AMFREE launches AMFREE One, a large-scale, laser-based directed energy deposition (DED) metal additive manufacturing machine using a wire feedstock. Distributed ready to use, the machines have been designed to be integrated into factories alongside conventional processes.
AMFREE One machines were designed to produce and repair a wide range of metal parts, up to several meters in size. They can melt up to 1,200 cm3/h of metal.
Aimed at manufacturers particularly in the energy, aerospace, defence, industry, and rail industries, and maintenance companies these hybrids and 4.0 machines are designed produce high added-value parts right first time. This allows a growing number of manufacturers to use this agility to diversify their activities and conquer new markets, such as repair, while making their own contribution to more efficient use of energy and natural resources. #148
POWER ADHESIVES REFRESHES BRAND
Power Adhesives launches its new website featuring a refresh of the brand.
The comprehensive rebranding initiative comes as a strategic move to strengthen Power Adhesives’ identity across its markets and further differentiate the company from its competitors. The new visual identity and messaging strategy reinforces its position as the premier choice for bonding solutions.
The new website features insight into the company’s latest adhesive technologies, industry applications, and the work it is doing to drive sustainability into the industry. It is easy to navigate, with blogs and social media links to keep Power Adhesives at the forefront of industry discussion.
The rebrand marks a key commercial milestone for Power Adhesives and signals a new era of growth and innovation for the company and its distributors, delivered through a more cohesive and connected brand experience. #149
NEURONICWORKS PARTNERS WITH ICS
NeuronicWorks, Inc. announces a strategic partnership with Integrated Computer Solutions, Inc. (ICS), creators of sophisticated embedded software solutions like next-level touch, voice, and gesture interfaces for regulated and complex markets such as medical devices, automotive IVI, and industrial internet of things. Together, the companies offer customers a complete suite of engineering services, providing integrated solutions for all of their embedded technology needs.
This cross-border collaboration combines the best of turnkey embedded engineering solutions, leveraging ICS’ software expertise, human factors engineering, and certification and security expertise with NeuronicWorks’ comprehensive electronic hardware, embedded software and drivers, industrial design, mechanical design, prototyping, and manufacturing services. #150
CORRUGATED SPACE
SuperCorrExpo Recap
Billed as North America’s largest corrugated event, SuperCorrExpo took place September 8 to 12, 2024 in Orlando, FL. Occurring once every four years, the trade show contained 148,800 square feet of exhibiting space and attracted over 3,964 attendees.
The event is organized by TAPPI and AICC and brings together professionals, manufacturers, suppliers, and experts to showcase the latest technologies and equipment in the corrugated packaging industry.
Noted Announcements
At the show, announcements were made and products showcased by 276 exhibitors, with over 20 of the booths featuring working equipment.
“Many of the exhibitors observed the traffic on the floor was high quality, while attendees were impressed with the incredible amount of information and working machinery that they were able to engage with in a very hands-on manner,” shares Larry N. Montague, president/CEO, TAPPI.
EFI partnered with Packsize on the X5 Nozomi, an on-demand, full-color LED inkjet, right-sized box system.
eProductivity Software (ePS) introduced Workbench and Business Intelligence (BI) solutions. ePS’ workbench offers real-time, web-based dashboards comprising of widgets tailored to individual users. Complementing Workbench is ePS’ robust BI capabilities that deliver powerful insights from extensive data sets.
Koenig & Bauer Durst announced details on its new entrylevel Delta SPC 130 Core industrial production single-pass press. Aimed at converters looking to digital production, it is designed for those with annual production volumes of between 32 and 54 million square feet.
Sun Chemical announced from SunJet—the preferred ink partner for transformational water-based digital printing—corrugated packaging DigiVisto inkjet inks.
1. SuperCorrExpo took place in September. 3,964 attendees visited Orlando, FL.
Time to Compete
Not only is the show floor an annual highlight, also part of the excitement is the Box Manufacturing Olympics, now in its second year. TAPPI’s CorrPak Competition and AICC’s Design Competition merged and 16 companies competed in three categories—corrugated structure, corrugated printing, corrugated combined; corrugated student entries; and folding carton; with multiple awards distributed in each.
