

TEKNIK
FÖR GYMNASIET
JOHNNY FRID · FRIDHA HENDERSON
FÖRORD
Teknik påverkar hela vårt samhälle och är i ständig förändring. Det här läromedlet är framtaget för kurserna Teknik 1 och Teknik 2 och ger dig en bred och aktuell grund i ämnet teknik.
Boken tar avstamp i teknikens historia och människans uppfinningsrikedom – men fokuserar framför allt på hur teknik utvecklas, formas och används idag och i framtiden. Du får kunskaper om hela teknikprocessen: från idé och design till produktion, användning och återvinning. Boken tar också upp viktiga frågor om teknikens roll i samhället, genus och entreprenörskap samt om säkerhet, lagar och hållbarhet.
För att ge dig en stabil teknisk bas innehåller boken även grundläggande kapitel om ritteknik, materiallära, mätteknik, mekanik och produktionsteknik. Dessa delar ger dig viktiga kunskaper oavsett om du i framtiden väljer att arbeta med produktutveckling, arkitektur eller programmering. Du får lära dig bl.a. om teknikens miljöpåverkan, framtidens energisystem och den digitala teknikutvecklingen, samt teknikens möjligheter och risker. Tillsammans med övrigt innehåll ger kapitlen om teknisk kommunikation, projektarbete och entreprenörskap verktyg som hjälper dig både i studierna och i arbetslivet.
Vår ambition är att boken ska ge dig både faktakunskaper och inspiration –samt en förståelse för hur teknik påverkar världen omkring dig.
Lund våren 2025
Fridha Henderson
Innehåll
1. Teknikhistoria 6
För länge sedan… 7
Från Kina till Europa 8
Medeltida teknikutveckling 8
Nya tiden 10
1900-talet 12
Historiska data – uppfinningar 13
Ingenjörens historia 14
Samhället påverkar teknikutvecklingen 15
Teknik och etik 16
Sveriges Ingenjörer hederskodex 17
2. Teknik och genus 18
Tjej eller kille – spelar det någon roll i teknikvärlden? 19
Vad är genus? 19
Genus och teknikutveckling 20
Genussystemet 21
Genusstereotyper 22
Genus och innovation 24
3. Teknikutveckling 26
Att göra det omöjliga möjligt 27
Teknikutveckling 28
Produktutveckling eller teknikutveckling? 29
Miljöpåverkan 29
Konstruktionsprocessen 30
Konstruktion 30
Dimensionering 30
Rimlighetsbedömning 31
Teknikutvecklingsprocessen 32
Design 32
Tillverkning 33
Försäljning 33
Avveckling 33
Teknikutvecklingsprocessen, exempel 34
Problemlösning 35
Brainstorming 35
Brainwriting 36
6-3-5-metoden 36
KJ-Shiba-metoden 36
Slumpmetoden 37
Osbornes idésporrar 38
Ytterlighetstänkande 38
Strategier för att lösa tekniska problem 39
Grundorsaksanalys 39
Testning och utvärdering 42
Testplan 43
Utvärdering och återkoppling 43
4. Projektarbete 44
Arbete i projektform 45
Projektgrupp 45
Bakgrund och syfte 45
Mål 46
Resurser 46
Projektplan 46
Projektets faser 47
SWOT-analys 47
Projektplan 48
Projektrapport 50
Att arbeta i grupp 53
Bions teori 53
Tuckmans grupputvecklingsmodell 53
Wheelans grupputvecklingsmodell 54
Vad kan bli fel i ett projekt? 55
Konflikthantering 55
5. Design 56
Designprocessen 57
Designprocessens faser 58
Behovsanalys 62
Behovstrappa 63
Marknadsundersökning 64
Funktionsanalys 65
Huvudfunktion 65
Delfunktioner och stödfunktioner 65
Funktionsträd 66
Funktionsvärde 66
Kvalitetsanalys 67
QFD-huset 67
Design och ergonomi 68
Skissteknik 70
Enpunktsperspektiv 72
Tvåpunktsperspektiv 74
Cirkel i perspektiv 75
Dela ytor i perspektiv 76
Perspektivraster 76
6. Teknisk kommunikation 78
Kommunikationsprocessen 79
Skriftlig kommunikation 80
Teknisk rapport 82
Grafisk kommunikation 84
Text 85
Huvudrubrik 86
Underrubrik 1 86
Utskrift och tryck 87
Muntlig kommunikation 88
Kroppsspråket 88
Klädsel 89
Presentationsteknik 90
Inledning och avslutning 90
Presentationstips 91
Presentationsverktyg 92
7. Entreprenörskap 94
Vad gör en entreprenör? 95
Vad krävs för att bli en entreprenör? 96
Utveckla ditt entreprenörskap 97
Starta företag 98
Enskild näringsverksamhet 98
Aktiebolag 98
Handelsbolag 98
Kommanditbolag 98
Marknadsföring 99
SMARTa mål 100
Marknadsstrategi 101
Bostonmatrisen 102
Fyra P 103
Varumärke 103
Marknadsplan 104
Varför är en marknadsplan viktig? 105
Kommunikationsplan 106
Marknadskommunikation 108
AIDAS 108
DABA 109
Produkt/Marknadsmatris 109
Marknadsföringsmetoder 111
Digital marknadsföring 111
Traditionell marknadsföring 112
Eventmarknadsföring 112
Relationsmarknadsföring 112
Att utveckla en idé 113
Några svenska uppfinnare och entreprenörer 114
8. Risker, skydd och lagar 116
Immaterialrätt 117
Varumärkesskydd 117
Designskydd 117
Upphovsrätt 118
Patent 119
Standard 121
Arbetsmiljö 122
Fysisk och psykosocial arbetsmiljö 122
Systematiskt arbetsmiljöarbete – SAM 122
Skyddsombud 122
Riskhantering 123
Riskanalys 123
Metoder för riskanalys 124
Olyckor 127
Den mänskliga faktorn 128
Sårbarhet 128
IT-säkerhet 129
Dataskydd och integritet 130
Dataskydd 130
Integritet 130
Några lagar för företagande 131
9. Ritteknik 132
Vyer 133
Ritningsblanketter 134
Skalor 137
Linjer 137
Snitt 138
Måttsättning 140
Baslinje- och kedjemåttsättning 141
Speciell måttsättning 141
Förenklade ritsätt 142
Teckensnitt 143
Andra branschritningar 143
Toleranser 144
Ytjämnhet 144
Form- och lägetoleranser 145
Passningstoleranser 148
CAD – datorstödd konstruktion 150
CAD-program 150
Användningsområden 151
Fördelar med CAD 151
Funktioner i CAD-program 151
CAM – datorstödd tillverkning 152
Fördelar med CAM 152
Funktioner i CAM-program 152
CAD-CAM 153
3D-skrivare 153
Hur fungerar en 3D-skrivare? 154
3D-skrivartekniker 154
Prototyper 155
Olika slags prototyper 155
10. Mätteknik 156
Vad är mätteknik? 157
Olika typer av mätteknik 157
Måttsystem 158
Storhet, enhet och mätetal 158
Längdmätning 159
Skjutmått 159
Mätskruv 161
Mätur 161
Mallar och tolkar 162
Lasermätare 163
Ultraljudsmätare 163
Elektroniska mätningar 164
Mätfel 167
11. Materiallära 168
Material 169
Bindningar mellan atomer 170
Stål 171
Ståltyper 173
Värmebehandling av stål 174
Härdning 174
Normalisering 174
Mjukglödgning 175
Järn- och stålframställning 176
Fossilfritt stål 177
Gjutning 178
Aluminium 179
Koppar och kopparlegeringar 180
Titan 181
Hårdmetall 181
Plaster 182
Gummi 185
Keramer 186
Kompositer 187
Trä 188
Materialprovning 189
Förstörande provning 189
Oförstörande provning 192
Korrosion 193
Korrosionsskydd 194
Materialstandard 195
12. Mekanik 196
Kraft 197
Enhet för kraft 197
Kraftmätning 198
Att rita krafter 198
Reaktionskraft 199
Tyngdpunkt 200
Jämvikt 200
Normalkraft 201
Friktionskraft 202
Kraftuppdelning 203
Lutande plan 203
Vridmoment 206
Hållfasthet 209
Spänning 210
Töjning 210
Säkerhetsfaktor 213
Tryckspänning 213
Skjuvspänning 214
Böjspänning 216
Vridspänning 218
Tvärkrafts- och momentdiagram 219
Tryck 223
Tryck i gaser 224
Pneumatik 225
Tryck i vätskor 228
13. Tillverkning 230
Olika tillverkningsmetoder 231
Frånskiljande tillverkningsmetoder 233
CNC-teknik 237
Skärande tillverkningsmetoder 238
Sammanfogande tillverkningsmetoder
240
Limning 240
Lödning 243
Svetsning 245
Förbindning 249
Tillformande tillverkningsmetoder 251
Gjutning 251
Varmformning 253
Kallformning 255
Hydroformning 256
14. Produktionsteknik 258
Företagets funktioner 259
Beredning 260
Produktionsflöde 261
Materialstyrning 262
Att effektivisera produktionen 263
Självstyrande grupper 264
Effektiviseringsmetoder 264
Kvalitetssystem 266
Systematiskt kvalitetsarbete 267
Kvalitetssäkring 267
Miljösäkring 267
Riskanalys 267
15. Datorkommunikation 268
Vad är datorkommunikation? 269
Kommunikation 270
Förbindelsen 270
Trådbunden kommunikation 270
Trådlös kommunikation 273
Nätverk 274
Nätverkskomponenter 275
Mobila nätverk 276
Överföring och protokoll 278
IT-system 279
Språk 280
Persondatorn 281
Gränssnitt 281
Datorns funktion 281
Datorns delar 283
Programmering 287
Prata och skriv som en programmerare! 288
Digital interaktion 293
Virtual Reality (VR) 293
Augmented Reality (AR) 293
Mixed Reality (MR) 294
Artificiell Intelligens (AI) 294
Maskininlärning 295
Neurala nätverk 296
Digital klyfta 297
16. Miljö och energi 298
Klimat och miljö 299
Miljösäkring ISO 14000 302
TCO:s miljö- och kvalitetsmärkning 304
Cirkulär ekonomi 306
LCA – livscykelanalys 307
De fyra faserna i en livscykel 307
LCA steg för steg 308
Effektiv produktutveckling 309
DFM och DFA 309
DFD – smart demontering 312
Energiteknik 313
Kort om energi 313
Energitransport 315
El- och värmeproduktion 317
Energi i framtiden 330
Bränsleceller 333
Fusion 334
Energibesparing 338
Elmotorer 340
Lampor 340
Passivhus 341
17. Framtidens teknik 342
Morgondagens teknik 343
Energi 343
Bioteknik 344
Nanoteknik 344
Internet of Things (IoT) 345
Blockkedjeteknik 345
Kvantdatorer 346
AI och maskininlärning 346
Generell intelligens 347
Tabeller och formler 348
Register 351
Ingenjörens historia
Yrket ingenjör är betydligt äldre än själva ordet. De som konstruerade broar, tempel, hamnar m.m. under antiken kallades ”architekton” (på grekiska) och ”architectus” (på latin). På den tiden skilde man inte på ingenjörer och arkitekter, inte heller hade yrket någon högre status; många av den tidens ingenjörer var slavar.
Sammanblandningen av ingenjörs- och arkitektyrkena bibehölls under större delen av medeltiden. Det var först i slutet av perioden som ordet ingenjör började användas, men då enbart i militära sammanhang. De militära ingenjörerna konstruerade olika slags krigsmaskiner och annat som förbättrade stridsförmågan. Själva ordet ”ingenjör”kommer också av begreppet ”ingenium” som betyder ungefär ”militärtekniska uppfinningar” (samma ord som i geni).
Även under denna tid hade ingenjören i allmänhet låg status. Han hade för det mesta en enkel social bakgrund, och saknade i regel högre utbildning.
V id slutet av 1700-talet infördes yrket civilingenjör för de ingenjörer som konstruerade byggnader och maskiner för civil användning. Det var oftast skickliga hantverkare som blev ingenjörer. Vid denna tid startades också skolor där man kunde utbilda sig till ingenjör. För hantverkare och deras söner gav ingenjörsyrket en möjlighet att klättra socialt i samhället; de flesta andra möjligheter var stängda för män av enkel härkomst.
Under 1800- och 1900-talet fick ingenjörsyrket en allt höger status i takt med att kunskaperna grundades på matematik och naturvetenskap. Ett avancerat hantverksyrke blev akademiskt med stark koppling till matematik, fysik och kemi!

