

FOOD INDUSTRY














sommario | contents

16

Precisione e qualità italiane
Italian quality and precision

46

Tecnopool punta all’eccellenza
nella surgelazione dei piatti pronti
Tecnopool strives for frozen ready-meal excellence


ABRIGO a Ipack-Ima 2022 ABRIGO at Ipack-Ima 2022


32
La (ri)scoperta del legame tra igiene, salute e sicurezza con Colussi Ermes
The (re)discovery of hygiene, health and safety connection with Colussi Ermes 118
Storie, persone e brand raccontano valori e mission dell’azienda Stories, people and brands expound the Company’s values and mission

48


124
Doypack per uso quotidiano con il sistema di packaging configurabile e flessibile
Doypack for daily use with the flexible configurable packaging system






INTERNATIONAL MAGAZINES
TECNALIMENTARIA FOOD INDUSTRY
Year XXVII - n°3 Marzo/March 2022
Direttore responsabile
Fabiana Da Cortà Fumei Redazione e Gra ca redazione@tecnalimentaria.it
Sabrina Fattoretto
Claudia Bosco
Elena Abbondanza Pubblicità e Marketing Anita Pozzi anita.pozzi@edftrend.com
Franco Giordano franco.giordano@edftrend.com
Stampa L’Artegrafica Srl
Direzione e Redazione
Editrice EDF Trend srl
Corso del Popolo, 42 31100 Treviso – Italy
Tel. +39 0422 549305 Fax +39 0422 591736 redazione@tecnalimentaria.it www.edftrend.com www.tecnalimentaria.it
Autorizzazione Tribunale di Forlì n. 5 del 19.01.1996 (Iscriz. Roc n. 22054)
In questo numero la pubblicità non supera il 45%
Poste Italiane SpA - Spedizione in Abbonamento Postale - D.L. 353/2003 (conv. in L. 27/02/2004 n. 46) art. 1 comma 1 NE/TV ISSN 2498-9541
Publisher
Editrice EDF Trend srl
Corso del Popolo, 42 31100 Treviso – Italy


Innovazioni per l’efficienza energetica #anugafoodtec Innovations for energy efficiency #anugafoodtec


All right reserved.
Reproduction in whole or in part without written permission is prohibited.
The Publisher is not responsible for any materials, nor for writers’ nor contributors’ expressed or implied opinions.
Informativa ex D.lgs 196/03
Ai sensi dell’art.2 comma 2° del Codice Deontologico dei giornalisti si rende nota l’esistenza di una banca dati di uso redazionale presso la sede di Corso del Popolo, 42 - Treviso. Responsabile del trattamento dati è il direttore responsabile a cui ci si può rivolgere presso la sede di Treviso - Corso del Popolo, 42 per i diritti previsti dalla legge 675/1996.
Associato a:



“Supporto Globale”: la parola chiave del successo di ZACMI Global customer base demands global support






Riso Gallo tra “le 100 aziende più attente al clima 2022”
Un ulteriore e importante riconoscimento del percorso di sostenibilità intrapreso da Riso Gallo, una delle più antiche riserie di Italia
Riso Gallo, azienda leader nel mercato del riso, l’unica azienda risiera italiana ad essere entrata nella classifica 2022 delle 100 aziende italiane più green e eco-friendly, attente al clima e al tema della sostenibilità ambientale, stilata da Statista e da Corriere della Sera.
Prosegue con un ulteriore e importante riconoscimento il percorso di sostenibilità intrapreso da Riso Gallo, una delle più antiche riserie di Italia. L’Azienda ha, infatti, ricevuto menzione nella classifica“Le 100 aziende più attente al clima 2022”, basata sullo studio del tasso di Carr (Compound annual reduction rate), cioè la capacità di ridurre le emissioni di CO2 in relazione al fatturato. Riso Gallo l’unica azienda risiera e tra le sette imprese del settore “Alimentare e bevande” ad essere rientrata
in classifica, consolidando il proprio posizionamento quale realtà italiana concretamente impegnata in ambito sostenibilità.
Il ranking stato stilato da Statista, la piattaforma digitale tedesca che gestisce uno dei principali portali di statistica e business intelligence al mondo, e la sezione Pianeta 2030 de Il Corriere della Sera. La classifica è stata strutturata sulla riduzione del rapporto tra consumi di anidride carbonica e fatturato. In particolare, le 100 aziende selezionate e inserite nella classifica sono quelle che, in base ai dati del biennio 2018-2020, sono state in grado, in relazione ai ricavi, di ridurre le proprie emissioni di C02. Un dato che si assesta all’11,04% per Riso Gallo, che ha anche raggiunto la terza posizione tra le aziende del settore alimentare.
“Siamo molto orgogliosi del risultato raggiunto,che ci rende ancora più consapevoli e fiduciosi nei confronti dell’importante percorso di sostenibilità intrapreso. In Riso Gallo,infatti,ci siamo posti l’obiettivo di diventare la prima azienda risiera italiana a sposare a pieno i valori della sostenibilità, un concetto che riteniamo riguardi l’intera filiera e tutti gli stakeholder.” – ha commentato Carlo Preve, Consigliere Delegato Riso Gallo. “Consapevoli dell’importanza di portare risposte concrete a beneficio dell’ambiente, abbiamo scelto di andare oltre la misurazione degli indicatori ambientali, abbracciando tutta la filiera a partire dalla fase agricola, laddove abbiamo implementato i protocolli dell’agricoltura sostenibile e creato la prima community di agricoltori certificati. L’attenzione si è poi allargata alla progettazione di confezioni riciclabili ed alla promozione di un modello di economia circolare, capace di generare valore anche grazie alla creazione di una rete di persone e imprese sensibili a queste tematiche.”
Nell’ambito del suo percorso di sostenibilità, Riso Gallo si impegna quindi a passare da una prospettiva

di “riso sostenibile” a una di “riso che sostiene”, capace cioè, partendo dalla cura dell’ambiente e del territorio, di andare anche oltre l’ambito agricolo, allargando lo sguardo a monte, ossia alla selezione delle materie prime e al benessere dei lavoratori della filiera. Un impegno che si trova anche riassunto all’interno del Manifesto Riso Gallo“Il riso sostenibile quando sostiene”, un documento programmatico che parte dalla consapevolezza che la sostenibilità un ecosistema di valori, in grado di impattare positivamente e in maniera rilevante su tutto ciò che riguarda la filiera,le persone e il territorio.L’Azienda ha già tradotto tutto ciò in una linea di risi da agricoltura sostenibile, che comprende oggi le principali varietà
consumate in Italia: Carnaroli, Arborio, Roma, Nero, Rosso, Integrale e Basmati, varietà per la quale Riso Gallo il primo brand di riso in Italia e in Europa ad aver introdotto una versione da agricoltura sostenibile.
Riso Gallo
Riso Gallo tra le più grandi riserie d’Europa e tra le più antiche industrie risiere italiane. La sua storia inizia a Genova nel 1856, l’azienda attualmente ubicata a Robbio Lomellina, nel cuore del Pavese. Una realtà che ha saputo far tesoro delle proprie tradizioni coniugandole con il presente. Oggi un’impresa all’avanguardia nel panorama dell’industria alimentare Made in Italy, alla sesta generazione, che continua a crescere, a conferma dell’attenzione

al mercato e alle esigenze del consumatore, cui risponde puntualmente, con passione e dedizione, innovando e diversificando l’offerta, garantendo da sempre una costante ed elevata qualità.
Riso Gallo, leader del mercato italiano del riso, presente in 85 Paesi nel mondo. www.risogallo.it


Riso Gallo among “le 100 aziende più attente al clima 2022”
The sustainability path undertaken by riso Gallo, one of the oldest rice mills in Italy, continues with a further important recognition
Riso Gallo,a leading company in the rice market, is the only Italian firm of the industry present in the 2022 ranking of the 100 greenest and most eco-friendly Italian, climate and environmental sustainability-conscious companies, drawn up by Statista and Corriere della Sera.
The sustainability path undertaken by Riso Gallo, one of the oldest rice mills in Italy, continues with a further important recognition. In fact, the company was mentioned in the ranking “Le 100 aziende più attente al clima 2022” (“The 100 most climateconscious companies 2022”), based on the analysis of the Carr rate (Compound annual reduction rate), i.e. the ability of a firm to reduce CO2 emissions in relation to its turnover. Riso Gallo is the only rice company and among the seven companies from “Food and Beverage” sector to be in the ranking, consolidating its position as an Italian company concretely committed to sustainability.
The ranking was drawn up by Statista, the German digital platform that manages one of the main global portals of statistics and business intelligence, and by
Planet 2030, a section of Il Corriere della Sera. The ranking was structured on the reduction of the ratio between carbon dioxide consumption and turnover. In particular, the 100 companies selected and included are those that were able to reduce their CO2 emissions in relation to revenues, considering the two-year period 2018-2020. A rate that is equal to 11.04% for Riso Gallo, which also reached the third position among companies in the food sector.
“We are very proud of the results achieved, which makes us even more aware and confident in the important sustainability journey undertaken. In Riso Gallo, in fact, we have set the goal of becoming the first Italian rice company to fully embrace the values of sustainability, a concept that we believe involves the entire supply chain and all stakeholders.”commented Carlo Preve, Riso Gallo CEO. “Aware of the importance of delivering concrete value for the environmental cause, we have chosen to go beyond the measurement of environmental indicators, embracing the entire supply chain starting from the agricultural phase, where we have adopted sustainable agriculture and created the first community of certified farmers. Attention has then expanded to the design of recyclable packaging and the promotion of a circular economy model, capable of generating value also through the creation of a network of people and companies sensitive to these issues”.

Throughout its path towards sustainability, Riso Gallo is therefore committed to move from a perspective of “sustainable rice” to one of “rice that sustains”. This means being capable, starting from the care of the environment and the territory, to go beyond the agricultural sphere, widening the gaze upstream, towards the selection of raw materials and the welfare of workers in the supply chain. A commitment, which is also represented by the Riso Gallo Manifesto“Il Riso sostenibile quando sostiene” (“Rice is sustainable when it sustains”), a policy document that starts from the awareness that sustainability is an ecosystem of values,able to give a positive and significant influence on everything related to the supply chain, people and territory. The company has already translated this into a line of rice from sustainable agriculture, which now includes the main varieties consumed in Italy: Carnaroli, Arborio, Roma, Nero, Rosso, Integrale and Basmati, a variety for which Riso Gallo is the first rice brand in Italy and Europe introducing a version from sustainable agriculture.

Riso Gallo
Riso Gallo is one of the largest rice mills in Europe and among the oldest Italian rice producers. Its history began in Genoa in 1856, the company is currently located in Robbio Lomellina, in the heart of the province of Pavia. A reality that was able to treasure its traditions by combining them with the present. Today, Riso Gallo is at the forefront of the Made in Italy food industry, in its sixth generation, and it keeps growing, confirming its attention for the market and for consumers’ needs, to which it responds punctually, with passion and dedication, by innovating and diversifying its offerings, always guaranteeing constant and high quality. Riso Gallo, leader in the Italian rice market, is present in 85 countries around the world.www.risogallo.it


Esperienza, passione e un nuovo passo avanti
L’obiettivo di Gruppo Anselmo Impianti è quello di essere il punto di riferimento per i produttori alimentari interessati a impianti di alta qualità, 100% made in Italy
Gruppo Anselmo Impianti, produttore italiano di impianti automatici completi per pasta secca, con ormai 45 anni di esperienza e grande passione per la pasta, ha ulteriormente ampliato la sua gamma prodotti.
Ormai conosciuto in tutto il mondo, grazie a centinaia di impianti realizzati e grazie ad una tecnologia altamente affidabile, derivante anche dal know-how Braibanti ottenuto attraverso l’acquisizione del ramo d’azienda macchine per pastifici nel 2004.
La tecnologia Braibanti è diventata parte integrante della Anselmo Impianti ed è stata sviluppata dando origine a innumerevoli innovazioni e migliorie nel sistema produttivo.
Tale tecnologia è stata successivamente perfezionata da Anselmo per garantire agli impianti l’eccezionale qualità della pasta prodotta, bassi costi di manutenzione, lunga durata nel tempo con particolare attenzione al basso consumo energetico.
Oggi il Gruppo Anselmo Impianti ha fatto un nuovo passo avanti, dopo le ormai note acquisizioni di FEN Impianti (foto 2), leader mondiale nel settore degli impianti per la produzione industriale di snack pellet, fabricated snacks, breakfast cereals, direct expanded, instant powders e special pasta, LTA (foto 1), costruttore di macchinari per la produzione di impianti automatici e semi automatici di formati speciali come nidi, lasagne e cannelloni, è entrata a far parte del gruppo la OMAR Impianti azienda specializzata nella produzione di macchine tortellinatrici, raviolatrici e sfogliatrici automatiche (foto 3).
Parliamo quindi del GruppoAnselmo Impianti che oggi è in grado di fornire soluzioni tecnologiche capaci di coprire tutte le produzioni di pasta, normali, speciali, corta, lunga, gluten free, ripiena, secca e fresca… Fabrizio Anselmo - Direttore Generale: “Il nostro obiettivo è quello di essere il punto di riferimento per i produttori alimentari interessati ad
Experience, passion and a new step forward
Anselmo Impianti Group’s goal is to be the reference point for food producers interested in high-quality systems, 100% made in Italy
Anselmo Impianti Group, Italian manufacturer of complete automatic systems for dry pasta,with 45 years of experience and great passion for pasta, has further increased his product range. Now well-known all over the world, thanks to hundreds of installations and thanks to a highly reliable technology,deriving from the Braibanti knowhow obtained after taken over the branch of the company in 2004, machines for pasta factories field.

Braibanti technology has become an integral part of Anselmo Impianti and has been developed giving life to countless innovations and improvements in the production system.
This technology has since been refined by Anselmo in order to ensure the exceptional quality of the pasta produced, low maintenance costs, long life with particular attention to low energy consumption. Today, the Anselmo Impianti Group has made a new step forward, after the well-known acquisitions of FEN Impianti (pic. 2), leader in the world in the field of plants for industrial production of snack pellets, fabricated snacks, breakfast cereals, direct expanded, instant powders and special pasta, LTA (pic.1),manufacturer of machinery for the production of automatic and semi-automatic systems of special shapes such as nests, lasagne and cannelloni, OMAR Impianti has become part of the group, a company specialized in the production of automatic machines for the production of traditional tortellini, ravioli, sheeting machines (pic. 3) …
So, let’s talk about the Group Anselmo Impianti that today is able to provide technological solutions capable of satisfy all the productions of pasta, normal, special, short, long, gluten free, filled, dry and fresh... Fabrizio Anselmo - General Manager: “Our goal is

impianti di alta qualità, 100% made in Italy, con una grande affidabilità e produttività sia con materie prime di eccellenza che con altre più povere, con un occhio sempre attento ai consumi energetici ed ai costi di manutenzione. Crediamo importantissimo supportare i nostri clienti, sia per migliorare le performances delle loro attuali attività produttive, sia per lo sviluppo di nuovi prodotti per i quali abbiamo la possibilità di effettuare prove sui nostri impianti pilota presenti nel centro Ricerca e Sviluppo appena rinnovato e potenziato”.
L’Ipack-Ima che si svolgerà a Milano dal 3 al 6 maggio sarà l’occasione per presentare le soluzioni tecnologiche frutto della sinergia di tutte le società oggi parte del Gruppo.

to be the reference point for food producers interested in high-quality systems,100% made in Italy, with great reliability and productivity with excellent raw materials and other poor, with great care to energy consumption and maintenance costs. We believe it is very important to support our customers, to improve the performance of their existent production activities and for the development of new product, for this we have the possibility to carry out tests on our pilot plants present in the renovated and upgraded Research & Development centre.”
Ipack-Ima, that will take place in Milan from 3 to 6 May, will be an opportunity to present the technological solutions obtained by synergy of all the companies today part of the Group.


Precisione e qualità italiane
I prodotti, le soluzioni e i servizi Lawer aumentano affidabilità, sicurezza ed efficienza delle operazioni di dosaggio e distribuzione per i micro-ingredienti in polveri e liquidi
Lawer fornisce prodotti, soluzioni e servizi all’industria per aumentare l’affidabilità, la sicurezza e l’efficienza delle operazioni di dosaggio e distribuzione per i micro-ingredienti in polveri e liquidi. La sua posizione di mercato come fornitore leader a livello globale di prodotti e soluzioni insieme all’obiettivo di stabilire standard rigorosi in tutte le aree della sua attività, si riflettono nel motto aziendale: “la vera precisione”
Lawer ha più di 50 anni di esperienza nel supportare i clienti per garantire la massima qualità dei prodotti.La sua capacità di farlo è basata sulla “qualità italiana” dei suoi prodotti e servizi, unita al continuo investimento nello sviluppo di tecnologie all’avanguardia. Di conseguenza, più di 2500 clienti hanno riposto la loro fiducia in questa azienda e le hanno permesso di fornire loro migliaia di sistemi e soluzioni durante la sua lunga storia.Grazie alla presenza in tutto il mondo,Lawer è accanto ai suoi clienti durante tutto l’intero ciclo di vita dei prodotti, dall’assistenza alla scelta delle attrezzature giuste,al supporto di progettazione,all’installazione e al servizio post-vendita. Lawer è un produttore globale di sistemi di dosaggio e distribuzione automatici con sede a Biella, che fornisce prodotti per vari settori industriali come: tessile, cosmetici, vernici, alimentare, plastica e gomma.
Lawer investe costantemente in qualità ed eccellenza, servizio, supporto tecnico, assistenza post-vendita e innovazione e incoraggia e facilita una cultura aziendale di creatività e innovazione sistematiche e sostenibili.

Lawer fornisce sistemi automatici di dosaggio polveri con tecnologia a bilancia singola, tecnologia a doppia bilancia e tecnologia multi-bilancia per organizzare la produzione in modo innovativo pesando automaticamente i micro-ingredienti in polvere di ricette e lotti in diversi processi dell’industria di preparazione degli alimenti.
Vantaggi e benefici: precisione - ripetibilità - tracciabilità - sicurezzaefficienza - risparmio - protezione del know-how.
Per applicazioni in laboratori di piccole e medie dimensioni Lawer offre diversi modelli di sistemi UNICA:
UNICA TWIN - silos di capacità 100 l / bilancia singola o doppia / 12-24 o 36 silos
UNICA HD - silos di capacità 50 l / bilancia singola / 8 o 24 silos
UNICA MD-SD - silo 18-36 / 12-24 l / bilancia singola / 13 silos
Per l’applicazione nella produzione industriale Lawer fornisce sistemi ad alta produttività ed efficienza.
SUPERUNICA, sistema di pesatura completamente automatico/capacità silos (300, 150, 100 e 50 l), tecnologia a bilancia singola.
SUPERSINCRO, dosaggio automatico in sacchi termoformati costituiti da film tubolari / tecnologia multi-bilancia. www.lawer.com
Italian quality and precision
Lawer products, solutions and services increase the reliability, safety and efficiency of dosing and dispensing operations for powder and liquid micro-ingredients
Lawer provides the industry with products, solutions and services to increase the reliability, safety and efficiency of dosing and dispensing operations for powder and liquid micro-ingredients. Lawer covers a market position in which it is leader as global product and solution provider and it sets strong and high standards in all areas of its business. That is reflected in the company motto: “the true accuracy”
Lawer has more than 50 years’ experience in supporting the industry to ensure the highest quality of the products. Its ability to do so is based on the “Italian quality” of its products and services combined with continuous investment in developing leading technology. As a result, more than 2,500 customers put their trust in this company having allowed it to supply them with thousands of systems and solutions during its long history. Via a worldwide presence, Lawer stands beside its customers around the globe and through the whole life cycle of its products, from the assistance with selecting the right equipment, design-in support, installation and after-sales service.
Lawer is a global automatic dosing and dispensing systems manufacturer based in Biella area, providing products for various industries as textile, cosmetics, painting/coating, food, plastic and rubber.
Lawer strongly invests in quality and excellence, service, engineering support, after-sales service, assistance and innovation, and it encourages and facilitates a company culture of systematic and sustainable creativity and innovation.
Lawer provides automatic powder dosing systems with single scale technology, double scale technology and multi scale technology to organize production in an innovative way by automatically weighing the powder micro-ingredient components of recipes and batches in different processes of the food preparation industry. Advantagesandbenefits:accuracy-repeatability – traceability - security - efficiency - savingknow-how protection
For applications in small-medium size laboratory, Lawer offers different models of UNICA systems:
UNICA TWIN - 100 l capacity silos /single or double scale /12-24 or 36 silos
UNICA HD - 50 l capacity silos /single scale /8-16 or 24 silos
UNICA MD- SD - 18-36 / 12-24 l capacity silos single scale/13 silos
For application in industrial production,Lawer provides systems with high productivity and efficiency.
SUPERUNICA fully automatic weighing system / silos capacities (300, 150, 100 and 50 l) / single scale technology
SUPERSINCRO automatic dosing operations in automatic thermoformed bags consisting of tubular films/multi scale technology. www.lawer.com



Tratti marcatamente distintivi
Olocco Srl produce valvole e componenti per il trasporto pneumatico e il dosaggio, caratterizzando il suo impegno con il perfezionamento costante dei suoi prodotti
Olocco è orgogliosa di essere un’azienda di famiglia dove oltre al nome ci sono persone che ogni giorno mettono il massimo impegno per soddisfare in prima persona le esigenze dei propri clienti, pensando che quest’aspetto dia un tratto marcatamente distintivo e possa essere fonte di affidabilità e resilienza nell’affrontare le continue sfide quotidiane per essere sempre al vertice.
Olocco è ben felice di poter proseguire con la sua filosofia di family company e di voler continuare ad essere la vostra prima scelta.
Olocco Srl produce valvole e componenti per il trasporto pneumatico e il dosaggio sin dal 1950.Il suo impegno è da sempre caratterizzato da una costante


ricerca dalla progettazione alla produzione di valvole e accessori garantendo la realizzazione di prodotti al vertice per specifiche tecniche, qualità e sicurezza. Negli ultimi anni il reparto produttivo della Olocco Srl ha subito un profondo rinnovamento con la messa in funzione di nuovi centri di lavoro dotati dei più moderni sistemi di produzione flessibile 4.0, con elevati livelli di automazione per la movimentazione di pezzi, pallet, utensili. Sono stati anche introdotti nuovi centri di fresatura, alesatura, tornitura che hanno notevolmente potenziato la capacità produttiva interna e portato gli standard qualitativi a livelli sempre più elevati. Nel corso dell’ultimo anno, nonostante la difficilissima situazione causata dalla pandemia, oltre a garantire la continuità produttiva, Olocco è riuscita ad ultimare la realizzazione della nuova palazzina uffici e del nuovo reparto montaggio, da poco diventato pienamente operativo, a dimostrazione della sua volontà di crescere e scommettere sul futuro. Sin dal 1997 Olocco Srl ha ottenuto la certificazione di qualità UNI EN ISO9001:2015 e ha successivamente certificato la maggior parte dei propri prodotti in conformità alla Direttiva ATEX 2014/34/EU. Nel 2007 ha iniziato a produrre valvole rotative idonee

all’utilizzo in zone in zone a rischio esplosione con capacità di resistenza strutturale e tenuta fiamma da 1,5 bar fino a 10 bar.
Olocco Srl è inoltre in grado di garantire la compatibilità alimentare dei materiali con cui vengono realizzati i propri prodotti, in ottemperanza a quanto previsto dal Regolamento CE n°1935/2004 riguardante i materiali e gli oggetti destinati a venire a contatto con i prodotti alimentari (MOCA), e al Regolamento CE 2023/2006 relativo alle buone pratiche di fabbricazione dei materiali e degli oggetti destinati a venire a contatto con gli alimenti.

Strongly distinctive features
by an ongoing research from design to production of valves and accessories ensuring the realization of products at the forefront for technical specifications, quality and safety.
In recent years,Olocco’s production department has undergone a deep renovation with the commissioning of new machining centre equipped with the most modern flexible production systems 4.0, with high levels of automation for the handling of work pieces, pallets and tools. New milling, boring and turning centre have also been introduced, which have greatly increased internal production capacity and brought quality standards to ever higher levels.
Olocco’s manufactures valves and components for pneumatic transport and metering, characterizing its commitment by constant product development
Olocco is proud to be a family business where in addition to the name there are also people who every day put their utmost effort to personally satisfy the needs of their customers, thinking that this aspect gives a markedly distinctive trait and can be a source of reliability and resilience in facing the continuous daily challenges to always be at the top.
Olocco is happy to be able to continue with its family company philosophy and want to continue to be your first choice.
Olocco Srl has been manufacturing valves and components for pneumatic transport and metering since 1950; its effort has always been characterized
During the last year, despite the extremely difficult situation caused by the pandemic, in addition to ensuring the continuity of production, Olocco has also been able to complete the new office building’s construction and the new assembly department, recently become fully operational. This is to demonstrate its will to grow and to bet on the future.
Since 1997, Olocco has achieved the quality certification UNI EN ISO 9001:2015 and subsequently it has certificated the major parts of their products according to ATEX Directive 2014/34/EU. In 2007, it started producing rotary valves suitable for using in risk explosion areas with structural resistance and flame sealing capacity from 1,5 bar up to 10 bar.
Olocco Srl is also able to guarantee the food compatibility of the materials with which its products are made, in compliance with Regulation EC No. 1935/2004 concerning materials and articles intended to come into contact with foodstuffs (MOCA) and Regulation EC 2023/2006 on good manufacturing practices in materials and articles intended to come into contact with food.




Valorizzare la produzione di qualità italiana e garantire i consumatori
Grano: consorzi agrari d’Italia, 1 milione di quintali per contratti di filiera con industrie molitorie
Oltre un milione di quintali di grano duro italiano sarà impiegato da alcune delle più importanti industrie molitorie Italiane per la produzione di pasta 100% italiana, valorizzando il grande lavoro delle aziende agricole. È quanto comunica CAI – Consorzi Agrari d’Italia, primo hub della produzione organizzata in Italia, che in queste settimane è impegnata a rinnovare i contratti di filiera per i cereali gestiti nelle proprie strutture. Grazie a questi accordi, i produttori riescono ad ottenere migliori condizioni sul mercato volte a valorizzare al meglio le caratteristiche qualitative del raccolto. I contratti stipulati prevedono la possibilità di fissare prezzi minimi garantiti in base al valore del mercato già al momento delle semine, con importanti premialità per le fasce proteiche più alte. A questi accordi, seguiranno poi i contratti per il grano tenero, l’orzo, l’avena e altri cereali.“Stiamo lavorando per costruire queste sinergie durature tra produzione e industria per valorizzare i cereali di qualità 100% italiani e garantire ai consumatori prodotti eccellenti – spiega Andrea Pasini, responsabile cerale di CAI – Dobbiamo incrementare la produzione cerealicola italiana di qualità e continuare a spingere sui contratti di filiera che sono l’unico strumento in grado di dare certezza e stabilità a tutta la filiera”.
Enhance Italian quality production and guarantee consumers

Wheat: agricultural consortiums of Italy, 1 million quintals for chain contracts with milling industries
Over one million quintals of Italian durum wheat will be used by some of the most important milling industries in Italy for the production of 100% Italian pasta, enhancing the great work of farms.
This is what CAI - Agricultural Consortia of Italy, the first hub of organized production in Italy, , which in recent weeks is committed to renewing supply chain contracts for cereals managed in its own facilities, says.
Thanks to these agreements, producers are able to obtain better conditions on the market aimed at making the most of the quality characteristics of the harvest. The contracts stipulated provide for the possibility of setting guaranteed minimum prices based on the market value already at the time of sowing, with important rewards for the higher protein bands. These agreements will then be followed by contracts for soft wheat, barley, oats and other cereals. “We are working to build these lasting synergies between production and industry to enhance 100% Italian quality cereals and guarantee consumers excellent products - explains Andrea Pasini, CAI cereal manager - We must increase Italian cereal production of quality and continue to push on supply chain contracts which are the only tool capable of giving certainty and stability to the entire supply chain”.

La qualità OCRIM riverbera in tutto il mondo

OCRIM di Cremona è conosciuta in tutto il mondo per essere un partner affidabile per la costruzione e fornitura di impianti molitori, mangimifici e lavorazioni di cereali in generale e impianti di fine linea. L’importante impegno nel campo della ricerca, nella cura del cliente, nell’ambito della formazione e della comunicazione funge da sempre come incentivo per un lavoro di squadra innovativo e produttivo.
Nella città di Cremona, OCRIM vanta due sedi: la sede storica di via Massarotti, che ospita gli uffici e parte della produzione e la sede del porto canale, dove sono presenti alcuni importanti reparti produttivi, uffici logistici e anche il nuovo polo di macinazione, il Milling Hub (realizzato in società con Bonifiche Ferraresi), che comprende anche la nuova scuola di alta formazione Milling Hub Masterclass. Uno dei punti di forza di OCRIM sono i progetti chiavi in mano forniti attraverso soluzioni tailormade, scelta sempre più accolta dai clienti di tutto il mondo che decidono di affidarsi ad un unico interlocutore in grado di garantire un alto livello professionale e di rispettare i tempi concordati. È un partner insostituibile anche per la fornitura di sole macchine e ampliamenti/ammodernamenti di impianti esistenti.
Dal 2017,grazie al dipartimento Ocrim-FBC,l’azienda realizza impianti di fine linea, pallettizzazione, confezionamento sacchi e altri imballaggi, forniti chiavi in mano e personalizzati, in base alle esigenze del cliente. Inoltre, dal 2021 è operativo il nuovo reparto nuovo reparto per la gestione dei rulli di macinazione, il Fluting Hub, in cui saranno presenti stazioni di rigatura, rettifica, bilanciatura e un innovativo sistema per il rivestimento dei rulli in titanio. OCRIM, in questo modo, ha completato la filiera industriale, grazie all’internalizzazione di tutte le lavorazioni, che garantisce un prodotto Italian Made tracciato, controllato e certificato.
La versatilità e la serietà di OCRIM sono testimoniate anche dall’alleanza strategica, formalmente siglata in giugno 2021, con AGCO azienda di risonanza mondiale nella progettazione, produzione e distribuzione di macchine e tecnologia agricola di precisione.
AGCO, attraverso la competenza di Cimbria e di GSI nei sistemi di stoccaggio, lavorazione e movimentazione dei materiali, e OCRIM mirano a essere protagonisti di un costruttivo cambiamento, per un’indu-
OCRIM, il partner affidabile per la costruzione e fornitura di impianti molitori, mangimifici e lavorazioni di cereali in generale e impianti di fine linea
stria alimentare globale altamente sostenibile, offrendo soluzioni intelligenti e innovative provenienti da un unico interlocutore
Ma l’affidabilità di OCRIM è dimostrata anche da un altro accordo stipulato all’inizio del 2019 con l’azienda italiana Molitecnica S.r.l., per realizzare impianti per farina nixtamalizzata per la produzione di tortillas, di snack e chips. Prodotti che fanno parte, perlopiù, della cultura alimentare del Centro/Sud America, ma che sono apprezzati e consumati in tutto il mondo. Per tali impianti è prevista l’istallazione delle macchine di processo altamente performanti di OCRIM, che garantiscono prestazioni elevate e in linea con i risultati da raggiungere.
Con l’obiettivo di offrire ai propri clienti impianti durevoli e servizi efficienti e di alta qualità, OCRIM lancia proposte sempre più innovative in termini di sanitation, di riduzione dei consumi energetici e di minimizzazione dei costi operativi e di manutenzione. Per quanto riguarda le strategie e la gestione legate proprio alla manutenzione, Ocrim ha sviluppato il Modular Mill Concept, vera e propria tecnologia


Dipartimento Fluting Hub / Fluting Hub department
Sala Conferenze / Conference hall
OCRIM – quartier generale / OCRIM’s headquarters
innovativa che consente di fermare, per qualsivoglia motivo (manutenzione ordinaria, straordinaria, o altro), solo una parte della sezione di macinazione, lasciandone un’altra in funzione, garantendo costantemente una determinata produzione. È una soluzione scelta e apprezzata da numerosi clienti, grazie ai benefici tangibili riscontrati.
Anche nell’ambito dell’automazione, OCRIM sa essere un diretto interlocutore ed è per questo che non si affida a strutture esterne per studiare e realizzare i propri sistemi di gestione degli impianti.
Il pacchetto di automazione generale @mill (che contiene numerosi pacchetti applicabili), l’innovativo @rollermills, che permette di controllare i laminatoi da remoto attraverso tablet, la Realtà Immersiva, che ha avuto una risonanza e un riscontro importante in tutto il mondo, sono sistemi avveniristici realizzati per migliorare e semplificare le attività lavorative di coloro che vivono il molino.
Il marchio Italian Made di OCRIM è sinonimo di qualità, design e correttezza, in quanto è la testimonianza e la documentazione del processo produttivo e logistico svolto solo ed esclusivamente in Italia nelle officine dell’azienda cremonese, basato sulla ricerca della qualità e del design che sono vere e proprie leggi della vera cultura italiana.
Proprio sulla base del sentimento Italian Made e grazie alla partnership con Bonifiche Ferraresi, la più grande realtà agroalimentare italiana, OCRIM è considerata dai propri interlocutori punto di riferimento della filiera
The Italian Agri-Food Chain Choice, progetto voluto e realizzato da Ocrim e Bonifiche Ferraresi insieme ad altre prestigiose aziende italiane. Questo ambizioso progetto,legato alla filiera del food,

ha ispirato lo studio e la realizzazione del complesso molitorio Milling Hub, società finalizzata alla gestione di diversi impianti molitori presso la sede di OCRIM del porto canale di Cremona.
Il Milling Hub ha come scopo quello di fortificare la filiera agroalimentare italiana, dando la possibilità alle industrie alimentari, sprovviste di un proprio impianto molitorio, di avere a disposizione un impianto personalizzato e tutte le competenze tecniche e tecnologiche del team di OCRIM. Verrà garantito loro un prodotto finale tracciato e certificato,grazie ad un accurato controllo da parte della filiera agroalimentare, The Italian Agri-Food Chain Choice.


Inoltre,grazie alla grande esperienza formativa,testimoniata dalla Scuola Internazionale di Tecnologia Molitoria di OCRIM, che forma tecnici e tecnologi sin dal 1965, e in linea col progetto Milling Hub, è nato il polo formativo Milling Hub Masterclass, volto a dare una visione innovativa dell’offerta formativa.
Alla Masterclass avranno accesso solo tecnici precedentemente già formati, con un’esperienza già ben definita e sarà a numero chiuso, in modo da garantire l’alto profilo formativo. Un training all’avanguardia, per una formazione a 360° che si concentra sulla conoscenza delle sementi fino alla commercializzazione dei prodotti finiti, passando attraverso il processo di lavorazione di cereali e leguminose. Grazie a questi positivi stravolgimenti aziendali, anche il dipartimento Ricerca&Sviluppo si trova a sperimentare nuove strategie e progetti all’avanguardia tali da poter essere considerati unici nel settore molitorio e in sintonia con le novità che l’azienda sta vivendo Continua, in modo ancora più efficace, la partnership tra OCRIM e alcune prestigiose università italiane,il cui contributo risulta prezioso al fine di ottenere risultati che portino benefici al settore molitorio in generale. Anche i mezzi di comunicazione utilizzati da OCRIM per trasmettere il proprio orientamento hanno subito un costruttivo stravolgimento, affinché il linguaggio aziendale vada di pari passo con le nuove inclinazioni. L’azienda, infatti, ha una notevole visibilità per mezzo delle testate nazionali e internazionali di settore, al profilo LinkedIn, OCRIM S.p.A. | LinkedIn, e ai tre siti internet: uno istituzionale, www.ocrim.com; uno dedicato al museo aziendale www.ocrimcore.com; uno dedicato al blog www. ai-lati.it (in lingua italiana) e www.ai-lati.eu (in lingua inglese), voluto da OCRIM come contenitore informativo di tutta la filiera The Italian Agri-Food Chain Choice, quindi anche delle aziende consociate. Inoltre, nel 2020 il comparto mediatico aziendale è stato fortemente potenziato con l’inizio dei Webinar, appuntamenti dal contenuto tecnico-scientifico relativo al mondo molitorio.
E ancora, macchine personalizzate per i clienti, manifestazioni come “Grano, farina e…” e l’ospitalità di hO (Home Ocrim) sono eventi e progetti realizzati anche con l’obiettivo di dare una visione tattile di un’azienda in continua e costante evoluzione.

Museo aziendale OCRIM / OCRIM Core Museum
Milling hub

Il ritorno del Superior – il molino compatto targato OCRIM
Superior è il molino compatto dall’investimento strategico e intelligente che offre soluzioni produttive sicure e versatili, per un prodotto finale eccellente. È sufficiente installare il Superior – già assemblato presso le officine di OCRIMall’interno di un capannone industriale, abbattendo così i costi per la costruzione di un fabbricato dedicato a più piani e la burocrazia prevista per le opere di urbanizzazione. Il Superior è un impianto a elevate prestazioni energetiche, da cui derivano costi di produzione e gestione contenuti.
Superior è concepito e studiato per i clienti dagli obiettivi e percorsi imprenditoriali diversificati. È indirizzato a chi si avvicina per la prima volta al mondo della molitoria, ma si rivolge anche a chi è già inserito nella realtà agroindustriale dei molini e intende avere - in tempi brevi - un impianto compatto, per ampliare o diversificare la propria offerta, per rispondere alle richieste di mercati specifici e di nicchia, senza stravolgere o ripianificare la propria produzione industriale.
Il primo molino compatto Superior nasce negli anni 50 da un’idea pionieristica. È rimasta icona indiscussa, per almeno 20 anni, di un’ingegneria all’avanguardia che ha contribuito costruttivamente allo sviluppo industriale di OCRIM, facendo echeggiare il nome dell’azienda in tutto il mondo, partendo dall’Italia sino ad arrivare al Centro e Sud America.
Un molino per la macinazione di solo grano, compatto e “intelligente” e dotato di diverse capacità, che variavano in base alla composizione del modello desiderato. Personalizzazione nell’allestimento tecnico, tecnologico e nel design sono le innovative caratteristiche del nuovo molino compatto.
Il Superior avrà il potere di rappresentare e interpretare, anche armonicamente, le necessità, lo stile e la cultura del cliente e del Paese che lo ospita, partendo già da una delle quattro diverse opzioni fruibili: Passion; Natural; Gold; Style Il Superior è tornato in Casa OCRIM sotto una forma avveniristica, dal punto di vista tecnologico, ed elegante, dal punto di vista del design. Visto il grande interesse e il numero importante di richieste, OCRIM ha dedicato al Superior un sito Internet - www.ocrimsuperior.com - attraverso il quale è possibile avere tutte le informazioni desiderate, e un indirizzo e-mail – info@ocrimsuperior.com - a cui inviare le proprie richieste, oltre a una brochure i cui contenuti e grafica rispecchiano la fruibilità e l’eleganza del molino compatto.



Superior is back! The OCRIM compact mill
Superior is a compact mill representing a strategic and smart investment that offers safe and versatile productive solutions for an excellent final product. Pre-assembled at OCRIM warehouse, Superior just needs final installation in an industrial shed, thus reducing the costs of a dedicated multi-level building and bureaucracy expense for urbanization works. Superior offers high energy performance for reduced production and management costs.
Superior has been thought and studied for customers with different goals and entrepreneurial courses. It is for people approaching the milling world for the first time as well as for those who are already working in the agro-food sector and want a compact plant in short time to extend or diversify their offer, to satisfy specific or niche markets, without revolutionizing or re-planning their industrial production.
The first compact mill Superior stemmed from a pioneering idea in the 1950s and would be undisputed icon for almost 20 years.Its state-of-theart engineering has highly contributed to OCRIM’s industrial development, making the name OCRIM resound across the globe, from Italy to Centre and South Americas.
A compact and smart grinding mill for wheat only, for different capacities depending on the composition of the model requested.
High degree of customization of technical and technological equipment,and design are the innovative features of the new compact mill. Superior will represent and interpret, also harmonically, the needs, style and culture of customers and Countries where it is accomodated in, starting from one of the four different solutions available: Passion, Natural, Gold, and Style
Superior is back to OCRIM home in a futuristic elegant shape,from the technological and design points of view
After the great interest generated and significant demand, OCRIM has dedicated Superior an Internet website – www.ocrimsuperior.com – with all information, and e-mail address to write for requests –info@ocrimsuperior.com, as well as a brochure whose content and design fully convey the usability and elegance of this compact mill.

Brochure dedicata al Superior Brochure dedicated to Superior
Superior 1948
Superior oggi - Superior today
OCRIM, quality echoes across the globe
OCRIM, the reliable partner for the construction and supply of milling, feed, and cereal processing plants, and end-of-line plants
The company OCRIM of Cremona is renowned all over the world as a reliable partner for the construction and supply of milling,feed,and cereal processing plants, and end-of-line plants. Its important commitment in research, customer care, training and communication has always been an incentive for innovative and productive teamwork.
OCRIM boasts two sites in the city of Cremona: The original headquarters in Via Massarotti, which houses offices and parts of its production factories, and the premises at the canal port for some important production and logistics departments, and also for the Milling Hub (created jointly with Bonifiche Ferraresi), which includes the new Milling Hub Masterclass school. Turnkey projects are one of OCRIM’s strong points, supplied in tailor-made solutions, increasingly welcomed by international customers who decide to rely on a single partner who can guarantee a high professional level and respect programmed time. OCRIM is an irreplaceable partner also for the supply of machines only and in milling plant upgrade/ modernization.
Since 2017,thanks to the OCRIM-FBC department,the company has also manufactured end-of-line plants for palletization and packaging of bags and other packing, supplied turnkey and personalized upon customer’s requirements. Since 2021, Fluting Huba new department for process and treatment of milling rollers has been open and where it will be possible to manage fluting, grinding and balancing stations as well as an innovative system for coating the rolls in titanium. Hence, internalizing all processes and therefore completing the industrial chain, OCRIM can guarantee a traced, controlled, and certified Italian Made product. OCRIM’s versatility and reliability are also evidenced by the strategic alliance, officially signed on in June 2021, with AGCO - global leader in the design, manufacture and distribution of agricultural machinery and precision ag technology.

Thanks to Cimbria’s and GSI’s expertise in material storage, processing and handling, AGCO and OCRIM aim to be the players of a constructive change, for a highly sustainable global food industry, by offering intelligent and innovative solutions from one single partner
OCRIM’s versatility is also evidenced by an important agreement reached with Italian company Molitecnica Srl at the beginning of 2019, to build nixtamalized flour plants for tortilla, snacks and chips production.
These products are mainly part of Central and Southern America’s food culture, but also highly appreciated and consumed all over the world. The best OCRIM process machines, which are highly renowned for their performances fully responding to the targets to hit, are installed in these plants.
OCRIM’s target is supplying its customers with longlasting milling plants and efficient high-quality services. With this goal, innovative sanitization solutions have been introduced to reduce energy consumption and to minimize operating and maintenance costs.
As for maintenance strategies and management, OCRIM has developed the Modular Mill Concept, a truly innovative technology that enables stopping some parts of the grinding section,for any reason,while letting others run, thus granting certain output. The benefits deriving from that are clear and easily definable, since it is a solution already chosen and highly appreciated by many customers.
Also in the automation sector, Ocrim knows to be a direct reference and that is the reason why the company does not rely on external bodies to study and create plant management systems.
The general automation package @mill (which offers many application packets),the innovative @rollermills, which enables controlling the mills remotely via tablet, and the Immersive Reality and its resonance and important feedback all over the world, are futuristic systems created to improve and simplify the work activities of those who live the mill.
OCRIM’s Italian Made brand is synonymous with quality, design and accuracy, since it is evidence of the production and logistic process that is carried out in Italy only,based on research in quality and design,which are true conventions of Italian business culture.
Grounding on Italian Made feeling and thanks to the partnership with Bonifiche Ferraresi, the biggest Italian agro-food business reality, OCRIM is acknowledged as a sound partner in The Italian Agri-Food Chain Choice, a project strongly wanted and carried out by OCRIM and Bonifiche Ferraresi jointly with other renowned Italian companies.
This ambitious project, connected with the food chain, has inspired the study and creation of Milling Hub, a company that aims at building and managing the differentmillingplantsonOCRIM’spremisesinCremona canal port. The Milling Hub aims to strengthen Italian agri-food sector, giving the food industries without their own milling plant the chance of having a customized one and benefitting from OCRIM team’s technical and technological skills.
They will be granted a traced and certified product, thanks to accurate control by the agri-food chain, The ItalianAgri-Food Chain Choice.In addition to this,thanks to the great training experience, proved by the OCRIM
International School of Milling Technology which has been training technicians and technologists since 1965, and in line with the Milling Hub project, the Milling Hub Masterclass has been created to give education a new vision.
Only a limited number of previously trained technicians, with a well-defined experience, can access the Masterclassinordertoguaranteeahigh-degreetraining. 360° advanced training focusing on the knowledge of seeds,through cereal and pulses processing,to finished product sales.
On account of this corporate positive development, OCRIM’s R&D department has experimented such new strategies and state-of-the-art projects to be broadly acknowledged as unique in the milling sector and in full harmony with the novelties the company has been experiencing. The partnership between OCRIM and some Italian universities, whose contribution is crucial to get valuable results to gain benefits for the milling sector in general, continues and is increasingly efficacious.
OCRIM’s various communication instruments to convey its orientation have been greatly changed in such a way as to finetune the company’s language to the new trends. In fact, the company boasts considerable visibility through both national and international sector publications, via its LinkedIn profile, Ocrim S.p.A. | LinkedIn, and its three internet websites: the corporate website www.ocrim.com, one dedicated to the company’s museum www.ocrimcore.com, one dedicated to the blog www.ai-lati.it (in Italian) and www.ailati.eu (in English), strongly wanted by OCRIM as a real information provider for the entire The Italian Agri-Food Chain Choice chain, and therefore for its member companies.
In addition to this, in 2020, the company’s media department was highly developed with the start of highly technical-scientifical Webinars into the milling world.
Customized machines for its customers, events such as “Wheat, flour and…” and the hospitality of hO – Home OCRIM), events and projects created to provide a close-up view of a company that is continuously and constantly evolving.

Milling Hub, interno – piano laminatoi
Inside the Milling Hub – roller mills floor
Inside the Milling Hub – plansifters floor
Milling Hub, interno – piano plansifters

La (ri)scoperta del legame tra igiene, salute e sicurezza con Colussi Ermes
Tutto il mondo ha una nuova consapevolezza: il legame tra igiene e salute non può soltanto esserci, ma deve essere tangibile e Colussi Ermes emerge come modello di eccellenza sostenibile
In che modo? È partendo da qui che Colussi Ermes, azienda specializzata nella produzione di impianti di lavaggio per l’industria alimentare, ha colto l’occasione per rinnovare la sua mission, che da sempre punta alla ricerca della perfezione in ambito di igiene e sanificazione.
Un periodo lungo ed intenso, quest’ultimo, dove tante aziende hanno dovuto adeguarsi ai nuovi rigorosi standard. Lo sa bene Colussi Ermes, che ha risposto a molte – e nuove – richieste dei suoi clienti: dal settore della carne a quello caseario, dal dolciario all’ortofrutticolo, dall’avicolo all’ittico. Come aumentare la sicurezza nel ciclo di produzione e lavaggio alimentare? Con soluzioni in grado non solo di ridurre a zero il rischio di contaminazione per proteggere i consumatori, ma anche con quell’attenzione che Colussi Ermes pone curando ogni dettaglio.

Il design dei macchinari, il risparmio nei consumi energetici, nell’uso di acqua e detergenti, l’automazione dei cicli e del carico e scarico, il monitoraggio costante di tutti i parametri conformi a normative HACCP sono alcune delle caratteristiche che, unite in un unico sistema di lavaggio, fanno la differenza.

Ne sono esempio i programmi di autolavaggio CIP (Clean In Place), il cui scopo è preservare e depurare le linee produttive dai contaminanti organici e inorganici. Grazie a questo sistema automatico che interessa tutti i circuiti, le pareti e i punti chiave della macchina, che avviene a pressione e temperatura prestabilite e che si conclude con un ciclo di risciacquo e sanitizzazione, le aziende riescono a raggiungere gli elevati standard di sicurezza richiesti. La sfida del 2022 per Colussi Ermes diventa quindi un’altra occasione per rendere il mondo più sicuro: lo ha fatto anche con la realizzazione del nuovo Centro di Ricerca Colussi. Un vero e proprio luogo di innovazione, un laboratorio in cui gli esperti conducono indagini sui migliori sistemi di lavaggio, disinfezione, asciugatura e risparmio energetico, finalizzate ad apportare continue migliorie alle soluzioni proposte in termini di performance ed efficienza, sicurezza e qualità. La nuova struttura, completamente ricoperta di pannelli solari, continua a qualificare la Colussi Ermes come modello di eccellenza sostenibile. Colussi Ermes esporta in tutto il mondo e quasi capillarmente in molti paesi. Europa, Nord America e Australia, i principali mercati dove vengono raggiunti traguardi commerciali sempre più significativi.Al fine di potenziare la penetrazione nel mercato americano, inoltre, viene fondata in California la Colussi Aws Inc. e un marchio tutto americano.
Colussi Ermes continua ad innovare, per garantire la vostra sicurezza.
www.colussiermes.it
The (re)discovery of hygiene, health and safety connection with Colussi Ermes

How? This is Colussi Ermes’ starting point. This company specialized in food-industry washing systems has seized the opportunity to renovate their mission, which has always aimed to pursue perfection in terms of hygiene and sanitization. Colussi has done so trying to strengthen the concept of safety in the food-industry world. During such an intense period, many food-production companies facedthedemandtocomplywithnewstrictstandards.
No one knows this better than Colussi Ermes who has met many new requests coming from its clients:
The whole world has a new awareness: the connection between hygiene and health cannot just exist but must be tangible, and Colussi Ermes stands out as a model of sustainable excellence
ranging from the meat to the dairy industry, from the confectionary field to fruit and vegetable production, from the poultry sector to fish industry. How can safety be increased during the food production and washing cycle? With solutions that allow to reduce cross-contamination risks thus protecting consumers and also with the kind of care for every detail that distinguishes Colussi Ermes. Machine design, energy consumption reduction, water and detergent use, cycle automation, loading/offloading automation and the parameter monitoring in compliance with HACCP

rules are just a few of the features that combined in a single washing system make the difference. The CIP (Clean in Place) self-wash programs are an example of this. Their goal is to protect and depurate the production lines from organic and inorganic contaminating agents. Thanks to this automatic system – that involves all of the machine circuits, walls and key points and that is performed with preset pressure and temperature including also a final rinse and sanitization phase – companies can reach the high safety standards that are required.
Colussi Ermes’ challenge for 2022 becomes another opportunity to make the world a safer place.Two new plants have been built comprising the new Colussi Research Centre site. This is an actual innovation space, a lab where experts can study new improved systems for industrial washing, sanitization and drying that guarantee energy savings and that aim to ensure higher quality, safety, performance and efficiency levels. The new site, which are completely covered with solar panels, qualify Colussi Ermes as a model of sustainable excellence.
Colussi Ermes exports all over the world,extensively in many countries. Europe, North America and Australia are the main markets where the most important sales targets are constantly reached. Furthermore, with the aim of strengthening the efficiency in the American market, Colussi Aws Inc. has been established in California, together with an all-American brand.
Colussi Ermes is continuously innovating to improve your safety.
www.colussiermes.com
L’efficienza garantita
Le produzioni orarie garantite dai vibrovagli Emilos sono nettamente superiori a quelle di ogni altro vibrovaglio attualmente in commercio
Emilos progetta nuovi sistemi atti a migliorare sempre più la selezione dei prodotti, progetta e crea vibrovagli idonei alla setacciatura di prodotti alimentari e non solo.
Il sistema di setacciatura Emilos è coperto da brevetto; permette di ottenere sorprendenti prestazioni in termini di produttività. La qualità di questi prodotti è assolutamente made in Italy,ogni singolo macchinario

viene interamente prodotto all’interno della loro officina. Emilos produce sia vibrovagli in serie, che vibrovagli personalizzati a seconda delle richieste dei singoli clienti.
La dinamicità di Emilos permette un raffronto diretto e immediato con le problematiche del cliente; mettendo in campo prove di vagliatura specifiche, Emilos garantisce sempre l’efficienza del vibrovaglio proposto I vibrovagli Emilos sono progettati per lavorare in continuo24oresu24. Si differenziano dai consueti vibrovagli che si possono trovare in commercio proprio per la concezione costruttiva e per il motovibratore di cui sono dotati, che è a 3000 giri/min anziché 1400 giri/min. come i vibrovagli standard. Le produzioni orarie che i vibrovagli Emilos sono in grado di affrontare sono nettamente superiori rispetto a quelle di ogni altro vibrovaglio attualmente in commercio.
I vibrovagli Emilos sono dotati esclusivamente di motovibratori marca Emilos,concepiti per sprigionare un moto sussultorio ondulatorio e rotatorio, tale da mantenere pulita e disintasata la rete di filtrazione. In caso di setacciatura di prodotti particolarmente difficoltosi, Emilos installa sui propri vibrovagli sistemi di disintasamento rete,quali:vassoioforatocorredatodi sfere in gomma, vassoio forato corredato di cleaners, oppure l’innovativo sistema telaio portarete dotato di razze e piccolo motore pneumatico temporizzato.
I vibrovagli Emilos sono dotati di un sistema di tensionamento rete pratico, che rende autonomo-indipendente l’utilizzatore finale.In caso di rottura della tela,il cliente non necessita dell’intervento
Guaranteed efficiency
Hourly production of Emilos vibrating screens is considerably higher than any other in the market today
As well as designing new systems to further improve product sorting, Emilos also designs and builds vibrating screens for food and nonfood products.
Emilos patented screening system enables getting outstanding performances in terms of productivity. Their quality is fully made in Italy and each machinery is entirely built in the company’s in-
house factory. Emilos produces both standard and personalized vibrating screens.
Emilos’ dynamic attitude is for a direct and prompt action to solve customer’s problems, and through specific screening tests, Emilos can always guarantee the efficiency of the product it offers. Emilos vibrating screens are designed to work round the clock and stand out in the market for their structure and vibrating motor performing 3,000 revolution/min instead of standard 1,400. Hourly production of Emilos vibrating screens is considerably higher than any other in the market today.
Emilos vibrating screens are equipped only with Emilos vibrating motors, designed to create


del costruttore per ripristinare il telaio portarete. Con questo sistema,Emilos,ha abbattuto costi d’acquisto e tempi d’attesa per interventi tecnici
I vibrovagli Emilos sono costruiti interamente in acciaio Inox AISI 304L (su richiestaAcciaio InoxAISI 316), e possono essere dotati di una motorizzazione, sempre marcata Emilos, atta a supportare ambienti a rischio di esplosione; la certificazione ATEX di cui sono dotati questi motovibratori è: II 2GD EEx d IIB T4
Nella propria produzione, Emilos vanta vibrovagli circolari da un minimo Ø di 450 mm ad un massimo Ø di 1800 mm; produce inoltre vibrovagli rettangolari per elevate portate orarie, e vibrovagli con motorizzazioni laterali anziché classiche sottostanti. Inoltre, Emilos produce magneti automatici e manuali
I vibrovagli Emilos sono in grado di setacciare con qualsiasi genere di rete,dalla più fine,come ad esempio una luce/maglia 0,035 mm, alla più grande. La manutenzione di cui necessitano i vibrovagli Emilos è estremamente ridotta, semplice ed economica.
Nella vasta gamma dei vibrovagli Emilos troviamo setacciatrici sgrossanti e vibrovagli raffinatori, per ogni esigenza.
sussultatory, swaying and rotary motion as to keep filtration net clean and unplugged. In event of products particularly difficult to sieve, Emilos provides its vibrating screens with antiblinding systems, such as: perforated tray with rubber balls, perforated tray with cleaners, and innovative net-holding frame with spokes and smallsized timed pneumatic motor.
Emilos vibrating screens are provided with web tensioning system that helps end users to be self-sufficient. In event of mesh breakage, the customer does not need the manufacturer’s intervention to fix the net-holding frame. Thanks to this system, the company has been able to dramatically cut on purchase cost and time for technical intervention
Emilos vibrating screens are built fully in stainless steel AISI 304L (and upon request in stainless steel AISI 316) and can be provided with Emilos motor and can be installed in hazardous environments for they are ATEX certified: II 2GD EEx d IIB T4
Emilos’ production also includes circular vibrating screens from 450 mm Ø min to 1800 mm Ø max; it also produces rectangular vibrating screens for high hourly production and vibrating screens featuring side motorization instead. Noteworthy, Emilos also produces automatic and manual magnets
Emilos vibrating screens can sieve through any kind of mesh, from the thinnest – such as light/mesh 0,035 mm, to the biggest. Emilos vibrating screen require little, simple and inexpensive maintenance. Emilos’ extensive range of vibrating screens also includes roughing sieving machine and refining vibrating screens, for any requirement.


Compatta, performante e vincente
Per le esigenze di frantumazione con controllo di pezzatura GIMAT ha realizzato una unità integrata molto compatta. Inizialmente studiata per il dado da brodo granulare ha poi trovato ampio impiego con i prodotti igroscopici e nei processi di recupero in linea.
Il sistema modulare è composto da: una tramoggia di svuotamento sacchi, un rompigrumi monoalbero o a doppio albero rotante ed un finitore/spalmatore con griglia di controllo fornibile in diverse dimensioni. La scelta del tipo di rompigrumi è determinata dalla portata oraria mentre la dimensione dei fori della griglia dipende dalla pezzatura finale richiesta, indicativamente si va da 1 a 10 mm.
La rete metallica è facilmente smontabile per la pulizia o per la sostituzione della maglia in caso si vogliano processare prodotti di differenti tipologie o granulometrie finali.
Gimat ha anche recentemente implementato una nuova soluzione “easy cleaning”, industria 4.0 ready, molto versatile per la movimentazione di materie prime composta da: tramoggia svuotamento sacchi
La nuova unità integrata di GIMAT garantisce un eccellente controllo del dosaggio del prodotto nelle singole confezioni
predisposta per l’aspirazione delle polveri, miscelazione verticale ad aspo, trasporto pneumatico ed insacco in barattoli per miscele di solubili.
Il cliente aveva la necessità di gestire molti lotti di diverse miscele in piccole quantità per ogni lotto e al contempo di automatizzare il processo per tracciarlo e garantire il corretto dosaggio nelle singole confezioni. Data la varietà di prodotti e la conseguente necessità di frequenti pulizie si è optato per un miscelatore verticale ad aspo di GIMAT con un chopper laterale. La funzione del chopper è di intensificare la mescola e consentire la rottura di grumi presenti nelle polveri o generati dall’eventuale aggiunta di liquidi in piccole percentuali.
Il miscelatore verticale è studiato per il carico pneumatico in vuoto delle polveri velocizzando così il processo di riempimento che da discontinuo, tipico dei trasporti pneumatici a batch, diventa continuo. Al contempo la soluzione,dato il minor numero di componenti meccanici coinvolti, risulta più facile da pulire.
Per il trasporto pneumatico del prodotto miscelato si è scelta una pompa ad alto vuoto che consentisse un trasporto in fase densa senza de-miscelare il prodotto precedentemente miscelato.
In merito al confezionamento semi-automatico la soluzione adottata è stata una dosatrice verticale a

Impianto trasporto-miscelazioneconfezionamento polveri Powderconveying-mixing-packagingsystem
coclea in versione gravimetrica di GIMAT con possibilità di cambio formato agendo sulla vite di dosaggio. La scelta gravimetrica rispetto alle tradizionali volumetriche è risultata vincente non solo per la precisione di dosaggio ma anche per il veloce setup nel cambio prodotto in quanto non si doveva continuamente tarare la macchina in funzione del peso specifico di quest’ultimo.
Compact, high-performance and winning
GIMAT new integrated unit guarantees excellent dosing control of products into single packages
GIMAT has created a very compact integrated unit that meets requirements of grinding with piece size control. Originally studied for granular stock cubes, this unit would find later extensive use with hygroscopic products and in-line recovery processes.
The modular system consists of a hopper for bag emptying stations, a single or rotary double shaft lump breaker, and finisher/grader with control grid in various sizes.
The choice of the type of breaker depends on hourly capacity, while the size of the grid holes depends on the final size required,ranging between 1 and 10 mm.

A metal mesh can be easily dismounted for cleaning operations or mesh replacement to process products of various types or different grain size.
Gimat has also recently implemented a new easy cleaning solution, Industry 4.0 ready, which is very versatile to handle raw materials and consisting of: bag emptying hoppers set for powder suction, vertical ribbon mixing, pneumatic transport, and bagging in jars for soluble mixes.
Gimat’s customer had to manage many batches of various small-size mixtures and automate the process to trace it and guarantee the right amount of product in every package.
Given the wealth of products and frequent cleaning required, a GIMAT vertical ribbon mixer with side chopper was chosen. The chopper intensifies the mixture and allows breaking the lumps in the powders or generated by the addition of some liquid. The vertical mixer has been studied for vacuum pneumatic powder loading to speed up the filling process,which therefore changes from discontinuous (typical of batch pneumatic transport) to continuous. Due to less mechanical components, this solution is easier to clean.
For the pneumatic conveyance of the mixed product, a high-vacuum pump was chosen to allow dense phase conveying without de-mixing the product previously mixed.
For semi-automatic packaging, a GIMAT gravimetric auger filling machine has been chosen,with possibility of changeover by regulating the dosing screw.

Unità di frantumazione con controllo di pezzatura Breakingunitwithproductpiecescontrol
The decision to choose a gravimetric version, rather than a traditional volumetric, has turned out winning not only for the precision in dosing but also for fast set-up in changeover, which avoids adjusting the machine upon the specific weight.
Rompigrumi Lumpbreaker

Rigoni di Asiago ha acquisito Saveurs & Nature
Rigoni di Asiago, azienda italiana pioniera del biologico in Europa, acquisisce la francese Saveurs & Nature
Rigoni di Asiago, l’azienda italiana leader nel biologico della famiglia Rigoni, casa madre dei marchi Nocciolata, Fiordifrutta e Mielbio, ha acquisito Saveurs & Nature, la prestigiosa azienda francese specializzata in cioccolato biologico. Partner dell’operazione Credit Agricole FriulAdria che ha erogato un finanziamento ESG linked collegato al raggiungimento di precisi obiettivi di sostenibilità da parte dell’azienda.
Fondata nel 1923, Rigoni di Asiago è una delle più importanti aziende produttrici di biologico in Europa, segmento nel quale è stata pioniera. I suoi marchi, realizzati con materie prime biologiche di alta qualità, hanno conquistato milioni di consumatori non solo in Italia ma anche a livello internazionale per la loro bontà e i valori legati alla sostenibilità. Oggi, la Francia è il mercato export più importante per l’Azienda veneta; qui la sua crema spalmabile

Nocciolata, priva di olio di palma, è diventata la seconda nel ranking delle creme spalmabili (la prima per quanto riguarda il bio) ed è il marchio preferito da quei consumatori che cercano prodotti golosi naturali e rispettosi dell’ambiente.
Fondata nel 2001, Saveurs & Nature, incarna i valori dei suoi fondatori, Val rie e Jean-Michel Mortreau, appartenenti a una famiglia di agricoltori biologici profondamente convinti dell’importanza del bio. L’azienda è nata nel retrocucina del ristorante biologico“RestObio”,a St Herblain,in cui i cioccolatini bio venivano offerti come accompagnamento al caffè. Il successo di questi cioccolatini fu talmente grande che la famiglia Mortreau decise di dedicarsi completamente alla produzione di cioccolato 100% bio. Nel corso degli anni, i loro prestigiosi prodotti si sono affermati con grande successo presso la distribuzione specializzata. La società, che si trova in Vandea, nel comune di Saint Sulpice Le Verdon, impiega oggi 70 dipendenti tra cui 32 Maitres Chocolatier.
Un’acquisizione molto promettente grazie alla condivisione dei valori e alla complementarietà dei prodotti
“Quando ho incontrato Jean-Michel Mortreau sono rimasto colpito dalla somiglianza dei nostri percorsi imprenditoriali e per la comunione fra il DNA di Saveurs & Nature e il nostro modo di vedere, che consiste nella volontà di creare un mondo migliore offrendo al consumatore prodotti biologici buoni da gustare e buoni anche per salvaguardare il pianeta” afferma Andrea Rigoni, Amministratore Delegato di Rigoni di Asiago.
“La cessione della nostra società è stata una decisione lungamente maturata e abbiamo scelto di realizzarla nell’interesse dell’azienda e dei suoi dipendenti “ dice Jean-Michel Mortreau. “Avevo le idee molto chiare e il mio desiderio era quello di trasmetterelamiaimpresaaunarealtàfamigliareche condividesse i nostri valori e che avesse già una forte esperienza nell’agricoltura biologica. Il mio incontro con Andrea Rigoni stato decisivo in termini di condivisioni di valori e della vision.Inoltre ho scoperto un’impresa le cui dimensioni e la complementarietà dei prodotti e delle competenze sono in grado di offrire delle entusiasmanti prospettive al team di Saveurs & Nature”.
Un passaggio di testimone con progetti importanti Con l’integrazione di Saveurs & Nature alla sua azienda, Rigoni di Asiago rafforza la sua posizione di mercato sia in Francia sia a livello internazionale. Il progetto quello di continuare a far crescere Saveurs & Nature nella distribuzione specializzata francese e all’estero e di unire le rispettive esperienze e capacità
per accelerare l’innovazione, cosè che la sede produttiva di Montr verd diventi polo di eccellenza per lo sviluppo del cioccolato biologico.
“Desideriamo costruire un legame forte e collaborativo con il team di Saveurs & Nature per dar vita a un ambiente lavorativo famigliare, così come abbiamo fatto in Rigoni di Asiago; insieme guardiamo con fiducia ad un futuro di innovazione” afferma Andrea Rigoni.
L’acquisizioneèstataresapossibilegraziealsupporto finanziario di Credit Agricole FriulAdria mediante la concessione di una linea di finanziamento a medio/lungo termine della tipologia ESG Linked, ovvero collegata a precisi obiettivi di sostenibilità al raggiungimento dei quali l’azienda potrà beneficiare di un miglioramento delle condizioni del prestito.
“Siamo orgogliosi di aver accompagnato questa operazione che coinvolge due aziende clienti del nostro Gruppo, Rigoni di Asiago in Italia e Saveurs & Nature in Francia – ha dichiarato Luca Fornari, responsabile Area Imprese Corporate di Crédit Agricole FriulAdria – Per noi si tratta di un finanziamento significativo non solo perchè ci vede come unica banca partner ma anche perchè contiene una forte impronta di sostenibilità, a dimostrazione di come la finanza possa rappresentare una leva strategica nel raggiungimento degli obiettivi dell’Agenda 2030 dell’Onu”.
L’aspetto legale dell’operazione di finanziamento stato seguito dallo Studio Orsinhger Ortu, nella persona dell’Avvocato Manfredi Leanza.
A proposito di Rigoni di Asiago:
Il Gruppo italiano Rigoni di Asiago realizza un volume di affari di circa 130 milioni di euro e ha una forza lavoro di 245 persone. Oggi, il Gruppo fondato da nonna Elisa nel 1923, è guidato dalla terza generazione della famiglia. Grazie alle convinzioni e ai valori in cui crede fortemente l’AD e Presidente Andrea Rigoni,l’azienda veneta è leader di mercato sul mercato interno e in grande crescita nei più importanti mercati internazionali con i suoi prodotti quali Fiordifrutta, 100% frutta bio, Nocciolata, la gamma di creme di nocciole spalmabili bio,e Mielbio, miele biologico 100% italiano. L’azienda oggi è fortemente orientata all’innovazione e all’espansione sui mercati internazionali.
A proposito di Saveurs & Nature:
Saveurs & Nature ha un volume di affari di circa 12 milioni di euro e una forza lavoro di 70 persone. L’80 % del fatturato è realizzato in Francia mentre il 20% all’estero. Oltre al marchio Saveurs & Nature, esclusivamente distribuito nella rete dei negozi biologici, l’azienda sviluppa altri tre marchi 100% bio: “Le chocolats de Pauline”, “Les chocolat d’Augustin” e “Ikalia”. La cioccolateria produce un’ampia gamma di tavolette di cioccolato, di cioccolatini, di praline ai cereali, di bonbon di cioccolato pralinato, e altri prodotti a base di pregiato cioccolato biologico.
Andrea Rigoni
Rigoni di Asiago acquired 100% of Saveurs & Nature
Rigoni di Asiago, the italian company pioneer in organic in Europe, acquired French company Saveurs & Nature
Rigoni di Asiago, the leading Italian organic company of the Rigoni family, mother brand of Nocciolata, Fiordifrutta and Mielbio, achieved 100% of Saveurs&Nature, the prestigious French company specialised in organic chocolate.
Founded in 1923, Rigoni di Asiago is nowadays one of the most important organic producers in Europe. As a pioneer in organic, thanks to its high quality brands, the company gained millions of consumers not only in Italy but also on the international markets. Today the most important export market for the company is the French one, where its palm oil-free Nocciolata spread has become the second most popular spread (the first in the organic market). Nocciolata is the love brand for consumers looking for natural and environmentally friendly delicious products.
Founded in 2001, Saveurs&Nature embodies the values of its founders, Val rie and Jean-Michel Mortreau, who belong to a family of farmers deeply convinced of the importance of organic farming. The company was born in the kitchen of the organic restaurant ‘RestObio’ in St Herblain, where the founders produced organic pralines to offer together with coffee. The success of these chocolates was so great that the Mortreau family decided to devote itself entirely to the production of 100% organic chocolate. Over the years, their prestigious products were introduced with great success among specialist retailers. The company currently employs 70 people, including 32 Maitres Chocolatiers.
A very promising acquisition given the shared values and complementary products
“When I met Jean-Michel Mortreau, I was struck by the similarity of our entrepreneurial backgrounds and the points in common between Saveurs&Nature’s DNA and our way of see things. Both of us are aimed of the desire to create a better world by offering organic products good for our consumers and for the planet “states Andrea Rigoni, CEO of Rigoni di Asiago.
“The sale of our company was a long-standing decision and we chose to do it in the interests of the company and its employees,” explains JeanMichel Mortreau. “I had very clear ideas and my wish was to pass on my business to a family that shared our values and already had deep experience in organic farming. My meeting with Andrea Rigoni was decisive in terms of sharing values and vision. In addition, I discovered a company whose size and complementary nature of products and skills offer exciting prospects for the Saveurs & Nature team.”
A handover with important plans
With the integration of Saveurs&Nature into its business, Rigoni di Asiago is strengthening its market position both in France and internationally. Its plan is to continue to grow Saveurs&Nature through specialised distribution in France and abroad, and to combine their respective expertise and skills to accelerate innovation. This will allow the Montr verd production site to become a center of excellence for the development of organic chocolate.


“We want to build a strong and collaborative relationship with the Saveurs&Nature team to create a family working environment, just as we did at Rigoni di Asiago. Together, we look forward to a future of innovation,” states Andrea Rigoni.
About Rigoni di Asiago:
The Italian Rigoni di Asiago Group has a turnover of around €130 million and a workforce of 245 people. Today, the Group, founded by grandmother Elisa in 1923, is led by the third generation of the family. Thanks to the convictions and values in which CEO and President Andrea Rigoni strongly believes, the Veneto-based company is a market leader in the domestic market and is growing exponentially in the most important international markets. Its brands Fiordifrutta, 100% organic fruit spreads, Nocciolata, the range of organic hazelnut spreads, and Mielbio, 100% Italian organic honey are loved brands of thousands of consumers. Today the company is strongly oriented towards innovation and expansion into international markets.
About Saveurs & Nature:
Saveurs&Nature has a turnover of around €12 million and a workforce of 70 people. 80% of the turnover is achieved in France and 20% abroad. In addition to the Saveurs&Nature brand, exclusively distributed in the organic shop network, the company is developing three other 100% organic brands: ‘Le chocolats de Pauline’, ‘Les chocolats d’Augustin’ and ‘Ikalia’. The chocolate shop produces a wide range of chocolate bars, chocolates, cereal pralines, praline bonbons and other products made from fine organic chocolate.

Soluzioni per un processo
efficiente e qualificato
B&B Silo Systems garantisce elevati standard qualitativi, economici, igienici e logistici
B&B Silo Systems nasce come azienda di progettazione e costruzione di impianti di stoccaggio, trasporto, dosaggio ed automazione delle materie prime.
Con un gruppo dirigenziale capace di soluzioni ingegneristiche associate ad un vasto know-how nei processi tecnologici, si è affermata in pochi anni sul panorama nazionale e internazionale, rivolgendosi ai settori alimentare,chimico,cosmetico e farmaceutico.


Questa azienda è sempre impegnata nella ricerca di soluzioni tecnico-impiantistiche in grado di rendere più efficiente e qualificato il processo produttivo, garantendo elevati standard:
• qualitativi (genuinità specifico-fisiche dei prodotti)
• economici (risparmio sul prezzo di acquisto delle materie prime)
• logistici (recupero spazio magazzini)
• igienici (eliminazione di contenitori e di attrezzature che possono favorire le contaminazioni batteriche).
Per queste ragioni B&B Silo Systems si considera fornitore dell’intero sistema, realizzando impianti su misura per ogni cliente in base alle sue specifiche esigenze di produzione.
Ogni impianto si adatta al relativo contesto, prevedendo lo stoccaggio delle materie prime in silos,interni e/o esterni, con caricamento attraverso vuotasacchi o vuota big-bag,o direttamente dal camion del fornitore. Le materie prime vengono poi convogliate verso il punto di dosaggio, attraverso adeguati sistemi di trasporto meccanico o pneumatico. Infine, gli ingredienti in polvere e/o liquidi vengono dosati e miscelati

nelle tramogge poste in prossimità delle impastatrici. Per i micro-ingredienti si prevede micro-dosatori con carico manuale o automatico.
B&B Silo Systems fornisce accessori o componenti: sistemi di aspirazione delle polveri, setacciatori, miscelatori,mulini per la macinazione dello zucchero, fermentatori, sistemi di raffreddamento farine. Inoltre, progettiamo software per PLC, HMI e microprocessori per gestire e controllare impianti di pesatura, dosaggio in aggiunta o sottrazione di peso, dosaggio volumetrico, dosaggio liquidi, dosaggio multilinee e multi bilance, alimentazione materie prime in continuo, in miscelazione. B&B Silo Systems sviluppa software per la gestione della produzione, per il monitoraggio e il telecontrollo dell’impianto, e software sinottici per la supervisione dell’intero sistema.
Si occupa anche del controllo e gestione della produzione, del magazzino e delle spedizioni mediante codice a barre o QR Code, garantendo un’integrazione perfetta delle soluzioni e affidabilità dell’interfaccia con il conseguente risparmio di risorse.

Via M.Buonarroti 3
Z.I. Sipro - 44020 San Giovanni di Ostellato (Ferrara) Italy commerciale@bebsilos.com www.bebsilos.com
Solutions for an efficient and qualified process
B&B Silo Systems guarantees high quality, economy, logistics, and hygiene standards
B&B Silo Systems was established as a design and construction company for the storage, transport, dosing and automation systems of raw materials.
With a dynamic and successful management group, offering engineering solutions associated with a vast know-how in technological processes, it successfully established itself on the national and international scene, addressing the food, chemical, cosmetic and pharmaceutical sectors.
This company is constantly engaged in the research of technical and system solutions able to make the production process more efficient and qualified, guaranteeing high standards:
• Qualitative (authenticity specific-physical characteristics of the products)

• Economic (saving on the purchase price of raw materials)
• Logistics (warehouse space recovery)
• Hygienic (elimination of containers and equipment that can favour bacterial contamination).
This is why B&B Silo Systems considers itself as supplier of the entire system, creating custom-made systems for each individual customer, according to their specific production needs.
Each system adapts to its context, providing the storage of raw materials in internal and/or external silos, that can be loaded through sack or big-bag unloading systems, or directly from the supplier’s truck. Subsequently, raw materials are conveyed to the dosing point, through appropriate mechanical or pneumatic transport systems. Finally, the powder and/or liquid ingredients are dosed and mixed in the hoppers placed near the mixers. For microingredients B&B Silo Systems has, instead, designed
micro-dosers with manual or automatic loading.
B&B Silo Systems also provides accessories or special components: dust extraction systems, sieve shakers, mixers, mills for sugar grinding, fermenters, flour cooling systems.
Moreover, B&B Silo Systems designs software for PLC, HMIandmicroprocessorstomanageandcontrolsystems of weighing, dosing in weight addition or subtraction, volumetric dosage, liquid dosage, multi-line and multiscale dosage,continuous raw material supply,mixing.
B&B Silo Systems develops software for the production management, monitoring and remote control of the system and synoptic software for the supervisor of the entire system.
It also takes care of the control and the management of production, warehouses and shipments, by barcode or QR Code, ensuring a perfect integration of the solutions and reliability of the interface, with the consequent saving of resources.

Sistemi di generazione azoto per prodotti di eccellenza
Azoto per l’industria alimentare: perché scegliere tra eccellenza e risparmio quando puoi avere entrambi?
L’esigenza del consumatore di trovare cibi freschi sempre disponibili impone all’industria alimentare di ricercare le tecnologie più avanzate per la conservazione degli alimenti, con lo scopo di mantenere le caratteristiche nutrizionali e organolettiche inalterate per più tempo possibile. Il confezionamento in atmosfera modificata (MAPModified Atmosphere Packing) è un metodo sicuro e ben collaudato per rallentare il deterioramento degli alimenti con un utilizzo ridotto - o nullo - di sostanze conservanti, utilizzando invece miscele di gas (principalmente azoto, ossigeno e anidride carbonica) per evitare la proliferazione di microorganismi e prolungando così la conservazione del prodotto.
Tra questi gas l’azoto è molto usato per le sue proprietà di gas inerte: è insolubile nell’acqua e nei grassi ed è di facile reperibilità, visto che costituisce il maggior componente dell’atmosfera (l’aria contiene il 78% di azoto e il 21% di ossigeno).
L’azoto di grado alimentare è classificato come additivo con il numero E941 come gas per il confezionamento. Quando entra in contatto diretto con il cibo, secondo la normativa vigente,deve avere una purezza minima pari al 99,5% (5000 ppm di O2 residuo).
La quantità di azoto richiesta dall’industria alimentare è spesso elevata e questo comporta alti costi dovuti ai trasporti, alla fornitura e allo stoccaggio di azoto in bombole o liquido, oltre a rischi legati alla movimentazione delle bombole in pressione o all’azoto criogenico a -190°C.

