10 minute read
Hornos


Diseño de un depósito híbrido avanzado de 400
� tpd basado en elementos constructivos fáciles de conseguir.
Un enfoque híbrido para el futuro
Los hornos híbridos y totalmente eléctricos podrían reducir considerablemente las emisiones de CO2 mediante la reducción de la potencia de combustión y la optimización térmica. El Dr. Wolf Kuhn* analiza las ventajas de esta tecnología.
Los depósitos híbridos o totalmente eléctricos presentan vías prometedoras para reducir las emisiones de CO2 del proceso de fusión. Muchos países están descarbonizando de manera progresiva su producción de electricidad. En este artículo, nos centraremos en las emisiones de Alcance 1, es decir, procedentes de la fábrica de vidrio y, por tanto, consecuencia directa principalmente del diseño del depósito de fusión.
Se consideran únicamente las emisiones de CO2 relacionadas con la combustión de gas natural con su 0,2 t/MWh. No se tienen en cuenta las emisiones procedentes de los carbonatos de las materias primas ni de la producción de energía eléctrica. Tampoco se considera la captura de carbono ni la combustión de H2, ya que no se dispone fácilmente de estas para la industria del vidrio.
Los depósitos para fundir vidrio con boost eléctrico (EB, por sus siglas en inglés) incluyen energía de entrada combinada entre combustión convencional y calentamiento eléctrico por efecto Joule. Este es un concepto ya utilizado en muchos hornos: � En proporciones pequeñas (< aprox. 20 % de EB) para incrementar la producción o mejorar la calidad del vidrio. � En proporciones medias (EB desde 20 % hasta aprox. 60 %) para vidrios específicos para solucionar los problemas de las altas tasas de evaporación y la tendencia al espumado.
La necesidad de una drástica reducción de las emisiones de CO2 crea una nueva aplicación para los hornos para fusión de vidrio, o melter, con boosting. Reducir las emisiones de CO2 implica reducir la combustión de gases fósiles en favor de un aumento del consumo de electricidad que se acerque a la fusión eléctrica total. En este artículo, la fusión híbrida se entiende como una sustitución de la energía de


Consumo Prim. Esp. en kJ/kg Depósitos híbridos EF con boosting > 300 tpd 50 % de calcín
EF con boosting EF con super-boosting
Híbrido alto rendimiento TMER con 50 % de calcín
«Coldtop» elec.
CO2 kg/t Depósitos con emisión de CO2 en combustión de gas >300 tpd 50 % de calcín
EF con boosting
EF con super-boosting
Híbrido alto rendimiento elec. «coldtop»
Fracción de boosting en % Fracción de boosting en %
� Fig. 1. Consumo específi co de energía de hornos regenerativos, híbridos y totalmente eléctricos en comparación con la energía de fusión teórica (TMER) de un lote de vidrio para envases con 50 % de calcín. Las emisiones directas de la combustión del gas dieron lugar a la emisión de CO2 por vidrio fundido en el diagrama de la derecha.
combustión para reducir las emisiones de CO2.
Los melter de bóveda fría o «cold-top» totalmente eléctricos presentan, en principio, una solución ideal, pero tienen dos limitaciones: � La operación debe garantizar que se mantiene la cobertura total del lote, lo cual es posible pero requiere de un ajuste inteligente de la tirada, el calcín, la temperatura de fusión, todo esto adaptado al color de la fusión y la transferencia de calor. � Las condiciones térmicas en el diseño del melter convencional «coldtop» provocan ciertas restricciones de tamaño1 que actualmente limitan las capacidades a 300 tpd aproximadamente, dependiendo del tipo de vidrio.
Los melter híbridos superan estas restricciones. El principio de fusión híbrida permite una buena fl exibilidad en términos de la tirada, el contenido del calcín y el color del vidrio. Se puede aplicar el principio híbrido tanto al vidrio para envases, con extracción del vidrio fundido por una garganta, como a los depósitos de vidrio fl otado con grandes zonas de afi nado, así como a la extracción del vidrio fundido por medio de «cuellos» con skimmers refrigerados. Sin embargo, el diseño de los melter híbridos es un tema de debate candente. Hasta el momento, no se ha construido a escala industrial ningún horno para vidrio plano o de envases con una entrada de boosting muy alta.
