINIUM PRODUCTION AND PROCESSING www.aluminiumtoday.com Highlights 2022 ADDITIVE MANUFACTURING Sept Front Cover 21.indd 11/23/22 8:22 AM 22 ALUMINIUM SHOW REVIEW AWARD WINNING REFINER 18 Grain refiner specialist wins international innovation award OPTICAL PROFILING 24 What is happening in your aluminium CAB furnace... a product’s eye view! GREENER ALUMINIUM 26 The role of regenerative burners and low NO x injection technology FURNACES 29 Robotisation of aluminium casthouses WASTE TREATMENT 30 Providing technologies to help aluminium smelters meet their sustainability goals ENERGY 20 The challenge of all challenges IAI ANNIVERSARY 6 Advancing the aluminium sector’s sustainability for a better tomorrow GREENER ALUMINIUM 13 Billet heating and its impact on the environment
Supporters of Aluminium International Today
WHAT A YEAR
I hate to admit it, but the years definitely go by a lot quicker, the older you get! These last few months especially have been a blur, with more live, industry events and opportunities to get back out into the world, visiting clients and colleagues who’s fac es we have only seen virtually for too long.
It’s amazing how much taller everyone seems when you see them outside of a computer screen..!
From a sector point of view, this year has certainly faced its challenges and I think there is still quite a way to go and a number of hurdles to jump over as we turn the pages into 2023.

Hopefully, this issue will give you an idea of the many suc cesses we have celebrated as an industry over the last 12 months and remind you of some of the interesting projects, product launches and opinions that have shaped the sector as we know it. I think it is always important to take some time to reflect at this time of year and whether than is done by focussing solely on past achievements, or taking into account some of the hard er moments that have seen us adapt or grow, it is always in teresting to inhale this past year and try to take a deep breath as we hit the ground running into the next.
I’m not one for New Year’s Resolutions, but I do hope that many of you will keep Alumini um International Today in your sights when thinking about ways to perhaps engage with the in dustry next year and work to wards a more collaborative, sup portive sector. All the best for a healthy and Happy New Year!
EGA reaches 40 million tonnes milestone
Emirates Global Aluminium has reached the milestone of 40 mil lion tonnes of hot metal produced since start-up in 1979.
This means almost three per cent of all the aluminium ever made has been produced by EGA in the UAE.
It took almost 30 years for EGA to reach its first 10 million tonnes of production. In the past decade EGA’s growth has accelerated, transforming the company into a global integrated aluminium gi

ant. Last year, EGA sold 2.54 mil lion tonnes of cast metal.
Abdulnasser Bin Kalban, Chief Executive Officer of EGA, said: “Reaching 40 million tonnes of hot metal production is a proud moment for everyone who works at EGA. Together, we have inno vated aluminium to make mod ern life possible. Since EGA was founded by His Highness Sheikh Rashid as Dubai Aluminium, we have been a pioneer of econom ic diversification in the UAE while
growing into a champion of the aluminium industry globally.”
HAI to invest 100 million Euro
Hammerer Aluminium Industries (HAI) continues the dynamic de velopment course of recent years and invests 100 million euros in the further development of the Group.
With two new extrusion lines, including processing centers and the construction of a logistics center, the course is set for the future.
This year, a 60 MN extrusion line was installed at the Ranshofen site and will soon go into opera tion. Next year, investments will be made in another highly auto mated 60 MN extrusion line with all upstream and downstream production facilities for the Extru sion Ranshofen, covering an area of around 8,000 m².
In Cris, production is geared towards high-quality products
for the solar, construction and industrial sectors. “With the new facility, urgently needed capacities will be developed in order to be able to support customers in their growth in the years to come, giv en the already very high capacity utilization,” sums up Rob van Gils, CEO of the HAI Group. Since the takeover of the Cris site with 200 employees in 2019, the team has
almost doubled with a current lev el of almost 400 employees.
The current logistics area in Ran shofen is bursting at the seams.
Therefore, a 14,000 m² state-ofthe-art logistics center with a hall, warehouse and loading area will be created at the site as early as the beginning of 2023.
The new property will also take environmental protection into ac count and house a photovoltaic system with a capacity of 1 MW peak on the roof.

“With the new investments and the recent investments made at our company locations, we as the HAI Group are optimally po sitioned to be able to continue to grow with our customers from transport, industry and construc tion,” explains Rob van Gils the orientation for the next few years.
Novelis breaks ground on $2.5 billion recycling & rolling plant
Novelis Inc. broke ground and be gan construction on its $2.5 billion recycling and rolling plant in Bay Minette, Ala. The highly advanced facility is expected to create up to 1,000 new jobs and will have an initial 600 kilotonnes of finished aluminium goods capacity per year focused on the beverage container market, with flexibility for automo tive production. It also adds a new recycling centre for beverage cans, increasing the company’s recycling capacity by 15 billion cans per year
when fully operational.
“Through this investment, we want to demonstrate the strength of our growing customer partner ships, the commitment we have to sustainably grow our business, and the innovative, forward-thinking approach we are taking to modern manufacturing,” said Steve Fisher, President and CEO of Novelis.
“Today marks an important milestone for our Novelis team as we ramp up construction and grow our team,” said Tom Boney,
Executive Vice President and Pres ident of Novelis North America.
“We seek to become an integral part of this community, contrib uting to the local economy and advancing residents’ quality of life every step of the way.
During the groundbreaking ceremony, Boney announced the company’s plans to invest $150,000 in south Alabama non-profit organisations over the next six months.

COMMENT 2 nadinebloxsome@quartzltd.com Highlights 2022 TOP STORIES
Rio Tinto expands low-carbon billet production in Canada
Rio Tinto is investing US$188 million (CA$240 million) to in crease the production capacity for low-carbon, high value aluminium billets at its Alma smelter in LacSaint-Jean, Quebec by 202,000 metric tonnes.
The existing casting centre at Rio Tinto’s Alma plant will be ex panded to accommodate new state-of-the-art equipment, in cluding a casting pit and furnac es, allowing a larger portion of the aluminium produced to be converted to higher value billets. Construction will begin in May 2023, after completing detailed engineering and preliminary work,
and commissioning is expected in the first quarter of 2025.
The investment is expected to generate nearly US$160 million (CA$200 million) in economic benefits for Quebec. The project will create around 40 new per manent jobs and help to support the 770 existing jobs at the Alma plant.
The Honourable FrançoisPhilippe Champagne, Canada’s Minister of Innovation, Science and Industry, said:
“Today’s announcement shows the strength of Canada’s alumin ium industry. Along with signif icant economic benefits, Rio Tin
to’s investment will see more jobs and more growth in our country, while cementing Canada’s posi tion as a global leader in the low carbon economy.”
Mr. Pierre Fitzgibbon, Quebec Minister of Economy and Inno vation, and Regional Economic Development, added: “Modern ization projects such as this one will enable us to maintain our leadership position in this area and contribute to the growth of this strategic sector. We have al ways said that the environment can and must serve the economy. The Rio Tinto project is a perfect example.”
Alcoa announces innovations in alloy development and deployment
Alcoa Corporation has announced new innovations in alloy devel opment and deployment, further strengthening its position as a supplier of advanced aluminium alloys.
The Company’s innovations in clude the introduction of a new high-strength, 6000 series alloy, A210 ExtruStrongTM, that deliv ers benefits across a wide range of extruded applications, including transport, construction, industrial, and consumer goods.
Alcoa also announced that its
C611 EZCastTM alloy, a high-per formance alloy that does not re quire a dedicated heat treatment is being recognised this week with an international award at the 2022 International Die Casting Competition in Lexington, hosted by the North American Die Casting Association.
“Aluminium is a material of choice for the low-carbon future, and alloy innovations such as A210 ExtruStrong and C611 EZ Cast are key to providing fit-forpurpose solutions that help auto
motive and industrial customers drive down costs and achieve their sustainability ambitions,” said Kel ly Thomas, Alcoa’s Executive Vice President and Chief Commercial Officer.
“Alcoa’s C611 alloy is the first great step in NIO’s future casting development,” said Gary Hughes, NIO’s Director of New Product Introduction, Engineering. “We reduced energy consumption and carbon emission by using C611.”
Find out more about Alcoa’s Al loys by scanning the QR Code.
ASAŞ places an order with SMS group
ASAŞ Alüminyum is investing in extrusion technology from SMS group to produce profile sizes that currently cannot be produced an ywhere in Europe. ASAŞ has been relying on SMS group’s expertise for many years and has ordered two new aluminum extrusion lines. The plants to be supplied comprise a 150 MN extrusion and tube line, as well as a 45 MN HybrEx® line.
The 150 MN extrusion press will be Europe’s largest extrusion line and will open up new opportuni ties for ASAŞ on the international market for extra-large extrusion profiles. Such profiles are used, for example, in the railway industry for

the construction of railway cars. As a technology partner, SMS has the necessary expertise for supply ing plants with such exceptional dimensions and has successfully demonstrated its competence in past projects on several occasions.
As a systems supplier, SMS will deliver the two extrusion lines all from a single source. The 150 MN line is equipped with most modern
plant components to produce fin ish-sawn profiles up to 30 meters in length. The second line is the 45 MN HybrEx® extrusion line, fur ther expandin ASAŞ’s production capacity for the rapidly growing automotive market, in addition to the HybrEx® line ordered in 2021.
The plants are scheduled to go into operation in 2025.
Apple and ELYSIS partner for the new iPhone SE
Apple, an early partner of ELYSIS has announced it will use ELYSIS aluminium in its new iPhone SE.
“This is the first time aluminium has been produced at this commercial purity, without any greenhouse gas emission and at industrial scale. The sale to Apple confirms the market’s interest in aluminium produced using our breakthrough ELYSIS carbon-free smelting technology.” said Vincent Christ, ELYSIS’s CEO. “We are excited to be working alongside Apple on this advancement, which has the potential to make lasting changes in how aluminium is produced.”
Ball Corporation Expands the Portfolio of its Infinitely Recyclable Ball Aluminum Cup® with the Announcement of Two New, Smaller Sizes Ball Corporation has announced the availability of two new sizes of its infinitely recyclable Ball Aluminum Cup®. The Ball Aluminum Cup® that is available for food service customers is now composed of 90% recycled content, making it the cup with the highest recycled content rate of any beverage packaging in its category.
The Ball Aluminum Cup® now comes in 9-ounce and 12-ounce cup sizes.
Combilift launches two new Industrial vehicles
Combilift have added another addition to its electric range with the launch of the Combi-FSE – a four wheeled, two directional sideloader in both 5,000kg or 6,000kg lift capacity, and new product launch for concrete sector.
As part Combilift’s drive to help customers achieve their aims of more sustainable operations, over 60% of the company’s output is now electric.
Combilift CEO and Co-founder Martin McVicar comments “Combilift product development has always been solution-based and customer-led, and this new model is a prime example of successful collaboration between our customers.”
3 NEWS IN BRIEF Highlights 2022 NEWS Aluminium International Today
Delivering the energy transition
According to reports, Eurometaux has called EU policymakers to enable member states to use state assistance to boost local producers of aluminium, zinc, and silicon, which are critical for the transition to low-carbon energy.
The European Union has set a goal of cutting net greenhouse gas emissions by 55 percent by 2030, as a step toward “net zero” by 2050, with plans that include electric vehicles that require aluminium and renewable energy that requires zinc and silicon.
Because of high electricity costs and tight
supplies, more than half of the EU’s alumini um and zinc smelters have decreased output or closed temporarily, while silicon production has been slashed.
Electricity’s portion of manufacturing ex penses for aluminium, silicon, and zinc was between 30% and 40% even before the crisis occurred in the closing months of last year.
“The EU has temporarily lost 650,000 tonnes of primary aluminium capacity; about 30% of the total. Europe’s supply gap must be bridged with imports, often with a higher (CO2) foot
print,” said Eurometaux in a letter to European Commission President Ursula von der Leyen.
Imports also increase reliance on China, the world’s largest producer of industrial metals.
The EU should “swiftly construct an emer gency state assistance structure that offers clear criteria and norms allowing member states to take immediate action to help national indus try” experiencing extraordinary energy costs, according to one policy specified in the letter.
Aluminium sector’s impact tops £7.4bn as industry chief predicts major role for material in journey to Net Zero
of the organisation’s latest report reveals more than 39,000 people are directly employed in this manufacturing discipline, with a total GVA of nearly £3bn.

Undertaken in partnership with the Fraser of Allander Institute, the document goes on to use an economic model that predicts the sec tor’s real value is closer to £7.4bn and supports employment of 104,000 full-time jobs when you consider the indirect impact of this unique material.
braver when it looks at increasing domestic ca pacity, so that it can support increased demand from the automotive, aerospace, construction, packaging, rail and shipbuilding supply chains.
There is also a longer-term aim to create a Sustain Aluminium Centre that will bring all parts of the industry together with academia to explore efficiency savings and environmentally friendly processes.
The UK’s aluminium industry has a ‘once in a generation’ opportunity to drive sustainability, the circular economy, and the transition to Net Zero according to a leading sector expert.
Tom Jones, CEO of the Aluminium Federation (ALFED), made the rallying call after the release
The former toolmaking apprentice believes aluminium’s lightweight properties and the fact it can be easily recycled will be crucial in helping UK manufacturing lead the way when it comes to Net Zero.
However, he also warns that both the Gov ernment and the sector needs to be bolder and
Tom concluded: “All the talk is about green growth and green jobs and some of that con versation is in the future and aspirational as opposed to reality. Our industry is different... We are already supporting the move to Net Zero and there’s lots of opportunities for the UK aluminium sector to do more…if we work together and receive the right backing from the powers that be.
MA’ADEN and GlassPoint sign a Memorandum of Understanding
Saudi Arabian Mining Company (MA’ADEN) and GlassPoint have entered into a Memoran dum of Understanding to develop the world’s largest solar process heat plant at MA’ADEN’s Alumina refinery. When complete, the 1,500 MW solar steam facility will help MA’ADEN achieve sustainability goals by reducing carbon emissions by over 600,000 tons annually. This represents more than 50% reduction of carbon footprint in MA’ADEN’s Alumina refinery and 4% of MA’ADEN’s overall carbon footprint.

Robert Wilt, stated: “As the third pillar of the Saudi economy, we aspire to be a role model in ESG in the Kingdom. This significant devel opment will dramatically reduce our carbon footprint and bring us closer to our mandate of carbon neutrality by 2050. As the world moves towards green aluminium, MA’ADEN intends
to help lead the way in this transition.”
Riyadh Al Nassar, SVP Aluminium SBU of MA’ADEN stated: “The proposed new facility, a solar thermal plant known as MA’ADEN Solar 1, will be located in Ras al Khair, Kingdom of Saudi Arabia, and will harness the power of the sun to produce steam. The steam will be used to refine bauxite ore into alumina. Alumina is a critical feedstock to Aluminium, which is one of the world’s most crucial metals for many global industries going into a future that is focused on environment and sustainability.”
Rod MacGregor, CEO and founder of Glass Point said, “With this MOU, GlassPoint is enter ing a new phase of growth to help decarbonize a range of industries seeking to lower their car bon footprint.”
Under this arrangement, MA’ADEN and
GlassPoint will work together developing a more sustainable way to produce aluminium, which is a crucial metal for many global indus tries and the energy transition. This MOU also represents GlassPoint’s re-emergence as a lead er in solar process heat.
Aluminium International Today Highlights 2022
NEWS 4
When you need to know it’s safe
ARL iSpark. The trusted standard.
*
Metal is the backbone of our society. It’s in the structures we ride, work and live on every day. That’s why you’ve trusted the detection technology inside every ARL iSpark for over 80 years to ensure every piece of steel and metal you produce is safe. With so much riding on that, why would you choose anything else?