Samhället påverkar teknikutvecklingen
I människans historia finns också exempel på hur samhällets förändringar har påverkat den tekniska utvecklingen. Tyvärr har oftast krigen varit pådrivande och resulterat i nya uppfinningar för att förgöra än fler fiender. Kastmaskinen, armborsten, stigbygeln är några krigsrelaterade historiska uppfinningar. I modern tid är atom- och vätebomberna de mest skräckinjagande uttrycken för avancerad ingenjörskonst.
Rymdkapplöpningen är också ett välkänt exempel på hur politiska beslut påverkar den tekniska utvecklingen. När dåvarande Sovjetunionen år 1957 skickade upp den första farkosten i rymden, en sputnik, blev det startskottet till en kamp mellan USA och Sovjetunionen om herraväldet i rymden. Tävlingen påskyndades kraftigt den tekniska utvecklingen inom flera områden. Nya material skapades som ”restprodukter” och olika tekniker förfinades.
Staten och samhället har ett flertal möjligheter att påverka den tekniska utvecklingen. Genom skattelagstiftningen styrs företag att utveckla tekniken i vissa bestämda riktningar. Energiskatter och avgifter på koldioxidutsläpp är exempel på moderna styrmedel för att skapa förutsättningar för utveckling av andra energislag än de som f.n. dominerar i samhället.
Energiförsörjningen, vårt väg- och järnvägsnät, liksom telenätet tillhör vår infrastruktur, dvs. de övergripande system som är till för att samhället ska fungera. Utvecklingen av infrastrukturen styrs av politiska beslut. I många länder styrs även försvarsindustrin av samhället och utvecklingen inom denna sektor avgörs ofta av vilka resurser som samhället överför dit.

Trådlösa hörlurar. För att astronauterna skulle kunna vara uppkopplade samtidigt som de rörde sig fritt i tyngdlöshet tog man fram de första trådlösa hörlurarna. Än i dag använder vi samma teknik i våra trådlösa hörlurar när vi lyssnar på musik eller pratar i mobilen.
Teknik och etik
Ingenjören, teknikern, har utvecklat produkterna som finns i det moderna samhället. Apparater som ger människor värme, mat, ljus och annat som behövs för en dräglig tillvaro. Men, teknikern har också förmåga att konstruera de mest fasansfulla förstörelsevapen som finns. Den förmågan har en del använt medvetet, men ibland har upptäcktens eller uppfinningens konsekvenser varit en obehaglig överraskning för upphovsmannen.
Teknikerns förmåga att skapa både gott och ont innebär ett ansvar, och man måste därför ställa frågan: Kan – och bör – naturvetaren och teknikern välja hur dennes upptäckter och uppfinningar kommer att användas?
Det etiska dilemmat blir tydligare när det gäller utveckling som är praktiskt taget omöjlig att se konsekvenserna av. När fysikern Albert Einstein kom på att massa är en form av energi, kunde han rimligen inte förutse att denna insikt skulle leda till utvecklingen av kärnvapen. Inte heller teknikern som utvecklar nya material kan göras ansvarig för att arbetet eventuellt leder till att någon framtida terrorist utnyttjar kunskapen i syfte att döda ett stort antal människor.
Under 1970-talet uppmärksammades de etiska frågor som teknikutvecklingen leder till och man erbjöd utbildning i etik på ett flertal tekniska högskolor och universitet i världen. Man formulerade s.k. etiska koder som ingenjören skulle följa i sitt arbete.
Utbildningen i etik belyser ofta de etiska frågorna ur tre perspektiv:
• Det globala perspektivet
Här studerar man de stora frågorna, dvs. utveckling av kärnvapen, teknikens påverkan på miljön, multinationella företags agerande i u-länder etc.
• Tillämpningsperspektivet
Här belyses tekniktillämpningar i stort. Vilka är teknikens förutsättningar? Vilka möjligheter och konsekvenser innebär teknikutvecklingen? Vilka risker finns och vilket ansvar har teknikern i allmänhet?
• Den enskildes perspektiv V ilka är konsekvenserna för mig som person om jag protesterar och slår larm?
Utbildningens syfte är inte att ge raka och entydiga etiska regler, det är knappast möjligt utan faller tillbaka på den enskildes ansvar och beslut. Utbildningen ger kunskaper om konsekvenser och underlag för att man bättre ska förstå vad ens arbete kan innebära.

Sveriges Ingenjörer hederskodex
Fackförbundet för ingenjörer, Sveriges Ingenjörer, antog en hederskodex för ingenjörer 1929 och så här ser den ut idag:
• Ingenjören bör i sin yrkesutövning känna ett personligt ansvar för att tekniken används på ett sätt som gagnar människa, miljö och samhälle.
• Ingenjören bör sträva efter att förbättra tekniken och det tekniska kunnandet i riktning mot ett effektivare resursutnyttjande utan skadeverkningar.
• Ingenjören bör ställa sitt kunnande till förfogande i offentliga och enskilda sammanhang för att uppnå bästa beslutsunderlag och belysa teknikens möjligheter och risker.
• Ingenjören bör inte arbeta inom eller samverka med företag och organisationer av tvivelaktig karaktär eller med mål som strider mot personlig övertygelse.
• Ingenjören bör visa full lojalitet mot arbetsgivare och arbetskamrater. Svårigheter härvidlag bör tas upp till öppen diskussion, i första hand på arbetsplatsen.
• Ingenjören får inte använda otillbörliga metoder i tävlan om anställning, uppdrag eller beställning, ej heller försöka skada kollegors anseende genom obefogade beskyllningar.
• Ingenjören bör respektera anförtrodda upplysningars konfidentiella natur samt andras rätt till uppslag, uppfinningar, utredningar, planer och ritningar.
• Ingenjören får inte gynna obehöriga intressen och bör öppet redovisa ekonomiska och andra intressen som kan påverka tilltron till hans eller hennes opartiskhet och omdöme.
• Ingenjören bör enskilt och offentligt, i tal och skrift, sträva efter ett sakligt framställningssätt och undvika felaktiga, missvisande eller överdrivna påståenden.
• Ingenjören bör aktivt stödja kollegor, som råkar i svårigheter på grund av ett handlande i enlighet med dessa regler, samt enligt bästa övertygelse avstyra brott mot dem.
TEKNIK OCH GENUS
Vem du är påverkar vad du ser – och vad du kan förändra. Normer och förväntningar styr ofta våra val, även inom teknik. Men teknik behöver nya perspektiv för att utvecklas. När fler får plats, blir idéerna fler, lösningarna bättre och framtiden mer rättvis.

Centralt innehåll
Teknik 1
• Hur normer, genusstrukturer och etiska värderingar påverkar teknik, dess användning och tillgänglighet.
Tjej eller kille – spelar det
någon roll i teknikvärlden?
Föreställ dig att du var född som tjej istället för kille, eller tvärtom. Skulle ditt intresse och dina möjligheter inom teknik förändras? Hur och varför?
Könsroller påverkar hur vi uppfattas och vilka möjligheter vi har, även inom tekniken. Genus handlar inte om det biologiska könet, utan om de förväntningar och handlingar som formas av samhället. Genom att förstå och ifrågasätta genusnormer kan vi skapa en mer inkluderande och rättvis värld, där alla har möjlighet att lyckas inom teknik.
• Mångfald och genusperspektiv ökar kreativiteten och antal innovationer.
• Att ha ett genusperspektiv innebär att ifrågasätta normer, vilket är grund läggande för innovation.
Vad är genus?
Genus är ett sätt att förstå de sociala och kulturella faktorer som påverkar hur tjejer och killar förväntas vara. Det är en del av vår identitet och påverkar våra möjligheter att lyckas inom olika områden, inklusive teknik.
Faktorer som påverkar oss:
• Familj och uppväxt
• Kompisar och utbildning
• Sociala medier och samhälleliga normer
Vi formas ofta in i vissa beteenden utifrån vårt kön, vilket påverkar hur vi upplever och presterar i teknikrelaterade ämnen.

Genus och teknikutveckling
Forskning visar:
• Skillnader i intresse och prestation i teknikämnen är ofta större inom grupperna av killar och tjejer än mellan könen.
• Sociala och kulturella faktorer har stor inverkan på varför färre tjejer än killar väljer tekniska utbildningar och yrken.
För att förstå detta bättre behöver vi titta närmare på hur genus påverkar vårt samhälle och våra personliga val. Genus är inte bara en akademisk term utan en viktig del av hur vi strukturerar våra liv.
För att uppnå jämställdhet inom teknik måste vi börja i skolan. Skolan spelar en avgörande roll i att forma våra intressen och framtida karriärval.

Fundera och diskutera
2.1 Finns det lika många tjejer som killar på teknikprogrammet?
2.2 Hur ser könsfördelningen ut bland lärare i teknikämnen?
2.3 Hur kan vi uppmuntra fler tjejer att intressera sig för teknik?
Varför är kunskap om genus viktig inom teknik?
Genom att förstå genus kan vi skapa fler möjligheter för alla, oavsett kön, att engagera sig i och lyckas inom teknik. Du behöver inte följa traditionella könsroller och kan göra självständiga val som passar dig. Genom att lära dig mer om genus kan du:
• Få fler möjligheter att göra det du vill och bli den du vill vara.
• Göra självständiga val och vara precis den du själv vill.
• Förstå och ifrågasätta sociala mönster och orättvisor i samhället.

Genussystemet
Genussystemet, även kallat genusordningen, är en term som används inom feministisk teori och genusvetenskap för att beskriva de strukturer och processer genom vilka kön och genus organiseras och upprätthålls i samhället.
Detta system påverkar hur vi förstår och förhåller oss till kön och genus samt hur makt och resurser fördelas mellan könen.
Genussystemet påverkar vilka ämnen och yrken som anses ”passa” för killar respektive tjejer. Detta leder till att tekniska yrken ofta är mansdominerade, vilket skapar en obalans som påverkar hela samhället.
Exempel på genussystemets påverkan
• Manligt dominerade yrken, som ingenjör och programmerare anses ofta mer prestigefyllda.
• Kvinnligt dominerade yrken, som sjuksköterska och lärare värderas lägre trots deras viktiga samhällsroller.
Centrala aspekter
Könsroller: De socialt konstruerade roller, beteenden och attribut som ett samhälle anser lämpliga för män respektive kvinnor.
Maktrelationer: Hur makt och inflytande fördelas mellan könen, ofta med en historisk och strukturell övervikt för män.
Normer och värderingar: De normer och värderingar som styr vad som anses vara ”normalt” eller ”naturligt” för män och kvinnor.
Institutioner: Hur institutioner som familj, skola, arbetsmarknad och politik bidrar till att upprätthålla och reproducera könsskillnader.
Genussystemet är en grundläggande del av hur samhället struktureras och påverkar individers möjligheter, rättigheter och skyldigheter beroende på deras kön.

Genusstereotyper
Genusstereotyper inom teknikområdet påverkar både hur kvinnor och män ser på sina egna förmågor och hur de uppfattas av andra. Historiskt sett har teknikfältet ofta betraktats som en mansdominerad bransch, vilket har skapat en uppfattning att tekniska färdigheter och intresse främst är förknippade med män. Detta har lett till att färre kvinnor söker sig till teknikrelaterade utbildningar och yrken, trots att de har samma potential och kapacitet som sina manliga kollegor.
Effekter av genusstereotyper
En vanlig genusstereotyp är att män är bättre lämpade för logiska och analytiska uppgifter, vilket kan leda till att kvinnor känner sig mindre självsäkra när det gäller teknik. Denna uppfattning förstärks ofta genom media och popkultur, där tekniska genier och ingenjörer ofta porträtteras som män. På arbetsplatser kan dessa stereotyper resultera i omedvetna fördomar vid anställning och befordran. Kvinnor i tekniska roller kan ibland få mindre erkännande för sina idéer och prestationer, eller till och med möta skepticism från kollegor och chefer. Detta kan skapa en arbetsmiljö där kvinnor känner sig mindre inkluderade och stödda, vilket påverkar deras långsiktiga engagemang och framgång i branschen.
Vad kan vi göra för att motverka genusstereotyper?
• Aktivt arbeta för en inkluderande kultur inom tekniksektorn.
• Mentorsprogram för kvinnor.
• Medvetenhetsutbildning för att bekämpa omedvetna fördomar.
• Främja synligheten av framgångsrika kvinnor inom teknik.
Genom att skapa en mer jämställd och stödjande miljö kan vi uppmuntra fler kvinnor att följa sina intressen inom teknik och dra nytta av hela samhällets potential och kreativitet.


