North America’s Manufacturing Resource for Industry Professionals Since 1986
Driving Additive Manufacturing Benefits

How The 3D Systems Application Innovation Group Creates Value

Talking Shop with Dr. Nader Jalili
Building the Case for Automation
IMaDE: How Bama is Building the Industry 4.0 Workforce
Spyder Manufacturing
Greater Return on CNC — How Spyder Manufacturing Climbed to the Top Do I Still Need my Safety Goggles?
DYNABRADE RANDOM ORBITAL SANDERS
Dynorbital® Extreme
– Most consistent speed under load in the industry.
– 12 models available in non-vacuum and vacuum styles.
– 3/16" and 3/32" dia. orbits.
Dynorbital® Supreme
– For high-production work environments.
– 27 models available in non-vacuum and vacuum styles.
– 3/8", 3/16" and 3/32" dia. orbits.
Dynorbital- Spirit®
– Lightweight – great for vertical applications.
– Small grip housing is ideal for operators with small hands.



– 36 models available in non-vacuum and vacuum styles; 3/8", 3/16" and 3/32" dia. orbits.
CONTACT US FOR A FREE NO-OBLIGATION DEMONSTRATION TODAY! Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com |
Dynabrade_IMD_Feb2022.indd 1 1/18/22 3:21 PM IndustrialMachineryDigest.com | February 2023
A
Get What You Measure The
of Metrology in Industry 4.0
New World
Benefits
Clamping solutions for all types of machines


Strong clamping pressure for small clamping torque

Highly adjustable through integrated sliding plate


Fast clamping, short set-up time, quick release action
Step-less adjustability horizontal and vertical




Our MQ Series may be used as an extension to the machine plate



LENZKESUSA.COM | 540-381-1533 | INFO@LENZKESUSA.COM LENZKES MINIMIZES YOUR SET-UP TIME. WITH OVER 40 YEARS EXPERIENCE AND OVER 100,000 SATISFIED CUSTOMERS WORLDWIDE, LENZKES IS RENOWNED FOR ITS HIGH-QUALITY WORK-HOLDING SOLUTIONS MAXIMIZE YOUR PROFIT.
SPARE PARTS & ACCESSORIES MULTI-QUICK SERIES CHAIN CLAMP MULTI-QUICK SERIES SELF-CENTERING VISE THE LENZKES DIFFERENCE:
DIE GRINDERS & DISC SANDERS
DIE GRINDERS & DISC SANDERS
DESIGNED FOR PEAK EFFICIENCY
DESIGNED FOR PEAK EFFICIENCY AND LONG LIFE
DESIGNED FOR PEAK EFFICIENCY
AND LONG LIFE
WE LISTEN. WE OBSERVE. WE OPTIMIZE.
WE LISTEN. WE OBSERVE. WE OPTIMIZE.
n Tools available in horsepowers ranging from .3 hp to 3 hp, with speeds ranging
n Durable, American made air tools are ideal for rapid material removal, deburring, finishing and polishing.
n Durable, American made air tools are ideal for rapid material removal, deburring, finishing and polishing.





n Straight-Line, Right Angle and 7° Offset models offered in front and rear exhaust configurations.
n Straight-Line, Right Angle and 7° Offset models offered in front and rear exhaust configurations.
n Tools available in horsepowers ranging from .3 hp to 3 hp, with speeds ranging from 3,200 RPM to 100,000 RPM.
n Tools available in horsepowers ranging from .3 hp to 3 hp, with speeds ranging from 3,200 RPM to 100,000 RPM.
Contact us for a Free Tool Demonstration!
Contact us for a Free Tool Demonstration!
PROUDLY DESIGNED, ENGINEERED, AND BUILT IN AMERICA SINCE 1969 Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com |
Dynabrade_IMD_Sept2021.indd 1 8/19/21 8:37 AM
PROUDLY DESIGNED, ENGINEERED, AND BUILT IN AMERICA SINCE 1969 Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com |
By: Trey Bell

4 | IMD February 2023 Table of ConTenTs feaTURes 24 MaNuFaCTurING SHOWCaSe Driving additive Manufacturing benefits How The 3D Systems Application Innovation Group Creates Value By: Trey Bell 28 INDuSTrIaL auTOMaTION Spyder Manufacturing Greater Return on CNC — How Spyder Manufacturing Climbed to the Top 32 WOrKFOrCe DeVeLOPMeNT IMaDe: How bama is building the Industry 4.0 Workforce By: Anna Claire Toxey 36 NeW TeCH Do I Still Need my Safety Goggles? A New World By: Trey Bell 38 PrOCeSS Get What you Measure The Benefits of Metrology in Industry 4.0 By: Manny Lopez ColUMns 12 buSINeSS 4.0 building the Case for automation
16 TaLKING SHOP
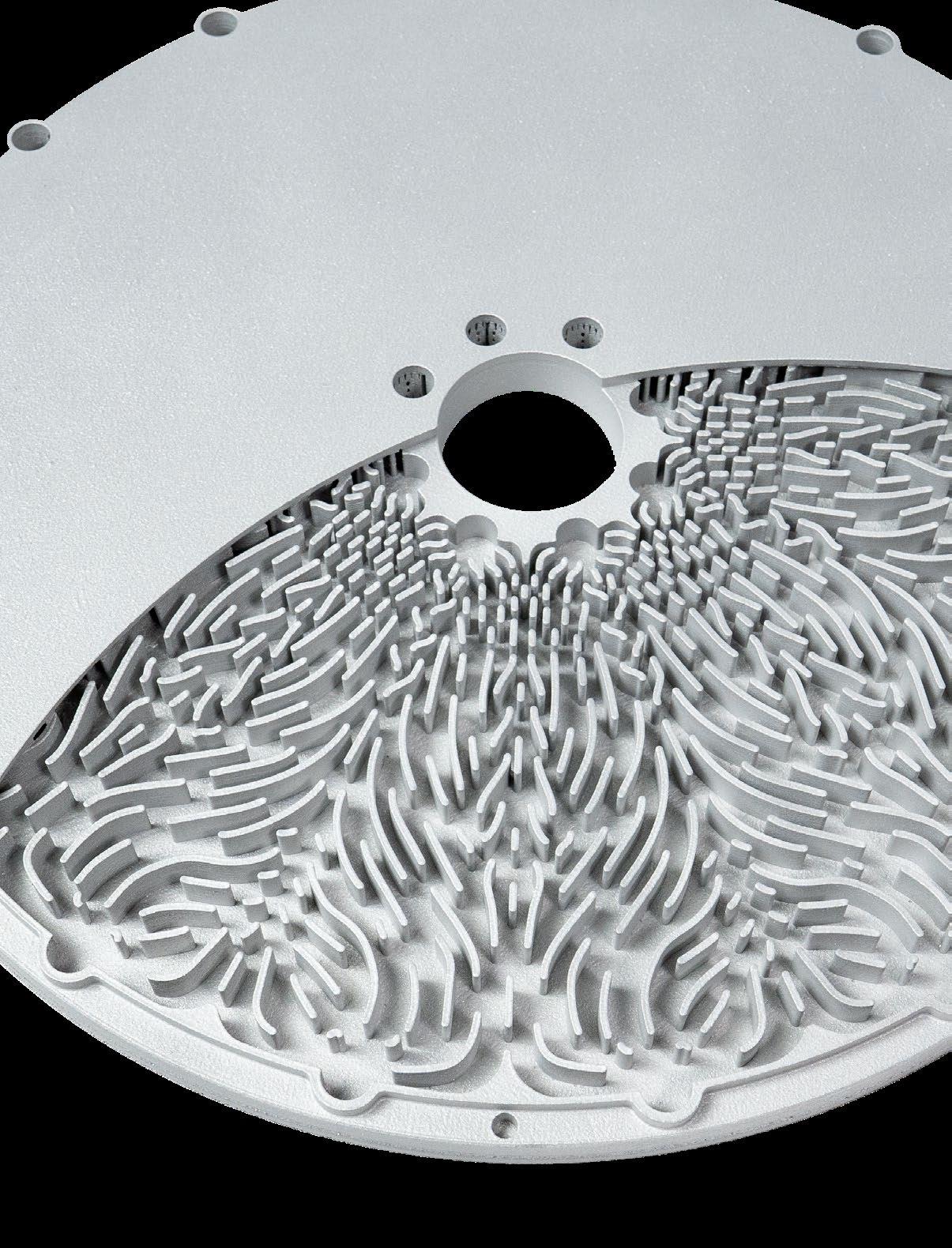
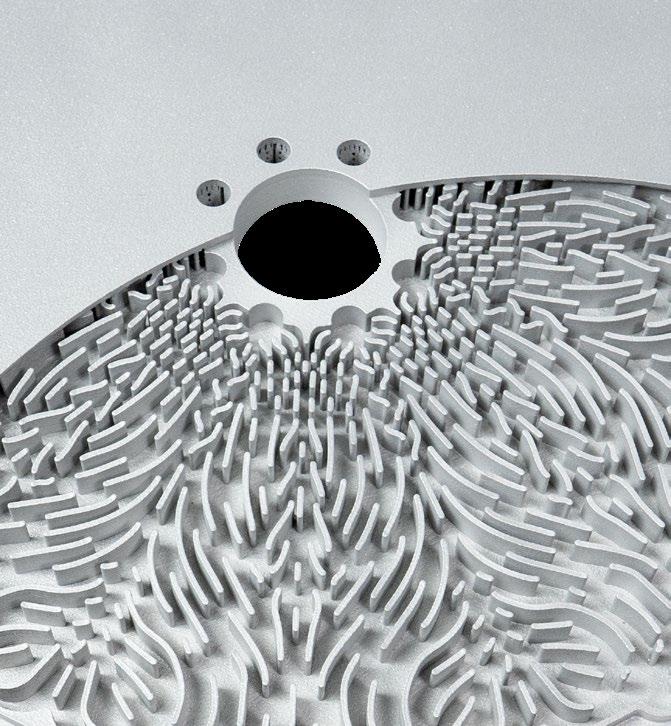
Nader Jalili The University of Alabama College of Engineering 22 SaFe T y & MaINTeNaNCe Press brakes Hidden Danger Zone DePaRTMenTs 6 eDITOrIaL DIreCTIONS 8 INDuSTry NeWS 42 PrODuCT SHOWCaSe 47 SurPLuS buyING & SeLLING 49 CL aSSIFIeDS 50 aDVerTISer INDe X on THe CoVeR Cover Sponsor: Dynabrade Photo: Supplied by 3D Systems. Conformal cooling channels and surface patterns enabled by DMP improved thermal management of this DMP silicon wafer heatsink 6x for a 5x stabilization improvement.
Dr.









Lifting
Application
Lifts up to 500 lbs! Ergonomic Portable Lightweight Meets OSHA & ASME
Customized Safety
Devices For Any
SAFETY FIRST Prevent Lifting Injuries
Industrial Machinery Digest is changing as well - Industry 4.0 and 5.0 evolution demands it. So, we are taking a fresh perspective. How business interacts with industrial machinery will become part of our agenda. How industrial machinery is changing the way that business works will become part of our agenda. The digital transformation taking place on the plant floor will continue to dominate much of our agenda and discussions. We will work to broaden each other’s understanding - and bring some focus to what is on the horizon.
For our core articles we will stay true to the theme of the edition. For this edition the theme is “benefits of automated Manufacturing Systems.” In our business section, we write about building the business case for automation and feature commentary and perspective from key engineers with eaD, an engineering services consulting firm. There is real insight and practical application that you don’t want to miss.
In our Process section, our contributor discusses some changes in the automated metrology space and what impacts on productivity those changes are having. In our Workforce Development section, you will find an interesting piece on how The university of alabama is creating Industry 4.0 graduates through the IMaDe initiative.
The Industrial automation section includes a piece on a family-owned machine shop that was revitalized by automating with CNC, while our Talking Shop section brings you some of the exciting advanced manufacturing and robotic automation research by Dr. Nader Jalili of The university of alabama’s College of engineering. Dr. Jalili discusses how robotic automation is improved from including people in the loop, rather than removing operators from the production line. I was particularly impressed by what Dr. Jalili mentioned as the capabilities that exist today in most machinery, but are being underutilized on most plant floors.
Finally, there are over a dozen new machinery releases in our Product Showcase section, and even more coming this year.
Hopefully in those places where other material was referenced, all of the attributions are accurate, and we have created a great experience for your read. I’m interested to hear from you so let me know how we did!
William C. Strickland III, Publisher william.strickland@indmacdig.com
800-366-0676 ext. 103 | Fax: 866-826-5918
Trey Bell, Editor-in-Chief trey@indmacdig.com
800-366-0676 ext. 104 | Fax: 866-826-5918
Shane Bell, Creative Director sbell@indmacdig.com

SALES
Lisa Hanschu, Sr. Account Executive lisa@indmacdig.com 785-965-9159 | Fax: 785-965-7199
William C. Strickland III, National Sales 205-903-9178 | fax 866-826-5918

Adrienne Gallender, Media Adviser agallender@indmacdig.com 888-407-7737
Susan Strickland, Accounting susan@indmacdig.com
205-542-1098 | Fax: 866-826-5918
CIRCULATION & SUBSCRIPTIONS
IMD, 3590-b Hwy 31 South, Suite 233, Pelham, aL 35124 circulation@indmacdig.com | Fax: 866-826-5918
REPRINTS
To purchase article reprints please call 800-366-0676 ext. 103 or email wstrickland@indmacdig.com
source media llc 360 A PUBLICATION OF:




Source 360 Media LLC
3590-b Hwy 31 South PMb #233 Pelham, aL 35124
INDUSTRIAL MACHINERY DIGEST (ISSN 1542-5223) is published 12x per year by Source 360 Media. POSTMASTER: Please send change of address to INDUSTRIAL MACHINERY DIGEST, 3590-B US Hwy 31 South, PMB 233, Pelham, AL 35124. Printed in the U.S.A. SUBSCRIPTION POLICY: Individual subscriptions are available without charge in the U.S.
Trey bell – Editor in Chief trey@indmacdig.com
6 | IMD February 2023 eDiToRial DiReCTions
to qualified individuals. Publisher reserves the right to reject nonqualified subscribers. One-year subscription to nonqualified individuals in the United States: $96.00. Single copies available (prepaid only) $20.00 each. Alabama Automotive Manufacturers Association SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS North America’s Manufacturing Resource for Industry Professionals Since 1986
We live in a changing world, that’s the only certainty.
The Manufacturing Technology Series connects decision-makers from diverse industries with leading suppliers of advanced manufacturing technology, equipment and tooling. Don’t miss the most important manufacturing technology events in the U.S. in 2023. The Manufacturing Technology Series 2023: Four Regions . One Mission . Visit mtseries.com to learn more. Feb. 21-23, 2023 May 16-18, 2023 Oct. 24-26, 2023 Nov. 7-9, 2023
3DX Releases 2023 Conference Schedule
3DX Industries Inc.(DDDX) (the “Company” or “3DX”), a state of the art additive manufacturer specializing in 3D Metal Printing, announces its schedule of attendance in several conferences and exhibitions throughout 2023. roger Janssen, President and CeO of 3DX Industries states, "along with gaining insight into the leading technologies and trends in additive manufacturing, these shows and conferences are instrumental in developing relationships with industry leaders. We will have representation at the following events in the coming year.”
» March 2023: additive Manufacturing users Group ( a MuG) Conference.
» May 2023: raPID + TCT 2023.
» May 2023: ea STeC 2023, ea STeC®
» June 2023: electric Vehicle Symposium and e xposition.
» October 2023: International Conference on advanced Manufacturing.


