

















Trebuie să avem multă grijă când punem etichete în grabă lucrurilor, acţiunilor, oamenilor. Atunci când facem noi asta, dar şi când adoptăm etichetele puse de alţii. Aceste etichete ne vor construi realitatea. Pentru că bagajul sau balastul cultural asociat etichetelor va defini înrolarea argumentelor noastre şi va determina poziţia noastră faţă de subiect. Poziţie foarte greu de schimbat ulterior, reetichetarea fiind greu accesibilă.
Să avem aşadar grijă la etichetele pe care le lipim în grabă elementelor realităţii. Acestea vor înlocui ulterior realitatea. O realitate în care va trebui să trăim şi să căutăm sensuri, în care unii vom încerca să nu abandonăm raţiunea şi să nu ne pierdem pe noi. Trebuie să avem grijă la acest reflex de etichetare, pentru că suntem atât de grăbiţi, încât, după ce s-a lipit eticheta, nimeni nu mai deschide borcanul. Într-o lume agitată până la vertij, nu identitatea defineşte eticheta, ci invers.
La cei mai mulţi, identificarea unui nou element se face spontan, prin acceptarea etichetei deja puse de altcineva, pentru că azi nu mai e timp pentru cercetat şi descoperit. Astfel, identitatea subiectului este definită de eticheta care i-a fost atribuită, intenţionat sau „involuntar”.
Etichetarea este un lucru justificat antropologic, la bază stă un instinct ancestral care ne ajută să ne adecvăm rapid reacţiile la mediu. Fără timpi morţi. Dar, pentru a ne putea apăra într-adevăr, trebuie să identificăm corect elementele (binele şi răul) din mediul înconjurător. Dar ce facem dacă mediul este şi periculos şi foarte complex? Graba cu care punem sau acceptăm eticheta ne mai ajută? Analiza frugală, cu argumente selectate, mai este un avantaj sau devine un handicap? În plus, ce să vezi, nu publicul defineşte eticheta noilor actori, ci actorii aflaţi deja în scenă, fiecare cu rolul şi interesele lui. Publicului i se servesc apoi etichete şi raţionamente preambalate alături de popcornul şi băutura răcoritoare disponibile în „sala de spectacol”.
Eticheta este astfel ca un glonţ tras pe întuneric, cu urechile ciulite, înainte de a te dumiri în ce tragi. Iar, dacă nu mai ai timp să aprinzi lumina şi să cauţi prada, să vezi ce ai împuşcat, rămâi doar cu un glonţ tras şi o victimă abandonată, posibil nevinovată. Şi, ce faci în cazul ăsta? Treci mai departe. De ce ne comportăm aşa? Când lucrurile se succed cu repeziciune, ne grăbim mai mult ca niciodată să înţelegem şi avem nevoie instantaneu, dacă e posibil, de o etichetă pe ceva nou apărut în peisaj, pentru a putea emite rapid un raţionament bazat pe elemente cunoscute. Să ne poziţionăm rapid, ni se cere.
Noi oamenii, prin asta ne validăm ca indivizi „raţionali”: cu păreri sau opinii. Doar nu o să ne admitem confuzia sau faptul că ne pripim, că suntem iraţionali şi emoţionali. Noi suntem informaţi, nu putem fi luaţi prin surprindere. Surprinderea este o carenţă, o slăbiciune. Proprie celor neinstruiţi. Pe când, noi suntem educaţi. Ştim!
În plus, mai facem asta şi pentru că pentru noi contează reţelele din care ne dorim să facem parte. Acţiunile noastre sunt mai mult ale personajului ce ne dorim să fie acceptat într-un anumit cerc, decât ale unui individ care s-a informat şi a raţionat pentru el însuşi, culegând rezultatele şi asumându-şi consecinţele propriului raţionament. Şi facem asta din varii interese personale. Şi adoptăm rapid etichetele puse de liderii de opinie ai acelor reţele din care facem sau ne dorim să facem parte. Ce este mai artificial de atât în materie de raţionament?!
Se pare că inteligenţa artificială îşi face loc în viaţa noastră şi a omenirii exact în momentul cel mai potrivit. Parcă i-a fost pregătit. În momentul abandonului spontan al raţiunii. În momentul când raţiunea noastră abdică cotidian. Iar „somnul raţiunii naşte monştri.”
Complexitatea şi polarizarea peisajului şi limitarea resurselor de analiză critică prin privarea individului de educaţia adecvată sunt regizorii acestei scene a confuziei şi perplexităţii, pe fond, dar a implicării raţionale şi conştiente, aparent.
Articularea unor argumente superficial susţinute, dar percutante, pentru că sunt încărcate cu frici şi anxietăţi, cultivate continuu în spaţiul public, iau locul dezbaterii reale. Coma indusă spiritului critic şi inhibarea libertăţii de expresie prin etichetări forţate este politica momentului. Demers primitiv, cred. Şi astfel nu ne rămâne decât să „judecăm”, filtrăm o realitate complexă cu instrumente primitive: frici.
Când trăieşti marginal în cel mai bun şi lăudat sistem politic şi economic din lume este greu să te apuci să le critici în termeni percutanţi, pentru a produce cu adevărat efect de schimbare, pentru că le doreşti şi, implicit, îţi doreşti binele. Nu îţi rămâne decât să o faci foarte discret şi, astfel, fără şanse de a produce rezultate.
Mă întreb dacă, într-un sistem care are ca fundament libertatea de expresie, inhibarea acesteia nu schimbă profund chiar sistemul însuşi. Deci, să aibă oare şi el nevoie de altă etichetă?




DIRECTOR/REDACTOR ªEF i . u iescu
ART DIRECTOR
Claudia Costache
C A D DAC ing. Gabriela Atanasiu
REDACTORI
i . i ae a iescu ing. Corneliu Gornic i . rei iescu e a ru iescu
COLABORATORI i . ri raru
i . ircea B uþ
e ar i iu
ABONAMENTE
Pentru detalii despre abonamentele la re ista tip rit şi a aria ta i ita , scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT
6 1, Bucure ti e e 1. . .6 , 1. 6. Email: info@ttech.ro www.ttonline.ro itat e e ic e ia.
Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. epr ucerea t ta sau par ia a ateria e r este i ter is , r ac r u scris a re ac iei.
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro t c pert utterst c



anul 23 nr. 6/ 2024 (138)
rr r iecte şi strate ii
tru e tarea ura i a raşe r i
Opinii
ra s r area i ita . c i area e ta it ii ing. Corneliu Gornic

Tehnologii





Automatizări
u ii pers a i ate e aut ati are a pr cese r i ustria e pe tru pr ucti itate crescut tu iu e ca 58
art u cti it pe tru ap ica ii e presare şi i are 59
Automatizări >>> roboţi <<<
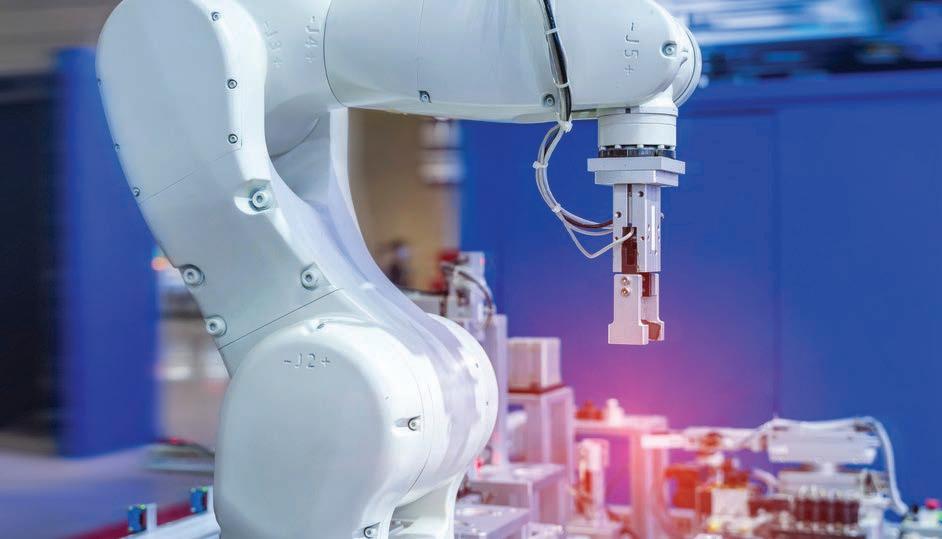
ia a r i r i ustria i, e u ia a i e ia 60
e sitatea r i r i a rici s a u at şapte a i, a i e a 66




Energie
Bec ra s iterea e icie t a puterii ri icate pe ista e ari 67
Materiale plastice
a sarea recic rii p asticu ui. a rarea uper ra ea cu re a şi ei a 68 ru c t are e sus i ere a iu ei 71 e ii ersati e e recic are 72
CAD/CAM/PLM/ERP
e a r şi spice a a e ce in ircea duþ
T&T Plus >>> resurse umane <<<
ee ac u pier ut ese area a a a i r p ate su ca i




Camera de Comerț, ndustrie și Agricultură ranceză în România CC R a organizat în data de noiembrie , la ucurești, o nouă ediție usiness A ards, eveniment dedicat promovării e celenței, inovației și impactului pozitiv în mediul de afaceri francofon din România. venimentul a reunit peste de participanți, lideri de top, parteneri, reprezentanți ai autorităților publice și membri ai comunității CC R, pentru a sărbători reușitele comunității din ultimul an într-un cadru festiv.
În deschiderea evenimentului, Adriana RECORD, Director Executiv CCIFER, a subliniat importanța contribuției comunității la dezvoltarea economică sustenabilă a României ele trei criterii-cheie ale competiției inovația, impactul n comunitate și cultura organizațională sunt mai mult dec t niște repere de selecție. Ele reflectă valorile pe care le promovăm ca organizație credem n puterea inovației de a transforma modele de afaceri, n angajamentul față de comunitate ca factor de dezvoltare durabilă și n crearea unor medii de lucru care inspiră și motivează .
Anul acesta, am avut o participare numeroasă n cursa pentru c știgarea trofeelor usiness Awards de proiecte nscrise, provenite din companii și organizații at t din ucurești, c t și din diverse regiuni ale țării, fiecare dintre ele cu un impact semnificativ n comunitate. electarea premianților a fost o provocare reală, av nd n vedere calitatea și contribuția fiecărei inițiative , a declarat ranc , Președintele uriului, ecutive board ember responsible of Do nstream gas and po er activities Petrom
Competiția usiness Awards a recunoscut cinci proiecte remarcabile, care demonstrează că succesul nu se măsoară doar în cifre financiare, ci și prin impactul asupra societății
n A Programul de finanțare dedicat e clusiv creditorilor din sectorul economiei sociale, cu scopul de a oferi antreprenorilor sociali o șansă reală de a accesa resursele financiare necesare pentru a și dezvolta afacerea
AFIN este o instituție financiară nebancară (IFN) dedicată exclusiv sectorului economiei sociale din România, oferind un concept one-stop-shop de servicii financiare pentru dezvoltarea acestui sector. Instituția facilitează accesul la finanțare pentru operatorii economici cu impact social care au depășit faza de start-up și necesită resurse pentru a se extinde. În parteneriat cu Social Finance Association și AD România, AFIN oferă consultanță, mentorat și asistență specializată. Fondată în 1 cu aportul a 1 1 de acționari, dintre care peste sunt implicați direct în economia socială, AFIN este prima instituție financiară din România cu misiune
socială stipulată în actul constitutiv și atestată ca întreprindere socială, reinvestind 9 din profit.
n Auchan România – Proiectul pilot cu privire la noile standarde de accesibilitate pentru persoane cu dizabilități În urma parteneriatului dintre Consiliul Național al Dizabilității din România (CNDR) și Autoritatea Națională pentru rotecția Consumatorilor (AN C), Auchan a implementat un proiect pilot în premieră în retail, dedicat accesibilității pentru persoanele cu dizabilități, la hipermar etul Auchan erceni. roiectul include măsuri esențiale, precum parcări speciale, culoare tactile pentru nevăzători, coșuri pentru persoanele în fotoliu rulant, servicii de însoțire la cumpărături și case de marcat dedicate. Aceste inițiative au făcut din Auchan erceni un exemplu de bune practici, iar magazinul a fost certificat de CNDR ca fiind accesibil persoanelor cu dizabilități. În urma succesului acestui proiect, Auchan intenționează să extindă aceste standarde în toate unitățile sale din țară.
n Dacia România – Campania de schimbare a comportamentului pietonilor și reducere a accidentelor rutiere prin educație și conștientizare

Campania rimul as Contează , dezvoltată de platforma ilometrul ine cu sprijinul Dacia, își propune să atragă atenția asupra comportamentelor pietonale riscante care pot duce la accidente rutiere, încurajând pietonii să respecte regulile de siguranță. Campania se bazează pe un mesaj educativ pozitiv, subliniind importanța fiecărui pas pe trecerea de pietoni ca un moment decisiv care poate influența destinul. Lansată cu un studiu despre comportamentele pietonale, campania a fost promovată prin diverse canale media, inclusiv R, digital și outdoor, pentru a ajunge la un public larg. Obiectivul pe termen lung este schimbarea comportamentului pietonilor și reducerea accidentelor rutiere prin educație și conștientizare.
n undația orld ision omânia Programul de reducere a inegalităților de șanse pentru elevii din zonele rurale și periurbane rogramul reau în clasa a I -a este cel mai longeviv proiect dedicat elevilor din mediul rural și este implementat de orld ision România, o organizație cu o experiență de de ani în educație, dezvoltare și intervenție umanitară, în parteneriat cu Autoritatea Națională pentru rotecția Drepturilor Copilului și Adopție. Scopul principal al programului este de a reduce inegalitățile de șanse pentru elevii din zonele rurale și periurbane, susținând continu area studiilor liceale și maximizarea potențialului lor. Anual, peste 1 de elevi beneficiază de sprijin financiar, materiale educaționale, meditații, sesiuni de dezvoltare personală și consiliere psihologică. Cu o rețea solidă de voluntari și mentori, programul este implementat în 11 județe și 9 de unități de învățământ, iar rezultatele sunt remarcabile, cu , dintre elevii susținuți promovând examenul de bacalaureat.
n niversitatea de est din imișoara Proiectul pentru accesibilitate educațională și învățarea inclusivă
de Administrație AFIN; aluca D , Director Mar eting Auchan România; i ai D A , Managing Director Dacia South Eastern Europe Dacia România; i aela A , Director Executiv Fundația orld ision România; ădălin , rorector responsabil cu strategia CDI, sustenabilitate, transfer tehnologic și relația cu diaspora Universitatea de est din Timișoara.
Membrii juriului care au evaluat candidaturile în competiția din acest an au fost Fady C REI , CEO Regina Maria, Membru Consiliul Director CCIFER; eorgeta DENDRINO, Managing Director Interact usiness Communications, Membru Consiliul Director CCIFER; erome FRANCE, CEO EMI International; Irina MUNTEANU, CEO eolia România Soluții Integrate ( RSI); Franc NEEL, reședintele juriului, Executive board Member responsible of Downstream gas and power activities OM etrom, Membru Consiliul Director CCIFER; Oana NASTAS , Responsabil Centru de Formare Servicii R CCIFER; Richard ERRIN, artner M România, Trezorier CCIFER; Charles

Atlasul eografic eneral Tactil este un proiect inovator care permite persoanelor cu deficiențe de vedere să acceseze cunoștințe geografice prin tehnologie tactilă, text raille și explicații audio. Conceput pentru a oferi autonomie utilizatorilor, atlasul include de planșe tactile, fiecare oferind informație atât vizuală, cât și tactilă, astfel încât să poată fi utilizat de persoane cu și fără deficiențe de vedere. Fiecare planșă conține un cod R ce redirecționează către resurse online în format audio. roiectul, realizat în parteneriat cu Clubul Francofon de Afaceri din Timișoara (CFAT) și AtoS IT Solutions and Services, implică tehnologie avansată, cum ar fi software-ul IS pentru cartografie și tehnologia yFuse pentru crearea hărților tactile, promovând accesibilitatea educațională și învățarea inclusivă.
articipanții au avut ocazia să facă cunoștință cu câștigătorii usiness Awards CCIFER , prin intermediul unui panel în care au descoperit ce se află în spatele proiectelor premiate, provocările depășite și lecțiile valoroase învățate pe parcursul drumului lor spre succes, direct de la protagoniști ogdan A, reședinte Consiliul
teme esențiale precum investițiile, inovația și finanțarea, atât din perspectiva mediului public, cât și din perspectiva mediului privat. Experții invitați au fost Alin A D , Secretar de Stat Ministrul Finanțelor; i ai P C P, Consilier de Stat în Cancelaria rim-Ministrului; Andreea POROJAN, Sustainability CSR Manager Raiffeisen an România; Ale andru DA , CEO ROCA ; ăzvan CA , artner, Financial Services Advisory Leader Forvis Mazars; emus D , ead of usiness Development ursa de alori ucurești.
usiness Awards a avut loc la ace Convention Center ucurești, iar gazda serii a fost onuț , edactor șef orbes omânia. artenerii care au făcut posibil usiness Awards CCIFER au fost Arabelle olutions, Arval, orvis azars, ic elin, aiffeisen an , A și DP.
Fondată în anul 199 , Camera de Comerț, Industrie și Agricultură Franceză în România (CCIFER) este una dintre cele mai reprezentative organizații de business din România, care înglobează o comunitate relevantă pentru dezvoltarea și competitivitatea țării. Cu apartenență internațională, într-o rețea formată din 11 de Camere în 9 de țări, CCIFER acționează ca un partener pentru parcursul de transformare durabilă a comunităților, a companiilor și a României. CCIFER dezvoltă servicii pentru de membri, companii cu capital francez, internaționale și românești, ON -uri și universități. Cele mai multe dintre companii dețin poziții cheie în diverse sectoare de activitate ale economiei naționale. CCIFER exprimă o poziție comună a investitorilor francezi în România în dialogul public-privat, alături și de alte organizații de profil, respectiv Coaliția pentru Dezvoltarea României. A

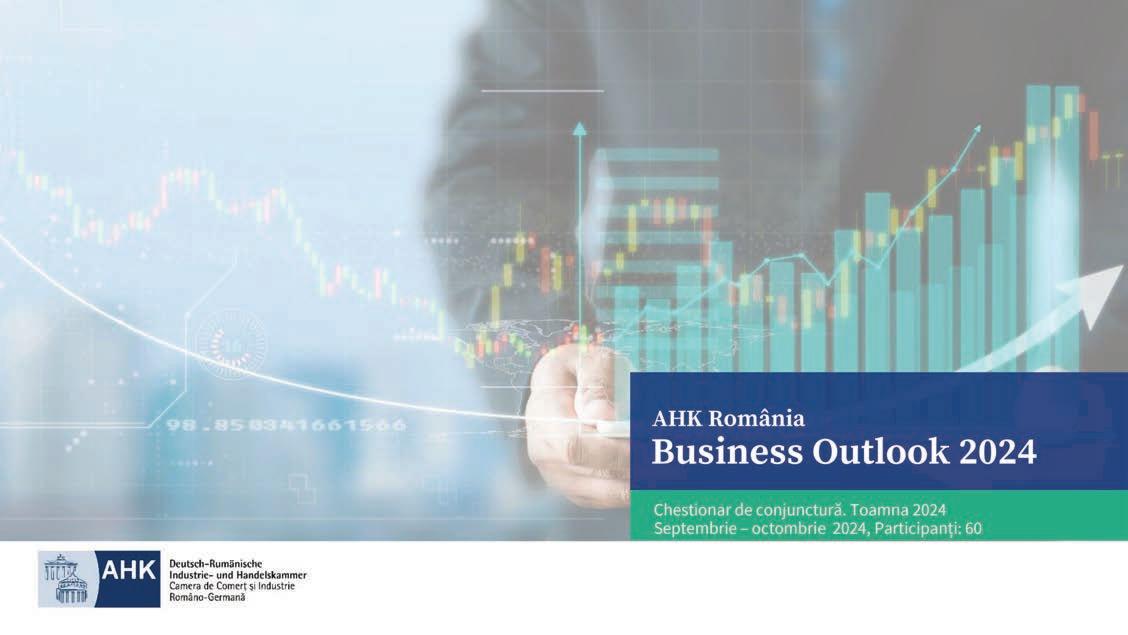
ARomânia a dat publicității rezultatele chestionarului economic de toamnă, pe care l-a realizat și în acest an în rândul membrilor săi. de companii, majoritatea din industrie și construcții, și-au e primat opiniile cu privire la situația actuală a afacerilor lor, la evoluția economică din România, la intențiile de investiții și la competitivitate. e asemenea, sondajul evaluează principalii factori ce definesc România ca amplasament investițional.
itua ia actuală rămâne neschimbată erspectivele s au deteriorat Investi iile şi ocuparea for ei de muncă afectate
entru majoritatea respondenților, situația actuală a propriilor afacerilor rămâne neschimbată, iar ,1 privesc optimist către următoarele 1 luni. Totuși, așteptările economice s-au deteriorat. Doar 1 dintre companiile intervievate consideră că situația economică se va îmbunătăți în următorul an, în timp ce , cred că va rămâne neschimbată, iar ,1 estimează că situația economică se va înrăutăți.
Disponibilitatea pentru investiții s-a redus în comparație cu sondajul din primăvară. Multe companii intenționează să-și reducă cheltuielile ( ,1 ), iar peste 1 declară că nu vor face investiții deloc. Intențiile de angajare s-au redus vizibil, un sfert dintre respondenți anticipând o scădere a numărului de angajați în următoarele 1 luni.
Creşterea costurilor şi cererea scă ută afectea ă companiile ecesitatea unor politici economice proactive rincipalele riscuri pentru evoluția economică, identificate de companiile germane din România sunt creșterea costurilor cu forța de muncă ( ), condițiile-cadru politico-economice ( 1 ) și cererea scăzută pentru produse și servicii ( 1 ).
Sondajul arată că majorarea costurilor reprezintă o provocare majoră pentru companii. Creșterea semnificativă a costurilor cu forța de muncă și a prețurilor la materii prime pune presiune pe competitivitate. Epoca n care Rom nia era considerată o locație low-cost a apus demult. ompaniile se confruntă acum cu creșteri semnificative ale costurilor salariale salariul minim brut a crescut de la . R N n la . R N n și cu prețuri mai mari la materii prime, ceea ce le afectează considerabil competitivitatea. ompaniile trebuie să dezvolte noi strategii pentru a avea succes pe o piață tot mai exigentă , explică Sebastian Metz, director general al AHK România
Cererea scăzută este o altă problemă majoră diminuarea cererii clienților, în special în Europa de est, reduce așteptările de creștere economică și venituri. La aceasta se adaugă incertitudinea privind politicile economice viitoare. n cadru economic previzibil este esențial pentru ca firmele să
investească și să poată planifica pe termen lung , subliniază Metz, mai ales în contextul alegerilor prezidențiale și parlamentare din România. upă alegeri, este crucial să se rec știge ncrederea companiilor n condiții stabile de afaceri.
Competitivitate programele de spri in guvernamental a ută Cerin ele de sustenabilitate impact mixt Costurile afectea ă competitivitatea
Aproape o treime ( 9 ) dintre companiile intervievate își evaluează competitivitatea ca fiind negativă , 1 o consideră pozitivă , iar o percep neutră .
rincipalii factori care influențează competitivitatea, conform companiilor, sunt programele guvernamentale de sprijin, cerințele de sustenabilitate și structura costurilor. rogramele de sprijin sunt percepute ca având un impact pozitiv asupra competitivității. În schimb, cerințele de sustenabilitate (ES ) generează un impact mixt. Acestea pot oferi avantaje competitive pentru companiile care le implementează eficient, dar devin o povară pentru cele care sunt copleșite de cerințele birocratice și de costuri, mai ales IMM-urile. Creșterea costurilor este un factor decisiv care afectează negativ competitivitatea. alutăm politica de sprijin guvernamental din Rom nia, deoarece companiile au nevoie, mai ales n aceste vremuri dificile, de măsuri țintite pentru a-și mbunătăți competitivitatea. n contextul ajustării costisitoare la cerințele de sustenabilitate, I -urile, n special, au nevoie de sprijin , concluzionează Metz.
Rezultatele complete ale chestionarului economic de toamnă sunt disponibile pe site-ul A România www.ahkrumaenien.ro.
Despre Camera de Comer şi Industrie omâno ermană România)
A România este reprezentanța oficială a economiei germane. Înființată în , A numără peste de firme-membre și oferă companiilor o platformă importantă pentru networ ing, schimb de informații și experiențe. rin serviciile pe care le oferă și prin evenimentele pe care le organizează, A România susține activ companiile germane la intrarea lor pe piața românească și este totodată partener al firmelor românești interesate de piața germană. De la 1 ianuarie , în cadrul A România funcționează și Centrul de competență pentru Republica Moldova. A
În prezența inistrului conomiei, Antreprenoriatului și urismului, Ștefan-Radu prea, ord tosan Craiova a marcat inaugurarea unei noi linii de asamblare a bateriilor, destinată să sprijine producția viitoare de vehicule electrice. inistrul prea a fost însoțit pe parcursul acestei vizite de Ambasadorul urciei la ucurești, celența sa, zg r van Altan, și de reprezentanți ai autorităților locale, respectiv ia lguța asilescu, rimarul unicipiului Craiova, Cosmin asile, reședintele Consiliul udețean olj și an iaconu, refectul udețului olj.

Așa cum a fost anunțat anterior, Ford Otosan Craiova va începe în acest an producția versiunilor electrice ale modelelor Ford Transit Courier, Ford Tourneo Courier, precum și uma en-E, ca parte a investiției de 9 milioane de euro anunțate în , când Ford Otosan a preluat uzina din Craiova.
Ford Otosan Craiova este una dintre cele mai moderne și automatizate unități de producție auto din Europa și suntem mândri să fim primul producător din România care fabrică vehicule electrice în inima Olteniei. Primele livrări sunt așteptate în primăvara anului 2025, iar modelele electrice pe care uzina noastră le va produce în curând vor completa gama actuală de modele Ford, jucând un rol esențial în strategia de electrificare a companiei la nivel european.
ateriile vor fi asamblate în secția de motoare și apoi transportate în secția de asamblare finală a vehiculelor printr-un conveior aerian. Noua linie de producție pentru vehicule electrice include o serie de stații automatizate, operate de roboți și coboți, precum și stații manuale, operate de personal uman.