Genus och innovation
Genusperspektiv är avgörande för att skapa inkluderande och innovativa tekniska lösningar. Mångfald i design- och utvecklingsprocesser leder till bättre och mer kreativa lösningar.
Exempel
Volvo Cars
Volvo genomförde ett projekt (YCC, Your Concept Car) där kvinnliga designers skapade en bil med kvinnor som målgrupp. Projektet resulterade i en bil med funktioner som smart förvaring, enkel parkering och bra sikt, med en skåra i nackstödet så att personer med hästsvans kan sitta bekvämt med huvudet. (Kvinnor drabbas av 100 % fler whiplashskador än män p.g.a. designen av nackstödet.) Projektet fick Swedish Design Award 2006. Men tanken var aldrig att börja tillverka och sälja bilen, trots att efterfrågan var stor.
Det stora intresset visar att det finns en marknad för en bil som skiljer sig från den traditionella. Men skapandet av en bil för kvinnor innebar en balansgång. Designgruppen ville inte förstärka stereotyperna om kvinnor som annorlunda än män. Bilden av hur en kvinnobil skulle se ut var att den skulle vara liten samt shopping- och barnvänlig. Men YCC bröt mot normen – den är grå och beige, sportig och kraftfull. Bilen var tänkt för en kvinna i en europeisk storstad som är intresserad av bilar.


Teknikkvinnor är Sveriges största nätverk för kvinnor och icke-binära inom teknik med över 33 000 medlemmar. De hjälper företag att nå sina jämställdhets mål genom att gå från ord till handling för ökad mångfald och inkludering.
Smartphones och appar
Designen av appar och smartphones påverkas av användarnas kön. Appar för träning och hälsa har anpassats för att tilltala både män och kvinnor, vilket ökar användarbasen och engagemanget.
Wearable Tech
Bärbar teknologi som smarta klockor och träningsarmband har utvecklats för att vara både funktionella och moderiktiga. Genusperspektiv har lett till att dessa produkter nu designas för att passa alla, oavsett kön.

Fundera och diskutera
2.4 Hur kan ett genusperspektiv leda till bättre tekniska produkter?
2.5 Varför tror du att YCC-bilen aldrig började tillverkas, trots stor efterfrågan?
2.6 På vilket sätt utmanade YCC projektet stereotypen om vad en ”kvinnobil” är?
2.7 Känner du till någon produkt som hade kunnat bli bättre med fler perspektiv i designteamet?
2.8 Vad kan hända om vi inte tänker på mångfald och inkludering vid teknikutveckling?
TEKNIKUTVECKLING
Teknikutveckling handlar om att identifiera ett behov eller ett problem och lösa det med en teknisk lösning. Det handlar även om att utveckla tidigare tekniska lösningar till det bättre.

Centralt innehåll
Teknik 1
• Teknikutvecklingsprocessens alla delar från idé och modell, produkt eller tjänst till användning och återvinning.
• Strategier för att lösa tekniska problem.
• Testning och utvärdering av lösningar och resultat utifrån flera olika aspekter, däribland hållbar utveckling.
Teknik 2
• Tillämpning av teknikutvecklingsprocessen inom något teknikområde.
• Problemlösning och praktisk tillämpning inom något teknikområde, till exempel produktion, design eller informationsteknik.
Att göra det omöjliga möjligt
Teknikutveckling handlar om att identifiera ett behov eller ett problem och lösa det med en teknisk lösning. Det handlar även om att utveckla tidigare tekniska lösningar till det bättre. Ibland handlar det om att göra det omöjliga möjligt! Det är en bra utgångspunkt för den som ska tänka ut en ny konstruktion eller hitta användningsområden för nya material. Med det sättet att tänka kan man lättare acceptera att alla idéer är värda att prövas, att den tokigaste tanke kanske kan utvecklas till något som är mycket användbart.
Allt är förstås inte möjligt att konstruera. De vilda idéerna är bra för de öppnar ögonen för nya lösningar, men de måste bedömas utifrån sunt förnuft och kunskap.
Det krävs nämligen kunskap inom en mängd områden för att skapa nya produkter och tjänster. Inte bara tekniska grundkunskaper utan det krävs en del kunnande i ekonomi, i kommunikation och flera andra områden som ingår i teknikutvecklingsprocessen.
Med denna kunskap i bagaget kan man se vilket av det omöjliga som kan bli möjligt!
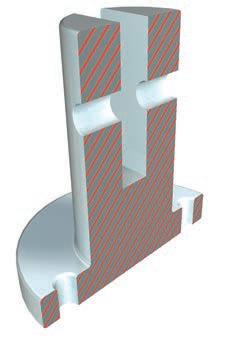
Det var en gång omöjligt att bygga pyramiderna, att färdas runt jorden, att åka till månen, att få rörliga bilder hem i vardagsrummet, att… Listan kan göras lång på sådant som från början var omöjligt. Frågan är vad som är omöjligt idag och som kommer att bli möjligt i morgon?


Titta på konstruktionen i bilden. Den är väl omöjlig? Nej, faktiskt inte! Genom att byta perspektiv kan man se att konstruktionen faktiskt är fullt möjlig.

Den ”omöjliga” konstruktionen ur annat perspektiv.
Teknikutveckling
När en av våra förfäder för mer än 2 miljoner år sedan slog sönder en sten för att få fram en skarp kant som det gick att skära med, startade en teknikutvecklingsprocess. Det mest primitiva verktyget, stenen, hade utvecklats till ett nytt verktyg, till något knivliknande som kunde användas på fler sätt än den ursprungliga stenen.
Man kan gissa att denna första teknikutveckling kom till av en slump, men det vet vi förstås inte. Vi vet däremot att slumpen spelat en stor roll i en del av de senare upptäckter och uppfinningar som haft betydelse för människan och för samhället. Konrad Röntgens upptäckt av X-strålar är ett exempel, Alexander Flemings upptäckt av penicillinets bakteriedödande effekt är ett annat.
F lera stora upptäckter inom det naturvetenskapliga området har utgjort själva grunden för en ny uppfinning som i sin tur gett oss en ny teknik. Den nya tekniken har förändrat människans livsvillkor och utvecklat samhället. När dansken Hans Christian Ørsted 1820 upptäckte att elektrisk ström kunde ge upphov till magnetfält, lades grunden till det elektrifierade samhället, för att nämna ett exempel.
Inom teknikutveckling spelar IT-system en stor roll. De gör det möjligt för oss att hantera enorma mängder information snabbare än någonsin, vilket leder till innovationer i nästan alla branscher. Tänk på smarta hem där ljus, musik, och värme kan styras från din telefon. Eller inom medicin där IT-system används för att analysera data och hjälpa till med att diagnostisera sjukdomar tidigare än någonsin. Mer om IT-system i kapitlet Datorkommunikation.
Den mesta teknikutvecklingen baseras dock inte på nya, revolutionerande upptäckter. Oftast är det fråga om just utveckling av befintlig teknik, om förbättringar som är bättre anpassade till behovet, som sparar energi, eller som tar mer hänsyn till negativa effekter av teknikutvecklingen, bland annat miljöpåverkan.


3D-illustration av mögelsvampar som används för att tillverka penicillin.

Röntgentekniken var en revolutionerande uppfinning, liksom tekniken att med ultraljud skapa bilder av människans inre.
Ultraljudstekniken har på senare år genomgått en evolution genom att man numera kan få tredimensionella bilder.
Produktutveckling eller teknikutveckling?
Ibland kan det vara meningsfullt att skilja mellan produktutveckling och teknikutveckling. Begreppet teknikutveckling använder man för framtagning av t.ex. nya material och nya tillverkningsmetoder. Med produktutveckling menar man exempelvis att skapa ny design eller på annat sätt förändra en befintlig produkt. Vi har dock valt att här kalla även denna form av nyskapande för teknikutveckling.
Miljöpåverkan
All teknikutveckling har också en negativ sida. Människor kan komma till skada genom nya konstruktioners direkta och indirekta påverkan. Bilen är ett exempel som ligger nära till hands. De direkta skadorna ser vi dagligen tidningsartiklar om. Indirekt har vi effekterna på miljön med luftföroreningar och oljeutsläpp.
Även de som tillverkade det första knivliknande föremålet påverkade miljön, om än i löjligt liten skala. När resten av stenen kastades bort inleddes uppbyggnaden av ett ”avfallsberg” som några miljoner år senare skulle innebära stora problem för människan och för samhället.
Ett par av dagens globala problem är starkt förknippade med teknik. Den teknik vi hittills använt för att värma våra hus och för att transportera varor och oss själva har dels belastat vår miljö, dels lett till en situation där olja, kol och naturgas är på väg att sina.
L ösningarna på problemen är också förknippad med teknik. Nya energisnåla material och metoder kommer i en accelererande takt och forskare/ tekniker skapar nya vägar för att oskadliggöra ämnen som belastar miljön. Ett forskningsområde som utvecklas snabbt är nanotekniken, en gammal teknik där man idag får fram helt nya material och metoder för att lösa en mängd uppgifter.
När Ford lanserade sina bilar i början av 1900-talet sågs de som lösningen på ett av den tidens stora miljöproblem i städerna – avföringen från hästarna. Tekniken löser problem, men kan också skapa nya!

Nanotekniken är exempel på område som utvecklats snabbt. Bilden visar en modell av ett kolnanorör, en nyupptäckt form av kol där rörväggarna är en atom tjocka. Material i så små dimensioner följer inte den klassiska fysikens lagar, något som utnyttjas inom den moderna nanotekniken.
Konstruktionsprocessen
Hur går det till när ingenjörer och tekniker ska designa, planera och säkerställa att deras konstruktioner är både säkra och effektiva?
Konstruktion
Begreppet konstruktion har flera betydelser. Det handlar dels om att utforma och planera tekniska lösningar och dels om resultatet, slutprodukten, av konstruktionsprocessen.
När man ska bygga något, t.ex. en bro eller en byggnad, gäller det att planera och designa så att konstruktionen, fungerar som tänkt. Det gör man bl.a. genom tekniska ritningar och modeller.
CAD (Computer-Aided Design): Är ett viktigt verktyg som hjälper dig skapa både 2D- och 3D-modeller av byggnader och projekt. Du kan se hur konstruktionen kommer att se ut och göra exakta mätningar.
Byggnadsmaterial: Att välja rätt material är avgörande för byggnadens hållbarhet och funktionalitet, exempelvis hur starkt är materialet när det utsätts för drag eller tryck?
Dimensionering
Dimensionering handlar om att bestämma vilka mått och specifikationer olika delar av en konstruktion ska ha för att hålla och fungera som det är tänkt.
Statik och dynamik: Statik används för att räkna ut hur krafter påverkar byggnader som står stilla, medan dynamik tittar på rörelser och vibrationer, till exempel hur en bro påverkas av bilar som kör över den. Ingenjörer använder dessa teorier för att se till att byggnaden eller bron är stabil och säker.
Finita elementmetoden, Finite Element Analysis (FEA): En metod där man delar upp en stor struktur i mindre delar för att analysera varje del. På så sätt kan man förutsäga hur hela strukturen kommer att reagera på krafter som exempelvis tryck och värme. Det hjälper ingenjören att förstå hur byggnaden kommer att bete sig i verkligheten.
Byggnadsnormer och standarder: Det finns regler för hur byggnader och konstruktioner ska dimensioneras för att vara säkra. I Europa finns till exempel eurokoder, och i USA används AISC-standarder. Dessa riktlinjer bygger på forskning och tester som visar hur byggnader ska dimensioneras för att klara av de påfrestningar de utsätts för.
Rimlighetsbedömning
När en konstruktion är designad och dimensionerad måste du bedöma om lösningen går att genomföra och om den uppfyller alla krav.
Simuleringar: Genom att simulera olika scenarier kan du testa hur byggnaden skulle reagera på till exempel jordbävningar, starka vindar eller temperaturförändringar. Detta hjälper till att identifiera problem innan bygget ens har börjat.
Prototyper och modeller: Du kan bygga modeller av byggnader eller broar i mindre skala för att testa hur designen fungerar i praktiken. Det kan avslöja svagheter som annars kanske inte hade upptäckts.
Riskanalys: Gör en riskanalys för att bedöma vad som skulle kunna gå fel och vilka åtgärder som måste göras för att minimera riskerna, både vad gäller säkerhet och miljöpåverkan.

