Mă întreb dacă dialogul cu ChatGPT sau cu diverşii asistenţi AI prezenţi în acest moment pe piaţă, este influenţat de propaganda ideologică actuală, oriunde şi oricare ar fi ea, sau de interesele comerciale dominante ale momentului? Ne putem întreba dacă algoritmii răspunsurilor sunt contaminaţi sau cenzuraţi de ideologie? Sau cât vor fi de influenţaţi în viitor de intenţiile ascunse ale entităţilor care guvernează aceste instrumente? Ori, dacă influenţarea şi manipularea vor face parte din obiectivele acestui instrument controversat, dar atât de lăudat? Deoarece, ca orice alt instrument de comunicare sau de asistenţă de până acum, fără îndoială va ajunge să fie contaminat de interesele dominante ale momentului.
Într-o lume liberă... să hăituiască şi să vâneze liberul arbitru, sper că nu crede cineva că AI-ul este singurul spaţiu care a scăpat de această prigoană. Sub aparenţa unei obiectivităţi cu fundamente tehnice solide, se ascunde de fapt cea mai seducătoare, convingătoare şi influentă subiectivitate de până acum. De ce se bucură de acest privilegiu? Pentru că este - aparent - detaşată de om şi intenţiile lui. Este autonomă (!?). Câţi pot dovedi că nu e?!
În consecinţă, cred că vin vremuri în care adevărul trebuie apărat, dacă nu cumva ele sunt aici de ceva timp. Dar nu este deloc uşor, este foarte dificil, pentru că instrumentele raţionale şi emoţionale prin care individul face acest lucru sunt deja puternic contaminate ideologic. Aparent benign. În sensul curentului, nu invers. Pentru că interesele materiale sunt dominante în cultura momentului şi nu există alternativă frecventabilă.
Priviţi către transparenţa alinierii intenţiei cu fapta. Cât de transparent mai este acum acest proces? Cât de repede vă daţi seama ce animă cu adevărat un individ ascultându-i discursul? Remarcaţi cât de bine ascunsă este motivaţia reală în discursul public şi cât de toxic este acest lucru pentru societate în general. Ori, cum s-a învechit motivarea faptelor individului pe baze morale. Acum financiarul, economicul sunt detaşate de morală sau o înlocuiesc cu totul. Este şi motivul pentru care obiectivele economice se ating din ce în ce mai greu sau produc ulterior efecte negative greu de gestionat.
Prioritatea câştigului financiar, în faţa fundamentării morale a acţiunilor, guvernează cele mai influente societăţi model din lume. Şi astfel, lumea în întregime sau cea mai mare parte din ea, are de suferit. Nu pe moment, ci în timp. La scară istorică. Nu este nimeni absurd să nege importanţa urmăririi intereselor materiale, dar lipsa asocierii lor cu obiective morale creează consecinţe pe termen lung greu de gestionat.
Cred că este nevoie, oricât de utopic ar suna, de investiţii fundamentate moral generate de apariţia unui capital moral. Un nou capitol în bugetul companiilor şi guvernelor. Este nevoie de un impact social benefic asociat oricărui profit financiar. Nu doar de profit cu orice preţ. Se poate începe cu marje mai mici şi beneficii morale mai mari. Şi în sensul acesta, educaţia construieşte fundaţia. Până la sistem, primii şapte ani sunt de acasă. Cum ne educăm acasă copiii? Ce obiceiuri văd la noi? Ce valori le transmitem să ducă mai departe în societate? Când se vorbeşte de educaţie se vorbeşte prea mult despre competenţe şi prea puţin despre sentimente şi emoţii. Ar trebui să ne dea de



DIRECTOR/REDACTOR ªEF ing. nu liescu
ART DIRECTOR
Claudia Costache
S C D D C ing. Gabriela Atanasiu
REDACTORI
ing. ihaela liescu ing. Corneliu Gornic ing. n rei liescu lexan ru liescu
COLABORATORI
ing. Florin oraru T ing. ircea B uþ eonar i oiu mit Batma T T
ABONAMENTE
Pentru detalii despre abonamentele la re ista tip rit şi la arianta igital , scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT
60 51, Bucure ti Tele on: 021.340.28.68, 0741.076.834 Email: info@ttech.ro www.ttonline.ro itat e Tehnic e ia.

Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. epro ucerea total sau par ial a materialelor este inter is , r acor ul scris al re ac iei.
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro Foto copert : hutterstoc



anul 23 nr. 4/ 2024 (136)
on i ii necesare pentru o trans ormare igital e succes ing. Corneliu Gornic
30 api şi inamic : re are trohoi n a ricarea matri elor
34 oul catalog e scule aşchietoare erati it
36 icien n prelucrarea titanului cu : tehnologie şi ino a ie 38 orturile pentru strun ire Tiger tec® ol 10 , 20 , 30 , puternice n o el mpotri a u urii
40 oro ill® 60, un concept cu a e rat ersatil e re are rontal şi e col
42 i n opera ii e strun ire
ontinental a inaugurat unul intre cele mai mari la oratoare e testare in uropa
Analiză
oi reglement ri şi perspecti e pentru in ustria auto
Ten in e e a rica ie care pot accelera progresul companiilor n omeniul sustena ilit ii

la B 2024: xperien a achining Trans ormation i e 16
i ica i la maxim e icien a pro uc iei cu solu iile e automati are uma reen au 20 a a re uce termenele e li rare pentru maşinile pro use n uropa 22 e la insol en la lichi are: erulare şi licita ie a unui atelier spaniol e repara ii na ale 24
Ten in e n utili area inteligen ei arti iciale pe pia a utila elor secon han
lansea minicelula ro oti at e su ur cu laser i r , F e 3
istemul e scule 2 4 1 pentru maşini e ştan at Trump ® ing. Florin Moraru



44 ill 4T 12 T, solu ia optim e re are tangen ial
Tehnologii
tu iu e ca : aluarea con i iei rulmen ilor cu a utorul lu ri ierii asistate e ultrasunete
46
48 egea european pri in inteligen a arti icial 50 2024, anul ascensiunii inteligen ei arti iciale: or Tren n ex e i en ia a op ia inteligen ei arti iciale la locul e munc
52 Ten in e e a rica ie care pot accelera progresul companiilor n omeniul sustena ilit ii 54
Transmisii mecanice ulmentul e roat TriFinit e la chae ler, nominali at la remiul pentru ino a ie utomechani a Fran urt 2024
Sudură
B , echipamente e su ur mase plastice cu in raroşu conturat
57
58 T 320 400 500 , echipament e su are multi proces
59 ptimi area arcului electric şi re
Automatizări
Automatizări >>> roboţi <<< utomati area a ansat : calea spre e icien şi pro ucti itate 64 assow o ots, pro uc tor e co o i cu 7 axe, mo elea iitorul automati rii lexi ile
65 ontinental e olt noi solu ii so tware pentru ro o


Testare cu succes a ro o ilor umanoi i la u ina B roup in partan urg 67
T ® T plus®, iltrare per ect , omogeni are, ega are 68 olu ii pentru procese sustena ile e in ec ie 70
oua generatie e ucşe e ghi are cu ile 71
oi capace şi opuri iletate in reciclat
eria 1400 1800 2200, multitalentul pentru toate tipurile e plastic 73
CAD/CAM/PLM/ERP
c asi gratuit. Free şi i ra in ircea duþ 74




Energie
aximi area e icien ei pro uc iei cu minimum e energie 76 F 2024 Forumul egional al nergiei 78
BB este prima companie care atinge anticipat hipere icien a 6 prin utili area motoarelor r magne i permanen i 80 Recenzie de carte
T&T Plus >>> resurse umane <<< om nia Tehnologic : nga atori, nga a i, nga ament e nard i iu 82 e olu ia talentelor: companiile nu mai concurea oar pentru a atrage talente, ci şi pentru a le p stra
aport w : a oritatea anga a ilor in om nia or s utili e e şi s o n easc noi








Naționale:
19 – 21.09Smart Energy Expo, eveniment pentru industria energiei sustenabile, dedicat promovării celor mai noi soluții, tehnologii și inovații care contribuie la eficiența, sustenabilitatea și dezvoltarea sectorului energetic și a industriilor conexe, Constanța
01 – 06.10SAB - Salonul Auto București și Accesorii, București
16 – 18.10Romanian Security Fair, expoziție internațională bienală dedicată sistemelor şi serviciilor de Securitate, București
18 – 19.10Angajatori de Top, eveniment de carieră, Timișoara
25 – 26.10Angajatori de Top, eveniment de carieră, București
Internaționale:
01 – 04.10MachTech & InnoTech Expo, târg internațional de mașini, tehnologii și echipamente industriale, Sofia, Bulgaria
06 – 10.09IFA, târg de tehnologie (de electronice de larg consum și electrocasnice) Berlin, Germania
10 – 14.09AMB, expoziţie internaţională de prelucrare a metalelor, Stuttgart, Germania
10 – 14.09Automechanika, târg internaţional dedicat unei game largi de piese, consumabile, accesorii şi echipamente auto aftermarket, Frankfurt, Germania
26 - 29.09International Technical Fair, târgul tehnic international, Plovdiv, Bulgaria
08 - 11.10Motek, târg internațional de automatizare în producție și asamblare, Stuttgart, Germania
09 – 12.10BI-MU, expoziție de mașini-unelte, roboți și sisteme de automatizare, Milano, Italia
15 – 19.10Fakuma, târg dedicat prelucrării materialelor plastice, Friedrichshafen, Germania
22 – 25.10EuroBlech, expoziție pentru prelucrarea tablei, Hanovra, Germania

ncepând cu 1 august
2024, Sile Fulga este Director Executiv al zinei ehicule acia și coordonator al Platformei
Industriale Mioveni. Acesta
îl înlocuiește pe Carlos Carrinho, care va prelua alte responsabilități în cadrul
În vârstă de 56 de ani, ile Fulga lucrează la acia din anul 1987 și a ocupat succesiv următoarele funcții șef departament opsitorie, șef departament Caroserie, șef departament ontaj ehicule, director tehnic și, din anul 2018 până în prezent, irector de Fabricație al Uzinei Vehicule Dacia.
in punct de vedere funcțional, ile Fulga îi va raporta lui Christophe ridi, irector ndustrial lobal-Access și irector ndustrial al mărcii acia.

etra Pak a anunțat numirea lui Alex Henriksen în rolul de director general pentru Europa de Est, începând cu data de 1 august. Alex îi urmează lui ndse o den- dwards, care va face tranziția spre o nouă poziție. În noul său rol, Ale va fi responsabil pentru operațiunile etra Pak în 16 țări, inclusiv pentru 7 birouri de vânzări. Ale Henriksen s-a alăturat etra Pak în 1998 și a deținut mai multe poziții de conducere la nivel european și global, înainte de a prelua actuala funcție de director general pentru uropa de ord în
În ultimii patru ani, Ale a condus operațiunile etra Pak pe o piață comple ă, formată din 13 țări din candinavia, ările Baltice, area Britanie i rlanda. pertiza sa profesională îmbină managementul eficient al conturilor cheie, un background tehnic solid și un angajament puternic pentru creșterea profitabilității clienților prin parteneri-
Comisia uropeană a aprobat, în temeiul normelor privind ajutoarele de stat, o măsură de ajutor în valoare de 99,5 milioane R 495,2 milioane R notificată de România în favoarea okian res. Ajutorul va sprijini înființarea în radea a unei noi fabrici cu zero emisii de dio id de carbon destinată producției de anvelope pentru autoturisme. ăsura va contribui la obiectivele strategice ale legate de crearea de locuri de muncă, dezvoltarea regională și tranziția verde a economiei regionale.
România a notificat Comisiei planul său de a sprijini okian res să înființeze o nouă fabrică de anvelope cu zero emisii de dio id de carbon în radea, județul Bihor regiunea ordest . În cadrul măsurii, ajutorul se va acorda sub formă unui grant direct. Ajutorul va avea o valoare de apro imativ 99,5 milioane R 495,2 milioane R . nvestiția este estimată la apro imativ 650 de milioane R. e estimează că fabrica va avea o capacitate de producție de apro imativ 6 milioane de unități pe an. Proiectul va crea circa 500 de locuri de muncă directe, precum și alte locuri de muncă
Benchmark lectronics, nc. BH , furnizor global de servicii de inginerie, proiectare și producție, a sărbătorit pe 25 iulie e tinderea semnificativă a prezenței sale la Brașov, continuând investiția companiei în regiune.
oua e tensie a unită ii din Bra ov va găzdui echipamente de ultimă genera ie i va fi destinată produc iei de echipamente din domeniul industriilor medicale i a semiconductorilor.

indirecte. e preconizează totodată că proiectul va aduce beneficii în materie de sustenabilitate, întrucât urmărește înființarea primei fabrici de anvelope cu zero emisii de dio id de carbon din lume. Fabrica va fi situată în radea, o zonă eligibilă pentru ajutor regional.
Comisia a constatat că măsura va contribui la crearea de locuri de muncă, la dezvoltarea economică i la competitivitatea unei zone defavorizate. e asemenea, ajutorul are un efect stimulativ, deoarece beneficiarul nu ar fi realizat proiectul în absen a sprijinului public, măsura are un impact limitat asupra concuren ei i a schimburilor comerciale în cadrul .
„Această măsură în valoare de , milioane euro va permite omâniei să sprijine înfiin area unei noi fabrici de anvelope cu zero emisii de CO în Oradea. Se preconizează că proiectul va reprezenta o premieră la nivel mondial i va contribui la competitivitatea i tranzi ia verde în această zonă , a afirmat argre he es ager, ice re edin ele execu i res onsabil cu oli ica în do eniul concuren ei


„Suntem nerăbdători să adăugăm noi capabilită i fabricii noastre de la Bra ov, să aducem mai mult business i noi locuri de muncă în regiune. o extindere pe care o pregătim de multă vreme i sunt foarte mândru de echipa noastră care a reu it astăzi să atingă această bornă istorică”, a declarat Her an ar elin , ice re edin e en ru o era iunii euro ene, ench ar
„ oul spațiu va oferi echipelor noastre de producție și inginerie un spațiu amplu pentru a ne extinde operațiunile în uropa de st, aducând totodată mai multe locuri de muncă bine plătite comunității brașovene.” a declarat Jeff enc , re edin e i , ench ar
compania fiind interesată să angajeze tehnicieni, operatori de mașini și echipamente, ingineri electroniști și mecanici. În plus, în noile condiții, Benchmark va putea strânge legăturile cu universitățile locale, oferind mai multe oportunități pentru practică și internship.
tinderea de la Brașov face parte dintr-o strategie mai amplă a companiei Benchmark, de creștere a capacității de producție în întreaga lume prin valorificarea facilităților e istente și a leadership-ului actual.



ÜMIT BATMAZ
Renault Group EV Battery Quality Expert Fellow, România
umit.batmaz@renault.com
1
Introducere
Unul dintre semnele de întrebare care apar în societate în general, în timpul tranziției la mașinile electrice, este cât va dura acest proces de tranziție. Întrebarea care se pune imediat este cu ce fel de situație se vor confrunta cei care folosesc vehicule diesel sau pe benzină după ce vânzările de vehicule electrice vor deveni obligatorii în 2030 sau 2035, în funcție de țară Aș putea să răspund subiectiv la aceste întrebări - mai e act, ca profesionist auto aș putea spune în ce direcție se îndreaptă perspectivele. au aș putea creiona o perspectivă în industrie, interpretând informațiile pe care le avem la îndemână în ce privește dezvoltarea tehnologică. În loc să interpretez astfel, prefer totuși ca în acest articol să arăt care vor fi reglementările legale în viitorul apropiat și îndepărtat și, în cele din urmă, să fac lumină asupra modului în care acestea ne modelează calea în tranziția către lumea mașinilor electrice.

După cum se știe, punctul comun al tuturor oamenilor de știință în legătură cu schimbările climatice este că emisiile de gaze de carbon joacă un rol primordial în efectul de seră din atmosferă. tim că emisiile de gaze de carbon sunt influențate în mod direct de industria automobilelor prin intermediul motoarelor cu ardere internă. Oricum, emisiile de carbon implicate în întregul proces de realizare a unui produs auto, de la materia primă la produsul final, influențează în mod direct reglementările gestionate de Comisia Europeană. oile obligații legale dar și cele viitoare, pe care le vom prezenta mai jos, abordează nu numai emisiile de carbon, ci și multe aspecte, cum ar fi toate procesele din industria auto și cele în legătură cu bateriile aferente, materialele, software-ul și reciclarea.
2
Reglementări privind emisiile de carbon
Diverse legi au fost puse în aplicare în multe țări pentru a reglementa emisiile de carbon. În acest moment, există 16 piețe cu reglementări privind emisiile de carbon care sunt deja în vigoare. Printre acestea, China, Statele Unite și piețele Uniunii Europene ar trebui evidențiate în mod special. Aceste 3 piețe acoperă
1992 n Renault Group EV Battery Quality Development Senior Fellow, România.
aproape 75% din totalul vânzărilor de automobile. Deciziile luate de aceste state, care reprezintă trei sferturi din piața totală, au în mod natural un impact semnificativ asupra întregii piețe auto mondiale. Deși nivelurile de așteptare ale acestor 16 piețe diferă între ele, se vede clar că toate se îndreaptă către obiectivul zero emisii. Dintre acestea, Uniunea Europeană are cele mai mari așteptări și intenționează să permită vânzarea de vehicule cu emisii complet zero în 2035. Când spunem vehicule cu emisii zero, este clar că vehiculele electrice sunt menționate în mai multe planuri. Cu toate acestea, conform metodelor de calcul ale Uniunii Europene, în domeniul de aplicare zero emisii sunt incluși și combustibilii regenerabili alimentați cu hidrogen sau de origine non-biologică (RF O) [1]. Astfel, o piață formată din vehicule electrice, alimentate cu RF O sau alimentate cu hidrogen este exprimată, de fapt, în planurile Uniunii Europene începând cu 2035. i rne i en are stabilite de Comisie pentru obiectivul din 2035. ri a, emisiile de dioxid de carbon ale autoturismelor vândute în 2030 sunt planificate să fie cu 55% mai mici decât cele vândute în 2021. a i ia a e a a i ația n i a reana i a a ie i e er e i ii n e e rea i

Este clar că vehiculele electrice și pe bază de hidrogen vor îndeplini obiectivul de emisii zero de gaze de eșapament. Cu toate acestea, există opinii diferite despre RF O. Modul în care sunt obținuți combustibilii RF O, procesele prin care sunt produși și costurile acestora vor fi subiecte importante de studiu în viitor.
3ateriile şi amprenta de carbon tim că cea mai critică și importantă parte a vehiculelor electrice este bateria. Există multe reglementări privind standardele bateriilor și cerințele pe care acestea trebuie să le respecte. Directiva importantă a Uniunii Europene care va afecta perioada următoare a fost publicată în iulie 2023 cu numărul UE 2023 1542.
Directiva în cauză stabilește o foaie de parcurs care va dura până în 2036, și conține o serie de instrucțiuni. Au fost mai multe motive pentru care a apărut necesitatea acestei foi de parcurs. n ri r n , poate fi exprimată nevoia de timp pentru a calcula unele atribute și pentru a determina limitările legate de acestea. De exemplu, metoda de calcul pentru determinarea amprentei de carbon a bateriei încă nu a fost convenită în mod clar. Pentru acest calcul, Uniunea Europeană trebuie să colecteze unele informații și, după evaluarea acestora, să decidă împreună cu experții asupra unei metode standard de calcul. i ea i este că producătorii de automobile au nevoie, de asemenea, de timp pentru a dezvolta produse și procese. Un exemplu care poate fi dat aici este optimizarea proceselor legate de reciclare și crearea de planuri pentru realizarea investițiilor necesare.
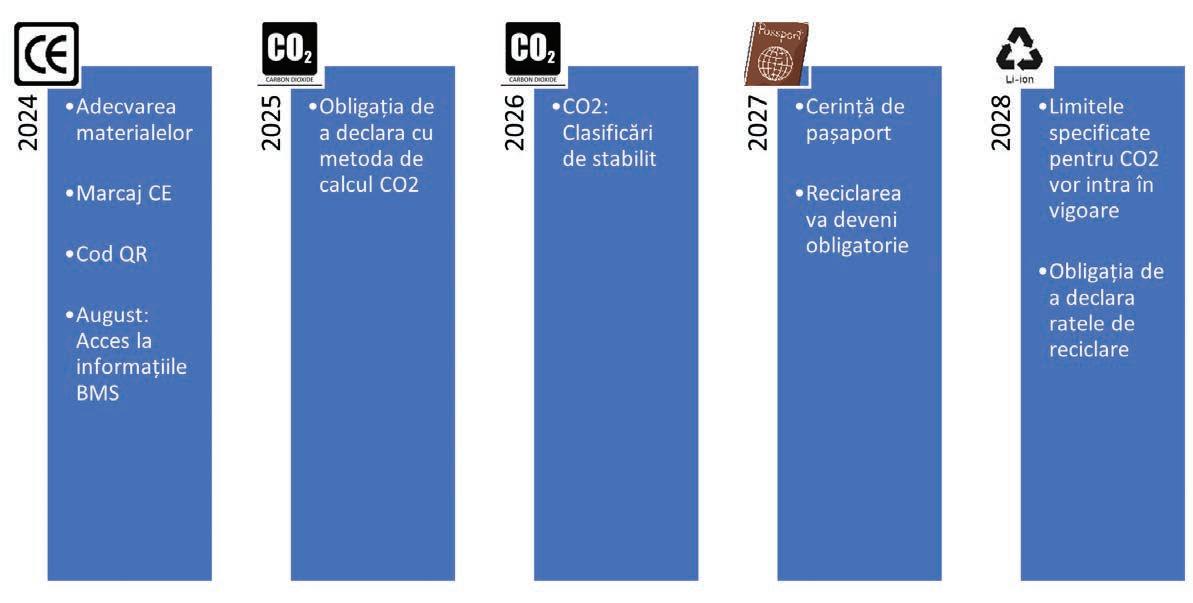
ire i a re e e ne e re e en ri n i a rii n e n Începând cu februarie 2024, este obligatoriu ca bateriile să poarte marcajul CE și să aibă un cod R, iar materialele care alcătuiesc bateria trebuie să fie în conformitate cu reglementările actuale. În a doua etapă, accesul la datele sistemului de gestionare a bateriilor va fi solicitat începând cu luna august 2024. În acest fel, experții comunității vor avea ocazia să detecteze și să controleze aplicațiile realizate pe software.
n e n , Comisia Europeană se va concentra asupra amprentei totale de carbon a bateriilor și a vehiculelor electrice. În 2025, regulamentul pare să impună producătorului să declare
amprenta totală de carbon împreună cu metoda de calcul. Pe baza acestor declarații, se planifică crearea și publicarea unei clasificări a amprentei de carbon, pentru 2026. În 2028, vor fi impuse restricții asupra clasificărilor determinate anterior, iar respectarea acestora va fi obligatorie. Desigur, responsabilitățile menționate mai sus vor veni cu siguranță cu sancțiuni. Putem considera că cea mai importantă dintre aceste sancțiuni va fi cea care va restricționa oportunitatea de a oferi vehicule pe piață.
Una dintre așteptările importante ale Comisiei Europene în ceea ce privește bateriile este ca, n e n , fiecare baterie să aibă un pașaport care să îi exprime identitatea. Aceasta este de fapt o dezvoltare cerută și așteptată de producătorii de automobile. Deținerea unui pașaport pentru fiecare baterie este considerată o oportunitate care va permite urmărirea electronică, permițând astfel împărțirea responsabilităților între producătorul de automobile, producătorul bateriei, utilizatorul secundar și reciclator în timpul procesului post-utilizare și reciclare a automobilului. Directiva face reciclarea bateriilor obligatorie în 2027 și impune declararea cantităților reciclate de către producători în 2028. Conform planului Comisiei, ca urmare a studiilor care urmează să fie efectuate în perioada 2028-2031, rata de reciclare a cobaltului, nichelului și cuprului din baterii va fi solicitată să ajungă la 95%, și la 80% pentru litiu, n e n
n in re a an a e e i r an e pe care le avem atunci când trecem de la motoarele cu ardere internă la mașinile electrice este că problema software-ului a ajuns în prim-plan. Deși această tranziție face ca automobilul să pară că s-a mutat din domeniul mecanic în domeniul electronic, este necesar să vedem că electronica oferă de fapt software care detectează date în timp real despre mecanică, le procesează și le direcționează către rezultate pozitive. Cererea de vehicule electrice, care a crescut mai ales după pandemie, a făcut ca producătorii de automobile să fie examinați în detaliu în cadrul definițiilor și responsabilităților legate de baterii. O concluzie a acestor studii a fost că identitatea fiecărei baterii ar trebui să fie detectabilă în detaliu. În timp ce negocierile sunt în curs de desfășurare în cadrul Comisiei Europene, pașaportul bateriei este planificat să conțină o înregistrare digitală a informațiilor despre întregul ciclu de viață al bateriei, de la producție la reciclare, inclusiv impactul asupra mediului, durata de viață preconizată și durabilitatea bateriei. În acest moment, dezbaterea, dacă pașaportul ar trebui să includă cele de mai jos, pare să se intensifice
n Compoziția chimică a bateriei
n Impactul potențial asupra mediului, inclusiv procesele prin care se obțin materiile prime
n Cantitatea de emisii de CO2 atinsă pe parcursul întregului ciclu de viață al mașinii
n Capacitatea și durabilitatea preconizate
n Rezultatele testării indicatorilor-cheie
n Instrucțiuni pentru exploatarea, transportul și depozitarea în condiții de siguranță
n Dacă și cum poate fi reciclată bateria, inclusiv eliminarea sigură și ecologică.
Pașaportul este un produs al acestei directive, cu scopul de a face bateriile mai durabile.
5ateriile şi durata lor de viaţă tim că una dintre trăsăturile distinctive ale bateriilor pentru mașini electrice este sustenabilitatea și durata lor de viață. Datorită naturii utilizării produsului auto, durata de viață a bateriei este mai mică decât a altor produse care utilizează baterii litiu-ion, deoarece bateria alternează între sarcină mare și sarcină redusă. În acest moment, parlamentarii UE fac reglementări pentru a îmbunătăți durata de viață a bateriei. Putem spune că nu numai Uniunea Europeană, ci și California, cel mai mare stat economic din Statelor Unite, și Republica Populară Chineză au pus reglementările în acest sens pe agenda lor.
Conform cerințelor de reglementare rezumate în i ra , care variază în funcție de regiune, începând cu 2026, producătorii din Europa și California vor fi obligați să ofere o garanție de 70% a capacității bateriei pentru bateriile pe care le instalează pe vehicule, timp de până la 8 ani sau 160.000 de kilometri. Aceste reglementări introduc pentru prima dată o obligație legală privind performanța bateriilor.
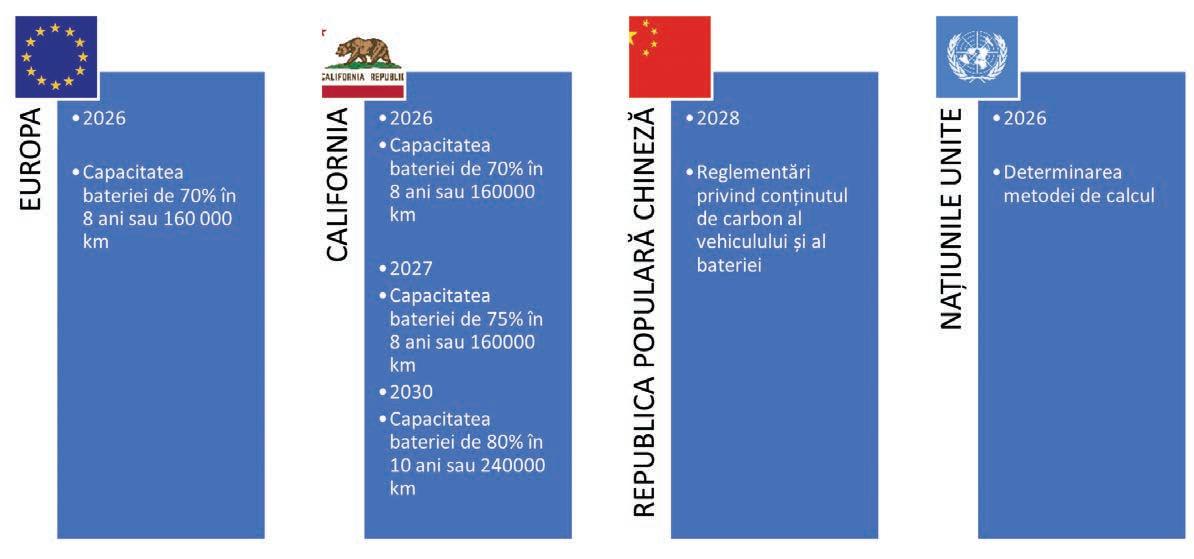
FIGURA 2.
Viziunea actuală a legiuitorilor în raport cu speranța de viață a bateriilor de automobile.
În aceeași perioadă, este de așteptat ca Organizația ațiunilor Unite să introducă metoda de calcul al capacității bateriilor cu un nou standard pe care l-a dezvoltat. u numai Organizația ațiunilor Unite sau Comisia Europeană, ci și multe țări își continuă propriile studii. Republica Populară Chineză intenționează să introducă reglementări privind conținutul de carbon al vehiculelor și bateriilor începând cu 2028. În 2027, California reduce limitele la 75%. Mergând chiar mai departe, statul California solicită o capacitate de 80% până în 2030, până în al zecelea an de utilizare a bateriei, sau până la 240.000 de kilometri.
După cum se poate observa, nu numai amprenta de carbon a bateriilor, ci și performanța acestora sunt reglementate de legiuitor. În numărul viitor vom prezenta abordarea Comisiei Europene față de alte surse de poluare, despre directivele legate de mașinile fără șofer și de securitatea cibernetică a vehiculelor. A


Continental, companie de tehnologie, a inaugurat, în cadrul Conti ech imișoara, noua locație pentru unul dintre cele

componență spații de testare, birouri noi și facilități pentru angajați. Reprezintă o investiție semnificativă în capacitățile de testare și în eforturile continue ale companiei de a oferi clienților produse de cea mai înaltă calitate.
Cu o suprafață utilă de peste 800 de metri pătrați și utilitățile necesare, noul centru de testare este pregătit să facă față celor mai exigente cerințe ale industriei auto.

În urmă cu un an de zile, în cadrul Laboratorului ContiTech România s-a inaugurat una dintre cele mai moderne camere de verificare a curățeniei interioare pentru produsele din întreaga rețea a concernului, în ce privește liniile AC și sistemele de încălzire/ răcire. Construită conform standardelor internaționale specifice, din materiale speciale și beneficiind de temperatură controlată, cu acces strict restricționat pentru a evita pătrunderea impurităților din exterior, camera deservește numeroase unități, din România și Europa. Colegii care lucrează aici au la dispoziție standuri cu tehnologie avansată din domeniu, în scopul de a verifica păstrarea gradului de puritate al liniilor AC în limitele prevăzute de cerințele clienților.
Bogdan ASOLTANEI, Head of Testing Laboratory
Acest nou laborator de testare reprezintă o realizare semnificativă pentru echipa noastră și pentru întreaga comunitate ContiTech. Ne propunem să continuăm să dezvoltăm și să inovăm, asigurându-ne că rămânem în vârful industriei și că îndeplinim cu succes cerințele și specificațiile clienților noștri din întreaga lume.
Marius TODORAN, Head of Project Management al departamentului Segment Thermal Solutions, în cadrul ContiTech Timișoara
Acum, inginerii și tehnicienii, 23 la număr, au la dispoziție echipamentele de testare din vechiul laborator, precum și utilaje noi de test. Acesta reprezintă un pas major în direcția consolidării capacităților noastre și a angajamentului față de excelență în fiecare detaliu.
Enesto FLORES, directorul general al ContiTech Timișoara
oul centru de testare este echipat cu cele mai moderne tehnologii și dispozitive de testare, adaptate pentru a satisface nevoile în continuă schimbare ale industriei auto. În acest fel, standuri, tehnologii și cunoștințe se găsesc atât la dispoziția unității ContiTech din Timișoara, cât și a unitățilorsurori din Europa sau SUA, pentru o gamă variată de teste de la încercări termice și de presiune la tomografie computerizată, de la încercări de vibrații
la o cameră nou construită, specializată, de testare a curățeniei produselor, de la solicitări de impuls de presiune la microscopie metalografică de precizie, ultima achiziție fiind un profilometru optic de ultimă generație, capabil de măsurători de înaltă acuratețe.
Activitatea de testare, la Timișoara, a început în urmă cu două decenii, timp în care laboratoarele au fost constant extinse cu noi capabilități și echipamente, determinate și de volumul de producție, care a condus la un număr tot mai mare de clienți.
Astfel că dotarea centrului de testare a crescut și s-a diversificat, odată cu numărul și pregătirea specialiștilor care îl deservesc. În 2017, compania a extins, printr-o construcție nouă, spațiile de testare, care au găzduit și noi echipamente. Odată cu creșterea volumului de teste a crescut și necesitatea de a implementa noi tehnologii în domeniul aerului condiționat auto, iar amenajarea unui nou spațiu a devenit o cerință stringentă.
ContiTech Timișoara produce aproximativ 18 milioane de curele de transmisie pentru autoturisme, mașini industriale, vehicule comerciale și aplicații industriale și aproximativ 10 milioane de linii de aer condiționat pe an. A




Linie nouă de burghie, cu șurub de blocare a capului indexabil
lansea noua linie QUICKDRILL, preut cu un mecanism unic e locare.

Burghiul are o nou construc ie, mai ro ust , poate aşchia ast el n con i ii ne a ora ile g uri ntrep trunse, intr ri şi ieşiri nclinate etc. . n
ISCAR TOOLS
Tel.: 031.228.66.14 Fax: 031.228.66.15
Minicelulă robotizată de sudură cu laser fibră

inicelula FLW Le e la poate o eri opera iuni e su are cu laser e nalt calitate, cu o re ucere a timpului total e execu ie. ceast solu ie este echipat cu un re onator laser cu i r e 3 pentru a acoperi o gam larg e aplica ii e su are. u multe caracteristici stan ar care i ea uşurin a n utili are şi un ro ot articulat cu 6 axe, F e poate a uta la m un t irea ma orit ii acilit ilor e pro uc ie.
achetul FLW Le inclu e ro otul articulat, re onatorul laser i r e 3 , ca ina e protec ie, r citor şi colector e pra . tili atorul are ne oie oar e articole consuma ile şi e conexiunile la utilit i. o tware ul e programare o line este urni at mpreun cu maşina. n
AMADA GMBH
Tel.: + 40 730 424 424

u arioFlow plus, exroth o er un sistem e transport puternic, stan ar i at şi ersatil pentru utili area n in ustria alimentar şi e am alare, n omeniul s nt ii, n liniile e asam lare in automoti e şi electronice, precum şi n machine lin ing. itul e construc ie al lui arioFlow plus este ormat in componente care pot i utili ate n mo uni ersal pentru toate l imile sistemului. an ul sta il permite or e e trac iune e p n la 1250 . upra a a lan ului este aproape nchis , permi n chiar şi cele mai mici componente s ie transportate n siguran şi n mo ia il. onceptul pentru rutarea in i i ual a sec iunilor cuprine imensiunile 65, 90, 120, 160, 240 şi 320 n ou materiale: arianta e a in aluminiu şi arianta in o el inoxi a il pentru aplica ii cu cerin e e igien mai ri icate, cum ar i n in ustria alimentar . lternati , exroth o er un sistem e pale i pentru piese e lucru, potri it pentru transportul pieselor e lucru n in ustria auto şi electronic . n BOSCH REXROTH SALES SRL
Tel.: 0258.807.872
Cameră ultra-compactă pentru aplicaţii de inspecție a mașinii

icro F440 F 5 cu montur mart este o camer inteligent extrem e con igura il , cu un sen or glo al monocrom e 5 mega pixeli cu 35 ca re pe secun , care o er per orman e excep ionale pentru aproape orice aplica ie e inspec ie a maşinii. F440 F are o serie e caracteristici care o ac o solu ie remarca il n in ustrie. ompati ilitatea o iecti ului cu montur şi suportul pentru op iunile e iluminare extern permit utili atorilor s optimi e e con igurarea imaginilor. n plus, imensiunea compact a mo elului F440 F l po i ionea ca iin cea mai compact camer inteligent in clasa sa, i eal pentru me ii cu spa iu limitat. nstrumentul intuiti e con igurare automat permite con igurarea rapi şi uşoar a aplica iilor extrem e complexe, permi n utili atorilor s o in per orman e optime e imagistic ntr o rac iune e timp. n
OMRON ELECTRONICS
Tel.: 0356.172.241
Branson 1.5 este echipamentul per ect pentru su ur non contact, r particule, a n ca re ultat un cor on re istent şi un aspect i ual e calitate. Flexi ilitate maxim a ormei pieselor conturate 3 , e icien energetic ri i cat şi costuri e operare re use, con trol lose loop al circuitelor genera toare e curent, amprent mic la sol.

