Leasing lets you save your capital. Planning ahead ensures accurate operating budgets. Call us before contracts are signed to fill out your fleet with the profits you need.
Get accurate lease rates right away. Plan longer lease terms at lower rates.
Get the equipment you need when you need it.
CONTACT US TO START
Harsco Mark IV Production Tamper
Kershaw SkyTrim 75 3G
Wiskerchen Grapple Truck
Kershaw Ballast Regulator
Vol. 120, No. 12
Print ISSN # 0033-9016, Digital ISSN # 2160-2514
EDITORIAL OFFICES 1025 Rose Creek Drive Suite 620-121 Woodstock, GA 30189
Telephone (470) 865-0933 Website www.rtands.com
DAVID C. LESTER Editor-in-Chief dlester@sbpub.com
JENNIFER M c LAWHORN Managing Editor jmclawhorn@sbpub.com
EDITORIAL BOARD
David Clarke, University of Tennessee
Brad Kerchof, formerly Norfolk Southern William Riehl, Genesee & Wyoming/AREMA
Scott Sandoval, Genesee & Wyoming
Robert Tuzik, Talus Associates
Gary Wolf, Wolf Railway Consulting
CORPORATE OFFICES
1809 Capitol Avenue Omaha, NE 68102
Telephone (212) 620-7200 Fax (212) 633-1165
ARTHUR J. MCGINNIS, JR. President and Chairman
JONATHAN CHALON Publisher
MARY CONYERS Production Director
NICOLE D’ANTONA Art Director
HILLARY COLEMAN Graphic Designer
JO ANN BINZ
Circulation Director
MICHELLE ZOLKOS Conference Director
CUSTOMER SERVICE: 847-559-7372
Reprints: PARS International Corp. 253 West 35th Street 7th Floor New York, NY 10001
the LOSSAN Corridor Struggling, Should Money Be Spent on High-Speed Rail?
By David C. Lester, Editor-in-Chief
For the past several years, railroad headlines from California have been focused primarily on two projects –– repair of the LOSSAN Corridor, the 351-mile stretch of track along the California coast that provides important commuter, passenger and freight service to the state, and the HighSpeed Rail initiative that is working on a line from Los Angeles to San Francisco.
It’s important to note that the high-speed line planned from LA to Frisco is a truly high-speed line –– not like the service along the LOSSAN Corridor or even the Brightline service between Miami and Orlando. is line is planned for speeds that truly high-speed trains in Europe and Japan run –– somewhere close to 300 m.p.h. Passenger trains along the LOSSAN corridor, I believe, have a speed limit of 79 m.p.h. in some places, and the Brightline speed limit is 125 m.p.h. on a long stretch to Orlando.
I am a fan of truly high-speed rail service. Having had the opportunity to ride the in Japan, I know rst-hand how impressive and useful this service can be. However, should we be spending money on
this now? With challenges on the LOSSAN Corridor appearing regularly, and without a dedicated source of funding to complete whatever geological stabilization and relocation of the line proves to be necessary, this vital network is subject to periodic closures and disruptions. People along the corridor depend on this stretch of track, and the passenger and freight services are critical for the national and regional economies.
Billions of dollars will be required to resolve issues along the LOSSAN Corridor. Many more billions will be needed to complete the high-speed line between San Francisco and Los Angeles. Both will take years to complete, but the high-speed line will take many more years. Isn’t it wiser to x the mess residents along LOSSAN are dealing with now than to channel funds into a project without a meaningful date to come to fruition?
DAVID C. LESTER Editor-in-Chief
Member Level Redundancy Testing of a Riveted Steel Bridge Girder Span
A 120 Year-Old Bridge Teaches Scientists About Design and Strength
Duane Otter, PhD, PE – Scientist
Chris Johnson, PE – Scientist MxV Rail
Robert Connor, PhD, PE Purdue University
As part of an investigation into tness-for-service of riveted steel deck plate girder spans MxV Rail has been testing the concept of internally redundant members.1-4 Also known as member level redundancy, this concept suggests the presence of multiple cover plates, as well as ange angles, provides a level of redundancy within a built-up steel girder bridge tension member. If a single component within the tension member develops a crack, the stresses will redistribute into other components of the built-up member. As part of the MxV Rail investigation, one span with partial-width notches cut in one bottom cover plate has been tested to its ultimate capacity at Purdue University, where previous testing in this area has been performed. 5-7 is 1904 two-girder span was in service for seven years at the Facility for Accelerated Service Testing (FAST®) following over 100 years of revenue service, including more than 40 years’ worth of bulk commodity unit trains.
MxV Rail previously reported on the early stages of this investigation .1–4 That testing continued until November 2021 when the span was removed from track after 990 MGT (over 6 million cycles) of heavy axle load traffic (primarily 315,000 lbs. gross rail load cars), including 875 MGT (5.5 million cycles) with three partial-width notches cut in the
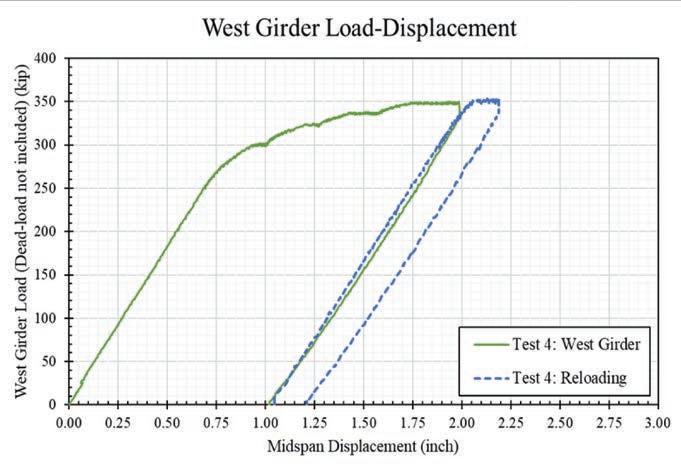
Figure 2. Load-displacement curve from ultimate load test
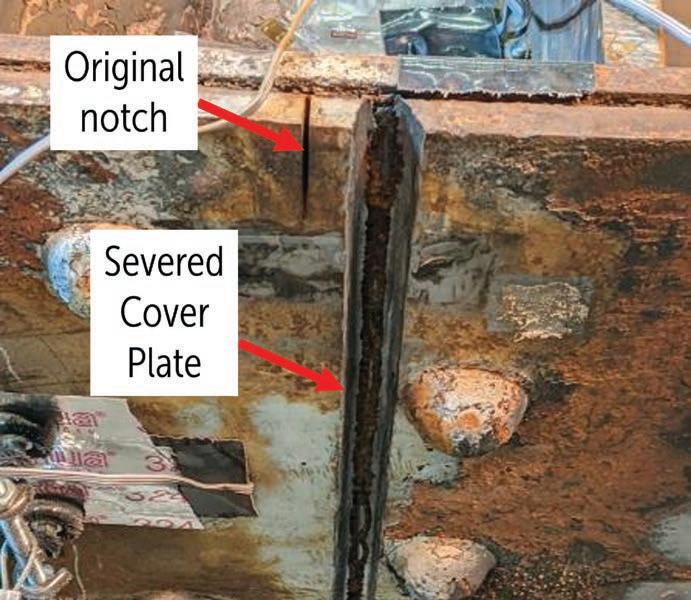
Figure 1. Severed cover plate
cover plate of one tension flange. The maximum crack growth beyond the notches was approximately 0.2 inch over that period of testing at FAST. Even on revenue service lines with very heavy traffic, the span would likely have been inspected nine or ten times during the testing period. After removal from service at FAST, the span was sent to Purdue University for additional lab testing on the span.
Cold Temperature Load Testing
One lab test objective was to load the span with the notched and cracked cover plate at an extreme cold temperature. Since bridge steel becomes more brittle at lower temperatures, the bridge steel is more likely to fracture in a cold environment. Previous material testing on steel samples from this span verified that the Charpy V-notch toughness dropped considerably with temperatures below 0°F. The center portion of the tension flange was chilled using dry ice overnight prior to testing. The temperature of the tension flange at the time of load testing was as low as -60°F, which is comparable to the lowest temperatures experienced by any railroad in North America. The other girder was not chilled.
The girder was loaded three times to a total load of approximately 433 kips concentrated at the middle of the span, resulting in a bending stress of approximately 23 ksi. For perspective, 433 kips is approximately equal to the entire weight
of the heaviest six-axle freight locomotives currently in service in North America. No fracture occurred, and no residual deformation was recorded. The load-displacement response was linear with an average maximum midspan deflection of 0.558 inch in the notched girder. The stresses and deflection in the other girder of the span were nearly identical to those in the notched girder.