Fırat Elhüseyni, Președintele Ford Otosan România
La uzina Ford Otosan Craiova se vor asambla bateriile care vor echipa modelele E-Transit Courier, E-Tourneo Courier și uma en-E, model ce urmează a fi prezentat de Ford în Europa în luna decembrie.
Suprafața totală a noii zone de asamblare a bateriilor este de peste mp, incluzând și zonele -
adevărat plăcut surprins de noua linie de asamblare a bateriilor, destinată să susțină viitoarea producție a gamei de vehicule electrice de la raiova. Este un moment de m ndrie pentru Rom nia și pentru industria noastră și felicit echipa ord tosan pentru munca fantastică depusă n ultimii doi ani de la preluare , a declarat Ministrul Oprea în contextul vizitei de astăzi.
Ford Otosan România produce în prezent versiunile cu motoare pe combustie ale modelelor Ford Transit Courier, Tourneo Courier și uma, acesta din urmă continuând să fie unul dintre cele mai bine vândute modele Ford în Europa, alături de renumitul motor 1. l Eco oost, recunoscut pe plan mondial. Uzina din Craiova operează în trei schimburi atât în zona de producție vehicule, cât și în zona de producție de motoare și dispune în acest moment de peste de angajați. A


Conferința Cities of Tomorrow 2024, organizată la radea de A România, s-a încheiat după două zile de discuții semnificative, prezentând proiecte și strategii vizionare pentru dezvoltarea durabilă a orașelor din România. venimentul s-a desfășurat pentru prima dată în afara ucureștiului, radea fiind aleasă pentru a pune în evidență progresul și angajamentul său pentru inovația urbană.
Florin Birta, primarul municipiului Oradea, a mulțumit pentru alegerea acestui oraș pentru organizarea acestei conferințe ă mul umesc pentru organizarea acestui eveniment de anvergură n ora ul nostru, fiind pentru prima dată c nd are loc n afara ucure tiului. e mul umesc i celor doi arhitec i urbani ti care au venit din ermania. unt convins că, n urma acestei conferin e, vom avea i noi lucruri bune de implementat, pentru că noi, am avut o strategie pe care o aplicăm n continuare luăm modele de bună practică din alte păr i, care func ionează, i le aplicăm la noi"
Conferința a inclus și un concurs de proiecte inovatoare, evidențiind soluții urbane în trei categorii Mediu de Afaceri, Societate Civilă și Administrație ublică. Din aproape de proiecte, trei au fost premiate de către un juriu format din urbaniști, arhitecți, ON -uri, jurnaliști și experți internaționali.
Câștigătorii, premiați în cadrul recepției conferinței, sunt
n Rastel.io Solutions din Cluj-Napoca, pentru categoria Mediu de Afaceri, cu proiectul Parcare inteligentă și sigură pentru biciclete

n ADVENTOURS 2005 din Târgu iu, pentru categoria ocietate Civilă, cu proiectul aleza iului
n Municipiul Oradea pentru categoria Administrație Publică, cu proiectul obilitate policentrică n municipiul radea - oridorul agnolia, azaban, Nufărului
Evenimentul a inclus în premieră și vizite la companiile din Oradea, acoperind teme precum turism, energie și sustenabilitate, infrastructură de dezvoltare, calitatea vieții, regenerare urbană. Au fost vizitate între altele Cetatea Oradea, Muzeul Masoneriei, alatul și Complexul aroc, Centrala nouă de termoficare Oradea, Centrala eotermală olivalentă, centrala de Foraj eotermal Salca, arcul Industrial Eurobusiness 1, Campusul Dual ocațional, Terminalul Cargo, iațetele Magnoliei și Cazaban, iațeta Nufărul Coridorul Nufărul Cantemir. Scopul acestor vizite a fost evidențierea potențialului economic și turistic al orașului-gazdă și a împrejurimilor acestuia, dar și schimbul de bune practici pentru toți reprezentanții companiilor care au participat la conferință și care și-au exprimat interesul în acest sens.
Invitatul de onoare al conferinței a fost dr. Wulf Daseking, fost director de lanificare Urbană în primăria orașului Freiburg, arhitect și profesor pentru disciplina Sociologia și lanificarea Orașului în Freiburg și Londra. Dr. Dase ing a prezentat modelul de regenerare și planificare urbană a orașului Freiburg, asemănător cu Oradea prin dimensiune și structură. În discursul său, a subliniat importanța implicării tinerilor și a comunităților în procesul de

planificare urbană și găsirea unei identități a orașului pentru atragerea tinerilor. Alte măsuri discutate au inclus extinderea transportului public, renunțarea la mobilitatea cu mașina privată, favorizarea transportului în comun, densificarea zonelor locuite și oprirea extinderii orașului pentru optimizarea costurilor de infrastructură.
artea a doua a conferinței a inclus o masă rotundă pe tema incolo de infrastructură pentru o viață dinamică , moderată de onuț prea, rand Manager Transilvania usiness. La discuții au participat Mihai Jurca (City Manager Oradea), Lajos Barcsa (viceprimar pentru Afaceri Economice Debrețin), Jens Hoffmann (Chief Operating Officer, LAND ermany mb ), ugen Pănescu (arhitect, Montag Studio), Eva-Viorela Sfârlea (consultant de Dezvoltare Urbană, anca Mondială) și Delia Ungur (director general, E M apst). articipanții au subliniat importanța muncii în echipă în ambele sectoare, public și privat, inspirându-se din modele și concepte din Uniunea Europeană. Discuțiile au vizat direcțiile strategice ale orașelor din România, structurile și inițiativele care pot sprijini progresul urban și parteneriatele educaționale ce ar putea contribui la dezvoltare.
rivind spre viitor, subiectele abordate au inclus tehnologiile AI și impactul lor asupra vieții de zi cu zi, utilizarea acestora pentru valoare economică, rolul orașelor în viitoarele lanțuri de aprovizionare și infrastructură, precum și energia și schimbările climatice. Jens Hoffmann, reprezentantul LAND ermany mb a menționat faptul că această conferință a oferit un cadru de discuție pentru subiecte de o importanță majoră pentru viitorul Oradiei -am bucurat să văd că participanții veniți at t din zona privată, c t și din cea publică erau interesați să cunoască exemplele de bune practici ale companiei AN pentru o tranziție către un oraș mai ecologic și că au văzut n ele oportunități pentru oraș de a atrage noi talente și de a crea calitate , a menționat el.
ncurajarea dezvoltării durabile a țării, promovarea măsurilor de creștere a atractivității pentru noi investiții și stimularea competitivității țării sunt factori esențiali. ities of omorrow oferă o platformă pentru schimbul de idei, concepte și know-how ntre sectorul public și cel privat, care să pună bazele unor parteneriate și proiecte, cu acțiuni și rezultate concrete , a explicat Sebastian Metz.
La rândul lui Ilie Bolojan, președintele C ihor, a subliniat că evenimentele organizate an de an de Camera de Comer Româno- ermană au fost o inspirație pentru administrația bihoreană, deoarece au adus specialiști și un întreg ecosistem creat în jurul A . iderii locali au vizitat ora ele din ermania, au nvă at exemple de bună practică, precum extinderea sistemului de termoficare sau reabilitarea clădirilor din centrul istoric. Eu cred că sunt două chestiuni importante pe care e bine să le reținem i n administrația rom nească profesionalism i perseverență. acem lucruri bune cu profesioni ti, nu neapărat cu membri de partid. Pentru a obține rezultate, uneori trebuie să te duci mpotriva curentului. acă n radea, anumite lucruri s-au schimbat cu viteză mai mare este pentru că am ncercat să nu scăpăm din vedere aceste două elemente importante. ", a arătat olojan.
Cities of Tomorrow este un eveniment de referință al A România, dedicat dezvoltării urbane și regionale. Scopul său este să încurajeze dezvoltarea durabilă a țării, să promoveze măsuri pentru creșterea competitivității și atractivității României pentru noi investiții. Întregul eveniment este o platformă pentru schimburi de idei, concepte și bune practici între sectorul public și cel privat, care mai apoi se pot transforma în proiecte și parteneriate, cu acțiuni și rezultate concrete.
După cum a spus și directorul general al AHK omânia, ebastian etz în deschiderea conferinței, acest eveniment își propune promovarea și dezvoltarea orașelor viitorului în România, având în centrul lor cetățenii. Un oraș al viitorului presupune creșterea calității vieții, locuri de muncă, o viață mai frumoasă pentru locuitori, aspecte care vor duce la reducerea migrației.

Conferința oferă informații utile și noi perspective pentru primării, companii private românești și străine, companii de utilități urbane și de infrastructură, reprezentanți ai agențiilor de dezvoltare regională, ai consiliilor municipali și județeni, pentru profesioniști din domeniul planificării urbane și arhitecți, investitori imobiliari și dezvoltatorii interesați de sau cu sediul în Europa de Sud-Est, profesioniștii din domeniul imobiliar, reprezentanți ai camerelor de comerț și industrie, ai clusterelor industriale, furnizori de tehnologie, ON -uri i profesioniști din domeniul bancar.
Despre Camera de Comer şi Industrie omâno ermană omânia
A România este reprezentanța oficială a economiei germane. Înființată în , A numără peste de firme-membre și oferă companiilor o platformă importantă pentru networ ing, schimb de informații și experiențe. rin serviciile pe care le oferă și prin evenimentele pe care le organizează, A România susține activ companiile germane la intrarea lor pe piața românească și este totodată partener al firmelor românești interesate de piața germană. De la 1 ianuarie , în cadrul A România funcționează și Centrul de competență pentru Republica Moldova. A




Suporți și plăcuțe cu indexare rapidă și mecanism sigur de blocare

, sup r i şi p cu e cu i e are rapi şi ecais si ur e care.
e area p cu e r se ace r e tarea şuru u ui e care. u eca is ,, asi ur ca e are e preci ie, e itare şi stru ire uş ar . n
ISCAR TOOLS
Tel.: 031.228.66.14 Fax: 031.228.66.15
Minicelulă robotizată de sudură cu laser fibră

i ice u a FLW Le e a p ate eri pera iu i e su are cu aser e a t ca itate, cu re ucere a ti pu ui t ta e e ecu ie. ceast s u ie este ec ipat cu u re at r aser cu i r e pe tru a ac peri a ar e ap ica ii e su are. u u te caracteristici sta ar care i ea uşuri a uti i are şi u r t articu at cu 6 a e, e p ate a uta a u t irea a rit ii aci it i r e pr uc ie.
ac etu FLW Le i c u e r tu articu at, re at ru aser i r e , ca i a e pr tec ie, r cit r şi c ect r e pra . ti i at ru are e ie ar e artic e c su a i e şi e c e iu i e a uti it i. t are u e pr ra are i e este ur i at preu cu aşi a. n
AMADA GMBH
Tel.: + 40 730 424 424
Servicii de debitare și îndoire țeavă și tablă

u e perie e peste 1 a i pre ucrarea eta u ui, c pa ia e atita i e t pi area e i r c ie i r s i cu ser icii e e itare şi ire ea şi ta . ti a e e şi te ii e e u ti e era ie per it c pa iei s re e c e i i ustria e sau i ustria e, serii ici, e ii sau ari. e ase e ea, c pa ia i e spri i u c ie i r care e t i pr use pri erirea e s u ii te ice e e ecu ie şi rea i area e pr t tipuri.
Dimensiuni maxime de execuţie:
1. ea u i ea a i e pr cesare este e 2. a i e siu i e a i e e pr cesare su t 6 . n
MEGATITAN
Tel.: 0263.343.200
Centru de prelucrare CNC cu 5 axe

eria i r , e a ac i i uti s, i c u e aşi i cu a e, ii i ea pe tru ate iere şi pr uc t ri e cp e te pe tru i ustria aut , pe tru cei i i ustria e e erare a e er iei şi i e er ie, pe tru c struc ia e ec ipa e te, e era .
Avantaje: n a 6 e scu e i te rate sau 1 scu e a a ia e scu e a i e tare uş ar cu scu e ti pu u c i rii n c iarea esei r tati e cu a re a e sau cu t r e cup u preci ie ri icat e p i i are şi repeta i itate at rit te iei e ac i are irect n e iu e ascu are are e a 6 a 1 per ite accesu per ect a pies , cu scu e e u i e pti n r re pricipa t ri at e tip tep ec r t i şi cup u e 1 asi ur cea ai u ca itate a supra e ei at t a e r şare, c t şi a i isare n pre t a s c pact şi acces er ic n
GF MACHINING SOLUTIONS
Tel.: +40 799 953 431
Nituire la cald

e ia u ic ur iea c ura i sta t, i e uri a te e ca itate, pr ucti itate c sta t şi cu re uceri se i icati e a e c su uri r e er etice. tri it ateria e r isi i are, c p e te r se si i e a c ur , cu i re e ra rsare, supra e e eta i ate sau cr ate şi ec ipa e te r e ectr ice.
peci ica ii sta ar B a u it rta i a arit 16 , reutate , u r e e ectr i 1 sau , r, tr ie e s , i ter a se a e e ter e , u itate a ua sau actuat r p eu atic, p i a t er et. n
EMERSON PROCESS MANAGEMENT ROMANIA
Tel.: 0758.098.485
Freză din carbură monobloc
i e re e i e a e a eta au st create pe tru a e e i s u ie e a pe tru ate iere e ici şi i cii. i er accesi i itate, ersati itate şi per r a ri icat pe tru preucrare e i e superi r a e u ui, e u ui i i a i şi tei.

Caracteristici şi beneficii n a a e e asi etrice er pre ucrare ai uş ar şi urat e ia ai are a scu ei n iu e e a are aria i er u ctr ai u a i ra ii r n re e e cu ia etru ic au t c ic, care a ut a ai u e acuare a aşc ii r şi re iste u t it a scu ei n c perirea u tistrat i i asi ur per r a e ri icate a pre ucrarea e uri r, e uri r i i a i e şi tei. n
MAXIM
Tel.: +40 21 499 11 80
Granulatoare WSM, soluția versatilă pentru procesarea materialelor plastice

ra u at are e i seria e a ei a su t c cepute pe tru a pr cesa a ariat e ateria e p astice, pr uc ra u e e a t ca itate. ceste ec ipa e te su t i ea e pe tru pre ucrarea ateria e r tur ate pri su are, precu stic e e , stic e e , ca istre e şi e i e. p us, seria p ate i c i urat pe tru a ru i ateria e re iste te, i c usi c ucte cu pere i r şi. ie c su t uti i ate ca s u ie i i i ua , ie i te rate tr u pr ces u trepte a a e u pre t c t r , ra u at are e repre i t p iu e si p şi ecic pe tru re ucerea i e siu ii ateria e r. at rit ariet ii e i e siu i şi ersiu i isp i i e, seria p ate i a ustat pe tru a se p tri i speci ica ii r iec rui tip e ateria şi ceri e r e e it, eri ast e s u ie pti i at pe tru i erse ap ica ii i ustria e. n
CHORUS ENGINEERING
Tel.: 021.322.48.99 Fax: 021.321.17.15
Sistem de fixare pentru eficientizarea prelucrării pieselor mici

iste u icr e a a i r a t repre i t u u siste e i are cu sc i are rapi , e tat specia pe tru aşi i e cu s ii ertica e. cesta pr ite preci ie, si ura şi repeta i itate e cep i a e, precu şi uti i are a i a aşi ii. iste u e i are icr este c ceput specia pe tru pre ucrarea piese r ici şi aşi i e cu s ii ertica e. cesta ac per a ritatea se e te r i ustria e, cu ar i i i eria e era , i ustria aut , aer spa ia şi e ica . u a e ti s e capete aşc iet are şi a apt are e c a , siste u er u titu i e e c i ura ii şi sc i ri rapi e a e scu ei. rti e tu i c u e a apt are e c a reptu iu are cu i e siu i e a 1 1 p a şi i e siu i ec i a e te i. n
SANDVIK SRL
Tel.: 031.630.96.79


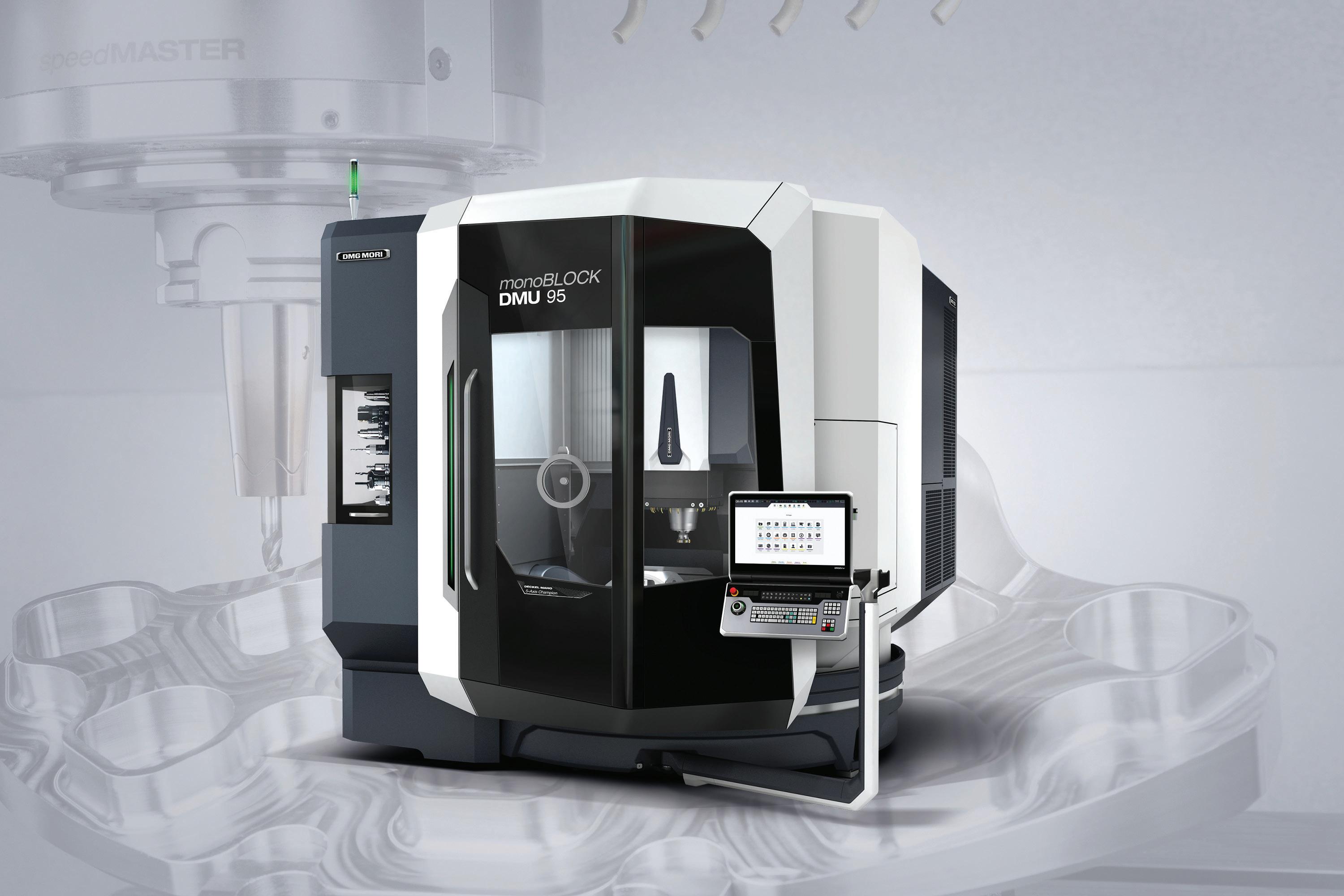
Premiera mondială a mono C . eneration combină conceptul de mașină dovedit al seriei anterioare cu numeroase optimizări care au fost încorporate direct din e periența practică a utilizatorilor. Centrul de prelucrare versatil cu a e simultane a fost întotdeauna introducerea perfectă în producția pregătită pentru viitor.
În cea mai recentă generație, DM MORI a crescut semnificativ precizia - la fel ca în cazul modelelor mai mici prezentate deja în cadrul evenimentului Open ouse. Măsurile de răcire îmbunătățite și șuruburile cu bile cu acționare directă asigură o precizie de poziționare de m. Aceasta înseamnă că DMU mono LOC . eneration îndeplinește, de asemenea, cele mai înalte cerințe de calitate în producția de piese exigente. Integrarea proceselor de prelucrare suplimentare, de exemplu cu masa de frezare-strunjire opțională și funcționalitatea de rectificare, o gamă largă de opțiuni de automatizare și CELOS ca bază pentru producția digitalizată
Autostrada iteşti Bucureşti, 6 B 1, iteşti e e .61 . a .61 . . ri.c
fac din noua generație a seriei de succes o soluție de fabricație ideală pentru companiile din industria tanțelor și matrițelor, industria aerospațială, industria semiconductorilor și alte industrii solicitante - în special în perioadele de transformare a prelucrării (M ). Cu DMU 9 mono LOC . eneration, DM MORI oferă, de asemenea, încă o dată un pachet complet pre-configurat și puternic.
Compensare optimă a temperaturii şi şuruburi cu bile ac ionate direct
DM MORI obține precizia sporită și suprafețele excelente prin măsuri de proiectare și stabilitate

îmbunătățită a temperaturii. uruburile cu bile cu acționare directă în direcțiile și , o transmisie cu curea dințată în formă de săgeată în axa și masa rotativă pivotantă optimizată pentru funcționarea continuă sunt la fel de importante ca și răcirea termosimetrică a pistonului și răcirea completă a șuruburilor cu bile. uternica unitate de răcire de a fost integrată în așa fel încât amprenta la sol a DMU mono LOC . eneration este redusă la minimum. recizia volumetrică a fost mărită cu la sută datorită CS Complete. ona de lucru este proiectată pentru dimensiuni ale pieselor de lucru de până la 1 x 9 mm și o greutate maximă a componentelor de 1 g (opțional 1. g).
istem modular de mari dimensiuni cu ax uri pentru fiecare aplica ie entru a acoperi gama largă de cerințe din numeroasele industrii țintă, modelul DMU monoLOC . eneration include cea mai largă gamă de ax-uri de pe piață ax-uri speedMASTER cu viteze de . rpm pentru prelucrarea suprafețelor perfecte sau ax-uri powerMASTER cu cuplu ridicat de până la Nm pentru prelucrarea în condiții grele a componentelor din titan. Ax-urile MASTER beneficiază în continuare de o garanție de de luni. Magazia de scule a DMU mono LOC . eneration oferă de buzunare în configura ia standard și poate fi extins la 1 de buzunare.
Integrarea proceselor pentru o prelucrare completă eficientă relucrarea pe mașini-unelte se dezvoltă în așa fel încât din ce în ce mai multe procese de producție sunt integrate într-un singur spațiu de lucru, deoarece acest lucru reduce timpii de producție și optimizează capacitățile mașinilor. În plus, calitatea crește, deoarece nu mai sunt necesare procese
manuale de strângere pe mai multe mașini. DMU mono LOC . eneration sprijină această filozofie de prelucrare prin efectuarea de lucrări de frezare, strunjire, rectificare, tăiere de angrenaje, măsurare în proces și tehnologie ULTRASONIC într-un singur set-up, dacă este necesar.
ine echipate pentru produc ia automati ată şi digitali ată
Datorită suportului în puncte, DMU monoLOC . eneration poate fi pus în funcțiune rapid și ușor. Având în vedere numărul mare de modele predecesoare instalate - există peste . de mașini mono LOC pe piață - DM MORI a acordat o mare importanță compatibilității nelimitate a seriei. Acest lucru este valabil și pentru integrarea în producția automatizată. remiera mondială poate fi operată autonom cu numeroase sisteme de manipulare a paleților, sisteme de transport autopropulsate sau cu Robo o Milling. Accesibilitatea bună a mașinilor cu o lățime a ușii de 1. mm rămâne aceeași. Între timp, DMU mono LOC . eneration promovează producția digitalizată cu conectivitatea sa nelimitată și sistemul de control intuitiv CELOS . SIEMENS și EIDEN AIN sunt disponibile ca opțiuni. În plus, ciclurile tehnologice DM MORI implementează operații complexe de prelucrare prin programare simplă ghidată de dialog.

FOTO Sistemul modular al DMU 85 monoBLOCK 2. Generation include ax-uri speedMASTER cu viteze de 30.000 rpm pentru prelucrarea suprafețelor perfecte sau ax-uri cu cuplu ridicat de până la 430 Nm pentru prelucrarea grea a componentelor din titan.
unc ionare eficientă din punct de vedere energetic cu un poten ial de economisire de până la În plus față de integrarea proceselor, automatizare și transformarea digitală (D ), DMU monoLOC . eneration servește și celui de-al patrulea pilon al transformării prelucrării (M ). Funcționarea eficientă din punct de vedere energetic, cu economii de peste la sută, este realizată prin până la douăsprezece măsuri REENMODE. În plus, resurse precum lichidul de răcire sunt utilizate cu moderație și curățate optim cu ajutorul transportorului de așchii cu zero reziduuri. A

Ln Yamazaki Mazak a prezentat la EuroBLECH 2024 cea mai recentă mașină de debitare cu laser la prețuri accesibile, OPTIPLEX 3015 Ez.
a uro lech , azak a participat pentru a demonstra modul în care își poate sprijini clienții cu soluții complete de automatizare și debitare de înaltă performanță și precizie a materialelor groase. În plus, a evidențiat modul în care portofoliul de mașini-unelte și de debitare cu laser al companiei poate ajuta clienții să-și îmbunătățească eficiența și profitabilitatea.
EuroBLECH este cea mai importantă expoziție de prelucrare de laser din Europa și am fost încântați să revenim în acest an cu trei soluții laser inovatoare care îi pot ajuta pe clienții noștri să crească productivitatea și profitabilitatea.
Gaetano Lo Guzzo, directorul european al diviziei de laser Yamazaki Mazak
Yamazaki Mazak a prezentat la EuroBLECH 2024 cel mai recent echipament de prelucrare cu laser, OPTIPLEX 3015 Ez. Această tehnologie de ultimă oră oferă capacități de prelucrare cu laser de înaltă calitate la un preț rentabil, făcând tehnologia avansată mai accesibilă pentru întreprinderi.
Odată cu introducerea O TI LE 1 Ez, care oferă clienților operare facilă, accesibilitate și performanțe excepționale, amaza i Maza continuă să își demonstreze angajamentul de a oferi soluții inovatoare care să răspundă nevoilor în continuă schimbare întâlnite în producție.
Mașina este proiectată să lucreze pe o gamă
YAMAZAKI MAZAK
CENTRAL EUROPE ROMANIA
ucursa a Braş
tr. escu ru r. 1, Braş Busi ess ar , arter, Bir u r. e 1 i a a .r . a a eu.r
largă de materiale și grosimi, asigurând o debitare precisă, rezistență mecanică ridicată și fiabilitate continuă.
Funcțiile inteligente oferă utilizatorilor asistență eficientă și măsuri preventive, minimizând timpul de pregătire configurare pentru a asigura o productivitate cât mai optimă.
așina de a fost prezentată la uro C într o celulă de producție complet integrată care g idează piesa de lucru de la materia primă la piesele finite
În plus față de O TI LE , care este echipat cu un schimbător de trei paleți pentru a optimiza durata ciclurilor, celula include, de asemenea, sistemul de automatizare a stocării aza C , care are opt rafturi șase pentru încărcarea materiilor prime și două pentru descărcarea foilor rămase, și sistemul robotizat aza A A AC CELL pentru sortarea și paletizarea pieselor finite în vederea pregătirii pentru următorul proces de lucru.
Fiecare componentă a celulei este controlată centralizat de noul soft are moot ine Controller Această aplicație este integrată în CNC, permițând integrarea întregului proces, de la primirea comenzii și a programelor de la biroul CAD CAM, prin sosirea materialului, tăiere și sortare, până la livrarea pie selor finite. Sistemul, care poate fi utilizat și pentru programarea producției, poate trimite, de asemenea, date critice de producție către sistemul ER .
„OPTIPLEX EZ este rezultatul anilor de cercetare și dezvoltare pentru a aduce pe piață o mașină laser accesibilă, ușor de utilizat și de ntreținut, fără a sacrifica calitatea pe care azak o reprezintă. Prezentarea mașinii ca parte a unei celule la cheie care automatizează ntregul proces, de la materia primă la piesele finite, a arătat cu adevărat măsura n care poate ajuta clienții să integreze fără probleme prelucrarea laser n procesele lor de fabricație." declarat aetano o uzzo
altă noutate prezentată la uro C a fost cea mai recentă mașină de prelucrare cu laser cu fibră de la aza , P P de , expusă la acest eveniment, face parte din seria NEO de la Maza , care oferă productivitate și precizie superioare, asigurând totodată cele mai bune performanțe de mediu.
ona de lucru a mașinii permite prelucrarea pieselor de 1 mm x mm folosind un nou rezonator laser cu fibră de . Datorită laserului de mare putere și a noii tehnologii RAND CUT,

n Mazak a prezentat FSW-460V împreună cu OPTIPLEX 3015 NEO pentru a ilustra modul în care sinergiile dintre portofoliile sale de lasere și mașini-unelte pot reduce timpii de ciclu și costurile sculelor pentru utilizatorii finali.
metodele de debitare convenționale. În plus, modi ficarea formei fasciculului poate îmbunătăți unghiul de tăiere în con cu mai mult de în comparație cu mașinile convenționale, crescând semnificativ precizia debitării.

n Mazak a prezentat, de asemenea, și o versiune de 20 kW a celei mai recente mașini de prelucrare cu laser cu fibră optică, OPTIPLEX 3015 NEO.
Una dintre caracteristicile remarcabile ale mașinii este tehnologia aza eam aping, completată de funcția Beam Diameter Control a capului de tăiere Multi-Control Torch al mașinii. Această combinație oferă îmbunătățiri semnificative ale productivității și o calitate excelentă a tăierii în prelucrarea tablelor.
rin ajustarea formei fasciculului, operatorii pot debita materiale cu o grosime de până la mm, cu o stabilitate de patru ori mai mare decât prin
izitatorii standului Maza au putut vedea în acțiune tehnologiile inovatoare eam Shaping și RAND CUT și calitatea debitării Maza , pe baza mostrelor expuse.
Sinergia dintre laserul Maza și portofoliul de mașini-unelte poate contribui la reducerea timpilor de ciclu și a costurilor cu sculele pentru utilizatorii finali. Acest lucru a fost ilustrat prin demonstrația mașinii P P de și a noii mașini de sudare prin fricțiune de la aza , în care o tablă de aluminiu a fost tăiată cu laser pe stand, iar eșantionul finit a fost apoi introdus în mașina-unealtă, unde s-a realizat sudarea prin fricțiune a piesei.
entru a depăși provocările legate de utilizarea tehnologiei FS , Maza a creat modelul robust și extrem de rigid, care are o masă de 9 mm x mm și poate suporta sarcini de până la g. Aceasta este baza pentru spindel-ul FS, care asigură în mod fiabil și constant o forță de împingere maximă de până la 1 N și o viteză a spindelului de 1 . rpm pentru sudarea prin frecare de mare viteză.
entru mai multe informații, vă rugăm să vizitați https discover.mazakeu.com euroblech A
FLORIN MORARU ing., director SM TECH SRL
n mod uzual standard, produsele de tablă ce au col uri îndoite de tipul u ilor de la tablourile electrice etc. se fabrică astfel se decupează col urile i se taie produsul pe contur pe ma inile de tanțat C C sau pe laser se îndoaie laturile pe abkant se sudează col urile i se polizează lefuiesc. Aceste ultime opera ii sudura și polizarea lefuirea sunt foarte mari consumatoare de timp, au cost ridicat cu for a de muncă i sunt generatoare de no e fumul generat în timpul sudurii și praful rezultat din polizare ce necesită alte măsuri costisitoare pentru eliminarea lor.

entru repere de acest tip, există însă o solu ie de formare a col urilor (Corner Forming) ce oferă evidente avantaje de calitate (aspectul col urilor) i de reducere a costurilor prin eliminarea sudurii i polizării.
rocesul de Corner Forming a fost introdus pe pia ă acum mai bine de de ani de către firma ACF EN INEERIN mb i, tot (în tot acest timp) dezvoltând o serie de ma ini ce folosesc acest proces pentru diverse aplica ii de pe pia ă.

Cum funcționează procesul de Corner orming: n Pregătirea reperului: Se execută cele patru decupaje la col uri (pe laser sau tanțare).
n ndoire: Reperul este îndoit folosind un ab ant normal, necesitând doar o modificare minimă a prismelor (matrițelor ab ant) de îndoire pentru a se adapta la procesul de formare a colțurilor.
n recerea la ma ina Corner ormer: Odată îndoită, piesa este introdusă în ma ina Corner Former, care execută două operațiuni principale ormarea rimul pas creează colțul rotunjit dorit.
2. inisarea În al doilea pas, marginea colțului este finisată pentru a obține o formă precisă și uniformă.

Fiecare colț format poate fi executat la ma ină în doar circa 1 secunde. Acest lucru reprezintă o economie enormă de timp, având în vedere că un proces manual de sudură și șlefuire poate dura până la minute per colț. Reducerea de la minute la doar 1 secunde înseamnă o creștere excepțională a productivității, ce permite amortizarea destul de rapidă a unei astfel de tehnologii pentru firmele ce au produse de acest gen.
Doar câteva e emple de aplicații ale mașinilor AC Corner ormer
n Producția de tablouri electrice panourile necesită colțuri curate și rezistente, aplicația principală fiind la u ile tablourilor electrice sau la

partea superioară (acoperișul), eliminându-se complet sudura polizarea etc. și crescând calitatea și aspectul reperului
n obilier din oțel ino idabil pentru bucătării și laboratoare mesele și alte elemente din oțel beneficiază de precizia formării colțurilor.
n avane suspendate și fațade continue din tablă: colțurile perfecte și rotunjite sunt esențiale pentru estetică și siguranță.
n obilier urban și semnalizare rutieră indicatoare rutiere aceste produse trebuie să reziste adesea la intemperii și să își mențină un aspect impecabil în timp.
n Carcase pentru mașini industriale unde robustețea și precizia colțurilor sunt esențiale.

