BEVERAGE INDUSTRY









14
Soluzioni personalizzate e prestazioni eccellenti Customized solutions and excellent performances


48
Le Manzane presenta il restyling: “Ci mettiamo la faccia”
Le Manzane presents the restyling “Let’s show face”

78

L’imballaggio in metallo si tuffa nelle nuove categorie di bevande
Metal packaging makes a splash in the new drinks categories

22

Salutari e dissetanti
Healthy and refreshing
52


Gruppo Della Toffola: dalla fonte alla bottiglia con un unico partner From springs to the bottle with just one partner

82
La nuova strategia tutta green A new green strategy


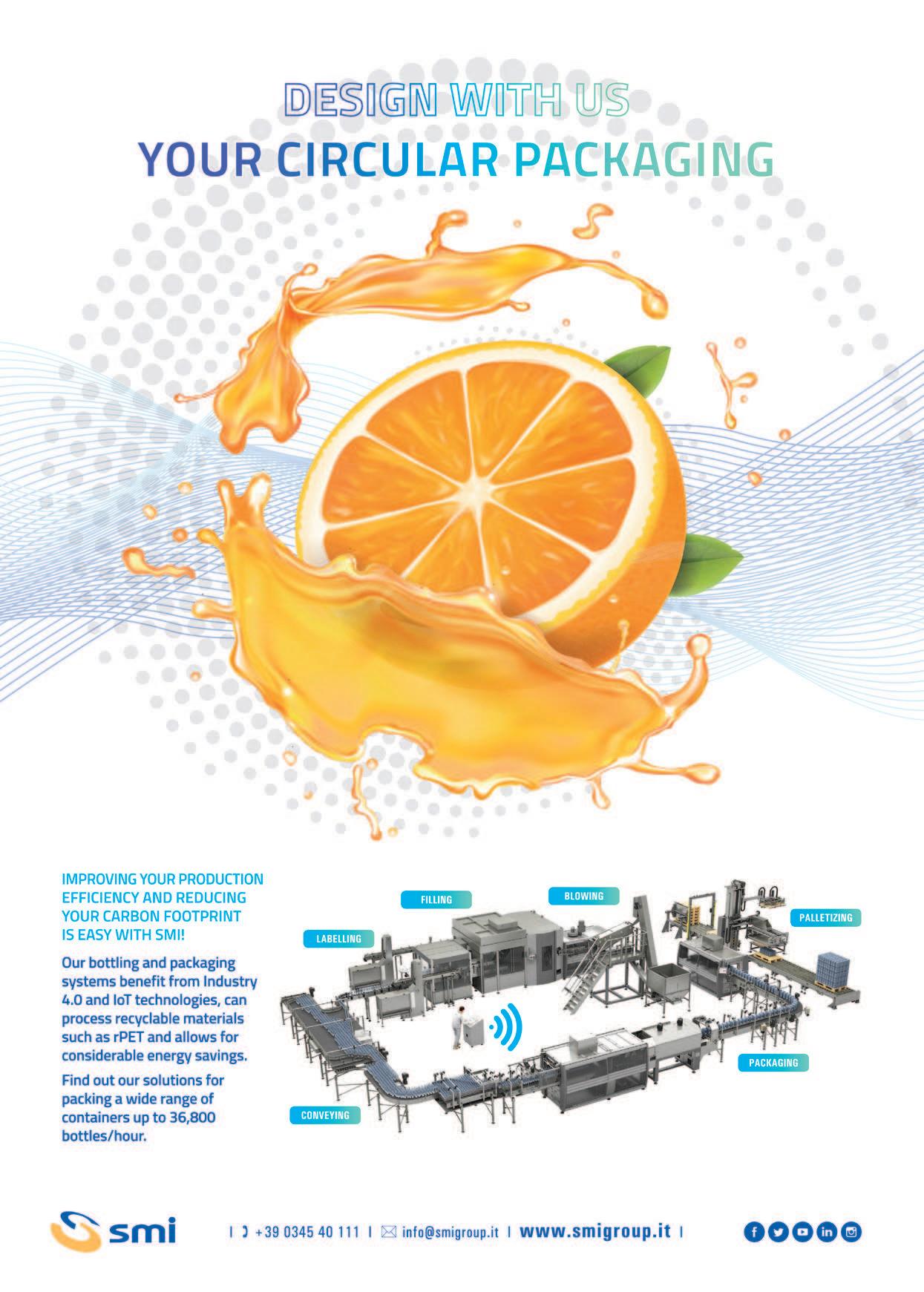
MAPOR Conveyor presenta la nuova linea di trasporto
MAPOR Conveyor presents its new conveying line
TECNALIMENTARIA BEVERAGE INDUSTRY
Year XXVI - n°8/9 Agosto/Settembre 2021
Direttore responsabile
Fabiana Da Cortà Fumei Redazione e Gra ca redazione@tecnalimentaria.it
Sabrina Fattoretto
Claudia Bosco
Elena Abbondanza Pubblicità e Marketing
Anita Pozzi anita.pozzi@edftrend.com
Franco Giordano franco.giordano@edftrend.com
Stampa L’Artegrafica Srl
Direzione e Redazione
Editrice EDF Trend srl
Corso del Popolo, 42 31100 Treviso – Italy
Tel. +39 0422 549305 Fax +39 0422 591736 redazione@tecnalimentaria.it www.edftrend.com www.tecnalimentaria.it
Autorizzazione Tribunale di Forlì n. 5 del 19.01.1996 (Iscriz. Roc n. 22054) In questo numero la pubblicità non supera il 45%
Poste Italiane SpA - Spedizione in Abbonamento Postale - D.L. 353/2003 (conv. in L. 27/02/2004 n. 46) art. 1 comma 1 NE/TV ISSN 2498-9541
Publisher
Editrice EDF Trend srl
Corso del Popolo, 42 31100 Treviso – Italy


Risparmia energia e aiuta l’ambiente con Air Master
Save energy and help the environment with Air Master
Packaging: Fruttagel sceglie il nuovo
Tetra Brik® crystal
Packaging: Fruttagel chooses the new Tetra Brik® crystal


All right reserved.
Reproduction in whole or in part without written permission is prohibited. The Publisher is not responsible for any materials, nor for writers’ nor contributors’ expressed or implied opinions.
Informativa ex D.lgs 196/03
Ai sensi dell’art.2 comma 2° del Codice Deontologico dei giornalisti si rende nota l’esistenza di una banca dati di uso redazionale presso la sede di Corso del Popolo, 42 - Treviso. Responsabile del trattamento dati è il direttore responsabile a cui ci si può rivolgere presso la sede di Treviso - Corso del Popolo, 42 per i diritti previsti dalla legge 675/1996.
Associato a:


Components



“Stiamo crescendo e siamo pronti a cogliere tutte le sfide che il mercato ci riserva. Altissima competenza, visione di mercato e passione fanno di Andrea il profilo perfetto per prendere le redini di questo grande progetto in cui tutti noi crediamo moltissimo”
AMenegon l’incarico di gestire un’importante fase di transizione per il birrificio artigianale friulano che, dopo il passaggio da startup a scaleup, punta ora a diventare il più grande birrificio artigianale d’Italia e anticipa un secondo round di investimenti.
Birrificio 620 Passi annuncia un importante ingresso: dal 1 maggio 2021 Andrea Menegon è il nuovo amministratore delegato della giovane azienda friulana che produce birra artigianale. Classe 1986, originario di Udine e laureato in Economia, Menegon approda in 620 Passi dopo un Master in Management Internazionale e dieci anni di carriera all’interno del Gruppo HEINEKEN, di cui sette trascorsi in Olanda, presso il quartier
generale di Amsterdam, e tre a Milano nel ruolo di senior brand manager. “Abbraccio il progetto 620 Passi con estremo entusiasmo, perché rappresenta un’idea innovativa all’interno di un mercato in crescita, capace sempre di più di intercettare l’interesse dei consumatori in cerca di storie autentiche e di prodotti di qualità.Il percorso di crescita che ci attende è ambizioso e sfidante. Ringrazio tutto il team e i soci del birrificio per la fiducia in me riposta e per avermi accolto in questa grande famiglia”, dichiara Menegon a pochi giorni dall’ufficializzazione della sua nomina. Ilneo-amministratoreassumel’incaricodidirettore generale succedendo alla gestione dell’ex board del birrificio, composto da un team di business

angel e imprenditori specializzati nel settore del private equity. Riccardo Caliari, presidente di 620 Passi,commenta:“Per il Birrificio 620 Passi questo rappresenta un passaggio di testimone decisivo. Stiamo crescendo e siamo pronti a cogliere tutte le sfide che il mercato ci riserva. Altissima competenza, visione di mercato e passione fanno di Andrea il profilo perfetto per prendere le redini di questo grande progetto in cui tutti noi crediamo moltissimo”. Il piano di sviluppo
A Menegon il compito di gestire una fase di transizione cruciale per 620 Passi che, dopo aver concluso nel 2020 la prima campagna di equity crowdfunding con l’ingresso in società di oltre


duecento investitori da tutta Italia e 300 mila euro di fondi raccolti, punta già a completare entro la fine del 2021 la trasformazione da startup a scaleup. All’interno del suo impianto produttivo a Gorgo di Latisana (UD), il Birrificio 620 Passi guarda lontano e mira a raggiungere, entro la fine del 2024, oltre il 2.5% di quota a volumi di produzione nel comparto brassicolo artigianale. “Abbiamo obiettivi molto ambiziosi: vogliamo diventare il più grande birrificio artigianale d’Italia.
Per farlo, abbiamo delineato da qui ai prossimi tre anni un piano di sviluppo importante, incentrato primariamente sull’aumento della nostra capacità produttiva e commerciale, e sostenuto da nuovi investimenti lato comunicazione e marketing. Da giugno siamo affiancati da un partner di consulenza strategica, selezionato a seguito di gara (l’agenzia udinese Pubblimarket2) e a livello di organico prevediamo un ampliamento entro la fine dell’anno, con particolare riguardo
al team commerciale Italia”, spiega Menegon che conclude anticipando il lancio di un secondo round di investimenti:“Il primo round ha raggiunto risultati molto positivi, andando in overfunding ben prima della data di chiusura della campagna. L’interesse da parte di potenziali nuovi investitori e soci continua a farsi sentire, e il mercato inizia a dare chiari segni di ripartenza.Prevediamo perciò di rispondere con una seconda campagna entro la fine del 2021”.
Birrificio 620 Passi S.r.l. www.620passi.com
620 Passi nasce nel 2015 a Marano Lagunare (UD) ed è oggi il primo birrificio artigianale condiviso d’Italia. L’azienda è specializzata nella produzione e commercializzazione di birre artigianali di prima qualità, caratterizzate da un gusto schietto e inconfondibile e da un’attenta ricerca delle materie prime. Nel 2020, grazie alle soluzioni sviluppate in tema di sostenibilità, 620 Passi entra nel registro delle PMI innovative. Lo stesso anno, inseguendo il sogno di dare vita alla più grande community italiana di beer lovers, l’azienda lancia la sua prima campagna di crowdfunding che in soli pochi mesi vede l’ingresso di oltre 200 soci da tutta Italia.

“We are growing and we are ready to take up all the challenges that the market has in store for us. High expertise, market vision and passion make Andrea the perfect profile to take the helm of this great project in which we all believe so much”
Menegon has been entrusted with the task of managing an important transitional phase for the Friulian craft brewery, which, after moving from start-up to scale-up, is now aiming to become the largest craft brewery in Italy and anticipates a second round of investments. Udine,30June2021-Birrificio620Passiannounces an important new entry: from 1 May 2021 Andrea Menegon will be the new chief executive officer of the young Friulian craft beer company. Born in 1986 in Udine, Italy, with a degree in Economics, Menegon joined 620 Passi after a Master’s degree in International Management and a ten-year career within the HEINEKEN Group, seven of which spent in theNetherlands,attheAmsterdamheadquarters,and three in Milan as senior brand manager. “I welcome the 620 Passi project with great enthusiasm because it represents an innovative idea within a growing market that is increasingly able to capture the interest of consumers looking for authentic stories and quality products. The growth process ahead of us is ambitious and challenging.I would like to thank the entire team and the partners of the brewery for the trust they have placed in me and for welcoming me into this great family,” says Menegon a few days after his appointment was made official.
The newly appointed director takes over the management of the brewery’s former board, which is made up of a team of business angels and entrepreneurs specialising in the private equity sector. “This is a decisive changeover for Birrificio 620 Passi.We are growing and we are ready to take up all the challenges that the market has in store for us. High expertise, market vision and passion make Andrea the perfect profile to take the helm of this great project in which we all believe so much”, explains Riccardo Caliari, chairman of 620 Passi. The development plan Menegonhasthetaskofmanagingapivotaltransition phase for 620 Passi, which, after concluding its first equity crowdfunding campaign in 2020 with over two hundred investors from all over Italy joining the company and €300 thousand in funds raised, is already aiming to complete its transformation from start-up to scale-up by the end of 2021. At its production plant in Gorgo di Latisana, Birrificio 620 Passi is looking far ahead and aims to achieve, by the end of 2024, a share of over 2.5% in production volumes in the craft beer sector.
“We have very ambitious goals: we want to become the biggest craft brewery in Italy.To do this, we have outlined a major development plan for the next three
years,focusing primarily on increasing our production andsalescapacity,andsupportedbynewinvestments in communication and marketing. Since June, we have been supported by a strategic consultancy partner, selected following a call for tenders (the Udine-based agency Pubblimarket2), and we plan to expand our staff by the end of the year with a special attentiontotheItaliansalesteam,”explainsMenegon, who concludes by anticipating the launch of a second round of investments: “The first round achieved very positive results,going into overfunding well before the closing date of the campaign. Interest from potential new investors and shareholders continues to be felt, and the market is starting to show clear signs of recovery.We therefore plan to respond with a second campaign by the end of 2021”.
Birrificio 620 Passi S.r.l. www.620passi.com
620 Passi was founded in 2015 in Marano Lagunare, Udine, and is now Italy’s first shared craft brewery. The company specialises in the production and marketing of top-quality craft beers, which are characterised by a pure, unmistakable taste and a careful search for raw materials.In 2020,620 Passi entered the register of innovative SMEs thanks to its sustainability solutions. In the same year, pursuing the dream of creating the largest Italian community of beer lovers, the company launched its first crowdfundingcampaignthat,injustafewmonths, attracted over 200 members from all over Italy.

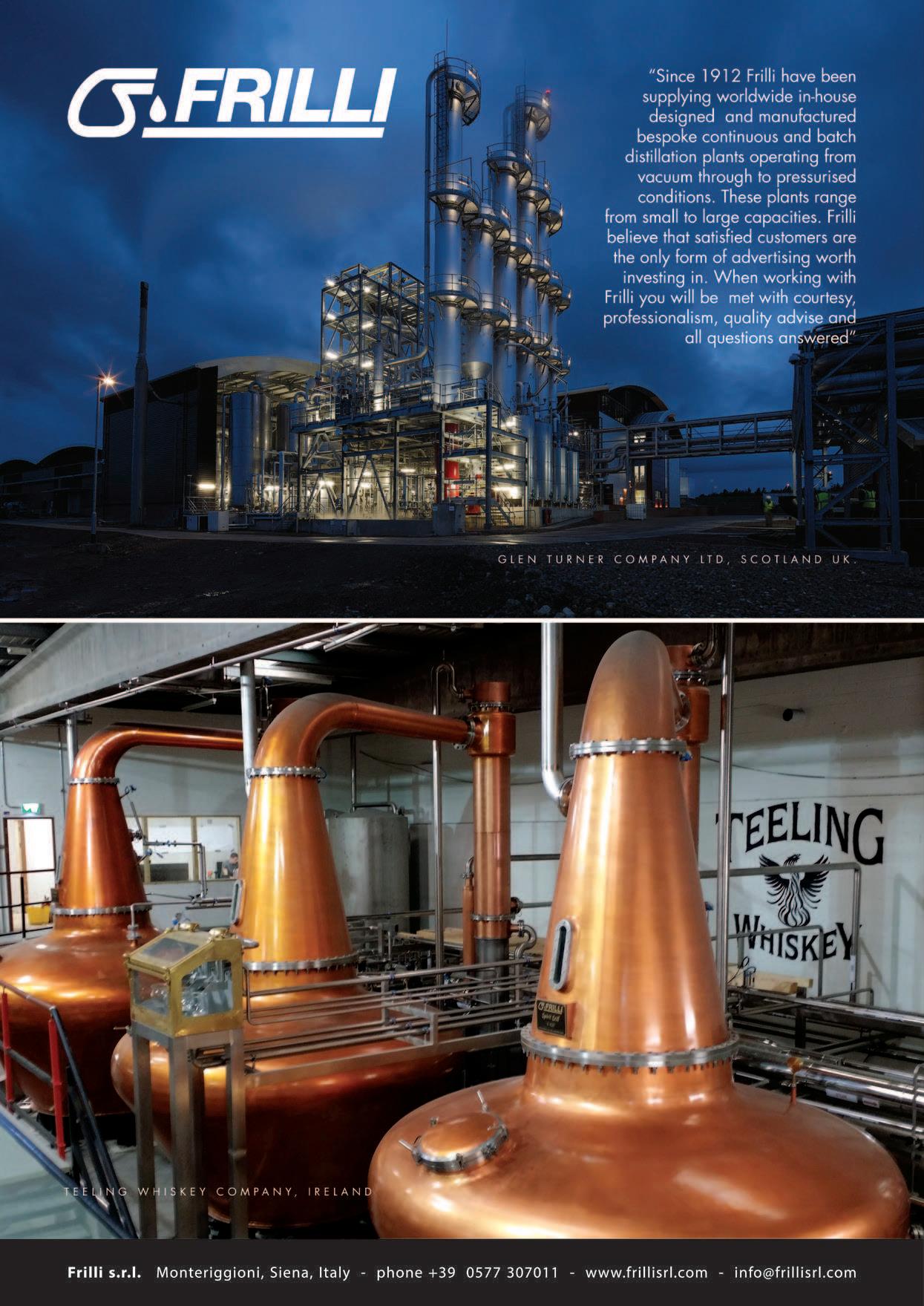


Frilli vanta tecnologia d’avanguardia e capacità tecniche e tecnologiche di primissimo piano

Frilli Srl è una società di progettazione e fornitura di impianti di distillazione e/o distillerie complete, partendo da qualsiasi materia prima alcoligena, zuccherina e/o amidacea, per la produzione di distillati, alcol grezzo, alcol extra neutro ed alcol assoluto con proprio know-how, con tecnologie d’avanguardia e con un’esperienza realizzata in tutti i continenti.
L’azienda, che realizza oltre il 90% del suo fatturato all’estero, è in costante e continua espansione perché il mercato mondiale le riconosce capacità tecniche e tecnologiche di primissimo piano.
Affidabilità, correttezza e l’ottimo rapporto qualità/ prezzo sono i suoi punti di forza che, uniti ad un servizio di assistenza pre- e post-vendita di primo livello, le permettono di essere sempre all’altezza della situazione, con risposte rapide e qualificate

Le Materie Prime
• Sottoprodotti delle cantine (vinacce, fecce, vino)
• Melassi di canna e di barbabietola
• Cereali: mais, grano, orzo, riso
• Altre sostanze amidacee: patate, cassava, castagne etc.
• Altre sostanze zuccherine: sorgo, uva, sugo di canna e barbabietola
• Frutta: mele, pere, albicocche, ciliegie e prugne
• Frutta esotica: datteri, banane, ananas, papaia, mango, etc.
• Frutti di bosco
• Piante aromatiche, semi e bacche
La società da alcuni anni opera con successo nel settore Whisky e Gin, con la progettazione, costruzione e fornitura di impianti continui a colonne e di alambicchi discontinui dalle classiche forme tradizionali a “cipolla” in Scozia ed in Irlanda.
Frilli Srl ha realizzato nella sua officina alambicchi in rame da 0,5 a 18 m³ di capacità lavorativa per alcuni clienti scozzesi e irlandesi.



Frilli Srl is a company specializing in design, construction and supplies of distillation plants and/or complete distilleries, starting from any kind of raw material containing alcohol, sugar or starch for production of distillates, raw alcohol, extra neutral and absolute alcohol, with its own know-how, advanced technologies and experience developed worldwide.
The company,realizing more than 90% of its turnover abroad, is constantly and continuously growing, as world-trade appreciates its leading technical and technological skill.
Reliability, honesty, an excellent quality/price ratio together with pre- and after-sales services are its strength and allow it to be always up to the situation, giving quick and qualified answers.
Raw Materials
• By-products of wineries (pomace, lees, wine)
• Cane and beet molasses
• Cereals: corn, wheat, barley, rice
• Other starchy substances: potatoes, cassava, chestnuts, etc.
• Other sugary substances: sorghum, grape, cane and beet juice
• Fruits: apples, peaches, apricots, cherries, plums
• Exotic fruits: dates, bananas, pineapples, papaya, mango, etc.
• Soft fruits
• Aromatic herbs, seeds and berries.
During the last period, the company has operated with great success in the field of Whisky and Gin, by designing, manufacturing and supplying both continuous plants with columns and discontinuous pot stills with traditional onion shape in Scotland and Ireland.
Frilli Srl has realized pot stills in copper from 0,5 up to 18 m³ of working capacity for its Scottish and Irish customers.
Frilli boasts advanced technologies and outstanding technical and technological skill



La tecnologia
dell’omogeneizzazione GEA nelle applicazioni del food & beverage
GEA è leader tecnologico nel mercato degli omogeneizzatori ad alta pressione dinamica per l’industria del dairy e del food & beverage.Grazie a uno specifico know-how, costantemente rivolto all’innovazione, e alla stretta collaborazione con i centri di ricerca delle aziende clienti, GEA è in grado di garantire soluzioni personalizzate e prestazioni eccellenti.
I più recenti aggiornamenti e i continui miglioramenti in fatto di innovazione tecnologica consentono a GEA di offrire una gamma completa di omogeneizzatori: dalle macchine di laboratorio fino a quelle per la produzione industriale.
Uno dei fattori più importanti per l’azienda è infatti la stretta collaborazione con le aziende clienti che richiedono sempre più spesso soluzioni d’avanguardia e personalizzate secondo le proprie esigenze; attraverso di loro GEA mantiene un costante aggiornamento sui macchinari e può garantire i migliori risultati in fatto di efficienza e qualità del prodotto finito.
Il Process Technology Center, ristrutturato e rinnovato a novembre 2019 e con sede a Parma vicino al sito produttivo, costituisce una risorsa unica per i clienti, i quali possono valutare le performance del processo
GEA high-pressure homogenization technology in food & beverage applications
GEA is the technological leader for dynamic high-pressure homogenizers and plungers pump for all industries and applications. This is the result of specific know-how and a spirit of innovation that is constantly focused on innovation and process performances. Thankstoastrategyofdevelopmentofbothestablished and potential applications often based on cooperation with customers’ Research and Development Centers, GEA homogenizers can offer highly specific and customized process solutions to always meet, ensure and repeat over time product quality excellence. The latest set-up and continuous improvements on production technologies allow the company to offer a complete range of homogenizers, from laboratory up to the industrial scale. The most important key
of success consists in the close collaboration with customers to implement innovative and tailormade solutions to maintain continuous product development and to guarantee efficient operations and excellent results on the final products.
The Laboratory and the Innovation Center,refurbished last November 2019 based in Parma (Italy) next to the production plant, is a unique resource to test homogenization technology, refine receipts, develop high efficiency homogenizing valves and evaluate the performance of installed machines.
Highly qualified staff can support customers in the development of new products, to test maximum process efficiency conditions and product scalability to industrial production processes.
The benefit of high-pressure homogenization is well known in dairy, food & beverage, to subdivide particles or droplets present in fluids to reduce them to the smallest possible size, down to nanometer range. Thus, the process creates a stable emulsion, which improves the product shelf life,viscosity,colour, taste and consequently its performance. In addition,
di omogeneizzazione direttamente sul campo con dei campioni del loro prodotto.
Uno staff altamente qualificato può supportare i clienti nello sviluppo di nuovi prodotti e stabilire le condizioni di processo più efficienti in modo da garantire una scalabilità del risultato anche su portate industriali.
I benefici dell’omogeneizzazione ad alta pressione sono già conosciuti nelle applicazioni lattiero-casearie, nel food e nel beverage per la riduzione delle particelle presenti nel fluido fino a dimensioni al di sotto del nanometro. La tecnologia di omogeneizzazione perciò consente di creare un’emulsione stabile nel tempo che migliora le caratteristiche organolettiche del prodotto: shelf-life, viscosità, gusto e colore. Inoltre, l’uso dell’alta pressione dinamica e di uno specifico design della valvola omogeneizzante permette di diminuire la dimensione delle particelle al grado di micronizzazione richiesto e di omogeneizzare gli ingredienti del prodotto alla pressione più bassa possibile, permettendo un notevole risparmio di costi ed energia.
Tutte gli omogeneizzatori GEA sono progettati secondo i criteri CIP e SIP, in conformità con le linee guida cGMP e certificazione FDA e 3-A, con un pacchetto di documentazione che include la validazione e la tracciabilità dei materiali, procedure FAT/ SAT e supporto IQ/OQ.
L’affidabilità e la qualità dei prodotti GEA è conosciuta in tutto il mondo: scopri tutti i dettagli su www.gea. com/homogenizers

the use of high dynamic pressure and homogenizing valves designed and sized based on different applications allows particles to be subdivided at the required micronization and ingredients to be well mixed at the lowest possible pressure with energy and cost savings.
All GEA homogenizers are designed CIP and SIP, they are available with cGMP documentation and approved FDA and 3-A certification; GEA is also able to support clients for the IQ/OQ qualifications and product test (FAT-SAT).
The quality and the reliability of GEA homogenizers are well known all around the world, find out all the information on www.gea.com/homogenizers


Tutti i motori MGM a singola velocità sono già disponibili con il livello di efficienza energetica conforme al nuovo regolamento europeo entrato in vigore a partire dal 1° luglio 2021
MGM è la tecnologia italiana leader dei motori autofrenanti, consolidata da oltre 70 anni in Europa e nel mondo.
La MGM è presente in Italia con lo stabilimento produttivo principale a Serravalle Pistoiese e un deposito con uffici commerciali ad Assago (Milano). La MGM ha inoltre stabilimenti a Montreal (Canada),

Detroit (USA), Chennai (India) e a Izmir (Turchia). La presenza globale è garantita attraverso la propria rete di distributori per la vendita e l’assistenza in oltre 70 paesi.
Buona parte di quello che oggi possiamo trovare in un qualsiasi motore autofrenante con freno AC è nato nei nostri laboratori.
Tre anni fa MGM ha pianificato di aggiornare ulteriormente i suoi motori autofrenanti. Il primo passo è stato quello di confrontarsi con oltre 100 uffici tecnici dei suoi clienti in tutto il mondo in merito alle caratteristiche e ai miglioramenti che avrebbero desiderato trovare nel loro o motore autofrenante ideale. Gli obbiettivi erano oltre a soddisfare le indicazioni fornite dai clienti quelli di allungamento il ciclo di vita dei suoi motori, di aumentare l’efficienza energetica media e di privilegiare l’impiego di materiale riciclabile e a basso impatto ambientale. Dal 2008, la quantità media di energia che i prodotti MGM necessitano per il funzionamento è costantemente diminuita. Inoltre, ripensando e riprogettando i materiali e il processo di produzione,MGM ha ridotto l’energia necessaria per la fabbricazione dei motori autofrenanti con un conseguente abbattimento delle emissioni di gas serra. Ha ritenuto opportuno accelerare questo processo. Tutti i motori a singola velocità sono già disponibili con il livello di efficienza energetica conforme al nuovo regolamento europeo entrato in vigore a partire dal 1° luglio 2021, gli elettromagneti dei freni
All MGM single-speed motors are already available with the level of energy efficiency in accordance with the new European regulation entered into force last 1st July 2021
MGM is the leader in brake motor technology, manufactured in Italy and consolidating its reputation and presence in the market for over 70 years in Europe and in the world. MGM’s facilities in Italy include the main production plant in Serravalle Pistoiese (Pistoia) and a warehouse with commercial offices in Assago (Milan). Further plants in Montreal (Canada), Detroit (USA), Chennai (India) and Izmir (Turkey) complete a global presence further enhanced by a network of distributors for sales and assistance in more than 70 countries. The success of MGM AC brake motors is owed to the ingenuity of an innovative design created in our laboratories.
With great ambition, three years ago MGM set out to further upgrade our brake motors. The first step was to discuss and receive feedback from consultations with over 100 technical departments at its customer
sites around the world. With focus on the features and improvements they would like to find in their ideal brake motor.
MGM’s goals were not only to meet the recommendations provided by its customers but also to extend the life cycle of its motors, to increase the average energy efficiency and to give priority to the use of recyclable material with low environmental impact. Since 2008, the average amount of energy MGM products need to operate has steadily decreased. In addition, by rethinking and redesigning materials and the production process, MGM has reduced the energy needed for the manufacture of its brake motors with a significant reduction of the greenhouse gas emissions. MGM felt it appropriate to speed up this process.
stanno subendo miglioramenti nell’ottica della riduzione del consumo energetico e nell’aumento delle performances. I motori con altezze d’asse 100 e 112 saranno i primi ad essere presentati sul mercato con buona parte degli aggiornamenti pianificati. Gli ingombri rispetto alla produzione attuale saranno ridotti, la carcassa offre una ottimale capacità di smaltimento del calore e permette, grazie a due punti di sollevamento dedicati, una maggiore facilità di movimentazione: i morsetti elettrici sono stati resi maggiormente accessibili, semplificando la connessione e riducendo il tempo di installazione a vantaggio dell’utilizzatore. Ha poi ideato e realizzato,brevettandola,una nuova metodologia che le consente di utilizzare rotori con parti attive di maggiori dimensioni a vantaggio dell’efficienza ma senza aumentare il momento d’inerzia del motore. Tutto questo ha permesso a MGM di migliorare la dinamica e di mantenere la capacità di un elevato numero di avviamenti orari. Il resto della produzione nel corso dell’anno riceverà i medesimi miglioramenti. Per la M.G.M. motori elettrici lo sviluppo sostenibile e il rispetto dell’ambiente sono degli obiettivi molto importanti.
Nello stabilimento di Serravalle pressoché il 100% dell’energia elettrica consumata viene prodotta dai pannelli fotovoltaici posti sulla copertura, la climatizzazione è supportata da un impianto geotermico ed è stato ridotto il consumo di acqua potabile.

All single-speed motors are already available with the level of energy efficiency in accordance with the new European regulation that has entered into force since July 1st 2021, the brake coils are undergoing improvements in terms of reducing energy consumption and increasing performance.
Motors with IEC frame sizes 100 and 112 will be the first to be presented in the market with most of the planned upgrades. The dimensions compared to the current production will be reduced, the frame offers an optimal heat dissipation capacity and allows, thanks to two dedicated lifting eyes, greater ease of
handling. The terminal board has been made more accessible, simplifying the connection and reducing the installation time for the benefit of the end user. MGM then designed and realized, by patenting it, a new methodology that allows it to use rotors with larger active parts for the benefit of efficiency but without increasing the moment of inertia of the motor. All this has allowed MGM to improve the dynamics and maintain the capacity of a huge number of starts per hour.The remainder of the motor frame sizes will receive the same improvements during this year. For M.G.M. electric motors sustainable development and respect for the environment have always been very important goals.
In the Serravalle Pistoiese plant almost 100% of the electricity consumed is produced by the photovoltaic panels placed on the roof, the air conditioning is supported by a geothermal system and the consumption of drinking water has been reduced.


La tecnologia di A DUE per la produzione di bevande contenenti pezzi di frutta
ADUE, anche grazie a collaborazioni con l’Università e la Stazione Sperimentale delle Conserve di Parma, vanta una consolidata esperienza nella progettazione e costruzione di impianti specifici per la preparazione di bevande con frutta in pezzi. Si tratta in genere di succhi contenenti fino al 10% di celle di agrumi (dimensioni 3x1 ÷ 8x2 mm) o di cubettati di frutta quali mango, ananas, fragola, ecc. (dimensioni 4x4x4 ÷ 10x10x10 mm).
Di fondamentale importanza la corretta preparazione della fase concentrata contenente i pezzi (detta slurry), la sua diluizione e miscelazione, nonché la fornitura omogenea del prodotto miscelato alla riempitrice, per evitare danni meccanici e termici ai pezzi e preservarne il più possibile intatte le caratteristiche organolettiche e nutrizionali.
A DUE è in grado di gestire slurry estremamente viscosi (per la presenza di addensanti che hanno la funzione di mantenere i pezzi in sospensione) e concentrati, anche > 1.500 cPs e > 55°Bx, con un apposito monoblocco compatto e multifunzionale di svuotamento/diluizione/miscelazione e trasferimento alla riempitrice.
Lo slurry è in genere contenuto in cisternette metalliche da 500 o 1.000 l, che vengono posizionate per lo svuotamento su un piatto bilancia incluso nel sistema A DUE, al fine di misurare la quantità di slurry prelevata.

Lo slurry viene quindi svuotato tramite una pompa a membrana e inviato ai trogoli: due serbatoi orizzontali provvisti di uno speciale agitatore a bassa velocità realizzato su specifico disegno A DUE, che mantiene i pezzi di frutta in dispersione perfettamente omogenea senza esercitare stress meccanico.
In base alla quantità misurata di slurry trasferito, il sistema aggiunge la corretta quantità di acqua per ottenere il grado °Bx prefissato, alimentando la riempitrice alla portata prevista e in modo che questa sia in grado di dosarlo correttamente: la soluzione non deve essere né troppo diluita (i pezzi sedimenterebbero) né troppo viscosa (il dosaggio sarebbe difficoltoso).
In caso di slurry ad elevata concentrazione e viscosità, in fase di diluizione, per ridurre il tempo di preparazione e massimizzare l’efficacia della miscelazione, l’acqua viene intiepidita con un primo scambiatore di calore; un secondo scambiatore raffredda il prodotto, che giunge così alla riempitrice a temperatura costante, condizione necessaria per garantire la costanza della viscosità e quindi del numero dei pezzi in bottiglia. L’invio alla riempitrice avviene con pompa a lobi a bassa portata per non danneggiare i pezzi. Tutte le valvole interessate dal passaggio del prodotto sono scelte e dimensionate per evitare il danneggiamento dei pezzi, in particolare le valvole di intercettazione del prodotto finito sono a sfera e non a farfalla e lavabili per evitare che depositi di pezzi possano alterare il °Bx del prodotto. Ogni trogolo è provvisto di un apposito preleva campioni (progettato specificatamente da A DUE per consentire il passaggio dei pezzi) per i controlli di laboratorio; inoltre è previsto un rifrattometro per il controllo del °Bx del prodotto in uscita.
L’impianto è studiato per garantire una perfetta sanificazione; le due divosfere installate su ogni trogolo possono essere previste anche con funzionamento a intermittenza (burst rinsing).
A DUE fornisce anche il sistema di sanificazione CIP e, per applicazioni hot fill, il pastorizzatore tubolare per pezzi.
ADUE, also thanks to collaboration with the Parma University and Sperimental Research Centers, boasts a proven experience in design and construction of specific plants for the preparation of beverages containing fruit particles. Generally, these are juices containing up to 10% of citrus sacs (dimensions 3x1 ÷ 8x2 mm) or fruit chunks of mango, pineapple, strawberry, etc. (dimensions 4x4x4 ÷ 10x10x10 mm).
The correct preparation of the concentrated phase containing pieces (so-called SLURRY), its dilution and mixing, as well as the homogeneous mixed product feeding to the filler are of utmost importance to prevent pieces from mechanical and thermal damage and to preserve as much as possible their organoleptic and nutritional characteristics.
A DUE is able to process slurries with high viscosity (containing thickening agents that allow for particle
suspension) and with high concentration, even > 1,500 cPs and> 55 ° Bx, thanks to a special compact and multifunctional MONOBLOCK that can carry out emptying / dilution / mixing and product transfer to the filler.
The slurry is usually contained in 500 or 1,000-litre kegs which, prior to emptying, are placed on a weighing plate, part of the A DUE system, to measure the withdrawn amount.
The slurry is then emptied by means of a membrane pump and transferred to the two horizontal tanks equipped with a special design low-speed agitator developed by A DUE, that keeps the fruit pieces in perfectly homogeneous dispersion preventing it from mechanical stress.
In relation to the measured quantity of the slurry transferred, the system adds correct quantity of water to reach the pre-set °Bx-degree and feed the filler at the expected flow rate thus ensuring the correct product dosing: the solution must be neither too diluted (to avoid particle settling) nor too viscous (it would make it difficult the dosage).
Should a highly concentrated and viscous slurry be processed, to reduce the preparation time and
maximize the mixing effectiveness, during dilution the water is warmed with a first heat exchanger. A second exchanger cools the product down, so that it is send to the filler at a constant temperature, essential condition to ensure constancy in viscosity and then in the number of pieces contained in the bottle. Product delivery to the filler is carried out by means of a low-flow lobe-pump to avoid damaging the pieces.
All the valves involved in the product path are chosen and sized to avoid damage to the pieces, in particular the shut-off valves of the finished product are ball type rather that butterfly and are cleanable to prevent particle settling to alter the product Brix.
Each horizontal tank is equipped with a special design sampling valve (developed by A DUE to allow the passage of the pieces) for laboratory tests; a refractometer is also provided to control the mixed product Brix.
The system is designed to ensure perfect sanitation, i.e. the two washing spray balls installed on each tank can also be provided in “burst rinsing” version. A DUE also supplies the CIP sanitization system and, for HF applications,the tubular pasteurizer for pieces.

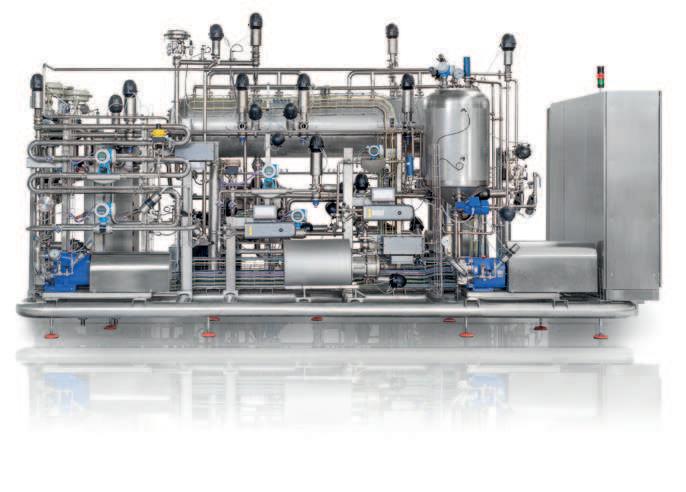
Grazie all’esperienza acquisita, oggi WS è ampiamente presente a livello mondiale anche con soluzioni chiavi in mano
WS, nata nel 2005, si propone come fornitore di impianti di processo per l’industria del beverage. Negli anni WS si è costruita un’ottima reputazione nel campo della produzione industriale delle bevande, ottenendo cooperazioni con i maggiori attori del settore, quali Coca Cola, Pepsi Cola, Nestlé Waters e OranginaSchweppes, e con investitori privati per l’installazione di nuovi impianti produttivi, spesso green field, nei Paesi emergenti.
WS ha adottato i più recenti standard in termini di qualità del prodotto, risparmio energetico e massimizzazione della produzione, rispettando al contempo le più stringenti normative su igiene e sicurezza.Tuttiisistemipropostisonointeramenteconcepiti e progettati per rispondere alle richieste in termini di
proprietàmicrobiologiche,fisico-chimiche,eorganolettiche; l’intero processo produttivo e lo sviluppo software sono gestiti internamente, e anche installazione e commissioning sono effettuati mediante risorseWS. I prodotti proposti da WS per l’industria del beverage sono:
- impianti di purificazione acqua (filtrazione meccanica, microfiltrazione, osmosi inversa, disinfezione, sterilizzazione, stoccaggio, ecc.) progettati conformemente alle esigenze del cliente ed alle analisi dell’acqua da trattare;
- sistemi di dissoluzione zucchero (a singolo batch, doppio batch e in continuo fino a 35.000 l/h);
- sale sciroppi semiautomatiche e automatiche;
- sistemi premix;
- pastorizzatori flash;
- generatori di ozono;
- sistemi di carbonatazione (acqua, vino, birra, bibite);
- impianti di miscelazione in linea per sciroppo e altri ingredienti;
- sistemi di microfiltrazione sanificabili a vapore (succhi di frutta, birra, vino, ecc.);
- impianti di mineralizzazione;
- sistemi di preparazione soluzioni non-chimi-
che di risciacquo e disinfezione bottiglie (generatori di ozono) e preparatori di soluzioni chimiche (acido peracetico, perossido di idrogeno, cloro, ecc.);
- sistemi di preparazione acqua sterile;
- sistemi CIP manuali ed automatici
Grazie all’esperienza acquisita,oggiWS è ampiamente presente a livello mondiale anche con soluzioni chiavi in mano che includono sistemi ausiliari (sistemi di raffreddamento, caldaie, ecc.). La filosofia aziendale è quella di realizzare sistemi affidabili e di alta qualità, equipaggiati con componentistica top brand: Alfa Laval, Endress+Hauser, Pall, Anton Paar, Siemens, Festo, Spirax Sarco sono le marche che il cliente troverà abitualmente sugli impianti WS. La scelta di fornire solo soluzioni all’avanguardia ha portatoWS ad essere insignita del titolo di integratore ufficiale di Alfa Alval.
Tra le numerose referenze, rilevante è la fornitura di due pastorizzatori per riempimento asettico ad Orangina-Schweppes in Francia; inoltre è significativo l’inserimento di WS nella lista ufficiale dei fornitori autorizzati di Nestlé Waters per i sistemi di purificazione dell’acqua.
Tra le ultime forniture (2016) in ordine temporale,WS può vantare un impianto di processo completo per la produzione di soft drinks a Las Vegas (USA): dal trattamento dell’acqua al pastorizzatore del prodotto finito per hot fill, passando per la preparazione dello sciroppo, come anche il sistema CIP.

WS considera il Servizio Clienti uno dei punti fondamentali per il raggiungimento del successo: l’intero business, il marketing, le vendite e I profitti, tutto è basato sulla soddisfazione del cliente e dunque il personale addetto al Servizio post-vendita è costantemente aggiornato al fine di trovare la miglior soluzione nel minor tempo possibile per supportare il business del cliente.
Sistema PREMIX “BLENDSYSTEM M”
La crescente fiducia dimostrata dal mercato nei confronti degli impianti di WS, ha consentito un significativo sviluppo della tecnologia di blending per la produzione di CSD sino a raggiungere un alto grado di

specializzazione nella realizzazione di sistemi premix a controllo massico, chiamati BLENDSYSTEM M. Il BLENDSYSTEM M è una unità per la preparazione di bevande, completamente preassemblata su telaio per la massima semplicità di trasporto e installazione. È concepita principalmente per la produzione di soft drinks addizionati di anidride carbonica (CSD), ma anche di acqua gasata (CMW) e acqua piatta (addizionata di azoto per incrementare la resistenza meccanica della bottiglia). La quantità richiesta di ingredienti viene misurata accuratamente e dosata in un processo continuo controllato elettronicamente.
L’apparecchiatura, realizzata per garantire i più elevati standard qualitativi e una produzione qualitativamente costante anche in condizioni di cambio formato piuttosto impegnative, è completamente preassemblata su telaio in acciaio inox a sezione circolare per la massima pulibilità e si compone generalmente dei seguenti sottosistemi: - deaerazione acqua in ingresso (o di azoto in caso di
produzione di acqua piatta): la rimozione dei gas incondensabili viene effettuata mediante pompa da vuoto,che garantisce un livello di ossigeno disciolto a valori inferiori a 1 ppm (e inferiori a 0,5 ppm in caso di deaerazione a doppio stadio); - dosaggio di anidride carbonica:l’iniezione di anidride carbonica viene effettuata mediante una valvola modulante e un trasmettitore di portata massico in maniera proporzionale alla quantità di acqua trasferita dal serbatoio di deaerazione; la portata d’acqua viene misurata mediante un trasmettitore di portata magnetico; uno speciale sistema di iniezione e miscelazione del gas, specificamente sviluppato da WS, consente una intima miscelazione con l’acqua da trattare e, conseguentemente, un ottimale perlage del prodotto; il tasso di anidride carbonica disciolta viene quindi mantenuto nel tank di ricevimento prodotto grazie al software di supervisione che tiene sotto controllo eventuali fluttuazioni nella temperatura di alimentazione dell’acqua o di stoccaggio del prodotto stesso;

la concentrazione dell’anidride carbonica effettivamente disciolta nel prodotto viene verificato mediante una unità carbometrica installata sulla linea di alimentazione della riempitrice; - dosaggio e miscelazione dello sciroppo: l’iniezione dello sciroppo, alimentato inizialmente a un piccolo serbatoio di stoccaggio con atmosfera modificata e arricchita di anidride carbonica per evitare qualsiasi fenomeno ossidativo, avviene mediante una valvola modulante sanitaria e un misuratore di portata massico in maniera proporzionale alla quantità di acqua trasferita dal serbatoio di deaerazione; il flussimetro massico consente inoltre di verificare in continuo l’effettiva densità dello sciroppo in arrivo all’impianto, permettendo di compensare istantaneamente il dosaggio e stabilizzare quindi, entro i limiti, la concentrazione zuccherina del prodotto finito; analogamente, in caso di produzione di prodotti diet, uno specifico rifrattometro consente la gestione ottimale dell’iniezione di sciroppo anche in presenza di eventuali fluttuazioni nella concentrazione del prodotto in arrivo dalla sala sciroppi; un secondo rifrattometro, installato sulla linea di alimentazione della riempitrice, consente la verifica del prodotto in continuo e, se necessaria, la correzione dello stesso; analogamente la strumentazione consente di minimizzare gli sprechi di sciroppo e prodotto durante le fasi transitorie di avvio e arresto della produzione consentendo rapporti di dosaggio acqua-sciroppo fino a 1:1.
Sono disponibili soluzioni personalizzate per il raffreddamento del prodotto, progettate su misura del cliente in funzione delle condizioni ambientali. Il software del premix massico BLENDSYSTEM M è concepito per garantire i più raffinati risultati in termini di dosaggio, restando di semplice gestione grazie all’interfaccia user friendly. Il programma consente la registrazione e la visualizzazione grafica dell’andamento dei principali parametri di produzione nonché il calcolo e la registrazione dei parametri statistici ca, cp e cpk.
L’apparecchiatura è completa di bus di campo (MPI, Profibus o Ethernet) per l’integrazione completa alla linea di imbottigliamento e per la gestione delle fasi di produzione e CIP.
Thanks to its skill and process expertise, today WS is widely present worldwide even with turnkey solutions including ancillary equipment
WS is a company, founded in 2005, working as process equipment supplier for the beverage industry. During these years,WS has achieved a very good reputation in the beverage industry field, managing to cooperate with the major global players, such as Coca Cola, Pepsi Cola, Nestlé Waters and Orangina-Schweppes,and with private investors installing new production facilities, quite often green fields, in emerging Countries.
WShasmetnewstandardsfor product quality, energy saving and maximum plant output while complying with the strictest criteria for hygiene and safety
All the devices are entirely conceived and designed to guarantee the best requirements in terms of microbiological, physical-chemical and organoleptic properties; the entire production process and software development are managed internally, as well as installations and commissionings which are carried out with WS’s own resources.
WS products for beverage industry are:
- water purification plants (mechanical filtration, microfiltration, reverse osmosis, UV disinfection, sterilisation) designed according to the customer’s exigencies and the chemical analysis;
- sugar dissolving systems (single batch, double batch and continuous up to 35.000 l/h);
- semiautomatic and automatic syrup rooms;
- premix units;
- flash pasteurising units;
- ozone generators;
- carbonating equipment (water, wine, beer, soft drinks);
- in line syrup blending systems and ingredients mixing systems;
- steam sterilisable microfiltering systems (juices, beer, wine);
- mineralising equipment;
- equipment for preparation of non-chemical bottles rinsing and disinfecting solutions (such as ozone) and chemical solutions preparing devices (peracetic acid,hydrogen peroxide,chlorine,etc.);
- equipment for the preparation of sterile water;
- manual and automatic CIP systems
Thanks to its skill and process expertise, today WS is widely present worldwide even with turnkey solutions including ancillary equipment (cooling equipment, boilers, etc.).
WS’sphilosophyistomanufacture high-quality and reliable equipment, equipped only with top brand components: Alfa Laval, Endress+Hauser, Pall, Anton Paar, Siemens, Festo, Spirax Sarco are the typical components WS’s customers will find on their plants.
The choice of providing only state-of-the-art solutions has brought this company to be appointed as officially authorized integrator by Alfa Laval. Between main technical references, WS can list the supply of two fruit juice tubular flash pasteurizers for aseptic filling to Orangina-Schweppes in France; furthermore, it is also significant to point out that WS is included in Nestlé Waters’ authorized suppliers list for water purification systems: recently, an important contract for the supply of a top-technology water treatment plant in the far East has been finalized. Amongst last supplies (early 2016), WS also boasts a complete line for soft drinks production in Las Vegas – USA (Coca Cola co-packer): from water treatment to hot fill pasteurizer, through sugar syrup preparation and ingredients mixing, also including CIP equipment. WS consider Customer Service one of the greatest keys to success: entire business, marketing, sales and profits depend on customers’ satisfaction so the after sales team is constantly trained to perform the simplest solution in the shortest possible time to support the customer’s business.
“BLENDSYSTEM M” PREMIX Unit
The growing market’s confidence gained by process plants manufactured by WS, allowed a continuous development of blending technology for carbonated soft drinks (CSD) production to such an extent that WS reached a very high level of specialisation in manufacturing mass controlled blending systems, named BLENDSYSTEM M.
The BLENDSYSTEM M is a piece of equipment for preparing beverages, completely preassembled on a skid for an easy and quick shipment and installation, conceived mostly for the production of carbonated soft drinks (CSD), but also carbonated mineral water (CMW) and still water (charged with nitrogen in order to increase the mechanical resistance of the bottle). The required quantity of ingredients (water, syrup, and CO2) is carefully measured and dosed in an electronically controlled continuous process. The whole system, realized to guarantee the highest qualitative standards and a qualitatively constant production, also running in conditions of considerable format change,is completely preassembled on stainless steel circular-section skid for an easy and efficacious cleaning.It usually includes the following subsystems: - inlet water deaeration: a vacuum pump removes incondensablegases;thepumpisconceivedtomaintain the dissolved oxygen level below 1 ppm values; - carbon dioxide dosing (or nitrogen in case of still mineral water production): a modulating valve and a mass flow rate transmitter inject carbon dioxide in quantity that is proportional to water quantity loaded to the deaeration tank; the water flow rate
is measured by a magnetic flow rate transmitter. A special gas injecting and mixing system - specifically developed by WATER SYSTEMS - performs a careful mixing with the water to be treated and, hence, best results in terms of product perlage; the carbon dioxide concentration is maintained constant in the product receiving tank by a supervising software, which checks possible fluctuations in temperature of feeding water and in product buffer tank; the effective dissolved carbon dioxide concentration in the product is checked using a carbometric unit, installed on the filling machine feeding line; - syrup dosing and mixing: at first syrup is stored in a small buffer tank, whose atmosphere is modified and enriched with carbon dioxide, in order to avoid oxidation. Syrup injection is made by a sanitary design modulating valve and a mass flow rate transmitter in a quantity which is proportional to the water amount fed from the deaeration tank; furthermore, the use of a mass flow rate transmitter also allows to check constantly the effective density of the inlet syrup and therefore to compensate immediately for the dosing and to stabilize the sugar concentration in the end product within established bounds.Analogously, when producing diet beverages, a specific refractometer allows the constant check of syrup injection also in case of flow rate fluctuations from syrup room; a second refractometer, installed on the filler feeding line, allows the continuous product check and, if necessary, its adjustment. Similarly, the instruments minimize waste of both syrup and product during transitory phases of production,such as start and stop, thence allowing water-syrup dosing ratio up to 1:1. Furthermore, customized solutions for product cooling are also available, depending on the environmental conditions of the system installation. The supervising software loaded on the mass premix unit - BLENDSYSTEM M - is conceived to guarantee the best results in terms of dosing, offering at the same time an easy control by a friendly user interface; this software enables on one hand to set the main production parameters and visualize their state graphically and on the other hand to set the statistics parameters (ca, cp e cpk) connected to that kind of production. Using a more advanced version of this software, associatedwithspecificinstruments,itisalsopossible to control automatically saccharose inversion, so that the need of intervention by laboratory technicians is reduced.
The equipment is equipped with field buses (MPI, Profibus or Ethernet) for a complete integration in the bottling line and the control of production, cleaning and sanitizing processes.
LCZ fa un’attenta analisi dei bisogni del cliente per poter offrire la risposta più adatta, personalizzata e dettagliata
LCZ, azienda italiana fondata nel 1971, è specializzata nella costruzione di generatori a vapore a tubi di fumo ad alto rendimento, di apparecchi a pressione per centrali termiche e nella realizzazione di centrali termiche e impianti a vapore. LCZ è sempre stata in grado di adattare la propria proposta alle evoluzioni del mercato, grazie soprattutto ad una costante e continua attività di ricerca, senza mai dimenticare l’obiettivo primario: un’attenta analisi dei bisogni del cliente da parte dell’ufficio tecnico finalizzato all’elaborazione della risposta più adatta, personalizzata e dettagliata.
I vantaggi del generatore a tubi di fumo LCZ sono: Elevati rendimenti con conseguente riduzione dei consumi; Lunga durata nel tempo; Alta qualità del vapore anche nel caso di richieste improvvise di vapore; Limitate emissioni di NOx
LCZ offre soluzioni complete che permettono l’utilizzo senza la presenza continua del conduttore patentato
fino a 72 ore e/o con un sistema di gestione globale dell’impianto e di tutta la centrale termica mediante PLC e da remoto con dispositivo di controllo elettronico multicanale.
L’impianto produttivo è organizzato su due stabilimenti, entrambi in Italia, di cui uno con più di 40.000mq di area coperta e caratterizzato da processi di saldatura automatizzati, test non-distruttivi (X-rays-L.P.), produzione interna di focolari tipo FOX (ondulati), il tutto supportato dal software di gestione SAP ERP.
In aggiunta ai prodotti storici quali generatori di vapore a tubi da fumo (fino a 25 ton/h) e generatori di calore ad olio diatermico (fino a 9MW), LCZ propone anche generatori di calore per acqua calda e surriscaldata (fino a 17MW), generatori a recupero di calore per impiego a valle di cogeneratori e processi industriali. Grazie a al suo caratteristico approccio customoriented, L.C.Z. srl ha saputo introdurre ormai da anni e con successo le centrali termiche prefabbricate CTP per la produzione di vapore, acqua calda, acqua surriscaldata, olio diatermico, al cui interno vengono disposti il generatore completo di accessori e attrezzature di servizio con realizzazione dei collegamenti idraulici, elettrici, isolamento tubazioni, completa quindi di tutte le apparecchiature montate e cablate,e


di quant’altro necessario per renderla immediatamente funzionante, con possibilità di monitoraggio da remoto e trasmissione dati in tempo reale. Gli evidenti vantaggi di questo prodotto si possono così riassumere:
• Progettazione e costruzione chiavi in mano su misura;
• Ridotti costi di produzione rispetto alla costruzione di una centrale termica tradizionale;
• Trasportabili e movimentabili
• Soluzioni compatte ma con completa accessibilità a tutti i componenti;
• Installazione semplice e veloce
• Ridotti costi e tempi per la messa in servizio

LCZ analyses customer’s requirements to draw up the most focused, customized and detailed answer
Welcome to LCZ, dedicated since 1971 to design, manufacturing, installation, service and maintenance of industrial boilers for standard and special applications: plug-in solutions, package solutions, site erected plants. Over the years, LCZ has been able to adapt the proposal to market evolutions,thanks to constant and continuous improvement, regarding the product as well as the fabrication processes, without forgetting the hallmark:careful analysis of customer’s requirements by its technical department aimed at drawing up the most focused, customized and detailed answer.
The main advantages of the fire-boiler LCZ are: High efficiency reducing consumption; Long lifetime; Steam high quality fulfilling sudden demands of steam; Reduced low NOx emission
LCZsteamboilerscanbeequippedwith72hourssafety system for operating without continuous supervision up to 72 hours and/or with a global control system of the plantorthewholeboilerroombyaPLCoramultichannel electronic control device.
A manufacturing system, organized in two manufacture plants, both in Italy; one of these, with a covered area of more than 40,000sqm, is wellcharacterized by automated welding processes, nondestructive tests (X-rays-L.P.), a home production of the corrugated furnaces, all supported by management using software as SAP ERP.
In addition to historical products as fire tube steam boiler (up to 25 Ton/h) and thermal fluid generator (up to 9MW),LCZ also proposes fire tube boiler for hot and
superheated water, waste gas heat recovery boilers downstream cogeneration and industrial plants. Thanks to its custom-oriented approach, L.C.Z. srl has been able to introduce CTP prefabricated thermal units for the production of steam, hot water, superheated water, diathermic oil with a lot of successfully installation in Europe:this turn-key equipment contains the boiler complete with accessories and service equipment, with hydraulic and electrical connections just placed and pipe insulation. Prefabricated thermal units are complete with all mounted and wired equipment, and all is necessary to make them immediately operational, with the possibility of remote monitoring and real-time data transmission.
The main advantages of this product can be summarized as follows:
• Customized turnkey design and construction;
• Reduced production costs compared to the construction of a traditional heating plant;
• Transportable and movable
• Compact solutions but with complete accessibility to all inside components;
• Quick and easy installation;
• Reduced costs and time for commissioning.