Specificaţii: ite maxim a mesei 500 mm s, as e lucru 800 500 mm, c ionare integral er o, mi tor cu 2 xe , For maxim 10 lose oop, e 12 , ş nc rcare sec ionat , gomot max. 70 B , omunicare B şi , . n
EMERSON PROCESS MANAGEMENT ROMANIA
Tel.: 0758.098.485

Fre a ill 4 12 T e la ennametal necesit cu p n la 15 mai pu in or e aşchiere, permi n rate e a ans crescute. esignul propriu al pl cu elor ispune e o muchie n orm e triunghi, care o er o sta ilitate r prece ent la prelucrarea o elului şi ontei, iar a aterile minime axiale asigur o inisare excelent a supra e ei. ill 4 12 T poate a uce o ersatilitate sporit aplica iilor umnea oastr e re are tangen ial .
Caracteristici şi beneficii: n l cu ele a erente re elor 4 12 T m un t esc şi mai mult opera iile e re are tangen ial . n Frezele 4 12 T o er o sta ilitate sporit şi per orman constant n aplicaiile i icile. n onsum re us e energie cu p n la 15 . n
MAXIM
Tel.: 0214 991 180 o .: 0744 311 124
Servicii de debitare și îndoire țeavă și tablă

u o experien e peste 14 ani n prelucrarea metalului, compania egatitan ine n nt mpinarea ne oilor clien ilor s i cu ser icii e e itare şi n oire ea şi ta l . tila ele şi tehnologiile e ultim genera ie permit companiei s onore e comen i in ustriale sau non in ustriale, n serii mici, me ii sau mari. e asemenea, compania ine n spri inul clien ilor care e olt noi pro use prin o erirea e solu ii tehnice e execu ie şi reali area e prototipuri.
Dimensiuni maxime de execuţie:
1. ea lungimea maxim e procesare este e 4500mm 2. Ta l imensiunile maxime e procesare sunt 6000x2000mm. n
MEGATITAN
Tel.: 0263.343.200
Mașină de debitat ideală pentru debitarea de materiale feroase și neferoase

ecent a ap rut noua maşin e e itat T win 3.6 care are omeniul e t iere m rit la 360 mm, o putere mai mare la antrenarea en ii şi eci capa ilitate sporit la e itarea materialelor greu aşchia ile.
aşina T win 3.6 o er sta ilitate n unc ionare pe ntreaga gam e ite e, e la 20 25m min pentru e itarea e inoxuri şi inconel p n la 140 150m min la e itarea e aluminiu şi alia e e aluminiu. n
MAXIM TOOLS INTERNATIONAL
Tel.: +40 21 499 11 80; +40 21 499 11 92 o .: 40 744 311 124; Fax: 40 21 499 12 59


La A B din tuttgart, între 10 și 14 septembrie 2024, R va prezenta potențialul achining ransformation , pe care producătorul de mașini-unelte l-a prezentat deja la . Acum, acesta va fi adus la viață încă o dată în Hala 10 de la A B. „X” din „MX” este piesa centrală a acestei viziuni și a e poziției R . Acesta reprezintă progres, inovație și posibilități nelimitate de a revoluționa procesele de fabricație. Fiecare pilon al transformării prelucrării mecanice integrarea proceselor, automatizarea, transformarea digitală și transformarea ecologică , are propriul rol. „ a A B vom demonstra că interconectarea cât mai strânsă a celor patru piloni are un impact și mai mare asupra eficienței și productivității în producție”, spune Dr. Harald Neun, Executive Officer la DMG MORI, oferind o perspectivă asupra evenimentului.
DMG MORI prezintă o varietate de mașini, soluții de automatizare și produse digitale care deschid calea către viitorul producției, inclusiv premiere mondiale în domeniul prelucrării prin strunjire și frezare, strunjire universală, frezare în 3 și 5 axe, precum și soluții flexibile de automatizare. În plus, CE OS cu SIEME S sau MAPPS este disponibil pentru mai multe serii de mașini noi. Acesta demonstrează cele mai recente evoluții în domeniul digitalizării producției de mașini-unelte.
Partenerul DM P (DMG MORI ualified Products) completează expoziția cu oferte atractive pentru întregul mediu de producție în domeniul prelucrării mecanice. Acest portofoliu amplu permite DMG MORI să dezvolte oricând soluții de fabricație holistice și de viitor care să răspundă nevoilor clientului.
ransformarea prelucrării mecanice M : iitorul producţiei
Provocarea de a rămâne competitiv pe piața globală este în continuă creștere, deoarece cerințele privind calitatea, productivitatea și fiabilitatea livrării continuă să crească. ,,Cu ajutorul conceptului Machining Transformation (MX), le permitem clienților noștri să facă față acestei evoluții într-un mod mai relaxat", explică Irene Bader, membru al i e i e e i a G ,, ombinația inteligentă dintre procesele de fabricație integrate, soluțiile flexibile de automatizare, digitalizarea end-to-end și concentrarea consecventă asupra producției eficiente din punct de vedere energetic stabilește cursul pentru o dezvoltare economică durabilă și de succes pe termen lung." Pilonul integrării proceselor este reflectat în spațiul de lucru al T 500, de exemplu. Prelucrarea prin strunjire și frezare pe 6 laturi, danturarea roților dințate și măsurarea în proces permit prelucrarea completă eficientă și orientată spre calitate a pieselor de lucru solicitante. n eni r ției a a i a e, DMG MORI va prezenta soluții precum PH-AMR 750, pentru manipularea autonomă a paleților cu roboți autonomi pe diferite centre de prelucrare. Acestea creează capacități suplimentare de producție prin crearea unei producții flexibile și autonome 24 7.
ran r area i i a va fi ilustrată folosind noile modele DMU mono OC . Portofoliul
Autostrada
digital include aici CE OS cu SIEME S, rețeaua completă de producție automatizată, gestionarea sculelor și TU IP ca platformă fără cod pentru crearea intuitivă de aplicații. Deoarece aceste trei exemple contribuie la economisirea resurselor de producție, ele contribuie, de asemenea, la transforarea e i G
DMG MORI sprijină acest al patrulea pilon cu GREE MODE, care utilizează CT 450 TC ca exemplu pentru a arăta cum până la douăsprezece componente hardware și software inovatoare asigură o eficiență sporită în fiecare stare de funcționare.
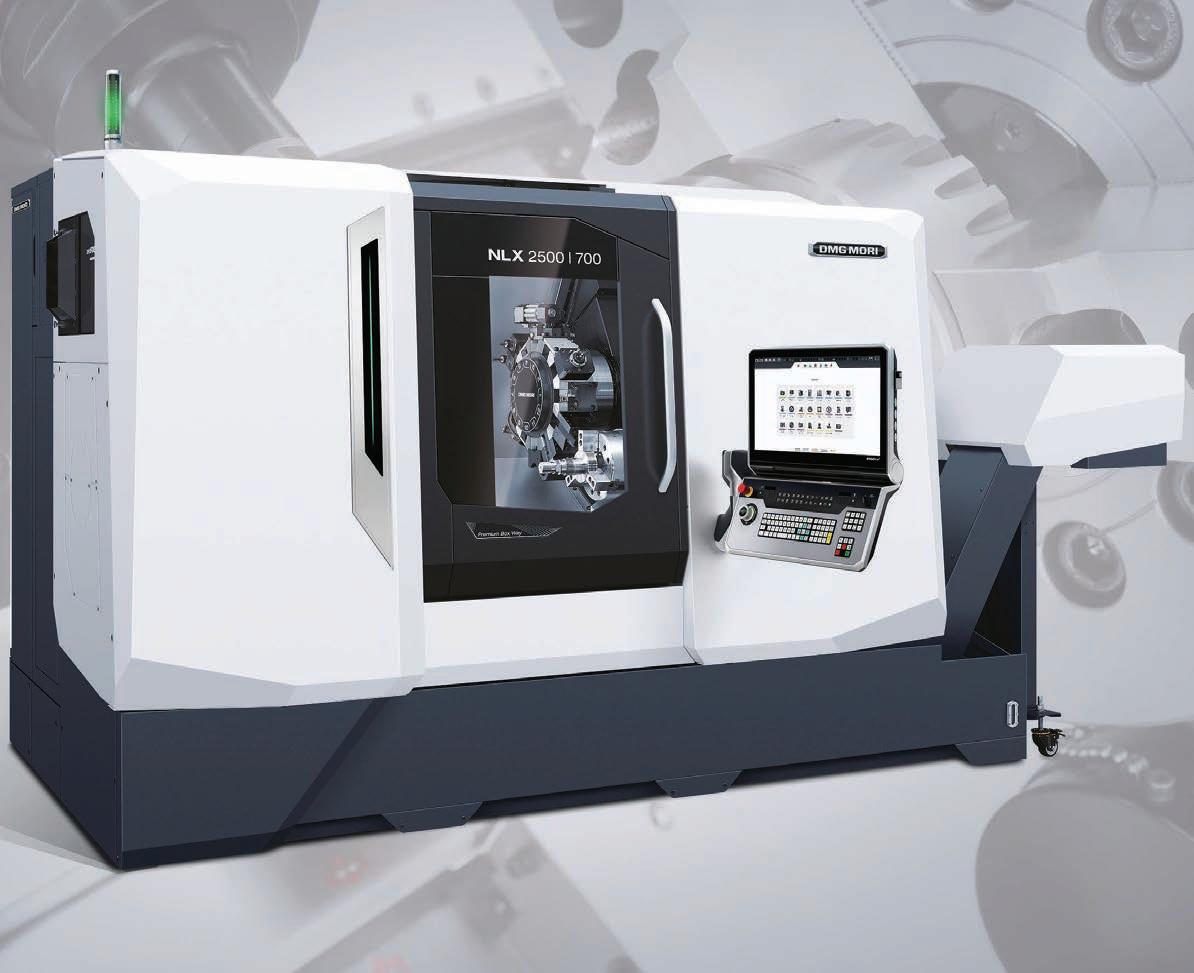
Premieră mondială: nd eneration Centru de strunjire de ultimă generaţie
iteşti Bucureşti, 65B m 4 471, iteşti
Tele on: 0248.610.408 Fax: 0248.610.409 www. mgmori.com

n FOTO Generația NLX 2500 2nd oferă utilizatorilor cu nevoi variate flexibilitate maximă și autonomie de funcționare în strunjirea universală.
a AM din Stuttgart, DMG MORI prezintă 2500 700 2nd Generation, un model succesor al centrului de strunjire de succes. Premiera mondială include optimizări profunde în structura
mașinii, control și diverse funcționalități. iderul în inovație a luat în considerare cerințele piețelor actuale și a încorporat noul model în conceptul Machining Transformation (M ). Integrarea proceselor, automatizarea, transformarea digitală (D ) și transformarea ecologică (G ) sunt pilonii principali ai acestui concept cu ajutorul căruia DMG MORI modelează viitorul producției.
Generația 2500 700 2nd oferă utilizatorilor cu cerințe diferite flexibilitate și fiabilitate maxime în strunjirea universală - acum și cu comandă numerică SIEME S. În plus față de CE OS pe MAPPS, CE OS este disponibil și pe SI UMERI O E. Caracteristicile principale ale seriei de înaltă performanță - stabilitatea și precizia asociată - au fost îmbunătățite în continuare. Scopul este de a reduce durata ciclurilor și de a crește calitatea prelucrării. Cu aceste măsuri și cu adaptarea arborilor principali și secundari turnMASTER, de cuplu ridicat, generația 2500 700 2nd va continua să stabilească standarde în prelucrarea productivă a pieselor dificil de prelucrat.
Cu un diametru maxim de strunjire de 366 mm și o lungime de strunjire de până la 705 mm, 2500 700 2nd Generation oferă capacitate pentru o gamă foarte largă de piese de lucru. Capacitatea maximă a barelor a fost mărită la 105 mm pe ambii arbori principali, comparativ cu 80 mm pe generația anterioară. Distanțele de deplasare sunt de 260 mm în axa și 795 mm în axa . O distanță de deplasare de 120 mm ( 60 mm) pe axa pentru frezare descentrată, găurire și alte etape ale proce sului cu scule antrenate oferă flexibilitate maximă.
Premieră mondială:
C C Concept dovedit într o dimensiune nouă
Diversitatea și variația tot mai mare a pieselor, precum și dimensiunile tot mai mici ale loturilor cresc riscul unor timpi de pregătire neproductivi. Acest lucru schimbă, de asemenea, cerințele pentru soluțiile de producție în strunjirea universală. Seria C TC de la DMG MORI face față acestor provocări.
Cu noul C 550 TC, producătorul de mașiniunelte a reușit încă o dată să redefinească strunjirea universală. O axă cu ax-ul de strunjire și frezare compactMASTER de 90 m înlocuiește turela de scule. Magazia de scule oferă spațiu pentru până la 60 de scule. Arborele principal și arborele secundar au un cuplu de 700 m, în timp ce păpu a mobilă și o lunetă completează echipamentul. Acest lucru le permite utilizatorilor din toate industriile să producă eficient piese complexe într-o singură zonă de lucru.
Dimensiunea maximă a piesei de prelucrat în zona de lucru este de 550 x 1.600 mm, în timp ce, axa cu 270 mm permite prelucrarea excentrică ca standard. CE OS împreună cu SI UMERI O E permite, de asemenea, fluxuri de lucru bazate pe aplicații cu OP Workbench și programare 3D în atelier, facilitând utilizarea atât în pregătirea lucrării, cât și în programarea orientată către atelier.
Premieră mondială:
C A strunjire universală e trem de productivă cu două turele
Cu mai multă putere, precizie, flexibilitate și eficiență, a șasea generație a seriei CT deschide calea pentru Machining Transformation (M ), cu care DMG MORI modelează viitorul producției. Cea mai recentă generație de centre de strunjire a liniei CT impresionează prin designul compact și suprafața de lucru mai mare cu amprenta mai mică la sol. În cazul noului CT 350 4A, aceasta este de doar 7 m . CT 350 4A are două turele DI30 cu un total de până la 28 de poziții pentru scule. Sculele acționate ating viteze de până la 12.000 rpm și un cuplu de până la 14 m. Acesta este echipat cu un arbore principal (ISM 65), care funcționează la o viteză de până la 5.500 rpm și 171 m, și cu un arbore secundar (ISM 50). Acesta oferă o viteză de 6.000 rpm și un cuplu de 93 m. Ambele turele pot fi utilizate separat pe ambii arbori, precum și simultan pe un singur arbore.
Prin urmare, versatilul CT 350 4A permite o prelucrare completă pe 6 laturi extrem de productivă a pieselor de până la 230 x 100 mm cu o deplasare pe axa de - 50 mm. Capacitatea barelor este de 65 mm, iar conexiunea pentru încărcarea barelor se află în configurația standard a mașinii. Îndepărtarea eficientă a așchiilor și componentele de ultimă generație pentru performanțe rapide, precise și fiabile fac din CT 350 4A un ajutor valoros în orice unitate de producție orientată spre viitor. Panoul de comandă CE OS de 24 este disponibil cu comenzi SIEME S sau MAPPS și oferă modelului CT 350 4A un grad ridicat de conectivitate pentru producția digitalizată.

DMU 85 monoBLOCK
2nd Generation - Cea mai înaltă precizie pentru viitorul producției.
OC 2nd combină conceptul de mașină demonstrat al seriei anterioare cu numeroase optimizări care au fost încorporate direct din experiența practică a utilizatorilor. Centrul de prelucrare versatil, cu 5 axe simultane, a fost întotdeauna începutul perfect pentru o producție pregătită pentru viitor.
În ultima generație, DMG MORI a crescut semnificativ precizia - ca și în cazul modelelor mai mici prezentate deja la Open House Pfronten 2023. Măsurile de răcire îmbunătățite și șuruburile cu bile cu acționare directă asigură o precizie de poziționare de 5 m. Acest lucru înseamnă că DMU 85 monoOC 2nd Generation îndeplinește, de asemenea, cele mai înalte cerințe de calitate în producția de piese exigente. Spațiul de lucru este proiectat pentru dimensiuni ale pieselor de lucru de până la 1040 x 590 mm și o greutate maximă a componentelor de 1500 kg.
Integrarea proceselor de prelucrare suplimentare, de exemplu prin intermediul mesei opționale de frezare și strunjire și a funcționalității de rectificare, o gamă largă de opțiuni de automatizare și CE OS ca bază pentru producția digitalizată continuă să facă din noua generație a seriei de succes o soluție de fabricație ideală pentru companiile din industria tan elor și matrițelor, industria aerospațială, industria semiconductorilor și alte industrii solicitante - în special în vremuri de transformare a prelucrării (M ).
Pentru a acoperi aceste cerințe variate, sistemul modular din generația DMU 85 mono OC 2nd include cea mai largă gamă de arbori de pe piață arbori speedMASTER cu viteze de 30.000 rpm pentru prelucrarea suprafețelor perfecte sau arbori powerMASTER cu cuplu mare, de până la 430 m, pentru prelucrarea intensivă a componentelor din titan. Cu DMU 95 mono OC 2nd Generation, DMG MORI oferă încă o dată un pachet complet preconfigurat și puternic.
Premieră mondială:
DM DM Prelucrarea pe a e redefinită
În noua serie DM , DMG MORI combină punctele forte ale anterioarelor centre de prelucrare cu 3 axe cu inovații de pionierat care îndeplinesc cerințele tot mai mari în producție. Astfel, dezvoltarea modelelor DM 60 și DM 110 a fost în strânsă concordanță cu Machining Transformation (M ). azându-se pe cei patru piloni ai integrării proceselor, automatizării, transformării digitale (D ) și transformării ecologice (G ), DMG MORI modelează viitorul producției cu acest concept. Ca mașini cu 3 axe, cele două modele DM ocupă o poziție importantă în numeroase industrii - oriunde este necesară o prelucrare de înaltă performanță economică și flexibilă a pieselor precise cu geometrii simple.
FOTO
Proiectarea liberă a PH-AMR 750 permite integrarea ulterioară în mediul producției existentă.
și o stabilitate termică remarcabile. Datorită mesei fixe a mașinii, cu o dimensiune de 1.400 x 600 mm, se pot produce piese de până la 1.700 kg, la cele mai înalte standarde de calitate (DM 60 900 x 600 mm 1.000 kg). Mașina este disponibilă cu o gamă completă de arbori principali, începând de la un arbore de 12.000 rpm, trecând printr-o versiune de 15.000 rpm și 200 m, cu cuplu ridicat, terminând cu un arbore principal speedMASTER cu 20.000 rpm - toate cu interfață IG P US. Datorită combinației dintre un arbore puternic cu dinamică ridicată și o viteză de deplasare rapidă de 42 m min, modelele DM ating performanțe de tăiere ridicate.
Premieră mondială:
P AMR deplasare autonomă, manipulare compactă a paleţilor
Ca sisteme de transport fără șofer pentru manipularea automată a paleților, modelele PH-AMR de la DMG MORI sunt o componentă centrală în Machining Transformation (M ). Cu un design liber, roboții mobili autonomi se deplasează independent pe podeaua atelierului, în colaborare cu oamenii. Sarcina lor este de a acoperi distanța dintre sistemul de stocare a paleților și mașină. De asemenea, mașinile sunt încărcate și descărcate autonom. După succesul PH-AMR 5000, DMG MORI își extinde gama în acest domeniu cu noul PH-AMR 750. ersiunea mai mică a sistemului autopropulsat de manipulare a paleților a fost dezvoltată ca parte a unui proiect al unui client și navighează prin producție la fel de fiabil și sigur ca modelul surorii sale mai mari cu ajutorul scanării cu laser.

În acest fel, ele se dovedesc a fi o componentă valoroasă într-un mediu de producție competitiv, inclusiv în sectoarele de tan e și matrițe, inginerie generală, automotive și aerospațial, unde este crucială prelucrarea productivă a celor mai comune materiale, de la aluminiu la oțel inoxidabil și aliaje de titan. Fiind un centru de prelucrare vertical, cursa axei a mașinii este un factor important. În cazul modelului DM 60, aceasta este de 600 mm ( 600, 510 mm), pentru modelul mai mare DM 110, aceasta este de 1.100 mm ( 600, 510 mm).
Mașinile DM se bazează pe un batiu monolitic și pe piese turnate masive care asigură o rigiditate
Sistemul PH-AMR 750 este integrat în CE CO TRO ER PS I pentru planificarea și controlul simplu al producției. PH-AMR 750 poate fi încărcat cu 750 kg și este proiectat pentru paleți de 630 x 630 mm sau 800 x 630 mm. Dimensiunea maximă a componentelor este de 800 x 800 mm. PH-AMR 750 transportă paleți convenționali pentru mașini, precum și sisteme de prindere cu punct zero. Datorită unei axe verticale, manipulatorul mobil de paleți are două niveluri, eliminând necesitatea unor căi de deplasare duble. Înălțimea sa de ridicare este de 1.300 mm. PH-AMR 1500 este potrivit pentru componente mai grele. Acesta transportă până la 1.500 kg, la o înălțime de ridicare de 2.010 mm. Modelul mai mare necesită 5,2 m de spațiu. A



Producătorii sunt pregătiți să beneficieze de termene de livrare mult mai scurte pentru utilajele amazaki azak construite în uropa, datorită unui program de investiții pe mai mulți ani.
Inițiativa de la unitatea de producție din Europa a companiei Mazak, situată în Worcester (Marea ritanie), a inclus activități de cercetare și dezvoltare, echipamente de producție și investiții în oameni și în pregătirea profesională a acestora ceea ce a condus la o creștere deosebită a capacității de producție și o reducere corespunzătoare a termenelor de livrare.
Investiția în cercetare și dezvoltare s-a concentrat pe dezvoltarea unei game de mașini entry-level care combină calitatea mașinilor construite de Mazak fiecare mașină este construită conform Standardelor mondiale de r ție a a cu un preț extrem de competitiv, ceea ce va atrage utilizatorii europeni de mașini-unelte care doresc să investească în noi tehnologii, pe măsură ce condițiile economice se îmbunătățesc în Europa. Toate mașinile sunt susținute de o rețea de centre tehnologice în întreaga Europă, centre care oferă service complet post-vânzare și suport pentru aplicații.
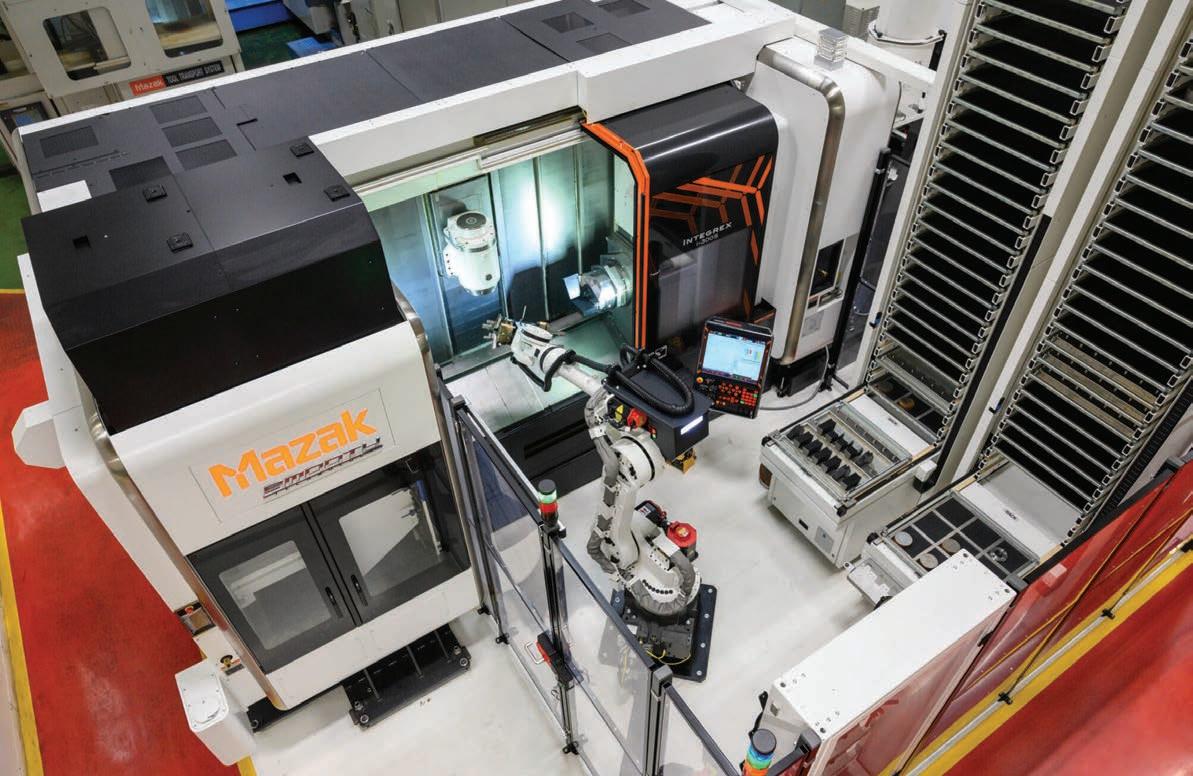
Celula de fabricație

în Europa.
Gama entry-level, special concepută pentru utilizatorii europeni de mașini-unelte și pentru aplicațiile acestora, include centrul de prelucrare cu 5 axe, CV5-500, care oferă un început rentabil pentru cei care fac primii pași în prelucrările cu 5 axe. Concepută pentru automatizare, această mașină s-a dovedit a fi populară în rândul clienților europeni încă de la lansarea sa, în 2018. Mazak a lansat, de asemenea, și seria de centre de prelucrare verticale VCE, concepute pentru a oferi o productivitate superioară și echipate cu C C SmoothEz.
eria e na er r anț a fost lansată și pe piața europeană, fiind o mașină ideală pentru prelucrările în regim greu de așchiere și de frezare cu viteză mare. Mazak a creat un stoc pentru o serie de modele construite în Europa și acestea fiind disponibile pentru livrare imediată.
Pentru a se asigura că termenele de livrare sunt cât mai scurte posibil, Mazak a investit, de aseme-
nea, în noi echipamente de producție la unitatea sa din Europa, care are statut iSMART Factory și o poziție foarte importantă în cadrul capacității de producție a companiei la nivel global.
Astfel, în fabrica Mazak din Europa a fost instalat un centru de prelucrare VERSATECH V-140N/280, cu prelucrare cu 5 axe pe mai multe suprafețe, prevăzută cu doi montanți, care prelucrează continuu piese de lungime mare de până la 3100 mm, datorită arborelui principal cu turație de până la 10000 rot min și cu un con de mărimea 50. Tot în fabrică se mai află o nouă mașină din seria FJV, cenr e re rare i n anți, care oferă niveluri ridicate de rigiditate și de precizie pe perioade lungi de funcționare. Mașina F a fost instalată pentru a crește capacitatea unității de producție de a realiza componente mari, permițând astfel finalizarea mai multor lucrări interne.

n Mașina VERSATECH V – 140N280 a fost amplasată în fabrica Mazak din Worcester pentru creșterea capacității fabricii pentru prelucrarea componentelor de mari dimensiuni și pentru creșterea capacității de producție.
Înțelegem că beneficiarii noștri au nevoie,adesea,de o mașină cu termen de livrare scurt pentru a îndeplini noi contracte și comenzi. Odată cu îmbunătățirea condițiilor economice europene, investițiile noastre vor permite clienților noștri să se miște rapid și să investească în noi tehnologii, care le pot îmbunătăți substanțial productivitatea și profitabilitatea în cadrul propriilor operații de prelucrare. Toate mașinile noastre beneficiază, de asemenea, și de servicii de înalt nivel pentru industrie, în întreaga Europă, disponibile prin rețeaua noastră de Centre tehnologice, dar și prin Centrul nostru european de piese de schimb, de la Leuven, Belgia.
Experții fabricii Mazak din Marea Britanie
YAMAZAKI MAZAK
CENTRAL EUROPE
ROMANIA
ucursala Braşo
tr. onescu rum nr. 1, Braşo Business ar , arter, Biroul nr. 7
Tel: 40 372 839 812 in o@ma a .ro www.ma a eu.ro
De asemenea, a mai fost instalat un nou echia en e re i i a , în centrul de service pentru arbori principali, și a ini in eria G i, gama sa emblematică de soluții Multi-Tasking (multioperaționale), fiecare fiind echipată cu un sistem de automatizare RoboJob
În urma unei strategii de recrutare de succes, care a dus la o deplină completare a tuturor competențelor necesare pentru ca fabrica să funcționeze la capacitatea maximă, Mazak construiește acum mașini cu termene de livrare foarte scurte. A


Indiferent de dimensiunea unei întreprinderi derularea insolvenței trebuie să fie întotdeauna eficientă. n e emplu din pania arată cum a putut fi scos cu succes la licitație în câteva săptămâni un atelier mecanic de reparații navale ca rezultat al colaborării dintre lichidatorul Rafael ue as arralda și managerul de proiect din partea urple , evin nchez. Prin raza de acțiune internațională a casei de licitații încasările au putut fi dublate în comparație cu o vânzare normală.

n De la podul rulant deasupra parcului de mașini până la utilajul de transport: În caz de insolvență toate activele fixe ale unei întreprinderi trebuie să fie comercializate rapid și cu un profit. © Surplex
Pasul spre insolvență este întotdeauna dificil pentru proprietari și angajați. Trebuie să se acționeze rapid iar activele trebuie să fie vândute cu un profit pe cât posibil de mare. În plus, în asemenea situații se recomandă un lichidator, de regulă de către instanța judecătorească, pentru a echilibra interesele diferite ale participanților și a asigura o derulare corectă. Așa a fost și cazul închiderii atelierului mecanic din sectorul maritim din Spania.
Întreprinderea din portul industrial din Passaia la Donostia a fost specializată de mai mult de trei decenii în reparația navelor maritime și fabricarea construcțiilor metalice, cazanelor și țevilor. În ciuda unei perioade de succes și unui rol important în industria locală, o criză continuă a dus în final în 2023 la insolvența întreprinderii cu 30 de angajați.
estionarea strategică a insolvenţei prin Rafael Due as arralda
Gestionarea insolvenței atelierului de reparații navale a fost preluată de Rafael Due as Garralda. El a însărcinat casa de licitații online Surplex cu lichidarea întreprinderii. Surplex, cunoscută pentru experiența sa în derularea lichidărilor de întreprinderi și cu filiale în 16 țări europene în peste 20 de limbi, a scos mașinile la licitație și vânzare cu succes.
ezultatul obținut a dublat suma oferită de societățile specializate în ac iziționarea de astfel de active în caz de faliment. entru o administrație de insolvență, acest serviciu este absolut fiabil și se obține un preț corect, deoarece ofertele internaționale sunt mai mari dec t ofertele locale , a accentuat Due as.
Surplex oferă, pe lângă o bază de clienți pe plan mondial, un service complex pentru cumpărători și vânzători, care se extinde de la evaluarea profesională, demontarea și transportul mașinilor până la curățarea finală.
c ipa urplex a efectuat o evaluare, a listat utilajele, le-a prezentat părților interesate, a redactat un acord de monitorizare esențial în astfel de cazuri și a scos utilajele la licitație a adăugat Due as icitaţie mică cu rază de acţiune globală
Din partea Surplex orga nizarea închiderii întreprinderii a fost preluată de managerul de proiect evin Gutierrez S nchez. vorba de restructurări, cei mai mulți v nzători potențiali utilizează pagina noastră de internet sau ne sună , declară nc ez. Dar tocmai în cazurile de insolvență rețeaua noastră puternică joacă un rol decisiv. -am făcut domnului afael Due as arralda o ofertă de ac iziție pentru atelier, dar i-am spus că ar putea primi mai mult la o comercializare. i așa s-a înt mplat.
icitația atelierului naval s-a închis în 20 februarie 2024 și a cuprins întregul inventar de atelier - de la o mare diversitate de aparate de sudură, care au fost necesare pentru atelierul de reparații navale în domeniul construcțiilor navale, mașini de debitat și prese de fațetat, strunguri și mașini de încovoiat până la utilaje de atelier precum poduri rulante, utilaje de transport, echipamente operaționale și semifabricate.
S nchez declară olumul licitației, cu de poziții, a fost mai degrabă mic. Dar tratăm fiecare proiect, fie mare, fie mic, cu aceeași atenție. icitația a atras peste 100 de ofertanți din aproape 20 de țări - din Europa, Mexic și razilia până în Africa. În total s-au trimis peste 800 de oferte și licitația pe Surplex.com a fost accesată de aproape 40.000 de ori.

Dennis Kottmann
Surplex GmbH
Theodorstraße 105 40472 Düsseldorf
+49 211 422737-28
dennis.kottmann@surplex.com Surplex.com/ro

ranzacţii după licitaţie
După încheierea licitației s-au desfășurat rapid și tranzacțiile. Toate mașinile au fost scoase la licitație și plățile au fost efectuate la timp de către cumpărători. Chiar la patru săptămâni după încheierea licitației, deci în mijlocul lunii martie, ultimele mașini au fost preluate de noii proprietari în Passaia sau au fost expediate prin Surplex, în funcție de dorința acestora. Atelierul a fost predat curat lichidatorului Rafael Due as Garralda. El rezumă procesul cu cuvintele roblemele și grijile au dispărut în aer. A

Pentru mulți oameni, nteligență artificială A face deja parte din viața de zi cu zi. Fie că este vorba de medicină, sau servicii pentru clienți - domeniile de aplicare ale A sunt diverse. Primele domenii de aplicare apar deja și pe piața utilajelor second-hand, după cum arată următoarele cinci tendințe.

se compară vârsta, producătorul, tipul de mașină și perioadele de întreținere. r n a e n reținere Analizând datele de funcționare, sistemele AI pot prezice când sunt necesare lucrări de întreținere. Acest lucru minimizează timpii morți și maximizează durata de viață a utilajelor.
r n a ererii Inteligența artificială poate analiza tendințele vânzărilor și datele tranzacțiilor anterioare pentru a prezice viitoarele fluctuații ale cererii și pentru a determina momentul optim pentru vânzare.
1. Inteligența artificială creează multe oportunități pe piața utilajelor second-hand: De la analiza prețurilor la optimizarea lanțului de aprovizionare.
© Summit Art Creations/Shutterstock.com


Inteligența artificială (AI) joacă un rol din ce în ce mai important în multe industrii. Această tehnologie avansată nu este apreciată doar pentru capacitatea sa de a analiza date complexe și de a lua decizii. Aceasta oferă și potențialul de a optimiza procesele și de a automatiza sarcinile de rutină. Comerțul cu mașini second-hand, în special, arată cum AI deschide noi oportunități și poate revoluționa procesele existente.
De la o idee la un instrument universal
Originile inteligenței artificiale datează din anii 1950, când oamenii de știință au început să exploreze ideea de mașini care gândesc și învață. În prezent, AI cuprinde o gamă largă de tehnologii avansate, precum învățarea automată, rețelele neuronale și sistemele autonome care pot lua decizii independent. Aceste procese au permis utilizarea inteligenței artificiale într-o gamă largă de aplicații de la optimizarea liniilor de producție complexe la îmbunătățirea interacțiunii cu clienții și sprijinirea diagnosticării în medicină. Avantajul sistemelor AI constă în capacitatea lor de a învăța din cantități mari de date și de a recunoaște tipare, ceea ce le transformă într-un instrument indispensabil de analiză și prognoză. Prin urmare, în multe industrii, inteligența artificială nu este utilizată doar pentru a crește eficiența, ci și pentru a dezvolta noi modele de afaceri și a transforma piețele existente. tendinţe pe piaţa utilajelor second hand
Piața mașinilor second-hand începe să recunoască și să exploateze beneficiile inteligenței artificiale. Următoarele cinci tendințe ale AI ar putea avea un impact semnificativ asupra comerțului
reț ri ie a are Modelele AI utilizează analize ample de date pentru a determina valoarea de piață curentă a mașinilor second-hand și pentru a oferi recomandări de preț realiste. De exemplu,
i i area anț i ea r i i nare Inteligența artificială poate anticipa perturbările lanțului de aprovizionare și poate planifica rute de transport mai eficiente, rezultând termene de livrare mai rapide.
er na i area i erni area rin Inteligența artificială poate analiza procesele de producție existente și poate arăta unde pot fi utilizate eficient utilajele second-hand pentru modernizare, extinderea domeniilor de aplicare sau creșterea eficienței. Prin analiza cu AI, pot fi identificate oportunitățile de modernizare și adaptare a mașinilor second-hand pentru a le extinde domeniile de aplicare și a le crește eficiența.

Dennis Kottmann
Surplex GmbH
Theodorstraße 105 40472 Düsseldorf
+49 211 422737-28
dennis.kottmann@surplex.com Surplex.com/ro
Deși AI oferă asistență în multe domenii și permite câștiguri semnificative de eficiență, aceasta nu poate înlocui serviciile personale și de specialitate ale dealerilor specializați în utilaje second-hand, precum Surplex. Cu site-ul său multilingv și rețeaua sa mondială de cumpărători, Surplex oferă o platformă eficientă care simplifică considerabil procesul de vânzare a utilajelor second-hand. De la evaluarea profesională la gestionarea completă a fiecărei tranzacții, Surplex asigură un proces profesional și fără probleme. iitorul pieței utilajelor second-hand se află în combinația dintre expertiza umană și precizia analitică a inteligenței artificiale. A


M
inicelula FLW Le poate oferi operațiuni de sudare cu laser de înaltă calitate, cu o reducere a timpului total de e ecuție. Această soluție este echipată cu un rezonator laser cu fibră de 3 kW pentru a acoperi o gamă largă de aplicații de sudare. Cu multe caracteristici standard care vizează ușurința în utilizare și un robot articulat cu 6 a e, F W e poate ajuta la îmbunătățirea majorității facilităților de producție.
Toate sistemele AMADA sunt pachete la cheie. Pachetul FLW Le include robotul articulat, rezonatorul laser fibră de 3 kW, cabina de protecție, răcitor și colector de praf. Utilizatorul are nevoie doar de articole consumabile și de conexiunile la utilități. Software-ul de programare offline este furnizat împreună cu mașina.
O singură lentilă de focalizare este utilizată pentru a acoperi toate aplicațiile de sudare. FLW Le are un mecanism de reglare a axei colimatorului care variază diametrul fasciculului. Un sistem de reglare pentru lentila focală este încorporat în capul de sudare, aceasta putând fi setată în funcție de geometria piesei de prelucrat.
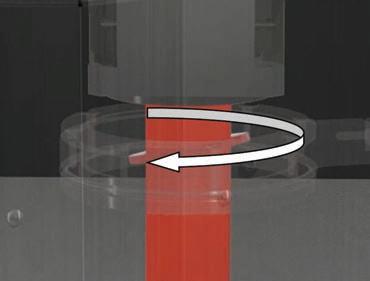
Pentru sudarea mai curată a fantelor largi, sistemul unic de rotire a fasciculului laser folosește o lentilă oscilantă, fără să mai fie nevoie de o mișcare de rotație a robotului. Astfel, sudurile rezultate sunt mult mai fine, consistente, iar piesa de o calitate superioară.
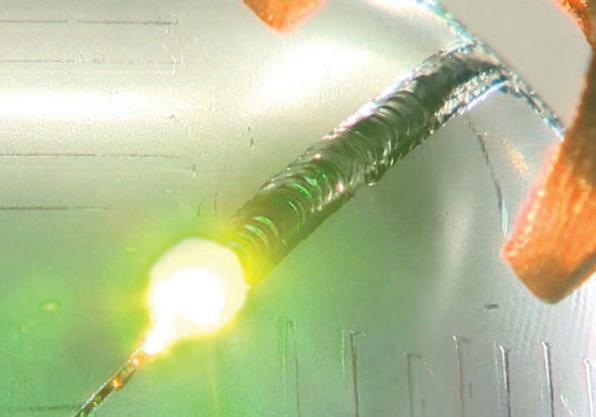
Sistemul de umplere cu sârmă oferă o capabilitate și mai ridicată atunci când se efectuează suduri cu goluri mari sau când sunt necesare suduri cap la cap de foarte înaltă calitate.
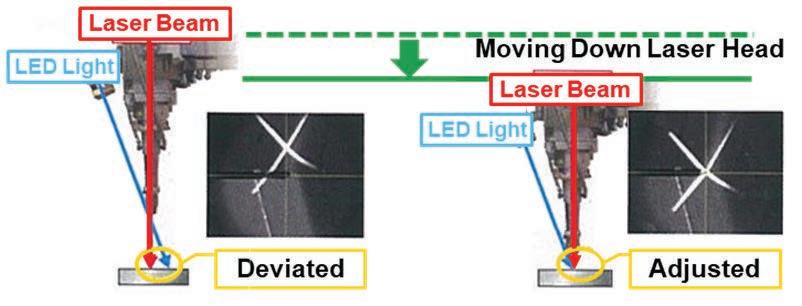
Pentru a economisi timpul de pregătire, FLW Le este echipat cu un indicator pentru axa . Cu acest sistem, operatorul poate verifica rapid și precis poziția capului de sudare prin intermediul țintei încrucișate cu ED, care este vizibilă pe piesa de sudat.
Pentru un randament maxim, FLW Le este programat offline. Acest lucru elimină nevoia de a preda manual robotului toate pozițiile și mișcările
de sudare. Folosind caracteristica TAS (Teaching Assistant System), operatorul poate încărca un nou program și poate verifica rapid pozițiile de sudare prin intermediul camerei încorporate în capul de sudare AMADA. Pentru a facilita operațiunile simple de mișcare ale robotului, sistemul este prevăzut și cu o comandă manuală.
Sistemul de gaze furnizează și sistemului optic al rezonatorului purjare cu aer de înaltă puritate, pentru a preveni pătrunderea umezelii și a prafului în sistemul optic.
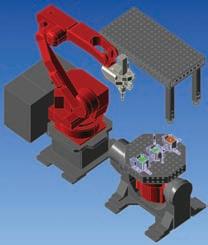
F W e poate fi furnizat cu o masă de poziționare cu 2 axe pentru așezarea pieselor. Această masă modifică poziția și unghiul piesei fixate pe masă. O axă rotește masa, iar cealaltă axă o înclină, acestea fiind comandate de controllerul robotului.
oul controller AM C 4ie folosește cele mai recente funcționalități și o procesare de mare viteză. Interfața cu ecran tactil permite opțiuni cu o singură atingere pentru procedeele de bază. De asemenea, o bază de date de sudură vine preîncărcată cu toate informațiile necesare pentru a începe imediat procesarea. Există și un cititor de coduri de bare pentru a permite încărcarea rapidă a programelor direct din rețea.