Tehnologia Corner Forming de la ACF EN INEERIN m s-a impus ca o opțiune indispensabilă pentru companiile de prelucrare a

tablei care își doresc optimizarea proceselor și reducerea timpului de lucru, garantând în același timp rezultate de cea mai înaltă calitate și durabilitate.
O tehnologie similară (pentru aplicații mai mici ce nu necesita o mașină dedicată) putem oferi și de la partenerul nostru ilson Tool - dispozitivul ilson Tool Corner Former ce se montează pe ab ant. A entru mai multe detalii și un videoclip demonstrativ, vizitați https://www.sm-tech.ro/ acf-cornerformer/ sau scanați codul R alăturat.



A© Billion Photos/Shutterstock.com
tunci când generația următoare preia conducerea unei companii, aceasta aduce adesea o gură de aer proaspăt și idei noi. novația înseamnă însă și schimbare utilajele vechi care blochează capitalul sau nu mai funcționează eficient trebuie să dispară pentru a face loc modernizării.
După mulți ani ca director general, vine un moment când se pune problema succesiunii. Într-o afacere de familie, aceasta este, în mod ideal, o persoană din propria familie. Dacă acest lucru nu este posibil, atunci se caută o persoană din exterior.
Odată cu preluarea firmei de către un proprietar mai tânăr are loc deseori și o schimbare. O nouă viziune, care este legată și de inovație, va juca un rol decisiv în următorii ani. Cu toate acestea, capitalul existent, de obicei sub formă de mașini și echipamente, trebuie să fie mai întâi analizat și evaluat.
O gură de aer proaspăt în vechea companie
Atunci când generația tânără preia conducerea, apar de obicei schimbări. Întreprinderile au proceduri fixe de producție și procese de ani sau chiar decenii. Acest lucru nu trebuie să fie neapărat un lucru rău, dar un nou proprietar de afacere poate crea o nouă perspectivă.
„Tocmai tinerii directori executivi se concentrează apoi pe modernizarea utilajelor lor , explică rg ric land e r, director de ac iziții la urple în Germania odernizarea asigură menținerea sau chiar mbunătățirea competitivității.
O opțiune este vânzarea utilajelor vechi sau achiziționarea unora noi. Dar mai întâi trebuie să se ia o decizie cu privire la soarta utilajelor vechi care au fost utilizate până acum, deoarece acestea blochează de obicei capitalul.
De ce să fie vândute utila ele second hand?
Utilajele mai vechi au adesea costuri mai mari de întreținere și reparații. Dar și considerentele legate de spațiu vorbesc în favoarea vânzării unuia sau mai multor utilaje. Rar, dar constituie un motiv plauzibil utilajul pur și simplu nu mai poate fi utilizat. Acest lucru se poate datora schimbărilor în
procesele de producție sau faptului că a fost deja achiziționat un înlocuitor.
Erichlandwehr e fapt, este la fel ca n viața mea privată. acă vreau să fac loc n garderoba mea sau să scap n sf rșit de aparatul de bucătărie pe care nu l-am folosit niciodată, v nd lucrurile online. Cu toate acestea, companiile se lovesc adesea de limitele lor și nu știu pe ce platformă pot vinde utilaje și ce prețuri pot practica.

preia o afacere, acest lucru duce adesea la restructurări.
© M Stocker/ Shutterstock.com

Dennis Kottmann
Surplex GmbH
Theodorstraße 105 40472 Düsseldorf
+49 211 422737-28 dennis.kottmann@surplex.com Surplex.com/ro
icita ii online ca solu ie bstacolul v nzării poate fi ușor redus. platformă internațională de licitații, de exemplu, poate asigura o v nzare corectă și rapidă , explică Erichlandwehr. Un partener care nu oferă doar asistență pentru vânzări, dar și supraveghează întregul proces, poate fi găsit în Casa de licitații industriale Surplex. Compania comercializează utilaje second-hand de de ani și oferă, în plus față de un site web în 1 limbi, un serviciu complet, de la evaluarea inițială până la transport. Surplex combină comerțul clasic cu utilaje cu contactul personal și serviciile unui retailer online internațional. Nu contează dacă este vorba de metal, lemn, materiale plastice, construcții sau alte sectoare specializate. Cu casa de licitații industriale, companiile au un partener competent de partea lor. A






CORNELIU GORNIC
reședinte R F Centru de Dezvoltare Tehnologică


nainte de a plonja în domeniul noilor tehnologii, și pentru a evidenția felul în care va trebui să ne pregătim, cred că este de interes prezentarea unor cugetări general valabile, mai ales la înrolarea în această transformare
Filosofii antici au postulat, iar oamenii de știință moderni au dovedit că oamenii care se străduiesc pentru o viață plină de sens sunt mai sănătoși mental, mai rezilienți și mai motivați. Ei sunt mai puternici din punct de vedere fizic și trăiesc mai mult. Au contribuții mai mari față de familii, prieteni și societate în general.
acă nu știi n ce port vrei să ajungi, nici un v nt nu este favorabil. - SENECA
...trei mari forțe vor ajunge să domine lumea prostia, frica și lăcomia Albert EINSTEIN
Imaginația este mai importantă dec t cunoașterea. Albert EINSTEIN
entru că ultima afirmație de mai sus pare cel puțin ciudată, vreau să o exemplific cu realizări sau cu imaginația debordantă a unor scriitori. e baza acestor imaginații au fost dezvoltate în anii noștri echipamente și tehnologii sau atitudini, moduri de gândire. Iată exemplele
1. brăzarul de la cai are menirea de a limita orizontul de vedere al calului în timpul desfășurării activității impuse. Dacă ne referim la ființa umană, lucrurile prezintă alte moduri de interpretare
n Un om cu o astfel de mentalitate este considerat fără imaginație și, eventual, dispus să efectueze anumite sarcini;
n O altă variantă ar reprezenta-o un obrăzar care închide orizontul puțin mai departe de vârful nasului om fără imaginație, care obstrucționează câmpul său de vedere, de interese, de cunoștințe, sau, într-un cuvânt, un om mărginit; ceea ce este evidențiat de zicerea nu vede mai departe de v rful nasului!
n Este posibil ca obrăzarul să aibă un unghi optuz (mai mare de 90 ), ceea ce s-ar traduce printr-un orizont deschis colaborării, achiziției
nginer, specialitatea a ini- nelte i cule, promo ia
Activitate:
n cercetare ma ini-unelte din până în , de la simplu inginer la cercetător tiin ific principal gr. i director tiin ific, în cadrul nstitutului de Cercetări i roiectări a ini- nelte C A, C - A , acum
n marketing, A , C C, proiectare fostul AR n dezvoltare, tehnologii de montaj i reglaj, încercări i diagnoză, tehnologii de prelucrare R C
de cunoștințe și dezvoltării gândirii, imaginației, creativității. Cu cât acest unghi este mai mare, cu atât capacitățile cognitive și de creație pot fi mai mari.
Povestea lui arap Alb de on C A e parcursul povestirii, eroul întâlnește niște ființe ciudate, dotate cu calități deosebite și anume
n erilă, care cu o suflare îngheța un cuptor încins, în care el se simțea foarte bine. Darul său ar putea fi precursorul sistemelor de congelare sau de control al temperaturilor (încălzire sau răcire congelare);
n etilă, realizarea unor sisteme de stocare control al unor fluide, sau de secare, evacuare a unui exces de fluide (inundații etc);
n lăm nzilă, care putea ingurgita stoca conserva multe alimente;
n chilă, dotat cu posibilități de a vedea la distanță, chiar și prin corpuri opace (Luna, în cazul poveștii). e baza acestei dorințe au fost dezvoltate sisteme de vedere la distanțe tot mai mari ochelari, binoclu, lunetă, radar, telescop ajungânduse la vederea unor obicte de la câțiva m până la mii sau milioane de ani-lumină parseci (unitate astronomică de măsurare a distanțelor astronomice , ani lumină; viteza luminii în vid fiind de cca m secundă);
n Păsări ăți ungilă, capabil să-și extindă brațele, putând să cuprindă Luna cu ambele mâini. S-au realizat sisteme de apucare prindere și transportare a unor greutăți de la metri la milioane de m macarale, navete spațiale etc.
ules :
n Prin romanul leg e sub mări a condus la realizarea submarinului, a batiscafului;


n colul pământului în de zile în acest roman a făcut singura greșeală tehnică (el neavând pregătitre tehnică) valoarea forței pe care o exercită un vehicul în mișcare asupra suportului de deplasare (în cazul romanului pod) depinde de viteza de deplasare cu cât aceasta este mai mare, cu atât solicitarea suportului este mai mare. Trebuia ca locomotiva să traverseze podul cu o viteză cât mai mică, nu cu viteza maximă
n Călătoria de la Pământ la ună s-a realizat abia în secolul , dar visul a fost redat de Jules ERNE.
O rudă prin alianță, țăran simplu, avea o gospodărie care includea cultura mare (grâu, porumb, floarea soarelui, etc), grădină de zarzavat, pomi fructiferi și stupi cu albine. TOATE broaștele de la uși erau prevăzute cu sisteme de siguranță care împiedicau intrarea. Aceste sisteme constau din obiecte din lemn, cioplite de el, fără proiect, dar care permiteau intrarea sau deschiderea ușii doar dacă știai cum să le acționezi simplu cu mâna sau cu degetele
orbind despre schimbare putem spune că necesitatea schimbării mentalității este cel mai mare obstacol în calea unei transformări de succes. Cheia problemei constă în schimbarea atât la nivel individual, cât și instituțional concomitent. 9 . De asemenea, adoptarea O R este un maraton, nu
un sprint (O R Objectives and ey Results Obiective și Rezultate Esențiale), iar transformarea este o călătorie, nu o destinație 9 , conform oogle Transformare înseamnă trecerea de la o formă (de organizare, de activitate) la alta.
Trecând la transformarea digitală, putem spune că aceasta înseamnă integrarea tehnologiei digitale în toate domeniile de activitate, schimbând fundamental modul de operare și oferirea de valori beneficiarilor. Este, de asemenea, o schimbare culturală care cere organizației să provoace stimuleze permanent status uo-ul (starea de fapt actuală), să experimenteze și să se simtă confortabil în caz de eșec.
ransformarea digitală trebuie să nceapă cu expunerea problemei, cu o oportunitate clară, sau cu un obiectiv dorit. - ay FERRO, CIO (chief information officer șeful serviciului informațional dintr-o companie) 1 . iscutăm despre operații de automatizare, despre oameni și despre noi modele de activitate. unt incluse n aceste subiecte analiza datelor, tehnologii și software toate fiind catalizatori, nu stimulenți. - im S ANSON, CIO ohnson ohnson.
n centrul tuturor acestora este conducerea leadership-ul și cultura. Ați putea avea toate aceste elemente punctul de vedere al beneficiarului, produse și servicii, date și tehnologii cu adevărat inte-
resante dar dacă conducerea și cultura nu sunt elementele centrale, eșuează. - im S ANSON, CIO ohnson ohnson 1 .
ransformarea igitală este modul n care organizațiile și impun depunerea de eforturi pentru implementarea tehnologiilor digitale. n practică, termenul s-ar putea referi la orice este digital", de la mbunătățirea prezenței n social media la implementarea instrumentelor bazate pe AI Inteligență Artificială sau investirea ntr-o cultură bazată pe informații date. .
O lecție de viață este cuprinsă în citatul de mai jos, cu referire la Leonard CO EN here is a crack, a crack n ever thing hat s how the light gets in ( Există o fisură în orice, așa pătrunde lumina ). Este practic (și teoretic deopotrivă) lecția de bază a omenirii, care ni se dezvăluie an de an în această perioadă. Lumina vine din imperfecțiune. Din greșeli. Din fisuri. 1 .
ndirea vieții printre cărți este una n mișcare conexează, se ntoarce din drum, repetă, revine cu nuanțe, remaniază discret n pas cu mereu alte lecturi. Răzg ndirea ține și ea aproape.A se răzg ndi nseamnă, nainte de toate, a duce un g nd p nă la capăt, dar și a-l relua s.m. . oată experiența sa de viață, de lectură și de scris este văzută cu ochii minții și trecută prin filtrul g ndirii. Eseistica nseamnă punere la ncercare n mai multe accepții dificultate, verificare, experiență, tentativă, osteneală, strădanie, impas, suferință, pătimire, trudă, povară, primejdie.Irina ETRA .
i creierul are nevoie de gimnastică. Altfel, nu asimilezi nimic." rigore MOISIL
Cele de până acum se referă la pregătirea atitudinilor (mentalităților) înainte de a intra în bătălia transformării. Trebuie ținut cont permanent de aceste sfaturi, care vor fi completate pe parcurs cu altele.
Câteva recomandări general valabile în viața personală, dar, mai ales, în cea socială CUM S LUA I DECI II MAI RA ID (o mentalitate pentru luarea mai rapidă a deciziilor)
n Limitați-vă opțiunile
n Trageți o linie clară între variantele bune și greșite
n Ascultați de un sentiment bun
n Luați în considerare timpul și banii dvs.
n Aflați că fermitatea crește cu fiecare decizie
n Amintiți-vă că indecizia ucide (figura ).
Menționam mai sus importanța stabilirii O IECTI ELOR și a RE ULTATELOR ESEN IALE. O R efectiv constă dintr-un biectiv, care definește spre ce ne îndreptăm, și mai multe ezultate C eie (ideal - ), care definesc modul în care se evaluează evoluția spre îndeplinirea Obiectivelor. Sarcini individuale, activități sau inițiative sunt doar cuvinte diferite pentru acțiunile care vor ajuta la atingerea Rezultatelor Cheie .
n Un Obiectiv este o descriere a ceva pe care ați dori să l realizați în viitorul apropiat. Obiectivele trebuie să fie îndrăznețe să fie însuflețite de dorință, cura oase, să inspire și să fie semnificative Un bun Obiectiv nu conține indicatori valorici, este o directivă
n Rezultate Cheie Cum (Cum știu că ajung acolo?) sunt rezultate măsurabile clare, de care aveți nevoie pentru realizarea Obiectivului. Rezultatele Cheie sunt specifice, limitate în timp și conțin indi catori valorici. Rezultatele Cheie nu sunt lucruri pe care le faci, ci rezultate a ceea ce faci. Considerați un punct pe hartă care arată unde ați fost, unde sunteți și cât de aproape sunteți de Obiectiv (figura și figura )

În traducere, figura înseamnă
n Obiective Unde Încotro unde vreau doresc să merg
n Rezultate Esențiale Cum cum pot să știu că ajung acolo
n Sarcini activități ași etape faze care sunt fazele caracteristice pe care trebuie să le adopt pentru a ajunge acolo.
Deoarece fiecare Obiectiv trebuie să corespundă misiunii, viziunii și valorilor companiei, procesul de stabilire a obiectivelor începe cu mult înainte ca oamenii să înceapă realizarea Obiectivelor. Dezvoltarea și împărtășirea viziunii și declarațiile privind misiunea, o strategie clară și ierarhizarea obiectivelor companiei oferă echipelor datele inițiale nu numai pentru stabilirea obiectivelor proprii, ci și pentru a vedea modul în care acestea contribuie la succesul general.

În figura se prezintă gradual evoluția problemelor
n Stabilirea sarcinilor individuale;
n Rezultate cheie urmărite;
n Obiective de atins;
n Strategia elaborată pentru atingerea obiectivelor;
n Scop și viziune.
azate pe conținutul oferit de conducere, echipele și indivizii își definesc obiectivele și rezultatele cheie specifice echipei, care contribuie la ierarhizarea obiectivelor.
Este nevoie de o oprire și de o inventariere a propriei vieți și să vă puneți trei întrebări care ar putea să vă schimbe viața
CA este D C ul în viața mea CA este ec ipa mea cu spirit superior D mă voi situa peste ani

Dacă răspundeți acestor întrebări trebuie să fiți onești cu voi înșivă și să spuneți adevărul, pentru că veți cunoaște adevărul, iar adevărul vă va ELI ERA " (IOAN , ). Esența de a avea o viață împlinită este de a merge zilnic cu o dorință stimulatoare pentru a vă realiza DE CE-ul.
Cheia de a învinge în viață este să fii parte a unei echipe învingătoare și să iei decizii care sunt provocatoare, dar foarte benefice Aduceți visurile la viață
Aflați vă D C ul și luați vă borul
Conform studiilor privind comportarea cognitivă rezultă că în comunicare aceasta stabilește cadrul de desfășurare a jocului. Regulile jocului se schimbă complet și problema este de a răspunde acestora. Cadrul poate fi stabilit pentru fiecare, modificând jocul și să ajute la revenirea în scaunul șoferului. entru a ajuta propria mentalitate, se prezintă cadre 9
1.Cu cât lucrurile incerte devin mai incerte, cu atât mă simt mai deschis la posibilități infinite.
.Am opțiuni și modalități infinite de a răspunde la ceea ce viața îmi aruncă în față.
.Accept viața așa cum este, nu cum aș dori să fie. Renunț la luptă contra momentului.
. Sunt capabil să răspund creativ situației, circumstanțelor și oamenilor.
Ce se poate face pentru a ajuta companiile, liderii, echipele să rămână angajați e, motivate ți și să obțină rezultate Această platformă revoluționară (Fingerprint for Success F S) poate readuce persoana în scaunul șoferului. Detalii vor fi prezentate ulterior.
Care ar fi competența numărul unu necesară succesului profesional Mulți ar argumenta că la vârful listei este rezolvarea problemelor adică, abilitatea de a gândi și de a pune pe tapet o traiectorie optimă a acțiunilor pentru abordarea oricărei provocări complexe din afaceri, în politica publică și, evident, în viață. Rezolvarea problemelor poate avea diferite semnificații, printre care e ar trebui să fac atunci când este vorba de incertitudini și complexitate, și semnificative din cauza consecințelor; n ce oraș mi-ar place să trăiesc sau ă pun panouri solare pe acoperiș sau, în cazul rezolvării unor probleme din afaceri are ar trebui să fie strategia ; în domeniul politic um să combat schimbările climatice sau Ar trebui să sprijin legătura cu școala locală , toate fiind parte a aceluiași tip de întrebare
e ar trebui să fac .
Cele prezentate până acum se referă la definirea cadrului în care se abordează transformarea
entru a aborda cu realism aceste provocări, ar trebui, mai întâi să stabilim de unde plecăm, sau cum spunea Ilie MOROMETE e ce te bazezi ". Sau, conform unei întrebări șugubețe (dar plină de semnificații ) pusă de revista Academia ațavencu
A A EN II Avem o țară, cum procedăm
"...e important și pentru noi, astăzi, să știm dacă acel ceva care ne-a decuplat de la ciclul civilizațional oriental și ne-a cuplat la ciclul civilizațional european mai lucrează ncă și cum anume... - Titu MAIORESCU. E mimetism". Adoptăm forme occidentale fără să existe fondul care le-a creat (întro altă declarație, Maiorescu afirmă că asta este maimuțăreală). Tineri români călătoreau în Europa post-napoleoniană, care fierbea de idei noi liberale. Ei se duc să studieze, absorb idei noi ușor și cu entuziasm. i vin acasă câștigați de aceste idei. În loc, zice MAIORESCU, să se fi produs modificări de mentalitate și de moravuri care să fi cerut obiectiv noi forme (adică noi instituții, noi obiceiuri, noi reguli de organizare, noi sisteme axiologice), ceea ce am făcut a fost să aducem forme noi peste fonduri vechi și a ieșit un talmeș-balmeș. Opera lui CARA IALE ilustrează cel mai bine tensiunea la roumaine între fondul vechi și forma nouă (. ...) eniul lui CARA IALE a contribuit decisiv la succesul enorm al teoriei lui MAIORESCU cu privire la formele fără fond. MAIORESCU a teoretizat, dar CARA IALE , în registrul comic, și EMINESCU în registrul dramatic, au produs literatura care a susținut și confirmat că teoria (....) și cultura europeană sunt o sumă de împrumuturi pe care culturile europene le-au făcut unele de la altele. Din cauze istorice, zice arabet I R ILEANU, noi am lipsit din acest proces. Rom nii, care n-au creat aproape nimic, au mprumutat aproape tot. oată istoria culturii rom nești, de la sf rșitul veacului de mijloc p nă azi, e istoria introducerii culturii străine n țările rom ne n toată istoria culturii rom nești din veacul al I-lea p nă azi nu e dec t introducerea culturii apusene n țările rom ne și a asimilării ei de către rom ni cu mici mpiedicări n epoca fanariotismului și a rusismului ... E o copilărie aerul ț fnos cu care conservatorii doctrinari privesc așa numitele forme noi și pervertirea mentalității rom nești de către cugetarea străină" 9 . A (Articolul integral poate fi găsit pe ttonline.ro) (continuare n numărul viitor)


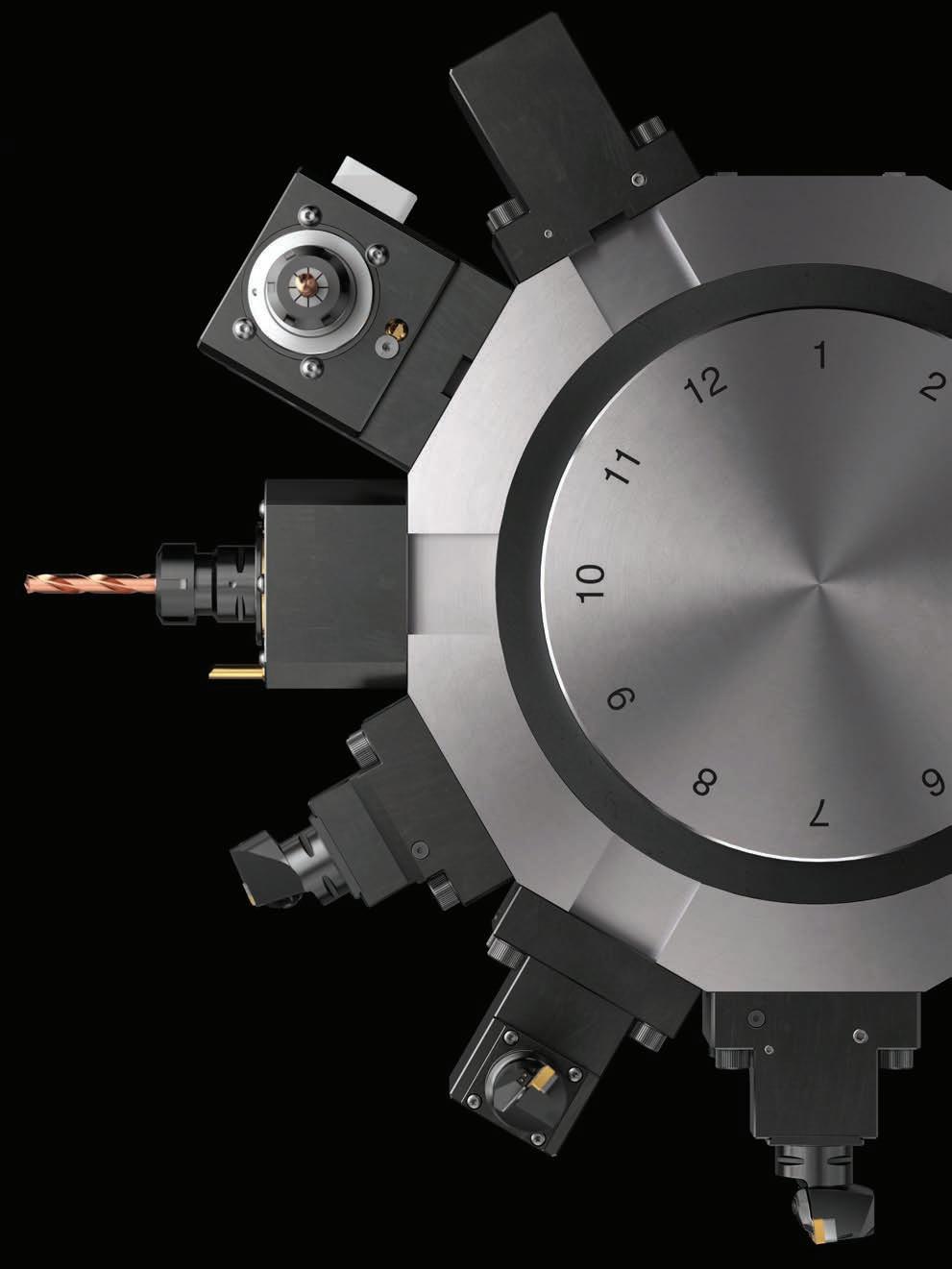
Compania andvik Coromant, producător de scule i solu ii premium pentru a chierea metalelor, prezintă schimbarea automată a sculei A C pentru unită ile de prindere adaptate la ma ină AC de pe centrele de strunjire. Această solu ie unică permite produc ia automatizată, fără manipulare manuală, pentru o mai bună utilizare a ma inii i sporirea randamentului.
În produc ia de piese complexe, procesul de schimbare manuală a sculelor, care consumă mult timp, duce adesea la o utilizare redusă a centrelor de strunjire. Cu toate acestea, o nouă solu ie de schimbare automată a sculei pentru unită ile de prindere adaptate la ma ină abordează această problemă, permi ând automatizarea completă pe centrele de strunjire.
Schimbarea automată a sculei pentru MACU permite automatizarea completă pentru centrele de strunjire i elimină necesitatea manipulării manuale. Rezultatul constă într-o utilizare mai eficientă a ma inii i o productivitate crescută. În plus, produc ia de piese complexe devine mai eficientă cu un centru de strunjire cu func ie de schimbare automată a sculei, îmbunătă ind procesul de fabrica ie. Rezultatul constă în amortizarea rapidă a investi iei, care va reduce costul per piesă.
Interesul pentru solu iile automatizate a crescut constant în ultimul deceniu, iar Sandvi Coromant s-a aflat în prima linie de dezvoltare a acestora. n , am identificat o tendin ă n cre tere clien ii doreau din ce n ce mai mult să investească n automatizarea centrelor de strunjire. Ideea unui strung complet automatizat nu putea fi ignorată , explică ammarberg. „În , am dezvoltat i prezentat o celulă robotizată de mici dimensiuni, care a st rnit un interes semnificativ n r ndul clien ilor. e atunci, am continuat să dezvoltăm solu ia, iar acum suntem n punctul n care putem pune această solu ie la dispozi ia clien ilor existen i i viitori.
ATC oferă, de asemenea, beneficii semnificative în materie de sustenabilitate. Principalele avantaje sunt: consumul redus de energie, utilizarea eficientă a resurselor, reducerea de eurilor i îmbunătă irea eficien ei generale a echipamentelor (OEE). Utilizarea eficientă a ma inilor care func ionează la niveluri optime va reduce la minimum timpul de inactivitate i risipa de energie, va permite o produc ie mai mare cu mai pu ine resurse i va duce la mai pu ine defec iuni i la reducerea timpilor de nefunc ionare.
Această soluţie este un adevărat punct de cotitură,permiţând operaţiuni complet automatizate în centrele de strunjire, unde roboţii se pot ocupa de toate sarcinile efectuate de obicei de operatorii umani. Înainte, schimbările robotizate ale sculei erau lente şi imprecise, ducând adesea la ruperea sculelor din cauza valorilor incorecte ale cuplului, care sunt costisitoare în timp. Tehnologia noastră de schimbare automată a sculelor pentru centrele de strunjire oferă acum o flexibilitate şi un control fără precedent asupra configurărilor portsculelor.
Bo Hammarberg, Manager de produs global la Sandvik Coromant
Tehnologia este aplicabilă centrelor de strunjire i ma inilor cu opera ii multiple. O cerin ă pentru aplicarea schimbării automate a sculei este unitatea MACU cu interfa ă Coromant Capto®. entru centrele de strunjire, este necesar un cap revolver MACU specific cu schimbare automată a sculei, în timp ce la ma inile cu opera ii multiple cu cap revolver inferior, schimbarea automată a sculei este posibilă dacă capul revolver este pregătit pentru această func ie.
entru a afla mai multe despre schimbarea automată a sculei i alte solu ii de strunjire de la Sandvi Coromant, vizita i site-ul web. A




De câțiva ani, specialistul global în scule a chietoare alter și-a e tins gama de soluții pentru prelucrarea materialelor ight eight, cum ar fi aliajele de aluminiu. În acest caz, sculele C și cele cu plăcu e inde abile sunt în prim plan.
În , odată cu achiziționarea specialistului în CD - Frezite, alter a făcut un pas major în realizarea obiectivelor sale strategice de oferire a unor soluții de prelucrare a aluminiului și sculelor speciale. De atunci, cele două echipe responsabile de scule CD de la ambele companii s-au unit pentru a forma un departament comun cu scopul de a oferi clienților un acces ușor la o gamă mai largă de scule speciale CD. Această fuziune a dus la crearea unui nou brand de competență: alter
olu ii personali ate rapide şi eficiente pentru produc ia de serie
de la stabilirea inițială a cerințelor până la livrarea și instalarea sculelor în produc ie.
atisfac ia constă în clien i mul umi i
Un bun exemplu pentru valoarea adăugată care rezultă din punerea în comun a expertizei în crearea alter FMT este reprezentat de două proiecte pentru industria auto alezoare pentru degroșare și finisarea alezajelor din aluminiu. În ambele cazuri, expertiza combinată a realizat rapid o îmbunătățire semnificativă a performanței sculelor folosite pentru aceste prelucrări.
În momentul în care i s-a cerut să propună o soluție pentru degroșarea cutiilor de viteze pentru transmisii hibride sau a alezajelor carcasei statorului, alter FMT a optat, în prima propunere de concept, pentru un alezor cu muchii a chietoare CD brazate. Cu toate acestea, testele au arătat Frezite a constituit un punct de referință pentru echipa Walter PCD, în special în ceea ce privește procesele de producție și înțelegerea nevoilor clienților. Prin adăugarea promisiunii Walter Engineering Kompetenz la experiența Frezite în scule speciale, putem oferi utilizatorilor care prelucrează serii mari, precum și utilizatorilor care se confruntă cu geometrii deosebit de complexe ale componentelor, o soluție optimă.
Roland Hanischdörfer, Business Development Aluminium
Achiziția de către alter a reunit un portofoliu de scule CD de înaltă calitate pentru prelucrarea metalelor, precum și sisteme de prindere și fixare. n alt avanta important pentru alter este constituit de relațiile cu clienții pe care Frezite le-a dezvoltat de-a lungul anilor. Acesta era prezent în industria aerospațială și auto și furnizează scule pentru producția de mare volum producătorilor cunoscuți din întreaga lume. Clienții beneficiază în special de procesul de dezvoltare agil și rapid pentru scule speciale în medie, durează doar șase săptămâni

Tel. 0256.406.218
Fax 0256.406.219
service.ro@walter-tools.com www.walter-tools.com



că această abordare inițială nu a produs calitatea suprafeței necesară geometria specială a componentelor și fluctuațiile legate de calitatea pieselor turnate au condus la o ghidare insuficientă și o îndepărtare dificilă a așchiilor, fapt care, la rândul său, a afectat semnificativ calitatea suprafeței pieselor prelucrate. entru a îmbunătă i procesul, s-a luat decizia de a utiliza plăcu ele tangen iale de la alter, ( - R - NN1 ) cu patru muchii a chietoare.
ezultat cu ajutorul conceptului cu plăcu e indexabile alter, evacuarea așchiilor și calitatea suprafeței au fost îmbunătățite semnificativ. Cu toate acestea, cantitatea de componente produse cu o singură muchie a chietoare nu se află încă la valorile dorite. e baza propriilor ani de experiență, echipa a decis să modifice plăcu ele indexabile alter cu muchii a chietoare CD brazate. Durata de viață a sculelor a crescut de zece ori, păstrând în același timp avantajele plăcuței indexabile originale alter, adică îndepărtarea excelentă a așchiilor și calitatea optimă a suprafeței.
e olvarea cerin elor complexe prin colaborare
Din această colaborare strânsă dintre cele două echipe a rezultat, de asemenea, o soluție optimă pentru finisarea găurilor adânci într-o componentă de aluminiu de formă complexă. În acest caz, provocarea a constat în asigurarea unei bune evacuări a așchiilor, cu un corp al sculei lung și, prin urmare,
predispus la vibrații și la o rată de îndepărtare ridicată a materialului, respectând în același timp toleranțele geometrice foarte stricte. rima soluție, un alezor cu corp din oțel și muchii a chietoare CD brazate, a oferit deja rezultatele necesare.
Clientul a primit soluția optimă pentru cerințele sale în doar șase săptămâni A
entru mai multe detalii accesați codul R alăturat.

