
8 minute read
Descarbonización


Pruebas de quemador de oxicombustión con hidrógeno y etanol
Martin Adendorff*, Robert L. Bell** y Shrikar Chakravarti*** comentan los esfuerzos de Linde para optimizar su cartera de quemadores para utilizarlos con hidrógeno y con otros combustibles ecológicos en el proceso de fabricación de vidrio.
Como resultado del creciente énfasis en la sostenibilidad, las empresas de la industria del vidrio están buscando formas de reducir de manera considerable las emisiones de CO2 en sus operaciones, en especial en el proceso de fusión.
Una de las maneras es usar combustibles bajos en carbono, por ejemplo, hidrógeno renovable, biocombustibles, biogás, gas sintético derivado de la biomasa y amoniaco renovable.
Se que el hidrógeno, en especial, es el combustible del futuro para eliminar las emisiones de CO2 de la combustión de los combustibles de hidrocarburo. Se llevó a cabo recientemente la primera demostración a gran escala de calentamiento 100 % de hidrógeno en un horno de vidrio, en la planta que Pilkington UK posee en St Helens, como parte del proyecto de sustitución de combustibles a nivel industrial de HyNet.1
Sin embargo, para adoptar a largo plazo el H2 como combustible en las operaciones de fusión del vidrio será necesario lo siguiente: 1. Modificar los sistemas del quemador y las tuberías de combustible; 2. Comprender cómo afectará la concentración más alta de vapor de agua en la atmósfera del horno a las propiedades del vidrio y la vida del refractario. 3. Generar y suministrar H2 limpio de manera rentable.
Este artículo se centra en los esfuerzos de los laboratorios de combustión de Linde para optimizar la cartera del quemador Optifire para utilizarlo con combustibles ecológicos, por ejemplo, con H2, mezclas de H2-GN, y con bioetanol.
Sistemas de combustión con H2
Desde el año 2018, Linde ha estado investigando en sus centros de tecnología de la combustión en Suecia, Alemania y los EE. UU. cómo usar sistemas de quemadores con oxicombustión de encendido con hidrógeno para numerosas industrias, tales como la del acero, del vidrio y de los metales no ferrosos.
