FOOD INDUSTRY













8
Germinal Bio entra nel mercato della pasta nella grande distribuzione italiana
Germinal bio enters the pasta market in italian mass retail

68 Mars acquista Kellanova Mars acquires Kellanova





12
Sistemi automatici di pesatura Lawer Lawer automatic weighing

82
Soluzioni per esigenze di etichettatura moderna Solutions for modern labelling requirement


104 Soluzioni sostenibili per il confezionamento monodose
Advancing sustainable solutions for single-dose packaging





TECNALIMENTARIA FOOD INDUSTRY
Year XXIX - n°10 Ottobre/October 2024
Direttore responsabile
Fabiana Da Cortà Fumei Redazione e Gra ca redazione@tecnalimentaria.it
Sabrina Fattoretto
Claudia Bosco
Elena Abbondanza
Cinzia Beraldo
Pubblicità e Marketing
Anita Pozzi anita.pozzi@edftrend.com
Franco Giordano franco.giordano@edftrend.com
Stampa L’Artegrafica Srl
Direzione e Redazione
Editrice EDF Trend srl
Corso del Popolo, 42 31100 Treviso – Italy
Tel. +39 0422 549305 Fax +39 0422 591736 redazione@tecnalimentaria.it www.tecnamagazines.com www.tecnalimentaria.it
Autorizzazione Tribunale di Forlì n. 5 del 19.01.1996 (Iscriz. Roc n. 22054)
In questo numero la pubblicità non supera il 45% Poste Italiane SpA - Spedizione in Abbonamento Postale - D.L. 353/2003 (conv. in L. 27/02/2004 n. 46) art. 1 comma 1 NE/TV ISSN 2498-9541
Publisher Editrice EDF Trend srl Corso del Popolo, 42 31100 Treviso – Italy
All right reserved.




Reproduction in whole or in part without written permission is prohibited.
The Publisher is not responsible for any materials, nor for writers’ nor contributors’ expressed or implied opinions.
Informativa ex D.lgs 196/03
Ai sensi dell’art.2 comma 2° del Codice Deontologico dei giornalisti si rende nota l’esistenza di una banca dati di uso redazionale presso la sede di Corso del Popolo, 42 - Treviso. Responsabile del trattamento dati è il direttore responsabile a cui ci si può rivolgere presso la sede di Treviso - Corso del Popolo, 42 per i diritti previsti dalla legge 675/1996.
Associato a:


La B-Corp di Treviso lancia una pasta semintegrale, biologica, con grano 100% italiano da filiera controllata


Germinal Bio, brand principale del Gruppo Germinal, specializzato in prodotti biologici, salutistici e funzionali, debutta nel mercato della pasta con una linea semintegrale,biologica,con grano italiano da filiera controllata,ottenuta mediante trafilatura ruvida.La scelta di produrre pasta risale ad unpaiodiannifa,quandolaB-CorpdiTreviso,guidata da Emanuele Zuanetti, ha acquisito la gestione operativa del Pastificio biologico A.S.T.R.A.BIO di Cremona. All’interno del recente impianto produttivo di 15.000 mq costruito in bioedilizia dove funzionano tre linee di produzione, di pasta lunga, pasta corta e nidi, e con una potenzialità produttiva di 25.000 Ton/anno, nascono quattro referenze destinate agli scaffali della Gdo italiana. I nuovi formati di pastaSpaghetti, Penne, Fusilli e Tortiglioni - completano il ricco assortimento di Germinal Bio, fino ad oggi composto da prodotti dolciari e salati da forno, piatti pronti freschi e da una linea di pasta senza glutine (al riso e quinoa,al grano saraceno e mais,al mais e riso e quella al riso teff) presente nei canali specializzati.“Il biologico nel segmento della pasta “better for you” che include integrale, Kamut, farro, base legumi sta diventando sempre più rilevante – spiega Emanuele Zuanetti,CEO e fondatore del Gruppo Germinal.Negli ultimi anni si evidenzia, infatti, un calo nel consumodi pasta di semola, a favore di nuove abitudini alimentari legate al benessere e all’esigenza di consumare meno ma meglio. Al consumo di pasta tradizionale, vengono avanti proposte alternative biologiche e ricche in fibre. Da qui la scelta di sfidare questo mercato affollato e competitivo con un prodotto che, seppur commodity, ècoerente con il DNA dell’azienda che ha sempre puntato su materie prime biologiche da filiere controllate”. In un mercato


della pasta “better for you” che vale oltre 96 milioni (fonte:A.T. 02.04.2023) e di cui il Bio detiene il 35%, Germinal Bio sceglie una produzione semintegrale, adatta a chi cerca un gusto meno marcato ma con i requisiti di benessere tipici della pasta integrale e con un contenuto di fibre pari a 5,7g per 100g, quasi il doppio rispetto a quello della pasta di semola. Per Germinal Bio, questo percorso produttivo si traduce nella scelta di valorizzare le colture biologiche locali e potenziare l’economia circolare in modo da garantire a tutti gli attori della filiera una giusta remunerazione e rafforzare tutti gli anelli della catena del biologico: dalla semina, raccolta, molitura, fino alla produzione della pasta. La nuova linea di pasta Germinal Bio è confezionata in un imballo di carta. Si conferma, così, l’impegno green dell’azienda che, negli ultimi 4 anni, stainvestendonellasostituzionedeiflowpackafavore degli astucci di carta e nell’impiego di confezioni in materiale compostabile con l’obiettivo di arrivare al 2030 con una riduzione del 75% della plastica da tutti i packaging. La distribuzione della pasta Germinal Bio partirà nei prossimi mesi.Attualmente è disponibile sul sito: www.shop.germinalbio.it
GerminalBIOèilbrandprincipaledelGruppoGerminal, specializzato, da oltre 40 anni, nella produzione di prodotti biologici, salutistici e funzionali, senza glutine, vegan e baby food, realizzati con materie prime da filiere controllate. La mission di Germinal Bio è la promozione del biologico, in quanto garanzia di salute e sostenibilità ambientale. La valorizzazione delle filiere,in un’ottica di economia circolare,si concretizza in progetti di filiera corta, certificata e garantita per la fornitura delle farine, e continua con il supporto a progetti a distanza per garantire condizioni di lavoro eque, in collaborazione con Altromercato. Il Gruppo Germinal ha registrato un fatturato di 60 milioni di euro nel 2023,ha tre sedi produttive (una per i prodotti da forno, una per i piatti freschi, la terza per la pasta), produce e commercializza oltre 2.000 referenze di prodottoche vanno dalle merendine ai biscotti, dai piatti pronti alla pasta con una produzione annua di circa 50.000 tonnellate.
The Treviso-based B-Corp launches a semi-whole grain, organic pasta made from 100% Italian wheat from a controlled supply chain
Germinal Bio, the flagship brand of the Germinal Group, specializing in organic, health-oriented, and functional products, is debuting in the pasta market with a line of semi-whole grain, organic pasta made from Italian wheat sourced from a controlled supply chain, produced through rough bronze extrusion.The decision to produce pasta dates back a couple of years, when the Trevisobased B-Corp, led by Emanuele Zuanetti, took over the operational management of the A.S.T.R.A. BIO organic pasta factory in Cremona.Within the recently constructed 15,000 sqm bio-constructed production facility,which operates three production lines for long pasta, short pasta, and nests, and has a production capacity of 25,000 tons per year, four products are being launched, destined for the shelves of Italian mass retail.The new pasta shapes -Spaghetti,Penne, Fusilli, and Tortiglioni -complete Germinal Bio’s rich assortment, which until now consisted of sweet and savory baked goods, fresh ready meals, and a line of gluten-free pasta (rice and quinoa, buckwheat and corn, corn and rice, and rice teff) available in specialized channels.“Organic products in the ‘better for you’ pasta segment, which includes whole grain, Kamut, spelt, and legume-based varieties, are becoming increasingly relevant,” explains Emanuele Zuanetti, CEO and founder of the Germinal Group.“In recent years, there has been a decline in the consumption of durum wheat pasta, in favor of new dietary habits focused on well-being and the need to consume less but better. Alongside traditional pasta consumption, alternative organic options rich in fiber



are emerging. This led us to challenge this crowded and competitive market with a product that, although a commodity, aligns with the DNA of our company, which has always focused on organic raw materials from controlled supply chains.”In a “better for you” pasta market worth over 96 million euros (source: A.T. 02.04.2023), with organic products holding a 35% share, Germinal Bio has chosen a semi-whole grain production, catering to those who seek a milder taste but with the wellness benefits typical of whole grain pasta, offering a fiber content of 5.7g per 100g, nearly double that of durum wheat pasta.
For Germinal Bio, this production path translates into a commitment to enhancing local organic crops and boosting the circular economy, ensuring fair remuneration for all actors in the supply chain and strengthening all links in the organic chain: from sowing, harvesting, and milling, to pasta production.
The new Germinal Bio pasta line is packaged in paper, reaffirming the company’s green commitment.
Over the past four years, the company has been investing in replacing flow packs with paper boxes and using compostable packaging, aiming to reduce plastic in all packaging by 75% by 2030.Germinal
Bio pasta will be available in distribution over the coming months and is currently available on the website: www.shop.germinalbio.it.
GERMINAL BIO
Germinal BIO is the flagship brand of the Germinal Group,specializing for over 40 years in the production of organic, health-oriented, and functional products, including gluten-free, vegan, and baby food, made from raw materials sourced from controlled supply chains. Germinal Bio’s mission is to promote organicproducts as a guarantee of health and environmental sustainability.The enhancement of supply chains, with a focus on a circular economy, is realized through short, certified, and guaranteed supply chain projects for flour sourcing, and continues with support for remote projects to ensure fair working conditions, in collaboration with Altromercato.The Germinal Group recorded a revenue of 60 million euros in 2023, operates three production facilities(one for baked goods, one for fresh dishes,and a third for pasta),and produces and markets over 2,000 product referencesranging from snacks to biscuits, from ready meals to pasta, with an annual production of approximately 50,000 tons.


Lawer fornisce diversi modelli di sistemi di pesatura automatica, con tecnologia mono–doppia o multi bilance, per produzioni piccole, medie e grandi, garantendo sempre la massima precisione
Il processo di pesatura dei micro-ingredienti che fanno parte delle ricette per prodotti alimentari di ogni tipo, deve garantire precisione, qualità, ripetibilità e, soprattutto, tracciabilità delle operazioni effettuate, oltre a perfetta igiene e sicurezza nella manipolazione.
Lawer supporta i produttori di alimenti con sistemi di pesatura automatica dei micro-ingredienti in polvere, che garantiscono:

• Massima qualità del prodotto finito
• Massima precisione di pesatura
• Replicabilità delle ricette
• Giusto equilibrio delle materie prime
• Gestione della produzione, efficienza e riduzione dei costi
• Completa riservatezza del know-how
• Ottimizzazione della produzione, meno tempi di produzione.
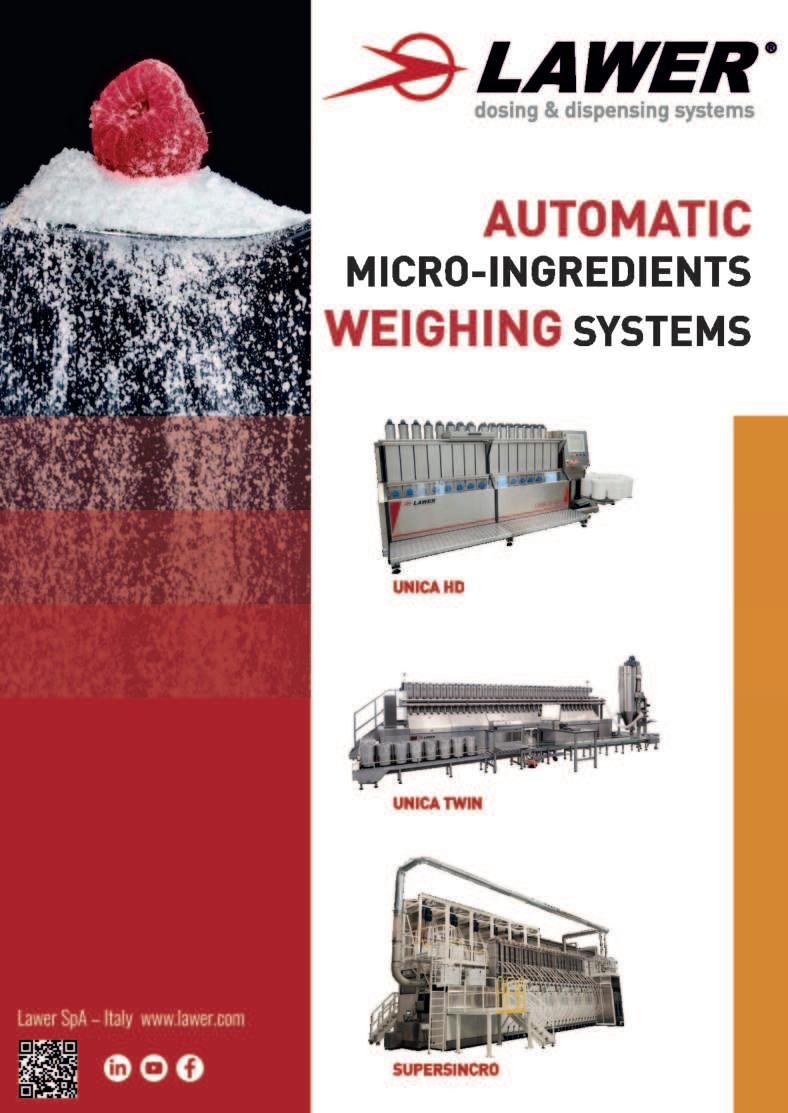
Lawer è in grado di fornire diversi modelli di sistemi di pesatura automatica, con tecnologia mono – doppia o multi bilance con diverso livello di precisione (1 g –0,1 g o 0,01 g) e diversa capacità di stoccaggio delle polveri (da 50 l fino a 1800 l capacità ogni tramoggia); tutti i modelli sono gestiti da un software che garantisce efficaci controlli incrociati e tracciabilità su tutte le operazioni svolte dal sistema, generando report, e consentendo l’integrazione con sistemi esterni.
Per produzioni medio-grandi Lawer propone il sistema di pesatura SUPERSINCRO, mentre per le piccole-medie produzioni, la soluzione è UNICA
SUPERSINCRO è totalmente personalizzabile in base ai diversi prodotti utilizzati, che possono essere stoccati in silos, tramogge e big-bag fissi e intercambiabili. Il sistema comprende una stazione per la generazione automatica di sacchetti di dimensioni variabili (da 9 a 36 l).
UNICA TWIN è costituita da una serie di silos di stoccaggio indipendenti in acciaio inox, per lo stoccaggio di diversi ingredienti. Ogni silo è dotato di coclea dosatrice (brevetto Lawer) che consente un dosaggio rapido e preciso; un efficiente dispositivo
Lawer supply different models of automatic weighing systems, with mono – double or multi scales technology, for small, medium and large productions, always granting the highest accuracy
The weighing process of micro-ingredients that form part of the recipes for food products of all kinds, must guarantees precision, quality,

repeatability and, above all, traceability of the operations carried out, as well as perfect hygiene and safety in handling.
Lawer supports food manufacturers with automatic weighing systems of powder microingredients, which guarantee:
• Highest quality of the finished product
• Highest weighing precision
• Replicability of the recipes
• Right balance of raw materials
• Production management, efficiency and cost reduction
• Complete confidentiality of know-how
• Optimisation of production, less production time.
Lawer can supply different models of automatic weighing systems, with mono – double or multi scales technology, with different levels of accuracy (1 g – 0.1 g or 0.01 g) and different capacity of powders’ storage (from 50 l up to 1800 l capacity each hopper). With the control software we guarantee effective cross-checks and traceability on all the operations carried out by the system, generating at the same time reports, and allowing integration with external systems
For medium-large productions Lawer proposes the SUPERSINCRO weighing system. For small-

di filtraggio e aspirazione garantisce la massima sicurezza e un’area di lavoro pulita.
UNICA HD è dotata di silos in acciaio inox con una capacità di 50 l, e può essere configurata con 8-16 o 24 silos.I prodotti vengono dosati tramite viti in acciaio inox in secchi posti sul carrello di pesatura, che ha una bilancia elettronica, con capacità di 30 kg e una risoluzione di 1 g.
Fondata nel 1970, Lawer è un’azienda italiana specializzata in sistemi di pesatura industriale. Ha sviluppato tecnologie e know-how avanzati nella pesatura automatica di prodotti in polvere e liquidi, con sistemi di pesatura singola, doppia o multipla.I suoi prodotti,soluzioni e servizi permettono all’industria alimentare di aumentare l’affidabilità, la sicurezza e l’efficienza. www.lawer.com
medium productions, the solution is UNICA SUPERSINCRO is totally customizable according to the different products used, which can be stored in fixed and interchangeable silos, hoppers, and big bags.The system includes a station for the automatic generation of bags of variable size (from 9 to 36 l).
UNICA TWIN consists of a number of independent storage silos in stainless steel, to store different ingredients. Each silo is equipped with dosing screw (Lawer patented) which allows fast and accurate dosing; an efficient suction-filtering device guarantees maximum safety and a clean working area.
UNICA HD is equipped with stainless steel silos with a capacity of 50 l, and it can be configured with 8-16 or 24 silos. The products are dosed through stainless steel screws into buckets placed on the weighing trolley, which has an electronic scale, with 30 kg capacity and a resolution of 1 g.
Founded in 1970, Lawer is an Italian company specialized in industrial weighing systems. It has developed advanced technologies and know-how in the automatic weighing of powder and liquid products,with single- or multi-weighing systems Its products, solutions and services supply the food industry to increase reliability,safety,and efficiency. www.lawer.com

Con lo sviluppo dell’„AF 680“, il produttore indipendente di guarnizioni C. Otto Gehrckens ha ampliato il suo assortimento con un materiale FEPM per le aree di applicazione critiche della produzione alimentare e dei settori collegati
Per questa innovativa formula è stato utilizzato un polimero baseAFLAS® di nuova concezione. Il materiale speciale per guarnizioni composto da COG per la prima volta ha ottenuto l’importante approvazione dello standard di settore FDA 21. CFR 177.2600 ed è assolutamente affidabile nell’impiego con i processi SIP e CIP. Rispetto ai materiali FKM ad alte prestazioni reticolati con perossido, questo composto FEPM può essere impiegato senza problemi anche nei sempre più richiesti cicli di pulizia aggressivi con risciacqui a base alcalina alle alte temperature (ca. 140°C). Anche nei processi SIP ad alta temperatura a ca. 150°C, il rigonfiamento del volume del materiale per guarnizioni FEPM è talmente ridotto che questo composto può essere inserito in modo eccellente negli spazi stretti dei raccordi a vite sterili,che rispettano il design igienico. L’elastomero ad alte prestazioni AF 680 della serie AFLAS® è estremamente resistente a una serie di

sostanze chimiche differenti, tra cui le sostanze aromatiche e gli oli eterici. Il livello di prezzo molto interessante - se paragonato a quello di molti FKM ad alte prestazioni reticolati con perossido o dei costosissimi perfluoroelastomeri FFKM - e la temperatura
di impiego fino a +230°C completano il profilo delle prestazioni dell’AF 680. Questo materiale FEPM offre ai costruttori e agli utilizzatori una soluzione molto interessante e pulita per le applicazioni più difficili dell’industria alimentare.
C. Otto Gehrckens expanded the product range with an FEPM material for critical fields of application in food production and related industriesCOG´s high quality compound AF 680
An especially devised AFLAS® base polymer was used for the innovative formulation. The important FDA 21 CFR 177.2600 approval, which is pertinent for the industry,is a distinct feature of this special sealing material compounded by COG. What’s more, it is beyond reliable in applications with SIP and CIP processes. Unlike high-performance peroxide-cured FKM materials, this new FEPM compound is fully compatible with the increasingly required, more aggressive cleaning cycles of brine (base) flushing at high temperatures (approx. 140°C). Even in high-temperature SIP processes at approximately 150 °C, the volume swelling of the new FEPM sealing material is extremely low. That
makes this compound ideal for use in accordance with hygienic design and the associated tight installation spaces of sterile threaded connections. As an AFLAS® series high-performance elastomer, AF 680 is highly resistant to many different chemicals as well as flavouring agents and essential oils. The very attractive price level compared to many peroxidecured high-performance FKM compounds and the extremely costly FFKM materials along with its ability of operating at temperatures up to +230 °C complete the performance profile of AF 680. For design engineers and users, the combination of all these features make this FEPM material a highly interesting, clean solution for challenging food industry applications.




















Lo confessiamo:














COG Ë colpevole di molti successi seriali dei nostri clienti.
Dallëidea allo sviluppo della miscela, dalla produzione di soluzioni elastomeriche specifiche per il cliente allíassemblaggio: siamo noi i responsabili.
ï O-ring singoli o completamente assemblati
ï Servizio completo: sviluppo, costruzione e prototipazione
ï Logistica, produzione, assemblaggio e imballaggio

Contattateci adesso per ispezionare i file dei successi dei nostri clienti a: info@cog.de
Il Gruppo Anselmo parteciperà al Gulfood Manufacturing di Dubai dimostrando la sua leadership e aprendo nuove opportunità di business
Il Gruppo Anselmo è lieto di annunciare la sua partecipazione ad un importante evento fieristico nel settore dell’industria alimentare: il Gulfood Manufacturing, che si terrà presso il Dubai World Trade Center, dal 5 al 7 Novembre 2024. Evento di rilevanza globale dedicata alle avanguardie tecnologiche dell’industria alimentare; in cui il Gruppo Anselmo si prepara a consolidare la sua posizione come leader nel settore, aprendo nuove opportunità di business e dimostrando la sua presenza internazionale.
La prossima partecipazione del Gruppo Anselmo a questo evento testimonia la sua continua ricerca di eccellenza e innovazione nel proprio campo: macchinari industriali performanti nella produzione alimentare di pasta (secca/fresca/ripiena/speciale), couscous, snacks, farine e cereali.
L’unione delle competenze e delle sinergie tra le aziende del GruppoAnselmo ha permesso lo sviluppo
di soluzioni innovative e sempre più su misura, in grado di rispondere a qualsiasi esigenza dei clienti in tutto il mondo.
Nel 2017, Anselmo Impianti ha intrapreso un percorso di crescita che ha portato all’incorporazione di altre tre aziende: FEN Impianti, LTA e Omar Impianti, dando così vita all’attuale Gruppo Anselmo. La gamma di prodotti offerta dal Gruppo Anselmo, interamente realizzata in Italia, si è oggi notevolmente ampliata, rispondendo in modo completo a tutte le esigenze dell’industria alimentare a livello mondiale vantando oggi un’estesa esperienza nella produzione di impianti industriali per la pasta secca sia lunga che corta.
È importante sottolineare che nel 2004, Anselmo Impianti ha potenziato la propria offerta attraverso l’acquisizione del ramo d’azienda Braibanti rafforzando ancor di più la sua posizione di leadership nel settore. FEN Impianti, leader mondiale nella produzione di impianti per la produzione industriale di snacks, cereali per la colazione, farine funzionali e paste agglutinanti, offre soluzioni personalizzate e flessibili grazie alla sua trentennale esperienza nel settore. L’azienda vanta un avanzato centro R&D, che nel corso degli anni è stato oggetto di diversi ammodernamenti. Attualmente, il centro è dotato di impianti pilota per lo sviluppo di nuovi prodotti, consentendo
collaborazioni eccellenti con i clienti sia per la formazione del personale che per la caratterizzazione dei prodotti richiesti. Inoltre, l’aggiunta di due nuovi estrusori sta arricchendo ulteriormente il centro, consentendo di ampliare la gamma di prodotti sviluppabili e rafforzando le collaborazioni con importanti aziende del Settore.
LTA è specializzata nella produzione di macchinari per la produzione di impianti automatici e semi-automatici di formati speciali,come nidi,lasagne e cannelloni,che si integrano e completano perfettamente la gamma di formati offerti da Anselmo Impianti.
OMAR Impianti, con oltre 70 anni di esperienza, si posiziona come leader tra i principali produttori italiani nel settore della progettazione e costruzione di impianti per la produzione di paste ripiene e gramolate. Nel corso degli anni, OMAR Impianti ha fornito e continua a fornire i suoi servizi a gran parte dei rinomati e prestigiosi pastifici a livello mondiale. Una delle caratteristiche distintive di OMAR Impianti è la personalizzazione di tutte le proprie macchine e impianti, in modo da soddisfare ogni specifica richiesta del mercato.
Anselmo Group è l’espressione di una visione comune, dove tutte le realtà industriali contribuiscono all’offerta di soluzioni complete nel settore,per portare avanti la tradizione e il prestigio del Made in Italy.


Anselmo Group will participate in Gulfood Manufacturing in Dubai, proving its leadership and seeking new business opportunities
Anselmo Group is pleased to announce its participationtoanimportantexhibitioneventinthe food industry: it is the Gulfood Manufacturing, which will be held at the Dubai World Trade Center, from 5th to 7th November 2024.
An event of global relevance dedicated to the technological vanguards of the food industry; in which Anselmo Group, as one of the leaders in the sector, it is seeking new business opportunities to demonstrate its international presence.
The forthcoming participation of the Anselmo Group in this event testifies to its continuous pursuit of excellence and innovation in the field of highperformance industrial machinery for the production of pasta (dry, fresh, refined, and special), couscous, snacks, flours, and cereals.
The synergy and combination of skills among the companies within the Anselmo Group have enabled the development of innovative and increasingly tailored solutions capable of meeting the needs of customers worldwide.
In 2017, Anselmo Impianti embarked on a growth
path that led to the incorporation of three other companies: FEN Impianti, LTA, and Omar Impianti, creating the current Anselmo Group.
The range of products offered by the Anselmo Group, all entirely manufactured in Italy, has expanded significantly, comprehensively addressing the needs of the global food industry and boasting extensive expertise in the production of industrial plants for both long and short dry pasta.
It is worth noting that in 2004, Anselmo Impianti enhanced its offerings by acquiring the Braibanti business unit, further solidifying its leadership position in the sector.
FEN Impianti, a world leader in the production of industrial plants for snacks, breakfast cereals, functional flours, and binding pastes, offers customized and flexible solutions thanks to its thirty years of industry experience.The company boasts an advanced R&D centre, which has undergone several modernizations over the years. Currently, the centre is equipped with pilot plants for the development of new products, fostering excellent collaborations with customers for both personnel training and the characterization of required products. Furthermore, the addition of two new extruders is enriching the centre, allowing for a wider range of product development and strengthening collaborations with key companies in the industry.
LTA specializes in the production of automatic and semi-automatic machinery for special formats such as nests, lasagna, and cannelloni, perfectly
complementing and completing the range of formats offered by Anselmo Impianti.
OMAR Impianti, with over 70 years of experience, is positioned as one of Italy’s leading manufacturers in the design and construction of plants for the production of filled and granulated pasta. Over the years,OMAR has supplied and continues to supply its services to many of the world’s most renowned and prestigious pasta producers. One of its distinguishing features is the customization of all its machines and plants to meet any specific market demand.
The Anselmo Group represents a shared vision where all industrial entities contribute to offering complete solutions in the sector, carrying forward the tradition and prestige of Made in Italy.


Dal 1997 Olocco ha certificato i suoi prodotti per poter garantire alta qualità, sicurezza e igiene
La Olocco Srl produce valvole e componenti per il trasporto pneumatico ed il dosaggio sin dal 1950. Le sue valvole trovano impiego nello scarico, dosaggio e trasporto pneumatico di prodotti in polvere e granuli di qualunque tipo, nell’industria alimentare, chimica e plastica, su linee a bassa, media ed alta pressione. L’impegno è da sempre caratterizzato da una costante ricerca dalla progettazione alla produzione di valvole e accessori garantendo la realizzazione di prodotti al vertice per specifiche tecniche, qualità e sicurezza. Negli ultimi anni il
reparto produttivo Olocco ha subito un profondo rinnovamento con la messa in funzione di nuovi centri di lavoro dotati dei più moderni sistemi di produzione flessibile, con elevati livelli di automazione per la movimentazione di pezzi, pallet, utensili. Sono stati anche introdotti nuovi centri di fresatura, alesatura, tornitura che hanno notevolmente potenziato la capacità produttiva interna e portato gli standard qualitativi a livelli sempre più elevati. Nel corso dell’ultimo anno, Olocco è riuscita ad ultimare la realizzazione della nuova palazzina uffici e del nuovo reparto montaggio, da poco diventato pienamente operativo, a dimostrazione della volontà di crescere e scommettere sul futuro.
Sin dal 1997 la Olocco Srl ha ottenuto la certificazione di qualità UNI EN ISO9001:2015 e ha successivamente certificato la maggior parte dei propri prodotti in conformità alla Direttiva ATEX 2014/34/ EU. Nel 2007 ha iniziato a produrre valvole rotative idonee all’utilizzo in zone in zone a rischio esplosione con capacità di resistenza strutturale e tenuta fiamma fino a 10 bar, “RS/ex”, a cui si è successivamente aggiunta la serie “ExR”, con flange unificate secondo lo standard UNI PN10 / DIN2576, resistenza strutturale fino a 10 bar e tenuta fiamma fino 1,7 bar con terminali rotore in vulkollan e 2,5 bar con terminali metallici, nelle taglie da DN150 a DN300.
La Olocco Srl è inoltre in grado di garantire la compatibilità alimentare dei materiali con cui vengono realizzati i propri prodotti, in ottemperanza a quanto previsto dal Regolamento CE n°1935/2004 riguardante i materiali e gli oggetti destinati a venire a

contatto con i prodotti alimentari (MOCA), e al Regolamento CE 2023/2006 relativo alle buone pratiche di fabbricazione dei materiali e degli oggetti destinati a venire a contatto con gli alimenti. In ragione della crescente domanda di parti a contatto con il prodotto in acciaio inossidabile, è in fase di avanzata realizzazione la nuova gamma di valvole, “UPH” interamente costruite in acciaio inox AISI316, con flange tonde unificate secondo gli standard UNI PN10 / DIN2576, nelle taglie da DN150 a 300 e portate da 3 a 37 litri/giro. Queste valvole saranno disponibili anche nella versione a smontaggio rapido con barre di estrazione, “SMD”, rotore completamente smontabile e superfici interne lucidate e raccordate per soddisfare gli standard di pulizia più elevati.
Since 1997, Olocco has certified its products as to guarantee high quality, safety and hygiene
Olocco Srl has been manufacturing valves and components for pneumatic conveying and metering since 1950. Its valves are used in the feeding, unloading and pneumatic conveying of any kind of product in grain or powder, in the food, chemical or plastic industry, with low, average, highpressure lines. Olocco’s commitment has always been characterized by constant research from design to production of valves and accessories, ensuring the manufacturing of products at the top technical specifications, quality and safety. In recent years, the production department has undergone a profound renovation with the commissioning of new machining centres equipped with the most modern, flexible production systems, with high levels of automation for the handling of pieces, pallets, tools. New milling, boring and turning centres have produced a great increase of internal manufacturing capacity and brought our quality standards to ever-higher levels. During the last years, Olocco has been able to complete the construction of the new office building
and assembly department. All this demonstrates the will to grow and bet on the future.
In 1997, Olocco Srl obtained the quality certification UNI EN ISO9001:2015 and afterwards certified most of its products according to ATEX Directive 2014/34/ EU. In 2007, it so started manufacturing rotary valves in accordance with EN15089:2009, the European Standard that describes the general requirements for explosion isolation systems.
Olocco Srl is also able to guarantee the food compatibility of the materials used in the manufacturing of any valve, in compliance with the provisions of EC Regulation No.1935/2004 concerning materials and objects in contact with food products (MOCA), and the EC Regulation No.2023/2006 on good manufacturing practices. Due to the increase in demand for stainless steel components, the manufacturing of a new range of rotary valves, “UPH”, entirely built in AISI316 stainless steel, with unified round flanges according to UNI PN10 / DIN2576 standards, in the sizes from DN150 to 300 and flow rates from 3 to 37 litres/ rev, is at an advanced stage. These valves will be also available in the quick disassembly version with extraction bars, “SMD”, typically to ensure the safety
of the operators, to facilitate cleaning and general maintenance, inspection tasks or where rapid cleaning times are requested. A fully disassemblable rotor gives the possibility to clean it separately and remove any deposit. In advance inner surfaces can be completely polished and blended to meet the strictest hygienic standards in food, chemical and pharmaceutical industries.



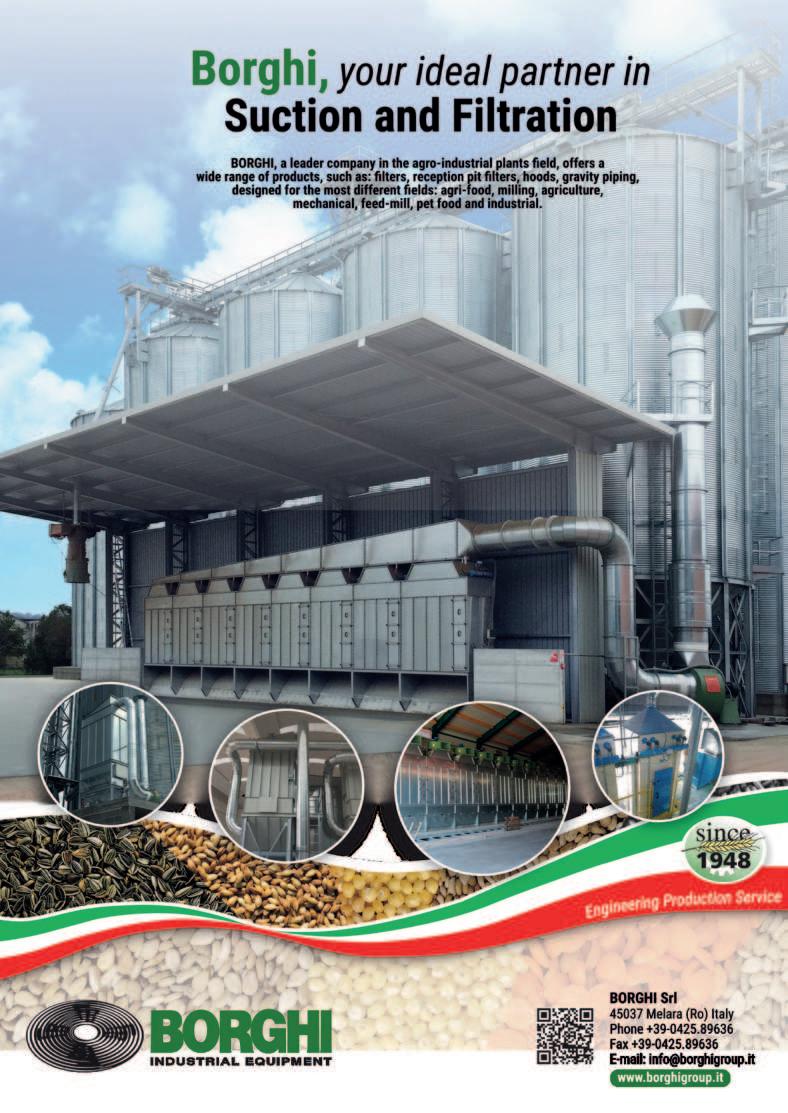
La decisione di investire in un impianto fotovoltaico rappresenta una strategia win-win che rafforza la posizione di Borghi Srl nel mercato europeo, sempre più attento alle tematiche ambientali
L’orientamento di Borghi Srl verso la sostenibilità non è solo una risposta alle crescenti aspettative del mercato e della regolamentazione europea, ma riflette una visione più ampia e lungimirante.
L’azienda riconosce che l’adozione di pratiche sostenibili non è solo una questione di responsabilità sociale, ma anche un fattore chiave di competitività e crescita a lungo termine. In questo contesto, la decisione di investire in un impianto fotovoltaico rappresenta una strategia win-win che rafforza la posizione di Borghi Srl nel mercato europeo, sempre più attento alle tematiche ambientali. Il progetto di installazione dei pannelli fotovoltaici è stato realizzato con il supporto di esperti del settore, assicurando la massima efficienza e qualità. I pannelli, installati sui tetti dei capannoni aziendali, sfruttano una superficie estesa, ottimizzando così la produzione di energia elettrica. L’impianto ad oggi ha una capacità produttiva di 645 KW e che soddisfa una parte significativa del fabbisogno energetico dell’azienda, contribuendo a ridurre la dipendenza dalle fonti energetiche tradizionali e le relative emissioni di CO2
Borghi Srl reinforces its position in European market
The decision to invest in a photovoltaic system is a win-win strategy that reinforces Borghi’s position in European market, increasingly sensitive to environmental issues
Borghi Srl’s orientation toward sustainability is not only an answer to market’s growing expectations and EU regulations, but it also reflects a broader and more far-sighted vision.
The company strongly believes that adopting sustainable practices is not only a matter of social responsibility, but also a key factor for competitiveness and long-term growth. To this regard, the decision to invest in a photovoltaic system is a win-win strategy that reinforces Borghi’s position in European market, increasingly sensitive to environmental issues.
The photovoltaic panel project has been carried out with the support of experts of the sector, granting the highest efficiency and quality. Installed on the warehouse roofs, the panels cover an extensive surface, thus optimizing power production. To date, the system has production capacity of 645 KW and meets a significant part of the company’s energy requirement, thus contributing to reducing dependence on traditional energy sources and CO2 emissions.
OCRIM propone soluzioni sempre più innovative in termini di sanitation, riduzione dei consumi energetici, massimizzazione dei risultati tecnologici degli impianti e minimizzazione dei costi operativi e di manutenzione
OCRIM, con sede a Cremona, gode di una reputazione globale come partner affidabile nella progettazione e fornitura di impianti molitori,mangimifici e lavorazioni cerealicole,nonché impianti di fine linea. Il suo impegno nella ricerca, nell’attenzione al cliente, nella formazione e nella comunicazione ha sempre costituito uno stimolo per un lavoro di squadra innovativo e produttivo.
A Cremona, Ocrim vanta due grandi sedi, per via della sempre crescente internalizzazione delle lavorazioni:la storica via Massarotti, che ospita gli uffici e parte della produzione, e la sede situata nella zona industriale della città,che comprende importanti reparti produttivi, e uffici logistici. Nella zona industriale di Cremona, è presente anche il polo molitorio Milling Hub, realizzato in collaborazione con Bonifiche Ferraresi, che si propone di rafforzare la filiera agroalimentare italiana, offrendo alle industrie alimentari prive di impianto molitorio la possibilità di usufruire di un impianto personalizzato, accompagnato dalle competenze tecniche e tecnologiche del team di OCRIM.
I progetti chiavi in mano sono uno dei punti di forza di OCRIM, offerti attraverso soluzioni su misura. Questa opzione è sempre più apprezzata dai clienti globali che desiderano affidarsi a un unico interlocutore capace di garantire elevati standard professionali e rispettare i tempi concordati. OCRIM si conferma anche come partner insostituibile per la fornitura di singole macchine e l’ampliamento/ammodernamento di impianti esistenti.
Il dipartimento FBC si occupa della progettazione e costruzione di impianti di fine linea, pallettizzazione, confezionamento sacchi e altri imballaggi, forniti su misura e chiavi in mano, in base alle specifiche esigenze del cliente. Oggi, è completamente integrato in OCRIM e rappresenta un ulteriore tassello


verso il completamento della filiera industriale che si declina nell’internalizzazione di tutte le lavorazioni, garantendo un prodotto Italian Made tracciato, controllato e certificato.
La versatilità e la serietà di OCRIM si sono ulteriormente evidenziate all’inizio del 2024, grazie all’acquisizione di SIMA di Treviso, un’azienda specializzata nella progettazione e costruzione di impianti di stoccaggio da oltre trentacinque anni.Tutto ciò si basa su valori condivisi come l’onestà, l’affidabilità, il sentimento di squadra e disponibilità, e soprattutto l’attenzione al Capitale Umano.

OCRIM è sempre stato un fornitore attento e preparato a 360 gradi di impianti di stoccaggio, ma questa partnership aggiunge un nuovo e fondamentale elemento alla filiera “The Italian Agri-Food Chain Choice”, di cui OCRIM è uno dei principali attori, ma anche alla filiera produttiva sempre più completa.
La dimostrazione dell’affidabilità di OCRIM è evidente anche attraverso l’accordo in essere con Molitecnica S.r.l., un’azienda italiana, per la realizzazione di impianti per farina nixtamalizzata destinati alla produzione di tortillas, snack e chips. Questi prodotti, prevalentemente radicati nella cultura alimentare del Centro/Sud America, godono di popolarità a livello mondiale. Per questi impianti, OCRIM fornirà le proprie macchine di processo, garantendo, così, prestazioni elevate in linea con gli obiettivi prefissati. Con lo scopo di offrire ai clienti impianti durevoli e servizi efficienti e di alta qualità, OCRIM propone

soluzioni sempre più innovative in termini di sanitation, riduzione dei consumi energetici, massimizzazione dei risultati tecnologici degli impianti e minimizzazione dei costi operativi e di manutenzione. Infatti, per quanto concerne le strategie e la gestione legate alla manutenzione e al miglioramento degli esiti tecnologici, OCRIM ha introdotto il Modular Mill Concept, una tecnologia innovativa che consente di interrompere, per qualsiasi motivo (manutenzione ordinaria, straordinaria, o altro), solo una parte della sezione di macinazione, mantenendo operativa un’altra parte e garantendo ininterrottamente una produzione specifica. Questa soluzione viene scelta e apprezzata da numerosi clienti grazie ai benefici tangibili che ne derivano.
Nel contesto dell’automazione,OCRIM agisce direttamente come interlocutore, evitando di affidarsi a strutture esterne per lo studio e l’implementazione dei propri sistemi di gestione degli impianti. Il pacchetto di automazione generale @mill, che comprende numerosi pacchetti applicabili, l’innovativo @rollermills, consente il controllo remoto dei laminatoi tramite tablet, e la Realtà Immersiva rappresentano soluzioni all’avanguardia progettate


Cremona - OIMuseum presso sede storica di OCRIM / Cremona – OIMuseum at OCRIM historical premises
per migliorare e semplificare le attività lavorative di coloro che operano nel settore molitorio. OCRIM, inoltre, offre ai propri clienti un’assistenza completa con il suo Service innovativo, in quanto i clienti possono ricevere un supporto tecnico postvendita specializzato in tempo reale e richiedere facilmente e velocemente i propri. Questo approccio all’avanguardia relativa all’assistenza clienti posiziona questa azienda come top player nel settore molitorio, offrendo soluzioni tempestive e personalizzate per ogni esigenza.
OCRIM eccelle anche dal punto di vista della formazione e alta formazione, in quanto, grazie alla vasta esperienza formativa della Scuola Internazionale di Tecnologia Molitoria di OCRIM, attiva sin dal 1965, e in sintonia con l’iniziativa Milling Hub, è stato istituito il polo formativo Milling Hub Masterclass. Questo polo mira a offrire una prospettiva innovativa nell’offerta formativa.L’accesso alla Masterclass è riservato esclusivamente a tecnici già formati, con un’esperienza già consolidata, per garantire un elevato profilo formativo. Il programma di formazione si focalizza sulla conoscenza delle sementi, attraverso tutto il processo di lavorazione di cereali e leguminose fino alla commercializzazione dei prodotti finiti. Grazie a queste positive trasformazioni aziendali, il dipartimento Ricerca&Sviluppo di OCRIM è impegnato nella sperimentazione di nuove strategie e progetti all’avanguardia, unici nel settore molitorio e in sintonia con le innovazioni che l’azienda sta attraversando. La collaborazione con prestigiose università italiane si rafforza ulteriormente, contribuendo in modo prezioso all’ottenimento di risultati vantaggiosi per il settore molitorio in generale. Anche i mezzi di comunicazione utilizzati da OCRIM hanno lo scopo di allineare il linguaggio aziendale alle nuove tendenze. L’azienda gode di una notevole visibilità attraverso testate nazionali e internazionali di settore, ai profili LinkedIn e Instagram, e i tre siti web: uno istituzionale, www.ocrim.com; uno dedicato al museo aziendale www.ocrimcore.com; uno dedicato al blog www.ai-lati.com, voluto da OCRIM come contenitore informativo dell’intera filiera The Italian Agri-Food Chain Choice, inclusi i partner aziendali.

Nel 2020, il comparto mediatico aziendale è stato potenziato con successo attraverso l’avvio dei Webinar, appuntamenti tecnico-scientifici relativi al mondo molitorio. Ma la vera novità è arrivata alla fine del 2022 con il nuovo format O-News Live, un tg aziendale condotto da tre dipendenti di OCRIM, il cui set è soprattutto il nuovo teatro, O-Theatre, uno spazio che OCRIM ha fortemente voluto per ospitare eventi come questo, ma anche meeting con clienti. Inoltre, OCRIM continua a offrire soluzioni su misura con macchine personalizzate, partecipa a manifestazioni come “Grano, farina e...”, e accoglie ospiti presso la O|HOUSE, una dimora storica nel centro della città di Cremona, e la O|FARMHOUSE, una cascina tipica cremonese ristrutturata e inaugurata in occasione dell’evento aziendale “Grano, farina e...” 2022.Tutti questi eventi e progetti sono concepiti con l’obiettivo di offrire una visione tangibile di un’azienda in continua e costante evoluzione.
Superior – il molino compatto targato OCRIM Il molino compatto Superior rappresenta un investimento strategico e intelligente, offrendo soluzioni produttive sicure e versatili per un prodotto finale eccellente.Assemblato presso le officine di OCRIM, il Superior riduce i costi di costruzione e la burocrazia associata a fabbricati dedicati, proponendosi come impianto a elevate prestazioni energetiche con costi di produzione e gestione contenuti.
Destinato a clienti con obiettivi imprenditoriali diversificati, il Superior è adatto sia a chi si avvicina per la prima volta al settore della molitoria che a chi desi-
dera un impianto compatto per ampliare o diversificare la propria offerta senza stravolgere la produzione industriale. Nato negli anni ‘50, il Superior è un’icona di ingegneria all’avanguardia che ha contribuito allo sviluppo industriale di OCRIM a livello internazionale. Il molino offre la possibilità di personalizzazione nell’allestimento tecnico, tecnologico e nel design, con quattro opzioni fruibili: Passion, Natural, Gold e Style. Ritornato in Casa OCRIM con una forma avveniristica dal punto di vista tecnologico ed elegante nel

Superior 1948

design, il Superior ha suscitato grande interesse e richieste, conducendo OCRIM a dedicargli un sito Internet (www.ocrimsuperior.com) e un indirizzo e-mail (info@ocrimsuperior.com) per informazioni e richieste, accompagnati da una brochure che riflette l’eleganza del molino compatto.
Superior – the compact mill by OCRIM
Superior is a compact mill representing a strategic and smart investment that offers safe and versatile productive solutions for an excellent final product.
Pre-assembled at OCRIM warehouse, Superior reduces the costs of a dedicated multi-level building and bureaucracy expense for urbanization works, and offers high energy performance for reduced production and management costs.
Meant for customers with different entrepreneurial courses, Superior is suitable for people approaching the milling world for the first time as well as for those who want a compact plant to extend or diversify their offe,without revolutionizing their industrial production. Create in the 1950s, Superior is a state-of-the-art engineering icon that has highly contributed to OCRIM’s industrial development internationally.


The mill offers the possibility to personalize its technical, technological, and design equipment, with four different solutions available: Passion, Natural, Gold, and Style. Back to OCRIM home in a futuristic shape, from the technological and design points of view, Superior has generated great interest and significant demand, as to persuade OCRIM to create dedicated Internet website (www.ocrimsuperior.com) and e-mail address (info@ocrimsuperior. com) for information and request, accompanied by a as well as a brochure that fully conveys the elegance of this compact mill.

OCRIM proposes increasingly innovative solutions in terms of sanitation, reduction of energy consumption, maximization of technological results of the plants, and reduction of operating and maintenance costs down to the minimum
ThecompanyOCRIM,headquarteredinCremona, is globally renowned as a reliable partner for the construction and supply of milling, feed, and cereal processing plants, as well as end-of-line plants. Its commitment to research, customer care, training and communication has always been an incentive for innovative and productive teamwork.
In Cremona, Ocrim boasts two large sites, due to the ever-increasing insourcing of processing: The original headquarters inVia Massarotti,which houses offices and parts of its production factories, and the premises at the industrial area of the city for some important production and logistics departments, and not far, there is also the Milling Hub created jointly with Bonifiche Ferraresi, is meant to strengthen Italian agro-food supply chain by offering food industries without milling plant the chance of using a customized plant, as well as the technical and technological knowledge of OCRIM team.
Turnkey projects are one of OCRIM’s strong points, suppliedintailor-madesolutions,increasinglywelcomed byinternationalcustomerswhodecidetorelyonasingle partner who can guarantee a high professional level and respect programmed time. OCRIM is an irreplaceable partner also for the supply of machines only, and in milling plant upgrade/modernization.
The FBC department designs and manufactures endof-line plants for palletization and packaging of bags and other packing,supplied turnkey and personalized upon customer’s requirements. Today, it is fully integrated in OCRIM and further piece to complete the industrial chain, which means internalizing all processes, thus guaranteeing a traced, controlled, and certified Italian Made product.
OCRIM’s versatility and seriousness have been further highlighted at the beginning of 2024, thanks to the acquisition of the company SIMA of Treviso, specializing in storage system design and

construction for more than thirty-five years. All that grounds on shared values,such as honesty,reliability, team feeling and availability, and above all, attention to Human Capital.
OCRIM has always been an attentive and wellprepared supplier of storage plants, and this partnership adds further and crucial element not only to “The Italian Agri-Food Chain Choice”, of which OCRIM is one of the main players, but also to the increasingly complete production chain.
OCRIM’s reliability is also evidenced by an important agreement reached with Italian company Molitecnica Srl, to build nixtamalized flour plants for tortilla, snacks and chips production. These products are mainly part of Central and Southern America’s food culture, but also highly appreciated and consumed all over the world. OCRIM will supply its process machines for these plants, thus guaranteeing high performance in line with the targets set.
With the goal of supplying long-lasting milling plants and efficient high-quality services, OCRIM proposes increasingly innovative solutions in terms of sanitation, reduction of energy consumption, maximization of technological results of the plants, and reduction of operating and maintenance costs down to the minimum.
In fact, as for strategies and management related to maintenance and improvement of technological results, OCRIM has introduced the Modular Mill Concept, an innovative technology that enables stopping some parts of the grinding section, for any

reason (ordinary and extraordinary maintenance, or else), while letting another run, thus granting uninterrupted specific production. This solution is chosen and highly appreciated by many customers thanks to the benefits it generates.
As far as automation is concerned, OCRIM plays the role of direct reference, thus avoiding external bodies for the study and implementation of plant management systems.
The general automation package @mill, which includes many application packets, the innovative @rollermills, which enables controlling the mills remotely via tablet, and the Immersive Reality are futuristic solutions created to improve and simplify the work activities of those in the milling sector.
In addition, OCRIM also offers its customers comprehensive support with its innovative Service, and its customers can be granted specialised aftersales technical support in real time, and can easily and quickly require their own. This state-of-the-art approach to customer service sets this company apart in the milling industry, offering timely and customised solutions for every need.
OCRIM also excels in terms of training and higher education, in fact, thanks to the extensive training experience of OCRIM International School of Milling Technology, active since 1965, and in line with the Milling Hub initiative, the Milling Hub Masterclass training hub has been established.This hub enriches the training with an innovative perspective. Access to the Masterclass is reserved to previously trained
Centro storico di Cremona - O|House, la casa che OCRIM mette a disposizione dei suoi ospiti. Cremona historic city centre – OIHouse, the house that OCRIM puts at its guests’ disposal


technicians only, with proven expertise, as to guarantee a high-degree training. 360° advanced training focusing on the knowledge of seeds, through cereal and pulses processing, to finished product sales.
On account of this corporate positive development, OCRIM’s R&D department is committed to experimenting new strategies and state-of-the-art projects can be broadly acknowledged as unique in the milling sector and in full harmony with the innovation the company has been experiencing.The partnership between OCRIM and some prestigious Italian universities is further strengthened, broadly contributing to get valuable results for the milling sector in general.
OCRIM’s communication instruments mean to finetune the corporate language to the new trends.
The company boasts considerable visibility through both national and international sector publications, via its LinkedIn and Instagram profiles, and three Internet
OPARTS: il mondo di OCRIM a portata di click
È l’innovativa piattaforma www.oparts-shop. com, un portale e-commerce con cataloghi interattivi per l’acquisto personalizzato di ricambistica per impianti molitori.
L’intero sito è stato studiato ponendo al centro il cliente. L’obiettivo è garantire la miglior user experience all’utente, in termini di navigabilità, velocità e intuitività.
Il portale è fruibile in tutto il mondo con la possibilità di acquistare direttamente 24/24 h articoli per il comparto molitorio e di fine linea tramite circuiti di pagamento internazionali e certificati.
Il portale include due sezioni distinte: una piattaforma di e-commerce B2B in grado di garantire l’acquisto immediato e diretto di articoli per impianti molitori ed una sezione personalizzata per i clienti affezionati con cataloghi interattivi. In quest’ultima area son caricati i cataloghi navigabili delle macchine di ciascun utente, con relativa matricola, tavola e distinta per individuare e ordinare ricambi specifici e customizzati. L’area riservata è stata progettata appositamente per i clienti storici e nuovi: l’obiettivo è ottimizzare il flusso delle informazioni e potenziare il Service dedicato alla clientela per l’acquisto di ricambi specifici per macchine OCRIM. I cataloghi, consultabili in diversi modi, facilitano e velocizzano il processo di ordine e riducono la possibilità di errore e di individuazione della componente specifica. Grazie al portale, in pochi click, il cliente può scegliere e ordinare le parti di ricambio della propria macchina, selezionandole direttamente sulla tavola e inserendole a carrello, visionare le promozioni a lui dedicate all’interno della sezione “My Area” e tenere costantemente monitorati i propri carrelli con relative richieste e ordini.
websites:the corporate website www.ocrim.com,one dedicated to the company’s museum www.ocrimcore.com, one dedicated to the blog www.ai-lati.com, strongly wanted by OCRIM as a real information provider for the entire The Italian Agri-Food Chain Choice chain, and therefore for its member companies.
In 2020,the company’s media department was greatly and successfully developed with the start of highly technical-scientifical Webinars into the milling world. Yet, the real novelty arrived at the end of 2022 with the new format O-News Live, a TV news hosted by three OCRIM employees, whose stage is the new O-Theatre, a space that OCRIM strongly wanted for events like this, as well as for meetings with customers. In addition to this, OCRIM also continues offering its customers tailored solutions featuring customized machines, participates in events such as “Wheat, flour, and …”, and welcome its guests at O|HOUSE, a historic residence in the center of Cremona, and at O|FARMHOUSE, a farmstead typical of the Cremona area, renovated and inaugurated on occasion of the company’s event “Wheat,flour and …”2022).Those are the events and projects created to provide a close-up view of a company that is continuously and constantly evolving.

Per maggiori informazioni vista il sito www.opartsshop.com oppure scrivi una mail a info@ocrim.com per conoscere i dettagli e ricevere la brochure dedicata a questo servizio.

OPARTS: OCRIM’s world is just a click away
OCRIM launched the innovative platform www. oparts-shop.com, an e-commerce portal with interactive catalogues where spare parts for milling plants can be bought.
The entire website has been designed with the customer in mind. The aim is to ensure the best user experience in terms of ease of navigation, speed, and intuitiveness.
The is available worldwide and allows customers to directly purchase milling products 24 hours a day via certified international payment circuits.
The portal is structured in two parts: a B2B e-commerce platform for the immediate and direct purchase of milling plant articles, and a customised section for loyal customers with interactive catalogues. In the latter area, the user’s machine catalogues are uploaded for browsing, with the relevant


serial number, table, and bill of materials so that users can find and order both specific and custommade spare parts.
The reserved area has been specifically designed both fornewandlong-standingcustomers.Thegoalisoptimising the flow of information and improving customer service when purchasing specific spare parts for OCRIM machines.Customerscanbrowsethevariouscatalogues in several ways,making the ordering process easier and quicker, thus minimising the chance of error when searching for a specific component.
Thanks to this portal, with just a few clicks, the user can choose and order the spare parts he needs for his machine, by selecting them directly from the table and order,and also find dedicated promos in the“MyArea” and keep track of requests and orders at all times.
For more information visit www.oparts-shop.com or e-mail to info@ocrim.com for more details and to receive a brochure about this service.



La rivoluzione dell’automazione industriale nel settore delle polveri alimentari passa attraverso soluzioni robotizzate avanzate F.lli Sacchi
La rivoluzione dell’automazione industriale nel settore delle polveri alimentari passa attraverso soluzioni robotizzate avanzate come SmartPick, SmartTipping e SmartPack. Questo articolo descrive un sistema integrato che utilizza questi tre sistemi modulari per gestire il dosaggio, la miscelazione e il confezionamento delle polveri, garantendo precisione, rintracciabilità, igiene, efficienza e sicurezza.
L’integrazionediSmartPick,SmartTippingeSmartPack offre un sistema completo per il dosaggio, la miscelazione e il confezionamento delle polveri.
SmartPick gestisce l’alimentazione di quantità medie ed elevate di polveri al mixer, SmartTipping si occupa dei microdosaggi e SmartPack confeziona il prodotto finale. Questo sistema combinato:
• Incrementa l’efficienza produttiva.
• Garantisce precisione nel dosaggio e nella miscelazione.
• Riduce i rischi per gli operatori.