Cu noii tarozi hread tec mni din - i Advance pentru prelucrarea găurilor înfundate i străpunse, alter a lansat pe pia ă unul dintre cele mai cuprinzătoare i universale programe de produse din domeniul filetării. Cu o gamă e trem de cuprinzătoare de peste . de articole, ace tia sunt disponibili în aproape toate profilele i diametrele i pot fi utiliza i universal pentru dintre aplica ii.
alter o eră taro ii n trei orturi:
n WY80FC se remarcă printr-o aplicabilitate vastă i formarea foarte bună a a chiilor în aproape toate materialele.
n WY80RG permite o durabilitate ridicată în materialele i .
n WY80AA ma imizează durabilitatea la prelucrarea grupelor de materiale i .
Atât T Ad ance, cât i T Ad ance sunt concepu i pentru diferite utilizări i materiale, oferind avantaje considerabile în activitatea zilnică.
T Ad ance, care este configurat constructiv pentru filete în găuri înfundate de până la , , impresionează datorită microgeometriei speciale care previne sfărâmările, precum
i datorită pregătirii optimizate a muchiilor a chietoare, care asigură o fiabilitate crescută.
T Ad ance pentru filetarea în găuri străpunse de până la se impune datorită domeniului de toleran e e tins, care cre te durabilitatea în toate tipurile de filete i dimensiuni.

etalonarea adaptată a flancurilor asigură o aplicabilitate universală. Ambii tarozi reduc costurile cu sculele i costurile de depozitare, fiind ideali în special pentru utilizatorii care folosesc mărimi medii până la mici de loturi i o varietate mare de materiale, de e emplu, în industria constructoare de ma ini.
Cu programul standard hread tec mni, care este net superior fa ă cel al competitorilor, alter se impune ca principal furnizor de sisteme. A

Ce sunt materialele e otice, de ce sunt ele rar întâlnite în industrie și cum se prelucrează? om încerca, în primul rând, să le definim. aterialele curente utilizate de prelucrătorii prin așchiere sunt aliaje pe bază de e, precum oțelurile de uz general, cele ino idabile sau fontele. n grup de materiale utilizate în mod curent îl reprezintă metalele neferoase, precum aliajele de aluminiu, bronzul sau alama. În fine și în completarea materialelor antemenționate, au fost dezvoltate materialele așa-numite e otice, dedicate unor aplicații ieșite din comun și al căror cost de producție este ridicat.
Este greu de formulat o definiție strictă, general acceptată, a materialului exotic. Mulți experți se referă la el făcând trimitere la metale ca eriliu, irconiu sau la aliajele lor. De asemenea, sunt incluse aici materialele ceramice, materialele compozite și superaliajele.
Specialiștii din industria prelucrătoare decid să utilizeze aceste tipuri de materiale din diverse considerente. În orice caz, în toate aceste situații, prelucrabilitatea este extrem de redusă.
Superaliajele sau, altfel spus, aliajele termorezistente ( TSA) au proprietatea unică de a fi utilizate în condiții de încărcare mecanică ridicată și temperaturi ambientale înalte. Sunt foarte utilizate la producerea turbinelor din industria energetică, cât și în variate echipamente petrochimice.
Exoticul acestor materiale este dat tocmai de această proprietate excepțională de a-și păstra nemodificată rezistența la tracțiune în medii cu temperatură foarte ridicată.
În funcție de elementul principal de aliere, TSA sunt clasificate astfel
n pe bază de Nichel
n pe bază de Cobalt
n pe bază de Fier
În mod special, primele două tipuri de aliaje sunt foarte greu prelucrabile.
Materialele compozite au în structură mai multe componente. Dacă le comparăm cu un semifabricat tradițional, fie el de aluminiu sau oțel, dimensiunile sunt foarte apropiate. Structural însă, sunt foarte diferite, în cazul materialului compozit masa de îndepărtat fiind mult mai mică. Chiar și așa, având structură eterogenă, prelucrarea prin așchiere este extrem de problematică. rocesul de prelucrare a unui material compozit diferă mult de cel al unui semifabricat metalic, semănând mai degrabă cu o sfărâmare sau o zdrobire, decât cu o tăiere propriuzisă. Materialele compozite sunt foarte abrazive, ceea ce induce în cele mai multe cazuri uzură rapidă, combinată cu alte probleme diverse, precum lipsa de acuratețe a piesei finale sau chiar apariția defectelor ireparabile și creșterea, deci, a numărului de rebuturi.
Industria prelucrătoare a făcut progrese semnificative în domeniul așchierii materialelor exotice. Au fost realizate scule avansate, perfect adaptate

acestei situații și, în același timp, au fost dezvoltate strategii de prelucrare care au ridicat acest proces la un nivel superior. De asemenea, un impresionant salt înainte în domeniul imprimărilor tridimensionale a redus adaosurile de prelucrare. A mai rămas un pas de făcut pentru a elimina și ultimul loc îngust nerezolvat scula așchietoare. În ciuda progreselor menționate anterior, scula așchietoare a rămas o piedică în calea utilizarii eficiente a mașinii-unelte în acest domeniu. rin urmare, productivitatea prelucrării materialelor exotice este strâns legată de scula pe care o are la dispozitie utilizatorul.
roducătorii de vârf din domeniul sculelor așchietoare fac eforturi susținute pentru găsirea unor soluții productive și fiabile de prelucrare a materialelor exotice. Uneori, sursele tradiționale pentru crearea unui avantaj major par absolut epuizate, iar un pas înainte ar putea fi realizat doar prin descoperirea unui întreg capitol nou.
iscar-romania@iscar.com
Cu toate acestea, producătorii de scule reușesc în continuare să ofere produse interesante, care combină inteligent soluțiile disponibile cu idei inovatoare. Recentele dezvoltări ISCAR, introduse pe parcursul ultimilor ani, reprezintă exemple edificatoare.
„Exotic pentru Exotic”: avantajul ceramicii
Carbura metalică este în continuare cel mai utilizat material din care se produc sculele așchietoare. Odată cu introducerea acesteia în procesul așchietor s-a produs o adevărată revoluție în domeniu, în principal datorită faptului că productivitatea a crescut substanțial, ca rezultat al amplificării vitezelor de așchiere. În ciuda acestui fapt, vitezele de așchiere la prelucrarea aliajelor termorezistente ( TSA) greu prelucrabile, pe bază de Ni și Co, rămân la valori joase. De obicei, intervalul lor este - m min. Așadar, cum depășim aceste limite
Materialele exotice ceramice și-au găsit deja locul în domeniul prelucrărilor, din ele fiind produse anumite scule. Utilizarea lor permite abordarea aplicațiilor cu viteze de cu totul alte valori. De exemplu, prelucrarea superaliajelor cu viteze în jur de 1. m min este o realitate. Este motivul pentru care sculele ceramice devin din ce în ce mai comune la prelucrarea TSA.
Recent, ISCAR a dezvoltat o familie de freze frontale, echipate cu plăcuțe indexabile, dublă-față, din material ceramic (figura 1). Frezele sunt dedicate, cu precădere, operațiilor de eboș și semifinisare a suprafețelor plane sau profilate, cu viteze extrem de ridicate. lăcuța economică, dublă-față, asigură un grad ridicat de utilizare a materialului ceramic. lăcuțele sunt realizate din tipuri diferite de ceramică, precum ceramica neagră , ceramica ranforsată tip whisker și SiAlON (un tip de ceramică pe bază de nitrură de Si). Utilizarea acestor freze are scopul clar de a mări pe cât posibil rata de îndepărtare a materialului (MRR Metal Removal Rate) și, în consecință, reducerea substanțială a timpilor de prelucrare.
Un alt exemplu de utilizare cu succes a materialului ceramic este un produs ISCAR de ultimă oră o familie de freze monobloc din SiAlON. Frezele cilindro-frontale au fost în mod special proiectate pentru eboșuri cu productivitate ridicată ale superaliajelor pe bază de Ni, precum INCONEL, INCOLO , A NES etc., cu precădere în industria aeronautică. În comparație cu frezele monobloc din carbură, cele din SiAlON permit multiplicarea vitezelor de așchiere de până la de ori Trebuie să menționăm că sculele ceramice au un comportament complet diferit de cele din carbură. În general, durabilitatea sculei ceramice este determinată de nivelul calității de suprafață obținute pe piesă și acceptate de client sau de prezența bavurilor. Nu gradul de uzură al sculei este cel determinant.
Diamantul în prelucrare În prelucrarea pieselor din materiale compozite, găurirea este fără dubiu operația cea mai răspândită. De aceea, îmbunătățirea performanțelor sculelor de găurire a avut impactul cel mai mare asupra tehnologiilor acestor piese sau, în unele cazuri, a pachetelor de piese. Recent, ISCAR a lansat pe piață o serie de burghie monobloc, în gama diametrală . -1 mm, proiectate în mod special pentru găurirea materialelor compozite (figura 2). Caracteristica comună
a acestor scule este utilizarea diamantului policristalin ( CD) sau a acoperirii diamantate, pentru a asigura rezistența la abrazivitatea ridicată a materialului compozit. Există câteva tipuri de astfel de burghie; unul dintre ele utilizează un vârf, ca o peniță din CD în punctul central al burghiului. Altul, are implementată o plăcuță subțire de diamant. Ambele tipuri asigură o suprafață suficient de mare pentru a se putea realiza câteva rectificări de reascuțire.

Al treilea tip de burghiu este cel de carbură monobloc, cu acoperire diamantată în zona așchietoare. Muchia lor așchietoare reduce formarea bavurilor, mai ales în cazul găuririi materialelor plastice ranforsate cu fibră de carbon (CFR ) sau a pachetelor de aluminiu combinat cu CFR .
ichidul de răcire
Răcirea eficientă reprezintă un factor extrem de important în prelucrarea super-aliajelor exotice. Lichidul de răcire direcționat precis, sub presiune ridicată ( C igh ressure Coolant), reprezintă în sine o adevărată sculă ce amplifică performanțele procesului așchietor. Influențează în mod direct durabilitatea muchiei, îmbunătățește formarea așchiilor și amplifică, în final, productivitatea.


cu plăcuțe ISO indexabile (figura 3). Construcția sculei prevede o bridă superioară pentru blocarea sigură a plăcuțelor, chiar și în condiții de prelucrări dificile, inclusiv cu așchieri întrerupte. Sculele din generația anterioară, cu opțiune C ( resiune Înaltă), aveau un mecanism cu levier care în multe situații obstrucționa lichidul de răcire, împiedicând ajungerea lui în zona de așchiere.
Aceste scule dezvoltate recent integrează o bridă superioară cu canal la interior și rezolvă două probleme importante
n fixează cu forță ridicată plăcuța, asigurându-i rigiditate în orice condiții de lucru.
n elimină orice obstacol din calea jetului de lichid, în drumul său către muchia așchietoare.
rin urmare, brida a căpătat o nouă funcție importantă, acționând și ca duză de furnizare a lichidului de răcire. Aceste scule noi sunt eficiente nu doar în cazul prelucrărilor cu presiune ridicată a lichidului ( C). erformanțele superioare sunt obținute și la utilizarea lor cu presiuni mai joase (1 -1 bari).
În cazul debitărilor și al canelărilor, în special în cazul celor mai adânci, formarea eficientă a așchiilor e esențială. Lichidul de răcire la presiune ridicată, precis direcționat către muchia așchietoare, diminuează substanțial lipirile și formarea unei muchii false. e parcursul ultimului an, ISCAR a extins gama produselor sale C, prin introducerea acestei opțiuni și în construcția sculelor de canelare frontală (figura 4). resiunea maximă permisă se ridică la 1 bari.
Inovaþiile geometriilor sunt perpetue
Îmbunătățirile ce pot fi aduse muchiilor așchietoare nu cunosc limite. Concluzia vine odată cu crearea multiplelor noi soluții ce modernizează
plăcuțele indexabile existente. De obicei, astfel de progrese se realizează în domeniul formării așchiilor, al ranforsării muchiei așchietoare și al pregătirii generale a muchiei așchietoare.
Noul fragmentator de așchii F3S de la ISCAR pentru finisarea superaliajelor exotice (figura 5) a fost adaptat popularelor plăcuțe ISO-CNM , NM etc. O prelucrare tipică de finisare este caracterizată de adaos de prelucrare redus, superficial, combinat cu avansuri ridicate. În consecință, succesul unui fragmentator de acest tip depinde de pregătirea unei mici zone din imediata vecinătate a muchiei așchietoare. Este cu adevărat rezultatul unei arte inginerești și al unui efort impresionant de a remodela această zonă, pentru obținerea unor performanțe mult superioare celor existente.
F3F este un exemplu elocvent al succesului acestei activități. Este prevăzut atât cu o muchie ranforsată ce previne formarea craterelor, cât și cu un deflector special adaptat șpanului format la finisarea TSA. Combinate cu un unghi de degajare pozitiv, aceste caracteristici asigură așchiere ușoară, calități excepționale legate de fragmentarea șpanului, concomitent cu reducerea substanțială a

relucrarea materialelor exotice a adus producătorii de scule în fața multor provocări. utem afirma cu siguranță că, în căutarea unor soluții care să conducă la un progres evident, producătorii de scule încearcă orice. Uneori, soluțiile lor rezultate din aceste căutări sunt și ele exotice . Alteori, gândirea inovatoare îi conduce înapoi, către soluții tradiționale. În cazul ISCAR, se poate constata clar progresul, soluțiile noi găsind răspunsurile potrivite dilemelor ridicate de industria prelucrătoare a materialelor exotice.
Inovarea ISCAR este și în acest domeniu P P A


Compania A A a lansat o nouă generație de alezoare cu prindere cilindrică și muchii de așchiere brazate.
În gama de scule monolitice din carbură monobloc pentru alezare, acestea adaugă o variantă deosebit de durabilă seriei de produse e istente.
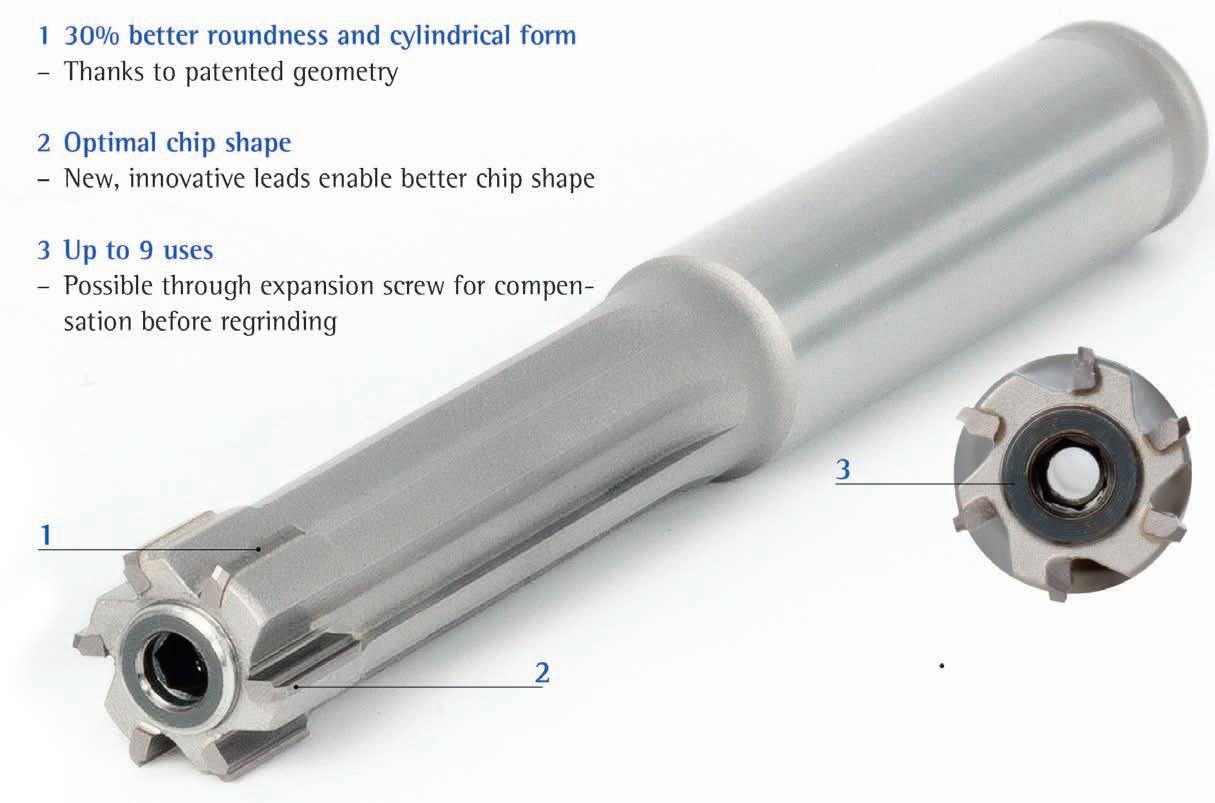
articularitatea alezoarelor FixReam constă în posibilitatea de folosire frecventă, repetată a acestora, care se obține prin înlocuirea muchiilor de așchiere și reascuțire. O sculă nouă poate fi reascuțită de până la două ori înainte să fie nevoie de brazarea muchiilor de așchiere noi. După aceea, scula așchietoare poate fi reascuțită din nou de două ori, muchiile de așchiere pot fi înlocuite din
MAPAL Microtek SRL tra a u , ea 1 , Braş e 6 6 6 a 6 6 ai e ica.ste a apa .c ttps apa .c
nou și apoi pot fi reascuțite de alte două ori. Un alezor are așadar nouă vieți. entru recondiționare, șurubul central de expansiune este nevoie să fie rotit în sensul acelor de ceasornic. În acest mod diametrul ajunge la o dimensiune care permite astfel reascuțirea tuturor suprafețelor funcționale, respectiv, a unghiului de ghidare și a diametrului. În acest sens costurile cu scule pot fi reduse cu până la 1 comparativ cu o sculă fără funcție de expansiune (reglaj central cu șurub).
MA AL a dezvoltat și brevetat geometrii noi special pentru aceste alezoare. Drept urmare, partenerii noștri obțin o circularitate și cilindricitate superioară cu până la , precum și o evacuare îmbunătățită a așchiilor comparativ cu alte alezoare cu coadă cilindrică. Alezoarele FixReam sunt disponibile în două variante, pentru găuri străpunse și înfundate, cu muchii de așchiere din material cermet rezistent la uzură, neacoperite, recomandate pentru prelucrarea materialelor din gama oțelurilor și fontelor. Acestea sunt disponibile în două variante de lungimi, versiune scurtă sau lungă, conform aplicațiilor solicitate de partenerii noștri. entru acest tip de alezor avem disponibilitatea de a le configura ca și scule semispeciale cu diametre cuprinse între 9,9 și , mm, unde putem obține chiar toleranțe în IT . A


n IMAGINE Burghie pilot adaptate la burghiele de adâncime MEGA-Deep-Drill-Steel sunt disponibile pentru condiții dificile de găurire în oțel și materiale din fontă. ©MAPAL
urghiele pentru găuri adânci din carbură monobloc prezintă tenacitate și rezistență la uzură datorită stratului de acoperire inovatoare cu tehnologie i IMS în zona muchiei de așchiere, zonă extrem de solicitată în procesul de așchiere. Noul tip de acoperire, având și un coeficient redus de fricțiune, face posibilă o îndepărtare eficientă, rapidă a așchiilor și reprezintă condiția prealabilă pentru obținerea suprafeței și calității găurii. artea neacoperită rămâne polisată împreună cu fațeta dublă de ghidare, conferă o stabilitate fermă a burghiului ME ADeep-Drill-Steel în timpul prelucrării. ,,Din punctul
MAPAL Microtek SRL tra a u , ea 1 , Braş e 6 6 6 a 6 6 ai e ica.ste a apa .c ttps apa .c
nostru de vedere, nu există nimic mai neted smooth surface dec t o suprafață lustruită din carbură monobloc", declară Michael illwoc , manager de produs pentru scule din carbură monobloc, care pune astfel accent pe acest demers.
Muchiile curbate ale tăișului principal conferă o centrare și stabilitate ridicată, prin urmare, asigură o durată lungă de viață, productivitate ridicată și un proces stabil. Unghiurile la vârf și microgeometria burghiului au fost concepute astfel încât burghiele pentru găuri adânci să așchieze întotdeauna cu muchia de așchiere transversală în gaura pilot. ama standard de lungime și diametre este cuprinsă între 1 xD până la xD, iar ca diametre de la mm la 1 mm și până la 9 mm pentru versiunile extra-lungi, xD. Sunt disponibile burghie pilot personalizate pentru diferite aplicații și condiții dificile de filetare.
Cu ME A Deep-Drill-Steel, găurile adânci pot fi realizate la viteze de avans foarte mari, fără a fi nevoie de cicluri de detensionare (găurire cu strategie de ea ing). Sculele sunt adecvate pentru utilizarea cu răcire internă precum și pentru lubrifierea în cantități mici cu particule de ulei (M L), ceea ce are un efect pozitiv asupra duratei de viață a sculei la prelucrarea oțelului. În urma testelor realizate direct la partenerii Mapal s-a demonstrat că noile burghie pentru găuri adânci de la MA AL îndeplinesc cele mai înalte cerințe în ceea ce privește durata de viață și performanța sculei, chiar și în cazul materialelor dificile. Comparativ cu modelele anterioare, se pot obține viteze de avans cu până la mai mari. A




Uneori, ca fabricanți de scule, ajungem la proiecte foarte interesante. oi nu facem doar sculele. Aceasta este doar o parte a muncii noastre. e asemenea, clienții noștri vin la noi pentru consultanță tehnică și asistență completă în rezolvarea problemelor tehnice pe care le întâmpină în procesul de prelucrare la fabricarea produselor lor.
i am dori să împărtășim o astfel de poveste de la colegii noștri din Spania, unde sculele noastre au jucat un rol foarte important. i cui nu-i plac motocicletele frumoase și puternice
Crearea de motociclete care îmbină un aspect cyberpun atrăgător cu performanțe uluitoare a fost visul lui Sergio ayarri, fondatorul S A Motor Company din San Ro ue, Spania. Transformarea unui astfel de concept abstract și a unei viziuni atipice în realitate a necesitat, totuși, ceva mai mult decât piesele standard tipice, disponibile imediat. Astfel, ayarri a trecut la proverbiala planșă de desen, proiectând și producând el însuși multe dintre ele. Eforturile sale au dat roade și astăzi S A poate transforma cel mai nebunesc vis al oricărui fan al motocicletelor personalizate în realitate, datorită sculelor de înaltă performanță de la CERATI IT.
FOTO DESCHIDERE. Aceste motociclete unice atrag cu adevărat atenția. SBAY Motor Company din San Roque, Spania, transformă chiar și cele mai nebunești vise ale fanilor motocicletelor personalizate în realitate cu ajutorul uneltelor de înaltă performanță CERATIZIT.
CERATIZIT România S.R.L.
46 Calea Romanului \ 600384
Bac u a ia
T. +40 216 550 600 0800 672 384 E. comanda.ro@ceratizit.com www.ceratizit.com, www.cuttingtools.ceratizit.com
Cu greu ar fi putut exista o locație mai bună pentru Sergio ayarri pentru a-și fonda fabrica de motociclete personalizate, S A Motor Company. Atelierul său din San Ro ue este situat la doar câțiva ilometri de ibraltar, unde linia de coastă oferă priveliști pitorești care se întind până în Africa. ur și simplu, este un punct de plecare ideal pentru o plimbare extra-specială - mai ales pe una dintre mașinăriile personalizate ale lui Sergio ayarri. orța motrice din spatele modelelor noastre este performanța. Pentru a obține performanțe optime, trebuie să menținem greutatea motocicletei la un nivel minim și să punem la punct toate componentele. oar atunci mașinăria va funcționa n perfectă armonie. e fapt, aspectul este un detaliu minor Nu construim motociclete doar pentru spectacol performanța este mai presus de orice altceva , dezvăluie ayarri.


Componente personalizate în loc de piese standard
Secretul succesului S A Motor Company constă într-o atenție deosebită la detalii și într-un angajament neclintit de a se asigura că fiecare piesă oferă cea mai bună performanță posibilă. nd spun performanță, nu mă refer la viteză maximă sau altceva. Noi proiectăm ntregul pachet astfel nc t motocicleta să meargă și să se simtă ca un vis , spune Sergio ayarri. Acesta este motivul pentru care ayarri și echipa sa investesc nenumărate ore în dezvoltarea și ajustarea numeroaselor piese mici
FOTO
„Ne facem propriile piese dacă credem că vor funcționa mai bine decât cele pe care le găsim pe piață”, explică Sergio Bayarri, CEO și fondator al SBAY Motor Company.
Cu toate acestea, de când S A lucrează cu ose Ayala de la CERATI IT, astfel de probleme au devenit de domeniul trecutului. Acum totul funcționează ca un vis pentru noi. A ala, un motociclist pasionat și el, ne sfătuiește cu privire la modul n care putem utiliza cel mai bine sculele pentru a beneficia pe deplin de viteza lor și de rezultatele așchierii. A fost o colaborare foarte benefică , adaugă ayarri. În timp ce aluminiul este, în general, neproblematic pentru prelucrare, atunci c nd aveți nevoie de perioade de funcționare a mașinii de p nă la cinci ore, sculele trebuie să fie performante p nă la ultima așchie. rezele noastre Alu ine sunt la nălțimea sarcinii - chiar și pentru prelucrări foarte lungi , explică Ayala.
Motocicletele S A sunt propulsate de motoare solide -twin. entru a aplica cuplul lor suplimentar pe șosea într-un mod care poate fi controlat și pentru a oferi motocicletelor S A o manevrabilitate confortabilă, acestea sunt subțiate în multe locuri. Un exemplu este cutia de viteze, care inițial a prezentat câteva provocări. utiile de viteze sunt situate foarte jos și trebuie produse foarte precis. Anterior, lungimea sculei cauza probleme legate de vibrații. upă ce am văzut designul, am reușit să minimizez vibrațiile cu sculele din seria noastră Alu ine , spune Ayala. S A utilizează, de asemenea, freze cu plăcuțe indexabile din seriile MaxiMill 1 și MaxiMill 11, precum și freza de copiere cu ax . Această combinație de scule ne-a ajutat enorm. e atunci, nu am mai folosit nimic altceva pe mașină , confirmă Sergio ayarri.

rin urmare, nu este surprinzător faptul că sculele utilizate pentru a produce astfel de piese trebuie să fie la înălțimea cerințelor în ceea ce privește performanța, varietatea și fiabilitatea. așina noastră N este utilizată timp de patru p nă la cinci ore pentru a realiza rezervoarele noastre de combustibil personalizate, de exemplu. acă o unealtă se defectează chiar n mijlocul procesului, uneori ntregul bloc de aluminiu trebuie să fie casat. Aceasta obișnuia să fie o problemă foarte reală pentru noi , declară Sergio ayarri.
FOTO
Aluminiu: în procesul de prelucrare, care este în general lipsit de probleme, sculele AluLine de la CERATIZIT trebuie să lucreze până la ultima așchie, cu timpi de funcționare a mașinii de până la cinci ore.
Cu toate acestea, mai este încă un drum lung de parcurs până când un client se poate urca la bord și poate dezlănțui puterea propriei motociclete personalizate S A . Sergio ayarri își pune abilitățile inginerești și dedicarea în fiecare dintre creațiile sale unice. Cu ajutorul sculelor AluLine și MaxiMill de la CERATI IT, el poate modela o mașinărie de vis din aluminiu, plină de performanțe nebănuite și un aspect care lasă în urmă motocicletele obișnuite.
entru informații suplimentare despre stilul neconvențional al motocicletelor personalizate S A , aruncați o privire la acest videoclip amuzant, plin de informații fascinante despre motociclete, peisaje și omul din spatele tuturor acestora, Sergio ayarri.

