Aerospace NASA, BAE Systems & more on their work with AM
Tooling, jigs & fixtures TCT talks to L'Oreal & PepsiCo
MAG NORTH AMERICAN EDITION VOLUME 8 ISSUE 3
www.tctmagazine.com
SHOPS ADOPT AM 2.0
Inside three companies using the Desktop Metal Shop System for turnkey production
3D Printing & Additive Manufacturing Intelligence
VOLUME 8 ISSUE 3
ISSN 2059-9641
EDITORIAL
SUBSCRIPTIONS
HEAD OF CONTENT
Laura Griffiths e: laura.griffiths@rapidnews.com t: 011 + 44 1244 952 389 SENIOR CONTENT PRODUCER
Samuel Davies e: samuel.davies@rapidnews.com t: 011 + 44 1244 952 390
ADVERTISING HEAD OF SALES TCT PORTFOLIO
Carol Cooper e: carol@rapidnews.com t: 011 + 44 1244 952 386 SALES MANAGER TCT PORTFOLIO
Nicky Martin e: nicky.martin@rapidnews.com t: 011 + 44 1244 952 365 SALES EXECUTIVE TCT PORTFOLIO
Andrew Cooper e: andrew.cooper@rapidnews.com t: 011 + 44 1244 952 374
PRODUCTION Sam Hamlyn
Matt Clarke
PUBLISHED PRICES TCT North America Print Subscription - Qualifying Criteria US/Canada - FREE UK & Europe - $249 ROW - $249 TCT Europe Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - £249 ROW - £249 TCT German Language Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - €249 ROW - €249 Partner with Subscription enquiries to subscriptions@rapidnews.com Read this and back issues for FREE on Issuu www.issuu.com/tctmagazine The TCT Magazine is published bi-monthly by Rapid News Publications Ltd Carlton House, Sandpiper Way, Chester Business Park, Chester CH4 9QE, UK.
Robert Wood
MANAGEMENT C.E.O. / PUBLISHER
Duncan Wood
t: 011 + 44 1244 680222 f: 011 + 44 1244 671074 © 2022 Rapid News Publications Ltd
While every attempt has been made to ensure that the information contained within this publication is accurate, the publisher accepts no liability for information published in error, or for views expressed. All rights for The TCT Magazine are reserved. Reproduction in whole or in part without prior written permission from the publisher is strictly prohibited.
May 17-19, 2022, Detroit, MI, USA
Meet with our team live at stand 4037
Post-processing, redefined.
www.addiblast.com @addiblast
A Strong Future Stands Behind Us!
FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS
AS9100 & ISO 9001 Certified • ITAR REGISTERED
email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com
• Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly
FROM THE EDITOR
FROM THE EDITOR LAURA GRIFFITHS
Show-off If you were in any doubt about additive’s ubiquity in the manufacturing world, then read on. Not to brag but this issue is crammed with AM application stories and thought-leadership insights from the likes of NASA, BAE Systems, PepsiCo and L’Oreal, further proof of 3D printing’s application potential, from the skies to your kitchen cupboard. In fact, just today I’ve already used products from two of those brands: L’Oreal cosmetics to look semipresentable over Google Meet and a glass of Pepsi Max as I write this very letter – space exploration vehicles don’t tend to feature much in my day-to-day life, unless my dad has sent me a YouTube video. The applications discussed run the gamut: metal heat exchangers for miniature satellites to plastic tools to ensure shampoo bottles stay in place on a busy packaging line. While some of those applications are a little less obvious – we might not be drinking from 3D printed bottles but, as our Senior Content Producer Sam found out, the technology plays an imperative role on the production line – the scope for AM in production means more than like for like replacements for traditionally manufactured end-use parts. There are still challenges, of course. Scaling 3D printing for production presents hurdles around repeatability, materials, speed,
automation and beyond. In our production feature, we asked a range of AM experts for their take on the biggest obstacles facing the production line today and how we might overcome them. Elsewhere, Sam picks up on conversations had at the AMUG conference around opportunities for direct metal deposition technologies. And just like we planned it, I’m writing this letter on the first Monday in May, which means it’s time for the annual Met Gala; on page 73 Sam shares another ‘Innovators on Innovators’ chat, this time between two collaborators on the design of Zac Posen’s renowned 3D printed gala gowns. Now as we prepare for an even busier show season than usual, we’re sure to see more of those examples as companies get ready to showcase their latest wares alongside realworld customer applications. Our huge RAPID + TCT preview (page 53) has you covered on what to look out for on the show floor in Detroit on May 17-19 along with a look at the concurrent conference program, including a chat with this year’s opening keynote speaker Barbara Humpton, CEO at Siemens USA. Register now at rapid3devent.com!
VOL 8 ISSUE 3 / www.tctmagazine.com / 03
TCT VOLUME 8 ISSUE 3
Cover story
6 9
Exec
6. SHOPS ADOPT AM 2.0
Three users of Desktop Metal’s Shop System discuss the machine’s low cost volume production capabilities.
Aerospace
9. FEELING ULTRASONIC
Head of Content Laura Griffiths talks to NASA engineers about the organization’s application of Fabrisonic’s metal AM technology.
15. AM GOES DOWN A STORM
BAE Systems Head of AM Jenny Manning talks to TCT about 3D printing’s impact on the Hawk, Typhoon & Tempest aircraft programs.
19. PROCESS OVER PARTS
Morf3D CEO Ivan Madera tells TCT how the company plans to solve the complexities of scaling AM.
20. KEEPING COOL
Advanced Engineering Solutions & EOS explain how AM enabled the complex design of a helicopter heat exchanger.
AM for production 23. ADDITIVE’S BIGGEST CHALLENGE
23
We ask a range of experts about the hurdles in scaling AM for production.
41 interview 41. MAKING MOVES
Makelab CEO Christina Perla talks scaling, the power of desktop 3D printers and more.
Tooling, jigs 42 & fixtures 42. AM? IT’S WORTH IT.
Laura speaks to Solvay’s AM Cup Challenge collaborators about transforming production lines with AM.
45. 3D PRINTING HITS THE SPOT How PepsiCo is enhancing its bottle design operations with 3D printed molds and inserts.
48
Metal AM
48. THE DED HEAT
Sam talks to multiple vendors to understand the application opportunities with Direct Energy Deposition processes.
48
RAPID + TCT
53
53. CONFERENCE HIGHLIGHTS
A run-down of the conference agenda at the upcoming RAPID + TCT show in Detroit.
57. EXHIBITOR HIGHLIGHTS A preview of what you can see on the show floor, including product launches and debuts.
69. KEYNOTE Q&A
Laura speaks to Siemens Corp President and CEO Barbara Humpton ahead of her keynote speech on the opening day.
Innovators on Innovators
73
73. STEPHANIE DEPALMA X ERIC UTLEY
Engineers from GE Additive and Protolabs recall their time working with Zac Posen in the creation of 3D printed Met Gala gowns.
Expert column
76
76. FROM MATERIALS TO LIVING ORGANS
Dr Jia Min Lee & Dr Wai Yee Yeong discuss the future of bioprinting in this issue’s expert column.
6
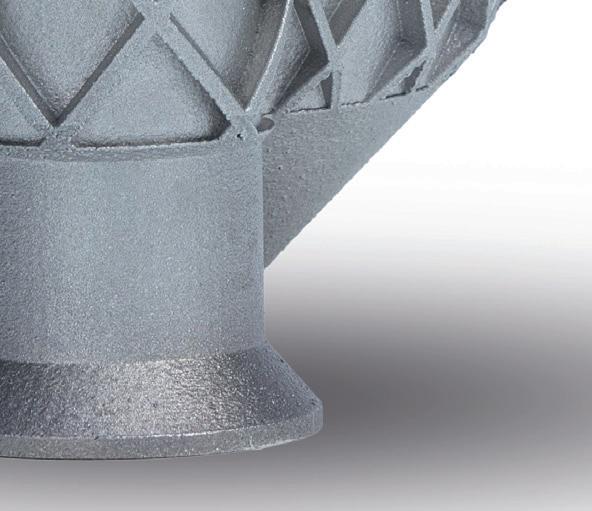
SHOPS ADOPT AM 2.0 Desktop Metal’s Shop System delivers on AM 2.0 promise of volume production at low costs.
F
rom the outset, the Desktop Metal Shop System aimed to fulfill a use case addressed by few other 3D printing systems.
Unlike solutions intended for prototyping or tooling production, or those built for mass production, Shop System’s goal was to make mid-volume binder jet printing available to machine and metal job shops in an easy, turnkey package. In the two years since its introduction, the system has more than delivered on that promise. The most popular metal binder jetting system on the market in 2021, the Shop System has customers around the globe that are transforming their operations with this advanced, digital manufacturing solution. Here are three of their stories. PGV INDUSTRIES - CUTTING LEAD TIMES AND EXPANDING BUSINESS WITH BINDER JETTING Based in Karnes City, TX, PGV Industries has more than three decades of experience manufacturing equipment for the oil and gas, aerospace and robotics and automation industries. Though the company had long used CNC machining to produce parts, challenges like high tooling costs and long lead times led the company to invest in the Shop System, which had an immediate impact on PGV’s manufacturing operations. By eliminating the need for tooling, the system allowed the company to dramatically reduce its production turnaround times - stainless steel parts that once required as many as five unique machining steps could be produced in just a single step with the Shop System, cutting lead times by up to 80%.
06 / www.tctmagazine.com / VOL 8 ISSUE 3
For PGV, that faster production has translated into greater agility and allowed the company to expand their business by taking on jobs which previously would have been no bid. On-demand production with Shop System also allowed PGV to cut physical inventory by as much as half, with designs instead stored in “digital warehouses” and only retrieved and printed when needed. “After more than three decades manufacturing parts, PGV recognized the opportunity for metal 3D printing to address some of the major challenges to produce complex, finished parts across a variety of industries,” said Ramon Perales, President of PGV. “Desktop Metal's AM 2.0 solutions have enabled PGV to produce complex parts with a significant reduction in lead time, and have allowed us to expand our business into new markets without incurring a heavy tooling burden.” FREEFORM TECHNOLOGIES VOLUME PRODUCTION OF HIGH-PRECISION PARTS One of the first service bureaus to offer metal binder jet additive manufacturing, FreeFORM Technologies is in St. Mary’s, Pennsylvania, in the heart of the US-based powder metal manufacturing industry. Founded by a group of engineers with decades of experience in metal injection molding (MIM), the company offers
SHOWN: DESKTOP METAL SHOP SYSTEM
engineering and additive manufacturing services to customers across a broad range of industries. For FreeFORM’s founders, the decision to invest in binder jetting technology was based on that vast experience and the challenges that come with traditional manufacturing, particularly the requirement to order parts in volumes large enough to justify high tooling costs. The Shop System not only allows the company to overcome those challenges, but also unlocks the ability to create parts with significant geometric complexity, and enables FreeFORM to realize marked increases in productivity. SHOWN: PART PRINTED ON THE SHOP SYSTEM AT PGV INDUSTRIES
cover story
SHOWN: PGV INDUSTRIES CAN NOW PRODUCE COMPLEX PARTS WITH A SIGNIFICANT REDUCTION IN LEAD TIME
With its high speed, single pass print engine and large build envelope, the system enables the production of thousands of parts monthly for a wide range of applications, from medical devices to high-precision parts for industrial applications.
Ultimately, though, many of the manufacturing challenges EAC faces come down to a single factor - tooling. Not only is it expensive and time consuming to create custom tooling for their broad portfolio of parts, but EAC must constantly adapt and create new tooling as consumer preferences and designs change from season to season.
"A game-changer for the flexible production of small, complex parts."
The Shop System not only allowed EAC to eliminate the need for that tooling, but also to easily produce parts in a range of volumes according to customer needs.
the eco-friendly approach and spirit that is involved with the industry,” EAC Metal Ornaments CEO Patrick Chouvet said. “We have been teasing the benefits of additive manufacturing for our customers, and with the Shop System that is now a reality - we can partner with our customers and fulfill their designers’ dreams and most creative ideas.”
Using the system, EAC increased production of leather accessories from 10,000 pieces per week to more than 73,000. The production of apparel ornaments, like those found on lingerie, increased to more than 110,600 per week, more than double the output for traditional approaches.
While the Shop System is a key component of that transformation, it’s not the only solution at manufacturers’ disposal - Desktop Metal products address the full manufacturing lifecycle, from prototyping and low-volume production of parts using polymers to mass production of end-use metal parts with the Production System P-50.
“With Desktop Metal (binder jet technology,) we were able to print hundreds of parts in a single build, and fulfill a 5,000-part order within two weeks,” said FreeFORM Technologies President Nate Higgins. To create the same parts via MIM, by comparison, would require an upfront investment of as much as $40,000 for tooling and nearly three months lead time, all before a single part is produced. “With a throughput rate ten times faster than competing systems, [this is] a gamechanger for the flexible production of small, complex parts, and offers incredible productivity,” Higgins added. EAC - QUICKLY CREATING CUSTOM ACCESSORIES TO MEET CUSTOMER DEMANDS Based in France, EAC Metal Ornaments produces luxury metal accessories for a host of industries, ranging from footwear and leather goods to swimwear, lingerie and cosmetics. In addition to producing thousands of stainless steel parts annually, many of which are post-processed via polishing and plating, the company offers a 3D design studio, where they work closely with customers to design and prototype ornaments to ensure they meet the needs of designers’ collections.
BROAD BENEFITS WITH AM 2.0 It’s increasingly undeniable - the way we make things is changing, and additive manufacturing is at the forefront of that change.
SHOWN: EAC LUXURY METAL ORNAMENTATION
For custom jewelry pieces, the system cut production and assembly time by more than 250 hours. The company can now produce 17,600 individual pieces per week, with no assembly required.
While the manufacturing world has only taken early steps toward Additive Manufacturing 2.0, the message from early adopters is clear. The traditional rules of manufacturing are being rapidly rewritten, and the companies that take advantage of those changes stand to reap huge benefits. SHOWN: EAC CAN NOW PRODUCE 17,600 INDIVIDUAL JEWELRY PIECES PER WEEK, WITH NO ASSEMBLY REQUIRED
With no need for tooling, the company can now easily adapt to changing design requirements - new parts can quickly be fine tuned and tested before being sent to the shop for production. “Going forward, additive manufacturing should be the future of metallic ornaments, both for the creativity it brings to designers and for
VOL 8 ISSUE 3 / www.tctmagazine.com / 07
Advertorial 2022
THERAPEUTICS FOR THE FUTURE Tablets containing indivdualized fillers and active ingredients can be additively manufactured using the freeformer.
PERSONALIZED MEDICATION Additive manufacturing has become an important production method in the healthcare sector. In one area – patient-specific therapeutics and drugs – there are still a number of technological restrictions to overcome. Pharmaceutical engineer Dr. Sheng Qi, a scientist in the School of Pharmacy at the University of East Anglia (UEA) in the United Kingdom, has dedicated herself to the research of novel drug delivery technology development. Her research group focuses on pharmaceutical materials and innovative processes. This also includes ARBURG Plastic Freeforming (APF). The freeformer additively manufactures various tablet variants and release patterns. The APF process has the potential to manufacture entirely new personalized healthcare products. Dr. Sheng Qi is proposing offering more personalized medicine: “Customized tablets can be a solution for pediatric, geriatric, and patients with complex chronic conditions.“ The APF technology and the freeformer, designed as an open system, enabled UEA to make direct use of standard granulate from common pharmaceutical polymers and active ingredients. With no additional plasticizers, the plastic melt
ARBURG, Inc. 644 West Street Rocky Hill, CT 06067
Tel.: +1 (860) 667 6500 Fax: +1 (860) 667 6522 usa@arburg.com
could be discharged in the form of tiny droplets and used to additively manufacture tailored drugs. Using the freeformer, a wide range of filling level variants were able to be tested and created at UEA. The porosity of the tablet allowed the active ingredient’s release rate to be regulated. The APF process provides UEA with a considerable advantage when it comes to testing and evaluating various active ingredient combinations and their release rates. It is even conceivable to blend several drugs with specific dosages and package them in a 3D-printed tablet with sophisticated functional micro-structures designed to speed up patient recovery. Thanks to its unique advantages in terms of material processing and droplet discharge, this AM technology is an ideal instrument for research projects. Pharmaceutically approved production materials can be blended and deployed in an additive manufacturing process tailored to each individual patient.
i
Further information: www.arburg.com
Aerospace
FEELING ULTRASONIC WORDS: Laura Griffiths
Laura speaks to engineers at NASA JPL about deploying Fabrisonic’s metal additive manufacturing technology for space. Sometimes, inspiration can come from the unlikeliest of sources. Take, for example, a Stradivarius that became the spark for an additive manufacturing (AM) project for engineers at NASA’s Jet Propulsion Laboratory (JPL). It all started back in 2012. A.J. Mastropietro, Thermal Systems Engineer at NASA JPL in Southern California was just coming off the Mars Curiosity Rover mission having developed a challenging thermal control system to manage heat transfer across the largest rover ever sent to the Red Planet. It was a momentous achievement but also a ‘fabrication nightmare,’ as Mastropietro candidly puts it, consisting of a maze of aluminum tubing on flat plates designed to acquire and reject heat as needed. ‘There has to be a better way,’ the engineer thought. An article in The Economist, which talked about the 3D printing of a Stradivarius, appeared to offer one.
SHOWN: DEPLOYMENT OF CUBESAT IN SPACE (CREDITS: NASA)
“It ignited my passion immediately,” Mastropietro told TCT. “I knew about additive manufacturing with plastics but in my field of work, that's not directly applicable and this was really focused on additive manufacturing from metallics. So, I began a deep dive on that and explored many different avenues.”
coming out of a company in Ohio which offered ‘a very different technique’ to 3D printing metals. Fabrisonic, a spinout company of EWI since 2011, with its low temperature metal deposition Ultrasonic Additive Manufacturing (UAM) process, which leverages solid-state ultrasonic bonding using high-frequency vibrations to fuse together thin layers of metal with no change to metal microstructure, combined with traditional CNC milling, seemed like a good way to improve reliability of crucial metal components for spacecraft without the limitations of more established powderbased AM processes.
While polymers were more common, Mastropietro recalls the focus on printing metal around that time being mostly in direct laser sintering, and while JPL had successfully deployed DMLS, the engineer was instead intrigued by a technology
Mastropietro reached out and quickly put together a spontaneous JPL R&D proposal to explore improvements to the manufacturing of heat exchangers and radiators. The team secured the award and went to work with Fabrisonic using the UAM process to embed cooling channels into billets of aluminum.
With an initial concept in 2014, Mastropietro says they were ‘able to prove some of the basic metrics right out the gate’ and the technology was then pushed through several stages of NASA’s Small Business Innovation Research (SBIR) program and tested on more complex, flight-like parts where Mastropietro says they were encouraged by how well they tested. Also overseeing this was Scott Roberts, Materials Technologist at NAS JPL, who, by his own admission, remembers the reaction around the lab to some of those early welds, albeit successful, being ‘this will never fly.’ But they worked on it, collaborating with Fabrisonic and NASA’s SBIR office, overcoming challenges around thermal and pressure tests to get to a point where now, Roberts says, when the team have shown UAM parts to those unfamiliar with the process, they often question where additive was even used.
VOL 8 ISSUE 3 / www.tctmagazine.com / 09
Built on Experience. Proven Solutions. With over 30 years pioneering integrated additive manufacturing solutions, we have mastered the interactions between lasers and powdered materials, and go above and beyond purely technical capabilities. Offering comprehensive and reliable solutions, we support each customer through their entire development and production process. Let’s build the future together.
Visit us at RAPID + TCT 2022 BOOTH #2901
na.eos.info +1 877 388 7916
Aerospace SHOWN: 3D PRINTED RADIATOR FOR A CUBESAT COMBINING ALUMINIUM AND COPPER USING AM TECHNIQUES THAT EMPLOY ULTRASONIC WELDING. (CREDIT: FABRISONIC LLC)
as a result, the part now weighs almost 30% less and performs 30% better than parts made via traditional methods. There could even be potential, Mastropietro believes, to marry the capabilities of power bed and UAM to build large, complex shapes, deploying “the right tool for the right application.”
“You can't tell the substrate from the welded material,” Roberts said. “Everyone's like, ‘Why aren't we flying this like this? We should have done this ten years ago!’” “You can't tell where the additive layers transition from the initial billet material,” Mastropietro adds, pointing to a 3D printed aluminum heat exchanger while speaking over video call. “We even explored making internal features with mills and then just closing out the channels with an additive roof. It's really, whatever you can think of – and we've thought about it – then we've found a way to do it. We've had a lot of success, whichever thread we pull on, which has been fun.” One of the biggest benefits of UAM is the big part sizes it enables. Roberts describes one huge heat exchanger example produced at Fabrisonic for JPL being about the size of a desk, which, for metal additive manufacturing, historically constrained by small build sizes available on laser powder bed machines, is typically unheard of.
established materials that engineers are already comfortable with, which along with the ability to join dissimilar metals, is extremely helpful when it comes to risk mitigation around flight applications and overall acceptance of the technology. “The initial hump you have to get over for people to want to accept it is so much smaller than saying ‘I'm taking this 40-micron powder and turning it into a solid pressure vessel,’” Roberts elaborated. “That hurdle to get people to be willing to even contemplate [UAM] has been much easier for us in a very risk averse organization.” But once proven, the advantages are hard to dispute. In the case of that aluminum heat exchanger (shown below), UAM eliminated the need for thermal interfaces and hardware, and
“With this technology, you get rid of all the touch labor, all of the tube welding, which is actually very hard to manually do. There's not an automated process to do it with a lot of reliability. This gets rid of all of that. It's basically using an end mill to cut out a channel. It's very reliable, and then use the additive part only where you need to use it, which is attractive from the material standpoint.” For example, the Mars Rover is about the size of a small SUV and encompasses a myriad of individual components. The more parts, the more points of potential failure, which means everything has to be tight and run smoothly, particularly in the thermal department – no one wants a burst pipe in space – and that can make the pace of adoption much slower. For example, that 30% lighter aluminum heat exchanger was built as a single component with the Mars Rover Perseverance mission in mind. But even though the part was able to be manufactured in just three weeks and pass required tests, the rover launched in 2020
“For additive, it's a very large part,” Roberts continued, “particularly with the fact that you can get the precision of a machine tool because they're going in and making the channels with an end mill so you can get pretty high precision parts.” Another big advantage is the ability to work with known materials. That’s not to say JPL isn’t interested in the new material possibilities that AM offers, it is – a big chunk of the work that Roberts’ team does in heat exchangers is in metal powder bed with AlSi10Mg – but the UAM option uses
SHOWN: ULTRASONIC WELDING TECHNIQUES ELIMINATED THE NEED FOR THERMAL INTERFACES AND HARDWARE IN THIS ALUMINUM HEAT EXCHANGER FABRISONIC MADE FOR THE JET PROPULSION LABORATORY. (CREDIT: FABRISONIC LLC)
VOL 8 ISSUE 3 / www.tctmagazine.com / 011
rapid3devent.com
MAY. 17-19. 2022.