• Assicura tracciabilità e qualità del prodotto. Sacchi ha messo a punto una piattaforma integrata completamente robotizzata per la produzione di mix complessi di polveri che vengono poi confezionate in sacchi.
L’adozione di questo sistema robotizzato integrato ha trovato impiego presso produttori di ingredienti alimentari, spezie e aromi, preparati per gelati, sughi e ripieni, piatti pronti e rappresenta un passo significativo verso l’automazione completa e l’ottimizzazione dei processi produttivi, migliorando la competitività e la qualità nel settore alimentare e chimico.
Il sistema SmartPick è progettato per automatizzare la gestione di sacchi contenenti materie prime in grandi quantità. Questo sistema robotizzato preleva sacchi fino a 80 kg,li apre,svuota e dosa il contenuto nei mixer, impastatrici, blender e macchine di processo in genere, garantendo la corretta preparazione delle ricette. I principali vantaggi includono:
• Automazione completa delle ricette in sacchi.
• Certificazione della correttezza delle ricette.
• Tracciabilità automatica delle materie prime.
• Eliminazione della manodopera e della movimentazione manuale.
• Riduzione dell’esposizione dell’operatore alle polveri. L’uso di SmartPick riduce i rischi associati alla manipolazione manuale delle polveri, migliora l’efficienza produttiva, la tracciabilità e garantisce un ambiente di lavoro più sicuro e più igienico.
SmartTipping è una soluzione robotizzata per il dosaggio preciso di microcomponenti. Utilizza diversi
tipi di dosatori, come quelli a vite, a nastro e vibranti, per garantire un dosaggio estremamente accurato, fino a decimi di grammo. Questo sistema è ideale per la preparazione di ricette che richiedono quantità precise di ingredienti minori.Le principali caratteristiche di SmartTipping includono:
• Coordinamento preciso e sincronizzato dei dosatori
• Raccolta dei microdosaggi in contenitori o sacchetti.
• Tracciabilità del batch tramite codici a barre o RFID.
• Adattabilità a diverse esigenze di dosaggio.
• Possibilità di interfacciamento diretto alle macchine di processo.
SmartTipping assicura una flessibilità operativa e una modularità senza precedenti, rendendo possibile la gestione precisa e affidabile dei microdosaggi.
SmartPack è una soluzione di confezionamento robotizzata altamente efficiente per polveri e granuli. Questo sistema riempie, salda o cuce i sacchi e li pallettizza, garantendo una produzione uniforme e costante. Le principali caratteristiche di SmartPack includono:
• Sistema robotizzato per l’intero processo di confezionamento e palletizzazione.
• Layout compatto e versatile.
• Configurazione personalizzabile in base alle esigenze del cliente.
• Facilità di gestione e pulizia.
• Cambio prodotto in tempo zero.
SmartPack è progettato per adattarsi a diversi settori, tra cui alimentare, farmaceutico e chimico, offrendo una soluzione completa e integrata per il confezionamento delle polveri miscelate.

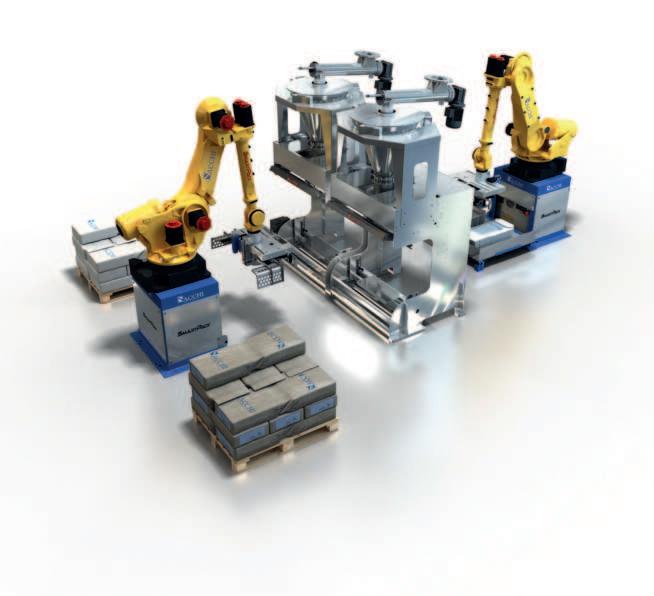
The revolution of industrial automation in the food powder sector is driven by advanced robotic solutions such as SmartPick, SmartTipping, and SmartPack.
Sacchi worldwide leader in robotic powder handling has developed a fully robotic integrated platform for the production of complex powder mixes that are then packaged in bags. This article describes an integrated system that utilizes these three modular systems to manage the dosing, mixing, and packaging of powders, ensuring precision, traceability, hygiene, efficiency, and safety.
The integration of SmartPick, SmartTipping, and SmartPack in this platform offers a comprehensive system for dosing, mixing, and packaging powders. The main components of the system are SmartPick manages the supply of medium and large quantities of powders to the mixer, SmartTipping handles micro-dosing, and SmartPack packages the final product.
This combined system has many advantages:
• Increases production efficiency,
• Ensures precision in dosing and mixing,
• Reduces risks for operators,
• Ensures total product traceability and quality, almost doubles the production capacity. The adoption of this integrated robotic system has
been successfully implemented by manufacturers of food ingredients, spices and flavours, ice cream preparations, sauces and fillings, ready meals, and represents a significant step towards full automation and optimization of production processes, improving competitiveness and quality in the food and chemical sectors.
The SmartPick system is designed to automate the handling of bags containing large quantities of raw materials. This robotic system picks up bags up to 80 kg, opens them, empties them, and doses the contents into mixers, kneaders, blenders, and general processing machines, ensuring the correct preparation of recipes.The main advantages include:
• Complete automation of bagged recipes.
• Certification of recipe correctness.
• Automatic traceability of raw materials.
• Elimination of manual labour and handling.
• Reduction of operator exposure to powders. The use of SmartPick reduces risks associated with manual handling of powders, improves production efficiency, traceability, and ensures a safer and more hygienic working environment.
SmartTipping is a robotic solution for the precise dosing of microcomponents. It uses various types of feeders, such as screw, belt, and vibrating feeders, to ensure extremely accurate dosing, down to tenths
The revolution of industrial automation in the food powder sector is driven by F.lli Sacchi advanced robotic solutions
of a gram. This system is ideal for preparing recipes that require precise amounts of minor ingredients. The main features of SmartTipping include:
• Precise and synchronized coordination of dosers.
• Collection of micro-doses in containers or bags.
• Batch traceability via barcodes or RFID.
• Adaptability to different dosing needs.
• Direct interfacing with processing machines.
SmartTipping ensures unprecedented operational flexibility and modularity, enabling precise and reliable management of micro-dosing.
SmartPack is a highly efficient robotic packaging solution for powders and granules. This system fills, seals, or sews the bags and palletizes them, ensuring uniform and consistent production. The main features of SmartPack include:
• Robotic system for the entire packaging and palletizing process.
• Compact and versatile layout.
• Customizable configuration based on customer needs.
• Ease of management and cleaning.
• Zero downtime product changeover.
SmartPack is designed to adapt to various sectors, including food, pharmaceutical, and chemical, offering a complete and integrated solution for the packaging of mixed powders.
Grazie alla struttura molecolare unica, si distingue per la straordinaria capacità di trattenere l’umidità, proteggendo gli alimenti dalla disidratazione
TREHA® è il trealosio originale sviluppato da Nagase Viita, caratterizzato da un’elevata purezza.
Si tratta di uno zucchero naturale dal gusto delicato, presente in vari alimenti, tra cui funghi e lieviti Grazie alla struttura molecolare unica, consente di mantenere i prodotti freschi e visivamente appetibili. Pur condividendo alcune proprietà con il saccarosio, si distingue per la straordinaria capacità di trattenere l’umidità,proteggendo gli alimenti dalla disidratazione. Scoperto nel 1832, il trealosio è stato prodotto in modo efficiente a partire dall’amido solo nel 1994, grazie alla Hayashibara Co., Ltd. (oggi Nagase Viita Co., Ltd.). Negli anni, l’azienda ha continuato a investire in ricerca avanzata, sviluppando enzimi derivati da microrganismi per la sintesi del trealosio, migliorando così le applicazioni nel campo alimentare.
Proprietà
TREHA® vanta sue proprietà uniche:
• Stabilità a pH acidi e temperature elevate.
• Inibizione della reazione di Maillard.
• Prevenzione della formazione di cristalli di ghiaccio di grandi dimensioni, ideale per gelati e sorbetti.
• Riduzione della retrogradazione degli amidi.
• Protezione delle proteine dalla denaturazione.
• Prevenzione dell’ossidazione degli acidi grassi.
• Azione mascherante sulle note amare. Principali applicazioni
TREHA® è idoneo in un ampio ventaglio di applicazioni, sia dolci che salate.
• Gelati: Ottimizza la consistenza,arricchisce il sapore.
• Bakery: Migliora la texture e prolunga la morbidezza.
• Pasticceria e confetteria: Previene la cristallizzazione degli zuccheri.
• Piatti pronti e gastronomia: Mantiene freschezza e stabilità nel tempo.
• Carni e alimenti salati: Preserva l’umidità, migliora la consistenza.
• Preparazioni plant-based: Garantisce texture soffici e gusto autentico, senza l’uso di additivi.
Il dosaggio varia tra il 3% e il 5%, a seconda dell’applicazione.
Un ingrediente chiave nel gelato
TREHA® è un ingrediente prezioso per i dessert freddi, come gelati e sorbetti. Garantisce una dolcezza delicata e un gusto bilanciato, senza eccessi zuccherini, anche a basse temperature Oltre al sapore, migliora la consistenza, riduce la formazione di cristalli di ghiaccio e favorisce una

maggiore spalmabilità. Grazie al suo peso molecolare, permette una fusione più lenta in bocca, migliorando l’esperienza sensoriale del consumatore.
Un esempio dell’innovazione portata dal trealosio è il gelato mochi, un dolce giapponese: grazie a questo ingrediente è diventato congelabile senza perdere la sua caratteristica morbidezza.
Oggi,il gelato mochi è apprezzato in tutto il mondo ed è un esempio delle tante applicazioni del trealosio nella produzione di dessert.
TREHA® di Nagase Viita Co., Ltd. è distribuito in Italia da Faravelli Food Division
Per maggiori dettagli non esitare a contattare Faravelli Food Division all’indirizzo e-mail: food@faravelli.it
Thanks to its unique molecular structure, Trehalose is distinguished by its unique ability to retain moisture, protecting food from dehydration
TREHA® is the original trehalose developed by Nagase Viita, characterised by high purity. It is a natural sugar with a delicate taste, found in various foods, including mushrooms and yeasts. Thanks to its unique molecular structure, it keeps products fresh and visually appealing. While sharing some properties with sucrose, it is distinguished by

its unique ability to retain moisture, protecting food from dehydration.
Discovered in 1832, trehalose was only efficiently produced from starch in 1994 by Hayashibara Co., Ltd. (now Nagase Viita Co., Ltd.). Over the years, the company has continued to invest in advanced research, developing microorganism-derived enzymes for the synthesis of trehalose, thereby improving food applications.
Properties
TREHA® boasts its unique properties:
• Stability at acidic pH and high temperatures.
• Inhibition of the Maillard reaction.
• Prevention of the formation of large ice crystals, ideal for ice cream and sorbets.
• Reduction of starch retrogradation.
• Protection of proteins from denaturation.
• Prevention of oxidation of fatty acids.
• Masking action on bitter notes.
Main applications
TREHA® is suitable for a wide range of applications, both sweet and savoury.
• Ice cream: Optimises texture, enriches flavour.
• Bakery: Improves texture and prolongs softness.
• Pastry and confectionery: Prevents crystallisation of sugars.
•Ready-made meals and gastronomy: Maintains freshness and stability over time.
• Meat and savoury foods: Preserves moisture, improves texture.
• Plant-based preparations: Ensures soft textures and authentic taste, without the use of additives. Dosage varies between 3% and 5%, depending on the application.
A key ingredient in ice cream
TREHA® is a valuable ingredient for cold desserts such as ice cream and sorbets. It guarantees a delicate sweetness and balanced flavour, without sugary excesses, even at low temperatures.
In addition to flavour, it improves consistency, reduces the formation of ice crystals and promotes greater spreadability.
Thanks to its molecular weight, it allows slower melting in the mouth, enhancing the consumer’s sensory experience.
An example of the innovation brought by trehalose is mochi ice cream, a Japanese dessert: thanks to this ingredient, it became freezable without losing its characteristic softness.
Today, mochi ice cream is popular all over the world and is an example of the many applications of trehalose in the production of desserts.
TREHA® from Nagase Viita Co., Ltd. is distributed in Italy by Faravelli Food Division.
For more details, please do not hesitate to contact Faravelli Food Division at: food@faravelli.it

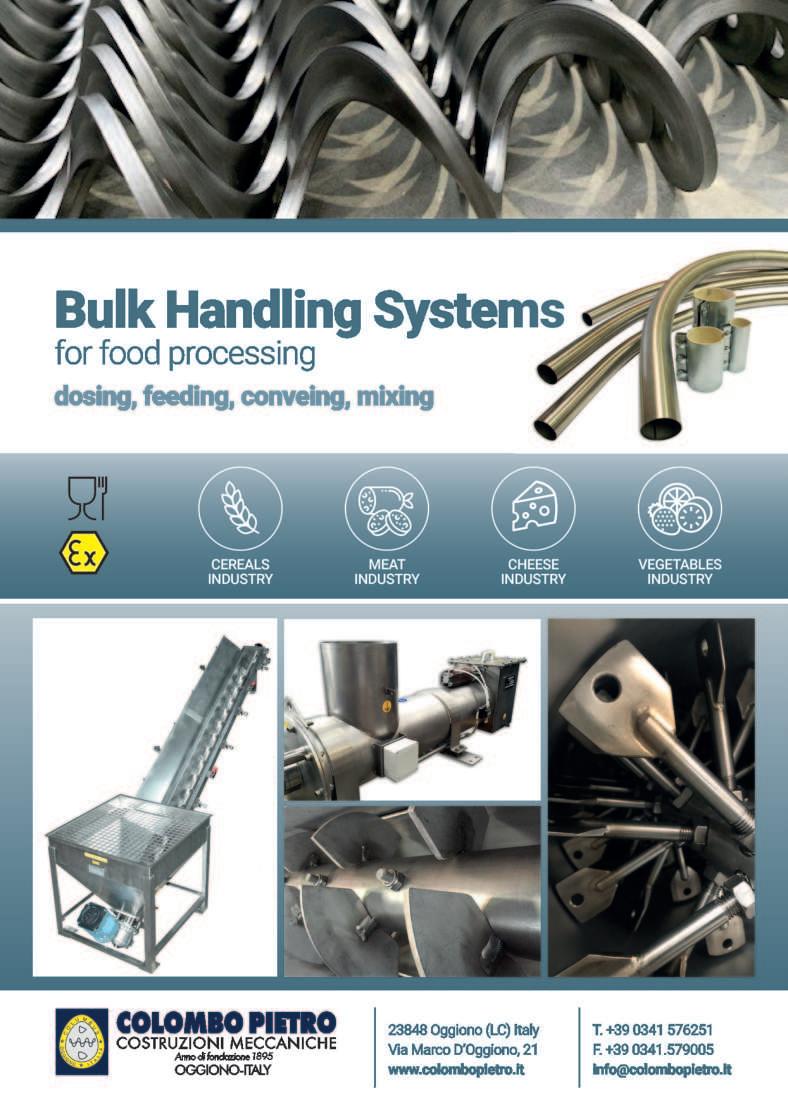
Tecnologia, innovazione e cura artigianale hanno qualificato la forza di Colombo Pietro da oltre un secolo


Da oltre cento anni Colombo Pietro è un’azienda leader nella progettazione e costruzione di sistemi di movimentazione con trasportatori a coclea, una lunga storia di sfide e successi.
Tecnologia, innovazione e una importante esperienza alle spalle sono i valori che qualificano la forza di questa azienda
Oggi la società Colombo Pietro è una moderna realtà produttiva, è il tuo partner ideale per tutte le problematiche legate al trasporto e allo stoccaggio dei materiali sfusi.
Il brand Colombo Pietro è scelto da chi è alla ricerca di un fornitore affidabile e di un prodotto di qualità customizzato su misura.
Oggi Colombo Pietro persegue il futuro senza dimenticare l’attenzione per la cura artigianale nella realizzazione dei suoi prodotti studiati per rispondere alle esigenze del business contemporaneo.
Technology, innovation and craftmanship have typified Colombo Pietro’s strength for more than a century
For more than 100 years,Colombo Pietro has been a company specializing in design and manufacture of handling systems with screw conveyors, and its long history is made of challenges and successes.
Technology, innovation, and considerable experience are the values that have been typifying this this company’s strength.
Today, Colombo Pietro is a modern production reality, your ideal partner for any issue about bulk materials conveyance and storage.
The Colombo Pietro brand is chosen by whomever is looking for a reliable supplier and a quality product tailored to requirements.
Colombo Pietro is future-oriented and never forgets its attention to fine craftmanship when manufacturing its products, which are studied to meet the requirements of contemporary business.

Emilos offre una garanzia assoluta di qualità e garantisce da sempre il miglior funzionamento del vibrovaglio realizzato ad personam
La passione di Emilos per la setacciatura nasce al termine degli anni ’70; frutto della volontà e dell’impegno di Luigi Solimè, il fondatore dell’azienda. Questa azienda si caratterizza da sempre per l’intuizione e l’entusiasmo, grazie ai quali è riuscita ad affermarsi nel mondo della setacciatura. La struttura aziendale è contraddistinta da una forte flessibilità, la quale permette di ottenere significativi immediati risultati. Il contatto diretto con le problematiche del cliente stimola costantemente la progettualità
In Italia Emilos propone prove di setacciatura gratuite, grazie alle quali è possibile definire con precisione il tipo di vibrovaglio più idoneo al il risultato desiderato dall’utilizzatore. Con il ciclo di lavorazione Emilos vengono realizzati vibrovagli interamente personalizzati. Emilos offre una garanzia assoluta di qualità e garantisce da sempre il miglior funzionamento del vibrovaglio realizzato ad personam. La fidelizzazione dei clienti è un elemento di orgoglio.
Emilos è da sempre focalizzata sul Made in Italy e ogni vibrovaglio viene interamente realizzato all’interno dell’azienda. Emilos fornisce soluzioni per qualsiasi problematica di vagliatura.
La gamma dei vibrovagli va da un diametro minimo di 450mm a un diametro massimo di ben 1800mm
I vibrovagli Emilos sono in grado di affrontare setacciature molto difficoltose e portate orarie elevate, grazie agli speciali motovibratori installati, progettati per funzionare in continuo 24 ore su 24 per 365 giorni l’anno.
Vuota-sacchi compatto
Questo dispositivo è così detto “tutto in uno” ed è composto da un vibrovaglio mod. SLP600 che integra in sé la cappa di aspirazione. Per facilitarne l’apertura durante le fasi di pulizia, il sistema è dotato di sganci rapidi e scivolo appoggia sacchi ribaltabile.
Il telaio portarete è di tipo doppia-gola che consente assoluta autonomia nel cambio della tela vagliante. Il fondo è conico con scarico laterale per la fuoriuscita del prodotto setacciato. Presenta un carter di protezione per molle e motovibratore. Il carrello è corredato di tre ruote antitraccia. Il motovibratore installato può variare dai 1400 ai 3000 giri/minuto. È costruito interamente in acciaio inox AISI 304L o 316L. Viene realizzato anche in esecuzione ATEX zona 22.
Emilos offers an absolute guarantee of quality and has always guaranteed the best functioning of the vibrating screen made ad hoc

Emilos’ passion for sieving was born at the end of the 70’s; the result of the will and commitment of Mr. Luigi Solimè, the company’s founder. Emilos has always been characterized by intuition and enthusiasm, thanks to which it has managed to establish itself in the world of sieving. The company’s structure is characterized by strong flexibility, which allows obtaining significant immediate results Direct contact with the customer’s problems constantly stimulates planning
In Italy, Emilos offers free sieving tests, thanks to which it is possible to precisely define the type of vibrating screen most suitable for the result desired by the user. With its production cycle Emilos produces completely customized vibrating screens. Emilos offers an absolute guarantee of quality and has always guaranteed the best functioning of the vibrating screen made ad hoc. Customers’ loyalty is an element of pride for Emilos. Emilos has always been focused on Made in Italy; each Emilos vibrating screen is entirely made in-house.
Emilos provides solutions for any sieving problem. The range of Emilos vibrating screens goes from a minimum diameter of 450mm to a maximum diameter of 1800mm

La struttura può essere realizzata con altezza e diametro personalizzati.
I punti di forza di Emilos sono la progettazione e la realizzazione di vibrovagli personalizzati, la qualità e la durevolezza dei macchinari prodotti e le brevi tempistiche di esecuzione e consegna.
The vibrating sieves are able to deal with very difficult sievings and high hourly flow rates, thanks to the special motorvibrators installed, designed to operate continuously 24 hours a day, 365 days a year.
Compact bag-emptying machine
This so-called “all-in-one” device consists of a vibrating screen model SLP600 that houses a suction hood.To facilitate opening during cleaning operations, the system is equipped with quick releases and a tilting bag ramp. The double-groove screen holder frame allows utter freedom when changing the screening net. The conic-shape bottom has side unloading for sieved product discharge. It features a protective casing for springs and motor vibrator. The trolley is equipped with three non-marking wheels. The motor vibrator installed can vary from 1400 to 3000 rpm. It is entirely in stainless steel AISI 304L or 316L, and is also built in compliance with ATEX, zone 22.
The height and diameter of the frame can be customized.
Emilos’ strength points are the design and construction of customized vibrating screens, the quality of the materials used, the longevity of the machinery produced and the short times of execution and delivery.



Pasta al Farro Monococco Sgambaro: il più antico dei grani convince i consumatori per leggerezza e digeribilità
Blind test e risultati di vendita premiano la Pasta di Sgambaro che raggiunge – con le due varianti Monococco e Dicocco – il 23% di quota a volume. Digeribile e leggera: questo il verdetto rilasciato da un centinaio di consumatori a seguito di un blind test sulla pasta al Farro Monococco di Sgambaro.

Condotto da Mérieux NutriSciences, gruppo internazionale specializzato in servizi di consulenza per aziende, specialmente in ambito alimentare, il test ha rilevato - su uomini e donne dai 30 ai 60 anni che hanno abbandonato o limitato il consumo di pasta convenzionale perché ritenuta causa di «pesantezza» e/o «scarsa digeribilità» a beneficio di alternative a base di altri cereali – come la Pasta Sgambaro al farro Monococco sia gradita per le sue eccellenti performance. Nello specifico, il 96% dei consumatori percepisce la pasta al farro più digeribile e il 93% la considera più leggera della pasta di grano duro. Oltre a questi due attributi, le ottime prestazioni della Monococco hanno interessato tutte le aree sensoriali: l’aspetto, il sapore, la consistenza e la capacità di trattenere il sugo. È un prodotto, dunque, considerato di «alta qualità» da quasi il 90% del campione; mentre l’80% dichiara di «volerlo mangiare ancora» e lo considera un prodotto «facile da abbinare alle ricette».
“Sono quasi dieci anni da quando abbiamo scelto di guardare alle produzioni agricole antichissime con l’intuizione di trasformare un prodotto storicamente legato alla produzione di pane in una pasta dalle grandi qualità - dichiara Pierantonio Sgambaro,Presidente del Pastificio Sgambaro. “Ecco perché queste evidenze supportano e confermano come si possa fare innovazione di qualità con un grano che ha 10mila anni e che possiamo definire il padre di tutti i frumenti, in quanto il cereale più antico coltivato dall’uomo.
La Pasta Farro Monococco di Sgambaro nasce, dunque, da una profonda conoscenza della terra e da stretti legami di fiducia che il pastificio ha saputo intessere con gli agricoltori. È sulle colline senesi, a


conformazione prettamente argillosa, che cresce questa coltura biologica, il cui chicco dal gusto raffinato, fonte di ferro, selenio e zinco, con pochi grassi e a basso contenuto di glutine, viene scelto direttamente da Pierantonio Sgambaro per fare una pasta di eccellenza, sia sotto il profilo dell’esperienza di gusto, sia del profilo nutrizionale. La linea Farro Monococco, che comprende i formati fusilli, tortiglioni e penne rigate, è ricca di antiossidanti, carotenoidi, vitamine e minerali, ha un basso contenuto in glutine, di grassi e contiene amido in forma altamente solubile. “Le conferme arrivano anche dai risultati di vendita. Nel comparto farro, il Pastificio ha raggiunto una quota a Volume del 23% a livello nazionale, secondi adesso solo alle MMD che hanno il 40,8% (Nielsen, YTD 28 s al 14/07/2024). Non solo, la nostra pasta al farro registra una variazione a volume del + 16,2% contro un +2,7% del mercato del farro, trainata principalmente dalla vendita del formato penne” – conclude Pierantonio Sgambaro Sgambaro – Molino e Pastificio
Fondato da Tullio Sgambaro e dai figli Dino ed Enzo nel 1947, Sgambaro è un pastificio veneto con sede e produzione di pasta di altissima qualità a Castello di Godego in provincia di Treviso. Una delle poche realtà medio-grandi del settore ad avere un mulino interno, dal 2001 è stato precursore del grano duro a km0, investendo anche nel biologico.
Dietro all’impegno di Sgambaro c’è una filiera virtuosa: i rapporti diretti con gli agricoltori intessuti da anni consentono di selezionare le migliori partite di grano duro, oltre all’introduzione del farro monococco per produrre pasta a livello industriale con uno dei grani più antichi e dalle elevate proprietà nutrizionali. Oggi, tutta l’attenzione è riservata alla nuova linea prodotta con grano Khorasan, 100% italiano e proveniente da agricoltura bio nelle zone del Sud Italia. La linea Khorasan è per Sgambaro la continuazione di un percorso intrapreso tanti anni fa e che ha il merito di aver anticipato con lungimiranza le tendenze alimentari che vedono al primo posto la ricerca di uno stile di vita salutare e sostenibile.
Sgambaro Einkorn Spelt
Pasta: the oldest grain wins over consumers with its lightness and digestibility
Blind tests and sales results reward Sgambaro Pasta, which reaches a 23% market share in volume with its two variants, Einkorn and Emmer. Digestible and light: this is the verdict by a hundred consumers following a blind test on Sgambaro’s Einkorn Spelt Pasta. Conducted by Mérieux NutriSciences, an international group specialized in consulting services for companies, particularly in the food sector, the test revealed – among men and women aged 30 to 60 who have reduced or stopped consuming conventional pasta due to its perceived “heaviness” and “poor digestibility” preferring cereal-based alternatives – that Sgambaro’s Einkorn Spelt Pasta is appreciated for its excellent performance. Specifically, 96% of consumers perceive spelt pasta as more digestible, and 93% consider it lighter than durum wheat pasta. In addition to these two attributes, Einkorn’s excellent performance impressed all sensory areas: appearance, taste, texture, and its ability to hold sauce.It is therefore considered a“highquality” product by almost 90% of the sample, while 80% say they “want to eat it again” and consider it a product that is “easy to pair with recipes”.
“It’s been almost ten years since we choose to look at the ancient agricultural productions with the intuition

of transforming a product historically linked to the production of bread in a pasta of great qualities”,said Pierantonio Sgambaro, President of Sgambaro Pasta Factory. “That is why this evidence support and confirm how it is possible to achieve quality innovation with a grain that is 10 thousand years old and can be considered the father of all wheats, as it is the oldest cereal cultivated by humans”. Sgambaro’s Einkorn Spelt Pasta, therefore, comes from a deep knowledge of the land and strong relationships of trust that the pasta factory has built with farmers. It is in the clay-rich hills of Siena that this organic crop grows. The grain, with its refined taste, rich in iron, selenium, and zinc, low in fat and gluten, is personally selected by Pierantonio Sgambaro to create a pasta of excellence, both in terms of taste and nutritional profile. The Einkorn Spelt line, which includes fusilli, tortiglioni, and penne rigate, is rich in antioxidants, carotenoids, vitamins, and minerals. It has a low content of gluten and fats, and contains starch in a highly soluble form. The confirmation also comes from sales results. In the spelt sector, the Sgambaro pasta factory has achieved a 23% market share by volume nationally, now second only to MMD, which has 40.8% (Nielsen, YTD 28 weeks as 14/07/2024). Moreover, “our spelt pasta shows a volume increase of 16.2% compared to 2.7% for the spelt market, driven primarily by the sales of the penne type of pasta”, concludes Pierantonio Sgambaro Sgambaro – Mill and Pasta Factory Founded by Tullio Sgambaro and his sons Dino and Enzo in 1947, Sgambaro is a Veneto-based pasta factory located in Castello di Godego, Treviso. One of the few medium-large companies in the sector with an internal mill, it has been a pioneer in local durum wheat since 2001,also investing in organic products.

Behind Sgambaro’s commitment is a virtuous supply chain:long-standing direct relationships with farmers allow for the selection of the best durum wheat batches, as well as introducing Einkorn spelt to produce pasta industrially using one of the oldest grains with high nutritional properties. Today, all the attention is focused on the new line produced with Khorasan wheat, 100% Italian and sourced from organic farming in southern Italy. For Sgambaro, the Khorasan line represents the continuation of a journey started many years ago, which has the merit of having foresightedly anticipated food trends that prioritize a healthy and sustainable lifestyle.



MIX ha potenziato il proprio laboratorio di prova e ora i clienti possono far eseguire prove con parametri più severi, temperature fino a +200°C, pressione fino a +5bar e in vuoto

Dal 1990 la società MIX srl progetta e costruisce a Cavezzo (MO) sistemi di mescolazione e componenti industriali per il trattamento dei prodotti in polvere, granuli, fibre e paste. Durante questi anni MIX ha avuto l’opportunità di trattare tanti diversi prodotti, imparando che ogni processo è unico e merita un mescolatore costruito su misura capace di raggiungere il suo scopo. Grazie alla esperienza sempre in crescita, MIX è in grado di progettare e costruire macchine per processi in batch e in continuo; mescolatori, essiccatori, reattori, granulatori, sterilizzatori, riscaldatori, raffreddatori, sostatori adatti anche ai processi produttivi più complicati. MIX crede fermamente nell’importanza della Ricerca e Sviluppo e dell’innovazione; recentemente MIX ha potenziato il proprio laboratorio di prova. Ora i clienti MIX possono far eseguire prove con parametri più severi, temperature fino a +200°C, pressione fino a +5bar ed in vuoto. Polveri, granuli, fibre, paste, tutti questi tipi di prodotti possono essere testate nel nuovo laboratorio, anche in atmosfera classificata (ATEX). Ora è possibile gestire completamente in automatico reazioni chimiche, reazioni fisiche, contenuto di umidità nei prodotti, incrementi di temperatura e di pressione; MIX tiene monitorati tutti i parametri durante ogni momento dell’intero processo. Come sempre MIX garantisce la riservatezza delle informazioni trattate e la ripetibilità nei mescolatori industriali dei risultati ottenuti durante le prove di laboratorio; ora diventa molto più semplice determinare le caratteristiche peculiari di ogni prodotto e, di conseguenza, individuare le tecniche di mescolazione più indicate per l’ottenimento del prodotto finito desiderato.
SThanks to its enhanced testing facility, MIX can perform trials under harder parameters, such as temperature up to +200°C, pressure up to +5bar and vacuum
ince 1990 MIX s.r.l. has been designing and manufacturing mixing systems and industrial components for bulk solids handling. During these years, MIX has had the opportunity to come in touch with many different products, learning that each process is unique and deserves a custom manufactured mixer to fulfill its purpose. Thanks to this continuously growing experience, MIX is able to design and manufacture batch and continuous mixers, dryers, reactors, granulators, sterilizers, heaters, coolers and blenders suitable for the most complicated industrial processes. MIX firmly believes in the importance of research, development and innovation.
Recently,MIXhasenhanceditsinternalTestingFacilitywithbrandnewmachineries and is now able to execute trials with harder parameters as temperature up to +200°C and pressure up to +5bar or vacuum.
Powders, granules, fibers, pastes can be tested in the new laboratory, even in classified hazardous atmosphere (ATEX).
The handling of chemical reactions, the measurement of moisture content of the products and the increase or decrease of pressure and temperature in the mixer is now fully automated. MIX laboratory allows the control of all parameters, during every step of the process.
As usual, MIX guarantees the confidentiality of the processed information and that the results obtained during the trials in the testing facility are scalable and repeatable with industrial mixers; Thanks to the new laboratory it is now much easier to determine the characteristics of each raw material and, therefore, identify the most suitable mixing techniques for obtaining the desired final result.

Il nuovo prodotto AT-KS-AK è basato sul collaudato sistema di gommini passacavo KT icotek e permette il montaggio di tutti i connettori Keystone disponibili sul mercato
Il gommino AT-KS-AK è stato sviluppato per connettori Keystone ed è equipaggiato con uno sportello di chiusura per garantire il grado di protezione IP 54 Il nuovo prodotto AT-KS-AK è basato sul collaudato sistema di gommini passacavo KT icotek e permette il montaggio di tutti i connettori Keystone disponibili sul mercato. Il corpo in poliammide garantisce un’elevata stabilità al connettore utilizzato. Uno sportello integrato nel gommino garantisce la protezione e la chiusura all’interfaccia utilizzata e per evitare manomissioni e aumentare così la sicurezza e le performance.
La funzione di montaggio a scatto permette al connettore Keystone di essere integrato velocemente e facilmente all’interno del gommino, in caso di necessità può essere rimosso con un semplice cacciavite. Il gommino AT-KS-AK offre una soluzione versatile per instradare cavi con connettore e fornire un’interfaccia di comunicazione verso l’esterno del quadro elettrico. Utilizzando il gommino adattatore AT-KS-AK, non è necessario realizzare una nuova apertura riducendo
così i costi e i tempi di lavorazione. Il grado di protezione IP54 può essere raggiunto, con un qualsiasi connettore Keystone disponibile sul mercato, chiudendo lo sportello integrato nel gommino.
Il gommino adattatore AT-KS-AK offre i seguenti vantaggi:
• Integrazione dei connettori nel sistema passacavo divisibile
• Non è necessario eseguire altre aperture
• Compatibile con oltre 70 tipologie di connettore Keystone
• Grado di protezione IP 54 garantito con il coperchio chiuso
• Protezione del connettore da polvere e acqua
• Possibilità di sigillare l’interfaccia
• Soluzione salvaspazio
• Montaggio a scatto
Un campione del prodotto e le sue certificazioni possono essere richieste direttamente al costruttore. https://www.icotek.com/it/prodotti/imas-connect/ at-ks-ak
Applicazione AT-KS-AK + KEL-U 24
Application AT-KS-AK + KEL-U 24
The adapter grommet AT-KS-AK is based on the proven icotek KT cable grommet and enables the easy snapping in of almost all modules based on the Keystone system

The AT-KS-AK were specially developed for Keystone modules and equipped with a protective cover to ensure protection up to IP54. The adapter grommet AT-KS-AK is based on the proven icotek KT cable grommet and enables the easy snapping in of almost all modules based on the Keystone system.The polyamide body integrated into the grommet provides a stable and secure base for the modules used. A protective cover attached to the front protects the interface and can even be sealed for additional security.
The snap-in assembly enables the Keystone modules to be easily snapped into the adapter grommet. If necessary, the modules can be unlocked using a screwdriver. This makes the AT-KS-AK a versatile solution that can be used to route pre-assembled cables and as an interface for connectors. By using the AT-KS-AK adapter grommet, additional cut-outs in the housing wall are avoided and labour
AT-KS-AK (con sigillatura) AT-KS-AK (with seal)
costs are reduced. The IP54 protection class is achieved when the cover is closed (regardless of the keystone module type or manufacturer).
Advantages of the AT-KS-AK adapter grommet at a glance:
• Direct integration of connectors into the cable entry
• No separate holes in the housing wall necessary
• Compatible with over 70 different Keystone modules
• Certified IP54 protection class when the cover is closed
• Lockable protective cover
• Possibility of sealing the interface
• Space-saving solution
• Simple snap-in assembly
Samples and certificates can be obtained directly from the manufacturer.
https://www.icotek.com/en/products/imas-connect/ at-ks-ak

Le macchine Escher Mixers sono riconosciute per la loro robustezza, la loro longevità, l’accuratezza delle finiture e per la qualità dell’impasto che riescono ad ottenere
Escher Mixers è specializzata nella produzione di macchine per l’impasto e la miscelazione, nei settori della panificazione e della pasticceria artigianale e industriale. Negli anni ha maturato una conoscenza specifica che le ha permesso di sviluppare macchine e soluzioni per le necessità di una clientela variegata e per i diversi tipi di mercato.
Le macchine Escher Mixers sono notoriamente riconosciute per la loro robustezza, la loro longevità, l’accuratezza delle finiture e per la qualità dell’impasto che riescono ad ottenere.
Macchinari per industria della panificazione Escher Mixers propone concetti di miscelazione a Spirale e Wendel. Entrambe le soluzioni possono
essere con vasca rimovibile attraverso un sistema brevettato di bloccaggio e movimentazione del carrello MR-MW Line o con sistema di scarico inferiore MD-MDW Line con nastri trasportatori o sollevatori vasche in combinazione con sistemi automatici con movimentazione lineare e stoccaggio delle vasche di lievitazione su magazzini verticali o lineari, sistemi di impasto automatici rotativi, sistemi di recupero sfridi, sistemi con tramoggia traslante e dispositivo a stella/ghigliottina/rulli e ghigliottina e altre soluzioni personalizzate.
Macchinari per industria dolciaria
La gamma di mescolatori planetari con doppio utensile per l’industria della pasticceria si caratterizza
per la mancanza di sistemi di lubrificazione ad olio, migliorando il livello d’igiene e riducendo la manutenzione della macchina. Una vasta gamma di utensili intercambiabili è disponibile per i diversi usi ed impasti. Per le produzioni industriali, Escher Mixers ha ideato la Linea PM-D con movimento degli utensili indipendente, con velocità regolabili singolarmente e con possibilità di invertire il moto. Mentre la Linea PM-DB con la struttura a ponte permette l’inserimento automatico degli ingredienti, l’insufflazione d’aria per ridurre i tempi d’impasto e incrementare volume, la lavorazione dell’impasto con pressione negativa/positiva e la pulizia con sistema CIP di lavaggio. Diverse opzioni per lo scarico delle vasche sono disponibili.

Escher Mixers machines are renowned for their sturdiness, durability, accurate finishes, and for the quality of the dough they produce
Escher Mixers specializes in the production of mixing machinery for the bread and pastry-making sectors. Over the years, Escher Mixers has gained specialized knowledge that has allowed this company to develop machines and solutions to meet the needs of a variety of clients and different types of markets.
Escher Mixers machines are renowned for their sturdiness, durability, accurate finishes, and for the quality of the dough they produce.
Bakery equipment
Escher Mixers proposes Spiral and Wendel mixing concepts. Both solutions can be with removable bowl through a patented® bowl locking and motion system MR-MW Line or bottom discharge system MDMDW Line with conveyors belts or bowl lifters which can be matched with automatic solutions with linear system and storage of the resting bowls in vertical or linear storages, rotating automatic systems-carousel, scraps recovery systems, transverse hopper systems and star-cutting/guillotine/roller with guillotine and other customized solutions.
Pastry equipment
The range of planetary mixers with double tool for the pastry industry is characterized by the lack of oil lubrication systems, improving hygiene and reducing machine maintenance.A wide range of interchangeable tools is available for different uses and doughs. For industrial productions, Escher Mixers has developed the PM-D Line with independent tool
movement, with individual speed regulation and the possibility to reverse the motion. While the PM-DB Line with the bridge structure allows automatic insertion of the ingredients, air insufflation to reduce mixing times and increase volume, dough processing with negative/positive pressure and cleaning through CIP washing system. Various bowl discharge options are available.


La spirale di raffreddamento a doppia direzione di SARP è la soluzione ottimale per il settore della panificazione
La spirale di raffreddamento a doppia direzione rappresenta una soluzione tecnologicamente avanzata e altamente performante per il settore della panificazione industriale. Questo sistema innovativo è progettato per assicurare un raffreddamento efficiente e continuo dei prodotti da forno, come basi di torte, focacce, pane e altri impasti. Grazie alla sua versatilità, la spirale è in grado di gestire con facilità una vasta gamma di formati e tipologie di prodotti, adattandosi perfettamente alle specifiche esigenze di ciascun processo produttivo.
Uno dei principali vantaggi della spirale di raffreddamento a doppia direzione è la sua capacità di ottimizzare il processo di raffreddamento, riducendo significativamente i tempi di lavorazione. Con un tempo di ciclo medio di circa 14 minuti, questo sistema offre un’elevata velocità operativa, senza compromessi in termini di qualità del prodotto finale. Questa caratteristica è particolarmente importante in un contesto produttivo in cui la rapidità di esecuzione e la costanza del risultato sono fattori determinanti per mantenere alta la competitività sul mercato.
Un altro aspetto fondamentale di questo tipo di spirale è la sua configurazione modulare, che permette di
personalizzare e adattare il sistema in base alle esigenze specifiche di ogni cliente e di ogni prodotto. L’architettura modulare consente non solo di ottimizzare lo spazio disponibile all’interno dello stabilimento, ma anche di garantire un flusso regolare e continuo dei prodotti lungo tutta la linea di produzione. Questo si traduce in una maggiore efficienza operativa, con un minor numero di interruzioni e una riduzione del rischio di eventuali errori o difetti lungo il percorso produttivo.
La caratteristica che distingue questa spirale è la doppia direzione di movimento. Questo permette di migliorare il controllo sulla velocità e la distribuzione del prodotto durante il raffreddamento, assicurando una gestione ottimale del flusso di lavoro e una riduzione dei tempi complessivi di produzione. La spirale di raffreddamento a doppia direzione garantisce, inoltre, un raffreddamento omogeneo e uniforme lungo tutto il percorso, fondamentale per preservare la qualità del prodotto e assicurare che le caratteristiche organolettiche, come sapore, consistenza e fragranza, rimangano inalterate.
Dal punto di vista operativo, la spirale di raffreddamento può funzionare fino a 24 ore al giorno, senza interruzioni, garantendo una produzione continua. Questo è reso possibile grazie all’integrazione di un avanzato sistema di raffreddamento, che include un evaporatore ad alta efficienza e una cella di isolamento termico.Questi elementi consentono di mantenere un controllo costante della temperatura, fondamentale per garantire che il processo di raffreddamento avvenga in modo sicuro e controllato, preservando così l’integrità del prodotto finale.
L’utilizzo di una spirale di raffreddamento a doppia direzione non si limita soltanto a migliorare l’efficienza produttiva, ma offre anche numerosi altri vantaggi. Innanzitutto, contribuisce a una significativa riduzione dei tempi complessivi di produzione, accelerando i processi e consentendo un maggior numero di cicli produttivi giornalieri. In secondo luogo, grazie al suo design innovativo, permette di ridurre i consumi energetici,ottimizzando l’utilizzo delle risorse e abbattendo i costi operativi. In un’epoca in cui l’efficienza energetica e la sostenibilità sono priorità assolute per le aziende, questa tecnologia rappresenta un’opportunità preziosa per ridurre l’impatto ambientale e migliorare la redditività.
La spirale di raffreddamento è quindi una soluzione ideale per le aziende che desiderano migliorare le loro performance produttive senza sacrificare la qualità Grazie alla sua flessibilità, al suo design modulare e all’integrazione di tecnologie avanzate, questo sistema si adatta perfettamente alle diverse esigenze del settore della panificazione, permettendo alle aziende di rispondere prontamente alle sfide di un mercato sempre più competitivo.
Investire in una spirale di raffreddamento a doppia direzione significa,in definitiva,investire in una tecnologia all’avanguardia, che permette di ottimizzare il processo produttivo, garantire la qualità dei prodotti e ottenere un vantaggio competitivo nel settore. Questo sistema non solo aiuta a migliorare l’efficienza e a ridurre i costi, ma offre anche la certezza di poter contare su una produzione continua e affidabile, indipendentemente dalla quantità di prodotto da gestire o dalla durata dei cicli produttivi.
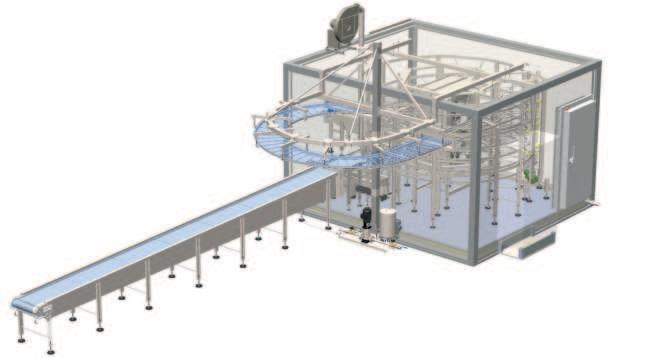
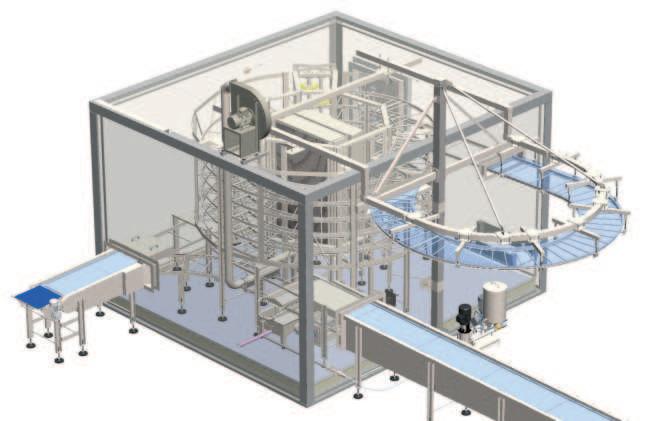
The bi-directional cooling spiral represents a technologically advanced and highly efficient solution for the industrial bakery sector.This innovative system is designed to ensure the continuous and effective cooling of bakery products such as cake bases, focaccia, bread, and other doughs. Thanks to its versatility, the spiral can easily handle a wide range of product formats and types, adapting perfectly to the specific needs of each production process. Oneofthemainadvantagesofthebi-directionalcoolingspiralisitsabilitytooptimize the cooling process, significantly reducing processing times. With an average cycle time of approximately 14 minutes, this system offers high operational speed without compromising the quality of the final product. This feature is particularly important in a production context where speed and consistency are key factors in maintaining market competitiveness.
Another key aspect of this type of spiral is its modular configuration, which allows customization and adaptation of the system to meet the specific needs of each client and each product.The modular architecture not only optimizes the available space within the plant but also ensures a smooth and continuous flow of products along the entire production line. This results in greater operational efficiency, with fewer interruptions and a reduced risk of errors or defects along the production path.
What distinguishes this spiral is its bi-directional movement.This feature enhances control over the speed and distribution of products during cooling,ensuring optimal workflow management and reducing overall production times. The bi-directional cooling spiral also guarantees homogeneous and uniform cooling throughout
the process, which is essential for preserving product quality and ensuring that organoleptic properties such as flavor, texture, and fragrance remain unaltered. From an operational perspective, the cooling spiral can operate up to 24 hours a day without interruption, ensuring continuous production.This is made possible by the integration of an advanced cooling system, which includes a high-efficiency evaporator and a thermal insulation cell. These elements allow for constant temperature control, essential for ensuring that the cooling process is carried out safely and consistently, thus preserving the integrity of the final product.
The use of a bi-directional cooling spiral not only improves production efficiency but also offers several other advantages. First and foremost, it contributes to a significant reduction in overall production times, speeding up processes and allowing for a greater number of daily production cycles. Secondly, thanks to its innovative design, it reduces energy consumption by optimizing resource use and lowering operating costs. At a time when energy efficiency and sustainability are top priorities for companies,this technology offers a valuable opportunity to reduce environmental impact and improve profitability.
The cooling spiral is therefore an ideal solution for companies looking to improve their production performance without sacrificing quality. Thanks to its flexibility, modular design, and integration of advanced technologies, this system perfectly adapts to the diverse needs of the bakery sector, enabling companies to respond swiftly to the challenges of an increasingly competitive market.
Investing in a bi-directional cooling spiral ultimately means investing in cuttingedge technology that optimizes the production process,guarantees product quality, and provides a competitive edge in the industry. This system not only helps to improve efficiency and reduce costs but also offers the assurance of reliable, continuous production, regardless of the volume of product to be managed or the duration of production cycles.



At Tekno Stamap, we are a leading company in the bakery, pastry and art of baking sector. With our extensive experience and understanding of our customers’ unique requirements, we create high-quality machinery, components and systems designed specifically for this specialized industry. Our team is committed to exceeding client expectations in bakery and pastry. We prioritize excellence in every aspect, from concept to final product, ensuring high-quality machinery and systems. We consistently invest a substantial portion of our revenue in innovative machinery and production systems. By producing all mechanical components in-house, Tekno Stamap



maintains control over the entire production chain. This ensures high quality standards for every part of its machinery.
We’ve established a significant global market presence through our experience, cutting-edge technology, and customer-focused approach. Our mission is to continually expand our product range whilst maintaining high standards of quality and technological innovation. We’re committed to investing in new, more efficient production systems. Our aim is to become a global benchmark in the sector of professional machinery for dough processing in bread-making, pizzerias, and pastry-making.











TWO ARMS MIXER IBT SERIES 45 kg up to 160 kg


Gruppo Barilla compie continui sforzi del per innovare i prodotti e sostenere l’agricoltura sostenibile - I nuovi dati del Rapporto di Sostenibilità 2023
Gruppo Barilla presenta il suo ultimo Rapporto di Sostenibilità,che illustra 15 anni di impegno per la tutela dell’ambiente, l’innovazione, la nutrizione e il benessere delle comunità. Barilla continua il suo percorso verso la creazione di una cultura alimentare che promuova un’alimentazione nutrizionalmente equilibrata e condivide l’impegno a sostenere la sostenibilità ambientale con rinnovata energia e visione strategica. Il riconoscimento di questo modo di fare impresa arriva dall’ultima Global RepTrak® 100, dove Barilla emerge come azienda leader nel settore alimentare, assicurandosi la 29ª posizione a livello mondiale. Nuovi prodotti per una scelta più ampia Dall’inizio del 2023, il Gruppo Barilla ha sviluppato il Modello di Nutrizione e Benessere di Gruppo, una linea guida nutrizionale interna che ha l’obiettivo di impattare positivamente sul benessere delle persone, offrendo prodotti gustosi e nutrienti, accompagnati da informazioni adeguate sulle porzioni, in linea con uno stile di vita sano. Questo impegno ha portato alla riformulazione di quasi 500 prodotti dal 2010, con una riduzione dei grassi saturi, degli zuccheri e del sale e un aumento del contenuto di fibre. Inoltre, nel 2023 Barilla ha lanciato 16 gustosi prodotti senza zuccheri aggiunti, ricchi o fonti di fibre, e contenenti cereali alternativi al grano (come farro, avena, segale e grano saraceno), nonché prodotti con legumi o frutta secca o monoporzioni.
Più di un’azienda alimentare: una famiglia
Attraverso il suo Global Diversity Supplier Program, Barilla continua a sostenere la diversità e l’inclusione,

offrendo pari opportunità di collaborazione alle imprese di proprietà di minoranze, donne, LGBTQ+ e disabili. Questa iniziativa ha portato il Gruppo a essere riconosciuto quest’anno come Silver Top Global Champions for Supplier Diversity & Inclusion da WeConnect International, un’organizzazione no-profit globale che mette in contatto acquirenti aziendali e fornitori di genere femminile. Inoltre, l’azienda,che ha già raggiunto la parità retributiva tra i sessi a livello globale con l’eliminazione del divario retributivo tra i sessi nel 2020, ha recentemente implementato una nuova politica parentale che offre un congedo minimo retribuito di 12 settimane per tutti i genitori, con l’obiettivo di promuovere un ambiente di lavoro ancora più inclusivo e un migliore equilibrio tra lavoro e vita privata per i suoi oltre 9.000 dipendenti in tutto il mondo.
Attenzione alla sostenibilità ambientale dal campo alla tavola
Attraverso i suoi 30 siti produttivi nel mondo, Barilla produrrà circa 2 milioni di tonnellate di alimenti nel 2023, puntando a una maggiore efficienza lungo tutta la sua filiera. Grazie ai continui investimenti per l’ammodernamento degli impianti produttivi e al costante impegno degli oltre 8.500 agricoltori partner in progetti di agricoltura sostenibile, Barilla sostiene l’agricoltura locale: l’89% del grano duro, ingrediente chiave di tutti i marchi di pasta del Gruppo, viene acquistato dal mercato locale. Con Wasa sta anche sperimentando alcuni progetti di agricoltura rigenerativa nella filiera della segale, in collaborazione con Indigo e Svensk Kolinlagring. Il progetto ha coinvolto 14 agricoltori in Germania e Svezia,ai quali è stato chiesto di applicare tecniche di agricoltura rigenerativa, come le colture di copertura, la lavorazione minima del terreno, la rotazione delle colture, l’uso mirato dei fertilizzanti. Solo nel 2023 sono stati investiti oltre 10 milioni di euro per l’ottimizzazione dei processi, il miglioramento dei sistemi degli impianti produttivi, le soluzioni di efficienza energetica e gli impianti di autoproduzione di energia rinnovabile che hanno portato a una riduzione del 28% delle emissioni di gas serra e a una diminuzione del 21% del consumo di acqua dal 2010, mentre il 62% dell’energia elettrica proviene da fonti rinnovabili come acqua, sole e vento, percentuale che sale al 100% per la produzione di condimenti come i Pesti Barilla e di prodotti da forno con marchi come Wasa, Harrys e Mulino Bianco. In tutto il mondo, quasi il 100% della pasta, dei sughi, del pesto, del pane, dei biscotti e degli snack del Gruppo Barilla è destinato al riciclo e oltre il 99% della carta e del cartone proviene da foreste gestite in modo responsabile.
Opportunità educative e sostegno alle comunità locali
Promuovere l’accesso al cibo per un numero crescente di persone, migliorare l’inclusione e sostenere lo sviluppo dei territori: nel 2023 il Gruppo Barilla ha attivato iniziative di solidarietà nei diversi
Paesi in cui opera per un totale di 3,2 milioni di euro e circa 3.200 tonnellate di prodotti donati in 12 mesi. Un impegno costante che dal 2010 ha visto

Barilla donare oltre 60 milioni di euro e quasi 50 mila tonnellate di prodotti.
L’ultimo Rapporto di Sostenibilità del Gruppo Barilla testimonia il suo costante impegno per integrare un approccio sostenibile in ogni aspetto delle sue attività, con l’obiettivo di creare un futuro migliore e più equo per tutti.
“Oggi più che mai, quando parliamo di gusto, nutrizione, sicurezza alimentare, ambiente, accessibilità, persone, comunicazione, futuro, che si tratti di uno spaghetto, di un biscotto, di un pane o di una salsa, ci riferiamo alla qualità dei nostri prodotti, al cuore di ciò che facciamo, alle azioni che intraprendiamo e al valore dei nostri marchi”affermano Guido, Luca e Paolo Barilla nella lettera introduttiva del Rapporto di Sostenibilità 2023 - siamo consapevoli che la strada da percorrere è lunga e tortuosa, ma l’impegno e la passione di tutti in Barilla ci assicurano di essere pronti ad affrontare le sfide che ci attendono e a tracciare il nostro cammino verso il futuro.”
“Questo rapporto parla del nostro continuo impegno, dei nostri risultati e delle nostre sfide nei prossimi anni per far sì che tutti possano apprezzare ‘la gioia del cibo, per una vita migliore’ - commenta Gianluca Di Tondo, Amministratore Delegato del Gruppo Barilla, nel Rapporto di Sostenibilità 2023abbiamo intrapreso una serie di importanti iniziative per migliorare il nostro modo di fare business; siamo sempre stati guidati dai nostri valori fondamentali e dal desiderio di crescere in modo sano nel pieno rispetto delle nostre persone, dei nostri partner commerciali (siano essi clienti o fornitori), dei nostri consumatori e del pianeta.”
Gruppo barilla fatturato 2023 a 4.869 milioni di euro (+7%)
Il 2023 conferma la crescita degli ultimi anni: il fatturato del Gruppo è stato di 4.869 milioni di euro che, al netto dell’effetto iperinflazionistico della Turchia, si è attestato a 4.842 milioni (+7% rispetto al 2022 al netto dell’effetto perimetro e dei cambi). 230 milioni di euro (4,7% del fatturato) sono stati destinati all’innovazione di prodotto,al miglioramento dell’efficienza e all’aumento della capacità produttiva. Il margine EBITDA si conferma al 10%, in linea con la performance dell’anno precedente.
Group’s continuous efforts to innovate products and support sustainable farming - The new data in the 2023
Barilla Group unveils its latest Sustainability Report, showcasing 15 years of commitment to environmental stewardship, innovation, nutrition and community welfare. Barilla continues its journey towards the creation of a food culture that promotes nutritionally balanced eating and shares commitment to support environmental sustainability with renewed energy and strategic vision. The recognition for this way of doing business comes from the latest Global RepTrak® 100, where Barilla emerges as the leading company in the food sector and securing the 29th position worldwide. New products for a wider choice
Since the beginning of 2023, Barilla Group has developed the Group Nutrition and Wellness Model, an internal nutritional guideline aimed at positively impacting people’s well-being by offering tasty and nutritious products accompanied by appropriate portions information that align with a healthy lifestyle. This commitment has led to the reformulation of nearly 500 products since 2010, resulting in reductions in saturated fats, sugars, and salt, while increasing fiber content. Moreover, in 2023 Barilla launched 16 tasty products without added sugar, rich in or sources of fiber, and containing alternative grains to wheat (such as spelt, oats, rye and buckwheat) as well as products with legumes or dried fruit or single-portioned. More than just a food company: a family
Through its Global Diversity Supplier Program, Barilla continues to champion diversity and inclusion by providing equal collaboration opportunities to minority-owned, women-owned, LGBTQ+, and disabled-owned businesses. This initiative led the Group to be recognized this year as Silver Top Global Champions for Supplier Diversity & Inclusion by WeConnect International , a global non-profit that brings together corporate buyers and womenowned suppliers. Moreover, the company, who has already achieved gender pay equality globally with the elimination of the gender pay gap in 2020, has also recently implemented a new parental policy offering a minimum paid leave of 12 weeks for all parents aimed at fostering an even more inclusive workplace and better work-life balance for its over 9,000 employees worldwide.
Attention to environmental sustainability from field to fork
Across its 30 production sites worldwide, Barilla produced approximately 2 million tons of food

in 2023, advancing towards greater efficiency throughout its entire supply chain. Through ongoing investments in upgrading production facilities and the continuous engagement of its over 8,500 farmer partners in sustainable agriculture projects, Barilla supports local agriculture: 89% of durum wheat, the key ingredient of all the Group’s pasta brands, is purchased from the local market. With Wasa we are also piloting some regenerative agriculture projects in the rye supply chain, in collaboration with Indigo and Svensk Kolinlagring.The project has involved 14 farmers in Germany and Sweden, who were asked to apply regenerative agriculture techniques, such as cover crops, minimal processing of the land, crop rotation, targeted use of fertilisers. In 2023 alone, over €10 million were invested in process optimization, improvements to production facility systems, energy efficiency solutions, and renewable energy self-production installations resulting in a 28% reduction in greenhouse gas emissions and a 21% decrease in water usage since 2010, while 62% of the electricity comes from renewable sources such as water, sun and wind, a percentage that goes up to 100% for the production of condiments like Pesti Barilla and of bakery with brands like Wasa, Harrys and Mulino Bianco. Worldwide, almost 100% of the Barilla Group’s pasta, sauces, pesto, bread, biscuits and snacks are designed for recycling, and more than 99% of paper and cardboard comes from responsibly managed forests.
Educational opportunities and support to local communities
Promote access to food for a growing number of people, enhance inclusion and support the development of territories: in 2023 the Barilla Group activated solidarity initiatives in the various countries in which it operates for a total of 3.2 million euros and approximately 3,200 tons of products donated in 12 months. A constant commitment which since 2010 has seen Barilla donate over 60 million euros and almost 50 thousand tons of products.
Barilla Group’s latest Sustainability Report is a testament to its enduring mission to integrate a sustainable approach into every aspect of its operations, aiming to create a better, more equitable future for all.
“Now more than ever, when we discuss taste, nutrition, food safety, the environment, accessibility, people, communication, the future, whether in terms of spaghetti, a biscuit, a bread or a sauce, we are referring to the quality of our products, the heart of what we do, the action we take and the value of our brands – affirms Guido, Luca and Paolo Barilla in the introductory letter of the 2023 Sustainability Report – we are well aware there is a long and winding road ahead, although the commitment and passion of everyone at Barilla ensures we are ready to face the challenges that await us and to chart our journey into the future.”
“This report speaks of our continued commitment, our achievements and our challenges in the coming years to ensure everyone can appreciate ‘the joy of food, for a better life’ – comments Gianluca Di Tondo, CEO of Barilla Group, in the 2023 Sustainability Report – we have undertaken a series of major initiatives to improve the way we do business; we have always been guided by our core values and the desire to grow healthily with full respect for our people, our business partners (whether customers or suppliers), for our consumers and for the planet.”
Barilla group 2023 turnover at 4,869 million euros (+7%)
2023 confirms the growth of recent years:the Group’s turnover was 4,869 million euros which, net of the hyper-inflationary effect of Turkey, stood at 4,842 million (+7% compared to 2022 net of the perimeter and exchange rate effect).
230 million euros (4.7% of turnover) were allocated to product innovation, improving efficiency and increasing production capacity.The EBITDA margin is confirmed at 10%, in line with the performance of the previous year.

