FERROUS SCRAP SCRAP METAL IN THE UK
Ferrous scrap: a key factor in decarbonization, says ArcelorMittal.
Since 1866

CRAFTED SCRAP
www.steeltimesint.com
No.24
Digital Edition - December 2022 -
PERSPECTIVES
Q&A
Liberty Steel’s Jeff Kabel on the strategic importance of scrap metal. We talk to Jason Sutton, chief financial officer of CPL Industries.
IS SCRAP THE NEW PRECIOUS METAL?
Primetals Technologies and SICON discuss ‘crafted scrap’.
DANIELI DIGIMELTER
Q-ONE TECHNOLOGY
Q-ONE reduces EAF overall OPEX with a shorter power-on time and very low network disturbances. It is a scalable system that can be implemented on new or existing AC EAFs, and it can be directly powered by renewable energy sources.
Via Bonaldo Stringher, 4 33042 Buttrio (UD) Italy Phone +39 0432 518 111 www.digi-met.com www.dca.it

Follow us on Linkedin
EDITORIAL
Editor
Matthew Moggridge
Tel: +44 (0) 1737 855151 matthewmoggridge@quartzltd.com
Editorial assistant Catherine Hill Tel:+44 (0) 1737855021
Consultant Editor Dr. Tim Smith PhD, CEng, MIM
Production Editor
Annie Baker
Advertisement Production
Martin Lawrence SALES
International Sales Manager
Paul Rossage paulrossage@quartzltd.com Tel: +44 (0) 1737 855116
Sales Director
Ken Clark kenclark@quartzltd.com Tel: +44 (0) 1737 855117
Managing Director
Tony Crinion tonycrinion@quartzltd.com Tel: +44 (0) 1737 855164
Chief Executive Officer
Steve Diprose
SUBSCRIPTION
Jack Homewood Tel +44 (0) 1737 855028 Fax +44 (0) 1737 855034 Email subscriptions@quartzltd.com

Front cover photo courtesy of KOCKS
KOCKS RSB® 370/6 operating at GMH in Germany for decades. KOCKS blocks are made to last, giving you the highest performance in a long-term relationship.

Photo: Oliver Pracht | oliverpracht.com

2 Leader by Matthew Moggridge. 4 News round-up Six pages of global steel news. 10
Scrap is a key factor in steel decarbonization, says ArcelorMittal. 20
Steel, scrap and the foundations of the future, by Liberty Steel’s Jeff Kabel. 24
Avoiding a bear’s service to the climate, by Rutger Gyllenram of Kobolde & Partners. 30
Challenges for scrap recycling by Jeremy Jones of CIX Inc.
34 How to increase scrap recycling by K1-Met and Montanuniversitaet, Leoben. 40 Digital scrap optimization by Danieli. 46 ‘Crafted’ scrap explained by Primetals Technologies and SICON Germany. 52
From domestic to global player – we profile scrap metal and recycling specialist, Ward. 56 Scrap - the new precious metal? Myra Pinkham on the USA’s scrap market. 60
Perspectives Q&A: CPL Industries
We talk to Jason Sutton, chief financial officer.

1 www.steeltimesint.com ISSN0143-7798
CONTENTS – DIGITAL EDITION DECEMBER 2022 FERROUS SCRAP SCRAP METAL IN THE PERSPECTIVES Q&A CRAFTED SCRAP Since 1866 IS SCRAP THE NEW PRECIOUS METAL?
Steel Times International is published eight times a year and is available on subscription. Annual subscription: UK £215.00 Other countries: £284.00 2 years subscription: UK £387.00 Other countries: £510.00 3 years subscription: UK £431.00 Other countries: £595.00 Single copy (inc postage): £47.00 Email: steel@quartzltd.com
Business Media Ltd,
20
Surrey, RH1 1QX,
Steel Times International (USPS
is published monthly except Feb, May, July, Dec by Quartz Business Media Ltd and distributed in the US by DSW, 75 Aberdeen
Periodicals postage paid at Emigsville, PA. POSTMASTER send address changes to Steel Times International c/o PO
10
Published by: Quartz
Quartz House,
Clarendon Road, Redhill,
England. Tel: +44 (0)1737 855000 Fax: +44 (0)1737 855034 www.steeltimesint.com
No: 020-958)
Road, Emigsville, PA 17318-0437.
Box 437, Emigsville, PA 17318-0437. Printed in England by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent NP12 2YA, UK ©Quartz Business Media Ltd 2022
Is scrap the new precious metal or simply a low-cost export?




As the global steel industry continues to transform itself from its ‘smoke stacks’ image of recent years to being a little more leaner and greener, the importance of scrap metal hoves into view and even seasoned professionals begin to refer to it as the new ‘precious metal’. In many ways, that’s what it is as steelmakers continue to decarbonize the production process. Leading the charge is the electric steelmaking industry.
Matthew Moggridge Editor matthewmoggridge@quartzltd.com

In the US, over 70% of steel is made using an electric arc furnace, or EAF. It is estimated that by 2050 90% of steel produced in the US will be from an EAF which, when it was first introduced by Nucor Corporation in the 1960s – (correct me if I’m wrong on that date) – integrated steelmakers claimed it was a process only fit to make trash cans. Things have changed considerably and today, with technological advances developed by the likes of Big River Steel and Steel Dynamics Inc, there is pretty much nothing an integrated mill can do that an EAF facility can’t. The fact that electric steelmaking relies heavily upon scrap as a feedstock makes it the ‘poster boy’ for green steelmaking and it also means that more

attention is being given to the world of scrap metal. In fact, the importance of scrap metal in the USA is reinforced by the fact that a number of big steelmakers there are going about acquiring their own scrap metal businesses in order to ensure supply as the commodity gains greater importance and the industry becomes ‘greener’. Ron Ashburn, executive director of the Association for Iron & Steel Technology believes that the need for scrap will increase in line with demand for less carbon-intensive steel. Recycling steel from automobiles alone, he says, is estimated to save an amount of energy equivalent to powering 18 million homes in the US.
In the UK, Jeff Kabel, Liberty Steel’s chief transformation officer, argues that scrap is undervalued and a major missed opportunity in terms of creating a circular economy. By increasing its use of existing technologies, such as electric steelmaking, and facilitating the availability of scrap, the UK can take the necessary steps towards investing in green steel and helping the legal net zero targets that it has set itself. Currently, scrap is seen as a low-cost export and not a strategic asset, he says.
2 www.steeltimesint.com Digital Edition - December 2022 LEADER
YOUR LABELLING EXPERTS +44 (0) 114 242 2111 info@dura-id.com www.dura-id.com HIGH TEMPERATURE LABELS & TAGS THERMAL TRANSFER PRINTERS COLOUR CODING SYSTEMS FIXINGS & INK RIBBONS STUDWELDING SYSTEMS


Brazilian mining giant, Vale, expects to complete feasibility studies for its three planned green steel hubs in the Middle East next year. The appropriate capacity for each hub is being studied, says a company spokesman, and an investment estimate will be available for the project once the feasibility studies are completed next year. “These mega hubs shall supply different markets across the globe supporting the decarbonization of the steelmaking industry,” the spokesperson added.
Source: Zaywa, 8 November 2022
PepsiCo, Apple, and mining company Rio Tinto are the newest members of a corporate alliance committing $12 billion to purchasing nearzero-carbon steel, aluminium, cement and other products. The aim is to decarbonize the global supply chain. The alliance is targeting highintensity carbon emitters within multiple manufacturing sectors. Other members include General Motors Co. and Swedish power provider Vattenfall AB, which have both vowed to buy low-carbon cement and concrete for a portion of their businesses by 2030.

Source: MarketWatch, 8 November 2022
Brazilian steelmaker, Gerdau SA, has said that low water levels in the Mississippi River have affected its scrap purchases due to bottlenecks in barge traffic. Gerdau is the largest recycler in Latin America and uses scrap as a main raw material – with around 70% of the steel it produces made from it. The low water levels are the result of a recent drought, which has affected waterborne trade, with the shallow water making it costly and challenging to transport goods to export terminals.

Source: BNN Bloomberg, 9 November 2022
Green hydrogen to support steel production in Sheffield, UK, is being considered after government funding was secured. E.on, the city’s university and industrial partners are collaborating, with biomass to be explored as a feedstock. Michael Lewis, E.ON UK chief executive, said that hydrogen will 'play a significant role in our energy future, mainly powering energy-intensive industries and long-distance transport'. "It sits alongside the drive for heat pumps meeting domestic heating needs and a greater role for district energy schemes in urban areas,’’ he said. Source: Business Live, 10 November 2022

India’s trade ministry is considering extending an export promotion scheme to the steel industry. An Indian government official said that authorities are looking into reimbursing domestic steel producers as the industry

suffers from a sharp drop in foreign supplies. Currently, steel exports are not covered by the Remission of Duties and Taxes on Export Products scheme, which provides for reimbursement of various embedded charges in sectors such as automobiles and agricultural products. It is claimed that the Indian government will have to allocate almost $244 million per year to offer compensation to the steel industry.
Source: GMK Center, 10 November 2022
In collaboration with Belgium, Morocco has launched a project for the production and storage of thermal energy from renewable energy sources within the Noor Ouarzazate solar complex, located in the Drâa-Tafilalet region in Morocco. Dubbed SOLHEATAIR, the project is ‘an integrated renewable solution for the production, storage, and valorization of heat produced by renewable energy sources,’ stated renewable energy agency Masen.
Source: Morocco World News, 12 November 2022

Digital Edition - December 2022 4 NEWS ROUND-UP www.steeltimesint.com
Fortescue Future Industries (FFI) has engaged with one of Indonesia’s largest private steelmakers to undertake an ambitious decarbonization strategy. Fortescue chairman Andrew Forrest said that FFI and Gunung Raja Paksi (GRP) will investigate how green hydrogen and green ammonia, produced by FFI, can be used in GRP’s steelmaking operations. Forrest said FFI was in green steel discussions in Europe that could be on a larger scale than the GRP collaboration ‘but this is our biggest play in Asia’.

Source: Financial Review, 13 November 2022
ArcelorMittal South Africa hopes to restart its Saldanha Bay operations on the Western Cape, and re-employ hundreds of people as a result, an energy application lodged with the energy regulator has shown. After stating for some time that it might reopen the facility using hydrogen made from renewable energy, the steel giant hopes to make lowcarbon iron at the facility. The company is also in talks with Eskom, an energy company, regarding a three-year electricity supply deal.
Source: IOL, 13 November 2022

PD Ports, a UK-based port, shipping and logistics business, has announced a £10m investment to build a steel distribution centre at UK steel distributor Barrett Steel’s Groveport site. The proposed facility will strengthen Barrett Steel’s national distribution network and allow for just-in-time deliveries to be made across the UK; it will be the first building in the country to be constructed with X-Carb steel, made using 100% recycled content, and 100% renewable energy from steelmaker ArcelorMittal.


Source: Steel Orbis, 14 November 2022
A Tata Steel worker has sustained bullet injuries after an unidentified attacker allegedly fired at him in India’s Odisha’s Dhenkanal district. The victim, a crane worker, was rescued in a critical condition and admitted to the Angul District Headquarters Hospital. Police have started an investigation to identify and convict the accused.

Source: Sambad English, 14 November 2022
Critical Minerals Association founder Jeff Townsend has joined the Materials Processing Institute as the latest member of its PRISM Advisory Board. PRISM is a five-year research and innovation programme, led by the Institute to decarbonize and boost productivity within the steel and metals sector. Funded through Innovate UK, part of UK Research
Trane Technologies, a heating, ventilating, and air conditioning system manufacturer, plans to use low-carbon Econiq steel from US steel giant Nucor and verdeX from US Steel to reduce the company’s overall carbon impact, according to a company report. The low-carbon steel products will be used in sustainable heating, ventilation, and air conditioning products.

Source: Kallanish, 14 November 2022
and Innovation, it supports Government aims to achieve net zero by 2050, while levelling up the UK regions. The programme focuses on projects and investment that support the transition to a low carbon economy by supporting innovation in decarbonization, digital technologies, and the circular economy.

Source: Bdaily News, 14 November 2022
Primetals Technologies (Primetals), a UK-based engineering and plant construction company, has
completed the modernization of Gerdau's Monroe electric steel plant in Michigan, USA. Primetals supplied the technical equipment for the facility's electric arc furnace, a new twin ladle furnace, a material handling system, auxiliary equipment, and steel engineering design and also oversaw the construction and commissioning of all units.
Source: Yieh Corp, 15 November 2022
NEWS ROUND-UP 5 www.steeltimesint.com
Employees of one of Iran’s largest steel companies have joined other steel and oil workers going on strike in solidarity with the current wave of protests as a result of ‘government mismanagement and unfair wages’. Esfahan Steel Company – also known as Zob Ahan – is Iran's third largest steel producer and is the largest factory in Iran producing steel for the construction industry.
Source: Iran International Newsroom, 16 November 2022

AJ Steel, a UAE-based steel pipe manufacturer and exporter, has signed an agreement with Kezad Group, an integrated trade and logistics company, for the development and operation of a large-scale steel pipe production facility in Abu Dhabi, to meet growing consumer demand. Under the agreement, AJ Steel will expand its current operations through the development of a plot covering close to 96,000 sq m, which will bring its total to 200,000 sq m of leased land under industrial use.

Source: Zawya, 16 November 2022
British Steel has secured an order to support an underground gold mine in Australia. The first shipment, comprising 250 tonnes of special profiles – or ‘tophats’– has begun its journey from the company's mill in Skinningrove, UK, to Australia, where the profiles will help construct a 1,460m shaft for the Tanami gold mine expansion. A further two shipments later this year will complete the order. Tophats, so called because their crosssection resembles a top hat, are used as shaft guides, guiding cages and skips in mineshafts.
Source: Insider Media, 17 November 2022

The last batch of bracelets made from metal produced by the Azovstal steel plant in Mariupol, a symbol of Ukrainian resistance to Russia's invasion, have gone on sale across Ukraine. Proceeds from the bracelets will go to an organisation helping finance the procurement and maintenance of drones used by the Ukrainian military. "We are proud to be Ukrainian when we wear this bracelet. This is a very strong feeling," said Yurii Ryzhenkov, the director of Metinvest, which owns Azovstal.

Source: Reuters, 17 November 2022
Chris Evans, the UK Labour Party's shadow defence minister, has criticized the decision to partially construct Royal Navy supply ships in Spain, claiming that 6,000 jobs would have been created had work been carried out entirely in the UK. The £1.6 billion contract will see final assembly for the three vessels – each the length of two Premier League football pitches – take place at Harland & Wolff's shipyard in Belfast, with the rest of the work being carried out at the Cadiz shipyard of Navantia. Evans commented: "This is about creating British jobs for British workers, with British ships, using British steel. Source: News Letter, 19 November 2022

Devki Steel Mills Ltd of Kenya has opened a raw steel production factory, one of the largest in East and Central Africa, in Kwale. The steel mill is envisaged to employ thousands of local youths and has been fitted with the latest machinery to produce steel from iron

ore. The integrated mill is expected to revive the iron and steel industry in Kenya and drive infrastructure, manufacturing and affordable housing development projects that will ‘transform the lives of millions of Kenyans’.
Source: Capital Business, 20 November 2022
6 NEWS ROUND-UP www.steeltimesint.com
Beijing Benz Automotive Co (BBAC) and Baosteel have signed a memorandum of understanding (MOU) to jointly promote the application of cleaner raw materials in vehicle manufacturing and to build a green automotive steel supply chain, according to a post on the company's WeChat account. Under the ‘Supply Chain 2039 Carbon Neutrality Action Plan’ set by BBAC, the joint venture has raised requests on carbon emission reduction to its suppliers in a bid to achieve carbon neutrality across its entire supply chain by 2039.


Source: Gasgoo, 23 November 2022
Pramod Mittal, former steel magnate, and brother of ArcelorMittal’s CEO Lakshmi Mittal, has had his proposal to pay 0.18% of his £2.5 billion debt to creditors revoked, due to a ‘material irregularity’. The judgment came as Moorgate Industries Ltd, whose petition got Mittal declared bankrupt for the outstanding debt of £140 million, objected to the individual voluntary arrangement on the ground that it involved sham
Germany steelmaker

Salzgitter has announced that its subsidiary, Salzgitter Flachstahl GmbH, has signed a memorandum of understanding with German automotive supplier Mubea to co-operate on sustainable steel production, green steel product processing, and steel recycling. Mubea claims to be committed to reducing its carbon emissions by at least 25% by 2025, while Salzgitter plans to incrementally switch its production of steel to hydrogen-based processes, with the aim of being virtually carbon neutral by 2033.

Source: Steel Orbis, 23 November 2022
Mining giant Rio Tinto has shown the effectiveness of a low-carbon iron-making process using ores from its mines in Australia in a smallscale pilot plant in Germany. The company is now planning the development of a largerscale pilot plant to further assess its potential to help decarbonize the steel value chain. The process, known as BioIron, uses raw biomass instead of metallurgical coal as a reductant, and microwave energy to convert Pilbara iron ore to metallic iron in the steelmaking process. BioIron, says Rio Tinto, has the potential to support near-zero CO2 steelmaking, and can result in net negative emissions if linked with CCS technology.

Source: Green Car Congress, 23 November 2022
ArcelorMittal Kryvyi Rih has reduced its electricity consumption by three times compared to the pre-war period. Normally, the plant consumes 400 MWh, while now it consumes 120 MWh, stated Mauro Longobardo, CEO of ArcelorMittal. The reduction of consumption is due to ‘mass shelling of the energy infrastructure of Ukraine by Russian troops’, he said.
Source: GMK Center, 24 November 2022
creditors, which prejudiced its interest, and would have meant that they would have received just £252,000.
Source: MoneyControl, 26 November 2022
More than 1,000 former members of the British Steel pension scheme who received unsuitable advice from financial advisers accused of ‘enriching’ themselves, will receive an average payout of £45,000 in compensation. The Financial Conduct Authority will also temporarily ban the firms who gave the advice
from paying shareholders dividends or giving bonuses to directors in order to ensure they do not shift money out of the business before compensation is paid. They will be forced to make payouts totalling £49m by February 2024.


Source: The Guardian, 28 November 2022
Baby product company Green Sprouts has voluntarily recalled its stainless-steel straw bottles, sippy cups and straw cups that were sold at Whole Foods, Buy Buy Baby, Amazon and Bed Bath & Beyond, due to a lead poisoning hazard. The company, based in North Carolina, USA, stated that the bottom of the recalled bottles can break off, which would expose a solder dot that contains lead. Source: ClickonDetroit, 26 November 2022
www.steeltimesint.com Digital Edition - December 2022 NEWS ROUND-UP 7
Steel producer Gerdau has announced that it has signed a binding agreement via its subsidiary Gerdau Next, with Newave Energia, in a joint venture to produce 2.5 GW of energy from renewable sources, solar and wind based, in its greenfield projects. According to Gerdau, Newave is 'accelerating the energy transition in Brazil’, and ‘promoting the power of choosing renewable and competitive energy’.


Source: Steel Orbis, 28 November 2022
ArcelorMittal Mining Canada has won an EnviroLys Award in the ICI+ Green Project category for introducing the use of pyrolytic oil at its Port-Cartier site. The awards recognize ‘expertise in the green economy, entrepreneurship and innovation of companies in the environmental services industry’. They are awarded by the Council of Environmental Technology Companies of Quebec. Mapi Mobwano, president and CEO of ArcelorMittal Mining Canada, said that replacing part of the heavy fuel oil used in Port-Cartier with pyrolytic oil is the first step in the company's energy transition. "We are delighted to receive this recognition by the industry," he said.

Source: Cision, 28 November 2022

Steel production in Russia will have decreased by 6-8% year-on-year by the end of 2022, according to the Russian Ministry of Industry and Trade. Production is expected to stabilize next year, and won't witness a further decrease, it is claimed. The World Steel Association stated that at the beginning of Putin’s invasion of Ukraine, it was expected that Russia’s demand for steel in 2022 would decrease by 20% compared to the previous year. High oil prices and state support for construction led to a revision of the forecast.

Source: GMK Center, 28 November 2022
Dutch prosecutors have inspected Tata Steel’s IJmuiden facility as part of a criminal investigation into pollution around the site. The Public Prosecution Service stated that its visit was to gain greater insight into the steel production process, ‘specifically into the operation of the coke and gas factories.’ In February, officials said they would investigate Tata and Harsco Metals Holland BV over whether they intentionally and unlawfully introduced hazardous substances into the soil, air or surface water.
Source: Bloomberg UK, 29 November 2022
ArcelorMittal’s Solihull site in the UK has relocated to new offices at Friars Gate, also in Solihull in the West Midlands. The 45-strong team are now fully operational in the 7,060 sq ft office space. The relocation process was led by KWB Workplace director Adrian Southall. Karen Reading, company secretary at ArcelorMittal, said: “We’re really happy with KWB’s work and delighted to be in our new office".
Source: The Business Desk, 29 November 2022
The Sabah Oil and Gas Development Corporation (SOGDC) has signed a memorandum of understanding with Esteel Enterprise Sabah Sdn Bhd for a green steel project, which is expected to have a total investment value of $4.39 billion. According to a statement by SOGDC, the deal reflects the importance of reducing the steel industry's carbon footprint.
Source: The Star, 30 November 2022
The Federal Ministry of Germany for Economic Affairs and Climate Action has granted around €880,000 to local steelmaker Georgsmarienhutte GmbH’s decarbonization project. The steelmaker plans to build a bar tempering plant, which will use green electricity instead of natural gas, resultantly reducing carbon emissions and dependence on natural gas imports. The plant is scheduled to be in operation by mid-2023.


Source: Steel Orbis, 29 November 2022
For more steel industry news and features, visit www.steeltimesint.com
www.steeltimesint.com 8 NEWS ROUND-UP
Harsco Corporation, provider of environmental solutions for industrial and specialty by-products, has announced that its Harsco Environmental division has renewed its contract with Tata Steel at the Port Talbot steelworks in the UK for a period of five years. Tata Steel is the UK’s largest steel producer. Harsco has been providing critical services, including metal recovery, scrap processing, slag handling and oxygen steelmaking services at Port Talbot for more than 40 years.
Source: yahoo! finance, 30 November 2022
Russian steelmaker Severstal has lost over $400 million as a result of Western sanctions, chairman of the company's board of directors Alexei Mordashov said at a plenary meeting as part of the Russian Industrialist Forum. “We all understand that, now, it is very difficult to return foreign exchange earnings to the country, partly impossible,” he noted.
Source: Kallanish, 30 November 2022
ArcelorMittal is planning to use the Energiron direct reduced iron (DRI) technology developed by Tenova and Danieli to decarbonize its Dofasco plant in Hamilton, Ontario, according to a report from Kallanish. ArcelorMittal has contracted the Energiron Alliance, a joint operation between Tenova and Danieli, to design and construct an Energiron DRI plant boasting a production capacity of 2.5Mt/ yr.

Source: Kallanish, 30 November 2022
Metinvest has allocated UAH 4 million to the ‘development of tactical medicine for Ukrainian military personnel.’ According to a company statement; “First aid skills are an integral part of the modern training of servicemen of the armed forces of Ukraine. They provide an opportunity to support the life of the injured person until qualified medical assistance is provided. During the war, the number of defenders of Ukraine increased

significantly, so the need for qualified medical training of the military also increased.”

Source: GMK Center, 1 December 2022
Jindal Shadeed Iron & Steel (JSIS), has unveiled plans to invest over $4 billion aimed at positioning the Omanbased company, as well as the Sultanate of Oman, among the leading producers of green steel globally. It includes initiatives to establish an integrated steel plant in the Special Economic Zone (SEZ) in Duqm, Oman, complete with renewable and hydrogenpowered components to enable the production of green steel. “JSIS’s plan is to collaborate with the Government of Oman and create a renewable powerdriven hydrogen ecosystem in Duqm,” said a company official. Source: Zawya, 1 December 2022 Tata Steel which has made investments of over Rs 75,000 crore in Odisha, Eastern India, will continue to invest in the state (which accounts for 25% of India's total steelmaking capacity) says managing director and CEO T V Narendran. Narendran was speaking at the 'Make in Odisha Conclave 2022' in Bhubaneswar, Odisha. "The Tata group of companies, and more specifically Tata Steel, has invested over Rs 75,000 crore in Odisha in the last five years. We will continue to invest to support the growth in Odisha," he stated.

Source: Business Standard, 1 December 2022
The Liège Company Court has appointed a provisional administrator and a legal representative for Liberty Steel, a move that should speed up the sale of its two Liège plants. The decision should accelerate the sale of Liberty's two sites in Liège – the galvanisation unit in Tilleur and the tinplate packaging unit in Flémalle. Both were taken over in 2018 by the steel subsidiary of the GFG Alliance, with its ownership having since been contested due to the collapse of Greensill Capital, and criminal investigations over suspected fraud.