Ultimate Load Testing With Severed Cover Plate
The next test series included loading the girder to the ultimate load, either yield or fracture (without cooling), to observe both failure mechanisms and load redistribution. To determine the effects of internal member redundancy, Purdue researchers severed the previously notched cover plate on the bottom flange of one girder using a cutoff wheel to simulate a fractured cover plate. The objective of this test was to see how the loss of the entire cover plate would affect span behavior, particularly whether any remaining components of the tension flange would fracture. Figure 1 shows the cover plate where it was severed. To allow for a post-test inspection of the original crack tip area, a new cut was made adjacent to the existing notch.
For this next test, the load framing was reconfigured and made more substantial to be able to react to much higher loads in the strong floor of the laboratory. Figure 2 shows the load-displacement curves for
two cycles of loading beyond the yield point. At loads of less than 500 kips (250 kips for each girder), the span behaved linearly. Above 550 kips, non-linear behavior and strain gage readings indicated yielding. The maximum applied actuator load was just over 700 kips. At that point, the load basically flatlined as the actuator stroke increased, indicating continued yielding of the girder.
After unloading and reloading, the span behavior remained elastic nearly all the way up to 700 kips, indicating strain hardening of the metal occurred. The steel in the tension area of the span yielded in a ductile manner. No additional tension-zone members fractured, and no noises were heard from the span. At the 700-kip load, the maximum deflection was approximately 2 inches near the midspan of the severed girder and approximately 1/4-inch less on the undamaged girder. Figure 3 shows the deflected girder.
Post-Test Destructive Evaluation
Previous calculations 8 showed that the expected fatigue life of the span had been exceeded. After completing the various load tests, the research team conducted a destructive evaluation to look for cracks that 1) might not have been detected during previous in-track testing or 2) might have initiated during the extreme loadings applied during lab testing. Undetected cracks can include cracks in internal plates, cracks hidden by rivet
Figure 3. Deflected girder during ultimate load test
heads, and cracks that are very difficult to see without significant surface cleaning and preparation. The evaluation process included removing several rivets to look for cracks emanating from rivet holes. A total of 12 large diameter cores were cut to encompass the holes where the rivets were removed and additional locations with the rivets still in place. Nine cores were cut near the midspan in the tension zone of the severed girder; two cores were cut near the midspan of the bottom flange of the uncut girder; and one core was cut from the top flange of the severed girder above the end bearing stiffeners. Figure 4 shows an example of a crack in the interior cover plate found in the destructive evaluation. Neither the outer cover plate nor the flange angle showed signs of cracking at this location, making it impossible to detect this crack visually during a bridge inspection.
The core from the top flange near one end of the span had no cracking. The two cores from the bottom flange of the unsevered girder had only minimal cracking (less than 0.1 inch). Two of the nine cores from the tension zone of the severed girder had only minimal cracking. The other seven cores had larger cracks, some opened by the ultimate load test. None of the cores that included three layers (i.e., two cover plates and a flange angle or two flange angles and web) had significant cracks in all three layers, thereby illustrating the beneficial effects of internal member redundancy.
Conclusions
The 1904 riveted girder span did not fracture under design loading at the extreme cold temperature of -60 °F. Even with a tension flange cover plate completely severed, the span did not fracture when loaded to its ultimate load capacity of approximately 700 kips. The span instead yielded in a ductile manner. A post-test destructive evaluation revealed several cracks at rivet holes near the midspan of the severed girder, however, none of the cores with three layers had significant cracks in all layers.