Z.Matik è un’azienda italiana che vanta quarant’anni di esperienza nella progettazione e produzione di macchinari per panifici e pasticcerie.
Lasuagammadiprodotti100%MadeinItalyèingradodisoddisfareleesigenzediogni cliente: propone sfogliatrici manuali e automatiche, planetarie, gruppi croissant, avvolgitrici e tavoli di lavoro, a cui è possibile abbinare molteplici optional. La funzionalità e la robustezza delle macchine Z.Matik garantiscono semplicità d’uso e qualità, elementi essenziali che vengono apprezzati nel mercato sia nazionale che internazionale.
Sicurezza, affidabilità, precisione e rispetto dei tempi di consegna hanno da sempre reso riconoscibile il marchio Z.Matik.
L’efficienza del prodotto viene da sempre abbinata ad un continuo servizio di assistenza post-vendita, che offre consulenze su funzionamento degli stessi garantendo anche la disponibilità e la spedizione di pezzi di ricambio in 24 ore.
Z.Matik accompagna il cliente nella scelta del prodotto più adatto alle sue esigenze e, grazie alla sua fitta rete di rivenditori, è in grado di prestare assistenza tecnica in tutto il mondo.

Z.Matik is an Italian company that boasts forty years of experience in the design and production of machinery for bakeries and pastry shops.
Its 100% Made in Italy range of products can satisfy the needs of every customer: it offers manual and automatic sheeters, planetary machines, croissant machines, moulding machines and mini lines, to which there is the possibility of combining multiple optionals.
The functionality and robustness of the Z.Matik machines guarantee ease of use and quality, essential elements that are appreciated in the national and international market.
Safety, reliability, precision and compliance with delivery deadlines have always made the Z.Matik brand recognisable.
The efficiency of the product has always been combined with a continuous aftersales service, which offers consultancy on the products and their functioning, and the guaranteed availability of spare parts within 24 hours.
Z.Matik accompanies the customer in choosing the product best suited to his needs and, thanks to its dense network of resellers, it is able to provide technical assistance throughout the world.






Z. MATIK S.r.l
Via dell’Artigianato IV Strada, 6 35020 Candiana PD - Italy
Tel. +39 049 95 999 35 www.zmatik.com - info@zmatik.com

La sfogliatrice modello SHE è compatta e con un design che permette all’operatore di lavorare in modo confortevole.
La meccanica mantiene alcuni punti cardine, ma viene rinnovata anch’essa, consentendo al cliente minor manutenzione e maggiore resistenza.
L’obiettivo è di rendere questa gamma ancora più solida e intuitiva, quindi agevolare l’operatore soprattutto nella pulizia ordinaria.
La sfogliatrice si presta a molteplici applicazioni: dalle pasticcerie agli hotel, al catering, ecc. Gli optional esistenti sono stati resi ancor più evoluti.
The SHE model sheeter is compact and with a design that allows the operator to work comfortably. The mechanics keep some key points, but they are also renewed, allowing the customer less maintenance and greater resistance.
The goal is to make this range even more solid and intuitive, thus facilitating the operator especially in routine cleaning.
The dough sheeter is perfect for multiple applications: from pastry shops to hotels, catering, etc. Existing options have been made even more advanced.










Dotata di macchinari
all’avanguardia per il taglio e la piegatura della lamiera, oltre a centri specializzati per saldatura, tornitura e verniciatura, l’area produttiva Zanin rappresenta un nucleo tecnologico di eccellenza
Zanin Srl, emblema dell’eccellenza italiana, si distingue per la qualità, l’avanguardia, la ricerca e la personalizzazione nel settore della realizzazione di impianti destinati alla movimentazione, stoccaggio, pulitura e trasformazione di cereali, legumi, frutta secca e spezie ad uso alimentare. Fondata nel 1956, l’azienda si è costantemente adattata alle dinamiche del mercato, offrendo consulenze di alto livello per individuare soluzioni ottimali.
La sede principale, ubicata a Casale sul Sile nella provincia di Treviso, si estende su più di 5000 metri quadrati, includendo un’area produttiva e di assemblaggio, magazzini e uffici. Dotata di macchinari all’avanguardia per il taglio e la piegatura della lamiera, oltre a centri specializzati per saldatura, tornitura e verniciatura, l’area produttiva rappresenta un nucleo tecnologico di eccellenza. Un centro prove è sempre a disposizione della clientela con esigenze specifiche, mentre uno showroom offre l’opportunità di valutare la qualità e le performance delle macchine Zanin. Impianti di processo
Zanin progetta impianti personalizzati per il trasporto, la pulitura e lo stoccaggio, rispondendo alle singole esigenze del cliente, dalla ricezione della materia prima al confezionamento. Le macchine per il trasporto “gentile” rimuovono impurità e corpi estra-

nei, garantendo una fase di stoccaggio ottimale prima della trasformazione o del confezionamento. Impianti di trasformazione
Malterie per cereali
La progettazione e la realizzazione di impianti di maltazione rappresentano per Zanin Srl un processo naturale, frutto dell’esperienza consolidata nella produzione di macchine per la lavorazione dei cereali e di una maggiore sensibilità nel contesto alimentare. In un’epoca in cui la tendenza alla regionalizzazione si fa sempre più evidente, la produzione interna di malto assume un ruolo cruciale, soprattutto per le realtà di piccole e medie dimensioni. I birrifici artigianali, in particolare, attribuiscono un’importanza fondamentale ai concetti di “provenienza” e “terra”. Le malterie commerciali, seguendo questa stessa direzione, hanno implementato sistemi capaci di produrre piccoli lotti di nuovi malti e semi germogliati.

Questi prodotti trovano applicazione in svariati settori, spaziando dal food al beverage, dalla cosmetica alla farmaceutica. Le potenzialità di tali produzioni sono molteplici, contribuendo significativamente anche dal punto di vista economico.
Tostatori per cereali e legumi
L’ultima innovazione proposta da Zanin è rappresentata dal tostatore per cereali e legumi,caratterizzato da un design particolare e capace di generare prodotti di alta qualità. La peculiarità di questa macchina risiede nella tostatura per contatto, dove la parete esterna viene riscaldata dall’aria calda prodotta da un bruciatore a vena d’aria. Il prodotto, a contatto con la parete, subisce il processo di tostatura, mentre un sistema interno di miscelazione garantisce un’omogeneità del prodotto. Amaranto, avena, canapa, ceci, fagioli, semi di zucca, piselli, girasole, chia, orzo, lenticchie e molti altri rappresentano i principali prodotti trattati.
Miscelatori
I miscelatori Zanin sono progettati per ottenere la miscelazione ottimale di cereali e legumi seguendo una ricetta predefinita. Il sistema di miscelazione consente di mantenere un’omogeneità del prodotto, preservando l’integrità strutturale del seme. Le operazioni di pulizia, di vitale importanza nel settore alimentare, sono agevolate grazie ai CIP di lavaggio installati e agli ampi portelloni di accesso all’interno della macchina. Velocità e precisione rappresentano l’essenza dei miscelatori Zanin. Nell’ambito delle farine, Zanin Srl ha sviluppato un sistema certificato ISO 9001 TÜV SÜD, che riceve, pesa e miscela omogeneamente diverse farine, consentendo agli utilizzatori di garantire prodotti sempre migliori e ricette personalizzabili.
Dust Stop
Dust Stop costituisce il fiore all’occhiello di questa visione del mondo orientata alla sostenibilità ambientale, essendo un sistema brevettato che impedisce la dispersione di polvere durante le delicate fasi di scarico del prodotto. La tramoggia brevettata DSDust Stop è stata accuratamente testata, dimostrando un’elevata efficacia nella riduzione della polvere durante il caricamento sfuso di prodotti secchi, granulari e a funzionamento libero.
Equipped with state-of-the-art machinery for cutting and bending sheet metal, as well as specialized centres for welding, turning, and painting, Zanin production area is a technological core of excellence
Zanin Srl, emblem of Italian excellence, stands out for its quality, innovation, research, and customization in the field of designing systems for handling, storage, cleaning, and processing of cereals, legumes, dried fruits, and spices for food use. Founded in 1956, the company has consistently adapted to market dynamics, providing high-level consultancy to identify optimal solutions.
The main headquarters, located in Casale sul Sile in the province of Treviso, spans over 5000 square meters, including a production and assembly area, warehouses, and offices. Equipped with state-of-theart machinery for cutting and bending sheet metal, as well as specialized centres for welding, turning, and painting, the production area represents a technological core of excellence. A testing centre is always available for clients with specific needs, while a showroom offers the opportunity to assess the quality and performance of Zanin machines.
Processing plants
Zanin designs customized systems for transport, cleaning, and storage, meeting the unique needs of clients from raw material reception to packaging.Gentle handling equipment removes impurities, ensuring optimal storage before transformation or packaging.


Transformation plants
Malting systems for cereals
The design and implementation of malting plants are a natural process for Zanin Srl, stemming from their consolidated experience in manufacturing machines for cereal processing and a heightened sensitivity in the food sector. In an era where the trend towards regionalization is increasingly evident, internal malt production plays a crucial role, especially for smalland medium-sized enterprises. Craft breweries, in particular, pay fundamental importance to the concepts of “origin” and “land.”
Commercial malthouses, following this same direction, have implemented systems capable of producing small batches of new malts and germinated seeds. These productsfindapplicationinvarioussectors,rangingfrom food to beverages, cosmetics to pharmaceuticals. The potential of such productions is manifold, contributing significantly also from an economic perspective.
Zanin’s latest innovation is represented by the roaster for cereals and legumes, characterized by a distinctive design capable of generating high-quality products. The uniqueness of this machine lies in contact toasting, where the external wall is heated by hot air produced by an air vein burner. The product, in contact with the wall, undergoes the roasting
process, while an internal mixing system ensures product homogeneity. Amaranth, oats, hemp, chickpeas, beans, pumpkin seeds, peas, sunflower seeds, chia, barley, lentils, and many others are the main products treated.
Zanin mixers are designed to achieve optimal mixing of cereals and legumes following a predefined recipe. The mixing system allows for product homogeneity, preserving the structural integrity of the seed. Cleaning operations, vital in the food sector, are facilitated by the installed CIP washing systems and the large access hatches inside the machine. Speed and precision represent the essence of Zanin mixers. In the field of flours, Zanin Srl has developed a system certified ISO 9001 TÜV SÜD, which receives, weighs, and homogeneously mixes different flours, allowing users to guarantee ever-improving products and customizable recipes.
Dust Stop is the flagship of this environmentally sustainable worldview, being a patented system that prevents dust dispersion during the delicate stages of product discharge. The patented DS - Dust Stop hopper has been thoroughly tested, demonstrating high effectiveness in reducing dust during the bulk unloading of dry, granular, and free-flowing products.


Since 1982
Satinox has been manufacturing perfectly welded stainless steel bowls for more than 30 years. They are made by hands to fit the machines used to knead and mix dough for the bakery and pastry sector as well as for the chemical and pharmaceutical sector.
The company was founded in 1982 and since then it has been a strong believer in the value of manual metalwork fabrication.
All bowls are made by expert and specialized workers, able to manufacture robust, versatile and long-lasting tailor-made products.
Satinox can count on a team that works together with passion and professional expertise, uses high quality materials and is continuously fine-tuning its metal fabrication and welding techniques.
In fact technical expertise and knowledge go hand in hand with the quality of the materials and the ability to turn traditional artisan metalwork fabrication into expert joining technique.
From project development to product manufacturing careful examination of any special production needs is definitely essential to find the ideal solution to optimize bowl performance, and consequently machine performance.
Strict compliance with the drawings, the painstaking attention to tolerances along with machining precision guarantee tailor-made products of any shape and size.
Diameter: from 240 mm up to 2000 mm
Customized height
Thickness: from 2 mm up to 8 mm
Bottoms available in high thickness
Upper ring: plate or round bar
Customized flange
Discharging bolt, auto discharging system

Diameter: from 400 mm up to 1400 mm
Customized height
Thickness: from 2 mm up to 5 mm
Upper ring: plate or round bar
Customized flange
Diameter: from400 mm up to 1400 mm
Customized height
Thickness: from 2 mm up to 4 mm
Upper ring: plate or round bar
Customized flange


BOWL FOR PLANETARY MIXER
Capacity:
Electrically
Optionals: product discharge valve, washing discharge valve, brackets



Diameter: from 900 mm up to 2000 mm
Customized height
Thickness: from 4 mm up to 6 mm
Upper ring: plate or round bar
Customized flange and bolt
Diameter: from 700 mm up to 1500 mm
Customized height
Thickness: from 2 mm up to 4 mm
Upper ring: plate or round bar
Optionals on demand
Diameter: from 220 mm up to 1700 mm
Customized height
Thickness: from 1,5 mm up to 2 mm
Truncate Conical, Truncated pyramid
Upper ring: plate or round bar
Customized flange
BOWLS FOR PRALIN CANDY MACHINE, CHOCOLATE MELTER, CREAM COOKER
Diameter: from 250 mm up to 1500 mm
Customized height
Thickness: from 2 mm up to 3 mm
Entering round ring
Optionals on demand



L’operazione unisce due aziende iconiche, con un’impronta complementare e un portafoglio di marchi molto amati
Mars, Incorporated, azienda familiare leader mondiale nella cura degli animali, negli snack e negli alimenti, e Kellanova (NYSE: K), azienda leader nel settore degli snack a livello globale, dei cereali e dei noodles a livello internazionale, degli alimenti a base vegetale per il Nord America e degli alimenti surgelati per la prima colazione, hanno annunciato di aver stipulato un accordo definitivo in base al quale Mars ha accettato di acquisire Kellanova per 83,50 dollari per azione in contanti, per un corrispettivo totale di 35,9 miliardi di dollari, inclusa la leva finanziaria netta ipotizzata1. Il prezzo della transazione rappresenta un premio di circa il 44% rispetto al prezzo medio ponderato per il volume di 30 giorni di negoziazione di Kellanova e un premio di circa il 33% rispetto al massimo delle 52 settimane di Kellanova al 2 agosto 2024. Il corrispettivo totale rappresenta un multiplo di acquisizione pari a 16,4 volte l’EBITDA rettificato LTM al 29 giugno 2024. Kellanova è la casa di marchi iconici di snack come Pringles®,Cheez-It®,Pop-Tarts®,RiceKrispiesTreats® , NutriGrain® e RXBAR®, nonché di marchi alimentari famosi come Kellogg’s® (internazionale), Eggo® e MorningStar Farms®. Con radici che risalgono a più di 100 anni fa, Kellanova vanta una ricca eredità di qualità e innovazione.Nel 2023 Kellanova ha registrato un fatturato netto di oltre 13 miliardi di dollari,con una presenza in 180 mercati e circa 23.000 dipendenti. Il portafoglio di Kellanova integra quello esistente di Mars, che comprende marchi miliardari di snack e dolciumi come SNICKERS®, M&M’S®, TWIX®, DOVE® e EXTRA®, oltre a KIND® e Nature’s Bakery®. Mars possiede anche 10 marchi di prodotti per animali domestici con un fatturato di oltre 1 miliardo di dollari, tra cui ROYAL CANIN®, VCA®, PEDIGREE® , BANFIELD®, WHISKAS®, BLUEPEARL®, CESAR® , SHEBA®, ANICURA® e IAMS®. Con più di 150.000 dipendenti nei settori Petcare, Snacking e Food, Mars ha registrato nel 2023 un fatturato netto di oltre 50 miliardi di dollari.
PoulWeihrauch,CEO e Office of the President di Mars, Incorporated,ha dichiarato:“Accogliendo il portafoglio di marchi globali in crescita di Kellanova, abbiamo un’opportunità sostanziale per Mars di sviluppare ulteriormente un’attività di snacking sostenibile e adatta al futuro. Onoreremo l’eredità e l’innovazione alla base degli incredibili marchi di snack e alimenti di Kellanova, unendo al contempo i nostri rispettivi punti di forza per offrire più scelta e innovazione a consumatori e clienti. Abbiamo un enorme rispetto per la storia che Kellanova ha costruito e non vediamo l’ora di accogliere il team di Kellanova”. Steve Cahillane, Presidente e Amministratore Delegato di Kellanova,ha aggiunto:“Si tratta di una combinazione
davvero storica, con un’ottima compatibilità culturale e strategica. Kellanova ha intrapreso un percorso di trasformazione per diventare la migliore azienda di snack al mondo e questa opportunità di unirsi a Mars ci permette di accelerare la realizzazione del nostro pieno potenziale e della nostra visione”. L’operazione massimizza il valore per gli azionisti attraverso una transazione interamente in contanti a un prezzo di acquisto interessante e crea nuove ed entusiasmanti opportunità per i nostri dipendenti, clienti e fornitori. Siamo entusiasti del prossimo capitolo di Kellanova all’interno di Mars, che riunirà i talenti e le capacità di livello mondiale di entrambe le aziende e il nostro impegno comune per aiutare le nostre comunità a prosperare.Conunacomprovataesperienzanelcoltivare e far crescere con successo e in modo sostenibile le aziende acquisite, siamo certi che Mars sia una casa naturale per i marchi e i dipendenti di Kellanova”. Quella degli snack è una categoria ampia, attraente e duratura che continua a crescere d’importanza per i consumatori. Al completamento della transazione, Kellanova entrerà a far parte di Mars Snacking, guidata dal presidente globale Andrew Clarke e con sede a Chicago, consentendo a Mars di portare marchi ancora più amati a un maggior numero di consumatori a livello globale. Mars intende applicare il suo collaudato approccio di brand-building per coltivare e far crescere ulteriormente i marchi Kellanova, accelerando l’innovazione per soddisfare l’evoluzione dei gusti e delle preferenze dei consumatori, investendo a livello locale per ampliare la portata e introducendo più opzioni nutrizionali migliori per soddisfare le esigenze dei consumatori in continua evoluzione.
Andrew Clarke, Presidente globale di Mars Snacking, ha commentato: “Questa è un’opportunità entusiasmante per creare un’attività più ampia e globale nel settore degli snack, consentendo a Kellanova e a Mars Snacking di raggiungere entrambe il loro pieno potenziale.
Kellanova e Mars condividono una lunga storia di creazione di marchi amati e riconosciuti a livello mondiale. I marchi Kellanova ampliano in modo significativo la nostra piattaforma Snacking, permettendoci di soddisfare in modo ancora più efficace le esigenze dei consumatori e di promuovere una crescita aziendale redditizia. I nostri portafogli complementari, i percorsi di mercato e le capacità di ricerca e sviluppo daranno vita a una maggiore innovazione incentrata sul consumatore per plasmare il futuro dello snacking responsabile”. L’operazione promuove la visione strategica per il futuro dello snacking - Accelera l’ambizione di raddoppiare Mars Snacking nel prossimo decennio, in linea con le tendenze della domanda globale dei consumatori. L’aggiunta di Kellanova consente a Mars Snacking di entrare in nuove interessanti categorie di snack. Aggiungerà due nuovi marchi da un miliardo di dollari - Pringles® e Cheez-It® - all’attività di Mars, che oggi comprende 15 marchi da un miliardo di dollari. Inoltre, espanderà il portafoglio di snackperlasaluteeilbenesserediMarsconl’aggiunta di nuovi prodotti complementari come RXBAR® e NutriGrain® per riflettere le tendenze e le preferenze globali. Con questa transazione, Mars può estendere il suo impegno a nutrire il benessere attraverso una portata globale più ampia e un portafoglio di prodotti

diversificato per soddisfare i gusti e le esigenze dei consumatori in continua evoluzione. - Migliora il portafoglio con l’aggiunta di marchi unici, leader di categoria e in crescita. Il portafoglio di marchi differenziati di Kellanova è definito dall’unicità e offre una leadership di categoria e una piattaforma di crescita futura. La maggior parte dei marchi di snack Kellanova supera i concorrenti della categoria, in particolare tra i consumatori Gen Z e Millennial - Offre un portafoglio più forte e differenziato e una piattaforma di distribuzione per i mercati internazionali prioritari. Il portafoglio di Kellanova, riconosciuto a livello mondiale, comprende marchi amati e in crescita con un potenziale non sfruttato Il portafoglio combinato sarà in grado di soddisfare le richieste dei consumatori per una varietà di gusti e di prezzi in aree geografiche in rapida crescita, tra cui l’Africa e l’America Latina, grazie a percorsi di commercializzazione, catene di approvvigionamento e operazioni locali complementari.
- Riunisce talenti di livello mondiale con un’esperienza leader nella creazione di marchi. Sia Mars che Kellanova hanno un portafoglio di alcuni dei marchi più iconici del mondo, tutti coltivati e fatti crescere da talenti di livello mondiale con una profonda esperienza. L’acquisizione di Kellanova da parte di Marsconsentiràallabaseditalentidiciascunaazienda di trarre vantaggio da maggiori risorse combinate e opportunità di sviluppo professionale, data la natura complementare della più ampia famiglia di marchi.
- Combina capacità complementari per sbloccare la crescita e l’innovazione incentrata sul consumatore L’aggiunta delle capacità di ricerca e sviluppo di Kellanova consentirà all’azienda combinata di condividerelemiglioripratichenellacreazionedimarchi, di fornire capacità digitali potenziate,di sbloccare i punti di forza complementari dei canali e di far progredire gli ecosistemi e le immersioni nei marchi.
- Aumenta l’impatto sociale positivo di un forte impegno per la sostenibilità. Kellanova ha una lunga storia di leadership sociale e ambientale, tra cui l’iniziativa Better Days Promise, che integra il piano Mars Sustainable in a Generation, che ha compiuto progressi tangibili, come dimostra l’ultimo Rapporto sulla sostenibilità, che ha documentato un forte disaccoppiamento della crescita aziendale dalle emissioni di gas serra. Kellanova entrerà inoltre a far parte dell’impegno Mars Net Zero e si allineerà al codice Mars Responsible Marketing.
Transaction unites two iconic businesses with complementary footprints and portfolios of beloved brands
Mars, Incorporated, a family-owned, global leader in pet care, snacking and food, and Kellanova (NYSE: K), a leading company in global snacking, international cereal and noodles, North American plant-based foods and frozen breakfast foods, announced that they have entered into a definitive agreement under which Mars has agreed to acquire Kellanova for $83.50 per share in cash, for a total consideration of $35.9 billion, including assumed net leverage.1 The transaction price represents a premium of approximately 44% to Kellanova’s unaffected 30-trading day volume weighted average price and a premium of approximately 33% to Kellanova’s unaffected 52-week high as of August 2, 2024. The total consideration represents an acquisition multiple of 16.4x LTM adjusted EBITDA as of June 29, 2024. Kellanova is home to iconic snacking brands including Pringles®, Cheez-It®, Pop-Tarts®, Rice Krispies Treats®, NutriGrain® and RXBAR®, as well as cherished food brands including Kellogg’s® (international), Eggo® and MorningStar Farms®. With roots dating back more than 100 years, Kellanova has a rich legacy of quality and innovation. Kellanova had 2023 Net Sales of more than $13 billion, with a presence in 180 markets and approximately 23,000 employees.
Kellanova’s portfolio complements the existing Mars portfolio, which includes billion-dollar snacking and confectionery brands like SNICKERS®, M&M’S® , TWIX®, DOVE® and EXTRA®, as well as KIND® and Nature’s Bakery®. Mars also has 10 pet care brands with over $1 billion in sales, including ROYAL CANIN®, VCA®, PEDIGREE®, BANFIELD®, WHISKAS® , BLUEPEARL®, CESAR®, SHEBA®, ANICURA® and IAMS®. With more than 150,000 Associates across its Petcare,Snacking and Food businesses,Mars had 2023 Net Sales of more than $50 billion. Poul Weihrauch, CEO and Office of the President of Mars, Incorporated, said: “In welcoming Kellanova’s portfolio of growing global brands, we have a substantial opportunity for Mars to further develop a sustainable snacking business that is fit for the future. We will honor the heritage and innovation behind Kellanova’s incredible snacking and food brands while combining our respective strengths to deliver more choice and innovation to consumers and customers. We have tremendous respect for the storied legacy that Kellanova has built and look forward to welcoming the Kellanova team.”
Steve Cahillane, Chairman, President and CEO of Kellanova,added:“This is a truly historic combination with a compelling cultural and strategic fit. Kellanova has been on a transformation journey to become the world’s best snacking company, and this opportunity to join Mars enables us to accelerate the realization of our full potential and our vision. The transaction maximizes shareholder value through an all-cash transaction at an attractive purchase price and creates new and exciting opportunities for our employees, customers, and suppliers.We are excited for Kellanova’s next chapter as part of Mars, which
1 Includes $784 million of factored receivables.
will bring together both companies’ world-class talent and capabilities and our shared commitment to helping our communities thrive. With a proven track record of successfully and sustainably nurturing and growing acquired businesses, we are confident Mars is a natural home for the Kellanova brands and employees.”
Snacking is a large, attractive and durable category that continues to grow in importance with consumers. Upon completion of the transaction, Kellanova will become part of Mars Snacking, led by Global President Andrew Clarke and headquartered in Chicago,allowing Mars to bring even more beloved brands to more consumers globally. Mars intends to apply its proven brand-building approach to further nurture and grow Kellanova’s brands, including accelerating innovation to meet evolving consumer tastes and preferences, investing locally to expand reach and introducing more better-for-you nutrition options to meet evolving consumer needs.
Andrew Clarke, Global President of Mars Snacking, commented: “This is an exciting opportunity to create a broader, global snacking business, allowing Kellanova and Mars Snacking to both achieve their full potential.
Kellanova and Mars share long histories of building globally recognized and beloved brands. The Kellanova brands significantly expand our Snacking platform, allowing us to even more effectively meet consumer needs and drive profitable business growth. Our complementary portfolios, routes-tomarket and R&D capabilities will unleash enhanced consumer-centric innovation to shape the future of responsible snacking.”
Transaction Advances Strategic Vision for the Future of Snacking
- Accelerates ambition to double Mars Snacking in the next decade, in alignment with global consumer demand trends. The addition of Kellanova provides MarsSnackingwithentryintonewattractivesnacking categories. It will add two new billion-dollar brands – Pringles® and Cheez-It® – to the Mars business, which today includes 15 billion-dollar brands. It will also expand the Mars health & wellness Snacking portfolio with the addition of new complementary
products like RXBAR® and NutriGrain® to reflect global trends and preferences. With this transaction, Mars can extend its commitment to nourishing wellbeing through an expanded global reach and diversified product portfolio to meet evolving consumer tastes and demands.
- Enhances portfolio with addition of unique, category-leading and growing brands. Kellanova’s differentiated brand portfolio is defined by uniqueness, delivering category leadership and spring-loaded platforms for future growth. The majority of Kellanova snacking brands outperform category competitors, particularly among Gen Z and Millennial consumers.
- Delivers stronger, differentiated portfolio and distribution platform for priority international markets. Kellanova’s globally recognized portfolio includes beloved and growing brands with untapped potential. The combined portfolio will be well-suited to meet consumer demands for a variety of tastes and price points in fast-growing geographies, including Africa and Latin America, through complementary routesto-market, supply chains and local operations.
- Brings together world-class talent with leading brand-building experience. Both Mars and Kellanova have portfolios of some of the world’s most iconic brands, all of which have been nurtured and grown by world-class talent with deep expertise. The acquisition of Kellanova by Mars will enable each company’s talent base to take advantage of greater combined resources and professional development opportunities, given the complementary nature of the broader family of brands.
- Combines complementary capabilities to unlock growth and consumer-centric innovation. The addition of Kellanova’s R&D capabilities will enable the combined business to share best practices in brand building, deliver enhanced digital capabilities, unlock complementary channel strengths and advance brand ecosystems and immersions.
- Enhances positive societal impact of strong sustainability efforts. Kellanova has a long history of social and environmental leadership, including its Better Days Promise initiative, complementing the Mars Sustainable in a Generation Plan, which has delivered tangible progress, as reflected in its latest Sustainability Report, which documented strong decoupling of business growth from greenhouse gas emissions. Kellanova will also become part of the Mars Net Zero commitment and align with the Mars Responsible Marketing code.

Grazie ad un vasto know-how nei processi tecnologici e alle soluzioni ingegneristiche applicate al processo produttivo, B&B Silo Systems garantisce sempre standard elevati

Via M.Buonarroti 3
Z.I. Sipro - 44020 San Giovanni di Ostellato (Ferrara) Italy +39 (0)533 311163 commerciale@bebsilos.com commerciale1@bebsilos.com www.bebsilos.com

B&B Silo Systems nasce come azienda di progettazione e costruzione di impianti di stoccaggio, trasporto pneumatico, dosaggio, microdosaggio e automazione delle materie prime. Con un gruppo dirigenziale capace di soluzioni ingegneristiche associate ad un vasto know-how nei processi tecnologici si è affermata in pochi anni sul panorama nazionale e internazionale, rivolgendosi ai settori alimentare, chimico, cosmetico e farmaceutico.
Questa azienda è sempre impegnata nella ricerca di soluzioni tecnico-impiantistiche in grado di rendere più efficiente e qualificato il processo produttivo, garantendo elevati standard:
• qualitativi (genuinità specifico-fisiche dei prodotti)
• economici (risparmio sul prezzo di acquisto delle materie prime)
• logistici (recupero spazio magazzini)
• igienici (eliminazione di contenitori e di attrezzature che possono favorire le contaminazioni batteriche).
Per queste ragioni B&B Silo Systems si considera fornitore dell’intero sistema, realizzando impianti su misura per ogni cliente in base alle sue specifiche esigenze di produzione.
Ogni impianto si adatta al relativo contesto, prevedendo lo stoccaggio delle materie prime in silos,interni e/o esterni, con caricamento attraverso vuotasacchi o vuota big-bag,o direttamente dal camion del fornitore. Le materie prime vengono poi convogliate verso il punto di dosaggio, attraverso adeguati sistemi di trasporto meccanico o pneumatico. Infine, gli ingredienti in polvere e/o liquidi vengono dosati e miscelati nelle tramogge poste in prossimità delle impastatrici. Per i micro-ingredienti si prevede micro-dosatori con carico manuale o automatico.
B&B Silo Systems fornisce accessori o componenti: sistemi di aspirazione delle polveri, setacciatori, miscelatori,mulini per la macinazione dello zucchero,


fermentatori, sistemi di raffreddamento farine. Inoltre, B&B Silo Systems progetta software per PLC, HMI e microprocessori per gestire e controllare impianti di pesatura, dosaggio in aggiunta o sottrazione di peso, dosaggio volumetrico,dosaggio liquidi,dosaggio multilinee e multi bilance, alimentazione materie prime in continuo, in miscelazione. B&B Silo Systems sviluppa software per la gestione della produzione,per il monitoraggio e il telecontrollo dell’impianto,e software sinottici per la supervisione dell’intero sistema. Si occupa anche del controllo e gestione della produzione, del magazzino e delle spedizioni mediante codice a barre o QR Code, garantendo un’integrazione perfetta delle soluzioni e affidabilità dell’interfaccia con il conseguente risparmio di risorse.


Thanks to its extensive know-how in technological processes and engineering solutions applied to production processes, B&B Silo Systems always guarantees high standards
B&B Silo Systems was established as a design and construction company for the storage, pneumatic transport, dosing, microdosing and automation systems of raw materials.
With a dynamic and successful management group, offering engineering solutions associated with a vast know-how in technological processes, it successfully established itself on the national and international scene, addressing the food, chemical, cosmetic and pharmaceutical sectors.
This company is constantly engaged in the research of technical-system solutions able to make the production process more efficient and qualified, guaranteeing high standards:
• Qualitative (authenticity specific-physical characteristics of the products)
• Economic (saving on the purchase price of raw materials)
• Logistics (warehouse space recovery)

• Hygienic (elimination of containers and equipment that can favour bacterial contamination).
This is why B&B Silo Systems considers itself as supplier of the entire system, creating custom-made systems for each individual customer, according to their specific production needs.
Each system adapts to its context, providing the storage of raw materials in indoor and/or outdoor silos, that can be loaded through bag or big-bag unloading systems, or directly from the supplier’s truck. Subsequently, raw materials are conveyed to the dosing point, through appropriate mechanical or pneumatic transport systems. Finally, the powder and/or liquid ingredients are dosed and mixed in the hoppers placed above the mixers. For microingredients B&B Silo Systems has, instead, designed micro-dosers with manual or automatic loading.
B&B Silo Systems also provides accessories or special components: dust extraction systems, vibrating sieves, mixers, mills for sugar grinding, fermenters, flour cooling systems.
Moreover, B&B Silo Systems designs software for PLC, HMI and microprocessors to manage and control systems of weighing, dosing in weight addition or subtraction, volumetric dosage, liquid dosage,multiline and multi-scale dosage,continuous raw material supply, mixing.
B&B Silo Systems develops software for the production management, monitoring and remote control of the system and synoptic software for the supervision of the entire system.
It also takes care of the control and the management of production, warehouses and shipments, by barcode or QR Code, ensuring a perfect integration of the solutions and reliability of the interface, with the consequent saving of resources.

Esperienza e competenza acquisite negli anni permettono a Defil di offrire un prezioso know-how per quanto riguarda filtrazione nei processi produttivi, protezione ambientale sul posto di lavoro e abbattimento dell’inquinamento atmosferico
Defil opera dal 1985 a Sesto S. Giovanni, alle porte di Milano, nel settore della filtrazione e depolverazione dell’aria degli impianti industriali e civili. L’esperienza e la competenza acquisite in tutti questi anni permettono a Defil di mettere a disposizione della propria clientela un prezioso knowhow per quanto riguarda la filtrazione nei processi produttivi, la protezione ambientale sul posto di lavoro e all’abbattimento dell’inquinamento atmosferico fornendo filtri conformi a qualsiasi necessità. Defil è conosciuta in vari settori quali alimentare, cosmetico, chimico/farmaceutico, industriale ed automotive, distribuendo i suoi prodotti oltre che su tutto il territorio nazionale,anche in Europa e Paesi Extra-CEE. La soddisfazione della propria clientela è stata da sempre il punto cardine della società e per tale motivo la ricerca e lo studio di nuovi prodotti e nuove soluzioni sono costanti per poter essere in grado di risolvere qualsiasi esigenza particolare dovessero richiedere L’impiego dei filtri è in generale di estrema importanza in quanto garantisce agli utilizzatori finali un miglior grado di igiene ed un miglior risultato economico derivante dalla buona conservazione dei locali e dei macchinari. Quest’ultimo non si vedrà nell’immediato ma è subito osservabile l’abbassamento del grado di contaminazione dell’aria causata da particelle molto fini, pertanto, la loro filtrazione richiede l’impiego di filtri ad alta e altissima efficienza. Defil produce e commercializza varie tipologie di filtri quali:
• Celle, pannelli e tasche filtranti
• Filtri ad alta efficienza ed assoluti
Experience and expertise acquired over the years allow Defil to offer valuable know-how regarding filtration in product process, environmental protection in the workplace and reduction of air pollution
Defil has been operating since 1985 in Sesto San Giovanni,on the outskirts of Milan,in the sector of air filtration and dedusting of industrial and civil plants. The experience and expertise acquired in all these years allow Defil to provide its costumers with a valuable know-how regarding filtration in product process, environmental protection in the workplace and reduction of air pollution by providing filters that comply with every needs.
Defil is known in various sectors, such as food, cosmetic, chemical/pharmaceutical, industry and automotive, distributing its products in national territory as well as in Europe and Extra-CEE Countries. Customer satisfaction has always been the company’s focal point, and that’s why research and study of new products and new solutions are constant as to be able to solve any particular need that may require.
The use of filters is generally extremely important as it guarantees end–users a higher degree of hygiene and better economic results, deriving from the good preservation of both premises and machinery. The latter will not be seen in the near future but, on the
other hand, lowering contamination degree caused by very fine particles can be seen immediately, therefore their filtration requires the use of high and very high efficiency filters.
Defil produces and markets various type of filters,such as:
• Filter cells, panels and pockets filters
• High-efficiency and absolute filters
• Automatic rotary filters and related refill of each brand
• Filters for clean rooms, sterile and chemical hoods
• Activated carbon filters
• Filter for compressors, gas turbines and for cogenerations plants
• Self-cleaning pocket dust collectors, filter housing and complete filter units
• Containers with perfect seal type “Canister”
• Inertial filters
• Manometers – pressure switches.
Two essential products of Defil core business, thanks to the quality of raw materials (all from European primary manufacturers) and the care of the finest details for their construction, are the cartridges (Pic. 1) and bags filters (Pic. 2) that can be used in various types of plants, such as:
• Transport plants / food powder production
• Producing plants / chemical – pharmaceutical powder processing
•Paintingpowderorsandblastingplants,lasercutting, plasma and welding
• Filtri automatici rotativi e relativi rocchetti di ricambio di ogni marca
• Filtri per camere bianche, cappe sterili e chimiche
• Filtri a carbone attivo
• Filtri per compressori, turbine a gas e per impianti di cogenerazione
• Depolveratori a tasche autopulenti, cassoni e gruppi filtranti completi
• Contenitori a perfetta tenuta tipo “Canister”
• Filtri inerziali
• Manometri – pressostati.
Due prodotti chiave del core business di Defil, grazie alla qualità delle materie prime (tutte di case primarie europee) e alla cura dei particolari per la loro costruzione, sono le cartucce (Fig. 1) e le maniche filtranti (Fig. 2) che possono essere utilizzate in varie tipologie di impianti quali:
• Impianti di trasporto / produzione di polveri alimentari
• Impianti di produzione / lavorazione di polveri chimiche o farmaceutiche
• Impianti di verniciatura a polvere o di sabbiatura, tagli laser, plasma e saldatura
• Impianti di trasporto polveri in genere.
Per la costruzione delle cartucce filtranti si possono usare varie tipologie di setti filtranti come carta, poliestere, poliestere alluminizzato antistatico con e senza rivestimento PTFE, nanofibra, tele metalliche e speciali setti accoppiati.
Le maniche filtranti, invece, sono costruite in vari setti filtranti come il polipropilene, poliestere, poliestere antistatico con fili inox, aramidico, PTFE, cotone, ecc. Defil dispone di setti certificati IFA,Dekra-Exam,FDA
• Powder transport plants.
For the filter cartridge construction various types of filter media can be used, such as paper, polyester, antistatic aluminized polyester with or without PTFE coating, nanofiber,metal mesh and special coupled sects.
The bags filters, instead, are built in various filter media, such as polypropylene, polyester, antistatic polyester with inox wires, aramide, PTFE, cotton etc.
Defil has certified filter media IFA, Dekra-Exam, and FDA.


Grazie a ME Food Solutions i produttori alimentari possono ora ottimizzare e accelerare i loro processi tecnologici
Questi anni hanno portato all’azienda il riconoscimento per la sua esperienza nella lavorazione dell’acciaio inossidabile, concentrandosi principalmente sull’acciaio AISI 304. L’eccezionale precisione dell’azienda nel taglio laser di lamiere e tubi, punzonatura, saldatura e piegatura è stata fondamentale nella creazione di partnership significative per la produzione di macchine alimentari.I loro sistemi all’avanguardia soddisfano varie fasi della lavorazione degli alimenti, tra cui surgelazione, raffreddamento, lievitazione, pastorizzazione e trasporto. Con oltre 25 anni di ricerca e sviluppo, ME Food Solutions ha dimostrato di essere un’azienda innovativa e affidabile. Inoltre, l’azienda ha clienti in tutto il mondo che testimonia l’alta reputazione dell’azienda in campo internazionale. ME è lieta di offrire ai clienti le soluzioni più adatte per l’intera linea di produzione, a partire dalla preparazione dei componenti e dalla finitura con imballaggio e stoccaggio. Sono disponibili un’ampia gamma di soluzioni per il congelamento, il raffreddamento, la lievitazione, la pastorizzazione e il trasporto. Tutti i sistemi sono progettati con l’obiettivo di fornire ai clienti la soluzione migliore per ottimizzare il loro business in termini di qualità,sicurezza e igiene.Ogni impianto è progettato tenendo conto dell’aspetto meccanico e termodinamico, tenendo conto delle peculiarità degli alimenti lavorati.
Pane e prodotti da forno hanno sempre avuto un posto speciale nella nostra vita. Non sono solo prodotti alimentari, ma simboli di tradizione, comfort e nutrimento. Dalla crosta croccante di una baguette appena sfornata alla consistenza morbida di un croissant caldo, i prodotti da forno hanno il potere di evocare ricordi e riunire le persone. Nel vivace mondo della produzione di prodotti da forno, precisione, efficienza e affidabilità sono fondamentali. In ME Food Solutions comprendono l’importanza dei prodotti da forno di qualità nella nostra vita quotidiana. Pertanto, si sforzano di fornire un eccellente servizio sul mercato dell’industria alimentare per aiutare i clienti a produrre i migliori prodotti. Quando scegli ME Food Solutions, puoi essere sicuro di ricevere le migliori attrezzature progettate e prodotte da uno staff di esperti.L’ingegnere Luca Priore guida il



processo di progettazione,lavorando a stretto contatto con i reparti tecnici e di sviluppo per garantire che ogni installazione soddisfi le specifiche del cliente. Nel giro di pochi mesi,l’attrezzatura è pronta per essere testata e messa in funzione, consentendo ai clienti di creare i migliori panificati possibili.
Quindi, se vuoi portare la tua produzione di tutti i tipi di pane al più alto livello, scegli ME Food Solutions. Con le attrezzature di alta qualità e la squadra dedicata di ME Food Solutions, puoi essere sicuro che i tuoi clienti apprezzeranno sempre i migliori prodotti da forno. Lascia che ME Food Solutions ti aiuti a preparare deliziosi panini, croissant, focacce di eccezionale qualità che lasceranno un’impressione duratura su tutti coloro che li assaggeranno. Dalla fase di progettazione iniziale all’installazione e al funzionamento dell’apparecchiatura, ME Food Solutions sarà al vostro fianco per garantire che tutto funzioni senza intoppi e in modo efficiente. Il gruppo di esperti dell’azienda è sempre pronto a fornire supporto e assistenza, assicurandosi che il processo di produzione sia ottimizzato per il successo. Una volta che il lavoro è completato e l’attrezzatura è in funzione, ME Food Solutions offre un comodo servizio che consente ai clienti di controllare e monitorare da remoto l’intero processo produttivo. Attraverso una tecnologia innovativa,i clienti possono accedere a dati e approfondimenti in tempo reale da qualsiasi luogo, consentendo loro di gestire le operazioni di panificazione in modo efficiente. Di conseguenza, questa funzione ti offre la flessibilità di gestire la tua linea di produzione da qualsiasi luogo, fornendoti dati e approfondimenti in tempo reale per prendere decisione corretta.
Con ME Food Solutions, potete essere sicuri che vi verranno offerte non solo attrezzature di alta qualità,ma anche soluzioni avanzate per aumentare l’efficienza e la produttività della vostra produzione di prodotti da forno. Permettete a ME Food Solutions di aiutarvi a portare la vostraattivitàdicotturaanuovilivellieraggiungereiltuo successo nel mercato della trasformazione alimentare. Millennium Engineering, leader nella produzione di trasportatori a spirale per l’industria alimentare, offre soluzioni all’avanguardia basate su una
profonda conoscenza dei processi tecnologici e delle esigenze dei clienti.
Controllo completo, qualità senza compromessi: A differenza della maggior parte dei concorrenti, Millennium Engineering progetta e produce i propri nastri trasportatori e questo non solo assicura qualità eccezionale in ogni fase, ma assicura anche una conoscenza completa delle proprietà e delle caratteristiche dei materiali, irraggiungibile diversamente da chi si affida a componenti di terzi.
Flessibilità e adattabilità senza rivali: Usare un azionamento esterno invece del meccanismo a tamburo tradizionale apre possibilità senza precedenti. Millennium Engineering costruisce trasportatori a spirale in un’ampia varietà di forme e configurazioni, perfettamente adattate alle richieste e specifiche di produzione di ciascun cliente.
Forza e affidabilità ridefinite: Al cuore dei nastri trasportatori Millennium Engineering c’è la catena Genoa, che vanta una resistenza superiore del 25% rispetto a quella delle catene dei concorrenti. Questo garantisce un funzionamento ininterrotto dell’apparecchiatura in presenza di carichi pesanti e prolunga la durata del sistema di trasporto.
Efficienza tre in uno: gli ingegneri di ME Food Solutions, una divisione di Millennium Engineering, hanno sviluppato una configurazione unica di trasportatore a spirale con tre nastri indipendenti che si muovono all’interno di un unico alloggiamento. Questo sblocca possibilità prima inimmaginabili per i produttori alimentari che possono ora ottimizzare e accelerare i loro processi tecnologici.
Millennium Engineering rappresenta:
• Tecnologia all’avanguardia: produzione interna di nastri, soluzioni di design innovative.
• Approccio personalizzato: configurazioni flessibili di nastri trasportatori su misura per le esigenze individuali dei clienti.
• Affidabilità insuperabile: materiali ad alta resistenza e lunga durata.
• Massima efficienza: soluzioni uniche per l’ottimizzazione della produzione.
Scegliete Millennium Engineering, scegliete il futuro della produzione alimentare!
Thanks to ME Food Solutions, food manufacturers can now optimize and accelerate their technological processes
These years have brought the company recognition for its expertise in stainless steel processing, primarily focusing on AISI 304 steel. The company’s exceptional precision in metal sheet and tube laser cutting, punching, welding, and bending has been pivotal in forging significant partnershipsforthemanufacturingoffoodmachinery.
Their cutting-edge systems cater to various stages of food processing, including deep-freezing, cooling, leavening, pasteurizing, and conveying. With over 25 years of extensive research and development, ME Food Solutions has proven itself to be an innovative and dependable company. Additionally, its global distribution network, adept at facilitating the parent company’s ventures in the international market, attests to the company’s esteemed reputation.
ME is glad to offer customers the most suitable solutions for the entire factory line, starting from components preparation and finishing with packing and storage. A wide range of solutions for freezing, cooling, leavening, pasteurizing, and conveying are available. All systems are designed with the aim to provide customers with the best solution improving their business in terms of quality,safety,and hygiene. Every system is designed considering mechanical and thermodynamical aspect and considering the special features of the processed food.
Bread and bakery products have always held a special place in our lives.They are not just food items, but symbols of tradition, comfort, and nourishment.
From the crispy crust of a freshly baked baguette to the soft texture of a warm croissant, bakery products have the power to evoke memories and bring people together.
In the bustling world of bakery production, precision and efficiency are key. ME Food Solutions understands the importance of quality bakery products in our daily lives. That’s why it is dedicated to providing the best services in the food industry market to help its customers produce the finest bread and bakery items.
When you choose ME Food Solutions, you can be confident that you are receiving the best equipment designed and manufactured by its team of experts. Engineer Luca Priore leads the design process, working closely with the Technical and Development Departments to ensure that each installation meets the client’s specifications. Within a few months, the equipment is ready to be tested and put into operation, allowing customers to create the best bread and bakery products possible.
So, if you want to take your bakery production to the next level, choose ME Food Solutions. With its highquality equipment and dedicated team, you can be sure that your customers will enjoy the finest bakery products every time. Let ME Food Solutions help you make delicious bread and bakery items that will leave a lasting impression on everyone who tastes them.
From the initial design phase to the installation and operation of the equipment,ME Food Solutions will be by your side to ensure that everything runs smoothly and efficiently. Its experienced team is always ready to provide support and assistance, making sure that your production process is optimized for success.
Once the work is completed and the equipment is up and running, ME Food Solutions offers a convenient service that allows its clients to remotely
control and monitor the entire production process. Through innovative technology clients can access real-time data and insights from anywhere, allowing them to manage their bakery operations efficiently. Consequently, this feature gives you the flexibility to manage your production line from anywhere, providing you with real-time data and insights to make informed decisions.
With ME Food Solutions, you can trust that topquality equipment is provided and advanced solutions offered to enhance the efficiency and productivity of your bakery production. Let ME Food Solutions help you take your bakery business to new heights and achieve success in the food industry market.
Millennium Engineering, a leading manufacturer of spiral conveyors for the food industry, delivers cutting-edge solutions built on a deep understanding of technological processes and customer needs.
Complete control, uncompromising quality: Unlike most competitors, Millennium Engineering designs and manufactures its own conveyor belts. This not only ensures exceptional quality at every stage but also provides comprehensive knowledge of material properties and characteristics, unattainable for those relying on third-party components.
Unmatched flexibility and adaptability: Utilizing an external drive instead of a traditional drum mechanism unlocks unprecedented possibilities. Millennium Engineering constructs spiral conveyors in a variety of shapes and configurations, perfectly tailored to each customer’s unique requirements and production specifics.
Strength and reliability redefined: At the heart of MillenniumEngineering’sconveyorbeltsliestheGenoa chain, boasting 25% greater strength compared to counterparts used by competitors. This guarantees uninterrupted equipment operation under heavy loads and extends the lifespan of the conveyor system.


Three-in-one efficiency: Engineers at ME Food Solutions, a division of Millennium Engineering, have developed a unique spiral conveyor configuration featuring three independent belts moving within a single housing.This unlocks previously unimaginable possibilities for food manufacturers to optimize and accelerate their technological processes.
Millennium Engineering represents:
• Cutting-edge technology: In-house belt production, innovative design solutions.
• Personalized approach: Flexible conveyor configurations tailored to individual customer needs.
• Unsurpassedreliability: High-strengthmaterials, extended service life.
• Maximum efficiency: Unique solutions for production optimization.
Choose Millennium Engineering, choose the future of food production!
La vasta gamma di combinazioni, accessori e personalizzazioni che Bellintani può offrire permette di soddisfare le richieste più varie, non solo riguardo la tipologia di macchina ma anche alla logistica dell’impianto
La ditta Bellintani, presente nel campo del pet food dal 1954, deve il proprio successo alla lunga esperienza accumulata nel settore e al continuo aggiornamento tecnologico per fornire ai propri clienti le migliori soluzioni personalizzate. I risultati di questo impegno, che dura da 70 anni, si concretizzano in una vasta gamma di impianti di trasformazione di vari prodotti con la garanzia di conservazione delle qualità nutrizionali e le caratteristiche chimico-fisiche degli alimenti. Impianti e macchine adatte ai settori alimentare food e non food, farmaceutico, dolciario, chimico, meccanico, ecc., rappresentano la soluzione ideale per trasformare materie prime e prodotti derivanti da altre
lavorazioni, per il reimpiego e la riduzione degli scarti. Focalizzandosi sulle fasi di macinazione e miscelazione,Bellintani produce direttamente mulini e miscelatori di vari modelli che colloca alla base di impianti completi dallo stoccaggio delle materie prime, al trasporto e al confezionamento del prodotto finale, fornendo a corredo impianti elettrici e di automazione per una consegna chiavi in mano dell’impianto. La vasta gamma di combinazioni, accessori e personalizzazioni che può offrire le permette di soddisfare le richieste più varie non solo riguardo la tipologia di macchina ma anche alla logistica dell’impianto. Una sala prova disponibile per testare le macchine Bellintani sui prodotti dell’utilizzatore permette si sviluppare le caratteristiche tecniche più aderenti alle esigenze del cliente.
La ricerca di materie prime e componenti di alta gamma sono la garanzia di un made in Italy che risponde alle necessità dei clienti più esigenti. Completa l’attività di Bellintani una varia gamma di servizi post vendita: una linea di customer-care che permette al cliente di essere sempre in contatto diretto con i suoi tecnici specializzati, di poter chie-
The wide range of combinations, accessories and customizations offered allows Bellintani to satisfy the most varied requests not only for the type of machine but also for the logistics of the plant

The Bellintani company, operating in the pet food field since 1954, owes its success to the long experience built up in the sector and the continuous technological updating to provide its customers with the best-customized solutions. The results of this commitment, which has lasted for 70 years, are reflected in a wide range of processing plants of various products with the guarantee of conservation of nutritional qualities and chemicalphysical characteristics of food.
Equipment and machinery suitable for food and non-food, pharmaceutical, confectionery, chemical, mechanical, etc. sectors, are the ideal solution to transform raw materials and products from other processes, for reuse and reduction of waste.
By focusing on the grinding and mixing phases, Bellintani directly produces mills and mixers of various models that place at the basis of complete systems. They are used in a variety of actions, from the storage of raw materials to the transport and packaging of the final product, supplying electrical and automation equipment for turnkey delivery of the plant.
The wide range of combinations, accessories and customizations offered allows Bellintani to satisfy the most varied requests not only for the type of machine but also for the logistics of the plant.
A test room available to test Bellintani machines on the user’s products allows you to develop the technical characteristics more closely to the customer’s needs.

dere informazioni e di fornire soluzioni in tempo reale; la fornitura di ricambi sempre disponibile per il cliente a corredo delle macchine ed attrezzature acquistate; il servizio di manutenzioni ordinarie e straordinarie; assistenza al cliente continua anche presso l’utilizzatore con interventi tempestivi da parte del personale tecnico Bellintani.