Tra i prodotti di punta di MINI MOTOR troviamo i motoriduttori brushless con azionamento incorporato DBS, integrazione compatta di tutti gli elementi - motore, driver ed eventuale riduttorecombinati in un unico prodotto di indiscutibile eccellenza
DBS è la linea di motoriduttori brushless con azionamento integrato dal design unico, pensato per prestazioni di altissimo livello. Un’ottima macchina è fatta di ottimi componenti. Lo sa bene Mini Motor,che da più di 55 anni offre ai suoi clienti motoriduttori ad altissima efficienza e con una tecnologia all’avanguardia. La scelta dell’azienda emiliana è sempre stata quella di progettare soluzioni
customizzate per le applicazioni più complesse e difficili, dove un prodotto standard non è efficace. Da questa premessa nasce l’eccellenza dei motoriduttori elettrici Mini Motor, pensati per essere compatti, veloci e resistenti in qualsiasi condizione. Tra i prodotti di punta troviamo la famiglia dei motoriduttori brushless con azionamento incorporato DBS, integrazione compatta di tutti gli elementi - motore, driver ed eventuale riduttore - combinati in un unico prodotto di indiscutibile eccellenza. L’encoder assoluto multigiro a 4096-PPR offre la massima libertà di regolazione della velocità e della posizione, mantenendo la quota anche quando il motore è spento. La grande innovazione dei DBS è la presenza un accelerometro, che consente di percepire le vibrazioni del motoriduttore. Questo, insieme ad altri sensori che rilevano temperatura, corrente e velocità, permette di individuare eventuali anomalie proprie e degli organi a esso collegati, operando una vera e propria manutenzione predittiva. La tecnologia DBS consente inoltre di collegare a cascata più motori, attraverso i principali protocolli di comunicazione, quali EtherCAT, Ethernet/ IP, Powerlink, Modbus, PROFINET I/O e CANOpen. A questi sei bus di campo si è aggiunto di recente il

protocollo wireless: Mini Motor ha infatti brevettato il primo motoriduttore sul mercato interamente senza cavi e alimentato da una batteria a carica induttiva, che permette di eliminare completamente le catene portacavi, riducendo così i costi macchina e portando ad una maggiore libertà di movimento.
Nel mondo del Beverage, l’azienda reggiana è un punto di riferimento non solo per la qualità dei propri prodotti, ma anche per il servizio di assistenza postvendita veloce e affidabile. Un team qualificato composto da ingegneri meccanici e meccatronici è a disposizione per dare supporto attraverso un sistema di ticketing attivo on-line, grazie al quale è possibile ricevere risposte e assistenza entro le ventiquattro ore. Garantire un servizio eccellente, al pari della qualità dei motori, è un punto fermo per Mini Motor, che ne ha fatto la propria filosofia aziendale.
With Mini Motor top products we find DBS brushless gear motors with built-in drive system where all the elements - motor, driver and reduction gear (where fitted) - are packaged in a single product of indisputable excellence
DBS is the line of uniquely designed brushless gear motors with built-in drive, made for ultra-high performance. An excellent machine is made of excellent components. Mini Motor knows this all too well and for 55 years it has been bringing to customers extremely efficient gear motors on the cutting edge of technology. The Reggio Emilia-based company has always chosen to design custom solutions for those complex and difficult applications where a standard product just won’t do. This choice developed into excellence and today Mini Motor electric gear motors stand out for their compact size, speed, and resistance under any condition.
Up there with the top products we find the family of DBS brushless gear motors with built-in drive system where all the elements - motor, driver and reduction gear (where fitted) - are packaged in a single product of indisputable excellence.

The 4096-PPR multi-turn absolute encoder offers maximum freedom in terms of speed and position adjustment, maintaining the distance even when the motor is off. The great innovation about DBS is the presence of an accelerometer that is able to detect gear motor vibrations. The accelerometer plus the other sensors that detect temperature, current and speed are able to identify anomalies within the sensors themselves or from the machine systems connected to them, implementing real predictive maintenance.What’s more, with DBS several motors can be connected in a cascade system via the main communication protocols: EtherCAT, Ethernet/IP, Powerlink, Modbus, PROFINET I/O and CANOpen. The wireless protocol was recently added to these 6 fieldbuses. Mini Motor has in fact patented the first all-wireless gear motor in the market powered by an inductive charging battery.This means no drag chains, which translates into lower machine costs and greater freedom of movement.

The Reggio Emilia-based company is the benchmark in the beverage world not only for the quality of its products but also for its fast and dependable aftersales support service. Supported by an online ticketing system, a qualified team of mechanical and mechatronic engineers is ready to answer questions and provide assistance within 24 hours. Mini Motor wants customers to get service as excellent as the quality of its motors, an unshakable commitment that is at the heart of the company’s philosophy.

Nestlé Waters amplierà i suoi attuali sforzi per gestire l’acqua in modo sostenibile e aumenterà la sua collaborazione con i partner per identificare e supportare soluzioni locali
Queste soluzioni sono progettate per aiutare a rigenerare gli ecosistemi nelle aree intorno a ciascuno dei 48 siti di Nestlé Waters.
A partire dal 2025, contribuiranno a lasciare nell’ambiente più acqua di quanta l’azienda utilizzi nelle sue operazioni.
La nuova iniziativa si basa sull’impegno dell’azienda, già dal 2017, a far certificare tutti i suoi siti Waters dall’Alliance for Water Stewardship
(AWS), entro il 2025. Questo standard richiede alle aziende del settore idrico di comprendere e agire collettivamente sulle sfide idriche.
Nestlé utilizzerà ora la sua esperienza per far progredire la rigenerazione dei cicli idrici locali attraversol’attuazionedioltre100progettiperisuoi 48 siti entro il 2025.Queste nuove azioni misurabili sosterranno una migliore gestione dell’acqua e infrastrutture.Alcuni esempi di progetto includono:
• Buxton – Conservazione del territorio (protezione del territorio dallo sviluppo) e interventi di gestione delle inondazioni naturali nel Derbyshire,Regno Unito
• Vittel – Progetti di ripristino del fiume nei Vosgi, Francia
• Nestlé Pure Life – Sostegno agli agricoltori per l’utilizzo dell’irrigazione a goccia a Sheikhupura, Pakistan
• Nestlé Pure Life – La fornitura di infrastrutture per il trattamento dell’acqua, la filtrazione e la conduttura per l’approvvigionamento idrico comunale a Benha, Egitto.
Nestlé investirà 120 milioni di franchi (130 milioni di dollari) per l’attuazione degli oltre 100 progetti. “Oggi stiamo accelerando il nostro viaggio per sostenere la rigenerazione dei cicli idrici locali e ci stiamo sfidando a compiere nuovi

passi coraggiosi”, ha affermato Muriel Lienau, responsabile del settore delle acque. “Vogliamo svolgere un ruolo attivo nell’aiutare a conservare le risorse idriche ovunque operiamo. Per farlo, lavoreremo con molti partner per sviluppare progetti su misura che aiutino a trovare soluzioni locali”.
Il cambiamento climatico, l’aumento del consumo di acqua, la crescente urbanizzazione e le infrastrutture danneggiate sono alcuni dei fattori che contribuiscono al deterioramento del ciclo naturale dell’acqua. Queste tendenze stanno interferendo con la prevedibilità delle precipitazioni e la disponibilità di acqua pulita. Inoltre, l’aumento delle temperature e i modelli meteorologici più estremi stanno causando più inondazioni e siccità. “Come azienda con una lunga tradizione di protezione della natura e gestione dell’acqua, vogliamo andare oltre la conservazione delle fonti idriche per aiutare a rigenerare e ripristinare i cicli idrici nelle aree in cui operiamo”, ha affermato Cédric Egger, responsabile della sostenibilità di Nestlé Waters. “Sappiamo che la sfida dell’acqua è globale, ma può essere affrontata solo attraverso soluzioni locali. Ora è il momento di espandere la portata delle nostre azioni. Con la presenza di Nestlé in tutto il mondo, possiamo imparare dai nostri numerosi partner e contribuire a risolvere il problema sfide idriche nelle località vicine alle nostre operazioni.”
Il lavoro di Nestlé sarà adattato alle singole sedi, esigenze e problemi e adotterà un approccio più ampio, andando oltre le proprie operazioni. L’azienda lavorerà con gli utenti dell’acqua locali, le comunità, i partner e gli esperti globali per identificare, sviluppare e portare avanti progetti
specifici per queste sfide. In qualità di membro fondatore del 2030 Water Resources Group (2030 WRG), Nestlé ha una storia di collaborazione con leader ed esperti dei settori pubblico, privato e della società civile per aiutare a progettare soluzioni per la gestione sostenibile dell’acqua. L’azienda applicherà la sua esperienza e le conoscenze acquisite dal WRG 2030 e dalle sue numerose altre partnership nell’attuazione degli oltre 100 progetti idrici sopra descritti.
Tutti i progetti saranno misurabili, utilizzando la metodologia Volumetric Water Benefit Accounting
(VWBA) del World Resources Institute. Questa metodologia fornisce coerenza nell’analisi delle attività di gestione dell’acqua e aiuta a garantire che tali attività affrontino le sfide idriche condivise attuali e future.
Utilizzando questa metodologia, un gruppo esterno appena creato, esaminerà la pertinenza e la sostenibilità dei progetti e fornirà un feedback sul fatto che stiano aiutando ad affrontare le sfide e le opportunità locali. Nestlé Waters fornirà piena trasparenza sull’utilizzo dell’acqua in ciascuno dei suoi siti e su ciò che i suoi progetti contribuiscono all’area.


Nestlé Waters will expand its current efforts to manage water sustainably and increase its collaboration with partners to identify and support local solutions
These solutions are designed to help regenerate the ecosystems in the areas around each of Nestlé Waters’ 48 sites. As of 2025, they will help nature retain more water than the business uses in its operations.
The new initiative builds on the company’s 2017 commitment to certify all of its Waters sites by the Alliance for Water Stewardship (AWS) by 2025. This standard requires water users to understand and act collectively on water challenges.
Nestlé will now use its expertise to advance the regeneration of local water cycles through the implementation of more than 100 projects for its 48 sites by 2025. These new, measurable actions will support better water management and infrastructure. Some project examples include:
• Buxton – Land conservation (protecting land from development) and natural flood management interventions in Derbyshire, UK
• Vittel – River restoration and renaturation projects in Vosges, France
• Nestlé Pure Life – Support for farmers to use drip irrigation in Sheikhupura, Pakistan
• Nestlé Pure Life – The delivery of water treatment, filtration and pipeline infrastructure for the municipal water supply in Benha, Egypt.
Nestlé will invest CHF 120 million (USD 130 million) to assisttheimplementationofthemorethan100projects.
“Today, we are accelerating our journey to support the regeneration of local water cycles and are challenging ourselves to take bold new steps,” said Muriel Lienau, Head of the Waters Business. “We want to play an active role in helping to conserve water resources everywhere we operate. To do so, we will work with many partners to develop tailored projects that help find local solutions.”
Climate change,higher water consumption,growing urbanization and damaged infrastructure are some of the factors contributing to the deterioration of the natural water cycle.These trends are interfering with the predictability of precipitation and the availability of clean water.Additionally, rising temperatures and more extreme weather patterns are causing more flooding and droughts.
“As a business with a long heritage of nature protection and water stewardship, we want to go beyond the conservation of water sources to help regenerate and restore water cycles in the areas where we operate,” said Cédric Egger, Head of Sustainability at Nestlé Waters. “We know the water challenge is global, but it can only be tackled through local solutions. Now is the time to expand the scope
of our actions. With Nestlé’s presence around the world, we can learn from our many partners and contribute to solving the water challenges in the locations near our operations.”
Nestlé’s work will be tailored to individual locations, needs and issues and will take a broader approach, going beyond its own operations. The company will work with local water users, communities, partners and global experts to identify, develop and progress projects specific to those challenges. As a founding member of the 2030 Water Resources Group (2030 WRG), Nestlé has a history of collaborating with leaders and experts from the public, private and civil society sectors to help design solutions for sustainable water management. The company will apply its experience and learnings from the 2030 WRG as well as from its many other partnerships in the implementation of the more than 100 water projects outlined above.
All projects will be measurable, using the World Resources Institute’s Volumetric Water Benefit Accounting (VWBA) methodology. This methodology provides consistency in analyzing water management activities and helps to ensure that such activities address current and future shared water challenges. Using this methodology, a newly created external panel will review the relevance and sustainability of the projects and give feedback on whether they are helping to address the local challenges and opportunities. Nestlé Waters will provide full transparency on the water usage at each of its sites and on what its projects contribute to the area.


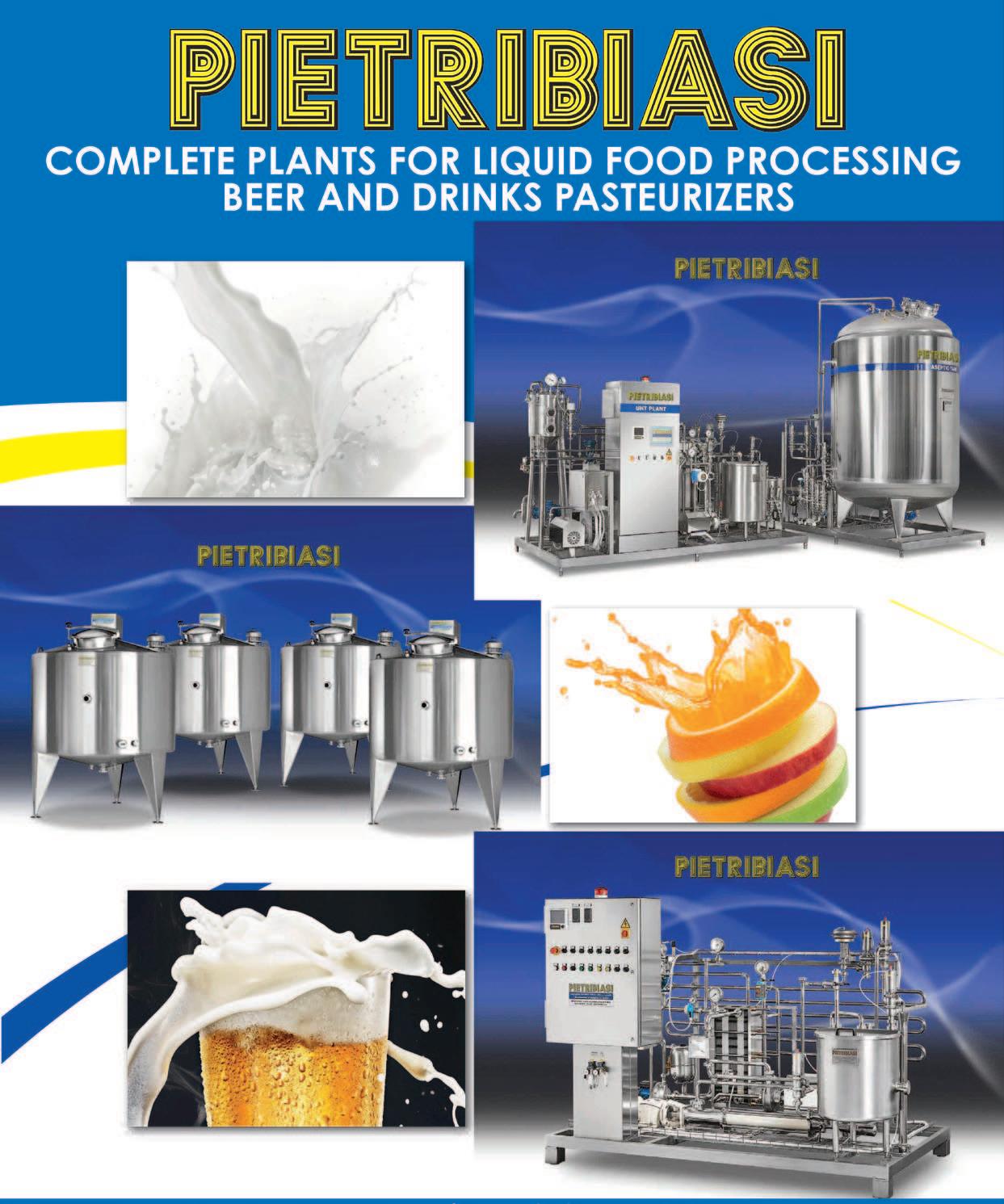
Oggi Pietribiasi è un’azienda apprezzata a livello internazionale nel settore lattiero-caseario e nei vari comparti specialistici quali soft drink, succhi e bevande in generale
Pietribiasi Michelangelo Srl nasce verso la fine degli anni sessanta in un momento di rapida crescita economica e in una specifica nicchia di mercato dove la domanda è piuttosto forte. Oggi il nome Pietribiasi, nel mercato lattiero-caseario, è tra i più conosciuti e apprezzati a livello internazionale, in


particolare in impianti completi chiavi in mano, e nei vari comparti specialistici quali soft drink, succhi e bevande in generale.
Per quanto riguarda più direttamente l’offerta produttiva, la Michelangelo Pietribiasi si occupa dello studio, progettazione, fornitura e messa in funzione di macchine, impianti completi per la produzione di latte alimentare (HTST – ESL – UHT) panna – prodotti derivati dalla acidificazione del latte (yogurt nelle varie varianti – panne acide – smetana – kefir, ecc.), formaggifreschieavarilivellidistagionatura,formaggi da pasta filata (mozzarella, caciocavallo, ecc.), prodotti da latte vaccino e ovino.
Impianti per succhi di frutta, miscele di gelato, succhi vari, soft drinks e bibite sono tra i prodotti che maggiormente hanno ampliato la gamma produttiva della Pietribiasi. Pietribiasi Michelangelo è nota anche per i suoi impianti di preparazione e pastorizzazione di mix gelato.
Ogni impianto di pastorizzazione può essere semplice o corredato di deareatore, omogeneizzatore, separatore, gestione automatica, ecc.
Per questi prodotti, la società ha acquisito una vasta esperienza e può soddisfare esigenze di produzione dal piccolo al grande impianto.Dispone sia di attrezzature per piccole realtà produttive che la capacità di
Today, Pietribiasi is globally renowned in the dairy sector and in specialized areas such as soft drinks, juices and beverages
Pietribiasi Michelangelo Srl was established between the end 1960s and the beginning of the next decade.
From the beginning the family-run company specialized in the construction of equipment for the dairy industry and developed later into the field of soft drinks, juices and beverages in general. Today, the Pietribiasi name is among the more well-known in the dairy and beverages sector and the company is internationally acknowledged, particularly in the realization of “turn-key” projects regarding process of liquid foods.
Looking more closely at the company’s product ranges, the Pietribiasi division covers the research,
project design and supply of complete systems for the process of milk (HTST – ESL – UHT), cream –fermented products from milk process (yoghurts in the various known versions, sour cream, Smetana, kefir, labneh, etc.), fresh soft cheeses, as well semi and hard cheeses, “pasta filata-pizza cheese” (such as mozzarella, caciocavallo, etc.) and other products processed from cow, sheep and goat milks. Pietribiasi Michelangelo is also very well-known for its ice cream mix preparation and pasteurization. In this field the company has wide experience and can cover all equipment needs from small to bigger plants for the production of pasteurized drinking milk, yoghurt, different kinds of cheese, butter, etc.
Complete equipment means starting from milk receiving or recombination to final product including packaging. The same for juice processing, from juice preparation to filling.
Pietribiasi designs and produces plate and tubular heat exchanger for pasteurization and thermal treatment (cooling and/or heating) of different liquid foods (milk, cream, ice-cream mix, fruit juice, eggs
progettare e realizzare impianti industriali di grandi dimensioni.
Oltre a ciò, progetta e costruisce scambiatori di calore a piastre e tubolari per la pastorizzazione e trattamenti termici (riscaldamento e/o raffreddamento) di diversi prodotti liquidi alimentari (latte, panna, miscela di icecream,succhi di frutta,misto d’uovo,birra,vino e molti altri). Questi tipi di impianti sono progettati su misura per rispondere a specifiche esigenze dell’utilizzatore. Altri prodotti per i quali l’azienda è conosciuta e apprezzata sono: maturatori; pastorizzatori discontinui per panna; zangole burrificatrici (disponibili in una vasta gamma di modelli da lt 20 a 3.000 litri di capacità totale); formatrici semiautomatiche per panetti di burro, impianti di lavaggio CIP.
La lunga esperienza consolidata nell’ambiente alimentare, le pluriennali collaborazioni con moltissime aziende europee,l’approfondita conoscenza a livello di materiali funzionali e tecnici dei vari componenti, e la qualifica del personale tecnico operante in Pietribiasi, unitamente a una sensibile e flessibile gestione tecnico-commerciale della proprietà, sono alcuni dei cardini principali della Pietribiasi Michelangelo Srl.

mixture, beer, wine, and many others). Skid mounted pasteurizers can be completed with degassing unit, separator, homogenizer.
In the beverage field, the range includes pre-mix units, sugar dissolving systems, filters, mixing and storage tanks as well as of course the complete thermal treatment up to the filling.
These kinds of plants are “tailor-made” and designed according to customer’s specific demands.
The company is also renowned and appreciated for following products:Batch pasteurizers; discontinuous cream pasteurizers; butter churns (available in a wide range of models from 20 L to 3000 L total capacity); semi-automatic butter forming machines.
Its fifty-year experience in the food-stuff field, its longlasting cooperation with many European organizations and companies, the specialized knowledge in these processing fields, equipment and technologies, skilled level of staff operating in Pietribiasi, a flexible and friendly management and lead of company by ownership, are the powerful basis of the success of Michelangelo Pietribiasi company.


COMEI Beverage Technologies
vanta 30 anni di esperienza e tecnici e tecnologi capaci di proporre tecnologie innovative per i settori enologico, soft-drink e birra

-scambiatori tubo in tubo, multitubolari o a fascio tubiero.
-impianti di termo vinificazione per l’estrazione del colore da uve rosse.
COMEI srl è una società Italiana con 30 anni di esperienza, certificata ISO 9001 e specializzata nella progettazione costruzione e installazione di contenitori in acciaio inox Aisi 304 e 316.
COMEI è oggi sinonimo di innovazione, competenza, professionalità.
Il sito produttivo si trova a Corato (Bari) ed occupa una superficie di 10.000 metri quadrati, dei quali 3.000 sono coperti.
L’azienda è in grado di realizzare serbatoi senza porsi limiti tecnici e dimensionali, il tutto nel rispetto delle rigide normative di progettazione vigenti.
Conall’aperturadellostabilimentodiSusegana(Treviso), che occupa una superficie di 5.000 metri quadrati, dei quali 2.000 sono coperti,da due anni l’azienda sviluppa tecnologie e sistemi per alimenti e bevande.
COMEI Beverage Technologies ha all’interno tecnici e tecnologi in grado di proporre tecnologie nei settori enologico-soft drink-birra. Con questi due stabilimenti l’azienda è in grado di soddisfare le seguenti richieste:
Settore enologico
-vasche raccolta uva di serie e su misura.
-coclee trasporto scarti di lavorazione uva-frutta.
-vinificatori fondo piano inclinato da 5.000 a 50.000 litri di capacità.
-vinificatori a fondo troco-conico su gambe da 50.000 a 200.000 litri di capacità.
-serbatoi realizzati in azienda su gambe per prodotti alimentari ed industriali da 1.000 a 200.000 litri di capacità.
-serbatoi realizzati nel sito del cliente da 200.000 a 2.000.000 di litri.
-autoclavi collaudate PED da 1.000 a 60.000 litri.
-impianti di refrigerazione a soluzione fredda con relativa stazione di pompaggio.
-concentratori a multiplo effetto con termocompressore per ridurre il consumo energetico, da 1.000 a 20.000 litri evaporati ora.
-desolforatori per strippaggio anidride solforosa da 5.000 a 30.000 lt ora, con recupero energetico.
-tunnel riscaldamento bottiglie a pioggia completi di sistema asciugatura bottiglie.
-pastorizzatori a piastre a 1-2-3-4 stadi per vini e concentrati.
-CIP per lavaggio serbatoi, linee di imbottigliamento.
-saturatori.
Soft drink
-sale sciroppi per la produzione di soft drink.
-dissolutori di zucchero a batch e continui.
-mixer da 3.000 a 50.000 litri ora con controllo in linea del brix e della anidride carbonica.
-saturatori per acqua completi di sistema di disaerazione.
-cip a1-2-3-4- serbatoi con sistema di riscaldamento a vapore o elettrico.
-pastorizzatori a piastre a 1-2-3-4-5- stadi a vapore o acqua calda.
-pastorizzatori a tunnel per bottiglie in vetro o pet, lattine, vasetti.
-raffreddatori a tunnel per bottiglie in vetro,pet,lattine.
-riscaldatori a tunnel per bottiglie in vetro,pet,lattine.
-serbatoi per sciroppo di zucchero e concentrati con agitatore.
-disaeratori per acqua, succhi.
Birra
-sale cottura da 500 a 6.000 litri per cotta.
-fermentatori da 500 a 60.000 litri.
-maturatori da 500 a 60.000 litri.
-pastorizzatori a piastre a 3 stadi con buffer tank in uscita.
-pastorizzatori a tunnel per bottiglie vetro, lattine.
- cip a1-2-3-4- serbatoi con sistema di riscaldamento a vapore o elettrico.
Gli impianti hanno un livello di automazione in linea con le richieste e con le necessita del proprio cliente, offrendo sistemi semi automatici, automatici, totalmente automatici; dotati di PLC e di sistema di supervisione integrato, in grado di soddisfare tutte le esigenze per la produzione di bevande. L’azienda è inoltre in grado di proporre linee chiavi in mano e supportare i clienti nello studio dei processi.

COMEI Beverage Technologies boasts 30 years’ experience, and technicians and technologists in the enological, soft drink and beer sectors
COMEI srl is an Italian company with 30 years of experience, certified ISO 9001 and specialized in the design, construction and installation of AISI 304 and 316 stainless steel containers. COMEI is today synonymous with innovation, competence and professionalism.
The production plant is located in Corato (BA), and is located on an area of 10.000 square meters of which 3.000 are covered.
The company is able to manufacture tanks without setting technical and dimensional limits, all in compliance with the strict design regulations in force.
For two years, it has undertaken a mission for developing the technologies and systems for food drinks with the opening of a branch in Susegana (TV), and is spread over an area of 5.000 square meters of which 2.000 are covered.
COMEI Beverage Technologies has technicians and technologists able to propose technologies in the enological-soft drink-beer sectors.The company, with the two plants,is able to satisfy the following requests: Enological sector.
- Standard and custom-made grape harvesting tanks.
- Cochlea for transporting grape-fruit processing waste.
- Sloping flat bottom wine-makers from 5,000 to 50,000 liters capacity.
- Conical bottom wine-makers on legs from 50,000 to 200,000 liters of capacity.
- Tanks on legs, made on company site, for food and industrial products from 1,000 to 200,000 liters of capacity.
- Tanks, built at the customer site, from 200,000 to 2,000,000 liters.
- PED tested autoclaves from 1,000 to 60,000 liters.
- Cold solution refrigeration plants with relative pumping station.
-Tube in tube,multitubular or tube bundle exchangers.
- Thermo-vinification plants for the extraction of the color from red grapes.
-Multipleeffectconcentratorswiththermocompressor for reducing energy consumption, from 1,000 to 20,000 liters evaporated hourly.


- Sulfur dioxide strippers from 5,000 to 30,000 litre/ hours, with energy recovery.
- Bottle heating rain type tunnel complete with bottle drying system.
- 1-2-3-4 stages plate pasteurizers for wine and concentrates.
- CIP for cleaning tank and bottling lines.
- Saturators.
Soft drinks
- Syrups for the production of soft drinks.
- Batch and continuous sugar breakers.
- Mixers from 3,000 to 50,000 liters per hour, with on-line control of brix and carbon dioxide.
- Water saturators complete with deaeration system.
- CIP with 1-2-3-4 tanks, with steam or electric heating system.
- 1-2-3-4-5 stages plate pasteurizers with steam or hot water.
- Pasteurizing tunnels for glass or pet bottles, cans, jars.
- Cooling tunnels glass bottles, pet bottles, cans.
- Heating tunnels for glass bottles, pet bottles, cans.
- Tanks for sugar syrup and concentrates with stirrer.
- Water dispensers, juices.
Beer
- Brewhouse from 500 to 6,000 liters per brew.
- CCT from 500 to 60,000 liters.
- BBT from 500 to 60,000 liters.
- 3 stages plate pasteurizers with buffer tank output.
- Pasteurizing tunnels for glass bottles, cans.
- CIP with 1-2-3-4 tanks, with steam or electric heating system.
Plants have a level of automation in line with the demands and needs of their customers, offering semi-automatic, automatic or fully automatic systems; equipped with PLC and integrated supervision system, able to meet all the requirements for beverage production.The company is also able to offer turn-key lines and support clients in the study of the processes.
Per i suoi 40 anni presenta il nuovo progetto di sostenibilità dell’intera filiera produttiva
La cantina presenta il nuovo progetto di sostenibilità dell’intera filiera produttiva. Tutti i valori dell’azienda trevigiana, leader nella produzione di vino biologico, in una linea che riduce al minimo l’impatto sull’ambiente. Rispetto per l’ambiente, sviluppo sostenibile, responsabilità sociale e condivisione degli impegni con i propri fornitori: la Cantina Pizzolato, azienda vitivinicola trevigiana specializzata nella produzione di vini bio e vegan dal 1991, coglie la sfida dei tempi moderni e presenta la nuova linea BACK TO BASIC, che riduce al minimo l’impatto della filiera del vino sull’ambiente. Uve, vetro, tappo, capsula, etichetta e cartone di imballaggio sostenibili: da oggi è possibile.
BACK TO BASIC è un progetto nato volutamente nel quarantesimo anno di attività della cantina che festeggia abbracciando il concetto di “basic” inteso come celebrazione dei valori essenziali e identitari dell’azienda.

“Quello dei 40 anni – racconta Settimo Pizzolato, titolare della Cantina - è un traguardo di cui siamo orgogliosi. Biologico è credere che siamo parte di un equilibrio più grande; è una scelta di vita, una responsabilità che vogliamo che ispiri ogni aspetto della filiera produttiva Pizzolato. Forti di questa
convinzione sentivamo l’esigenza di realizzare una linea che non parlasse solo di vino biologico ma che coinvolgesse tutti gli stakeholders che gravitano attorno alla realizzazione di una bottiglia.”
“Questo progetto - commenta Sabrina Rodelli, export manager della Cantina - rappresenta al

100% il percorso evolutivo che abbiamo compiuto in questi anni. Anni in cui ci siamo messi in ascolto dei consumatori che, sempre più consapevoli, ci chiedono prodotti che diano forma concreta ai principi di sostenibilità ambientale, di riciclo e riuso dei materiali e di riduzione dell’impatto ambientale. Come azienda vitivinicola siamo chiamati a fare la nostra parte e abbiamo trovato dei partner e dei fornitori che hanno deciso di abbracciare con entusiasmo questo progetto di filiera proponendoci o addirittura realizzando appositamente il loro prodotto più sostenibile.”
La linea di vini BACK TO BASIC va quindi oltre il vino biologico e coinvolge l’intera filiera del packaging composta da sei elementi eco e a basso impatto ambientale:
• Il vino in primis, le cui uve certificate bio e vegan provengono dai vigneti della azienda agricola di proprietà della cantina. A questa linea sono dedicati circa 15 ettari in cui vengono coltivati Pinot Grigio, Raboso Piave, Pinot nero, Manzoni Bianco e Chardonnay, i cinque vini della nuova linea BACK TO BASIC.
• Il vetro utilizzato per la creazione della nuova linea si basa su un uso dei materiali altamente innovativo. Si tratta infatti del wild glass, la cui miscela è composta per il 94% di vetro riciclato. Questo vetro è 100% certificato PCR (post consumer recycled) e consente unaproduzioneilcuiimpattoecologicoèestremamente ridotto. L’elemento chiave della sostenibilità si somma poi all’elevato livello di personalizzazione che tale materiale consente. Nel caso della linea Back to Basic si è voluto accentuare l’unicità e l’imperfezione del vetro riciclato utilizzando una texture che ha un effetto vintage (BACK). Il risultato è un design organico e irripetibile nel suo genere.
• Il tappo utilizzato è il twin top evo di Amorim Cork, interamente in sughero, materiale ecologico e sostenibile al 100%, naturale, rinnovabile, riciclabile e riutilizzabile che permette di compensare un livello di CO pari a 297 grammi.
La capsula, presenta anch’essa elementi di ricerca e sviluppo in ambito green in quanto deriva da materiale di riciclo.
• L’etichetta, in carta Sabrage 100% riciclata e certificata FSC®, non contiene plastiche o altri materiali di derivazione non naturale ed è ottenuta dallo scarto della lavorazione dell’industria del cotone. Essa occupa, sulla bottiglia, il minor spazio possibile, ed è un pezzo unico fasciante così da ridurre l’impatto della colla. Inoltre la tecnica del debossing riduce al minimo l’uso di inchiostri il cui colore è inciso con lavorazione offset, ossia la meno impattante.
• Infine,l’imballo del cartone presenta il 79% di carte riciclate mentre per la stampa sono stati utilizzati colori a basso impatto ambientale.
“Per noi la strada della sostenibilità è l’unica percorribile - commenta Sabrina Rodelli. - Un concetto che significa riflessione, attenzione, rispetto. Un valore fondante della nostra azienda che ci stimola a sviluppare criteri di rispetto e cura verso l’ambiente, con l’impegno di pensare al lungo periodo. Soddisfare le esigenze del presente senza compromettere la capacità delle generazioni future di soddisfare le proprie: questo il nostro impegno e la nostra responsabilità”.

On the occasion of its 40th year of operation the winery introduces a new sustainable project
The winery introduces a new sustainable project embracing the entire production chain all the values of cantina pizzolato - leading producer of organic wines based in the province of treviso – are now embodied in a brand-new line with minimum environmental impact.
Environmentalstewardship,sustainabledevelopment, social responsibility and shared commitment with suppliers: Cantina Pizzolato, Veneto-based organic and vegan winegrowing and winemaking company established in 1991, has taken on a modern-day challenge introducing their new BACK TO BASIC line that keeps to a minimum the environmental impact of the wine production chain. Sustainable grapes, glass, closure, capsule, label and packing cardboard: it’s finally possible.
BACK TO BASIC is a project intentionally launched to celebrate the winery’s 40th birthday by embracing the “basic” vision which symbolizes the core and signature values of the company.
“We take great pride in our 40-year history – said winery owner Settimo Pizzolato. ‘Organics’ means believing that we are a part of a greater equilibrium; it’s a life choice and a responsibility we want Pizzolato’s entire production chain to be infused with. Our strong commitment to this belief has pushed us to create a line that does not simply speak about
organic wine but can also engage all the stakeholders involved in the manufacturing of a bottle”.
“This project fully represents the evolutionary path that our company has experienced over these years” added Pizzolato’s export manager Sabrina Rodelli.
“Years in which we paid close attention to the needs and preferences of consumers, who are becoming increasingly eco-conscious and demand products that effectively respond to the principles of environmental sustainability, recycling, reusing, and carbon footprint reduction. As an estate winery we must do our part, and we have found partners and suppliers ready to engage in this production and supply chain project with enthusiasm by offering or even manufacturing for us their most sustainable bespoke product.”
Hence, the BACK TO BASIC wine line goes beyond organic wine and engages the entire packaging chain which consists of 5 eco-friendly elements with low environmental footprint:
•The wine first and foremost,whose certified organic and vegan GRAPES are sourced from Pizzolato’s family-owned vineyards. Approximately 15 hectares of vineyard area are intended for the BACK TO BASIC line and dedicated to the varieties selected for the wines that make up this line: Raboso Piave, Pinot Nero, Pinot Grigio, Manzoni Bianco and Chardonnay.
• The GLASS used to produce Pizzolato’s BACK TO
BASIC bottles, wild glass relies on state-of-the-art usage of materials and consists of 94% recycled glass. It is also 100% PCR (post consumer recycled) certified, and ensures minimum environmental impact. The key element of sustainability is further enhanced by the high level of customization that this material offers. The Back to Basic line seeks to enhance the uniqueness and imperfection of recycled glass by opting for a vintage-like (BACK) texture.The result is an organic, one of a kind design.
• The STOPPER used is Twin Top Evo by Amorim Cork, made of 100% cork (i.e., a fully eco-friendly and sustainable, renewable, reusable, recyclable, natural material) that allows to retain 297 grams of CO2
• The LABEL, made of 100% recycled Sabrage paper, does not contain any plastic or non-naturally derived ingredients and uses waste materials from the cotton industry. On the bottle it covers the smallest possible area and it comes as a single wrap around piece so as to promote reduced glue usage. Additionally, the debossing technique allows to keep ink usage to a minimum as the ink is printed with offset printing equipment,i.e.,the least impactful option.
• Lastly, the cardboard packing material L consists of 79% recycled paper whereas the printing colours used ensure reduced environmental footprint.
“To us, sustainability is the only possible way – said Sabrina Rodelli – it’s a concept that means thoughtfulness, attention, respect It is a core value for ourcompanythatkeepsusengagedinthedevelopment of long-term environmental stewardship measures. Meeting today’s requirements without preventing future generations from having theirs met: this is our mission and our responsibility”.


Con 12 siti produttivi,circa 1.000 persone ed un fatturato consolidato di oltre 180 milioni di euro, Enoplastic è il riferimento indiscusso nella produzione di capsule e chiusure per vini ed alcolici. Il gruppo (Sparflex/ Enoplastic), guidato dal CEO Michele Moglia, fornisce soluzioni di chiusura per qualsiasi bottiglia in tutti i mercati del mondo, livello sia globale sia locale.
Ilpuntodiforzadelgruppoèl’intensacollaborazionecon i diversi clienti, cui offre un servizio d’eccellenza, soluzioni su misura che passano attraverso importanti fasi di innovazione e ricerca,anche per materiali sostenibili.
Con questo spirito, negli ultimi anni Enoplastic ha introdotto con successo diversi tipi di capsule per vini fermi e frizzanti, liquori, oli e aceti realizzati con materiali sostenibili.
Le soluzioni sostenibili di Enoplastic
DERMA, un polilaminato esclusivo, utilizzato per capsule di vino fermo e spumante, privo di colle durante l’accoppiamento dei materiali che lo compongono e una riduzione del peso, con conseguente abbattimento del 9,76% di carbon footprint.
Absolute Green Line, un polietilene (PE) a base biologica (derivata dalla canna da zucchero) con inchiostri a base d’acqua, che sostituisce olio fossile e solventi con materiali rinnovabili. Il materiale sostenibile viene utilizzato per produrre capsuloni Sparlux per spumanti, con una riduzione del 21% di carbon footprint.
PET + una delle ultime innovazioni sostenibili di Enoplastic per le capsule termoretraibili. PET + è un’alternativa sostenibile al PVC,senza compromessi sul design ed è realizzata con oltre il 20% di materiale riciclato. Enoplastic è un innovatore nell’utilizzo di un materiale studiato per offrire una perfetta termoretrazione della capsula sulla bottiglia, capace di garantire un’applicazione facile e flessibile, che eviti una chiusura irregolare della capsula. L’impegno di Enoplastic per la sostenibilità Oltre allo sviluppo di materiali sostenibili, Enoplastic si impegna quotidianamente a diffondere la sostenibilità come parte della cultura aziendale, con un approccio attivo alla riduzione dei rifiuti e la creazione di un programma di “green ambassador” tra i suoi dipendenti. Con un approccio volto al progresso, Enoplastic
Michele Moglia, CEO di Enoplastic: “Lavorando a stretto contatto con gruppi produttori sia di vini che di liquori così come cantine locali e distillerie, ci siamo resi conto che la domanda per capsule più ecologiche è in crescita. Noi ci impegniamo ad essere il loro partner ideale per fornire soluzioni di chiusura sostenibili, e per questa ragione investiamo molto nella Ricerca e nello Sviluppo. Siamo molto entusiasti per il nostro nuovo progetto di sviluppo che prevede l’uso di materiale riciclato, ve ne parleremo presto”.



Wagisce per trovare una seconda vita ai rifiuti industriali, con un impianto di recupero solventi ed edifici efficienti che riducono i consumi energetici e di gas.
L’attenzione di Enoplastic alla responsabilità sociale d’impresa è stata premiata dalla medaglia di bronzo di Ecovadis 2020.
Michele Moglia, CEO of Enoplastic: “In our collaboration with both global wine and spirits groups as well as local wineries and distillers, we see that the demand for more eco-friendly capsules is growing, we are committed to be the genuine partner for sustainable over-capping solutions, therefore we invest in Research & Development. We are excited about our new R&D project using recycled material, we will tell you more about it soon.”
introduced different types of capsules for still and sparkling wines, spirits, oils and vinegars made with sustainable materials.
DERMA, an exclusive polylaminate, used for still and sparkling wine capsules, out phasing glue in
the assembly of the layers in the production process and weight reduction, resulting in a reduction of the carbon footprint of 9,76 %.
Absolute Green Line, a bio-based polyethylene (PE) (made from sugarcane) with water-based inks, replacing oil and solvents with renewable materials. The sustainable material is used to produce Sparlux sparkling foils, resulting in a reduction of the carbon footprint of 21%.
PET + One of Enoplastic’s latest sustainable innovations
ith 12 production sites, 1,000 people and a consolidated turnover that exceeds 180 million euros, Enoplastic is the undisputed reference for capsules and closures for wines and spirits. The group led by CEO Michele Moglia, provides closure solutions for any bottle around the world, by offering solutions both globally and locally. The strength of the group is the intense collaboration with various customers, to whom it offers an excellent service and tailor-made solutions that go through important phases of innovation and research, including for sustainable materials. With this spirit,in recent years,Enoplastic has successfully


PET + is a sustainable alternative to PVC shrinking capsules without comprise to the design,containing 20% recycled material.Enoplastic is unique in using a material that shrinks longitudinally and therefore avoids an irregular shrinking of the capsule on the bottle, resulting in a flawless alignment of the two sides of the capsule.
Enoplastic’s commitment to sustainability
Besides development of sustainable materials, Enoplastic is engaged in sustainability as a part of the company culture, with an active approach on waste reduction and the creation of a green ambassador program among its employees. Engaged in an approach of progress, Enoplastic acts to find a second life for the industrial waste, a recovery plant for solvents and efficient buildings that reduce the energy and gas consumption.
Enoplastic’s commitment to Corporate Social Responsibility is recognized by the bronze medal of Ecovadis 2020.

Vinooxygen, il serbatoio in acciaio inossidabile brevettato che sta rivoluzionando il modo di lavorare in cantina
noxfriuli, azienda leader nel suo settore, è specializzata nella lavorazione dell’acciaio per la realizzazione di attrezzature per l’industria enologica, alimentare e chimica.
La vocazione artigianale delle sue origini rimane,ancor oggi, nel moderno contesto industriale, la prerogativa che la rende capace di soddisfare le esigenze dei clienti più attenti al dettaglio ed alla qualità.Produzione

“su misura”, innovazione, ricerca e tecnologia sono state le parole chiave che hanno caratterizzato il modo di fare impresa di Inoxfriuli. Dai vasi vinari in cantina ai mixer per l’industria alimentare, dal semilavorato per importanti aziende multinazionali all’approccio “taylormade” per la clientela di nicchia, Inoxfriuli si è sempre contraddistinta per l’eccellenza dei suoi prodotti. Lavorare l’acciaio è semplice! È sufficiente avere materia prima di qualità e 40 anni di esperienza. È recente la partnership tra Inoxfriuli e Vinooxygen, il serbatoio in acciaio inossidabile brevettato che sta rivoluzionando il modo di lavorare in cantina, eliminando, di fatto, tutte le operazioni di travaso che si rendono necessarie al fine di una corretta pulizia del vino No ai travasi, no all’ossigeno, si agli aromi. Vinooxygen consente di svolgere l’intero processo di vinificazione, dalla fermentazione alla stabilizzazione in un’unica vasca. Il vino lascia il serbatoio solo all’atto dell’imbottigliamento.
Vinooxygen, the patented stainless steel tank that is revolutionizing the way of working in the winery
Inoxfriuli,aleadingcompanyinitssector,specializing in steel manufacturing to produce equipment for the winemaking, food and chemical industries. The handcrafted calling of the company’s origin is still, to date,in the modern industrial contest,the prerogative that allows us to satisfy the needs of the most demanding customers, who pay attention to detail and quality. Custom-made production, innovation, research and technology, are the keywords that characterize our way of doing business. From winery tanks in the cellars to mixers for the food industry, from semi-finished products for important multinational companies to a tailor-made approach for niche clientele, Inoxfriuli has always been distinguished for its excellent products. To work stainless steel is easy! All that’s needed is highqualityrawmaterialsand40yearsofexperience!
Recently Inoxfriuli has established a partnership with Vinooxygen, the patented stainless steel tank that
is revolutionizing wine making methods through by passing all the racking operations needed to clean the wine correctly.
No to racking, no to oxygen, yes to aromas! Vinooxygen enables you to carry out the entire vinification process, from the fermentation to the tartaric stabilization in a single tank. The wine is racked out only when bottling is necessary. This innovative technology allows all the lees to gather on the bottom, thanks to a mechanical scraper system and easily evacuates them simply by emptying a small container placed underneath the main tank.
Removing the lees is a quick and easy process, without having to transfer the wine from one tank to another.
The advantages:
• eliminates the uncontrolled intake of oxygen in the wine;
• improves the wine organoleptic qualities by preserving the aromas especially for the grape varieties characterized by aromatic compounds very sensitive to oxidation;
• remarkable reduction, if not complete elimination, of antioxidant substances (sulfites) in the wine;
• decrease of environmental impact by reducing the
Questa innovativa tecnologia permette di convogliare e raccogliere le fecce sul fondo attraverso un sistema meccanizzato di raschiatori ed evacuarle facilmente, semplicemente svuotando un piccolo contenitore situato sotto la vasca principale.
La sfecciatura diventa comoda e rapida durante tutto il processo, senza spostare il vino dal serbatoio.
I vantaggi:
• elimina l’apporto incontrollato di ossigeno nel vino;
• migliora le qualità organolettiche dei vini permettendo di preservarne gli aromi soprattutto nelle varietà con composti aromatici particolarmente sensibili all’ossidazione;
• riduce la necessità di aggiungere, financo eliminare completamente,le sostanze antiossidanti (solfiti) al vino;
• diminuisce l’impatto ambientale riducendo il consumo idrico e l’impiego di detergenti dell’80%. www.inoxfriuli.com www.vinooxygen.it

consumption of water and cleaning products by 80%. Inoxfriuli and Vinooxygen together to offer technology innovation for superior quality wines.
For further information: www.inoxfriuli.com - www.vinooxygen.it


Grafica rinnovata per sei referenze storiche della famiglia Balbinot, proprietaria della tenuta nel cuore delle Colline del Prosecco Superiore, che investe sulla ripartenza all’insegna del motto “To Be Happy”
La cantina Le Manzane cambia volto alle proprie etichette e ci mette la faccia, anzilefaccediErnesto,Silvana,MarcoeAnna.LafamigliaBalbinot,proprietaria della tenuta di San Pietro di Feletto nel cuore delle Colline del Prosecco Superiore oggi Patrimonio Unesco, rinnova il look dei vini fermi, in particolare degli autoctoni, e presenta una nuova referenza: un Pinot Grigio delicatamente macerato sulle bucce, elegante e raffinato, ma al tempo stesso versatile e moderno. C’è voglia di ripartire all’azienda Le Manzane che investe su un nuovo progetto di restyling per sei dei suoi vini: Verdiso, Manzoni Bianco, Prosecco Tranquillo, Kaberlò, Cabernet e Pinot Grigio, l’ultimo arrivato, ma anche il primo ad “indossare” la nuova veste grafica. Ed è il colore a contraddistinguere il nuovo Pinot Grigio: riflessi ramati che si rispecchiano nel calice e che fanno già presagire lo stile. «Questa tonalità è dovuta alla scelta di macerare leggermente le bucce - spiega il titolare Ernesto Balbinot - e mira ad esaltare le caratteristiche dell’uva, la sua complessità aromatica e di conseguenza anche la sua originale colorazione».Al naso rimanda ai profumi di glicine, gelsomino e frutta a polpa gialla. Leggermente vanigliato. Piacevolmente minerale avvolge in un morbido abbraccio il palato; la sua media alcolicità lo rende versatile negli abbinamenti con primi piatti e pietanze a base di pesce e verdure.