» October 2023: The Heat e xchanger World Conference and e xpo.
» September 2023: International Conference on additive Manufacturing in Products and a pplications.
Visit the 3DX Industries, Inc. web site at www.3dxindustries. com. Information included on the Company's website is not incorporated herein by reference or otherwise.
Renishaw brings additive manufacturing solutions to SHOT Show 2023
Firearms manufacturers turn to renishaw’s metal 3D printing for custom-part production of signature noise suppressors, as well as prototyping custom parts and new designs. renishaw’s additive solutions will be featured at SHOT Show 2023.
The renishaw ren a M 500 series is a versatile additive system designed to accommodate a variety of materials and enable manufacturing of unique metal parts with few limitations in geometry. Firearms manufacturers have embraced these traits, using renishaw additive systems in the production of signature noise suppressors and in the design and development of new products. With the ren a M 500 series, shopfloor managers can scale from prototyping to volume production, as each stage of production is performed on a single machine platform and upgraded as the application requires. The ren a M 500 series, and all of renishaw’s additive manufacturing capabilities and solutions for the firearms manufacturing industry, are featured at the renishaw booth (#51423) at SHOT Show 2023 in Las Vegas, NV.
“This is a growing industry for our additive solutions, as we offer a viable 3D metal printing solution capable in bespoke products, short-run prototypes and full-scale production runs,” said John Laureto, a M business Manager, renishaw Inc. “Currently, the most common application for our additive systems is the manufacture and development of signature noise reduction devices for the commercial and government sectors. Our ren a M systems can produce a monolithic suppressor in a variety of materials including titanium, steel, and Inconel® for practically any weapon system. The flexibility that these systems provide in terms of both size of the production run and types of materials used is perfect for these applications.”
ren a M 500 series systems are configurable with one or four high-power 500W lasers and automatic or flexible powder and waste handling. all variants of the ren a M 500 system utilize the same industry leading gas flow system, safety, and precision digital optics. The ren a M 500 series features a build volume of 250 mm x 250 mm
8 | IMD February 2023 inDUs TRy neWs
news
of
WANT TO BE FEATURED? Send your press releases to editorial@indmacdig.com www.IndustrialMachineryDigest.com INDUSTRY NEWS
industrial Machinery Digest's industry news features the latest
and press releases from some
the industry's top companies.
x 350 mm. The new Flex range features the additional flexibility to quickly change powders in-house, to meet design parameters and material properties, and transfer seamlessly between systems due to the common build environment. adding to the unique design, if an application no longer requires a flexible a M system, the powder system can be converted for volume production.
renishaw’s equator™ gauging solutions for the firearm manufacturing market will also be on display in an adjacent renishaw booth (51421) at the SHOT show.
For more information on all of renishaw’s solutions for manufacturing, visit www.renishaw.com
Braskem Acquires taulman3D Expanding its Portfolio of Materials for Additive Manufacturing Applications
The acquisition of taulman3D further accelerates braskem’s growth strategy in the additive manufacturing market with a highly complementary portfolio of 3D materials trusted by professionals worldwide.
braskem (b3: brKM3, brKM5, and brKM6; NySe: baK; L aTIbe X: XbrK) the largest polyolefins producer in the a mericas, as well as a market leader and pioneer producer of biopolymers on an industrial scale, today announced the acquisition of taulman3D, a leading 3D filament supplier of nylon, recycled Pe TG, and Pe T filaments to aerospace, automotive, healthcare, industrial, government and higher education professionals worldwide. The acquisition of taulman3D is a perfect complement to braskem’s existing portfolio of next-generation filaments (Polyethylene (Pe), Polypropylene (PP), Carbon Fiber, Glass Fiber & recycled Polymers), pellets, and powders designed specifically for 3D printing applications.
Founded in 2012, taulman3D is trusted by thousands of professionals around the world and offers a wide portfolio of filaments and polymers designed to address specific and varying customer applications. taulman3D products are available worldwide, through a variety of exceptional distributors on 6 continents. taulman3D’s headquarters, research, and development as well as production and distribution facilities are in Linton, Indiana.
Jason Vagnozzi, Global Commercial Director of additive Manufacturing, braskem commented, “ braskem’s acquisition of taulman3D brings a high-quality 3D filament producer with a globally diversified client list and a highly complementary product portfolio. With projections for the 3D printing industry expected to grow from $15 billion today to $78 billion by 2030 – growing at an estimated 20% C aG r – we see enhanced opportunities to serve this rapidly growing demand. Today’s acquisition doubles braskem’s market share in the additive manufacturing market and further accelerates our growth strategy.”
Zach Lichaa, taulman3D President stated, “We’re extremely proud to have built one of the leading 3D printing businesses in the world over the last decade, with private and public sector clients in dozens of countries.
braskem’s significant research and development resources and their world-class production teams will enable us to serve our clients with even greater focus and product innovation as additive manufacturing becomes increasingly engrained in global supply chains.”
taulman3D filament and polymer offerings include:
» Carbon Fiber alloy Nylon 3D Printer Filament
» Glass Fiber alloy Nylon 3D Printer Filament
» alloy 910 3D Printer Filament
» alloy 910 High Heat 3D Printer Filament
» PCTPe 3D Printer Filament
» TeCH-G 3D Printer Filament
» T-Glase 3D Printer Filament
» bridge Nylon, Nylon 230, Nylon 645 & Nylon 680 (FDa Material)
» Pa Cast Plate Nylon 3D Printer Filament
» SaC1060 - Support Material for Nylon
» Guideline 3D Printer Filament (Medical Grade)
With its shared commitment to offering customers more sustainable materials solutions, taulman3D offers a 100% recycled 3D printing filament solution.
Enviro 100% Recycled PETG 3D Printer Filament
a s one of the world's largest producers of polyolefins, braskem offers solutions across 3D printing filaments and technologies including Fused Filament Fabrication (FFF), Selective Laser Sintering (SLS), and High-speed Pellet e xtrusion. Through braskem's decades of expertise in materials science and product development, its state-of-the-art 3D printing labs, as well as its strategic partnerships with industry leaders, braskem is committed to delivering new and innovative products to the market. braskem's product development professionals collaborate across start-ups, universities, equipment manufacturers, converters, compounders, and brand owners, on leading-edge 3D printing solutions.
For more information, visit www.taulman3d.com and www.braskem.com/usa
Knudt Flor, Former CEO of BMW Manufacturing, Joins South Carolina Startup Delta Bravo Artificial Intelligence
retired bMW Manufacturing CeO Knudt Flor has been appointed to the newly created advisory board at predictive analytics company Delta bravo.
Prior to retiring in September 2021, Flor oversaw bMW Plant Spartanburg, the largest bMW Group plant in the world. The South Carolina factory exports more than two-thirds of its models to 125 global markets. For seven consecutive years, it has been the largest exporter by value in the united States. During Flor's tenure, bMW released four new vehicles, the bMW X7, X3 M and X4 M, and the bMW X3 xDrive30e, as well as next-generation models for the bMW X3, X4, X5, X5 M, X6, and X6 M. Flor is the second-longest serving president of bMW Manufacturing.
IND uST rI a L MACHINERY DIG e ST COM IMD | 9 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
"When I met the Delta bravo team, I was immediately impressed by what they were doing," said Flor. "The next wave of successful manufacturers will leverage data to improve operations and workforce readiness. Delta bravo accelerates this process in a way that enhances the operation instead of disrupting it. I'm fascinated by the innovative work they're doing, and excited to work alongside rick and team."
"We are very fortunate to have someone of Knudt's caliber on our advisory board," said rick Oppedisano, founder and CeO of Delta bravo. "He's had a front-row seat for the evolution of manufacturing technology and brings decades of experience and perspective on the current challenges facing OeMs and suppliers. From the very start when we were introduced, it was clear he had ideas that would add value to our current and future customers. We're thrilled to have him."
Flor has also been vice president of production at bMW Plant Munich, director of bMW Plant rosslyn in South africa, senior vice president of corporate quality for the bMW Group, and senior vice president of Manufacturing at bMW brilliance automotive Joint Venture in Shenyang, China.
"I have been in industry for more than 30 years, and I've seen and lived through the big transformation on the shop floor," Flor said. "In the 1990s and early 2000s, automation and lean production gave us a big jump in productivity, quality and competitiveness. Machine learning and aI will have the same big impact — and it will be a radical change again."
Manufacturing CeOs across the world are embracing Machine Learning and aI to drive the transformation, but research firm Gartner estimates an 80% failure rate for first-time aI projects.
"I've chosen to partner with Delta bravo after seeing the impact of their solution firsthand," said Flor. "They've spent five years building their product and practice around
the needs of the manufacturer. They are an ideal solution for midsize manufacturers in the supply chain as well as larger OeMs."
Meltio partners with 12 leading software companies to foster hybrid and robotic additive manufacturing adoption
This new ecosystem signed with leading software companies to foster the Meltio engine CNC and robot Integrations offers its customers the broadest and most compelling software portfolio to industrialize Meltio’s metal additive manufacturing process
The multinational wire-laser metal 3D printing technology manufacturer developed 14 evaluation points, 9 of those regarding toolpath strategy, and ensures through this partnership a comprehensive software ecosystem to meet a wide variety of customer needs
Meltio, – the disruptive laser metal deposition technology manufacturer – presents today its new Meltio engine Software Partners ecosystem to ensure through this partnership a set of guaranteed and reliable software solutions for the customer to identify his best software solution to use Meltio engine CNC Integration and Meltio engine robot Integration. Comprised of the key software players in the additive manufacturing market, it enables it to complement its Meltio Horizon to deliver the most end-to-end additive manufacturing software solution set in the market.
This are the 12 most innovative worldwide software companies in additive manufacturing ( a M) that have joined Meltio engine's Software Partner ecosystem for hybrid and robotic platforms: SKM DC a M by SKM Informatik; a daOne by a daxis; a iSync by a i b uild; e sprit by Hexagon; Fusion 360 by a utodesk; a plus+Mastercam by Camufacturing and Mastercam; Hypermill by OpenMind; SiemensNX by Siemens; Hy5C a M by 1 aTechnologies; robotStudio 3D Printing
PowerPack by abb and SprutC a M X by SprutCam.
Meltio provides an open platform for hardware (any robot or CNC) as well as for software that allows the use of any software to manufacture metal parts and meet the growing demand of industrial applications in the market with hybrid and robotic additive manufacturing processes.
It is important to ensure a great user experience and therefore Meltio has created a process for validating technically each solution, avoiding extra work between the final customer and every software provider, for example as defining post-processors or ensuring the specific software can get the most out of the Meltio engine as the possibility to use two materials in the same part (Dual-Wire). Meltio’s engineers have studied the technical requirements for developing the slicing strategies for the majority of the parts that the industry requires . They have defined 9 levels of complexity, including example geometries that represent help customers as well as developers understand the diversity of parts.
This new software ecosystem offers to the market tools to address a variety of parts and industries through advanced slicing features such as: fixed tool orientation, revolved surfaces, features on non-planar surfaces, simple surface coating , radial cladding, 360 features, variable layer deposition, controlled area repair and non-controlled area repair.
With the addition of this software platform available to its industrial customers, Meltio takes another step forward in its commitment to improving the ease of use of its wire laser metal 3D printing technology. With this new ecosystem, Meltio takes another step forward in its firm commitment to offer a 360° solution to provide ease of use of its wire laser metal 3D printing technology in software and hardware. Meltio's end-user value is based on offering Freedom of choice and Healthy competition in a new market.
10 | IMD February 2023








The Best Tool Cabinet You Will Ever Buy GUARANTEED 100%MADE IN THE USA INEVERY WAY WWW.STORLOC.COM • 1-800-STORLOC 1-800-786-7562 MADE BY AMERICAN CRAFTSMEN IN THE USA sales@storloc.com
Building the Case for Automation
I
n 2019, strategy consulting firm McKinsey & Company published a perspective called “Changing Market Dynamics - Capturing Value in Machinery and Industrial automation” which took a look at the multi-trillion dollar industrial automation industry and noted the driving groups providing Industry 4.0 capabilities could be broken into 3 main categories of businesses:
» OEMs and System Integrators - manufacturers of machines and robots, and integrators of their own and other’s products into customer-specific lines or cells;