Generare l’azoto direttamente in azienda, permette di offrire ai consumatori prodotti di qualità e di risparmiare. Infatti, è possibile generare l’esatta quantità di azoto di cui si ha bisogno, in loco, senza dover ricorrere a fornitori di bombole o azoto liquido, in modo economico, sicuro ed ecologico e con un veloce ritorno dell’investimento in meno di 2 anni.
La generazione d’azoto in loco è una soluzione che offre diversi vantaggi:
• gas sempre disponibile, senza vincoli di fornitura;
• sicurezza di utilizzo, senza pericoli di movimentazione di bombole in alta pressione o di gas criogenici;
• controllo totale sulla purezza del gas prodotto;
• minimi costi, perché consente di produrre solo l’azoto necessario, eliminando i costi di fornitura e stoccaggio;
• non richiede consegne, contribuendo alla riduzione delle emissioni
I generatori di azoto Pneumatech, azienda leader nella produzione di sistemi di generazione di gas e trattamento aria, permettono all’industria alimentare di offrire sempre prodotti di eccellenza, coniugando risparmio, convenienza e flessibilità.
Dimentica le bombole e i problemi di fornitura. Scopri il risparmio e la facilità dell’auto produzione di azoto.
Nitrogen generators for excellent products
Nitrogen for the food industry: why choose between excellence and savings when you can have both?
To meet the consumers’ needs of fresher foodstuffs,the food industry is investing in more and more innovative technologies which aim to keep the nutritional and organoleptic features for the longest period possible.
Modified Atmosphere Packing (MAP) is a safe and well-tested method to slow down the deterioration of food with little or no usage of preservatives: it is based on gas mixtures (mainly nitrogen, oxygen and carbon dioxide) that avoid the proliferation of microorganisms and extend the product’s lifecycle. Because of its inert properties, nitrogen is the most used between all these three gases: it is insoluble in
water as well as in fats,and it is easy to find in nature, being the major component of the atmosphere (air contains 78% nitrogen and 21% oxygen).
Food grade nitrogen is classified as an additive with the number E941 as a gas for packaging. According to current legislation, nitrogen must respect the minimum purity of 99.5% (5000 ppm of residual O2) as it comes into direct contact with foodstuffs.
Thefoodindustryrequireshugequantitiesofnitrogen, which result in higher costs of transportation, supply and nitrogen storage in cylinders or liquid. Additional risks related to the handling of pressurized cylinders or cryogenic nitrogen at -190°C, must be also taken in consideration.
Generating nitrogen directly within the farm allows clients to consume high-quality products and to save money.You can produce the exact amount of nitrogen needed on site in a economic, safe and ecological way, and without relying on suppliers’ cylinders or
liquid nitrogen.Besides,the entire investment returns in less than 2 years.
On-site nitrogen generation is a solution that offers several advantages.The main once are:
• gas always available,without supply constraints;
• safe usage, without the risk of handling highpressure cylinders or cryogenic gases;
• total control of the purity of produced gas;
• minimum costs, because the generator allows only the necessary nitrogen to be produced, cutting off the costs of supply and storage;
• no deliveries required,in order to reduce emissions
Pneumatech is a leading manufacturer of gas generation and air treatment systems. Its nitrogen generators enable the food industry to offer always excellent products, combining savings, convenience and flexibility.
Forget gas tanks and supply issues. Discover the savings and easiness of on-site nitrogen production!

Prodotti da forno brillanti e fragranti: FARAMIX FV-106 lucidante… vegano
Nel settore dei prodotti da forno l’aspetto è un fattore fondamentale di cui tenere ben conto, perché in grado di orientare in modo determinante l’esperienza di acquisto
Per conquistare il palato dei consumatori croissant, brioche, grissini e tutti gli altri prodotti da forno dolci o salati devono essere ben croccanti e lucidi. Per il professionista la risposta è il lucidante FARAMIX FV 104 di Faravelli.Vegano e versatile.
Nel settore dei prodotti da forno l’aspetto è un fattore fondamentale di cui tenere ben conto, perché in grado di orientare in modo determinante l’esperienza di acquisto.
Come ben sanno gli operatori del settore, agli occhi del consumatore finale, una superficie ben dorata e
brillante è immediatamente sinonimo di fragranza, freschezza e qualità.
Nelle ricette dolci e salate della tradizione, doratura e lucentezza si ottengono grazie all’impiego delle uova, spennellate sulla superficie dei prodotti subito prima della cottura in forno.
Questa tecnica non tiene però conto di eventuali intolleranze alle uova e delle esigenze di quei consumatori che non desiderano consumare alimenti di origine animale. Si tratta di una fetta per altro sempre più consistente: si stima che entro il 2027 il mercato degli alimenti a base vegetale avrà raggiunto il valore di 74,2 miliardi di dollari, con un CAGR del 11,9% dal 2020 al 2027 (fonte Meticolus Research®). Il settore sta crescendo rapidamente ovunque nel mondo e in Europa dal 2018 al 2020 il valore delle vendite è aumentato del 49% (fonte Smart Protein Project)
FARAMIX FV 106 lucidante vegano e versatile
Faravelli Food Division propone diversi ingredienti specifici per il trattamento della superficie dei

prodotti da forno, in grado di conferire quelle caratteristiche che li rendono invitanti e appetitosi
FARAMIX FV-106 è un sistema funzionale della linea FARA®, formulato e prodotto dal Laboratorio Applicativo Food di Faravelli.FARAMIX FV-106 è ideale per i prodotti vegani,perché formulato senza uova
A base di amido modificato, FARAMIX FV-106 è un ottimo lucidante e collante Può essere applicato sui prodotti da forno dolci e salati, perché non impatta sul sapore del prodotto finito, mentre lo rende lucido e dorato al punto giusto.
Grazie alla capacità collante, FARAMIX FV-106 consente di decorare la superficie dei prodotti con semi, granelle o scaglie di cocco
FARAMIX FV-106 può essere utilizzato, diluito, direttamente sulla superficie dei prodotti. È inoltre idoneo come trattamento preparatorio per processi di farcitura e surgelamento
Per richiedere la scheda prodotto e informazioni, Faravelli Functional Systems Division:fara@faravelli.it

Bright and fragrant baked goods: FARAMIX FV-106, the vegan polish agent
In the bakery sector, appearance is a fundamental factor that must be considered because it can have a decisive impact on the purchasing experience
To win the consumers’ palate, croissants, brioche, breadsticks and all other sweet or savoury bakery products must be crispy and shiny. For food professionals the answer is Faravelli’s FARAMIX FV 106 polish.Vegan and versatile. In the bakery sector, appearance is a fundamental factor that must be considered because it can have a decisive impact on the purchasing experience.
As operators in the sector well know,in the eyes of the end consumer, a golden, shiny surface is immediately synonymous with fragrance, freshness and quality. In traditional sweet and savoury recipes, browning and shine are achieved with eggs, brushed onto the surface of the products just before baking. However, this technique does not consider egg intolerances and the needs of those consumers who do not wish to consume foods of animal origin. It is estimated that by 2027 the market for plantbased foods will be worth $74.2 billion, with a CAGR of 11.9% from 2020 to 2027 (source Meticolus Research®). The sector is growing rapidly everywhere in the world and in Europe from 2018 to 2020 the value of sales increased by 49% (source Smart Protein Project)
FARAMIX FV 106 vegan and versatile polish
Faravelli Food Division proposes several specific ingredients for the surface treatment of bakery
products, able to give them those characteristics that make them inviting and appetising
FARAMIX FV-106 is a functional system of the FARA® line formulated by Faravelli’s Food Application Laboratory. FARAMIX FV-106 is ideal for vegan products because it is formulated without eggs
Based on modified starch, FARAMIX FV-106 is an excellent polish and glue
It can be applied to both sweet and savoury bakery products as it does not affect the taste of the finishedproduct,whilemakingit shinyandgolden FARAMIXFV-106isalsoexcellentto decorate thesurface ofproductswith seeds,grains or coconut flakes
FARAMIX FV-106 can be used, diluted, directly on the surface of products.
It is also suitable as a preparatory treatment for filling and freezing processes.
For product and information request Faravelli Functional Systems Division: fara@faravelli.it

TECNOPOOL punta all’eccellenza nella surgelazione dei piatti pronti
Gli asset vincenti della spirale di surgelazione Tecnopool: personalizzazione degli impianti, igiene, facilità di manutenzione, ciclo di produzione 24/7 ed efficienza energetica
Grazie alla tecnologia brevettata T-Worth, Tecnopool raccoglie la sfida di una maggiore produttività e soddisfazione delle esigenze dei clienti nell’ambito della produzione di alimenti surgelati e in particolare di un settore in grande espansione come quello dei piatti pronti.
Personalizzazione degli impianti, igiene, facilità di manutenzione, ciclo di produzione 24/7 ed efficienza energetica: questi sono i cinque asset vincenti della spirale di surgelazione Tecnopool.
A differenza delle spirali tradizionali, trainate con sistema tamburo, il nastro T-Worth degli impianti Tecnopool si muove grazie ad un traino esterno. Un motore che può essere più contenuto nelle dimensioni e che necessita di una potenza minore con vantaggi

considerevoli in termini di efficienza energetica. Parlando di piatti pronti, ogni produttore ha esigenze particolari, legate al tipo di prodotto, ai volumi o alla logistica. Eliminando la necessità di un tamburo centrale, la tecnologia T-Worth aumenta la flessibilità dell’impianto che può conglomerare al suo interno due linee distinte con entrata e uscita allo stesso livello. Un’altra caratteristica peculiare degli impianti di surgelazione Tecnopool è l’utilizzo di flussi d’aria orizzontali che garantiscono un’eccellente qualità della surgelazione.Il sistemaT-Worth è infatti in grado di far passare l’aria fredda ad una velocità fino a 3 metri al secondo sopra il prodotto, sotto il prodotto e in tutto il percorso della spirale.Nei piatti pronti questa caratteristica risulta fondamentale perché ciò consente una surgelazione eccellente e rapida, garantendo il rispetto del gusto e delle proprietà organolettiche degli ingredienti presenti nel piatto. L’ingresso di aria umida dall’esterno è limitato da dispositivi taglio aria,posti all’ingresso e all’uscita del nastro, per ridurre il fenomeno della brinatura e mantenere elevata l’efficienza degli evaporatori. Da più di dieci anni, inoltre, Tecnopool utilizza evaporatori a sbrinamento sequenziale che possono essere
TECNOPOOL strives for frozen ready-meal excellence
The winning assets of Tecnopool’s spiral freezing systems: System customization, hygiene, ease of maintenance, operation in a continuous cycle and energy efficiency
Tecnopool’s patented T-Worth technology ensures greater productivity and increased customer satisfaction in the field of frozen foods, and in particular in the growing ready-meals sector System customization,hygiene,ease of maintenance, operation in a continuous cycle and energy efficiency: these are the five winning assets of Tecnopool’s spiral freezing systems.

Unlike conventional drum-based spirals, the T-Worth belt installed in Tecnopool’s freezing systems is driven externally by a motor that is smaller in size and needs less power.This in no way affects the system’s performance, as friction is reduced and the belt is driven instead of being pushed, offering considerable advantages right from the design stage. In terms of ready meals, every producer has a specific set of requirements, depending on the type of product, volumes, and logistics. By eliminating the need for a central pivot, T-Worth technology increases the system’s flexibility, enabling it to combine two separate lines with same-level entry and exit. Another distinctive feature of Tecnopool’s freezing systems is the use of horizontal air flows that guarantee excellent freezing quality. The T-Worth system allows cold air to flow over the product, under the product and throughout the spiral at a rate of up to 3 meters per second. With ready meals, this
sbrinati singolarmente mentre gli altri proseguono la loro funzione, mantenendo inalterata la temperatura interna della cella e l’efficacia del processo di surgelazione. Un metodo che consente di far lavorare l’impianto a ciclo continuo 24/7. L’assenza di un sistema di traino a tamburo nel nastro T-Worth consente inoltre un accesso facilitato a tutte le componenti dell’impianto di surgelazione, agevolando le operazioni di sanificazione e il mantenimento degli standard igienici richiesti dal settore alimentare. L’accessibilità a tutti gli spazi interni garantisce infine un altro importante vantaggio competitivo, quello di una manutenzione più semplice e rapida, che non richiede lo smontaggio di ulteriori componenti per poter accedere alla zona di intervento. Ogni operazione di manutenzione può essere eseguita dal lato esterno della spirale, rendendo immediate anche le ispezioni visive all’impianto.
Tale sistema può essere studiato e testato dal cliente direttamente nella Test Room allestita nella sede di San Giorgio in Bosco (Padova). Qui, i tecnologi e i tecnici specializzati di Tecnopool illustreranno le caratteristiche delle spirali di surgelazione per progettarle con taglio sartoriale sulle esigenze del cliente.
characteristic is essential as it ensures excellent, rapid freezing, while preserving the ingredients’ flavor and organoleptic properties.
The entry of humid external air is limited by air cutting tools placed at the inlet and outlet ends of the belt to reduce frosting and maintain the high efficiency of the evaporators. Moreover, for more than ten years now,Tecnopool has been using sequential defrosting evaporators that can be defrosted individually while the others continue operating, thus preserving the internal temperature of the cabinet and the effectiveness of the freezing process. This method allows the system to run in a continuous cycle, 24/7. The absence of a drum-based drive system for the T-Worth belt also allows easy access to every part of the freezing system, thus facilitating sanitization and achievement of the hygiene standards required by law for the food industry. Finally, easy access to internal spaces also guarantees another important competitive advantage, that is, simpler and faster maintenance, without the need to disassemble parts in order to access the area required. Every maintenance operation can be carried out from the outside of the spiral, thus also facilitating visual inspections.
The customer can study and test this system directly in the Test Room set up in our facilities in San Giorgio in Bosco (Padua). Here, Tecnopool’s specialized technicians and technologists will explain the characteristics of their freezing spirals and tailor them to the customer’s needs.


Hall 10.1 Stand G030
Hall 3 Stand A14
Storie, persone e brand raccontano valori e mission dell’azienda
Nuovo sito per il Gruppo Barilla: “Vogliamo che i nostri visitatori si sentano accolti e trovino facilmente contenuti interessanti e rilevanti sulla nostra azienda”
Èonline il nuovo sito del Gruppo Barilla (https://www.barillagroup.com), un ambiente digitale completamente rinnovato che mette al centro i prodotti e le persone che definiscono e raccontano il mondo Barilla: pasta, sughi e prodotti da forno amati in Italia e in tutto il mondo, certo, ma

anche le attività, l’impegno e la passione di oltre 8.000 persone che ogni giorno lavorano insieme per portare a tavola cibo buono, gioioso e sano, fatto con materie prime da filiere responsabili. E che hanno reso quella piccola bottega di pane e pasta di Parma nata 144 anni fa ambasciatrice globale del Made in Italy e del gusto mediterraneo: perché il buon cibo è una gioia per il presente e la scelta per un futuro migliore, insieme. “Chi entra nel nostro sito web entra nella nostra casa”, ha dichiarato Francesco Giliotti, Chief Communication & External Relations Officer di Barilla Group. “Vogliamo che i nostri visitatori si sentano accolti e trovino facilmente contenuti interessanti e rilevanti sulla nostra azienda. Soprattutto, vogliamo mostrare loro chi siamo e cosa facciamo,dare un assaggio dei nostri prodotti, mettendo le nostre storie e le nostre persone al centro dello storytelling. Crediamo fortemente che il nuovo sito web del Gruppo Barilla sarà una leva fondamentale per il sostegno e la crescita reputazionale dell’azienda, grazie al contributo di tutte le marche e Regioni e, soprattutto, di tutte le persone Barilla che compongono la nostra grande famiglia nel mondo”.
Progettato e realizzato dall’agenzia Imille, questo nuovo punto di contatto e interazione con cui l’azienda di Parma si racconta al mondo si caratterizza per il minimalismo delle linee grafiche e la grande ricchezza di contenuti, resi facilmente fruibili per i visitatori grazie al menù di navigazione libera e ai filtri di ricerca. La ricchezza di contenuti
multimediali, come foto e video, favorisce una narrazione più comprensibile e immediata anche dal punto di vista visivo.
“Il nuovo sito di Barilla Group è stato progettato analizzando attentamente i comportamenti e le esigenze delle differenti audience: partner istituzionali, persone interessate a lavorare nel Gruppo e i media”, ha dichiarato Paolo Pascolo, CEO di Imille. “Il sito vuole essere una risposta a queste categorie e alle loro curiosità sul Gruppo Barilla e sui tanti brand che ne fanno parte. Imille ha cercato di dare un volto armonico e piacevole alla notevole quantità di contenuti del Gruppo, provando a trasferire i valori che questa grande family company propone in Italia e nel mondo”.
L’aggiornamento dei contenuti è costante, con l’obiettivo di raccontare in modo puntuale come l’azienda intende il suo ruolo nel mondo e il suo percorso decennale sulla sostenibilità. Nella sezione Risultati, con l’ausilio di infografiche, sono stati messi in evidenza i principali numeri che riguardano il benessere delle persone, la filiera sostenibile e le persone Barilla.
In homepage vengono poste in primo piano le Storie, che mettono in evidenza gli ultimi progetti e iniziative realizzati dal Gruppo, tra innovazione, sostenibilità, impegno per le comunità e valorizzazione di diversità e inclusione, e confluiscono poi in una sezione dedicata, cuore pulsante del nuovo sito. Scorrendo, una serie di highlights rimanda in modo immediato alle sezioni principali del sito.

Stories, people and brands expound the company’s values and mission
New Barilla Group website: “We want our visitors to feel welcome and easily find interesting and relevant content about Barilla”
The new Barilla Group website (https://www.barillagroup.com/) is now online, as a completely revamped digital environment focusing on the products and people that define and speak of the Barilla world. Pasta, sauces, bakery products adored in Italy and around the world, of course, but also the work, commitment and passion of over 8,000 people who work together on a daily basis to put on the table food that is good, joyful and healthy, made with raw materials from responsible supply chains. Food that has made a little store in Parma selling bread and pasta that opened 144 years ago a global ambassador for Made in Italy and Mediterranean flavor. Because good food is a joy in the present and the choice for a better future, together.
“Whoever enters our website enters our home”, said Francesco Giliotti, Chief Communications & External Relations Officer at Barilla Group. “We want our visitors to feel welcome and easily find interesting and relevant content about Barilla. And most of all, we want to show them who we are and what we do, give them a taste of our products, and put our stories and people at the center of the storytelling. We strongly believe the new Barilla Group website will be a key lever for the Company’s reputation support and growth, thanks to the
contribution of all brands and Regions and, above all, of all the Barilla people who make up our big family worldwide.”
Designed and created by the Imille agency, this new point of contact and interaction whereby the Parma-based company tells its story to the world features minimalist graphics and a great wealth of content, with easy access for visitors via a responsive navigation menu and search filters. The wealth of multimedia content, such as photos and videos, encourages a narrative that is easier to understand and immediate, including from a visual perspective.
“The design of the new Barilla Group website began with an attentive analysis of the behavior and needs of the various audiences: institutional partners, people interested in working in the Group and the media,” said Paolo Pascolo, CEO of Imille. “The site is intended as a response to those categories and their curiosity about the Barilla Group and all its brands. Imille has striven to bring a harmonious and pleasant face to the considerable amount of the Group’s content, attempting to transfer the values this great family company offers to Italy and the world.”
The content is constantly updated, for a prompt account of the company’s understandingofitsroleintheworldandits10-yearjourneytowardssustainability.
The Figures section uses infographics to highlight the main numbers in terms of people’s wellbeing, the sustainable supply chain and Barilla’s people.
The homepage emphasizes the Stories, highlighting the Group’s latest projects and initiatives, including innovation, sustainability, commitment to communities and the enhancement of diversity and inclusion, converging in a specific section that forms the beating heart of the new website. Scrolling down, a series of highlights quickly takes visitors to the site’s main sections.

Il segreto nella passione
Alba & Teknoservice celebra 30 anni di attività e testimonia il suo successo nel settore dei macchinari per panificazione, pasticceria e pizza

The secret is passion
Alba & Teknoservice celebrates 30 years of activity and testifies to its success in the bakery, pastry and pizza sectors
In 2022, Alba & Teknoservice celebrates 30 years of activity. This company is happy to testify to its success in a world that is constantly growing and evolving. The secret? Experience, passion and the will to keep improving and facing new challenges. Albaequipment continues to stand out for its targeted approach to customer satisfaction, in order to find innovative solutions aimed at offering the best type of project and / or technical intervention. The company has always been a point of reference in the bakery, pastry & pizza machinery sector for the development of customized projects that meet the needs of the most complex challenges.
Albaequipment produces:
- Semi-automatic, automatic and industrial croissant lines
- Make-up lines for puff pastry, yeast dough, shortcrust, Danish and more

Nel 2022 Alba & Teknoservice celebra 30 anni di attività. In un mondo in continua crescita ed evoluzione questa azienda è felice di poter testimoniare il suo successo. Il segreto? Esperienza, passione e volontà di continuare a rinnovarsi e accettare nuove sfide.
Albaequipment continua a distinguersi per l’approccio mirato alla customer satisfaction,al fine di trovare soluzioni innovative volte a offrire il miglior tipo di progetto e/o intervento tecnico. L’azienda è da sempre un punto di riferimento nel settore dei macchinari Bakery, Pastry & Pizza per lo sviluppo di progetti personalizzati che rispondano alle esigenze delle sfide più complesse.
Albaequipment produce:
- Linee croissant semiautomatiche, automatiche ed industriali
- Banchi e linee di lavoro per pasta sfoglia, lievitata, frolla, danese e altro
- Linee di preparazione pastelli
- Linee di laminazione multitestata
- Linee ciabatta / pane
- Linee cracker / grissini
- Linee pizza artigianali e industriali
- Linee custom
- Linee senza glutine
- Accessori per linee esistenti
La sua forza si basa su una pluridecennale esperienza al servizio dei propri clienti e di altre imprese del settore.Albaequipment offre consulenza, progetti e tecnologia ad aziende di rilevanza mondiale. Con Albaequipment trovi un team dinamico e preparato in grado di offrirti soluzioni personalizzate e un servizio di grande esperienza e tempestività. Il focus dell’azienda è proprio il design personalizzato (custom design), che in questi anni ha permesso di sviluppare progetti su misura per diverse esigenze: in base alle caratteristiche qualitative del prodotto, ai tuoi spazi e alle tue possibilità.
Puoi rivolgerti ad Albaequipment anche per ricevere assistenza e ricambi per tutte le numerose macchine CIM e Teckno-matik ancora presenti nel mondo. Potete visionare maggiori dettagli su www.albaequipment.it e sul canale YouTube http://www. youtube.com/user/ALBAEQUIPMENT, dove potrete vedere anche il video di presentazione generale dell’azienda. E non perderti tutte le novità su Instagram, Facebook e LinkedIn

- Dough blocks preparing lines
- Multi-head laminating lines
- Ciabatta / bread lines
- Cracker / breadsticks lines
- Artisan and industrial pizza lines
- Custom design machines
- Gluten free lines
- Accessories for existing lines
Albaequipment’s strength is based on decades of experience at the service of its customers and other companies in the sector. It offers consulting, projects and technology to companies of global importance. You will find a dynamic and prepared team able to offer you customized solutions and a highly
experienced and prompt service. The company’s focus is on custom design, which in recent years has allowed it to develop tailor-made projects for different needs, based on the quality characteristics of the product, your spaces and your possibilities. You can also contact Albaequipment to receive assistance and spare parts for all the numerous CIM andTeckno-matik machines still present in the world. Youcanviewmoredetailson www.albaequipment. it and on YouTube channel http://www.youtube. com/user/ALBAEQUIPMENT, where you can also see the general presentation video of the company. And don’t miss all the news on Instagram, Facebook and LinkedIn




Europa: prodotti sempre più evoluti
Negli anni EUROPA ha consolidato la propria posizione nel mercato grazie a una costante gamma di prodotti sempre più evoluti
Da oltre 30 anni EUROPA vende forni professionali a un sempre più ampio numero di panifici, pasticcerie e pizzerie, hotel e catene di supermercati, esportando in più di 70 Paesi nel mondo.
Fondata nel 1990, il marchio EUROPA è diventato sinonimo di affidabilità e innovazione, specializzandosi nella produzione di forni commerciali e attrezzature per la panificazione, pasticceria e pizza.
L’azienda cresce e si espande in brevissimo tempo, portando l’attività sui principali mercati internazionali. Questo avviene grazie a un team dinamico caratterizzato da un approccio professionale e fresco. Il gruppo dirigente è sempre stato supportato da uno staff tecnico qualificato ed esperto, pronto a comprendere le esigenze del mercato e a soddisfare le esigenze dei clienti. Sperimentazione e ricerca, infatti, hanno sempre rappresentato lo scopo primario di questa azienda. Negli anni EUROPA ha consolidato la propria posizione nel mondo, grazie ad un costante rinnovamento della propria gamma con prodotti sempre più evoluti. Continua a crescere di anno in anno, consolidando la propria presenza sia in Italia che all’estero,potendo contare su un marchio forte,che significa qualità e modernità.
L’ampia gamma di prodotti offerti da EUROPA si divide in 2 principali linee di prodotto: la BLACK line e la GREEN line.
La BLACK line offre un ampio numero di forni e celle di lievitazione adatti a panificatori artigianali, produzioni industriali di panificazione/pasticceria/biscotteria e catene di supermercati. In questa linea puoi trovare: forni rotativi, forni elettrici a piani, forni a tubi di vapore, forni a piani a carico multiplo e celle di lievitazione. Una menzione speciale meritano i forni rotativi serie GALILEO. Negli anni questo forno è diventato ancora più completo, sofisticato e moderno. I suoi punti di forza sono le dimensioni compatte e la struttura solida, che uniscono design raffinato e funzionalità
GALILEO, infatti, è stato studiato per semplificare la pulizia e la manutenzione ordinaria. Inoltre, la camera di combustione migliorata, completamente rinnovata con tecnologie innovative, ha permesso di raggiungere un rendimento molto elevato, con tempi di recupero sorprendenti e consumi medi molto bassi.
Europa: increasingly advanced products
Over the years, EUROPA has cemented its market position thanks to a range of increasingly advanced products
For more than 30 years, EUROPA has been selling professional ovens to a large number of bakeries, pastry and pizza shops, hotels and supermarket chains, exporting to more than 70 Countries worldwide.
Established in 1990, the brand EUROPA has become synonymous with reliability and innovation, specializing in the production of commercial ovens and equipment for bread, pastry and pizza baking.
The company grew and expanded in a very short time, leading the business over the main international markets. This could happen thanks to a dynamic team, characterized by a professional and fresh approach. The management group has always been supported by a qualified and experienced technical staff, ready to understand market’s requirements and to meet customers’ needs. Experimentation and research, in fact, have always represented the primary purpose of this company.
Over the years, EUROPA has consolidated world-wide its own position, thanks to a constant renewal of its range with increasingly more advanced products. It continues to grow year by year, consolidating its presence both in Italy and abroad, relying on a strong mark, which means quality and modernity.
The wide range of products offered by EUROPA is divided in 2 main product lines: the BLACK line and the GREEN lne.
The BLACK line offers a large number of ovens and provers suitable for artisan bakers, industrial bakery/pastry/biscuits productions and supermarket chains. In this line, you can find rack ovens, electric deck ovens, steam tube deck ovens, multi-loading deck ovens and provers.
A special mention is needed for GALILEO rack ovens. Through the years, this oven has become even more complete, sophisticated and modern. Its strong points are COMPACT dimensions and solid structure, joining together refined design and functionality.GALILEO has been studied to simplify the cleaning and the ordinary maintenance. Besides, the improved combustion chamber, completely renewed with innovative technologies, has allowed to reach a very high efficiency, with surprising recovery times and very low average consumptions.


GALILEO new edition
Rotary rack ovens for bread and pastry products.
Designed both for craft and industrial bakeries specifically tested for heavy non stop baking cycles.








Soluzioni avanzate per panificazione e pasticceria
Le soluzioni Escher Mixers emergono come punto d’incontro tra eccellenza e industria della panificazione e dolciaria
Escher Mixers è specializzata nella produzione di macchine per l’impasto e la miscelazione, nei settori della panificazione e della pasticceria artigianale e industriale. Negli anni, ha maturato una conoscenza specifica che le ha permesso di sviluppare macchine e soluzioni per le necessità di una clientela variegata e per i diversi tipi di mercato.
Le macchine Escher Mixers sono notoriamente riconosciute per la loro robustezza, la loro longevità, l’accuratezza delle finiture e per la qualità dell’impasto che riescono ad ottenere. Macchinari per industria della panificazione Escher Mixers propone concetti di miscelazione a Spirale e Wendel. Entrambe le soluzioni possono essere con vasca rimovibile attraverso un sistema brevettato di bloccaggio e movimentazione del carrello MR-MW Line o con sistema di scarico inferiore MD-MDW Line con nastri trasportatori o sollevatori vasche in combinazione con sistemi automatici con movimentazione lineare e stoccaggio delle vasche di lievitazione su magazzini verticali o lineari,
sistemi di impasto automatici rotativi, sistemi di recupero sfridi, sistemi con tramoggia traslante e dispositivo a stella/ghigliottina/rulli e ghigliottina ed altre soluzioni personalizzate. Macchinari per industria dolciaria
La gamma di mescolatori planetari con doppio utensile per l’industria della pasticceria si caratterizza per la mancanza di sistemi di lubrificazione ad olio, migliorando il livello d’igiene e riducendo la manutenzione della macchina. Una vasta gamma di utensili intercambiabili è disponibile per i diversi usi ed impasti. Per le produzioni industriali, Escher Mixers ha ideato la Linea PM-D con movimento degli utensili indipendente, con velocità regolabili singolarmente e con possibilità di invertire il moto. Mentre la Linea PM-DB con la struttura a ponte permette l’inserimento automatico degli ingredienti, l’insufflazione d’aria per ridurre i tempi d’impasto e incrementare volume, la lavorazione dell’impasto con pressione negativa/positiva e la pulizia con sistema CIP di lavaggio. Diverse opzioni per lo scarico delle vasche sono disponibili.

Advanced solutions for bakery and pastry industry
Escher Mixers specializes in the production of mixing machinery for the bread and pastrymaking sectors. Over the years, Escher Mixers has gained specialized knowledge that has allowed this company to develop machines and solutions to meet the needs of a variety of clients and different types of markets.
Escher Mixers machines are renowned for their sturdiness, durability, accurate finishes, and for the quality of the dough they produce.
Bakery equipment
Escher Mixers proposes Spiral and Wendel mixing concepts. Both solutions can be with removable bowl through a patented® bowl locking and motion system

Escher Mixers solutions stand out as trait d’union between excellence and the bakery and pastry industry
MR-MW Line or bottom discharge system MDMDW Line with conveyors belts or bowl lifters which can be matched with automatic solutions with linear system and storage of the resting bowls in vertical or linear storages, rotating automatic systems-carousel, scraps recovery systems, transverse hopper systems and star-cutting/guillotine/roller with guillotine and other customized solutions.
Pastry equipment
The range of planetary mixers with double tool for the pastry industry is characterized by the lack of oil lubrication systems, improving hygiene and reducing machine maintenance. A wide range of interchangeable tools is available for different uses and doughs.
For industrial productions, Escher Mixers has developed the PM-D Line with independent tool movement, with individual speed regulation and the possibility to reverse the motion. While the PM-DB Line with the bridge structure allows automatic insertion of the ingredients, air insufflation to reduce mixing times and increase volume, dough processing with negative/positive pressure and cleaning through CIP washing system. Various bowl discharge options are available.

Avancini, Kemplex e La Pastaia
Tre nomi che rappresentano l’eccellenza del Made in Italy, che viene espressa in un’ampia gamma di impastatrici a spirale, planetarie, sfogliatrici e macchine per la pasta fresca, prodotte e distribuite da KMP

Avancini, Kemplex e La Pastaia rappresentano l’eccellenza del Made in Italy nella produzione di macchine per la ristorazione professionale: un’ampia gamma di impastatrici a spirale, planetarie, sfogliatrici e macchine per la pasta fresca, prodotte e distribuite da KMP, che rispondono al meglio alle esigenze di ristoranti,pizzerie,pasticcerie,panifici.

Il marchio Avancini opera dal 1963 nel settore delle macchine alimentari. Unisce l’attenzione per l’innovazione tecnologica, la qualità dei materiali e il gusto tutto italiano per il design, dando vita a un’ampia gamma di impastatrici, per soddisfare ogni esigenza nel settore della panificazione.
Tra le macchine a marchio Avancini, si distinguono le impastatrici a spirale MOMA e MIDI: sintesi di robustezza, estetica e silenziosità, garantiscono all’operatore massimo comfort e alte prestazioni, anche con impasti ad alta idratazione.
Kemplex è riconosciuta dal 1986 come marchio solido e affidabile per il settore pasticceria. Il suo marchio di fabbrica sono le sfogliatrici, ma la gamma comprende anche le mescolatrici planetarie: tutti prodotti caratterizzati da un ottimo rapporto qualità/ prezzo, costruiti con materiali scelti e frutto di una ricerca tecnologica che mette al centro efficacia e semplicità di utilizzo.
Affidabili, solide ed efficienti, le sfogliatrici Kemplex sono disegnate e progettate per garantire un uso estremamente facile e funzionale, nel pieno rispetto degli standard di sicurezza internazionali. Tutti i modelli rispondono perfettamente alle esigenze di ristoranti, hotel, pasticcerie e piccoli e medi panifici. La Pastaia è il brand specializzato nella produzione di macchine per la pasta fresca. Un’eccellenza tutta italiana, che porta tecnologia e affidabilità al servizio di ristorazione, gastronomia, laboratori artigianali e



comunità, valorizzando al meglio tutta la creatività, la tradizione ed il gusto che la pasta esprime.
Le macchine della lineaTR,con mescolatore e coclea di estrusione, sono disponibili con un’ampia gamma di accessori e, a seconda del modello, con possibilità di carrozzeria in acciaio inox, per una produzione oraria che va dai 2,5 kg dei modelli più piccoli fino agli 80 Kg dei più grandi.
Avancini, Kemplex and La Pastaia
Three brands that represent the excellence of Made in Italy, fully delivered in a complete range of spiral mixers, planetary mixers, sheeters and fresh pasta machines, produced and distributed by KMP
Avancini, Kemplex and La Pastaia are the excellences of Made in Italy in production of professional food machinery: a comprehensive range of spiral mixers,planetary mixers,sheeters and fresh pasta machines, produced and distributed by KMP, that fully meet the requirements of restaurants, pizzerias, pastry shops and bakeries.
Avancini has been in the food machine sector since 1963; it combines technological innovation, highquality material, and Italian design flair to create a wide range of mixing machines that meet the bakery sector’s any requirement.
MOMA and MIDI are two spiral mixers that emerge in Avancini product portfolio: synthesis of sturdiness, aesthetics, and noiselessness, they guarantee maximum comfort and high performances, also with high-hydration dough.
Kemplex has been highly renowned since 1986 as a sound and reliable brand for the pastry sector. Sheeters are its flagship product, but its range
also includes planetary mixers: all those products are characterized by excellent quality/price ratio, manufactured with selected materials and resulting from technological research that put efficaciousness and user-friendliness first.
Reliable, sturdy, and efficient, Kemplex sheeters are designed and produced to guarantee easy and functional use, fully complying international safety standards. All models fully meet the requirements of restaurants, hotels, pastry shops, and small and medium-sized bakeries.
La Pastaia is the brand specializing in fresh pasta making machines. An all-round Italian excellence that grants technology and reliability to restaurants, gastronomy, artisan pasta factories, and the community, enhancing pasta’s creativity, tradition and flavour.
TR machines, with mixers and extrusion screw, are available with an extensive range of equipment and, depending on the model, stainless steel structure, capacity from 2,5 Kg/h of the smallest to 80 kg/h of the biggest models.


“Buongiorno, sono Silvia Capua dalla NGI…”
Meet Silvia Capua from NGI…

“Il 1° febbraio 1997 Silvia, da poco arrivata in Danimarca, iniziava la sua fantastica carriera presso la NGI come dipendente nr 6. Nel 1997 la NGI aveva una gamma molto limitata di prodotti e nessun cliente in Italia.
Oggi, dopo 25 anni e con oltre 200 dipendenti e sedi in tutto il mondo, NGI è conosciuta ovunque. Con una vasta gamma di prodotti e concetti, vanta un parco clienti che comprende i maggiori produttori di macchine e impianti di processo.
Naturalmente Silvia è ancora nel nostro staff, all’interno del team italiano che si è ampliato nel corso degli anni.
Oggi come allora siamo qui, con grande impegno, per soddisfare sempre al massimo le esigenze di tutti voi.
Grazie Silvia e auguri per questo tuo traguardo”.
“On the 1st of February 1997, shortly after moving to Denmark, Silvia began her long career at NGI Hygienic Components. In 1997, NGI had a very limited range of products and no customers in Italy.
Today – after 25 years – NGI has made a name for itself and has over 200 employees in offices around the world.
With a wide and growing range of components NGI now has a customer base that includes the major manufactures of machines and process plants.
Of course, Silvia is still a part of NGI within the Italian sales team that has grown over the years.Today – as well as 25 years ago – we work with great commitment to ensure that we meet and exceed the needs of our customers.
We thank Silvia for her commitment and wish her congratulations on her 25 years work-anniversary.”


Leader mondiale della vibrazione
60 anni di crescita costante

World leader of vibration
60 years of constant growth
OLI has been a market leader in the sale of industrial vibrators for years.
In 2021 it celebrated 60 years of history and inaugurated the new headquarters in Medolla (province of Modena).
OLI can boast an extensive sales and customer service network: 25 commercial branches and 36 warehouses on 5 continents,supplied by 3 production plants, two of which in Italy (Medolla and Parma).
Originally born to produce vibrators intended for vibrating concrete, OLI has grown at a constant pace, becoming a world reference point in all sectors. The wide range of products, designed and certified to meet all market demands, combines competitiveness, reliability, and a globally certified quality management. With its technical expertise and valuable knowledge of the market,OLI is a credible partner when it comes
OLI, da anni leader di mercato nella vendita di vibratori industriali, nel 2021 ha festeggiato ben 60 anni di storia e ha inaugurato la nuova sede centrale a Medolla (provincia di Modena). OLI può vantare una capillare rete di vendita ed assistenza al cliente: 25 filiali commerciali e 36 magazzini nei 5 continenti, riforniti da ben 3 stabilimenti produttivi, due dei quali in Italia (Medolla e Parma).
Nata originariamente per la produzione di vibratori destinati alla vibrazione del calcestruzzo, OLI è cresciuta ad un ritmo costante, fino a diventare un punto di riferimento mondiale in tutti i settori. L’ampia offerta di prodotti, progettati e certificati per rispondere a tutte le richieste di mercato, combina competitività, affidabilità ed una gestione della qualità certificata a livello globale.
Con la sua competenza tecnica e la preziosa conoscenza del mercato, OLI è un partner credibile, quando si tratta di trovare la soluzione più adatta alle esigenze e necessità di ogni singolo cliente.
A riprova della continua crescita, negli ultimi anni OLI ha implementato, completandola, la gamma di vibratori, progettati specificatamente per le semolatrici e per il settore alimentare. Gli MVE Milling e gli MVE Stainless Steel hanno subito convinto i mercati, che anno dopo anno hanno incrementano le richieste.
Anche nel settore packaging, OLI conferma di essere un partner strategico grazie alla molteplicità di soluzioni offerte, che vanno da vibratori elettrici anche di piccola taglia, vibratori pneumatici,martellatori,passando per sistemi di fluidificazione“metal detectable”,utilizzati per scongiurare eventuali contaminazioni delle polveri alimentari. Non finisce qui,i clienti che si rivolgono a OLI possono contare su un unico partner per la fornitura di:
•Vibratori industriali:motovibratori elettrici per apparecchiature e macchine vibranti;
• Agevolatori di flusso: gamma completa di vibratori elettrici e pneumatici per risolvere qualsiasi problema di scorrevolezza;
• Consolidamento del calcestruzzo: sistemi completi per la vibrazione del calcestruzzo;
• Elementi elastici.
Per conoscere di più sul mondo di prodotti offerti da OLI visita il sito www.olivibra. com, oppure visita OLI a IPACK-IMA, dal 3 al 6 maggio alla Fiera di Milano.
to finding the solution that best suits the needs and of each individual customer.
As proof of its continuous growth, in recent years OLI has implemented and completed the range of vibrators, designed specifically for purifiers and for the food sector. MVE Milling and MVE Stainless Steel immediately convinced the markets, which year after year have increased requests.
Even in the packaging sector, OLI confirms to be a strategic partner thanks to the multiplicity of solutions offered, ranging from electric vibrators, even small ones, pneumatic vibrators, hammers, passing through “metal detector” fluidification systems, used to avoid any contamination of the food powders. That’s not all, customers who turn to OLI can count on a single partner for the supply of:
• Industrial vibrators: electric vibrators for vibrating equipment and machines;
• Flow facilitators: complete range of electric and pneumaticvibratorstosolveanyproblemofsmoothness;
• Concrete consolidation: complete systems for concrete vibration;
• Elastic elements.
To find out more about the world of products offered by OLI, visit the website www.olivibra.com, or come and visit OLI at IPACK-IMA,from 3 to 6 May at the Milan Fair.


Dai momenti difficili la forza per ricercare nuove opportunità
La riflessione ispirata dai periodi di difficoltà ha portato ad apprezzare maggiormente la qualità dei materiali e la durata dei manufatti: due punti che la BRUNO WOLHFARTH ha sempre considerato essenziali

La BRUNO WOLHFARTH opera sul mercato italiano da 60 anni ed ha quindi attraversato varie crisi economiche e sociali del Paese, accettando sempre la sfida per uscirne con rinnovato entusiasmo. È stato così anche per questi ultimi due anni,che hanno messo alla prova la nostra resilienza. Per la BRUNO WOLHFARTH in particolare hanno segnato il ricambio generazionale nella gestione familiare: al fondatore Bruno Wolhfarth sono succeduti la figlia Rossella e il nipote Marco. Anche nel reparto produzione i tempi erano maturi per l’inserimento di giovani risorse e l’acquisto di nuovi macchinari di ultima generazione 4.0. Tutto questo ha permesso la realizzazione di un nuovo prodotto: la serie HRS, la punta di diamante BRUNO WOLHFARTH nel campo delle elettropompe sanitarie destinate ai settori alimentare e farmaceutico.
A volte un evento negativo sprona ad accelerare un cambiamento: per ovviare al rincaro dell’energia elettrica BRUNO WOLHFARTH sta potenziando l’impianto fotovoltaico che ora fornisce solo una parte dell’energia utilizzata nel suo stabilimento. In questo modo l’aumento dei costi energetici non si ripercuoterà sui prezzi dei prodotti, a scapito della concorrenzialità, soprattutto per il mercato estero.
I filtri e le pompe WOLHFARTH sono interamente costruiti in acciaio inoxAISI 316L,che viene acquistato in barre e lavorato nello stabilimento di Sordio. Per soddisfare gli alti standard richiesti per la finitura delle superfici a contatto del prodotto nei settori alimentare e farmaceutico,viene usato solo acciaio di alta qualità, certificato e proveniente da acciaierie europee.
L’approvvigionamento dell’acciaio è in questo momento l’aspetto che richiede maggior attenzione per l’aumento dei prezzi e il prolungarsi dei tempi di consegna.
D’altra parte, la riflessione ispirata dai periodi di difficoltà e di chiusura durante la pandemia ha portato ad apprezzare maggiormente la qualità dei materiali e la durata dei manufatti: due punti che la BRUNO WOLHFARTH ha sempre considerato essenziali e sui quali ha costruito il suo successo.
From challenging times we gather the strength to pursue new opportunities
The lessons learnt during times of difficulty led us to appreciate even more the quality of the materials and the duration of products: two points that BRUNO WOLHFARTH has always considered essential

BRUNO WOLHFARTH has been working on the Italian market for 60 years and has therefore been through the country’s numerous economic and social crises, always facing the challenge and coming out with renewed enthusiasm. This is also how it has been for the last two years, that have put our resilience to the test BRUNO WOLHFARTH was particularly affected by the generational change-over of the family concern: founder Bruno Wolhfarth was succeeded by his daughter Rossella and grandson Marco. The time was also ripe in the production department, for the recruitment of young resources and the purchase of new latest 4.0 generation machinery. All of this allowed the creation of a new product: the HRS series, BRUNO WOLHFARTH’s flagship in the field of sanitary pumps intended for the food and pharmaceutical sectors.
Sometimes a negative event can swiftly bring about a change: to compensate for the increase in the cost of power BRUNO WOLHFARTH is boosting its photovoltaic system which currently only provides part of the energy used at the facility.Accordingly, the rise in energy costs will not affect product prices, which will remain competitive,especially on foreign markets. WOLHFARTH filters and pumps are made entirely out of AISI 316L stainless steel, which is purchased in bars and machined at the Sordio facility. To fulfil the high standards required for the finish of the surface in contact with the product in food and pharmaceutical sectors, only high quality certified steel from European steel mills is used. The procurement of steel is currently the aspect that requires the greatest amount of our attention due to the rising prices and longer delivery times.
On the other hand, the lessons learned during times of difficulty and closure during the pandemic led us to appreciate even more the quality of the materials and the duration of products: two points that BRUNO WOLHFARTH has always considered essential and on which it has built its success.

Solida esperienza e crescita costante
Le macchine Apinox sono il frutto di anni di esperienza sia nelle tecniche di impasto che nel livello di tecnologia adottata

Apinox offre una lunga esperienza nella progettazione e produzione di macchine impastatrici. Apinox è nata infatti nel 1981 da un piccolo gruppo di persone che avevano in comune tanta voglia di fare e un enorme bagaglio di esperienza sulle spalle, frutto di studio ma soprattutto di una dura pratica. Negli anni Apinox è cresciuta in modo continuo e costante, non dimenticando di investire, anno dopo anno, in nuove tecnologie che consentissero di ottenere un organico flessibile. Ad oggi, Apinox conta un organico di 50 persone suddivise tra produzione, magazzino, ufficio tecnico e progettazione, controllo qualità, amministrazione ed ufficio commerciale.
Apinox è uno dei più importanti produttori a livello mondiale di macchine impastatrici per l’industria dei prodotti da forno, per l’industria dolciaria, chimica e farmaceutica. L’azienda fornisce una vasta gamma di impastatrici per biscotti, cracker, snack, chewing gum, bubble gum, gomma base, caramelle mou, dadi per brodo, prodotti farmaceutici, sigillanti butilici, mastici, stucchi, colle, colori e pigmenti, lubrificanti speciali. I modelli di Apinox sono il frutto di anni di esperienza sia nelle tecniche di impasto che nel livello di tecno-


logia adottata. Le impastatrici Apinox sono dotate di sistemi di sicurezza a garanzia dell’incolumità degli addetti e rispondono alle normative in vigore.Tutte le macchine impastatrici Apinox sono certificate CE e su richiesta ATEX, UL, CSA e HAZLOC.

Sound experience and constant growth
Apinox mixers are the result of years of experience both in the mixing techniques and in the level of technology used
Apinox offers a long experience in the design and production of mixers.Apinox was founded in 1981 by a small group of people who shared a great desire to work hard and a huge wealth of experience, which was the result of studies but above all of hard work. Over the years, Apinox has grown continuously and constantly, not forgetting to invest, year after year, in new technologies that allowed the company to obtain a flexible staff. To date, Apinox has a staff of 50 people divided between Production Dept., Warehouse, Technical and Design Dept., Quality Control, Administration and Commercial Dept.
Apinox is one of the most important manufacturers worldwide of mixers for the bakery, confectionery, chemical and pharmaceutical industries. The company supplies a wide range of mixers for biscuits, crackers, snacks, chewing gum, bubble gum, gum base, toffee, broth cubes, pharmaceutical products, butyl sealants, mastics, putties, glues, colours and pigments, special lubricants. Apinox mixers are the result of years of experience both in the mixing techniques and in the level of technology used. Apinox mixers are equipped with safety systems that guarantee the safety of the operators and comply with the regulations in force. All Apinox mixers are EC certified and upon request also ATEX, UL, CSA and HAZLOC certified.



Il massimo livello di sicurezza alimentare
HPP ITALIA è oggi il più grande
Tooling Center d’Europa nel trattamento ad alte pressioni degli alimenti
HPP ITALIA Srl è la prima azienda italiana che ha creduto e investito nella tecnologia delle alte pressioni e ad offrirla come servizio conto terzi. Installato il primo impianto in Italia nel 2014 ne propone oggi un secondo con conseguente potenziamento della capacità produttiva. L’azienda diventa così il più grande Tooling Center d’Europa nel trattamento ad alte pressioni degli alimenti.
HPP ITALIA nasce dall’idea di collaborare con produttori di alimenti delle più diverse categorie per offrire il servizio di trattamento ad alta pressione e soprattutto per guidarli durante l’intero processo di applicazione
dell’HPP ai loro prodotti, a partire dalla fase di valutazione fino all’inserimento del trattamento come parte integrante e valore aggiunto del processo produttivo. L’obbiettivo principale di HPP ITALIA è di attuare un piano d’implementazione dell’HPP per i prodotti agroalimentari nel modo più efficace e snello possibile Infatti, si occupa di tutti gli accorgimenti di carattere tecnico, scientifico e di personalizzazione dell’applicazione del processo ai prodotti nel mondo Food & Beverage per poter garantire il massimo livello di sicurezza alimentare e mantenere invariate le caratteristiche nutritive ed organolettiche dei prodotti trattati. HPP ITALIA s.r.l. è dotata di tutte le certificazioni di qualità ed abilitazione per l’export (USA, Canada, Giappone, ...).
Scegli HPP ITALIA
Il partner affidabile in grado di fornire l’innovativo trattamento iperbarico HPP per i prodotti deperibili HPP ITALIA garantisce:
• Brand protection
• Sicurezza h24
• Export no limits
HPP ITALIA tratta i prodotti a pressioni idrostatiche elevatissime (migliaia di atmosfere) inducendo così l’inattivazione batterica: un innovativo processo a freddo grazie al quale gli alimenti, stabilizzati e sicuri, mantengono intatti i preziosi elementi nutritivi ed organolettici.
Con la tecnologia HPP (High Pressure Processing) i vostri prodotti possono aumentare la loro shelf-life in tutta sicurezza.
HPP ITALIA è stata la prima in Italia ad offrire il trattamento ad alta pressione conto terzi e ne garantisce la massima riservatezza.
Scoprite le potenzialità straordinarie di HPP (High Pressure Processing) prenotando i vostri test gratuiti su hppitalia.it
Per maggiori info: www.hppitalia.it
The highest food safety level
HPP ITALIA is today the biggest European centre for food product treatment with high-pressure technology
HPP ITALIA has been the first company to believe and invest in this high-pressure technology and to offer it as a third-party process.The first plant was installed in Italy in 2014, today there is a second one with consequent expansion of production capacity. The company thus becomes the biggest European centre for the treatment of food products with the high-pressure technology.

HPPITALIAwasbornfromtheideaofcollaboratingwith food manufacturers of the most different categories to offer the high-pressure treatment service and above all to guide them during the entire process of applying HPP to their products,from the evaluation phase to the inclusion of treatment as an integral part and added value of the production process. The main goal of HPP ITALIA is to carry out a plan of implementation of HPP for agri-food products in the most effective and streamlined way possible. In fact, HPP ITALIA deals with all technical, scientific and customization tricks of the application of the process to products in the food and beverage sector in order to guarantee the highest food safety level and keeping unaltered all the nutritional and organoleptic values.
HPP has achieved all the certifications necessary to export its products all over the world including the USA, Canada & Japan.
Choose HPP ITALIA
The reliable partner that can provide the innovative HPP hyperbaric treatment for perishable food products.
HPP ITALIA guarantees:
• Brand protection
• Security h24
• No export limitations
HPP ITALIA treats products at very high hydrostatic pressures (thousands of atmospheres) thus inducing bacterial inactivation: an innovative cold process thanks to which the stabilized and safe food keeps intact the precious nutritional and organoleptic elements.
Thanks to the HPP Technology the shelf-life of your food products will increase safely.
HPP ITALIA was the first in Italy to offer the highpressure treatment for third parties and guarantee maximum confidentiality.
Discover the extraordinary potential of HPP (High Pressure Processing) booking your test on hppitalia.it
For more info: www.hppitalia.it

Tank Clean: il software di simulazione della procedura di spruzzatura
Spesso la scelta della soluzione di pulizia di un serbatoio più corretta e sostenibile può rivelarsi un problema di non facile risoluzione. Il software di simulazione Tank Clean di Lechler imita realisticamente il processo di pulizia, mostrando come funzionano i singoli ugelli e creando una rappresentazione visiva della procedura di spruzzatura
Come trovare il miglior ugello spruzzatore per lo specificolavorodipuliziarichiesto?Sipuòsempre operare per tentativi oppure evitare il problema utilizzando strumenti di simulazione all’avanguardia. È la disposizione ottimale degli ugelli all’interno del serbatoio che pone le basi per un risultato affidabile nella sua pulizia.
Esiste a portata di click un nuovo software di simulazione che può essere di grande aiuto per selezionare il sistema di ugelli più adatto per ottenere il grado di pulizia voluto. Questo strumento, inoltre, identifica i potenziali punti deboli durante la fase di sviluppo e valuta quali sono le variabili in gioco per l’ottimizzazione dei sistemi esistenti, evitando così errori di pianificazione, riduzione dei tempi di inattività e garantendo maggiore efficienza del processo. Ottimizzare i processi di pulizia
Ormai i processi di pulizia funzionano generalmente in modo automatico. Per garantire risultati affidabili di altissima qualità rispettando i requisiti di efficienza ed ecologia, le soluzioni di lavaggio devono essere adattate in modo preciso al compito in questione. Ed è chiaro che le testine statiche non possono essere considerate come l’unica soluzione possibile. Il software di simulazione TankClean di Lechler imita realisticamente il processo di pulizia, mostrando come funzionano i singoli ugelli e creando una rappresentazione visiva della procedura di spruzzatura. Il software illustra come e con quale grado di copertura il liquido detergente incide sul serbatoio, rivelando così eventuali aree problematiche o zone d’ombra. Lechler utilizza il proprio software, che non è in vendita, come strumento per fornire consigli e visualizzazioni: produttori e utenti finali possono confrontare a video diverse testine rotanti e sono in grado di
utilizzare i risultati per identificare quale sistema fornisce il miglior risultato di pulizia, rendendo la scelta del sistema di ugelli ottimale.
TankClean è uno strumento estremamente utile quando si tratta di offrire consigli: Lechler è in grado di dimostrare in modo convincente ai suoi clienti come ottenere risultati di pulizia migliori con la giusta tecnologia degli ugelli e piccole modifiche al serbatoio, oltre a evitare errori e risparmiare denaro. Uno strumento versatile per la pulizia dei serbatoi
Come software di simulazione e supporto TankClean fornisce assistenza per l’intero ciclo di vita dell’impianto e oltre. È vantaggioso avere a bordo gli specialisti degli ugelli di Lechler nella fase di pianifi-
Tank Clean: simulation software that replicates spraying procedure
Choosing the best and most sustainable tank cleaning solution may be a problem. Lechler simulation software Tank Clean realistically reproduces the cleaning process, showing how single nozzles work and replicating spraying procedure
How can we find the best spraying nozzle for the required cleaning task? We can make attempts or avoid the problem and use advanced simulation equipment. It is the optimal position of the built-in nozzles that lays sound bases for a reliable cleaning result.
A new simulation software can greatly help in selecting the most suitable nozzle system to achieve the required cleaning level. In addition

cazione. In questa fase, i fattori rilevanti relativi alla tecnologia degli ugelli possono essere coordinati strettamente con altri interessi.
La geometria del serbatoio e i dettagli di progettazione come la disposizione dei collegamenti del serbatoio, delle flange e degli agitatori sono relativamente semplici da modificare al fine di ottenere risultati di pulizia efficienti.
• Necessario tener conto del processo di pulizia quando si progetta un serbatoio
• Nella simulazione di un processo di pulizia di un serbatoio si considera la presenza di agitatori, pale e altri componenti interni presenti
• La simulazione mostra il potenziale degli elementi dinamici rotanti con ugelli ad hoc.
to this, this instrument also detects potential week points during the development phase and evaluates any variable as to optimize the existing cleaning systems, thus avoiding any mistake in planning, and reducing downtimes and granting higher process efficiency.
Cleaning process optimization
Today, cleaning processes are mostly automatic; to guarantee reliable high-quality results while respecting efficiency and environment-friendliness requirements, washing solutions need adapting accurately to their task. It is clear that static heads cannot be the only possible solution.
Lechler simulation software TankClan faithfully reproduces the cleaning process,showing how single nozzles work and replicating spraying procedure.The software shows how and with which coverage level the detergent affects the tank, thus detecting harsh areas and dead zones.
Lechler uses its own software, which is not for sale, as an instrument to provide advice and visuals: producers and end users can compare on screen the various rotary heads and then select the system that guarantees the best cleaning, thus making nozzle selection optimal.
TankClean is highly useful when it comes to advising: Lechler can prove its customers how it is possible to get the best cleaning result with the right nozzle technology and small changes to the tank, as to avoid mistake and to save money.
A versatile instrument for tank cleaning
As simulation and support software, TankClean provides assistance during the plant’s entire lifecycle and beyond. Lechler nozzle specialists are highly helpful during the planning, when any nozzle technology related factor can be closely coordinated with other interests.
Tank geometry and design details such as tank connection, flange and agitator layouts, are pretty simple to modify to get higher cleaning.
1. when we design a tank, we need to take into great consideration the cleaning process
2. In tank cleaning process simulation, agitators, blade and other components need to be taken into consideration
3. The simulation shows the potential of the dynamic rotary elements with tailored nozzles.








TESTINE DI LAVAGGIO A ROTAZIONE LIBERA
SERIE “Spinner 2”
• Design igienicamente migliorato per una pulizia a 360°
• Finitura superficiale elettrolucida Ra < 0,4 μm
• Distribuzione uniforme e moderata forza d’impatto
• Interamente in 316L, resistente fino a 250°C in operatività
• Utilizzabile con vapore (SIP)

Function video
Scan the QR Code or go to: https://www.lechler.com/mediateca


Nastri trasportatori a spirale: ingegno e soluzione
Le tecnologie di processo Sarp – surgelazione, raffreddamento, pastorizzazione e lievitazione – sono pensate e raccomandate per prodotti da forno, prodotti alimentari e prodotti non alimentari
Le tecnologie di processo Sarp sono pensate per lavorare sul processo termico dei prodotti. Attraverso sistemi a spirale (torre o anaconda) o con sistemi a tunnel orizzontale Sarp può soddisfare diverse esigenze sui processi alimentari tra cui surgelazione, raffreddamento, pastorizzazione o lievitazione di differenti tipologie di prodotti. Non ultimi, Sarp sviluppa cuocitori e pastorizzatori orizzontali che riguardano particolari tipologie di trattamento, creati e studiati soprattutto nel settore pasta, ma che ben possono adattarsi ad altri settori alimentari.
Le tecnologie di processo Sarp sono pensate per migliorare e ottimizzare le produzioni nuove ed esistenti, per minimizzare l’impatto di ingombro nello spazio di produzione, sviluppando dove possibile in verticale il trasporto dei prodotti. Ogni materiale impiegato è adatto al contatto con gli alimenti e deriva da primarie aziende europee, che ne garantiscono la validità. Solitamente questo tipo di impianti

sono pensati per accogliere il prodotto dopo la prima fase di produzione o trattamento (per esempio all’uscita del forno per il raffreddamento dopo la cottura oppure per la surgelazione dopo la formatura). Ogni sistema può essere implementato e ottimizzato con il posizionamento di più macchine a monte, a valle o nella medesima posizione, per completare e garantire il processo termico desiderato. È inoltre possibile prevedere la combinazione di due processi diversi nella stessa macchina in modo da ottimizzare il processo di produzione. SARP customizza gli impianti, ogni macchinario è personalizzabile nella forma (ovale, tonda, a otto, ...) e nelle finalità, per adattarlo alle tue esigenze di produzione. Con la ripresa dei diversi eventi in persona, Sarp sarà presente presso diverse fiere con una propria area espositiva. Esempi di varie applicazioni e di varie tipologie meccaniche saranno disponibili in fiera per facilitare la comprensione dei sistemi Sarp di trattamento termico dei prodotti alimentari.
I nastri trasportatori a spirale in particolare e i tunnel possono essere integrati in ogni linea di produzione garantendo l’ottimizzazione di ogni soluzione, seguendo un progetto su misura per il cliente.
Spirale a traino orizzontale, verticale a tamburo, tunnel orizzontali con varie lunghezze e con diverso numero di piani, impiantistica completa, gestione dei flussi d’aria, del vapore, sistemi di lavaggio, celle a tenuta stagna, movimentazione e trasporto, questi e molti altri potranno essere gli elementi che lo staff
Sarp avrà il piacere di illustrare.
Sarp parteciperà alle seguenti fiere:
• SIGEP di Rimini, 12-16 marzo, Pad.D7 - Stand 002
• Anuga FoodTec di Colonia, 26-29 aprile, Pad. 10.1s - Stand D019
• IPACK-IMA di Milano, 3-6 maggio, Pad. 3 - Stand C95
• SIAL Montreal, Canada, 20-22 aprile - Stand 1315
• Foteg Istanbul Fair, giugno 10-12
Spiral conveyor belts: Wit and solution
Sarp process technologies – freezing, cooling, pasteurization, and proofing – are designed and recommended for bakery products, food products and non-food products
Sarp process technologies are designed to work on the thermal process of products. Through spiral systems (tower or anaconda) or with horizontal tunnel systems, Sarp can meet different needs on food processes including freezing, cooling, pasteurization or leavening of different types of products. Last but not least, Sarp develops horizontal cookers and pasteurizers for particular types of treatments, created and studied mainly for the pasta sector, they are also suitable for other different food sectors.
Sarp process technologies are designed to improve and optimize new and existing productions, to minimize the footprint in the production space, developing the transport of products vertically where possible. Each material used is suitable for the food contact and comes from leading European companies, which guarantee their supplies.
Usually, these systems are designed to receive the product after the first stage of production or treatment (for example for cooling at the exit of the oven or for freezing after forming). Each system can be implemented and optimized with the positioning of several machines upstream, downstream or in the same position, to complete and ensure the desired thermal process.
It is also possible to provide for the combination of two different processes in the same machine in order to optimize the production process.
All Sarp systems are tailor-made, each machine can be customized in shape (oval, round, eight, ...) and in the purposes, to adapt it to your production needs.
With the resumption of the various events in person, Sarp will be present at various fairs with its own exhibition area.
Examples of various applications and various mechanical types will be available at the shows to facilitate the understanding of Sarp heat treatment systems for

food products. In particular, spiral belt conveyors and tunnels can be integrated into each production line ensuring the optimization of each solution, following a tailored project to the customer.
Spiral with horizontal drive, vertical drum, horizontal tunnels with various lengths and with different number of layers, complete systems, management of air flows, steam, washing systems, watertight rooms, handling and transport, these and many others may be the elements that our staff will have the pleasure of illustrating. Sarp will take part in the following trade fairs:
• SIGEP in Rimini, 12-16 March, Hall D7 - Stand 002
• Anuga FoodTec in Cologne, 26-29 April, Hall. 10.1s - Stand D019
• IPACK-IMA in Milan, 3-6 May, Hall. 3 - Stand C95
• SIAL Montreal, Canada, 20-22 April- Stand 1315
• Foteg Istanbul Fair, June 10-12
Spirale di trattamento termico Heattreatmentspiral
Tunnel di pastorizzazione Pasteurizingtunnel

Una gamma in evoluzione costante
Oggi Z.matik ha reso disponibile un nuovo optional, il rilevatore di spessore che permette di calibrare l’abbassamento dei cilindri calibratori per controllare esattamente lo spessore della pasta
L’azienda Z.matik vanta un’esperienza quarantennale nella produzione di macchine per panifici e pasticcerie, in particolare di sfogliatrici manuali, gruppi per croissant, tavoli da lavoro, planetarie, impastatrici e rulli di taglio in acciaio Aisi 304.
Grazie alla scelta dei materiali più appropriati Z.matik garantisce robustezza e semplicità d’uso in ogni tipo di macchina. La funzionalità, la robustezza, la semplicità d’uso sono elementi essenziali delle macchine Sfogliatrici Z.matik, la cui versatilità permette l’im-

SF 600LT - I
Sfogliatrice inox con stazione di taglio
600x1400mm
An ever-evolving range
Today, Z.matik also offers the new thickness detector, the new optional that enables regulating the lowering of the calibration cylinders to accurately measure dough thickness
The company Z.matik boasts forty-year experience in the production of machinery for the bakery and pastry sectors, in particular of manual pastry machines, croissant pastry machines, working tables,planetary machines,mixing machines and cutting rolls, in stainless steel Aisi 304. Owing to accurate material selection, Z.matik guarantees sturdiness and user friendliness in every kind of machine it produces.
piego in piccoli e medi laboratori. I materiali impiegati e la minima manutenzione necessaria per un buon risultato fanno della sfogliatrice Z.matik un valido ed economico collaboratore.
L’azienda ha reso disponibile un nuovo optional, il rilevatore di spessore, che permette di calibrare l’abbassamento dei cilindri calibratori per controllare esattamente lo spessore della pasta.
A completare la gamma di sfogliatrici troviamo la sfogliatrice automatica disponibile in tre versioni: SF6514A (650x1400 mm), SF6516A (650x1600 mm), SF6520A (650x2000 mm).
D’altro canto l’avvolgitrice AVV.200 è stata progettata per poter essere affiancata a sfogliatrici, tavoli da lavoro e macchine per croissant per facilitare il lavoro di arrotolamento di croissant vuoti.
La planetaria Zeus è una macchina mescolatrice costruita interamente in metallo verniciato. Utensili e griglia sono in acciaio inox AISI 304, adatto al contatto alimentare. Solida e poco rumorosa è adatta ai piccoli e medi laboratori per la produzione di paste e creme di svariate tipologie, dolci o salate. La macchina è adatta all’emulsione, montatura, impasto e mescolazione. La capacità della vasca è di 40, 60 oppure 80 litri. Ogni modello è disponibile in due varianti: 3 velocità o con inverter.
Z.matik è certificata secondo il sistema di qualità TÜV SÜD - ISO 9001.

Functionality, sturdiness and user-friendliness are essential elements in Z.matik sheeters, whose versatility makes them suitable for small- and medium-sized bakery and pastry shops. Materials used and minimum maintenance necessary for good results make Z.matik sheeter a sound and inexpensive collaborator.
The company offers today the new thickness detector, the new optional that enables regulating
the lowering of the calibrating cylinders to accurately measure dough thickness.
The automatic sheeter that completes the range of sheeters is now available in three versions, such as: SF6514A (650x1400 mm), SF6516A (650x1600 mm) and SF6520A (650x2000 mm).
On the other hand, the curling unit AVV.200 has been designed to operate with sheeters, benches and croissant processing units as to make the curling of empty croissants easier.
SF 1000L
Sfogliatrice 1000x1400mm
Zeus is a planetary mixer completely made of paint metal. Tools and grid are in stainless steel AISI 304, suitable for food contact. Solid and little noisy is suitable for small and medium-sized laboratories for the production of doughs and creams of various types, sweet or savoury. The machine is suitable emulsion, beating, kneading and mixing. The capacity of the tank is 40, 60 or 80 litres. Each model is available in two variants: 3-speeds or inverter.
Z.matik is TÜV SÜD - ISO 9001 certified.

Caratteristiche vincenti
Con 60 anni di esperienza Zanin f.lli può garantire macchine di alta qualità, all’avanguardia e personalizzate
Zanin f.lli Srl, eccellenza italiana sinonimo di qualità, avanguardia, ricerca e personalizzazione, è specializzata in malterie per cereali, silos di miscelazione farine, pulitori a setacci INOX a doppia aspirazione per uso alimentare, sistemi di filtraggio dell’aria, Dust Stop - la tramoggia brevettata Zanin per carico prodotto senza dispersione di polvere, come anche pulitori a tamburo, pulitori a setacci a doppia aspirazione per cereali, linee di selezione, essiccatoi e sistemi di refrigerazione.
Nel campo industriale Zanin f.lli è specializzata in movimentazione e stoccaggio di fertilizzanti, progetta e produce Coating Drums, è esperta nella pulitura e trasporto durante le fasi di sbarco ferroviario e sbarco da nave, progetta e produce tramogge portuali, trasportatori a nastro, a catena e grandi elevatori a tazze. Fondata nel 1956 e da allora sempre attenta alle richieste del mercato, Zanin F.lli è pronta ad offrire la migliore consulenza per identificare le giuste soluzioni.
Malteria
L’arte della maltazione non è più dei grandi produttori industriali, infatti da oggi grazie a Zanin f.lli srl è possibile produrre eccellenze in lotti da minimo 500 kg. 60 anni di esperienza nell’essiccazione e nella movimentazione dell’aria soddisfano l’esigenza di produrre grandi varietà di malti e ottenere così farine speciali, nuove basi per prodotti da forno, preparati per intolleranti nonché i malti per birrifici o distillatori.
Winning features
With 60 years’ experience, Zanin f.lli can guarantee top-quality, state-ofthe-art and customized machines
Zanin Flli Srl, Italian excellence synonymous with quality,avantgarde,researchandpersonalization, specializing in cereal malthouses, flour mixing silos, double-aspiration, stainless steel sieve cleaners for food use, air filtering systems, Dust Stop – Zanin patented hopper for product loading with no powder dispersion, as well as drum cleaners, cereal doubleaspiration sieve cleaners, sorting lines, dryers and refrigeration systems.



Nell’ambito delle farine, Zanin f.lli srl ha messo a punto un sistema che riceve, pesa e miscela omogeneamente le differenti farine per permettere agli utilizzatori di garantire prodotti sempre migliori e ricette personalizzabili. Con un processo produttivo certificato ISO 9001 TÜV SÜD, Zanin f.lli fornisce macchine e impianti di qualità, ideati con i migliori

In the industrial sector, Zanin f.lli specializes in fertilizer handling and storage, Coating Drums design and production, cleaning and transport in rail and ship unloading,port hopper design and production,belt and chain conveyors, and big bucket elevators.
Established in 1956 and always attentive to market demand, Zanin f.lli provides its best advice to find the right solutions.
Malting
Malting work is no longer privilege of big-size industrial producers;infact,thankstoZaninf.lli,todayitispossible to produce excellence in batches of 500 kg max. 60-year experience in drying and air handling meets the requirement of producing large variety of malt and producing special flour, new bases for bakery products, mixes for intolerant people, and malts for breweries and distillers.
As far as flour is concerned, Zanin f.lli has developed a system that receives, weighs and homogeneously

programmi di grafica 3D, creati, testati e prodotti nelle loro officine.
Zanin f.lli srl è anche qualità dell’ambiente, le macchine sono studiate per ridurre i consumi elettrici, ridurre i consumi dei combustibili ed eliminare le impurità nell’aria.
Dust Stop è il fiore all’occhiello di questa visione del mondo più ecosostenibile, un sistema brevettato che non disperde polvere nell’ambiente durante le delicate fasi di scarico del prodotto.
- Settore food
Impianti di malterie dei cereali - Impianti di trattamento, miscelazione e pesatura farine - Macchine
INOX per trattamento dei prodotti a uso umano
- Settore Agro-Industriale
Pulitura – Essiccazione – MeccanizzazioneStoccaggio e ventilazione - Soluzioni personalizzate
- Accessori e componenti - Soluzioni chiavi in mano
- Settore Industriale
Impianti di trattamento fertilizzanti, cereali e minerali
- Logistica e trasporto intermodale per strutture portuali, ferroviarie - Impianti personalizzati per scarico di navi e treni - Elevatori a tazze, con portate fino a 650 t/h - Trasportatori a nastro e catena, con portate fino a 1000 t/h - Tramogge semoventi autofiltranti - Drum Coating - Prepulitura per sbarco da nave, da 1000 t/h - Impianto di ricezione con carico rapido e trasportatore per invio a magazzino.
mixes the various types of flour as to enable users to always grant far better products and customizable recipes. Thanks to an ISO 9001 TÜV SÜD certified production process, Zanin f.lli supplies quality machines and plants designed by means of the best 3D graphic programmes, created, tested and produced in its warehouses.
Zanin f.lli is also environmentally friendly and its machines are studied to reduce energy and fuel consumption, and to eliminate air impurity.
Dust Stop is flagship of the company’s vision of an eco-friendlier world, a patented system that does not disperse powder in the environment during any product unloading operation.
- Food sector
Cereal malting systems – Flour treating, mixing and weighing systems – Stainless steel machines for product treatment for human use
- Agro-industrial sector
Cleaning – Dying – Mechanization – Storage and ventilation – Customized solutions – Accessories and components – Turnkey solutions
- Industrial sector
Fertilizer, cereal and mineral treatment systems –Logistics and intermodal transport for port and rain structures – Personalized plants for ship and train unloading – Bucket elevators,with capacity up to 650 t/h – Belt and chain conveyors, with capacity up to 1000 t/h – Self-propelled and self-filtering hoppers
– Drum Coating – Pre-cleaning for ship unloading, from 1000 t/h – Receiving system with fast loading, and conveyor for transport to the warehouse.

Oltre 20 anni di timer e termoregolatori Sitec
I timer e termoregolatori Sitec sono la soluzione professionale alle esigenze dei professionisti dei settori panificazione e dolciario, perché possono essere utilizzati anche in ambienti particolarmente difficili
Da oltre 20 anni Sitec rappresenta il partner ideale per l’offerta di timer e termoregolatori professionali destinati al settore panificazione e pasticceria.
Maneggevoli (grazie alla ghiera grande ed ergonomica dal design rinnovato), pratici ed estremamente facili da utilizzare, i timer e termoregolatori Sitec per forni e impastatrici sono la soluzione professionale alle esigenze dei professionisti dei settori panificazione e dolciario, perché possono essere utilizzati con

la massima semplicità e affidabilità anche in ambienti particolarmente difficili.
Multifunzione, predisposti per essere in regola per la certificazione UL e dotati di una funzione innovativa che consente un rapido cambio di marcia, i timer a ghiera per le impastatrici, i temporizzatori e i termoregolatori per forni civili e industriali Sitec sono disponibili in una varietà di modelli; vediamoli brevemente qui di seguito.
I timer elettronici per impastatrici con impostazione a ghiera permettono una veloce e chiara impostazione del tempo per mezzo di una ghiera ergonomica facile da manovrare, anche se si indossano dei guanti.
• Timer 72x72 (3 display e led rossi per la visualizzazione del tempo)
• Timer 96x96 (4 display e led rossi per la visualizzazione del tempo)
• Timer 72x144 (controllo di entrambi i tempi di ciclo; led e doppio display di visualizzazione)
La novità è il modulo di frenatura motori AC, in accordo con la normativa che entrerà presto in


vigore. I timer elettronici per impastatrici Sitec possono essere forniti con un modulo elettronico per la frenatura del motore AC che permette la “decelerazione” controllata del motore, con regolazione della corrente e del tempo di frenatura.
Timer e termoregolatori elettronici per forni con impostazione a ghiera consentono di controllare i tempi di cottura e di vapore e la temperatura dei forni.
• Timer serie TFO (3 display e led rossi per la visualizzazione del tempo)
• Termoregolatori serie TRG (Set point tramite ghiera trasparente)
Tutti i timer e i termoregolatori per forni e impastatrici
Sitec hanno un elevato grado di protezione sul frontale che garantisce una perfetta protezione da polveri e spruzzi di liquido.
www.sitecsrl.it/the-timer

More than 20 years of Sitec timers and temperature controllers
Sitec timers and temperature controllers stand out as the professional solution that meets bakery and confectionery professional requirements, since they can also be used in particularly difficult environments
For more than 20 years, Sitec has been the ideal partner for professional timers and temperature controllers for the bakery and confectionery sector.
Handy (thanks to a big and ergonomic ring featuring renewed design), practical and highly user friendly, Sitec timers and temperature controllers for ovens
and mixers stand out as the professional solution that meets bakery and confectionery professional requirements, since they can be highly user friendly and reliable also in particularly difficult environments. Multifunction, set to comply with UL certification, and provided with the innovative fast gear change function, Sitec offers a comprehensive range of ring timers for mixers,timers,and temperature controllers for civil and industrial furnaces, as follows: Electronic ring timers for mixers enable fast and clear time setting by means of an ergonomic ring that is highly handy even though operators wear gloves.
• Timer 72x72 (3 displays and red led lights for time display)
• Timer 96x96 (4 displays and red led lights for time display)
• Timer 72x144 (control on both cycle times; led light and double display)
AC motor brake unit, in accordance with the regulations soon coming into force.
Sitec electronic timers for mixers can be supplied with an electronic module for AC motor brake, which allows controlled engine “deceleration”, with power adjustment, and braking time.
Timers and electronic ring temperature controllers for ovens enable controlling cooking and steam time, and temperature in the oven.
• Timer, Series TFO (3 displays and red led lights for time display)
• Temperature controllers, Series TRG (set point through transparent ring)
All Sitec timers and temperature controllers for ovens and mixers feature high protection degree that grants perfect protection from powders and liquid sprays.
www.sitecsrl.it/the-timer


Monitoraggio automatico e accurato
Il laboratorio di prova MIX permette di testare polveri, granuli, fibre e paste anche in atmosfera classificata
Dal 1990 la società MIX srl progetta e costruisce a Cavezzo (MO) sistemi di mescolazione e componenti industriali per il trattamento dei prodotti in polvere, granuli, fibre e paste. Durante questi anni MIX ha avuto l’opportunità di trattare tanti diversi prodotti, imparando che ogni processo è unico e merita un mescolatore costruito su misura capace di raggiungere il suo scopo. Grazie alla esperienza sempre in crescita, MIX è in grado di progettare e costruire macchine per processi in batch e in continuo; mescolatori, essiccatori, reattori, granulatori, sterilizzatori, riscaldatori, raffreddatori, sostatori adatti anche ai processi produttivi più complicati. MIX crede fermamente nell’importanza della Ricerca e Sviluppo e dell’innovazione; recentemente MIX ha potenziato il proprio laboratorio di prova. Ora i clienti MIX possono far eseguire prove con parametri più severi, temperature fino a +200°C, pressione fino a +5bar ed in vuoto. Polveri, granuli, fibre, paste, tutti questi tipi di prodotti possono essere testate nel nuovo laboratorio, anche in atmosfera classificata

(ATEX). Ora è possibile gestire completamente in automatico reazioni chimiche, reazioni fisiche, contenuto di umidità nei prodotti, incrementi di temperatura e di pressione; MIX tiene monitorati tutti i parametri durante ogni momento dell’intero processo. Come sempre MIX garantisce la riservatezza delle informazioni trattate e la ripetibilità nei mescolatori industriali dei risultati ottenuti durante le prove di laboratorio; ora diventa molto più semplice determinare le caratteristiche peculiari di ogni prodotto e, di conseguenza, individuare le tecniche di mescolazione più indicate per l’ottenimento del prodotto finito desiderato.
Since 1990, MIX s.r.l. has been projecting and manufacturing mixing systems and industrial components for bulk solids handling. During these years, MIX had the opportunity to come in touch with many different products, learning that each process is unique and deserves a custom manufactured mixer to fulfill its purpose. Thanks to this continuously growing experience, MIX is able to project and manufacture batch and continuous mixers, dryers, reactors, granulators, sterilizers, heaters, coolers and blenders suitable for the most complicated industrial processes. MIX firmly believes in the importance of research, development and innovation.
Automatic and accurate monitoring
MIX laboratory enables testing powders, granules, fibers and pastes also in classified hazardous atmosphere
Recently,MIXhasenhanceditsinternaltestingfacilitywith brand new machineries and is now able to execute trials with harder parameters as temperature up to +200°C and pressure up to +5bar or vacuum.Powders,granules, fibers,pastes can be tested in the new laboratory,even in classified hazardous atmosphere (ATEX).
The handling of chemical reactions, the measurement of moisture content of the products and the increase or decrease of pressure and temperature in the mixer is now fully automated. MIX Laboratory allows the control of all parameters, during every step of the process. As usual, MIX guarantees the confidentiality of the processed information and that the results obtained during trials in the testing facility are scalable and repeatable with industrial mixers; Thanks to the new laboratory it’s now much easier to determine the characteristics of each raw material and, therefore, identify the most suitable mixing techniques for obtaining the desired final result.