Il Pinot Grigio debutta in questi giorni sul mercato,mentre per le altre referenze gli imbottigliamenti saranno scaglionati e comunque, dopo il periodo estivo, saranno tutte disponibili.
La cantina Le Manzane intende, così, valorizzare non solo le bollicine, ma anche i vini fermi nella loro espressione territoriale più autentica. «Sicuramente seguiremo la via maestra del Prosecco Superiore e degli altri spumanti, ma non dimentichiamo i sentieri bellissimi che possono essere percorsi con i vini tranquilli, in particolare con gli autoctoni come il Manzoni Bianco e il Verdiso, nonché la versione ferma del Prosecco, ovvero quella senza le bollicine che rappresenta la declinazione più tradizionale del Glera», dichiara Balbinot.
La bottiglia scelta è una bordolese rivista nelle misure, altezza e larghezza, e nella forma, resa più elegante. «Per la grafica - aggiunge Balbinot - abbiamo subito pensato a qualcosa di moderno e dopo una o due prove si è accesa la lampadina delle nostre facce». Le etichette delle bottiglie, infatti, hanno i visi stilizzati di Ernesto, Silvana, Marco e Anna. Ernesto è enologo ed ha sempre vissuto tra i vigneti, apprendendo molto dal papà Osvaldo. Supervisore dell’azienda, segue in prima persona la forza vendita. Silvana, moglie di Ernesto, ha abbracciato con passione il mondo del vino, diventando un punto di riferimento aziendale per quanto riguarda l’ufficio amministrativo. La nuova generazione de Le Manzane è composta dai figli Marco e Anna. Marco, enotecnico, segue tutte le fasi della lavorazione del vino e il wine shop, ma è spesso all’estero per promuovere i vini della cantina.Anna, dopo aver studiato marketing per il settore food & wine, oggi si occupa della comunicazione aziendale: pr, promozione del prodotto, social network, canali di comunicazione online e offline, fotografia.
«Per noi il valore della famiglia è fondamentale - conclude Balbinot - e proprio per questo motivo abbiamo deciso di realizzare una grafica che rappresentasse i nostri volti in maniera simpatica e sorridente, anche perché è nel nostro DNA; infatti il claim aziendale è “To Be Happy”». La cantina Le Manzane si trova a San Pietro di Feletto,a metà strada tra le Dolomiti eVenezia,nella fascia collinare della provincia diTreviso,nel cuore delle Colline del Prosecco Superiore,proclamate il 7 luglio 2019 Patrimonio Mondiale dell’Umanità UNESCO. L’azienda, a conduzione familiare, è fortemente radicata nel territorio trevigiano come produttrice da quasi 40 anni. La cantina, tra le più dinamiche e interessanti nel panorama enologico del Conegliano Valdobbiadene, distribuisce sia in Italia che all’estero raggiungendo 34 Paesi.

Renewed graphics for six historical references of the Balbinot family, owner of the estate in the heart of the Prosecco Superiore hills, which invests in restarting under the motto “To Be Happy”
The Le Manzane winery changes the face of its labels and puts its face, indeed the faces of Ernesto, Silvana, Marco and Anna. The Balbinot family, owner of the San Pietro di Feletto estate in the heart of the Prosecco Superiore hills, now a Unesco World Heritage Site, renews the look of still wines, in particular the autochthonous ones, and presents a new reference:a Pinot Grigio delicately macerated on the skins, elegant and refined, but at the same time versatile and modern.
There is a desire to restart the Le Manzane company which invests in a new restyling project for six of its wines: Verdiso, Manzoni Bianco, Prosecco Tranquillo, Kaberlò, Cabernet and Pinot Grigio, the latest arrival, but also the first “Wear” the new graphic design. And it is the color that distinguishes the new Pinot Grigio: coppery reflections that are reflected in the glass and that already portend the style. «This shade is due to the choice of lightly macerating the skins - explains the owner Ernesto Balbinot - and aims to
enhance the characteristics of the grape, its aromatic complexity and consequently also its original color». The nose recalls the aromas of wisteria, jasmine and yellow pulp fruit. Slightly vanilla. Pleasantly mineral enveloping the palate in a soft embrace; its medium alcoholism makes it versatile in combinations with first courses and dishes based on fish and vegetables. Pinot Grigio is making its debut on the market these days, while for the other references the bottling will be staggered and in any case, after the summer period, they will all be available.
The Le Manzane winery thus intends to enhance not only bubbles, but also still wines in their most authentic territorial expression. «We will certainly follow the main road of Prosecco Superiore and the other sparkling wines, but let’s not forget the beautiful paths that can be traveled with still wines, in particular with native wines such as Manzoni Bianco and Verdiso, as well as the still version of Prosecco, or the one without the bubbles which
represents the most traditional declination of Glera», Balbinot declares.
The bottle chosen is a Bordeaux bottle revised in size, height and width, and in the shape, made more elegant. «For graphics - adds Balbinot - we immediately thought of something modern and after one or two tests the light bulb in our faces turned on».The labels of the bottles,in fact,have the stylized faces of Ernesto, Silvana, Marco and Anna. Ernesto is an oenologist and has always lived among the vineyards, learning a lot from his father Osvaldo. Supervisor of the company, he personally follows the sales force. Silvana, Ernesto’s wife, has passionately embraced the world of wine, becoming a company reference point for the administrative office.The new generation of Le Manzane is made up of the children Marco and Anna. Marco, enotechnician, follows all the stages of winemaking and the wine shop, but is often abroad to promote the wines of the cellar.Anna, after having studied marketing for the food & wine sector, today deals with corporate communication: PR, product promotion, social networks, online and offline communication channels, photography. «For us the value of the family is fundamentalconcludes Balbinot - and for this very reason we have decided to create graphics that represent our faces in a nice and smiling way, also because it is in our DNA; in fact the company claim is “To Be Happy”». Le Manzane winery is located in San Pietro di Feletto, halfway between the Dolomites and Venice, in the hilly area of the province of Treviso, in the heart of the Prosecco Superiore Hills, proclaimed a UNESCO World Heritage Site on 7 July 2019. The family-run company has been strongly rooted in the Treviso area as a producer for almost 40 years.The winery, one of the most dynamic and interesting in the Conegliano Valdobbiadene wine scene, distributes both in Italy and abroad, reaching 34 countries.


Gruppo Della Toffola ha rinnovato l’offerta di tecnologie di processo per la produzione di birra e bevande, con team dedicati e la possibilità di offrire impianti completi, interamente ingegnerizzati e realizzati dal gruppo
Il Gruppo Della Toffola è il gruppo di aziende di riferimento a livello mondiale nella progettazione e realizzazione di soluzioni tecnologicamente avanzate per l’intero processo produttivo del settore del vino, birra, bevande, latte e prodotti caseari. L’offerta copre ogni fase: dal ricevimento delle materie prime, al trattamento delle acque, al processo, alla filtrazione, per arrivare a imbottigliamento ed etichettatura. Inoltre, un servizio totale di consulenza e progettazione fa la differenza dal punto di vista della flessibilità, sostenibilità e dell’innovazione.

coperto dai filtri tangenziali a membrane ceramiche CFK B e OMNIA B per la filtrazione e il recupero della birra dai sedimenti di lievito. Soluzioni di imbottigliamento allo stato dell’arte della tecnologia
Le Divisioni Birra e Beverage Recentemente, il gruppo ha rinnovato l’offerta di tecnologie di processo per la produzione di birra e bevande, con team dedicati e la possibilità di offrire impianti completi, interamente ingegnerizzati e realizzati dal gruppo.
Fra le sale cottura,fermentatori,sale sciroppi,sistemi Premix, CIP e qualunque altra soluzione per il processo di birra e bevande, un ruolo di rilievo è
Nell’imbottigliamento, tramite l’azienda Ave Technologies, il gruppo vanta una consolidata esperienza internazionale per il settore del latte, delle bevande, dei succhi di frutta e della birra.
Per latte e succhi di frutta, l’azienda ha sviluppato un sistema di riempimento EFS / ESL con tecnologia
Ultraclean adatto a prodotti sensibili che garantisce massimi livelli di igiene e incrementa la durata di conservazione del prodotto.

Per le bevande, i sistemi di ultima generazione ISO EP-SL costituiscono lo stato dell’arte della tecnologia espressa da Ave Technologies: sistemi di riempimento isobarico per bevande gasate con valvole elettropneumatiche a controllare le fasi di riempimento tramite HMI.
Versatilità e anima green per le soluzioni di etichettatura
Z-Italia, azienda del gruppo dedicata all’etichettatura, offre diverse tipologie di macchine automatiche: rollfed, adesive, hot-melt, cold-glue, modulari e combinate.
Particolarmente innovativa e green-oriented è la soluzione studiata dall’azienda per l’etichettatura e la de-etichettatura delle bottiglie a rendere.
L’esclusivo Returnable Bottle System di Z-Italia è una soluzione in 3 fasi (lavaggio, de-etichettatura ed etichettatura) che permette il riutilizzo di bottiglie refPET o vetro/RGB in linee di confezionamento esistenti o di nuova realizzazione, con velocità fino a 50.000 bph.

Della Toffola Group has implemented its offer of process technologies for beer and beverages production, with dedicated teams, and the possibility of complete plants that are fully engineered and manufactured in-house by the companies of the group
Della Toffola Group consists of a group of world-leading companies in the design and production of technologically advanced solutions for the whole wine, beer, beverages, milk and dairy products production process. The offer covers every phase: from from raw material inward to water treatment, process, filtration, right to bottling and labelling. Moreover, a total advice and design service also makes the difference in terms of flexibility, sustainability, and innovatio.
The Beer and Beverage Divisions
Lately, the Group has implemented its offer of process technologies for beer and beverages production, with dedicated teams, and the possibility

of offering complete plants that are fully engineered and manufactured in-house by the companies of the group.
Among brewhouses, fermenters, syrup rooms, Premix systems, C.I.P. units and any other solution for beer and beverages process, special place is for ceramic membrane crossflow filters CFK B and OMNIA B for filtration and recovery of beer from yeast deposits

Bottling solutions featuring state-of-the-art technology
As regards bottling, and thanks to the company Ave Technologies, the group can boast renowned international experience in the milk, beverages, fruit juices, and beer sectors.
Formilkandfruitjuices,thecompanyhasdevelopedan EFS/ESL filling system featuring ultraclean technology, suitable for sensible products,and that guarantees the highest hygiene and extended product shelf-life.
For beverages, ISO EP-SL systems of the latest generation stand out as Ave Technology state-of-theart technology:isobaric filling systems for carbonated drinks featuring electro-pneumatic valves to control the filling phases by means of an HMI.
Versatilityandgreenpolicyforlabellingsolutions
Z-Italia, the company of the group specializing in labelling, offers various kinds of automatic machines, such as: roll-fed, hot-melt, cold-glue, modular and combined.
The solution the company has studied for labelling and de-labelling returnable bottles is particularly interesting and green-oriented.
Z-Italia exclusive Returnable Bottle System is a 3-phase solution (washing,de-labelling and labelling) that enables re-using refPET bottles or glass/RGB in both already existing and totally new packaging lines, with capacity of up to 50,000 bottle/h.
DIZIOINOXA, forte di 50 anni di esperienza manifatturiera, si distingue per la qualità delle scelte progettuali e per le tecnologie d’avanguardia
La DIZIOINOXA Srl è attiva da più di 30 anni e specializzata nella progettazione, fabbricazione e montaggio in tutto il mondo di impianti tecnologici per l’industria alimentare e delle bevande:
• Cantine asettiche in acciaio inox, per stoccaggio, miscelazione e trasferimento in asettico di succhi di frutta e vegetali. Asettizzazione con ciclo vapore o con disinfettante chimico, da 50 hl a 5.000 m3 cad. serb.
• Sale di mescola. Preparazione e controllo elettronico della ricetta,dei riempimenti,della miscelazione,
del trasferimento all’ imbottigliamento. Tracciabilità completa degli ingredienti, del processo e del prodotto ottenuto.
• Serbatoi atmosferici termocondizionati e/o totalmente coibentati, con miscelazione Stoccaggio, raffreddamento, mantenimento, miscelazione e preparazione alla spedizione di succhi,cremogenati e puree. Refrigerazione con doppia parete, con piastre interne, coibentazione parziale o totale. Possibilità di miscelatore con agitatore a tenuta meccanica o a trazione magnetica, anche in asettico
• Unità C.I.P. (Cleaning-In-Place). Automatiche, semi-automatiche, mobili (carrellate) o fisse (skid). Controllo elettronico e tracciabilità completa del processo di lavaggio ed eventuale sterilizzazione/ inertizzazione. L’unità CIP carrellata è una macchina totalmente automatizzata, l’intervento dell’operatore è richiesto solo per rimuovere le connessioni.
• Carrello di sterilizzazione. Sterilizzazione a vapore fluente ed inertizzazione sotto battente di azoto di serbatoi tipo “asettizzabile” (fino a 200 m3) in

DIZIOINOXA Srl established more than 30 years ago is today an excellence in the engineering, manufacturing and installation worldwide of high technological plant for the Food & Beverage industry:
• Complete processing rooms in stainless steel, for the storage,blending,and transferring under aseptic conditions for the fruit juice processing
Aseptic conditions with steam (SIP) or chemical (CIP) method, tank capacity from 50 hl to 50,000 hl.
maniera completamente automatizzata. Equipaggiato di controllo anti-implosione del serbatoio e di registrazione automatica del ciclo di sterilizzazione effettuato.
• Degasatori, scambiatori di calore per riscaldamento o refrigerazione. Scambiatori a piastre, a tubo, tubo-in-tubo.
La DIZIOINOXA, forte di 50 anni di esperienza manifatturiera, ha saputo conquistarsi un posto di prestigio nel panorama industriale italiano ed oggi certamente si distingue per la qualità delle scelte progettuali e per le tecnologie d’avanguardia. Impianti di stoccaggio in asettico e sale di mescola della DIZIOINOXA sono presenti in Italia, Spagna, Francia, Grecia, Germania e Olanda, come pure in Israele,Egitto,SudAfrica ed Estremo Oriente.Ed oggi per gli USA realizza silos di stoccaggio con certificazione 3-A Sanitary Standards Inc.
Secondo l’AD Renzo Coletti “il fine dell’attività della DizioInoxa è fornire valore aggiunto e contribuire all’incremento della competitività dei nostri interlocutori”.

DIZIOINOXA, strong of its 50 years of manufacturing experience, distinguishes itself for the total quality management ranging from the design stage to the material selection
• Syruprooms.Fully automated electronic control of the receipt, ingredients intake, blending, transferring and bottling. Complete traceability of ingredients, processing and final products.
• Atmospheric stainless steel storage tanks, with jacket and insulation, mixers and the complete accessories. Storage, cooling, blending, and preparation to the final transfer. Features on request: double jacket, internal cooling plates, full or partial thermal insulation, classic mixers with mechanical seals or magnetic transmission mixers.
• CIP (Cleaning-In-Place) mobile unit.Automated, semi-automated, mobile (on chariot) or fixed (on skid). Electronic control and full traceability of the cleaning process and, if requested, of the subsequent
sterilization or nitrogen blanketing. The mobile unit if fully automated, the operator is required only for the hose connection.
• SIP (Sterilization-In-Place) mobile unit. Fully automated SIP process with continuous steam and subsequent nitrogen blanketing (up to tank cap. 20,000 hl). Equipped with: anti-implosion safety feature and cycle log book.
• Degasifier, heat exchanger for heating or cooling. Shell and tube, tube-in-tube or simple tube.
DIZIOINOXA, strong of its 50 years of manufacturing experience, has gained a prestigious place as preferred partner of worldwide clients.The company’s signature:the total quality management ranging from the design stage, to the material selection till the commission and start-up side by side with its clients.
DIZIOINOXA is present in Italy and the whole Europe, as well as Israel, Egypt, SouthAfrica and the Far East. And today, for the US market DIZIOINOXA can supply 3-A Sanitary Standards Inc. certified storage tanks. Words from the CEO Renzo Coletti“the whole company is devoted to delivering value added solutions able to increment the competitiveness of all our clients”.






Per Intercap la parola green significa un nuovo e stimolante percorso che metta in prospettiva i successi raggiunti nell’ambito della sostenibilità dei suoi prodotti
Oltre dieci anni fa Intercap ha iniziato la sfida alla sostenibilità ambientale presentando al mercato Polynature®: una capsula tecnologicamente avanzata e realizzata con un impianto di coestrusione dedicato all’utilizzo di polietilene BIO. I polilmeri BIO permettono di ottenere sulle capsule risultati di efficenza tecnico/meccanica migliori rispetto ai prodotti a base petrolio, sia in fase di piega e sia di rullatura.
I granuli di etilene vegetale provengono da leader mondiali certificati nel settore BIO.
Il polimero vegetale BIO, deriva direttamente dalle piante, è quindi per sua natura “rinnovabile” e ad emissione carbonica “0” in fase di smaltimento. Polynature® è la risposta alle esigenze di minor inquinamento prodotto dalle parti plastiche coestruse con l’alluminio durante la fase di smaltimento. Grazie all’impianto dedicato di recupero solventi, Intercap riesce ad azzerare le emissioni di CO2 dal ciclo di produzione in fase di verniciatura del Polynature® , limitandosi di fatto al solo consumo di energia elettrica. Polynature® ha incontrato il favore del mercato mondiale ed ha reso possibile il superamento della vecchia missione, ponendo le basi per una nuova ed entusiasmante sfida futura.

ALUPURECAP® - il grigio diventa verde Oggi per Intercap la parola green significa un nuovo e stimolante percorso che metta in prospettiva i successi raggiunti nell’ambito della sostenibilità dei suoi prodotti.
Un’azienda che guarda al futuro deve investire costantemente nella ricerca. Deve creare prodotti sempre migliori, nel pieno rispetto dell’ambiente e delle generazioni future.
Intercap presenta al mercato ALUPURECAP® il suo nuovo e rivoluzionario modello di capsula per champagne e spumanti.
ALUPURECAP® è la capsula riciclabile al 100%. È la capsula completamente in metallo e senza plastica, con disco di testa e fianco interamente in alluminio ricotto.
È la capsula dalle mille colorazioni esterne ed interne e dalle mille goffrature personalizzate, anche parziali. È la capsula che potrai decorare con stampe personalizzate in Bistra® printing, sempre più complesse e fantasiose. È la capsula con gli stessi valori prestazionali fisico/meccanici, ma in completa assenza di plastica.
ALUPURECAP® è il salto di qualità.
Intercap translates the word “green” into a new and stimulating journey that puts in perspective the successes so far achieved in product sustainability
More than ten years ago, Intercap started its environmental sustainability challenge and presented Polynature®, a technologically advanced capsule created by means of a coextrusion plant dedicated to BIO polyethylene.
BIO polymers enable to get a better capsule in regards to technical/mechanical efficiency than oil-based products,during both bending and rolling phases.
Vegetal ethylene granules are provided by certified world leaders of the BIO sector.
Being of vegetal origin, the BIO polymer is by nature “renewable” and this avoids CO2 emission when being disposed of.
Polynature® is the answer regarding to the request of for less pollution derived from plastics being coextruded with aluminium during disposal.
Thanks to the solvents recovering systems in place, Intercap can eliminate CO2 emissions in the painting phaseofPolynature®,thusconsumingonlyelectricpower.
As well as being highly appreciated worldwide, Polynature® has also made it possible to exceed the old mission and lay the foundations for a new challenge
ALUPURECAP® - gray becomes green
Today, Intercap translates the word “green” into a new and stimulating journey enabling to put in perspective the successes achieved so far in product sustainability.
A future-oriented company needs to constantly invest in research and create increasingly better products, fully respecting the environement and future generations.
Intercap introduces ALUPURECAP® to the market, its new and revolutionary model of capsule for Champagne and sparkling wines.
ALUPURECAP® is an entirely recyclable, metal and plastic free capsule, with side and top disk entirely made of annealed aluminium. A capsule that can be coloured inside and outside, and suitable for greatly personalized embossing, integrally as well as partial. It can be creatively decorated with customized Bistra® print. This capsule features the same physical/ mechanical performances, but with zero plastic. ALUPURECAP® istheleapforwardinexceptionalquality.
Tecnomeco ha messo a punto sistemi di coricamento o capovolgimento in grado di far fronte a un alto numero di esigenze diverse, dalla farmaceutica alla tipica lattina per bevande, fino a contenitori più grandi e complessi
Cresce la richiesta di sistemi per il coricamento o capovolgimento di flaconi, vasi e contenitori di ogni genere. È un’esigenza questa che spesso si presenta nelle linee di processo alimentare o farmaceutico,perconsentiredimarcare,controllare,soffiare, pulire bottiglie o flaconi di svariate forme e dimensioni. Si va dalla fialetta farmaceutica, alla tipica lattina per bevande o prodotti alimentari, fino a contenitori più grandi e complessi.
Negli anni Tecnomeco ha messo a punto sistemi di coricamento o capovolgimento in grado di far fronte a un alto numero di esigenze diverse. L’azienda è in grado di offrire prodotti che sono “quasi” standardiz-

Tecnomeco has perfected rotating or overturning systems that meet many different requirements, ranging from pharmaceutical ampoules to typical beverage cans, up to larger and complex containers
Dzati, come i twist a spinta per lattine, ma soprattutto è in grado di ascoltare e valutare le esigenze dei clienti e studiare la fattibilità e la realizzazione di sistemi di ribaltamento con o senza coclea. Ogni progetto è realizzato su misura, tenendo conto del prodotto da trattare e delle sue caratteristiche e criticità, alla ricerca della soluzione più idonea per il suo capovolgimento.
Tecnomeco ha accumulato una vasta esperienza in queste applicazioni, trattando con successo situazioni complesse, diventando un punto di riferimento nello studio e realizzazione di sistemi di ribaltamento. L’offerta spazia oggi tra diverse tipologie di capovolgitori: vomeri, tunnel, twist a spinta, sistemi a coclea e cupolino di ribaltamento. Questi ultimi consentono di ribaltare i prodotti creando la spinta necessaria tramite una vite senza fine ed evitando in questo modo ogni contatto o frizione tra i contenitori. Sia nel caso si utilizzino sistemi a spinta che nel caso di sistemi a coclea, si riescono a raggiungere ottimi risultati in termini di velocità, affidabilità e facilità di installazione.

emand for rotating or overturning system for vials, jars and other types of containers is growing. This is often required in food processing or in the pharmaceutical industry to either mark, check, blow, or sanitize bottles or vials of all shapes and dimensions. This ranges from pharmaceutical ampoules to the typical beverage cans or food products, up to larger and complex containers. Tecnomeco has perfected rotating or overturning systems that meet an array of different requirements. The company offers products that are standard, such as the twister conveyor for cans, and, most importantly, it listens to customers and assesses their requirements, carries out feasibility studies and produces overturning systems with or without screw feeder. Every project is tailor-made according to the
type of product to handle, its features and critical points, always it is focused on studying the best suited solution to carry out the overturning. Tecnomeco has accrued wide-ranging experience in these applications, by successfully dealing with complex settings, and it has become a reference point in the research and production of overturning systems. Its offer includes different types of overturning devices:paddles,tunnels,twisters,screw feeder systems and overturning top. This equipment overturns the products by generating the necessary push through a worm screw, thus preventing any type of contact or friction between the containers. Excellent results are reached with conveying or screw feeder systems,both in terms of speed,reliability and easy installation.
Mar.Co. - Martini Costruzioni rivoluziona il settore enologico con un nuovo sistema di riscaldamento tappi enologici
Mar.Co. Martini Costruzioni, azienda impegnata nella realizzazione di soluzioni per l’intero processo di alimentazione, orientamento e personalizzazione di chiusure per il settore vinicolo, oleario, distillati e tutti i liquidi distribuiti in bottiglia, ha recentemente creato un sistema di riscaldamento di tappi enologici che si avvale di una o più fonti di energia a microonde.
Un sistema di riscaldamento dotato di sensori di rilevamento velocità di traslazione e temperatura
dei tappi in arrivo alla stazione di riscaldamento. I segnali di riferimento sono elaborati da un PLC che gestisce in automatico la potenza del magnetron al fine di ottenere il riscaldamento dei tappi al valore programmato in precedenza. Un sensore posto all’uscita del gruppo di riscaldamento verifica la corretta temperatura dei tappi incanalati verso l’unità tappatrice.
Importante sottolineare l’azione igienizzante dell’effetto micro-onde sul prodotto trattato.
All’interno dell’unità tappatrice i tappi enologici vengono compressi in modo da ridurne il diametro e permetterne l’inserimento all’interno dei colli delle bottiglie.
Con questo brevetto Mar.Co. intende dare soluzione alle diverse richieste del settore, quali:
• evitare rotture dei tappi composti e la formazione di residui polverosi;
• contenere lo sbriciolamento dei tappi durante la
fase di compressione all’interno dell’unità tappatrice;
• preservare il più possibile l’integrità delle cellule e della materia di cui il sughero è composto;
• assicurare che il miglior ritorno elastico del tappo nel collo della bottiglia renda più efficace la tenuta dello stesso;
• ridurre la resistenza prodotta dai tappi durante la compressione e il relativo inserimento nel collo delle bottiglie;
• preservare e garantire il grado di umidità originale dei tappi;
• soddisfare le suddette esigenze senza danneggiare e/o modificare le caratteristiche tecniche del lubrificante di cui le superfici dei tappi sono impregnate.
Mar.Co. - Martini Costruzioni ha già installato tra i suoi clienti più attenti un macchinario simile alla Moet Chandon Champagne, con produzione di 24.000 bottiglie/ora.

Orientatore mod. OR 12 RM SNTR per tappi enologici in sughero con stazione di riscaldamento a microonde
Corks orientator – mod. OR 12 RM SNTR with microwave heating station, for the wine sector
Mar.Co. – Martini Costruzioni revolutionizes the wine sector with its new cork heating system
Mar.Co.– Martini Costruzioni,a company committed to producing solutions for the entire process of closure feeding, orientation, and customization for the following sectors: wine, oil, spirits, beverages and other bottled liquids, has recently created a cork heating system that runs on one or more microwave power sources.
This heating system is equipped with sensors that read the movement speed and the temperature of the corks arriving at the heating station.
A PLC processes the reference signals and automatically manages the power of the magnetron as to heat the corks as set in advance. A sensor at the exit of the heating group controls the temperature of the corks to the corking machine. It is worth highlighting the degree of hygiene that the microwave effect has on the products.
Inside the capping unit, the corks are pressed as to reduce their diameter and enable their insertion into bottle necks.
Thanks to this patent, Mar.Co. – Martini Costruzioni wants to meet the various requirements of the sector, such as:
• Avoiding breaking compound corks and creation of power residues;
• Reducing cork crumbling during pressure in the capping unit;
• Preserving cell and material integrity as long as possible;
• Assuring that the best elastic flow of the cork in the bottle makes tightness more efficacious;
• Preserving and granting corks’ original level of humidity;
• Meeting all aforementioned requirements without ever damaging and/or changing the technical features of the lubricant that impregnates the corks.
Mar.Co. – Martini Costruzioni has already installed machinery quite similar to Moet Chandon Champagne, for production capacity of 24,000 bottle/h, on the premises of some of its most far-sighted customers.

VLS Technologies, il punto di riferimento unico per l’aspetto della filtrazione e per le esigenze più complesse che abbracciano l’intero processo di trattamento del liquido
VLS Technologies rappresenta un punto di riferimento unico per il cliente sia per l’aspetto della filtrazione che per esigenze più complesse che abbracciano l’intero processo di trattamento del liquido:tutto ciò grazie alle competenze e agli impianti della sede produttiva di San Zenone degli Ezzelini, nella Provincia di Treviso, e ad un network internazionale di agenti,rivenditori autorizzati e assistenza.Oltre ad applicazioni di tipo tradizionale, il focus di VLS Technologies è lo sviluppo di soluzioni innovative, come i sistemi di filtrazione tangenziale e ad osmosi. Le tecnologie VLS per soft drinks, succhi e soluzioni zuccherine
La grande esperienza maturata negli anni permette a VLS Technologies di fornire consulenza e progetta-


zione di tecnologie per la filtrazione e il trattamento dei liquidi alimentari anche per il settore delle bevande a base di frutta, dei soft drinks e degli sciroppi di zucchero.
In questi ambiti, le tecnologie VLS più innovative vengono perfezionate per rispondere alle particolari esigenze produttive. Tra le diverse soluzioni adatte al trattamento di soft drinks e succhi di frutta troviamo il filtro tangenziale TLS, il filtro a piastre SFT e l’impianto ad osmosi inversa, mentre per le soluzioni zuccherine le tecnologie idonee sono il filtro rotativo sottovuoto FRS, il filtro a farina verticale FVV e il filtro a farina orizzontale FOC.
Filtri speciali per sciroppo di zucchero: una soluzione su misura per Coca Cola
Attraverso le partnership con le grandi aziende produttrici, VLS Technologies riesce a esprimere al meglio i suoi talenti e punti di forza: sono proprio i progetti “su misura” che fanno percepire al cliente la competenza tecnica e l’approccio consulenziale del brand.
Per l’innovativo impianto di Coca-Cola di LiberiaGuanacaste in Costa Rica, impianto dedicato alla produzione di concentrati per la realizzazione della
famosa cola e di altre 89 bibite per tutto il Centro e Sud America, VLS Technologies ha fornito degli speciali filtri a farina verticali FFV, utilizzati per filtrare lo sciroppo di zucchero,che viene in seguito utilizzato per processare le bevande a base zuccherina.
VLS Technologies è sempre attento alle necessità del cliente e, attraverso l’identificazione della migliore soluzione possibile, progetta e realizza tecnologie personalizzate.
Per saperne di più www.vlstechnologies.it

VLS Technologies, the single reference point for both the aspect of filtration and more complex needs that involve the whole process of liquid treatment
VLS Technologies represents worldwide a single reference point for the client for both the aspect of filtration and more complex needs that involve the whole process of liquid treatment: that is made possible by the production plant in San Zenone degli Ezzelini in the province of Treviso, northeast Italy, as well as by an established worldwide network

of agents, authorized reselling and assistance. In addition to traditional applications, the focus of VLS Technologies is also the development of innovative solutions such as cross-flow filtration systems and reverse osmosis.
VLS technologies for soft drinks, juices and sugar solutions
Thanks to its great experience,VLS Technologies can offer the consultancy and the design of technologies for the filtration and treatment of food liquids also for the sector of fruit-based drinks, soft drinks and sugar solutions.
In these areas, the most innovative technologies by VLS are designed to meet the particular production needs. Among the different solutions suitable for the treatment of soft drinks and juices we can find TLS cross-flow filter, SFT sheet filter and reverse osmosis plant, while for sugar solutions the best technologies
are FRS rotary drum vacuum filter, FVV D.E. vertical filter and FOC D.E. horizontal filter.
Customized FRS filters for sugar syrup: a special solution for Coca Cola
Through the partnership with the major beverage producers,VLS Technologies is capable to express at the highest grade its talents and expertise: thanks to its custom-made solutions the client can experience the skills and consultancy of the Italian machinery brand.
For the innovative plant of Coca-Cola in LiberiaGuanacaste, Costa Rica, devoted to the production of concentrated syrups for the realization of the well-known cola and 89 drinks more destined to the whole Central and South America, VLS Technologies has supplied some special FFV vertical kieselguhr filters, used to filter the sugar syrup, which is then used to process sugary-based drinks.
VLS Technologies is always focusing on the customer’s needs and, through the identification of the best possible solutions, designs and manufactures tailored technologies.
Find out more at www.vlstechnologies.it

In occasione delle celebrazioni per il 50° anniversario della DOC Custoza, il sottosegretario alle politiche agricole Gian Marco Centinaio propone la candidatura del territorio per il registro FAO dei paesaggi agricoli
Grande successo per i festeggiamenti del 50° anniversario della DOC Custoza. Ospite a 50’s BEST, il sottosegretario alle politiche agricole Gian Marco Centinaio ha dichiarato la sua volontà di lavorare insieme al Consorzio di Tutela per inserire i territori della DOC nel Registro Nazionale del paesaggio rurale e storico – un registro dove vengono indicati i paesaggi più importanti, quelli che hanno qualcosa da dire nel nostro Paese – e proporre poi la candidatura per il registro FAO dei paesaggi agricoli. «Il vino nel nostro paese è il biglietto da visita dell’agroalimentare. Il vino è il prodotto che permette di raccontare il territorio, e dietro ad un bicchiere di Custoza c’è una storia – ha dichiarato il sottosegretario. – Questo territorio, più di tanti altri, può essere inserito in modo autorevole nel registro nazionale e in quello della FAO. Se il Consorzio vorrà prendersi sulle spalle la responsabilità di coinvolgere questo territorio, perché non sarà un progetto legato solamente al vino, io sono pronto a sedermi attorno a un tavolo per ragionare insieme per la candidatura».
La presidente del Consorzio di Tutela Roberta Bricolo si è detta onorata e pronta ad accogliere e promuovere il territorio della DOC:«Noi produttori siamo orgogliosi interpreti e ambasciatori del nostro territorio. Abbiamo lavorato con molto

impegno anche in questo ultimo periodo di lockdown per comunicare il territorio di cui ci prendiamo quotidianamente cura. Questa opportunità è uno strumento importantissimo per valorizzarci e proporci anche a livello internazionale. Siamo onorati, e ci siamo» ha dichiarato, spiegando anche l’impegno del Consorzio sui recenti progetti, basati sui tre filoni di sostenibilità, digitalizzazione e promozione.
On the occasion of the celebrations for the 50th anniversary of the DOC Custoza, the undersecretary for agricultural policies Gian Marco Centinaio proposes the candidacy of the territory for the FAO register of agricultural landscapes
Great success for the celebrations of the 50th anniversary of the DOC Custoza. Guest at 50’s BEST, the undersecretary for agricultural policies Gian Marco Centinaio declared his willingness to work together with the Consorzio di Tutela to enter the DOC territories in the National Register of rural and historical landscapes - a register indicating the most important landscapes, those that have something to say in our countryand then propose the candidacy for the FAO register of agricultural landscapes.“Wine in our country is the business card of the agri-food sector.It is a tale of the territory in itself, and behind a glass of Custoza there is a story - said the undersecretary. - This territory,
more than many others, can be authoritatively entered in the national register and in that of the FAO. If the Consortium wants to take on the responsibility of involving the community, because it will not be a project linked to wine only, I am ready to sit around a table to plan for the candidacy”. The president of the Consorzio di Tutela Roberta Bricolo said she is honoured and ready to welcome and promote the DOC territory: “We producers are proud interpreters and ambassadors of our territory. We have worked hard, during these tough times, to communicate the land we take care of every day. This opportunity is a very important tool to enhance and propose ourselves also at an international level. We are

proud, honoured, and ready” she declared, also explaining the Consortium’s commitment to recent projects, based on the three pillars of sustainability, digitalization and promotion.

Da ELSITEC un prodotto che abbina elevate performance ad un prezzo molto economico
ELSITEC, azienda leader, ha l’obiettivo principale di ricercare soluzioni innovative che possano risolvere i problemi tecnici ed economici che il progettista può incontrare. È in quest’ottica che si inserisce la nuova linea di tenditori per cinghie e catene BASE, un prodotto che abbina elevate performance ad un prezzo molto economico.
Grazie alla sua struttura semplice e lineare BASE consente di avere molti aspetti migliorativi rispetto ai tendicatena conosciuti:
1) Facilità di utilizzo, sia per le operazioni di fissaggio sulle macchine che le successive regolazioni;
2) Elevata versatilità che permette a BASE di essere utilizzato nelle più svariate applicazioni;
3) Flessibilità, intesa come possibilità di creare prodotti su misura,sia per necessità dimensionali che di carico sviluppato;
4) Standardizzazione, BASE può utilizzare tutti i kit degli altri tenditori automatici (pignoni tendicatena, rulli, pattini etc.);
5) Economicità, non esiste sul mercato un tenditore che abbia la qualità di BASE e che possa essere proposto a prezzi così competitivi.
I tenditori BASE sono anche disponibili nelle loro versioni base che danno la possibilità, al progettista, di adattare il tenditore secondo le proprie esigenze.

ELSITEC presents a product that combines high performance with a cheap price
ELSITEC, leader company, has the main goal to research innovative solutions that can solve the technical problems a designer can encounter.With this in mind,the new line of chain and belt tensioners BASE becomes part of ELSITEC’s range, it is a product that combines high performance with a cheap price.
Thanks to its simple and linear structure, BASE can have many improved aspects in comparison to the other chain tensioners:
1) Ease of use, both during mounting operations on the machine and for the next adjustments;
2) High versatility that allows BASE to be used in the most various applications;
3) Flexibility, meant as the possibility to create custom products, both for size reasons and the load they exert;
4) Standardization, BASE can use all of the kits from the other automatic chain tensioners (chain tensioner pinions, rollers, sliding blocks etc.);
5) There are no other tensioners on the market with both BASE’s quality and that can be offered for such competitive prices.
BASE tensioners are available in their base versions that allow the designer to adapt the tensioner to their needs.
La nuova macchina di Enolmeccanica Vallebelbo presenta elementi distintivi come alta qualità, affidabilità e rispetto delle norme igieniche in vigore
Enolmeccanica Vallebelbo è un’azienda di Cossano Belbo,Cuneo,la cui filosofia è più che mai fondata su massima qualità e customer-satisfaction. La grandeflessibilitànelsoddisfareeadattarsialleesigenze dei clienti, unitamente a un ricco patrimonio di risorse umane e tecnologiche, rappresenta il valore aggiunto che le ha consentito di conquistare un’importante area di mercato a livello internazionale.
La gamma macchinari di Enolmeccanica Vallebelbo comprende anche la capsulatrice automatica mod. MT/CX, adatta per applicazione su bottiglie in vetro, del tappo corona, mediante distribuzione al volo; la macchina è realizzata in acciaio Inox AISI 304; leghe di acciaio, materiali plastici per uso alimentari, tutti materiali che ne facilitano la pulizia, sterilizzazione, manutenzione e ne garantiscono una lunga durata.
Il cambio delle attrezzature e la regolazione in altezza sono rapidi e semplici. Il sollevamento della testa è di tipo meccanico.
La macchina è completa di alimentazione delle capsule, a vibrazione. Speciali dispositivi di sicurezza, arrestano immediatamente la macchina, per evitare rotture di bottiglie ed eventuali anomalie. Tutti i comandi elettrici sono realizzati secondo le norme vigenti.
Le macchine di Enolmeccanica Vallebelbo sono progettate e realizzate tenendo conto delle specifiche esigenze del settore in cui vengono impiegate per cui vengono costruite con le caratteristiche e i materiali più idonei al raggiungimento di un alto grado di affidabilità, sicurezza e rispetto delle varie normative riguardanti la compatibilità alimentare e igienica.
Enolmeccanica Vallebelbo’s new machine features distinctive features such as high quality, reliability, and compliance with hygiene standards in force

Enolmeccanica Vallebelbo is a company headquartered in Cossano Belbo, Cuneo, whose guidelines base on quality and customer satisfaction, today more than ever. Its great flexibility allows it to meet all its customers’ requirements while its richness in human resources and technology represents the added value that led it to conquer a wide market share.
Enolmeccanica Vallebelbo range of machinery also includes the automatic corker MOD. MT/ CX, conceived for the application of crown caps on glass bottles (the cap is positioned on the centering device and then automatically pressed on the bottle), is manufactured in stainless steel AISI 304, steel alloys and food-graded plastic materials which make the maintenance, the cleaning and sterilizing operations easy, ensuring a long life to the machine.
The format change and the height adjustment are quick and simple. The head lifting is mechanical and the machine is provided with a vibrating cap feeder.
Special security systems stop the machine immediately preventing any breakages of bottles or other anomalies.
All the electrical controls are manufactured in compliance with the norms in force.
Enolmeccanica Vallebelbo machines are developed and produced keeping in mind the specific needs of the sector of use; therefore,they are manufactured with the right characteristics and the most suitable materials to reach high levels of reliability, safety and compliance with the diverse regulations of alimentary and hygienic compatibility.

La leadership di Astro si fonda su importanti scelte strategiche e notevoli investimenti per raggiungere la soglia della qualità 100% e della difettosità zero
Il sistema di chiusura svolge un ruolo cruciale nella protezione delle caratteristiche organolettiche di un vino, che devono rimanere del tutto inalterate nel tempo. L’assoluta assenza di difetti è quindi indispensabile per evitare ogni fenomeno di ossidazione del prodotto e il conseguente danno d’immagine per la marca del vino.
La leadership di Astro nelle chiusure per il settore enologico si fonda sulle importanti scelte strategiche e i notevoli investimenti effettuati negli anni per raggiungere la soglia della qualità 100% e della difettosità zero come base per la soddisfazione dei clienti:

“All-in-one-site production” per monitorare tutta la supply-chain
Diversamente da altri grandi player del settore, Astro adotta un modello organizzativo integrato verticalmente: tutte le produzioni sono, infatti, concentrate nel sito di Baldichieri d’Asti: una decisione che consente un controllo diretto e centralizzato su tutte le lavorazioni, con l’applicazione dei rigidi standard qualitativi definiti dell’azienda.
Controlli computerizzati in line
Tutte le linee di bordatura e assemblaggio delle chiusure sono dotate di dispositivi ottici digitali che analizzano ogni singolo pezzo in base a vari parametri (deformazione, stampa non perfetta, presenza del liner versatore, ecc.), con l’identificazione ed espulsione immediata dei pezzi non conformi alle specifiche richieste.
Laboratorio interno Production Quality Control Astro si è dotata di una sofisticata struttura interna per effettuare ulteriori controlli avanzati attraverso
apposite simulazioni applicative. Il laboratorio utilizza una serie di attrezzature come svariate tappatrici, per replicare la tappatura di tutti i tipi di capsule prodotte, tester di coppia per la verifica degli sforzi di apertura, sistemi di visione ottica oltre a un forno e a una cella frigo per simulare il processo di invecchiamento delle chiusure.
La qualità è tale solo se è certificata
Astro è in possesso delle due certificazioni più rigorose in tema di confezionamento di prodotti alimentari:
• Certificazione ISO 22000:2005 (possesso requisiti di sistema interno di gestione della sicurezza alimentare) per la progettazione e produzione di sistemi di dosatura e chiusura per prodotti alimentari in alluminio e plastica
• Certificazione dello standard BRC Packaging, sviluppato dal British Retail Consortium (BRC), attestante la sicurezza igienico-sanitaria dei materiali da imballaggio destinati ad entrare in contatto con gli alimenti

Astro’s leadership is based on important strategic choices and considerable investments to reach the threshold of 100% quality and zero defect
The closure system plays a crucial role in the protection of the organoleptic characteristics of a wine,which must remain completely unaltered in time. The absolute absence of defects is therefore indispensable in order to avoid any phenomenon of oxidation of the product and the consequent image damage for the wine brand.
Astro’s leadership in closures for the wine industry is based on the important strategic choices and considerable investments made over the years to reach the threshold of 100% quality and zero defect as the basis for customer satisfaction:
“All-in-one-site production” to monitor the entire supply-chain
Unlike other large players in the sector, Astro adopts a vertically integrated organisational model: all production is, in fact, concentrated at the Baldichieri d’Asti site:a decision that allows direct and centralised control over all processing, with the application of the company’s strict defined quality standards.
In-line computerized controls
All the lines for edgebanding and assembling closures are equipped with digital optical devices that analyze every single piece according to various parameters (deformation, imperfect printing, presence of the pouring liner, etc.), with immediate identification and expulsion of pieces that do not conform to the required specifications.
Internal laboratory Production Quality Control
Astro has equipped itself with a sophisticated internal structure to carry out further advanced
controls through specific application simulations. The laboratory uses a series of equipment such as several capping machines, to replicate the capping of all types of caps produced, torque testers to verify the opening efforts, optical vision systems as well as an oven and a cold room to simulate the aging process of the closures.
Quality is such only if it is certified Astro is in possession of the two most rigorous certifications in terms of packaging of food products:
• ISO 22000:2005 certification (possession of internalfoodsafetymanagementsystemrequirements) for the design and production of dosing and sealing systems for aluminum and plastic food products
• Certification of the BRC Packaging standard, developed by the British Retail Consortium (BRC), certifying the hygiene and health safety of packaging materials intended to come into contact with foodstuffs.

Il risultato di un impegno ventennale per la valorizzazione del vitigno friulano
Le Bastìe Bianco nasce dall’intuizione di PaoloTomasella titolare dell’omonima azienda agricola, di valorizzare il vitigno principe della produzione della cantina, il Friulano, ispirandosi ai grandi vini bianchi di Borgogna. Inizia così 20 anni fa un percorso di ricerca, passione e dedizione che ha reso Le Bastìe bianco un’eccellenza riconosciuta a livello internazionale; ricerca del giusto rapporto tra frutto ed elementi vegetativi, la vendemmia manuale svolta pianta per pianta in base al livello di maturazione dei grappoli, la selezione mediante selezionatore ottico che scansiona ogni singolo acino e scarta quelli ritenuti non sufficientemente maturi, la diversificazione dei processi di vinificazione per rispettare e valorizzare al massimo il frutto ed infine la passione nella cura della vigna e una grande dedizione nella lunga fase di affinamento di un vino che solitamente non esce dalla cantina prima di 60 mesi dalla vendemmia.“Concepito come massima espressione del territorio, Le Bastìe Bianco, Friulano in purezza, viene vinificato totalmente in legno,“alla borgognona”,con interventi delicati sulle uve e sul mosto – spiega il titolare Paolo Tomasella, – Tempo e pazienza, grazia e gentilezza sono in ogni nostra azione e rispecchiano il risultato che cerchiamo.” Le Bastìe viene vinificato in bianco, sottoposto a criomacerazione di 10 ore e pressatura soffice; la fermentazione avviene in barriques, affinato dai 12 ai 16 mesi in tonneaux e barrique, 12 mesi in acciaio e 36 mesi in bottiglia. E’ un vino elegante ed equilibrato, dal gusto avvolgente, con piacevoli note di nocciole e frutta esotica. Al naso il profumo é fine e intenso con ottima persistenza e complessità, armonico con un perfetto connubio di sensazioni fruttate e speziate e note balsamiche sul finale. E’ un vino eclettico, particolarmente indicato all’abbinamento con la cucina gustosa e di media struttura. I numerosi riconoscimenti internazionali ottenuti, l’ultimo al concorso IWSC che gli ha assegnato 93 punti, confermano le sue doti di raffinatezza ed armonia tra la matura corposità, i sentori della frutta tropicale e l’elegante acidità, che fanno de Le Bastie bianco un fiore all’occhiello delle Tenute Tomasella.





Tenute Tomasella
L’azienda vinicola Tenute Tomasella si trova a Mansué in provincia di Treviso. Si estende tra la DOC Friuli e la Prosecco DOC Treviso su 50 ettari vitati, di cui 10 in Friuli e 40 in Veneto da cui vengono prodotte 82.000 bottiglie l’anno. Terre dove il passaggio tra due confini non crea divisioni, ma porta ricchezze di sfumature in ogni bottiglia, rendendo anche il più tradizionale dei vini un vino unico. Una passione che si tramanda di generazione in generazione da oltre 50 anni, con la convinzione che per suscitare emozioni ci vogliano tempo e pazienza, assecondare i ritmi di natura e ascoltare con pazienza ciò che la terra vuole esprimere e raccontare. Specializzazione assoluta e valorizzazione della cultura vitivinicola, attenzione alla qualità e alla scelta di principi enologici d’avanguardia finalizzati alla pura conservazione di ciò che arriva dal vigneto, il raccolto a mano con delicatezza e rispetto caratterizzano ogni fase della produzione, che per Tenute Tomasella è l’espressione più sincera di un territorio. Il risultato sono vini di elevata qualità, squisitamente genuini eppure non convenzionali, capaci di sorprendere portando in tavola la narrazione di una terra e regalando un’esperienza sensoriale nel segno dell’armonia, della finezza e dell’eleganza. Nel 2013 Tenute Tomasella è entrata a far parte del Progetto Tergeo dell’Unione Italiana Vini, finalizzato al sostegno delle pratiche sostenibili in viticoltura, oggi aderisce alle linee di difesa previste dal disciplinare di produzione integrata delle regioni Veneto e Friuli.