Up Next
SuperCorrExpo is scheduled again for October 8 to 12, 2028. But don’t worry, TAPPI continues to present seminars, conferences, and more leading up to the marquee event. For example, October 20 to 22, 2025 plan to visit Savannah, GA for CorrExpo.
According to the event website, “CorrExpo is all about connections. It brings together a large and dynamic group of industry decision makers from both box makers and industry suppliers, providing a variety of unique connections and the ability to build long-lasting relationships through exclusive networking events.”
Several leading players in the corrugated space are already signed up to exhibit like Domino and SUN Automation Group. IPM
FLY GUYS
3D Metal Printing in Aerospace
by Melissa Donovan
The aerospace industry is a huge proponent of three-dimensional (3D) printing, primarily because the technology creates lighter, more durable, and less expensive components. It’s used for prototyping, tooling, and flight parts.
Metal is particularly useful in the aerospace segment, which means additive manufacturing (AM) using different types of metal is especially advantageous.
Earliest and Largest
The aerospace industry was one of the earliest adopters of 3D metal printing and remains a prevalent user of the technology today.
“Metal AM technologies present great opportunities in terms of design optimization and the possibility of increasing component performance. However, historically they have been quite expensive. For this reason, one of the main sectors since the beginning to approach AM was aerospace which, given the high added value of its components, could afford a more expensive process compared to traditional technologies in exchange for a significant increase in the final performance of the aircraft,” explains Daniele Grosso, marketing manager, Prima Additive.
high-value metals—it makes sense that this market segment favors AM. “The benefits that AM offers are to reduce the amount of metal required to make a part, and then reduce the amount of machining to complete the part. So, for metals that have a high cost to acquire, and a high cost to machine, this business case is favored,” explains John O’Hara, global sales manager, Sciaky, Inc.
Dr. Jason Riley, COO, Fabrisonic, says the aerospace industry was one of Fabrisonic’s earliest adopters due to its challenging requirements and sensitivity to weight. This continues today thanks to benefits like “the integration of multiple engineering functions into a single part, reducing weight, enhancing performance, and manufacturing with materials difficult or impossible to machine or cast.”
With the cost of acquiring metals expensive—especially high-performance and
Also, “aerospace is an industry that frequently struggles with long lead times and complicated supply chains. 3D printing is a great tool to deal with those challenges,” notes Mike Shepard, VP, aerospace and defense, 3D Systems.
A significant interest on the part of aerospace companies is the simplification of parts using 3D printing.
— Dr. Jason Riley, COO, Fabrisonic
Brad Kreger, CEO, Velo3D, states that the aerospace industry is broad and as such the Velo3D team “generally thinks of the industry in several buckets, including space—both new space and conventional space companies; defense— munitions, space, and aviation; and commercial aviation. The value pillars across those three categories vary as does their adoption.”
Kreger says aerospace is one of the largest
Velo3D, “in space, many of the parts being produced include combustion chambers, nozzles, turbo pumps, heat exchangers, and fuel tanks. The trend we see is that any opportunity to improve performance and reduce weight are key to making the case for using AM to produce parts,” shares Kreger.
O’Hara believes parts used for production will grow. “Prototypes are a convenient and essential part of AM, but if anyone is going to make money in AM we need to get into production.”
On the software side of things, de Zeeuw believes there is an increased focus on process control in metal 3D printing for aerospace “to ensure the quality of each individual part using this manufacturing method. Due to the large size of
processing data and the complexity of related analytics, the digital thread of the data showing products’ performance and use throughout their lifecycles, is key for the aerospace industry.”
“Additionally, sensors in 3D printers that enable ISPM are increasingly helpful in replacing expensive and time-consuming post-manufacturing inspections with monitoring during the build process. These postprocessing inspections are still required in traditional manufacturing methods,” continues de Zeeuw.
The most notable trend is increased adoption. “3D printing is a newish, powerful tool in the aerospace manufacturing toolkit. As various organizations understand the capabilities and limitations of the processes, they are employing 3D printing more broadly, more effectively, and with lower risk,” adds Shepard.
Popular Metals
Aluminum, nickel, titanium, and copper are well regarded when it comes to 3D printing aerospace applications.