En este punto, es necesario distinguir el término depósito para vidrio «híbrido» de otros conceptos de electrifi cación. El uso de un boosting alto o super2 tiene como objetivo principal aumentar la capacidad de producción, con un tamaño y diseño de horno prácticamente sin cambios. La entrada de energía por combustión apenas se reduce. El objetivo del depósito híbrido para reducir las emisiones de CO2 es reducir la combustión.
Esto tiene consecuencias en el proceso de fusión por lotes y en las temperaturas del vidrio fundido y la superestructura. Es necesario adaptar el diseño del horno superior y la disposición del sistema de combustión. Las propuestas para esta adaptación son divergentes.3
Emisiones de CO2
La Fig. 1 muestra los consumos específi cos de tres hornos para envases de vidrio con una capacidad de >300 tpd y 50 % de calcín:
1. Depósito «end-fi red» (EF), o de llama fi nal longitudinal, efi ciente para 0-40 % de boosting 2. Melter totalmente eléctrico. Cabe mencionar que 300 tpd ya está al límite de la tecnología establecida para los depósitos totalmente eléctricos. 3. Melter híbrido de diseño avanzado que permite hasta un 80 % de energía eléctrica.
El diagrama se completa con el requisito de energía de fusión teórica (TMER por sus siglas en inglés) para un lote de vidrio sódico-cálcico con carbonatos convencionales. La temperatura de liberación del CO2 que resulta de la descomposición de los carbonatos infl uye levemente en el TMER.
Depósitos convencionales: Un depósito EF altamente efi ciente puede alcanzar unos 3600 - 3700 kJ/kg. Con gas fósil, las emisiones específi cas de CO2 son de 200 kg/t de vidrio.
Super-boosting: Un depósito EF con un aumento de tirada por medio de boosting. El boosting reduce, por supuesto, la fracción de la energía de combustión en la fusión fi nal. Por lo tanto, el super-boosting puede reducir las emisiones de combustión de CO2 a unos 100 kg/t de vidrio fundido.
Fusión híbrida Un depósito híbrido con una entrada de boosting alto se acerca al consumo específi co de un depósito totalmente eléctrico. La reducción drástica de la energía de combustión permite reducir las emisiones de CO2 hasta 30 kg/t.
Fusión eléctrica total La fusión eléctrica total «cold-top» produce bajas temperaturas en las emisiones del lote y, por tanto, el TMER más bajo. Solo se añaden al TMER las pérdidas por las paredes, lo cual da lugar a los consumos de energía más bajos de todos los depósitos de fusión. En el caso de la electricidad descarbonizada, las emisiones de CO2 por calentamiento caen a cero.
Tasas de fusión y diseño del depósito La diferencia fundamental entre los melter convencionales, los híbridos y aquellos totalmente eléctricos radica en el drástico cambio del fl ujo de calor desde la cara superior a la inferior del lote para su fusión.