Le Bastìe Bianco was born from the intuition of PaoloTomasella,owner ofthehomonymousfarm,toenhancetheFriulano,themainvineofthe company’s production,inspired by the great white wines of Burgundy. Thus 20 years ago began a path of research, passion and dedication that made Le Bastìe Bianco an internationally recognized excellence. The search for the right relationship between fruit and vegetative elements, manual harvesting carried out plant by plant based on the ripeness level of the bunches, selection by an optical sorter that scans every single grape and discards those deemed not sufficiently ripe, the diversification of winemaking processes to respect and make the most of the fruit and finally the passion in the care of the vineyard and a great dedication in the long aging phase of a wine that usually does not leave the cellar before 60 months from the harvest. “Conceived as the maximum expression of the territory, Le Bastìe Bianco, a pure Friulano wine, is vinified entirely in wood, “Burgundian style”, with delicate interventions on the grapes and must - explains the owner Paolo Tomasella - Time and patience, grace and kindness are in every action we take and reflect the result we are willing to achieve.” Le Bastìe is vinified in white, it is subjected to cryomaceration for 10 hours and soft pressing; fermentation takes place in barriques, aged from 12 to 16 months in tonneaux and barriques, 12 months in steel and 36 months in bottle.It is an elegant and balanced wine,with an enveloping taste and pleasant notes of hazelnuts and exotic fruit. On the nose the perfume is fine and intense with excellent persistence and complexity, harmonious with a perfect combination of fruity and spicy sensations and balsamic notes on the finish. It is an eclectic wine, particularly suitable for pairing with tasty and medium-bodied cuisine.
The numerous international awards obtained, the latest is the IWSC competition which awarded 93 points, confirm its qualities of refinement and harmony between the mature body, the hints of tropical fruit and the elegant acidity, which make Le Bastie Bianco a flagship of Tenute Tomasella.
Tenute Tomasella
Tenute Tomasella is located in Mansué, in the province of Treviso. It extends between DOC Friuli and Prosecco DOC Treviso over 50 hectares of vineyards, of which 10 in Friuli and 40 in Veneto from which are produced 82.000 bottles per year. Lands where the passage between two borders does not create divisions, but brings riches of nuances to each bottle, making even the most traditional of wines a unique wine.A passion that has been handed down from generation to generation for over 50 years, with the conviction that to arouse emotions it takes time and patience, following the rhythms of nature and listening patiently to what the earth wants to express. Absolute specialization and enhancement of the wine culture, attention to quality and the choice of avant-garde oenological principles aimed at the pure conservation of what comes from the vineyard, the hand-harvested with delicacy and respect characterize every phase of production, which for Tenute Tomasella is the most sincere expression of a territory. The result is high quality wines, exquisitely genuine yet unconventional, capable of surprising by bringing on the table the story of a land and giving a sensory experience in the name of harmony, finesse and elegance. In 2013 Tenute Tomasella became part of the Tergeo Project of the Italian Wines Union, aimed at supporting sustainable practices in viticulture, today it adheres to the lines of defense provided for by the integrated production regulations of the Veneto and Friuli regions.
CLEARNESS 6 è il nuovo filtro brillantatore di sesta generazione di Galigani Filtri ad alta praticità e funzionalità
Galigani Filtri opera nel settore filtrazione industriale dal 1958 ed è specializzata nella progettazione e costruzione di filtropresse, pompe e sistemi di filtrazione completi. Le applicazioni per l’industria alimentare e delle bevande, in particolare per gli oli extravergine di oliva

CLEARNESS 6 is Galigani Filtri’s new sixth generation clarifying filter, a highly practical and functional machine
Galigani Filtri has been active in industrial filtration sector since 1958 and specializes in the design and manufacture of filter presses pumps and complete filtration systems.
Applications for the food and beverage industry, especially for extra virgin olive-oil and seed oils, have always been the company’s flagship, for it has constantly invested part of its assets in research and development.
CLEARNESS 6 is Galigani Filtri’s new sixth generation clarifying filter. This highly practical and functional

e oli di semi, hanno sempre rappresentato un fiore all’occhiello per l’azienda, che ha sempre investito una parte del proprio patrimonio aziendale in ricerca e sviluppo.
CLEARNESS 6 è il nuovo filtro brillantatore di sesta generazione di Galigani Filtri. Questa macchina, ad alta praticità e funzionalità, è stata progettata e costruita con il preciso scopo di:
- Migliorare l’efficienza della filtrazione degli olii extravergini di oliva, sgrossati o grezzi, e di tutti gli olii alimentari in genere, prima dell’imbottigliamento, mediante cartoni o strati filtranti.
- Rendere la macchina ancora più efficiente. Il dispositivo di spremitura dei cartoni oleosi, azionato da una centralina oleodinamica, consente di recuperare con mezzi fisici la maggior quantità di olio possibile, trattenuto dai cartoni della filtrazione precedente, senza costi aggiuntivi, senza alterazione del prodotto, sulla stessa macchina che ha fatto la filtrazione.
- Realizzare una struttura portante interamente in acciaio inox con una vasca di grande capacità, chiusa durante la filtrazione, con una copertura, che garanti-
sce l’isolamento del pacco filtrante dall’ambiente esterno, preservando la qualità di un prodotto delicato e facilmente soggetto alla assunzione di odori, sapori e costituendo elemento igienico essenziale.
- Fornire un nuovo ed unico elemento filtrante ad alta efficienza, del tutto innovativo, costruito in polipropilene od in acciaio inox, che permetta l’uso di cartoni e/o di strati filtranti di qualsiasi spessore senza problemi di guarnizioni e di tenute.
Grazie alla forma di questi elementi filtranti si riducono gli ingombri macchina, le perdite di carico durante il funzionamento, i costi di produzione. All’elemento filtrante è possibile accoppiare cartoni o strati filtranti di qualsiasi spessore, da 350 a 1600 gr/mq, consentendo all’utente di brillantare olii già sgrossati oppure olii grezzi in cui sono contenute umidità, impurezze e cere.
La scelta del sistema e dei cartoni filtranti deve essere fatta secondo il tipo di filtrazione che si vuole. Le portate varieranno in funzione del tipo di olio da filtrare, dei cartoni o strati impiegati, della temperatura di filtrazione, dal tipo di alimentazione del filtro, ecc.

machine has been designed and constructed with the following specific aims in mind:
- To improve efficiency in the filtration of extra-virgin olive oils, whether classified by filter aids or crude, and of all food oils in general before bottling, by means of carton pads or filtering sheets.
- To makes Galigani Filtri machine even more efficient. The squeezing device of the oleiferous carton pads (driven by an oleodynamic control unit) allows the retrieval of by physical means, the largest possible amount oil which is held by the carton pads of the proceeding filtration, without additional costs and without altering the product, in the same machine that carried out the filtration.
- To create a supporting structure completely of stainless steel with a high-capacity tank that is closed duringfiltrationandacover,whichensurestheisolation of the filtering pack from the outside environment, thereby preserving the quality of the processing and constituting an essential hygenic element.
- To provide a new, unique and completely innovative high efficiency filtering element, composed of polypropylene or stainless steel which allows the use of carton pads and/or filtering layers of any thickness, without problems involving gaskets or seals. Thanks to the shape of these filtering elements, the size of the machine is greatly reduced, there is less leakage during operation and lower production costs. It is possible to couple Galigani Filtri filtering elements with carton pads or filtering layers of any thickness (from 350 to 1600 gr/m2), allowing the user to clarify oils that are already semirefined or crude, which may contain humidity, impurities or waxes.
The choice of system and carton pads must be made in accordance with the type of filtration that is desired. The flow rates vary depending on the type of oil to be filtered, the carton pad or layers used, the filtration temperature, type of power supply to the filter, etc.

L’ugello di pulizia rotativo sorpassa le sfere di lavaggio
Le comuni sfere di lavaggio fisse sono ancora usate nei serbatoi di fermentazione e di stoccaggio.
Una serie di test ha dimostrato che una nuova testina di lavaggio sviluppato da Lechler raggiunge risultati di pulizia decisamente migliori rispetto alle sfere di lavaggio statiche. Si possono ridurre i tempi dei cicli di lavaggio, consumi d’acqua e di agenti chimici. Questo ritorno da sé vale la differenza nell’acquisto di una sfera di lavaggio fissa e di una rotante per la pulizia dei serbatoi.
Le birrerie sono soggette a consistenti aumenti di costi e pertanto sono aperte alla loro riduzione e ottimizzazione. Una innovativa testina di lavaggio rotante con ugelli appositamente designati a getto piatto sviluppata da Lechler fa risparmiare tempo e denaro attraverso una distribuzione uniforme sulla superficie del serbatoio. Una serie di test dimostra che è stato possibile ridurre del 40% il tempo di pulizia e del 30% il consumo di acqua fresca rispetto alle sfere di lavaggio fisse tradizionali.
I processi di pulizia affidabili riducono il rischio di reclami
L’igiene è assolutamente essenziale per assicurare la qualità e uniformità di beni che vengono prodotti, riempiti e confezionati. I processi di pulizia industriale, come Cleaning in Place CIP, forniscono un contributo a lungo termine circa il mantenimento dei livelli di igiene richiesti e la protezione dei produttori contro costosi reclami che potrebbero danneggiare la loro reputazione. I processi automatizzati sono largamente usati nell’industria birraria, mentre affidabilità ed efficienza economica sono criteri importanti. Il lavoro di pulizia richiesto deve essere svolto rapidamente durante la produzione; tempi di fermo più lungo risulterebbero in costi maggiori.
Con i processi di pulizia moderni, l’attenzione è più focalizzata sull’efficienza e l’efficacia. Fattori ottimamente combinati posso portare a raggiungere il risultato di pulizia desiderato con l’uso economico delle risorse. I quattro fattori principali qui sono: azione meccanica, agenti chimici, tempo e temperatura (Sinner Circle).
Un produttore innovativo di ugelli si concentra sul sistema meccanico e sul miglioramento della tecnologia. Questo permetterà di ridurre al minimo gli altri parametri. In serbatoi più piccoli,le sfere di lavaggio con i loro angoli di lavaggio fissi possono raggiungere l’effetto pulizia desiderato. Tuttavia, l’efficacia è limitata nel caso di serbatoi più grandi, in quanto gli spruzzi puliscono solo il punto di impatto e sciacquano le zone circostanti. Gli ugelli di pulizia rotanti sono spesso la scelta migliore per rispondere alle richieste più esigenti di igiene, efficienza economica e rispetto ambientale.
L’ugello di pulizia rotativo sorpassa le sfere di lavaggio
Lechler ha definito un processo di pulizia e test di tre-livelli per diversi tipi di birra, con un’dentica pressione operativa di 0.5 bar,entrambi gli ugelli spruzzano per 15 secondi acqua fresca non riscaldata sulla parete del serbatoio per rimuoverne ogni aderenza di depositi. Nella seconda fase di pulizia, una soluzione alcalina viene usata e pompata all’interno del circuito di pulizia. Durante il test, gli specialisti del birrificio fermano il processo ogni 5 minuti per determinare il livello del processo di pulizia. Alla fine, i due diversi sistemi di ugelli puliscono il serbatoio con acqua fresca, per 15 secondi, per rimuovere ogni residuo alcalino. La serie dei test è stata ripetuta diverse volte con diversi tipi di birra producendo chiari risultati. L’ugello rotativo di pulizia recentemente sviluppato è chiaramente superiore a quello delle normali sfere di lavaggio, anche se l’ugello rotativo nelle installazioni CIP esistenti non è stato operativo nella pressione ottimale tra 2 e 5
bar. La migliore performance di pulizia e affidabilità di processo sono un chiaro risultato di una tecnologia superiore di ugello con rotazione controllata e di special design. Questi ugelli generano un impatto maggiore (pressione di impatto, effetto pulizia) con copertura uniforme della parete del serbatoio.
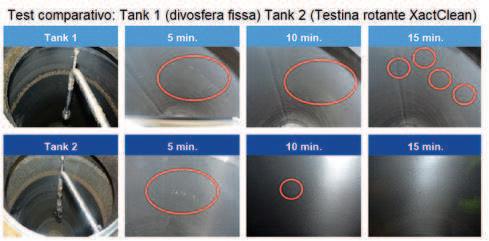
La sequenza nella foto mostra il progresso della pulizia del serbatoio 1 e del serbatoio 2 durante la pulizia con la soluzione alcalina, a intervalli di 5 minuti. In entrambi i casi, i residui di amido sono segnati in rosso.
Nel caso del serbatoio 1 (sfera di lavaggio), il tempo totale di pulizia era di 25 minuti. Nel caso del serbatoio 1 (ugello di pulizia rotante), la pulizia durava solamente 10 minuti. Il consumo di acqua fresca per la pre e post pulizia era il 30% inferiore rispetto al serbatoio 2 in quanto l’ugello rotativo di pulizia aveva un flusso molto minore alla stessa pressione, con il serbatoio 1, il supervisore del test ha annullato il processo di pulizia dopo 25 minuti in quanto non era possibile rimuove alcun altro residuo con la sfera di lavaggio. Un impiegato ha poi terminato la pulizia con una spazzola.
Prevedibile ritorno sugli investimenti
Beneficio dell’utilizzatore dai risultato ottenuto da una pulizia di alta qualità, affidabilità di tutto il processo e tempi di fermo più brevi. Inoltre, è possibile anche un sostanziale contributo alla protezione dell’ambiente. Il costo di questo ugello si ripaga velocemente, specialmente se comparato alla riduzione significativa dei costi operativi.“Da molto tempo siamo a conoscenza dei limiti delle sfere di lavaggio ma nonostante ciò siamo comunque sorpresi dalla chiarezza dei risultati. Sistemi di pulizia più efficienti diventeranno sempre più importanti nelle birrerie e nel futuro.
Lo scopo è quello di mostrare come il risultato della pulizia dipenda dall’aumento graduale della pressione operativa e dalla dimensione del serbatoio. I risultati saranno usati per ottimizzare ulteriormente gli ugelli di pulizia rotanti. Con il suo sistema di guida robusto, il nuovo ugello in acciaio inossidabile di alta qualità offre un alto impatto e una vita più lunga.
È ideale per serbatoi con un diametro fino a otto metri. Per aumentare ulteriormente l’affidabilità del processo, l’ugello rotativo di pulizia può essere abbinato anche con un sensore rotativo di monitoraggio, opzionale.
Rinomati produttori di impianti del settore riempimento e confezionamento bevande da tanti anni ormai danno fiducia alla tecnologia a ugelli e al know-how di Lechler. Riduzione del costo dell’energia, risorse naturali e additivi sono fattori importanti nell’industria.
Lechler non si concentra solamente nel singolo ugello ma sempre nell’intero processo. Questo significa che le birrerie posso fare affidamento su processi di pulizia efficienti e concentrarsi pienamente sui loro obiettivi primari: produrre della buona birra!
Common spray balls are still traditionally used in fermentation and storage tanks. A test series has shown that a newly developed rotating cleaning nozzle by Lechler achieves significantly better cleaning results in comparison to spray balls. Shorter cycle times and less consumption of water and chemicals can also be achieved. This return alone accounts for the difference in the purchase of a spray ball and tank cleaning machine. Breweries are subjected to considerable increases in cost and they are open to cost reductions and optimization which can be measured. An innovative rotating cleaning nozzle with a special flat fan design developed by Lechler, saves time and money through uniform coverage when cleaning fermentation andstoragetanks.Inaseriesoftests,itwascapableof reducingthecleaning time by 40% and fresh water consumption by 30% in comparison with conventional spray balls. In addition, the nozzle costs approximately 60% less than a tank cleaning machine with similar performance.

• La rotazione controllata consente una superiore efficienza di lavaggio
• Distribuzione uniforme ed elevata forza di impatto
• Riduzione tempo di lavaggio e conseguente risparmio del liquido

Lechler Spray Technology S.r.l.
Via Don Dossetti, 2 20080 Carpiano (MI) - ITALIA
Telefono: +39/0298859027
Fax: +39/029815647
E-Mail: info@lechleritalia.com





Reliable cleaning processes reduce the risk of claims
Hygiene is absolutely essential to ensure strict product quality and uniformity wherever high-quality foods are manufactured, filled and packed. Industrial cleaningprocessessuchasCleaninginPlace(CIP)providealong-termcontribution in maintaining the required hygiene levels and protecting manufacturers against expensive claims which can damage their reputation. Automated processes are used extensively in the brewing industry, while reliability and economic efficiency are significant criteria.The required cleaning jobs must be performed quickly and more or less in between production. Longer downtimes result in higher costs. With modern cleaning processes, the focus is no longer on effectiveness but efficiency. Optimally matched factors achieve the desired cleaning result with the economical use of resources. The main four factors here are mechanics, chemistry, time and temperature (Sinner Circle).
An innovative nozzle manufacturer naturally focuses on the mechanical system and improves nozzle technology. This allows him to reduce the other parameters to a minimum.
In smaller tanks, spray balls with their fixed spray angles are quite able to achieve the desired cleaning effect. However, their effectiveness is limited in larger tanks, especially with heavier soiling, since the powerful solid jets clean the impact point and only rinse the surroundings. Rotating cleaning nozzles are often the better choice for meeting the high demands in terms of hygiene, economic efficiency and environmental friendliness.
Rotating cleaning nozzle outperforms the spray ball
Lechler defined a three-stage cleaning and test process for different beer types, with an identical operating pressure of 0.5 bar, both nozzles spray unheated fresh water onto the tank wall for 15 seconds to remove coarse and lightly adhering deposits. In the second cleaning step, an alkaline solution is used and then pumped in the cleaning circuit. For test purposes, the brewing specialists stop the process every 5 minutes to determine the level of cleaning progress. In the end, the two different nozzle systems clean the tanks with fresh water again for 15 seconds to remove all alkaline residue.
The test series was repeated multiple times with different beer types which produced a clear result. The newly developed rotating cleaning nozzle is clearly superior to the common spray ball, even though the rotating nozzle in the existing CIP installation was not operated in the optimum pressure range of 2 to 5 bar. The higher cleaning performance and process reliability are clearly a result of the
superior nozzle technology with controlled rotation as well as the special design. These nozzles generate a higher impact (impact pressure, cleaning effect) with uniform coverage of the tank wall.
The picture sequence shows the cleaning progress of tank 1 and tank 2 during cleaning with the alkaline solution at intervals of 5 minutes. In each case the yeast residues are marked in red.
In the case of tank 1 (spray ball), the total cleaning time was 25 minutes. In the case of tank 1 (rotating cleaning nozzle), cleaning took only 10 minutes. The fresh water consumption for pre and post cleaning was 30% lower for tank 2 because the rotating cleaning nozzle has a much lower flow rate at the same pressure.With tank 1, the test supervisor aborted the cleaning process after 25 minutes, since it was not possible to remove any more of the remaining residues with the spray ball.
Here an employee had to finish cleaning with a brush in the end.
Users benefit from the results of high-quality cleaning, total process reliability and shorter downtimes. In addition, they also make a sustainable contribution to environmental protection. The cost associated with this nozzle is paid off quickly, especially when you compare the significant reduction in lower operating costs.
“We have known about the limitations of conventional spray balls for a long time. However,we were still surprised by the clarity of the results.More efficient cleaning systems will also become increasing important in breweries as well in the future.
The goal is to show how the cleaning result is affected by gradually increasing the operating pressure and the size of the tank.
The results will be used by Lechler for further optimization of the rotating cleaning nozzle.With its robust drive system, the new nozzle made of high-quality stainless steel offers high impact and a long service life.
It is suitable for tanks with a diameter of up to eight meters with different flow rates. In order to increase process reliability even further, the rotating cleaning nozzle can also be optionally combined with a rotation monitoring sensor.
Renowned plant manufacturers in the field of beverage filling and packaging have placed their trust in the nozzle technology and know-how of Lechler company for many years now. Reduction in the costs for energy, natural resources and additives are an important argument in the industry.
Lechler never focuses on just the individual nozzles but always on the overall process. This means that breweries can rely on efficient cleaning processes and concentrate fully on their core task: brewing really good beer!
Si chiama SIMPL-CUT™ ed è la rivoluzione tecnologica di P.E. Labellers per le etichettatrici Roll-Fed
Qual è la novità?
Simpl-Cut™ è la rivoluzionaria nuova generazione della tecnologia Roll-Fed. Presenta un innovativo sistema di taglio e incollaggio che stravolge il tradizionale principio di funzionamento della macchina.
Clienti in tutto il mondo usano etichettatrici Roll-Fed colla caldo. Si tratta di una tecnologia molto efficace per applicazioni ad alta velocità di etichette completamente avvolgenti.
Nonostante sia largamente consolidata, la tradizionale Roll-Fed presenta due svantaggi: il primo, gli elevati costi nella manutenzione dei sistemi di taglio e incollaggio e per i molti interventi tecnici necessari. Il secondo, il famigerato fermo macchina necessario per pulire il tamburo e altre superfici.
“Volevamo qualcosa in più per i nostri clienti –spiega Bruno Negri, Senior Vice President di P.E. Labellers. Conosciamo molto bene le macchine Roll-Fed, e proprio grazie all’esperienza maturata in cinquant’anni di attività sappiamo anche quali limiti presentano. Ecco perché abbiamo creato Simpl-Cut, che risolve questi problemi in modo brillante e realmente rivoluzionari”.
La tecnologia brevettata da P.E. offre una qualità superiore nel sistema di etichettatura, ottimizzazione nei processi, riduzione dei costi. Ma come è possibile?
Il motivo è legato non ad uno, ma a ben 5 step evolutivi introdotti con la soluzione Simpl-Cut. Il primo, il sistema di taglio, che – come dice il nome stesso – è estremamente semplificato. È infatti eliminata la lama fissa di contrasto per il taglio dell’etichetta, solitamente utilizzata nelle macchine RollFed. Nella Simpl-Cut il cambio lama è immediato: essa può essere sostituita in 10 secondi o anche meno, da parte di qualsiasi operatore e senza necessità di regolazioni. L’operazione è talmente elemen-


tare che può essere eseguita da qualsiasi operatore. Il secondo, la colla calda applicata prima del taglio. In tal modo il tamburo risulta sempre pulito e questo incide enormemente sull’ottimizzazione dei processi produttivi dei clienti, perché vengono eliminati gli odiati fermi macchina, spesso causati dalla contaminazionedellacollasultamburo.L’applicazione della colla calda prima del taglio, oltre ad azzerare blocchi o inceppamenti, evita anche il fermo dovuto alla pulizia del tamburo.
Il terzo step evolutivo: è presente un unico tamburo per il taglio e trasferimento dell’etichetta, che significa drastica riduzione (quasi annullamento) della manutenzione. Questo consente inoltre di ottenere cambi formato molto più rapidi.
La quarta innovazione della Simpl-Cut: questa tecnologia consente di avere fino a 5 divisioni sul tamburo, riuscendo così a garantire una flessibilità e velocità mai raggiunte. Solitamente una macchina Roll- Fed presenta un numero di divisioni fisse (da 3 a 4). La nuova Simpl-Cut può invece utilizzare un numero variabile di divisioni (3,4 o 5) a seconda delle esigenze. Il diametro del contenitore e la velocità nell’etichettatura non rappresentano più dei limiti e ciascun contenitore può essere etichettato alla propria velocità ideale.
La quinta novità, lo svolgimento dell’etichetta “no-stress”. Questo innovativo sistema a bassa tensione mantiene la tenuta delle etichette e consente di lavorare anche con film più sottili e più economici. In sintesi, garantisce l’ottimale gestione dei materiali di etichettatura utilizzati.
“Ma non ci siamo fermati qui – continua Bruno Negri. Ci siamo spinti oltre e abbiamo realizzato anche la versione Simpl-Cut Flex, una macchina etichettatrice due volte rivoluzionaria. Questa soluzione propone uno step ulteriore e combina su un’unica stazione due differenti tecnologie: roll-fed con colla a caldo
e linerless pre-adesivizzata. In questo modo veniamo incontro completamente alle esigenze dei lienti, offrendo una flessibilità ineguagliabile, perché si può passare da una tecnologia all’altra con la massima libertà di scelta, in meno di un minuto e utilizzando lo stesso tamburo. La versione Flex offre anche un altro grande plus: la possibilità di applicazioni avvolgenti termoretraibili. Una caratteristica che i mercati del beverage e delle mineral Wters ci richiedono sempre di più oggi”.
Le linerless pre-adesivizzate a bobina sono apprezzate e sempre più richieste, attualmente utilizzate in varie applicazioni: dai soft drinks, alle acque minerali, dai succhi di frutta agli yogurt da bere.
Per questo anche i fornitori di etichette pre-adesivizzate crescono costantemente a livello globale, garantendo quindi un buon approvvigionamento di materiale ai possessori di macchine con tecnologia adesiva.
“Quando i clienti vedono la Simpl-Cut all’opera restano impressionati dalla sua efficacia e facilità di utilizzo – conclude Bruno Negri. Sono in molti a volersi dotare di questa innovativa tecnologia, tanto che oggi contiamo già decine di macchine installate nel mondo. Famosi brand di acque minerali naturali sono stati tra i primi a beneficiarne.Ad esempio, Spumador, del gruppo Refresco, ha già 4 Simpl-Cut Flex installate presso differenti stabilimenti, con l’obiettivo di acquistarne di nuove. Volvic, brand del Gruppo Danone, rappresenta un’altra importante referenza”.
Le attività produttive delle aziende che già si sono dotate della Simpl-Cut risultano oggi ampiamente ottimizzate e i costi di manutenzione fortemente ridotti.
La novità P.E. è appena nata e già sotto i riflettori: il beverage ha bisogno di soluzioni intelligenti, in grado di venire incontro alle esigenze di flessibilità, velocità, performance.

Called SIMPL-CUT™, it is the P.E. Labellers’ revolutionary technology for Roll-Fed labellers
What’s new?
Simpl-Cut™ is the revolutionary new generation of Roll-Fed technology. It offers an innovative cutting and bonding system which revolutionizes the traditional operating function of the machine.
Customers all over the world use hot glue Roll-Fed labellers. This is a very effective technology for the high-speed applications of fully wrap around labels. Despite being widely consolidated, the traditional Roll-Fed has two disadvantages: the first regards the high costs in the maintenance of the cutting and gluing systems and the many technical interventions required. The second regards the infamous machine downtimes needed to clean the drum and other surfaces.
“We wanted something more for our customers - explains Bruno Negri, Senior Vice President of P.E. Labellers. We know Roll-Fed machines very well, and thanks to the experience gained in fifty years of activity we also know their limits. That’s why we created Simpl-Cut, which solves these problems in a brilliant and truly revolutionary way”.
The technology patented by P.E. offers higher quality in the labelling system, optimizing processes, reducing costs. How is it possible?
The reason is linked not to one, but to 5 evolutionary steps introduced with the SimplCut solution.
The first is the cutting system, which - as the name implies - is extremely simplified. In fact, the fixed contrast blade for cutting the label, usually used in Roll-Fed machines, is eliminated. In Simpl-Cut the blade change is immediate: it can be replaced in 10 seconds or less, without needing any adjustments. The operation is so elementary that it can be performed by any operator.
The second is the hot melt applied before cutting In this way, the drum is always clean, and this greatly affects the optimization of the production processes
of the customers, because the horrid machine downtimes, often caused by the contamination of the glue on the drum, are eliminated.The application of hot glue before cutting, in addition to preventing blockages or jams, also avoids the downtimes for the cleaning of the drums.
The third evolutionary step:there is only one drum for cutting and transferring the label, which means a drastic reduction (almost cancellation) of maintenance. This also allows for much faster format changes.
The fourth innovation of Simpl-Cut: this technology allows for up to 5 stations on the drum, allowing to ensure flexibility and speed never reached before. Usually a Roll-Fed machine has a number of fixed divisions (3 to 4).The new Simpl-Cut can instead use a variable number of divisions (3, 4 or 5) depending on the needs. Container diameter and speed in labelling are no longer limits and each container can be labelled at its ideal speed.

The fifth and new elements, is the “stress-free” low tension system. This innovative solution keeps labels in registration and enhances ability to run lower cost label materials such as lower gauge and non-laminated films. So, you can work even with thinner and more economical films. In short, it guarantees the optimal management of the labelling materials used.
“But we didn’t stop here - continues Bruno Negri. We went further and also created the Simpl-Cut Flex version, a doubly revolutionary labelling machine. This solution proposes a further step by combining two different technologies on a single station: the roll-fed with hot glue and the linerless pre-glued. In this way, we fully meet the needs of our customers, and offer unparalleled flexibility, because you can switch from one technology to another with the maximum
freedom of choice, in less than a minute and using the same drum. The Flex version also offers another great plus factor: the possibility of wraparound sleeve applications. This is a feature that the beverage and mineral waters markets increasingly require today”.
Increasingly appreciated and requested the preglued-linerless machines are currently used in various applications: from soft drinks to mineral waters, up to fruit juices and yogurt drinks. For this reason, also the suppliers of pre-adhesive labels are constantly growing globally, thus guaranteeing a good supply of material to the owners of machines with adhesive technology.
“When customers see Simpl-Cut at work they are impressed by its effectiveness and userfriendliness - concludes Bruno Negri. Many people want to equip themselves with this innovative technology, so much so that today we already have dozens of machines installed worldwide. Famous natural mineral water brands have been among thefirsttobenefitfromit.For example, Spumador, part of the Refresco group, already has four SimplCut Flex installed in different factories and intend to purchase new ones. Volvic, a brand of the Danone group, is another important reference”
The production activities of the companies that have already equipped themselves with Simpl-Cut are now widely optimized and maintenance costs have greatly reduced.
The P.E. novelty has just been conceived and is already in the spotlight: the beverage sector needs smart solutions that can meet the need for flexibility, speed, and performance.
Veronique Curulla, Direttore Marketing e Sviluppo Aziendale di Crown Bevcan Europa e Medio Oriente, guarda alle tendenze e alle sfide che guidano l’odierno mercato delle bevande e al perché il packaging in metallo è sempre più il formato preferito
Algiornod’oggi,ilmercatoeuropeodellebevande continua ad adattarsi ed evolversi a un ritmo accelerato a causa della devastante pandemia di COVID-19. Solo pochi anni fa, il panorama delle bevande sembrava notevolmente diverso da quello di oggi,dove nuovi ed entusiasmanti concetti di bevande stanno irrompendo con livelli di successo crescenti, purché soddisfino i rigorosi criteri della base degli odierni consumatori più informati. Fattori quali la cura della salute e il benessere sono più importanti che mai, in particolare alla luce della pandemia che ha ulteriormente focalizzato le menti dei consumatori sul proprio benessere, sulla sostenibilità dei prodotti che acquistano, nonché su nuovi modi di consumare a casa tramite le molte piattaforme di e-commerce. Le bevande salutari trainano la crescita Per quanto riguarda la domanda dei consumatori di prodotti che contribuiscono direttamente al loro benessere, le acque aromatizzate e vitaminizzate, il Kombucha e il tè freddo, per citare solo alcuni esempi, continuano a fornire opzioni di bevande salutari per un’ampia gamma di fasce demografiche. Una categoria in forte crescita è quella delle bevande funzionali. Alcuni di questi prodotti possono essere definiti come portatori di benefici tangibili per la salute e di miglioramento delle prestazioni energetiche. Alcuni sostengono anche di aiutare ad alleviare lo stress, favorire il riposo e migliorare la salute mentale.Ad esempio, le acque funzionali sono migliorate attraverso l’aggiunta di vitamine, minerali, frutta o verdura, per fornire un’ampia gamma di benefici percepiti per la salute. Questo mercato da solo è destinato a raggiungere un tasso di crescita annuo composto (CAGR) del 7,9% nella regione EMEA tra il 2020 e il 2025 e molti marchi importanti stanno cercando di entrare, mediante fusioni e acquisizioni o lanciando nuove offerte sul mercato. Vista l’enorme attenzione su quest’area a livello globale, esiste un’alta probabilità che questi prodotti diventino sempre più popolari sul mercato europeo. Bevande analcoliche Il fattore della consapevolezza sta chiaramente avendo un impatto sul modo in cui le persone consumano le bevande, e questo è particolarmente vero per quanto riguarda l’alcol. Il mercato degli analcolici sta fiorendo e si prevede che in termini di entrate crescerà a un CAGR del 4,95% fino al 2025 . Un marchio che sta guidando la carica nelle nuove opzioni di bevande è Seedlip, che, in sostanza, ha aperto la strada a una categoria di bevande completamente nuova, con i suoi distillati analcolici. Seedlip offre una rara alternativa saporita e sofisticata agli alcolici, come ad esempio il gin o la
vodka, e l’azienda ha recentemente collaborato con Crown per lanciare i suoi Seedlip pronta-da-bere (RTD) e i cocktail tonici in lattina da 25 ml, con un design che si è aggiudicato un posto da finalista ai Luxury Packaging Awards nel novembre del 2020.Al giorno d’oggi, più marchi sono attivamente impegnati nell’offerta di alternative analcoliche più complesse e il numero di nuovi prodotti è fiorente.
Anche la categoria delle birre analcoliche ha sperimentato una crescita incredibile, con il mercato europeo che dovrebbe raggiungere un valore di circa 6 miliardi di dollari entro il 2024 . Marchi come il birrificio artigianale Brewdog hanno accolto questa tendenza. Brewdog ora produce versioni analcoliche della sua iconica Punk IPA, della Lost Lager e della assolutamente unica Nanny State. Oggi è raro che le principali marche di birra non dispongano di un’opzione analcolica e la stragrande maggioranza è disponibile in lattina. Si tratta di un formato conveniente per lo shopping online grazie
alla sua robustezza, fornisce buoni livelli di volume per le occasioni di condivisione in casa e garantisce anche che il prodotto raggiunga il consumatore nelle condizioni previste dal birrificio, grazie alle qualità superiori di barriera sia contro la luce che contro l’ossigeno.
Infine, la tendenza degli Stati Uniti per gli hard seltzer sta raggiungendo paesi come il Regno Unito e sta lentamente facendo sentire la sua presenza sulle coste europee. Spesso a basso contenuto alcolico in termini di volume (ABV), sono anche a ridotto contenuto calorico, il che piace al consumatore attento alla salute che cerca di gustare qualcosa di diverso al di fuori della categoria delle bevande analcoliche, e molti sono adatti a una dieta vegana e accessibili a tutti i maggiorenni.
Nuove categorie, nuovi formati Nel quadro generale, il packaging è ovviamente un elemento chiave e la crescita è costante. Si dà il caso che stiano emergendo soprattutto nuove categorie incluse in quel design camaleontico che è il packaging in metallo, grazie alla sua versatilità in termini di forme e dimensioni. Alcuni di questi nuovi prodotti stanno trasformando il panorama in quanto ottime alternative per i consumatori attenti alla salute. Dalle acque aromatizzate e vitaminizzate, ai tonici naturali, alle birre analcoliche e ai prodotti pronti-dabere (RTD); tutti stanno guadagnando terreno. Nonostante un periodo di incertezza causato dalla pandemia, le lattine per bevande hanno goduto di

un anno di forza e apprezzamento, sia in Europa che altrove. Attualmente esiste una domanda globale stimata di oltre 350 miliardi di unità, che afferma la posizione della lattina come formato preferito sia nei mercati consolidati che in quelli emergenti. Nel solo Nord America, gli attuali tassi di crescita stanno registrando valori superiori al 6%, quasi il doppio del tasso osservato tra il 2018 e il 2019, mentre anche tutti i mercati europei hanno visto un boom del consumo di lattine. GlobalData prevede che il consumo in unità di lattine per bevande in Europa e Medio Oriente crescerà a un CAGR del 3,5% entro il 2025 .
La pandemia di COVID-19 ha sicuramente avuto un ruolo in questa crescita, in particolare perché i consumatori preferiscono imballaggi che siano sostenibili e che forniscano anche una chiusura ermetica contro gli elementi esterni, il che rende i prodotti da banco stabili ed estende i loro tempi di conservazione. Per approfondire, ecco tre aree di attenzione chiave che inducono i marchi a selezionare gli imballaggi in metallo come opzione preferita, sia attualmente che per il futuro.
I tempi e gli stili di vita che cambiano portano a nuove abitudini di consumo
Al giorno d’oggi, una maggiore attenzione alla consapevolezza impone che i marchi debbano considerare attentamente ogni elemento di un prodotto, dagli ingredienti di origine alla confezione. A causa del clima attuale, i consumatori trascorrono la maggior parte del tempo a casa e molti di loro stanno diventando più consapevoli dell’impatto ambientale dei prodotti che acquistano e del loro stile di vita generale. È improbabile che un prodotto sano confezionato in un’opzione di imballaggio non sostenibile attiri un’ampia fascia di consumatori. Il metallo continua quindi a essere un’opzione ideale,
data la sua capacità di rispettare tutti i canoni di sostenibilità.
Di conseguenza, il metallo rimane la prima scelta per molti marchi che cercano un’opzione di imballaggio affidabile e versatile, con credenziali di sostenibilità senza eguali, riciclabile all’infinito con zero perdita di proprietà e di nuovo presente sugli scaffali in appena 60 giorni, indipendentemente dal design e dalla selezione degli inchiostri.Le crescenti preoccupazioni sulla sostenibilità stanno addirittura scuotendo alcuni aspetti di categorie che sono sempre state ben radicate su formati diversi. Negli ultimi anni, i prodotti di base, come l’acqua confezionata, sono passati sempre più spesso alle lattine, poiché gli imballaggi in metallo aiutano i marchi a mantenere chiaramente il loro impegno per l’ambiente.
Ad esempio, il marchio italiano di acqua WAMI ha voluto aggiungere valore a questo approccio, mirando a trasformare l’atto ordinario di bere l’acqua in qualcosa di straordinario, fornendo 100 litri di acqua alle persone che non hanno accesso all’acqua pulita ogni volta che viene acquistato un prodotto.
In arrivo sul mercato a luglio 2020, l’acqua WAMI è disponibile in lattine di alluminio da 0,44 cl.Un codice QR, intelligentemente integrato nel design e nella decorazione della lattina, consente ai consumatori di scoprire i dettagli esatti su dove il loro contributo ha permesso di fare la differenza, talvolta identificando addirittura la singola famiglia che ha ricevuto l’acqua.
La maggior parte di loro vive in zone rurali isolate dove, per procurarsi l’acqua potabile utile alla sopravvivenza delle proprie famiglie, è necessario percorrere lunghe distanze.
Lattine: qualcosa di scontato nella nostra vita quotidiana
Per coloro che desiderano consumare bevande in viaggio o fuori casa, le lattine sono l’ideale in
quanto offrono praticità, robustezza e mantengono la bevanda fresca per un periodo di tempo più lungo. Questa tendenza è trainata dagli stili di vita più veloci delle nuove generazioni. In Turchia, ad esempio, con l’arrivo delle catene di vendita al dettaglio internazionali a metà degli anni 2000, il caffè freddo ha iniziato a guadagnare terreno tra i consumatori più giovani e da lì è decollato. Questi rivenditori hanno registrato una rapida crescita, incoraggiando i marchi turchi a espandere i propri portafogli per capitalizzare questa tendenza. Oggi si stima che il mercato del caffè locale sia guidato da oltre 61 aziende della filiera.
Nel 2020, il fattore del consumo in movimento è stato ostacolato dal virus COVID-19, tuttavia gli elementi di funzionalità e praticità continueranno a rimanere un obiettivo forte in futuro, poiché molti dei vantaggi di cui godono i consumatori in movimento possono trovare il loro spazio anche in casa. Il controllo delle dosi è anche un fattore importante quando applicato al trend della salute e del benessere. Chi invece lavora da casa, ad esempio, potrebbe scegliere il caffè in lattina per una sferzata di energia durante la giornata.
Indipendentemente dall’attuale situazione globale, il settore delle bevande continua a espandersi e diversificarsi attraverso nuove ed entusiasmanti sottocategorie, e i marchi che cercano di raggiungere il perfetto equilibrio in termini di packaging continuano a selezionare il metallo come la migliore soluzione a tutto tondo. I consumatori consapevoli chiedono molto di più che delle semplici bevande dal gusto eccezionale e la capacità degli imballaggi in metallo di offrire sostenibilità agevole, flessibilità di progettazione e praticità in movimento soddisfa tutte le esigenze di uno stile di vita del XXI secolo.

Veronique Curulla, Marketing and Business Development Director at Crown Bevcan Europe & Middle East, looks at trends and challenges driving today’s drinks market and why metal packaging is increasingly the format of choice
The European beverage market today is continuing to adapt and evolve at an accelerated rateduetothedevastatingCOVID-19pandemic.
Just a few short years ago, the beverage landscape looked considerably different from what we see today, when new and exciting drinks concepts are breaking through with increasing levels of success – provided they meet the stringent criteria of today’s more wellinformed consumer base. Elements including health and wellness support are more important than ever before, particularly in light of the pandemic, which has further focused the minds of consumers on their own wellbeing, the sustainability of the products they buy and also new ways of consuming at home via e-commerce platforms.
Healthy Drinks – in the Driver’s Seat
Where consumer demand for products that contribute directly to their wellbeing are concerned, flavoured and enhanced waters, Kombucha and iced style teas, to name just a few examples, continue to deliver healthy beverage options across a wide range of demographics. A category that is seeing major growth is functional beverages. Some of these products may be defined as delivering tangible health benefits and improving performance energy. Some also claim to help alleviate stress, aid rest
and improve mental health. For example, functional waters are enhanced through the addition of vitamins, minerals, fruits or vegetables – to deliver a wide range of perceived health benefits. This market alone is set to achieve a CAGR of 7.9% in the EMEA region between 2020 and 2025 , and many major brands are seeking entry, either through mergers and acquisitions or by launching new offerings to the market themselves. Seeing the huge focus on this area globally, there is a high chance that these products will become increasingly popular in the European market.
The mindfulness element is clearly having an impact on how people consume drinks, and this is particularly the case where alcohol is concerned.The non-alcoholic market is burgeoning and is predicted to grow at a CAGR of 4.95% out to 2025 in terms of revenue . One brand that is leading the charge in new beverage options is Seedlip, which, in essence, has pioneered an entirely new drinks category with its non-alcoholic distillates.
Seedlip offers a rare flavorful and sophisticated alternative to spirits such as gin or vodka for example, and the company recently partnered with Crown to launch its RTD Seedlip and tonic cocktails in 25ml
cans – a design that became a finalist at the Luxury Packaging Awards in November of 2020. Nowadays, more brands are effectively seeking to offer more complex non-alcoholic alternatives, and the number of new products is flourishing.
The non-alcoholic beer category has also seen incredible growth – with the European market expected to reach a value of approximately $6bn by 2024 . Brands such as craft brewer Brewdog have embraced the trend. Brewdog now produces alcohol free versions of its iconic Punk IPA, Lost Lager and the entirely unique Nanny State. Today, it is rare for major beer brands not to have an alcohol-free option and the vast majority are available in cans. They are a convenient format for online shopping due to their robustness, provide good volume levels for sharing opportunities in the home, and also ensure product reaches the consumer in the condition the brewer intended due to superior barrier qualities against both light and oxygen.
Finally, the U.S. trend for hard seltzers is reaching countries such as the U.K., and is slowly making its presence felt across Europe’s shores. Often low in terms of alcohol by volume (ABV), they are also low in calories – which appeals to the health conscious consumer looking to enjoy something different, outside of the soft drinks category – and many are suitable for a vegan diet, making them accessible to all of legal drinking age.
New Categories, New Formats
Packaging, of course, is a key element in the overall picture, and growth is steady. As it happens, new categories are mainly emerging housed in the design chameleon that is metal packaging, with its versatility


in terms of forms and sizes. Some of these new products are transforming the landscape as great alternatives for health-conscious consumers. From flavoured and enhanced waters, to natural tonics, alcohol free beers and Ready-to-Drink products (RTD) – all are gaining a foothold.
Despite a period of uncertainty brought about by the pandemic, beverage cans have experienced a year of strength and appreciation, both in Europe and beyond. There is currently an estimated global demand of more than 350 billion units, solidifying the can’s position as the preferred format in both established and emerging markets. In North America alone, current growth rates are tracking above 6% - nearly double the rate observed between 2018 and 2019,while all European markets have also seen their can consumption booming. GlobalData is predicting the consumption in units of beverage cans in Europe and Middle East to grow at a CAGR of 3.5% out to 2025.
The COVID-19 pandemic has certainly had a part to play in this growth, particularly as consumers look to packaging that is sustainable, but also provides a hermetic seal to external elements, which makes the products shelf stable and extend their storage times. To go into more depth, here are three key areas of focus that are leading brands to select metal packaging as a preferred option both today and looking forward into the future.
A sharper focus on mindfulness today dictates that brands must consider every element of a product carefully – from its source ingredients to its packaging. Due to the current climate, consumers are spending most of their time at home, and many are becoming more focused on the environmental impact of the products they buy and their overall lifestyles. A healthy product packaged in an
unsustainable packaging option is unlikely to appeal to a large swath of consumers, so metal continues to be a go-to option given its ability to more than tick the sustainability boxes.
As a result, metal remains the first choice for many brands looking for a dependable, multi-faceted packaging option, with unequalled sustainable credentials, infinitely recyclable with zero loss of properties, and back on the shelves in as little as 60 days, regardless of design and ink selection.
The increasing concerns over sustainability are even shaking some aspects of categories that were well settled in different formats. Basic products, such as packaged water, have been increasingly switching to cans in recent years, as metal packaging helps brands clearly stay on track with their commitment to the environment.
For example, Italian water brand WAMI has added a twist on this approach, aiming to turn the ordinary act of drinking water into something extraordinary by providing 100 litres of water to people who lack access to clean water every time a product is purchased.
Entering the market in July 2020, WAMI water is available in 0.44cl aluminium cans.A QR code,which is cleverly integrated into the design and decoration of the can, enables consumers to discover exact details of where their contribution has made a difference – sometimes identifying the individual family that received the water. Most live in isolated rural areas and need to walk long distances to retrieve drinkable water for the survival of their families.
For those looking to consume beverages on-thego or out-of-home, cans are ideal as they offer convenience, robustness, and keep the beverage chilled for a longer period of time.This trend has been driven by the faster paced lifestyles of the younger generation. In Turkey, for example, cold coffee began
gaining ground with younger consumers in the mid-2000s, with the arrival of international retail chains, and has taken off from there. These retailers experienced fast growth, encouraging Turkish brands to expand their own portfolios to capitalize on the trend. Today, it is estimated that the local coffee market is being driven by over 61 chain companies. On-the-go experiences have been stymied by the COVID-19 virus in 2020, however the functionality and convenience elements will continue to remain a strong focus going forward, as many of the benefits enjoyed by consumers on-the-go can also be applied in the home. Portion control is also important when applied to the health and wellness trend, while those working from home, for example, may choose coffee in a can for an energy boost during the day.
Regardless of the current global situation, the beverage sector continues to expand and diversify through new and exciting sub categories, and brands looking to strike the perfect balance in terms of packaging continue to select metal as the best all round solution. Knowledgeable consumers are demanding far more than simply great tasing beverages, and metal packaging’s ability to deliver effortless sustainability, design flexibility and on-thego convenience ticks all of the boxes within a 21st century lifestyle.
https://www.mordorintelligence.com/industry-reports/ europe-functional-water-markethttps://www.statista.com/outlook/cmo/non-alcoholicdrinks/europe?currency=EUR https://www.prnewswire.com/news-releases/ european-non-alcoholic-beer-market-to-hit-6-billionby-2024-global-market-insights-inc-300915813. html
GlobalData, Primary Packaging and Outers Volume with 5 year Category Forecast,data of 31 March 2021.
ACMI presenta la nuova linea di avvolgitori per palette con carta kraft, completamente plastic free
Con il recente lancio sul mercato dell’avvolgitore per palette Rocket E-500, un sistema innovativo che utilizza carta kraft al posto del film in plastica, ACMI traccia una nuova direzione nella produzione di sistemi per il confezionamento secondario “plastic free”. Per sostenere questo nuovo progetto, ACMI ha inaugurato un nuovo stabilimento in provincia di Parma che va ad aggiungersi alle due sedi produttive di Fornovo Taro e alle strutture di Felegara e Rubbiano.
La nuova apertura consente di attuare in maniera concreta la nuova strategia commerciale “GoGreen by ACMI” che vede nella produzione di sistemi di confezionamento secondario senza plastica il suo scopo ultimo. Si tratta di un progetto a lungo termine, fondamentale per garantire un futuro ecosostenibile al settore del food & beverage e mantenere il marchio ACMI ai vertici del mercato.
Grazie alla partnership tecnologica con MONDI ed ECOWRAP, è stato possibile realizzare questo innovativo sistema di avvolgimento palette che utilizza una speciale carta kraft per fasciatori appositamente ideata dalla multinazionale della carta, leader del settore a livello globale.
Basato su una tecnologia robotica sviluppata da ACMI, l’avvolgitore Rocket E-500 raggiunge una velocità di 100 palette all’ora e presenta un design moderno ed ergonomico. Il sistema di svolgimento della bobina, brevettato da ACMI, è il cuore della macchina e consente di applicare alla paletta la

speciale carta kraft “Advantage StretchWrap” di MONDI garantendo gli stessi risultati di un film in plastica sia in termini di stabilità, sia in termini di protezione dagli agenti esterni.
Il progetto “GoGreen” rappresenta la visione di ACMI di un’industria del food & beverage senza plastica. Grazie all’introduzione dell’avvolgitore Rocket E-500, che va ad affiancarsi a tutta una serie di macchine
ACMI presents the new line of pallet stretch wrappers with kraft paper, completely plastic-free

With the recent launch on the market of the Rocket E-500 pallet stretch wrapper, an innovative system that uses kraft paper instead of plastic film, ACMI is charting a new direction in the production of plastic-free secondary packaging systems.To support this new project,ACMI has inaugurated a new plant in the province of Parma which joins the two production sites in Fornovo Taro and the facilities in Felegara and Rubbiano. Thenewopeningallowsfortheconcreteimplementation of the new“GoGreen byACMI”business strategy,which sees the production of plastic-free secondary packaging systems as its ultimate goal.This is a long-term project, essential for guaranteeing an eco-sustainable future for the food & beverage sector and keeping theACMI brand at the top of the market.
Thanks to the technological partnership with MONDI, it was possible to create this innovative pallet wrapping system using special kraft paper for stretch wrappers specially designed by the multinational paper company, a global leader in the sector.
Based on robotic technology developed by ACMI,
“plastic free”, dalle vassoiatrici ad alta velocità, alle incartonatrici robotiche, alle astucciatrici orizzontali, ACMI ha completato la gamma “green” ed è ora in grado di offrire ai propri clienti un sistema di confezionamento secondario senza plastica, a ridotto impatto ambientale e altamente sostenibile. Riciclabilità, sostenibilità, responsabilità sociale, minor impatto ambientale, minor inquinamento: è questo che ACMI e MONDI si sono posti come obiettivo per il futuro dell’industria del packaging. gogreen@acmispa.com
the Rocket E-500 stretch wrapper reaches a speed of 100 pallets per hour and features a modern and ergonomic design. The reel unwinding system, patented by ACMI, is the heart of the machine and allows the special MONDI “Advantage StretchWrap” kraft paper to be applied to the pallet, guaranteeing the same results as plastic film both in terms of stability and protection from external agents.
The “GoGreen” project represents ACMI’s vision of a plastic-free food & beverage industry. Thanks to the introduction of the Rocket E-500 stretch wrapper, which joins a whole series of “plastic-free” machines, from high-speed tray formers, to robotic cartoners, to horizontal end load cartoners, ACMI has completed the “green” range and is now able to offer its customers a highly sustainable secondary packaging system without plastic and with reduced environmental impact. Recyclability, sustainability, social responsibility, less environmental impact and less pollution: this is what ACMI and MONDI have set as their goal for the future of the packaging industry. gogreen@acmispa.com
La Duetti Packaging, attraverso un’esperienza pluridecennale, progetta e realizza linee complete per l’automazione del packaging secondario. L’elevato livello di personalizzazione nelle soluzioni permette di incontrare sempre le specifiche esigenze del cliente.

La produzione Duetti Packaging comprende tutta la gamma delle macchine implicate nel packaging, con relativi raccordi e interfacce informative con altri elementi dell’impianto, sia a monte che a valle
Le competenze dello staff tecnico e commerciale consentono di individuare e sviluppare la decisione più efficace per razionalizzare le operazioni di imballaggio per il fine linea e la logistica.
La produzione della Duetti Packaging comprende tutta la gamma delle macchine implicate nel packaging, con relativi raccordi ed interfacce informative con altri elementi dell’impianto, sia a monte che a valle.
Troviamo allora i depalettizzatori, atti a prelevare i contenitori vuoti e di avviarli al riempimento, a seguito quindi di tutta la fase di processo la Duetti Packaging, con le proprie macchine incartonatrici riprende i contenitori riempiti (che possono essere bottiglie,sia in vetro che materiale plastico, flaconi o barattoli) e li inserisce nelle scatole preformate che vengono successivamente chiuse a nastro adesivo o colla a caldo.
Le scatole, i fardelli termoretratti, i vassoi, piuttosto che casse in plastica, a questo punto possono essere palettizzate. Duetti Packaging annovera nella propria produzione tutte le modalità di palettizzazione automatica, ovvero: a portale cartesiano, a strato intero

(dal basso/dall’alto per aumentarne le performance) e robot antropomorfo.
A questo punto, per l’avvolgimento in automatico del bancale, possono essere integrati i fasciapallet: a piattaforma, a braccio rotante, ad anello per le alte velocità, incappucciatrici.
Una volta avvolto il pallet può essere movimentato all’interno dello stabilimento a mezzo di carrelli autoguidati AGV che in maniera autonoma, senza operatore, svolgono tutte le mansioni del carrello elevatore, vale a dire prelevare il bancale pieno e posizionarlo nelle baie dei magazzini o a terra oppure di spostare caricare la pila dei pallet vuoti. All’esigenza la Duetti Packaging può fornire più AGV per poter gestire molteplici missioni e movimentazioni.
Il software di gestione si estende poi alle operazioni di tracciabilità e warehousing con l’integrazione nel sistema gestionale aziendale.
Il tutto porta allo stoccaggio a magazzino dove la Duetti Packaging,in partnership,può fornire soluzioni di magazzinaggio automatico e di picking/depicking per pallet multipli.
Duetti Packaging’s production includes the complete range of machines involved in packaging, with connections and data interfaces with other parts of the line, both upstream and downstream
Duetti Packaging, with decades of experience, designs and manufactures complete lines for the automation of secondary packaging.
The high level of personalization in the solutions ensures that the individual requirements of each and every customer can be met.
The expertise of the technical and commercial staff allows identifying and developing the most effective decision to streamline packaging operations for end-of-line and logistics.
The production of Duetti Packaging includes the complete range of machines involved in packaging, with connections and data interfaces with other parts of the line, both upstream and downstream.
The range of equipment starts with depalletizers, to take empty containers and feed them to the filler and then further down the line Duetti Packaging, with its cartoning machines takes back control of the containers which can be bottles, (both glass and plastic),canisters or jars and inserts them in preformed cases that can be later closed by adhesive tape or hot melt glue.
Duetti packaging next can palletize boxes, cartons, shrink-packs, trays, crates with a wide selection of machines available from the production range with all modes of automatic palletizing possible, i.e.: Cartesian, gantry, sweep (high & low level) as well as industrial robots.
From the palletizer we go to automatic pallet wrapping with rotary table, rotary arm, ring stretch-wrappers or hooding machines all available.
The wrapped pallet is not necessarily the end, as options exist to transport pallets with Duetti Packaging shuttle car systems and range of AGV/LGV models automatically to the warehouse without the need for forklifts or operators, the same systems can be used for feeding stacks of empty pallets to palletizers or placing the pallets on the ground.
Duetti packaging management software can ensure traceability and warehouse operations with integration with a company management system.
In the end when the product needs to be stored in the warehouse Duetti Packaging, in partnership, can provide automatic warehousing as well as picking/ depicking solutions for multiple pallets.