» Component Suppliers - automation suppliers who provide actuators, HMIs (Human Machine Interfaces), sensors, as well as suppliers of control systems such as PLC (programmable logic controllers) and DCS (distributed control systems), and non-automation suppliers for items that “glue” everything together such as wires, cables, housings, and bases;
» Software, Platform, and Application Providers - management software providers, providers of process / plant / enterprise management software, providers of IoT platforms, IoT platform providers for third parties, (cloud) data storage providers and services, business application providers, developers of business applications, e.g., and predictive maintenance solutions.
a survey of the providers of these capabilities, and a look at the largest players in these spaces, revealed a couple of roadblocks to achieving Industry 4.0 digitization. First was that “nearly three-fourths (72 percent) of the machinery and industrial automation players surveyed indicated they did not yet possess all of the requisite digital capabilities.” Second roadblock was that it was difficult for these providers to establish clear and profitable business cases for digitization.
The very next year, in 2020, global consulting firm accenture published “THe raCe FOr DIGITaL OPeraTIONS TraNSFOrM aTION- the time for experimenting is over” in which they surveyed users of Industry 4.0 capabilities (in the McKinsey published research, the survey was focused on the providers in each category). It has been well over a decade since the vision for Industry 4.0, essentially the digitization of manufacturing, was evocatively touted at a trade fair in Germany (Hannover Messe). accenture’s survey of over 600 companies assessed the maturity levels across a stack of 40 key digital capabilities, and concluded the average digital maturity for deployed capability was only 39%. based on the research, this meant that many of the respondents had simply piloted several of the key capabilities (the survey goes on to identify the 11 top digital capabilities actually deployed).
12 | IMD February 2023 bUsiness 4.0
Building Forward Momentum - an Initial Step
So where do we find ourselves in this interesting dilemma? On the one hand, the providers of the capabilities have differing internal views of the benefits, needs, and possibly the digital skill requirements they need for transitioning to an Industry 4.0 environment, while on the other hand it would seem for those that have taken a step forward that scaling, operationalizing, and maximizing benefits of the capabilities are a challenge.
Clarity is necessary. That is why we caught up with a few of the senior managers from eaD (engineering, automation and Design) to discuss their views on how to bring clarity via the front-end business case of an Industry 4.0 automation and digitization journey. eaD is a uS headquartered engineering, consulting and project management services firm with over 20 years of experience advising global clients in the pharmaceutical, bio-processing, chemical manufacturing, food, and parcel / logistics industries. They specialize in working with clients that operate 24/7/365 and demand a high level of quality, performance, and validation in every project.
Mark Durica, an engineering Controls Manager for eaD’s Northeast uS office with over 20 years of experience in pharmaceutical industry batch processes, says most clients can benefit from an automation opportunity assessment. “What’s important here is understanding the level of knowledge and sophistication the customer may have. There are some clients that are brand new to the table so you have to start with the basics about what automation can do. Others [clients] already know this so you are looking more at what their particular needs are for project ideas. If they’re looking for project ideas, you can do something called opportunity assessments, where you go into a facility and you talk with operations, the financial people, maintenance people, safety people, and you discuss what are your hassles as it pertains to your process. and that’s where you can find a lot of the opportunities.” Those opportunities might range from a valve that isn’t working correctly to a better method for a temperature control system to operate, or even to looking at energy recovery in an automated way. understanding replacement options and why systems are set to “manual” all the time instead of running in automatic are all part of the up-front assessment. “ you are talking about hassles and opportunities on the OPe X front,” says Durica, “on the capital front, they [clients] pretty much have an idea of what they are trying to accomplish.” by beginning an engagement on the front end, eaD helps clients define project cost estimates and minimize risk. One of the outcomes of an opportunity assessment may even be a vertical slice, in which a virtual prototyping approach is taken to give clients an idea of what they could be deploying. Durica says

clients may not always have a good understanding of their options or of the impact that migrating to newer automated systems may have on their businesses, and so this approach provides them with a way to experience the look and feel of automating a system before making a commitment.
Sean Kendle is a Controls engineering Manager for eaD’s Omaha, Nebraska office. He has a breadth of expertise in controls automation, including network design, control panel design, programming, HMIs (Human Machine Interface), commissioning and start-up, and remote-control systems. He also has years of experience developing studies that help clients learn about what’s possible with automation. Kendle echoes Durica’s view on the starting point for an automation journey. His clients usually know where they want to go, but find that figuring out how to get there is a challenge.

Not only does the opportunity assessment help confirm project cost budgets, which both engineers agree is important to the overall success of an automation deployment, but it also allows for a reality check on timelines. “Is it realistic? The timeline our clients are shooting for? We can help them with that. Or maybe there are multiple steps to get to the end goal as well. We can help bring those options. a nd that’s what it’s really about upfront – options,” says Durica.
Benefits and Payback
The COVID-19 pandemic brought sweeping changes to the manufacturing industry, pushing manufacturers to rely more on automation to ensure their long-term economic success. a s workforces were unable to work due to government-issued lockdowns, manufacturers had to adapt automated processes to avoid foreclosures. So, there are already partial capabilities in place that have not been scaled to end-to-end solutions. Industry 4.0 is about scaling these in such a way that all platforms are integrated through the exchange of digitized information. automation broadens the opportunities for this digital exchange. according to Durica, manufacturers and other businesses primarily benefit from automation due to the increases in revenue that result from improvements in process efficiencies and product quality, and the reductions in staffing costs. automation even makes it easier for manufacturers to ensure their regulatory requirements are met from a traceability and data integrity perspective. “The expectation is that products are made pretty much the same way all the time, and that critical alarms are monitored to make sure nothing goes out of spec during the batch process, in particular. and that helps reduce the documentation load (which is an improvement) from the past where everything was on paper or in log books and such.
IND uST rI a L MACHINERY DIG e ST COM IMD | 13 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Sean Kendle
Mark Durica
So, you have better data integrity, and faster processing of the post batch to release it.” Kendle agrees adding, “a lot of companies are struggling to find skilled labor right now. We can help them automate some of their processes to eliminate that need. We can program something to react a lot quicker than a human ever could, and in the correct way.”
automating the capture of the digital information can help with early detection of out of specification trends and improve troubleshooting capabilities – whereby the data is captured as a function of time and a function of the process and is able to be fed into either an HMI or an analytic tool that provides prognostics information. Startups after “upsets” become less burdensome, and startup sequencing required for a line can be optimized.
David read, a Senior Controls engineer for eaD’s Omaha Office, is responsible for signing off on the design of the firm’s automation processes and drawings. He has been with eaD over 10 years now, and sees similar drivers for automation. but he cautions that automation isn’t just about replacing people. “The majority of what I’m seeing is that manufacturers want to increase productivity and efficiency, and a lot of times automation makes the operators’ jobs a lot easier than they were.” Operators often offer the best source of feedback on automation opportunities because they are able and willing to point out exactly what makes their job a hassle – and in many cases they haven’t been listened to in the past, meaning they have had to deal with long standing issues that go on unaddressed.

Kendle says that operators are the best contacts for the best ideas since they have first-hand knowledge of what works and what doesn’t on the plant floor. read agrees, saying that after making improvements in operators’ jobs, “in a lot of instances, the operators actually get paid more because they now have a higher skilled position after the automation.” but it’s not only operators who are positively impacted by automation. Maintenance teams also reap benefits. Maintenance teams have more information than ever before, as real-time performance notifications and trend data from machines or the machine’s awareness that it is time for maintenance or preventive maintenance to be scheduled get sent from digitally connected machines. Keeping the lines running without an unplanned shutdown is the goal. read says, “Time is money right?” automation can enable better preventive maintenance scheduling. “Take a motor, for instance. If you put a vibration sensor on there, it can warn you that this motor, these bearings are getting ready to go out, and it is going to need to be serviced soon. That gives the maintenance department the ability to say, ‘on this next downtime we need to change this motor or gear box.’ Depending on how deep a company wants to go, you can monitor when you have air leaks to have the ability to determine when a valve is getting ready to fail.” advanced data analytics can allow for predictive failure horizons, providing recommended windows for change out of parts, or even enabling decisions on types of prevention to prolong life of the equipment.
all three engineers agree that the benefits horizon is about three years for most automation deployment programs, and anything inside of three years is generally considered a bigger win. The lifespan for deployed

14 | IMD February 2023
EAD (Engineering, Automation and Design)
David Read
automation equipment has traditionally been upwards of 20 years. However, some benefits are driven by regulatory and safety requirements, which are sometimes mandated and don’t necessarily need a payback. “ you know there’s safety. In Omaha we do a lot of safety projects, “says Kendle, “there is a lot of money, a lot of costs associated with injury or an accident so … we can quantify (that) one accident or one injury is going to cost you on average this much. It’s easy to quantify. There’s actually a risk there…to justify spending a little bit of money on a safety system, or safety studies.” Data acquisition through automation allows for real-time metrics in terms of throughput, uptime and quality. “With automation you can get that real-time data,” says read, “and you can see how many pieces and parts have come out of that system throughout the day.” This leads to better information on why lines went down, as well as more accurate insight on the production rates of the lines. a s a result, quality metrics like waste can be easily measured by comparing the raw materials used versus the theoretical requirements.
Measuring the Results
Obviously, measuring how well the benefits of automation are realized may also be challenging. referring to how he measures the results of his work automating systems for food manufacturers, Kendle says, “ up-time and pounds, that’s what I see. The amount of time the line is actually



producing, that’s an easy one, and pounds produced.” Mark Durica outlines other measures as well, saying some businesses look at key quality measures such as tracking the amount of rework needed per month. utility bills provide another easy measure to identify the amount of energy consumed per pound of product produced. Many clients also track quality incidents. according to Durica, “(Clients) can easily track what they call corrective actions-preventive actions (C aPa s). If something happens out of quality, it needs to be investigated.” He says a lot of projects are born out of the C aPa s analysis such as when a company identifies a type of “upset” and then determines the best preventative approach, causing C aPa s to go away.
Right Time Right Now
With the advent of Industry 4.0, a new horizon of opportunity is upon us. Durica summarizes the impact of automation on manufacturing systems with a few words of advice: “ use resources to maximize production. It’s about efficiency. Waste and scrap is energy loss. Higher efficiency brought by automation is good for the environment.

It’s good for people’s safety. also good for energy conservation, a reduction of waste and scrap that might need to be landfilled. If you are operating a plant more efficiently you are definitely helping out those aspects.”
For more information, visit: www.eadcorporate.com
IND uST rI a L MACHINERY DIG e ST COM IMD | 15 Form your own inserts. • Cost savings (up to 90%) • High load threads - stronger joints • High process reliability • Faster production cycles Advantages & Benefits • No special machinery required • Small investment • Increased material thickness • Long tool life 773-290-1040 | info@formdrill-usa.com | www.formdrill-usa.com • Chipless process • Innovative technology suitable for steel, stainless steel, copper, brass, and aluminum Drill. Tap. Assemble.
feaTURinG:
TALKING SHOP WITH: Dr. Nader Jalili — The University of Alabama College of Engineering


Currently, Dr. Nader Jalili is the mechanical engineering department head at The university of alabama (ua) College of engineering and the director of the alabama Initiative on Manufacturing Development and education (alabama IMaDe®). He is also the current chair of the american Society of Mechanical engineers (aSMe) Mechanical engineering Department Heads and Chairs (MeDHC) and Chair of Southeast Mechanical engineering Department Heads (SMeDH). Jalili is an innovative leader and researcher, known for bringing the resources of engineering education and research to undergraduate and graduate students, industry partners and community outreach programs. On March 1, 2023, Dr. Jalili will begin a new chapter in his career as the Dean of the Lyle School of engineering at Southern Methodist university.
Dr. Jalili believes that to compete on the global manufacturing stage, the united States must place
an emphasis on advanced manufacturing and create a stratified training curriculum that will allow workers to start at the entry level and eventually achieve mastery-level certifications. Industry 4.0 is already underway and the best way to bring jobs back to the u.S. is to introduce highly complex factories that rely on technically skilled workers with experience in data, software, robotics and 3D printing. There are three main strategic objectives when advancing uS Manufacturing: i) Develop and Transition New Manufacturing Technologies; ii) educate, Train and Connect the Manufacturing Workforce; and iii) e xpand the Capabilities of the Domestic Manufacturing Supply Chain Industrial Machinery Digest connected with Dr. Jalili to hear his thoughts on advanced manufacturing, robotic automation, and the future of manufacturing processes.
TB: Good afternoon Dr. Jalili. It is nice to connect with you, and have the chance to learn about your exciting research. Tell us a little bit about the scope of your operations and advanced manufacturing research.
DJ: Thank you Trey for the opportunity to speak with you today. Manufacturing is changing and everyone has her or his own definition of advanced manufacturing. If you tried to search for ‘advanced manufacturing’ back in 2000’s or so, advanced manufacturing would have been referred to as bio-manufacturing, that is, adopting biological processes and biological systems for use in manufacturing. Looking
back, I had a colleague who was interested in bacteria that would eat metals instead of any of today’s additive or subtractive manufacturing techniques! If you could properly time and control the nutritions for these special bacteria, you could influence their eating pattern thus subtracting materials from the part in a controlled manner. years have gone by since then, and in my personal opinion as well as the evidence from the National Science Foundation (NSF) and other funding agencies and organizations, the future of manufacturing is based on collaborations. The future of manufacturing is not about replacing workers and personnel as many are thinking
16 | IMD February 2023
One of my research areas has been to reduce the stress level in people working with robots, and try to have robots to “read” people’s minds and detect people’s stress levels.
Photography courtesy of Matthew Wood, The University of Alabama
TalkinG sHoP
AMERICAN-MADE SHEARS & PRESS BRAKES



Hydraulic Shears: 1/8” (10GA), 3/16”, 1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1” and 1-1/4”
Press Brakes: 50-Ton to 550-Ton
C-Frame Presses: 40-Ton to 200-Ton


Custom Designs: for Custom Applications


Retrofit Backgauges: for Shears and Press Brakes. Made to fit most machines with minimum modifications.
Precision Knife Sharpening
For over 50 years! www.betenbender.com Call for a free catalog! Phone: 319-435-2378 | Fax: 319-435-2262 | sales@betenbender.com
that manufacturing is going to use robots instead of them. However, if we look at this challenge as an opportunity we would be able to realize that more professionallytrained personnel and workers are needed. That is, we need to bring humans into the loop, into the state of robot operations or to an awareness of how the robots operate. In this totally distributive landscape, we are not trying to ‘eliminate’ workers, instead we are aiming to ‘elevate’ them; that is, educate them with the tools and technology they will need to be able to operate automated machineries and robots. Such a paradigm is aligned with what calls for ‘Future of Work and Workers’. NSF announced to the public the 10 big ideas that would change the future, and one of them is the Future of Work and the Future Workers. The future worker in this context would be a person next to an aI-enabled and commended robot and working and collaborating alongside the robot.
If you bring into perspective what is called Industry 4.0, you actually bring cyber manufacturing into the workplace and try to relate some of the manufacturing processes with non-physical machines. So imagine that you want to work on a manufacturing process that is not here, so you would go to its virtual version and start to model it and predict its output.