En la Fig. 1 se señalan algunas actualizaciones en el laboratorio de combustión en Alemania, entre ellas: 1. el nuevo sistema portátil de control con hidrógeno y oxígeno de 500 kW que cumple con la norma EN 746-2 (similar a la NFPA 86) con PLC con doble seguridad y una cámara de horno NDIR de Land; 2. nuevos analizadores de gases de combustión;
3. sistema de suministro de hidrógeno con remolque, conformado por una estación de reducción de alta presión, una tubería de suministro y estaciones de reducción de baja presión de utilización en dos sitios del laboratorio de combustión; 4. nuevo revestimiento del horno de combustión con un material refractario de fibra de 1600 °C que permita un calentamiento más rápido y pruebas más completas a altas temperaturas del horno, similares a las de los hornos de vidrio comerciales.
Sistema de control del quemador de 500 kW con H2 O2
� Fig. 1. Actualización del laboratorio de combustión en Alemania para pruebas con H2

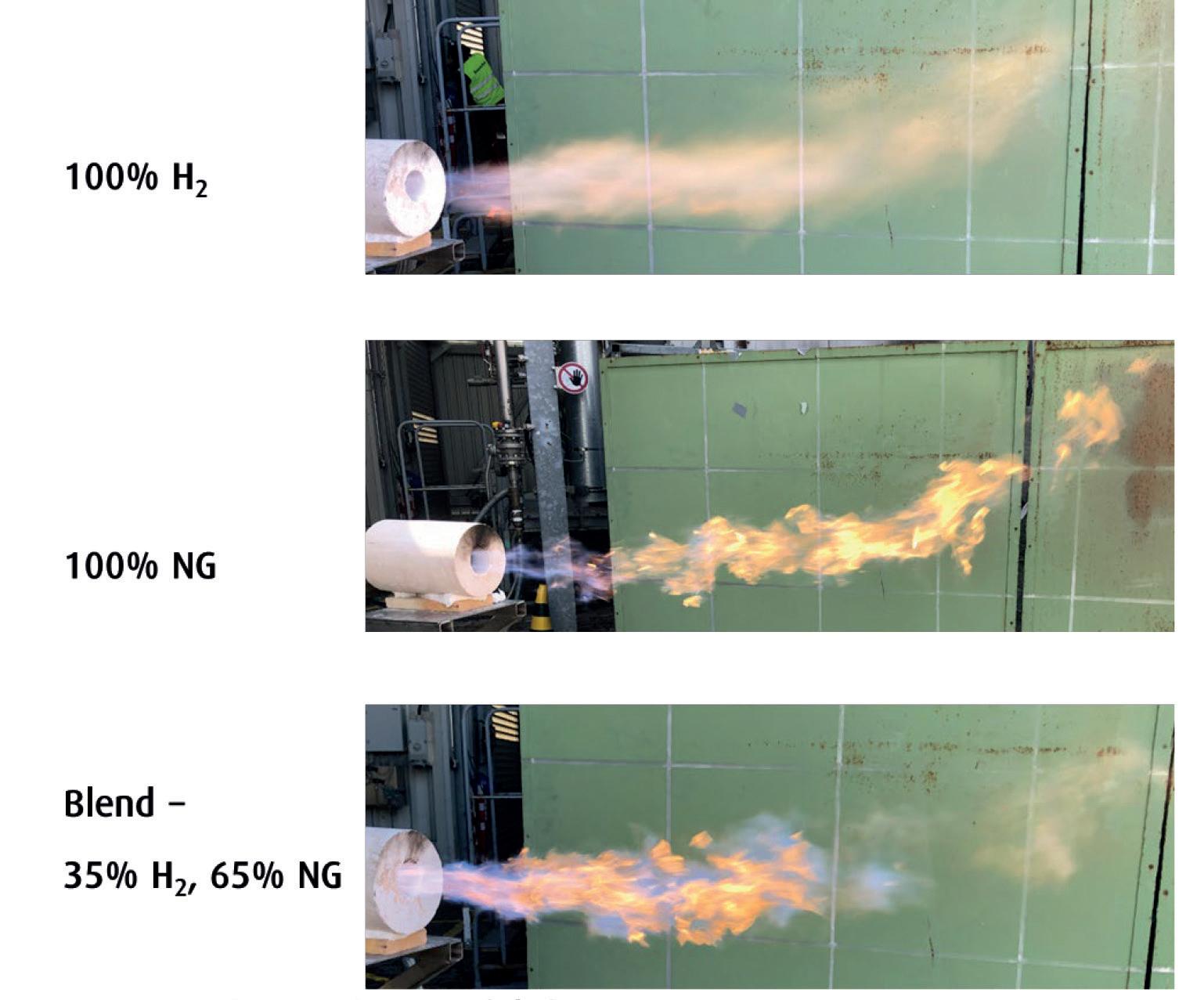
100 % H2
100 % GN
Mezcla: 35 % H2 y 65 % GN
� Fig. 2. Realización de ensayos de quemadores para clientes.
Las pruebas actuales se centran en comprender cómo afecta usar GN, H2 y las mezclas de H2-GN con distintos tipos de quemadores a los distintos parámetros de llamas físicas y a las emisiones. En la Fig. 2 se muestra un ejemplo de un ensayo de un quemador (con una tasa de calentamiento de 400 kW) para un cliente de vidrio específi co.
También se actualizó el laboratorio de combustión en los EE. UU. para facilitar las pruebas con H2 y las mezclas de H2-GN. En la Fig. 3 se muestran ensayos al aire libre con el quemador Optifi re COROX-R, optimizado sobre todo para los hornos especializados en borosilicato o en vidrio.
Linde diseñó el quemador Optifi re XD para mitigar el incremento de la condensación y la suciedad del puerto refractario.2 Este quemador se comercializó con éxito para ambientes con altos niveles de volatilidad, por ejemplo, la fi bra de vidrio aislante en hornos y puertos de quemadores cercanos a la manta de composición en los hornos para envases de vidrio. En la Fig. 4 se muestra un amplio ensayo con 100 % de H2, con 100 % de GN, y con una gama de mezclas de H2 - GN con el quemador Optifi re XD.