Esto implica un cambio en el mecanismo de transferencia de calor con temperaturas bastante diferentes: � Un espacio de combustión puede
2 densidad del fl ujo de calor kW/m radiación emitida

Fundición de vidrio
Espacio de combustión
Temperatura °C
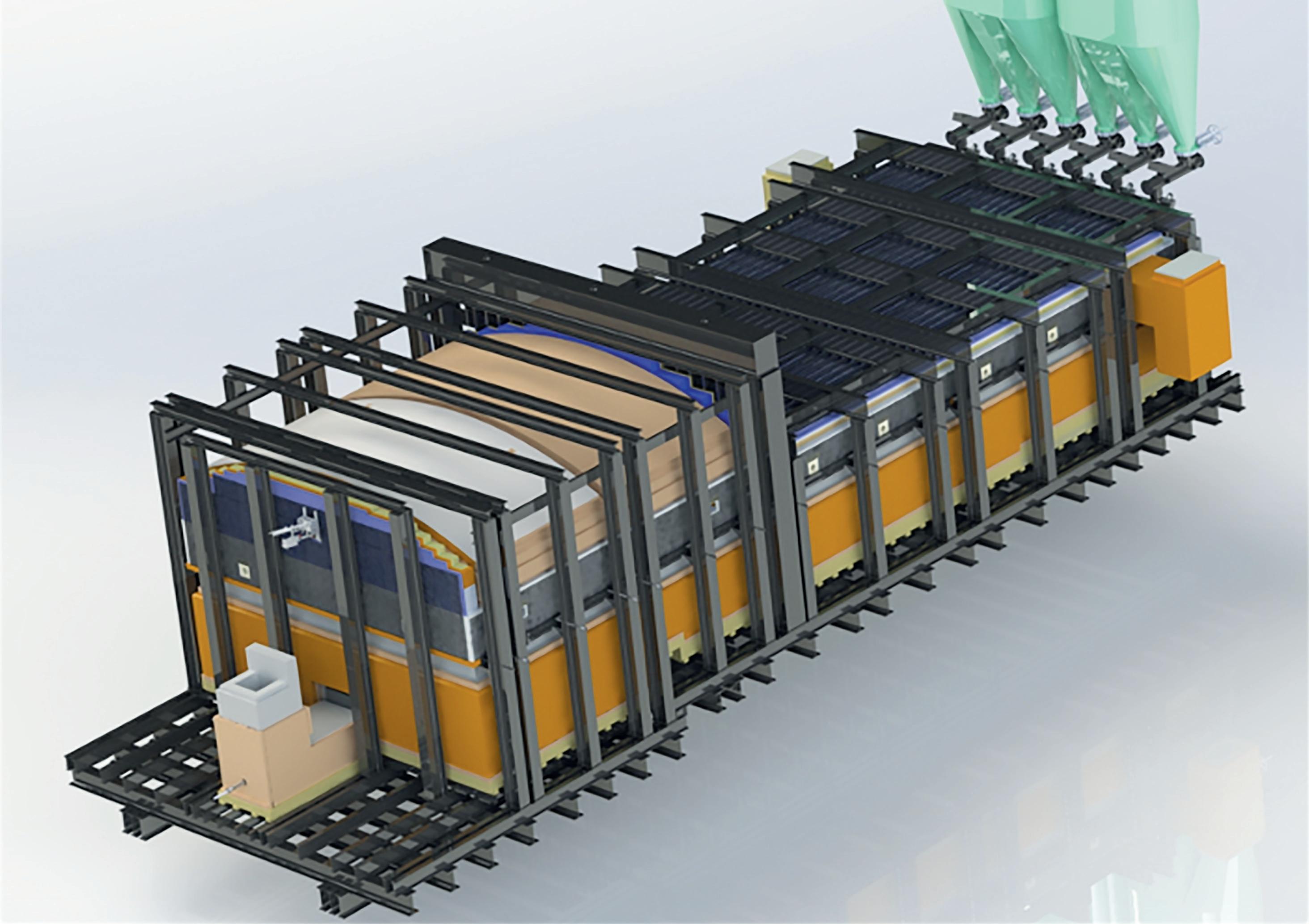
� Fig. 2. Radiación emitida en las caras superior e inferior de la manta de composición. � Fig. 3. Depósito «cold-top» tipo estante de Fives Stein para 100-150 tpd.

alcanzar más de 1600 °C en función del material de la corona. En las llamas se alcanzan temperaturas aún más altas. � La masa fundida no puede superar unos 1450 °C en el volumen a granel bajo el lote para limitar las temperaturas de las paredes y, por tanto, la corrosión.
Estas temperaturas llevan a una diferencia en las intensidades de radiación que se emiten hacia las caras superiores o inferiores de la manta de composición.