Velo3D experienced the most interest of late in Aheadd CP1, an aluminum alloy developed by Constellium specifically
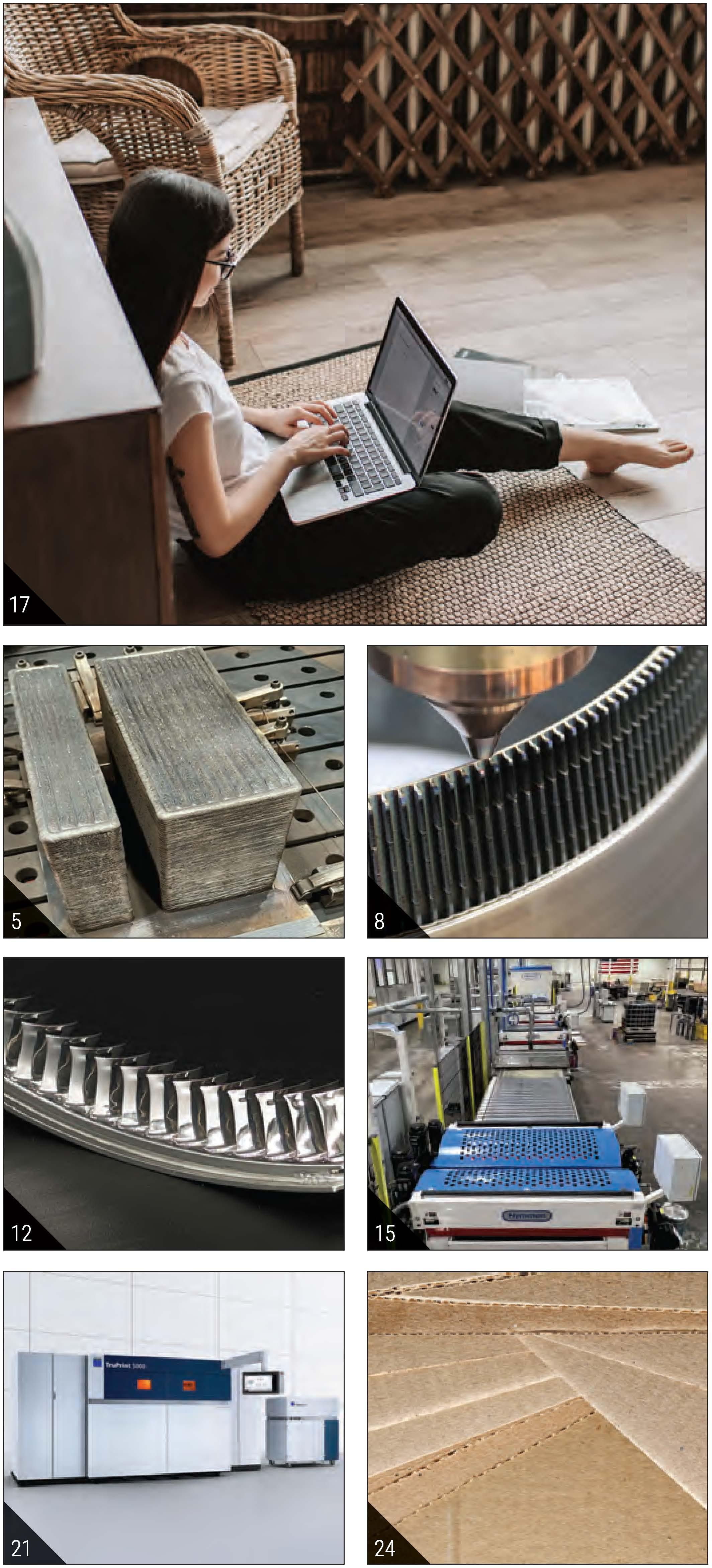
See page 20 for more information.
primaadditive.com
velo3d.com
for AM. “Compared to other aluminum alloys, like those in the aluminum–magnesium-silicon family, Aheadd CP1 greatly reduces the post processing required after printing parts—a onestep, four hour heat treatment process compared to a much longer, multi-step process that includes heat treatment, quenching, and age hardening,” explains Kreger.