TCF CENTER. DETROIT.
Aerospace
In fact, one of the latest developments the JPL team did with Fabrisonic parts was part of a five-year project with Utah State University where they’ve proved out some smaller UAM parts for CubeSats, namely the development of mini pump fluid loop architecture with a deployable UAM radiator. They’ve also demonstrated a UAM radiator for a CubeSat that combines aluminum and copper to allow heat to spread more evenly.
with a traditionally manufactured heat exchanger on board. Launching with a new manufacturing process was still deemed too risky. “Would you rather spend a million dollars building a system? Or do you want to save $900,000 and risk everything blowing up?” Roberts said. “Every single time, that's every trade that happens. ‘Yeah, that might be a little better but could it blow up our spacecrafts?’ And if the answer is yes, usually the answer is, let's do it the old way. And that's something that every organization that has been around a long time has to face because you have a history for success and every failure is a really big deal. Whereas when you’re a newer, more agile organization, failures are expected. NASA was expected to blow up all of our rockets back in the 40s and 50s. […] If we blow up half our rockets today, if SLS explodes on the first try, it's a disaster for the organization.” The team has yet to fly a UAM part but is now working with materials and process and mission assurance teams to put the technology through its paces; running test heat exchanger plates through the gamut, from burst testing to ensure no leaks, to putting parts through various environmental pressures including thermal cycle tests and extreme launch loads. So far, it’s looking promising. “It hits everything that we needed to for flight,” Mastropietro said. “I am not worried in the slightest that these things would pass flight. The hardest part right now is convincing materials and the stress side of it that we really understand the stress in these welds and they can model it and that takes a lot of statistical development.
SHOWN: CUBESATS CAN BE USED FOR A VARIETY OF TASKS, FROM EARTH OBSERVATION TO FLYING SCIENCE EXPERIMENTS, BUT THEIR SMALL SIZE MAKES IT A CHALLENGE TO FIT ALL THE PARTS AS WELL AS THE SHIELDING NEEDED TO MANAGE THE EXTREME TEMPERATURES OF SPACE. CREDITS: NASA
To combat those doubts, Fabrisonic was awarded an America Makes project back in 2021 called ‘Ultrasonic Additive Manufacturing Technical Data Package Maturation’ to create a set of data for 6061 aluminum. The aim is to meet the aerospace industry’s needs for a Technical Data Package and supply customers with the data they need to have confidence in the technology. While Roberts is keen to manage expectations – we're not going to see UAM parts on manned missions in the next year, for example, though there has been interest from folks on the International Space Station who are ‘seriously considering’ UAM as part of their mission architecture – he believes once that documentation is attained, there’ll be no reason not to use it. “I think once that's there, there really is no excuse, in my opinion for JPL to not consider this at least for maybe not Class A big flagship missions, but definitely our smaller class type missions and especially CubeSats,” Roberts said.
“The best application for additive manufacturing is the thermal sciences. Hands down. Because it's so enabling and it saves in every way: mass, performance, cost, schedule,” Mastropietro said. Like the Stradivarius, the team hopes this work will inspire applications outside of the organization and are making their findings available to benefit others further afield. That technology transfer is already happening and ongoing. Fabrisonic is using the process to manufacture parts for commercial customers, many they can’t publicly share, from aluminum aerospace parts to well drip pipes for oil and gas. In one case, leveraging NASA specifications to create a new weld head for a smaller ultrasonic 3D printer, one customer is said to have produced over 70,000 parts using Fabrisonic’s technology. “We're just going to keep pushing,” Roberts concludes. “We'll get it to a point where everyone can see the awesome stuff that's going on at these small businesses, and how these small 10-person companies can really innovate and change the way that we design, hopefully, billion dollarplus missions. That’s just so cool. Not everything happens at these enormous organizations or giant primes.”
INDUSTRIAL 3D SCANNING & 3D PRINTING Additive Manufacuting & Reverse Engineering Solutions
EXCEPTIONAL TURNAROUND FROM A PROVEN PARTNER IN AM MATERIALS TESTING www.PES-Testing.com | 724-834-8848
Get accurate CAD models from existing parts to fit any application. Produce prototypes to end-use parts on high-quality industrial 3D Printers! Visit neometrixtech.com today
Phone: (888) 696-7226
Email: info@neometrixtech.com
VOL 8 ISSUE 3 / www.tctmagazine.com / 013
NO COMPROMISE METAL AM Uniformity Labs is a developer of advanced feedstock materials and software solutions that accelerate and expand the adoption of Additive Manufacturing in global commercial and industrial markets.
UP TO
10X Unique Raw Material Science
Expert Know-How
Denser Powders – 1000X more contact points, Uniform spreading, Higher productivity
Experienced Industry Engineers Patented Technology
Mainstream Processes
Industry Qualified Materials
LPBF, Binder Jetting, MIM Improve machine output and ease of use
Range of metals ready for production In-house production capability
UP TO
80% UP TO
2X
www.uniformitylabs.com sales@uniformitylabs.com
From Powder to Performance ZEISS Additive Manufacturing Solutions
ZEISS at RAPID + TCT 2022 Stop by booth 3027 May 17–19 at Huntington Place in Detroit to connect with our experts and discover the latest innovations in the future of additive manufacturing. We will also be featuring a fast and automated print parameter qualification solution at the show!
zeiss.com/metrology
additive@zeiss.com
FASTER PRINTING REDUCED PART COST STRONGER PARTS
Aerospace
AM GOES DOWN A STORM Sam Davies speaks to BAE Systems Head of Additive Manufacturing Jenny Manning [JM] on leading AM activity at the British aerospace leader.
J
enny Manning joined BAE Systems 15 years ago as an Aerospace Engineering apprentice, where, for three and a half years, she rotated around various engineering and manufacturing placements. In 2011, she qualified as a Manufacturing Engineer and went on to work on the Eurofighter Typhoon before moving into a communications role whilst studying for a Manufacturing Systems Engineering degree. After graduating with a first-class BEng Hons, Manning transitioned back into manufacturing, taking up a role as Senior Manufacturing Engineer where she led technology insertion for additive manufacturing (AM) processes. In the years since, she has worked on the Hawk and Tempest aircraft programs, before being appointed Head of Additive Manufacturing in January 2022. As she settles into that role, TCT caught up with Manning to learn more about how BAE is applying AM technology. TCT: Can you explain your responsibilities in your new role as Head of Additive Manufacturing? JM: In my new role as Head of Additive Manufacturing, I am responsible for developing and delivering effective additive manufacturing solutions to our customer base. From an agile R&D capability to establishing a robust production environment, so that additive manufacturing becomes a key solution for future platforms. I am accountable in defining our future vision for additive manufacturing and how we continue to work closely with academia, suppliers, partners and industry in developing the technology further to provide value and benefit. TCT: At what stage in your career were you introduced to 3D printing and, at that stage, how was BAE using the technology?
SHOWN:
MANNING WITH A 3D PRINTED COOLING DUCT
JM: I was aware of 3D printing from the early days of my career as an apprentice, as I had seen first-hand some of the tooling and shop aids on the shop floor. However, I wasn’t formally introduced to it until 2015. By that time, the company had been using additive manufacturing for nearly 15 years, but predominately polymer processes such as SLA and FDM, making prototypes and visualization models and some one-off tooling applications. TCT: Can you tell me about how BAE Systems’ application of 3D printing compares today? What application examples show the benefits of AM in aerospace/ defence? JM: Today we run various materials on Stereolithography (SLA), Fused Deposition Modelling (FDM), Selective
Laser Sintering (SLS) and Selective Laser Melting (SLM). Manufacturing everything from prototypes, mock-ups, visualization models, tooling and product components on varied platforms. We have seen significant cost and lead time savings in some of our tooling and aircraft ground equipment applications. As well as some components we have on Hawk and Typhoon – by using AM, parts were re-designed, and although still classed as a substitutional part, the AM process saved 40% in cost and 60% in lead time when compared to the conventional manufacturing methods. Additive manufacturing, however, really adds value when you design for the process at the start. On Typhoon, the ECS cooling ducts, due to a radar requirement, required improved air flow.
VOL 8 ISSUE 3 / www.tctmagazine.com / 015
SHIPPING NOW
The Production System™ P-50 Now delivering AM 2.0 benefits with metal 3D printing at scale — The P-50 is the result of nearly $100 million of investment over four years, producing a sophisticated solution with exclusive technology for speed, cost, and reliability now proven on the P-1 worldwide — Patent-pending Single Pass Jetting™ technology binder jets parts with high speeds up to 100x faster than legacy 3D printing methods — P-50 delivers per-unit costs that compete with conventional manufacturing, while offering greater geometric flexibility and other AM 2.0 benefits
www.desktopmetal.com/learnP50 Sign up to learn more about how the P-50 delivers Additive Manufacturing 2.0 benefits at scale
— Wide range of part sizes and high throughput enabled by large build box of 490 x 380 x 260 mm (19.2 x 15.0 x 10.2 in) — Open material platform supports robust library of third-party MIM powders qualified to industry standards — stainless steels, tool steels, low alloys steels, nickel alloys, copper, and more — Controlled atmosphere system delivers consistent results and enables printing of reactive metals
Aerospace
By using AM, we were able to redesign a component, that conventionally was made out of 14 items, and manufacture one singular piece with integrated cooling channels which provided a significant performance improvement. On top of this, we can nest four of them within the build chamber increasing build efficiency. TCT: And what do you see as the big opportunities for additive in this industry and within BAE Systems moving forward? JM: As part of our future manufacturing vision, you can see our approach firsthand through our ‘Factory of the Future’ in Lancashire, UK where we have projects that demonstrate the very leading edge of additive manufacturing. This is opening the door to new possibilities, including the manufacture of large-scale additive parts for military aircraft. Those developments are made possible through collaboration, in this case working with a diverse range of suppliers and academia including Siemens, Renishaw and The University of Sheffield’s Advanced Manufacturing Research Centre. TCT: You’ve previously held the role as the IPT leader for the Tempest aircraft program and in July 2020 it was announced BAE was targeting using AM to produce 30% of the Tempest componentry – an increase from 1% on the Typhoon aircraft. How is this project progressing? JM: The testing of ever bigger and more complex shapes to see which parts of the aircraft can be made through additive manufacturing is a huge steppingstone on that journey. We are close to completing a demonstration model of the aircraft’s front fuselage using new robotic technology and increased levels of automation and additive manufacturing.
We are challenging our engineers to make sure this latest application of technology can be exploited in the current Typhoon aircraft, as we recognize the benefits it can bring in cutting production time and reducing material and energy consumption. In recent trials, we reduced the production time of a large engine mount frame for a Typhoon aircraft, from 100 weeks to just 60 days. The Typhoon of today is completely different under the skin to the jet that entered operational service in 2003 and is designed to develop and deploy 21st century technologies, future-proofing Typhoon for decades to come and proving technologies, which will become central to a future combat air system. TCT: How would you assess the suitability of 3D printing for BAE Systems’ requirements? JM: Additive manufacturing lends itself to many applications. However, to ensure that you are getting the most out of the technology, you must ensure you are designing for the process at the start. Understanding the design principles to apply will result in a better product, as well as ensuring that you are getting value out of the technology. It’s also really important to know that additive manufacturing is just another tool in the toolbox, and is a complementary process to all our other conventional manufacturing methods; additive manufacturing doesn’t replace any of them, it just gives us wider capability. TCT: What would you outline as the key challenges facing BAE Systems and others in growing their application of AM?
however we are fully aware of the skills shortages across the manufacturing and engineering sectors. As a company, we are absolutely committed to work closely with third parties and local education partnerships to create the next generation of talent and skills. One way we are developing this talent is through our apprentice and graduate programs, where we are recruiting almost 1,700 apprentices and graduates across the UK this year. In collaboration with CREATE Education, we’re also nurturing new digital skills in Lancashire to address skills shortages and support a levelled-up recovery from the pandemic. Investing in these skills will create a pipeline of highly skilled experts that are crucial to our future as a leading manufacturing nation, helping to sustain the North West of England’s position as the UK’s home of aerospace manufacturing. TCT: Finally, how would you assess the impact 3D printing technology is having within BAE Systems? JM: Over the last five to seven years, we have seen a real increase in exploitation of additive manufacturing across all our Air programs and wider business units; including Submarines, Maritime and Land application. Our knowledge and understanding across the company are growing day by day and we are really starting to see the benefit of utilizing the technology on our products. We are also seeing a whole new technological skillset be developed, which is exciting for future skills and talent within the company. It’s exciting to be part of the next generation of manufacturing and playing a key role in moving towards Industry 4.0.
JM: We recognize the critical role our programs of today and tomorrow play in creating high value, highly skilled jobs,
VOL 8 ISSUE 3 / www.tctmagazine.com / 017
Resurface Your Additive Build Plates FAST
A full line of precision rotary surface grinders featuring:
3D PRINT HEADS FOR FLUID & PASTE PRINTING
» 12-48” rotary tables » 5-50HP grinding spindle motors
▪ ▪ ▪ ▪ ▪
» Touchscreen HMI controls » Part detection sensor And more...
(800) 533-5339 www.dcm-tech.com
Easy and fast integration into a 3D printer Reliable and robust print process Clean and precise start and end points Printing regardless of viscosity Very wide range of printable materials
Fluid management – all from one source: Emptying systems, treatment systems and print heads for 1- and 2-component fluids and pastes. viscotec.com
Aerospace
PROCESS OVER PARTS WORDS: Laura Griffiths
I
n 2013, Ivan Madera was looking for the next advancement in manufacturing technology. Having spent over two decades in management consulting in manufacturing and supply chain strategy, the would be-CEO came across additive manufacturing (AM) and immediately set about conceptualizing a new company which would provide services to the aerospace and defense industry. “The rest,” the Morf3D founder and CEO tells TCT, “is history.”
Morf3D officially launched its strategy in 2015 with a view to help aerospace customers realize the potential for AM. Now a subsidiary of Nikon Corporation, if you walk into its facility today in El Segundo, California, you’ll find over half a dozen metal AM systems from the likes of EOS and SLM Solutions including one of those huge 12-laser NXG XII 600 systems. “It's completely packed,” Madera says, and just one of the reasons it’s expanding to a new 90,000 square feet purpose-built facility later this summer, doubling its existing capacity with room for five times that. “The companies that we serve are mainly aerospace, defense and new space companies and those folks are really pushing the envelope on the technology side but also looking for larger format, machines and capacity,” Madera told TCT. “The NXG is basically going to open up that opportunity for them to expand into larger turbo machinery equipment for propulsion systems, etc. There's obviously only so much I can say with the products that are going to be built on that. I would say the application space is really on the rocket engine type applications.”
“Naturally, [new space companies] are moving a lot faster to get their products launched so they tend to move a lot quicker in terms of iteration and failing faster, and that's where additive is offering them that opportunity,” Madera explained. “Whereas I would say old space is highly calculated takes a lot longer, a lot more rigid, a lot more structure. But the reality is that the two shall meet. The controls and quality, repeatability, documentation, etc, will eventually catch up to the new space guys because at some point, you still have regulated products that you're sending into space.”
Those necessary regulatory challenges have informed much of Morf3D’s DNA. Taking his years of manufacturing and supply chain experience, Madera has designed the company to focus more on process rather than printing. “In my early days at Morf3D, I said ‘we don't sell parts we sell processes,’” Madera elaborated. “We sell paper, a lot of paper.” It’s clear Madera sees the company as more than a service to buy printed parts. The new Applied Digital Manufacturing Center (ADMC) will employ 150 multi-discipline engineers, research and technical staff, and bring in post-processing techniques like surface finishing and cleaning to complete that end-to-end value chain, while also leveraging an external network of providers. To serve those legacy customers, there’s also huge amounts of regulatory and compliance to adhere to, “things that you should be doing if you're serving the aerospace and defense world,” Madera says,
and earlier this year Morf3D secured its National Aerospace and Defense Contractors Accreditation Program (Nadcap) certification, making it one of just ten companies around the world with the certification for AM.
Morf3D is now in the process of packing up and moving 20 minutes down the road to Long Beach, ready for the launch of the ADMC, which will provide research, application development, serial production and leverage industry partnerships with the likes of Siemens to solve the complexities of scaling AM. If the business of Morf3D in the beginning wasn’t about parts, Madera says his vision for the ADMC going forward won’t just be about production either. “Creating a certified production line is one thing but what if you had to replicate that and create multiple production lines to support different products? Can you sell a factory? And the answer is yes. And co-locating those factories next to your customers.” Working with those industry partners is key, Madera says, to creating a scenario where if a manufacturer wants to scale its production from low volumes into the thousands, they can do so confidently, relying on the expertise the ADMC and its collaborators. Madera describes it as essentially an opportunity to “buy a factory”. “It's not just Morf3D doing this on its own, making parts,” Madera concluded. “It's all of us collaborating to make a production system. That's how the industrialization of AM can take place.”
Broadly speaking, legacy companies and new space is as far as Madera can share in terms of its clientele, such is the tight-lipped nature of the sector, but he can share some of the observations he’s made while working with such companies at all ends of the aviation spectrum, recently bolstered by a technology development partnership with Starburst Aerospace, a global aerospace accelerator which connects startups with corporates.
VOL 8 ISSUE 3 / www.tctmagazine.com / 019
KEEPING C L WORDS: Sam Davies
W
hat do the wings of a butterfly, the feathers of a bird, the retinal cone cells of a tree shew, and this helicopter heat exchanger all have in common?
It’s the use of gyroid structures to help flight, sight and, in the case of the aluminum component printed on an EOS M 290 machine, the optimal cooling of a helicopter gearbox. At least, that’s the hope for Andreas Vlahinos, CTO of Advanced Engineering Solutions, who is currently seeing his TCT Award-nominated design go through a qualification process for use on commercial helicopters. Gyroids are a triply periodic morphology with no planes of symmetry, no embedded straight lines, and well suited to parts that need strength without too much weight. The heat exchanger developed by Vlahinos has an internal volume that is filled with gyroid structures which encourage uniform cross flow throughout the piece to cool the gearbox. Using lattice screens at the end of the internal gyroid domain has also helped to eliminate the need for support structures inside the component, while external lattice ribs minimize the shell thickness requirement. With the input of these design characteristics, the heat exchanger is said to exhibit 4x better performance than the original design, is around half the size and has an enhanced fatigue life since it is manufactured in a single component as opposed to several brazed together pieces. “The traditional design of these heat exchangers, they call it shell and tube and there is a bunch of components brazed together,” Vlahinos told TCT. “Brazing thin components is not good for fatigue life because there’s a lot of vibration in the helicopter, so you need to keep monitoring the fatigue life of the heat exchanger and it’s dangerous because fuel goes through it, and you don’t want them to mix. This one is very robust because it doesn’t have any welded parts. In the testing, the design was 300 PSI and we went to 5,000 PSI to break it, so there’s a lot of margin.”
020 / www.tctmagazine.com / VOL 8 ISSUE 3
SHOWN: HELICOPTER HEAT EXCHANGER DESIGNED WITH INTERNAL GYROID LATTICE STRUCTURES
Aerospace
In the design and development of this heat exchanger, Vlahinos was responsible for much of the first 80% of the work. For the final 20%, he reached out to the Additive Minds consultancy arm of EOS, bringing Maryna Ienina, AM Academy - Product and Partnership Manager, and David Krzeminski, Additive Minds Consultant, into the fold. From early on, Vlahinos utilized the lattice generation tools of PTC CREO to create the gyroid structure on the inside and the lattice structure on the outside, with the gyroid thickness increased at the cold inlet and outlet to prevent hot fluid from entering those channels. When Additive Minds was integrated, a digital twin of the process was set up to carry out simulations that would assess performance of the design and the manufacturing process, with EOS going slice by slice to identify potential trouble spots. “By creating this digital factory, there is ways to understand whether the parts will be high quality, and there is also a place to monitor the machine health to do predictive health analytics for the machine and to understand whether the machine was up to the qualification specification,” Ienina said. With the help of this digital twin, the part was printed successfully first time. A demonstration part which had been scaled down was then exhibited at AMUG, and will be the focus of a presentation at the upcoming RAPID + TCT show in
“Every square centimeter is purposefully designed for its intention.” Detroit delivered by Vlahinos, who says the design wouldn’t be possible without the tools he had at his disposal. “The bottom line is that type of geometric complexity cannot be manufactured with traditional manufacturing methods,” he said, before also adding: “It will be impossible to design something like this without the simulation tools, because tribal knowledge and intuition doesn’t cut it for these complex geometries. So, the simulation was necessary because we do the trial and error within the simulation instead of build and test. We went through at least a dozen iterations within the simulation.”
When it came to the print, the decision was made to proceed with the EOS M290 machine, partly because two units of the component could be additively manufactured at once, but also because Additive Minds wanted to demonstrate the capacity to print a part with such complex structures on a not ‘overly sophisticated’ machine. Vlahinos thinks the printed part could be revolutionary, and with additive’s application for heat exchangers ever increasing, there’s also a belief at the EOS end that this could have a huge impact in aviation. “To basically have almost every square centimeter or every feature be purposefully designed for its intention – you’ve heard of purposeful design? I think this demonstrates that,” offered Krzeminski. “You can use every inch towards the end use, it’s not, ‘well, we have to have this feature here because of this manufacturing process, but it’s kind of a waste, or get more material here because it gets brazed or welded,’ you can squeeze every drop, if you will, out of this application in this space.”