Bygg gärna modeller av din konstruktion för att testa hur designen kommer att fungera i praktiken.
4

PROJEKTARBETE
När en ny produkt ska utvecklas behövs oftast kompetenser från flera olika håll. Man behöver bl.a. en designer, en konstruktör och en marknadsförare. Dessa plockas från olika avdelningar och får ingå i ett projekt. Ibland ägnar projektmedarbetarna sig åt det nya projektet på heltid, ibland bara under en del av sin arbetstid. Det beror på projektets storlek och vars och ens uppgift. När projektet är klart återgår alla till sin ”ordinarie” avdelning.
Centralt innehåll
Teknik 1
• Arbete i projektform med praktisk tillämpning och problemlösning inom något teknikområde.
Teknik 2
• Metodik och arbetsformer i projekt.
Arbete i projektform
Att arbeta i projektform innebär att man under en begränsad tid samarbetar för att lösa en specifik uppgift eller nå ett bestämt mål. Ett projekt har alltid ett tydligt syfte, en plan, och kräver resurser i form av tid, pengar och personer. Arbetet sker ofta i grupp, med en beställare som anger målet, och avslutas när målet är uppnått.
Projektgrupp
I skolan används projektarbete som en metod där elever i grupp löser en uppgift som ofta är ämnesövergripande. På arbetsplatser blir projektarbete allt vanligare. Där samlas personer med olika kompetenser i en projektgrupp för att tillsammans genomföra en uppgift. När projektet är klart upplöses gruppen och medarbetarna återgår till sina ordinarie roller eller nya projekt.

Medlemmarna i projektet plockas från företagets olika avdelningar; eventuellt förstärkt med personal från konsultföretag. Företagsledningen avsätter tid, pengar och personal och formulerar ett mål för projektarbetet.
Bakgrund och syfte
Ett projekt startas för att lösa ett problem eller förbättra något, t.ex. utveckla en ny produkt eller effektivisera ett arbetssätt. Syftet beskriver varför projektet genomförs.
Mål
Målet för projektet beskriver vad som ska uppnås. Till skillnad från syftet är målet konkret och mätbart. Ett bra mål ska vara:
• Mätbart
• Tydligt
• Realistiskt
Exempel: Syftet kan vara att förbättra företagets lönsamhet. Målet kan vara att minska produktionskostnaden med 10 % inom sex månader.
Resurser
För att ett projekt ska kunna genomföras krävs resurser:
• Personella resurser – de personer som arbetar i projektet
• Ekonomiska resurser – pengar för att driva projektet
• T idsresurser – tillräcklig tid för att nå målet
Ibland anlitas även externa experter för att komplettera projektgruppen.
Projektplan
En projektplan behövs för att styra arbetet. Den ska innehålla:
• Målet för projektet
• V ilka resurser som krävs
• En tydlig tidsplan
• Vem som ansvarar för olika delar
Gantt-schema
Ett vanligt sätt att planera är med hjälp av ett Gantt-schema, som ger en visuell översikt över projektets olika faser och tidsfördelning. Ett Ganttschema är ett visuellt tidsschema som visar vad som ska göras, när och av vem i ett projekt. Det består av en lista med aktiviteter i en kolumn till vänster och tidsaxel längs toppen. Varje aktivitet representeras med horisontella staplar som visar start- och slutdatum. Det gör det enkelt att se hur olika uppgifter hänger ihop, om något överlappar, och hur projektet framskrider.

Målen för hållbar utveckling.
Projektets faser
Projektarbetet delas in i följande faser:
• Problemanalys – Identifiera och förstå problemet.
• Målsättning och lösning – Formulera tydliga mål och hitta lösningar.
• P lanering – Bestäm hur arbetet ska genomföras.
• Genomförande – Utföra arbetet enligt planen.
• Dokumentation – Samla och spara viktig information om projektets gång.
• Rapportering – Regelbundet informera beställaren och projektgruppen om hur projektet framskrider.
• Utvärdering – Bedöma resultatet och processen när projektet är avslutat.
– Uppnåddes målet?
– Höll projektet tids- och budgetramarna?
– Fungerade projektgruppen?
– Vad kan förbättras inför framtida projekt?
SWOT-analys
En metod som används både i planering och utvärdering är SWOT-analys. SWOT står för Strengths, Weaknesses, Opportunities och Threats. Analysen hjälper projektgruppen att förstå både interna förutsättningar och yttre faktorer som påverkar projektet.
Styrkor
• Har vi specialkompetenser i gruppen?
• Vad kan vi göra bättre än konkurrenterna?
Svagheter (interna)
• Saknar gruppen kompetens som våra konkurrenter har?
• Inom vilka områden är våra konkurrenter bättre än oss?
Möjligheter (externa)
• Är vi kompetenta nog att göra något våra konkurrenter inte kan?
• Innebär våra styrkor möjligheter att göra något mer?
Hot (externa)
• Gör våra konkurrenter något som vi inte gör?
• Är våra tekniska system föråldrade?
Projektplan
En projektplan ska visa:
• HUR projektarbetet ska bedrivas
• NÄR det ska ske
• VEM som gör vad
Exempel – Projektplan
Projektnamn: [Namn på projektet]
Datum: [Datum för skapande av planen]
Version: [Exempel: 1.0]
1. Inledning
1.1 Bakgrund
• Beskriv varför projektet initieras.
• V ilket problem eller vilken möjlighet handlar det om?
1.2 Syfte och mål
• Beskriv projektets övergripande syfte.
• Definiera SMART-mål.
1.3 Omfattning och avgränsningar
• Vad ingår i projektet?
• Vad ingår inte i projektet?
2. Organisation och roller
2.1 Projektorganisation
Roll Namn Ansvar
Projektledare [Namn] Övergripande ansvar för projektet
Styrgrupp [Namn] Tar beslut och ger stöd
Projektgrupp [Namn] Genomför arbetet
Intressenter [Namn] Påverkade av projektet
2.2 Ansvarsområden
• V ilka är de viktigaste ansvarsområdena för varje roll?
3. Tidsplan och milstolpar
3.1 Övergripande tidsplan
• Startdatum: [Datum]
• Slutdatum: [Datum]
3.2 Milstolpar
Milstolpe Deadline Ansvarig
[Förstudie klar] [Datum] [Namn]
[Testfas start] [Datum] [Namn]
[Slutrapport inlämnad] [Datum] [Namn]
4. Resurser och budget
4.1 Personal och kompetens
• V ilka resurser krävs för att genomföra projektet?
• Behöver nya resurser rekryteras eller utbildas?
4.2 Material och verktyg
• V ilken utrustning, mjukvara eller tjänster behövs?
4.3 Budget
Kostnadspost Beräknad kostnad Kommentar
Personal [X kr] [Beskrivning]
Utrustning [X kr] [Beskrivning]
Konsulter [X kr] [Beskrivning]
5. Riskhantering
5.1 Riskanalys
Risk Sannolikhet (Låg/Medel/ Hög) Konsekvens (Låg/Medel/ Hög) Åtgärd
[Risk 1] [Hög] [Medel] [Förebyggande åtgärd]
[Risk 2] [Medel] [Hög] [Kontingensplan]
6. Kommunikation och rapportering
6.1 Kommunikationsplan
• Hur of ta sker avstämningar och möten?
6.2 Rapportering
• Hur och när rapporteras projektets status?
• V ilka rapporteringsverktyg används?
7. Kvalitetssäkring
7.1 Kvalitetskrav
• V ilka krav måste uppfyllas för att projektet ska vara lyckat?
7.2 Granskning och testning
• Hur säkerställs att projektmålen uppfylls?
8. Leveranser och avslut
8.1 Slutleverans
• Vad ska levereras vid projektets slut?
8.2 Utvärdering
• Hur ska projektet utvärderas?
• Lärdomar och förbättringsförslag för framtida projekt.

Projektrapport
En projektrapport ska i huvudsak beskriva tre saker:
• Hur man tänkt
• Hur det blev
• Varför det blev så
Exempel – Projektrapport
Projektets namn
(T.ex. ”Digitalisering av kundregister”)
Innehållsförteckning
Den kan göras på flera sätt men ska tydligt visa strukturen på rapporten.
Sammanfattning
En kort beskrivning av projektet, vad som gjordes, varför och resultatet – max en halv sida. Skriv korta och tydliga meningar.
Bakgrund och syfte
Beskriv varför projektet startades och vilket behov eller problem det skulle lösa. Skriv så att en utomstående förstår.
Mål
Vad var projektets mål? Här specificeras vad som skulle uppnås.
Genomförande
Hur har projektet genomförts? Här kan du t.ex. skriva om:
• Tidsplan
• Arbetsmetod
• Eventuella verktyg eller resurser som använts
Resultat
• V ilka resultat ledde projektet till?
• Redovisa konkreta resultat, leveranser eller produkter som togs fram.
Utvärdering och analys
Reflektera över projektet:
• Nådde ni målen?
• Vad gick bra?
• Vad kunde gjorts annorlunda?
Slutsats och rekommendationer
Sammanfatta projektets slutsatser och ge eventuella rekommendationer för framtiden.
Bilagor
Här kan du lägga med extramaterial som t.ex. tidsplaner, tabeller, enkätsvar eller annan data.
ENTREPRENÖRSKAP
Entreprenörskap handlar om att identifiera möjligheter, skapa lösningar och driva projekt eller företag för att möta olika behov eller lösa problem. Det handlar om att kombinera kreativitet, mod och uthållighet med kunskap om ekonomi, marknadsföring och ledarskap. Du behöver vara nyfiken, öppen för att lära dig nytt och villig att anpassa dig efter både framgångar och motgångar.

Centralt innehåll Teknik 2
• Entreprenörskap och entreprenörskapets villkor i en innovativ och kreativ teknikutvecklingsprocess.
Vad gör en entreprenör?
Du kan bli entreprenör inom i stort sett vilket område som helst! Att arbeta som entreprenör är väldigt varierande och du jobbar ofta med flera olika projekt samtidigt. Entreprenörer finns inom alla olika områden, bland annat inom forskning, politik och näringslivet. Det handlar om att hitta möjligheter, skapa lösningar och driva idéer, projekt eller företag som kan ge ekonomisk vinning eller förbättring av till exempel levnadsvillkor. Det handlar också om att skapa värde genom att tänka nytt och omsätta idéer i handling. Det krävs kreativitet, problemlösning, uthållighet och förmåga att ta initiativ. En entreprenör är en person som vågar ta initiativ och omsätta idéer till verklighet. Det kan handla om att starta ett företag, utveckla nya produkter eller tjänster, eller förbättra sättet saker och ting görs på inom en organisation.
Många entreprenörer arbetar med att starta upp nya företag och skapa system som gör att företaget fortsätter växa, expandera och utvecklas utan dig. Det är viktigt att kunna se potential och välja ”rätt” idéer att fortsätta utveckla.
Entreprenörskap är inte begränsat till företagande – det handlar lika mycket om att tänka kreativt, lösa problem och skapa värde i olika sammanhang. Det kan ske i allt från små företag till stora globala företag, inom offentlig sektor eller i ideella organisationer. Det är viktigt att bygga och underhålla kontakter med andra entreprenörer, investerare, mentorer och branschfolk som kan hjälpa dig att växa.
Entreprenörer spelar en viktig roll i samhället genom att skapa jobb, utveckla nya teknologier och bidra till ekonomisk tillväxt. Dessutom bidrar entreprenörskap till innovation och gör världen bättre genom att ta itu med samhällsutmaningar, som hållbarhet, hälsa och utbildning.

Som entreprenör får du också möjlighet att påverka din egen framtid, vara kreativ och utvecklas som individ.
Vad krävs för att bli en entreprenör?
Beroende på vilken bransch du är verksam inom kan tekniska färdigheter, som att bygga en hemsida, använda digitala verktyg eller hantera produktutveckling, vara en stor fördel. Att vara kreativ, att ha förmågan att tänka utanför boxen – tänka nytt – och komma på nya idéer är central för entreprenörskap. Det handlar om att se möjligheter där andra ser problem. Du behöver kunna analysera utmaningar och hitta innovativa lösningar som fungerar. Detta kräver både analytisk förmåga och praktiskt tänkande. Det är även viktigt att tänka hållbart – hur du kan skapa värde utan att påverka miljön negativt.
Kommunikation
Att kunna förklara sina idéer, övertyga andra och bygga nätverk kan vara avgörande för en entreprenör. Du behöver kunna förklara din vision på ett engagerande sätt och övertyga kunder, investerare och samarbetspartners. Bra kommunikation är en nyckel till att samarbeta med andra och få resurser eller stöd för att kunna förverkliga visionen.
Uthållighet
Att driva en idé kräver tålamod och förmågan att hantera motgångar. Framgång kommer sällan direkt. Att driva ett projekt kräver målmedvetenhet, motivation och fokus, även när det är svårt. Det är bra att ha förmågan att planera, organisera och följa upp arbetet så att det löper smidigt från idé till lansering. Att kunna sätta upp mål, strukturera din tid och hålla dig motiverad, även när saker inte går som planerat.
Risktagande
Att starta något nytt innebär alltid en viss osäkerhet. En entreprenör vågar ta kalkylerade risker och ser misslyckanden som lärdomar. Gör om – gör rätt! En entreprenör vågar ta kalkylerade risker och hantera osäkerhet utan att bli avskräckt.
Affärskunskap
En viss kunskap inom ekonomi, marknadsföring och juridik är viktigt för att kunna driva ett framgångsrikt företag. Många entreprenörer utbildar sig i dessa områden för att stärka sina chanser. Grundläggande kunskap om prissättning och bokföring är viktigt för att hålla koll på företagets ekonomi, att veta hur man når sin målgrupp genom strategisk marknadsföring, både online och offline samt att kunna skriva och följa en affärsplan, där du analyserar marknaden, identifierar målgruppen och definierar affärsmål.