“Aluminum offers strength, thermal properties, low weight, and flexible post processing. Scallmaloy is the highest strength aluminum alloy available in 3D printing and has density-specific properties. This makes it ideal for use in highly loaded and safety critical parts,” explains de Zeeuw.
Most of Fabrisonic’s work involves aerospace aluminum alloys such as 6061, 70xx, and 20xx. “These materials have been an aerospace staple for over a century due to their excellent strengthto-weight ratio,” says Dr. Riley.
Nickel, titanium, and refractory metal alloys are common. “These are high-value metals, so they support a great business case,” explains O’Hara.
More specifically, Verdejo cites titanium Ti-6AI-4V and nickel-based superalloys Inconel 625 and Inconel 718 as some of the more popular metals. Refractory metal alloys include niobium (C103) for high-temperature applications.
“High strength-to-weight ratio, high corrosion resistance, and high temperature resistance are some of the reasons that these alloys are used,” continues Verdejo.
While Inconel is historically one of the most used materials for aerospace applications, Grosso says copper alloys and pure copper are emerging as components in this sector. “One of the
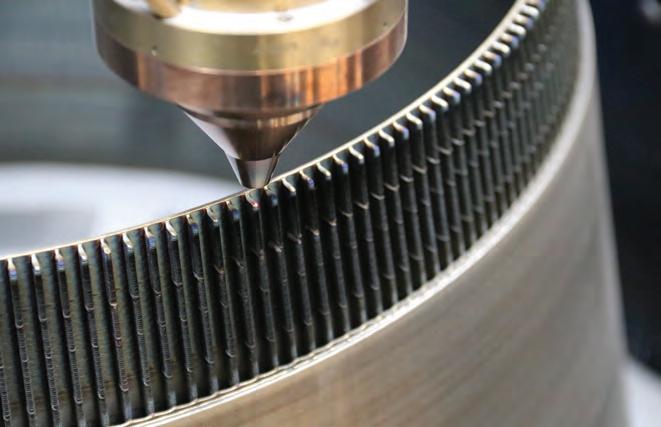
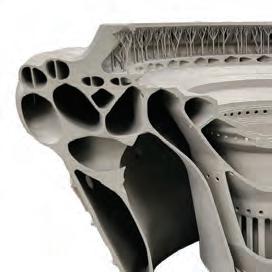
3. The Laserdyne series of printers from Prima Additive are ideal for building, for example, nozzles for satellite launchers. 4. The TRUMPF TruPrint 300 and TruPrint 5000 both have exchangeable cylinders that allow for easier material handling as well as performing postprocessing operations in parallel with production.
possibilities offered by direct energy deposition (DED) solutions is also that of creating multi-material components, building, for example, the inside of the part in copper and the outside in Inconel to optimize the functionality and thermal conductivity of the finished component.”
“Copper alloy combines electrical and thermal conductivity with strong mechanical properties. It is typically used in rocket engine parts, heat exchangers, and induction coils,” explains de Zeeuw.
“Moving forward, metal 3D printing, especially laser powder bed fusion (LPBF), has really opened opportunities for exciting new alloys. New alloys have always struggled to win widespread adoption, but I think some of the new formulations have compelling properties. Many of these alloys feature clever ways to control nucleation and grain growth during solidification and heat treatment and/or use computational alloy development tools to discover new, useful alloy chemistries. It will be exciting to see how these new alloys mature commercially,” explains Shepard.
Popular Methods
A host of 3D metal printing processes are used in the aerospace industry. These include DED, direct metal laser sintering (DMLS), fused filament fabrication (FFF), LPBF, selective laser melting (SLM), and ultrasonic additive manufacturing (UAM).
LPBF technology is of value here “because of its ability to print highly complicated parts with excellent resolution. In addition, it can yield densities that are on par and greater than casting, making it easier to position as a casting alternative,” states Kreger.
For metals, LPBF is the most common, according to Shepard. “The foundations of the process are consistent, but each vendor performs the operations in slightly different ways. For example, 3D Systems’ DMP or direct
metal printing process is our version of LPBF, where we perform the operation in a very low oxygen—and other interstitial—environment. Our customers have found this makes a real difference in surface finish, mechanical properties, and the ability to reuse (expensive) metal powder till the lot is exhausted.”