Find out more at thermofisher.com/ispark
*Based on a data comparison, completed by Thermo Fisher Scientific in 2021, of detection limits for OES systems using data published in specifications and applications notes for ARL iSpark and competitors.
©2021 Thermo Fisher Scientific Inc. All rights reserved. All trademarks are the property of Thermo Fisher Scientific and its subsidiaries unless otherwise specified. AD41409 0821
The benefits of aluminium are also wellknown; it is lightweight, strong, durable, and infinitely recyclable, making it the sustainable material of choice. As we strive for a more energy-efficient future, aluminium continues to provide innovative solutions and competitive advantages for businesses and consumers.






Sustainability is a key factor in driving aluminium demand based on the shift to electric vehicles, electric renewables investment and recyclable packaging that doesn’t end up as marine litter or in landfill.


Recent years have seen a huge shift

Recent years have seen a huge shift across the industry and a move towards creating a sustainable supply chain, a move in which the International Aluminium Institute (IAI) has played a pivotal role when it comes to challenging and supporting its members.






“We are witnessing a permanent change in how consumers choose products and suppliers,” says Miles Prosser, Secretary General, IAI.

“Sustainability aspects of the production process are now explicitly part of sourcing decisions along with technical specifications and price. In the context of choices between materials, this shift benefits aluminium. The inherent characteristics of aluminium – particularly lightweight and recyclability – will skew purchasing decisions toward our metal.
“The suitability of aluminium in a world that values sustainability has been demonstrated, for example, in IAI’s recent work examining the choice between aluminium, plastic and glass for beverage containers. Aluminium out-performs the other materials in all aspects of recycling and circularity – from collection rate, to recycling rate and particularly closed loop recycling.
“However, we also see similar conclusions in the work of others, such as the findings of the International Energy Agency on the role that aluminium will play in future electricity infrastructure as part of the transition to clean energy. A role that is underpinned by aluminium’s electrical conductivity, light weight and abundance.


“And it is increasingly happening in real world purchasing decisions such as the increased use of aluminium in motor vehicles as part of the larger trend toward electric vehicles. Aluminium will deliver more sustainable cars with better performance and longer range.
Advancing the aluminium sector’s sustainability for a better tomorrow
Lightweight, durable, and infinitely recyclable, aluminium remains one of the most important and useful materials in existence and plays a central role in achieving the sustainability ambitions of multiple sectors. This adaptability continues to fuel demand, particularly from automotive manufacturers and the construction sector. In our final article in this collaborative series with International Aluminium Institute (IAI), we look at how the IAI has provided a forum for leading the industry in improving sustainability performance and demonstrating the benefits of aluminium products. It is well-known across the industry that the demand for aluminium is set to increase, driven by consumer demand for environmentally friendly solutions in transport, infrastructure, energy, and food security. Nadine Bloxsome* speaks to longstanding IAI members to discuss aluminium’s future prospects and how this is driving the sector to progress its sustainability in producing the metal.
to deliver continuous improvements in performance. The aluminium industry is well placed to deliver on these expectations. Through the IAI, the industry has both an excellent track record on delivering improvements and has well developed plans for how key issues – such
“Along with the exciting market opportunities that will arise for aluminium from a focus on sustainability, the expectation on industry to produce sustainably will remain a requirement **Editor, Aluminium International Today
as bauxite residue and greenhouse gas emissions – can be addressed.”
Rising to the challenge
While the aluminium sector is mindful of the impact of increased production on sustainability in terms of GHG emissions
Aluminium International Today Highlights 2022 IAI ANNIVERSARY 6
How IAI is supporting the aluminium industry in improving its sustainability performance
and impacts on the local environment, there are issues that require commitment and management through sector and value chain collaboration, which is key to meeting the challenges for a better tomorrow.
In discussing these challenges with IAI members, there was an overwhelming want to present opinions and views on how individual companies are working to reinvent specific areas of the industry, which will have a greater impact on the way aluminium is produced, recycled and contributes to a more sustainable world.
Therefore, this article is slightly different to the others in the series, as it not only includes a selection of interesting interviews with industry representatives,
but also breaks off into independent opinion pieces from member companies.
The first contribution comes from Ben Kahrs, Alcoa Executive Vice President and Chief Innovation Officer, and looks at how technology, specifically the ELYSIS joint venture and the Refinery of the Future project, is planning to fundamentally change the aluminium production process.
Cleaner means greener This eagerness for change is echoed across the industry and in numerous other projects already underway across the supply chain. Emirates Global Aluminium (EGA) is also committed to producing cleaner, greener aluminium and was the first manufacturer to announce in January
2021 that it had produced aluminium from the power of the sun1
In cooperation with Dubai Electricity and Water Authority (DEWA), EGA introduced ‘CelestiAL’ aluminium to the world, a vision supported by HH Sheikh Mohammed bin Rashid Al Maktoum, Vice President and Prime Minister of the UAE and Ruler of Dubai, to make Dubai the most sustainable city in the world and to take the lead in the development and application of scientific and technological advances in the energy sector.
DEWA supplies EGA’s smelter with at least 560,000 megawatt hours of solar power yearly from the Mohammed bin Rashid Al Maktoum Solar Park, a development which the IAI Board recently saw first-hand, and the scale of which was a sight to behold.

Salman Abdulla, Executive Vice President EHSS & Business Transformation

IAI ANNIVERSARY 7 Aluminium International Today Highlights 2022
Mohammed Bin Rashid Al Maktoum Solar Parkcredit Dubai Electricity and Water Authority
THE TIME TO REINVENT THE ALUMINIUM INDUSTRY FOR A SUSTAINABLE FUTURE IS NOW:
BY BEN KAHRS
The aluminium industry has a critical role to play in the low carbon future. It can replace both heavier metals and plastics across a wide range of applications. Perhaps most importantly, it’s infinitely recyclable, and it’s no surprise that aluminium demand will continue to grow for decades to come.
According to the International Aluminium Institute (IAI), global demand for aluminium will increase by up to 80 percent by 2050. In order to fulfil its potential as a linchpin of the sustainable economy, however, the industry will need to rapidly decarbonize.

According to the IAI, the industry would need to reduce greenhouse gas emissions intensity for primary aluminium by more than 85 percent from a 2018 baseline to meet a Beyond 2 Degree Scenario defined by the International Energy Agency. To achieve decarbonization at scale will require breakthrough innovation that can fundamentally transform the energy requirements of our industry. Furthermore, reaching the 1.5 Degree Scenario requires a 97 percent reduction in greenhouse gas emissions intensity. Both scenarios include a 340 percent increase in post-consumer scrap utilization.
At Alcoa, we’re working on technologies that have the potential to decarbonize aluminium smelting and alumina refining, as well as unlock new possibilities for post-consumer scrap recycling. These projects align with our vision to reinvent the aluminium industry for a sustainable future and will help us achieve our net zero 2050 ambition for scope 1 and scope 2 emissions.
Transforming the aluminium production process to decarbonize smelting and refining
Our technology roadmap includes two initiatives that can fundamentally transform aluminium smelting and refining – our ELYSIS joint venture and our Refinery of the Future project.
ELYSIS is a joint venture built around a zero-carbon smelting technology invented at Alcoa’s Technical Center near Pittsburgh. This technology represents the first major smelting breakthrough in more than 100 years, reinventing the Hall-Héroult process first developed by Alcoa’s founder in 1886.
ELYSIS replaces the carbon anodes used in traditional aluminium smelting with inert, proprietary materials, to eliminate all greenhouse gas emissions from
the smelting process, instead emitting pure oxygen. This new process can deliver an estimated 15 percent savings in production costs, as it eliminates traditional operating expenses associated with items such as calcinated coke, coal tar pitch, anode baking furnaces, and more. It also has the potential to increase production by 15 percent compared to traditional processes.
Here’s the most exciting part: ELYSIS is already producing zero-carbon metal today at its Industrial Research and Development Center in Quebec, Canada. And that metal has already been used in commercial applications from companies ranging from Apple and Audi. The joint venture is on track to have a commercially available package for the broader aluminium industry from 2024.
ELYSIS is a critical lever to decarbonize the industry, as smelting represents a majority of the emissions in the aluminium manufacturing process. However, it’s equally important to address carbon emissions in the alumina refining process.
Unveiled in 2021, our Refinery of the Future project aims to both reduce the capital cost of developing a refinery and enable decarbonization of the alumina refining process through a combination
at Emirates Global Aluminium is also a member of the IAI Environment & Energy Committee (EEC). He comments, “At EGA, we work with IAI at multiple levels. I have been member of the EEC for over six years. Together as an industry through this Committee, we have done some very important work including on the re-use of spent potlining and defining greenhouse gas reduction pathways for our sector.”
“More recently, I have been working as part of the sub-committee on the Mission Possible Partnership for sector transition efforts. I am also an active participant in other IAI Committees including the Health Committee and Safety Working Group. I am also involved in the project approval process, where EGA is an actively engaged.
“IAI’s data collation capabilities are amongst the best for any industrial association. This means we are able to fairly and reliably benchmark our performance against whole industry data, and that drives performance improvements. A key example for us is safety. IAI’s data also provides transparency on the industry to our sector’s stakeholders,” says Mr Abdulla.
“IAI is a great enabler for our industry, bringing together peers to address shared global challenges. Obviously, we must make progress separately as competitors, but IAI provides whole-of-
this is particularly helpful. For example, EGA was able to build on past learnings provided through IAI membership in our own work to develop re-uses for spent potlining. The same goes for healthrelated issues, and now we are discussing gender diversity in our industry. Of course, the big sustainability topic is greenhouse gas emissions where IAI has not only developed its GHG mitigation pathways but also partnered with organisations such as the Mission Possible Partnership for sectorial transition.”
Enabling Pilot Projects
As touched upon in the previous articles in this series, the IAI provides data that assists the industry in making informed decisions on key issues. One such issue surrounds untreated bauxite residue and EGA recently announced the construction of a pilot plant to convert bauxite residue into soil products that can be used for greening and other purposes in the UAE2
industry knowledge and analysis which both supports and spurs our individual work. Sustainability is an area where
According to reports, this pilot plant is thought to be the first of its kind in the world and follows five years of research & development by EGA and The University
Aluminium International Today Highlights 2022 IAI ANNIVERSARY 8
Potline 3 at EGA’s
Al Taweelah site
Image courtesy of EGA
of processes and technologies, including mechanical vapor recompression (MVR) and electric calcination.
With support from partners such as the Australian Renewable Energy Agency, Alcoa is adapting these proven technologies for use in alumina refining. Together, these technologies have the potential to cut 98 percent of emissions from the refining process and reduce fresh water use by up to 70 percent.
With MVR, compressors powered by renewable energy turn waste vapor into steam that can be used to provide refinery process heat. Low-pressure steam is captured before it reaches liquid phase and re-compressed back to the highpressure steam needed for digestion. This would avoid significant energy losses and save water. In fact, MVR alone has the potential to reduce an alumina refinery’s carbon footprint by 70 percent and eliminate up to 35 percent of freshwater usage.
Electric calcination is a direct replacement of a traditional, direct-fired calcination plant. Calcination is the final stage in the refining process. Currently, calciners are powered by fossil fuels, but with electric calcination renewable energy will drive the calciner, eliminating carbon
emissions. The process also allows 100% of the steam generated by the calciners to be captured and reused, significantly reducing water use. Electric calcination also allows heat to be delivered via a thermal storage system, enabling the refinery to act like a battery to support activities to stabilize the grid.
We are proud that Australian governments are investing to assist in the testing and development of the technologies.
Unlocking new possibilities for post-consumer scrap recycling Research shows that the world’s increasing demand for aluminium will need to be met by an increase in recycling, and Alcoa is working to develop technology that can unlock more of our metal’s infinite recyclability.
Our ASTRAEA metal purification process, the third major component of Alcoa’s technology roadmap, is designed around a new electrolytic process. It can take any post-consumer aluminium scrap, regardless of alloy combination, and beneficiate it up to high purity that
exceeds the purity of primary aluminium produced at most smelters today.
We are targeting the millions of tons of aluminium scrap contained in low-value automotive shredded scrap. This type of scrap is composed of impurities and alloys that contain other trace metals, making it difficult to recycle today. But our ASTRAEA process can change that, unleashing the potential of underutilized aluminium.
The purified metal created from lowgrade scrap could then be usable for rigorous applications such as aerospace.

Reinventing the industry for a sustainable future
The work to decarbonize the aluminium industry is just beginning, but the path for Alcoa is clear. Working with partners across the value chain, we are advancing a series of technologies that align with our vision to reinvent.
The industry is ready and eager for change. And so are we.
of Queensland’s School of Agriculture and Food Sciences. EGA’s ‘game-changing’ process converts bauxite residue in its entirety in hours into an environmentallybenign, plant-friendly soil.
Industry experts estimate that at least 150 million tonnes of bauxite residue are produced worldwide each year and less than two percent are currently put to productive use.
Abdulnasser Bin Kalban, Chief Executive Officer of Emirates Global Aluminium, said: “The productive use of bauxite residue has been a global challenge since the dawn of the aluminium industry more than a century ago. We believe that our Turba process is a breakthrough, and our pilot plant will enable us to learn how to apply it on a large-scale. This and other potential solutions we are developing hold out the prospect of an end to new bauxite residue storage this decade, whilst creating products useful in the UAE.”
EGA’s Bauxite Residue R&D Group has created a portfolio of additional novel applications that are at an advanced stage of development, with further pilot-scale trials expected.
EGA has already developed re-uses for other waste streams from its industrial activities. These include spent pot lining, a by-product of aluminium smelting, which is re-used as an alternative feedstock and fuel by the UAE cement industry; carbon dust, which is also used as a fuel in cement manufacturing; and dross which is processed to recover aluminium. EGA’s long-term aspiration is to send zero process waste to landfill.
“Aluminium is an essential material for decarbonisation economy-wide and it also matters how sustainably aluminium is made,” says Mr Abdulla.
“The companies in the industry have begun this journey from different starting points, largely determined by the energy sources that were most cost competitive when their facilities were built decades ago, rather than climate change considerations. Each company will proceed on this journey in its own way and at its own pace. The big challenge we share is that aluminium will lose its competitiveness as a material if our industry does not make sufficient progress quickly enough.
“IAI has supported the development
of the industry for the past 50 years. As members, we will play our full part to ensure IAI can continue playing its important role for decades to come.”
Demand growth
While some industries experienced severe shutdowns and shortages during the
Aluminium International Today Highlights 2022
9
Ben Kahrs is the former IAI Chair of the Board
Image courtesy of ELYSIS
IAI Board visit to DEWA’s Solar Park, UAE Image courtesy of Dubai Electricity and Water Authority
COVID-19 pandemic, the aluminium industry, although not without its struggles, came out of the other side to
a demand forecast to grow by 33.3 Mt in the following decade, going from 86.2 Mt in 2020 to 119.5 Mt in 20303.
At the beginning of this year, CRU worked with IAI on a report, which was prepared to deliver an overview of the aluminium demand growth for different sectors, future trends, and policies and developments that will drive this growth over the coming years.
‘Opportunities for aluminium in a post-Covid economy’ proposes possible routes for the IAI to influence and further promote the consumption of aluminium in selected sectors and regions.
Commissioned by the IAI, the main focus of this study was to identify key regions and sectors that will drive demand growth
going forward, guiding the industry’s response on key issues and opportunities.
“Sustainability is at the forefront of development across the aluminium industry,” says Zaid Aljanabi, Head of Aluminium Consulting, CRU. “It is interesting that since the establishment of IAI, 50 years ago, there have been a number of different identifiable phases. In the 1980s, there was a period of shortage and squeeze, which was followed by the break-up of the Soviet Union and a lot of metal entering new markets, which changed the dynamics of the industry.
“Then, in the early 2000s, we saw China becoming a large net importer, followed by structural overcapacity, followed by the 2008 financial crisis and prices collapsed. I
Box A: Final Conclusion
by Pernelle Nunez
Sustainability has been at the core of much of the IAI’s work over the past 50 years. It is also a concept that has gained significant momentum across businesses and broader society over the past decade, developing into an integral part of the corporate agenda. The IAI’s early dalliances with sustainability were mostly related to environmental data – something which continues to be a linchpin for our organisation. The sustainability program has continued to develop over recent years to now encompass a much broader range of projects covering key challenges facing the industry including climate change, waste management, land management, circularity, occupational and community health and safety.