Le migliori soluzioni personalizzate
Bellintani produce mulini e miscelatori che colloca alla base di impianti completi dallo stoccaggio delle materie prime, al trasporto e al confezionamento del prodotto finale
La ditta Bellintani, presente nel campo del pet food dal 1954, deve il proprio successo alla lunga esperienza accumulata nel settore e al continuo aggiornamento tecnologico per fornire ai propri clienti le migliori soluzioni personalizzate. I risultati di questo impegno, che dura da più di 65 anni,si concretizzano in una vasta gamma di impianti di trasformazione di vari prodotti con la garanzia di conservazione delle qualità nutrizionali e le caratteristiche chimico-fisiche degli alimenti.
Impianti e macchine adatte ai settori alimentare food e non food, farmaceutico, dolciario, chimico, meccanico, ecc., rappresentano la soluzione ideale per trasformare materie prime e prodotti derivanti da altre lavorazioni, per il reimpiego e la riduzione degli scarti
Focalizzandosi sulle fasi di macinazione e miscelazione, Bellintani produce direttamente mulini e
miscelatori di vari modelli che colloca alla base di impianti completi dallo stoccaggio delle materie prime, al trasporto e al confezionamento del prodotto finale, fornendo a corredo impianti elettrici e di automazione per una consegna chiavi in mano dell’impianto.
La vasta gamma di combinazioni, accessori e personalizzazioni che può offrire le permette di soddisfare le richieste più varie non solo riguardo la tipologia di macchina ma anche alla logistica dell’impianto. Una sala prova disponibile per testare le macchine Bellintani sui prodotti dell’utilizzatore permette si sviluppare le caratteristiche tecniche più aderenti alle esigenze del cliente.
La ricerca di materie prime e componenti di alta gamma sono la garanzia di un made in Italy che risponde alle necessità dei clienti più esigenti. Completa l’attività di Bellintani una varia gamma di servizi post vendita: una linea di customer-care che permette al cliente di essere sempre in contatto diretto con i suoi tecnici specializzati, di poter chiedere informazioni e di fornire soluzioni in tempo reale; la fornitura di ricambi sempre disponibile per il cliente a corredo delle macchine ed attrezzature acquistate; il servizio di manutenzioni ordinarie e straordinarie; assistenza al cliente continua anche presso l’utilizzatore con interventi tempestivi da parte del personale tecnico Bellintani.
The best customized solutions
Bellintani produces mills and mixers to be placed at the basis of complete systems, from the storage of raw materials to the transport and packaging of the final product
The Bellintani company, operating in the pet food field since 1954, owes its success to the long experience built up in the sector and the continuous technological updating to provide its customers with the best-customized solutions. The results of this commitment, which has lasted for more than 65 years, are reflected in a wide range of processing plants of various products with the guarantee of conservation of nutritional qualities and chemical-physical characteristics of food. Equipment and machinery suitable for food and non-food, pharmaceutical, confectionery, chemical, mechanical, etc. sectors, are the ideal solution to transform raw materials and products from other processes, for reuse and reduction of waste. By focusing on the grinding and mixing phases, Bellintani directly produces mills and mixers of
various models that place at the basis of complete systems. They are used in a variety of actions, from the storage of raw materials to the transport and packaging of the final product, supplying electrical and automation equipment for turnkey delivery of the plant.
The wide range of combinations, accessories and customizations offered allows Bellintani to satisfy the most varied requests not only for the type of machine but also for the logistics of the plant.
A test room available to test Bellintani machines on the user’s products allows you to develop the technical characteristics more closely to the customer’s needs.
The search for raw materials and high-end components are the guarantee of a made in Italy that meets the needs of the most demanding customers. The company’s activity is completed by a wide range ofafter-salesserviceslikealineofcustomer-carewith direct contact with Bellintani specialized technicians, allowing the request of information and the possibility to provide solutions in real-time.Moreover,the supply of spare parts is always available for the customer to accompany the purchased machines and equipment as well as the service of ordinary and extraordinary maintenance and the customer assistance that continues at the user with timely interventions by Bellintani technical staff.




SUPER, macchine per distinguersi
A Sigep 2022, SUPER srl Food Machines presenta la sua gamma di macchinari, completa, avanzata e innovativa
SUPER srl Food Machines vanta una gamma completa di trasportatori a spirale brevettati con traino esterno o spirale a tamburo, ma anche forni a tunnel a gas o elettrici o hybrid, 4 tipi di laminazione diversa - pressa a caldo, lami-

nazione incrociata, laminazione dritta con stampi, laminazione speciale per pinze con impasto oltre 80% di idratazione. Senza dimenticare una serie completa di accessori.
SUPER srl Food Machines è disposizione per progettazione, vendita ed assistenza impianti costruiti su misura assieme al cliente.
Oggi parliamo del forno elettrico SUPER spiegando le caratteristiche che lo distinguono per qualità di cottura e facilità di gestione.
SUPER parteciperà alla fiera Sigep 2022 di Rimini, dal 12-16 marzo, Padiglione 6 - Stand 008.

SUPER, machines to succeed
SUPER srl Food Machines to present its complete, advanced, and innovative range of machines at Sigep 2022
SUPER srl Food Machines boasts a comprehensive range of patented spiral conveyors with external drive or spiral drum, as well as gas or electric or hybrid tunnel ovens, and 4 different types of lamination: hot press,
cross lamination, straight lamination with moulds, lamination special for “pinza” with over 80% of dough hydration. Worth of special mention also the company’s series of accessories.
SUPER srl Food Machines is at customer’s complete disposal for the design, sale and assistance of systems built to measure and together with its customers.
Today, we talk about SUPER electric oven thoroughly describing its distinguishing quality and easy management.
SUPER will participate in trade fair Sigep 2022 in Rimini, 12-16 March, - Hall 6 - Booth 008.






Ingresso torte su spirale Cakes entering a spiral
Biscotti su spirale - Biscuits on a spiral Gruppo traino nastro SUPER - SUPER belt drive unit
Martellate su nastro Hammering on a belt
Laminazione a caldo, da 700 a 16.000 pezzi/ora Hot press “run-up lamination” from 700 to 16.000 pcs/hour
Pressa a caldo 700 pzh. Hot press 700 pzh
Trasporto biscotti Prianiki - Prianiki biscuit










Tutto per il trasporto dei vostri prodotti
Nastri trasportatori, reti metalliche e reti a curva, impianti di separazione a nastro, curve speciali per l’industria, buffer a nastro

Whatever you need to convey your products

Un solo interlocutore per fornire la vostra azienda di qualunque sistema a nastro o rete in acciaio per i vostri trasportatori o sistemi di bufferizzazione.LMD,attraverso le sue rappresentate Märtens Transportbander, Tribelt, Jonge Poerink e Inprosy può fornire reti a barrette intrecciate per ricopritrici e friggitrici, reti a spirale per trasportatori, forni di cottura,pastorizzatori e molteplici applicazioni anche non alimentari, così come nastri trasportatori in PU, PVC, Silicone. Inoltre, LMD dispone di curve complete, sia a nastro che a pannelli modulari, di interi sistemi di trasporto realizzabili su misura e su richiesta, nonché sistemi di accumulo a nastro flessibili o fissi.
Märtens è una azienda tedesca, attiva da quasi 100 anni, che vanta un mercato estremamente ampio soprattutto nelle reti a barrette intrecciate. Questi prodotti, specialmente adatti in tutti quei sistemi di trasporto alimentare e non dove è richiesto un passaggio di aria e liquidi senza ritenzione, trovano applicazione nei sistemi di ricopertura per cioccolato, nelle friggitrici, in forni di tostatura per prodotti leggeri, ed anche per applicazioni speciali, quali ad esempio i forni di cottura di celle solari.
Tribelt,che ha sede in Olanda,è invece specializzata in tutte le tipologie di reti inerenti i forni a nastro. Reti per biscotti di densità differenti, a filo tondo o piatto, reti a graffette e reti per torri di congelamento o pastorizzazione, così come reti per semplici trasportatori o differenti applicazioni. Inoltre, Tribelt può fornire reti trainabili da pignoni, con tolleranze molto basse, specialmente adatte a quei sistemi che richiedono un’elevata precisione nel trasferimento.
Jonge Poerink è azienda leader nella produzione di curve, spirali di trasporto alimentari e non, trasportatori speciali per molteplici tipologie di Industria, dal beverage, alla panificazione, fino ai sistemi di congelamento.
Inprosy realizza sistemi di bufferizzazione a nastro, sia in versione flessibile sia fissa, attraverso uno studio personalizzato per ogni cliente.
Se avete un problema per il trasporto dei vostri prodotti, molto probabilmente LMD ha la soluzione corretta per voi.
Per una consulenza o un’offerta, contattate LMD perché avrà sicuramente il nastro adatto alla vostra richiesta.
www.lamiaditta.eu - info@lamiaditta.eu
Conveyor belts, metal straight and curve belts, separating plants, special curves, buffering belt systems
One single partner to provide your company with any belt systems or steel mesh belt for your conveyors or buffering systems. LMD, through its represented companies Märtens Transportbander, Tribelt, Jonge Poerink and Inprosy can supply rod network belts for enrobers and fryers, wire belts for conveyors, cooking ovens, pasteurizers, and several more applications, including non-food ones, as well as conveyor belts in PU, PVC, Silicone.
Furthermore, LMD can also supply complete curves, both fitted with PU belts and modular panel belts, complete tailor-made conveying systems, as well as accumulation systems, movable or static.
Märtens is a German company existing for almost 100 years,with an extremely wide market,above all in rod network belts. These belts, especially suitable for all those food and non-food transport systems where a great throughflow of air or liquids is required, have their best applications in chocolate enrobers, fryers, toasting ovens for light products, and for special equipment, like e.g. cooking ovens for solar cells. Tribelt has its seat in the Netherlands, and they are specialized in all those types of belts referred to belt ovens. Wire belts for biscuits in different densities, with round or flat wire, eye link belts, or spiral belts for freezing or pasteurizing towers, as well as belts for simple conveyors and different applications.

Furthermore, Tribelt can also supply positive driven belts (for which they produce the sprockets too) with very low tolerances, suitable for any conveyor systems which require a high precision in transfer.
Jonge Poerink is a leading company in production of curves. Food and non-food transport spirals, special conveyors for several types of industry, e.g. beverage, bakery up to freezing systems. Inprosy designs and builds belt buffering systems, both in movable and in fixed execution, through a specific layout tailor-made for each customer. If your problem is to understand how your products can be conveyed or buffered, most likely LMD has the right solution for you.
Please contact LMD for a consultancy or a quotation, and they will surely have the most suitable belt for your application. www.lamiaditta.eu - info@lamiaditta.eu

RPE Srl, elettrovalvole e componenti per il food equipment
oltre 50 anni RPE è un punto di riferimento
internazionale nel settore del controllo dei fluidi, progettando e producendo prodotti di alta qualità e resistenza
Da oltre 50 anni RPE è un punto di riferimento internazionale nel settore del controllo dei fluidi, progettando e producendo internamente elettrovalvole, solenoidi, contalitri, riduttori di pressione e raccordi di alta qualità e resistenza.
I prodotti RPE sono certificati 100% Made in Italy, ogni passaggio dalla progettazione fino all’assemblaggio viene realizzato nella sede centrale di Carbonate, applicando rigorosi standard di controllo e qualità.
L’offerta è completa e risponde alle esigenze di differenti settori applicativi: food and Horeca equipment, vapore e caffè, elettrodomestico, sanitario, medicale e irrigazione.
Ogni prodotto è certificato in conformità alle esigenze del settore applicativo a cui è destinato,dall’ambito elettrico con certificazioni come ENEC,CSV,UL al contatto con alimenti e acqua potabile con le certificazioni MOCA, NSF,WRAS, KTW BWGL UBA. Il settore alimentare è uno dei più importanti per l’offerta di RPE,al quale offre una vasta e completa gamma di elettrovalvole, contalitri, riduttori di pressione e filtri destinati alle molteplici applicazioni del settore:
- Come componentistica in forni industriali e professionali RPE dedica le elettrovalvole della Serie R e Vapore, i suoi filtri e contalitri
- All’ambito del lavaggio industriale sono destinate le elettrovalvole della Serie R Universale, Mini G e 800
- Per i Water Dispenser la Serie R Dispenser e TD
- Per ice-cream machines le elettrovalvole della Serie R Mini e i contalitri e riduttori di pressione.
- La Serie 800 e 800D è la soluzione perfetta in macchine per il ghiaccio industriali. Per conoscere tutti i prodotti RPE: www.rpesrl.com Per informazioni o richieste: customercare@rpesrl.it
RPE, Solenoid valves and components for food equipment
For over 50 years RPE has been an international leader in the fluid management control, designing and manufacturing high quality and sturdy products
For over 50 years RPE has been an international leader in the fluid management control, designing and manufacturing solenoid valves, flow meters, pressure restrictors and fittings of high quality and strength.
RPE products are certified 100% Made in Italy, every step from design to assembly is carried out in the
headquarters of Carbonate, applying strict standards of control and quality.
The range of products is complete and meets the needs of different application sectors: food and Horeca equipment, steam and coffee, household appliances, sanitary, medical and irrigation. Each product is certified in accordance with the requirements of the application sector to which it is intended. ENEC, CSV, UL certifications for the electrical field and MOCA, NSF, WRAS, KTW BWGL UBA certifications for products that coming into contact with food and drinking water.
Food and Horeca applications rapresent for RPE one of the most important application sector, to which it offers a wide and complete range of solenoid valves,
flow meters, pressure restrictors and filters for different applications:
- Filters,flow meters and solenoid valves of the R and Steam Series are perfect as components in industrial and professional ovens.
- For industrial cleaning applications are dedicated the valves of R Series Universal, Mini G and 800 Series
- For water dispensers the TD and R Dispenser Series.
- For ice-cream machines the solenoid valves of the R Mini Series and the flow meters and pressure restrictors.
- 800 and 800D Series are the perfect solutions for industrial ice machines.
To discover all RPE products: www.rpesrl.com
For information or requests: customercare@rpesrl.it

Tecnologia e qualità interamente made in Italy
ENGI TECHNOLOGIES vanta una tecnologia interamente made in Italy e reparto tecnico che ha sviluppato una gamma di macchinari per lavorare qualsiasi tipo di cereale, cereale abbinato a legumi o micropellet
ENGI TECHNOLOGIES concentra le proprie competenze progettuali e costruttive nella realizzazione di macchine e impianti per la produzione di gallette, mini-gallette, snack non fritti abbinati a linee di aromatizzazione salata o ricoperture di cioccolato.
ENGITECHNOLOGIES,con sede aTorino,vanta tecnologia e sicurezza interamente made in Italy abbinato ad un reparto tecnico con oltre 40 anni di esperienza, il quale è riuscito a sviluppare una vasta gamma di
macchinari in grado di lavorare qualsiasi tipo di cereale, cereale abbinato a legumi o micropellets.
Per la produzione di gallette vengono offerte 2 diverse gamme di macchinari a principio idraulico:
- ONE CAKE o DOUBLE CAKE: per basse produzioni, laboratori e mulini.
- XP-CAKE 6: per produzioni di livello industriale con qualità costante.
Per la produzione di snack vengono offerti 2 diversi modelli di macchine:
- HYDRO-SNACKS: a principio idraulico per produzioni industriali.
- SNACK-TRON: macchina interamente elettrica per produzioni industriali.
Tutti i macchinari sono equipaggiati con PLC Siemens, connessione per supporto tecnico da remoto, stampi trattati al nitruro di titanio e sistema di alimentazione della materia prima pneumatico con zero perdite.
Applicativi e personalizzazione macchinari
Tutte le macchine sono equipaggiabili con sistemi in grado di: aumentare la produzione oraria (evitando ulteriore manutenzione), diminuire la rumorosità pneumatica o idraulica e ridurre a zero le perdite di materia prima, ma anche sistemi di ingrassaggio delle parti meccaniche automatici e tanto altro.
Gli equipaggiamenti più venduti sono:
Applicativo MP: Tecnologia meccanica in grado di garantire l’assialità dello stampo creando snack o gallette completamente uguali ad ogni ciclo.
Applicativo MP-EC: Tecnologia che comprende l’applicativo MP ed in più consente l’apertura dell’area dello stampo di 200 mm, per facilitarne la pulizia.
ENGI TECHNOLOGIES fornitrice di impianti ad alto grado di automazione:
L’azienda è in grado progettare e fornire linee e impianti su specifiche richieste del cliente, con un ampio grado d’automazione.
ENGI TECHNOLOGIES fornisce infatti sistemi di miscelazione (mixer) e alimentazione automatica della materia prima; nastri di trasporto in grado di adattare la velocità al ritmo produttivo dei macchinari; linee di salatura e aromatizzazione snack e gallette, o linee per ricopertura di cioccolato con tunnel di raffreddamento.
Technology and quality fully made in Italy
ENGI TECHNOLOGIES boasts technology fully made in Italy and a technical department that had developed a range of machinery to work any kind of cereal, cereal with legumes or micropellets
ENGI TECHNOLOGIES focuses its design and constructive expertise on the production of machines and plants for rice-cake, mini ricecake, and non-fried snack machines, combining with salt flavouring and chocolate coating lines.
ENGI TECHNOLOGIES – headquartered in Turin –boasts fully Made in Italy technology and quality safety combining with a technical department with more than 40 years’ experience, which has been able to develop a comprehensive range of machinery to work any kind of cereal, and cereal with legumes or micropellets.
For rice-cake production,the company offers 2 different lines of machines working on hydraulic principle:
- ONE CAKE and DOUBLE CAKE, for small outputs, workshops, and mills,
- XP-CAKE 6, for industrial production and constant quality.
For snacks production,the company offers 2 different models of machines, such as:
- HYDRO-SNACKS, working on hydraulic principle for industrial production,
- SNACK-TRON, fully electric machine for industrial production.
All machines are equipped with Siemens PLC,remote technical assistance, titanium nitride moulded, and pneumatic raw material feeding system for zero waste.
Application systems and machinery personalization
All machines can be equipped with systems that can increase hourly production (avoiding further maintenance), reduce pneumatic or hydraulic noise,
zero raw material waste, as well as automatic lubrication systems for mechanic parts and much more.
The most sold equipment is:
Application MP: Mechanic technology to guarantee mould axiality and to produce identical snack and rice cakes at every cycle.
Application MP-EC: Technology that includes the application MP and enables mould opening of 200 mm for easy cleaning.
ENGI TECHNOLOGIES, supplier high-automation plants
The company can design and supply lines and plants upon customer’s specific requirements, featuring a high level of automation.
ENGI TECHNOLOGIES provides mixing systems and raw material automatic feeding systems; conveyor belts that vary their speed to the machinery’s work cycle; snack and rice-cake salting and flavouring lines, and chocolate coating lines with cooling tunnel.





Corso Europa, 607 10088 Volpiano (Torino) Italy
Tel. +39 011 0372119
info@engitechnologies.com www.engitechnologies.com



La scelta ideale
Con Germinal Bio, il Senza Glutine è biologico, sostenibile e ricco di gusto
Iprodotti “gluten free” sono entrati a pieno regime nel paniere dei nostri acquisti, spinti non solo da un aumento d’incidenza della celiachia nella popolazione mondiale, ma anche dai nuovi trend di consumo che hanno visto negli anni la riscoperta di farine alternative, dall’alto profilo nutrizionale e prive di glutine. Proprio da questa volontà nasce la linea Senza Glutine di Germinal Bio che offre ai consumatori delle alternative diverse in grado di soddisfare i gusti di tutti, attraverso proposte non solo salutistiche, funzionali e certificate, ma anche buone per il palato.
La scelta di realizzare prodotti naturalmente privi di glutine ha spinto l’azienda a sperimentare l’utilizzo di farine e materie prime spesso trascurate, arricchendo così la propria gamma con prodotti alternativi, ideali non solo per le persone celiache ma anche per chi è interessato a variare la dieta di tutti i giorni, alternando, per esempio, un biscotto di avena ai classici frollini di grano.
La linea Senza Glutine di Germinal Bio contempla prodotti dolciari da forno, ma anche pasta, preparati per pane, pizza e dolci, paste ad alto contenuto proteico, porridge, zuppe e vellutate. Ogni prodotto



nasce con una connotazione specifica, frutto di uno scrupoloso controllo degli allergeni e un’approfondita ricerca di ingredienti e formulazioni in grado di conferire caratteristiche nutrizionali peculiari. Le materie prime utilizzate provengono da coltivazioni biologiche certificate, oltre che da filiere corte e controllate, come quella dell’avena. Questo cereale, in particolare, dalle invidiabili proprietà nutrizionali, seppur naturalmente privo di glutine, lungo la sua filiera produttiva corre spesse volte il rischio di entrare in contatto con altri cereali che possono contaminarlo. Da qui, la scelta di Germinal Bio di creare una filiera completamente dedicata all’avena soggetta a rigidi standard qualitativi e di controllo:
dalla coltura alla raccolta, passando attraverso la lavorazione del cereale fino al prodotto finito. Grazie a questi alti standard produttivi, tutti i prodotti della linea Senza Glutine di Germinal Bio sono stati notificati al Ministero della Salute e rientrano quindi tra i prodotti per i quali è prevista l’erogabilità e la rimborsabilità per chi soffre di celiachia.
Da portavoce della sostenibilità ambientale, Germinal Bio è impegnata anche in una progressiva eliminazione della plastica da tutte le confezioni: nel caso della linea Senza Glutine, i sacchetti interni dei cereali sono stati sostituiti da un materiale innovativo biodegradabile e compostabile, ottenuto da sostanze completamente vegetali e certificato ‘Ok Compost’.


The perfect choice
Germinal Bio to launch organic gluten free products, sustainable and rich in taste
Nowadays gluten free products are top picks for food shopping due to the rising prevalence of celiac disease in world population and to new consumers interest in alternative flours, rich in nutritional properties and without gluten. Germinal Bio Gluten Free line was born to satisfy consumers’ need for healthy and tasty gluten free alternatives that give peculiar nutritional properties, revealing their own characteristic taste.
The search for naturally gluten free products drove Germinal Bio to conduct research into alternative flours and raw materials that resulted in a new product line suitable for people with celiac disease and for all those who wants to vary their diet.
Germinal Bio Gluten Free line includes various products such as: baked products, prepared mix for bread, pizza and cakes, protein pasta, porridge, soups to embrace every consumer choice. Each Germinal Bio product has its own personality, and its peculiar nutritional properties are guaranteed by a meticulous control on allergens and careful research on ingredients.
To realize gluten free organic products Germinal Bio uses raw materials from certificated organic cultivations and dedicated supply chains such as


the oat supply chain. Oat is a naturally gluten free cereal however, throughout its supply chain it can be contaminated by other cereals that contain gluten. This is the reason why Germinal Bio decided to create a dedicated supply chain that allows the company to reach high quality standards in every step of the process: from farming to harvest, from oat processing to end product.
Thanks to these high-quality standards, the Ministry of Health of Italy included General Bio Gluten Free products in the list of products that are tax-refundable and that can be bought with vouchers issued by the Italian State to people with celiac disease.
Germinal Bio is committed to finding sustainable alternatives to progressively eliminate plastic from all its packaging. For instance, the company adopted biodegradable and compostable inner bags for Germinal Bio Gluten Free cereal products. This secondary packaging comes from exclusively vegetable sources, and it is certified ‘Ok Compost’.


Una storia che abbraccia 40 anni di successi
Tekno Stamap ha conquistato uno spazio rilevante nel mercato globale grazie a esperienza, tecnologia all’avanguardia e attenzione al cliente
Tekno Stamap progetta, sviluppa e assembla macchine ed impianti di altissima qualità per la pasticceria e la panificazione
Fondata da Antonio Baldovin e Remigio Dante nel 1982, Tekno Stamap si impone fin da subito nel mercato nella produzione di meccanica per l’industria alimentare, aggiungendo in seguito alla propria gamma sfogliatrici (manuali e automatiche) e planetarie che rappresentano ancora oggi il cuore dell’azienda. Nel corso degli anni la varietà di prodotti si arricchisce ulteriormente con macchine per i croissant e linee di produzione industriale per pane, pizza e pasticceria offrendo al cliente finale - rivenditori e produttori del settore dell’arte bianca –tutto il necessario per la lavorazione della materia prima.
Tekno Stamap produce quasi tutti i componenti delle proprie macchine rendendo l’azienda di fatto autonoma: progettazione, sviluppo e assemblaggio si svolgono internamente con enormi vantaggi, non ultimo un rapporto qualità/ prezzo altamente competitivo Design innovativo, tecnologia avanzata ed eccellente qualità completano l’offerta di un’azienda globale
Tekno Stamap scrive da 40 anni una storia di successo, nazionale e internazionale. L’azienda vicentina è un’affermata realtà in tutto il mondo,dall’Europa al Giappone,dal
A story encompassing 40 years of success
Tekno Stamap has gained a significant share of global market thanks to its expertise, state-of-the-art technology and attention to the client’s needs
Tekno Stamap designs, develops and manufactures dough-processing systems and machinery for bakery and pastry industries.
Founded in 1982 by Antonio Baldovin and Remigio Dante, Tekno Stamap straightaway stood out in the market of mechanical equipment for the food industry; over the years, it has enriched its offer with dough sheeters (manual or automatic) and planetary mixers, still today constituting the core of the company’s production. More recently, Tekno Stamap’s range of products has been further integrated with croissant machines and make-


Sudafrica al Nord America, dall’Asia al Sudamerica. Oggi il cliente che si rivolge a Tekno Stamap trova un’azienda dinamica, indipendente, affidabile, flessibile, tecnologicamente avanzata e in continua evoluzione.
Mission
Tekno Stamap ha conquistato uno spazio rilevante nel mercato globale grazie a esperienza,tecnologia all’avanguardia e attenzione al cliente.Mission dell’azienda è ampliare sempre di più l’offerta dei prodotti, mantenendo alti gli standard di qualità e di innovazione tecnologica, continuando ad investire nella produzione.
Tekno Stamap vuole diventare un punto di riferimento globale nel settore della produzione di macchinari professionali dedicati alla lavorazione degli impasti per la panificazione e la pasticceria

up lines for bread, pizza and pastries. This is what allows Tekno Stamap to provide its final clients (mainly resellers and producers from large restaurant services) with the dough-processing equipment required by their activities.
Tekno Stamap manufactures internally almost all machine components, thereby actually establishing an autonomous production line: the design, development and assembling phases are entirely carried out within the company’s plants with significant advantages, among which the possibility of maintaining a highly competitive qualitycost ratio. Innovative design, state-of-the-art technology and top-notch quality are the factors completing the offer of a by now global brand
For 40 years now, Tekno Stamap has been writing its own history of success, both at a national and international level. Born as a Vicenza-based firm, it has nowadays become an affirmed global reality, with branches in Europe, Japan, South Africa, Asia and North and Latin America. The client can find in Tekno Stamap a dynamic, autonomous, reliable, flexible, and technologically advanced commercial partner and a thriving business as well.
Mission
Tekno Stamap has gained a significant share of global market thanks to its expertise, state-of-the-art technology and attention to the client’s needs. The company’s mission statement is to constantly improve the offer of appliances, all the while maintaining high quality and technological standards and investing in research and development of the production process. TeknoStamapaimsatbecominganinternational benchmark in the sector of professional doughprocessing machinery for the bakery and pastry industry




Più rendimento con i miscelatori INOXFRIULI
I miscelatori INOXFRIULI sono progettati e realizzati nel rispetto delle norme vigenti per incrementare il rendimento e il controllo dei numerosi processi delle industrie alimentari e chimiche
INOXFRIULI, specializzata nella produzione di miscelatori per industrie alimentari, chimiche e farmaceutiche,è azienda leader nella progettazione e realizzazione di miscelatori per aziende dolciarie. Il serbatoio per miscelazione, consente di mantenere costante la temperatura e la consistenza della massa del prodotto ed è particolarmente adatto al processo di miscelazione in linea.
I miscelatori INOXFRIULI sono progettati e realizzati nel rispetto delle norme vigenti per incrementare il rendi-
mento e il controllo dei numerosi processi delle industrie alimentari e chimiche e si caratterizzano, tra le altre cose,per la facilità di pulizia e la durata nel tempo. • Miscelatori ad uso alimentare Miscelatore termo condizionato a norma CE, (capacità 200 - 40.000 kg.)
Il miscelatore INOXFRIULI è costruito interamente in acciaio inox ed è dotato di comandi esterni a tenuta stagna.Il miscelatore è in grado di mantenere costante la temperatura grazie ad un circuito obbligato che convoglia acqua calda o liquido riscaldante sul fondo inferiore e sul fasciame. Il miscelatore è isolato mediante l’utilizzo di poliuretano espanso iniettato ad alta densità o lana di roccia, ed è rivestito esternamente tramite acciaio inox. Inoltre, è dotato di albero ad ancora e pale raschianti in teflon alimentare.
Miscelatore termo condizionato (a bagnomaria) a norma CE, (cap. 200 – 40.000 kg.)
Il miscelatore INOXFRIULI è costruito interamente in

Higher yield with INOXFRIULI mixers
INOXFRIULI, specialists in the manufacture of mixers for the food, chemical and pharmaceutical industries, is the leading company for the design and production of mixers for confectionery companies. The mixing tank keeps both temperature and the product’s consistency constant, and is particularly suited for the in-line mixing process. INOXFRIULI mixers are designed and produced in accordance with current legislation to increase the performance and control of the numerous processes involved in the food and chemical industries and are characterised, among other things, by their ease of cleaning and durability.

acciaio inox ed è dotato di comandi esterni a tenuta stagna. Il miscelatore è in grado di mantenere costante la temperatura del prodotto tramite la sua camera esterna riscaldante.
Il riscaldamento può avvenire mediante una fonte di calore generale oppure tramite resistenze elettriche regolate da termostato.Dotato di albero ad ancora e pale raschianti in teflon alimentare, il miscelatore INOXFRIULI è facile da pulire e non necessita di particolare manutenzione, assicurando rendimenti elevati e lunga durata. A richiesta può essere isolato e rivestito esternamente.
• Miscelatore ad uso chimico – farmaceutico a norma CE
Costruito interamente in acciaio inox (AISI 304, AISI 316L, AISI 316 Ti), il miscelatore ad uso chimico o farmaceutico è dotato di agitatori ad alta velocità applicati verticalmente o lateralmente.
A richiesta, il serbatoio può essere isolato e rivestito esternamente.

INOXFRIULI mixers are designed and produced in accordance with current legislation to increase the performance and control of the numerous processes involved in the food and chemical industries
• Mixers for food use
Temperature controlled mixer EU regulations compliant (capacity 200 – 40,000 kg)
The INOXFRIULI mixer is made entirely of stainless steel, with waterproof external controls. The mixer keeps the temperature constant thanks to a fixed circuit which transports hot water or liquid to its lower bottom and the jacket. The mixer is insulated by high-density injected polyurethane foam or rock wool, and clad externally with stainless steel.
The mixer is equipped with anchor shaft and scraping paddles in Teflon suitable for food use.
Temperature controlled mixer (bain-marie) EU regulations compliant (capacity 200 – 40,000 kg)
The INOXFRIULI mixer is made entirely of stainless steel, with waterproof external controls. The mixer maintains constant product temperature by means of its external heating chamber. Heating can take place through a general heat source or by means of thermostat-controlled electrical elements.
Fitted with shaft with anchor agitator and scraping paddlesinTeflonsuitableforfooduse,the INOXFRIULI mixer is easy to clean, and does not require a specific type of maintenance thereby guaranteeing high performance and durability. The mixer can be externally insulated and clad on request.
• Mixer for chemical and pharmaceutical use
EU regulations compliant
Constructed entirely in stainless steel (AISI 304, AISI 316L, AISI 316 Ti), the mixer for chemical or pharmaceutical use is equipped with high-speed agitators, fitted vertically or horizontally.
The tank can be externally insulated and clad on request.


La tecnologia più innovativa
Barbero Nocciole affronta le nuove sfide del settore grazie alla tecnologia Tomra BSI+
TOMRA 5C con tecnologia esclusiva BSI+ contribuisce alla selezione accurata delle pregiate Nocciole Piemonte IGP in una storica azienda del cuneese. Materie prime uniche ed esperienza pluriennale scelgono ancora una volta la tecnologia più innovativa.
Barbero Nocciole, di Santo Stefano Belbo (CN), ha una storia lunga mezzo secolo, legata indissolubilmente al territorio. Il cuore della produzione sono infatti le Nocciole Piemonte IGP, un prodotto con caratteristiche organolettiche uniche per aroma e persistenza. Una vera eccellenza italiana. L’azienda è in grado di soddisfare ordini di grandi volumi di nocciole che vanno a rifornire grandi imprese dolciarie locali, famose in tutto il mondo.
Giancarlo Forno, Amministratore, spiega: “Abbiamo una capacità produttiva di nocciole sgusciate di 25 tonnellate al giorno e una di pasta di nocciole di 1 tonnellata l’ora. Abbiamo anche grandi spazi, con magazzini importanti e a temperatura controllata per le nocciole sgusciate, fino a 3000 tonnellate. Lavorando per le principali imprese dolciarie italiane, non possiamo permetterci produzioni inferiori e qualità del prodotto finale non all’altezza”. Per poter lavorare al meglio questi grandi quantitativi, affrontando al contempo le maggiori sfide del settore, come i costi di produzione, la sicurezza alimentare e la qualità del prodotto finale, Barbero ha acquistato la nuova selezionatrice TOMRA 5C con tecnologia BSI+. La macchina abbina sensori di ultima generazione con l’intelligenza artificiale (nella fattispecie il machine learning o apprendimento automatico) e l’analisi dei big-data per garantire una rimozione dei corpi estra-


nei e dei difetti estremamente accurata. In altre parole, è in grado di vedere e analizzare i difetti con una precisione mai vista in macchine di questo tipo e rileva anche le imperfezioni più piccole e difficili. In azienda sono molto soddisfatti: “La TOMRA 5C è stata inserita sulla nostra linea di lavorazione delle nocciole sgusciate, prima della cernita manuale. I risultati sono molto buoni. La macchina risolve problemi di cernita e riqualificazione del prodotto. Ha asportato al 100% tutti i corpi estranei, selezionando le nocciole non conformi, quelle avariate, quelle raggrinzite e quelle cimiciate, con un falso scarto bassissimo. Aumentando quindi la resa della nostra linea di produzione”.
Barbero Nocciole, grazie alla nuova selezionatrice TOMRA 5C, che analizza e separa ogni tipologia di oggetto scansionato, potrà analizzare in modo accurato tutti i dati di produzione, ottimizzando lavorazioni e flussi di prodotto.
Un processo produttivo a regola d’arte Una volta in Barbero, la sgusciatura delle nocciole avviene attraverso piastre regolate per ridurre al minimo la produzione di rottame, essenziale al fine di mantenere stabili i prezzi e garantire ingenti quantità di prodotto lavorato. La selezione delle nocciole viene effettuata in parte in modo automatico, attraverso la nuovaTOMRA 5C che riduce il falso scarto al minimo, in parte in modo manuale, con addetti che visionano le nocciole e scartano quelle che presentano difetti. Grazie alla nuova TOMRA 5C, anche il carico di lavoro degli operatori addetti alla cernita manuale risulta inferiore, riducendo i costi e aumentando i tassi di produzione giornalieri.
Le nocciole sgusciate sono quindi destinate in parte al mercato del crudo, in parte tostate e confezionate sottovuoto come tostato intero, granella e farina. Dalle nocciole tostate viene inoltre ricavata, tramite un processo di macinazione e raffinazione, una pasta pura al 100%. Ultima fase del processo è il confezionamento, che prevede lo stoccaggio all’interno di contenitori di varia tipologia in base alle esigenze del mercato. Il prodotto conservato viene posto all’interno di celle a temperatura controllata all’interno del magazzino, fino al momento della consegna. Un cliente soddisfatto
L’azienda si dice soddisfatta anche del servizio di consulenza TOMRA pre e post-vendita. Ha detto Forno: “TOMRA ci supporta sia fisicamente in azienda, sia da remoto in modo più che positivo. I risultati che abbiamo avuto sono ottimi. L’esperienza è più che buona sia come performance della macchina, sia come rapporto con l’azienda stessa”. E prosegue: “Il nostro è un lavoro concentrato in un unico tipo di prodotto, la nocciola; la sfida è ampliare i mercati quindi aumentare i quantitativi. Questo è il nostro obiettivo. Inoltre, i clienti sono sempre più esigenti nelle specifiche finali del prodotto, sia in termini di qualità che di sicurezza alimentare, per questo abbiamo scelto la tecnologia TOMRA BSI+, unica nel settore”.
TOMRA Food progetta e produce macchine selezionatrici a sensori e soluzioni integrate post-raccolta per l’industria alimentare, utilizzando le più avanzate tecnologie di classificazione, selezione, pelatura e analisi.
Sono oltre 12.800 le macchine installate in tutto il mondo presso produttori, confezionatori e trasforma-

tori di frutta, frutta secca, frutta disidratata, verdure, prodotti a base di patate, proteine, cereali e semi. La mission dell’azienda è quella di consentire ai clienti di migliorare le rese, aumentare l’efficienza operativa e garantire un approvvigionamento alimentare sicuro attraverso tecnologie intelligenti e utilizzabili. A tal fine, TOMRA Food dispone di centri di eccellenza, uffici regionali e siti produttivi negli Stati Uniti, in Europa, Sud America, Asia, Africa e Oceania.
TOMRA Food è membro del Gruppo TOMRA, fondato sull’innovazione e nato nel 1972 con la progettazione, la produzione e la vendita di macchine reverse vending (RVM) per la raccolta automatizzata di contenitori per bevande allo scopo di riciclo o riutilizzo. Oggi TOMRA fornisce soluzioni tecnologiche che consentono un’economia circolare con sistemi avanzati di selezione che ottimizzano il recupero delle risorse e riducono al minimo i rifiuti nell’industria alimentare, del riciclo e mineraria.
TOMRA ha circa 100.000 sistemi installati in oltre 80 mercati in tutto il mondo e nel 2020 ha registrato un fatturato totale di circa 9,9 miliardi di NOK. Il Gruppo impiega ~4.300 dipendenti a livello globale ed è quotata alla Borsa di Oslo (OSE: TOM). Ulteriori informazioni su www.tomra.com


The most innovative technology
Barbero Nocciole addresses the new challenges of the sector with TOMRA BSI+ Technology
The TOMRA 5C with exclusive BSI+ technology contributes to the careful selection of premium PGI Piedmont Hazelnuts in a historic company in the Cuneo area. Unique raw materials and years of experience once again opt for the most innovative technology.
Barbero Nocciole, based in Santo Stefano Belbo (Cuneo), has a history that dates back half a century and is inextricably linked to the territory. Its production centers on the PGI Piedmont Hazelnuts –a product with organoleptic characteristics unique for aroma and persistence, and a true Italian excellence. The company is able to fill orders for large volumes of hazelnuts supplying large local confectionery producers famous around the world.
Giancarlo Forno, Managing Director, explains: “We have a production capacity of 25 tonnes a day for shelled hazelnuts and 1 tonne per hour for hazelnut paste. We have ample space in our facilities, with large, temperature controlled warehouses for shelled hazelnuts with a capacity of up to 3,000 tonnes. As we supply the main Italian confectionery producers, we cannot afford lower production volumes and unsatisfactory quality of the final product.”
Barbero has purchased the new TOMRA 5C sorter with BSI+ technology in order to best process these large volumes while addressing the industry’s key challenges, such as production costs, food safety and final product quality. The machine combines latest generation sensors with Artificial Intelligence –specifically machine learning – and big-data analysis to ensure extreme accuracy in the removal of foreign matter and defects. In other words, it is able to detect and analyse defects with accuracy never seen in this type of machines, and detects even the smallest and most difficult to spot imperfections.
The company is very satisfied with the machine: “The TOMRA 5C has been installed on our shelled hazelnut processing line, before manual sorting. The


results are very good. The machine resolves issues in sorting and upgrading the product. It has removed 100% of foreign materials, sorting out hazelnuts that are non-compliant, damaged, shrivelled or with insect bites, with a very low false rejection rate –hence increasing the yield of our production line.”
With the new TOMRA 5C sorter, which analyses and sorts every type of scanned object, Barbero Nocciole will be able to accurately analyze all the production data, optimizing processing and product flows.
A state-of-the-art production process
Once in Barbero, the hazelnuts are shelled using plates calibrated to minimize breakages, which is essential in order to maintain stable prices and guarantee large volumes of processed product.
The sorting process of the hazelnuts is partially automated with the new TOMRA 5C reducing false rejects to a minimum, and partially manual, with operators inspecting the hazelnuts and rejecting those with defects. The TOMRA 5C also reduces the operators’ workload, resulting in lower costs and higher daily production rates.
Part of the shelled hazelnuts is destined to the raw market,while others are roasted and vacuum-packed as whole roasted, chopped and ground hazelnuts. Roasted hazelnuts are also ground and refined to make a 100% pure hazelnut paste. The final stage of the process is packaging in different types of containers, depending on market requirements. The packaged product is stored in temperature-controlled cells in our warehouse until delivery.
A satisfied customer
The company is also satisfied with TOMRA’s pre- and after-sales service support. Giancarlo Forno says: “TOMRA provides us with excellent support both in person on site and remotely. We have achieved excellent results. Our experience is better than good, both in terms of machine performance and relationship with the company.”
He adds: “Our work is focused on a single type of product, the hazelnut; the challenge is to expand the markets, hence increasing volumes. This is our goal. In addition, customers are increasingly demanding on the product’s final specifications, both in terms of quality and food safety: that’s why we have chosen the TOMRA BSI+ technology, unique in the sector.”
TOMRA Food designs and manufactures sensor-based sorting machines and integrated post-harvest solutions for the food industry, using the world’s most advanced

grading, sorting, peeling and analytical technology. Over 8,000 units are installed at food growers, packers, and processors worldwide for fruits, nuts, vegetables, potato products, grains and seeds, dried fruit, meat and seafood. The company’s mission is to enable its customers to improve returns, gain operational efficiencies, and ensure a safe food supply via smart, useable technologies. To achieve this, TOMRA Food operates centers of excellence, regional offices and manufacturing locations within the United States, Europe, South America,Asia,Africa and Australasia TOMRAFoodisamemberoftheTOMRAGroupfounded in 1972 that began with the design, manufacture and sale of reverse vending machines (RVMs) for automated collection of used beverage containers. Today TOMRA provides technology-led solutions that enable the circular economy with advanced collection and sorting systems that optimize resource recovery and minimize waste in the food, recycling and mining industries. TOMRA has ~100,000 installations in over 80 markets worldwide and had total revenues of ~9.9 billion NOK in 2020. The Group employs ~4,300 globally and is publicly listed on the Oslo Stock Exchange (OSE: TOM). For further information about TOMRA, please see www.tomra.com
Il CSB Rack è la soluzione professionale per il rilevamento dei dati aziendali
Il gruppo CSB ha migliorato
ulteriormente il suo prodotto per il rilevamento dati, la visualizzazione e la gestione dei processi nel settore alimentare
Con questo PC industriale di ultimissima generazione, il gruppo CSB ha migliorato ulteriormente il suo prodotto per il rilevamento dati, la visualizzazione e la gestione dei processi nel settore alimentare. Dotato di un robusto alloggiamento in

acciaio inox V4A e vetro di protezione infrangibile per display con superficie impermeabile, la sua tecnologia touchscreen lo rende facile all’uso. Il nuovo CSB Rack è disponibile sia nella versione a parete che in quella a pavimento.
Gli accessori, così come i diversi alloggiamenti per stampante o scanner, sono combinabili in modo modulare.
Cosa ne pensano alcuni clienti
Alla Capecchi S.p.A. di Roma, partner di riferimento della ristorazione di qualità, il CSB Rack è posizionato al ricevimento merci. Qui registra quantità e qualità delle materie prime in entrata, con informazioni su codice e nome articolo, data di entrata, locazione magazzino, fornitore, codice lotto, scadenza o TMC. I dati sono trasmessi in tempo reale e direttamente al gestionale CSB-System.
La Macelleria Sartori impiega il CSB Rack in sala lavorazione per il controllo delle merci in entrata e in uscita, e per la gestione delle varie fasi della produzione. La completa gestione della rintracciabilità di un prodotto diviene così più facile e più sicura.
Trota Oro S.r.l. è l’itticoltura di montagna di alta qualità. “Con l’utilizzo del CSB Rack in sala lavorazione” - spiega Daniele Leonardi che con il padre e i fratelli è alla guida dell’azienda – “abbiamo unificato in un unico processo la preparazione ordini, la pesatura e la prezzatura, ed evitato così molteplici inserimenti delle stesse informazioni.”

Presso il salumificio Valpolicella S.p.A., collegata a bilance e CSB Rack è la linea di pesoprezzatura CSB-System, utilizzata per il confezionamento e la gestione di etichette personalizzate e multilingua. All’interno dello stabilimento della Brazzale Moravia di Livotel, in Repubblica Ceca, l’ERP CSB-System è presente nei diversi reparti di: raccolta latte, ingresso merci, produzione Gran Moravia, produzione freschi e cagliate, Frescura Gran Moravia, ingresso e uscita saline, stagionatura, preparazione bancali e spedizioni. Ognuno di questi reparti dispone di uno o più CSB Rack utilizzati per la registrazione ed il controllo dei prodotti durante le varie fasi di lavorazione.
CSB Rack is always the best professional solution in operational data
CSB group has further enhanced its product for data capture, process visualization and control product for food industry processes

With this industrial PC of the latest generation, CSB group has further enhanced its product for data capture, process visualization and control for food industry processes. The CSB Rack comes in a robust stainless steel case V4A with an unbreakable protective shield for display with moisture resistant surface, its touch screen technology makes it user friendly.The new CSB Rack is available as wallmount and floor-mount rack versions. Accessories like various protective cases for printers or scanners can be combines as modules.
Some customers’ opinions
Benchmark partner in quality catering, Capecchi SpA in Rome places CSB Rack at goods incoming, where it records quality the quantity of raw materials, providing information on codes and names, entry data,warehouse location,supplier,batch code,expiry date or TMC. The data is transferred in real time and directly to CSB-System management software. At Macelleria Sartori CBS Rack is operational in the processing room to control incoming and outgoing
goods, and to manage all production phases. Overall traceability control is therefore easier and safer. Trota Oro Srl is a high-quality mountain fishfarming. Daniele Leonardi, who runs the company jointly with his father and brothers, says “With CSB Rack in our processing room, we unified in one single process operations such as order preparation, weighing and pricing, thus avoiding multiple input of same data.”
At sausage and salami factory Valpolicella SpA the CBS-System weigh-price line is connected to scales and CSB Racks, and used for packaging and personalized and multi-language label management. At the factory of Brazzale Moravia in Livotel, Czech Republic, CSB-System ERP operates in various departments,such as:Milk collection,goods income, Gran Moravia production, fresh cheese and curd, Frescura Gran Moravia, entry to and exit from salt rooms, seasoning, pallet preparation and deliveries. Each department has one or more CSB Racks operating for product registration and control during all processing stages.

CO.ME.T. Alba, linee di produzione interamente in acciaio inox
CO.ME.T. realizza linee complete di servizio all’impianto di raffinazione: lo stoccaggio delle materie prime, il loro trasporto e dosaggio, il trasporto e la gestione del prodotto raffinato
Dal 1970 la CO.ME.T. di Alba produce macchine edimpiantiperl’industriaalimentare.Particolare attenzione è stata riposta nella progettazione e realizzazione di linee complete di raffinazione a sfere. Le linee di raffinazione a sfere sono un sistema semplice, economico e versatile per la produzione di
creme da spalmare, creme da farcitura e ricopertura, paste di frutta secca, creme da gelateria, cioccolato e compound, nonché come aggiunta a creme commerciali per personalizzare il prodotto.
Partendo da ricette con almeno un contenuto di materia grassa di almeno 30%, è possibile ottenere creme con una finezza micrometrica attorno ai 20 micron. Le linee di produzione CO.ME.T. sono realizzate interamente in acciaio inox ad alta resistenza all’usura e con taglie di produzione per una capacità lavorativa da 25 – 100 – 250 – 500 kg.
Gli impianti possono avere una gestione manuale o automaticadelprocesso(adesclusionedellamacchina da 25 kg che esiste solo nella versione con carico

CO.ME.T. Alba,
production
lines entirely in stainless steel
CO.ME.T. produces complete lines at the service of the refining plant: storage of raw materials, their transport and dosage, as well as transport and managing of refined product

Since 1970, the company CO.ME.T. in Alba has been producing machines and installations for food industry.
Special attention has been dedicated to design and construction of complete lines for ball refining.
The ball refining lines are a simple, economic and versatile system for the production of spreadable creams, filling and coating creams, dried fruit pastes, ice-cream, chocolate and compounds, as well as in addition to commercial creams to customize the product.
Starting with recipes with fat content at least of 30%, it is possible to produce creams with micrometer fineness around 20 microns.
The production lines CO.ME.T. are made entirely in stainless steel with high resistance to wear and tear and with production size for a working capacity of 25 – 100 – 250 – 500 kg.
The systems may have a manual or automated process managing (with the exception of the machine 25 kg which exists only in the version with loading directly into the machine without pre-mixing tank).

direttamente in macchina senza serbatoio di premiscelazione).
Le macchine sono dotate di serbatoio di premiscelazione, dove gli elementi base di ricetta vengono inseriti in quantità tale da avere più batch di lavorazione.In automatico,con comando da PLC,il corpo di raffinazione viene riempito e si avvia il ciclo di raffinazione che avrà durata variabile a seconda della tipologia di prodotto da raffinare e dalle caratteristiche degli elementi base di ricetta.
Il sistema software è in grado di eseguire più ricette, gestendo i parametri di tempo e temperatura di raffinazione.
CO.ME.T. è in grado di realizzare linee complete di servizio all’impianto di raffinazione: lo stoccaggio delle materie prime, il loro trasporto e dosaggio, il trasporto e la gestione del prodotto raffinato. Il tutto gestito da apposito software.
L’azienda dispone di un impianto pilota atto a eseguire prove di raffinazione su prodotti del cliente.

The machines are equipped with a pre-mixing tank, where the basic elements of the recipe are loaded in such a quantity as to have more batches processing. In automatic, by PLC command, the refining body is filled and it is started the refining cycle, which will have duration variable according to the type of product to be refined and to the characteristics of the basic elements of the recipe.
The software system is able to run multiple recipes, managing the parameters of time and temperature of refining.
CO.ME.T. is able to produce complete lines at the service of the refining plant: storage of raw materials, their transport and dosage, as well as transport and managing of refined product. All the plant controlled by dedicated software.
The company has a pilot plant available, fit to carry out refining tests on products of the customer.

WE


CO.ME.T. S.r.l.
Loc. Ponte Talloria, 3
12060 Roddi d’Alba (CN) Italy
Tel +39 0173 28 02 54
Fax +39 0173 28 0361 comet@cometalba.it






Ball mills
Refining line MU250A
Colloidal mill for dried fruit
Block melters
Hall 1P Stand B155
Carta del cacao e piano d’azione
Ferrero rafforza il suo impegno per mezzi di sussistenza sostenibili, diritti umani e protezione ambientale lungo la catena del valore del cacao
• Carta del cacao e piano d’azione si basano sul raggiungimento del 100% di cacao proveniente da fonti sostenibili tramite programmi di terze parti e sulla tracciabilità del 96% a livello di azienda agricola • L’azienda si impegna a intraprendere ulteriori azioni per affrontare la deforestazione, il lavoro minorile ei mezzi di sussistenza sostenibili
Ferrero ha pubblicato la sua Carta del cacao e il Piano d’azione sul cacao, che esprimono la sua continua ambizione per un’industria del cacao che faccia bene alle persone e alla natura. La Carta e il Piano d’azione riaffermano il sostegno di lunga data di Ferrero alla generazione di reddito per gli agricoltori,alla protezione dei bambini e alle comunità in via di sviluppo e alla promozione dell’agroforestazione sostenibile. Ferrero ha avviato i suoi sforzi per una produzione responsabile di cacao nel 2005, aderendo alla World Cocoa Foundation e successivamente all’International Cocoa Initiative. Oggi, il cacao Ferrero è ottenuto al 100% in modo sostenibile tramite standard gestiti in
modoindipendentecomeRainforestAlliance,Fairtrade e altri. Poiché l’azienda si approvvigiona quasi interamente di cacao da noti gruppi di agricoltori, sta ottenendo ottimi risultati sia in termini di tracciabilità che di visibilità della catena di approvvigionamento. Già oggi la filiera del cacao Ferrero è riconducibile al 96% a livello di azienda agricola.
Nel pubblicare la Carta del cacao, Ferrero riconosce che i problemi della filiera del cacao sono complessi e devono essere affrontati attraverso la collaborazione con gli agricoltori, l’industria, le comunità, le ONG e i governi. Le ambizioni delineate nella Carta sono raggruppate in quattro pilastri:
• Mezzi di sussistenza sostenibili: fornire sostegno mirato agli agricoltori per migliorare la produttività e diversificare il reddito
• Diritti umani e pratiche sociali: tutelare i diritti dei bambini nelle comunità di coltivazione del cacao
• Protezione ambientale: sostenere gli agricoltori nella conversione ai sistemi agroforestali
• Trasparenza: tracciabilità della catena di approvvigionamento, valutazioni dei rischi e divulgazione dei progressi Il Piano d’azione per il cacao di Ferrero delinea come l’azienda lavorerà per raggiungere queste ambizioni.
Tra le iniziative già in essere:
• Piani di sviluppo agricolo e attività generatrici di reddito, che pagano un premio in contanti agli agricoltori in aggiunta al prezzo commerciale, per aiutare i coltivatori di cacao a prosperare
• Partenariati per l’attuazione di sistemi di protezione dell’infanzia e piani di sviluppo comunitario per affrontare il lavoro minorile · Collaborazione con l’iniziativa Cocoa and Forests (CFI) per porre fine alla deforestazione nel settore del cacao e promuovere l’agroforestazione sostenibile
• Rafforzamento delle partnership con i fornitori e costruzione di una piattaforma che dia visibilità sull’intera catena di fornitura Ferrero
Ogni anno verrà pubblicata una relazione sui progressi compiuti rispetto al piano d’azione. La prima relazione sullo stato di avanzamento dovrebbe essere pubblicata nel secondo trimestre del 2022.
Marco Gonçalves, Chief Procurement & Hazelnut Company Officer:
“La Carta del cacao e il Piano d’azione sottolineano l’ambizione di Ferrero di essere una forza trainante di un settore del cacao in cui la produzione di cacao crea valore per le persone e l’ambiente. Attraverso il nostro approccio di approvvigionamento distinto, conosciamo gli agricoltori e le comunità da cui ci riforniamo e questo ci consente di supportarli in modo mirato. Stiamo ora rafforzando le nostre attività per apportare cambiamenti duraturi per il settore”.

Cocoa charter and action plan
Ferrero reinforces its commitment to sustainable livelihoods, human rights and environmental protection across cocoa value chain
•CocoaCharterandActionPlanbuildonachievement
of 100% sustainably sourced cocoa via third party programs and 96% traceability to farm level
• The company commits to further action to address deforestation, child labour, and sustainable livelihoods
Ferrero published its Cocoa Charter and Cocoa Action Plan, which set out its continued ambition for a cocoa industry that is good for people and nature. The Charter and Action Plan reaffirm Ferrero’s longstanding support for income generation for farmers, protecting children and developing communities, and promoting sustainable agroforestry.
Ferrero began its efforts towards responsibly sourced cocoa in 2005, by joining the World Cocoa Foundation and subsequently the International Cocoa Initiative. Today, Ferrero’s cocoa is 100% sustainably sourced via independently managed standards such as Rainforest Alliance, Fairtrade and others. As the company is sourcing cocoa almost entirely from known farmer groups, it is also performing very strongly on both traceability and supply chain visibility. Already today, Ferrero’s cocoa supply chain is 96% traceable to farm level.
In publishing the Cocoa Charter, Ferrero recognises that the cocoa supply chain’s issues are complex and must be addressed through partnership with farmers, industry, communities, NGOs and governments. The ambitions outlined in the charter are grouped under four pillars:
• Sustainable Livelihoods: provide targeted support to farmers to improve productivity and diversify income
• Human Rights and Social Practices: protect the rights of children in cocoa growing communities
• Environmental Protection: supporting farmers to convert to agroforesty systems
• Transparency: supply-chain traceability, risk assessments and progress disclosure Ferrero’s Cocoa Action Plan outlines how the company will work towards these ambitions.
Initiatives already in place include:
• Farm Development Plans and Income-Generating Activities, paying a cash premium to farmers on top of the commercial price, to support cocoa farmers to prosper
• Partnerships to implement Child Protection Systems and Community Development Plans to address child labour · Working with the Cocoa and Forests Initiative (CFI) to end deforestation in the cocoa sector and promote sustainable agroforestry
• Strengthening supplier partnerships and building a platform that gives visibility over Ferrero’s entire supply chain
Each year a report will be published on the progress made against the Action Plan. The first progress report is expected to be published in Q2 2022.
Marco Gonçalves, Chief Procurement & Hazelnut Company Officer:
“TheCocoaCharterandActionPlanunderlineFerrero’s ambition to be a driving force behind a cocoa sector where cocoa production creates value for people and the environment. Through our distinct sourcing approach, we know the farmers and communities we source from, and this enables us to support them in a targeted way. We are now strengthening our activities to bring about lasting change for the sector.”


Sistema di vagliatura ad ultrasuoni
Il team di Vibrowest produce e assembla tutte le attrezzature in Italia, garantendo così elevati standard qualitativi
Da oltre sessant’anni Vibrowest è leader nella realizzazione di una vasta gamma di macchine per la separazione e la vagliatura. Il team di Vibrowest produce e assembla tutte le attrezzature presso lo stabilimento aziendale in Italia prima che vengano spedite in tutto il mondo.Il Made in Italy dà ai clienti la garanzia di elevati standard qualitativi. Nel tempo, le esigenze del processo di vagliatura industriale sono diventate più complesse, le polveri più fini, i tempidiesecuzionepiùvelocielefinezzediseparazione più rigorose. I costruttori di impianti incontrano spesso difficoltà nel soddisfare requisiti tecnici stringenti.
Vibrowest con il sistema di vagliatura ad ultrasuoni viene in loro aiuto. Alcune tipologie di polvere, per la loro granulometria e caratteristiche fisiche particolari, non possono essere separate efficacemente con il solo movimento meccanico del vibrovaglio e/o attraverso i tradizionali sistemi di pulizia a palle o kleeners, rendendo quindi necessario l’utilizzo del sistema di vagliatura ad ultrasuoni
L’ausilio della vibrazione ad ultrasuoni permette al movimento meccanico del separatore di setacciare anche con reti estremamente fini (< 250µ) e di evitarne l’intasamento soprattutto con prodotti igroscopici, che tendono ad impaccare le reti e che sono “difficili” da vagliare.
Le principali aree di applicazione sono tutte le polveri più fini nell’industria chimica, alimentare, farmaceutica, additivi, polveri metalliche e vernici in polvere. Quali sono i vantaggi di utilizzo del sistema ad ultrasuoni Global di Vibrowest? Li vediamo di seguito:
• Aumento della produttività
L’utilizzo combinato del sistema ad ultrasuoni Global assieme al vibrovaglio permette di ottenere i migliori risultati di setacciatura aumentando la capacità fino a dieci volte.
• Migliori prestazioni del vibrovaglio
Utilizzo di reti sempre più sottili, in modo da migliorare la separazione delle polveri finissime.
• Minori costi di manutenzione e maggiore durata delle reti

Il sistema ad ultrasuoni Global, a differenza dei sistemi meccanici di pulizia reti, non esercita alcuna azione di usura sulle reti. La durata delle reti è sensibilmente maggiore e vengono ridotti i tempi di fermo macchina per la sostituzione delle reti.
• Facilità di regolazione
Il controllo automatico di frequenza sceglie automaticamente la frequenza più adatta. Non è quindi necessario modificare il set-up della macchina quando vengono cambiati i prodotti da setacciare.
• Aumenta la qualità del prodotto finale Garanzia di prodotti finali privi di contaminanti e impurità.
Lo staff tecnico di Vibrowest, grazie ad un’esperienza pluriennale nel campo della vagliatura, è in grado di proporre la soluzione migliore anche attraverso test e prove di laboratorio presso la propria sede produttiva di Solaro (MI) in Italia.
Per maggiori informazioni visita il sito web: www. vibrowest.it

Ultrasonic screening system
All Vibrowest equipment is fully manufactured and assembled in Italy, as guarantee of high quality standards
For over sixty years, Vibrowest has been a leader in the production of a wide range of separation and screening machines. Before being shipped worldwide, all Vibrowest equipment is manufactured and assembled by its production team at its plant in Italy. Vibrowest’s Made in Italy standard is always a guarantee of high-quality products for its valued customers.
Thesievingindustryisbecomingincreasinglycomplex as powders get finer, expected throughput times are shorter, and tolerance requirements become stricter. As equipment manufacturers are reaching their limits trying to achieve these requirements,they are turning to ultrasonic technology to find a solution. Vibrowest with its ultrasonic screening system comes to their aid. Some types of powder, given
their small particle size and special physical features, cannot be separated effectively with the typical vibratory motion alone and/or through traditional balls or sliders cleaning systems. This makes it necessary to install the ultrasonic screening system
The ultrasonic frequency is added to the vibratory screening setup and allows to screen smaller particles with extremely fine meshes (< 250µm)
This process is beneficial when traditional vibratory screening struggles with constant screen blinding, caused especially by hygroscopic products, which tend to clog the mesh and are difficult to screen. The main application areas include:finer powders of the chemical, food and pharmaceutical industries, additives, metal powders and powder coatings. What are the benefits of using Vibrowest Global ultrasonic system? Let’s take a look at them:
• Increased capacity
The combined use of the Global ultrasonic system together with the vibrating screen gives the best sieving results by increasing the sieving capacity up to ten times.
• Improved particle separation (meshes as fine as 20 µm)
Use of increasingly smaller mesh openings to improve the separation of very fine dusts.
• Lower maintenance costs and larger extended meshes lifetime
Unlike mechanical mesh cleaning systems, the Global ultrasonic system does not cause any wear on the mesh.The service life of the mesh is significantly longer and downtime for mesh replacement is reduced.
• Reduced downtime
The automatic frequency control automatically selects the most suitable frequency. It is therefore not necessary to change the machine set-up when changing the products to be sieved.
• Improved product quality
Guarantee of final products free of contaminants and impurities.
Vibrowest technical staff, thanks to many years of experience in the sieving process, is here to provide the best solutions with the help of lab tests at its headquarters in Solaro (MI) - Italy.
For more information visit the website: www.vibrowest.it


Continuità tecnologica
Con il processo di automazione, digitalizzazione e robotizzazione della produzione, le macchine Ricciarelli soddisfano la Smart Industry per la completa interconnessione tra lavoratori, macchine e informazioni garantita da tecnologie altamente avanzate
Ricciarelli Spa continua ad essere il riferimento più importante nel campo del confezionamento, grazie a un portfolio di clienti che spazia attraverso i cinque continenti. Questo risultato è stato raggiunto grazie all’esperienza e alla professionalità dello staff, che è stato in grado di intuire e anticipare le esigenze di un mercato in continua evoluzione, trasformandole rapidamente in soluzioni innovative ed efficaci garantite da un’assistenza assidua e protratta

nel tempo. Attraverso un continuo processo di rinnovamento e di ricerca, l’azienda ha costantemente incrementato la propria attività, coprendo molti settori merceologici, progettando e realizzando macchine sempre più complesse e sofisticate nel campo del packaging e della pallettizzazione. Per questa continuità produttiva nel tempo, Ricciarelli è stata inserita nel 2021 nel “Registro Italiano dei Marchi Storici di Interesse Nazionale”, un riconoscimento che viene concesso ai titolari esclusivi di marchi registrati da almeno cinquant’anni che esportano e valorizzano il Made in Italy nel mondo.
Le ultime soluzioni proposte da Ricciarelli mettono al primo posto la sicurezza degli operai che devono gestirli, assicurando loro condizioni lavorative ottimali,

Technological continuity
With the process of automation, digitalization and robotization of production, Ricciarelli machines satisfy the Smart Industry for the complete interconnection between workers, machines and information guaranteed by highly advanced technologies
Ricciarelli SpA is the most important name in the packaging sector thanks to a client portfolio that reaches out five continents. The company has achieved such great success thanks to its staff’s experience and professional proficiency, full understanding and anticipation of the requirements of an ever evolving market, and the capacity of turning them into innovative and efficient solutions supported
by closed assistance over time. Through continuous and research process, the company has constantly increased its activity, covering many product sectors, designing and producing complex and sophisticated packaging and palletizing machines. For this production continuity, Ricciarelli was included in 2021 in the “Italian Register of Historic Brands of National Interest”, an award that is recognized to the exclusive owners of trademarks registered for at least fifty years who export and enhance Made in Italy in the world. New machinery put operator safety first, guaranteeing them optimal work conditions thanks to increasingly automated operations that reduce time waste and human energy down to the minimum while increasing efficiency of the whole production cycle. Taking into consideration factors such as ever smaller space and higher expenses to extend factories, Ricciarelli has paid into great attention overall dimension and maintained its plants’ absolute reliability. With a keen eye on market evolution, Ricciarelli has embraced the change and it has developed new packaging machines
grazie ad operazioni sempre più automatizzate che riducono al minimo sprechi di tempo ed energie fisiche aumentando l’efficienza dell’intero ciclo produttivo. Grande attenzione è stata rivolta anche alla limitazione degli ingombri, tenendo conto degli spazi sempre più ridotti e dei costi di ampliamento sempre più onerosi all’interno degli stabilimenti, preservando l’assoluta affidabilità degli impianti.Ricciarelli,sempre attenta alle evoluzioni del mercato, ha abbracciato il cambiamento sviluppando macchine per il confezionamento di prodotti alimentari anche in confezioni di carta. In occasione della prossima Ipack-Ima 2022 di Milano, Ricciarelli presenterà le sue ultime soluzioni che possono essere così riassunte: - incartonatrice automatica IR30 per confezioni di pasta corta a cuscino e doppio fondo quadro da 30 cartoni al minuto; - gruppo di confezionamento G12RC140 per spaghetti in astucci da 120 colpi al minuto; - gruppo di confezionamento per doppio fondo quadro versione compatta mod.VSB150S che riduce notevolmente gli ingombri mantenendo inalterate tutte le funzioni e le soluzioni tecniche del modello standard.
Con il processo di automazione, digitalizzazione e robotizzazione della produzione,le macchine Ricciarelli soddisfano la Smart Industry per la completa interconnessione tra lavoratori, macchine e informazioni garantita da tecnologie altamente avanzate.

to treat paper and other recyclable materials. For the next Ipack-Ima 2022 in Milan,Ricciarelli will present its latest solutions which can be summarized as follows: - IR30 automatic casepacker for pillow and double square bottom bags for short pasta at 30 cartons per minute; - high speed G12RC140 packaging unit for long pasta in cartons of 140 units per minute;packaging unit for double square bottom compact version mod. VSB150S which reduces the overall dimensions while maintaining all the functions and technical solutions of the standard model. With the process of automation, digitalization and robotization of production,Ricciarelli machines satisfy the Smart Industry for the complete interconnection between workers, machines and information guaranteed by highly advanced technologies.

Le strategie di packaging devono cambiare per soddisfare la richiesta di prodotti a base vegetale
La crescente popolarità delle diete di origine vegetale, incluso il veganismo, ha fatto sì che produttori di carne e aziende alimentari di tutta Europa abbiano partecipato all’ultimo seminario Packforum di Sealed Air
L’evento online “Change Perception” ha analizzato il comportamento dei consumatori, che stanno passando ad alimenti diversi, nonché l’impatto che ciò sta avendo sulle strategie di packaging. Gerd Wichmann, EMEA President di Sealed Air, spiega: “Il numero di consumatori che optano per diete vegane e flexitariane è in rapida crescita ed è previsto che il mercato globale di prodotti alternativi a base vegetale raggiungerà un valore di circa 140 miliardi di dollari entro il 2029. Sebbene la scelta di salute e benessere stia spingendo la gente a sostituire le proteine tradizionali, la motivazione è anche di natura etica e di sostenibilità. “Fattori come il benessere degli animali e le emissioni di carbonio stanno cambiando la percezione dei consumatori verso il consumo di carne. Tutto questo sta incentivando l’innovazione negli alimenti di origine vegetale e mentre l’industria si adatta alla domanda dei consumatori, è fondamentale che anche il packaging si evolva e tenga il passo”. Le tavole rotonde e le conversazioni individuali durante l’evento Packforum hanno evidenziato la necessità di allineare gli imballaggi dei prodotti a base vegetale con i valori dei consumatori. A ciò hanno contribuito le opinioni degli esperti del team di Sealed Air, nonché dei leader dei produttori e distributori di generi alimentari.“Le prestazioni del packaging devono soddisfare le aspettative etiche e di sostenibilità dei consumatori. Parte importante di questo aspetto riguarda la riciclabilità degli imballaggi, afferma Aldo Galbusera, EMEA Marketing Manager di Sealed Air, ma anche la prevenzione dello spreco alimentare”. “Prolungando la durata di conservazione e proteggendo gli alimenti da deterioramenti e contaminanti, gli imballaggi possono ridurre le quantità di cibo destinato allo smaltimento. Questo coincide con i benefici di sostenibilità delle diete a base vegetale,ma la sfida per l’industria non finisce qui.Tale prestazione deve essere raggiunta anche attraverso imballaggi realizzati senza l’uso di derivati animali, come i grassi”. Il sego (grasso animale) viene talvolta utilizzato come lubrificante o agente antiscivolamento durante la produzione di imballaggi alimentari. I partecipanti all’evento sono venuti a conoscenza dell’approccio alternativo di Sealed Air, che utilizza grassi non animali e cere idrocarburiche. Ciò ha contribuito a ottenere la certificazione di Qualità Vegana per il packaging alimentare a marchio
CRYOVAC® dell’azienda. Aldo Galbusera conclude: “L’intraprendenza delle economie circolari e la crescente preoccupazione per i cambiamenti climatici continueranno a modificare le percezioni dei consumatori sugli alimenti che acquistano. Al contempo gli acquirenti presteranno sempre maggiore attenzione alle catene di approvvigionamento alimentare esigendo che la sostenibilità sia tenuta presente dall’origine del prodotto fino al consumo. Questo metterà sempre più il packaging sotto i riflettori ed è importante che le soluzioni siano all’altezza delle esigenze etiche e di sostenibilità dei consumatori”
L’attività di SealedAir è quella di proteggere,risolvere le sfide di packaging e rendere il mondo migliore di come l’abbiamo trovato. Il suo portfolio comprende marchi noti tra cui Cryovac® - soluzioni di confezionamento alimentare, Sealed Air® - imballaggio di protezione e Bubble Wrap®. Le soluzioni consentono
una catena di fornitura alimentare più sicura ed efficiente e una protezione elevata per merci pregiate spedite in tutto il mondo. L’esperienza di Sealed Air, leader del settore nella progettazione, ricerca e sviluppo e innovazione trasforma le aziende,i mercati e la vita del consumatore. La società continua ad espandere il proprio portafoglio di soluzioni sostenibili di nuova generazione, inclusi materiali di imballaggio, sistemi automatizzati e servizi smart per offrire risparmi e creare valore misurabile a lungo termine. Sealed Air ha generato un fatturato di 4.9 miliardi di dollari nel 2020 e ha circa 16.500 dipendenti che servono clienti in 115 paesi. Per ulteriori informazioni, visitare il sito www.sealedair.com
In Sealed Air EMEA hanno PACKFORUM un centro dedicato alla collaborazione, istruzione e innovazione per risolvere le sfide più critiche di imballaggio e sostenibilità dei clienti.
Per informazioni: https://sealedair.it/it/packforum

Packaging strategies must change to satisfy plant-based appetites
The growing popularity of plant-based diets including veganism saw meat processors and food companies from across Europe join Sealed Air’s latest Packforum seminar
Taking place online, the ‘Change Perception’ event explored the shifting consumer behaviours that are changing which foods shoppers buy and the impact this has on packaging strategies. Gerd Wichmann, EMEA President at Sealed Air, explains: “The number of consumers opting for vegan and flexitarian diets is rapidly growing, with the global plant-based alternatives market expected to be worth around $140billion by 2029. Although health and wellbeing choices are causing people to switch from traditional proteins, they are also motivated by ethical and sustainable reasons.“Factors such as animal welfare and carbon emissions are changing consumer perceptions of eating meat.This is driving innovation in plant-based foods and as industry adapts to consumer demand, it is crucial that packaging also evolves and keeps pace.” Panel discussions and one-to-one interviews during the Packforum event looked at the need for

plant-based food packaging to align with consumer values. This involved expert insight from Sealed Air’s team, as well as from leaders from food retailers and processors. “Packaging performance must meet the ethical and sustainable expectations of consumers. An important part of this involves recyclability, said Aldo Galbusera, EMEA Marketing Manager PlantBased Alternative Proteins at Sealed Air, however it also requires packaging to prevent waste.” “By extending shelf life and protecting food against spoilage and contaminants, packaging can reduce levels of food going to disposal. This fits with the sustainability benefits of plantbased diets, but the challenge for industry doesn’t end there. Such performance must also be achieved with packaging that is made without using animal derivatives, such as fats.” Tallow (animal fat) is sometimes used as a lubricant or slip agent during the production of food packaging. Event delegates were able to learn about Sealed Air’s alternative approach, which uses non-animal fats and hydrocarbon waxes. This has helped earn Vegan Quality certification for the company’s CRYOVAC® brand food packaging. Aldo Galbusera concludes: “The resourcefulness of circular economies and growing concern around climate change will continue to alter consumer perceptions about the foods they purchase. Along with this, shoppers will pay closer attention to food supply chains and expect sustainability to run right from product source through to consume. This will increasingly place packaging in the spotlight and it’s important that solutions measure up to consumers’ ethical and sustainable demands.”
Sealed Air is in business to protect, to solve critical packaging challenges, and to make our world better than we found it. Its solutions and systems include CRYOVAC® brand food packaging, SEALED AIR® brand protective packaging, AUTOBAG® brand automated systems and BUBBLE WRAP® brand packaging. These brands collectively enable a more efficient, secure and less wasteful global food supply chain and enhance commerce through fulfillment and packaging solutions to protect the worldwide movement of goods. Sealed Air’s industry-leading expertise in science, engineering, and innovation transforms businesses, industries, and consumers’ lives. The company continues to expand its portfolio of next-generation sustainable solutions including packaging materials, automated systems, and smart services to deliver savings and create measurable long-term value. Sealed Air generated $4.9 billion in sales in 2020 and has approximately 16,500 employees who serve customers in 115 countries.To learn more, visit www.sealedair.com
EMEA has the Sealed Air’s Packforum facility dedicated to collaboration, education and innovation to solve its customers’ most critical packaging and sustainability challenges.
To learn more:
https://sealedair.co.uk/en-gb/packforum
Imballaggi in cartone che utilizzano polimeri riciclati certificati
Prodotti nello stabilimento di Châteaubriant di Tetra Pak in Francia, i nuovi TAPPI che integrano polimeri riciclati attribuiti sono stati scelti da Elle & Vire, il marchio francese numero uno di creme e parte del portafoglio di Elvir
Tetra Pak, in collaborazione con Elvir, una sussidiaria di Savencia Fromage & Dairy, azienda di trasformazione del latte leader a livello mondiale, è diventata il primo produttore di imballaggi in cartone nel settore alimentare e delle bevande a lanciare un tappo che utilizza polimeri riciclati certificati. Questa mossa segna un passo fondamentale nel progresso di entrambe le società verso la circolarità. Aiutando a trovare un uso economicamente corretto per i rifiuti di plastica e acquistando responsabilmente le materie prime, Tetra Pak ed Elvir continuano a ridurre al minimo la loro dipendenza dalle risorse vergini di origine fossile.
Elle & Vire ha scelto la soluzione HeliCap™ 23 cap per completare i suoi prodotti in crema, che sono distribuiti in confezioni di cartone Tetra Brik® Aseptic 1L Slim. Questo tappo a vite richiudibile in un solo passaggio è prodotto nello stabilimento Tetra Pak di Châteaubriant nella Loira Atlantica, in Francia, un sito che ha ottenuto la certificazione

Roundtable on Sustainable Biomaterials (RSB) Advanced Products e sostenuto da un investimento di 100 milioni di euro per accelerare la transizione verso la produzione di tappi legati. Il tappo HeliCap™ 23 offre ai consumatori facilità di apertura e presenta un anello di prova di manomissione chiaramente visibile, che rassicura che il prodotto non è stato aperto prima. Chakib Kara, Managing Director France & Benelux di Tetra Pak, ha commentato: “Siamo estremamente orgogliosi del lavoro svolto insieme a Elle & Vire. Entrambi i team sono ispirati e motivati da un impegno condiviso: sviluppare sistemi alimentari più sostenibili. Insieme, stanno contribuendo a rendere il riciclo più redditizio, affrontando al contempo la crescente preferenza dei consumatori per le aziende responsabili. Studi comparativi mostrano che, già oggi, le nostre confezioni in cartone a base di carta hanno un’impronta di carbonio inferiore rispetto alle opzioni alternative, come le confezioni in vetro, plastica o metallo. La distribuzione di cartoni che integrano i polimeri riciclati attribuiti rappresenta un passo chiave nel nostro viaggio verso il miglior pacchetto alimentare sostenibile, completamente realizzato con materiali rinnovabili o riciclati provenienti da fonti responsabili, completamente riciclabile e a emissioni zero”.
Annick Renou,Global Marketing Director di Elvir,ha aggiunto: “Adottando tappi che integrano polimeri riciclati attribuiti, Elle & Vire è un pioniere della circolarità. Sulla base di ricerche recenti, circa tre consumatori francesi su quattro si occupano di questioni ambientali e lo stesso numero afferma che la loro intenzione di acquisto aumenta se un marchio affronta problemi di sostenibilità. Siamo lieti di beneficiare dell’esperienza e della capacità di Tetra Pak di fornire una soluzione di imballaggio così innovativa ed ecologica. Sono sicuro che questo rafforzerà la nostra posizione di leader nel mercato, soddisfacendo al contempo le crescenti aspettative dei nostri consumatori”. I nuovi tappi che utilizzano polimeri riciclati attribuiti sono prodotti secondo il metodo di attribuzione della catena di custodia RSB. Ciò significa che la plastica è composta da un mix di materiali riciclati e non riciclati, con la corrispondente massa di materiali riciclati tracciata lungo tutta

la catena di approvvigionamento di Tetra Pak. Ciò viene verificato da un revisore esterno secondo la procedura della catena di custodia RSB, che fa parte della certificazione RSB Advanced Products. Marco Marchetti, VP Packaging Materials, Sales & Distribution Solutions di Tetra Pak, ha concluso: “In qualità di firmatario del New Plastics Economy Global Commitment di Ellen MacArthur, Tetra Pak si è impegnata a incorporare in media un minimo del 10% di contenuto di plastica riciclata nelle confezioni di cartone venduto in Europa entro il 2025. Dopo aver ascoltato le richieste di Elle & Vire e aver attivato il nostro ecosistema di partner innovativi, come INEOS e RSB, che ci stanno aiutando ad allontanarci dalle risorse vergini fossili, siamo ora un passo più vicini al raggiungimento questo obiettivo”.