SLM and DMLS, being in use the longest, are among the more popular printing processes used today, shares O’Hara. But he admits that this will not always be the case and foresees DED growing in popularity because of its wider range of applications.
Grosso sees DED technology playing an increasingly important role, “ore components, especially in the space sector, are made with this technology, which is proving to be very competitive when it comes to making large parts with simple geometries.”
“DED for metals is used, though less extensively, and is winning some really interesting niche applications for large metallic structures with rotational symmetry—rocket nozzles, rocket bodies, etc,” admits Shepard.
FFF is also popular in aerospace. “FFF for quick prototyping as well as low-volume production. The technology provides quick lead time for both prototyping and production applications. FFF enables production of complex parts that cannot be made with traditional processes,” says Verdejo.
“FFF is used in selected flying applications where polymers are acceptable. It is a good technology for jigs, tools, and fixtures. It is being complemented now by pellet extrusion, which is faster
and more economical, especially for large structures, because of the low cost of injection molding pellet materials compared to high-quality filament,” explains Shepard.
Another process is Fabrisonic’s UAM process, which uses rolled metal foil as feedstock. It can be purchased off the shelf as traditional aerospace-grade aluminum meeting AMS standards.
“Each 3D printing method provides its own unique benefits, to which engineers design parts. We are currently at a time when there is no dominant 3D printing technology. Aerospace companies are using numerous 3D printing methods as they conduct R&D, design advanced components, and innovate,” explains Dr. Riley.
Leading Role
The aerospace sector was an early adopter of 3D printing technology and continues to take the lead today. There is no dominate AM process used, each company relies on their desired technology—DED, DMLS, FFF, LPBF, SLM, or UAM—to manufacture the parts, prototypes, and tools they require. IPM
NOT QUITE FINISHED
by Cassandra Balentine
Post processing is an essential step in thee-dimensional (3D) printing. Several types of automated post-processing solutions specifically target additively manufactured (AM) parts.
PostProcess Technologies caters to a variety of industries and categorizes its AM post-processing solutions into four main categories—surface finishing, support removal, resin removal, and wax removal.
Marc Farfaglia, head of technical services and application development, PostProcess, explains that surface finishing is suited to metal or polymer parts, support removal is for fused deposition modeling (FDM) soluble support removal, resin removal takes uncured resin from stereolithography (SLA)/digital light processing (DLP) prints, and wax removal is utilized for MultiJet printing.
Post-processing selection ultimately depends on the application and what the customer needs. “Different applications sometimes need different solutions. It is not the price that decides in the end. Most important is the problem that we solve or the value the customer receives,” shares Michael A. Brokordt, marketing and sales manager, MicroTek Finishing.
Surface Finishing
PostProcess’ advanced suspended rotational force (SRF) technology employs specially selected abrasive media tailored for AM. Farfaglia says this media gently abrades the surfaces of additive parts, effectively reducing the roughness average to industry acceptable levels. SRF technology ensures uniform and consistent interaction between the media and the part surfaces, achieving a smooth finish without compromising part integrity.
This method is particularly beneficial for industries where surface finish is crucial, such as aerospace, medical devices, and automotive sectors. “By achieving an optimal surface finish, our process enhances both the aesthetic appeal and functional performance of the parts, reducing friction and improving durability,” shares Farfaglia.
Another surface finishing solution for AM is offered by MicroTek Finishing. After a detailed analysis of the initial surface to determine the treatment parameters, MicroTek Finishing applies its super-finishing process, micro-machining process (MMP), which utilizes a unique physical-catalytic mechanical treatment. “We respect parts’ geometry and chemistry and remove five to ten times less materials than other technology,” shares Brokordt.
MMP selectively filters the surface roughness to achieve the customer’s objectives. It yields a reproducible consistency and
Our solutions are designed to scale both safely and efficiently, making them suitable for companies of all sizes.
— Marc Farfaglia, head of technical services and application development, PostProcess
1. MicroTek Finishing’s MMP is utilized to finish everything from prototypes to high-volume parts across all industries. 2. MicroTek Finishing’s MMP is able to reduce the roughness to a 0.5 µin Ra / 0.013 µm if needed.