Utveckla ditt entreprenörskap
Det finns flera sätt att börja tänka och agera som en entreprenör redan nu:
Identifiera problem: Tänk på vilka utmaningar du möter i vardagen och fundera på hur de kan lösas.
Utveckla idéer: Skriv ner dina idéer och börja utforska hur de skulle kunna förverkligas.
Lär dig mer: Ta del av utbildningar eller kurser i entreprenörskap och affärsutveckling.
Bygg nätverk: Prata med andra entreprenörer, lärare eller vänner som kan stötta och inspirera dig.
Starta smått: Testa en idé i liten skala och lär dig av processen innan du tar nästa steg. Läs mer om UF-företag senare i kapitlet.

Fundera och diskutera
7.1 Vad tror du är den viktigaste egenskapen hos en entreprenör – och varför?
7.2 Hur kan entreprenörskap bidra till att lösa samhällsutmaningar?
7.3 Varför är kommunikation en så viktig del av entreprenörskap?
7.4 Vad menas med att ta ”kalkylerade risker”? Hur skiljer det sig från att ta onödiga risker?
7.5 Hur kan uthållighet påverka om en idé lyckas eller inte?

RITTEKNIK
Man kan tillverka en produkt utifrån en noggrann skiss, men risken för missförstånd är stor. Därför används ritteknik – ett gemensamt språk med regler för vyer, måttsättning, skalor, linjer och symboler. Med hjälp av ritningar, CAD-program och prototyper kan en idé bli tydlig och genomförbar för alla som ska bygga, tillverka eller bedöma produkten.

Centralt innehåll
Teknik 1
• Användning av ritningar, skiss- och ritteknik samt tekniker för att skapa modeller med hjälp av både digitala och manuella verktyg.
• Metoder för modellering och simulering, till exempel användning av prototyper samt testning och verifiering.
Teknik 2
• Tolkning och framställning av digitala ritningar och modeller.
• Tillämpning av begrepp, teorier och modeller för att konstruera, dimensionera, beräkna och bedöma rimligheten i tekniska lösningar inom något teknikområde.
• Modellering och simulering inom något teknikområde med hjälp av relevanta metoder.
Vyer
När man skapar en ritning utgår man från föremålet som ska avbildas. Föremålet projiceras i tre plan och presenteras i tre olika projektioner. Dessa kallas i ritningar för vyer. Det finns flera metoder att göra projektionerna, men inom maskinritning används en metod som kallas metod E, även kallad första kvadrantens projektionsmetod (europeisk vyplacering). I denna metod används parallellprojektion, där föremålet visas framifrån, uppifrån och från sidan.

Första kvadrantens projektionsmetod.
När ritningen görs utgår man i regel från den vy som ger mest information om detaljen. Sedan kompletterar man med andra vyer. Grundprincipen är att inte använda fler vyer än nödvändigt – ritningen ska vara entydig och lätt att förstå, men inte överarbetad. För symmetriska detaljer räcker det ofta med två vyer för att visa all nödvändig information.
Maskinritning = En detaljerad ritning som används vid tillverkning av maskindelar och tekniska produkter.

När det gäller symmetriska rotationskroppar behövs sällan alla tre vyerna. Ofta räcker det med vyn framifrån eller vyn uppifrån för att visa hur kroppen ser ut. På ritningen markeras föremålets symmetri med en centrumlinje i form av en punktstreckad linje, som visar att detaljen är rund.
Punktstreckad linje
I vissa fall används även särskilda projektioner om de vanliga vyerna inte räcker för att tydligt beskriva föremålet.
Projektion i en speciell vinkel för att ge så tydlig information som möjligt.
Ritningsblanketter
Tekniska ritningar görs på standardiserade ritningsblanketter. När en konstruktion består av flera delar, skapar man vanligtvis en detaljritning för varje enskild del. Dessutom gör man en sammanställningsritning som visar hur delarna ska monteras ihop till en helhet.
A-serien
I Sverige, liksom i de flesta andra läder, används A-serien som standard för ritningsformat. Utgångspunkten är A0, som har en yta på exakt 1 kvadratmeter (841 × 1189 mm). Genom att vika papperet på mitten skapas nästa format i serien: A1, sedan A2, A3 och så vidare. Varje steg halverar ytan men behåller proportionerna, vilket underlättar kopiering och skalning. Det finns också andra formatserier, som B-, C- och E-serien. Till exempel används C-serien ofta för kuvert som passar A-formaten.
Formatbeteckning Färdiga format
ÄNDRINGSFÄLT
Här anger man om man gjort ändringar på ritningen.
RITFÄLT
Detaljer framställs som vy eller snitt så att formen och måtten kan utläsas.
Standardiserad blankett för format A4.
SKRIVFÄLTET (huvudfältet)
Här fyller man i data om detaljen.
Skalor
Om det är möjligt bör ritningar göras i naturlig storlek, dvs. i skala 1:1. Men stora detaljer kräver förminskande skalor och små behöver förstorande.
Standardiserade skalor
Förminskning
CAD-modeller görs alltid i skala 1:1, medan ritningarna görs i lämplig skala.
Linjer
Även linjetyperna som används på ritningen är standardiserade. Exempel på linjetyper enligt SS-ISO 128:
Linje
Benämning
Heldragen grov linje
Heldragen fin linje
Streckad grov linje
Användningsområden bl a
Synliga konturer och synliga kanter
Tänkta skärningslinjer, måttlinjer, måttgränslinjer, hänvisningslinjer, snittstreck
Skymda konturer och skymda kanter
Streckad fin linje
Skymda konturer och skymda kanter
Punktstreckad fin linje Centrumlinjer och symmetrilinjer
Heldragen fin frihandslinje Brottlinje för delvy och för snittmarkering
Punktstreckad fin linje, grov i ändar och vid riktningsändring
Snittlinje, snittplan
Snitt
På en del detaljer krävs att man gör ett snitt för att få tillräcklig information om hur föremålet ser ut. Snittet innebär att man delar föremålet utefter en snittlinje. På ritningar markeras snittet med sneda linjer. Avståndet mellan dem avpassas efter storleken på föremålets olika delar; små detaljer får tätt mellan linjerna.
I regel snittmarkeras inte ytor som skärs i sin längdriktning. Det gäller framför allt t.ex. axlar, nitar och skruvar.
I vissa fall har man behov av att göra ett snitt genom en del av en vy, ett s.k. partiellt snitt, för att förtydliga ritningen.
Runda föremål ritas ofta med ett halvt snitt med centrumlinjen som snittlinje.
Partiellt snitt
Snittet behöver inte vara rakt genom detaljen utan kan följa en linje som bryts av. Bilderna nedan visar hur detta markeras på en ritning.
Linjen C–C är obruten, medan A–A och B–B är bruten.

Måttsättning
Måttsättning utgår från principen att den ska vara entydig och lätt att läsa. Alla mått ska sättas ut. Att mäta på själva ritningen är felaktigt. Dubbelmåttsättning, dvs. att man kan få fram måttet på mer än ett sätt, får inte förekomma.
Sedan finns också ett antal detaljregler:
• Måttlinjer och måttgränslinjer ritas med fina linjer. Måttgränslinjerna ska gå utanför måttlinjerna med ca 2 mm. Pilarna ska vara långsmala, fyllda och spetsiga.
• Första måttlinjen ritas 12 mm utanför konturen; de följande med 10 mm mellanrum.
• Om det får plats skrivs måttet mitt på linjen; i annat fall förlängs måttlinjen och måttet skrivs utanför.
• Måttet skrivs över eller till vänster om måttlinjen.
Dubbelmåttsättning får inte förekomma.
Måttlinjer och måttgränslinjer ritas som fina linjer. Man undviker i regel att måttsätta skymda konturer. Istället väljer man då vyer och snitt där dessa är synliga.
Baslinje- och kedjemåttsättning
När man måttsätter kan man välja mellan baslinjemåttsättning och kedjemåttsättning. Man använder sig främst av baslinjemåttsättning, då det lätt kan uppstå små fel vid kedjemåttsättning.
Baslinjemåttsättning Kedjemåttsättning
Här kan du också se hur man måttsätter radier och diametrar.
Speciell måttsättning
Vinklar och faser måttsätts på ett speciellt sätt. Det gäller också exempelvis hål som upprepas på ett regelbundet sätt. I en del fall finns det också alternativa metoder att avsätta måtten.
Måttsymboler
Diameter: Ø
Radie: R FASER VINKEL
UPPREPNINGAR
Förenklade ritsätt
Muttrar, skruvar, fjädrar etc. kräver mycket ritarbete om de ska detaljritas.
Därför används ett förenklat ritsätt (se bilden).
Utvändig gänga
Att rita ut exempelvis gängor är ett alltför omfattande arbete. Därför används ett förenklat ritsätt på sådana detaljer.
Invändig gänga
Kugghjul med förenklat ritsätt. Delningscirkeln är en cirkel mitt på kugghöjden.
Fjädrar med förenklat ritsätt.
Teckensnitt
Det finns en standard för hur bokstäver och siffror ska se ut på ritningar. För att textningen ska vara lättläst och tydlig gäller det att följa den standardiserade stilen så mycket som möjligt.

Standardiserad textning. Stilhöjden är också standardiserad (till 2, 5, 3,5, 5, 7, 10, 14 och 20 mm). Om texten lutar ska lutningen vara 75°.
Andra branschritningar

I CAD-program används ett teckensnitt (font) som är standardiserat.
Ritningar används inom många olika branscher, och reglerna för hur de ska utformas varierar beroende på syfte och användningsområde. Till skillnad från maskinritningar, som vi hittills fokuserat på, har exempelvis byggbranschen sina egna riktlinjer och konventioner.
I byggnadsritningar är det vanligt att visa samtliga fasader – alltså hur byggnaden ser ut från alla håll – utöver planritningar och sektionsritningar (genomskärningar). Varje bransch har också sina egna standardiserade symboler för att tydligt och konsekvent visa exempelvis elinstallationer, ventilation, VVS eller materialval. Dessa symboler är ofta definierade i särskilda branschstandarder och måste följas för att ritningarna ska kunna tolkas korrekt av alla yrkesgrupper som använder dem.

Toleranser
Det är stor skillnad mellan att tillverka exempelvis ett grovt verktyg som ett spett eller bräckjärn jämfört med att tillverka ett finmekaniskt verktyg som skjutmått eller mätskruv. Mätskruven kräver betydligt större noggrannhet än spettet, den har snävare toleranser. Toleranser används för att få ritningarna så tydliga som möjligt för bästa slutresultat. Det gäller att få exempelvis rätt kvalitet på produkten och rätt passform. Man behöver ta hänsyn till bland annat ojämnheter i ytan och även oregelbundenheter i form och läge hos det bearbetade föremålet.
Ytjämnhet
Spår efter exempelvis svarvning och fräsning skapar ojämnheter i den bearbetade ytan. Avvikelsen eller ojämnheten i ytan anges med ett värde R a och är ett mått på djupet på ojämnheterna i profil.
Ra-värdet anger medelavvikelsen i enheten µm (mikrometer). R a -värdet för metallytor varierar från ca 0,02 µm till 3,5 µm. En polerad yta har ett Ra-värde på 0,02–0,08 µm.
Symbol på ritning som visar att R a-värdet är 0,8 µm.
R a-värdet anger medelavvikelsen i ytans jämnhet.

Spår efter CNC-svarvning skapar ojämnheter i den bearbetade ytan.
MATERIALLÄRA
Varje material har sin specifika egenskap som man utnyttjar i konstruktionen. En del material är mjuka, andra hårda. Några är beständiga mot korrosion, andra rostar lätt. En del tål värme bra, andra antänds lätt.