Carton packages using certified recycled polymers
Manufactured at Tetra Pak’s Châteaubriant plant in France, the new caps integrating attributed recycled polymers have been chosen by Elle & Vire, the number one French cream brand and part of Elvir’s portfolio
Tetra Pak, in partnership with Elvir, a subsidiary of Savencia Fromage & Dairy - a world leading milk processor - has become the first carton packaging player in the food and beverage industry to launch a cap using certified recycled polymers. This move marks a key step in both companies’ progress towards circularity. By helping to find an economically sound use for plastic waste and responsibly sourcing raw materials, Tetra Pak and Elvir continue to minimise their dependency on virgin, fossil-based resources. Elle & Vire chose the HeliCap™ 23 cap solution to complement its cream products, which are distributed in Tetra Brik® Aseptic 1L Slim carton packages. This one-step resealable screwcap is manufactured at Tetra Pak’s Châteaubriant plant in Loire-Atlantique, France – a site that has been awarded the Roundtable on Sustainable Biomaterials (RSB) Advanced Products certification and boosted by a 100 million investment to accelerate the transition to the production of tethered caps.The HeliCap™ 23 cap offers consumers ease of opening and features a clearly visible tamper evidence ring, providing reassurance that the product hasn’t been opened before. Chakib Kara, Managing Director France & Benelux at Tetra Pak, commented: “We are extremely proud of the work being done alongside Elle & Vire. Both teams are inspired and motivated by a shared commitment - to develop more sustainable food systems. Together, we are contributing to making recycling more economically viable, while addressing increasing consumer preference for responsible companies. Comparative studies show that, already today, our paper-based carton packages have a lower carbon footprint than alternative options, such as glass, plastic or metal packages. Deploying cartons integrating attributed recycled polymers represents a key step in our journey towards the ultimate sustainable food package, one that is fully made of responsibly sourced renewable or recycled materials, fully recyclable and carbon neutral.”
Annick Renou, Global Marketing Director at Elvir, added: “By adopting caps which integrate attributed recycled polymers, Elle & Vire is a pioneer in circularity. Based on recent research, approximately three in four French consumers are concerned with environmental issues, and the same number say that their purchase intention increases if a brand is addressing sustainability issues. We are pleased to be benefiting from Tetra Pak’s expertise and ability to provide such an innovative and environmentally sound packaging solution. I am sure this will strengthen our leading position in the cream market, while meeting the increasing expectations of our consumers.”
The new caps using attributed recycled polymers are manufactured under the RSB chain of custody attribution method. This means that the plastics are made of a mix of recycled and non-recycled materials, with the corresponding mass of recycled materials tracked throughout the Tetra Pak supply chain. This is verified by a third-party auditor according to the RSB Chain of Custody Procedure, which forms part of the RSB Advanced Products certification.
Marco Marchetti, VP Packaging Materials, Sales & Distribution Solutions at Tetra Pak, concluded: “As a signatory of the Ellen MacArthur New Plastics Economy Global Commitment,Tetra Pak has pledged to incorporate a minimum of 10% recycled plastic content on average across carton packages sold in Europe by 2025. Having listened to Elle & Vire’s demands and activated our ecosystem of innovative partners, such as INEOS and RSB, who are helping us to move away from virgin, fossil-based resources, we are now one step closer to reaching this goal.”
ABRIGO a Ipack-Ima 2022
Abrigo sarà a Ipack-Ima per mostrarvi le macchine esposte e per discutere e analizzare nuovi progetti
Abrigo implementa il proprio percorso di internazionalizzazione e di focalizzazione su impianti per il packaging industriale presentando alla prossima fiera Ipack-Ima di Milano una nuova gamma di macchine compatte monoblocco denominate SMART SERIES
Nello specifico, il sistema che verrà presentato in fiera introdurrà i seguenti nuovi concetti:
- Magazzino fustelle con buffer integrato
- Formatura inferiore del vassoio con metodo wrap around
- Trasportatore con vacuum technology
- Inserimento prodotti di tipo SL “Side loading”
- Nuova generazione di robot Abrigo 2 assi compatti con leve in carbonio
- Footprint ridotto e altezza della struttura contenuta.
Sul piano dei macchinari di taglio ad ultrasuoni,si potrà trovare presso lo standAbrigo, un aggiornamento della macchina appartenente alla famiglia “FLEXCUT”, con robot antropomorfo,perlamassimaflessibilità,velocitàesanitizzazionedeltaglio.Ilprocesso di rinnovamento costante che Abrigo nel corso degli anni applica ai propri sistemi, è ulteriormente rafforzato da futuri sviluppi di applicazioni di taglio e confezionamento che riguarderanno i settori del Gorgonzola e del formaggio Feta, introducendo su questo ultimo prodotto un nuovo concetto di produzione continua su 24h.
Sempre all’avanguardia sono i sistemi di packaging integrato ROBOFEED per alimentare e scaricare macchine di incarto primario come termoformatrici e flowpack.

Altro punto di forza sono i consolidati e affidabili sistemi Abrigo MRS, in cui celle robotizzate modulari, equipaggiate con robot a 2 o più assi, compongono impianti di packaging secondario completi e flessibili, integrando sistemi di controllo, come metal detector, pesatrici, macchine ausiliarie come etichettatrici e marcatori, etc.
La gamma di confezionamento viene infine completata da celle robotizzate di smodellaggio prodotti,dalle isole ROBOVISION,in cui robot delta veloci guidati da sistemi di visione artificiale trattano prodotti in arrivo alla rinfusa e da nuove applicazioni collaborative con l’utilizzo e l’integrazione di COBOT, che forniscono un valido aiuto nelle operazioni semplici e ripetitive dell’automazione industriale. Tutto questo sarà corredato da una più moderna veste grafica delle interfacce HMI, con opzioni di remote control, A.R. (Augmented-Reality) e documentazione tecniche interattive, per migliorare costantemente il customer service.
Abrigo è quindi ben lieta e pronta ad accogliervi al suo stand per mostrarvi le macchine esposte e per discutere ed analizzare nuovi progetti ed affrontare insieme nuove sfide.
ABRIGO at Ipack-Ima 2022
At Ipack-Ima, Abrigo will exhibit its range of machines and will be available to discuss and analyze new project
Abrigo pursues its own path to the internationalization and focus on systems for the packing industry presenting during the next Ipack-Ima exhibition in Milan a new range of monoblock compact machines for the secondary packing called SMART SERIES
In particular, the system exhibited will introduce these following new concepts:
- Carton magazine with integrated buffer
- Bottom wraparound forming of the trays
- Conveyor with vacuum technology
- SL Lateral transfer of products (Side loading)
- New generation of compact Abrigo 2 axis robots with carbon arms
- Small Footprint and compact total height of the frame. Regarding the ultrasonic cutting systems, it will be possible to find on Abrigo’s booth an updated version of machine belonging to the “FLEXCUT” family, with the blade driven by an anthropomorphic robot, which guarantees the maximum flexibility, sanitization and cutting speed. The constant renewal that Abrigo applies over the years to its systems, is further strengthened by future developments of cutting and packaging applications related to the fields of Gorgonzola cheese and Feta,introducing on this last product,a new concept of continuous 24h production. Always on the cutting edge are the integrated packaging systems ROBOFEED to feed and unload primary packaging machines, like thermoforming and flowpack machineries.
Another strong point are the consolidated and reliable ABRIGO MRS systems, in which modular robotic cells, each one equipped with a 2 or more axis, compose secondary packaging systems complete and flexible, integrating also check systems like metal detector, check-weigher, auxiliary external machines like labelling and coding machineries, etc.

Finally, the range of packaging machines is completed by robotic cells for the depanning of products, by Robovision applications, where high speed robots guided by artificial vision systems, manage randomly coming products and by collaborative applications with the use and the integration of COBOT, that offer a valid help into the easy and repeatability operations of the industrial automation. All this will be implemented with a modern HMI interface, with option for remote control,A.R.(Augmented-Reality) and interactive technical documents,to improve steadily the customer service.
Thus, Abrigo will be very glad and ready to have you at its stand to show you the exposed machines and to discuss and analyze new projects and to face up together new challenges.


Soluzioni chiavi in mano di alta qualità ed efficienza
Da
UNIMAC-GHERRI linee complete chiavi in mano per prodotti alimentari densi e semi-densi
UNIMAC-GHERRI (AROL GROUP) è l’azienda specializzata nella produzione di macchine e linee di confezionamento per prodotti alimentari in contenitori in vetro, metallo e plastica, con capsule twist-off e prefilettate. Tra gli esempi di soluzioni proposte è possibile menzionare linee complete che consentono di coprire il processo di packaging primario, garantendo l’igienizzazione del contenitore vuoto con una soffiatrice ad aria e a vapore, il suo riempimento attraverso una riempitrice lineare a pistoni e, infine, la chiusura con una macchina capsulatrice lineare automatica munita di alimentatore magnetico capsule da terra. A inizio linea è quindi possibile installare una soffiatrice modello GG75, idonea alla pulizia di scatole in banda stagnata, di vasi e bottiglie in vetro, di contenitori e bottiglie di plastica. Il diametro dei contenitori va da 30 a 160 mm con altezza da 50 a 280 mm. Questa soluzione consente di lavorare su diversi formati senza nessun costo aggiuntivo con possibilità di effettuare un cambio formato senza alcuna attrezzatura aggiuntiva. Novità recente è la riempitrice lineare a pistoni PF-6L, adatta a tutti quei prodotti densi e semidensi come succhi di frutta, marmellata, conserve di pomodoro, maionese, salse, omogeneizzati. La macchina presenta un design attento alle necessità di estrema igienizzazione del settore, con una zona di riempimento ridotta al minimo per facilitare la sanificazione. La gamma comprende modelli da 4 a 6 pistoni, costruiti interamente in acciaio inox. L’unità di riempimento pistone/cilindro doppio per

vasi, bottiglie e barattoli opera con capacità da 20 a 1100 ml (per il riempimento di porzioni monodose).A seguire si trova la capsulatrice lineare automatica modello GG100, predisposta con le opportune attrezzature opzionali alla tappatura di vasi e/o bottiglie con capsule metalliche tipo Regular, Medium, Deep, Twist-off, Pry-Twist e Pry-off. La produzione massima è di 12.000 pezzi/ora riferita a contenitori con capsula Ø 38 mm tipo RTO.La tappatura avviene
in camera satura di vapore e ad alto grado di vuoto all’interno del contenitore.Il valore di vuoto è costante mentre la facilità di regolazione dei formati è resa senza l’utilizzo di attrezzature speciali anche con la macchina in produzione. Il cambio formato è quindi rapido ed è garantita la resistenza alla corrosione. Completano la gamma prodotto depalettizzatori e palettizzatori semi-automatici ed automatici. www.unimac-gherri.com

High-quality and high-efficiency complete solutions
UNIMAC-GHERRI proposes complete packaging lines for dense and semi-dense food products
UNIMAC-GHERRI (AROL GROUP) is the company specialised in the production of packaging machinery and lines for food products in glass, metal, and plastic containers, with twist-off and pre-threaded caps. The example solutions proposed include the possibility for complete lines able to cover the primary packaging process, guaranteeing sanitisation of the empty container with an air and steam blower, its filling by means of a linear piston filler, and lastly, closure with an automatic linear capping machine equipped with floorstanding magnetic cap feeder. At the start of the line, it is therefore possible to install a GG75, suitable for cleaning tinplate cans, glass vases and bottles, plastic containers and bottles. The diameter of the containers ranges from 30 to 160 mm, with height from 50 to 280 mm. This solution allows processing of different formats without any additional costs and the possibility to make a format change without any additional equipment, rather making only the necessary adjustments. A recent novelty is the linear piston filler PF-6L, suitable for all dense and semi-dense products such as fruit juices, jams, tomato pastes, mayonnaise, sauces, baby foods. The machine design caters to the industry’s extreme sanitisation requirements, with a filling zone reduced to the minimum to

facilitate sanitisation. The range includes 4- and 6-piston models, made entirely of stainless steel.The piston/double cylinder filling unit for bottles and jars works with a 20 to 1100 ml capacity (for filling single-dose portions). Next is the GG100 automatic linear capper, fitted with the necessary optional equipment for capping vases and/or bottles with Regular, Medium, Deep, Twist-off, Pry-Twist, and Pry-off metal caps. The maximum production rate is 12,000 pieces/hour for containers with RTO type caps with diameter 38 mm. Capping occurs in a steamsaturated chamber with a high-level vacuum inside the container. The vacuum level is constant, while formats can be regulated without the use of special equipment, even with the machine in production. The format change is therefore rapid and corrosion resistance is guaranteed.The product range is completed by semi-automatic and automatic depalletizers and palletizers.
www.unimac-gherri.com




Doypack per uso quotidiano con il sistema di packaging configurabile e flessibile
Realizzato da Cama Group per una multinazionale del food, l’impianto per l’imballaggio secondario e terziario di stand up pouch in varie configurazioni pronte per lo scaffale della GDO risponde in modo puntuale alle esigenze di produttività elevata, ergonomia, cambio formato rapido e flessibile
Confezionare pouch in diversi formati shelf-ready
Negli ultimi tempi, diversi fattori a livello globale hanno modificato abitudini e stili di vita di miliardi di persone. Come altri settori, il comparto alimentare ha subito una rapida evoluzione, a seguito della crescita esponenziale dell’eCommerce, accelerata durante la pandemia, e dell’affermazione di nuovi modelli di marketing e consumo, con l’avvento di campagne, offerte e linee di prodotto diversificate, in tutti i canali distributivi, GDO in primis. In questo scenario, la fornitura di impianti di produzione e confezionamento ultra-flessibili, configurabili in modo rapido e semplice a seconda delle necessità è una condizione imprescindibile per la competitività. Cama Group, in prima linea nell’affrontare la domanda di maggiore efficienza,ha fornito di recente a una multinazionale del comparto food un impianto di confezionamento secondario e terziario,in grado di coniugare ritmi produttivi elevati con un’estrema flessibilità nel cambio formato.
Specifiche di un progetto made in Italy
L’impianto fornito da Cama confeziona un prodotto di uso quotidiano per l’alimentazione dei bambini contenuto in stand up pouch con tappo apri e chiudi: una scelta vantaggiosa, quella del formato Doypack richiudibile e pronto per un consumo “on the go”, in termini di praticità, dosaggio agevole, conservazione e trasportabilità.
Ma per rispondere alle esigenze distributive della GDO, era però necessario ottimizzare il confezionamento con formati pronti per l’esposizione sul punto vendita.

Cama ha dunque proposto una soluzione studiata per confezionare gli stand up pouch in astucci SRP (Shelf Ready Packaging) realizzati a partire dal fustellato steso, che vengono quindi imballati in casse wrap around adatte alla gestione nei supermercati. L’intervento di Cama ha, inoltre, permesso di sostituire i due impianti produttivi preesistenti - adibiti, rispettivamente,alla creazione di astucci da preincollato e di confezioni wrap-around da cartone stesocon un’unica macchina in grado di eseguire tutti gli step del confezionamento a fine linea. Dal pouch all’astuccio SRP
I pouch, controllati e ordinati, vengono inseriti negli astucci Shelf Ready Packaging in fustellato steso di cartone compatto (prima si usava un cartone preincollato) per astucci multipack da quattro pouch da 100 g ciascuno o microonda per altri formati (con chiusura tramite colla a caldo).
Questa è la grammatura impostata attualmente per i pouch ma sono possibili diversi formati (da 85, 90, 100, 128, 130 e 180 g) a seconda dei programmi di produzione. Si potranno inserire formati più importanti come quello da 500 g. Velocità da 30 a 72 imballi SRP/minuto (formato 4x100 g).
Gli astucci Shelf Ready Packaging (da quattro pouch) vengono poi raggruppati e inseriti in casse wrap around di cartone ondulato da fustellato steso (chiu-
Dal packaging secondario alla pallettizzazione con un unico referente Il committente di questo impianto così complesso ha avuto un unico referente. Il capo commessa è stata l’azienda Clevertech, specialista nella pallettizzazione di fine linea che insieme a Cama Group, specialista nel packaging secondario, hanno realizzato l’impianto richiesto.
Il packaging secondario con il fine linea per la pallettizzazione è diventato un sistema unico grazie ai due specialisti. L’integrazione delle diverse parti dell’impianto è stata semplice in quanto è stata affidata a due partner che collaborano da tempo quotidianamente e insieme hanno realizzato una soluzione completa di grande efficienza. Più è complesso l’impianto più importante è la necessità che le singole parti siano strettamente collegate per lo scambio di prodotti, dati e informazioni senza che ci siano problemi a causa di incompatibilità delle macchine. La linea oltre ad avere la perfetta integrazione delle singole parti è stata progettata per lavorare al 70% circa del suo potenziale in modo che ci sia lo spazio per aumentare la sua produzione e non far lavorare l’impianto al massimo delle potenzialità.
sura tramite colla a caldo). Ogni cassa wrap-around contiene tre astucci.Velocità da 10 a 20 casse/minuto.
FW746: più operazioni con una sola macchina I diversi passaggi vengono realizzati da una sola macchina molto compatta: il modello FW746 di Cama Group, sviluppato a partire dalla macchina standard FW748, che consente di creare casse molto compatte (fino a un quarto di pallet, 400 x 300 mm) come richiesto dalla GDO.
Il modello FW746 può essere integrato nell’unità robotizzata monoblocco, creando così un sistema di confezionamento completo, dalla formazione fino al carico e alla chiusura delle scatole: il packaging primario, in entrata, esce imballato nella cassa pronta per la spedizione.
Materiali sostenibili
Ricordiamo infine che, in linea con la tendenza a minimizzare l’impiego di materiali plastici, gli impianti Cama utilizzano materiali a base cellulosica, quindi plastic free: un requisito molto apprezzato dall’azienda committente, particolarmente attenta agli aspetti di sostenibilità ambientale,che richiedeva la possibilità di impiegare materiali da imballaggio ecocompatibili. www.camagroup.com www.clevertech-group.com
With a single point of contact, you can go from secondary packaging to palletization
This complex plant's client had a single point of contact. Clevertech, a specialist in end-of-line palletization, was the project manager, and the required system was built in collaboration with Cama Group, a specialist in secondary packaging. Thanks to the two experts, secondary packaging with the end of line for palletization has evolved into a one-of-a-kind system. The integration of the various parts of the system was simple because it was entrusted to two partners who have been collaborating every day for a long time and have created a complete and highly efficient solution together.
The more complex the system, the more important it is for the individual parts to be closely connected in order to exchange products, data, and information without problems due to machine incompatibility.The line, in addition to having perfect integration of the individual parts, has been designed to work at about 70% of its potential so that there is potential to increase production without overloading the plant.
Doypack for daily use with the flexible configurable packaging system
Cama Group has created for a food multinational a secondary and tertiary packaging line for stand-up pouches ready to the shop shelves that promptly meets high-speed production, ergonomics, fast and flexible format change requirements
Various factors have influenced the behaviour of billions of people. The production system has evolved to accommodate evolving consumer demands. The food industry has seen a rapid evolution in market request, with large-scale distribution, eCommerce, Covid, and increasingly diverse offers making very flexible packaging methods vital and adaptable to changing needs.
In Cama Group they have experienced these developments with a secondary packaging line created for a food multinational that required a flexible, ergonomic, high-speed production and fast format change system. To match market demands, you must be smart.
The plant’s customer is a firm that is extremely concerned about environmental sustainability. It uses ecologically friendly materials in its goods, and the systems may be customized to modify the formats according to needs using this made in Italy solution. The plant must pack a daily use product for feeding children in a pouch with an open and close cover that can be maintained in the mother’s bag or backpack to be used and stored during the day.
Using a Pouch with a cap as a container in its Shelf Ready Packaging is critical for the benefits of practicality, product dosing, storage, and transportation that this format provides. Technically, it entails packaging doypacks (stand-up pouches) into flat blank boxes. Following that, the same cases must be encased in a wraparound case.As a result,a single packing machine replaces two pre-existing production plants: one for pre-glued boxes and another for flat cardboard wrap-around packs.

The pouch’s trip to the shop shelves
After the Doypacks (stand-up pouches) have been filled in the filler area, they are placed in the packaging flow and their journey to the supermarket shelves begins. Cama’s system, which he designed and built, begins at the filler’s exit with the orderer, who determines the correct flow of the products and their orientation during the transport path:
• Products: doypacks with caps (stand-up pouches ranging in weight from 85 to 180 g) advance from the filler in a constant flux, lying on the long side facing the march; they are picked and packaged in SRP (Shelf Ready Packaging) boxes.
• Sorting: the pouches are initially arranged in two rows to feed the two machines for secondary packaging; once the third machine on the line is added, they will move to three rows.
• Along the way: the products are weighed,labeled, checked with an X-ray system for the presence of


contaminants,and then sorted with the divider,which orders the products to the packaging lines for the creation of both types of format.
The first operation is to transfer the Pouch to the SRP case
The pouches are checked and sorted before being inserted into Shelf Ready Packaging boxes made from flat blanks (previously a pre-glued cardboard was used) for multipack boxes of four pouches of 100 g each or microwave for other formats (with hot glue closure).
This is the current weight for the pouches, but different sizes (85, 90, 100, 128, 130, and 180 grams) are possible depending on the production programs.It will be possible to include larger formats, such as the 500 gram one. Speed ranges from 30 to 72 SRP packages per minute (4x100 gram format).
SRP tertiary packaging is the second operation
The Shelf Ready Packaging boxes (four pouches) are grouped and placed in corrugated cardboard wraparound boxes made from flat blanks (closed with hot glue). There are three cases in each wrap case. Speed ranges from 10 to 20 cases per minute.
Cama FW746 model is versatile, allowing it to perform multiple tasks with a single machine
The FW746 model by Cama Group (derived from the FW748, standard machine) can create crates with dimensions up to a quarter of a pallet (400 X 300 mm) for products that require reduced packaging due to the demands of the large-scale retail trade.
The FW746 model can be integrated into a monobloc robotic unit to create a complete packaging system with box formation, loading, and closing: the product enters with primary packaging, and the box exits ready for shipment.
Cama plants make use of environmentally friendly materials derived from paper. Plastic materials have beenphasedoutofthemarket.Camahasanadvantage because it uses cardboard and its secondary packaging solutions are free of plastic. www.camagroup.com www.clevertech-group.com
Confezionatrici per un ampio
ventaglio di industrie
Dolzan Impianti è cresciuta con i suoi clienti progettando confezionatrici per i settori alimentare food e non food, farmaceutico, dolciario, chimico e meccanico
Dolzan Impianti Srl, presente nel campo del confezionamento dal 1962, deve il proprio successo alla lunga esperienza accumulata nel settore e al continuo aggiornamento tecnologico teso a fornire ai propri clienti le migliori soluzioni disponibili sul mercato. I risultati di questo impegno, che dura quasi 60 anni, si concretizzano in una vasta gamma di impianti di confezionamento versatili, affidabili e di facile gestione. Dolzan Impianti è cresciuta con i suoi clienti e con determinazione ha creato basi solide per il futuro. Progettate in modo razionale ed
essenziale, adatte ai settori alimentare food e non food, farmaceutico, dolciario, chimico, meccanico, ecc.,le confezionatrici verticali Dolzan rappresentano la soluzione ideale per confezionare prodotti alla rinfusa, siano essi granulari, polverosi o liquidi, partendo da bobina a foglia piana.
Le linee di confezionamento verticale Dolzan vengono completate con diversi sistemi di dosaggio:sistemi di dosaggio con bilance elettroniche,volumetrici a tazze o a coclea e dosatori per liquidi, con la possibilità di abbinare due dosatori nella stessa confezionatrice. Sono disponibili per il confezionamento in busta piatta, a fondo piatto e soffietto, con fustella, clip, doystyle e sottovuoto.
Le confezionatrici Dolzan possono essere completate da una vasta gamma di accessori: elevatori a tazze per prodotti granulari, caricamenti a coclea per le polveri, nastri sincronizzati per prodotti a conteggio, stampatori e molto altro. Una menzione particolare riguarda il sistema di iniezione di azoto, la quale permette di prolungare la “shelf life” del prodotto; il

dispositivo agisce sulla composizione di aria all’interno della busta, riducendo la percentuale di ossigeno che troviamo in essa e sostituendola in azoto. La vasta gamma di combinazioni e personalizzazioni che può offrire permette di soddisfare le richieste più varie non solo riguardo la tipologia di prodotto, ma anche la forma e la dimensione della busta che si desidera ottenere.
Le confezionatrici Dolzan vengono create da un team esperto che si pone come obiettivo quello di fornire un prodotto con alte prestazioni. Il Made in Italy trova la sua espressione in un prodotto di alta gamma che risponde alle necessità dei clienti più esigenti. È attivo un servizio di customer care che permette al cliente di essere sempre in contatto diretto con i tecnici specializzati Dolzan Impianti,di poter chiedere informazioni e risolvere problemi in tempo reale. L’assistenza al cliente continua anche presso l’utilizzatore con interventi tempestivi da parte dei tecnici aziendali.

Packaging machines for a broad range of industries
Dolzan Impianti has grown with its clients and designed packaging machines for the food, pharmaceutical, pet food, confectionary, chemical, and mechanical industries
DolzanImpiantiSrl,whichhasbeenworkinginthe packaging field since 1962, owes its success to the long experience in the sector and the continuous technical refinement aiming at providing its clients with the best solutions available on the market. The results of this passion, lasting for nearly 60 years, take shape in a wide range of packaging machines whose main characteristics are versatility, reliability and user-friendliness. Dolzan Impianti has grown with its clients and created solid grounds with the great determination for a promising future.
Designed in a rational and essential way, suitable for the food, pharmaceutical, pet food, confectionary, chemical, mechanical industries and others, Dolzan vertical packaging machines represent the best way to pack any type of product in bulk, be it granular, powdery or liquid, starting from flat foil reel.
They can handle any thermoplastic or polyethylene film, thermo sealable film or polypropylene and complex material.
Packaging lines with electronic weighers (linear and multihead weighers), volumetric dosers (volumetric cups or auger filler), with the possibility of combining two different dosers on the same machine, are available for packing into pillow pack, flat bottomed bags, gusseted bags, bags with handle, clip, doystyle bag and bags with vacuum.
Dolzan packaging machines can be equipped with a range of accessories: bucket elevators for granular products, screw feeding systems for powders, synchronizedelevatorsforcountedproducts,printers, rotating collection tables and many more. Important equipment is a nitrogen injection system that allows extending the product shelf life; the device acts on the air composition inside the bag, reducing the oxygen percentage replacing it with nitrogen. The wide range of packaging machines and dosers Dolzan Impianti can offer allows satisfying different demands in terms of product, bag shape and dimension.
Dolzanpackagingmachinesarecreatedbyaqualified team whose aim is providing a highly performing

product. Its Made in Italy finds its expression in a high-quality product suitable for the needs of the most demanding customers.
Dolzan Impianti customer-care service gives its clients direct access to its specialized technicians in order to ask for information and solve problems in real time. Client care continues a tour customer site with timely and effective assistance by the company’s qualified operators.

Innovazione: il focus di GPI Group
Il continuo aggiornamento e l’arricchimento tecnologico di GPI Group procedono di pari passo con la costante evoluzione del mercato del packaging secondario
Geo Project Industries (GPI Group) è un’azienda italiana di Galliera Veneta (Padova) con oltre 40 anni di esperienza nel settore dell’automazione industriale. Grazie alla passione per l’innovazione e ad un consolidato know-how di un team esperto di ingegneri, GPI Group progetta e realizza sistemi automatici e impianti completi nel settore food come ad esempio astucciatrici,formatrici, unità di chiusura, coperchiatrici, unità di carico dall’alto, wrap–around, monoblocchi, palettizzatori, ecc.
La dedizione al lavoro, unita alla continua volontà di ricerca, ha permesso a GPI Group di distinguersi dai numerosi competitors e di essere oggigiorno ricono-

sciuta come leader sul mercato nazionale e internazionale nell’imballaggio secondario del settore food
GPI Group è, infatti, fortemente apprezzata come partner competente e affidabile, in grado di fornire prodotti e soluzioni tecniche a 360°, cuciti su misura (tailor made) in base alle specifiche esigenze del cliente. Inoltre, la complessità delle problematiche affrontate e risolte nel corso degli anni, costituisce il “banco di prova” su cui si basa l’esperienza e la continua ricerca di un miglioramento da parte di ogni compartimento aziendale.
La filosofia di GPI Group si struttura su tre pilastri principali:
• Orientamento al cliente, grazie al know-how finalizzato al proporre al cliente soluzioni altamente personalizzate per incontrare e soddisfare le esigenze produttive;
• Assistenza al cliente, con un ufficio service multilingue attivo tutti i giorni e pronto a fornire risposte tempestive. Il supporto al cliente è garantito anche dall’utilizzo di sistemi innovativi di tele diagnosi e di portali web per la richiesta dei ricambi;

Innovation: GPI Group’s focus
GPI’s continuous update and ever-increasing technological foundation go hand in hand with the constant evolution of the secondary packaging market
Geo Project Industries (GPI Group) is an Italian company based in Galliera Veneta (Padua) with a background of 40 years’ experience in the industrial automation sector. With passion for innovation and a consolidated know-how, the GPI Group’s experienced team of engineers designs and manufactures automatic systems and complete plants for the food sector, such as cartoning machines, forming machines, closing units, lidding machines, top loading units, wrap-around packers, all-in-one units, palletizers, etc.
The dedication to work, combined with continuous research,hasensuredtheGPIGroupstandsoutfromthe
numerous competitors and to be nowadays recognized as a leader on the national and international market in the secondary packaging of the food sector
The GPI Group is highly appreciated as a competent and reliable partner, able to provide products and allround technical solutions, “tailor made” according to the specific needs of the customer.
In addition,the complexity of the problems addressed and resolved over the years,constitutes the“testbed” on which the experience and the continuous search for improvement by each business compartment is based.
The philosophy of the GPI Group is structured on three main pillars:
• Customer orientation, based on know-how aimed at offering the client highly customized solutions to meet and satisfy production needs.
• Customer service, with a multilingual team, active every day and ready to provide timely responses. customer support is also ensured by the use of innovative systems for remote diagnosis and web portals for spare parts requests.
• Innovazione continua, che da sempre costituisce il cuore di GPI Group, per poter essere al passo con l’evoluzione degli imballaggi, che necessitano uno studio rapido e costante per poter manipolare in maniera sicura le più svariate tipologie di packaging. La tendenza di GPI a un continuo aggiornamento ed arricchimento tecnologico procede di pari passo con la costante evoluzione del mercato del packaging secondario. Mediante questo approccio l’azienda riesce a garantire agli utilizzatori finali una notevole riduzione di costi, grazie non solo all’ottimizzazione dei componenti, ma anche alla gestione sincronizzata, alla massimizzazione degli spazi e alla riduzione dello staff impiegato. Nonostante questi due anni di emergenza sanitaria e di fronte ad una interruzione economica a livello globale, la GPI Group si è adattata al cambiamento: contando sulla propria esperienza e dinamicità, focalizzando le energie nell’utilizzo di strumenti tecnologici e coadiuvando le forze per supportare il lavoro anche da remoto.
Infatti, attraverso la digitalizzazione GPI Group ha mantenuto un alto livello di affidabilità e soddisfazione dei propri clienti.

• Continuous innovation, which has always been the heart of the GPI Group,to keep up with packaging evolution, which requires a rapid and continual study to ensure safe handling of the most varied types of packaging.
GPI’s propensity to continually update and an everincreasing technological foundation go hand in hand withtheconstantevolutionofthesecondarypackaging market, continually developing new know-how. Through this approach, the company is able to guarantee a significant reduction in costs to clients, not only by optimizing components, but also with synchronized management, the maximization of space and the reduction of the staff employed. During these two years of health emergency and global economic disruption, the GPI Group has adapted to the change relying on its experience and dynamism, focusing on the use of technological tools and related actions to ensure customer equipment support even remotely. In fact, through digitalization GPI Group has ensured a high level of reliability and satisfaction of its customers.
X-Series Livetech, lo stato dell’arte del packaging
Le soluzioni tecniche di Livetech sono orientate al mantenimento dei massimi standard di qualità e di precisione
Le nuove esigenze del mercato globale spingono i costruttori di macchine verso progetti e soluzioni tecniche sempre più ambiziosi. Livetech accetta la sfida e rafforza la sua gamma di prodotti della linea X-Series, lo stato dell’arte del packaging. X-Series raccoglie le esperienze maturate con i più grandi player internazionali del settore alimentare e fa convergere le capacità e le conoscenze acquisite sul campo nella progettazione e realizzazione di sistemi di alto livello. X-Series è performance: i sistemi di packaging di ultima generazione devono essere in grado di garantire estrema velocità,elevata precisione ed un rendimento prossimo al 100%. Livetech centra l’obiettivo combinando idee, soluzioni tecniche raffinate, nuovi materiai e la migliore componentistica disponibile sul mercato. Anche le nuove tecnologie di

produzione, come la stampa in 3D, consentono di trovare soluzioni semplici a problemi complessi. X-Series è qualità: il prodotto finale del cliente è il cuore di ogni progetto, deve rispecchiare in tutto e per tutto la sua immagine generale e deve presentarsi sullo scaffale con la massima qualità. Le soluzioni tecniche di Livetech sono orientate al mantenimento dei massimi standard di qualità e di precisione, anche quando il packaging del prodotto assume forme complesse e fantasiose. X-Series è personalizzazione: una delle principali peculiarità della filosofia X-Series è la possibilità di adattare la macchina alle specifiche esigenze del cliente, sotto tutti i punti di vista. Le linee possono assumere conformazioni

Livetech X-Series, the state of the art in packaging
Livetech’s technical solutions aim at maintaining the highest of quality and precision standards
Thenewdemandsoftheglobalmarketaredriving machine builders towards ever more ambitious projects and technical solutions. Livetech accepts the challenge and strengthens its range of products from the X-Series line,the state of the art of

packaging. X-Series collects the experiences gained with the largest international players in the food sector and brings together the skills and knowledge acquired in the field in the design and construction of high-level systems. X-Series is performance: the latest generation packaging systems must be able to guarantee extreme speed, high precision, and a yield close to 100%. Livetech hits the target by combining ideas, refined technical solutions, new materials, and the best components available on the market. New manufacturing technologies, such as 3D printing, also allow Livetech to find simple solutions to complex problems. X-Series is quality: the customer’s final product is the heart of every project, it must fully reflect its general image and must be presented on the shelf with the highest quality. Livetech’s technical solutions are aimed at maintaining the highest standards of quality and precision, even when the product packaging takes
differenti, si adattano allo spazio disponibile e ottimizzano tutti gli aspetti legati ad accessibilità ed ergonomia. X-Series consente di realizzare soluzioni in grado di confezionare prodotti e formati anche molto diversi tra loro.
Conformazioni differenti di prodotti possono essere inserite all’interno di confezioni di differente tipologia (che normalmente dovrebbero essere gestite su singole macchine dedicate) affiancando per esempio sulla stessa macchina casse americane, casse wraparound e casse fondo più coperchio ed integrando sistemi top-loading e side-loading. Anche nell’ambito dei servizi di assistenza tecnica l’offerta è altamente personalizzabile per soddisfare ogni esigenza. X-Series è flessibilità: l’utilizzo specifico o combinato di robot a due assi Livetech e di robot industriali garantisce la possibilità di implementare nuovi formati con minimi interventi sulle forniture originali. X-Series è automazione: sistemi di cambio formato automatico, telecamere a bordo e sistemi di teleassistenza da remoto impreziosiscono ulteriormente l’offerta.
X-perience the X-Series, discover Livetech @live-tech.com
on complex and imaginative shapes. X-Series is customization: one of the main peculiarities of the X-Series philosophy is the possibility of adapting the machine to the specific needs of the customer, from all points of view. The lines can take on different shapes, adapt to the available space and optimize all aspects related to accessibility and ergonomics.
X-Series allows Livetech to create solutions capable to pack even very different products and formats. Different conformations of products can be inserted inside various types of packages (which normally should be managed on single dedicated machines) for example by placing side by side on the same machine American boxes, wrap-around boxes and bottom-lid boxes and integrating top-loading and side-loading systems.
Even in technical assistance services, the offer is highly customizable to meet every need. X-Series is flexibility: the specific or combined use of Livetech two-axis robots and industrial robots guarantees the possibility of implementing new formats with minimal interventions on the original supplies. X-Series is automation: automatic format change systems, on-board cameras and remote teleservice systems further enhance the offer.
X-perience the X-Series, discover Livetech @live-tech.com

Tecnologia a prova di futuro
I nuovi robot ABB rendono i magazzini di ICA completamente automatizzati, a prova di futuro
Nel magazzino centrale di ICA a Västerås, la sostituzione dei vecchi robot con la tecnologia più recente di ABB ha contribuito a garantire una transizione fluida e senza problemi.
La sfida: il gruppo ICA, noto gruppo svedese per la vendita al dettaglio nel settore food&beverage, voleva sostituire i suoi vecchi robot con gli ultimi modelli della gamma ABB, senza subire interruzioni causate dalla chiusura della sua linea di produzione.
La soluzione: i robot di ABB sono stati installati due alla volta nel corso di un mese e il lavoro è stato svolto mentre la linea di produzione era operativa.


L’applicazione: selezione completamente automatizzata di confezioni carne macinata sottovuoto pronta per la distribuzione ai negozi al dettaglio.
“Lo scopo di avere un’operazione robotizzata è in parte quello di ottenere un impianto di smistamento completamente automatico e in parte di fornire un ambiente di lavoro migliore senza lavoro ripetitivo e sollevamento di carichi pesanti”, afferma Mika Lilleberg, direttore tecnico presso ICA Sverige / Sweden AB.
“Il passaggio ai nuovi robot aiuta a garantire la sicurezza continua del nostro processo di produzione e un rapido accesso ai pezzi di ricambio quando ne avremo bisogno”, afferma Johan Landenberg, project manager presso ICA
Sverige / Sweden AB.
Installazione senza problemi
Due anni fa, ICA ha deciso di sostituire i robot che ormai avevano più di 15 anni, con i modelli più recenti della gamma di ABB.
“Abbiamo deciso di cambiare i robot per mantenere un’elevata performance di produzione nello stabilimento e la scelta di un prodotto ABB di ultima generazione ci dà ulteriore rassicurazione”, afferma Mika Lilleberg.
Per garantire che i nuovi robot funzionino al massimo delle prestazioni per tutta la loro vita lavorativa, ICA ha stipulato un contratto di servizio con ABB per ridurre al minimo il rischio di eventuali tempi di inattività non pianificati che potrebbero causare interruzioni ai processi di produzione.
Produzione continua
I nuovi robot IRB 6700 di ABB sono completamente operativi nel magazzino ICA, dove l’attività è stata pensata già anche per il futuro con un buon ambiente di lavoro e un’elevata disponibilità in produzione.
“Oggi abbiamo una struttura che funziona molto bene. Il vantaggio del cambio robot che abbiamo fatto ora è che possiamo essere sicuri in produzione: va avanti e non si ferma”, afferma Johan Landenberg.
Future-proof technology
New ABB robots make ICA’s fully automated warehouses future-proof
At ICA’s central warehouse inVästerås,replacing old robots with the latest technology from ABB has helped ensure a smooth transition and trouble-free operation.
The challenge. Food retailer ICA wanted to replace its old robots with the latest models fromABB’s range, without incurring disruption caused by shutting down its production line.
The solution. ABB’s robots were installed two at a time over the course of a month, with work able to be carried out while the production line was operational. The application. Fully automated sorting of vacuum-packed minced meat ready for distribution to retail stores.
The ICA Group is one of the Nordic region’s largest players in the grocery retailing sector. “The purpose of having a robotized operation is partly to achieve a fully automatic sorting facility, and partly to provide a better working environment without repetitive
work and heavy lifting,” says Mika Lilleberg, Technical Manager at ICA Sverige/Sweden AB.
“Changing to the new robots helps ensure the continued security of our production process and also guarantees that we will have access to spare parts when we need them,” says Johan Landenberg, project manager at ICA Sverige/Sweden AB.
Trouble-free installation
“The originalABB robots we installed back in 2004 have offered trouble-free operation throughout their life. Each robot was serviced once every year and their performance has been excellent. But even the most reliable products eventually expire whether you like it or not,and so we decided to change the robots to maintain high availability at the plant. The fact that we are also getting the latest generation ABB product gives us extra reassurance,” says Mika Lilleberg.
To help ensure the new robots operate at peak performance throughout their working life, ICA has a service agreement in place with ABB to minimize the risk of any unplanned downtime that could cause disruptions to production processes. Maintenance is planned and performed around the plant and production schedules, minimising the risk of loss of production and protecting the warranty.

Continuous production
The new IRB 6700 robots from ABB are fully operational at the ICA warehouse, where business has been future proofed with a good working environment and high availability in production.
“There are always things to do that will improve the working environment. The advantage of the robot change we have done now is that we can feel confident in production: it rolls on and goes all the time,” says Johan Landenberg.

Riferimento tecnologico
Nima-Erre.Ti Packaging è in constante espansione e si pone l’obbiettivo di diventare un riferimento tecnologico nel settore del confezionamento
Nima-Erre.Ti Packaging Srl è presente dal 1984 come società multiservice per l’industria cosmetica, farmaceutica, alimentare e chimica. In constante espansione si pone come obbiettivo quello di diventare un riferimento tecnologico nel settore del confezionamento
La sua trentennale esperienza e la qualificata competenza tecnica hanno contribuito a creare una realtà dinamica in grado di garantire una diversificata gamma di servizi in quanto opera sia come officina meccanica per dare supporto a 360° a qualsiasi reparto produttivo dei suoi clienti su qualsiasi macchinario, sia come produttori di macchine nuove e fornitori di linee complete.
Nel 2000 presenta al pubblico la sua prima intubettatrice lineare “MTL 100/2”, nata da una profonda e quarantennale esperienza nelle macchine intubetta-
trici classiche rotative; un progetto basato quindi su delle forti fondamenta. Negli anni a seguire i modelli delle sue intubettatrici si sono moltiplicati per soddisfare ogni realtà aziendale e le conseguenti esigenze produttive. La sua gamma di macchinari si è poi allargata ad astucciatrici, depolverizzatori, controllo qualità tubetti, ecc.
Nima Erre.Ti Packaging s.r.l. è oltremodo attenta anche all’ambiente e si avvale infatti di tecnologie a basso impatto ambientale
Vi presentiamo qui uno dei suoi modelli, ovvero l’intubettatrice lineare MTL-200. L’intubettatrice MTL-200 è unica nel suo genere, si tratta di una macchina lineare ad alte prestazioni di dimensioni ridotte, accessibile da tutti i lati garantendo un’estrema facilità di controllo e di intervento. È caratterizzata da telaio e pannelli in acciaio inox,presenta un innovativo sistema di alimentazione tubetti ed espulsione orizzontale il quale salvaguarda l’integrità degli stessi specialmente nel caso di tubetti in alluminio.
La traslazione dei tubetti avviene in linea su 2 file. Caratteristica fondamentale è la possibilità di montare una “testata unica”, sia per la chiusura dei tubetti in alluminio che per quelli in polietilene e laminato, senza dover cambiare testata quando si passa da un tipo di tubetto all’altro ma solo selezio-
Benchmark in advanced
Nima-Erre.Ti Packaging is constantly growing and its goal is setting technological standards in the packaging field
Nima-Erre.Ti Packaging s.r.l. is an Italian company placed in Milan, operating since 1984 as a multi-service company for the cosmetics, pharmaceutical, food and chemical industries. In a constant growth, its goal is to set technological standards in the packaging field Its thirty-year experience and certified technological expertise allowed it to set up a dynamic company environment that to guarantees a diversified range of services. It operates as a standard workshop


nandolo dal touch-screen. Ha la possibilità di riempire prodotto anche a 2 o 3 colori. Il cambio formato è estremamente facile e veloce grazie a un sistema innovativo. Ideale per installazioni in camera sterile, assicura una totale affidabilità nel tempo. L’intubettatrice MTL-200 arriva ad una velocità di 200 pz./min (max 160 pz./min in produzione). Essendo una macchina lineare si può incrementare la produzione aggiungendo un’altra o più linee alla catena tubetti (MTL-300,MTL-400) oppure la doppia testa per riempire 2 tubetti alla volta per linea (MTL-100/2,MTL-200/2).
Nima Erre.Ti Packaging esporrà a Ipack-Ima, stand B114 – Pad. 2. Per ulteriori informazioni visitate il sito web www. nimaerreti.it www.nimaerreti.com
technology
to support any costumer’s production department needs and as a machinery manufacturer and complete filling line supplier
In 2000 it presented to the market its first linear Tube Filling and Sealing Machine “MTL 100/2” which was born from a forty-years deep experience in classic rotary table tube filling machines production; therefore, based on a strong and solid foundation. During the following years, more tube filling and sealing machine models and other kind of machinery got added, as cartooning machines, deduster machine for tablets and much more.
Nima Erre.Ti Packaging s.r.l. is an eco-friendly company that adopts technologies with low environmental impact.
We present you here the characteristic of one of its machinery, a linear tube filling and closing machine MTL-200.
The MTL-200 tubes filling and closing machine is a one-of-a-kind, small-size linear machine with high performances, which is accessible from all sides to ensure extra-easy operator control. It features a stainless steel frame and panels, an innovative tube feeding system and ejecting, to ensure the integrity of the tubes, especially with aluminium tubes. A linear tube transfer on 2 rows. A key feature is the possibility to equip a double-head unit for closing/ sealing aluminium polyethylene and laminate tubes without any change. It is enough to just tap on the touch-screen control panel the type of tube you are using. It can feel product with up to 2 or 3 colours (as striped toothpaste). The changeover parts is very

easy and fast thanks to an innovative system. It is ideal for installation in sterile room and totally reliable over time.
MTL-200 tubes filling and closing machine arrive up to 200 pcs/min. (160pcs/min max. production speed).
As a linear machine you can increase the speed production just adding one or more rows (MTL300,MT-400) or having a double-filling and closing head per each row (MTL-100/2,MTL-200/2).
Nima Erre.Ti Packaging will participate in Ipack-Ima, stand B114 – Hall 2.
For more information, please visit website and contact www.nimaerreti.it www.nimaerreti.com

Soluzioni ottimizzate e personalizzabili
Tutti i modelli Omag vengono oggi proposti in versione completamente elettronica, garantendo così flessibilità e risparmio energetico
Dal 1973 Omag progetta e realizza macchine confezionatrici orizzontali e verticali per prodotti polverosi, granulari, liquidi e pastosi (come olio di oliva, aceto, sale, pepe, zucchero, salse, dressing, miele, ecc.) nel pratico formato monodose all’interno di buste saldate sui 4 lati, stick-pack e doy-pack dedicati al settore alimentare Oltre 45 anni di esperienza tecnica e know-how garantiscono la progettazione di soluzioni ottimizzate in base alle necessità produttive del cliente:


ogni macchina può essere equipaggiata con diversi gruppi di dosaggio ed abbinata a sistemi di conteggio buste robotizzati, astucciatrici, incartonatrici e completata con un grande numero di optionals.
Innovazione e Industria 4.0
Da un punto di vista tecnologico, negli ultimi anni Omag si è concentrata su tematiche legate alle opportunità offerte dall’industria 4.0 e al risparmio energetico. Tutti i modelli, infatti, vengono oggi proposti in versione completamente elettronica, garantendo flessibilità e risparmio energetico. Per quanto riguarda le tecnologie dell’industria 4.0, Omag utilizza una serie di software implementati sulle sue confezionatrici per rispettare le normative in termini di tracciabilità,sicurezza,qualità e interconnessione con i sistemi informativi aziendali.
Inoltre, grazie al controllo da remoto, i clienti possono richiedere servizi aggiuntivi che consentono all’a-
zienda di monitorare e interagire con le confezionatrici installate in tutto il mondo con accesso in tempo reale a una serie di dati funzionali per diagnosticarne lo stato e fornire assistenza mirata in caso di anomalie.
Post-vendita
Con l’obiettivo di garantire un’assistenza sempre più tempestiva, Omag sta sviluppando algoritmi di intelligenza artificiale per la manutenzione predittiva, ovvero la prevenzione di potenziali guasti prima che questi si manifestino in modo da evitare inaspettati fermi di produzione. Ha inoltre integrato sistemi di realtà aumentata in modo che il cliente, inquadrando la confezionatrice con un dispositivo smart, possa avere accesso immediato a un serie di dati, manuali d’uso e manutenzione e analizzare lo status della macchina in completa autonomia.
Per rimanere aggiornati su news ed eventi: www. omag-pack.com.
Optimized and customizable solutions
All Omag models are now offered in a fully electronic version, thus guaranteeing flexibility and energy saving
Since 1973, Omag has been designing and developing vertical and horizontal packaging machines and complete lines for powdery, granular, liquid and pasty products in single-dose (such as olive oil, vinegar, sauces, ketchup, salt, pepper, sugar, dressing, honey etc.) into 3 or 4-side sealed sachets, stick-pack and doy-pack for food industry; with more than 45 years of experience in the packaging industry has acquired a unique know-how.
Every machine is customizable, can easily pack a wide range of products in different pouches dimensions and sizes and can be designed on one
or more packaging lanes according to customer’s indications about speed and production. Omag machines can be completed with robot counting and feeding systems, cartoning machines, customized with a large variety of optionals and finishing on the base of customer specifications.
Innovation and Industry 4.0
From a technological point of view, in recent years Omag has focused on issues related to the opportunities offered by industry 4.0 and energy saving. In fact, all Omag models are now offered in a fully electronic version, guaranteeing flexibility and energy saving
As far as industry 4.0 technologies are concerned, Omag uses a series of software implemented on its packaging machines to comply with regulations in terms of traceability, safety, quality and interconnection with company information systems. In addition, thanks to remote control, Omag’s
customers can request additional services that allow it to monitor and interact with packaging machines installed worldwide with real-time access to a series of functional data to diagnose their status and provide targeted assistance in case of anomalies.
After sales
With the aim of ensuring increasingly timely service, Omag is developing artificial intelligence algorithms for predictive maintenance, i.e. the prevention of potential faults before they occur in order to avoid unexpected production downtime. Omag has also integrated augmented reality systems so that the customer, by framing the packaging machine with a smart device, can have immediate access to a series of data, user and maintenance manuals and analyse the status of the machine in complete autonomy. Visit www.omag-pack.com to be always update with the latest news and events.


Hall 5 Stand A15
Flexible packaging, una preziosa risorsa per la food industry
Maca ha fatto enormi passi in avanti nello sviluppo di materiali green, nella progettazione di impianti di confezionamento ancora più performanti e nella realizzazione di flexible packaging innovativi
L’industria alimentare richiede al packaging di essere non solo un potente elemento di differenziazione, ma un asset fondamentale a garantire l’integrità, la protezione, la conservazione, la praticità, la sostenibilità e il trasporto dei prodotti. Il flexible packaging risponde perfettamente a tutte queste esigenze perché riesce a combinare la leggerezza della carta, la praticità della plastica e la sicurezza dell’alluminio.
Sono tantissime le aziende food che scelgono di sostituire il packaging rigido con uno flessibile e ad alimentare questa tendenza è la maggiore propensione ad acquistare alimenti online. Nell’ambito dell’e-commerce, il settore food, dopo il picco dovuto alla pandemia, non sembra arrestare la sua crescita, pari al +45% solo nell’ultimo anno.
Di fronte a questo trend, la food industry ha dovuto chiaramente rivalutare il confezionamento dei prodotti sia per accrescere la shelf life sia per renderli più leggeri e più resistenti durante il trasporto. Solo il 50% degli alimenti trasportati arriva a destinazione integro e, nella battaglia contro lo spreco alimentare, il flexible packaging è indispensabile per prevenire e limitare le perdite dei prodotti lungo tutta la supply chain. Ecco perché ai barattoli in vetro vengono preferite le pouches e le scatole in cartone vengono sostituite da sacchetti in flexible packaging. Potrebbe sembrare una scelta poco green, ma i passi in avanti fatti dal settore flexible nella ricerca di materiali al 100% riciclabili e organici dimostrano che, al contrario, questa soluzione, più leggera, più maneggevole e meno ingombrante, consente di
stoccare una quantità molto più ampia di prodotti ottimizzandone il trasporto e riducendo sensibilmente l’utilizzo di carburante e le emissioni di gas serra.
Inoltre, gli imballaggi flessibili richiedono un minor utilizzo di materia prima e un ridotto impiego di energia e sono riciclabili al 100%.
Maca è una delle aziende specializzate nel flexible packaging che ha fatto enormi passi in avanti nello sviluppo di materiali green, nella progettazione di impianti di confezionamento ancora più performanti e nella realizzazione di flexible packaging innovativi sia dal punto di vista funzionale sia da quello della sostenibilità ambientale.
Le stretch sleeve, ad esempio, sono una delle soluzioni Maca più green in quanto, per rivestire a 360° la superficie di un packaging primario,seguendone la sagoma, non richiedono utilizzo di calore e colla. Inoltre, essendo realizzate in LDPE 100% riciclabile e stampate con inchiostri a base acqua rendono il packaging eco-friendly e offrono un prezioso vantaggio ai brand sensibili alla salvaguardia dell’ambiente. Scopri tutte le soluzioni flexible di Maca a Ipack-Ima – PAD 4, stand D20 e su www.macasrl.it
Flexible packaging, a precious resource for the food industry
Maca has made enormous steps forward in the development of green materials, in the design of even more high-performance packaging systems and creation of innovative flexible packaging, both from a functional point of view and from that of environmental sustainability
The food industry requires packaging to be not only a powerful differentiator, but a fundamental asset to ensure the integrity, protection, conservation, practicality, sustainability and transport of products.
Flexible packaging responds perfectly to all these needs because it manages to combine the lightness of paper, the practicality of plastic and the safety of aluminium.
There are many food companies that choose to replace rigid packaging with flexible packaging, and fuelling this trend is the greater propensity to buy food online. In the context of e-commerce, the growth of food sector, after the peak due to the pandemic, does not seem to be slowing down, with an increase equal to +45% in the last year alone.
Faced with this trend, the food industry has clearly had to re-evaluate the packaging of products, both to increase shelf life and to make them lighter and more resistant during transport. Only 50% of transported food arrives at its destination intact and, in the battle against food waste, flexible packaging is essential to prevent and limit product losses throughout the supply chain. This is why pouches are preferred to glass jars and cardboard boxes are replaced by bags in flexible packaging.
It might not seem like a green choice, but the steps forward made by the flexible sector in their search for 100% recyclable and organic materials, show that this solution — lighter, more manageable and less bulky — in fact allows for the storage of a
much wider range of products by optimising their transport and significantly reducing the use of fuel and greenhouse gas emissions. Furthermore, flexible packaging requires fewer raw materials and less energy, and is 100% recyclable.
Maca is one of the companies specialised in flexible packaging that has made enormous steps forward in the development of green materials, in the design of even more high-performance packaging systems and in the creation of innovative flexible packaging, both from a functional point of view and from that of environmental sustainability.
Stretch sleeves, for example, are one of the greenest Maca solutions because, to cover all angles of the surface of a primary packaging, following its shape, they do not require the use of heat and glue. Furthermore, being made of 100% recyclable LDPE and printed with water-based inks, the packaging is eco-friendly and this offers a serious advantage to brands conscious of environmental protection.
Discover all Maca flexible solutions at Ipack-ImaPAD 4, stand D20, and on www.macasrl.it

Scelta dei sistemi di unificazione nelle linee di confezionamento

I sistemi dinamici HP realizzati da MH possono raggiungere produzioni fino a 600 ppm per flowpack lunghi 150 mm
La presenza di sistemi di unificazione nelle linee di confezionamento è un segnale significativo di un livello di complessità e automazione molto elevato. La selezione del dispositivo corretto non è banale e ha un forte impatto sulla qualità dei prodotti e il buon funzionamento delle macchine a valle e in generale dell’efficienza della linea. Esistono molti tipi di sistemi di unificazione, ma i principali ricadono in due categorie: unificatori pneumatici o ad accumulo e unificatori dinamici
I primi presentano dei “cancelli” sulle piste di ingresso che rimangono chiusi in attesa che il tratto di convergenza risulti libero, rilasciando poi le file di prodotti in sequenza. Questa soluzione, semplice ed economica, richiede due importanti prerequisiti: i prodotti devono essere in grado di sopportare la pressione in fase di accumulo e le macchine a valle devono essere in grado di ricevere i prodotti a treni senza andare in crisi. Se il primo punto è intuitivo perché riguarda l’integrità dei prodotti, è importante approfondire il secondo. All’uscita dell’unificatore i prodotti a treni si
presentano attaccati tra loro o comunque molto vicini, ma la velocità del nastro è pari a quella che si avrebbe con prodotti regolarmente cadenzati con una luce libera tra loro pari alla dimensione del prodotto stesso. La produttività media della linea non cambia, ma quando il treno arriva in macchina quella istantanea, dal punto di vista della macchina, è doppia. Per questa ragione o la macchina è in grado di gestire la situazione o è necessario normalizzare il flusso con un nastro di rallentamento e uno di accelerazione dopo l’unificatore, cosa che chiaramente richiede maggiori spazi in stabilimento.
Quando queste premesse non sono verificate e i prodotti non sono accumulabili, per rischio di sovrapposizione o di danneggiamento per eccessiva pressione o ancora perché le macchine a valle richiedono che i prodotti si presentino con una cadenza regolare con adeguata distanza tra un prodotto e l’altro, allora è necessario utilizzare un sistema dinamico Un unificatore dinamico è un sistema scalabile composto da una serie di nastri fasatori che accelerano o rallentano i prodotti in arrivo dalle file in ingresso al fine di creare il gap necessario per evitare che due pezzi di presentino contemporaneamente nel punto di convergenza, garantendo nel contempo una spaziatura regolare.Al crescere della cadenza produttiva aumenta anche il numero di fasatori richiesti. I sistemi dinamici HP realizzati da MH possono raggiungere produzioni fino a 600 ppm per flowpack lunghi 150 mm.
Merger systems in packaging lines: a short guide for selection
The HP dynamic systems made by MH can reach throughputs up to 600 ppm for 150 mm long flowpacks

The presence of merger systems in the packaging lines is a significant sign of a very high level of complexity and automation. The selection of the correct device is not trivial and has a strong impact on the quality of the products and the proper functioning of the downstream machines and in general on the efficiency of the line. There are many types of mergers, but the main ones fall into two categories: pneumatic or accumulation unifiers and dynamic unifiers
Accumulation types have “gates” on the entrance lanes which remain closed waiting for the convergence section to be free, then releasing the rows of products in sequence. This simple and cost-effective solution requires two important prerequisites: the products must be able to withstand the pressure during the accumulation phase and the downstream machines must be able to receive the products in trains without being stressed. If the first point is intuitive because it concerns the integrity of the products, it is important to deepen the second. At the exit of the merger, the products are attached to each other or in any case very close, but the speed of the belt is equal to that which would be obtained with regularly timed products with a gap
between them equal to the size of the product itself. The average productivity of the line does not change, but when the train arrives by car, the instantaneous one, from the point of view of the machine, is double. For this reason, either the machine is able to handle the situation, or it is necessary to normalize the flow with a slowdown belt and an acceleration one after the unifier, which clearly requires more footprint. When these premises are not verified and the products cannot be accumulated, due to the risk of overlapping or damage due to excessive pressure or because the downstream machines require the products to be presented at a regular frequency with adequate distance between one product and another, then it is necessary to use a dynamic system
A dynamic merger is a scalable system composed of a series of phasing belts that speed up or slow down the products arriving from the incoming rows in order to create the necessary gap to prevent two pieces from appearing at the convergence point at the same time, while ensuring a regular spacing. As the production rate increases, the number of phasers required also increases. The HP dynamic systems made by MH can reach throughputs up to 600 ppm for 150 mm long flowpacks.

Le soluzioni tecnologiche avanzate di Pulsar Industry a IFFA 2022
Pulsar Industry presenta la sua vasta gamma di soluzioni di automazione nel campo dei processi produttivi, del confezionamento automatico e del controllo di produzione
Pulsar Industry sarà presente anche all’edizione 2022 di IFFA, la più importante fiera internazionale dedicata all’industria della carne, che si terrà a Francoforte dal 14 al 19 maggio prossimi.
Pulsar Industry è presente nel settore della produzione e trasformazione della carne da oltre trent’anni e produce una serie di soluzioni innovative destinate ai reparti di produzione e confezionamento.
Il sistema robotizzato per l’incartonamento di buste e vaschette: un monoblocco estremamente compatto al cui interno trovano posto, in funzione delle necessità del processo di confezionamento, robot a cinematica parallela e antropomorfi che, coadiuvati da un avanzato sistema di visione, prelevano il prodotto in arrivo orientandolo correttamente e lo depositano nel cartone di destinazione (normale o espositore).
Una serie completa di macchine copre le necessità di produzione di prosciutti cotti, dalla formazione degli stampi, alla ripressatura dopo la cottura in forno fino all’apertura automatica degli stampi, allo svuotamento e al confezionamento in busta del prodotto pronto.
Per la stagionatura di prodotti insaccati l’azienda modenese presenta una soluzione modulare che permette di realizzare una linea di insacco, appendimento e formazione unità di carico con il giusto grado di automazione“su misura”per le esigenze del cliente.

All’uscita dall’insaccatrice, un sistema completamente automatico o, in alternativa, un agevolatore che permette a un operatore manuale di movimentare anche unità molto pesanti, provvede alla formazione del singolo bastone. La formazione di piani costituiti ciascuno da più bastoni, in funzione delle dimensioni del pezzo singolo, è realizzata da un meccanismo automatico. Una volta formati, i piani vengono presi in carico da un robot antropomorfo o, in funzione delle velocità e dei volumi da assicurare, da un sistema a trasloelevatori che provvede a riempire i telai. Questi, infine, vengono prelevati da una navetta a guida automatica completamente in acciaio inox e trasferiti nelle celle di stagionatura dopo averne rilevato il peso per mezzo di una cella di carico di cui ogni navetta è dotata.
Il sistema comprende la gestione di tutti i parametri di controllo delle celle e la movimentazione finale, assistita da navette in acciaio inox a guida automa-

tica e robot antropomorfi o trasloelevatori, verso le linee di confezionamento o affettamento.
Questo sistema completamente integrato consente di monitorare il calo peso giornaliero in tutte le celle grazie alla capacità delle navette di pesare automaticamente ogni singola unità di carico fornendo in questo modo il più completo controllo dei livelli di stagionatura e di qualità del prodotto.
Tra le realizzazioni più innovative ricordiamo gli impianti robotizzati per la preparazione in stampi di bresaola e prosciutto destinati all’affettamento e i magazzini automatici interamente in acciaio inox dotati di trasloelevatori inox autosanificanti in grado di movimentare carni fresche e semilavorati in casse. Non mancano, infine, sistemi robotizzati di carico e scarico per tacchini, sorter robotizzati destinati ai reparti produttivi per la movimentazione di carni porzionate e semilavorati e impianti di pallettizzazione robotizzati destinati alla preparazione di pallet per lo stoccaggio di prodotto finito.
È possibile, inoltre, svolgere analisi integrate del consumo di mano d’opera, energia e altri costi industriali, dei fermi macchina per ciascun ciclo di lavoro e dell’efficienza produttiva basata sul calcolo dell’OEE (Overall Equipment Effectiveness).
Pulsar Industry progetta e realizza meccanica, quadri elettrici, impiantistica di bordo macchina e automazione. Tutte le realizzazioni sono completate da Dynamic, il “Gestionale di produzione” che, oltre a comprendere la gestione della tracciabilità e delle schede qualità, rileva tutti i dati di funzionamento e li correla fra loro in modo da fornire in tempo reale grafici di efficienza e produttività.Attraverso l’evidenziazione dell’indice OEE, i clienti che hanno già adottato Dynamic sono in grado di conoscere le aree di miglioramento dei propri impianti, primo passo per recuperare marginalità.

Pulsar Industry advanced technological solutions at IFFA 2022


Pulsar Industry presents its extensive range of automation solutions for production processes, automatic packaging and production control
Pulsar Industry will also participate in IFFA 2022, the most important international trade fair on the meat industry that will take place from 14 to 19 May in Frankfurt.
Pulsar Industry has been in the meat production and processing sector for more than thirty years and produces innovative solutions for production and packaging departments.
The robotized automatic cartooning system for bags and trays: an extremely compact monobloc housing, depending on the packaging process requirements, parallel kinematic robots and anthropomorphous robots that, supported by a cutting-edge vision system, pick the product up, orient it correctly and lay it inside the final container (normal or display).
A complete series of machines covers all ham steak production requirements, from mould making, to repressing after baking, up to the automatic opening
of the moulds, emptying and bag packaging of end products.
For salami and ham seasoning, Pulsar Industry presents a modular solution to create a bagging, hanging and loading unit formation line. It features a level of automation tailored upon customer’s requirements.
Out of the bagging machine, either a fully automatic system or, as an alternative, a facilitator that enables the operator to handle very heavy units, operates to form every single bar.
An automatic device arranges layers consisting of various bars, according to their size. The layers are picked by an anthropomorphous robot or –depending on the speed and payload – by an aisle crane that fills the racks.
A stainless steel shuttle collects the racks and weighs them by means of its weighing cell. In the end the shuttle transfers the racks into the seasoning cells. The system includes the control parameter management of the cells and the final handling, assisted by the stainless steel shuttles and anthropomorphous robots or aisle cranes, toward packaging or slicing lines.
This fully integrated system enables monitoring the daily weight loss in the cells thanks to the shuttles’ automatically weighing any loading unit, thus providing the most complete product seasoning and quality levels.


Among Pulsar Industry’s latest solutions, it is worth mentioning fully robotized plants to make moulds of bresaola and ham for slicing, and stainless steel automatic storage systems provided with stainless steel, auto-sanitizing travelling lifts able to handle crates of fresh meat and semi-processed products. In addition to this, the company also produces robotized systems for turkey load and discharge, robotized sorters for production departments for the handling of portioned meat and semi-processed products, and robotized palletizing plants for pallet making for finished product storage.
It is also possible to carry out integrated analysis on manpower, energy consumption, other industrial expenses, machine stops at any work cycle, and production efficiency basing on Overall Equipment Effectiveness - OEE index.
Pulsar Industry engineers and manufactures the mechanics, control boards, equipment and automation. All plants are provided with the departmental software Dynamic, which as well as including traceability and quality files management, it also reads and compare all function data in such a way as to provide efficiency and productivity graphics in real time.
Using Dynamic Pulsar Industry’s customers can line out the improvements areas of their plants thanks to the OEE index. This is the first, crucial step to increase marginality.


Automazione e digitalizzazione. Scopri i vantaggi della nuova SK ERGON
Le nuove fardellatrici SK ERGON montano di serie i motori ICOS Smitec dotati di servo-azionamenti integrati, progettati per garantire prestazioni elevate e notevoli risultati in termini di risparmio energetico
Il mondo industriale in generale, e il settore dell’imbottigliamento e del confezionamento in particolare, sta vivendo una rapida evoluzione innescata dagli sconvolgimenti provocati dalla pandemia, che è0 possibile affrontare in maniera efficiente e sostenibile grazie ai vantaggi offerti dalla digitalizzazione e dall’automazione. SMI investe continuamente nello sviluppo di soluzioni di imballaggio adatte a soddisfare le esigenze di maggiore efficienza produttiva e di risparmio energetico degli impianti di produzione, offrendo una vasta gamma di macchine automatiche ad alta tecnologia in grado di assicurare più flessibilità, affidabilità ed eco-sostenibilità. In sintonia con tale obiettivo, SMI ha rinnovato la storica gamma di confezionatrici in film termoretraibile della serie SK che, in funzione del prodotto lavorato rappresenta la soluzione ideale per prestazioni fino a 450 pacchi/ minuto (in tripla pista). La serie è stata arricchita di soluzioni hi-tech di ultimissima generazione per ridurre ulteriormente i costi di produzione e di gestione dell’impianto e assicurare elevati livelli di flessibilità ed efficienza produttiva.
Massimi livelli di funzionalità con l’innovativo magazzino “Easy-load”
I modelli P e T delle fardellatrici SK ERGON a doppia pista, adatti a lavorare formati di pacco in falda piana di cartone + film e vassoio+film, montano di serie il dispositivo Easy-load, cioè un sistema automatico di caricamento fustelle di cartone composto da una serie

di nastri trasportatori a tappeti motorizzati dedicati all’alimentazione del magazzino cartoni della confezionatrice.L’avanzamento dei cartoni sui nastri trasportatori e il loro caricamento nel magazzino della macchina sono gestiti dal sistema di automazione e controllo della stessa, in modo da ottimizzare l’efficienza di produzione. Il magazzino cartoni Easy-load è la soluzione ideale per confezionare molteplici tipologie di contenitori in vari formati di pacco, passando velocemente da una configurazione all’altra, perché assicura maggiore efficienza e precisione nella gestione di fustelle di spessore diverso e garantisce una maggiore tolleranza nelle variazioni dello stesso. Dal punto di vista operativo e funzionale,il posizionamento orizzontale di cartoni e il design ergonomico dell’intero sistema consentono all’operatore di caricare con estrema facilità le pile di fustelle sui nastri di alimentazionedelmagazzino,postiesternamenteallamacchina

ad un’altezza di lavoro congeniale a tale operazione (anziché al di sotto di esso come nelle soluzioni più tradizionali). Premendo semplicemente un tasto, il magazzino carica automaticamente le pile nella zona di sfogliatura. Il magazzino è composto da moduli, quindi è possibile incrementare la sua autonomia configurando più moduli, per semplificare ulteriormente il lavoro all’operatore e ottimizzare al massimo il processo produttivo.
Motori con servo-azionamenti digitali integrati Le nuove fardellatrici SK ERGON montano di serie i motori ICOS Smitec dotati di servo-azionamenti integrati, progettati per garantire prestazioni elevate e notevoli risultati in termini di risparmio energetico. Grazie all’architettura distribuita “DC share”, tali servo-azionamenti consentono di sfruttare l’energia generata dai motori in fase di decelerazione, condividendola con gli altri dispositivi installati sulla confezionatrice. Ottimizzati per soddisfare applicazioni impegnative su macchinari moderni, i servo-motori brushless con inverter integrato installati sulle fardellatrici SK offrono straordinaria flessibilità grazie ad un ricco set di I/O a bordo, al bus di campo real-time e a sofisticati algoritmi di controllo; rappresentano inoltre una soluzione salva-spazio, grazie alla decentralizzazione a bordo macchina che consente di ridurre le dimensioni dei quadri elettrici e del relativo sistema di condizionamento. Inoltre, utilizzando uno specifico alimentatore, è possibile collegare fino a 32 dispositivi senza necessità di costosi cavi schermati. Stop alla manutenzione grazie a catene autolubrificanti
La serie di fardellatrici SK di nuova generazione vanta un’importante innovazione, che consente di minimizzare le operazioni di manutenzione, ottenere prestazioni ai massimi livelli ed eliminare l’impiego di lubrificanti che potrebbero entrare in contatto con il prodotto alimentare confezionato. Le nuove SK ERGON montano di serie speciali catene auto-lubrificanti, la cui particolarità sta nel fatto che non richiedono l’utilizzo del lubrificante, necessario invece per le catene standard, rappresentando quindi


una soluzione di lunga durata senza manutenzione. Questa soluzione innovativa offre due importanti vantaggi: da un lato elimina il pericolo di alterare la merce confezionata con il lubrificante durante la movimentazione della stessa sul nastro trasportatore della macchina; dall’altro non richiede la manutenzione periodica necessaria per le catene classiche, che consiste nell’aggiunta di lubrificante tra gli elementi della catena in continuo attrito tra loro.
Cambi formato semplificati
Le confezionatrici della serie SK ERGON di ultima generazione montano di serie nuove sponde sul nastro d’ingresso dotate di guide laterali con nuovi
rullini e profili che semplificano notevolmente le attività di cambio formato, riducendo i tempi per passare da una configurazione di pacco all’altra. Questa soluzione è particolarmente utile alle aziende che hanno necessità di lavorare contenitori di differente diametro in configurazioni differenti di pacco, passando velocemente e agevolmente da un formato all’altro e mantenendo elevata l’efficienza produttiva. La serie SK può essere dotata di appositi dispositivi opzionali per ridurre ulteriormente i tempi di cambio formato quando l’utilizzatore deve passare dalla lavorazione di prodotto sfuso al confezionamento di fardelli già fatti.