The search for raw materials and high-end components are the guarantee of a made in Italy that meets the needs of the most demanding customers. The company’s activity is completed by a wide range ofafter-salesserviceslikealineofcustomer-carewith direct contact with Bellintani specialized technicians, allowing the request of information and the possibility to provide solutions in real-time. Moreover, the supply of spare parts is always available for the customer to accompany the purchased machines and equipment as well as the service of ordinary and extraordinary maintenance and the customer assistance that continues at the user with timely interventions by Bellintani technical staff.

“Attraverso un branding creativo, possiamo fornire trasparenza sull’origine del cacao utilizzato nel nostro cioccolato”

Quest’estate,è arrivata l’opportunità di esplorare la nuova gamma di cioccolato “Nestlé Sustainably Sourced”, esclusiva del travel retail, dedicata ai viaggiatori. Questo nuovo marchio riflette la lunga tradizione di Nestlé nella produzione di cioccolato e l’impegno dell’azienda per un approvvigionamento responsabile attraverso il Nestlé Cocoa Plan, in collaborazione con Rainforest Alliance. I consumatori sono sempre più alla ricerca di prodotti realizzati con ingredienti di produzione responsabile, come il cacao, supportati da indicazioni chiare e da progressi misurabili sulle questioni critiche che i produttori devono affrontare. Anche nel settore del travel retail l’agenda della sostenibilità sta prendendo piede, con il 71% dei viaggiatori che dichiara di influenzare le proprie decisioni di acquisto.1
Il cioccolato Nestlé Sustainably Sourced è prodotto con cacao certificato da Rainforest Alliance2 e proveniente dal Nestlé Cocoa Plan. Questo programma di sostenibilità, istituito da Nestlé quindici anni fa, ha coinvolto finora più di 170.000 famiglie, basandosi su tre pilastri:
• un’agricoltura migliore, con l’obiettivo di migliorare i mezzi di sussistenza delle comunità;
• una vita migliore, con l’obiettivo di migliorare le condizioni sociali delle famiglie;
• un cacao migliore, con l’obiettivo di migliorare la sostenibilità del prodotto.
Il nuovo marchio di dolciumi per il travel retail sarà disponibile negli aeroporti di tutto il mondo.
I viaggiatori potranno personalizzare le loro barrette da 170 g e 280 g aggiungendo i propri messaggi agli

involucri del prodotto. Le immagini della campagna incoraggeranno i clienti a saperne di più sul Piano Cacao Nestlé e sulla collaborazione con Rainforest Alliance.
“Attraverso un branding creativo, possiamo fornire trasparenza sull’origine del cacao utilizzato nel nostro cioccolato”, ha commentato Aura Sanchez, responsabile marketing di Nestlé Travel Retail. “Ci permette di sensibilizzare l’opinione pubblica sul nostro impegno di lunga data a sostegno delle famiglie di coltivatori di cacao e della sostenibilità a lungo termine della produzione di cacao”.
Recentemente Nestlé ha lanciato il primo KitKat realizzato con ingredienti di cacao completamente tracciabili provenienti da famiglie di agricoltori che sostiene.
In linea con i marchi dolciari Nestlé, come Smarties, che sono passati alla confezione di carta, anche il Cacao Nestlé di provenienza sostenibile sarà disponibile in una busta di carta riciclabile.
Nell’ambito del Nestlé Cocoa Plan, finora sono stati distribuiti ai coltivatori di cacao oltre 1,2 milioni di alberi da foresta e da frutto. Questi alberi aiutano a ridurre i duri effetti del sole e forniscono spazi ricchi di umidità alle colture per sopravvivere durante la stagione secca. Inoltre, nell’ambito del programma di accelerazione del reddito, sono stati potati quasi 20.000 ettari per migliorare la produttività delle colture e ridurre la prevalenza di parassiti e malattie nelle piantagioni di cacao3
1 Ricerca ForwardKeys 2022 M1ndset “Come affrontare la pluralità dei profili dei passeggeri nel marketing mix dei consumatori”
2 Cacao certificato Rainforest Alliance per il bilancio di massa
3 Pagina 2 della relazione di sintesi sui progressi del Piano Cacao Nestlé 2023 (pdf, 2Mb)

“Through creative branding, we can provide transparency on the origin of the cocoa used in our chocolate”
This summer,came the opportunity to explore the new travel retail-exclusive Nestlé Sustainably Sourced chocolate range, dedicated to travellers. This new brand reflects Nestlé’s longstanding heritage in chocolate making and the company’s commitment to responsible sourcing through the Nestlé Cocoa Plan, in partnership with the Rainforest Alliance. Consumers are increasingly seeking products made with responsibly sourced ingredients, such as cocoa, supported by clear claims and measurable progress on the critical issues faced by producers. In the travel retail sector, the sustainability agenda is also gaining momentum, with 71% of travelers stating that it influences their purchasing decisions.
1 Nestlé Sustainably Sourced chocolate is crafted using cocoa that is certified by the Rainforest Alliance2 and sourced through the Nestlé Cocoa Plan. This sustainability program, established by Nestlé fifteen years ago, has engaged more than
170 000 families so far, building on three pillars:
• better farming, aiming to improve livelihoods in communities;
• better lives, aiming to improve social conditions for families; and •bettercocoa,aimingtoimproveproductsustainability. The new travel retail confectionery brand will be available in airports around the world.
Travelers will be able to personalize their 170g and 280g bars by adding their own messages to the product sleeves.The campaign visuals will encourage customers to learn more about the Nestlé Cocoa Plan and the collaboration with the Rainforest Alliance.
“Through creative branding, we can provide transparency on the origin of the cocoa used in our chocolate,” commented Aura Sanchez, Head of Marketing at Nestlé Travel Retail. “It enables us to raise awareness about our longstanding commitments to supporting cocoa-farming families and the long-term sustainability of cocoa production.”
Nestlé most recently launched the first KitKat made with fully traceable cocoa ingredients sourced from farming families it supports.
In line with Nestlé confectionery brands such as Smarties, that have transitioned to paper packaging, Nestlé Sustainably Sourced Cocoa will also be available in a recyclable paper pouch.
As part of the Nestlé Cocoa Plan, over 1.2 million forest and fruit trees have so far been distributed to cocoa farmers. These trees help reduce the

harsh effects of the sun and provide moisture-rich spaces for crops to survive during the dry season. In addition,nearly 20 000 hectares were pruned as part of the income accelerator program to improve crop productivity and reduce the prevalence of pests and diseases on cocoa farms.3
1 ForwardKeys 2022 M1ndset research 'How to address the plurality of passenger profiles in the consumer marketing mix'
2 Rainforest Alliance certified mass balance cocoa
3 Page 2 of the Nestlé Cocoa Plan progress summary report 2023 (pdf, 2Mb)
Sistema di etichettatura sopra/ sotto per vaschette alimentari, configurazione non-stop
Isistemi di etichettatura automatica ALTECH della serie ALbelt sono caratterizzati da un rapporto prezzo-prestazioni particolarmente vantaggioso, senza compromessi in merito all’affidabilità e alla robustezza. I sistemi ALbelt possono assumere innumerevoli configurazioni per adattarsi a specifiche esigenze di etichettatura, e si prestano ad etichettare prodotti di tipologia differente, quali bottiglie, lattine, barattoli, vaschette, scatole e vassoi.
I sistemi ALbelt si avvalgono di teste di etichettatura modello ALstep o ALritma, e possono essere equipaggiati con stampanti, per personalizzare le etichette con dati variabili. Possono essere dotati di accessori quali distanziatori prodotto, unità per l’avvolgimento di etichette su prodotti cilindrici,adattatori e piegatori di etichette ad angolo.
All’occorrenza i sistemi ALbelt possono assumere configurazioni specifiche, per rispondere a particolari esigenze, come l’etichettatura sopra+sotto, o le configurazioni non-stop. Un sistema che integra entrambe queste caratteristiche è stato recentemente fornito da ALTECH a un importante produttore di salumi italiano.È dotato di due testate etichettatrici modello ALritma, posizionate in modo da applicare un’etichetta sulla parte inferiore di vaschette.La logica che ne controlla il funzionamento consente di rilevare la fine delle etichette sulla prima testata, attivando la seconda automaticamente, e permettendo quindi il cambio delle etichette senza arrestare il processo di etichettatura. Una terza testa etichettatrice è posizionata nella
parte superiore, ed è predisposta anche per l’applicazione di un’etichetta “gancetto”, che consentirà alla vaschetta di essere appesa sull’apposito espositore Tutte le funzioni e i parametri vengono gestiti da PLC, con pannello touch-screen da 7 pollici a colori, che può memorizzare e gestire fino a 100 ricette di etichettatura. Il sistema è predisposto per l’interfacciamento verso l’esterno tramite interfaccia ethernet, il che ne permette l’accesso da remoto, utile per
monitorarne lo stato, ad esempio durante una teleassistenza. Inoltre, è dotato di protocollo OPC-UA, che rende la macchina rispondente ai requisiti della normativa Industria 4.0.
ALTECH Srl è un’azienda italiana leader nella produzione di sistemi di etichettatura, identificazione e codifica dei materiali.
Per maggiore informazione: info@altech.it – www.altech.it

Top/bottom labelling system for food trays, non-stop configuration
The ALTECH labelling systems of the ALbelt series provide an excellent price/performance ratio, without any compromise concerning reliabilityandrobustness.TheALbeltsystemscomein numerous configurations based on specific labelling needs and can label different types of products, such as bottles, cans, jars, tubs, boxes, and trays. The ALbelt systems are fitted with ALstep or ALritma labelling heads and can be equipped with printers to customise labels with variable data, as well as with product spacers, wrapping units for cylindrical
products,adapters and bending units for corner labels. If necessary, the ALbelt systems can take on specific configurations to meet particular needs, such as top and bottom labelling or non-stop configurations. ALTECH has recently supplied a system featuring both capabilities to an important producer of cold cuts in Italy. The system is fitted with two ALritma labelling heads, which are positioned in such a way as to apply a label on the bottom of trays. The operational logic allows it to detect the end of labels on the first head and automatically activate the second one,thus making it possible to change labels without stopping the labelling process. A third labelling head on the top is set up to apply
a “hook” label to hang the tray on a display rack. All functions and parameters are managed via a PLC system featuring a 7-inch colour touchscreen panel that can store and manage up to 100 labelling formats.Thesystemcanbe interfacedviaEthernet, which enables remote access to monitor its health and status, e.g. for remote assistance. Moreover, the OPC-UA protocol makes the machine compliant with Industry 4.0 requirements.
ALTECH Srl is a leading Italian company specialised in the production of material coding, identification, and labelling systems.
For further information: info@altech.it – www.altech.it

ALLWRAPPER® LS rappresenta una testimonianza dell’innovazione nella tecnologia dell’imballaggio secondario in quanto garantisce sostenibilità ambientale, forti risparmi economici ed efficienza operativa
Da gennaio 2024, una delle macchine ALLWRAPPER® LS (Low Speed) di COLINES® ha letteralmente rivoluzionato le operazioni di

ALLWRAPPER MS la perfetta soluzione per il packaging secondario del beverage ALLWRAPPER MS the perfect solution for beverage secondary packaging
confezionamento secondario presso Aedì – Riso Morgante, importante produttore di riso con sede a Vercelli. Questa tecnologia innovativa consente di raggruppare in modo efficace i prodotti per lo stoccaggio e la distribuzione, utilizzando un processo a freddo facilitato dall’uso di film estensibile. I risultati? Una riduzione del 90% del consumo di elettricità e una diminuzione del 50% dell’utilizzo della plastica. Progettata specificamente per l’imballaggio secondario,ALLWRAPPER® LS si adatta ai più svariati formati; in questo caso imballiamo confezioni flow-pack da 800g, 1kg, 2,5kg e 5kg con un tempo di cambio formato di appena un minuto.Le sue dirompenti capacità stanno attirando l’attenzione in tutto il mercato, in particolare in settori come l’imballaggio secondario di confezioni in flow-pack, sia in carta che in plastica. Il feedback positivo va oltre il mero guadagno in termini di efficienza. “Siamo molto soddisfatti delle prestazioni dell’ALLWRAPPER”,confermano i rappresentanti dell’azienda. “Oltre al notevole risparmio energetico e di materiale plastico, l’aspetto della lavorazione a freddo offre vantaggi tangibili in termini di tempi operativi e qualità del prodotto”. ALLWRAPPER® LS rappresenta una testimonianza dell’innovazione nella tecnologia dell’imballaggio secondario, in quanto garantisce sostenibilità ambientale, forti risparmi economici ed efficienza operativa. La linea a bassa velocità, low-speed, garantisce 12 fardelli al minuto ed è la base da cui sono partiti poi i successivi sviluppi, con la versione MS (24 fardelli al

minuto) presentata alla scorsa fiera Anuga FoodTec di Colonia e in grado di servire mercati e prodotti che richiedono una maggior velocità da parte delle macchine che si occupano del packaging secondario. La grande sfida con cui si sta misurando in questi mesil’aziendaèquelladatadallalinea ALLWRAPPER® HS ad alta velocità,in grado di triplicare la produzione garantita dalla linea MS, raggiungendo anche gli 80 fardelli al minuto. Caratteristica questa che, unita all’elevatissimo risparmio tanto in termini energetici quanto per quello che riguarda il film utilizzato, rende ALLWRAPPER® HS una tecnologia in grado di rivoluzionare letteralmente il mercato del packaging secondario.
Il lancio sul mercato della nuova linea, attualmente nella fase finale di perfezionamento e sviluppo, è previsto per il 2025.
ALLWRAPPER® LS represents an amazing innovation in secondary packaging technology, ensuring environmental sustainability, significant economic savings, and operational efficiency
Since January 2024, one of COLINES®’ ALLWRAPPER® LS (Low Speed) machines has literally revolutionized secondary packaging operations at Aedì – Riso Morgante, a major rice producer based in Vercelli. This innovative technology effectively wraps products for storage and distribution using a cold process realized by using stretch film.The results?A 90% reduction in electricity consumption and a 50% decrease in plastic usage. Specifically designed for secondary packaging, ALLWRAPPER® LS adapts to various formats; in this case, we pack flow-pack packages of 800g, 1kg, 2.5kg, and 5kg with a format change time of just one minute. Its groundbreaking capabilities are attracting attention across the market, particularly in sectors such as secondary packaging for flow-pack packages,both in paper and plastic. The positive feedback goes beyond mere efficiency gains. “We are very satisfied with the performance
of the ALLWRAPPER,” confirm the company’s representatives. “In addition to the significant energy and plastic material savings, the cold-processing aspect offers tangible advantages in terms of operational times and product quality.”
ALLWRAPPER® LS represents an amazing innovation in secondary packaging technology, ensuring environmental sustainability, significant economic savings, and operational efficiency. The low-speed line guarantees 12 bundles per minute and is the foundation from which subsequent developments have emerged, including the MS version (24 bundles per minute), which was presented at the recent Anuga FoodTec fair in Cologne and is capable of serving markets and products that require higher speeds from secondary packaging machines. The major challenge the company is currently facing involves the ALLWRAPPER® HS high-speed line, which is capable of tripling the production output of the MS line, reaching up to 80 bundles per minute. This feature, combined with extremely high energy and film savings, makes the ALLWRAPPER® HS a technology poised to literally revolutionize the secondary packaging market.
The launch of the new line,currently in its final stages of refinement and development, is expected in 2025.





La tecnologia è presente nel nome e nel DNA di Livetech, azienda che si conferma leader nel campo dei sistemi di confezionamento per prodotti alimentari

Livetech è sempre stata sinonimo di tecnologia. La tecnologia è già presente nel nome ma, soprattutto, nel DNA dell’azienda di Monticello d’Alba che,anche quest’anno, si conferma leader nel campo dei sistemi di confezionamento per prodotti alimentari.
Tecnologia al servizio del prodotto, centrata sulle persone e rispettosa dell’ambiente. Tutte le soluzioni proposte dall’azienda integrano sistemi avanzati capaci di monitorare costantemente e garantire la qualità del prodotto finale. La qualità inizia già nella fase di progettazione del packaging del prodotto: il dipartimento di Ricerca e Sviluppo lavora a stretto contatto con il cliente per studiare e ottimizzare tutte le soluzioni di confezionamento, dalla primaria alla pallettizzazione. Prestazioni, efficienza e disponibilità
sono garantite da soluzioni tecniche mirate a raggiungere e mantenere valori di Overall Equipment Effectiveness (OEE) molto elevati. In base alle esigenze, i sistemi robotici progettati e costruiti da Livetech possono integrare, ad esempio, robot industriali, sistemi multi-carrier e applicazioni specifiche progettate ad hoc: le macchine della famiglia e-Series, compatte, efficienti ed essenziali, evolvono così nella X-Series, caratterizzata da alte prestazioni ed estrema personalizzazione.Tutte le soluzioni sono progettate intorno alla persona: operatori, manutentori e supervisori di linea hanno a disposizione una serie di strumenti che facilitano il funzionamento, la manutenzione e il monitoraggio delle macchine. Ogni prodotto della gamma Livetech può essere dotato, ad esempio, di sistemi di regolazione tipo
“Poka-Yoke”, sistemi di cambio formato con indicatori digitali monitorati da software, sistemi di riconoscimento dei componenti di cambio formato, sistemi di cambio formato completamente automatizzati. L’installazione di telecamere e schermi direttamente a bordo facilita l’identificazione dei problemi operativi e la ricerca delle cause di eventuali rotture o danni. Anche l’ambiente beneficia delle tecnologie utilizzate da Livetech: l’architettura dei sistemi di controllo dei motori sfrutta il principio della rigenerazione, riducendo il consumo complessivo di elettricità e la necessità di condizionamento dei quadri elettrici. Se un motore frena, l’energia generata durante la frenata può essere utilizzata da uno degli altri motori collegati alla rete di alimentazione condivisa e non viene completamente dissipata come calore.
Technology is present in the name and in the DNA of Livetech, a company that has been confirmed again this year as a leader in the field of packaging systems for food products
Livetech has always been synonymous with technology. Technology is already present in the name but, above all, in the DNA of the Monticello d’Alba-based company which, once again this year, is confirmed as a leader in the field of packaging systems for food products. Technology at the service of the product, centered on people and respectful of the environment. All the solutions proposed by the company integrate
advanced systems capable of constantly monitoring and guaranteeing the quality of the final product. Quality begins already in the product packaging design phase: the Research and Development department works closely with the customer to study and optimize all packaging solutions, from primary to palletizing. Performance, efficiency, and availability are guaranteed by technical solutions aimed at achieving and maintaining very high Overall Equipment Effectiveness (OEE) values. Based on needs, the robotic systems designed and built by Livetech can integrate, for example, industrial robots, multi-carrier systems and specific applications designed ad hoc:the machines of the e-Series family, compact, efficient, and essential, thus evolve into the X-Series, characterized by high performance and extreme customization. All solutions are designed around the person: operators, maintenance workers and line supervisors have a series of tools at their
disposal that facilitate the operation, maintenance and monitoring of the machines. Each product in the Livetech range can be equipped, for example, with “Poka-Yoke” type adjustment systems, format changeover systems with digital indicators monitored by software, format changeover component recognition systems, fully automated format changeover systems.The installation of cameras and screens directly on board facilitates the identification of operating problems and the search for the causes of any breakages or damage. The environment also benefits from the technologies used by Livetech: the architecture of the motor control systems exploits the principle of regeneration, reducing overall electricity consumption and the need for conditioning of the electrical boards. If one motor brakes, the energy generated during braking can be used by one of the other motors connected to the shared power network and is not completely dissipated as heat.

A Chillventa, MTH presenterà le nuove celle frigorifere Algor, sinonimo di massima qualità del prodotto ed elevata efficienza energetica

Da oltre 80 anni, MTH è azienda leader nell’ambito della refrigerazione industriale e commerciale.Dispone di una gamma prodotto completa che copre la filiera del freddo con qualità certificata a 360° e include porte termoisolanti e relativi componenti, sistemi di refrigerazione commerciale
e mini celle frigorifere, con cui MTH serve i settori dell’HO.RE.CA., GDO, agroalimentare, logistica, vending e medicale.Insieme a Foris Index,il Gruppo opera con 4 stabilimenti produttivi in Italia e una presenza commerciale capillare in oltre 70 Paesi nel mondo.
Dall’8 al 10 ottobre 2024 MTH e Foris Index parteciperanno a Chillventa, fiera internazionale dedicata al mondodellarefrigerazione,conl’interagammaprodotto. In tale occasione MTH presenterà le nuove celle frigorifere Algor: progettate e realizzate interamente nel nuovo polo produttivo di Sant’Antonino di Susa (TO), sono sinonimo di massima qualità del prodotto, grazie alla progettazione e produzione interna di tutti gli elementi che compongono la cella frigorifera.
Composte da pannelli modulari con passo 200 mm, che consentono di configurare la cella secondo le specifiche esigenze del cliente e ottenere una ottimale gestione degli spazi, le celle sono disponibili in 4 differenti spessori (80, 100, 120 e 150 mm) che le rendono adatte sia per temperatura positiva sia negativa fino a -25°C. Oltre al modello standard a singola camera, la gamma include anche la versione multivano, con possibilità di suddividere lo spazio per conservare i prodotti a diverse temperature,e quella in acciaio inox, ideale per gli ambienti più aggressivi. I pannelli sono progettati senza cantonali né angolari in plastica per una migliore qualità,resa estetica,stabilità della cella e facilità e rapidità di montaggio: utilizzano infatti un innovativo sistema di fissaggio maschiofemmina con ganci di serraggio ad eccentrico per
garantire una perfetta tenuta ermetica. Il massimo livello di igiene e pulizia è garantito grazie alla possibilità di installare profili sanitari in PVC a copertura degli spigoli interni.
La cella Algor è equipaggiata con la nuova porta semi-incassata, progettata per ridurre l’ingombro esterno, e con monoblocchi a zaino plug-in operanti con gas refrigerante naturale R290, che assicurano un’elevata efficienza energetica e un ridotto impatto ambientale. È disponibile inoltre un’ampia gamma di accessori (scaffalature, rampe, distanziali, valvole di compensazione, divisori, …) che consente di personalizzare la cella frigorifera.
MTH vi aspetta a Chillventa, pad. 9, stand 9-335.

At Chillventa, MTH will be introducing its new Algor cold rooms, synonymous with the highest product quality and energy efficiency
For over 80 years, MTH has been a leading company in the field of industrial and commercial refrigeration. It offers a complete product range that covers the entire cold chain with certified quality and includes insulating doors and related components, commercial refrigeration systems, and mini cold rooms, serving the HO.RE.CA., supermarkets, agribusiness, logistics, vending, and medical sectors. Together with Foris Index, the Group operates with 4 production sites in Italy and has a widespread commercial presence in over 70 countries worldwide.
From October 8th to 10th, 2024, MTH and Foris IndexwillparticipateinChillventa,theinternational trade fair dedicated to the world of refrigeration, showcasing their entire product range.
On this occasion,MTH will present the newAlgor cold rooms: designed and manufactured entirely
at the new production site in Sant’Antonino di Susa (TO), they are synonymous with the highest product quality, thanks to the internal design and production of all the elements that make up the cold room.
Composed of modular panels with a 200 mm pitch, which allow the cold room to be configured according to the customer’s specific needs and achieve optimal space management, the cold rooms are available in 4 different thicknesses (80, 100, 120, and 150 mm), making them suitable for both positive and negative temperatures down to -25°C. In addition to the
standard single-chamber model, the range includes a multi-compartment version, with the possibility of dividing the space to store products at different temperatures, and a stainless steel version, ideal for the most aggressive environments.
The panels are designed without plastic corners or angles for better quality, aesthetic appearance, cold room stability, and ease and speed of assembly: they use an innovative male-female fastening system with eccentric locking hooks to ensure a perfect airtight seal. The highest level of hygiene and cleanliness is guaranteed thanks to the possibility of installing PVC sanitary profiles to cover the internal corners.

The Algor cold room is equipped with a new semi-recessed door, designed to reduce the external footprint, and with plug-in wallmounted monoblocs operating with natural refrigerant gas R290, which ensure high energy efficiency and a reduced environmental impact.A wide range of accessories (shelving, ramps, spacers, compensation valves, dividers, etc.) is also available to customize the cold room.
MTH looks forward to seeing you at Chillventa, hall 9 booth 9-335.

IMA Coffee Hub affianca i produttori di caffè in ogni sfida che devono affrontare per poter ottenere il caffè che desiderano
Composto dai brand IMA Coffee Petroncini, IMA Coffee Packaging e IMA BFB, il Coffee Hub è la risposta completa offerta a piccoli e grandi produttori di caffè di tutto il mondo dal gruppo IMA, garantendo competenza, esperienza nel settore e know-how per tutte le fasi di produzione e di confezionamento del caffè. Il caffè che ti piace
La risposta di IMA Coffee Hub abbraccia ogni aspetto della movimentazione, del processo di trasformazione e confezionamento del caffè, affiancando i produttori di caffè in ogni sfida che devono affrontare per poter ottenere il caffè che desiderano. Il processo di cui hai bisogno
Con più di 100 anni di storia nel mercato del caffè, IMA Coffee Petroncini fornisce impianti completi per la torrefazione caffè per qualsiasi esigenza produttiva, a partire dalla ricezione e stoccaggio del caffè verde, fino alle più avanzate tecnologie di tostatura e di degasaggio del caffè macinato. Quando si parla di torrefazione, IMA Coffee Petroncini è un marchio storico nel panorama delle tostatrici, potendo offrire tostatrici di tipo tradizionale che processano lotti di caffè da 5 a 400 kg per carico, e soluzioni modulari, dotate di unità di generazione di calore esterna in grado di recuperare parzialmente l’aria di tostatura. I modelli di tostatrici modulari raggiungo la capacità di 720 kg per ciclo. Innovativi sistemi di degasaggio flessibili per grandi o piccoli volumi di produzione
garantiscono la qualità costante e riproducibile del caffè macinato per ogni tipologia di confezionamento. Il packaging che desideri Una volta che il caffè è pronto per essere confezionato, non c’è bisogno di guardare oltre il Coffee Hub. Il brand IMA Coffee Packaging è in grado di fornire soluzioni complete per il confezionamento di capsule, cialde, astucci, form-fill-seal, e confezionamento fine linea. Le capsule sono al centro dell’offerta di IMA Coffee Packaging, con una gamma completa di macchine che forniscono soluzioni ad alta, media e bassa velocità per rispondere al 100% delle richieste del mercato. Il portfolio comprende anche soluzioni all’avanguardia per il confezionamento secondario. Anche le macchine per cialde, sia soffici che compatte, rientrano nella line-up sviluppata da IMA Coffee Packaging. Il brand dispone inoltre di una
gamma completa di macchine per il confezionamento di sacchetti verticali di diverso formato e dimensione.Il confezionamento di fine linea,infine,al quale la IMA BFB ha dedicato la sua R&S per molti anni, completa l’offerta di confezionamento del Coffee Hub.
Il servizio che meriti
I vantaggi di parlare con un unico fornitore sono numerosi. Entrano in gioco le sinergie, i problemi di tempistiche sono più facili da coordinare, ciascun interlocutore con cui il cliente si interfaccia è concentrato sui suoi obiettivi chiave, qualità costante e conoscenza condivisa sono garantite. IMA Coffee Hub è il punto di partenza ideale da dove il cliente raggiungerà la sua destinazione. È proprio questo il vantaggio che l’industria del caffè ottiene da IMA: un solo fornitore, già coordinato dall’interno.

The service you deserve for the coffee you want
IMA Coffee Hub is the one-stop answer to large and small coffee producers worldwide
Able to ensure market-leading competences, industry experience and application-specific know-how encompassing all stages of coffee handling, processing and packaging, through its brands IMA Coffee Petroncini, IMA Coffee Packaging and IMA BFB, IMA has created the hub in an aim to leverage expertise at every step of coffee processing or packaging and be the one-stop answer to large and small coffee producers worldwide. The coffee you want IMA Coffee Hub reaches every corner of the coffee handling, processing and packaging universe and can now address any issue facing coffee producers, offering competence and expertise with regard to coffee production.
The process you need
With exactly 100 years in the industry, IMA Coffee Petroncini supplies complete coffee roasting plants for any capacity needs, starting from the green coffee handling and processing,up to roasters for all capacity requirements and next-generation degassing systems. When it comes to roasting, IMA Coffee Petroncini enables customers to envisage roasters featuring different systems to manage unlimited roasting profiles. The range includes traditional roasters handling batches from 5 to 400 kg as well as modular solutions with external heat generation units roasting up to 720 kg per cycle.Next comes grinding and along with a host of flexible degassing systems for large or small production volumes, ensuring consistently reproducible quality of ground coffee. The packaging you desired
Once your coffee is ready for the next major step, there is no need to look further than IMA Coffee Packaging. Capsules, pods, cartoning, form-fill-seal, end-of-line packaging. Single serve capsule fillers are also at the core of IMA Coffee Packaging, with
a full range of equipment, providing high, medium and low-speed solutions to answer 100% of market demands. Coffee capsules will benefit from cuttingedge secondary packaging solutions, for product integrity and top-rate protection right through to delivery. Machines for soft and hard pods are part of the line-up. IMA Coffee Packaging has a full array of machines handling dosed filling of flexible, sealed packages in all shapes and sizes. End-ofline packaging, to which IMA’s BFB Division has dedicated its efforts for many years is literally the end of the line-up.
The service you wish for
The advantages of speaking to one single supplier are numerous. Synergies come into play, timing issues are easier to coordinate, everyone you speak to is focused on your key objectives, and consistent quality and shared knowledge are guaranteed. IMA Coffee Hub is the ideal starting point from where you will reach your destination. This is precisely the benefit the coffee industry obtains from IMA: just one supplier, already coordinated from within.
Paulig introduce la prima confezione sottovuoto riciclabile e facile da aprire per il caffè, grazie a nuove linee di confezionamento e celle di pallettizzazione
Paulig è una delle prime aziende produttrici di caffè al mondo a portare nei negozi al dettaglio inFinlandiaeinEstonialaconfezionesottovuoto riciclabile e facile da aprire. Questo risultato è stato possibile grazie all’investimento di 25 milioni di euro di Paulig in nuove linee di confezionamento e celle di

pallettizzazione presso la torrefazione di Vuosaari a Helsinki, Finlandia, certificata CarbonNeutral®, come annunciato nel 2022.
Pauligstainvestendoinnuovelineediconfezionamento presso la torrefazione di Vuosaari, certificata CarbonNeutral®. A partire da questa primavera, un terzo delle confezioni di caffè da 500 grammi sarà prodotto su una nuova linea della torrefazione. Le confezioni di caffè prodotte sulla nuova linea di confezionamento sono facili da aprire senza forbici come prima. Inoltre, il nuovo nastro di richiusura più lungo aiuta a richiudere le confezioni di caffè. Le confezioni di caffè riciclabili supportano l’obiettivo di Paulig di rendere riciclabili tutti gli imballaggi entro la fine del 2025.
“Lamaggiorpartedeinostricaffèèvendutainconfezioni sottovuoto. Il lancio della confezione di caffè riciclabile ci aiuterà a raggiungere i nostri ambiziosi obiettivi di sostenibilità”, afferma Kati Randell, Responsabile Ricerca e Sviluppo per gli imballaggi di Paulig.
E prosegue:
“Come azienda all’avanguardia nella sostenibilità, siamo ora una delle prime aziende di caffè al mondo a portare la confezione sottovuoto riciclabile e facile da aprire agli amanti del caffè. Le confezioni sottovuoto riciclabili sono state sviluppate per molti anni. Ha richiesto ricerca e sviluppo, investimenti nella produzione e oltre 100 test sia da parte nostra che dei nostri partner”.
Le confezioni riciclabili di caffè Paulig sono disponibili in Finlandia e in Estonia
La nuova confezione sottovuoto riciclabile Paulig sarà disponibile per i consumatori in Finlandia e in Estonia a partire da questa primavera su alcuni prodotti
Paulig introduces the first easy-open recyclable vacuum packaging for coffee thanks to investment in new packaging lines and palletizing cells
Paulig is one of the first coffee companies in the world to bring the easy-open recyclable vacuum coffee packaging to retail stores in Finland and Estonia. This achievement is enabled by Paulig’s 25 MEUR investment in new packaging lines and palletizing cells at its CarbonNeutral® certifiedVuosaari Roastery in Helsinki, Finland, as announced in 2022 Paulig has been investing in new packaging lines at CarbonNeutral® certified Vuosaari Roastery. Starting from this spring, one third of 500-gram coffee packaging units will be produced on a new line at the roastery. Coffee packages that are manufactured on the new packaging line are easy to open without scissors as before. In addition, the new, longer resealing tape helps to reseal the coffee packaging. Recyclable coffee packing supports Paulig’s goal to have all packaging recyclable by the end of 2025.
“Most of our coffees are sold in vacuum packaging. The launch of the recyclable coffee packaging will help us to achieve our ambitious sustainability goals”, says Kati Randell, R&D Manager for packaging at Paulig. She continues:
“As a frontrunner in sustainability, we are now one of the first coffee companies in the world to bring the easy-open recyclable vacuum packaging to coffee lovers. Recyclable vacuum packaging has been developed for many years. It has required research and development, investments into our production and over 100 tests by both us and our partners.”
Recyclable Paulig coffee packaging available in Finland and Estonia
The new Paulig recyclable vacuum packaging will be available to consumers in Finland and Estonia from this spring onwards on a few of Paulig’s products,

Paulig, come le confezioni sottovuoto Paulig Mundo Original e Paulig Café New York.
Le nuove confezioni sono riconoscibili per l’interno bianco e possono ancora essere differenziate per la raccolta della plastica. Dall’esterno, la confezione ha lo stesso aspetto di prima.
Lo sapevate che le confezioni sottovuoto sono riciclabili?
• La riciclabilità si riferisce al riutilizzo dei materiali di scarto degli imballaggi. Gli imballaggi riciclabili supportano l’economia circolare consentendo di trasformare gli imballaggi in nuovi prodotti o materiali.
• Quasi il 20% di materiale di imballaggio in meno rispetto alla confezione precedente.
• L’interno della confezione del caffè è bianco.
•La confezione del caffè è in plastica come prima! Per saperne di più sul nostro nuovo imballaggio riciclabile: https://www.paulig.com

such as Paulig Mundo Original and Paulig Café New York vacuum packaging.
The new packaging is recognizable by the white inside and can still be sorted for plastic collection. From the outside, the packaging looks the same as before. Did you know this about recyclable vacuum packaging?
• Recyclability refers to the reuse of packaging waste material. Recyclable packaging supports the circular economy by enabling packaging to be turned into new products or materials.
• Close to 20% less packaging material compared to the previous packaging.
• The inside of the coffee packaging is white.
• Sort coffee packaging as plastic like before! Read more about our new recyclable packaging: https://www.paulig.com

I generatori di azoto Pneumatech permettono all’industria alimentare di offrire sempre prodotti di eccellenza, coniugando risparmio energetico, convenienza e flessibilità
Il ruolo dell’energia è sempre di più un tema centrare all’interno dell’industria alimentare. Investire quindi in tecnologie innovative per la produzione e l’utilizzo dell’energia diventa oggi essenziale per raggiungere l’efficienza energetica.Tra le tecnologie a disposizione per implementare il risparmio energetico troviamo anche l’autoproduzione di azoto.
Promuovere l’efficienza energetica della propria azienda equivale a renderla più competitiva sul mercato: adottando tecnologie innovative per la produzione e l’utilizzo dell’energia si intraprende infatti un percorso che porta alla riduzione dei costi, al migliora-

mento dei processi e della compatibilità ambientale Nell’ambito specifico delle aziende del settore alimentari, a incidere sul fabbisogno energetico complessivo sono soprattutto i trattamenti termici per il lavaggio, la cottura e la sterilizzazione degli alimenti, ma anche i consumi di elettricità relativi all’aria compressa e ai processi di confezionamento dei prodotti. Per i numerosi vantaggi e le diverse applicazioni, l’azoto viene ampiamente usato dall’industria alimentare. L’azoto è infatti un gas inerte, inodore e insapore, che viene utilizzato principalmente per sostituire l’ossigeno nel confezionamento in atmosfera modificata oppure per il confezionamento di caffè,in cialde o in busta, prevenendo in tal modo l’ossidazione
L’azotovienespessoacquistatodafornitoriinbomboleo liquido.Con sistemi Pneumatech plug-and-play è possibile autoprodurre azoto semplicemente collegando il produttore di azoto a una fonte di aria compressa essiccata. Questo inizia a produrre l’azoto alla purezza necessaria, sfruttando l’azoto naturalmente presente nell’aria ambiente. Se connesso anche ad un miscelatore,invece, è possibile variare la miscela a seconda del prodotto e avere una percentuale di gas costante
I generatori di azoto in loco permettono di liberarsi di problemi logistici legati alle consegne (es. ritardi) e i conseguenti costi ed emissioni di CO2 derivanti da trasporto, fluttuazione dei costi per l’acquisto del gas, e avendo così l’azoto sempre disponibile secondo necessità.
I generatori di azoto Pneumatech permettono all’industria alimentare di offrire sempre prodotti di eccellenza, coniugando risparmio energetico, convenienza e flessibilità.
Pneumatech nitrogen generators allow the food industry to always offer excellent products, combining energy saving, convenience and flexibility
The role of energy is increasingly a central theme within the food industry. Nowadays, investing in innovative technologies to produce and use energy is essential when aiming for energy efficiency.
Nitrogen self-production is one of all available technology to improve energy savings.
Promoting your company’s energy efficiency allows you to be more competitive in the market: adopting innovative technologies to produce and use energy leads to cost reduction, process improvement and environmental compatibility.
When it comes to companies in the food sector, heat treatments for washing, cooking and sterilizing food, as well as compressed air and product packaging
process require the most amount of energy. Due to its many advantages and applications, nitrogen is widely applied within the food industry. Nitrogen is hence an inert, odourless and tasteless gas, which is mainly used to replace oxygen in modified atmosphere packaging or for the packaging of coffee, pods or bags. The main reason is that nitrogen prevents oxidation.
Nitrogen is often purchased from suppliers in cylinders or liquid. With Pneumatech plug-and-play systems nitrogen self-production is available by simply connecting the nitrogen producer to a dried compressed air source. This equipment starts producing nitrogen at the necessary purity,
applying the nitrogen naturally present in the ambient air. If also connected to a mixer, you can vary the mixture depending on the product and have a constant percentage of gas.
On-site nitrogen generators allow you to get rid of logistic problems related to deliveries (e.g. delays). You won’t have to deal with logistic costs and CO2 emissions coming from transport, fluctuating gas purchase costs anymore. In other words, nitrogen is always available when you need.
Pneumatech nitrogen generators allow the food industry to always offer excellent products,combining energy saving, convenience and flexibility.


PRL Tecnosoft ha ampliato la propria gamma con sistemi altamente efficienti e customizzati capaci di rispondere alle specifiche esigenze del cliente

La continua innovazione tecnologia ha consentito la realizzazione di macchine di processo e confezionamento sempre più veloci e performanti; parafrasando una celebre frase, però, “la potenzaènientesenzailcontrollo”.Moltospesso,infatti, aziende end user individuano facilmente le macchine di confezionamentomiglioriperlapropriocasisticaeperle proprie necessità, trascurando la visione d’insieme e dettagli di fondamentale importanza.
Affinché l’intera linea di produzione mantenga gli standard richiesti è necessario, infatti, non sottovalutare il ruolo cruciale del sistema di trasporto che alimenta le diverse macchine e gestisce l’accumulo dei prodotti in caso di fermi macchina.
Nella nuova sede di Desenzano del Garda, PRL Tecnosoft progetta e realizza dal singolo nastro trasportatore a impianti complessi completi di unificatori o smistatori ad alte velocità, sistemi di fasatura per consentire operazioni di controllo qualità e conformità corrette e ottimizzate.
Per soddisfare al meglio le esigenze di performance, rispettando vincoli come ad esempio lo spazio disponibile, PRL Tecnosoft ha introdotto macchine di ordinamento e smistamento dotate di robot e sistemi di visione; si tratta di soluzioni altamente customizzate, in grado di risolvere esigenze specifiche per ogni singolo cliente, che vanno ad ampliare la gamma di soluzione offerte. Molto importanti sono le soluzioni per la polmonatura e l’accumulo di prodotti e il loro successivo

reintegro in linea; esistono varie soluzioni applicabili per rispondere a queste esigenze,e l’azienda bresciana si è concentrata nello sviluppo di sistemi di reintegro veloci e senza fermare il flusso del prodotto in arrivo dalla linea,con un recupero di efficienza importante.
PRL Tecnosoft has extended its product range with highly efficient and customized systems that meet customers’ specific requirements
Continuous technological innovation has enabled creating increasingly faster and high-performance process and packaging machines. Paraphrasing a well-known phrase “power is nothing without control.” In fact, enduser companies very often easily choose the best packaging machines to their own requirements but do not consider the overview or crucial details. When the production line needs complying with the standards requested, it is fundamental not to underestimate the fundamental role of the conveying system that feeds the various machines and manages product accumulation in event of machine downtime. In its new headquarters in Desenzano del Garda, PRL Tecnosoft designs and creates many systems, from a single conveyor to more complex, complete highspeed unifiers and sorters, and timing systems for correct and optimized quality control operations.
To fully meet performance requirements and consider the space available, PRL Tecnosoft has introduced orienting and sorting machines equipped with robot and vision systems. They are highly customized solutions to solve customer’s specific requirements, and that extend the range of solutions the company offers.
Product accumulation and storage solutions and their following reinsertion into the line are equally important. There are many solutions to meet these requirements, and this Brescia-seated company has focused on the development of fast reinsertion systems, without ever stopping product flow from the line, with a relevant efficiency recovery.



Sappi presenta tre nuove carte barriera che si aggiungono alla famiglia Guard, con particolare attenzione alle alternative affidabili, al materiale multistrato e agli imballaggi in plastica
Il produttore di carta per imballaggi Sappi Europe offre il portafoglio di carte funzionali più ampio nel mercato dell’imballaggio flessibile, con particolare attenzione alle alternative affidabili, al materiale multistrato e agli imballaggi in plastica. L’azienda sta ulteriormente ampliando la sua offerta con l’aggiunta di nuovi prodotti come Guard ICC, una carta da imballaggio flessibile per coni gelato, Guard OHS, una carta barriera e termosaldabile per varie applicazioni di imballaggio alimentare e non alimentare e GuardTwist Gloss, una carta barriera lucida e riciclabile senza cera per applicazioni di attorcigliamento nel mercato dolciario. I nuovi prodotti saranno presentati presso lo stand Sappi (Padiglione 4A, Stand 306) all’edizione di quest’anno di FACHPACK (24-26 settembre) a Norimberga, il luogo d’incontro centrale in Europa per l’industria dell’imballaggio e i suoi utenti.
• La scelta perfetta per i coni gelato: Guard ICC per il contatto diretto con gli alimenti
• Guard OHS è un interessante complemento alla nostra attuale gamma di carta ad alta barriera
• Per gli involucri di dolciumi e cioccolato: Guard Twist Gloss
Guard ICC: una soluzione su misura per i coni gelato
La nuova carta per imballaggi flessibili di Sappi è davvero unica sul mercato. È stata progettata per applicazioni che richiedono stabilità dimensionale o protezione su entrambi i lati, il che la rende ideale per il confezionamento di coni gelato. Guard ICC è adatta al contatto diretto con gli alimenti. È dotato di proprietà barriera contro il vapore acqueo e il grasso su entrambi i lati. La carta kraft sbiancata presenta una superficie smaltata a macchina. La nuova carta per imballaggi flessibili eccelle anche nei processi di stampa flessografica o rotocalco e nei processi di conversione come l’incollaggio e la tintura. Con un look and feel distintivo e premium, Sappi garantisce ai proprietari dei marchi un elevato impatto dei loro prodotti nei punti vendita. La carta può essere facilmente riciclata nel flusso dei rifiuti cartacei. GuardOHSdiSappi:unattraentecompletamento del portafoglio di prodotti ad alta barriera Sappi è inoltre lieta di presentare Guard OHS, una carta barriera versatile progettata per diverse applicazioni di imballaggio flessibile, tra cui flowwrap, sacchetti e buste per i mercati alimentari e non. Guard OHS è disponibile in tre versioni di lato di stampa e grammature: Naturale (62 g/m²), Seta e Lucido (entrambi in 77 g/m²).Tutte e tre le versioni di Guard OHS presentano eccellenti proprietà barriera, tra cui vapore acqueo, ossigeno, MOSH/MOAH,
nonché resistenza agli aromi e ai grassi. Queste proprietà rendono Guard OHS ideale per il contatto diretto con gli alimenti,garantendo prestazioni ottimali nelle applicazioni di imballaggio alimentare. Inoltre, le carte soddisfano i requisiti di purezza per la sicurezza dei giocattoli, rendendole adatte anche a una serie di applicazioni non alimentari. Con Guard OHS, Sappi offre un’alternativa interessante, riciclabile e affidabile per gli imballaggi che richiedono proprietà di sicurezza affidabili,ma per i quali le barriere elevate sarebbero eccessive.
Terzo in linea: Guard Twist Gloss
Questa esclusiva aggiunta al portafoglio Sappi è stata sviluppata appositamente per gli incarti di dolciumi, caramelle e cioccolato. La carta monopatinata su un lato è caratterizzata da un’elevata resistenza allo strappo, che rende Guard Twist Gloss particolarmente adatto alle applicazioni di torsione. È inoltre dotata di un rivestimento funzionale sul retro che offre una leggera resistenza al grasso e una protezione ideale per gli alimenti. La superficie superiore lucida di Guard Twist Gloss, rifinita a macchina, garantisce al consumatore una sensazione di qualità superiore e vanta un aspetto molto distintivo. Grazie alle sue eccellenti qualità di stampabilità e lavorazione, Guard Twist Gloss riduce al minimo le rotture di pieghe e colori.Lacartabarriera,disponibileinunagrammatura di 45g/m², è adatta al contatto diretto con gli alimenti e rappresenta un’alternativa molto interessante alla carta cerata non riciclabile. Diversi noti produttori di macchine da imballaggio per il settore dolciario hanno testato con successo la carta in funzione e sono rimasti molto colpiti dalla sua qualità.
PackagingpapermanufacturerSappiEuropeoffers the flexible packaging market’s most extensive portfolio of functional papers – with a focus on compelling alternatives to multi-layer material and plastic packaging. The company is further expanding its broad portfolio by adding new products such as Guard ICC, a flexible packaging paper for ice cream cones,Guard OHS a barrier and heat sealable paper for various food and non-food packaging applications and Guard Twist Gloss, a glossy, recyclable wax free barrier paper for twisting applications in the confectionary market.The new products will be presented at Sappi’s booth (Hall 4A, Stand 306) at this year’s FACHPACK (24. to 26. September) in Nuremberg, Europe’s central meeting place for the packaging industry and its users.
• The perfect choice for ice cream cones: Guard ICC made for direct food contact
• Guard OHS is an attractive complement to our existing high-barrier paper range
• For sugar confectionery and chocolate wrappers: Guard Twist Gloss
Guard ICC: a tailor-made solution for ice cream cones Sappi’s new flexible packaging paper is truly one of a kind on the market. It was designed for applications where dimensional stability or double-sided protection are needed – making it ideal for packaging ice cream cones. Guard ICC is suitable for direct food contact. It is equipped with barrier properties against water vapor as well as grease on both sides. The bleached kraft paper features a machine glazed surface. The new flexible packaging paper also excels when using flexographic or gravure printing processes as well as in conversion processes such as glueing and dye cutting. With a premium, distinctive look and feel, Sappi ensures that brand owners achieve high impact of their
products at the POS.The paper can be easily recycled in the paper waste stream.
Sappi’s Guard OHS: an attractive completion to the high-barrier portfolio
Sappi is also happy to introduce Guard OHS, a versatile barrier paper designed for various flexible packaging applications, including flow-wraps, sachets, and pouches for both food and non-food markets. Guard OHS is available in three print side versions and grammages: Natural (62 g/m²), Silk, and Gloss (both in 77 g/m²). All three Guard OHS versions feature excellent barrier properties, including water vapour, oxygen, MOSH/MOAH, as well as aroma and grease resistance. These properties make Guard OHS ideally suited for direct food contact, ensuring optimal performance in food packaging applications. Additionally, the papers meet purity requirements for toy safety, making it suitable for a variety of non-food applications as well. With Guard OHS, Sappi offers an attractive, recyclable and reliable alternative to packaging that calls for reliable safety properties, but for which high barriers would be excessive.
Third in line: Guard Twist Gloss
This unique addition to Sappi’s portfolio was specially developed for confectionery, sugar confectionery sweets and chocolate wrappers. The one side single coated paper features high tear strength – making Guard Twist Gloss particularly suitable for twisting applications. It also comes with a functional coating on the reverse side which provides mild grease resistance and provides ideal food protection. The glossy top surface of the machine-finished Guard Twist Gloss ensures a premium feel at consumers and boasts a very distinctive look. With its excellent printability and processing qualities, Guard Twist Gloss
Sappi presents three new barrier papers extending the Guard family, the focus is on compelling alternatives to multi-layer material and plastic packaging
minimises fold and colour cracking. The barrier paper, available in a grammage of 45g/m², is suitable for direct food contact and provides a very interesting alternative to non-recyclable waxed paper. Several well-known manufacturers of packaging machines for the confectionery sector have successfully tested the paper in operation and are very impressed with its quality.

Universal Pack progetta e produce macchine all’avanguardia, progettate e ottimizzate per lavorare con materiali compostabili e riciclabili
UniversalPack,leadernellaproduzionedimacchine e linee automatizzate per il confezionamento monodose, promuove pratiche sostenibili nell’industria alimentare. Il loro approccio garantisce la compatibilità con laminati compostabili e riciclabili, bilanciando efficienza e responsabilità ambientale. Imballaggi ecologici per il pianeta
La ricerca di Universal Pack è focalizzata sull’ottimizzazione delle macchine per il confezionamento con materiali compostabili, riciclabili e riciclati. Utilizzando la Valutazione del Ciclo diVita (LCA) per misurare l’impatto ambientale,garantiscono che ogni aspetto del processo produttivo sia ecologico. La collaborazione con fornitori di film globali e grandi aziende multinazionali porta a soluzioni complete per un imballaggio sostenibile. Innovazione collaborativa
Per raggiungere risultati sostenibili, Universal Pack collabora con fornitori di film, clienti e università. Questo lavoro di squadra consente a ciascuna parte di apportare la propria esperienza, dalla creazione di laminati ecologici all’ottimizzazione del processo di confezionamento sulle macchine Universal Pack.
Lavorando insieme, creano soluzioni di confezionamento sostenibili e affidabili.
Universal Lab: ingegneria supportata dalla scienza
Il laboratorio interno di Universal Pack, Universal Lab, svolge un ruolo fondamentale nel testare i materiali e sviluppare soluzioni di packaging ideali. Con oltre 30 anni di ricerca scientifica e più di 350 laminati sostenibili testati, Universal Lab garantisce che ogni macchina sia progettata per assicurare al cliente massima efficienza e affidabilità. Questo supporto scientifico guida l’innovazione, rendendo le loro macchine compatibili con materiali ecologici. Macchine avanzate per un confezionamento sostenibile
Universal Pack progetta e produce macchine di confezionamento di alta qualità e linee automatizzate


per formati monodose come stick-pack e bustine. Le loro macchine all’avanguardia, progettate e ottimizzate per lavorare con materiali compostabili e riciclabili, servono una varietà di settori, in particolare il mercato alimentare.
A servizio dell’industria alimentare globale Con 60 anni di esperienza e 8.000 sistemi installati in 150 paesi, Universal Pack è leader nelle soluzioni di confezionamento per l’industria alimentare. Le loro macchine gestiscono prodotti che vanno da polveri e granuli a liquidi e prodotti viscosi, offrendo opzioni di packaging sostenibile per un’ampia gamma di prodotti alimentari. Mentre la sostenibilità diventa sempre più importante, Universal Pack resta sempre in prima fila nell’ offrire soluzioni innovative per un packaging ecologico e amico dell’ambiente.
Universal Pack designs and manufactures high-end machines designed and optimized to work with compostable and recyclable materials
Universal Pack, a leader in packaging machines and automated lines for single-dose solutions, promotes sustainable practices in the food industry. Their approach ensures compatibility with compostable and recyclable laminates, balancing efficiency with environmental responsibility. Eco-friendly packaging for the planet Universal Pack’s research focuses on optimizing machines for packaging with compostable, recyclable, and recycled materials. By using Life Cycle Assessment (LCA) to measure environmental impact, they ensure every aspect of the production process is eco-friendly. Their collaboration with global film suppliers and major corporations results in turnkey solutions for sustainable packaging.
Collaborative innovation
To achieve sustainable outcomes, Universal Pack partners with film suppliers, customers, and universities.This teamwork allows each party to bring their expertise, from creating eco-friendly laminates
to optimizing the packaging process on Universal Pack’s machines. By working together, they create sustainable, reliable packaging solutions.
Universal Lab: Engineering backed up by science
Universal Pack’s in-house lab, Universal Lab, plays a critical role in testing materials and developing ideal packaging solutions. With over 30 years of scientific research and more than 350 sustainable laminates tested, Universal Lab ensures that every machine is designed to guarantee maximum efficiency and reliability for the customer. This scientific backing drives innovation, making their machines compatible with eco-friendly materials.
Advanced machines for sustainable packaging
Universal Pack designs and manufactures high-end packaging machines and automated lines for singledose formats such as stick-packs and sachets. Its top-tier machines designed and optimized to work with compostable and recyclable materials, serve a variety of industries, especially the food market.

With60yearsofexperienceand8,000systemsinmore than 150 countries, Universal Pack leads in packaging solutions for the food industry. Their machines can handle all the products ranging from powders and granules to viscous and liquids, ensuring sustainable packaging options for a wide array of food products.As sustainability becomes more important, Universal Pack remains at the forefront,offering innovative solutions for environmentally conscious packaging.
A un anno e mezzo dall’apertura della sede trentina, sono in arrivo nuove assunzioni e collaborazioni con i centri di ricerca del territorio
Pulsar Industry è una società con sedi a Spilamberto (Modena) e Rovereto (Trento) che fornisce soluzioni automatizzate ai propri clienti sfruttando diversi campi di competenza. Pulsar Industry ha una clientela variegata con una netta prevalenza nel settore alimentare: AIA, Amadori, Beretta, Conad, Conserve Italia, Salumifici e Caseifici Granterre, Rovagnati, solo per citarne una minima parte.All’interno dell’industria alimentare ci sono forti
requisiti per tenere il passo con gli standard di alta qualità e il monitoraggio dei processi di produzione. Punto di forza di Pulsar Industry è l’integrazione del software di fabbrica “Dynamic” nel controllo del processo di produzione. Dynamic è un sistema dipartimentale innovativo e completamente configurabile per la gestione e il monitoraggio della produzione. È una tecnologia di alto livello, completamente integrabile con i sistemi ERP del cliente e consente la raccolta di dati provenienti dai diversi moduli di monitoraggio in campo. Nel 2023,Pulsar Industry ha raggiunto un fatturato di circa 13 milioni di euro e nel quarto trimestre aprirà una sede nel New Jersey, continuando a investire nella formazione dei propri dipendenti e nella costante ricerca di nuovi collaboratori.

One year and a half into the opening of the Trento offices, new hiring and cooperation with research centres of the territory are on the way

Pulsar Industry is a company with premises in Spilamberto (Modena) and Rovereto (Trento) that provides its customers with automated solutions by exploiting different fields of expertise.
Pulsar Industry boasts various and diverse customers most of whom are in the food industry: AIA, Amadori, Beretta, Conad, Conserve Italia, Salumifici e Caseifici Granterre, Rovagnati, to name but a few. The food industry strongly wants to keep up with high quality standards and production processes monitoring.
Pulsar Industry’s main asset is the integration of factory software “Dynamic” in production control. Dynamic is an innovative and fully configurable departmental system for production management and control. It is a toplevel technology that can be fully integrated with customer’s ERP systems and enables collecting data from various monitoring modules.

Pulsar Industry ha aperto la sua prima sede operativa presso il Polo Meccatronica nel gennaio 2023. Un anno e mezzo dopo, l’azienda modenese sceglie di investire ancora su Rovereto,triplicando i propri spazi nell’hub di Trentino Sviluppo. Ora cerca progettisti meccanici e sviluppatori informatici formatisi nelle scuole del territorio da inserire nello staff per far fronte alle nuove commesse e progettualità e per dar vita a nuove collaborazioni.
Fondata oltre trent’anni fa,Pulsar Industry conta oltre ottanta dipendenti nella sede modenese. L’idea di aprire un piccolo avamposto di ricerca in Trentino è nata dal successo dei rapporti di collaborazione con il centro di prototipazione ProM Facility, con Hub Innovazione Trentino (HIT) e con l’Università di Trento. La business unit roveretana lavora sia alla progettazione delle componenti meccaniche degli impianti che al software, con un particolare focus sulle soluzioni innovative. In collaborazione con ProM Facility, per esempio, è nato un progetto per stampare in 3D un sistema braccio-pinza più leggero e performante – un unico componente in plastica anziché in metallo – in grado di ridurre le inerzie e, di conseguenza, i tempi di confezionamento in vaschette termoformate di hamburger e prodotti analoghi.
Con HIT e Università di Trento, invece, sono state lanciate e condotte interessanti “sfide” agli studenti del Master in Sistemi di AI nel campo dell’applicazione dei metodi di Intelligenza Artificiale ai processi industriali del settore alimentare e agli studenti del corso di Laurea Magistrale in “Management and Industrial Systems Engineering” sul tema della pianificazione della produzione.
Pulsar Industry needs mechanical engineers and IT developers trained in the schools of that territory, to expand its staff to cope with the new orders and projects, and generate new collaborations.