Despite the loading history in revenue service, the testing at FAST, and the extreme load testing in the lab, the span still showed tremendous ultimate load capacity and ductility. It also clearly demonstrated the internal redundancy in riveted steel girders fabricated with multiple layers of steel, supporting current inspection intervals and maintenance practices.
Acknowledgements
This research has been conducted as part of the Association of American Railroads’ (AAR) Strategic Research Initiative on bridge life extension. The authors thank CPKC for the donation of this span. The authors also acknowledge the research staff at Purdue University’s Bowen Laboratory, particularly Dr. Cem Korkmaz and PhD students Sean McGinnis and Aurora Foster, for their contributions.
References
1. Otter, D. 2016. “Old Steel Spans for New Bridge Research at FAST.” Railway Track & Structures, vol. 112, no. 6.
2. Otter, D, A.M. Rakoczy, and S. Dick. 2016. “Fatigue Life and Fitness-forService Analysis: 32-foot Steel Deck Plate Girder Bridge Span at FAST.” Technology Digest TD16-025. AAR/ Transportation Technology Center Inc. (TTCI). Pueblo, CO.
3. Rakoczy, A. and D. Otter. 2016. “Member-Level Redundancy for Steel Bridge Girders.” Technology Digest TD16-056. AAR/TTCI. Pueblo, CO.
4. Otter, D., R. Connor, and C. Johnson. 2024. “Member Level Redundancy for Steel Bridge Girders.” Technology Digest TD24-006. AAR/MxV Rail. Pueblo, CO.
5. Connor, R.J., R. Dexter, and H. Mahmoud. 2005. NCHRP Synthesis 354: Inspection and Management of Bridges with Fracture-Critical Details. Washington D.C.
6. Hebdon, M. and R. Connor. 2015. “Towards a Better Estimation of Inspection Intervals for Cracking in Steel Railroad Bridges.” Proceedings. AREMA Conference.
7. Hebdon, M.H., C. Korkmaz, and R.J. Connor. 2015. Member-level redundancy of built-up steel girders. Purdue University, West Lafayette, IN.
8. Rakoczy, A. and D. Otter. 2016. “Steel Bridge Fatigue Life Estimate Using Probabilistic Method.” Technology Digest TD16-057. AAR/TTCI. Pueblo, CO.
Figure 4. Example of crack found in the destructive evaluation
SUCCESSFUL 2024 RAILROADS EXPERIENCED A
There is Uncertainty About What Lies Ahead
By David C. Lester, Editor-in-Chief
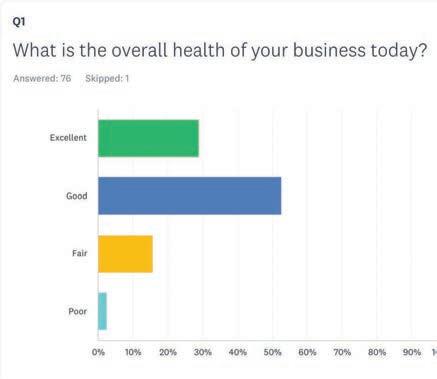
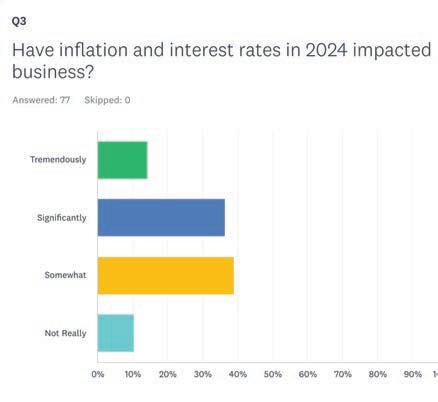
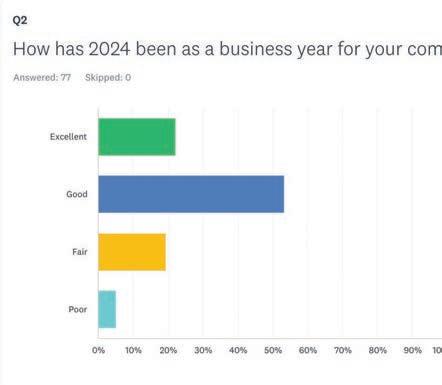
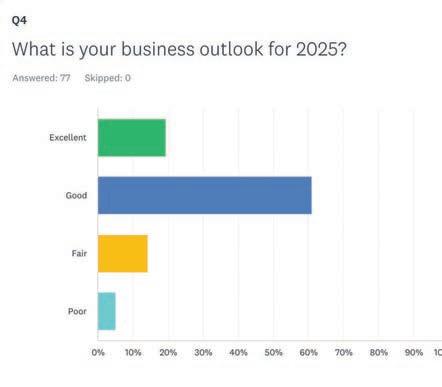
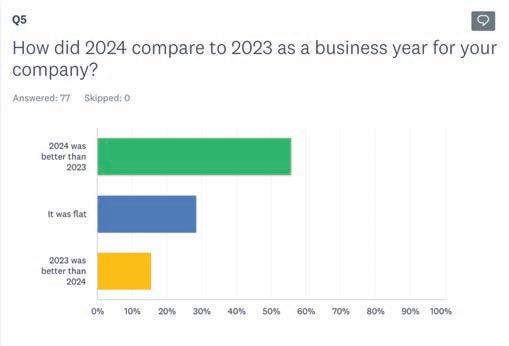
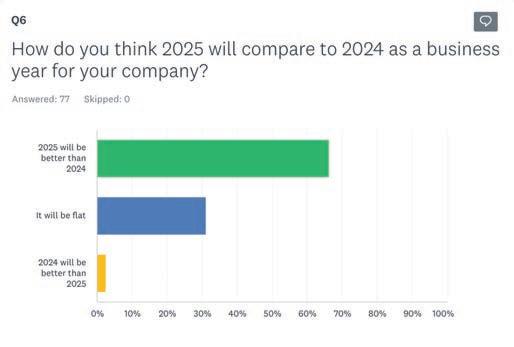
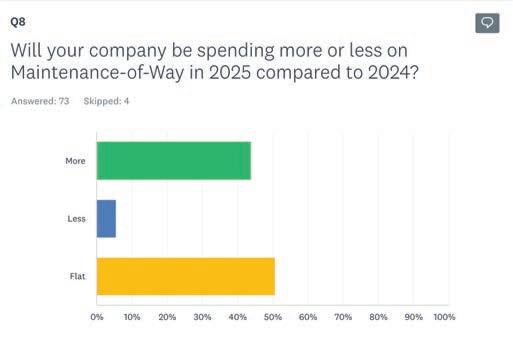
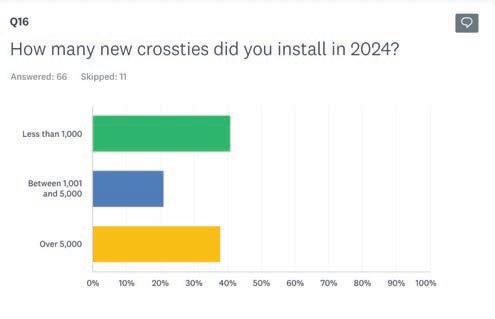
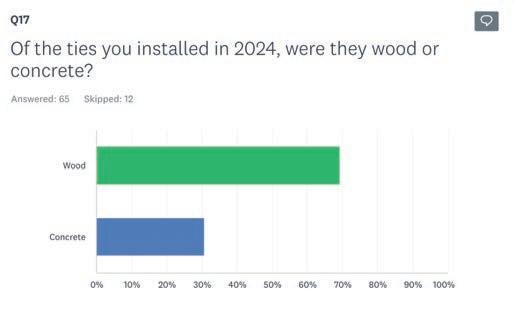
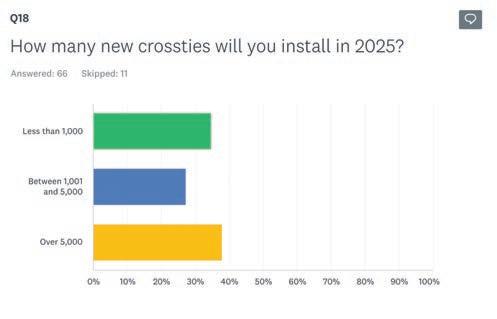
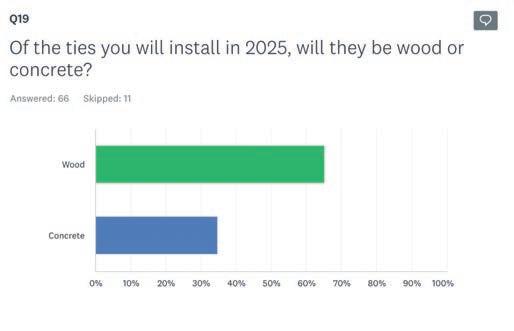
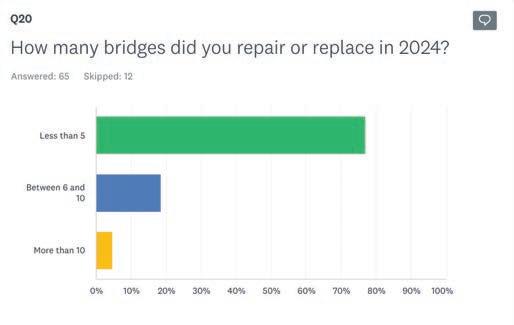
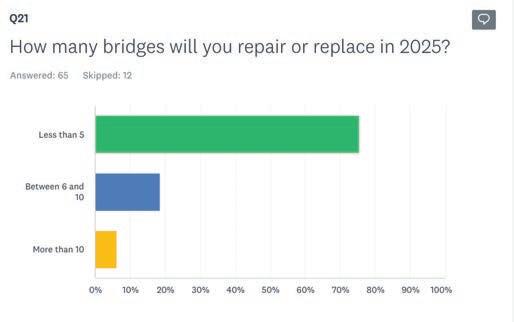
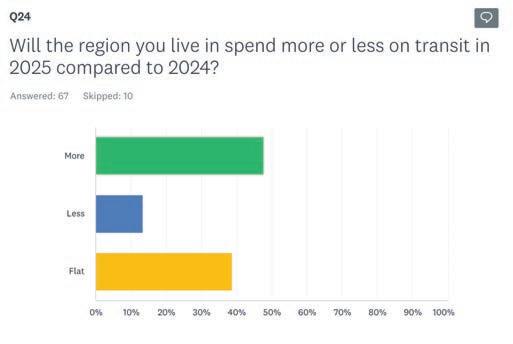
The past year has been pretty good for the rail industry. e majority of respondents to our annual survey reported that 2024 was a good year, with nearly 70% of respondents reporting that they expect 2025 will be even better than 2024. About 50% of respondents said that in ation had a signi cant or tremendous impact on their business, yet with in ation and interest rates dropping somewhat, it remains to be seen if those measures will continue to drop in the coming year.
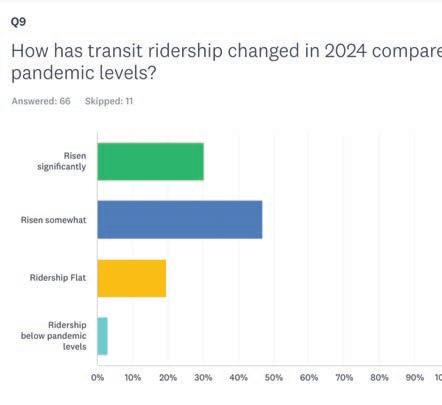
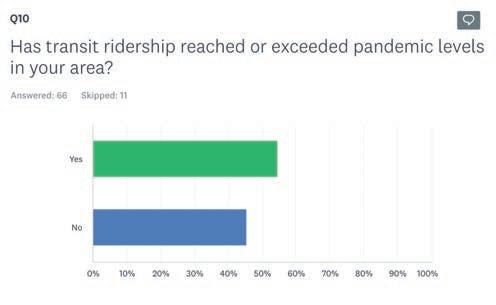
Another bright spot is that 30% of responding transit agencies reported that ridership rose signi cantly in 2024, while about 45% reported that it rose somewhat during the year. Moreover, nearly 55% of transit respondents said that ridership had reached pandemic levels during the past year.
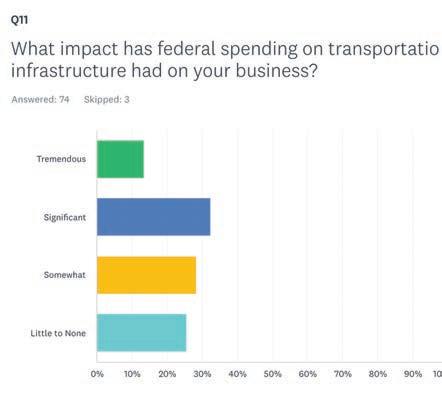
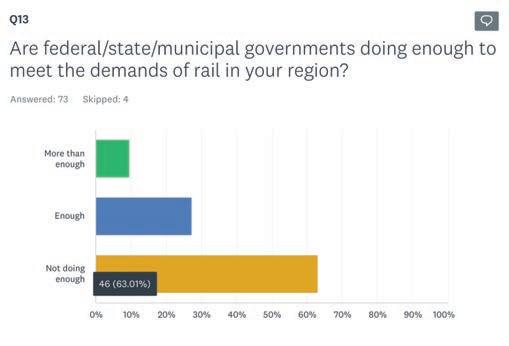
Interestingly, despite the tremendous number of stimulus dollars poured into transportation infrastructure in 2024, just over 63% report that federal/state/local governments did not do enough meet the demands of rail during the year.