Analisi intelligente dei dati
Non si può parlare della serie SK ERGON senza parlare di Smart Factory in generale e di Smart Production e Smart Service in particolare.In un contesto dove è essenziale monitorare continuamente e gestire in modo intelligente la produzione, le scelte adottate da SMI in termini di automazione avanzata e di applicazioni “IoT-embedded” rivestono un ruolo fondamentale nel raggiungimento degli obiettivi di crescita sostenibile di una vasta platea di aziende Le nuove SK ERGON dispongono di una propria intelligenza digitale, che consente di installare un supervisore di linea SWM per registrare,analizzare, ottimizzare, modificare automaticamente i parametri di produzione e funzionamento, di scambiare dati e informazioni con altre macchine ed impianti all’interno di una linea di imbottigliamento e confezionamento, di eseguire attività di auto-diagnostica per rilevare e risolvere guasti o anomalie, di segnalare all’operatore la necessità di un intervento di manutenzione ordinaria o straordinaria e così via. Grazie a tale sistema innovativo, le aziende clienti di SMI possono facilmente identificare le principali cause di “downtime” della linea di produzione, ottenere un miglioramento dell’efficienza complessiva della stessa e ridurre i tempi per la manutenzione dell’impianto e per i cambi formato. È inoltre possibile ottenere un reporting strutturato per eseguire analisi interfunzionali. Manutenzione sempre più predittiva Oggi, nell’era di Industria 4.0, in ambito aziendale si sente sempre più spesso parlare di manutenzione predittiva, che si aggiunge a quella ormai consolidata di tipo preventivo.Grazie all’intelligenza digitale di cui sono dotate, le fardellatrici SK ERGON di ultima generazione possono beneficiare della piattaforma SMYIOT sviluppata da SMI per la manutenzione predittiva, che ha il compito di verificare costantemente lo stato di salute dei macchinari al fine di prevenire guasti e malfunzionamenti. Un modem e un apposito software è tutto ciò che serve per poter gestire la gran quantità di dati, i cosiddetti “Big Data”, raccolta dai sensori installati sulle macchine; tali informazioni diventano poi i mattoni di base del sistema di controllo e gestione che sovrintende al miglioramento dell’efficienza degli impianti di produzione, alla riduzione dei rischi connessi a un potenziale malfunzionamento,alla prevenzione di eventuali“downtimes”e alla riduzione dei costi di manutenzione. SMYIOT è in pratica un potente programma di monitoraggio e analisi che, attraverso l’incrocio di dati di natura e origine differenti, costruisce un modello di informazioni di input e output che permette di intervenire sugli impianti solo quando è davvero necessario. Più in dettaglio, la piattaforma digitale sviluppata da SMI analizza, archivia e traduce i dati di funzionamento delle macchine in informazioni immediatamente accessibili ai tecnici specializzati preposti alla loro gestione, che, grazie ad appositi avvisi automatici, sono in grado di pianificare gli interventi di manutenzione sulla linea di produzione in base alle analisi predittive generate da SMYIOT, andando a sostituire un determinato componente in procinto di rompersi prima che tale evento si verifichi.
Automation and digitization. Discover the new SK ERGON
The new SK ERGON shrinkwrappers are fitted with Smitec ICOS motors equipped with integrated servo-drives as standard, designed to guarantee high performance and remarkable results in terms of energy savings
The industrial world in general, and the bottling and packaging sector in particular, is experiencing a rapid evolution triggered by the upheavals caused by the pandemic, which can be tackled efficiently and sustainably thanks to the advantages offered by digitization and automation. SMI continuously invests in the development of packaging solutions, suitable to meet the needs of greater production efficiency and energy saving of production plants, offering a wide range of hightech automatic machines capable of ensuring more flexibility, reliability and eco-sustainability. In keeping with this goal, SMI has decided to renew the historic range of the SK series shrink film packaging machines that, depending on the product to be processed,represents the ideal solution for an output up to 450 packs/minute (on triple lane). The series has been enriched with hi- tech solutions of the latest generation in order to further reduce the production and management costs and ensure high levels of production flexibility and efficiency
Maximum levels of functionality with the innovative “Easy-load” magazine
The P and T models of the SK ERGON twin lane shrinkwrappers,suitable for processing pack formats in flat cardboard + film and tray + film,are fitted with the Easy-load device as standard, i.e. an automatic system for loading cardboard, consisting of a series of motorized belt conveyors dedicated to feeding the carton magazine on the packaging machine. The advance of the cartons along the conveyor belts and their loading into the machine magazine, in order to optimize production efficiency, are managed by the automation and control system of the same. The Easy-load carton magazine is the ideal solution for packaging multiple types of containers in various pack formats, quickly passing from one configuration to another, because it ensures greater efficiency and precision in the management of dies of different thickness and guarantees greater tolerance in the variations of the same. From an operational and functional point of view,the horizontal positioning of cardboard and the ergonomic design of the entire system allow the operator to easily load the stacks of blanks onto the magazine feed belts, placed externally to the machine at a working height congenial to this operation (instead of below it as in more traditional solutions). By simply pressing a button, the magazine automatically loads the stacks
in the stripping area. The magazine is made up of modules, so it is possible to increase its autonomy by configuring more modules, to further simplify the work of the operator and optimize the production process to the maximum.
Motors with integrated digital servo drives
The new SK ERGON shrinkwrappers are fitted with Smitec ICOS motors equipped with integrated servo-drives as standard, designed to guarantee high performance and remarkable results in terms of energy savings. Thanks to the distributed “DC share” architecture, these servo-drives make it possible to exploit the energy generated by the motors during the deceleration phase, sharing it with the other devices installed on the packaging machine. Optimized to meet demanding applications on modern machinery, the brushless servo motors with integrated inverter, installed on the SK shrinkwrappers offer extraordinary flexibility thanks to a rich set of on-board I / O, realtime fieldbus and sophisticated control algorithms. They also represent a space-saving solution, thanks to the decentralization on the machine, which allows to reduce the size of the electrical panels and the relative air conditioning system. Furthermore, using a specific power supply, it is possible to connect up to 32 devices without the need for expensive shielded cables.
Nomaintenancethankstoself-lubricatingchains
The new generation SK series of shrinkwrappers boasts an important innovation, which allows maintenance operations to be minimized, achieve maximum performance and eliminate the use of lubricants that could come into contact with the packed food product. The new SK ERGON are fitted with special self-lubricating chains as standard, the particularity of which, is that they do not require the use of lubricant, which is necessary for standard chains, thus representing a long-lasting solution without maintenance.This innovative solution offers two important advantages: on the one hand, it eliminates the danger of altering the packaged goods with the lubricant during their handling on the machine conveyor belt; on the other, it does not require the periodic maintenance required for classic chains, which consists of lubricating the chain links which are in continuous friction with each other.
Semplified format changeover
The latest generation SK ERGON series packaging machines are fitted with new sides on the infeed belt as standard, these are equipped with side guides with new rollers and profiles that vastly simplify format changeover activities, reducing the time required to switch from one pack configuration to another. This solution is particularly useful for companies that need to process containers of different diameters, in different pack configurations, passing quickly and easily from one format to another and maintaining high production efficiency. The SK series can be equipped with special optional devices to further reduce format changeover times when the user has to switch from processing loose products to packaging pre-made bundles.
Intelligent data analysis
We cannot talk about the SK ERGON series without talking about the Smart Factory in general and Smart Production and Smart Service in particular. In a context where it is essential to continuously monitor and intelligently manage production, the choices adopted by SMI in terms of advanced automation and “IoT-embedded” applications play a fundamental role in achieving the sustainable growth objectives of a wide audience of companies. The new SK ERGONs have their own digital intelligence, which allows the installation of a SWM line supervisor to record, analyse, optimize, automatically modify the production and operating parameters, exchange data and information with other machines and systems within a bottling and packaging line, to carry out self-diagnostic activities to detect and solve faults or anomalies, to notify the operator of the need for ordinary or extraordinary maintenance and so on. Thanks to this innovative system, companies of SMI customers can easily identify the main causes of downtime of the production line, obtain an improvement in the overall efficiency of the same and reduce the time for plant maintenance and format changes. It is also possible to obtain a structured report to perform cross-functional analyses. Maintenance which is more and more predictive
Today, in the era of Industry 4.0, in the business environment we hear, more and more often about predictive maintenance, which is added to the now consolidated, preventive maintenance. Thanks to the digital intelligence they are equipped with, the latest generation SK ERGON shrinkwrappers can benefit from the SMYIOT platform developed by SMI for predictive maintenance, which has the task of constantly checking the health of the machinery in order to prevent breakdowns and malfunctions. A modem and special software is all that is needed to manage the large amount of data, the so-called “Big Data”, collected by the sensors installed on the machines. This information then becomes the basic building blocks of the control and management system that oversees the improvement of the efficiency of the production plants, the reduction of the risks associated with a potential malfunction, the prevention of any downtimes and the reduction of maintenance costs. SMYIOT is basically a powerful monitoring and analysis program that, through the intersection of data of different nature and origin, builds an input and output information model that allows to intervene on the plants, only when it is really necessary. More specifically, the digital platform developed by SMI analyses, archives and translates the operating data of the machines into information that is immediately accessible to the specialized technicians in charge of their management, who, thanks to special automatic alerts, are able to plan maintenance interventions on the production line based on the predictive analyses generated by SMYIOT, replacing a certain component about to break before this event occurs.





Efficienza e tecnologia superiori
Le linee d’insacco Umbra Packaging sono state studiate per operare con molteplici tipologie di formati, da 200g a 50Kg di qualsiasi materiale e tipo di chiusura, garantendo un impianto dalla flessibilità unica
Umbra Packaging Srl, leader europea nella fornitura di macchine di insacco per prodotti sfusi, da sempre sensibile alle esigenze dei clienti, persevera nell’azione di Ricerca e Sviluppo al fine di poter proporre ai propri clienti un prodotto di livello superiore per efficienza e contenuti tecnologici. È infatti grazie all’attività svolta dalle Divisioni di Ricerca e Sviluppo, dedicate allo sviluppo di tecnologie per il mondo del pet food da una parte e delle polveri per aziende chimiche e farmaceutiche dall’altro, che nasce una gamma di prodotti di nuova generazione, dedicata ad ogni applicazione che garantisce le più efficienti performance.
Le linee d’insacco Umbra Packaging sono state studiate per operare con molteplici tipologie di formati, da 200g a 50Kg di qualsiasi materiale e tipo di chiusura (saldatura, pinch-top, cucitura, doppia piega), garantendo al cliente un impianto dalla flessibilità unica Visto il mercato sempre più esigente e la ricerca da parte del cliente dell’ottimizzazione continua del processo produttivo,particolare attenzione è stata posta anche alla ricerca della massima produttività; gli impianti Umbra Packaging, infatti, possono produrre da 400 s/h a 3000 s/h a seconda del prodotto e del formato utilizzato

Umbra Packaging fornisce impianti completamente automatici chiavi in mano composti da sistema di pesatura ad alta precisione e di confezionamento; palettizzatore robotizzato in grado di lavorare fardelli, sacchi e scatole; fardellatrice; scatolatrice ed avvolgitore.
Umbra Packaging, in linea con quella che è l’evoluzione del mercato mondiale, realizza macchine rispondenti alle Normative dell’Industria 4.0. Le tecnologie sono protette da brevetto sia per ciò che concerne il profilo tecnologico che quello del design; caratteristica fondamentale è la totale automazione di tutto il processo produttivo che permette di gestire il tutto da un unico PLC. La gestione del cambio programma è semplice, efficiente e completamente automatica, l’operatore avrà bisogno di soli 60 secondi per passare da una produzione ad un’altra cambiando tipo di sacco, formato e tipo di chiusura direttamente dal pannello operatore senza necessitare di operazioni manuali. L’azienda nello sviluppare sempre nuove tecnologie ha messo al centro dei propri studi l’esigenza del cliente ed è per questo che tutte le linee progettate hanno costi di manutenzione veramente
contenuti grazie a sistemi affidabili e sviluppati per essere facilmente ispezionabili e pulibili; tutte le parti in contatto con il prodotto possono essere infatti completamente lavate, evitando qualsiasi possibilità di contaminazione.
Molto apprezzato è il servizio di assistenza che le permette di supportare i propri clienti a distanza tramite un efficiente teleassistenza disponibile 24h al giorno, direttamente in loco con personale efficientemente organizzato grazie a collaborazioni sviluppate in tutto il mondo oltre che tramite le filiali dislocate in Brasile e USA.
Tutto ciò ha permesso di acquisire un ruolo da leader nel mercato globale del confezionamento di prodotti sfusi granulari ed in polvere ponendo Umbra Packaging all’avanguardia nel mercato di riferimento, grazie all’eccellente efficienza tecnologica che riesce a garantire elevata sicurezza nel processo di confezionamento.
Soddisfazione di tutto il team UMBRA è quella di servire molte delle più importanti aziende mondiali che hanno scelto e continuano a scegliere negli anni, la tecnologia Umbra Packaging per la completa automatizzazione dei propri processi produttivi.
Superior efficiency and technology
Umbra Packaging bagging lines are developed to work different kinds of format, from 200g to 50Kg, of any material and type of closure to guarantee unique flexibility
Umbra Packaging, leader worldwide for the supply of bagging and palletising systems, sensible to the customer’s needs,persists in the Research & Development activity to propose toplevel products in terms of efficiency and technology. Thanks to the R&D Divisions’ activities, dedicated to developing technologies for granular and powder materials, the company can supply a line of products for any application ensuring the best performance available in the market.
All the Umbra Packaging bagging lines are developed to work different kinds of format, from 200g to 50Kg, of any material and type of closure (seal, pinch-top, double fold, sewing), guaranteeing customers unique flexibility
Considering customers’ needs in terms of efficiency andreliabilityinproductionprocesses,specialattention hasbeenfocusedon maximumproductivity.Umbra
Packaging installations produce from 400 b/h to 3000 b/h depending on the products and formats used.
Umbra Packaging provides fully automated turnkey projects including high-precision weighing and packaging system; robotized palletizer to handle packs, bags and boxes; shrink-wrapper machine; case packer and wrapping machine.
Umbra Packaging, in line with the evolution of the global market, manufactures machines that follow all Industry 4.0 regulations.
The technologies are patented on the technological and design profiles. Essential characteristic is the total automation of the entire production process, which is managed by the same PLC. Changeover is easy, efficient and fully automatic; the operator needs just 60 seconds to switch from one production to another one, changing type of bags, formats and closures directly from the panel, without any manual intervention.
The company has always considered its customers as the central point of its research, and that is why all the range of machines can guarantee irrelevant maintenance costs.All the parts in contact with the product handled can be easily inspected and cleaned, fully washed, avoiding any possible contamination. The company supports all its customers with the internal service, available 24/7, and with the local
one, efficiently organized thanks to collaborations developed all over the world, as well as through the subsidiaries located in Brazil and the USA.
This has brought Umbra Packaging to be leader in the global market for the packaging of granular and powder products, also thanks to the efficiency and reliability that all its technology guarantees in the production processes.
The UP team is really proud to support many of the most important companies in the world that continue choosing Umbra Packaging technology for the completeautomatizationoftheirproductionprocesses.


Macchinari di ultima generazione
Costruzioni Meccaniche Valente sviluppa soluzioni, anche personalizzate, di carpenteria, movimentazione, automazione e logistica industriale
Costruzioni Metalmeccaniche Valente nasce nel 1963 con l’obiettivo di produrre lavorazioni di carpenteria nel settore industriale. Nel 1980, la maturata esperienza e il costante investimento di risorse in nuove tecnologie le hanno permesso di crescere e di trasferirsi a Nole in locali più ampi e moderni. Oggi quest’azienda affronta con capacità, competenza ed esperienza il mercato, nel settore metalmeccanico e industriale in genere, sviluppando soluzioni dalla progettazione fino alla completa realizzazione del prodotto finito.
Il vasto parco macchine utensili a disposizione (torni, fresatrici, alesatrici, centri di lavoro, pressopiegatrici e cesoie automatiche di ultima generazione) permette la lavorazione delle materie prime con assoluta precisione. Inoltre, per venire incontro alle esigenze specifiche del cliente e garantire l’eccellenza del prodotto, l’azienda si avvale di un avanzato ufficio tecnico interno per la progettazione CAD meccanica ed elettrica.
Nella sede di Nole, Costruzioni Metalmeccaniche Valente dispone di un reparto carpenteria leggera e pesante in cui si eseguono molteplici lavorazioni. La capacità di lavorare materiali differenti (acciai comuni e legati, acciai inossidabili, alluminio, etc.) e
i macchinari in dotazione rendono questa azienda leader del settore.
Costruzioni Metalmeccaniche Valente progetta, realizza e installa soluzioni personalizzate di sistemi di movimentazione, automazione e logistica industriale. I suoi prodotti coprono le esigenze di diversi settori dell’industria, dall’automotive e metalmeccanico al settore della gomma, dall’alimentare a quello agricolo, minerario e della grande distribuzione. Esperienza e conoscenza nelle tecnologie le permettono di proporsi al mercato soprattutto nello sviluppo di movimentazioni a servizio di macchine per la produzione di serie.
Costruzioni Metalmeccaniche Valente è specializzata
nella progettazione e realizzazione di trasportatori a nastro,coclee ed elevatori,e movimentazione di materiali e particolari di vario genere, ad esempio: trasportatori a nastro; trasportatori a coclea; trasportatori a tapparelle metalliche; trasportatori a rete metallica; trasportatori a catena; trasportatori a nastro modulari; rulliere motorizzate e rulliere a rulli folli; elevatori meccanici; elevatori a tazze; caricatori a cassetti.
Lo staff di Costruzioni Metalmeccaniche Valente realizza macchine speciali e macchine automatiche, linee produttive e impianti industriali, sistemi di automazione e movimentazione, prototipi e macchine di nuova concezione, impianti di movimentazione interna e di automazione, apparati e linee.
State-of-the-art machinery
Custruzioni Meccaniche Valente develops solutions, also customized, of metalworking, handling, automation, and industrial logistic
Costruzioni Metalmeccaniche Valente was established in 1963 with the goal of producing metalwork for the industrial sector. In 1980, the experienced honed and constant resource investment in new technologies enabled this company to grow and relocate in Nole, in larger and more modern facilities. Today,this company faces the market with skill,knowhow and experience in the metalworking and industrial sector, developing solutions from design right to finished products.
The company’s range of machine tools available (lathes, moulders, boring machines, work stations, bending machine, and automatic shearing machines of the latest generation) enables to work accurately raw materials. Moreover, the meet customer’s specific requirements and guarantee excellent
products, the company also backs on its in-house advanced technical office for mechanic and electric CAD engineering.
OnitspremisesinNole,CostruzioniMetalmeccaniche Valente has a light and heavy metalwork department where many and different operations are carried out. Its ability to process different materials (steel and alloy steel, stainless steel, aluminium, etc.) together with its own machinery make this company a leader of the sector.
Costruzioni Metalmeccaniche Valente designs, builds andinstallscustomizessolutionsofhandlingsystems, automation and industrial logistic. Its products meet the requirements of different industrial sectors, from automotive to metalwork, to rubber, food and agriculture, mine and retail sectors.
Experience and knowledge of technology enable this company to stand out in the market especially for its handling solutions for standard production.
Costruzioni Metalmeccaniche Valente specializes in engineering and production of belt conveyors,screws and elevators, and material handling and various particulars,such as:belt conveyors,screw conveyors, metal slat conveyors, wire netting conveyors, chain
conveyors, modular belt conveyors, motorized rollers, idle roll rollers, mechanic elevators, bucket elevators, distributing loaders.
Costruzioni Metalmeccaniche Valente also builds special machines and automatic machines,production lines and industrial systems, automation and handling systems, prototypes and new machines, internal and automation handling systems, equipment and lines.


Aumento delle produzioni nello stabilimento austriaco Sappi
Con gli investimenti fatti, Sappi sta rafforzando sia il suo settore degli imballaggi e delle carte speciali, sia la stessa cartiera di Gratkorn
Sappi, fornitore leader di materiali da imballaggio sostenibili a base cellulosa, sta espandendo la produzione del suo prodotto di successo Fusion Topliner nella cartiera ammiraglia di Gratkorn, in Austria. Il Fusion Topliner – un liner in fibra vergine bianca per imballaggi in cartone ondulato di alta qualità – continuerà ad essere prodotto anche nello stabilimento Sappi di Ehingen, in Germania. Con questo progetto, Sappi non sta solo espandendo la sua capacità produttiva nel settore del cartone ondulato, garantirà la stessa qualità e costanza di prodotto da entrambe le cartiere, per avvicinare la produzione ai Clienti e garantire una catena di approvvigionamento sostenibile e celere nel cuore dell’Europa.
• Il liner in fibra vergine Sappi Fusion Topliner rafforza l’immagine e l’impatto del brand, in un mercato in cui la domanda continua a crescere
• Le capacità produttive vengono ampliate attraverso un significativo investimento nella cartiera di Gratkorn in Austria
• I volumi cresceranno nei prossimi mesi per garantire una fornitura affidabile ai clienti Solounadecinadiannifa,esistevanosolodueopzioni sul mercato per i liner bianchi ondulati rivestiti: il liner kraft fatto con materie prime di alta qualità e con un contenuto riciclato molto basso o il testliner, che è composto quasi esclusivamente da carta riciclata.
Come alternativa, Sappi ha sviluppato il suo Fusion Topliner, che è ora il liner ondulato più usato, fatto di pura fibra vergine. È raccomandato per applicazioni come l’imballaggio di beni di consumo di alta qualità e gli espositori per i punti vendita, dove l’impatto visivo e la differenziazione sono fondamentali. Il prodotto si distingue anche per la sua eccezionale resistenza e versatilità.
Il Fusion Topliner prodotto da Sappi ha avuto successo sul mercato per molti anni. La domanda di questo prodotto ha continuato a crescere, grazie alle sue eccezionali caratteristiche di qualità di stampa e finitura. La produzione viene ampliata partendo dallo stabilimento tedesco di Ehingen per includere lo stabilimento di punta di Sappi Gratkorn. Le capacità di quest’ultima vengono aumentate per includere la produzione di Fusion Topliner, oltre alle carte grafiche esistenti. La disponibilità dei volumi aumenterà di mese in mese per sostenere la crescita prevista dai nostri clienti e per soddisfare le grandi richieste nel settore del cartone ondulato.
“Gratkorn offre i migliori presupposti tecnici possibili per la produzione del nostro prodotto Fusion. Con gli investimenti fatti, Sappi sta rafforzando sia il suo settore degli imballaggi e delle carte speciali, sia la stessa cartiera di Gratkorn”, spiega Luis Mata, Sappi Sales Director Packaging & Digital Solutions.

Maggiori informazioni su Sappi Sappi è leader mondiale nella fornitura di prodotti e soluzioni sostenibili in fibra di legno nei settori della pasta chimica, delle carte da stampa (carte patinate fini), delle carte da imballaggio e speciali, delle carte di supporto e protezione, dei biomateriali e delle bioenergie. L’azienda punta sulle risorse rinnovabili e sull’ approccio sostenibile. Le sedi di Sappi in Europa possiedono le certificazioni relative alla catena produttiva nell’ambito degli standard previsti da Forest Stewardship Council™ (FSC™ C015022) e/o dallo schema di certificazione Programme for the Endorsement of Forest Certification™ (PEFC/07-32-76). Le nostre carte vengono prodotte all’interno di stabilimenti certificati ISO 9001, ISO 14001, ISO 50001 e OHSAS 18001. Cinque dei nostri dieci stabilimenti in Europa sono registrati presso EMAS. Sappi Europe SA fa parte di Sappi Limited (JSE), con sede a Johannesburg in Sudafrica, con 12.500 dipendenti e 18 stabilimenti produttivi in nove Paesi di tre continenti diversi. L’azienda conta inoltre 37 uffici commerciali e clienti in oltre 150 paesi in tutto il mondo. Per saperne di più su Sappi: www.sappi.com.

Increased capacities at Sappi’s Austrian site in Gratkorn
Sappi is strengthening both its packaging and speciality paper business as well as the Gratkorn mill itself
Sappi, a leading provider of sustainable woodfibre-based packaging materials, is expanding production of its successful Fusion Topliner grade to its flagship mill in Gratkorn, Austria. The Fusion Topliner – a white virgin fibre liner for high-quality corrugated packaging – will also continue to be manufactured at Sappi’s Ehingen mill in Germany. With this project, Sappi isn’t just expanding its production capacity in the corrugated board business. By offering the same product quality from both mills, Sappi is bringing production closer to its customers – to guarantee a sustainable and short supply chain in the heart of Europe.
• Sappi’s Fusion Topliner virgin fibre liner strengthens brand image and impact, and demand continues to grow
• Capacities are now being expanded through significant investment at Gratkorn mill, Austria
• Volumes will be enlarged in the next months to ensure reliable customer supply
Just a decade ago, there were only two options on the market for coated white corrugated liners: either kraft liner made from high-quality raw materials and with a very low recycled content, or test liner, which consists almost exclusively of recycled paper. As an alternative, Sappi developed its Fusion Topliner, now the most widely used corrugated liner made from pure virgin fibre. It is recommended for applications
such as premium quality consumer goods packaging and POS displays – where high visual impact and differentiation are key. The product also stands out with exceptional strength and versatility. Sappi’s Fusion Topliner has been successful on the market for many years. Demand for the product has continued to grow, due to its exceptional characteristics for print quality and finishing. Production is now being expanded from the German mill in Ehingen to include Sappi’s flagship mill in Gratkorn. The available capacities are now being expanded to include the production of Fusion Topliner in addition to existing graphic papers. Volume availability will be increased month by month to support the expected growth of our customers, and to satisfy large requirements in the corrugated board business.
“Gratkorn offers the best possible technical prerequisites for the production of our Fusion product.With the investments we have made, Sappi is strengthening both its packaging and speciality paper business as well as the Gratkorn mill itself,” explains Sappi Sales Director Packaging & Digital Solutions Luis Mata.
About Sappi
Sappi is a leading global provider of sustainable woodfibre products and solutions, in the fields of dissolving pulp, printing papers, packaging and
speciality papers, casting and release papers, biomaterials and bio-energy. As a company that relies on renewable natural resources, sustainability is at our core. Sappi European mills hold chain of custody certifications under the Forest Stewardship Council™ (FSC™ C015022) and/or the Programme for the Endorsement of Forest Certification™ (PEFC/07-32-76) systems. Our papers are produced in mills accredited with ISO 9001, ISO 14001, ISO 50 001 and ISO 45001 certification. We have EMAS registration at 5 of our 10 mills in Europe.
Sappi Europe is a division of Sappi Limited (JSE), headquartered in Johannesburg, South Africa, with 12,500 employees and 19 production facilities on three continents in nine countries, 37 sales offices globally, and customers in over 150 countries around the world. Learn more about Sappi at www. sappi.com




Soluzioni di movimentazione e trasporto per il food processing e packaging

PRL Tecnosoft sarà a Ipack-Ima per presentare le sue soluzioni di movimentazione e di fine linea
Anche quest’anno PRL Tecnosoft sarà presente a Ipack-Ima per presentare le sue soluzioni di movimentazione. Finalmente in questo 2022 sarà possibile ritornare a visitare le fiere, incontrarsi e vedere con i propri occhi le novità che influenzeranno il settore nei prossimi anni.
Sarà presente anche l’azienda bresciana PRL Tecnosoft, che a Ipack-Ima proporrà la sua idea di movimentazione sia agli utilizzatori finali che ai costruttori di macchine di confezionamento,per offrire un servizio completo e a 360° dotato sia dei macchinari che della gestione software, delle interfacce operatore, dei quadri elettrici e del bordo macchina. Nel mondo del food processing i vantaggi di integrare un “fine linea completo” sono molteplici: avere un unico referente che gestisce tutte le fasi permette

infatti di snellire processi che talvolta sono dispendiosi e richiedono tempi lunghi.
Questo implica avere un servizio consulenziale direttamente da parte di chi progetta e costruisce l’impianto, cioè la possibilità di avere macchine studiate realizzate su misure. Sono diversi i settori ai quali PRL Tecnosoft offre impianti completi:la specializzazione è per il settore alimentare, con particolare riferimento al trattamento dei prodotti da forno, spaziando anche nelle industrie del caffè, della carne, della frutta e verdura, oltre che il latte e i suoi derivati.
Conoscere a fondo le caratteristiche e le peculiarità dei vari settori ha permesso nel corso degli anni di arrivare a costruire soluzioni complete, con lavorazioni che tipicamente vanno dalla fase in cui il prodotto è pronto per essere movimentato e gestito prima del confezionamento primario, fino alla pallettizzazione finale.
Ipack-Ima sarà la prima fiera in cui PRL Tecnosoft presenterà la nuova divisione dedicata alla robotica, Hello Robotics. Saranno infatti presenti anche demo di soluzioni pensate per le esigenze del settore packaging e food tramite l’utilizzo di robot e cobot.
Handling and transport solutions for food processing and packaging
PRL Tecnsoft will be at Ipack-Ima to present its handling and end-of-line solutions
PRLTecnosoft will participate in Ipack-Ima to introduce its handling solutions; Finally, in 2022 we will be able to take part in trade fairs, meet one another, and witness trend-setting news.
PRL Tecnosoft will present its handling concept to end-users and packaging machine manufacturers,to offer an all-round service,provided with both machinery and software, operator interface, electric panels, and equipment on board.


In the world of food processing, the benefits of integrating a “complete end-ofline system” are many and various, such as: having a single provider managing all processes enables streamlining processes that sometimes are expensive and time-consuming. This includes an advisory service provided by the staff that designs and manufactures the plant,in other words the possibility of having tailormade machines.
Although specializing in the food sector, and in bakery in particular, PRL Tecnosoft also offers its complete plants to other industries, such as coffee, meat, fruit & vegetables, milk and dairy.
Thoroughly knowing features and peculiarities of various sectors has enabled PRL Tecnosoft to manufacture complete solutions, starting from the phase where the product is ready for handling and managed before primary packaging, right to final palletization.
Ipack-Ima will be the first trade fair where PRLTecnosoft presents its new roboticdedicated solution: Hello Robotics. In fact, they will introduce demos of solutions for the packaging and food sectors that apply robots and cobots.

Saremo presenti a
L’estrazione della cannabis si basa sul controllo preciso del processo di igiene della temperatura criogenica
Valvole a dischi fessurati completano l’impianto Cryo EXS.
Relazione sull’applicazione di Sven Wildförster e Marcel Mokosch
L’azienda DEVEX Verfahrenstechnik di Warendorf ha compiuto un passo decisivo verso l’estrazione dell’olio di cannabis con lo sviluppo dell’impianto CryoEXS. Questo rende possibile l’estrazione dell’olio di cannabis dalla canapa per poi filtrarlo, collegarlo a un sistema di recupero dell’etanolo e infine raffinarlo implementando la decarbossilazione che trasforma il contenuto acido dell’olio.
Sven Wildförster, managing partner di DEVEX Verfahrenstechnik, è certo: “Per quanto ne sappiamo, questo ci rende l’unico fornitore di un sistema completo così economico al mondo”. Le valvole a dischi fessurati e le valvole a sede asettica di Schubert & Salzer assicurano il massimo grado di precisione nel controllo, anche entro la gamma di temperatura criogenica sensibile. C’è una crescente domanda globale di olio di cannabis, in particolare il cannabinoide CBD. Questo ingrediente non psicoattivo nell’olio di cannabis ha effetti antispasmodici, antinfiammatori e ansiolitici oltre che essere efficace contro la nausea. Questo è il motivo per cui la domanda è in aumento su scala globale nella terapia del dolore oncologico e come integratore alimentare.
I produttori di olio di cannabis traggono un vantaggio speciale da DEVEX
Verfahrenstechnik con la sua pianta in quanto utilizza etanolo criogenico come agente estraente. Questo processo di temperatura criogenica assicura che l’estrazione sia molto delicata e produttiva. L’etanolo attraversa anche un ciclo chiuso e quindi economico. Nell’impianto è inoltre integrato un sistema di recupero dell’etanolo che allo stesso tempo garantisce che l’etanolo residuo nella biomassa rimanente sia mantenuto al minimo.
Le temperature criogeniche rappresentano una sfida per le valvole di controllo
Il funzionamento delle valvole di controllo a temperature criogeniche presenta la richiesta tecnologica maggiore. Ciò ha mostrato i vantaggi distintivi offerti dalle soluzioni di valvole di Schubert & Salzer. Anche la valvola a dischi fessurati standard può essere utilizzata ad un range tra – 60°C e + 350°C. “Il circuito di raffreddamento nel nostro impianto di estrazione della cannabis funziona ad un intervallo di temperatura criogenica di – 50°C massimo”,afferma SvenWildförster. “È qui che utilizziamo con successo la valvola a dischi fessurati di Schubert & Salzer. Utilizziamo un refrigerante per raffreddare l’etanolo fino alla temperatura richiesta in modo da ottenere il miglior risultato possibile nell’estrazione. Non è stato facile trovare valvole di controllo e di intercettazione adeguate.La valvola a dischi fessurati era proprio la soluzione di cui avevamo bisogno poiché la regolazione della temperatura controllata dipende fondamentalmente dalla precisione del controllo della valvola a dischi fessurati. È grazie a queste valvole che siamo in grado di raggiungere una temperatura criogenica molto precisa.Siamo anche in grado di beneficiare sia delle valvole a dischi fessurati che delle valvole asettiche di Schubert & Salzer

che utilizziamo anche in quanto hanno un design che soddisfa le nostre esigenze. Sono stretti e compatti, oltre ad essere facili da installare e da utilizzare”. DEVEX Verfahrenstechnik fornisce l’impianto di estrazione della cannabis ai clienti di tutto il mondo.È qui che le valvole a dischi fessurati mostrano ulteriori eccellenti vantaggi come il loro peso ridotto, la facilità di installazione e funzionamento e la semplice manutenzione. Wildföster a questo proposito aggiunge “Consegniamo principalmente i nostri impianti al luogo di installazione sottoforma di unità preassemblate, sempre accompagnate dai nostri ingegneri. La compattezza delle valvole a dischi fessurati è un vantaggio durante l’installazione, ma non solo: queste valvole di controllo possono essere facilmente manutenute dal gestore dell’impianto dopo il completamento della messa in servizio, essendo anche possibile adattarle ai mutevoli parametri di processo. Siccome normalmente equipaggiamo i nostri impianti con valvole a dischi fessurati con dimensione DN50, il beneficio ottenuto dalla compattezza e dal peso ridotto non è così sorprendente, ma non voglio assolutamente perderli. Soprattutto perché questo rende molto più facile per i nostri clienti manutenere e riparare i loro impianti”.
Ancora più freddo
Le valvole a dischi fessurati con estensione del corpo opzionale sono disponibili in una versione a temperatura criogenica di massimo –200°C che può essere utilizzata, ad esempio, per il controllo ad alta precisione di azoto liquido o ossigeno. Anche la battuta massima di controllo di una valvola a dischi fessurati è pari a solo a 9 mm. Non solo questa battuta breve fornisce percorsi di azionamento e tempi di commutazione brevi, ma le valvole a dischi fessurati sono in grado di raggiungere tempi di apertura e chiusura di 100 ms per l’intera battuta con una risoluzione dello 0,1% della posizione della corsa anche se sottoposte a temperature criogeniche. Queste elevate dinamiche non solo migliorano la qualità del controllo, ma costituiscono anche la base per i loop di controllo con tempi di reazione molto brevi. Il design speciale che comprende due dischi fessurati che scorrono uno contro l’altro e quindi si sigillano uno con l’altro rendendo le valvole a dischi fessurati uno dei pochi raccordi che uniscono un alto gradi di precisione di controllo con la quasi nessuna perdita. Anche l’organo centrale dell’acceleratore – i dischi fessurati che scorrono uno contro l’altro – sono difficilmente soggetti ad usura,pertanto una lunga durata è possibile anche in condizioni estreme.
Controllo di sicurezza anche in zone ex Le valvole a dischi fessurati sono spesso messe in posiziona da posizionatori digitali, dei sistemi di controllo ad anello ad alta precisione che Schubert & Salzer Control Systems offre in 11 versioni differenti all’interno della serie 8049. Il posizionatore digitale 8049 è disponibile in due versioni protette ex con un design a 2 resistori per uso in aree con rischio di esplosione.
Questo significa che può essere installato in siti produttivi con grado di protezione “a sicurezza intrinseca” come stabilito in ATEX II 2 G Ex ia IIC T3/T4. Il posizionatore digitale 8049-Ex-0 per uso in Zone 0 porta il marchio II 1G Ex ia IIC T3/T4.
Anche l’impianto per la cannabis di DEVEX Verfahrenstechnik è soggetto ai requisiti ATEX Group IIB T3 con la Zona 1 all’interno e la Zona 2 all’esterno (ATEX II 2G / ATEX II 3G) per il fatto che l’etanolo viene usato come solvente.
Valvole certificate EHEDG per grandi richieste
DEVEX Verfahrenstechnik usa l’etanolo in una qualità farmaceutica adatta all’estrazione. A tal proposito Mr. Wildföster dice “L’etanolo di alta qualità che usiamo entra in contatto con il prodotto durante il processo di estrazione in modo tale che sia conformo con gli standard igienici più elevati. Ci affidiamo alle valvole asettiche della Serie 6051 di Schubert & Salzer per il controllo di questo flusso di fluidi”. www.devex-gmbh.de
Il cannabidiolo estratto dalla canapa sta diventano sempre più importante per il comparto salute grazie ai suoi effetti antispasmodici, antinfiammatori e ansiolitici, oltre che essere efficace contro la nausea ed essere un importante supplemento alimentare Thecannabidiolthatisextractedfromhempisbecomingincreasinglyimportantinthe healthsectorduetoitsantispasmodic,anti-inflammatoryandanxiolyticeffectsin additiontoitbeingeffectiveagainstnauseaandanimportantfoodsupplement

Cannabis extraction is based on a precise controlling of cryogenic temperature hygiene processes
Sliding gate valves complete the CryoEXS plant.
An application report by Sven Wildförster and Marcel Mokosch
The company DEVEX Verfahrenstechnik in Warendorf has taken a decisive step in the direction of extracting cannabis oil with the development of the CryoEXS plant. This makes it possible to extract cannabis oil from hemp and then filter it, connect an ethanol retrieval system, and then refine it in a final step by deploying decarboxylation that transforms the acid content of the oil.
Sven Wildförster, the managing partner of DEVEX Verfahrenstechnik is certain, “As far as we are aware, this makes us the only supplier of such a very economical complete system in the world.” Sliding gate valves and aseptic seat valves from Schubert & Salzer provide the highest degree of control precision – even within the sensitive cryogenic temperature range. There is an increasing global demand for cannabis oil, especially the cannabinoid CBD. This nonpsychoactive ingredient in the cannabis oil has antispasmodic, anti-inflammatory and anxiolytic effects in addition to it being effective against nausea. This is the reason why the demand is especially increasing on a global scale in the oncological pain therapy and as a food supplement.
Cannabis oil manufacturers are provided with a special benefit by DEVEX Verfahrenstechnik with its
plant as it uses cryogenic ethanol as an extracting agent. This cryogenic temperature process ensures that the extraction is very gentle and productive. The ethanol also runs through a closed and therefore economical cycle.An ethanol recovery system is also integrated in the plant that at the same time ensures that the residual ethanol content in the remaining biomass is kept to a minimum.
Cryogenic temperatures pose a challenge to control valves
The operating of control valves under cryogenic temperatures places the highest demands on the technology. This showed the distinctive advantages provided by valve solutions from Schubert & Salzer. Even the standard sliding gate valve can be used within a temperature range of – 60°C and + 350°C.
“The cooling circuit in our cannabis extraction plant runs in a cryogenic temperature range of max –50°C,” says Sven Wildförster.
“This is where we make successful use of sliding gate valves from Schubert & Salzer. We use a refrigerant to cool the ethanol down to the required temperature so as to achieve the best possible result in the extraction. Finding suitable control and shutoff valves was not easy. The sliding gate valve was just the solution we needed as the temperaturecontrolled regulation is fundamentally dependent on the controlling precision of the sliding gate valve. It is down to these valves that we are able to achieve a very precise cryogenic temperature.We are also able to benefit from both the sliding gate valves and the aseptic valves from Schubert & Salzer that we also use as they have a design that meet our needs. They are narrow and compact in addition to them being easy to install and operate.”
DEVEX Verfahrenstechnik supplies the cannabis extraction plant to customers around the globe. This is where the sliding gate valves display additional excellent benefits such as their low weight, the easy installation and operation, and the simple maintenance. Mr Wildföster on this subject, “We mainly deliver our plants to the place of installation in the form of pre-assembled units, this being accompanied by our engineers. The compactness of the sliding gate valves is an advantage during the installation but not only that: these control valves can be easily maintained by the plant operator after completion of the commissioning, it also being possible to adapt them to the changing process parameters.As we normally fit our plants with sliding gate valves with a size of DN50, the benefit gained by the compactness and the low weight is not quite so striking, but I do not want to miss them, nevertheless. Especially as this makes it much easier for our customers to maintain and service their plants.”
It gets even colder
Sliding gate valves with an optional body extension are available in a cryogenic temperature version of max. – 200°C that can be used for the high precision controlling of liquid nitrogen or oxygen, for example. The maximum control stroke of a sliding gate valve also only amounts to 9 mm here. Not only does this short stroke provide short actuating paths and switching times, sliding gate valves are able to achieve opening and closing times of 100 ms for the full stroke with a resolution of 0.1% of the stroke position even when subjected to cryogenic temperatures. Not only do these high dynamics improve the control quality, but they also form the basis for control loops with very short reaction times.

Con l’impianto CryoEXS è possible estrarre l’olio di cannabis dalla canapa, filtrarlo e collegarlo ad un sistema per il recupero dell’etanolo e, come passo finale, procedere alla decarbonizzazione che trasformerà l’acido in olio al fine di raffinarlo, e tutto questo in un sistema chiuso completo. Grazie al loro alto grado di precisione nel controllo le valvole a dischi fessurati possono essere usate in applicazioni ex cryo in quanto garantiscono un extrazione del cannabidiolo gentile e produttiva WiththeCryoEXSplant,itispossibletoextractcannabisoilfromhemp,filterit,connectanethanolrecoverysystemandasafinalstep,carryoutadecarboxylation,that transformstheacidintheoilinordertorefineit,andthatinaclosedcompletesystem.Duetotheirhighdegreeofcontrolprecision,slidinggatevalvescanherebybe usedincryoexapplicationsastheyprovideforaverygentleandproductiveextractionofcannabidiol

Nell’esempio, la grandezza
nominale di entrambe le valvole è identica Sizecomparisonbetweenanormalseatvalveanda Schubert&Salzerslidinggatevalve.Intheexample, thenominalsizeofbothvalvesisidentical
The special design that comprises two slotted discs that slide against each other and thereby seal against each other, make sliding gate valves one of the few fittings that combine a very high degree of control precision with almost no leakage. The central throttle device organ – the slotted discs that slide against each other – are also hardly affected by wear so that a long lifetime can even be achieved under extreme conditions.
Safe control even in ex-zones
Sliding gate valves are often positioned by digital positioners. Digital positioners are high-precision control loop systems that Schubert & Salzer Control Systems offers in 11 different versions within the 8049 series. The 8049 digital positioner is available in two ex-protected versions as a 2-resistor design for use in areas where there is a risk of explosion. This means that it can be installed on production sites in protection class “intrinsically safe” as defined in ATEX II 2 G Ex ia IIC T3/T4. The digital positioner 8049-Ex-0 for use in Zone 0 has the ATEX marking II 1G Ex ia IIC T3/T4.The cannabis plant from DEVEX Verfahrenstechnik is also subjected to the requirements of ATEX Group IIB T3 with Zone 1 inside and Zone 2 outside (ATEX II 2G / ATEX II 3G) due to the fact that ethanol is used as a solvent. EHEDG-certified aseptic valve for high demands
DEVEX Verfahrenstechnik uses ethanol in a pharmaceutical quality for the extraction. Mr. Wildföster in this regard: “The high-quality ethanol that we use comes into contact with the product during the extraction process so that it needs to be conform with the highest hygiene standards. We rely on Series 6051 aseptic valves from Schubert & Salzer for the controlling of these media flows.” www.devex-gmbh.de

DEVEX Verfahrenstechnik controlla l’etanolo un qualità farmaceutica utilizzando le valvole asettiche della serie 6051 di Schubert & Salzer, certificate EHEDG. Queste sono ottimizzate in termini di pulibilità, il rapporto di posizione e precisione di controllo, oltre alla facilità di manutenzione.
DEVEXVerfahrenstechnik controlsethanolina pharmaceuticalqualityusing theEHEDG-certifiedSeries 6051asepticvalvesfrom Schubert&Salzer.Theseare consistentlyoptimizedinterms ofcleanability,thepositionratio andthecontrolprecisionin additiontotheireaseof maintenance.

Etichettatrici modulari, espandibili e performanti per vaschette alimentari
ALTECH offre per ogni settore macchine etichettatrici industriali in grado di garantire un’applicazione rapida ed efficiente a costi molto competitivi

Per soddisfare le esigenze che il settore alimentare richiede nel campo della codifica e della etichettatura,ALTECH ha previsto una gamma di etichettatrici realizzata appositamente per tutti quei prodotti piatti (tipicamente vaschette) impiegati per la conserva di un’ampia varietà di alimenti freschi.
La gamma in questione è denominata ALbelt, che l’azienda commercializza con successo sia in Italia che all’estero. Si tratta di un sistema lineare compatto e automatico che accoglie una o più testate etichettatrici della gamma ALstep o ALritma a seconda della configurazione idonea al tipo di applicazione richiesta. Le configurazioni più classiche le possiamo trovare nei sistemi per l’etichettatura superiore, superiore e inferiore, ad angolo e ad U, tipica nei sigilli attorno ai bordi di vaschette o vassoi comunemente usati per conservare prodotti freschi come pasta, carni, insalate e molti altri. Nel caso di un’etichettatura inferiore, il sistema si avvale di un convogliatore a due sezioni con la lama di dispensazione etichette posta nell’interspazio tra le due sezioni, oppure di un sistema a cinghie laterali ad alta adesione per esporre la parte inferiore del prodotto per l’etichettatura. Essendo un sistema molto flessibile e con componenti espandibili e regolabili, il sistema ALbelt può assumere configurazioni in grado di soddisfare qualsiasi esigenza di etichettatura. Oltre all’applicazione di una o più etichette in varie parti del prodotto, il sistema ALbelt può essere concepito anche per applicazioni più complesse come la posa di un’etichetta sopra un’altra etichetta (spesso per evidenziare uno sconto o un’offerta), oppure per la realizzazione di un sistema non-stop in grado di garantire etichettature senza interruzioni.
Le testate etichettatrici della gamma ALstep/ALritma possono inoltre essere equipaggiate con gruppi di stampa per l’impressione di dati variabili, come data di scadenza, barcode e altre informazioni necessarie a un prodotto alimentare.
Dal 3 al 6 di maggio 2022 ALTECH sarà presente alla fiera Ipack-Ima a Milano-Rho (padiglione 4 - stand C45 D26) per esporre una rassegna di etichettatrici innovative, in grado di gestire e risolvere qualsiasi esigenza di etichettatura in autoadesivo.
Modular, expandable and performing labellers for food trays
ALTECH offers industrial labelling machines for all sectors featuring rapid and efficient application at highly competitive costs

To meet the coding and labelling requirements of the food sector, ALTECH has produced a line of labelling machines purposely designed for flat products (food trays mainly) used to preserve an extensive variety of fresh food.
This line is called ALbelt, successfully traded in Italy and abroad by ALTECH. It is a compact and automatic linear system equipped with one or more labelling heads of the series ALstep and ALritma, depending on the best configuration required by the application. The most classic configurations can be found in the systems for top labelling, top and lower labelling, angle and U- labelling, typical of the seals of the trays commonly used to preserve fresh products such as pasta, meat, salad, and more.
For bottom labelling, the system is provided with a two-section conveyor with label dispenser blade
installed between the two sections, or high-adhesion side belts system to lay the lower part of the product for labelling.
Highly flexible and with expandable and adjustable components, ALbelt can also be configured as to meet any labelling requirement. As well as applying one or more labels on various parts of the product, ALbelt can also be used for more complex applications, such as overlapping labels (to propose a discount or special offer), to make a nonstop system for continuous labelling.
ALstep/ALritma labelling heads can also be equipped with print units to apply variable data, such as best before date, barcode, and other useful information.
From 3 to 6 May 2022, ALTECH will be present at the Ipack-Ima fair in Milan-Rho (hall 4 - booth C45 D26) where it will exhibit a collection of innovative labelling machines, which are able to provide a full solution to any self-adhesive labelling requirement

Driving innovation
BARRY-WEHMILLER PACKAGING SYSTEMS
ITALIA esporrà a IPACK-IMA un esempio di linea di confezionamento integrata, abbinando una confezionatrice orizzontale flow pack SCHIB CO90E e una confezionatrice verticale CM VERUS in un’unica configurazione compatta
“We Drive Innovation” è il tema della fiera IPACK-IMA di quest’anno. Per dimostrare le proprie capacità di innovazione, BARRY-WEHMILLER PACKAGING SYSTEMS ITALIA S.r.l., parte della divisione BW Flexible Systems, esporrà un interessante esempio di linea di confezionamento integrata,abbinando una confezionatrice orizzontale flow pack SCHIB CO90E e una confezionatrice verticale CM VERUS in un’unica configurazione compatta. Una linea integrata similare è stata recentemente realizzata e installata in una prominente azienda italiana del settore bakery, per permettere la pesatura e l’imballaggio di prodotti da forno sia in buste flat bottom, con la confezionatrice verticale, che in vassoi flow pack con la confezionatrice orizzontale.

Driving innovation
At IPACK-IMA, BARRY-WEHMILLER Packaging Systems Italia will be displaying an example of packaging systems integration by combining a SCHIB CO90E horizontal flow wrapper with a CM VERUS vertical form fill seal bagger into a compact configuration


Questa linea di confezionamento integrata dimostra anche il continuo impegno di BW Flexible Systems ad aumentare la sostenibilità nell’ambito dell’imballaggio flessibile. L’integrazione diretta delle due macchine permette di ridurre le dimensioni di ingombro e lo spazio richiesto, riducendo così l’energia necessaria e ottimizzando l’efficienza dell’impianto.
CM VERUS, la versatile confezionatrice VFFS a movimento continuo di BW Flexible Systems, è progettata per soddisfare i severi requisiti igienici dell’industria IQF, dei prodotti agricoli e dei formaggi, ma la sua facilità d’uso, il cambio formato rapido e la capacità di utilizzare tutti i tipi di film la rendono una soluzione ideale anche per le applicazioni di snack, prodotti da forno e prodotti dolciari.
Progettata per caramelle e prodotti dolciari di piccole dimensioni, la SCHIB CO90E è una confezionatrice orizzontale flow pack all’avanguardia in grado di confezionare fino a 2.000 pezzi al minuto. BW Flexible Systems offre diverse configurazioni di questa macchina, tra cui versioni lollipop, sistemi di alimentazione personalizzati per caramelle dure, colate e marshmallow e caricatori multipli per gestire anche il confezionamento di prodotti in colori assortiti predefiniti.
Nell’ambito della sua più ampia road map di sostenibilità, BW Flexible Systems ha ridotto significativamente del 92% le emissioni di carbonio nei suoi stabilimenti italiani attraverso una partnership con E.ON, uno dei maggiori operatori energetici europei. A partire dal 1° gennaio 2022, i due siti produttivi italiani dell’azienda di imballaggio flessibile, situati a Mestrino e Monte di Malo, sono ora alimentati al 100% da energia rinnovabile, come certificato da E.ON.
Per vedere la linea integrata di confezionamento HFFS+VFFS e discutere ulteriori soluzioni di imballaggio flessibile e sfide di sostenibilità,visitate BARRY-WEHMILLER PACKAGING SYSTEMS ITALIA S.r.l. nel Padiglione 7, Stand B17 alla fiera IPACKIMA di quest’anno a Milano. Chi non potesse partecipare potrà contattare la divisione BW Flexible Systems tramite il sito web BWFlexibleSystems.com
“We Drive Innovation” is the theme at this year’s IPACK-IMA show. To demonstrate their innovative capabilities, BARRY-WEHMILLER Packaging Systems Italia S.r.l., part of the BW Flexible Systems division, will be displaying an exciting example of packaging systems integration by combining a SCHIB CO90EhorizontalflowwrapperwithaCMVERUSvertical form fill seal bagger into a compact configuration.
A similar integrated packaging system was recently designed and installed in a leading Italian bakery company to facilitate weighing and packaging in either stand up flat bottom bags, on a vertical form fill seal bagger, or flow wrapped trays, on a horizontal flow wrapper.
This integrated packaging system capability also demonstrates BW Flexible Systems’ continued dedication to increasing sustainability in flexible packaging. By directly connecting and integrating these machines, improved efficiency is achieved requiring less energy, further to reducing the machinery footprint and required space.
The CM VERUS, BW Flexible Systems’ versatile continuous motion VFFS bagger, is designed to meet the stringent sanitary requirements of the IQF,produce
and cheese markets, but its ease of operation, quick changeover features and its ability to seal all film structures makes it a popular option for snack, bakery and confectionery applications, as well. Designed for small-sized candies and confectionery treats, the Schib CO90E is a state-of-the-art horizontal flow wrapper capable of wrapping up to 2,000 pieces per minute. BW Flexible Systems offers several configurations, including lollipop versions, customized feeders for hard-boiled candies, molded products and marshmallows, and multi-feeders to wrap products in assorted colors.
As part of its broader sustainability roadmap, BW Flexible Systems significantly reduced carbon emissions at its Italian facilities by 92% via a partnership with E.ON, one of Europe’s largest energy network operators.As of January 1, 2022, the flexible packaging company’s two Italian manufacturing plants – located in Mestrino and Monte di Malo – are now powered by 100% renewable energy, as certified by E.ON.
To view this year’s integrated HFFS and VFFS packaging system and to discuss your flexible packaging and sustainability needs, visit BARRYWEHMILLER Packaging Systems Italia S.r.l. in Hall 7, Stand B17 during this year’s IPACK-IMA show in Milan, Italy.Those unable to attend are encouraged to contact BW Flexible Systems through their website at BWFlexibleSystems.com.

Packaging distintivo e sostenibile
Innovazione, personalizzazione e servizio sono le caratteristiche principali dell’offerta Albertazzi, azienda specializzata in imballaggi flessibili personalizzabili e film protettivi






Packaging customizzati
Albertazzi nasce nel 1938 a Carpi come azienda di produzione e stampa di film destinati all’imballaggio alimentare primario. L’innovazione, la personalizzazione e il servizio sono da subito le caratteristiche principali di offerta di prodotto. L’estrema evoluzione tecnologica degli anni ’70 indirizza la società verso le tipologie di imballaggi tecnologici, sottovuoto, materiali e sistemi per la lunga conservazione degli alimenti freschi, settori in cui si qualifica come azienda d’avanguardia. Dagli anni Ottanta si specializza nella produzione di film protettivi e conservativi per dare ai prodotti una


Distinctive and sustainable packaging
Innovation, customization and service are the main characteristics of Albertazzi’s offer, company specializing in customizable flexible packaging and protective films


Customized packaging
Albertazzi was founded in 1938 in Carpi as a company that produces and prints films for primary food packaging. Innovation, customization and service are immediately the distinctive features. The extreme technological evolution of the 70s directs the company towards types of technological packaging, vacuum packing, materials and systems for long-term storage of fresh food, areas in which Albertazzi emerges as a leading company.
Since the Eighties,it has specialized in the production of protective and preservative films to give products a medium or long shelf life with specific solutions, developed following customer’s objectives. Today, Albertazzi develops high-barrier films based on paper and on films with a high percentage of recyclability.
media o lunga vita commerciale con soluzioni specifiche, sviluppate seguendo gli obiettivi dei clienti.
Oggi Albertazzi sviluppa film ad alta barriera su base carta e film con alta percentuale di riciclabilità.
Realizza imballaggi flessibili personalizzabili in termini di stampa, formati e materiali per produrre in modo distintivo e sostenibile packaging alimentare, industriale, medicale e pet-food.
Le soluzioni Albertazzi
Albertazzi realizza imballaggi flessibili personalizzabili in termini di stampa, formati e materiali, per produrre in modo distintivo e sostenibile packaging alimentare, industriale, medicale e pet-food.
Qualità
Realizza prodotti focalizzandosi sulla loro qualità e sicurezza. Cura l’aggiornamento professionale e offre un servizio che accompagna i suoi prodotti rispondendo alle esigenze di clienti e del mercato.
La scelta di strumentazione di laboratorio d’avanguardia completa l’offerta.
L’impegnoaziendalesiconcretizzanellaCertificazione BRC Packaging.

Albertazzi solutions
Albertazzi creates flexible packaging that can be customized as for printing, formats and materials to produce packaging in the food, industrial, medical and pet food markets.
Quality
Albertazzi creates products focusing on their quality and safety. It takes care of professional training and offers a service that accompanies its products, responding to customer and market needs. The choice of avant-garde laboratory equipment completes the offer.
The company’s commitment is realized in the BRC


Crown: aumentare i tassi globali di riciclo delle lattine
Gli obiettivi per il 2030 includono il raggiungimento del 70% negli Stati Uniti e dell’80% in EMEA, oltre a mantenere oltre il 90% in Messico e il 97% in Brasile
ICrown: Increasing global beverage can recycling rates

n linea con gli obiettivi del suo programmaTwentyby30 per migliorare l’economia circolare, Crown Holdings, Inc. (NYSE: CCK) (Crown) (www.crowncork.com) ha annunciato il suo impegno a collaborare con i partner del settore per raggiungere nuovi ambiziosi obiettivi sui tassi di riciclo globali per lattine per bevande in alluminio. Progettati per essere completati entro il 2030, gli obiettivi si concentrano sulla riciclabilità intrinseca del metallo per promuovere gli sforzi e gli impegni di Crown per la sostenibilità volti a promuovere un’industria più responsabile. I nuovi obiettivi sono collegati alle singole regioni in cui Crown mantiene le operazioni e includono:
• Nelle Americhe:
- Stati Uniti: innalzamento dell’attuale media del 45% per raggiungere traguardi ambiziosi del 70% entro il 2030, dell’80% entro il 2040 e del 90% entro il 2050.
- Messico: mantenere >90% fino al 2030 e collaborare con i partner del settore per stabilire tassi di riciclio a livello nazionale.
- Brasile: mantenimento >97% fino al 2030.
• In Europa, Medio Oriente e Africa (EMEA): raggiungere l’80% nei paesi in cui operiamo lavorando con partner industriali.
• In Asia Pacifico: definizione dei tassi di riciclaggio 2030 a livello nazionale nei tre principali mercati in cui operiamo (Cambogia, Thailandia e Vietnam) entro la fine del 2025.
Oggi, le lattine di alluminio rappresentano l’unico formato di imballaggio per bevande in grado di passare 60 giorni dal punto di consumo al ritorno sugli scaffali. Il metallo è anche un materiale permanente e riciclabile all’infinito che non perde mai le sue proprietà, contribuendo a ridurre al minimo il consumo di risorse e gli sprechi.Per aumentare i tassi di riciclo delle lattine di alluminio,Crown lavorerà in tandem con i partner del settore per aiutare a sostenere i miglioramenti all’accesso al riciclaggio pubblico e privato, incoraggiare l’educazione dei consumatori sull’importanza del riciclo delle lattine per bevande usate (UBC), aiutare il fondo per acquisire tecnologie per migliorare il riciclaggio centrare i processi di smistamento e supportare politiche di riciclaggio di grande impatto. Ad oggi, Crown ha già compiuto progressi significativi in queste aree, incluso il finanziamento di cinque sovvenzioni concesse a strutture negli Stati Uniti, un contributo che comporterà il riciclo di altri 71 milioni di UBC all’anno. “La lattina per bevande si distingue già come il pacchetto di bevande più riciclato al mondo”, ha affermato John Rost,Ph.D.,Vice President,Global Sustainability and Regulatory Affairs di Crown. “Tuttavia, c’è ancora molto lavoro da fare per permetterci di catturare e riutilizzare quanto più alluminio possibile. I nostri sforzi contribuiranno a garantire che ancora più UBC, che sono il bene più prezioso nel sistema di riciclo, saranno recuperati con successo e tenuti lontani discarica.” Sebbene fissati e guidati da Crown, i nuovi obiettivi di riciclo richiederanno un’azione e un
A2030 targets include reaching 70% in the U.S. and 80% in EMEA, in addition to maintaining over 90% in Mexico and 97% in Brazil
ligned with its Twentyby30 program objectives to improve the circular economy, Crown Holdings, Inc. (NYSE: CCK) (Crown) (www.crowncork.com) has announced its commitment to work with industry partners to achieve ambitious new global recycling rates goals for aluminum beverage cans. Designed to be completed by 2030, the targets focus on the inherent recyclability of metal to advance Crown’s sustainability efforts and commitments to foster a more responsible industry.The new targets are connected to individual regions where Crown maintains operations and include:
• In the Americas:
o United States: Lifting the current 45% average to achieve ambitious milestones of 70% by 2030, 80% by 2040 and 90% by 2050.
o Mexico: Maintaining >90% through 2030 and working with industry partners to establish country-wide recycling rates.
o Brazil: Maintaining >97% through 2030.
• In Europe, the Middle East and Africa (EMEA): Reaching 80% in the countries in which we operate by working with industry partners.
• In Asia Pacific: Establishing country-wide 2030 recycling rates in the three major markets in which we operate (Cambodia,Thailand and Vietnam) by the end of 2025.
Today, aluminum cans stand as the only beverage packaging format capable of a 60-day turnaround from point of consumption to appearing back on the shelf. Metal is also an infinitely recyclable, permanent material that never loses its properties, helping to minimize resource consumption and waste. To raise recycling rates for aluminum cans, Crown will work in tandem with industry partners to help support improvements to public and private recycling access, encourage consumer education on the importance of recycling used beverage cans (UBCs), help fund can capture technologies to improve recycling center sorting processes and support impactful recycling policies. To date, Crown has already made significant strides in these areas, including helping to fund five grants awarded to facilities in the United States - a contribution that will result in an additional 71 million UBCs being recycled annually. “The beverage can already stands strong as the most recycled drinks package in the world,” said John Rost, Ph.D., Vice President, Global Sustainability and Regulatory Affairs at Crown. “Still, there is more work to be done to enable us to capture and reuse as much aluminum as possible. Our efforts will help ensure even more UBCs, which are the most valuable commodity
supporto diffusi,inclusi contributi significativi da parte di consumatori, produttori, associazioni di settore, gruppi di difesa e marchi di bevande. I CPG in particolare contribuiranno a creare una maggiore trazione con le pratiche di riciclaggio del pubblico, grazie alle loro strette connessioni e interazioni con i consumatori di tutto il mondo.“La storia di Coca-Cola con la lattina per bevande risale a decenni fa, con il nostro portafoglio in espansione per includere il formato più di 60 anni fa”, ha affermato Ben Jordan, Senior Director Sustainability di Coca-Cola. “Oggi, le caratteristiche del metallo continuano a contribuire a proteggere l’immagine, i sapori e l’esperienza classici che i consumatori si aspettano quando raggiungono una Coca-Cola. Accogliamo con favore l’annuncio di oggi e siamo orgogliosi di supportare i nuovi ambiziosi obiettivi di tasso di riciclaggio di Crown, che possono aiutare a promuovere un riciclo efficace e un catena di approvvigionamento più responsabile. Questa iniziativa è in linea con la nostra strategia World Without Waste, un’iniziativa di imballaggio ambiziosa e sostenibile che sta creando un cambiamento sistemico guidando verso un’economia più circolare per le nostre lattine e bottiglie, il cui fulcro è aumentare i tassi di riciclo e il contenuto riciclato mentre garantisce che il 100% dei nostri imballaggi sia riciclabile.” Poiché Crown collabora con i suoi partner in tutto il mondo per raggiungere i nuovi obiettivi, riferirà sui progressi attraverso i suoi rapporti annuali sulla sostenibilità e il sito web aziendale. Per saperne di più sugli sforzi di Crown per il riciclaggio e il suo più ampio programma Twentyby30, visitare crowncork.com/sustainability.
Informazioni su Crown Holdings, Inc.

in the recycling system, will be recovered successfully and kept from landfill.”While set and spearheaded by Crown, the new recycling targets will require widespread action and support, including meaningful contributions from consumers, manufacturers, industry associations and advocacy groups and beverage brands. CPGs in particular will help create greater traction with the public’s recycling practices, due to their close connections and interactions with consumers around the world. “Coca-Cola’s history with the beverage can stretches back decades, with our portfolio expanding to include the format more than 60 years ago,” said Ben Jordan, Senior Director Sustainability at Coca-Cola. “Today, metal’s attributes continue to help protect the classic image, flavors and experience consumers expect when they reach for a Coke.We welcome today’s announcement and are proud to support Crown’s ambitious new recycling rate goals, which can help to promote effective recycling and a more responsible supply chain. This initiative aligns with our World Without Waste strategy —an ambitious, sustainable packaging initiative that is creating systemic change by driving toward a more circular economy for our cans and bottles, core to which is increasing recycling rates and recycled content while ensuring 100% of our packaging is recyclable.”
As Crown collaborates with its partners around the world to reach the new goals, it will report on progress through its annual sustainability reports and corporate website. To learn more about Crown’s efforts around recycling and its larger Twentyby30 program, visit crowncork.com/sustainability.
About Crown Holdings, Inc.
Crown Holdings, Inc., attraverso le sue consociate, è un fornitore globale leader di prodotti di imballaggio rigido per le società di marketing dei consumatori, nonché di prodotti, attrezzature e servizi per il trasporto e l’imballaggio protettivo a un’ampia gamma di mercati finali. La sede mondiale si trova a Yardley, in Pennsylvania. Per ulteriori informazioni, visitare www.crowncork.com.
Crown Holdings, Inc., through its subsidiaries, is a leading global supplier of rigid packaging products to consumer marketing companies, as well as transit and protective packaging products, equipment and services to a broad range of end markets. World headquarters are located in Yardley, Pennsylvania. For more information, visit www.crowncork.com.

Gianeco, nata per operare
nel mondo
Gianeco Srl è una società di riciclo della plastica con sede in Piemonte, Italia, nata per operare nell’economia circolare mondiale. Oggigiorno, siamo sempre più preoccupati da problemi ambientali, e Gianeco contribuisce in ogni modo affinché i materiali riciclati diventino la prima scelta di tutti per ridurre sprechi ed inquinamento. L’azienda si occupa da anni del recupero di scarti industriali della plastica, a partire da tecnopolimeri come ABS, PC, PA, PS,

Gianeco Srl è una società di riciclo della plastica nata per operare nell’economia circolare mondiale per aiutare a ridurre sprechi ed inquinamento
PBT, concentrando sempre più la propria attività sugli elastomeri termoplastici e le bioplastiche.
Gianeco è stata una delle prime in Europa a iniziare a riciclare con successo i materiali rinnovabili, biodegradabili e compostabili come PLA, PBAT, PHA, PHB, PCL, PBS e i loro compound.
Uno dei prodotti di punta della Gianeco è il PLA (Acido Polilattico), un poliestere termoplastico ottenuto dal mais,quindi dalle risorse rinnovabili; è estremamente versatile, e si presenta in un’ampia gamma di applicazioni (attualmente, il 70% del PLA viene impiegato negli imballaggi alimentari di pane, latte, succhi, acqua, grassi, olii e profumi, detergenti), che implicano un’alta produzione di scarti. Valorizzare tali scarti è un grande aiuto alle aziende produttrici di packaging in virtù del costo molto alto di questo materiale innovativo rispetto alla plastica tradizionale. Qualunque esigenza si presenti di riciclare scarti di materiali biodegradabili post-industriali, Gianeco srl è la soluzione ed il partner ideale. Con una sempre crescente consapevolezza dello sviluppo sostenibile, Gianeco è in grado di recuperare tutti gli scarti di produzione delle biopla-

stiche per lavorarli e ri-compoundarli, portando sul mercato una gamma di prodotti biodegradabili da recupero ad alte prestazioni chimiche e fisiche.
Tra gli ultimi prodotti sviluppati in collaborazione con i centri di ricerca nazionali troviamo Biogeo, il compound contenente PLA, PBAT e amido per l’estrusione di film in bolla per produzione di sacchetti per l’umido e le borse da spesa, biodegradabili in conformità alla norma EN13432.
Gianeco ha la soluzione
Lo staff di Gianeco Srl sta lavorando attivamente a soluzioni sempre innovative per riciclare altri biopolimeri come PHA e PBS, che occupano ancora solo una piccola parte del mercato delle bioplastiche; oltre che alla personalizzazione del prodotto, richiesta sempre più spesso dal mercato.Attraverso una vasta rete di fornitori e clienti, Gianeco propone efficienti soluzioni di fornitura su misura.
Inoltre Gianeco ha ampliato la sua capacità di riciclo e fornitura di piccole partite, in maniera da servire un’utenza più ampia e da non trascurare alcuna tipologia di clienti.
La missione della Gianeco è trovare la soluzione per tutto ciò che è stato sprecato, basandosi sul principio di 3R: Ridurre, Riutilizzare, Riciclare
Gianeco, born to operate globally
Gianeco is a plastics recycling company born to operate in the global circular economy, to help to reduce waste and pollution

Gianeco Srl is a plastics recycling company based in Piedmont, Italy, born to operate in the global circular economy. Nowadays, we are increasingly concerned about environmental problems, and Gianeco contributes in every way to make recycled materials to become everyone’s first choice to reduce waste and pollution. The company has been involved in the recycling of industrial plastic waste for years, starting with technopolymers such as ABS, PC, PA, PS, PBT, and increasingly focusing on thermoplastic elastomers and bioplastics.
Gianeco was one of the first in Europe to successfully start recycling of renewable, biodegradable and compostable materials such as PLA, PBAT, PHA, PHB, PCL, PBS and their compounds.
One of Gianeco’s flagship products is PLA (Polylactic Acid), a thermoplastic polyester made from maize, and therefore from renewable resources; it is extremely versatile and used in a wide range of applications (currently, 70% of PLA is used in food packaging for bread, milk, juices, water, fats, oils and perfumes, detergents), which generate a high production of waste. Recycling this waste is a great help to packaging companies because of the very high cost of this innovative material compared to traditional plastics.
Whatever the need may arise to recycle postindustrial biodegradable waste, Gianeco srl is the ideal solution and partner. With an everincreasing awareness of sustainable development, Gianeco is able to recycle all bioplastic production waste for processing and re-compounding, bringing to the market a range of biodegradable recycled products with high chemical and physical performance. Among the latest products developed in collaboration with national research centres is Biogeo, the compound containing PLA, PBAT and starch for the extrusion of blown film for the production of bags for wet waste and shopping bags, biodegradable in accordance with EN13432.
Gianeco has the solution
The Gianeco’s staff is actively working on innovative solutions to recycle other biopolymers such as PHA and PBS, which still only occupy a small part of the bioplastics market; as well as product customisation, which is increasingly requested by the market. Through an extensive network of suppliers and customers, Gianeco offers efficient tailor-made supply solutions.
In addition, Gianeco has expanded its capacity to recycle and supply small batches, in order to serve a wider range of users and supply all types of customers. Gianeco’s mission is to find the solution for all that is wasted, based on the principle of 3Rs: Reduce, Reuse, Recycle



Crown celebra i risultati di sostenibilità
CrownHoldings,hariconosciutodiverseoperazioninellasuareteglobaleperavere un impatto sostanziale sugli obiettivi di sostenibilità della Società. Il programma biennale del Chairman’s Sustainability Awards, che ha premiato la sua prima classe di vincitori nel 2013, celebra gli impianti di produzione o le divisioni operative che hanno dimostrato un’eccezionale leadership e innovazione nella sostenibilità.
L’Environmental Sustainability Award riconosce l’eccellenza nella protezione ambientale riducendo al minimo l’impatto delle operazioni dell’azienda, riducendo il consumo di materiali e migliorando il riciclaggio o il riutilizzo. Questo premio è stato assegnato all’impianto di lattine per bevande di Crown a Bangi, in Malesia, per aver identificato opportunità per ridurre le emissioni di composti organici volatili (VOC). Dopo aver fornito abbondante sostegno ai residenti delle sue comunità locali e maggiori del Minnesota, la piantagione di cibo Owatonna di Crown ha ricevuto il Social Sustainability Award, che riconosce le attività che hanno un impatto significativo sul benessere della forza lavoro e/o della comunità locale.
Il Sustainability Award for Safety è andato allo stabilimento di lattine per bevande di Crown a Izmit, in Turchia, che ha creato una cultura della sicurezza “We Can Be Safe Together” in linea con i parametri del premio di dimostrata eccellenza nel dare priorità alla salute e alla sicurezza per proteggere i dipendenti nel loro ambiente di lavoro. Infine, Crown Brazil ha ricevuto un premio speciale per l’ambiente della divisione per aver eliminato i rifiuti inutilizzabili e aver portato a zero rifiuti in discarica in tutti e sette i suoi impianti di produzione. Per raggiungere questo traguardo, gli impianti hanno ottimizzato i loro metodi di riduzione, riutilizzo e riciclaggio per evitare di inviare quasi 700 tonnellate di rifiuti in discarica, in linea con gli obiettivi di economia circolare di Crown nell’ambito del suo programma Twentyby30. “Siamo costantemente ispirati dall’impegno e dalla cura mostrati dalla nostra forza lavoro globale per accelerare i nostri progressi in termini di sostenibilità”,ha affermato John Rost,Ph.D.,Vice President,Global Sustainability and RegulatoryAffairs di Crown.
Crown celebrates sustainability achievements
Crown Holdings, has recognized several operations in its global network for making a substantial impact on the Company’s sustainability goals.The biennial Chairman’s Sustainability Awards program, which honored its first class of winners in 2013, celebrates the manufacturing facilities or operating divisions that have shown outstanding leadership and innovation in sustainability.
The Environmental Sustainability Award recognizes excellence in environmental protection by minimizing the impact of the Company’s operations, reducing material consumption and improving recycling or reuse.This award was given to Crown’s Bangi, Malaysia beverage can plant for identifying opportunities to reduce volatile organic compound (VOC) emissions.
After providing abundant support to residents of its local and greater Minnesota communities, Crown’s Owatonna food can plant received the Social Sustainability Award, which recognizes activities that significantly impact the well-being of the workforce and/or the local community.
The Sustainability Award for Safety went to Crown’s beverage can facility in Izmit, Turkey, which created a “We Can Be Safe Together” Safety Culture in alignment with the award’s parameters of demonstrated excellence in prioritizing health and safety to protect employees in their work environment.
Finally, Crown Brazil has received a special Divisional Environmental Award for eliminating unusable waste and achieving zero waste to landfill at all seven of its manufacturing facilities.To achieve this milestone, the plants optimized their methods of reduction, reuse and recycling to avoid sending nearly 700 tons of waste to landfill, aligning with Crown’s circular economy goals within its Twentyby30 program.
“We are consistently inspired by the commitment and care shown by our global workforce to accelerate our sustainability progress,” said John Rost, Ph.D., Vice President, Global Sustainability and Regulatory Affairs at Crown.

Soluzioni di packaging all’avanguardia
I macchinari Chrimax sono caratterizzati da tecnologia avanzata per garantire la massima capacità produttiva
Chrimax Srl, fondata e tuttora ubicata in Italia, regione Lombardia, offre soluzioni di packaging attraverso la sua vasta gamma di linee di macchine HFFS (Horizontal Form-Fill-Seal) per prodotti alimentari e non, di varie dimensioni, di forme regolari o irregolari, in pacchetti singoli o multipli. Produce macchinari all’avanguardia, creati su misura per soddisfare le esigenze specifiche di ogni cliente e fornire la massima capacità produttiva, per le industrie, alimentari e tecniche, farmaceutiche oltre al packaging di cosmetici.
Le macchine sono costruite interamente in acciaio inossidabile garantendo così una costruzione robusta ed elevati standard di condizioni igieniche. La più recente tecnologia è stata incorporata per offrire una saldatura a tenuta d’aria della confezione per evitare la contaminazione dei prodotti freschi. Flessibilità ed efficienza a ogni livello di prestazione. Ogni modello è disponibile in diverse versioni con una vasta gamma di optional. Il forte know-how acquisito in anni di esperienza, il design personalizzato e modulare delle macchine consente a Chrimax di creare macchine personalizzate su richiesta dei clienti, in base alla geometria delle loro aree di produzione.
Le macchine e i sistemi di confezionamento sono realizzati sotto la supervisione di professionisti di grande esperienza, secondo gli standard internazionali di qualità con l’ausilio del software migliore e costantemente aggiornato per lo sviluppo di layout tridimensionali.

Nel corso degli anni ha consolidato i propri clienti con un’immagine di qualità, dinamicità e grande affidabilità del prodotto finito.
L’attività di Chrimax si basa su concetti semplici ma allo stesso tempo molto importanti:
– Innovazione tecnologica e ricerca per produrre linee di confezionamento di altissima qualità per soddisfare anche le richieste più esigenti.
– Formazione del personale per garantire un eccellente servizio pre e post-vendita
– Servizio tecnico qualificato
– Officina interna con carpenteria meccanica e torneria per la produzione e l’assemblaggio di
macchinari, accessori e pezzi di ricambio opzionali – Eccellente servizio post-vendita
– Accessori e magazzino ricambi con sostituzione parti entro 48 ore
– Alta affidabilità del prodotto
– Grande flessibilità e capacità di adattarsi a qualsiasi problema.
Il dialogo con i clienti è molto importante per Chrimax. È grazie a questi dialogo e confronto che nascono le giuste opportunità per progettare nuove soluzioni, è anche un punto di riferimento per migliorare l’assistenza tecnica e il servizio di manutenzione.
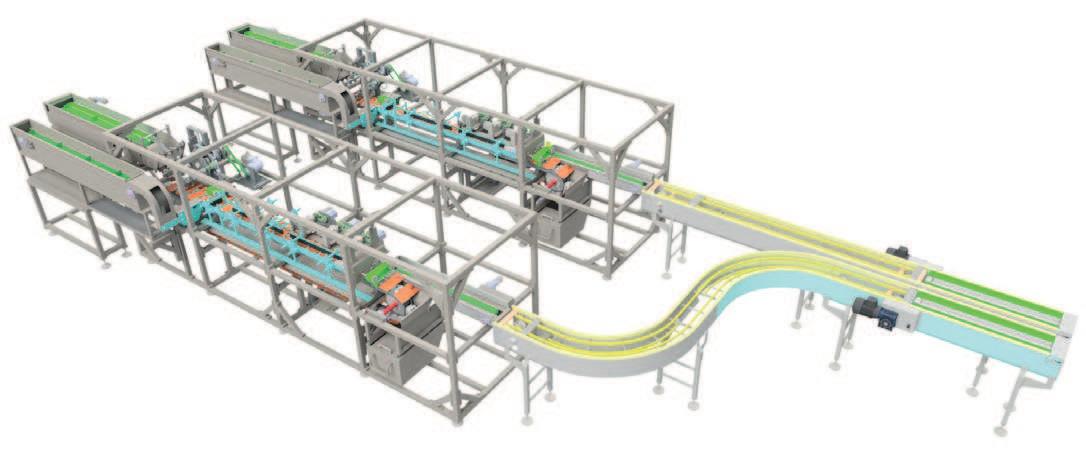
Advanced packaging solutions
Chrimax machinery feature advanced technology to deliver maximum production

Chrimax Srl, founded and still located in Italy, Lombardy, provides packaging solutions through its wide range of HFFS (Horizontal Form-Fill-Seal) machine lines for food and nonfood products, of various sizes, regular or irregular shapes,in single or multiple packs.It manufactures state-of-the-art machinery, tailored to match each customer’s specific needs and deliver maximum production, for the pharmaceutical companies, food and technical industries,other than cosmetics plants.
The machines are built up entirely in stainless steel thus ensuring robust construction and guaranteeing high standards of hygienic conditions. The latest technology has been incorporated to offer an air-tight sealing of the package to prevent the fresh products from contamination. Flexibility and efficiency at each performance level. Every model is available in
different versions with a large range of optional.
The strong know-how acquired through years of experience, the custom and modularized design of the machines allows Chrimax to create customized machines on customers’ requests, based on the geometry of their production areas.
The machines and packaging systems are manufactured under the supervision of highly experienced professionals as per international quality standards with the aid of the best and constantly updated software for the development of three-dimensional layouts
Over the years, it has consolidated its customers with an image of quality, dynamism and great reliability of the finished product.
The activity of Chrimax is based on simple but at the same time very important concepts:
- The technological innovation and the research to manufacture packaging lines of the highest quality
to satisfy even the most demanding requests,
– Staff training to guarantee excellent pre and post sales service,
– Qualified Technical Department,
– In-house workshop with mechanical carpentry and turnery for the production and assembly of optional machinery, accessories and spare parts,
– Excellent after-sales service,
– Accessories and spare parts warehouse with parts replacement within 48 hours, – High-reliability of the product,
– Great flexibility and ability to adapt to any problem.
Dialogue with customers is very important to Chrimax. It is thanks to this dialogue and comparison that the right opportunities are born to design new solutions, it is also a point of reference for improving the technical assistance and maintenance service.

Doselite, la soluzione professionale
Tenco ha configurato la gamma Doselite pensando principalmente alla versatilità e semplicità di utilizzo, che ne permette l’applicazione in qualsiasi settore
La gamma di dosatori volumetrici Doselite consente di dosare con precisione qualsiasi tipo di prodotto.
Doselite è una linea di dosatori volumetrici di precisione, estremamente versatile, precisa e altamente personalizzabile realizzata dall’azienda Tenco, in Liguria. Pensata per il dosaggio di prodotti liquidi o densi quali salse, sughi, olio, sciroppi, paté, creme e molte altre tipologie di prodotti alimentari, la linea Doselite è in grado di distribuire volumi esatti di prodotto con qualsiasi grado di densità e viscosità, anche ad alte temperature.
Nella progettazione della gamma Doselite, la Tenco ha pensato sia alla flessibilità e facilità di utilizzo che alle varie possibilità di personalizza-
zione, materiali e certificazioni specifiche per il settore alimentare, infinite tipologie di customizzazione ed integrazione all’interno di linee per il confezionamento alimentare.
Un’ampia gamma di accessori come le tramogge di alimentazione, di diverse capienze sistemi di mescolazione differenti a seconda del prodotto da miscelare, sistemi di riscaldamento, siringhe di dosaggio singole o gruppi di dosaggio multipli ad azionamento simultaneo, in oltre vent’anni di esperienza, la ditta Tenco ha configurato la gamma Doselite pensando principalmente alla versatilità e semplicità di utilizzo, che ne permette l’applicazione in qualsiasi settore.
Le siringhe di dosaggio Doselite possono essere movimentate anche da motori brushless, che garantiscono ancora più precisione nella dosata e sono perfettamente integrabili in linee di produzione automatiche. L’ampia gamma di controlli disponibili permette, infatti, di verificare e intervenire su pressione, temperatura, velocità di erogazione e velocità di aspirazione.
Sistemi di lavaggio automatico, estrema rapidità di dosaggio, prestazioni professionali, materiali certificati ed affidabili rendono la gamma Doselite la soluzione più idonea e professionale per le tue linee di confezionamento alimentare.