Post Processing for AM Parts
eight-plus hours required with conventional methods for identical parts,” says Farfaglia.
For polyjet soluble support, PostProcess’ submersed vortex cavitation (SVC) technology is designed to efficiently remove supports from polyjet prints. “This advanced method is compatible with various support materials, including SUP705, SUP706B, SUP707, SUP710, and SUP711. The solution immerses the parts in a controlled cavitation environment to effectively remove support structures. By utilizing PostProcess’ proprietary chemistry in combination with precisely engineered hardware and software, SVC technology provides thorough and rapid support removal,” offers Farfaglia.
Resin Removal
Resin removal is possible with PostProcess’ SVC technology, which provides
an automated solution for removing the uncured layer of resin from DLP and SLA prints in an efficient manner. “This eliminates the need for large quantities of isopropyl alcohol (IPA) and reduces manual labor significantly. PostProcess’ specialized chemistry, PLM-403, ensures consistent cycle times and effectively cleans parts even when the solution reaches a saturation level of up to 40 percent resin, compared to less than five percent saturation in IPA. PLM403’s high flashpoint of over 200 degrees Fahrenheit is a substantial improvement over IPA’s flashpoint of 53 degrees Fahrenheit, minimizing evaporative losses. This makes our resin removal method not only more efficient but also safer and more cost effective,” explains Farfaglia.
Farfaglia points out that resin removal for SLA and DLP prints has become a critical priority for many industries in the AM space. “Streamlining this process has become a crucial focus due to the safety concerns that arise with traditional post-printing processes. Traditional resin removal methods for post-printing processes include the use of IPA in open containers. This creates significant risks for the user, with fume exposure, chances for spills, and apparent safety risks. As companies begin to scale their printing procedures, health and safety becomes a critical component, and the hazards of
IPA become even more problematic. IPA can also negatively impact the quality of finished parts, creating bottlenecks in production lines,” he cautions.
Recognizing these challenges, resin removal is an important focus for PostProcess. “We have developed automated workflows for resin removal that include proprietary software, advanced hardware, and specially formulated chemistry to address these issues. Our solutions are designed to scale both safely and efficiently, making them suitable for companies of all sizes,” notes Farfaglia.
An automated solution for resin removal reduces the need for manual intervention, minimizing the risk of accidents and exposure to harmful chemicals. “This not only protects workers but enhances overall productivity and consistency in the quality of the finished parts. One of our main goals at PostProcess is to create a shift in the industry towards a safer and more efficient resin removal process,” he explains.
Wax Removal
Leveraging PostProcess’ advanced SVC technology, users can efficiently remove wax support material from 3D printed parts designed for casting. “This innovative approach offers a significantly higher level of automation compared to traditional methods, which often requires extensive manual labor,” says Farfaglia. “Our SVC technology streamlines the wax removal process, reducing the time and effort involved while ensuring precision and consistency. This not only enhances productivity but also improves the overall quality and reliability of the final casted parts.”
Post-Processing for AM
3D prints made with AM are created layer by layer and generally require some form of post-processing technique to complete the build.
Automated post-processing solutions target AM parts for a range of industries and categories. IPM
medium-density fiberboard (MDF), and high-density fiberboard (HDF) or to decorative paper that is then used for laminate flooring.
According to market research and consulting firm Lucintel’s Digital Printing on the Global Wood Market Report: Trends, Forecast and Competitive Analysis to 2030, digital printing in the global wood market is expected to reach an estimated $5.9B by 2030 with a compound annual growth rate of 3.1 percent from 2024 to 2030.
While the report includes information on end use industries like flooring, furniture, roofing, yachts, and recreational vehicles, it found that flooring will remain the largest segment over the forecast period.
Lucintel identified drivers of growth as designers and architects with a growing preference towards printed wood flooring, an increased usage of engineered wood, and rising residential real estate across the globe.
How It’s Made
Digital single- and multi-pass printers are used for decorative wood flooring.
As Mark Crawford, product and business development manager, Vanguard Digital Printing Systems, a Durst Group Company explains, “single-pass printers operate by passing the printhead over the substrate once per color layer. In contrast, multi-pass printers apply ink in multiple passes over the substrate. Each color is printed sequentially rather than simultaneously.”