Source: The Brussels Times. 2 December 2022

9 NEWS ROUND-UP www.steeltimesint.com
Ferrous scrap – a key factor in steel decarbonization
IN the 1950s and 1960s, demand for high quality steel encouraged manufacturers to produce large quantities of steel in integrated mills through iron ore refining. This steel had a very high-quality and a very well controlled chemical composition, characteristics that made it possible to meet all product quality requirements. The energy crisis of the 1970s made thermal efficiency in steel mills a priority and while the furnaces used in the integrated plants were very efficient, the production practices had to be improved. The plants from the 50s and 60s produced steel in batches so some equipment was idle while others were in use. To reduce energy consumption, continuous casting was developed and blast furnaces were continuously fed to use heat more efficiently.
Environmental concerns became more relevant in the 80s and 90s, making regulations more stringent and prompting further changes in the steelmaking industry. Competition increased during this period due to decreasing local markets and increasing numbers of foreign steel production plants. Such competition forced steelmakers to reduce expenses and increase quality. To meet these changing needs, just-in-time technology became more common and integrated steel plants started to be replaced by minimills that use ferrous scrap as raw material. At this time, the main drawback of the minimills was that they were not able to attain a tight control over the chemical composition and, thus, could not produce high quality steel consistently.
In the second decade of the 21st century, overcapacity became one of the main


SCRAP SUPPLEMENT 10 www.steeltimesint.com Digital Edition - December 2022
*Area leader, primary and EAF decarbonization, ArcelorMittal
Throughout human history, steel has been considered one of the prime global industrial materials. However, with the technological evolution of society, the ways of producing steel have been adapting to the evolution of political, social and technological trends, says Asier Vicente*
Fig 1. Technology route share estimation based on plausible scenarios
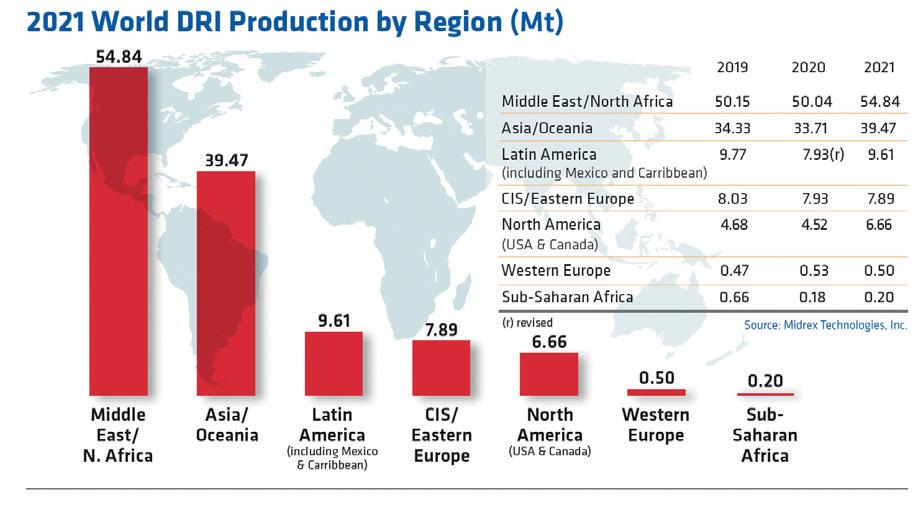
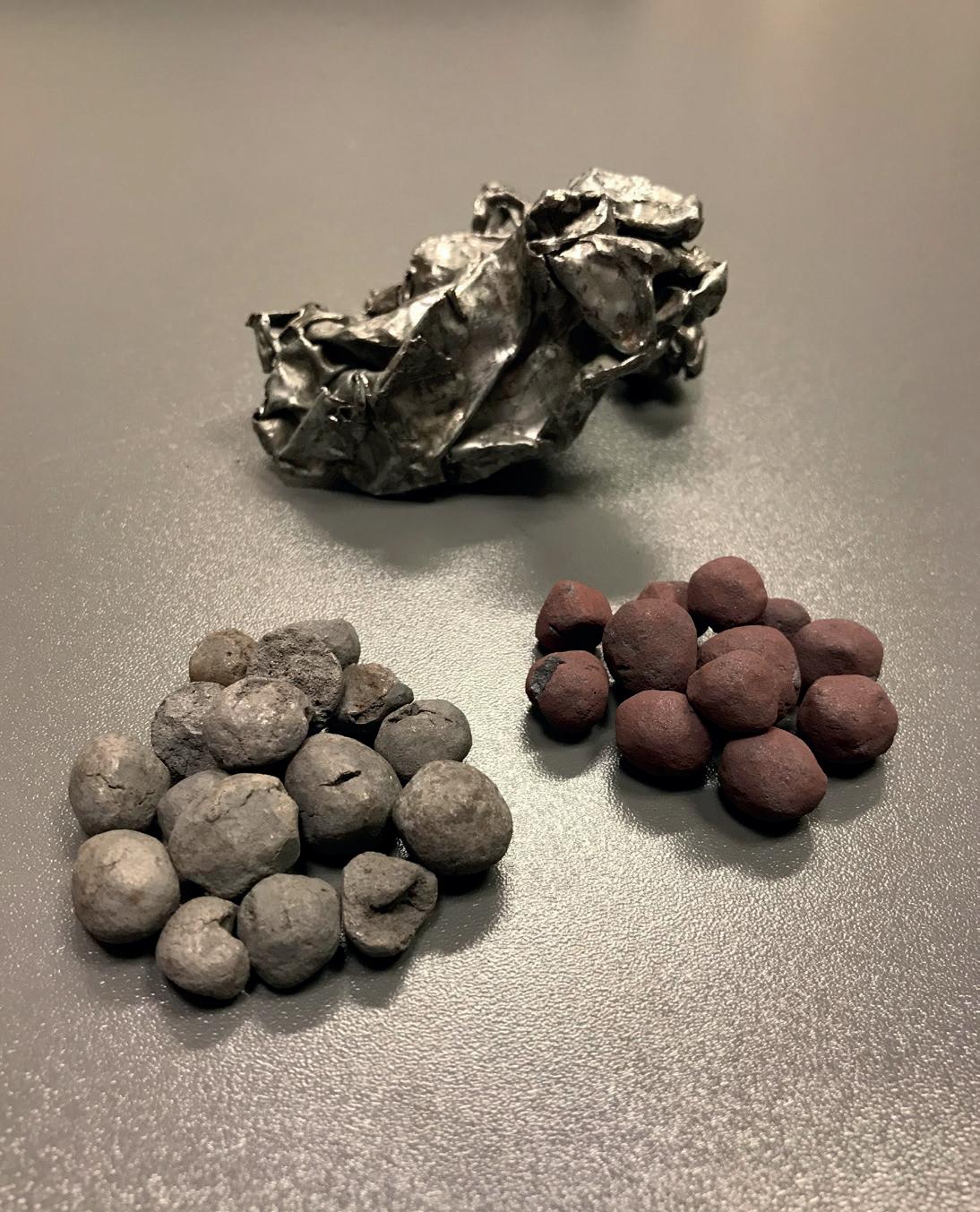
Fig 2. World DRI production by regions
concerns from the industrial benefits’ point of view due to the global economic situation. This concern needs a major focus on innovation to face the new challenging scenario. Apart from this, the need for new measures to abate global climate change is provoking a new shift in the steelmaking paradigm as the steel industry is responsible for 7-9%1 of the 40Gt of CO2 emitted by human activities each year. Consequently, the international steel industry is under immense pressure to lower its CO2 emissions.
The top steel producers have already set ambitious goals to become carbon neutral in the coming years (EU by 20502 and China, by far the largest steel-producing country, by 20603). To fulfil these goals, a large number of technologies are being suggested, developed and evaluated.
Some of the largest steelmakers (China Baowu Group4, ArcelorMittal5, Nippon
Steel6, POSCO7, Salzgitter8, Tata Steel9 and Voestalpine10) have already published their global decarbonization roadmaps. The proposed strategies cover the following actions:
• Short term: pellets to replace sinter, increase ferrous scrap usage, increase the energy efficiency of the processes and start replacing natural gas with hydrogen.
• Mid-term: include carbon capture solutions and start using hydrogen as a reductant.
• Long term: full deployment of hydrogen technologies to produce steel and use of renewable energy sources.
Within this context, the Electric Arc Furnace (EAF), the main scrap-based steelmaking process, and hydrogenbased DRI, are gaining more and more importance in terms of new steelmaking trends. However, integrated steelmaking
industries (BF-BOF) are keenly aware of the current global environmental issues and are also taking action to reduce their CO2 footprint. Hydrogen plays a critical role in the decarbonization pathway and this can be seen by looking at some of the ongoing hydrogen-based steelmaking projects in Europe11:

• HYBRIT, a joint venture between SSAB, LKAB and Vattenfall to produce fossil-free steel by 2025

• ArcelorMittal, in collaboration with MIDREX, is building a 100kt/year production site using 100% hydrogen in Hamburg
• Thyssenkrupp, in association with REW, is transforming the current BF-BOF operation into H2-DRI in Germany
• LKAB will start producing sponge iron with hydrogen from renewable energy sources
• Voestalpine, in collaboration with
SCRAP SUPPLEMENT 11 www.steeltimesint.com Digital Edition - December 2022
Fig 3. Future scrap availability in EU28 in million tons by source
Steel recycling will play a major role in every decarbonization scenario
Siemens, Verbund, K1-MET, TNO and the Austrian power grid, will implement a 6MW electrolyzer in Austria
• Salzgitter will study the technoeconomic feasibility of hydrogenbased steelmaking (SALCOS project)
Although replacing natural gas with hydrogen as the reductant element seems to be one of the main pillars in the decarbonization road map, no technoeconomic feasibility study of the technology nor the industrial gas volume availability for coping with future steel demands are assured for the time frame set by the steelmakers. Moreover, all the models are based on predictions over energy markets, CO2 taxes and the evolution of prices for novel technologies.
Apart from hydrogen-based technologies, near-zero-emissions ironmaking and carbon capture technologies/projects are also worth-mentioning:
• Top gas recovery from BF/BOF to reduce BF coke consumption and generate electricity using the gas to feed a turbine by STEPWISE (Sweden) and ArcelorMittal (Belgium)
• Partial replacement of coal and coke with biomass in the TORERO project by ArcelorMittal (Belgium).
• Several carbon capture technologies in the primary route and C02 recycling from BF projects: Steelanol (Belgium), Lanzatech (China), Carbon2Chem (Germany), FReSMe or Carbon4PUR (Europe) and IGAR (Belgium).
• Hydrogen injection as a reductant in the BF (Thyssenkrupp).
• Carbon capture solutions applied to DRI emissions by AI Reyadah (AbuDhabi)
• Natural gas substitution by hydrogen in DRI production by MIDREX.
• Molten pig iron production using coal instead of coke in Hlsarna by Tata Steel.
• Iron ore electrolysis to reduce the ore in a solvent at low temperatures (SIDERWIN, Europe)
Steel recycling will play a major role in every decarbonization scenario. Although EAFs can consume 100% scrap, nowadays BF-BOF steel mills cannot use more than 20% scrap to reduce their carbon footprint. Approximately 70% of the world’s existing BFs will reach their end-of-life before 203012 and technology investments will be required to continue their operation as BFs. Another alternative is that these plants are replaced with EAFs fed by the
Fig 4. Scrap availability trends

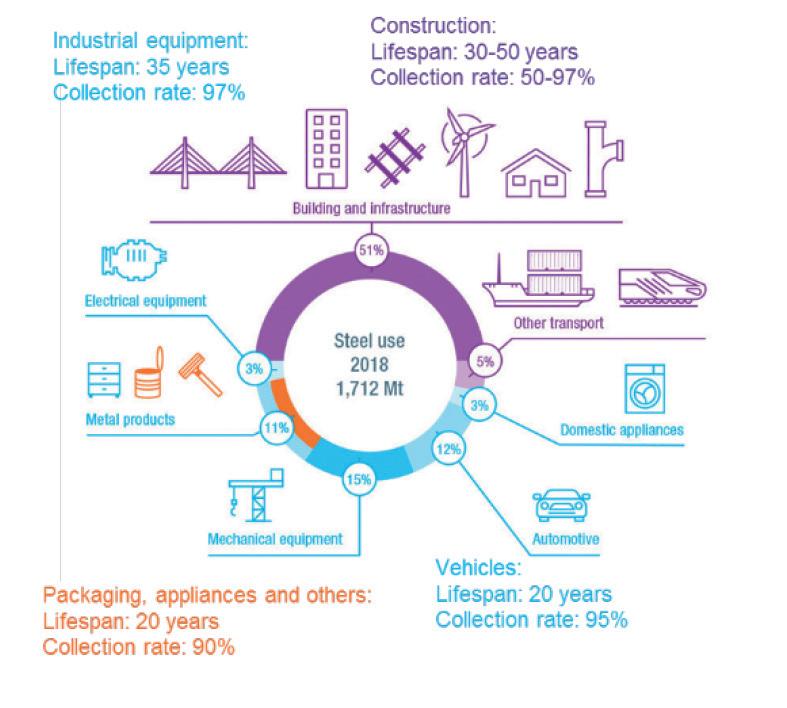
Fig 5. Recyclability of steel products at the end-of-life
same proportion of scrap (20%) and further reduce their emissions by 55% by 2030. These reductions could reach 73% (scrap + DRI from H2), including 41% reduction from optimized scrap use13
Consequently, scrap-based steelmaking and replacement of the BF-BOF route with the DRI-EAF route seems to be the industrial trend for most steelmakers, as
displayed in Fig 1. The baseline considers the lowest total cost of ownership (TCO) of investments without a net zero constraint. Carbon cost includes a carbon cost for the emitted CO2 and Tech Moratorium is the carbon cost confining investments to zeroemission technologies, to reach net zero from 2030 onwards.
To proceed with this transition, DRI and
SCRAP SUPPLEMENT 12 www.steeltimesint.com Digital Edition - December 2022
BeyondRefractories
Optimize your Flow Control –from ladle to mold
Let’s go beyond refractories and dive into our customized solutions for clean steel, safety, productivity, and green steel that will support you in achieving all your goals. beyond-refractories.com

scrap should be available in the market. DRI production in 2021 was 119.2Mt15 and the production distribution by regions is shown in Fig 2. It is expected that an additional 108Mt of DRI will be required to cope with the BF-BOF to DRI-EAF transition to fulfil the new green steel demands. A deficit gap of 41Mt (demand versus supply) of seaborne DR pellets16 has been estimated by comparing the current and 2030 predictions for seaborne demand/supply.
Due to the deficit gap, some countries will probably have high quality DRI supply problems or additional costs due to supply logistics (this will be Europe’s case as the main DRI importer). This fact makes steel recycling the best cost-competitive option to decarbonize the steel sector. Worldwide ferrous scrap supply in 2021 was 667Mt and it is expected to grow to 866Mt by 203018. As an example, Fig 3 shows the
ferrous scrap availability estimations for Europe for the coming decades:
Despite the significant increase in scrap availability shown in Fig 3, all models predict a negative balance between scrap availability and steel industry demand (see Fig 4).
The amount of available scrap depends on the theoretically recoverable scrap volume (ie all products reaching their endof-life) and the share of that amount that is actually recovered, (ie the collection rate).
Fig 5
The endless cyclic use of scrap as a raw material is one of the most important characteristics from a sustainability point of view and one of the strengths of steel. In fact, when scrap is recycled, the new steel inherits the properties of the original materials and these can be modified during the steelmaking process or through ulterior

thermal processes.
As it has already been mentioned, although scrap-based processes will gain importance in future steelmaking, primary steel production will remain. One of the main reasons is due to scrap availability, defined by past production, and the recycling rate at the moment under consideration. Nowadays, steel’s recycling rate is around 85%, since there is some low-quality scrap that is not being reused.
Fig 6
The current recycling rate is important to define the future recycling strategies and maximize the availability of natural resources. It should also be noted that obsolete scrap characteristics are expected to drastically change and worsen because of the increasing complexity and heterogeneity of the available ferrous material. Looking at these forecasted steel scrap demands, a 100% recycling rate should be reached to boost steel decarbonization through scrapbased steelmaking. Fig 7

To increase the recycling capacity and energy efficiency, innovative technologies to ‘treat’ the scrap before it reaches the steelmaking reactors needs to be implemented; impurities in post-consumer scrap should be reduced before melting the scrap with a better classified one. In this way, scrap use would increase while achieving the same quality in the finished product. To achieve this, the following goals are proposed:
• Identify and characterize new
SCRAP SUPPLEMENT 14 www.steeltimesint.com Digital Edition - December 2022
Fig 6: Scrap steel recycling rate analysis
Fig 7: Visual description of what can be found when analyzing ferrous scrap in detail

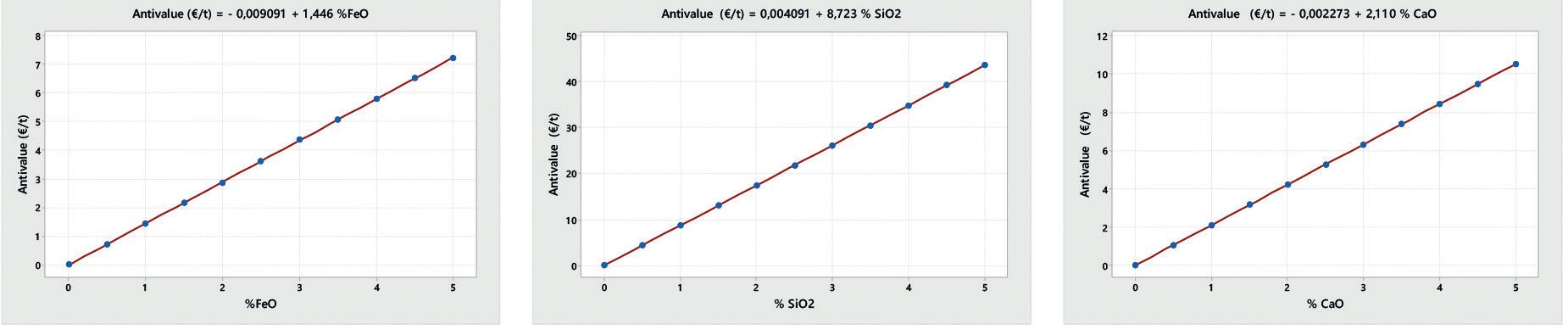
Fig 9. Penalties in €/ton of scrap due to %FeO (left), %SiO2 (centre) and %CaO (right)
opportunities to use and reuse lower-quality scrap by having a better understanding of the scrap market and the opportunities.
• Select and integrate the best available technologies to upgrade, sort and characterize lower-quality scrap to enhance the scrap quality
• Industrial demonstrator of scrap sorting/cleaning based on innovative combinations of BATs
• Define the valorization routes of waste generated by upgrading the schemas
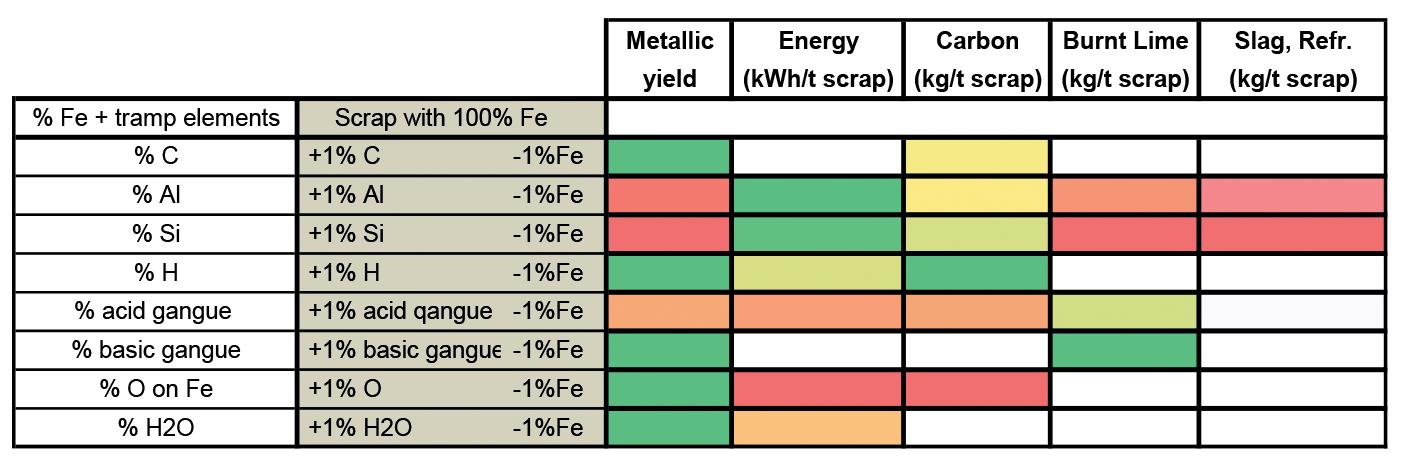
In order to measure the material quality after the upgrading processes, the Value In Use (VIU) concept23 has proved to be very useful as it relates scrap quality with the operating cost of the EAF. This tool estimates the melting costs of scrap compared to a reference cost. It has been demonstrated that there is a clear relationship between the VIU and the process performance (mainly its metallic yield) of each scrap grade. However, the nature of the non-metallic materials, as well as the degree of iron oxidation, has a great influence on the material
performance in the process too. For this reason, establishing a criterion to compare different scrap grades, not only enables the evaluation of the influence of the scrap chemical composition over the steelmaking processes, but also the pre-processing (dismantling, shredding...) and postprocessing (storage, mixing...) techniques used for each grade.
The VIU of a particular scrap grade includes the purchasing costs, the metallic yield and the additional costs associated with the extra energy consumption and other material consumption (electrode, refractories, fluxes …) that arise from the melting of the non-metallic materials in the scrap. Fig 8 and Fig 9 quantify the impact of the non-quality materials of the scrap in the EAF process24
Scrap management
Contrary to widespread belief, scrap quality does not make it impossible to replace BF-BOF with EAFs in the production of highend steel, provided that scrap management is improved and that scrap impurities are diluted by the addition of some ‘virgin’
iron such as DRI. Nonetheless, optimizing the use of scrap would mainly require an improvement of the collection and segregation strategy of scrap categories, the implementation of the material upgrading schemas and an improved assessment of the scrap features that are most suitable for each steel production technology considering the needs and constraints (see Fig 10).
Due to stringent restraints to abate climate change and efforts to reach carbon neutrality, EAF steelmaking is expected to become the most popular route for steelmakers due to its link to the circular economy and industrial symbiosis concepts. Nevertheless, steel will still be produced through the integrated route although some actions should be taken to make it more sustainable (for example, scrap upgrading) and profitable (VIU).
Scrap is an extremely complex material as it contains a ferrous matrix of iron and other metals together with undesired elements such as coatings, dirt, sterile, foreign materials (plastics, wood, glass) and oxidized layers. To optimize the
SCRAP SUPPLEMENT 16 www.steeltimesint.com Digital Edition - December 2022
Fig 8. Influence of different elements over EAF process performance (colour references represent the severity of the impact; Green positive and Red negative. The impact is always negative for the yield)

























































































































































































































