11 minute read
Successful extraction



Sucessful extraction


Solid liquid extracti on has been described as the removal of a soluble material from an insoluble permeable substrate with a liquid solvent.
Keeping in mind that water and alcohol are solvents, solvent extracti on has been around for thousands of years for ti nctures, nutraceuti cals, fl avours and coff ee. As a unit operati on, extracti on can be broken down into at least four separate steps including: • Diff usion of the solvent into the solid parti cle • Dissoluti on of the extract into the solvent within the solid • Diff usion of the dissolved extract from within the solid to the surface • Washing the extract-rich solvent from the surface of the solid parti cle
Solvent extractors must be designed to carry out these steps effi ciently, at low cost, while minimising the labour force required to run the plant.
To date, the largest and most industrial applicati on has been the extracti on of vegetable oil from oilseeds – such as soyabeans, canola, sunfl ower and new crops such as pongamia and camelina – most oft en using hexane as the solvent. Plant capaciti es can be as high as 12,000 Many of the technologies and principles of continuous extraction used in the oilseed industry apply to the extraction of cannabidiol oil and production of hemp protein Richard Ozer
tonnes/day, with plants managed by a single operator at the control stati on.
Alternate solvents such as hydrous ethanol allow extracti on of sugars and other phytochemicals from de-oiled vegetable seeds resulti ng in vegetable protein concentrates. These products have been used to retain moisture in meats during cooking and are the backbone of the meat analogue business currently taking the world by storm. From there, applicati ons have grown to include salt from gels, polyester from shirts, purifying polymers, to hemp and hemp protein.
Based on these well-developed extracti on technologies, hemp has been successfully extracted with a variety of solvents, according to several considerati ons including:
• Extracti on effi ciency. • Final end user percepti ons. • Thermal values of the solvent and its eff ect on operati ng costs. • Components extracted by the solvent and its eff ect on overall operati ng costs, for example, the extracti on plant, winterisati on and refi ning.
Continuous extraction
From batch and earlier extracti on processes, the solvent extracti on industry has grown and matured to involve a conti nuous process with well-integrated unit operati ons to facilitate safe, effi cient, and easy-to-operate faciliti es.
Many of the principles of conti nuous extracti on in the oilseed industry apply to the extracti on of cannabidiol (CBD) oil and producti on of hemp protein.
A conti nuous solvent extracti on plant is broken up into several unit operati ons: • Solvent extracti on. • Desolventi sati on of the solids – where the oil is the principal product – where the solids are the principal product. • Disti llati on to recover solvent from the oil. • Off gas handling. u
Large scale percolator Weirs & hoppers Active percolation Small-scale percolator extractor
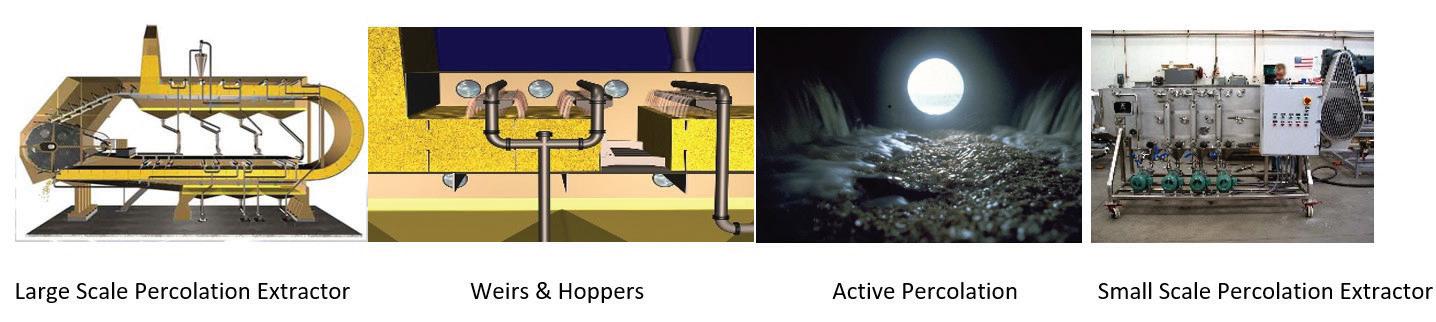
Figure 1: Percolator extractor
desolventisation method is whether the spent marc is waste material, as in the case of CBD oil extraction, or is it the primary product, as in the case of hemp oil extraction for protein.
With regards to solvent recovery, the vast majority of the solvent must be recovered for economic and environmental reasons.