Founded more than thirty years ago, Pulsar Industry accounts for eighty employees on its Modena premises. The idea to open a small research outpost in Trentino stemmed from the success of its cooperation with the ProM Facility prototyping centre, with HIT – Hub Innovazione Trentino and the University of Trento. The Rovereto business unit works on the design of plants mechanical components and software, with particular focus on innovative solutions.
In 2023, Pulsar Industry recorded turnover of about 13 million euro and, in the fourth quarter, is going to open offices in New Jersey, while investing in its employees’ training and continuous search for new cooperators.
Pulsar industry has opened its first operational offices at the Polo Meccatronica (Mechatronic Hub) in January 2023. A year and a half later, this Modenaseated company devices to invest again in Rovereto, tripling its space inTrentino Sviluppo hub.These days,
In cooperation with ProM Facility, for instance, was carried out a project to 3D print a lighter and more high-performance arm-clamp system – the only component in plastic rather than metal – able to reduce inertia and,consequently,the packaging times in thermoformed trays of hamburgers and similar products.
With HIT and the University of Trento, interesting “challenges” have been started and carried out by the students of the Master degree course in AI Systems on the application of AI in industrial food processes, and the students of the Master degree course in “Management and Industrial Systems Engineering” on production planning.
Vimco è portavoce di un business sostenibile e rappresenta un’ottima fonte di aiuto per i propri clienti nel raggiungere soluzioni di automazione che siano eco-friendly
Vimco, fondata nel 1980, è una società giovane, dinamica e flessibile il cui core business si focalizza nella progettazione e produzione di linee complete nel packaging secondario, fine linea e soluzioni robotiche principalmente per il settore alimentare e non.
Tutti i componenti delle macchine sono prodotti e assemblati in-house per permettere un flusso interno di lavoro efficiente e ben controllato volto a fornire soluzioni affidabili e durature a clienti in tutto il mondo.Grazie al risultato di una tendenza di mercato positivo,Vimco ha recentemente acquistato un nuovo stabilimento per incrementare la propria capacità produttiva e permettere l’assemblaggio di linee sempre più complesse.
Il know-how della società e l’abilità di customizzare soluzioni tailor-made e sistemi chiavi in mano rappresentano un asset unico di cui i clienti possono trarre vantaggio, rendendo Vimco un partner affidabile e qualificato.
Un team con un’ampia esperienza e una qualificazione altamente tecnica rende Vimco una società versatile ed eclettica capace di offrire ai propri clienti un’ottima varietà di soluzioni top di gamma con un servizio after sales che rispecchi le aspettative del cliente.

Vimco opera principalmente nei vari segmenti del mercato alimentare. Il portfolio Vimco include macchine formatrici, chiuditrici e coperchiatrici, fascettatrici, astucciatrici laterali, sistemi di carico robotico, isole monoblocco,fine e linea e linee complete.
Infine, la società è portavoce di un business sostenibile e rappresenta un’ottima fonte di aiuto per i propri clienti nel raggiungere soluzioni di automazione che siano eco-friendly per l’ambiente.
Perché scegliere Vimco?
• Gamma completa di macchine di produzione standard e custom per il packaging in cartone.
• Sistemi innovativi.
• Elevata flessibilità nella progettazione e gestione del progetto.
• Macchine studiate e sviluppate in relazione alle caratteristiche del prodotto/imballo.
• Customer-focused e service-focused orientation.
• Servizio After-Sales immediato.
• Servizio di manutenzione preventiva del prodotto per garantirne il suo corretto funzionamento nella durata della sua esistenza.
• Prodotti di elevate qualità e prestazioni grazie all’utilizzo di componenti all’avanguardia.
•R&DDepartmentaltamentequalificatoespecializzato.
Vimco is riding sustainable business practices and represents a good venue to help customers to pursue automation in an eco-friendly environment
Vimco, born in 1980, is a vibrant, dynamic and flexible company whose core business focuses on the engineering and manufacturing of complete lines in the secondary packaging, end of line equipment and robotic solutions mainly for the food and non-food industries.
All machines’ components are manufactured and assembled in-house in order to allow an efficient, well-controlled, internal work-in process flow aimed to supply reliable and durable solutions to customers worldwide. As a result of a positive market trend, a new facility has been recently acquired in order increase the capacity of the production process aimed to the continuous improvement in the customer service level. The company know-how and ability to customize tailor-made solutions and turnkey systems represent a “unique” asset customers can take advantage of, making Vimco a reliable, qualified packaging partner.
An experienced technically skilled team leads Vimco to be an eclectic, versatile company, capable to offer customers a good variety of top-class solutions across all food market segments with an after-sales service up to the tasks and customers’ expectations. Vimco mainly operates in the bakery, confectionery, dairy, ready meals, grocery, snacks, pet food and coffee business categories. Machines include forming, closing, lidding, cartoning, sleeving, robotic


loading systems, monoblock units, end of line and complete solutions.
The company is riding sustainable business practices and represents a good venue to help customers to pursue automation in an eco-friendly environment.
Why Vimco?
• Wide range of standard and customized machines for cardboard packaging.
• Innovative systems.
• High flexibility in designing and project management.
• Machines studied and developed in relation with the features of the product/packaging.
• Customer-focused and service-focused orientation.
• Immediate after-sales service.
• Preventive maintenance service of the machines to guarantee the proper operation in their entire lifespan.
• High-quality products and performances thanks to the use of high-tech components.
• Highly skilled and specialized R&D Department.



Gampack Group si conferma un leader nel settore del packaging, offrendo soluzioni all’avanguardia che rispondono alle nuove sfide del mercato globale
Nel panorama competitivo del packaging industriale, Gampack Group si afferma come un protagonista di primo piano. L’azienda italiana eccelle nella progettazione e realizzazione di impianti per il packaging secondario e il fine linea, proponendo soluzioni tecnologiche avanzate, anche su misura, che ne hanno consolidato la crescita in un mercato esigente e in continua evoluzione. Il cuore dell’offerta di Gampack Group risiede da un lato nella progettazione di macchine automatiche per il confezionamento di prodotti rigidi vari, dai confezione in cartone per bevande alle lattine, passando per i barattoli di vetro, destinati a prodotti liquidi e semi-liquidi come succhi di frutta, confetture, latte e pet food. Dall’altro lato, l’attitudine aziendale per

l’innovazione si esprime anche attraverso la sua divisione robotica,che potenzia la proposta con macchine classiche per il packaging, integrate con sistemi robotizzati altamente personalizzabili e dedicate al confezionamento di prodotti sia rigidi sia flessibili, quali il doypack, il flowpack e i sacchetti, ecc.
In un’epoca in cui la sostenibilità è un imperativo, Gampack risponde alle sfide normative e ambientali con soluzioni green all’avanguardia. L’introduzione della “plastic tax” ha spinto l’azienda a rivedere i processi produttivi in ottica eco-friendly, sviluppando imballaggi sostenibili come cluster innovativi, Minitray, Eco-label e I-Layer, realizzati con materiali rinnovabili, biodegradabili, compostabili e riciclabili. Questo approccio sostenibile ha riscontrato un grande successo tra i clienti, dimostrando la sensibilità del mercato a questi temi e che la riduzione dell’impatto ambientale può a tutti gli effetti andare di pari passo con l’efficienza produttiva.
La flessibilità è un altro pilastro fondamentale per Gampack Group. Le macchine del portfolio aziendale sono progettate per adattarsi rapidamente a diversi formati e parametri di produzione, garantendo un’elevata versatilità. Con oltre 1.500 impianti installati nel mondo, Gampack Group assicura soluzioni adattabili alle esigenze dei clienti, supportate da un eccellente servizio post-vendita che copre dalla fornitura tempe-

stiva di ricambi agli interventi tecnici sulle linee produttive, entro le 24h successive alla richiesta. Nelle proprie attività di R&D, Gampack Group volge un attento occhio al futuro, iniziando ad implementare nei propri impianti l’Intelligenza Artificiale, utilizzata, ad esempio, per analizzare i dati statistici di produzione e ottimizzare i processi. La qualità degli algoritmi software, sviluppati all’interno dell’azienda, porta all’aumento dell’efficienza produttiva, alla prevenzione di guasti e alla riduzione degli sprechi, garantendo una continuità operativa ottimale e migliorando le condizioni di lavoro degli operatori. Con un impegno costante nell’innovazione e nella sostenibilità,Gampack Group si conferma un leader nel settore del packaging,offrendo soluzioni all’avanguardia che rispondono alle nuove sfide del mercato globale
Gampack Group confirms its leadership in the packaging industry, offering trailblazing solutions that meet the new challenges of the global market
In the competitive scenario of industrial packaging, Gampack Group stands out as a leading player.
The Italian company excels in designing and manufacturing secondary packaging and end-ofline systems, offering advanced and customized technological solutions,which have bolstered its growth in a particularly demanding and ever-evolving market.
The core of Gampack Group’s offerings lies, on one hand, in the design of automatic machines to pack various rigid products, from beverage cartons to cans and glass jars, intended for liquid and semiliquid products such as fruit juices, jams, milk, and pet food. On the other hand, the company’s drive for innovation is also reflected in its robotics division, enhancing its portfolio with classic packaging machines, integrated with highly customizable robotic systems and specific for the packaging of both the aforementioned rigid items and flexible products, such as doypacks, flowpacks, and pouches.
In an era where sustainability is imperative, Gampack Group meets regulatory and environmental challenges with cutting-edge green solutions. The introduction of
the“plastic tax”has prompted the company to revamp itsproductionprocesseswithaneco-friendlyapproach, developing sustainable packaging like innovative clusters, Mini-trays, Eco-labels, and I-Layers, made from renewable, biodegradable, compostable, and recyclable materials. This sustainable approach has been well-received by clients, demonstrating market sensitivity to these issues and proving that environmental impact reduction can indeed go hand in hand with production efficiency.
Flexibility is another cornerstone for Gampack Group. The company’s machines are designed to quickly adapt to different sizes and production parameters, ensuring high versatility.With over 1,500 installations worldwide, Gampack Group guarantees solutions tailored to customer’s needs, backed by excellent After-
Sales service that includes timely spare parts supply and technical interventions on production lines, within the next 24 hours from the costumer’s request. As far as its R&D activities are concerned, Gampack Group keeps a keen eye on the future, starting to implement Artificial Intelligence in its systems, used, for instance, to analyze production statistical data and optimize processes. The quality of the software algorithms developed in-house leads to increased production efficiency, fault prevention, and waste reduction, ensuring optimal operational continuity and improving working conditions for operators. With a steadfast commitment to innovation and sustainability, Gampack Group confirms its leadership in the packaging industry,offering trailblazing solutions that meet the new challenges of the global market.


Tetra Pak introduce una soluzione pionieristica per eliminare la schiuma e ridurre i costi della miscelazione delle proteine
Tetra Pak annuncia i il lancio del Tetra Pak® Industrial Protein Mixer, un nuovo prodotto innovativo progettato per ridurre la perdita di prodotto nella miscelazione delle proteine liquide.Una risposta diretta all’annoso problema della formazione di schiuma durante la fase di miscelazione dei prodotti alimentari liquidi,questa soluzione innovativa è destinata a migliorare l’efficienza operativa dei produttori di alimenti e bevande (F&B). I metodi tradizionali di miscelazione nella produzione di alimenti liquidi presentano spesso problemi di intrappolamento dell’aria e di formazione di schiuma, conconseguenteperditadiprodotto.Sistimachelasola formazione di schiuma abbia un costo annuo di circa 276.400euroinscenaritipicidiproduzionedialimentie bevande1 , rendendo questo miscelatore un’importante evoluzione tecnologica per i produttori del settore F&B che intendono ridurre il costo totale di proprietà, aumentare i margini e migliorare la qualità del prodotto.

Il Tetra Pak® Industrial Protein Mixer introduce un approccio pionieristico alla miscelazione delle proteine in polvere, che rappresentano una materia prima di alto valore. Il nuovo miscelatore combatte la formazione di schiuma grazie a un design sofisticato e a un processo in più fasi che comprende la riduzione dell’ingresso dell’aria e l’impiego di un’automazione avanzata per ottimizzare la procedura di miscelazione. Il risultato è un processo di miscelazione privo di schiuma, che riduce al minimo la perdita di prodotto e snellisce i processi a valle, con conseguente riduzione dei tempi di inattività dovuti alla pulizia e alla manutenzione delle apparecchiature. La formazione di schiuma provoca anche l’ossidazione, che riduce la durata di conservazione e viene spesso combattuta con l’aggiunta di agenti antischiuma come l’olio di silicio. Questi additivi non sono necessari con il Tetra Pak® Industrial Protein Mixer, che consente di ottenere un


prodotto con meno additivi, una minore ossidazione dei nutrienti e una maggiore durata di conservazione. Con il 70% dei consumatori che confermano che la salute è diventata più importante per loro negli ultimi anni2 e il mercato globale dei prodotti di nutrizione attiva che dovrebbe raggiungere gli 80 miliardi di euro entroil2030,3 iprodottialimentariarricchitidiproteine, comprese le polveri, rappresentano un mercato in crescita. Il Tetra Pak® Industrial Protein Mixer è in grado di aiutare i produttori F&B a sfruttare al meglio questa redditizia categoria di prodotti, soddisfacendo sia le richieste attuali che le opportunità emergenti. Dalle polveri di siero di latte alle proteine di origine vegetale e di fermentazione, il miscelatore può essere utilizzato in un ampio spettro di applicazioni industriali. Inoltre, la sua capacità di gestire produzioni che vanno da piccoli lotti di prova a produzioni su larga scala fino a 50.000 litri all’ora garantisce adattabilità ed efficienza.
Fiona Liebehenz, Vice Presidente Key Components, Plant Solutions and Channel Management diTetra Pak, commenta: “Questo nuovo e progressivo miscelatore di prodotti industriali Tetra Pak® è stato il risultato di un cliente che si è rivolto a noi per gravi problemi di schiumosità nel suo stabilimento, che interrompevano la produzione e compromettevano la qualità del prodotto. Dopo i promettenti test iniziali per mitigare il problema, il nostro team altamente qualificato in Danimarca ha continuato a perfezionare il nostro approccio attraverso meticolosi e lunghi test.Il risultato finale è un miscelatore dotato di numerose nuove caratteristiche e di un processo in cinque fasi che, insieme,elimina le cause principali della formazione di schiuma, riduce la perdita di prodotto e risolve la sfida del cliente. Ha superato di gran lunga le aspettative e ha portato a un ordine immediato da parte del cliente”. E prosegue: “Questo è solo un esempio del nostro impegno a prenderci cura delle esigenze immediate dei nostri clienti, non solo risolvendo il problema in questione, ma creando una soluzione per migliorare la produttività e la redditività future. Lavorando in questo modo, aiutiamo i produttori a capitalizzare una moltitudine di opportunità di crescita continua, basate sul superamento delle aspettative dei loro consumatori e sull’accesso a nuovi mercati”.
1 Schema di produzione tipico basato sull’esperienza in loco dei clienti nella lavorazione delle proteine in polvere.Si ipotizzano 300 giorni lavorativi all’anno, un lotto di 35.000 kg, 4 lotti al giorno e un costo del prodotto di 6 euro/kg DM. I risparmi sono costituiti da: a) l’eccesso di schiuma nella fase di miscelazione costa in genere oltre 100.000 euro all’anno in termini di perdite di prodotto; b) il prodotto viene perso anche a causa dell’aumento del burn-on durante il trattamento termico; c) maggiori costi di CIP e di fermo macchina per la pulizia; d) maggiori costi di ricambi e manutenzione.
2 https://www.tetrapak.com/en-gb/insights/tetra-pak-index/tetra-pak-index-2023
3 Fonte: Protein Quantitative Survey 2017,Valio.


Tetra Pak announces the launch of the Tetra Pak® Industrial Protein Mixer, a groundbreaking new product designed to reduce product loss in liquid protein mixing. A direct response to the longstanding issue of foaming during the mixing phase of liquid food products, this innovative solution is set to improve food and beverage (F&B) manufacturers’ operational efficiency.
Traditional methods of mixing in liquid food production often encounter problems with air entrapment and foaming, resulting in lost product. Foaming alone is estimated to cost approximately €276,400 annually in typical food and beverage production scenarios,1 making this mixer an important technological evolution for F&B manufacturers aiming to reduce their total cost of ownership, boost margins and improve product quality.
The Tetra Pak® Industrial Protein Mixer introduces a pioneering approach to mixing protein powders, which are a high value raw material. The new mixer combats foaming through a sophisticated design and multi-step process that includes reducing air ingress and employing advanced automation to optimise the mixing procedure. The result is a mixing process that is foam-free, which both minimises product loss and streamlines downstream processes, resulting in less downtime due to cleaning and equipment maintenance. Foaming also causes oxidation, which decreases shelf life and is often combatted by the addition of de-foaming agents like silicon oil. These additives are not needed with the Tetra Pak® Industrial Protein Mixer, leading to a product with fewer additives, reduced nutrient oxidation, and longer shelf life.
With 70% of consumers confirming that health has become more important for them over the last few years2 and the global market for active nutrition products expected to reach €80 billion by 2030,3 protein-enriched food products, including powders, represent a growing market. The Tetra Pak® Industrial Protein Mixer is poised to help F&B manufacturers make the most of this lucrative product category, catering to both current demands and emerging opportunities.
From whey powders to plant-based and fermentationderived proteins, the mixer can be deployed across a broad spectrum of industrial applications.Furthermore, its capacity to manage production ranging from small trial batches to large-scale outputs of up to 50,000

litres per hour ensures both adaptability and efficiency.
Fiona Liebehenz, Vice President Key Components, Plant Solutions and Channel Management at Tetra Pak, comments: “This progressive new Tetra Pak® Industrial Product Mixer was the result of a customer approaching us with serious foaming issues at their factory, disrupting production and compromising product quality. After promising initial tests in mitigating this issue, our highly skilled team in Denmark continued to refine our approach through meticulous and lengthy testing. The end result is a mixer with multiple relevant new features and a fivestep process that together eliminates the root causes of foaming, reduces product loss and solves the customer’s challenge. It has exceeded expectations by far, leading to an immediate order from the customer.”
She continues: “This is just one example of our commitment to taking care the immediate needs of our customers, not only solving the problem at hand but creating a solution to improve future productivity and profitability. By working in this way, we support manufacturers to capitalise on a multitude of opportunities continued growth based on exceeding expectations of their own consumers and tapping into new markets.”
1 Typical production scenario based on on-site experience of customers’ protein powder processing. Assumes 300 working days per year, a 35,000kg batch size, 4 batches per day and a 6 EUR/kg DM product cost. Savings are made up of a) foam overflow in mixing phase typically costs €100,000+ per year in product losses, b) product also lost to increased burn-on during heat treatment, c) higher CIP and cleaning downtime costs and d) increased spare part and maintenance costs.
2 https://www.tetrapak.com/en-gb/insights/tetra-pak-index/tetra-pak-index-2023
3 Source: Protein Quantitative Survey 2017, Valio.
La forchetta a base vegetale si aggiunge agli innovativi accessori per il packaging di Nestlé
Nestlé ha introdotto in India una forchetta a base vegetale in edizione limitata per i cup noodles Maggi. Gli esperti di scienza alimentare e di packaging di Nestlé del nostro centro di ricerca e sviluppo in India hanno collaborato con una startup locale per sviluppare una forchetta commestibile in due pezzi a base di farina di grano e sale. I due ingredienti, abbinati a un design e a un processo di produzione proprio della forchetta, assicurano la funzionalità desiderata mantenendo i valori nutrizionali e il gusto dei noodles. La riprogettazione di accessori come cannucce, tazze o posate è parte integrante dell’impegno di Nestlé a eliminare o ridurre l’uso della plastica nelle confezioni. Ciò va ad aggiungersi alla semplificazione dei materiali di confezionamento, all’adozione di sistemi riutilizzabili e ricaricabili laddove possibile e all’esplorazione di materiali di confezionamento alternativi per le diverse categorie di prodotti.
Gerhard Niederreiter, responsabile dell’Istituto di Scienze dell’Imballaggio di Nestlé, afferma:“In Nestlé esploriamo continuamente diversi tipi di soluzioni di imballaggio alternative e sostenibili che garantiscano la sicurezza alimentare,l’esperienza dei consumatori, il gusto e la qualità dei prodotti. In questo caso, i nostri esperti di packaging hanno sviluppato una forchetta alternativa unica nel suo genere, che si basa sulla nostra esperienza scientifica in diversi tipi di materiali e forme di packaging per alimenti.”
Antonia Wanner, Group Head of ESG Strategy and Deployment, spiega: “La riduzione degli imballaggi e la progettazione di imballaggi da riciclare sono entrambi pilastri fondamentali degli impegni di sostenibilità di Nestlé. I nostri team esplorano costantemente nuovi materiali e tecnologie all’avanguardia per creare soluzioni di packaging che siano comode, proteggano gli alimenti al loro interno e facciano bene al pianeta”. Inoltre, gli esperti di packaging di Nestlé in R&S Nutrizione e Cina stanno sperimentando un misurino di carta brevettato per il latte in polvere per adulti in Cina. Grazie al misurino piatto e pieghevole, affiancato da un tappo metallico, l’uso della plastica potrebbe essere completamente evitato in questo design di packaging.
Nel 2021, Nestlé aveva già sostituito 4,5 miliardi di cannucce di plastica a livello globale con cannucce di carta. Da allora, i team di ricerca e sviluppo di


Nestlé continuano a promuovere l’innovazione con le cannucce riciclabili per identificare soluzioni alternative o migliorare le funzionalità delle cannucce di carta esistenti. Anche l’Istituto di Scienze dell’Imballaggio di Nestlé ha concentrato i propri sforzi nello sviluppo di nuovi bicchieri di carta. Ciò include la ricerca di rivestimenti non plastici per bicchieri di carta in grado di resistere alle bevande calde. Questi sono solo alcuni esempi recenti che sottolineano l’impegno di Nestlé nel trovare soluzioni innovative per ridurre l’uso di plastica vergine utilizzando meno plastica, plastica riciclata e alternative agli imballaggi in plastica.


Plant-based fork adds on to Nestlé’s innovative packaging accessories
Nestlé has introduced a limited-edition plantbased fork for Maggi cup noodles in India.
Nestlé food science and packaging experts at our R&D center in India collaborated with a local startup to develop a two-piece edible fork made from wheat flour and salt.The two ingredients, coupled with a proprietary fork design and manufacturing process, ensure the desired functionality while maintaining the nutritional values and taste of the noodles.
Redesigning accessories like straws, cups, or cutlery is an integral part of Nestlé’s commitment to eliminate or reduce the use of plastics in packaging. This comes in addition to simplifying packaging materials, scaling reusable and refillable systems wherever possible, and exploring alternative

packaging materials for different product categories.
Gerhard Niederreiter, Head of Nestlé’s Institute of Packaging Sciences, says: “At Nestlé, we continuously explore different types of alternative sustainable packaging solutions that ensure food safety, consumer experience, and product taste and quality. In this case, our packaging experts developed a unique alternative fork that built on our scientific expertise across different kinds of food-grade packaging materials and shapes.”
Antonia Wanner, Group Head of ESG Strategy and Deployment, explains: “Reducing packaging and designing packaging for recycling are both key pillars to Nestlé’s sustainability commitments. Our teams are constantly exploring novel materials and cuttingedge technologies for packaging solutions that are convenient, protect the food inside, and are good for the planet.”

In addition, Nestlé packaging experts in R&D Nutrition and China are piloting a patented paper scoop for adult milk powders in China.Thanks to the flat foldable scoop alongside a metal cap, the use of plastic could be completely avoided in this packaging design. By 2021, Nestlé had already replaced 4.5 billion plastic straws globally with paper straws. Since then, Nestlé R&D teams are continuing to drive innovation with recyclable straws to identify alternative solutions or improve the functionalities of existing paper straws. The Nestlé Institute of Packaging Sciences has also focused significant efforts in developing new paper cups. This includes researching non-plastic coatings for paper cups that can resist hot beverages.
These are just a few recent examples to underline Nestlé’s commitment to find innovative solutions to reduce the use of virgin plastics by using less plastic, recycled plastic, and alternatives to plastic packaging.

La capacità di lavorare materiali
diversi e sviluppare soluzioni
d’avanguardia ha reso Costruzioni
Metalmeccaniche Valente
un’azienda leader di settore
Costruzioni Metalmeccaniche Valente nasce nel 1963 con l’obiettivo di produrre lavorazioni di carpenteria nel settore industriale. Nel 1980, la maturata esperienza e il costante investimento di risorse in nuove tecnologie le hanno permesso di crescere e di trasferirsi a Nole in locali più ampi e moderni. Oggi quest’azienda affronta con capacità, competenza ed esperienza il mercato, nel settore metalmeccanico e industriale in genere, sviluppando soluzioni dalla progettazione fino alla completa realizzazione del prodotto finito.
Il vasto parco macchine utensili a disposizione (torni, fresatrici, alesatrici, centri di lavoro, pressopiegatrici e cesoie automatiche di ultima generazione) permette la lavorazione delle materie prime con assoluta precisione. Inoltre, per venire incontro alle esigenze specifiche del cliente e garantire l’eccellenza del prodotto, l’azienda si avvale di un avanzato ufficio tecnico interno per la progettazione CAD meccanica ed elettrica.
Nella sede di Nole, Costruzioni Metalmeccaniche Valente dispone di un reparto carpenteria leggera e pesante in cui si eseguono molteplici lavorazioni. La capacità di lavorare materiali differenti (acciai comuni e legati, acciai inossidabili, alluminio, etc.) e i macchinari in dotazione rendono questa azienda leader del settore.
Costruzioni Metalmeccaniche Valente progetta, realizza e installa soluzioni personalizzate di sistemi di movimentazione, automazione e logistica industriale. I suoi prodotti coprono le esigenze di diversi settori dell’industria, dall’automotive e metalmeccanico al settore della gomma, dall’alimentare a quello agricolo, minerario e della grande distribuzione. Esperienza e conoscenza nelle tecnologie le permettono di proporsi al mercato soprattutto nello sviluppo di movimentazioni a servizio di macchine per la produzione di serie.
Costruzioni Metalmeccaniche Valente è specializzata nella progettazione e realizzazione di trasportatori a nastro,coclee ed elevatori,e movimentazione di materiali e particolari di vario genere, ad esempio: trasportatori a nastro; trasportatori a coclea; trasportatori a tapparelle metalliche; trasportatori a rete metallica; trasportatori a catena; trasportatori a nastro modulari; rulliere motorizzate e rulliere a rulli folli; elevatori meccanici; elevatori a tazze; caricatori a cassetti Lo staff di Costruzioni Metalmeccaniche Valente realizza macchine speciali e macchine automatiche, linee produttive e impianti industriali, sistemi di automazione e movimentazione, prototipi e macchine di nuova concezione, impianti di movimentazione interna e di automazione, apparati e linee.
The ability to process different materials and develop state-of-the-art solutions make this company a leader of the sector
Costruzioni Metalmeccaniche Valente was established in 1963 with the goal of producing metalwork for the industrial sector. In 1980, the experienced honed and constant resource investment in new technologies enabled this company to grow and relocate in Nole, in larger and more modern facilities. Today, this company faces the market with skill, know-how and experience in the metalworking and industrial sector, developing solutions from design right to finished products. The company’s range of machine tools available (lathes, moulders, boring machines, work stations, bending machine,and automatic shearing machines of the latest generation) enables to work accurately raw materials. Moreover, the meet customer’s specific requirements and guarantee excellent products, the company also backs on its in-house advanced technical office for mechanic and electric CAD engineering.
On its premises in Nole,Costruzioni Metalmeccaniche Valente has a light and heavy metalwork department where many and different operations are carried out. Its ability to process different materials (steel and alloy steel, stainless steel, aluminium, etc.) together with its own machinery make this company a leader of the sector.
Costruzioni Metalmeccaniche Valente designs, builds and installs customizes solutions of handling systems, automation and industrial logistic. Its products meet the requirements of different industrial sectors, from automotive to metalwork, to rubber, food and agriculture, mine and retail sectors.
Experience and knowledge of technology enable this company to stand out in the market especially for its handling solutions for standard production.
Costruzioni Metalmeccaniche Valente specializes in engineering and production of belt conveyors, screws
and elevators, and material handling and various particulars,such as:belt conveyors,screw conveyors, metal slat conveyors, wire netting conveyors, chain conveyors, modular belt conveyors, motorized rollers, idle roll rollers, mechanic elevators, bucket elevators, distributing loaders.
Costruzioni Metalmeccaniche Valente also builds special machines and automatic machines,production lines and industrial systems, automation and handling systems, prototypes and new machines, internal and automation handling systems, equipment and lines.


La vasta gamma di macchine che Dolzan Impianti può offrire permette di soddisfare le richieste più varie in termini di tipologia di prodotto, forma e dimensione della busta

Dolzan Impianti Srl, presente nel campo del confezionamento dal 1962, deve il proprio successo alla lunga esperienza accumulata nel settore e al continuo aggiornamento tecnologico teso a fornire ai propri clienti le migliori soluzioni disponibili sul mercato. I risultati di questo impegno, che dura da 60 anni, si concretizzano in una vasta gamma di impianti di confezionamentoversatili,affidabiliedifacilegestione.Dolzan Impianti è cresciuta con i suoi clienti e con determinazione ha creato basi solide per il futuro.
Progettate in modo razionale ed essenziale, le confezionatrici verticali Dolzan rappresentano la soluzione ideale per confezionare prodotti alla rinfusa, siano essi granulari,polverosi o liquidi,partendo da bobina a foglia piana. Le linee di confezionamento verticale Dolzan vengono completate con diversi sistemi di dosaggio: sistemi di dosaggio con bilance elettroniche, volumetrici a tazze o a coclea e dosatori per liquidi, con la possibilità di abbinare due dosatori nella stessa confezionatrice. Sono disponibili per il confezionamento in busta piatta, a fondo piatto e soffietto, con fustella, clip, doystyle e sottovuoto.
Le confezionatrici Dolzan possono essere completate da una vasta gamma di accessori: elevatori a tazze per prodotti granulari, caricamenti a coclea per le polveri, nastri sincronizzati per prodotti a conteggio, stampatori e molto altro. Una menzione particolare riguarda il sistema di iniezione di azoto, la quale permette di prolungare la “shelf life” del prodotto; il dispositivo agisce sulla composizione di aria all’in-

terno della busta, riducendo la percentuale di ossigeno che troviamo in essa e sostituendola in azoto. La vasta gamma di combinazioni e personalizzazioni che può offrire permette di soddisfare le richieste più varie non solo riguardo la tipologia di prodotto, ma anche la forma e la dimensione della busta che si desidera ottenere.
Le confezionatrici Dolzan vengono create da un team esperto che si pone come obiettivo quello di fornire un prodotto con alte prestazioni. Il Made in Italy trova la sua espressione in un prodotto di alta gamma che risponde alle necessità dei clienti più esigenti.
È attivo un servizio di customer care che permette al cliente di essere sempre in contatto diretto con i tecnici specializzati Dolzan Impianti, di poter chiedere informazioni e risolvere problemi in tempo reale. L’assistenza al clientecontinuaanchepressol’utilizzatoreconinterventi tempestivi da parte dei tecnici aziendali.
L’azienda opera in un’ottica di Industria 4.0, permettendo ai clienti di lavorare con sistemi di confezionamento innovativi, ma al tempo stesso di facile gestione e controllo.
The wide range of packaging machines and dosers Dolzan Impianti can offer allows satisfying different demands in terms of product, bag shape and dimension
Dolzan Impianti Srl, which has been working in the packaging field since 1962, owes its success to the long experience in the sector and the continuous technical refinement aiming at providing its clients with the best solutions available on the market. The results of this passion, lasting for 60 years, take shape in a wide range of packaging machines whose main characteristics are versatility, reliability and user-friendliness. Dolzan Impianti has grown with its clients and created solid grounds with the great determination for a promising future. Designed in a rational and essential way, Dolzan vertical packaging machines represent the best way to pack any type of product in bulk, be it granular, powdery or liquid, starting from flat foil reel. They can handle any thermoplastic or polyethylene film, thermo sealable film or polypropylene and complex material.
Packaging lines with electronic weighers (linear and multihead weighers), volumetric dosers (volumetric
cups or auger filler), with the possibility of combining two different dosers on the same machine, are available for packing into pillow pack, flat bottomed bags, gusseted bags, bags with handle, clip, doystyle bag and bags with vacuum.
Dolzan packaging machines can be equipped with a range of accessories: bucket elevators for granular products, screw feeding systems for powders, synchronized elevators for counted products,printers, rotating collection tables and many more. Important equipment is a nitrogen injection system that allows extending the product shelf life; the device acts on the air composition inside the bag, reducing the oxygen percentage replacing it with nitrogen.
The wide range of packaging machines and dosers Dolzan Impianti can offer allows satisfying different demandsintermsofproduct,bagshapeanddimension.
Dolzan packaging machines are created by a qualified team whose aim is providing a highly performing product. Its Made in Italy finds its expression in a high-quality product suitable for the needs of the most demanding customers.
Dolzan Impianti customer-care service gives its clients direct access to its specialized technicians in order to ask for information and solve problems in real time Client care continues a tour customer site with timely and effective assistance by the company’s qualified operators. The teleassistance allows to connect remotely the packaging machine to the technical assistance department in Dolzan, in order to supply an efficient after-sale service to the client.
Dolzan is an Industry 4.0 company that enables its customers to work with innovative packaging systems that can be easily managed and controlled.

Nell’ambito dei continui sforzi di Nestlé verso soluzioni di packaging più sostenibili, l’azienda sta lanciando innovazioni basate sulla carta in tutti i principali marchi
Recentemente Nestlé ha introdotto negli Stati Uniti dei contenitori in cartone per il suo marchio Vital Proteins. Questo cambiamento nel materiale e nel design del packaging comporta una riduzione del 90% della plastica rispetto alle confezioni precedenti. Sviluppato dagli esperti del centro di ricerca e sviluppo di Nestlé Health Science a Bridgewater, nel New Jersey, in collaborazione con partner esterni, il nuovo barattolo ha un coperchio proprietario, rigido e a tenuta. Consente una facile apertura e chiusura dei contenitori, è a prova di perdite e fuoriuscite ed è resistente per l’uso quotidiano. Inoltre, la rete globale di ricerca e sviluppo di Nestlé sta lavorando insieme a partner e fornitori esterni
per sviluppare la prossima generazione di soluzioni di imballaggio in carta ad alta barriera per tutte le categorie di prodotti.
Gerhard Niederreiter, responsabile dell’Istituto di Scienze dell’Imballaggio di Nestlé, spiega: “Quando sviluppiamo un imballaggio in carta, consideriamo la sensibilità di ogni prodotto agli elementi esterni come ossigeno, temperatura e umidità. Partendo da prodotti meno sensibili, il viaggio di Nestlé nel settore degli imballaggi in carta è iniziato con i dolciumi, tra cui Smarties e KitKat, per poi passare a categorie di prodotti come il caffè, che richiedono una protezione barriera più elevata.”
Nel Regno Unito, Nestlé ha recentemente introdotto una confezione di ricarica in carta ad alta barriera per Nescafé.Questa soluzione di ricarica in carta consente ai consumatori di rifornire i barattoli di vetro di Nescafé a casa, senza dover rinunciare alla freschezza o alla qualità del prodotto. Il peso dell’imballaggio si riduce del 97% e la confezione di carta può essere riciclata nel flusso dei rifiuti cartacei locali.
Inoltre, la gamma Nescafé Cappuccino in Europa ha ora una nuova confezione con un corpo di carta al posto della precedente lattina di plastica. È completamente riciclabile nel flusso dei rifiuti
As part of Nestlé’s continuous efforts towards more sustainable packaging solutions, the company is launching paperbased innovations across major brands


Rcartacei in tutta Europa, dove questo formato di confezione è disponibile in diverse varietà di prodotto. Axel Touzet, responsabile della Business Unit Caffè di Nestlé, afferma: “Il caffè è particolarmente sensibile all’ossigeno e all’umidità. Per questo motivo la riprogettazione del packaging per questa categoria di prodotti richiede un impegno supplementare per garantire la salvaguardia della freschezza e della qualità del prodotto con soluzioni sostenibili e basate sulla scienza.”
Queste innovazioni di packaging trasversali alle categorie si basano sull’esperienza unica di Nestlé e sugli sforzi compiuti da tutta l’azienda per raggiungere l’obiettivo di sostenibilità degli imballaggi fissato per il 2025:progettare il 95% degli imballaggi in plastica da riciclare e ridurre di un terzo l’uso di plastica vergine.

ecently Nestlé introduced paperboard canisters for its Vital Proteins brand in the United States. This packaging material and design change results in a 90% plastic reduction from previous packaging. Developed by experts at the R&D center for Nestlé Health Science in Bridgewater, New Jersey, in collaboration with external partners, the new canister has a proprietary coverlid that is rigid and tight. It allows for easy opening and closing of the canisters, while being leak and spill-proof, as well as durable for everyday usage.
Additionally, Nestlé’s global R&D network is working alongside external partners and suppliers to develop the next generation of high barrier paper packaging solutions across product categories.
Gerhard Niederreiter, Head of Nestlé’s Institute of Packaging Sciences, explains: “When developing paper packaging, we consider each product’s sensitivity to external elements such as oxygen, temperature and moisture. Starting with less sensitive products, Nestlé’s paper packaging journey started in confectionery including Smarties and KitKat and is now advancing to product categories such as coffee which require higher barrier protection.”
In the United Kingdom, Nestlé recently introduced a high-barrier paper refill pack for Nescafé. This refill paper packaging solution allows consumers to replenish their glass Nescafé jars at home without having to compromise on product freshness or quality.This reduces packaging weight by 97 percent and the paper packaging can be recycled in the local paper waste stream.
In addition, the Nescafé Cappuccino range in Europe now has new packaging featuring a paperbody instead of the previous plastic can. It is fully recyclable in the paper waste stream across Europe, where this packaging format is available in different product varieties.
Axel Touzet, Head of the Coffee Business Unit for Nestlé, says:“Coffee is particularly sensitive to oxygen and humidity. This is why redesigning packaging for this product category requires additional efforts to ensure we can safeguard product freshness and quality with science-based and sustainable solutions.” These cross-category packaging innovations build on Nestlé’s unique expertise and company-wide efforts to reach its 2025 packaging sustainability aim of designing 95% of its plastic packaging for recycling and reducing the use of vixrgin plastic by one third.















È essenziale pianificare attentamente il layout delle macchine e M.H. Material Handling affianca i clienti anche in questo, per offrire soluzioni efficienti e personalizzate

Nei mercati emergenti molte linee di confezionamento si fermano,in termini di automazione, al packaging primario, necessario per mettere i prodotti sugli scaffali. La prima tentazione di un project manager è quella di aumentare l’efficienza introducendo ulteriori elementi di automazione, ma è necessario farlo con obiettivi chiari in mente.
Le operazioni manuali offrono una flessibilità con cui le macchine non possono competere se non a costi molto elevati. Quando si vuole automatizzare una linea, lo scopo dovrebbe essere quello di aumentare la produzione riducendo la variabilità dei formati. Le macchine richiedono spazi operativi, sia per ingombro in pianta della macchina stessa che per operatività, manutenzione e flusso dei materiali. È essenziale pianificare attentamente il layout della linea di produzione.
I collegamenti al magazzino prodotti sono un altro punto chiave. La maggiore produzione comporta un flusso di materiali più intenso.L’uso di pallettizzazione manuale e movimentazionetramitetranspalletpotrebbenonessere sufficiente. È necessario considerare soluzioni automatizzate per la gestione del magazzino e il trasporto dei prodotti finiti, al fine di evitare colli di bottiglia e garantire un flusso continuo ed efficiente. L’ergonomia della linea è fondamentale per garantire la sicurezza e l’efficienza degli operatori.L’inserimento di nuove macchine e di nastri trasportatori di collegamento, se non attentamente pianificato, può chiudere passaggi per gli operatori e rendere più difficile il flusso di materiali di imballaggio alle macchine. Infine, è importante considerare gli step di implementazione. L’automazione di una linea in una

soluzione unica può mettere in crisi o addirittura fermare la produzione per settimane, se non mesi, mentre si completano i lavori. Se possibile, anche se più costoso, è bene pianificare i lavori non in soluzione unica, ma a step successivi, in modo da validare ogni passaggio e permettere agli operatori di apprendere le nuove modalità di gestione del progetto.
In conclusione, l’introduzione dell’automazione per il packaging secondario nelle linee di confezionamento rappresenta un investimento strategico per le aziende del settore alimentare nei mercati emergenti. I benefici in termini di flessibilità, efficienza, qualità, sicurezza e sostenibilità sono evidenti. Tuttavia, è essenziale pianificare attentamente ogni aspetto del processo di automazione, M.H. Material Handling affianca i clienti in questa attività fin dalla nascita del progetto.
Planning carefully machinery layout is crucial and M.H. Material Handling supports its customers to do so and offers tailored efficient solutions
In emerging markets, many packaging lines stop, in terms of automation, at the primary packaging needed to put products on the shelf. The first temptation of a project manager is to increase efficiency by introducing further elements of automation, but this must be done with clear objectives in mind.
Manual operations offer a flexibility with which machines cannot compete except at very high cost. When automating a line,the aim should be to increase production by reducing format variability. Machinesrequireoperationalspace,bothintermsofthe floor space of the machine itself as well as operation, maintenance and material flow. Careful planning of the layout of the production line is essential. Connections to the product warehouse are another key point. Increased production means an increased flow of materials. The use of manual palletising and pallet truck handling may not be sufficient.Automated solutions for warehouse management and the
transport of finished products must be considered in order to avoid bottlenecks and ensure a continuous and efficient flow.
Ergonomics of the line is crucial to ensure the safety and efficiency of operators. The installation of new machines and connecting conveyors, if not carefully planned, can close off passages for operators and make the flow of packaging materials to the machines more difficult.
Finally,it is important to consider the implementation steps. Automating a line in a one-off solution can disrupt or even stop production for weeks, if not months, while work is completed. If possible, although more costly, it is good to plan the work not in a single solution, but in successive steps, so as to validate each step and allow operators to learn the new project management methods.
In conclusion, the introduction of automation for secondary packaging in packaging lines is a strategic investment for food companies in emerging markets. The benefits in terms of flexibility, efficiency, quality, safety and sustainability are obvious. However, it is essential to carefully plan every aspect of the automation process, M.H. Material Handling supports customers in this activity from the very beginning of the project.






Prodotti liquidi e densi sono distribuiti in modo omogeneo, anche ad alte temperature, grazie alla linea di dosatori volumetrici di precisione Doselite realizzata dall’azienda Tenco
Doselite è una linea di dosatori volumetrici di precisione, estremamente versatile e altamente personalizzabile realizzata dall’azienda Tenco. Pensata per il dosaggio di prodotti liquidi o densi quali salse, sughi, olio, sciroppi, paté, creme e molte altre tipologie di prodotti alimentari, la linea Doselite è in grado di distribuire volumi esatti di prodotto con qualsiasi grado di densità e viscosità, anche ad alte temperature.
Nel lavoro di progettazione, la Tenco ha pensato sia alla flessibilità e facilità di utilizzo che alle varie possibilità di personalizzazione, materiali e certificazioni
specifiche per il settore alimentare e non, infinite tipologie di customizzazione ed integrazione all’interno di linee per il confezionamento alimentare.
Un’ampia gamma di accessori permette di confezionare anche packaging innovativi, come le buste flessibili stand up, con soluzioni ideate ad hoc per aziende start up che vogliano provare un packaging innovativo sul mercato, proponendo soluzioni integrate di confezionamento sia tramite soluzioni manuali che piccoli monoblocchi automatici.
Tutte siringhe di dosaggio Doselite possono essere movimentate pneumaticamente o tramite motori brushless, quest’ultimi e garantiscono ancora più precisione nella dosata e sono perfettamente integrabili in linee di produzione automatiche.
L’ampia gamma di controlli disponibili permette,infatti, di verificare e intervenire su pressione, temperatura, velocità di erogazione e velocità di aspirazione.
Sistemi di lavaggio automatico, estrema rapidità di dosaggio, prestazioni professionali, materiali certificati ed affidabili rendono la gamma Doselite la soluzione più idonea e professionale per le tue linee di confezionamento alimentare.




Liquid and dense products are homogeneously distributed, also at high temperatures, thanks to Doselite, the line of volumetric dosers created by the company Tenco

Doselite is a line of extremely versatile, precise and highly customizable precision volumetric dosers made by the Tenco company. Designed for dosing liquid or thick products such as sauces,oil, syrups, pates, creams and many other types of food products, the Doselite line is able to distribute exact volumes of product with any degree of density and viscosity, even at high temperatures.
In the design work, Tenco has thought about both the flexibility and ease of use and the various customization possibilities, materials and specific certifications for the food and non-food sector,infinite types of customization and integration within lines for food packaging.
A wide range of accessories also allows innovative packaging to be packaged, such as flexible standup bags, with solutions designed specifically for start-up companies that want to try innovative packaging on the market, offering integrated packaging solutions both through manual solutions and small monoblocks automatic.
All Doselite dosing syringes can be moved pneumatically or by brushless motors, the latter

TENCO SRL
Via Arbora 1 - 16036 Avegno (Genova) Tel. +39 0185 79556 www.tenco.it

guaranteeing even more precision in dosing and can be perfectly integrated into automatic production lines. The wide range of controls available allows, in fact, to check and intervene on pressure, temperature, delivery speed and suction speed.
Automatic washing systems, extremely fast dosing, professional performance, certified and reliable materials make the Doselite range the most suitable and professional solution for your food packaging lines.


Come si producono e confezionano 6000 spiedini di carne all’ora?
I trasformatori di carne che si pongono questa domanda troveranno la risposta presso l’azienda di ingegneria meccanica Busch + Busch. L’azienda altamente specializzata, che opera esclusivamente per l’industria alimentare, ha sviluppato una “macchina spiedino” assistita da robot. Un robot Stäubli altamente dinamico inserisce gli spiedini nella confezione rispettando gli alti standard igienici e di precisione
Il produttore di macchine speciali Busch + Busch di Delbrück, vicino a Paderborn, è specializzato interamente in applicazioni sensibili agli standard igienici,inizialmente con fresatrici e pezzi di ricambio, poi con macchine complete.Alexander Busch,che ha fondato l’azienda nel 2010 insieme a suo figlio: “Lavoriamo al 100% per l’industria alimentare. Che si tratti di prodotti lattiero-caseari o a base di carne, progettiamo e costruiamo macchine che soddisfano i più elevati standard di igiene e produttività”. Questo vale anche per la prima generazione di “macchine per spiedini”, che l’azienda ha sviluppato per un cliente nell’industria della lavorazione della carne. I pezzi di carne o verdura vengono inseriti manualmente in vaschette di plastica. Nella “stazione di spiedo”, un supporto di fissaggio mantiene i pezzi in posizione, mentre lo spiedo precedentemente separato viene spinto attraverso il centro dei pezzi di carne. In questo modo si creano sei spiedini contemporaneamente in una sequenza sincronizzata. Mentre nella prima generazione di macchine gli spiedini finiti venivano ancora posizionati su una linea di trasporto e raccolti in una vasca o confezionati manualmente, la seconda generazione può ora vantare un grado di automazione più elevato. Alexander Busch spiega: “Il nostro cliente ha chiesto se il passo successivo, l’imballaggio, potesse essere automatizzato, perché questo lavoro non è solo ad alta intensità di personale, ma anche monotono e altamente ripetitivo”.
Nella ricerca di un robot adatto a ricoprire tale ruolo, Alexander Busch si è subito imbattuto nei robot a sei assi Stäubli nella versione HE (per “Humid Environment”): “ Questi robot sei assi, in grado di pulirsi autonomamente, sono ottimali per la nostra applicazione: sono assolutamente impermeabili e possono quindi essere utilizzati secondo gli standard”. Anche la capacità di funzionare a piena potenza quando si opera con olio H1 per uso alimentare parla a favore dei robot Stäubli.
Confezionati oltre 6.000 spiedini all’ora
Nella “macchina spiedino” di Busch + Busch, Stäubli TX2-60, preleva sei spiedini in un’unica operazione e li posiziona uno sopra l’altro nel vassoio di imballaggio e li posiziona su un nastro trasportatore. Alexander Busch: “Nei test, il primo sistema ha già confezionato 6.000 spiedini all’ora, ovvero più di 100 al minuto Sono inoltre possibili velocità di ciclo più elevate grazie all’inserimento degli spiedini nello stampo” Ciò che sembra così semplice nella descrizione richiede un intenso lavoro di sviluppo e molte soluzioni innovative e dettagliate, ad esempio nelle pinze. Afferrano meccanicamente e sono state progettati appositamente per questo compito. Per risparmiare peso, come materiale viene utilizzato l’alluminio anodizzato.Tutti gli altri componenti del sistema sono realizzati in acciaio inossidabile.
Il Gruppo Schaper di Herford, incaricato da Busch + Busch, è responsabile della progettazione e della programmazione delle pinze dei robot. Alexander


Busch: “Gli esperti di Schaper e Granitza Automation hanno svolto un lavoro di prima classe. La soluzione di automazione è progettata in modo semplice e senza complicazioni, al fine di ridurre al minimo il potenziale di interruzione. Non abbiamo bisogno di elaborazione delle immagini, le posizioni di presa sono definite con precisione e vengono rispettate in modo affidabile”.
Il successo nella pratica
Nel frattempo, le prime due macchine per spiedini con confezionamento automatizzato sono in uso, senza problemi, su due turni e con piena soddisfazione degli utenti. Questa innovazione viene seguita da vicino nell’industria della lavorazione della carne: c’è grande interesse, e aziende leader nel settore della produzione di carne hanno già fatto o organizzato una visita a Busch + Busch.
Ciò non sorprende, poiché la carenza di lavoratori qualificati è uno dei maggiori problemi per l’industria alimentare. L’automazione dell’imballaggio elimina la necessità di un massimo di tre postazioni di lavoro manuali. In questo modo si libera il personale urgentemente necessario per attività con contenuti di lavoro molto più stimolanti.
E naturalmente non deve essere per forza la carne ad essere infilzata e confezionata: possono essere lavorati anche pesce e verdure così come prodotti marinati, questo perché ogni macchina è costruita in base alle esigenze del cliente.
Prossima sfida: automazione del processo a monte
Tuttavia, l’automazione della produzione di spiedini non deve fermarsi al confezionamento assistito da robot, come riporta Alexander Busch: “Il nostro prossimo obiettivo è quello di utilizzare un robot anche per inserire i pezzi di carne e verdure.
Ma ci vorrà un po’ di tempo, abbiamo appena tenuto i primi colloqui con i nostri partner e Stäubli Robotics, che ci supporteranno nel progetto”.
Allo stesso tempo, ci sono già ulteriori sviluppi delle macchine per spiedini esistenti. Gli esperti di Busch + Busch stanno attualmente costruendo un sistema in grado di separare e alimentare altri tipi di spiedini, ad esempio quelli con
bandierine come maniglie. Fino ad ora, questi spiedini potevano essere inseriti solo manualmente.
In un altro progetto, è attualmente in fase di sviluppo un sistema di spiedo con il prossimo robot Stäubli più grande, un TX2-90 HE. Alexander Busch: “In questo modo la portata del braccio robotico e la capacità di carico sono maggiori. Ci sono clienti che vogliono confezionare venti o più spiedini in un’unica unità. Il sistema più grande sarà progettato proprio per loro”.


What is the most efficient method of producing and packaging 6,000 kebabs per hour? Senior managers at meat processing companies asking themselves this question will find the answer at machine manufacturer Busch + Busch, based in Delbrück near Paderborn. The highly specialized company, which works exclusively for the food industry, has developed a robot-assisted “skewering machine.”
Working hygienically and with great precision, an ultra-dynamic Stäubli robot places the kebabs in their packaging trays
The father-son partnership who founded Busch + Busch in 2010 set out to specialize in solutions for hygiene-sensitive applications – initially in the production of milled and spare parts, and later moving on to the manufacture of complete machines. “We work exclusively for the food industry,” says Alexander Busch (senior). “No matter whether it’s dairy or meat products, we design and build machines that meet the most exacting requirements for hygiene and productivity.”
This also applies to the first generation of skewering machines the company developed for a meat processing customer. Chunks of meat and vegetables are manually inserted into the specially shaped grooves in a plastic conveyor belt. At the skewering station, a servo-controlled pressure frame holds the kebab ingredients in position while preseparated skewers are pushed through them. In this way, six kebabs are produced simultaneously in a synchronized motion sequence.
While the first generation of machines deposited the finished kebabs on a conveyor line, which then
transported them either to a large tub or manual packaging station, this second generation boasts a far higher degree of automation. As Alexander Busch explains,“Our customer asked whether the next step – packaging the kebabs – could also be automated, because this work is not only labor-intensive, but also monotonous and highly repetitive.”
In his search for a suitable robot,Busch soon hit upon the Stäubli six-axis HE (humid environment) robot: “These washdown-capable six-axis robots are ideal for our application; they are absolutely watertight and can therefore be used in compliance with rigorous standards of hygiene.”The ability to run at full power when lubricated with food-grade H1 oil is another factor working in favor of the Stäubli robots. Packaging more than 6,000 kebabs per hour
In the skewering machine from Busch + Busch, a Stäubli TX2-60 HE picks up six kebabs in a single sweep and places them three-on-three in a packaging tray that arrives on a conveyor belt. All of this is performed at extremely high speed. As Busch describes, “In test runs, the first system we installed already handled 6,000 kebabs per hour, which amounts to more than 100 per minute. In theory, even higher cycle rates would be possible, because the limiting factor at the moment is the upstream process – arranging the kebab ingredients in the conveyor grooves.”
What may sound relatively simple actually required intensive development work and many innovative solutions at a detailed level, for example in the mechanical grippers that were designed specifically for this task. To save on weight, anodized aluminum was chosen as the material. All other components of the system are made of stainless steel.
The Schaper Group in Herford, Germany, was commissioned by Busch + Busch to design the grippers and program the robots. “The experts at Schaper and Granitza Automation have done a first-class job here,” says Busch. “The design of the automation solution was kept deliberately simple in order to reduce the potential for faults and breakdowns.We do without image processing, as the gripping positions are precisely defined and reliably adhered to during the process.”
The first two skewering machines with automated packaging have now entered service in two-shift operation and, to the delight of the users, have been continuously trouble-free. The rest of the meat processing industry is following this innovation with keen interest, and some of the leading players have already paid Busch + Busch a visit or made arrangements to do so.
This is not surprising,as the shortage of skilled workers is one of the biggest problems facing the food industry. The automation of packaging eliminates as many as three manual workstations,freeing up urgently needed personnel for much more interesting work.
And of course,it’s not just meat that can be skewered and packaged: Fish and vegetables as well as marinated products are processed equally effectively, especially since each machine is built to customer specifications.
The next challenge: Automation of the upstream process
However, the automation of skewer production should not stop at robot-assisted packaging, as Alexander Busch confirms: “Our next objective is to also use a robot to insert the chunks of meat and vegetables. However, this will require more work; we just held the first talks on this with our partners and Stäubli Robotics, who will assist us with the project.” There are already further developments of the existing skewering machines. The experts at Busch + Busch are currently building a system that can separate out and feed in other types of skewers, for example,ones tipped with mini flags.Until now,these skewers could only be inserted manually, and this is also true of the systems built and used by Busch + Busch’s competitors.
In another project, a skewering system is currently being developed to incorporate the next-largest robot in the Stäubli range, a TX2-90 HE. Alexander Busch: “This will extend the reach of the robot arm and increase the load-bearing capacity. There are customers who want to pack 20 or more kebabs in a single container. The larger system being designed for them will also be even more flexible in terms of tray size.”