En todos los ensayos de quemadores al aire libre, la llama de hidrógeno es menos luminosa que la del gas natural. Se puede esperar el mismo resultado cuando los quemadores se encienden en el horno de vidrio. El H2 tiene un mayor intervalo de infl amabilidad y mayor temperatura de llama adiabática que el metano. No se espera un impacto negativo por la transferencia del calor de la radiación ya que la concentración de vapores de agua de los gases de combustión estará cerca del 100 %. Esto mejoraría la emisión de gases de las llamas de oxihidrógeno y de los gases de combustión. Para convertir el sistema actual con gas natural a uno con hidrógeno se necesitará modifi car las tuberías de combustible y los quemadores, pero no se esperan problemas importantes en la transferencia del calor si se utiliza un diseño de quemadores de oxicombustión. Uno de los retos del calentamiento con oxihidrógeno es la gran cantidad de vapor de agua en los gases de combustión, ~ al 90 % en hornos relativamente herméticos. Aún queda por determinar el impacto a largo plazo en la composición del material refractario y del gas. Se debe tener en cuenta la gran propensión a la condensación del agua cuando se diseñe un sistema de gases de combustión. También es importante garantizar que el sistema de combustión funciona de modo óptimo: ni mucho exceso de oxidante ni poco combustible sin quemar. Esto se puede supervisar, por lo general, al medir la composición de los gases de combustión. El alto contenido de vapor de agua en los gases de combustión también hace que sea un reto considerable secar y preparar las muestras con los secadores Peltier existentes, antes del análisis de la composición de los gases de combustión. Se necesitan muestras de secadores de alto rendimiento que puedan eliminar casi 1 litro de agua de una muestra de gases de combustión con 2 Nm3 o análisis de la humedad de los gases de combustión.
Linde también participa en varias alianzas de I+D europeas y en proyectos de desarrollo. Entre ellos se encuentran los siguientes: � Combustión de hidrógeno en procesos de calentamiento industrial (proyecto TKI de DNV3, con 39 participantes de las industrias del vidrio, del acero, del petróleo, del gas industrial y de la cerámica); � Modelización CDF de la transferencia del calor en llamas ricas en hidrógeno;4 � Infl uencia de la combustión rica en hidrógeno en el espumado.4
Linde también obtuvo fi nanciamiento del Ministerio de Economía, Desarrollo Regional y Energía de Baviera, como parte del proyecto de desarrollo HYDROUS, para la investigación y el desarrollo de tecnologías de quemadores
OPTIFIRE COROX-R con 100 % de gas natural
OPTIFIRE COROX-R con 50 % de hidrógeno
OPTIFIRE COROX-R con 100 % de hidrógeno
� Fig. 3. Pruebas del OPTIFIRE COROX-R de 800 kW en el laboratorio de combustión en los EE. UU.

� Fig. 4. Pruebas de los quemadores OPTIFIRE XD en el laboratorio de combustión en los EE. UU.