DJ: e xactly. and that is what I think manufacturing is going through with Industry 4.0 and now with Industry 5.0 on the horizon. The research that I am pursuing now is regarding the human robot interaction side of this operation.
From a physiological and psychological point of view, we have done a lot of research with communication experts. at the ua College of engineering, for example, one of our funded projects by NSF is looking at how a robot can communicate with people. In this specific project, we are using robots to help law enforcement officers (LeO) and potentially first responders when communicating with suspects, civilians, or even people who may need help. One of the key features of our research is to enable effective two-way communications and NOT necessarily robots with diffusing weapon capabilities. Our underlying goal, instead, was focused on opening a channel of communication.
We brought in a communication expert and asked, “How would you talk and how would you mediate the situation?” Our robots are designed based on that premise. In interviews with civilians and police officers, we discovered they didn’t want this robot to look like a human. ‘ you don’t want to fool us, we know it is a robot. Just show it like a robot,’ with the face that looks like a tablet, and a hand that looks like a robotic arm. That is what we have been trying to do, to try to create that environment. The robot has wheels, arms, hands, and a flat face, but the first intention was to equip it with two-way audio and visual communications in order to mediate the situation.
TB: a visualization?
DJ: a visualization, exactly, and these days we try to put all these processes into a simulation environment that uses hardware in the loop (HIL). For manufacturing, we do the same thing, that is, before we produce the part we put the digital version of it into the simulation, such as a digital version of a milling machine, or grinding machine, etc.
TB: Is that like a digital twin?
DJ: yes. In digital twins, we would use the complete manufacturing line but you could take a piece of it. For example, in our laboratory at IMaDe, we have a conveyor belt that is equipped with several robots and diagnostic tools and vision systems. In this setup, we could not afford to have a milling machine added to that conveyor belt. Instead, we added it into the manufacturing loop virtually! So, while it is not a digital twin completely, there is hardware in the loop that is virtual while other parts are all physical.
TB: a virtual slice.
When we take that same capability to the manufacturing side, you want a worker to be able to work alongside a robot. One of my research areas has been to reduce the stress level in people working with robots, and try to have robots to “read” people’s minds and detect people’s stress levels. I can give you two scenarios as examples. In one scenario, imagine the person is working alongside a robot that does not sense the presence of the person. In the second scenario, using the same robot and the same person, we have the person wearing a wristband that detects heart rate, blood pressure, and some other physiological signals such as skin conductivity to measure perspiration based on skin conductance. The robot is getting all the physiological signals, and also processing eye detection signals to understand the distance between the robot and person. The robot is using these inputs to adjust its operations and maintain the correct distance from the person and adjust its operation speed based on the person's level of stress. The robot can determine the right speed with which to process movements, rather than move too fast or too slow. a s soon as the person spends a few minutes working with the robot, the robot can begin to speed up to match the person’s performance.
This is what I think the future should look like. We have to maintain operator safety, that is the robot should be able to sense when the operator is concerned and when it should back off or start stopping. That type of research shows we are not just replacing people with machines
18 | IMD February 2023
Future of Work at the Human-Technology Frontier at www.nsf.gov
and robots, instead, we are actually inviting people to change their perception, education and training and shape the future by creating a mixture that leverages human intelligence and robotic learning. This is a new landscape that is being explored.
TB: That is cool stuff. back in 2014, we looked at wearable technology, Google Glass, augmented reality, visualization and some other technologies as having a big impact on aircraft MrO processes. Sounds like this is an awesome representation of a wearable technology application for robotics. It’s a natural evolution. We are going to ask you for a different perspective now. What technologies do you see today that are commercially available but being severely underutilized in the manufacturing space? What is something that our readers could be doing right now to get benefits from automation?
DJ: The most important part is the lack of using controlled decisions. This exists in a lot of manufacturing devices and tools, but a lot of people are still running those tools and manufacturing processes in a “teach” mode, or open-loop operations, or what we call a feed-forward operation. Feed-forward means that you plan your motion. you say I want to go to point a , then point b, then C, and then D, and you are assuming nothing is going to change as you
move from one point to the next. For example, you are going to walk between two buildings and you have done it many times so you know that it only takes 5 minutes to walk between those buildings.
TB: Oh you mean like MIb, Houser, and Hardaway [editor’s Note: three buildings at the ua College of engineering]?
DJ: yes [laughing]. a nd going on that walk you run into a professor and start talking and chatting, that’s called disturbance - well in this case in a good way, right? In a lot of manufacturing tools, they are equipped with features that are collecting data continuously and in a timely manner and on any time-scale you want. However, they are not using ‘controlled’ operations, or what we call feedback control. So for our walking example, if I see that I am going to be stopped by Professor X for 2 minutes, and if this information becomes known to me, I can adjust my walking in my next section instead of going through the plan I had prior to start my walk. If I had not considered this disturbance visit already in place, I wouldn’t be able to complete my walk to reach my target point D at the appropriate time. understanding and reacting to a disturbance is what we call feedback control with tunable features. So that's one of the places where I’m thinking industry should be focused on harvesting benefits of a robust adaptive feedback control, in a lot
NEED A SECOND OPS PART MAKER OR A PERFECT PROTYPING MACHINE?
Make one-off and small batch parts in-house while your bigger machines handle production.
• With its compact size, the 1100MX sneaks into unexpected places. With servo motors and a BT30 spindle, it’s built to mill anything. Set it up, make chips, and cut parts.
• Our 1100MX runs on our intuitive and easy-to-use CNC controller, PathPilot®. A short learning curve is a real dealmaker.
• Feel free to build out the machine you want because it’s modular, so you can include options like an ATC, PathPilot Operator Console, or a microARC 4 4th Axis table whenever you want.

IND uST rI a L MACHINERY DIG e ST COM IMD | 19
CNC MILLS | CNC LATHES | CNC PLASMA TABLES | CNC ROUTERS | INDUSTRIAL ROBOTS | AUTOMATIC FEED BANDSAWS
Learn more and build yours at tormach.com/1100MX/IMD
of manufacturing processes that do not fully utilize this capability. a s a recent example, we have been doing research through collaborations led by two experts in additive manufacturing in our department. This additive manufacturing tool was a stir friction welding additive manufacturing where a rotating spindle required control of friction and force resulting in growth of material. all of the previous machines did not have a tunable and adaptive feedback control using on-the-fly sensor information from temperature, heat, contact force, and other moving parts to just name a few. Our modified system has been able to enable a much more optimized operation.
When I got involved in this process, I asked why are we not using all the sensors available to us? This was as recent as last year, and indicated that a lot of manufacturing process capabilities are available but we don’t take full advantage of them. So today, we may not need to invent a new manufacturing technique, instead we can go to an existing manufacturing technique and add a software level operation to optimally control the process. In a lot of places you can do this at the software level, without bringing in any hardware. all you have to do is adjust the operating and commanding of the process. In this specific project that we were involved in, we realized that there were no force or heat sensors used in a feedback control manner. So for that project, we started adding a force sensor and heat and temperature measurement sensors. While the original equipment cost was somewhere between $500k to $1 million, the added hardware and modified software were at the noise level and only a few thousand dollars.
TB: So $2k or $3k for those items to get the improvement?
DJ: yes, and the software. I think this is the number one key in my expert opinion on what has been overlooked in the manufacturing equipment. I think the second important factor would be the data that you can collect that are readily available. We have the technology today, we have the aI (artificial intelligence) to decide about the health of the device using data collected. We may not need a new manufacturing technique, but instead a robust adaptive control addition to predict the life of the equipment and enable predictive maintenance may suffice. What is being done in Industry 4.0 and Industry 5.0, they are collecting data and instrumenting the robot even more by adding various sensors. They might add, for example, an inexpensive camera as well, and integrate that with all the other measurements. With all that information, you will be able to get the state of health of the robot and try to predict when it will be failing. If the predictive analytics say the arm of the robot is going to fail in two months, for example, you start placing the order for that part and schedule the preventive maintenance to change out the arm without disruption. That’s what I’m thinking are the top two factors we need to take advantage of, as I’m witnessing by my own research and funded projects.
TB: Great stuff Dr. Jalili. Now I want you to look out over the horizon, shift forward five years, give us a forward looking perspective of something in its infancy, that we are just reading about or hearing about, something that industrial companies should have on their radar for consideration.
DJ: a s we are only beginning to scratch the surface, and as I talked about the human side of manufacturing, we will be moving towards what is referred to as discrete manufacturing. The designer, for example, could be in country a , the robot is in Country b, and the products to sell and deliver are in Country C. all of these are coming together in a virtual environment that could bring everybody into the same virtual and cloud-based space where they can interact. So everyone can see the product using their goggles, in a virtual and augmented reality, and can talk with each other to predict what could be done collaboratively. What we do today with Zoom is similar. I could not have imagined writing a major multi-investigator proposal with five different universities on only my computer and from my home, during the Covid 19 pandemic. everyone was sharing their presentations and working at the same time and commenting at the same time. That was made possible and now everybody is enjoying this environment where we can just do all of this collaboratively - sharing, presenting, producing. Now imagine that you can actually take this to the manufacturing world and create a virtual place where everyone can join and start testing their product, and testing that process virtually.
again, people are physical, but they join that virtual environment where that manufacturing process is actually built and viewed step-by-step as you are in that domain. We have a real example where we used a custom trailer that had everything in it, including power generators, air conditioning, etc. to power a small ‘manufacturing plant’ inside the trailer. you can see everything and go through the interactive steps, and come out with a product in your hand that has been produced.
We have to get that trailer to high schools, and that is what we have been doing, and say ‘Hey, students, manufacturing is not about an oily, dirty factory where you walk around with a lot of large and ugly machines, gearboxes and grease on the floor. No it could be as nice as computer-based manufacturing like this trailer. Go inside and be amazed.’ We teach undergraduates and high school students that this is the future of manufacturing and we attract them to our program. but imagine that you create a virtual version of this one, that you don’t have to have a trailer that moves around. Then you would create a virtual environment where everyone can join and run through manufacturing education and research by experiencing an avatar-like environment generated by a headset.
TB: Thank you for giving us a great perspective today Dr. Jalili. Good luck in your research!
DJ: you’re welcome. Thank you.
20 | IMD February 2023
POLISHERS &

Brakes Hidden Danger Zone
When a local supplier of pre-cut and formed steel and aluminum materials accepted a request from a customer to form a few pieces of sheet metal with a reverse flange, no one in the supply chain gave it a second thought. even the operator who set up the press brake, loaded the forming tools and programmed the simple operation to meet the promised delivery, hadn’t considered the potential danger of what was to come.

Press brakes are one of the most versatile machines on the manufacturing scene today. When properly loaded with punches and dies they can assist operators in bending and forming almost any sheet metal shape. Their downward movements resemble that of a guillotine and as such they can be just as dangerous. but their true hidden nature lies in how the sheet metal folds back into the brake and where an operator might be holding the part during this stage of the operation. Statistically 83% of the reported injuries occur in areas of the press brake that are not protected by existing safety product designs.
Traditionally a machine of this nature has been thought of as being most dangerous when the tooling is closing. Safety systems and protection devices focused on that area of the brake successfully eliminate injuries; however, when the material folds upward into the ram, if fingers or hands are misplaced, they can be pinched by the part edge and likely result in loss of limb or worse. The operator experienced as he was gazing on the punch contacting the sheet into the bottom die, not noticing that his hand was between the sheet edge and the hard-flat surface of the ram face. The pinch occurred so rapidly due to the unwarded swinging of the previously formed edge, yet stopping just in time to leave enough room that it only punctured the skin, drew blood and was felt for several days afterward. The doctors sent him home on very light duty.
a s the operator healed, the company considered how it would respond to such an injury. If no action were taken, an injury of this nature could possibly occur again.
Soon a plan developed to canvas the next trade show where it might be more likely to find a solution that could be applied to the existing brake. eventually the search revealed that there was a safety company combining a laser system to guard the tooling area with an adjustable ram face “crush zone” scanning system for poor finger placement during reverse flange forming. Crush Zone was an industry first and the design was being awarded a patent to overcome this exact problem. by combining point of operation guarding and scanning of a crush zone, these technologies combine into a retrofittable product of universal design that could be applied as an upgrade to press brakes from many different manufacturers.
Crush Zone
The operation of the Crush Zone protection prohibits closing movement of the ram when detecting an obstruction within the detectable Crush Zone area.
Once the ram has reached the position in which the primary Safety application has muted, the Crush Zone application allows movement after an obstruction stoppage by releasing and re-pressing the foot pedal a third time.
a ny obstruction within the Crush Zone area will prohibit closing movement of the ram if the press control is not programmed with the proper Mute Positioning in regards to the Primary Safety application.
a ny obstruction within the Crush Zone area will be indicated by the solid illuminated a mber lamp located on the front of the ram, just above the Crush Zone area!
a ny forcible movement with an obstruction within the Crush Zone area will be indicated by a flashing a mber lamp located on the front of the ram, just above the Crush Zone area!
22 | IMD February 2023 safe T y & MainTenanCe
Press








carburizing (case hardening), SCM415 is normally used. requirements for harder material, SNCM220 and/or SNCM420 is determined by production condition. hardness value is informed in a quotation of gears. precision grade table : equivalent grades are for reference only. completely match each other. 15/05/21 14:20:18 259 Elm Place, Mineola, NY 11501 Phone: 516.248.3850 | Fax: 516.248.4385 Email: info@khkgears.us Largest selection of in North America Stock Metric GEARS
Driving Additive Manufacturing Benefits

How The 3D systems application innovation Group Creates Value
In the early 90s, C a D/C a M seemed to be the “happening” technology in the design chain. 3D modeling of products and sharing of that data, enabled the Dfx mantra (design for manufacturing, design for assembly, design for service, design for quality, etc). Together with client-server computing this data sharing enabled distributed engineering teams and cultivated new and innovative approaches to design. The mid 90s saw Netscape drive us to the internet, and suddenly the concept of integrated product teams - something that was new to many industries - began taking hold within the mainstream product design lifecycle. Portals to connect suppliers and manufacturers to the design cycle and the exchange of information using a browser became the status quo, and the basis for these integrated product teams. Computing changes, operating system changes, the way we managed data and how we looked at information changed in the design chain. So too was the way products were scheduled, component parts were built, and items were manufactured. Software changed the way we designed and built products, and system-on-chip allowed for consolidation of features. Integrated product teams were no longer focused on just tolerances and chamfers and slides and glides.
Digitization showed up everywhere in products that could be software configured.
Shift forward to today and focus on industrial products where digitization is changing the game. The design collaboration is not only about the product and assembly and how the manufactured part fits together. The collaboration is also about how the items included in the final product, which were previously components perhaps to an assembly, are created or fabricated with advanced materials. While the semiconductor industry has been using many of these fabrication processes in some form for years, many of these new processes are just gaining traction in mainstream industry application. One such process is additive manufacturing, and the concept of Dfa M (design for additive manufacturing) and the value of technology transfer for scaling.
e xperts within 3D Systems’ a pplication Innovation Group ( aIG) help clients realize the benefits of additive manufacturing and Dfa M every day. Collaborating with clients on advanced application requirements, working in very short prototyping and production cycles, incorporating advanced materials and material property considerations, and working through precision requirements for products are all part of making additive
24 | IMD February 2023
ManUfaCTURinG sHoWCase
DMP fluid manifold reduces liquid induced distrubance forces by 90%, reducing system vibration for a 1-2 nm accuracy improvement.
manufacturing an advanced manufacturing edge for companies transforming to Industry 4.0.