(Fig. 2)
El fl ujo de calor se calcula aquí con una emisividad de 0,9, lo cual es, por supuesto, una simplifi cación tanto para el espacio de combustión como para el de fusión. No obstante, se puede reconocer la intensa radiación del espacio de combustión con 1600 °C que alcanza valores de más de 600 kW/m² para la radiación incidente. La densidad de radiación emitida por las llamas es aún mayor. Por otro lado, la masa fundida debajo del lote apenas puede superar las temperaturas medias de 1450 °C para limitar la corrosión de las paredes. Esto lleva a limitar la radiación emitida a unos 400 kW/m².
El gas de combustión es un fl uido transparente que permite que la radiación de fuentes lejanas (llamas, corona) llegue a la superfi cie del lote sin una absorción signifi cativa (medio visualmente delgado).
Los vidrios fundidos son menos transparentes en función de su color. La radiación emitida por el vidrio a granel caliente es reabsorbida por el vidrio fundido más frío cerca de la interfaz de fusión del lote. Este mecanismo ralentiza considerablemente la transferencia radiativa hacia el fondo del lote.
Por supuesto, la transferencia de calor por convección puede contribuir en cierta medida al fl ujo de calor del vidrio fundido. Pero esto no permite compensar las densidades reducidas de fl ujo de calor por radiación del vidrio fundido. Las tasas de fusión específi cas de los melter híbridos con una baja entrada de combustión son menores comparadas con las de los depósitos de fusión con super-boosting. Los melter híbridos se aproximan a las tasas de fusión de los depósitos de vidrio «cold-top» con mayores requisitos de superfi cie para la fusión por lotes.
Gas de salida
El cambio del fl ujo de calor de la parte superior del lote a la inferior y el aumento de la cobertura del lote en los depósitos híbridos ofrece una característica única para la optimización térmica de la entrada de combustión restante: ahora se dispone de una gran superfi cie de manta de composición «fría» que da lugar a un intercambio térmico muy efi caz entre la manta y el fl ujo de gases de salida de la combustión.
Sin embargo, se ha demostrado, mediante un examen exhaustivo y un análisis de la dinámica de fl uidos computacional, o CFD por sus siglas en inglés, que los diseños de corona estándar son inadecuados para un intercambio térmico efi caz entre la capa de la composición y los gases de salida. La radiación parásita y el fl ujo turbulento con recirculación se producen en los diseños de corona altos y convencionales.
Esto puede solucionarse con el diseño propio patentado por Fives Stein (FS) con una sección de corona baja (HRA) 4
Este diseño combinado con la fusión híbrida permite un intercambio térmico efi caz y la consiguiente reducción de la temperatura del gas de salida hasta unos valores mínimos récord de unos 400600 °C.
El consumo específi co de un melter híbrido optimizado es bajo y equiparable al de los totalmente eléctricos. La baja temperatura de salida del gas de salida permite evitar invertir en recuperación de energía mediante regeneradores o recuperadores. En el caso de un funcionamiento prolongado con bajo boosting o alta entrada de combustión, existen dos opciones para mantener el bajo consumo: � La oxicombustión, que con su reducido fl ujo de gases, permite reducir las pérdidas de calor en la combustión. � Recuperación del calor de combustión y precalentamiento del aire con un recuperador.
Ambas opciones hacen posible limitar el consumo de un melter híbrido a unos 3000 kJ/kg en condiciones de 50 % de calcín y 20 % de boosting. El consumo entonces se vuelve equiparable al de los hornos de oxicombustión convencionales con precalentamiento externo de la materia prima y el calcín.5
Diseño híbrido
Los principios de la transferencia de calor a la manta de la composición bajo la fusión híbrida provocan consecuencias en el diseño del depósito como se ha indicado anteriormente. FS emplea estas consecuencias en su diseño patentado.
El diseño presenta una combinación de una sección de fusión eléctrica con un melter de combustión convencional.