Centralt innehåll
Teknik 1
• Tekniska egenskaper och användningsområden för olika material.
Material
Utvecklingen av nya material har stor betydelse för den tekniska utvecklingen. Utan stål skulle det industriella samhället inte vara möjligt. Och det moderna samhället kan vi knappast tänka oss utan plasterna. Vi skulle inte kunna flyga utan aluminium, titan och andra lätta och hållfasta metaller och vi skulle knappast kunna köra bil utan det elastiska material som gummi representerar.
I utvecklingen av en produkt spelar alltså materialvalet stor roll. Vissa delar i en konstruktion kräver slitstarkt och hårt material, andra segt och elastiskt. Andra egenskaper att ta hänsyn till är ledningsförmåga, förmåga att motstå korrosion (läs mer om korrosion i nästa kapitel) osv. Att ha goda kunskaper om olika materials egenskaper är därför viktigt för den som konstruerar nya lösningar.


Diamant – det hårdaste material vi känner till. Här sitter några hundra stycken på en borrkrona.


Stål – metallen som dominerat i sekler, men som … … numera ofta ersätts av aluminium.
Aerogel
Aerogel – nästan lika lätt som luft men kan bära tegel.
Bindningar mellan atomer
För att förstå olika materials egenskaper är det viktigt att studera deras atomära struktur. Atomer hålls samman av olika typer av bindningar, vilka påverkar materialens fysikaliska och kemiska egenskaper.
Ett ämnes atomer hålls samman av krafter. I fasta ämnen är dessa krafter både attraherande och repellerande och de skapar ett jämviktsläge där atomerna svänger fram och tillbaka kring fasta platser. Svängningarna ökar med temperaturen, vilket ökar medelavståndet mellan jämviktslägena.
Atomerna i alla grundämnen (utom ädelgaserna) har en elektronstruktur som är mer eller mindre instabil. Vissa atomer strävar efter stabilitet genom att bilda joner, dvs. de avger eller tar upp elektroner. Ett annat sätt är att atomer slår sig samman och bildar molekyler i kovalenta bindningar. Ett tredje sätt – som metallatomer tillämpar – är att dela elektroner mellan sig, vilket ger s.k. metallbindningar.
En del ämnen bildar långa kedjor av molekyler. Inom en molekylkedja är bindningarna kovalenta, men det förekommer också bindningar mellan atomer i olika kedjor när de kommer nära varandra. Detta är s.k. van der Waals-bindningar och de är svagare än de kovalenta.
De olika bindningstyperna skapar olika strukturer hos ämnen och de kan delas upp i två huvudgrupper. I de kristallina är atomerna placerade i ett regelbundet mönster, ett kristallgitter. Detta gäller för framför allt metalllerna. De amorfa som glas och plaster har oregelbundna mönster och kan närmast betraktas som trögflytande vätskor.
Jonbindning
Plast
Kovalent bindning
Metallbindning
Atomerna i t.ex. salter hålls samman genom jonbindning; i metaller sker sammanhållningen genom metallbindningar. Plaster hålls samman genom kovalenta bindningar och van der Waals-bindningar.

van der Waals-bindning
Störningar i kristallgittret
Rena grundämnen som t.ex. rent järn har liten praktisk användning. Det är först när det kommer störningar i kristallbyggnaden som man får tekniskt intressanta egenskaper. Störningarna ger mekaniska spänningar vilka förändrar materialets egenskaper.
Störningarna som ofta är naturliga defekter i kristalluppbyggnaden kan göra att atomerna ständigt förflyttas i metallen.
Genom att skapa hinder för rörelserna kan materialens hårdhet påverkas kraftigt. Detta kan ske genom att främmande atomer förs in i ämnet.
Stål
Rent järn är en mjuk metall och för praktiskt bruk är den alltid uppblandad med kol. Kolhalten är avgörande för järnets egenskaper. Är kolhalten högst 2 % används beteckningen stål och om järnet innehåller 2–5 % kol kallas det för gjutjärn.
Stål delas in i två huvudgrupper. Olegerade stål består huvudsakligen av järn och kol, medan legerade stål är en legering mellan järn, kol och ytterligare legeringsämnen.
Beroende på hur hög kolhalten är får stålets metallgitter olika utseende. Ferrit som också kallas α-järn har en kolhalt på max 0,02 %. Austenit –γ-järn – har mer plats för kolatomer, och en högsta kolhalt på 2,0 %.
Järn och kol kan också bilda järnkarbid, cementit (Fe3C); en förening med hög kolhalt (6,7 %) och som är mycket hårt.

α-järn
Ferrit
γ-järn Austenit
I γ-järn finns en extra järnatom på varje kristallyta. Det ger större kristall och kolatomer får bättre plats än i α-järnet.

Störningar i den regelbundna kristalluppbyggnaden ger ofta ämnena egenskaper som exempelvis ökad hårdhet.
Även temperaturen är avgörande för vilken typ av stål som bildas (se bilden av ståls tillståndsdiagram nedan). Vid 727 °C omvandlas austenit till perlit som är en skivformad blandning av ferrit och cementit. Ferrit är mycket mjukt, perlit relativt hård och cementit är mycket hård.

Stålytor i olika förstoringsgrader.

Ferrit (α-järn) < 0,02 % kol Mycket mjukt
Austenit (γ-järn) < 2 % kol Mjukt
Cementit < 6,7 % kol Mycket hårt
Perlit 0,8 % kol Hårt
Ståls tillståndsdiagram. Både temperaturen 727 °C och kolhalten 0,8 % är viktiga brytpunkter för ståls omvandling till olika hårdhetsgrader.
Ståltyper
Kolhalt och inblandning av andra legeringsämnen avgör alltså stålets egenskaper. Vi har tidigare nämnt att stål kan delas in i olegerade och legerade stål. Man kan också dela in ståltyperna efter användningsområde som tabellen visar.
Namn
Kolhalt
Användning/Anmärkning
Allmänna konstruktionsstål < 0,2 % Broar, hus – det vanligaste och billigaste stålet.
Seghärdningsstål
Sätthärdningsstål
0,25–0,45 % Kan svetsas, avsett för maskinbearbetning, pedalaxlar, kolvar.
0,10–0,20 % Kolhalten höjs vid härdning; axlar som belastas, kugghjul.
Automatstål ca 0,14 % Svavel och även bly som legeringsämnen; avsett för skärande bearbetning; massfabrikation av skruvar och muttrar.
Fjäderstål
0,5–1,0 % Ofta legerat med kisel och mangan.
Tryckkärlsstål < 0,25 % God svetsbarhet; används till ångpannor och tryckbehållare.
Verktygsstål
Rostfria stål
Martensitiska (12 % Cr)
Ferritiska (17 eller 25 % Cr)
Austenitiska
(18 % Cr, 8 % Ni–18-8-stål)
Gjutjärn
Gråjärn
Segjärn
Aducerjärn
0,6–2,5 % Borrar, svarvstål, filar, stämjärn m.m.
< 0,2 %
Behållare inom t.ex. kemisk industri.
3–4 %
Maskingods, pumpar, ventiler. Goda gjutegenskaper. Hög hållfasthet och seghet.

Värmebehandling av stål
Vid värmebehandling sker en omvandling från ferrit till austenit och egenskaperna hos stålet förändras.
För att öka hårdheten hos stål används olika härdningsmetoder. För att åstadkomma ökad seghet används metoderna normalisering och mjukglödgning.
Stål som bearbetats genom kallvalsning och svetsning förändras. För att återge stålet ursprungsegenskaperna använder man sig av rekristallisationsglödgning och avspänningsglödgning.
Härdning
Stålet värms upp till 750–950 °C (beroende på kolhalten) och avkyls snabbt i vatten eller olja. Då hinner inte cementit bildas utan istället får man martensit (α-järn med hög kolhalt och ett deformerat kristallgitter). Det ger ett hårt och sprött stål som är hårdast på ytan eftersom det bildas mest martensit där. Genom anlöpning (uppvärmning till max 650 °C och därefter avsvalning i luft) blir det härdade stålet mjukare.
Seghärdning
Vanlig härdning följd av anlöpning.
Sätthärdning
Sätthärdning är en metod för att höja ytans hårdhet (t.ex. hos kugghjul).
Stål med 0,10–0,20 % kol används och uppvärms till 950 °C. Ytan beläggs med kolpulver eller förgasat kol. Därefter härdas stålet och anlöpes. Resultatet blir en seg kärna (ca 0,10 % C) och en hård yta (ca 1,0 % C).
Nitrerhärdning
Stålytan tillförs kväve, t.ex. ammoniakgas. Vid 500–600 °C bildas hårda kväveföreningar, nitrider, i ytan genom diffusion. Ytskiktet blir hårt.
Normalisering
Normalisering innebär alltså att man ökar segheten hos stålet. Det sker när stålet värms upp till austenitområdet. Då omvandlas stora korn av ferrit och perlit till små austenitkorn. Vid avsvalningen får man små korn av ferrit och perlit.
Vissa legeringar, bl.a. med mangan, härdas genom mekanisk bearbetning. Stålet i gripklor, maskinskopor, stenkrossar m.m, blir alltså hårdare vid användning. Stålet blir också mycket svårarbetat vid t.ex. svetsning.

Genom anlöpning justeras stålets hårdhet.
Mjukglödgning
Stålet upphettas till 700–750 °C under några timmar och får därefter svalna i luft.
Rekristallisationsglödgning
När stål kallbearbetas deformeras kornen genom att de sträcks ut. Detta gör att stålet blir hårt och sprött. Genom uppvärmning till 600–700 °C bildas nya odeformerade korn.
Avspänningsglödgning
Vid svetsning värms stålet upp ojämnt och vid avsvalningen uppstår därför spänningar i materialet. Genom snabb uppvärmning till 500–600 °C försvinner spänningarna.

Mjukglödgning.
Järn- och stålframställning
Järn framställs ur järnmalm, varav de vanligaste är järnoxiderna hematit, Fe2O3, och magnetit, Fe3O4.
Exempel – Järn- och stålframställning
1. Malmen krossas och mals till ett fint pulver (slig).
2. Sligen bakas samman med kol under uppvärmning (under smältpunkten). Processen kallas sintring och innebär att pulverpartiklarna pressas så tätt samman att det uppstår metallbindningar.
3. Sintern smälts tillsammans med kol och kalksten till tackjärn (kolhalt 3–5 %).
4. Reduktion kan också ske direkt till järn (järnsvamp). Som reduktionsmedel används t.ex. vätgas. Temperaturen understiger smältpunkten och man får direkt ett stål med låg kolhalt.
5. En del tackjärn och järnsvamp går vidare till stålverk och blandas med järnskrot för vidare förädling. (Återvinningsgraden för järnskrot är upp emot 60 %.) En metod är färskning, vilket innebär att syre tillsätts och en del kol, kisel och mangan i tackjärnet oxideras, vilket reducerar kolhalten.
Fossilfritt stål
Järn- och stålindustrin står för en stor del av industrins utsläpp av koldioxid, men man startar en ny metod som ska ge minimala utsläpp. Metoden använder sig av vätgas som reduktionsmedel, vilket ger vatten som restprodukt.
Att skapa detta fossilfria stål är ca 20–30 % dyrare än konventionella metoder, men man räknar med att sjunkande priser på förnybar el och ökade priser på koldioxidutsläpp. Därför beräknar man att det fossilfria stålet ska vara konkurrenskraftigt i en nära framtid.
En pilotverksamhet startas våren 2022 i norra Sverige, närmare bestämt i Malmfälten. Malmen omvandlas till pellets innan transporten till stålverket i Luleå där den reduceras till järnsvamp. Järnsvampen smälts sedan i en ljusbågsugn.
Hela processen – vätgasframställning genom elektrolys och reduktionen – kräver stora mängder elenergi, ca 15 TWh, dvs. ungefär 10 % av Sveriges totala elanvändning.

Gjutning
När stålet har behandlats färdigt gjuts det i strängar efter att ha svalnat i en vattenkyld så kallad kokill. Metoden ger direkt ett tätat stål. Tidigare göt man i formar, en metod som kunde göra stålet otätat, dvs. fyllt med gasblåsor.

Vid stränggjutning kyls göten i en vattenkyld kokill och efter avsvalning valsas strängen som kan gjutas i ett enda stycke.

TILLVERKNING
Även mycket enkla vardagsföremål kan innebära att materialen som ingår i föremålet har genomgått ett flertal moment. Bitar ska skäras bort, något ska bockas, några delar ska sättas samman. Det finns ett stort antal sätt att behandla de olika materialen innan de blir till en fungerande produkt. Några av dessa metoder ska vi ta upp i det här kapitlet.