Called in as early as the feasibility phase, the aIG is usually working with an engineering team trying to do the impossible or nearly impractical by using metals or polymer additive manufacturing processes. In many cases, the types of applications that are being targeted by customer specs are production using materials such as titanium, carbon fiber, stainless steel, aluminum, or nickel alloy. In the past, these materials almost certainly ensured a higher level of complexity in the manufacturing process. a ssemblies with multiple bOM layers and multiple component parts have been inherent in traditional manufacturing. Now, with additive manufacturing ( a M), the process can be simplified and can enable the production of a monolithic part using these materials.
The august edition theme of Industrial Machinery Digest is 3D Printing the Future: bringing additive Manufacturing to Small-to-Medium Manufacturers. We will cover in detail the steps of the additive manufacturing process, as well as a forward look on the future of additive manufacturing. For now, let’s just say that subtractive manufacturing is removing material layers (for instance, acid washing a substrate after using some type of reagent or catalyst to weaken a removable material “map”), and additive manufacturing is adding material layers in a precise pattern. Theoretically this could mean at the molecular level, but for




our example let’s think in terms of microns of layer depth. For an example of additive manufacturing process, imagine if you will the map of the united States with states outlined (sorry, for this exercise we will stick with the contiguous states, not Hawaii and alaska). Now, if you were to load that map into an advanced laser so that the laser followed the outline of the states, you can imagine how the laser could burn a map image into a piece of wood. but, for our additive approach, let us back off the depth of the laser, and let’s “paint” the wood with a series of polymer or metal powders that are thicker than the depth of the laser. We then can calibrate the laser with surface depth only, melting the pellets or metal powder in a way that fuses it together in the shape of the states. I’m going to lower my piece of wood slightly, which would also lower the just fused initial layer of the states, and add a different color polymer (for the sake of this example), then do the same process but this time with a map of the interstate highways that go north and south and east and west. I might do that two or three times so that the roads are above the states. each time I lower the piece of wood and the resulting fused part, I’m adding back materials to make the starting surface smooth, and starting with a different “map view” or slice (very similar to the slices you would get from a magnetic resonance image). The resulting product with states framed and highways raised is an additive manufactured product. We took the liberty to make an extremely complex set of steps less complex with

IND uST rI a L MACHINERY DIG e ST COM IMD | 25
TOLL FREE 888.582.0822 imi@magnetics.com Industrial Magnetics Inc. 1385 M-75 S, Boyne City, MI 49712 PHONE: 1.231.582.3100 magnetics.com
Our
selection of Permanent and Electro magnet lifts cover a wide range of steel lifting applications. We also specialize in custom lift solutions designed specifically for your application.
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
this explanation, but you can begin to see the importance of engineering the materials used for the outer edges where there could be stress failure, the materials used at the intersection of different layers where there could be blended material characteristics, the processes used for heating or fusing materials and limiting the infusion of ambient elements, and how these design requirements combined with the ability to process data inputs all converge to create a complex engineering challenge. by digitizing the data, and by understanding the resulting material characteristics and models, a highly repeatable manufacturing process can be engineered for even the most complex parts. From the aerospace and defense industry, to the medical industry, to the automotive industry, and others there are needs for these processes. For many companies though, getting across the chasm and becoming an adopter of additive manufacturing processes may require more than a recognition that the process could work for them. Often it requires a commitment to technology transfer and demonstration of the idea that a product can be designed for additive manufacturing (Dfa M).
a n example of where Dfa M has surfaced is the semiconductor industry. Market forces in the semiconductor space such as smaller and smaller chip packages and changing wafer sizes have put pressure on semiconductor equipment OeMs to advance lithography capabilities. One company, Wilting, a precision machining company, needed to come up with a way to produce optimized components designed for higher performance in semiconductor capital equipment. Collaborating with 3D Systems’ a pplication Innovation Group and metal additive manufacturing solutions, Wilting is now reaping the benefits of optimized semiconductor components in the race to higher resolution with applicationspecific consultation from aIG on design for optimized performance and manufacturability.
Metal additive manufacturing allows for the design and manufacturing of highly optimized components. When applied to semiconductor lithography and wafer processing equipment, complex metal aM parts like manifolds, wafer tables, wafer handling systems, flexures, and brackets improve performance and reliability of the part. These improvements enable system accuracy advancements at

26 | IMD February 2023
Conformal cooling channels and surface patterns enabled by DMP improved thermal management of this DMP silicon wafer heatsink 6x for a 5x stabilization improvement.
the nanometer level, and improved speed and throughput that ultimately results in more wafers processed and improved total cost of ownership. after working with aIG and building demand for complex aM parts among its customers, Wilting selected 3D Systems' DMP Flex 350 for high quality in-house metal printing. For Wilting the new engineering collaboration with aIG will result in 1) reduced inertia and system vibration with up to 50% lighter parts for increased machine speed and up-time, resulting in more wafers processed, 2) 90% reduction in flow induced disturbance forces reducing system vibration and 3) realizing a 1-2 nanometer accuracy improvement, and improved reliability and design flexibility.
The aIG has also worked with high performance automotive companies to perform Dfa M and a M process technology transfer on key assemblies and parts. In many of these instances the design focus is reducing mass while still maintaining function. This may mean working with elaborate materials such as titanium, or designing for thin-walled solutions. Historically, neither of these paths are particularly successful on the grand scale. In one such case with both of these requirements, aIG worked with a company to get a new gearbox designed and first production part printed using titanium. benefits realized by engaging aIG for this effort were a smaller footprint for the first of its kind titanium gearbox, 2mm thick case walls, and a total gearbox weight (including steel internals) of under




150 lbs. again, by leveraging aIG, the customer was able to not just create an a M line for production, but also was able to drastically modify the design to fit the overall targets for mass and to maintain performance requirements.





The a pplication Innovation Group isn’t just focused on high performance cars and semiconductor equipment - it is chartered with bringing additive manufacturing benefits to any advanced manufacturing process that requires tight tolerances, repeatable production with sub micron precision, and advanced materials. a dditive Manufacturing generates large benefits in a marketof-one setting, as specific requirements that are tailored to exacting needs can be met - a great example is the dimensions required for a hip joint replacement for a specific individual, or a specific set of requirements which need to scale, like building a custom aircraft engine nacelle for a fleet (incidentally, according to reportLinker, the aircraft nacelle and thrust reverser market is expected to reach $3.57 billion in 2026 at a compound annual growth rate (C aG r ) of 7.73%), or even supporting spaceships and satellites (the a IG is currently involved in a program to operationalize r F components for an orbiting european satellite system). repeatability, scalability, precision manufacturing, and digital definition are attainable with this technology - and those benefits are being realized through the skills of 3D Systems a pplication Innovation Group.

IND uST rI a L MACHINERY DIG e ST COM IMD | 27 - Up to 5-stage filtration available - AIR-VAC’s on sale now starting at $2159 1-800-234-2473 | Air-VacSystems.com - Helps maintain OSHA compliance Coolant Mist Welding/Diesel Smoke Grinding Dust Paint Overspray Woodworking Dust Removes: Heavy Odors Toxic Gases Chemical Fumes VOC’s Carcinogens Mold, Viruses, Bacteria Destroys: WOR K I N C L E A N A I R T H E WAY M OT H E R N AT U R E I N T E N DE D M-35P 1050 CFM M-30UV3000CFM VMC 2000 CFM
Spyder Manufacturing
The resurgence of Spyder Manufacturing illustrates how the fate of a shop can be tied to its machine tool investment decisions. It’s also the improbable story of how this second-generation company stumbled upon a business breakthrough: CNC that is intuitive and empowering.
A Second Chance
Originally a manufacturer of lawn and garden parts and accessories, Spyder Manufacturing has been through several transformations. Once employing more than 30 people, the company experienced a sharp decline when global competition forced a downsizing of production, employees and profits.
back then, Gary Monnig would often say that the machines owned by Spyder were so old and rudimentary that the company “maintained a stable of hamsters just to power them.” Spyder was spending thousands of dollars for outsourced machining, both locally and overseas, especially for more complex parts.
“There was nothing advanced about the shop,” Matt Monnig recalls. “So I asked my dad if I could look into how investing in CNC-based machining might revitalize our

shop. He said absolutely, and no more than five minutes later, entirely by coincidence, a CNC machine tool dealer walked in the door.”
A Fever For Change
Soon, a new Fryer MC40 milling machine, sporting a Siemens 840D control was delivered and installed on the company’s shop room floor. There it stood, awaiting the arrival of Fryer’s field service engineer to instruct the staff on its operation.
after graduating from high school, Matt had helped his dad run the company, but he had only dabbled in the machining side of things. “I didn’t know anything about machining when the new machine arrived,” he candidly recalls. “I didn’t even know how to turn it on.”
Not soon after, Fryer Machine Systems’ field service engineer, Trever Lowe, arrived to begin what was scheduled to be four days of training. However, almost at the outset, Matt Monnig said he was feeling lightheaded, nauseated, and “needed to lay down for a little bit first.”
What they didn’t know was that Monnig had the flu. He was taken to a hospital emergency room, pumped with fluids, and given two days of care. When he returned to the
28 | IMD February 2023
Greater Return on CnC — How spyder Manufacturing Climbed to the Top
inDUs TRial aUToMaTion
Regeneration: Gary Monnig and sons Justin, Matt, Nathan, and Jacob have revitalized their manufacturing operations by achieving game-changing returns on their CNC investments.
shop at the end of the week, he was ready to learn CNC machining. but now there were less than four hours of scheduled instruction remaining — hours that would prove to be a turning point for the company.
The Power Of Intuitive CNC
Having earned a living as a tool and die maker, Trever Lowe may be among the last of a dying breed. He joined Fryer Machine Systems because he wanted to work for a leading a merican machine tool manufacturer. a nd, he wanted to teach. One of his first assignments with Fryer was to travel to Spyder Manufacturing to teach Matt Monnig how to setup, program, and operate their new Fryer machining center.
“When Matt returned to the shop after being hospitalized for two days, I realized that we had about four hours of scheduled instruction time left,” Trever recalls. “So far, we had only walked through how to create tools and basically move the machine around. but now we’d run out of training time. So I decided to go right into the complex stuff — contour milling.”
Calling upon his many years as a machinist, Lowe understood that what his new student needed to learn was the one thing that every future machinist needed to learn.
“Today's machine tool and manufacturing market needs more than button pushers,” Lowe says. “Intuitive CNC is the first step. Fryer Machines enable the machine operator to shine. They can start to write their own

WE’RE AN AUTHORIZED LINDE
SERVICE CENTER
®
Hydraulex is now one of five Authorized Linde Service Centers within the USA & Canada. Being a part of the Linde Service Center (LSC) Program - we have factory-trained technicians, and are factory-supported by Linde Hydraulics. We can help with your Linde HPV, HPR, HMV, HMF, HMA, CMV and CMF series components with replacement units, repairs and parts.

To learn more, give us a call, email us or visit us at HYDRAULEX.COM

1.800.323.8416
seattlesales@hydraulex.com
www.hydraulex.com
IND uST rI a L MACHINERY DIG e ST COM IMD | 29
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Intuitive CNC: The Siemens Sinumerik CNC enabled Matt Monnig (left) to quickly learn how to program complex setups on a Fryer MC40 machining center. Trever Lowe (right) initially taught Matt how to program for contour milling using machine step programming. Programming is intuitively guided by 3D animation to show part geometries from setup through to the finished part.
programs at the control. Other companies try to compete in the conversational market, but Fryer Machine Systems chose Siemens CNCs because they are truly intuitive, first and foremost.”
When learning to program a Fryer machine, if you can understand the complex stuff, then in time you will figure out the simpler stuff, Lowe concludes. “So that’s what I did. In less than four hours, I showed Matt the most complex programming.”
In the span of a few hours, Matt needed to learn to use a CNC machine for the first time. Not only that, but he was learning on one of the world's most powerful controls, the Siemens Sinumerik 840D, to program complex contour milling, right at the machine.
"after those few hours of training, I left with doubt in my mind. I figured nothing would work, that he would crash the machine and it would be a complete catastrophe,” Lowe recalls. “ but that’s not how it went. It went completely the opposite. ever since, when customers ask me how much training time is needed on one of our machines, I tell them we schedule 16 hours. Then I tell them about Matt, someone who didn’t know anything about CNC, but who in less than a day picked up enough CNC know-how to relaunch his business.”
Programming at the Machine
a head of Trever’s arrival, Matt was a restless student in waiting. Influenced by conventional wisdom, he had invested over four thousand dollars in a leading brand of C aD/C a M programming software.
“I bought and trained on the software,” Matt admits. “but I never used it, because it turned out that the Siemens
control has something called ‘conversational programming.’ That’s what Trever showed me during our short training session. I just found it so much easier to understand and to work with than the complicated offline software.”
Lesson learned, say both men. The ability to program at the control brings a competitive advantage to a shop. It empowers both the operator and the shop owner to efficiently produce more than they could otherwise. Instead of waiting for a C aD/C a M programmer to feed a G-code program to a machine, an operator can quickly setup the next program and keep production rolling.
CNC-Driven Innovation
Spyder Manufacturing is also the story of how a greater return on CNC can mean a greater return on a shop’s workforce, enabling a business to leverage the skills and knowledge of its people to create new opportunities for the company.