Uneori, ca producător de scule, întâlnim proiecte foarte interesante. Nu facem doar scule. Asta e doar o parte din munca noastră. Clienții noștri vin, de asemenea, la noi pentru consiliere tehnică și suport cuprinzător în rezolvarea problemelor tehnice în timpul procesului de prelucrare pe care le întâmpină în timpul fabricației produselor lor.
i am dorit să împărtășim o astfel de poveste a colegilor noștri din Spania, unde sculele noastre au jucat un rol foarte important. A


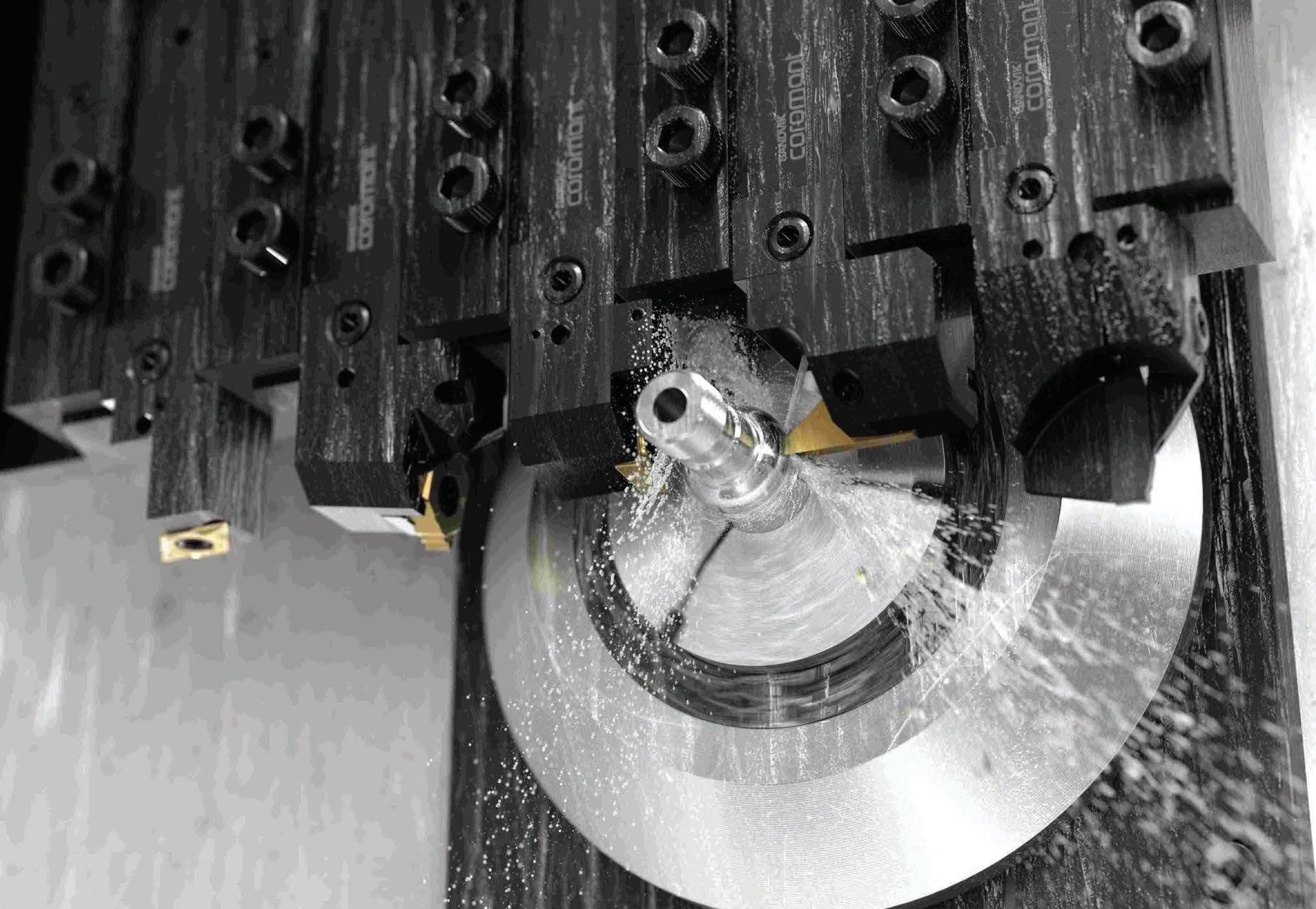

Compania andvik Coromant, un producător de top de scule i solu ii pentru a chierea metalelor, prezintă icro un nou sistem de fi are cu schimbare rapidă, dezvoltat special pentru ma inile cu sănii verticale. Acesta promite o precizie, o siguran ă i o repetabilitate e cep ionale, precum i o utilizare ma imă a ma inii.
Sistemul de fixare QS™ Micro este conceput special pentru prelucrarea pieselor mici i ma inile cu sănii verticale. Acesta acoperă majoritatea segmentelor industriale, cum ar fi ingineria generală, industria auto, aerospa ială i medicală. Cu o gamă extinsă de capete a chietoare i adaptoare de coadă, sistemul oferă o multitudine de configura ii i schimbări rapide ale sculei.
Sortimentul include adaptoare de coadă dreptunghiulare cu dimensiuni de la 1 1 mm până la mm i dimensiuni echivalente în oli. De asemenea, dispune de capete a chietoare pentru strunjire generală, debitare i canelare i filetare în familiile CoroTurn® 1 , CoroCut® , CoroCut® XS i CoroThread® . CoroTurn® 1 i CoroCut® XS oferă capete a chietoare concepute pentru prelucrarea pe axa , cu avantaje precum o stabilitate mai mare i o mai bună evacuare a a chiilor.
Unul dintre principalele beneficii ale sistemului de fixare QS™ Micro este că permite schimbarea rapidă a capetelor aşchietoare cu o precizie ridicată, ceea ce reduce timpii de nefuncţionare ai maşinii. Un alt beneficiu este modularitatea, care permite montarea diferitelor tipuri de capete aşchietoare în adaptoare diferite, reducând necesitatea unui stoc mare de scule.
Hampus Jemt, Manager de produs global pentru prelucrarea pieselor mici şi filetare la Sandvik Coromant
Alte beneficii includ un mecanism de fixare rigid care reduce la minimum vibra iile, permi ând o precizie fără precedent la ma inile cu sănii verticale, fără a compromite siguran a procesului. recizia ridicată de indexare ( - m) asigură, de asemenea, o calitate supremă a componentelor, o acurate e i o repetabilitate excep ionale în cadrul diferitelor opera ii.

În plus, controlul eficient al a chiilor este esen ial în prelucrarea pieselor mici. Toate adaptoarele de coadă S Micro sunt prevăzute cu func ie de răcire cu lichid, permi ând conectarea u oară a lichidului de răcire la capetele a chietoare, iar lichidul de răcire de precizie este distribuit direct la plăcu ă. Evacuarea eficientă a a chiilor este esen ială. urdărirea a chiilor poate afecta semnificativ fine ea pieselor prelucrate. in fericire, func ia noastră de răcire cu lichid are ca rezultat un control excep ional al a chiilor, prelungirea duratei de via ă a sculei i cre terea productivită ii , a adăugat emt.
Combinând schimbarea rapidă i u oară a sculelor cu un grad ridicat de modularitate, S Micro se potrive te perfect pentru opera iunile de prelucrare a pieselor mici, unde precizia i siguran a sunt extrem de importante. entru mai multe detalii despre această solu ie, vizita i site-ul web. A
Specialistul în scule a chietoare andvik Coromant a îmbunătă it mecanismul de amortizare de la adaptoarele de strunjire ilent ools pentru o performan ă i mai constantă i finisare îmbunătă ită a suprafe ei în timpul opera iilor de strunjire interioară la lungimi mari în consolă. oile adaptoare se integrează perfect cu noua genera ie de capete a chietoare Coro urn® , care dispun de răcire internă cu lichid orientată lateral.
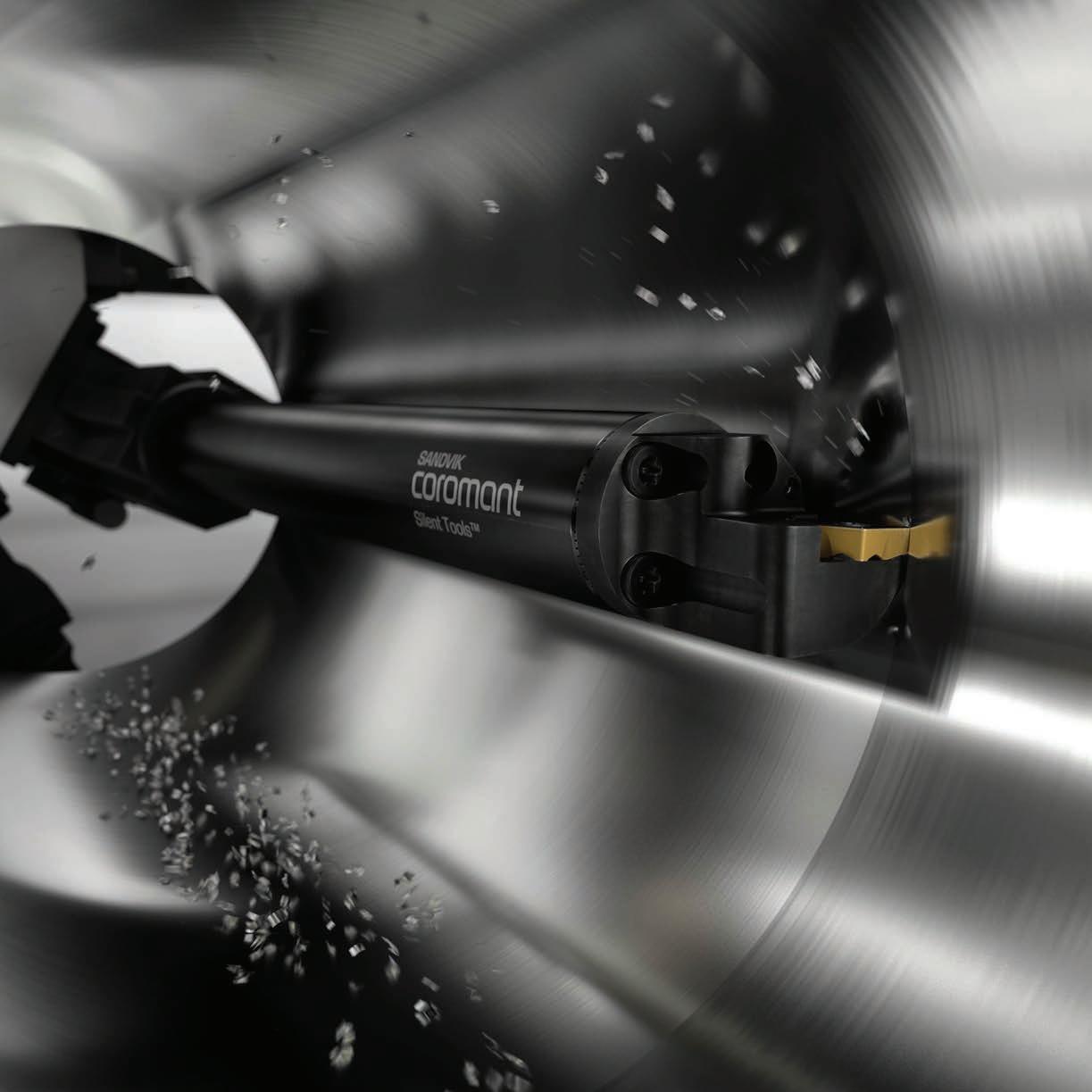
Datorită experien ei de aproape de ani în amortizarea vibra iilor, sistemul de fixare a sculelor Silent Tools de la Sandvi Coromant a sprijinit prelucrarea pe lungimi mari în consolă prin amortizarea eficientă a vibra iilor. În prezent, de articole cilindrice i Coromant Capto® din gama de adaptoare pentru strunjire (diametre de 1 mm i 1 ol) au fost îmbunătă ite i dotate cu un mecanism de amortizare revăzut i perfec ionat.
În urma modernizării, adaptoarele de strunjire Silent Tools vor asigura o consecven ă îmbunătăită i repetabilitatea prelucrării pentru toate rapoartele lungime diametru disponibile, pentru un produs mai fiabil i mai performant.
ilent ools şi Coro urn® combinaţia perfectă
entru a asigura în continuare performan e optime i pentru a cre te productivitatea, a fost dezvoltată o nouă genera ie de capete a chietoare CoroTurn® SL pentru diametre mici (dimensiuni de 1 i ), cu răcire internă cu lichid orientată lateral, pentru a se integra cu adaptoarele de strunjire modernizate.
Noile capete aşchietoare CoroTurn® SL beneficiază de tehnologia Silent Tools™, care oferă performanţe îmbunătăţite de stabilitate.Aceste două produse lucrează împreună pentru a îmbunătăţi calitatea componentelor, pentru a creşte stabilitatea procesului de prelucrare, pentru a reduce rebuturile şi reprelucrările inutile, precum şi pentru a minimiza opririle neplanificate ale maşinii. În plus, timpii de nefuncţionare vor fi reduşi datorită unui control mai bun al aşchiilor, care este una dintre principalele probleme întâlnite la alezarea lungimilor mari în consolă în diametre mici.
Daniel Conessa, Manager de produs global - Strunjire la Sandvik Coromant
Mecanismul de amortizare a fost îmbunătăţit substanţial în comparaţie cu generaţia anterioară de adaptoare de strunjire Silent Tools™. Corpul amortizorului, care anterior necesita reglarea fină manuală, este acum calibrat şi asamblat de o maşină. Această automatizare are ca rezultat o zonă de frecvenţă foarte precisă şi previzibilă, care se potriveşte perfect cu lungimea în consolă şi aplicaţia fiecărui adaptor. Aceasta înseamnă că adaptoarele de strunjire Silent Tools™ sunt mai eficiente ca niciodată în contracararea forţelor de vibraţie la lungimi mari în consolă.
Åke Axner, Manager de produs globalIntegrare maşini în cadrul Sandvik Coromant
Adaptoarele de strunjire Silent Tools modernizate cu dimensiuni de 1 i mm ( i oli) se integrează perfect cu noua genera ie de capete a chietoare CoroTurn® SL cu dimensiuni de 1 i , care dispun de răcire internă cu lichid orientată lateral. În plus, adaptoarele de strunjire Silent Tools cu dimensiunea de mm (1 ol) se potrivesc perfect cu capetele a chietoare CoroTurn® SL existente cu dimensiunea de cu lichid de răcire de înaltă precizie. Atunci când sunt combinate cu adaptoarele corespunzătoare, aceste capete a chietoare oferă toate acelea i beneficii men ionate mai sus.
Atunci c nd clien ii no tri au nevoie de o piesă de prelucrat fără vibra ii i de rezultate de calitate superioară, men in nd n acela i timp toleran ele str nse necesare, capetele a chietoare oro urn® combinate cu ilent ools le oferă exact acest lucru. n plus, această solu ie va reduce i costurile de operare i va maximiza productivitatea , conchide Conessa. A
Gama FOLIA reprezintă o serie revoluționară în domeniul produselor de prelucrare a metalelor. ste o serie de fluide bazată pe bioresurse resurse biologice fără conținuturi de uleiuri și emulgatori. Având un grad de lubrifiere ridicat și o e traordinară capacitate de răcire, gama de lubrifianți Folia oferă utilizatorilor o soluție generală unică pentru marea majoritate de opera ii de prelucrare a metalelor.
Mul umită tehnologiilor avansate, compania oferă pieței primul și singurul fluid de prelucrare care înlocuiește uleiurile standard, cu polimeri în stare fluidă obținuți din bioresurse, asigurând cele mai ridicate performanțe în funcționare și un nivel extrem ridicat de protecție, operatorilor i mediului ambiant.
Conform rezultatelor testărilor, cele bile imersate în lubrifianții A continuă să nu sudeze chiar și la sarcini foarte ridicate, iar diametrul amprentei de uzură rămâne limitat. Acest test demonstrează capacitatea excep ională de protec ie împotriva uzurii i a expunerii la eforturi mecanice foarte mari, gra ie proprietă ilor excelente anti-uzură i extremă presiune, manifestate de aceste produse în timpul desfă urării opera iei de prelucrare.
Aceste caracteristici unice permit nu doar o optimizare a costurilor tehnologice ci și utilizarea produsului FOLIA la o succesiune completă de opera ii de prelucrare prin a chiere până la ob inerea piesei finite.
eneficiile c eie ale utilizării gamei de lubrifianți A sunt:
1. Lubrifiere, răcire i protec ie temporară excelente;
2. Ciclu de viață ridicat al fluidului; ) Compatibilitate cu uleiurile de ghidaje;
3. Lipsa tendin ei de spumare;
4. Separarea rapidă, datorită ne-miscibilită ii, a uleiurilor tehnologice infiltrate opera ional sau accidental;
5. Deservire de între inere limitată;
6. Lipsa compu ilor chimici nocivi pentru sănătatea umană i pentru mediu.

TotalEnergies Marketing Romania
Str. Stejarilor nr. 2 ristia , u . Braş
Tel: 0268.401.711
Cladirea Landmark, Corp C
Str. Vasile Alecsandri nr. 4/
Str. Constantin Daniel nr. 11, Etaj 5, zona 1, sector 1, Bucureşti
Tel: 021.361.05.50
office-romania@totalenergies.com https://totalenergies.ro/ produsele-noastre/lubrifiantipentru-industrie/lubrifiantiitotalenergies-pentru-prelucrarea
FOLIA este un fluid adaptabil care poate fi aplicat în mai multe categorii de opera ii de prelucrare ale metalelor:
1. prelucrările conven ionale al metalelor feroase și neferoase, 2. prelucrările severe ale metalelor, dure i extrem-dure, 3. prelucrările moderate până la severe ale metalelor mediu-dure.
Duritatea acceptată pentru apa de formare a soluției se situează în limitele de la apă foarte puțin dură până la apă foarte dură.
ama de lubrifianți A protejază i păstrează intactă starea vopselelor mașinilor. De asemenea, reduce numărul și durata opririlor tehnologice și accidentale ale mașinilor, protejează și păstrează intacte elementele de etanșare din cauciuc sau alte materiale și menține curată suprafața fragmentelor de șpan, asigură evitarea apari iei petelor de ardere pe suprafa a a chiilor metalice.
ama de lubrifianți A reprezintă o soluție remarcabilă pentru operațiunile dumneavoastră de producție prin reducerea costurilor și a serviciilor de mentenanță și creșterea productivității. Este un lubrifiant ,,eco-friendly care provine dintr-o sursă regenerabilă și oferă mai mult decât protecție pentru scule și echipamente, oferă ERFORMAN .
TotalEnergies este o companie energetică de talie mondială care produce și comercializează energie la scară globală, energie obținută din petrol și biocombustibili, gaze naturale și gaze obținute din surse regenerabile și electricitate. Datorită liniilor sale de producție, a lanțurilor de aprovizionare și a prezenței comerciale în peste 1 de țări, furnizează o gamă diversificată de lubrifianți performanți pentru operatorii industriali.
Mai multe detalii despre portofoliul de produse pot fi consultate aici: https://totalenergies. ro/produsele-noastre/specialitati-si-lubrifiantipentru-industrie A
rupul de succes, reudenberg, care furnizează soluții tehnice avansate în multiple sectoare, de la automotive și tehnologie medicală până la lubri anți speciali și produse de întreținere, sărbătorește anul acesta de ani de activitate. in acest grup fac parte companii precum



Furnizorul de servicii te tile e a oferă companiilor soluții durabile și eficiente pentru curățarea industrială. tilizarea lavetelor de curățare reutilizabile și a covorașelor de colectare a uleiului menține mediul de lucru curat și reduce în același timp cantitatea de deșeuri. e tilele sunt colectate în mod regulat, spălate profesional și livrate din nou proaspete. Acest lucru economisește resurse și asigură disponibilitatea permanentă a instrumentelor de curățare.

FOTO
entru a menține în mod ecologic curățenia în
Ca suprafață de bază pentru lucrările de reparații și întreținere, covorașele de siguranță protejează utilajele, locul de muncă și podeaua împotriva murdăriei și scurgerilor.
©Mewa
Mewa are în portofoliu patru calități diferite de lavete de curățare pentru absorbția rapidă a solvenților, lubrifianților sau funinginii. Lavetele robuste din bumbac Mewatex și Mewatex lus îndepărtează, de asemenea, chiar și cele mai persistente murdării și așchiile metalice, în timp ce Mewatex Ultra este potrivită pentru lustruire, și aproape fără scame. Laveta din microfibră Mewa rotex" este ideală pentru curățarea suprafețelor sensibile.
rotec ie sigură împotriva scurgerilor covoraşe reutili abile pentru colectarea uleiului
Covorașele absorbante de ulei Multitex de la Mewa protejează podeaua atelierului împotriva
FOTO
Materialele textile de curățare pot fi spălate și apoi reutilizate de mai multe ori. ©Mewa
scurgerilor periculoase pentru mediu, cum ar fi uleiul și lichidul de răcire. Disponibile în diferite dimensiuni, capabile să absoarbă până la zece litri de lichid, covorașele textile din serviciul complet asigură un loc de muncă foarte curat și reduc utilizarea și eliminarea granulatului de absorbție pentru ulei, de unică folosință.
Soluțiile complete sunt disponibile exclusiv ca un serviciu complet, inclusiv colectarea, spălarea, controlul calității și livrarea din nou a lavetelor. Serviciul include preluarea și respectarea riguroasă a tuturor obligațiilor de mediu.
În acest fel, Mewa sprijină companiile să-și facă locurile de muncă ecologice și curate într-un mod sustenabil și eficient. A





Imprimarea a metalelor bazată pe arcul electric este pe cale să transforme radical producția componentelor metalice. etoda de fabricație aditivă cu sârmă pentru sudare, care urmărește îndeaproape conturul final, aduce obiectele tridimensionale la forma vizată, prin aplicarea strat cu strat a trecerilor. emple se pot găsi în domeniul construc iei de instala ii, de avioane, al construcției de matrițe sau în domeniul construcțiilor ușoare.

Avantajele se manifestă cu precădere în cazul geometriilor complexe, cu o rată de prelucrare ridicată. În acest caz, procesul este mai flexibil și, nu arareori, mai rentabil decât procedeele de prelucrare sau de formare. De asemenea, avantajele se manifestă și în domeniul pieselor de schimb, al construcției de prototipuri și în fabricația în serie mică. În spațiul american au apărut între timp standarde pentru imprimarea D a metalelor, în timp ce în Europa acestea sunt în lucru în ceea ce privește recipientele sub presiune fabricate aditiv, fără expunere la foc. Linde Engineering, MI AL.CO, T S D Industrie Service mb și Fronius International au
FOTO
Producerea sârmei pentru sudare la MIGAL.CO.
© Fronius International GmbH
intrat în joc cu scopul de a ajuta la succesul definitiv al variantei de fabricație bazată pe sârmă.
Componente personali ate şi just-in-time
Adesea, tehnicile clasice de fabricație, cum ar fi turnarea, implică și procesul costisitor al construcției de forme și matrițe. La aceasta se adaugă termenele de execuție și costurile de dezvoltare. Dacă o companie alege să mizeze pe imprimarea D a metalelor, ea poate scurta în mod hotărâtor ciclurile de producție. Metodele de fabricație aditive favorizează nu doar producția rapidă a componentelor prototip (Rapid rototyping), ci și fabricarea ust-in-Time. Aceasta înseamnă că ele ajută la evitarea situațiilor riscante de tipul Single-Source adică dependența de furnizori unici, combinată cu menținerea de stocuri, cu costuri ridicate. În funcție de diversele componente necesare, se aleg rețetele adecvate în software, iar acestea sunt imprimate în funcție de necesități. Nu există aproape nicio limită pentru geometria componentelor. În schimb, topologia și modelele cu flux optimizat ocupă un loc important în producția de zi cu zi în fabricația aditivă - chiar și pentru componente mari.
Procedeul de sudare CMT - ideal pentru imprimarea 3D a metalelor
Imprimarea D funcționează cu diferite procedee. rocedeele bazate pe sârmă, cum ar fi Fronius Additive , topesc sârma pentru sudare și realizează în acest fel piesa, strat cu strat. entru

ca în material să nu pătrundă prea multă căldură, ele trebuie executate cu cât mai puțină energie posibil. Adecvat în special pentru imprimarea D a componentelor din aluminiu este procedeul de sudare Fronius Cold-Metal-Transfer (CMT), bazat pe procedeul MI . CMT este un procedeu cu arc electric scurt mai rece , care minimizează energia liniară, în ciuda ratei de depunere ridicate. El este excelent pentru sudarea aditivă, unde depunerea ciclică de straturi prin sudare generează o energie liniară ridicată.
CMT suportă funcții care sunt potrivite pentru imprimarea D a metalelor. Un exemplu tipic în acest sens îl reprezintă corecția puterii . Ea permite adaptarea precisă a puterii electrice utilizate în funcție de faza respectivă a procesului. În tot acest timp, rata de depunere rămâne constantă.

FOTO
Martin Lohr, IWE și dr. ing. Kati Schatz, ambii de la Linde Engineering.
© Fronius International GmbH

Prin intermediul funcțiilor noastre CMTAdditive-Pro dezvoltate special pentru fabricația aditivă, cum ar fi corecția puterii sau Deposition Stabilizer, care menține constantă rata
ing. Leonhard REITER, Fronius R&D
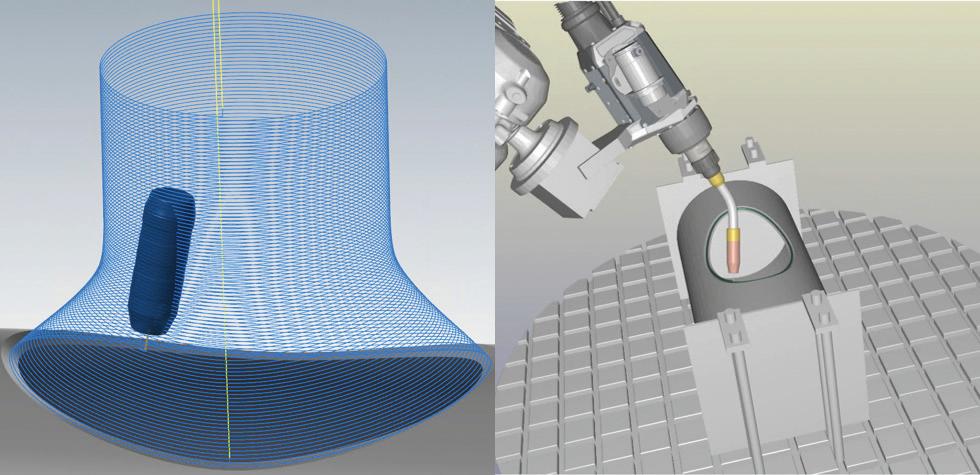
ronius sus ine elaborarea standardelor pentru componente şi recipiente sub presiune reali ate prin fabrica ie aditivă În calitate de membru al rupului comun de lucru pentru componente fabricate aditiv conform Directivei privind recipientele sub presiune a Institutului erman pentru Standardizare (DIN) , Fronius, în colaborare cu MI AL.CO, Linde Engineering și T S D, a participat la calificarea prototipului unei componente sudate aditiv. În acest context, a fost verificată aplicabilitatea proiectului de standard prEN 1 -1 pentru componente de recipiente sub presiune, fără expunere la foc.
Calificarea materialelor, verificarea proiectului, calificarea procedurii, fabricația aditivă, verificarea componentelor și verificarea sub presiune, precum și documentarea cu exactitate a lanțului de procese, au fost realizate conform competențelor partenerilor implicați, în locațiile corespunzătoare, iar în urma acestora a fost elaborată o Specificație privind procedura de fabricație aditivă - AM S (Additive Manufacturing rocedure Specification), cu caracter obligatoriu.
FOTO
Simularea depunerii straturilor și a ordinii de sudare.
© Fronius International GmbH
„În proiectul de standard prEN 13445-14, precum și n standardul IN , deja publicat, este luat n considerație ntregul lanț valoric, inclusiv toate detaliile de monitorizare. În acest fel este avută n vedere posibilitatea respectării cerin elor fundamentale de siguran ă prevăzute n irectiva privind recipientele sub presiune E , descrie dr. ing. Kati Schatz, Linde Engineering, conținutul standardului aflat în elaborare. unt incluse toate detaliile. Este vorba n special de cerințele privind materialele, proiectarea, calificarea procedurii aditive, producția și verificarea, precum și recepția și documentarea. Nu există aproape nicio diferență ntre această procedură și cea pentru recipientele sub presiune fabricate n mod convențional. hiar și n lipsa așa numitei prezumții de conformitate a viitorului standard armonizat, dat fiind că vor mai avea loc revizii p nă la finalizare, specificația poate totuși servi ca ghid orientativ tuturor celor implicați n procesul de fabricație aditivă a recipientelor sub presiune.
Design materiale şi materiale de adaos
A fost verificat întreg lanțul de procese pe baza unui recipient sub presiune sub forma unei conducte de ramificație. Conform propunerii de design, ramificația (zona aplicată aditiv până la ștuț) a fost realizată pe o conductă principală fabricată tradițional, prevăzută cu decupajul necesar în acest sens. În acest caz vorbim despre o componentă hibridă, deoarece materialul substrat care trebuie sudat devine parte componentă a recipientului sub presiune.
În ceea ce privește materialul,ne-am decis pentru aluminiu.În construcţiile de instalaţii utilizăm aliajul maleabil auto-călibil datorită rezistenței sale excepționale la temperaturi scăzute, de până la minus 273°C. Sudarea materialului este însă o provocare. Astfel, nu doar alegerea procedeului și a parametrilor de proces sunt decisive pentru obținerea rezultatului dorit, ci și alegerea materialului de adaos.
Martin LOHR, Linde Engineering
Un rol esențial la imprimarea D a metalelor îl joacă materialul de adaos atât pentru diametru, cât și pentru compoziția chimică, care trebuie să conțină cât mai puțin hidrogen, se aplică toleranțe stricte. În plus, pentru desfășurarea producției fără probleme, sârma trebuie să nu prezinte niciun fel de incluziuni și să fie bobinată în straturi suprapuse exact.
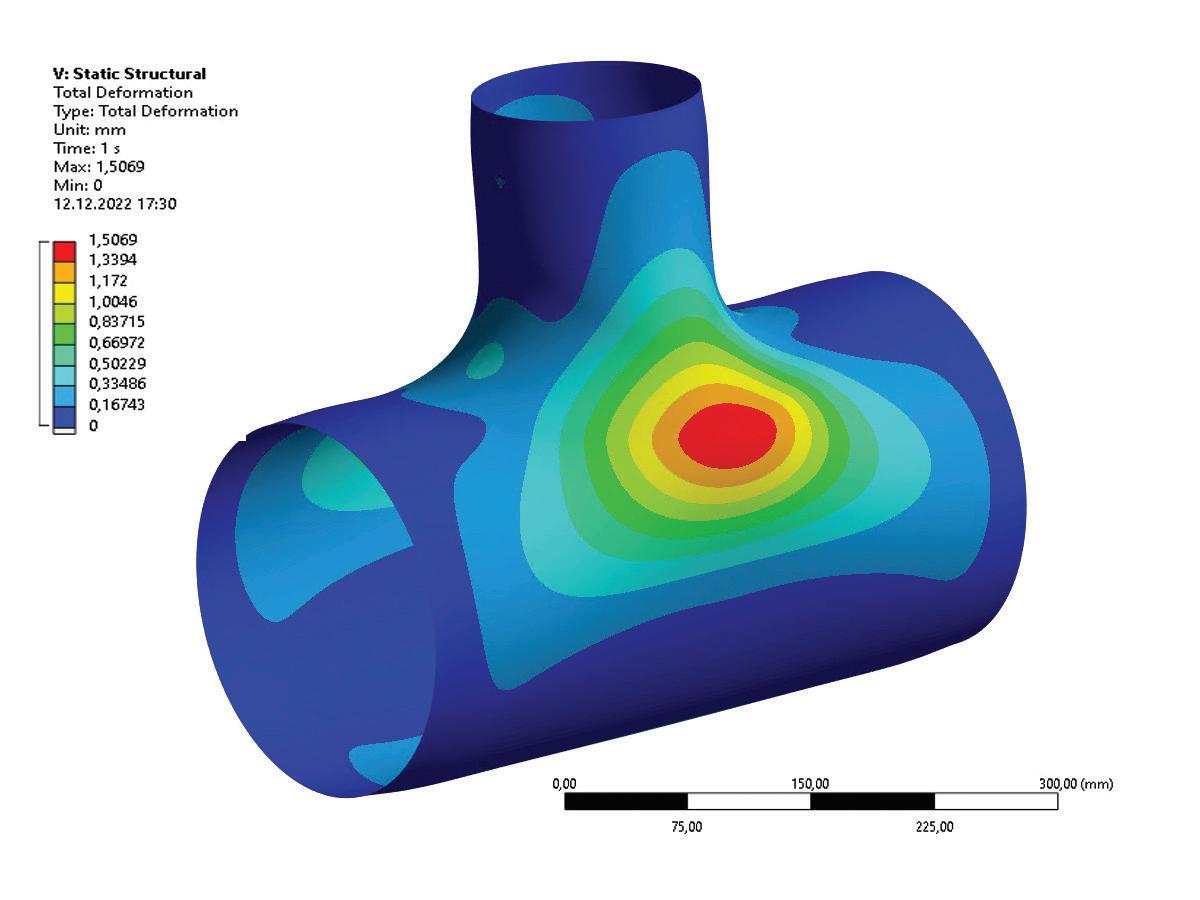
importantă temă legată de mediu, relevantă din punct de vedere climatic, este amprenta de a s rmei pentru sudare , arată ing. Robert Lahnsteiner, CEO al MIGAL.CO, și completează „În cazul nostru, ea este de , kg per kilogram aluminium, ceea ce nseamnă mai puțin de un sfert din media internațională.
roiectarea componentei şi alegerea procedeului
Trecerea de la conducta de bază a recipientului sub presiune către ștuț a trebuit realizată atât cu optimizarea fluxului, cât și a topologiei. În urma proiectării au rezultat următoarele grosimi de pereți mm pentru conducta de bază, 1 mm pentru trecerea de la conducta de bază la ramificație și mm pentru ramificație.
Conducta de bază
Material EN A
Grosime
Alegerea procedeului DED (procedeu Direct-Energy-Deposition)
Cerințele de bază privind procedeul DED (cunoscut și ca proces ire-Arc-Additiv Manufacturing) pentru calificarea prototipului de recipient sub presiune au fost după cum urmează n rată de depunere cât mai mare posibilă n procedeu cu căldură redusă, pentru a evita, respectiv a minimiza, necesarul de răcire și deformarea
n fără defecte de lipsă de interpătrundere la îmbinarea cu materialul de bază
n insensibilitate la modificări ale distanței pistolet de sudare - piesă
n reproductibilitate absolută a calității ridicate a materialului în limitele calificate ale procedurii Depositing
n adecvare pentru piese de mai mari dimensiuni