GlobalData certifica anche il primato del brand
San Benedetto nelle categorie Acqua Minerale, Thè freddo, Bibite Gassate Non-Cola Low Calories Carbonates
Anche nel 2020 Acqua Minerale San Benedetto S.p.A. si conferma per il sesto anno consecutivo Gruppo leader in Italia nel mercato del beverage analcolico con una quota a volume del 16,3%. L’azienda a capitale interamente italiano continua ad essere protagonista anche nei singoli mercati in cui opera consolidando il primato del brand San Benedetto nell’Acqua Minerale (quota a volume del 12,2%),nelThè Freddo (quota a volume del 31,1%), nelle Bibite Gassate Non-Cola Low Calories Carbonates (quota a volume del 32,5%).
Anche Energade rinnova il suo primato risultando il brand leader nella categoria sport drinks con una quota a volume del 35%.
A certificare questo successo è GlobalData, prestigiosa società internazionale di ricerca e consulenza di mercato, con sede principale a Londra, accreditata come “specialista” per lo studio e l’analisi dei mercati globali relativi all’industria delle bevande.
“Siamo particolarmente soddisfatti di questo risultato che appare ancora più importante specie in un momento storico in cui il mercato e l’intero contesto economico sono stati messi a dura prova dall’emergenza sanitaria. Essere riusciti, infatti, a raggiungere risultati che ci hanno posto come eccellenza assoluta nel beverage analcolico italiano è un’attestazione di fiducia enorme e una conquista di squadra”, afferma Enrico Zoppas, Presidente e Amministratore Delegato di Acqua Minerale San Benedetto S.p.A. “Questo ulteriore successo consolida la forza del Gruppo e allo stesso tempo ci stimola a fare sempre di più, perché per noi di San Benedetto ogni traguardo raggiunto non è considerato un punto di arrivo ma uno da cui ripartire con l’obiettivo di fare sempre meglio”. La certificazione GlobalData arriva dopo l’eccellente risultato certificato da The RepTrak Company -società leader a livello globale nella misurazione e
gestione della reputazione aziendale - per la quale Acqua Minerale San Benedetto ha registrato nel primo trimestre del 2021 un indice reputazionale di 80/100 nella categoria di bevande analcoliche, caffè escluso. Il Gruppo entra così per la prima volta nella fascia “Eccellente” di Reputazione, distaccando la media dei suoi benchmark di settore di 5 punti e il secondo Player come Best Performer di oltre 2 punti. Gruppo Acqua Minerale San Benedetto S.p.A. Nata nel 1956, Acqua Minerale San Benedetto S.p.A. è presente in cento Paesi nei cinque continenti ed è il primo player in Italia del beverage analcolico (fonte GlobalData 2020, dati 2019). Azienda “totale”, multispecialista e multicanale, San Benedetto opera con successo in tutti i segmenti del mercato di riferimento, dalle acque minerali (San Benedetto, Antica Fonte della Salute, Acqua di Nepi, Guizza Pura di Roccia e Cutolo Rionero Fonte Atella) a quelle addizionate (Aquavitamin e San Benedetto SKINCARE), dalle bibite gassate (San Benedetto e Schweppes) al thè (San Benedetto e Guizza) e ai prodotti per bambini (San Benedetto Baby), dagli sport drink (Energade), alle acque toniche (Schweppes) fino alle bibite piatte a base di succo (San Benedetto Succoso e Tel Quel) e agli aperitivi (San Benedetto e Ginger Spritz).
GlobalData also certifies the primacy of the San Benedetto brand in the categories of Mineral Water, Cold Tea, Non-Cola Low Calories Carbonates
Also in 2020 Acqua Minerale San Benedetto S.p.A. confirms itself for the sixth consecutive year as the leading Group in Italy in the nonalcoholic beverage market with a volume share of 16.3%.The wholly Italian-owned company continues to be a protagonist even in the individual markets in which it operates, consolidating the primacy of the San Benedetto brand in Mineral Water (volume share of 12.2%), in Cold Tea (volume share of 31, 1%), in Non-Cola Low Calories Carbonates (volume share of 32.5%). Energade also renews its leadership by becoming the leading brand in the sports drinks category with a volume share of 35%.
This success is certified by GlobalData, a prestigious international market research and consulting company, headquartered in London, accredited as a “specialist” for the study and analysis of global markets relating to the beverage industry.
“We are particularly satisfied with this result which appears even more important, especially in a historical moment in which the market and the entire economic context have been severely tested by the health emergency. Being able, in fact, to achieve results that have placed us as absolute excellence in the Italian non-alcoholic beverage is a proof of enormous trust and a team achievement “, says Enrico Zoppas, President and CEO of Acqua Minerale San Benedetto S.p.A. “This further success consolidates the strength of the Group and at the same time stimulates us to do more and more, because for us every goal achieved is not considered a point of arrival but one from which to start again with the aim of always doing better. “.
The GlobalData certification comes after the excellent result certified by The RepTrak Company - a global leader in the measurement and management of

corporate reputation - for which Acqua Minerale San Benedetto recorded in the first quarter of 2021 a reputation index of 80/100 in the non-alcoholic drinks category, excluding coffee. The Group thus enters the “Excellent” range of Reputation for the first time, outpacing the average of its industry benchmarks by 5 points and the second Player as Best Performer by over 2 points.
San Benedetto Mineral Water S.p.A.
Founded in 1956, it is present in one hundred countries in five continents and is the leading player in Italy in the non-alcoholic beverage sector (source GlobalData 2020, data 2019). A “complete”, multispecialist and multi-channel company, San Benedetto operates successfully in all segments of the reference market , from mineral waters, (San Benedetto, Antica Fonte della Salute, Acqua di Nepi, Guizza Pura di Roccia and Cutolo Rionero Fonte Atella), to added water ( Aquavitamin and San Benedetto SKINCARE) to carbonated soft drinks (San Benedetto e Schweppes)), to tea (San Benedetto and Guizza), to baby products (San Benedetto Baby), to sport drinks, Energade), up to Schweppes and juice based one (San Benedetto Succoso and Tel Quel)and aperitifs (Ginger Spritz and Ginger Spritz).
Le soluzioni tecnologiche davvero efficaci, per essere tali, devono portare risposte concrete sul mercato e garantire un alto livello di flessibilità
Le soluzioni tecnologiche davvero efficaci, per essere tali, devono portare risposte concrete sul mercato e garantire un alto livello di flessibilità. Vince chi viene incontro alle differenti esigenze manifatturiere dei clienti e ne ottimizza le linee di produzione. CRM Engineering, azienda parte del gruppo P.E. Labellers, segue questo approccio da trentacinque anni, con una crescita che non accenna a fermarsi.
La sostenibilità ambientale rappresenta oggi un trend più che mai tangibile, un orientamento di mercato che sta influenzando il modo di fare produzione delle aziende di tutto il mondo.
Le realtà manifatturiere che producono prodotti di largo consumo sono tra le più sensibili al tema ecologico e le prime a volersi dotare di processi produttivi che puntino in questa direzione.
I contenitori riciclabili, come vetro e lattine, stanno diventando elementi indispensabili per conferire valore e imprimere il DNA green ai prodotti stessi. CRM da anni si è conquistata la fiducia di moltissime aziende del settore, fornendo importanti servizi di complemento alle linee di produzione. Un esempio
è rappresentato dai twist, strumenti indispensabili per ispezioni, sciacquatura, controlli e marcatura dei contenitori riciclabili. “La maggior parte dei costruttori di impianti si avvale dei nostri prodotti grazie agli standard che abbiamo raggiunto – ci raccontano Franco e Omar Cisamolo, rispettivamente AD e Direttore di Produzione. Si tratta di soluzioni realizzate con materiali di alta qualità, che si dimostrano durevoli nel tempo, molto funzionali, facilmente ispezionabili e semplicissimi da installare senza l’utilizzo di particolari utensili. Un mix di caratteristiche eccellenti a cui i costruttori non rinunciano più”.
Quando chiediamo a Franco e Omar Cisamolo quali sono i maggiori risultati che CRM ha conquistato negli anni,la risposta arriva immediata.La soddisfazione dei clienti. La capacità di aiutarli a sviluppare al meglio il proprio business, grazie a soluzioni guidate dall’innovation technology e ispirate al concetto di flessibilità. Il massimo livello di adattabilità lo riscontriamo nei cambi formato: questa, in una parola, la più importante proposizione di valore dell’azienda, che rappresenta anche il core business di CRM e l’elemento che maggiormente la differenzia sul mercato. Soluzioni di grande efficacia proprio perché estremamente flessibili, veloci e adattabili a primarie aree del beverage, come il riempimento, il confezionamento e l’etichettatura. Oggi l’industria delle bevande, dal vino agli alcolici, dalle acque minerali ai soft drinks, dalle birre agli yogurt da bere, richiede un livello di competenza e
flessibilità che solo attraverso un approccio flessibile e orientato all’efficientamento energetico è possibile soddisfare completamente. “Quello del cambio formato è un tema sensibilissimo, su cui si gioca una grande parte della partita e che le aziende del beverage di tutto il mondo hanno nel mirino – proseguono Franco e Omar Cisamolo. CRM ne ha fatto il proprio cavallo di battaglia, conquistando la fiducia di aziende e costruttori grazie al proprio livello di specializzazione e capacità di realizzare cambi formato eccellenti per l’intera linea: sciacquatrici, tappatori, capsulatrici, capovolgitori, twist, etichettatrici e molto altro. Soluzioni specifiche realizzate a tutto tondo, dalla progettazione al collaudo, nel rispetto di criteri normativi e standard di certificazione che mettono in sicurezza qualsiasi azienda”. CRM fa parte del gruppo P.E. Labellers, una grande realtà produttrice di macchine etichettatrici automatiche di altissimo livello, che scrive la storia del beverage nel mondo da quasi cinquanta anni. CRM, come P.E., persegue l’obiettivo di adattare le proprie competenze e la propria offerta alle nuove esigenze produttive delle aziende e agli standard di qualità sempre più alti imposti dal mercato.
I risultati parlano chiaro. L’azienda mette in campo un patrimonio tecnologico in grado di assecondare e anticipare standard di produzione molto esigenti, senza scendere mai a compromessi. Oggi CRM gode di largo consenso e credibilità nell’industria delle bevande, che ha saputo accrescere e proteggere nel tempo. Con grande soddisfazione dell’intera filiera.

Attrezzature e componenti per cambio formato
Equipment and components for changeover

Solutions that are really effective must be able to bring concrete answers to the market and guarantee a very high level of flexibility.
Those who succeed are those who manage to meet the different needs of manufacturing clients, and optimize their production lines. CRM Engineering, a company part of the P.E. Labellers group, has been practicing this approach for thirty-five years, with a continuous growth rate.
Environmental sustainability today is a more than ever tangible trend. It is a market orientation that is influencing the production modes of companies worldwide.
The manufacturing companies that produce consumer products are among the most sensitive to the issue of ecology and are the first who want to equip themselves with production processes that comply with this trend. Recyclable containers, such as glass and cans, are
Soluzione intelligente per contenitori riciclabili
Smart solution for recyclable containers
becoming indispensable elements that add value and imprint the products themselves with a green DNA.
For years CRM has won over the trust of many companies in the sector, providing important complementary services to the production lines.
An example is represented by the twist, indispensable tools for inspections, rinsing, controls and marking of recyclable containers.
“Most of the plant builders make use of our products thanks to the standards we have reached – say Franco and Omar Cisamolo, respectively CEO and Production Manager. These are solutions made with high quality materials, which prove to be durable over time, very functional,easy to inspect and very simple to install without the use of special tools.A mix of excellent features that manufacturers can no longer do without”.
Solutions that are really effective must be able to bring concrete answers to the market and guarantee a very high level of flexibility
When we ask Franco and Omar Cisamolo,respectively CEO and Production Manager, what are the greatest results that CRM has achieved over the years, the answer come immediately. Customer satisfaction. The ability to help them develop their business better, thanks to solutions guided by innovation technology and inspired by the concept of flexibility. The highest level of adaptability is evident during format changes: this, in a word, is the most important of the company’s value proposition, which is also the core business of CRM and an element which makes the difference on the market.
Solutions that are highly effective because flexible, fast and adaptable for primary areas of the beverage sector, such as the filling, packaging and labelling processes.
Today, the beverage industry, from wine to spirits, from mineral waters to soft drinks, from beers to yoghurt drinks, requires a level of competence and flexibility that can be satisfied only through a flexible approach oriented towards energy efficiency. “The change of format is a very sensitive issue, on which a large part of the challenge is played and which beverage companies all over the world target – confirm Franco and Omar Cisamolo. CRM has made it its trump card, winning the trust of companies and manufacturers thanks to its level of specialization and ability to create excellent format changes for the entire line: rinsers, cappers, capsulers, overturners, twisters, labellers and much more.Specific all-around solutions,from design to testing, in compliance with regulatory criteria and certification standards that make any company safe”.
CRM is part of the PE Labellers group, a large manufacturer of automatic labelling machines of the highest level, which made the history of beverage in the world for almost fifty years. CRM, like PE, pursues the objective of adapting its skills and offer to the new production needs of companies the increasingly high-quality standards imposed by the market. The results are clear. The company puts in place a technological heritage capable of meeting and anticipating very demanding production standards, without ever making compromises. Today, CRM enjoys wide acceptance and credibility in the beverage industry, which has been able to increase and protect over time.With great satisfaction of the entire supply chain.
La gamma di trasportatori LMD varia da sistemi di trasferimento molto lunghi senza interruzioni a trasferimenti verticali attraverso spirali o dispositivi configurati ad hoc su richiesta
Lo scopo principale di una società di rappresentanza non può più essere, ai nostri giorni, semplicemente quello di vendere un prodotto per conto di altre società,ma deve necessariamente integrare un pool di aziende e tecnologie che offrano prodotti differenti e complementari per fornire, con una accurata progettazione, sistemi integrati ed efficienti. LMD rappresenta, in Italia, due aziende molto note nel mondo del beverage, leader nei rispettivi settori e con know-how elevati e di altissima qualità. Sia nel settore del beverage che in altri settori quali l’industria farmaceutica, meccanica, alimentare o dell’imballaggio,LMD può essere la risposta a tutte le vostre richieste di soluzioni di qualità.
Jonge Poerink Conveyors è da sempre conosciuta per le sue curve speciali per il trasporto ad alta velocità di carichi pesanti, per le spirali (che LMD realizzia anche in versione “alimentare”) create “su misura”, per i sistemi di trasporto rettilinei e multi-curva, così come per i tavoli di accumulo per prodotti sfusi. Tra i clienti LMD si pregia di annoverare i più grandi produttori di impianti per il beverage, e con una capacità produttiva superiore alle 400 curve l’anno è probabilmente tra i primi costruttori al mondo.Jonge Poerink è storicamente nota per la grande robustezza delle sue attrezzature e per la scarsa richiesta manutentiva, che rende i prodotti molto economici sul lungo termine. Allo stesso modo,la INPROSY (acronimo di Innovative Systems Solutions) realizza sistemi di trasporto e buffer automatici a nastro su misura e secondo le necessità del cliente.
LMD può disporre di una serie di soluzioni integrate per migliorare la produttività degli impianti, grazie all’eliminazione degli effetti negativi delle fermate sulla linea.Il tutto perfettamente adattabile alle caratteristiche del prodotto ed alle condizioni ambientali.
LMD’s range of conveyors varies from very long transfer systems without interruptions to vertical transfers through spirals or “ad hoc” configured devices on request
The main purpose of a representation company can no longer simply be, nowadays, to sell a product on behalf of other companies, but it must necessarily integrate a pool of companies and technologies to offer different and complementary products in order to provide, with a careful design, integrated and efficient systems.
In Italy, LMD represents two very well-known companies in the world of beverage, leaders in their respective sectors, and with high know-how and the highest quality available on the market. Both in the beverage industry and in other sectors such as the pharmaceutical, mechanical, food or Packaging industries, LMD can be the answer to all your demands for quality solutions.
Jonge Poerink Conveyors has always been known for its special curves for the high-speed transportation ofheavyloads,for“tailor-made”spirals(whichLMDalso makes in “food” version), for straight and multi-curved transport systems, as well as for buffer tables for bulk products. Among its customers LMD aims to include the largest manufacturers of beverage plants,and with a production capacity of more than 400 curves per year LMD is probably among the first manufacturers in


L’ampia gamma di trasportatori LMD varia da sistemi di trasferimento molto lunghi senza interruzioni, a trasferimenti verticali attraverso spirali o dispositivi configurati ad hoc su richiesta.
Con Jonge Poerink e INPROSY, LMD può creare sistemi di trasporto completi per il trasporto di bottiglie,, vassoi, scatole, pacchetti, doypack, contenitori per il latte, sacchi,flowpack e soprattutto prodotti alimentari nudi. Se avete necessità di trovare una soluzione di trasporto, non avete che da contattare LMD: www.lamiaditta.eu – info@lamiaditta.eu

the world. Jonge Poerink is historically known for the great robustness of its equipment and extremely low maintenance level, which makes LMD products very cheap in the long term.
In the same way, INPROSY (acronym for Innovative Systems Solutions) produces automatic belt transport systems and tailored buffers and according to the customers’ need.
LMD can propose a series of integrated solutions to improve plant productivity, thanks to the elimination of the negative effects of plant stops. All of them will perfectly suit the features of the products and the environmental conditions.
LMD’s wide range of conveyors varies from very long transfer systems without interruptions, to vertical transfers through spirals or “ad hoc” configured devices on request.
With Jonge Poerink and INPROSY LMD can create complete transport systems for the transport of bottles, trays, boxes, packages, doypack, milk containers, sacks, flowpack, and especially naked food products If you need to find a transport solution for your factory, you just need to contact LMD: www.lamiaditta.eu –info@lamiaditta.eu

Maggiore supporto per un’eccezionale brand experience: la creazione di un packaging di bevande di successo si basa su un design accurato a tutti i livelli
La creazione di un packaging di bevande di successo si basa su un design accurato a tutti i livelli. Mentre il marchio principale e le informazioni sul prodotto risiedono sul corpo del contenitore,le lattine per bevande svolgono un ruolo fondamentale, e spesso trascurato, nel coinvolgere i consumatori. Negli ultimi anni sono stati compiuti numerosi progressi tecnologici nel settore delle bevande, consentendo ai proprietari di marchi di aumentare l’interazione e distinguersi in un panorama affollato di vendita al dettaglio. In Crown, le linguette non hanno più solo la semplice funzione di strappo, grazie alla prima estremità per bevande di facile apertura, e il nostro SuperEnd® rivoluzionario include opzioni che offrono una fonte di stile in più. Ad esempio, le linguette dai colori vivaci possono creare un aspetto sorprendente e rafforzare l’identità del marchio da tutte le angolazioni, mentre quelle ritagliate o incise al laser possono mettere in risalto i loghi o le immagini del marchio e conferire un tocco di qualità ai prodotti. Questi dettagli minimi ma rilevanti, dimostrano l’attenzione ai dettagli e alla qualità come valori fondamentali del marchio. Questi vantaggi sono il motivo per cui continuiamo ad espandere le possibilità di confezionamento delle bevande, inclusa l’aggiunta di un quarto modulo al nostro stabilimento di Winchester, Virginia e un terzo modulo presso il nostro stabilimento di Dayton, Ohio. Poiché i clienti continuano a introdurre nuovi prodotti in lattina per allinearsi alle preferenze dei consumatori per l’imballaggio sostenibile, le estremità giocheranno un ruolo importante nell’offrire un’altra opportunità di distinzione. Con la prevista crescita della domanda di lattine per bevande, ci impegniamo a fornire supporto alla progettazione finale e alla produzione ai proprietari di marchi. Dopotutto, per i nostri clienti, la fine delle bevande è solo l’inizio dell’esperienza del consumatore. Scopri di più sulle nostre opzioni di fine bevanda qui: https://www.crowncork.com/beverage-packaging/beverage-ends.

Colored tabs

Increased support for a stand-out brand experience: Creating a successful beverage package relies on thoughtful design at every level
Creating a successful beverage package relies on thoughtful design at every level.While core branding and product information lives on the body of the container, beverage can ends play a critical, and often overlooked, role in consumer engagement. Numerous technology advancements have been made in beverage ends in recent years, allowing brand owners to increase interaction and stand out in a crowded retail landscape.At Crown, our ends have expanded from the functional pull-tab – the first easy-open beverage end – and our game-changing SuperEnd® to include options that offer a source of extra flair. For example, brightly colored tabs can create a striking appearance and reinforce brand identity from all angles, while cut-out or laser-etched tabs can spotlight brand logos or imagery and lend a premium feel to products. These subtle yet thoughtful touches demonstrate attention to detail and quality as core brand values. These benefits are why we continue to expand beverage end capacity, including adding a fourth end module to our Winchester, Virginia facility and a third end module at our Dayton, Ohio plant. As customers continue to introduce more products in cans to align with consumer preferences for sustainable packaging, ends will play an important role in offering yet another opportunity for distinction. With the expected growth in demand for beverage cans, we are committed to providing end design and production support to brand owners.After all, for our customers, beverage ends are only the beginning of the consumer experience. Learn more about our beverage end options here: https://www.crowncork.com/beverage-packaging/beverage-ends.

Tenco presenta la riempitrice semiautomatica
Enolmaster per l’imbottigliamento ad alte temperature e dal funzionamento semplice e igienico
La riempitrice semiautomatica Enolmaster è una imbottigliatrice professionale per vino, olio, birra, liquori, succhi di frutta e tantissimi altri prodotti alimentari liquidi, anche schiumosi, e altresì per l’imbottigliamento ad alte temperature.
Il funzionamento è semplice e igienico: una pompa a vuoto aspira il liquido dal contenitore di prelievo, riempiendo,in pochi secondi fino a quattro bottiglie alla volta. Così il liquido viene aspirato senza scuotimenti e senza alcun contatto con particolari meccanici ed il livello di riempimento impostato dall’operatore è automatico e resta lo stesso per tutte le bottiglie, durante l’intero processo di imbottigliamento. Sono disponibili kit e accessori per ampliarne le funzionalità e l’utilizzo:
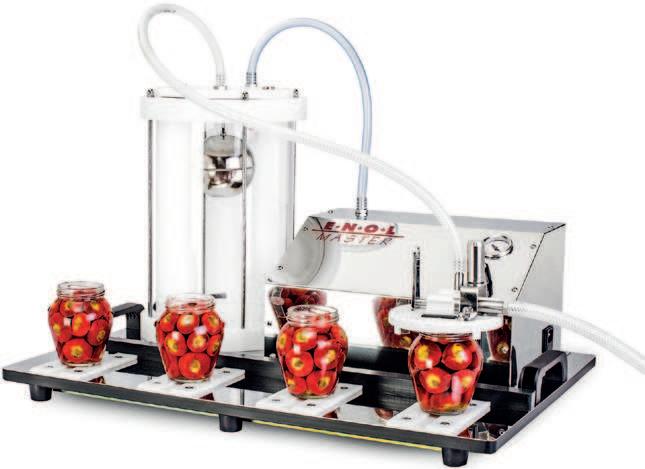


Vaso di recupero prodotto in vetro pyrex, beccucci di riempimento per bottiglie mignon o magnum,o ancora, per bottiglie particolari dal collo lungo, kit specifici per la colmatura di vasetti con olio e/o salamoia, sistemi filtranti in acciaio inox o in fibra di vetro, per poter imbottigliare e filtrare qualsiasi prodotto in un’unica operazione.
Facilità di utilizzo e semplicità di lavaggio, velocità e precisione di dosaggio, dimensioni contenute e materiali specifici e certificati per l’industria alimentare rendono l’Enolmaster l’imbottigliatrice ideale per oleifici, cantine, distillerie e birrifici.

TENCO SRL
Via Arbora 1 16036 Avegno (Genova) Tel. +39 0185 79556 www.tenco.it

Tenco presents its semi-automatic filler Enolmaster for bottling at high temperatures and featuring simple and hygienic operation
The semi-automatic Enolmaster filler is a professional bottler for wine, oil, beer, liqueurs, fruit juices and many other liquid food products, including foaming products, and for bottling at high temperatures.
The operation is simple and hygienic: a vacuum pump sucks the liquid from the container, filling up, in seconds, up to four bottles at a time.
Thus,the liquid is sucked without shaking and without any contact with mechanical parts and the filling level, set by the operator, is automatic and remains the same for all the bottles, during the entire bottling process.


Kits and accessories are available to expand functionality and use: Recovery vessel in Pyrex glass, filling spouts for mignon or magnum bottles, or even for particular bottles with long necks, specific kits for filling jars with oil and/ or brine,stainless steel or fiberglass filtering systems,to be able to bottle and filter any product in a single operation.
Ease of use and simplicity of washing, dosing speed and precision, small dimensions and specific materials certified for the food industry make Enolmaster the ideal bottler for oil mills, wineries, distilleries and breweries.



Le macchine di ultima generazione impiegano tecnologie all’avanguardia come il sistema di recupero d’aria a doppio stadio AIR MASTER, che consente di ridurre il consumo di aria compressa
Il processo di produzione di contenitori in PET e rPET per mezzo di impianti di stiro-soffiaggio richiede l’utilizzo di aria compressa ad alta pressione prodotta da un compressore alimentato da energia elettrica. Tutte le stiro-soffiatrici rotative SMI della serie EBS ERGON sono progettate per assicurare elevata efficienza energetica. In particolare, le macchine di ultima generazione impiegano tecnologie all’avanguardia come il sistema di recupero d’aria a doppio stadio AIR MASTER, che consente di ridurre il consumo di aria compressa fino al 40% (il risparmio varia in funzione delle condizioni di produzione e dei costi locali di energia elettrica) rispetto a sistemi che ne sono sprovvisti e che opera come segue: 1.il primo stadio recupera l’aria che viene poi utilizzata perlafasedipre-soffiaggioediserviziodellamacchina 2. il secondo stadio si affianca al primo e preleva una
parte dell’aria di scarico e la utilizza esclusivamente per la fase di stiro-soffiaggio.
In particolare, il riutilizzo all’interno del processo di stiro-soffiaggio ad alta pressione dell’aria recuperata consente di ridurre l’utilizzo del compressore ad alta pressione, con conseguenti benefici in termini di minor consumo di energia elettrica.
Come funziona in dettaglio
1) Su ogni stazione di stiro-soffiaggio vengono montate due valvole di scarico: la prima alimenta l’impianto di recupero, immettendo aria nella linea di recupero, mentre la seconda scarica l’aria che non è possibile recuperare
2) L’aria recuperata viene prelevata per alimentare il circuito di pre-soffiaggio e di servizio della macchina
3) L’eventuale aria in eccesso viene utilizzata per alimentare la linea di bassa pressione di utenze esterne alla macchina
4) Il secondo stadio consente un ulteriore risparmio, perché utilizza l’aria di scarico per la fase di sitrosoffiaggio.
Anche i clienti SMI che possiedono stiro-soffiatrici appartenenti alle precedenti generazioni possono beneficiare dei vantaggi offerti da questo sistema di recupero installando un pacchetto di “upgrade”, che assicura:
- recupero dell’aria compressa che andrebbe altrimenti dispersa nell’ambiente
- riutilizzo dell’aria per il processo di stiro-soffiaggio
- riduzione dei consumi di aria ad alta pressione e di energia elettrica per il minor utilizzo del compressore
fino al 30% (*) rispetto a sistemi che ne sono sprovvisti
- soluzione eco-sostenibile
- minor usura e ridotti costi di manutenzione del compressore.
Rendi efficienti i tuoi impianti produttivi
SMI offre una vasta gamma di “upgrades” per beneficiare di maggiore efficienza, eco-compatibilità e risparmio energetico di macchine e impianti; infatti, tramite appositi kit di aggiornamento installati da tecnici specializzati la gran parte degli impianti esistenti possono avvalersi delle tecnologie più recenti mediante l’implementazione di nuove applicazioni, cambi formato aggiuntivi e nuovi accessori. Gli “upgrades” rappresentano pertanto un modo economico per prolungare la vita utile della macchina, aumentandone le prestazioni.
SMI progetta e realizza macchine e impianti per l’imbottigliamento e il confezionamento dal design innovativo, dotati di tecnologia IoT, che offrono a migliaia di clienti (dislocati in oltre 130 Paesi del mondo) soluzioni intelligenti in grado di soddisfare le loro esigenze di competitività, efficienza produttiva, flessibilità operativa, risparmio energetico, semplicità di gestione e monitoraggio dell’intero processo di produzione. Gli sviluppi più recenti e i continui investimenti in Ricerca & Sviluppo hanno portato alla realizzazione di macchine sempre più compatte, economiche, ecosostenibili, in grado di soddisfare esigenze di produzione fino a 36.800 bottiglie/ora
The latest generation machines use cutting-edge technologies such as the AIR MASTER doublestage air recovery system, which allows to reduce the consumption of compressed air
The production process of PET and rPET containers by means of stretch-blow moulding systems, requires the use of high pressure compressed air, produced by a compressor powered by electricity. All SMI rotary stretch-blow moulders of the EBS ERGON series are designed to ensure high energy efficiency. In particular, the latest generation machines use cutting-edge technologies such as the AIR MASTER double-stage air recovery system,which allows to reduce the consumption of compressed air by up to 40% (savings vary according to production conditions and local electricity costs) compared to systems without it and which operates as follows:
1. The first stage recovers the air which is then used for the pre-blowing and service phase of the machine
2. The second stage joins the first and takes part of the exhaust air and uses it exclusively for the stretchblow moulding phase.
In particular, the reuse within the high pressure stretch-blow moulding process of the recovered air, allows to reduce the use of the high-pressure
compressor, with consequent benefits in terms of lower electricity consumption.
How it works in detail
1)Two discharge valves are mounted on each stretch blow moulding station: the first feeds the recovery system,introducing air into the recovery line,while the second discharges the air that cannot be recovered
2) The recovered air is taken to feed the pre-blowing and service circuit of the machine
3) Any excess air is used to feed the low-pressure line of users external to the machine
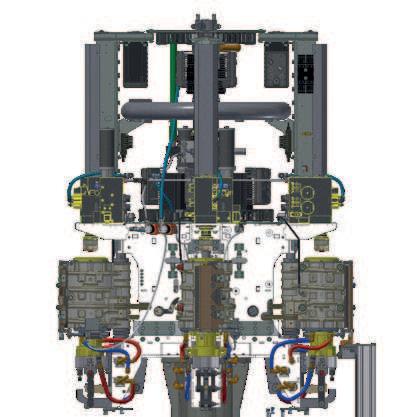
The second stage allows for further savings, because it uses the exhaust air for the sitro-blowing phase.
Even SMI customers who own stretch-blow moulders belonging to previous generations can benefit from the advantages offered by this recovery system by installing an “upgrade” package, which ensures:
- recovery of compressed air which would otherwise be dispersed into the environment
- reuse of air for the stretch-blow moulding process
- reduction of high-pressure air and electricity consumption due to less compressor use up to 30% (*) compared to systems without them
- eco-sustainable solution
- less wear and reduced compressor maintenance costs.
Make your production plants efficient
SMI offers a wide range of “upgrades” to benefit from greater efficiency,eco-compatibility and energy saving of machines and systems; in fact, by means of special update kits installed by specialized technicians, most of the existing systems can make use of the most

recent technologies through the implementation of new applications, additional format changes and new accessories. The “upgrades” therefore, represent an economical way to extend the useful life of the machine, increasing its performance.
SMI designs and manufactures bottling plants and packaging machines with an innovative design, equipped with IoT technology, providing to its customers, located all over the world, with smart solutions, able to meet their requirements in terms of competitiveness, production efficiency, operational flexibility, energy saving, easy management and monitoring of the whole production process.
The latest developments and the continuous investments in Research & Development have led to the production of even more compact, economic and eco-friendly machines, able to meet production requirements up to 36,800 bottles/hour
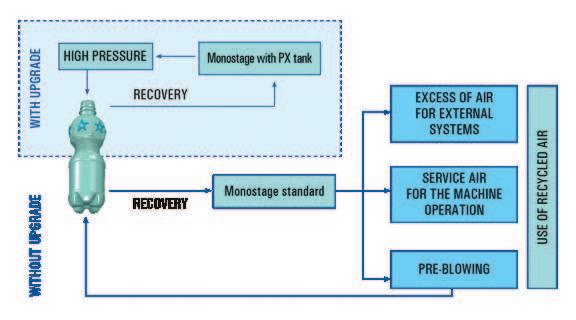
L'immagine mostra un esempio di risparmio che si può ottenere installando l'Air Master upgrade su una stiro-soffiatrice a 8 cavità per la produzione di bottiglie PET da 1,5 L a 2.250 bph, con pressione di soffiaggio di 33 bar e produzione di 4000 h/anno
The image shows an example of savings that can be obtained by installing the Air Master upgrade on an 8-cavity stretch-blow moulder for the production of 1.5L PET bottles at 2.250 bph, with a blowing pressure of 33 bar and production of 4000 h/year




























































































Schubert & Salzer Control Systems offre ai suoi clienti la più piccola valvola di controllo a saracinesca scorrevole oggi presente sul mercato, compresa di attuatore di diaframma e posizionatore digitale integrato
Vulcanizzare, sterilizzare, cuocere ed essiccare - molti processi industriali richiedono un controllo molto preciso dei mezzi liquidi, gassosi e vaporosi. Lo specialista in valvole Schubert & Salzer Control Valves con la sua nuova valvola a saracinesca scorrevole tipo 8028 ha sviluppato una soluzione particolarmente compatta, leggera ed efficiente energeticamente per tutte le aree dell’industria di processo. Inoltre, con un attuatore pneumatico a membrana da 80 millimetri e un posizionatore digitale, la valvola di controllo è molto veloce, quasi priva di usura e di manutenzione, e a bassa rumorosità. Grazie alle sue piccole dimensioni e al design salvaspazio della flangia intermedia, il tipo 8028 è eccellente in spazi limitati. Con una dimensione nominale di DN100, per esempio, la dimensione totale della versione GS1 è solamente di 487 millimetri. Il design compatto,inoltre,abbassa il consumo energetico durante le operazioni e conserva le risorse nei settori manifatturiero e logistico. Minima pressione di controllo, breve escursione dell’attuatore, durata maggiore
La tecnologia a saracinesca scorrevole usata nel tipo 8028 controlla il flusso in millisecondi, pertanto due dischi scanalati disposti verticalmente alla direzione del flusso scorrono uno sull’altro in un movimento lineare. L’attuatore deve quindi superare la frizione di scorrimento tra i due dischi. La forza attuatrice richiesta è del 90 percento inferiore rispetto alle valvole a sfera con la medesima misura nominale e stessa pressione differenziale.
Le brevi escursioni dell’attuatore di soli 6-9 millimetri riducono l’usura nell’imballaggio e nell’azionamento della valvola di controllo. Anche quando i materiali difficili rimangono attaccati allo stelo del pistone la tenuta rimane sempre intatta in quanto lo stelo del pistone si muove appena nell’imballaggio. Anche per il diaframma dell’attuatore, la corsa breve e le basse pressioni di controllo portano stress molto minore e quindi una durata con molti milioni di cicli di commutazione. Produzione individuale con brevi tempi di consegna
Schubert & Salzer Control Systems offre il tipo 8028 di valvola a porta scorrevole in misure nominali da 15 a 150 millimetri. Questa controlla il prodotto con temperature che vanno da -60 a 35°C e può essere usata a temperatura ambiente da -30 a 100°C. La massima pressione di esercizio arriva a 40 bar a seconda della grandezza nominale. L’elasticità di funzionamento è di 40:1 lineare e 80:1 per uguale percentuale di flusso.
Tutte le valvole di controllo realizzate da Schubert & Salzer Control Systems sono prodotte su ordinazione nella sede centrale dell’azienda a Ingolstadt. Il design modulare di valvole, attuatori e posizionatori nonché un magazzino di materiali primari completo e gestito dinamicamente garantiscono tempi di consegna particolarmente rapidi.
Schubert & Salzer Control Systems
Come azienda high-tech in rapida crescita, Schubert & Salzer Control Systems sviluppa, produce e distribuisce valvole industriali di controllo e arresto altamente precise che vengono applicate nell’ingegneria di processo. Con sede a Ingolstadt, l’azienda offre direttamente ai clienti prodotti di qualità “Made in Germany” o

tramite filiali in Benelux, Inghilterra, Francia, India e negli USA, come in oltre 40 partner internazionali.
Le valvole di Schubert & Salzer Control Systems sono tra le più efficienti sul mercato quando si tratta di consumo energetico, durata e inquinamento acustico. Design compatto ed elevata qualità nel controllo assicurano bassi requisiti di installazione e manutenzione, nonchè elevata affidabilità operativa e di processo con durata di servizio eccezionalmente lunga.
Le valvole sono usate nell’industria chimica e farmaceutica come anche nell’industria per la produzione e la lavorazione di alimenti e bevande, produzione di plastica, acciaio, vetro e carta, e nell’industria tessile.
Schubert & Salzer Control Systems offre la soluzione su misura laddove prodotti liquidi, vaporosi e gassosi devono essere controllati o chiusi.
Per maggiori informazioni: controlsystems.schubert-salzer.com
Schubert & Salzer Control Systems now offers its customers the smallest sliding gate control valve with diaphragm actuator and integrated, digital positioner on the market

Vulcanising, sterilising, baking and drying – many industrial processes require a highly precise control of liquid, gaseous or vaporous media. The valve specialist, Schubert & Salzer Control Systems, has now developed a particularly compact, lightweight and energy-efficient solution for all areas of the process industry with its new type 8028 sliding gate valve. In addition, with a pneumatic 80-millimetre diaphragm actuator and digital positioner, the control valve is very fast,almost wear and maintenance-free as well as low-noise operation. Thanks to its small size and a space-saving intermediate flange design, type 8028 scores highly especially when used in confined spaces. At a nominal size of DN100, for instance, the total dimension of the GS1 version is only 487 millimetres. The compact design also lowers energy consumption during operations and conserves resources in the manufacturing and logistics sectors.
Minimum control pressures, short actuator travels, longer lifetime
The sliding gate technology used in the type 8028 controls the flow in milliseconds, whereby two slotted discs arranged vertically to the direction of flow slide over each another in a linear movement. The actuator must therefore only overcome the sliding friction between both discs.The required actuating force is 90 per cent lower than for globe valves with the same nominal size at the same differential pressure.
Short actuator travels of just 6 to 9 millimetres also reduce the wear from the packing and drive of the control valve. Even when difficult media get stuck to the piston rod, the tightness remains permanently unimpaired because the piston rod barely moves into the packing.
For the actuator diaphragm too, the short stroke and low control pressures mean much lower stress and hence a long service life with many million switch cycles. Individual production with short delivery times
Schubert & Salzer Control Systems offers the type 8028 sliding gate valve in nominal sizes from 15 to 150 millimetres. It controls media with temperatures from -60 to 350°C and can be used at ambient temperatures from -30 to 100 °C. The maximum operating pressure is up to 40 bar depending on the nominal size. The rangeability is 40:1 for linear and 80:1 for equal percentage flow.
All control valves made by Schubert & Salzer Control Systems are manufactured to order at the company’s headquarters in Ingolstadt. The modular design of valves, actuators and positioners as well as a comprehensive, dynamically managed stock of primary materials ensure particularly quick delivery times.
Schubert & Salzer Control Systems
As a fast-growing high-tech company, Schubert & Salzer Control Systems develops, produces and distributes highly precise industrial control and stop valves which are applied in process engineering. Based in Ingolstadt, it offers customers quality products “Made in Germany” directly or through subsidiaries in the Benelux, England, France, India and the USA as well as more than 40 international partners.
Valves from Schubert & Salzer are amongst the most efficient on today’s market when it comes to energy consumption, durability and sound pollution. Their compact design and high control quality ensure low installation and maintenance requirements as well as high operational and process reliability with exceptionally long service lives.
The valves are used in the chemical and pharmaceutical industry as well as for the production and processing of food and beverages, and also for the manufacture of plastics, steel, glass and paper, as well as in the textile industry. Wherever liquid, vaporous and gaseous media have to be controlled and shut off, Schubert & Salzer Control Systems offers a tailor-made solution.
More information: controlsystems.schubert-salzer.com
Maca propone soluzioni multipack in stretch sleeve realizzate in materiale al 100% riciclabile e applicate a freddo
Il multipack rappresenta da sempre una soluzione di packaging vantaggiosa sia per i consumatori sia per i brand. I primi possono fare scorta dei prodotti acquistandoli con una leggera riduzione del prezzo e con la comodità di avere più confezioni insieme. I brand, invece, ottengono il vantaggio competitivo di moltiplicare la cifra dei prodotti venduti applicando promozioni speciali. Infatti, le sleeve per i multipack danno l’opportunità all’azienda di veicolare campagne di marketing, promozioni, eventi e concorsi, senza stravolgere l’etichettatura del prodotto primario contenuto nel multipack. Un’ulteriore opportunità per i brand che vogliono far conoscere altre tipologie di prodotti con azioni di crosselling è l’omaggio sull’acquisto di due o più confezioni di un prodotto. A seconda della forma dei contenitori, siano essi lattine, vasetti, flaconi o botti-
glie è possibile, infatti, sleeverare e tenere assieme più prodotti anche di diverse sagome Le confezioni multiple ottimizzano anche l’aspetto logistico dei prodotti rendendone più semplice il trasporto all’interno della GDO.
Le variabili da tenere in considerazione per la realizzazione di imballaggi multipack sono, senza dubbio, la comodità del consumatore, che gioca un ruolo importante nel design e nella funzionalità del multipack, l’integrità e la protezione della confezione e la sostenibilità dei materiali con cui vengono prodotti.
Maca, azienda italiana specializzata nella realizzazione di packaging flessibili, sovrastampa su packaging obsoleti e confezioni multiple, garantisce una consulenza a tutto tondo che parte dalla valutazione del contenitore fino alla personalizzazione del design e della grafica per offrire una soluzione di confezionamento globale, lungimirante ed ecosostenibile.
L’azienda dal pensiero flessibile propone, infatti, soluzioni multipack in stretch sleeve realizzate in materiale al 100% riciclabile (LDPE, polietilene a bassa densità) e applicate a freddo senza necessità
di successiva termoretrazione. Anche la stampa è eco-compatibile: Maca è in grado di utilizzare inchiostri e solventi a base acqua riducendo sensibilmente l’emissione di sostanze nocive nell’ambiente. L’aspetto sostenibile non comporta rinunce sulla personalizzazione dei film. Quest’ultimi, infatti, garantiscono proprietà di stampa ad alta prestazione. I multipack possono essere personalizzati a 360°per sfruttare al massimo la superficie e aumentarne l’efficacia comunicativa e l’attrattività a scaffale. Le soluzioni di packaging sono interamente progettate e realizzate in house. Maca, oltre alle etichette sleeve, fornisce applicatori e forni a integrazione delle linee di riempimento del cliente, con o senza maniglia. Realizza anche cluster costituiti da tubolari in PE stretch “big size” per accorpare più confezioni multipack in contemporanea senza bisogno di macchinari dedicati, costosi e ingombranti.
Maca sviluppa e produce imballaggi flessibili e responsabili per alimenti, bevande, prodotti farmaceutici, medici, per la cura della casa e della persona in maniera innovativa, con pensiero flessibile e con una forte attenzione all’eco-sostenibilità. Scopri l’azienda su macasrl.it.
Maca offers multipack solutions in stretch sleeves made of 100% recyclable material and cold applications
Multipack has always represented an advantageous packaging solution for both consumers and brands. The first can purchase products with a slight price reduction and with the convenience of having several packages together. The brand, on the other hand, wins the competitive advantage of multiplying the number of products sold by applying special promotions. In fact, the sleeves for multipacks give the brand the opportunity to perform particular marketing campaigns, promotions, events and competitions without changing the pre-existing labelling of the primary product contained in the multipack. Cross selling actions are another opportunity for brands to launch new products on the market, for instance, giving a gift with the purchase of two or
more packages of a product. Depending on the shape of the case, i.e. cans, jars, flasks and bottles, it is possible to sleeve and put together more products even of different shapes
The multiple packs also optimize the logistical aspect of the products, making it easier to be traded on the large-scale retail.
The variables to take into account for the realization of multipack are, without any doubt, the convenience of the consumer, who plays an important role in the design and functionality of the multipack, the integrity and protection of the packaging and the sustainability of the materials they are produced. Maca, an Italian company specialized in the production of flexible packaging, overprinting on obsolete packaging and multiple packs, guarantees all-round consulting that starts from the evaluation of the case up to the customization of the design and graphics to offer a global, forward-looking and eco-sustainable packaging solution
The flexible thinking company offers, in fact, multipack solutions in stretch sleeves made of 100% recyclable material (LDPE, low density polyethylene) and cold applications without the
need for subsequent shrinking. Printing is also eco-friendly: Maca is able to use water-based inks and solvents, significantly reducing the emission of harmful substances into the environment.
The sustainable aspect does not entail sacrifices on the personalization of the films. The latter, in fact, guarantee high performance printing properties
The multipacks can be customized at 360° over most of the surface and increase its communicative effectiveness and shelf appeal.
The packaging solutions are entirely designed and manufactured in house. Maca, in addition to sleeve labels, supplies applicators and ovens to integrate the customer’s filling lines, with or without handle. It also produces clusters of “big size” stretch PE tubulars to combine multiple multipack packages at the same time, without the need of dedicated, expensive and bulky machinery.
Maca develops and produces flexible and responsible packaging for food, beverages, pharmaceuticals, medical products, for home and personal care in an innovative way, with flexible thinking and with a strong focus on eco-sustainability.
Discover the company on macasrl.it.