IT‘S MORE THAN JUST A MACHINE. WE MAKE YOUR PRODUCT GOLD focused R ELIABILITY unique S PECIALISTS ingenious B ELIEF KOCKS rolled ® Do you want more?
Fig 10. Overall analysis of raw material quality considerations for steel production
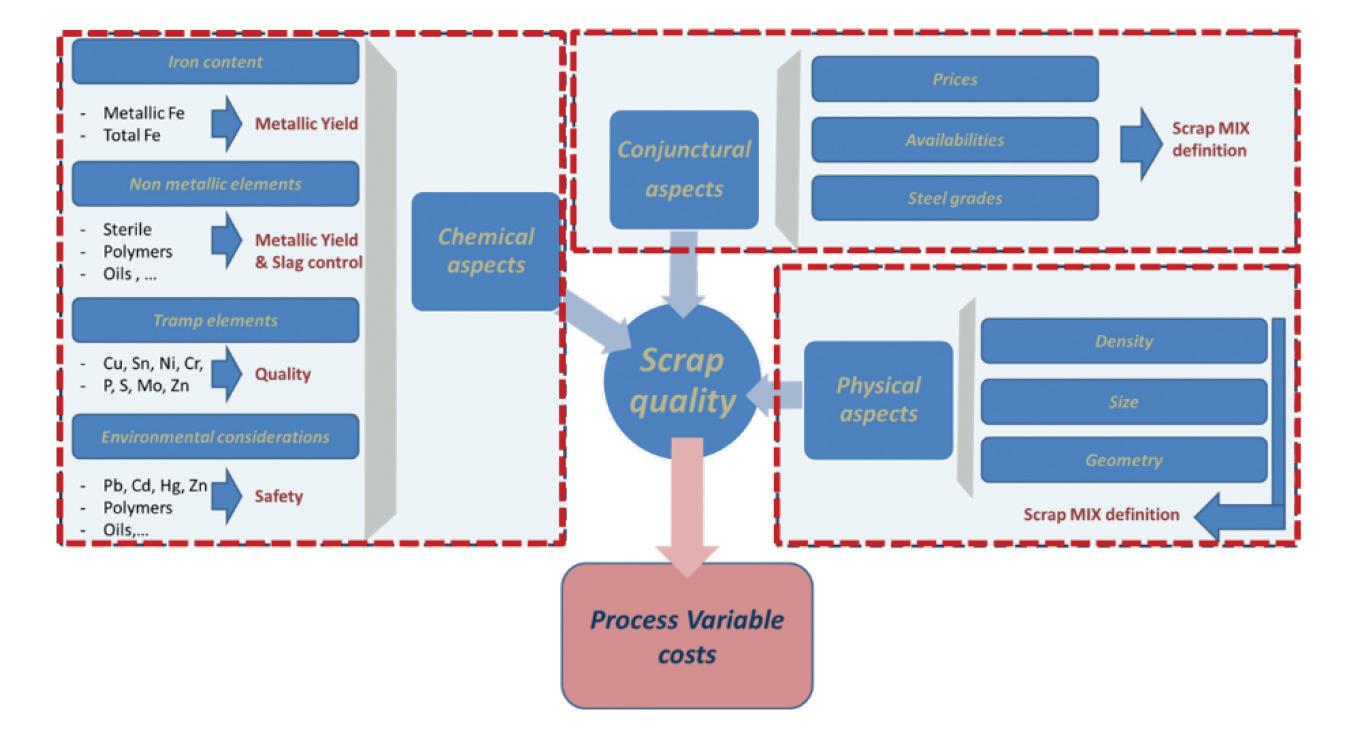
overall EAF process, detailed information on the quality of the raw material is crucial. Therefore, tools/methods that can quickly and efficiently provide information (chemical composition, distribution, physical
1. https://worldsteel.org/
morphology, material degradation, presence of moisture) are a must and R&D should look for tools and means to ensure the steel sector’s capacity for delivering high-quality steel grades using different raw materials
while contributing to the sustainable value chain for steel. Consequently, further efforts to improve EAF-based production and to integrate it in the future carbon neutral steel production scenario are needed. �
2. https://climate.ec.europa.eu/eu-action/climate-strategies-targets/2050-long-term-strategy_en
3. https://www.nature.com/articles/d41586-020-02927-9
4. http://www.chinadaily.com.cn/specials/sasac/Baowu2020CSR.pdf
5. https://corporate-media.arcelormittal.com/media/bg1n545s/arcelor-mittal-integrated-annual-review-2021.pdf
6. https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwjtuort0sH6AhXR8IUKHd1fCvAQFnoECAYQAQ&url=https%3A%2F%2Fwww.nipponsteel.com%2Fcommon%2Fsecure%2Fen%2Fcsr%2Freport%2Fnsc%2Fpdf%2Freport2021.pdf&usg= AOvVaw3fVa2QDYAJr2WFXsEc-88t
7. https://www.posco.co.kr/homepage/docs/eng6/jsp/dn/irinfo/posco_report_2020.pdf
8. https://salcos.salzgitter-ag.com/en/index.html?no_cache=1
9.https://www.tatasteeleurope.com/sites/default/files/TSE%20Sustainability%20report%202019-20%20%28EN%29.pdf
10.https://www.voestalpine.com/group/static/sites/group/.downloads/en/share/corporate-responsibility/2020-corporate-responsibility-report.pdf 11.Carbon-free steel Production: Cost reduction options and usage of existing gas infrastructure; EPRS | European Parliamentary Research Service (2021) 12. Global Steel at a Crossroads Why the global steel sector needs to invest in climate-neutral technologies in the 2020s. Global Steel at a Crossroads, Agora Industry, November 2021 13. Romain Su and Adrien Assous, Sandbag smarter climate policy (2022) 14. https://dash-mpp.plotly.host/mpp-steel-net-zero-explorer/ 15. www.midrex.com 16. Boston Consulting Group
MidrexSTATSBook2021 18. https://worldsteel.org/media-centre/blog/ 19. LOW CARBON ROADMAP - Pathways to a CO2-neutral European steel industry, EUROFER, 2019. 20. https://missionpossiblepartnership.org/wp-content/uploads/2022/09/Making-Net-Zero-Steel-possible.pdf 21. http://spain.arcelormittal.com/who-we-are/management.aspx 22. ArcelorMittal - Global corporate responsibility report 2014 23. J.-P. Birat, X. Le Coq, P. Russo, E. Gonzales, J.J. Laraudogoitia, Quality of heavy market scrap: development of new and simple methods for quality assessment and quality improvement. (2002 - RFCS) 24 Asier Vicente Rojo. New methods for ferrous raw materials characterization in electric steelmaking. PhD thesis (2020)
SCRAP SUPPLEMENT 18 www.steeltimesint.com Digital Edition - December 2022
17.































E: Onlinesales@eddisons.com T: +44(0)1724 334411 W: w w w.eddisons.com Catalogues, bidding and FAQs are available through our website Instructed by Liber ty Pressing Solutions (Coventr y) Ltd For Sale by Negotiation 18 Double Column and Other Presses from 300 tonnes to 1000 tonnes capacity. Including: - 2011 Seyi SN2-500t Double Column Progressive Transfer Press - A pair of Wilkins and Mitchell S2-600-2000-1250 600t Double Column Progressive Transfer Presses - CMC Clearing F-4350-108 320t Double Column Press - Cowlishaw Walker S4-400-108-16 400t Double Column Press - 2x Wilkins & Mitchell S4-400-108-60 400t Double Column Presses - 3x Cowlishaw Walker S4-600-108-24 600t Double ColumnPresses - Cowlishaw Walker S4-1000-108-18 1000t Double Column Press - Wilkins & Mitchell L601-14TR 600t Double Column Press - Danly S2-1000-84-72 1000t Double Column Press - Cowlishaw Walker S4-500-108-16 500t Double Column Press - Schuler P2E2sq 450/2.4/0.5 450t Double Column Press. - British Clearing S4-650-108-64 650t Double Column Press - Taylor & Challen DS2-300-48-42 Double Column Progressive Transfer Press - Cowlishaw Walker S1 400 C Frame Progressive Transfer Press Offers invited for individual presses (all offers subject to addition of 15%buyer s premium) Location: Coventr y, UK Release Date: Early 2023 For further information contact: Charles Moses, +44(0)7831 854971, Charles Moses@eddisons com or Alan Maddison +44(0)7967 327867 Alan Maddison@eddisons com Project1_Machinery Trader HP 25/11/2022 11:36 Page 1 Temperature Profiling Solutions In the Steel Reheat Industry Comprehensive • Passes through furnace with Slab • Get an accurate Slab temperature profile • Measurement at up to 20 points • Live 2 way radio communications Safe • Safe system installation without production delays • Reliable protection of data logger up to 1300°C Easy • Optimise your process accurately • Validate your furnace mathematical model. PhoenixTM GmbH Germany info@phoenixtm.de PhoenixTM Ltd UK sales@phoenixtm.com PhoenixTM LLC USA info@phoenixtm.com Benefits • Optimise furnace programs • Save energy and increase production • Obtain optimal drop out temperatures • Minimise scale build up • Prevent hot roller wear & tear Where experience counts ! www.phoenixtm.com
Steel, scrap and the foundations of the
RISING inflation, a cost-of-living crisis and forecast economic slowdown makes the UK’s path to industrial decarbonisation look increasingly tough. Against this backdrop policymakers cannot afford to ignore the chance to create value and deliver broader economic benefits from already available resources – especially when they can play a role in advancing environmental sustainability. Scrap steel is currently undervalued in the UK’s industrial policy, and a potential major missed opportunity in creating a sustainable circular economy.
The UK Government has set itself the legal target of ensuring the country has Net Zero emissions by 2050 in the Climate Change Act. Businesses are already working on the assumption that implementing environmental sustainability in their operations is no longer just a ‘nice-tohave’. While the politicians are wrestling about the tension between decarbonisation and economic growth, there is significant opportunity for both the UK Government and UK industry to take a leading role in the green transformation.

In July, new reports by influential think tanks Green Alliance and Bright Blue both identified that scrap steel can play a major role in enabling the steel sector to decarbonise its UK operations by 2035.
The reports, produced as part of a policy partnership convened by Liberty Steel and launched at COP26 in Glasgow, both highlight the possibility of transforming scrap’s current role as low-cost export into a strategic asset.
The pathway to clean steel
The Green Alliance and Bright Blue reports highlight that a consensus view is now emerging around which technological approaches will be necessary for decarbonising the UK steel industry, involving three approaches: increased utilisation of scrap and electric arc furnaces (EAFs), hydrogen-based steelmaking, and conventional (primary) steelmaking with Carbon Capture and Storage (CCS).
EAFs hold particular promise: they can be implemented relatively quickly, are costeffective and make use of the abundance of scrap in many developed economies.
As Green Alliance notes in its report: “Rapidly shifting more UK steelmaking towards electric production, using scrap steel and EAFs, would offer guaranteed emissions reductions in the short term”. In fact, Green Alliance predicts that expanding EAF steel production, while phasing out blast furnaces by 2035, would cut emissions by over 87%, relative to 2019
levels, through process substitution and grid decarbonisation.
By prioritising EAF production, there would also be the additional benefit that it would “allow the UK to maintain a level of ore-based production in future, based on the hydrogen direct reduction process”. This would reduce the number of valuable assets that are written off prematurely and support the industry in decarbonising in an environmentally and economically sustainable way.
As the reports emphasise, it is essential that the Government recognises the importance of EAFs in addressing the climate problem and as the main pathway for decarbonising the steel industry today.
One man’s trash…
EAF production recycles scrap metal and turns it into crude steel, or ‘secondary steel’. This preserves ‘the value of steel already in circulation by recycling steel into new alloys and products while reducing waste and emissions’ and helps steel to play an active role in the circular economy.
Fortunately, the UK is well placed to expand its EAF steel production.
The UK produces more scrap each year than virgin steel. However, much of this valuable resource is exported overseas,
SCRAP SUPPLEMENT 20 www.steeltimesint.com Digital Edition - December 2022
*Chief transformation officer, Liberty Steel
With legal net zero targets looming large, new reports by leading think tanks highlight the need to act on scrap steel, says
Jeff Kabel*
legal
of ensuring the country has net zero emissions by 2050 in the
Change Act
The
UK Government has set itself the
target
Climate
the future
rather than used domestically. The UK generates 10Mt/yr of steel scrap of which 80% is exported to other countries for recycling.
Since EAFs present an existing way to produce low-carbon steel using relatively little energy, the number of arc furnaces globally will undergo a dramatic increase in the coming years. Already accounting for around 30% of global production, they
will increasingly replace primary plants that require reinvestment, meaning that the proportion of scrap in total worldwide steel production is likely to reach 40% in 2050.
As a result, demand for scrap is likely to grow: competition for scrap is a material concern for the industry, with EAFs requiring higher quality inputs than blast furnaces. Scrap steel – currently a low-value export – can become a high-value, strategic
asset, and its export should be approached with national strategic benefits and risks in mind.
There are various methods which would help to increase access to these crucial raw materials and, therefore, help the steel industry to decarbonise.
By adapting incentives and standards to encourage investment in scrap processing and domestic retention of scrap steel, the Government could drastically improve the efficiency of EAF production and the quality of steel it is capable of producing.
In the reports, Bright Blue notes that, with ‘the right incentives and standards to encourage higher quality scrap processing and a domestic scrap market, a more resilient and resource-efficient steel sector could be created’.
Moreover, this will help to retain these valuable materials in the UK market, helping us to achieve a more circular economy and reducing the need for primary steel through traditional blast furnace methods. Incentivising scrap processing and improved standards would drastically ‘improve material circularity, leading to a significant and rapid reduction in emissions from domestic steelmaking’.
Another added benefit of investment in sorting and processing would be the additional rare earth metals – used to make parts, equipment and machinery – which would otherwise be lost.
The reports, therefore, recommend introducing specific incentives for the domestic retention of scrap steel to ensure a higher quality scrap supply for domestic producers and enable a lower carbon, more circular UK steel industry, better protected against global supply chain shocks.

Bright Blue also recommends introducing a cap – reducing over time – on the total weight of scrap metal exports, with the intention of at least halving scrap exports by 2030.
Sorting it out
Despite the clear benefits of moving towards EAF production, there remain limitations around the types of products that EAFs can produce.
Certain product ranges are difficult to produce with higher scrap content or require very high-grade scrap with low residual levels and/or a targeted chemical analysis, due to contaminants like copper.
However, increased investment has already seen EAF capabilities expand to be

SCRAP SUPPLEMENT 21 www.steeltimesint.com Digital Edition - December 2022
Countries which are the first to decarbonise their steel making will gain the greatest economic advantage internationally in a strategic sector
able to produce more products. Most types of steel products can be manufactured in a carbon-neutral way in certain jurisdictions globally.
What is now required is increased investment into scrap sorting and processing technologies.

The UK produces large quantities of scrap, in excess of what UK steelmakers require for their own production. However, it is often in a poor condition.
Despite this, there are various methods by which we can upgrade scrap that is in poor condition and convert it to lowresidual scrap, which has greater value to UK steelmakers, by processing it to remove contaminants.
Furthermore, investment in sorting technologies will create other benefits outside of steelmaking, since the innovations will be transferable to other metals including iron, lead, aluminium, copper and zinc.
To offset some of the higher costs associated with processing and upgrading scrap metal in the UK, Bright Blue recommends that the Government provides total VAT relief on the purchase of lowresidual scrap.

Green Alliance’s analysis also supports scrap incentives, saying that any emissions
not cut by expanding EAF production and phasing out blast furnaces by 2035, could also be further reduced by targeting the residual emissions from EAFs and developing our processing capabilities.
Therefore, the reports highlight that shifting to EAF technologies and investing in scrap is a ‘no-regrets option’ for the UK Government and an opportunity that we can take advantage of in the short-term.
Building the future
Countries which are the first to decarbonise their steel making will gain the greatest economic advantage internationally in a strategic sector. This makes addressing the issue both an opportunity as well as a necessity, with steel as the leading source of industrial emissions on the plant and a building block for future development.
For the UK steel industry, this presents us with a stark choice. As Frank Aaskov, energy & climate change policy manager at UK Steel, told the Environmental Audit Committee recently, “Either you have a decarbonised steel sector or you do not
have a steel sector at all”.
The technology to produce lowcarbon steel exists now and, through the development of a supportive policy environment, the UK steel industry is well placed to take a leading role in the push towards decarbonisation.
By increasing our use of existing, mature technologies, such as electric steelmaking (EAFs) and facilitating the availability of scrap, the UK Government can assist the industry in making the necessary steps to invest in green steel and help to achieve the legal net zero targets that it has set itself.
GFG Alliance and Liberty Steel believe that now is the time for the steel industry to come together with Government to develop world leading solutions to the issues ahead of it and facilitate the roll-out of EAFs in the decarbonisation process.
By taking these steps, industry, thought leaders and Government could ensure a resilient and low-carbon future for an industry which is critical for both the nation’s growth, development and net zero ambitions. �
SCRAP SUPPLEMENT 22 www.steeltimesint.com Digital Edition - December 2022
Expanding EAF steel production, while phasing out blast furnaces by 2035, would cut emissions by over 87%, relative to 2019 levels
Below: The UK produces more scrap each year than virgin steel. However, much of this valuable resource is exported overseas, rather than used domestically
info@fabris.com www.fabris.com 905.643.4111 Contact Us ® spiral cooling system ® Our roller entry guides keep your product on the pass Maximize your mill speed while meeting your quenching requirements on all bar sizes. Not just controlled cooling, but correct cooling Traversing Restbars allow for quick and accurate pass changes · Single point, centralized adjustment during operation · 2, 3 and 4 roller con gurations · Rigid, stainless steel construction · Broad size range box con guration · Fewer surface defects and better scale control · Available in Box, Trough and Restbar-mounted con gurations · Honours existing mill attachment points and guide base, no machining on your stands required · Made from stainless steel and speci cally tailored to your mill ensuring perfect t, operation and longevity trough con guration With over 50 years in the Steel Industry, we have a wide variety of solutions to keep your mill rolling.
IN the Rumi fables written in the 13th century there is a story about a man that helps a bear, and in return, the animal decides to protect its helper from evil. When the newly adopted protégé was fast asleep an insect settled on the forehead and immediately the bear killed it with a strong blow of its paw. Unfortunately, the man also died and the concept ‘a bear’s service’, meaning an act with good intentions but fatal outcome, was born. We still use that expression in our daily life in many languages around the world; acting with good intentions with unintended, negative, results is evidently part of human nature and a close companion in our history. The relevance to circular economy and the concept of ‘recycled content’ is that an uncritical use may lead to more greenhouse gas emissions, not less, and that there are other concepts that better support decarbonization and circularity. Demanding a certain recycled content for steel might turn out to be a bear’s service to the climate.
The steel life cycle
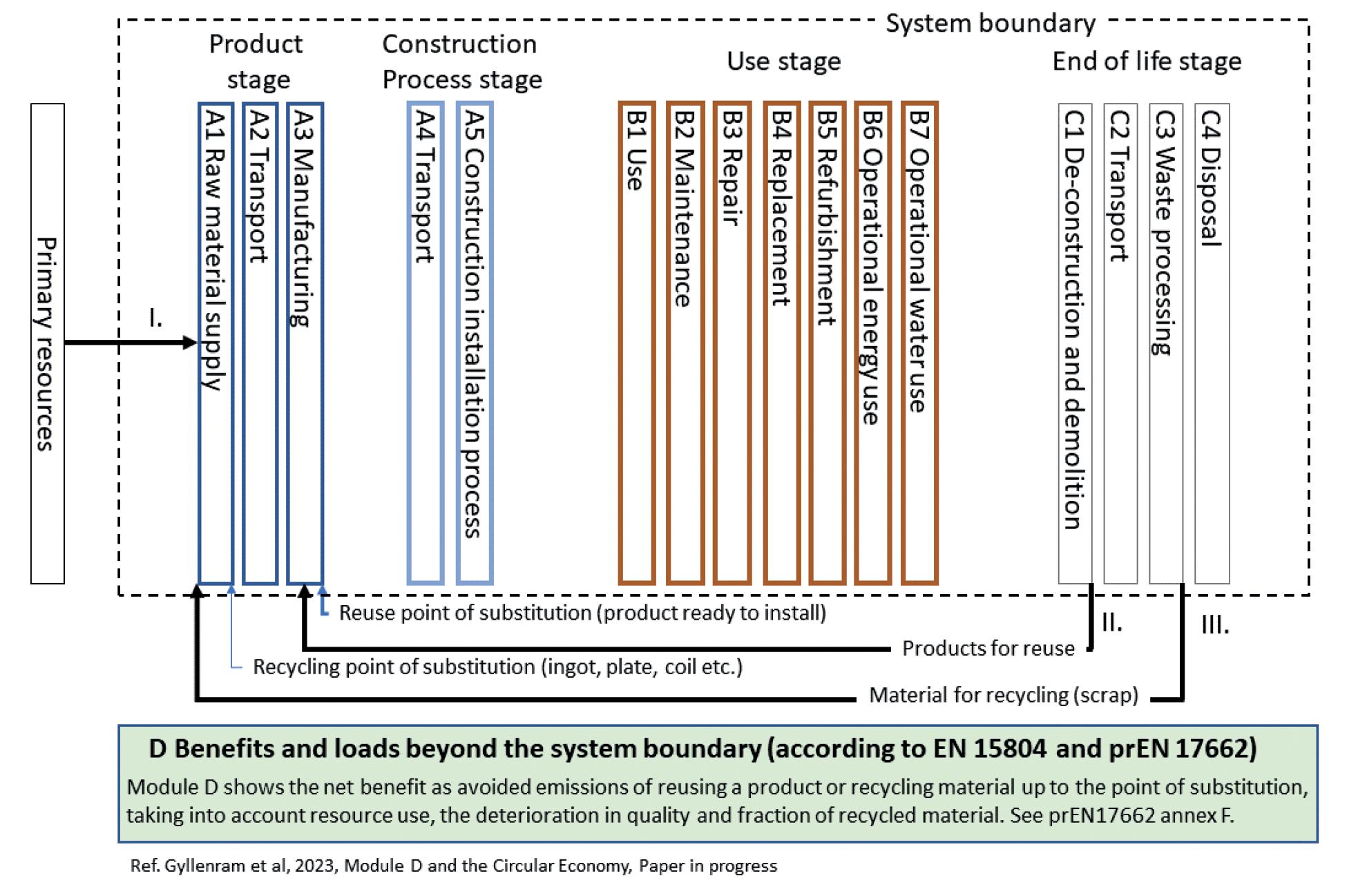
In order to optimise the environmental properties of a product, you have to look at its entire life cycle and the continuation of the used materials into the next. This is studied in Life Cycle Assessment (LCA) projects and used in Environmental Product Declarations (EPDs). For buildings the standard EPD, EN 15804, divides the assessment into a number of modules (as shown in fig 1). Module A describes the process that starts with virgin and recycled material as well as reused products, leading to a building that is ready to use. Module B describes the operations, environmental loads, and resource use during the building’s life time, and module C shows the deconstruction stage where materials are recovered for either reuse or recycling, if not deposited as waste, which is almost never the case for metals. Building a bridge from stainless steel means having a high environmental burden in module A compared to other materials which becomes lower in module B when taking maintenance and product life into account.
The environmental value of reuse, including refurbishment or formatting of a product, and recycling including remelting, is calculated in module D, where calculation rules make sure greenwashing is avoided.
 *Founder and CEO, Kobolde & Partners AB
*Founder and CEO, Kobolde & Partners AB
Avoiding a bear’s service to the climate
By Rutger Gyllenram*
SCRAP SUPPLEMENT 24 www.steeltimesint.com Digital Edition - December 2022
Why demands on ‘recycled content’ should not be used for steel, and what to do instead.