This year the IAI has looked at sustainability through the well-known lens of the UN Sustainable Development Goals – understanding how the industry, and aluminium as a metal, contributes to the achievement of these ambitious, interlinked national-level aspirations. What has been promising to see is that aluminium has a contribution across all 17 goals – yes, some have a greater link with the industry, or the material compared with others, but there is something being contributed across all 17 goals which is a fantastic achievement, and one which really demonstrates the breadth of benefits delivered by the industry’s sustainability activities and efforts.
Looking ahead is an inherent part of sustainability – it is after all about the future and ensuring that something is able to continue over the long-term. This is the motivation behind the next phase
of the IAI’s sustainability work program which explores what an industry Sustainability Roadmap might look like to 2050. This project aims to provide a detailed action plan for the industry, working towards a shared vision on key issues across the sector. It continues to be an important step towards establishing sustainable aluminium, or a sustainable aluminium industry, as one that is greater than a single issue. It emphasises that in order for aluminium to be truly sustainable there is work to do across a broad suite of interlinked issues, much like the UN SDGs provides a blueprint for society. This comprehensive approach also encourages the industry to continue to strive for solutions that are multi-faceted and most importantly not detrimental to other sustainability ambitions or areas of development.
In establishing this shared vision and roadmap, it’s been interesting to look back at the past few decades - a time where the aluminium industry landscape has been revolutionised. The aluminium industry has, in a relatively short space of time, shifted from a fairly homogenous industry where the majority of primary producers had a similar level of organisational maturity, operations were similarly sized and managed, hydropower was the main energy source, sustainability challenges and external pressures were all fairly well aligned across a few key producing regions. Today, the industry is much more diverse, new regions have emerged as key production centres with different drivers, sustainability challenges and solutions. The
supply chain is more fragmented, there are a greater number of global companies, and every site is operating in a uniquely complex ecosystem. This environment can make the development of industry-level action plans particularly challenging with diverging views, priorities and specific situations rarely making for cohesive and united efforts.
Despite these differences, and perhaps accelerated in some ways by the shared experience of the covid-19 pandemic and recovery, the industry is rallying behind a shared sustainability vision and has started to see that there is far more that unites them than perhaps initially thought. There is broad agreement on the major sustainability challenges facing the sector: climate change, impacts on people, circularity, biodiversity, water, waste and emissions. There is also an understanding that different pathways exist to reach the same end point and to satisfy ever-growing expectations. This is an understanding that positions the industry well to supply a sustainable metal for the future.
As we continue to develop the industry’s Sustainability Roadmap at the IAI, we hope that stakeholders recognise the importance of continuing to work together. This will be key to enabling aluminium to be a sustainable material of the future; one which is produced with minimal impact on the environment and communities, and effectively used in applications that benefit the environment and broader society.

Highlights 2022 IAI ANNIVERSARY 10
Aluminium International Today
For you, industry brings innovation to life.




Behind lightweight and recyclable cans, is an industry that produces the finest quality of aluminium, using high performance manufacturing technologies.















From designing process equipment to supplying complete installations and services, Fives is one of the world’s leading aluminium industry suppliers, improving performance, the environmental footprint and quality of its customers’ products.
Each day, Fives demonstrates that Industry can do it
High-quality aluminium for the consumer market
www.fivesgroup.com ALUMINIUM
think now, coinciding with the COVID-19 pandemic, we are entering a fifth phase, which is the emissions era.”
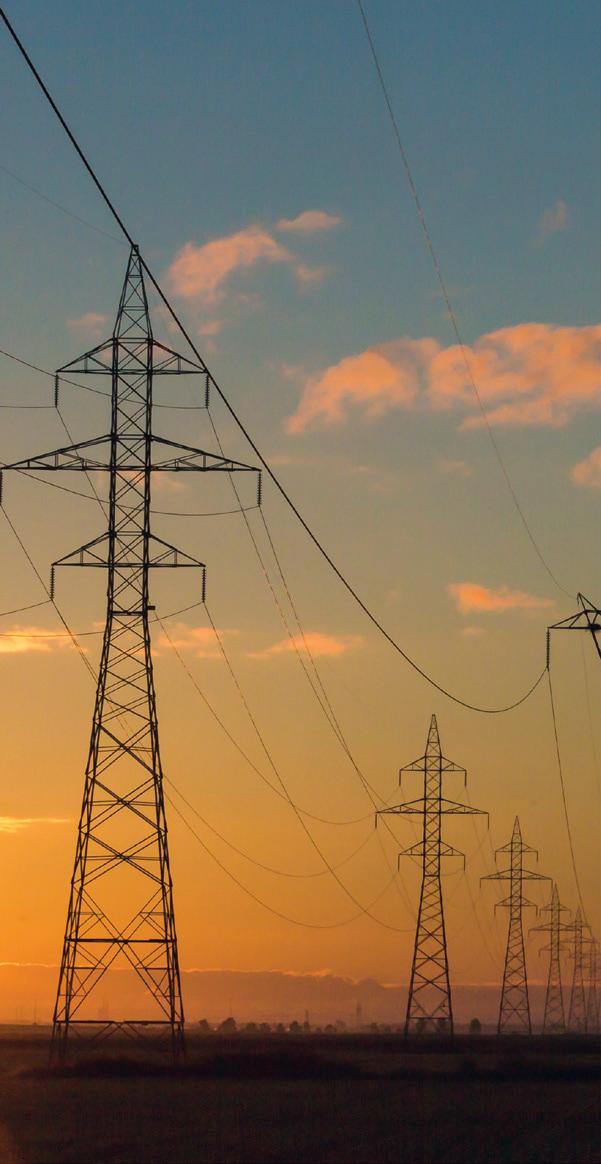
One area highlighted in the report as a main driver for aluminium demand is the electrical sector. The report states that this will be, ‘driven by the rise of renewable energies and the expansion of the power grid.’

‘Although both wind and solar power are substantially more aluminium intensive than traditional energy sources, solar power uses, on average, more than four times the amount of aluminium per megawatt than wind technologies. Supporting solar power projects through alliances with designers and manufacturers, working closely to ensure supply chains are streamlined and solar power remains competitive, is a good starting point to making the most of aluminium’s exposure to the nonconventional renewable energies sector.’

“Some end-use sectors are interlinked,” continues Zaid. “Our study highlights transportation as a key sector, as it combines highest growth and is part of the energy transition story. However, I think that in a way, it also relates to the electrical sector and its infrastructure
which will accompany and support this transformation.”
Sustainability Roadmap and future initiatives




To offer a final conclusion on the current and future work of the IAI when it comes to supporting the industry through this transition, Pernelle Nunez, Deputy Secretary General, Director – Sustainability at IAI, looks at how best to establish this shared vision and roadmap across the sector. (See Box A) �
1. https://media.ega.ae/ega-and-dewamake-the-uae-the-first-country-in-the-worldto-produce-aluminium-using-the-power-ofthe-sun/
2. https://media.ega.ae/ega-to-build-

pilot-plant-to-make-soil-products-after-rdbreakthrough-on-use-of-globally-challengingwaste-stream/