Per essere competitivi sul mercato sono richiesti altissimi standard di igiene, sicurezza, pulizia e RGS usa le sue competenze per offrire soluzioni altamente performanti e personalizzate
Il settore alimentare italiano è riconosciuto in tutto il mondo per la sua qualità, artigianalità e tradizione. Per essere competitivi sul mercato sono richiesti altissimi standard di igiene, sicurezza, pulizia ed attrezzature che consentano risparmi in termini economici e di tempo.
RGS Vacuum Systems ha utilizzato le competenze tecniche maturate negli anni grazie alla realizzazione di centinaia di sistemi installati nelle panetterie

della grande distribuzione. Gli impianti di aspirazione centralizzata si adattano a tutte le industrie,che sia un piccolo o un grande impianto.Tutte le soluzioni di impianti centralizzati di aspirazione sfruttano gli stessi principi di funzionamento: grazie al vuoto che si genera all’interno delle tubazioni il materiale viene aspirato (anche a grandi distanze) e convogliato in un unico punto di raccolta.
RGS Vacuum Systems può fornire soluzioni personalizzate per soddisfare le esigenze di layout del cliente. Tutti gli impianti centralizzati di aspirazione prodotti e progettati vengono dimensionati e costruiti seguendo precise formule matematiche e fisiche, così che l’impianto centralizzato d’aspirazione sia esattamente dimensionato a seconda delle contemporaneità che vi possono essere, (ad esempio, in un impianto centralizzato con 5 ingressi possiamo avere da 1 fino a 5 contemporaneità, cioè il caso in cui 5 operatori vogliano aspirare simultaneamente) a seconda del materiale che viene aspirato, al numero di curve e alla distanza che l’impianto centralizzato d’aspirazione deve coprire Tutte le soluzioni di RGS Vacuum Systems possono essere fornite anche con la certificazione ATEX per gli ambienti a rischio di esplosione per presenza di polveri o gas esplosivi, così da garantire i
To be competitive in the market, very high standards of hygiene, safety and cleanliness, and RGS applies its expertise to offer high-performance and customized solutions
The Italian food sector is world renowned for its quality, craftsmanship and tradition. To be competitive in the market, very high standards of hygiene,safety,cleanliness and equipment are required to save money and time.
RGS Vacuum Systems has applied the technical expertise accumulated over the years through the realization of hundreds of systems installed in large retail bakeries. Central vacuum systems are suitable for all industries,whether small or large.All centralised vacuum solutions use the same operating principles: thank to the vacuum created inside the pipes, the material is sucked in (even over long distances) and conveyed to a single collection point.
RGS Vacuum Systems can provide customised solutions tomeetthecustomer’slayoutrequirements.
All centralised vacuum systems designed and manufactured are dimensioned and constructed according to precise mathematical and physical formulae, so that the centralised vacuum system is exactly sized according to the contemporaneousness that can occur, (for example, in a centralised system with 5 inlets, we can have from 1 up to 5 contemporaneities, i.e. the case where 5 operators want to vacuum simultaneously) depending on the material to be vacuumed,the number of bends and the distance that the centralised vacuum system has to cover. All RGS Vacuum Systems solutions can also be supplied with ATEX certification for environments where explosive dust or gases are present, to guarantee the highest levels of safety and to minimise risks. On request, a rupture disk can be installed as an explosion protection system. These can be made of materials suitable for contact with foodstuffs (AISI 304 or 316 stainless steel).
RGS Vacuum Systems specialises in systems for bakery ovens, industrial pasta factories and pastry shops and can supply centralised systems for vacuuming flour and burnt residue from bakery and pastry ovens. Here are the main advantages of a centralised vacuum system:

Impianto centralizzato di aspirazione
Centralized vacuum system
massimi livelli di sicurezza e minimizzare i rischi (su richiesta è possibile installare un disco di rottura come sistema di protezione contro le esplosioni). Inoltre, quest’ultimi possono essere realizzati con materiali idonei al contatto con prodotti alimentari (AISI 304 o 316).
RGS Vacuum Systems è specializzata in impianti per forni di panificazione, pastifici industriali e pasticcerie, in grado di fornire impianti centralizzati per l’aspirazione di farine e residui di bruciato all’interno dei forni di panificazione e pasticceria.
Ecco i principali vantaggi di un impianto centralizzato d’aspirazione:
• Possibilità di disporre le bocchette d’aspirazione in diverse zone del panificio mantenendo un unico gruppo filtrante ed aspirante
• Facilità e velocità d’utilizzo per l’operatore, che non deve movimentare aspiratori
• Minori costi di manutenzione e pulizia, perché le capacità del contenitore sono maggiori di quelle di un aspiratore
• Luogo di lavoro più libero e meno rumoroso, dato che il gruppo aspirante è uno solo e può essere installato anche fuori dall’edificio
• Maggiore raggio di pulizia con ingombri minori
• Lunga durata nel tempo di tutto il sistema
• Certificazione ATEX (maggior sicurezza).

Impianto di aspirazione per aspirazione farine ATEX
Cvs for flour in ATEX environment
• Possibility of locating the vacuum nozzles in different areas of the bakery, while maintaining a single filter and suction unit
• Ease and speed of use for the operator, who does not have to handle suction units
• Reduced maintenance and cleaning costs, as the container capacity is greater than that of a vacuum cleaner
• A cleaner and less noisy workplace, as there is only one vacuum unit, and it can also be installed outside the building
• Larger cleaning radius with a smaller footprint
• Longer service life of the whole system
• ATEX certification (increased safety).
La nuova soluzione ha una particolarità che la rende speciale: il numero dei prodotti di ogni confezione può essere adattato durante la produzione
Copertura al cioccolato fondente o al latte? Ripieni di gelatina al gusto di ciliegia, arancia o addirittura mango? I bastoncini di gelatina al cioccolato di Sweet Candy Company sono disponibili in un’ampia gamma di gusti. I clienti possono scegliere fino a 10 gusti standard e altri gusti stagionali. Il team di ricerca e sviluppo di Sweet è sempre al lavoro per sorprendere i clienti con nuovi gustosi sapori, dal cocco all’ananas al mango al peperoncino. Il prodotto simbolo dell’azienda è diventato uno dei dolci più popolari del Nord America. Gestita attivamente dalla terza, quarta e quinta generazione, la pasticceria americana a conduzione familiare rifornisce i suoi clienti con i loro dolci preferiti dal 1892. Già agli inizi, lo Utah era noto per il suo amore per lo zucchero, così Leon Sweet, che per primo vendeva caramelle alla radice di liquirizia da un carro trainato da cavalli a Portland, decise di trasferirsi nello Utah per avere un maggiore accesso agli zuccherifici. Oggi Sweet Candy Company è il più

grande distributore nazionale di caramelle salate, bastoncini di cioccolato ripieni di gelatina, caramelle acide e orsetti alla cannella ricoperti di cioccolato. Sweet Candy Company è sopravvissuta a un paio di pandemie, alla Grande Depressione e a due guerre mondiali. “Il famoso “bombardiere di caramelle” Gail Halvorsen ha sganciato i cioccolatini Sweet’s dal suo aereo cargo C-54 per i bambini della Germania del dopoguerra. E durante il proibizionismo, il liquore usato per gli aromi doveva essere chiuso in un caveau e ogni goccia doveva essere registrata”, descrive Rick Kay, presidente e proprietario. Comunque sia, “la gente ha bisogno di caramelle”, dice Rick, “durante una pandemia, forse non comprerete una moto d’acqua, ma probabilmente continuerete a comprare i bastoncini d’arancia”. Non è stata quindi una sorpresa che, durante la pandemia di covirus, Sweet’s abbia gestito il proprio stabilimento come sempre, senza licenziare nessuno dei propri dipendenti. La domanda di prodotti a base di bastoncini di cioccolato continuava ad aumentare e il pasticcere aveva bisogno di aumentare la produzione della linea per poter aggiungere un altro turno. La soluzione: il confezionamento a peso con una macchina pick-and-place
Alla Sweet Candy Company gli esperti della Schubert hanno trovato in esercizio un impianto di confezionamento semi-automatico che lavorava solo il 50% circa dei prodotti,mentre il resto doveva venire confezionato a mano. Per permettere al produttore di dolciumi l’aumento necessario dell’efficienza della produzione, la Schubert ha scelto una linea picker completamente automatica con 16 robot F4 coadiuvata dal sistema Vision di propria produzione
La nuova linea picker con i suoi sedici robot F4 della Schubert permette al produttore di dolciumi di raggiungere l'aumento dell'efficienza della produzione desiderato. The robotic solution of Schubert, a pickerline with 16 vision guided F4 robots,allowed the confectioner to make its anticipated change in production throughput.

I bastoncini di cioccolata ripieni di diverse gelatine di frutta della Sweet Candy Company vengono inseriti in una scatola da un robot F4 della Schubert. Sweet Candy Company is the unofficial “sweet tooth capital” of the United States and is known for its quality candy and world-class customer service
che garantisce il controllo della qualità visuale ad alta efficienza.. Per consentire la libera regolazione del numero di bastoncini di cioccolata contenuti in ogni scatola da 32 e 34 pezzi la Schubert ha modificato anche il design della confezione.La nuova confezione contiene due strati di prodotti divisi da un foglio di carta cerata. Ed ecco il trucco utilizzato per ottenere più flessibilità: nella nuova confezione lo strato inferiore ha un numero fisso di bastoncini, mentre lo strato superiore viene adeguato spontaneamente durante il processo produttivo aggiungendo o togliendo un prodotto. Per eseguire l’adeguamento basta l’inserimento manuale dell’informazione sul pannello di comando della macchina. Questo ora permette alla Sweet’s di confezionare i bastoncini di cioccolata secondo il peso in modo completamente automatico.
Confezionamento completamente automatico anziché manuale
Con l’intervento della Schubert la produzione semiautomatica è stata relegata al passato e il nuovo processo di confezionamento, nel frattempo, è preciso come un orologio svizzero e completamente automatizzato. Dopo la produzione i bastoncini di cioccolata passano in un tunnel di raffreddamento su un nastro largo 860 mm che li conduce alla nuova macchina confezionatrice, dove i 16 robot F4 li pre-raggruppano in strati da 15 a 17 pezzi. Parallelamente, le scatole che nel frattempo sono state formate entrano in una catena trasportatrice dove vengono riempite da un robot F4 con il primo strato di bastoncini di cioccolata. Nella fase seguente un altro robot F4 inserisce sul primo strato il foglio di carta cerata e successivamente la confezione viene riempita con il secondo strato di bastoncini.Al termine un robot chiude le confezioni con i coperchi già pronti. La Sweet Candy Company è più che soddisfatta della soluzione completamente automatica con la linea picker e robot F4 integrati, del nuovo design della confezione con un foglio di carta cerata fra i due strati di prodotti e della regolazione “spontanea” del numero di prodotti inseriti nella scatola a seconda del peso. Rick Kay, CEO della Sweet Candy Company esprime così il suo entusiasmo per la collaborazione con la Schubert: “La decisione di scegliere la Schubert è stata subito ovvia e non me ne sono mai pentito, perché le nostre aspettative sono state completamente soddisfatte“.
The new solution has a special feature: the number of products in each pack can be adapted during production
Dark chocolate or Milk chocolate coating? Cherry, Orange or even Mango flavored-jelly fillings? Sweet Candy Company’s chocolate jelly sticks are offered in a broad variety of flavors. Customers can select up to 10 different standard flavors and additional different seasonal flavors. Sweet’s R&D team is always working on surprising their customers with new tasty flavors, from coconutpineapple to mango-chili sticks. The company’s signature product has become one of the most popular sweet treats in North America. Actively managed by the third, fourth and fifth generation, the family-owned American confectioner has been supplying its customers with their favorite sweets since 1892. Already back in early days, Utah was known for its love for sugar, so Leon Sweet, who first sold licorice root candies from a horse-drawn wagon in Portland, decided to move to Utah for greater access to the sugar mills. Today, Sweet Candy Company is the largest national distributor of saltwater taffies, jelly-filled chocolate sticks, sour candy, and chocolate-covered cinnamon bears.
Sweet Candy Company has survived a couple of pandemics, the Great Depression and two World Wars. “The famous “Candy Bomber” Gail Halvorsen dropped Sweet’s chocolates from his C-54 cargo plane for children in post-war Germany. And during the Prohibition, the liquor once used in the flavorings had to be locked in a vault and every drop accounted for” describes Rick Kay, President & Owner.Whatever it is, “folks need their candy” says Rick, “during a pandemic, you may not be buying a jet ski, but you’ll probably keep buying your orange sticks.” So, it was no surprise that during the covid pandemic, Sweet’s ran their plant as usual, without furloughing any of its employees. The demand for the chocolate stick products even kept increasing and the confectioner needed to increase the throughput of the line to be able to add on another shift.
A robotics-based packaging line instead of a semi-automated equipment
The equipment that was there was semi-automated. “It had done a great job of getting us to where we are today, but it wasn’t the right equipment for us to take the next step and it required a lot of human
Un robot F4 appoggia un foglio di carta cerata sul primo strato di bastoncini di cioccolata prima del riempimento del secondo strato.
Theerected carton bases contain a wax paper, which is placed on top of the first layer, executed by a F4 robot
intervention and manipulation. Additionally, it was only packing about 50% of the upstream product and so the other 50% needed to be packed by hand” explains Geoff Dzuida,VP Operations at Sweet Candy Company. “We turned to Schubert for a robotic solution that solved our labor equation and also allowed us to make that change in throughput.” Sweet’s needed a robotics based packaging system to handle the larger production volume that is also able to flexibly adjust the amount of products per box. At the same time, Sweet’s focused on high mechanical stability, outstanding customer service & easy machine operation. “Schubert became a very obvious choice, and I don’t regret it one bit” emphasizes Rick.
Pre-erected trays for quality chocolate sticks Sweet’s new Schubert Pickerline packages the quality chocolate sticks into pre-erected trays. Special to this packaging task is that a layer of wax paper is placed between the two layers of products. Another important feature is the “on the fly” product count modification. The bottom layer has a fixed number of products, and the top layer can be adjusted by +/-1 products during production. This adjustment is necessary as the product is sold by weight and not by count. The adjustment can be done during production via a manual input at the machine HMI. 1920 chocolate sticks transition into Sweet’s new packaging system from an 860 mm wide cooling tunnel belt.Within the packaging system,the products are pre-grouped in a multi-pick fashion in layer formations of 15-17 sticks by 16 vision guided F4-axis scara type robots. Previously erected carton bases are indexed into a transport chain and an F4 robot loads the carton trays with the first pre-grouped layer. In the next step a wax paper is placed on top of the first layer, also executed by an F4 robot.Then occurs the loading of the second product layer onto the wax paper. And finally, the box is closed by an F4 robot placing the pre-erected lid onto the fille carton bottom. Looking back at the new machine project, Rick remembers the good times spent at Schubert’s Headquarters in Germany, Crailsheim. “The FAT in Germany was perfect,the SAT onsite in Salt Lake City was accelerated and remarkably well. From the initial


Unica nel suo genere è la modifica “spontanea” del numero di prodotti eseguibile durante la produzione inserendo manualmente l'informazione sul pannello di comando.
Unique: The “on the fly” product count modification which can be done during production via a manual input at the machine HMI.
project planning to the currently ongoing operator training in Charlotte, North Carolina, Schubert has provided everything we’ve expected” Rick describes. “Sweet Candy Company is a great customer with lots of potential for growth. By opting to automate their packaging processes, the confectioner is now able to take on another level of flexibility and product availability to succeed in fulfilling the demands of their continuously growing customer base.The company’s culture, the friendliness and openness of the ownerfamily and management is remarkable and reflected well throughout the entire workforce, making our teams always feel a warm welcome onsite. One can notice similarities to Schubert’s company culture – it must be a family-owned company thing.” says Armin Klotz, Sales Account Manager at Schubert.

Armin Klotz, Sales Account Manager di Schubert, insieme a Geoffrey Dzuida, VP Operations di Sweet Candy Company e Rick Kay, Presidente/Amministratore Delegato di Sweet Candy Company (a sinistra).
Armin Klotz, Sales Account Manager at Schubert together with Geoffrey Dzuida, VP Operations at Sweet Candy Company and Rick Kay, President / CEO at Sweet Candy Company (f.l.t.r.)
Trasforma la tua produzione con l’eleganza della tecnologia italiana di Mini Motor SpA
Nell’era dell’innovazione tecnologica, i servomotori brushless ad alta efficienza rappresentano il futuro dell’industria alimentare. Questi dispositivi avanzati non solo garantiscono prestazioni superiori, ma si integrano perfettamente nelle esigenze di un settore in rapida trasformazione. La crescente domanda di processi produttivi automatizzati ed efficienti trova nei servomotori Mini Motor la risposta ideale, grazie alle loro prestazioni elevate, precisione e affidabilità.

La tecnologia brushless si distingue per la sua capacità di ridurre l’usura e aumentare l’efficienza energetica, che si traduce in una maggiore durata e una riduzione significativa dei costi di manutenzione.Questo è particolarmente rilevante nell’industria alimentare, dove la continuità della produzione e la qualità dei prodotti sono elementi essenziali per il successo.
I motori Mini Motor, progettati per ottimizzare i processi di movimentazione, confezionamento e stoccaggio, migliorano l’efficienza operativa, riducendo al minimo i tempi di inattività. Uno dei punti di forza dei servomotori Mini Motor è la connettività avanzata. Integrati con i bus di campo più comuni come EtherCAT, Powerlink, Ethernet-IP e wireless con comunicazione proprietaria, i motori Mini Motor offrono la possibilità di una gestione remota e in tempo reale dei parametri operativi. Questa capacità è cruciale per le linee di produzione moderne, che richiedono monitoraggio costante e adattabilità immediata alle esigenze produttive.
La facilità di integrazione con i sistemi di controllo esistenti rende i servomotori Mini Motor una scelta flessibile per qualsiasi impianto industriale. Ma non è solo la tecnologia a rendere questi prodotti unici. L’attenzione di Mini Motor al design italiano si riflette anche nell’aspetto estetico dei servomotori. Con un occhio attento alla forma oltre che alla funzione, i suoi prodotti non solo garantiscono prestazioni

impeccabili, ma si presentano con un’estetica raffinata e pulita, perfetta per chi vuole un ambiente industriale moderno e accattivante. L’eleganza della manifattura italiana, unita all’alta tecnologia, fa dei servomotori Mini Motor non solo strumenti efficienti, ma anche un elemento di stile distintivo. In conclusione, i servomotori brushless di Mini Motor sono la sintesi perfetta tra tecnologia avanzata, efficienza energetica, connettività moderna e design italiano. Nell’industria alimentare, dove precisione, affidabilità e flessibilità sono fondamentali, questi prodotti rappresentano la scelta ideale per chi vuole rimanere all’avanguardia dell’innovazione industriale senza compromettere lo stile e la qualità. Per avere maggiori informazioni visita www.minimotor.com
Transform your production with the elegance of Italian technology from Mini Motor SpA
In this era of technological innovation,high-efficiency brushless servomotors represent the future of the food industry. These advanced devices not only provide superior performance,but also fit perfectly into the needs of a rapidly changing industry.

The growing demand for automated and efficient production processes finds in Mini Motor servomotors the ideal answer, thanks to their high performance, precision and reliability.
Brushless technology is characterised by its ability to reduce wear and increase energy efficiency, which translates into a longer service life and a significant reduction in maintenance costs. This is particularly relevant in the food industry, where production continuityandproductqualityareessentialforsuccess. Mini Motor motors, designed to optimise handling, packaging and storage processes,improve operational efficiency and minimise downtime. One of the strengths of Mini Motor servomotors is their advanced connectivity. Integrated with the most common fieldbuses such as EtherCAT, Powerlink, Ethernet-IP and wireless with proprietary communication, Mini Motor motors offer the possibility of remote, real-time management of operating parameters. This capability is crucial for modern production lines, which require constant monitoring and immediate adaptability to production needs.
The ease of integration with existing control systems makes Mini Motor servomotors a flexible choice for any industrial plant. But it is not just the technology that makes these products unique. Mini Motor’s focus on Italian design is also reflected in the aesthetics of the servomotors. With an eye for form as well as function, its products not only provide impeccable performance, but also have a refined and clean aesthetic, perfect for those who want a modern and attractive industrial environment. The elegance of Italian craftsmanship, combined with high technology, makes Mini Motor servomotors not only efficient tools, but also a distinctive style element.
In conclusion, Mini Motor brushless servomotors are the perfect synthesis of advanced technology, energy efficiency, modern connectivity and Italian design. In the food industry, where precision, reliability and flexibility are key, these products are the ideal choice for those who want to stay at the forefront of industrial innovation without compromising on style and quality. For more information visit www.minimotor.com

Tutti i sistemi Etipack sono pensati sia per l’integrazione in linee di confezionamento o lavorazioni fuori linea incontrando quindi sia le esigenze di industrie produttrici, sia di costruttori di linee di packaging
Un universo di applicazioni per latte e latticini, formaggi e conserve multiformato Vaschette, bottiglie, lattine e confezioni di ogni tipo e dimensione, Etipack risponde alle esigenze di etichettatura e codifica con modelli di macchine capaci di rispondere a diverse esigenze grazie alla flessibilità. Etichettatura sopra/sotto di prodotti con superfici piane
La gamma Sistema 4 copre applicazioni di etichette su vaschettenellevariantiformateetermosigillateindiversi formati,materiali e misure; vaschette vuote,per applicazioni fuori linea poi utilizzate nelle linee di riempimento e infine, vaschette in allumino. Tra le applicazioni tipiche seguono poi quelle per il packaging flessibile e doypack, scatole e infine, barattoli e vasetti differenti per geometria e formato corredati da etichette multi-pagina contenenti ricettari, concorsi a premi, promozioni, applicate sul fondo o sul tappo del prodotto.
Etichettatura avvolgente, semi-avvolgente e fronte/retro
Le linee Sistema 5 e Sistema 1 coprono applicazioni per vasetti, bottiglie e barattoli con molteplici possibilità di apposizioni di etichette. Dall’etichetta di garanzia posizionata a sigillo sopra il tappo e sul lato del prodotto a garanzia di qualità, a etichette avvolgenti e semi-avvolgenti sul corpo del prodotto e ancora, etichette anteriori e/o posteriori applicate anche simultaneamente. Stampa e codifica di dati in tempo reale Tutti i sistemi possono essere corredati di gruppo stampa a caldo o a trasferimento termico per stampare in tempo reale sulle singole etichette l’elenco ingredienti, dati quali lotto e scadenza, codici a barre o Datamatrix e QR code. I dispositivi consentono al
reparto produttivo di aggiornare e modificare, di volta in volta, il layout dell’etichetta da stampare in funzione delle esigenze.
Una gamma completa per l’industria alimentare: soluzioni per produttori e costruttori
A completamento della gamma di soluzioni per l’etichettatura e codifica, Etipack offre anche Feeder e Pick&Place per la distribuzione di prodotti per il confezionamento e a supporto di attività di marketing.Tutti i sistemi sono pensati sia per l’integrazione in linee di confezionamento o lavorazioni fuori linea incontrando quindi sia le esigenze di industrie produttrici, sia di costruttori di linee di packaging. Scopri di più su etipack.it/settore/food/ Visita Etipack a SIC – 18-20 ottobre, Stand A40
All Etipack systems are designed for both integration into packaging lines, or off-line processing, thus meeting the needs of both manufacturing industries, and packaging lines constructors
Aworld of applications for milk and dairy products,cheese and multi-format canned and tinned goods
Trays,bottles,cansandalltypesandsizesofpackaging containers, Etipack meets all labelling and coding needs by offering machine models capable of fulfilling different requirements thanks to their flexibility.
Top/bottom labelling of products with plane surfaces
The System 4 range covers label applications on trays in formed and heat-sealed variants in different formats, materials and sizes; empty trays, for off-line applications then used in filling lines; and finally, aluminium trays.Among the typical applications then follow those for flexible packaging and doypacks, boxes and finally, cans and jars with different geometry and format. These are accompanied by multi-page labels containing recipe books, prize competitions, promotions, applied to the bottom or cap of the product.
Wrap-around, semiwrap and double-sided labelling
The System 5 and System 1 lines cover applications for jars, bottles and cans with multiple label placement
possibilities. Starting with a guarantee label positioned as a seal above the cap and on the side of the product asaqualityguarantee,towrap-aroundandsemi-wraparound labels on the body of the product, and again, front and/or back labels also applied simultaneously.
Real-time data printing and coding
All systems can be equipped with a hot stamping or thermal transfer printing unit to print ingredient lists, data, such as batch and expiry dates, barcodes or Datamatrix, and QR codes in real time on individual labels. The devices allow the production department to update and modify the layout of the label to be printed as required.
A complete range for the food industry: Solutions for producers and manufacturers
As a complement to the range of labelling and coding solutions, Etipack also offers Feeder and Pick&Place for the distribution of packaging products and to support marketing activities.All systems are designed for either integration into packaging lines, or off-line processing, thus meeting the needs of both manufacturing industries, and packaging lines constructors. Find out more at etipack.it/en/settore/food/ Visit Etipack at SIC - 18-20 October, Booth A40




L’esperienza delle tre generazioni Cuomo, con sessant’anni di storia, rappresenta un vero e proprio archivio storico e culturale sui progressi e sull’evoluzione dell’industria conserviera italiana
Il know-how, l’aggiornamento continuo e la sperimentazione consentono di realizzare macchine tecnologicamente evolute che assolvono in modo sempre più performante le esigenze della piccola, media e grande industria conserviera.
Dal 1964 l’azienda di Cuomo Macchine Industriali ha sede a Nocera Inferiore - la città soprannominata delle “cento ciminiere” intese come cento industrie - nel cuore di una delle zone maggiormente dedite alla lavorazione dell’oro rosso campano, il pomodoro San Marzano.
L’esperienza delle tre generazioni Cuomo, con sessant’anni di storia, rappresenta un vero e proprio archivio storico e culturale sui progressi e sull’evoluzione dell’industria conserviera italiana.
L’aver vissuto e osservato la trasformazione delle industrie nel corso degli anni, si esprime in una intrinseca capacità di prevedere l’andamento del mercato, ipotizzare le future necessità,stimare gli investimenti e
individuare le tecnologie su cui puntare per ideare e sviluppare sistemi e soluzioni innovative. Per questo l’azienda Cuomo è un avamposto di avanguardia tecnologica: utilizza il fotovoltaico per produrre energia rinnovabile - così da soddisfare parte del fabbisogno energetico dell’azienda, garantendo un basso impatto ambientale - e si avvale di tecnologie produttive di automazione dell’Industria 4.0 al fine di aumentare la produttività degli impianti, migliorare la qualità dei prodotti e le condizioni di lavoro. Cuomo lavora quotidianamente per realizzare macchine industriali competitive e performanti, perfezionando la sua progettazione tailor made, raggiungendo un livello sempre maggiore di personalizzazione, condividendo la sua visione di industria del futuro. Cuomo Macchine
Industriali non è un semplice fornitore; è un partner con cui instaurare un rapporto di fiducia volto a migliorare reciprocamente il modo di essere impresa.


Cuomo Macchine Industriali è:
• Consulenza
• Progettazione su misura
• Produzione e realizzazione
• Consegna e installazione
• Assistenza post-vendita
Le divisioni in cui opera sono:
Food processing machinery per l’industria conserviera
Macchine e linee complete per il confezionamento primario e secondario di qualsiasi prodotto alimentare. Il core business è rappresentato dai gruppi di riempimento e chiusura.
Can making machinery per l’imballaggio metallico
Macchine operative indipendenti o gruppi multimacchina, completamente automatici, per la produzione di scatole in bagna stagnata, coperchi e fondi.
Twist cap machinery per capsule tipo twist-off
Macchine e linee complete per la produzione di capsule in metallo twist-off e per vasi di vetro.
Tutte le macchine sono progettate e realizzate nel rispetto degli standard ISO. Cuomo Macchine Industriali è inoltre produttrice di un’ampia gamma di pezzi di ricambio che distribuisce a livello internazionale, in quattro continenti.
60 years. Wherever you are.
The experience of three generations of Cuomo family, accounting for about sixty years of history, is a true historical and cultural archive on the progress and evolution of Italian canning industry
Know-how, continuous update, and experimentation enable Cuomo Macchine Industriali to manufacture technologically evolved machines that increasingly meet the demand of small, medium, and big canning industry.
Since 1964, Cuomo Macchine Industriali has headquartered in Nocera Inferiore, a city nicknamed as “the hundred chimney stacks” meaning as a hundred industries – in the heart of one of the areas most dedicated to processing Campania’s red gold, the San Marzano tomato.
The experience of three generations of Cuomo family, accounting for about sixty years of history, is a true historical and cultural archive on the progress and evolution of Italian canning industry.
Experiencing the industry’s evolution over the years delivers an inherent ability to anticipate the market’s trend, suppose future requirements, estimate investments and identify the technology to focus on as to create and develop innovative systems and solutions. That’s why the company Cuomo stands out as a cutting-edge technology trendsetter: it uses a photovoltaic system to generate renewable energy, to meet part of its energy needs, while guaranteeing a low impact on the environment, and it also uses Industry 4.0 automation production technology to

increase plant productivity, improve product quality, and work conditions.
Cuomo’s daily commitment is manufacturing competitive and high-performance industrial machine, perfecting its tailor-made design, achieving

an ever-higher level of personalization, sharing its vison of industry of the future. Cuomo Macchine Industriali is not only a simple supplier,but also a partner withwhomtoestablishalong-standingloyalrelationship to mutually improve the way of being an enterprise.
Cuomo Macchine Industriali is:
• Advice
• Tailored design
• Production and manufacturing
• Delivery and start-up
• After-sales assistance.
Cuomo Macchine Industriali divisions are:
Food processing machinery for the canning industry
Machines and complete lines for primary and secondary packaging of any food product. Its core business accounts for filling and closing units.
Can making machines for metal packaging
Independent operational machines and multimachine groups, fully automatic, for tin-plate cans, lids and bottoms.
Twist cap machinery for twist-off caps
Machines and complete lines for twist-off metal cap production and for glass jars.
All machines are designed and manufactured in compliance with ISO standards. Cuomo Macchine Industriali also produces a comprehensive range of spare parts to be distributed internationally, in four continents.
60 years. Wherever you are.

INOX MECCANICA presenta la sua gamma completa di macchine insaccatrici automatiche e linee complete di insacco
Inox Meccanica fornisce, da 40 anni, servizi completi di tecnologia innovativa per macchine industriali automatiche per la lavorazione delle carni. Il portfolio prodotto è molto ampio e va dalle macchine per la pressatura, la formatura e l’insacco automatico di carni in rete e budello, fino ad arrivare a tutta una serie di macchine progettate per il lavaggio industriale.
La gamma delle insaccatrici Inox Meccanica è molto vasta e raccoglie al suo interno macchine in grado di assecondare diverse necessità di produzione, diverse tipologie di prodotto ed anche diversi requisiti logistici.
Le insaccatrici Inox Meccanica possono essere totalmente automatiche o semi-automatiche e vengono utilizzate prevalentemente per insaccare prodotti a muscolo intero da stagionare o da cuocere come prosciutti, pancetta, coppa, bresaola e lonza Versatilità, produttività e affidabilità fanno di queste macchine il fiore all’occhiello della produzione. All’interno della gamma di insaccatrici spiccano quelle automatiche come la PIC 99 BCE, la PIC 99 DRW e la PIC LOMO, usate per l’insacco in budello sintetico pre-forato, rete, calza o budello e rete contemporaneamente, le insaccatrici semi-automatiche come la P600 e la P800 (utilissime per le piccole produzioni e per spazi più stretti) e una serie di macchine accessorie molto importanti per velocizzare ogni fase della produzione.
Con PIC 99 BCE è possibile insaccare in budelli cellulosici, collagenici, plastici e calze elastiche e il prodotto può essere confezionato in budello e rete contemporaneamente portando un notevole risparmio di tempo. La macchina è stata aggiornata negli anni per seguire passo dopo passo quella che è l’evoluzione del prodotto finito e le richieste dei clienti storici e nuovi. Oggi PIC 99 BCE è in grado di produrre circa 7/8 barre di prodotto al minuto, già pronte per l’affettamento e di una lunghezza massima che arriva a 1200mm.
La PIC 99 BCE è dotata sia di carico manuale, reso più sicuro ed ergonomico, che di carico automatico tramite un nastro che permette di posizionare in maniera automatica il prodotto da insaccare all’interno dello stampo, accelerando notevolmente il ciclo di insacco e lasciando all’operatore il solo compito di posizionare il prodotto sul nastro.
Un altro fattore è rappresentato dal sistema Inox Meccanica di cambio tubo automatico grazie al quale l’operatore non deve più seguire in maniera costante il livello di consumo di budello e rete che, una volta finiti, attivano il sistema di cambia tubo in modo da non avere fermi macchina e permettere all’operatore di caricare il nuovo budello e la nuova rete sul tubo mentre la macchina continua il suo ciclo.
La insaccatrice automatica di Inox Meccanica è versatile e disponibile con stampi da ø800mm fino a ø1200mm. La versatilità è data, oltre che dalla moltitudine di prodotti che si possono insaccare, anche dal nuovissimo spintore elettrico, a corsa regolabile, con il quale è possibile regolare la velocità e soprattutto la forza con la quale il prodotto viene spinto all’interno del tubo di insacco, fattore determinante soprattutto quando si utilizzano budelli molto delicati. Ad affiancare la PIC 99 BCE c’è poi la PIC 99 DRW pensata,progettata,disegnata e poi sviluppata per tutto il comparto dei prodotti siringati da cuocere. Grazie all’introduzione del “cassetto di preparazione”, l’operatore può posizionare e assemblare diversi muscoli all’interno di un volume che replica lo stampo di formatura. Inoltre, è possibile controllare il peso complessivo dei pezzi inseriti grazie ad un sistema di pesatura con celle di carico ad elevata precisione e ad un display. Durante le operazioni legate all’insacco e alla clippatura, l’operatore può

P600 - P800
Insaccatrice semiautomatica ideale sia per prodotti da stagionare che da cuocere
Semi-automatic stuffing machine ideal for both products to be cured and cooked

PIC 99 BCE
Pressa, formatrice, clippatrice e insaccatrice automatica ideale per prodotti da stagionare. Automatic press, forming, clipping, and stuffing machine specific for products to be cured
utilizzare il cassetto di preparazione prodotto per comporre una nuova barra riducendo così il tempo di insacco.
PIC 99 DRW è una macchina ad elevata produttività che può essere equipaggiata con diversi optional che ne migliorano ulteriormente le prestazioni. Basti pensare al sistema di cambio tubo automatico (che permette il caricamento del budello o della rete sul tubo senza dover fermare la macchina”), o al nastrino di carico che permette di trasportare il prodotto in maniera automatica fino al cassetto, accelerando ulteriormente il ciclo produttivo.
Con questo sistema Inox Meccanica riesce quindi ad ottenere una barra confezionata sottovuoto, ben formata, compatta e pronta per l’affettamento, il tutto senza l’utilizzo di stampi.
Oltre alle due già affermate PIC 99 BCE e PIC 99 DRW, Inox Meccanica ha da poco messo in produzione la PIC LOMO che è una macchina studiata appositamente per il mercato spagnolo e più precisamente per l’insacco del lomo iberico, del lomo blanco e della cabeza de lomo, un salume tipico della tradizione spagnola e prodotto in grande quantità.
Tutti i produttori spagnoli utilizzano, per insaccare il lomo, macchine semi-automatiche perché questa parte anatomica è molto delicata e se viene pressata più del dovuto possono crearsi fessurazioni (rottura del tessuto muscolare) in senso longitudinale con conseguente rischio di infiltrazioni durante la stagionatura che si rivelano poi come difetti sul prodotto finito.
Per poter automatizzare completamente questo processo senza incorrere nel problema sopra descritto, Inox Meccanica ha studiato e brevettato una nuova macchina che esegue in automatico le stesse azioni che l’operatore attualmente esegue con l’aiuto delle macchine tradizionali.
Diversi sono i vantaggi produttivi apportati da questa macchina. In prima battuta troviamo il nastro di carico automatico che permette di posizionare in maniera automatica il prodotto da insaccare all’interno dello stampo, lasciando all’operatore il solo compito di posizionare il prodotto sul nastro.Altro fattore determinante è rappresentato dal sistema di svolgimento del budello che permette alla macchina di non fermarsi mai e svolgere l’intera bobina (circa 500mt) senza fermi macchina e sprechi di materiale.
Il budello viene tenuto in ammollo, alla temperatura desiderata e per il tempo necessario, grazie ad una vasca termoregolabile permettendo quindi al budello stesso di dilatarsi ed ammorbidirsi prima delle fasi di insacco.
Altro aspetto molto importante è rappresentato dal cursore di carico budello che ha la funzione di prendere il budello che arriva dalla bobina e posizionarlo automaticamente sul cono lamellare dando il via alle operazioni di insacco portando notevolissimi vantaggi in termini di tempo e velocità. Ad oggi la PIC Lomo è in grado di confezionare circa 6 prodotti al minuto.
L’innovazione nella tecnologia di processo di Inox Meccanica non finisce qui perché nell’ottica di offrire servizi sempre più puntuali e soluzioni sempre più complete ha affiancato sia alla PIC 99 BCE che alla PIC Lomo anche un aggiornatissimo Stick Loader (imbastonatore) che permette di posizionare i prodotti insaccati su bastoni ed appenderli per le successive fasi di stagionatura.
L’intera linea targata Inox Meccanica è super collaudata e in costante evoluzione perché il vero risultato che sta a cuore è la soddisfazione dei clienti.

Inox Meccanica presents its full range of automatic stuffing machines & complete stuffing lines
For the past 40 years, Inox Meccanica has been offering complete innovative technology services for automatic industrial meat processing machinery. A broad product portfolio extends from machines for automatic pressing, forming and stuffing of meat in nets and casings to a selection of machines engineered for the washing industry.
The range of Inox Meccanica stuffing machines is very wide and includes machines capable of meeting different production needs, different product types and also different logistical requirements.
Inox Meccanica stuffing machines can be fully automatic or semi-automatic and are mainly used to stuff whole muscle products to be cured or cooked such as hams, bacon, coppa, bresaola and loin
Versatility, productivity and reliability make these machines the flagship of our production. Within the stuffing machine range, there are the automatic ones, such as the PIC 99 BCE, the PIC 99 DRW and the PIC LOMO, which are used for bagging in pre-forated synthetic casing, net, stocking or casing and net at the same time, the semi-automatic stuffing machines such as the P600 and P800 (very useful for small productions and for narrower spaces) and a series of very important accessory machines to speed up each phase of production.
With the PIC 99 BCE it is possible to stuff in cellulosic, collagen, plastic and elastic casings and the product can be packed in casing and net at the same time,bringing considerable time savings.The machine has been upgraded over the years to follow step by step the evolution of the finished product and the demands of existing and new customers.Today the PIC 99 BCE is capable of producing about 7/8 bars per minute of product, ready for slicing, up to a maximum length of 1200 mm.
PIC 99 BCE could be either equipped with manual loading, even safer and more ergonomic, or with automatic loading via a belt that automatically positions the product to be bagged inside the mould,considerably speeding up the stuffing cycle and leaving the operator with only the task of positioning the product on the belt. A further feature is Inox Meccanica automatic tube changing system, thanks to which the operator no longer has to constantly monitor the level of casing and net use.When finished, the machine activates the tube changing system to avoid machine downtime so that the operator can load the new casing and net onto the empty tube while the machine continues its cycle.
Inox Meccanica machine is extremely versatile and comes with moulds from ø800mm up to ø1100mm. Its versatility is given not only by the large number of products that can be stuffed, but also by the brand-new electric pusher, with adjustable stroke, allowing speed adjustment and, above all, adjustment of the force with which the product is pushed into the tube, a vital point when using particularly delicate casings.
Alongside the PIC 99 BCE is the PIC 99 DRW, which was conceived, designed and then developed for products to be cooked.


PIC 99 DRW
Pressa, formatrice, clippatrice e insaccatrice automatica ideale per prodotti da cuocere. Automatic stuffing machine ideal for products to be cooked
Thanks to the ‘preparation drawer’, the operator can place and assemble several muscles within a volume that replicates the forming mould. Furthermore, the overall weight of the placed parts can also be checked by means of a weighing system with high-precision load cells and a display. During bagging and clipping operations, one can use the product “preparation drawer” to assemble a new bar, thus reducing packing time.
PIC 99 DRW is a high-productivity machine equippable with several extras which further enhance its performance. Think of the automatic tube change system (which allows casing or net to be loaded onto the tube without having to stop the machine), or of the loading conveyor belt permitting automatic transport of the product to the drawer, further speeding up the production cycle.
As a result, this system makes it possible to obtain a vacuum-packed bar, well formed, compact and ready to be sliced, and all this without using moulds.
In addition to the two already established PIC 99 BCE and PIC 99 DRW, Inox Meccanica has recently put into production the PIC LOMO, which is a machine specifically designed for the Spanish market and more specifically for the stuffing of Iberian lomo, lomo blanco and cabeza de lomo, a typical Spanish sausage produced in large quantities.
All Spanish producers use semi-automatic machines to stuff the lomo because this anatomical part is very delicate and if it is pressed more than it should be, cracks (rupture of the muscle tissue) in the longitudinal direction can occur, with the consequent risk of seepage during the curing process, which then reveals itself as defects on the finished product.
In order to fully automate this process without running into the problem described above, Inox Meccanica has designed and patented a new machine that automatically performs the same actions that the operator currently performs with the help of traditional machines.
There are several production advantages provided by this machine. Firstly, there is the automatic loading conveyor, which allows the product to be automatically positioned inside the mould, leaving the operator with the sole task of placing the product on the belt. Another decisive factor is the casing unrolling system, which allows the machine to never stop and unwind the entire reel (approx. 500 m) without stopping the machine and wasting material.
The casing is soaked, at the desired temperature and for the required time, in a temperature-controlled vat, thus allowing the casing to expand and soften before the filling stages.
Another very important aspect is the casing loading slider, which has the function of taking the casing from the spool and automatically positioning it on the casing cone, thus starting the filling operation, bringing considerable advantages in terms of time and speed.To date, the PIC Lomo is able to pack around 6 products per minute.
Inox Meccanica’s ongoing innovation in process technology does not end here, because with a view to offering ever more punctual services and complete solutions, it has also added to its PIC a state-of-the-art Stick Loader that allows bagged products to be placed on sticks and hung for curing.
Inox Meccanica’s line is ultra-tested and under continuous enhancement as the real achievement it cares about is its customers’ satisfaction.
Colussi Ermes Advanced Washing System: i sistemi di lavaggio, sanitizzazione e asciugatura che fanno la differenza nella tua vita di tutti i giorni
Design compatto della macchina, riduzione del consumo energetico, consumo minimo di acqua e detergenti, cicli automatici, automazione di carico/scarico, strumenti di analisi e monitoraggio, sono solo alcuni dei vantaggi di sostenibilità offerti da Colussi Ermes, leader globale nel design e nella produzione di sistemi avanzati di lavaggio per l’industria alimentare.
Strumenti di analisi e monitoraggio, una forza lavoro altamente qualificata e formata, ingegneri innovativi e un service team straordinario, permettono di soddisfare le necessità di tutti i clienti.
Colussi Ermes è un’azienda che esporta in tutto il mondo e da luglio 2022 è anche divisione di Middleby Food Processing,che fornisce un portafoglio di brand globali con tecnologie leader complementari per la produzione alimentare, per dare ai clienti soluzioni full-line della massima qualità.
Colussi Ermes parteciperà a Südback 2024, affiancata dalle aziende sorelle Firex, Proxaut e GBT, tutte unite sotto il cappello della grande famiglia Middleby allo stand 7B31
Di seguito trovate una breve descrizione di alcune delle straordinarie innovazioni tecnologiche che potrete scoprire a Südback.
Lava cassette
Impianti per il lavaggio e per la sanitizzazione delle cassette e ceste, automatici ed altamente versatili, garantiscono un lavaggio ineccepibile per ogni tipologia di cassetta. La gamma di produzione comprende impianti per il lavaggio delle cassette del tipo a cabina oppure a tunnel, con la possibilità di scegliere varie opzioni: una, due o tre piste, di tipo orizzontale o verticale.

Colussi Ermes Advanced Washing Systems - the washing, sanitizing, and drying machines that make the difference in your everyday life
Compact machine design, reduced energy consumption, minimal use of water and detergent, automatic cycles, and loading/ offloading automation are just a few of the sustainability benefits offered by Colussi Ermes, the global leader in the design and production of advanced washing systems for the food industry. Analytical and monitoring tools, a highly skilled and trained workforce, innovative engineers, and an outstanding service team allow us to satisfy all customer needs.
Colussi Ermes is a company that exports all over the world and, since July 2022, has become a division of The Middleby Food Processing,providing a portfolio of
Asciugatrice centrifuga
Grandi capacità – fino a 4200 casse/ora per un’asciugatrice a centrifuga con doppio rotore e fino a 2100 nella versione con rotore singolo – velocità, perfetta asciugatura, ridotti consumi di energia elettrica ed ingombro minimo, sono le caratteristiche chiave che, unite alla possibilità di trattare diverse tipologie di casse, rigide o abbattibili, distinguono questa nuova generazione di sistemi di asciugatura a centrifuga di Colussi Ermes.
Macchina centrifuga automatica per il lavaggio di teglie e attrezzature su carrelli
I sistemi di lavaggio carrelli sono stati accuratamente ingegnerizzati per poter lavare i carrelli caricati con diversi tipi di attrezzature. Attraverso telai specifici o carelli speciali è possibile lavare teglie, cassette, pallet, cassoni, vagonetti, contenitori e isotainer rispettando completamente gli standard igienici di lavaggio e sanitizzazione. La capacità di lavaggio è molto flessibile, da un minimo di 20 fino a un massimo di 120 carrelli/ora.
www.colussiermes.it


global brands with complementary, industry-leading technologies for food production to supply the highest quality full-line solutions to customers.
Colussi Ermes will be present at Südback 2024, alongside the sister companies Firex, Proxaut, and GBT, all united under the Middleby family on stand 7B31
Below is a brief description of some of the remarkable technological innovations you will discover at Südback.
Crate Washers
Automatic and highly versatile systems for washing andsanitizingcratesandbaskets,ensuringimpeccable
washing for any type of crate, and providing the best results in terms of hygiene. The production range includes cabin or tunnel systems for washing trays with the possibility of selecting various options: one, two, or three tracks, horizontal or vertical.
High capacities – up to 4200 crates/hour with the double-rotor spin-dryer and up to 2100 crates/hour with the single-rotor spin-dryer – speed, perfect drying result, low electrical energy consumption and minimum footprint are the key features that set apart this new generation of Colussi Ermes spin-dryers along with the possibility to dry different type of crates, foldable or rigid.
Automatic centrifugal machine to wash trays and equipment placed on racks
The rack washing systems have been carefully engineered to wash racks carrying different kinds of equipment. Using specific frames or special trolleys, it is possible to wash pans, crates, pallets, bins, meattrucks, containers or isotainers fully respecting the highest washing and sanitizing hygiene standards. The washing capacity is very flexible:from a minimum of 20 to a maximum of 120 racks/hour.
www.colussiermes.com



Cosma Impianti vanta una decennale esperienza ed offre soluzioni personalizzate ad alta efficienza per soddisfare le richieste di un mercato in continua evoluzione
L’obiettivo principale delle celle realizzate da Cosma Impianti è mantenere le condizioni termofisiche ideali per la produzione alimentare industriale. Infatti, è fondamentale che nelle varie fasi di trasformazione vengano salvaguardate le proprietà organolettiche e la salubrità degli alimenti.
Cosma Impianti vanta una decennale esperienza nella costruzione di surgelatori, celle di raffreddamento, celle di lievitazione statiche o meccanizzate e pastorizzatori ad aria. Gli impianti di trasformazione alimentare sono molto complessi e la collaborazioneconiclientirappresentaperCosmaImpiantiunasfidamoltostimolante.


L’azienda offre soluzioni studiate per soddisfare le richieste di un mercato in continua evoluzione. L’approccio di Cosma, incentrato sulla personalizzazione e l’alta efficienza, garantisce degli standard di qualità che rispondono perfettamente alle esigenze di produzione alimentare per i settori ortofrutta, latticini, carne e pesce, compreso il vasto mondo bakery I clienti fidelizzati di Cosma Impianti sono i principali costruttori di impianti a livello nazionale ed europeo e le sue celle di food processing sono perfettamente integrate nelle loro linee produttive. Con un impegno costante nella ricerca e sviluppo, Cosma Impianti si posiziona come leader nell’innovazione delle celle frigorifere industriali, ponendo la particolare attenzione alla progettazione accurata e i disegni di montaggio dettagliati che possano garantire un’installazione semplice e rapida
Cosma Impianti boasts decade-long experience and offers customized high-efficiency solutions to meet the requirements of an ever-evolving market
The mail goal of Cosma Impianti cells is maintaining thermos-physic conditions ideal for industrial food production. In fact, safeguarding food organoleptic properties and salubrity in all processing phases is crucial.
Cosma Impianti boasts decade-long experience in production of deep freezers, cooling cells, static or

mechanized leavening cells, and air pasteurizers
Food processing plants are very complex, and cooperation with customers is to Cosma Impianti a stimulating challenge.
The company offers solutions purposely studied to meet the requirements of an ever-evolving market. Cosma’s approach,focusing on personalization and high efficiency, guarantees such quality standards that perfectly meet the food processing and production requirements of the fruit and vegetables, dairy, meat and fish industries, as well as the bakery sector
Cosma Impianti’s loyal customers are the major Italian and European plant manufacturers, and Cosma Impianti food processing cells are perfectly integrated into their production lines. With constant commitment to research & development, Cosma Impianti stands out as a leader in the innovation of industrial deep-freezing cells, paying particular attention to accurate design and detailed assembly plans as to guarantee simple and fast installation

A un anno dal lancio del programma di partnership globali Partner for Growth (P4G), Danone ha siglato 19 nuovi accordi strategici e otto piani di sviluppo aziendale congiunto, superando l’obiettivo iniziale

Aun anno dal lancio del programma, Danone ha siglato 19 nuove partnership strategiche e otto piani di sviluppo commerciale congiunto (JBDP), superando l’obiettivo di dieci partnership e cinque JBDP. Queste partnership riguardano gli ingredienti, il packaging, la produzione, l’agricoltura e i fornitori indiretti.
IlprogrammaP4Gèunelementochiavedellastrategia Renew Danone, che promuove la collaborazione con partner di tutto il mondo per offrire prodotti leader di mercato. Il programma si concentra su quattro pilastri strategici interconnessi: scienza e tecnologia, creazione di capacità di precisione, competitività dei costi e sostenibilità.
L’azienda lavora a stretto contatto con i suoi partner per co-innovare sfruttando le conoscenze all’avanguardia dei consumatori per ottenere opportunità di crescita a vantaggio dell’intera catena del valore e migliorare l’esperienza dei consumatori. Danone ha anche abbracciato le nuove tecnologie attraverso il programma, per incoraggiare l’efficienza, rafforzare l’agilità e migliorare la competitività dei costi. In linea con il suo impegno a porre la scienza e la tecnologia al centro della ricerca e dell’innovazione, Danone ha anche avviato rapporti con aziende per liberare la scienza e la tecnologia al fine di fornire nuove capacità o funzionalità di


prodotto. Tra queste, Graphic Packaging (imballaggi a base di carta), IFF (bioscienze per alimenti e bevande) e Novonesis (BioSolutions per la nutrizione). Grazie alle sue partnership, Danone sta compiendo progressi significativi nell’ambito della sua iniziativa di sostenibilità, il Danone Impact Journey. In collaborazione con la multinazionale ENGIE, Danone sta accelerando la riduzione delle emissioni di carbonio nei suoi stabilimenti (scope 1 e scope 2). L’azienda sta anche esplorando nuove tecnologie di risparmio energetico e idrico con partner come il produttore globale di attrezzature industriali SPX FLOW. Inoltre, Danone sta introducendo pratiche di agricoltura sostenibile e di riduzione delle emissioni di carbonio di grande impatto, migliorando al contempo la resilienza agricola grazie all’esperienza di aziende del settore alimentare, agricolo e della nutrizione, come Ajinomoto, Corteva, FrieslandCampina, MSD e Zoetis. Vikram Agarwal, Chief Operating Officer di Danone, commenta: “La catena di fornitura svolge un ruolo fondamentale nel generare competitività aziendale, creare valore e guidare la progressione. Il primo anno del nostro programma Partner for Growth ha avuto un enorme successo. Collaborando con i leader di settore del nostro ecosistema abbiamo creato partnership strategiche che sfruttano i nostri rispettivi punti di forza per creare valore condiviso, sostenendo l’accelerazione di una transizione sostenibile e incentrata sul clima in tutti i settori prioritari.” Isabelle Esser, Chief Research, Innovation, Quality and Food Safety Officer, aggiunge: “Attraverso la nostra iniziativa Partner for Growth, stiamo continuamente ampliando le nostre competenze scientifiche per guidare l’innovazione e sviluppare nuovi prodotti. Siamo entusiasti di collaborare con aziende pionieristiche all’avanguardia nell’innovazione, lavorando insieme per creare soluzioni all’avanguardia che rispondano alle esigenze in continua evoluzione di consumatori e clienti in tutto il mondo.”
A year on from the launch of its global partnerships program, Partner for Growth (P4G),Danone has signed 19 new strategic agreements and eight joint business development plans, surpassing its initial target
One year on from the launch of the program, Danone has signed 19 new strategic partnerships and eight joint business development plans (JBDP), surpassing its target of ten partnerships and five JBDPs. These partnerships span across ingredients, packaging, manufacturing, agriculture, and indirect suppliers.
TheP4GprogramisakeyelementoftheRenewDanone strategy,fostering collaboration with partners across the globe to deliver market-leading products. The program is focused on four interconnected strategic pillars: science and technology; precision capacity creation; cost competitiveness and sustainability.
The business works closely with its partners to co-innovate by leveraging cutting-edge consumer insights to unlock growth opportunities which benefit the entire value chain and enhance consumer
experience. Danone has also embraced new technologies through the program, to encourage efficiencies, strengthen agility and improve cost competitiveness. In line with its commitment to place science and technology at the heart of research and innovation,Danonehasalsoenteredintorelationships with firms to unleash science and technology to deliver new product capabilities or functionality. These include Graphic Packaging (Paper based packaging), IFF (food and beverage bioscience) and Novonesis (nutrition BioSolutions). Through its partnerships, Danone is making significant progress against its sustainability initiative, the Danone Impact Journey. In collaboration with multinational utility company ENGIE, Danone is accelerating carbon reduction across its factories (scope 1 and scope 2). The company is also exploring new energy and water-saving technologies with partners like global industrial equipment manufacturer SPX FLOW. Additionally, Danone is rolling out impactful sustainable farming and carbon reduction practices, while improving agricultural resilience by leveraging
the expertise of businesses in the food, agriculture, and nutrition sectors, such as Ajinomoto, Corteva, FrieslandCampina, MSD, and Zoetis.Vikram Agarwal, Chief Operating Officer at Danone, comments: “The supply chain plays a pivotal role in generating business competitiveness, creating value and driving progression. The first year of our Partner for Growth program has been hugely successful. By partnering with industry leaders across our ecosystem we’ve forged strategic partnerships which leverage our respective strengths to create shared value, supporting the acceleration of a sustainable, climatefocused transition across priority sectors.” Isabelle Esser, Chief Research, Innovation, Quality and Food Safety Officer, adds: “Through our Partner for Growth initiative, we are continuously expanding our scientific expertise to drive innovation and develop new products. We are excited to collaborate with pioneering businesses at the forefront of innovation, working together to create cutting-edge solutions that meet the evolving needs of consumers and patients around the world.”

Un traguardo importante che suggella in questo mezzo secolo l’impegno, la professionalità e la determinazione di chi ha creduto da sempre in Endress+Hauser Italia
Endress+Hauser Italia nasce ufficialmente nel 1974 dopo l’incontro avvenuto qualche anno prima tra l’ing.Antonio Magri e Georg H. Endress in occasione dell’edizione dell’Interkama, la più importante fiera tedesca dell’automazione.
Nella sede di Milano in via Padova si trovavano sia la direzione vendite che quella produttiva in grado di progettare e realizzare misuratori di livello ad ultrasuoni.
Alla fine degli anni ‘80 la produzione di ultrasuoni viene trasferita in Germania e la produzione italiana viene convertita prima nelle misure di umidità nei solidi e successivamente nelle misure industriali di temperatura. L’azienda in Italia, anno dopo anno, si sviluppa sempre di più raggiungendo importanti traguardi a livello di fatturato fino a diventare la seconda azienda in Europa e nel Gruppo Endress+Hauser, alle spalle della sola Germania.
Nel 1986 Georg H. Endress in persona inaugura la prima delle due palazzine di una nuova sede a Cernusco sul Naviglio, in un secondo edificio si producono sensori e trasmettitori di temperatura, attività successivamente trasferita a Pessano con Bornago dopo l’acquisizione della società Sicestherm.Attualmente è ancora il centro di produzione per la misura di temperatura.
La sede attuale di Endress+Hauser Italia è stata inaugurata nel 2016. L’edificio di tre piani è immerso in un parco e occupa 6.000 metri quadrati di superficie con elementi geotermici per supportare il raffreddamento e riscaldamento dei locali; un impianto fotovoltaico sul tetto che genera energia elettrica; l’acqua piovana che viene raccolta e utilizzata come acqua di servizio e l’imponente facciata in vetro, così come il sofisticato sistema di building automation, portano ad un ulteriore risparmio energetico.