SHOWN: THE EOS M290
VOL 8 ISSUE 3 / www.tctmagazine.com / 021
Scalable product to fit your application needs with industry leading productivity Multiple (1-4) full field lasers and optics preventing the need for stitching
Double build chamber for maximum productivity
Storage module for autonomous multi-job operation
The next generation of productivity leadership + 150+ updates implemented + Optimized gasflow + Optimized heat management + Productivity and quality optimized process parameters + Automated beam quality measurements + SigmaLabs PrintRite3D ready
= 200% faster printing
Controls Module
AM Core1
Long life filter solution with automated cleaning
AM Core2 Effective Build Volume: 420x420x400 [mm]
Storage Module
Exchange Module
Safe operator interface preventing powder contact
Let’s realise your own metal AM business case: info@additiveindustries.us. Meet us at RAPID + TCT: Booth 1012
C96 / M93 / Y44 / K55
C70 / M55 / Y0 / K0
ADD22006-01 Advertorials MetalFABG2_1.indd 1 PMS 282c
01-04-2022 17:06
PMS 2727c
VISIT US AT BOOTH
3822
Save 25% off your 1st WE OrderEMPOWER
buildpart@cati.com || cati.com || 888.308.2284
THE INNOVATORS
We’re here for all of your 3D Printing and 3D Scanning needs Companies like yours come to CATI for the complete engineering solutions that let them focus on their mission to innovate. With our nationwide team of product development and additive manufacturing experts behind you, nothing is impossible.
Save 25% off your 1st Order Scan this code, fill out the form and enter code SHOW25 to save 25% off your first 3D printed parts order. Complete Hardware, Software, & Service Solutions for CAD-CAE-CAM-PLM & Additive Manufacturing
AM for Production
ADDITIVE’S WORDS: Laura Griffiths
BIGGEST
CHALLENGE
Laura asks the experts what’s getting in the way of AM for production and what we can do about it.
I
n the 30-plus years since the introduction of the first additive manufacturing (AM) machines, 3D printers have gotten faster, materials superior, applications bigger, acceptance greater, and the ambition to deploy AM for production all the closer. From Carbon’s 3D printed adidas midsoles to Chanel’s laser sintered mascara brushes, examples of production are all around but challenges remain that prevent the technology from excelling as a true production process. “There are new consumer demands at play— heightened by the impact of the pandemic—and they are completely
reshaping the way we design, manufacture and mass produce goods that are not only highly personalized but built with sustainability in mind,” Wayne Davey, Global Head of 3D Printing Solutions Go-to-Market for HP shared with TCT. “There is a lot of opportunity for disruption not limited to any one industry in particular. Brands across automotive, health and wellness, sports, and more are seeing the benefits of making the switch from traditional manufacturing methods in favour of additive technology. And they want to do it quickly, economically, and most importantly, at a mass scale.”
THR
OUG
AUT O
The effects of the pandemic on supply chain have only brought more attention to the advantages AM can provide. When HP, for example, surveyed a group of global digital manufacturing decision makers in late 2020, 89% said they were changing their business models. Some have already made the shift; As of December last year, the company had reportedly produced over 100 million parts with its Multi Jet Fusion technology for customers
REP
EAT ABI
LITY
HPU
T
MAT
ION
VOL 8 ISSUE 3 / www.tctmagazine.com / 023
AM for Production
like Cobra Golf and Volkswagen, the latter of which has set itself a target of producing 100,000 additively manufactured components each year by 2025. While 100,000 parts might seem like small change compared traditional manufacturing volumes, the gears have certainly shifted. “Five to ten years ago our greatest challenge was the cost to produce parts by AM – but this has changed significantly in recent years and the cost to print parts is frequently far lower than it was previously,” says Professor Neil Hopkinson, VP of Technology at Stratasys and inventor of the productionfocused Selective Absorption Fusion (SAF) technology. “However, this leads to new challenges, most notably educating and informing people in industry, from design to procurement, about what AM can now bring.” SAF, now under the Stratasys portfolio following the acquisition of Xaar 3D last year, has been designed to enable costcompetitive parts at production-level throughput. The technology has already been put to work by design company DQBD GmbH to produce personalized load-bearing parts for cycling saddles that boast a higher level of comfort, save thousands of euros in costs and cut lead times from months to days. “If we can clearly articulate how far the AM industry has come in the last 5-10 years, and where the best opportunities lie, then the technology and economics are already there to radically change how we should manufacture many parts,” Hopkinson continued. “The most compelling way to educate the manufacturing user base about the capabilities of AM is through case studies – leading by example.” One of AM’s biggest enablers is the range of materials now available. 3D Systems, for example, has introduced a variety of production grade materials for its Figure 4 platform along with technical data that validates their suitability for end-use parts. The recent launch of its fast SLA 750 stereolithography platform came paired with a post-processing station and new Accura AMX Durable Natural resin which has been tested per ASTM D4329 and ASTM G194 standards for indoor mechanical performance for up
“There is a lot of opportunity for disruption.” to eight years, and outdoor weathering stability for up to one and a half years. “Material formulators are increasingly designing production-grade materials,” Brent Stucker, Chief Scientist at 3D Systems said. “Over the coming year, I expect there will be new polymer and metal materials designed for more rigorous use-case environments. I believe we’ll also see new 3D printers designed for specific applications, part sizes, or material offerings. Unlike the more generic multi-material, multiapplication prototyping machines of the past, these new application-specific printers have the potential to enable more cost-effective solutions for specific production applications.” But Ilaria Guicciardini, Head of Marketing at Roboze, which develops machines for high performance polymers and composites, says there are still limitations in matching materials and hardware capabilities to the production standards we expect today. Ilaria explained: “From our point of view, the greatest challenges of mass production with AM technology are linked to a range of materials and print sizes that are still too narrow and too limited connected to the quality standards required for the production of finished parts as well as to scalable and repeatable systems around the world.” It's why Roboze is developing materials that correlate with specific market demands such as its Helios PEEK 2005 material, a PEEK-reinforced filament which features short ceramic fibres and offers strong mechanical, thermal and surface finish characteristics for applications in motorsport, aerospace and energy. Further emphasizing the onus on materials, Kristin Mulherin, General Manager, Powder Bed Solutions at
Nexa3D, which offers a portfolio of ultrafast 3D printers leveraged by companies such as PepsiCo (as you’ll see on page 45), said: “Materials are cost prohibitive when looking at higher-volume production and there is currently limited relief even with economies of scale. If we are to reach volumes supportive of real end-use production, the costs for materials need to come down many times over.” Including materials, Mulherin argues there are a trio of factors limiting AM’s production potential: a lack of workflow automation, and a relatively low throughput compared to traditional manufacturing. “The latter two topics are deeply intertwined,” Mulherin continued. “A lack of workflow automation is just one factor affecting the relatively low throughput of current AM technologies. But, relatively high maintenance requirements also leads to an untenably low uptime of the capital equipment. Until real and reliable automation can be integrated into the end-to-end workflow, serial production with AM technologies will be limited to relatively low-volume production.” Automation comes up frequently. Additive is a complex, multi-step process with several touch points along the way from setting up process parameters to material handling to the often-manual task of support removal. But automation comes with its own challenges. “Currently, it is more cost-effective for brands to mix and match production of parts between a number of big and small industry players,” Davey explained. “This makes automating the entire physical and digital flow much more difficult because integration can be complex. There are many nuances, such as geometries and postprocessing requirements to name a few, that must be considered." Ted Anderson, Industrialization Leader at GE Additive, a user and provider of several metal AM technologies, agrees that more attention should be paid to the steps that happen before and after a part comes out of the build chamber. “One of the challenges is that even experienced users can get fixated on
VOL 8 ISSUE 3 / www.tctmagazine.com / 025
3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE
8 9 JUNE 2022 NEC, Birmingham, UK
Evaluate. Adopt. Optimise. Analyse the opportunity Discover your application Learn from user success stories Understand capabilities and limitations Choose the right solution Optimise existing technology Consider enterprise adoption Ensure return on investment
With more than 80 speakers and 150 exhibitors, discover your additive strategy at TCT 3Sixty.
Register Now! www.tct3sixty.com Co-located Shows
AM for Production
the additive manufacturing process and nothing outside of the process, particularly pre- and post-processing,” Anderson said. “It is just as important to understand what it takes to take the part out of the machine and remove powder from the part. Another challenge we still see all too regularly is that the wrong part or technology has been chosen for serial production. A part that doesn't take advantage of the additive process can drive up cost and drive down productivity, if the part requires lots of post-processing.” DyeMansion is a company focused solely on addressing those post-printing steps, having released its next generation of automated depowdering and surface treatment technology last year with high volume production in mind. “Reproducible quality at scale throughout the whole end-to-end process chain is the biggest challenge,” said DyeMansion CEO & Co-founder Felix Ewald. “Adapting every process to the needs of the application is already challenging but combining all process steps is where the complexity starts. Also, costs per part are in many cases far off the cost structure that other industries are used to. Costs are not the only limitation, but when we talk about scale it's the biggest accelerator.” Cost is indeed a big one. It’s one of the reasons most automotive examples you see in additive are likely to be found on a Bugatti than a Ford Fiesta. In a recent report published by manufacturing service provider Hubs, 24% of those surveyed saw cost as the main hurdle to using 3D printing. Yet, on the flip side, price was also cited as the second biggest factor in choosing 3D printing, suggesting that where the application suits, combined with other benefits such as lead time reduction, flexibility and part complexity, the cost of additive makes sense. “An endless commitment of everyone to focus on lowering the costs per part to finally enable economies of scale,” Ewald continued. “Having applicationspecific production lines where every single step is optimized to the specific application. Adoption in the different industries will only happen at scale if
we as the industry solve the challenges and reduce the complexity for the customers. This will only happen if we collaborate.” Daniel Leong, Product Marketing Manager at Markforged, believes we need to integrate additional steps such as inspection into the fabrication process. The company recently acquired Teton Simulation to enable rapid validation of print parameters and part performance with its SmartSlice software and provide confidence that printed parts will perform as intended. “3D printing has a unique opportunity to combine part creation and verification where other types of fabrication cannot,” Leong said. “Expanding this capability gives 3D printing another advantage over conventional manufacturing.” As we move away from prototyping, managing process variation and establishing qualifications to ensure quality and repeatability are crucial. Mohsen Seifi, Director, Global Additive Manufacturing Programs at ASTM International, which has developed and published a range of standards focused on AM, believes in order to maintain these consistencies, we all need to be speaking the same language. “A standardized procedure must be followed to maintain repeatability, consistency, and quality, which are critical attributes for serial production,” Seifi said, citing standards such as ISO/ASTM 52920 which specifies the requirements for industrial AM processes and production sites. "Whether you operate an AM facility in sectors like aerospace, energy, transportation, or even a hospital, one can map out different elements in the AM value chain with relevant standards to develop an internal quality framework to deploy AM for serial production successfully.” While technological advancements are all well and good, the challenge to get AM accepted as a production process could also be of the industry’s own making. While AM has undoubtedly benefitted from the ‘cool’ factor thanks to 3D printed trinkets and buzzwords
that were common back when the CES stands were still big and the Yoda busts still novel, Jeremy Pullin, Head of Additive Manufacturing at biopharmaceutical industry solutions specialist Sartorius thinks we need to be careful with weighty statements around ‘paradigm shifts in manufacturing.’ “Once you have stopped all these things, refocus your head and your approach by remembering the following ‘AM technologies are just a series of manufacturing processes’,” Pullin said. “They are not magical, they are not more advanced, better or cooler than so called conventional manufacturing. Once your head is in that space you need to benchmark each part objectively against alternative technologies. AM offers many potential advantages such as distributed manufacturing, flexible batch quantitates etc. If none of those add value to the particular part that you are looking at however then forget about them.” Thankfully, AM vendors are taking note of this pragmatic approach, as Haim Levi, XJet VP Strategic Marketing, Europe, noted: “In my view AM will not replace mass production, even in the future. Even for ‘less massive’ production, AM still needs to overcome several obstacles. […] The industry still needs to look at improving manufacturing speeds, reducing postprocessing times and labour, reducing both equipment and material costs, automating processes and integrating AM onto the manufacturing floor if it is to seriously compete with true mass production.” For those considering making the jump, Pullin offers the following: “In all, yes, AM as a technology is capable of making stuff but series production results from an entire system where the ability to make stuff is only one part. Don’t get too excited about the possibilities, don’t be too frustrated by the hurdles and be prepared to do an awful lot of convincing people who have worked long and hard to build a career based on the status quo.”
VOL 8 ISSUE 3 / www.tctmagazine.com / 027
ADVERTORIAL FEATURE
Rapid + TCT’s Must-See Large-Scale 3D Printing Applications in 2022 The AM sector has traditionally struggled to achieve large production size coupled with speed. Massivit 3D is one industry disruptor that has been pioneering new standards in large-scale AM for nearly a decade.
Lightning-Fast, Large-Format AM Has Arrived This year, as Rapid + TCT returns to Detroit, visitors are sure to be astounded by Massivit 3D’s lineup of highMassivit 5000 speed, largescale AM systems. Live demonstrations of the Massivit 5000 large-scale 3D printer will be available at the Massivit 3D Booth #3613 throughout the event. Manufacturers and service bureaus across the US and 40 other countries are leveraging this additive technology to produce large, reinforced end parts, molds, and prototypes for the rail, marine, automotive, and architecture industries. Two excellent case studies come from marine manufacturer Velum Nautica as well as Stratiforme Industries - a manufacturer of composite material railway parts.
Grand Prix Moto3 Motorcycle Seat & Nose by Velum Nautica
mass due to the Moto3 requirements for lightweight bodies. These parts must pass testing for endurance in race conditions and harsh environments. Solution: Velum Nautica produced the motorcycle seat and nose on their Massivit 3D printer and reinforced them with Kevlar and carbon fiber. Result: The end client was thrilled with the high-speed 3D printing capability which allowed them to make as many changes as needed before the given deadline. Velum Nautica has printed various parts and molds for purpose-built motorcycles including a seat, nose, belly panel and petrol tank.
Tram Front Panel 3D Printed by Stratiforme Industries
©ALSTOM
Project Aim: Produce a front FRP cabin panel for an ALSTOM light rail vehicle without producing an initial mold. Need: Railway manufacturers and service providers such as Stratiforme Industries frequently need to provide on-demand custom components and spare parts for a vast range of train and tram models. This makes it nearly impossible to maintain available inventories. Conventional rail manufacturing methods require a minimum of three months just to produce a functional mold for a composite end-use part. Solution: The front cabin panel of this light rail vehicle was 3D printed on a Massivit 5000 and lightly reinforced.
Project Aim: To produce a customdesigned Grand Prix Moto3 class motorcycle seat and nose. Need: Velum Nautica needed to produce 3D printed motorcycle parts with a high level of structural rigidity and minimum
The Future of Composites Tooling is Here
Result: Massivit 3D’s Gel Dispensing Printing technology enabled Stratiforme Industries to produce this large, custom end part on demand, without the need to produce a master or mold. This saved time and material costs as well as reducing the need to store stocks and decreasing material waste.
Also abuzz at Rapid + TCT 2022 will be Massivit 3D’s recent launch of the Massivit 10000 additive tooling system for composite materials. The Massivit 10000 automates tooling for composites manufacturing, enabling direct casting of molds within a matter of days. This shortens tooling workflow lead times by 80% and reduces manual labor costs by 90%. Based on the company’s secondgeneration Cast-In-Motion technology, the 10000 facilitates production of molds, masters, prototypes, and mandrels within a matter of days, instead of weeks. It leverages high-performance, thermoset casting materials, allowing for fullyisotropic molds. The commercial launch of the Massivit 10000 took place on 3rd May in Paris and has been anticipated by industry players to transform composite manufacturing as we know it. Visitors to RAPID + TCT will have the chance to see a wide range of large-scale applications and to handle 3D printed parts, prototypes, and molds at the Massivit 3D booth.
Massivit 10000
www.massivit3d.com info@massivit.com
SPECIAL REPORT
S PE C I A L R E P O RT
THE BRIGHTEST MINDS
MAY 2022
TRANSFORMING ADDITIVE MANUFACTURING
INSIDE: AM: TOO MUCH OF A GOOD THING LEVELING THE PLAYING FIELD TALES FROM SAIGON
Produced by
VOL 8 ISSUE 3 / www.tctmagazine.com / 029
Voices AMplified Voices AMplified
Additive Additive Manufacturing: Manufacturing:
Voices AMplified
RAPID +RAPID TCT + TCT Event Advisor Event Advisor President President T. A. Grimm & T. A. Grimm & Associates
Too ofofaaGood TooMuch Much GoodThing Thing Additive
T T
ToddTodd Grimm Grimm
Associates
Todd Grimm RAPID + TCT
Manufacturing:
he diversity of additive manufacturing (AM) alterna-
decisions when faced with many options. In 2004, Barry Event Advisor
tives has stifled many fronts. merous options areprogress cause foron celebration, theyWhile also nu-
SchwartzMore continued this thinking with “The Paradox of Choice—Why Is Less,” asline haveofcountless others. Associates
he diversity ofprogress additive on manufacturing (AM) alternatives has stifled many fronts. While nu-
President
decisions when faced with manywith options. In 2004, of Barry Schwartz continued this line of thinking “The Paradox T. A. Grimm &
Choice—Why MoreofIsoptions Less,”can as have countless others. With AM, the number be overwhelming Too Much of a Good Thing
cause celebration, also place AMmerous squarelyoptions into the are camp of ‘afor good problem tothey have.’
place AM squarely intothe thesheer campnumber of ‘a good problem to have.’and confusing. With AM, of is options can be Companies welcome of technology Howthe thisnumber plays out dependent on overwhelming person-
T
he diversity of additive manufacturing (AM) alternadecisions faced with many options. Inon 2004, Barry options, the broad range ofthe industries served and the breadth alities andconfusing. business cultures. Weplays can get in a paralyCompanies welcome sheer number of technology and Howwhen this outstuck is dependent persontives has stifled progress fronts. While nu- andloop, Schwartz line thinking with Paradox of of applications. The endless lead to massive sis-by-analysis opt tocontinued make nothis decisions or stuck continuoptions, the broad range ofpossibilities industries served and on themany breadth alities business cultures. We canofget in “The a paralymerous options are cause for celebration, theychase also the next Choice—Why More Is Less,” as have countless others. potential for engineering and manufacturing. ously best Regardless the reaction of applications. The endless possibilities lead to massive sis-by-analysis loop,thing. opt to make noof decisions or continuplace AM squarely into the camp of ‘a good problem to have.’
With AM, the number of options can be overwhelming
However, breath within makes it analogous to all potential forthe engineering andAM manufacturing.
to theously paradox of choice, thebest cumulative effect on AM chase the next thing. Regardless ofisthe reaction
metalworking However, and the plastic breath processing within AM solutions makes it combined. analogous to all
an impairment on the rate of adoption and implementation.
Companies welcome the sheer number of technology
and confusing. How this plays out is dependent on person-
the paradox choice, thecultures. cumulative effect on AM options, the broad range of industries served and the to breadth alitiesofand business We can get stuck in aisparaly-
This sprawling technological landscape is what creates the
Choice stymies growth.
metalworking and plastic processing combined. an impairment on the rate of adoption and implementation. of applications. Thesolutions endless possibilities lead to massive sis-by-analysis loop, opt to make no decisions or continu-
problem. Resources are spread too thin; options are too nu-
potential for engineering manufacturing. This sprawling technological landscape is and what creates the
The diversity problem will not be resolved in the near term;
ously growth. chase the next best thing. Regardless of the reaction Choice stymies
merous; and the growing body of knowledge is tooAM large. it will get worse. Itobelieve that the AM industry will experience However, the breath within makes it analogous to all the paradox of choice, the cumulative effect on AM is
problem. Resources are spread too thin; options are too nu-
The diversity problem will not be resolved in the near term;
Understanding, optimizing, conquering andprocessing masteringsolutions a contraction around best-in-class But I and haveimplementation. givmetalworking and plastic combined. an the impairment on the solutions. rate of adoption
merous; and the growing body of knowledge is too large.
it will get worse. I believe that the AM industry will experience
single AM process typeThis is reasonable. Doing the same for the up on when that will occur because there has sprawling technological landscape is what en creates thepredicting Choice stymies growth.
Understanding, optimizing, conquering and mastering a contraction around the best-in-class solutions. But I have givproblem. Resources are spread too thin; options are too nuThe diversity problem will not be resolved in the near term;
entirety of the AM landscape, in short order, is preposterous.
been no slowdown in the introduction of new approaches,
AM process is reasonable. Doing theofsame for the en up when willthat occur because has merous; andcommunity the growing body knowledge is too large. it will get worse. I that believe the AM industry will experience Itsingle is preposterous for type the research to characterize launches of on newpredicting business and expansion of product lines. there
entirety ofeffect; the AM in short order, is to preposterous. nothe slowdown the introduction new approaches, Understanding, optimizing, conquering and mastering contraction around the what best-in-class solutions. But I have givcause and forlandscape, the development community use In been lighta of ‘problem’inof choice, canofAM users AMfor process type is reasonable. Doing the samelaunches for the ofen up when thatparadox? will occur becauselines. there has It is knowledge preposterous for single the research community to new business and expansion of product that to take control; users to adopt thecharacterize ‘best’ (and potential users) doon topredicting break free of the First, entirety of the AM landscape, in short order, is preposterous.
been no slowdown in the introduction of new approaches,
It is preposterous for the research community to characterize
launches of new business and expansion of product lines.
cause and and effect; development community technology; for for thethe operators to master processesto in use a
In light of the choice,establish what cana AM users accept the situation and‘problem’ adapt to it.ofSecond,
production context. that knowledge to take control; for users to adopt the ‘best’ clear (and focuspotential on the company’s wants, desires to users) doneeds, to break freeand of the paradox? First, cause and effect; for the development community to use
In light of the ‘problem’ of choice, what can AM users
The bottomand linefor is that there is tooto much to discover, tooin a establish clarity what should be the to focus. Third, make technology; the operators master processes accept theon situation and adapt it. Second, establish a that knowledge to take control; for users to adopt the ‘best’ (and potential users) do to break free of the paradox? First,
much to learncontext. and too much to do. The AM industry suffers decisions take today ratherneeds, than waiting for thedesires production clear focus onaction thethe company’s and technology; and for the operators to master processes in aand accept situation and adapt wants, to it. Second, establishtoa
fromThe attention deficit on a communal which too next best thing.clarity And collaborate withthe others to share context. clearfourth, focus on the company’s needs, wants, andmake desires to bottom line disorder isproduction that there is too muchscale, to discover, establish on what should be focus. Third, has impeded technological excellence and industry adoption. the burden gathering andshould fact finding. The bottom is that there is toosuffers much to discover, too of information establish what be thewaiting focus. Third, make much to learn and too much to do.line The AM industry decisions and take clarity actionontoday rather than for the There are many aspects to this ‘good problem to have,’
Past promises of disruption and revolution have not been
to learn and too much to do. The AM industry suffers decisions and take action today rather than waiting for the from attention deficit much disorder on a communal scale, which next best thing. And fourth, collaborate with others to share
fromthe attention onof a communal scale, which bestbecause thing. And collaborate with others to share but the one that resonates most deficit is the disorder quandary realized on a largenext scale AMfourth, is embroiled in nu-
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
impeded excellence adoption. theon burden of information gathering and factfor finding. technology selection. Inhas 1970, Alvintechnological Toffler coined the termand industry merous skirmishes a multitude of fronts. The solution
There are many aspects to this ‘good problem to have,’
Past promises of disruption and revolution have not been
There arepeople many aspects this ‘good problem to have,’is to dividePast ‘choice overload’ for the difficulty have intomaking progress and promises conquer.of disruption and revolution have not been
but the one that resonates is the quandary a large on scale because AM is AM embroiled in nubut the the one most that resonates the most isofthe quandary ofrealized on realized a large scale because is embroiled in nu-
selection. In 1970, Alvin Toffler coined the merous term merous skirmishes on a multitude of fronts. The solution technology selection.technology In 1970, Alvin Toffler coined the term skirmishes on a multitude of fronts. The solution for for overload’ for thehave difficulty people have in making to divide and conquer. ‘choice overload’ for ‘choice the difficulty people in making progress is progress to divideis and conquer.