SCRAP SUPPLEMENT 25 www.steeltimesint.com Digital Edition - December 2022
Rutger Gyllenram with a not so dangerous bear.
Photo: Pelle Berglund, Znapshot
For both reuse and recycling, module D should take into account any deterioration in quality due to circulation. Since remelting is avoided in the reuse case, the gain is higher than for recycling if the quality can be kept at a reasonably high level. The quality of recycling is included in the model but unfortunately seldom analysed in depth.
What is discussed, however, is that using virgin material has a higher environmental impact than using scrap – and regardless of the fact that in a growing global economy both virgin and recycled material are necessary for the economy – the ‘recycled content’ measure is used as an index for good environmental performance while it at best is irrelevant, and this will be discussed further on.
Steel recycling in the circular economy Steel is an 100% recyclable material which means that all collected steel scrap from industry, that is ‘new’ or often called
‘prompt’ scrap, or ‘old’ scrap, can be used in the production of steel. Scrap circulated within a plant belongs to a third category and is called ‘home’ scrap – this scrap is normally not reported in scrap statistics. Since the price of scrap is in the range of hundreds of euros per ton, the recycling rate is high – and with few exceptions steel stays in the circular economy. Losses occur for steel that are hard to recover, for example sunken ships and piping in the ground, material contaminated by radioactivity, material used in a way that it is consumed, and finally oxides in slag and dust. Even rebar, which for a long time was used for backfilling together with the surrounding concrete, is nowadays liberated and recovered for remelting. According to scrap dealers in Sweden, about 40% of traded scrap is prompt scrap and the rest is old scrap.
Alloys in scrap
Steel gets its properties from its chemical
content with alloys and impurities, casting conditions, hot and cold forming, heat treatment, surface treatment etc. These operations together add to the performance as well as the environmental burdens of the steel. When reusing a steel product all these properties may be recovered in a new function whereas remelting may make use of only the iron and alloy content, but often only the iron is taken into account.
In the same way alloys may give steel desired properties, the same elements may in other cases be considered unwanted ‘tramp’ elements. Furthermore, alloys have significantly higher carbon footprints than iron since they come from ores with lower metal content than iron and often use more energy-intensive processes for extraction. Carbon footprints that are double or 10 to 20 times that of iron or even higher is not uncommon and the same goes for alloy prices.
When it comes to valorising the alloy content in scrap, the business is about
SCRAP SUPPLEMENT 26 www.steeltimesint.com Digital Edition - December 2022
Fig 1. The life cycle of steel as it is modelled in the draft standard for steel and aluminium, outlined for buildings and civil engineering structures but applicable to most uses of metals in products. The steel is produced from a mix of primary and recycled material, used in a product and at the end of life either recycled or reused. The value of reuse and recycling is calculated in the so-called ‘module D’, taking into account any degradation of quality and loss of value
separating and sorting at the scrap processing end and storing and blending at the steel plant. Information about the scrap average chemical composition together with lot sizes play important roles in optimising alloy recovery. Most important, however, is the ambition to actually make the alloys in scrap recoverable and to use the recovery potential of scrap alloys in full. Scrap with a known chemical analysis within narrow limits has a much higher environmental and economic value than scrap with just a maximum level for certain tramp elements.
Prompt scrap
For prompt scrap, the analysis of the scrap flows is normally initially known, but keeping scrap from different steel qualities separate requires scrap management to be included in the factory design. Unfortunately, that is often a detail that is omitted when trying to decrease the investment cost of a new plant. There is an abundance of examples where end cuttings in steel rolling mills, cuttings from steel coils in the automotive industry, and turnings from machining plants in the foundry industry end up in single scrap
streams where alloys are difficult to recover due to widely varying chemical analysis and combinations of alloys that do not fit the steel products for which the scrap is used. Keeping track of scrap chemistry is seldom a priority down the production line where it is sometimes viewed as a problem and not an opportunity.
Old scrap
Old scrap is collected from discarded constructions, products or packaging and sorted according to one of many scrap classification systems. The sorting is done by skilled personnel often with an XRF, a hand-held instrument with which the chemical analysis of larger objects can be measured. Complex products like cars, are shredded and the resulting scrap is then automatically sorted in one magnetic and one non-magnetic fraction.
The non-magnetic flow is much smaller than that of the magnetic and contains scrap with higher metal/alloy value, and in modern shredding plants is then processed by copper, brass, different kinds of aluminium and different kinds of stainless steel being separated into different flows for further processing, which makes use of the full value of the content.
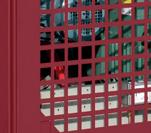
The magnetic fraction contains all ferritic steels like unalloyed steel with less than 1% of alloys and alloyed steel with nickel, chromium, molybdenum typically under 10%, ferritic stainless steel like the drum in a washing machine or the inside of a dishwasher, which typically contains more than 13% chromium. Non-magnetic metals may be trapped in ferritic steel parts and then go with the magnetic stream. The biggest problem is probably copper wire from motors that are wound up around iron kernels or wedged in a scrap piece. Examples of where copper goes with the ferritic flow are shown in Fig 2 and Fig 3; with Fig 1 showing a motor where the copper was part of the product and Fig 2 representing a situation where two pieces of different origin are wedged together. This scrap is well-suited for the production of weathering steel that is alloyed with copper but in most steel qualities, copper is a tramp element and not valorised. The scrap piece shown in Fig 4 may be nonalloyed steel, high strength steel with high manganese content, or ferritic stainless steel with high chromium etc. Such scraps increase the uncertainty of the chemical content and the loss of valuable alloys.


SCRAP SUPPLEMENT 27 www.steeltimesint.com Digital Edition - December 2022
Fig 2. A piece of a shredded electric appliance having escaped the final manual inspection of the ferritic scrap flow. No industrial processes for removing copper from liquid steel exist today and a rising average copper content is a major concern when a bigger part of the steel production comes from recycled material. Well sorted, this scrap could be used for weathering steel, with the copper replacing primary material in being used as an alloy.
Photo: Pelle Berglund, Znapshot
Fig 3. A piece of copper wedged in a piece of steel scrap after shredding. Note that the two pieces do not have to come from the same product. The steel may have a low content of unwanted elements, but the copper shrapnel makes the quality poor. If it had been a piece of lead or tin, the harm would have been even worse.
Photo: Pelle Berglund, Znapshot
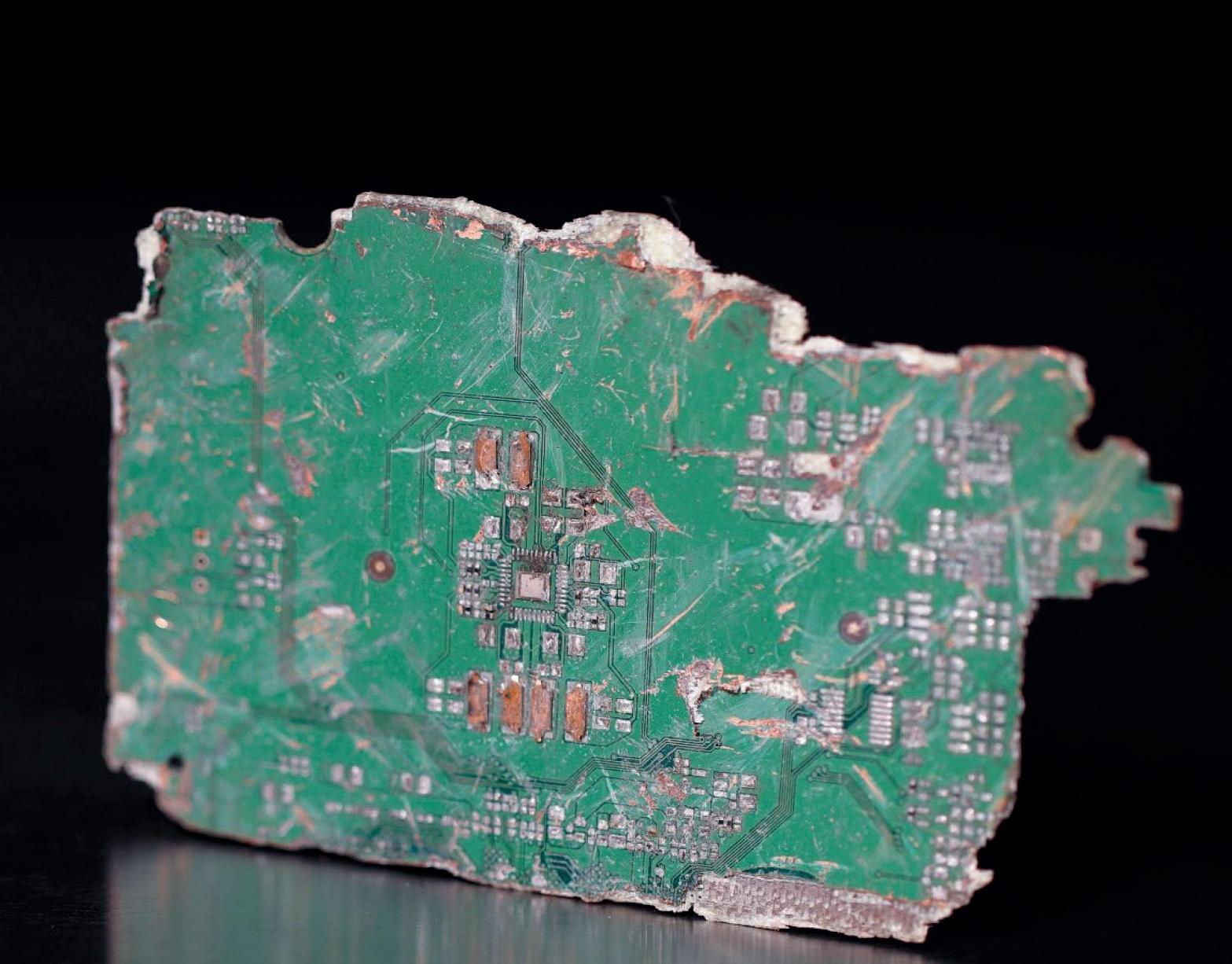
Finally, the circuit board in Fig 5 that also was found in a ferritic flow contains lead and tin in the solders which are detrimental in certain steel qualities.
With new technology, the magnetic flow can be processed where individual parts are identified with laser technology and directed into different streams for optimal alloy recovery and avoidance of tramp elements. The environmental benefit of such sorting both from a carbon footprint and a resource conservation perspective is

evident, but costs for the new technology are still an obstacle. The EU directives for vehicles, appliances or waste are still focusing on weight and not the recycling value so little help is in place at the moment, but hopefully the next generation of directives will look in this direction. Why is ‘recycled content’ a concept of the past that should be avoided for metals?
1) There is only a certain amount of scrap to make scrap-based steel from, and when
it runs out, only steel from iron ore remains. Scrap from end-of-life products in society is used directly and there are no large reserves of unused scrap. This means that insisting on only buying scrap-based steel does not improve anything. It is irrelevant. It may however increase transportation and add to emissions from that sector.
2) Not buying steel from virgin sources in the western world may divert virgin production to countries with less efficient ore-based steel production. This may be detrimental when fossil-free ore reduction processes emerge.
3) In many cases, although not all, it has just been a way of making a virtue of something companies have done for a long time for cost reasons, which does not indicate a real interest in circularity. This makes the label less trustworthy and valuable and indicates complacency. Using a concept without real environmental impact and not fostering continuous improvement is, perhaps, the most serious flaw.
Preparing for the product label ‘reuse and recycling
ready’
How do you design a product that avoids the problems of poor recycling of alloys discussed above? It is a million-euro question that companies engaged in meeting circularity, climate goals, and other demands from society must ask themselves. If we invent the concept ‘reuse and recycling ready’ ensuring a smooth prolongation of the products’ life and recycling of the alloys as alloys, what should it include? It is likely that we must look at the entire life cycle with repair and maintenance and then the end-of-life operations. For reuse, you need to make the product deconstruction-friendly, and for recycling you need to decide whether the product needs laser sorting or may do well with just magnetic separation. Deciding on that and dealing with labelling and documentation might be a first step. The second step would then be to make reuse and recycling work in practice with reuse-product management and different waste management streams – and finding entrepreneurs taking on the task. And sorting out the financing. That would be a real service to circularity and the climate. �
SCRAP SUPPLEMENT 28 www.steeltimesint.com Digital Edition - December 2022
Fig 5. A piece of a circuit board found in the ferritic scrap flow. If the solders are made of lead and tin, the circuit board constitutes an impurity hazardous to some steel qualities.
Photo: Pelle Berglund, Znapshot
Fig 4. A piece of shredded scrap from the magnetic flow. It may come from a car roof and have a very low alloy content, be a high strength side of the car with high manganese, be part of the inside of a dishwasher with high chromium etc. The alloys cause concern in the following steelmaking process and may all end up as tramp elements which are unwanted. Well sorted, the alloys in the scrap piece could have come to use.
Photo: Pelle Berglund, Znapshot



















kelk.com Best head and tail imaging (ACCUBAND) “+” Best transfer bar tracking (ACCUSPEED) “+” Best crop shear control (ACCUCROP) “=” Best overall crop shearing accuracy Very quick return on investment (ROI) Scan for details or reach out directly +1-416-445-5850 | kelk.sales@vpgsensors.com © 2022 VPG - All Rights Reserved 12973-EN_May22 ACCUBAND Crop Optimization System + + ACCUBAND ACCUCROP ACCUSPEED Raw material assessment for the DR-EAF route Value in Use considering Productivity, Environment and Resource Efficiency. • Value in use considering productivity, environment and resource efficiency • Scrap chemical analysis and uncertainty • Benchmarking recipe cost against theoretical optimum Contact rutger.gyllenram@kobolde.com / www.kobolde.com Kobolde annons.indd 1 2021-01-19 08:09 FrigorTec GmbH • info@frigortec.de • www.frigortec.com CRANEFRIGOR ™ –AC-unit for severe duty conditions works. Since more than 50 years! AZ_S+T_CRANEFRIGOR_87x128_Steel-Times_Int_EN.indd 1 05.04.19 10:16
When it comes to decarbonizing the steel manufacturing process, scrap and how it is processed presents a major challenge to those wanting to lower the carbon footprint of steelmaking. This article outlines projections of scrap availability, examines different types of scrap and argues for better design of products, such as cars and appliances, with a view to endof-life dismantling so that free copper and other residuals can be removed more easily. By Jeremy Jones*
Challenges for scrap recycling

MUCH attention is being placed on EAF technology as a means of transitioning to lower carbon footprint steelmaking. However, as one begins to evaluate the opportunities that the EAF brings to this endeavour, one quickly realizes that the future of EAF technology is closely entwined with the selection of raw materials that we utilize to make the steel. In fact, it is impossible to separate the two topics when one is attempting to develop low carbon solutions for steelmaking.
The Electric Arc Furnace (EAF) is currently the technology with the lowest carbon footprint. Typically, 500 to 800 kg of C02 are generated for each tonne of steel produced. In addition to 100% scrap-based EAF steelmaking, the EAF production route has shown that it can produce the same higher value products as the integrated route (coke ovens, blast furnace, basic oxygen furnace) if up to 40 % of the metallic charge consists of ore-based metallics, aka OBMs, such as pig iron, direct reduced iron (DRI) or hot briquetted iron (HBI). It is also clear that a circular economy for steel scrap is contingent on residual dilution from OBMs to meet product requirements. This will continue to be the
case until we develop technology capable of economically removing residuals from steel scrap.
Projections of scrap availability between now and 2050 indicate that the quantity of scrap available for recycling will grow considerably. This is good news for the EAF steelmaker as scrap makes up the majority of the metallic charge to the furnace. Fig 1 below from the World Steel Association (worldsteel) shows projections out to 2050 by geographical region.
From 2020 onwards there has been a small amount of growth in EU/NAFTA/ Japan. The largest growth is in China and the rest of the world. Of course, the amount of scrap is only one part of the story. Scrap quality is also of key interest for the EAF steelmaker. The quality of the scrap is dependent on the product group that the scrap is sourced from. If the steel scrap comes from structural works, the copper level is probably about 0.3 wt%. If the steel scrap comes from products made with sheet steel, the copper content could be from 0.04 - 0.1 wt%. If the steel scrap is sourced from tubular products, the copper content is likely to be 0.12 – 0.15 wt%.
Special bar products will provide scrap
*Partner, CIX Inc.
with a copper content of 0.15 – 0.3 wt%. Recycled rebar can contain 0.3 – 0.8 wt% copper. In addition, the age of the steel and the region where it is sourced will also likely impact on copper content. It is well known that the life cycle of steel varies greatly by geographical region.
As more EAFs are installed, the demand for feed materials will increase. Some companies are proposing the use of hydrogen-based DRI to fill this metallics void. However, the availability of sufficient quantities of DR grade pellets is questionable and in general ore quality is declining globally. The situation is exacerbated by increasing residual levels in scrap coupled with declining generation rates of prompt scrap. The quality of the ferrous feedstocks impacts directly on EAF productivity, yield and efficiency. These critical qualities include, but are not limited to: metallization, gangue content, carbon content, phosphorous and sulfur levels and unwanted tramp elements such as copper, chrome, tin and lead.
In the last 10 years, co-mingling of different scrap types has become more common and scrap blends such as 80/20 #1/#2 heavy melt can have a copper
SCRAP SUPPLEMENT 30 www.steeltimesint.com Digital Edition - December 2022
Projections of scrap availability between now and 2050 indicate that the quantity of scrap available for recycling will grow considerably.
content in the range of 0.5 – 0.6 wt%. As a result, the historic nomenclature utilized to describe various scrap types has become less meaningful and the nomenclature also varies by geographical region. The World Steel Association’s EAF experts group addressed this issue several years ago by generating a matrix of scrap nomenclature equivalencies. However, in the last few years the situation has become worse, and, in many cases, higher quality scrap is being deliberately contaminated with lower grade scrap. This increases the requirement for OBMs to dilute residual levels to achieve the necessary steel product specifications. Utilization of lower grade ores to produce OBMs can result in an increased EAF carbon footprint. Co-mingling of scrap grades also leads to an increased carbon footprint.
Prompt scrap is defined as material that is generated in the manufacturing process. The chemistry of this material is generally well known. An example would be bushellings. Obsolete scrap is defined as material that is reclaimed when a steel product reaches its’ end of life. Examples would be shredded automobiles, white goods or rebar. It is important to recognize that many different grades of scrap exist within these two broad classifications and that these various scrap grades contain different levels of residuals, inert content and other components. Home scrap is defined as scrap generated within the steelmaking facility in the process of producing steel. Examples would include ladle and tundish skulls, steel recovered
from slag pots and trim losses that occur in the rolling/finishing processes.
Fig 2 shows worldsteel’s global projections for the amounts of prompt, obsolete and home scrap that will be available out to 2050 (x axis is year, y axis is Mt). Home scrap is expected to grow a little post 2020 as more steelmaking capacity comes online. Prompt scrap supply is also expected to grow post 2020, but most of this will be in the developing economies. In the developed economies (Europe, NAFTA, Japan), the supply of prompt scrap is on the decline as manufacturing efficiency
improvements result in reduced quantities of scrap. Obsolete scrap supply will grow enormously post 2020 as buildings and infrastructure reach the end of their useful life in the developed countries and are replaced.
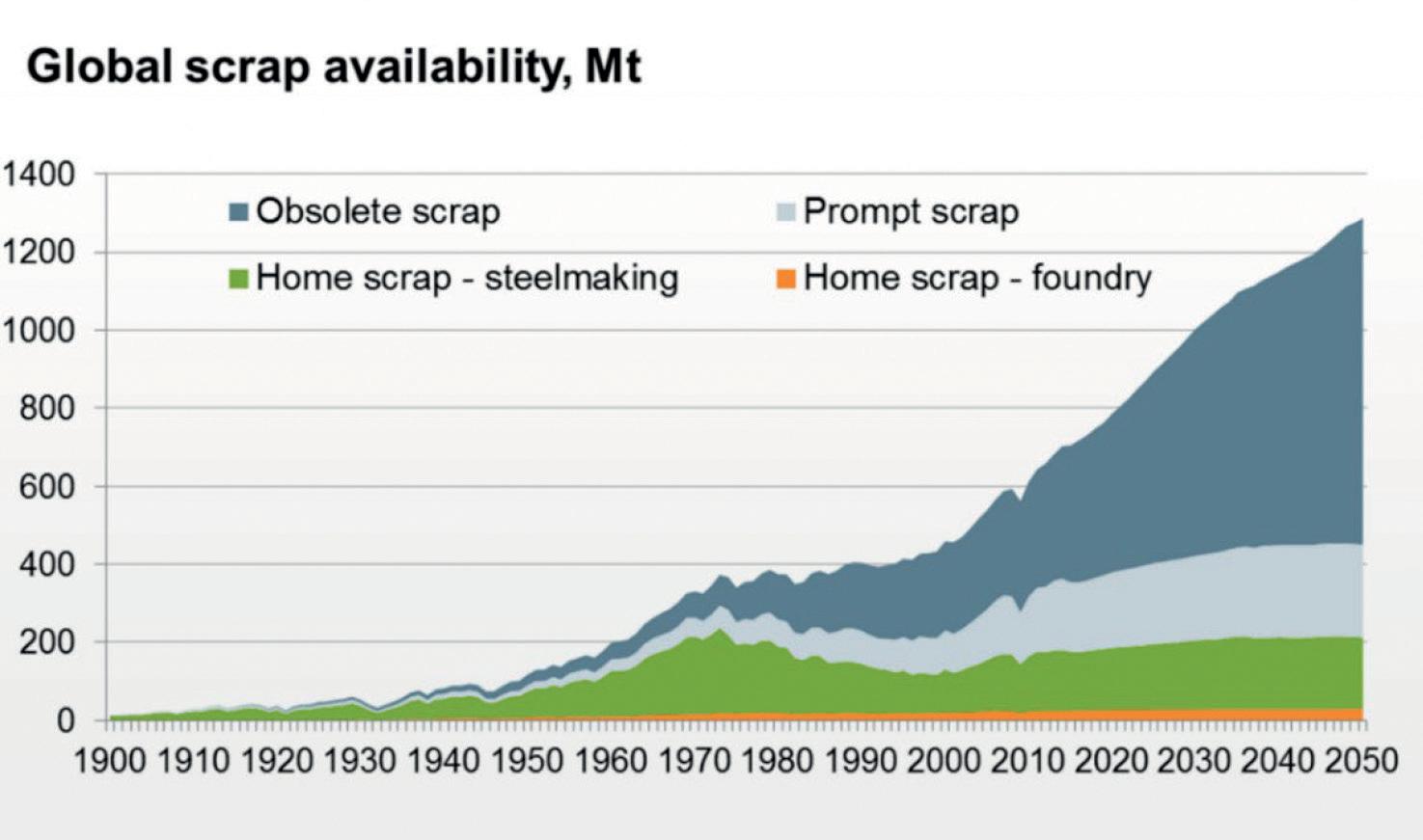
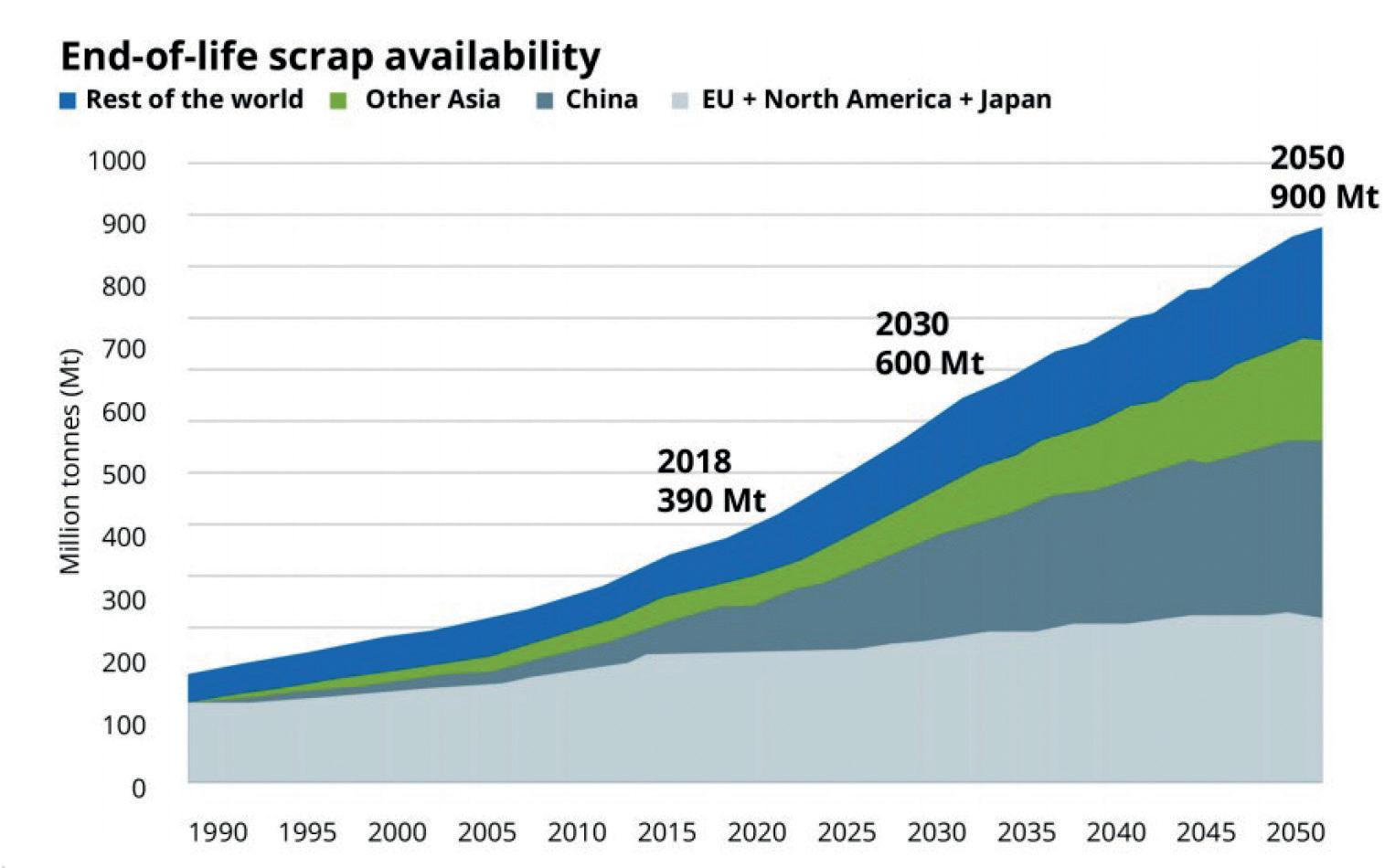

In order to produce sheet grades, pipe grades and many SBQ grades, it will be necessary to dilute the residuals in the obsolete scrap by adding OBMs which, being made from iron ore, have minimal traces of residual metallic impurities. Until an effective and economically viable means is discovered that allows for residuals to
Fig 2. worldsteel projection of scrap availability by type
SCRAP SUPPLEMENT 31 www.steeltimesint.com Digital Edition - December 2022
Fig 1. Worldsteel scrap availability projection to 2050