3. Opportunities for aluminium in a postCovid economy report, CRU, IAI, 2021

Aluminium International Today Highlights 2022 IAI ANNIVERSARY 12
CONNECTING THE INTERNATIONAL ALUMINIUM INDUSTRY ALUMINIUMTODAY.COM Join the Aluminium International Today Group @AluminiumToday Published six times a year in both print and digital, AIT is an English language journal dedicated to the production and processing of aluminium. You can register online to receive the weekly newsletter and keep up-to-date with the latest news from across the aluminium manufacturing industry. Sign up at www.aluminiumtoday.com/register AIT hosts regular webinars and virtual events, including the popular Future Aluminium Forum. Head to aluminiumtoday.com to see what’s coming up. MAGAZINE WEB NEWSLETTER ONLINE EVENTS aluminiumtoday.com is packed with all the latest aluminium news, special articles and interviews with leading industry figures. circulation 3,000 circulation 26,000 LIVE & ON DEMAND 1,400+ monthly users
Billet heating and its impact on the environment
As the world’s focus shifts to the impacts of climate change and the environment, industry is taking note. Reactive measures are being put in place in almost every facet of human life and how we as a collective can curb the rate of climate change; from banning of use of fossil fuels to increased taxes on emissions. The metal forming industry is no exception with steps already being taken in an eco-friendly direction, but with many more steps until a ‘green industry’ can be established. Realistically, a ‘green industry’ relies on a multitude of factors that stretch far beyond, and can’t be easily influenced by, any given sector. This being said, small changes at the foundations can enact massive movement in the overall state of the environment. This article sets out to highlight some of the key factors of environmental impact and ways they can be combatted within the scope of billet heating. By Thomas Postins, B.Eng.*
The Environment
The ferrous and non-ferrous metal sectors account for 8% of global greenhouse gas emissions, more than 4 times more than that of the aviation sector1. The leading factor causing climate change is the release of greenhouse gasses2 Greenhouse gasses are named as such owing to the greenhouse effect they cause. An insulating layer of these gasses such as Carbon Dioxide (CO2), Methane (CH4) etc. cause an excess build-up of heat in the atmosphere hence causing a sealevel rise through the melting of sea-ice. It is said that by 2050, given the current rate of temperature rise, the earth will be 3°C hotter than pre-industrial levels. ‘The 2050 Scenario’ sets out that such a rise in temperatures would lead to approximately 3 meters of sea-level rise by 2100 – a rise that would see countries such as the Netherlands largely submerged3. A perhaps more alarming scenario is that of the ‘Hothouse Earth’. This hypothesises that if temperatures rise 2°C beyond preindustrial levels, the effects are irreversible – there are no measures that can be taken to stop sea-level rise and irrevocable damage to ecosystems. This 2°C figure was therefore set as the baseline for the Paris Agreement4
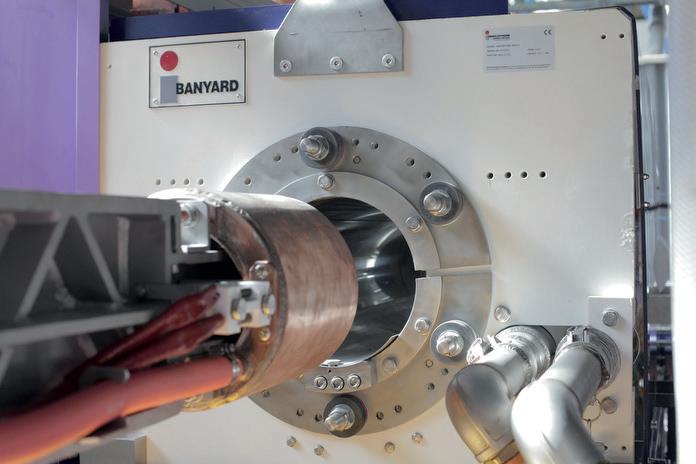
Methods of Billet Heating
The heating of ferrous and non-ferrous billets is an energy-intensive process. Most
SPECIFICATION
MATERIAL
NATURAL GAS-FIRED HEATER INDUCTION HEATER
AL 6063 AL 6063
SPECIFIED TEMPERATURE 500°C 500°C
BILLET DIAMETER Φ152 mm Φ152 mm
BILLET LENGTH 550 mm 550 mm BILLET THROUGHPUT 1000 kg/h 1000 kg/h
ADJUSTED POWER† 1056.5 kWh 750 kWh
POWER PER TONNE 1056.5 kWh 224 kWh
† 1m3 Natural Gas is approximately 10.28kW assuming 100% efficient burn.
Table 1. Specification of comparable heaters
commonly, billets are heated using either gas furnaces or through an induction heating process. Each method is industry proven over many decades of extrusion and each method has practical benefits. In order to feasibly make a comparison, one gas-fired heater and one induction heater both providing nominally similar temperatures and mass-throughput rates were selected.
Gas & Induction
Historically, the use of gas-fired heaters are generally more commonplace in the industry. They tend to have marginally lower capital equipment costs and, depending on country of use, a lower running cost. As of 2020 Q3, the average cost per kWh of gas in the United Kingdom was £0.180. The average cost of electricity per kWh by the same metric is £0.8105 These lower running costs are seen as
*Inductotherm Heating and Welding
attractive in the short term. However, The Climate Change Committee estimates that these prices will change dramatically by 2030. Predictions suggest an increase of 100% in the price per kWh of natural gas by 2030, compared to a 42% rise per kWh of electricity in the large manufacturing sector6. This disparity is highlighted further in other European countries.
Gas furnaces require a period of preheating to achieve a set temperature before billets can be heated. This time is wholly dependent on the size of the furnace as well as suitable thermal insulation. For this reason, gas furnaces tend to be “powered on” at the desired temperature for long periods of time using energy regardless if billets are being heated or not. Alternatively, when utilising induction, energy is only expended when actively heating a billet and essentially no energy is used when a
GREENER ALUMINIUM 13 www.aluminiumtoday.com Aluminium International Today Highlights 2022
billet is not undergoing the heat process. This is sometimes seen as a more flexible method for operators of press lines, as supply of heated billets can be altered to match press throughput rates more easily without wasting energy.
A positive element of gas-fired heating is the simplistic design. This can allow for easier installation and operation by plant employees. This is often seen as a key benefit as to why a business may choose a gas-fired heater over a more technologically advanced alternative.
As billets pass through the heater, they will homogenise at the set temperature throughout. This will take considerably longer than induction and can often cause scaling on the billet exterior, which can affect the final extrusion quality.
The biggest advantage of using induction is that it can allow for taper heating. Taper heating is utilised to achieve a gradient across the length of a billet – a key factor in reducing press die wear as well as offering isothermal extrusion at full press speeds. The design of gas furnaces incorporates a kiln lining that will need replacing periodically; this can lead to extended down-times on press lines. Similarly, induction coils will also need replacing, although this can take as little as thirty minutes. There have been advances in technology in recent years to the systems surrounding flue-gas recovery and CO2 flue scrubbers. These allow for a higher efficiency and lower emissions respectively.
Other Methods
Methods of billet heating are not limited to the two aforementioned processes. Magnetic heaters and the use of superconductors are starting to become effective in the sector. Both of these methods rely on electricity as opposed to fossil fuels to operate.
Environmental Impact
Both methods of billet heating discussed in the article will cause a detrimental
Fig 2. Above: CO2 Released Per Tonne
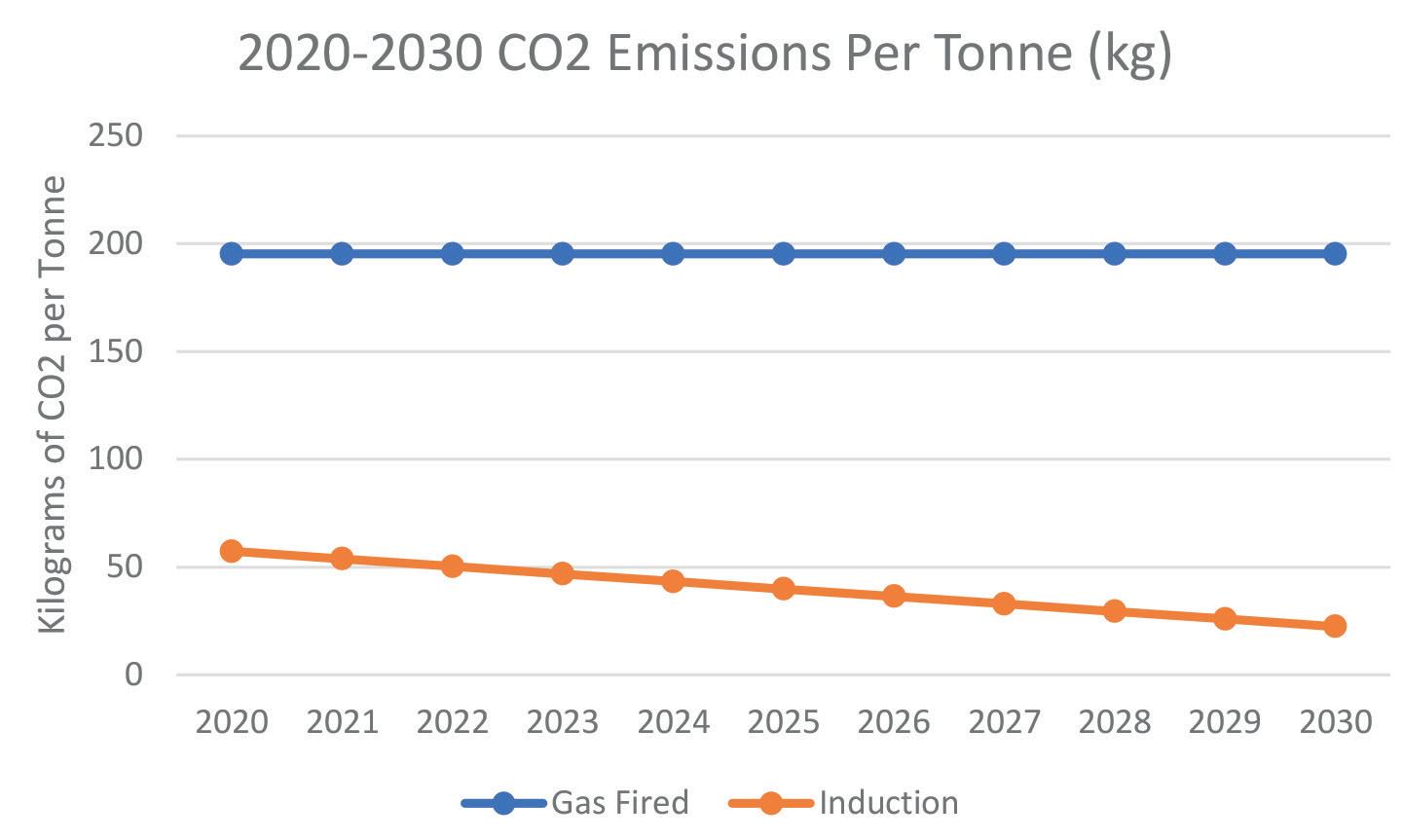
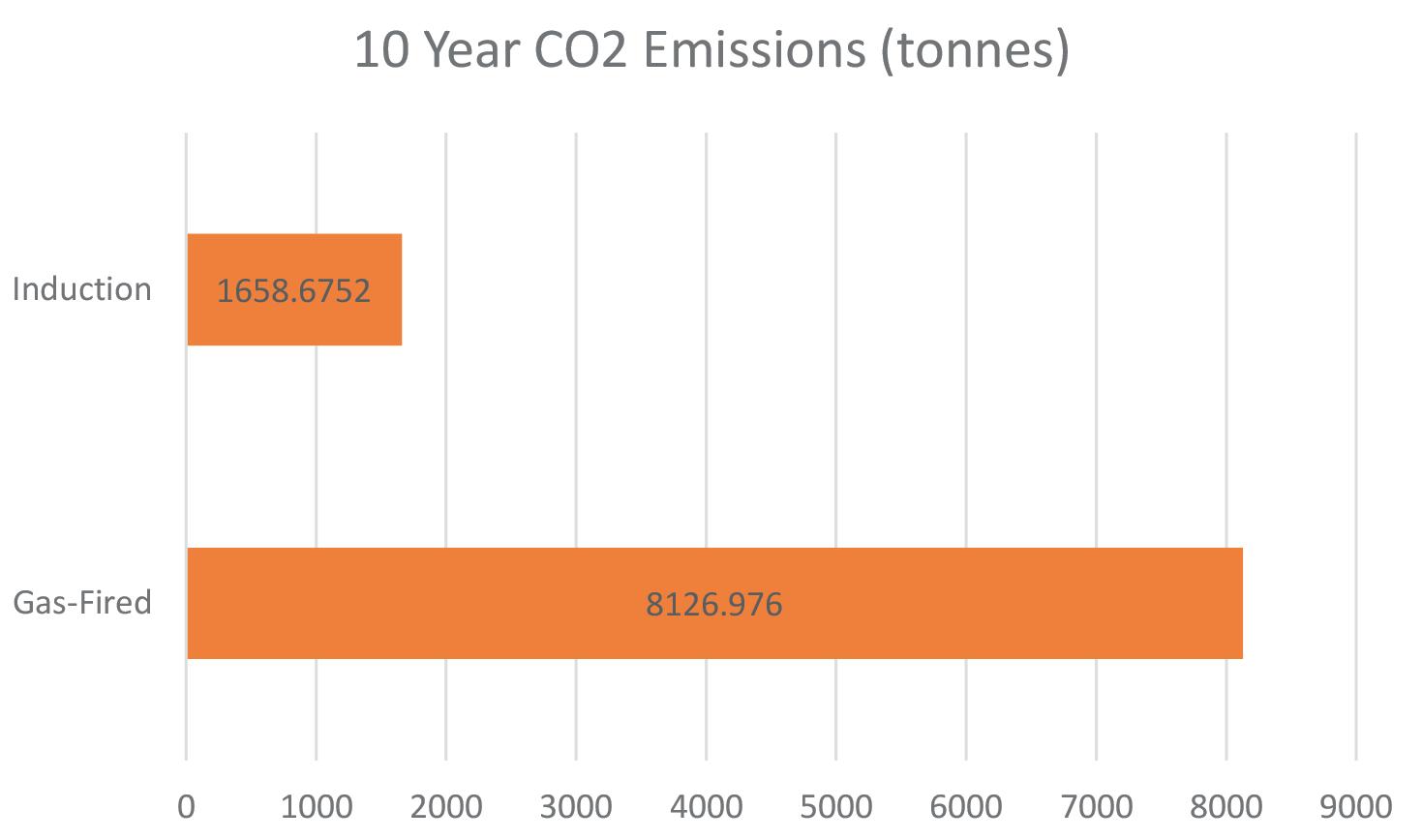
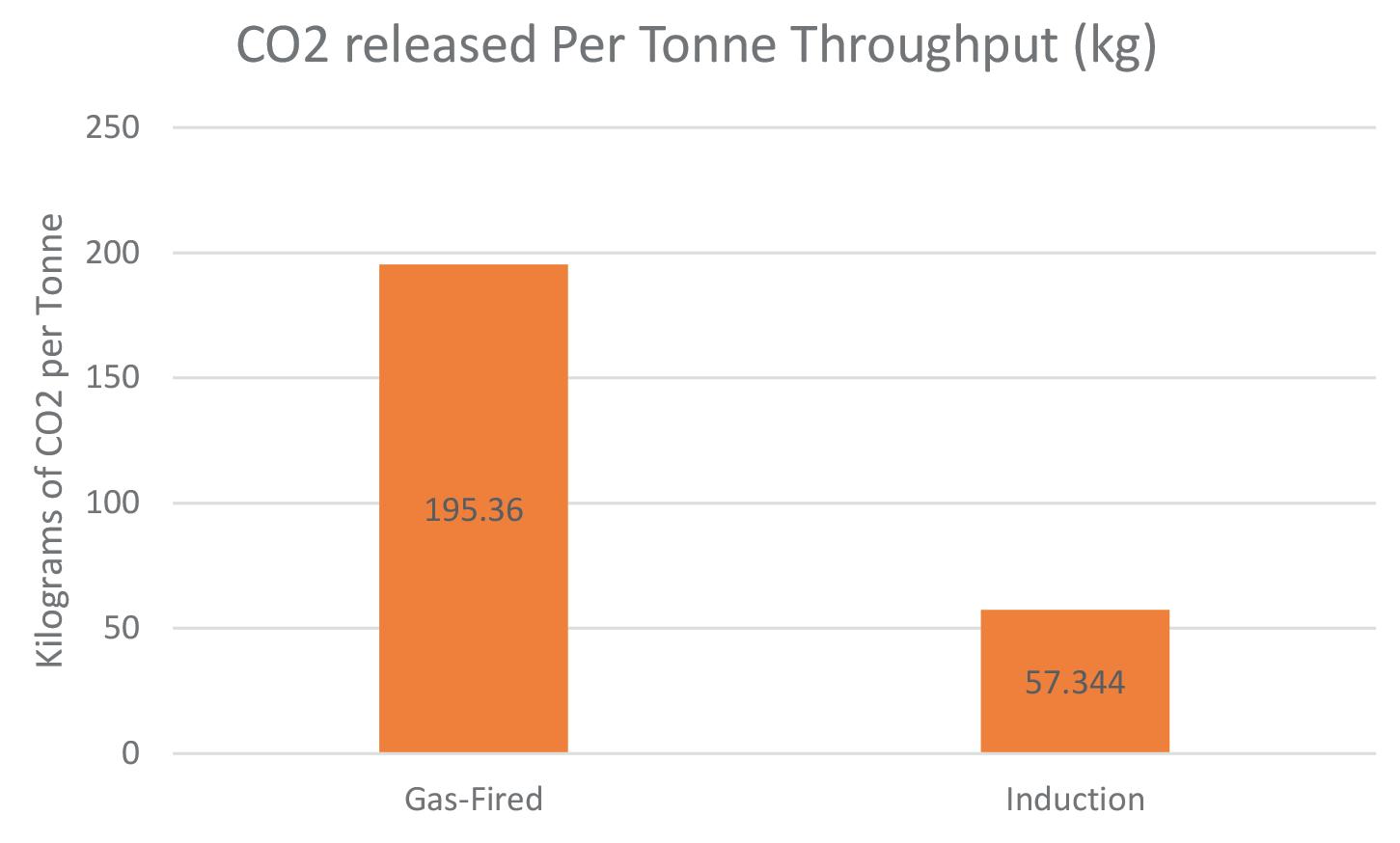
Fig 3. Above right: CO2 Emissions over time
Fig 4. Right: Expected 10-year emissions
environmental impact due to the release of greenhouse gasses. In the case of gas heating, the CO2 is released at the manufacturing facility. Induction relies entirely on each nation’s energy grid and therefore the local energy mix. Using Table 1, it is possible to establish the potential CO2 emissions for each instance. The burning of natural gas releases 0.185 kg/kWh of CO2 while electricity production in the United Kingdom produces 0.256kg/ kWh7
The large difference between the two methods is closely attributed to the ‘power on’ times of each system – induction only uses power on a per-billet basis. As the UK moves its focus towards renewable energy sources, the 0.256 kg/kWh CO2 emissions is expected to drop to 0.100kg/kWh by the year 20308
As is shown in Fig 3, the expected CO2
emissions are set to drop under the UK’s ‘Net Zero by 2050’ climate approach.
Using the values determined in Figures 2 and 3 it is possible to return an expected CO2 emission over a 10-year period.
The data in Fig 4 assumes 1000kg/h throughput, 16 hours a day, 5 days a week, 52 weeks per year. These values alone aren’t especially quantifiable from one’s personal perspective. It can be more easily visualised as follows. A fully-laden Boeing 747-400 emits approximately 90 kg/h of CO2 per hour of flight per passenger 9. The 10-year plant emissions from a relatively small gas-fired billet heater as specified in Figure 1 are approximately the same as flying a Boeing 747 from Heathrow to JFK – 34 times. Or driving an Aston Martin DB9 to the moon and back – 27 times.
This level of environmental impact is not sustainable.
The Future
The ferrous and non-ferrous extrusion market is expanding. Current figures estimate a compound annual growth rate (CAGR) of 3.8% between 2021 - 202710 for aluminium extrusion. This predicted CAGR would see a market revenue forecast increase from $57.3 billion to $91.67 billion by 2027. This is inevitably going to cause a greater and greater impact to the environment as the sector expands.
Aluminium International Today Highlights 2022 GREENER ALUMINIUM 14 www.aluminiumtoday.com
The UK government has recently rolled out an initiative to large industry offering grants that will help increase energy efficiency and lower carbon-footprint. Phase 1 is providing up to £40 million for “projects deploying technologies that improve the energy efficiency of industrial processes” & “feasibility and engineering studies into energy efficiency and deep decarbonisation measures for industrial processes”11. Other countries, such as Norway, have recently invoked a price increase per tonne of CO2 emitted fourfold12. Further development into flue-gas recovery and CO2 scrubbers for gas-fired
References
furnaces are helping to increase efficiency and reduce CO2 emissions.

Reactive measures are what we as a society have relied on, but it’s no more than a sticking plaster. We need to turn reactive into proactive. Actively making changes that are better for the environment. On an individual basis it’s easy to remove oneself from the decisions being made with regard to the environment. We can take the easier or cheaper option because it’s exactly that, easier and cheaper. What isn’t as easy to stomach is the damage that we have caused, are causing, and will continue to cause our planet. But changes
1.https://ourworldindata.org/emissions-by-sector#direct-industrial-processes-5-2
2.https://www.metoffice.gov.uk/weather/climate-change/causes-of-climate-change
3. https://www.breakthroughonline.org.au/papers
4.https://www.ncbi.nlm.nih.gov/pmc/articles/PMC6099852/
can be made to halt this harm. Humanity faces a climate crisis. It can be stopped. �
5.https://www.gov.uk/government/statistical-data-sets/prices-of-fuels-purchased-by-manufacturing-industry#history
6.https://www.theccc.org.uk/wp-content/uploads/2017/03/Energy-Prices-and-Bills-Committee-on-Climate-Change-March-2017-Annex.pdf
7.https://bulb.co.uk/carbon-tracker/#:~:text=The%20UK%20government%20report%20on,kg%20per%20kWh%20of%20gas.
8.https://www.carbonbrief.org/analysis-uk-low-carbon-electricity-generation-stalls-in-2019


9.https://www.carbonindependent.org/22.html
10.https://www.grandviewresearch.com/industry-analysis/aluminum-extrusion-market
11. https://www.gov.uk/government/publications/industrial-energy-transformation-fund-ietf-phase-1-spring-2021-how-to-apply
12.https://www.reuters.com/article/us-climate-change-norway-idUSKBN29D1BD
GREENER ALUMINIUM 15 www.aluminiumtoday.com Aluminium International Today Highlights 2022
Zero Friction Aluminium Induction Billet Heaters • Specialist Frictionless Billet Handling • Bespoke Made to Measure Systems • Tapered Heating using Multi-Zone Coils • Precise Closed-Loop Temperature Control • Increased Productivity and Temperature Accuracy • 50 Year History Serving the Extrusion Industry Call +44 (0)1256 335 533 Email: info@inductothermhw.co.uk www.inductothermhw.com AIT 2020 - AD-1.indd 1 18/12/2019 15:43:43
Show Review: ALUMINIUM 22 Show Review: ALUMINIUM
By Zahra Awan*
After four long years of dormancy, the well-known ALUMINIUM trade fair woke to an industry in a frenzy. With the growing demand, applications, sustainability, innovations, and of course, challenges; it is somewhat compulsory for the industry to feel the full spectrum of emotions in response to the single word: Aluminium.