Un sistem de recunoaștere facială poate fi utilizat pentru a ne asigura că numai personalul instruit poate opera mașina, pentru a schimba limba automat în cazul în care mai mulți operatori cu limbi materne diferite folosesc mașina și pentru a asigura securitatea informațiilor afișate pe controller.

florin.pintea@amada.de +40 730 424 424 www.amada.eu
Ghidurile tutoriale de întreținere pentru sarcini precum curățarea lentilelor sunt încorporate în controller. Imaginile și explicațiile de pe ecran sunt completate cu videoclipuri care pot fi, de asemenea, transferate pe un terminal mobil prin simpla scanare a unui cod R pe ecran, permițând operatorilor să se îndepărteze de mașină pentru finalizarea sarcinii.
De asemenea, pot fi generate rapoarte ecologice, care arată reducerea CO2 față de mașinile standard anterioare. A
FLORIN MORARU ing., director SM TECH SRL
a inile de ștanțat C C rumpf® sunt recunoscute prin precizie, repetabilitate i prin sistemul de scule simplu i eficient. Partenerul nostru Wilson ool produce aproape de la început scule de calitate pentru acest tip de ma ini i a adus pe pia ă multe inova ii ce au revolu ionat domeniul. Pe lângă sistemul clasic de poansoane rumpf® t le size 0 size 1 size 2 etc , Wilson ool produce i un sistem e trem de apreciat de clien i pe care îl vom detalia în cele ce urmează.
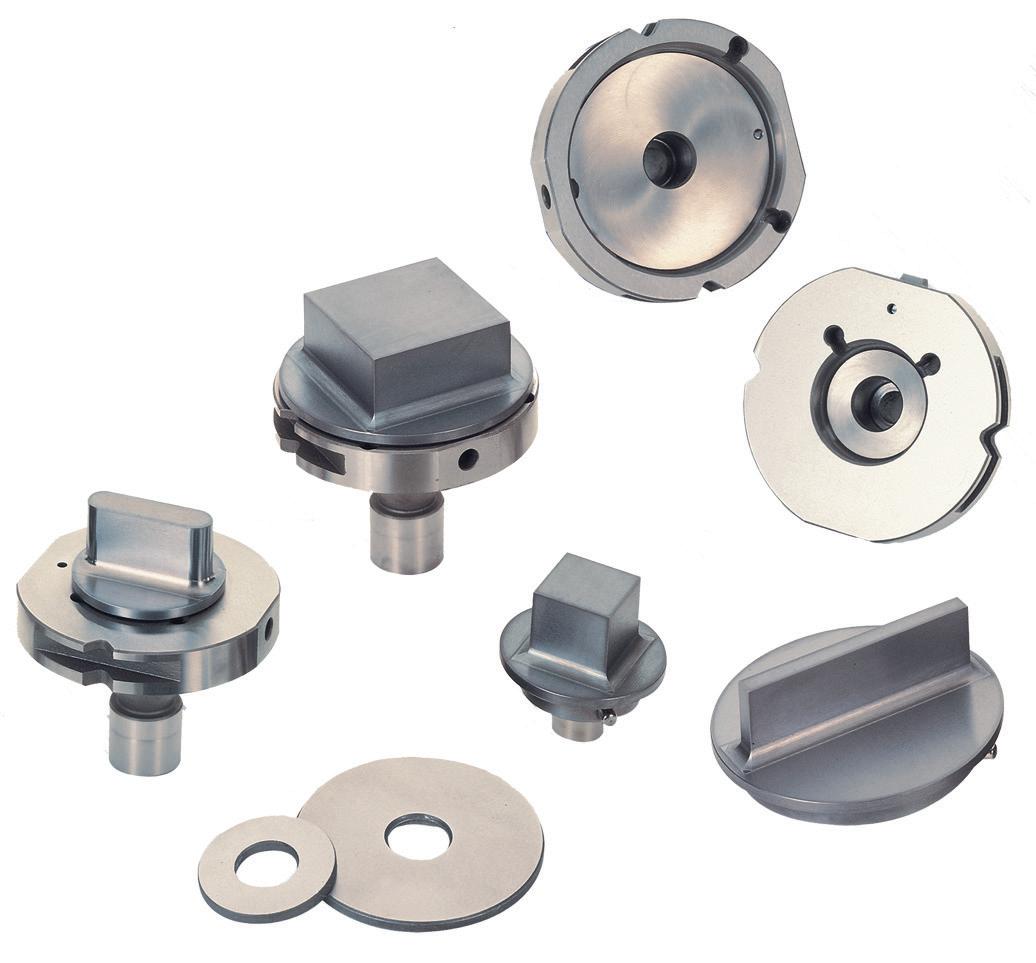
Cu mai mul i ani în urmă, Wilson Tool a patentat un sistem alternativ de poansoane pentru ma inile de tan at Trumpf® ce a crescut în mod remarcabil limita de ascu ire (la sculele lungi de la 6.5 la 9.5 mm iar la sculele clasice de la 3 la 6 mm) i care oferă simultan multe alte beneficii utilizatorilor. Sistemul a fost numit ,,2-4-1 (pronunție similară în engleză cu Two For One 2 scule în loc de una). a acest sistem de scule, partea care se schimbă după ter minarea limitei de ascu ire este doar partea de vârf a poansonului, coada (ce este corp comun cu inelul) rămâne i este folosită de nenumărate ori, similar conceptului de recuperare a primei trepte a lansatoru lui de la rachetete lansate de SpaceX (o parte din sistemul lansat se recuperează i se refolose te). După epuizarea primei trepte de ascu ire (6 mm la poansoanele actuale sau 3 mm la poansoanele clasice), durata de via ă se prelunge te foarte u or cu încă 3 mm prin inserarea distanțierului special livrat odată cu scula.
Pe lângă cre terea limitei de ascu ire, un alt beneficiu mare este eliminarea posibilită ii operatorului de a gre i la montarea în inel (alignment ring) pentru poansoanele non-rotunde, fiind un exemplu citat adeseori de implementare cu succes a sistemului japonez ,,Poka- oke (designul produselor să fie făcut astfel încât să fie eliminată orice posibilitate ca utilizatorul să poată gre i). a sistemul clasic de scule, montarea unui poanson non-rotund (de exemplu dreptunghi etc) în inel i alinierea acestuia necesită folosirea unui dispozitiv tip uickSet® sau similar. Chiar i cu folosirea dispozitivelor, din
neaten ie sau grabă, pot să apară mici abateri la aliniere, ce se pot traduce în uzuri mărite ale sculelor. a sistemul Wilson 2-4-1, poansonul are un pin de centrare pe lateral, care prin a ezarea în canalul corespunzăror din inelul 2-4-1 asigură alinierea perfectă fără a necesita un efort suplimentar de aliniere în dispozitiv (consumator de timp) sau aten ie din partea operatorului.
Un alt beneficiu important al sistemului 2-4-1 este derivat din faptul că avem poansonul propriu-zis (partea activă) i coada inelul ca elemente separate. a sistemul clasic de scule, utilizarea oțelurilor tip pulberi sinterizate (extrem de rezistente la uzură i spargere) este dificil de implementat pentru că de i este benefic la partea activă, nu este benefic i la coadă (o coadă foarte dură provoacă uzură capului ma inii). Acest lucru este însă posibil la sistemul 2-4-1 unde în mod standard vârfurile (păr ile active) se fac din o el U TIMA® (din gama PM M4, oțel obținut prin metalurgia pulberilor sinterizate), în timp ce coada este din oțel normal de scule, scula fiind foarte dură doar acolo unde trebuie. Toate poansoanele 2-4-1 până în 40 de mm sunt oferite în mod standard (fără cost suplimentar) din o el tip U TIMA®, durata de via ă fiind încă o dată dublată. Folosirea oțelului U TIMA la partea activă a sculelor reduce semnificativ fenomenul de ,,micro-ciobire și a microfisurilor la muchiile tăietoare. Micro-ciobirea este fenomenul care de regulă precede distrugerea muchiei tăietoare și apariția uzurii.

De-a lungul anilor, sistemul 2-4-1 a fost îmbunătă it continuu i acum se află la genera ia a treia. icen a pentru sistem a fost acordată i altor producători (apărând de exemplu sistemul Multiuse®) iar după expirarea patentului, au apărut i alte sisteme similare pe pia ă. a fiecare nouă genera ie, Wilson Tool a adus însă îmbunătă iri care fac ca i la ora actuală sistemul WT 2-4-1 să fie lider.
În rezumat, beneficiile sistemului 2-4-1 sunt: Reducerea costurilor cu sculele, prin dublarea limitei de ascuțire la sculele vechi (de la 3 la 6 mm) sau prin creșterea limitei de la 6.5 la 9.5 mm la sculele lungi noi)
Setare și reglare mult ai ra i a sculelor (nu mai este nevoie de dispozitivul de montare în inel la unghi pentru poansoanele non-rotunde)
n e area a n i n ine e e i r , nu pot să apară erori la setarea unei scule (cum se întâmplă la sistemul clasic poanson- inel), se elimină posibilitatea ca operatorul să poată greși la montarea poansonului în inel. De cele mai multe ori, la sistemul clasic de poansoane Trumpf®, micile erori la montarea în inel pot cauza uzuri rapide ale poansonului matrițe și probleme la stripper.

n u pot să apară, din cauza vibrațiilor din timpul lucrului, niciun fel de rotații accidentale între poanson și inel
n Până la 40 mm (size 1 la sistemul 2-41), poansoanele sunt în mod standard gratuit din oțel special U TIMA (pulberi sinterizate), oțel cu o rezistență la uzură de 2-3 ori mai mare față de oțelul de scule obișnuit.
n Poansoanele pot folosi atât sistemul de strippere standard metalice cât și (acolo unde este nevoie) strippere din urethan (foarte u or de fixat pe acest sistem).
n Plăcuță magnetică deta abilă pe inel care poate fi marcată cu codul sau denumirea sculei, pentru identificare extrem de rapidă a sculei de către operator.
n urubul care strânge poansonul în coadă are acum i un inel de fixare ce nu permite căderea acestuia.
Avem numero i clien i foarte mul umiți în România, ce au trecut de mulți ani pe acest tip de scule i care folosesc integral scule 2-4-1. Pe lângă mașinile Trumpf®, sculele 2-4-1 sunt compatibile i cu ma inile ce folosesc acest standard de scule (cum ar fi LVD® P , Pullmax®, Technology Italiana® , Boschert®, Euromac®, Haco® ). ă stăm la dispoziție cu mare plăcere cu o discuție demonstrație despre sistemul 2-4-1. Sistemul Wilson 2-4-1 poate contribui la reducerea semnificativă a costului d-voastră cu sculele! Twice the life, twice the value!
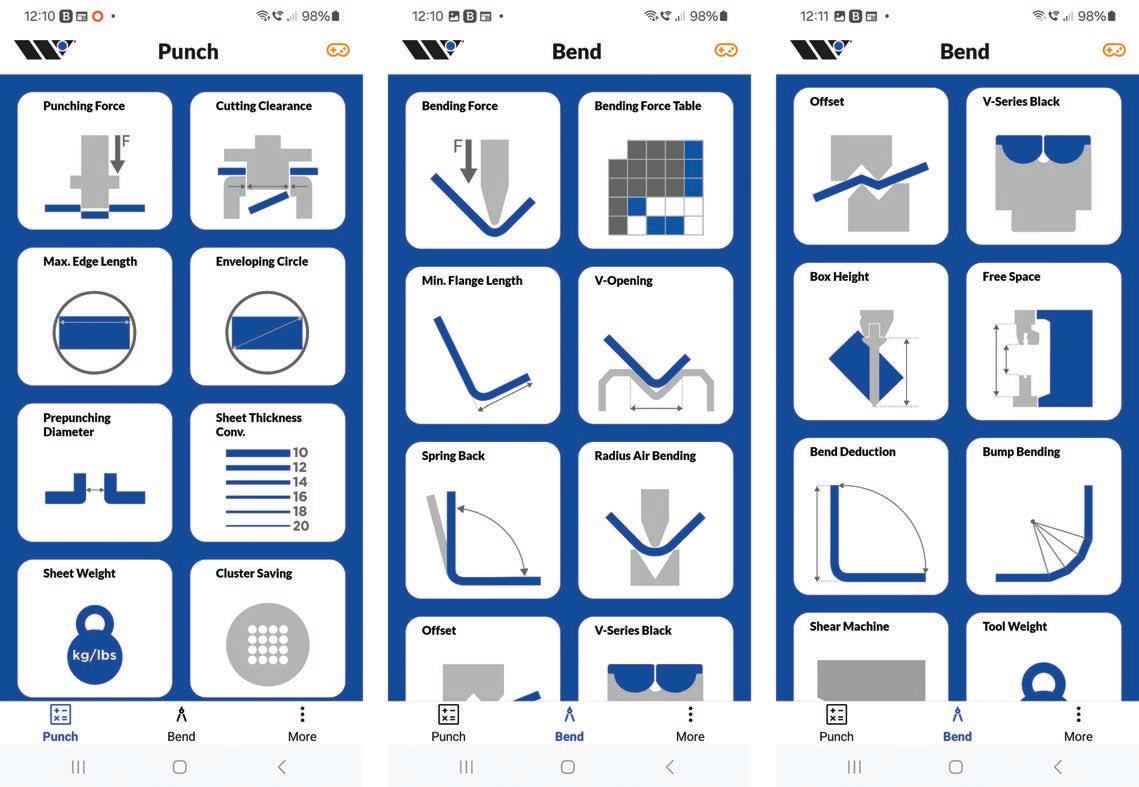
orbind despre tan are pe ma inile de tan at C C, o aplica ie extrem de utilă pentru operatorii i inginerii din domeniu este aplicația WiIson Tool App pentru telefoanele cu Android sau iOS. eneficiile acestei aplica ii le vom detalia în numărul următor al revistei ,,Tehnică i Tehnologie . A
Detalii despre sistemul 2-4-1 pot fi găsite aici https:// www.sm-tech.ro/scule-trumpf/ sistemul-2-4-1/ sau accesând codul R alăturat.












CORNELIU GORNIC
Președinte PROFEX
Centru de Dezvoltare
Tehnologică












Am încheiat articolul din numărul trecut vorbind despre faptul că dezvoltarea și integrarea rapidă a nteligenței Artificiale generează polemici legate de pericolul pe care-l reprezintă sau nu pentru umanitate, chiar în rândul celor care se ocupă cu acest nou domeniu.
Care este cea mai bună modalitate de utilizare a sistemului AI şi care sunt riscurile utilizării lui?
Andrei GHERASIM (director de tehnologie softare a are a r e r ean e erț online): În următorii treizeci de ani, cercetători în domeniul matematicii și informaticii teoretizează algoritmi și dezvoltă concepte de învățare automată mac ine learning , care pot fi folosiți în rezolvarea de probleme și în traduceri. a începutul anilor , o n D și David A popularizează termenul de învățare profundă deep learning , folosind ar itectura rețelelor neuronale, similare în concepție și funcționare celor din creierul nostru. În primele două decenii ale anilor , mulțumită avansului te nologic și creșterii semnificative a puterii de calcul, modelele A bazate pe rețele neuronale și învățare profundă trec de la teorie la practică, devenind omniprezente. apacitatea modelelor A de a descoperi tipare, depășind în viteză omul, își găsește aplicabilitate în aproape toate domeniile.
odelele A excelează în a învăța sau detecta tipare în datele de antrenament și a oferi predicții de similaritate sau prognoze, atunci c nd sunt expuse unor informații noi, dar cu o structură asemănătoare cu datele de antrenament.
Ar itectura rețelelor neuronale mărește volumul de date asimilate în învățare și reduce intervenția umană asupra acestor date, ele put nd analiza și descoperi tipare pe o structură de date neomogenă. Ar itectura modelelor transformer accelerează procesul de învățare, aplică un mecanism de autoatenție care identifică în mod automat și nesupraveg eat relațiile dintre cuvintele folosite ca sursă de antrenare.
Corneliu GORNIC
nginer, specialitatea a ini- nelte i cule, promo ia 1968
Activitate: n cercetare ma ini-unelte din 1968 până în 1992, de la simplu inginer la cercetător tiin ific principal gr. i director tiin ific, în cadrul nstitutului de Cercetări i Proiectări a ini- nelte CP A, C - A , acum ; n marketing, A , C C, proiectare fostul AR ; n dezvoltare, tehnologii de montaj i reglaj, încercări i diagnoză, tehnologii de prelucrare PR F C
entru a testa modelele A și predicțiile pe care acestea le generează, cercetătorii au rezolvat două probleme evaluarea rezultatelor generate din punct de vedere al acurateții răspunsului și dezvoltarea de instrumente de observare și identificare a problemelor apărute debugging . În validarea modelelor arge anguage odels se folosesc îndeosebi teste reper banc mar s și validări umane se verifică sintaxa și morfologia, calitatea și corectitudinea, imparțialitatea și siguranța răspunsurilor.
Dar în calitate de utilizatori ai noilor te nologii, cum putem confirma corectitudinea și calitatea datelor utilizate pentru definirea algoritmilor utilizați în procesul de învățare alitatea și corectitudinea recomandărilor, sugestiilor, informațiilor pe care le includem în procesul nostru de luare a decizilor pot fi influențate de două elemente corectitudinea algoritmilor de învățare și calitatea datelor. rin utilizarea unor modele A extrem de puternice și antrenate cu informații voit false, capacitatea de dezinformare și influență crește exponențial, iar costurile sunt invers proporționale impactului.
um răm ne cu instinctul nstinctul ne ajută în situații dificile să alegem, supraviețuirea noastră fiind primordială. Îl putem replica artificial robabil că nu, din moment ce ne este geu să-l explicăm oamenilor. Dar instinctul este cel care probabil, determină temerea noastră față de noile te nologii și de potențiale implicații devastatoare ale acestora pentru omenire. nul dintre riscurile reglementării domeniului A este acela de a crea o legislație subiectivă și influențată de lobb -uri marilor companii". [548] G G e in er i n rei G n re inț n e i enței r i i ia e ari e n a re decizii?

Citatele de mai jos încearcă să ne poziționeze ca ființe ale viitorului, dar pe baza sensibilității oamenilor de cultură, a unor savanți, ale căror cugetări ne-ar putea ajuta la depășirea greutăților de adoptare eficientă, etică, umană a cunoștințelor, preceptelor deja verificate necesare adoptării Industry 4.0
n eea ce trăim este rezultatul g ndirii noastre. Dacă vrem să sc imbăm ce trăim, trebuie să sc imbăm cum g ndim. Albert EINSTEIN
n nd te g ndești să renunți, amintește-ți de ce ai început. ar
n Înainte de a vorbi, ascultă; înainte de a critica, așteaptă; înainte de a te ruga, iartă; înainte de a te opri, încearcă. Ernest HEMINGWAY
Am fost și sunt încă zbuciumat, exasperat de nenorocul neamului rom nesc. ierdem tot ce avem mai bun, iar plevușca și canalia prosperă. efericit neam . neori, cred că nu mai e nimic de făcut, că suntem un neam fără noroc și că z nzania dintre noi rom nii face parte și ea parte din nenorocul nostru. Mircea ELIADE, corespondență cu rutus COSTE, 20 decembrie 1952
Împotriva azardului, a înt mplării, se poate acționa eficient prin străduințe sistematice. e c t de aleatorii sunt intervențiile azardului în cazul de față, ale nenorocului în istoria unui popor sau în viața unei persoane, pe at t de sistematic tre-
buie încercată combaterea sau limitarea efectelor acestora prin acțiunea constructivă perseverentă" i i G G e (și citatul din Mircea E IADE este menționat în aceeași lucrare).
În aceste ultime citate este vorba despre noi, românii u sună la fel cu versurile lui G. CO UC unt suflet în sufletul neamului meu și-i c nt durerea și-amarul"?
n erfecțiunea stă în detalii, dar perfecțiunea nu este un detaliu. e nar a ;
n În poză, uropa e mai degrabă un follo er care excelează la reglementare, dar mai puțin la creație. u e cea mai rea dintre poziții, însă e un pic dezamăgitoare. Din tatele nite și p nă în uxemburg sau ulgaria, nimeni nu este pregătit pentru a prelua producția industrială care vine în prezent din ina. ușii nu produc nimic, ina produce totul . Dacă secolul trecut a fost unul al confruntărilor îndoctrinare, cel curent va fi unul al te nologiei și este de așteptat ca lumea să se împartă în blocuri rivale care își vor clama supremația în baza cercetării științifice și a transferului ei în economie s. mea . . . e r , Anul , nr. 1013, 13 septembrie 2023
n Dar munca noastră n-a avut cred, niciodată, portretul d al salaoriei, mizeria "colaterală" a screamătului, grimasa de inconfort a "figurilor impuse". A prevalat buna dispoziție, plăcerea înt lnirilor și a mobilizării spontane, voluptatea anticipativă a "produsului" finit. n rei e ția i e ei , Anul , nr. 1013, 13 septembrie 2023
n a rigoare, asociez filosofia cu întrebarea și căutarea, pe c nd religia este răspuns și aflare. n ț n i re in , Anul , nr. 1013, 13 septembrie 2023
a a i a declarat că AI va depăși inteligența ființei umane de 10 ori în 10 ani. A subliniat faptul că impactul AI va influența industriile, de la transport și farmaceutică la finanțe, fabricație și logistică. Crede că aceia care adoptă AI vor conduce traseul în următorii 10 -20 de ani, în aproape toate industriile. A somat companiile japoneze să nu repete erorile din trecut, rămânând în urma erei AI, așa cum au făcut cu Internetul. Recunoscând îngrijorarea privind securitatea datelor, dezinformarea, proprietatea și dreptul de copiere, SO accentuează importanța de a fi de partea progresului, remarcând oportunitățile oferite de Ai.r , October 5, 2023.
Conform estimărilor I M, 1,4 miliarde de lucrători trebuie recalificați în următorii 3 ani, din cauza AI. Concluziile studiului sunt știri bune, atât petru companii, cât și pentru lucrători. - n i e r ine a e I Research Insights Augmented work for an automated, AI driven world. oost performance with human-machine partnership 2023.
Înainte de a plonja în problemele Industry 4.0, cred că ar fi de interes și pragmatismul unor precepte en (școală în cadrul udismului, care evidențiază valoarea meditației și a intuiției față de ritualul cultului sau studiul scripturilor)
1.În momentul dat fă un singur lucru
2.Fă-o fără grabă și cu bună știință
3.Fă-o până la capăt (complet)
4. u te speti
5. asă loc între lucruri (fă pauză)
6.Dezvoltă obiceiuri
7.Rezervă timp pentru anumite lucruri
8.Acordă timp relaxării
9. âmbește și fii de folos altora
10. Fă curățenie și gătește înainte de a medita
11. Gândește-te la ceea ce este necesar
12. Trăiește în simplitate.
(Pinterest-recomendations ideas.pinterest. com dec.1, 2023)
Pe de altă parte, apelând la o vorbă a lui Ilie MOROMETE (schimbând puțin datele problemei) - pe ce ne bazăm Așa cum voi dezvolta ulterior, Industry 4.0 se face cu oameni și pentru oameni. S-au publicat recent datele evaluării conform testelor PISA (Programme for International Student Assessment). Aceste teste nu investighează modul de performare a unui curriculum (program) școlar, ci ceea ce știu și sunt capabili să facă elevii (viitori utilizatori și dezvoltatori de tehnologii în cadrul și pentru Industry 4.0, de exemplu) în mod real la finalul anilor de studiu. estele nu sunt un indicator doar pentru guvernanți, ci și pentru investitorii care caută creiere pentru a-și dezvolta afacerile în țările respective. u c t procentul educațional este mai scăzut, cu at t țara respectivă nu reprezintă un interes real de dezvoltare economică ( n ri n e e a G G , Anul , nr. 1027, 14-20 decembrie 2023) (a se vedea și rezistența tuturor partidelor politice de a se popula cu membri educați vezi mai sus).
i în continuare ezultate extrem de bune au fost pentru ingapore, aponia, oreea de ud, dar deloc îmbucurătoare pentru statele europene, cu excepția stoniei"
Cred că ar fi de interes pentru toți responsabilii cu e ația formarea viitorilor lucrători (la toate nivelurile din economie, dar și pentru cei care ar dori să se angajeze în bătăliile politice) să afle câteva detalii referitoare la societățile din țările fruntașe (și) în domeniul educației. Cu oarecare experiență în aponia, pot afirma următoarele (cunoscute pe viu)
Disciplina este o latură a vieții sociale la toate nivelurile, la toate vârstele și toate domeniile de activitate același lucru este valabil și cu tradițiile
Respectul se manifestă între persoane, indiferet de poziția socială, vârstă (este adevărat că raporturile cu femeile sunt foarte diferite față de cultura de tip european, cel puțin în viața privată ). De exemlu, japonezii nu obișnuiesc să dea mâna când se întâlnesc se înclină față de interlocutor, cu mâinile împreunate la piept, având mare grijă ca interlocutorul să nu se încline mai mult decât celălalt (un semn de inferioritate ) Învățarea, perfecționarea continuă sunt trăsături asumate, nu impuse.
ezultatele testelor A au arătat că dintre elevii rom ni erau considerați analfabeți funcționali . ranța este îngrozită, iar ermania este șocată, pe c nd om nia este mulțumită.
auzele scăderilor performanțelor în ranța sunt considerate a fi n n sistem de învățăm nt extrem de inegal, incapabil să șteargă decalajele socio-economice copiii emigranților obțin rezultate mai scăzute , n iolența în școli multă agitație, zgomot, elevi care nu-i ascultă pe profesori, elevi care nu pot lucra pentru că alții perturbă cursul.
n olosirea excesivă a telefonului distrage atenția, dar mulți elevi declară că devin anxioși dacă li se iau telefoanele.
n ipsă acută de profesori.
entru remedieri s-au făcut propuneri, printre care implementarea metodei de învățare a matematicii dezvoltată în ingapore.
În ermania, sistemul școlar răm ne inec itabil la nivel social. erformanțele elevilor depind de statutul lor social. na din soluții ar fi plasarea copiilor de emigranți în grădinițe bune, dar acest lucru nu se înt mplă. e adaugă efectul D- și politica educațională care merge de mult în direcție greșită prin scăderea standardelor.
În om nia, deși majoritatea țărilor se agită să înțeleagă cauzele pentru a diminua efectele și să găsească soluții pentru îmbunătățirea performanțelor elevilor, inistrul ducației a fost mulțumit de rezultate. Acestea indică o stagnare conform rezultatelor participării timp de de ani la testele A , ceea ce nu-l neliniștește pe ministru, consider nd că sistemul este rezilient. Dar reziliența este, printre altele, capacitatea de a-ți reveni, după șoc, la normalitate, însă normalitatea sistemului educațional din om nia este una a dezastrului, nu a performanței.
Dacă în ermania și ranța există o explicație socială a scăderii performaței elevilor- imigrația puternică, în om nia, singura explicație a menținerii unui nivel ridicat de analfabetism funcțional este nu doar pura incompetență, ci și voluptatea acesteia"
Ori de câte ori vor apărea opinii relevante legate de aspectele Industry 4.0 voi încerca să le integrez în cuprinsul prezentărilor viitoare. Oricând poate să apară ceva nou, deosebit, care trebuie evidențiat, luat în seamă, pentru a putea contracara eventuale pericole, neajunsuri sau de luat măsuri pentru trecerea obstacolelor. A

Timpul costă bani. Acest lucru este valabil pentru toate industriile, dar în special pentru domeniul ștanțelor și matrițelor. Presiunea competitivă este mare aici și pentru a rămâne economice, ciclurile de producție trebuie să se scurteze în continuare. strategie de frezare și-a dovedit valoarea aici „ hring rochoidal Cutting” sau pe scurt frezarea C.
Această strategie de frezare dinamică este o formă de frezare trohoidală și este utilizată din ce în ce mai mult, în special în prelucrarea matrițelor și matrițelor de injecție, deoarece pe lângă timpii scurți de prelucrare tehnologia impresionează și prin cele mai bune contururi posibile ale pieselor și prin suprafețe de calitate înaltă. Cu toate acestea, prelucrarea componentelor cu pereți subțiri și producerea de forme 3D dificile sau tăieturi libere sunt exemple tipice pentru utilizarea frezelor GTC. Toate acestea pot fi realizate chiar și în cele mai dure și mai greu de prelucrat materiale sau în raporturi nefavorabile dintre diametru și lungime - de obicei fără a fi nevoie de corectare.
Cum funcţionează frezarea trohoidală?
Aceste strategii de frezare sunt printre cele mai moderne și eficiente metode de tăiere. Principiul de bază al frezării trocoidale se bazează pe utilizarea maximă a sculei procesul utilizează o lățime mică de tăiere (ae) și adâncimea maximă de tăiere (ap). Folosind întreaga lungime a muchiei de tăiere a frezei, acesta poate să-și dezlănțuie întreaga putere. Acest lucru este deosebit de important în zona ștanțelor și matrițelor, unde trebuie prelucrate cantități enorme de oțel de înaltă rezistență. a frezarea trohoidală, contactul sculei este redus, ceea ce îmbunătățește efectul termic asupra tăișului sculei și asigură o solicitare mecanică scăzută. În plus, această procedură duce la o durată de viață mai lungă a sculei, deoarece uzura este distribuită uniform pe toată muchia de tăiere.
Cu toate acestea, nu orice freză este potrivită pentru acest stil de frezare dinamică. Acest lucru necesită scule din carbură solidă de înaltă calitate,
care pot rezista la prelucrare la viteze de așchiere extrem de mari și viteze de avans semnificativ accelerate.
Principiile şi obiectivele de bază ale frezării GTC
i i area a i a ei
n Utilizarea întregii lungimi a muchiei de tăiere
n ivrare completă a puterii
n Durată de viață a sculei crescută
n Uzură echilibrată
i i area in i e i e iere
n ățimi mici de tăiere ae
n Adâncimi mari de tăiere ap ia i i a e ri i a a r e i
n Angajament radial redus al sculei
n Condiții termice îmbunătățite la muchia de tăiere a sculei
n Încărcare mecanică mai redusă a sculei a i e e i inare an
n Timp economisit costuri cu mașina
Mai jos vă prezentăm 3 instrumente pentru diferite aplicații în matriță.
game de scule pentru frezarea dinamică în fabricarea matriţelor:
rezare trohoidală dinamică cu R Speed P
RF 100 Speed P este special adaptat pentru prelucrarea oțelului, a oțelului de înaltă rezistență și a materialelor turnate și asigură rate maxime de îndepărtare a metalelor și o fiabilitate remarcabilă a procesului pentru degroșare și finisare de până la 48 HRC. Freza din carbură solidă este perfect potrivită pentru frezarea trohoidală. Toată lungimea muchiei de tăiere a frezei de degroșare este utilizată cu o lățime de tăiere mică (5-15% ae).
Gühring S.R.L. – România
Str. Europa Unita nr. 6
550018 Sibiu
Tel.: 0269.503.100
Fax: 0269.503.190 romania@guehring.de www.guehring.ro

Scula RF 100 Speed P, 16 mm
Componenta
Formă pentru matrița de injecție
Material Oțel de scule (1.2085)
iteza de așchiere c 246 m min
Turație n 4600 U min
iteza de avans f 4900 mm min
Avans pe tăiș fz 0,22 mm
Rata de îndepărtare material 171 cm min
Adaos de frezare axial ap 53 mm
Adaos de frezare radial ae 0.75 mm
În acest fel, se pot obține viteze extreme de îndepărtare a metalului și viteze de avans semnificativ mai mari, iar forțele de tăiere care apar sunt mult, mult mai mici. În viața reală, această sculă, utilizată în procesul dinamic GTC, poate reduce timpul de prelucrare cu mai mult de jumătate în comparație cu un cap de freză convențional.
rezare trohoidală în prelucrarea tare cu Mold
Cu toate acestea, multe matrițe și unelte sunt prelucrate și în stare calită. Strategiile de frezare dinamică, cum ar fi GTC, sunt, de asemenea, foarte eficiente în timpul frezării dure, deoarece timpul de contact dintre muchiile de tăiere și sculă este semnificativ mai scurt decât în aplicațiile de frezare convenționale. Acest lucru are, la rândul său, un efect foarte bun asupra duratei de viață a sculei. Cu toate acestea, datorită materialului dur, aici poate fi folosită doar două până la maximum cinci procente din diametrul sculei ca angajament radial.

G-Mold 65 U de la G hring este deosebit de potrivit pentru frezarea GTC a matrițelor călite și a inserțiilor de matriță. Geometria sa precisă asigură o precizie ridicată a conturului în timpul frezării dinamice. Aceasta înseamnă că matrițele și contururile complexe pot fi prelucrate cu cel mai înalt nivel de precizie. În același timp, freza are o tranziție unghiulară a razei optimizată FEM, care asigură o rigiditate radială ridicată și o deformare scăzută. Acest lucru asigură rezultate stabile de frezare și minimizează vibrațiile. În materiale precum oțelul tratat termic cu până la 65 HRC, G-Mold 65 U reușește să reducă la jumătate timpul de funcționare în timpul prefinisării atunci când este utilizat într-un proces de frezare GTC.
G-Mold 65 U, 12 mm
ComponentaInserție de matriță pentru matrița de injecție
Material Oțel călit (1.2347), 54 HRC
iteza de așchiere c 120 m min
Turație n 3180 U min
Avans pe tăiș Fz 0.06 mm
iteza de avans f 760 mm min
Adaos de frezare axial ap 17.0 mm
Adaos de frezare radial ae 0.6 mm (0.05xD)
rezarea profilului cu freza cu cap sferic
Mold
În timpul prelucrării dure în procesele de prelucrare a matrițelor, adaosul de pe componentă trebuie adesea îndepărtat rapid și uniform. În condiții optime (HSC), frezarea dinamică poate fi utilizată aici. În timp ce majoritatea concurenților oferă doar freze cu două tăișuri în acest scop, G-Mold 55 este disponibil ca variantă cu patru tăișuri. Prin realizarea procesului de frezare cu de două ori numărul de muchii de tăiere mai mare, timpul de prelucrare poate fi aproape înjumătățit.

O strategie de frezare dinamică oferă, de asemenea, avantaje semnificative de productivitate pentru prelucrarea 3D cu freze sferice sau torice. Aici, frezarea se realizează și cu avansuri foarte mici, ținând cont de diametrul efectiv al sculei. iteza totală de avans este crescută în același timp. Pentru adâncimi de tăiere ap 0,2xD, diametrul efectiv Deff angajat efectiv trebuie utilizat pentru a calcula viteza de rotație. Pentru a crește durata de viață a sculei, recomandăm prelucrarea cu axul înclinat. A
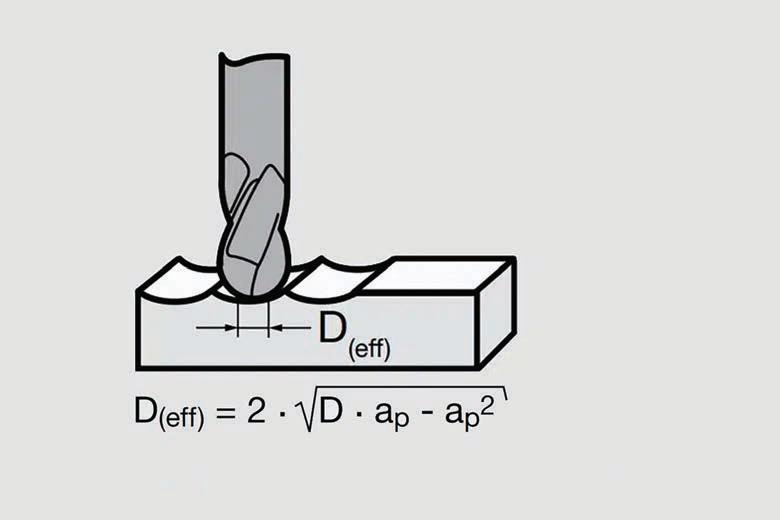
Componenta
Placă de turnare pentru matrița de turnare prin injecție
Material Oțel călit (1.2083), 52 HRC
iteza de așchiere c 180 m min
Avans pe tăiș fz 0.1 mm
iteza de avans f 382 mm sec
Turație n 9950 U min
Adaos de frezare axialap 0.15 mm
Adaos de frezare radial ae 0.15 mm

Ceratizit publică un nou catalog în care prezintă portofoliul său pentru sezonul 2024/2025. În timp ce în anii precedenți catalogul era disponibil fie doar în format tipărit, fie doar în format electronic, în acest an compania îl publică atât pe hârtie, cât și în format electronic. În ambele versiuni, clienții vor găsi o gamă completă de soluții de prelucrare de la Ceratizit, și ambele pot fi la îndemâna lor în orice moment.
În acest an, clienții Ceratizit au posibilitatea de a primi noul catalog atât în format digital, cât și tipărit. ,,De ce am decis să facem acest lucru? Cercetările clienților au arătat că în multe companii catalogul nostru are un loc permanent la mașină. Catalogului tipărit nu-i pasă dacă aveți degetele unsuroase sau dacă acest pachet de câteva kilograme alunecă de pe raft pe podea: pentru operatorul mașinii, catalogul tipărit oferă întotdeauna acces rapid la portofoliul nostru extins", spune Aris Maul, directorul de vânzări al Ceratizit pentru regiunea DACH.
50 000 de scule așchietoare standard online O scurtă prezentare generală poate fi găsită, de asemenea, în catalogul electronic paralel.
Pentru clienți, Ceratizit oferă acces de oriunde din lume și de pe orice dispozitiv digital mobil la peste 2.500 de pagini care oferă aproape 50.000 de scule de tăiere standard din portofoliul Ceratizit, disponibile în stoc. Pe lângă numeroasele produse noi, compania va prezenta din nou familii de scule optimizate și extinse care oferă soluția potrivită pentru fiecare aplicație. Catalogul principal al tehnologiei de prindere, care altfel este disponibil separat, a fost, de asemenea, încorporat în catalogul electronic. Acest lucru înseamnă că tot ceea ce au nevoie prelucrătorii, de la mandrină la masa mașinii, este reunit într-o singură publicație.
Aplicație mobilă utilă
Catalogul digital face munca utilizatorului extrem de ușoară: cu un singur clic pentru a merge la magazin și a
adăuga produsele dorite la coșul de cumpărături. Coșul de cumpărături direct din catalogul electronic. Indiferent de locul în care navigați în catalog utilizând catalogul sau aplicația - fie că se află la birou sau direct în zona de producție. Clienții au acces direct la întregul magazin online Ceratizit prin intermediul tabletei, laptopului sau smartphone-ului. Aveți nevoie de aplicația ce poate fi descărcată gratuit din magazinul Google Play sau din Apple App Store.
În combinație cu aplicația Ceratizit de sine stătătoare, întreaga lume a produselor mărcii Ceratizit este disponibilă clienților oricând și oriunde. Aplicația permite accesul direct la magazinul online cu scule așchietoare și dispozitive de fixare, oferă informații valoroase despre prelucrare și include instrumente utile, cum ar fi un calculator de date de așchiere sau o prezentare generală a stadiului livrărilor. Veți găsi, de asemenea, știri despre companie și despre portofoliu.



Prelucrarea titanului este fundamental diferită de prelucrarea fontei sau a oțelului. ehnologia sculelor și procesul trebuie optimizate pentru a obține rezultate rentabile. atorită abordării sale de ansamblu a relațiilor generale în prelucrarea titanului, APA este în măsură să identifice această combinație optimă de precizie și rentabilitate.
Proprietățile materiale ale titanului sunt apreciate în multe domenii, cum ar fi aviația, ingineria auto și tehnologia medicală. Materialul este o provocare pentru prelucrare. Acest lucru se datorează conductivității sale termice extrem de scăzute. i e arație la prelucrarea oțelului, 10% din temperatură rămâne în piesa de prelucrat, 15% conduce la o sarcină asupra sculei așchietoare, iar marea majoritate, 75% din căldură, este transferată în așchii și îndepărtată odată cu acestea. Situația este complet diferită în cazul titanului. Aici, așchiile absorb doar 25% din căldură. Ponderea majoritară, de 60%, ajunge în sculă și provoacă o sarcină termică ridicată pe muchia de așchiere sau pe materialul așchiat. Acest lucru duce la reducerea considerabilă a duratei de viață a sculei, respectiv costurile devin mai mari.
MAPAL Microtek SRL
tra a ou 27, o lea
505100, Braşo
hone: 40 268 506 406 Fax: 40 268 506 407 ail: lenica.ste an@ mapal.com https: mapal.com
Influenţa vitezei de aşchiere asupra uzurii itezele de așchiere prea mici conduc la aderență, adică la lipirea și depunerea materialului pe tăișul muchiei așchietoare. Dacă viteza de așchiere este prea mare, riscul de abraziune sau de uzură termochimică crește brusc și muchia așchietoare a sculei se arde.
Un indicator al stării muchiei așchietoare este lățimea semnelor de uzură. Într-un interval liniar, aceasta crește lent și continuu. Dacă acest interval este depășit și procesul de prelucrare intră în intervalul tranzitoriu, muchia de așchiere a sculei va ceda rapid și imprevizibil. Acest lucru se întâmplă dacă viteza de așchiere sau viteza de avans setată este prea mare. Între intervalul liniar și cel tranzitoriu există o diferență de durată de viață a sculei de până la 100%.