• Confezione composta per l’86% da materie prime di origine vegetale, certificata Carbon Trust
• -14% di emissioni di CO2 rispetto alla confezione precedente
Continua l’impegno di Fruttagel verso la scelta di confezioni eco-friendly per i propri prodotti. L’azienda ravennate annuncia l’adozione del nuovo Tetra Brik® Aseptic Base Crystal per i nettari di frutta monodose biologici a marchio Almaverde Bio e convenzionali Il Giardino dei Sapori, e per le referenze monodose realizzate per i propri principali clienti: nettari, bevande a base di frutta, tè e passate di pomodoro.
Tra i tratti distintivi dell’impegno ambientale di Fruttagel è centrale l’impiego di confezioni pensate per ridurre il peso e il volume degli imballi e costituite prevalentemente da carta e da materiali provenienti da fonti rinnovabili. Come il nuovo Tetra Brik® Aseptic Base Crystal, realizzato con l’86% di materia prima di origine vegetale, carta certificata FSC™ e polimeri ottenuti da canna da zucchero certificata Bonsucro, interamente riciclabile. Un pack certificato Carbon Trust, che consente di ridurre del -12% l’impiego di plastica e del -14% le emissioni di CO2 rispetto alle confezioni standard.
“In uno scenario di consumo caratterizzato da una crescente attenzione all’impatto ambientale - sottolinea Giorgio Alberani, Direttore Commerciale e Marketing di Fruttagel e AD della società Almaverde Bio Ambiente S.p.A.confermiamo il nostro impegno a investire in soluzioni capaci di garantire una maggiore salvaguardia delle risorse naturali.Un impegno che fa parte da sempre


della nostra strategia aziendale e che riteniamo sia importante condividere con la catena del valore in un’ottica di responsabilità d’impresa integrata”. Il tema della revisione dei modelli di consumo in ottica di una maggiore sostenibilità ambientale è infatti una tendenza sempre più sentita dai consumatori italiani, anche nella nuova normalità post pandemica. Una tendenza che coinvolge la scelta di packaging più green. Secondo una recente indagine, 9 italiani su 10 sono preoccupati per l’impatto che le confezioni in plastica generano sull’ambiente. Il 65% del campione si dice disposto a preferire prodotti con poco imballaggio, il 59% a preferire packaging sostenibili e il 57% a ridurre l’acquisto di quelli con imballaggi in plastica vergine non riciclata (fonte: Osservatorio Packaging del Largo Consumo di Nomisma in collaborazione con SpinLife-Università di Padova).
I nettari di frutta monodose a marchio Almaverde Bio nel nuovo Tetra Brik® Aseptic Base Crystal nei gusti albicocca,pesca e pera,con frutta biologica 100% italiana sono disponibili nei migliori punti vendita della grande distribuzione e sullo shop on line. Fanno, inoltre, parte delle referenze realizzate da Fruttagel per il Consorzio protagoniste del nuovo portale gustosostenibile.it.
Fruttagel
Fruttagel è un’azienda cooperativa di trasformazione agroindustriale fondata ad Alfonsine nel 1994 e attiva nella produzione di bevande a base di frutta e di legumi/cereali, derivati del pomodoro e ortaggi surgelati. Segue tutte le fasi della filiera dal campo al consumatore, lavorando prodotti ortofrutticoli da agricoltura integrata e biologica in larga parte conferiti dai propri soci.
• Packaging made of 86% raw materials of vegetable origin, Carbon Trust certified • -14% CO2 emissions compared to the previous package
Fruttagel’s commitment to choosing eco-friendly packaging for its products continues. The Ravenna-based company announces the new Tetra Brik® Aseptic Base Crystal for organic single-serving fruit nectars under the Almaverde Bio brand and Il Giardino dei Sapori, and for single-serving references made for its main customers: nectars, fruit drinks, tea and tomato puree.
The distinctive features of Fruttagel’s environmental commitment includes the use of packaging designed to reduce the weight and volume of packaging and made mainly with paper and materials from renewable sources. The new Tetra Brik® Aseptic Base Crystal, made with 86% of raw material of vegetable origin, FSC™ certified paper and polymers obtained from Bonsucer certified sugar cane, fully recyclable. A Carbon Trust certified pack, which reduces the use of plastic by -12% and CO2 emissions by -14% compared to standard packaging.
GiorgioAlberani,Sales and Marketing Director of Fruttagel and CEO ofAlmaverde Bio Ambiente S.p.A. underlines: “In a consumption scenario characterized by growing attention to the environmental impact we confirm our commitment


to invest in solutions that guarantee greater protection of natural resources. A commitment that has always been part of our business strategy and that we believe it is important to share with the value chain from a perspective of integrated corporate responsibility “.
The issue of the revision of consumption models with a view to greater environmental sustainability is in fact a trend increasingly felt by Italian consumers, even in the new post-pandemic normality. A trend that involves the choice of greener packaging.According to a recent survey, 9 out of 10 Italians are concerned about the impact that plastic packaging generates on the environment. 65% of the sample say they prefer products with little packaging, the 59% prefer sustainable packaging and the 57% reduce the purchase of those with nonrecycled virgin plastic packaging (source: Nomisma’s Largo Consumo Packaging Observatory in collaboration with SpinLife-University of Padua).
The single-serving fruit nectars under the Almaverde Bio brand in the new Tetra Brik® Aseptic Base Crystal in apricot, peach and pear flavors, with 100% Italian organic fruit are available in large-scale retail outlets and on the online shop. They are also part of the references made by Fruttagel for the Consortium that is the protagonist of the new gustosostenibile.it portal.
Fruttagel
Fruttagel is an agro-industrial processing cooperative founded in Alfonsine in 1994 and active in the production of fruit and legume/cereal based beverages, tomato derivatives and frozen vegetables. It follows all the phases of the supply chain from the field to the consumer, processing fruit and vegetable products from integrated and organic agriculture largely conferred by its members.
Concepito in maniera modulare ed espandibile, ALline può assumere configurazioni altamente personalizzate per soddisfare anche le esigenze di etichettatura più particolari
Grazie a una consolidata esperienza di etichettatura nel settore beverage,ALTECH è in grado di realizzare sistemi per etichettare e codificare lattine, bottiglie, vasetti e flaconi di ogni forma e dimensione.
Tra le innumerevoli soluzioni che ALTECH propone, il sistema ALline è certamente tra i più versatili e completi. Concepito in maniera modulare ed espandibile, ALline può assumere configurazioni altamente personalizzate per soddisfare anche le esigenze di etichettatura più particolari.
ALTECH ha recentemente installato presso un produttore di liquori un modello di ALline particolarmente interessante. Il sistema in questione applica due etichette fronte-retro più un sigillo superiore su bottiglie rettangolari e leggermente coniche.
I prodotti vengono accolti sul sistema ALline da un distanziatore a doppio nastro e vengono pre-orientati e rilasciati in fase da un dispositivo centratore a 3 rulli in modo che l’etichetta venga poi applicata

centrata rispetto ad un rilievo sulla bottiglia. Sui prodotti così distanziati e orientati, viene prima apposto un sigillo di garanzia sul tappo, e successivamente due teste etichettatrici della serie ALritma provvedono all’applicazione di due etichette sulle facce contrapposte delle bottiglie. Il sistema è in grado di lavorare tra le 30 e le 50 bottiglie al minuto. Particolare attenzione è stata prestata al sistema di
controllo della macchina, dotato di PLC e pannello touch screen da 7 pollici, tramite il quale l’operatore può operare sulla macchina in modo semplice ed intuitivo. Il sistema coadiuva l’operatore anche nelle operazioni di cambio formato, che sono rese incredibilmente veloci grazie ai molteplici parametri memorizzabili nelle 100 ricette a disposizione.
Per maggiori informazioni:info@altech.it - www.altech.it
Designed as a modular and expandable system, ALline offers highly personalised configurations to meet even the most specific labelling requirements
ALTECH’s extensive experience in labelling for the beverage sector allows the company to create labelling and coding systems for cans, bottles, jars and tubs of any size and shape.
Of ALTECH’s numerous solutions, the ALline system is undoubtedly one of the most complete and versatile.
Designed as a modular and expandable system, ALline offers highly personalised configurations to meet even the most specific labelling requirements. ALTECH has recently installed an extremely interesting model of ALline at a producer of liqueurs. The system in question applies two front-back labels plus an upper seal to bottles which are rectangular and slightly conical in shape.
The products are fed into the ALline system by a dual-belt product spacer, and are pre-oriented and
released with the correct timing by a three-roller centring device so that the label is applied correctly centred with respect to a relief on the bottle. The correctly spaced and oriented products first have a tamper-proof seal applied to the cap, before two ALritma series labelling heads apply two labels to opposing faces of the bottles. The system is able to process between 30 and 50 bottles per minute. Particular attention was paid to the machine’s control system, which is equipped with a PLC and 7” touchscreen panel, through which the operator is able to control the machine in a simple and intuitive manner. The system also assists the operator in format changes, which are made incredibly fast thanks to the numerous parameters which can be stored in the 100 available recipes.
For further information: info@altech.it - www.altech.it

Con la nuova lavabottiglie modello Hydra 8.2 Akomag conferma nuovamente la sua leadership mondiale nella costruzione di macchine per il lavaggio di bottiglie in vetro
Di recente Akomag ha consegnato, installato e collaudato una nuova macchina per il lavaggio delle bottiglie di vetro di recupero ad alta produzione, destinata al gruppo “PepsiCo”.
La nuova lavabottiglie modello Hydra 8.2, dalla velocità di 37.500 bottiglie/h, ha raggiunto un’efficienza meccanica pari al 99,4%, superando a pieni voti gli “standard” richiesti dal cliente in fase contrattuale, confermandosi ancora una volta leader mondiale nella costruzione di macchine per il lavaggio delle bottiglie di vetro.
La lavabottiglie Hydra 8.2 è stata appositamente progettata in modo tale da ridurre al minimo l’impatto ambientale, facendo particolare attenzione ai consumi di acqua e vapore, ed alla durata del bagno detergente. Il ciclo di lavaggio, completamente automatizzato, comprende spruzzature di prelavaggio bottiglie e un doppio bagno di pre-macerazione, in modo da diminuire l’inquinamento
Recently, Akomag has delivered, installed and tested a new machine intended for washing recycled glass bottles. The machine for the PepsiCo group is a Hydra 8.2, characterised by very high production: 37,500 bottle/h. The new model, the pride of mechanical Made in Italy, reaches mechanical efficiency equal to 99.4%, successfully exceeding the standards required by the customer in the contractual phase. With this new provision, Akomag confirms itself once again as world leader in the construction of glass bottle washers. The bottle washer has been specially designed to minimise the environmental impact, with particular attention to water and steam consumptions, and to the duration of the detergent bath. The completely automated wash cycle includes an initial bottleemptying station followed by a pre-wash spraying and first pre-soak bath that significantly reduces detergent bath pollution and markedly decreases consumption levels. In the pre-soak area the project also provides for the installation of a belt filter that allows to automatically remove the main impurities typical of recycled bottles (straws, paper, cigarette butts, for instance). The washing of bottles
delbagnodimacerazioneeabbattereiconsumienergetici. Inoltre, nella zona di pre-macerazione è stato installato un filtro a nastro per rimuovere automaticamenteleprincipaliimpuritàchepresentanolebottigliedi recupero (cannucce, carte, mozziconi di sigaretta). Il lavaggio delle bottiglie è completato con le spruzzature interne ed esterne, che avvengono con detergente ad alta pressione distribuito tramite ugelli rotanti autopulenti e autocentranti. Al completo risciacquo, invece, provvedono una serie di spruzzature (a temperatura decrescente) che accompagnano le bottiglie alla fase di risciacquo finale con acqua di rete.
Proprio sulla spruzzatura di risciacquo finale (alimentata, come precedentemente detto, con acqua di rete) si è concentrata l’attenzione di Akomag. Gli accorgimenti sviluppati in fase progettuale, hanno consentito di raggiungere risultati straordinari. Installando una speciale valvola con flussimetro integrato sulla tubazione di alimentazione (comandata direttamente dal pannello di controllo), è stato possibile rilevare il consumo istantaneo e giornaliero di acqua, necessaria al corretto lavaggio delle bottiglie.
Con estrema soddisfazione Akomag può affermare che, attraverso i suoi accorgimenti progettuali,si è arrivati ad avere un consumo di acqua pari a 0,098 l/bottiglia, valore più basso di quanto rigidamente imposto in fase contrattuale dal cliente.
With new Hydra 8.2 bottle washer Akomag confirms once again its world leadership in the construction of glass bottle washers
is completed with the internal and external highpressure detergent wash sprays, using self-cleaning and self-centring rotating nozzles.
Mains water for spray-rinsing
In designing Hydra 8.2, Akomag focused on the final rinsing sprays using mains water. The expedients developed during the design stage have allowed to achieve extraordinary results. By installing a special valve with integrated flow meter on the mains pipe (controlled directly by the control panel),it is possible to detect the instantaneous and daily water consumption required for the proper washing of the bottles. With pride and satisfaction, Akomag technicians say that thanks to the new design the new machine has a water consumption equal to 0.098 litres per bottle. A lower value than rigidly imposed in contractual phase by the customer. The supply is completed with many other technological innovations, including sensors for slowing down or stopping the machine in case of missing or clogging of the bottles on the conveyor belts; synchronization systems of the bottle washer speed with that of the filling monobloc; control and introduction of detergent and additives in the washing bath and of sequestrants/disinfectants in the spray tanks; self-cleaning filters in the tanks; automatic bottle loading and unloading, perfectly synchronized with the movement of the main chain. Akomag is a flexible and dynamic company that bases its policy on customer satisfaction, the quality of its systems, its assistance services and technological
Sensori per il rallentamento e la fermata in caso di mancanza o intasamento di bottiglie sui nastri trasportatori,sincronizzazione della velocità della lavabottiglie con la velocità del monoblocco di riempimento, controllo ed introduzione del detergente e additivi nel bagno di lavaggio e di prodotti sequestranti e disinfettanti nelle vasche di spruzzatura, filtri autopulenti nelle vasche, carico e scarico automatico delle bottiglie perfettamente sincronizzato con il movimento della catena principale, completano questa fornitura.
Akomag è un’azienda flessibile e dinamica che basa la sua strategia organizzativa sulla soddisfazione dei clienti, sulla qualità degli impianti, del servizio assistenza e delle innovazioni tecnologiche.Opera da molti anni nel settore dell’imbottigliamento e vanta una lunga esperienza costruttiva, tale da ottenere e garantire al cliente il massimo rendimento, un’ottima praticità di conduzione,costi d’esercizio minimi e una lunga durata dovuta principalmente al fatto che le macchine sono costruite con materiali di prima qualità,certificati. Tali esperienze e ricerche sono così a disposizione dei clienti che ricercano il meglio.




innovation. Akomag has been working for several years in the bottling sector and thanks to the proven experience developed in this field, the company can guarantee to its customers maximum yields, userfriendly operation and minimum operational costs, as well as long working life of its machines built with top quality materials. From the province of Parma, Akomag aims to meet the needs of all those who are looking for high-quality products.

Sidel installa una linea idrica completa per Durrat AI Khaleej in Iraq
Essendo uno dei principali produttori di acqua in bottiglia in Iraq, Durrat Al Khaleej mira a fornire la migliore esperienza ai consumatori. Le soluzioni di imballaggio di Sidel hanno raggiunto con successo il suo obiettivo fornendo una linea idrica completa con un design delle bottiglia in PET leggero e allo stesso tempo stabile, del peso di soli 10,5 grammi -per il formato della bottiglia da 500 ml- in un momento di restrizioni di viaggio molto elevate in Iraq. Durrat Al Khaleej, fondata nel 2007, è diventata familiare ai consumatori come simbolo di acqua di buona qualità in Iraq. L’azienda sta adattando la tecnologia di produzione avanzata non solo per aderire alle normative e agli standard nazionali e internazionali, ma anche per rimanere all’avanguardia nell’innovazione e nella sostenibilità. Garantendo i più alti livelli di qualità e sicurezza lungo tutta la filiera, dalle materie prime al punto di consumo, Durrat Al Khaleej dispone di un laboratorio che controlla sistematicamente l’acqua prodotta per garantire che soddisfi standard rigorosi per raggiungere la sua ambizione di progresso e sviluppo.

As one of the leading bottled water producers in Iraq, Durrat Al Khaleej aims to provide the best experience to consumers. Sidel’s packaging solutions successfully fulfilled its goal by delivering a complete water line with a lightweighted and simultaneously stable PET bottle design, weighing only 10.5 grams for the 500 ml bottle format, at a time of very high travel restrictions in Iraq.
Durrat Al Khaleej, established in 2007, has become familiar to consumers as a symbol of good-quality water in Iraq. The company is adapting advanced production technology not only to adhere to national and international regulations and standards, but also to stay at the forefront of innovation and sustainability. Ensuring the highest levels of quality and safety throughout the supply chain, from raw materials to the point of consumption, Durrat Al Khaleej has a laboratory that systematically checks the water produced to ensure it meets stringent standards to achieve its ambition for progress and development.


CPE FOODTECH Srl offers complete and modular bottling lines suitable for countless types of liquids, such as vegetables and mineral oils, water, alcohol, wine, milk, fruit juices, chemicals, gels, etc.
CPE FOODTECH Srl propone linee di imbottigliamento complete o modulari adatte a innumerevoli tipi di liquidi
CPE FOODTECH Srl propone linee di imbottigliamento complete o modulari adatte a innumerevoli tipi di liquidi:oli vegetali e minerali,acqua,alcolici, vino, latte, succhi di frutta, prodotti chimici, gel, ecc. La capacità produttiva delle linee di CPE FOODTECH spazia da un minimo di 200 bottiglie a un massimo di 3000 bottiglie l’ora utilizzando contenitori in vetro, latta, PE, PET, PVC, alluminio, ecc. di formato da 15 ml fino a 20 lt.
CPE FOODTECH Srl offers complete and modular bottling lines suitable for countless types of liquids
The production capacity of CPE FOODTECH lines ranges from 200 bottles min. to 3,000 bottles max. per hour using glass, tin, PE, PET, PVC, aluminum containers etc. format from 15 ml up to 20 lt.
Filling technology
Upon request, CPE FOODTECH supplies complete lines for loading bottles, filling, capping, labeling, conveyor belts and loading and unloading tables both rotating and linear. Filling technology can be volumetric, electronic (mass or electromagnetic), and gravity.
Tecnologia di riempimento
Su richiesta, CPE FOODTECH fornisce linee complete di carico bottiglie, di riempimento, tappatura, etichettatura, nastri trasportatori e piani di carico e scarico sia rotanti che lineari.
La tecnologia di riempimento può essere volumetrica, elettronica (massico o elettromagnetico) e a gravità. Tecnologia di tappatura
CPE FOODTECH fornisce tappatrici monotesta, rotative, Pick & Place, con formati customizzabili su richiesta del cliente
Cerchi un partner per sviluppare i tuoi progetti?
L’obiettivo di CPE FOODTECH non è vendere prodotti ma offrire soluzioni in funzione delle esigenze del cliente. Per qualsiasi chiarimento, informazioni tecniche o semplicemente per condividere una vostra problematica l’azienda è a completa disposizione.
CPE FOODTECH progetta le sue macchine semplificandone e ottimizzandone i componenti, a vantaggio di manutenzione e affidabilità nel tempo.
Il design è un elemento fondamentale, infatti, CPE FOODTECH sviluppa macchine facili da manutenere e da gestire, e i componenti collaudati nel tempo vanno a vantaggio della produzione.
CPE FOODTECH supplies single-head, rotary, Pick & Place capping machines with formats that can be customized upon customer’s request. Are you looking for a partner to develop your projects?
CPE FOODTECH’s goal is not selling products but offering solutions according to customer’s needs. For any clarification, technical information or simply to share your problem, CPE FOODTECH is at your complete disposal.
CPE FOODTECH designs its machines simplifying and optmizing all their components, thus bringing remarkable benefit to maintenance and reliability over time. Design is fundamental element, in fact, CPE FOODTECH develops machines that are easy to maintain and manage; components tested over time are great advantage to the production.
L’attuale pandemia causata dal Coronavirus impone un cambio di paradigma relativo alla gestione igienico sanitaria degli ambienti e delle persone che vi operano.
L’alta contagiosità del SARS COV-2 (Covid 19), tutt’ora privo di vaccini e terapie farmacologiche riconosciute e con futuri programmi di intervento ancora poco chiari, rende oltremodo indispensabile pensare ad una riorganizzazione delle attività umane, sia in ambito lavorativo che sociale, al fine di diminuire i rischi di contagio. CPE FOODTECH ha ideato il “tunnel nebulizzazione per igienizzazione individuale” Made in Italy, integrando tre dispositivi:
1 termoscanner che permette la possibilità di controllare gli accessi in azienda o in locali non sottoposti a privacy, per il rilevamento visivo della temperatura corporea,
1 disinfetta mani,
1 unità che igienizza oggetti e persone.
Il dispositivo realizza due procedure indispensabili a discriminare l’accesso dell’individuo ad un’ambiente successivo, in un tempo inferiore a 30 secondi indossando una normale mascherina.
The current Coronavirus pandemic requires a change of the health and hygiene management of environments and people.
The high contagiousness of Sars Cov-2 (Covid19), still lacking vaccine, pharmacological therapies and clear programmes of intervention, makes it essential to re-organize human activities – both in workplace and in society – as to reduce the risk of contagion.
CPE FOODTECH has created the “nebulization tunnel for individual sanitization”, made in Italy, that combines three devices, such as: 1 thermal scanner that enables controlling access to the company or public places, to read body temperature;
1 hand sanitizer;
1 unit to sanitize items and people.
The device operates two crucial procedures to regulate access to the next environment in less than 30 seconds, wearing common face mask.







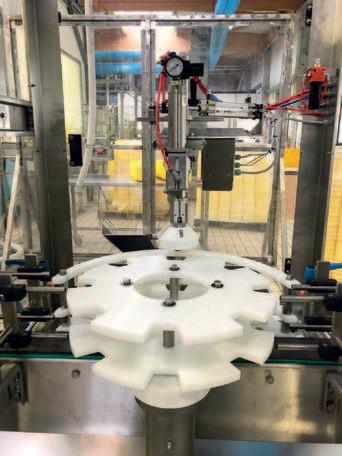

Le lattine di birra di punta di Heineken sono dotate della tecnologia Accents™ per offrire ai consumatori una linea originale, da collezione
Per dare vita alla sua campagna estiva sulla confezione, l’iconico marchio di birra Cruzcampo, membro della famiglia Heineken Spagna, si è rivolto a Crown Bevcan Europe & Middle East (Crown) per produrre una serie di 12 lattine con un nuovi design. Il tema della campagna “Con Mucho Acento”, che si traduce in “fortemente accentato”, ogni lattina raffigura una combinazione di una potente parola locale (fortemente accentata) e la sua interpretazione visiva, celebrando la lingua e la diversità culturale. La tecnologia di stampa variabile Accents™ di Crown consente di produrre la grande varietà di design“Con Mucho Acento” in un’unica tiratura, rendendo la serie in edizione limitata tanto diversa quanto la stessa cultura andalusa. La grafica della lattina illustra queste parole rappresentative che sono associate con orgoglio all’Andalusia e alla sua cultura interpretata da sei giovani artisti locali. Ognuna delle 12 immagini rosso vivo utilizza inchiostro trasparente per una finitura premium - accentuata dal colore naturale del metallo stesso, sotto vernice opaca. -Alcune delle parole utilizzate sono “Poderío” (“Forza”), “Ojalá” (“Magari”), “Arrejuntarse” (radunarsi attorno a una birra), “Pellizco” (la sensazione di farfalle nello stomaco, quando si prova qualcosa di speciale) e “Coraje” (coraggio). Esteban Velasco, Cruzcampo Brand Manager di Heineken Spagna ha commentato: “Con Mucho Acento” è il nostro omaggio allo spirito dell’Andalusia, dove il nostro viaggio è iniziato e si fonda ancora oggi. Siamo orgogliosi di aver onorato alcuni degli elementi fondamentali che rendono la vita qui così affascinante attraverso la nostra partnership con Crown e di continuare a promuovere l’uso di imballaggi metallici sostenibili.”

La tecnologia di stampa variabile Accents™ consente a un design di variare su ciascuna lattina per creare fino a 24 grafiche uniche in un unico ciclo produttivo, da miscelare su un unico pallet di lattine per bevande. Il processo crea una gamma di opzioni per i proprietari di marchi che cercano di fornire prodotti che rispondano alle necessità individuali o personalizzati ai consumatori. Veronique Curulla, Direttore marketing e sviluppo aziendale presso Crown Bevcan Europa e Medio Oriente ha commentato: “Lavorare con Cruzcampo è stata un’esperienza meravigliosa per l’intero squadra. L’uso della nostra tecnologia di stampa variabile Accents™ ha reso “Con Mucho Acento” una campagna davvero eccezionale, che raffigura meravigliosamente la ricchezza della diversità culturale e del patrimonio della regione intrecciata con la birra stessa”.
The Heineken flagship beer cans feature Accents™ technology to offer consumers an original collectable series
To bring its summer campaign to life on its packaging, iconic beer brand Cruzcampo, a member of the Heineken Spain family, turned to Crown Bevcan Europe & Middle East (Crown) to produce a series of 12 novel can designs. With a campaign theme of “Con Mucho Acento,” which translates to “heavily accented” in English, each can depicts a combination of a powerful local word (a heavily accented one) and its visual interpretation, celebrating language and cultural diversity. Crown’s Accents™ variable printing technology allows for the great variety of “Con Mucho Acento’ designs to be produced in a single print run,making the limitededition series to be as diverse as the Andalucian culture itself. The can graphics illustrate these representative words that are proudly associated
with Andalusia and its culture as interpreted by six young local artists. Each of the 12 bright red images uses transparent ink for a premium finish – accentuated by the natural colour of the metal itself under matte varnish –Some of the words used are “Poderío” (“Empowerment”), “Ojalá” (“I wish”), “Arrejuntarse” (to gather around a beer), “Pellizco” (a pinch in the stomach when feeling something special) and “Coraje” (courage).Esteban Velasco, Cruzcampo Brand Manager at Heineken Spain commented: “Con Mucho Acento” is our homage to the spirit of Andalusia where our journey began and is still based to this day. We are proud to have honoured just a few of the core elements that make life here so fascinating through our partnership with Crown and to continue to promote the use of

sustainable metal packaging.”Accents™ variable printing technology allows a design to vary on each can in order to create up to 24 unique graphics in a single production run, to be mixed on a single pallet of beverage cans. The process creates a range of options for brand owners seeking to deliver highly customized or personalized products to consumers.Veronique Curulla, Marketing and Business Development Director at Crown Bevcan Europe & Middle East commented: “Working with Cruzcampo has been a wonderful experience for the entire team. The use of our Accents™ variable printing technology has made “Con Mucho Acento” a truly stand-out campaign, wonderfully depicting the richness of cultural diversity and heritage of the region intertwined with the beer itself.”
Grazie alla linea completa end-to-end di PET asettico di Sidel, prodotti lattiero-caseari liquidi UHT (LDP) del produttore di latte spagnolo COVAP sono ora disponibili anche in bottiglie PET. Questa nuova bottiglia in PET apre le porte per soddisfare la domanda del mercato in continua evoluzione e garantisce l’integrità e la sicurezza del prodotto
COVAP, una cooperativa spagnola, è uno dei maggiori produttori di latte in Spagna.
L’azienda ha uno degli stabilimenti lattierocaseari tecnicamente più avanzati in tutta Europa ed è stata una famiglia di agricoltori da oltre 60 anni. Con un’ampia area operativa di 22.650 m2, COVAP può produrre 400 milioni di litri di latte all’anno.
COVAP produce anche prodotti lattiero-caseari pronti da bere per altri marchi di rivenditori in Spagna. Sebbene Gli per gli LDP prevalgano gli imballaggi in cartone, i principali operatori dei supermercati hanno deciso di venderli anche in bottiglie PET in base alle preferenze del mercato. Per soddisfare la domanda, COVAP ha collaborato con Sidel per la prima volta su
una linea completa di PET asettico con Sidel Aseptic Combi Predis™, dopo aver visitato vari stabilimenti lattiero-caseari utilizzando le attrezzature Sidel in Spagna e in Italia. Gli esperti Sidel hanno lavorato in stretta collaborazione con COVAP dalla progettazione della bottiglia all’avvio della linea. le nuove bottiglie in PET sono state progettate con una forma elegante, che offre un aspetto e una sensazione simili al vetro bottiglie. Grazie alle proprietà barriera del PET, la durata di conservazione delle bevande al latte è stata prolungata di 4 mesi per mantenere il loro gusto fresco. Tutti e tre i formati di bottiglia – 225 mL, 1 L e 1,5 L – possono essere etichettati con etichette sleeve o roll-fed in base al diverso posizionamento del marchio.
Thanks to Sidel’s end-to-end complete aseptic PET line, UHT liquid dairy products (LDPs) from Spanish milk producer COVAP are now also available in PET bottles. This new PET bottle opens the door to meet changing market demand and ensures product integrity and safety
COVAP, a Spanish cooperative, is one of the major milk producers in Spain.The company has one of the most technically advanced dairy plants in the whole of Europe and has been a family of farmers for over 60 years. With a large operating area of 22,650 m2, COVAP can produce 400 million liters of milk per year.
COVAP also produces ready-to-drink dairy products for other retailer brands in Spain. Although LDPs are dominated by carton packaging, major supermarket players have decided to sell
them in PET bottles as well based on market preference. To meet demand, COVAP partnered with Sidel for the first time on a complete aseptic PET line with the Sidel Aseptic Combi Predis™ at its heart, after visiting various dairy plants using Sidel’s equipment in Spain and Italy. Sidel experts worked in close collaboration with COVAP from bottle design to line start-up. The
new PET bottles were designed with a sleek shape, providing a similar look and feel to glass bottles. Thanks to the PET barrier properties, the shelf life of milk drinks has been extended by 4 months to retain their fresh taste. All three bottle formats – 225 mL, 1 L and 1.5 L – can be labelled with sleeve or roll-fed labels based on different brand positioning.


La nuova linea MAPOR Conveyor si basa su un sistema composto da un tappeto di carico e un tappeto di lancio, che serve a distanziare a passo i prodotti caricati a monte sul tappeto di carico
Il nuovo progetto firmato MAPOR Conveyor è stato sviluppato per il trasporto di cioccolatini, ma può essere applicato in tutta facilità per la movimentazione di snack, biscotti, pasta e pane.
I piani di scorrimento sono in acciaio inox, la struttura è in acciaio verniciato GLOSS. Le fiancate di traino e rinvio sono in alluminio anodizzato, mentre il tappeto è rivestito in TPU. Per quanto riguarda le dimensioni, la larghezza del tappeto va da 500 a 1.300 millimetri, lo spessore del tappeto è di 0,7 millimetri.

La nuova linea MAPOR Conveyor si basa su un sistema composto da un tappeto di carico e un tappeto di lancio, che serve per distanziare a passo i cioccolatini caricati a monte sul tappeto di carico. Le punte a penna con diametri estremamente ridotti (fino a 5 millimetri) permettono la continuità del passaggio tra un tappeto e l’altro, evitando un’eventuale scomposizione della fila di prodotti. Un sistema di centraggio pneumatico automatizzato garantisce sempre il corretto allineamento del tappeto e un sistema di leveraggio meccanico permette la sostituzione del tappeto in tempi ridotti. La presenza di raschiatori sia sul tappeto che sui rulli assicura sempre la massima pulizia dei trasporti.
La linea si caratterizza per il centraggio pneumatico automatico, la presenza di cassette di deposito scarti pulizia facilmente rimovibili e lavabili e il tensionamento manuale. È inoltre estremamente silenziosa ed è certificata FDA.
MAPOR Conveyor è specializzata nella realizzazione di convogliatori e sistemi di movimentazione. La sede è alle porte di Torino, l’azienda opera in tutto il mondo. Fondata nel 1977, nel corso degli anni l’azienda si afferma come punto di riferimento per la distribuzione di componenti per l’automazione e la costruzione di linee di montaggio per il settore automotive: oltre 700 impianti di assemblaggio in tutto il mondo, la maggior parte dei quali ancora oggi in attività.
Mapor Conveyor’s new line is based on a system consisting of loading belt and launch belt that step-distances the products loaded onto the belt upstream
MaporConveyor’snewprojecthasbeendeveloped to convey chocolates but it can be easily used to handle snacks,biscuits,bread,and pasta.
Belts in motion are in stainless steel and its frame in GLOSS varnished steel. Drive and transmission flanks are in anodized steel, and the belt is TPU coated. Belt width ranges between mm 500 and 1,300, its thickness is mm 0,7.
Mapor Conveyor’s new line is based on a system consisting of a loading belt and launch belt that stepdistances the chocolates loaded onto the belt upstream. Knife edges of very small diameter (up to mm 5) grant continuity in between the belts thus preventing the products from disarranging. An automatic pneumatic centering system guarantees perfect belt alignment, and a mechanic leverage system enables
belt replacement in short time. Scrapers on both belt and rolls always guarantee maximum cleaning level of the conveyors.
The line is characterized by pneumatic automatic centering, easily removable and washable waste crates, and manual tensioning. It is also very noiseless, and FDA certified.
MAPOR Conveyor specialized in the production of conveyors and handling systems. It is headquartered on the outskirts of Turin, and it operates all over the world.Founded in 1977,over the years,this company has established itself as a reference point for the distribution of automation components and assembly lines construction for the automotive sector. More than 700 assembly plants around the world, most of which still running today.

Innovazione e sostenibilità continuano a essere i filoni principali del futuro della GDO post Covid: due strade parallele, mai così unite e intrecciate come nel caso dei “green packaging”
Dalle alghe marine alle miscele con fibre di legno, nanoclay e lignina, dalle bucce d’avena ai funghi, fino ai semi di cacao. Sono questi alcuni dei materiali “eco-friendly” più innovativi utilizzati per la realizzazione dei packaging alternativi alla plastica. Un mercato sempre più in crescita che, secondo le ultime ricerche, aumenterà a livello globale di 154 miliardi di dollari entro il 2028, mentre in Italia le confezioni 100% riciclabili sono già cresciute dello 0,6% nel 2020. A spingere il trend in Italia anche Vitavigor, che ha ottenuto l’importante certificazione ATICELCA.
Innovazione e sostenibilità continuano a essere i filoni principali del futuro della GDO post Covid: due strade parallele, mai così unite e intrecciate come nel caso dei “green packaging”. Un settore in forte crescita che, come evidenziato da una recente ricerca pubblicata da Market Watch, aumenterà a livello globale di ben 154 miliardi di dollari entro il 2028 (+60%) raggiungendo un fatturato superiore a 413 miliardi: un CAGR, dunque, del 6% nei prossimi sette anni. L’attenzione al green è sempre più rilevante anche in Italia: da un’indagine dell’Osservatorio GS1 Italy è infatti emerso come la quota dei pack riciclabili al 100% sia aumentata dello 0,6% nel corso del 2020. Un boom economico reso possibile da ingenti investimenti in ricerca e innovazione mirati da parte di numerose aziende in tutto il mondo che stanno varando soluzioni alternative alla plastica. Ma quali sono i materiali eco-friendly più innovativi utilizzati per i packaging? PackagingWorld ne elenca alcuni: si passa dalle alghe marine, studiate in India dal National Institute of Ocean Technology, alla miscela prodotta con fibra di legno, nanoclay e lignina dell’Università Aalto di Espoo in Finlandia, dalla carta riciclata, usata per eliminare circa 66 tonnellate di plastica l’anno, agli imballaggi realizzati con il sottoprodotto dei semi di cacao fino al sacchetto per il pane che incorpora bucce d’avena derivanti dal processo di macinazione del frumento. La “rivoluzione verde” coinvolge anche le compresse di sapone vendute in confezioni “flow-wrap”, pensate per ridurre l’impatto ambientale attraverso il riutilizzo di contenitori ricaricabili, e la plastica riciclata raccolta nell’oceano che funge da elemento chiave nella creazione di spruzzatori igienizzanti.
“Il trend della sostenibilità ambientale, iniziato ormai da diversi anni, è una delle strade principali da percorrere per il futuro, soprattutto per quanto riguarda i packaging dei prodotti alimentari – sottolinea Federica Bigiogera, marketing manager di Vitavigor, azienda italiana che sta investendo per rendere sempre più green le proprie confezioni di grissini e snack – Anche noi ci siamo fortemente impegnati in questo senso e per il lancio delle nuove linee di snack VITAPOP, VITAFIT e VITAJOY, abbiamo studiato un packaging riciclabile nella carta. La sfida più grande per l’industria alimentare è identificare soluzioni che garantiscano le attuali elevate performance della plastica in termini di conservazione dei prodotti, che siano atte al contatto con gli alimenti e con un ridotto impatto ambientale. La nostra risposta è un imballo innovativo per il nostro settore, 100% riciclabile nella raccolta della carta con una finestra che permette di vedere il prodotto. I nostri imballi hanno ottenuto l’importante certificazione ATICELCA, dell’Associazione tecnica italiana cellulosa e carta, che garantisce con test di laboratorio la


riciclabilità nella raccolta della carta.” L’importanza del packaging eco-friendly è una tematica fortemente sentita anche dai millennial: da una recente ricerca pubblicata su The Harvard Business Review è infatti emerso come il 65% dei giovani preferisca acquistare prodotti da brand che supportano la sostenibilità ambientale. E ancora, secondo un’indagine pubblicata su Forbes, 9 leader su 10 sono consapevoli del fatto che i giovani consumatori tendono a criticare in maniera aspra le aziende che non si attivano sul rispetto per il Pianeta. Il packaging sostenibile crea fiducia nei clienti e migliora la credibilità del marchio. Le innovazioni per un Pianeta più pulito a partire dalla grande distribuzione non finiscono qui: addirittura il cemento, con l’aggiunta di sabbia e acqua, fornisce la miscela ideale per la produzione di barattoli sostenibili, mentre, allo stesso tempo, il Malay Mail parla dei funghi come equivalenti compostabili del cartone in grado di ridurre del 90% le emissioni di carbonio rispetto alla plastica e di raggiungere lo stadio di completa decomposizione in un arco temporale compreso tra 30 e 90 giorni. Ma non è tutto: un articolo di Nature racconta come, secondo gli scienziati dell’Università di Berkeley, basti aggiungere degli enzimi all’interno dei recipienti in plastica per smaltirli in un giorno e mezzo: si tratta di un processo che prevede l’attivazione degli enzimi stessi, incapsulati in molecole che si disgregano
con il calore, nel momento in cui il recipiente ha terminato la sua utilità. In quel momento, basterà scaldare l’oggetto e gli enzimi provvederanno a consumare la plastica.
Ecco,infine,la lista dei 10 materiali più innovativi utilizzati per i“green packaging”:
• Alghe marine
• Carta riciclata
• Confezioni “flow-wrap” per le pastiglie sanificanti
• Miscela di fibra di legno con nanoclay e lignina
• Plastica riciclata legata all’oceano
• Sottoprodotto dei semi di cacao
• Cemento
• Funghi
• Bucce di avena
• Plastica con enzimi incapsulati


Innovation and sustainability continue to be the main lines of the future of post-Covid large-scale distribution: two parallel paths, never so united and intertwined as in the case of “green packaging”
From seaweed to blends with wood fibers, nanoclay and lignin, from oat husks to mushrooms, up to cocoa beans. These are some of the most innovative “eco-friendly” materials used for the production of alternative packaging to plastic. An increasingly growing market which, according to the latest research, will increase globally by 154 billion dollars by 2028, while in Italy 100% recyclable packaging has already grown by 0.6% in 2020. To promote the trend in Italy also Vitavigor, which has obtained the important ATICELCA certification.
Innovation and sustainability continue to be the main lines of the post-Covid large-scale distribution: two parallel paths, never so united and related as in the case of “green packaging”. A rapidly growing sector which, as shown by a recent research published by Market Watch, will increase globally by 154 billion dollars by 2028 (+ 60%) reaching a turnover of more than 413 billion: a CAGR, therefore, of 6% over the next seven years. The focus on ecofriendly solutions is also increasingly important in Italy: a survey by the GS1 Italy Observatory revealed that the share of 100% recyclable packs increased by 0.6% during 2020. An economic boom made possible by huge investments in targeted research and innovation by numerous companies around the world that are launching alternative solutions to plastic. But what are the most innovative eco-friendly materials used for packaging? PackagingWorld lists some of them: we go from sea algae, studied in India by the National Institute of Ocean Technology, to the mixture produced with wood fiber, nanoclay and lignin of the Aalto University of Espoo in Finland, from recycled paper, used to eliminate about 66 tons of plastic a year, from packaging made with cocoa bean by-



product to the bread bag that incorporates oat peels from the wheat grinding process. The “green revolution” also involves soap tablets sold in “flow-wrap” packages, designed to reduce the environmental impact through the reuse of refillable containers, and recycled plastic collected in the ocean that acts as a key element in the creation of sanitizing sprayers.
“The trend of environmental sustainability,which began several years ago,is one of the main roads for the future, especially as regards food product packaging - underlines Federica Bigiogera, marketing manager of Vitavigor, an Italian company that is investing to make its breadsticks and snack packs greener
- We too are strongly committed to this and for the launch of the new snack lines VITAPOP, VITAFIT and VITAJOY, we have studied a recyclable packaging in paper. The biggest challenge for the food industry is to identify solutions that guarantee the current high performance of plastic in terms of product preservation, which are suitable for contact with food and with a reduced environmental impact. Our answer is an innovative packaging for our sector, 100% recyclable in the collection of paper with a window that allows you to see the product. Our packaging has obtained the important ATICELCA certification
from the Italian Pulp and Paper Technical Association, which guarantees recyclability in paper collection through laboratory tests.“The importance of eco-friendly packaging is a theme strongly felt by millennials as well: a recent research published in The Harvard Business Review has shown that 65% of young people prefer to buy products from brands that support environmental sustainability. And again, according to a survey published in Forbes, 9 out of 10 leaders are aware of the fact that young consumers tend to harshly criticize companies that do not take action on respect for the Planet. Sustainable packaging builds customer trust and enhances brand credibility.
The innovations for a cleaner planet starting from large-scale distribution do not end there: even the cement,with the addition of sand and water,provides the ideal blend for the production of sustainable cans, while, at the same time, the Malay Mail speaks of mushrooms as compostable equivalents of cardboard able to reduce carbon emissions by 90% compared to plastic and to decompose in a period of time between 30 and 90 days. But that’s not all: an article in Nature tells how, according to Berkeley University scientists, you just need to add enzymes inside the plastic containers to dispose of them in a day and a half: it is a process that involves activation of the enzymes themselves, encapsulated in molecules that disintegrate with heat, when the container has finished its usefulness. At that moment, just heat the object and the enzymes will consume the plastic.
Finally, here is the list of the 10 most innovative materials used for “green packaging”:
· Seaweed
· Recycled paper
· “Flow-wrap” packs for sanitizing tablets
· Blend of wood fiber with nanoclay and lignin
· Recycled plastic linked to the ocean
· By-product of cocoa beans
· Cement
· Mushrooms
· Oat peels
· Plastic with encapsulated enzymes


La pneumatica è sempre stata la tecnologia preferita nelle applicazioni del food & beverage, e per una buona ragione. La tecnologia pneumatica è pulita e affidabile. È sicura e di facile manutenzione. Ha caratteristiche di design che migliorano le prestazioni e potenzialmente riducono i costi. E ora, con l’avvento dell’Industrial Internet of Things (IIoT), la pneumatica risulta essere una scelta ancora migliore per il settore food & beverage. Grazie alla connettività IIoT, le apparecchiature di processo possono essere ancora più sicure e la manutenzione predittiva può essere migliorata. Inoltre, il consumo di energia può essere monitorato e controllato più da vicino. Connettività IIoT
Le apparecchiature pneumatiche possono ora essere dotate di sensori che misurano i parametri operativi chiave come temperatura, pressione, portate, tempi di ciclo, velocità di risposta della valvola e altro ancora. Utilizzando queste informazioni, i tecnici possono sempre più monitorare con grande precisione le prestazioni della macchina.
I costruttori di apparecchiature (OEM) possono ora includere funzionalità di monitoraggio pneumatico in grado di rilevare lo stato operativo di un sistema pneumatico, analizzare i dati e inoltrare segnalazioni alle giuste persone all’interno dell’organizzazione. Possono fornire informazioni affidabili sulle condizioni di attuatori, valvole e altri dispositivi.
Queste nuove funzioni vengono abilitate come parte della funzionalità IIoT.
Dispositivi EDGE per analizzare i dati
Con tutti questi nuovi dati, si corre il rischio di sovraccaricare gli utenti che stanno iniziando la loro esperienza IIoT o le strutture in cui ora viene posta una maggiore domanda sul dispositivo di controllo centrale come un PLC.
Tuttavia, alcuni produttori tra cui Emerson, hanno creato gateway EDGE progettati per acquisire dati dai componenti della macchina e analizzarli localmente a livello di fabbrica, confrontando le prestazioni con i parametri di progettazione. Ciò accade senza inviare le informazioni al controllo della macchina o al cloud.
Quando i dati del sensore indicano che un computer opera al di fuori degli intervalli di destinazione, il dispositivo perimetrale invia avvisi alle persone giuste.
Soltanto i dati anomali vengono inoltrati al controllo centrale o al cloud.
Questi dispositivi perimetrali possono essere distribuiti ovunque in tutto l’impianto, gestendo fino a 250 ingressi. Questo probabilmente potrebbe non essere sufficiente per l’intero impianto. Tuttavia, potrebbe certamente monitorare le funzioni mission-critical necessarie per una linea di lavorazione o un’area dell’impianto. Il collegamento di sensori sui componenti pneumatici a un gateway EDGE pone le basi per importanti miglioramenti in termini di manutenzione,sicurezza e consumo energetico.
Manutenzione avanzata
Poiché l’usura è un dato di fatto in qualsiasi ambiente industriale, è proprio nella manutenzione che le funzionalità IIoT risultano essere così utili. Gli operatori dell’impianto possono implementare un livello completamente nuovo di manutenzione predittiva, utilizzando la pneumatica avanzata IIoT. Confrontando le prestazioni di una macchina con i set point stabiliti, il dispositivo perimetrale IIoT può notificare al gestore appropriato se il sistema non soddisfa gli standard stabiliti. Ad esempio, i tecnici della manutenzione potrebbero determinare che un ammortizzatore all’estremità di un attuatore si sta deteriorando, semplicemente rilevando un aumento della velocità del ciclo, anche di pochi millisecondi.
Oppure i costruttori di macchine potrebbero sfruttare le funzionalità diagnostiche della pneumatica avanzata IIoT per misurare parametri critici come la velocità del cilindro.
In entrambi i casi, sapendo quali apparecchiature necessitano di manutenzione, i tecnici dell’impianto potrebbero evitare tempi di fermo non previsti sostituendo i componenti, con fermi macchina più brevi e pianificati.
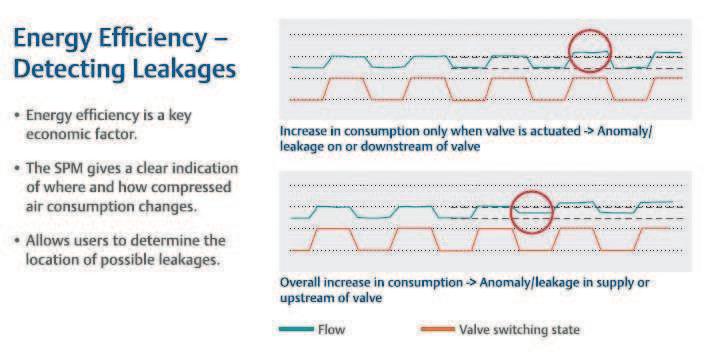
Il monitoraggio dell'uso di energia di una macchina o di un sistema può aiutare a identificare e isolare i problemi prima che si traducano in tempi di inattività, lesioni o sprechi di energia
Monitoring the energy use of a machine or system can help identify and isolate problems before they result in downtime, injury or wasted energy
Un luogo di lavoro più sicuro
La tecnologia pneumatica è già molto apprezzata per il suo contributo alla sicurezza dei lavoratori, incorporando diverse caratteristiche e componenti di sicurezza che proteggono operatori e attrezzature, prevengono i tempi di inattività, migliorano l’affidabilità e prolungano la durata operativa. L’IIoT migliora ulteriormente la tecnologia pneumatica, fornendo nuove capacità di tracciamento e misurazione.
Queste nuove funzionalità offrono agli operatori una visione ancora maggiore delle prestazioni di una macchina e dei suoi componenti e sottosistemi.
Un buon esempio potrebbe essere una macchina con una barriera fotoelettrica di sicurezza che controlla una valvola.Se il tempo di risposta della valvola cambiasse da 30 millisecondi a 50, o anche 70 millisecondi, un operatore sarebbe in grado di spingersi molto più lontano nell’area di movimento pericoloso di una macchina prima che possa essere attivato un evento di risposta di sicurezza. Normalmente, quel tipo di situazione non sarebbe stata notata o affrontata prima che il dispositivo raggiungesse il ciclo di sostituzione del tempo di missione. Tuttavia, con la capacità IIoT, tale diminuzione del tempo di risposta della valvola (e il corrispondente tempo di risposta all’avviso) verrebbe individuato, analizzato e riportato in tempo per l’azione correttiva, prima di qualsiasi deterioramento della funzionalità che potrebbe mettere a rischio l’operatore della macchina.
Uso dell’energia
Le perdite di fluidi possono causare grandi perdite di energia nei sistemi meccanici e spesso è difficile individuare la causa o la fonte del problema. Monitorando la pressione e il flusso di questi sistemi, gli operatori dell’impianto possono monitorare il loro consumo energetico e identificare potenziali problemi prima che si verifichino. Con i dati raccolti dai sensori sui componenti pneumatici, i dispositivi perimetrali IIoT identificano le perdite e monitorano il consumo energetico e il consumo di aria. Esempi in cui ciò può essere utile è l’azionamento di componenti critici come valvole igieniche automatizzate che vengono utilizzate in una struttura che sposta processi vitali/materiali di consumo. Anche in questo caso è possibile inviare allarmi o notifiche ai responsabili preposti.
Amit Patel, Product Marketing Manager, Food & Beverage, Emerson (www.emerson.com)

Pneumatics has always been a go-to technology in food and beverage applications, and for good reason. Pneumatics technology is clean and reliable It’s safe and easy to maintain. And it has design features that improve performance and potentially lower cost.
And now, with the advent of the Industrial Internet of Things (IIoT), pneumatics is an even better choice for food and beverage applications.With IIoT connectivity, processing equipment can be even safer to operate and predictive maintenance can be enhanced. Plus, energy use can be monitored and controlled more closely.
IIoT connectivity
Pneumatics equipment can now be equipped with sensors that measure key operating parameters, like temperature, pressure, flow rates, cycle times, valve response rate and more. Using this information, designers can monitor machine performance more closely than ever before.
Original Equipment Manufacturers (OEMs) can now include pneumatic monitoring capabilities that can detect a pneumatic system’s operating state, analyze the data and forward alerts to the right people in an organization. They can provide reliable information on the condition of actuators, valves and other devices. These new capabilities are being enabled as part of the IIoT functionality.
Edge devices to crunch the data
With all that new data, it would be easy to overwhelm users who are just beginning their IIoT Journey or for facilities where now greater demand is placed on the central control device such as a PLC.
However, a number of manufacturers like Emerson have created edge gateways designed to capture data from machine components and analyze it at the local factory level, comparing the performance to design parameters. That happens without sending the information to the machine control or the cloud. When the sensor data indicates a machine is operating outside the target ranges, the edge device sends alerts to the appropriate people. And only the outlier data is forwarded to the central control or the cloud.
These edge devices can be deployed anywhere throughout the plant, handling up to 250 inputs. That probably may not be enough for an entire plant. But it could certainly monitor the mission-critical functions needed for one processing line or area of the plant.
Connecting sensors on pneumatics components to an edge gateway sets the stage for major improvements in maintenance and safety as well as energy use.
Enhanced maintenance
Because wear and tear are such a fact of life in any industrial setting, maintenance is where IIoT capabilities become so helpful. Plant operators can implement a whole new level of predictive maintenance, using IIoT-enhanced pneumatics. By comparing a machine’s performance to established set points, the IIoT edge device can notify the appropriate manager if the system isn’t meeting the established standards.
For instance, maintenance technicians could determine that a shock absorber on the end of an actuator is deteriorating, just by sensing an increase in cycle speed, even by a few milliseconds.
Or machine builders could take advantage of the diagnostic features of IIoTenhanced pneumatics to measuring critical parameters like cylinder velocity. In either case, knowing which equipment needs maintenance, plant engineers could avoid unplanned downtime, replacing components with shorter and fewer planned machine stops.
Pneumatics technology is already highly regarded for its contribution to worker safety, incorporating several safety features and components that protect operators and equipment, prevent downtime, improve reliability and

Aventics™ Serie AF2 monitora il consumo d’aria nei sistemi pneumatici, consentendo un’azione rapida in caso di rilevamento perdite. Ciò consente agli utenti di ridurre il consumo energetico e migliorare la sostenibilità The AVENTICS™ Series AF2 monitors air consumption in pneumatic systems, enabling fast action if leaks are detected. This allows users to reduce energy consumption and improve sustainability
extend operational life. The IIoT enhances pneumatics technology even further, providing new tracking and measurement capabilities
These new features give operators even greater insight into the performance of a machine and its components and subsystems.
A good example would be a machine with a safety light curtain controlling a valve. If the valve response time changed from 30 milliseconds to 50, or even 70 milliseconds, an operator would be able to get much further into the dangerous motion area of a machine before a safety response event could be triggered. Normally, that kind of situation would not have been noticed or addressed before the device reached its mission time replacement cycle. However, with IIoT capability, that decline in the valve response time (and the corresponding alert response time) would be captured, analyzed and reported in time for corrective action — before any deterioration in functionality that would put the machine operator at risk.
Energy use
Fluid leaks can cause huge energy losses in mechanical systems and it’s often difficult to pinpoint the cause or the source of the problem. By monitoring the pressure and flow of these systems, plant operators can track their energy usage and identify potential problems before they occur.
With the data gathered from the sensors on pneumatics components, IIoT edge devices identify leaks and monitor energy usage and air consumption. Examples where this can be valuable is for the actuation of critical components such as automated hygienic valves which are used throughout a facility moving vital process/consumable media. Once again, alarms or alerts can be sent to the appropriate managers.
Amit Patel, Product Marketing Manager, Food & Beverage, Emerson (www.emerson.com)
Un mix di elementi vincenti per la progettazione e costruzione di sistemi di scansione laser 3D e sviluppo software CAD-CAM completamente Made in Italy
Le migliori tecnologie unite ad un team interno altamente specializzato e un reparto R&D sempre all’avanguardia in materia di innovazione. È questo mix di elementi vincenti a costituire Scanny3D che dal 2004 progetta e produce sistemi di scansione laser 3D e sviluppa software CAD-CAM mirati a diversi settori industriali, completamente “Made in Italy” e distribuiti in tutto il mondo. Scanny3D vuole soddisfare l’esigenza di digitalizzazione di bottiglie, flaconi e contenitori e di progettazione in 3D
delle attrezzature per i macchinari delle linee di riempimento, tappatura, etichettatura e packaging. Lo scanner laser 3D, brevetto Scanny3D e 100% Made inItaly,effettuaunascansionea360°senzacontatto,ad elevata velocità, ad altissima risoluzione ed in modo completamente automatico. Una particolare funzione del software permette di ricavare ed analizzare tutte le sezioni della bottiglia o del flacone. Si possono così effettuare facilmente tutte le misurazioni, valutare i baricentri delle sezioni, allineare il modello 3D in base al baricentro oppure alla simmetria di una sezione e molto altro ancora.
I recenti miglioramenti hardware apportati allo scanner laser 3D hanno permesso di incrementare notevolmente la qualità delle superfici acquisite, oltre alla maggiore accuratezza di misura e all’aumento della velocità di scansione. Il miglioramento della qualità delle superfici 3D acquisite consente di scansionare anche oggetti riflettenti e/o trasparenti con la possibilità di valutarne sia la superficie esterna che interna, con un’evidente riduzione del rumore e di eventuali riflessi sulla superficie del modello 3D.
Il reparto R&D dell’azienda ha incluso nel software un valido strumento per il confronto pieno/vuoto oppure reale/teorico dei flaconi tramite la funzione di controllo
di qualità in 3D. In effetti, con questo prodotto, è possibile misurare anche le minime variazioni di volume tra il contenitore prima e dopo il suo riempimento lungo la linea.
Il medesimo strumento può essere utilizzato per valutare anche le minime deformazioni di una bottiglia rispetto al suo modello teorico, sia dal punto di vista grafico che numerico.
La scelta dell’azienda di svilupparsi innovando è motivata e alimentata dal rapporto costante con i suoi clienti e dal loro feedback sui sistemi utilizzati.Gli stimoli forniti dagli utilizzatori finali risultano infatti essenziali per il processodiinnovazionediprodottoattuatodalrepartodi R&D di Scanny3D.

A mix of winning elements for 3D laser scanning systems design and production and CAD-CAM software development, fully Made in Italy
The best technologies combined with a highly specialized internal team and an R&D department always at the avantgarde of innovation. It is this mix of winning elements that make up Scanny3D which since 2004 has been designing and producing 3D laser scanning systems and developing CAD-CAM software aimed at various industrial sectors, completely ‘Made in Italy’ and distributed all over the world.
Scanny3D wants to meet the need for digitization of bottles, vials and containers and for the 3D design of equipment for the machinery of the filling, capping, labelling and packaging lines.
The 3D laser scanner is a patented device, 100% “Made in Italy”, which performs a 360 ° scan without contact, at high speed, at very high resolution and in a completely automatic way.
A special function of the software allows to obtain and analyse all the sections of the bottle or container. This makes it easy to take all measurements, assess the barycentre of sections, align the 3D model according to the barycentre or to the symmetry of a section and much more.
Recent hardware improvements added to the 3D laser scanner have significantly increased the quality of acquired surfaces, in addition to increased measurement accuracy and increased scanning speed. The improvement of the quality of the 3D surfaces acquired allows to scan also reflective and/or transparent objects with the possibility to assess both the external and internal surface,with a clear reduction of noise and any reflections on the surface of the 3D model.
The R&D company department has included in the software a valid tool for full/empty or real/reference comparison of bottles through the 3D quality control function. In fact, with this product, it is possible to measure even the smallest volume variations of the container before and after its filling along the line. The same tool can be used to assess even the slightest deformations of a bottle compared to

its reference model, both from a graphical and numerical point of view.
The company’s choice to develop by innovating is motivated and fed by the constant relationship with its customers and their feedback on the systems used. The incentive provided by the end users are, in fact, essential for the product innovation process implemented by the R&D department of Scanny3D.