Immersion extractor Immersion extractor internals
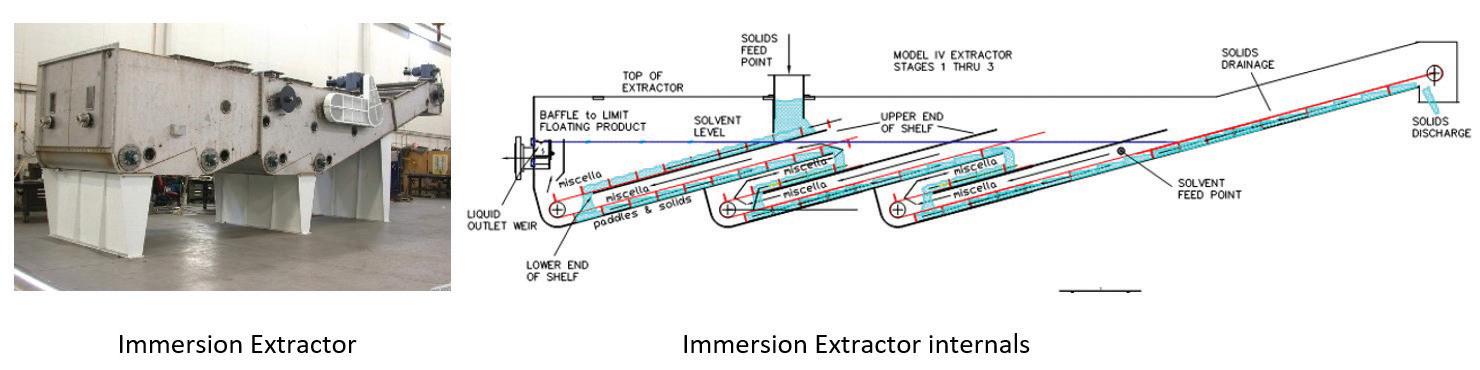
Figure 2: Immersion extractor
Vertical desolventiser with cooler

Figure 3: Desolventisation and stripping
u Currently, most large capacity extractors (+1M tonnes/day) are continuous and counter-current for several reasons.
Firstly, continuous extractors are fed and discharged automatically, requiring minimal operator attention, and are therefore safer to operate. A single operator can run plants from 1- 10,000 tonnes/day, significantly reducing labour costs.
Secondly, counter-current extractors extract more product using less solvent per kilo of product fed (the solventto-feed ratio) and are therefore less expensive to operate.
While there are many adaptations, there are primarily two types of extractors in common use today. The first is the percolation extractor (see Figure 1, above) which recirculates solvent over the solids in much the same manner as old-style coffee percolators. The material is moved from feed to discharge over a stationary screen. These extractors can range in capacity from 1-10,000 tonnes/day of input and work well with flakes or, in the case of hemp, a coarsely ground leaf.
The second is an immersion extractor (see Figure 2, above) which draws the solids through a bath of solvent that is flowing counter-current to the flow of solids. The solids generally stay totally immersed in the bath until just before final drainage and solids discharge. Immersion extractors are able to work with finer solids that sink in the solvent or solids that percolate too well and are tough to keep wet. An example of tough products to keep wet would be hemp that has been pelletised for shipment and then ground to expose the surface area for extraction. Immersion extractor capacity is limited to 50-60 tonnes/day of input.
In any continuous extractor, there are two inputs which enter the extractor at opposite ends. The first is the solids feed and the other is the fresh solvent at the other end of the extractor, which travel in opposite directions.
There are two primary outputs from the extractor: • Spent marc which is the combination of extracted solids with solvent amd water. • Full miscella which is the combination of extract with solvent.
Vacuum stripper for protein
Source: Crown Global Companies
Desolventisation of solids
Desolventisation of solids is basically the recovery of the solvent from the spent marc. The primary question that must be answered before selecting a
Desolventising low-value solids
In CBD oil extraction, where the solids can be desolventised without concern for product quality, a vertical desolventiser called a DT (desolventiser toaster) can be used with great effect (see Figure 3, left). The vertical desolventiser is made up of a series of steam-heated trays arranged vertically in a cylindrical vapour-tight housing. Material enters on the top tray and is distributed by sweep arms mounted on a centre shaft. Gates and sails maintain levels on each tray to make sure that all solids spend enough time on heat transfer surfaces to be fully desolventised.
Steam is often employed as a stripping agent on the bottom tray which, along with +1000C discharge temperatures, achieve parts per million (ppm) solvent levels in the desolventised or spent material. The desolventised spent solids are generally a waste material where recovery of solvent is the primary concern and final product quality is not as important.
Desolventising high-value solids
Desolventising hemp heart protein or proteins in general is another matter entirely, where product quality is a direct function of the heat input during desolventisation. In this case, the product must be gently desolventised while maintaining product quality and minimising solvent loss.