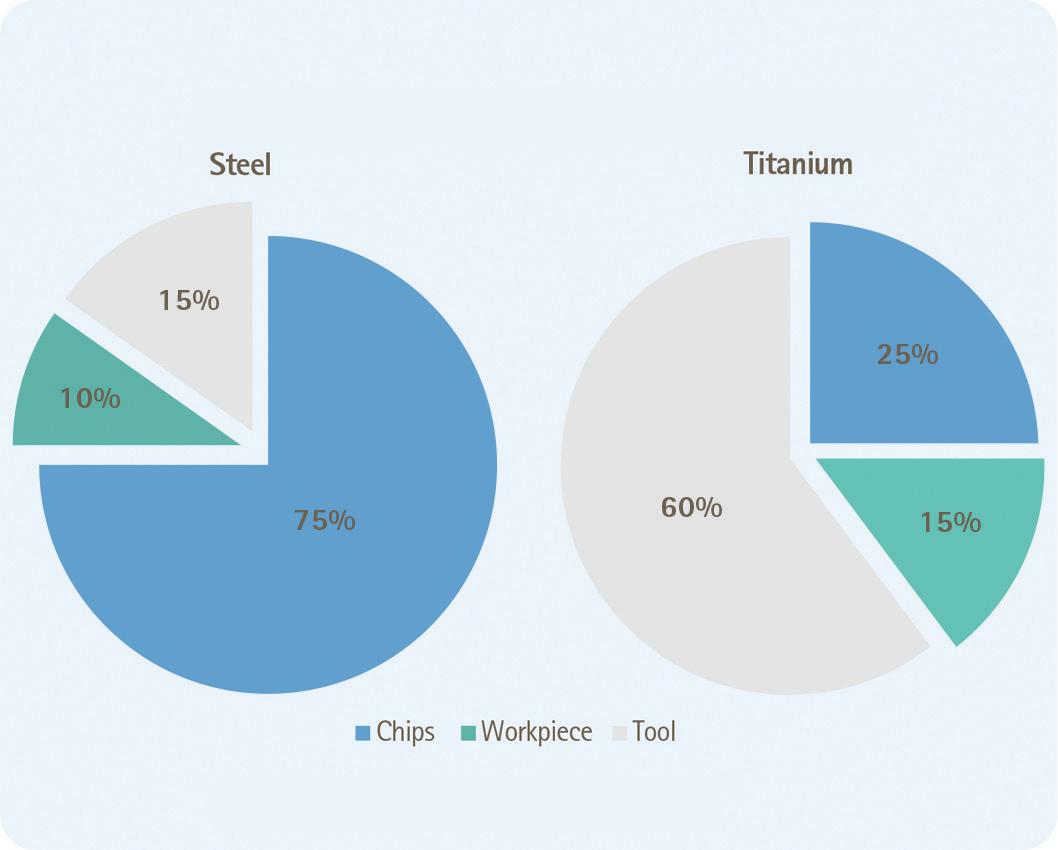
n FOTO Disiparea căldurii în timpul frezării - comparație între oțel și titan. ©MAPAL
Pentru specialiștii tehnici MAPA , este foarte important să monitorizeze procesul, să verifice și să măsoare lățimea și evoluția uzurii și, să arate clientului când s-a atins limita superioară a intervalului stabilit pentru a optimiza timpii de funcționare a mașinii și fiabilitatea procesului. De regulă, se recomandă schimbarea sculei atunci când uzura ajunge la aproximativ 0,2 mm. O freză din carbură mai poate fi apoi recondiționată (reascuțire acoperire), dar nu la niveluri de uzură mai ridicate.
MAPA , prin experiența sa în procesul de prelucrare a titanului, a dezvoltat tehnologia sculelor sale. Atenția este dată factorilor care influențează uzura chiar și atunci când materialul de tăiere selectat este cel mai potrivit. Pentru o rezistență termică optimă, MAPA se bazează pe tipuri speciale și inovatoare de materiale și anume clase de carburi și acoperiri personalizate cu coeficienți cât mai mici de frecare. Micro și macrogeometriile pozitive ale sculelor, muchiile de așchiere pregătite la cel mai mic detaliu și măsurile eficiente de răcire stabilesc cursul pentru o prelucrare optimă și economică. Cu toate acestea, stabilirea corectă a parametriilor de așchiere este esențială pentru costul de prelucrare a titanului.
iteza de aşchiere nu duce la costuri mai mici per piesă a prelucrarea oțelului și a fontei, viteze de așchiere mai mari înseamnă adesea o productivitate mai mare și costuri totale mai mici, care sunt compuse din costurile mașinii și costurile cu sculele. Cu cât mașina prelucrează mai rapid și mai eficient, cu atât costurile mașinii sunt mai mici. Prelucrarea cu regimuri de așchiere intense poate aduce beneficii majore financiare chiar și atunci când costurile cu sculele devin mai ridicate. Pe de altă parte, în cazul titanului, vitezele de așchiere mai mari nu sunt oportune. Tobias Gräupel, Technical Expert Indexable Tools în cadrul MAPAL, dovedește acest lucru cu un calcul de rentabilitate. Optimizând parametrii de așchiere în prelucrarea titanului costurile cu prelucrările sunt reduse semnificativ. Este analizată o operație de frezare cu un eoMill Titan2-Corner cu patru tăișuri, care prelucrează TiAl6 4 cu o adâncime de așchiere (ap) de 4 mm și o
angajare radială (ae) de 24 mm. Studiul diferitelor combinații de avansuri și viteze de așchiere conduc la o recomandare clară privind valorile de lucru pentru prelucrarea titanului.
i e arație a prelucrarea unei componente din oțel, dublarea vitezei de tăiere de la 200 m min la 400 m min a dus la o reducere totală a costurilor cu 24% per piesă. a producția unei piese din titan, creșterea vitezei de așchiere de la 32 m min la 50 m min a dus la o creștere a costurilor de 259%. ,,Creșterea vitezei de așchiere este vizibilă în mod clar în costurile totale. Costurile efectiv explodează , remarcă Gr upel cu privire la rezultatul final. Costul optim este obținut prin prelucrarea cu avansuri mari și viteze de așchiere reduse. Dacă, pe de altă parte, vitezele de așchiere ar fi maximizate în plus față de avansurile mari, costurile ar fi de peste patru ori mai mari.
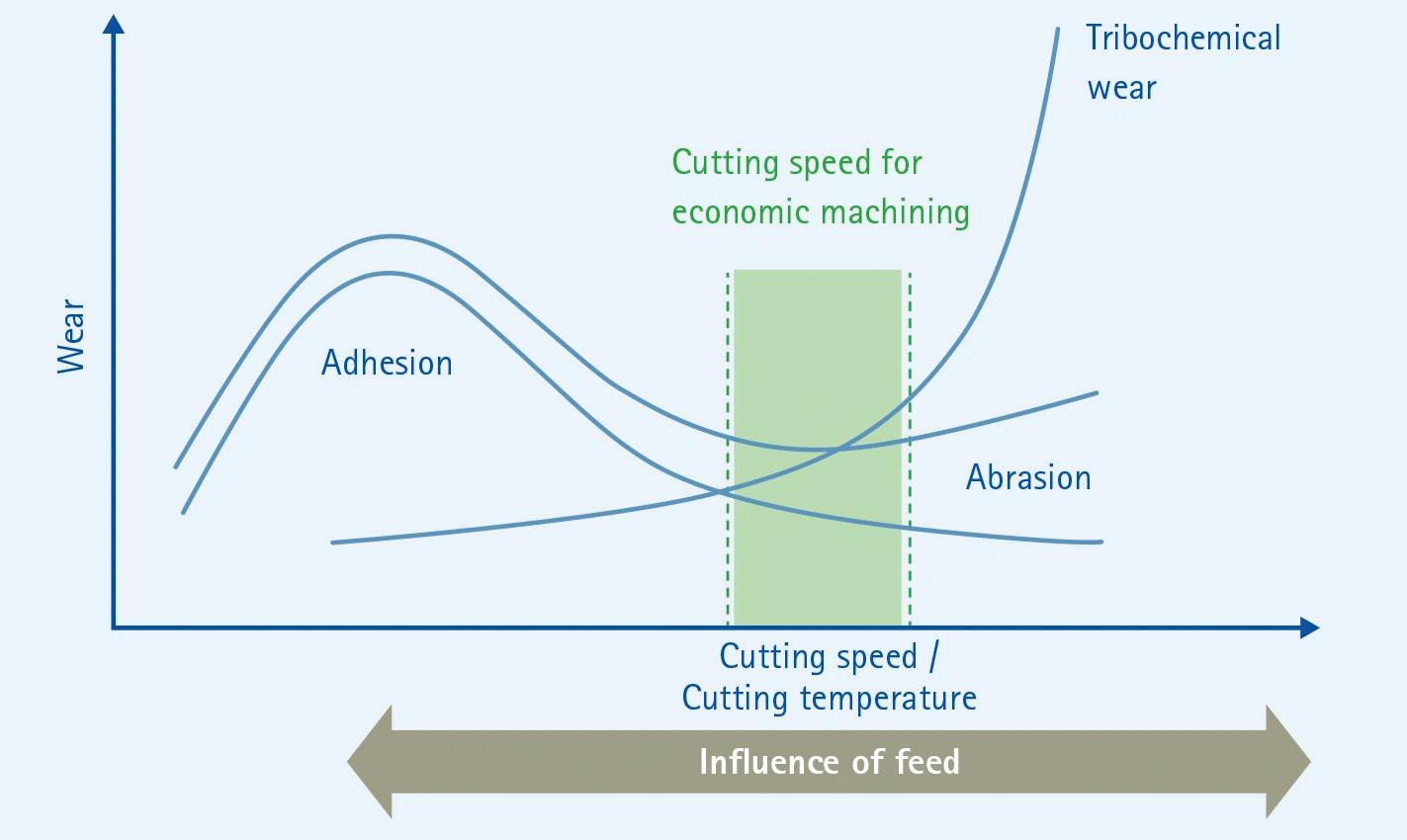
FOTO Fazele uzurii sculei și influența asupra eficienței economice. ©MAPAL
,,Astfel de calcule economice sunt esențiale, în special pentru o producție de serie, pentru loturi mai mari , subliniază Gr upel. În definitiv, costurile totale sunt decisive pentru strategia de investiții atunci când se produc cantități mari. Parametrii de așchiere ineficienți în cazul titanului determină o explozie a costurilor totale. umai combinația dintre tehnologia inovatoare a sculelor și proiectarea optimizată a procesului conduce la un rezultat optim. Datorită acestei expertize, consultanții tehnici MAPA îi sprijină pe responsabilii de producție pentru a obține rezultatul optim, indiferent de dimensiunea prelucrării și a lotului de producție. A

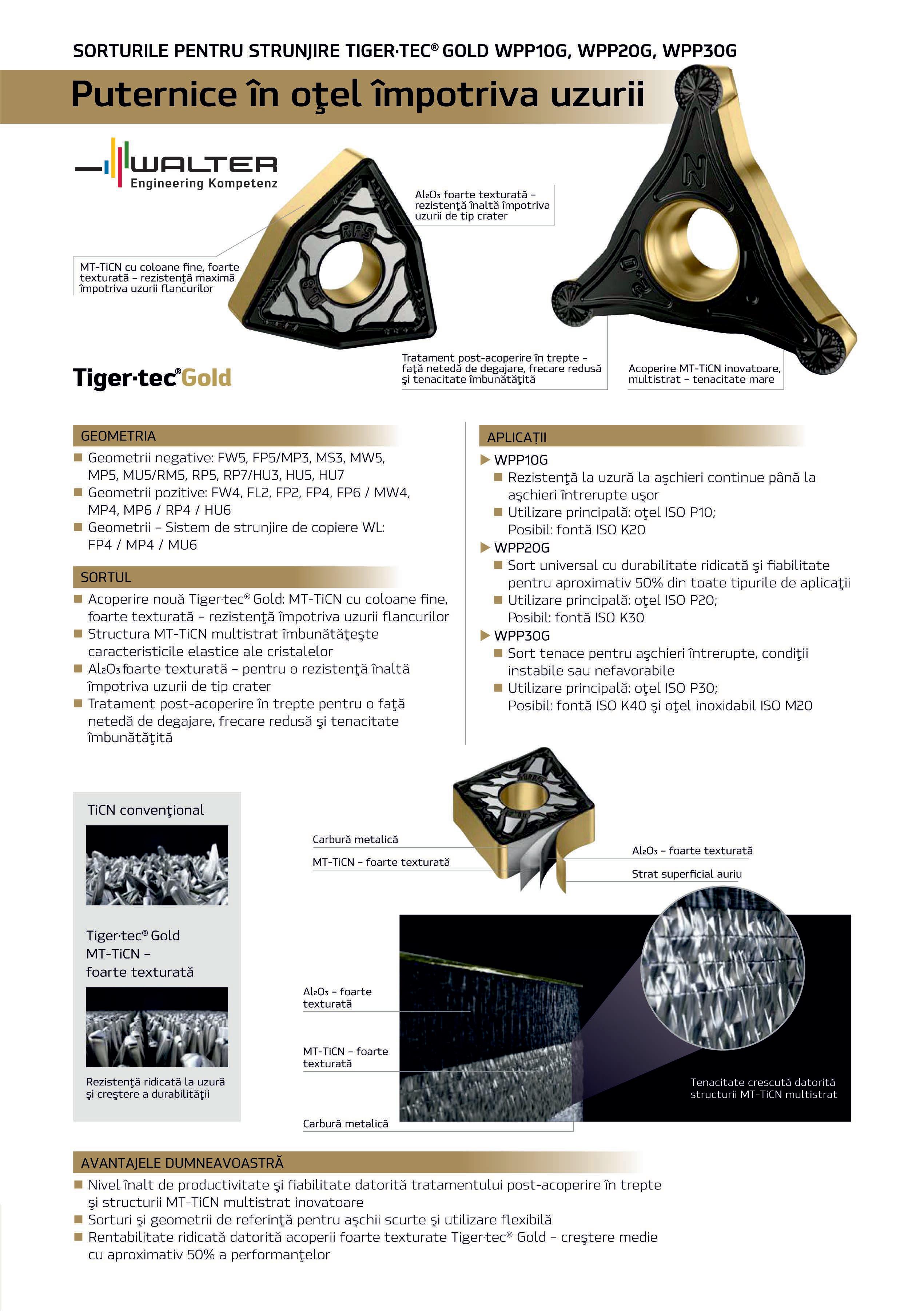
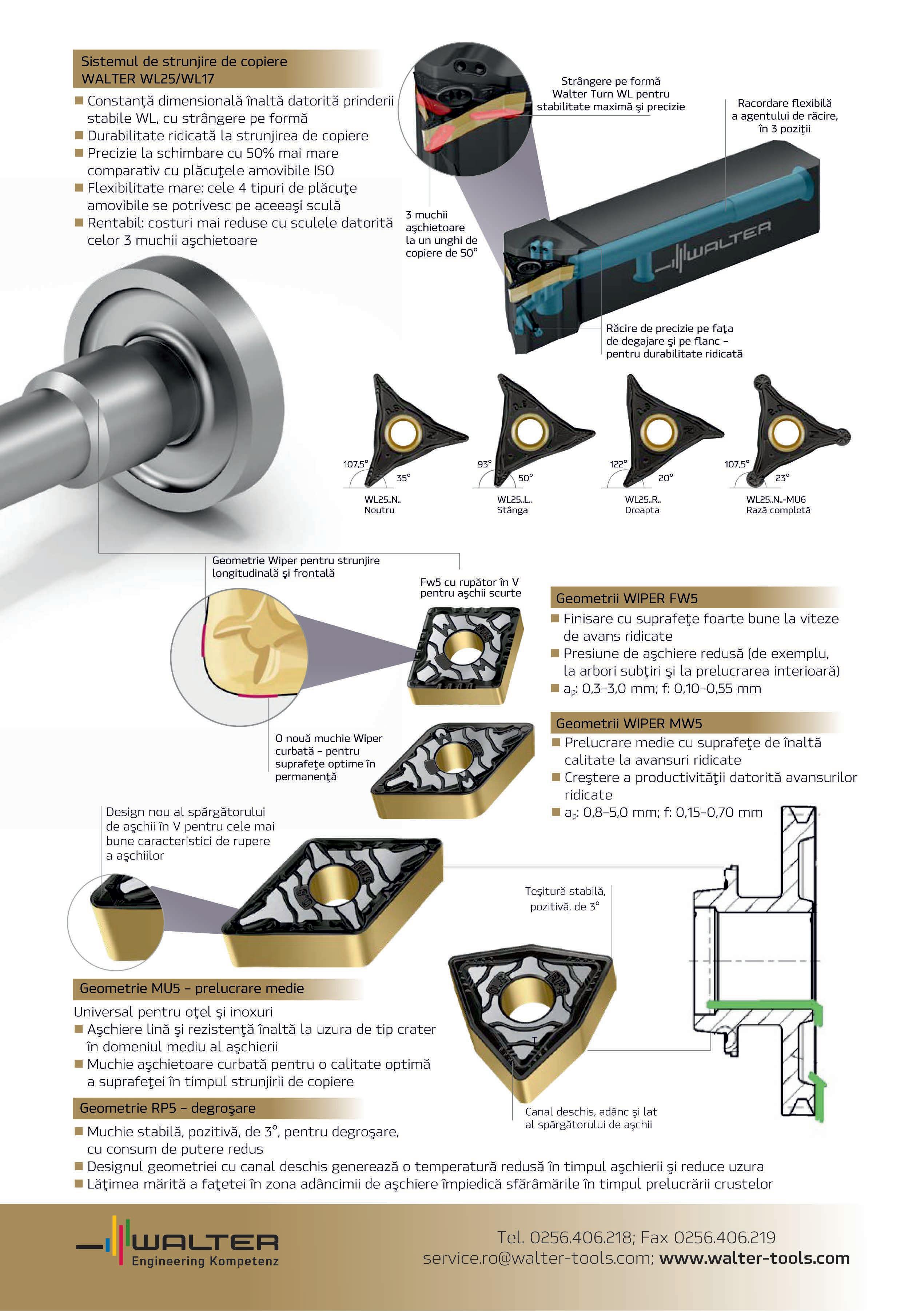


































































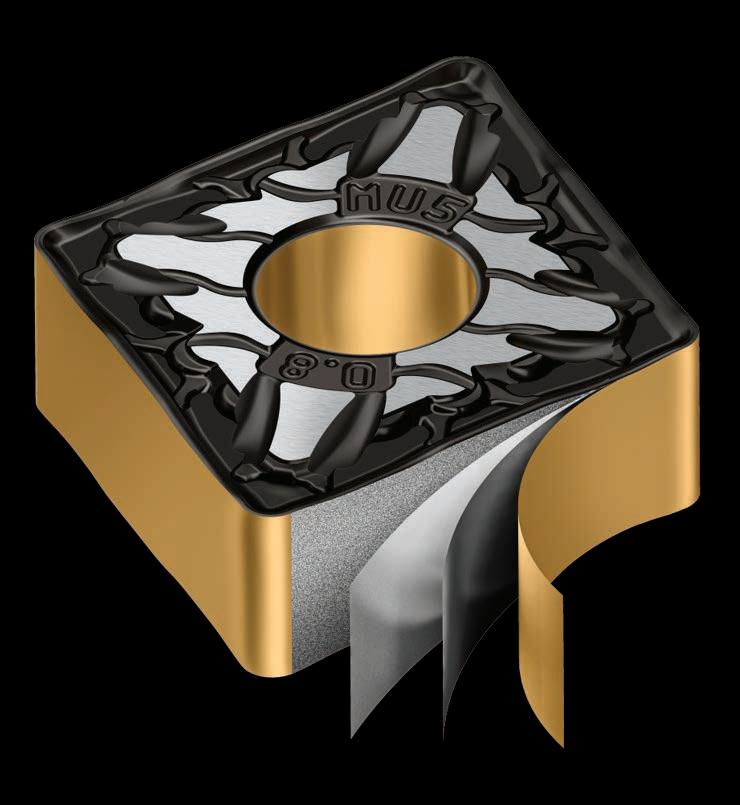

















Compania andvik Coromant prezintă cel mai recent membru al familiei sale de scule de frezare Coro ill® 60. cula este concepută pentru opera iuni de frezare de col la 90 de grade în o el i fontă, dar este suficient de versatilă pentru a- i e tinde competen ele în domenii precum frezarea frontală i diverse aplica ii de prelucrare în plan înclinat.
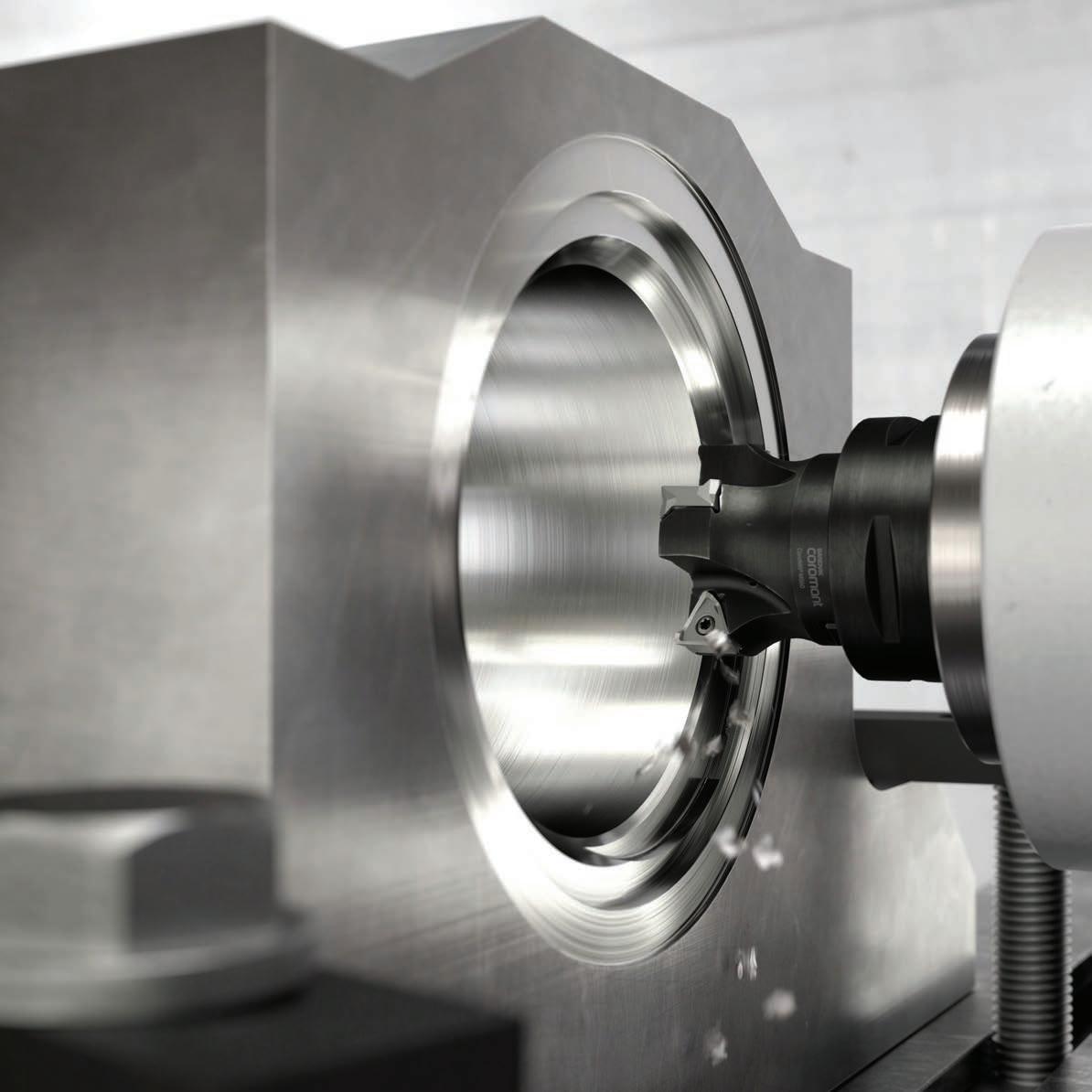
CoroMill® MS60 este o soluţie universală de frezare frontală şi de colţ, proiectată iniţial pentru operaţii de degroşare până la semifinisare în oţel şi fontă, cu două geometrii capabile să abordeze ambele domenii de aplicare, precum şi domenii secundare ISO M şi ISO S. Prin urmare, pot fi gestionate loturi de materiale mixte, inclusiv oţel inoxidabil şi aliaj pe bază de nichel, fără a schimba plăcuţele.
Jocelyn Lanaro, Specialist în aplicaţia produsului global Sandvik Coromant
Ca i concept robust, cu muchie multiplă, cu ac iune de a chiere pozitivă, for ele de a chiere sunt scăzute pentru prelucrare fără vibra ii, ceea ce duce la o rentabilitate ridicată per muchie. Având un unghi de atac de 90 de grade, CoroMill® MS60 este, în principal, o sculă pentru frezare de col , chiar dacă excelează i în numeroase alte domenii.
De la opera ii de frezare p nă la frezare laterală, frezare de canale, prelucrare elicoidală în plan înclinat
i frezare frontală, oro ill® este o solu ie cu adevărat completă , spune ocelyn anaro. Aceasta este, de obicei, prima sculă aleasă în primele etape ale opera iunilor universale de frezare, acoperind etapele de degro are p nă la semifinisare i lăs nd finisarea pentru solu iile dedicate.

O altă caracteristică remarcabilă care trebuie eviden iată sunt plăcu ele presate direct, cu ase muchii Acestea sunt fabricate cu o te nologie foarte avansată de presare pe mai multe axe, ceea ce înseamnă că se pot ob ine at t o tăiere lină, c t i o capacitate de prelucrare în plan înclinat cu aceea i plăcu ă, ceea ce cre te versatilitatea produsului.
Oferind patru diametre diferite atât în sistemul metric (50 100 mm), cât i în oli (2 4 oli), CoroMill® MS60 oferă o gamă de produse compactă, dar cuprinzătoare, facilitând atât selec ia, cât i utilizarea. A


Mulți prelucrători văd strungul ca precursor al mașinilor-unelte moderne. ntroducerea acestuia în industrie a reprezentat de fapt apariția zorilor în domeniul prelucrărilor prin așchiere. Astăzi, strunjirea reprezintă în continuare unul dintre cele mai utilizate procese de prelucrare, iar strungurile reprezintă un procent substanțial din totalul mașinilor-unelte. În consecință, sculele de strunjire sunt la rândul lor fracțiuni substanțiale din gamele de fabricație ale producătorilor de scule.
Astfel, nu este deloc surprinzător că LOGIQUICK, recenta campanie ISCAR, aduce în piață noi dezvoltări, mare parte dintre ele concentrându-se pe inovații în domeniul strunjirii. Parte din aceste dezvoltări reprezintă extinderi ale familiilor ISCAR existente, în timp ce altele oferă soluții noi, unice, pentru prelucrări avansate.
outățile aduse în piață reflectă pe de o parte tendințele prelucrărilor moderne, iar pe de altă parte amplifică profitabilitatea prelucrărilor existente.
re en n n in are e a in re a an a e e eie a e a e r
e ri are in i n
e r e r n ire
ficienţă amplificată şi precizie
Este vorba de scule care amplifică atât productivitatea aplicației, cât și precizia, accelerează procesul de prelucrare în ansamblul lui, minimizează timpii auxiliari.
Materiale de bază avansate şi metode de acoperire revoluţionare
Aceste soluții moderne, precum materialele ceramice sau nitrura cubică de bor (CBN) au devenit de altfel relativ uzuale. Datorită rezistenței excelente la temperaturi înalte și a durabilității ridicate, aceste materiale asigură viteze de așchiere superioare celor recomandate la utilizarea carburilor tradiționale. În paralel, necesitatea îndepărtării unor rate mari de material a dus la dezvoltarea unor tehnologii de acoperire care, la rândul lor, amplifică regimurile de așchiere, extind durata de viață a muchiei, reduc uzura.
Strunjire multi direcţională
Aceste scule revoluționare, versatile nu numai că amplifică productivitatea și deci eficiența prelucrărilor prin reducerea numărului indexărilor, dar reduc și stocul de scule, reduc timpii auxiliari și mențin toleranțe din ce în ce mai strânse.
Digitalizare
Atunci când producția este abordată conform conceptului Industrie 4.0, bazat pe interconectivitate, componenta digitală a sculei așchietoare este esențială și devine parte integrantă a producției inteligente.
Sustenabilitate
uând în considerare cerințele legate de protecția mediului înconjurător, există o cerere crescută de scule așchietoare, inclusiv de scule de strunjire, cu impact minim asupra mediului. Aceasta înseamnă că trebuie să fie cât mai mici consumatoare de energie și generatoare de cât mai puține reziduuri.
Astfel, cu gândul la considerentele prezentate anterior, vă propunem să examinăm noile produse din linia de strunjire, componente ale campaniei
LOGIQUICK. Într-adevăr, strunjirea include o infini-
tate de aplicații exterioare și interioare, prelucrări longitudinale, frontale, de profilare, canelare, șanfrenare, debitare, strunjiri de finisare.
Materialele moderne menite să amplifice eficienţa strunjirilor
Iscar a lărgit în mod semnificativ gama materialelor ceramice din care sunt produse plăcuțele STANDARD-ISO. Aceste noi completări ale gamei au fost proiectate cu scopul prelucrării mai eficiente a materialelor greu prelucrabile, în mod deosebit a oțelurilor dure și a fontelor (Grupul de Aplicații H). oua carbură lansată pe piață IC1017 a fost creată în special pentru prelucrarea super-aliajelor pe bază de i. Această formulă complementară are la bază un substrat submicronic foarte dur, acoperit PVD
În ceea ce privește prelucrarea materialelor neferoase, precum aliajele de Al, Cupru, Platină, ronz sau Alamă (ISO N), gama a fost amplificată adăugându-i-se plăcuțe noi de strunjire și canelare acoperite cu un strat cu granulație extrem de fină (nano-componente) denumit D C Diamond Like Carbon
Quick-T-LOCK este o familie de scule inovatoare, realizate pentru prelucrări eficiente multidirecționale. Includem aici strunjirea prin tragere, profilarea și prelucrările frontale, toate realizabile cu o singură sculă. Familia are la bază un concept unic de fixare a plăcuței, care asigură stabilitate excepțională în timpul prelucrării, chiar la avansuri foarte ridicate. Este de notat un fragmentator de așchii avansat, dezvoltat în mod special pentru strunjiri cu avansuri ridicate și care se evidențiază în mod deosebit în prelucrările prin tragere (figura 1).


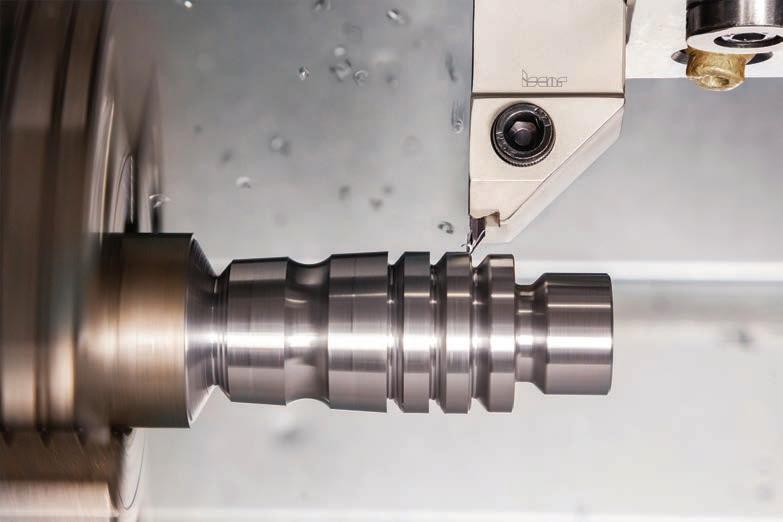
Plăcuțele CUT-V-GRIP , în formă de V”, oferă soluția versatilă de strunjire exterioară bi-direcțională. Plăcuțele pot fi montate pe suporți existenți, modificați, capabili să abordeze zone de prelucrare înguste, acolo unde plăcuțele standard ISO de tip nu pot fi utilizate (figura 2).
outăţi atrăgătoare în zona strunjirilor interioare
Atunci când trebuie să realizăm strunjiri interioare cu scula în consolă mare (de obicei mai mare de 5xD diametrul sculei), ne confruntăm cu apariția vibrațiilor. Acestea afectează calitatea suprafeței obținute, reduc durabilitatea muchiei așchietoare, cresc consumul de energie pe scurt, performanțele operației sunt limitate. O metodă clasică de reducere a vibrațiilor este reducerea parametrilor de așchiere, dar aceasta mărește timpul de prelucrare. De aceea, un suport anti-vibrator, care include un mecanism activ de amortizare reprezintă soluția ideală într-o asemenea situație, pentru că menține nivelul productivității, atât la operațiile de eboș, cât și la cele de finisare.
arele din carbură PICCO de la ISCAR au fost realizate în faza inițială pentru prelucrarea pieselor de mici dimensiuni.
Sistemul PICCO, extrem de versatil, poate aborda o paletă foarte largă de operații de strunjire, filetare, găurire, devenind foarte popular în secțiile în care sunt prelucrate piese de mare diversitate.
Un sistem tipic PICCO este compus dintr-un suport și o bară de carbură montată în acesta. Sistemul a fost completat acum prin introducerea PICCOINDEX, o familie de suporți miniaturali pe care se montează plăcuțe mici ISO standard, indexabile (figura 3). Această nouă soluție este extrem de economică, în special în ceea ce privește prelucrările de eboș și semifinisare.
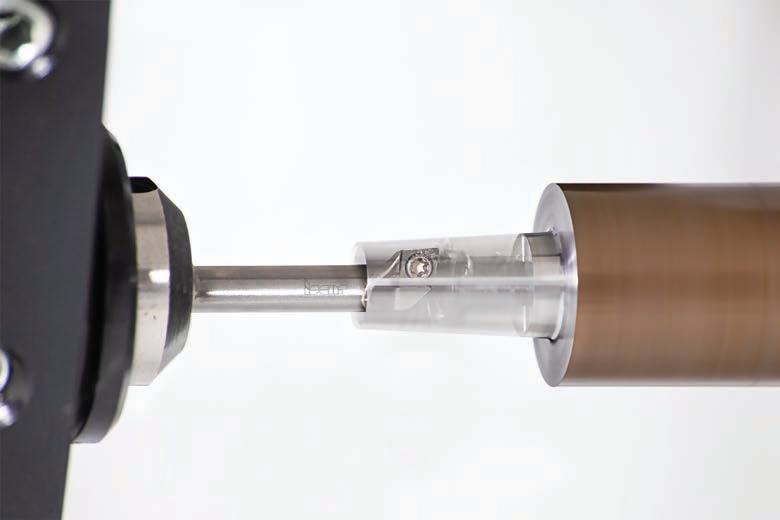
Maşinile S ISS, în centrul atenţiei
Acest tip de mașină cu comandă numerică joacă un rol crucial în domeniul prelucrărilor prin așchiere, datorită preciziei, eficienței și abilității de realizare simultană a mai multor operații, precum găurire, frezare, strunjire sau chiar randalinare. Mașinile Swiss sunt utilizate pe scară largă în producția de componente din industrii diverse, precum cea medicală, industria producătoare de ceasuri, echipamente de automatizare, electronică. Așadar, dezvoltarea de scule moderne eficiente dedicate echipării mașinilor de tip Swiss a devenit o prioritate pentru majoritatea producătorilor, inclusiv pentru a ania LOGIQUICK a e n a enția re r ri r e a ții in a are n a e en
Noul sistem modular QUICKSWISS oferă soluții pentru cele mai multe dintre aplicațiile realizabile pe un strung tip SWISS. Sistemul (figura 4), care are inclusiv posibilitatea de reglare pe înălțime, oferă o varietate extrem de largă de suporți de bază, suporți în sine și capete de strunjire.
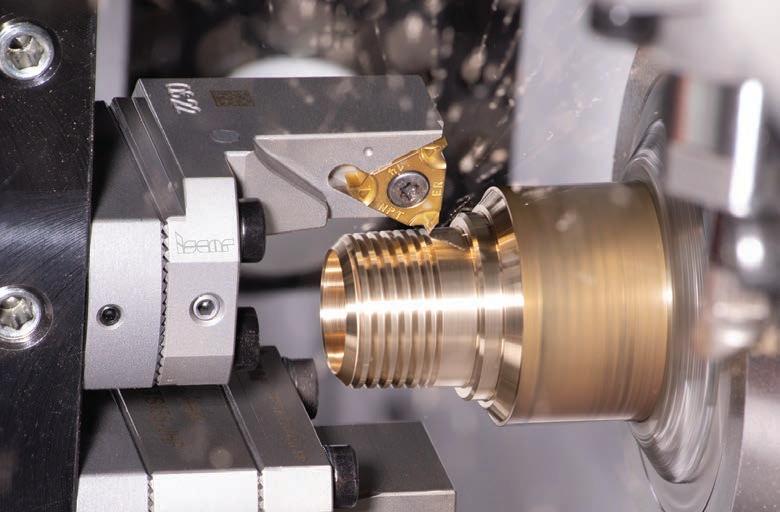
În ceea ce privește debitarea, canelarea și strunjirea longitudinală, familia Quick-2-Cut furnizează soluții conforme tuturor așteptărilor. Sculele aparținând acestei familii sunt eficiente, cu plăcuțe precise, înguste, dublă-față, montate tangențial în buzunar. Mecanismul de montare asigură rigiditate și repetabilitate dimensională excepționale. ichidul de răcire, direcționat precis în zona de așchiere, îmbunătățește durabilitatea și contribuie la obținerea unei calități de suprafață adecvate superfinisărilor (figura 5).
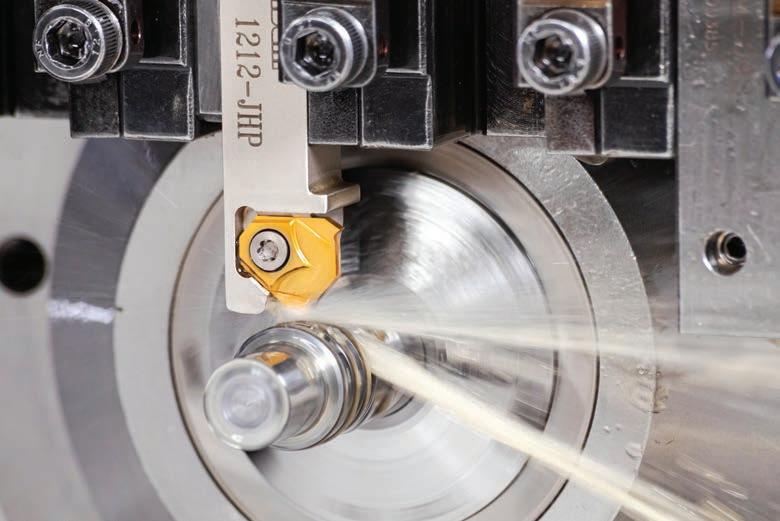
Familia LOGIQ-4-TURN scule de strunjire echipate cu plăcuțe indexabile dublă-față, au fost extrem de bine adoptate de clienți. Ca atare, ISCAR a extins gama acestei familii, incluzând și alte plăcuțe, de talie mai mică, aducând în acest fel economii utilizatorului, atunci când aplicațiile pot fi realizate pe strunguri compacte de tip SWISS
ă informăm cu această ocazie că au fost adăugate catalogului electronic ISCAR două noi filtre de căutare, în mod specific legate de echipările strungurilor de tip i . Acestea fac mult mai ușoară căutarea adaptărilor modulare și găsirea celor mai eficiente soluții specifice acestor mașini.
Noua campanie LOGIQUICK cuprinde mult mai multe produse dedicate strunjirii decât cele prezentate aici. Gradual, ISCAR va prezenta noi familii de produse, în scurt timp și va aloca timpul necesar prezentării și analizei acestor noi inovații. or amplifica productivitatea aceste produse, vor contribui la amplificarea profitabilității utilizatorilor lor Iscar consideră cu fermitate că răspunsul este un DA categoric, însoțit de un mesaj clar către producător Fii cât mai rapid (Quick) și profită de noile avantaje din domeniul strunjirilor . A





Lubrifierea corespunzătoare este fundamentală pentru sănătatea rulmenților. Aplicarea unei cantități prea mari sau prea mici de lubrifiant va reduce drastic durata de viață a rulmenților și, chiar mai rău, va cauza opriri ale producției și timpi de inactivitate neplanificați. tilizarea instrumentelor cu ultrasunete pentru lubrifierea precisă a rulmenților este o metodă consacrată, bine cunoscută și fiabilă de asigurare a lubrifierii corespunzătoare. Această metodă permite, de asemenea, echipelor de mentenanță să poată avea un prim nivel de evaluare a condiției rulmenților, după cum vom vedea în e emplele de mai jos.