1. Hymmen offers the JUPITER series JPT-C with direct print-to-board digital printing technology for the wood-based industry. 2. The Agfa InterioJet 3300 is a multi-pass, water-based inkjet system for printing on décor paper used for interior decoration, such as laminate floors and furniture. 3. The InterioJet 3300 is driven by Agfa’s Asanti workflow software.
Historically, multipass inkjet was preferred in design and proofing departments to develop new ideas. For actual production runs, Marc Graindourze, business manager industrial inks, Agfa, explains that gravure printing was favored.
Within the last decade, Graindourze says “there has been a shift towards using inkjet printing for production runs, employing both multi-pass production print systems and highspeed single-pass printing systems.”
Dr. Anke Pankoke, head of marketing/PR, Hymmen GmbH Maschinen- und Anlagenbau, agrees with this timeline. “Digital printing technology gains more importance in the production of decorative wood flooring. Even when digital printing for flooring was presented at the Ligna-fair in 2009 for the first time, only in the last decade the technology was pacing up in the market during the last ten years. This is certainly also due to the improved surface quality that the synchronous structure on the décor print causes.”
Since it prints all colors at once, it can produce large volumes of printed wood flooring quickly, making it ideal for high-demand production environments. Multi-pass printing excels in producing detailed images with depth and texture. By layering inks, these printers achieve effects that mimic natural wood grain more closely than some single-pass systems,” shares Crawford.
Remaining Nimble
Flexibility, in terms of design as well as materials used, is one advantage to digital print. This rings true in relation to decorative wood flooring.
Single- and multi-pass digital printing provides benefits, but the best selection depends on the ultimate goal of the manufacturer. “The main advantage of single-pass printing is its speed.
“As consumer preferences shift towards personalized home décor solutions, both printer types enable manufacturers to offer custom designs tailored to individual customer needs,” continues Crawford.
Manufacturing companies meet market needs by being flexible, especially when producing décor in small batch sizes, explains Dr. Pankoke. “Décor is easily changed without loss and reproduced in any lot size any time after. Then digital printing is deployed on various surfaces. Starting with the classic decorative paper that is used for laminate flooring, followed by direct print to MDF or HDF boards. And nowadays modular multi-layer flooring is gaining more importance, such as luxury vinyl tile (LVT) and stone plastic composite (SPC) flooring.”
“Multi-pass printers handle a wider variety of substrates beyond just traditional hardwoods, including engineered
woods and laminates, allowing manufacturers greater flexibility in their product offerings,” admits Crawford.
Quickened Pace
There is heightened demand for manufacturers to produce product quicker than ever before.
“Due to digital technology it is easy to reproduce any décor very quickly when the demand of the market is there. There is no time lost by the need to change press belts for the structure and also the color management of the décor does not need to be done a second time,” states Dr. Pankoke.
According to Graindourze, inkjet printing combines quick starts with limited waste. “This enables laminate panel makers to print short or medium runs in house or by a print provider. Gravure printers can switch from analog to digital production and meet the decoration market’s demand for just-intime delivery and customized designs. At the same time, these digital solutions let them lower their stocks and thus working capital.”
Where more traditional methods, “such as offset technology, require the
creation of plates and extensive calibration before any actual printing can begin, digital printers can start producing printed materials almost immediately after receiving a digital file. This capability allows manufacturers to respond swiftly to changing demands without the delays associated with traditional methods,” confesses Crawford.
“The changeover time between jobs is shorter for digital printing because the printing is done directly from the design file and this printing is based on a fixed color ink set. That means designs can get to market faster,” suggests Graindourze.
Designs not only reach market faster and manufacturers react to design trends quicker, but also shorter runs of flooring designs are more economically feasible. “Digital printing excels in producing short runs of products without incurring prohibitive costs. Traditional printing often becomes economically unfeasible for small quantities due to setup costs being spread over fewer units. Digital print allows manufacturers to produce smaller batches economically, enabling them to meet specific customer needs or test new
products without committing to large quantities,” shares Crawford.
New Trends
What are new trends in decorative wood flooring in relation to print?