42
Voices AMplified
|
May 2022
42 Voices AMplified May 2022 030 / www.tctmagazine.com / VOL 8 |ISSUE 3 ME_22_May_Voices_AMP.indd 42
4/21/22 10:48 AM
A meeting of the Wi3DP board of directors. Clockwise from bottom A meeting the Wi3DP board of are Noraof Touré, Dana McCallum (callingClockwise in), Sarah Goehrke, Kristin directors. from bottom andDana JanetMcCallum Kar. areMulherin, Nora Touré, (Provided by Women in 3D Kristin Printing) (calling in), Sarah Goehrke,
Mulherin, and Janet Kar. (Provided by Women in 3D Printing)
Seven years ago, this young sales executive decided to speak up about gender inequality in the additive manufacturing industry
Seven years ago, this young sales executive decided to speak up about gender inequality in the additive manufacturing industry
Leveling the Leveling Playingthe Field
Playing Field Kip Hanson
Contributing Editor
W
Kip Hanson
Contributing Editor
W
Nora Toure´
Founder and Chairwoman of Women in 3D Printing, Nora Toure´ A Proud Industry Partner Founder and Chairwoman of SME of Women in 3D Printing,
A Proud Industry Partner of SME
hen Nora Touré graduated from college and
in France for the United States, and found a multinational
took a job as a legal assistant, she had no
organization that now boasts more than 30,000 members.
idea that she would soon enter the additive
What she wanted back then was to become a crimi-
manufacturing field. Nor did she from have college any plans to work hen Nora Touré graduated and
nal defense one thatand perhaps in the in France for theattorney, United States, foundspecialized a multinational
for atook startup firm fledgling industry, a job asinaalegal assistant, sheleave had her no home
international sector. Asmore we’vethan all learned the years, organization thatlaw now boasts 30,000over members.
idea that she would soon enter the additive
What she wanted back then was to become a crimi-
43
manufacturing field. Nor did she have any plans to work
nal defense attorney, one that perhaps specialized in the May 2022 | sme.org
for a startup firm in a fledgling industry, leave her home
international law sector. As we’ve all learned over the years, VOL 8 ISSUE 3 / www.tctmagazine.com / 031
ME_22_May_Voices_AMP.indd 43
4/21/22 10:50 AM
Voices AMplified Voices AMplified
life likes to throw us occasional curveballs—for Touré, they
Additive Manufacturing:
It wasn’t an easy assignment. Over the next two years,
were 3D printed ones.
Touré attended numerous trade shows, knocked on countless
Expatriate Blues
business culture. She was Sculpteo’s sole U.S. representaRAPID
Voices AMplified doors, and learned the complex inner workings of American
“I began my additive manufacturing career in 2010 as a
salesperson for Sculpteo, which at that time was a new-
ly-formed service bureau based in Villejuif, a small town near
Todd Grimm
+ TCT Advisor support by a nine-hour time difference. She was also justPresident 24 T. A. Grimm & years old. “Coming from Europe, I thought to myself, ‘Oh, I Associates Event tive, separated from her French colleagues and corporate
Too MuchAdditive of a Good Thing
Paris,” she said. “Aside from a part-time job working in a
clothing store during college, I’d never sold anything, but it
T
know everything I need to know about the United States. It’s
Todd Grimm
going to be an easy sell.’” She laughed. “I quickly realizedRAPID + TCT
Manufacturing:
Event Advisor President decisions when faced with many options. In 2004, Barry During this time of relative isolation, Touré wondered about T. A. Grimm & tives has stifled progress on many fronts. While nu- the source Schwartz this line of thinking with of had developed a strong sales team and built up a signifiof hercontinued difficulties in garnering new sales. Was“The it be-Paradox Associates merous options are cause for celebration, they also Choice—Why More Is Less,” as have countless others. cant pipeline of customers throughout Europe and beyond. cause she was a foreigner? Was she too young to be taken sewas very interesting work and I did quite well at it.”
heso diversity of additive manufacturing She did well, in fact, that within three years, (AM) Touréalterna-
that was not the case at all.”
Too Much of a Good Thing
place AM into the camp of ‘a good problem to have.’riously, orWith the number of being options can be overwhelming She and thesquarely rest of Sculpteo’s management team began to was AM, it a matter of her not an engineer by trade?
T
he diversity of was additive manufacturing (AM) alternadecisions faced with many options. Inon 2004, Barry realize, however, welcome that muchthe of this business from Or was it, as she suspected, due plays to her out being adependent woman in what Companies sheer number of coming technology and confusing. How when this is persontivesboss has stifled progress on many fronts. nuSchwartz continued this thinking with Paradox of the Unitedthe States, sorange in 2012, her sent Touré to San hasWhile long been a man’s industry? Whatever theofcauses, she options, broad of industries served and the breadth alities and business cultures. We line can get stuck in a“The paralyoptions are cause there for celebration, they also people Choice—Why More Is Less,” as haveand countless others. Francisco. Her mission? Vet themerous business environment encountered who refused to shake who of applications. The endless possibilities lead to massive sis-by-analysis loop, opt to make her no hand, decisions or continuplace AM squarely into the camp of ‘a good problem to have.’
and see if it somethingand worth pursuing. potential forwas engineering manufacturing.
With AM, the number of options can be overwhelming
were ously otherwise disrespectful and “very unpleasant” towards chase the next best thing. Regardless of theher. reaction
Companies welcome the sheer number of technology
and confusing. How this plays out is dependent on person-
However, the breath withintheAM makes analogous to all and theto the paradox ofand choice, the cultures. cumulative effect on AM options, broad rangeit of industries served breadth alities business We can get stuck in aisparalymetalworking and plastic processing combined. an impairment on the rateloop, of adoption and of applications. Thesolutions endless possibilities lead to massive sis-by-analysis opt to make no implementation. decisions or continupotential landscape for engineering and manufacturing. This sprawling technological is what creates the
ouslygrowth. chase the next best thing. Regardless of the reaction Choice stymies
the breath within AM makes it analogous toThe all diversity to theproblem paradox of choice, theresolved cumulativeineffect on AM is problem. Resources are However, spread too thin; options are too nuwill not be the near term; metalworking and plastic processing solutions combined. an impairment on the rate of adoption and implementation.
merous; and the growing body of knowledge is too large.
it will get worse. I believe that the AM industry will experience
This sprawling technological landscape is what creates the
Choice stymies growth.
Understanding, optimizing, conquering and mastering a contraction around the best-in-class solutions. But I have givproblem. Resources are spread too thin; options are too nuThe diversity problem will not be resolved in the near term;
single AM process type is reasonable. Doing theofsame for the en up on predicting when Ithat willthat occur because there has merous; and the growing body knowledge is too large. it will get worse. believe the AM industry will experience
entirety of the AM landscape, in short optimizing, order, is preposterous. beena no slowdown in around the introduction of new approaches, Understanding, conquering and mastering contraction the best-in-class solutions. But I have givsingle AM process type is reasonable. Doing the same for the of en up business on predicting when that will occur becauselines. there has It is preposterous for the research community to characterize launches new and expansion of product entirety of the AM landscape, in short order, is preposterous. slowdown in the introduction of new approaches, cause and effect; for the development community to use In light ofbeen the no ‘problem’ of choice, what can AM users It is preposterous for the research community to characterize
that knowledge to take control; for users to adopt the ‘best’
launches of new business and expansion of product lines.
(and potential users) do to break free of the paradox? First,
cause and effect; for the development community to use
In light of the ‘problem’ of choice, what can AM users
technology; and for the operators to master processes in a accept the situation and adapt to it. Second, establish a that knowledge to take control; for users to adopt the ‘best’ (and potential users) do to break free of the paradox? First, production context. technology; and for the operators to master processes clear the the company’s needs, and desires toa in a focus on accept situation and adaptwants, to it. Second, establish clear on focus on the company’s wants, andmake desires to The bottom line is production that therecontext. is too much to discover, too establish clarity what should be theneeds, focus. Third, The bottom is AM that there is toosuffers much to discover, too establish clarity on what rather should than be thewaiting focus. Third, make much to learn and too much to do.line The industry decisions and take action today for the much to learn and too much to do. The AM industry suffers decisions and take action today rather than waiting for the from attention deficit disorder on a communal scale, which next best thing. And fourth, collaborate with others to share from attention deficit disorder on a communal scale, which
next best thing. And fourth, collaborate with others to share
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
There are many aspects toare this ‘good problem have,’ Past promises disruption and revolution have have not been There many aspects to thisto ‘good problem to have,’ Pastof promises of disruption and revolution not been but the one that resonates is the quandary ofthe quandary of realized on arealized large on scale because AM is embroiled in nubut thethe onemost that resonates the most is a large scale because AM is embroiled in nuselection. In 1970, Alvin term merous skirmishes on a multitude of fronts. The solution technology selection. technology In 1970, Alvin Toffler coined theToffler termcoined themerous skirmishes on a multitude of fronts. The solution for for ‘choice overload’ for thehave difficulty people have in making progress to divide and conquer. ‘choice overload’ for the difficulty people in making progress is to divideisand conquer.
Nora Touré founded Women in 3D Printing in 2014. Since then, the organization has grown to include more than 10,000 members and 80 chapters in 36 countries. (Provided by Women in 3D Printing)
44
Voices AMplified
|
May 2022
42 Voices AMplified May 2022 032 / www.tctmagazine.com / VOL 8 |ISSUE 3 ME_22_May_Voices_AMP.indd 44
4/19/22 5:46 PM
“It was not a nice feeling,” she said. “In France, I didn’t consider myself to be any kind of rock star, but I was good at my job and knew where I stood in my business dealings. That
until I had women from all over the world reaching out to me for help with sharing their stories.” Wi3DP was much more than storytelling, however.
wasn’t the case in the U.S., so I began to reach out to other
Members soon wanted to meet the people they’d been
women I knew here, to see if they were having the same
reading about in person, leading Touré to organize some
difficulties. As it turned out, they were.”
official events. These initial “low-key, happy-hour meetings” in the San Francisco area evolved into national and then
Beyond Blogging She soon found that a surprising number of her female
international speaking engagements, company tours, panel discussions, and even a Wi3DP job board (which is also open
colleagues had similar stories, ones they were more than
to men). Today, Touré’s organization includes 80 chapters in
happy to tell. Many reported the same feelings as Touré’s—
36 countries and six continents, and has highlighted more
that they didn’t belong in AM, and wondered as to the
than 400 3D printing professionals in what has since become
causes. Touré also discovered that, unlike traditional man-
a weekly post on the Wi3DP website.
ufacturing sectors, many
During this time, Touré’s
of the people in 3D print-
original assignment to vet
ing—of both sexes—had
the American manufacturing
disparate, unconventional
landscape for additional
backgrounds and educa-
business opportunities bore
tions, due in large part to
fruit. Sculpteo’s leadership in
the industry’s newness and
France gave her the budget
the fact that schools were
she needed to build a small
not yet offering degrees in
posting her and others’ sto-
in Sanboard Leandro, A meeting offactory the Wi3DP of (Calif.) and further expand her directors. Clockwise from bottom are Nora Touré, Dana McCallum team of sales and customer (calling in), Sarah supportGoehrke, people, aKristin task she Mulherin, and Janet Kar. worked on for the next three (Provided by Women in 3D Printing) years. Having checked that
ries on a blog. Women in 3D
very large box, she then de-
additive manufacturing. Touré felt it important to share her findings with a larger audience, and began
Seven years ago, this young sales executive decided tocided speak upsomething to “go do “That was in 2014, and the applications side” about gender inequality in the additive manufacturingonindustry
Printing (Wi3DP) was born. I had no vision whatsoev-
of 3D printing, and took a
er back then as to what it
job as the vice president of
would eventually become,”
strategy with Ivaldi Group,
she said. “Going into it, I
a California-based startup
Leveling the Playing Field assumed that my situation
Nora Toure´
firm thatand specializes in spare Founder Chairwoman
was probably unique and
of Women in 3D parts solutions for Printing, heavy
that there weren’t all that
industry, maritime, mining,
many women in the industry, but just as it was with
my preconceived notions of Kip Hanson American Contributing Editor business, I was wrong. What started as a
W
A Proud Industry Partner and construction. of SME Brief Pauses Fast forward another three years. Her experience with
one-year project to highlight
Ivaldi Group’s digital services Wife, mother of two, and 3D printing professional, Nora Touré Nora TouréI’dgraduated from college and in France for the United States, and a multinational a fewhen of the women come continues andfound AM offering led Touré to set a proud example for other women in the manufacturing industry. (Provided by Women 3D Printing) tookjust a job asand a legal she had no organization thatinnow boasts more 30,000 amembers. to know grew grewassistant, to than Fast Radius, cloud-
idea that she would soon enter the additive
manufacturing field. Nor did she have any plans to work for a startup firm in a fledgling industry, leave her home
What she wanted back then was to become a criminal defense attorney, one that perhaps in the Mayspecialized 2022 | sme.org
45
international law sector. As we’ve all learned over the years, VOL 8 ISSUE 3 / www.tctmagazine.com / 033
ME_22_May_Voices_AMP.indd 45
4/19/22 5:46 PM
Voices AMplified
Voices AMplified
Additive Manufacturing:
based manufacturing provider that offers much more than 3D
The Fight for Equality
printing, where she served as director of sales and service of factory operations.
“At that stage in my career, I felt it was necessary to go
Voices AMplified When asked whether gender equality remains a problem
Todd Grimm
in manufacturing—additive or otherwise—she suggested RAPID
+ TCT
that progress has been made, but noted that less Event than 15Advisor
beyond additive,” said Touré. “Much of the decision came
President percent of today’s AM jobs are filled by women and that
down to the fact that I kept hearing from customers who were
most of the glass ceilings have yet to be shattered. And
looking for machined or plastic injection molded parts but,
sadly, diversity in other areas seems to be on the decline.
as an AM provider, we were unable to support them. Saying
The number of blacks in Wi3DP, for example, “can be count-
T
ed on one hand,” she said, one of several unfortunate metEvent Advisor
T. A. Grimm & Associates
Too MuchAdditive of a Good Thing
Todd Grimm RAPID + TCT
Manufacturing:
no is extremely frustrating for a salesperson, so for me, it
he diversityimportant of additive alternabecame increasingly to manufacturing join a company (AM) offering a
has stifled progress on many fronts. While nufull scopetives of manufacturing services.”
President decisions when facedbefore with many options. Inconsider 2004, Barry rics that must be changed the industry can T. A. Grimm &
continued this line of thinking with “The Paradox of itselfSchwartz truly “diverse.” Associates
Choice—Why MoreStill, Is Less,” have countless peopleas are taking notice. others. Too Much of a Good Thing
merous options are cause for celebration, they also
place AM squarely into the camp of ‘a good problem to have.’
T
lastofJanuary’s TIPEbe 3Doverwhelming Printing With AM, theDuring number options can
diversity of additive manufacturing (AM) alternadecisions when faced with is many options. In 2004, Barry conference (Technology, Industry, PeoCompanies welcome the he sheer number of technology and confusing. How this plays out dependent on persontives has stifled progress on many fronts. While nuSchwartz continued this line of thinking with “The Paradox of ple, Economics) there 186 speakoptions, the broad range of industries served and the breadth alities and business cultures. We canwere get stuck in a paralymerous options are cause for celebration, they also
Choice—Why More Is Less,” as have countless others.
of applications. The endless possibilities lead to massive
ers, a opt 26 percent over last sis-by-analysis loop, to makeincrease no decisions or continu-
potential for engineering and manufacturing.
event. ManyRegardless of those women ously chase theyear’s next best thing. of the reaction
place AM squarely into the camp of ‘a good problem to have.’ Companies welcome the sheer number of technology
With AM, the number of options can be overwhelming
and confusing. How this plays out is dependent on person-
hold leadership and engineering roles
However, the breath withintheAM makes analogous to all and theto the paradox ofand choice, the cultures. cumulative effect on AM options, broad rangeit of industries served breadth alities business We can get stuck in aisparalyin prominent companies, NIST, NASA,
metalworking and plastic processing combined. an impairment on the rateloop, of adoption and of applications. Thesolutions endless possibilities lead to massive sis-by-analysis opt to make no implementation. decisions or continupotential landscape for engineering and manufacturing. This sprawling technological is what creates the
Ford Motor Co. and HP among them.
ouslygrowth. chase the next best thing. Regardless of the reaction Choice stymies
Thanks to Touré’s efforts, those num-
the breath within AM makes it analogous toThe all diversity to theproblem paradox of choice, theresolved cumulativeineffect on AM is problem. Resources are However, spread too thin; options are too nuwill not be the near term; metalworking and plastic processing solutions combined.
bers will only grow “We’re an impairment on the rate stronger. of adoption and implementation.
This sprawling technological landscape is what creates the
getting there, but still have a long way Choice stymies growth.
merous; and the growing body of knowledge is too large.
it will get worse. I believe that the AM industry will experience
Understanding, optimizing, conquering and mastering a contraction around theshe best-in-class solutions. But I have givto go,” said. will not problem. Resources are spread too thin; options are too nuThe diversity problem be resolved in the near term;
single AM process type is reasonable. Doing theofsame for the en up on predicting when Ithat willthat occur because has merous; and the growing body knowledge is too large. it will getSomewhat worse. believe the AM industry will experience ironically, Touré sug- there
entirety of the AM landscape, in short optimizing, order, is preposterous. beena no slowdown in around the new approaches, Understanding, conquering and mastering contraction the to best-in-class solutions. But I have givgested oneintroduction way help of is for more single AM process type is reasonable. Doing the same for the of en upmen on predicting when that will occur because there has It is preposterous for the research community to characterize launches new business expansion of product to get and involved in TIPE and other lines. entirety of the AM landscape, in short order, is preposterous. no slowdown in the introduction of new approaches, cause and effect; for the development community to use In light ofbeen theWi3DP ‘problem’ of choice, whatbe can AM users events. “That would a big It is preposterous for the research community to characterize
that knowledge to take control; for users to adopt the ‘best’
launches of new business and expansion of product lines.
step forward. We’dfree alsooflike more (and potential users) do to break thefor paradox? First,
cause and effect; for the development community to use
In light of the ‘problem’ of choice, what can AM users
companies to participate in ourestablish DEI technology; and for the operators to master processes in a accept the situation and adapt to it. Second, a that knowledge to take control; for users to adopt the ‘best’ (and potential users) do to break free of the paradox? First, [diversity, equity, inclusion] workshops, production context. technology; and for the operators to master processes clear the company’s needs, and desires toa in a focus on accept the situation and adaptwants, to it. Second, establish that we can educate others on what clearso focus on the company’s wants, andmake desires to The bottom line is production that therecontext. is too much to discover, too establish clarity on what should be theneeds, focus. Third,
“More companies in the AM industry have begun to understand the basic it is, clarity why iton matters, and how The bottom is AM that there is toosuffers much to discover, too establish what rather should be theemployfocus. Third, make much to learn and too much to do.line The industry decisions and take action today than waiting for the premise that people matter, and if they really want to be successful, they ers can begin to implement important much to learn and too much to do. The AM industry suffers decisions and take action today rather than waiting for the from attention deficitmore disorder on aon communal scale, which next best thing. And fourth, collaborate with others to share need to have much diversity, a far broader basis,” Touré said. from attention deficit disorder on a communal scale, which next programs best thing. like And these.” fourth, collaborate with others to share
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
impeded excellence and industry“The adoption. the is burden of information gathering finding. Through it all, Touréhas found time technological to get married, give birth good news that more companies in the and AM fact indus-
There are many aspects to this ‘good problem to have,’
Past promises of disruption and revolution have not been
Theremoving are manyfull aspects this ‘good have,’ Past promises disruption andthat revolution to two sons, and keep Wi3DP steamtoahead. Sheproblem trytohave begun to understand the of basic premise peoplehave not been
but the one that resonates the most is the quandary of
realized on a large scale because AM is embroiled in nu-
but the onereins that resonates most is the quandary of and if theyrealized on a large becausethey AM isneed embroiled in nurecently handed the presidential to Kristinthe Mulherin, matter, really want to bescale successful,
technology selection. In 1970, Alvin Toffler coined themerous term merous skirmishes on a multitude of fronts. The solution technology selection. In 1970, Toffler on aonmultitude of fronts. The solution for for general manager of powder bed Alvin solutions at coined Nexa3D,the butterm to have muchskirmishes more diversity, a far broader basis,” added ‘choice overload’ for the difficulty people have in making progress isand to divide and conquer. progress is to divide Touré. “Yes, there are certainly aconquer. fair number of companies
‘choice overload’ forchairwoman the difficulty have in making Touré remains on as of people the board at Wi3DP and is still deeply involved in the organization’s day-to-day
who understand this and are doing a good job, but I think
activities. And shortly after that, she accepted a job offer
that Women in 3D Printing still has a significant mission
that brings her closer to her roots in additive manufacturing:
ahead of it, which is to help as many organizations as pos-
director of enterprise sales for North America at Bel-
sible to achieve complete gender parity and ethnic diversity.
gium-based 3D printing pioneer Materialise.
Hopefully, we as an industry will achieve this goal soon.”