Centralt innehåll
Teknik 1
• Teknikutvecklingsprocessens alla delar från idé och modell, produkt eller tjänst till användning och återvinning.
Teknik 2
• Tillämpning av teknikutvecklingsprocessen inom något teknikområde.
Olika tillverkningsmetoder
På bilden här bredvid ser du några helt vanliga saker som de flesta har hemma. Inget märkvärdigt, men om man börjar fundera lite så väcks en hel del frågor. Hur har man egentligen gjort för att tillverka dem? Hur böjer man plåt och gör hål i den för att få till ett rivjärn? Vad är grytan gjord av, och hur har den fått sin form? Och hur sitter egentligen skaften fast på saxen?
När man börjar tänka på det märker man snabbt att det krävs många olika sätt att tillverka saker, även när det handlar om ganska enkla prylar. Och om det är så mycket som krävs för ett rivjärn eller en sax – hur många tillverkningsmetoder behövs då för att bygga något större och mer avancerat, som en cykel eller en bil?
Om man försöker hitta något system för de olika metoderna kan man se att det finns en del detaljer som uppenbarligen tillverkats genom att man tagit bort material från något större stycke. Där är det fråga om metoder som kan sammanfattas som frånskiljande. Andra detaljer har tillverkats genom att materialet har formats på ett speciellt sätt, dvs. metoderna är tillformande. En tredje metod är att sätta samman olika delar till en helhet; detta kan vi sammanfatta som sammanfogande tillverkningsmetoder.
Att gjuta en produkt är en typisk tillformningsmetod, att svarva den en typisk frånskiljningsmetod och svetsning en typisk sammanfogningsmetod.

Svetsning är en typisk sammanfogningsmetod.

Schemat nedan visar ett sätt att dela in de olika tillverkningsmetoderna. Men, schemat är inte komplett. Det finns exempelvis flera olika metoder för att skära metall, bl.a. gasskärning, laserskärning och vattenskärning. Schemat växer också efterhand som man får fram nya metoder.
Tillverkningsmetoder
Frånskiljande
Svarvning
Fräsning
Borrning
Slipning
Skärande Klippning
Stansning
Skärning
Sammanfogande
Limning
Lödning
Mjuklödning
Hårdlödning
Svetsning Gassvetsning
Bågsvetsning
Lasersvetsning
Stuksvetsning
Förbindning Nitförband
Skruvförband
Kilförband
Schema över några vanliga tillverkningsmetoder. Andra indelningar förekommer också; man kan t.ex. räkna skärande metoder till tillformande.
Tillformande
Gjutning
Skalformsgjutning
Sandformsgjutning
Precisionsgjutning
Centrifugalgjutning
Varmformande Varmvalsning
Formpressning
Smidning
Kallformande Kallvalsning
Tråddragning
Bockning
Kantpressning

Frånskiljande tillverkningsmetoder
Svarvning, fräsning och borrning är metoder som använts inom verkstadsindustrin i många år, men numera är maskinerna datorstyrda och gårdagens svarvar, fräsar och borrmaskiner har ofta ersatts av maskiner som kan göra alla arbetsmomenten.
När en detalj ska svarvas eller fräsas avgör maskinoperatören vilka skärdata som ska användas. Skärdata omfattar:
• matning
• varvtal
• skärverktyg
• skärhastighet

Skärverktyget av hårdmetall är fäst i en verktygshållare.


Vid svarvning kan man göra ett flertal operationer, bl.a. längd-, plan- och profilsvarvning.
Matningen är den sträcka som verktyget flyttas under ett varv och anges vid svarvning i enheten mm/varv.
Som skärverktyg används i regel skär av hårdmetall som fästs i en hållare. Skärhastigheten vc (m/min) är den hastighet med vilken verktyget bearbetar detaljen. Vid svarvning är det alltså samma som periferihastigheten, dvs. hastigheten hos en punkt på periferiytan.
Varvtalet n bestäms utifrån lämplig skärhastighet för materialet och kan beräknas ur formeln
n = v c 1 000 π · d (varv/min)
d är arbetsstyckets diameter vid svarvning, och vid fräsning skärverktygets diameter (i mm).
Svarvning
Vid svarvning bearbetas cylindriska former och genom att använda olika typer av skärverktyg kan man utföra exempelvis plan-, längd- eller profilsvarvning.
En vanlig typ av svarv är den s.k. supportsvarven. Den har fått sitt namn av att verktyget får stöd, support, av den rörliga släden.
V id svarvning är det arbetsstycket som roterar, men förhållandet är det omvända vid fräsning, där verktyget roterar.
Chuck i vilken arbetsstycket spänns fast
Spindelhus
Supportsvarvens huvuddelar.

Dubbdocka som stöd för långa arbetsstycken
Fräsning
Fräsmaskinens skärverktyg skär bort material och lämnar spår i arbetsstycket. Hur spåren ser ut beror både på hur man rör arbetsstycket i maskinen och på formen på skärverktyget. Genom att kombinera olika rörelser och verktygsprofiler kan man skapa spår i många olika former.

Några olika fräsverktyg.
Genom att fräsmaskinen opererar i tre led kan man skapa komplicerade former med lämpliga val av skärverktyg. På moderna bearbetningsmaskiner byts fräsar och andra verktyg automatiskt så att flera olika operationer kan utföras i följd – endast styrda av programmet som sköter processen.


Fräsmaskin. Genom att frässpindeln kan vridas till horisontellt läge och fräsbordet kan förflytta arbetsstycket i tre led, kan en stor mängd olika fräsoperationer genomföras.

I fräsmaskinen är det verktyget som roterar när arbetsstycket bearbetas. Bearbetningen kan ske i tre plan (x-, y- och z-led) eftersom fräsbordet kan förflyttas i tre led.
Borrning
Borrmaskinens verktyg är oftast en spiralborr av snabbstål. Vid denna spånskärande bearbetning, liksom vid svarvning och fräsning bildas hög värme. Man kyler därför verktyg och arbetsstycke med en skärvätska. Skärvätskan har också har en smörjande funktion).
Arborrning är en metod där arbetsstycket är fixerat och där man gör stora hål med ett roterande verktyg. Metoden används ofta då arbetsstycket är för stort att hanteras i exempelvis en svarv.

Kan man borra fyrkantiga hål? Nej knappast, men genom en metod som kallas driftning kan man skapa ett fyrkantigt hål ur ett från början runt. Verktyget som är runt i ena änden och kvadratiskt i andra pressas genom hålet.

Pelarborrmaskin.

Man kyler verktyg och arbetsstycke med en skärvätska.
CNC-teknik
Modern bearbetningsteknik använder sig av datorer i hög grad. CNCmaskiner (Computerized Numerical Control) styrs av datorprogram som styr ett flertal bearbetningsförlopp. Olika verktyg växlas automatiskt och det från början obearbetade arbetsstycket lämnar maskinen som en färdig produkt.
CNC-maskiner arbetar med mycket höga varvtal (upp emot 50 000 varv/min). Det ställer krav på speciella skydd och därför är maskinen kapslad och ett fönster stängs under bearbetningsförloppet.
CNC-tekniken innebär också att bearbetningen sker med mycket stor precision och i de flesta fall krävs ingen efterbearbetning.


CNC-maskin. Hela tillverkningsprocessen som sker med hög hastighet och med hög precision styrs av datorprogram.
Genom att CNC-maskinen är försedd med automatisk verktygsväxlare kan flera operationer utföras i följd.
Skärande tillverkningsmetoder
Till de frånskiljande metoderna kan man också räkna de skärande, nämligen klippning, stansning och skärning.
Klippning
Klippning innebär att materialet delas genom att det utsätts för skjuvning. Det kan ske med olika typer av manuella saxar, men för industriella ändamål används maskingradsaxar.
Stansning
Vid stansning av plåt placeras plåten mellan en stans och en dyna. Stansen pressas mot dynan med stor kraft och skär ut hål i plåten.
Skärning
Att skära i plåt kan ske med ett flertal olika metoder. Den äldsta är gasskärning där man låter en blandning av acetylen och syrgas (oxygen) brinna. Det ger så hög temperatur att metallen smälter.

Gasskärning. Den höga smälttemperaturen åstadkommer man genom acetylen och syrgas (oxygen) får brinna.
En annan metod är plasmaskärning där man skapar en mycket hög smälttemperatur genom en ljusbåge och en gas i plasmaform. Gasen kan vara en blandning av argon och vätgas, men andra gasblandningar förekommer också. Gasen har högt tryck, ca 1 MPa, och förutom att höja temperaturen blåser den bort smält material. Upp till 100 mm tjocka stålplåtar kan skäras med denna metod.
Plasmaskärning.

Laserskärning är en metod där man använder en pulserande laserstråle som skär med mycket hög precision.
Vatten som utsätts för extremt kraftigt tryck (upp emot 400 MPa) minskar sin volym, dvs. vätskan komprimeras. När det komprimerade vattnet får passera ett tunt munstycke får strålen mycket hög hastighet. Detta utnyttjar man inom vattenskärningstekniken, där man tillsätter slipmedel som följer med strålen. Den fokuseras genom ett andra munstycke (sekundärmunstycket med en diameter på ca 1 mm). Det ger ett tryck på materialet som är så kraftigt att materialet delas.
Med vattenskärning kan man skära i mycket hårda material, även sådana som är hårdare än slipmedlet. Det beror på att rörelseenergin hos slipmedlet koncentreras på en ytterst liten yta.

Vattenskärning. Komprimerat vatten blandas med slipmedel.
Detta ger så högt tryck att stål delas.
MILJÖ OCH ENERGI
Det sista steget i teknikutvecklingsprocessen är avvecklingen av produkten. När den är uttjänt kan den i bästa fall återanvändas, i näst bästa fall kan materialet återvinnas. Avvecklingen kan innebära en kraftig belastning på miljön. Vi måste byta de icke-förnybara bränslena kol, olja och gas mot förnybar energi.

Centralt innehåll
Teknik 1
• Teknikens och teknikerns roll i ett hållbart samhälle, med fokus på möjligheter och risker med framtidens teknik.
Teknik 2
• Tekniska framsteg och teknikutveckling med fokus på framtidens teknik och en hållbar utveckling, till exempel cirkulär ekonomi och nya affärsmodeller.
• Värdering av tekniska lösningar utifrån olika aspekter, däribland genus, etik och hållbar utveckling.
Klimat och miljö
Att utvecklingen av nya produkter påverkar miljön på ett negativt sätt är inget nytt. Historien visar att den tekniska utvecklingen skapat miljöproblem genom tiderna. Idag utnyttjas jordens resurser mer än någonsin och problemet med miljöförstöring har blivit en av våra allra största frågor.
Klimat- och miljöfrågorna står idag högt på dagordningen i många länder, vilket bl.a. resulterat i Agenda 2030.
Agenda 2030 är en internationell agenda som bland annat innehåller 17 globala mål som tagits fram genom FN. Agendan skapades för att uppnå fyra punkter i världen till år 2030:
• Avskaffa extrem fattigdom
• Minska ojämlikheter och orättvisor
• Främja fred och rättvisa
• Lösa klimatkrisen
De 17 olika målen handlar bland annat om hållbara städer och samhällen, hållbar konsumtion och produktion, att bekämpa klimatförändringarna och ekosystem och biologisk mångfald. Tillsammans ska FN:s medlemsländer göra stora ansträngningar för att nå målen och skapa starka samhällen som bygger både på social, ekonomisk och miljömässig hållbarhet.
Sveriges miljökvalitetsmål
• Begränsad klimatpåverkan
• Frisk luft
• Bara naturlig försurning
• Giftfri miljö
• Skyddande ozonskikt
• Säker strålmiljö
• Ingen övergödning
• Levande sjöar och vattendrag
• Grundvatten av god kvalitet
• Hav i balans samt levande kust och skärgård
• Myllrande våtmarker
• Levande skogar
• Ett rikt odlingslandskap
• Storslagen fjällmiljö
• God bebyggd miljö
• Ett rikt växt- och djurliv
Sveriges 16 miljökvalitetsmål.
De 17 globala målen.
År 2015 höll FN en klimatkonferens i Paris, COP21. Då skrev medlemsländerna på ett klimatavtal, Parisavtalet, som bland annat innehöll bestämmelser för att minska utsläppen av växthusgaser. COP26, som hölls i Glasgow 2021, resulterade i ett nytt globalt klimatavtal med bland annat regler för utsläppsrätter och avtal om att minska kolanvändningen.