Embossing is gaining interest. “Now that the customers have realized that embossing in register is possible, they do not want to take flooring without it. At least not in the high-quality segment of flooring. Here, digital printing is the technology of choice,” explains Dr. Pankoke.
Artificial intelligence (AI) is trending all over, and decorative wood flooring is no exception. “One of the new trends is the use of AI generated design files, which when combined with the digital printing advantage of having no cylinder repeat length, allows a lot of freedom to designers,” explains Graindourze.
Decorative flooring is not exempt from the personalization trend. With consumer preference for personalized products at an all time high, digital printing is ideal. “The flexibility inherent in digital printing also facilitates customization and personalization at scale. Manufacturers can easily alter designs or specifications for individual orders without needing new plates or setups. This capability not only speeds up production but also caters to consumer preferences for personalized products, enhancing market competitiveness,” suggests Crawford.
High-End Wood Visuals
Despite growth in interest of LVT and SPC flooring, the wood flooring market is poised to benefit from digital printing. Both multi- and single-pass printers are useful tools to engage in the latest industry trends like personalization and limited runs.
Visit industrialprintmagazine.com to view a webinar about digitally printed wood flooring. Industry experts discuss the latest trends, some of which are mentioned here. IPM
installing ink in the Kento Hybrid. Our testing includes adhesion, abrasion protection, and print quality."
Lynn doesn't feel that ink adhesion is a problem on corrugated board. "Historically for inkjet, it is not a problem to get adhesion to paper-based products as the material surface is receptive to inkjet print."
Lynn explains that pretreatments are used on corrugated board, but not generally for adhesion. "It is typical to seal highly porous paper liner to allow ink to stay on top of the board and create a good looking image. Without a primer on lower grade board or direct to kraft, the ink can bleed into the liner and create a dull appearance."
Kent adds that almost every digital printer has a priming station or system with most of these being flood coating systems. ''Anilox roll systems are used on some machines and some machines have primer applied utilizing printheads."
For the highest productivity, Lynn feels that it is best to apply any pretreatment inline.
Necessity or Not
Pretreatments are not always necessary when digitally printing to corrugated materials, since almost every
machine supplier has inline priming. "Primers are not usually needed on the Kento Hybrid on uncoated boards. Primers are almost always needed on coated boards," shares Kent.
Lynn adds that pretreatments are not always necessary with Durst inks, "due to some clever ink technology, however we do see some inkjet systems in the market that require 100 percent prime."
Kent feels that pretreatment from the mill might be a solution in some cases, but with so many variables throughout the entire corrugation process priming on a single-pass printer will almost always still be necessary. "Typically, the expense for true 'pretreated' liners is costly and many times very difficult to get. With digital production being such a small part of the corrugated industry output it is difficult for paper suppliers to justify making costly enhancements for a small amount of production."
InkAdvancements
Advancements in digital ink chemistry make a difference in the need for the pretreatment of corrugated boards prior to digital printing.
board without a need for priming, while maintaining good color and ink performance. "We do have a digital priming option that can be used for special effects like spot prime to enhance an area of print, or it can be used to prime very low-grade liner to maintain quality and color," shares Lynn.
Factors that affect the need to use primer on uncoated are usually related to how the ink cures, how much absorption happens prior to curing, and the desired print look or finish. ''At Kento, we have found that without primer digital ink cures and has a 'flexographic-like' matte finish. Using primer on many uncoated liners can promote a 'sparkly' effect throughout the printed area. This can be especially noticeable on lower quality liners such as mottled white," adds Kent.
For high porosity liners like brown, Kent says the Kento Hybrid can utilize white flexographic ink to act as a barrier, which gives a more robust print than the machine printing purely digital on brown. "We have also found that the ink's vibrancy, or saturated color on brown is much higher than our customers expected, allowing them to offer a more premium brown box than their competitors can offer while being more competitive."
Durst has developed inks over time designed to perform well on corrugated .com
DUSTRIAL RINT
COMING NEXT ISSUE
Aluminum Can Printing Additive Manufacturing Service Bureaus
3D
Corrugate Considerations
Advancementsinprimersandink chemistries support better performance in the growing digital print space for corrugate materials. 1PM