Il segreto del successo di lunga data di Paulig è soprattutto legato alla capacità dell’azienda di rinnovarsi costantemente
Essendo cresciuto da importatore di caffè locale ad azienda internazionale nel settore alimentare e delle bevande, Paulig coglie questa occasione non solo per celebrare il notevole traguardo, ma anche per immaginare la strada da percorrere. La sostenibilità giocherà un ruolo chiave in quanto Paulig mira a diventare un leader nel suo settore. Paulig compie 145 anni quest’estate, un traguardo che poche aziende possono vantare. Secondo il CEO Rolf Ladau, il segreto del successo di lunga data di Paulig è soprattutto legato alla capacità dell’azienda di rinnovarsi costantemente. “Nel corso dei decenni, Paulig è stata in grado di mantenere la sua rilevanza attraverso un rinnovamento regolare e un orientamento verso l’esterno. Ed essendo un’azienda a conduzione familiare con valori forti, abbiamo anche beneficiato della prospettiva di crescita a lungo termine”, afferma. Questo approccio è servito a trasformare Paulig da importatore di caffè locale ad azienda internazionale con un forte portafoglio di marchi: Paulig, Santa Maria,Risenta,Gold & Green e Poco Loco.“Ora è nostro compito assicurarci che i nostri marchi conosciuti e amati diventino ancora più forti durante i prossimi 145 anni”, aggiunge Ladau. La strategia di Paulig si concentra sulla crescita internazionale, in particolare attraverso Tex Mex e l’azienda ha investito 45 milioni di euro in un nuovo impianto di produzione di tortilla a Roeselare,in Belgio.Mentre Paulig fa crescere la categoria Tex Mex, l’azienda cerca anche di rafforzare la sua forte attività nel caffè. Ladau evidenzia anche le ambizioni di sostenibilità di Paulig: l’azienda mira a diventare un leader sostenibile nel suo settore con il 70% delle sue vendite nette provenienti da prodotti e servizi che consentono la salute e il benessere delle persone e del pianeta entro il 2030.Il motto di Paulig,“For a Life Full of Flavour”, riflette lo stesso amore per le persone e il fascino per il mondo. Riflette il desiderio di Paulig di sviluppare e fare del bene per i consumatori, i clienti, i partner, i dipendenti e l’ambiente. Una dimensione importante di questo è la ricerca di nuovi sapori, nuovi modi per arricchire la vita e le esperienze. Questo può significare nuove innovazioni così come la ricerca concreta di nuovi sapori –attualmente, ad esempio, da diverse cucine asiatiche che stanno guadagnando popolarità nei paesi nordici e altrove in Europa. Per supportare lo sviluppo


della sostenibilità e il rinnovamento dell’azienda in generale, PINC, il braccio di rischio di Paulig con sede a Stoccolma, è alla ricerca di nuove soluzioni alimentari sostenibili.
Lunga tradizione di essere una forza positiva
La storia di Paulig è iniziata nel 1876 quando Gustav Paulig, originario della Germania, ha avviato un’azienda in Finlandia per importare prodotti internazionali come caffè e spezie per la gente della sua nuova patria. Nella guerra e nel dopoguerra in Finlandia, Paulig contribuì notevolmente alla società circostante. Durante la guerra Paulig ha pagato l’intero stipendio ai suoi dipendenti che erano sul fronte di guerra, per un totale di cinque anni. Dopo la guerra, Paulig partecipò ai lavori di ricostruzione torrefando il caffè per le confezioni speciali che venivano distribuite ai taglialegna. Negli anni ‘40, Paulig raccolse 1,4 milioni di marchi finlandesi per finanziare la costruzione del primo ospedale pediatrico finlandese. Più di recente, nel 2014, Paulig ha donato 1,5 milioni di euro per la costruzione del nuovo ospedale pediatrico di Helsinki. “Queste storie ci ispirano ancora oggi e servono come esempio di come Paulig sia sempre interessato e sostenga la società circostante”, Rolf dice Ladau.


The secret of Paulig’s long-standing success is above all connected to the company’s ability to constantly renew itself
Having grown from a local coffee importer to an international company in the food and beverage industry, Paulig is taking this occasion to not only celebrate the remarkable milestone but also envision the way ahead.
Sustainability will play a key part in it as Paulig aims to become a frontrunner within its industry. Paulig turns 145 years this summer, an achievement that few companies can claim.
According to CEO Rolf Ladau, the secret of Paulig’s long-standing success is above all connected to the company’s ability to constantly renew itself.
“Through the decades, Paulig has been able to maintain its relevancy through regular renewal and outside orientation. And being a family-owned company with strong values, we’ve also benefited from the long-term growth perspective,” he says. This approach served to turn Paulig from a local coffee importer to an international business with a strong brand portfolio: Paulig, Santa Maria, Risenta, Gold & Green and Poco Loco. “Now, it is our job to make sure that our known and loved
brands will become even stronger during the next 145 years,” Ladau adds. Paulig’s strategy focuses on international growth, particularly through Tex Mex and the company invested EUR 45 million into a new tortilla production facility in Roeselare, Belgium. As Paulig grows the Tex Mex category, the company also seeks to reinforce its strong coffee business. Ladau also highlights Paulig’s sustainability ambitions: the company aims is to become a sustainable frontrunner in its industry with 70% of its net sales coming from products and services which enable the health and wellbeing of people and the planet by 2030. Paulig’s purpose, For a Life Full of Flavour, reflects the same love for people and fascination about the world. It reflects Paulig’s desire to develop and do good for consumers, customers, partners, employees and the environment. An important dimension of this is the search for new flavours, new ways to enrich life and experiences. This can mean new innovations just as well as the concrete search for new flavours – presently, for example,
from different Asian cuisines that are gaining popularity in the Nordics and elsewhere in Europe. To support the sustainability development as well as company’s renewal in general, Paulig’s Stockholm-based venture arm PINC is in the lookout for new sustainable food solutions. Long tradition of being a force of good Paulig’s story started in 1876 when Gustav Paulig, originally from Germany, started a company in Finland to import international goods such as coffee and spices for the people of his new homeland to enjoy. In war and post-war Finland, Paulig contributed greatly to the surrounding society. During the Continuation War, Paulig paid full salary for its employees who were on the war front – for a total of five years. After the war, Paulig participated in reconstruction work by roasting coffee for the special packages that were distributed to loggers. In the 1940s, Paulig raised 1.4 million Finnish markka to fund the construction of Finland’s first children’s hospital More recently in 2014, Paulig donated 1.5 million euro to the construction of the new Children’s hospital in Helsinki.“These stories inspire us to this day and serve as an example of how Paulig is always interested in and supportive of the surrounding society,” Rolf Ladau says.


La nuova linea di supporti chiusi per cuscinetti della società danese NGI
è la prima nel mondo classificata IP69K e certificata dagli standard EHEDG, 3-A e USDA

Isupporti dei cuscinetti sono dei tipici punti deboli di molte linee di produzione. Ma una nuova linea di supporti chiusi per cuscinetti,del leader del mercato globale nel campo del design igienico, la società danese NGI, affronta questo problema alla fonte. I nuovi supporti NGI sono certificati IP69k e USDA. L’azienda danese NGI, leader di mercato globale nel settore dei componenti igienici e del design,ha portato l’igiene dei supporti per cuscinetti a un nuovo livello. La loro nuova linea di prodotti,la prima nel mondo dei componenti in movimento, consiste quindi nei primi supporti per cuscinetti progettati in conformità alle specifiche EHEDG, USDA e 3-A. Allo stesso tempo, i nuovi supporti NGI sono certificati IP69k. La classificazione IP69K è per applicazioni in cui si utilizzano lavaggi ad alta pressione e ad alta temperatura per igienizzare le apparecchiature.
“I supporti per cuscinetti sono uno dei punti deboli di molte linee di produzione e siamo lieti di offrire una nuova soluzione igienica. I tempi in cui viviamo hanno reso l’importanza dell’igiene più chiara che mai e, sebbene sia la nostra prima linea di supporti per cuscinetti, si poggia su oltre 25 anni di esperienza, partnership e innovazione nel campo dell’ottimizzazione igienica”, afferma Jan Nygaard, Amministratore delegato NGI.
I cuscinetti sono realizzati in acciaio inossidabile o ceramica industriale e il cuscinetto è protetto da una sigillatura impermeabile brevettata che blocca lo sporco e i batteri. Il design è brevettato e unico in quanto il cuscinetto è una combinazione di cuscinetto radente e cuscinetto a sfere.

“È un malinteso comune che i cuscinetti nei supporti aperti siano più facili da pulire, lubrificare e sostituire. Tuttavia, i cuscinetti che non sono posizionati in un’unità sigillata sono esposti a sporco e batteri che possonoquindidiffondersiadaltrepartidellamacchina e compromettere la sicurezza di alimenti o medicinali. Con i nostri supporti per cuscinetti il pensiero è opposto: non è necessario lubrificare e sostituire. Sono lubrificati per tutta la vita”, afferma Jan Nygaard I supporti sigillati non solo riducono il rischio di contaminazione, ma riducono anche al minimo l’uso di acqua e detergenti per la pulizia, migliorano la sicurezza alimentare e riducono i tempi di fermo mantenendo i cuscinetti in funzione. Inoltre, è possibile ridurre i costi sia di assistenza che di manutenzione. Questo rende i supporti per cuscinetti un’alternativa interessante per tutti,ad es.per l’industria farmaceutica e alimentare, nonché per le altre industrie in cui è importante mantenere degli alti livelli di igiene.
The new line of closed bearing of Danish company NGI is the first EHEDG, USDA and 3-A certified in the world
Bearing houses are typical weak points in many production lines. But a new line of closed bearing houses from the global market leader within hygienic design, the Danish company NGI, tackles this issue up front. The bearing houses from NGI are IP69k and USDA certified.
The global market leader within hygienic components and design, Danish company NGI, has taken the hygiene of bearing houses to a new level.
Their new product line, their first within the area of moving parts, are thus the first bearing houses
designed in accordance with EHEDG, USDA and 3-A. At the same time the new bearing houses from NGI are IP69k-certified. The IP69K rating is for applications where high pressure and high temperature washdown are used to sanitize equipment.
“Bearing houses is one of the weak points in many production lines, and we’re glad to offer a new, hygienic solution. The times we live in has made the importance of hygiene clearer than ever, and even though it is our first line of bearing houses, it is built on more than 25 years of experience,partnership and innovation within the field of hygienic optimization,” says Jan Nygaard, Managing Director, NGI.
The bearing houses are protected by a patented, waterproof sealing that blocks out dirt and bacteria. The design is patented and unique as the bearing is a combination of plain/slide bearing and ball bearing. “It is a common misunderstanding that bearings
in open houses are easier to clean, lubricate and replace. However, bearings that are not placed in a sealed unit are exposed to dirt and bacteria which can then spread to other parts of the machine and compromise food or medicine safety. With our bearing houses the thinking is opposite – you don’t have to lubricate and replace.They are lubricated for life”, states Jan Nygaard.
Sealed bearing houses not only reduce the risk of contamination hazards, but also minimize the use of water and cleaning detergents, enhance the food safety and reduce down-time keeping the bearings running and running. Furthermore, you can reduce costs on both service and maintenance with closed bearing houses.
This makes the bearing houses an interesting alternative for everybody in e.g. the pharma- and food- industry as well as other industries where it is important to be on top of the hygienic situation.

Trasmettitori di pressione
Keller, Serie 33 X e 35 X compensati matematicamente
Celle di misurazione alloggiate in posizione flottante, elaborazione digitale generalizzata del segnale, compensata con precisione matematica, microprocessore altamente dinamico – tutto ciò produce precisioni di riferimento fino allo 0,05%FS della fascia di errore complessivo.
L’elemento sensore piezoresistivo – alloggiato in posizione flottante – è esente da forze non definibili di tipo meccanico e termico che agiscono sull’attacco di raccordo della pressione. Il trasduttore A/D del processore di segnale funziona con una risoluzione a 16 bit e in pochi millisecondi trasforma i segnali provenienti dal sensore di pressione e dal sensore di temperatura integrato in valori di misurazione esatti e compensati.
L’uscita analogica del trasmettitore è aggiornata almeno 400 volte al secondo – e questo con una precisione complessiva di 0,05% FS (incluso l’influsso della temperatura nel campo 10°C …40°C). Nel medesimo campo di temperatura è disponibile in opzione una
esattezza pari a 0,01%FS rispetto ai valori di riferimento degli standard primari (precisione 0,025%). Nel campo di temperatura di -10°C…+80°C tipico del processo – dunque uno scarto di 90 K – i trasmettitori di pressione 33 X e 35 X forniscono i rispettivi valori digitali di misurazione con una fascia di errore complessivo pari allo 0,1%FS. L’uscita digitale consente tra l’altro di visualizzare i valori di misurazione della pressione direttamente su un laptop o su un PC, e rende anche possibile collegare serialmente in rete fino a 128 trasmettitori. A seconda del modello della spina ovvero del numero dei contatti disponibili, i trasmettitori presentano un’uscita digitale (RS485) e in più un’uscita analogica di corrente o di tensione – ad esempio 0…10 V (a 3 conduttori); 4…20 mA (a 2 conduttori).
I campi di misurazione compresi tra 0,8 bar…1000 bar, per misurazioni di pressione assoluta e di sovrapressione, sono disponibili in base alla configurazione di costruzione – attacco di raccordo filettato, membrana affacciata o pressione differenziale.Attraverso l’interfaccia digitale (RS485) si possono allargare i campi di misurazione base in maniera specifica per le applicazioni e si può spostare il valore zero. Sono disponibili gratuitamente due programmi PC per i trasmettitori di precisione della Serie 30 X. Con il
Keller pressure transmitters with mathematical compensation, series 33 X and 35 X
Afloating measurement cell, totally digital signal processing, compensation with mathematical accuracy and a highly dynamic microprocessor – these assets produce reference accuracies of up to 0,05%FS error bandwidth.
The floating piezoresistive sensor element is free of outside influence from mechanical and thermal forces at the pressure connection. The A/D converter in the signal processor operates with a resolution of 16 bits (0,002%FS), using the signals from the pressure sensor and the integrated temperature sensor to calculate accurate compensated measurement values in just a few milliseconds.
The transmitter’s analogue output is updated at least 400 times per second,with overall accuracy of 0,05%FS (including temperature influence in the 10°C…40°C range). As an option, precision of 0,01%FS in the same temperature range is available,in relation to the reference values of primary standards (accuracy:0,025%).
In the typical process temperature range of -10°C…+80°C (an interval of 90 degrees Kelvin), the 33 X and 35 X pressure transmitters supply their digital measured values with a total error band of 0,1%FS. The digital output permits functions such as direct display of measured pressure values on a laptop or PC,and serial networking for up to 128 transmitters. Depending on the plug type and the number of contacts available, the transmitters provide a digital output (RS485) as well as an analogue current or voltage output, e.g. 0…10 V (3-wire); 4…20 mA (2-wire). Measurement ranges between 0,8 bar and 1000 bar can be supplied for absolute, gauge, and differential pressures. High overpressure measurements, depending on the structural design. The pressure port can be a threaded connection 33 X, or a frontflush diaphragm 35 X. Thanks to the digital interface (RS485), the analog signal span and zero can be adjusted across the whole of basic measurement range, to suit specific applications. Two PC programs are available free of charge for Series 30 X precision transmitters: PROG30 is used to parameterise the instruments locally and to record individual measured values, etc. READ30 allows users to assemble entire setups for recording

PROG30 tra l’altro gli apparecchi sono parametrizzati sul posto e sono rilevati i singoli valori di misurazione. Il READ30 consente agli utenti di combinare insieme tutti i dispositivi di rilevazione dei valori misurati, unitamente alla visualizzazione del segnale sotto forma di grafico, per un massimo di sedici trasmettitori. Per quanto riguarda l’attacco di raccordo del processo, la Serie 33 X dispone normalmente di una filettatura esterna G1/4’’ o G1/2’’. Nella Serie 35 X si trova un trasmettitore con membrana affacciata, mentre nella versione 36 XW nel programma di fornitura si trova una sonda di livello in funzione di misuratore idrometrico. Gli utenti possono scegliere fra tre connettori elettrici a spina. È possibile sostituirli facilmente agendo sulle parti scomponibili. Qualora sia richiesta la classe di protezione IP68 (standard nella sonda di livello 36 X W), è disponibile anche una versione con collegamento a cavo.

measured values, including a graphic signal display for up to sixteen transmitters.
Series33XtypicallyoffersapressureportofG1/4”male or G1/2” male thread as the process connection. Series 35 X adds a transmitter with a flush front diaphragm to the product range; 36 X W is the depth / water level transmitter version.
Users can choose from three electrical plug connectors. These are easily changed over when the instruments are used in different environments. If protection class IP68 is required (standard for the 36 XW depth sensor), a version with a cable connection is also available

Igiene e sicurezza sono aspetti centrali nell’industria alimentare; i produttori di macchinari per questo settore richiedono componenti con caratteristiche ben precise in termini di resistenza alla corrosione e che non presentino alcun rischio di contaminare gli alimenti. Come i giunti di R+W
Resistenti alla corrosione I giunti, come tutti gli altri componenti usati nella lavorazione degli alimenti, si trovano spesso sottoposti all’azione di detergenti aggressivi, utilizzati per mantenere le condizioni igieniche richieste dalle normative. Il materiale ideale per la realizzazione di giunti da utilizzare in questi casi è l’acciaio inossidabile; l’intera gamma di giunti R+W è disponibile in versioni inox, ma in particolare il giunto BKS è stato progettato interamente in acciaio inox saldato.
Si tratta di un giunto a soffietto metallico torsionalmente rigido in grado di trasmettere coppie da 15 a 500 Nm con un range di temperatura d’utilizzo da -40° a 300° C. Umidità e lavaggi intensi e frequenti non compromettono minimamente il funzionamento di questo giunto.
Lubrificanti sotto controllo
In alcune fasi dei processi produttivi – ad esempio, piegatura e taglio dei materiali da imballaggio –possono verificarsi sovraccarichi a seguito di un

impedimento meccanico; per evitare costosi fermi macchina si possono usare limitatori di coppia, come i giunti a sfere di precisione SK e SL di R+W. In caso di sovraccarico i limitatori di coppia separano parte motrice e parte condotta nel giro di 3-5 millisecondi, in modo che né la lama, né il motore subiscano danni. Il riarmo dei giunti è estremamente rapido e il processo produttivo può riprendere in tempi rapidi. Per escludere ogni contatto con il cibo del lubrificante utilizzato per garantire un funzionamento ottimale dei giunti, i limitatori possono essere sigillati, in modo che eventuali fuoriuscite non possano compromettere l’integrità degli alimenti. Questo sistema previene anche l’ingresso di sostanze all’interno del limitatore che potrebbero comprometterne il funzionamento. Tutti gli elementi del sistema sigillante sono integrati in un unico componente, in modo da mantenere minimi gli ingombri. Soluzioni per ogni fase della produzione
Grazie allo stretto contatto con i costruttori di macchine e impianti per il settore alimentare, R+W sviluppa soluzioni mirate per ogni esigenza, offrendo componenti che rispettano le specifiche tecniche fornite dal cliente senza trascurare la semplicità di gestione in fase di montaggio e di manutenzione.
Hygiene and safety are central aspects in the food industry; manufacturers of machines for this sector require components with very specific characteristics in terms of corrosion resistance and which present no risk of contaminating food. Like the couplings from R+W
Corrosion-resistant
Couplings, like all other components used in food processing, are often subjected to the action of aggressive cleaning agents used to maintain the hygienic conditions required by regulations. The ideal material for couplings to be used in such cases is stainless steel; the entire R+W range of couplings is available in stainless steel versions, but in particular the BKS coupling is designed entirely from welded stainless steel. It is a torsionally rigid metal
bellows coupling capable of transmitting torques from 15 to 500 Nm with a working temperature range of -40° to 300° C. Moisture and intensive and frequent washing do not affect the functioning of this coupling in any way.
Lubricants under control
Insomestagesoftheproductionprocess-forexample, folding and cutting of packaging materials - overloads can occur as a result of mechanical obstruction; to avoid costly downtime, torque limiters such as the SK and SL precision couplings from R+W can be used. In the event of an overload, the torque limiters separate the driving and driven parts within 3-5 milliseconds,so that neither the blade nor the motor is damaged. The couplings are reset very quickly and the production process can be resumed in no time.
In order to prevent the lubricant used to ensure optimum operation of the couplings from coming into contact with food, the limiters can be sealed so that leaks will not affect the integrity of the food. This system also prevents substances from entering the limiter and impairing its operation.All elements of the

sealing system are integrated into a single component to keep the space requirements to a minimum. Solutions for every stage of production
Thanks to its close contact with manufacturers of machines and systems for the food industry, R+W develops targeted solutions for every requirement, offering components which comply with the technical specifications provided by the customer while ensuring simple handling during assembly and maintenance.
Leister Technologies ha presentato ufficialmente il suo nuovo sito, www.leister.com
Leister Technologies, multinazionale svizzera leader nella progettazione e realizzazione di soluzioni per la saldatura della plastica e l’aria calda di processo, ha presentato ufficialmente il suo nuovo sito, www.leister.com.
Vicini a tutti gli utenti
Realizzato in dieci lingue (sono disponibili le versioni in tedesco, inglese, spagnolo, francese, giapponese, olandese, portoghese, russo, cinese e naturalmente italiano), il sito è stato studiato per migliorare l’esperienza di navigazione degli utenti, recependone le indicazioni e creando una struttura che facilita l’identificazione di ciò che si sta cercando.
La struttura è stata infatti pensata per ottimizzare l’accesso dai motori di ricerca, in modo da rimandare chi cerca Leister alla home page e di permettere invece a chi effettua una ricerca con parole chiave attinenti alle caratteristiche di un prodotto di arrivare direttamente alle pagine che presentano le soluzioni più adatte.
Per chi parte dalla home page, una pratica barra di navigazione permette di scoprire i prodotti suddivisi in sette raggruppamenti – dalle pistole ad aria calda alle saldatrici,dai sistemi riscaldanti ad aria a quelli ad infrarossi, agli estrusori, senza dimenticare i sistemi laser e gli accessori. È anche possibile utilizzare la suddivisione per soluzioni, scegliendo il segmento industriale di proprio interesse dove si troveranno le soluzioni Leister più adatte a quel tipo di produzione.
La sezione “servizi” permette di contattare il centro Leister più vicino assicurandosi, tramite appositi filtri, che tratti i prodotti oggetto di interesse.Nella sezione si trova la presentazione delle diverse attività che Leister svolge per i propri clienti, dalla consulenza nella scelta del prodotto alla manutenzione,passando per verifiche dei materiali, test di laboratorio e realizzazione di linee di prodotto a marchio commerciale.
Numerosi vantaggi per chi si registra Sempre in questa sezione è possibile accedere all’area riservata myLeister: dopo la registrazione iniziale quest’area sarà accessibile dalla home page. La registrazione al sito permetterà all’utente di accedere a tutta una serie di funzionalità “avanzate” del sito tra cui:


- Memorizzare i propri attrezzi Leister -Salvarefinoa9wishlistdiprodottidipropriointeresse
- Inviare in pochi clic richieste di manutenzione attrezzi
- Ottenere preventivi o inviare altre comunicazioni all’azienda.
I dati inseriti in questa sezione vengono utilizzati per il riempimento automatico dei formulari di contatto, che sono anche geolocalizzati. Per chi ha già un’App Leister, collegata all’acquisto di uno dei prodotti che la prevedono, le credenziali rimangono invariate.
L’utilizzo del sito è particolarmente semplice e ricco anche per gli utenti non registrati, che potranno scaricare foto, video e articoli pubblicati sui prodotti ma anche:
- Accedere a manuali d’uso e manutenzione degli attrezzi;
- Scaricare files 2D e 3D di prodotti
Anche una funzione “tradizionale” come l’informativa sui prodotti è offerta dal sito Leister con aspetti innovativi: ogni prodotto è visibile, oltre che con il tradizionale pack-shot, anche come modello 3D orientabile. Se ne possono inoltre conoscere le applicazioni e vedere solo gli accessori adatti al prodotto in esame.
Ampia scelta per gli acquisti
La possibilità di ottenere preventivi con un clic per gli utenti registrati velocizza sicuramente il
processo di acquisto, ma per chi ha necessità di approvvigionamenti ancora più rapidi esiste sempre l’opzione e-commerce. Dalla home page del nuovo sito è possibile passare con un clic al nuovo online shop di Leister Italia accessibile 24 ore al giorno tutto l’anno, in modo da ricevere in breve tempo i prodotti o gli accessori desiderati.
Una realtà in divenire
Il sito Leister è stato creato a seguito di lunghi studi sulle esigenze dei clienti e il funzionamento dei motori di ricerca, ma il risultato oggi visibile non è un punto di arrivo definitivo. Saranno in buona parte anche le richieste degli utenti a plasmare l’evoluzione del sito: al loro feedback si deve l’introduzione di filtri per affinare la ricerca del distributore,permettendo di individuare chi,oltre a essere vicino geograficamente, ha le caratteristiche necessarie per soddisfare una specifica richiesta.
L’azienda sta inoltre lavorando alla costruzione di una piattaforma di formazione, Leister Academy: sarà un valido aiuto per poter accedere senza limitazioni di orario a contenuti in grado di facilitare l’utilizzo delle soluzioni Leister nelle diverse situazioni applicative. IlnuovositoLeister,oltreadesserericcodiinformazioni, costituisce un funzionale punto d’incontro fra clienti e distributori: oltre 45.000 persone hanno visitato il sito solo nel primo mese.La tendenza,in marcata crescita, fa presagire che l’obiettivo di creare una piattaforma che favorisca il contatto tra cliente, distributori e Leister sarà facilmente raggiunto.
Da 70 anni Leister produce e commercializza riscaldatori industriali e macchinari per la saldatura della plastica; tecnologie all’avanguardia, una gamma ampia e completa e personale commerciale qualificato permettono di trovare la soluzione ideale per le esigenze di aziende operanti nei più diversi settori. Per ulteriori informazioni sulle soluzioni Leister,potete contattare l’azienda telefonicamente al numero 02 2137647 o via mail (sales@leister.it), visitare il sito www.leister.com o il nuovo sito di e-commerce leistershop.it.
Leister Technologies, a Swiss multinational leader in the design and manufacture of solutions for plastic welding and process heart, has officially presented its new website, leister.com.
Close to all users
Created in ten languages (versions in German,English,Spanish,French,Japanese, Dutch, Portuguese, Russian, Chinese and, of course, Italian are available), the site has been designed to improve the users’ browsing experience by incorporating their input and creating a structure that makes it easier to identify what they are looking for.
The structure has been conceived to optimize the access from search engines, in order to refer those who are looking for Leister to the home page and to allow those who search with keywords related to the characteristics of a product to arrive directly to the pages which present the most suitable solutions.
If you start from the home page, a practical navigation bar allows you to discover theproductssubdividedintosevengroups-fromhotairgunstoweldingmachines, from air heating systems to infrared systems, to extruders, not forgetting laser systems and accessories. It is also possible to use the subdivision by solutions, choosing the industrial segment of your interest where you will find the most suitable Leister solutions for that type of production.
The “Services” section allows you to contact your nearest Leister service center and to make sure that it deals with the products you are interested in. In this section you will find a presentation of the different activities that Leister carries out for its customers, from product selection consultancy to maintenance, including material checks, laboratory tests and the creation of private label product lines.
Many advantages for those who register
In this section you can also access the myLeister reserved area: after the initial registration, this area will be accessible from the home page. The registration to the site will allow the user to access a whole series of “advanced” functions of the site including:
Leister Technologies has officially presented its new website, www.leister.com
- Store your own Leister tools
- Save up to 9 wishlists of products you are interested in.
- Send tool maintenance requests in a few clicks
- Receive price quotes or send other communications to the company. The data entered in this section are used for the automatic filling of contact forms, which are also geolocated. For those who already have a Leister App, linked to the purchase of one of the products which include it,the credentials remain unchanged. The use of the site is particularly simple and rich even for non-registered users, who will be able to download photos, videos and articles published on the products but also:
- Obtain access to instruction and maintenance manuals of the tools;
- Download 2D and 3D files of products.
Even a “traditional” function such as product information is offered by the Leister website with innovative aspects: each product is visible not only as a traditional pack-shot, but also as an adjustable 3D model. In addition, you can find out about the applications and see only those accessories that are suitable for the product in question.
Wide choice for purchasing
The ability to get one-click quotes for registered users certainly speeds up the purchasing process, but for those who need even faster procurement, there is always the e-commerce option. From the home page of the new website it is possible to go with one click to the new online shop leistershop.it, accessible 24 hours a day all year round, in order to receive in a short time the desired products or accessories.
A reality in the making
The Leister website was created after long studies on customers’ needs and on the functioning of search engines, but the result visible today is not a definitive arrival point. To a great extent, it is also the users’ requests that will shape the evolution of the site: their feedback has led to the introduction of filters to refine the search for distributors, making it possible to identify who, besides being geographically close, has the necessary characteristics to satisfy a specific request.
The company is also working on the creation of a training platform, Leister Academy: it will be a valid help to grant access, without time limitations, to contents which will facilitate the use of Leister solutions in the different application situations.
The new Leister website,besides being rich in information,is a functional meeting point between customers and distributors: more than 45,000 people visited the site in the first month alone. The trend, which is growing strongly, suggests that the goal of creating a platform that facilitates contact between customers, distributors and Leister will be easily achieved.
For 70 years Leister has been manufacturing and selling industrial heaters and plastic welding machines; state-of-the-art technologies, a wide and complete range of products and qualified sales staff allow to find the ideal solution for the needs of companies operating in different sectors.
For further information about Leister solutions, you can contact the company by phone at +39 02 2137647 or by e-mail (sales@leister.it), visit the website www. leister.com or the new e-commerce site leistershop.it.

Flessibilità e affidabilità sono le caratteristiche dei trasmettitori di pressione differenziale realizzati da KOBOLD, strumenti ideali per la misurazione della pressione relativa, assoluta e differenziale

Alta flessibilità ed affidabilità sono le caratteristiche di base del trasmettitore di pressione differenziale PAD realizzato da KOBOLD. Questo affidabile strumento è ideale per la misurazione della pressione relativa, assoluta e differenziale,nonché per la misurazione di livelli e
portate. Campi di misura compresi tra –1 fino ad oltre 400 bar e, sovrappressioni fino a 800 bar, fanno del PAD la soluzione per una vasta gamma di applicazioni. I collaudati sensori piezoresistivi e capacitivi assicurano un elevato margine di precisione di ±0,075% del valore misurato ed una apprezzabile stabilità a lungo termine. La membrana che entra in contatto con il fluido durante il processo è realizzata in materiali testati ad alta resistenza (acciaio inossidabile, Hastelloy C, tantalio o Monel) ed in grado di resistere a temperature di processo fino ad un massimo di 120°C. La classe di protezione è IP 67. Lo strumento è disponibile sia in esecuzione ATEX Exd che Exi. Il trasmettitore PAD è provvisto di indicatore digitale, di uscita analogica HART e, nella versione per misura di portata, anche di uscita in frequenza. Il trasduttore di pressione PAS consente invece il monitoraggio preciso della pressione assoluta e relativa. Lo strumento, disponibile con differenti campi di misura compresi tra -1 ed 800 bar, può essere utilizzato per svariate applicazioni. Il cuore di questo strumento robusto ed affidabile è un sensore piezoresistivo di pressione assoluta che garantisce una precisione di 0,075% sul campo di misura impostato, con limiti di temperatura del
Flexibility and reliability are the basic features of KOBOLD differential pressure transmitters, ideal for gauge, absolute and differential pressure measurement
High flexibility and reliability are the basic features of the PAD differential pressure transmitter made by KOBOLD. This reliable instrument is ideal for gauge,absolute and differential pressure measurement as well as level and flow measurement. Measuring ranges from –1 up to over 400 bar and overpressures up to 800 bar, make the PAD the solution for a wide range of applications.

The tested piezoresistive and capacitive sensors ensure a high accuracy margin of ± 0.075% of the measured value and an appreciable long-term stability. The membrane that comes into contact with the fluid during the process is made of tested materials with high resistance (stainless steel, Hastelloy C, tantalum or Monel) and able to withstand process temperatures up to a maximum of 120° C. The protection class is IP 67. The instrument is available in both ATEX Exd and Exi execution.
The PAD transmitter is equipped with a digital indicator, HART analog output and, in the version for flow measurement, also a frequency output.
The PAS pressure transducer, on the other hand, allows precise monitoring of absolute and relative pressure. The instrument, available with different measuring ranges between -1 and 800 bar, can be used for various applications.
The heart of this robust and reliable instrument is a piezoresistive absolute pressure sensor that guarantees an accuracy of 0.075% over the set measurement range, with process temperature limits between -30° C and +100° C. Suitable fittings make the quick and easy installation.A wide range of

processo compresi tra -30° C e +100° C. Adeguati raccordi rendono l‘installazione facile e veloce. Una vasta gamma di accessori è disponibile per adattare il dispositivo ad ogni applicazione. Non mancano ovviamente diversi modelli di membrane di separazione da collegare sia direttamente che mediante capillare, a seconda dell’applicazione.
Un collaudato microprocessore di elevata qualità offre una serie di opzioni di impostazione e monitoraggio del sistema di misura, controllando ripetutamente i sensori, le memorie, il convertitore analogico / digitale e la corrente. Lo strumento è provvisto di un‘uscita analogica 4-20 mA a due fili. Le impostazioni e la comunicazione con sistemi di automazione ed acquisizione possono essere gestiti tramite protocollo HART. Il trasduttore è dotato di un display a LED ben visibile e liberamente configurabile.
La classe di protezione è IP 67. È disponibile la versione certificata ATEX sia Exd che Exi.

accessories is available to adapt the device to each application. There are obviously several models of separation membranes to be connected both directly and by capillary, depending on the application. A proven high-quality microprocessor offers a variety of measurement system setup and monitoring options by repeatedly checking sensors, memories, analog / digital converter and current.The instrument is equipped with a two-wire 4-20 mA analog output. Settings and communication with automation and acquisition systems can be managed via the HART protocol. The transducer is equipped with a clearly visible and freely configurable LED display. The protection class is IP 67. Both Exd and ExiATEX certified versions are available.
Il Cleaning In Place è un processo strategico per l’industria alimentare. In produzione deve essere assicurata una pulizia assoluta di tutte le attrezzature di processo, serbatoio e tubi, per garantire qualità, salubrità e caratteristiche organolettiche del prodotto, oltre a un uso oculato delle risorse e un’elevata efficienza e sicurezza dell’impianto.
Qualità e salubrità del prodotto
Grazie ad IO-Link, i sensori di conducibilità ifm della serie LDL rilevano la fase per determinare immediatamente la transizione delle diverse tipologie di fluido, come acqua o soluzione detergente. L’elevata risoluzione consente di evitare contaminazioni incrociate tra soluzione detergente e prodotti, arrivando ad eliminare eventuali scarti.
Utilizzo oculato delle risorse
La capacità dei sensori di conducibilità LDL di rilevare la fase per determinare immediatamente la transizione tra le diverse tipologie di fluido rende possibile ridurre l’energia necessaria per riscaldare i prodotti chimici e l’acqua di risciacquo: una soluzione più rapida rispetto a quella tradizionale. Per realizzare nel concreto questo risparmio di acqua ed energia entra in gioco il flussometro contatore della serie SM.
Utilizzando un solo cavo e il flussometro ifm si è in grado di inviare i dati al PLC per la gestione dell’unità di elaborazione e, contemporaneamente, i dati del contatore sono collegati al sistema IT, una dashboard o un sistema SCADA, per la gestione dei dati energetici.

Inoltre, è possibile effettuare una semplice manutenzione, perché con il contatore, grazie a IO-Link, non sono necessarie regolazioni per impulso come invece succede utilizzando una soluzione analogica. È molto importante valutare l’utilizzo efficiente dell’acqua perché tale consumo del CIP potrebbe rappresentare fino al 30% del consumo di acqua degli impianti alimentari. La soluzione IO-Link di ifm consente di favorire concretamente il risparmio energetico.
Efficienza e affidabilità della macchina
Anche in questo caso grazie al collegamento IO-Link, i sensori di vibrazione ifm della serieVVB controllano lo stato della pompa per prevenire guasti gravi e lunghi fermi macchina. Questi sensori possono monitorare simultaneamente e in tempo reale impatto, fatica, attrito, fattore di cresta e temperatura, rilevando tempestivamente imminenti guasti e limitando danni gravi.
Sicurezza
Per garantire la sicurezza, la scelta di ifm è collegare tutti i dispositivi di sicurezza ad AS-i Safety, tipicamente gli sportelli dei serbatoi. Grazie al cavo AS-i si riduce drasticamente il cablaggio a vantaggio delle applicazioni igieniche del cliente. La soluzione ifm con meccanismo di ritenuta è ideale per garantire l’integrità del prodotto alimentare (Food Defense), grazie alla gestione dell’accesso ai diversi serbatoi.
Cleaning In Place is a strategic process for the food industry; in production, the total cleaning of all process equipment, tanks and pipes must be grantedastoguaranteequality,healthiness,andproduct organoleptic characteristics, as well as responsible use of resources,high efficiency and safety of the plant.
Product quality and healthiness
Thanks to IO-Link, ifm conductivity sensors of series LDL detect the phase to determine the transition of the various types of fluids, such as water or detergents. High resolution enables avoiding cross contamination of detergent solution and products, to eliminate any residual.
Accurate use of resources
The capacity of LDL conductivity sensors to detect the phase and immediately determine the transition of
ifm

different types of fluids makes it possible to reduce the energy necessary to heat chemicals and rinsing water:a faster solution than the traditional.The flowmeter series SM plays a crucial role in real water and energy saving. With just one cable and an ifm flow meter we can transmit data to a PLC for the process unit management and, at the same time, the data of the counter is connected to the IT system, a dashboard or SCADA system for energy data management. In addition to this,with the counter - thanks to the IO-Link - we can perform simple maintenance and no pulse regulation is required as with an analogic solution It is very important to consider an efficient use of water since CIP consumption could account for up to 30% of water consumption of food plants. Ifm’s IO-Link solution really helps energy saving.

Sensori di conducibilità ifm serie LDL ifm conductivity sensors, series LDL
Machine efficiency and reliability
This case as well, thanks to IO-Link connection, ifm vibration sensors series VVB control the status of the pumpastopreventseriousfailuresandlongdowntime. These sensors simultaneously monitor real impact, fatigue, friction, crest factor and temperature at the same time, timely detecting imminent breakdowns and limiting serious damage.
Safety
To guarantee safety, ifm connects all safety devices to AS-i Safety, typically tank doors. Thanks to AS-i cable,wiring is dramatically reduced to the advantage of customers’ hygienic applications. ifm’s solution with retention mechanism is ideal to guarantee food defense, thanks to the management of access to different tanks.
Sensore di vibrazioni ifm serie VVB ifm vibration sensor, serie VVB


Image S presenta le telecamere iperspettrali che forniscono rilevanti informazioni sulla chimica dei materiali
Le telecamere iperspettrali consentono di sfruttare le potenzialità delle tecniche di spettroscopia ottica nei sistemi di visione industriali acquisendo uno spettro per ogni pixel dell’immagine. La tecnologia iperspettrale lavora sia con luce visibile, dove il colore ha il significato tradizionale, che con luce infrarossa, dove l’assorbimento della luce è causato dalle vibrazioni delle molecole: la luce infrarossa permette quindi di ottenere rilevanti informazioni sulla chimica dei materiali.
Per consentire di accedere a queste informazioni, la società finlandese Specim ha sviluppato una serie di telecamere iperspettrali ottimizzate per l’industria, caratterizzate da una struttura meccanica robusta e una ottima ripetibilità tra diverse telecamere della medesima serie.


La camera Specim FX10 è dedicata alla luce visibile e vicino infrarosso e consente di ottenere informazioni su 224 bande: si ottiene così un’informazione colorimetrica molto più dettagliata rispetto a una telecamera a colori basata sulle classiche tre bande rosso, verde e blu. La camera Specim FX17 è invece dedicata al solo infrarosso e copre con 224 bande la regione spettrale compresa tra 900 nm e 1700 nm, fornendo informazioni totalmente oscure all’occhio umano.
Latecnologiaiperspettrale,inizialmentesviluppataperle rilevazioni aeree e affermatasi in ambito industriale nell’ambito della raccolta differenziata della plastica, oggi trova diverse applicazioni anche in ambito alimen-
tare. La prima di queste è sicuramente la rilevazione, misura e mappatura della presenza di acqua, grazie al netto picco di assorbimento di quest’ultima a 1450 nm. Un’eccessiva presenza di acqua negli alimenti può indicare degrado o marcescenza. Occorre inoltre notare come la luce tra i 1200 nm e i 1300 nm viene assorbita dalle molecole basate sulla chimica del carbonio; l’analisi dettagliata degli spettri di assorbimento consente di rilevare rilevanti informazioni come il contenuto di zuccheri nella frutta o la concentrazione di proteine e grassi nella carne, nel pesce e nel formaggio. Infine, indipendentemente dal prodotto sotto esame, la presenza di assorbimenti inattesi consente di rilevare contaminazioni.
Image S presents hyperspectral cameras which offer relevant information on material chemistry
Hyperspectral cameras enable exploiting the technical potential of optical spectroscopy in industrial vision systems by acquiring a spectrum for each image pixel.
Hyperspectral technology works with both the visible light, where colour has a traditional meaning, and infrared light where light absorption is caused by molecular vibration: hence, infrared light enables getting relevant information on material chemistry. To access this information,Swedish company Specim has developed a series of optimized hyperspectral cameras for industrial use, characterized by sturdy mechanical structure and excellent repeatability of the various cameras of the same series.
Specim FX10 series cameras is for the visible light and near-infrared, and it enables getting information on 224 bands: It is therefore possible to get much more detailed colourimetric information than a colour based camera on classic red, green and blue bands.
Specim FX17 camera bases on infrared light only and with 224 bands it covers the spectral region from 900 to 1700 mm, thus providing information that is invisible to the eye.
Today, hyperspectral technology – initially developed for aerial detection and then established in industrial separate collection of plastics - is also widely used in the food industry: water detection, reading and mapping, thanks to its absorption peak at 1450 nm. Water excess in food may suggest degradation or rot; it is also important to note that light between 1200 and 1300 nm is absorbed by molecules basing on carbon chemistry.
Detailed analysis on absorption spectrums offers relevant information on sugar content in fruit or protein content in meat, meat, and cheese. In conclusion, regardless of the product under exam, the presence of unexpected absorption enables contamination detection.

I motori rotativi lineari di Pamoco presentano uno speciale design per ridurre al minimo la massa in movimento, permettendo di utilizzare la piena dinamica per il ciclo della macchina
Imotori rotativi lineari PR02 sono stati appositamente progettati per sfruttare i vantaggi della combinazione meccanica di due servomotori elettrici nel più piccolo spazio di installazione possibile. Di conseguenza, questo dispositivo “pronto per l’uso” offre al costruttore della macchina un componente che consente la realizzazione di movimenti lineari e rotativi complessi nel modo più semplice possibile. Lo speciale design consente di ridurre al minimo la massa in movimento, permettendo di utilizzare la piena dinamica per il ciclo della macchina. Entrambi i motori, ovviamente, possono essere azionati indipendentemente o sincronizzati. Inoltre, il sottile alloggiamento garantisce spazio per numerose utili opzioni. Il sistema di alimentazione dell’aria consente di attivare pinze pneumatiche o realizzare applicazioni di vuoto attraverso l’albero cavo. In alternativa, uno spintore pneumatico può azionare meccanicamente

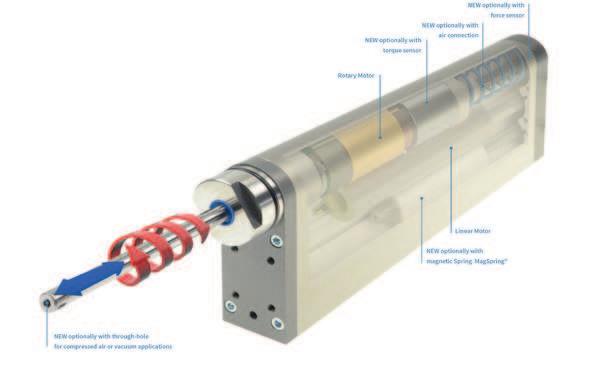
Ple pinze come movimento lineare indipendente o espellere gli elementi afferrati.
Una possibile MagSpring integrata compensa passivamente la massa del carico e può impedire l’abbassamento dell’asse in stato di mancata alimentazione. È possibile integrare dei sensori di forza e di coppia se la valutazione della corrente assorbita non è sufficientemente precisa per l’applicazione. Questi sensori consentono di realizzare in maniera semplice processi ad alta precisione, riproducibili e registrabili come richiesto dall’industria farmaceutica o nelle applicazioni dell’Industria 4.0 in generale.
Grazie a una costruzione “razionale”, gli utenti beneficiano infine di un design che garantisce superfici facili da pulire e un frontale in acciaio inossidabile opzionale per quelle applicazioni che presentano specifici requisiti relativi alla pulizia delle superfici.
• Struttura realizzata con particolare attenzione
Pamoco linear rotary motors feature special design that minimizes the moving mass allowing the use of their full dynamics for the real machine process
R02 linear rotary motors are designed in attention to combine the advantages of a mechanicalcombinationoftwoelectromagnetic servo motors in the smallest possible installation space. As a result, this ready-to-use machine element offers the machine builder a component that allows the realization of complex linear and rotating movements in the simplest possible way.The special design minimizes its own moving mass allowing the use of their full dynamics for the real machine process. Both motors, of course, can be operated independently or synchronised. In addition,the slim housing offers space for numerous useful options. The air feed-through system allows to activate pneumatic grippers or realization of vacuum applications through the hollow shaft. Alternatively, a pneumatic pusher can actuate grippers mechanically as an independent linear motion or eject gripped elements. An integrated MagSpring passively compensates load mass and can prevent axis from
all’ottimizzazione della propria massa mobile e alla massima efficienza energetica / dinamica per il processo della macchina
• Design igienico con superfici facili da pulire, frontale in acciaio inossidabile opzionale o alloggiamento completo in acciaio inossidabile
• Equipaggiato opzionalmente con sensore di coppia e forza per un controllo di alta precisione in anello chiuso
• Albero cavo per passaggio aria vuoto / pneumatico (opzionale)
• Integrazione spintore per l’azionamento meccanico delle pinze o l’espulsione degli elementi in presa (opzionale)
• Con MagSpring® per la compensazione del carico verticale (opzionale)
I motori lineari rotativi della serie PR02 sono disponibili con corsa massima di 300 mm, forza massima di 572 N e coppia massima di 10 Nm. Una completa gamma di azionamenti con interfaccia con i più diffusi bus di campo è disponibile per il controllo dei motori PR02.

lowering in de-energized state. There is even room for a calibrated force and torque sensor if evaluation of direct motor current is too inaccurate. Those sensors allow simple realization of high precise, reproducible, and recordable processes as required in pharmaceutical industry or in Industry 4.0 applications in general.
With the smart construction, users also benefit from the hygienic design with easy-to-clean surfaces and optional stainless-steel front for applications with special requirements for the surface to be cleaned.
• Smart design with focus on optimized own moving mass and highest energy efficiency / dynamics for machine process
• Hygienic design with easy-to-clean surfaces, optional stainless steel front or complete stainless steel housing
• Optionally equipped with torque and force sensor for high precision closed loop force control
• Hollow shaft for vacuum / pneumatic air feedthrough
I motori lineari rotativi della serie PR02 sono disponibili con corsa massima di 300 mm, forza massima di 572 N e coppia massima di 10 Nm
The linear rotary motors of the PR02 series are available with a maximum stroke of 300 mm, a maximum force of 572 N and a maximum torque of 10 Nm
• Integration of pusher for mechanical actuation of grippers or ejection of gripped elements
• With MagSpring® for vertical load compensation
The linear rotary motors of the PR02 series are available with a maximum stroke of 300 mm, a maximum force of 572 N and a maximum torque of 10 Nm. A complete range of drives with interface to the most popular field buses is available for controlling the PR02 motors.


I vini della tenuta Alois Lageder debuttano in un’inedita bottiglia
Oltre al lavoro intenso sulla qualità e sullo stile dei vini, l’azienda vinicola Alois Lageder da sempre investe sull’utilizzo di elementi sostenibili nell‘intero processo: dalla vigna al consumatore. ”Da due anni i nostri vini sono dotati di un’elegante carta e di sughero naturale. Facciamo a meno di una capsula o di un tappo a vite per la chiusura della bottiglia, perciò lavoriamo completamente senza metallo e altri materiali difficili da riciclare”, spiega Helena Lageder, responsabile della comunicazione e del marketing nell’azienda di famiglia. Questo approccio green compie ora un passo molto importante: con le nuove annate, i vini appariranno in una nuova bottiglia leggera da 450 grammi. Il percorso verso l’utilizzo di bottiglie più leggere inizia nel 2013, quando dai 750g si passa ai 650g. Ora la Tenuta sta lavorando per adottare per tutti i vini una nuova bottiglia che pesa solamente 450g. La nuova bottiglia di Borgogna debutta in questa sua forma sul mercato ed è stata sviluppata assieme ad un partner. Il risultato è una bottiglia che, con un notevole risparmio di peso, rimane robusta e garantisce una qualità elevata e costante. Con questa innovazione, la Tenuta Alois Lageder riduce il suo consumo di vetro da 512 tonnellate a 425 tonnellate. Per un totale di 87 tonnellate (17%) in meno di vetro prodotto e trasportato ogni anno. Importante anche il risparmio per l’ambiente in termini di emissioni di CO2 e infine questo minor peso delle bottiglie si riflette anche sul trasporto.
”Certo, ci sono già bottiglie leggere sul mercato, ma difficilmente c’è una bottiglia di Borgogna che sia così leggera e che soddisfi ancora le esigenze di un vino di qualità. Stranamente, molte persone sono tuttora dell’opinione, che un vino di valore debba essere dotato di una bottiglia pesante”, dice Alois Clemens Lageder.”La bottiglia ha anche un nome. Si chiama Summa e abbiamo preso la decisione di non brevettarla, in modo che molti viticoltori siano motivati ad adottarla”, aggiunge Helena Lageder.
In futuro, tutti i vini saranno imbottigliati nella bottiglia leggera di Borgogna, ad eccezione di MCMLVII Merlot, LÖWENGANG Cabernet e COR RÖMIGBERG Cabernet Sauvignon, che saranno invece presentati in una bottiglia bordolese sempre da 450 grammi. Ilvetroèunodeimigliorimaterialiriutilizzabiligrazie alla sua alta riciclabilità.Tuttavia, la produzione del vetro è uno dei processi che prevede un grande impiego di energia. Una riduzione nella produzione

ha quindi effetti ambientali positivi grazie a un minor uso di gas o petrolio - i due combustibili per la fusione - e minori emissioni di CO2 legate all’energia. Il vetro è fatto di sabbia, cenere, soda e calcare. Produrre meno vetro perciò significa dover estrarre meno materie prime, il che porta alla conservazione delle risorse.
Con questa innovazione, la Tenuta vuole sottolineare ancora una volta la sua filosofia
aziendale:comprensione olistica della natura, creatività e amore per la sperimentazione. “Oltre a questo progetto, ci sono altri punti sui quali stiamo lavorando. Uno dei nostri obiettivi è quello di aumentare al massimo i passaggi sostenibili all’interno della nostra azienda e assicurarci della loro trasparenza verso l’amante del vino. Abbiamo ottenuto molto, ma abbiamo ancora molto da fare“, conclude Helena Lageder.