Desolventisation of solids containing valuable proteins needs to take place below the denaturisation temperature. With soyabeans, this is close to 800C but the temperature is specific to each protein. Often, this requires two-step desolventisation where the majority of desolventisation is carried out in the primary desolventiser and final stripping occurs under vacuum to maintain product quality (see Figure 3, above). A stripping agent such as steam or nitrogen is employed in the stripper to bring the solvent down to ppm levels.
Since product temperature is directly related to the boiling point of the solvent, solvent selection comes into play. For instance, the boiling point of hexane is ~690C, which is below the denaturisation temperature of the protein. Therefore,
a good portion of desolventisation can take place at atmospheric pressure in the primary desolventiser. As product temperatures rise during final desolventisation or stripping, it becomes necessary to operate the stripper under vacuum to lower the boiling point to acceptable levels.
In contrast, the boiling point of ethanol is ~790C, which is too close to protein denaturisation temperatures to allow the primary desolventiser to operate at atmospheric pressure. With ethanol, it is necessary to operate both the primary desolventiser and the stripper under vacuum.
Whether desolventising a primary product or waste material, operators cannot afford to lose solvent for economic and environmental considerations. Accordingly, a well-designed desolventisation facility will include condensers and other equipment required to recover the evaporated solvent vapours.
Distillation
Distillation is the process of recovering the solvent from the extract by continuous distillation. At the highest level, the design of the system is a function of the solvent used.
Hexane is a non-polar solvent that is immiscible with water so that an essentially water-free solvent can be recovered in a solvent water separator, commonly called the work tank.
Solvent from the work tank can be re-used in the solvent plant with no additional treatment. Wastewater from the work tank contains a minimal amount of solvent that is easily stripped before being sent to the sewer.
In contrast, ethanol is a polar solvent infinitely miscible with water that removes the water from the solids along with the extracted components. This water is retained by the ethanol after distillation and must be removed from the ethanol before it can be recycled back to the plant and re-used for extraction. As ethanol is azeotropic with water (a mixture of two liquids with a constant boiling point and composition throughout distillation), rectification or removal of this water is an expensive process.
The next concerns are the components being extracted with each solvent and their effect on product quality and overall operating costs.
With CBD oil extraction, components extracted can include the CBD oils themselves along with terpenes, chlorophyll and waxes. Given the volatility of terpenes, it is not easy to get a clean split between the extract and vapours.
Figure 4: Typical distillation system in oilseed industry

Hexane has been proven to carry less wax than ethanol, reducing if not eliminating the need for winterisation or the cleaning of miscella exiting the extractor prior to distillation.
Hemp oil during hemp extraction focused on protein production separates more easily and follows a distillation strategy more akin to traditional oil extraction lines.
For CBD oils, there are several types of evaporation strategies that can be employed including multi-stage rising film evaporators, which is the traditional approach in oilseed extraction of soyabean, canola and sunflowerseed. This staged approach facilitates efficient energy usage, taking advantage of waste heat generated in various parts of the process.
A typical distillation system in the oilseed industry is shown in Figure 4 (above). The system includes the first stage evaporator, which accomplishes the majority of the evaporation using waste heat, followed by a steam-heated second stage evaporator to further concentrate the oil.
Final recovery of the solvent from the oil is often called stripping, which can be accomplished in a thin film evaporator (TFE) or in a more traditional stripping column. With the elevated temperatures in the stripping step of the process, decarboxylation might also take place.
Off gas handling
The solids entering the system contain a great deal of air (non-condensables) that becomes saturated with solvent as it passes through the extraction plant. Solvent contained in the air and other non-condensable vapours (CO2 from decarboxylation) needs to be recovered before the vapours are released to the atmosphere.
Condensing a bulk of condensable vapours (the solvent) contained in a vent stream utilising cooling water or other colder fluids via a vent condenser and a chilled vent condenser is a common approach to all solvents.
Finally, the scrubbing process is dependant on the solvent being used. For ethanol, a water scrubber is used with great effect. A Mineral Oil System (MOS) is used when working with hexane or heptane and is considered the best available control technology (BACT).
The MOS recirculates mineral oil between the absorber and stripper on a continuous basis. The absorber scrubs the solvent from the non-condensables before the air is discharged to the atmosphere.
The stripper removes the solvent from the mineral oil before returning the mineral oil to the absorber and solvent back to the plant.
Overall system design and testing
Any solvent plant includes a number of unit operations that need to be integrated into a coordinated package that incorporates savings from heat recovery and minimises manpower to run the plant. Ideally the controls package should allow a single operator to manage the plant.
The hemp marketplace is a constantly changing environment where new products are constantly being brought to market. It is almost always worthwhile to test these new approaches in a pilot plant before installing in the field. ● Richard Ozer, is global technical sales manager, speciality extraction and drying, at Crown Global Companies