con oxicombustión de encendido con hidrógeno ecológico para los procesos industriales de alta temperatura.
Otros combustibles bajos en carbono o renovables
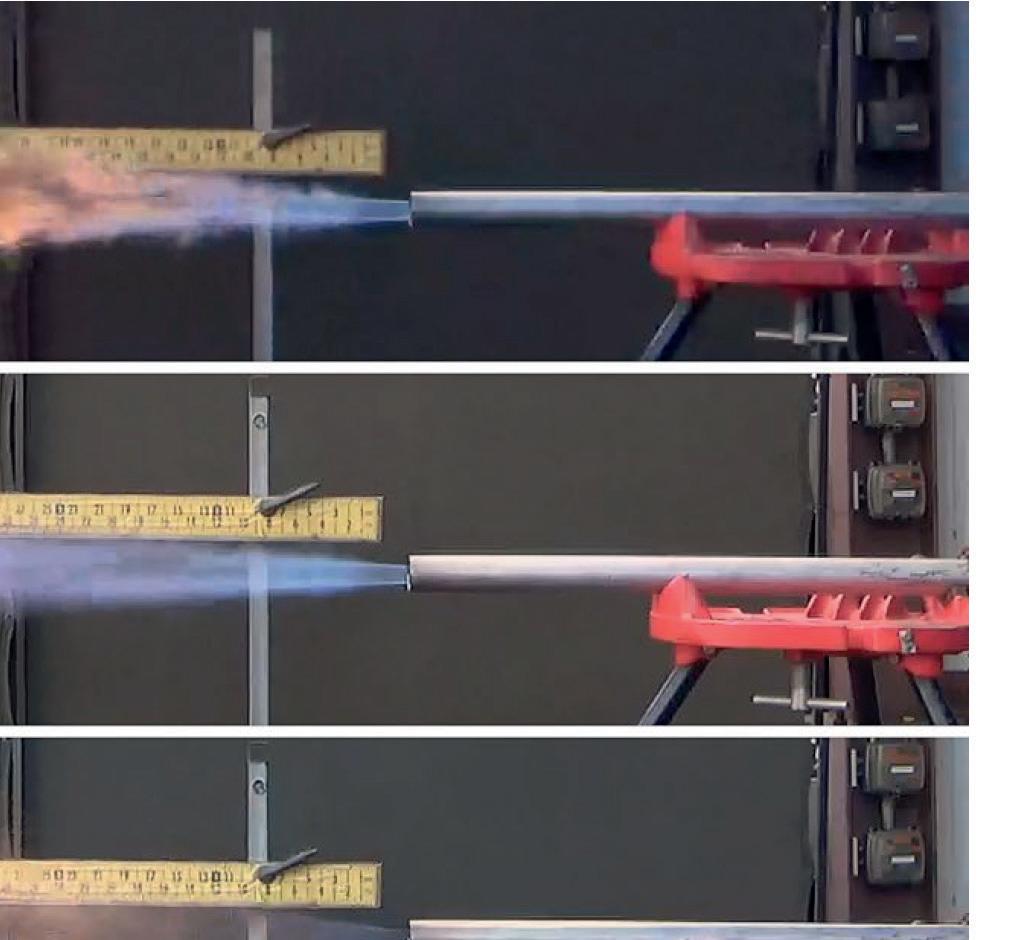
Además del H2, se pueden considerar muchos otros combustibles bajos en carbono, por ejemplo, la biomasa, el biogás, el gas sintético derivado de la biomasa y el bioetanol, para ser utilizados como combustibles en los hornos para vidrio5 - 6 . En algunas zonas geográficas existen infraestructuras consolidadas de suministro de etanol. Por pedido de un cliente que hace vidrio, se realizaron ensayos al aire libre de quemadores con etanol en el laboratorio de combustión de los EE. UU. Las pruebas se realizaron sobre una gama de tasas de calentamiento desde 200 hasta 800 kW, tanto con gas natural como con etanol. Se hicieron pruebas con O2, aire y gas natural como gas pulverizado en la combustión con etanol. En la comparación en paralelo de la Fig. 5 se muestra que las formas de la llama son similares en ambos casos, lo que confirma la madurez tecnológica de los quemadores para utilizarlos con combustibles líquidos como el etanol.
Resumen
Los combustibles bajos en carbono, como el hidrógeno, serán fundamentales para las empresas de vidrio que quieran alcanzar la neutralidad de carbono a largo plazo. Para prepararse para este escenario, Linde invierte en muchas áreas relacionadas con el H2, tanto en los sistemas de suministro7 como en los quemadores por oxicombustión. Las recientes pruebas al aire libre de varios quemadores de la gama Optifire mostraron un alto nivel de madurez para la implementación de hornos para vidrio de encendido con combustibles ecológicos como el hidrógeno y el etanol. �


Referencias
1. HyNet Industrial Fuel Switching project, agosto de 2021, https://hynet.co.uk/ 2. G. Kulkarni, U. Iyoha, S. Chakravarti, P. Diggins, A. Francis, and G. J. Panuccio, “Staged Oxy-Fuel Wide Flame Burners to Mitigate Refractory Port Fouling and Foaming in Glass Furnaces”, 79th Conference on Glass Problems, Columbus, OH, octubre de 2018. 3. https://www.dnv.com/news/dnv-gllaunches-hydrogen-industry-consortiumto-reduce-carbon-emissions-frommanufacturing-181919 4. https://www.glasstrend.nl/projects/ 5. H. Kobayashi and S. Chakravarti, “OxyFuel Combustion toward CO2 Neutral Glass Production”, Glass Trend Seminar, abril de 2018. 6. S. Chakravarti, “Low Carbon Fuels for Glass Furnaces”, Sustainability in Glass Manufacturing, GMIC Symposium, octubre de 2019, Columbus, OH. 7. S. Chakravarti and M. M. Shah, “Preparing for Sustainable Glass Production – Technical and Economic Investigation of Hydrogen Supply for Glass Melting”, Webinar by Glass International, junio de 2021.
* Experto sénior en tecnología, ** Ingeniero sénior de investigación, *** Desarrollo empresarial, Linde S.A, Danbury, Connecticut, EE. UU., www.linde.com www.glass-international.com