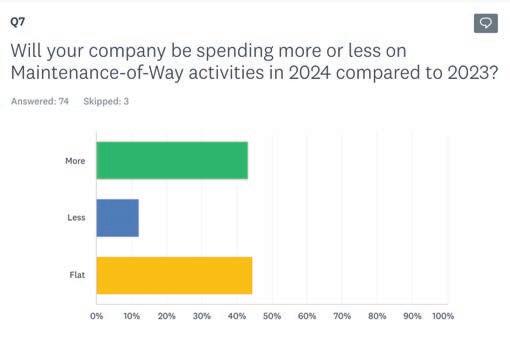
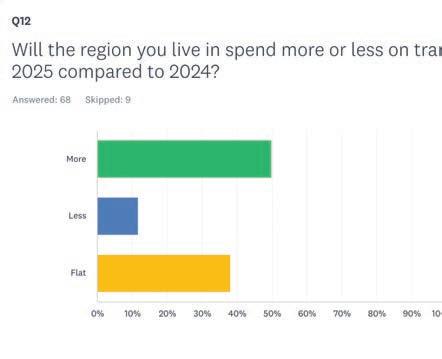
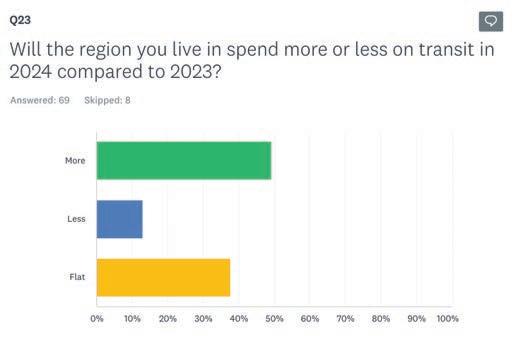
Regarding maintenance-of-way spending, about 45% said they spent more in 2024 than the previous year, and 45% said they would be spending more in 2024.
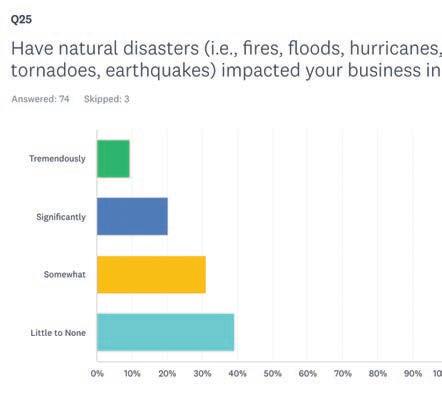
e industry experienced some ups and downs during 2024. About 10% reported that they were tremendously impacted by natural disasters, and 20% said they had been impacted signi cantly.
With Brightline having opened in September 2023, 2024 was the rst full year of service from Miami to Orlando, and performance and ridership seem to be
doing well.
One Class I railroad, Norfolk Southern, went through several tough events but reported strong third quarter earnings in 2024: pursuit by activist investor Ancora, continued remediation of East Palestine, tremendous storm damage from Hurricane Helene, particularly in the Asheville, N.C. area, and the departure of President and CEO Alan Shaw and Chief Legal O cer Nabanita Nag a er disclosure of an inappropriate relationship.
Regarding 2025, things are always uncertain when there is a change in United States presidential leadership, particularly when the political party in power changes. Many thanks to those who participated in our survey of 2024 and 2025, and best wishes for the new year.
Photo Credit: Shutterstock/ Jacktamrong
Photo Credit: Shutterstock/ Bams Sumit
George Fowler has held multiple positions over a 30+ year career including various engineering positions at Canadian National and another 20 years as a Specialist / Senior Investigator, Roadbed / Tracks / Signals / Rail, investigating derailments for the Transportation Safety Board of Canada.
EXAMINING THE ROLE OF WHEEL/RAIL INTERACTION
IN A UNIT TRAIN DERAILMENT
by Je Tuzik
Derailments happen. The minor ones cause damage and disruption; the big ones make the news. While there are derailments attributed to a single vehicle or track cause, often the cause is the result of a combination of vehicleand track-related contributing factors, underscoring that vehicle/track interaction is a system.
George Fowler, who after a 30-year career in various engineering positions at Canadian National and another 20 years as a Specialist / Senior Investigator, Roadbed / Tracks / Signals / Rail, investigating derailments for the Transportation Safety Board of Canada, broke down
one such derailment to help delegates at the 2024 Wheel/Rail Interaction Conference better understand the mechanics of wheel/rail interaction.
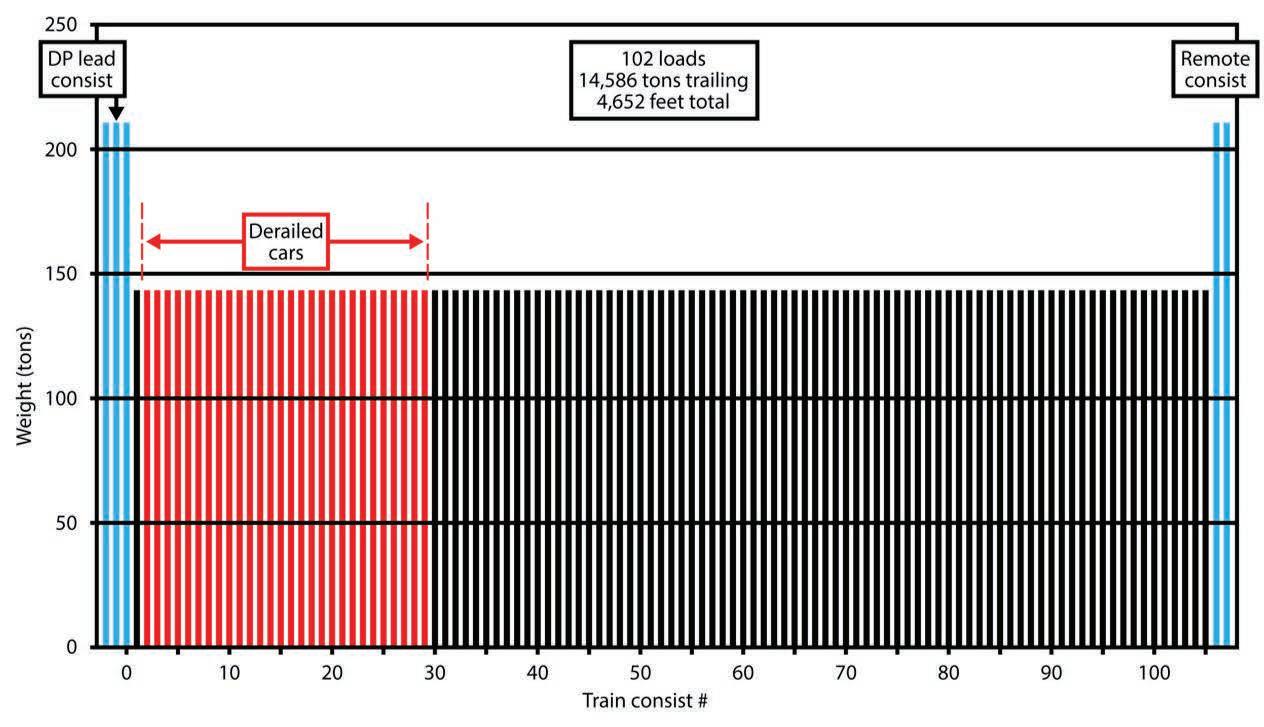
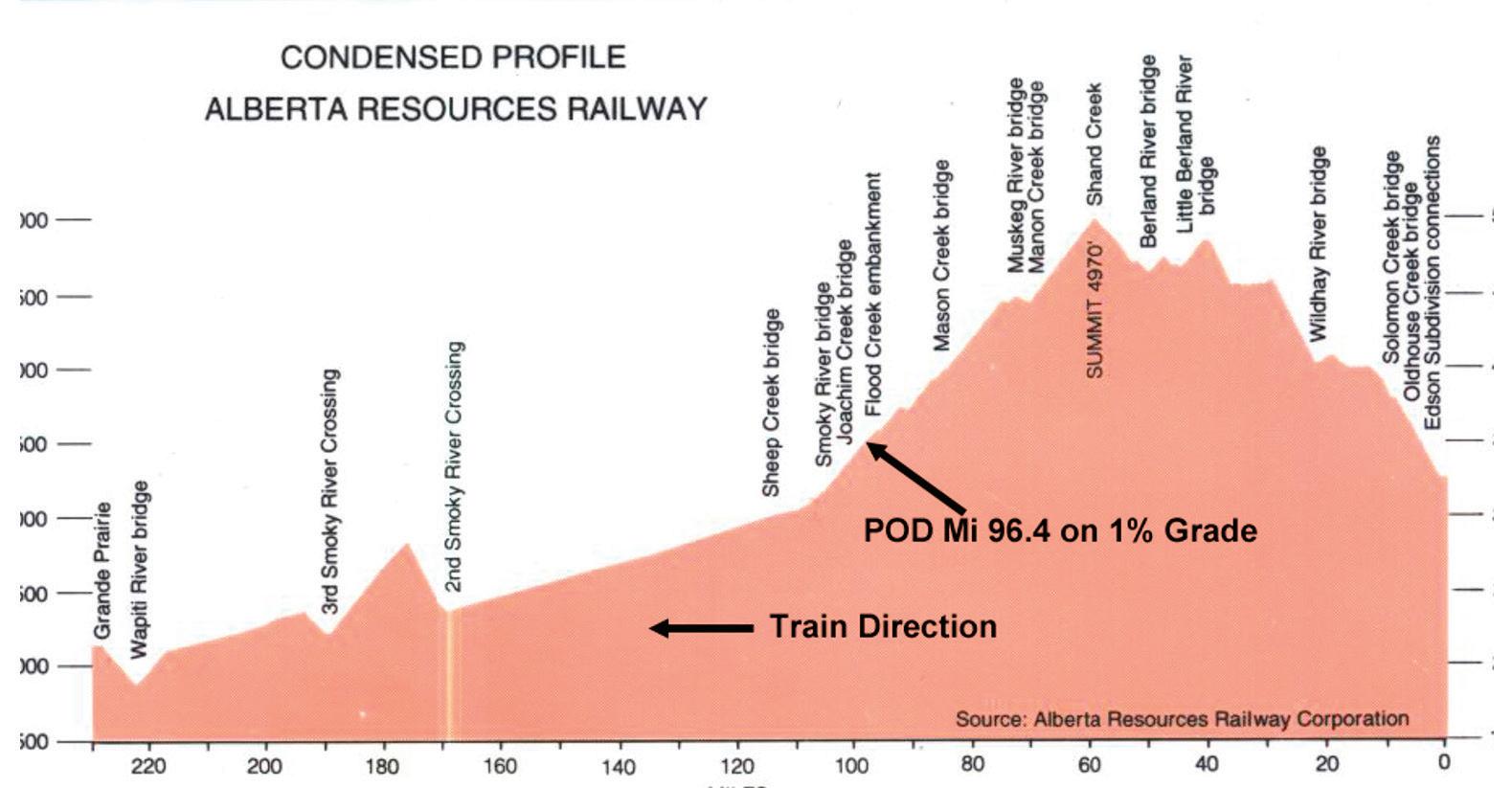
The Grey derailment occurred in 2016, in Canadian National’s Grande Cache Subdivision in Grey, Alberta. In total, 28 hopper cars loaded with frac sand derailed. The train (train A45851) was operating with distributed power — three locomotives on the head-end, and two on the rear-end. The rest of the consist was made up of 102 loaded covered hopper cars weighing ~142 tons each, for a total weight of 14,589 tons and total length of 4,652 feet. Figure 1 shows the length and tonnage profile of the train. “This was a
fairly typical unit train consist with good, even loading,” Fowler said.
The investigation of this derailment explored many potential contributing factors, considering both vehicle and track conditions as well as the interaction between them. The factors included:
• Track maintenance practices and history, including tie and fastener conditions
• Track geometry, particularly grade and curve superelevation
• Train handling, such as braking, acceleration, and speed
• Rail pro le and wheel/rail contact characteristics including L/V forces
Modeling and simulation were