Returning to the black rubber floors and elaborate stands presented the visitors with a strong sense of power, the industry has grown. Despite the pandemic, the industry has evolved. Despite moving to remote communication and online shows, despite countries having to shut down. We are strong. But then came politics and war, igniting woes of inflation, supply, and energy.

Registering 20,400 visitors from 100 nations, ALUMINIUM in Düsseldorf[1] has reported. “Aluminium is and always will be a key material on the path towards climate neutrality and resource efficiency, but the industry is struggling with major challenges related to energy prices, supply security and supply chains,” said RX Austria and Germany.
The opening conference made sure to address the energy crisis, Benedictine
Binder-Krieglstein, CEO RX Austria & Germany called for “politicians to act” and noted that “unfortunately invitations sent to politicians were declined”, but one. And Robert Habeck, Vice Chancellor of Germany, only reiterated that the most important aspect is “tackling the energy crisis.”
The threat to the industry became clear as Rob Van Gils, President Aluminium Deutschland/CEO and Managing Partner Hammerer Aluminium Industries spoke: “It is an honour to be here and speak at the ALUMINIUM 22 Trade Fair. The Developments in the energy market are very concerning for both Europe and Germany. We must not let this happen, we must not let aluminium, this fantastic material, leave Germany.” This was the first mention of the real threat to industry in Germany, and Europe, but it was certainly not the last. Paul Voss, Director General of European Aluminium, reiterated that this topic is “a topic that people don’t want to talk about” but is one that needs to happen. Mr Voss compared his fairly new role to “fixing an aeroplane whilst flying it, and by the way, the airport is on fire.”
*Editorial Assistant, Aluminium International Today

I think this is a relatable story.
The need for “solidarity across the value chain”, as stated by Paul Voss, is key to the success of the industry. Being able to communicate to policy makers and governors as well as clients is key for the industries success.
Zahra Awan has been following up with companies who exhibited and attended the ALUMINIUM 22 trade fair on their view and response to the Energy Crisis. This editorial can be seen on page 19 of the November/ December 2022 issue.
The event also saw hope for the future, as companies were reminded to keep ‘one eye open to the future’. With deals being made, for example: ASAS’s order with the SMS group. ASAS Alüminyum announced that it is investing in extrusion technology from SMS group to produce profile sizes that currently cannot be produced in Europe. ASAS has been relying on SMS group’s expertise for many years and has ordered two new aluminium m extrusion lines. The plants to be supplied comprise a 150 MN extrusion and tube line, as well as a 45 MN HybrEx® line.
Hydro also announced that it has
Aluminium International Today Highlights 2022
16
22
invested Billions in making its aluminium more sustainable. Since becoming Hydro’s CEO in May 2019, Hilde Merete Aasheim has been repeating one key message regarding the direction of the company: Lifting profitability, driving sustainability.

Hydro has followed up with back-toback years of strong profitability and many future oriented investments aimed at improving the sustainability of its operations in the aluminium business. “Aluminium is a key material for the green transition. Hydro expects the demand for ‘near zero’ aluminium to grow much faster than the overall market demand growth. We are investing heavily in our operations with the aim of fulfilling the ambition of aluminium production with net-zero emissions,” says Ms Aasheim.
For more on this news, visit: https:// www.hydro.com/en/media/news/2022/ hydro-invests-billions-in-making-itsaluminium-more-sustainable/ Assan Aluminyum also held a press conference where Goksal Gongor, General Manager celebrated the company’s “50th Anniversary,” and discussed their core “sustainable values, ESG and their new program to support women’s empowerment.” They also announceD their plans to expand to North America.
ALUMINIUM recognised Turkey’s

‘strong performance’ at the show with multiple Turkish representatives attending the event. Çetin Tecdelioglu, Chairman of IDDMIB, says: “There is a growing demand for aluminium each passing day. Its area of use is expanded by new technologies and production models, including defence, construction, and automotive sectors in particular, and it gains an increasingly bigger place in daily life.”[2]



As well as a booth, Aluminium International Today also collaborated with ALUMINIUM 22 in its Innovations Plaza: Digital and Additive Manufacturing. The goal of the three-day conference was to discuss modern, Industry 4.0 inspired solutions to challenges faced across the industry. Nadine Bloxsome, Editor of Aluminium International Today, said “I am excited to hear from some great speakers on topics covering the smelter of the future, opportunities and challenges associated with digital manufacturing and the links between sustainability and digitisation.”
The steady flow of people passing our stand resumed on day three. With the day continuing from a night of networking on the ALUMINIUM boat event, attendees were acquainted further, inspiring more business. But the interval on the boat inspired further talks on the energy
crisis, and its individual impacts on those attending. As sensitive as Aluminium is to the Crisis, is how sensitive everyone is to its fluctuations. There are a number of employees in the industry, without, they would be unemployed, and the production for aluminium would be impacted. “The current challenge: energy, energy, energy,” said Stephan Zegers, Managing Director Alufinish GmbH & Co. KG[3]
The “ALUMINIUM 2022 has exceeded our expectations,” said Barbara Leithner, Chief Operating Officer at RX Austria & Germany, the organiser of ALUMINIUM. “The more challenging the times the more important is communication within, and the unity of, the industry.” With this, we wait for the next two years to pass for ALUMINIUM 24. Announcing that the show will take place on the 8th- 10th October, the industry will certainly transform once again, with new challenges and successes. �
[1] + [3] https://www.aluminiumexhibition.com/en-gb/media/news/ Aluminium2022-FinalReport_EN.html [2] https://www.aluminium-exhibition. com/en-gb/media/news/AluminiumTurkiye.html
Aluminium International Today Highlights 2022
17
courtesy of RX Global
Images
Grain refiner specialist wins international innovation award
Grain refiner specialist MQP, which makes manufacturing aluminium-based products more efficient, has won Most Innovative Company at an international business awards celebrating excellence across Europe, the Middle East and Africa.

The British firm, based in Warwickshire, was presented with the award by TV presenter and broadcaster Clare Balding OBE at the 2022 BizX Awards at Farnborough International Exhibition and Conference Centre.
The firm beat off competition from four other finalists in the category, one of 17, thanks to its innovative products, but also “innovation and transformation throughout the company and having a
vision to disrupt wherever you can”.
MQP’s expertise lies in improving grain refiner, an integral ingredient added to primary aluminium to ensure the sheets and billets created to make everything from kitchen foil to car roof panels do not contain cracks and defects.
The company was recognised for the development of its new Optifine 5:1 125, which has 125% relative efficiency and is 40% more efficient than the closest competitor on the market. Casthouses need 85% less product to consistently achieve high quality results.
Being able to eliminate ‘razors streaks’ from critical, high surface quality components in the early stages of car
assembly, not the end, is a particular gamechanger for producers of automative body sheets (ABS) for the electric vehicles market, a market valued at $163.01 billion in 2020 and projected to reach $823.75 billion by 2030.
Chairman John Courtenay said it was fantastic to be recognised for contributing to the advancement of an industry led by a world striving to reduce its carbon footprint.
“Global demand for aluminium will rise by up to 80% by 2050 and the industrial sector driving this growth is the one making high end products, from hoods and doors to full chassis, for electric vehicles. It’s about 30% lighter than steel,
Aluminium International Today HIighlights 2022 AWARD WINNING 18
so results in less carbon emissions, helping protect the environment and the climate.

“However, before aluminium can be turned into finished products, mined bauxite must be reduced down to create primary aluminium, which then has to be treated to remove unwanted oxides to enable it to solidify without cracking. This is achieved through the addition of a star ingredient. Grain refiner.

“We developed Optifine on the back of the realisation that grain refiners on the market were notoriously inconsistent in performance, resulting in defects, poor quality material and waste. Building on the success of our original Optifine, we worked with Brunel Centre for Advanced Solidification Technology (BCAST) at Brunel University London to develop a grain refiner that would change the industry.
“Optifine and Optifine 5:1 125 are today used in 42 major casthouses worldwide in the production of over







three million tonnes of alloys a year and to be recognised for our investment in the advancement of melt quality is a very proud moment.”

The annual BizX Awards are organised by ActionCOACH, the largest business coaching franchise in the world, and celebrate its coaches’ thousands of clients from across the UK, Europe and the Middle East.



MQP’s business coach, Anu Khanna, said: “MQP has worked exceptionally hard to grow the business and hit its targets. And they are committed to continuing to invest in R&D to help casthouses produce the best aluminium to make the highest quality end products, make manufacturing cost efficiencies and cut emissions.
“A huge congratulations to them for winning this award.”
For more information on MQP and Optifine, visit https://www.mqpltd.com/
AWARD WINNING 19 Aluminium International Today HIighlights 2022
The challenge of all challenges
By Zahra Awan*
The energy crisis, the cost-of-living crisis, the threat to industry, the shadow of Covid-19 and the glaring geopolitical tensions. If 2012 was predicted to be the end of the world, then the ancient Maya prophecies must have disregarded 2022 as post-apocalyptic.
News headlines report countries preparing for ‘blackouts’ and advise members of the European public to ‘wrap up warm’ in response to growing fuel costs, whilst food in supermarkets inflate and children face hunger.
The aluminium industry, in the first
few months of the year, spoke with confidence. Focussing on developing the sustainability, durability, adaptability of the metal; January 2022 was electric. One notable consensus, after speaking with industry representatives during the ALUMINIUM World Trade Fair, was the irreplicable nature of aluminium. On this, all conversations undertaken, for this article, made this point absolute: Aluminium is a material like no other, so perhaps as we delve into this despair, Aluminium still holds a glimmer of hope?
THE ENERGY CRISIS: GEOPOLITICS

The Crisis, despite feeling as though it has crept up on us all, has been in the shadows for months. Some claim that inflation was triggered by the shortages caused by global supply chain issues in response to COVID-19. Whilst others claim it was inevitable, and the geopolitical war was the frosting on top of our cold European cake.
“Don’t forget the driver of this crisis was Putin’s invasion of Ukraine, and it took Europe time to react to find new sources of energy.” - John Courtenay, Chairman, MQP Ltd.
And so, we face another challenge. A challenge that seems to personally dislike industry.
“Unfortunately, we cannot solve the problem. So, first of all I think it is important to understand the consequences of the energy crisis, which started in February, impacting transportation costs, electricity,
gas, olive oil prices, but also, due to the war in Ukraine, we also see steel prices go through the roof.
“It is impacting us in such a way that the prices of our vehicles go up, as do delivery times in Europe. This proves to be an issue for customers outside of Europe, for example, the US, Canada, or the Middle East. They do not have this same energy problem, so it is harder to explain to them the problems we face.”Peter Vanvuchelen, Director Sales, Hencon B.V.
Whilst this European cake is widely distributed, in Europe, those outside are a stranger to its taste. This month the industry has hosted events across the globe, with a global audience. It is clear that whilst Europeans rush to claim a slice, the others look on, unrelating.
“Surging power prices in Europe have prompted further production cuts and closures by smelters in the region.
*Editorial Assistant, Aluminium International Today
“Aluminium is the best recyclable product made by humans … it’s not a material that can be replaced, it’s a material that’s always going to be in demand. The demand for aluminium will increase.”
Peter Vanvuchelen, Director Sales, Hencon B.V
Aluminium production in western and central parts of Europe contracted by 10.4% year on year in August and was down by 11.2% overall in the first eight months of 2022, according to estimates from the International Aluminium Institute.” – Andy Farida, Base Metals Research Analyst.
The reactions of companies, throwing some production overboard to theoretically stay afloat, displays the desperation. Industry, not only aluminium, is threatening to abandon Europe. It could be said that the deindustrialisation of Europe is becoming more a reality, and less a prophecy.
“Do we want to allow Europe to become a kind of museum [of industry] and have the rest of the world make stuff?” –Paul Voss, Director General, European Aluminium.
[1] Prices sourced from https://www.tesco.com/groceries/en-GB/shop/fresh-food/fresh-fruit/bananas
Aluminium International Today Highlights 2022 ENERGY 20


































+1-800-918-2600 | sales@grancoclark.com | www.grancoclark.com A world of good wishes. It’s our joy this holiday season to say, thank you. Merry Christmas and Happy New Year. MADEIN
DEMAND DESTRUCTION OF EUROPEAN ALUMINIUM

Why pay £1.35 for organic bananas when you can pay £0.14 for the same bunch? [1]
“What is really tragic is the prospect of our companies being driven out of business, to be replaced by operations in China or elsewhere. Replaced by operations who produce three, four, up to five times more carbon” – Paul Voss, Director General, European Aluminium
Not only are prices increasing, but so is the cost to the environment. As customers find the cost for aluminium unstable in Europe, they seek to source aluminium elsewhere. European aluminium’s cost has been driven up due to cost of energy, but we were already competing with high carbon, cheap aluminium.
“Remember this time last year was the opposite, it was boom time. So, 20% down [in the order intake] sounds like a big number, but it’s not catastrophic, it’s manageable. But if we get the high energy costs on top of the 20% volume reduction, this becomes a challenge for our industry. So, we have to manage the demand destruction.” - Paul Warton, Executive Vice President, Hydro Extrusions
It must also be noted that companies located across the globe are committing to greener production. Assan Aluminyum and Aluminium Bahrain (ALBA) are amongst the many who have been certified by the Aluminium Stewardship Initiative (ASI). For the now, we cannot know what will come of green European aluminium, but the maintenance of green aluminium is something we can hope will persevere?
“
”
SACRIFICE FOR THE GREATER GOOD
Now arises the question of sacrifice.
“ESG concerns are finding their way into boardrooms and influencing consumers’ purchasing decisions.” – Andy Farida, Base Metals Research Analyst.
Aluminium’s good nature goes hand in hand with its blood bond to sustainability. Well known to be the metal of the future; a saint in delivering Environmental, Social and Economic Sustainability, aluminium has dedicated time and resources into preserving its pure state. With the call to global decarbonisation and the reduction of CO2 emissions, aluminium is first in line. However, one cannot help looking to the darkness in the midst of difficulty; the question must be addressed: Will environmental sustainability be sacrificed in the name of aluminium’s survival?
“I think that economic considerations will
always be made, despite moral compass. As soon as we can show and prove that sustainability is not counteracting, but even supporting your economical model, then the customers will be open for that.”
– Peter Vanvuchelen, Director Sales, Hencon B.V.
“The energy crisis only confirms the daring choices we made: working towards an industry that combines performance with energy and environmental efficiency.”