SCRAP SUPPLEMENT 32 www.steeltimesint.com Digital Edition - December
2022
A typical example of obsolete scrap would be shredded automobiles, white goods or rebar
Opposite page. According to global projections from worldsteel, obsolete scrap supply will grow enormously post 2020 as buildings and infrastructure reach the end of their useful life in developed countries and are replaced
be removed from the steel scrap, the solution is dilution – OBMs enable the circular economy for steel. Without OBMs in the scrap mix, a significant portion of steel scrap will become impossible to recycle and will be destined for land fill. It is very clear that as an industry, we must do a better job of segregating scrap based on its physical and chemical properties in order to achieve a circular economy for steel scrap while also minimizing utilization of virgin materials.
Easy dismantling
Better design of products, such as automobiles and appliances, must be focused on easy dismantling at end of life so that free copper and other residuals can be more easily removed and thus improving the utility (VIU) of the scrap. For example, the contained copper in auto bodies may be 0.1 –0.12 wt% but most shredded scrap currently contains from 0.15 – 0.35 wt% copper. This additional copper is ‘free’ copper which must be removed to maintain the potential value of the scrap. This free copper has an economic value and can be recycled. Methods now exist for the removal of at least a portion of the free copper, but until the steelmaker recognizes that each point of copper in the scrap brings with it a cost, most steelmakers will not pay the added cost to carry out this additional separation. However, some steel plants are now processing scrap at the steel plant site achieving a payback on the equipment in less than six months.
If on average obsolete scrap contains 0.3 wt% copper, then to produce flat products with a maximum copper content of 0.08 wt%, the metallics blend would need to contain approximately three parts of OBM with one-part obsolete scrap. Even a pipe grade with a maximum copper specification of 0.15 wt% would require a metallic feed blend with one-part OBM to one part obsolete scrap. These examples demonstrate how important the role of OBMs is to the future of EAF steelmaking.
Within a given scrap grade, the residual levels can vary enormously. For example, historically, shredded scrap was derived from shredded
automotive and white goods and the copper content varied from 0.15 to 0.20 wt%. Recently, shredded scrap in some regions has contained 0.35 wt% Cu and in an extreme case 0.52 wt% Cu. Shredders are a top offender with respect to the aforementioned comingling of end-oflife scrap streams. Shredded scrap is now produced with whatever will fit into the shredder itself and has little relation to the source of the scrap. Even the scrap pricing indices reported by many steel market intelligence groups have diminished utility because of the high degree of variability in the various scrap grades which is not captured in their reporting.
Dirt levels in recycled scrap have also been on the rise (from 1% to as high as 7%) over the past 10 to 15 years and pose another quality issue. For a million tonne per year facility, an extra 1% dirt in the scrap can negatively impact the steelmaker’s conversion costs to the tune of $11/tonne and increase the C02 footprint by 50 kg/ tonne. The higher dirt content requires more basic flux addition, generating extra slag mass, resulting in higher Fe losses, higher energy consumption, greater electrode consumption and longer tap-totap times. Some facilities have implemented equipment to remove the dirt at the scrap yard and have obtained equipment payback times of less than one year.
How can we be proactive? So, the question is ‘what should we be doing now to ensure circularity of scrap recycling and provide sustainability to the steel industry? The following are a few key takeaways:

• The availability of ‘prime’ scrap is shrinking in many of the mature economies as manufacturers become more efficient and generate lower quantities of scrap. As technology evolves (such as advanced highstrength steels), the quantity of steel being used in products is also shrinking.
• OBMs enable a circular economy for steel scrap.
• Need better definition and tracking of scrap characteristics and scrap nomenclature so these can be used to better understand value-in-use (VIU) and drive behaviour conducive to better segregation of scrap based on these parameters
• Scrap processing at the steel plant site is a highly effective method to remove free

copper/dirt which will improve operating costs, improve Fe yield, reduce flux and energy consumption and reduce the carbon footprint of EAF steelmaking.
• Steelmakers must also work more closely with scrap processors to segregate lower-residual, high-value scrap and to reduce the blending of lower-grade materials into ‘cleaner’ scrap. Thus the pricing structure of various scrap commodities will show greater separation related to residual content and dirt content. Essentially steelmakers will have to pay more to maintain the availability of cleaner scrap grades. At the same time, there needs to be an economic incentive for scrap processors to do a better job of free copper removal and for vehicle manufacturers to design vehicles for easier free copper removal.
• Technologies that can economically reduce the amount of free copper in scrap must be improved and applied universally to slow the rise of copper (and other deleterious) residual levels in steel scrap.
The pro-active measures that we implement in the next 10 years will have a profound impact on our ability to implement a circular economy for steel scrap. What is less well understood is that these measures can also significantly impact steelmaking C02 footprint, costs, efficiency and consumption of virgin materials. It is imperative that we begin our implementation of a cohesive strategy now. �
SCRAP SUPPLEMENT 33 www.steeltimesint.com Digital Edition - December 2022
How to increase scrap recycling
Scrap is an essential secondary raw material within the steelmaking process and its increased recycling is an important pillar on the path to achieving European climate targets such as the Green Deal or the ‘Fit-for-55’ initiative. This article examines technological developments in scrap processing as well as how the metallurgical process and the material properties of the product influence the accompanying elements incorporated in the scrap. By M. Häuselmann1, J. Rieger1, J. Schenk1,2, R. Schnitzer3, A. Sakic3, S. K. Michelic2,4 , J. Cejka4
WHILE, in theory, steel can be infinitely recycled without compromising quality, certain accompanying elements hamper the reuse of post-consumer scrap, such as an expected surplus of low-grade scrap in Europe, massive scrap exports and the loss of valuable secondary raw materials. Consequently, improved technologies need to be developed to acquire detailed knowledge about the composition and quality of scrap to enhance its utilization.
The iron and steel industry’s ambition to reduce its process-related CO2 emissions by at least 55% (compared to 1990’s levels) by 2030 and to achieve climateneutral steel production by 2050 involves significant changes and challenges. Three C02 mitigation pathways for the steel industry have been established by the Clean Steel Partnership (CSP), a publicprivate partnership of the European steel sector led by the European Steel
Association (EUROFER) and the European Steel Technology Platform (ESTEP). These pathways comprise carbon direct avoidance, smart carbon usage and circular economy as an overarching approach5 Compared to steel production from primary raw materials, melting scrap requires less resources and decreases process-related C02 emissions by up to 75% 6. The production of high-performance steel from scrap necessitates an accurate knowledge of the available scrap grades so that the required product specifications can be obtained. Particularly post-consumer scrap often cannot meet the required quality criteria concerning its composition. This induces a high export rate of low-quality scrap, and thus, an exclusion of iron resources from the material cycle. A significant change in scrap management, i.e., precise characterization and separation, determination of the appropriate scrap mix,
and adequate adjustment of the melting and refining processes, is imperative to increase the sustainability of the steel industry and to minimize the export of the valuable resource scrap.
Technological developments in scrap processing
The quality of the scrap is determined by its geometry (dimensions, weight, and volume) as well as its chemical composition (including the content of accompanying elements such as copper, tin, chromium, nickel, molybdenum or organic material). Nowadays visual inspections are usually supplemented by random sample analyses; however, these are often not representative of the entire scrap batch and, therefore, are accompanied by uncertainties. Particularly considering the increasing quantities of post-consumer scrap in the future7 and the ever more complex product designs, reliable
1. K1-MET, Franz-Josef-Strasse 18, Leoben 8700, Austria. 2 Montanuniversitaet Leoben, Chair of Ferrous Metallurgy. 3 Montanuniversitaet Leoben, Department of Materials Science. 4 Montanuniversitaet Leoben, Christian Doppler Laboratory for Inclusion Metallurgy in Advanced Steelmaking
SCRAP SUPPLEMENT 34 www.steeltimesint.com Digital Edition - December 2022
methods for the identification, sorting, and processing of scrap are inevitable.
Larger scrap components (such as old automobiles) are usually comminuted into smaller (hand-sized) pieces using a shredder. While small and light particles are pneumatically conveyed and collected as dust, the shredded material proceeds through different separation processes involving magnetic separation, sieving, and air separation8. The major share of the steel is accumulated in the magnetic fraction, whereas non-ferrous metals are collected in the non-magnetic fraction. In many cases, a complete separation of the different fractions cannot be achieved, mainly due to
insufficient liberation during shredding or inadequate particle size for the subsequent separation process8. The increasing integration of electronic components and the transition to e-mobility pose new challenges.
When it comes to the detection and sorting of scrap, sensor-based technologies are expected to yield promising results. The identification and sorting of scrap by spectroscopic sensors can be done by applying X-rays, spectroscopy with and without plasma formation, or by neutron activation9. Radiation-based sensors mainly include X-ray transmission (XRT) and X-ray fluorescence (XRF), although dualenergy sensors (DE-XRT) are also currently being developed10,11. XRT sensors in belt configuration are industrially applied by metal recyclers separating light metal particles (aluminium, magnesium) from dense non-ferrous metals (zinc, copper, brass). Hand-held XRF devices are becoming increasingly important for the manual identification of alloys by random analysis in the scrap yard. Although commercial devices, both portable and hand-held,
are already available, this technology is continuously being developed to improve the precision and difficulty of detecting light elements. Plasma-based systems include optical emission spectroscopy12 which involves laser-induced breakdown spectroscopy (LIBS9,12). LIBS is commonly deployed in laboratory applications and can be used as a handheld device for analyzing various metals and alloys13. Although LIBS systems are already installed at industrial sites, there is no LIBS analysis system with complete area coverage (installed above a conveyor belt)9,12,14,15. Other spectroscopic methods involve infrared and near-infrared as well as neutron-based systems such as prompt gamma neutron activation analysis or pulsed fast thermal neutron activation.
For a successful separation by means of sensor-based scrap sorting, an accurate separation of individual materials, a suitable particle size and precise localization of the particles are decisive. Furthermore, when incorporating the technologies into the existing infrastructure, consideration must be given to the underlying process and environmental factors to guarantee optimal operating conditions (such as lighting, accessibility, speed and throughput of plant components, such as conveyor belts). The combined use of sensors, process digitalization, automated evaluation of the generated data and the subsequent analysis enables the monitoring and (real time) optimization of individual processes, as well as entire plants16
Metallurgical processes and material properties
While, in theory, steel can be infinitely recycled without compromising quality, certain accompanying elements hamper the reuse of post-consumer scrap.


SCRAP SUPPLEMENT 35 www.steeltimesint.com Digital Edition - December 2022
The metallurgical process as well as the material properties of the product
Increased recycling is an important pillar on the path to achieving European climate targets.
are influenced by the accompanying elements incorporated in the scrap. From a metallurgical point of view, this leads to necessary changes of the process and further analysis of the influence of already well investigated reactions and interactions. Copper is particularly relevant among other accompanying elements. Requirements regarding the level of purity of the finished product depend on the steel grade produced and range from less than 0.1 wt% copper to more than 0.3 wt% for various steel grades8. Shredded automotive scrap contains considerable amounts of copper (0.2 wt% and more), with an increasing trend triggered by electromobility8. Copper enhances the tendency for hot shortness during hot rolling, forging, or casting, thus making it a harmful by-product in steel17. Removal of this accompanying element requires careful sorting of the scrap, as it cannot be removed by oxidation from the liquid steel and is also difficult to remove by vacuum treatment (long treatment periods). Other possibilities include removing the copper as sulfide or as chloride; however, these approaches are solely theoretical, thermodynamic possibilities, or the result of laboratory experiments18,19. Both elements, molybdenum and nickel, cannot be
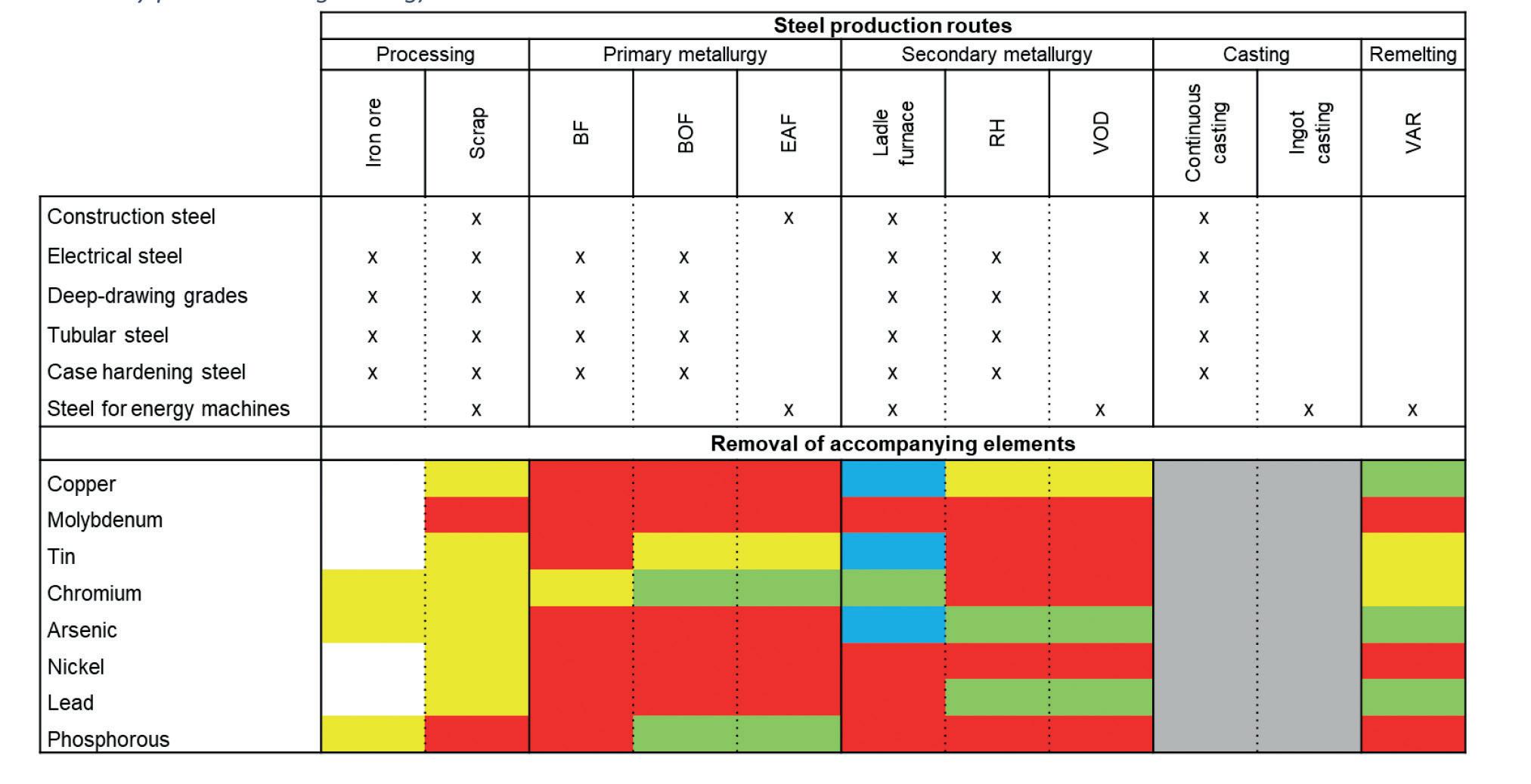
removed by oxidation and do not evaporate from the steel bath. For molybdenum, no theoretical methods of removal are known at present, which means that dilution is the only way to comply with the limit values in the case of high contents within the scrap batch. Nickel-containing scrap needs to be carefully separated from other scrap to ensure that the threshold values are not exceeded. Tin shows similar behaviour to molybdenum and cannot be removed by vacuum treatment. However, despite the thermodynamic circumstances, tin can be partially removed from the focal spot of the electric arc furnace or basic oxygen furnace
and enters the exhaust gas as dust. Lead is not dissolvable in iron and can be removed by vacuum treatment. However, this is problematic with low-grade qualities such as construction steel, which are not refined in a vacuum, thus making this impurity inseparable. It is theoretically possible to discharge lead as finely dispersed metal droplets in the slag or as lead vapour or lead oxide dust in the converter and arc furnace, but the necessary process is not currently applied. Alloying elements have a significant influence on the transformation behaviour of steel products. Whether the element is to be considered

SCRAP SUPPLEMENT 36 www.steeltimesint.com Digital Edition - December 2022
problematic
Table 1. Steel production route of selected steel grades and removability of the accompanying elements (BF: blast furnace, BOF: basic oxygen furnace, EAF: electric arc furnace, RH: Ruhrstahl-Heraeus-treatment, VOD: vacuum oxygen decarburization, VAR: vacuum arc remelting; green: good removability, yellow: poor removability, red: no removability, blue: thermodynamically theoretically possible removability, white: rate is too low for relevance, gray: no modification of the chemistry possible during casting)
Larger scrap components (such as old automobiles) are usually comminuted into smaller (hand-sized) pieces using a shredder.
Family owned since 1957, Zumbach is a global leader in the industry. Driven by innovation and experience. We are here for you and ready to build the future together.




Profile
• Full profile measurement • Surface fault detection • 3D image analysis
Precision Inline
Measurement
www.zumbach.com • sales@zumbach.ch
depends on the type of steel produced as well as the applied process chain and can, therefore, not be determined in a generally valid manner.
The metallurgical aspects are summarized in Table 1. The upper part shows the production routes of selected steel grades. The lower area shows the removability of certain elements. Green stands for good removability, yellow for poor removability, and red for no removability. In addition, the theoretical possibilities for removing copper, tin, and arsenic from steel melts are marked in blue. Accompanying elements can pose difficulties such as segregation or lowering of the liquidus temperature during casting and thus impair this process. However, the chemical composition cannot be influenced within this process step, hence the fields are marked grey. White fields appearing in the iron ore column indicate an insufficient proportion of the elements to have a relevant effect on the chemistry of the steel.
Enhanced use of scrap for sustainable steel production
Generally, scrap must be recycled into steel at the end of its life cycle. In terms of sustainability and circular economy, it is important to keep the recycling rate of steel as high as possible. To increase the share of scrap in steel production and to
be able to systematically utilize ferrous material flows, reliable methods for the characterization, processing, and sorting of scrap are indispensable. The processing of post-consumer scrap is technologically complex due to the large number of material combinations and accompanying
concluded that accompanying elements can have negative as well as positive effects on steel properties.
The final effect of these is strongly related to the alloy composition and the manufacturing process and must be re-evaluated in the future. For systematic recycling, it is, therefore, essential to detect and understand ferrous material flows. With the appropriate processing, this enables recycling into the value chain as well as contributing to the reduction of C02 emissions, the saving of primary raw materials and thus lead to sustainable steel production.
�
Acknowledgment
The quality of the scrap is determined by its geometry (dimensions, weight, and volume) as well as its chemical composition (including the content of accompanying elements such as copper, tin, chromium, nickel, molybdenum or organic material).
elements in the scrap. Sensor-based sorting, automated deconstruction of scrap, and digitalization of processes are promising approaches to increasing the use of scrap. From a metallurgical point of view, it can be
Findings originate from the IRONER project funded by the RTI initiative. The RTI initiative Circular Economy is a research, technology, and innovation initiative of the Federal Ministry for Climate Protection, Environment, Energy, Mobility Innovation and Technology (BMK). It is handled by the Austrian Research Promotion Agency (FFG) on behalf of the BMK. The authors would like to gratefully acknowledge the financial support of the Austrian Federal Ministry for Digital and Economic Affairs, the National Foundation for Research, Technology and Development and the Christian Doppler Research Association.
5 European Steel Technology Platform (ESTEP): Clean Steel Partnership Strategic Research and Innovation Agenda (SRIA), 2022. Available online: www. estep.eu/assets/Uploads/CSP-SRIA-Oct2021-clean.pdf (accessed on 5 October 2022).
6 C. Broadbent: Steel’s recyclability: demonstrating the benefits of recycling steel to achieve a circular economy, in: International Journal of Life Cycle Assessment, Vol. 21 (11), pp. 1658-1665, 2016.
7 S. Dworak; H. Rechberger; J. Fellner: How will tramp elements affect future steel recycling in Europe? – A dynamic material flow model for steel in the EU28 for the period 1910 to 2050, in: Resources, Conservation & Recycling, Vol. 179, 106072, 2022.
8 B. Björkman; C. Samuelsson: Recycling of Steel, Handbook of Recycling, book section 6 (pp.65-83), 2014.
9 L. Brooks; G. Gaustad; A. Gesing; T. Mortvedt; F. Freire: Ferrous and non-ferrous recycling: Challenges and potential technology solutions, in: Waste Management, Vol. 85, pp. 519-528, 2019.
10 H. Martens; D. Goldmann: Recyclingtechnik: Fachbuch für Lehre und Praxis, 2016.
11 R. Uepping: Sensorgestütze Sortiertechnik, in: Recycling und Rohstoffe, Band 6, pp. 371-383, 2013.
12 A. Bengtson: Laser Induced Breakdown Spectroscopy compared with conventional plasma optical emission techniques for the analysis of metals – A review of applications and analytical performance, in: Spectrochimica Acta Part B, Vol. 134, pp. 123-132, 2017.
13 M. D. O’Toole; N. Karimian; A. J. Peyton: Classification of non-ferrous scrap metal using two component magnetic induction spectroscopy, in: IEEE Transactions on Industrial Informatics Bd. 14 (8), pp. 3477-3485, 2018.
14 R. Noll; C. Fricke-Begemann; S. Connemann; C. Meinhardt; V. Sturm: LIBS analyses for industrial applications – an overview of developments from 2014 to 2018, in: Journal of Analytical Atomic Spectrometry, Vol. 33, pp. 945–956, 2018.
15 J.D. Pedarnig; S. Trautner; S. Grünberger; N. Giannakaris; S. Eschlböck-Fuchs; J. Hofstadler: Review of Element Analysis of Industrial Materials by In-Line Laser—Induced Breakdown Spectroscopy (LIBS) in: Appl. Sci. Vol. 11, pp. 9274-9319, 2021.
16 A. Panizza; C. Brondi: Lighthouse Plant Acciaio 4.0: An example of integrating environmental aspects in the production, in: Residue Valorization in Iron and Steel Industry — Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, 2020.
17 S. Bell; B. Davis; A. Javaid; E. Essadiqi: Final report on effect of impurities in steel, Tech. Report, 2006.