Photo Credit:
Mike Yuhas
TRAIN A45851 LENGTH AND TONNAGE PROFILE
also performed to determine in-train forces, such as buff and draft, and the vehicle dynamics of the cars involved in the derailment.
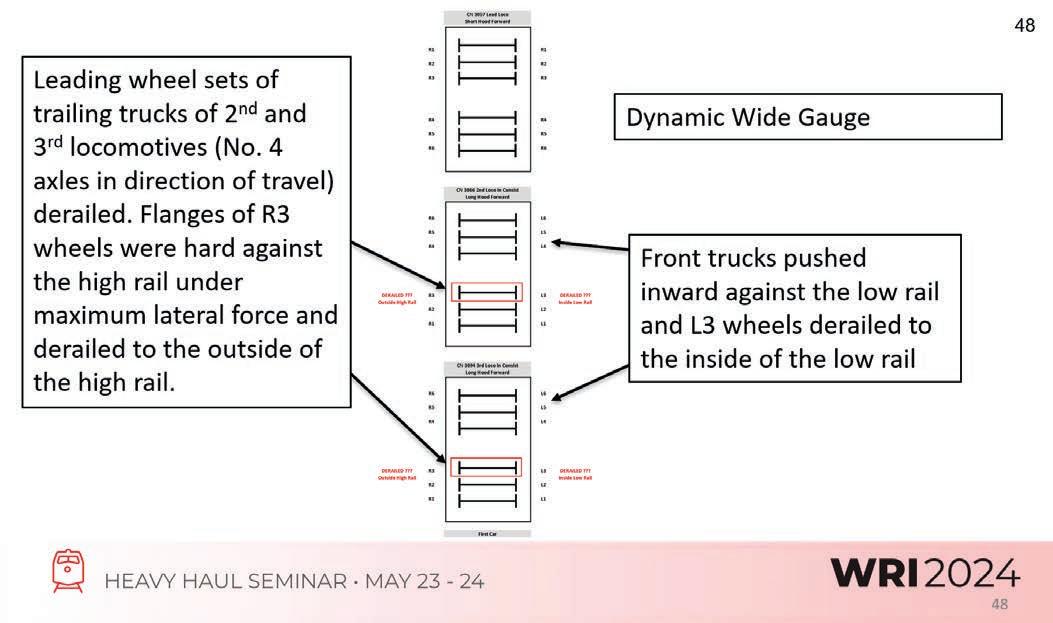
Inspection of the site immediately after the derailment revealed that the three head-end locomotives and the first following car (#1) remained on the track, however the lead wheelsets of the trailing axles on the 2nd and 3rd locomotives derailed (see the highlighted trucks in figure 5). Cars #2 through #29 derailed. Cars #4 through #26 were in jack-knife position perpendicular to the track (see Figure 2). Cars #27, 28 and 29 were derailed upright on the grade. “The way the cars are laid out often holds clues about the root cause of the derailment,” Fowler said.
Figure 3 shows the elevation profile of the region, with the point of derailment indicated by an arrow at milepost 96.4; the train was descending on a 1% grade, in a 6-degree right-hand curve. At the time of derailment, the train was travelling at 27mph with dynamic braking (DB) in position 5 (DB5), with no automatic air brakes applied. In addition to this,
investigators later noted the following preceding conditions:
• All ve locomotives were in serviceable condition with no outstanding maintenance issues.
• Ultrasonic testing of the site conducted roughly two-weeks prior to the
derailment did not identify any defects.
• No alarms were triggered at preceding hotbox detectors.
• e hopper car wheels were in good condition, not exceeding any threshold for hollow wear or ange wear. The track itself was Class 2 track with
Figure 2. Multiple jack-knifed cars at the derailment site.
Figure 1. Train A45851 tonnage profile and derailment details.
Figure 4. A detail of the broken high rail at the point of derailment. Note the 7mm of head wear and 8mm of flange wear what are near condemning limits.
Figure 3. Elevation profile at the point of derailment.
5. A diagram of the 3 head-end locomotives indicating the first wheels to derail.
a posted maximum speed of 25 mph. In 2016, the year of the derailment, it saw 11.6 million gross tons (MGT) of traffic. 14 in double-shoulder plates with 4 spikes per plate fastened the track to a mix of hardwood and softwood ties and the ballast was fully anchored and in good condition. The derailment site was bracketed by wheel-flange lubricators located at MP 96.2 and 100.1. Notably, the high rail had 7mm of head wear and 8mm of flange wear, which was only 1mm of head wear less than the CN limit requiring the installation of high-clearance joint bars, Fowler said (see Figure 4).
Shortly before the derailment, the point-of-derailment (POD) curve was subject to significant remedial maintenance. Roughly 4 months prior to the derailment, new ties were installed in the POD curve to address wide-gage conditions detected by a regular geometry test. Three months prior to the derailment, a 34-foot plug rail was installed at the high rail. Records show that both joints were fully bolted at the time of installation. Two months prior to the derailment, the low rail in the POD curve was fully replaced. The installation of the new low
rail effectively reduced the average superelevation of the curve by 0.42 in, to 0.99 in. This is significant in that the design speed of the curve was 26.7 mph at a balance superelevation of 2¾ inches. This means that a vehicle moving at 27 mph through the curve (as in the case of the derailed train) is operating at nearly 2 inches of cant deficiency or underbalance. “Securement of the low rail was also strengthened at the time [of rail replacement], due to increased spiking, and gluing of the spike holes,” Fowler said.