- Sébastien Gauguier, President of Fives – Aluminium Division
“
It cannot be, we just can’t take that position. I don’t accept it. I don’t think it’s good business. I don’t think it’s decent and so we won’t be doing that.” – Paul Voss, Director General, European Aluminium.
And so, it seems aluminium will remain faithful.
Aluminium International Today Highlights 2022 ENERGY 22
The energy crisis only confirms the daring choices we made: working towards an industry that combines performance with energy and environmental efficiency.
- Sébastien Gauguier, President of Fives – Aluminium Division
PROBLEM AFTER PROBLEM: WHAT TO DO?















“So, what we can do?” - Peter Vanvuchelen, Director Sales, Hencon B.V.



















































Wait and see. The industry is in such a volatile position, we cannot predict or prepare as we do not know what to predict or prepare for. Speaking with industry specialists, the advice given was to improve efficiency. Improve what the industry is already good at and make it better. Make sure our cold European cake looks beautiful in wait for turmoil, this way we can ward off what is coming as best as we can.

“It’s going to be a matter of holding on.” - Paul Voss, Director General, European Aluminium.













































“Well, what we try to do is produce in a smarter way by aligning ourselves better with our suppliers and by standardising a little bit more…, we also need to think about our own strategy.” - Peter Vanvuchelen, Director Sales, Hencon B.V.

“We must continue to innovate to reduce
aluminium industry’s carbon emissions and ensure its digital transformation: 80% of the patents we file concern solutions aimed at reducing our customers’ environmental footprint.
More than ever, Fives is committed to a mutually responsible and virtuous industry”. - Sébastien Gauguier, President of Fives – Aluminium Division
We all, on the other hand, demand action from governments and policy makers in hope for support. This is key for our survival as policies continue to have the upper hand.
“I do think the UK should get on and start fracking and I think we should also open up the North Sea, we shouldn’t be in such a weak position where all of a sudden, we’re worried about energy security. I think we have to take steps to make sure we don’t fall into that trap again. And what about nuclear? With Nuclear we’d have sustainable, green power at low cost forever. It’s inexhaustible.” - ohn Courtenay, Chairman, MQP Ltd.
This being more specific than most.
HOPE

Despite all this doomsday talk, I, with others, remain hopeful. Afterall, 2012 has been and gone.
“I see great prospects for aluminium” - Rob Van Gils, President Aluminium Deutschland/CEO and Managing Partner Hammerer Aluminium Industries.
“I’m optimistic on energy. The world is not short of energy.” – John Courtenay, Chairman, MQP Ltd.
“Nothing lasts forever. Especially not bad times, in my experience.” - Paul Voss, Director General, European Aluminium.
ENERGY 23 Aluminium International Today Highlights 2022
Temperature Profiling and Surveying Solutions in the Aluminium Industry Process Monitoring solutions for • Homogenizing • Solution Heat Treatment T5/T6 • Ageing • Brazing (CAB & Vacuum) • Powder Coating …...and many more Comprehensive Passes through furnace with the product. • Complete product temperature profile • Measurement at up to 20 points • Live 2 way radio communication option Safe No Trailing thermocouples so quick, safe, system installation without production delays. Easy Fully compliant AMS2750 or CQI-9 TUS reports with only a single Click! PhoenixTM GmbH Germany info@phoenixtm.de PhoenixTM Ltd UK sales@phoenixtm.com ... where experience counts ! PhoenixTM LLC USA info@phoenixtm.com www.phoenixtm.com PRINT + DIGITAL SUBSCRIPTIONS AVAILABLE ALUMINIUMTODAY.COM/SUBSCRIPTIONS Get the aluminium industry’s most informative read, direct to your inbox or letterbox. Subscriptions include six issues a year, the annual directory, two additional digital supplements and much more! AIT_Full_page_Portfolio_A4_Ad.indd 3 30/11/2022 11:18
What is happening in your aluminium CAB furnace... a product’s eye view!
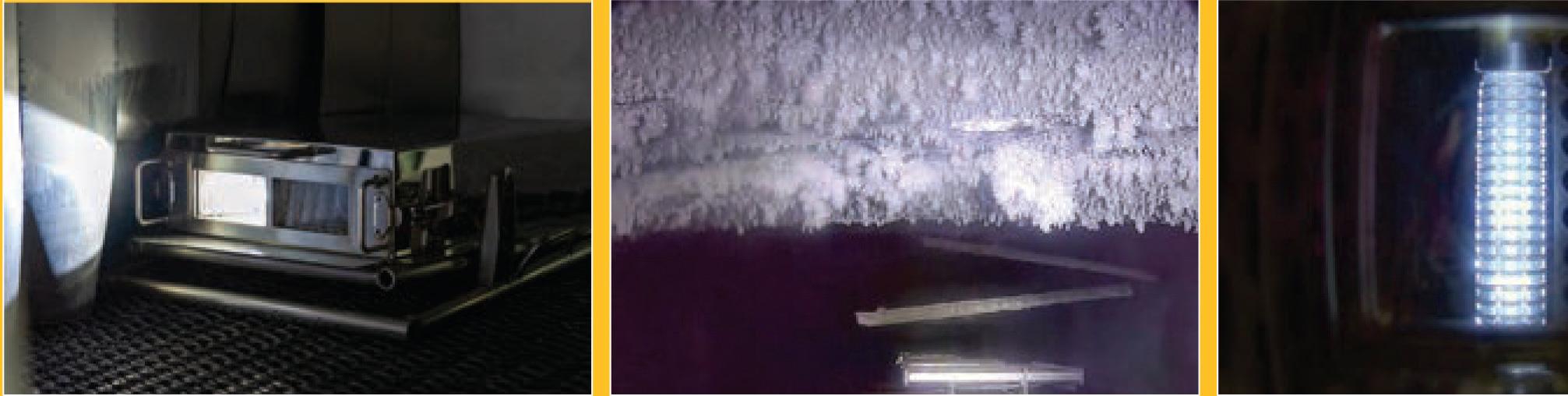
Introduction – Do you know what truly happens in your furnace?
In the global Industrial heat-treating market tens of thousands of products are sent through conveyorised ovens or furnaces each and every day. The thermal processing of these products whether heat treating the core material or even curing a surface coating is often critical to the quality or performance of the finished product. Whether aluminium brazing a radiator or curing paint on a car body, achieving the correct process times and temperatures is essential.
Learning what is truly happening to the product inside the black box, that is your furnace, is important and shapes the success of your operation and customer satisfaction.
To fully understand the operational characteristics of the heat-treat process an essential technique is that of thruprocess temperature profiling where the environment and product temperature is continuously measured as the product travels through the process. Such technique provides what is referred to as a ‘temperature profile’ which is basically a thermal fingerprint for that product in that particular process. This thermal finger print will be unique and allow understanding, control, optimisation and validation of the heat treat process. As shown in Fig 2, a temperature profile of a continuous aluminium brazing (CAB) furnace process shows the detailed critical phases of the heat treatment process each contributing to the quality of the final product.
Root Cause Analysis – Process Profiling Help
The temperature profile of any thermal process is invaluable to get a better understanding how the furnace is working and is a critical tool in fault finding when things go wrong, because they do, and they will!
Root cause analysis is a standard tool used in industry to identify the root cause of product or process problems without jumping to conclusions or making knee jerk reactions. In root cause analysis it is important to distinguish between symptoms and problems and drive to find, in the mist of many potential causes, the true root cause.
Taking an example of the Aluminium CAB brazing process, the temperature profile trace may show that the cause of a quality issue is due to the product braze temperature in a particular zone of the furnace being too low. This, although identifying a cause does not necessarily explain the root cause. A low product temperature in a particular furnace zone may be due to many possible different root causes – faulty control thermocouple, burner, recirculating fan or even damage to furnace structure / insulation. The low product temperature may in some circumstances not be detected by onboard furnace controls and will require a deeper dive investigation. Identifying the root cause will require inspection at the source of the problem. This action is referred to commonly as “Going to Gemba” a Japanese word which means ‘the real place’. In this situation going to Gemba means investigating what is actually
happening in the furnace in a particular zone, at the point of occurrence.
Root Cause Analysis – Continuous Aluminium Brazing (CAB) Example –Automotive Radiator Line
SYMPTOM | High number of radiator rejects identified in QA
PROBLEM | Poor product quality due to weak braze joints
CAUSE | From temperature profiles product braze temperature identified to be too low in Zone 4

ROOT CAUSE | Recirculating fan fault in zone 4 resulting in poor non uniform heat transfer to radiators
Going to Gemba is not always the easiest of tasks especially when considering identifying the root cause of furnace problems. Any task involving the internal inspection of a furnace generally requires that the furnace is switched o�, allowed to cool and then dismantled to allow access by operatives.
Taking our aluminium brazing (CAB) example, internal inspection of the furnace is not a quick and easy task. Operating at 550 °C the cool down period is significant to allow engineers safe access for inspection and corrective action and then further delay to get the furnace back up to a stable operating temperature. Such maintenance action may mean one or two days lost production, from that line, which is obviously detrimental to productivity, meeting production schedules, satisfying key customers and your bottom line.
In addition to process temperature problems there are many other production
Aluminium International Today Highlights 2022 OPTICAL PROFILING 24
PhoenixTM Optical profiling system being used in a conveyorized aluminium brazing furnace
issues that can be faced relating to the furnace operation and safe reliable transfer of the product through the furnace or oven itself. In the CAB process a day to day hazard of the process is the build up of flux debris. Flux materials used to remove oxides from the metal surface and allow successful brazing can accumulate within the internal void of the furnace. These materials are most problematic at the back end of the muffle section of the furnace where due to the drop in temperature, entering the cooling zone, materials condense out. Flux build up can create many different process issues including;
� Physical damage to the conveyor belt or support structure requiring expensive replacement
� Reduction in belt lubricity creating jerky movement and causing unwanted product vibration
� Lifting of the belt mesh creating an uneven transfer of products causing possible excessive product movement, clumping or clashing.
� Reduction in inner furnace clearance creating possible product impingement issues and blockages
To prevent such problems, regular scheduled inspection and clean out of the furnace is necessary. This is not a pleasant, quick operation, and requires chipping away flux debris with pneumatic tools. Often requiring a furnace down time of 1 to 2 days, this task is only performed when essential. Leaving the clean-up operation too long though can be catastrophic causing dramatic deterioration in product quality or risk of mid production run stoppages.
Until now there has been no easy way to see how your product travels through the furnace under normal operation conditions or means by which the need for furnace repair or clean down can
be confirmed. A new technology called Optical Profiling changes all this and for the first time gives you the means to see what your product sees in production; a true products eye view!
Optical Profiling Optical profiling is a new complementary technique to that of ‘thru-process’ temperature profi ling. The new technology allows for the fi rst-time process engineers to view the inner workings of the furnace under normal production conditions.
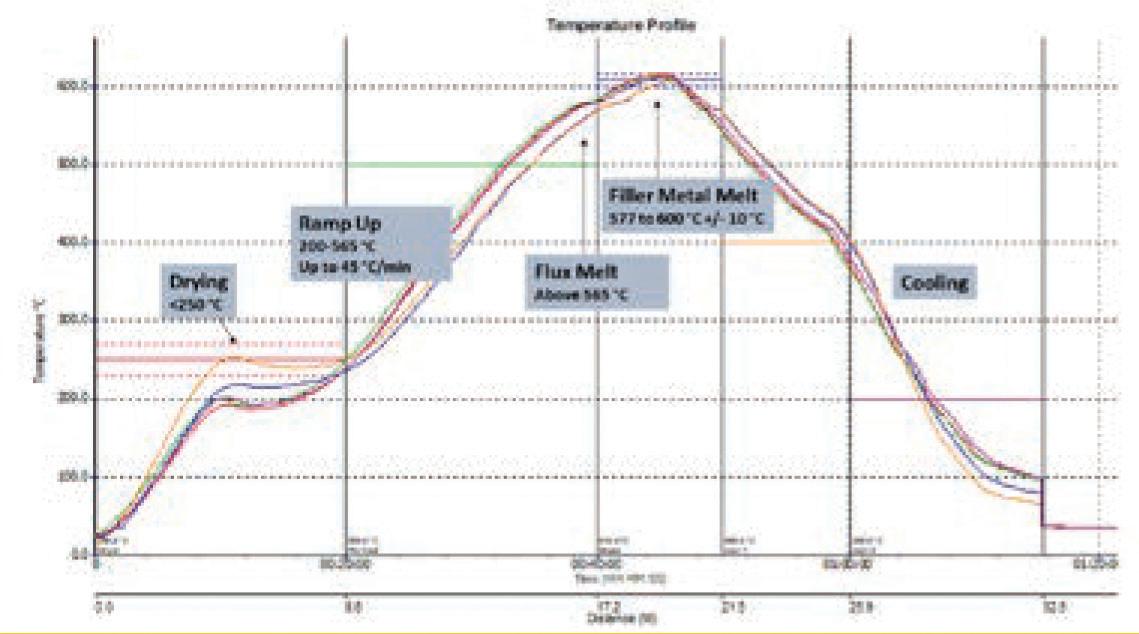
Travelling through the furnace, with the products being processed, the Optic system gives a product’s eye view of the entire heat treatment journey. Employing similar thermal protection technology ‘thermal barrier’ used in temperature profi ling, in place of the temperature data logger a compact video camera and torch are used to record a video of what a product would see travelling through the furnace. The principle is just like your car’s dash cam, the only diff erence being that your journey is being performed in a furnace at up to 550 °C. The resulting video “Optical Furnace Profi le” shows process engineers so much about how their process is operating without any need to stop, cool and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time.
Benefits of applying the Optical Profi ling principle in conveyorized furnace processes:
Furnace Condition
Check the condition of the internal walls of the furnace to ensure they are fi t for purpose
� Damaged or Distorted panels / Sealing gaps /Corrosion
� Build-up of dirt/fl ux/condensate or
general processing debris – Contamination risk – identify need for critical cleaning action
� Correct alignment adjustment of ducting to allow correct air flow/ convective heat transfer
� Identify ignition events or other safety related issues within the furnace
Product Transfer
Check that the product travels safely and smoothly through the process without confl ict or obstruction
� Conveyor belts run fl at and product orientation is kept constant – No belt damage or distortion
� No product vibration of excessive movement which may cause damage to product or affect processing step eg: brazing
� Check that product is able to pass through without clashing with furnace furniture or product clumping
Condition & Operation of Key Furnace Features
Check that key furnace features are working correctly and not damaged
� Fans, Ducting, Control thermocouples, Gas Feed pipes, Zone separation curtains/brushes
Thermal Process Observation
Check that the process is being performed correctly where heat treatment action is physically visible
� Brazing – Melt and Flow of fi ller metal
Summary
‘Thru-process’ optical profi ling is a new revolutionary technique for visually inspecting the condition of and also transfer of product through a continuous furnace. Combining such information with a product temperature profi le, process engineers can work with maintenance teams to not only Understand, Control, Optimize and Validate the heat treat process but also Maintain the furnace to protect productivity and quality. Employing the optical profi le information preventative maintenance or furnace clean down can be scheduled with confi dence, and when problems occur, rapid fault fi nding is possible. Furnace inspection as part of the production fl ow at temperature eliminates, days of furnace downtime, lost production and an interrupted product supply chain. PhoenixTM your CAB process to Find, Fix and Forget your furnace problems! �
For more information contact: Dr Steve Offl ey, Product Marketing Manager, PhoenixTM Ltd UK; tel: +44(0)1353223100
OPTICAL PROFILING 25 Aluminium International Today Highlights 2022
Fig 2. Typical temperature profile of continuous aluminium brazing furnace (CAB) showing the critical temperature transitions
The role of regenerative burners and Low NO x Injection Technology
By Fives
Overview of Regenerative Burners and LNI Technology