La sede italiana impiega oggi oltre 250 collaboratori e 20 service partner. Con questa struttura, Endress+Hauser è in grado di seguire i clienti capillarmente, in tutta la penisola con prodotti,soluzioni e servizi.E supportarli nel migliorare i loro processi.
“Un traguardo importante” – afferma l’Amministratore Delegato - “che suggella in questo mezzo secolo l’impegno, la professionalità e la determinazione di chi ha creduto da sempre in questa Azienda. I frutti di questi anni di lavoro sono i nostri prodotti, certo, ma l’anima che li ha fatti maturare sono le persone. Persone che con il loro entusiasmo hanno fatto crescere in Italia una realtà molto importante per il Gruppo Endress+Hauser”.
An important target that seals halfcentury commitment, professionalism, and determination of those who have always believed in Endress+Hauser Italia
Endress+Hauser has established itself as a major player in the Italian industrial landscape since its creation in 1974. “We can look back at five exciting decades, during which the requirements of the market have steadily changed. But one thing has not changed:we have consistently supported our customers with innovative solutions – and we will continue to be a reliable partner in the future,” says the Managing Director of Endress+Hauser Italy and Corporate Sales Director for Central Europe.
Endress+Hauser has maintained a presence in Italy with its own sales center since 1974, a period in which it recorded continuous growth.A key milestone was the diversification of the business and the industry-based alignment of the sales organization. The sales center has achieved notable results with products for gas analysis since 2017. In addition, the service and solutions business has enjoyed aboveaverage growth and heavily expanded its customer training and calibration service offerings. The Managing Director will express his appreciation to the employees on the occasion of the anniversary

celebration, all of whom were invited to the event. “The fruits of our activities are of our course our products. But it’s our employees who help bring them to maturity through their hard work and enthusiasm.” Endress+Hauser Italy, with around 240 employees, primarily acts in the food, water
& wastewater and chemical industries. The headquarters is located near Milan in Cernusco sul Naviglio,with additional sales offices inVenice,Turin, Modena, Macerata and Rome. Close partnerships are also maintained with sales representatives in southern Italy, Sardinia and Sicily.

KELLER presenta KELLER LEO3, il manometro digitale che mostra il valore della pressione sul display e offre la funzione aggiuntiva di leggere il segnale di uscita analogica tramite l’interfaccia RS485
l manometro digitale della serie KELLER LEO3 offre, oltre all’emissione della pressione tramite display, anche una funzione aggiuntiva per leggere il segnale di uscita analogica tramite l’interfaccia RS485. Il software KELLER necessario è disponibile senza costi di licenza.
L’interfaccia RS485 può essere utilizzata anche per scalare l’uscita analogica e consente una facile integrazione nel sistema bus esistente. Tramite il software KELLERoipulsantièpossibileselezionare,opersonalizzare, altre unità di pressione. Anche la regolazione del punto zero e l’emissione del valore minimo o massimo dall’ultimo reset possono essere impostate facilmente tramite i pulsanti. Il dispositivo viene alimentato direttamente attraverso il circuito elettrico 4…20 mA.
KELLER presents KELLER LEO3, the digital pressure gauge that shows pressure value via its display and offers the additional function of reading analogue output signal via the RS485 interface
In addition to showing pressure value output via the display, the KELLER LEO3 digital pressure gauge series also offers the additional function of reading analogue output signal via the RS485 interface. The KELLER software required for this is available free of license costs.
The RS485 interface can also be used to scale the analogue output and enables simple integration into the existing BUS system. Additional pressure units can be selected or customised via the KELLER software and/or the display keys. The zero-point adjustment and the minimum or maximum output value, since the last reset, can also be easily set using the keys.The device is powered directly via the 4...20 mA circuit.
The KELLER LEO3 pressure gauge is typically used in pumping applications, in fluid technology or for pressure testing.
KELLER LEO3 offers:
• Analog output signal via RS485 interface and scalable using buttons (turn-down)
• RS485 bus interface for communication with up to 128 devices
• Wide range of pressure units to choose from
• User-defined units of pressure can be configured
• Zero-point calibration via buttons
• Min / max. display
• Additional display for the analog 4...20 mA output
Il manometro KELLER LEO3 viene generalmente impiegato nelle applicazioni con pompe, nella tecnica dei fluidi o per le prove di pressione.
KELLER LEO3 offre:
• Segnale di uscita analogico, scalabile tramite interfaccia RS485 e mediante pulsanti (turn down)
• Interfaccia bus RS485 per la comunicazione con fino a 128 dispositivi
• Possibilità di selezionare numerose unità di pressione
• Possibilità di configurare unità di pressione proprie
• Regolazione punto zero mediante pulsanti
• Visualizzazione min./max
• Visualizzazione aggiuntiva dell’uscita analogica 4…20 mA

Manuel Boller-Berger, Gestione del prodotto, KELLER Druckmesstechnik AG
Manuel Boller-Berger, Product Management, KELLER Pressure
Processi produttivi all’avanguardia e operatori esperti hanno consentito a Fristam di proporre la FDS Nano, capace di lavorare anche a bassissime portate di dosaggio
La più piccola pompa a doppia vite al mondo! La FDS Nano è la più recente novità tra le pompe a doppia vite Fristam,con cui condivide molti principi di progettazione e qualità operative, ma con differenze sostanziali che la rendono in grado di lavorare anche a bassissime portate di dosaggio (da 5 a 500 l/h).
3 in 1 – Una sola pompa per compiti diversi
A differenza di altre tecnologie esistenti, la FDS Nano può lavorare sia a velocità molto basse in fase di dosaggio e trasferimento a basse portate, sia a velocità molto elevate (fino a 4.000 giri/min) durante le fasi CIP.
Ciò la rende particolarmente adatta per:
• Dosaggi
• Trasferimenti di prodotti viscosi
• Lavaggi CIP
La possibilità di impiegare una sola pompa per svolgere processi diversi porta ad una immediata e significativa riduzione sia dell’investimento iniziale sia dei costi di gestione e manutenzione.
L’installazione di una pompa unica riduce inoltre la probabilità di contaminazione nelle tubazioni, migliorando il grado di igiene complessivo della linea.
Porta regolare e costante
Il movimento assiale indotto dalle viti trasferisce il prodotto praticamente senza pulsazioni, il che rende la FDS Nano perfetta nelle applicazioni di dosaggio,
FDS
dove una portata regolare è assolutamente indispensabile per garantire portate precise e ripetibili.
Progettazione su misura
Fristam raccoglie informazioni approfondite sull’applicazione di ogni singola pompa,dalle caratteristiche del prodotto da pompare all’impianto produttivo in cui sarà installata, in modo da selezionare correttamente il passo viti ottimale.
Con 6 diversi passi vite a disposizione, la FDS Nano riesce a soddisfare tutte le esigenze, ed ogni pompa viene personalizzata per adattarsi perfettamente all’applicazione richiesta.
Presenza di aria? Nessun problema
La FDS Nano può gestire la presenza di aria (fino al 70%) nella linea di aspirazione, senza disinnescarsi.
Questo consente di trattare eventuali sacche d’aria senza interruzioni, a differenza della maggior parte delle tecnologie per il dosaggio.
Design vincente
Processi produttivi all’avanguardia e operatori esperti hanno consentito a Fristam di adattare con successo molte caratteristiche chiave della tecnologia a doppia vite esistente al nuovo design della FDS Nano, senza comprometterne la qualità e l’efficienza.

– The smallest double-screw pump in the world!
A combination of state-of-the-art manufacturing methods and experienced machine operators enables Fristam to offer FDS Nano, which performs as a dosing and low-capacity pump
The smallest single flow double-screw pump in the world! The FDS Nano shares many design principles and advantages of Fristam double screw pump technology, but with key differences, which aid its ability to perform as a dosing and lowcapacity pump (flow rate from 5 to 500 l/h)
3 in 1 – One pump fits all
Unlike other dosing or low flow pumping technology, an FDS Nano can alternate between operating at very low speeds for dosing & pumping and high speeds (up to 4,000rpm) when pumping CIP.
This makes a FDS Nano equally suitable for:
•Dosing
• Pumping viscous products
• Pumping CIP fluids
As the FDS Nano has the capability of fulfilling all 3 applications initial investment, running and maintenance costs are all decreased. Using just 1 pump also reduces the likelihood of contamination occurring in pipework - improving hygiene on the line.
Smooth, consistent flow
Axial movement from the screw design transports product with virtually no pulsation. This is perfect for dosing, as a smooth flow enables accurate and consistent doses to be delivered to the line.
Tailor made screws
To ensure Fristam selects the perfect pitch – it gathers deep insights into everything from the characteristics of the product being pumped, to the wider process set up before selecting the optimal screw for each pump.
With 6 standard screw pitch sizes available, each designed to fulfil a different purpose, your FDS Nano can be tailor-made to fit your application perfectly.
High gas content handling
The FDS Nano can also handle up to 70% air in the line at any time. Unlike most dosing technology it can also handle air pockets/slugs without air-locking.
Adapted design
A combination of state-of-the-art manufacturing methods and experienced machine operators enabled Fristam to successfully downsize many key features of Fristam double screw technology for its FDS Nano design, without compromising on quality or efficiency.

Le soluzioni ifm per una produzione sicura ed efficiente
L’efficacia degli scambiatori di calore dipende dal monitoraggio di pressione, temperatura, flusso e perdite, elementi cruciali per migliorare i tempi di funzionamento e ridurre contaminazioni e problemi di trasferimento termico. Un funzionamento continuo garantisce

maggiore resa, sebbene alcuni prodotti possano contaminare gli scambiatori riducendone l’efficienza. Il monitoraggio in tempo reale migliora l’efficienza adattandosi al prodotto.
Un controllo adeguato della temperatura è essenziale per eliminare microrganismi e preservare il sapore, mentre i sensori di conducibilità evitano contaminazioni rilevando le perdite. Le soluzioni di ifm in IO-Link contribuiscono a migliorare qualità e sicurezza alimentare.
Una regolazione precisa della pressione previene fenomeni come l’ebollizione, che potrebbero interrompere il processo di scambio termico e danneggiare l’impianto.Monitorare la pressione d’ingresso e d’uscita permette di individuare impurità tempestivamente,prevenendo danni a componenti come pompe e motori. Filtri dell’acqua efficienti, monitorati tramite la pressione differenziale, proteggono gli scambiatori da ostruzioni causate da contaminanti. I sensori di pressione di ifm, con elementi di misura in ceramica, resistono a sovrapressioni e variazioni termiche, garantendo un funzionamento continuo.
La temperatura è critica in processi come la pastorizzazione e la conservazione a freddo. La deriva degli strumenti può portare a misurazioni imprecise con potenziali ripercussioni sulla sicurezza alimentare. Monitorando la deriva in tempo reale, si possono evitare costosi scarti di produzione e richiami di prodotto. Il sensore TCC di ifm, con “Calibration Check Technology”, monitora la preci-
ifm solutions for safe and efficient production

The effectiveness of heat exchangers depends on monitoring pressure, temperature, flow, and leaks - crucial elements for improving uptime and reducing contamination and heat transfer issues. Continuous operation ensures higher yield, although some products may easily contaminate heat exchangers, reducing their efficiency. Real-time monitoring improves efficiency by adapting to the product.
Proper temperature control is essential for eliminating microorganisms and preserving flavor, while conductivity sensors detect leaks and prevent contamination. ifm’s IO-Link solutions contribute to improved product quality and food safety. Precise pressure regulation prevents phenomena like boiling, which could disrupt the heat exchange process and damage the equipment. Monitoring inlet and outlet pressure allows for timely detection of impurities, preventing damage to components such as pumps and motors. Efficient water filters, monitored through differential pressure, protect heat exchangers from blockages caused by contaminants. ifm pressure sensors, with ceramic measuring elements, withstand overpressure and thermal variations, ensuring continuous operation. Temperature is critical in processes like pasteurization and cold storage. Instrument drift

sione del dispositivo in tempo reale, riducendo interruzioni di produzione.
I sensori di conducibilità, come i modelli LDL di ifm, rilevano fasi diverse nei fluidi, prevenendo la miscelazione indesiderata e migliorando l’efficienza del processo. Essi sono installabili in vari punti, garantendo un monitoraggio diffuso e costante a costi ridotti rispetto ai sensori tradizionali.
Il trasferimento di calore è influenzato da flusso, portata, turbolenze e viscosità del fluido. Un flusso adeguato migliora l’efficienza termica e la qualità del prodotto,ottimizzando anche il consumo energetico.Il sensore di flusso a ultrasuoni SUH di ifm, senza componenti meccanici, fornisce misurazioni accurate per fluidi a base d’acqua, adattandosi perfettamente alle esigenze igieniche del settore alimentare. L’integrazione di soluzioni di automazione avanzata ifm nei sistemi di scambio termico non solo ottimizza le operazioni e migliora la qualità del prodotto, ma rappresenta anche un passo fondamentale verso una produzione più sostenibile ed efficiente.
www.ifm.com/it
can lead to inaccurate measurements with potential repercussions on food safety. By monitoring drift in real time, costly product waste and recalls can be avoided. ifm’s TCC sensor, equipped with “Calibration Check Technology,” continuously monitors device accuracy in real-time, minimizing production interruptions.
Conductivity sensors, such as ifm’s LDL models, detect different phases in fluids, preventing unwanted mixing and improving process efficiency. They can be installed at various points, providing widespread and consistent monitoring at a lower cost compared to traditional sensors.
Heat transfer is influenced by flow, rate, turbulence, and fluid viscosity. Proper flow improves thermal efficiency and product quality, while also optimizing energy consumption. ifm’s SUH ultrasonic flow sensor, with no mechanical components, provides accurate measurements for water-based fluids, perfectly suited to the hygienic requirements of the food and beverage industry.
The integration of advanced automation solutions from ifm into heat exchange systems not only optimizes operations and enhances product quality but also represents a fundamental step towards more sustainable and efficient production.
www.ifm.com/it




Loscorso29luglio,inoccasionedellatradizionale
Fiera dell’agricoltura e dell’allevamento di Nonantola, giunta alla sua ventinovesima edizione, Marotta Evolution ha organizzato e presentato La Notte del Cuore, una serata all’insegna di divertimento, amicizia, amore e solidarietà.
La piazza di Nonantola, stand di tipicità culinarie e un fantastico palco hanno ospitato un bel momento di spettacolo e di solidarietà.
Queste le parole chiave dell’evento, spettacolo e solidarietà,un connubio che ha dato vita a una serata indimenticabile per il team di Marotta Evolution e per i moltissimi presenti.
Da sempre Marotta Evolution è vicina e sostiene attivamente l’Associazione Core a Core, associazione con sede a Napoli, che ogni giorno aiuta molte famiglie nel bisogno. L’evento del 29 luglio 2024 è stato voluto fortemente e dedicato a raccogliere
adesioni per l’associazione e a presentarla e farla conoscere ai moltissimi cittadini che hanno preso parte all’evento nel cuore di Nonantola. Un momento di solidarietà toccante ed emozionante ha anticipato lo show: la consegna dell’assegno di Marotta Evolution agli esponenti dell’Associazione Core a Core presenti a Nonantola, arrivati direttamente da Napoli per partecipare all’evento. Un simbolo di vicinanza e sostegno, un forte segno di affetto che presenta a tutti un legame che cresce e si solidifica col tempo.
Sul palco di Piazza Liberazione, ha preso poi vita il piacevolissimo spettacolo di Andrea Fratellini, ventriloquo, mago e cantante, conosciuto dal grande pubblico grazie a Italia’s Got Talent 2020, insieme al simpaticissimo e irriverente pupazzo Zio Tore.Andrea Fratellini ha tenuto un one-man show adatto a tutti, ricco di momenti di esilarante comicità, attraverso effetti magici, gag comiche, canzoni e ventriloquia con pupazzi e non solo.
Marotta Evolution ha nel suo DNA la ferma intenzione di condividere e di creare legami importanti, convinta che un’azienda in costante evoluzione debba avere dei punti saldi, che sono
l’unione del team, l’affetto e la solidarietà. Le novità di Marotta Evolution al SIC di Caserta Dal 18 al 20 ottobre 2024 Marotta Evolution è presente al Salone dell’Industria Casearia e Conserviera SIC di Caserta.
Terzo appuntamento fieristico in un anno per Marotta Evolution, a confermare la sua dinamicità e la sua voglia di mostrare la sua innovativa tecnologia al mondo dell’automazione lattiero casearia.
Ma questa volta non è sola. Lo stand che di Marotta Evolution è un grande spazio in cui è presentata non solo una nuova strabiliante macchina, in grado di racchiudere in sé tutto il processo di creazione della burrata, dal latte al packaging, ma presenta ufficialmente il sodalizio tra un gruppo di imprese che lavorano costantemente per dare sempre il meglio e portare in alto il made in Italy nel settore dell’automazione industriale.
Nasce MAXIMA, la burrata dal latte al pack, insieme di quattro eccellenze, Marotta Evolution, AMC, KARR e Almac che, proprio in occasione del SIC, è presentata al pubblico; nasce l’impianto che va un passo oltre la rivoluzione, la macchina straordinaria che il mondo sta aspettando.
Last 29 July, on occasion of the traditional Agriculture and Farming Fair of Nonantola, hitting its 29th edition, Marotta Evolution had organized and then presented “La Notte del Cuore” (The Night of the Heart), a soirée dedicated to fun, friendship, love and solidarity.
The Nonantola square, with the stands offering typical food and a fantastic stage, offered a nice moment of entertainment and solidarity. Those are the keywords of this event: Entertainment and solidarity, a combination for an unforgettable night to the Marotta Team and the many people present.
Marotta Evolution has always been close and actively supportive of the “Core a Core Association”, based in Naples,that helps many needy people.The event held last 29 July was strongly wanted and meant to collect subscriptions for the association and introduce it to the many citizens who were participating in the event in the heart of Nonantola.
A touching and emotional moment of solidarity anticipated the show: Marotta Evolution handed the cheque over to the members of the “Core a Core Association” present in Nonantola, who arrived directly from Naples to attend the event. A symbol of closeness and support, a strong sign of affection that presented a bond growing and cementing over time.
On the stage in Piazza Liberazione, ventriloquist, magician and singer Andrea Fratellini and his puppet ZioTore,bothknowntothepublicthankstoItalia’sGot Talent 2020TV show,offered a one-man entertaining show suitable for anyone, full of moments of hilarious


comedy, through magic effects, comic gags, songs and ventriloquy with puppets and more.
Inherent to Marotta Evolution’s DNA there is its intention to share and create important bonds, convinced that a constantly evolving company must have some strong points, the combination of team unity, affection and solidarity.
Marotta Evolution’s novelties at SIC of Caserta From 18 to 20 October 2024, Marotta Evolution will be participating in SIC – Salone dell’Industria Casearia e Conserviera (trade fair on the dairy and canning industry) of Caserta.
This is the third trade fair Marotta Evolution has participated in this year,and confirming its dynamicity and intention to introduce its innovative technology to the world of milk dairy automation. This time it won’t be alone; at its big stand, not only will Marotta Evolution present a new extraordinary machine encompassing the entire burrata creation process, from milk to packaging, but it will also officially introduce the partnership of a group of companies that constantly work to always give the best and bring Made in Italy to the top in the industrial automation sector. The creation of MAXIMA, burrata from milk to pack,

together with four excellent business realitiesMarotta Evolution, AMC, KARR, and Almac - will be presented to the public just on occasion of SIC. The plant beyond evolution, the extraordinary machine the world is waiting for.
SIC, il 14º salone delle attrezzature e dei servizi per la trasformazione casearia e conserviera, sarà inaugurato il 18 ottobre 2024 a Caserta


Torna a San Marco Evangelista, Caserta, il Salone Industria Casearia e Conserviera - Biennale delle tecnologie per la trasformazione agroalimentare, tra le più importanti manifestazioni sull’innovazione tecnologica dedicata al comparto.
SIC rappresenta una vetrina completa delle migliori soluzioni,dagli ingredienti alle tecnologie di trasformazione, dal confezionamento alla logistica fino alla sicurezza alimentare. La XIV edizione, in programma dal 18 al 20 ottobre 2024, si preannuncia ancora più ricca e partecipata delle precedenti edizioni.Alla Fiera prenderanno parte i maggiori esponenti del comparto, presentando le loro novità e fornendo risposte alle numerose domande sulla trasformazione,sull’automazione e la digitalizzazione del comparto.
Per il 2024 la parola d’ordine sarà innovazione sostenibile, focalizzando l’attenzione su due aspetti molto
importanti del settore, l’efficienza energetica e il Packaging green. L’importanza strategica, dimostrata negli anni, e la fiducia delle aziende espositrici e dei visitatori in essa presenti, confermano l’efficacia e l’affidabilità del SIC, come evento chiave del settore caseario e conserviero in Italia. Una occasione unica per ampliare il proprio portafoglio clienti e incontrare e consolidare il rapporto con i vecchi clienti, nonché per presentare prodotti e attrezzature a migliaia di professionisti provenienti da tutta Italia e da diversi paesi europei. SIC è il luogo di incontro per l’industria Casearia e Conserviera, dove le conoscenze vengono condivise, si creano relazioni e si fanno affari. Il 73% degli espositori dichiara di acquisire nuovi contatti, e l’83% si ritiene molto soddisfatto dall’esito della fiera dichiarando di aver concluso più affari di quanto si aspettasse. Oltre all’area espositiva i tanti visitatori potranno partecipare ad una serie di attività collaterali volte a promuovere e stimolare conoscenze ed esperienze Al SIC 2024 le innovazioni proposte strizzeranno l’occhio al futuro, assecondando la necessità di produzioni sempre più sostenibili, per offrire al consumatore prodotti nutrienti e soprattutto caratterizzati da elevati standard di sicurezza. Non mancheranno momenti di incontro e dibattiti che avranno come tema il mercato, l’export e i mercati emergenti, i nuovi scenari dove investire, i nuovi trend. SIC in cifre
Saranno presenti al SIC 2024, occupando una superficie espositiva di 10.000 mq, 200 aziende provenienti da tutta Italia e sono oltre 6.000 gli operatori che si sono già accreditati per effettuare una visita alla tre giorni espositiva, provenienti da 10 nazioni, 70% dei visitatori con ampio potere decisionale e di acquisto info@saloneindustriacasearia.it www.saloneindustriacasearia.it
SIC, the 14th exhibition of equipment and services for dairy and preservation processing, will be inaugurated on 18 October 2024 in Caserta
The Dairy and Canning Industry Exhibition
- Biennial of technologies for agri-food transformation - returns to San Marco Evangelista - Caserta, one of the most important events on technological innovation dedicated to the sector. SIC represents a complete showcase of the best solutions - from ingredients to transformation technologies, from packaging to logistics to food safety. The XIV Edition, scheduled for 18 to 20 October 2024, promises to be even richer and more popular than previous editions.
The major companies will take part in the Fair, presenting their innovations on the transformation, automation and digitalisation of the sector.
The 2024 focus will be on sustainable innovation, focusing attention on two very important aspects of the sector, energy efficiency and green packaging.
The strategic importance, demonstrated over the years, and the trust of the exhibiting companies and visitors present there, confirm the effectiveness and reliability of the SIC, as a key event in the dairy and canning sector in Italy. A unique opportunity to expand your customer portfolio and meet and consolidate relationships with old customers, as well as to present products and equipment to thousands of professionals from all over Italy and various European countries. SIC is the meeting place for the Dairy and Canning industry, where knowledge is shared, relationships are built, and business is done. 73% of exhibitors declare that they have acquired new contacts, and 83% are very satisfied with the outcome of the fair, declaring that they have concluded more business than they expected.
At the fair, visitors will be able to participate in a series of collateral activities aimed at promoting and stimulating knowledge and experiences.
At SIC 2024 the innovations proposed will meet the need for increasingly sustainable production, to offer the consumer nutritious products and above all characterized by high safety standards. There will be no shortage of meeting moments and debates which will focus on the market, exports and emerging markets, new scenarios in which to invest, new trends.
SIC in numbers
200 companies from all over Italy will be present at SIC 2024, occupying an exhibition area of 10,000 m2 and over 6,000 operators have already been accredited to visit the three-day exhibition, coming from 10 countries, 70 % of visitors with extensive decision-making and purchasing power info@saloneindustriacasearia.it www.saloneindustriacasearia.it


App VEGA Tools per un accesso semplificato ai dati di misura e un minore dispendio di tempo

Fuori casa, in casa, al lavoro – lo smartphone ci accompagna ovunque e nel frattempo anche negli impianti industriali un terminale mobile rientra nell’equipaggiamento standard. Consente infatti una gestione più efficiente e spesso più sicura di macchine e impianti: i valori sono rilevabili a distanza, non è necessario esporsi a rischi salendo in cima a serbatoi molto alti o accedendo a zone di pericolo. Il connubio di semplicità e sicurezza
La produttività e l’efficienza di macchine e impianti dipendono anche dalla disponibilità di dati relativi allo stato e l’app VEGA Tools è un software mobile pensato proprio per rendere disponibili questi dati nel modo più semplice e pratico possibile. Nelle macchine e negli impianti i sensori VEGA forniscono dati che non sono solo necessari per il controllo diretto. Singoli valori di misura possono fornire indicazioni decisive anche per la pianificazione di lavori di manutenzione o per l’eliminazione di avarie. Da quasi sei anni, con la sua app VEGA offre la possibilità di parametrare i sensori che dispongono di Bluetooth, nonché di registrare i loro valori di processo e valutarli.Le attuali informazioni sullo stato possono essere visualizzate comodamente sullo smartphone e sul tablet.
Automaticamente up-to-date
Secondo Jakob Hummel, manager prodotti di VEGA, uno dei vantaggi connessi all’uso della app è rappresentato dal semplice fatto che “la app è sempre aggiornata. “Questo è di grande aiuto per gli utenti, che dispongono sempre delle funzioni, degli update di sicurezza e dei driver per gli strumenti più attuali.
Una rapida occhiata alle informazioni diagnostiche? Una rapida visualizzazione del valore di misura? L’app VEGA Tools lo rende possibile!
A quick look at the diagnostic information? A quick check of the measured value now and then? The VEGA Tools app makes it possible
VEGA Tools app for easier and faster access to measurement data
On the road, at home, at work – the smartphone is always with us. Mobile devices are now standard equipment in industrial plants as well. This allows machines and production systems to be operated more efficiently and, in many cases, more safely: for example, by enabling the system status to be called up remotely, or by eliminating the need to climb to the top of a tall vessel, or enter a hazardous zone to read sensor measurements.
The combination of reliable and simple
The productivity and efficiency of machines and entire plants always depends on how quickly and conveniently their status data can be visualised. The VEGA Tools app is mobile-based software that makes exactly this task easy.
In machines and production systems, VEGA sensors deliver data that are not only needed for direct control. Some of these individual process values can also provide decisive information for planning maintenance work or eliminating faults.

“In questo modo i tecnici dispongono rapidamente di tutti i valori nella app e possono consultarli immediatamente”.
I test periodici rientrano tra gli obblighi abituali quanto impegnativi di molti gestori di impianti affinché sia garantito il pieno rendimento di questi ultimi. Si tratta di una regola importante, che comporta una mole di lavoro non indifferente: una preparazione accurata, la ricerca in manuali e istruzioni d’uso e la predisposizione di tutti i documenti importanti sono necessarie affinché il test influisca il meno possibile nel processo operativo e si svolga in maniera efficiente e ineccepibile.
La nuova versione dell’app VEGA Tools rende il test periodico per gli interruttori di livello VEGASWING 60 molto più semplice ed efficiente. Grazie a un assistente,l’app ottimizza lo svolgimento del test e riduce la procedura, richiedendo non più di 5-7-step. L’utente viene guidato passo passo attraverso le singole fasi e alla fine dispone del protocollo di test valido in formato PDF, per cui non deve fare altro che salvarlo o stamparlo.
For almost six years, the VEGA Tools app has been offering the ability to remotely operate VEGA sensors equipped with Bluetooth: for setting them up, as well as viewing and evaluating their measured values. Current status information can be easily visualised on smartphones and tablets.
Automatically
One of the advantages of working with the app,according toVEGA product manager JakobHummel,isthesimplefactthat“theappisalwaysuptodate.”Byautomatically providing the app with the latest functions, security updates and device drivers, life becomes much easier for users. “Process technicians get all measured values via the app, quickly and securely, and can call them up immediately.”
Proof testing is one of the duties of many plant operators, and though it is costly and has to be carried out at regular intervals, it is necessary in order to guarantee full safety and functional performance. As important as the regulation is: preparing thoroughly, reading manuals and operating instructions, as well as compiling all important documents is absolutely necessary, to ensure that any test disturbs ongoing production processes as little as possible, and operates efficiently and smoothly.
Now, especially in the case of VEGASWING 60 series level switches, the proof test is noticeably easier and more efficient when using the latest version of the VEGA Tools app.Thanks to a built-in assistant, it optimises and organises the test sequences and reduces the work down to a total of five or seven simple steps.The test not only guides and accompanies the user step by step; at the end it provides a validated test protocol in pdf format. All that remains to be done manually is saving it or printing it out.And the automatically generated protocol is complete.
Il sistema RFID HF Washdown di Balluff rappresenta una scelta eccellente, combinando affidabilità, resistenza e flessibilità in un design compatto
L’identificazione delle parti in ambienti di produzione complessi, come quelli dell’industria alimentare, farmaceutica e automobilistica, richiede soluzioni tecnologiche avanzate e robuste. Il sistema RFID HF Washdown di Balluff rappresenta una scelta eccellente per queste applicazioni, combinando affidabilità, resistenza e flessibilità in un design compatto.Vediamo i principali punti di forza di questa tecnologia, che ne fanno una soluzione ideale per l’identificazione delle parti in ambienti difficili.
Design lavabile certificato Ecolab/IP69K
Uno dei principali vantaggi del sistema RFID HF Washdown di Balluff è il suo design lavabile, certificato da Ecolab e con grado di protezione IP69K Queste certificazioni garantiscono che i dispositivi possano resistere a lavaggi ad alta pressione e a detergenti aggressivi utilizzati nelle operazioni di
pulizia industriale. La certificazione Ecolab attesta che i materiali utilizzati sono resistenti a una vasta gamma di prodotti chimici e detergenti, mentre il grado di protezione IP69K assicura che i dispositivi siano completamente impermeabili a polvere e acqua, anche in condizioni di lavaggio intensivo. Queste caratteristiche rendono il sistema RFID HF Washdown di Balluff ideale per applicazioni in settori dove l’igiene è fondamentale, come quello alimentare e farmaceutico, dove le superfici e le attrezzature devono essere pulite frequentemente per evitare contaminazioni. Inoltre, l’affidabilità garantita in ambienti difficili assicura una lunga durata dei componenti,riducendo i costi di manutenzione e sostituzione. Costi e ingombri contenuti
UnaltropuntodiforzadelsistemaRFIDHFWashdown di Balluff è rappresentato dai suoi costi e ingombri contenuti. Grazie al design compatto dei suoi componenti, come i tag e le testine di lettura/scrittura, il sistema può essere facilmente integrato anche in spazi ridotti senza richiedere modifiche significative all’infrastruttura esistente. Questo consente alle aziende di ridurre i costi di installazione e di sfruttare al meglio lo spazio disponibile nelle linee di produzione. Inoltre, l’efficienza operativa del sistema RFID di Balluff permette di ottenere un

rapido ritorno sull’investimento, migliorando la produttività e riducendo gli errori di identificazione delle parti. Integrazione semplice tramite IO-Link
La semplicità di integrazione è un ulteriore punto di forza del sistema RFID HF Washdown di Balluff, resa possibile grazie al supporto del protocollo w IO-Link è uno standard di comunicazione aperto che permette una facile connessione tra i dispositivi di campo, come quelli RFID, e i sistemi di controllo, come i PLC.
Grazie a IO-Link, i dati raccolti dai dispositivi RFID possono essere trasmessi in modo digitale,eliminando la necessità di cablaggi complessi e riducendo il rischio di errori di trasmissione.Inoltre,IO-Link semplifica la configurazione e il monitoraggio dei componenti, permettendo una manutenzione predittiva più efficace. La facilità di integrazione con IO-Link riduce i tempi di implementazione e consente una maggiore flessibilità nelle modifiche future, adattandosi rapidamente alle esigenze operative in evoluzione.
The RFID HF Washdown system by Balluff is an excellent choice, combining reliability, durability, and flexibility in a compact design
Part identification in complex production environments, such as those in the food, pharmaceutical, and automotive industries, requires advanced and robust technological solutions. The RFID HF Washdown system by Balluff is an excellent choice for these applications, combining reliability, durability, and flexibility in a compact design. Let’s look at the main strengths of

this technology, which make it an ideal solution for part identification in challenging environments.
Washable design certified by Ecolab / IP69K
One of the main advantages of the RFID HF Washdown system by Balluff is its washable design, certified by Ecolab and with an IP69K protection rating. These certifications ensure that the devices can withstand high-pressure washes and aggressive detergents used in industrial cleaning operations.The Ecolab certification confirms that the materials used are resistant to a wide range of chemicals and detergents, while the IP69K protectionratingensuresthatthedevicesarecompletely waterproof and dustproof, even under intense washing conditions.
These features make the RFID HF Washdown system by Balluff ideal for applications in sectors where hygiene is essential, such as the food and pharmaceutical industries, where surfaces and equipment must be frequentlycleanedtopreventcontamination.Additionally, the guaranteed reliability in harsh environments ensures a long service life for the components, reducing maintenance and replacement costs.
Low costs and compact size
Another strength of the RFID HF Washdown system by Balluff is its low cost and compact size.Thanks to the compact design of its components, such as
tags and read/write heads, the system can be easily integrated even in limited spaces without requiring significant modifications to the existing infrastructure. This allows companies to reduce installation costs and make the best use of available space in production lines. Furthermore, the operational efficiency of Balluff’s RFID system ensures a rapid return on investment by improving productivity and reducing part identification errors.
The ease of integration is another strength of the RFID HF Washdown system by Balluff, made possible thanks to the support of the IO-Link protocol. IOLink is an open communication standard that allows for easy connection between field devices, such as RFID, and control systems, such as PLCs.
With IO-Link, the data collected from RFID devices can be transmitted digitally, eliminating the need for complex wiring and reducing the risk of transmission errors. Additionally, IO-Link simplifies the configuration and monitoring of components, enabling more effective predictive maintenance. The ease of integration with IO-Link reduces implementation time and allows for greater flexibility in future changes, quickly adapting to evolving operational needs.


Le tubazioni di Allegri Cesare fanno la differenza tra un impianto produttivo efficiente e uno che non riesce a soddisfare le crescenti esigenze del mercato
Nel panorama industriale odierno, la qualità e l’efficienza delle infrastrutture rivestono un ruolo cruciale nel garantire la competitività delle aziende. In particolare, nel settore delle bevande, la scelta delle tubazioni può fare la differenza tra un impianto produttivo efficiente e uno che non riesce a soddisfare le crescenti esigenze del mercato. Allegri Cesare spa, con la sua esperienza pluriennale e la sua costante attenzione all’innovazione, si propone come partner ideale per tutte le aziende del comparto beverage che cercano soluzioni di alta qualità e sostenibili. Esperienza e innovazione al servizio del settore beverage
Fondata nel 1951,Allegri Cesare spa ha costruito una solida reputazione grazie alla sua dedizione alla qualità e alla continua ricerca di soluzioni innovative. Le tubazioni proposte dall’azienda sono il frutto di decenni di esperienza combinata con l’impiego delle tecnologie più avanzate. Questa combinazione permette di offrire prodotti che non solo soddisfano gli standard internazionali,ma che spesso li superano,garantendo prestazioni superiori e una lunga durata nel tempo. Qualità certificata e sicurezza alimentare Nel settore delle bevande, la sicurezza alimentare è di primaria importanza. Le tubazioni di Allegri Cesare spa sono progettate e realizzate per garantire la massima igiene e prevenire qualsiasi rischio di contaminazione. L’azienda utilizza materiali di alta qualità, certificati per l’uso alimentare, che resistono alla corrosione e non rilasciano sostanze nocive. Inoltre, il processo produttivo è rigorosamente
controllato e certificato secondo le normative vigenti, assicurando che ogni componente rispetti gli standard di sicurezza più stringenti.
Efficienza energetica e sostenibilità ambientale
In un’epoca in cui la sostenibilità ambientale è diventata un imperativo per tutte le industrie, Allegri Cesare spa si distingue per il suo impegno a ridurre l’impatto ambientale dei propri prodotti. Le tubazioni dell’azienda sono progettate per ottimizzare il flusso dei liquidi, riducendo al minimo le perdite di carico e quindi il consumo energetico degli impianti. Inoltre, Allegri Cesare spa utilizza processi produttivi a basso impatto ambientale e materiali riciclabili, contribuendo a un’economia circolare e sostenibile. Un partner affidabile per il futuro
La scelta delle tubazioni giuste è fondamentale per il successo di un impianto di produzione di bevande. Allegri Cesare spa, con la sua lunga esperienza, la qualità dei suoi prodotti e il suo impegno per l’innovazione e la sostenibilità,rappresenta un partner affidabile per tutte le aziende del settore.Affidarsi aAllegri Cesare spa significa investire in soluzioni che migliorano l’efficienzaproduttiva,garantisconolasicurezzaalimentaree contribuiscono alla protezione dell’ambiente.
In conclusione, Allegri Cesare spa si conferma come leader nel settore delle tubazioni per l’industria delle bevande, offrendo prodotti e servizi che rispondono alle esigenze più esigenti del mercato. Per le aziende che desiderano rimanere competitive e sostenibili, le tubazioni di Allegri Cesare spa rappresentano una scelta vincente e lungimirante.
Allegri Cesare hoses make the difference between an efficient production plant and one that fails to meet the increasing demands of the market
In today’s industrial landscape, the quality and efficiency of infrastructure play a crucial role in ensuring the competitiveness of companies. Specifically, in the beverage sector, the choice of piping canmakethedifferencebetweenanefficientproduction plant and one that fails to meet the increasing demands of the market. Allegri Cesare spa, with its extensive experience and constant focus on innovation, positions itself as the ideal partner for all beverage companies seeking high-quality and sustainable solutions. Experience and innovation serving the beverage sector
Founded in 1951, Allegri Cesare spa has built a solid reputation through its dedication to quality and continuous pursuit of innovative solutions.The piping offered by the company is the result of decades of experience combined with the use of advanced technologies. This combination allows Allegri Cesare spa to offer products that not only meet international standards but often exceed them, ensuring superior performance and long-lasting durability.
In the beverage sector, food safety is of paramount importance. Allegri Cesare spa’s piping is designed and manufactured to ensure maximum hygiene and prevent any risk of contamination. The company uses high-quality, food-grade certified materials that are corrosion-resistant and do not release harmful substances. Additionally, the production process is rigorously controlled and certified according to ISO standards, ensuring that every component meets the most stringent safety requirements.
Energy efficiency and environmental sustainability
In an era where environmental sustainability has become imperative for all industries, Allegri Cesare spa stands out for its commitment to reducing the environmental impact of its products.The company’s piping is designed to optimize liquid flow, minimizing pressure losses and thus the energy consumption of plants. Furthermore, Allegri Cesare spa employs low-impact production processes and recyclable materials, contributing to a circular and sustainable economy.
A reliable partner for the future
Choosing the right piping is essential for the success of a beverage production plant. With its extensive experience, product quality, and commitment to
innovation and sustainability, Allegri Cesare spa represents a reliable partner for all companies in the sector. Partnering with Allegri Cesare spa means investing in solutions that enhance production efficiency, ensure food safety, and contribute to environmental protection.
In conclusion, Allegri Cesare spa confirms its leadership in the beverage industry piping sector, offering products and services that meet the most demanding market requirements. For companies wishing to remain competitive and sustainable, Allegri Cesare spa’s piping is a winning and forwardlooking choice.




Con la comunicazione
punto-punto IO-Link Safety sicura e standard si integrano i sensori fino all’interno del campo, il tutto con immediatezza e rapidità
IO-Link Safety realizza il sogno di un’automazione flessibile. Con la comunicazione punto-punto IO-Link Safety sicura e standard, si integrano i sensori fino all’interno del campo, il tutto con immediatezza e rapidità. Al contempo, IO-Link Safety offre nuove opzioni di diagnostica dei dati e supporto in fase di ottimizzazione dei processi.
• Comunicazione punto-punto sicura dal sistema di controllo fino al sensore nel campo
• Standard internazionale per la norma IEC 61139-2
• Massima sicurezza fino a PL e secondo EN ISO 13849-1 (SIL 3 secondo IEC 61508/62061)
• Indipendente da fieldbus. Aumento della produttività
I dispositivi IO-Link Safety vengono identificati in modo automatico, rilevando così direttamente i parametri. Questo semplifica la sostituzione di componenti e minimizza i tempi di fermo macchina legati alle riparazioni delle tue macchine. Al contempo, si riduce la varietà dei tipi di dispositivi richiesti, rendendo meno complesso l’approvvigionamento e creando spazio all’interno del magazzino. Risparmio di tempo
Il collegamento punto-punto semplifica notevolmente il cablaggio dei sensori nel campo. I cavi a 3 fili non schermati vengono collegati direttamente a IO-Link Safety Master. A tale scopo, IO-Link Safety impiega i connettori maschio standard a livello industriale. La configurazione del dispositivo avviene tramite parametrizzazione PLC o con il tool di configurazione Pilz. Ottimizzazione dei processi
In ambito di diagnostica dei dati,IO-Link Safety realizza nuove possibilità, come ad esempio con la nuova funzione di autodiagnostica per una migliore manutenzione. I dati rilevanti per lo stato delle macchine vengono forniti direttamente al sistema di controllo dal dispositivo di campo. Dal sistema di controllo possono essere utilizzati per l’ottimizzazione dei processi.
Il sistema IO-Link Safety Pilz
Per l’integrazione di IO-Link Safety occorrono un master, dispositivi di campo come i sensori di sicurezza e anche cavi e tool di configurazione idonei. Pilz offre un sistema completo:
• IO-Link Safety Master
Come interfaccia al sistema di controllo di sicurezza, IO-Link Safety Master favorisce la comunicazione punto-punto fino a livello di campo. Con Pilz Master PDP 67 IOLS è possibile collegare anche sensori IO-Link nonché sensori di sicurezza tradizionali oltre ai dispositivi IO-Link Safety.
• IO-Link Safety Devices
Gli IO-Link Safety Devices comunicano direttamente con l’IO-Link Safety Master e notificano importanti informazioni di stato. Con le barriere fotoelettriche di sicurezza PSENopt II Advanced IOLS, Pilz propone il primo dispositivo IO-Link Safety per la protezione di accesso. L’unità di controllo PITgatebox IOLS può essere implementata con il dispositivo di bloccaggio sicuro PSENmlock per la protezione dei ripari.
• Cavi e tool di configurazione
Per IO-Link Safety vengono utilizzati cavi standard a 3 fili, non schermati. Con IO-Link Safety vengono trasmessi, in modo bidirezionale, fino a 32 byte di dati con un massimo di 230,4 kbit/s. La gamma Pilz offre questi cavi nelle lunghezze idonee per ogni applicazione. Con il tool di configurazione Pilz è possibile configurare e parametrizzare in modo corrispondente IO-Link Safety Master e Devices.
With the safe, standardised point-to-point communication IO-Link Safety, you can integrate sensors up to field level, quickly and conveniently
IO-Link Safety satisfies the wish for flexible automation.How,you ask? It’s quite simple:with the safe, standardised point-to-point communication IO-Link Safety, you can integrate sensors up to field level – quickly and conveniently. At the same time, IOLink Safety offers new possibilities for data diagnostics, thus helping to optimise your processes.
• Safe point-to-point communication from the controller to the sensor in the field
• Standardised worldwide in IEC 61139-2
• Maximum safety up to PL e of EN ISO 13849-1 (SIL 3 of IEC 61508/62061)
• Fieldbus-independent
Benefit from our expertise as a significant partner and developer of the IO-Link Safety standard. Pilz offers you the complete system with master and sensors, and supports you with the integration of IO-Link Safety into your application!
Increase your productivity
IO-Link Safety devices are identified automatically and parameters are adopted directly. This makes it easier to swap components and reduces machine downtimes caused by repairs.At the same time, fewer device types are needed, thus reducing complexity in purchasing and creating space in the warehouse.
Save time
The point-to-point connection simplifies the sensor wiring in the field considerably. You connect the 3-core unshielded cable directly to the IO-Link Safety Master. To do this, IO-Link Safety uses standard industrial connectors. The devices are configured either via PLC parameter settings or using the Pilz configuration tool. This makes installation and commissioning significantly easier.
Optimise your processes
IO-Link Safety creates new possibilities for data diagnostics, with the self diagnostic function for improved maintenance, for example.The field device delivers any data that is relevant to the status of the machines directly to the controller. From there it can be used to optimise processes.
The Pilz IO-Link Safety System
To integrate IO-Link Safety you need a Master, field devices such as safety sensors and the right cable and configuration tool. Pilz offers the complete one-stop system:
• IO-Link Safety Master
As the interface to the safety controller, the IO-Link Safety Master enables point-to-point communication up to field level.With the Pilz Master PDP 67 IOLS, you can also connect IO-Link sensors and classic safety sensors alongside the IO-Link Safety devices.
• IO-Link Safety devices
IO-Link Safety devices communicate directly with the IO-Link Safety Master and provide important status information. With the safety light curtains
PSENopt II Advanced IOLS, Pilz offers the first IOLink Safety device for access guarding. The control unit PITgatebox IOLS can be used in conjunction with the safety locking device PSENmlock for safety gate guarding.
• Cable and configuration tool
IO-Link Safety uses 3-core, unshielded standard cable. Up to 32 Bytes of data are transmitted in two directions with IO-Link Safety, at up to 230.4 kbit/s. You will find this cable in the right lengths for your application in the Pilz portfolio. With the Pilz configuration tool you can configure and set parameters for the IO-Link Safety Master and devices.



L’ultimo dei sistemi avanzati PND è un impianto completo sviluppato per la lavorazione simultanea di due tipi di frutta
Due linee, una per mango e kiwi ed una per ananas e melone. Un solo impianto funzionale e completo. Questo è l’ultimo dei sistemi avanzati che PND, azienda leader nella produzione di macchinari per la lavorazione della frutta, ha sviluppato per le aziende di IV gamma e le già consolidate industrie conserviere, del congelato e del disidratato. L’impianto inizia con una vasca di lavaggio a doppia


stazione “magnum”, che consente di processare due diversi tipi di prodotto nello stesso momento, anche di diverso calibro, poiché munito di due piste separate. Un vantaggio unico nel suo genere. Per ciò che riguarda la prima linea, con configurazione “mango”, il prodotto arriva sul nastro di alimentazione dove un operatore carica il macchinario affinché avvenga la pelatura. Il prodotto in uscita raggiunge i banchetti, viene attestato e caricato sul nastro di alimentazione che lo trasporta alle due macchine: la prima ci permette di denocciolare, la seconda di tagliare a cubetti.
Configurata “kiwi”, la stessa linea che permette la pelatura del frutto in totale sicurezza.Anche in questo caso si prevede l’uscita del prodotto sui banchetti, c’è l’attestaggio da parte dell’operatore ed in seguito il passaggio alla SS8 per tagliarlo o a spicchi o a rondelle, in base alle necessità del cliente.
La seconda linea, invece, processa melone e ananas. L’operatore carica sulle testate per la pelatura e la detorsolatura il prodotto, che giunge, grazie a nastri di trasporto su un banchetto dove avviene l’attestaggio, quindi si eliminano i due estremi. L’ananas rimane intera e procede la sua corsa verso la SS8 dove può essere tagliata a cubetti, a rondelle o a

spicchi. Il melone, al contrario, viene sezionato a metà e privato dei semi, effettuando un duplice carico: le due semisfere vengono inserite nella SS8 per il taglio a spicchi e a cubetti.
Plus della linea la raccolta in un unico punto degli scarti, per l’ottimizzazione della manodopera: avere un punto unico è un notevole vantaggio in termini di personale e di organizzazione, in quanto si lavora in un ambiente più pulito e facile da gestire. In termini di produzione abbiamo un output di processo mango di circa 500 kg l’ora, per la configurazione “ananas e melone” una tonnellata l’ora. Da sottolineare che utilizzando altri settaggi o modelli di macchinario si può raggiungere una maggiore produttività. Invitiamo a scoprire il mondo PND visitando il sito internet www.pndsrl.it, dove è possibile consultare il catalogo delle linee disponibili e dei diversi macchinari,oltre che visionare tutti gli appuntamenti fieristici a cui l’azienda ha partecipato e parteciperà. Per maggiori informazioni è possibile scrivere a info@pndsrl.it.


The latest PND advanced products is a single complete system developed to process two different types of fruit at the same time

Two lines, one for mango and kiwi and one for pineapple and melon. A single functional and complete system.
This is the latest of the advanced systems that PND, a leading company in the production of machinery for fruit processing, has developed for ready-to-eat products’ companies and the already established industries in canned,frozen and dehydrated products. The system begins with a “magnum” double-station washing tank, which allows two different types of product to be processed at the same time, even of different sizes, since it is equipped with two separate tracks. A one-of-a-kind advantage.
As regards the first line,with a“mango”configuration, the product reaches the feed belt where an operator loads the machine for peeling. The outgoing product reaches the workbenches, is controlled and loaded on the feeding belt that transports it to the two machines: the first allows the pitting, the second the dicing.
With “kiwi” configuration, the same line allows the peeling of the fruit in total safety. Also in this case, the product is expected to reach the workbenches where control by the operator takes place and then it is switched to SS8 for cutting it either in wedges or in slices, according to the customer’s needs.
The second line, on the other hand, processes melon and pineapple.The operator loads the product onto the heads for peeling and coring.Thanks to conveyor belts it arrives on a workbench where control takes place, then the two ends are eliminated. The pineapple remains whole and proceeds on its way to SS8 where it can be cut into cubes, slices or wedges. The melon, on the other hand, is cut in half and deprived of the seeds and a double load is carried out: the two hemispheres are inserted into the SS8 for cutting into wedges and dicing. A key advantage of the line is the collection of waste in a single point, optimizing labour efficiency: having a single point is a significant advantage in terms of personnel and organization, as one works in a cleaner and easier to manage environment. In terms of production, we have a mango process output of about 500 kg per hour, while for the “pineapple and melon” configuration, it is one tonne per hour. It should be noted that using other settings or machine models can achieve greater productivity. We invite you to discover the PND world by visiting the website www.pndsrl.it, where you can take a look at the catalogue of the available lines and different machines, as well as view all the trade fairs in which the company took part and will take part.
For more information, you can write to info@pndsrl.it.
Il nuovo timer 144 OLED Blu di Sitec rappresenta la scelta ideale per i professionisti del settore della panificazione e pasticceria che cercano un prodotto all’avanguardia, facile da usare e capace di migliorare significativamente la qualità del lavoro
Da oltre 25 anni, Sitec è sinonimo di eccellenza e affidabilità nel settore dei timer e dei termoregolatori professionali per panificazione e pasticceria. Siamo lieti di presentarvi il nuovo timer elettronico 144 OLED Blu, un’evoluzione tecnologica che conserva le caratteristiche apprezzate del timer 72X144 originale, arricchendole con un design moderno e innovative funzionalità.
Caratteristiche principali
Questo nuovo modello è stato concepito per supportare le moderne esigenze del mondo della panificazione migliorando l’interazione con l’utente e semplificandone l’utilizzo grazie alla nuova impostazione con una sola ghiera supportata dal display OLED Blu ad alta risoluzione da 2,42 pollici

che permette la visualizzazione più dettagliata delle varie funzioni grazie all’elevato contrasto. Un controllo ottimale grazie a tasti fisici, non semplici touch
Il timer è progettato specificamente per le macchine impastatrici con due o tre tempi di lavoro. La ghiera, dotata di 11 LED, consente una regolazione precisa e intuitiva del tempo desiderato. Quattro ulteriori LED indicano la movimentazione della vasca e della spirale, mentre un LED di segnalazione di allarme assicura un controllo immediato sul ciclo di lavoro.
Ecco le funzionalità esclusive del nuovo modello, di serie per tutte le impastatrici, dotate di motori inverter o meno.
• Design e interfaccia utente migliorati
Il display è affiancato da tre pulsanti ergonomici che facilitano l’impostazione dei tempi e delle varie funzioni del timer, anche quando si indossano i guanti
• Gestione del tempo indietro TR, per una perfetta ottimizzazione dell’impasto
Con questa funzione ora è possibile gestire il tempo di rotazione inversa (TR) durante il tempo T1. La vasca, che normalmente ruota in avanti, può ora ruotare all’indietro per il tempo TR prima di riprendere la rotazione in avanti e completare il tempo T1, passando successivamente al tempo T2.
• Fino a 10 ricette memorizzate e modificabili È possibile impostare e automatizzare i tempi di lavorazione per gli impasti utilizzati più frequentemente, con la possibilità di memorizzare fino a 10 ricette personalizzate, con un importante risparmio di tempo e garanzia di qualità.
Le nuove funzionalità disponibili per le impastatrici con motore inverter, grazie ad una scheda opzionale
• Possibilità di comandare la velocità dei motori garantendo una maggiore flessibilità e personalizzazione delle ricette
La scheda opzionale dispone di due uscite 0-10V per il controllo degli inverter di vasca e spirale e di due ingressi per la gestione di eventuali segnalazioni di allarme (FAULT), permettendo di mettere in pausa la macchina e resettare l’allarme in caso di necessità.
• Visualizzazione della temperatura dell’impasto Il timer è predisposto per il controllo della tempera-
tura dell’impasto tramite un ingresso in loop di corrente da 4/20mA, a cui collegare la sonda (non inclusa)
• Interfaccia RS422/485 per future espansioni
La possibilità di espansione con interfaccia RS422/485 apre la strada a ulteriori sviluppi e integrazioni future, garantendo che il vostro investimento rimanga all’avanguardia della tecnologia.
In conclusione
Il nuovo timer 144 OLED Blu di Sitec rappresenta la scelta ideale per i professionisti del settore della panificazione e pasticceria che cercano un prodotto all’avanguardia, facile da usare e capace di migliorare significativamente la qualità del lavoro.
Grazie alle sue innovative funzionalità e al design intuitivo, il timer 144 OLED Blu offre prestazioni superiori e un controllo preciso, rendendo ogni processo di lavorazione più efficiente e affidabile.


The new timer 144 Blue OLED from Sitec is the ideal choice for professionals in the baking and pastry sector who are looking for a cutting-edge product that is easy to use and capable of significantly improving work quality
For over 25 years, Sitec has been synonymous with excellence and reliability in the field of professional timers and temperature controllers for the baking and pastry sector. We are pleased to introduce the new 144 Blue OLED electronic timer, a technological evolution that retains the appreciated features of the original 72X144 timer while enhancing it with a modern design and innovative functionalities.
Main features
This new model has been designed to meet the modern needs of the baking world by improving user interaction and simplifying use. The new setup includes a single dial supported by a high-resolution 2.42-inch Blue OLED display, which allows for more detailed visualization of the various functions thanks to its high contrast.
Optimal control with physical buttons, not simple touch
The timer is specifically designed for spiral mixers with two or three working times. The dial, equipped with 11 LEDs, allows precise and intuitive adjustment of the desired time. Four additional LEDs indicate the movement of the bowl and spiral, while an alarm signal LED ensures immediate control over the work cycle.
Exclusive features of the new model, standard for all mixers, whether equipped with inverter motors or not
• Improved design and user interface
The display is accompanied by three ergonomic buttons that facilitate the setting of times and various timer functions, even when wearing gloves
• TR backward time management for perfect dough optimization
This function now allows managing the reverse rotation time (TR) during T1 time. The bowl, which normally rotates forward, can now rotate backward for the TR time before resuming forward rotation to complete the remaining T1 time and then proceed to T2 time.
• Up to 10 stored and editable recipes
It is possible to set and automate the working times for frequently used doughs, with the ability to store up to 10 customized recipes, ensuring significant time savings and quality assurance.
New features available for mixers with inverter motors, thanks to an additional card

• Ability to control motor speeds, ensuring greater flexibility and customization of recipes
The optional card features two 0-10V outputs for controlling the bowl and spiral inverters and two inputs for managing any alarm signals (FAULT), allowing the machine to be paused and the alarm reset if necessary.
• Dough temperature display
The timer is setting to control dough temperature via a 4/20mA current loop input, to which the probe (not included) can be connected.
• RS422/485 interface for future expansions
The expansion possibility with the RS422/485
interface paves the way for further developments and future integrations, ensuring that your investment remains at the forefront of technology.
The new timer 144 Blue OLED from Sitec is the ideal choice for professionals in the baking and pastry sector who are looking for a cutting-edge product that is easy to use and capable of significantly improving work quality. Thanks to its innovative functionalities and intuitive design, the timer 144 Blue OLED offers superior performance and precise control, making each processing step more efficient and reliable.