18 K. Ono; E. Ichise; R.O. Suzuki; T. Hidani: Elimination of copper from the molten steel by NH3 blowing under reduced pressure, in: Steel Research 9, Vol. 66, pp. 372-376, 1995.
19 M. Sasabe; E. Harada; S. Yamashita: Removal of Copper from Carbon Saturated Molten Iron by Using FeCl2, in: Tetsu-to-Hagane 2, Vol. 82, pp. 129134, 1996.
SCRAP SUPPLEMENT 38 www.steeltimesint.com Digital Edition - December 2022


TECHNOLOGIES, INC. taylor-winfield.com +1.330.259.8500 Taylor-Winfield’s Technology is Unlocking Profitability in Finishing Lines More Data. Less Weld Breaks. Less Downtime. Weld
finishing line.
raw materials and labor, downtime
expensive.
steel producers
technology
automation
by Taylor-Winfield. Our coil
features
you
ord to
Force, Current and Carriage Monitoring & Validation Veriweld ™ Weld Quality Verification Automatic Weld Parameter Download and Set Up Fully Automatic Machine Operation Smart Machine Compatible & Remote Connectivity Inline Pre & Post Weld Induction Heat Treatment More Profitability.
breaks – and the related downtime – are the enemy of every
With the rising cost of
is getting more
That is why
are turning to advanced
& machine
o ered
joining welders are equipped with the most advanced
in the world, all of which work together to virtually eliminate weld breaks in the line. The question isn’t if
can a
upgrade or replace your coil joining welder, but if you can a ord not to.
Digital scrap optimization
Danieli scrap optimization and management solutions come from the experience with EAF furnaces, cranes, and management of scrap yards, gained from the technology divisions of the group. These insights lead to digitalization and automation tools to improve the performance and efficiency of the plant and related operational cost. Newly patented Danieli Scrap to Melt -DSTM system performing scrap densification, scrap cleaning and chemical control enhances the package.
THE route for scrap through the plant starts with the evaluation and acceptance of scrap arriving from suppliers by trucks or wagons. The acceptance process is automated between the different systems involved, such as the ERPs, entry gate systems and the scrap management system. Trucks and wagons are recognized and transportation documents are gathered into the system. Their positions are recognized and information made available to operators in real time. Material unloading is recorded and linked to transportation documents and declarations.
Once unloaded, the scrap is classified by the system and linked to the carrier for tracking purposes.
Classification based on image processing uses artificial intelligence (AI) technologies and supports the operator in making decisions.
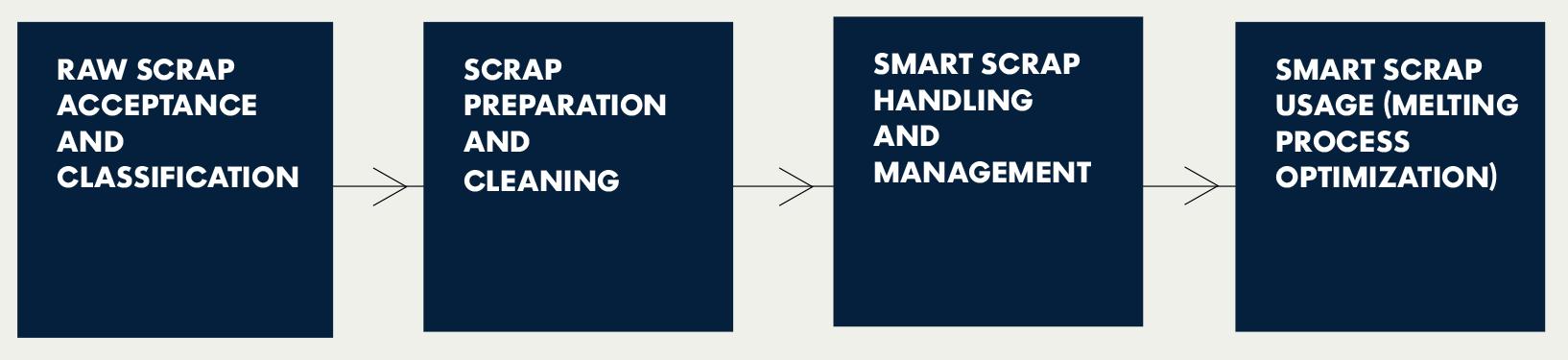
Then, the classification given by the system and by the operator is recorded and evaluated against the scrap class declared by the suppliers.
Claim documentation is easily gathered, with supporting images and videos. Information from the scrap management system is made available to the yard manager and scrap purchaser to evaluate compliance of provision and to track scrapquality through subsequent process steps.
The system allows constant, real-time updates of scrap yard inventory to map
available scrap according to location, weight and volume for each scrap class (see Q-SYM2). Scrap procurement and arrival is planned right on time. Cranes handle scrap loading in automatic mode, relieving the operators from those activities and guaranteeing on-time scrap loading. The cranes move autonomously from the scrap yard to the Endless Charge Scrap – ECS system or buckets, co-ordinating movements to achieve the shortest delivery time while updating the data to the system.
As the scrap proceeds toward the furnace, each scrap-handling step is tracked and the ECS or bucket is filled with scrap. Each scrap-unloading step is tracked too, and each scrap recipe is populated with pick-up position, loading sequence, loaded weight per each scrap class, loaded volume and images.
Danieli scrap to melt (DSTM) system
Danieli Scrap to Melt (DSTM) is Danieli’s answer to reducing operating costs and CO2 emissions by processing and controlling the scrap before direct loading into the EAF.
DSTM technology was developed by Danieli Centro Recycling and is the result of combining and integrating three processes of scrap treatment: densification, cleaning and chemical control. The combination of these processes makes it possible to separate the processed scrap into batches, based on meltshop chemical composition
requirements.
In the first step, densification, incoming scrap is processed using shears and/or shredders to achieve the proper charge density prior to melting.
Next, the sheared material is cleaned and inert elements are removed by in-line vibrating conveyor. Non-ferrous contents are separated from the charge material by the action of a drum magnet.
In the final step, to control the furnace charge chemistry, the ‘Danieli Analyzer’ detects the chemical concentration of the alloys like Cu, Ni, Cr, or Mn, and integrates the feedback to categorize the scrap by its chemical concentration, thereby improving melting efficiency and reducing CO2 emissions.
The production cycle is automatic and continuous, and no operator control is required after the charging of the scrap, ensuring high-level performances and reliability.
DANIELI Q-SYM2
Automatic scrap yard management
Danieli says its Q-SYM2 system offers advanced, unmanned management of the scrap yard.
There are multiple aspects that make yard management through Q-SYM2 a compelling product. Among its defining traits and design concepts, it is key to highlight the following:
SCRAP SUPPLEMENT 40 www.steeltimesint.com Digital Edition - December 2022
Danieli advanced scrap handling systems are conceived for automatic smart scrap handling and management. Remote monitoring of the yard is made available to the operator for supervision. The system can be easily switched to manual mode for any maintenance operation to be carried out by people in the yard.

SCRAP SUPPLEMENT 41 www.steeltimesint.com Digital Edition - December 2022
BELOW:
BOTTOM:
Shredder-processed scrap “proler” leaving a scrap recycling shredder, ready to be shipped to the meltshop. Danieli Centro Recycling incorporates the technology and knowhow of Henschel, Lynxs and Riverside, covering any metal recycling area, including shears, shredders, grinders and baler equipment.
The dynamic scrap analyzing system continuously detects the average alloyed chemical composition of the sheared scrap, which is separated in batches.
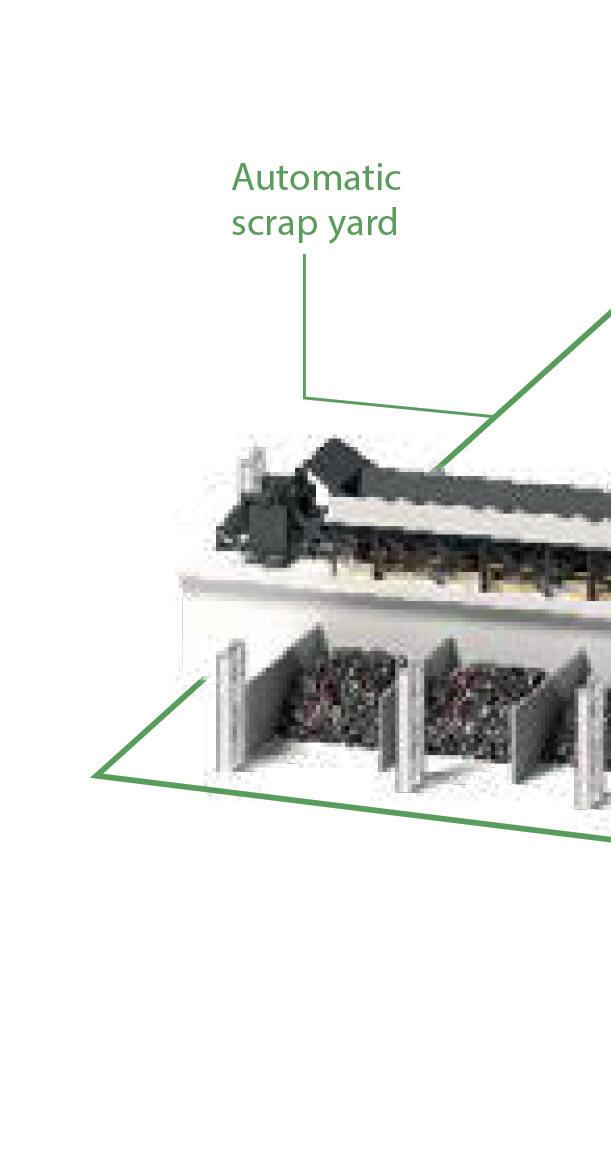


SCRAP SUPPLEMENT 42 www.steeltimesint.com Digital Edition - December 2022
ABOVE: Tracking of the material from its arrival to storing in the yard and to the final delivery to the electric arc furnace
2D map of the scrap yard measured by the crane during its movement along the bay
Learning phase of the assisted classification performed by the system
• Repetitive actions Danieli cranes perform are promptly executed based on scheduled and predetermined patterns thanks to autonomous equipment. Scrap storage is, of course, properly organized.
• The scrap is mapped throughout, from its arrival to the bay to its use in the furnace. The updates happen in real-time
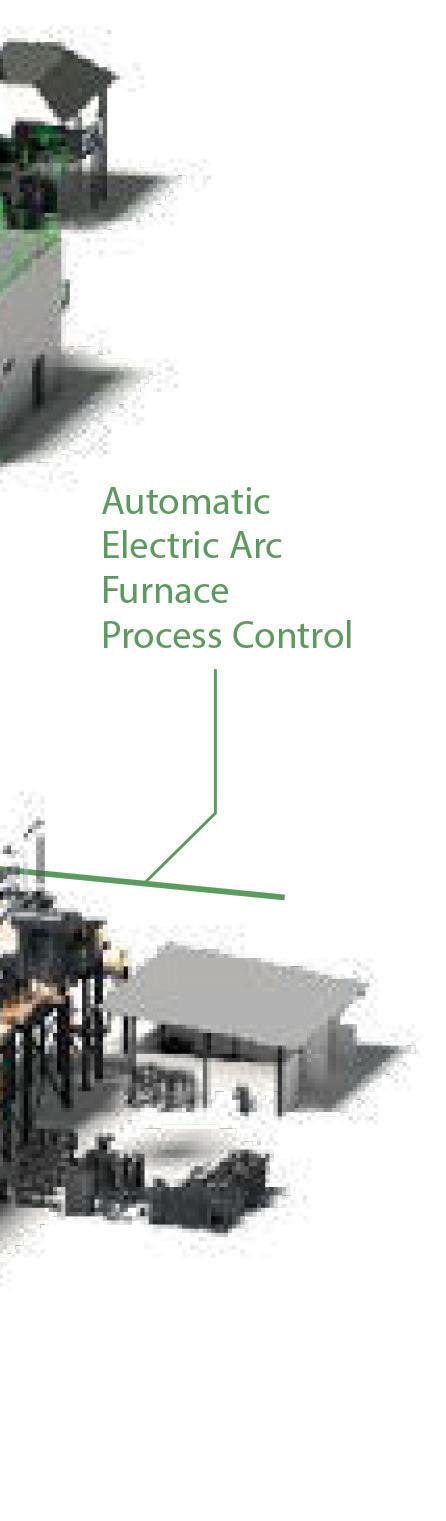
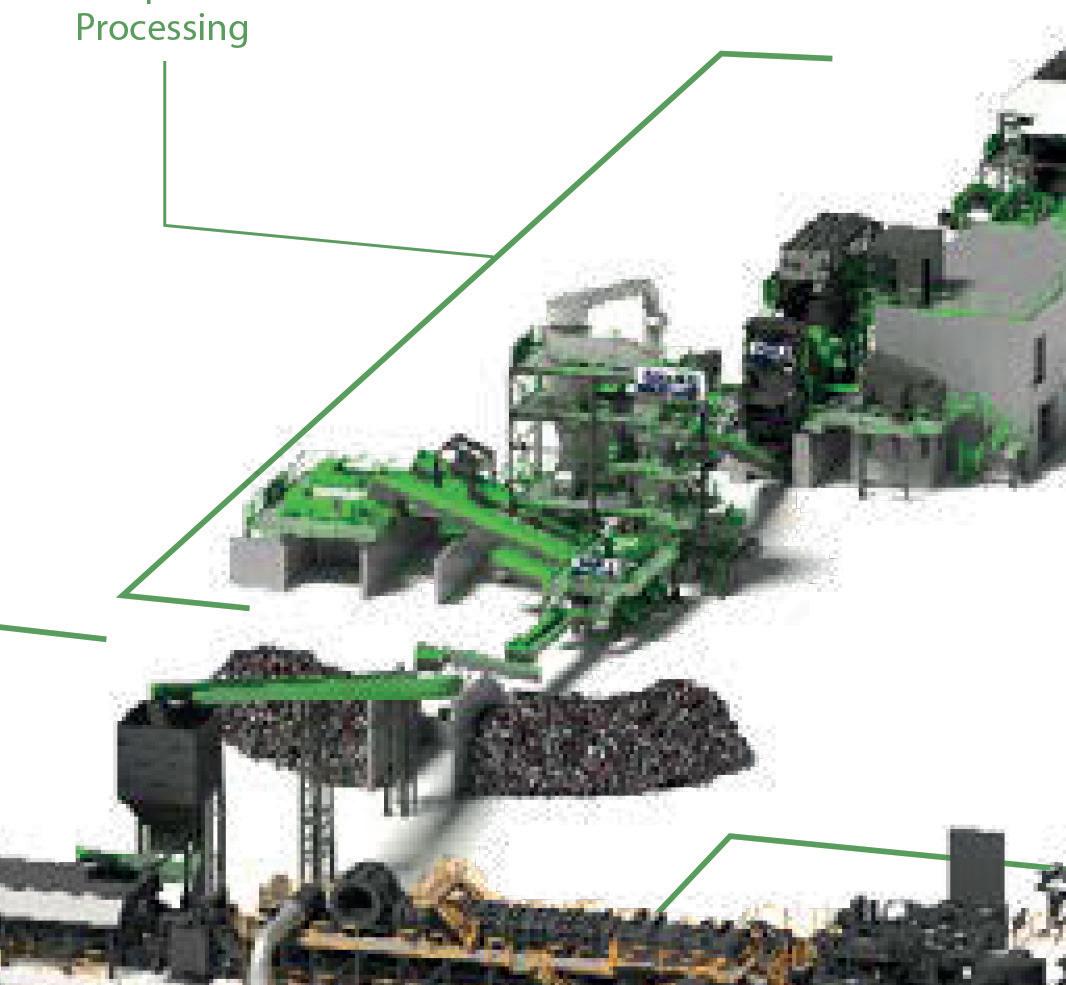
and the mapping is clearly described in terms of both quality and weight data.
Danieli scrap yards deploy this feature set natively, thanks to the cranes being smart and equipped with autonomous solutions which ensure it is possible to manage and engage them from the control room for
supervision and even manual intervention purposes. And that’s where the Q-SYM2 yard management systems comes into play, acting as an overseeing system that coordinates and schedules crane activities. It defines and assigns specific and optimized tasks to each crane, pacing them according to needs and mapping the bucket/ECS scrap
SCRAP SUPPLEMENT 43 www.steeltimesint.com Digital Edition - December 2022
Comparison of predicted and measured copper content in the melt, with the bisector line representing a perfect prediction. The model forecasts the tramp elements content in the melt before the chemical analysis during refining
recipe in real time (Figs 1, 3 and 4).
Melting process optimization
An efficient plant takes into account not only the arrival of scrap to the furnace, but its melting process as well, and that is why it is essential to record scrap data and use it for the creation of a strong correlation with the downstream melting process.
Danieli has developed a dedicated algorithm to measure and record scrap weight with each layer being loaded into the bucket as well as into the furnace conveyor.
The recorded scrap information is then transferred to the EAF to calculate the ideal

and most optimized melting conditions. Knowing the exact bucket recipe, it is possible to obtain a dynamic control of the melting profile, acting directly on hot shell and residual traceability, as well as chemical and electrical energy balancing.
Additional improvements
Further, the correlation between the scrap measurement and melting process ensures additional improvements to residuals content, boring/melting electrical profile and burning/injection phases, which become dynamically conducted from an original static status (left page diagrams). The reduction from the process standard
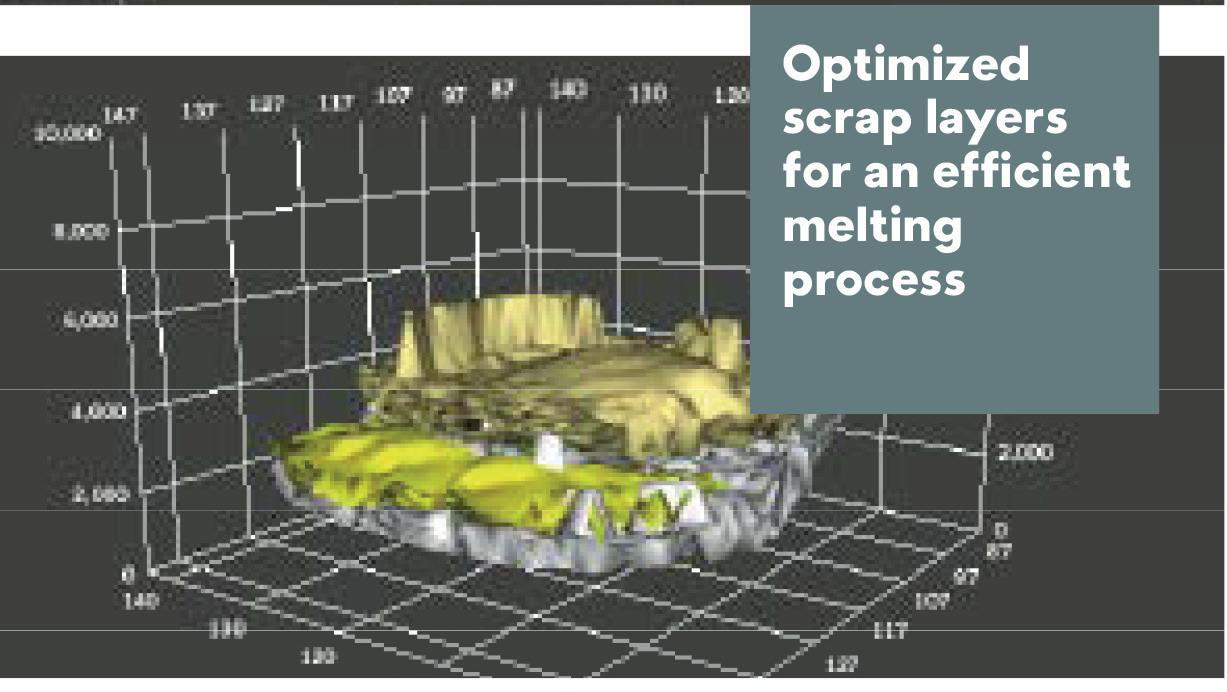
deviation and the improved adaptability of the process itself to the charging material can lead to a further reduction in terms of kWh/t and PON duration. Melting optimization can also be obtained through the analysis of residuals: knowing the scrap recipe data, it is possible to predict the element contents, such as copper and nickel, charged in the furnace, dynamically reviewing the incoming scrap charge. Overall, Q-SYM2 is a flexible system which, thanks to its automation characteristics, can ensure steelmakers an improved management of scrap up until the melting phase. �
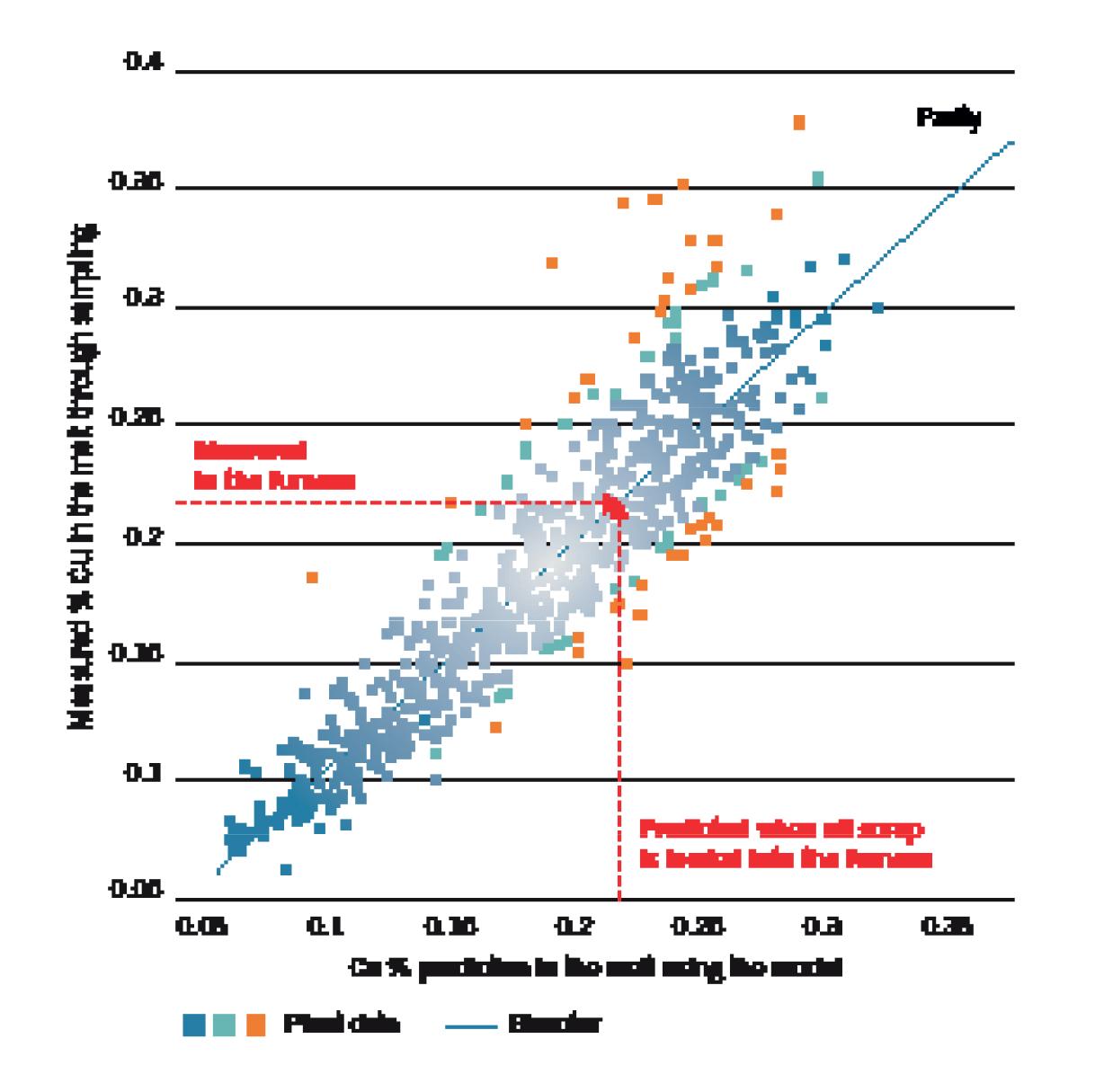
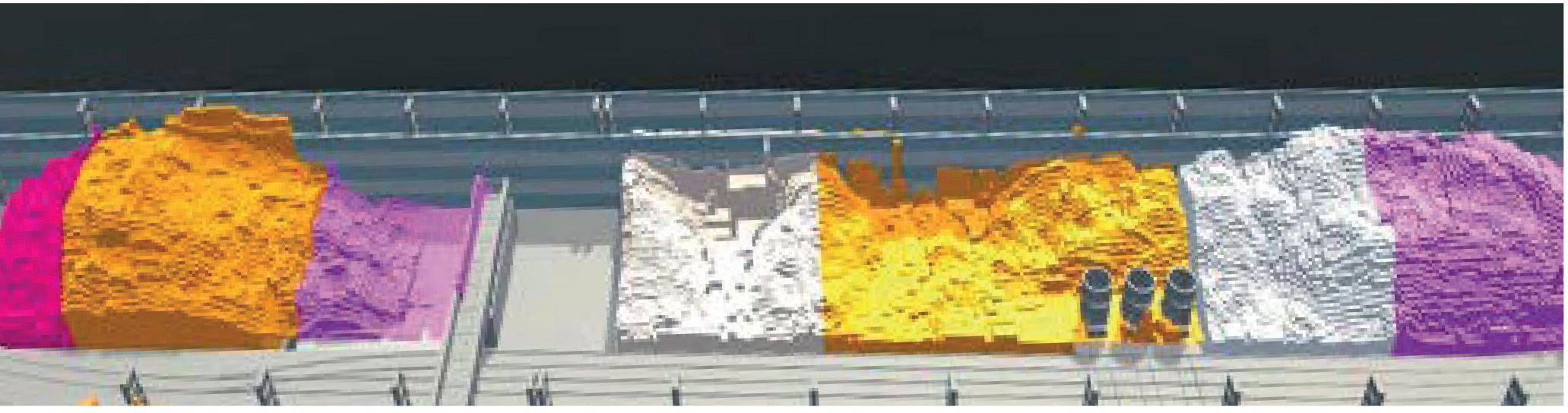
SCRAP SUPPLEMENT 44 www.steeltimesint.com Digital Edition - December 2022
3-4 Q-SYM2 yard management systems HMI defines and assigns specific and optimized tasks to all cranes of the scrap yard, pacing them according to needs, and mapping the bucket/ECS scrap recipe in real time