Matt Monnig recalls how, from the earliest days of the company, edward Jones was an especially resourceful machinist. Called upon for his hands-on perspective, Jones found ways to create new product ideas, using whatever were the tools of the day, long before the dominance of CNC machining.
a s Matt recounts, “Not long after we bought our first Fryer machine, I drew up an improved version of our climber product. but the immediate feedback I got was, ‘No. That will never work.’ but then I showed the sketch to edward, and he said, ‘Let me make a sample.’ a nd so he hand made a sample, and we looked at the tools and what the new Fryer machines could do, and we all said, ‘Wow, that will work!’”
30 | IMD February 2023
Hands-on innovation: To prove a new design idea will work, machinist Edward Jones had made samples by hand. Now, product designs and their manufacturability are supported by the CAD/CAM-like functionality of the contour calculator within the Sinumerik control. Innovation is in the hands of the machinist-operator, who can design, verify and produce a part using intuitive CNC.
The new product design was soon validated by the C aD/C a M capabilities of the Siemens control. using highly intuitive, graphically-guided functions such as the contour calculator, the shop could readily conduct design for manufacturability refinements right on the machine. a nd at the same time, they were establishing the program to produce it. With no G-code language barriers in the way, the shop could conceive, design and produce a new generation of products.
Optimizing Resources
Today, Spyder Manufacturing is a company transformed. For Gary and Matt Monnig, achieving a greater return on their CNC investments includes taking greater control of their business, enabling their people and operations to become increasingly efficient.
Now the company produces parts for customers overseas, rather than the other way around. Spyder is also able to bring next-generation products to market and efficiently keep pace with the demand for those products. Including products made possible by bridging “old world” machinist skills and knowledge with creative leadership to capitalize on the most intuitive and powerful CNC available.
“The Fryer machines have paid for themselves many times over,” Matt Monnig says. The company owns three Fryer MC40 milling centers, all equipped with Siemens Sinumerik 840D controls.
before the company’s investment in Fryer and Siemens, it took their shop a month to produce 50 sets of tree climber products. Now the shop produces nearly 500 sets each month.
Higher production capacity and efficiency have brought a near tenfold increase in the sale of the company’s flagship product, the same product whose evolved design was first thought never to work.
Looking back, Gary Monnig and his son Matt consider themselves fortunate to have stumbled upon the best possible strategy for revitalizing their business. Looking ahead, they plan further investments in Fryer-Siemens machines, knowing that anything is possible given the right set of circumstances: the managerial desire to ask what if, the strength of a machinist’s imagination to see the way, and the power of intuitive CNC to make it happen.
For more information on this story, please contact:
SIEMENS INDUSTRY, INC.
DiG iTal faCToRy
MoTion ConTRol — M aCHine Tool bUsiness
390 kent avenue, elk Grove Village, il 60007
Phone: 847-640-1595
Web: www.usa.siemens.com/cnc

email: cnc.us@siemens.com
attention: John Meyer, Manager, Marketing Communications
• Heavy Gauge Steel Design
• Press Bed bolted on, not welded, to prevent distortion.
• Large press bed to accommodate a variety of tooling other than just punching.

• Pump, motor, valve and reservoir are all easily accessible for maintenance.
• Large rectangular tubes used at base of machine to give safe, instant portability.

IND uST rI a L MACHINERY DIG e ST COM IMD | 31
PRESSES HYDRAULIC MACHINES OF IOWA A Division of Betenbender Mfg. Inc Phone: 319.435.2378 | Fax: 319.435.2262 www.betenbender.com
C-FRAME
WE CAN BUILD A CUSTOM MACHINE FOR YOU!
IMaDE: How BAMA is Building the Industry 4.0 Workforce
 By: Anna Claire Toxey
By: Anna Claire Toxey
according to beyond the Numbers, a publication of the united States bureau of Labor Statistics, in 1979, manufacturing represented 22% of non farm employment in the united States. by 2019 it had fallen to only 9%, as the united States economy shifted to service providing industries. Over the past several years the industry has had a resurgence. between a pril and September of 2022, manufacturing employment grew at a 4% annual rate. a labor shortage of nearly 800,000 jobs in this sector continued throughout most of 2022
according to Labor Department information. In a posted internet article on CNNbusiness dated October 10, 2022 and entitled “Made in america is back, leaving uS factories scrambling to find workers” by Chris Isidor and Christine romans, Jay Timmons, the CeO of the National a ssociation of Manufacturers is quoted as saying “For every 100 job openings in the sector we only have 60 people who are looking.” a s we look to bridge the labor shortage for manufacturing, academia will play a pivotal role.
32 | IMD February 2023 WoRkfoRCe De VeloPMenT
eDiToRs noTe
Photography courtesy of Matthew Wood, The University of Alabama
The university of alabama (ua) College of engineering is leading the way for innovation in workforce development through its recently established program, the alabama Initiative on Manufacturing and Development (IMaDe). The mission of alabama IMaDe® is to address the future of industrial problems through education, research and service with a systems integration and industry-mindset approach. The initiative will produce broadly educated students with a wide range of career opportunities centered on the future of manufacturing and will cultivate an american workforce to lead the global manufacturing sector through the fourth industrial revolution and beyond.
Key research areas and activities of the initiative include:
» Developing a high-tech manufacturing workforce
» Generating new manufacturing technologies









» Training the next generation of engineers and managers
» Incubating novel manufacturing concepts and startups
» revolutionizing additive manufacturing and repair


a s part of the initiative, a recently constructed educational facility, located on ua’s campus, enables combined classroom and hands-on, project-based learning in manufacturing systems — taught on real-world industrial robotic manipulators and software — as well as programming, operating and implementing automation systems such as programmable logic controllers. This state-of-the-art, multidisciplinary research and education center supports the developing manufacturing systems engineering program at ua , provides a location for technical educational research and promotes on-campus workforce development training in cooperation with industrial partners.
In conjunction with establishing the alabama IMaDe® research facility, ua launched a new bachelor’s degree in manufacturing systems engineering at the start of the fall 2022 academic year. The degree program, which is offered via both in-person and online formats, is centered upon preparing students for careers in manufacturing systems and processes with practical applications ranging from manufacturing processes to cyber-physical systems. Graduates of the program will be equipped to make substantial contributions in areas including design, productivity and quality control across a wide range of industrial entities.
An Enhanced Focus on Industry 4.0 and Advanced Manufacturing
In order to fulfill the mission of serving as a premier hub for multidisciplinary research and education in intelligent and advanced manufacturing systems and processes, strategic emphasis has been placed on research related to Industry 4.0. alabama IMaDe® is fostering a new innovationcentric culture and infrastructure that leverages and supports the region’s vital manufacturing sector. Programs under this initiative will cultivate novel application-driven intellectual property and manufacturing-centric startups
IND uST rI a L MACHINERY DIG e ST COM IMD | 33 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986 ACTEKMFG.COM 200% PROOF LOAD TESTED INDIVIDUALLY SERIAL NUMBERED FOR BETTER TRACEABILITY ORDERS SHIPPED SAME DAY RATED LOAD 400 LBS - 250,000 LBS 800-752-7229 | SALES@ACTEKMFG.COM HOIST RINGS ACTEK Forged Street Plate™ Swivel Hoist Rings Side Load Hoist Rings Hoist Ring Kits Pivots180° Swivels360° Drop Forged Hoist Rings Mold Handler™ Swivel & Pivot Hoist Rings Round Base Swivel & Pivot Hoist Rings Forged Swivel Hoist Rings ISO 9001
while establishing unique communication and networking channels between industry, academia and innovators. alabama IMaDe® enhances the academic experience for students through real-world case studies, opportunities for internships, cooperative education and employment at the frontier of the emerging manufacturing sector through and beyond Industry 4.0.
INDUSTRIAL INK–CODE MARKING SYSTEMS
• Provide reliable, low cost, ink code marking.
• May be mounted in any orientation.
• The sealed ink system allows discontinuous operations with immediate start-up of comparable previous impressions.

• Can be modified or made to order for your particular marking application.

OPERATOR-FRIENDLY. LOW OPERATING COST.
according to radley Scott, a research engineer for alabama IMaDe®, a renewed focus on Industry 4.0 is more important now than ever before as many people are unaware of how greatly the fourth industrial revolution impacts them. “In today’s world, for example, no one even thinks twice about placing an order on amazon and their item showing up on the doorstep,” Scott said. “There are so many different technologies involved and only a limited number of skilled people who are able to make these technologies work in unison. From the very first step of logging into your account and placing your order online, you are already a part of Industry 4.0. Starting at the amazon server, down to the aGVs and robots that pick and place your item, and scanned barcodes, all were programmed and integrated.”
a s technologies continue to advance, Scott believes it is important for both individuals and companies to become better educated regarding Industry 4.0 benefits. “Industry 4.0 technologies and practices enable manufacturers to do more with less and allow companies to maximize their production output while distributing and using resources in a more cost-effective and efficient way,” Scott advised. “They also contribute to a more reliable, robust and flexible production process. With that being said, as resources are becoming scarcer, and product demand is increasing, applying Industry 4.0 technologies can help businesses increase their production rate while decreasing raw material waste and increasing profits.”
Groundbreaking Industry 4.0 Research

a s part of its focus on Industry 4.0 education and development, alabama IMaDe® is currently conducting leading-edge research in the area of human-robot interaction as the need for collaboration between humans and robots becomes more vital to successfully complete workforce tasks. This research involves the use of an e4 wristband, a wearable device that collects physiological
34 | IMD February 2023
SPRINTER MACHINES… 740-453-1000 | SALES@SPRINTERMARKING.COM SPRINTERMARKING.COM
Model 416 Ink Code Marking Machine
Photography courtesy of Matthew Wood, The University of Alabama
data from participants such as heart rate variability, skin conductance and hand movement acceleration. Patterns extracted from the physiological data assist researchers in predicting human feelings and interactions with the robots. “Our team is developing research to increase humans’ physical and mental safety when working with robots to complete tasks. In order to make the partnership safer, we are adding a layer of intelligence to the robot that tracks how its human coworker is feeling while the human and robot are working together. Therefore, this allows the robot to adjust its behavior based on how the human is feeling — nervous or comfortable — which will result in a safer process and will help maximize production outcome,” Scott said.
underway, The university of alabama and alabama IMaDe® will remain at the forefront of educating, training and connecting the future manufacturing workforce.

For more information on The university of alabama’s IMaDe program, please visit this link: www.eng.ua.edu/research/alabama-imade/
DYNEX HYDRAULIC PRODUCTS

HIGH PRESSURE
CHECKBALL PISTON PUMPS… Dynex high pressure hydraulic pumps with positive-seating checkball valves provide better wear and high volumetric efficiency. Pumps operate at pressures to 20,000 psi. Checkball pumps are ideal for hydraulic systems with demanding conditions and accommodate more force in a smaller package. At lower pressures, they provide the life and performance margin essential in critical environments. Checkball fixed displacement pumps offer flows from 0.22 to 60 U.S. gpm at 1800 rpm.
DIRECTIONAL CONTROL VALVES…
• HP Pattern Spool Valves — Simple spool valves eliminate complex valve circuits for fourway control in high pressure systems. HP03 pattern valves are rated for 15 U.S. gpm at 10,000 psi, HP05 pattern rated from 5 to 25 U.S. gpm at 8000 psi.
The Future of Alabama IMaDE® and Industry 4.0 Research


as the alabama IMaDe® initiative continues to expand, so does the promising future for Industry 4.0 research and workforce development. The program is currently proposing “the development of a series of modular courses to be offered regionally in West alabama and rural job accelerators to be able to further expand the capabilities of the domestic manufacturing and supply chain through the transition of production jobs once technology is adopted,” said Dr. Nader Jalili, director of alabama IMaDe®. With unmatched technological capabilities and cutting-edge research already
• NFPA/ISO Pattern Valves — Smooth spool movement with four-land design offers low pressure drop with large internal flow passages. 5000 psi valves rated to 165 U.S. gpm.
• VST Series Seated Valves — High pressure with low leakage. Reliable shifting with non-silting ball-on-seat design.
• Explosion Proof Option — Solenoids with special enclosures designed for use in hazardous locations. UL and CSA approved.

• Accessory Sandwich Valves — Mounts under directional valves, saves space, reduces weight and provides flexibility locating valves.

IND uST rI a L MACHINERY DIG e ST COM IMD | 35
WWW.MACMHYDRAULIC.COM 7355 N. Lawndale Ave., PO Box 6, Skokie, IL 60076 PHONE: 847-676-2910 FAX: 847-676-0365
Photography courtesy of Matthew Wood, The University of Alabama
Do I Still Need my Safety Goggles?
a new World
By: Trey Bell
It feels good to be back. For the first 14 years of my career, I worked for andersen Consulting which became accenture in 2001 and is still today a thriving global consulting firm. My focus during that run up to Partner was providing consulting services to Industrial and High Tech companies which would transform the way they created and consumed information. This spanned primarily the PLM and Supply Chain functions. The real innovation happens here - where product designs are realized, costs are committed and in today’s environment, product digital presence is imparted. I still have my safety goggles and rubber soled shoes, and somewhere there is a hard hat. Design it, build it, and deliver it - on time, on budget, and within a specific market window. Nothing has changed since the early 2000s in that regard.
What has changed is the “how”. While having a cup of coffee with Taleris from 2013-2015, a joint venture between accenture and Ge aircraft which was focused on a heady term then called “Prognostics” [essentially using software to apply leading edge analytic algorithms which anticipated MrO needs and system preventive measures before traditional alerts and diagnostics were required], I spent some time identifying technology trends that would impact MrO processes. Tapping in to research from accenture, pulling web-based reports from other consulting firms, taking a deep dive into many global provider technology viewpoints, and canvasing anything I could get my hands on, there were several trends identified. augmented reality, 3-D Printing, Visualization, Internet of Things (IoT), and Wearable Tech were core to the list. I am excited to say we probably hit the mark with most of those trends, and we see them today in the “how” on the shop floor. augmented reality is making its way into the shop floor, and 3-D Printing has evolved to additive manufacturing. Visualization has evolved to Digital Twin. Internet of Things is, well, still the Internet of Things albeit with data and digital flow rates that far exceed the view of 2015. remember when it was cool to have 100 Mbps at the house?
Prognostics is a mainstream topic now, with blurred lines for digital twin simulation, and analytics continuing to evolve, with leading companies understanding how to operationalize both areas.
We didn’t hit them all right in 2015. I would have bet big on Google Glass and the impact that wearing smart glass would have on manufacturing, service, and MrO operations. Still, there is a lot more wearable tech today (get your pulse on demand from your watch - and while you are at it have the groceries on your digital shopping list delivered). Maybe we will devote some space down the road on the impact of wearables on the floor and kick it around. Perhaps you have some examples that I’m missing - we would love to hear from you (trey@indmacdig.com).

erP and MeS are still the long haul data management players for the manufacturing world I suppose, with the primary

neW TeCHnoloGy
mission being data movement to the appropriate work center or consumption point (and external demand signals for raw materials and processing needs). I’m certain there are other very specific solutions for data management and information delivery (we do have an article in work for the next edition that will touch on this - “Don’t MeS with my SCaDa or MOM will be upset!”). but now, the information being generated may not be consumed by a human worker, but rather a robot or maybe a Co-bot. Take for example a recent trip to our local pizza joint. I was seated at the table enjoying a pie with my oldest son, and a robot with 3 pizza boxes whirred by our table. My first reaction was that this was an irobot on steroids, what is it doing in my pizza space? upon a bit more observation - this robot was a very specifically programmed robot that picked up to-go orders from the kitchen and delivered them to the front of the restaurant where the hostess would process payment and hand
them to customers. Wow! The robot knew through wireless data integration when the orders were ready, the approximate weight of the completed order, and the order number. My son laughed at me because he didn’t think it was a big deal - which tells me I’ve got a lot of catch up to do, and that we are definitely living in a drastically different space than a few years ago. all of these relevant technical capabilities and the potential for automation being applied to processes in any number of ways in the manufacturing industry creates a daunting challenge. Which ones make the most sense for your environment? How do you rack and stack your needs, and identify the possible return on invested capital for your applied automation? In this issue we pull back the business process of understanding and communicating the benefits of manufacturing automation. We discuss a business case project from a consultative viewpoint, look at some trends and research from an academic
perspective, and highlight some recent real-world advanced manufacturing deployments. Our objective is to arm you with decision-making tools so you can get your transformation to Industry 4.0 underway. Forward momentum is the key to any project. For now, I’m going to keep my safety goggles with me though, but I might get some different shoes.