ubrifierea asistată de ultrasunete şi monitorizarea rulmenţilor: Cum funcţionează?
Prin utilizarea ultrasunetelor, măsurăm nivelurile de fricțiune ale rulmenților în timp real, traduse în nivelul de decibeli (d ). Acest lucru permite detectarea problemelor și cerințelor de lubrifiere într-un stadiu incipient, cu mult înainte ca rulmenții să fie deteriorați.
Prin utilizarea fricțiunii lagărelor ca ghid, acest lucru permite ca lagărele care necesită lubrifiere să fie lubrifiate cu precizie, cu cantitatea corectă de lubrifiant, evitându-se lubrifierea excesivă sau insuficientă. Deoarece nivelul de fricțiune este măsurat în timp real, în timpul lubrifierii, putem opri lubrifierea de îndată ce nivelul de frecare a scăzut la valoarea de referință.
Stabilind o valoare de referință a rulmentului în d și comparând valoarea de referință cu valoarea curentă, putem avea o referință despre starea de sănătate a rulmenților. În general, vom considera citirea în d față de nivelul de bază după cum urmează
n 8d peste linia de bază indică lipsa de lubrifiere n 12d peste linia de bază indică daune microscopice n 16d peste linia de bază indică deteriorarea vizibilă a rulmentului
n 35d peste linia de bază indică o defecțiune critică
Acesta este un proces ușor de implementat și urmat, dar, desigur, există întotdeauna nuanțe. De exemplu, cum putem evalua dacă un rulment are nevoie doar de lubrifiere sau este și deteriorat Să ne uităm la studiul de caz de mai jos.
valuarea stării rulmenţilor la o uzină siderurgică
Acțiunea de lubrifiere a unui rulment cu ajutorul unui instrument cu ultrasunete ne oferă câteva indicii cu privire la condiția sa, dar mai există câțiva

Windmolen 20, 7609 NN Almelo, The Netherlands
Tel. 31-546-725125
pași pe care îi putem face pentru a evalua mai precis starea acestuia
n a ați a i a ea na Instrumentele cu ultrasunete vă permit să ascultați cum sună rulmentul. Un sunet uniform și neted indică în mod normal că nu există probleme, în timp ce un sunet aspru în care pot fi prezente sunete de trosnituri sau pocnituri indică deteriorarea rulmentului.
n eri i ați e r n r Unele instrumente cu ultrasunete vă permit să înregistrați sunetul provenit de la rulment și să îl analizați ulterior pe un software de spectru sonor. Examinând forma de undă temporală, ne putem face o idee mai bună despre ce se întâmplă cu rulmentul prin verificarea amplitudinii undei sonore și a eventualelor vârfuri.
n e ați r ri re a e efectuarea de măsurători regulate ale d , în special atunci când suspectați că rulmentul ar putea fi deteriorat, este o bună practică. Cu cât efectuați mai multe citiri, cu atât mai multe date aveți la dispoziție.
Acesta este un bun exemplu de utilizare a tuturor acestor etape la o uzină siderurgică, am efectuat o inspecție a 2 rulmenți de la un ventilator de ardere. Acestea au fost denumite rulmentul de est și rulmentul de vest.
Rulmentul de vest:
Pentru a determina un nivel de referință pentru acest rulment, l-am lubrifiat în timp ce urmăream nivelurile d și înregistrarea sunetului. În timpul lubrifierii, am putut observa cum nivelurile d au scăzut la 60 d și au rămas constante. De asemenea, putem observa mai jos, în înregistrarea sonoră, ce se întâmplă pe măsură ce aplicăm lubrifiantamplitudinea scade pe măsură ce lubrifiantul intră în rulment, reducând astfel nivelurile de frecare.
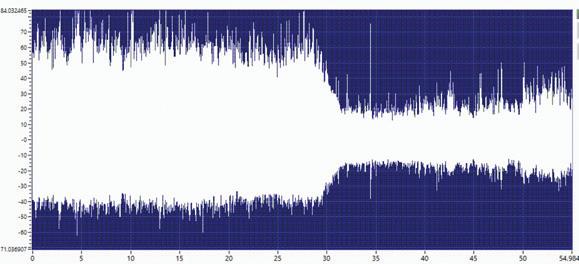
E-mail info uesystems.eu Web www.uesystems.eu n IMAGINEA 1.
Dacă acest rulment este în stare bună, nivelul de 60 d pe care l-am stabilit ca nivel de referință se va menține pentru o anumită perioadă de timp. Cu toate acestea, dacă rulmentul prezintă probleme dincolo de lipsa de lubrifiere, nivelurile d vor crește, iar calitatea sunetului se va înrăutăți pe termen scurt.
Prin urmare, în ziua următoare, am efectuat o nouă citire și înregistrare sonoră a rulmentului vestic. Citirea a arătat 69 d adică 9 d peste nivelul de referință, într-o singură zi.
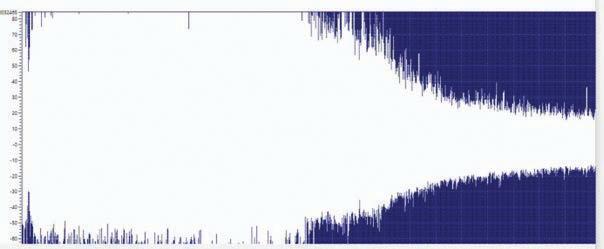
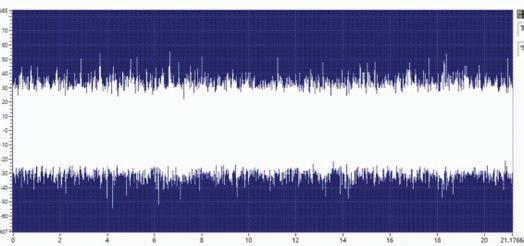
Am decis să lubrifiem rulmentul încă o dată și am observat imediat o îmbunătățire a calității sunetului, precum și o scădere a nivelului de d , la 64 d .
Am așteptat 8 minute și am făcut o altă citire și înregistrare a sunetului și am putut observa că citirea de 69d a revenit, precum și calitatea anterioară a sunetului pe care am obținut-o înainte de această a doua rundă de lubrifiere.
Astfel, am ajuns la concluzia că lubrifierea rulmentului nu îl readuce la starea inițială și nu este suficientă pentru ca acesta să păstreze o calitate uniformă și lină a sunetului. Acest rulment trebuie monitorizat în mod regulat, deoarece este posibil să aibă deja unele deteriorări microscopice.
Rulmentul de est:
Am folosit aceeași metodă pentru a evalua rulmentul estic al acestui ventilator de ardere. După o primă rundă de lubrifiere, am ajuns la 60db, ceea ce corespunde liniei noastre de referință. Captura de ecran din fișierul de sunet arată clar scăderea amplitudinii atunci când se aplică lubrifiant.
Din nou, am efectuat aceeași măsurătoare și înregistrare a sunetului la o zi după, doar pentru a
ne da seama că rulmentul a depășit cu mult nivelul de referință, afișând o valoare de 72 d . Calitatea sunetului a arătat unele semne de îngrijorare, cu pocnituri și trosnituri. După o a doua rundă de lubrifiere, am reușit să aducem rulmentul la 67d și am observat o îmbunătățire rapidă a calității sunetului, dar păstrând unele tonuri de deteriorare.
a fel ca în cazul rulmentului de vest, am așteptat 8 minute înainte de a efectua o nouă citire și am observat că sunetul de 72d și calitatea anterioară a lubrifierii au revenit.

Concluzie
Ambii rulmenți prezintă semne clare de deteriorare, chiar dacă sunt încă într-un stadiu incipient (deteriorare microscopică). În mod normal, rulmenții sănătoși vor răspunde bine la lubrifiere și vor rămâne mai mult timp pe linia lor de bază d , prezentând în același timp un sunet liniar și uniform.
Putem vedea cât de utilă este tehnologia cu ultrasunete atunci când evaluăm ce se întâmplă cu un rulment și cât de ușor este să facem acest lucru. Chiar dacă este posibil ca ultrasunetele să nu poată indica principala cauză a problemei, acestea oferă o modalitate eficientă, ușoară și rapidă de a înțelege ce rulmenți necesită mai multă atenție.
Pentru acest ventilator de combustie, se recomandă monitorizarea regulată, precum și includerea altor tehnologii de mentenanță predictivă pentru a determina cauza principală a frecării suplimentare a rulmenților. Deși nu putem face un pronostic cu privire la sursa problemei, putem observa că există o problemă care cauzează o presiune asupra rulmenților, care va duce în cele din urmă la deteriorare și sau defectare. A

Pe 1 august 2024 a intrat în vigoare ,,Actul european privind inteligența artificială egea privind inteligența artificială , primul regulament cuprinzător din lume privind inteligența artificială. egea privind A este concepută pentru a se asigura că A dezvoltată și utilizată în este de încredere, cu garanții pentru protejarea drepturilor fundamentale ale cetățenilor. Regulamentul urmărește să instituie o piață internă armonizată pentru A în , încurajând adoptarea acestei tehnologii și creând un mediu favorabil inovării și investițiilor.

IA are potențialul de a schimba modul în care lucrăm și trăim și promite beneficii enorme pentru cetățeni,pentru societatea noastră și pentru economia europeană.Abordarea europeană a tehnologiei pune oamenii pe primul loc și asigură menținerea drepturilor tuturor. Prin Legea privind IA, UE a făcut un pas important pentru a se asigura că adoptarea tehnologiei IA respectă normele UE în Europa.
Margrethe VESTAGER, vicepreședintă executivă pentru o Europă pregătită pentru o era digitală
egea privind IA introduce o definiție prospectivă a IA, bazată pe siguranța produselor și pe abordarea riscurilor în UE
n Risc minim: Majoritatea sistemelor de IA, cum ar fi sistemele de recomandare bazate pe IA și filtrele spam, se încadrează în această categorie. Aceste sisteme nu au nicio obligație în temeiul egii privind IA din cauza riscului minim la adresa drepturilor și siguranței cetățenilor. Întreprinderile a a n n ar ri e n i suplimentare.
n i e i i n a erie e ran arenț Sistemele de IA, cum ar fi roboții de chat, treie e ie n ar i i a ri r in era ți nea a in . Anumite conținuturi generate de IA, inclusiv deep fake, trebuie etichetate ca atare, iar utilizatorii trebuie să fie informați atunci când se utilizează sisteme biometrice de clasificare sau de recunoaștere a emoțiilor. În plus, furnizorii vor trebui să proiecteze sistemele în așa fel încât orice conținut artificial (audio, video, text și imagini) să fie marcat într-un format care poate fi citit automat și să fie detectabil ca fiind generat sau manipulat artificial.
n Risc ridicat: Sistemele de IA identificate ca prezentând un grad ridicat de risc vor trebui să respecte erințe ri e, inclusiv sisteme de atenuare a riscurilor, o înaltă calitate a seturilor de date, înregistrarea activității, documentație detaliată, informații clare pentru utilizatori, supravegherea umană și un nivel ridicat de robustețe, acuratețe și securitate cibernetică. Spațiile de testare în materie de reglementare vor facilita inovarea responsabilă și dezvoltarea unor sisteme de IA conforme. Astfel
de sisteme de IA cu grad ridicat de risc includ, de exemplu, sistemele de IA utilizate pentru recrutare sau pentru a evalua dacă o persoană are dreptul de a obține un împrumut sau de a administra roboți autonomi.
n Risc inacceptabil: or fi interzise sistemele de IA considerate a fi o amenințare clară la adresa drepturilor fundamentale ale persoanelor. Printre acestea se numără sistemele sau aplicațiile IA care manipulează comportamentul uman pentru a eluda voința liberă a utilizatorilor, cum ar fi jucăriile care utilizează asistența vocală care încurajează comportamentul periculos al minorilor, sistemele care permit un punctaj social de către guverne sau întreprinderi, precum și anumite aplicații ale poliției predictive. În plus, vor fi interzise unele utilizări ale sistemelor biometrice. Este cazul sistemelor de recunoaștere a emoțiilor utilizate la locul de muncă, al unor sisteme de împărțire a oamenilor pe categorii sau al identificării biometrice de la distanță în timp real în scopul asigurării respectării legii în spațiile accesibile publicului (cu excepții restrânse).
aplicațiilor IA interzise, până la 3% pentru încălcări ale altor obligații și până la 1,5% pentru furnizarea de informații incorecte.

Astăzi se marchează o etapă importantă în poziția de lider a Europei în domeniul IA de încredere. Odată cu intrarea în vigoare a Legii privind IA, democrația europeană a oferit un cadru eficace, pe primul loc la nivel mondial pentru IA, abordând riscurile și servind drept pistă de lansare pentru întreprinderile nou-înființate euro-
Thierry BRETON, comisar pentru piața internă
tapele următoare
Majoritatea normelor din egea privind IA vor începe să se aplice la 2 august 2026. Cu toate acestea, interdicțiile sistemelor de IA considerate a prezenta un risc inacceptabil se vor aplica deja după șase luni, în timp ce normele pentru așanumitele modele de IA de uz general se vor aplica după 12 luni.
Pentru a completa acest sistem, egea privind IA introduce, de asemenea, norme pentru așa-numitele modele de IA de uz general, care sunt modele de IA foarte capabile, concepute pentru a îndeplini o gamă largă de sarcini, cum ar fi generarea de text asemănător cu factorul uman. Modelele de IA de uz general sunt utilizate din ce în ce mai mult ca niște componente ale aplicațiilor IA. egea privind IA va asigura transparența de-a lungul lanțului valoric și va aborda posibilele riscuri sistemice ale modelelor cele mai capabile.
Aplicarea şi asigurarea respectării normelor privind IA
Statele membre trebuie să desemneze autoritățile naționale competente până la 2 august 2025. Acestea vor supraveghea aplicarea normelor pentru sistemele de IA și vor desfășura activități de supraveghere a pieței. Oficiul pentru IA al Comisiei va fi principalul organism de punere în aplicare a egii privind IA la nivelul UE, precum și autoritatea de asigurare a respectării normelor pentru modelele de IA de uz general.
Trei organisme consultative vor sprijini punerea în aplicare a normelor. Comitetul european pentru in e i ența ar i i ia va asigura o aplicare uniformă a egii privind IA în toate statele membre ale UE și va acționa ca principal organism de cooperare între Comisie și statele membre. n r iinți i e e erți in e en enți va oferi consiliere tehnică și contribuții cu privire la asigurarea respectării legislației. În special, acest grup poate emite alerte către Oficiul pentru IA cu privire la riscurile asociate modelelor de IA de uz general. Oficiul pentru IA poate primi, de asemenea, orientări din partea unui forum consultativ, alcătuit dintr-un set divers de părți interesate.
Întreprinderile care nu respectă normele vor fi amendate. Amenzile ar putea ajunge până la 7% din cifra de afaceri anuală globală pentru utilizarea
Pentru a face față perioadei de tranziție înainte de punerea deplină în aplicare, Comisia a lansat Pactul privind IA. Această inițiativă invită dezvoltatorii de IA să adopte în mod voluntar principalele obligații prevăzute de egea privind IA înainte de termenele legale.
De asemenea, Comisia elaborează orientări pentru a defini și a detalia modul în care egea privind IA ar trebui pusă în aplicare și pentru a facilita instrumentele de coreglementare, cum ar fi standardele și codurile de practică. Comisia a lansat o cerere de exprimare a interesului pentru a participa la elaborarea primului Cod de bune practici privind IA, precum și o n are i ar i care oferă tuturor părților interesate posibilitatea de a-și exprima punctul de vedere cu privire la primul Cod de bune practici în temeiul egii privind IA.
Istoricul dosarului a 9 decembrie 2023, Comisia a salutat acordul politic referitor la egea privind IA. a 24 ianuarie 2024, Comisia a lansat un pachet e ri de sprijinire a întreprinderilor nouînființate și a IMM-urilor europene în dezvoltarea unei IA de încredere. a 29 mai 2024, Comisia a re en a i i en r . a 9 iulie 2024, a intrat în vigoare Regulamentul modificat priin n re rin erea n r , permițând astfel înființarea unor fabrici de IA. Acest lucru permite utilizarea supercalculatoarelor de IA dedicate pentru antrenarea modelelor de IA de uz general (GPAI).
Continuarea cercetării independente, bazate pe dovezi, realizată de Centrul Comun de Cercetare (JRC), a fost fundamentală pentru conturarea politicilor UE în domeniul IA și pentru asigurarea punerii în aplicare eficace a acestora. A
Microsoft și inked n au publicat Work rend nde 2024, un raport comun despre adopția A la locul de muncă, intitulat „A at work is here. ow comes the hard part” „ nteligența artificială la locul de muncă este deja aici. Partea grea vine acum” . Publicată în mai 2024, cercetarea arată cum, după doar un an, în întreaga lume, A influențează modul în care oamenii lucrează, coordonează echipe și angajează colegi noi. tilizarea inteligenței artificiale generative la locul de muncă aproape s-a dublat în ultimele șase luni, astfel că 2024 este anul în care inteligența artificială la locul de muncă devine realitate.
Studiul a evidențiat patru tipuri de utilizatori de AI de la sceptici care folosesc rar AI, până la utilizatori experimentați care folosesc inteligența artificială pe scară largă. În comparație cu scepticii, utilizatorii experimentați de AI și-au reorganizat complet zilele de muncă, reimaginând procesele de business și economisind peste 30 de minute pe zi. Peste 90% dintre utilizatorii experimentați spun că AI face ca volumul lor mare de muncă să fie mai ușor de gestionat și munca mai plăcută.
in re r e i ni ii are a a are aniei rin n ințe e r e a a . Angajații afirmă că AI contribuie la reducerea timpului necesar de lucru, stimulează creativitatea și le permite să se concentreze pe cele mai importante sarcini. Dar, în timp ce 79% dintre i erii e ine sunt de acord că adopția AI este esențială pentru a rămâne competitivi, 59% dintre ei își pun problema cuantificării câștigurilor de produc60% consideră că firma lor nu are conturate deocamdată o viziune și un plan de adopție pentru intelegența artificială. Presiunea ROI-ului (randament de investiție) imediat îi împiedică pe lideri să facă pași spre adopția AI. Astfel, angajații acționează pe cont propriu 78% dintre utilizatorii de AI folosesc propriile instrumente de inteligență artificială la locul de muncă, rămânând fără beneficiile care decurg din utilizarea strategică a acestora la scară largă și punând în pericol datele companiei. Pentru fiecare lider, există oportunitatea de a se folosi de acest impuls pentru a genera ROI. i nu este vorba doar de o adopție în rândul generației angajații din toate grupele de vârstă folosesc propriile instrumente de inteligență artificială la locul

Angajații își doresc funcționalitățile inteligenței artificiale la locul de muncă și nu așteaptă ca primul pas să fie făcut de către companii 75%
WorkTrend Index 2024 arată clar că folosirea inteligenței artificiale la locul de muncă se face într-un ritm accelerat în întreaga lume. În timp ce numeroși angajați din România adoptă cu entuziasm instrumentele AI pentru a-și stimula productivitatea și creativitatea, multe companii mai au încă de lucru la o viziune strategică pentru implementarea eficientă a acestei tehnologii. Este esențial ca liderii de business să ofere îndrumări clare, instruire și guvernanță în ceea ce privește utilizarea AI, pentru a debloca pe deplin potențialul acesteia și pentru a prevedea riscurile de utilizare. La Microsoft, ne angajăm să sprijinim clienții și partenerii din România în acest
Bogdan PUTINICĂ, Country Manager Microsoft România și Moldova
Una dintre companiile care a dovedit eficacitatea inteligenței artificiale la locul de muncă este

gigantul UiPath, care și-a dezvoltat propriul instrument Gen-AI, bazat pe funcționalități și algoritmi Microsoft Copilot.

La UiPath, am dezvoltat Autopilot, un asistent AI care are la bază tehnologie Generativa AI, similară și complementară cu soluția Copilot. Strânsa colaborare cu Microsoft ne-a oferit acces timpuriu la tehnologia Copilot, astfel ca soluțiile dezvoltate de UiPath să permită această foarte bună colaborare și completare cu Copilot. Cele două soluții lucrează foarte bine împreună pentru a acoperi nevoi diverse pe care utilizatorii le pot avea, de la echipele de dezvoltare și testing, până la analiștii de date și utilizatorii obișnuiți. Este cu adevărat asistentul digital pe care ni-l doream atunci când urmăream filme SF la televizor în anii ‘90”. Alexandru MIHALCIUC, Head of Sales Solutions la UiPath
Cercetătorii Microsoft au conceput un studiu de control, cu o durată de șase luni, desfășurat pe 60 de clienți Copilot din diverse industrii. Este prima observație majoră a peste 3.000 de persoane care utilizează AI în mediul de lucru, fără intervenții din partea cercetătorilor.
Rezultatele preliminare arată modul în care inteligența artificială ar putea remodela programul zilei de lucru în moduri fundamentale prin reducerea timpului petrecut citind mailuri, prin organizarea de ședințe mai valoroase și prin obținerea de
mai mult timp petrecut realizând sarcini de lucru de mare valoare, care necesită concentrare.
Studiul arată că utilizatorii Copilot a i i ai ține e ai ri in i i a e și au petrecut cu 4% mai puțin timp interacționând cu acestea. Clienții care au avut cel mai mare impact au petrecut cu mai puțin timp citind e-mailuri. În unele companii, timpul petrecut în ședințe a crescut, în altele a scăzut. O ipoteză este că inteligența artificială face ședințele mai valoroase prin schimb de informații și cale rapidă spre creație, precum o ședință de brainstorming transformată ușor într-o primă formă de proiect. În unele companii, eficiența crescută duce la mai puține ședințe, iar în altele, valoarea crescută duce la mai multe. De asemenea, utilizatorii Copilot au editat cu 10% mai multe documente în Word, Excel și PowerPoint companiile care au avut cel mai mare impact au observat o creștere de 20%. Acest lucru ar putea sugera că oamenii refolosesc timpul pe care îl economisesc pentru activități de concentrare de mare valoare, cum ar fi crearea și consumul de informații.
Cercetarea este bazată pe un sondaj efectuat pe 31.000 de persoane din 31 de țări, pe tendințele care se conturează pe piața forței de muncă și ale angajărilor prin intermediul inkedIn, pe trilioane de semnale de productivitate Microsoft 365 și pe cercetări la clienții Fortune 500. A

Ultimii ani au venit cu provocări semnificative pentru companiile din industrie din întreaga lume. nstabilitatea lanțului de aprovizionare și lipsa continuă a forței de muncă au creat incertitudine. Pe lângă faptul că producătorii trebuie să facă față acestor provocări, aceștia sunt acum obligați să ia în considerare impactul amprentei lor de carbon, conform irectivei de Raportare a ustenabilității Corporative Corporate ustainabilit Reporting irective - C R .

CSRD este o nouă legislație a Comisiei Europene care vizează promovarea unor practici sustenabile de afaceri atât în cadrul companiilor care produc în Europa, cât și a celor care exportă în UE. Orice companie care intenționează să depășească venituri anuale de 150 de milioane EUR pe teritoriul UE trebuie să se conformeze noi legislații. Începând cu 2024, peste 50.000 de companii sunt obligate să respecte cerințele CSRD de reducere și de raportare a emisiilor.
Multe dintre companii și-au stabilit angajamente ambițioase de decarbonizare. Peste 6.000 au semnat inițiativa Science ased Targets, 66% dintre companiile Fortune 500 au promis emisii nete zero, iar obiectivele zero net reprezintă 65% din veniturile anuale ale celor mai mari 2.000 de companii din lume. Cu toate acestea, analiza a arătat că aceste angajamente nu au fost transpuse în practică. Net Zero Tracker a constatat că doar 4% din angajamentele zero-net ale companiilor sunt însoțite de un plan clar pentru atingerea acestui obiectiv.
Pentru producătorii discreți, posibilitatea de a decarboniza lanțurile de aprovizionare și produsele pe care le oferă pe piață va ajunge într-un punct de cotitură. Se estimează că pe parcursul anului viitor, CSRD va acționa ca o forță care schimbă modul în care este abordată sustenabilitatea, ceea ce va declanșa un val de decarbonizare agresivă.
Acest lucru este posibil datorită progresului rapid, din ultimii ani, al tehnologiei digitale. Tehnologii precum inteligența artificială (AI), internetul obiectelor (IoT) și managementul ciclului de viață al produsului (P M) vor avea un rol principal în transformarea angajamentelor producătorilor discreți în realitate. Cei care acordă prioritate transformării digitale și inovației în dezvoltarea produselor vor putea accesa potențialul de miliarde al vânzărilor anuale, până în 2030.
e e a e a a a ea i are ie in ența n ii r a r ia e e e in i en ințe re en a e ai
1Sustenabilitatea şi profitabilitatea funcţionează împreună
Mult timp, sustenabilitatea a fost gândită mai degrabă ca un reper de cost, și nu ca un reper de valoare. Cercetările efectuate de a e ini în 2022 au arătat că 53% dintre respondenți au considerat că prețul respectării inițiativelor de sustenabilitate depășește beneficiul potențial. Dincolo de acest sentiment, același raport a constatat că organizațiile care au acordat prioritate sustenabilității le-au depășit pe cele care nu au urmărit acest aspect.
Deși este adevărat că pot exista costuri inițiale asociate cu implementarea practicilor durabile, beneficiile pe termen lung depășesc adesea aceste investiții inițiale. Integrată în strategia generală a unui producător, sustenabilitatea poate genera eficiență și economii de costuri, inovație, diminuarea riscurilor și competitivitate sporită, nefiind, practic, doar un cost suplimentar.

De fapt, după cum a remarcat in e , com paniile care reduc simultan costurile și emisiile pot câștiga cotă de piață și pot finanța eforturi suplimentare de decarbonizare prin banii suplimentari generați.
Această idee ar trebui să prindă rădăcini pe măsură ce producătorii își dau seama cum sustenabilitatea și profitabilitatea pot funcționa împreună. Datorită accelerării transformării digitale, producătorii se află într-un stadiu de maturitate digitală în care pot folosi instrumentele care aliniază obiectivele financiare cu decarbonizarea produselor pe care le oferă.
Un exemplu în acest sens este proiectarea generativă, care utilizează AI generativă pentru a crea cele mai bune proiecte dintr-un set de cerințe și constrângeri. Utilizatorii definesc problema, iar motorul determină o serie de soluții optime pe care niciun om nu ar putea să le ofere. Se poate realiza într-o fracțiune de secundă ceea ce proiectanților le-ar lua săptămâni sau luni să facă singuri, ceea ce deschide oportunități pentru proiecte care anterior nu erau fezabile.
Unii producători valorifică proiectarea generativă și simularea 3D în cadrul software-ului de proiectare asistată de computer (CAD) pentru a crea și testa piese care folosesc cu 10 până la 15% mai puțin material decât piesele proiectate convențional.
Sustenabilitatea, condiţie de bază la proiectarea produsului
Se estimează că deciziile luate în timpul fazei de dezvoltare a produsului determină peste 80% din impactul acestuia asupra mediului. Selecția furnizorilor de materiale și componente reprezintă unul dintre factorii cu o mare influență asupra amprentei. Pentru produsele consumatoare de energie, cum sunt automobilele, modul în care sunt folosite poate influența și mai mult.
Concluzia este că deciziile care contribuie la emisiile din e (faza de utilizare a vehiculelor reprezintă aproximativ din profilul de carbon al producătorilor de automobile) oferă cea mai mare oportunitate de a face reduceri semnificative. Este
de așteptat ca începând cu 2024, producătorii să înceapă să integreze criteriile de sustenabilitate în structura deciziilor de proiectare.
Criteriile obișnuite de proiectare includ costul, performanța, riscul, timpul de lansare pe piață, sustenabilitatea, fiabilitatea etc. Cu CSRD, factori precum amprenta materialelor, amprenta și traiectoria de decarbonizare a furnizorilor, capacitatea de reutilizare, refabricare și reciclare a componentelor, dar și eficiența energetică se vor adăuga la criteriile de mai sus. Traiectoria de decarbonizare a furnizorilor este deosebit de importantă. Acest lucru poate duce la situații în care furnizorii cu planuri mai agresive pentru decarbonizare sunt selectați în locul furnizorilor mai curați, dar cu o traiectorie de decarbonizare mai puțin ambițioasă.
Pe măsură ce producătorii vor progresa în faza de proiectare, tehnologia va fi cheia care le va permite iterațiile rapide în proiectarea produsului, necesare pentru a îndeplini angajamentele de reducere a amprentei impuse de CSRD. Sunt deja folosite instrumente CAD și P M pentru a evalua impactul asupra mediului al materialelor și al furnizorilor, pentru a alege procesul de producție potrivit, pentru a rula simularea 3D în vederea verificării și realizării proiectelor în mod digital, reducând prototipurile fizice. Folosind aceste instrumente pentru a optimiza proiectele și procesele de fabricație din timp, producătorii pot inova mai rapid și pot reduce costurile.
3tilizarea Io pentru reducerea emisiilor din fabrică
În timp ce emisiile din fabrică reprezintă doar 1 până la 10% din emisiile totale, totuși ele reprezintă o parte semnificativă, sau chiar majoritatea, din emisiile operaționale e i e pe care producătorii le pot reduce, făcându-le o prioritate în 2024. În fabrică, Internetul obiectelor (IoT) joacă un rol esențial în optimizarea utilizării energiei, reducerea deșeurilor și îmbunătățirea eficienței globale a echipamentelor (OEE). Însă mulți producători rămân ezitanți cu privire la adoptarea IoT din cauza provocărilor percepute, cum ar fi costurile și efortul de implementare, precum și întreruperile care pot să apară.
CSRD ar trebui să împingă producătorii spre modernizarea fabricilor. IoT va trece de la un avantaj competitiv de care se bucură cei care îl adoptă timpuriu, la unul nenegociabil pentru orice producător care trebuie să reducă consumul de energie și emisiile de carbon. Folosind senzori IoT pentru a monitoriza emisiile din procesele de fabricație, producătorii își pot măsura cu exactitate amprenta de carbon și pot respecta reglementările. De asemenea, pot identifica operațiunile consumatoare de energie și pot implementa strategii de optimizare pentru a reduce consumul total de energie prin monitorizarea acestuia în timp real. De exemplu, un furnizor de echipamente logistice și energetice a folosit un software de management al energiei compatibil IoT pentru a reduce consumul de energie cu 13%.
Dincolo de aceasta, IoT analizează blocajele, identifică și prioritizează factorii care împiedică OEE în fabrică, permițând producătorilor să descopere oportunități de creștere a eficienței și de reducere a deșeurilor. Efectuarea acestei analize la începutul ciclului de producție reduce și mai mult erorile și defectele, prevenind risipa și reprelucrarea.
Investiţii sporite în circularitate şi design modular
Circularitatea este un aspect fundamental al sustenabilității, care pune accent pe minimizarea deșeurilor, promovarea eficienței resurselor și crearea unui sistem cu circuit închis în care materialele sunt refolosite, recondiționate, refabricate și reciclate. În 2024, ne așteptăm ca producătorii să acorde din ce în ce mai mult prioritate economiei circulare, designul modular devenind una dintre cele mai de impact strategii pe termen lung, pentru decarbonizarea ofertei de produse.
Designul modular presupune crearea de produse cu componente interschimbabile care pot fi dezasamblate, refolosite, reparate, modernizate sau reciclate. Modularitatea crește longevitatea și circularitatea produsului, deoarece piesele și componentele sunt recondiționate, refabricate și refolosite, în loc să fie considerate gunoi. Modularitatea permite, de asemenea, echipamente mai eficiente în fabrică și reduce costurile diversificării produselor solicitate de piață. Tehnologia va juca un rol esențial în proiectarea modulară, deoarece instrumentele digitale sunt necesare pentru a atenua complexitatea adusă de modularitate. Acest lucru poate însemna echiparea cu instrumente digitale care oferă instrucțiuni de lucru 3D, instrucțiuni de filtrare, liste de piese pentru configurațiile seriale etc.
5Moment critic pentru sistemele produs serviciu PSS
Adoptarea modelelor bazate pe sistemul produs-serviciu (PSS) este în desfășurare de mai mulți ani, dar, la fel ca IoT, mulți producători ezită cu privire la riscurile și investițiile necesare. Fiind o schimbare transformatoare, trecerea la modelul PSS mai centrat pe client și pe servicii vine cu multe avantaje, cum ar fi fluxuri de venituri recurente și relații îmbunătățite cu clienții.
Cu toate acestea, pentru producători cel mai convingător argument este responsabilitatea extinsă a producătorului (EPR) pentru activele de mare valoare incluse în CSRD. EPR cere producătorilor să fie responsabili pentru întregul ciclu de viață al produselor lor, ceea ce înseamnă că trebuie să găsească modalități pentru a reduce utilizarea materialelor, pentru a crește reutilizarea produselor, reciclabilitatea și pentru a îmbunătăți gestionarea deșeurilor.
Un sistem produs-serviciu stimulează producătorii să facă produsele mai modulare și mai ușor de reparat, să le prelungească durata de viață prin service și să prioritizeze recondiționarea, refabricarea și gestionarea responsabilă a sfârșitului de viață. Această aliniere între modelul sistem produs-serviciu, circularitate și venituri previzibile, poziționează PSS ca o strategie cheie pentru atingerea obiectivelor de sustenabilitate conturate în CSRD.
În 2024, va exista o combinație oportună de reglementări guvernamentale, progres tehnologic și presiune din partea consumatorilor. Rămâne de văzut dacă acesta va fi anul în care angajamentele se vor transforma în acțiuni. A (articol preluat din Plant Engineering)
Rulmentul de roată riFinit de la chaeffler a fost nominalizat pentru re iul en ru ino a ie
Automechanika Frankfurt 2024 la categoria „Piese și tehnologii inovatoare”. Prestigiosul premiu onorează inovațiile de pionierat din industrie. intr-un număr record de peste 150 de aplicații, un juriu internațional format din 17 membri a decis ce aplicații vor trece în runda următoare.





Rulmentul de roată TriFinity de la Schaeffler este un rulment de ultimă generație, cu frecare redusă, dezvoltat special pentru utilizarea în vehicule electrificate. Acesta contribuie, de asemenea, la dezvoltarea ecosistemelor de mobilitate durabilă.
Performanţă optimă pentru vehiculele electrice şi convenţionale ehiculele electrice au de obicei o greutate și un cuplu mai mari în comparație cu variantele de tracțiune convenționale. Rulmentul de roată TriFinity de la Schaeffler răspunde acestor cerințe crescute cu trei rânduri de role în loc de două, ca de obicei, permițând sarcini mai mari pe osie și minimizând în același timp frecarea, greutatea și zgomotul. Acesta oferă o durată de viață mai lungă și o reducere a frecării în comparație cu rulmenții cu role convenționali pe două rânduri, mărind autonomia vehiculelor electrice și reducând emisiile de CO ale motoarelor cu ardere internă.
Această nominalizare este o recunoaștere a strategiei noastre de a aduce o contribuție pozitivă la viitorul mobilității prin soluții inovatoare și progrese tehnologice. Rulmentul de roată TriFinity™ de la Schaeffler este singurul rulment cu trei rânduri de role de pe piață. Frecarea și greutatea mai mici, cu o transmisie și o gamă de cuplu mai mare, precum și durata de viață mai lungă, îl fac mai eficient decât rulmenții de roată convenționali. Acesta evidențiază eforturile noastre de a crește eficiența și durabilitatea în industria auto.
Jens SCHÜLER, CEO Schaeffler Vehicle Lifetime Solutions
izitaţi Schaeffler la Automechani a
Schaeffler ehicle ifetime Solutions va fi prezent la Automechanika 2024 în perioada 10-14 septembrie la Frankfurt. Sub motto-ul ainin i n i neerin re , compania își va prezenta cele mai recente dezvoltări și tehnologii în Forum evel 0, standul A01. izitatorii sunt așteptați la demonstrații și prezentări captivante, care aduc la viață viitorul mobilității.
Despre premiul pentru inovaţie
Premiul pentru inovație de la Automechanika este una dintre cele mai prestigioase distincții din industria auto. Acesta este acordat companiilor care aduc contribuții remarcabile industriei cu produsele și tehnologiile lor. Câștigătorii vor fi anunțați în timpul târgului în cadrul unei ceremonii care va avea loc pe 10 septembrie 2024.
Despre rupul Schaeffler
De peste 75 de ani, Grupul Schaeffler promovează inovații și soluții remarcabile în domeniul motion tec nolog . Cu tehnologii, produse și servicii revoluționare pentru mobilitatea electrică, motoare eficiente în CO , soluții pentru șasiu, Industria 4.0, digitalizare și energii regenerabile, compania este un partener de încredere pentru a face mișcarea mai eficientă, mai inteligentă și mai sustenabilă - pe parcursul întregului ciclu de viață.
Schaeffler, ca și otion ec nolog ompan , produce componente și sisteme de înaltă precizie pentru aplicații de transmisie și șasiuri, precum și soluții de rulmenți și rulmenți cu alunecare pentru un număr mare de aplicații industriale. Grupul Schaeffler a generat vânzări de aproximativ 16.3 miliarde EUR în 2023. Cu aproximativ 84.000 de angajați, Schaeffler este una dintre cele mai mari companii de familie din lume și una dintre cele mai inovatoare companii din Germania. A




Utilizarea extinsă a polimerilor cu vâscozitate mică, rezistenți la temperaturi înalte, ranforsați cu fibre, precum și nevoia îmbinării materialelor disimilare, au crescut complexitatea procesului de sudură. Beneficiarii cer piese sudate fără particule, cordoane de sudură estetice, vizibile, totodată fără să le fie afectată flexibilitatea proiectării și fără a afecta productivitatea în procesele de asamblare.

e n ia a n rar i n ra (denumită în continuare Contoured Infrared Tehnology CIT) reprezintă avansul tehnologic care îndeplinește cerințele industriale în creștere.
Sudura CIT este o tehnologie fără contact între elementul emițător și semi-piesele de plastic, nu folosește mișcarea pentru a genera căldură, astfel fiind ideală pentru îmbinarea pieselor din industria electrocasnicelor, electronicelor, automotive și mai ales în cea medicală.
i ienț ner e i i e tehnologia CIT permite sudura transparent transparent, opac opac sau transparent opac, cu ajutorul emițătorului tip folie IR, care emite radiație luminoasă la o lungime de undă aproape de caracteristica de absorție ideală a polimerului utilizat. Acest proces are ca rezultat o sudură rapidă și de calitate, bavură compactă și controlabilă, timp de ciclu scurt, emanare de fum redusă și un consum redus de energie în timpul procesului.
i a i i a e a tehnologia CIT este potrivită pieselor din industria auto - panouri de instrumente, rezervoare de lichide, elemente de decor interioare, componentelor electrocasnicelor rezervoare, dar și a dispozitivelor medicale cartușe filtrante.
Tehnologia ranson CIT este adecvată componentelor de dimensiuni mici și medii, dar mai ales în cazul componentelor de dimensiuni mari, cu forme complexe - conturate 3D, care necesită forțe mari de îmbinare, și care din cauza constrângerilor de formă nu permit mișcarea relativă dintre semi-piese în timpul sudurii.
Plastifierea controlată a polimerului este rezultatul transferului de căldură fără contact, de la folia

Str. Ing. George onstantinescu nr. 2 4 şi 4B, Globalworth Campus , eta 2, Bucureşti Tel. 0758.098.485 ioan.bucerzan@emerson.com www.emerson.com

metalică a emițătorului. Acesta emite același spectru al lungimii de undă ca și rata de absorție a marii majorități a materialelor termoplastice.
În timpul procesului, cele două semi-piese sunt aduse în apropierea plăcilor care conțin folia emițător și care urmează profilul conturat al liniei de sudură. Emițătoarele încălzesc doar linia de sudură fără a afecta componentele interne sau alte suprafețe ale semi-pieselor (lăcuite, vopsite). Odată ce apare plastifierea materialului, emițătoarele se retrag și cele două semi-piese sunt aduse în contact sub presiune, permițându-le recristalizarea. Astfel se produce o sudură curată, uniformă și fără particule.
Ga a e e i a en e an ar rin e e e ranson IR-170 80 - pentru piese de dimensiuni mari și noul echipament ranson GI -1.5 - pentru componente de dimensiuni mici și medii.
Software-ul echipamentelor CIT oferă o interfață prietenoasă și multifuncțională, setare facilă a parametrilor procesului și achiziție de date. Procesul și echipamentul, pot fi monitorizate de la distanță, software-ul include comunicarea între mașină și rețeaua internă a fabricii, permițând și acces de la distanță, via internet, pentru verificarea sau modificarea datelor importante de proces timp de ciclu, poziția axelor mașinii, parametrii de sudură și multe altele. Capabilitatea de integrare în rețea și teleservice sunt opțiuni standard.
Echipamentele CIT sunt gândite să lucreze ca și unități de sine stătătoare, dar pot fi cu ușurință integrate în linii sau sisteme de producție.
Clienții ranson beneficiază de răspuns rapid la solicitările tehnice și la intervențiile de service, acoperite de personalul din România, cu sprijinul rețelei interne de experți. A
Pentru mai multe informații legate de cele mai noi soluții de sudură ranson, accesați Emerson.com/Branson

După cum știm cu toții, în timpul sudării se degajă fum de sudare nociv. Pentru a reduce expunerea sudorilor și pentru a spori totodată siguranța muncii, sunt importante nu doar tipurile de procedee ci și tehnica de absorbție. Parametrii procedeului au, de asemenea, un efect considerabil asupra ratei de emisie: viteza de avans a sârmei, lungimea arcului electric și parametrii de corecție influențează într-o măsură semnificativă nivelul de substanțe nocive generate. Societatea pentru tehnologia de cercetare și îmbinare (FEF) din Aachen a analizat împreună cu Fronius International diverse setări ale parametrilor.