WWW.STEELTIMESINT.COM/SUBSCRIPTIONS DIGITAL + PRINT SUBSCRIPTIONS NOW AVAILABLE Get the steel industry's most informative read, direct to your inbox or letterbox. Subscriptions include eight issues a year, the annual directory, two additional digital supplements and much more! combilift.com Safety Storage Efficiency Manage your steel more safely and more productively using less space with Combilift’s materials handling solutions 603.352.1415 info@polyonics.com INTRODUCING They thrive on the punishing temperature ranges encountered throughout the metal manufacturing process. From production through delivery of completed goods to customers, they take the heat every step of the way. polyonics.com/highdegree Labels & Tags for Metal Manufacturing
Clean, sorted and reliable scrap
An apparent factor aiding the decarbonization of the steel industry is scrap use. As scrap use in steelmaking becomes more prominent and expands, the demand on steel producers to meet the need for high-grade steel with high scrap rates will depend upon ‘crafted’ scrap, that is sorted, cleaned, and separated from contaminants – removed via automated and digital solutions. By Andreas Melcher* and Heiner Guschall**
AS industry trends suggest, decarbonization will play a significant role in the steel industry as more and more countries establish net-zero CO2 targets and implement carbon emissions regulations. For the steel industry, this means a shift toward using direct reduced iron (DRI), electric steelmaking (EAFs), and, of course, increased scrap rates. Scrap-based steelmaking makes for an immediate solution to reduce CO2 emissions. With today’s technologies, scrap rates in converter steelmaking can be increased to nearly 30%, and electric arc furnaces can process charges of 100% scrap. While these numbers give cause for optimism, the application and expansion of scrap use come with several challenges. Firstly, scrap availability is already a challenge for steel producers, and high-quality scrap for higher steel grades is even more limited. Thus, scrap cleaning and sorting are essential to optimize the currently available scrap and provide solutions to keep the amount of high-quality scrap on the market. For the steel industry, ‘crafted scrap’ will help producers optimize scrap use and reduce CO2
Scrap-use, the challenges
Scrap is a highly effective means of reducing CO2 in steelmaking. Scrap can be applied to the blast furnace, converter, and electric arc furnace, making it a flexible input material. However, there are immediate challenges facing producers with regard to scrap. First and foremost, increased scrap use in the steel industry will place additional pressure on supply chains, especially as more and more producers turn to electric steelmaking. Additionally, for converter steelmaking, environmental policies encouraging the reduction of emissions make scrap a
Fig 1. Forecast of Cu concentration in shredded scrap
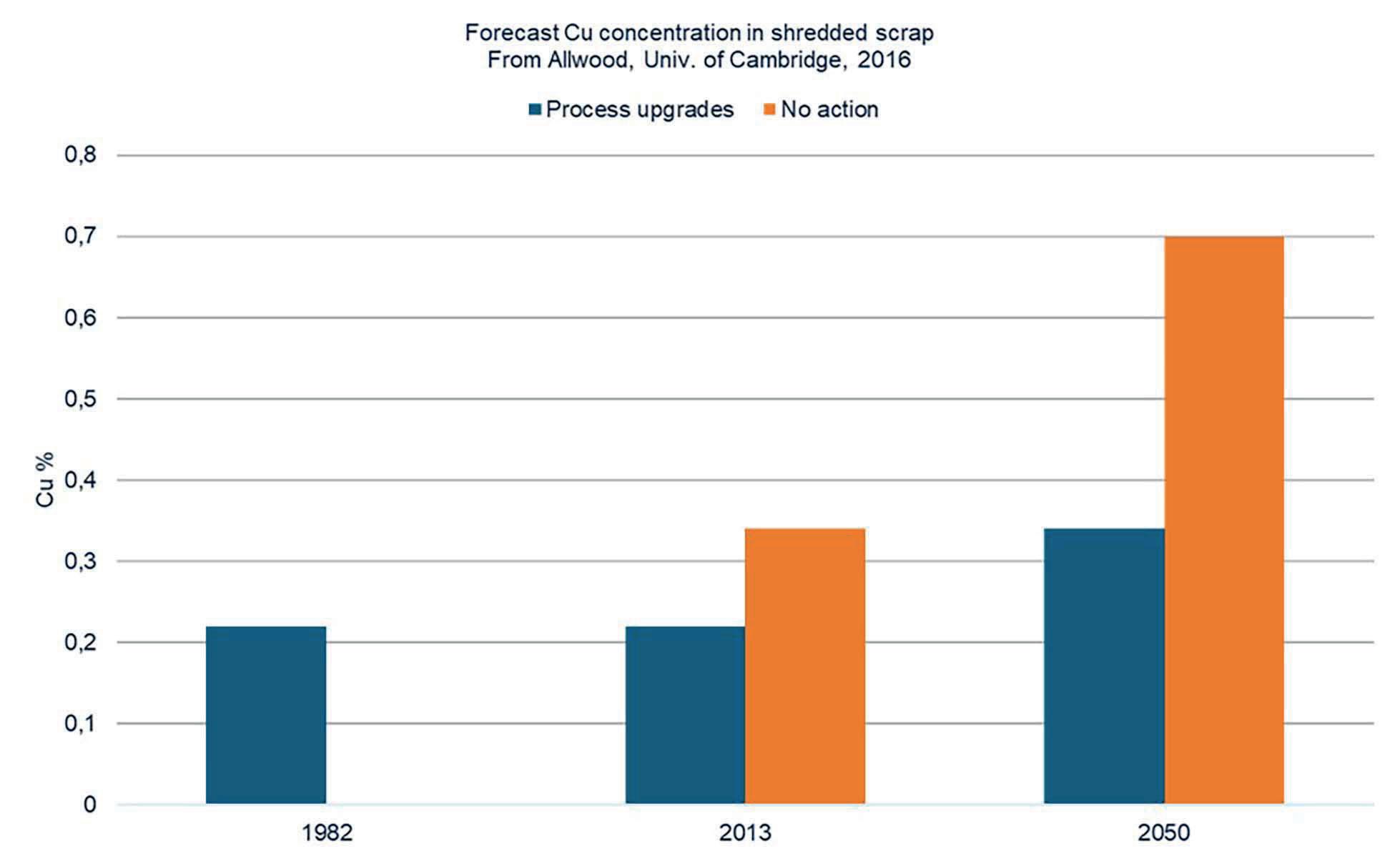
straightforward solution to quickly reducing CO2 emissions. But, this leads to a two-fold problem.
On the one hand, scrap availability worldwide is not evenly distributed, nor does it adhere to internationally recognized quality standards. The amount of scrap will increase in the coming decades, along with the number of producers utilizing scrap. Simultaneously, scrap quality, without proper processing technologies, will also worsen over time, as scrap naturally degrades each time it is recycled. Even today, scrap often arrives at a steel plant containing an unreliable and difficultto-measure amount of contaminants. Moreover, everything from ferrous to copper content can vary significantly between scrap suppliers. As a noble
element, copper is particularly concerning for steel producers trying to achieve highquality steel grades. Fig 1
On the other hand, as electric steel production expands in some areas of the world, the supply chain is already under pressure to meet growing demand. Electric steelmaking is of particular interest to steel producers worldwide. Electric steelmaking, powered by renewable energies and capable of handling scrap charges up to 100%, makes for the most low-carbon steelmaking route. However, scrap quality plays a vital role here, as high-grade steel requires high-quality scrap. Without a guarantee for specific contaminants, there is a limit on additional scrap-based electric steelmaking. Thus, there is more pressure on steel producers to invest in scrap sorting
SCRAP SUPPLEMENT 46 www.steeltimesint.com Digital Edition - December 2022
*Primetals Technologies Austria GmbH **CEO, SICON Germany GmbH
technologies to produce ‘clean’ scrap that contains fewer residual contaminants. In regions and countries such as the USA and Europe, the vertical integration of scrap processors into steel groups has already begun. Worldwide, technology suppliers, such as Primetals Technologies, are leading the charge to deliver reliable scrap cleaning solutions.Fig 2
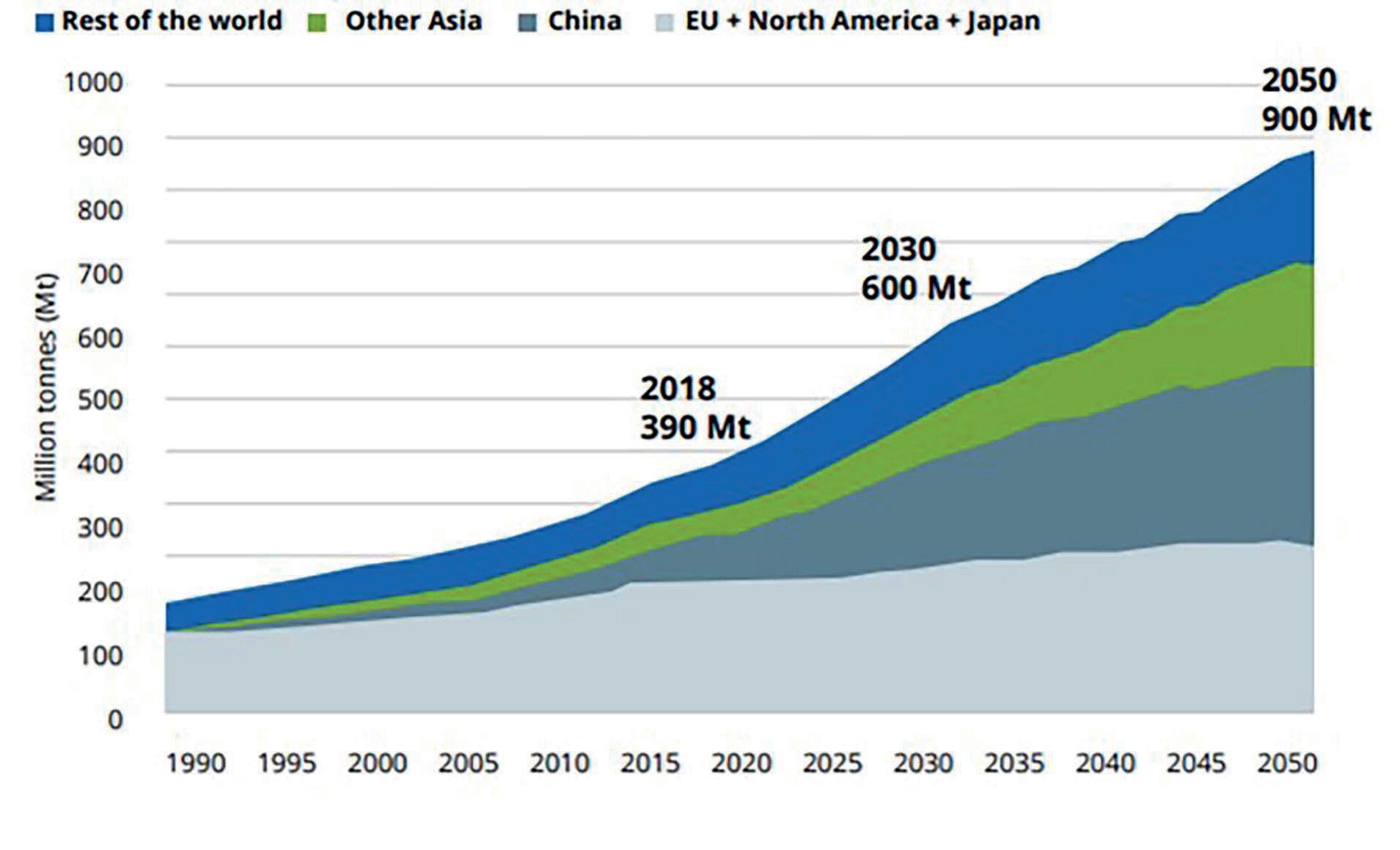
Introducing ‘crafted scrap’ Crafted scrap is a novel term describing
a new standard for scrap cleaning and sorting. Crafted scrap is a controlled preparation system that combines hardware and software solutions. These solutions mean that scrap is cleaned, sorted, and prepared using automated and mechanical processes to create the appropriate mix for the meltshop. The foundation is the process optimization system from Primetals Technologies that receives data from the production planning system, the metallurgical database regarding steel
grades, and the scrap yard warehouse regarding what type of scrap is available. Based on these factors, the optimization system outputs the rules for production according to the melting unit. It provides processing instructions for the scrap, e.g., cutting, shredding, cleaning, and chemical analysis.

In an ideal scenario, a fully automated scrap yard provides the optimal solution for steel producers, who currently operate on a ‘worst case scenario’ basis when charging scrap to their melting units. With varying scrap qualities, no standard regulations, and limited processing capabilities, producers must assume the worst when charging scrap to their melting units–accepting increased slag and decreased energy efficiency and yield. Alternatively, steel producers with an automated scrap yard benefit from the digital simulation of the scrap yard to verify the type and the proper amount of material in the scrap yard. Various tools, including logistics controllers to organize the delivery of the scrap to the melting unit, systems to facilitate cleaning and sorting, and sensors to determine the chemical composition precisely measure the amount of scrap being charged.
Enhanced vision
Looking closely at the automation solutions in the scrap yard, one of the essential elements to scrap use is the identification of the chemical composition of the scrap
SCRAP SUPPLEMENT 47 www.steeltimesint.com Digital Edition - December 2022
Fig 2. worldsteel scrap availability model, September 2019, estimate in Mts until 2050
Fig 3. Features of a fully automated scrap yard
content. Today, steel producers rely on the expertise of their staff at the scrap yard. While experience in this field is invaluable, the sorting and delivery of scrap may be delayed due to human error or improperly identified contaminants. Thus, using the information from the meltshop, the appropriate recipe for the desired steel grade is met using optical and x-ray scrap identification solutions.
Algorithmic systems record each batch of scrap delivered to a basket or charging chute for an electric arc furnace or converter using a series of cameras and sensors. The data is then recorded and can be checked by personnel to ensure the quality of the delivered scrap. After that, cameras and sensors re-examine the chute
or basket to double-check the scrap type and volume. The process concludes with a reliable scrap charge to the melting unit that meets the recipe requirements for the desired steel grade. Fig 3 and Fig 4
Clean, sorted, reliable
As with the sorting and preparation of scrap in the fully automated scrap yard, the achievement of smart scrap solutions relies upon various systems working together. To this end, Primetals Technologies and SICON have partnered to combine scrap sorting and cleaning technologies with automation, logistics, and mechanical solutions. It is a partnership designed to accommodate the growing demand for scrap and ensure the highest quality ‘crafted’ scrap for steel
producers.
The bottom line for steel producers is that the efficient sorting and cleaning of scrap means improved yield, less slag, reduced energy consumption, and reduced CO2 emissions. A significant number of residual contaminants can be removed by applying comprehensive solutions from Primetals Technologies and SICON. Specialized solutions, such as HMS cleaning for sheared scrap from SICON, handles contaminants found in heavy melting steel, including dirt and non-ferrous metals. Producers utilizing HMS cleaning can reduce slag by up to 8% and increase liquid yield by up to 95%. HMS cleaning is also available in an advanced solution capable of handling 300 tons per hour.

SCRAP SUPPLEMENT 48 www.steeltimesint.com Digital Edition - December 2022
Fig 4. SICON’s online scrap analysing device, the EcoScan, for scrap recognition and analysis
When you need to know it’s safe
ARL iSpark. The trusted standard.
*
Metal is the backbone of our society. It’s in the structures we ride, work and live on every day. That’s why you’ve trusted the detection technology inside every ARL iSpark for over 80 years to ensure every piece of steel and metal you produce is safe. With so much riding on that, why would you choose anything else?
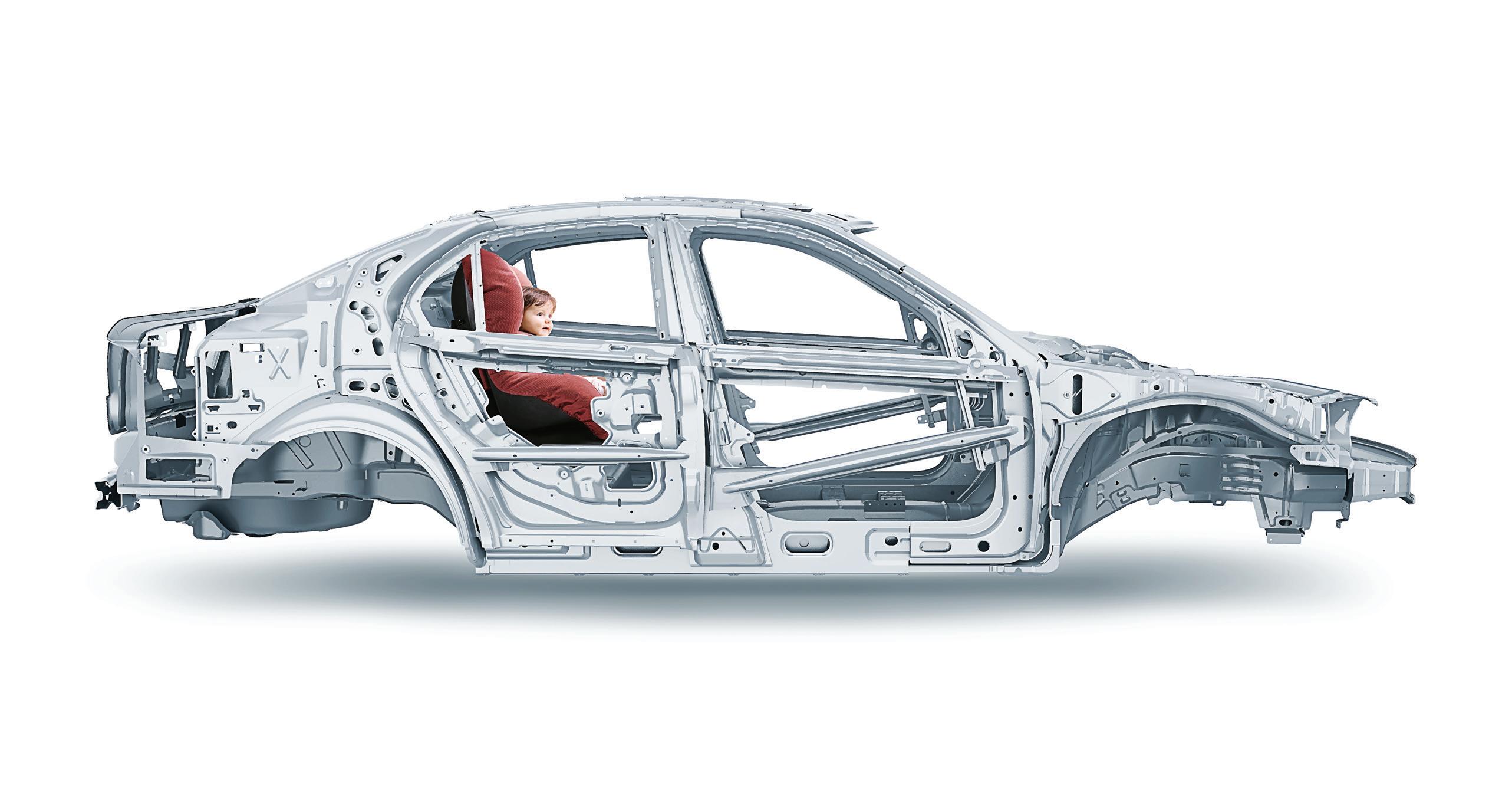
Find out more at thermofisher.com/ispark
*Based on a data comparison, completed by Thermo Fisher Scientific in 2021, of detection limits for OES systems using data published in specifications and applications notes for ARL iSpark and competitors.
©2022 Thermo Fisher Scientific Inc. All rights reserved. All trademarks are the property of Thermo Fisher Scientific and its subsidiaries unless otherwise specified. AD41408 0922
“Climate Change and the Production of Iron and Steel.” Public Policy Paper. Belgium: World
Association, 2021. https://worldsteel.org/wp-content/uploads/Climate-policy-paper-2021.pdf?x64523.
For shredded scrap, SICON offers a ScrapTuning solution that can either refine scrap supplied externally or work directly with a shredding plant to deliver highquality shredded scrap. Like HMS cleaning, ScrapTuning removes residual contaminants but can also remove all free and chemically bound copper. However, one of the most advanced features, which is also integrated with Primetals Technologies sensors, is the EcoScan online x-ray scrap analyser – which can constantly analyse scrap composition. With EcoScan, operators receive detailed information regarding the content of various elements in shredded scrap.
Scrap-based future
Using a combination of solutions from
Primetals Technologies and SICON, steel producers are fully aware of the supply capacity and quality in their scrap yards. The type of scrap being charged to the converter or electric arc furnace is also confirmed and checked through advanced sensors and online systems to meet the recipe demands for high quality steel grades. Using integrated intralogistics, steel plants can maintain an efficient and cost-effective schedule while tracking their scrap from delivery to the scrap yard to the melting unit. This integrated system keeps the entire process in-house, and scrap availability, recipe requirements, and results are logged, tracked, and checked to create an ever-improving scrap sorting, cleaning, and analysis system.
While demand for scrap will gradually increase worldwide, improvements in the processing and cleaning of scrap will increase the amount of high-quality scrap available. Optimized scrap use and processing ensure improvements in steel production and a reduction in CO2 emissions.
As the industry is keen to find innovative solutions, integrated smart scrap yards provide steel producers with the muchneeded support to produce high steel grades cost-effectively. With a fully automated and integrated scrap yard, the circular economy, energy efficiency, and ‘green’ steelmaking all benefit wholly from advancements from Primetals Technologies and SICON. �

SCRAP SUPPLEMENT 50 www.steeltimesint.com Digital Edition - December 2022
Steel
Since 1866
CONNECTING THE INTERNATIONAL STEEL INDUSTRY



MAGAZINE DIRECTORY
Steel Times International is the key publication for the steel market, reporting on iron and steel making issues from all corners of the globe.
The Steel Times International Directory is the essential guide to steel manufacturers, producers, suppliers of plant equipment and services to the steel industry. Order your copy priced from £100 or FREE for paid subscribers
WEB WEEKLY E-NEWSLETTER





Packed with information on the steel industry and continually updated with news for steel professionals, steeltimesint.com also features special articles and interviews with leading industry figures.








A round-up of the top news stories is also sent to more than 8,500 industry professionals each week. You can register online to receive the weekly newsletter and keep up-to-date with the latest news from across the steel manufacturing industry. www.steeltimesint.com/e-newsletter

WWW.STEELTIMESINT.COM
www.steeltimesint.com March Vol.42 No2 FUTURE STEEL FORUM 2018 CONFERENCE REPORT PERSPECTIVES TUBE, WIRE ROD AND PIPE Industry 4.0 and the steel industry go to 50 now! Digitalisation under the microscope at Danieli’s Innovaction conference Edgar Rayner of LTI-Metaltech answers our questions The latest developments in the tube, rod and steel pipe markets STEEL TIMES INTERNATIONAL Vol.42 BUSINESS ETHICS 4.0 @STEEL INDUSTRY march.indd TECHNOLOGIES, INC. A GLOBAL STRATEGIC ALLIANCE o ering: TECHNOLOGIES, INC. A GLOBAL STRATEGIC ALLIANCE o ering: www.steeltimesint.com STEEL TIMES INTERNATIONAL DIRECTORY 2022 DIRECTORY 2022 Sinc 1866
@SteelTimesInt
From domestic to global
On the back of one of the UK’s largest independent ferrous metal recyclers being honoured with the UK Queen’s Award for Excellence in International Trade in 2022, we spoke to Toby Potter* about the firm’s rise from humble scrap metal beginnings to global recognition in metal exports.

SCRAP SUPPLEMENT 52 www.steeltimesint.com Digital Edition - December 2022
*Sales director, Ward


SCRAP SUPPLEMENT 53 www.steeltimesint.com Digital Edition - December 2022
Ward’s Toby Potter (above)
When Donald Ward established his single site scrap metal site over eight decades ago, few could have predicted the business would become the global metal recycling and waste management firm it has today. The independently owned, family business achieves a turnover of nearly £300 million per year, processing around 1Mt of material for recycling annually, and exports around the world.
Where Ward began Now headquartered in Ilkeston, Derbyshire, Donald Ward Limited was incorporated in December 1976, although the business commenced trading in Swadlincote, Derbyshire, back in the 1940s. Founded by Donald Ward, the great grandfather of four of the current directors, the business initially handled scrap steel, predominantly from the National Coal Board, coal mines and the electricity sector, working with several local power stations. Back then, the materials were sold on to UK steelworks, foundries or other UK metal merchants.
Investment and innovation
The post-war era scrap steel market saw little investment in equipment and the business relied heavily on manual labour and flame cutting. In the early 1980s, the company became one of the early adopters of hydraulic machinery with the acquisition of a £100,000 550-tonne Henschel shear. This represented the first major investment for Ward, but also marked an era of progress for the business as it was able to operate more efficiently, processing more material and suppling to a wider range of end users.
Around the same time, waste recycling was also introduced into the business model, and metal recycling was expanded to specialise in foundry grades.
Experts in end-of-life vehicles Ward has always received vehicles for recycling but in 2003, the company introduced specialist equipment to comply with the new ELV regulations. Ward continuously trains new staff in the most efficient techniques to accept and process vehicles and invested in newer equipment in recent years in order to speed up the car processing operations. All the cars processed are then sent for final destruction in the companies’ car shredding and metal processing operations.
Sustainable growth
Ward continues to focus on sustainable growth through investment in its people, processes, equipment, and infrastructure. It’s a formula that has paid dividends; currently, Ward operates across 11 sites, employing around 400 employees directly and hundreds more through the supply chain.
In 2002, Ward invested £5m in a second site, before opening a further three along the M1 corridor, with additional investment on the horizon. Today, the business is led by both a family and non-family team. For the Ward family, each generation has contributed to the business’ success by bringing new elements, including specialists in acquisitions and export sales to grow operations.
A solid reputation for metal recycling Ward processes 1Mt of materials annually, recycling products such as metals, plastics, glass, cardboard, wood, textiles, soils and hazardous waste to ensure that customers fulfil their environmental regulations and obligations.