46
Voices AMplified
|
May 2022
42 Voices AMplified May 2022 034 / www.tctmagazine.com / VOL 8 |ISSUE 3
A meeting of the Wi3DP board of directors. Clockwise from bottom are Nora Touré, Dana McCallum Dror Danai presents a speech at a RAPID + TCT additive manufacturing conference. (calling in), Sarah Goehrke, Kristin Mulherin, and Janet Kar. (Provided by Women in 3D Printing)
Seven years ago, this young sales executive decided to speak upDanai Dror Tales From Saigon about gender inequality in the additive manufacturing industry
RAPID + TCT exhibitor since 2016 Chief Business Officer XJet Ltd.
On Sports Shoes, Nanoparticles and the Future of Manufacturing
Leveling the Playing Field
Nora Toure´
Kip Hanson
Contributing Editor
M
Kip Hanson
any startups experience a make-or-break moment in their development, one whose outcome can have far-reaching implications that extend well
Sharing the dream
Founder and Chairwoman of Women in 3D Printing, A Proud Industry Partner of SME
Such was the case with Dror Danai and his former employer, Objet. A member of the executive management team, Danai
beyond the company’s survival. It could be the launch of a Contributing Editor new product line or service. Perhaps it’s the acquisition of
was responsible for business development at the well-known
W
Stratasys. Yet that future event seemed extremely unlikely
a competing firm, or for those that operate at the bleeding
3D printer manufacturer, which would one day merge with
Touré graduated from college and edge,hen theNora introduction of a ground-breaking technology
in France for the United and found multinational on October 7th, 2002, States, the day he met at theaHotel Caravelle
that the has not yet thoroughly endorsed. tookbuying a job public as a legal assistant, she had no
Saigon in that Ho Chi Minh City with footwear giant Adidas. organization now boasts more than 30,000 members.
idea that she would soon enter the additive
What she wanted back then was to become a crimi-
47
manufacturing field. Nor did she have any plans to work
nal defense attorney, one that perhaps in the Mayspecialized 2022 | sme.org
for a startup firm in a fledgling industry, leave her home
international law sector. As we’ve all learned over the years, VOL 8 ISSUE 3 / www.tctmagazine.com / 035
ME_22_May_Voices_AMP.indd 47
4/21/22 10:51 AM
Voices AMplified Voices AMplified
“It took us many months to set up that meeting, as it
Additive Manufacturing:
included senior members of the Adidas management team
As luck would have it, it also saved the shoemakers. When
the Severe Acute Respiratory Syndrome (SARS) virus struck
and almost all of their global suppliers,” said Danai. “My
AMplified partsVoices of Asia the following year and air travel was subsequently
message to them was a dream I’d had since before Objet’s
prohibited, those who’d invested in Objet 3D printers RAPID were
founding, that wherever you design shoes—whether it’s in
Todd Grimm + TCT
able to continue designing, prototyping, and launching new Advisor Event
Herzogenaurach, Germany or Portland, Oregon—there’s
President shoes. “I even received permission to create a joint brochure of
no longer a need to fly people from all over the world to
Adidas and Objet, the very first and one of a kind,” Danai said.
Too MuchAdditive of a Good Thing
T. A. Grimm & Associates
manufacturing sites in the Far East. Instead, suppliers and
designers could exchange files via the internet and 3D print
T
The view out the window
Manufacturing:
prototypes without the need for travel, tooling, or lengthy
Todd Grimm RAPID + TCT
Danai’s dream of changing how manufacturers prototype Event Advisor
he diversity additive to manufacturing (AM) alternadevelopment cycles. Itofpromised completely redefine the
President decisionshad when facedending, with many In also 2004, Barry their products a happy albeitoptions. one that’s
tives has stifled progress on many fronts. While nuprototyping process for shoemakers.”
Schwartz continued line of thinking with from “The his Paradox of bittersweet. Every workdaythis he looks out the window Associates
T. A. Grimm &
in Rehovot, Israel to Is theLess,” place as where hecountless once worked Choice—Why More have others. Too Much of a GoodofficeThing
merous are cause for celebration, they also His dream wasoptions well-received. Adidas suppliers placed
fourteen purchase for camp Objet 3D printers within a couhisthe friends and colleagues. For the past ten place AM squarelyorders into the of ‘a good problem to have.’with so many With of AM, number of options can be overwhelming
T
ple of months. This led to additional investment what was years, theconfusing. sign ondecisions the How outside saidout Stratasys rather than diversity of additive manufacturing (AM) alternawhen faced with many options. Inon 2004, Barry Companies welcome the he sheer number of in technology and thishas plays is dependent persontives has stifled progress onnot many While nu-it’s Schwartz continued this line ofget thinking Paradox of then a very small company. infusion of cash came a fronts. Objet, but thebusiness same location where spent years workoptions, the broad range ofThe industries served and the breadth alities and cultures. Wehe can stuckwith in a“The paralymerous options“was are cause for celebration, also a successful Choice—Why More Is Less,” as have countless others. moment too soon—Danai noted that Objet running on ingthey tosis-by-analysis build business. of applications. The endless possibilities lead to massive loop, opt to make no decisions or continu-
place AM have squarely intoforced the camp of ‘a good problem to have.’ the number of options can Beginbe overwhelming fumes” at that point and would been to close He’s also workingWith withAM, many of the same people.
potential for engineering and manufacturing.
ously chase the next best thing. Regardless of the reaction
Companies welcome the sheer number of technology
its doors.
and confusing. How this plays out is dependent on personning in 2014, Danai has served as chief business officer for
However, the breath withintheAM makes analogous to all and theto the paradox ofand choice, the cultures. cumulative effect on AM options, broad rangeit of industries served breadth alities business We can get stuck in aisparaly-
metalworking and plastic processing combined. an impairment on the rateloop, of adoption and of applications. Thesolutions endless possibilities lead to massive sis-by-analysis opt to make no implementation. decisions or continupotential landscape for engineering and manufacturing. This sprawling technological is what creates the
ouslygrowth. chase the next best thing. Regardless of the reaction Choice stymies
the breath within AM makes it analogous toThe all diversity to theproblem paradox of choice, theresolved cumulativeineffect on AM is problem. Resources are However, spread too thin; options are too nuwill not be the near term; metalworking and plastic processing solutions combined. an impairment on the rate of adoption and implementation.
merous; and the growing body of knowledge is too large.
it will get worse. I believe that the AM industry will experience
This sprawling technological landscape is what creates the
Choice stymies growth.
Understanding, optimizing, conquering and mastering a contraction around the best-in-class solutions. But I have givproblem. Resources are spread too thin; options are too nuThe diversity problem will not be resolved in the near term;
single AM process type is reasonable. Doing theofsame for the en up on predicting when Ithat willthat occur because there has merous; and the growing body knowledge is too large. it will get worse. believe the AM industry will experience
entirety of the AM landscape, in short optimizing, order, is preposterous. beena no slowdown in around the introduction of new approaches, Understanding, conquering and mastering contraction the best-in-class solutions. But I have givsingle AM process type is reasonable. Doing the same for the of en up business on predicting when that will occur becauselines. there has It is preposterous for the research community to characterize launches new and expansion of product entirety of the AM landscape, in short order, is preposterous. slowdown in the introduction of new approaches, cause and effect; for the development community to use In light ofbeen the no ‘problem’ of choice, what can AM users It is preposterous for the research community to characterize
that knowledge to take control; for users to adopt the ‘best’
launches of new business and expansion of product lines.
(and potential users) do to break free of the paradox? First,
cause and effect; for the development community to use
In light of the ‘problem’ of choice, what can AM users
technology; and for the operators to master processes in a accept the situation and adapt to it. Second, establish a that knowledge to take control; for users to adopt the ‘best’ (and potential users) do to break free of the paradox? First, production context. technology; and for the operators to master processes clear the the company’s needs, and desires toa in a focus on accept situation and adaptwants, to it. Second, establish clear on focus on the company’s wants, andmake desires to The bottom line is production that therecontext. is too much to discover, too establish clarity what should be theneeds, focus. Third, The bottom is AM that there is toosuffers much to discover, too establish clarity on what rather should than be thewaiting focus. Third, make much to learn and too much to do.line The industry decisions and take action today for the much to learn and too much to do. The AM industry suffers decisions and take action today rather than waiting for the from attention deficit disorder on a communal scale, which next best thing. And fourth, collaborate with others to share from attention deficit disorder on a communal scale, which
next best thing. And fourth, collaborate with others to share
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
There are many aspects toare this ‘good problem have,’ Past promises disruption and revolution have have not been There many aspects to thisto ‘good problem to have,’ Pastof promises of disruption and revolution not been but the one that resonates is the quandary ofthe quandary of realized on arealized large on scale because AM is embroiled in nubut thethe onemost that resonates the most is a large scale because AM is embroiled in nuselection. In 1970, Alvin term merous skirmishes on a multitude of fronts. The solution technology selection. technology In 1970, Alvin Toffler coined theToffler termcoined themerous skirmishes on a multitude of fronts. The solution for for ‘choice overload’ for thehave difficulty people have in making progress to divide and conquer. ‘choice overload’ for the difficulty people in making progress is to divideisand conquer.
XJet recently made the landmark sale of its first Carmel 1400M direct metal machine to Azoth in the United States.
48
Voices AMplified
|
May 2022
42 Voices AMplified May 2022 036 / www.tctmagazine.com / VOL 8 |ISSUE 3 ME_22_May_Voices_AMP.indd 48
4/19/22 5:47 PM
An example of a stainless steel part produced using NanoParticle Jetting on the Carmel 1400M metal AM System. (All photos provided by XJet)
another relative newcomer to the 3D printing space, XJet Ltd. With him are Hanan Gothait, the founder and CEO of both Objet and XJet, as well as chief scientist Ph.D (Physics) Eli Kritchman “a real inventor of everything” and Ph.D. (Chemistry) Eduardo Napadensky, “Objet’s first employee and who re-
Chinese government began subsidizing competing A meeting of the Wi3DP boardmanuof
facturers soon afterdirectors. XJet made its first few sales—in China, Clockwise from bottom of course—makingare the Nora youngTouré, company’s model far Danabusiness McCallum (calling in), Sarah Goehrke, Kristin less appealing. Said Danai, “I got a phone call soon after. ‘We Mulherin, and Janet Kar. (Provided by Women in 3D Printing)
cently became XJet’s vice-president
Seven years ago, this young sales executive decided to speak up “There are many others who were about gender inequality in the additive manufacturing industry
of research and development.”
either with Objet at the beginning or came here soon after,” Danai said.
Leveling the Playing Field “Some refer to us as the A Team,
in that we all heard the original call from our leader Hanan and helped
to create a similar team again many years later.”
Ironically, XJet did not intend to
become a 3D printer company when
Nora Toure´
Founder and Chairwoman of Women in 3D Printing, A Proud Industry Partner of SME
it first opened its doors, nor was Kip Hanson
Danai there at that time. The original Contributing Editor goal was to produce solar panels
W
using an exclusive process that jets
henand Nora Touré graduated copper silver pathways onto afrom college and
in France for the United States, and found a multinational
polymer the she tooksubstrate. a job as Unfortunately, a legal assistant, hadSapir, no left, Haim Levi, organization that now more than 30,000 members. Lilach Dror Danai, and Avi boasts Cohen collaborate on a product design.
idea that she would soon enter the additive
manufacturing field. Nor did she have any plans to work for a startup firm in a fledgling industry, leave her home
What she wanted back then was to become a criminal defense attorney, one that perhaps in the Mayspecialized 2022 | sme.org
49
international law sector. As we’ve all learned over the years, VOL 8 ISSUE 3 / www.tctmagazine.com / 037
ME_22_May_Voices_AMP.indd 49
4/19/22 5:47 PM
Voices AMplified Voices AMplified
need your help. We’re going back to additive manufacturing.’
grains used in laser powder bed fusion (LPBF) or bound
So, I went.”
metal deposition (BMD) processes.
No big deal
said gives XJet a significant edge in terms of part accuraRAPID
Additive Manufacturing: Danai earned a bachelor’s degree in industrial engi-
neering from Tel Aviv University, followed by a master’s in business administration. His passion, though, is mathe-
Voices AMplified The answer? Hundreds of thousands, a figure that Danai
Todd Grimm
+ TCT Advisor President messy powder” common with many AM technologies. That’s T. A. Grimm & because XJet suspends its nanoparticles in a liquid that is Associates cy and feature definition. It also eliminates the “big Event box of
Too MuchAdditive of a Good Thing
matics, and it shows. When explaining his company’s 3D
mostly water with a small amount of adhesive binder. Like
Todd Grimm
printing technology, he uses the basic volumetric formula
building a fine-grained sandcastle, this mixture is jetted onto
T
Event Advisor a build platform, where the binder holds everything together
RAPID + TCT
Manufacturing:
r3 (spherical radius cubed) to describe how many of XJet’s
henanoparticles diversity of additive manufacturing (AM) alternaproprietary can fit into just one of the metal
President T. A. Grimm & SchwartzDanai continued this line thinking “The Paradox of explained that of because thewith particles Associates Choice—Why More Is Less,” as have countless others. are much smaller than those used in competing
decisions whencan faced with to many options. In 2004, Barry until the “green part” be sent a sintering furnace.
tives has stifled progress on many fronts. While nu-
Too Much of a Good Thing
merous options are cause for celebration, they also
place AM squarely into the camp of ‘a good problem to have.’
T
With AM, thethe number of options be sintering overwhelming systems, shrinkage amount can during
diversity of additive manufacturing (AM) alternadecisions faced out with many options. Inon 2004, Barry is commensurately justis 14.5% compared Companies welcome the he sheer number of technology and confusing. How when this smaller, plays dependent persontives has stifled progress on many fronts. While nuSchwartz continued this line of thinking with “The Paradox of to thebusiness 20% or more seenWe in other processes. options, the broad range of industries served and the breadth alities and cultures. can get stuck inAnd a paralymerous options are cause for celebration, they also since Choice—Why Ispart Less,” as have others. XJetloop, printsopt a More green rather thancountless building sis-by-analysis to make no decisions or continuWith AM, the number of options can be overwhelming
of applications. The endless possibilities lead to massive
place AM squarely into the camp of ‘a good problem to have.’
potential for engineering and manufacturing.
a fusedthe metal with a laser or electronofbeam, ously chase nextone best thing. Regardless the reaction
Companies welcome the sheer number of technology
and confusing. How this plays out is dependent on person-
there’s none of the internal, non-isotropic stress-
However, the breath withintheAM makes analogous to all and theto the paradox ofand choice, the cultures. cumulative effect on AM options, broad rangeit of industries served breadth alities business We can get stuck in aisparalyes generated during a thermal printing process.
metalworking and plastic processing combined. an impairment on the rateloop, of adoption and of applications. Thesolutions endless possibilities lead to massive sis-by-analysis opt to make no implementation. decisions or continupotential landscape for engineering and manufacturing. This sprawling technological is what creates the
“Also, the layer thickness is much smaller, giving
ouslygrowth. chase the next best thing. Regardless of the reaction Choice stymies
the parts better appearance, smooth surface
the breath within AM makes it analogous toThe all diversity to theproblem paradox of choice, theresolved cumulativeineffect on AM is problem. Resources are However, spread too thin; options are too nuwill not be the near term;
and density,” he said. last is implementation. an impairment on “This the rate of attribute adoption and it will get worse. I believe that the AM industry will experience as itgrowth. improves the component’s This sprawling technological landscape is what creates the quite important, Choice stymies metalworking and plastic processing solutions combined.
merous; and the growing body of knowledge is too large.
Understanding, optimizing, conquering and mastering a contraction around the best-in-class solutions. Butor I have givespecially in be theresolved Z-axis problem. Resources are spread too thin; options are too nu- mechanical Theproperties, diversity problem will not in the near term;
single AM process type is reasonable. Doing theofsame for the en up on predicting when willlike occur because there has merous; and the growing body knowledge is too large. it will get worse. believe that the AM industry will experience vertical direction. It’s Ithat almost printing with the
entirety of the AM landscape, in short optimizing, order, is preposterous. beena no slowdown the introduction of new approaches, Understanding, conquering and mastering contraction theInbest-in-class But I have givparticles foundininaround nature. addition, thesolutions. sintering single AM process type is reasonable. Doing the same for the up business onispredicting when that than will occur because there has It is preposterous for the research community to characterize launches of en new and expansion of product temperature significantly lower that used lines. entirety of the AM landscape, in short order, is preposterous. no slowdown in the introduction of new approaches, cause and effect; for the development community to use In light ofbeen thejetting ‘problem’ of choice, can supAM users by binder technologies andwhat therefore It is preposterous for the research community to characterize
that knowledge to take control; for users to adopt the ‘best’
launches of new business and expansion of product lines.
ports theusers) creation tiniest features (and potential dooftothe break free of the possible paradox? First,
cause and effect; for the development community to use
In light of the ‘problem’ of choice, what can AM users
the riskand of deformation.” technology; and for the operators to master processes in a acceptwithout the situation adapt to it. Second, establish a that knowledge to take control; for users to adopt the ‘best’ (and potential users) do to break free of the paradox? First,
production context. technology; and for the operators to master processes clear the the company’s needs, and desires toa in a focus on accept situation and adaptwants, to it. Second, establish Printing firsts clear focus on the company’s wants, andmake desires to The bottom line is production that therecontext. is too much to discover, too establish clarity on what should be theneeds, focus. Third, Danai explained while the XJet process The bottom is AM that there is toosuffers much to discover, too establish claritythat, on what should be the focus. Third, make much to learn and too much to do.line The industry decisions and take action today rather than waiting for the is similar to PolyJet (the technology behind Objet
much to learn and too much to do. The AM industry suffers decisions and take action today rather than waiting for the from attention deficit disorder on a communal scale, which next best thing. And fourth, collaborate with others to share
from attention deficit disorder on a communal scale, which and a next And fourth,coined collaborate with termbest thatthing. Danai himself during a others to share
has impeded technological excellence and industry adoption.
the burden of information gathering and fact finding.
has impeded technological excellence and industry adoption. the burden of in information gathering and fact presentation early the company’s history), it finding.
There are many aspects toare this ‘good problem have,’ Past promises disruption and revolution have have not been There many aspects to thisto ‘good problem to have,’ Pastof promises of disruption and revolution not been does not compete with Stratasys’ Connex line
but the one that resonates is the quandary ofthe quandary of realized on arealized large on scale because AM is embroiled in nubut thethe onemost that resonates the most is a large scale because AM is embroiled in nuof 3D printers. For starters, XJet produces metal
selection. In 1970, Alvin term merous skirmishes on a multitude of fronts. The solution technology selection. technology In 1970, Alvin Toffler coined theToffler termcoined themerous skirmishes on a multitude of fronts. The solution for for and ceramic parts, not ones made of polymer. ‘choice overload’ for thehave difficulty people have in making progress to divide and conquer. ‘choice overload’ for the difficulty people in making progress to divideisand conquer. Andisas already noted, the particles are far small-
er, raising the bar on part accuracy across the 3D printing spectrum. Terry Wohlers, left, and Dror Danai after receiving recognition for their work in 3D printing.
50
Voices AMplified
|
“It’s somewhat ironic that we’ve seen three major developments in printing technology in
May 2022
42 Voices AMplified May 2022 038 / www.tctmagazine.com / VOL 8 |ISSUE 3 ME_22_May_Voices_AMP.indd 50
4/19/22 5:48 PM
each of the past three decades, all from the same team of
dence on offshore suppliers, but drastically increases the
people here in Israel and all under the same CEO,” said
pace at which companies can develop new products.
Danai. “The first of these was wide-format printing from a
“If I have to summarize it in one sentence, 3D printing
company that Hanan Gothait founded in the late 80s and
enables the move from a manufacture and distribute phi-
eventually became part of Hewlett Packard. Much of that
losophy to one of distribute and manufacture,” Danai said.
team went on to form Objet and as I explained earlier, came
“Doing so will fundamentally change our society and ways
to XJet after the Stratasys merger. So three very different
of doing commerce.”
technologies, but all of them based on our expertise in dealing with ink-jetting.” That expertise is paying off. While exhibiting at RAPID + TCT 2021, XJet sold its first Carmel 1400M direct metal machine to Azoth, a contract manufacturer in Ann Arbor, Mich. producing parts for the automotive and medical industries, among others. Danai was also quick to point out that this is not XJet’s first sale—the company has been offering ceramic 3D printers for several
A meeting of the Wi3DP board of directors. Clockwise from bottom are Nora Touré, Dana McCallum (calling in), Sarah Goehrke, Kristin Mulherin, and Janet Kar. (Provided by Women in 3D Printing)
years now—but due to technical constraints, metal printers were more challenging and took longer to develop. For example, the ink delivery system, or IDS, had to be
Dror Danai explains XJet 3D printing technology to a group of trade show attendees.
Seven years ago, this young sales executive decided to speak up “a few dozen different components out of the in several He illustrated this last point withindustry a simple example: T-shirts. about gender inequality thethouadditive manufacturing revamped, an effort that required
sand needed to build a printer.” And the furnace—though
A manufacturer looking to produce and distribute millions of
cooler than the one used for ceramic sintering—requires
T-shirts would quite naturally want to source them in what-
the introduction of inert gas to avoid metal oxidation. “We
ever country offers the lowest labor cost and then ship these
also hired our first salesperson for North America, who will
commodity items all over the world. But by installing t-shirt
be based in the U.S.,” said Danai.
machines in Phoenix and Fort Worth, Munich Montreal, we Founder andand Chairwoman
Leveling the Playing Field Of T-shirts and Thailand
It’s certainly an exciting time for Danai and his XJet
colleagues. He calls it “the dawn of a new era,” although he
Kip
freely admits there’s much more to this era than NanoParticle Hanson
Jetting. As with his dream of revolutionizing the prototyping Contributing Editor process for shoemakers and other manufacturers, Danai
W
Nora Toure´
Women in 3D Printing, can greatly reduce the waste andof pollution associated with our A Proud Industry Partner machine” with “3D printer.” That is Danai’s vision. of SME current supply chain model. Now substitute the term “T-shirt “The philosophy in the past was to make everything
in China and when China gets too expensive, then move production to Thailand or Vietnam,” he added. “It was perfectly acceptable to manufacture in one place and distribute
feels that 3D printing as a whole will revolutionize everything.
products worldwide, regardless of what it does to our planet hen Nora Touré graduated from college andlocally will in France forimpact the United States, andgrandchildren. found a multinational That’s because the ability to manufacture products and the it will have on our It’s long past not only global supply chains and tookshorten a job as a legal assistant, she reduce had nodepen-
time that we this outdated way of thinking.” organization thatchange now boasts more than 30,000 members.
idea that she would soon enter the additive
What she wanted back then was to become a crimi-
51
manufacturing field. Nor did she have any plans to work
nal defense attorney, one that perhaps in the Mayspecialized 2022 | sme.org
for a startup firm in a fledgling industry, leave her home
international law sector. As we’ve all learned over the years, VOL 8 ISSUE 3 / www.tctmagazine.com / 039
ME_22_May_Voices_AMP.indd 51
4/19/22 5:48 PM
rapid3devent.com
North America’s largest and most influential Additive Manufacturing event.