Dacă sudorii optimizează arcul electric cu ajutorul corecției lungimii arcului electric (cu pistoletul în poziție neutră în încercare), emisia de fum de sudare poate fi redusă semnificativ la toate vitezele de avans a sârmei. Spre deosebire de arcul electric neoptimizat, emisiile de fum de sudare la 8 m min, de 0,9 mg s, sunt ușor mai reduse decât la 11 m min, de 1,1 mg s, a se vedea graficul 1
Comparaţia curbelor de tensiune la o viteză de avans a sârmei de m min





n Sudare cu pistolet de sudare cu absorbția fumului: Fronius MTW 500i Exento în combinație cu sistemul de aspirare
Fronius Exento-HighVac. © Fronius International GmbH

Așa cum reiese din raportul final al FEF privind studiile asupra fumului de sudare din 13.10.2021, arcul electric în impulsuri a fost procedeul care, comparativ cu arcul electric ow Spatter Control ( SC) și arcul electric standard toate de la Fronius a determinat cel mai avantajos transfer de material și cea mai redusă rată de emisie a fumului de sudare (FER Fume Emission Rate). Într-o altă serie de încercări s-a examinat modul în care diverse poziții ale pistoletului, viteze de avans ale sârmei și corecții ale lungimii arcului electric influențează rata emisiilor. S-a sudat cu un arc electric în impulsuri PMC și TPS 500i de la Fronius. Au fost definite următoarele condiții cadru
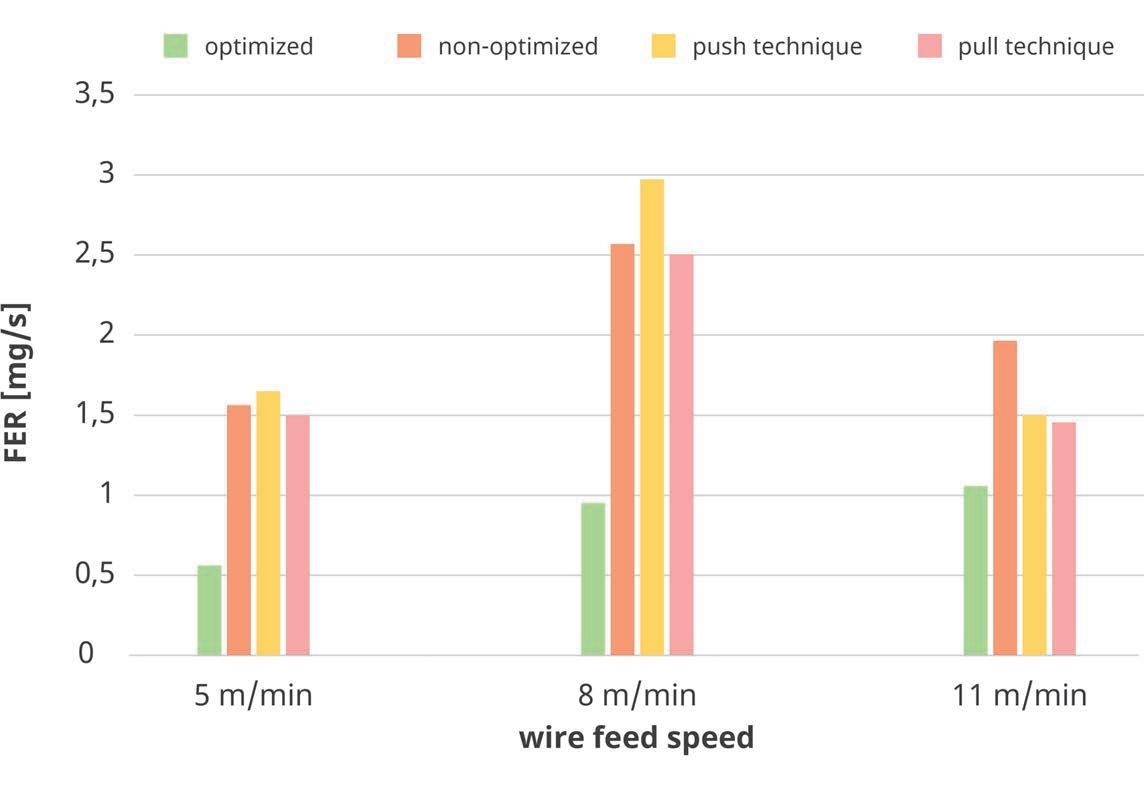

FER la sudurile depuse
În principiu, se poate constata că emisia de fum de sudare este cea mai redusă la o viteză de avans a sârmei de 5 m min și o poziție neutră a pistoletului, de unde reiese că la o viteză de avans a sârmei de 11 m min se înregistrează emisii mai reduse decât la 8 m min. a deplasarea trasă a pistoletului, emisiile la toate vitezele de avans a sârmei sunt mai reduse decât la deplasarea împinsă.
n GRAFICUL 1. Suduri depuse, procedeu de sudare în impulsuri PMC. © Fronius International GmbH
În mod clar, reiese că rata de emisie a fumului de sudare este corelată cu numărul de scurtcircuite. Un număr mai mare duce la creșterea FER. Studiul consideră că acest lucru se datorează transferului de material. Scurtcircuitele cauzează întreruperi ale procesului, care au ca rezultat vapori de metal și stropi de metal. Pentru reducerea la minimum a emisiilor se recomandă o setare a procesului care aduce lungimea arcului electric și reducerea numărului de scurtcircuite la un numitor comun menținând așadar arcul electric nici prea lung, dar nici prea scurt. Prin creșterea ușoară a tensiunii medii, atât scurtcircuitele, cât și emisiile sunt reduse (grafic 2).
În ceea ce privește interacțiunea între tensiunea medie, numărul de scurtcircuite și emisia de fum de sudare, procesele de sudare la 8 și 11 m min se comportă similar cu procesul la 5 m min.
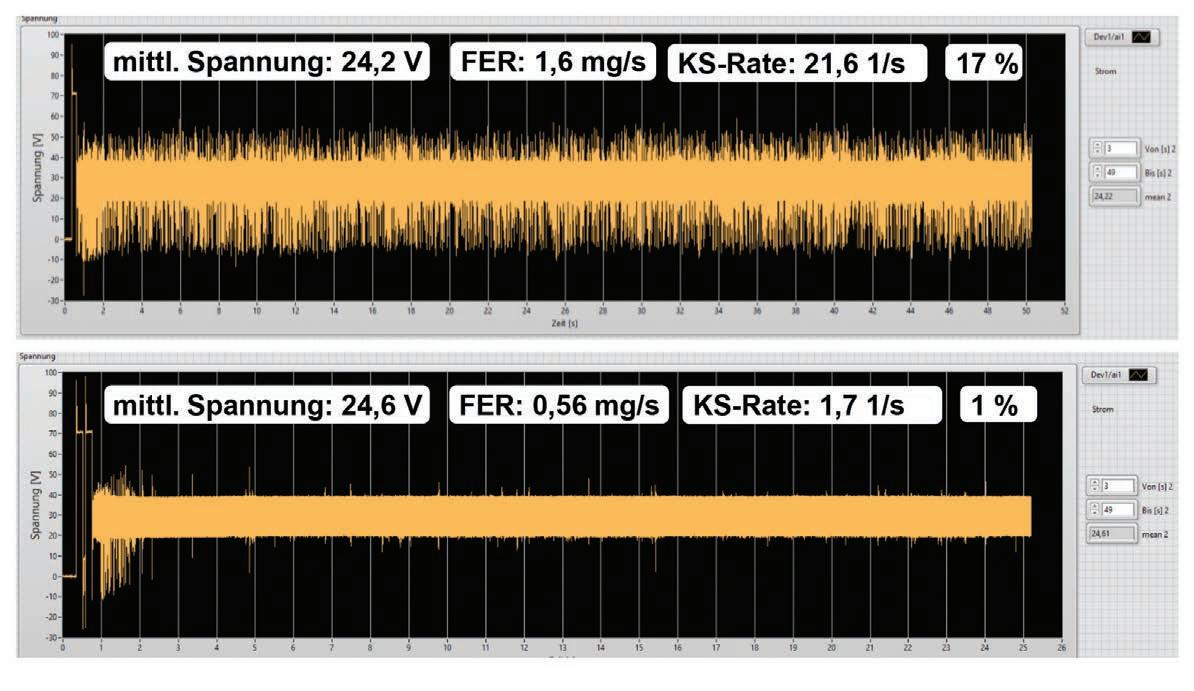
n GRAFICUL 2. Viteza de avans a sârmei 5 m/min cu poziție neutră a pistoletului, proces optimizat cu + 0,4 V corecție a lungimii arcului electric. © Fronius International GmbH
R la realizarea sudurilor în colţ a sudarea în impulsuri cu viteze de avans ale sârmei de 5 m min și 8 m min se înregistrează rate ale emisiilor de 0,55 mg s, respectiv 0,7 mg s, așadar valori semnificativ mai mici decât în cazul unei viteze de avans a sârmei de 11 m s. Aici, emisiile se ridică la 1,7 mg s, de peste trei ori mai mult decât cele generate la o viteză de avans a sârmei de 5 m min. a fel ca în cazul sudurilor depuse într-o trecere, motivul este numărul mai mic de scurtcircuite și în acest caz, deplasarea trasă a pistoletului de sudare conduce la emisii mai mici - cu o rată de emisie considerabil mai mică la o viteză de avans a sârmei de 11 m min (grafic 3). Aici emisiile sunt chiar mai reduse decât în cazul poziționării neutre a pistoletului.
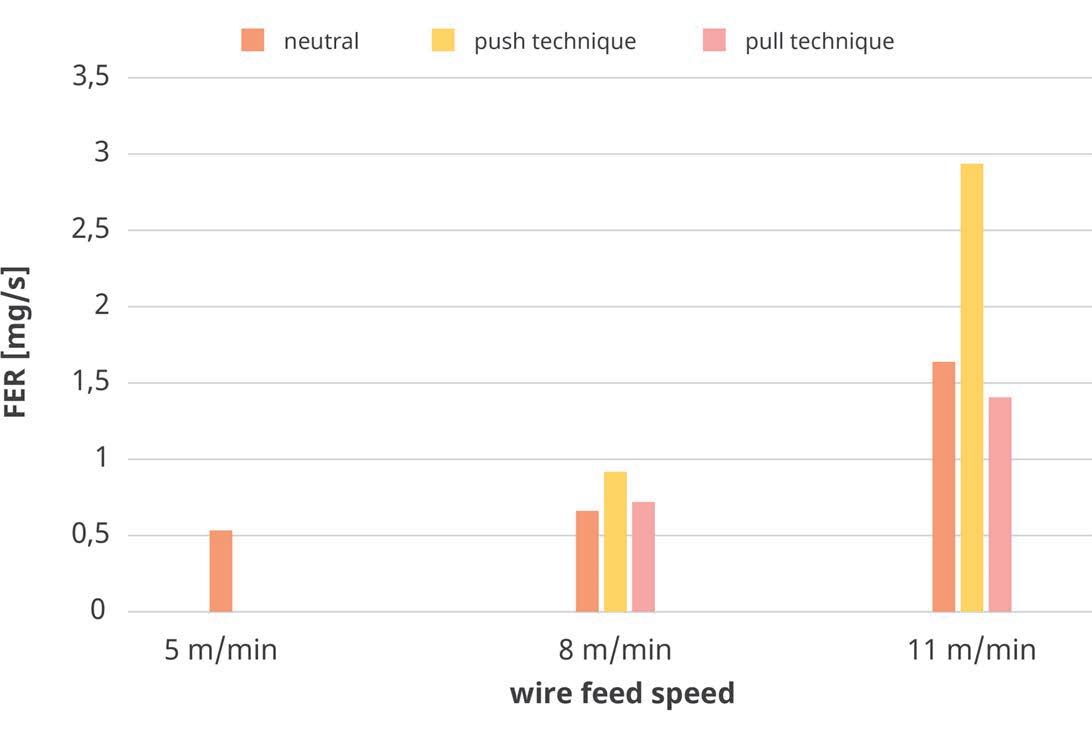
n GRAFICUL 3. Suduri în colț, procedeu de sudare în impulsuri PMC. © Fronius International GmbH
Per total, emisiile de fum de sudare sunt la un nivel mai redus decât în cazul sudurilor depuse. Cea mai redusă valoare a vitezelor de avans ale sârmei este comparabilă cu emisiile proceselor optimizate (grafic 1, barele verzi), cu care au fost realizate sudurile depuse.
Ratele emisiilor de fum de sudare în deplasarea împinsă și trasă a pistoletului de sudare la o viteză de avans a sârmei de 8 m min se aseamănă foarte mult la nivelul valorilor absolute ca și în cazul sudurilor depuse. Pe de altă parte, la procesul de sudare cu deplasarea împinsă a pistoletului la 11 m min se înregistrează valori ale FER mult mai ridicate, de circa 2,8 mg s.
Comparaţia curbelor de tensiune la o viteză de avans a sârmei de m min
În încercarea FEF a fost analizată în detaliu relația între rata de emisie și tensiunea medie la viteza de avans a sârmei de 11 m min cu trei valori de măsurare, există un minimum la 1,36 mg s (optimizat cu corecția lungimii arcului electric -1,5 ).
Acesta este punctul de funcționare la care intervin sporadic scurtcircuite, însă arcul electric nu este inutil de lung. Procesul fără corecția arcului electric generează emisii mai ridicate (1,72 mg s) datorită unui arc electric mai lung și a unei puteri mai mari a procesului. Dacă numărul de scurtcircuite crește
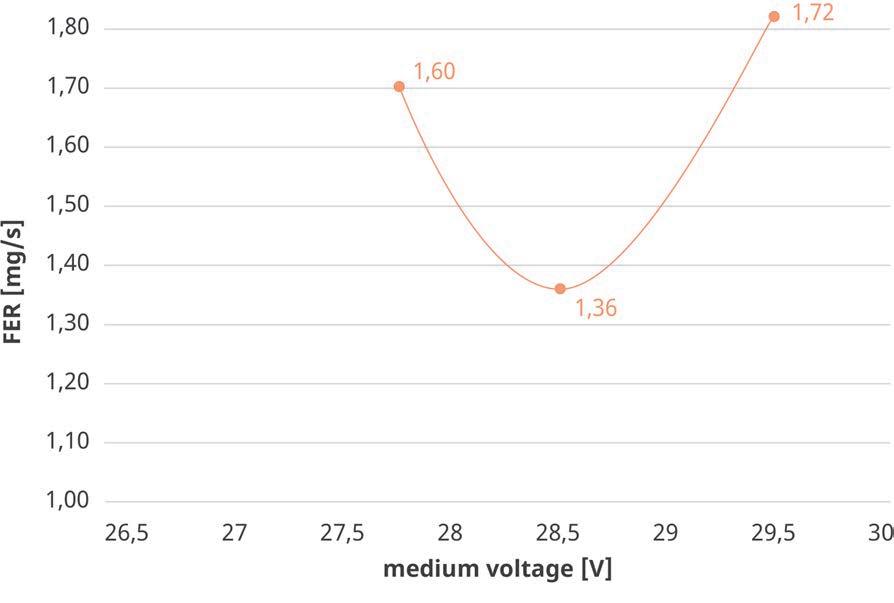
n GRAFICUL 4. Emisii de fum de sudare în funcție de tensiune. © Fronius International GmbH
odată cu scăderea tensiunii medii (corecția lungimii arcului electric -2,5 ), crește totodată și emisia de fum de sudare (1,6 mg s), grafic 4
Concluzie: Procesele optimizate în ceea ce privește fumul de sudare contribuie semnificativ la reducerea emisiilor.
Sudorii pot lua problema în propriile mâini prin alegerea atentă a procedeului de sudare, a vitezei de avans a sârmei și a lungimii arcului electric, fumul de sudare poate fi redus semnificativ.
În concluzie se poate spune în principiu, emisiile de fum de sudare depind de rata de topire și de puterea procesului, transferul de material fiind decisiv. Dacă arcul electric este prea scurt sau prea lung, aceasta duce la rate mai mari de scurtcircuit și, totodată, la un volum mai mare al emisiilor de fum de sudare.
Dacă, pe de altă parte, procedeul de sudare este optimizat prin corecția lungimii arcului electric și se utilizează în plus un pistolet de sudare cu absorbția fumului, ca de exemplu Fronius MTW 500i Exento în combinație cu un aspirator Fronius Exento-High ac, poate fi aspirat până la 99 % din fumul de sudare.
Aspirare puternică şi precisă
Pistoletele de sudare cu absorbția fumului împiedică răspândirea fumului de sudare în punctul de apariție în imediata apropiere a băii de metal topit. Acestea nu doar că protejează sudorii în timpul operațiilor de sudare, ci și toate celelalte persoane care se găsesc în vecinătatea piesei.
Pentru ca o structură constructivă complexă să nu fie în detrimentul sănătății și productivității sudorilor, Fronius a acordat o atenție specială ergonomiei la dezvoltarea pistoletelor de sudare cu absorbția fumului acestea se potrivesc perfect în mână în timpul sudării, în timp ce o lampă ED simplifică sudarea în medii întunecate și este de ajutor la controlul calității.
Pistoletele de sudare cu absorbția fumului îndeplinesc cerințele standardului DI E ISO 21904-1 Sănătate și securitate la sudare și procedee conexe. A
Mai multe informații despre pistoletele de sudare cu absorbția fumului de la Fronius, găsiți scanând codul R alăturat.




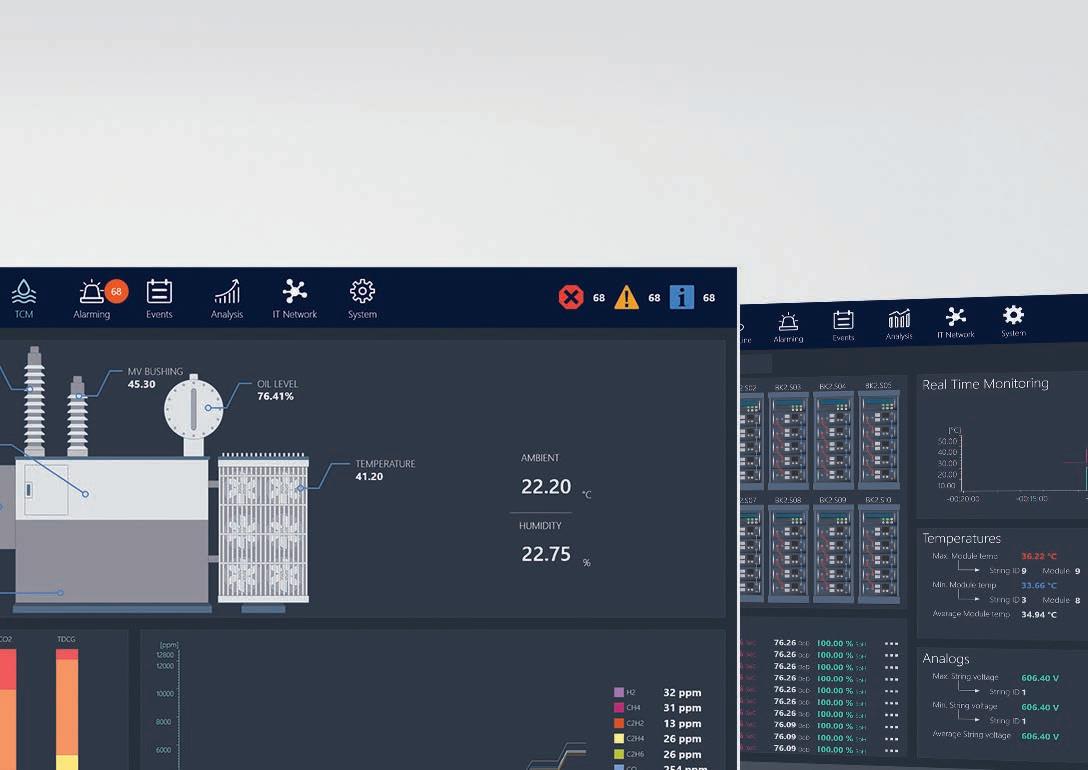
Siguranţă îmbunătăţită, eficienţă, conştientizare
a situaţiei şi funcţionare ergonomică
Funcționare ergonomică - îmbunătățiri generale
n Sortarea cronologică automată a alarmelor noi în lista de alarme (AML)
n Filtrare online directă în listele de mesaje de alarmă și evenimente
Extended Trend Manager
n Dialog îmbunătățit pentru selectarea valorilor arhivelor
n Opțiuni de configurare îmbunătățite pentru exportul pe bază de fișier pentru datele de tendință afișate
zenon GIS Control
n Performanțe grafice îmbunătățite în Service Engine
Colorare automată a liniilor
n Extinderea configurației surselor ALC (Automatic Line Coloring)
Detecția punerii la pământ
n Îmbunătățirea detecției punerii la pământ, datorită comportamentului cunoscut al echipamentelor respective (detectoare)
Serviciul de vizualizare web (WVS)
Suport extins pentru procesarea comenzilor (Command Processing)
n Funcționare în două etape („Select-before-operate”)
n Tipuri de comenzi suplimentare acceptate
Suport ecran extins
n zenon World View
n Faceplates (tipuri de ecran selectate)
n Ecranul Model de echipament: Funcția „Căutare echipament”
n Deschidere multiplă a cadrelor
Transformați conceptele dvs. în soluţii robuste cu inginerie eficientă
Configurarea integrată a Process Gateway
n Importul configurațiilor vechi (externe) ale Process Gateway Diagrame cu o singură linie - Crearea de vederi detaliate
n Identificarea grafică a elementelor ALC principale vs. elementele alias

Smart Objects
n Sprijin pentru inginerie distribuită (inginerie multi-user)
n Maparea variabilelor: Utilizarea caracterelor wildcard (*.*)
n Aplicați/actualizați maparea la toate instanțele Smart Object
Actualizări privind conectivitatea
MODBUS_ENERGY driver
n Block reading optimizat
DNP3 Outstation (Process Gateway)
n Deadbands configurabile pentru evenimentele de intrare analogică
n Suport îmbunătățit pentru adresarea IP dinamică pentru DNP3 Masters
n Export/Import CSV al configurației punctului
Process Gateways, general
n Watchdog și variabila de stare
Îmbunătățirea posibilităților de monitorizare în aplicațiile critice
SNMP Gateway suportă SNMPv3
n Comunicații securizate
Automatizare flexibilă a proceselor, control şi procesare a datelor cu zenon Logic
Suport extins pentru setul de caractere Unicode (UTF8) în Logic Studio
n Caractere Unicode pentru numele simbolurilor variabilelor
n Șirurile literale din codul PLC pot conține caractere Unicode
Mai multă flexibilitate pentru programarea în medii
moderne de automatizare şi IoT
Bibliotecă JSON FB îmbunătățită
n Parsarea și editarea fișierelor JSON
,,TimingStatistics” function block
n Monitorizarea determinismului Logic Engine în timpul execuției
stratonNG: Suport pentru WSTRING prin intermediul driverului stratonNG
n Până la 32.000 de caractere prin punct de date de tip WSTRING
stratonNG: Comunicare TLS securizată
n TLS cu autentificare reciprocă Compatibil cu Windows și Linux
Automatizarea proceselor de producție este imperativul peisajului industrial actual. Industry 4.0 nu mai este doar o soluție de viitor ci realitatea actuală, care diferențiază liderii de piață de restul competiției, prin gândirea lor strategică și capacitatea de adaptare.
Adoptarea tehnologiilor moderne în procesele de producție și distribuție este esențială pentru a răspunde schimbărilor rapide din comportamentul consumatorilor finali. Presiunea de a rămâne competitiv obligă companiile producătoare să caute constant soluții eficiente și inovatoare.
Cheia succesului constă în alegerea unui partener de încredere care să înțeleagă în profunzime nevoile specifice fiecărui segment industrial. Mach, cu o vastă experiență în implementarea a numeroase proiecte complexe oferă, prin intermediul diviziilor sale specializate, soluții personalizate adaptate fiecărei cerințe.
Un exemplu elocvent îl constituie proiectarea și realizarea, in-house, a unui sistem pick&place pentru ambalarea în cutii a recipientelor de diverse dimensiuni și forme cilindrice, rectangulare, sau forme atipice.

Sistemul este scalabil și adaptabil, putând fi folosit pentru mai multe tipuri de produse ambalate în recipiente, din mai multe sectoare industriale alimentar, cosmetic, chimic etc.
ea ție er na i a in e e re
n i e n ei r anț ar, care transportă recipientele pline către zona de formare a matricelor.
n n ei r e r are a a ri e r, cu rolul de acumulare și formare a matricelor pentru sistemul pick&place.
n Formator de cutii, responsabil de pregătirea cutiilor în care se pun recipientele.
n i e e n ei are r e, care transportă cutiile către sistemul pick place, echipat cu stoppere și ghidaje.
n Sistem pick&place, compus din
Sistem pneumatic de separare a matricelor
Masă de transfer a produselor către zona gripperelor, acționată pneumatic
Pusher pneumatic de transfer a matricelor
Grippere pneumatice, susținute de o axă electrică, pentru preluarea mecanică a recipientelor
Sistem pneumatic de autocentrare a cutiilor, cu palete pentru deschiderea flapsurilor cutiilor, în scopul de a ușura introducerea recipientelor.
n Incinta Safety
n a e a a i are enera
eneficiile implementării
e en area a e ei ții a e i e a an a e in i
n re erea r i i ții Automatizarea accelerează procesele și reduce timpul de producție.
n e erea ri r erați na e i a er ri r ane Sistemele automate minimizează necesarul de intervenție umană și erorile asociate.
n i i area r ției Procesele devin mai fluide și mai bine coordonate.
n re erea e i ienței i re i iei Automatizarea asigură o execuție precisă și repetabilă a operațiunilor.

Mach FTD
tr. on o Viteazul, Nr. 28, Bucureşti om nia
Tel: +40 214 60 98 40/41/43/44
mail: mach@mach.ro www.mach.ro
Adoptarea automatizării în procesul de producție transformă semnificativ sectorul industrial, pregătind companiile pentru un viitor în care inovația atinge cote impresionante. Cu soluțiile personalizate de la Mach, liderii industriei pot escalada cu succes provocările tehnologice pentru a-și crește eficiența și productivitatea.
Pentru mai multe informații și exemple de aplicații instalate de echipa de specialiștii Mach, accesați https://www.mach.ro/divizia-automatizaresi-robotica.html A


Continental Mobile Robots, valorificând puterea Amazon Web Services (AWS), a dezvoltat noi soluții software pentru roboții mobili autonomi (AMR). Angajamentul se concentrează pe gestionarea implementării hibride a soluției scalabile de software de navigare AMR de la Continental, care alimentează mai multe linii de produse, cum ar fi cele din intralogistică și agricultură.
combină experiența Continental în tehnologia AMR cu capacitățile cloud ale Amazon pentru a stimula inovația și pentru a accelera în continuare adoptarea pe scară largă a roboților mobili.
În România, sediul din Sibiu este implicat în i e en area a e i r ie n ație en r unele dintre modelele concepute pentru activitatea e ra n in eri r
Soluţii software pentru un mai bun control şi monitorizare a flotelor AMR
Serviciile bazate pe inovație de la AWS ne vor ajuta să oferim roboți mobili de ultimă generație, cu siguranță și fiabilitate remarcabile. Platforma a fost deja implementată cu succes în primele cazuri de utilizare a clienților în mediul intralogistic. Așteptăm cu nerăbdare să oferim și mai multor clienți o experiență de vârf în industrie prin implementarea și operațiunile roboților noștri mobili.
Rahul SINGH, șeful global al software-ului AMR la Continental
La AWS, suntem adepți în valorificarea expertizei noastre din industrie și a serviciilor create special pentru aceasta, împreună cu tehnologiile noi și emergente pentru a ne ajuta clienții să experimenteze și să depășească limitele a ceea ce este posibil în sectorul lor. Colaborarea noastră cu Continental într-un număr de domenii demonstrează că, prin puterea cloud-ului și cunoștințele profunde ale AWS din industrie, putem ajuta clienții să deblocheze adevăratul potențial al roboților mobili autonomi pentru industriile lor.
Adrian De Luca, Director Cloud Acceleration pentru Asia, Pacific și Japonia, la AWS
Continental a dezvoltat software pentru autonomia roboților și a lucrat cu echipa AWS Prototyping and Cloud Engineering (PACE) pentru a-și accelera inovația și pentru a implementa prima versiune a acestei soluții. Colaborarea dintre Continental și AWS îi ajută pe clienți să gestioneze mai eficient aplicarea la scară pe toată durata de viață a robotului. Caracteristici precum depanarea și monitorizarea de la distanță sau simplificarea procesului de aplicare și integrare pot fi realizate prin simulări detaliate. De asemenea, software-ul permite calculul la cerere pentru modulele AI pentru a sprijini, de exemplu, navigarea sigură. Angajamentul continuă relația de lungă durată dintre AWS și Continental și
Soluțiile cuprinzătoare AMR ale Continental cuprind hardware-ul robot, software avansat de autonomie și software-ul de gestionare a flotei activat de inteligență artificială. Folosind serviciile Amazon Web Services, Continental Mobile Robots dezvoltă o platformă bazată pe cloud pentru gestionarea roboților mobili, care oferă clienților și partenerilor flexibilitatea de a personaliza soluțiile la nevoile lor unice din industrie. Această platformă scalabilă și flexibilă pentru implementarea și operațiunile de succes AMR este construită de o echipă globală de experți de la Continental Mobile Robots pe serviciile AWS, cu asistență și îndrumări specifice industriei de la Amazon. Utilizând calculul fără server, analizele, învățarea automată și alte capabilități avansate ale AWS, cum ar fi Internetul lucrurilor (IoT), Continental Mobile Robots își propune să-și îmbunătățească infrastructura tehnologică.
Soluţiile Robot Mobile pentru intralogistică şi agricultură cresc eficienţa operaţiunilor
Continental Mobile Robots face parte din Sectorul Grupului Automotive al Continental și se concentrează în prezent pe două linii de produse (intralogistică și agricultură) pentru roboți mobili autonomi. Intralogistics AMR este deja implementat cu succes în locații din Europa, Asia și America de ord. Soluția de intralogistică abordează provocările critice din diversele peisaje industriale de astăzi, îmbunătățind viteza fluxului de materiale, minimizând erorile în sarcinile repetitive și atenuând problemele legate de lipsa forței de muncă și costurile operaționale.
Soluția pentru agricultură va fi disponibilă pe piață la sfârșitul anului 2024. Se bazează pe un concept modular constând dintr-un vehicul de transport autonom pentru agricultură în mediu controlat, care poate fi echipat cu diverse unelte din rețeaua parteneră pentru a îndeplini sarcini precum tratamentul cu ultraviolete ușoare (U C), recoltare selectivă sau activități de cercetare. A
Compania BMW Group explorează pentru prima dată utilizarea roboţilor umanoizi în producţie. În timpul unei probe care a durat câteva săptămâni la uzina BMW Group din Spartanburg, cel mai recent robot umanoid, Figure 02, de la compania californiană Figure a introdus cu succes părţi din tablă în dispozitive specifice, care au fost apoi asamblate ca parte a șasiului. Robotul trebuie să fie deosebit de abil pentru a finaliza această etapă de producţie.

În acela i timp, utilizarea unui robot poate scuti angaja ii de a fi nevoi i să îndeplinească sarcini incomode i obositoare din punct de vedere ergonomic. Împreună cu Figure, MW Group testează i evaluează în prezent modul în care robo ii umanoizi pot fi utiliza i în siguran ă în produc ia de automobile. Testarea din atelierul de caroserii al uzinei MW Group din Spartanburg poate fi urmărită într-un video, pe care-l puteți vedea aici https://b.mw/Figure_02
îmbunătă ind astfel ergonomia i siguran a pentru angaja i. Figure 02 se mândre te cu o putere de procesare de trei ori mai mare decât predecesorul său, o comunicare vocală îmbunătă ită, camere, microfoane i senzori mai performanți, o baterie de înaltă performan ă i mâini la scară umană de a patra genera ie, cu 16 grade de libertate per mână i o putere echivalentă umană. A
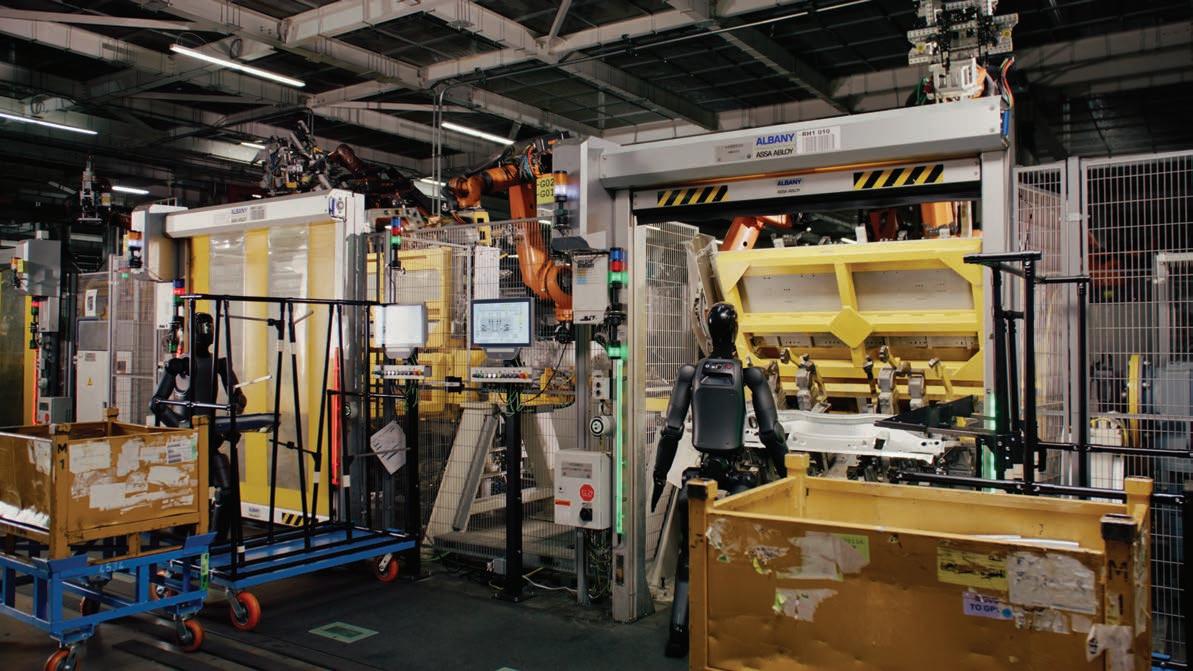
Evoluţiile în domeniul roboticii sunt foarte promiţătoare. Cu o operaţiune de testare timpurie, determinăm acum posibile aplicaţii pentru roboţii umanoizi în producţie. Dorim să însoţim această tehnologie de la dezvoltare până la industrializare.
Milan NEDELJKOVIĆ, membru al Consiliului de Administraţie BMW AG, responsabil Producţie
Cu MW iFACTOR , viziunea pentru produc ia viitorului, MW Group este mereu în căutarea de noi tehnologii. Eficien a, digitalizarea i dezvoltarea durabilă sunt esen iale pentru realizarea acestei viziuni. În timpul testului, MW Group a dobândit cuno tin e valoroase despre cerin ele care trebuie îndeplinite pentru a putea integra a a-numi ii robo i multifunc ionali într-un sistem de produc ie existent. Aceasta include modul în care robo ii umanoizi comunică cu sistemul în condi ii reale. După prima utilizare în produc ia de automobile, speciali tii MW Group i Figure colaborează pentru a pregăti Figure pentru viitoare aplica ii în produc ie i continuă să dezvolte robo i, pe baza concluziilor.
igure întruchipează cele mai recente progrese tehnologice în robotică
Potrivit companiei din California, Figure 02 este cel mai avansat robot umanoid din lume disponibil în prezent pe pia ă. Combina ia dintre mobilitatea bipedă i dexteritatea avansată înseamnă că Figure 02 este ideal pentru utilizarea în zonele cu procese fizice solicitante, nesigure sau repetitive,
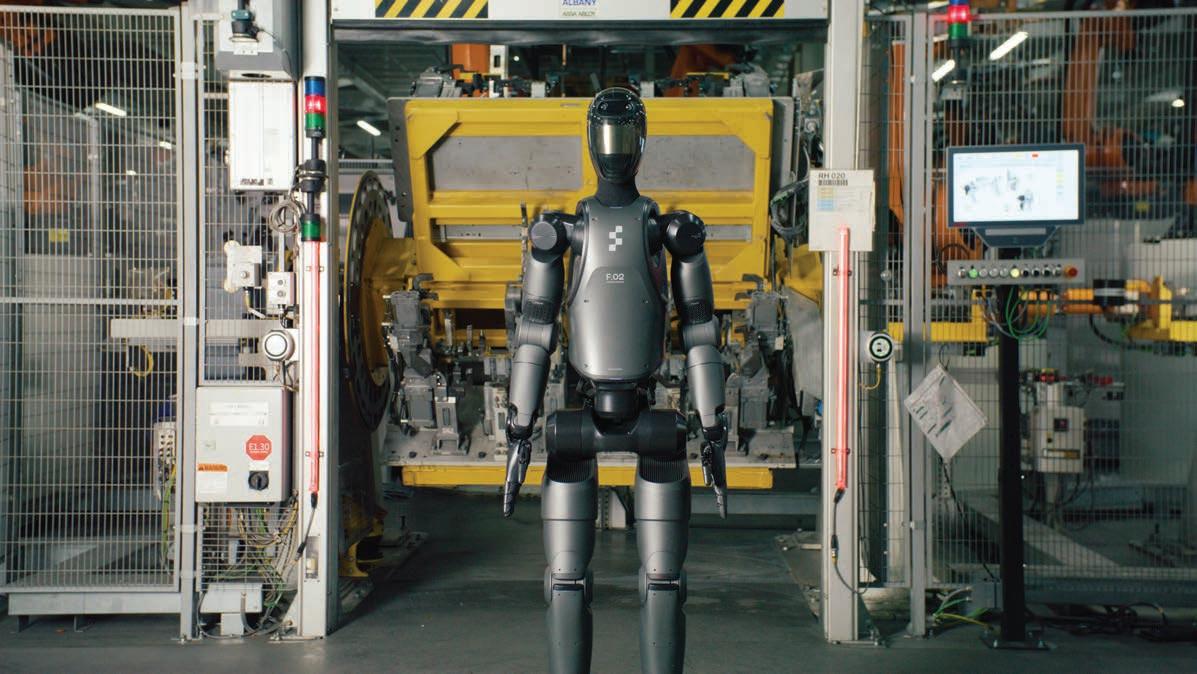
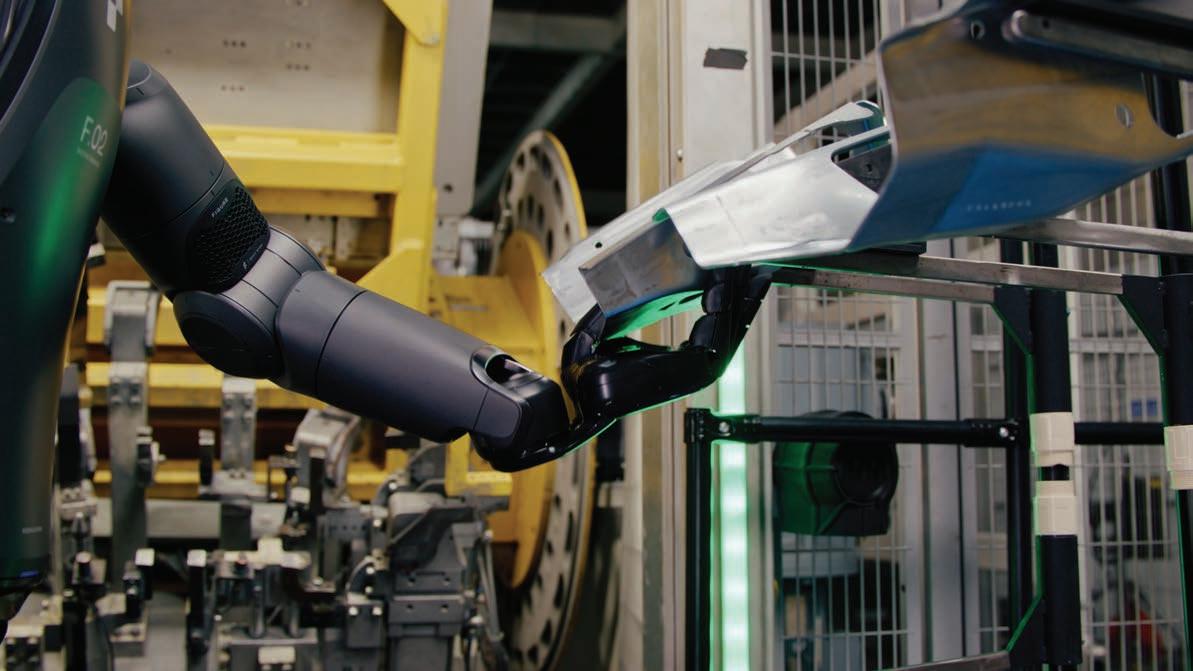
Suntem încântaţi să dezvăluim Figure 02, robotul umanoid de a doua generaţie, care a finalizat recent testele cu succes la uzina BMW Group din Spartanburg. Figure 02 are progrese tehnice semnificative, care îi permit robotului să realizeze o gamă largă de sarcini complexe în mod complet autonom.
Brett ADCOCK, fondator şi director executiv al Figure
Economia circulară pentru materialele plastice poate fi realizată numai cu granule reciclate de cea mai înaltă calitate posibilă. Producătorul de mașini de reciclare R A este un pionier cu mulți ani de e periență în dezvoltare atunci când vine vorba de implementarea efectivă a ceea ce este fezabil din punct de vedere tehnic. Cu noul său sistem INTAREMA® TVEplus® DuaFil® Compact, compania redefinește nivelul de calitate pentru reciclarea materialelor post-consum deosebit de provocatoare și face acest lucru cu un consum semnificativ redus de energie.