Today, around 80% of the business’ turnover is the processing and recycling of metals from sources including decommissioning and demolition projects, construction, rail and end-of-life vehicles (ELVs).
In Ilkeston, a 3,000hp Mesto Lindemann fragmentiser was installed in 2008, turning a small scrap yard into Ward’s central metal recycling site, improving operations and

SCRAP SUPPLEMENT 54 www.steeltimesint.com Digital Edition - December 2022
increasing output. This was followed in 2012, with the opening of the cutting-edge Automobile Shredder Residue (ASR) plant at its second Ilkeston site.
Toby explains: “Ward’s ASR plant has enabled us to capture more metals and non-ferrous material generated from the fragmentiser, supporting the EU directive that a minimum of 95% from ELV’s must be extracted and recycled.
“In addition to helping increase revenue, this process meant that we could extract all the metals and glass that could go to aggregates and plastics and divert away from landfill as much material as possible from this waste stream.
“At our Chesterfield site, which we acquired in 2015, we also have a shearing operation, waste recycling equipment, ELV depolluting rigs, as well as multiple facilities to handle hazardous waste. This site is further testament to our bespoke approach to waste management which helps us to be able to offer a complete waste recycling offering to our customers.”
Expanding export
Export is vital to the business; it grants Ward stability, opportunities throughout the global market and is central to sustainable growth.
Ward started exporting scrap in 2006, when already limited domestic markets were diminishing due to rising energy and labour costs. At this time, the firm was an early adopter of the use of shipping containers to export material. It began by exporting to India, home to more steel foundries than any other location, and one of the largest consumers for scrap metal in
shipping containers at the time.
Operations quickly grew and the business began exporting to multiple markets to spread risk. This included steelworks in Pakistan, Indonesia, Bangladesh, Spain, Germany, Turkey, Egypt, China, Malaysia, Thailand, Vietnam, and Singapore. Due to variations in production within these markets, Ward is able to sell multiple grades, making them more competitive for domestic suppliers.
Almost three quarters of the metal Ward recycles is exported to global customers. A significant quantity of this is certified as ‘end-of-waste’, as Ward’s processing techniques produce an end product with a low impurity level, meaning it can be sold as a ‘product’ rather than ‘waste’. The firm is one of a small number of UK businesses to achieve this certification, which allows companies to trade with a wider global market.
Ward works closely with steel mills globally, selling scrap for use in blast furnaces producing steel using circa 80% raw material and 20% scrap, and electric arc or induction furnaces producing steel using 100% recycled scrap metal. Export is essential, as the UK’s steelworks only consume around 20% of the 10 to 12Mt of scrap produced annually in the UK.
Overcoming global challenges
The metal markets are affected by worldwide factors which can have a knockon effect for demand and, therefore, price. In recent years this was due to several economic and political factors, including Chinese and American embargoes; America (the largest exporter of scrap globally) tried
to lower scrap prices to increase domestic sales within the US. In addition to this, a precarious political climate in Turkey (the largest buyer of scrap metal globally), had a significant impact on their currency and therefore, their buying power.
Recently, markets have been affected by Covid, as well as changing consumption patterns of consumers, and then the war in Ukraine, which has led to the greatest volatility of prices and demand the business has ever experienced.
An award-winning formula
By processing metal and waste, Ward actively delivers environmental and economic benefits, contributing to the goal for a circular economy by ensuring that steel remains in circulation and minimises any waste to landfill. However, beyond improving sustainability credentials and supporting environmental commitments through its sustainability road map, The Ward Way, the business is committed to its people and ever-expanding customer base, achieving multiple awards for its endeavours at both a national and regional level. Its latest accolade, the Queen’s Award for Excellence in International Trade, is further testament to Ward’s ongoing and outstanding achievement both within the UK and further afield.

Shaping the future
The firm also continues to shape the metal recycling agenda through its links with the British Metal Recycling Association (BMRA) and industry forums such as East Midlands Rail and the Institute of Demolition Contractors. It has contributed to the Trailblazer apprenticeship scheme and is an advocate of internal training and development to secure future industry talent.
Toby summarises by saying: “We believe there is significant future potential to expand our metal processing and export capabilities further, however we recognise that there is an ever-changing market with many worldwide factors impacting use. Our team will continue to adapt and innovate to respond to customer needs within the steel supply chain.” �
For more information on Ward’s metal recycling capabilities, visit: https://www. ward.com/metal-recycling/commercial/ ferrous-metal/.
SCRAP SUPPLEMENT 55 www.steeltimesint.com Digital Edition - December 2022
Scrap – the new precious metal?
Cleveland Cliffs has described scrap as the new precious metal and why not? As the global industry edges closer towards transforming its processes (and its image) from the world of smoke stacks to that of clean and green, scrap metal has become a key ingredient of the decarbonization cake. Myra Pinkham* looks at the US ferrous scrap market and finds that US steelmakers are on the ball and acquiring scrap businesses to ensure future supply.
THE past several months have been very challenging for the US ferrous scrap market with November marking the seventh consecutive month that prices have fallen, bringing them to their lowest level since the end of 2020.
“But companies are looking to put 2022 to bed, hoping that things will start turning around by the beginning of the new year,” Joseph Pickard, chief economist and director of commodities said, despite fears that the US economy could be headed into a recession and with domestic steel mill

capacity utilization falling under 73% in late November from nearly 83% a year earlier, according to the American Iron and Steel Institute (AISI).
“However, I believe that the need for scrap will only increase driven by demand for less carbon dioxide-intensive steel,” Ron Ashburn, executive director of the Association for Iron & Steel Technology (AIST) declared, noting that recycling steel from automobiles alone is estimated to save an amount of energy that is equivalent to powering 18 million homes in the US.
Already at the beginning of December there are some signs that US ferrous scrap prices were bottoming out, which Philip Gibbs, a senior metals equity analyst with KeyBanc Capital Markets, said isn’t surprising given the self-correcting nature of the market. He explained that scrap flows into the recyclers’ yards tend to dry up when prices come down.
Upward pricing pressure
Also, some market observers believe that scrap prices could see some upward pricing

SCRAP SUPPLEMENT 56 www.steeltimesint.com Digital Edition - December 2022
* North American correspondent
pressure once more electric arc furnace (EAF) steelmaking capacity comes online over the next few years, although Philip Bell, president of the Steel Manufacturers Association (SMA), said that even with an anticipated 3Mt of additional scrap and scrap substitute demand next year and a much greater surge in demand in 2024, there will continue to be enough US scrap available to not only support the domestic market, but also to support a healthy amount of exports.
“This is the first time that US ferrous scrap prices had declined for seven consecutive months,” Don Martin, Alter
Trading Corp’s senior vice president for ferrous marketing and trading, observed, noting that even during the 2008 recession there were only two or three consecutive months of declines, although they were very big price drops.
Ferrous scrap prices, like those for many other commodities, surged after Russia’s invasion of Ukraine, peaking in April at what Gibbs termed an untenable high.
Since then, they have seen a very substantial correction, with the steepest decline being for prime scrap prices, which, Gibbs said, were down 41% year-overyear and 54% from their April peak as of
November. The price decline for shredded scrap was also substantial, falling 33% yearon-year and 40% from April.
“For scrap processors it has been like a snowball going down the mountain,” Greg Dixon, chief executive officer of Smart Recycling Management, declared, stating, “They can’t get in front of this. They buy material every month that is worth less the next month. It is a constant struggle for them to turn a profit.”
ISRI’s Pickard said that one reason that prime scrap has been under more pricing pressure than obsolete scrap grades, such as shredded and heavy melt, is that prime grades are largely generated by manufacturing activity and are generally not exported unlike obsolete scrap. He said that US manufacturing activity has clearly started to wobble.
“Not only has US economic growth been slowing down this year, but with the Federal Reserve continuing to raise interest rates (although perhaps at a slightly slower pace) there are concerns that economic conditions will further deteriorate and have a negative impact upon a number of key steel end-use markets,” he noted.


Slowing economic growth
This view has been supported by certain forward looking indicators. The Institute for Supply Management’s manufacturing purchasing managers index (PMI) fell into negative territory for the first time since May 2020 in November at 49%, forecasting a contraction in future manufacturing activity. Similarly in October the American Institute of Architects’ Architecture Billings index fell to 47.7 points – indicating, for the first time since January 2021, a contraction in non-residential construction, at the same time as it appears that high mortgage rates have already propelled the housing market into recession.
Alexander Kershaw, a senior Fastmarkets analyst, pointed out that it was originally expected that, given the impact of supply issues, such as the shortage of semiconductor chips upon automotive production, that prime scrap availability would be quite tight this year. But, he said, that hasn’t proven to be the case.
First of all, in anticipation of such a shortage, some domestic mills started
SCRAP SUPPLEMENT 57 www.steeltimesint.com Digital Edition - December 2022
to change their scrap mix and use more shredded scrap than usual. Gibbs said that their ability to do so was aided by some investments that have been made to upgrade that scrap so that it has fewer residuals, including copper, than is usually present in shredded product.
Pickard said it is possible that it is those factors – its additional demand and the moves to upgrade its quality at the same time as there is excess supply of No. 1 busheling – that have resulted in what he described as a highly unusual occurrence with, at least as of the November settlement, shredded scrap trading at a premium to prime scrap. “But given the quality differential, I don’t see this being sustainable over the long term.”
Prime scrap
Alter’s Martin agreed, stating that he believes the mills will have to get back to buying prime scrap again. Also, he expects that price spreads between cut and shredded scrap, which have recently been widening, will begin to normalize. “Already we are starting to come down a little bit and for cut grades not going down quite as much,” which, Martin said, is helping spreads to return to a more traditional gap.
Another factor affecting obsolete scrap is US exports, which have been declining steeper than scrap shipments to domestic producers, according to Pickard, who noted that US exports of ferrous scrap were down 9% year-to-date through September, over which period of time steel production was down 4% and there was about a 5-6% decline in US processed scrap. He noted that this comes as such geopolitical issues as the Ukrainian war, Covid-related shutdowns in China and the strong US dollar, as well as a general slowdown of the global economy, have had complex impacts upon global ferrous scrap demand.

This, Pickard pointed out, was partly due to weakening demand for US ferrous scrap in certain East Asian and South Asian countries such as Taiwan, Vietnam and South Korea, falling 6.7%, 39.2% and 12.2% respectively. Also, Malaysian trade restrictions have taken a toll, resulting in a 90% year-to-date decline in US exports. He also noted that in some countries, there hasn’t been a direct correlation between their steel production and imports from the US. For example, US exports to Turkey, which is traditionally the USA’s number one export destination, were up 3.6% year-to-
date even though over the same period its steel production was down 9%.
Scrap exports
Meanwhile, India and Bangladesh have been big growth markets for US exports. In fact, Kershaw noted that quite surprisingly in September the US exported more scrap there than they did to Turkey. But while that could continue to be the case for the next several months, he said he doubts that it will continue beyond that.
Pickard said that the increase in US exports to India, which is using more scrap in general to feed its steel production, has been particularly high – increasing 130% while its steel production was only up 6.4% through September. Exports to Bangladesh were up 26%.

While there seems to be some optimism towards more normalcy in coming months, John Anton, director of S&P Global Market Intelligence’s steel service, said that in general November’s steel scrap indicated that the market is in flux and doesn’t have a clear path forward, stating that while its fundamentals are largely balanced, it is an unstable balance.
This is not just evidenced by the unusual situation of shredded prices settling higher than prime, but the North-South divide. “Normally there is one overriding price trend that occurs everywhere in the country,” he noted, but that wasn’t the case this time with prices largely unchanged
in the South while they were down $20$30 per ton in the North and Midwest.
There are many factors that have been contributing to this. Dixon said that one is the structural nature of the US scrap industry with there being more scrap dealers, therefore more availability of ferrous scrap, in the North, while scrap supply tends to be a little bit more sporadic in the South. Others point to certain logistics issues, especially the impact of low water levels in the Mississippi and other rivers at the same time that had led to concerns about a rail strike.
But perhaps a bigger influence has been scrap demand by certain domestic producers. Gibbs pointed out, for example, that US Steel announced several months ago that it had enough scrap on hand to last at least through to the end of this year, which, he said, leads him to believe that the situation is similar for domestic mills in general. This comes at the same time as some steelmaking capacity, including at US Steel’s Gary and Mon Valley facilities, have been at least temporarily idled.
Increased demand
Meanwhile, Anton said it is expected that demand for ferrous scrap and scrap substitute/alternative iron will increase over the next several years in the South, given that is where the lion’s share of new EAF steelmaking capacity will be – and we’re talking as much as 14-15Mt of additional
SCRAP SUPPLEMENT 58 www.steeltimesint.com Digital Edition - December 2022
capacity (a combination of expansions at existing mills and new greenfield capacity. Of that, he said about 9,000 tons is definite – either under construction or completed.
SMA’s Bell estimates that the combination of scrap and scrap substitute demand increased by about 5.7Mt, not just because of new mill capacity – particularly at Steel Dynamics’ new Sinton, Texas, mill – but also because it was generally a good year for the US steel industry. He said that there should be another modest increase in demand – about 3Mt – but that the big surge will be in 2024, when the new steelmaking capacity is largely online and scrap and scrap substitute demand could eclipse 10.7Mt.
Rebalancing act
It is, however, widely believed that there will be enough scrap available once this new capacity comes online. “The scrap market has a tendency to rebalance,” Pickard said. “For example, falling obsolete prices tend to impact flows into the yards and we have already seen such flows starting to slow.”
Gibbs agreed, noting that while there is a fixed amount of prime scrap given that its generation is linked to manufacturing output, obsolete scrap supply is extremely elastic. “There might be a short period when supply gets hollowed out, but eventually it will be stimulated” as it will put more pressure on prices, which will increase collections. Also, Alter’s Martin said, recyclers will likely not export as much scrap.
“Steel mills have also been positioning themselves to lessen their dependence upon prime scrap to the best of their ability,” Dixon said. That includes using more scrap substitutes, including DRI and HBI, and finding ways to increase the quality of shredded scrap, so they don’t have an overwhelming thirst for busheling, even with the new EAF steelmaking capacity coming online. SMA’s Bell noted that in some cases they are consuming DRI and HBI from their own mill network and in other cases buying it from elsewhere. Also, Anton said he expects there to be at least a little bit more availability of prime scrap going forward – possibly within the next nine months once supply chain issues ease and auto production revives.
Misplaced doom and gloom Bell said that another reason why he believes that the doom and gloom about
future scrap availability is misplaced is that most of the major EAF steelmakers own very robust scrap operations. Not only does Steel Dynamics (SDI) own OmniSource and Nucor owns David J. Joseph, but Commercial Metals (CMC) started as a scrap company and Gerdau has a large network of scrapyards and shredders in North America.
Also, ISRI Pickard noted that recently mills have been acquiring additional scrap assets, especially in regions where they are increasing their steelmaking capacity and further such acquisitions, most of which are regional in nature, are likely given the need to ensure that they have the raw materials they need as they bolster their production.
Enhancing security and supply
One of the more recent acquisitions was when CMC acquired the 55kt/yr Dickinson, Texas, recycling facility from Kodiak Resources, in a further effort to enhance the steelmaker’s security and supply of competitively priced inputs for its Texas, Arizona and Oklahoma rebar mills. This follows its September acquisition of California-based Advanced Steel Recovery. Also, over the past few years SDI has acquired two Mexican recyclers – Zimmer and Roca Acero, Nucor acquired Grossman Iron & Steel and Garden Street Iron &
Metal, and North Star BlueScope acquired Metal X for similar reasons.
Scrap – the new precious metal And it isn’t just EAF steelmakers that have recently been engaged in such acquisitions. Cleveland Cliffs, which, according to the AIST’s Ashburn, has described scrap as being the new precious metal, acquired Ferrous Processing & Trading, a major prime scrap recycling company, last October. Gibbs said he believed that it had done so as a defensive move to gain more market control.
There has also been greater consolidation of the scrap recycling industry, Pickard noted, with some larger companies, especially SA Recycling, acquiring smaller and medium-sized yards to gain market share and to be able to take advantage of greater economy of scale.
“2022 had been a year of extremes for the US ferrous scrap market,” Fastmarkets’ Kershaw said, with prices shooting up at the start of the Ukrainian war, but then weakening in the second half due to the impact of inflation, high energy costs and rising interest rates upon steel production. But while there will continue to be challenges, Gibbs said he believes that the market is now close to bottoming out with potential for it to gradually improve over the next year or so as supply tightens. �


SCRAP SUPPLEMENT 59 www.steeltimesint.com Digital Edition - December 2022
Focused on European operators

CPL Industries is very busy. Just 12 months after launching it’s ecoke® product to provide steelmakers with an immediate reduction in C02 emissions, the company is finding that increasing numbers of EAF steel producers are accrediting and approving the new product. Jason Sutton* updates the situation.
1. How are things going at CPL INDUSTRIES? Is the steel industry keeping you busy?
We have had an incredibly busy 12 months after launching ecoke® to provide people in the steel industry with an immediate reduction in C02 emissions. Interestingly, although volatile over the last 12 months, the likely recession has not impacted on EU carbon pricing which, at the time of writing, is currently about in line with the 12-month average. This shows that despite a difficult recessionary environment there is still an imperative of steel manufacturers to look closely at options for decarbonisation. We are currently working across both blast furnace and electric steel producers.
2. What is your view on the current state of the global steel industry?
We are witnessing something of a reset whereby re-shoring and near-shoring are in evidence. BF/BOF producers are investing heavily in technology and many have announced their intention to commission EAFs. Perhaps a move towards localisation – and quality and security of supply – rather than a reliance on ‘ever-cheaper’ alone. We have seen a number of (particularly European) producers reducing production – and idling plant – and this is likely to be the norm while the balance between supply and demand realigns itself.
3. In which sector of the steel industry does CPL INDUSTRIES mostly conduct its business?
Our ecoke® product is already accredited and approved by an increasing number of EAF steel producers: industrial scale tests continue in BF environments and we anticipate being in the position to publish results during the first half of 2023. Outside of steel we are also very active across a number of other difficult-to-abate industries including ferroalloys where we are also
enjoying considerable success.
4. Where in the world are you busiest at present?
At present we are entirely focused on serving European operators with our ecoke® offering, but we have seen interest from North America and in time will look to bring ecoke® to territories outside of Europe.
I don’t think that there can be any doubt whatsoever that the steel industry is undergoing significant change, not least of which is its investment in technology and improvements in what is essentially a 150-year-old process. Harnessing the energy and drive behind a number of initiatives remains key – the “fourth industrial revolution” will doubtless deliver huge positives for the industry: centralising data, improving analysis tools and improving production flows. Alongside this we see an uptick in B2B platforms and re-use (rather than merely ‘recycle’) – all will deliver improvements and efficiencies.
7. Hydrogen steelmaking appears to be the next big thing. What’s your view?
5. Can you discuss any major steel contracts you are currently working on?
Due to the nature of the industry and robust NDAs in place it is not possible to share certain specifics at this stage: both Liberty Speciality Steels and Sidenor Special Steels are among those producers whose approval we have gained – and with whom we continue to work – alongside an increasing number of other steelmakers across Europe.
6. What are your views on Industry 4.0 and steelmaking and how, if at all, is CPL INDUSTRIES using it?
*Chief financial officer, CPL Industries
Clearly hydrogen is being pushed in lots of industries and applications as the solution to decarbonisation and, while we fully recognise the benefits of hydrogen, the production of hydrogen on a mass scale does have significant technical and environmental challenges, not least the water and energy requirements of the process. The public perception is that hydrogen is – necessarily – ‘green’. In reality hydrogen can be green, pink, yellow, blue, grey, brown and black. Not all hydrogen is created equal!
We advocate a multi-technology approach to decarbonisation which will not only have space for hydrogen projects, but also biomass, and we see ecoke® as the first rung on the ladder in terms of offering an immediate partial decarbonisation. We have plans to later move to a 100% biomass product and other biomass fuels that will provide a longer-term solution.
8. In your dealings with steel producers, are you finding that they are looking to companies like CPL INDUSTRIES to offer them solutions
PERSPECTIVES Q&A: CPL Industries 60 www.steeltimesint.com Digital Edition - December 2022
Jason Sutton
in terms of energy efficiency and sustainability?
If so, what can you offer them? Our standard ecoke® Grade A – containing a minimum 30% sustainable, renewable biomass – delivers a reduction in emissions of circa 25% compared to anthracite – and, therefore, offers a significant ETS tax-saving in addition. Moreover, in some applications, savings in power are achievable – so we have an immediately available solution which addresses not only energy efficiency and sustainability, but also a valuable financial incentive.
9. How quickly has the steel industry responded to ‘green politics’ in terms of making the production process more environmentally friendly and are they succeeding or fighting a losing battle?
European steel producers absolutely lead the field – a resounding win. Have in mind that this goes way beyond ‘politics’: business customers (e.g. built environment, yellow goods, white goods, automotive, agriculture) and their own consumers are increasingly demanding evidence of producers’ commitment to decarbonisation. The pace of change is accelerating – but it needs to do more in terms of the challenges it faces right now.
10. Where does CPL INDUSTRIES lead the field in terms of steel production technology?
Quite simply, our production process delivers a today solution – ‘decarbonising tomorrow, today’ – requiring no capex and no changes to handling, storage or processing. There are some exciting – and entirely independent – academic studies due for publication during 2023 which champion ecoke® and the wider inclusion of biomass within solid fuels for industry.
11. How do you view CPL INDUSTRIES’s development over the short-to-medium term in relation to the global steel industry?
In the short term as a business we would like to use our capacity on our UK-based manufacturing plant to supply as much ecoke® as possible to UK and European steel producers. Over the medium term we would like to build further plants which would enable production of ecoke® on a greater scale and facilitate decarbonisation on a wider scale.

12. Where do you see most innovation in terms of production technologies – primary, secondary or more downstream?
The thrust of our ‘today’ fuel technology is across both primary and secondary production. However, we are already working on ‘next gen’ fuels – including 100% biomass-based – and this will lead us towards downstream applications, too.

13. How optimistic are you for the global steel industry going forward and what challenges face global producers in the short-to-medium term?
There is no question whatsoever that the steel industry will continue to flourish: global producers – particularly some of the MNEs – need to understand that endless pursuit of market share ‘at any cost’ does indeed HAVE a cost: market share cannot be the only measure.
14. What exhibitions and conferences will CPL INDUSTRIES be attending in over the next six months?
There are a number of events across Europe during 2023H1 and beyond which we will
attend. It’s very gratifying to experience steelmakers embracing the decarbonisation initiative and we are happy to continue to support these endeavours across industry, academic bodies and trade associations.
15. Apart from strong coffee, what keeps you awake at night?
Over the last 12 months in particular, it feels that we we have entered a new phase in global geo-political relationships which is clearly going to have a key impact on trade. Businesses across all sectors will need to be prepared to react to an economy that may well not be as global as it has been as the march to ever greater globalisation appears to be reducing.
16. If you possessed a superpower, how would you use it to improve the global steel industry?
When we last spoke I said that it would be to have the global steel industry on a level playing field when it comes to decarbonisation. In these challenging economic times this has never been more important and as I have said many times before, exporting pollution is not solving the problem. �
www.steeltimesint.com Digital Edition - December 2022 PERSPECTIVES Q&A: CPL Industries 61





Furnaces International brings readers a selection of technical features focusing on all aspects of the international furnaces market, as well as industry news, investments, and the latest products and projects Published quarterly in a digital format, Furnaces International and the new monthly newsletter, are sent to the inbox of over 25,000 industry professionals. As publishers of Aluminium International Today, Steel Times International and Glass International, we are able to compile this knowledge and bring you the latest developments on: • Energy Efficiency • Hot Repairs • Maintenance • Heat Treatment • Thermal Processes • Testing and Measurement CONTACT US NOW: Esme Horn Sales Manager +44 (0) 1737 855136 esmehorn@quartzltd.com Nadine Bloxsome Editor, Furnaces International +44 (0) 1737 855115 nadinebloxsome@quartzltd.com Zahra Awan Editorial Assistant +44 (0) 1737 855038 zahraawan@quartzltd.com WWW.FURNACES-INTERNATIONAL.COM SIGN UP TODAY TO RECEIVE YOUR FREE COPY Look out for the December issue which contains The Furnaces International Buyers’ Guide. It is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/ process industry.