n Recipient sub presiune cu conductă de ramificație fabricată aditiv și marcaj CE. © Fronius International GmbH
Având în vedere cerințele pentru depunerea treptată a straturilor prin fabricație aditivă a fost ales procedeul CMT bazat pe MI , mai precis CMT mix pentru primul strat și CMT Additive ro pentru realizarea în continuare a peretelui, în condițiile în care utilizarea corecției puterii a influențat în mod decisiv energia liniară.
FOTO
Modelul prin metoda elementelor finite (FEM) al recipientului sub presiune sub forma unei conducte de ramificație. © Fronius International GmbH
TABEL
Material, grosime perete și diametru exterior al conductei de ramificație.
Calificarea procedurii
Date fiind diferitele grosimi ale peretelui la nivelul trecerii de la conducta de bază către ramificație, din perspectiva domeniului de valabilitate al prEN 1 -1 au fost necesare trei calificări separate ale procedurii (D R). Specificațiile rocedurii de Depunere D S (Deposition rocedure Specifications) astfel rezultate au caracter de obligativitate pentru procedeul de sudare aditiv. Rețeta finală pentru imprimarea D a metalelor, așa numita Additive Manufacturing rocedure Specification (AM S), cuprinde astfel trei Deposition rocedure Specifications, instrucțiuni privind ordinea de sudare, precum și note privind certificatele materialelor și calificările operatorilor.
alitatea constantă a componentelor realizate prin fabricație aditivă este asigurată, pe l ngă specificațiile privind tehnica de sudare, de certificatele materialelor și de calificările operatorilor , explică ing. Manfred Schörghuber, Fronius R&D
Conform prevederilor din prEN 1 -1 , epruvetele individuale au fost supuse la examinări nedistructive și încercări distructive. entru a demonstra lipsa defectelor la exterior și la interior au fost realizate examinări vizuale și dimensionale ( T), verificări ale volumului (RT-D) și verificări ale suprafeței ( T) ca procedee de examinări nedistructive.




n Examinare cu lichide penetrante la TÜV SÜD. © Fronius International GmbH


Îndeplinirea cerințelor mecanico-tehnologice privind materialul fabricat aditiv și îmbinarea hibridă am demonstrat-o prin verificări ale compoziției chimice, precum și prin încercări la tracțiune și la îndoire, realizate perpendicular față de direcția de aplicare a straturilor. Apoi, în punctele de start și de stop, precum și la îmbinarea hibridă am efectuat analize metaing. (FH) Martin BOCHE, TÜV SÜD
lanificarea şi simularea traiectoriei robotului
lanificarea traiectoriei pentru aplicația de sudare robotizată a fost realizată pe o conductă de ramificație modelată tridimensional în softwareul CAM (Computer Aided Manufacturing Software) dezvoltat de Fronius. Propunerea de modelare aditivă programul de sudare efectiv am calculat-o prin introducerea nălțimii straturilor, a poziției, a vitezei și a strategiei de modelare. raiectoria sudării a fost vizualizată ntr-o celulă de sudare robotizată modelată de software-ul nostru , continuă ing. Leonhard Reiter, Fronius R&D.
Detectarea po i iei şi deplasarea sen orilor entru ca piesa să poată fi poziționată perfect și să se poată interveni pentru corectarea toleranțelor de fabricație, piesa a fost scanată cu Fronius ireSense. Sistemul inovator de senzori utilizează sârma pentru sudare ca senzor tactil și scanează conturul de sudare punct cu punct. Când capătul electrodului atinge suprafața rezultă un scurtcircuit, care declanșează un semnal de distanță, acesta fiind transmis robotului de sudare. Software-ul acestuia compensează valoarea de referință programată offline cu valoarea efectivă a cursei ireSense și corectează, dacă este necesar, traseul de sudare pentru fabricația aditivă. Imediat apoi sârma se deplasează înapoi și în timp ce robotul continuă deplasarea pistoletului de sudare din nou înainte către următorul punct. Acolo este declanșat un nou scurtcircuit, este generat un semnal de distanță și, dacă este necesar, traiectoria sudării este modificată încă o dată. În acest fel sunt minimizate abaterile geometrice.
Fabricarea piesei
Diversele grosimi ale peretelui la trecerea către ramificație au putut fi realizate prin amplitudini de pendulare de mărimi diferite. entru racordarea optimă necesară de la o trecere la alta și umectarea unitară a marginilor sudurii a fost necesar managementul constant al căldurii. În acest sens, au fost utilizate job-uri de sudare specifice straturilor, cu parametri speciali.
În timpul procesului de sudare piesa a fost dotată cu un circuit de tur și retur de apă. Nivelul de apă astfel rezultat a trebuit să rămână la o distanță suficientă de locul sudării, pentru ca temperatura între treceri să poată fi menținută în domeniul calificat. Acest lucru a permis sudarea continuă, fără pauze de răcire. rin răcirea piesei a fost minimizată deformarea piesei și a crescut rata de depunere.
Am observat depunerea straturilor cu o cameră a cărei declanșare a fost sincronizată cu desfășurarea procesului. n acest fel, am putut ulterior să analizăm mai amănunțit abaterile care au intervenit n proces , completează Reiter, Fronius R&D
Monitori area parametrilor şi documentare Software-ul pentru managementul datelor de sudare, eldCube a monitorizat limitele parametrilor prestabilite în AM S (Additive Manufacturing rocedure Specification) și a emis imediat avertizări la depășirea acestora. Din suma tuturor parametrilor a rezultat o amprentă ( fingerprint ) a modelării aditive, simplificând analiza posibilelor discontinuități. erificare finală a piesei şi perspectivă erificarea finală, inclusiv certificarea conformității CE, a fost realizată de către organismul notificat al T S D Industrie Service mb . În cazul de față, de la un material de pornire cu date mecanice într-un viitor standard european armonizat (proiectare armonizată ) și o piesă din clasa de design DC1, a rezultat un volum de verificări al piesei în conformitate cu tabelul următor
ipul verificăriiProcedură de verificareAmploarea verificării
Examinare nedistructivă
Încercare distructivă
erificarea volumului (RT sau UT),
erificarea suprafeței ( T și T)
Analiză chimică
er piesă 1 din secțiunile relevante de proiectare (sau dacă se utilizează un raster adecvat care acoperă complet secțiunea)
Încercare la tracțiune pentru determinarea rezistenței și a alungirii la rupere Încercare la îndoire 1 x în secțiunea fabricată aditiv x în direcție defavorabilă și suplimentar în secțiunea hibridă
x în direcție defavorabilă și suplimentar în secțiunea hibridă
Verificare finală robă de presiune cu apă Încercare la explozie (efectuată opțional)
n paralel cu aceste verificări am realizat analize metalografice, care au acoperit n special acele secțiuni unde s-au constatat imperfecțiuni. Au fost vizate și zonele de trecere dintre materialul clasic și cel realizat prin sudare aditivă, zona hibridă. Analiza metalografică servește n primul r nd verificării datelor colectate din monitorizarea parametrilor, precum și din verificarea mecanico-tehnologică și din examinarea nedistructivă. Astfel, sunt prelevate prin sondaj probe care permit concluzii privind măsura n care materialul și procedura de fabricație utilizată sunt lipsite de probleme , explică Boche rin finalizarea procedurii de evaluare a conformității în acord cu Modulul al Directivei europene privind echipamentele sub presiune 1 UE, sub forma unei Calificări a prototipului pentru un recipient sub presiune realizat prin fabricație aditivă cu acordarea ulterioară a marcajului CE pentru certificarea îndeplinirii cerințelor acestei directive, rupul comun de lucru pentru recipiente sub presiune al Institutului erman pentru Standardizare (DIN), reprezentat de Linde Engineering, T -S D Industrie Service mb , MI AL.CO și Fronius, a dorit să crească gradul de acceptanță al fabricației aditive, în general și în domeniul construcției de instalații și recipiente, în special.
a final, putem constata cu certitudine că experiența de decenii n procedee de sudare bazate pe arc electric combinată cu procedee stabile și inovatoare, cum ar fi ronius Additive Pro susțin ideea utilizării mai pronunțate a imprimării a metalelor n domeniul construcției de instalații și recipiente. n primul r nd, din perspectiva beneficiilor conexe, cum ar fi optimizarea topologiei, fabricarea ust-in- ime sau independența de furnizori, obținem astfel avantaje competitive , rezumă Schörghuber A
Niturile la cald se obțin ușor și cu costuri relativ mici, fără a mai fi nevoie de soluții scumpe precum elemente de asamblare sau adezivi.
Aplicații uzuale ale te nologiei P A : n ituire la cald: de tip dom, tubular, cu rizuri sau cu cap îngropat, în combinații polimer-polimer, polimer-metal, filtre membrane-polimer dur, etc. n nserare la cald: piulițe, pini, tije din diverse aliaje metalice.
Tehnologia RANSON ULSE STA ER furnizează căldură localizat și oferă posibilitatea ajustării temperaturii în timpul procesului de formare a nitului. Înglobând elementul de răcire în electrod, putem încălzi sau răci vârful acestuia, aplicând ,,impulsuri de energie, controlând perfect materialul plastic topit. Lucrează mult mai aproape de temperatura de topire a polimerului, reducând stresul din piesă.
Ciclul de lucru al ulseSta er, utilizează tehnologia de tip Closed-loop (termo-cuplă montată pe electrod pentru feed-bac ), și se realizează în doar câteva secunde.
Un ciclu complet are de obicei minim pași (pentru nituri de dimensiuni mari, se repetă primi doi pași, de până la ori)
n ncălzire Principală (1st eat)
n enținere ituire (Dwell).
n ăcire (Cooling)
n eîncălzire de eliberare a electrodului (Reheat for tip release) - opțional
Caracteristicile unice ale tehnologiei RANSON ULSE STA ER o fac potrivită în mod special pentru aplicațiile dificile, cu valoare adăugată mare, acolo unde este dificil sau imposibil să utilizăm alte tehnologii. Câteva exemple
n iese cu forme -D complexe, cu suprafețe complexe, cu elemente apropiate sau suprapuse unde restul tehnologiilor nu sunt fezabile;
n iese realizate din polimeri avansați, ranforsați cu fibre de sticlă sau acoperite cu crom metalizate; n iese cu componente fragile sau sensibile la căldură (textile, elemente filtrante, ceramică, sticlă); n iese care încorporează componente electronice delicate, sensibile la căldură sau vibrații (plăci imprimate - C sau senzori).

Electrozii pot fi poziționați mult mai aproape unul de celălalt și în configurații mult mai complexe. i, fiindcă aceștia emit căldură doar în timpul ciclurilor scurte, nu există riscul căldurii radiante, nedorite pe alte suprafețe sensibile (vopsite, lăcuite).
Dintre materialele plastice testate cu rezultate net superioare tehnologiilor clasice, menționăm polimeri amorfi C, A S sau MMA, precum și cei cristalini OM, , A (cu conținut de fibră de sticlă de peste ).
ortofoliul standard RANSON ULSE STA ER variază în funcție de aspecte precum numărul de zone (până la 1 puncte de nituire), forța de presare necesară și dimensiunea sculei. and unitate portabilă,- Des top, iar 1 , 1 și echipamente de dimensiuni mari, care pot fi configurate și cu scule interschimbabile, de tip casetă.

Str. Ing. George sta ti escu r. şi 4B, Globalworth Campus , eta , Bucureşti Tel. 0758.098.485 ioan.bucerzan@emerson.com www.emerson.com

De asemenea sunt disponibile și it-uri de integrare în automatizare.
Clienții companiei beneficiază de răspuns rapid la solicitările tehnice și intervențiile de service, acoperite de personalul ranson în România, cu sprijinul rețelei interne de experți la nivel global.
entru mai multe informații legate de cele mai noi soluții ranson, accesați Emerson.com/Branson A

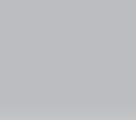




ACompaniile înțeleg tot mai bine că adoptarea noilor tehnologii este obligatorie pentru a rămâne competitive. n e emplu provine din industria materialelor de construcții, unde un producător de polistiren și-a automatizat procesele cheie pentru îmbunătățirea productivității.
lăcile de polistiren utilizate la sistemele de încălzire prin pardoseală necesită protecția cu o folie de plastic pentru funcționarea optimă a acestora, oferind astfel eficiență termică și durabilitate.
Asamblarea manuală a acestor plăci, de dimensiuni mari, era ineficientă, costisitoare și predispusă la pierderi mari, ceea ce a evidențiat necesitatea automatizării.
După o analiză detaliată, echipa de specialiști de la Mach a dezvoltat o soluție personalizată pentru automatizarea procesului. Aceasta implică un sistem complet automatizat care asamblează plăcile de polistiren cu plăcile de plastic termoformate, provenite dintr-o mașină existentă.
Fluxul automat este format din două linii de transport paralele, pentru transportul plăcilor E S, a protecției din plastic superior termoformat și zona de asamblare pentru ambele produse.
Asamblarea celor două plăci este realizată de modulul Pick & Place, care se bazează pe o axă de translație cu mișcări pe axele și , în funcție de spațiul disponibil pentru integrare.
Stivele de plăci E S sunt manipulate de un stivuitor, care livrează câte o placă către modulul ic lace pentru a asambla cele două produse.

Viteazul, Nr. 28, Bucureşti ia
de prindere construit special pentru acest tip de produs. După preluarea protecției, axul se va deplasa în poziția de unde va realiza asamblarea celor două produse.
Ansamblul rezultat este apoi transportat pentru a fi preluat de operator.
Sistemul automatizat este controlat de n LC Siemens C U 1 1 C cu module digitale de intrare ieșire
n Convertizoare de frecvență Siemens 1 C
n Interfața de operare T
utomatizarea proceselor în industrie este o necesitate în contextul competitivității actuale. Integrarea sistemelor automate în producție și depozitare devine din ce în ce mai mult un proces standard, iar utilizarea inteligenței artificiale, văzută până mai ieri ca un viitor îndepărtat, își face tot mai mult simțită importanța pentru menținerea sau extinderea cotei de piață. Mach FTD
Modulul ic lace preia protecția termoformată, provenită de la mașina existentă, de pe banda transportoare cu ajutorul unui dispozitiv
Echipamentele de automatizare comunică între ele prin intermediul unei rețele industriale de tip rofinet, iar programarea LC și MI este realizată prin TIA ortal 1 - SIEMENS.
Sistemul permite operarea în mod
n manual (prin comenzi individuale)
n automat (Start Stop) sau
n inițializare (prin butonul Initialization ).
Interfața de operare comandă și furnizează informații despre starea instalației.
Întreaga automatizare eficientizează astfel procesul, reducând erorile umane și îmbunătățind calitatea produsului final.
entru mai multe informații și exemple de aplicații instalate de echipa de specialiștii Mach, accesați https://www.mach.ro/divizia-automatizaresi-robotica.html A
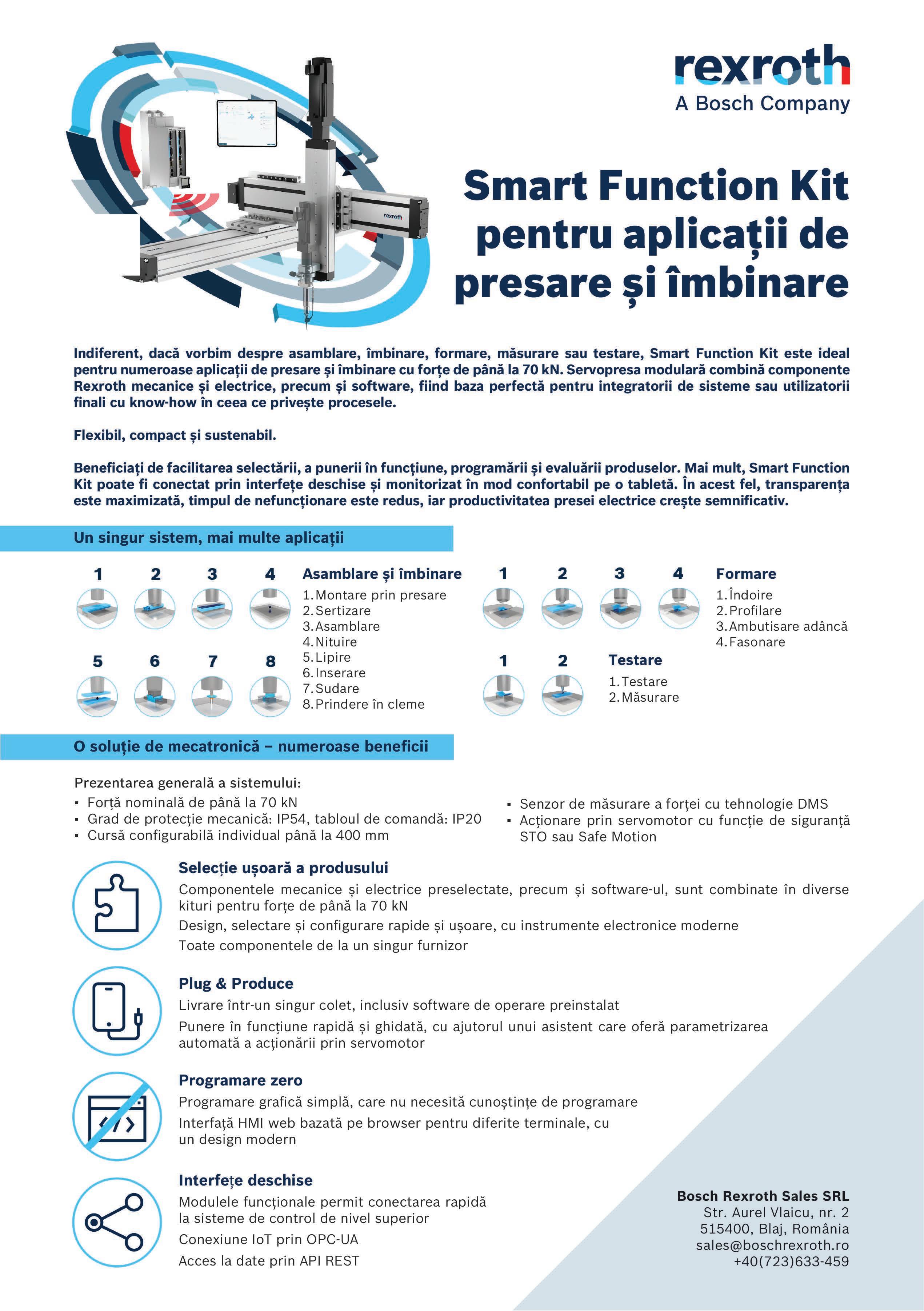


La finalul lunii septembrie, Federația Internațională de Robotică (IFR) a publicat raportul World Robotics 2024, în care au fost prezentate evoluția pieței și tendințele din domeniu. În acest articol prezentăm datele despre evoluția pieței roboților industriali, atât la nivelul Europei cât și pentru celelalte zone de interes: SUA, Marea Britanie, Japonia, India și China.
n uropa creşterea robo ilor industriali instala i depăşeşte sia şi merica de ord
După cum se arată în raportul orld Robotics , în Europa s-a înregistrat în un nou vârf de 9 . 9 de instalări de roboți industriali, ceea ce reprezintă o creștere de 9 , și care a depășit atât creșterea din Asia, cât și pe cea din America de Nord. dintre instalările din Europa au fost înregistrate în Uniunea Europeană.
Asia a înregistrat o scădere de , cu . unități instalate, pe fondul cererii scăzute din industria
electronică și din industria auto. Cu toate acestea, regiunea este de departe cea mai mare piață din lume. Instalările din America de Nord au scăzut cu , până la . de unități. Cererea din industria auto a scăzut cu . Chiar și în aceste condiții, rezultatul din este totuși al treilea cel mai înalt nivel de instalări înregistrat vreodată.
n op ări din uropa Germania, care aparține celor cinci piețe majore de roboți din lume, a avut o cotă de 1 din totalul instalărilor din Europa un număr record de . de roboți ( ) au fost instalați în . Urmează

Italia cu o cotă de piață de 11 instalările au ajuns la 1 . 1 unități (în scădere cu 9 ), venind după un nivel record în anul precedent. iața roboților din ranța a ocupat locul trei în Europa, cu o cotă de piață de instalările de roboți au ajuns la . de unități (în scădere cu 1 ) după un vârf în . n uto metal şi electronice
Creșterea a fost susținută puternic de industria auto din Europa instalările au ajuns la . de unități. Aceasta a crescut cu . Cererea a venit atât din țările care sunt în mod tradițional puternice în industria auto, cum ar fi ermania (9.19 unități, 9 ) și Spania ( . 1 unități, 1 ), precum și din piețele mai mici instalările de roboți din Slovacia, de exemplu, au atins un nou maxim cu 1. de unități instalate. Aceasta a fost o creștere de 1 și de patru ori mai mult decât în 1 în sectorul auto. Instalările din industria prelucrării metalului și a construcțiilor de mașini din Europa au ajuns la 1 . de unități, în scădere cu 1 , dar al doilea cel mai bun rezultat înregistrat din 1 . Industria electrică și electronică a înregistrat . de unități, reprezentând o creștere de .
n tocul de robo i din uropa
Stocul de roboți operaționali din Europa a crescut cu o medie de pe an din 1 . Au fost în total . 9 de unități în funcțiune pe toate palierele de producție.
n Context
Se estimează că instalările de roboți din Europa urmează să scadă semnificativ până în . Războiul din Ucraina, politica monetară strictă și slăbiciunea relativă a industriei auto europene în comparație cu cea a Chinei diminuează investițiile. e de altă parte, există încă mult sprijin politic pentru investițiile în Industria . , iar tranziția la neutralitatea carbonului, precum și regionalizarea lanțurilor de aprovizionare, oferă un impuls. Segmentul emergent de robotică low-cost vizează noi segmente de clienți care până acum nu au folosit roboți. Se așteaptă ca instalările din Europa să crească din nou din .
este . de robo i lucrea ă în fabricile din

Noul raport orld Robotics ne arată că în fabricile din SUA lucrează 1.9 de roboți industriali - o creștere de 1 . Instalările anuale au ajuns la . de unități în , în scădere cu , dar este al treilea cel mai bun rezultat din istoria SUA. Statele Unite au reprezentat din totalul instalărilor din America de Nord în . Instalările anuale din SUA ocupă locul trei în lume, după aponia și China. În plus, s-au lansat numeroase proiecte de investiții în industria auto, ceea ce va crea o mare cerere de roboți în următorii câțiva ani. n utomobile
Industria auto din SUA este cea mai mare piață de clienți pentru roboți industriali, reprezentând
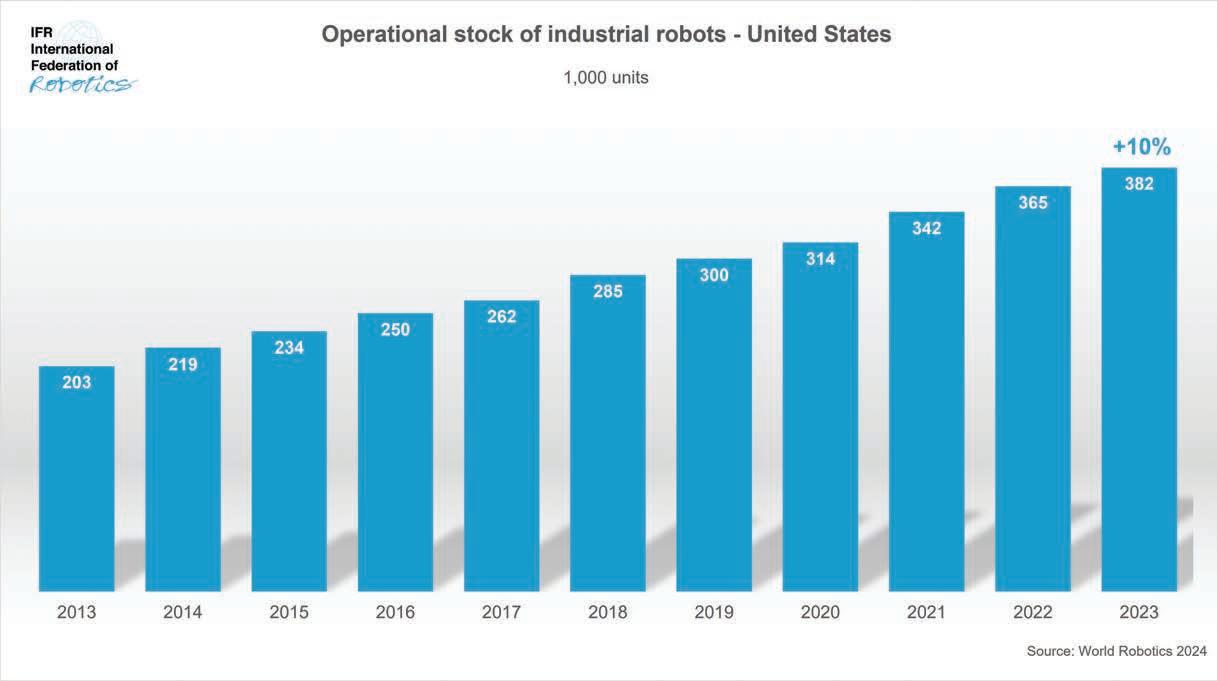
din totalul instalărilor din SUA în . Instalările din industria metalurgică și a construcțiilor de mașini au crescut cu , până la .1 1 de unități. Industria electrică electronică din SUA a rămas stabilă cu 1 , la .9 de unități.
n Canada şi Mexic
Eforturile de nearshoring au dus la schimbări în relațiile economice din America de Nord China era principala sursă de importuri în SUA. Acum aceasta este reprezentată de Mexic și Canada, fiind determinată în principal de producătorii auto.
În Canada, instalările din industria auto au crescut puternic cu 9 și au atins un nou nivel de vârf de . de unități instalate în reprezentând o cotă de piață de .
În Mexic, cererea din industria auto a crescut în 1 și și a scăzut cu , la . de unități, în . Acest segment reprezintă din totalul instalărilor din Mexic.
n Context
Situația economică generală din SUA este bună OCDE se așteaptă ca I -ul să crească cu , în și cu 1, în . Susținut de Chips and Science Act, de Infrastructure and obs Act și de Inflation Reduction Act, se creează din nou capacitate de producție în industria auto, industria electronică, industria chimică și farmaceutică și industria metalurgică. Toate aceste industrii presupun o cerere mare de roboți.
oom ul robo ilor din Marea ritanie atinge maximul istoric