040 / www.tctmagazine.com / VOL 8 ISSUE 3
Executive Q&A
MAKING MOVES Makelab Co-founder and CEO Christina Perla talks scaling, the power of desktop 3D printers and more. TCT: You’ve previously said that one of the key things that drives you and your team is being able to enable small businesses through Makelab. Can you elaborate on that? CP: That first prototype is a moment of fruition for so many hardware founders, it’s a point of confidence. It’s like, ‘Wow, I made this’ and emotionally that’s a memory that they carry with them throughout the rest of their journeys in their careers. In that moment, their initial fears of a long and chaotic process are diminished because we help make it easy and pleasant and cost effective and short and just simple. And that’s powerful, we help them get to their launch date faster. And we empower them to do it again, with more confidence. TCT: You also commented on how you would like to see more OEMs consider service bureaus when designing solutions, especially at the desktop machine level. Has that changed at all? CP: I think it has slightly, but I also think that framing should be a part of the equation. In this industry, there's still such a divide between industrial and desktop, and it boils down to fidelity of output parts. Another way to think about is scale as well. Scaling up to industrial equipment is definitely valid and I think there's a case for service bureaus where both exist, especially depending on how you're packaging your services to your clients. I'd like that to be a little bit more part of the conversation. When should I use desktop? When should I use industrial? There are so many options out there these days and sometimes what I see with our clients is, with materials, there's so many options,
they get this paralysis, they want to use 3D printing for their projects but they just don't know where to start. And the same thing is happening for this industry for machines as well. So I'd love to see more context in those conversations and in those solutions. TCT: To that end, what would you say to those who may still think of desktop machines as purely for hobbyists and makers? CP: The word ‘make’ is automatically associated with non-scalable, nonserious, non-professional use cases. And it's automatically regarded as small. But the thing is, high fidelity parts coming out of desktop machines is a thing. And it's cost effective. And it's possible. Sure, you don't have some of the bells and whistles and you may not be able to run an entire production line from these machines but there's also an element of what you do and what you make of it. If you can add a little bit of creative problem solving and innovative
problem solving, you can have a scalable business off of desktop machines. TCT: Over the last few years, we've really experienced heightened interest in 3D printing and supply chain; businesses turning to 3D printing as a temporary stopgap. Have you seen that at Makelab? CP: We've seen more and more inquiries but being that we still have mainly prototyping machines, we can't always accept the business that we want to at this stage. So that is part of our scale plans because we are seeing it. Manny [Mota, Makelab co-founder] and I were talking one night about this whole notion of manufacturing and traditional manufacturing and AM parts being more and more viable. We looked at our Roomba in the house, and we've taken it apart so many times because things get stuck: socks, cords, everything! Taking it apart, this is a complex assembly. Even if 25% of the parts inside of a Roomba can be manufactured locally and through additive, that saves so much headache, so much possible disruption, so much cost even. So, it's definitely a trend that we see growing and we're excited. We're here for it. Interview has been edited for length and clarity. Listen to the conversation in full: mytct.co/ MakelabPod
VOL 8 ISSUE 3 / www.tctmagazine.com / 041
AM? IT’S WORTH IT.
I
n 2018, I hopped on a plane to Atlanta, Georgia to judge a student competition that would see university teams put forward unique solutions for 3D printing in one of the industry’s most challenging materials, PEEK. Founded and hosted by chemical and materials specialist Solvay, the Additive Manufacturing Cup is designed to show how open-source innovation can lead to new additive manufacturing (AM) solutions, and from those coffee-colored tensile bars and Solvay logos I saw back at the Solvay offices over four years ago (that is one tough ‘S’ to 3D print), the competition has evolved into something that takes that innovation and applies it to realworld manufacturing scenarios. For the 2021 edition, that included teaming up with cosmetics giant L’Oreal but of course, being 2021, it also meant less hopping on planes and more Zoom as I met the winners over video call along with collaborators Solvay, L’Oreal and Ultimaker. Suddenly, my usual routine of applying L’Oreal face cleanser and True Match foundation that morning, had found a nice new layer of meaning.
WORDS: Laura Griffiths
where the latter was able to reduce production costs of a manufacturing tool by 70% compared to traditional methods. In addition to printing the designs directly on one of its S5 desktop printers, the competition leveraged Ultimaker’s renowned materials ecosystem and optimized Solvay material profiles to create the winning parts. “The real advantage of having an open platform is the ability to bring in the expertise, the real skill sets and the advantages of others in the ecosystem onto the platform to deliver that tailored solution for our users,” Miguel Calvo, CTO at Ultimaker said of the company’s role in the competition. “Put simply, it's leveraging the expertise around the ecosystem, bringing them into the platform so that we can deliver a greater, wider spread of applications to our users. This challenge perfectly highlights that.” 3D Fab from the University of Lyon, France took home first prize with a versatile monobloc design that could be used on a packaging line to hold unstable products in place. The design is based on a reversible deformable puck that can be printed quickly and easily and applied
For the competition’s third edition, 60 international teams were tasked with putting forward a real-word industrial application that could transform production line agility using Solvay’s Solef PVDF AM filament, a highly nonreactive thermoplastic fluoropolymer that’s inherently flame retardant. It’s not the most glamorous of applications for a company that specializes in beauty products but the benefits of 3D printing for applications along manufacturing lines cannot be understated. Often the unsung 3D printing heroes of the production floor, Ultimaker’s polymer extrusion-based technology, for example, has been put to work at major brands like Volkswagen and Heineken,
042 / www.tctmagazine.com / VOL 8 ISSUE 3
to a number of different product types: think mascara tubes or tall shampoo bottles which are transported around a production line at high speed. “They have invented a solution that basically can work for all the bottles and not only for the five that L'Oreal assigned as a benchmark so you don't have to reprocess again in case you have a different type of bottle,” said Andrea Gasperini, Business Development Manager at Ultimaker, of the winning design. But there are other advantages too, including noise cancellation: “There's a lot of noise because we have 400 pucks moving around and touching each other all the time but here, the bottle was really firm. The bottle is not allowed to move at all because every movement outside of the pack would imply a spill or a defected product that needs to be removed somehow before it gets packed.” Matthew Forrester, Head of Material Transformation & Recycling Science at L’Oréal, an engineer by trade, knows firsthand what is expected from this kind of application having grown up working on SHOWN: AGILE MANUFACTURING USED FOR LIPSTICK MANUFACTURE WITHIN ONE OF L’ORÉAL’S PRODUCTION FACILITIES (CREDIT: L’ORÉAL)
Tooling, jigs & fixtures
Forrester continued: “I think the idea of having a clean sheet and not being formatted by working in a certain environment allows you to think outside of the box.”
SHOWN: DESIGN BASED ON A REVERSIBLE DEFORMABLE PUCK WHICH CAN BE APPLIED TO VARIOUS PRODUCTS ON A PRODUCTION LINE. SHOWN: WINNING DESIGN BY 3D FAB LYON.
line. While L’Oreal sites have been equipped with FDM 3D printing for the last four years, in some cases just meters away from the production line, the collaborators have been impressed by the ideas the teams were able to think up.
these types of engineering challenges. Today, those challenges include considerations around the environmental impact at every stage of the supply chain from the filling plants to the hands of consumers who want their products quicker than ever before. “They want them yesterday,” Forrester said. “As soon as you click on the Amazon button, you want the part to be at your door, which obviously means that we need to have the industrial tools which are capable of replying as quickly as this. So being able to quickly change between products, being able to ramp up production, slow down production, move production between countries produced locally to reduce transportation, these are the kinds of challenges that engineers are having, and this is exactly what we wanted to share with the participants by opening up a window into our industrial processes.” The winners have spoken about their excitement around developing a realworld solution that could be deployed on a production line like L'Oréal's. As part of a prize, which also included five thousand Euros to be reinvested in academic, societal or entrepreneurial activities and an Ultimaker 2+ Connect printer, the team were taken on a guided tour of a L’Oreal mass market manufacturing site and luxury products manufacturing site where they were able to put their pucks on the
“What we need to bear in mind is that these guys have never seen a L'Oreal production line,” Forrester said. “They've managed to produce these solutions without really knowing the environment in which they're going to be working on. They're not plug and play solutions. We can’t just throw it straight onto the production line but what they have come up with is different solutions which can inspire our teams, and we can integrate some of their ideas and ways of thinking as well which is just as important as the finished product.” Forrester shares one example from a runner up team where a simple rubber band was used as an effective alternative in place of a calibrated rubber strip, typically used for sound deadening. It might not be the most revolutionary concept but sometimes, the simplest ideas can be the most functional.
In fact, Brian Alexander, AM Global Product & Application Manager at Solvay, remarked how the winning parts were able to “virtually match the performance and quality” of their conventional injection molded equivalent, affirming not only the success of the winning team but also the growing potential for accessible 3D printing technologies in industrial settings. Calvo added: “The students and the young professionals have really picked up on the fact that you can now design for process in a way that you couldn't before. 3D printing unlocks geometries that would be impossible to produce in small quantities in prototypes in the past, and the winning project is a very good example of that with these conformal fins – I'm not sure how you prototype those without the use of some kind of 3D printing. They really did take to heart the fact that they were designing functional products, functional parts. It really unlocked their ability to be creative and innovative because they weren't shackled by traditional manufacturing methods. It was nice to see people outside of the 3D printing industry really leveraging the abilities of this technology to unlock their design, innovation and design freedom.”
SHOWN: ULTIMAKER S5 USED TO 3D PRINT WINNING DESIGNS (CREDIT: ULTIMAKER)
VOL 8 ISSUE 3 / www.tctmagazine.com / 043
The Next Revolution in Stereolithography Is Here
Introducing the first-of-its-kind stereolithography (SLA) solution, the SLA 750, anchored by the SLA 750 and SLA 750 Dual 3D printers—the world’s first synchronous, dual-laser stereolithography system— delivering cost-efficient, high quality production manufacturing at up to 2X speed and 3X throughput. This solution includes a wide range of prototyping and production-grade materials, including the newly released Accura® AMX™ Durable Natural, the industry’s toughest production-grade SLA material, and 3D Systems’ new PostCure™ 1050 system for high-volume post-processing, as well as factory-level integration through the power of the Oqton Manufacturing Operating System (MOS).
DOWNLOAD OUR COMPREHENSIVE SLA SOLUTION GUIDE
© 2022 by 3D Systems, Inc. All rights reserved. Specifications subject to change without notice. 3D Systems, the 3D Systems logo, and Accura are registered trademarks and AMX and PostCure are trademarks of 3D Systems, Inc.
Learn more at 3dsystems.com
Tooling, jigs & fixtures
3D PRINTING HITS THE SP T WORDS: Sam Davies
I
n one of PepsiCo’s more renowned dalliances with 3D printing, a series of complex masks that fitted onto themed soda cans helped to generate more than 10 million social media impressions to promote the movie premiere of Marvel’s Black Panther.
to take the external dimensions of a conventional mold and utilize that as a shell, and then only print the parts that are unique and customized for the application, which is essentially the cavity of the bottle, which we call the inserts and the base.”
While the company’s latest application of the technology has so far had less reach and revere, it is having no less impact.
The Modular Mold Set application is 3D printer agnostic, but PepsiCo generally opts for Digital Light Processing technologies ahead of FDM and PolyJet, for example, for their faster print speeds. PepsiCo started its development on this project with Carbon’s Digital Light Synthesis technology, utilizing the
Max Rodriguez, Sr. Manager of Global Packaging R&D, and Thangthip Tekanil, R&D Packaging Engineer, are part of a team that covers performance simulation, advanced rapid prototyping and advanced system capabilities at PepsiCo. In these endeavors, they serve a team of 120 R&D engineers with the ‘right tools and right capabilities,’ so they can deliver projects ‘with excellence.’
Cyanate Ester (CE) material – which boasts a heat deflection temperature of 230°C according to the Carbon datasheet – on the M2 platform. But it has since moved forward with the NXE400 system and xPEEK 147 material from Nexa3D, citing a larger build volume, preferences over the Nexa business model, and a slight edge in terms of heat deflection temperature – 238°C and tested against ASTM D648 according to Nexa’s datasheet.
Among those tools and capabilities is PepsiCo’s patented Modular Mold Set, which is compatible with most standard blow molders and comprises an aluminum shell, dental stone, and 3D printed inserts for various bottle designs from 100ml to 3L. “The Modular Mold Set is a means for us to be able to very rapidly and quickly generate a customized mold that we can then utilize in our lab-scale or Pilot Plant scale stretch blow molding equipment,” Rodriguez told TCT. Previously, to get functional mold samples, PepsiCo would contract an external service provider who would leverage a subtractive manufacturing technique – CNC or EDM, depending on the complexity – and return the tool within two-to-four weeks at a typical cost of up to 10,000 USD. “What we wanted to do was find a way that we can very quickly and rapidly do it internally at a fraction of the cost,” Rodriguez continued. “We developed the Modular Mold concept by looking at what is it that we really need? What we need is the capability of being able to print the features of the tool that are unique. If we try to print the entire mold, it will take forever, and we will use a significant amount of material. We decided
SHOWN: MOLD INSERT 3D PRINTED ON NEXA3D’S NXE400 MACHINE WITH XPEEK 147.
VOL 8 ISSUE 3 / www.tctmagazine.com / 045
Transforming the Future with Braskem 3D Materials
Our approach to 3D materials development is focused on sustainability, innovation, and collaboration. Braskem specializes in polypropylene, polyethylene, recycled, and bio-based filaments, powders, and pellets. When it comes to sustainable innovation, our ambition is to accelerate and deliver sustainable, innovative solutions for clients and society. We believe that investing in the advancement of technology is the central path to a more sustainable future. Braskem is a leading supplier for the additive manufacturing industry. Our portfolio is evolving to meet the ever-growing demands from the industry and society. Braskem. A more sustainable future, today.
To learn more, visit our booth #3813 at Rapid + TCT or www.braskem.com/usa/3d-printing.
Tooling, jigs & fixtures “We’re able to print two mold halves and a base within eight hours and then curing would take an additional four hours, so technically in 12 hours, we can get a complete mold from start to finish,” Tekanil explained. “We wanted something that was faster and more durable during printing. I’d say the CE was [also] a little more prone to warpage during the curing process because the curing cycle was 12 hours in a thermal oven. The PEEK material only requires three hours in the oven, so we experience minimal warpage, but we do have to account for shrinkage and make sure that the tolerancing is correct for when we’re assembling the mold.” For PepsiCo’s 3D printed Modular Mold Set applications, the engineers have to account for deviations within plus or minus 0.5mm in the dimensions versus 0.1mm with subtractive manufacturing. While Rodriguez suggests this is reasonable for the kind of parts PepsiCo is producing with 3D printing, he and Tekanil still yearn for the warpage issues during curing to be addressed, while they also noted the brittleness of DLP materials can also be a pain point. There are more pros than cons to its Modular Mold Set, however, as PepsiCo has projected cost savings up to 90%, a lead time reduction from several weeks to just a few days, and worked out it can produce thousands of bottles with one printed mold insert. “We’re able to blow 10,000 bottles with this tool, which are the quantities that we need for us to be able to validate a new design because when we bring it into our manufacturing environment, we’re running 600 bottles a minute, 800 bottles a minute,” Rodriguez said. “A couple of hundred bottles are not going to do us any good. We need thousands of bottles to be able to do what we need to do. With this technology, we’re able to demonstrate that we can get comparable performance as we would with a metal mold, and we can produce thousands of bottles for us to evaluate downstream.” When PepsiCo first began to explore utilizing 3D printing for this type of application, the company could only achieve 100 samples per mold set with Stratasys’ PolyJet technology and Digital ABS material, which exhibits a heat deflection temperature of 58-68°C. The company still runs this technology
in-house – with FDM solutions in other facilities – and is prepared to harness PolyJet when pairing up with a lab-scale blow molder for small volumes of samples, but when volumes between 5-10,000 are required, they will likely opt for a DLP system. It has been a Carbon M2 previously, is currently a Nexa3D NXE400, SHOWN: but with tabs kept MOLD INSERT 3D PRINTED ON CARBON’S on cost, machine M2 MACHINE WITH CE MATERIAL. performance and material capabilities, could easily be a solution from “It's having a huge impact,” another provider in the future. Rodriguez assessed. “And it's going to continue to have a huge impact as “We’ve been able to streamline the we make it more prevalent, because workflow between the different printers, [of] the ability for us to be able to found the appropriate scaling factors for go from a 3D CAD file to a physical each printer, and because the mold is prototype that is comparable to what pretty much standard, the modular mold is you will get out of the production printer agnostic,” Tekanil said. “Once we environment. It facilitates decision get a scaling factor in place, outside of that everything else is the same because we have making with our marketing folks and our business folks. It facilitates the plugin from SolidWorks that automated the evaluation of impact on our the mold generation for the files. In that manufacturing operations with our plugin, we also have an option to modify the supply chain and operations folks. shrinkage, the scaling, so we can just plug It facilitates the same concept in in the numbers that we need for the printer, and then it’ll generate a file that’s appropriate consumer acceptance with our consumer insights folks. So, across for this type of printer. We’ll use that file, and the board, it facilitates us being we print it. We can go from CAD to 3D print able to evaluate how it is going files within five minutes utilizing our mold to perform on our lines, how's it generator plug-in.” going to perform in our bending machines and so on. It accelerates This process is said to return accurate parts 95% of the time, with tooling fabricated within our development cycle by weeks and possibly even months.” 48 hours and functional product samples returned within a week. A proof-of-concept “We're also looking into using polymer exercise saw the Modular Mold Set produce printing systems for injection molding up to 10,000 cold-filled, single-serve bottle products, while PepsiCo is now also exploring tooling as well,” added Tekanil. “So, we're in the process of acquiring a the application of metal 3D printing to integrate conformal cooling channels for heat- lab-scale injection molder and similar to what we're doing with the stretch set applications, as well as injection mold blow molding technology and the tooling with its polymer technology. Modular Mold Set, it's something that we're also looking to shift over for PepsiCo has previous when it comes to injection molded applications such as beverage packaging innovation, becoming caps, closures [for example]. Those the first soft drinks company to introduce are things that we would be looking the two-liter bottle in 1976 and regularly at rapid tooling for.” redesigning its soda cans throughout its 123year history. With 3D printing, it believes it will have a future too.
VOL 8 ISSUE 3 / www.tctmagazine.com / 047
THE DED HEAT WORDS: SAM DAVIES
I
n 2019, one of the largest steel producers in the world, ArcelorMittal, played matchmaker to give the additive manufacturing (AM) industry another player in the increasingly competitive Direct Energy Deposition (DED) market. The joint venture between metal AM firm AddiTec and 3D printer distributor Sicnova yielded the Meltio brand to commercialize the former’s patented LMD-WP process.
in Chicago, Paul Gradl – a Senior Propulsion Engineer at NASA – outlined that NASA is looking to DED for large scale nozzle development, for the additive manufacture of larger parts than is possible with current powder bed fusion (PBF) platforms, and to explore the bimetallic 3D printing of heat exchangers.
Three years earlier, Formalloy was established after two 3D printing hobbyists – one aerospace engineer and one mechanical engineer – saw the potential of DED to build parts, repair parts and print parts in multiple materials.
“DED continues to gain ground in its sweet spots: repair, multi-material builds and large-format part production,” Optomec VP of Marketing & Product Management Mike Dean told TCT. “One of the reasons it’s gaining popularity is that it produces a fully dense part with mechanical properties that match wrought materials. For many metal AM applications, fatigue strength is a critical design criterion, so final part density is a key factor in qualification.”