Regenerative burners have played a significant role in aluminium melting for many years due to their ability to increase production and lower fuel cost. By reclaiming heat from the furnace exhaust gases and using it to preheat the combustion air, regenerative burners reduce the amount of fuel needed to melt the aluminium. Regenerative burners operate in pairs, which can be seen in Fig 1. Burner A begins firing while burner B is extracting hot furnace gases through its regenerator. The heat from the furnace gases is stored in the ceramic regenerative media of burner B, and the gases exit the regenerator at a much cooler temperature than the furnace temperature. The burners then switch operation, and burner B, which was previously exhausting the furnace gases, now operates in firing mode. Cold combustion air enters through the regenerator of burner B and reclaims the stored heat from the media. This process increases combustion efficiency by up to 45% compared to a conventional cold air combustion system.
Although preheating the combustion air improves efficiency and reduces fuel consumption, it also leads to an increase in NOx emissions. NOx emissions are strongly dependent on temperature, local oxygen concentration, and residence time. In order to mitigate the rise in NOx emissions caused by high combustion air preheat temperatures, regenerative burners can be paired with Low NOx Injection (LNI) technology. With LNI technology, fuel and preheated combustion air are injected separately into the furnace once it’s above the autoignition temperature of the fuel. This is done by using an outboard fuel injector that is independent of the main burner body. This allows the fuel and air to entrain and mix with the furnace gases prior to mixing with each other. The result is flameless oxidation and a high volume, low intensity, low temperature combustion process with low local oxygen concentration. This technology provides
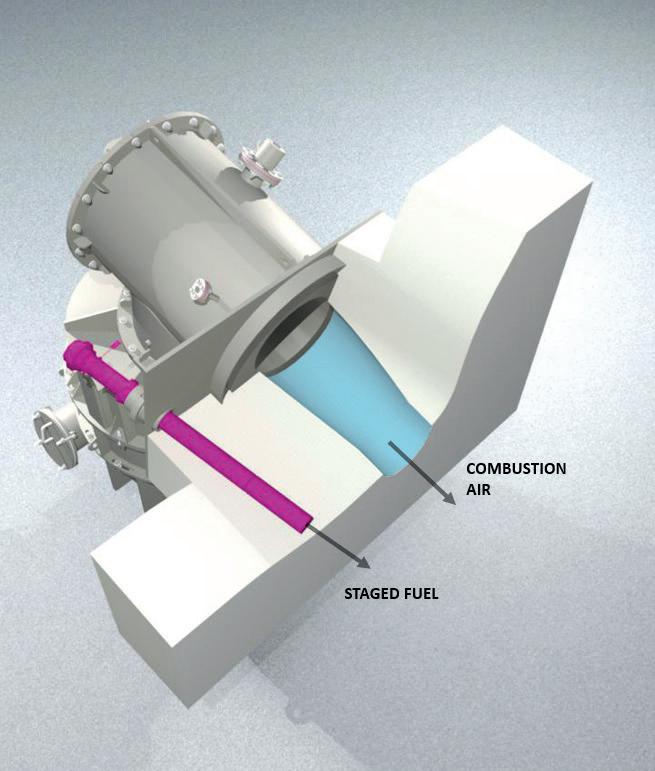
an 80 percent decrease in NOx emissions compared to conventional high efficiency burners. (Fig 2)
Although the historic implementation of regenerative burners has been focused on increasing production and minimising fuel cost while maintaining ultra-low NOx emissions, the current drive towards decarbonisation has given regenerative burners a new purpose in the industry – lowering the carbon footprint of aluminium production.
How is CO2 Formed and How Can It Be Reduced?
Until recently, the main focus of emissions reduction in industrial thermal processing has been NOx emissions. However, the need to decarbonise the industry has shifted the focus to decreasing CO2 emissions. Unlike NOx, CO2 is a major species in the combustion of hydrocarbon fuels, as given by the following general reaction for the combustion of any hydrocarbon in air:
Aluminium International Today Highlights 2022 GREENER ALUMINIUM 26
Fig 1. Illustration of North American TwinBed™ II regenerative burner operation
Fig 2. Illustration of LNI technology with a North American TwinBed™ II regenerative burner
The amount of CO2 produced is directly proportional to the number of carbon atoms in the fuel. Therefore, the amount of CO2 formed in the combustion process depends only on the fuel composition and the amount of fuel consumed by the process. The combustion system CO2 emissions can therefore be reduced by improving efficiency and/or using an alternative fuel with lower carbon content.
Process efficiency can be improved through maintenance and operational practices, such as maintaining proper air/fuel ratio, effective furnace pressure control, regularly inspecting and repairing furnace refractory, doors, and seals, and optimising operational practices. Heat recovery can be used to further increase efficiency by reclaiming heat from the exhaust gases and using it for useful heating, either in the same process or in another process within the plant. This can be done by strategically designing the flow of products of combustion within a furnace, diverting flue gases to another process within the plant, or using a heat recovery device, such as regenerative burners.
Other than improving process efficiency, the only other means of reducing the CO2 emissions from a combustion system is to use an alternative fuel with lower carbon content, such as hydrogen or hydrogenenriched natural gas. Although hydrogen is a high-quality fuel, firing burners with hydrogen poses several challenges compared to natural gas, including hydrogen’s higher flame temperature and faster flame speed. The flame temperature of hydrogen is 150-200°C hotter than a methane (the main constituent of natural gas) flame across all air/fuel ratios. This
implies elevated NOx emissions when firing hydrogen fuels with conventional burners. The flame speed of hydrogen is also significantly faster than methane, especially when operating under rich conditions or with minimal excess air. This fast flame speed means the likelihood of flashback of a premix flame into the burner body greatly increases.
Rather than using pure hydrogen as a fuel source, there is also the option of blending hydrogen with natural gas to lower CO2 emissions. For most properties, the impacts of blending hydrogen are nonlinear. For example, Fig 3 shows the flame temperature for different levels of hydrogen blended with natural gas. While there is a near-linear region between 0-30% hydrogen content, the flame temperature rises rapidly as the hydrogen level increases beyond that point.
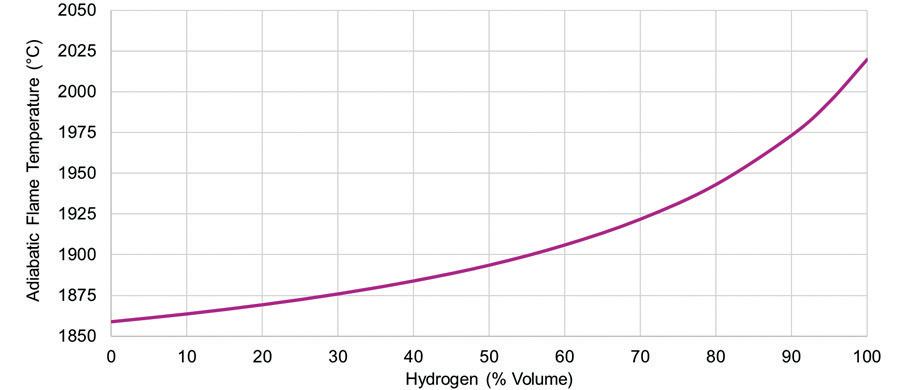
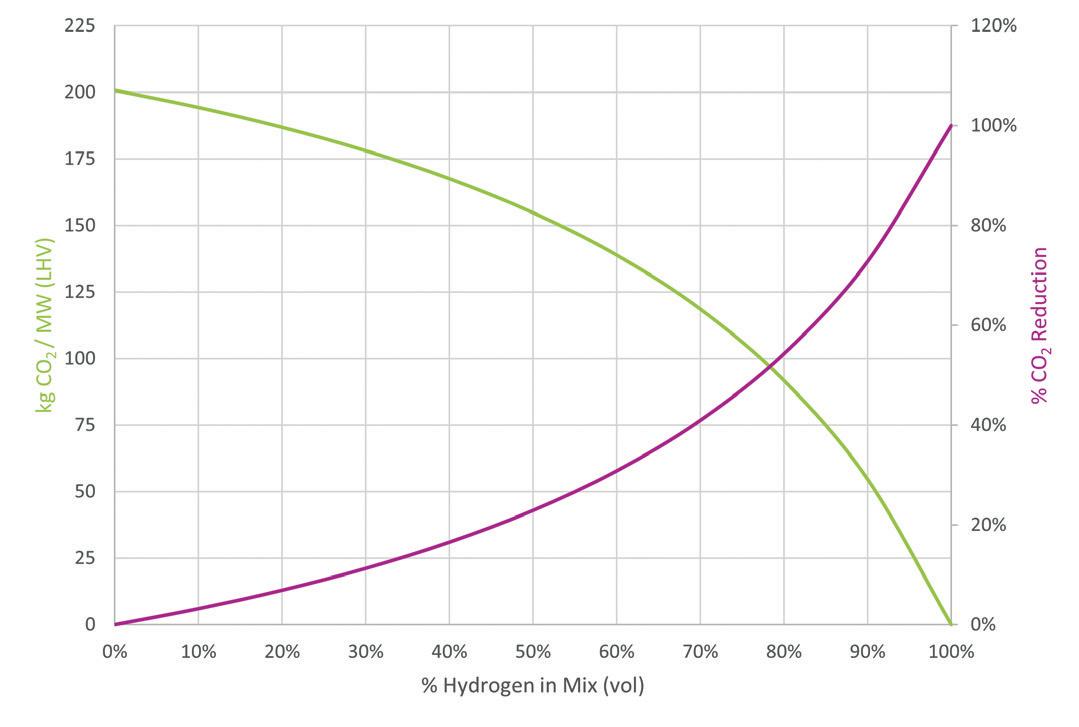
Achieving significant CO2 reduction requires blends that are in the steeper nonlinear regions. As shown in Figure 4, achieving only a 25% CO2 reduction will require 50% hydrogen blended with natural gas and a 50% CO2 reduction will require 76% hydrogen blended with natural gas. (Fig 4)
Therefore, a combustion system decarbonisation strategy focused solely on hydrogen fuels can potentially require significant changes to the burner and system design to combat the challenges associated with firing fuels that contain large amounts of hydrogen. The high level of hydrogen content required to achieve significant CO2 reduction, and the design challenges and steep fuel cost associated with hydrogen fuels point to heat recovery with regenerative burners as a logical step on the path towards decarbonisation.
Regenerative Burners: Decarbonisation through Heat Recovery and Hydrogen Fuels
From a decarbonisation perspective,
heat recovery provides a significant benefit as it simultaneously decreases CO2 emissions and fuel cost by improving process efficiency. Furnace efficiency can be expressed in terms of percent available heat, which represents the best possible furnace efficiency.
% Available Heat=100%((available heat)⁄(gross heat input))
The Sankey Diagram in Fig 5 shows that available heat is equal to the gross heat input minus all flue gas losses, and it represents the sum of the heat to the load and all other losses. By extracting energy from the exhaust gases and using it to preheat the combustion air or furnace load, heat recovery minimises the amount of gross heat input required, and, therefore, increases the percent available heat to the process.
Regenerative burners use heat recovery to provide up to a 45% decrease in fuel consumption and CO2 emissions compared to a cold air, natural gas system. Achieving the same reduction in CO2 emissions without heat recovery would require 72% hydrogen by volume blended with natural gas. Regenerative burners can be relatively easily retrofitted to an existing furnace, and compatibility with LNI ultralow NOx combustion technology means that NOx emissions performance will not be sacrificed for low CO2 emissions.
However, if the goal is to eliminate any CO2 emissions from the combustion system, hydrogen will eventually need to be introduced. Regenerative burners with LNI technology conveniently provide solutions to some of the most challenging realities of hydrogen fuels – high cost, fast flame speeds, and high flame temperatures.
The most significant benefit of regenerative burners is the reduction in fuel consumption, which results in lower CO2 emissions as well as improved fuel costs. Fig 6 compares the cost range of
GREENER ALUMINIUM 27 Aluminium International Today Highlights 2022
CX H y+a(O2+3.76N2) xCO2+(y⁄2)H2 0+3.76aN2
Fig 4. CO2 reduction as a function of hydrogen volume blended with natural gas
Fig 3. Adiabatic flame temperature for different levels of hydrogen blended in natural gas
CO2 reduction with hydrogen fuels on a cold air system (pink) and the cost range of CO2 reduction with hydrogen fuels on a regenerative system (grey). With relatively minimal hydrogen blending, regenerative burners can provide a significant decrease in CO2 emissions. For example, a hydrogen blend having a median fuel cost of $100 per MW available to the process would improve CO2 emissions by about 10% for a cold air system but 65% for a regenerative system. Furthermore, as the level of hydrogen in the fuel increases, high efficiency regenerative burners mitigate the progressively high fuel cost. (Fig 6)
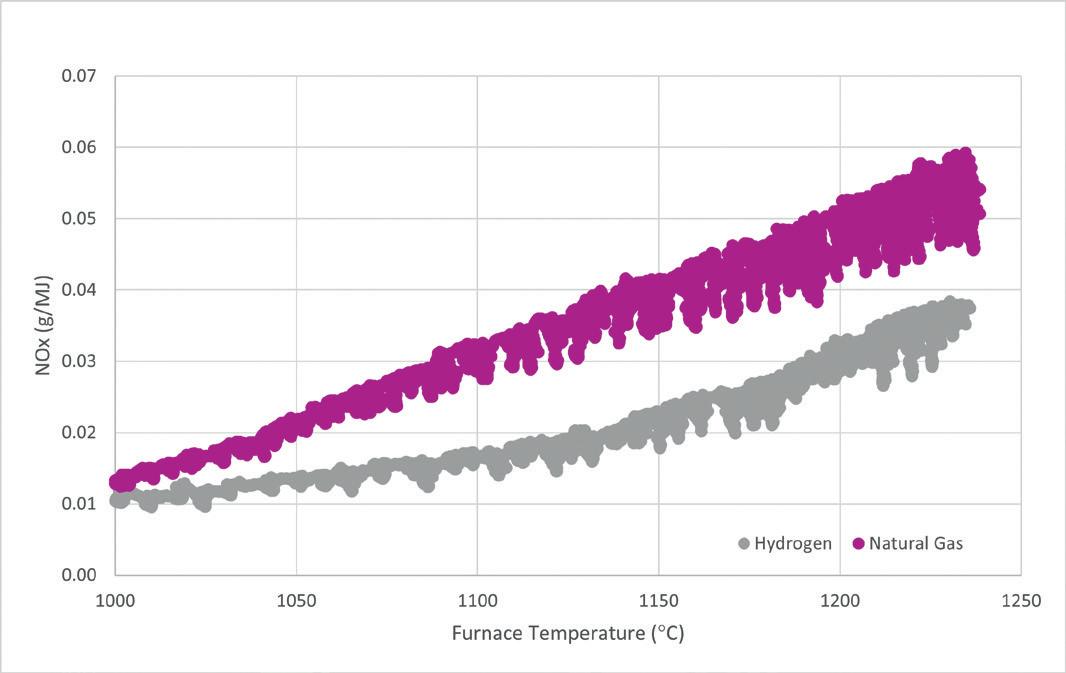
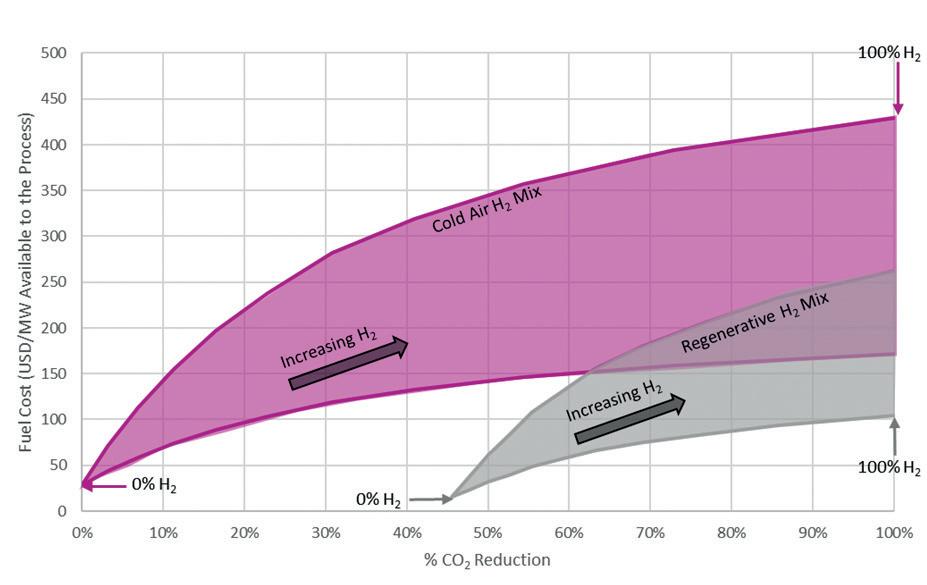
From a burner design perspective, one of the most challenging characteristics of hydrogen fuels is the potential for the hydrogen flame to flashback due to the fast flame speed. Flashback occurs when the flame speed exceeds the feed speed of the fuel and combustion air mixture in a premix burner. Because many burners, even nozzle mix burners, operate with some amount of premixing of the air and fuel, careful consideration needs to be taken when evaluating if the burner design is suitable for hydrogen firing. When using LNI technology with a hydrogenfired regenerative burner, the possibility of any flashback is eliminated because the air and fuel are injected separately into the furnace allowing combustion to take place inside the furnace volume, rather than in the burner tile.
Furthermore, because LNI relies on entraining the products of combustion into the oxidant stream, it is a solution to manage the high flame temperatures of hydrogen fuels. In fact, lab tests firing pure hydrogen with LNI on a pair of regenerative burners have shown LNI NOx emissions are lower with pure hydrogen than with natural gas. For example, at a furnace temperature of 1150°C, NOx
Fig 7. Comparison of LNI NOx emissions with a pair of North American TwinBed™ II regenerative burners operating on natural gas and hydrogen
emissions with natural gas are roughly 0.035 g/MJ whereas NOx emissions with hydrogen are roughly 0.02 g/MJ. One of the reasons for this result is that burning pure hydrogen eliminates any prompt NOx formation that occurs when burning a nitrogen-containing fuel like natural gas. The absence of prompt NOx, combined with the suppression of peak flame temperatures due to entrainment of the products of combustion, results in a significant overall NOx emissions reduction at typical aluminium melting furnace temperatures. (Fig 7)
Firing pure hydrogen with regenerative burners and LNI technology eliminates CO2 emissions, resolves the flashback concerns of hydrogen fuels, decreases NOx emissions compared to natural gas, and minimises the high cost of hydrogen by maximising combustion efficiency.
Conclusion
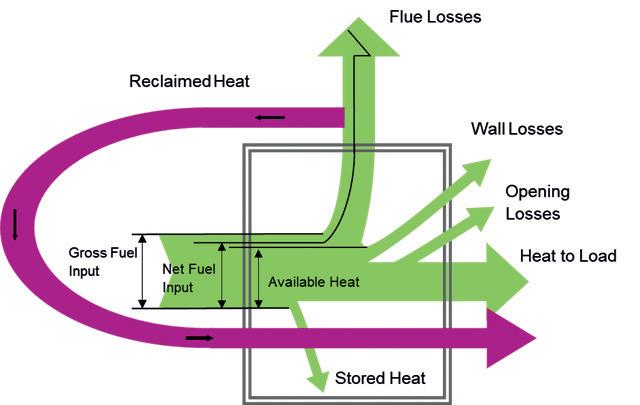
Reducing the CO2 emissions of aluminium melting furnaces is essential to the decarbonisation of the industry, and it
can be done in several steps. The first step is to maximise the efficiency of the existing furnace by improving air/ fuel ratio and furnace pressure control, repairing any damage or degradation, and optimising operating practices. Next, a regenerative combustion system can be retrofitted to an existing furnace to provide up to an additional 45% decrease in CO2 emissions without sourcing any alternative fuels. Finally, the regenerative combustion system can be relatively easily retrofitted for operation with pure hydrogen to eliminate CO2 emissions. A new fuel injector and hydrogen fuel train with the proper materials of construction can be fabricated and installed without any need to change the burners or other system components. Operating regenerative burners with hydrogen fuel and LNI technology will accomplish decarbonisation goals, while simultaneously minimising NOx emissions and mitigating the increase in operating costs. �
Aluminium International Today Highlights 2022 GREENER ALUMINIUM 28
Fig 5. Sankey Diagram showing the heat balance in a furnace
Fig 6. Comparison of fuel operating expense with cold air and North American TwinBed™ II regenerative hydrogen-fired combustion systems
Robotisation of aluminium cast houses
By Sistem Teknik
Aluminium is a strategic material for many high-tech industries because of its lightness, flexibility, conductivity, and above all, its 96 percent recyclability. When a disproportionate rise in material consumption and environmental change are combined with an ever-increasing world population, serious concerns about the future of our planet have been raised. As a result, global demand for secondary aluminium production is increasing daily because it requires 95 percent less energy when compared to primary aluminium production.
When aluminium comes into contact with air during the melting process, it oxidizes easily, resulting in dross formation. The dross formed on the surface of the aluminium bath is cleaned by an operator using a manual lever to improve the quality of aluminium alloys by ensuring temperature homogeneity. Sistem Teknik, one of the largest providers of foundry technology, has been improving its capabilities with cast house innovations. These improvements are primarily intended to provide maximum alloy quality while reducing the environmental impact of aluminium recycling.
The fully automated dross skimming robot is one of Sistem Teknik’s most important innovations for the aluminium recycling industry. The robot moves towards the furnace on a rail system. When the furnace door is opened, it gradually moves forward along the chassis it is mounted on. The dross is detected with high-temperature resistant cameras integrated into the robot and cleaned
from the surface of the aluminium bath with a telescopic lever.
Machine learning is provided by image processing. The digital image captured by industrial cameras is made up of a series of real numbers that are represented by a limited number of bits in computer language. By analysing data collected from machines, learning algorithms are created in large data sets, and industrial operations are optimised with industrial IoT solutions required for digital transformation. Machines become unmanned as a result of this artificial intelligence assistance.
In addition to image processing, the automation team designed a PLC system to provide automated control of the robots. Heat-resistant industrial cameras are also used to collaborate with this PLC system. The distance between the skimmer and the furnace door is measured by scanning the entire field with the PLC system. When it reaches the standard distance determined by machine learning, it sends a signal to the furnace to open the door. When the furnace door is opened, the camera is activated, taking a photo of the molten aluminium surface and detecting the dross position, which is then transmitted to the PLC system.
The industrial cameras ignore the tolerable amount of dross during the image processing to gather the optimal dross level possible in one skimming cycle. After the precise coordinates of the dross which must be skimmed are determined by image processing, it is skimmed at an angle (due to the angled bottom of
the melting furnace) into the dross pan located in front of the furnace door. The telescopic lever has been designed to maximise maneuverability and prevent refractory damage.
In addition, Sistem Teknik has developed electromagnetic stirrers to remove the dross from areas that are inaccessible even by the telescopic arm. The electromagnetic stirrer, which is located beneath the aluminium melting or holding furnaces, is lifted to the niche beneath the furnace. Inductors generate a magnetic field, and the stirring process occurs without the need for human intervention or door openings. The aluminium bath is stirred by this magnetic field, ensuring temperature homogeneity and reducing metal loss. When used in combination with the skimmer, the stirrer repositions the dross in the molten aluminium, allowing for a more convenient dross removal process.
To conclude, the fully automatic dross removal process reduces the amount of time the furnace door remains open and eliminates the possibility of occupational accidents and refractory damage. Tests conducted in a 30-ton capacity furnace designed by Sistem Teknik and installed at a customer site demonstrated that the fully automatic dross skimming robot provides approximately 320 tons more annual production because it is faster than manual dross removal. The addition of other solutions such as electromagnetic stirrers further increase efficiency in aluminium cast houses by reducing melting time and metal loss. �
FURNACES 29 Aluminium International Today Highlights 2022
Image 1. Sistem Teknik-designed Dross Skimming Robot’
Image 2. (right) A sample of the image processing taken by industrial cameras which shows the coordinates of the dross
Providing technologies to help aluminium smelters meet their sustainability goals