Cu . de unități instalate, vânzările de roboți industriali în Marea ritanie au atins un nou record în . Aceasta reprezintă o creștere de 1 față de anul precedent. rincipalul motor al acestei
creșteri a fost industria auto. În general, în industrie s- a investit masiv în instalarea roboților, deoarece companiile din Marea ritanie au beneficiat de o reducere fiscală substanțială pentru investițiile în instalații și echipamente. Chiar dacă aceasta a expirat după primul trimestru din , se pare că a stimulat investițiile.
n utomotive cea mai puternică creştere
Instalările din industria auto au crescut cu 9 la 1.9 de unități în . Aceste unități sunt utilizate în principal pentru sarcini de asamblare, deoarece au fost finalizate mai multe proiecte majore de vehicule electrice. Segmentul auto reprezintă o cotă de piață de . Industria alimentară și a băuturilor și-a crescut instalările cu 9 , până la de unități. Cererea de roboți din industria metalurgică a crescut cu , până la de unități.
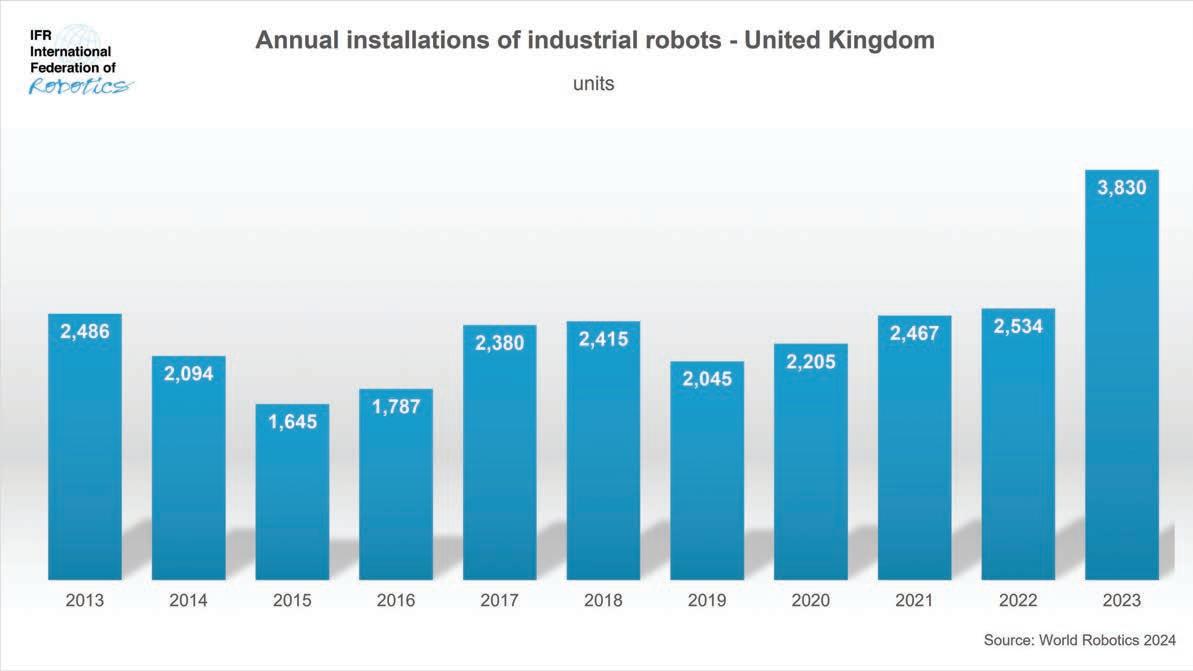
n toc opera ional
În ciuda industriei sale puternice, utilizarea roboților și a automatizării în Regatul Unit este destul de scăzută pentru o țară din Europa de est. Stocul operațional a ajuns la . 1 de unități, în creștere cu 9 în . rin comparație ermania cu 9. de unități are de aproximativ nouă ori mai mulți roboți, Italia cu 9 . de unități de aproximativ trei ori mai mulți, și Franța cu . de unități de aproximativ de două ori mai mulți roboți industriali.
Atât industria auto din Marea ritanie, cât și industria generală trebuie să continue să investească în automatizare pentru a concura la nivel internațional.
n Context
După încheierea superdeducerii în , au fost făcute publice doar câteva anunțuri de investiții legate de industria auto, care vor intra în vigoare în și . Ca urmare, instalările de roboți sunt de așteptat să scadă brusc în , înainte de revenirea lentă la creștere începând cu .
ecord . de robo i lucrea ă acum în fabricile din aponia
Raport orld Robotics arată că . 99 de roboți industriali lucrează în fabricile din aponia - o creștere de față de anul precedent. Chiar dacă instalările anuale au scăzut cu 9 , .1 de unități
în , aponia rămâne a doua cea mai mare piață la nivel mondial, după China, pentru roboți industriali.
Stocul operațional a crescut cu o medie de pe an, între 1 și .

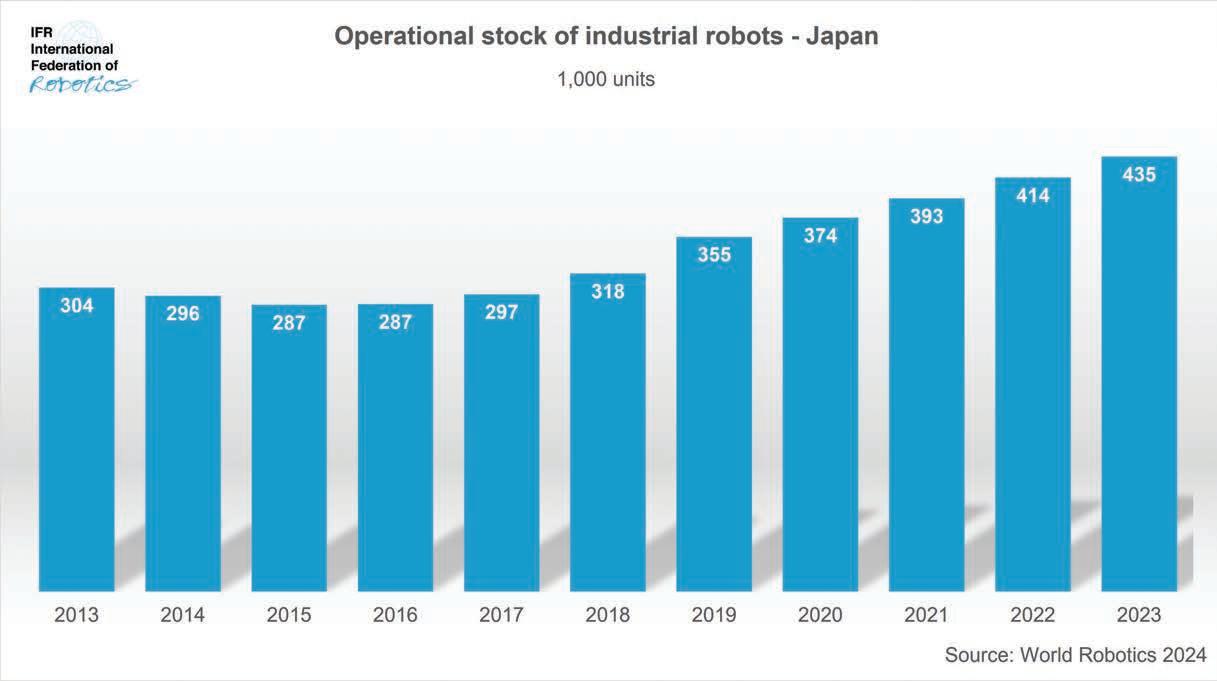
n xportul robo ilor
aponia este o țară lider mondial în producția de roboți, reprezentând din producția globală. Exporturile japoneze au ajuns la 1 . 1 de unități în . Aceasta a fost cu în scădere față de vârful de . de unități în . În , raportul de export a fost de , fiind în intervalul obișnuit, între și 1 .
n Industriile client
Cererea din industria electrică electronică a atins 1 . 9 de unități în . Instalările urmează un model ciclic o creștere ciclică în și o scădere de în . Acest segment a avut cel mai mare stoc de roboți 1 . de unități, cu mai mult decât anul precedent, reprezentând din stocul operațional al aponiei în .
Industria auto a instalat 11. 1 de unități în , în scădere cu . Aceasta a reprezentat din totalul instalărilor din aponia. Stocul operațional al industriei auto a crescut la 1 . de unități în creștere cu în . Acesta a fost din stocul operațional total.
În industria generală, industria construcțiilor de mașini și echipamente este cel mai mare client, instalând . de unități în scădere cu în . Aceasta a reprezentat 1 din totalul instalărilor din aponia. Segmentul a deținut al treilea cel mai mare stoc operațional .91 unități în creștere cu 1 , și a reprezentat 1 din stocul aponiei în , cu o rată medie anuală de creștere de 11 din 1 .
OCDE se așteaptă ca I -ul japonez să crească cu , în și cu 1,1 în . Industria auto japoneză se află în mijlocul unui proces de restructurare pentru a se adapta la sistemele de propulsie alternative. Majoritatea producătorilor de mașini intenționează să-și extindă portofoliul de vehicule electrice cu baterii și celule de combustibil. În plus, producătorii japonezi dezvoltă motoare cu combustie alimentată cu hidrogen. Acest portofoliu diversificat va necesita tehnologie de producție adecvată.
Se estimează că cererea de roboți va stagna în , dar se va redresa în și în anii următori la rate medii și superioare cu o singură cifră. e termen lung, schimbarea demografică va necesita adoptarea tehnologiei de automatizare în multe ramuri ale economiei japoneze, ceea ce oferă perspective excelente pe termen lung.
Cu creştere a instalărilor de robo i India ocupă

ânzările de roboți industriali în India au atins un nou record de . 1 de unități instalate în . Aceasta reprezintă o creștere de 9 față de anul precedent ( . de unități). În ceea ce privește instalările anuale, India se află acum pe locul șapte la nivel mondial. Acestea sunt concluziile raportului orld Robotics , prezentat de Federația Internațională de Robotică (IFR).
India este una dintre cele mai puternice economii, în creștere, dintre piețele emergente asiatice. Stocul operațional de roboți industriali aproape s-a dublat din 1 , ajungând la .9 de unități în . Aceasta reprezintă o rată medie anuală de creștere de 1 din 1 .
Instalările din industria auto au crescut cu 1 9 , la . 1 de unități în . Atât producătorii de automobile, cât și furnizorii de piese au contribuit la această dezvoltare. Acest segment reprezintă o cotă de piață de . Industria generală din India este condusă de industria cauciucului și a materialelor plastice cu unități, în creștere cu 1 . Instalările din industria metalurgică au rămas constante la 9 de unități în .
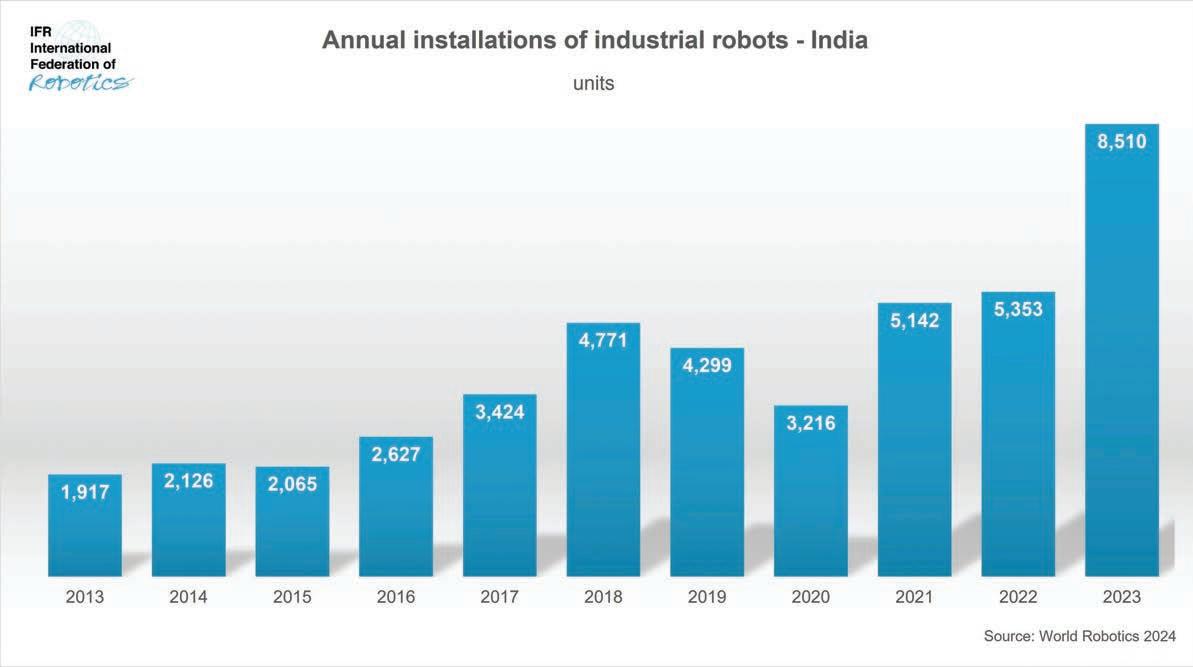
n oten ial pe termen lung pentru India
otențialul pe termen lung al roboticii în India este mai clar în comparație cu China, care are o dimensiune similară a populației instalările anuale din China au ajuns la . de unități în , fiind de de ori mai mare decât nivelul de vârf actual din India.
n Context
OCDE se așteaptă ca I -ul Indiei să crească cu o rată puternică de , pe an în anii fiscali și . Industria auto, în calitate de cel mai mare client, a anunțat câteva proiecte de investiții, legate în principal de capacitatea de producție pentru vehicule electrice și baterii. Unele dintre aceste proiecte au fost deja încorporate în statisticile prezente, în timp ce alte proiecte sunt în derulare sau în stadii incipiente. Instalările de roboți din India sunt de așteptat să crească în continuare în și . Se așteaptă o scădere în , când programul roduction Lin ed Incentives se va termina. După aceea, unele dintre proiectele pe termen lung deja anunțate vor crea în continuare cerere pentru roboți.
milioane de robo i lucrea ă în fabricile din China
n roducători autohtoni
Cota producătorilor chinezi pe piața internă a crescut brusc la - 1 . 1 unități. Această cifră a rămas constantă - cu o oarecare volatilitate - la aproximativ . A accelerat din . În schimb, instalările de roboți străini au scăzut cu 1 , până la 1 . de unități. Aceasta include și roboții străini fabricați în China de furnizori non-chinezi. Această dezvoltare a pieței este în concordanță cu planurile eijingului de a folosi roboții ca motor de creștere anunțate recent de Comitetul Central al Chinei.
Industria electrică electronică a fost principalul client al roboților industriali din China instalările totale au fost de . de unități în . Aceasta a fost în scădere cu față de nivelul record din , dar rămâne al doilea cel mai bun rezultat din 1 și până în prezent. Rata medie anuală de creștere din 1 până în a fost de 11 . Instalările din industria electronică chineză reprezintă din instalările globale din această industrie în . roducătorii chinezi au furnizat dintre acești roboți.
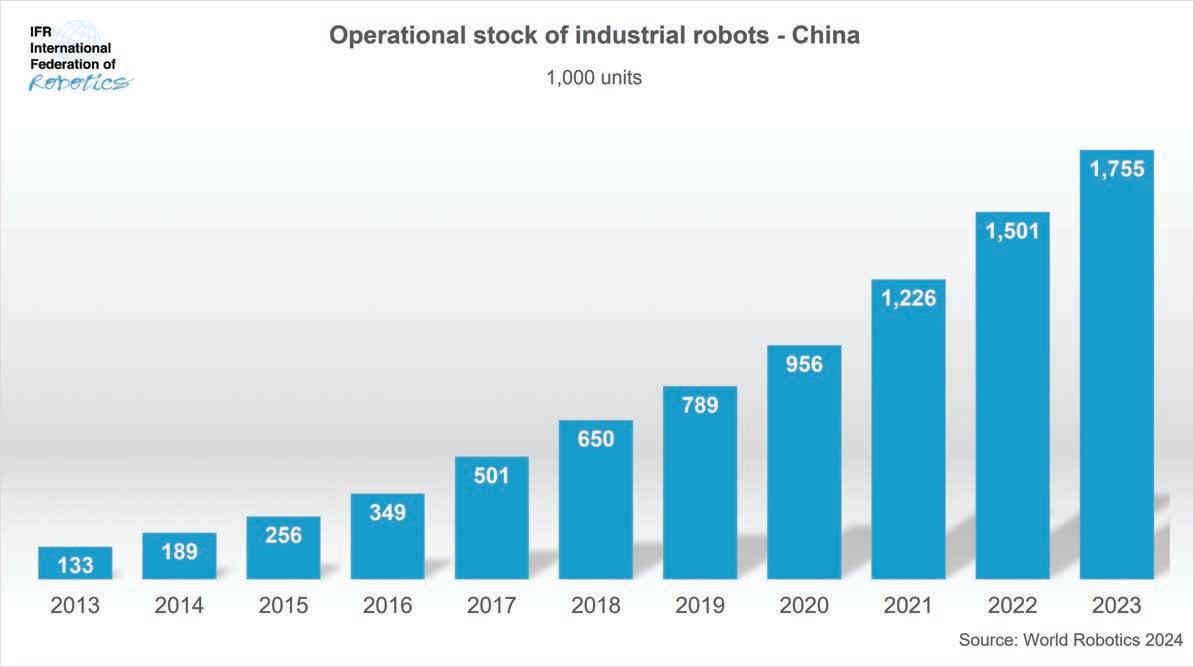
dar rămâne al doilea cel mai înalt nivel înregistrat vreodată reprezentând 1 din cererea globală.
De peste un deceniu, China a investit masiv în facilități moderne de producție, astăzi fiind de departe cea mai mare piață de roboți din lume. Instalările anuale ocupă primul loc, înaintea aponiei și a SUA.
Industria auto este cea de-a doua industrie client ca mărime din 1 . Numărul de instalări a ajuns la . de unități - o scădere de 1 față de vârful din . CA R din 1 până în este de 11 . China a reprezentat din instalările globale din industria auto. Această piață este deservită în principal de furnizori internaționali de roboți. onderea companiilor chineze a fost de . Instalările de roboți din industria metalelor și a echipamentelor au crescut semnificativ cu , până la 1. de unități în . Acesta este un nou nivel record. Această industrie a reprezentat 1 din totalul instalărilor din China în . Furnizorii de roboți chinezi au avut o cotă de piață de .
n Context
Economia chineză suferă în prezent din cauza crizei imobiliare și, ca economie orientată spre export, și de cererea globală slabă în general. uvernul a reacționat cu o politică fiscală expansionistă pentru a sprijini lichiditatea. Întradevăr, investițiile din industria electronică și din industria auto au crescut în T1 , iar OCDE se așteaptă la o creștere a I -ului de ,9 în și , în . A

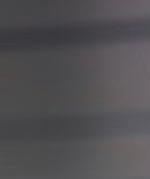


Datele din New World Robotics, prezentat de Federația Internațională de Robotică (IFR), arată că adoptarea roboților în fabricile din întreaga lume continuă cu mare viteză: noua densitate medie globală a roboților a atins în 2023 un record de 162 de unități la 10.000 de angajați - mai mult de dublu față de numărul înregistrat cu doar șapte ani în urmă (74 de unități).
Densitatea roboților este un barometru care ajută la urmărirea gradului de adoptare a automatizării în procesele de producție din întreaga lume. Locul al treilea din acest an este ocupat de China, după Coreea și Singapore, dar la același nivel cu Germania și Japonia
Takayuki ITO, Președintele Federației Internaționale de Robotică
Densitatea robo ilor în func ie de regiune
niunea uropeană are o densitate de roboți de 19 unități la 1 . de angajați, o creștere de , , cu ermania, Suedia, Danemarca și Slovenia în top zece la nivel mondial.
Densitatea roboților din America de Nord este de 19 de unități la 1 . de angajați în creștere cu , . Statele Unite ocupă locul zece printre cele mai automatizate țări în lume în industrie. Asia are o densitate de roboți de 1 de unități
la 1 . de persoane angajate în producție - o creștere de , . Economiile din Coreea, Singapore, C ina continentală și aponia sunt printre primele zece țări cele mai automatizate.
ări de top
Republica Coreea este numărul unu în lume în adoptarea de roboți industriali, cu 1. 1 roboți la 1 . de angajați. Densitatea roboților a crescut cu în medie în fiecare an din 1 . Cu o industrie electronică de renume la nivel mondial și o industrie auto puternică, economia coreeană se bazează pe doi dintre cei mai mari clienți pentru roboți industriali.
Pe locul doi urmează Singapore, cu de roboți la 1 . de angajați. Singapore este o țară mică, cu un număr foarte mic de angajați în industria prelucrătoare, astfel încât poate atinge o densitate mare de roboți și cu un stoc operațional relativ mic.
China a ocupat locul trei în , depășind ermania și aponia. Împingerea țării către utilizarea automatizării are ca rezultat o densitate mare de roboți, de de roboți la 1 . de angajați ( unități). China a intrat în top 1 în 19 și a reușit să-și dubleze densitatea de roboți în patru ani.
Germania ocupă locul patru, cu 9 de roboți la 1 . de angajați. Densitatea roboților din cea mai mare economie a Europei a crescut cu CA R din 1 .
aponia este pe locul cinci, cu 19 unități. Densitatea roboților din principala țară producătoare de roboți din lume a crescut cu în medie în fiecare an ( 1 - ).
Densitatea roboților în Statele Unite a ajuns la 9 de unități în . ara ocupă locul zece în lume. A


Fie că este vorba de turbinele eoliene offshore din largul mării către continent, de turbinele eoliene din nordul Germaniei către siturile industriale din sudul țării sau de centralele hidroelectrice din Scandinavia către Europa Centrală - transportul curentului continuu de înaltă tensiune este utilizat pentru a transmite cantități mari de energie pe distanțe lungi. Pentru soluția sa, Siemens Energy se bazează pe MATLAB® și Simulink® de la MathWorks și pe controlul bazat pe PC de la Beckhoff.
ou concept de control pentru convertoare de putere mari
În calitate de producător de sisteme pentru transportul energiei și stabilizarea rețelei electrice, Siemens Energy va avea în viitor încredere în tehnologia de control bazată pe C de la ec hoff. C-urile integrate și terminalele EtherCAT I O, precum și software-ul de automatizare TwinCAT împreună cu proiectarea bazată pe modele sunt utilizate pentru controlul la nivel superior și pentru protejarea convertoarelor de putere mari. rintre altele, aceste convertoare de putere constituie baza unor astfel de sisteme DC, dar sunt, de asemenea, utilizate pentru sistemele de compensare a puterii reactive sau pentru susținerea și stabilizarea rețelelor de energie electrică (sisteme flexibile de transmisie CA, FACTS).
entru a atinge un nivel ridicat de fiabilitate pentru o parte atât de importantă a rețelei energetice, se utilizează adesea sisteme redundante. Sistemele de control și protecție hardware și software sunt în permanență într-un mod de așteptare la cald, astfel încât să poată comuta imediat la sistemul redundant în cazul oricărei defecțiuni. entru a realiza acest lucru, comunicarea redundantă este stabilită prin mai multe rețele Ethernet separate, utilizând protocolul de redundanță paralelă TwinCAT ( R ) în conformitate cu IEC 9- . Această metodă permite comunicarea între C-urile integrate prin intermediul protocolului de automatizare EtherCAT (EA ), precum și cu sistemele externe, cum ar fi întrerupătoarele de circuit, prin MMS și OOSE, în conformitate cu IEC 1 .
Cerințele privind timpii rapizi de răspuns pentru controlul curentului și tensiunii la nivel superior sunt îndeplinite utilizând EtherCAT și C-uri integrate de înaltă performanță. e baza procesorului AMD Ryzen din C-urile integrate C , sarcinile de control pot fi executate în TwinCAT cu timpi de ciclu de s și jitter minim. Un total de până la 1 astfel de C-uri integrate sunt utilizate pentru fiecare convertor de putere, care schimbă semnale rapide în segmente redundante prin intermediul terminalului punte EtherCAT EL 9 .
Sistemul de operare TwinCAT SD a fost ales pentru a asigura funcționarea în siguranță a sistemelor ca parte a infrastructurii critice. Acesta oferă o platformă Unix stabilă pentru timpul de execuție TwinCAT , care îndeplinește, de asemenea, cerințele de securitate în creștere. Modulele TwinCAT sunt apoi executate în mediul în timp real al TwinCAT . Modulele TwinCAT dezvoltate direct în C C sunt utilizate pentru funcții de bază sau stive speciale de comunicații. Acestea fac posibilă abstractizarea softwareului de control de detaliile hardware sau de comunicare prin diverse protocoale, cum ar fi EtherCAT sau IEC 1 . Funcțiile și comenzile specifice pentru sistem sunt apoi configurate utilizând dezvoltarea bazată pe model în MATLA ® și Simulin ® și transferate către C-urile integrate utilizând generarea de cod.
Siemens Energy utilizează cu succes de mai mulți ani proiectarea și ingineria bazate pe modele pentru procese cu ajutorul MATLA ® și Simulin ® Dezvoltarea software-ului de control și protecție în Simulin ® și generarea ulterioară a codului cu TwinCAT Target for Simulin ® elimină exact toate etapele manuale menționate mai sus, permițând dezvoltatorilor să se concentreze în schimb pe sarcina lor principală. Rularea aceluiași software în medii de simulare diferite, precum și pe hardware-ul de control final permite compararea mai eficientă a comportamentului.