Nearly twenty years before that, Optomec had delivered the first of its 250+ DED platforms, before a 5 million USD project with Boeing, Rolls-Royce, Siemens and the DOD in 2003, and an announcement in 2020 that it had used the technology to refurbish more than 10 million turbine blades. The likes of Trumpf, DMG Mori, Norsk Titanium, GEFERTEC and Prodways are other established players to offer DED technology. Mitsubishi is the latest company to throw its hat into the ring. And the reason there are so many providers of DED technology – which is defined as a process that adds material, whether it be metal powder or wire, alongside the heat input, whether it be from a laser or an electron beam or a plasma arc, simultaneously – is because there are so many opportunities. At the recent AMUG Conference
048 / www.tctmagazine.com / VOL 8 ISSUE 3
At least two of the three companies interviewed for this piece – Optomec and Formalloy – count NASA amongst their
SHOWN: 12.1KG NAVAL PROPELLER PRINTED WITH THE MELTIO ENGINE ROBOT INTEGRATION IN 316L AT A COST OF 189.71 EUR
Metal AM
users. While Meltio hasn’t publicly named NASA as a customer, it has already sold 135 of its machines in 35 countries, with industrial adoption said to be starting to outpace the sales into education and technology centers. Of course, there is a whole world out there, and though Gradl’s highlighting of DED technology at AMUG was some handy validation for these players, there are plenty of applications, industries and opportunities to chase. One of those, as already referenced by Dean, is to pick up the applications that powder bed fusion – perhaps the dominant metal additive manufacturing process in industry – can’t feasibly facilitate. In his AMUG presentation, Gradl noted that parts with dimensions that exceeded 1m x 1m – such as a large nozzle that measured 2.4m in diameter and 3m in height – would be additively manufactured with DED rather than PBF. “For some aerospace components, they don’t fit well into most powder bed systems,” Formalloy CEO Melanie Lang – the aerospace engineer who founded the company with Jeff Riemann – said. “And some [applications] have been fairly welldefined using powder bed processes, but now they either want to go to higher throughput or larger build volume size, and those are the good uses cases for now.” “Just this ability to freeform fabricate components removes a lot of the restrictions you have in a powder bed fusion process,” Meltio CTO Brian Matthews added. “So really, there’s no size constraint. The other appealing thing, for me, is the fact that, especially in a wire-based process, all of the material ends up in the part, so nothing beats that on an economical basis.” Increasingly, suppliers of DED technology are tweaking their products to allow customers to explore larger components. In Optomec’s LENS Print Engine, Meltio’s
Engine CNC and Robot Integration options, and Formalloy’s offering of specialty hardware – including its AX Metal Deposition Head, PG Powder Feeder and ADF Alloy Development Feeder – users can benefit from modularity and flexibility as they work on larger parts or look to scale their operations. “We made the Powder Feeder and the Alloy Development Feeder available in standalone mode, [so users] can integrate those with other DED processes. We wanted to give access to the power [of those products] to people that might already be using a DED process,” Lang explained of Formalloy’s approach, before adding: “We want to be able to support our customers when they’re ready to take it to full-rate production. For some customers, that means very high throughput and it means setting up an additive cell versus putting our machine on the production floor. You’ve seen pictures of automotive manufacturers, it’s a very well-oiled machine, it’s very lean, everything’s been very well planned out. So, the chance that they’re going to take a Formalloy X5 and put it in the middle of their floor and disrupt that is pretty low. By productionizing it, we made the key components available so it can be integrated into a customer’s production line.” Meltio’s modular offering comprises the Engine CNC integration to create a hybrid manufacturing solution that enables part repairs and post-processing to be done at once, while its robot integration has been offered to facilitate large, complex shapes to be printed. Optomec’s LENS Print Engine, meanwhile, features modular components such as deposition heads, powder feeders, process controls, a motion controller and tool path software. This offering, like Meltio’s, is put forward for hybrid manufacturing, reworks and repairs. Part repairs and reworks are where Optomec has had much of its success with DED thus far. In the last two years, the company has not only recorded its 10 millionth turbine blade refurbishment with DED but also been awarded a 1m USD contract with the US Air Force, a 500,000 USD contract with the Air Force Sustainment Center and delivered a 1m USD metal 3D printing system to an existing aerospace customer, all for the same kind of application. The company believes this to be a great example of
“By adopting DED, the overhauler sees immediate reductions in cost and scrap, while improving quality.” ‘DED’s unique problem-solving ability’ and expects component repair applications to continue to grow in the future. “In the past, the metal was added back with hand TIG welding,” Dean explained of the typical turbine blade component repair process. “There are problems with TIG welding, however. First, it adds excess heat to the blade, often degrading its metallurgy. Second, the hand process is inherently not repeatable, resulting in a high scrap rate. Finally, the TIG process results in excess added weld material that is costly to remove later. The DED process, on the other hand, is automated, very precise, adds far less heat to the base metal and results in much less overbuild. By adopting DED, the overhauler sees immediate reductions in cost and scrap while improving the quality of the repair.” Reaching the milestones that Optomec has with its use of DED to repair components, Dean says, felt better than selling 100 machines for the same application because it represented years of ‘detailed development in metallurgy, laser processing, powder delivery, automation, robotics, software and recipe development in partnership with top aviation companies.’ Indeed, to keep moving forward onto the next big opportunity with DED, the same endeavor will be required. At AMUG, Meltio had a range of printed parts that exhibited its DED technology’s capacity to produce parts in multi-material, including one component that utilized stainless steel, mild steel, Inconel 718 and copper rods, with each material changeover completed in seconds with no cost penalty.
VOL 8 ISSUE 3 / www.tctmagazine.com / 049
The fastest, simplest, most versatile metal AM system. Water-based:
Access Time:
Versatility:
No chemicals, no loose powder, simple facilities requirements. Truly office friendly.
Quick printing, no debinding, short furnace runs – parts next day. Prototype and iterate faster.
Internal structures, solid or infill, water and sinter bonding. Open architecture for R&D. Your parts the way you want them.
NOW TAKING ORDERS IN NORTH AMERICA +1 604 267 0199
info@rapidia.com
Metal AM
you incorporate. That’s why I see it improving in the future because now you have more exposure, you have researchers that are working on their PhDs now, or maybe in the national labs. At some point, they’re likely to go into industry or influence industry, and they’re going to make it well known that it’s proven technology and it’s another tool in your toolbox, so don’t limit yourself to a single material when you’re designing a component or even a single process.”
SHOWN: PARTS PRINTED WITH MELTIO’S DED TECHNOLOGY
This, DED vendors believe, could open the doors to an increase in design creativity and enhancements in part performance. “For example, you could print a cylindrical object with a corrosionresistant alloy on the inside and a high thermal conduction alloy on the outside, or an object that has a high hardness in one area and high strength in another area and so on,” Dean exampled. “This capability is a relatively new concept for mechanical designers who were used to thinking that each part had to be made out of single material, but we’re now seeing new multi-material designs emerging, particularly in the aerospace industry.” “My gut feeling is that multi-material is the thing that going to get people excited,” Matthews said. “Because it’s not even a consideration; when you design a part, you don’t think about some transition where you change the material. When people start thinking in that way, that’s going to really put fuel on the fire.” “I think many of the engineers who are still designing parts today, and people in leadership roles, they didn’t have the ability to think about how do we make this heat exchanger with multi-material to control the thermals and the strength? That wasn’t a tool in the toolbox,” added Lang. “Now that tool is in the toolbox, I think there are more people that are starting to think about how you do that and what
Standing in the way of, or at least slowing down, DED’s potential is a few things. In the early days, a lack of standards stymied adoption, but ASTM published its standards in 2016, with SAE and some DOD groups following in the last 24 months. Some vendors suggest they have also been waiting for software technologies to catch up, while trust in the process and technology readiness are both cited as challenges still to be fully overcome. With DED set to have a big play in sectors like aerospace, defence, oil & gas, at AMUG Gradl also highlighted a consideration he is having to make around the printing of witness specimens and tensile bars when using DED: “Do I build specimens before and after [the build of the part]? Or do I build some excess stock on my part that I sample as well?”
intervals. Otherwise, samples are to be printed on the same build plate; before or after if there are space constraints; and in the case of repairs, their preferred approach is to use nondestructive testing on a portion of the repairs and destructive testing on other portions. And with that guidance on offer to all those who adopt their technology, the vendors believe DED belongs in the hands of manufacturers, whether they be in aerospace and defense, or automotive and jewelry. There are large parts, complex parts and multimaterials that need to be produced, and some which, in time, will need repairing. In many of those cases, Optomec, Formalloy, Meltio and others believe their technology to be capable. “Getting the technology in the hands of the makers, that’s what we want to do,” Matthews finished. “And not to say that R&D and technology centers and what they do is not important, of course, it’s incredibly important, but if that doesn’t filter down to all the industrial sectors, then that would be a tragedy, so we’re trying to accelerate that migration from the few to the many. Our goal is to sell thousands of machines – not because we have done a financial analysis, it’s because that would tell us that we’re making the kind of impact that we want to make.”
Lang suggests that these are possible approaches, though Formalloy would also suggest DED users harness its DEDSmart software platform – which can collect parameter and sensor data from a build and correlate properties and quality – to 'ascertain the quality of a part to complement, and in the future even replace, the need for witness samples.' Along the same lines, Dean says that the approach to controlling the output of the process is to control all inputs – calibrating things like powder flow and laser powder according to preset
SHOWN: 5KG ENGINE MANIFOLD PRINTED WITH THE MELTIO ENGINE ROBOT INTEGRATION IN 316L AT A COST OF 95.86 EUR
VOL 8 ISSUE 3 / www.tctmagazine.com / 051
Visit us at Booth #4014
Clarity & Proof of What's Unseen Industrial X-ray Systems | X-ray Inspection Services Reverse Engineering
AM Process Monitoring
2D & 3D Metrology
Research & Development
Internal Measurements
Assembly Verification
External Measurements
Product Quality Compliance
Failure Analysis
In Situ Monitoring
4nsi.com
|
312-646-4430
|
sales@4nsi.com
RAPID + TCT
THE CONFERENCE By the time this issue goes to print, we will be just over one week away from RAPID + TCT 2022. Hundreds of additive manufacturing users will be packing out Detroit’s Huntington Place with their latest technologies and developments – a snapshot of which you can see in our RAPID + TCT Preview just a few pages ahead – and after months of planning and collaboration between the TCT team here in the UK and SME in the U.S., we are excited to see this year’s RAPID + TCT Conference come to life on May 17-19.
"Hear from over 150 AM industry leaders across 7 tracks."
Whether you’re an AM evaluator, adopter or optimizer, the conference has got you covered with keynotes, panels and talks from each of the key industries where additive is having an impact, along with focuses on solutions, the ecosystem and the latest research and development. To give you just a taste, we’ve highlighted talks from each below:
Images: SME
KEYNOTES THE “GLOCAL” FUTURE OF AMERICAN MANUFACTURING Barbara Humpton, President and CEO | Siemens USA May 17 | 08:30 - 09:50 INDUSTRIALIZING METAL ADDITIVE: EVOLUTION AND CHANGE WITHIN AEROSPACE MANUFACTURING Brian Baughman, Manufacturing Chief Engineer | Honeywell Aerospace May 18 | 08:30 - 09:50 ADDITIVE IN MEDICAL: IS REALITY CATCHING UP TO THE PROMISE? Caralynn Collens, MD, CEO | Dimension Inx May 19 | 08:30 - 09:50
VOL 8 ISSUE 3 / www.tctmagazine.com / 053
The Solution for Metal AM Cut Offs! 800-336-2946 information@edmperformance.com
WWW.EDMPERFORMANCE.COM
RAPID + TCT
INDUSTRIES HEALTHCARE Rationalization for the Utilization of Various AM Technologies in Healthcare Applications Amy Alexander, MS, Biomechanical Development and Applied Computational Engineering, Division of Engineering | Mayo Clinic Victoria Sears, Engineer, Anatomic Modeling Unit, Radiology | Mayo Clinic May 17 | 10:00-10:30 AUTOMOTIVE Utilizing AM in the Automotive Design Studio Stephanie Pearce, Additive Manufacturing Engineer | Rivian May 18 | 10:00-10:30 AEROSPACE An End-to-End Digital Thread to Accelerate Additive Adoption Nicholas J. Mule, Director, Boeing Additive Manufacturing Intelligence Center | The Boeing Co. May 17 | 10:00-10:30 DEFENSE U.S. Army Expeditionary Additive Manufacturing at the Point of Need Matthew Brauer, Lead General Engineer | U.S. Army, DEVCOM-AC Thomas Vretis, Mathematician | U.S. Army, DEVCOM-AC May 17 | 10:00-10:30 HEAVY INDUSTRY Paving the Way for Largescale Steel 3D Printing for Use in Shipbuilding Kolby M. Pearson, Engineer II - General Dynamics | NASSCO May 19 | 10:00-10:30 CONSTRUCTION, ENERGY & POWER The Impact of Additive Manufacturing of Large Structures on Architecture and Construction Rick Neff, Consultant, CEO | Rick Neff LLC May 18 | 14:30-15:00 METAL APPLICATIONS Using MELD to Improve and Maintain Bridge and Railway Infrastructure Zackery McClelland, Research Mechanical Engineer | US Army Corps of Engineers ERDC Nanci Hardwick, CEO | MELD Manufacturing Corporation May 19 | 10:00-10:30 NON-METAL APPLICATIONS Redesigning Micromobility with KUHMUTE and the Formlabs Fuse 1 Peter Deppe, Co-Founder & CEO | KUHMUTE May 18 | 10:00-10:30
SOLUTIONS IP & SECURITY Cybersecurity for Additive Manufacturing Nicole Santos, Additive Manufacturing Engineer | BreakPoint labs May 17 | 11:30-12:00 STANDARDS & REPEATABILITY AM Data Registration Standardization Shaw C. Feng, PhD, Mechanical Engineer | NIST May 17 | 15:00-15:30
SUPPLY CHAIN & SUSTAINABILITY Sustainable Productivity – What is in it for the AM Industry? Gerret Lukas, Director | ACAM Aachen Center for Additive Manufacturing May 18 | 15:00-15:30 PEOPLE & CULTURE Old School vs. New School: Additive Lessons Learned S.J. Jones May 19 | 10:30-11:00
ECOSYSTEM MATERIALS & PROCESSING Laser Additive Manufacturing of High Reflectivity Metallic Materials Using Pore-Free Non-Equiaxed Powders John Barnes, Founder | The Barnes Global Advisors LLC Mihaela Vlasea, PhD, Assistant Professor | University of Waterloo May 17 | 11:00-11:30 JUSTIFICATION/ECONOMICS Surviving Disruption in Additive Manufacturing – Demystifying the 3D-Printing Technology Question Wilderich Heising, PhD, Partner and Associate Director | Boston Consulting Group May 17 | 14:30-15:00 METROLOGY Reverse Engineering has Become an Integral Part of Modern Product Design Gregory George, Engineering Manager | Oqton May 18 | 11:00-11:30 DESIGN FOR ADDITIVE MANUFACTURING DfAM vs. Business Model Innovation – Which Unlocks More 3D Printing Applications? Kyle Harvey, Business Unit Manager - Additive Manufacturing | Extol Inc May 18 | 14:30-15:00 POST-PROCESSING Post-machining of Additively Manufactured Ti-6Al-4V Bruce L. Tai, PhD, Associate Professor | Texas A&M University May 19 | 10:30-11:00
R&D MATERIALS DEVELOPMENT Developing Automotive-Grade Metal Alloys for Additive Manufacturing Tyson Brown, PhD, Lab Group Manager | General Motors May 17 | 15:30-16:00 HARDWARE Strategies for Enhancing Wire + Arc Additive Manufacturing Material Properties Alex Kingsbury, BE, MAICD, Additive Manufacturing Industry Fellow | RMIT University May 18 | 14:00-14:30 SOFTWARE Computational Fluid Dynamics for Process Control and Optimization in Additive Manufacturing Allyce Jackman, CFD Engineer | Flow Science, Inc May 19 | 10:30-11:00 See the full line-up and register for your conference pass at rapid3devent. com. You can also access the conference virtually with a Digital Pass.
VOL 8 ISSUE 3 / www.tctmagazine.com / 055
RAPID + TCT
EXHIBITOR PREVIEW HP
VJ TECHNOLOGIES
HP will be running its HP 5200 series machine, powered by the Multi Jet Fusion technology which has now printed more than 100 million parts. Applications from the automotive, medical, industrial and consumer product segments will be showcased, while the company will also be demonstrating its Automatic Unpacking Solution for the first time, as well as delivering a series of presentations.
VJ Technologies will come to RAPID + TCT with live demonstrations of its VedaCore CT system, highlighting its touch display interface and defect detection capabilities before making it commercially available later this summer. The VedaCore will be running on VJ Technologies’ Vi3 software architecture for system control, image acquisition, reconstruction and evaluation.
BOOTH 2120
BOOTH 3727
PANTHEON BOOTH 1936
Pantheon is set to launch the HS3 High Speed Extrusion 3D printing system at RAPID + TCT. This machine is the culmination of five years experimentation and development and has been designed to print end use parts out of carbon fiber composites. The machine features ClearPath servo driven ball screws, a Mic 6 print bed, contact probing via a strain gauge and a Slice Engineering hot end.
DM3D
BOOTH 1025 DM3D will be highlighting the capabilities of its proprietary laser-powder DED Direct Metal Deposition technology, which uses a patented closed loop feedback control to ensure the dimensional integrity of parts is maintained. With a newly developed dual head deposition technology, DM3D has doubled its throughout and made its technology ideal for large and multi-material parts.
VOL 8 ISSUE 3 / www.tctmagazine.com / 057
Increase the productivity and safety for your industrial 3D printing Grenzebach is your reliable partner for automating and networking individual process steps in metal and plastic-based additive manufacturing – for higher efficiency, a safe working environment and smooth workflow. GRENZEBACH SOLUTIONS FOR LASER SINTERING Exchange P 500 » Buffering, loading, and storing exchange frames for several automated build jobs in a row. Transport P 500 » Easy, fast and fully automated loading, unloading and transport of exchange frames between different manufacturing stations.
Find all our products and solutions here:
w w w. g r en z e ba ch . co m/ am
We look forward to your visit rapid & tct, May 17-19, 2022 Detroit Booth 1131
RAPID + TCT
RÖSLER
BOOTH 1925
LITHOZ
BOOTH 1019
At the Rösler AM Solutions booth, visitors can cast their eye over the company’s post-processing solutions, which include products for unpacking, powder removal, support removal, surface finishing, high gloss polishing and coloring.
Lithoz will showcase its CeraFab L30 3D printing system, which the company describes as a ‘powerful starting point for additive manufacturing’ and ‘the material developer’s dream.’ With this platform, Lithoz expects researchers, application developers and materials developers to fine-tune their designs.
UNITED PERFORMANCE METALS BOOTH 2449
MASSIVIT
BOOTH 3613 Massivit will have its recently launched Massivit 5000 machine on show, demonstrating its capacity to build parts, prototypes and molds within hours. Based on the company’s Gel Dispensing Printing technology and boasting a build volume of 145 x 178 x 112 mm, Massivit believes this machine will enable the printing of complex and large parts, with a range of applications to also be exhibited at Booth 3613.
UPM will be on hand to discuss its comprehensive inventory of metal additive manufacturing products and services, helping partners across the AM supply chain from feed stock supply to finished part manufacturing.
NSL ANALYTICAL BOOTH 3335
NSL specializes in chemical composition, powder characterization, and metallurgical and failure analysis within aerospace, transport, nuclear and healthcare. At RAPID + TCT, the company will be discussing its extensive testing capabilities.
PRODWAYS BOOTH 1533
Prodways will feature its new ProMaker P1000 S polymer 3D printing system, which is equipped with a 30W laser, boasts a build rate of up to 1.4L/h and utilizes advanced heating control for good thermal stability. Compatible with materials like TPU and PP, Prodways believes its new machine, which follows the P1000 X and has a build volume of 300 x 300 x 360 mm, will facilitate the production of large, high-quality, industrial parts.
COMPUTER AIDED TECHNOLOGY, INC BOOTH 3822
CATI will be exhibiting solutions from SOLIDWORKS, Dassault Systèmes, Stratasys, PostProcess Technologies, Desktop Metal, and more. With this range of technology, the company serves a range of customers from small design firms to Fortune 500 companies.
VOL 8 ISSUE 3 / www.tctmagazine.com / 059
Rosler-TCT-North-America-Ad-OUTLINES-7.875x5.0925.indd 1
4/18/22 12:07 PM
Innovations in Additive Manufacturing JEOL Introduces JAM-5200EBM E-beam Metal Additive Manufacturing Tool JEOL builds on more than 6 decades of technology leadership in electron microscopy and e-beam lithography with its new Additive Manufacturing technology for 3D printing.
Discover more about the JEOL E-beam Metal AM Machine at May 17-19 Booth #1313
Our technical expertise and dedicated customer support are the basis for this revolutionary new system that offers: • • • •
Long life cathode >1500hrs Helium-free and smoke-free manufacturing Automated and remote operation Series production of high-quality reproducible metal parts • Superior service and fast response times
Jeol 1/2 page Innovations in Additive Manufacturing Ad TCT magazine.indd 1
www.jeolusa.com
3/30/22 1:41 PM
RAPID + TCT
FARSOON
FILAPACK
Farsoon will exhibit its FS301M metal laser sintering system, which features an expanded build cylinder of 305 x 305 x 400 mm and has been designed for the additive manufacture of larger-sized parts. This machine also features dual-laser scanning and calibration algorithms to enhance build efficiency by controlling the dual-laser operation and ensure intelligent distribution of each laser while parts are being built.
FilaPack is set to launch a new, fully automatic spooler model at RAPID + TCT. The FS200-SA has been designed for automatic filament spool changes, helping to remove the costly rewind operation offline, and enabling one operator to cover more extrusion lines within a manual operation.
BOOTH 2331
GE ADDITIVE BOOTH 2620
BOOTH 2345
GE Additive will highlight metal additive manufacturing products from its Concept Laser and Arcam EBM machine brands, as well as its AP&C powder supplier division. At the booth, there will also be a host of metal 3D printing applications across a range of industries.
LDO MOTORS BOOTH 1841
LDO Motors will be present at RAPID + TCT to exhibit solutions from the likes of Prusa, Formlabs and Lulzbot, as well as showcase its Voron FDM printer assembly kits.
MITSUI KINZOKU BOOTH 1525
At RAPID + TCT, Mitsui Kinzoku will introduce multiple CuCr alloys for laser powder bed fusion. The MA-CCR25L is a high conductivity copper alloy with 95% IACS as electrical and 377W/mk as thermal conductivity, making it suitable
for thermal management and high voltage applications. The MA-CCR25H, meanwhile, shows equal mechanical properties and better conductivity with GRCop42, making it applicable to space applications.
ASCENT AERO BOOTH 1017
Ascent Aerospace will exhibit at Booth 1017 to highlight its work in the aerospace, defense and space industries, where it provides tooling systems, assembly automation and factory integration.
PRESSURE TECHNOLOGY, INC. BOOTH 1735
PTI is a supplier of Hot Isostatic Pressing Services to the additive manufacturing, aerospace, power generation, medical and automotive industries. It has recently opened a third US facility in Alachua, FL, where production is expected to start in Q3 2022.
VOL 8 ISSUE 3 / www.tctmagazine.com / 061
RAPID + TCT
SOLUKON
XACT METAL
Solukon will touch down in Detroit with its SFMAT350 and SFM-AT1000-S depowdering solutions in tow. The SFM-AT350 has been designed to remove the powder of medium-sized parts up to 420mm and leans on the capabilities of an optimized chamber volume for fast inertization and enhanced freedom of motion.The SFM-AT1000-S, meanwhile, has been designed to remove powder from rocket engine and combustion chamber applications and is equipped with two endless rotating axes and advanced programming.
Xact Metal will be highlighting a high-performing additive solution for the dental market, consisting of its newly introduced XM200G metal 3D printing system, specific parameters tailored to certified dental powder from BEGO Medical, and a full software workflow in partnership with Materialise Pre-Print Dental Module integrated with Materialise Magics Print for Xact Metal.
BOOTH 2137
BOOTH 3227
THERMWOOD BOOTH 2213
Thermwood will be printing aerospace tooling live at the show with its LSAM Additive Printer 510. The LSAM Additive Printer 510 features a single fixed gantry, a 5’ x 10’ moving table, 4’ maximum print height and a maximum print temperature of 450°C.
BOFA INTERNATIONAL BOOTH 4022
BOFA is set to showcase a new patented filtration technology for high temperature 3D printing. The 3D PrintPRO HT has been designed to filter challenging particulate and high temperature gases emitted by 3D printers that process polymers at up to 932oF. The system allows the chamber to be filtered without compromising temperature, as well as helping protect the operator’s safety at the end of the print cycle with the chamber purge process.