O caracteristică cheie a mașinii inovatoare cu filtrare dublă este tratamentul blând al topiturii, constant pe tot parcursul procesului. Acesta este rezultatul combinării tehnologiei T Eplus®, patentată și dovedită de mii de ori, cu noua tehnologie DuaFil® Compact.
Deoarece nu există o zonă de descărcare cu dozare, iar pompa de topitură este proiectată special pentru această aplicație, presiunea creată necesară pentru a doua unitate de filtrare este deosebit de eficientă și necesită doar o temperatură mult mai scăzută , explică Sebastian Sochor, inginer R&D la EREMA
xtruderul nu trebuie să creeze presiune și poate fi construit mult mai scurt, cu un D mai mic cu unități dec t soluția anterioară de filtrare dublă
A. emperatura de topire mai scăzută a Dua il® ompact în această zonă are un efect pozitiv asupra calității topiturii și reduce semnificativ consumul de energie , spune Sochor.
INTREMA® TVEplus® DualFil® Compact combină sistemul patentat al extruderului pentru prelucrarea materialelor dificile cu o a doua filtrare de înaltă performanță și o zonă de creere a presiunii la temperatură redusă în amonte. Denumirea acestei instalații este derivată din conceptul de filtrare dublă și design-ul compact.
emperatură de topire mai scăzută, consum de energie redus
Acesta este modul în care noul INTREMA® TVEplus® DuaFil® Compact 1108, atunci când procesează folie de supermarket din DPE contaminată cu hârtie, atinge o temperatură a topiturii în amonte de a doua unitate de filtrare cu 18,5 grade Celsius mai redusă decât la soluția anterioară de filtrare dublă EREMA, și consumă cu 10% mai puțină energie per totalul instalației (consum specific de energie kWh kg).

Str. Lucian Blaga nr. 3, Bl. J5, sc. 1, ap. 16, Bucureşti
Tel.: 021.322.48.99; Fax: 021.321.17.15
email: sales@chorus.mc www.chorusengineering.ro
Un alt avantaj se regăsește în prelucrarea fluxurilor de materiale din DPE DPE care adesea au grade ridicate de umiditate și contaminare din cauza impurităților, cum ar fi etichetele de hârtie, particulele de lemn sau polimerii străini. Acestea intră în fluxul de material prin așchiile de la paleți sau benzile de legare și pot duce la formarea de mirosuri neplăcute și decolorare. Acesta este locul în care DuaFil® Compact one își face cu adevărat simțită prezența, deoarece funcționarea la o temperatură de topire mai scăzută previne foarte eficient combustia care ar provoca altfel aceste mirosuri.
Toate aceste caracteristici fac din noua mașină I TREMA® T Eplus® DuaFil® Compact prima alegere pentru aplicațiile post-consum, în care procesarea cu păstrarea calităților polimerilor și performanța ridicată de filtrare sunt importante. „În cele din urmă, calitatea înaltă a granulelor reciclate pe care o obținem cu acest sistem creează oportunitatea de a înlocui din ce în ce mai mult materialul virgin cu material reciclat în produsele finale, îndeplinind tendința actuală a pieței și cerințele de sustenabilitate , spune Michael Heitzinger, Managing Director, EREMA GmbH
Materiale posibile de prelucrat
Este uimitor ce poți recicla cu I TREMA® T Eplus®. Iată câteva exemple
n Materiale puternic imprimate folii metalizate
n Fulgi spălați din DPE, folie din agricultură
n Folie din PE cu etichete de hârtie, folie de ambalare palet
n Fulgi spălați de folie din PE provenind din deșeu comunal sortat (de exemplu, DSD310)
n Folie din PP material de PP nețesut cu conținut de solide
eneficiile dumneavoastră
Sistem mai bun din punct de vedere economic și tehnic.
n Alimentare mărită de material, flexibilitate mai mare, randament mai mare datorită tehnologiei Counter Current®;
n Operare extrem de ușoară și ușurință maximă de utilizare cu Smart Start®;
n Produs final de înaltă calitate chiar i cu materiale dificile de procesat
n Performanță îmbunătățită de filtrare datorită forfecării reduse în amonte de filtrul de topitură
n Consum de energie cu până la 12% mai mic,

costuri de producție mai mici și emisii de CO2 reduse datorită Ecosave®;
n Degazare triplă optimizată cu unitatea de precondiționare, proiectare optimă a șnecului și extruder cu degazare
n Capacități de producție mult mai mari cu același diametru al șnecului în comparație cu extruderele convenționale cu degazare
n Eficiență mai mare de omogenizare în aval de filtrare și în amonte de degazare îmbunătățește performanța de degazare și îmbunătățește caracteristicile topiturii
n Construcție compactă cu economie de spațiu.
Cum funcţionează I AR MA® TVEplus®



Degazare triplă optimizată
Degazarea inițială în unitatea de precondiționare EREMA are loc prin pre-încălzirea și pre-uscarea materialului. Proiectarea optimă a șnecului adaptat la materialul care urmează să fie procesat permite degazarea în direcția opusă direcției de avans a șnecului cu descărcare în unitatea de precondiționare, astfel eliberând zona de degazare a extruderului. Incluziunile de gaz din topitură, sunt îndepărtate în zona de degazare a extruderului. umai materialul topit, filtrat și omogenizat corespunzător poate trece de zona de degazare a extruderului.
Alimentarea este automată și în conformitate cu cerințele clientului. În unitatea de precondiționare materialul este tăiat, amestecat, încălzit, uscat, pre-compactat și depozitat. Apoi, extruderul conectat tangențial este alimentat în mod continuu cu material fierbinte, precompactat. Tehnologia Counter Current permite o acțiune de alimentare optimizată într-un interval extins de temperatură.
În șnecul extruderului, materialul este plastifiat și degazat în direcția opusă direcției de avans a extruderului. a sfârșitul zonei de plastifiere, topitura este direcționată afară din extruder, curățată în filtrul complet automat și returnată din nou în extruder. Omogenizarea finală a topiturii are loc după filtrul de topitură. În zona de degazare ulterioară, materialul filtrat și omogenizat este degazat. După aceasta, topitura este transportată la matrița corespunzătoare (de exemplu, peletizator) la o presiune extrem de scăzută cu ajutorul zonei de descărcare.
ehnologii suplimentare brevetate
n DD – Dublu Disc
Prelucrarea materialelor cu până la 12% umiditate reziduală, cu randament ridicat și constant.
n Modulul Air Flush
Crește performanța de uscare și producția, asigurând în același timp un consum redus de energie și prelungind durata de viață a instalației.
n ni a e e re n iți nare are i i a
Producția este cu până la 30% mai mare decât la extruderele convenționale, datorită unei alimentări extrem de uniforme a extruderului conectat tangențial. A



ucşe ree ub şi în mm
Bucșa de ghidare cu bile a înlocuit demult unitatea anterioară de ghidare a bilei constând dintr-o bucșă și o cușcă cu role. pațiul mic de instalare, o capacitate de încărcare foarte mare și lungimi de cursă nelimitate fără ca cușca să se miște sunt avantaje ușor de înțeles.
hidarea pachetelor de aruncare este una dintre aplicațiile comune și tipice ale bucșelor de ghidare cu bile. esigur, designul compact permite și utilizări alternative. enilele circumferen iale cu bile, inclusiv bilele în mi care din interiorul buc ei, e clud aproape complet riscul de gripare a coloanei de ghidare.
rmătoarea generaţie ree ub
Ca o dezvoltare ulterioară a buc ei cu bile, tipul „Free ub” 517404 oferă optimizări suplimentare. Canalele de bile mo-
dificate sunt încorporate cu o ușoară înclinare pentru o ghidare mai bună. Canalele duble de contact grupate și nou divizate permit cu până la 25 mai multă sarcină comparativ cu modelul anterior.
DIS RI IA CA A R C I

epunerile de grafit din canale asigură, de asemenea, lubrifierea continuă a bilelor. istemul închis previne atât pierderea lubrifianților interni, cât și pătrunderea particulelor e terne. Bucșele de ghidare rezistă la o temperatură permanentă de funcționare de 190 C.
mm
ama anterioară cu diametre de ghidare de 12 mm, 18 mm, 24 mm și 30 mm a fost e tinsă pentru a include trei e ecuții standardizate cu un diametru de 40 mm.
Bolțurile de ghidare compatibile sunt disponibile cu guler 51912 , cu guler și diametru de ghidare 51145 și fără guler 51156 . A
Compania Pöppelmann KAPSTO® oferă acum două noi serii standardizate pentru aplicații cu fluide dopuri filetate P 700 și capace filetate P 800 fabricate din plastic reciclat PCR-P -H . pecialistul în materiale plastice oferă acum aceste produse și ca alternativă durabilă și își e tinde în continuare gama de articole care economisesc resurse. Aceasta nu numai că sprijină clienții industriali în protejarea fiabilă a componentelor lor, dar le permite, în același timp, să își îmbunătățească propria amprentă de C 2
Componentele și ansamblurile tehnice necesită soluții de protecție personalizate, de exemplu pentru deschideri și conexiuni, pentru a le proteja de pătrunderea lichidelor de curățare, a vopselei și a particulelor de murdărie și pentru a le proteja de deteriorări în timpul transportului.
Pöppelmann KAPSTO® este un furnizor solicitat al acestor elemente de protecție. Divizia grupului P ppelmann din ohne, Saxonia Inferioară, dezvoltă și produce capace și dopuri de protecție, capace cu mâner și capace filetate, precum și articole personalizate pentru clienți dintr-o gamă largă de industrii. Pentru ca aceste soluții de protecție din plastic, destinate utilizării temporare, să fie mai eficiente din punctul de vedere al utilizării resurselor,



o mare parte din produsele din gama Pöppelmann KAPSTO® sunt acum disponibile ca alternative durabile fabricate din plastic reciclat. Printre altele, cele două serii standard GP 700 și 800 sunt disponibile în PE-HD reciclat, pentru aplicații cu fluide, acest material fiind deosebit de potrivit pentru aplicațiile de înșurubare datorită proprietăților sale.
Alternativă durabilă: capace filetate şi dopuri fabricate din PCR P D
Elementele de protecție fabricate din PE-HD (polietilenă de înaltă densitate) se caracterizează printr-o rezistență mai mare în comparație cu alte materiale comune pentru elemente de protecție. Printre altele, acestea sunt rezistente chimic la solvenți, acizi alcalini slabi, uleiuri minerale sau unsori. Ele pot rezista la temperaturi de până la 100 C pentru o anumită perioadă de timp și sunt permanent rezistente la temperatură în intervalul de la 80 C la - 40 C. Acest lucru le face deosebit de potrivite pentru aplicații în sectorul fluidelor.
Pöppelmann KAPSTO® a pus acum la dispoziție aceste proprietăți avantajoase ale materialului și într-o versiune durabilă fabricată din PCR-PE-HD, un plastic fabricat din 100% reciclat post-consum. oile dopuri filetate pentru protecție internă, care economisesc resurse, cu denumirea GP 700, sunt concepute pentru o gamă largă de filete interioare și filete de țeavă în conformitate cu DI E ISO 228-1. Acestea au un cap antiderapant pentru asamblare manuală și sunt prevăzute și cu o fantă până la dimensiunile medii, astfel încât să poată fi asamblate și cu ajutorul unei șurubelnițe.
Capacele filetate pentru protecție externă (GP 800) se potrivesc unei game largi de tipuri de filete, de exemplu filete metrice, filete pentru țevi și filete americane. Acestea sunt echipate cu proeminențe exterioare antiderapante pentru o asamblare ușoară cu mâna. Cele două serii standard sunt preludiul unor alternative durabile pentru elementele de protecție realizate din material PE-HD. A

Seria W 1400 2200 reprezintă soluția ideală pentru tocarea unei game variate de materiale plastice, de la obiecte voluminoase la fibre și folii rezistente la rupere.
Alimentarea materialului
n Piston oscilant pe role: Poziționat în interiorul camerei de tăiere, cu opțiune pentru placa de împingere e tinsă.
Clapetă de inspecţie
n cces en ru în re inere Permite accesul facil pentru întreținere și îndepărtarea rapidă a obiectelor străine.
Sistemul de antrenare
n n renare hidraulică sau cu curea de rans isie ocătoarele pot fi echipate fie cu antrenare hidraulică, fie cu curea de transmisie, în funcție de aplicație.
Control P C
n anou de con rol Sie ens Asigură o reducere a dimensiunii materialului eficientă din punct de vedere energetic și o utilizare ușoară.
Rotorul
n Dia e ru de deal pentru bulgări, obiecte goale și voluminoase. Aplicabil universal.
Rotorul
n iametru de 500 mm deal pentru fibre și folie. Alimentare controlată și tăiere precisă.

Punct de alimentare redus
n Alimentare directă Permite alimentarea directă prin intermediul unui stivuitor sau al unui încărcător frontal.
vacuarea materialului
n Coș de sită cu ridicare egmentele sitei pot fi schimbate individual, disponibile în diverse dimensiuni.
ocătoarele din seria W 1400 2200 sunt proiectate pentru a face față oricăror provocări în domeniul reciclării plasticului. Cu funcții versatile și tehnologii avansate, aceste mașini asigură performanțe e cepționale și fle ibilitate ma imă în prelucrarea materialelor.
ndiferent de tipul de plastic, de la obiecte mari și voluminoase până la fibre fine și folii rezistente, tocătoarele W sunt alegerea perfectă pentru o gamă largă de aplicații. A
Str. Lucian Blaga nr. 3, Bl. J5, sc. 1, ap. 16, Bucureşti; Tel.: 021.322.48.99; Fax: 021.321.17.15; email: sales@chorus.mc www.chorusengineering.ro

MIRCEA BĂDUŢ inginer, consultant CAD/IT cad_consultant@hotmail.com
Urmărind evoluția în timp a aplicațiilor software destinate proiectării tehnice generice (Computer Aided Design & Drafting) vom observa că s-a revelat destul de timpuriu necesitatea/oportunitatea unor soluții mai accesibile financiar. Dacă AutoCAD-ul apărea în 1982 – și el avea să devină și să rămână până astăzi referința din domeniu –, peste doar cinci ani se iveau TurboCAD-ul și DesignCAD, iar un deceniu mai târziu alianța OpenDWG deschidea calea viitoarei familii IntelliCAD. Ulterior deschiderea generică adusă de ubicuizarea internetului, corelată cu presiunea conceptului ,,open-source’’, avea să conducă inclusiv la apariția unor aplicații CADD gratuite, unele dintre ele fiind chiar semnificative (precum SketchUp, în 2006).
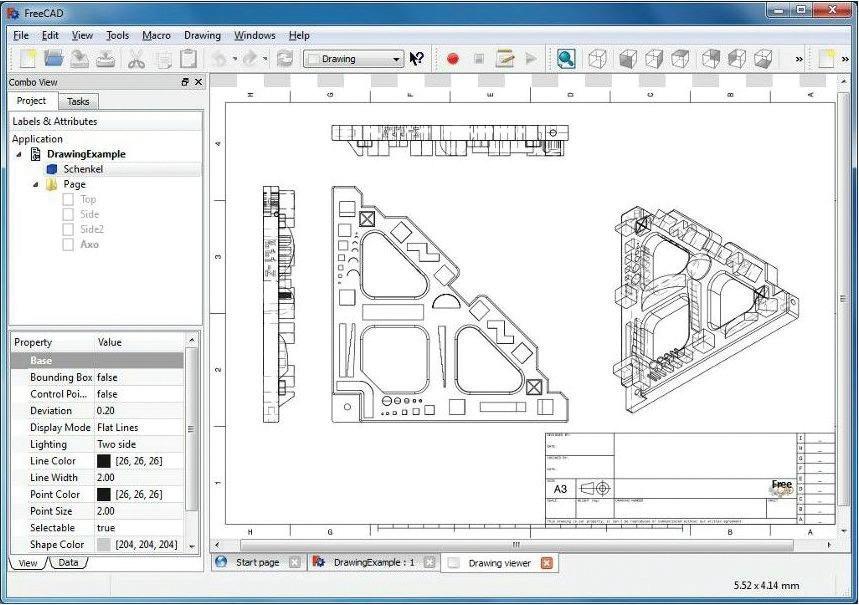
voluţie şi reformă
ăsăm deoparte soluțiile MCAD apărute anterior pe stații grafice cu sistem de operare U I (precum CATIA în 1977 și Unigraphics în 1978), și notăm ca esențiale pentru segmentul CADD aplicațiile Autodesk AutoCAD (cu prima versiune în anul 1982) și entley MicroStation (lansat în 1985) destinate calculatoarelor de tip PC. i cum acel deceniu consemna începutul unei democratizări a tehnologiei informatice, era deci firească și o diversificare a pieței CAD. Așa încât, apariția ulterioară a aplicațiilor TurboCAD-ul și DesignCAD (ambele aflate astăzi în portofoliul companiei IMSI) creionau un subsegment de piață tot mai prezent ,,CAD entry-level . De altfel și cei doi producători dominanți (Autodesk și entley) aveau să creeze câte o linie de produse pentru această nișă AutoCAD T (din 1993) și respectiv PowerDraft (1994).
Dar poate că cea mai mare semnificație pentru sectorul ,,entry-level a avut-o ceea ce a urmat pe linia IntelliCAD (software lansat de compania isio în 1998 ca o clonă de AutoCAD), respectiv alianțele ITC (IntelliCAD Technology Consortium - 1999) și
ODA (Open Design Alliance 1998), prin care se constituia un acord larg de folosire liberă a formatelor de fișiere DWG și DG (formatele desen native ale celor două platforme fanion, AutoCAD și MicroStation). Desigur, în acei ani relaxarea pieței CAD se datora influenței tot mai presante a conceptului ,,open-source dinspre lumea inux (care promova cvasi-gratuitatea soluțiilor software, în contextul răspândirii internetului).
Rezultatul acestei ,,revoluții în piața CAD avea să fie diseminarea relaxată a licențelor IntelliCAD și apariția mai multor linii de produse CADD, precum 4MCAD, ActCAD, ArCADia, ricsCAD, CADian Pro, CADopia, DraftSight, GstarCAD, IronCAD, MicroSurvey CAD, midas CAD, Primus-CAD, progeCAD, Right-CAD, StabiCad, Trimble EC-CAD, WCAD. (De menționat că unele dintre acestea includ facilități profilate pe specialități tehnice, sau chiar au fost destinate integral unor astfel de specialități arhitectură, topografie geodezie, mecanică.) i subliniez aici aspectul cel mai important mai toate software-urile emanate din trunchiul IntelliCAD au comenzile de lucru similare cu cele din AutoCAD, și lucrează nativ cu fișierul desen de format DWG. a capitolul similitudini trebuie adăugat și Auto ISP-ul, ca limbaj de programare util pentru a construi mici aplicații rulând în mediul IntelliCAD AutoCAD.
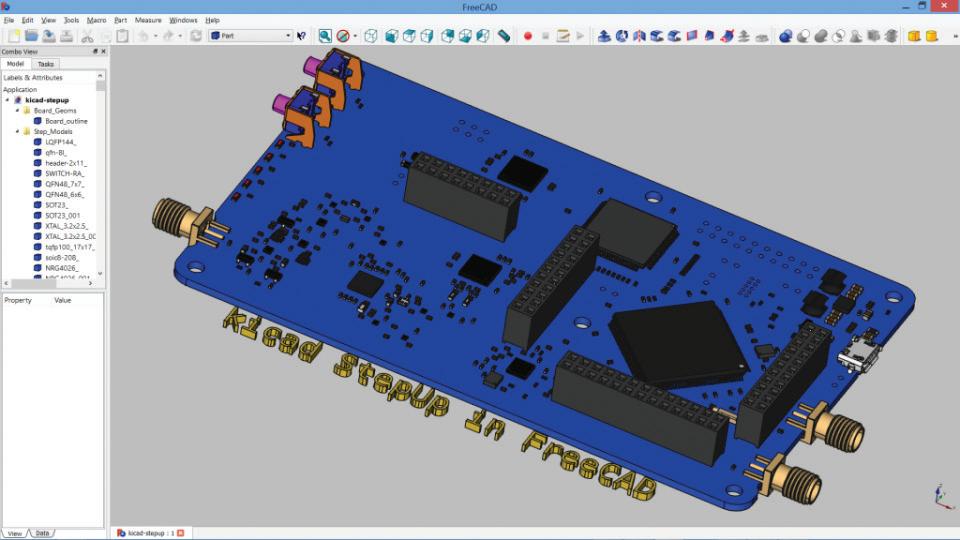
Însă piața CADD avea să înregistreze și alte soluții, pe lângă cele provenind din trunchiul ITC ODA. De exemplu, în revista T T nr. 4 2022 am prezentat software-ul ,,SketchUp (Google Trimble), iar în T T nr. 3 2024 am recenzat ,,Rhinoceros (Robert Mc eel Associates). De asemenea, vom observa că există (și probabil vor exista tot mai multe) situații în care soluțiile CAD (inclusiv cele mid-range sau high-end) rezidă total parțial în ,,cloud (ca servicii pe serverele internet ale furnizorilor) fiind deci încadrabile în categoria SaaS (și având costurile gestionabile ceva mai flexibil).
ibreCAD şi reeCAD
Considerând ca referință mediul AutoCAD, sau oricare dintre instanțierile aferente trunchiul IntelliCAD, vă propun să parcurgem un pic aspectele celor două soluții CADD gratuite provenind de la www.freecadweb.org și respectiv de la librecad.org Da, la prima vedere ibreCAD și FreeCAD se prezintă ca două aplicații software destul de potrivite pentru proiectarea tehnică (raportat la cost) și destul de conforme cu standardele actuale obișnuite inclusiv în domeniile profesionale (gen IMM).
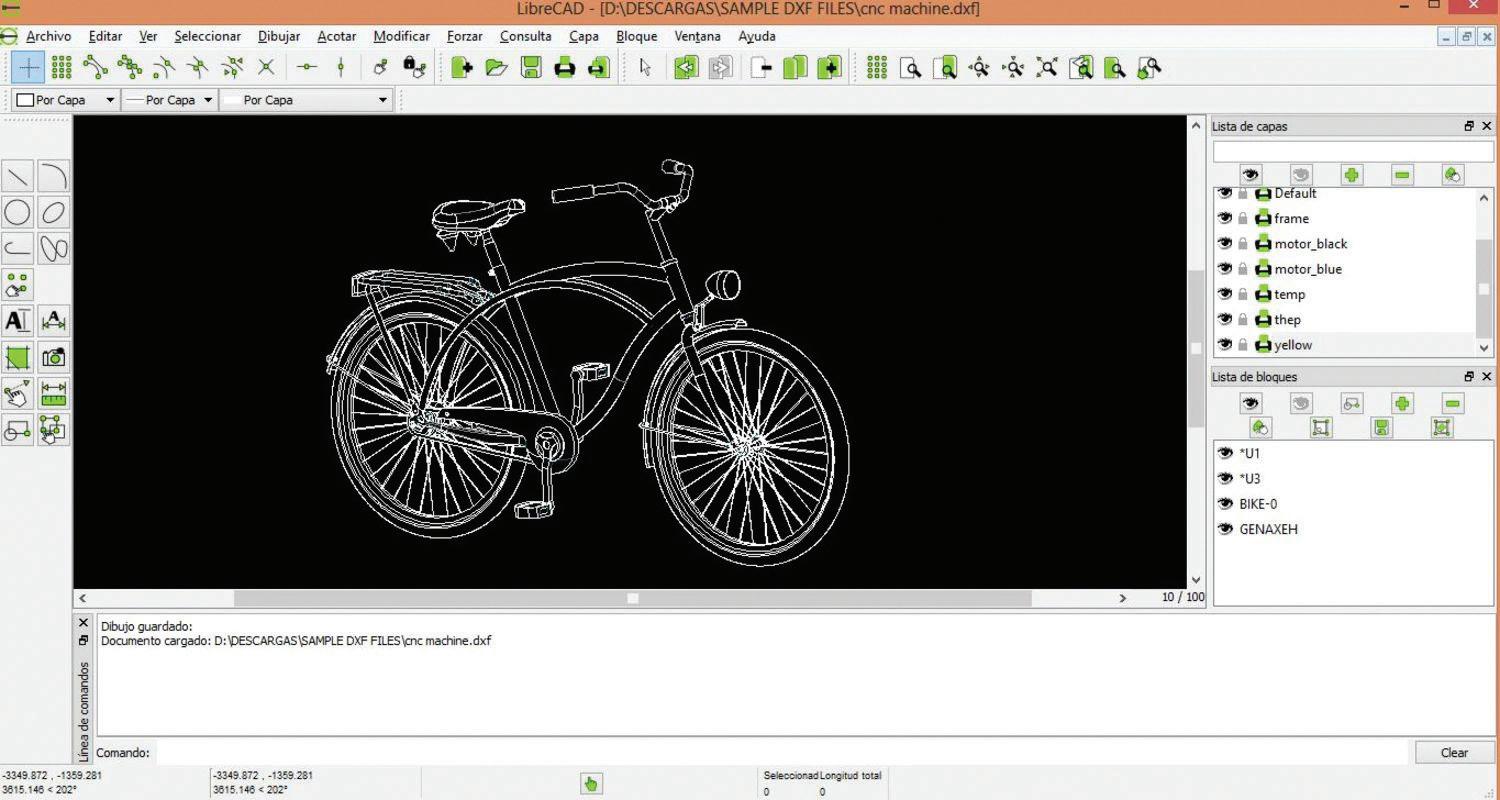
FreeCAD are în plus câteva facilități de configurare 3D și de generare a animațiilor. ( otăm eventual faptul că în FreeCAD entitățile 3D se realizează exclusiv prin modelare parametrică, spre deosebire de software-urile CAD mai evoluate care permit și modelarea directă, adică prin tragere împingere imediată de muchii și fețe.)
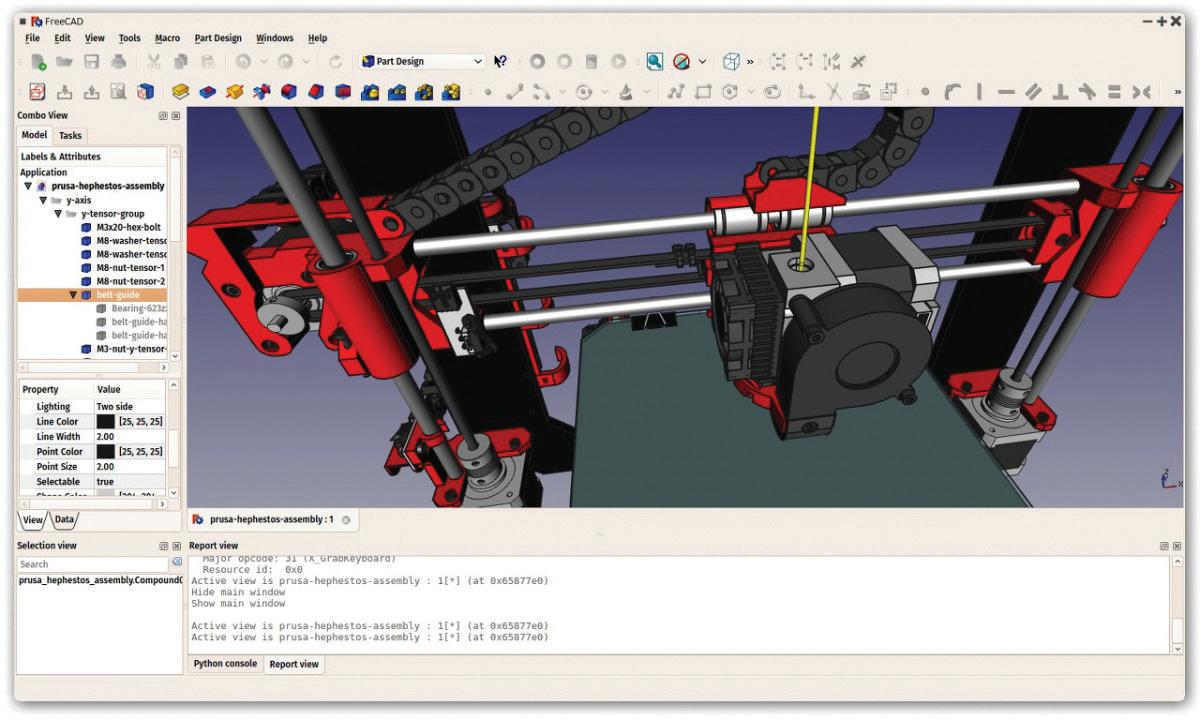
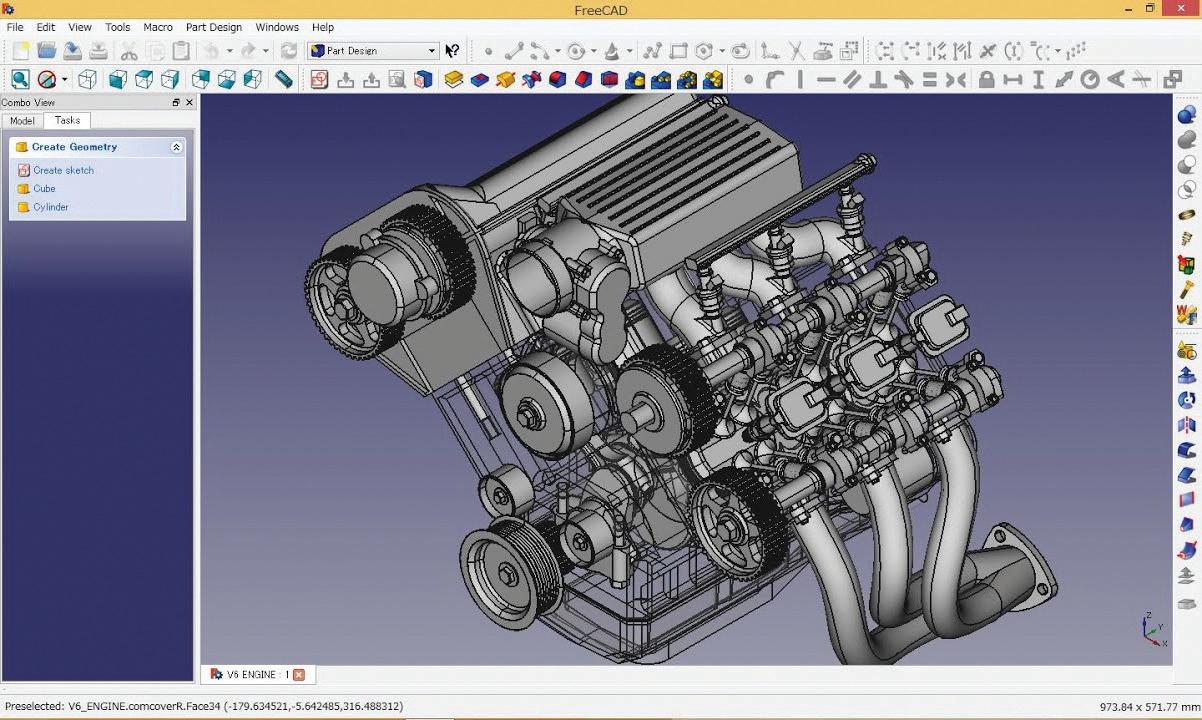
Amândouă pun la dispoziție versiuni pentru sistemele de operare Windows, inux și MacOS, și au interfețele adaptate în foarte multe limbi (inclusiv în limba română). Amândouă oferă oarece suport tehnic, precum și resurse documentare extensive.
Aplicațiile ibreCAD și FreeCAD includ funcțiile de bază pentru desenare și proiectare 2D și 3D, iar
Tot de partea lui FreeCAD notăm și câteva facilități specifice aplicării în arhitectură construcții (biblioteci de simboluri, modelare IM, devize de materiale). FreeCAD oferă funcții de ,,project management , iar ibreCAD oferă facilitatea de lucru cu șabloane de proiectare. Amândouă permit dezvoltarea de mici aplicații (API). Amândouă lucrează consistent cu straturile și amândouă pun la dispoziție oarece funcții pentru cotare (dimensionare).
Pe de altă parte, amândouă au dificultăți în a lucra nativ cu DWG-uri sau cu desene referințăexternă, însă amintindu-ne prețul realizăm că nu are rost să le comparăm cu soluțiile CADD comerciale.
De atlfel, nu vom intra prea mult în detalii (mai ales că oricând le putem descărca de pe internet pentru probe concrete), ci încercăm, spre final, să schițăm sumativ sintetic situațiile în care aplicațiile software CAD gratuite ne pot fi utile
n pentru autoinstruire, în sensul de inițiere în domeniul proiectării asistate de calculator
n pentru situațiile domestice (non-profesionale) în care avem nevoie să schițăm un desen, un concept tridimensional cu mai multe entități relativ simple, sau să modelăm un obiect 3D (și luăm spre exemplu schița de amplasare a mobilierului în apartament birou)
n pentru situații profesionale nesistematice în care (nedispunând de un software CAD consistent) avem totuși nevoie de un desen tehnic (2D), de un plan de amplasament 3D, sau avem de schițat conceptul pentru confecționarea unui prototip nepretențios
n pentru situații profesionale sistematice în care este esențială minimizarea costurilor și în care se poate accepta lipsa unor facilități evoluate de proiectare și de administrare (iar activitatea se poate organiza astfel încât că compenseze aceste minusuri) ș.a.m.d. A




Creșterea costurilor la energie a devenit o preocupare semnificativă pentru tot mai mulți producători în ultimii ani. Ținând cont de acest aspect, dar și de cultura pentru o economie verde pe care o regăsim în întrega societate, producătorii simt nevoia să devină cât mai eficienți energetic, obținând în același timp și o eficiență crescută a producției.
Potrivit unui sondaj recent realizat de Make UK, șase din zece producători consideră că afacerile le sunt amenințate de constrângerile care apar din cauza acestor costuri în creștere ale energiei. În vremuri atât de dificile, devine crucial pentru producători să găsească modalități inovatoare de a reduce consumul de energie și de a-și reduce costurile operaționale. Există mai multe strategii și inițiative practice care îi pot ajuta să depășească provocările legate de costuri. Mai jos încercăm să prezentăm șase strategii practice pentru a depăși această provocare.
unui audit energetic
Primul pas către reducerea consumului de energie este efectuarea unui audit energetic cuprinzător, analizând modelele de utilizare a energiei, eficiența echipamentelor și eficiența generală a clădirii. În sectorul industrial, cel mai mare consum de energie apare la utilizarea energiei de proces, cum sunt echipamentele de mare putere, spre exemplu mașinile-unelte, cuptoarele de topire a
oțelului, sudarea electrică sau camerele de uscare a lemnului. Evaluând consumul curent de energie și identificând zonele de ineficiență, producătorii pot obține informații valoroase și pot dezvolta strategii de economisire a energiei. Angajarea unui auditor energetic profesionist poate oferi expertiză și recomandări adaptate nevoilor specifice unității de producție.
2 Investiţii în echipamente eficiente din punct de vedere energetic Înlocuirea mașinilor și echipamentelor învechite cu alternative eficiente din punct de vedere energetic poate reduce semnificativ costurile cu energia. Potrivit Raportului A privind sondajul de eficiență energetică din 2022, înlocuirea, la nivel mondial, a celor 300 de milioane de sisteme industriale acționate cu motor cu echipamente optimizate și de înaltă eficiență ar putea duce la o reducere cu 10% a consumului global de energie electrică. Această reducere echivalează cu peste 90% din consumul anual al Uniunii Europene. Producătorii care doresc
să investească în echipamente eficiente din punct de vedere energetic ar trebui să caute echipamente cu cele mai bune cote de eficiență din clasă, cum ar fi IE3 (eficiență premium) sau IE4 (eficiență super premium) pentru motoare, sau tehnologie avansată, cum ar fi variatoarele de viteză combinate cu motoare electrice.
Implementarea producţiei inteligente
Este recomandată adoptarea conceptului de producție inteligentă, în care automatizarea avansată și analiza datelor sunt utilizate pentru a optimiza consumul de energie. Implementarea sen zorilor, a sistemelor de monitorizare și control poate ajuta la identificarea risipei de energie și va permite ajustări în timp real pentru a optimiza utilizarea acesteia. De exemplu, Colgate-Palmolive folosește senzori pneumatici de debit inovatori și arhitectură software compatibilă IIoT pentru a monitoriza în timp real fluxul de aer comprimat, cu scopul de a identifica scurgerile, de a optimiza procesele pneu matice și de a îmbunătăți eficiența fluxului de aer în instalațiile sale de ambalare a produselor toate prin utilizarea noilor tehnologii. Compania a obser vat deja o reducere cu 15% a consumului de energie pe liniile sale de ambalare. Producătorii pot obține informații valoroase asupra tiparelor lor de utilizare a energiei și pot lua decizii informate prin colectarea și analiza datelor.
4
ptimizarea proceselor de producţie
Organizarea proceselor de producție reduce consumul de energie și îmbunătățește productivitatea. Identificarea blocajelor prin analizarea în detaliu a fluxului de lucru ajută companiile să ia măsuri proactive pentru a le rezolva, folosind metode precum reorganizarea stațiilor de lucru, redistribuirea sarcinilor sau implementarea tehnologiilor de automatizare. Eliminarea etapelor inutile este un alt aspect crucial al eficientizării proceselor de producție și al reducerii consumului de energie - multe fluxuri de lucru din producție tind să conțină etape învechite, care consumă energie fără a contribui la calitatea sau funcționalitatea produsului. Implementarea principiilor lean manufacturing este o altă strategie eficientă pentru a reduce risipa și a minimiza procesele consumatoare de energie. Lean manufacturing se concentrează pe identificarea și eliminarea activităților sau practicilor fără valoare adăugată din cadrul sistemului de producție. Această abordare pune accent pe îmbunătățirea continuă, reducerea deșeurilor și utilizarea eficientă a resurselor.
5poate părea substanțială, economiile pe termen lung și impactul pozitiv asupra mediului o fac să merite. De-a lungul timpului, costul generării de energie regenerabilă poate fi semnificativ mai mic decât achiziționarea de energie electrică de la rețea, mai ales având în vedere potențialele stimulente din surse guvernamentale, creditele și costurile operaționale reduse. Investind în infrastructura de energie regenerabilă, producătorii își pot stabiliza costurile cu energia și pot genera venituri suplimen-

Eficiența energetică trebuie să fie parte integrantă a culturii companiei. Încurajarea comunicării și feedback-ului regulat în rândul angajaților cu privire la ideile și inițiativele de economisire a energiei și implementarea unei modalități de împărtășire a cunoștințelor de bune practici pentru procesele și echipamentele din cadrul unității înseamnă că economisirea energiei poate fi o inițiativă la nivel de companie în care sunt implicați toți angajații. Prin definirea și implementarea indicatorilor cheie de performanță ( PI), poate fi urmărit consumul de energie, cum ar fi consumul total de energie pe unitatea de producție sau procentul de energie regenerabilă utilizată. Astfel, producătorii își pot monitoriza progresul și pot identifica domeniile de îmbunătățire. Pot crea un sentiment de proprietate și pot încuraja îmbunătățirea continuă prin promovarea unei culturi care apreciază eforturile de economisire a energiei.
Adoptarea energiei regenerabile
Se recomandă să se ia în considerare integrarea surselor de energie regenerabilă în unitatea de producție. Instalarea de panouri solare, turbine eoliene sau energie geotermală poate genera energie curată și durabilă, reducând dependența de electricitatea din rețea și sporind securitatea și independența energetică. Prin generarea de energie la fața locului, unitățile de producție devin mai puțin dependente de furnizorii externi de energie și sunt mai puțin vulnerabile la fluctuațiile prețurilor sau la întreruperile aprovizionării. Deși investiția inițială
Costurile în creștere ale energiei în toate industriile pot amenința afacerile, dar în același timp îi ajută pe producători să adopte practici de economisire a energiei, ceea ce duce la schimbări pozitive. Implementarea măsurilor de economisire a energiei va duce la economii substanțiale de costuri și va demonstra angajamentul față de sustenabilitate și responsabilitatea față de mediu. Economisirea energiei aduce beneficii afacerilor, la nivel individual, și contribuie la un obiectiv mai măreț, al unui viitor durabil pentru toată lumea. A (articol preluat din Control Engineering Europe)


Păstrând tradiția de peste 30 de ani și revenind la Neptun - România, în intervalul 16 – 19 iunie, Comitetul Național Român al Consiliului Mondial al Energiei (CNR-CME) a organizat Forumul Regional al Energiei FOREN 2024. La eveniment au participat peste 400 de specialiști din sectoarele energetice ale țărilor din regiune, reprezentanți ai unor organizații internaționale, inclusiv ale World Energy Council (WEC), parlamentari, reprezentanți ai DG Energy etc. Subiectele de interes s-au înscris în tematica largă propusă de Forum: „Rethinking the future of the

ucrările Forumului au scos în evidență faptul că provocările aflate în fața sectoarele energetice ale țărilor din regiune s-au amplificat, în primul rând din cauza incertitudinilor identificate și semnalate de liderii din domeniu. Forumul a demonstrat o dată în plus că în fața amenințărilor geopolitice și a provocărilor specifice din regiune, sectoarele energetice se apără cu armele proprii regândirea structurii și a scopului lor, accentuându-se rolul lor „pentru oameni și planetă , cooperarea pentru o securitate sporită în asigurarea acestui serviciu vital și scurtarea drumului spre o neutralitate netă față de climă. a acestea se adaugă și umanizarea energiei prin regândirea barierei sectorului cu uti-
lizatorii și prin redefinirea rolului acestora. Tranziția spre neutralitatea față de climă este importantă, dar simpla reducere a emisiilor de gaze cu efect de seră nu rezolvă complexitatea provocărilor din regiune și nici nu ar trebui să reducă doar la asta contribuția regiunii la stabilitate într-o lume din ce în ce mai complexă, mai instabilă și mai amenințătoare.
Tehnologiile posibil de a fi folosite sunt multiple, diseminabile până la nivelul utilizatorilor, iar necesitatea și urgența de diversificare a producerii de energie a fost subliniată des în contextul revoluției digitale. E nevoie de investiții de mare magnitudine, iar cei interesați să investească sunt conștienți de nevoia de a lua în considerare înverzirea lor, pe lângă criteriile economice și de guvernanță. S-a pus accent și pe folosirea corespunzătoare a energiei nucleare, observându-se schimbarea perspectivei publicului și a instituțiilor europene, inclusiv a celor financiare, față de energia nucleară. Totuși, există îngrijorări privind lanțul de aprovizionare și insuficiența forței de muncă în acest domeniu, în special în zona Europei Centrale și de Est, dar și legate de partea finală a ciclului nuclear, cu precădere dezafectarea instalațiilor nucleare, gestionarea deșeurilor radioactive și depozitarea finală, în siguranță deplină, a acestora.