Doselite, the professional solution
Tenco has configured the Doselite range mainly thinking of flexibility and userfriendliness, features that allow its application in any sector
The Doselite range of volumetric dosers allows you to precisely dose any type of product. Doselite is a line of precision volumetric fillers, extremely versatile, precise and highly customizable, made by the Tenco company in Liguria. Designed for dosing liquid or dense products such as sauces, oil, syrups, pâtés, creams and many other types of food products, the Doselite line is able to distribute exact product volumes with any degree of density and viscosity, even at high temperatures.
In designing the Doselite range,Tenco has thought of both flexibility and ease of use as well as the various possibilities for customization, materials and specific certifications for the food industry, infinite types of customization and integration within food packaging lines.
A wide range of accessories such as feeding hoppers, of different capacities different mixing systems and/or heating systems, single dosing syringes or multiple dosing groups with simultaneous operation, in over twenty years of experience, the Tenco company has configured the Doselite range mainly thinking of the flexibility and simplicity of use, which allows its application in any sector.
Doselite dosing syringes can also be moved by brushless motors, which guarantee even more precision in the dosing and can be perfectly integrated into automatic production lines. The wide range of available controls allows, in fact, verifying and intervening on pressure, temperature, delivery speed and suction speed. Automatic washing systems, extremely rapid dosing, professional performance, certified and reliable materials make the Doselite range the most suitable and professional solution for your food packaging lines.



Tel. +39 0185 79556 www.tenco.it

COVAL, il vuoto come, quando e
dove ti serve
Da oltre 30 anni, la COVAL sviluppa generatori di vuoto, ventose e tecnologie di controllo che consentono di manipolare i prodotti e gli imballaggi primari e secondari.
Per soddisfare le vostre richieste, COVAL si avvale di una grande capacità di innovazione e sviluppo, di un team di tecnici specializzati nelle problematiche del packaging, una gamma completa di prodotti dedicati alla manipolazione, al confezionamento e al packaging e una solida esperienza acquisita collaborando con i leader mondiali del settore.
L’obbiettivo di COVAL è aumentare le possibilità dei suoi clienti attraverso le sue tecnologie, la sua competenza ed il suo servizio.
In merito al mondo del packaging, COVAL ha studiato e sviluppato le ventose per il flowpack serie FPC, le ventose serie MVS per applicazioni ad alte velocità e le ventose multi soffietto serie MVP

Soluzioni di manipolazione tramite vuoto per il prodotto, il packaging e l’imballaggio finale
Le ventose della serie FPC sono state progettate per la presa che “aderisce sul prodotto” a prescindere dalla forma e dal materiale e che permette di rispettare elevatissime cadenze.
In quest’ottica COVAL ha lavorato con costruttori di macchinari di packaging, tenendo conto delle loro esigenze e sottoponendo le diverse evoluzioni del prodotto a differenti test effettuati in situazioni reali.
L’ottima tenuta stagna delle ventose Serie FPC evita di sovradimensionare il generatore di vuoto, il che permette un sensibile risparmio energetico.
La ventosa Serie FPC è in silicone, materiale consigliato per la sua tenuta alle alte temperature e la sua compatibilità alimentare. Gli inserti di plastica sono anch’essi conformi alle normative alimentari.
Il suo colore azzurro/blu ne semplifica la localizzazione mediante i sistemi di rilevamento visivo sulle catene di produzione e confezionamento.
Le ventose della serie MVS nascono per soddisfare le esigenze di manipolazione ad alta velocità di prodotti flessibili e di diverse forme,COVAL ha sviluppato una gamma di ventose specifiche per questo tipo di esigenze. Le ventose MVS sono in silicone compatibile con le più importanti norme alimentari (FDA e CE 1935/2004).


COVAL, vacuum how, when and where you need it
Vacuum handling solution for product, packaging and final packaging
For more than 30 years, COVAL has been developing vacuum generators, suction cups, and control technologies to handle products and primary and secondary packaging.
COVAL can meet your requirements thanks to its remarkable skills to innovate and develop, team of experts specializing in packaging issues, a complete product range for handling, packing, and packaging, and sound experience gained during its cooperation with world leaders of the sector.
COVAL’s goal is increasing its customers’ opportunities thanks to its technologies, expertise, and service. For the world of packaging, COVAL has studied and developed flowpack suction cups series FPC, and suction cups series MVS for high-speed
applications, and bellow suction cups series MVP
Suction cups series FPC have been designed to perfectly adhere on the product regardless of shape and material, and to grant high rates. To this regard, COVAL has worked with machine manufacturers, taking their requirements into consideration and testing different product evolutions in real situations. The FPC suction cups offer excellent watertightness and avoid oversizing the vacuum generator for substantial energy saving. They are in silicone, recommended for its tightness at high temperatures and for its food compliance. Plastic parts too are compliant with food standards. Its light blue/blue colour eases its detection by visual systems in production and packaging chains.
Suction cups of series MVS have been designed to meet high-speed handling requirements of flexible products of various shapes, and COVAL has developed a tailored range of suction cups just for these requirements. MVS suction caps are food-grade silicone and meet FDA and EC standards 1935/2004.

La flessibilità del labbro permette la presa ad alta velocità di tutti i tipi di materiali ed anche di alimenti non confezionati: FlowPack, DoyPack, vaschette termoformate e prodotti non confezionati. Possono essere raggiunte frequenze di presa anche di 120 cicli/min.
Le ventose della serie MVP sono indicate per la manipolazione ad elevate cadenze di alimenti non confezionati o sacchetti flessibili. Il labbro fine permette di aderire al prodotto da manipolare ed i 4.5 soffietti gli conferiscono un effetto rotante assicurando il posizionamento della ventosa sul prodotto. La rigidità dei soffietti compressi assicura un’ottima tenuta del prodotto e impedisce l’effetto oscillazione. Ogni ventosa è disponibile con porta ventosa con griglia filtrante o totalmente passante.
COVAL, il vuoto come, quando e dove ti serve Situata nella Francia sud-orientale, COVAL progetta, realizza e distribuisce in tutto il modo componenti e sistemi ad alte prestazioni per manipolazione tramite vuoto, da utilizzare in tutti i settori industriali.
COVAL, azienda certificata ISO 9001: V2015, propone innovazione continua nel settore del vuoto industriale. Grazie a componenti affidabili, che integrano funzioni intelligenti ed ottimizzate per l’applicazione, COVAL è in grado di aumentare, in completa sicurezza, la vostra produttività.
COVAL ha referenze nei principali settori industriali (packaging, automotive, stampaggio plastica, grafica, aeronautica, ecc.) in cui la manipolazione tramite del vuoto è indispensabile per un’elevata efficienza e produttività.
A flexible lip provides perfect grip during high-work rates and for all types of materials and unpacked food: FlowPack, DoyPack, thermosealed trays, and bulk products. Grip rates can also reach 120 cycle/min. The MVP series of suction cups are dedicated to highrate handling of unpacked food and flexible bags.
Thin gripping lip allows perfect fit to the product to be handled, and 4.5 bellows give a swivelling effect to guarantee the positioning of the suction cup when the product is held. The rigidity of the compressed bellows provides excellent product tightness and avoids the swing effect.
Every suction cup features suction port with filtering grid, or without filtering grid.
COVAL,vacuum how,when and where you need it
Located in South-Eastern France, COVAL designs, manufactures and distributes worldwide highperformance vacuum handling components and systems to be used in all industrial sectors.
COVAL, ISO 9001:V 2015 certified, proposes continuous innovation in vacuum industrial sector. Thanks to reliable components, which integrate smart and optimized functions, COVAL can increase your productivity in full safety.
COVAL boasts references in the major industrial sectors (packaging, automotive, plastic print, graphics, aeronautics, etc.) where vacuum handling is crucial to high efficiency and productivity.
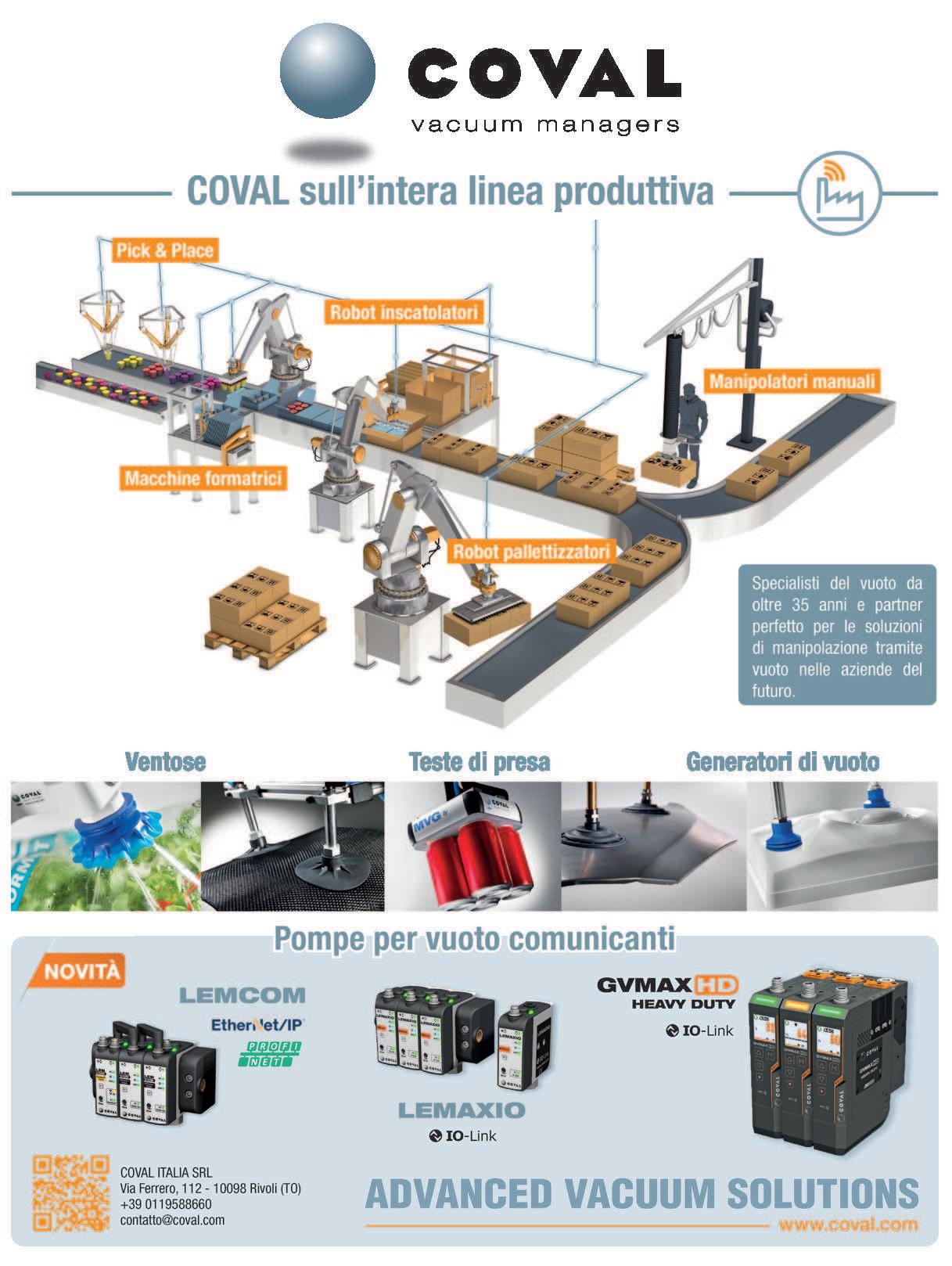
La risposta completa per tutte le fasi di produzione e confezionamento del caffè
IMA Coffee Hub è oggi la più estesa organizzazione per l’industria di lavorazione e confezionamento del caffè
Composto dai brand IMA Coffee Petroncini, IMA Coffee Packaging e IMA BFB, il Coffee Hub è la risposta completa offerta a piccoli e grandi produttori di caffè di tutto il mondo dal gruppo IMA, garantendo competenza, esperienza nel settore e know-how per tutte le fasi di produzione e di confezionamento del caffè.
Il caffè che ti piace
La risposta di IMA Coffee Hub abbraccia ogni aspetto della movimentazione, del processo di trasformazione e confezionamento del caffè,affiancando i produttori di caffè in ogni sfida che devono affrontare per poter ottenere il caffè che desiderano. Il processo di cui hai bisogno
Con più di 100 anni di storia nel mercato del caffè, IMA Coffee Petroncini fornisce impianti completi per la torrefazione caffè per qualsiasi esigenza produttiva, a partire dalla ricezione e stoccaggio del caffè verde,fino alle più avanzate tecnologie di tostatura e di degasaggio del caffè macinato. Quando si parla di torrefazione, IMA Coffee Petroncini è un marchio storico nel panorama delle tostatrici, potendo offrire tostatrici di tipo tradizionale che processano lotti di caffè da 5 a 400 kg per carico, e soluzioni modulari, dotate di unità di generazione di calore esterna in grado di recuperare parzialmente l’aria di tostatura. I modelli di tostatrici modulari raggiungo la capacità di 720 kg per ciclo. Innovativi sistemi di degasaggio flessibili per grandi o piccoli volumi di produzione garantiscono la qualità costante e riproducibile del caffè macinato per ogni tipologia di confezionamento. Il packaging che desideri
Una volta che il caffè è pronto per essere confezionato, non c’è bisogno di guardare oltre il Coffee Hub. Il brand IMA Coffee Packaging è in grado di fornire soluzioni complete per il confezionamento di capsule, cialde, astucci, form-fill-seal, e confezionamento fine linea. Le capsule sono al centro dell’offerta di IMA Coffee

Packaging, con una gamma completa di macchine che forniscono soluzioni ad alta, media e bassa velocità per rispondere al 100% delle richieste del mercato. Il portfolio comprende anche soluzioni all’avanguardia per il confezionamento secondario.Anche le macchine per cialde,sia soffici che compatte,rientrano nella line-up sviluppata da IMA Coffee Packaging. Il brand dispone inoltre di una gamma completa di macchine per il confezionamento di sacchetti verticali di diverso formato e dimensione. Il confezionamento di fine linea, infine, al quale la IMA BFB ha dedicato la sua R&S per molti anni, completa l’offerta di confezionamento del Coffee Hub.
Il servizio che meriti
I vantaggi di parlare con un unico fornitore sono numerosi. Entrano in gioco le sinergie, i problemi di tempistiche sono più facili da coordinare, ciascun interlocutore con cui il cliente si interfaccia è concentrato sui suoi obiettivi chiave, qualità costante e conoscenza condivisa sono garantite. IMA Coffee Hub è il punto di partenza ideale da dove il cliente raggiungerà la sua destinazione. È proprio questo il vantaggio che l’industria del caffè ottiene da IMA: un solo fornitore, già coordinato dall’interno.
A one-stop answer to all coffee processing or packaging stages
IMA Coffee Hub is the broadest technical and commercial organisation serving the coffee processing and packaging industry today
Able to ensure market-leading competences, industry experience and application-specific know-how encompassing all stages of coffee handling, processing and packaging, through its brands IMA Coffee Petroncini, IMA Coffee Packaging and IMA BFB, IMA has created the hub in an aim to leverage expertise at every step of coffee processing or packaging and be the one-stop answer to large and small coffee producers worldwide.
The coffee you want
IMA Coffee Hub reaches every corner of the coffee handling, processing and packaging universe and
can now address any issue facing coffee producers, offering competence and expertise with regard to coffee production.
The process you need
With exactly 100 years in the industry, IMA Coffee Petroncini supplies complete coffee roasting plants for any capacity needs, starting from the green coffee handling and processing, up to roasters for all capacity requirements and next-generation degassing systems. When it comes to roasting, IMA Coffee Petroncini enables customers to envisage roasters featuring different systems to manage unlimited roasting profiles. The range includes traditional roasters handling batches from 5 to 400 kg as well as modular solutions with external heat generation units roasting up to 720 kg per cycle. Next comes grinding and along with a host of flexible degassing systems for large or small production volumes, ensuring consistently reproducible quality of ground coffee.
The packaging you desired
Once your coffee is ready for the next major step,there is no need to look further than IMA Coffee Packaging. Capsules, pods, cartoning, form-fill-seal, end-of-line packaging. Single serve capsule fillers are also at the core of IMA Coffee Packaging, with a full range of equipment, providing high, medium and low-speed solutions to answer 100% of market demands. Coffee capsules will benefit from cutting-edge secondary packaging solutions, for product integrity and toprate protection right through to delivery. Machines for soft and hard pods are part of the line-up. IMA Coffee Packaging has a full array of machines handling dosed filling of flexible, sealed packages in all shapes and sizes. End-of-line packaging, to which IMA’s BFB Division has dedicated its efforts for many years is literally the end of the line-up.
The service you wish for
The advantages of speaking to one single supplier are numerous. Synergies come into play, timing issues are easier to coordinate, everyone you speak to is focused on your key objectives, and consistent quality and shared knowledge are guaranteed. IMA Coffee Hub is the ideal starting point from where you will reach your destination. This is precisely the benefit the coffee industry obtains from IMA: just one supplier, already coordinated from within.

“Il futuro richiede una selezione sempre più accurata della materia prima”
Rispetto all’anno precedente nel 2021 abbiamo assistito ad un aumento sostanziale delle importazioni, che segnano un +5,5% per il caffè verde e +21,2% per il decaffeinizzato non torrefatto
Tra le cause della crisi attuale del settore, il congestionamento del traffico marittimo dovuto all’impennata dell’import post lockdown. Stime chiare arrivano infatti dall’Istat: rispetto all’anno precedente, il mercato registra importazioni pari a +5,5% di caffè verde e +21,2% di decaffeinato al grezzo. L’aggiornamento dei bandi per l’internazionalizzazione sarebbe d’aiuto alle torrefazioni che vogliono guardare al futuro aprendo nuovi modelli di business. Non è facile comprendere lo stato di salute del comparto del caffè, in un inizio d’anno così carico di preoccupazioni. Ma il rincaro del costo della materia prima al grezzo, che si riversa sulla filiera delle 927 torrefazioni italiane e a cascata sui pubblici esercizi e consumatori, arrivando a sfiorare 1,50€ a tazzina, ha delle cause ben definite.
I dati parlano chiaro: rispetto all’anno precedente nel 2021 abbiamo assistito ad un aumento sostanziale delle importazioni, che segnano un +5,5% per il caffè verde e +21,2% per il decaffeinizzato non torrefatto. Un giro d’affari di oltre 982 milioni di euro di import del caffè verde,
rispetto ai 930 milioni di euro del 2020 (dati Istat). In controtendenza l’export della materia prima, che nel 2021 si riduce del 3,8% per il green coffee e del 14,7% per la materia prima decaffeinizzata: da oltre 41 milioni cala a 38 milioni di euro. “Il periodo del lockdown ha inevitabilmente rallentato l’approvvigionamento delle materie prime: molte torrefazioni hanno ridotto gli stock in magazzino durante il periodo di chiusure, per poi incrementarli con la ripresa post lockdown del 2021” afferma Alessandro Bianchin, CEO di Bin Caffè e Presidente del Gruppo Italiano Torrefattori di Caffè.
Un effetto elastico che avrebbe portato alle attuali difficoltà nei porti di imbarco, luogo in cui si è verificato il congestionamento del traffico e soprattutto complessità nel reperimento di container adatti al trasporto della materia prima. L’approvvigionamento ora richiede tempi molto lunghi.
Ad aggiungersi alle complicazioni che pesano sugli oltre 10.553 addetti del settore (fonte Unioncamere-Infocamere) il cambiamento climatico, causa della forte irregolarità dei raccolti


e la speculazione finanziaria internazionale, che come al solito si accoda alla crisi, operando in Borsa senza ritirare il fisico ma gestendo entrate e uscite con strategie di tipo speculativo. Le quotazioni del caffè nelle borse di Londra e New York registrano infatti, da oltre un anno, un trend rialzista dell’80% per il caffè Arabica e del 70% per la Robusta.
“La fase di difficoltà ha però i mesi contati: il caffè italiano è riconosciuto nel mondo e ha voglia di ripartire, ma è importante che le aziende cambino o integrino i propri modelli di business - ribadisce Bianchin - Non lasceremo scadere la qualità per abbattere i costi anzi, il futuro richiede una selezione sempre più accurata della materia prima anche nel canale home.”
È inevitabile che la crisi del settore porterà a dinamiche differenti sia nell’approccio dei consumatori che nelle strategie commerciali delle torrefazioni. Per ora, l’aggiornamento dei bandi per usufruire di contributi volti all’internazionalizzazione, che ora sono terminati, sarebbero d’aiuto oltre alle agevolazioni a lungo respiro e a tutela dei consumatori.
Bin Caffè
Da piccolo laboratorio artigianale a conduzione familiare aperto nel 1954 ad azienda moderna e all’avanguardia, Bin Caffè ha conquistato oltre alla fiducia dei consumatori anche la fidelizzazione dei tradizionali e moderni pubblici esercizi del territorio compreso tra Treviso e le altre province del Veneto. Saper leggere il contesto, interpretarne lo spirito e far vivere il gusto della contemporaneità con il massimo rispetto rappresenta un modus operandi proiettato alla costante ricerca dell’eccellenza, in chiave innovativa, per promuovere sul mercato un caffè nato dalla perfetta combinazione tra sperimentazione e attenzione al dettaglio, tra testa e cuore. www.bincaffe.it
“The future requires an increasingly accurate selection of raw materials”
Compared to the previous year, in 2021, we saw a substantial increase in imports, + 5.5% for green coffee and + 21.2% for non-roasted decaffeinated coffee
Among the causes of the current crisis in the coffee industry is the congestion of maritime traffic due to the surge in post lockdown imports. ISTAT states that compared to the previous year, the market recorded imports equal to + 5.5% of green coffee and + 21.2% of raw decaffeinated coffee. Updating the calls for internationalization would help coffee roasters who want to look to the future by implementing new business models. It is not easy to understand the coffee industry’s conditions, especially in these uncertain times. The rise in the cost of raw materials has impacted the supply chain of the 927 Italian roasting companies and has consequently influenced public businesses and consumers, bringing the price for a cup of coffee to almost €1.50.Various are the reasons that have led to these circumstances.
Compared to the previous year, in 2021, we saw a substantial increase in imports, + 5.5% for green coffee and + 21.2% for non-roasted decaffeinated coffee. A turnover of over 982 million euros in imported green coffee, compared to 930 million euros in 2020 (Istat data).
On the other hand in 2021, exports of raw materials decreased by 3.8% for green coffee and 14.7% for decaffeinated coffee: down from over 41 million to 38 million euros.
“The lockdown period has inevitably slowed the supply of raw materials: many coffee roasters have reduced their stocks during the closure period,
and then increased them with the post lockdown recovery in 2021” says Alessandro Bianchin, CEO of Bin Caffè and President of the Italian Coffee Roasters Group.
An “elastic” effect has led to the current difficulties in embarkation procedures in ports, causing traffic congestion and making suitable containers for transporting the raw material extremely hard to find.
Procurement now takes a very long time.
To add to these complications that weigh on the more than 10,553 workers in the sector (source Unioncamere-Infocamere) is climate change, which causes strong irregularity of harvests and in addition to this international financial speculation, which operates on the stock exchange without withdrawing the physical product but managing income and expenses with speculative strategies.
The price of coffee on the London and New York stock exchanges have, for over a year, recorded an upward trend of 80% for Arabica coffee and 70% for Robusta.
“This difficult phase, however, is coming to an end: the Italian coffee industry is recognized internationally and wants to start over, but it is important that companies change or integrate their business models - reiterates Bianchin - We will not let quality decline to reduce costs, the future requires an increasingly accurate selection of raw materials whatever market the product is destined to serve.”


It is inevitable that the crisis in the industry will lead to different dynamics both in the consumers approach and in the commercial strategies applied by coffee roasting companies. The continuing calls to take advantage of contributions aimed at internationalization, in addition to long-term benefits andconsumerprotectionareessentialfortheindustry.
Bin Caffè
From a small family-run artisan workshop opened in 1954 to a modern and avantgarde company, Bin Caffè has not only won the consumers trust but also the loyalty of traditional and modern public establishments in the area between Treviso and the other provinces of the Veneto. Knowing how to read the context, interpret its spirit and let the taste of contemporaneity live with the utmost respect represents a modus operandi projected in the constant search for excellence, in an innovative key, to promote a coffee born from the perfect combination of experimentation and attention to detail, between head and heart. www.bincaffe.it
Saldatura della plastica e calore di processo: bilanci e previsioni per Leister
Quali sono state le dinamiche più interessanti del 2021 nel segmento della lavorazione della plastica e del calore di processo? Quali scenari si prospettano per il 2022? Lo abbiamo chiesto a Paolo Possa, General Manager di Leister Technologies Italia Srl, filiale italiana della multinazionale svizzera che fornisce soluzioni innovative per gli operatori professionali in questo segmento
Il 2021 è stato un anno particolare, segnato dalla ripresa di molti settori industriali: com’è andata per Leister?
Il 2021 è stato un anno decisamente positivo per Leister, ci voleva dopo le difficoltà del 2020 causate non da rallentamento dell’economia ma dal fermo forzato del paese per lockdown. Uno dei settori più importanti per la nostra azienda è la costruzione di macchinari ed impianti a cui forniamo riscaldatori industriali e campi solari ad infrarossi: nel 2021 la macro-economia in questo settore è stata molto positiva nonostante il permanere della minaccia pandemica, e questo ha creato condizioni favorevoli allo sviluppo del business come mai sperimentato in anni precedenti. L’effetto combinato del recupero dei mercati e degli investimenti fatti dalla nostra Casa Madre sia sull’innovazione di prodotto che sul rafforzamento dell’organizzazione italiana hanno consentito di chiudere il 2021 con una crescita a doppia cifra e in termini assoluti con il miglior risultato di sempre, dalla nostra partenza nel gennaio 2014. Quali sono stati i settori che vi hanno dato maggiori soddisfazioni?
In ambito industriale sono numerosissime le applicazioni di riscaldatori ad aria calda o di impianti ad infrarossi per fornire al processo il calore nella forma più intelligente ed efficiente. Preriscaldo materiali, asciugatura, saldatura di materiali plastici, termo-retrazione, attivazione di colle, l’elenco è lunghissimo e a volte molto curioso. Il calore viene usato anche per “migliorare” il look ad un rossetto, per tostare nocciole o chicchi di caffè, per mantenere il cioccolato alla giusta temperatura per decorare al meglio torte o merendine. Se dobbiamo segnalare qualcosa di particolarmente interessante per l’anno appena concluso, non possiamo non citare gli impianti ad infrarossi Krelus a lamina metallica. La possibilità di controllare la temperatura di riscaldo con estrema precisione e l’altissima efficienza (oltre il 90% di effetto utile) ne stanno determinando il grande apprezzamento e impiego, soprattutto in processi in continuo su materiali plastici.Alcuni trend in atto in ambito industriale, l’attenzione verso soluzioni che consentano un utilizzo “intelligente” dell’energia e la ricerca di soluzioni alternative al gas in grado di aumentare la sicurezza negli ambienti di lavoro, hanno trovato nei riscaldatori ad infrarossi Krelus la risposta adeguata. In ultimo vogliamo citare il conseguimento delle certificazioni UL per i riscaldatori autonomi MISTRAL e HOTWIND. Questo importante step ottenuto nel corso del 2021 facilita ulteriormente le aziende costruttrici di macchinari ed impianti nell’esportare i loro prodotti negli Stati Uniti ed in Canada. Nel 2021 è stato lanciato il sito leistershop.it: come è stato accolto?
Da diversi anni il mercato ci cercava su Internet con l’aspettativa di trovare un canale comodo e pratico per conoscere ed acquistare i nostri prodotti. Finalmente da marzo 2021 possiamo offrire ai clienti anche una vetrina “virtuale” aperta 24 ore al giorno, 7 giorni su 7, dove informarsi sulle soluzioni tecniche Leister e trovare le ultime novità di prodotto ma anche conoscere le iniziative di marketing come fiere o webinar, o ancora cogliere opportunità di acquisto legate a promozioni a prezzi particolarmente vantaggiosi.
La vetrina virtuale è stata accolta positivamente; da subito abbiamo registrato un traffico significativo, segno di interesse da parte dei clienti, e un volume importante di richieste di informazioni all’azienda, richieste a cui cerchiamo di rispondere nel più breve tempo possibile. I volumi di vendita sono cresciuti mese dopo mese, segno anche questo di un progetto che è stato accolto bene dal mercato.

Quali novità sono previste per il 2022?
Guardando all’anno appena iniziato sono tante le iniziative su cui stiamo lavorando. Confidando su uno scenario progressivamente più favorevole alle attività in presenza, parteciperemo a diversi eventi fieristici cercando di essere presenti nei nostri principali ambiti di mercato. In particolare, tra maggio e giugno ci dedicheremo al mondo industriale con MECSPE e IPACK-IMA. L’obiettivo è chiaro, vogliamo tornare ad incontrare i nostri clienti in presenza.
Sul canale online ci proponiamo di rendere sempre più gradevole l’esperienza del cliente, facilitandolo nel suo viaggio all’interno del negozio virtuale. E sui social, Facebook e Linkedin in primis, ma anche Twitter e Instagram, saremo presenti come e più del 2021, con l’obiettivo di far conoscere il valore delle soluzioni Leister e di raccontare sempre meglio le iniziative della nostra azienda.
Da 70 anni Leister opera nel mercato dei riscaldatori industriali offrendo tecnologie all’avanguardia e una gamma completa di prodotti. Il suo personale qualificato sa trovarelasoluzioneidealeperleesigenzedelleaziende.Perinformazionisullesoluzioni Leister, potete contattare l’azienda al numero +39 02 2137647 o via mail (sales@ leister.it),visitare il sito www.leister.com o il nuovo sito di e-commerce leistershop.it
Plastics welding and process heat: balances and forecasts for Leister
2021 was a special year, marked by the recovery of many industrial sectors: how did it go for Leister?
2021 was a decidedly positive year for Leister, which was welcome after the difficulties of 2020 caused not by an economic slowdown but by the country’s forced lockdown. One of the most important sectors for our company is the construction of machinery and plants to which we supply industrial heaters and infrared solar fields: in 2021 the macro-economy in this sector was very positive despite the continuing pandemic threat, and this created favourable conditions for business development as never experienced in previous years.The combined effect of the recovery of the markets and the investments made by our parent company on both product innovation and the strengthening of the Italian organisation enabled us to close 2021 with double-digit growth and in absolute terms with the best result ever since our start in January 2014.
Which sectors have given you the greatest satisfaction?
In the industrial sector, there are numerous applications for hot air heaters or infrared systems to provide the process with heat in the most intelligent and efficient form. Preheating of materials, drying, welding of plastics, thermoshrinking, activation of glues, the list is very long and sometimes very unusual. Heat is also used to ‘improve’ the look of a lipstick, to toast hazelnuts or coffee beans, to keep chocolate at the right temperature to decorate cakes or snacks.
In our report of particularly interesting events in the year just ended, we cannot fail to mention the Krelus metal foil infrared systems.The possibility of controlling

What were the most interesting dynamics of 2021 in the plastics processing and process heat segments? What scenarios are in store for 2022? We asked Paolo Possa, General Manager of Leister Technologies Italia Srl, the Italian branch of the Swiss multinational company which provides innovative solutions for professionals in this segment
the heating temperature with extreme precision and the very high efficiency (over 90% of useful effect) are determining their great appreciation and use, especially in continuous processes on plastic materials. Krelus infrared heaters are a perfect answer to some of the current trends in industry, such as the focus on solutions allowing an “intelligent” use of energy and the search for alternatives to gas capable of increasing safety in the working environment.
Last but not least, we would like to mention the achievement of UL certification for our MISTRAL and HOTWIND district heaters. This important step in 2021 will make it even easier for machine and plant manufacturers to export their products to the USA and Canada.
The leistershop.it website was launched in 2021:how has it been received?
For several years, the market had been looking for us on the Internet with the expectation of finding a convenient and practical channel to learn about and purchase our products. Finally, as of March 2021, we can offer our customers a “virtual” shop window open 24/7, where they can find out about Leister technical solutions and find the latest product innovations, but also learn about marketing initiatives such as trade shows or webinars, or take advantage of purchasing opportunities linked to promotions at particularly advantageous prices.
The virtual showcase has been well received; we have immediately registered significant traffic, a sign of interest from customers, and a high volume of enquiries to the company, requests which we try to answer as quickly as possible.
Sales volumes have grown month after month,another sign of a project which has been well received by the market.
What new developments are planned for 2022?
Looking at the year which has just begun, there are many initiatives on which we are working.Trusting in a scenario which is increasingly favourable to face-to-face activities, we shall take part in various trade fair events, trying to be present in our main market areas. In particular, between May and June we will focus on the industrial world with MECSPE and IPACK-IMA. The objective is clear: we want to get back to meeting our customers in person.
On the online channel, we aim to make the customer experience more and more pleasant, facilitating the customer’s journey through the virtual shop. And on social networks, first and foremost Facebook and Linkedin, but also Twitter and Instagram, we will be present as much and more than in 2021, with the aim of spreading the word about the value of Leister solutions and telling people more about our company’s initiatives.
For 70 years,Leister has been active in the industrial heater market,offering stateof-the-art technology and a comprehensive range of products. Its qualified staff knows how to find the ideal solution for companies’ requirements. For information on Leister solutions, please contact the company on +39 02 2137647 or by email (sales@leister.it), visit www.leister.com or the new e-commerce site, leistershop.it.
Paolo Possa, General Manager - Leister Technologies Italia Srl
LCZ: la migliore tecnologia a vapore
I prodotti LCZ sono completamente realizzati negli stabilimenti aziendali, enfatizzando così un’identità italiana e un “Made in Italy” da sempre sinonimo di alti standard qualitativi
LCZ da più di 40 anni si occupa della progettazione e produzione di generatori di vapore per produzioni fino a 35Ton/h (20 MW) e di centrali termiche prefabbricate. La continua analisi dei bisogni del cliente e un’attenta cura dei dettagli le hanno permesso di affermarsi tra i più importanti costruttori di generatori di vapore.


LCZ è in grado di mettere a disposizione dei clienti soluzioni personalizzate volte a impiegare al massimo il calore residuo di processo e di combustione, realizzando sistemi di recupero che permettono il raggiungimento di valori di efficienza pari al 105%.
LCZ opera anche su centrali termiche e caldaie già in esercizio, valutando la possibilità di eseguire interventi volti a migliorare le prestazioni del sistema, riducendo emissioni e consumi.A seguito di un audit energetico, i tecnici analizzano i parametri operativi dell’impianto ed elaborano una proposta di azioni atte ad ottenere un significativo: - risparmio di carburante; - risparmio energetico; - riduzioni emissioni.
Un’ulteriore innovazione è stata l’introduzione delle centrali termiche prefabbricate che permettono di completare una fornitura già ad elevati standard qualitativi e di rendimento, anche di quegli standard
di sicurezza di gestione permettendone l’installazione esterna. Le centrali termiche prefabbricate sono costituite da un telaio portante rivestito da pannelli sandwich fonoassorbenti ed allestite per la produzione di acqua calda, surriscaldata, vapore ed olio diatermico, disponibili anche a noleggio.
I prodotti di LCZ:
• Generatori a tubi di fumo da 50kg/h a 30Ton/h
• Generatori a tubi da fumo a recupero
• Generatori di vapore a tubi d’acqua fino a 35Ton/ h– 20MW
• Generatori a circolazione forzata fino a 6Ton/h
• Generatori acqua calda e surriscaldata fino a 17MW
• Generatori ad olio diatermico
• Sistemi di monitoraggio globale
• Centrali termiche prefabbricate
• Noleggio centrali termiche prefabbricate
• Contratti di manutenzione periodica.
LCZ - The best steam technology
LCZ products are fully made in-house, thus emphasizing the company’s Italian identity and “Made in Italy” that have always stood for high quality

For more than 40 years, LCZ has been designing and producing steam generators for productions up to 35Tom/h (20 MW) and prefabricated thermal plants. Constant analysis on customers’ requirements and utmost accuracy in the finest details have allowed the company to stand out from other main manufacturers of steam generators.
LCZ can offer its customers customized solutions as to exploit residual heat in process and combustion, by building recovery systems that can even hit efficiency values equal to 105% in some applications.
LCZ intervenes also in thermal plants and boilers already operating, evaluating the possibility of carrying out interventions to improve performance while reducing emissions and consumption.
Following energy audit,technicians analyze operation parameters of the plant in order to draw some steps to take in order to get significant:
- Fuel saving
- Energy saving
- Lower emissions.
Further innovation is set by prefabricated thermal plants, which enable to complete already high-quality supply and yield, also standard safety management and allow outdoor installation. Prefabricated thermal plants featuring a frame covered in sound-deadening sandwich panels, are for hot water, steam and diathermal oil production.
LCZ products are:
• Fire-tube generators, from 50Kg/h to 30ton/h

• Recovery fire-tube generators
• Water-tube steam generators up to 35Ton/h –20MW
• Forced circulation generators up to 6Ton/h
• Hot and superheated water generators up to 17MH
• Diathermal oil generators
• Global safety control systems
• Prefabricated thermal plants
• Rent of prefabricated thermal plants
• Ordinary maintenance contract.


Costante spinta all’innovazione
MTH ha recentemente presentato al mercato il nuovo monoblocco compatto per armadi refrigerati, impiegato principalmente nei settori GDO, Ho.Re.Ca. e medicale
Fondata nel 1942, MTH è oggi uno dei player mondiali di riferimento nel settore della refrigerazione industriale e commerciale e si prepara a celebrare i suoi 80 anni attraverso importanti progetti di sviluppo in ambito di gamma prodotto, manifatturiero e digitale.
MTH ha infatti recentemente presentato al mercato il nuovo monoblocco compatto per armadi refrigerati, impiegato principalmente nei settori GDO, Ho.Re.Ca. e medicale. Si tratta di un gruppo frigorifero plug-in di facile installazione, caratterizzato dalle dimensioni
compatte del basamento che ne consentono l’applicazione anche su armadi refrigerati di piccola taglia, con volume interno da 400 o 600 litri. I nuovi monoblocchi compatti MTH offrono numerosi vantaggi tra i quali ridotti consumi energetici, grazie all’impiego di motori a ventola elettronici, rapidità di installazione attraverso la minimizzazione dei tagli da praticare all’interno dell’armadio, maggior spazio utilizzabile all’interno dell’armadio grazie all’integrazione dell’evaporare nel monoblocco, e un sistema di evaporazione automatica della condensa.
La costante spinta all’innovazione di MTH non si limita solo alla gamma prodotto, ma si estende all’ambito produttivo. L’azienda ha infatti stanziato importanti investimenti per l’ammodernamento dello stabilimento di Almese, completato a gennaio 2022, sia attraverso l’ampliamento delle linee dedicate alla produzione di unità frigorifere ermetiche, monoblocchi e unità silenziate, sia con l’adozione di tecnologie manifatturiere all’avanguardia legate all’industria

4.0,in grado di rispondere alle crescenti esigenze del mercato.
In un contesto in cui il digitale ha un ruolo sempre più rilevante, MTH ha scelto di investire anche nel rinnovo del proprio sito web, che si presenta con un nuovo look & feel fresco e dinamico e contenuti arricchiti con nuove sezioni e approfondimenti. La user experience, inoltre, è stata fortemente migliorata al fine di permettere ai visitatori di navigare il sito in modo semplice e veloce e trovare rapidamente le informazioni e i materiali necessari.
Con 80 anni di successi alle spalle e un approccio rivolto al futuro, MTH vuole continuare ad essere punto di riferimento nella refrigerazione commerciale e industriale e un partner affidabile per i suoi clienti, offrendo prodotti di altissima qualità, soluzioni personalizzate e supporto ad-hoc in tutte le fasi della collaborazione.
Info: www.mth.it/en
LinkedIn: https://it.linkedin.com/company/mth-srl

Continuous drive for innovation
MTH has recently presented to the market the new compact monoblock for refrigerated cabinets, used mainly in supermarket, Ho.Re.Ca. and medical industries
Founded in 1942, MTH is one of the world’s leading players in the industrial and commercial refrigeration industry and is ready to turn 80 with significant development projects concerning product range, manufacturing and digital. Indeed,MTH has recently presented to the market the new compact monoblock for refrigerated cabinets, used mainly in supermarket, Ho.Re.Ca. and medical
industries. The compact monoblock is a plug-in refrigerating system easy to install, characterized by the small dimensions of the basement that allow the use on small-sized refrigerated cabinets, with internal volume of 400 or 600 litres. The new compact monoblocks provide several advantages: reduced energy consumption thanks to the use of EC fan motors, quick installation due to the minimization of the cuts needed inside the cabinet, more available space in the cabinet thanks to the integration of the evaporator into the monoblock and an automatic evaporation system of condensation.
MTH’s continuous drive for innovation is not confined to the product range, but extends to the manufacturing area too. The company has allocated significant investments to modernize the plant in Almese,completed in January 2022,both through the expansion of the manufacturing lines devoted to the production of hermetic condensing units, monoblocks
and silenced units, and the adoption of innovative manufacturing technologies linked to Industry 4.0, able to satisfy the growing needs of the market. In a context in which digital plays an increasingly prominent role, MTH has decided to invest on the renewal of the company website, characterized by a new, fresh and dynamic look & feel and contents enrichedwithnewsectionsandinformation.Moreover, the user experience has been strongly improved to allow visitors to easily browse the website and to quickly find out required information and materials With80yearsofsuccessbehindandaforward-looking approach, MTH aspires to keep being a reference point in commercial and industrial refrigeration and a reliable partner to its customers, providing the highest quality products,tailored solutions and ad-hoc support in every phase of the collaboration.
Info: www.mth.it/en
LinkedIn: https://it.linkedin.com/company/mth-srl

Obiettivo: sviluppo sostenibile
MGM Motori Elettrici persegue uno sviluppo sostenibile e la sua tecnologia dei motori autofrenanti rispetta pienamente l’ambiente
MGM Motori Elettrici è la tecnologia italiana leader dei motori autofrenanti, consolidata da 75 anni in Europa e nel mondo. È presente in Italia con lo stabilimento produttivo principale a Serravalle Pistoiese e un deposito con uffici commerciali adAssago (Milano).Ha inoltre stabilimenti a Montreal (Canada), Detroit (USA), Chennai (India) e a Izmir (Turchia). La presenza globale è garantita attraverso la propria rete di distributori per la vendita e l’assistenza in oltre 70 paesi.
Buona parte di quello che oggi possiamo trovare in un qualsiasi motore autofrenante con freno AC è nato nei laboratori MGM. Tre anni fa l’azienda ha pianificato di aggiornare ulteriormente i motori autofrenanti. Il primo passo è stato confrontarsi con oltre 100 uffici tecnici di clienti sparsi in tutto il mondo, in merito alle caratteristiche e ai miglioramenti che avrebbero desiderato trovare nel loro motore autofrenante ideale. Gli obbiettivi erano, oltre a soddisfare le indicazioni fornite dai clienti, quelli di allungare il ciclo di vita dei motori, di aumentare l’efficienza energetica media e di privilegiare l’impiego di materiale riciclabile e a basso impatto ambientale.
Dal 2008,la quantità media di energia che i prodotti MGM necessitano per il funzionamento è costantemente diminuita.Inoltre,ripensando e riprogettando i materiali e il processo di produzione, l’azienda ha ridotto l’energia necessaria per la fabbricazione dei motori autofrenanti con un conseguente abbattimento delle emissioni di gas serra. Successivamente ha ritenuto opportuno accelerare questo processo.

Tutti i motori a singola velocità sono disponibili con il livello di efficienza energetica conforme al nuovo regolamento europeo entrato in vigore a partire dal 1° luglio 2021, gli elettromagneti dei freni stanno subendo miglioramenti nell’ottica della riduzione del consumo energetico e nell’aumento delle performances. I motori con altezze d’asse 100 e 112 sono stati i primi ad essere presentati sul mercato con buona parte degli aggiornamenti pianificati. Gli ingombri rispetto alla produzione attuale sono ridotti, la carcassa offre un’ottimale capacità di smaltimento del calore e permette, grazie a due punti di sollevamento dedicati, una maggiore facilità di movimentazione. I morsetti elettrici sono stati resi maggiormente accessibili,semplificando la connessione e riducendo il tempo di installazione a vantaggio dell’utilizzatore.
MGM ha ideato e realizzato, brevettandola, una nuova metodologia che consente di utilizzare rotori con parti attive di maggiori dimensioni a vantaggio dell’efficienza ma senza aumentare il momento d’inerzia del motore. Tutto questo ha permesso di migliorare la dinamica e di mantenere la capacità di un elevato numero di avviamenti orari.
Per MGM Motori Elettrici lo sviluppo sostenibile e il rispetto dell’ambiente sono degli obiettivi molto importanti. Nello stabilimento di Serravalle pressoché il 100% dell’energia elettrica consumata viene prodotta dai pannelli fotovoltaici posti sulla copertura, la climatizzazione è supportata da un impianto geotermico ed è stato ridotto il consumo di acqua potabile.
Goal: Sustainable development
MGM Motori Elettrici pursues sustainable development and its brake motor technology fully respects the environment
MGM Motori Elettrici is the leader in brake motor technology, manufactured in Italy and consolidating its reputation and presence in the market for 75 years in Europe and in the world.
MGM Motori Elettrici’s facilities in Italy include the main production plant in Serravalle Pistoiese (Pistoia) and a warehouse with commercial offices in Assago (Milan). Further plants in Montreal (Canada), Detroit (USA), Chennai (India) and Izmir (Turkey) complete a

global presence further enhanced by a network of distributors for sales and assistance in more than 70 countries.
The success of MGM AC brake motors is owed to the ingenuity of an innovative design created in MGM laboratories.With great ambition, three years ago the company set out to further upgrade its brake motors. The first step was to discuss and receive feedback from consultations with over 100 technical departments at its customer sites around the world. With focus on the features and improvements they would like to find in their ideal brake motor.
MGM Motori Elettrici’s goals were not only to meet the recommendations provided by its customers but also to extend the life cycle of its motors, to increase the average energy efficiency and to give priority to the use of recyclable material with low environmental impact.
Since 2008, the average amount of energy MGM products need to operate has steadily decreased. In addition, by rethinking and redesigning materials and the production process the company has reduced the energy needed for the manufacture of its brake motors with a significant reduction of the greenhouse gas emissions.MGM Motori Elettrici felt it appropriate to speed up this process.
All single-speed motors are available with the level of energy efficiency in accordance with the new European regulation that has entered into force since July 1st 2021, the brake coils are undergoing improvements in terms of reducing energy consumption and increasing performance.
Motors with IEC frame sizes 100 and 112 will be the first to be presented in the market with most of the planned upgrades. The dimensions compared to the current production will be reduced, the frame offers an optimal heat dissipation capacity and allows, thanks to two dedicated lifting eyes, greater ease of handling. The terminal board has been made more accessible, simplifying the connection and reducing the installation time for the benefit of the end user.
MGM Motori Elettrici then designed and realized, by patenting it, a new methodology that allows it to use rotors with larger active parts for the benefit of efficiency but without increasing the moment of inertia of the motor.All this has allowed to improve the dynamics and maintain the capacity of a huge number of starts per hour.Theremainderofthemotorframesizeswillreceive the same improvements during this year.
For MGM Motori Elettrici sustainable development and respect for the environment have always been very important goals.
In the Serravalle Pistoiese plant almost 100% of the electricity consumed is produced by the photovoltaic panels placed on the roof, the air conditioning is supported by a geothermal system and the consumption of drinking water has been reduced.

Normicom. Soluzioni integrabili per l’industria alimentare
Le soluzioni Normicom sono il frutto del know-how acquisito negli anni di esperienza e di partnership con importanti attori del panorama internazionale


In ambito industriale uno dei settori che richiede maggiori attenzioni è sicuramente quello alimentare: oltre all’installazione di sistemi e componenti che siano certificati per il contatto con gli alimenti, è necessario che la qualità delle materie prime non venga intaccata e – come per tutti i settori - che gli sprechi vengano ridotti al minimo.Affinché il prodotto finale sia eccellente, inoltre, nessun contaminante deve entrare in contatto con i prodotti e l’ambiente di lavoro deve essere igienico e privo di polvere. Per venire incontro a queste specifiche esigenze del settore alimentare,Normicom,azienda attiva da più di 15 anni sul territorio italiano nel settore del bulk handling, ha sviluppato soluzioni efficienti e sicure adattabili alle diverse applicazioni, frutto del knowhow acquisito negli anni di esperienza e di partnership con importanti attori del panorama internazionale. Grazie alla vasta esperienza di un team di tecnici qualificati e specializzati, le soluzioni Normicom sono facilmente integrabili in linee di produzione già esistenti e vengono studiate tenendo conto delle
peculiarità di ogni cliente e di ogni specifico caso per soddisfare diverse applicazioni: trasporto per confezionamento, trasferimento con gas inerte, carico macchine di processo da sacchi,fusti e bin,e scarico e dosaggio delle materie prime da big-bag. Una delle tecnologie in cui Normicom si è specializzata è quella del trasporto pneumatico: il fiore all’occhiello in questo ambito sono i trasportatori pneumatici Piab, partner storico di Normicom, che sfruttando la forza dell’aria compressa permettono di movimentare prodotti di diversa granulometria, dai più fini come il caffè in polvere e le basi per gelato, a quelli con granulometria maggiore, come i chicchi di caffè Questi sistemi trovano impiego in diverse fasi della linea di produzione; nella fase di confezionamento, ad esempio, i trasportatori pneumatici proposti da Normicom, creando un ambiente completamente ermetico,non permettono nessuna perdita di prodotto o contaminazione, ed evitano quindi la riclassificazione di prodotti che altrimenti perderebbero di valore. Normicom sarà presente dal 12 al 16 marzo a SIGEP, l’annuale fiera di Rimini dedicata al Gelato Artigianale e all’Arte del Dolce, al padiglione A1, stand 043 per esporre le soluzioni proposte per il settore alimentare. In attesa di questo evento, seguite le ultime novità Normicom sul sito www.normicom.it o sulla pagina LinkedIn.
Normicom. Integrable solutions for the food industry
Normicom solutions result from its know-how acquired over the years and the partnerships with important actors of international panorama
In the industrial context one of the fields that requires most attention is the food one: besides installing certified for the food contact components and systems, it is necessary that the quality of the raw materials is not affected and – as for all the industries – that wastes are reduced to their minimum. In order to produce an excellent final product, moreover, no contamination has to get in touch with the products and the working environment has to be hygienic and dust-free.
To meet these specific requirements of the food industry, Normicom, a company which has been active for more than 15 years on the Italian territory in the bulk handling field, has developed efficient and safe solutions, adaptable to different applications, that are the product of the know-how acquired in the years of experience and partnerships with important actors of the international panorama.
Thanks to the wide experience of a qualified and specialized team of technicians, Normicom’s solutions
are easily integrable into already existing production lines and are designed while taking into consideration the peculiarity of each customer and of each specific caseinordertosatisfydifferentapplications:conveying for packing,transfer with inert gas,process machines’ load from bags, barrels and bins, and discharge and dosage of the raw materials from big-bags.
One of the technologies that Normicom has been specializing in is the pneumatic conveying: the flagship in this field are Piab’s pneumatic conveyors that, through the strength of the compressed air, can handle products with different particle sizes, from the thinnest,such as coffee powders and ice cream bases, to those with a bigger granulometry, such as coffee beans.These systems find their common application in different phases of the production line; in the packing phase, for example, the pneumatic conveyors offered by Normicom, do not allow any product leakage or contamination, since they create a totally hermetic environment, and therefor prevent the reclassification of products that otherwise would lose value.
Normicom will exhibit from the 12th to the 16th of March at SIGEP, the annual exhibition based in Rimini dedicated to theArtisan Gelato and theArt of Deserts. You can find Normicom at Hall A1, booth 043 to see for yourself the efficiency of its solutions.
While awaiting this event, follow Normicom’s latest news on website www.normicom.it or Linkedin page.




NTE Process lavora alla ricetta del tuo successo
NTE Process è il single solution provider che accompagna i propri clienti nella realizzazione di applicazioni custom made e speciali
Dal caffè alle farine, ma anche cacao e premiscelati per torte, gelati e barrette energetiche: la lavorazione di prodotti alimentari è un mondo vasto e complesso, in cui il rispetto della materia prima è fondamentale per preservare al meglio le caratteristiche di ciascun prodotto.
NTE Process è il single solution provider di impianti chiavi in mano con soluzioni di processo che coprono a 360 gradi le esigenze delle aziende del settore alimentare: dal trasporto in fase densa alla miscelazione pneumatica ma anche l’iniezione di liquidi, la formulazione in linea e il confezionamento.Tecnologie che è possibile “toccare con mano” in scala 1:1 presso il Centro di Ricerca e Innovazione, situato in provincia di Milano.
Il sistema di trasporto in fase densa NTE Process utilizza gli Air Assist® M366 e gli innovativi Artificial Intelligence Air Assist® M533, sistemi brevettati di iniezione di aria compressa o azoto che vengono
posizionati strategicamente lungo la tubazione consentendo di limitare fenomeni di demiscelazione e deterioramento, migliorando e ottimizzando il controllo e la velocità del prodotto trasportato.
Air Mixer M244 e Jetmixer® M531 sono invece miscelatori pneumatici innovativi che attraverso l’utilizzo di impulsi di aria compressa o azoto muovono delicatamente il prodotto, fino a raggiungere la miscelazione omogenea, senza zone morte con la possibilità di additivazione con liquidi e consentendo al tempo stesso rapidi cambi di produzione per l’estrema facilità di pulizia.
Inoltre, per rispondere all’esigenza di condizionamento dei prodotti alimentari come essiccazione e raffreddamento ma anche di iniezione profumi, aromi e additivi liquidi, l’unità di miscelazione ad aria
Jetmixer Lab Unit M537 è un miscelatore ad aria estremamente versatile che offre 5 diverse funzionalità in un’unica macchina.
NTE Process offre soluzioni innovative per accompagnare i propri clienti nella realizzazione di applicazioni custom made e speciali, anche delicate, come il degassaggio del caffè, sempre attraverso l’impiego del miscelatore M537 come unità di degasaggio e al contempo di miscelazione per additivi in polvere o liquidi evitando tempi morti.
Una delle soluzioni di punta di NTE Process è la tecnologia brevettataWonderbatch® che consente la formu-

lazione in linea di ricette evitando il rischio di contaminazione fra singoli batch, consentendo il cambio in linea fra un saccone e l’altro, incrementando la produzione con processi in parallelo fino al 300%.
La tecnologia del Parallel Processing si chiude con la fase di trasferimento del prodotto al packaging grazie ad auger filler,una dosatrice a coclea verticale dotata di una tramoggia composta da due parti incernierate che grazie alla possibilità di avere un’apertura completa consente di semplificare manutenzione e pulizia oltre a soddisfare le esigenze di personalizzazione delle ricette e “fast change over” rispondendo alla crescente richiesta dei consumatori di prodotti specifici e dedicati.
Per scoprire tutte le soluzioni, segui NTE Process su Linkedin, visita www.nte-process.com o scrivi all’indirizzo sales@nte-process.com
NTE Process works on the recipe for your success
NTE Process is the single solution that drives its customers to custom made and special applications

From coffee to flours, but also cocoa and premixed products for cakes, ice creams and energy bars: conveying the processing of food products is a vast and complex world, in which the respect for the raw materials is essential in order to preserve the characteristics of each product.
NTE Process is the single solution provider of turnkey plants with process solutions that cover all the needs of companies in the food sector: from dense phase conveying to air mixing but also liquid injection, inline formulation and packaging. Technologies that can be “touched by hand” on a 1:1 scale at the Research and Innovation Centre located in Pessano con Bornago (Milan).
The NTE Process dense phase conveying system uses the Air Assists® M366 and the innovative Artificial Intelligence Air Assists® M533, patented compressed air or nitrogen injection systems that are strategically positioned along the pipeline allowing to limit demixing and deterioration phenomena, improving and optimizing the control and speed of the conveyed product.
Air Mixer M244 and Jetmixer® M531 are instead innovative air mixers that, through the use of compressed air or nitrogen pulses, gently move the product, until reaching homogeneous mixing, no dead zones, possibility of additive with liquids and at the same time allowing rapid production changeover. In addition, in order to meet the need of conditioning food products such as drying and cooling but also of injection of perfumes, aromas and liquid additives,
the Jetmixer® M537 air mixing unit combines with the M535 Liquid Injection Skid which allows to manage up to six different liquids to be injected one for each air valve thus limiting the contamination of the batches with different aromas.
NTE Process offers innovative solutions to drive its customers to custom made and special applications, even delicate ones,such as coffee degassing,always through the use of the M537 Jetmixer® Lab Unit as a degassing unit and at the same time as a blending unit for powder or liquid additives avoiding downtime.
One of the flagship solution of NTE Process is the Wonderbatch® patented technology that allows the formulation of recipes avoiding the risk of contamination between individual batches, allowing the in-line change between one bag and another, increasing production with parallel processes by up to 300%.
The Parallel Processing technology ends with the transfer of the product to the packaging. In this phase, the right technology is auger filler, an automatic and semi-automatic pot and bag filling machine equipped with a split hopper composed of two hinged parts that, by complete opening, allows to simplify maintenance and cleaning as well as to meet the needs of customization of recipes and “fast change over” responding to the growing consumer demand for specific and dedicated products.
Follow NTE Process on Linkedin or contact their specialists at sales@nte-process.com or www.nteprocess.com
Auger filler
Wonderbatch®

Innovazioni per l’efficienza energetica #anugafoodtec
Più veloce, più flessibile, più sostenibile: l’industria alimentare deve affrontare numerose sfide e si sta preparando a modellare la sua produzione in modo più efficiente in termini di risorse. L’energia rinnovabile e la sua generazione decentralizzata stanno fornendo ulteriore slancio. I moderni impianti fotovoltaici e le unità di cogenerazione per la produzione combinata di elettricità, calore e raffrescamento aiutano le aziende a risparmiare sui costi di esercizio e sulle emissioni di CO2. Tuttavia, l’inversione di tendenza energetica presenta grandi sfide per il settore. Mentre gli obiettivi della politica climatica stanno diventando sempre più esigenti, anche la regolamentazione sull’efficienza a livello dell’UE è in continua evoluzione.
Più veloce, più flessibile, più sostenibile: l’industria alimentare deve affrontare numerose sfide e si sta preparando a modellare la sua produzione in modo più efficiente in termini di risorse. L’energia rinnovabile e la sua generazione decentralizzata stanno fornendo ulteriore slancio.I moderni impianti fotovoltaici e le unità di cogenerazione per la produzione combinata di elettricità, calore e raffrescamento aiutano le aziende a risparmiare sui costi di esercizio e sulle emissioni di CO2. Tuttavia, l’inversione di tendenza energetica presenta grandi sfide per il settore. Mentre gli obiettivi della politica climatica stanno diventando sempre più esigenti, anche la regolamentazione sull’efficienza a livello dell’UE è in continua evoluzione.
I produttori alimentari,che si adoperano per garantire la sicurezza dell’approvvigionamento nel rispetto delle disposizioni di legge, troveranno ad Anuga FoodTec dal 26 al 29 aprile 2022 innovazioni che li aiuteranno a riallineare la loro efficienza energetica. In questo caso vale: già nella fase di progettazione di macchine e sistemi, le considerazioni energetiche vengono sempre più prese in considerazione e tutte le innovazioni sono sempre combinate anche con gli aspetti della digitalizzazione.
Massima efficienza del gruppo propulsore I componenti elettrici e pneumatici compatti, ottimizzati in modo mirato per fornire una maggiore produttività con un minor consumo di energia, sono un fattore importante. A marzo 2021 è entrata in vigore a livello europeo la nuova Direttiva Ecodesign. Ciò ha portato a sviluppare ulteriormente anche i motori asincroni standard progettati per il funzionamento continuo. I convertitori di frequenza rientrano per la prima volta nel campo di applicazione della nuova direttiva. Gli specialisti degli azionamenti offrono già un’ampia gamma di motori elettrici che soddisfano i requisiti più impegnativi della classe di efficienza IE4. Affinché il passaggio ai nuovi motori
funzioni,mettono a disposizione dei loro partner OEM e clienti finali strumenti basati sul Web. Big Data contro lo spreco di energia Oltre a motori elettrici e pompe efficienti e metodi di recupero dell’energia, l’industria della produzione alimentare si sta concentrando sempre di più sull’uso controllato della domanda di energia. La digitalizzazione consente di identificare un ulteriore potenziale di risparmio. In futuro, i Big Data e gli algoritmi di autoapprendimento forniranno una rappresentazione completa di tutti i flussi di energia nell’azienda fino ai sistemi di riscaldamento, climatizzazione e ventilazione. Considerando i dati previsti per la produzione, l’utilizzo dell’edificio e le condizioni meteorologiche, viene simulato il consumo energetico complessivo, per cui gli obiettivi prefissati sono la riduzione dei costi e il risparmio di CO2. Un tale sistema non reagisce allo stato attuale, ma controlla invece i processi energetici in

modo proattivo secondo le previsioni calcolate del fabbisogno di elettricità, calore e raffreddamento. Sensori intelligenti e robusti che raccolgono dati, generano informazioni e le comunicano in tempo reale sono la base per tale gestione energetica in rete 4.0. Registranoilconsumodienergiaeivalorielettricidibase. Le app mobili consentono di valutare i dati energetici in modo indipendente dalla posizione. Registrano il consumo di calore, elettricità o aria compressa fino al livello delle singole macchine e lo valutano in superfici di gestione chiaramente organizzate.
La combinazione settoriale come nuovo scenario
Anche le tecnologie Big Data svolgono un ruolo chiave nel successo del turnaround energetico oltre il livello aziendale. Presso l’Istituto per i Nuovi Sistemi Energetici dell’Università Tecnica di Ingolstadt, nell’ambito del progetto intitolato “BlueMilk”, il Prof. Dr. Ing. Uwe Holzhammer si sta quindi concentrando sull’identificazione di modi in cui le aziende possono modellare attivamente la svolta energetica. “L’obiettivo deve essere quello di coprire la domanda residua di energia elettrica con energie rinnovabili utilizzando l’energiaeolicaegliimpiantifotovoltaici”,haconfermato. Insieme ai partner dell’industria lattiero-casearia, Holzhammer e il suo team stanno studiando dove il calore proveniente da combustibili fossili nei caseifici può essere sostituito attraverso l’accoppiamento settoriale e l’implementazione di energie rinnovabili e dove esiste il potenziale per aumentare l’efficienza energetica all’interno della produzione.
Allo stesso tempo,gli scienziati si stanno sforzando di trovare modi che consentano l’approvvigionamento e/o la fornitura flessibile di energia. Mentre le soluzioni degli espositori presentate ad Anuga FoodTec possono rispondere alle domande dei visitatori in tutti i segmenti espositivi, nel corso del programma di eventi e congressi della fiera gli esperti mostreranno quali misure e idee l’industria alimentare può attuare per affrontare le sfide di l’inversione di tendenza energetica e ottenere il risparmio di risorse desiderato.

Innovations for energy efficiency #anugafoodtec
Faster, more flexible, more sustainable - the food industry is faced with numerous challenges and is setting about shaping its production in a more resource-saving manner. Renewable energy and its decentralised generation is providing additional momentum. Modern photovoltaic systems and cogeneration units for the combined production of electricity, heat and cooling are helping save the companies operating costs and CO2 emissions. However, the energy turnaround is presenting great challenges for the industry. Whilst the climate policy goals are becoming increasingly demanding, the efficiency regulation at EU level is also continually developing.
Food producers, who are striving to guarantee their security of supply under compliance of the legal provisions, will find innovations at Anuga FoodTec from 26 to 29 April 2022, which will help them realign their energy efficiency. The following applies here: Already in the design phase of machines and systems, energy considerations are being taken more and more into account - and all of the innovations are also always combined with the digitalisation aspects.
Maximum powertrain efficiency
Compact electrical and pneumatic components,which are targetedly optimised to provide higher productivity with a lower power consumption, are an important factor. In March 2021, the new Ecodesign Directive came into force European-wide. This led to standard asynchronous motors designed for continuous operation also having to be further developed. Frequency converters fall under the scope of the new
directiveforthefirsttime.Drivespecialistsalreadyoffer an extensive range of electric motors that correspond with the more challenging demands of the efficiency class IE4. So that the switch-over to the new motors works, they place web-based tools at the disposal of their OEM partners and end customers.
Big Data against energy waste
In addition to efficient electric motors and pumps as well as energy recovery methods,the food production industry is focusing more and more on the demandcontrolled use of energy. The digitalisation enables the identification of additional saving potential. In future, Big Data and self-learning algorithms are to provide a comprehensive depiction of all energy flows in the company through to the heating, climate and ventilation systems. Under consideration of predicted data for the production, building usage and weather, the overall energy consumption is simulated,whereby the pre-set goals are cost reduction and CO2 savings.
Such a system doesn’t react to the actual state, but instead controls the energy processes proactively according to the calculated predictions of the electricity, heat and cooling requirements. Intelligent and robust sensors that collect data, generate information and communicate this in real-time are the basis for such a networked energy management 4.0. They record the energy consumption and the basic electrical values. Mobile apps make it possible to evaluate the energy data in a location-independent manner. They record the heat, electricity or compressed air consumption through to the level of the individual machines and evaluate these in clearly-arranged management surfaces.
Sector coupling as a new scenario
Big Data technologies also play a key role in the success of the energy turnaround beyond corporate level. At the Institute for New Energy Systems of the Ingolstadt Technical University, in the scope of the project entitled “BlueMilk”, Prof. Dr. Ing. Uwe Holzhammer is thus concentrating on identifying ways for companies to actively shape the energy turnaround. “The aim must be to cover the residual electricity demand with renewable energy using wind power and photovoltaic systems,” he confirmed.
Together with partners from the dairy industry, Holzhammer and his team are investigating where fossil-fuelled heat in dairies can be replaced through sector coupling and the implementation of renewable energy and where there is potential for increasing the energy efficiency within the production.
At the same time, the scientists are striving to find ways that enable the flexible sourcing and/or provision of energy.
Whilst the solutions of the exhibitors presented at Anuga FoodTec can answer the questions of the visitors in all exhibition segments, in the course of the trade fair’s event and congress programme experts will show which measures and ideas the food industry can implement to address the challenges of the energy turnaround and achieve the desired resource savings.

PND presenta le sue taglierine da banco
Innovazione, ricerca e sviluppo hanno portato alla nascita di due nuove taglierine manuali per anguria e per ananas, rispettivamente MWS e MPS
PND srl è un’azienda orgogliosamente italiana che da più di vent’anni è leader di mercato nel settore delle macchine industriali per la lavorazione della frutta.
PND ha fatto della capacità progettuale “sartoriale” un vero e proprio fattore differenziale, riconosciuto dall’ampio parco clienti che è, a tutti gli effetti, “all
over the world”: dall’Europa, all’America, all’Australia, all’Africa. PND, anche in un momento difficoltoso come la pandemia Covid-19, che ha messo il veto a spostamenti di tipo funzionale e commerciale, ha saputo rispondere con flessibilità e rapidità alle richieste di assistenza e supporto.
Innovazione, ricerca e sviluppo di nuove soluzioni sono elementi fondamentali nella vision di PND, elementi che hanno portato alla nascita di due nuove macchine all’interno della famiglia delle taglierine: si tratta delle taglierine manuali per anguria e per ananas,rispettivamente identificate come MWS e MPS.
Taglierine da banco, accessori alle macchine industriali che dimostrano la grande versatilità della PND e la capacità di essere smart e di incontrare le esigenze dei mercati più vari.Piccole,compatte e allo

stesso tempo caratterizzate dalla qualità dei materiali PND, interamente in acciaio inox, hanno entrambe la possibilità di personalizzare lo spessore della fetta: 15, 16, 17, 20, 21, 25, 28, 30 mm per l’anguria, 10, 12, 15, 18, 20, 25 mm per l’ananas. Il modello MWS è utilizzabile per il taglio di entrambi i prodotti, anguria e ananas; il modello MPS, lungo solo 43 cm, è invece ideale per il solo taglio dell’ananas. Le ultime nate in casa PND esprimono al meglio l’expertise dell’azienda, che parte sempre da un modello base, di altissima qualità ma allo stesso tempo altamente personalizzabile in base alle richieste del cliente. Versatilità, praticità della manutenzione e sartorialità, questi i valori che guidano PND e che la proiettano nel futuro con grande attenzione ai cambiamenti e alle esigenze dei nuovi mercati.
Visita il sito per maggiori info e dettagli: www.pndsrl.it
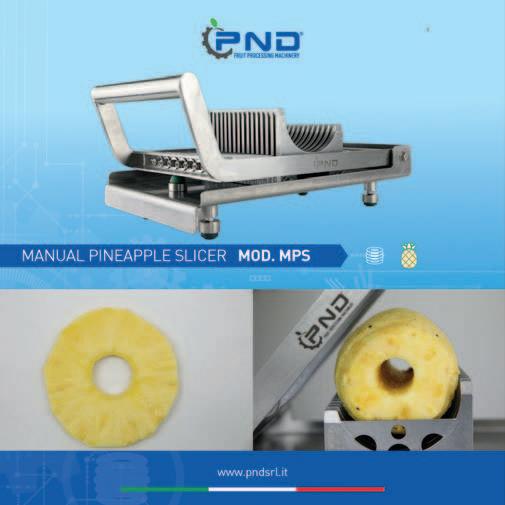
PND introduces its table-top cutters
Innovation, research, and development have led to the birth of two new manual cutters: the watermelon slicer mod. MWS and the pineapple slicer mod. MPS
PND srl is a proudly Italian company, which for more than twenty years has been a market leader in the sector of industrial machines for fruit processing.
PND has made the “tailored” design capacity a real differential factor, recognized by the large customer base which is, to all intents and purposes,“all over the world”: from Europe, to America, to Australia, to Africa.
PND, even in a difficult time such as the Covid-19 pandemic, which made functional and commercial movements difficult,has been able to respond flexibly and quickly to requests for assistance and support. Innovation, research and development of new solutions are fundamental elements in the PND vision, elements that have led to the birth of two new machines within the family of cutters: these are the manual watermelon slicer mod. MWS and the manual pineapple slicer mod. MPS. Table-top cutters, accessories to industrial machines that demonstrate the great versatility of PND and its ability to be smart and meet needs of the most varied markets. Small, compact and at the same time characterized by the quality of the PND materials, entirely in stainless steel, they both have
the possibility to customize the slice thickness: 15, 16, 17, 20, 21, 25, 28, 30 mm for watermelon and 10, 12, 15, 18, 20, 25 mm for pineapple.
The MWS model could be used for cutting both products, watermelon and pineapple; the MPS model, only 43 cm long, is ideal for cutting pineapple only.
The latest ones born at PND best express the company’s expertise, which always starts from a basic model, of the highest quality but at the same time highly customizable according to customer requests. Versatility, ease of maintenance and tailoring: these are the values that guide PND and that project it into the future with great attention to the changes and needs of new markets.
For more info, please visit website: www.pndsrl.it



Guidati dallo spirito di innovazione
Con quasi sessant’anni di esperienza
l’azienda CUOMO è oggi leader di mercato con una gamma di macchinari dalle performance di rilievo
CUOMO è un’azienda a carattere familiare specializzata nella progettazione e produzione di confezionamenti in metallo e macchinari per la produzione alimentare. Fondata nel 1964 da tre fratelli, oggi CUOMO ha sede a Nocera Inferiore, Salerno, ed è guidata dai figli dei fondatori.
La produzione aziendale comprende:
• Macchine per l’industria conserviera
• Macchine per capsule twist
• Macchine per l’imballaggio metallico
Macchine per l’industria conserviera Macchine, linee complete e attrezzature per il confezionamento primario e secondario di qualsiasi alimento (verdure, carni, pesci, oli, latte, etc.). I macchinari di questa divisione effettuano il processo di prodotti alimentari,compresi il trattamento termico del contenitore riempito e l’imballaggio finale dei contenitori riempiti a seconda delle richieste del mercato. Il cuore di queste linee di produzione sono i gruppi automatici di riempimento/chiusura, dove i contenitori sono riempiti – per gravità, sottovuoto o volumetricamente prima della loro chiusura, eseguita automaticamente dalle aggraffatrici. La gamma di macchine per l’industria conserviera permette di coprire le velocità di produzione da 60 fino a 1.000 scatole/1’, per scatole di diametro tra Ø 52 a Ø 155. (202-603 f.to scatola).
Macchine per capsule twist
Macchine e linee complete per la produzione di capsule in metallo, tipo twist-off, per vasi di vetro. Tale divisione è orientata verso l’imballaggio di vetro (bottiglie, vasetti) industria di prodotti alimentari quali confetture, legumi, tonno, ketchup, salse, etc.
Macchine per l’imballaggio metallico
Macchine per linee di fabbricazione scatole in banda stagnata.Lineecompletepercoperchiefondipartendo dal foglio di banda stagnata. Tutte le macchine sono state progettate individualmente per una nuova generazione di scatole per l’imballaggio metallico. Sono disponibili macchine operative indipendenti o gruppi multimacchina, per le linee fabbricazione corpo scatola, per soddisfare particolari esigenze del cliente. Entrambi sono completamente automatici.

(intere e a rondelle), legumi, mais, verdure (a fette e a cubetti), carote (cubeti e rondelle), carciofi (cuori di carciofo), cipolline, funghi, giardiniera, frutti di mare, pet food, frutta (intera, a fette e a cubetti), nocciole, noci e arachidi. In base al formato e al prodotto, la macchina può raggiungere una velocità da 40 a 1200 cpm.
La vasta gamma di macchinari proposta dall’azienda comprende anche la riempitrice automatica telescopica. Costruita in acciaio inox Aisi 304 e conforme alle normative CEE, la macchina è idonea al riempimento volumetrico di una vasta gamma di prodotti solidi in contenitori metallici, vetro, plastica, cartone, ecc.
Il processo di riempimento si esegue con le tecnologie più avanzate che garantiscono un funzionamento automatico e un’alta velocità, senza alcun danno per il prodotto. Tutte le operazioni di cambio formato e lavaggio della macchina vengono svolte in modo rapido e funzionale. A richiesta è anche possibile avere l’uscita tangenziale dei contenitori, i quali possono avere formati diversi fino a 5 kg.
La riempitrice automatica telescopica è adatta al riempimento di: pomodoro (intero e cubettato), olive

Tra i macchinari di spicco troviamo anche l’Aggraffatrice Automatica Mod. A480, macchina a 10 teste aggraffanti,a scatola rotante,a testa regolabile, per aggraffare coperchi metallici su scatole metalliche, piene, di forma cilindrica regolare.
La macchina,compatta ed estremamente stabile,offre prestazioni di rilievo. È progettata in particolar modo per la chiusura di scatole piene, fruendo delle più moderne tecnologie disponibili.Tutte le parti a contatto con il prodotto sono realizzate in acciaio inox.
L’azienda Cuomo garantisce ai clienti un servizio di assistenza post vendita, tecnica e di qualsiasi altra natura di elevata qualità, sia in Italia che all’estero; questo è sempre stato e sempre sarà l’obiettivo primario sul quale trova fondamento la fiducia in quel futuro verso cui, consapevolmente e sempre con la stessa forza, l’azienda si dirige.
La progettazione dell’ultima generazione di macchinari ha permesso all’azienda di poter affrontare problematiche tecnologiche complesse di settori quali quelli degli imballaggi metallici e delle capsule metalliche twist-off, con spirito di innovazione e tecnologie all’avanguardia.

Guided by spirit of innovation

With nearly sixty years’ experience, the company CUOMO is today a market leader with a range of high-performance machinery
range of solid products into metal cans, glass jars, plastic container, cartons, etc.
The complete filling process is performed by the most advanced technologies for they guarantee filling accuracy. The machine allows fast changeover of container sizes and easy access for cleaning and maintenance operations.
CUOMO is a family-run company specializing in design and production of metal packaging and food processing machinery. Founded in 1964 by three brothers,CUOMO is headquartered in Nocera Inferiore, Salerno, and run by its founders’ sons.
The company’s production range includes the following:
• Food processing machinery
• Twist cap machinery
• Metal packaging machinery
Food processing machinery
Machines, complete lines and equipment for primary and secondary packing suitable for any food (vegetables, meats, fishes, oils, milks, etc.). This kind of machinery carry out packing process of food, including thermal treatment of the filled container and final packing of filled containers in accordance with the market requests.The keystone of those production lines is the filling-closing automatic groups, where containers are automatically filled – by gravity either vacuum or volumetrically – by double seamers. The food processing machinery range allows to cover production speeds from 60 up to 1.000 cpm, for can sizes ranging between 70 gr and 5 Kg. (from 202 to 603 can size AS).
Twist cap machinery
Machinery and complete lines for production of metal lug caps, twist-off type, for glass jars. This division is dedicated to suit any need of glass packing (bottles, jars) industry of foodstuff such as jams, legumes, tuna fish, ketchup, sauces, etc. Lug caps manufacturing line based on a double die strip feed press, served upstream by a scroll shearing line and, downstream, by operational machines all rotary type, with production speeds up to 1.000 caps per minute.
Fully automatic manufacturing process which allows to save on production costs.
Metal packaging machinery
Fully Automatic machines and lines for tinplate cans.
Complete lines for end/shell starting from the tinplate sheet. All machinery has been individually designed for a new generation of can making lines, allowing to reach production speeds of up to 900 cpm. Independent operational machines or multi-machine groups are available, for can body making lines, to suit customers’ particular needs.
The company’s range of machinery also includes the Automatic telescopic filler. Made of stainless steel AISI 304 and in compliance with EC rules, the machine is suitable for volumetric filling of a wide
On request, the machine can be also manufactured with container tangential exit; the machine can handle a range of different diameters up to 5 Kg. This automatic telescopic filling machine is suitable for filling the following products: tomato (whole and cubes), olives (whole and sliced), legumes, sweet corn, vegetables (sliced and diced), artichokes (hearts), onions, mushrooms, picked vegetables, seafood, pet food, fruits (whole, sliced and diced), hazelnuts, nuts and peanuts. Depending on product and container size, the machine can run at speeds from 40 to 1200 cpm.
Among the Cuomo machines, we can also find the Automatic Seamer Mod. A480; it is a machine with 10 seaming heads, rotary can type, adjustable height tower, for seaming metal lids to cylindrical, filled, cans. This sturdy and steady machine offers outstanding performances. It is specially designed for closing filled cans (any type of product) by utilizing the most upto-dated technologies. All machine parts getting into contact with product, are made of stainless steel.
It is also worth highlighting that Cuomo grants customers the best after-sales, technical and any kind of assistance, in Italy and abroad, and that has always been the company’s main target, on which trust in the future is grounded and toward which the company is heading to, knowingly and with its usual inherent strength.
The engineering of state-of-the-art machinery has enabled the company to deal with complex technological issues concerning sectors such as metal packaging and metal twist-off capsules, with spirit of innovation and cutting-edge technology.