In terms of vehicle dynamics, it’s important to understand that individual cars don’t exist in a vacuum, interacting only with the track. This is particularly true of unit trains, he said. Cars with the same design and loading in a unit train consist tend to respond as a single unit. Each car acts on the track in generally the same way as the one before, concentrating their cumulative impacts and allowing little time for elastic recovery in the rail, fasteners, and the track as a whole between cars. In addition, the 42-foot frac sand hoppers that made up train A45851 have characteristics that cause them to interact with the track differently from
more common 59-foot covered hoppers, Fowler said. The frac sand hoppers have an outside length of 42-feet and truck center distance of 28 ft 8 inches, compared to a more typical hopper with an outside length of 59 ft and a truck center distance of 46 ft. This means that the 42 ft hopper has a shorter wheelbase to length ratio (1.48:1) than the 59 ft hopper (1.28:1). Loaded frac sand hoppers are also 20,000 – 30,000 pounds heavier than a contemporary 59-foot hopper. These differences naturally result in differences in dynamic performance — something that can help to explain why a specific train derails at a specific location, while others don’t.
Post-derailment modeling and analysis of train A45851, which included car type, lading, speed, and grade, indicated that DB application (in position 5) generated in-train buff forces of 100 kips. This energy was transmitted through the drawbars, trucks, and wheel/rail interface to deliver transformed lateral forces of 17.8 kips for the hopper cars and 23 kips for the locomotives, Fowler said. The relatively shorter distance between truck sets in frac sand hoppers causes more overlap between lateral loads imparted to the
Figure
SOUTH PLUG RAIL JOINT BAR
track by each truck, particularly in a buff force scenario, and particularly in a curve in which the drawbar angle has reached its maximum limit and couplers are pushing against the side of the housing.
Based on data collected at the POD, vehicle and train specifications, track geometry, and wheel/rail profile data, CN used multiple types of simulations to determine what combination of conditions triggered the Grey derailment. Broadly, these simulations included Quasi-static Lateral Train Stability (QLTS), Train Operations Simulator (TOS), and Train Energy and Dynamics Simulations (TEDS) models. QLTS results indicated that lateral forces for locomotive/locomotive, locomotive/car, and car/car combinations were all less than 13,000 lbs, resulting in a truckside L/V of 0.19. To put this in perspective, the L/V threshold for rail rollover potential on well-maintained track is 0.65. The potential for wheel-climb occurs when the L/V ratio exceeds 0.80. The QLTS simulation indicates a low risk of rail rollover, however, the model does not account for wheel and rail profiles, and it assumes the track is in nominal condition with no local irregularities.
TOS simulations indicated that in-train drawbar forces on the locomotives were below 100 kips when the locomotive derailed; these values were considered non-causative for well-maintained track.
TEDS data indicated in-train buff forces between 85 and 115 kips based on two locomotives operating at DB5. This translated to L/V ratios of ~0.51 for the hoppers and ~0.48 for the locomotives — closer to, but still technically below the rollover threshold. Resultant lateral forces at the lead-axle high-rail wheel were simulated to be 22 kips for the hoppers and 26 kips for the locomotives.
Dynamic Wide Gage
Due to signi cant gauge face wear on the high rail, the wheel/rail contact patch was shi ed further to eld than is optimal, e ectively lowering the L/V rollover threshold. e high lateral resilience of the low rail due to the recent tie and fastener renewal further concentrated gage-widening forces on the high rail. With the train already running underbalance, the additional lateral force from in-train bu forces concentrated further on the high rail. is unlikely, but not impossible, con uence of factors caused the high rail to roll outward (to eld) under the second lead locomotive, thus initiating the Gray derailment. Figure 5 illustrates the three head-end locomotives (the high rail is on the le ). e investigation found that the fourth axle of locomotives two and three were the rst to derail under dynamic wide gage — the ultimate cause of the derailment. “In dynamic wide gage in curves, it’s quite important that both rails have similar
fastener resistance. Elastic fasteners would have been an even better choice, in a curve like this,” Fowler said.
Figure 6 shows part of the plug rail and joint bar cut from the high rail. Wheel and flange marks are visible on the joint bar indicating impacts after the rail rolled over. Three of the bolts were shorn off as a result.
As a result of this derailment, CN undertook a number of safety measures, including:
• Deploying a gage restraint measurement program
• Reviewing superelevation standards and practices
• Implementing mandatory use of air brakes in combination with DB
• Increasing track inspection frequency “Any of these efforts alone might have been enough to prevent this derailment,” Fowler said. Unfortunately, derailments are often the result of a confluence of events and conditions that can be difficult to detect even for the seasoned expert. In-depth investigations of derailments like these can help to identify and mitigate potential risks before a train ends up in the ditch.
Interface Journal
Figure 6. Part of the plug rail and joint bar from the high rail at the derailment site. Note the flange marks from wheel strikes on the joint bar.
History does repeatitself.Manyoftheseissuesarebrought tolifebyexploringexampleslearnedfrommitigatingvarious issuesandtacticsusedwhentheNYCTAassumedcontrol oftheBMTandIRTlines.
Thefiftheditionof TheRailroad:WhatItIs,WhatitDoes is evenmorevaluablethanbefore.Insideyou’llfinda comprehensivelookathowtoday’srailroadsfunction—from equipmenttoproceduresandmarketingtomaintenance.
A SMOOTH RIDE
Rail friction management affects the safety and efficiency of all rail operations, passenger and freight. With the growth of rail networks and the subsequent increase in finding necessary friction management solutions, RT&S searched for some of the best the industry has to offer. The strategies and products employed by
railroads nationwide can be found among the following.
L.B. Foster is excited to launch KELTRACK® On-Board (KOB), a new on-board, top-of-rail, Friction Management delivery system. This technology promises a fresh approach to managing the wheel-rail interface, giving railways the chance to deliver safer, more effective
and more precise friction management.
The technology integrates directly with the vehicle, applying product intelligently based on parameters such as speed and location. System designs are fully customizable to suit operator needs.
To complement this hardware launch, a new formulation of the established KELTRACK friction modifier has been
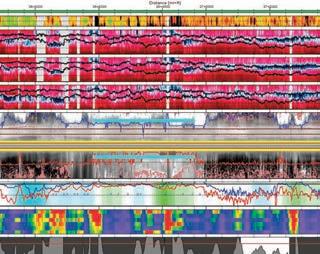
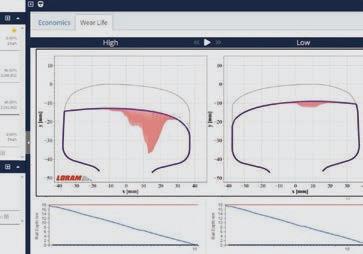
Photo Credit: Loram Technologies
Presenting Friction Management Solutions for Safe and Smooth Operations
By Jennifer McLawhorn, Managing Editor
developed - optimized for on-board applications. KELTRACK AP EX is an all-season fluid with a wide operating temperature range, negating the requirement for heated tanks, hoses, and nozzles in an on-board spray system.
It is a water-based engineered composite of inorganic solids, polymers, and friction modifying additives that provides
designed to reduce wear and improve overall efficiency. Its products include EcoCurve Heavy Haul, a high-performance curve lubricant for freight applications, and Rail King HL, an inherently biodegradable alternative that provides the same benefits at a lower cost.
Additionally, EcoCurve Trackside is widely used in transit markets. These lubricants are effective across varying temperatures and are environmentally friendly, breaking down naturally and being suitable for use near bodies of water.
For top-of-rail friction management, Loram Technologies offers TOR-Extend, a clean synthetic friction modifier that minimizes evaporation and extends carry distance.
It also offers ClareShield-WS, a waterbased friction product developed in partnership with RS Clare, which has shown improved stability and shelf life compared to competitors. Its modular tank systems, ranging from 25-gallon to 200-gallon sizes, provide flexible, easyto-install solutions for different rail needs, with remote monitoring options becoming increasingly popular.
Loram Technologies specializes in o ering several friction management solutions, including biodegradable, synthetic, and water-based lubricants for both gauge face and top-of-rail.
excellent protection in the wheel/rail interface without the use of oils.
Loram Technologies specializes in friction management solutions that enhance the performance and lifespan of rail and rolling assets.
It offers biodegradable, synthetic, and water-based lubricants for both gauge face and top-of-rail applications,
A case study of a rail operator’s two-year friction management study highlights the significant benefits of ClareTech EcoCurve Heavy Haul. The operator, struggling with inconsistent lubricant performance, varying climatic conditions, and logistical complexities, trialed the lubricant across several locations.
Results showed a 75% reduction in curve flange wear, leading to a fourfold increase in rail life. EcoCurve Heavy Haul was praised for its consistent performance, environmental credentials, and low maintenance requirements.