In addition to the intensive work on the quality and style of the wines, sustainable equipment of the wines is also very important tor the Alois Lageder Winery. “Far the past two years, we have been equipping our wines with an e!egant bow made of paper and with natural cork, and we have dispensed with a capsule or screw cap far the bottle closure and thus entirely with metal and other materials that are difficult to recycle,” explains Helena Lageder, who is responsible tor communications and marketing in the family business.
This development is now continuing at the winery. Thus, in the future, the wines will appear in a new, 450g lightweight bottle.
The change over to lighter bottles already began at the winery in 2013. At that time, the bottles were changed from 750g to 650g. Now, the winery is unitormly switching to a new bottle weighing only 450g tor ali wines. The new Burgundy bottle - which did not exist in this torm on the market betorewas developed together with a partner. The result
is a bottle that, while significantly reducing weight, remains robust and ensures consistent, high quality. With this innovation, the Alois Lageder Winery has reduced its glass consumption from 512 tons to 425 tons. That is a total of 87 tons or 17% less glass produced and transported annually. Environmentally relevant in terms of C02 emissions,less weight is also reflected in transport.
“Of course, there are already !ightweight bottles on the market, but there is hardly a Burgundy bottle that is so !ight and stil/ meets the demands of a valuable wine. Strange!y enough, many people stil/ be!ieve today that a valuable wine must be equipped with a heavy bottle,” says Alois Clemens Lageder. “The bottle a/so has a name. lt is ca/led Summa and is de/iberately not patented so that many winemakers are motivated to switch to !ightweight bottles”, adds Helena Lageder.
In future, all of the wines will be bottled in the light Burgundy bottle - except of MCMLVII Merlot, LÒWENGANG Cabernet and COR RÒMIGBERG
The wines of the Alois Lageder Winery are now presented in a new lightweight bottle
Cabernet Sauvignon, which will be bottled in a 450g lightweight Bordeaux bottle.
Glass is one of the best reusable materials due to its recyclability. Glass production, however, is one of the most energy-intensive manufacturing processes. A reduction in manufacturing therefore brings positive environmental effects through less use of gas or oilthe two fuels for melting - and lower, energy-related CO2 emissions. Glass is made from sand, ash, soda ash and limestone. So producing less glass means mining fewer raw materials and thus conserving resources.
With this innovation,the winery once again expresses its corporate philosophy: a holistic understanding of nature, creativity and a love of experimentation. “In addition to this project, there are other points on which we are working. Far example, our goal is to make as many steps as possible sustainable and transparent far the wine !aver. We have achieved a tot in this respect, but we stil/ have a tot to do,” concludes Helena Lageder.
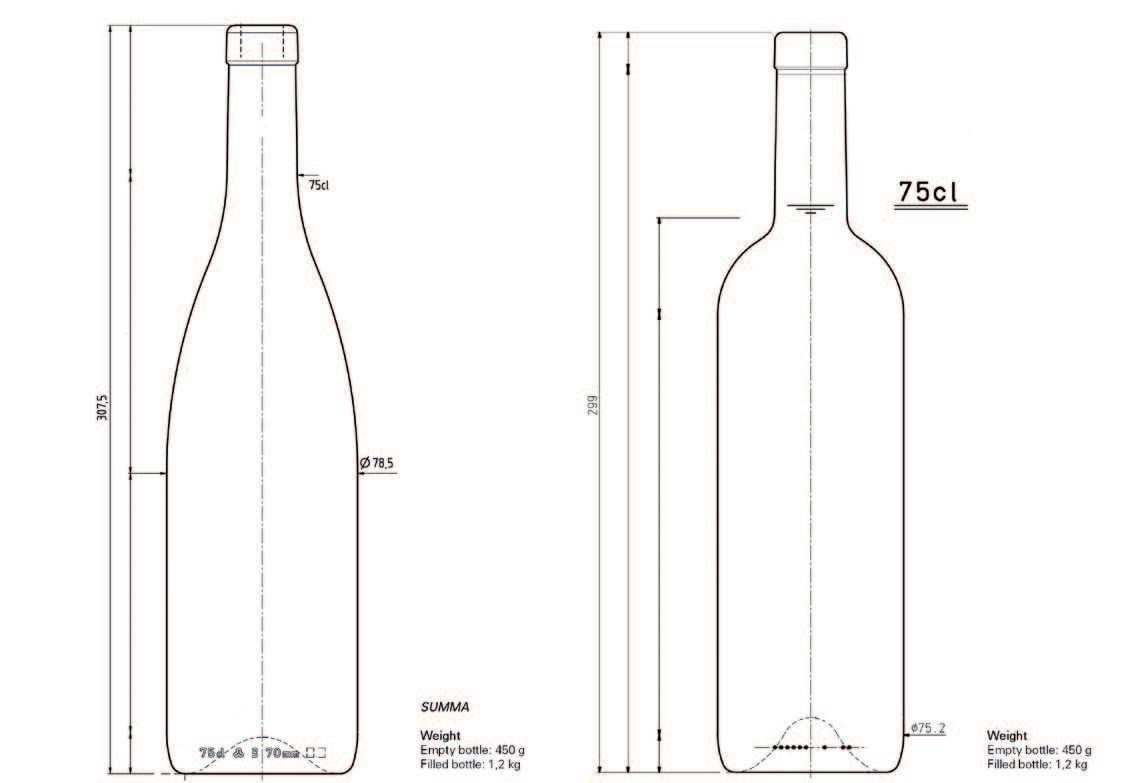


Il modulo maniglia PSENmlock espande il sistema modulare per ripari mobili di Pilz
Nel sistema modulare per ripari mobili di Pilz la novità è il modulo maniglia PSENmlock. In qualità di soluzione completa, il modulo maniglia dispone di un attuatore integrato come pure di uno sblocco di fuga integrato. In combinazione con il sensore di sicurezza per i ripari mobili PSENmlock per il bloccaggio e l’interblocco sicuri, il modulo maniglia rappresenta una soluzione sicura e adattabile in modo personalizzato per le porte con accesso. La funzione di blocco di sicurezza è realizzata mediante il relativo comando bicanale. L’interruttore è la soluzione ideale, in modo particolare per le macchine con un’inerzia pericolosa dove è richiesto un bloccaggio sicuro fino alla categoria di sicurezza massima, il Performance Level “e”.
Combinazione tra sicurezza e flessibilità elevata
Il modulo maniglia PSENmlock può essere utilizzato sia per porte con apertura a sinistra che per porte con apertura a destra. Può essere montato all’interno o all’esterno ed è compatibile con porte a battente e anche con porte scorrevoli. Grazie a queste diverse opzioni, è possibile implementare il modulo maniglia per porte di diverse tipologie. Il vantaggio per l’utente è rappresentato dalla massima flessibilità in fase di montaggio.
Zona pericolosa sotto controllo
Sul lato esterno della porta da mettere in sicurezza si trova la maniglia gialla con la quale viene azionato l’attuatore per la chiusura o l’apertura. Lo sblocco di fuga può essere attivato solo con la maniglia rossa all’interno. In questo modo, il personale può abbandonare in qualsiasi momento un’eventuale zona pericolosa che si venisse a creare all’interno dell’area della macchina. Il modulo maniglia PSENmlock dispone di un meccanismo di blocco in grado di accogliere fino a un massimo di
PSENmlock handle module expands the modular safety gate system from Pilz
The modular safety gate system from Pilz now includes the PSENmlock handle module. As a comprehensive solution, the gate module has an integrated actuator as well as an integrated escape release. In conjunction with the safety gate sensor PSENmlock for safe interlocking and safe guard locking, the handle module represents a safe, individually adaptable solution for accessible gates. Safe guard locking is enabled by the two-channel control on the guard locking device. As such, the switch is particularly suitable for use on machines with a hazardous overrun, which also require safe guard locking up to the highest category performance level e.
Safety combined with high flexibility
The PSENmlock handle module can be used for both left and right-hinged gates. It can be fitted on the inside or outside and is compatible for both swing gates and sliding gates. Due to these different options, the gate module can be used for various gates. So users benefit from maximum flexibility during installation.
Danger zone under control
On the outside of the secured gate is the yellow handle, through which the actuator is disengaged for closing or opening. An escape release can only be triggered via the red handle in the inside. As a result, people can leave a danger zone potentially emerging inside the machinery space at any time.
5 lucchetti. Ciò impedisce il riavvio involontario della macchina dopo un arresto. Si incrementa così la sicurezza per le porte con accesso evitando incidenti e infortuni.
Sicurezza modulare e adattabile per le porte Il modulo maniglia PSENmlock è la recentissima espansione del sistema modulare per ripari mobili di Pilz. In qualità di soluzione modulare per ripari mobili con controllo di accesso, il sistema offre sensori per lo sblocco di fuga, maniglie, un sistema di diagnostica e un’unità pulsanti con un sistema di autorizzazione all’accesso integrato opzionale e il relativo dispositivo di valutazione. Il vantaggio per l’utente è rappresentato da un montaggio e da un’installazione rapidi.Tutti i moduli del sistema per ripari mobili possono essere combinati singolarmente e in questo modo le porte con accesso messe in sicurezza in modo flessibile. Insieme al modulo compatto di sicurezza configurabile
PNOZmulti 2 di Pilz viene realizzata una soluzione di sicurezza completa per il controllo dei ripari mobili.

The PSENmlock handle module has a lockout bar for up to 5 locks. This prevents the machine from restarting unintentionally following a stop. This increases safety on accessible gates and so avoids accidents.
Modular, adaptable safety on gates
The PSENmlock handle module is the latest addition to the Pilz modular safety gate system.As a modular safety gate solution with access control, the safety gate system provides sensors, escape release,
handles, a diagnostic system and a pushbutton unit with optional integrated access permission system as well as an appropriate evaluation device. Users benefit from rapid assembly and installation. All modules in the safety gate system can be assembled individually, providing flexible safeguarding for accessible gates. Combined with the configurable safe small controller PNOZmulti 2 from Pilz, the result is a safe complete solution for safety gate monitoring.

Iprogettisti dell’automazione di Kosme hanno maturato una vasta esperienza nelle soluzioni di controllo e di visualizzazione. Attualmente, l’azienda utilizza generalmente prodotti B&R o Siemens per il controllo. La visualizzazione invece, inizialmente era basata su una soluzione software proprietaria sviluppata internamente.
La scelta del prodotto Scada/HMI si orientò in un primo momento sulla linea definita dal gruppo. Per questo motivo l’azienda ha adottato Movicon stipulando un contratto quinquennale con Progea. Fondamentale per Kosme era la flessibilità di impiego, avendo necessità di applicare sistemi sia basati su Windows CE che sistemi più evoluti basati su Windows XP Embedded.
Il caso applicativo delle Fardellatrici Flypack
Uno tra i primi progetti HMI sviluppati dal gruppo R&D di Kosme con Movicon riguarda il sistema di visualizzazione delle fardellatrici, denominate Flypack. Secondo Kosme, l’imballaggio secondario riveste un’importanza sempre maggiore nelle linee di confezionamento. Per questo motivo, Kosme ha investito

importanti risorse nel progettare una macchina fardellatrice che potesse rappresentare una importante novità non solo nella gamma di produzione del gruppo, ma nell’intero settore del confezionamento. Il progetto si è concluso con successo e le fardellatrici Flypack sono consegnate oggi in tutto il mondo. Il progetto prevedeva una macchina modulare, composta da unità di compattazione prodotto, unità di avvolgimento e tunnel di retroazione.Naturalmente la macchina può contenere il tray, ovvero il modulo di strombatura vassoi ed inserimento falde. Per garantire all’utente la massima fruibilità, Flypack è stata idealmente suddivisa in“operator side”e“service side”. Sul lato operatore si trovano i volantini per i cambi di formato ed il pannello operatore con il sistema HMI basato su Movicon,sull’altro lato i motori.
I vantaggi di Movicon
“Le motivazioni tecniche che ci hanno indotto a cambiare tecnologia software adottando Movicon sono molteplici”, come spiega l’ing. Rondelli del gruppo R&D di Kosme.
“Ci ha impressionato la tecnologia innovativa e l’apertura del sistema, completamente basato su XML, la facilità di utilizzo e le soluzioni grafiche che la piattaforma offre, sicuramente di grande impatto. Questo ci consente di realizzare interfacce operatore in grado di offrire una rappresentazione grafica migliore, indipendente dalla risoluzione dello schermo, più gradevole e realistica, con funzionalità aggiuntive che difficilmente possono essere riscontrate nei sistemi proposti dalla concorrenza”. Infatti, oggi i produttori di macchine necessitano di sistemi HMI in grado di consentire loro la realizzazione di interfacce con un insieme di grafica e funzionalità tali da rendere la conduzione della loro macchina più intuitiva e più ricca di funzioni per gli operatori. “Un altro aspetto importante ha riguardato la modularità dei progetti” prosegue l’ing. Rondelli. “Con Movicon i progetti possono essere centralizzati o distribuiti con soluzioni tali da consentirci un minore impiego di risorse nella progettazione e nel mantenimento dei progetti delle varie macchine”.
The Kosme automation engineers have matured a vastexperienceincontrolandvisualizationsolutions.
Generally, the company use B&R or Siemens products for control with visualization initially based on a proprietary software solution developed internally.
Their choice of Scada/HMI was initially oriented on the group’s product line. After experiencing how various systems worked, Kosme decided to proceed in creating its own line of system solutions. So they took on a Scada/HMI platform which responded more to their modularity, potentiality and cost requirements after being quite impressed with Movicon involving a five year contract agreement with Progea. Deployment flexibility was fundamental to Kosme’s strategy in building systems based on Windows CE and those more advanced based on Windows XP Embedded.
The case of the Flypack shrinkwrapper application
One of the first HMI projects developed by the Kosme R&D group with Movicon dealt with a system to visualize a packaging process line involving their new Flypack shrinkwrapper machine.
Kosme’s insight on secondary packaging fast becoming a major importance to packaging process lines influenced them to invest important resources in designing a new packaging system. This system turned out to be breakthrough innovation not only in the group’s production range, but in the entire
packaging sector in general. This project was very successful and their Flypack shrinkwrappers are now delivered and used all over the world.
This project was designed on a modular machine, featuring a product compacter unit, a wrapping unit and a heat shrinker tunnel Built with a tray erector and layer pad inserter module, it can also handle trays and film packs.
To the full benefit of the user, the Flypack system has been divided into an “operator side” and a “service side”.The operator side is where all the handwheels, for format change-over and control panel, with Movicon based HMI system, are located.The engines are located on the “service side”.
Movicon advantages
“The technical motivations that drove us to change our software technology by adopting Movicon are manifold”, explained engineer Rondelli from the Kosme R&D group.
“The very impressive innovative technology and openness of the Movicon system, totally based on XML, along with extreme simplicity-of-use enhanced with a great variety of graphical solutions provided by the system, has sure left a great impact on us. We have been able to create user interfaces with much improved graphics and independently from the screen resolution sizes.They are much more pleasing to the eye and look very realistic, which together with

the additional functionalities are difficult to find in any other competitive system”. It has indeed become more essential for machine manufacturers to have HMI systems that are capable of allowing them to create interfaces with a mixture of graphics and functionalities that make machines more intuitive to manage with the aid of a richer variety of functions to use for the operator.
“Project modularity is also another important factor” added engineer Rondelli.“By using Movicon, projects can be centralized or distributed with solutions that allow us to deploy fewer resources in planning and maintaining them in the various machines.”

Il rispetto delle tradizioni per oltre un secolo di storia; la selezione e la qualità delle materie prime; la tracciabilità della filiera e la valorizzazione del territorio in cui opera, sono da sempre i punti di forza di Tomarchio Bibite
Un ponte tra la Sicilia e l’Oriente, per un viaggio all’insegna della tradizione e del gusto.Tomarchio Bibite amplia il suo portafoglio di prodotti con l’obiettivo di valorizzare il territorio in cui opera. La nuova linea di “Thè” biologici Tomarchio nasce dall’incontro tra i sapori asiatici e i gusti intensi e freschi del Mediterraneo: un intreccio di armoniose combinazioni tra l’acqua sorgiva delle pendici dell’Etna, gli aromi intensi delle foglie di tè nero bio e due accostamenti inediti come “Limone di Siracusa Igp e Mandarino di Ciaculli” e “Pesca e Melone”. «Un’operazione nata dalla voglia di sperimentare, sempre all’insegna della qualità e della tradizione della nostra azienda, per offrire ai nostri consumatori novità estive - spiega Roberto Roccatti, direttore generale Sibat Tomarchio - Abbiamo lavorato a un vero e proprio mix tra i gusti autentici siciliani e quelli orientali, con combinazioni “bigusto” davvero inedite. Non un semplice tè al Limone, ma una speciale ricetta caratterizza il nostro “Thè” Limone e Mandarino BIO: al sapore sottile e deciso dell’infuso di thè nero biologico abbiamo aggiunto la naturale freschezza del “Limone di Siracusa IGP” e la delicatezza del Mandarino di Ciaculli, per una bibita rinfrescante dal gusto pieno e delicato al tempo stesso, e dal retrogusto agrumato, persistente e deciso».
«Il nostro Thè Pesca e Melone BIO nasce dall’infusione delle foglie di thè nero biologico di Ceylon e la frutta che più di ogni altra racchiude tutto il profumo e la magia dell’estate siciliana: la pesca e il melone – continua Claudia Sutera, responsabile Marketing Sibat Tomarchio - Il suo sapore è avvolgente, vellutato e fruttato e viene esaltato dalla nota di freschezza e dolcezza tipica del melone. Una nuova scommessa dopo il successo della linea premium “Bio”, oggi tra i principali marchi di riferimento nel mercato dei Soft Drink a base agrumi,i nuovi tèTomarchio racconteranno la“personalità”di un’azienda che parla“local”,proiettandosi verso il mercato globale con quell’energia siciliana tramandata da tre generazioni». Il rispetto delle tradizioni per oltre un secolo di storia; la selezione e la qualità delle materie prime; la tracciabilità della filiera e la valorizzazione del territorio in cui opera, sono da sempre i punti di forza di Tomarchio Bibite, storica azienda nata nel 1920 ad Acireale (Catania), oggi presente in tutto il mondo con i suoi prodotti. Vicina alla filiera, grazie alle partnership con il Distretto Produttivo Agrumi e i principali consorzi di tutela (Arancia Rossa Igp, Limone di Siracusa Igp, Arancia di Ribera Dop), Tomarchio ha continuato ad accrescere il valore del brand tramite investimenti in innovazione di prodotto e di processi, guardando al mercato che negli ultimi anni ha registrato la crescita esponenziale del comparto biologico.

Respect for traditions for over a century of history; the selection and quality of raw materials; the traceability of the supply chain and the enhancement of the territory in which it operates have always been the strengths of Tomarchio Bibite
Alink between Sicily and the East, for a journey dedicated to tradition and taste. Tomarchio Bibite expands its product portfolio with the aim of enhancing the area in which it operates.The newTomarchio organic“Tea”line comes from the encounterbetweenAsiantastesandtheintenseandfreshflavorsoftheMediterranean: an intertwining of harmonious combinations between the spring water of the slopes of Etna, the intense aromas of organic black tea leaves and two new combinations such as “Lemon of Syracuse IGP and Mandarin of Ciaculli” and “Peach e Melon”. “A project born from the desire to experiment, always in the name of the quality and tradition of our company, to offer our consumers summer news - explains Roberto Roccatti, Sibat Tomarchio general manager - authentic Sicilian and oriental tastes, with truly unusual “two-taste” combinations. Not a simple lemon tea, but a special recipe characterizes our “Tea” Lemon and Mandarin BIO: to the
subtle and decisive flavor of the infusion of organic black tea we have added the natural freshness of the “Lemon of Syracuse PGI” and the delicacy of Mandarino di Ciaculli, for a refreshing drink with a full and delicate taste at the same time, and with a persistent and decisive citrus aftertaste».
“Our Organic Peach and Melon Tea is born from the infusion of organic Ceylon black tea leaves and the fruit that more than any other contains all the scent and magic of the Sicilian summer: peach and melon - continues Claudia Sutera, responsible Marketing Sibat Tomarchio - Its flavor is enveloping, velvety and fruity and is enhanced by the note of freshness and sweetness typical of melon.A new bet after the success of the “Bio” premium line, today among the main reference brands in the citrus-based Soft Drink market, the new Tomarchio teas will tell the “personality” of a company that speaks “local”, projecting itself towards the global market with that Sicilian energy handed down for three generations». Respect for traditions for over a century of history; the selection and quality of raw materials; the traceability of the supply chain and the enhancement of the territory in which it operates have always been the strengths of Tomarchio Bibite, a historic company founded in 1920 in Acireale (Catania), today present all over the world with its products. Close to the supply chain, thanks to partnerships with the Citrus Production District and the main protection consortia (Orange Red Igp, Lemon of Syracuse Igp, Orange of Ribera Dop),Tomarchio has continued to increase the value of the brand through investments in product innovation and processes, looking at the market which in recent years has seen the exponential growth of the organic sector.

Continui investimenti in ricerca e sviluppo hanno permesso a Pneumax di ampliare la propria offerta affiancando alla tecnologia pneumatica, l’attuazione elettrica e i componenti per il controllo dei fluidi liquidi e gassosi

Fondata nel 1976, Pneumax S.p.A. è oggi uno dei principali players internazionali nel campo dei componenti e sistemi per l’automazione industriale e di processo. L’azienda è a capo del Gruppo Pneumax composto da 25 società commerciali e produttive con oltre 730 dipendenti in tutto il mondo. Il network internazionale comprende 9 filiali in Italia, 8 in Europa oltre a quelle in USA, Brasile, India, Cina e Singapore, e una vasta rete di distributori che garantiscono la presenza in oltre 50 paesi. Tutti gli stabilimenti produttivi del Gruppo Pneumax sono situati in Italia, sette unità a Lurano (BG) più Titan Engineering a San Marino e operano nel rispetto dell’ambiente e della sicurezza sui luoghi di lavoro secondo gli standard imposti dalle norme ISO9001:2008, ISO 14001:2004 e OHSAS 18001:2007.
Continui investimenti in ricerca e sviluppo hanno permesso a Pneumax di ampliare la propria offerta affiancando alla tecnologia pneumatica (attuatori, valvole ed elettrovalvole, tecnologia proporzionale, raccordi, trattamento aria, handling, tecnologia del vuoto), l’attuazione elettrica ed i componenti per il controllo dei fluidi liquidi e gassosi, offrendo soluzioni realizzate con diversi materiali che vanno dall’acciaio inossidabile ai tecnopolimeri,dall’ottone all’alluminio.

La struttura organizzativa studiata per massimizzare la flessibilità e l’utilizzo di tecnologie all’avanguardia garantiscono la massima efficienza sia per la fornitura di componenti standard sia per la realizzazione di soluzioni completamente personalizzate. Allo stesso tempo lo sviluppo di competenze meccatroniche e digitali è alla base della realizzazione di soluzioni integrate che, grazie alle tecnologie abilitanti, rispondono i requisiti che il paradigma di industria 4.0 richiede, dall’interconnessione dei componenti alla possibilità di controllare e gestire in remoto le performance degli stessi, senza mai tralasciare aspetti come l’ottimizzazione dei consumi. Raccordi FCM – idonei per il contatto con alimenti I settori food & beverage e food packaging sono due dei comparti per i quali l’azienda offre soluzioni specifiche come l’intera gamma di componenti in acciaio inox (cilindri, valvole e gruppi trattamento aria e raccordi) o i raccordi FCM che, oltre a garantire affidabilità e ad alte prestazioni,sono conformi agli standard internazionali di riferimento come NSF/ANSFI 169 e MOCA.
I raccordi FCM sono idonei al contatto con alimenti e alpassaggiodifluidialimentarisecondoiRegolamenti Europei (CE) 1935/2004, (CE) 2023/2006, (CE) 11/2011 e al contatto con bevande ai sensi del DM 174/ 2004.
Continuous investment in research and development has enabled Pneumax to expand its offer by combining well established pneumatic technology with electrical actuation and components for liquid and gaseous fluid control

Founded in 1976, Pneumax S.p.A. has become one of the leading international players in the field of industrial and process automation components and systems. The company is at the head of the Pneumax Group made up of 25 commercial and production companies with over 730 employees worldwide.
The international network includes 9 branches in Italy, 8 branches in Europe in addition to branches in the USA, Brazil, India, China and Singapore, and a vast network of distributors that guarantee presence in over 50 countries.
All of the Pneumax Group’s manufacturing facilities are located in Italy, the seven units in Lurano (BG) plus Titan Engineering in San Marino.All the facilities comply with the environmental and workplace safety requirements set out in standards ISO9001:2008, ISO 14001:2004 and OHSAS 18001:2007.
Continuous investment in research and development hasenabledPneumaxtoexpanditsofferbycombining well established pneumatic technology (actuators, valves and solenoid valves, proportional technology, fittings, air treatment, materials handling, vacuum), with electrical actuation and components for liquid and gaseous fluid control and offering solutions made from different materials ranging from stainless steel to engineering polymers or from aluminium to brass.
The organisational structure designed to maximise flexibility and the use of cutting-edge technologies ensure maximum efficiency both for the supply of standard components and the creation of completely customised solutions.
Atthesametime,thedevelopmentofmechatronicand digital expertise underlies the creation of integrated systems which, thanks to enabling technologies, are capable of meeting the requirements of Industry 4.0, from component interconnection to the ability to remotely control and manage component performance, without ever neglecting aspects such as optimising consumption.
FCM
The food & beverage and food packaging sectors are two of the sectors for which the company offers specific products such as the entire range of stainless steel components (cylinders, valves and air system units and fittings) or FCM fittings which, in addition to ensuring reliability and high performance, comply with relevant international standards such as NSF/ANSFI 169 and MOCA.
FCM fittings are suitable for contact with food and the passage of food fluids according to European Regulations (EC) 1935/2004, (EC) 2023/2006, (EC) 11/2011 and contact with drinking pursuant to Italian Ministerial Decree DM 174/2004.

Il cuore principale dell’innovazione Nortan è il gruppo di separazione e distribuzione a gestione completamente elettronica dove è stata implementata una nuova tecnologia meccatronica proprietaria
Grazie ad un innovativo progetto meccatronico (F.E.D.S. Technology), il nuovo distributore SYNCROCAP riesce ad adattarsi automaticamente alle diverse capsule da lavorare riducendo così i tempi di cambio formato fino all’80% e le imperfezioni dovute all’intervento umano. Rispetto ai distributori di capsule standard il nuovo SYNCROCAP ha rappresentato un passo avanti significativo per tutto il settore: ogni componente è stato
completamente ripensato e riprogettato attorno ai seguenti obbiettivi:
• Ottimizzazione della lavorazione
• Aumento dell’affidabilità
• Riduzione e semplificazione della manutenzione
• Riduzione al minimo dei tempi di cambio formato a carico degli operatori.
Il cuore principale dell’innovazione è il gruppo di separazione e distribuzione a gestione completamente elettronica dove è stata implementata una nuova tecnologia meccatronica proprietaria (patent pending) denominata F.E.D.S. Technology (Fully Electronic Distribution System) Questo porta ad una riduzione dei tempi di settaggio e cambio formato da parte dell’operatore di circa l’80% e alla completa eliminazione degli errori e problematiche che possono sorgere a causa di regolazioni approssimative. Inoltre, grazie ad una serie di algoritmi che racchiudono tutta l’esperienza Nortan, sono stati eliminati tutti i dispositivi meccanici ed è stato introdotto il concetto di “camma elettronica”

che permette di adattare automaticamente le fasature e i parametri dei vari componenti in base al tipo di capsula in lavoro. La riduzione dei particolari del 40% e l’ottimizzazione dei processi produttivi ha portato a un notevole aumento di affidabilità.
The main heart of the latest Nortan innovation is the fully electronic separation and distribution group, where new proprietary mechatronic technology has been implemented
Thanks to an innovative mechatronic project (F.E.D.S. Technology), the new SYNCROCAP distributor can automatically adapt to the different capsules to be processed, thus reducing the format change times up to 80% and the imperfections due to human intervention.
Compared to standard capsule distributors, the new SYNCROCAP represents a significant step forward for the whole sector. Each component has been
completely rethought and redesigned around the following objectives:
• Processing optimization
• Increase in reliability
• Reduction and simplification of maintenance
• Minimization of the format change times for operators. Themainheartoftheinnovationisthe fullyelectronic separation and distribution group, where a new proprietary mechatronic technology (patent pending) called F.E.D.S. Technology (Fully Electronic Distribution System) has been implemented This leads to a reduction in setting and format change times by the operator of about 80% and to the complete elimination of errors and problems that may arise due to rough adjustments. Furthermore, thanks to a series of algorithms that encompass all Nortan experience, all mechanical devices have been eliminated and the concept of “electronic cam” has been introduced, which allows to automatically adapt the timing and parameters of the various components based on the type of capsule in work. The 40% reduction in details and the optimization of production processes has led to a significant increase in reliability.

Il dato dell’imbottigliamento complessivo delle 5 denominazioni, il Consorzio Vini
Venezia ha registrato nei primi 6 mesi dell’anno un + 4,3 % rispetto ai primi 6 mesi del 2020, con un dato di 50.062 hl del 2021 contro i 47.983 hl del 2020
Leprevisioniperlavendemmia2021checoinvolgonoledenominazionitutelate dal ConsorzioViniVenezia -Venezia Doc,Piave Doc,Lison-Pramaggiore Doc, Malanotte Docg e Lison Docg - dipingono un’annata contrassegnata da una qualità elevata, seppur meno produttiva rispetto agli anni scorsi. “L’andamento fitosanitario e un clima rivelatosi favorevole - racconta Stefano Quaggio, Direttore del Consorzio Vini Venezia - fanno presagire un’annata di altissima qualità, con le denominazioni territoriali Venezia Doc, Piave Doc e Lison-Pramaggiore Doc
in prima linea, per un’annata che si farà ricordare. L’andamento climatico degli ultimi mesi è stato infatti per lo più regolare,con un maggio più freddo rispetto alle medie annuali e dei mesi di giugno e luglio caratterizzati da sporadici avvenimenti piovosi. Questo ha permesso di limitare gli interventi fitosanitari e di concentrare i precursori qualitativi nel grappolo”. Per quanto riguarda le stime di resa delle varietà precoci, che rappresentano le tipologie maggiormente presenti all’interno del territorio tutelato dal Consorzio, tra tutte il Pinot Grigio, si registrano quantità leggermente inferiori rispetto agli scorsi anni.
“Nell’ottica del miglioramento qualitativo ed economico del Pinot Grigio - continua il Direttore Quaggio - in comune accordo con le organizzazioni di categoria e la compagine sociale è già stata inoltre inviata alla Regione Veneto l’istanza di stoccaggio per quanto riguarda i prodotti atti a Venezia Doc Pinot Grigio ottenibili dalla vendemmia 2021 eccedenti i 130 q.li ettaro, fino alla produzione massima consentita di 150 q.li per ettaro”.
Da sottolineare che, per quanto riguarda il dato dell’imbottigliamento complessivo delle 5 denominazioni, il Consorzio Vini Venezia ha registrato nei primi 6 mesi dell’anno un + 4,3 % rispetto ai primi 6 mesi del 2020, con un dato di 50.062 hl del 2021 contro i 47.983 hl del 2020.
As regards the overall bottling data of the 5 denominations, the Consorzio Vini Venezia recorded a + 4.3% in the first 6 months of the year compared to the first 6 months of 2020, with a figure of 50,062 hl in 2021 against 47,983 hl in 2020
The forecasts for the 2021 harvest on the denominations protected by the Consorzio Vini Venezia - Venezia Doc, Piave Doc, Lison-Pramaggiore Doc, Malanotte Docg and Lison Docg - show a vintage marked by a high quality, albeit less productive than in previous years . “The phytosanitary trend and a favorable climate - says Stefano Quaggio, Director of the Consorzio Vini Venezia - presage a very high quality vintage, with the territorial denominations Venezia


Stefano Quaggio
Doc, Piave Doc and Lison-Pramaggiore Doc in the forefront, for a vintage that will be remembered. The climatic trend in recent months has in fact been mostly regular, with May colder than the annual averages and the months of June and July characterized by sporadic rainy events. This made it possible to limit phytosanitary interventions and to concentrate the qualitative precursors in the bunch”. As for the yield estimates of early varieties, which represent the majority within the territory protected by the Consortium, including Pinot Grigio, there are slightly lower quantities than in previous years.
“WithaviewtothequalitativeandeconomicimprovementofPinotGrigio-continues the Director Quaggio - in common agreement with the trade organizations and the shareholder structure, the application for storage has already been sent to the Veneto Region regarding the products suitable for Venezia Doc Pinot Grigio obtainable from the 2021 harvest exceeding 130 quintals per hectare, up to the maximum permitted production of 150 quintals per hectare “.
It should be emphasized that, as regards the overall bottling data of the 5 denominations, the Consorzio Vini Venezia recorded a + 4.3% in the first 6 months of the year compared to the first 6 months of 2020, with a figure of 50,062 hl. in 2021 against 47,983 hl in 2020.

L’unità plug&play CAPSULE di
Aermec unisce in un’unica macchina
l’efficienza della polivalente e le prestazioni delle pompe di calore ad altissima temperatura
Nelle applicazioni alimentari e di processo in genere spesso si rende necessario, per gran parte dell’anno, fornire acqua calda e fredda contemporaneamente alle varie utenze.
Tale necessità è legata al verificarsi, per un numero di ore/anno più o meno accentuato, della presenza di carichi di segno opposto contemporanei richiesti dalle diverse fasi del processo e dalla destinazione d’uso dei diversi ambienti serviti.
Per rispondere alle esigenze di questi settori, Aermec ha progettato unità flessibili, affidabili, robuste e ad alta efficienza energetica in grado di adattare il set point della macchina alla particolare fase del processo e di integrarsi in sistemi di gestione intelligente L’unità CAPSULE di Aermec è un’unità plug&play che unisce in un’unica macchina l’efficienza della polivalente e le prestazioni delle pompe di calore ad altissima temperatura. Il risultato è un sistema a 6 tubi che permette di produrre acqua refrigerata e acqua calda a più livelli di temperatura simultaneamente fino a 73°C.

In un unico frame sono dunque presenti:
• 4 circuiti frigoriferi
• 3 circuiti idraulici interconnessi: acqua refrigerata, acqua calda a media temperatura, acqua calda ad alta temperatura
• scambiatore inox ispezionabile per la produzione diretta di acqua calda sanitaria
Aermec CPS (Capsule), disponibile in tre taglie (da circa 160 kW fino a 500 kW di potenza frigorifera calcolata alle condizioni standard Eurovent), offre al progettista ed all’installatore la possibilità di installare facilmente un’unica unità opportunamente dimensionata al posto di una più complessa centrale termofrigorifera.
I vantaggi sono evidenti e immediati data la possibilità di ridurre gli ingombri della centrale, risparmiare nei tempi di progettazione ed installazione, ottimizzare le logiche di comando e coordinamento delle due unità (polivalente 4 tubi più booster per innalzare la temperatura dell’acqua fino ad oltre 70°C), servire indipendentemente ogni singola utenza. Grazie alla possibilità di sfruttare il recupero termico e alla capacità di gestire più livelli di temperatura di acqua calda prodotta, l’unità CPS di Aermec, anche senza altri fattori incentivanti, permette di sfruttare al massimo le potenzialità della pompa di calore e di risultare più conveniente rispetto alle più tradizionali soluzioni con caldaia.


Aermec plug&play CAPSULE unit combines the efficiency of multi-purpose machines with the performances of hightemperature heat pumps
In food and process applications in general, for most part of the year, it is often necessary to simultaneously provide hot and cold water to various users.
Such need is related to the presence of simultaneous loads of opposite signs required by the different process stages and final uses for a variably relevant number of hours a year.
To meet the requirements of these sectors, Aermec has designed flexible, reliable, sturdy, and highly energy efficient units that can adapt the machine set point to the particular process stage and also integrate themselves in smart management systems.
Aermec plug&play CAPSULE unit combines the efficiency of multi-purpose machines with the performances of high-temperature heat pumps. The
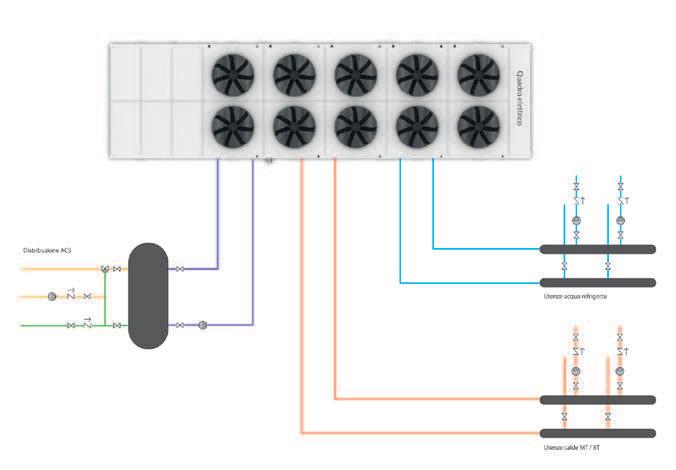
result of this combination is a 6-pipe system that enables producing refrigerated water and hot water at different temperatures at the same time, up to 73°C.
Therefore, in a single frame there are:
• 4 cooling circuits
• 3 interconnected hydraulic circuits: chilled water, medium temperature hot water and high temperature hot water
• Stainless steel heat exchanger, inspectable for direct sanitary hot water production
Aermec CPS (Capsule), available in three sizes (from about 160 kW up to 500 kW of cooling power calculated according to Eurovent standards), offer designers and installers the chance of easily installing one purposely sized single unit instead of a more complex thermo-cooling central station.
Evident and immediate advantages derive from the possibility of reducing the footprint of the central unit, offering significant savings in terms of both system planning and installation, optimizing management logic and coordination between the two units (4-tube multi-purpose unit plus a booster to increase water temperature up to and over 70°C), serving every single user individually.
Thanks to heat recovery and the capacity of managing different levels of hot water produced, Aermec CPS unit enables fully exploiting the potential of the heat pump and be more advantageous than traditional solutions with boiler.
La tecnologia Nutriswiss consente una lavorazione che mantiene inalterate le caratteristiche degli oli vegetali nel rispetto dei valori limite attualmente fissati per la concentrazione di tossine
Ai sensi del Regolamento UE 2020/1322, da gennaio 2021 sono in vigore nuovi tenori massimi di 3-MCPD e glicidolo nell’olio d’oliva e in altri oli vegetali. Grazie a una speciale tecnologia di raffinazione, Nutriswiss è in grado di minimizzare tali contaminanti legati ai processi di lavorazione. L’azienda esperta leader negli oli alimentari speciali e biologici lavora con un procedimento mediante il quale gli oli vengono raffinati in modo particolarmente delicato ed efficace a basse temperature di lavorazione. I produttori di oli possono così non solo ottimizzare il profilo organolettico dei loro prodotti e aumentare la loro resa, ma anche soddisfare i requisiti di legge.
Il Regolamento della Commissione Europea fissa dal 1° gennaio 2021 valori limite di 1250 µg di 3-MCPD e 1000 µg di glicidolo per kg di olio alimentare; per l’alimentazione dei bambini e dei neonati le regole stabilite sono ancora più severe (15 µg /kg di 3-MCPD e 6,0 µg/kg di glicidolo negli alimenti liquidi per lo
svezzamento). Le analisi di laboratorio Nutriswiss mostrano, a seguito della raffinazione, valori prossimi al limite di rivelabilità per entrambi i contaminanti da processo. Gli svizzeri dettano pertanto nuovi criteri proprio per quanto riguarda l’olio d’oliva raffinato, nel quale sono spesso riscontrabili valori elevati per quanto concerne i contaminanti da processo. Nutriswiss è in grado di raffinare, mediante procedimenti speciali, anche oli fortemente contaminati o quelli con un alto numero di acidi, come gli oli di sansa o gli oli lampanti, ricavandone un alimento perfetto dal punto di vista organolettico, appetibile e sicuro. L’olio raffinato di oliva può quindi, per esempio, essere miscelato con oli vergini e immesso in commercio come miscela o essere destinato alla lavorazione nell’industria alimentare. Gli oli di difficile raffinazione, che altrimenti sarebbero a malapena commercializzabili, possono essere impiegati senza limitazioni grazie a questo procedimento.


Diversamente da quanto accade nella raffinazione tradizionale di oli vegetali, Nutriswiss non ha bisogno di processi che richiedano tempi lunghi e temperature elevate per rimuovere pesticidi e residui di oli minerali (MOSH/MOAH). Il calore favorisce la formazione di glicidilesteri e cloresteri degli acidi grassi, come il 3-MCPD, potenzialmente nocivi per la salute. Nutriswiss si serve invece di una neutralizzazione fisica ottenuta per mezzo di una moderna tecnica di distillazione e di una successiva deodorizzazione delicata. In questo modo non si formano contaminanti da processo.Allo stesso tempo vengono preservati componenti preziosi, vengono eliminati aromi sgradevoli e pesticidi e vengono ridotti significativamente MOSH/MOAH, idrocarburi policiclici (IPA) e ftalati come il DEHP. Michel Burla, amministratore delegato di Nutriswiss: “I produttori di oli vegetali si trovano a dover soddisfare requisiti di legge sempre più severi, come i valori limite più bassi per le tossine. Con le nostre tecnologie all’avanguardia riusciamo a soddisfare appieno questi requisiti e a supportare così i nostri clienti. Tutto questo vale non solo per l’olio d’oliva, ma anche per un’ampia gamma di oli vegetali e animali come olio di colza, di lino, di pesce, di alga o di canapa.“ Informazioni su Nutriswiss
La Nutriswiss AG, che affonda le sue radici nel lontano 1879, è oggi uno dei gioielli della Centravo Holding. Si tratta di un’azienda leader di prodotti speciali e biologici in Svizzera, specializzata nel settore della lavorazione di oli e grassi alimentari di alta qualità e su misura. Tra i suoi clienti annoverano produttori alimentari a livello nazionale e internazionale, il mondo della gastronomia, l’industria farmaceutica e cosmetica, ma anche panetterie artigianali tradizionali. Il suo portfolio include la neutralizzazione, lo sbiancamento, la miscela, deodorizzazione di oli grezzi e la loro trasformazione per mezzo di frazionamento, interestificazione o idrogenazione. Nella sede centrale di Lyss, nel Cantone di Berna, 90 collaboratori ogni anno producono circa 55.000 tonnellate di oli e grassi alimentari ad alta purezza, di cui il 95 % di origine vegetale. Grüninger, la società sorella,rifornisceilmercatonazionaledigrassispeciali e margarine col marchio Belfina, principalmente per il settore della gastronomia, dell’artigianato alimentare e del commercio al dettaglio.
Nutriswiss technology enables the gentle refinement of vegetable oils and compliance with current pollution limits
As a result of EU Regulation 2020/1322, new maximum levels for 3-MCPD and glycidol in olive oil and other vegetable oils have been in force since January 2021. Nutriswiss can minimise the presence of these process-related contaminants with the help of a special refining technology.
The Swiss speciality and organic edible oils expert uses a particularly gentle process that refines oils at low temperatures. In this way, oil producers can not only optimise the sensory profile of their products and increase their yield, but also meet the new legal requirements.
On 1 January 2021, the European Commission Regulation set limits of 1250 µg of 3-MCPD and 1000 µg of glycidol per kg of edible oil. Even stricter regulations apply to infant and children’s food (15 µg/ kg of 3-MCPD and 6.0 µg/kg of glycidol for liquid infant formula).
With a particular focus on refined olive oil, in which high process contaminant values are often seen, Nutriswiss subsequently set new standards for a wide range of products. After refining, laboratory
analyses now show values that are close to the detection limit for both process contaminants and far below legal limits.
Nutriswiss can also refine heavily contaminated oils or those with a high acid value, such as olive pomace or lampante oils, using special processes, so that an organoleptically acceptable, edible and safe food is produced.The olive oil raffinate can then be mixed with virgin olive oils, for example, and marketed as a blend or supplied to the food industry for further processing. Oils that are difficult to refine and would otherwise be unmarketable now benefit from a new lease of life.
Unlike traditional vegetable oil refining, Nutriswiss doesn’t use time-consuming or high-temperature processes to remove pesticides and mineral oil residues (MOSH/MOAH). Heat promotes the formation of potentially harmful glycidyl fatty acid esters and chlorine-fatty acid esters such as 3-MCPD. Instead, the company relies on physical neutralisation using modern distillation technology and subsequent mild deodorisation. In this way, no process contaminants are formed. At the same time,
valuable ingredients are protected, off-flavours are removed and pesticides, MOSH/MOAH, polycyclic hydrocarbons (PAH) and plasticisers such as DEHP are significantly reduced.
Michel Burla, Managing Director of Nutriswiss, said: “Manufacturers of vegetable oils face increasingly stringent legal requirements, such as stricter limits for pollutants. With our state-of-the-art technologies, we can comprehensively meet their needs and support our customers. This applies not only to olive oil, but to a wide range of vegetable and animal oils, such as rapeseed, linseed, fish, algae or hemp oil.”
About Nutriswiss
Nutriswiss AG specialises in the refining of highquality, tailor-made edible fats and is the Swiss leader in special and organic products. For national and international food manufacturers, the catering, cosmetic and pharmaceutical industries, as well as artisan bakers, crude oils from all over the world are neutralized, bleached, modified by fractionation, transesterification or hydrogenation, mixed and deodorized. At its headquarters in Lyss in the canton of Berne in Switzerland, a total of 90 employees produce around 55,000 tonnes of high-purity edible oils and fats annually, 95 percent of which are of vegetable origin. Under the brand name, Belfina, sister company Grüninger supplies the national catering trade, food craft and retail trade with special fats and margarines. Nutriswiss is part of Centravo Holding, which was founded in 1879.

Agosto | Settembre 2021
A DUE SPA www.adue.it 21-23
A. WATER SYSTEMS SRL www.watersystems.it II^ COVER, 24-27
ACMI SPA www.acmispa.com 3, 82-83
AERMEC SPA www.aermec.com 169-171
AKOMAG SRL www.akomag.com 110-111
ALLEGRI CESARE SPA www.allegricesare.com 35
ALTECH SRL www.altech.it 108-109
ASTRO SRL www.astrogroup.it 5, 68-69
AVE TECHNOLOGIES SRL www.ave-technologies.com III^ COVER, 93
AZ GOMMA SRL www.azgomma.it 137
BONDANI SRL www.bondani.it 129
COMEI SRL www.comei.net 1, 38-39
CPE FOODTECH SRL www.cpefoodtech.com 114-115
CRM ENGINEERING SRL www.crmengineering.it 88-89, 113
DELLA TOFFOLA SPA www.dellatoffola.it 2, 51-53
DIZIOINOXA SRL www.dizioinoxa.it 54-55
DUETTI PACKAGING SRL www.duettipackaging.com 84-85
ELSITEC SRL www.elsitec.it 65
ELVEM SRL www.elvem.it 43
EMERSON www.emerson.com/aventics 126-128
EMS GROUP www.gruppoems.it 87
ENOLMECCANICA VALLEBELBO SRL www.enolmeccanica.com 66-67
ENOPLASTIC SPA www.enoplastic.com 44-45
F.S.T. SRL www.fst-seal.it 163
FACHPACK 2021 www.fachpack.de 100
FRILLI SRL www.frillisrl.com 11-13
FUCHS LUBRIFICANTI SPA www.fuchslubrificanti.it 143
GALIGANI FILTRI SRL www.galiganifiltri.com 72-73
GEA MECHANICAL EQUIPMENT ITALIA SPA www.gea.com 14-15
GULFOOD MANUFACTURING 2021 www.gulfoodmanufacturing.com 20
ITP INDUSTRIA TERMOPLASTICA PAVESE SPA www.itp.it 119
IFM ELECTRONIC SRL www.ifm.com 148-149
IMAGE S SPA www.imagesspa.it 150-151
INOXFRIULI SRL www.inoxfriuli.com 46-47
INTERCAP SRL www.intercapclosures.com 56-57
KELLER ITALY SRL www.kelleritaly.it 140-141
KOBOLD INSTRUMENTS SRL www.kobold.com 146-147
LCZ SRL www.lcz.it 28-29
LECHLER SPRAY TECHNOLOGY SRL www.lechleritalia.com 74-75
LEISTER TECHNOLOGIES ITALIA SRL www.leister.com 144-145, 157
LMD www.lamiaditta.eu 90-91
MACA SRL www.macasrl.it 104-105
MAPOR CONVEYOR SRL www.maporconveyor.it 120-121
MAR.CO. SRL www.martinicostruzioni.com 60-61
METALMADRID 2021 www.metalmadrid.com 112
MGM MOTORI ELETTRICI SPA www.mgmrestop.com 18-19
MINI MOTOR SPA www.minimotor.com IV^ COVER, 30-31
NGI ITALY www.ngi-global.com 138-139
NIMAX SPA www.nimax.it 135
NORTAN SRL www.nortan.it 166-167
PAMOCO SPA www.pamoco.it 4, 152-153
P.E. LABELLERS SPA www.pelabellers.com I^ COVER, 76-77, 117
PIETRIBIASI MICHELANGELO SRL www.pietribiasi.it 36-37
PILOT ITALIA SPA www.pilotitalia.com 133
PILZ ITALIA SRL www.pilz.it 158-159
PNEUMAX SPA www.pneumaxspa.com 164-165
PROGEA SRL www.progea.com 160-161
R+W ITALIA SRL www.rw-italia.it 142, 155
SAP ITALIA SRL www.sapitalia.it 16-17
SAVE 2021 www.exposave.com 157
SCANNY 3D SRL www.scanny3d.com 130-131
SCHUBERT & SALZER GMBH www.schubert-salzer.com 101-103
SMI SPA www.smigroup.it 97-99, 176
SWOP 2021 www.swop-online.com 96
TECNOMECO SRL www.tecnomeco.it 58-59
TENCO SRL www.tenco.it 94-95
VELO ACCIAI SRL www.vlstechnologies.it 62-63
VINITALY 2021 www.vinitaly.com 132






CIBUS 2021 | Parma 31 agosto–3 settembre | www.cibus.it
MACFRUT 2021 | Rimini 7-9 settembre | www.macfrut.com
UPAKOVKA KIEV 2021 | Kiev 14-16 settembre | www.upakovka.ua
FOODTEC INDIA 2021 | Mumbai 2-4 dicembre 2021 | www.anutecindia.com
PACK EXPO 2021 | Las Vegas 27-29 settembre | www.packexpolasvegas.com
FACH PACK 2021 | Norimberga 28-30 settembre | www.fachpack.de
PPMA 2021 | Birmingham 28-30 settembre | www.ppmashow.co.uk
FRUIT ATTRACTION 2021 | Madrid 5-7 ottobre | www.fruitattraction.com
ANUGA 2021 | Colonia 9-13 ottobre | www.anuga.com
EURASIA PACKAGING FAIR 2021 | Istanbul 20-23 ottobre | www.packagingfair.com
SAVE 2021 | Verona 27-28 ottobre | www.exposave.com
TUTTOFOOD 2021 | Milano 22-26 ottobre | www.tuttofood.it
ANDINAPACK | Bogotà – 9-12 novembre | www.andinapack.com
PROCESS EXPO 2021 | Chicago 2-5 novembre | www.myprocessexpo.com
FISPAL TECNOLOGIA 2021 | San Paolo Brasile 3-5 novembre | www.fispaltecnologia.com.br
FOODEXPO KAZAQSTAN 2021 | 3-5 novembre | www.foodexpo.kz
PACKEX 2021 | Toronto 9-11 novembre | www.admtoronto.com/en/atx/packex.html
EXPO RIVE 2021 | Pordenone 10-12 novembre | www.exporive.com
SPS NORIMBERGA 2021 | 23-25 novembre www.sps.mesago.com/nuernberg/en.html
UPAKOVKA MOSCOW 2022 | Mosca 25-28 gennaio | www.upakovka-tradefair.com/en
BEER & FOOD ATTRACTION 2022 | Rimini 20-23 febbraio | www.beerandfoodattraction.it
SINO PACK and PACKINNO 2022 | Guangzhou 4-6 marzo | www.chinasinopack.com
CFIA | Rennes 8-10 marzo 2022 | www.cfiaexpo.com
TECNOFIDTA | Buenos Aires 22-25 marzo | tecnofidta.ar.messefrankfurt.com
CHINAPLAS 2022 | Shanghai 25-28 aprile | www.chinaplasonline.com
ANUGA FOODTEC 2022 | Colonia 26-29 aprile | www.anugafoodtec.com
LABEL EXPO 2022 | Bruxelles 26-29 aprile | www.labelexpo-europe.com
IPACK-IMA 2022 | Milano Rho 3-6 maggio | www.ipackima.com
HISPACK 2021 | Barcellona 24-27 maggio 2022 | www.hispack.com
FOTEG | Istanbul 9-11 giugno 2022 | www.fotegistanbul.com
PROPAK ASIA 2021 | Bangkok 15-18 giugno | www.propakasia.com/ppka/2020/en/index.asp