IND uST rI a L MACHINERY DIG e ST COM IMD | 37 www.trimlok.com info@trimlok.com Trim-Lok Corporate 6855 Hermosa Circle Buena Park, CA 90620 Trim-Lok Midwest 5540 Beck Drive Elkhart, IN 46516 CELE B R ATING YEARS CELE B R ATING 80 0 - 663-9507 CALL US TODAY! ® TRIMS AND SEALS S C M Y CM MY CY CMY K 2022 IMD AD final 11-21-2.pdf 1 11/22/22 12:16 AM TrimLok-HH-2023.indd 1 1/22/23 4:18 PM
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Get What You Measure
The benefits of Metrology in industry 4.0
Metrology is the science of measurement. It encompasses the development, application, and study of measurement methods, devices, and systems. It establishes a common understanding of units, vital to human activity. Standardization is crucial for measurements to be meaningful. Metrology is a vast field, but can ultimately be distilled into three main concepts; scientific, legal, and applied or technical metrology.
Scientific metrology involves establishing internationally accepted units of measurement and the implementation of these standards into society. Legal metrology is the application of linking measurements back to reference standards, or traceability. Lastly, there’s applied or technical metrology which is concerned with the application of measurement, ensuring proper use of the measurement instruments, the calibration of the tools and quality control. These practices date as far back to almost 3000 bC, when the egyptians established the cubit, based on the length of the Pharaoh’s forearm and hand, giving builders a reference for architectural developments including the building of the pyramids.
In the context of manufacturing, applied or technical metrology or measurement, refers to the numeric expression of a manufactured object's dimensions based on a fixed reference (unit). These measurements are primarily used to ensure that parts and products are made to precise specifications and toleranceswhich are generally focused on units of length. Precise measurements are crucial to ensure that products are of high quality, function as intended, and can be reliably reproduced.
Metrology in manufacturing typically involves using a wide range of measurement tools, such as micrometers, calipers, optical comparators, and coordinate measuring machines (CMMs). by using these tools, the dimensions and geometric properties of parts and products can be measured precisely. Measurements are used to confirm that parts and products conform to the intended design specifications, and that they meet the necessary quality standards. In many cases, clear traceability to component measurements are required to track batches or lots that are produced. Not only are increasingly large amounts of data capture and management necessary to track measurements for traceability - but shrinking part sizes and advanced material characteristics have also increased the complexity and frequency of these measurements during advanced manufacturing processes.

These challenges can be addressed by automating metrology steps within a manufacturing operation. One of the primary benefits of automated metrology is increased efficiency. automated metrology systems can perform measurements much faster than manual
methods (generally reducing work minutes to seconds of compute time) and can also collect and analyze data more accurately. This can help reduce the time to manufacture finished products and the overall cost of manufacturing, while also improving product quality.
We can categorize automated metrology benefits within a manufacturing operation into 7 key areas:
1. Save Time: automated metrology systems can significantly reduce time spent inspecting parts. Parts that could take 10-15 minutes to inspect and record data with manual tools can be done in less than a minute, allowing manufacturers to increase their profitability through increasing efficiency.
2. Improve Accuracy and Consistency: automated metrology systems can take highly precise and consistent measurements, reducing the likelihood of human error, especially reducing the repetition of the task which increases the chances of mistake. They help ensure the overall accuracy of the manufacturing processes and can help to confirm that parts and products are made to the same exacting standards every time.
3. Reduce Labor Costs and Increased Flexibility: automating metrology reduces the need for human operators to perform manual measurements, allowing them to focus on other areas helping to increase production. These tools require skilled metrologists to develop proper measurement programs and routines according to print requirements. However, once created, the system’s automation simplifies the procedures and allows a broader range of employee skill levels to help with QC tasks, addressing many of today’s challenges with skilled labor gaps.
4. Reduce Scrap and Rework: With typical in-process checks, parts are inspected periodically. Due to these periodic checks, operators can be late to discover that parts are being manufactured incorrectly and either need to be reworked entirely or scrapped which can be costly with rising material costs. automating metrology allows for earlier defect detection allowing
38 | IMD February 2023
PRoCess





SAVE THE DATE | MAY 10-11, 2023 OREGON CONVENTION CENTER PORTLAND, OR INNOVATION. TECHNOLOGY. GROWTH. OWNED & PRODUCED BY: FOR EXHIBITING INFO, CONTACT JOYCE LORTZ: JLORTZ@FACILITIESEXPO.COM | (410) 598-3535 REGISTER AT: MACHINETOOLEXPOS.COM
manufacturers to save significant costs by addressing upstream processing and performance issues..
5. Manage Data: automated systems can collect and store large amounts of data, which can be used to identify patterns, track performance over time, and make data-driven analytics-based decisions. Data management supports transformation to Industry 4.0 digital connectedness..
6. Improve Quality Control: automated metrology systems can be integrated into various manufacturing control systems, allowing manufacturers to monitor and control the quality of the manufacturing process in real-time, and make adjustments as needed to improve the quality of the final product. additionally analytics can be used with the trend data to identify and schedule preventive maintenance needs for critical
machines. For example, your measurement system can help you identify a trend in steadily increasing measurements on parts produced on a mill, indicate this is wear on a cutting bit, and sending signals to operators or the machine tool to change it before a failure actually occurs and generates an unplanned downtime scenario.

7. Enable Business Growth: Industries with strict part requirements like aerospace and medical typically need 100% part inspection, have tight tolerances going into the micron or millionths of an inch level, and call for specialized traceability, reports, and validation. automated metrology systems provide the conditions for the manufacturing operations to be compliant with these requirements and enable sales into new markets and business development.
Overall, automating metrology in manufacturing can help to improve efficiency, reduce costs, improve product quality, and increase consistency. It can also provide valuable insights into the manufacturing process that can help to make it more efficient and effective. a tool that has helped manufacturers ranging from job shops to large aerospace and medical companies automate inspection processes has been Keyence’s IM-8000 Series Instant Measurement System. Keyence’s IM-8000 Series uses a combination of an ultra-high-definition camera, telecentric lenses, and intelligent software to quickly identify a part (or multiple parts) in its field of view, extract part edges with optimal built-in lighting conditions, and accurately measure dimensions while automatically saving the data. The technology enables any operator to accurately measure up to 300 dimensions on a part in 3 seconds or less by simply placing the part on the system and pushing a button. The latest generation introduced an automated rotary that allows for 360-degree part inspection. using an automated optical comparator with an automated rotary allows for high-precision part inspection in seconds at the push of a button, in addition to automatically generated reports. Whether machined or turned parts, or injection molded parts, this tool was designed to address all of the key benefits of automated metrology.
ABOUT THE AUTHOR
Manny Lopez Technical Marketing Manager – Quality and Metrology Systems Keyence Corporation of america
40 | IMD February 2023





www.IndustrialMachineryDigest.com SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS THE BEST ADVICE I CAN GIVE YOU IS TO SUBSCRIBE TO NEWSLETTERS! North America’s Manufacturing Resource for Industry Professionals Since 1986 Business & Workforce Development Fabrication & Manufacturing Showcase Products & New Technology Industry Insight, Safety & Maintenance Manufacturing Process & Automation What’s in YOUR InBox?
PRODUCT SHOWCASE
Fluke 831 Laser Shaft Alignment Tool Simplifies Precision Shaft Alignment, Saving Thousands in Downtime and Energy Waste
The powerful alignment tool makes it practical to align most machines in the facility, not just a select few Misalignment causes at least half of all damage to rotating machinery, but instead of fixing the problem, teams often just treat the symptoms of misalignment by replacing bearings, couplings, and seals because they think alignment takes too long. The new Fluke 831 Laser Shaft alignment Tool makes shaft alignment easy with an intuitive guided user interface that enables quick and complete shaft alignment without advanced training or complicated programs.
While it’s easy to use, the Fluke 831 is still powerful enough for the skilled technician, letting them cover more machines with all the functionality needed on the plant floor — from thermal growth calculations to user defined tolerances and more.

The Fluke 831 features:
» High performance and precise results — It leverages powerful features, like unique extend mode to handle gross misalignment and an integrated thermal growth calculator that automatically factors the dynamic machine changes into the result.

» Quick setup and intuitive user interface — Its quick setup and tablet-like, intuitive guided user interface
make the Fluke 831 laser alignment tool more user-friendly than any other conventional measurement method. align coupled shafts in quick, easy steps.
» adaptive alignment — enables maintenance and reliability teams to address the full variety of horizontal, angular, and vertical alignment challenges.
» Share data via the cloud — Its integrated WiFi cloud solution easily transfers data from the Fluke laser alignment tool to the arC 4.0 PC software.
The Fluke 831 allows shaft alignment to become a regular part of the maintenance routine leading to less energy consumption through the elimination of reaction forces inside rotating machinery, increased reliability, reduction in costs through a decrease of spare parts and extended parts life, and increased maintenance intervals due to longer machine life.
For more information on the Fluke 831 Laser Shaft alignment Tool, visit: www.fluke.com
HNA Live Launches AI and 3D Cloud Solution for Manufacturers
HN a Live, a data analytics company serving manufacturing and real estate industries, has selected CL ea , a I/IOT platform from S eCO MIND uS a LLC (www.secomind.ai) for their innovative cloud solution that combines a I and 3D technology to optimize manufacturing facility productivity.
Manufacturing 4.0 is transforming the way manufacturers manage and optimize their operations, from product design and production to distribution and customer satisfaction. HNa LIVe offers granular, privacyprotected, real-time insights into the performance efficiencies and bottlenecks of operations, safety, and quality in the manufacturing space.
"The digital transformations are notoriously difficult to scale up across networks of factories, the pressure to succeed is intense. With CLea we can rapidly enable manufacturers to capture benefits across the entire manufacturing value chain" — Cooper Mojsiejenko, Chief e xecutive Officer at HNa Live.
42 | IMD February 2023
PRoDUCT sHoWCase
latest
WANT TO BE FEATURED? Send your latest product information to editorial@indmacdig.com
Industrial Machinery Digest's Monthly Product Showcase features the
from some of the manufacturing industry's top suppliers.
HNa Live makes use of LIDar and other data collection technologies to precisely measure and create 3D models for manufacturing whether it's plant movement, working parts in process, or a building's entire operation. HNa .Live's cutting-edge technology provides more accurate real-time 3D modeling for a manufacturer's business strategy.
"CLea enables connecting and cloud managing any hardware for smart control, monitoring, and actionable insights. HNa Live is enabling manufacturers to increase production capacity, reduce material losses, improve delivery lead times, and reduce their environmental
impact. We are very excited to be part of their journey", — a jay Malik, CeO of SeCO Mind uSa
For more information: https://hna.live For more information: https://secomind.ai/
New Robotmaster plugin
75 percent reduction in programming time, the new plugin allows users to use a robot programming method that can automatically identify and resolve programming errors that could otherwise go unnoticed when using a manual process.
robotic programming for Mastercam CAD/CAM software users
streamlines
Hypertherm a ssociates, a u.S. based manufacturer of industrial cutting products and software, today announced a new software plugin from its robotmaster® brand.

The plugin makes it easy to convert Mastercam C aD/C a M data into an optimized, error-free robotic program. Once installed, users can import C aD files, tool paths, data, and process-specific information directly into robotmaster. They can then synchronize files so changes made to the original Mastercam file are transferred to robotmaster without needing to reprogram. In addition to a
“We’ve always said that you shouldn’t need advanced programming knowledge or robotics expertise to use robotmaster. We wanted to provide an easy way, for those who are using C aD/C a M software, to program a robot,” said Natalie adams, a product marketing manager for the Hypertherm a ssociates Software Group. “This new plugin streamlines the robotic programming process so Mastercam users can maximize their productivity and remain competitive through the rapid adoption of automation.”
The Mastercam plugin is made possible by robotmaster bridge, functionality found in robotmaster 2023, that allows seamless integration between a user’s chosen
IND uST rI a L MACHINERY DIG e ST COM IMD | 43
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
C aD/C a M software and robotmaster. It is the first of many robotmaster plugins Hypertherm a ssociates plans to introduce.