Pietribiasi Michelangelo: macchine e impianti di alta qualità
Pietribiasi Michelangelo presenta la sua ampia gamma prodotti per la produzione gelato per piccole e grandi produzioni
Pietribiasi Michelangelo Srl ha ampliato la sua gamma di prodotti con macchine e impianti di alta qualità per la produzione del gelato. Per le piccole produzioni l’azienda fornisce impianti completi di preparazione e pastorizzazione in discontinuo (batch) per la miscela del gelato completa di omogeneizzatore. Per le produzioni industriali l’azienda propone linee di preparazione, pastorizzazione e omogeneizzazione della miscela gelato in continuo (HTST).
Tra gli accessori disponibili possiamo citare il produttore di acqua gelida,il blender,i maturatori del gelato, l’impianto di lavaggio CIP e la vasca sciogligrassi. La produzione in batch
La produzione in batch per le piccole produzioni prevede la preparazione e il trattamento termico (pastorizzazione) della miscela, eseguito in un unico impianto premontato, composto da tini di pastorizzazione, omogeneizzatore, refrigerante, filtro e gruppo di acqua calda.
Pietribiasi Michelangelo Srl produce anche singole macchine installabili in impianti esistenti.
La produzione del gelato HTST
La produzione in continuo è composta da due unità: l’impianto di preparazione della miscela e l’impianto per il trattamento termico.
Dopo aver preparato la miscela nell’apposito impianto composto da serbatoi di miscelazione, blender, scam-


biatore di calore e gruppo di acqua calda, si procede con l’omogeneizzazione e la pastorizzazione, che prepara il prodotto alla fase di maturazione.
La maturazione
Nella fase finale il gelato entra nei maturatori, che mantengono il prodotto a temperatura controllata per il tempo necessario.
Pietribiasi Michelangelo Srl fornisce tutti i complementi necessari ai vari impianti, come la torre di raffreddamento, chiller, freezer, vasche sciogligrassi, linee di lavaggio CIP, oltre alle linee di confezionamento tramite partner selezionati che da anni collaborano con l’azienda.
Pietribiasi Michelangelo Srl parteciperà a SIGEP 2022 dal 12 al 16 marzo e Anuga Foodtec 2022 dal 26 al 29 aprile.

Pietribiasi Michelangelo: top-quality machines and plants
Pietribiasi Michelangelo Srl extends its range with top-quality ice-cream production machines and plants
Pietribiasi Michelangelo Srl has extended its product range with top-quality machines and plants for ice cream production.
For small-scale production, the company supplies complete batch preparation and pasteurization plants for ice cream mix, complete with homogenizer. For industrial production, the company offers preparation, pasteurization and homogenization lines for continuous ice cream mix (HTST).
Among the accessories available we can mention the following: chilled water producer, blender, ice cream ageing tank, CIP washing unit and fat melting tank.
Batch production
Batch production for small-scale production foresees the preparation and heat treatment (pasteurization) of the mix,carried out in a single preassembled plant, composed of pasteurization, homogenizer, cooling vats, filter and hot water unit.
Pietribiasi Michelangelo Srl also produces individual machines that can be installed in existing plants. HTST ice cream production
It is composed of two continuous production units:the mix preparation plant and the heat treatment plant. After having prepared the mix in the special plant composed of mixing tanks, blender, heat exchanger and hot water unit, homogenization and pasteurization are carried out,which prepares the product for ageing.
Ageing
In the final phase, the ice cream is placed in the ageing tanks, which keep the product at a controlled temperature for the time required.


Pietribiasi Michelangelo Srl supplies all accessories needed for the various plants,such as cooling towers, chillers,freezers,fat melting tanks,CIP washing units, as well as packaging lines through selected partners who have worked with the company for years.
Pietribiasi Michelangelo Srl will take part in SIGEP 2022 from 12 to 16 March,andAnuga Foodtec 2022, from 26 to 29 April.





“La nostra filosofia e molto semplice: Dare il meglio a chi chiede solo il meglio” (D.Z.)
PIGO srl è un’azienda a conduzione familiare, fondata nel 1991, basata sulla continua ricerca e sviluppo di nuove tecnologie, e sul miglioramento delle più avanzate tecnologie esistenti per la lavorazione degli alimenti. Seguendo la sua filosofia, PIGO srl si è posta l’obiettivo di diventare una forza propulsiva nel progresso tecnologico e di conseguenza economico nell’industria alimentare, leader mondiale nella progettazione e produzione di macchinari più avanzati per il congelamento, la liofilizzazione e l’essiccazione, nonché linee di processo intere per il trattamento di frutta e vegetali.

L’esperienza di PIGO srl nella lavorazione e conservazionedellafruttaèconsolidataeperfettamenteintegrata nelle sue soluzioni innovative e altamente tecnologiche. I principali vantaggi delle tecnologie di PIGO srl sono: Processo più veloce con minor consumo energetico. Capendo le problematiche dei clienti e con lo sguardo sempre rivolto verso il futuro, PIGO ha ideato soluzioni che riducono i tempi di processo fino al 25% consumando significativamente meno energia. Rendimento maggiore con conseguente ritorno sull’investimento più rapido.
Più alti standard igienici. Oggi più che mai la questione di pulizia e disinfezione dei macchinari è di fondamentale importanza, e PIGO ha sempre dato molto peso a questo aspetto garantendo al cliente un facile accesso and ogni parte del macchinario grazie al design aperto.
Operatività user friendly. Tutti i macchinari PIGO sono progettati per facilitare l’utilizzo al cliente fornendo un funzionamento e la manutenzione semplici, veloci ed efficienti, senza tempi di fermo. Seguendo le linee guida di cui sopra PIGO srl ha creato le seguenti famiglie di macchinari:
• Surgelatore IQF a letto fluido EASY Freeze (che ridefinisce la tecnologia IQF con flusso d’aria adattabile);
• Surgelatori a spirale EASY Freeze SPYRO;
• Liofilizzatori EFD - EASY Freeze Dryers (dal design

innovativo che stabilisce un nuovo livello di qualità del prodotto finale);
•EssiccatorianastromultistadioadiabaticiPG135(con controllo separato delle zone di temperatura e umidità);
• Denocciolatrici PG 103 / PG 104, nonché linee complete di processo per il trattamento di frutta e vegetali.
Per maggiori informazioni vi invitiamo a visitare il sito www.pigo.it o semplicemente a inviare una e-mail a info@pigo.it.
Alcuni brevi video clip delle macchine PIGO srl in funzione sono disponibili anche su: www.youtube. com (cerca PIGOsrl o segui sui social).
“Our philosophy is very simple: Give our best for people who expect the best” (D.Z.)
PIGO srl is a family-run company, founded in 1991, and based on continuous research and development of new technologies, and improvement of the most cutting-edge technologies existinginthefoodprocessing.Followingitsphilosophy
PIGO srl set a goal and became an initiating force in technological and consequently economical progress in food processing industry,a world-class leader in the design and manufacturing of high technology freezing, freeze drying and drying equipment, as well as fruit and vegetable complete processing machinery.
PIGO srl experience in fruit processing and preservation is perfectly proven and incorporated in their innovative and high technology solutions.
The key advantages of PIGO srl technologies:
Faster process with less energy. PIGO method reduces process time up to 25% while consuming less energy.
Low temperature operation. Uniquely designed features allow the low temperature operation cycles, which are crucially important for preserving the natural integrity of the product.
No product weight loss / zero dehydration
Uniquely designed features allow air flow which is crucially important for preserving the natural integrity of your product, almost immediate crust freezing and preventing product weight loss.
Higher yield and faster investment return.
Listeria and pathogen free operation is today’s “must” for food safety, provided by open design of all machinery parts by unique PIGO design.
Operator friendly. All steps in the freezing process are designed to facilitate simple, fast and efficient operation and maintenance, with no downtime.
FollowingtheaboveguidelinesPIGOsrlmanufactures:
• EASY Freeze IQF fluidized bed freezers (redefining IQF technology with adaptable air flow),
•EASYFreezeSPYRO-spiralfreezers-proofers-coolers,
• EFD - EASY freeze dryers family of lyophilizers (introducing innovative design and establishing a new level of final product quality),
• Adiabatic multistage belt dryers PG 135 (with

separate temperature and humidity zones control),
• PG 103 / PG 104 pitting machines, as well as complete fruit and vegetables processing lines.
For more information PIGO invites you to visit its website www.pigo.it or simply send an e-mail to info@ pigo.it. Some short video clips of PIGO srl machines in operation are available also on: www.youtube.com, look for PIGOsrl or follow it on social media for news. Recalling philosophy “give the best to people who expect the best. (D.Z.)” PIGO srl invite you to give it a try.

Hall 10.1 Stand
E081
E096



Hall
Ferraroni risponde all’industria moderna
Il nuovo ribaltatore di AFP Ferraroni presenta un design che permette una facile sanificazione e ottima manovrabilità




Il nuovo ribaltatore prodotto da AFP Ferraroni va incontro alle esigenze delle moderne industrie del settore alimentare dove è indispensabile un design che permetta una facile sanificazione e, allo stesso tempo, sia anche ottimamente manovrabile e spostabile all’interno di corridoi, celle e locali di lavorazione.
Cleaning Design
• Permette una rapida e semplice sanificazione
• Costruito in acciaio inox AISI 304
Semplice da usare
• Dotato di 2 pulsantiere, una per lato, per facilitare le operazioni di lavoro in ambienti stretti
• Batteria ricaricabile a fissata a bordo del ribaltatore, presa di ricarica sulla scocca con protezione dall’acqua, caricabatterie in dotazione
Design ergonomico
• Dotato di ruote girevoli anteriori e ampi maniglioni laterali per facilitarne il posizionamento.
AFP Ferraroni esporrà alla fiera IFFA 2022, Hall 9.1 – stand A69.
Ferraroni for modern industry
AFP Ferraroni new tilter features design that ensures effective sanitation and easy handling

The new tilter developed byAFP Ferraroni meets the needs and requirements of the modern, innovative food industry, where a design that ensures effective sanitation, easy handling and moving is key
– especially in food processing areas.
Cleaning design
• It allows for quick, easy sanitation
• Made of stainless steel AISI 304
Easy to use
• Two push-button panels, one on each side, to simplify activities in small food-processing environments
• A rechargeable battery with a waterproof socket mounted on the flipper shell and battery charger
Ergonomic design
• Front spinning wheels
• Large lateral handles to facilitate movements. AFP Ferraroni will exhibit at IFFA 2022,Hall 9.1 – stand A69.





AFP FERRARONI è leader nella progettazione e produzione di centrifughe per la lavorazione dei sottoprodotti di macellazione. La gamma delle macchine prodotte comprende anche trasportatori pneumatici ed elevatori ribaltatori per ogni tipo di contenitore e prodotto
AFP Ferraroni Srl
Via Sardi, 31/A – 43124 Alberi (Parma)
Tel. +39 0521 648742 - Fax: +39 0521 648637 - info@ferraroni.net
www.ferraroni.net
Prosciutto di Parma in vaschetta, un’ottima annata
2 milioni i prosciutti affettati e oltre 100 milioni di confezioni vendute Il 2021 segna per l’Italia una crescita a due cifre e consacra gli USA al vertice delle esportazioni anche nel preaffettato
Nonostante l’incertezza generale dovuta al perdurare della crisi pandemica, il 2021 è stato un anno record per le vendite di Prosciutto di Parma in vaschetta che sono cresciute di circa il 6% e per la prima volta sono stati superati i 2 milioni di prosciutti affettati per oltre 100 milioni di confezioni.
Dopo un periodo abbastanza stabile, a partire dal 2019 le vendite del Parma preaffettato hanno ricominciato a crescere fino a registrare una vera e propria impennata nel corso di quest’ultimo biennio, spinte anche dai grandi mutamenti portati dalla crisi pandemica, in particolar modo in Italia che ha visto nel 2021 un aumento di circa il 12% pari a 30 milioni di confezioni vendute.
Il preaffettato sta dimostrando anno dopo anno tutta la sua forza: le vendite nel 2021 sono state
favorite dal confinamento imposto dalla pandemia, dai prezzi e dall’allungamento della shelf-life della vaschetta, ma si tratta di un trend destinato a durare e a consolidarsi sempre più. Per questo è importante continuare a investire per crescere soprattutto all’estero, ha dichiarato Alessandro Utini, presidente del Consorzio del Prosciutto di Parma.
Sui mercati internazionali lavoreremo come lo scorso annoperconsolidarequestibrillantirisultatidefinendo delle iniziative promozionali con alcune grandi catene della GDO europea; questo ci permetterà di fidelizzare i consumatori e di valorizzare il prodotto e la sua facilità di utilizzo.
Nel 2021 sono state esportate 72 milioni di vaschette in aumento del 3% rispetto all’anno precedente. L’Europa è il mercato di gran lunga più importante per il Prosciutto di Parma preaffettato, per la vicinanza e

per ragioni legate alla shelf-life del prodotto: qui –Italia inclusa – viene venduto l’86% di tutto l’affettato del Parma, pari a 1.760.000 prosciutti affettati; i mercati extraeuropei assorbono invece il 14% delle vendite, pari a 390.000 prosciutti affettati.
Sui mercati internazionali abbiamo assistito a un significativo cambio al vertice: gli USA, dopo un triennio di forte crescita, diventano il primo mercato estero anche nel segmento del Parma preaffettato con 275.000 prosciutti affettati (+10,4%), andando a scalzare il Regno Unito, che invece mostra un trend di medio periodo negativo, accentuato ora dalla Brexit.
Fra i Paesi con un trend particolarmente positivo, segnaliamo la Germania con 255.000 prosciutti affettati in crescita del 5%; la Polonia, il Giappone e l’Irlanda, quest’ultima sta probabilmente assorbendo una piccola parte delle perdite registrate nel Regno Unito.
Per quanto riguarda la stagionalità dei consumi del prodotto, nel 2021 tutti i trimestri hanno fatto registrare vendite record rispetto al passato: il 3° trimestre dell’anno in particolare – il periodo estivo – è quello con un picco di vendite eccezionale, sia in Italia sia all’estero che tuttavia ha una ripartizione più equilibrata nel corso dell’anno.

Prosciutto di Parma in trays, an excellent year
2 million sliced dry-cured hams and over 100 packages sold: 2021 marks a double-digit growth for Italy and confirms the USA at the top of exports in the pre-sliced segment too
Despite the general uncertainty due to the persistence of the pandemic, 2021 was a record year for sales of Prosciutto di Parma in trays, which increased by about 6% and for the first time, amounting for the first time to over 2 million sliced dry-cured hams, with more than 100 million packages.
After a fairly stable period, in 2019 sales of presliced Parma ham started increasing again and surged in the last two years, partly because of the great changes brought by the pandemic, particularly in Italy, where 2021 saw an increase of about 12%, the equivalent of 30 million sold packages.
Year after year, the pre-sliced segment is showing its strength: sales in 2021 were helped by the confinement imposed by the pandemic, by prices
and by the extension of the shelf life of trays, but it is a trend that is destined to last and become increasingly established.This is why it is important to continue to invest in order to grow, especially abroad, said Alessandro Utini, President of the Consortium of Prosciutto di Parma.
We will work in international markets as we did last year in order to consolidate these brilliant results, developing promotional initiatives with some European large-retail chains; this will allow us to build customer loyalty and to create interest around the product and its ease of use.
In 2021, 72 million trays were exported, an increase of 3% compared to the previous year.
Europe is by far the most important market for pre-sliced Prosciutto di Parma, due to its proximity and to reasons related to the shelf life
of the product: here – including in Italy – 86% of all pre-sliced Parma ham is sold, amounting to 1,760,000 pre-sliced dry-cured hams; nonEuropean countries absorb 14% of the sales, the equivalent of 390,000 pre-sliced dry-cured hams.
We have seen a significant change at the top of international markets: the USA, after three years of strong growth, becomes the most important foreign market in the pre-sliced Parma ham segment as well, with 275,000 pre-sliced drycured hams (+10.4%), overtaking the United Kingdom, which shows a negative mid-term trend, now accentuated by Brexit.
Countries showing a particularly positive trend include Germany with 255,000 pre-sliced drycured hams, a 5% increase, Poland, Japan and Ireland – the latter is probably absorbing a small part of the losses recorded in the United Kingdom. As regards the time distribution of product consumption, in 2021 all quarters recorded record sales compared to the past: in particular, there was an exceptional peak in sales in the 3rd quarter of the year – the summer period – both in Italy and abroad, the latter, however, with a more balanced distribution over the course of the year.

Sinonimo di innovazione
Velati ha investito sempre più nell’innovazione del prodotto, per aumentare l’efficienza e l’automazione delle sue linee e macchine

Da oltre 150 anni,Velati è sinonimo di macchine e linee di qualità per la produzione di salumi di altissimo livello, e di innovazione del prodotto. In questo particolare periodo storico e di congiuntura economica, Velati ha investito sempre di più nell’innovazione del prodotto, per aumentare sempre di più efficienza e automazione delle sue linee e macchine. Il risultato di questo lavoro sarà presentato alla fiera IFFA 2022 di Francoforte (dal 14 al 19 maggio 2022), oveVelati svelerà il nuovo design delle sue macchine, i nuovi pannelli touch screen con struttura in acciaio INOX e potrà spiegare ai suoi clienti le novità introdotte nei propri software.
Il nuovo design, sempre realizzato nell’ottica dell’hygienc design, è volto ad aumentare la produttività, garantendo come sempre quello che è il marchio di fabbrica di Velati, un prodotto di altissima qualità, per le più prestigiose produzioni di salumeria in Italia e nel mondo, oltre a rendere sempre più semplice e rapida la pulizia e la sanificazione delle macchine dopo l’utilizzo, anche intensivo, sempre garantendo robustezza ed affidabilità superiori.
I nuovi, robusti, pannelli in acciaio INOX con touch screen, offrono un’interfaccia intuitiva per gli operatori, che, integrata con i nuovi software, rende l’esperienza di utilizzo semplice ed efficace, per una
Synonymous with innovation
Velati has increasingly invested in innovation, to augment efficiency and automation of its lines and machines
Since 1867, Velati has meant machines and full production lines for top quality cured meats and constant product innovation.
This is a very particular economic period, Velati pushed forward its innovation, to augment efficiency and automation of its lines and machines.


produzione smart 4.0; attraverso i software Velati e l’automazione della linea è possibile tracciare la materia prima dalla pesatura all’insacco con la possibilità di avere un costante scambio di informazioni tra il software della linea e il sistema gestionale del cliente – e un’assistenza remota sempre responsiva e rapida, garantendo così controllo, informazioni, efficienza, affidabilità e qualità, tutto quanto necessitano i clienti di Velati, ognuno di essi un’eccellenza nella propria produzione. Grazie anche all’acquisizione nel 2021 del marchio VVS, Velati ha completato la sua gamma di prodotti rinnovando in stile quelli esistenti e dimostrandosi capace ancora una volta di rinnovarsi
During IFFA 2022, in Frankfurt, Germany, from May 14th to 19th 2022, Velati will unveil the results of this work, with new machines’ design, new stainless steel-made touchscreen control panels and new features in Velati’s software.
The new design, following as always the hygienic design prescriptions, aims to increase productivity while granting a top quality outlet product for the most important cured meat productions all over the world
Cleaning and sanitization are made simpler even after intensive usage of Velati’s machines, strengthening even more their typical reliability and robustness. User-friendly interface, making the exploitation of the machines easy and effective, is one of the main features of the new stainless-steel made control panels, achieving a smart 4.0 production; Velati software and line automation allow batch and raw material tracing from weighing to filling, with possibility to data exchange between Velati system and customer’s system.
Velati remote assistance is always ready to support customers and their excellencies, granting them full control, information, efficiency, reliability and quality.
In 2021,Velati acquiredVVS,completing and renewing not only the product range but also itself, always moving ahead to supply its customers with excellency.

I.C.F. & Welko, partner per l’innovazione
I.C.F. & Welko fornisce soluzioni chiavi in mano e su misura per offrire all’utente finale un eccellente prodotto
I.C.F. & Welko S.p.A., azienda italiana con sede a Maranello, nella food valley del nord Italia, dal 1961 progetta, produce ed installa impianti, macchine e attrezzature in tutto il mondo per l’industria alimentare, chimica, farmaceutica ed agroalimentare.
Grazie al suo know-how nelle linee di lavorazione, specialmente per il settore lattiero-caseario, degli aromi e delle bevande, I.C.F. & Welko S.p.A. può fornire soluzioni chiavi in mano e su misura per offrire all’utente finale un eccellente prodotto in polvere di alta qualità.
Ogni impianto è progettato su misura per soddisfare le esigenze del cliente, garantendo prestazioni eccellenti, elevato livello di automazione, grande flessibilità, risparmio energetico, nel pieno rispetto dei più elevati requisiti di sicurezza e nel pieno rispetto dell’ambiente.
Il core business di I.C.F. & Welko S.p.A. si basa sulle seguenti tecnologie di processo:

Essiccazione a spruzzo
Apparecchiature per la trasformazione dei liquidi in prodotti in polvere o granulati
• Ampia gamma di applicazioni
• Particelle fini ed agglomerate
• Su scala ridotta e dimensioni industriali
• Elevato livello di automazione
• Design ATEX
Essiccazione a letto fluido
Apparecchiature per l’essiccazione, il riscaldamento o raffreddamento di polveri o granuli
• Elevata flessibilità operativa
• Migliore efficienza di trasferimento del calore
• Controllo indipendente del flusso d’aria, della temperatura e dell’umidità
• Può essere utilizzata come fase di post-essiccazione
• O come apparecchiatura autonoma di raffreddamento/riscaldamento
Agglomerazione
Apparecchiature di “re-wetting” per la trasformazione di polveri e miscele in granuli/agglomerati
•Ampia gamma di applicazioni con miscele a base di zucchero con cacao, latte, estratti, bevande sportive, ecc.
• Elevata bagnabilità ed affondabilità dei prodotti agglomerati
• Elevata qualità organolettica del prodotto finale
• Processo continuo per produzioni di media e grande capacità
Unità C.I.P.
Sistemi di pulizia C.I.P. (Cleaning in Place) per macchine di processo
• Diverse soluzioni per diverse esigenze
• Possono essere integrate in un’ampia gamma di linee di produzione
• Prestazioni affidabili, efficienti e ripetibili
• Riduzione dei fermi di produzione
• Bassi consumi di acqua e detergente
I.C.F. & Welko S.p.A. è da sempre seriamente impegnata nella ricerca e nello sviluppo di nuove soluzioni tecnologiche per soddisfare le continue nuove esigenze dell’industria; è consapevole che le sfide sono opportunità strategiche e si propone quindi come partner per la vostra innovazione. Questo significa il partner chiave per il vostro successo.
I.C.F. & Welko S.p.A. dispone di un innovato e completamente attrezzato laboratorio di ricerca-test, che permette ai propri clienti di:
• simulare e testare il comportamento del prodotto in condizioni di lavorazione
• fare la scelta corretta per impianti, macchine ed attrezzature
• comprendere a fondo le caratteristiche di trattamento del prodotto
• individuare le variabili di processo e gli elementi necessari per il dimensionamento e la pianificazione
• fornire assistenza tecnologica per nuove soluzioni.
Il laboratorio R&D di I.C.F. & Welko S.p.A. è composto dal personale più esperto e addestrato a disposizione, il cui lavoro è la ricerca continua per il miglioramento continuo e la soddisfazione di clienti e stakeholders.



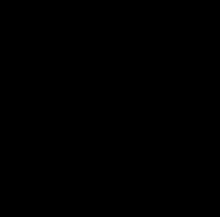




































































I.C.F. & Welko, partner to innovate

I.C.F. & Welko provides turnkey and tailor-made solutions to offer end-users an excellent product
Since 1961, I.C.F. & Welko S.p.A., an Italian company based in Maranello, in the food valley of northern Italy, has been designing, manufacturing and installing plants, machines and equipment worldwide for food, chemical, pharmaceutical and agro industries.
Thanks to its know-how in the processing lines, especially for dairy, flavours and beverage fields, I.C.F. & Welko S.p.A. can provide turnkey and tailor-made solutions to offer an excellent powdered product with high quality to the end user.
Each plant is custom-designed to meet the customer’s needs, assuring excellent performance, a high level of automation, great flexibility, energy saving, in full compliance with the highest safety requirements and in full respect for the environment.
I.C.F.&Welko S.p.A.core business is based on the following process technologies:
Spray Drying
Equipment to turn liquids into powdery or granulated products
• Wide range of applications
• Fine and agglomerated particles
• Small scale and industrial size
• High degree of automation
• ATEX design
Fluidized Bed Drying
Equipmenttodry,heatorcoolpowdersorgranules
• High operational flexibility
• Improved heat transfer efficiency
• Independent air flow,temperature and humidity control
• It can be used as post-drying stage
• Or as standalone equipment for cooling/heating
Agglomeration
Re-wetting equipment to agglomerate powders and mixtures into granules
•Wide range of applications with sugar-based mixtures with cocoa,milk,extracts, sport drinks, etc.
• High wettability and sinkability of agglomerated products
• High organoleptic quality of the end product
• Continuous process for medium and large capacity production CIP Units
Systems for processing equipment Cleaning in Place
• Different solutions for different needs
• They can be integrated in a wide range of production lines
• Reliable, efficient and repeatable performances
• Reduction of production downtime
• Low water and detergent consumptions
I.C.F. & Welko S.p.A. has always been strongly committed to Researching and developing new technological solutions to cater to constantly-changing industry needs; it knows that challenges are strategic opportunities and offers itself as the partner for your innovation, meaning a key partner for your success.
I.C.F. & Welko S.p.A. has an innovated and fully equipped research-testing laboratory, which allows its customers to:
• simulate and test product behaviour under processing conditions
• make the proper plant, machine and equipment choices
• fully understand product treatment characteristics
• identify process variables and necessary dimensioning and planning elements
• provide technological assistance for new solutions.
I.C.F. & Welko S.p.A. R&D lab is staffed by the most experienced and trained personnel available,whose work consists in ongoing research aimed at continuous improvement and the satisfaction of customers and stakeholders.


Uno spettro di prodotti per essere i primi del settore
L’innovazione è e sarà il fulcro per l’attività nel presente e nel prossimo futuro di Autorotor, sempre con un occhio di riguardo all’ecosostenibilità
Autorotor è una società che da oltre quarant’anni è specializzata nella costruzione di tavole rotanti, anelli, manipolatori e macchine basi per i più svariati settori riconducibili all’automazione industriale. L’azienda è composta da oltre 55 collaboratori suddivisi in due unità operative distinte: la prima è nella produzione dei componenti, la seconda è dedicata all’assemblaggio e collaudo degli stessi. Autorotor si avvale di una rete di vendita mondiale con il supporto di venti distributori, e vanta un fatturato di circa 10 milioni di euro. Commercializza i propri prodotti in tutto il mondo, per il settore automobilistico, farmaceutico, alimentare, cosmetico, etc.
La progettazione dei sistemi viene eseguita tramite l’ausilio di programmi tridimensionali, simulando a priori con una stampante 3D le maggior criticità rilevate nel progetto/ applicazione. Per quanto riguarda la produzione, l’officina è dotata di numerose macchine utensili utilizzate per la sgrossatura e la finitura di precisione dei prodotti. Autorotor è dotata inoltre di una propria sala metrologia a temperatura controllata, con due postazioni di controllo fisse e una mobile, per la verifica dimensionale del 100% dei materiali impiegati nel processo produttivo. Nell’attuale fase storica dell’industria manifatturiera,Autorotor deve tener conto di vari fattori per essere competitiva: innovazione, attenzione all’ambiente e formazione continua del personale.“L’innovazione è e sarà il fulcro per la nostra attività nel presente e nel prossimo futuro di Autorotor”, con un occhio di riguardo all’e-

cosostenibilità. I principali prodotti proposti oggi al mercato sono: le tavole rotanti, gli anelli rotanti, oscillatori e manipolatori meccanici, nastri trasportatori, manipolatori meccanici e meccatronici, macchine base. Questi prodotti con quelli in divenire rappresentano un salto di qualità nella proposta tecnologica e commerciale di Autorotor.
La mission aziendale è nuovamente chiara, oltre a tornare i primi della classe nel suo settore, vuole aprire nuovi distributori nel mondo, per proporre ad ampio spettro i prodotti odierni e quelli di nuova concezione.
A broad spectrum of products to be the top of the class
Innovation is and will be the fulcrum for Autorotor’s activity in the present and in the near future, with an eye to eco-sustainability

Autorotor is a company that for over forty years has specialized in the construction of rotary tables, rings, manipulators and basic machines for the most varied sectors related to industrial automation. The company is made up of over 55 collaborators divided into two distinct operating plans: the first is in the production of components, the second is dedicated to the assembly and testing of the same.Autorotor has a worldwide sales network with the support of twenty distributors, and it boasts a turnover of approximately 10 million euros. It markets its products all over the world, for the automotive, pharmaceutical, food, cosmetic sectors, etc. The design of the systems is carried out with the aid of three-dimensional programs, simulating a priori with a 3D printer the major criticalities detected in the project / application. As far as production is concerned, the workshop is equipped with numerous machine tools used for the roughing and precision
finishing of the products. Autorotor is also equipped with its own temperature-controlled metrology room, with two fixed and one mobile control stations for the dimensional control of 100% of the materials used in the production process.
In the current historical phase of the manufacturing industry, Autorotor must take into account various factors to be competitive: innovation, attention to the environment and continuous staff training. “Innovation is and will be the fulcrum for our activity in the present and in the near future of Autorotor”, with an eye to eco-sustainability. The main products offered on the market today are: rotary tables, rotary rings, mechanical oscillators and manipulators, conveyor belts, mechanical and mechatronic manipulators, basic machines. These products, with those in progress, represent a qualitative leap in Autorotor’s technological and commercial proposal. The company mission is once again clear, in addition to returning to the top of the class in its sector, in Autorotor they want to open new distributors in the world, to offer a broad spectrum of today’s products and those of new conception.
Daniele Comassi, CEO of Autorotor

Sistema automatico di dosaggio: veloce, preciso ed ecologico
Color Service è un’eccellenza
italiana che dal 1987 si pone come fornitore leader di sistemi di dosaggio automatici per ogni tipo di prodotto in polvere e liquido
Nata nel settore tessile, grazie alla sua pluriennale esperienza e know-how, Color Service ha fatto conoscere la sua tecnologia e si è imposta come azienda di riferimento globalmente riconosciuta in molteplici settori, a partire da quello della gomma e pneumatici a quello cosmetico e plastico, per poi rivolgere la propria innovazione all’industria alimentare, dove il dosaggio delle materie prime necessita di una notevole precisione, velocità e tracciabilità.
Perchè la fase di dosaggio è così importante?
La pesatura è una fase chiave nel processo produttivo in quanto l’erogazione precisa del prodotto, determina le specifiche della ricetta nonchè i requisiti qualitativi del prodotto finale.
Solitamente il reparto di pesatura nell’industria alimentare si avvale di operatori che manualmente pesano i cosidetti “raw material”, comportando una difficile e complessa gestione dal punto di vista della precisione e velocità della pesatura stessa. A fronte di questa necessità, la tecnologia Color Service è finalizzata a risolvere i problemi legati alla pesatura manuale con l’obiettivo di abbandonare i metodi di produzione tradizionali che inevitabilmente non permetterebbero di ottenere un dosaggio sicuro, veloce e preciso.
Lo scopo è quindi lo sviluppo di sistemi ad alta efficienza che consentano di minimizzare i costi di produzione e migliorare la produttività e la qualità del prodotto finale che risulta essere condizione necessaria per la competitività di tutte le imprese.
In base alle esigenze del cliente, Color Sevice propone al mercato due soluzioni di automazione: un sistema di pesatura completamente automatico e uno semiautomatico.
Sistema automatico di dosaggio
Con il sistema completamente automatico i processi sono completamente automatizzati e i dati sono elaborati e memorizzati in un software integrato al sistema gestionale del cliente.

L’attività dell’operatore è confinata esclusivamente al carico dei prodotti nei silos di stoccaggio tramite vuoto ad alte prestazioni per i prodotti in polvere e tramite una pompa per i liquidi, garantendo un carico veloce con bassi consumi d’aria. Durante il dosaggio, un trasportatore multiscala completamente aspirato permette la pesatura precisa di ricette che possono essere dosate direttamente in un contenitore o in sacchetti identificati creati in modo completamente automatico:questa è una caratteristica fondamentale che permette di tracciare ogni ricetta.
Il sistema garantisce un’elevata precisione di dosaggio, tracciabilità dei lotti e modularità delle stazioni di stoccaggio di diverse dimensioni e capacità soddisfacendo le esigenze correnti e future del cliente.
Sistema semi-automatico di dosaggio
Dall’altro lato il sistema di pesatura semiautomatico può offrire un buon compromesso: lo stoccaggio robotizzato di prodotti in polvere integrato alla pesatura manuale assistita da PC. In questo modo, a seconda della ricetta da preparare, il sistema preleva il box con la polvere stoccata e lo trasferisce alla postazione di pesatura, dove l’operatore, guidato dal PC, può dosare il prodotto.
Principali vantaggi del sistema di dosaggio automatico Color Service
Investendo in un sistema di dosaggio automatico, il cliente potrà beneficiare di un processo produttivo ripetibile, performante 24 ore su 24, affidabile, veloce e privo di errori umani, che genera prodotti
finali di alta qualità con caratteristiche uniformi e costanti nel tempo.
I sistemi sono inoltre user-friendly e il software è intuitivo e facile da usare, consentendo una rapida e facile comprensione.“Dosing right the first time” è il principio cardine di un dosaggio accurato e preciso che si traduce in una riduzione degli sprechi di prodotto, del consumo di energia/acqua, dei tempi di lavorazione e, di conseguenza, dei costi.
Dal punto di vista ecologico, la tecnologia Color Service riduce a zero l’esposizione degli operatori a sostanze pericolose o ingredienti tossici e assicura il controllo assoluto delle polveri emesse durante la pesatura con l’utilizzo di appositi dispositivi di aspirazione, garantendo la totale sicurezza dell’operatore nonchè la tutela dell’ambiente.
Un altro vantaggio significativo risiede nella tracciabilità delle ricette. Con un dosaggio manuale, se viene riscontrato un caso di non-conformità della miscela, a valle risulta impossibile identificare tutti i manufatti che sono affetti da questo problema e a monte è difficile risalire alle cause che possono essere rappresentate ad esempio da una errata proporzione di miscelazione oppure da una non conformità di un particolare ingrediente.
I clienti di Color Service potranno aumentare i loro ricavi fornendo al contempo un prodotto superiore e uniforme ai propri consumatori senza incorrere in costose spese di manodopera e a perdite di profitto dovute a errori di formulazione e dosaggio delle ricette.


Innovative automatic dosing system: fast, accurate and eco friendly
Color Service is an Italian excellence that has positioned itself as a leading supplier of automatic dosing systems for any kind of powder and liquid product since 1987
With a start in the textile field and thanks to years of experience and know-how, Color Service introduced its unique technology into many markets segments (rubber, tire, cosmetics, plastics) before orienting its innovation into the food industry, where the dosing of powders and liquids requires considerable precision, speed and traceability.
Why dosing is so important in food processing?
Weighing is a key element of the food production process for quality compliance: dosing the proper amount of ingredients is extremely important to fulfil recipe specifications and constant quality requirements.
In most cases, the food industry’s weighing department employs operators who manually dose raw ingredients, resulting in difficult and complicated management in terms of weighing accuracy.
To support this necessity, Color Service technology is designed to solve problems associated with the manual weighing of any kind of powders and liquids applied in the food industry and it is developed with the goal of achieving a safe, fast and precise dosing. The aim is therefore the development of high-efficiency systems that allow to minimize the
production costs and boost productivity while also improving final product quality, essential for the competition of all companies.
According to customer’s requirements, Color Sevice offers to the market two solutions of automation: a complete fully automatic and a semi-automatic weighing system.
Fully automatic dosing system
With the fully automatic dosing system, all processes are automatically monitored and data are recorded in the software integrated with the customer’s management system. The activity of the operator is exclusively confined in the loading of products into storage silos of various capacities through high-performance vacuum for powders and pump for liquids that guarantee fast loading with low air consumption.
During the dosing, a multi-scale conveyor completely aspirated through a dedicated dust extraction system allows high dosing accuracy of recipes that can be dosed directly into a bucket or in identified bags created in a completely automatic way: this is a fundamental characteristic that allows each individual recipe to be traced. The fully automatic system guarantees high dosing accuracy, batch traceability and modularity of storage stations and according to product consumption and production requirements, the system offers several storage modules of different capacities that could be interchangeable or expanded in the future.
Semi-automatic dosing system
On the other hand, the semi-automatic weighing system can offer a good compromise: the robotic storage of powder products with the manual weighing assisted by a PC. In this way, according to the recipe, the system drops the right box and transfer it to the
weighing position, where the operator, guided by the PC can dose the product.
Key benefits of Color Service automatic dispensing system
By investing in an automatic dosing system, the customer will be able to benefit from a repeatable production process that runs 24 hours a day,is reliable and fast,in which human error is definitively eliminated and which allows leading to high-quality end products with uniformity features throughout time. Systems are user-friendly and software is intuitive and easy to use, allowing a quick and easy understanding. “Dosing right the first time” as a consequence of accurate and exact dosing of powders and liquids, results in a reduction of product waste, energy/water consumption, processing times and, as a consequence, cost.
From the ecological point of view, Color Service technology reduces to zero the exposure for operators to dangerous substances or toxic ingredients and provides absolute control of the dust emitted during the weighing with the use of special suction devices, ensuring total operator safety and environmental protection.
Another significant advantage is the traceability of recipes. Indeed, with a manual weighing, in case of non-conformity, it is impossible to identify all the products that are affected by this problem downstream and it is difficult to trace the causes upstream that can be represented for example by an incorrect mixing proportion or from a non-conformity of a specific ingredient. Without expensive labour costs due to manual batch processing and profit loss due to recipe formulation mistakes, companies can begin to boost profits, while offering a superior and uniform product to their customers.
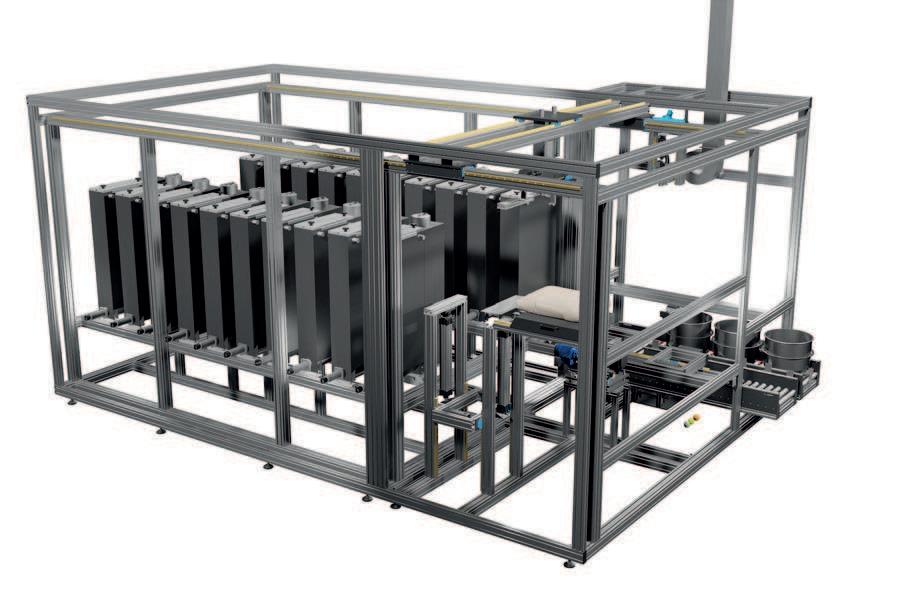



Fristam FDS: la pompa doppia vite
La pompa Fristam FDS ha rivoluzionato l’intero settore delle pompe igieniche a doppia vite, imponendo nuovi standard
La pompa a doppia vite FRISTAM FDS, studiata per prodotti con alte e basse viscosità,è in grado di lavorare in condizioni di processo particolarmente gravose, raggiungendo fino a 25 bar di pressione. Grazie alle sue doti di precisione e robustezza, alle prestazioni sia in mandata che aspirazione ed alla semplicità costruttiva, la pompa Fristam FDS ha rivoluzionato l’intero settore delle pompe igieniche a doppia vite, imponendo nuovi standard.
Cinque diverse taglie di pompa, con fino ad otto diverse tipologie di viti in maniera tale da coprire un ampissimo range di portate, prevalenze e tipologie di prodotti. Tutte caratterizzate dall’assoluta affidabilità e dalla semplice manutenzione.
Inoltre, in tutte le applicazioni in cui si deve far fronte ad ancor più ampi campi di portata, il nuovo sistema di azionamento Fristam FDS TSG offre una soluzione
molto semplice, robusta ed economica. Il sistema TSG amplia il campo di utilizzo delle pompe doppia vite FDS, perché consente di sfruttare completamente la loro gamma di velocità, oltrepassando le limitazioni dovute all’impiego di un motore trifase. Il sistema TSG combinato con un convertitore di frequenza standard permette di raggiungere un rapporto oltre a 1:50 tra la fase di produzione e la fase CIP. Garantendo velocità di flusso > 2,5 m/s durante il processo di pulizia, anche in tubazioni con sezioni relativamente grandi.
L’enorme successo, con migliaia di installazioni nei settori sanitari, dall’alimentare al farmaceutico hanno portato in pochissimi anni Fristam ad essere leader anche nella produzione di pompe doppia vite. Dimostrando ancora, che Fristam garantisce la massima affidabilità, con ineguagliabili prestazioni dei propri prodotti ed altissima competenza dei suoi tecnici, dalla selezione al servizio clienti.

Fristam Pumpen KG è una azienda tedesca, leader mondiale nella produzione di pompe sanitarie in acciaio inossidabile di alta qualità, per l’industria alimentare e farmaceutica. Da oltre 110 anni il successo di Fristam è basato su tre pilastri: qualità, flessibilità e innovazione
Pompe centrifughe, volumetriche a lobi, doppia vite e miscelatori Fristam vengono utilizzati nelle migliori aziende dell’industria alimentare, delle bevande, lattiero-casearia, farmaceutica e bio-farmaceutica. I prodotti Fristam garantiscono un sistema di pompaggio o di miscelazione ottimale per qualità ed affidabilità e sono un punto di riferimento riconosciuto in tutto il mondo.
Fristam Pumpen, oltre ad offrire la propria competenza nella selezione del sistema più adatto alle specifiche necessità, fornisce anche la possibilità di testare direttamente sul campo i vantaggi, che le proprie soluzioni possono apportare ai processi produttivi.
Fristam FDS: the double screw pump
The Fristam FDS pump has revolutionized the double screw hygienic pumps technology setting new standards
The FRISTAM FDS double-screw pump is designed for products with high and low viscosities and able to work in severe process conditions up to 25 bar discharge pressure. Thanks to its quality, precision, sturdiness and construction simplicity, combined with unbeatable discharge and suction performances. The Fristam FDS pump has revolutionized the double screw hygienic pumps technology setting new standards. The five different pump sizes can be provided with up to eight different types of screws. In such a way it is possible to guarantee a very broad range of capacities, differential pressures and products. All of them characterized by absolute reliability and simple maintenance.

Furthermore, in applications where an even bigger range of flow is necessary, the new Fristam FDS TSG system offers a very simple, robust and economical solution. The TSG System expands the FDS double screw pumps application field. It allows you to use the complete pumps speed range, going beyond the three-phase motors working range.
The TSG system combined with a common frequency converter allows to reach up to 1:50 ratio between production and CIP phase. This ensures flow rates above 2.5 m/s during the cleaning process, even in pipelines with large cross sections.

The huge success, with thousands successful installations in the sanitary sectors, from food up to pharmaceutical, in few years has led Fristam to be the leader also in double screw
pumps production. Proving once again that Fristam guarantees complete reliability in extreme production conditions fully exploiting the high performances of its products and the highest competence of its technicians from pump selection to customer service.
Fristam Pumpen KG is a German company with solid and proven experience and is the worldwide leader in production of stainless-steel sanitary pumps for food chemical and pharmaceutical industries. For more than 110 years, Fristam’s success has always been based onthreeprinciples: quality, flexibility and innovation
Fristam Pumpen offers its expertise in selecting the most suitable system for specific needs and provides the possibility to test the advantages that these simple solutions can bring to production processes.

Dal 4 al 6 maggio tutto il mondo dell’ortofrutta a Macfrut
Tante le novità, a partire dal frutto simbolo della kermesse, la ciliegia, che farà di Macfrut la capitale mondiale ospitando
International Cherry Symposium
Macfrut,unica fiera di filiera per i professionisti dell’ortofrutta, dà appuntamento al Rimini Expo Center dal 4 al 6 maggio 2022,per una edizione numero 39 sempre più evento specialistico ed esperienziale. Settore strategico del made in Italy, tanto da rappresentare la seconda voce dell’export agroalimentare, a Macfrut saranno presentate tutte le novità dell’ortofrutta, in rappresentanza di tutti gli anelli di settore, dalla produzione al consumo. Tantelenovità,apartireapartiredalfruttosimbolodella kermesse, la ciliegia, che farà di Macfrut la capitale mondiale ospitando International Cherry Symposium. L’evento si compone di tanti appuntamenti: una due
giorni di alta formazione nel Centro residenziale di Bertinoro (2 e 3 maggio); un Simposio mondiale a Macfrut il 4 maggio sui temi chiave del ciliegio (mercato globale, sostenibilità, innovazione varietale, coperture); un evento con i top player del settore sui trend di mercato e visite guidate nelle principali aziende del settore presenti a Macfrut (5 maggio); un tour tra i principali produttori di ciliegio per toccare con mano le innovazioni di prodotto (6 maggio).
Un’altra grande novità è Spices & Herbs Global Expo, il salone dedicato al mondo delle spezie, erbe officinali ed aromatiche, evento unico nel panorama espositivo europeo, per un mercato che solo nel

Spotlight on the fruit and vegetable sector at Macfrut (4-6 May)
Several novelties have been introduced, starting with the symbolic fruit of the trade fair, i.e. cherries. In fact, Macfrut will be hosting the International Cherry Symposium, making it the world capital of cherries
Macfrut, the only supply chain trade fair for fruit and vegetable professionals, will be held from 4 to 6 May 2022 at the Rimini Expo Centre. This year will mark the 39th edition of this specialist event, which is also increasingly becoming an experiential event.The fruit and vegetable sector is of strategic importance when it comes to Made in Italy products, so much so that it ranks second among agri-food exports. All the innovations in the fruit
segmento delle spezie vale oltre 6 miliardi di dollari. Tre le proposte che fanno di Spices&Herbs una fiera nella fiera: un’area espositiva con operatori da tutto il mondo, incontri di business con buyer internazionali, e workshop tecnici con esperti da tutto il mondo. Torna il Tropical Fruit Congress con un focus a 360 gradi dedicato all’avocado, mentre le novità digitali in pieno campo sono le protagoniste dell’area dinamica, “Smart Agriculture”: droni, sensori, intelligenza artificiale, robot e apparati tecnologici specifici per una agricoltura sempre più 4.0.Sempre nell’area dinamica spazio anche a un altro dei temi centrali sul futuro dell’agricoltura, il risparmio idrico, con Acquacampus. Un altro evento centrale sarà Biosolutions International Event,ilSaloneinternazionalededicatoaibiostimolanti. Regione partner sarà l’Emilia-Romagna, mentre il focus internazionale è dedicato al Continente africano con gli Africa Days, che ospiterà anche gli Stati Generali dell’ortofrutta.
In contemporanea a Macfrut (4-6 maggio) ci sarà il Poultry Forum, evento internazionale dedicato al settore avicolo.
Info. Macfrut.com

and vegetable sector will be showcased at Macfrut, representing all industry segments, from production to consumption.
Several novelties have been introduced, starting with the symbolic fruit of the trade fair, i.e. cherries. In fact, Macfrut will be hosting the International Cherry Symposium, making it the world capital of cherries. The Symposium will consist of several events: a two-day advanced training session at the University Residential Centre of Bertinoro (2-3 May), a global symposium on key issues relating to the cherry tree – global market, sustainability, varietal innovation and covering systems – at Macfrut (4 May), an event focusing on market trends with the participation of the industry’s key players and guided tours of major companies in the sector that will be attending Macfrut (5 May) and,to conclude,a tour of the main cherry tree growers that will allow participants to get a firsthand look at innovative products (6 May).
Another great novelty is the Spices & Herbs Global Expo, the exhibition dedicated to the world of spices, officinal herbs and aromatic herbs: it is a unique event in the European trade fair industry, with a market worth over $6 billion in the spice segment alone.Three different initiatives will be offered,making the Spices & Herbs Global Expo an exhibition in itself: an exhibition area featuring professionals from all over the world, business meetings with international buyers, and technical workshops with the world’s leading experts. The Tropical Fruit Congress is set to return, offering a comprehensive look at avocados, while digital innovations in the open field will be showcased in the dynamic “Smart Agriculture” area, such as drones, sensors, artificial intelligence, robots and specific technological equipment for increasingly advanced 4.0 agriculture. Also in the dynamic area, during Acquacampus, the focus will be on yet another crucial issue for the future of agriculture:saving water.A further highlight will be the Biosolutions International Event, the international exhibition dedicated to biostimulants Emilia-Romagna will be the partner region, while –on an international level – the focus will be on the African continent during Africa Days, which will also host the General State of Fruit and Vegetables. The Poultry Forum, an international event dedicated to the poultry industry, will also take place on the same days as Macfrut (4-6 May).
Info: Macfrut.com



Ispirati al passato per guardare al futuro
Favrin sa trovare sempre la migliore soluzione possibile, dalle piccole produzioni artigianali ai grandi impianti di trasformazione
Favrin sviluppa continuamente nuove soluzioni per i propri clienti, con nuove versioni oppure con progetti innovativi, così è in grado di trovare sempre la migliore soluzione possibile.
Favrin S.r.l. nasce nei primi anni ‘70, da un’idea di Franco Favrin, come azienda per la lavorazione della lamiera e per la costruzione di impianti zootecnici.
Grazie all’esperienza maturata negli anni si è poi evoluta nella lavorazione di acciai inossidabili, costruendo macchine per i settori enologico ed alimentare in genere, con particolare riguardo alla lavorazione dei prodotti ortofrutticoli ed alimentari ma non solo.
Tutti i macchinari Favrin sono progettati e costruiti all’interno della sede produttiva di Valdobbiadene (TV).
Inspired by the past looking to the future
Favrin S.r.l. was born in the early 1970s, from an idea of Franco Favrin, as a company for sheet metal processing and for the construction of livestock facilities.
After years, thanks to the experience it evolves in the processing of stainless steels, building machines for the wine and food sectors, with particular regard to the processing lines for fruit and vegetables.
All Favrin machines are designed and built within the company’s headquarters in Valdobbiadene (TV).
The specific focuses that identify Favrin products are the easy way of use, the high value for money and the possibility, cooperating with its clients, to find always the best possible solution, from small artisan productions to large industrial processing installations.
This allows Favrin to continuously expand its range of

Lo spirito che caratterizza i prodotti è: la semplicità di utilizzo, l’alto rapporto qualità – prezzo e la possibilità, collaborando al meglio con i clienti, di trovare sempre la migliore soluzione possibile, dalle piccole produzioni artigianali ai grandi impianti di trasformazione
I principali modelli Favrin sono:
- Lavatrice a cesto per piccole produzioni
- Vasca di lavaggio con nastro di estrazione oppure con nastro di lavorazione, selezione ed incassettamento
- Lavatrice con vasca a borbottaggio e tunnel ad alta pressione
- Tunnel di lavaggio, asciugatura e cernita per prodotto sfuso o in cassetta
- Tunnel lava cassette
- Impianti completi di lavaggio per prodotti di IV gamma
- Asciugatrice a lame d’aria
- Dosatore vibrante (anche per scarico bins)
- Nastri di lavorazione, selezione ed impacchettamento prodotto
- Nastri trasportatori ed elevatori idonei all’utilizzo in campo alimentare
- Trasportatori, elevatori e vasche a coclea

Favrin always finds the best possible solution, from small artisan productions to large industrial processing installations
machinery, developing new versions or starting with completely new projects. In this way it has day by day the possibility to offer clients new technologies. Favrin main products are:
• Basket washing machine for small productions
• Washing tank with extraction belt or with processing, selection and packing belt
• Washing machine with bubbling tank system and high pressure tunnel
• Washing, drying and sorting tunnel for bulk product or in boxes
• Crates washing tunnel
• Complete washing systems for “ready to eat” products
• Air blades dryer
• Vibrating doser (also for bins discharge)
• Belt or vibrating sorting table
• Product processing, selection and packing belts
• Conveyor belts and elevators certified for use in food sector
• Conveyors, elevators and screw tanks

Tutti i macchinari Favrin sono:
All Favrin machines are:




Plug and play”, subito pronti dalla consegna senza bisogno di installazione
“Plug and play”, immediately ready without any installation
Progettati e costruiti interamente in Italia
Designed and made entirely in Italy
Personalizzabili in ogni dettaglio per adattarsi a necessità specifiche
Customizable in every detail to adapt to specific needs
Interamente elettromeccanici (salvo diversa richiesta del cliente) quindi estremamente affidabili e solide
Fully electromechanical (unless requested by the customer), so extremely reliable and strong

Certificati secondo gli standard UE di sicurezza e sanità
Certified according to the safety and health standards required by the EU

Coperti da 24 mesi di garanzia
Covered by our 24 month warranty

Navatta Group, partner globale di innovazione
Navatta Group emerge per le sue soluzioni innovative per una gamma di linee con potenzialità variabili da 3 a 120 t/h di prodotto fresco in entrata
Navatta Group emerge sul mercato come valido partner globale di attrezzature e linee per la lavorazione integrata di frutta e verdura fornendo soluzioni comprovate e innovative per una gamma completa di linee con potenzialità variabili da 3 a 120 t/h di prodotto fresco in entrata.
Gamma di produzione
Navatta Group produce e realizza linee di processo, sistemi, apparecchiature per la lavorazione di frutta, pomodoro, verdure come per esempio:
- Pomodoro pelato / cubettato / pomodoro triturato, salse e puree, concentrato di pomodoro, riempiti in tutti i tipi di contenitore o in asettico;
- Frutta in pezzi, puree, succhi di frutta (purea naturale o concentrata) da frutta mediterranea / frutta tropicale, confezionata in ogni tipo di confezione o in asettico;
- Linee di triturazione frutta da IQF, da blocchi surgelati e da frutta surgelata in fusti;
- Estrazione a freddo ad alto rendimento brevettata, puree di frutta / succhi di frutta equalizzati in asettico;
- Ampia gamma di evaporatori per la produzione di concentrato di pomodoro e concentrati di frutta mediterranea e tropicale, evaporatori film cadente, circolazione forzata e circolazione mista;
- Evaporatori per caffè e latte: evaporazione prima degli essiccatori, liofilizzatori;
- Evaporatori per l’industria di cogenerazione (trattamento dei rifiuti);
- Sterilizzatori asettici;
- Riempitrici asettiche per sacchi con e senza bocchello da 3 a 20 litri; Bag-in-Drum da 220 litri, Bin in-Box / IBC 1.000 - 1.500 litri;

- Pastorizzatori e raffreddatori a tunnel o a spirale;
- Produzione di prodotti miscelati (marmellata, ketchup, salse, bevande) a partire dallo scarico della materia prima al dosaggio, miscelazione, stabilizzazione meccanica / termica per il riempimento in qualsiasi tipo di confezione o in fusti asettici asettiche;
- Impianti di trasformazione pilota;
- Impianti di trasformazione di ortaggi comprendenti la ricezione, la reidratazione, cottura, grigliatura e il congelamento.
La sede e le due unità produttive di Navatta Group si trovano a Pilastro di Langhirano, Parma, con una superficie totale di produzione di 10.000 metri

Cutter per la produzione di creme di formaggio, vegetali, pesto verde e rosso
Cutter for cheese and vegetables creams productions, green pesto sauce and red pesto sauce
quadrati. Una nuova area di 10.000 metri quadrati è stata acquistata recentemente ed è pronta per essere edificata.
La visione del Gruppo Navatta (la passione ci spinge verso obiettivi più elevati in termini di tecnologie, prodotti, servizi) e la missione (aumentare costantemente i livelli di soddisfazione e fedeltà del cliente) riassumono la rotta del Gruppo Navatta.


Brasiere semi-ribaltabili a fondo piano con agitatore verticale - funzione di rosolatura – cottura Overtunable flat bottom braising pans with vertical stirrer – browning, cooking function

Navatta Group, global innovation partner
Navatta Group stands out for its innovative solutions for a range of lines with capacity ranging from 3 to 150 t/h of fresh incoming product
Navatta Group emerges on the market as a valid global partner of equipment and lines for the integrated processing of fruit and vegetables, providing proven and innovative solutions for a complete range of lines with capacities ranging from 3 to 120 t/h of fresh incoming product. Manufacturing range
Navatta Group manufactures and commissions processing lines, systems, equipment for fruit, tomato, vegetables such as:
• Peeled / diced / crushed tomatoes, tomato sauces and purees, tomato paste, all filled into any kind of package or in aseptic;
• Diced, puree, juices (single strength or concentrated) from Mediterranean / tropical fruit, all filled into any kind of package or in aseptic;
• Fruit crushing lines from IQF, frozen blocks and frozen drums;
• High yield patented fruit puree cold extraction, fruit purees / juices equalized in aseptic;
• Wide range of evaporators to produce tomato paste, Mediterranean and tropical fruit concentrates puree, multi-function evaporator, falling film and forced circulation;
• Evaporators for coffee and milk: evaporation before spray driers, freeze dryers or other dryers
• Evaporators for cogeneration industry (waste treatment);
• Aseptic sterilizers;
• Aseptic fillers for spout bags/ spout-less bags from
3 to 20 liters, Bag-in-Drum 220 liters, Bin-in-Box / IBCs 1.000 – 1.500 liters;
• Spiral pasteurizer and cooler;
• Formulated products productions (jam, ketchup, sauces, drinks) starting from components unloading to dosing,mixing,mechanical / thermal stabilizing,to filling into any kind of package or into aseptic mini-tanks;
• Processing pilot plants;
• Vegetables processing as receiving, rehydration, cooking, grilling and freezing.
Navatta Group’s headquarters and the two production units are located in Pilastro di Langhirano,Parma,with a total production area of 10,000 square meters. A new area of 10,000 square meters has recently been purchased and is ready to be built.
Navatta Group’s Vision (Passion drives us towards higher targets in terms of technologies, products, services) and Mission (To constantly increase client’s levels of satisfaction and fidelity) summarize Navatta Group’s roadmap.

Riempitrice asettica a doppia testa per sacchi in fusti palettizzati da 220 litri e sacchi piccoli da 3-5-10-20 litri con caricatore automatico dei sacchi e riempimento automatico dei sacchi con il prodotto. Nessun operatore richiesto – Sistema brevettato - Elevata velocità di riempimento
Double head aseptic filler for palletized bags 220 liter in drums small bags 3 – 5 – 10 - 20 liters with automatic bags loading system and automatic filling of product inside the bags. No operator needed – Patented System – high filling speed

COA: la nuova tecnologia wireless di Mini Motor

COA –Mini Motor new wireless technology
COA – Can Over Air, Mini Motor new patented technology, is bound to become a reference in the sector
COA – Can Over Air, la nuova tecnologia brevettata di Mini Motor, è destinata a diventare un riferimento di settore
Mini Motor nasce nel 1965 ma assume l’attuale assetto nel 1974, quando la produzione si orienta in modo deciso ai motori elettrici per il settore industriale. Partita da metallo ed elettricità ha aggiunto alle sue competenze anche elettronica e informatica.A questo background si sono affiancati i concetti di automazione industriale e meccatronica, nati tra la fine degli anni Settanta e l’inizio degli anni Ottanta, tratti strategici per l’azienda e parte integrante del DNA di Mini Motor sin dalle origini. Ricerca, sviluppo e innovazione: COA – Can Over Air, la nuova tecnologia wireless di Mini Motor
A partire dal 2012 Mini Motor ha dato inizio a un percorso di rinnovamento progettuale e R&D esordito con l’introduzione di azionamenti a bordo di motoriduttori o servomotori. Da qui è stata avviata la

progettazione e lo sviluppo di un’ampia gamma di prodotti, proseguita per diversi anni.
Parallelamente l’azienda ha svolto un lavoro anche sulle diverse tipologie di BUS di campo, prima gli analogici (Canopen e Modbus) poi i più evoluti bus ethernet (Profinet, Ethercat, Powerlink ed Ethernet IP). Tutto questo ha portato alla generazione di un notevole risparmio in termini di cavi e catene portacavi ma, soprattutto, a un efficientamento dei quadri elettrici, delocalizzando i drive direttamente sui motori. Terminata questa fase,nel 2018 il focus si è spostato su un nuovo, ambizioso ed entusiasmante progetto: provare a fare di più per l’economia generale di un macchinario. Da questo lavoro è nato COA - Can
Over Air
Mini Motor ha studiato un bus wireless proprietario che si basa su tecnologia ZIGBEE a 2.4 Mhz, che permette di comandare il motore senza nessun cavo, semplicemente inviando le informazioni tramite un coordinatore fornito da Mini Motor, il quale crea un vero e proprio cavo trasparente che permette di gestire da remoto tutti i comandi di cambio formato o variazioni di velocità e coppia.
Questa nuova tecnologia brevettata, denominata COA,è destinata a diventare un riferimento di settore, come lo è stato il cavo. La nuova gamma sarà denominata con la lettera “W” all’inizio del codice e potrà essere adottata su tutti i prodotti Mini Motor con azionamento integrato della serie DBS, DR e sull’ultimissima gamma FC - Fast Change per il cambio formato ad alta velocità.
Mini Motor ha da sempre un piede nel futuro. Unisciti a questo percorso di innovazione!
Mini Motor was established in 1965 and took its present company setup in 1974 strongly orienting its production to electric motors forindustrialsector.Startingwithmetalandelectricity, its know-how was further extended to electronics and IT technology, and between the end of the 70s and the beginning of the 80s, its background was further developed with industrial automation and mechatronics, strategic traits and inherent part of Mini Motor’s DNA since its foundation.
Research, development, and innovation: COA –Can Over Air, Mini Motor new wireless technology
In 2012, Mini Motor started new design renewal and R&D path by introducing drives on gear motors and servomotors, followed by design and development of an extensive product range that would continue for many years to come. At the same time, the company was also committed to different types of fieldbus, analogic firstly (Canopen and Modbus), and the evolved bus Ethernet secondly (Profinet, Ethercat, Powerlink and Ethernet IP). All that let to
considerable saving in terms of wires and support chains, and especially to more efficient control boards by delocalizing drives directly on the motors. After this phase, in 2018 the company focused on a new, ambitious, and exciting project: doing something more for machinery overall saving. From this work COA – Can Over Air was created.
Mini Motor has studied a proprietary wireless bus on ZIGBEE technology on 2.4 Mhz,which enables driving a motor wirelessly by simply sending information through a coordinator provided by Mini Motor, which creates a real transparent wire to remotely control all changeover or speed variations, and torque.
This new patented technology named COA is bound to become a reference in the sector, as wires used to be. The code number of the new range will have the prefix “W” and this letter can be applied to all Mini Motor integrated drives of Series DBS, DR and FCFast Change for high-speed changeover.
Mini Motor has always a step into the future. Let’s join in this innovation path!

Balluff: tecnologia di sensori potenti e intelligenti
Rispetto ai normali dispositivi, SAMS fornisce anche come temperatura, vibrazioni, inclinazione o qualità del segnale senza bisogno di un hardware aggiuntivo
Volete aumentare efficacia ed efficienza delle vostre macchine e avere un sistema che vi consenta di gestire in modo uniforme l’automazione della vostra linea di produzione? Lo Smart Automation and Monitoring System (SAMS) di Balluff è la soluzione che fa per voi.Una tecnologia di sensori potenti e intelligenti, capaci di fornire dati di stato e di processo, combinata al monitoraggio delle condizioni

operative, per un modello di business che rivoluziona il passato. Dimenticate alti costi di archiviazione, dati mancanti e lunghe procedure in caso di guasti imprevisti e aprite la mente a nuove possibilità che spaziano da un’approfondita data analysis a una manutenzione preventiva e predittiva di livello superiore. Perché SAMS, rispetto ai normali dispositivi, oltre a misurare, rilevare, identificare o controllare, fornisce altri dati essenziali come temperatura, vibrazioni, inclinazione o qualità del segnale senza bisogno di un hardware aggiuntivo.
Mentre il comando PING vi permette di localizzare facilmente le componenti nell’impianto, rendendo possibile un intervento immediato in caso di irregolarità nel processo, i vari contatori rilevano ore di funzionamento e cicli di avvio, analisi fondamentali per una diagnosi accurata e sempre aggiornata della vostra macchina o dell’intera linea. Conoscerne lo stato di salute è, infatti, l’unico modo per identificare

rapidamente la probabile insorgenza di guasti e adottare le misure più adeguate per anticipare le criticità e aumentare il rendimento della produzione. Il nostro Smart Automation and Monitoring System si dimostra, inoltre, un valido alleato dell’Industrial Internet of Things (IloT). In combinazione con la nostra potente tecnologia di rete e il cloud computing, SAMS può essere utilizzato per implementare una produzione intelligente. Collegando, ad esempio, la linea e i livelli IT senza soluzione di continuità tramite un edge gateway, si rimuove qualunque ostacolo alla valutazione dei dati raccolti. E per aggiungere ancora più valore, tutti i componenti dello Smart Automation and Monitoring System possono essere gestiti e configurati allo stesso modo dal livello IT tramite profili dati omogenei. Installazione, parametrizzazione e apprendimento senza contatto, anche mediante un dispositivo mobile, non sono mai stati così semplici.
Balluff: Powerful and smart sensor technology
Compared to normal devices, SAMS also provides temperature, vibration, inclination or signal quality without the need for additional hardware
Do you want to increase the effectiveness and efficiency of your machines and have a system that allows you to manage the automation of your production line in a uniform way? The Smart Automation and Monitoring System (SAMS) from Balluff is the solution for you. Powerful, smart sensor technology providing status and process data combined with condition monitoring for a business
model that will revolutionise the past. Forget high storage costs, missing data and time-consuming procedures in case of unexpected failures and open your mind to new possibilities ranging from in-depth data analysis to preventive and predictive maintenance of the next level. Because SAMS, compared to normal devices, in addition to measuring, detecting, identifying or controlling, provides other essential data such as temperature, vibration, inclination or signal quality without the need for additional hardware. While the PING command allows you to easily locate components in the plant, making it possible to react immediately in the event of process irregularities, the many counters detect operating hours and startup cycles,which are crucial analyses for an accurate and constantly updated diagnosis of your machine or the entire line. Knowing the state of your machine
is the only way to quickly identify the potential occurrence of faults and take appropriate measures to avoid downtime and increase production efficiency.
Our Smart Automation and Monitoring System also proves to be a valuable ally in the Industrial Internet of Things (IloT). In combination with our powerful networking technology and cloud computing, SAMS can be used to implement smart manufacturing. By connecting, for example, the line and IT layers seamlessly via an edge gateway, any obstacles to evaluating the collected data are removed. And to add even more value, all components of the Smart Automation and Monitoring System can be managed and configured in the same way from the IT level via consistent data profiles. Installation, parametrization and contactless teaching, even via a mobile device, have never been easier.

UNA NUOVA DEFINIZIONE DI WASHDOWN
Per le industrie dell’imballaggio, degli alimenti e delle bevande, farmaceutica e cosmetica









Take one? Scoprite SAMS, l’innovativo Smart Automation and Monitoring System di Balluff che ridefinisce il concetto di washdown. Progettato per ambienti di lavaggio estremamente esigenti, il sistema supera i requisiti IP69K. Assicuratevi un utilizzo più semplice, migliori prestazioni e longevità, maggiore disponibilità della macchina ed una produttività straordinaria.

www.balluff.com



4G Ghidini è pronta per le sfide future
4G Ghidini, azienda specializzata nella produzione di valvole a sfera e raccorderia in acciaio inox, persegue obiettivi di alta qualità di prodotto e di servizio
4G Ghidini Srl è un’azienda specializzata nella produzione di valvole a sfera e raccorderia in acciaio inox. Fondata nel 1978 dai 4 fratelli Ghidini, con oltre 40 anni di esperienza, 4G Ghidini si è da sempre prefissata come obiettivi principali la qualità del prodotto e del servizio. Qualità del prodotto garantita attraverso l’utilizzo di materie prime provenienti esclusivamente dall’Unione Europea e dalla loro trasformazione e lavorazione interamente presso il sito produttivo di Lumezzane, Brescia. Qualità del servizio data dalla disponibilità a magazzino di tutti gli articoli proposti, valore aggiunto in termini di offerta e garanzia di tempestività nelle consegne.
Tutti i prodotti sono progettati, realizzati e, prima di esserecommercializzati,collaudatial100%,seguendo una corretta prassi costruttiva certificata e mediante l’ausilio di macchinari all’avanguardia, per garantire agli utilizzatori finali un prodotto di alto livello.
L’azienda è certificata UNI-EN ISO 9001:2015; la tracciabilità del prodotto è garantita durante tutto il processo produttivo, dall’ingresso delle materie prime, alla successiva lavorazione, fino ad arrivare al prodotto finito.
Non viene impiegato alcun particolare di importazione, questo perché il prodotto 4G Ghidini è Made in Italy al 100%
I prodotti 4G Ghidini trovano impiego nelle più svariate applicazioni industriali, fra le quali troviamo l’industria farmaceutica, biotecnologica, cosmetica; alimentare e delle bevande; chimica, di processo, trattamento acque e produzione d’energia. Per l’industria farmaceutica risultano essere il prodotto ideale le valvole a sfera con tenuta avvolgente, che impediscono depositi di fluido al loro interno. La valvola, facilmente smontabile, garantisce migliore pulizia e rapidità nelle manutenzioni; la fini-

tura esterna lucida offre un prodotto curato nei minimi dettagli.
Per l’industria alimentare 4G Ghidini può fornire svariate soluzioni specifiche, tra le quali predisposizioni per lavaggi e passaggio Pig; inoltre, tutte le valvole sono disponibili anche nella versione con camice di riscaldamento, ideale per l’impiego nella produzione di cioccolato.
Tutti i prodotti 4G Ghidini sono conformi al regolamento MOCA (1935/2004/CE)
Per l’industria chimica, le valvole e la raccorderia ricavate interamente da barra in Aisi 316L garantiscono la massima compatibilità con i fluidi più aggressivi e le condizioni d’uso più critiche. Le valvole a sfera sono certificate ATEX II 2 G-D T4
I prodotti sono inoltre conformi al regolamento tecnico EAC TR CU 010/2011 e EAC TR CU 032/2013
Le diverse tipologie di connessioni disponibili permettono di personalizzare le valvole a sfera secondo le proprie esigenze, rendendole idonee all’installazione su qualsiasi impianto.
Forti delle sfide passate e presenti 4G Ghidini è pronta per quelle future.

4G Ghidini is ready for future challenges
4G Ghidini, company specializing in stainless steel ball valves and fittings production, has always targeted product and service high quality
4G Ghidini Srl is specialized in producing stainless steel ball valves and fittings 4G Ghidini was founded in 1978 by the 4 Ghidini brothers.The company, with over 40 years of experience, has always set the product and service quality as its main objective. Product quality is ensured by using raw materials exclusively sourced
in the European Union and by processing them entirely in the production site located in Lumezzane, Brescia. Service quality relies on prompt stock availability of all the proposed items, added value in terms of offer and timely deliveries.
All the products are designed, manufactured and 100% tested before being marketed, following a correct certified construction practice and with the aid of highly advanced machinery to guarantee endusers a high-level product.
The company is UNI EN ISO 9001:2015 certified. Product traceability is guaranteed throughout the entire production process, from the entry of raw materials to subsequent processing, up to the finished product. 4G Ghidini product is 100% Made in Italy, no import particulars are used.

4G Ghidini products are used in the most varied industrial applications, including pharmaceutical, biotechnological and cosmetic industry; food and beverage; chemistry, process, water treatment and energy production.
Ball valves with enveloping seals, which prevent fluid deposits inside them, are the ideal product for the pharmaceutical industry. The valve, easily removable, guarantees better cleaning and quick maintenance; the external polish finish offers a treated in details product.
4G Ghidini can provide various specific solutions for the food industry, including arrangements for washing and Pig passage; in addition, all its valves are also available with heating jacket, ideal for use in the production of chocolate.
All our products comply with MOCA regulation (1935/2004/EC)
For the chemical industry, the valves and fittings made entirely inAisi 316L from bar ensure maximum compatibility with the most aggressive fluids and the most critical conditions of use. Ball valves are ATEX II 2 G-D T4 certified.
Products also comply with the technical regulation
EAC TR CU 010/2011 and EAC TR CU 032/2013
The different types of connections allow 4G Ghidini to customize ball valves according to customer’s needs, making them suitable for installation on any system.
Strengthened of the past and present challenges, 4G Ghidini is ready for the future ones.

Macchine caffè Tecmes
In tutte le macchine Tecmes l’efficienza è garantita dalla forte componente meccanica, molto più affidabile dei tradizionali sistemi pneumatici, sia per durata, usura delle parti e inalterabilità nel tempo
Le macchine Tecmes sono ideali per le aziende alla ricerca di soluzioni complete e versatili per l’assemblaggio di piccoli e medi elementi.
Tecmes vi accompagna in tutto il processo, dall’idea iniziale all’installazione, rimanendo sempre al vostro fianco con un sistema di formazione assistenza post-vendita.
Gli impianti caffè Tecmes sono soluzioni scalabili per l’industria del caffè, per il riempimento e confezionamento delle capsule caffè e solubili. Ideali per torrefazioni e produttori di bevande porzionate che cercano soluzioni affidabili.
Tecmes coffee machines
Tecmes machines efficiency is guaranteed thanks to strong mechanical component, much more reliable than traditional pneumatic systems, in terms of duration and wear of parts
Tecmes machines are suitable for companies looking for a complete and wide range of solutions to the assemble small and medium elements.

Le macchine per il riempimento capsule si differenziano per la velocità di produzione e sono completamente personalizzabili.
In tutte le macchine Tecmes l’efficienza è garantita dalla forte componente meccanica, molto più affidabili dei tradizionali sistemi pneumatici, sia per durata, usura delle parti e inalterabilità nel tempo. Come nasce un impianto Tecmes?
Grazie alla sua esperienza Tecmes ha creato il Metodo Tecmes: un processo chiaro e organizzato grazie al quale potrete capire passo a passo gli step e le professionalità che vi accompagneranno nella creazione della soluzione personalizzata per la vostra azienda. Progettando il futuro
La visione sull’automazione del domani deve tener conto dell’impatto sull’ambiente. Le macchine Tecmes sono progettate per funzionare con un consumo basso di energia consentendo di ridurre i costi di produzione in termini di energia elettrica e aria compressa. Meno costi per chi produce, meno emissioni per il mondo in cui viviamo. Come insegna la storia, anche in questo momento Tecmes sta lavorando per rendere l’automazione di


qualità accessibile alla piccola e media impresa, progettando macchine sempre più compatte, economiche e multifunzionali, che facilitino la gestione di differenti formati di prodotto sullo stesso impianto. Ogni macchina Tecmes è un racconto che l’azienda ama scrivere ogni giorno insieme ai suoi clienti.
Garanzia e Certificazioni
Gli impianti Tecmes vengono consegnati con 12 mesi di garanzia. Le macchine sono certificate CE. Per il mercato americano, può costruire impianti con certificazioni UL e CSA.

Tecmes handles the customers for the entire process, from the initial idea to the final installation, always close to their side with after-sales service and training support.
Tecmes coffee systems are scalable solutions for the coffee industry,for filling and packaging of coffee and soluble capsules. Ideal for roasters and portioned beverage producers looking for reliable solutions. Capsule filling machines are different for production speed, and they are fully customizable.
Tecmes machines efficiency is guaranteed thanks to the strong mechanical component, much more reliable than traditional pneumatic systems, both in terms of duration and wear of parts.
How is born a Tecmes machine?
Thanks to its experience Tecmes has created the Tecmes Method: a clear and organized process to create customized solution for your company.
Planning the future
Thevisionoftomorrow,talkingaboutautomation,must take into consideration the impact on the environment. Tecmes machines are designed to operate with low energy consumption, reducing production costs in terms of electricity and compressed air. Less costs in production, less emissions for the world. Asourhistoryteachesus,evenatthismoment,Tecmes is working to make the automation accessible to small and medium-sized companies, designing machines more compact, economical and more flexible. Every TECMES machine is a story this company loves to write every day together with its customers. Warranty and certifications
Tecmesplantsaredeliveredwith12monthswarranty. The machines are EC certified. For the American market, Tecmes can build plants with UL and CSA certifications.