Tecnica 5 Srl sviluppa progetti con i clienti, studia le soluzioni tecniche migliori per poter garantire innovazione e personalizzazione
Tecnica 5 Srl è uno studio tecnico di progettazione e consulenza per l’industria agroalimentare in genere; nel tempo ha costituito un gruppo interno di specialisti per automazione di fabbrica, architettura, impiantistica termoidraulica ed elettrica, impianti frigoriferi e condizionamento, logi-


stica, magazzini automatici; utilizzando queste discipline in modo integrato al fine di sviluppare un progetto generale di stabilimento industriale, omogeneo e rispettoso delle normative di cui il settore alimentare si è dotato.
Tecnica 5 Srl si pone come punto di riferimento per le aziende che vogliono innovarsi seguendo metodologie precise e scientifiche: la progettazione viene sviluppata direttamente con i clienti, successivamente si procede nel ricercare le migliori soluzioni tecniche e individuare il costo dell’investimento; a progetto approvato, verificati preventivi e realizzati i contratti con tutti i fornitori, si segue la realizzazione dell’opera,coordinando tutte le aziende coinvolte,per arrivare a dare l’opera finita e funzionante.
Tecnica 5 Srl può fornire consulenze specifiche per:
• Analisi dati di produzione
• Studi di fattibilità
• Progetto nuovo layout produttivo preliminare, definitivo, esecutivo, con nuovi impianti e/o recupero di esistenti, secondo normativa BRC o IFS
• Presentazione a enti pubblici pratiche dedicate
• Realizzazione progetti e capitolati per gare di appalto edili o impiantistiche
• Analisi offerte
• Impostazione sistemi di tracciabilità
• Analisi dei processi produttivi finalizzati a nuove tecnologie
• Realizzazione contratti di fornitura
• Direzione lavori e collaudo.
Tecnica 5 develops designs jointly with its customers, studies the best technical solutions to guarantee innovation and customization
Tecnica 5 Srl is a design and consulting firm for the agro-food industry in general; Over time, it has created an in-house team of experts specializing in factory automation, architecture, thermo-hydraulic and electric systems,refrigeration and conditioning systems, logistics, automatic warehouses. All these disciplines are integrated as to develop a comprehensive project of an industrial factory that is homogeneous and compliant with the standards of the food sector.
Tecnica 5 Srl wants to be a benchmark for the companiesthatwanttoinnovatefollowingpreciseand scientific methodologies: Design is fully developed closely with the customers, then together they find the best technical solutions and set the cost of the investment. Once the project is approved, estimates
verified and contracts made with the suppliers, the work will start, and all the companies involved in the project will be perfectly coordinated as to provide the customer with a highly functioning work.
Tecnica 5 Srl can provide the following specific advice on:
• Production data analysis
• Feasibility studies
• New projects of preliminary, definitive and executive production layouts featuring new plants and/or recovery of existing plants, according to BRC or IFS standards
• Providing public bodies with dedicated paperwork
• Creation of project and technical documents for construction and plant tenders
• Offers analysis
• Traceability systems setting
• Analysis of production processes aiming at new technologies
• Creation of supply contracts
• Works supervision and testing.

Atlas Pacific presenta la sua denocciolatrice per albicocche, progettata per orientare, tagliare e denocciolare albicocche con precisione, e in grado di processare fino a 1.000 frutti al minuto
Dal 1946, Atlas Pacific Engineering Company è leader mondiale nella costruzione di macchinari per la lavorazione dei frutti decidui. Offre al settore soluzioni chiave che consentono ai clienti di produrre prodotti della massima qualità ottenendo al contempo efficienze operative e risparmi sui costi senza pari.
Con sede a Centennial (CO, USA), tutti i macchinari
Atlas Pacific Engineering sono prodotti a Pueblo (CO, USA) e l’azienda è in grado di offrire una copertura mondiale grazie agli uffici regionali di vendita e assistenza negli Stati Uniti, in Europa e Australia.
Atlas Pacific Engineering Company è una società di leasing e servizi che fornisce macchine per detorsolatura, pelatura, denocciolatura e spicchiatura dei frutti decidui. Offre assistenza prima, durante e dopo la stagione del cliente, il che garantisce un forte vantaggio competitivo rispetto alla concorrenza.
I mercati principali di Atlas Pacific Engineering sono la
lavorazione di mele, pesche e pere, nelle applicazioni IQF, disidratate, in scatola e di IV gamma. Per la manutenzione dei suoi macchinari, Atlas impiega un team dedicato di tecnici dell’assistenza, dislocati in tutto il mondo, pronti ad assistere i clienti con ispezioni delle macchine, revisioni fuori stagione, avviamento stagionale o risoluzione dei problemi. Denocciolatrice albicocche
Atlas Pacific presenta la macchina denocciolatrice per albicocche, un sistema multifunzionale progettato per orientare, tagliare e denocciolare albicocche con precisione. In grado di processare fino a 1.000 frutti al minuto, a seconda delle condizioni del frutto, eccelle nella produzione di metà albicocche di qualità da confezionamento.
La sua versatilità copre un’ampia gamma di dimensioni del frutto, da 1 1/4” (32 mm) a 2 1/4” (57 mm) di diametro.Completamente automatica,riduce al minimo il fabbisogno di manodopera. Grazie alla sua tecnologia avanzata di allineamento e alla delicata gestione del frutto,questa macchina massimizza la resa nella produzione di mezzi frutti di albicocca di alta qualità. Sistema di alimentazione automatico Le albicocche vengono alimentate dal nastro trasportatore del cliente nel sistema di alimentazione automatica di Atlas, composto da 3 componenti: 1. “Shaker”, che alimenta uniformemente i frutti nel nastro alimentatore.

2. Nastro alimentatore, che separa i frutti (singolarizzandoli) e alimenta le tasche di prelievo della ruota di alimentazione.
3. Ruote di alimentazione, che posizionano i frutti sui nastri di orientamento a V. Una volta sui nastri di orientamento, dei bracci orientatori mobili, situati sopra il nastro, ruotano il frutto in modo che il diametro maggiore sia verticale e allineato lungo la sutura. Dopo l’orientamento, i nastri a V trasportano il frutto nell’area di taglio, composta da un sistema di coltelli dentellati flottanti, centrati sopra il nastro di orientamento.Il coltello dentellato si muove liberamente su e giù e può essere regolato per adattarsi alle variazioni di dimensione del frutto.
Atlas Pacific presents its apricot Pitter & Halver, designed to precisely orient, slice, and pit apricots, capable of processing up to 1,000 pieces of fruit per minute
Since 1946, Atlas Pacific Engineering Company has been the world leader of deciduous fruit processing equipment. It offers the industry key pieces of machinery that enables its customers to produce the highest quality product while achieving unmatched operating efficiencies and cost savings.

Headquartered in Centennial (CO, USA), all its equipment is manufactured in Pueblo (CO, USA), and the company is able to offer a worldwide coverage thanks to its regional Sales & Service Offices in the USA, Europe and Australia.
Atlas Pacific Engineering Company is a lease and service company providing machines that core, peel, pit, and slice deciduous fruit. It offers service support before, during, and after a customer’s season, which separates it from the competitors.
Atlas Pacific Engineering’s core markets are processed apples, peaches, & pears, in IQF, dehydrated, canned & fresh cut applications. To service these installations, Atlas employs a dedicated team of service technicians, located around the world, ready to assist customers with machine inspections, off-season overhauls, seasonal start-up, or with troubleshooting.
Apricot Pitter & Halver
Atlas Pacific presents the apricot Pitter & Halver, a multifunctional system designed to orient, slice, and pit apricots with precision. Capable of processing up to 1,000 pieces of fruit per minute, contingent upon fruit conditions, it excels in delivering grade pack quality apricot halves.
Its adaptability spans a wide spectrum of fruit sizes, from 1 1/4” (32mm) to 2 1/4” (57mm) diameter. Fully automatic, it minimizes labor requirements. With its advanced alignment technology and gentle
fruit handling, this machine maximizes the yield of premium-quality halves.
Automatic feeding system
The apricots are fed from the customer’s feed conveyor into the Atlas automatic feed system that consists of 3 components:
1.Shaker,that evenly feeds the fruit into the feed worm
2. Feed worm, which space the fruit (singulate) and feed it into the pick-up pockets of the feed wheel
3. Feed wheels, which place the fruit on the V-Through orienting belts.
Once on the orienting belts the traveling orienting fingers, located above the belt, rotate the fruit so that the larger diameter is vertical and aligned along the suture.After orientation,The V-belts move the fruit to the cutting area, that consists of a floating serrated knife system centered over the orienting belt. The serrated knife moves up and down freely and can be adjusted to accommodate variation in fruit size.

• Capacity: 1,000 P.P.M.
• Fruit size range: 1 1/4 to 11/4 inches (32-57 mm)
• Power requirements per customer specifications
• Drives: Pitter/halver (1) 1/4 h.p. motor (0.19 kw).
Pitter/halver (1) 2 h.p. motor (1.5 kw)
Shaker (1) 1 h.p. motor (0.75 kw)
• Water requirement 110 gpm (38 lpm)
• Net weight: Pitter/halver 4,250 lbs (1,928 kg).
Shaker 646 lbs (293 kg)
• Export crated weight: Pitter/halver 5,420 lbs (2,458 kg). Shaker/feeder 1,160 lbs (526 kg)
• Crated measurements: Pitter/halver 432 ft3 (12.3 m3)
Shaker/feeder 144 ft3 (4.1 m3)
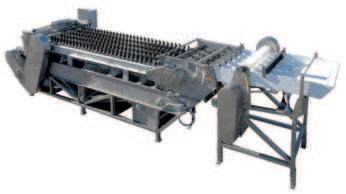


Features and Benefits: Features and
CUTTING ALIGNMENT
Each knife includes a shroud to assure that the apricot remains alligned during the cutting process.
On the occasion of a “stuck pit” the kicker blade located at the rear of each blade assembly will displace the pit should it still be logged in the fruit after cutting. The pit kicker oscillates at approximately 1,000 cycles per minute
SIMPLE DESIGN
The simple machine design results in high realiability and minimal maintenance during the season.
Il limitatore di coppia con giunto a elastomero integrato serie ES2 di R+W Italia è una soluzione avanzata e versatile, ideale per garantire la protezione e l’affidabilità dei sistemi di trasmissione
Il limitatore di coppia con giunto ad elastomero integrato serie ES2 di R+W Italia è una soluzione avanzata e versatile, ideale per garantire la protezione e l’affidabilità dei sistemi di trasmissione. Progettato per soddisfare le esigenze di settori industriali come l’automazione, la robotica e l’industria automobilistica, la serie ES2 combina in un unico dispositivo un limitatore di coppia e un giunto elastomerico, offrendo protezione contro sovraccarichi e migliorando le prestazioni complessive dei sistemi. Il limitatore di coppia ES2 è essenziale per la sicurezza della trasmissione, poiché protegge da sovraccarichi o picchi di coppia che potrebbero causare danni significativi. Quando la coppia trasmessa supera il valore impostato, il limitatore entra in azione disinnescando il collegamento, prevenendo danni a componenti chiave come motori e riduttori. Questo meccanismo riduce notevolmente i rischi di costose riparazioni e tempi di fermo macchina, che possono avere un impatto negativo sull’efficienza produttiva. Uno degli aspetti che distingue la serie ES2 è l’integrazione del giunto elastomerico, un componente che assorbe vibrazioni e urti, compensando anche i

disallineamenti tra le parti meccaniche. Questo non solo contribuisce a ridurre l’usura dei componenti, ma garantisce anche un funzionamento più fluido e silenzioso.
La serie ES2 è disponibile in una vasta gamma di configurazioni, con diverse capacità di coppia e dimensioni, permettendo una facile integrazione in sistemi nuovi o già esistenti. La possibilità di personalizzare la configurazione del limitatore di coppia in base alle esigenze specifiche del cliente semplifica anche l’installazione.
Dal punto di vista della manutenzione, la serie ES2 offre notevoli vantaggi. Il sistema è progettato per
The ES2 series torque limiter with integrated elastomer coupling from R+W Italy is an advanced and versatile solution ideal for ensuring the protection and reliability of drive systems
The ES2 series torque limiter with integrated elastomer coupling from R+W Italy is an advanced and versatile solution ideal for ensuring the protection and reliability of drive systems.
Designed to meet the needs of industries such as automation, robotics and automotive, the ES2 series combines a torque limiter and elastomeric coupling in a single device, offering protection against overloads and improving overall system performance.
The ES2 torque limiter is essential for transmission safety, as it protects against overloads or torque spikes that could cause significant damage. When the transmitted torque exceeds the set value, the limiter goes into action by disengaging the linkage, preventingdamagetokeycomponentssuchasmotors
lavorare in modo affidabile anche in condizioni operative difficili, riducendo il rischio di guasti improvvisi. Ciò si traduce in una diminuzione dei costi di manutenzione e in un aumento della vita utile delle macchine.
In conclusione, il limitatore di coppia con giunto ad elastomero integrato serie ES2 di R+W Italia rappresenta una scelta eccellente per chi cerca una soluzione che unisca protezione ed efficienza e sostenibilità. La combinazione di tecnologie avanzate come il limitatore di coppia e il giunto elastomerico rende questo prodotto indispensabile per le applicazioni industriali più esigenti.

and gearboxes. This mechanism greatly reduces the risks of costly repairs and downtime, which can have a negative impact on production efficiency.
One of the distinguishing features of the ES2 series is the integration of the elastomeric coupling, a componentthatabsorbsvibrationandshock,whilealso compensating for misalignment between mechanical parts.This not only helps reduce component wear, but also ensures smoother and quieter operation.
The ES2 series is available in a wide range of configurations, with different torque capacities and sizes, allowing easy integration into new or existing systems. The ability to customize the torque limiter configuration to the customer’s specific needs also simplifies installation.
From a maintenance perspective, the ES2 series offers significant advantages. The system is designed to work reliably even under difficult operating conditions, reducing the risk of sudden breakdowns.This results in decreased maintenance costs and increased machine life.
In conclusion, the ES2 series torque limiter with integrated elastomer coupling from R+W Italy is an excellent choice for those seeking a solution that combines protection with efficiency and sustainability. The combination of advanced technologies such as the torque limiter and elastomeric coupling makes this product indispensable for the most demanding industrial applications.

Lo strumento efficace per rispondere alle sfide del settore avicolo, che garantisce una gestione ottimale dei processi produttivi e maggiore controllo
Filiera avicola
Il CSB-System, ERP completo e integrato, è sicuramente uno strumento efficace per rispondere alle sfide del settore avicolo.Ampliabile per moduli in base alle dimensioni aziendali, il CSB-System coordina le singole aree aziendali e garantisce una gestione ottimale dei processi produttivi, maggiore controllo, sicurezza giuridica e limitazione dei rischi. Il tutto in un’ottica di Industria 4.0. Processo di macellazione, sezionamento e terza e quarta lavorazione
CSB-System gestisce l’inserimento dei dati di incubatoio e allevamento, la curva di accrescimento e gli associati costi per mangimi, medicinali etc. per poi pianificare al meglio il ritiro e la macellazione.
La simulazione preventiva dei risultati della macellazione, combinata con la pianificazione della produzione, consente di massimizzare le rese al sezionamento e aggiustare in tempo reale la produzione, qualora ci siano variazioni degli ordini. La riduzione dei superamenti del margine di peso nelle confezioni a peso fisso consente di massimizzare il profitto. Il Controllo Qualità di CSB-System, disponibile anche in web app, è trasversale a tutte le aree aziendali.
Gestione puntuale del magazzino
Grazie alla gestione integrata delle giacenze di sicurezza, dei punti di riordino, delle giacenze teoriche e massime, è possibile ridurre i costi di magazzino ed evitare le perdite di valore dei prodotti.
Evasione ordini efficiente
L’integrazione a monte di processi diversi comporta vantaggi anche nell’organizzazione delle vendite, con la preparazione delle offerte, la gestione assortimento prodotti, l’evasione degli ordini senza supporto cartaceo, la gestione dei listini, dei giri, dei rappresentanti, dei premi di fine anno, etc. fino allo scambio di documenti con fornitori e clienti tramite EDI o CSB B2B Webshop integrato. Il collegamento CSB-System alle linee di pesoprezzatura consente di stampare etichette personalizzate e multilingua.
Mobilità, flessibilità e semplificazione dei processi
Avere un unico fornitore di ERP e M-ERP è sicuramente conveniente, perché consente all’azienda di formare gli utenti su un unico software e di avere un unico referente per le soluzioni sia fisse che mobili. Il CSB M-ERP è ormai consolidato per ricevimento merci, magazzino, produzione, picking e vendite.
Gestione prodotti agricoli
Vale la pena infine aggiungere che il CSB-System fornisce anche un modulo di Gestione Prodotti Agricoli (GPA) per controllare la filiera dei mangimi.
An efficient instrument to meet the challenges of the poultry sector, to guarantee optimal management of production processes and greater control
Poultry chain
Complete and integrated CSB-System ERP is an undisputably efficient instrument to meet the challenges of the poultry sector. Extendable by modules depending on company size, CSB-System coordinates each single company area and guarantees optimal management of production processes, greater control, legal safety, and risk limitation. All that in an Industry 4.0 perspective.
Slaughtering process, cutting, and third and fourth processing
CSB-System manages the input of hatchery and breeding data, the growth curve, and the costs for feed, medication, etc. as to better plan the withdrawal and slaughter.
Preventive simulation of slaughtering results, combining with production planning, enables maximising sorting yields and adjusting production in real time in event of order variations. Reducing weight margin overruns in fixed-weight packages maximises profit.The CSB-System Quality Control, also available as a web app, involves all company areas.
Accurate warehouse management
Thanks to the integrated management of safety stocks, reorder points, theoretical and maximum stocks, it is possible to reduce warehouse costs and avoid loss of product value.
Efficient order processing
Upstream integration of different processes also benefits sales organisation, with offer preparation, product assortment management, paperless order processing, management of price lists, tours, sales representatives, year-end bonuses, etc. right up to documents exchange with suppliers and customers via EDI or the integrated CSB B2B Webshop.The CSB-System connection to weighing lines enables printing customised and multilingual labels.
Mobility, flexibility and process simplification
Having a single ERP and M-ERP provider is certainly favourable as it allows the company to train users on a single software and have a single reference for both fixed and mobile solutions.The CSB M-ERP is well-established for goods receiving, warehousing, production, picking, and sales.
Agricultural product management
In conclusion, it is worth saying that the CSB-System also provides an Agricultural Product Management (GPA) module to control the feed chain.


La missione di I.VAR. Industry è soddisfare le esigenze dei suoi clienti, grazie a un’ampia offerta di soluzioni ad alto livello tecnologico nella progettazione e nella produzione
I.VAR. Industry Srl è leader mondiale come costruttore di caldaie industriali, presente sul mercato dal 1956 progetta e costruisce generatori di vapore e caldaie per fluido diatermico fino alle caldaie di acqua calda per uso residenziale, industriale e alimentare con alti rendimenti realizzandole nel pieno rispetto dell’ambiente e del risparmio energetico. La sua missione è quella di soddisfare qualsiasi esigenza, realizzando personalizzazioni sulla base

delle richieste di ogni singolo cliente pur mantenendo gli standard normativi sia nazionali che internazionali. Un’ampia offerta di soluzioni ad alto livello tecnologico sia nella progettazione che nella produzione.
Grazie all’impiego dei migliori materiali e di macchine tecnologicamente all’avanguardia, I.VAR. Industry è in grado di gestire internamente tutte le fasi di lavorazione, dal taglio lamiere al laser, alla sagomatura, saldatura robotizzata con macchine a controllo numerico.
La sua produzione copre le maggiori potenzialità che il mercato richiede mantenendo tra gli obbiettivi principali il risparmio energetico.
La gamma si suddivide in: acqua calda - acqua surriscaldata - generatori di vapore diretti e indiretti - caldaie a fluido diatermico - progettazioni e costruzioni “speciali” (recuperatori aria comburente, accumulatori di vapore, evaporatori, generatori di vapore a recupero fumi, economizzatori).
L’offerta, infine, si completa proponendo ai clienti la manutenzione delle caldaie/generatori che grazie al know-how dei tecnici altamente specializzati di I.VAR. Industry, è in grado di garantirne il prolungamento della vita utile.
www.ivarindustry.it

I.VAR. Industry’s mission is to satisfy its customers’ needs thanks to its wide range of solutions with highlevel technology in design and production
IVAR. Industry Srl world leader as a manufacturer of industrial boilers, present on the market since 1956, designs and manufactures steam generators, diathermic fluid heaters and hot water boilers for residential, industrial and food use with constructing them with full respect of environment and energy saving.
I.VAR. Industry’s mission is to satisfy every need, creating customization based on the requests of each customer maintaining national and international regulatory standards. A wide range of solutions with high level of technology both in design and production.
Thanks to the use of the best materials and technologically advanced machines, I.VAR. Industry is able to manage internally all the processing stages, from laser cutting of sheets, to shaping, automatic welding by numerical control machines.
I.VAR. Industry’s production covers most of the capacities required by market keeping the energy saving as one of the main objectives.The range is divided into hot water - superheated water - direct and indirect steam generators - diathermic fluid heaters – “special” engineering and construction (combustion air heat recovery, steam accumulators, steam producers, steam generator whit fluegas recovery, economizers).
The offer is finally completed offering customers maintenance of boilers / generators that thanks to the know-how of I.VAR. Industry’s highly specialized technicians, can ensure the extension of the useful life. www.ivarindustry.it


Ferrero ha annunciato il lancio della sua amata crema spalmabile globale in una nuova versione a base vegetale, l’ultima aggiunta alla crescente famiglia di prodotti Nutella
Nutella Plant-Based offre la stessa inconfondibile esperienza Nutella, ma elimina il latte e aggiunge ingredienti vegetali come ceci e sciroppo di riso. Proprio come la Nutella classica, la nuova opzione combina ingredienti di qualità, tra cui le tipiche nocciole tostate e il cacao saporito, per creare una consistenza cremosa e deliziosa. Senza compromettere il gusto, la nuova crema spalmabile è certificata vegana e offre una nuova e deliziosa scelta ai consumatori. Mentre l’iconico marchio celebra quest’anno il suo 60° anniversario, Nutella continua a portare il suo spirito innovativo e la sua esperienza decennale sulle tavole di tutto il mondo. Con il suo ultimo lancio, Ferrero abbraccia la crescente domanda di prodotti a base vegetale, con un numero sempre maggiore di consumatori che scelgono di ridurre o evitare i prodotti di origine animale per motivi dietetici o di stile di vita. Nutella Plant-Based è stata sviluppata per soddisfare questa domanda, accogliendo ancora più persone nella famiglia Nutella.
Thomas Chatenier, Presidente globale di Nutella alla Ferrero, ha dichiarato: “Da 60 anni, milioni di persone in tutto il mondo iniziano la loro giornata gustando la colazione con Nutella. Siamo entusiasti di dare il benvenuto a un numero ancora maggiore di persone con Nutella Plant-Based, l’ultima novità della famiglia Nutella. Abbiamo sviluppato questa innovazione per fornire una nuova e deliziosa scelta che offre l’inconfondibile esperienza di Nutella in una versione a base vegetale, sostituendo il latte con ingredienti vegetali, offrendo lo stesso ottimo gusto, la consistenza morbida e l’eccellente qualità per cui il marchio Nutella è conosciuto e amato.”
Vanessa Brown, responsabile dei marchi della Vegetarian Society, ha dichiarato: “Accogliamo con favore gli sforzi di Ferrero per soddisfare le esigenze e le aspettative dei milioni di consumatori che seguono diete a base vegetale e vegane. Siamo lieti di annunciare che la nuova Nutella Plant-Based soddisfa i rigorosi criteri della Vegetarian Society per l’accreditamento vegano”. Uno dei marchi più amati al mondo offre ora un’opzione a base vegetale”.
La Nutella Plant-Based sarà lanciata nell’autunno del 2024, a partire da alcuni mercati europei selezionati,e sarà disponibile negli ipermercati e nei supermercati locali in un formato da 350 grammi.
Come la Nutella originale, sarà venduta in un barattolo riciclabile e prodotta con ingredienti di qualità, in linea con l’impegno di Ferrero per un approvvigionamento responsabile. Per ulteriori notizie e dettagli, invitiamo i nostri consumatori a visitare il sito www.nutella.com.
Informazioni su Nutella® Nutella® è nata nel 1964. L’esclusiva crema spalmabile alla nocciola e cacao, amata da milioni di persone in tutto il mondo, è prodotta da Ferrero con una selezione meticolosa di ingredienti di qualità,cura e passione in ogni fase della produzione.
Oggi Nutella® è disponibile in circa 170 Paesi in tutto il mondo e con il suo gusto unico ha creato una gamma di prodotti da gustare in diverse occasioni, dalla Nutella B-ready ai Biscotti Nutella, dal Croissant Nutella al Gelato Nutella. Nel 2024, l’azienda festeggerà 60 anni di sorrisi grazie alla passione, alla creatività e all’innovazione.

Il Gruppo Ferrero Ferrero ha iniziato il suo percorso come pasticceria nella piccola città di Alba, in Piemonte, nel 1946. Oggi è una delle più grandi aziende alimentari di dolciumi al mondo, con marchi molto amati e venduti in oltre 170 Paesi. Il Gruppo Ferrero porta gioia alle persone di tutto il mondo con prodotti molto amati come Nutella® , Kinder®, Tic Tac® e Ferrero Rocher®
Circa 47.000 dipendenti si occupano con passione di aiutare le persone a celebrare i momenti speciali della vita.La cultura familiare del Gruppo Ferrero,giunto alla terza generazione, si basa sulla dedizione alla qualità e all’eccellenza, sul patrimonio e sull’impegno nei confronti del pianeta e delle comunità in cui operiamo. Per maggiori informazioni, visitare il sito www.ferrero.com
Ferrero has announced the launch of its much-loved global spread in a new plantbased version, the latest addition to the growing Nutella product family
Ferrero has announced the launch of its beloved global spread in a new plantbased version – the latest addition to the growing family of Nutella products. Nutella Plant-Based delivers the same unmistakable Nutella experience but removes milk and adds vegetal ingredients such as chickpeas and rice syrup. Just like the classic Nutella, the new option combines quality ingredients, including its signature roasted hazelnuts and flavorful cocoa, to create a unique creamy and delicious texture.Without compromising on taste, the new spread is vegan certified and offers a delicious new choice for consumers.
As the iconic brand celebrates its 60th anniversary this year, Nutella continues to bring its innovative spirit and decades of expertise to tables worldwide. With its latest launch, Ferrero is embracing the growing demand for plant-based products, with increasing numbers of consumers choosing to reduce or avoid animal products whether for dietary or lifestyle reasons. Nutella Plant-Based has been developed to meet this demand, whilst welcoming even more people to the Nutella family.
Thomas Chatenier, Global President of Nutella at Ferrero, said: “For 60 years, millions of people around the world have begun their day enjoying breakfast with Nutella. We are excited to welcome even more people into the brand offering Nutella Plant-Based, the latest addition to the growing Nutella family. We developed this innovation to provide a delicious new choice that delivers the unmistakable Nutella experience in a plant-based version, replacing milk with vegetal ingredients, offering the same great taste, smooth texture and excellent quality that the Nutella brand is known and loved for.”
Vanessa Brown, Head of Trademarks, the Vegetarian Society, said: “We welcome Ferrero’s efforts to meet the needs and expectations of the millions of consumers followingplant-basedandvegandiets.WearepleasedtoannouncethatthenewNutella Plant-Based meets the Vegetarian Society’s strict criteria for vegan accreditation. One of the world’s most loved brands is now offering a plant-based option.”
Nutella Plant-Based will be launched in Autumn 2024, starting with select European markets and will be available in local hypermarkets and supermarkets in a 350g format.
Like the original Nutella, it will be sold in a recyclable jar and made using quality ingredients, in line with Ferrero’s dedication on responsible sourcing.
To get further news and details, we invite our consumers to visit www.nutella.com
The design of the dedicated Nutella® Plant-Based production line started in January 2023 and the first industrial production runs in June 2024, some 18 months after the start of work. Nutella is available from September 2024 in the large-scale retail channel in Italy, France and Belgium in the 350g format and will also arrive in other European markets in 2025.
About Nutella®
Nutella® was born in 1964. The unique hazelnut spread with cocoa that millions of people around the world love, is made by Ferrero with a meticulous selection of quality ingredients, care and passion into every step of its production.
Today, Nutella® is available in around 170 countries worldwide and with its unique taste has created a range of products that you can enjoy across different occasions, from Nutella B-ready to Nutella Biscuits,from Nutella Croissant to Nutella Ice Cream. In 2024, it is celebrating 60 years of spreading smiles though passion, creativity, and innovation.
About Ferreo Group
Ferrero began its journey as a pastry shop in the small town of Alba in Piedmont, Italy, in 1946. Today, it is one of the world’s largest sweet-packaged food companies, with much loved brands sold in more than 170 countries.The Ferrero Group brings joy to people around the world with much-loved products including Nutella®, Kinder®, Tic Tac®, and Ferrero Rocher®
About 47,000 employees are passionate about helping people celebrate life’s special moments. The Ferrero Group’s family culture, now in its third generation, is based on dedication to quality and excellence, heritage and a commitment to the planet and communities in which we operate.
For more information, please visit www.ferrero.com

La ricerca e l’innovazione costante assicurano produzioni e servizi di alto livello mettendo il cliente sempre al centro
AVO - Aldo Valsecchi SpA nasce nel 1943 a Omegna. Per niente affaticata dai suoi oltre 80 anni di storia continua, al contrario, a essere una realtà imprenditoriale giovane e al passo con i tempi, sempre pronta alle nuove sfide che il mercato propone.Solida azienda di famiglia,giunta alla quarta generazione, rappresenta uno dei marchi storici nella produzione di ruote e supporti made in Italy. L’aver saputo integrare al proprio interno tutte le principali fasi della produzione permette ad AVO un controllo continuo e diretto degli standard qualitativi del processo, certificati dal prestigioso organismo di certificazione DNV (UNI EN ISO 9001 e UNI EN ISO 14001), garantendo un prodotto di grande affidabilità, apprezzato in Italia e nel mondo. La ricerca e l’innovazione costante, inoltre, assicurano produzioni e servizi di alto livello mettendo il cliente sempre al centro del proprio business.
Proprio per soddisfare la propria eterogenea clientela, i prodotti AVO hanno le più diverse applicazioni, dall’industriale al domestico, dalle alte temperature
all’arredamento, dal medicale all’alimentare. In particolare, per il settore alimentare AVO annovera nel proprio catalogo ruote e supporti con caratteristiche molto specifiche. Fra i prodotti più specifici possiamo sicuramente citare Pixy (serie 5 e 5X) studiata appositamente per ambienti in cui la resistenza e l’igiene sono fondamentali, caratterizzata dal rivestimento in poliuretano grigio a iniezione 97 Shore A e nucleo in poliammide 6, che può essere montata sia con supporto INOX AISI 304 o AISI 316, sia con supporto in acciaio zinco-cromato. Nella vasta gamma di oltre 9.000 articoli finiti, si possono trovare ruote in gomma antimacchia, gomma elastica, poliammide 6 e resina fenolica che, per caratteristiche di scorrevolezza, aderenza, portata, durata, possono soddisfare le più particolari esigenze del settore alimentare.
Il fornitissimo magazzino automatico, inoltre, garantisce la consegna del materiale in tempi rapidi. La flessibilità produttiva consente di realizzare prodotti personalizzati, soddisfacendo le aspettative della clientela anche attraverso lo studio di soluzioni specifiche per ogni esigenza.
Nascere in uno dei territori più belli d’Italia è stato uno stimolo per sviluppare un’attenta politica ambientale che ha portato AVO a diverse scelte eco-

sostenibili: l’ottenimento, nel 2003, della certificazione ambientale UNI EN ISO 14001; la realizzazione, nell’2008, dell’allora più grande impianto fotovoltaico del VCO che ancora oggi garantisce sia una riduzione delle emissioni di gas serra pari a 65.891 kg/anno e la produzione di oltre 106.00 kWh di energia elettrica, pari al fabbisogno di 30 famiglie di 4 persone.
Constant research and innovation ensure high-level production and services, always placing customer at the centre
AVO - Aldo Valsecchi SpA was born in 1943 in Omegna. Not at all tired by its over 80 years of history, it continues, on the contrary, to be a young entrepreneurial reality that is in step with the times, always ready for the new challenges that the market offers. A solid family company, now in its fourth generation, it represents one of the historic brands in the production of wheels and castors made in Italy.
Having been able to integrate all the main production phases internally allows AVO to continuously and directly control the quality standards of the process, certified by the prestigious DNV certification body (UNI EN ISO 9001 and UNI EN ISO 14001), guaranteeing
a highly reliable product, appreciated in Italy and around the world. Furthermore, constant research and innovation ensure high-level production and services, always placing the customer at the centre of its business.
Precisely to satisfy its heterogeneous customers, AVO products have the most diverse applications, from industrial to domestic, from high temperatures to furniture, from medical to food industry.
In particular, for the food sector AVO includes wheels and castors with very specific characteristics in its catalogue.Among the more specific products we can certainly mention Pixy (series 5 and 5X) specifically designed for environments in which resistance and hygiene are fundamental, characterized by the 97 Shore A grey injected polyurethane coating and polyamide 6 core, which can be mounted either with an AISI 304 or AISI 316 stainless steel forks, or with a zinc-chromed steel fork. In the vast range of over 9,000 finished articles, you can find wheels in grey
no-marking rubber, elastic rubber, polyamide 6 and phenolic resin which, due to their characteristics of smoothness, grip, load capacity and durability, can satisfy the most particular needs of the food sector. Furthermore, the well-stocked automatic warehouse guarantees rapid delivery of the material. Production flexibility allows us to create customized products, satisfying customer expectations also through the study of specific solutions for every need.
Being born in one of the most beautiful areas in Italy was a stimulus to develop a careful environmental policy which led AVO to various eco-sustainable choices: obtaining the UNI EN ISO 14001 environmental certification in 2003; the construction, in 2008, of the then largest photovoltaic system in the VCO province which still today guarantees both a reduction in greenhouse gas emissions equal to 65,891 kg/year and the production of over 106,00 kWh of electricity, equal to the needs of 30 families of 4 people.

La sostenibilità ambientale è oggetto di costante attenzione da parte di Leister: progettazione e processi sono studiati per minimizzare consumi e impronta di carbonio. Questo vale per tutte le gamme di soluzioni Leister, dai riscaldatori a ricircolo d’aria calda ai sistemi a infrarossi per la termoformatura

Leister da oltre 70 anni produce soluzioni per il calore di processo rivolte ai progettisti industriali e ad aziende costruttrici di macchine e impianti.
La costante attività di ricerca e sviluppo di Leister è orientata a minimizzare i consumi energetici, sia nei processi produttivi interni all’azienda,sia progettando macchinari e sistemi efficienti: questo accresce la competitività e contribuisce a limitare i consumi. Recupero dell’aria calda Leister ha un’ottima reputazione in molte industrie di processo che deriva dalle sue efficienti soluzioni ad aria calda che consentono di portare calore dove serve, minimizzando gli sprechi e contribuendo a eliminare polvere e altri contaminanti.
Riscaldare l’aria richiede peraltro energia: come minimizzarne i consumi?
Nei processi in cui l’aria viene riscaldata, anziché disperdere l’aria calda nell’ambiente dopo che questa ha svolto la sua funzione, è possibile reimmetterla nel processo, se necessario previa filtrazione e depurazione per rimuovere eventuali contaminanti. Chiaramente,per riportare alla temperatura desiderata l’aria già calda, si userà una quantità di energia notevolmente inferiore rispetto a quanta ne occorrerebbe per riscaldare aria partendo da temperatura ambiente. Affinché sia possibile conseguire questo risparmio, è fondamentale che il riscaldatore sia progettato per funzionare con aria calda; è inoltre necessario conoscere la temperatura dell’aria immessa in modo da poter scegliere un riscaldatore in grado di gestirla. Un altro aspetto importante è la selezione di una soffiante in grado di operare con aria calda proveniente dal processo, quindi con temperature aria in ingresso ben superiori alla temperatura ambiente. Leister offre
una gamma di riscaldatori e soffianti in grado di lavorare con temperatura aria in ingresso fino a 350°. Una combinazione di riscaldatori e soffianti ben calibrata può portare a un risparmio dei costi energetici fino al 70%: le conclusioni dettagliate dello studio, comprensive di esempi applicativi e progetti tecnici, sono contenute in un esaustivo wihite paper. Il documento è disponibile gratuitamente cliccando qui https://www.leister.com/it/Stories/expertise/2023/10/ Save-Energy-in-Hot-Air-Processes e compilando il semplice form in fondo alla pagina.
Termoformatura più efficiente
Un altro processo industriale nel quale è possibile conseguire risparmi energetici con semplici accorgimenti tecnici è la termoformatura negli impianti alimentati a fogli.
La termoformatura di questi componenti richiede che il foglio sia bloccato e riscaldato per procedere al posizionamento e alla formatura. Il calore è chiaramente indispensabile nella fase di riscaldamento, mentre non è necessario nelle altre fasi del processo. L’utilizzo di fonti di calore ad elevata inerzia termica non permette di attivare e disattivare continuamente la sorgente di calore, in quanto il tempo per ritornare alla temperatura di servizio dopo lo spegnimento sarebbe incompatibile con l’esigenza di completare il ciclo produttivo rapidamente.
La soluzione è rappresentata dai riscaldatori a infrarossi Krelus a lamina metallica. L’inerzia termica dei pannelli è minima; possono essere spenti appena terminata la fase di riscaldamento e riaccesi solo dopo che il foglio successivo sarà stato bloccato e pronto per essere riscaldato.
La maggior efficienza dei pannelli e la possibilità di
utilizzarli solo quando servono possono portare a un risparmio energetico fino al 50%. Gli esempi pratici che hanno portato a questa conclusione e una descrizione dei pannelli Krelus che permette di individuare i più adatti alle proprie esigenze sono contenuti in un white paper ottenibile gratuitamente, previa compilazione di un breve form, cliccando qui https://www.leister.com/it/Stories/2023-02-13Thermoforming-Expertise www.leister.com
Environmental sustainability is a constant focus for Leister: design and processes are designed to minimise consumption and carbon footprint. This applies to all ranges of Leister solutions, from recirculating air heaters to infrared systems for thermoforming
For more than 70 years, Leister has been producing process heat solutions for industrial designers and machine and plant manufacturers. Leister’s constant research and development is geared towards minimising energy consumption, both in inhouse production processes and by designing efficient machines and systems:this increases competitiveness and helps to limit consumption.
Hot air recovery
Leister has an excellent reputation in many process industries resulting from its efficient hot air solutions designed to bring heat to where it is needed, minimising waste and helping to eliminate dust and other contaminants.
Heating air also requires energy: how can we minimise its consumption?
In processes where the air is heated, instead of dispersing the hot air into the environment after it has performed its function, it can be fed back into the process, if necessary after filtration and purification to remove any contaminants.
Clearly, considerably less energy will be used to bring already warm air back to the desired temperature than
would be needed to heat air from room temperature. For this saving to be possible, it is essential for the heater to be designed to work with warm air; it is also necessary to know the temperature of the air being supplied so that a heater can be chosen which can handle it.
Another important aspect is the selection of a blower capable of operating with hot air from the process, that is, with inlet air temperatures well above room temperature. Leister offers a range of heaters and blowers capable of working with inlet air temperatures of up to 350°.
A well-adjusted combination of heaters and blowers can lead to energy cost savings of up to 70%: the detailed conclusions of the study, including application examples and technical designs, are contained in a comprehensive wihite paper. The paper is available free of charge by clicking here https://www.leister.com/it/Stories/expertise/2023/10/ Save-Energy-in-Hot-Air-Processes and by filling in the simple form at the bottom of the page.
More efficient thermoforming
Another industrial process in which energy savings can be achieved by simple technical measures is thermoforming in sheet-fed plants.
Thermoforming of these components requires the sheet to be clamped and heated in order to proceed to positioning and forming. Heat is clearly indispensable in the heating phase, while it is not necessary in the other process steps.
The use of heat sources with high thermal inertia does not allow the heat source to be switched on and off continuously, as the time to return to service temperature after being switched off would be incompatible with the need to complete the production cycle quickly.

The solution is Krelus infrared metal foil heaters. The thermal inertia of the panels is minimal; they can be switched off as soon as the heating phase is complete and switched on again only after the next sheet has been clamped and is ready to be heated. Krelus panels emit mainly in the medium-wave range, a frequency preferentially absorbed by almost all plastic materials; this is why heating is very rapid. Temperature control is accurate to within +/- 1 degree of the set temperature.
The increased efficiency of the panels and the possibility of using them only when needed can lead to energy savings of up to 50%. The practical examples leading to this conclusion and a description of Krelus panels enabling identification of the most suitable ones for specific requirements are contained in a white paper available free of charge, after filling in a short form, by clicking here
https://www.leister.com/it/Stories/2023-02-13Thermoforming-Expertise www.leister.com


Oltre 2.500 espositori da 72 Paesi che presenteranno le ultime innovazioni, conferenze e workshop presieduti da esperti, opportunità di networking con professionisti del settore, lanci di prodotti e dimostrazioni di nuove tecnologie
Al più importante punto di ritrovo della regione MEASA si celebra un decennio di innovazioni che hanno trasformato il panorama alimentare e delle bevande.
L’industria alimentare mondiale ha un valore di 8.700 miliardi di dollari e si prevede una crescita del 4% dal 2021 al 2026 (WorldMetric.org). Questa rapida espansione evidenzia un’industria pronta all’innovazione e alla crescita, rendendo Gulfood Manufacturing la piattaforma perfetta per esplorare queste opportunità emergenti.
Ecco i punti chiave:
• Oltre 2.500 espositori da 72 Paesi che presentano le ultime innovazioni.
• Conferenze e workshop presieduti da esperti sulle tendenze emergenti e sulle migliori pratiche.
• Opportunità di networking con professionisti del settore provenienti da tutto il mondo.
• Lanci di prodotti e dimostrazioni di nuove tecnologie all’avanguardia. È possibile partecipare al Gulfood Manufacturing dal 5 al 7 novembre presso il Dubai World Trade Centre. Registrate il vostro pass attraverso il link. www.gulfoodmanufacturing.com



Over 2,500 exhibitors from 72 countries showcasing the latest innovations, expert-led conferences and workshops, networking opportunities with industry professionals from around the world, product launches and demonstrations of groundbreaking new technologies
Celebrate a decade of innovation that has transformed the food and beverage landscape at the most significant gathering in the MEASA region.
The global food manufacturing industry is valued at $8.7 trillion, and is expected to grow at a CAGR of 4% from 2021 to 2026 (WorldMetric.org).
This rapid expansion highlights an industry primed for innovation and growth, making Gulfood Manufacturing the perfect platform to explore these emerging opportunities.
Witness these key highlights:
• Over 2,500 exhibitors from 72 countries showcasing the latest innovations.
• Expert-led conferences and workshops on emerging trends and best practices.
• Networking opportunities with industry professionals from around the world.
• Product launches and demonstrations of groundbreaking new technologies. Join us at Gulfood Manufacturing from 5 - 7 Nov at Dubai World Trade Centre. Register for your pass through the link. www.gulfoodmanufacturing.com




Prevenire è meglio: questa è la filosofia di Johnson-Fluiten riguardo alla manutenzione. Con un accurato servizio post-vendita e sapienti attività di rigenerazione e ricondizionamento, l’azienda riesce a garantire sempre la perfetta funzionalità dei suoi giunti. Ne abbiamo parlato con Danilo Volontè, Area Sales Manager dell’azienda
Come si può garantire la sicurezza e l’efficienza dei giunti rotanti nel tempo?
La nostra manutenzione preventiva riduce al minimo la necessità di interventi. Durante le visite ai clienti, verifichiamo il funzionamento dei componenti, capendo se e dove intervenire.Dopo l’ispezione stiliamo un rapporto che permette ai responsabili di avere sempre una visione aggiornata dello stato dell’impianto. Questo va a tutto vantaggio delle prestazioni e soprattutto della sicurezza. Un malfunzionamento può avere gravi conseguenze: intervenire prima che questo si verifichi è importante.
Nel caso un giunto presenti anomalie, suggeriamo al cliente di smontarlo e inviarcelo; a quel punto valutiamo se ricondizionarlo o sostituirlo con un giunto nuovo, ma in ogni caso garantiamo che il giunto che restituiremo al cliente sarà perfettamente funzionante. Con quale frequenza è necessario ispezionare lo stato dei giunti rotanti?
I nostri giunti una volta montati devono poter funzionare senza intoppi per molti anni, con lievi variazioni nella durata a seconda della tipologia. Un controllo


annuale è generalmente più che sufficiente per individuare eventuali necessità di intervento:questo servizio viene offerto gratuitamente da Johnson-Fluiten. Cosa succede dopo che, accertata la necessità di un intervento, il cliente vi invia il giunto da revisionare?
Dopo che il giunto ci viene inviato per la revisione, lo smontiamo e valutiamo quali parti sono danneggiate. Se il giunto è riparabile, sostituiamo le componenti soggette a usura, che spesso il cliente non sostituisce da solo a causa della complessità dell’operazione e del tempo richiesto.
Una volta riparato e rimontato, il giunto viene sottoposto a test rigorosi e rispedito al cliente solo quando siamo certi che funziona perfettamente.
Se il componente non è riparabile, valutiamo insieme la possibilità di sostituire completamente il giunto rotante con uno nuovo, ma allo stesso costo della revisione
Quali sono le possibili conseguenze di un malfunzionamento dei giunti rotanti non sottoposti a controllo periodico?
Un malfunzionamento dei giunti può avere importanti conseguenze per l’efficienza dell’intero sistema,ma non si tratta solo di una questione di redditività compromessa: un malfunzionamento può rappresentare un problema significativo per la sicurezza,specie se i giunti sono utilizzati a temperature e pressione elevate o in

presenza di materiali facilmente infiammabili. Per prevenire rischi, ci assicuriamo che i clienti abbiano sempre a magazzino articoli consumabili come le tenute o, meglio ancora, i nostri kit di manutenzione, per permettere interventi tempestivi. Se un giunto richiede una revisione completa, possiamo sostituirlo con uno nuovo o revisionato già presente in magazzino, e inviare il giunto smontato a JohnsonFluiten per la revisione. In alcuni casi, possiamo effettuare la revisione direttamente presso il cliente, a condizione che siano disponibili i ricambi necessari. Quali vantaggi economici e operativi possono aspettarsi i clienti dal vostro servizio di manutenzione rispetto all’acquisto di nuovi componenti?
Il cliente paga sempre l’importo minore fra il costo della revisione e il costo per la sostituzione con un giunto nuovo di fabbrica. La scelta fra ricondizionamento e la sostituzione compete a noi, ma in ogni caso il cliente ha la garanzia che il giunto gli verrà rispedito al 100% perfettamente funzionante e con un’aspettativa di durata esattamente uguale a quella del giunto rotante nuovo.
Quanto dura in media un giunto rigenerato rispetto a uno nuovo?
Non c’è alcuna differenza: i giunti revisionati e ricondizionati da noi sono letteralmente“come nuovi”,durano altrettanto e hanno la stessa garanzia. La durata dipende dal tipo di utilizzo: le elevate velocità di rotazione tendono a diminuire l’aspettativa di vita utile del giunto, ma questa rimane comunque alta; noi stessi rimaniamo piacevolmente stupiti quando in alcune aziende troviamo nostri giunti, mai revisionati, ancora perfettamente funzionanti dopo anche più di dieci anni. johnson-fluiten.com/it


Prevention is better: this is Johnson-Fluiten’s philosophy when it comes to maintenance. With careful after-sales service and expert regeneration and reconditioning, the company is able to guarantee the perfect functionality of its couplings at all times. We talked about this with Danilo Volontè, the company’s Area Sales Manager
How can the safety and efficiency of rotary joints be guaranteed over time?
Our preventive maintenance minimises the need for intervention. During customer visits, we check the functioning of the components, understanding if and where to intervene. After the inspection, we draw up a report allowing those responsible to have an up-to-date view of the state of the plant at all times. This benefits performance and above all safety. A malfunction can have serious consequences: intervening before this occurs is important.
If a coupling shows anomalies, we advise the customer to disassemble it and send it back to us; at that point we assess whether to recondition it or replace it with a new coupling, but in any case we guarantee that the coupling we return to the customer will be fully functional.
How often is it necessary to inspect the condition of rotary joints?
Our couplings once installed must be able to function smoothly for many years, with slight variations in service life depending on the type. An annual inspection is usually more than sufficient to identify any need for intervention: this service is offered free of charge by Johnson-Fluiten.
What happens after you have established the need for an intervention and the customer sends you the joint to be serviced?
After the joint is sent to us for overhaul, we disassemble it and assess which parts are damaged. If the joint is repairable, we replace the worn parts, which the


customer often does not replace himself due to the complexity of the operation and the time required.
Once repaired and reassembled, the joint is subjected to rigorous testing and only sent back to the customer when we are certain that it works perfectly. If the component is not repairable, we assess together the possibility of completely replacing the rotary joint with a new one, but at the same cost as the reconditioning.
What are the possible consequences of a malfunctioning rotary joint which is not checked regularly?
A malfunctioning coupling can have major consequences for the efficiency of the entire system,but it is not just a question of compromised profitability:a malfunction can be a significant safety issue, especially if the couplings are used at high temperatures and pressures or in the presence of easily flammable materials.
To prevent risks, we make sure that customers always stock consumable items such as seals or,even better,our maintenance kits,to allow for timely intervention. If a joint requires a complete reconditioning, we can replace it with a new or reconditioned one already in stock, and send the disassembled joint to JohnsonFluiten for servicing. In some cases, we can carry out the reconditioning directly at the customer’s premises, provided that the necessary spare parts are available. What economic and operational advantages can customers expect from your maintenance service compared to buying new components?
The customer always pays the lower amount between the cost of reconditioning and the cost of replacement with a brand new joint. The choice between reconditioning and replacement is up to us, but in any case, the customers are guaranteed that the coupling will be returned to them 100% fully functional and with a life expectancy exactly equal to that of the new rotary joint.
How long does a reconditioned joint last on average compared to a new one?
There is no difference: couplings overhauled and reconditioned by us are literally ‘as good as new’, last just as long and have the same warranty. The service life depends on the type of use: high rotation speeds tend to decrease the life expectancy of the coupling, but this is still high; we ourselves are pleasantly surprised when in some companies we find our couplings, never overhauled, still perfectly functional after even more than ten years. johnson-fluiten.com/it







ALL4PACK www.all4pack.com 98
ALLEGRI CESARE SPA www.allegricesare.com 172-173
ALTECH SRL www.altech.it 4, 82-83
AMI SRL www.amitech.it 121
ANSELMO IMPIANTI SRL www.anselmoitalia.com 16-18
ATLAS PACIFIC EUROPE SRL www.atlaspacific.com 188-189
AVO – ALDO VALSECCHI SPA www.avo.it 198-199
B&B SILO SYSTEMS SRL www.bebsilos.com 70-71
BALLUFF AUTOMATION SRL www.balluff.it 170-171
BBTECH EXPO www.bbtechexpo.com 174
BELLINTANI ZENO www.bellintani.it 78-79
BORGHI SRL www.borghigroup.it 22-23, 197
C. OTTO GEHRCKENS GMBH & CO. KG www.cog.de 14-15
COLINES SPA www.colines.it 84-85
COLOMBO PIETRO SNC www.colombopietro.it 34-35
COLUSSI ERMES SPA www.colussiermes.com 148-149
COSMA IMPIANTI SRL www.cosmaimpianti.it 150-151
COSTRUZIONI MECCANICHE VALENTE SNC www.valentecostruzioni.it 116-117
CSB SYSTEM SRL www.csb-system.it 192-193
CUOMO F.LLI www.cuomoind.it
DEFIL SRL www.defil.it 72-73
DEFINO & GIANCASPRO SRL www.defino-giancaspro.com 47
DOLZAN IMPIANTI SRL www.dolzan.com
EMILOS SRL www.emilos.eu 36-37
ENDRESS+HAUSER ITALIA SPA www.it.endress.com 154-155
ESCHER MIXERS SRL www.eschermixers.com 3^COVER, 48-49
ETIPACK SPA www.etipack.it 2^ COVER, 136-137
F.LLI SACCHI www.cmsacchi.com 29-31
FERRARONI AFP SRL www.ferraroni.net
FOTEG www.fotegistanbul.com
FRISTAM PUMPEN KG www.fristam.de/en
FRUIT LOGISTICA www.fruitlogistica.com
GAMPACK GROUP www.gampackgroup.com
GASTROPAN www.gastropan.ro
GIUSTO FARAVELLI SPA www.faravelli.it
SYSTEM PACK SRL www.gsp.it
MANUFACTURING www.gulfoodmanufacturing.com
IBIE www.bakingexpo.com
EXPO SAVE www.exposave.com/verona
I.VAR. INDUSTRY SRL www.ivarindustry.it 194-195
ICOTEK ITALIA SRL www.icotek.com
IFM ELECTRONICS SRL www.ifm.com
IFP PACKAGING SRL www.ifppackaging.it 87
IMA COFFEE www.ima.it/coffee 92-93
INOX MECCANICA SPA www.inoxmeccanica.com 1^ COVER, 144-146 ITALPAN www.italpan.com 53
ITV PNEUMATIC SRL www.itv-gmbh.de
FLUITEN SRL www.johnson-fluiten.com
KELLER ITALY SRL www.keller-druck.com
L.A.I.M. SRL www.imbalaim.it
LAWER SPA www.lawer.com
LEISTER TECHNOLOGIES ITALIA SRL www.leister.com
LIVETECH SRL www.live-tech.com
M.H. MATERIAL HANDLING SPA www.mhmaterialhandling.com
MAROTTA EVOLUTION SRL www.marottaevolution.com
MILLENNIUM SRL www.me-foodsolutions.com
MINI MOTOR SPA www.minimotor.com
MIX SRL www.mixsrl.it
MULTIAIR ITALIA SRL www.pneumatech.com/it
OCRIM SPA www.ocrim.it
OLOCCO SRL www.olocco.eu
ORION
PILZ
PRL TECNOSOFT SRL www.prltecnosoft.com
COLOGNE
PULSAR
RE PIETRO SRL www.repietro.com
RGS VACUUM SYSTEMS SRL www.rgsvacuumsystems.com
SALON DU CHOCOLAT www.salon-du-chocolat.com
SARP SRL www.sarp.it
SATINOX SRL www.satinox.com
SIGEP www.sigep.it
SINO-PACK www.chinasinopack.com
24-27



SIC www.saloneindustriacasearia.it 162, 166-167
SIT SPA www.sitspa.it
SITEC SRL www.sitecsrl.it
STAUBLI ITALIA SPA www.staubli.com
TECNICA5 SRL www.tecnica5.it
TECNO PACK SPA www.tecnopackspa.it 5
TEKNO STAMAP SRL www.teknostamap.com
TENCO SRL www.tenco.it
TRI-MER GLOBAL TECHNOLOGIES SRL www.tri-merglobal.com
UNIVERSAL PACK SRL www.universalpack.it
VEGA ITALIA SRL www.vega.com
VETROMECCANICA SRL www.vetromeccanica.it
VIMCO SRL www.vimco.it
Z MATIK SRL www.zmatik.com
ZANIN SRL www.zanin-italia.com








CHILLVENTA | Norimberga 8-10 ottobre | www.chillventa.de
FRUIT ATTRACTION | Madrid 8-10 ottobre | www.ifema.es/en/fruit-attraction
EXPO SAVE | Verona 16-17 ottobre | www.exposave.com
SOLIDS | Dortmund 9-10 ottobre | www.solids-dortmund.de
BI-MU | Milano 9-12 ottobre | www.bimu.it
SAVE | Verona 16-17 ottobre | www.exposave.com
SIC | Caserta 18-20 ottobre | www.saloneindustriacasearia.it
TRIESTESPRESSO | Trieste 24-26 ottobre | www.triestespresso.it
SÜDBACK EXPO | Stoccarda 26-29 ottobre | www.messe-stuttgart.de/suedback
PACK EXPO | Chicago 3-6 novembre | www.packexpointernational.com
ALL4PACK EMBALLAGE | Parigi 4-7 novembre | www.all4pack.com
GULFOOD MANUFACTURING | Dubai 5-7 novembre | www.gulfoodmanufacturing.com
MEAT / DAIRY / FROZEN EXPO | Atene 9-11 novembre | www.mdfexpo.gr
SPS | Norimberga 12-14 novembre | www.sps.mesago.com/nuernberg/en.html
PACKEX | Montréal 13-14 novembre | www.admmontreal.com
FI EUROPE | Francoforte 19-21 novembre | www.figlobal.com/europe
SIGEP | Rimini 18-22 gennaio | www.sigep.it
PROSWEETS COLOGNE | Colonia 2-5 febbraio | www.prosweets.com
FORUM INDUSTRIA DIGITALE | Brescia 5 febbraio | www.forumindustriadigitale.it
FRUIT LOGISTICA | Berlino 5-7 febbraio | www.fruitlogistica.com
FOOD ATTRACTION | Rimini 16-18 febbraio | www.beerandfoodattraction.it
GULFOOD | Dubai 17-21 febbraio | www.gulfood.com
CFIA | Rennes 4-6 marzo | www.rennes.cfiaexpo.com/en
SINO PACK | Guangzhou 4-6 marzo | www.chinasinopack.com
GASTROPAN Braşov 27-29 marzo | www.gastropan.ro
IFFA | Francoforte 3-8 maggio | www.iffa.messefrankfurt.com
TUTTOFOOD | Milano 5-8 maggio | www.tuttofood.it
MACFRUT | Rimini 6-8 maggio | www.macfrut.com
IBA | Düsseldorf 18-22 maggio | ww.iba-tradefair.com
IPACK-IMA | Milano Rho 27-30 maggio | www.ipackima.com
PROPAK ASIA | Bangkok 11-14 giugno | www.propakasia.com
ASIA FRUIT LOGISTICA | Hong Kong 3-5 settembre | www.asiafruitlogistica.com
POWTECH - TECHNOPHARM | Norimberga 23-25 settembre | www.powtech-technopharm.com
HOST | Milano 17-21 ottobre | https://host.fieramilano.it/
CIBUSTEC FORUM | Parma 28-29 ottobre | www.cibustecforum.it
PROCESS EXPO | Chicago 29-30 ottobre | https://process-expo.us.messefrankfurt.com/us/en.html
REFRIGERA | Bologna 12-14 novembre | https://refrigera.show 2024/2025