Composed of 75% renewable sources and readily biodegradable, it aligns with the operator’s sustainability goals. Following the successful trials, EcoCurve Heavy Haul is now being rolled out network-wide, focusing on high-wear areas to maximize ROI and improve overall performance.
NatureBlend, an eco-friendly solid stick polymer friction modifier from MPL Innovations , offers significant benefits for railroads, especially in reducing energy consumption and GHG emissions. This biodegradable formulation, applied as a wheel flange lubricant, effectively minimizes friction between
locomotive wheels and rail. A recent study conducted by the Federal Railroad Administration’s Transportation Technology Center (formerly TTCI) in Pueblo, Colorado, highlights NatureBlend’s impact.
The tests at TTCI involved extensive data collection across different track conditions, comparing laps with and without NatureBlend application. In both a 3.5-mile curvier track and a 9.1-mile mostly straight track, NatureBlend demonstrated a measurable reduction in energy use, estimated at 3.2%.
By enabling locomotives to operate at lower throttle levels, particularly less time in throttle notch 8, where fuel use peaks, NatureBlend solid stick lubrication helps conserve fuel and reduce emissions.
Statistical analyses performed by First Analytics verified these results at a 99% confidence level, solidifying NatureBlend’s role in rail sustainability initiatives. The projection model developed allows rail operators to estimate potential savings across their own unique rail profiles, from straight tangents to
challenging curved tracks, considering average train length and horsepower per trailing ton parameters.
In addition to fuel efficiency,
NatureBlend offers ancillary safety benefits. Reduced flange friction decreases the likelihood of “wheel climb” derailments, an issue particularly relevant on curves.
Also, by lubricating the otherwise dry wheel flange to rail interface, incidents of “wheel squeal” are also greatly reduced, helping to alleviate noise pollution in high population areas near railroad yard switching facilities. The TTCI study supports NatureBlend as a critical solution for energy savings, safety, and environmental goals in the rail industry.
The rail industry continues to evolve, and therefore, the importance of friction management cannot be understated.
Solutions like L.B. Foster’s KELTRACK® On-Board system, Loram Technologies’ EcoCurve and TOR-Extend products, and MPL Innovation’s NatureBlend are not only advancing operational efficiency, but they drive sustainability.
As rail networks expand, innovative friction management solutions offer not only sustainability but cost-effectiveness as well. As such, the industry needs to continuously adapt to meet the increasing demands of railroads. These products provide the necessary solutions to ensure safer and more efficient operations.
With MPL Innovations’ NatureBlend, incidents of “wheel squeal” is reduced.
SAFE & SECURE
A Basic and Neverending Necessity on the Railroad
By Jennifer McLawhorn, Managing Editor
Ask Class Is, short lines, and rail supply companies to list their priorities on the railroad, and you will often hear one word: . It is no doubt in the forefront of everyone’s minds, particularly if a derailment has dominated the news feed for any length of time. Indeed, Goldschmidt’s President of North American Operations, Michael Madden told when approached for this Vendor Product Spotlight. Madden stated safety is “the number one priority for everyone working on the railroads.” But it does not only extend to railroaders who work on and near the right-of-way but to civilians as well. This is why
continues to set aside a spotlight yearly on this important, if broad, topic.
Orgo-Thermit® offers the TrackSafe Barrier, a product that is designed to guarantee the safety of railroad workers while working on track using a physical barrier for railroad workers. It also enhances productivity, allowing railroad workers to continue their duties when trains are passing on adjacent track.
The TrackSafe barrier attaches to the rail using a magnet to allow for extremely fast installation and removal. Unlike other barrier systems, there is no need to work with the ballast for installation, so no digging the ballast during installation or tamping following removal.
Furthermore, the ease of attachment and removal can allow it to be moved from one site to another quickly and efficiently. The system comes with customized cradles for efficient transportation and storage. The TrackSafe barrier is also available for both standard track and 3rd rail. It does not interfere with signaling or shunt, so it does not affect any other operation of the railroad.
An all-encompassing sector of rail and track maintenance, safety equipment is not only limited to what is tangible. It’s a well-enmeshed philosophy that permeates through other areas of maintenance such as rail flaw detection, track geometry, and grade crossings.
Safety is the number one priority for everyone working on the railroads, says Goldschmidt’s Michael Madden
Message From The President
BILL RIEHL AREMA President 2024
The Holidays are upon us, and once again, it is that time of year to reflect upon what we are thankful for, to look forward to the joy of Christmas morning, and, for some of us, remember those who have gone on ahead. On top of this, most of us are trying to wind down all of the projects of the 2024 program year and lean into the challenges of the 2025 construction season. In short, it’s just a busy time of year! So, to help focus on upcoming 2025 events, here is your save the date reminder for the AREMA 2025 Railroad Bridge Symposium in Fort Worth, Texas, 4-6 February. Registration is open and the details can be found on the AREMA homepage under Education and Events.
The Symposium provides a wide range of topics to satisfy many involved in the design, construction and maintenance of railway bridges. The beauty of having a dedicated Symposium for railway structures is the diversity of topics, a forum for more detailed discussion, and the opportunity to meet and build relationships with others in the railroad bridge business. The program kicks off on Tuesday with a field trip to select structures on the Dallas Area Rapid Transit (DART) Silver Line. Wednesday starts the technical content with an energizing keynote address highlighting the importance of bridges in the developing world. The technical sessions are divided along two interest tracks. The first is focused on design and engineering and the other is concentrated around maintenance and
field execution. Attendees can participate in either or both tracks in selecting among the forty presentations over the two-day Symposium. This is also a great opportunity to check out the four Structures Functional Group Committees that will be meeting during the week of the Symposium. Of course, as with any AREMA event, there will be a Meet-Up at the Welcome Reception on Wednesday, 5 February. Please share this information with your colleagues who can benefit from the deep dive into railroad structural engineering.
Obviously, Symposiums such as this are not new to AREMA and the predecessor organizations. In 2000, we held the first Roadbed Stabilization and Ballast Symposium in St. Louis. Then after a 20-year hiatus we re-launched the Railway Roadbed & Ballast Symposium in Kansas City in 2020. Fast forward to the post-Covid era and we see the pace has picked up. The Communications & Signals Symposium was in Kansas City in 2022 and there was another Railway Roadbed & Ballast Symposium back in Kansas City in 2023. In 2024, we introduced the Sustainability & Resiliency Symposium in Tampa. While that Symposium was a huge success by itself, the other headline from that event was for the first time in memory all five of the Structures Functional Group Committees met at the same time in the same location. The synergy of having all the committees meeting concurrently was far greater than envisioned and was the incubator for the upcoming Railroad Bridge Symposium.
Looking back, these events have been wildly successful in meeting their goal of sharing current best practices in the focus area of the Symposium. That success is clearly the result of the hard work of the great volunteers and supporters that were invested in delivering first-class programs. With these five events reaching close to 1,000 attendees, we know the industry has an appetite for such focused content as a supplement to the Annual Conference & Expo. More specifically, this appetite is for the practical application of the engineering innovation showcased at the Annual Conference & Expo.
Looking forward, we see that these subject matter Symposiums touch on all four pillars of the AREMA Strategic Plan. Each Symposium brings together the Technical Expertise needed for successful Knowledge Delivery in an Industry Networking event that produces Workforce Support. Recognizing this, the AREMA leadership along with the staff has built a Symposium into the annual plan targeting the first quarter. Given the wide array of topics with content worthy of a multiday event, the current planning is for the Symposiums to rotate through the Functional Groups with the Group determining the specific topic for their Symposium. Since it takes upwards of 18 months to secure a venue and plan the details of the event, this Functional Group rotation brings the predictability needed for successful planning. The planned rotation for future Symposiums is Communication Signals & Information Technology in 2026, followed by combined Track and Maintenance of Way, then Passenger and Transit and finally Engineering Services. In 2030, Structures will again have the lead. Clearly in today’s ever-changing environment there are many hot topics. Today’s plan is to address these with the Annual Conference & Expo along with a Symposium. However, is the planned five-year Symposium rotation responsive enough for the needs of the industry? Does this rotation need to be shortened with say two Symposiums per year in addition to the Annual Conference & Expo? Do two Symposiums per year distract from the Annual Conference? Will the industry support three educational events per year along with all of the committee and other meetings? Do the committees and other meetings begin to coalesce around these educational offerings? These are all great questions that will be answered as the Symposium program matures and becomes routine in the AREMA annual educational programs.
Finally, don’t forget the AREMA Educational Foundation in your end-ofyear giving plans. The Functional Group Competition ends on 16 December. You can donate now on the AREMA Educational Foundation web site.
FYI
Register before January 10 to receive discounted rates for the AREMA 2025 Railroad Bridge Symposium, taking place February 4-6 in Fort Worth, TX. Reserve your seat and get involved today by exploring sponsorship opportunities to help support supervisors and engineers as they share the latest advancements in railroad bridge structures. For more details, visit www.rbs25.arema.org.