NEXA3D
BOOTH 1501 Nexa3D will feature its new XiP desktop resin 3D printing system, alongside its full portfolio of stereolithography 3D printers, the xWash and xCure post-processing systems, and its software and materials products. It will also highlight its QLS 350 powder bed machine, as well as its AddiFab Freeform Injection Molding partnership.
VOL 8 ISSUE 3 / www.tctmagazine.com / 063
CHANGING THE WAY THE WORLD MANUFACTURES PRECISION ADDITIVE MANUFATURING, MICRON BY MICRON
ADDITIVELY MANUFACTURED ELECTRONICS
Visit us at Booth #2335 nano-di.com
TCT magazine 7.875 x 5.0625 - ad.indd 1
4/18/22 12:51 PM
Exceptional Quality. Global Delivery.
We bring your designs to life. No matter how demanding the part or application may be, our global manufacturing capabilities and team of in-house engineers can help you decide the right material and quantity to reach your goals. Find your spot in the Q today. Rapid + TCT Booth #3936 quickparts.com
RAPID + TCT
LEHVOSS
BOOTH 2637 LEHVOSS will showcase a range of its high-performance additive manufacturing materials for functional components at RAPID + TCT. The company will highlight its TPU, PP and PA powders for powder bed fusion,
its PP and PEEK filaments for fused filament fabrication and fused granular fabrication, as well as be on hand to discuss its tailor-made materials services.
NSCRYPT
BOOTH 3046 nScrypt will highlight its Factory in a Tool line, designed to 3D print electronics, printed circuit structures, sensors and muli-axis/ conformal antennas. Its BioFabrication Facility 3D bioprinter, currently on board the International Space Station, will also be featured.
JEOL
BOOTH 1313 JEOL is set to unveil a new powder bed fusion-style EBM system which is said to improve quality and manufacturing to enable the 3D printing of stronger and lighter parts. The machine has a manufacturing
capacity of 250 x 400 mm, a heliumfree environment and e-shield which eliminates smoke events during the build, and a system that automatically corrects the focus and spot shape of the electron beam.
NANO DIMENSION
Booth 2335 Nano Dimension will highlight its precision Micro Additive Manufacturing and Additively Manufactured Electronics capabilities, with its DragonFly and Fabrica 2.0 machines to be featured.
ZEISS
BOOTH 3027 ZEISS will be on hand to connect its experts with RAPID + TCT visitors, while it features a fast and automated print parameter qualification solution.
PES
BOOTH 1938
FLASHFORGE BOOTH 1313
Having launched the FlashForge Creator 4 additive manufacturing system at RAPID + TCT 2021, the company will also shine the spotlight on some additional products within
its portfolio this year. Alongside the Creator 4 will be the FlashForge Guider 3 AM system and the FlashForge Filament Humidor Cabinet.
Independent testing laboratory PES will be present at RAPID + TCT to discuss materials testing requirements. PES offers exceptional turnaround in mechanical, metallurgical, chemical, non-destructive testing and failure analysis.
VOL 8 ISSUE 3 / www.tctmagazine.com / 065
Together we lead the Additive Manufacturing Revolution
www.materials-solutions.com
RAPID + TCT
HIPERBARIC BOOTH 2149
Hiperbaric will exhibit its Hot Isostatic Pressing technology for metallic and ceramic components. Attendees will find a range of compact, versatile, efficient and reliable equipment which reaches up to 200MPa of pressure and has ‘fast-cooling’ technology, which allows the argon to be rapidly cooled, increasing productivity and producing parts with fine grain microstructure.
EDM PERFORMANCE ACCESSORIES
TRUMPF
EDM will unveil its new HB1200 machine for cutting 3D metal printed parts. The system offers a 800mm Z axis to fit the largest additive manufacturing build plates and promises the ‘fastest EDM cut speeds on the market’ at low operating costs.
TRUMPF is to demonstrate its laser marking metal 3D printed parts with a TruMark Station 7000 laser marking station, featuring a TruMark 6030 laser marker and VisionLine 3 feature recognition capability. The TruMark 6030 is a high-performance marking laser with 3D functionality, which boasts outstanding beam quality and high power densities to ensure clean material removal and high-contrast markings. TRUMPF will display parts that also demonstrate the capabilities of its laser metal deposition and laser metal fusion technologies.
BOOTH 3833
STRATASYS BOOTH 2601
BOOTH 2908
Visitors will be able to see Stratasys’ Fused Deposition Modelling, PolyJet, Selective Absorption Fusion, Programmable Photopolymerisation and Stereolithography technologies, as well as the companu’s GrabCAD Print Additive Manufacturing software platform. Applications in key industries will also be showcased.
VOL 8 ISSUE 3 / www.tctmagazine.com / 067
Need high precision scan heads for multihead machines?
Visit novantaphotonics.com for additive manufacturing solutions that matter
test,
analyze,
understand
Meet us at RAPID + TCT
Booth 3335
May 17 – 19 | Detroit, MI
Stop by to get answers for your technical questions!
Characterizing Feedstock, Specimens & Products Since 1945, NSL Analytical has been trusted to verify the highest standards of quality, performance and safety. NSL supports innovation by testing metal powders, condensate powders, test specimens and final products for the Additive Manufacturing industry.
Visit NSLPowder360.com to learn more! Trust | Technology | Turnaround 4450 Cranwood Parkway, Cleveland, OH 44128 877.560.3875 | ISO/IEC 17025
ASME NQA-1 COMPLIANT
RAPID + TCT
KEYNOTE Q&A:
BARBARA HUMPTON, SIEMENS USA Ahead of opening this year’s RAPID + TCT conference, Laura caught up with Barbara Humpton, President and CEO at Siemens USA to discuss “glocal” manufacturing, AM and more. TCT: You’re set to present on the “glocal” future of American manufacturing at RAPID + TCT. Can you share with us what that future may look like? BH: Think about what we’ve experienced in this global pandemic. COVID-19 affected everyone, everywhere. But, from the start, the response to it was local. We had to have readily available production lines of in-demand supplies. And as we’ve continued to address supply shortages of critical items – everything from PPE early in the pandemic to semiconductors more recently – the future of industry we’re now seeing is what I’ve been calling “glocal.” We’ve seen how essential global innovation is and will continue to be. But as supply chains have been disrupted, we’ve also seen the importance of local production capabilities that increase resilience against future disruptions. A new era for American manufacturing is here. TCT: What role do you believe additive manufacturing will play in this future? BH: The development of additive manufacturing will help create more resilient, flexible supply chains. We’ll see products get manufactured faster and get to market faster as we don’t need to ship things across the world.
production opportunities for the technology?
There is perhaps no better example of “glocal” production than additive manufacturing in which a user can purchase the rights to 3D print a licensed product and print it where it is needed.
“[AM] gives us the tools we need to invent the future.” The ability to 3D print products isn’t exactly brand new – it’s been around since the 1980s. Yet what makes 3D printing so transformative today is the ability to incorporate incredibly sophisticated engineering software. What’s exciting, then, is that additive manufacturing isn’t just a faster, more cost-effective, more environmentally friendly way to make things that already exist; it’s actually an opportunity to reinvent and optimize just about everything. It gives us the tools we need to invent the future. TCT: Siemens is already an established user of AM globally, with dedicated facilities in the U.S. Where does Siemens see the biggest
BH: We see tremendous opportunities for additive manufacturing throughout the U.S. and across almost all industries. We see companies today exploring how AM can be applied to their business and we see new businesses that are building in AM from the beginning. I believe that the current industrial adoption drivers including aerospace part producers, medical device manufacturers, and automotive companies, as well as our newest additive manufacturing collaboration hub facility in Charlotte, NC, will help ensure the continued development of AM in the U.S. TCT: Siemens recently announced the launch of its Charlotte Advanced Technology Collaboration Hub (CATCH). Can you elaborate on the purpose of this facility? BH: The Charlotte Advanced Technology Collaboration Hub, or “CATCH” as we call it, is a working industrial AM manufacturing lab where we bring together the brightest minds in AM from Siemens to partner with customers, national labs, and key machine builders. In this facility we do everything from exploring how customers can adapt their products for AM production,
VOL 8 ISSUE 3 / www.tctmagazine.com / 069
engineered and made in Germany
Meet us at
May 17-19, Detroit MI Booth 2137
SFM-AT350
NEW
The new standard for automated depowdering of medium sized metal parts with Smart Powder Recuperation SPR®.
solukon.de 1/2-Seite SFM AT350_0422.indd 1
An Evolution in Material Jetting Technology: Ultra-High Viscosity 3D Printing Stop by booth #1342 or schedule time to chat here:
19.04.22 12:08
RAPID + TCT
to researching new materials and beta testing the latest 3D printers. I believe that the CATCH center will not only help industrialize additive manufacturing, but also incubate and grow the next generation of cuttingedge technology to solve industry’s hardest toughest challenges. In conjunction with this announcement, Siemens also recently announced partnerships with ExOne, Xerox and Roboze, leaders in building industrial 3D printers. TCT: You recently spoke at the White House for an event announcing Siemens USA’s $54 million investment. Can you talk about how this investment will support glocal manufacturing ambitions in the U.S.? Barbara: We have manufacturing teams in Pomona, California and Grand Prairie, Texas who develop electrical equipment powering critical infrastructure systems, including EV chargers, data centers and factories. At the White House, I joined President Biden to announce our plans to invest $54 million into these manufacturing facilities. This is in response to grow growing demand as we prepare ourselves to support national infrastructure projects spurred by the Bipartisan Infrastructure Law. Additionally, later this spring, we’ll identify the location of a new EV charging manufacturing hub to support our goal to produce more than a million EV chargers in America over the next four years. All told, just this footprint expansion translates to nearly 300 new jobs, and we know there will be more jobs still to come across our regional supply chains. This investment infrastructure combined with the manufacturing technology available to us – not to mention the opportunity to co-locate manufacturing with R&D institutes such as Manufacturing USA – is strengthening the case for investing in American manufacturing and a “glocal” future. We’re also pleased to see bipartisan support for growing advanced manufacturing in America at greater speed and scale, and we
continue to urge Congress to take action to make investments aimed at strengthening industrial supply chains and emerging technologies. TCT: I understand you’re also passionate about diversity and STEM education. Can you share any initiatives Siemens is taking to address this or how we might foster greater diversity and inclusion in the manufacturing sector? BH: One thing we’ve been talking about a lot is that there’s isn’t a skills gap, as we so often hear. Rather, it’s an opportunity gap. It’s a representation gap. And closing these gaps will have a tremendous impact in closing the overall talent shortage. It’s mathematically impossible to address the worker shortage in manufacturing, which now has over 800,000 open positions, without driving forward diversity, equity and inclusion as a business imperative.
I’m also proud that the Siemens Foundation has invested $138 million in workforce development and STEM education initiatives. They also were one of ten funders to support the nation’s first joint philanthropic investment for expanding youth apprenticeship in the United States.
HEAR THE KEYNOTE 'THE “GLOCAL" FUTURE OF AMERICAN MANUFACTURING' AT RAPID + TCT ON MAY 17 AT 08:30.
We’re being very intentional, through our businesses and the Siemens Foundation, in looking for talent in many more places than we historically have, then developing that talent for future leadership roles. In fact, we’ve had some real success forging new partnerships with organizations like FairyGodBoss, and BossmakeHer, which operates as a referral network to us for reaching female talent. I’ve also given keynotes in front of groups like the Society of Women in Engineering to make my pitch for why attendees should come work at Siemens. The talent is out there. Companies like ours need to be very proactive about reaching it.
VOL 8 ISSUE 3 / www.tctmagazine.com / 071
COME JOIN US! EXPLORE OUR BOOTH 3272
MAY 17 - 19 2022
RAPID + TCT 2022 Huntington Place, Detroit + Digital
VJT’s VedaPro can seamlessly and cost effectively upgrade your X-ray inspection systems for CT. Using this easy-to-operate and full-functioning system, you can improve your defect detection capabilities and overall production processes with higher quality, 3D digital X-ray images.
www.vjt.com
+1 (631) 589 - 8800
info@vjt.com
VJ Technologies, Inc.
Innovators on Innovators
STEPHANIE DEPALMA X ERIC UTLEY
Engineers from GE Additive and Protolabs reflect on their collaboration with Zac Posen, which saw 3D printing used for the creation of Meta Gala gowns.
I
n 2019, fashion designer Zac Posen teamed up with GE Additive and Protolabs to harness 3D printing technology in the development of several garments that would be worn by Jourdan Dunn, Nina Dobrev, Katie Holmes, Julia Garner and Deepika Padukone at that year’s Met Gala. Earlier this year, we brought together GE Additive Operations Leader Stephanie DePalma [SDP] and Protolabs Applications Engineer Eric Utley [EU] to recount the 1,500 manufacturing hours it took to develop the fashion pieces. SDP: So, before the Met Gala project, I was involved in the engineering consulting business branded AddWorks within GE Additive. And that was really the whole premise of how we started this collaboration with Zac of teaching customers about the technology of 3D printing, about engineering design and how to take a vision that you have in your head and create it into 3D digital space and then make it a physical reality with the machine. That was really what I was doing before. Since the Met Gala, one of the things that we found that's been tremendously helpful was the entire story that we went through with Zac of taking somebody who knew the premise of the technology but wasn't obviously super technical, and then how we communicated what the technology was capable of doing, the design journey that we went on of taking those things that were in Zac's head and making them a reality and then being able to show the physical end result of what we had at the Met Gala. And what that's done for us is it
gives us not only that whole design story, but to also talk about the manufacturing process of how during that project, you were so great Eric, of printing all these coupons in different finishes, because that was important to Zac to see and touch and feel, what was in his head and how it could possibly be in real life. And just the whole value of the manufacturing process and then the options that you have to change your design, from what is in a 3D CAD model to what would actually come out of the printer and after post-processing. What kind of takeaways has Protolabs had or been able to use this engagement in relating to their process or their customers? EU: Yeah, so it was a different sort of project for us. And really, I learned a lot about juggling three parties, you had us and GE and Zac Posen, and then us really finding a path forward on that project that all of us could fulfil, and like you said, learning from that project, maintaining the timeline was a struggle for that. And good planning really paid off on that project. And leveraging risk mitigation, as well, and it was fun, because I felt like I was on the opposite side of the fence for once. Usually, I'm the one servicing the product developers and the people trying to push these products out. And now I'm in that seat, feeling that pressure, feeling that heat of 'oh my god, we got to get this in the next week or two, or the project sank or our timelines going to get pushed, we're gonna have to make sacrifices somewhere else.' And so, rapid prototyping for risk mitigation. So it's like, we want option A, B, C, or D. And
let's just print A through Z, and see what comes out on the other side. That was fun. You mentioned the petals. I remember, I was working with Sarah from GE, and Zac and we were like, how thick do we want these pedals to be? Because you go too thick, and it's too heavy, and it's clunky, and you go too thin, and it's too delicate, and it's just going to break. And we ran prototypes to test it and I remember our first pieces were about eight inch thick, like right at 0.125 inches, and we felt it and we said, alright we can go a little lighter than this and we shaved it down. We looked at the math, basically, if you send those petals out by the width of a sheet of paper, it was going to take a pound off the whole dress. So even just shaving that tiny little extra bit would make a significant difference in how comfortable and how well the model can move in it. And I felt like we dialled that in really close to the edge in the end. And it was just funny, we're doing the same thing aerospace engineers are doing on a rocket but doing it on a dress. SDP: I don't know Eric, if we ever shared with you, during the process, as we were going through that light weighting and iteration of how the petals would fit. So, Sarah and Shannon, who both worked on the project from GE, they tried to put the gowns on themselves to a certain extent, and we would put we put the petals around us and think, how does this feel? How could we move in this? And then we'd come back, and they would make some adjustments to the model and send it to you and say, well, we tried to take
VOL 8 ISSUE 3 / www.tctmagazine.com / 073
Significant Cost Savings on Additive Tool Partnership between Thermwood and General Atomics
The Details
Using a Thermwood LSAM 1020, the tool was printed from ABS (20% Carbon Fiber Filled) in 16 hours. The final part weighing 1,190 lbs was machined in 32 hours.
Cost Savings of around $50,000 vs traditional methods Total lead time for the part decreased from 6-8 weeks to less than 2 weeks by utilizing the powerful LSAM system.
The Results
• Cost Reduction: 2-3 times • Faster Development: 3-4 times • Production Capable Tool • Vacuum Integrity • Suitable for Large, Deep 3D Geometries, Backup Structures & Vacuum Piping
See us at Booth 2213 Scan QR code to view a video of the LSAM and General Atomics process.
www.thermwood.com 800-533-6901
MADE IN USA
Innovators on Innovators some weight out in these couple of areas, or we change the overall shape, because we just don't think it's gonna fit and we'll be able to move quite like we thought. So that was one of our behind-the-scenes moments, if you will, of everybody trying on the different items just to get a reallife experience of how somebody could possibly move in these in these clothes. EU: Yeah, I was gonna ask you about the cage, or the chest piece, for the rose gown, because I wasn't involved that much with that particular component. Was that one printed with E-Beam, electron beam, if I remember?
SDP: Oh, the under cage. I believe we printed it in the Q 20 Plus machine with titanium. And we went like round and round of the best way to design that because even though titanium is lightweight, it was still really like a big thing of weight to have to carry. And so we went round and round on the different attachment methods of the petals. The best way to give Zac a little bit of modularity because we knew he would be very used to being able to shift and move fabric in a way to get the exact aesthetic that he wanted. But he wouldn't be able to do that with a 3D printed petal so much. So those are really the critical requirements of what went into that cage from a design perspective. How can we get somebody modularity and the placement of the petals, and then take as much weight out of it as absolutely possible, which was why we went with that really organic looking shape, almost camo style, with those big chunks of pieces missing. But even with the cage, size of the machines became a limitation. So, we didn't have the machine large enough to print the entire cage as a single piece or two pieces we would have needed. So, we had to really print them in very small
sections, and then bolt them together. EU: Yeah, I remember seeing online, someone mentioned, kind of an armchair engineer, he said, 'Oh, I think those petals are held on with neodymium magnets'. He's like, 'I can tell just by looking at it', and I loved that. That was hilarious. SDP: We thought about magnets at one point, that just didn’t seem quite as fool proof as the bolts did. EU: Right, right. I remember Zac, like I said, he thinks of things in movement, you know, in a way that we typically don't in 3D printing. And so, he wanted initially for the petals to kind of have a flutter to them or to move a little bit. And we knocked around ideas of printing in like a TPU lattice or something to kind of act as a cushion, and things like that to get that movement. But it was just going to be such an engineering challenge, I think, and we were really concerned with the petals clinking and clacking together to eventually do that. But it was still really impressive that it came together the way it did.
LISTEN TO THE FULL ADDITIVE INSIGHT INNOVATORS ON INNOVATORS EPISODE: https://mytct.co/IonIMetGala READ THE FULL TRANSCRIPT AT: https://mytct.co/MetGalaTranscript
VOL 8 ISSUE 3 / www.tctmagazine.com / 075
Expert Column
FROM MATERIALS TO LIVING ORGANS: WORDS: Dr Jia Min LEE, Dr Wai Yee YEONG
THE FUTURE OF BIOPRINTING
3
D bioprinting is a computerassisted technology to support engineering of biological parts through layer-by-layer precise positioning of biological materials, living cells, enabled by precise placement of these functional components by design. Several technology demonstrators have been reported including 3D bioprinting of pigmented skin, retina, cardiac and lung tissue models. Functional components in 3D bioprinting mainly refer to the bioink used in bioprinting, which is a formulation made up of cells with or without cellencapsulating biomaterials such as hydrogel. Just like 3D printing, 3D bioprinting can deposit materials in a mechanized, organized, and optimized manner. With an added element of biological cells during the printing process, 3D bioprinting poses another level of challenges and considerations in developing design principles and strategies for functional 3D bioprinting. It is important to device a holistic
SHOWN: DR WAI YEE YEONG
076 / www.tctmagazine.com / VOL 8 ISSUE 3
fabrication strategy to ensure that cells survive the bioprinting process while maintaining its functionality post-printing for long-term culture. The cell-material remodelling interaction that occurs during the tissue maturation process after printing adds an extra dimension to the fabrication paradigm. As such, this computer-aided tissue engineering involves interplay of various technologies and disciplines such as developmental biology, stem cell, computing sciences, and material sciences.
sensors into the tissues. One such possibility is to utilize electrically conductive hydrogel that interface with cells in the bioprinted construct in providing biochemical and biophysical stimulation cues. Regulating cell behavior through synergistic stimulation would enhance the functionality of engineered tissues which hold promise in next generation of smart bionic tissue models for applications such as biological studies, drug screening application and even implants.
The current bioprinting technologies, namely material extrusion, material jetting, vat polymerization, free-form spatial printing, can deposit materials with micron level precision. The digital organ blueprint in bioprinting recapitulates the hierarchical microenvironment of native tissue in the engineered bioartificial tissue. Functionally gradient composition with heterogeneous extracellular matrix material density can be recreated through orchestrating the material deposition process at different length scales or by combining additional biomolecules. In addition, the bioprinting process can be utilized innovatively to generate functional design of tissues. By applying extrusionbased bioprinting, we have shown that shear stress can be captured in a creative manner to achieve macroscopic cellular alignment in the tissues printed. Large format cell alignment is critical for cardiac and musculoskeletal applications. We also investigate the use of nanodroplets for depositing cells using specialized inkjet printer such as HP D300e digital dispenser.
In summary, achieving precise control of shape and resolution in 3D bioprinting requires systems engineering and design thinking that span across multiple disciplines. Incorporating new digital technology and advanced sensors to bioprinting will be a critical future trend for development of biomimetic organs. Aligning 3D bioprinting with the inevitability of industry 4.0 will drive innovations for the future of healthcare creating new therapies from medical device to engineered tissue and organs.
There remains innovation gap in new material development for bioprinting and developing unique printing strategies that would support and enhance the fidelity of the organ constructs. Another focus area with high potential the introduction of hybrid functional components in bioprinting such as electronics and
SHOWN: DR JIA MIN LEE
Messe Frankfurt Group
15 – 18 NOVEMBER 2022 FRANKFURT / GERMANY
Enabling the impossible! We know that additive manufacturing offers undreamed-of potential. Only, however, if all the upstream and downstream processes are taken into account – from design to material and quality assurance. Does your technology contribute to AM? If so, do secure your space in Frankfurt. formnext.com
Where ideas take shape.