Kyotoprotokollet, Parisavtalet och partskonferenserna (COP) År 1997 slöts en internationell överenskommelse i Kyoto i Japan. Avtalet, som trädde i kraft 2005, fick namnet Kyotoprotokollet och innebar bland annat att de årliga globala utsläppen av växthusgaser skulle minska med minst 5,2 procent mellan åren 1990 och 2012. Avtalet tillät även handel med utsläppsrätter för att minska de totala utsläppen av växthusgaser. År 2015 ersattes Kyotoprotokollet av Parisavtalet, som undertecknades vid FN:s klimatkonferens i Paris av 196 länder. Avtalet innehåller bestämmelser för att minska utsläppen av växthusgaser, göra klimatanpassningar och ge ekonomiska medel för dem som drabbas av klimatförändringarna. Avtalet slår fast att den globala temperaturökningen ska hållas väl under två grader men att man ska sträva efter att begränsa uppvärmningen till 1,5 grad. Avtalet innebär också att länder steg för steg ska skärpa sina åtaganden och förnya eller uppdatera sina åtaganden vart femte år.
Klimatkonferensen i Paris fick i internationella sammanhang beteckningen COP21 (Conference Of the Parties) och hålls numera varje år i olika städer i världen, bl.a. i Marakech, Katowitche, Madrid, Glasgow. COP28 hölls i Dubai och COP29 i Baku.
Utsläppsrätter innebär att ett företag får rätt att släppa ut ett ton koldioxid för varje utsläppsrätt.
Utsläppsrätter kan utdelas gratis eller så kan företag köpa till fler på auktion.
Hållbar utveckling
När det gäller hållbar utveckling är det viktigt att utvärdera lösningar ur miljömässiga, sociala och ekonomiska perspektiv:
Miljöutvärdering: Bedömer hur lösningen påverkar miljön genom hela dess livscykel, inklusive råvaruutvinning, produktion, användning och avfallshantering. Detta kan innefatta en livscykelanalys (LCA). Läs mer om LCA senare i kapitlet.
Social utvärdering: Analyserar hur lösningen påverkar samhället, inklusive arbetsvillkor, påverkan på lokala samhällen och eventuella sociala fördelar.
Ekonomisk utvärdering: Bedömer lösningens ekonomiska hållbarhet genom att analysera kostnadseffektivitet, långsiktiga ekonomiska fördelar och risker.
Genom att integrera testning och utvärdering i utvecklingsprocessen kan organisationer säkerställa att deras lösningar inte bara är effektiva och pålitliga, utan också hållbara och ansvarsfulla ur ett brett perspektiv.

Diskussion med fokus på ESG (Environment, Social, Governance – miljö, socialt ansvar, styrning) för ett hållbart och grönt kontor.
Miljösäkring ISO 14000
Miljöledningssystem är ett verktyg för att organisera miljöarbetet i ett företag, en myndighet eller organisation.
Inom ISO 14000-serien finns ett antal grundläggande standarder för miljöledningssystem:
• ISO 14001 Miljöledningssystem – Kravspecifikation med vägledning för användning
• ISO 14004 Miljöledningsystem – Allmän vägledning för principer, system och stödjande metoder
Behovet av att arbeta strukturerat med miljöfrågor har lett till att olika frivilliga system för miljöledning utvecklats sedan 1990-talet. ISO 14001 är det internationellt mest tillämpade miljöledningssystemet. Inom EU finns också EMAS (miljöstyrnings- och miljörevisionsordningen) som baseras på ISO 14001. Utöver detta finns flera förenklade system.
Grunden i miljöledningssystemen är administrativa rutiner som underlättar arbetet med att minska miljöpåverkan från verksamhetens produkter och tjänster. I Sverige används ett tiotal system, ofta baserade på checklistor och ISO 14001.
Nytta med miljöledningssystem
Många företag som infört ett miljöledningssystem har, utöver positiva effekter för miljön, även fått affärsmässiga fördelar, till exempel:
• Minskad energi- och materialförbrukning
• Möjlighet att möta kundkrav kopplade till miljö
• Stärkt varumärke
För att en organisation ska få ett ISO 14001-certifikat krävs bl.a. att man skapat ett ledningssystem som uppfyller kraven enligt ISO 14001:2015. I Sverige företräds ISO av SIS (Swedish Standards Institute). Det är SIS som ska tolka innebörden av standarden.
ISO 14001 omfattar inte arbetsmiljöfrågor, men ett företag kan själv föra in det i miljöledningssystemet.
Standarderna för miljöledning ger anvisningar om hur ett företag organiserar, följer upp, utvärderar och redovisar miljöarbetet. Andra saker som behandlas i standarderna är hur man tar hänsyn till miljön i produktutvecklingen, och hur man beskriver produkters miljöegenskaper.
Alla företag och organisationer som vill bedriva miljömedveten verksamhet har glädje av standarderna i ISO 14000-serien. Standarderna är också ett sätt att visa för omvärlden hur pass miljömedvetet företaget är.
Ett företag som ska införa ett miljöledningssystem kan arbeta efter följande modell:
1. Upprätta miljöpolicy
Miljöpolicyn ska vara det övergripande styrande dokumentet i miljöarbetet och är ledningens verktyg för att visa vad som är viktigt. Policyn kan utformas som företaget självt vill; dock finns några krav. Policyn bör:
• visa hur företaget följer upp lagstiftningen på miljöområdet
• innehålla uppgifter om hur miljöarbetet ständigt ska förbättras
• visa på de s.k. betydande miljöaspekterna, dvs. vad inom företagets verksamhet och produkter som inverkar på miljön.
2. Planering
Företaget ska planera verksamheten så att dess rutiner blir tydliga. I rutinerna identifieras de betydande miljöaspekterna, miljömål preciseras och ett program skapas för hur miljömålen ska uppnås.
3. Genomförande
• Fastställ organisation och ansvar
• Utbilda personal
• Kommunicera miljöpolicyn internt och externt
• Dokumentera miljöledningssystemet
• Säkerställ styrning av dokument
• Styr verksamheten på miljöriktigt sätt
• Upprätta nödlägesplan
4. Uppföljning och kontroll
Rutiner för uppföljning måste skapas. Övervakning och mätning av resultat är viktigt om t.ex. lagstiftningen skulle ändras.
5. Ständiga förbättringar
Utvärderingen ska leda till förbättringar.

Momenten i ISO 14001 ska ses som en rutin som bör koordineras med annat ledningsarbete, t.ex. kvalitets- och arbetsmiljöfrågor.
TCO:s miljö- och kvalitetsmärkning
I mitten av 80-talet gav TCO (Tjänstemännens Centralorganisation) ut en checklista på krav på en bra bildskärm, som översattes till flera språk. Den har sedan utvecklats till olika TCO-normer för bildskärmar som utfärdas av TCO Certified. Där ställs även krav på mobiltelefoner och annan kontorsutrustning som skrivare, faxar och kopiatorer.
Numera är TCO-märkningen så spridd över världen att den närmast betraktas som standard för tillverkare av bildskärmar.
TCO-märkningen ställer bl.a. krav på att:
• utrustningen ska vara lätt att använda
• utrustningen ska vara så säker som möjligt
• miljöpåverkan ska vara så liten som möjligt, både vid tillverkning och användning
• vissa farliga miljögifter inte får förekomma
• tillverkarna får inte använda miljöförstörande lösningsmedel under tillverkningsprocessen
• plast som används i apparathöljen får inte innehålla PVC
• produkten ska vara så återvinningsbar som möjligt.

Mobiltelefoner och bildskärmar är exempel på utrustning som undersöks och godkänns för TCO-märkning.
Miljöanpassade produkter
Alla i samhället vill ju att miljön belastas så lite som möjligt och det finns därför ett starkt önskemål om att än fler företag skaffar sig miljöledningssystem.
Invändningarna har varit att det är kostsamt och krångligt. Det är därför viktigt att se de affärsmässiga fördelarna. Det är både fråga om minskade energi- och materialkostnader, och som konsumenter kan vi ställa krav på företagen att de ska ha miljöcertifierade produkter.
Myndigheterna kan bidra till detta. Deras roll är delvis att kontrollera att lagar och bestämmelser följs, men de är ofta också stora upphandlare av varor och tjänster. Genom att de ställer krav på miljöcertifierade varor kan de utöva påtryckningar.
Konsumenterna ställer krav på information om hur hälsan påverkas. Dessutom vill de spara pengar genom att en produkt är energisnål.
Professionella inköpare ställer krav på miljöledningssystem eftersom det påverkar deras arbete.
En annan fördel med miljöledningssystem är att företaget lär sig miljölagstiftningen och därför inte gör så många övertramp. Kemikalieinspektionen för statistik som visar att det finns ett samband mellan föreläggande och företag som saknar kvalitets- och miljöledningssystem.
Grunden för alla miljöledningssystem är att företaget uppfyller miljölagstiftningen. I övrigt finns inga specifika krav. Standarden kräver endast att företaget ska precisera sina ambitioner och att höja nivån. Ambitionsnivån och förbättringstakten bestäms av företaget självt. Att företaget har infört miljöledningssystem säger därför inte hur miljöanpassat företaget är. Bara om dess ambitioner.
EMAS (Eco Management and Audit Scheme) är en EU-förordning med regler för miljöledningssystemets utformning och innehåll. Skillnaden mot ISO 14001 är att EMAS giltighet är begränsad till EU och att den ställer krav på att miljöarbetet ska redovisas offentligt.
Svanen är en nordisk miljömärkning. På statens uppdrag sköts Svanen av det icke vinstdrivande bolaget SIS Miljömärkning AB. Kraven omfattar produktens hela livscykel. Märkningen gäller i regel i högst 3 år. Sedan höjs kraven och företaget får söka på nytt.
KRAV bildades år 1985 för att skapa en miljömärkning som alla kunde lita på. Märket visar att en vara är ekologiskt producerad – att den är producerad med hänsyn till naturen, klimatet, djuren och människorna.
Cirkulär ekonomi
Cirkulär ekonomi är ett smart sätt att tänka på hur vi kan använda resurser på ett mer hållbart sätt. För företagare handlar det om att skapa produkter och tjänster som kan hjälpa dem att spara pengar, minska avfall och skapa nya affärsmöjligheter.
I en traditionell ekonomi tar vi råvaror från naturen, tillverkar produkter, använder dem och slänger dem sedan när de är utslitna eller inte längre behövs. Detta leder till mycket avfall och uttömning av naturresurser.
I en cirkulär ekonomi försöker vi istället skapa ett slutet kretslopp där material och produkter återanvänds och återvinns så mycket som möjligt. Målet är att minimera avfall och göra det mesta av de resurser vi redan har.
Minska kostnader
Genom att återvinna och återanvända material kan företag minska sina råvarukostnader. T.ex. kan ett klädföretag samla in och återvinna gamla kläder för att skapa nya produkter.
Skapa nya affärsmöjligheter
Företag kan utveckla nya tjänster och produkter baserade på återvinning och återanvändning. Ett elektronikföretag kan t.ex. erbjuda reparationsoch uppgraderingsservice för att förlänga livslängden på sina produkter.
Öka kundlojalitet
Kunder blir alltmer medvetna om miljöpåverkan och föredrar att köpa från företag som tar ansvar för sina produkter även efter att de har sålts. Att visa att ditt företag bryr sig om hållbarhet kan skapa en starkare relation med kunderna.
Minska miljöpåverkan
Genom att minska avfall och använda resurser mer effektivt kan företag bidra till att skydda miljön. Detta kan också förbättra företagets rykte och göra det lättare att följa miljöregler och lagar.
Exempel på företag
Patagonia – Ett klädmärke som uppmuntrar kunder att reparera sina kläder istället för att köpa nya.
IKEA – Har initiativ för att köpa tillbaka och återvinna gamla möbler.
HP – Tillverkar skrivare av återvunna plastflaskor och erbjuder program för att återvinna gamla skrivare och bläckpatroner.

TEKNIK
FÖR GYMNASIET
Detta läromedel i Teknik 1 och Teknik 2 är anpassat för Teknikprogrammet enligt reformen Gy25 och ger en bred, aktuell och pedagogiskt genomtänkt grund för undervisningen i teknikämnet.
Boken täcker centrala områden som teknikens historia, teknikutveckling, design, ritteknik, materiallära, mätteknik och mekanik. Den behandlar också teknikens roll i samhället, entreprenörskap, projektarbete, teknisk kommunikation samt risker, lagar och hållbarhet – alltid med koppling till aktuella frågor om miljö, energi, genus och framtidens teknik.
Läromedlet består av en faktabok, en övningsbok med uppgifter och tillämpningsövningar samt ett digitalt läromedel med filmer, animationer och fördjupningsmaterial som stödjer både klassrumsundervisning och självstudier.
Läromedlet följer ämnesplanerna för Gy25 och kan användas flexibelt i både Teknik 1 och Teknik 2.