The new robotmaster plugin for Mastercam supports Mastercam 2023, the current release, as well as Mastercam 2021 and 2022. a nd while the new plugin streamlines robotic programming for Mastercam customers, those looking for a standalone solution can simply rely on robotmaster's integrated C aD/C a M functionality. The software allows customers to import the C aD model for their part and generate toolpaths directly within robotmaster without the need for separate C aD/C a M software. To learn more, please visit www. robotmaster.com.
JTEKT Offers New HMC Series

JTeKT Toyoda a mericas Corporation has recently introduced its FH5000 series of three high-speed horizontal machining centers (HMC), including the FH5000S HMC with 800X800X880 mm (X, y, Z) strokes, 900mm workpiece diameter, and 1100mm workpiece height capacity. The FH5000 series machines include a 500mm table capable of handling 1000 kg loads.
"With this series, Toyoda meets the growing demand for producing components with high metal removal rates, short cycle times and superior surface finishes," said a company spokesperson.
Toyoda's FH5000S HMCs with 60-tool aTC capacity are designed for speed and production reliability, featuring a 15,000 rPM, 50 HP (37 kW), 303 Nm (223 ft-lbs.) high acceleration spindle. The 40-taper spindle is designed with four ceramic bearings at the front of the spindle for increased rigidity and reduced vibration. Its patented hydraulic preload system brings the spindle up to 15,000 rPM less than one second without spindle warm-up, ideal for aluminum processing. The larger machines in the FH5000 series are equipped with a 50-taper spindle, 45 tools, and a longer X axis travel.

This machine is equipped with a direct drive b-axis table featuring an index time (90°) of 0.7 seconds. The FH5000 machining centers with the spindle design, preload system and high torque features, allows machine shops to take advantage of more aggressive, high-volume machining in a compact footprint, according to the company.

easily programmed, the H5000 series features the TOyOPuC-Touch panel through which the operator can monitor the machine, see operating data including energy consumption, and edit as required.
KUKA to Showcase Automation for Human/ Machine Collaboration at ATX West
During the aTX West 2023 show, KuK a robotics will showcase several new technologies geared specifically for safely automating those manufacturing processes where humans interact with robots on a regular basis. a mong those technologies are the new Lbr iisy cobot, the new KuK a KMP 600-S diffDrive automated mobile platform and the company’s Lbr iiwa robot incorporated into an automated mobile robotic material-handling system.
referred to as Sensitive Cobotic technology, KuK a’s Lbr iisy represents the future of automation. The cobot is readyto-use automation that quickly and easily integrates into any manufacturing application from pre-defined production
44 | IMD February 2023
EASY-TO-USE KANETEC MAGBORE DRILL GUIDES Offer sure, positive, firm footing!
not included)
Model KCD-MN1 (Drill
630-860-1545 MAGNETIC DRILL STAND • COMPACT • LIGHTWEIGHT • HOLDS POSITIVELY • MAGNETICALLY ATTRACTS OR RELEASES • WEIGHS UNDER 12 LBS. For Round Pipe in Magnetic or Chain Visit: KANETEC.COM KANETEC@KANETEC.COM
Models now available for round pipe in two styles: Magnetic for ferrous steel or Chain grip for PVC, aluminum, and other non-ferrous materials.
processes to open, unstructured work environments with unpredictable conditions from one job to the next.

Whether loading/unloading machines, assembling components or packaging, the cobot provides increased versatility and can be immediately operated by anyone from an automation expert to a cobotics newcomer. Featuring various operator levels, the user-friendly system adapts to the corresponding level of user knowledge. ready to use right out of the box, the Lbr iisy allows for use in more applications than ever before, including those so simple that most wouldn’t think they could be automated. Operating the iiQK a .OS system and supported by the iiQK a ecosystem, the Lbr iisy is ready for use in a matter of minutes – depending on pre-configured options – from unpacking to productive work. a s such, the cobot also eliminates long training times or having to learn complex programming techniques.
With six axes, a 3-kg payload, 600-mm maximum reach and 18.8-kg overall weight, the Lbr iisy is well suited for overcoming the challenges posed by confined workspaces. KuK a also offers the Lbr iisy in 11-kg and 15-kg payload versions.
a s the perfect collision-free coworker, KuK a’s new KMP 600-S diffDrive mobile platform takes intralogistics to a new level – especially in the consumer goods manufacturing industry. The platform provides a new automated guided vehicle system with high-speed support for production intralogistics and a payload of up to 600 kg. at the same time, the KMP 600-S diffDrive is ideally equipped for the tough everyday environment of industrial production. Its IP 54 design always enables it to work reliably even under adverse conditions – including water spray and dust.
For maximum safety and flexibility all KuK a mobile platforms, including the KMP 600-S, guarantee employees maximum freedom of movement without the need for safety fencing. Laser scanners mounted at the front and rear provide maximum safety and allow for high speeds in all directions of travel when cycle times require it. additionally, the KMP 600-S diffDrive uses eight safety zones at both the front and rear – customizable for vehicle speeds and specific applications.
Developed in partnership with the world's largest semiconductor fabricators, the mobile robotic solution KuK a demonstrated at aTX West reliably transfers materials in areas unsuitable for traditional automated material handling systems. a s the first of its kind, the KuK a mobile robotic wafer-handling system for human/machine collaboration offers an ideal solution for material transport of 200mm or 300mm wafer boxes and SMIF boxes, open cassette machine loading and unloading.
The system combines a KuK a Lbr iiwa 14 r820 Cr robot mounted on one of the company‘s KMP 200 Cr automated mobile platforms. both the robot and mobile platform are cleanroom class ISO 3 rated and feature advanced safety and navigational functionality. For simplicity and ease of use, the solution is completely

integrated with one controller for the robot, platform and navigation as well as one software solution for all three Norstat now offers a full line INDuCTIVe SeNSOrS that offer a nominal sensing distance that is 2 times higher than standard inductive sensors.
These PSL INDuCTIVe SeNSOrS by Sense have been redesigned to provide increased sensing distance
IND uST rI a L MACHINERY DIG e ST COM IMD | 45 ESSEX PROVIDES Pre-Engineered Buildings Built to Withstand the Rugged Northeast Winters. Commercial, Industrial, and Agricultural Buildings Built to Satisfy Your Building Needs. Steel Structure, Sub-Structure, and Sheeting STRUCTURAL STEEL CO., INC. STRUCTURAL STEEL CO., INC. 800-323-7739 www.EssexStructuralSteel.com 607-753-9384 • FAX: 607-753-6272 • 607 Route 13, Cortland, NY 13045 Call For A Quote On Your Next Project

www.IndustrialMachineryDigest.com SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS THAT FEELING YOU GET WHEN YOU READ AND YOU’RE IN THE KNOW! SUBSCRIBE AND STAY INFORMED North America’s Manufacturing Resource for Industry Professionals Since 1986
( up to 2x greater ) over their conventional inductive sensors while still maintaining a low cost factor. These PSL INDuCTIVe SeNSOrS are constructed with either stainless steel or brass housings in 12, 18 or 30mm sizes with sensing distances of up to 24mm and are available in either PNP or NPN direct current models. They have short circuit protection as well as reverse polarity protection and are available with high visibility LeD trigger indication. electrical connection is via cable or 4 pin M12 connector and various cable lengths are available.
The PSL INDuCTIVe SeNSOrS have a protection rating of IP 67 or IP 69K, can operate in temperatures from -25°C to +70°C and are certified for explosive atmospheres of combustible dust making them ideal for industries such as furniture manufacturing, textiles, or warehouses as well as for the handling of grains, cotton, linen, magnesium or aluminum metallic dust, charcoal dust, mineral coal, petroleum coke or carbon and chemical dusts. Contact Norstat for additional information, pricing, and availability.
For additional information: www.norstat.com



OMEGA Announces Expansion of Groundbreaking, Non-Invasive Temperature Sensor Technology, Now Available for Use on Plastic Pipes

High-accuracy, non-invasive HaNI Temperature Sensors for use on plastic pipes install in seconds and never breach the pipe - no penetration, no risk of contamination
OMeG a engineering, a leader in temperature measurement innovation for over 60 years, is announcing the launch of the latest version of its HaNI Clamp-On Temperature Sensor: the HaNI Clamp Sensor designed specifically for plastic pipe applications.

Previously available only for metal pipe applications, this newest version of the HaNI Sensor is the only industrial-grade, high-accuracy, non-invasive temperature sensor on the market today for plastic pipe applications.
award-winning HaNI Sensors precisely measure the temperature of media inside a pipe in seconds without ever breaching the pipe. This means no drilling, no cutting, no epoxies, and, most importantly, no downtime. a nd, because HaNI Sensors never come into contact with the process media, there is no risk of contamination or drift associated with sensor buildup, wear, breakage, corrosion, or damage from wake frequencies or water hammer. already making waves for innovation, HaNI Sensor expansion to plastic pipe applications marks further advancement of this patent-pending breakthrough technology.
"Plastic pipes have a very low thermal conductivity, so it is very difficult to try and read temperature through them," says Ken Leibig, Director of engineering at OMeG a "With the proprietary algorithm we've developed, HaNI sensors do what few even thought was possible: they install with the ease of a surface sensor while offering the high accuracy and high performance of a traditional
immersion sensor. a nd now, with our newest model, the HaNI is becoming even more universal in its application - not to mention the fact that it is the only non-invasive sensor on the market capable of measuring temperature of media moving through a plastic pipe."
IND uST rI a L MACHINERY DIG e ST COM IMD | 47 FLOWPATCH® Fast and easy repair solution for damaged concrete floors Here’s what Flowpatch® does: Ready for heavy traffic after 2 hours (at 60°F) Fills holes up to 4 inches deep - permanently Use on damp or dry surfaces indoors and out Simply mix 3 parts powder to 1 part water for easy installation 55lb - $175.28 +FREE SHIPPING Get Free Shipping* with code FP22MD *55lb Standard Flowpatch® Only 3 EASY WAYS TO ORDER ONLINE www.watcofloors.com CALL 1.855.627.6350 (8:30am-4:00pm EST) EMAIL info@watcofloors.com LEARN MORE






















48 | IMD February 2023 sURPlUs bUyinG anD sellinG Standard-Direct.us Denver Breaker & Supply StayConnected www.DenverBreaker.com Mention SBSDA2023 for a 10% Discount! YES...WeHaveThat! One of the Nation’s Largest Inventory of New, Obsolete, Inspected & Tested Electrical Equipment! Circuit Breakers • Controls Panel Mount Switches Motor Bus Duct Plugs • Transformers Starters and More! Providing Same Day, Next Day Shipments for Emergency Needs! CALLUSTODAY! 855-4UR-BRKR WE ALSO BUY YOUR USED EQUIPMENT…





IND uST rI a L MACHINERY DIG e ST COM IMD | 49 ClassifieDs ........... FURNACE CO,INC www.enmco.com ELECTRONIC LCD HOUR METER/COUNTER COMBO HOURMETER COUNTER T39 ENM’s Series T39 LCD 6-DIGITS hour meter and up counter instrument is ideal for any application that requires recording both time measurement and event count for maintenance schedule. The two displays meter can operate independently or in parallel. This compact tamper-proof meter is protected from the environment to provide years of service. MADE IN THE USA Counting Instruments E-MAIL customerservice@enmco.com Check it out! IMDauctions-IMD102018-8th.indd 1 9/20/18 2:32 PM Welcome to the NEW IMDauctions.com Auctions Auction Services Machinery Listings IMDAuctions-6th-01-2019.indd 1 12/28/18 7:07 AM

50 | IMD February 2023 aDVeRTiseR inDex SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS ARE YOU LISTED? We have launched our online, searchable directory with over 400 categories specifically designed for the industrial machinery industry. IF YOU’RE NOT LISTED, YOU’RE MISSING OUT! actek Manufacturing and engineering Inc. — www.actekmfg.com 33 air-Vac Systems — www.air-vacsystems.com 27 aTTCO, Inc. Dba Syclone aTTCO Service — www.skyhookmfr.com 5 attica Hydraulic exchange — www.hydraulex.com 29 betenbender Manufacturing, Inc — www.betenbender.com 17 burr King Mfg Co. — www.burrking.com 21 Clamprite — www.clamprite.com 43 Denver breaker & Supply — www.denverbreaker.com 48 Dynabrade, Inc. — www.dynabrade.com FC, 3 eNM Co — www.enmco.com 49 essex Structural Steel Co. — www.essexstructuralsteel.com 45 Formdrill uSa Inc. — www.formdrill-usa.com 15 H&K equipment, Inc. — www.hkequipment.com 48 HMI div of betenbender Manufacturing — www.betenbender.com 31 HyPNeuMaT, Inc. — www.hypneumat.com IbC IMDauctions.com — www.imdauctions.com 49 Industrial Magnetics, Inc. — www.magnetics.com 25 Kanetec uSa Corp — www.kanetec.com 44 KHK Gears — www.khkgears.us 23 Lenzkes Clamping Tools, Inc. — www.lenzkesusa.com IFC L&L Special Furnace Co., Inc. — www.llfurnace.com 49 MacMillin Hydraulic engineering Corporation — www.macmhydraulic.com 35 Northwest Machine Tool expo — www.machinetoolexpos.com 39 Pro-Line — www.1proline.com 49 radwell International, Inc. — www.radwell.com bC royal Products — www.mistcollectors.com 49 Schweiss Doors — www.schweissdoors.com 49 SMe — www.mtseries.com 7 Sprinter Marking, Inc. — www.sprintermarking.com 34 Standard Direct — www.Standard-Direct.com 48 Stor-Loc — www.storloc.com 11 Tormach — www.tormach.com 19 Trim-Lok — www.trimlok.com 37 watco — www.watcofloors.com 47
DRILL. TAP. REPEAT.
Engineer ed Tough for Year After Year Relia bility





H Y PNEU M AT. C O M • 414 - 423 - 740 0 Automatic Drilling and Multiple
Heads
Spindle



IndustrialMachineryDigest.com 3590-b Hwy 31 South PMb #233 Pelham, aL 35124 PRSRT STD U.S. POSTAGE PAID ALABASTER, AL. PERMIT NO. 44 AC/DC DRIVES SPARES & REPAIRS TIME MATTERS Spare Parts | Engineered Solutions | Custom Products | Control Repair 5 to 10 Day Repair Turnaround MANUFACTURING & FACTORY AUTOMATION SPECIALISTS • ABB • Allen Bradley • GE • Kollmorgen • Schneider • Siemens • Toshiba • WEG • Westinghouse Radwell.com AC_DC_9x8_25_Full_Page_2020.indd 1 7/15/2020 4:02:21 PM