Maggiori modularità e disponibilità nel processo
Con le serie di sensori di pressione
VEGABAR e interruttori di livello
VEGAPOINT compatti, VEGA si posiziona come fornitore di soluzioni complete per applicazioni standard e igieniche
Isensori VEGA rispondono perfettamente alle odierne esigenze dell’industria in termini di maggiore modularità e disponibilità e sono la risposta alla domanda crescente di sensori con varianza ridotta, in grado di supportare una produzione sempre più efficiente. Visualizzazione a 360° dello stato di intervento Una buona visibilità aumenta la sicurezza.Questo vale anche per lo stato e gli stati d’intervento, poiché spesso i sensori sono impiegati in aree molto estese o in spazi particolarmente angusti. In fase di sviluppo dei nuovi sensori è stata riservata particolare attenzione alla semplicità di handling,in cui rientra anche il rapido riconoscimento degli stati d’intervento da qualsiasi angolazione, sia vicino allo strumento, sia a distanza considerevole. Grazie all’indicazione di stato di grandi dimensioni, gli stati d’intervento sono rileva-
bili da qualsiasi punto di osservazione. L’anello luminoso è ben visibile anche con intensa luce diurna, anche perché il colore è selezionabile a piacere tra 256 tonalità. Basta uno sguardo per riconoscere se la misura è in corso, se il sensore interviene o se eventualmente è presente un’anomalia nel processo. Adatti ad applicazioni igieniche
Anche nelle applicazioni igieniche, come ad es. nel settore alimentare e farmaceutico, l’esigenza più diffusa è rappresentata da soluzioni di ottimizzazione e aumento dell’efficienza. I nuovi sensori compatti sono stati concepiti secondo i principi dell’Hygienic Design e gli standard tipici del settore (FDA, CE 1935/2004, GB Standard e GMP).
IO-Link: comunicazione rapida e sicura VEGA offre diverse esecuzioni dell’elettronica: si può scegliere tra il classico sensore bifilare o trifilare con segnale in uscita continuo e il sensore trifilare con IO-Link digitale. Per le decisioni relative agli interventi di manutenzione e la pianificazione ottimale dei tempi di fermo,i gestori degli impianti si affidano ai dati sullo stato.Nel frattempo,i costruttori di impianti impiegano quasi esclusivamente sensori intelligenti con tecnologia IO-Link per godere dei vantaggi universali che offre in termini di disponibilità dei dati. Oltre a poter essere installati in maniera rapida ed economica tramite un cavo standard a tre conduttori, i sensori

I nuovi sensori di pressione compatti con funzione di pressostato VEGABAR e i nuovi interruttori di livello capacitivi VEGAPOINT sono realizzati ad hoc per le applicazioni standard. L’innovativa visualizzazione a 360° dello stato, il cui colore è selezionabile a piacere tra 256 tonalità, consente il rapido riconoscimento dello stato d’intervento da qualsiasi punto di osservazione
ThenewcompactVEGABARpressuresensors withswitchingfunctionandVEGAPOINT capacitivelevelswitchesareperfectlytailoredto standardapplications.Onespecialfeatureisthe 360°statusdisplay,offeringaselectionof256 colourchoices.Theusercanquicklyandeasily seethestatusfromanydirection
con IO-Link possono essere sostituiti in modo particolarmente semplice e privo di errori. Il protocollo standard consente anche la rapida messa in servizio dell’impianto e la riduzione dei tempi di fermo.In caso di sostituzione del sensore, l’opzione di trasferimento automatico di tutti i parametri del sensore dal master IO-Link o dal sistema di controllo al nuovo strumento contribuisce ad aumentare l’efficienza.
More modularity and availability in the process
With its new compact series of VEGABAR pressure sensors and VEGAPOINT level switches, VEGA is becoming a full-range supplier for standard and hygienic applications
The new compact instrument series from VEGA are the answer to the growing need for simple sensors with reduced diversity that support ever more efficient production. They address the latest industry demands:more modularity and higher availability.
360° illuminated ring
Good visibility means safety and security. This also applies to switching state and process status, because sensors are often used in widely spread out areas or in tight spaces partly hidden from view.
Il sistema di adattatori igienici standardizzato e flessibile della nuova serie di strumenti riduce gli oneri e minimizza la gestione del magazzino Theflexible,standardised hygienicadaptersystem ofthenewdeviceseries reducesworkand minimisesinventory
To ensure that the user would be able to discern the status at a glance, close up as well as from far away and from any direction, the design and development of the new sensors focused on two things: simple handling and fast, easy readability. Thanks to the large status display, the switching states can be easily recognised from any direction. The illuminated ring remains clearly visible even in daylight, not only due to its brightness, but because there is a choice of 256 custom colours to select.

The display shows immediately if the measuring process is running, if the sensor is switching, or if there is a possible malfunction in the process.
Ideal for hygienic applications
In the food and pharmaceutical industries, not all hygienic applications are extreme. They do not all need complex, costly solutions; in many areas, all that’s needed is a simple solution that optimizes and increases efficiency. The new compact sensors were conceived and fabricated according to hygienic design principles and conform to industry standards such as FDA, EC 1935/2004, GB Standard and GMP. IO-Link: fast and secure communication
VEGA offers different electronics versions: You can choose between the classic continuous two-wire and three-wire versions or a three-wire sensor with digital IO-Link. When making maintenance decisions, plant operators rely on status data, which forms the basis for optimal planning of shutdown times. Almost all plant builders now deploy intelligent sensors with IOLink technology,as these offer universal advantages in terms of data availability. Not only can these sensors be installed quickly and inexpensively using a standard three-wire cable, IO-Link also makes it particularly easy to exchange them without errors. This enables a production system to be returned to operation faster using this standard protocol, reducing downtime considerably.When exchanging a sensor, the option of having all sensor parameters automatically written into the new device by the IO-Link master or the controller creates additional efficiency.

Conciliare crescita economica efficienza energetica e sostenibilità ambientale
Granarolo, obiettivo mille tonnellate di CO2 in meno emessa, grazie ad E.ON e alla cogenerazione di AB
La sfida globale, che sta coinvolgendo l’intera società, è quella di conciliare la crescita economica con l’efficienza energetica e la sostenibilità ambientale, per il bene del pianeta. Il Gruppo Granarolo, da sempre attento a queste tematiche, nel suo stabilimento di Usmate Velate (MB) ha colto la sfida di razionalizzare i consumi di energia e di ridimensionare l’impatto ambientale, optando per la cogenerazione. Il Gruppo ha scelto infatti E.ON, principale operatore del settore energetico che, utilizzando la tecnologia avanzata di AB leader internazionale in questo settore, ha progettato un sistema per la produzione integrata di energia elettrica e termica.
Lo stabilimento di UsmateVelate,entrato a far parte del Gruppo nel 2012 a seguito dell’acquisizione dell’azienda casearia Lat Bri, è uno dei più grandi di Granarolo e il terzo per produzione di formaggi freschi in Italia. Con una superficie totale di circa 107.000 metri quadri, qui vengono lavorati circa 1.100 tonnellate di latte all’anno per produrre mozzarelle, scamorze, mascarpone, ricotta e snack al formaggio. In questo impianto la cogenerazione è un asset fondamentale per la produzione di energia visto che il 97% circa dei consumi è coperto da questa tecnologia a fronte di un consumo di energia elettrica di circa 3 gigawattora al mese e un consumo termico, variabile a seconda della stagionalità, e di circa 600.000 standard metri cubi equivalenti di termico. Il sistema avanzato di cogenerazione AB permette di produrre energia elettrica, che viene distribuita all’interno dello stabilimento e utilizzata da tutte le macchine, insieme ad energia termica (acqua calda) per cui è stata costruita una rete di teleriscaldamento dedicata che permette sia di fare preriscaldamento e riscaldamento degli uffici sia di andare a riscaldare l’acqua nei processi fondamentali di pastorizzazione. In questo stabilimento sono stati installati due impianti di cogenerazione, uno da 3,3 megawatt e uno da 2 megawatt, per una potenza complessiva di 5,3 megawatt elettrici e circa 1.600 kW sotto forma di vapore saturo a 9 bar. E.ON e il Gruppo Granarolo operano dal 2016 con un accordo di partnership per la gestione energetica, in base al quale E.ON fornisce al gruppo
l’energia elettrica e termica prodotta dagli impianti di cogenerazione in cinque stabilimenti produttivi, oltre a servizi di recupero termico, gestione e manutenzione del sistema per la durata di 12 anni, e all’efficientamento dell’illuminazione.
“Dal punto di vista economico la cogenerazione ha un impatto rilevante soprattutto per quanto riguarda il vettore elettrico – dichiara Daniele Rossin, Energy Manager Gruppo Granarolo. Oltre a garantire un prezzo dell’energia più basso la cogenerazione permette anche di stabilizzare questo prezzo rispetto a quelle che sono le forniture standard della generazione separata che sono molto più sensibili ai mercati elettrici e a quelli del gas. Parlando di sostenibilità la cogenerazione permette di aumentare in modo significativo l’efficienza di produzione rispetto alla generazione separata standard, infatti con il nuovo cogeneratore contiamo di raggiungere l’obiettivo delle 1.000 tonnellate equivalenti di CO2 risparmiata ogni anno”.
“Lavoriamo da anni con Granarolo, affiancando l’azienda nel percorso verso l’efficienza energetica ed oggi affrontiamo insieme anche le nuove sfide

della sostenibilità ambientale. Come sempre, oltre a farsi carico dell’investimento, E.ON si rende anche responsabile dei suoi risultati assumendosi l’onere della gestione e della conduzione degli impianti energetici; questo permette al cliente di concentrare le proprie risorse economiche e tecniche sul core business dell’azienda. Per lo stabilimento di Usmate abbiamo scelto come partner tecnologico AB, che con la sua tecnologia ci ha permesso di raggiungere tutti gli obiettivi prefissati”afferma Andrea Tomaselli, Head of Industrial Solutions, E.ON Business Solutions Italia.
“Siamo orgogliosi di essere a fianco di un’eccellenza dell’industria alimentare italiana come Granarolo, attraverso la nostra tecnologia cogenerativa innovativa e con una partnership prestigiosa come quella con E.ON – dichiara Angelo Baronchelli, Presidente AB. Abbiamo applicato anche a questo progetto la nostra filosofia “ABetter way” che certifica come ci sia un modo diverso e allo stesso tempo unico e migliore per supportare ciascun cliente nel percorso verso la sostenibilità della propria azienda, sia ambientale che economica”.

Reconciling economic growth, energy efficiency and environmental sustainability
Granarolo, target of one thousand fewer tonnes of CO2 emitted, thanks to E.ON and AB’s cogeneration
The global challenge, which today is involving society as a whole, is to reconcile economic growth with energy efficiency and environmental sustainability,for the good of the planet.The Granarolo Group, company that has always been attentive to these issues, has recently taken on the challenge of rationalising energy consumption and reducing the environmental impact at its plant in Usmate Velate (MB), opting for cogeneration. The Group has, in fact, chosen E.ON as its partner, a leading operator in the energy sector, which, using the advanced technology offered by AB, an international leader in this sector, has designed a system for the integrated production of electricity and thermal energy.
The Usmate Velate plant, which joined the Group in 2012 following the acquisition of the Lat Bri dairy company, is one of Granarolo’s largest and ranks third in terms of the production of fresh cheese in Italy. The plant has a total area of about 107,000 m2 and processes about 1,100 tons of milk per year, for the production of mozzarella, scamorza, mascarpone, ricotta and cheese snacks. In this plant, cogeneration is a fundamental asset for energy production, given that about 97% of consumption is covered by this technology. The plant, in fact, has an electricity consumption of about 3 gigawatt hours per month and heat consumption,which varies depending on the
season,ofabout600,000standardcubicmetres.AB’s advanced cogeneration system allows the production of electrical energy, which is distributed throughout the plant and used by all the machinery, together with thermal energy (hot water), for which a dedicated district heating network has been designed, both to preheat/heat the offices, as well as to heat water in the basic pasteurisation processes.Two cogeneration plants have been installed – a 3.3 megawatts and a 2 megawatts unit – with a total output of 5.3 megawatts of electricity and approximately 1,600 kW of saturated steam at 9 bar.
E.ONandtheGranaroloGrouphavebeencollaborating since 2016 through an energy management partnership agreement, under which E.ON provides the Group with electricity and heat produced by the cogeneration plants in five production facilities, as well as heat recovery, system management and maintenance for a period of 12 years and light efficiency services.
“From an economic point of view, cogeneration has a significant impact, especially as regards the electricity carrier” – explains Daniele Rossin, Granarolo Group Energy Manager. In addition to guaranteeing a lower energy price, cogeneration also allows this price to be stabilised compared to the standard supplies of separate generation which are much more sensitive
to the electricity and gas markets. In terms of sustainability, cogeneration allows us to significantly increase production efficiency compared to standard separate generation.In fact,with the new cogenerator, we expect to reach the target of 1,000 tonnes of CO2 equivalent saved each year.
“We have been working with the Granarolo Group for years, supporting the company in its journey towards energy efficiency and, today, we are taking on the new challenges of environmental sustainability together.As always, in addition to taking responsibility for the investment, E.ON is also responsible for the results, taking over the management and operation of the energy plants and allowing the customer to concentrate their economic and technical resources on the Company’s core business. For the Usmate plant, we chose AB as our technology partner, whose technology has enabled us to achieve all our objectives” – affirms Andrea Tomaselli, Head of Industrial Solutions, E.ON Business Solutions Italia.
“We are extremely proud to be working alongside an excellence of the Italian food industry such as Granarolo, through our innovative cogeneration technology and with a prestigious partnership such as the one with E.ON” – adds Angelo Baronchelli, President of AB. As with other initiatives carried out in the past, we have also applied our “ABetter way” philosophy to this project, which certifies that there is a different, yet unique and better way to support each customer in the journey towards sustainability of their company, both environmentally and economically”.

Magnabosco: prodotti innovativi, di qualità e soluzioni su misura
L’azienda Magnabosco propone una produzione all’avanguardia con soluzioni funzionali di assoluta robustezza e versatilità
Magnabosco, fondata nel 1960, è un’azienda specializzata nella progettazione e produzione di macchine e impianti per diversi settori, in particolare per il comparto alimentare e delle bevande. La gamma dei prodotti si divide in generatori di vapore, macchine per la lavorazione del latte e autoclavi.

Uno dei settori in cui l’azienda è da sempre attiva è quello dell’industria lattiero-casearia, per il quale propone una produzione all’avanguardia con soluzioni funzionali di assoluta robustezza e versatilità, in particolare per la produzione di diversi tipi di formaggi, burro, panna e yogurt.
Una gamma completa di prodotti per soddisfare le diverse esigenze della clientela a partire dai mini impianti capaci di soddisfare le esigenze di aziende agricole, centri sperimentali, istituti didattici che processano piccole-medie quantità di latte.
“Malgamatic”, tutto il caseificio in una sola macchina! Polivalente monoblocco autonoma con caldaia incorporata, funzionante a gas, gasolio o energia elettrica, con capacità dai 500 ai 1000 litri e con la quale è possibile svolgere diversi cicli di lavorazione al giorno. Malgamatic riscalda, pastorizza, raffredda e produce formaggi, ricotta, mozzarella, yogurt e latte alimentare.I cicli di produzione possono

Magnabosco: innovative and tailor-made solutions
Magnabosco, founded in 1960, is specialized in the design and manufacturing of machines and plants for various sectors, particularly in the food and beverage areas.
The products range is divided into steam generators, machines for dairy industry and autoclaves.
One of the fields in which the company has always been active is the dairy industry, for which it offers cutting-edge production with functional solutions of absolute robustness and versatility, in particular for
essere gestiti in modo semiautomatico, automatico ed automatico con PLC con impostazione di ricette. Con Malgamatic il controllo dei parametri di processo, come la temperatura, avviene automaticamente. Malgamatic è la tecnologia più semplice che permette di processare il latte in meno di 3 mq.
Cow Batch, mini polivalente con riscaldamento autonomo, semplice e facile da gestire; funzionante a gas, gasolio o energia elettrica, con capacità da 200 a 1500 litri.
Fino ai tradizionali doppio fondo, brevettati e disponibili in molte versioni, fissi o rovesciabili, in acciaio inox o con rivestimento interno in rame per lavorazioni specifiche di prodotti di nicchia e di formaggi tipici. A corredo degli impianti sono disponibili i generatori di vapore automatici Magnabosco, esenti dalla conduzione con patentato, e molti accessori. Tutti gli impianti Magnabosco possono essere personalizzati e configurati secondo le esigenze del cliente. Assieme al prodotto viene garantito un ottimo e veloce servizio di assistenza e ricambi.
Magnabosco è sempre disponibile a studiare soluzioni su misura e a mettere a disposizione del cliente la sua pluridecennale esperienza e competenza nel settore.

The company Magnabosco offers cutting-edge production with functional solutions of absolute robustness and versatility
the production of different types of cheeses, butter, cream and yogurt.
A complete range of products to meet the different needs of customers starting from mini plants, which can satisfy the needs of farms, experimental centers, educational institutes that process smallmedium quantities of milk.
“Malgamatic”, a whole dairy in one machine! Monobloc and autonomous processing vat including water or steam boiler, running on gas, diesel or electricity, with a capacity from 500 to 1000 liters and with which it is possible to carry out several processing cycles per day.
Malgamatic heats, pasteurizes, cools and produces cheeses, ricotta, mozzarella, yogurt and drinking milk. The production cycles can be managed in a semi-
automatic, automatic and automatic way with a PLC with recipe setting.
With Malgamatic the control of process parameters, such as temperature, is automatic. Malgamatic is the simplest technology allowing the milk processing in less than 3 sqm.
Cow Batch, mini-system with independent heating, simple and easy to manage; running on gas, diesel or electricity, with a capacity from 200 to 1500 liters. Up to the traditional double bottom, patented and available in many versions, fixed or overturnable, in stainless steel or with internal copper coating for specific processing of particular products and typical cheeses.
The systems can be equipped with Magnabosco automatic steam generators and many accessories. All Magnabosco systems can be customized and configured according to the customer’s needs.
Together with the product, an excellent and fast assistance and spare parts service is guaranteed. Magnabosco is always available to study tailor-made solutions and to make its decades of experience and expertise in the sector available to the customer.

Qualità costante nel tempo
Milk Italy, specializzata negli impianti per la lavorazione del latte e di tutti i suoi derivati, propone soluzioni ad alto livello di ingegnerizzazione
Milk Italy è specializzata negli impianti per la lavorazione del latte e di tutti i suoi derivati. Milk Italy viene costituita dopo una consolidata esperienza trentennale maturata presso alcune delle aziende più rinomate nel settore lattiero caseario.
Milk Italy produce una linea completa per la lavorazione del latte, dalla sua forma cruda e/o dal latte in polvere. Gli impianti aziendali sono principalmente progettati per produrre: latte pastorizzato, latte UHT, yogurt, Laban, formaggio, panna e panna gelata, impianti per latte in polvere, burro e margarina (da olio vegetale).
I punti di forza dell’azienda sono: alto livello di ingegnerizzazione delle soluzioni proposte; conoscenza ed esperienza in questo settore; qualità del prodotto offerto; servizio e assistenza clienti; ottimo rapporto qualità-prezzo.
Milk Italy segue il cliente dalla fase iniziale, in modo tale da capirne le necessità specifiche e fornire un servizio di consulenza fino alla completa installazione dell’impianto. Inoltre, Milk Italy fornisce anche garanzia in loco.
Milk Italy propone soluzioni di produzione per piccole necessità da 150 l/h fino a 40.000 l/h di latte. Grazie alla somiglianza degli impianti e delle attrezzature, l’azienda produce anche unità per succhi, gelato e unità per il processo di pastorizzazione delle uova. L’esperienza maturata in molti mercati internazionali ha permesso all’azienda di acquisire importanti conoscenze sui prodotti e sulle tecniche di lavorazione locali dei prodotti lattiero caseari. Oltre al mercato dell’Europa centrale, l’azienda conosce particolarmente bene i seguenti mercati: Paesi dell’Europa dell’Est e Russia, Africa, Medio Oriente e Sud America.
Per maggiori informazioni consultare il sito www. milkitaly.com, e scrivere a info@milkitaly.com. Contattate l’azienda direttamente così da studiare la miglior soluzione alle vostre necessità.
Unchanged quality over time
Milk Italy, specializing in milk and milk by-product processing plants, proposes high-level engineering solutions
Milk Italy is specialized in plants to process milk and all its by-products. Milk Italy was established after a strong thirty-year experience gained in some of the major dairy firms.
Milk Italy produces complete units for processing the milk starting from raw and/or powder milk.
The company’s plants are mainly designed to produce: Pasteurized milk; UHT milk; Yoghurt; Laban; Cheese; Cream & iced cream; Powder milk plant; Butter & margarine (from vegetable oil).
The company’s strength points are: High engineering level of the solutions proposed; Knowledge and experience in this industry; Quality of product offered; Customer care and customer support; Excellent ratio quality/price.
Milk Italy follows the client from the beginning, in order to understand his specific needs and to propose advise, until the start-up of the plant. Milk Italy can also provide warranty on site.
Milk Italy has production solutions from the small needs 150 lt./h up to 40,000 lt./h of milk.
Due to the similarity of the plants and the equipment, it also makes units for juices, ice-cream and units for eggs pasteurisation process.
The experience gained on many international markets has enabled the company to have remarkable knowledge of products and local dairy production techniques. In addition to these Central Europe markets, the company also operates very-well in the following markets: East European Countries & Russia; Africa; Middle East; South America.
Please check the following website: www.milkitaly. com - Please write to info@milkitaly.com
Please contact the company directly in order to study the best solution for your needs.

Mini dairy plant
100% Made in Italy

Caseartecnica Bartoli: soluzioni automatiche o semi-automatiche
Da più di 60 anni una gamma completa di macchine studiate sia per l’industria del confezionamento professionale che per i più piccoli produttori e commercianti
Caseartecnica Bartoli Srl offre da più di 60 anni una gamma completa di macchine studiate sia per l’industria del confezionamento professionale che per i più piccoli produttori e commercianti. Soluzioni predisposte per lavorare in linea o singolar-

mente e rispondere così alle richieste di tutti i produttori e i rivenditori che necessitano di strumenti efficaci, automatici o semi-automatici.
Inoltre, alla scorsa edizione di CibusTec è stato presentato un nuovo Agitatore per la lavorazione del latte per la produzione in particolare del Parmigiano Reggiano e del Grana Padano.
Quest’ultimo per il settore lattiero-caseario è una novità assoluta, in quanto si tratta di un Agitatore provvisto di motorizzazione brushless a magneti permanenti senza riduttore e senza olio al suo interno, il che permette di andare incontro alle sempre più esigenti richieste di non contaminazione del prodotto.
Per quanto riguarda il comparto delle macchine da taglio invece Caseartecnica Bartoli cerca sempre di sviluppare nuove idee in modo tale da poter permettere l’utilizzo su più svariati campi che coprano tutti i tipi di formaggio a pasta dura e semi-dura e altri prodotti differenti dal caseario (tranci di prosciutto, zucche, prodotti surgelati, ecc.).
Lo sviluppo della produzione delle macchine da taglio si è concentrato maggiormente sulla peculiarità più ricercata, una sempre maggior automazione del ciclo produttivo con velocità di prestazioni sempre maggiori. Nell’Agitatore invece il risparmio energetico e la compatibilità con il prodotto alimentare dei materiali utilizzati la fanno da padrone.
Negli ultimi due anni, tra le altre cose, specialmente per la macchina da taglio ROCK20 PLUS, che permette di tagliare automaticamente, per il confe-

zionamento, qualsiasi tipo di formaggio a pasta dura e semidura in porzioni di peso fisso desiderato o a scelta di peso variabile, il range di esportazione delle macchine da taglio è posizionato sul 15% annuo con una prevalenza per Est e Nord Europa (Austria, Germania, Svizzera, Ungheria, Serbia, Albania e Russia ma anche Canada, U.S.A. e Brasile). Mentre invece per l’Agitatore il mercato di interesse è prettamente italiano, anche se proprio nel biennio 2020–2021 Caseartecnica Bartoli può annoverare forniture in Brasile, Russia, Ungheria e U.S.A., per la produzione di un simil grana.
Caseartecnica Bartoli: automatic or semi-automatic solutions
For more than 60 years, a complete range of machines designed for both professional packaging industry and the smallest manufacturers and traders

For more than 60 years, Caseartecnica Bartoli Srl has been offering a complete range of machines designed both for the professional packaging industry and for the smallest manufacturers and traders. Solutions designed to work in line or individually and thus meeting the demands of all manufacturers and retailers who need effective, automatic or semi-automatic tools.
In addition, at the latest edition of trade fair CibusTec, a new Agitator for milk processing was also presented for the production of Parmigiano Reggiano and Grana Padano cheese in particular. This one for the dairy sector is an absolute novelty, as it is an Agitator equipped with permanent magnet brushless motor without reducer and without oil inside, which allows to meet the more and more demanding requirements of non contamination of the product. As far as the cutting machine sector is concerned,on the other hand, Caseartecnica Bartoli is always trying to develop new ideas so that it can be used in a variety of fields covering all types of hard and semi-hard cheese and other products other than dairy products (slices of ham, pumpkins, frozen products, etc.).
The development of the production of cutting machines has focused more on the most soughtafter peculiarity, an ever-increasing automation of the production cycle with ever increasing performance speeds. In the Agitator, on the other hand, energy saving and compatibility with the food product of the materials used are the main features.
In the last two years, among other things, especially for the ROCK20 PLUS cutting machine (which allows to cut automatically, for packaging, any type of hard and semi-hard cheese in portions of desired fixed weight or variable weight), the export range of the cutting machines is positioned at 15% per year with a prevalence for Eastern and Northern Europe (Austria, Germany, Switzerland, Hungary, Serbia, Albania and Russia, but also Canada, the U.S.A and Brazil).
While for the Agitator the market of interest is purely Italian, even though precisely in the two-year period 2020-2021 Caseartecnica Bartoli can count supplies in Brazil, Russia, Hungary and in the U.S.A., for the production of cheese similar to Parmigiano Reggiano & Grana Padano.

Precisione matematica
Keller propone le Serie 33 X e 35 X con precisioni di riferimento fino allo 0,05%FS della fascia di errore complessivo
Celle di misurazione alloggiate in posizione flottante, elaborazione digitale generalizzata del segnale, compensata con precisione matematica, microprocessore altamente dinamico – tutto ciò produce precisioni di riferimento fino allo 0,05%FS della fascia di errore complessivo.

L’elemento sensore piezoresistivo – alloggiato in posizione flottante – è esente da forze non definibili di tipo meccanico e termico che agiscono sull’attacco di raccordo della pressione. Il trasduttore A/D del processore di segnale funziona con una risoluzione a 16 bit e in pochi millisecondi trasforma i segnali provenienti dal sensore di pressione e dal sensore di temperatura integrato in valori di misurazione esatti e compensati.
L’uscita analogica del trasmettitore è aggiornata almeno 400 volte al secondo – e questo con una precisione complessiva di 0,05% FS (incluso l’influsso della temperatura nel campo 10°C …40°C). Nel medesimo campo di temperatura è disponibile in opzione una esattezza pari a 0,01%FS rispetto ai valori di riferimento degli standard primari (precisione 0,025%).
Nel campo di temperatura di -10°C…+80°C tipico del processo – dunque uno scarto di 90 K – i trasmettitori di pressione 33 X e 35 X forniscono i rispettivi valori digitali di misurazione con una fascia di errore complessivo pari allo 0,1%FS. L’uscita digitale consente tra l’altro di visualizzare i valori di misurazione della pressione direttamente su un laptop o su un PC, e rende anche possibile collegare serialmente in rete fino a 128 trasmettitori.
A seconda del modello della spina ovvero del numero dei contatti disponibili, i trasmettitori presentano un’uscita digitale (RS485) e in più un’uscita analogica di corrente o di tensione – ad esempio 0…10 V (a 3 conduttori); 4…20 mA (a 2 conduttori).
Mathematical precision
Keller proposes series 33 X and 35 X that produce reference accuracies of up to 0,05%FS error bandwidth
Afloating measurement cell, totally digital signal processing, compensation with mathematical accuracy and a highly dynamic microprocessor – these assets produce reference accuracies of up to 0,05%FS error bandwidth.
The floating piezoresistive sensor element is free of outside influence from mechanical and thermal forces at the pressure connection. The A/D converter in the signal processor operates with a resolution of 16 bits (0,002%FS), using the signals from the pressure sensor and the integrated temperature sensor to calculate accurate compensated measurement values in just a few milliseconds.
The transmitter’s analogue output is updated at least 400 times per second, with overall accuracy of 0,05%FS (including temperature influence in the 10°C…40°C range). As an option, precision of 0,01%FS in the same temperature range is available, in relation to the reference values of primary standards (accuracy: 0,025%).
In the typical process temperature range of -10°C…+80°C (an interval of 90 degrees Kelvin), the 33 X and 35 X pressure transmitters supply their digital measured values with a total error band of 0,1%FS. The digital output permits functions such as direct display of measured pressure values on a laptop or PC, and serial networking for up to 128 transmitters.
Depending on the plug type and the number of contacts available, the transmitters provide a digital output (RS485) as well as an analogue current or voltage output, e.g. 0…10 V (3-wire); 4…20 mA (2-wire).
Measurement ranges between 0,8 bar and 1000 bar can be supplied for absolute, gauge, and differential pressures. High overpressure measurements, depending on the structural design. The pressure port can be a threaded connection 33 X, or a frontflush diaphragm 35 X. Thanks to the digital interface (RS485), the analog signal span and zero can be adjusted across the whole of basic measurement range, to suit specific applications. Two PC programs are available free of charge for Series 30 X precision transmitters: PROG30 is used to parameterise the instruments locally and to record individual measured values, etc. READ30 allows users to assemble entire setups for recording
I campi di misurazione compresi tra 0,8 bar…1000 bar, per misurazioni di pressione assoluta e di sovrapressione,sono disponibili in base alla configurazione di costruzione – attacco di raccordo filettato, membrana affacciata o pressione differenziale. Attraverso l’interfaccia digitale (RS485) si possono allargare i campi di misurazione base in maniera specifica per le applicazioni e si può spostare il valore zero.
Sono disponibili gratuitamente due programmi PC per i trasmettitori di precisione della Serie 30 X. Con il PROG30 tra l’altro gli apparecchi sono parametrizzati sul posto e sono rilevati i singoli valori di misurazione. Il READ30 consente agli utenti di combinare insieme tutti i dispositivi di rilevazione dei valori misurati, unitamente alla visualizzazione del segnale sotto forma di grafico, per un massimo di sedici trasmettitori.
Per quanto riguarda l’attacco di raccordo del processo, la Serie 33 X dispone normalmente di una filettatura esterna G1/4’’ o G1/2’’. Nella Serie 35 X si trova un trasmettitore con membrana affacciata, mentre nella versione 36 X W nel programma di fornitura si trova una sonda di livello in funzione di misuratore idrometrico.
Gli utenti possono scegliere fra tre connettori elettrici a spina. È possibile sostituirli facilmente agendo sulle parti scomponibili. Qualora sia richiesta la classe di protezione IP68 (standard nella sonda di livello 36 X W), è disponibile anche una versione con collegamento a cavo.

measured values, including a graphic signal display for up to sixteen transmitters.
Series 33 X typically offers a pressure port of G1/4” male or G1/2” male thread as the process connection. Series 35 X adds a transmitter with a flush front diaphragm to the product range; 36 X W is the depth / water level transmitter version.
Users can choose from three electrical plug connectors. These are easily changed over when the instruments are used in different environments. If protection class IP68 is required (standard for the 36 X W depth sensor), a version with a cable connection is also available.

Monitoraggio affidabile
per CO2 / C2H4 / C2H4O e carenza O2
MSR-Electronic offre sistemi di rivelazione gas affidabili per il monitoraggio dei vostri impianti in perfetta sicurezza

Frutta e verdura fresca sono “vivi” e continuano a “respirare” anche dopo il raccolto. Qualunque sia la tecnica utilizzata per l’atmosfera controllata, sono necessari dei sensori per il monitoraggio dei vari livelli di gas, ai fini di mantenere ottimali le concentrazioni dei gas coinvolti nel processo di conservazione e maturazione, per preservare il frutto sano.
Gas come O2, CO2, etilene od ossido di etilene sono monitorati attivamente durante il processo, mentre i pericoli derivati dalla mancanza di O2, avvelenamento da CO2 oppure l’infiammabilità dell’etilene, sono tenuti sotto controllo. I sensori, i controllori ed i dispositivi di allarme MSR-Electronic proteggono efficacemente le persone e monitorano il sistema come punto chiave dell’intero processo.
La tecnologia moderna di comunicazione rende possibile una reazione rapida. L’innovativo controller compatto della serie PolyGard® 2 di MSR-Electronic è
Reliable monitoring of CO2 / C2H4
/ C2H4O
MSR-Electronic offers reliable gas warning systems for the monitoring in perfect safety of your installations

Fresh fruit and vegetables are “alive” and continue to “breathe” even after harvesting. Whatever the technique used for the controlled atmosphere, sensors for the various gas levels monitoring are required to maintain the optimal concentrations for the gases involved in the conservation and ripening process, to preserve the fruit healthy. Gases like O2, CO2, Ethylene or Ethylene Oxide are actively monitored for the process, whilst the danger from lack of O2, poisoning by CO2 or Ethylene flammability are being kept under control.The MSRElectronic sensors, controllers and warning devices effectively protect people and monitor the system as a key point of the whole process.
progettato per il collegamento, tramite il proprio field bus, di max. 10 sensori di gas, utilizzati per monitorare gas diversi, ideale per i sistemi di allarme gas di piccole dimensioni.
Vantaggi
- Sensori accurati per l’intero processo: O2, CO2, etilene, ossido di etilene;
– La sicurezza in primis - Sensori per O2 e CO2 per evitare asfissia e avvelenamento
- Progettazione secondo SIL 2 per alta sicurezza, oltre i requisiti standard
- Facile manutenzione tramite teste sensori plug-andplay
- Accesso protetto prima di entrare nelle camere fredde, attraverso display a LCD
- Sistema compatto
- Monitoraggio remoto in Modbus RTU,tramite RS485 standard.
and O2 deficiency
With the help of modern communication technology, one can quickly react. The innovative compact controller of the PolyGard®2 series from MSR-Electronic is designed for connecting max. 10 gas sensors via its own fieldbus and used to warn of different gases, especially for smaller gas warning systems. Your benefits
• Accurate sensors for the whole process: O2, CO2, Ethylene, ETO;
• Safety first – O2 and CO2 sensors to avoid asphyxia and poisoning
• SIL 2 design for high security, beyond the standard requirements
• Easy maintenance through plug-and-play sensor heads
• Secured access before entering cold chambers through LCD display
• Compact system
• Remote monitoring in RTU Modbus, via standard RS485


New Plastic, contenitori in bioplastica certificati UNI EN 13432
New Plastic ha da oggi a disposizione nella sua vasta gamma di prodotti anche contenitori in bioplastica
La New Plastic, da sempre leader nella produzione e vendita di contenitori per alimenti in polipropilene, ha da oggi a disposizione nella sua vasta gamma di prodotti anche contenitori in bioplastica. I contenitori in bioplastica hanno caratteristiche e proprietà d’uso del tutto simili a quelle tradizionali, ma sono biodegradabili e compostabili nel rispetto della norma europea UNI EN 13432, consentono quindi di ottimizzare la gestione dei rifiuti (si smaltiscono mediante “riciclaggio organico” insieme con gli scarti di cucina e i rifiuti del giardino) e riducono drasticamente l’impatto ambientale.
Le bioplastiche usate utilizzano componenti vegetali di diversa natura; tra di essi l’amido di mais, ottenuto da mais non geneticamente modificato, coltivato in Europa secondo le normali pratiche agronomiche applicate dalle aziende agricole europee.
Vengono inoltre usati oli vegetali che derivano da colture non geneticamente modificate (non sono utilizzati né olio di palma né olio di soia), cellulosa, filler naturali, nonché materie prime di origine fossile.


New Plastic, UNI EN 13432 certified bioplastic containers
Today, New Plastic’s product range also includes bioplastic containers
New Plastic - leading company in the production and sale of polypropylene food containers - has now available in its wide range of products also bioplastic containers.
Bioplastic containers have features and properties of use completely similar to the traditional ones, but they are biodegradable and compostable in accordance with European Standard UNI EN 13432, allowing to optimize the management of waste (they are disposed through “organic recycling” along with food and garden waste) drastically reducing the environmental impact. The bioplastics used use vegetable components of different nature; among them cornstarch,obtained from non-GM maize,grown in Europe according to the normal agronomic practices applied by European agricultural companies. Also vegetable oils deriving from non-GM crops (neither palm oil nor soybean oil are used), cellulose, natural fillers as well as raw materials of fossil origin are used.


Hall 6.1
Stand B050
C059
Risposte efficaci
R+W ha perfezionato la sua linea di giunti garantendo flessibilità, resistenza e dinamica
Elevata resistenza agli agenti corrosivi e facilità nel mantenimento degli standard igienico sanitari: sono questi i requisiti fondamentali che l’industria alimentare richiede ai produttori di componenti meccanici, e in particolare a quelli dei giunti meccanici. Prerogative che R+W Italia ha tradotto nella sua linea di giunti torsionalmente rigidi: nello specifico la linea di giunti lamellari LP; i giunti a soffietto delle linee BK ed MK: in particolare la linea BKS, grazie alla sua totale composizione in acciaio inox risponde con efficacia alle esigenze progettuali e manutentive.
Problematiche del settore
Il settore dell’industria alimentare è sottoposto a vincoli rigidi in tema di rispetto delle normative igienico sanitarie: la legge europea CE 852/04 e il protocollo HACCP ad essa connesso, specificano le misure predittive tese a scongiurare l’elevato pericolo di contaminazioni esogene. Per gli impianti produttivi è prevista una frequenza di lavaggi e l’utilizzo di detergenti basati su tensioattivi a forte impatto corrosivo sui componenti meccanici: un aspetto che vincola i progettisti degli impianti a scelte precise.
Le risposte di R+W
R+W, azienda leader nella produzione e distribuzione di giunti di trasmissione e di precisione, vanta una consolidata esperienza nel settore del packaging e della
Efficacious answers

produzione alimentare grazie all’opera di Ricerca & Sviluppo diffusa a livello internazionale.
R+W ha perfezionato la nuova linea di giunti a soffietto metallico BKS in grado di trasferire una coppia da 15 a 600 Nm. Lo studio dei materiali è stato orientato dalla necessità dei settori packaging e alimentare: morsetti, viti e soffietto sono realizzati in acciaio inox saldato, garantendo la resistenza agli agenti corrosivi dei detergenti e la massima flessibilità nel montaggio.
Oltre alla linea BKS, R+W Italia propone, sempre con soffietto in acciaio inox, i giunti miniaturizzati MK per rapporti di coppia da 0,05 Nm a 10 Nm con diametri interni da 1 a 28 mm, e i giunti della linea BK, in grado di trasferire coppie fino a 10mila Nm. Da non dimenticare vi sono infine i giunti lamellari della linea LP, adatti per applicazioni ad elevata dinamica o con continue inversioni di moto, anch’essi realizzati in acciaio nella loro struttura lamellare e nei mozzi.
L’esperienza decennale maturata permette inoltre a R+W un’ampia flessibilità che consente di rispondere in modo efficace alle singole esigenze dei progettisti.
R+W has perfected its line of couplings, granting flexibility, resistance, and dynamics
High resistance to corrosive agents and easy maintenance of hygiene standards: these are the fundamental requirements that the food industry demands of manufacturers of mechanical components, and in particular of mechanical

couplings. Prerogatives that R+W Italy has translated into its line of torsionally rigid couplings: the LP disc pack couplings line; the BK and MK bellows couplings lines: in particular the BKS line, thanks to its steel composition, effectively meets design and maintenance requirements.
Industry issues
The food industry sector is subject to strict constraints in terms of compliance with health and hygiene regulations: European law EC 852/04 and the related HACCP protocol specify predictive measures aimed at averting the high risk of exogenous contamination. The frequency of washings and the use of detergents based on surfactants with a strong corrosive impact on mechanical components are required for production plants: an aspect that obliges plant designers to precise choices.
The R+W solutions
R+W is the leading company in the production and distribution of transmission and precision couplings; R+W consolidated its experience in the packaging and food production sectors thanks to its internationally widespread Research & Development work.
R+W has perfected the new line of BKS metal bellows couplings capable of transferring torque from 15 to 600 Nm.The materials research has been oriented by the needs of the packaging and food sectors: clamps, screws and bellows are made of welded stainless steel, guaranteeing resistance to the corrosive agents of detergents and maximum flexibility in assembly.
In addition to the BKS line, R+W Italia offers, with stainless steel bellows, the MK miniature couplings for torque ratios from 0.05 Nm to 10 Nm with internal diameters from 1 to 28 mm,and the BK line couplings, capable of transferring torques of up to 10 thousand Nm.Lastbutnotleast,therearetheLPlineofdiscpack couplings, suitable for highly dynamic applications or with continuous motion reversals,also made of steel in their disk structure and hubs.
Decades of experience also give R+W the flexibility to respondeffectivelytotheindividualneedsofdesigners.

Emilio Barbi ha scelto Vogelsang
Emilio Barbi utilizza le pompe a lobi serie VX per pompare paste saponose e oli raffinati dai serbatoi alle autocisterne
Emilio Barbi, Titolare dell’Oleificio F.lli Barbi, Brescia, racconta la sua esperienza con le pompe a lobi rotativi “Ho scelto Vogelsang perché le pompe VX movimentano olii raffinati e paste saponose in modo efficiente. Hanno un funzionamento regolare, quindi non stressano il prodotto. La nostra produzione si concentra dagli anni ’80 sulla raffinazione di olii di semi grezzi di provenienza estera (tra cui girasole, arachide, mais, vinacciolo e

La pompa VX186-130Q che movimenta paste saponose
TheVX186-130Qpumpthat movessoapypastes
soia) e rivolta al mercato italiano, per la maggior parte. Non solo vengono prodotti oli destinati all’uso alimentare ma anche per i settori industriali di tipo chimico, farmaceutico ed energetico, ma anche per allevamenti zootecnici.
Tutto il processo viene seguito personalmente da tre generazioni dai componenti della nostra famiglia per garantire un prodotto di elevata qualità. Al momento abbiamo installato tre pompe della serieVX186-130Q inline. La prima pompa che abbiamo acquistato è stata integrata nella prima fase ì di lavorazione, quella in cui ricaviamo dagli scarti di produzione pasta saponosa quindi di consistenza simile al fango. Per ricavare questa pasta si addiziona al prodotto dell’acido fosforico di soda caustica, sostanza quindi molto pesante, che si lega a questa parte acida e poi viene passata in una centrifuga dove viene separata. Poi la carichiamo sui camion grazie alla vostra pompa a lobi rotativi che, devo sottolineare, lavora molto bene. Utilizziamo le altre due pompe, sempre della stessa serie, per caricare l’olio raffinato sui camion cisterna per la distribuzione. Le pompe volumetriche utilizzate in precedenza sbattevano molto dando il colpo d’ariete. Mentre le pompe a lobi rotativi Vogelsang sono molto silenziose, lavorano regolarmente senza picchi di pressione nelle tubazioni e quindi stressano meno il prodotto.
Inoltre, necessitano di poca manutenzione: dall’acquisto ad oggi non abbiamo richiesto interventi extra se non quelli legati alla manutenzione ordinaria dei lobi”.
Emilio Barbi chooses Vogelsang
Emilio Barbi uses the VX series rotary lobe pumps to move soapy pastes and refined oils from tanks to tankers
Emilio Barbi, owner of the F.lli Barbi Oil Mill, Brescia, tells his direct experience with the rotary lobe pumps “I chose Vogelsang because the VX pumps handle refined oils and soap pastes efficiently. They work smoothly so they don’t stress the product Our production has been focused since the 1980s on the refining of raw seed oils of foreign origin.They are not only oils intended for food use, but also for the chemical, pharmaceutical and energy industrial sectors, but also for livestockfor the farms.
The whole process has been personally followed for three generations by the members of my family to guarantee a high-quality product.
We currently have three Vogelsang pumps of the VX186-130Q inline model installed. The first pump we purchased was integrated in the first processing phase, the one in which we obtain from the production waste soapy paste, with a consistency similar to mud. To obtain this paste, caustic soda end phosphoric acid are added to the product, substances that are very
heavy, which binds to this acid part and is then passed into a centrifuge where it is separated. Then we load it onto the trucks thanks to the Vogelsang rotary lobe pump, which, I must emphasize, works very well. We use the other two pumps, always of the same series, to load the refined oil onto the tank trucks for the transport. The volumetric pumps previously used rattled a lot, giving strong shaking hits. While Vogelsang rotary lobe pumps are very quiet, they work regularly without pressure peaks in the pipelines and therefore put less stress on the product. Furthermore, they require little maintenance: from the purchase, till today we have not required any extra interventions except those related to the ordinary maintenance of the lobes.”
“Ho scelto Vogelsang perché le pompe VX movimentano olii raffinati e paste saponose in modo efficiente. Hanno un funzionamento regolare, quindi non stressano il prodotto”
Emilio Barbi, titolare dell’Oleificio F.lli Barbi, Brescia “IchoseVogelsangbecausetheVXpumpshandle refinedoilsandsoappastesefficiently.Theywork smoothlysotheydon’tstresstheproduct”
EmilioBarbi,owneroftheF.lliBarbiOilMill,Brescia


Tecnologia in evoluzione
Zudek progetta e costruisce impianti frigoriferi ad alta tecnologia utilizzando l’ammoniaca in modo ecosostenibile

Zudek è un’azienda in continua evoluzione. Partita negli anni Novanta con la manutenzione di impianti frigoriferi navali, industriali e civili, capace di aggiungere ogni anno un nuovo tassello alla sua crescita, sviluppando soluzioni per la refrigerazione e il condizionamento all’avanguardia, in grado di garantire risparmio energetico, efficienza, sicurezza e tutela dell’ambiente.
L’azienda progetta e costruisce impianti frigoriferi ad alta tecnologia utilizzando l’ammoniaca in modo ecosostenibile.
Zudek realizza “abiti su misura” partendo dalle esigenze specifiche del cliente, come Ecomatik®: un chiller ad ammoniaca condensato ad acqua; come Airmatik®: un chiller monoblocco ad ammoniaca condensato ad aria, oppure Enermatik®: un assorbitore ad acqua e ammoniaca che utilizza calore per produrre freddo.
Il calore può derivare da altri processi produttivi, può essere recuperato da fumi industriali oppure può venir prodotto in cogenerazione con energia elettrica da un motore endotermico.
Si tratta di sistemi frigoriferi che consentono ai clienti di ammortizzizzare l’investimento in pochi anni, motivo per cui ne sono stati prodotti centinaia di esemplari venduti in tutto il mondo.
Tutti gli impianti Zudek inoltre, sono sempre sotto controllo,grazie al sistema Telematik®,un servizio di telemetria che permette di monitorare in tempo reale tutti i parametri di funzionamento delle macchine.
Se nei decenni passati l’energia elettrica era un costo che non influiva tanto, oggi non è più così. Politiche energetiche poco efficaci, oltre a recenti ondate pandemiche e conflitti tristemente noti, hanno
Evolving technology
Zudek designs and manufactures high-technology cooling plants that use ammonia in an ecosustainable way
Zudek is an ever-evolving company. Since the Nineties, when it specialized in maintenance of marine, industrial, and civil refrigeration plants, Zudek has been able to add each year a new element to its growth, developing state-of-the-art solutions for refrigeration and air-conditioning to guarantee energy savings, efficiency, safety, and respect of the environment.
It designs and manufactures high-technology refrigeration plants that use ammonia in an environmentally sustainable way. Zudek creates tailormadeproductsuponcustomer’sspecificrequirements, such as Ecomatik® - a water condensed ammonia chiller; Airmatik® - an air condensed ammonia monobloc chiller; Enermatik® - a water and
ammonia absorption chiller that produces cooling power recovering heat from a hot energy source. Heat can be produced by other production processes, recovered from industrial fumes, or co-generated with the power produced by an endothermic engine. These refrigeration systems enable customers to amortise their investments in a few years,which is why hundreds of plants have been sold all over the world. In addition, all Zudek plants are constantly monitored thanks to the Telematik® system, a telemetry service that allows to control and adapt machine’s operation parameters in real time to optimize its performances. Whereas in past decades the cost of electrical energy did not have a significant impact on the business operations, now this is no longer the case. In fact, recent pandemic waves, geopolitical conflicts and ineffective energy policies have had a profound effect on the industry, making it crucial for companies to reduce energy consumption to remain competitive in the market.
If we consider, for example, that in a dairy factory the prevalent energy consumption is on refrigeration, with a Zudek system the costs can be reduced by

profondamente condizionato gli equilibri economici e industriali in atto, rendendo imperativa la riduzione del consumo energetico, per mantenere una posizione competitiva sul mercato.
Se consideriamo che in un caseificio il consumo prevalente di energia riguarda la parte frigorifera,con un impianto Zudek si riducono i costi del 50%.
Questo paradigma vale sia per le grandi aziende, che per qualunque realtà produttiva in ambito alimentare, chimico, logistico o farmaceutico.
Il valore aggiunto si concretizza nell’utilizzo sicuro dell’ammoniaca: ne vengono impiegati bassi quantitativi per generare freddo con un approccio innovativo e sostenibile.
L’azienda inoltre, sta investendo su progetti di ricerca e sviluppo legati al possibile impiego dell’ idrogeno come vettore energetico, per continuare a crescere anticipando i tempi.

50%. This paradigm can be applied for both largesized enterprises as well as any other production business in the food, chemical, logistics, and pharmaceutical sector.
The added value can be found in the safe use of ammonia: low amount is used to generate cold, with an innovative and sustainable approach. Moreover, Zudek is also investing in R&D projects related to a possible use of hydrogen as energy vector, to keep growing and be ahead of time.

“Supporto Globale”: la parola chiave del successo di ZACMI
ZACMI, fornitore di macchinari customizzati ad aziende multinazionali, ha sviluppato una rete di supporto al fine di operare il più rapidamente possibile sugli impianti installati in ogni parte del mondo
Nel mondo dell’industria metalmeccanica odierna, è piuttosto raro trovare un’azienda che debba la propria fama esclusivamente alla qualità dei propri prodotti.
Al giorno d’oggi, infatti, è soprattutto la qualità dei servizi di assistenza pre e post vendita a influire sulla posizione che le aziende ricoprono sul mercato. Proprio come quei compratori la cui soddisfazione per i propri acquisti online o in store dipende in buona parte dalla qualità del servizio clienti, gli utilizzatori finali in ambito industriale cercano fornitori che non si limitino solamente a vendere hardware di ultima generazione, ma che siano piuttosto in grado di garantire soluzioni complete in termini di servizio e supporto.
Nell’industria alimentare e del beverage, dove molte aziende lavorano secondo principi lean in grado di innalzare i livelli di efficienza e di produzione, la qualità del servizio di assistenza sui macchinari di produzione ha acquisito via via sempre più importanza. In conseguenza, in un’ottica in cui tempi di inattività non sono contemplati, gli end users fanno sempre più affidamento su fornitori capaci di garantire periodi di funzionamento dei macchinari sempre maggiori.
Se su scala locale o nazionale la gestione delle assistenze tecniche è relativamente semplice, garantire il medesimo servizio al di fuori dei confini nazionali non è sempre altrettanto immediato e implica talvolta tempi di risposta più lunghi.
E’ proprio per questo motivo che molte aziende produttrici hanno deciso di investire sulla costruzione di reti di assistenza internazionali.
ZACMI - azienda italiana sita a Parma - ne è un esempio;attivadaanninelmondodelfood&beverage, progetta, costruisce e installa linee di riempimento e chiusura ideate ad hoc per soddisfare le esigenze dei propri clienti, locati in tutto il mondo.
L’azienda fornisce macchinari customizzati ad aziende multinazionali con stabilimenti in vari paesi,

ragion per cui ha deciso di sviluppare una rete di supporto in grado di operare il più rapidamente possibile sui propri impianti, ovunque essi siano installati.
Esempio di questa filosofia di “supporto globale” è la presenza fissa di personale ZACMI nel continente americano, con due tecnici permanenti negli Stati Uniti e uno in Messico, il cui lavoro di assistenza tempestiva è facilitato dalla presenza di un magazzino ZACMI di pezzi di ricambio sito in Indiana.
ZACMI garantisce la propria assistenza anche in altri 9 mercati principali, dove ogni intervento - sia in presenza che da remoto - è supportato dal team presente in sede, formato da cinque ingegneri e dieci tecnici che, ove necessario, forniscono supporto in presenza.
In aggiunta all’assistenza tecnica, il team è in grado di offrire supporto e/o formazione per le installazioni degli impianti, delle parti di ricambio e per le manutenzioni.
Grazie all’elevato grado di digitalizzazione delle proprie macchine e grazie agli hardware di ultima generazione, ZACMI può inoltre garantire ai propri clienti l’assistenza da remoto - RAS (Remote Access Service) - programma che, sfruttando una rete di comunicazione sicura,fa si che gli ingegneri possano connettersi a qualsiasi macchina ZACMI, in qualsiasi parte del mondo, in qualsiasi momento. All’occorrenza, questo servizio permette al personale ZACMI di fornire una serie di prestazioni aggiuntive: monitoraggio e risoluzione di problemi, avvio dei processi, aggiornamento software e ottimizzazione dei tempi di intervento e attività.
Inoltre, con la semplice installazione di un’app, ZACMI offre anche un programma di Realtà Aumentata (AR) - fruibile tramite smartphone, tablet o con l’utilizzo di occhiali intelligenti.
Grazie a questo servizio, gli utenti possono interagire con il personale di assistenza ZACMI in tempo reale, oppure in differita inviando video, foto e messaggi.
Il team organizza anche sessioni di formazione dal vivo al fine di implementare l’Efficienza Generale degli Impianti - denominata OEE (Overall Equipment Effectiveness).
È Martino Chiefari - After-Sales Manager USA - a spiegare la visione di ZACMI: “Ogni azienda con un’impronta globale come la nostra, deve essere in grado di offrire un supporto completo. Il nostro compito, oltre a quello di fornire una tecnologia all’avanguardia, è quello di offrire tranquillità ai nostri clienti, in modo che possano operare con la maggior efficienza possibile. Uno dei punti cardine delle nostre vendite è l’OEE e per questo motivo facciamo tutto il possibile per garantire l’efficienza promessa, tramite un supporto affidabile e sicuro,indipendentemente dalla parte del mondo in cui si trovano i nostri clienti”.
https://www.zacmi.com/en/after-sales/

Global customer base demands global support
ZACMI, supplier of high-end equipment to leading multinational companies, has developed a rapid-reaction support network to operate as quickly and as locally as possible to its installed machine base across the globe
In modern industrial operations, it is rare to find a company that has earnt a reputation based solely on the quality of the products or machines it manufactures. These days, an equally important element of any company’s market standing is the level and quality of pre- and post-sales support it can offer. Much like consumers who have experienced easy and pleasant purchase-and-support experiences from high street stores or online retailers, industrial end users are looking for suppliers who can act as full-solution providers, as opposed to just hardware vendors. In the food and beverage industry, this heightened level of service is essential, as many companies work using agile and lean principles in order to generate the best possible yield and efficiency. As a result, extended downtime is not acceptable, which means that these end users depend on their machine suppliers to help maintain maximum uptime.
In a local context, the delivery of in-person support is relatively straightforward, the same is true on a national scale, albeit a little slower for on-site visits, but delivering this level of support internationally becomes more difficult and sometimes attracts longer lead times. It is for this reason that many companies are investing in an international support network.
One such company is Parma, Italy-based Zacmi, a designer, fabricator and installer of tailor-made filling, seaming and processing lines for the international food and beverage industry. The company supplies high-end equipment to leading multi-national companies in many countries and, as such, has grown a rapid-reaction support network to make sure it can operate as quickly as possible and as locally as possible to its installed machine base.
An example would be its commitment to the Americas, where it has two permanent technicians in the USA and another in Mexico, all of which are supported by a comprehensive centrally located spares facility in Indiana.
Zacmi offers support in nine other core markets too, comprising either technician access or remote interactions; and the global team is backed by Zacmi’s own support team in Parma, which comprises five engineers and 10 technicians who can travel to where local on-site support is not available or additional support is required.In addition
to technical assistance, the support team can also help with installation, training spares and upgrades. Thanks to advanced automation hardware and on-machine digitalisation, Zacmi is also able to offer its class-leading Remote Access Service (RAS) programme. Using a secure communication network, engineers from Zacmi can connect to machines – anywhere in the world – to deliver a range of value-added services, including: monitoring and troubleshooting; start-up & process streamlining; uptime optimisation; and software patching, updating & enhancement.
The programme also offers Augmented Reality (AR) capabilities – using an app – for connection via smartphone, tablet and even smart glasses. Using this service, end users can interact virtually with Zacmi’s support team in real time or via photo and video messages. Live training sessions can also be undertaken to help increase Overall Equipment Effectiveness (OEE).
“Any company with a global footprint, such as ours, has to offer a comprehensive support infrastructure,” explains Martino Chiefari, USA After-Sales Manager, at Zacmi. “We have to deliver peace of mind as well as class-leading technology and help ensure that our customers are operating as efficiently as possible. One of our key selling points is OEE, so we must fulfil this promise with dependable support, no matter where the customer is located.”
https://www.zacmi.com/en/after-sales/


Efficienza di stoccaggio e flusso regolare di materiale grazie ai cannoni AIRFLASH
I prodotti Barra Project International Srl sono la soluzione all made in Italy per i problemi di gestione di materiale solido sfuso stoccato
Icannoni ad aria compressa AIRFLASH (pressione di lavoro da 2bar a max 10bar) generano onde d’urto temporizzate in grado di sbloccare intasamenti e rompere ponti che impediscono il regolare flusso di materiale insilato (fenomeno di bridging),e di eliminare compattamenti ed incrostazioni che riducono la capacità delle strutture di stoccaggio (fenomeno di rat-holing).
Storage efficiency and constant material flow thanks to AIRFLASH cannons
Barra Project International Srl products are the all made in Italy solution for the management problems of stored bulk solid material
AIRFLASH compressed air cannons (working pressure from 2bar to max 10bar) generate timed shock waves able to unlock clogging and to break bridges that prevent the regular flow of ensiled material (bridging phenomenon), and to eliminate compaction and crusts that reduce the capacity of the storage structures (rat-holing phenomenon).
Cannone
AIRFLASH mod.
OPEN 50LT
AIRFLASH
Cannon mod.
OPEN 50LT

AIRFLASH è utile perché
• fluidifica e mantiene periodicamente movimentato il prodotto stoccato
• elimina le zone morte evitando così ristagni di materiale ed arginando il rischio di invecchiamento e deterioramento di prodotti organici e/o degradabili
• attua un’azione pulente che consente di ridurre il rischio di contaminazione tra prodotti di diversa natura che transitano in successione
• tutela la sicurezza degli operatori: AIRFLASH ha azione preventiva sulla formazione di intasamenti e quindi riduce, sino ad eliminare, la necessità di pericolosi interventi di manutenzione straordinaria per lo sblocco manuale degli intasamenti (tali interventi sono spesso altamente rischiosi per il personale che è costretto in casi particolari a calarsi all’interno delle strutture di stoccaggio)
Cannone
AIRFLASH mod.
TITAN 15Lt
AIRFLASH cannon mod. TITAN 15LT

AIRFLASH is useful because
• it fluidifies and periodically keeps the stored product moving
• it eliminates dead zones thus avoiding stagnation of material and limiting the risk of aging and deterioration of organic and/or degradable products
• it implements a cleaning action that allows to reduce the risk of contamination betweenproductsofdifferentnaturethatpassinsuccession
• protects the safety of operators: AIRFLASH has a preventive action on the formation of blockages and therefore reduces, up to eliminating, the need for dangerous extraordinary maintenance interventions for the manual release of blockages (these interventions are often highly risky for the personnel who is forced, in particular cases, to drop inside the storage facilities).
Cosa ha in più AIRFLASH?
AIRFLASH si caratterizza per una ricca e differenziata gamma di prodotti, con soluzioni tecnologiche che consentono sia di ampliare l’area di azione coperta dal singolo cannone sia di contenere il consumo di aria compressa. Grazie agli accorgimenti di silenziamento dello sparo, AIRFLASH è applicabile anche in prossimità di centri abitati.

Installazione impianto AIRFLASH AIRFLASH plant installation

Installazione impianto AIRFLASH con sistema IANUS di duplicazione punti di sparo con singolo cannone AIRFLASH plant installation with IANUS valve for decoupling firing point with a single air-cannon
L’impiantisticaAIRFLASH è in continua evoluzione per soddisfare le esigenze delle diverse realtà produttive; oltre ai tradizionali impianti cannoni AIRFLASH, sono state introdotte altre due varianti impiantistiche:
• Impianti Storm realizzati con cannoni di piccole dimensioni (da 0,5Lt a 15Lt) ad attivazione puramente pneumatica per l’attrezzaggio di celle di carico, canale di raccordo, scivoli e sili di piccole dimensioni

What is the plus of AIRFLASH?
AIRFLASH is characterized by a rich and differentiated range of products, with technological solutions that allow both to expand the area of action covered by the single air cannon and to contain the consumption of compressed air. Thanks to specific silencing devices, AIRFLASH can also be applied in the vicinity of residential areas.
AIRFLASH plants keep evolving over time to meet the needs of the various production companies; in addition to the traditional AIRFLASH cannon systems, two other plant variants have been introduced:
- STORM SYSTEMS a solution with small cannons (from 0.5L to 15L) with purely pneumatic activation for equipping load cells, connecting channels, chutes and small silos;
Impianto AIRFLASH-STORM su celle di carico AIRFLASH STORM plant on load cells
• Impianti PPI “Pick-Power-Impulser”specifici per l’attrezzaggio di sili in batteria di qualunque dimensione e per la realizzazione di impianti dagli ingombri contenuti per applicazione in spazi angusti

Il vantaggio rispetto ai sistemi a vibrazione:
Impianto AIRFLASH-STORM su canala di raccordo AIRFLASH STORM plant on connection channel

- PPI PLANTS “Pick-Power-Impulser” developed for the equipment of sets of silos of any size and for the installation in areas with limited dimensions or confined spaces
Impianto PPI su batteria di n.3 silos
PPI plant on a set of n.3 silos
• AIRFLASH ha azione diretta sul materiale senza far vibrare le strutture di stoccaggio: questo significa non sottoporre a sollecitazioni a fatica le strutture prolungandone così la vita utile (al contrario,i sistemi vibrati possono causare danni strutturali)
• AIRFLASH svolge un’azione fluidificatrice sul materiale (i sistemi vibrati invece possono contribuire alla compattazione dei materiali, soprattutto se a granulometria fine, peggiorando le condizioni di blocco del silo)
• riduzione dell’inquinamento acustico, eliminando le vibrazioni e riducendo la rumorosità grazie a specifici accorgimenti di silenziamento, AIRFLASH è applicabile anche in prossimità di centri abitati.
• AIRFLASH può essere attivato in maniera puramente pneumatica.
Impianto PPI silo farine PPI plant on flour silo

The advantages over vibration systems:
• AIRFLASH has a direct action on the stored material without making the storage structures vibrate: this means that the structure is not damaged by fatigue stresses, thus extending their life-cycle (on the opposite, vibrated systems can cause structural damage)
• AIRFLASH performs a fluidifying action on the material (vibrated systems, on the other hand, can contribute to the compaction of materials, especially with fine grain size material, worsening the blocking conditions of the silo)
• reduction of noise pollution, eliminating vibrations and reducing noise thanks to specific silencing measures,AIRFLASH can also be applied near residential areas.
• AIRFLASH can be activated purely pneumatically
PILZ – The spirit of safety
Grazie alla tecnologia innovativa e a concept personalizzati per safety e security, Pilz supporta i clienti di tutto il mondo nella realizzazione e implementazione di soluzioni di automazione sicura
Pilz è fornitore globale di prodotti, sistemi e servizi per l’automazione e da oltre 70 anni stupisce i propri clienti sviluppando prodotti all’avanguardia e fornendo un supporto tecnico affidabile. Grazie alla tecnologia innovativa e a concept personalizzati per safety e security, Pilz supporta i clienti di tutto il mondo nella realizzazione e implementazione di soluzioni di automazione sicura, dai sensori alla tecnologia di azionamento includendo sistemi di comando e controllo
Numerosi produttori alimentari e di bevande si affidano a Pilz perchè in grado di aiutare i propri clienti nel raggiungere gli obiettivi di sicurezza e al tempo stesso nell’aumentare la disponibilità della macchina e la capacità dell’impianto
NEW! Soluzione per macchine dell’imballaggio – monitoraggio sicuro dei caricatori cartoni La soluzione viene utilizzata nei caricatori cartoni nelle macchine di imballaggio per evitare che un operatore raggiunga i movimenti pericolosi attraverso l’apertura lasciata dal magazzino vuoto e si ferisca. Mentre ci sono cartoni sufficienti nel caricatore, i cartoni copriranno l’apertura e sarà impossibile raggiungere la zona di pericolo mentre la macchina è in funzione.
La soluzione è certificata da TÜV e permette di raggiungereilPL d/Cat.3inaccordolaENISO13849-1 o SIL CL 2 in accordo la EN/IEC 62061.
L’abbinamento certificato dei due sensori ottici O300 con myPNOZ o con PNOZmulti 2 garantisce

un’elevata affidabilità nel rilevamento di diversi materiali di imballaggio, incrementando la sicurezza e una maggiore produttività della macchina. L’abbinamento con i nuovi moduli PNOZ m C0 e PNOZ m B0.1 permette la realizzazione di soluzioni per più caricatori nella stessa macchina e al contempo sono gestibili altre funzioni di sicurezza associate a emergenze, ripari mobili, barriere fotoelettriche e laser scanner.
myPNOZ: relè di sicurezza modulare Il nuovo relè di sicurezza modulare myPNOZ è la soluzione personalizzabile per gestire in modo semplice e affidabile tutte le funzioni di sicurezza di una macchina, ottimizzando i tempi di progettazione e di installazione. L’estrema flessibilità rende il sistema myPNOZ ideale per la risoluzione di problemi reali e quotidiani sulle macchine. Grazie al tool gratuito online myPNOZ Creator si può configurare, testare ed ordinare un sistema di sicurezza completo e già pronto all’uso.

PILZ – The spirit of safety
Thanks to innovative technology and personalized concepts for safety and security, Pilz supports customers across the globe in their creation and implementation of safe automation solutions
Pilz is global supplier of automation products, systems and services, and for more than 70 years it has surprised its customers by developing products on the cutting-edge of technology and providing a reliable technical support
Thanks to innovative technology and personalized conceptsfor safety and security,Pilzsupportscustomers across the globe in their creation and implementation of safe automation solutions, from sensors to device technology,including control systems
Many food and beverages produces rely on Pilz for it can help its customers to hit their safety targets and, at the same time, increase machine availability and plant capability.
NEW! A solution for packaging machines – safe motion monitoring of carton loaders
This solution is applied in carton loaders in packaging machines to protect operators from potentially hazardous movements while the empty warehouse is open. When the loader has enough cartonstocovertheopeninggate,itwillbeimpossible to reach the hazard zone while the machine runs.
Thissolutionis TÜV certified and enables reaching PL d/Cat.3 in compliance with EN ISO 13849-1 or SIL CL 2 and EN/IEC 62061.
The certified combination of the two optical sensors O300 with myPNOZ or PNOZmulti 2 guarantees high reliability in detecting diverse packaging materials, thus improving safety and machine productivity.
By combining new modules PNOZ m C0 and PNOZ m B0.1 we can create solutions for more loaders in the same machine, and other safety functions such as events of emergency,mobile repairs,photoelectric barriers, and laser scanners, can be managed.
myPNOZ: modular safety relay
New modular safety relay myPNOZ is a tailormade solution to easily and reliability manage all safety functions of a machine, optimizing design and installation times. Extreme flexibility makes myPNOZ system ideal to solve real and daily problems that may occur. Thanks to a free online tool myPNOZ Creator we can configure, test and order a complete safety system ready to be used.

Indice | Index
4G GHIDINI SRL www.4gghidini.it
ABB SPA www.abb.com 132-133
ABRIGO SPA www.abrigospa.com 118-119
AERMEC SPA www.aermec.com 80
ALBA & TEKNOSERVICE www.albaequipment.it 50-51
ALBERTAZZI G. SPA www.albertazzi.com 170-171
ALLEGRI CESARE SPA www.allegricesare.com 227
ALTECH SRL www.altech.it
ANRITSU www.anritsu.com/infivis 165
ANSELMO SRL www.anselmoitalia.com 14-15
ANUGA FOODTEC 2022 www.anugafoodtec.com 202-203
APINOX SRL www.apinox.it 64-65
AUTOROTOR SRL www.autorotorgroup.com 228-229
AZ GOMMA SRL www.azgomma.it 37
B&B SILO SYSTEMS SRL www.bebsilos.com 40-41
BALLUFF AUTOMATION SRL www.balluff.it 248-249
BARRA PROJECT SRL www.barraproject.com 279-281
BELLINTANI ZENO www.bellintani.it
BONDANI SRL www.bondani.it
BORGHI SRL www.borghigroup.it
BRUNO WOLHFARTH SRL www.wolhfarth.it
BW PACKAGING SYSTEMS www.bwpackagingsystems.com 168-169
C.E.I.A. SPA www.ceia.net
CAMA GROUP www.camagroup.com 123-125
CASEARTECNICA BARTOLI SRL www.caseartecnicabartoli.it 262-263
CHRIMAX SRL www.chrimax.it 178-179
CIBUS 2022 www.cibus.it 212
CM TECHNOLOGIES www.cm-technologies.biz 237
COLOMBO PIETRO SNC www.colombopietro.it 233
COLOR SERVICE SRL www.colorservice.net 230-232
COLUSSI ERMES SPA www.colussiermes.com 31-33
COMET SRL www.cometalba.it 106-107
COSTRUZIONI MECCANICHE VALENTE SNC www.valentecostruzioni.it 154-155
COVAL ITALIA SRL www.coval.com 182-183
CSB SYSTEM SRL www.csb-system.it 104-105
CUOMO F.LLI SNC www.cuomoind.it I^ COVER, 206-209
DEFINO & GIANCASPRO SRL www.defino-giancaspro.com 67
DOLZAN IMPIANTI SRL www.dolzan.com 126-127
ELVEM SRL www.elvem.it 213
EMILOS SRL www.emilos.eu 34-35
ENGI TECHNOLOGIES SRL www.engitechnologies.com 92-93
ESCHER MIXERS SRL www.eschermixers.com 2, 54-55
EUROPA SRL www.europa-zone.com 52-53
EUROPAIN 2022 www.europain.com 22
FAVRIN SRL www.favrinsrl.com 240-241










Marzo | March 2022
FERRARONI AFP SRL www.ferraroni.net 218-219
FRISTAM PUMPEN KG www.fristam.de 234-235
FUCHS LUBRIFICANTI SPA www.fuchslubrificanti.it 239
GENERAL SYSTEM PACK SRL www.gsp.it 8
GIANECO SRL www.gianeco.com 174-175
GIMAT SRL www.gimat.bo.it II^ COVER, 36
GIUSTO FARAVELLI SPA www.faravelli.it 44-45
GPI GEO PROJECT INDUSTRIES SRL www.gpindustries.eu 128-129
HISPACK 2022 www.hispack.com 150
HPP ITALIA SRL www.hppitalia.com 68-69
I.C.F. & WELKO SPA www.icf-welko.it 224-226
IBIE 2022 www.bakingexpo.com 30
IDMA AND VICTAM 2022 www.idmavictam.com 66
IFP PACKAGING SRL www.ifppackaging.it 9
INOXFRIULI SRL www.inoxfriuli.com 100-101
IPACK-IMA 2022 www.ipackima.com 176
KELLER ITALY SRL www.kelleritaly.it 264-265
KMP SRL www.kmp.srl 56-57
LAWER SPA www.lawer.com 16-17
LCZ SRL www.lcz.it 190-191
LECHLER SPRAY TECHNOLOGY SRL www.lechleritalia.com 70-71
LEISTER TECHNOLOGIES ITALIA SRL www.leister.com 173, 188-189
LIVETECH SRL www.live-tech.com 130-131
LMD www.lamiaditta.eu 88-89
LOVATO & C. www.lovatoitaly.com 288
M.G.M. MOTORI ELETTRICI SPA www.mgmrestop.com 194-195
M.H. MATERIAL HANDLING SPA www.mhmaterialhandling.com 140-141
MACA SRL www.macasrl.it 138-139
MACFRUT 2022 www.macfrut.com 236, 238
MAGNABOSCO SRL www.magnabosco.com 258-259
MECFOR 2022 www.mecforparma.it 198
MILK ITALY SRL www.milkitaly.com 260-261
MINI MOTOR SPA www.minimotor.com 5, 246-247
MIX SRL www.mixsrl.it 81
MSR-ITALY SRL www.msr-italy.it 266-267
MTH SRL www.mth.it 192-193
MULTIAIR ITALIA SRL www.pneumatech.com/it 42-43
NAVATTA GROUP FOOD PROCESSING SRL www.navattagroup.com 242-244
NEW PLASTIC SRL www.new-plastic.it 268-269
NEW PROJECT SRL www.newproject-italia.it 159
NGI ITALY www.ngi-global.com 1, 58-59
NIMA-ERRE.TI PACKAGING SRL www.nimaerreti.it 134-135
NOL-TEC EUROPE SRL www.nte-process.com 200-201
NORD-MOTORIDUTTORI SRL www.nord.com 199
NORMICOM SRL www.normicom.it 196-197
NUOVA GUSEO SRL www.nuovaguseo.eu
OCRIM SPA www.ocrim.it 18-19, 26-29
OLI SPA www.olivibra.com 60-61
OLOCCO SRL www.olocco.eu 20-21
OMAG SRL www.omag-pack.com 136-137
PETRONCINI IMPIANTI SPA www.petroncini.com 184-185
PIETRIBIASI MICHELANGELO SRL www.pietribiasi.it 210-211
PIGO SRL www.pigo.it 214-215
PILOT ITALIA SPA www.pilotitalia.com 3
PILZ ITALIA SRL www.pilz.it 282-283
PND SRL www.pndsrl.it 204-205
PRL TECNOSOFT SRL www.prltecnosoft.com 160-161
PROPAK ASIA 2022 www.propakasia.com 86
PROPAK CHINA 2022 www.propakchina.com 122
PULSAR INDUSTRY SRL www.pulsar-industry.it 142-144
R+W ITALIA SRL www.rw-italia.it 270-271
RE PIETRO SRL www.repietro.com 13
RICCIARELLI SPA www.ricciarellispa.it 112-113
RPE S.R.L. SOLENOID VALVES www.rpesrl.com 90-91
SARP SNC www.sarp.it 72-73
SCHUBERT & SALZER GMBH www.schubert-salzer.com 162-165
SEALED AIR SRL www.sealedair.com 114-115, 177
SIMA SRL www.simaimpianti.net 25
SIT SPA www.sitspa.it 23
SITEC SRL www.sitecsrl.it 78-79
SMI SPA www.smigroup.it 146-149
SPS ITALIA 2022 www.spsitalia.it 216
SUPER SRL www.super-foodmachines.com 84-85
TECMES SRL www.tecmes.it 252-253
TECNO PACK SPA www.tecnopackspa.it I^ COVER, 151
TECNOPOOL SPA www.tecnopool.it III^ COVER, 46-47
TEKNO STAMAP SRL www.teknostamap.com 4, 98-99
TENCO SRL www.tenco.it 180-181
TOMRA SORTING SRL www.tomra.com 102-103, 245
UMBRA PACKAGING SRL www.umbrapackaging.it 152-153
UNIMAC-GHERRI SRL www.unimac-gherri.com 120-121
UPAKOVKA KIEV 2022 www.upakovka.ua 158
VEGA ITALIA SRL www.vega.com IV^ COVER, 254-255
VELATI SRL www.velati.com 222-223
VIBROWEST ITALIANA SRL www.vibrowest.it 110-111
VICTAM INTERNATIONAL 2022 www.victaminternational.com 24
VOGELSANG SRL www.vogelsang.info 272-273
Z.MATIK SRL www.zmatik.com 74-75
ZANICHELLI MECCANICA SPA www.zacmi.com 276-278
ZANIN F.LLI SRL www.zanin-italia.com 76-77
ZUDEK SRL www.zudek.com 274-275





SINO PACK and PACKINNO | Guangzhou 4-6 marzo | www.chinasinopack.com
CFIA | Rennes 8-10 marzo | www.cfiaexpo.com
IDMA and VICTAM | Istanbul 10-12 marzo | www.idmavictam.com
IBAKTECH | Istanbul 10-13 marzo | www.ibaktech.com
SIGEP | Rimini 12-16 marzo | www.sigep.it
TECNOFIDTA | Buenos Aires 22-25 marzo | www.tecnofidta.ar.messefrankfurt.com
EUROPAIN | Parigi 26-29 marzo | www.europain.com
BBTECH EXPO | Rimini 27-30 marzo | www.bbtechexpo.com
ALIMENTARIA | Barcellona 4-7 aprile | www.alimentaria.com
FRUIT LOGISTICA | Berlino 5-7 aprile | www.fruitlogistica.it
CHINAPLAS | Shanghai 25-28 aprile | www.chinaplasonline.com
ENVASE | Brasile 26-28 aprile | www.envasebrasil.com.br
SEAFOOD EXPO | Barcellona 26-28 aprile | www.seafoodexpo.com
ANUGA FOODTEC | Colonia 26-29 aprile | www.anugafoodtec.com
BAKERY CHINA | Shanghai 26-29 aprile | www.bakerychina.com
LABEL EXPO | Bruxelles 26-29 aprile | www.labelexpo-europe.com
CIBUS | Parma 3-6 maggio | www.cibus.it
IPACK-IMA | Milano Rho 3-6 maggio | www.ipackima.com
MACFRUT | Rimini 4-6 maggio | www.macfrut.com
IFFA | Francoforte 14-19 maggio | https://iffa.messefrankfurt.com/
AUSPACK | Melbourne 17-20 maggio | www.auspack.com.au
SPS ITALIA | Parma 24-26 maggio | www.spsitalia.it
HISPACK | Barcellona 24-27 maggio | www.hispack.com
FOTEG | Istanbul 9-11 giugno | www.fotegistanbul.com
MECSPE | Bologna 9-11 giugno | www.mecspe.com
MODERN BAKERY | Mosca 14-17 giugno | www.modern-bakery-moscow.ru.messefrankfurt.com/
EXPOPACK | Santa Fe, Mexico 14-17 giugno | www.expopackmexico.com.mx
PROPAK ASIA | Bangkok 15-18 giugno | www.propakasia.com/ppka/2020/en/index.asp
AFRICA BIG 7 | Johannesburg 19-21 giugno | www.africabig7.com
AUTOMATICA | Monaco di Baviera 21-24 giugno | www.automatica-munich.com
FISPAL | Tecnologia S. Paolo Brasile 21 | 24 giugno www.fispaltecnologia.com.br/en
PROPAK CHINA | Shanghai 22-24 giugno | www.propakchina.com
SNACKEX | Amburgo 6-7 luglio | www.snackex.com
FIPAN | S. Paolo Brasile 19-22 luglio | www.fipan.com.br
POWTECH | Norimberga 30 agosto -1 sett. - www.powtech.de
IBIE | Las Vegas 17-21 settembre | https://www.bakingexpo.com/
FACHPACK | Norimberga 27-29 settembre | www.fachpack.de
SCANPACK | Goteborg 4-7 ottobre | www.en.scanpack.se
CHILLVENTA | Norimberga 11-13 ottobre | www.chillventa.de
SÜDBACK | Stoccarda 22-25 ottobre | www.messe-stuttgart.de/suedback/en
PACK EXPO | Chicago 22-26 ottobre | www.packexpointernational.com
TRIESTESPRESSO | Trieste 27-29 ottobre | www.triestespresso.it
FRUIT ATTRACTION | Madrid 4-6 ottobre | www.ifema.es/en/fruit-attraction
GULFOOD MANUFACTURING | Dubai 8-10 novembre | www.gulfoodmanufacturing.com
ALL 4 PACK EMBALLAGE | Parigi 21-24 novembre | www.all4pack.com
SPS IPC DRIVES | Norimberga 23-25 novembre | sps.mesago.com/events/en.html
ABTECH + SIGEP | Rimini 21-25 gennaio 2023 | www.sigep.it







Hall 10.1 Stand G030
Hall 3 Stand A14