Booth and sponsorship sales are about to open, offering you the opportunity to gain recognition at the AREMA 2025 Annual Conference & Expo Stay tuned for more details on this networking and educationbased event in Indianapolis, IN, from September 14-17
Unlock the essential resource for
2024 MEETINGS
DECEMBER 19
Committee 12 - Rail Transit Virtual Meeting
2025 MEETINGS
JANUARY 16
Committee 12 - Rail Transit Virtual Meeting
JANUARY 23-24
Committee 8 - Concrete Structures & Foundations Las Vegas, NV
FEBRUARY 3-4
Committee 15 - Steel Structures Fort Worth, TX
FEBRUARY 4
Committee 9 - Seismic Design for Railway Structures Fort Worth, TX
FEBRUARY 6-7
Committee 7 - Timber Structures Fort Worth, TX
FEBRUARY 7
Committee 28 - Clearances Fort Worth, TX
designing steel railroad bridges with the AREMA/NSBA Guidelines for the Design of Steel Railroad Bridges for Constructability and Fabrication. This comprehensive guide offers insights on cross-section types, corrosion protection, and construction techniques to enhance constructability, all while complementing the Manual for Railway Engineering. Download it for free at www.arema.org to streamline your design process and improve project outcomes.
Download the AREMA 365 App for essential rail resources and networking opportunities. Easy access to news, events, and educational materials lets you stay informed and connected to the industry. Download it today by searching for AREMA in your phone’s app store.
If you’re looking for a podcast to binge, listen to AREMA’s Platform Chats. It features guests from every aspect of the railway industry. Catch up on all four seasons available on all your favorite listening services today.
Leverage the power of your trusted association’s Railway Careers Network to tap into a talent pool of job candidates with the training and education needed for longterm success. Visit www.arema.org/careers to post your job today.
UPCOMING COMMITTEE MEETINGS
FEBRUARY 20
Committee 12 - Rail Transit Virtual Meeting
MARCH 4
Committee 4 - Rail Jacksonville, FL
APRIL 17
Committee 12 - Rail Transit Virtual Meeting
APRIL 27-29
Committee 11 - Commuter & Intercity Rail Systems Seattle, WA
APRIL 27-29
Committee 17 - High Speed Rail Systems Seattle, WA
APRIL 29
Committee 30 - Ties and Fasteners Pueblo, CO
Join a technical committee
MAY 5-7
Committee 5 - Track Seattle, WA
MAY 15
Committee 12 - Rail Transit Virtual Meeting
MAY 20
Committtee 9 - Seismic Design for Railway Structures Chicago, IL
MAY 21
Committee 28 - Clearances Fort Worth, TX
MAY 22-23
Committee 8 - Concrete Structures & Foundations Tucson, AZ
Joining a technical committee is the starting point for involvement in the Association and an opportunity for lifelong growth in the industry. AREMA has 30 technical committees covering a broad spectrum of railway engineering specialties. Build your network of contacts, sharpen your leadership skills, learn from other members and maximize your membership investment. If you’re interested in joining a technical committee or sitting in on a meeting as a guest, please contact Alayne Bell at abell@arema.org.
For a complete list of all committee meetings, visit www.arema.org.
PROFESSIONAL DEVELOPMENT
Get PDHs at your Own Pace with AREMA’s On Demand Education
Access to important professional development content is just a few clicks away with AREMA Education. Our On Demand content spans many disciplines of PDH accredited courses that allow you to get your PDHs by learning from experts online without leaving your office.
BENEFITS OF LEARNING ONLINE
1. LEARN MORE
Studies show that participants learn more while taking On Demand courses as you can skim through the material you understand and take more time in the more challenging areas.
2. GET INSTANT ACCESS
With AREMA On Demand courses, you don’t have to wait to learn and get your PDH’s as they’re available instantly after purchase.
3. CONVENIENT AND FLEXIBLE
Above all things, On Demand education is meant to take at your own pace and on your time. Study from anywhere in the world, whether from your office or the convenience of your sofa.
4. COURSE VARIETY
AREMA On Demand education offers a wide variety of topics for all studies of the railway engineering community.
Register and Start Learning today at www.arema.org.
BECOME A MEMBER AND SAVE
Not an AREMA member? Join today at www.arema.org and get discounts on all AREMA Educational Offerings, from Virtual Conferences to our Webinars
RT&S Committee Chair Interview: Lariza Stewart, Director, Business Development, ENSCO, Inc.
Committee: Track Measurement and Assessment Systems
1. Why did you decide to choose a career in railway engineering?
As I was completing my undergraduate degree and considering options for a master’s in mechanical engineering, my professor, Dr. Constantine Tarawneh, offered me a research assistant position studying bearing overheating for the railroad industry. Knowing my love for heat transfer and thermodynamics, he saw it as a perfect fit, and he was right. I haven’t looked back since.
2. How did you get started?
My first role in the industry was as a project engineer for a technology supplier contractor, where I analyzed data from track inspection systems. My job was to help railroads make better use of the sensor information they were
gathering, enhancing their ability to understand and apply insights from this data.
3. How did you get involved in AREMA and your committee?
My first boss, Todd Euston, encouraged me to join AREMA to learn from experienced industry professionals and gain exposure to other aspects of the industry. I was fortunate that my company and boss fully supported my involvement, which allowed me to meet incredible people and build connections that have led to professional opportunities and friendships I cherish.
4. Outside of your job and the hard work you put into AREMA, what are your hobbies?
I’m an avid sci-fi and fantasy reader, and I’m also quite musical—I love a good jam session with my husband and friends whenever possible. As a family, we enjoy nature, especially camping and kayaking.
5. Tell us about your family!
I’m the proud mother of two wonderful children, Robert (4) and Elise (3). They are my world, keeping my husband and me on our toes every day with their curiosity and energy. It’s a rewarding adventure that brings us all joy and new perspectives daily.
6. If you could share one interesting fact about yourself with the readers of RT&S, what would it be?
I’m currently pursuing a doctorate in business administration, focusing on technology adoption in the railroad industry, specifically artificial intelligence. I’m passionate about understanding how AI can drive safety, efficiency, and innovation in rail systems and look forward to contributing to the industry’s future through both my research
and professional work.
7. What is your biggest achievement?
My biggest career achievement was managing the delivery of a high-tech inspection car for North America’s second busiest commuter railroad. This project involved integrating over 10 different track inspection sensors and coordinating with four subcontractors across three continents, all in the midst of the pandemic. As the project manager, I’m proud of overcoming logistical and technical challenges to deliver a vital asset for railroad maintenance and safety.
8. What advice would you give to someone who is trying to pursue a career in the railway industry? If you’re not a field employee, get your PPE on and get out there! Being in the field offers a crucial perspective on the real challenges and knowledge that drive the industry. Talking to the people who make it happen every day can teach you invaluable lessons and deepen your appreciation for the work.
CALL FOR NOMINATIONS
Notice to all members of AREMA The 2024-2025 Nominating Committee, under the Chairmanship of Immediate Past President Raymond G. Verrelle, Jr., hereby solicits suggestions and recommendations of candidates to serve on the AREMA Functional Group Board of Directors in the following positions:
All must be members of AREMA in good standing
• One (1) Senior Vice President – one-year term Must be a current or past member of the AREMA Board of Directors, and must be employed by a railway or transit company.
• Three (3) Functional Group Vice Presidents – threeyear terms (Communications, Signals & Information Technology, Passenger & Transit, Track) Must be current or past member of the AREMA Board of Directors.
• Three (3) Functional Groups will have a vacancy to be filled in the Functional Group Director positions – threeyear terms (Engineering Services, Maintenance-ofWay, Structures)
Nominating recommendation should be submitted via email and should include all documentation to substantiate the recommendation. This must be signed by the member making the recommendation.
Deadline for Receipt of Recommendations is January 31, 2025.
The Nominating Committee will consider all recommendations. Submission of a recommendation should not be construed as affirmative Committee action on that recommendation.
Please email to: Raymond G. Verrelle, Jr. Nominating Committee Chair info@arema.org
LARIZA STEWART Director, Business Development ENSCO, Inc.
COMPANY
American Concrete Products
AREMA
Danella Rental Systems
L B Foster Company
Loram Maintenance of Way Railway Educational Bureau Relam Thermon Inc
This section has been created solely for the convenience of our readers to facilitate immediate contact with the RAILWAY TRACK & STRUCTURES advertisers in this issue. The Advertisers Index is an editorial feature maintained for the convenience of readers. It is not part of the advertiser contract and RTS assumes no responsibility for the correctness.