Regiunea are resurse, dar mixtul energetic se va modifica esențial, iar harta energetică se va schimba. ucrările FORE au subliniat o dată în plus - importanța tuturor surselor de energie și a faptului că este esențială o abordare echilibrată a renunțării la utilizarea combustibililor fosili. În context, gazele naturale vor avea, în continuare, un rol critic pe toată perioada tranziției energetice. În plus, trebuie ținut seama de rolul tot mai important al materialelor cum ar fi cupru, litiu, nichel, aluminiu, în viitor concurând, ca necesitate, cărbunele, petrolul și chiar gazele. De aceea, securitatea în alimentare (nu numai cu energie) este atât de importantă.
Un alt aspect cu greutate în ansamblul discuțiilor din Forum l-a reprezentat situația forței de muncă înalt calificată din domeniu, constatându-se diminuarea cantitativă și calitativă a acesteia. De aici, necesitatea ca universitățile tehnice să-și diversifice și actualizeze permanent programele de pregătire pentru a răspunde prompt la provocările actuale. De asemenea, având în vedere că rolul tinerilor absolvenți este vital, ei trebuie să fie conștienți de responsabilitățile pe care vor trebui să și le asume și să devină promotori ai programelor de învățare continuă și de colaborare și dialog cu specialiști din domeniul energetic. Acest lucru poate fi foarte eficient doar în condițiile dezvoltării centrelor de cercetare aplicativă pentru industrie în contextul global al revigorării cercetării.
În privința domeniului utilizării energiei, principiul Energy Efficiency First implică adoptarea unei abordări holistice care ia în considerare eficiența globală a sistemului energetic integrat, securitatea alimentării și eficiența economică și promovează cele mai eficiente soluții pentru atingerea neutralității climatice pe întreg lanțul de valoare, de la producerea energiei, rețeaua de transport până la utilizatorul final, astfel încât eficiența să fie atinsă atât în consumul primar de energie, cât și la cel final. Totodată, se impun noi reguli de reglementare privind prosumatorii și cooperativele de energie electrică, o gândire mai practică nu numai a drepturilor, dar și a responsabilităților și obligațiilor, mai ales stocarea.
n ri ința niei, este nevoie de o viziune clară asupra viitorului dorit și acceptat, iar așteptata ra e ie a e r i ner e i ar putea umple
acest gol. Este clar că România are nevoie de urgență de un program investițional în toate segmentele sectorului, în mod special în cel al energiei electrice, dar cea mai mare nevoie de investiții se simte în segmentul de distribuție a acesteia. Un rol esențial trebuie să-l aibă digitalizarea proceselor și utilizarea inteligenței artificiale în producerea, transportul, distribuția și furnizarea energiei, cu impact asupra eficientizării proceselor. În acest context, ar fi utilă revederea îmbunătățirea mecanismelor de piață, astfel încât piața să creeze stimulente pentru participanți, în vederea dinamizării investițiilor.
en r re i ne, în contextul tensionat actual, cea mai importantă concluzie a fost aceea că - inevitabil - cooperarea este nu numai dezirabilă, dar devine chiar obligatorie, într-un nou concept de colaborare
FOTO
Foren 100 ani Consiliul Mondial al Energiei Elena Ratcu.
lui C R-CME, acesta devenind unul dintre cele mai active comitete ale Consiliului Mondial al Energiei
Rolul WEC și al comitetelor naționale în această lume complexă este important, pentru că istoria energiei face parte din istoria dezvoltării omenirii, iar -

tenarului organizației, unde s-a discutat nu numai despre trecut, dar și despre perspectivele și rolul său pozitiv în deceniile viitoare. Cu atât mai mult sunt utile întâlniri între specialiștii din domeniu, cum s-a dovedit și FORE 2024, deoarece conștientizarea la nivelul comunității energetice naționale și regionale a necesității unei tranziții juste, curate poate genera idei valoroase privind viitorul.
Cu speranța că identificarea acestor problematici poate ajuta la o abordare realistă a situației actuale a sectorului energiei în România și în regiune, organizatorii mulțumesc pentru participare și vă invită la FORE 2026, care va fi cea de a 18-a ediție a Forumului.
i e ați na n a n i i i n ia a ner iei este asocia ie neguvernamentală i principala organiza ie multi-energetică din România, membru fondator al n i i i n ia a ner iei din anul 1924, partener strategic pentru alte organiza ii, asocia ii i funda ii în domeniul energiei i mediului din România.
r e i na ner iei se desfășoară la fiecare doi ani, cu începere din anul 1992 și este organizat de Asociația Comitetul ațional Român al Consiliului Mondial al Energiei (C R-CME).
n i i n ia a ner iei este principala organizatie mondială în domeniul energiei, înființată în 1924, care cuprinde peste 90 de comitete naționale din peste 3000 de organizații membre și a cărei misune este promovarea, asigurarea i utilizarea sustenabilă a energiei în beneficiul tuturor oamenilor de pe planetă. (www.cnr-cme.ro) A
ABB este primul producător care oferă nivelul de eficiență 6 într-un design nR fără magneți permanenți.
Acesta este cel mai înalt nivel în dezvoltarea recentă a tehnologiei dovedite nR pe care ABB a lansat-o în 2011. Aceste motoare se adresează clienților inovatori care au în vedere dezvoltarea și pregătirea pentru viitor a propriilor flote prin adoptarea celui mai înalt nivel de eficiență energetică disponibil comercial. Cei care utilizează deja motoare cu hipereficiență 6 vor beneficia de productivitate crescută și costuri reduse pentru energie, ajutând în același timp la îndeplinirea obiectivelor actuale de sustenabilitate.
Sistemele bazate pe motoare din cadrul instalațiilor industriale se numără printre utilizatorii majori de electricitate, iar maximizarea eficienței lor oferă un potențial imens de reducere a emisiilor și îndeplinirea obiectivelor privind schimbările climatice. Prin utilizarea noilor noastre motoare SynRM fără magneți permanenți, care ating nivelurile de eficiență așteptate pentru viitorul IE6, economiile de energie vor trece la un nivel superior. SynRM reprezintă un exemplu perfect al angajamentului față de inovație încorporat în ADN-ul nostru. Faptul că IE6 SynRM are aceeași dimensiune cu echivalentul său, motorul asincron IE3, face din IE6 SynRM un înlocuitor simplu pentru motoarele de generație anterioară. Acest lucru face posibilă pentru clienți trecerea la produse moderne, de înaltă eficiență, în scopul asigurării operațiunilor lor pentru viitor, într-o lume a costurilor energetice fluctuante.
Stefan FLOECK, Președintele diviziei IEC Low Voltage Motors, ABB Motion
Gama largă de motoare SynRM de la A a stabilit punctul de referință pentru designul fără magneți permanenți. Eficiența lor a progresat prin IE4 la versiunile IE5 lansate în 2019. Se presupune că IE6 este următorul pas logic care demonstrează capacitatea și superioritatea tehnică a tehnologiei SynRM. În ciuda faptului că nu a fost încă specificat în niciun standard oficial la nivel de industrie, fiecare clasă de eficiență IE superioară a dus la pierderi de energie cu 20% mai mici decât cea anterioară, A continuând această abordare cu IE6 SynRM.
SynRM combină performanța motoarelor cu magneți permanenți cu simplitatea și facilitățile de service ale motoarelor asincrone în scopul obținerii unor randamente ridicate, scurtând timpul de amortizare. Rotorul nu are magneți sau înfășurări, practic neavând pierderi de putere. De asemenea, designul nu necesită metale rare și oferă un nivel sporit de
utilizare datorită disponibilității largi de variatoare de viteză ( SD) adecvate pentru a oferi capabilitățile de control necesare.
ehnologia dovedită a motorului S nRM este primul design fără magneţi permanenţi care atinge hipereficienţa I
Motoarele A SynRM fac parte din portofoliul de produse A EcoSolutions , permițând clienților și partenerilor să facă alegeri mai durabile, datorită transparenței sporite cu privire la valoarea circularității fiecărui produs și impactul acestuia asupra mediului. Acest lucru înseamnă luarea unor decizii informate și responsabile. Produsele portofoliului respectă un set de indicatori cheie de performanță definiți de cadrul A de circularitate și sunt însoțite de o declarație de mediu externă verificată (ISO 14025 Tip III).

Motoarele SynRM fără magneți permanenți sunt doar un element din cadrul portofoliului premium cuprinzător al A în ceea ce privește motoarele de înaltă performanță, care încorporează peste 140 de ani de experiență în domeniu pentru a asigura fiabilitate maximă combinată cu angajamentul față de sustenabilitate. Admițând faptul că o singură tehnologie nu poate fi răspunsul pentru toate nevoile clienților, A își propune să atingă cel mai înalt nivel în ceea ce privește toate tehnologiile motoarelor. De aceea, pe lângă SynRM, A poate atinge, de asemenea, nivelurile așteptate pentru eficiența viitoare IE6 cu tehnologia PM și PMaSynRM care este o tehnologie hibridă ce îmbină designul SynRM cu un boost dat de magneții permanenți. Acesta oferă soluția potrivită, care se bazează pe o gamă cuprinzătoare de elemente tehnologice hipereficiente pentru a satisface fiecare nevoie specifică aplicațiilor din diverse domenii industriale. A
Dezvoltarea și implementarea noilor tehnologii deschide aria de aplicabilitate a inteligenței artificiale în diverse domenii, dintre care deosebit de important este contextul mecatronicii și roboticii care presupune integrarea sinergetică a acestei capabilități în dezvoltarea de noi sisteme și produse tehnice și tehnologice de mare complexitate, cu determinarea cadrului integrat al inteligenței artificiale mecatronice și robotice (IAMR).
Din această perspectivă, cartea propune o serie de cercetări aplicative privind aspecte specifice ale inteligenței artificiale orientate spre raționamentul logic.
În acest sens au fost analizate formalizarea și dezvoltarea limbajelor simbolice logice,
consecințele logice în percepție, dezvoltarea și extinderea sferelor de cunoaștere, precum și mecanismele logice de raționare pentru entitățile de inteligență artificială și a celor de inteligență artificială mecatronică și robotică (EIA EIAMR), într-un cadru aplicativ orientat pe proiectare, urmărindu-se crearea unei viziuni de principiu a dezvoltării și simulării inteligenței artificiale. Se constituie astfel un fundament pentru cercetări ulterioare în domeniile software și hardware conexe.
Prin problematica tratată, lucrarea se adresează mediilor de proiectare, cercetare și dezvoltare în inteligența artificială, mecatronică și robotică, precum și domeniului universitar tehnic și tehnologic.



n Autor: oana Armaș
n Editura: A. . .R
n nul a ari iei 2024
n Nr. pagini: 174
n re 60 R
olumul tratează problematica impactului politicii de coeziune asupra beneficiarilor privați de tip întreprinderi mici și mijlocii, urmărind evidențierea efectelor generate la nivelul acestora, în special în ceea ce privește competitivitatea. Abordarea subiectului se realizează la intersecția mai multor teorii și domenii de studiu, respectiv neoinstituționalism, politici publice, evaluare de programe, management.
Scopul este acela de a identifica acei factori care contribuie la competitivitatea IMM-urilor care au beneficiat de finanțare prin politica de coeziune, respectiv de a analiza schimbările produse prin interme-
diul finanțării la nivelul acestor tipuri de organizații. Sectorul IMM contribuie direct la dezvoltarea regională, drept urmare este importantă înțelegerea modului în care comportamentul organizațional se modifică după accesarea finanțării și care sunt factorii care contribuie la orientarea IMM-urilor spre competitivitate. - Andreea aleria Farcaș
n Autor: Andreea aleria Farcaș
n Editura: R C
n nul a ari iei 2024
În contextul volatilității extreme și a incertitudinilor induse de evenimente neprevăzute care s-au succedat rapid în ultimii ani, profesia de investitor pare să fie în impas. Marea majoritate a administratorilor de fonduri de acțiuni nu reușesc să învingă piața pe termen lung, ceea ce conduce la ieșiri masive dinspre fonduri active către fonduri pasive. Unde ar trebui să caute investitorii abordări noi menite să le asigure randamentul dorit
Pulak Prasad, fondatorul alanda Capital din India, oferă o filozofie a investiției pe termen lung, bazată pe o sursă neașteptată biologia evoluționistă. El extrage lecții cheie din conceptele de bază darwiniene, combinând exemple vii din lumea naturală cu povești convingătoare despre decizii de investiții bune și rele, inclusiv ale sale.
n Cum ne pot ajuta strategiile de supraviețuire ale albinelor să acceptăm că am putea rata acțiunile Tesla
n Ce dezvăluie un experiment de creștere a vulpilor îmblânzite despre trăsăturile afacerilor de succes
n De ce ar putea felul în care o broască mică imită cântecul unui rival mai mare să aducă lumina asupra semnelor necinstei corporative
Expert în strategiile evolutive de succes, Prasad își conturează principiile contraintuitive pentru câștig pe termen lung și oferă trei mantre pentru investiții evitați riscurile mari, cumpărați calitate superioară la un preț corect și nu fiți leneși - fiți foarte leneși.
Prasad aduce un argument convingător pentru o strategie care exclude marea majoritate a oportunităților de investiții și pledează pentru deținerea permanentă a afacerilor de înaltă calitate - unde calitatea vine clar definită.
e am învățat despre investiții de la Dar in dezvăluie motivele pentru care biologia evoluționistă poate să ajute administratorii de fonduri să devină mai buni, să evolueze în domeniul lor.


n Nr. pagini: 262








n ISBN: 978-973-720-910-8.





n Cod: R 978-606-749-744-1








n Autor: Pulak Prasad
n raducă or maranda istor
n Editura: P B
n nul a ari iei 2024
n Nr. pagini: 512
n Cod: P 978-630-6646-04-3



LEONARD RIZOIU
Managing Partner
leoHR/stayIN
n România, industria tehnologică traversează o perioadă de e pansiune robustă, determinată de digitalizarea accelerată a companiilor din domenii tradiționale, creșterea impresionantă a startup-urilor de tehnologie și e tinderea centrelor de dezvoltare ale multinaționalelor. Această dinamizare a pieței a intensificat cererea pentru profesioniști în domeniile și tehnologie, în special pentru dezvoltatori de software, ingineri de sistem, specialiști în securitatea cibernetică, analiști de date și e perți în inteligența artificială.
Orașe precum ucurești, Cluj- apoca, Iași și Timișoara au evoluat în veritabile hub-uri tehnologice, adevărate catalizatoare de talente și inovații. Competiția pentru atragerea celor mai competenți profesioniști este acerbă și constă în oferirea unor pachete salariale competitive, dar și a unui mediu de lucru care promovează dezvoltarea profesională și personală.
Deși universitățile din România generează un număr impresionant de absolvenți în domeniile științelor, tehnologiei, ingineriei și matematicii, adesea există un decalaj între competențele lor tehnice și cerințele specifice ale industriei. Acest decalaj a stimulat inițiative de recalificare și programe de internship și traineeship, organizate de companii pentru a îmbunătăți pregătirea practică a tinerilor absolvenți.
Pe lângă eforturile interne de formare, multe companii și organizații non-profit au lansat programe de formare profesională menite să adapteze competențele profesioniștilor din alte domenii la nevoile sectorului tech. Aceste inițiative sunt vitale pentru alinierea ofertei de muncă cu cererea din piață și pentru stimularea inovației continue.
Un alt aspect semnificativ care influențează piața muncii în tehnologie este migrația de talente. n ciuda producţiei locale de specialişti, România se confruntă cu un fenomen de „brain drain”
Adică mulți dintre cei mai capabili profesioniști aleg să își dezvolte carierele în străinătate, în căutarea unor oportunități mai avantajoase. Acest exod pune presiune suplimentară pe piața locală de muncă și subliniază nevoia de a crea condiții mai atractive pentru retenția de talente.
Leonard RIZOIU
Managing Director, leoHR

n HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
Pentru a asigura un echilibru sănătos între cerere și ofertă pe piața muncii din sectorul tehnologic și pentru a menține competitivitatea la nivel global, România trebuie să continue să investească în educația STEM, să îmbunătățească colaborarea între universități și industrie și să ofere un mediu de lucru stimulativ, care să atragă și să păstreze talentele locale și internaționale. Adaptarea continuă la noile tehnologii și cerințele pieței va fi, de asemenea, crucială pentru sustenabilitatea și creșterea acestui sector vital.
Descifrând codul pentru dezvoltarea şi menţinerea angajamentului angajaţilor în industria tehnologică
O piață a muncii volatilă privind cererea și oferta în industria tehnologică, se traduce prin alimentarea unei rate de fluctuație ridicată a personalului, cu profesioniști tech mereu în căutarea următoarei mari oportunități.
Da, în România, sectorul tehnologic se bucură de o creștere anuală impresionantă, atrăgând investiții străine semnificative și susținând dezvoltarea unor poli tehnologici regionali. Cu toate acestea, creșterea rapidă aduce și provocări, inclusiv o concurență acerbă pentru talentele tech de top și o rată de fluctuație a personalului care poate afecta stabilitatea și continuitatea inovațiilor. Companiile care reușesc să mențină un angajament puternic al angajaților nu doar că își asigură o echipă stabilă, dar creează și un mediu în care inovația și creativitatea pot înflori.
Strategii pentru stimularea angajamentului şi reducerea fluctuaţiei
Fundamentul angajamentului angajaților începe cu o cultură organizațională care promovează valo-


rile de transparență, respect reciproc și deschidere la inovație. Culturile care pun accent pe dezvoltarea personală și profesională sunt adesea cele mai reușite în reținerea talentelor.
Tehnologia se schimbă rapid, iar angajații din acest sector valorizează oportunitățile de a învăța și de a se dezvolta constant. Companiile care investesc în programe de formare și certificare nu doar că își îmbunătățesc echipa, dar și demonstrează un angajament față de creșterea individuală a fiecărui angajat.
Acordarea unui grad ridicat de flexibilitate și autonomie angajaților poate duce la creșterea satisfacției în muncă. ucrul remote, orarele flexibile și autonomia în gestionarea sarcinilor de lucru sunt factori cheie în menținerea angajamentului.
Dialogul deschis între angajați și management ajută la identificarea rapidă și la adresarea problemelor și preocupărilor. Sesiuni regulate de feedback și revizuiri ale performanței contribuie la clarificarea așteptărilor și la îmbunătățirea continuă.
Sisteme eficiente de recunoaștere care să răsplătească nu doar performanța, ci și inovația și contribuția la proiecte pot motiva angajații să fie mai implicați în munca lor. eneficiile, bonusurile, opțiunile de acțiuni și alte forme de recompensare materială pot adăuga la sentimentul de apreciere și loialitate față de companie.
Programele de well-being și echilibrul dintre viața profesională și cea personală sunt deosebit de valoroase în industria tech. Spații de relaxare, activități de team-building, suport pentru sănătatea mentală și fizică sunt esențiale pentru menținerea bunăstării angajaților.
În peisajul dinamic al industriei tehnologice din România, provocările și oportunitățile se împletesc în mod constant, configurând cerințe noi și perspective inedite pentru angajatori și angajați deopotrivă. Pe măsură ce națiunea continuă să îmbrățișeze transformarea digitală, confruntându-se totodată cu fenomenul de brain drain și cu nevoia perpetuă de adaptare la tehnologiile emergente, se conturează imperativul creării unui mediu de lucru care nu doar că stimulează inovația, dar și cultivă un angajament profund și durabil al angajaților.
uccesul sectorului te nologic din om nia în menținerea competitivității pe scena globală depinde în mod crucial de capacitatea de a reține talentele locale prin crearea unor condiții de lucru care să răspundă at t aspirațiilor profesionale c t și celor personale ale angajaților. Adaptarea continuă și strategică la cerințele unui mediu în permanentă sc imbare, accentul pe dezvoltarea continuă și pe un angajament reciproc între angajat și angajator sunt fundamentele pe care se poate construi nu doar o forță de muncă competentă, ci și o comunitate profesională vibrantă și inovatoare. În acest mod, om nia nu numai că va gestiona eficient cererea și oferta de pe piața muncii din domeniul te nologiei, dar va și capitaliza pe aceste resurse pentru a împinge granițele inovației într-o eră digitală în continuă expansiune. A


Noua piață a muncii, așa cum am denumit-o după 2020, a evoluat dramatic. Angajații nu mai sunt mulțumiți doar cu un salariu și siguranța unui loc de muncă. Aceștia caută proiecte semnificative, fle ibilitate și un mediu de lucru susținător. Acum, companiile trebuie să se adapteze sau riscă să-și piardă cea mai importantă resursă angajații.
Rezultatele recente ale barometrului C-suite al Mazars, realizat înainte de formarea noii rețele globale, Forvis Mazars, subliniază prioritățile strategice ale liderilor pentru următorii 3-5 ani. Studiul a arătat că una dintre cele mai importante priorități strategice pentru liderii din România este implementarea unei strategii noi sau revizuite de atragere și retenție a talentelor (33%). Acest lucru indică faptul că liderii sunt conștienți de necesitatea schimbării abordării lor și că, în noua economie a talentelor, dezvoltarea și păstrarea angajaților calificați nu reprezintă doar un avantaj competitiv, ci o necesitate pentru reziliența și creșterea organizațională.
n România, lipsa de talente pe piaţă reprezintă cea mai mare provocare în recrutare
a nivel global, aproape jumătate dintre lideri recunosc dificultățile în atragerea talentelor, 44% dintre aceștia raportând obstacole în procesul de angajare la nivelul companiilor lor, iar 39% identificând acest aspect drept principala provocare în recrutare. În România, liderii evidențiază, de asemenea, lipsa de talente ca fiind cea mai mare provocare în recrutare (44%), urmată îndeaproape de dificultățile în identificarea și atragerea candidaților calificați, atragerea candidaților potriviți pentru a
aplica și asigurarea unei experiențe pozitive pentru candidați.
În fața acestor provocări, atât liderii globali, cât și cei locali, intenționează să adopte o nouă strategie de atragere și retenție a talentelor sau să o revizuiască pe cea existentă, acest lucru aflându-se în topul celor cinci priorități strategice. În următoarele 12 luni, 50% dintre liderii din România planifică să-și intensifice considerabil investițiile pentru a atrage noi talente - cu o creștere de 10% sau mai mult.
a nivel local, reputaţia sau prestigiul unei organizaţii este considerat factorul cel mai important în atragerea angajaţilor talentaţi Reputația sau prestigiul unei organizații (77,77%) este considerat factorul cel mai important în atragerea angajaților talentați, alături de salarii și beneficii generoase (72,22%) și oportunități de învățare, formare și dezvoltare (61,11%). Cultura continuă să joace un rol crucial, incluzând un mediu de lucru modern, un puternic spirit de echipă și camaraderie, și o preocupare pentru bunăstarea angajaților și alinierea culturală. Aceste elemente contribuie colectiv la crearea unui loc de muncă atractiv, care atrage profesioniști talentați în căutare de oportunități de carieră semnificative și satisfăcătoare.

În prezent, liderii din România implementează mai multe strategii pentru atragerea și reținerea talentelor, conform rezultatelor recente ale barometrului C-suite. În mod specific, 66,66% dintre companii organizează activ evenimente interne pentru a stimula coeziunea echipei și implicarea angajaților. În plus, 55,55% dintre acestea acordă prioritate creșterilor regulate de salariu pentru a asigura competitivitatea într-un mediu economic fluctuant, iar 44,44% oferă zile libere pentru a promova echilibrul între viața profesională și cea personală.
Cătălina CĂLINESCU, Partner, Outsourcing – HR & Payroll, Forvis Mazars în România
În timp ce aceste strategii răspund nevoilor imediate și preferințelor angajaților, există o recunoaștere tot mai mare a necesității de inițiative mai ample. De exemplu, investițiile în programe de reskilling și upskilling le pot oferi angajaților noi abilități și capacități, îmbunătățind perspectivele lor de carieră pe termen lung în cadrul organizației.
Programele de res illing şi ups illing sunt avantaje competitive esenţiale în noua economie a talentelor

Companiile vor avea întotdeauna nevoie de angajați calificați, dar abilitățile specifice cerute evoluează constant datorită schimbărilor pieței, progreselor tehnologice și nevoilor organizaționale. Istoria arată cum globalizarea a remodelat locurile de muncă, iar inteligența artificială este pe cale să le transforme și mai mult.
Așa cum am observat până acum, rolurile în companii se schimbă rapid. Unele vor dispărea, altele se vor transforma, iar altele noi vor apărea. De aceea, liderii de afaceri trebuie să considere alte instrumente eficiente de dezvoltare a talentelor, iar astfel de programe și-au demonstrat importanța în adaptarea la aceste schimbări.
Cătălina C I ESCU adaugă ,,După cum a arătat și studiul nostru, mulți lideri consideră că oamenii talentați părăsesc companiile pentru că nu li se oferă salarii și beneficii generoase. În timp ce acest lucru poate fi adevărat, nu cred că este singurul factor important. Adevărul este că, de cele mai multe ori, angajații caută provocări mai mari în cariera lor; nu vor să fie blocați într-o rutină sau să efectueze sarcini repetitive. Aceștia aspiră la proiecte și sarcini complexe care să îi împlinească și să contribuie la creșterea lor profesională."
i programele de upskilling realizează tocmai acest lucru. Această investiție în creșterea profesională nu numai că îmbunătățește satisfacția la locul de muncă, dar întărește și capacitatea organizației de a inova și adapta într-o piață competitivă.
În ceea ce privește programele de reskilling, în special în era inteligenței artificiale, companiile trebuie să își sprijine angajații în dezvoltarea unor noi competențe. În final, acest lucru garantează succesul celor mai bine pregătiți, unde angajații cu abilități ridicate au mai multe șanse să ofere un avantaj competitiv.
eneficiile pentru angajaţi rămân importante, dar perspectivele diferă semnificativ în funcţie de generaţie
În contextul schimbărilor globale din piața muncii, dezvoltarea unei strategii complete de compensație devine esențială pentru a satisface nevoile diverse ale mai multor generații de angajați. Companiile sunt încurajate să creeze programe de beneficii suplimentare care să încurajeze sentimentul de apartenență și implicare printre angajați, luând în considerare nevoile distincte ale diferitelor generații.
Generația Z, cunoscută pentru așteptările lor mai ridicate în ceea ce privește salariile și accentul pus pe echilibrul între viața profesională și cea personală, ar putea fi atrasă de beneficii precum plata la cerere sau zile de concediu nelimitate. Millenialii, care au deja cariere bine construite și adesea se confruntă cu sindromul de burnout, ar putea beneficia de bonusuri care susțin părinții, cum ar fi subvenții pentru îngrijirea copiilor sau programe personalizate de integrare după concediul de maternitate sau paternitate. Baby boomers, apropiindu-se de pensie și apreciind confortul și flexibilitatea, ar aprecia o acoperire mai bună în domeniul sănătății sau inițiative de alfabetizare digitală.
Prin combinarea compensației financiare cu beneficii suplimentare personalizate, adaptate nevoilor reale ale angajaților, companiile își pot îmbunătăți reputația pe piața muncii și pot menține angajații loiali și implicați.
Competiția pentru talente va continua mereu, dar liderii trebuie să înțeleagă nevoile și preferințele angajaților pentru a asigura succesul afacerilor lor. În esență, oamenii sunt cei care susțin organizațiile.
Despre orvis Mazars
Forvis Mazars este una dintre cele mai importante rețele globale de servicii profesionale. Rețeaua funcționează sub un singur brand la nivel global, cu doar doi membri Forvis Mazars P în Statele Unite și Forvis Mazars Group SC, un parteneriat integrat la nivel internațional care operează în peste 100 de țări și teritorii, oferind servicii de audit, fiscale și de consultanță în întreaga lume.
Despre orvis Mazars în România
În România, Forvis Mazars are o experiență de peste 29 de ani în audit, consultanță fiscală și financiară, outsourcing și sustenabilitate. A

Schimbările accelerate din companii și volumul de muncă mult mai mare din ultimele 12 luni i-au determinat pe angajații din România să învețe utilizarea noilor tehnologii, arată rezultatele pentru țara noastră ale sondajului PwC Workforce Hopes & Fears 2024.
Angajații au început să resimtă din ce în ce mai mult presiunile schimbărilor cu care se confruntă companiile în ultimii ani și care se reflectă în eforturi pentru a ține pasul cu noile tehnologii, reglementări și alte tendințe din economie. Vestea bună este că manifestă optimism și implicare, majoritatea arătându-se pregătiți să se adapteze la noi moduri de lucru, să deprindă alte competențe și să utilizeze tehnologii emergente, așa cum este GenAI. În aceste condiții, angajatorii trebuie să se asigure că investesc atât în angajați, cât și în tehnologii pentru a atenua presiunile și pentru a păstra talentele.
Dinu
BUMBĂCEA, Country Managing Partner PwC România
Principalii factori care vor remodela în continuare locurile de muncă vor fi schimbările preferințelor clienților și ale reglementărilor guvernamentale, urmate de apariția de tehnologii noi, de exemplu, AI sau robotică, cred aproape 40% dintre angajații români. Comparativ, la nivel global, schimbările tehnologice se află pe primul loc în topul factorilor care vor afecta locurile de muncă, fiind menționate de 46% dintre respondenți.
Majoritatea respondenților (87%) arată că sunt pregătiți să se adapteze la noi moduri de lucru și văd potențialul de a utiliza GenAI pentru a-și crește eficiența. Totuși, peste o treime manifestă teamă
pentru siguranța locului de muncă. Astfel, 53% dintre angajați se simt încrezători în siguranța locului de muncă, dar 36% spun că schimbările recente îi îngrijorează.
Pe lângă schimbările resimțite în ultimele 12 luni, angajații au și alte îngrijorări. Deși au mai multă siguranță financiară decât anul trecut, majoritatea sunt stresați din cauza banilor pentru că, deși își pot plăti facturile, nu le mai rămân destui pentru economii, vacanțe sau cheltuieli suplimentare.
Angajaţii adoptă AI pentru a reduce presiunile la locul de muncă
O treime dintre angajați și aproximativ 40% dintre directori generali (conform PwC CEO Survey)
GenAI are potențialul să transforme modelele de afaceri și să schimbe fundamental anumite industrii. Companiile trebuie să evalueze cu precauție riscurile asociate și, în același timp, să acționeze rapid pentru a profita de oportunități. Însă acest demers are șanse de succes doar cu implicarea angajaților. Cultivarea transparenței și încrederii în implementarea strategiei privind GenAI poate ajuta angajații să se simtă încurajați să experimenteze și, în cele din urmă, să inoveze cu ajutorul acestei tehnologii.
Daniel ANGHEL, Partener and Leader Tax, Legal & People PwC România
Inovația tehnologică a remodelat întotdeauna piața muncii și a creat noi oportunități. Deși inteligența artificială (AI) este adoptată rapid și poate îndeplini mai multe sarcini decât tehnologiile anterioare, aceasta nu va duce la o scădere generală a locurilor de muncă. Cu toate acestea, este esențial să ne adaptăm la noile realități. Studiul "Hopes & Fears Survey 2024" confirmă încă o dată necesitatea unei atitudini proactive față de învățarea continuă atât din partea angajatorilor, cât și a angajaților, în timp ce flexibilitatea și deschiderea la schimbare sunt atuuri esențiale pe o piață a muncii remodelată de inteligența artificială, precum și perturbată semnificativ de contextul geopolitic și economic.
Oana MUNTEANU, Director People & Organisation PwC România
cred că timpul petrecut în activități administrative este ineficient și sunt de acord că GenAI i-ar putea ajuta să economisească acest timp.
Utilizarea GenAI la locul de muncă nu s-a răspândit încă pe scară largă. În timp ce 51% dintre lucrători afirmă că au folosit GenAI la locul de muncă cel puțin o dată în ultimele 12 luni, doar 5% o folosesc zilnic și 13% săptămânal.
În acest context, doar 27% dintre respondenții români se așteaptă ca GenAI să le schimbe fundamental profesia în mai puțin de cinci ani, față de 40% la nivel global.
Competenţele, o monedă de schimb valoroasă
Perfecționarea a devenit foarte valoroasă pentru angajați, pe care o consideră un element de diferențiere a companiei. Circa 60% dintre respondenți spun că angajatorul le oferă
Despre sondaj
oportunități adecvate de a dobândi noi competențe utile în carieră, iar 46% arată că aceste oportunități reprezintă un factor cheie atunci când decid să rămână sau să plece la alt loc de muncă.
Satisfacţia locului de muncă a crescut, iar salariul rămâne cel mai important criteriu
Principalul factor care îi motivează pe angajați este un salariu echitabil bazat pe performanță. Din cei 86% dintre respondenți care au apreciat ca fiind foarte și extrem de important să fie plătiți corect, 72% spun că actualul loc de muncă le oferă o remunerație mulțumitoare.
De asemenea, angajații au considerat că munca satisfăcătoare, colaborativă și flexibilă este foarte importantă. Satisfacția profesională a crescut ușor, de la 53% în 2023, la 59% dintre angajați care s-au arătat în acest an mulțumiți. Cu toate acestea intenția de a schimba angajatorul este exprimată de 20% dintre respondenți, comparativ cu 18% în 2023.
Sondajul Global Workforce Hopes and Fears Survey 2024 al PwC se bazează pe un sondaj efectuat în rândul a peste 56.000 de angajați din 50 de țări și regiuni, dintre care peste 500 din România.
Despre PwC
PwC este o rețea de firme prezentă în 151 de țări cu mai mult de 364.000 de profesioniști ce oferă servicii de calitate în domeniul auditului, consultanței fiscale și consultanței pentru afaceri. A
Cu 150.000 de interogări pe eJobs.ro, joburile de șofer au fost cele mai căutate de candidați de la începutul verii și până acum. Cei mai mulți dintre aceștia au fost interesați de oportunitățile disponibile pentru șoferii de categorie B, șoferii de tir sau cei de distribuție.
A doua cea mai căutată poziție a fost cea de manager, căutare care înregistrează o creștere puternică față de primele luni ale anului, în condițiile în care candidații au făcut 115.000 de interogări în platformă după acest cuvânt cheie. „Derivările cele mai populare din acest termen au fost de assistant manager, project manager, manager regional, key account manager sau sales manager. Cea mai mare parte a acestor derivate ne arată că sunt din ce în ce mai mulți specialiști și candidați cu experiență, în special din zona de vânzări, care prospectează piața muncii și, chiar dacă nu aplică imediat, au în plan, pentru următoarea perioadă o schimbare de carieră”, spune Roxana Drăghici, Head of Sales în cadrul eJobs.ro, cea mai mare platformă de recrutare online din România.
Clasamentul continuă cu poziția de asistent medical, care a avut 87.000 de interogări pe eJobs.ro; operator call center, cu 64.000 de căutări și inginer, cu specializările de inginer constructor, inginer mecanic, inginer de instalații, inginer electric și inginer chimist. Cei ce au fost interesați de joburile din call centere au
căutat în special oportunități pentru vorbitorii de spaniolă, de italiană, de franceză și de engleză. „Sectorul de servicii externalizate și call centere este unul dintre cei mai mari angajatori din economie, cu un număr consistent de locuri de muncă scoase în piață în fiecare an, majoritatea fiind adresate candidaților care generează cele mai multe aplicări, respectiv cei din zona entry level. Astfel, vara aceasta au fost postate aproape 8.000 de joburi pentru această industrie, trei sferturi vizând candidați cu maximum doi ani de experiență. În același timp, peste 300.000 de aplicări au mers, vara aceasta, către angajatorii din call center / BPO”, mai spune Roxana Drăghici.
În creștere față de începutul anului se află și căutările pentru care au fost folosite cuvintele cheie „remote” și „acasă”. Acestea au însumat 30.000 de interogări. Au fost înregistrate 320.000 de aplicări de la începutul lui iunie și până acum pentru joburile ce permit munca de acasă. Angajatorii au postat, de la începutul verii și până acum 65.000 de locuri de muncă pentru care au fost cumulate 2,2 milioane de aplicări.
În acest moment, pe eJobs.ro, sunt disponibile 23.000 de locuri de muncă, dintre care, 700 sunt poziții pentru șoferi, 4.500 pentru asistenți medicali, 500 pentru contabili și 2.700 pentru lucrători în call-centere, 800 de joburi disponibile pentru ingineri. 900 de locuri de muncă postate în acest moment în platformă sunt remote. A