Most of us realise that phrases like carbon net zero, sustainable manufacturing and the circular economy are more than just words; they are real and tangible concepts that must be addressed in a world where climate change and environmental destruction are reaching a tipping point. The aluminium production industry has certainly embraced these concerns and has set itself some very challenging sustainability targets between now and 2030. This should be seen in the context of the very latest forecasts which see aluminium consumption rising by 40% during the same period. It appears hard to see how both these seemingly opposing outcomes can be achieved at the same time.
Nigel Seddon, CEO of Ultromex gives some insights into the exciting range of new technologies and processes that Ultromex is providing to the industry to help it achieve its demanding sustainability goals, reducing CO2 emissions and environmental impacts in an economically compelling way.
A different approach Ultromex’s focus has been on developing
innovative new solutions for the full range of wastes that aluminium production creates in both the primary and recycling sectors. “We look at wastes differently”, says Nigel. “What others see as waste we see as useful resources for industrial production, either within the aluminium sector or for other industries. Our people are from the chemicals industry where processing challenging materials to very high standards is commonplace rather than from the metals industry. We have built a great team of chemists and chemical/ mechanical engineers, together with expertise from the waste industry. Many of the team have extensive production operations and environmental management experience and therefore they bring with them a very broad and valuable perspective. The team’s approach is to first seek to understand the challenges that a customer is facing and then try to eliminate the causes of problems as early on as possible rather than simply try to contain the symptoms. With the right treatment process, we can turn hazardous waste from a financial and environmental liability into useful material which can actually have a value”.
Ultromex believes that this approach helps minimize environmental impacts by, for example, minimising landfill and long distance transportation. But it goes way beyond that. With the right technology approach and judicious management of production and waste processing, the impacts can ripple through the full spectrum of sustainable manufacturing.

Nigel continues “For example, our dross concentration ALTROMEXTM offering is a unique technology we have developed, designed to significantly improve the quality of dross by removing waste from it without destroying metal before it is charged into the furnace. This greatly increases furnace productivity in melting a poor or average yield dross. Not only does this improve yields, but it also saves energy by not heating up waste, and significantly reduces the production of salt slag, all in a dust-free environment. This is a great example of our engineers and chemists looking at the root of the problem. It’s about improving the raw material going into the furnace, rather than simply looking for solutions for dealing with the waste”.
The company’s SALTROMEXTM
Aluminium International Today Highlights 2022 WASTE TREATMENT 30
Nigel Seddon
Michael Glass
technology processes salt slags without producing toxic gases. This makes operations very simple, clean and safe. In addition, the plants produce no liquid discharge, and they don’t need much space and so local salt slag processing is now a practical reality. There’s no need for long distance shipping of wastes.
Breadth of the offering – Ultromex treats a full range of wastes Ultromex has developed a range of solutions for aluminium wastes. The team’s initial focus was on salt slag but that led them to dross concentration as a means of reducing the volume of salt slag rather than simply focusing on recovering it. They are working with a number of customers on their Spent Pot Lining (SPL) and have built a multipurpose pilot plant at their headquarters in Bromborough in the UK. More recently, they have been asked to provide solutions to customers’ various Filter Dusts to ensure this waste is being dealt with sustainably. Their lean approach works for any waste and always focuses on solving problems at source and turning waste into a resource.
ALTROMEXTM separation of metal from oxides works on salt slag as well as on dross. Ultromex has found that its ALTROMEXTM metal recovery technology, which breaks up oxides without downsizing metal thereby selectively separating metal from oxide, will improve metal recoveries from salt slag on average by ~3%. 3% of metal from a tonne of slag is a very large number. The process is also extremely energy efficient.
The financial impacts of lower energy consumption and increased furnace productivity are obvious, as is the potential for CO2 reduction but the higher yielding dross in the furnace will need much less flux and consequentially much less salt slag is produced. This means there is much less waste to be processed downstreamsaving further energy and resources - a positive environmental multiplier in effect.
The combination of ALTROMEXTM and
SALTROMEXTM technologies offer an holistic approach that not only reduces the production of salt slag, in some cases by half, it also recovers more metal and produces an odourless secondary material. Because this secondary material doesn’t generate toxic gases when wet, it is safe for downstream industries to handle and can even be stored outside.
Nigel comments “We approached the issue of SPL in a different way too.
We have a range of CARBOMEXTM technologies for SPL, tailored to the needs of our customers and the users of secondary materials. We can produce good quality carbon from first cut or we can simply process mixed SPL for a secondary use, or do anything in between”.
Michael Glass, Ultromex’s Technical Director adds “economics clearly come into play - it is about a commercial balance between value to the end user versus the cost of processing with constant focus on environmental impacts and CO2. We have the expertise to adapt our solutions to local circumstances and that’s what our customers are demanding”.
“In the same vein, Ultromex has now been approached by quite a number of customers about their other wastes, such as various Filter Dusts and has developed processes to deal with these so that they do not have to be landfilled”.
The importance of secondary materials
Clearly there is no point in processing wastes to create another waste that cannot be sustainably used. Ultromex has established some solid relationships with users of secondary materials so that they can develop the best economic ‘sweet spot’ for treatment of their customers’ wastes. Ultromex is working closely with interested parties to ensure they properly understand what is required.
Rio Tinto
Ultromex has now built and commissioned a SALTROMEXTM plant in France for Rio


Tinto. This is a perfect example of what they can do for their customers. The challenge was to come up with a solution for treating a landfill of salt slag and as one can imagine, there were plenty of challenges! Working with Rio Tinto, partners EJM and Ramboll Environmental Consultants, Ultromex will treat 65,000 tonnes of salt slag over a two-year period. “I am in awe of what the Ultromex team can do when challenged” adds Nigel. “We signed the contract with Rio Tinto during the pandemic and were not able to visit the site for the first eight months. This required a complete re-think on how we were going to deliver a plant when we couldn’t visit and mobilise resources. Our approach was, therefore, to build the plant in modules in the UK for final assembly in France, when we were eventually permitted to visit. We worked with a specialist in this area, Richard Alan Engineering, to deliver a plant on time despite everything. This was a huge accomplishment by the team, and I am really proud of what we were able to achieve despite continuous setbacks from events outside our control. On a positive spin off, the plant is now in a modular form, perfect for moving to the next project after this one is complete.”
“Bring your sustainability challenges to us”
The team at Ultromex always encourages potential customers to come and see what they have to offer. Their headquarters, with laboratory and scale up facilities, are based in the northwest of England, close to Manchester and Liverpool airports in the chemical (and football!) heartland of the UK.
Their message is clear, “bring us your challenges and we will work with you to help you meet your sustainability goals and reduce your CO2 footprint and environmental impact”. �
Contact www.ultromex.com
WASTE TREATMENT 31 Aluminium International Today Highlights 2022
SALTROMEX Plant in France
Ultromex France team