Distribuitor Romania
E-mail: office@kreatron.ro www.kreatron.ro
Un alt avantaj este timpul economisit în cazul unei erori sau la extinderea modelelor. În trecut, era necesar să se corecteze erorile în sistemul țintă respectiv sau să se extindă funcțiile acolo, dar astăzi acest lucru se face în modelul sursă în Simulin ®. Împreună cu TwinCAT, modulele software deja testate pot fi apoi portate la C-urile embedded puternice, cu capacitate ridicată de timp real, cu un efort redus și trebuie doar conectate la interfețele fizice. Ca urmare, atât testele IL (hardware in the loop), cât și testele care implică dulapurile de control-comandă ce urmează să fie instalate ulterior în sistemul real pot fi efectuate cu sistemul de comandă pentru a furniza un sistem adaptat în mod optim la toate scenariile din rețeaua electrică. A


În conte tul preocupărilor crescânde legate de mediu și al cererii tot mai mari de practici sustenabile, reciclarea eficientă a plasticului a devenit mai importantă ca niciodată. uperbon radea, un lider în sectorul reciclării plasticului, se află în fruntea acestei inițiative, utilizând tehnologie de ultimă generație de la producătorii de echipamente de renume mondial rema și eima.
Investiția în echipamentele eima, incluzând o moară SM de , un granulator N de și un tocător L 1 , alături de sistemul de reciclare Intarema 1 T Eplus dezvoltat de Erema, stabilește noi standarde de eficiență și calitate în procesarea deșeurilor din plastic.
Despre uperbon Oradea
Fondată în , Superbon se concentrează în principal pe reciclarea deșeurilor. Cu peste 1 ani de experiență în domeniul managementului deșeurilor, Superbon SRL oferă servicii profesionale, optime și eficiente pentru a aborda problemele de mediu cu care se confruntă diverse organizații din România. Activitățile lor constau în colectarea și reciclarea deșeurilor nepericuloase, inclusiv carton și hârtie, plastic, lemn, sticlă, metal, electronice, textile și multe altele.
Despre echipamentele achi i ionate
n : oluția versatilă pentru pro cesarea materialelor plastice ranulatoarele din seria SM sunt concepute pentru a procesa o gamă variată de materiale plastice, producând granule de înaltă calitate. Aceste echipamente sunt ideale pentru prelucrarea mate-

Str. Lucian Blaga nr. 3, Bl. J5, sc. 1, ap. 16, Bucureşti Tel.: 021.322.48.99; Fax: 021.321.17.15 email: sales@chorus.mc www.chorusengineering.ro
rialelor turnate prin suflare, precum sticlele ET, sticlele E , canistrele și gălețile. În plus, seria SM poate fi configurată pentru a mărunți materiale rezistente, inclusiv conducte cu pereți groși.
Fie că sunt utilizate ca soluție individuală, fie integrate într-un proces în două trepte (în aval de un pre-tocător), granulatoarele SM reprezintă o opțiune simplă și economică pentru reducerea dimensiunii materialelor.
Datorită varietății de dimensiuni și versiuni disponibile, seria SM poate fi ajustată pentru a se potrivi specificațiilor fiecărui tip de material și cerințelor de debit, oferind astfel o soluție optimizată pentru diverse aplicații industriale.
n A : ranulator de înaltă performanță ranulatoarele din seria N sunt ideale pentru integrarea într-un sistem de mărunțire în două trepte, împreună cu un pre-tocător (de exemplu, cele din seria L ). Aceste echipamente granulează materialele în particule de dimensiuni cuprinse între și 1 mm, cu un debit potențial de până la . g oră. ( entru modelul N , capacitatea maximă este de g oră). Aproape orice tip de

material plastic poate fi redus la aceste dimensiuni țevi, componente auto, materiale turnate prin suflare (sticle ET, sticle E , recipiente, găleți), precum și materiale flexibile, cum ar fi foliile și filmele. Mașinile sunt eficiente, contribuind la reducerea costurilor de energie și uzură, și la controlul nivelului de zgomot. osibilitatea de personalizare a acestor echipamente permite procesarea optimizată pentru aplicații specifice.
n eima : ocător compact și eco nomic cu un singur arbore eima L 1 este un tocător puternic, proiectat să proceseze o varietate largă de materiale, inclusiv diverse tipuri de plastic. rocesul de mărunțire este primul pas critic în drumul reciclării. rin reducerea deșeurilor de plastic mari în bucăți mai mici și mai ușor de gestionat, L 1 pregătește materialul pentru etapele ulterioare de procesare. Această reducere a dimensiunii este esențială, deoarece îmbunătățește eficiența etapelor următoare, facilitând spălarea, topirea și paletizarea materialului.
L 1 este cunoscut pentru designul său robust și performanța fiabilă, fiind ideal pentru cerințele riguroase ale industriei de reciclare. Acesta optimizează procesul de mărunțire și asigură o procesare uniformă a materialului, esențială pentru o producție stabilă și obținerea unei calități constante a produsului reciclat final.

n ntarema plus: eciclarea eficientă a materialelor plastice
Odată ce deșeurile de plastic sunt mărunțite corespunzător de eima L 1 , acestea sunt introduse în Intarema 1 T E plus. Această mașină de reciclare avansată este proiectată special pentru procesarea materialelor plastice, atât curate, cât și contaminate, fiind extrem de versatilă. Sistemul Intarema integrează procesele de spălare, extrudare și paletizare într-o singură unitate, asigurând o eficiență ridicată și un produs final de calitate. Unitatea de spălare din cadrul Intarema curăță plasticul mărunțit, eliminând impuritățile pre-

granule de înaltă calitate. Intarema 1 T E plus este recunoscută pentru eficiența energetică și impactul minim asupra mediului, aliniindu-se perfect cu angajamentul Superbon Oradea față de practici

Reprezentând eima și Erema în România, Chorus Engineering joacă un rol esențial în promovarea acestor tehnologii avansate. rin expertiza lor în furnizarea de echipamente și soluții de înaltă calitate pentru industria reciclării, Chorus Engineering sprijină companii precum Superbon Oradea în implementarea proceselor de reciclare eficiente. Angajamentul lor față de serviciul pentru clienți și suportul tehnic asigură clienților maximizarea beneficiilor investițiilor lor în tehnologia de reciclare.
ervicii cuprin ătoare de management al deşeurilor
Superbon Oradea se dedică oferirii unei game complete de servicii de management al deșeurilor. Aceștia colectează și reciclează deșeuri nepericuloase, inclusiv carton și hârtie, plastic, lemn, sticlă, metal, electronice și textile. Compania procesează, de asemenea, deșeuri de plastic prin măcinare, uscare și paletizare folosind tehnici avansate de extrudare. În plus, Superbon oferă servicii de valorificare și reciclare a deșeurilor de ambalaje, ajutând clienții să îndeplinească obiectivele anuale stabilite de Fondul de Mediu din România (AFM). Aceștia
facilitează transportul deșeurilor cu dube și camioane și oferă servicii de închiriere pentru containere abroll ipper de - m . De asemenea, Superbon oferă servicii de curățenie pentru zonele de gestionare a deșeurilor în mediul corporativ.
Obiectivul Superbon Oradea este să devină un partener de încredere pentru toți deținătorii și generatorii de deșeuri din plastic și carton care doresc să le gestioneze eficient și sigur, contribuind în același timp la protecția mediului și fiind o sursă de materii prime pentru producători.

arteneriatul dintre Superbon Oradea, Erema și eima reprezintă un pas important spre îmbunătățirea capacităților de reciclare a plasticului. Combinând punctele forte ale tocătorului L 1 și ale Intarema 1 T E plus, aceștia pot procesa eficient o gamă largă de deșeuri din plastic, transformându-le în materiale reciclate valoroase. Aceasta nu numai că reduce impactul de mediu al deșeurilor de plastic, ci contribuie și la o economie circulară în care materialele sunt reutilizate și revalorificate.
Ancuța agda, Director Comercial la uperbon radea, subliniază impactul pozitiv al achiziționării echipamentelor EIMA asupra productivității companiei ,, nainte de a cumpăra echipamente de la WEI A, compania noastră a folosit echipamente second-hand. Av nd n vedere calitatea noilor ma ini, putem spune că economiile sunt văzute prin productivitatea ridicată a echipamentelor. ontăm pe mașinile WEI A datorită calității lor ridicate, dar și a ușurinței pe care o oferă atunci c nd vine vorba de achiziționare de piese de schimb.
Sinergia acestor tehnologii permite Superbon Oradea să furnizeze granule reciclate de înaltă calitate, conform standardelor industriei, oferind clienților opțiuni sustenabile pentru fabricarea de noi produse. e măsură ce industria reciclării continuă să evolueze, angajamentul Superbon Oradea de a investi în tehnologii inovatoare demonstrează devotamentul lor față de sustenabilitate și protejarea mediului.
Acest parteneriat exemplifică modul în care tehnologia poate juca un rol esențial în abordarea provocărilor legate de deșeurile de plastic și promovarea practicilor sustenabile în industrie. A


Indiferent de tipul de aruncător de susținere a diuzei utilizat, la capătul aruncătorului e istă o decupare standardizată. Cu ajutorul acesteia, plasticul solidificat este reținut în canalele diuzei. Astfel, se asigură faptul că diuza se află în poziția corectă în timpul demulării. În același timp, utilizarea sistemelor de manipulare este mult mai ușoară.
Aruncătorul de susținere a diuzei este furnizat complet pregătit pentru instalare, adică scurtat la lungimea dorită individual, inclusiv siguranța anti-răsucire și decuparea customizată. ineînțeles, este posibilă și gravarea ca opțiune. Conturul poate fi utilizat pentru toate materialele plastice obișnuite. eți găsi datele de proiectare aferente în magazinul narr online.
ip şi tip
ipul bine cunoscut și standardizat al aruncătorului de susținere a diuzei este forma ,, ip .
În plus, ARR oferă tipurile și . Ambele tipuri mențin în poziție diuzele de injecție, sunt deosebit de potrivite atunci când se utilizează sisteme de acționare, pot fi utilizate alternativ și permit o îndepărtare controlată.



rei alternative pentru preferin e diferite oți aruncătorii sunt disponibili în scurt timp în versiuni călite sau acoperite cu C, cu diametre de mm, mm, mm, mm, mm, mm și mm și lungimi de până la mm. ipul este, de asemenea, disponibil ca versiune nitrurată . În cazul tipului și al tipului , cele două suprafețe teșite de pe cap fi ează aruncătorul de susținere a diuzei împotriva rotației neintenționate în cavitate. n șanfrenaj circumferențial servește drept pre-centrare.
Alegerea conturului de pe aruncătorul de susținere a diuzei depinde de cerințele specifice ale matriței și, nu în ultimul rând, de preferințele individuale. A


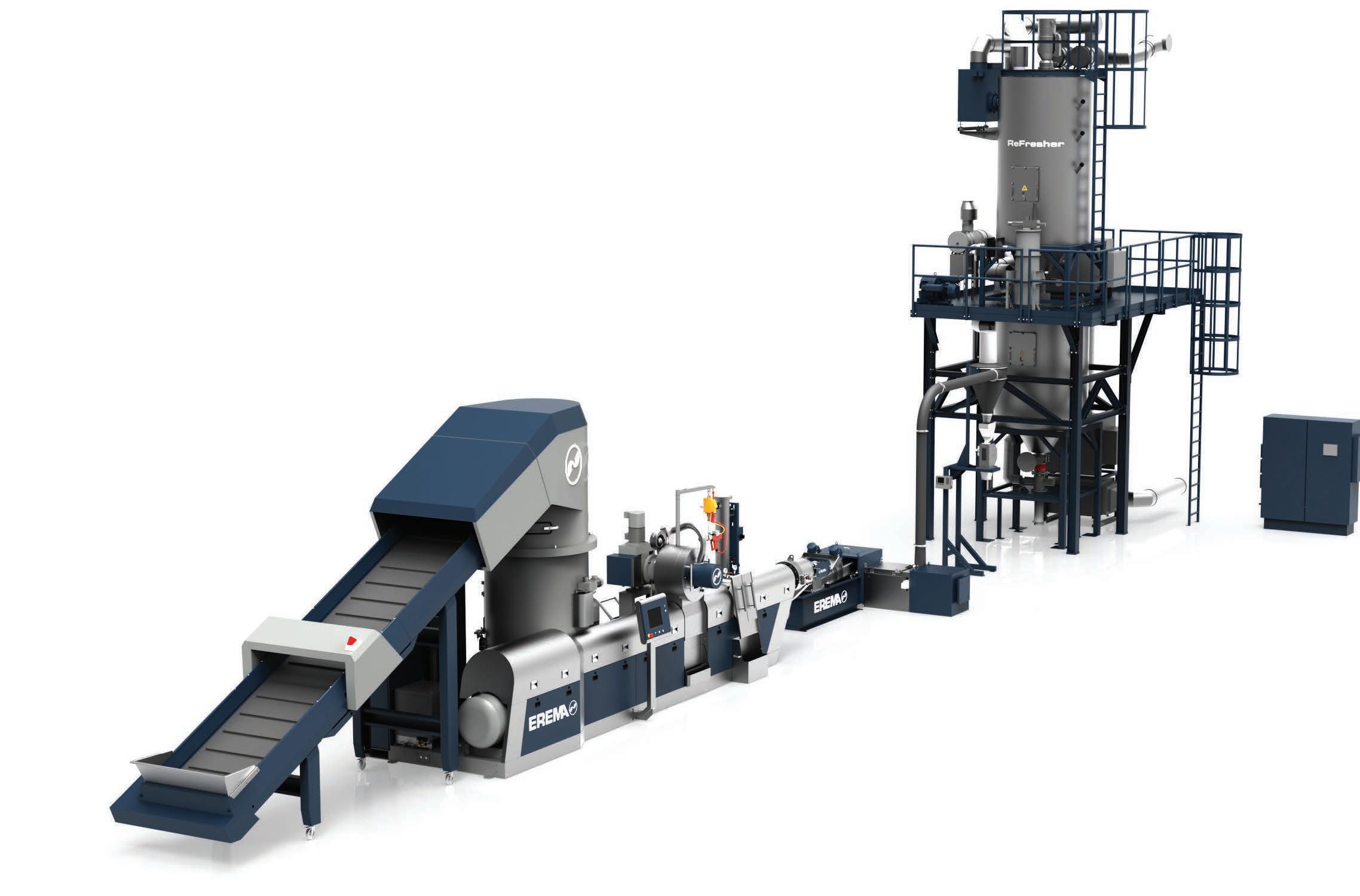
Compania EREMA, lider în domeniul tehnologiilor de reciclare, și-a prezentat cele mai noi inovații la târgul akuma , care a avut loc între și octombrie la riedrichshafen. În ciuda provocărilor întâmpinate de piața reciclării plasticului din uropa, noile reglementări legislative aduc motive de optimism. R A a investit în tehnologii de vârf pentru a sprijini tranziția către o economie circulară a plasticului, demonstrând aceste soluții avansate în cadrul evenimentului.
Markus Huber-Lindinger, Director General al EREMA, subliniază ,,Noile cerințe legale, precum PPWR, sunt pentru noi o oportunitate de a ne arăta expertiza. Industria europeană a reciclării are knowhow-ul necesar pentru a răspunde acestor cerințe, conferind astfel Europei un avantaj competitiv semnificativ." Reglementarea PPWR a Uniunii Europene impune o creștere semnificativă a proporției de materiale reciclate utilizate în producția de ambalaje până în . De asemenea, în alte sectoare, precum industria auto, se solicită o proporție mai mare de materiale reciclate. entru a respecta aceste standarde și a asigura o aprovizionare constantă cu granule reciclate, sunt necesare procese de reciclare de ultimă generație
Standarde ridicate pentru ambalaje sigure pentru alimente
Obținerea cotelor de reciclare în sectorul ambalajelor alimentare necesită soluții inovatoare. De-a lungul ultimilor de ani, seria de mașini VACUREMA® s-a impus pentru producția de r ET sigur pentru alimente. Tehnologiile EREMA pentru reciclarea materialelor O (poliolefine) au fost deja aprobate de o autoritate americană de siguranță alimentară combinația dintre INTAREMA® TVEplus®
Str. Lucian Blaga nr. 3, Bl. J5, sc. 1, ap. 16, Bucureşti Tel.: 021.322.48.99; Fax: 021.321.17.15 email: sales@chorus.mc www.chorusengineering.ro
n FOTO Tehnologia INTAREMA® TVEplus®, împreună cu sistemul anti-miros ReFresher, este ideală pentru producția de granule reciclate destinate ambalajelor alimentare și altor aplicații de înaltă calitate.
și modulul ReFresher permite reutilizarea granulelor reciclate O în ambalaje alimentare în proporții de până la 1 . Această tehnologie nu doar că decontaminează plasticul și elimină mirosurile nedorite, dar deschide și noi aplicații de înaltă calitate pentru granulele reciclate, care pot fi utilizate în industria auto, produse de uz casnic și de design, precum și pentru produse de îngrijire personală sensibile. În Uniunea Europeană, permisele pentru granulele reciclate sigure pentru alimente se bazează pe o ,,tehnologie nouă" (Regulamentul 1 1 ). EREMA sprijină companiile de reciclare în generarea de date și dovezi pentru procesul de evaluare EFSA (Autoritatea Europeană pentru Siguranța Alimentelor).
Capacită i de reciclare mai mari procese mai versatile e măsură ce cererea pentru materiale reciclate crește, se impune extinderea capacităților prin utilizarea unor mașini mai mari. entru reciclarea materialelor ET, EREMA furnizează sisteme de mari dimensiuni cu capacități de până la tone pe oră. Compania a construit, de asemenea, mașini pentru reciclarea poliolefinelor cu o capacitate de peste tone pe oră. În plus, procesele specifice materialelor sunt esențiale pentru creșterea capacităților de reciclare.
ama extinsă de produse EREMA include și soluții pentru compunere, cum ar fi seria COREMA®, care combină un extruder EREMA cu tehnologia cu șuruburi twin. Tehnologia PCU TwinScrew, care integrează Unitatea de recondiționare ( CU) patentată cu un extruder cu șurub twin, este pregătită să facă față proceselor dificile de omogenizare.

Aceste mașini, alături de noul DuaFil® Compact și diverse soluții de filtrare, sunt disponibile pentru teste la Centrul de Clienți EREMA și în laboratorul de cercetare și dezvoltare. ,,Această selecție variată de tehnologii este necesară pentru un proces de reciclare eficient, deoarece metoda trebuie să fie adaptată la polimerul specific, gradul de contaminare, materialul de intrare și aplicația pentru care vor fi utilizate granulele reciclate", explică uber-Lindinger.
isteme digitale de asisten ă pentru eficien ă şi calitate
Sistemele digitale de asistență contribuie semnificativ la eficiența reciclării plasticului. BluPort este platforma online pentru clienți EREMA, considerată de vârf în industria reciclării. lu ort include aplicații pentru controlul calității și întreținerea mașinilor. Aplicația PredictOn, de exemplu, colectează date în timp real și permite realizarea de prognoze pentru lucrările de întreținere viitoare, crescând astfel timpul de funcționare al mașinilor și productivitatea. EREMA a lansat platforma la K 2016, iar numărul clienților care utilizează lu ort a crescut continuu, numărul utilizatorilor noi aproape triplându-se în ultimii trei ani.
Inova iile M la a uma
La târgul Fa uma , care a avut loc între 1 și 19 octombrie la Friedrichshafen, EREMA a prezentat tehnologii de vârf care sprijină tranziția către o economie circulară a plasticului. De la mașini
de reciclare de mare viteză pentru fabricarea ambalajelor din plastic, până la soluții inovatoare pentru reciclarea materialelor sensibile, cum ar fi r ET-ul pentru ambalaje alimentare și granulele reciclate din poliolefine, vizitatorii au putut înțelege cum aceste tehnologii contribuie la atingerea standardelor riguroase de reciclare impuse de noile reglementări ale Uniunii Europene.
Despre M
EREMA este lider mondial în echipamentele de reciclare a materialelor plastice și componentele de sistem aferente. Având sediul în Ansfelden, lângă Linz, Austria, compania se extinde global prin filialele sale din SUA, China și Rusia, precum și prin aproximativ de reprezentanți prezenți pe toate cele cinci continente. EREMA oferă soluții personalizate de reciclare pentru a răspunde cerințelor specifice ale fiecărei aplicații.
De peste de ani, inovațiile EREMA au stabilit standarde de excelență în industrie. ortofoliul său variat de sisteme eficiente este proiectat să abordeze o gamă largă de scenarii, inclusiv reciclarea deșeurilor post-consum, reciclarea recipientelor ET destinate contactului alimentar, reciclarea în fabrică și industrială, precum și gestionarea materialelor speciale, cum ar fi cele din automobile, compoziții, bioplastice și compozite din lemn-plastic ( C). A

MIRCEA BĂDUŢ inginer, consultant CAD/IT cad_consultant@hotmail.com
Origini şi evolu ie
ntre aplicațiile software destinate proiectării de produse electronice, numele OrCAD este o referință incontestabilă, decurgând din câteva linii/specializări bine profilate în ultimele patru decenii: proiectarea circuitelor electronice (OrCAD Capture), proiectarea plăcilor de circuite imprimate (PCB), simularea funcționării circuitelor electronice (PSpice), proiectarea circuitelor înalt-integrate (VLSI). Vizând un domeniu foarte dinamic (vedeți evoluția electronicii digitale, de la calculatoare la dispozitive mobile, de la telecomunicații la aeronautică), platformele EDA (Electronic Design Automation) au trebuit să se adapteze la cerințe tot mai pretențioase.
Chiar dacă au existat și anterior încercări de rezolvare cu ajutorul calculatoarelor a unor probleme de electronică practică, adevărata dezvoltare a domeniului EDA începe prin anii 19 -19 , odată cu maturizarea calculatoarelor personale de sorginte I M- C. Desigur că reperul temporal cel mai pregnant este apariția software-ului OrCAD SDT (Schematic Design Tools) la sfârșitul anului 19 , urmat în 19 de aplicația de simulare-verificare OrCAD ST ( erification and Simulation Tools) și de aplicația de proiectare a plăcilor imprimate OrCAD C ( rinted Circuit oard). În 1991, după portarea aplicațiilor pe platforma indows, li se adaugă modulele destinate circuitelor logice programabile (F A și C LD). În 199 familia OrCAD își procură niște algoritmi avansați pentru rutarea traseelor C , iar în 199 încorporează tehnologia Spice de la MicroSim. (Însă aici, pentru respectarea istoriei, trebuie spus că software-ul Spice ersonal Simulation rogram with Integrated Circuit Emphasis a fost lansat în 19 , ca variantă C a soluției academice S ICE, apărute cu un deceniu mai devreme.)
i încheiem secțiunea de istorie EDA menționând faptul că în iulie 1999 compania OrCAD a fost achiziționată de Cadence Design Systems (care deținea pe atunci Allegro, un software pentru proiectarea duală de circuite imprimate cu circuite integrate), iar apoi diversele soluții module software s-au dezvoltat sub această umbrelă până astăzi.
Deși platforma ,,Cadence OrCAD permite (și promovează) integrarea soluțiilor software componente, în cele ce urmează le vom prezenta separat, pentru a puncta specificul fiecăreia.
Aplicația OrCAD Capture este destinată proiectării de scheme electronice, și anume definind
circuitele prin selectarea pieselor electronice din biblioteca încorporată și respectiv prin inserarea și prin conectarea lor în conformitate cu intențiile de proiectare. entru fiecare piesă componentă electronică aplicația gestionează, pe lângă simbolul schematic, atât formatul fizic real (dimensiune, localizare terminale conectori) cât și modelul de comportament (datele pentru simularea funcționării piesei), pregătind astfel baza pentru aplicațiile din aval proiectarea plăcilor de circuit imprimat (OrCAD Layout, Allegro); simularea funcționării circuitului electronic analogic digital mixt ( Spice Designer, OrCAD EE).
De menționat că baza de date care constituie biblioteca de piese electronice din Cadence OrCAD Capture conține milioane de simboluri electronice și de sorto-tipo-dimensiuni de piese electronice (capsule). Avem la dispoziție până și modele D (CAD MCAD) ale componentelor electronice. Trebuie deci subliniat faptul că software-ul EDA nu vizează doar proiectarea circuitelor, ci și documentarea lor, inclusiv pentru a gestiona listele de materiale ( OM; cu evaluări de costuri; cu verificarea disponibilității; cu pregătirea procurărilor) și pentru a facilita crearea administrarea optimizarea de variante versiuni ale proiectelor.
Desigur, comunicarea fluentă (bidirecțională) cu modulul aplicația Spice aduce potențialul de a se verifica operativ comportamentul circuitelor proiectate și de a corecta prompt eventuale neajunsuri.
Notăm aici și posibilitatea de integrare (inclusiv bidirecțională) cu aplicația software MATLA Simulin , pentru derularea de simulări verificări particulare ale circuitelor electronice virtuale, inclusiv cu implicarea unor condiționări electro-mecanice.
În portofoliul de produse software Cadence există câteva sute de aplicații, cu diferite specializări (în sfera electronicii dar și în zone adiacente, precum analizele FEA sau CFD, ori precum microundele și radiofrecvența). Însă referindu-ne la proiectarea plăcilor de circuite imprimate, vom reține în principal soluțiile OrCAD C (anterior OrCAD Layout), Allegro și irtuoso.
Așa cum probabil deja știm (sau ne imaginăm), conceperea unui sistem electronic începe cu o schemă generală de funcționare, apoi proiectanții vor desena schemele (tot mai) detaliate ale circuitelor electronice, iar când acestea par apte să îndeplinească sarcina prevăzută se trece la simularea verificarea funcționării lor virtuale și apoi la proiectarea plăcilor de circuit imprimat care vor materializa conceptul. La această ultimă fază ne referim aici, deși ea nu trebuie să fie neapărat ultima în flux, întrucât simulări ale funcționalității sunt posibile și ulterior (pentru verificare după modificări de proiect sau pentru optimizări pe diverse criterii), iar legătura dintre module aplicații facilitează actualizări ale proiectului C (automate sau asistate inteligent).

Reiterăm rolul prim tradițional al aplicației C pe baza schemei electronice proiectate, și folosind datele asociate deja pieselor electronice din schemă (gabarit, terminale conectori), aplicația ajută proiectantul să plaseze piesele componente pe suprafața virtuală a viitorului circuit imprimat și să traseze (valideze ajusteze) conexiunile dintre piese. Amplasarea pieselor și a traseelor se condiționează de obicei prin criterii de folosire compactă a spațiului (minimizarea suprafeței plăcii), de minimizare a lungimii traseelor, de reducere eliminare a interferențelor electromagnetice, de controlare a efectelor termice, de ventilație, ș.a. (Da, prin asistența lor avansată în a rezolva probleme concrete, aplicațiile EDA au cam fost dintotdeauna ,,sisteme expert", având astfel potențial nativ pentru ceea ce se numește astăzi ,,inteligență artificială".)
rintre abilitățile avansate ale aplicațiilor Cadence vom întâlni și facilitatea de a gestiona unitar proiecte multi-placă (pentru sisteme necesitând mai multe C -uri), și aceasta se realizează inclusiv prin menținerea conectivității (a conexiunilor electrice, cablate, dintre plăci). La concepția arhitecturală
a acestor sisteme se poate urmări optimizarea minimizarea numărului de plăci pentru a obține o funcționare echilibrată, condiționată de diverse criterii practice reducerea costurilor; reducerea consumului electric; ridicarea performanței (putere, viteză); factorul de formă (configurația spațiului disponibil pentru plăci); configurația conexiunilor (condiționări I O); ș.a.
Cadence pice
În ciclul de proiectare dezvoltare a produselor electronice, componenta S ICE (Simulation rogram with Integrated Circuit Emphasis) are un loc esențial întrucât ea ne permite să modelăm și să analizăm comportamentul circuitelor electronice înainte de a le fabrica. Folosind parametrii de funcționare a pieselor electronice angajate în schemele proiectate (rezistențe, condensatoare, diode, tranzistoare, etc) S ICE simulează funcționarea circuitului calculând (și punând la dispoziția proiectantului) diverși parametri de lucru (curenți, tensiuni, puteri) în diverse puncte ale circuitului și în diverse condiții de funcționare, astfel încât vom putea decide dacă validăm conceptul proiectat sau dacă sunt necesare modificări ajustări.
i pentru simularea funcționării circuitelor electronice, portofoliul Cadence include mai multe soluții (precum spice sau subfamilia Sigrity ). De fapt, aici aflăm că modelarea simularea circuitelor electronice nu vizează doar să confirme funcționarea vizată prin intenția de proiectare, ci include și alte obiective (esențiale sau de rafinament) integritatea semnalelor; stabilitatea circuitelor la variații ale condițiilor de intrare (electronice) sau de mediu (termice, electromagnetice) stabilitatea termică fiind esențială pentru C -uri și pentru circuitele integrate; controlarea și documentarea toleranțelor de operare; optimizarea consumului electric; ș.a. Aspectele urmărite prin astfel de modelări simulări sunt monitorizate prin parametri simpli compoziți și sunt afișate prin reprezentări facil de înțeles (numeric, grafic, cromatic), astfel că specialiștii vor putea să le înțeleagă și să propună eventualele modificări de proiect.
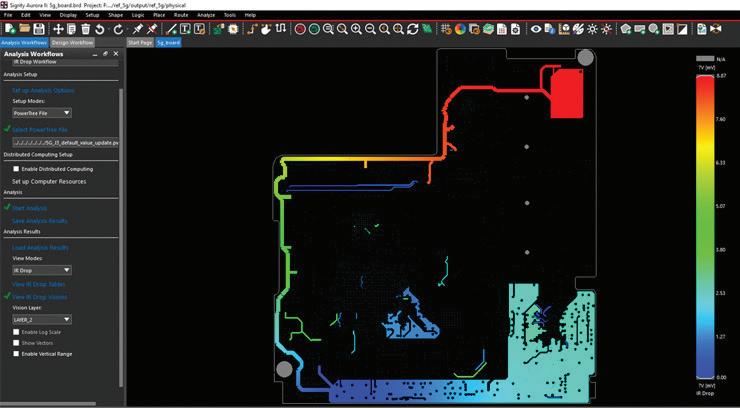
Familia aplicațiilor Cadence este una impresionantă, atât prin specializările deosebite cât mai ales numeric; așa că aici ne-am propus doar o minimă reiterare, pentru a aminti de ea celor interesați. A



LEONARD RIZOIU
Managing Partner leoHR/stayIN
Ce se întâmplă când vocea angajaților devine un ecou într-un coridor gol? Când feedback-ul oferit cu speranța schimbării se pierde în tăcere, impactul nu se resimte doar la nivel individual, ci reverberează în întreaga structură a organizației. În România de astăzi, o treime dintre angajați nu cred că organizația lor va acționa pe baza feedback-ului primit. Această realitate ridică întrebări esențiale despre sănătatea mediului de afaceri și despre viitorul pieței muncii. Cum afectează această neîncredere relația dintre angajați și angajatori? Și cum pot companiile transforma această provocare într-un catalizator pentru creștere și inovație?
În contextul dinamic al economiei actuale, feedbac -ul angajaților trebuie să fie înțeles ca fiind valoros pentru orice organizație care își dorește să prospere. Cu toate acestea, atunci când o parte semnificativă a forței de muncă simte că opiniile lor nu contează, atât angajații, cât și companiile au de suferit.
Când o treime dintre angajații din România nu cred că organizația lor va face ceva cu feedbacul primit, problema nu este doar despre un simplu sondaj ignorat sau despre o sugestie trecută cu vederea. Este un simptom profund al unei culturi organizaționale defectuoase, care a ajuns să genereze resemnare și deznădejde în rândul angajaților. În esență, acești angajați simt că, deși sunt întrebați ce gândesc, vocea lor este, în final, lipsită de valoare. Este ca și cum le-ai oferi ocazia să vorbească, dar i-ai pune să vorbească într-o cameră fără ecou cuvintele lor se pierd în neant, fără niciun impact vizibil sau simțit.
Pentru un angajat, să fie consultat prin sesiuni de feedback – fie că vorbim de chestionare, discuții formale sau Stay Interviews – ar trebui să fie o dovadă că organizația este interesată de îmbunătățiri.
Însă, atunci când această consultare devine o simplă formalitate, iar feedbac -ul oferit nu generează nicio schimbare, se instalează o senzație acută de frustrare. Angajatul începe să vadă aceste procese ca pe un exercițiu inutil, un joc de imagine al companiei, fără aplicabilitate reală. De ce să își mai exprime ideile, gândurile sau nemulțumirile, dacă în
Leonard RIZOIU
Managing Director, leoHR

n HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
final totul va rămâne la fel Această întrebare devine laitmotivul unei deziluzii generale.
Resemnarea unui angajat nu este doar o stare temporară; ea se transformă într-o realitate permanentă care afectează profund atitudinea față de muncă. Angajatul nu se mai simte valorizat. Fiecare încercare de a contribui la schimbare devine un efort zadarnic. Este ca și cum ai construi ceva ce știi din start că va fi demolat fără nicio remușcare. Într-o organizație în care din 1 de angajați simt acest lucru, problema nu mai este doar despre cei . Este despre contaminarea întregului climat organizațional. Starea lor de resemnare se răspândește ca un virus invizibil, afectând coeziunea echipei, colaborarea și, inevitabil, productivitatea.
Efectul acestui tip de neîncredere se multiplică exponențial pe măsură ce un număr tot mai mare de angajați ajung la aceeași concluzie: că ceea ce spun nu va schimba nimic.
Dacă din 1 de angajați afirmă că feedbac -ul lor nu va avea niciun rezultat, organizația se confruntă deja cu o eroziune gravă a încrederii interne. Acești nu doar că vor înceta să ofere feedbac valoros, dar vor deveni cinici și demotivați, influențând negativ și pe ceilalți colegi. Mesajul subtil pe care îl transmit este că nu contează ce spui, nimic nu se schimbă . Iar această convingere prinde rădăcini adânci și începe să afecteze cultura organizațională în întregime.
Dacă numărul celor dezamăgiți crește la din 1 , organizația este deja într-o criză profundă.


racticile rămân aceleași, iar angajații simt că sunt prinși într-un sistem imobil, care refuză să evolueze. În acest punct, stagnarea devine vizibilă nu doar la nivel individual, ci în întreaga dinamică a organizației.
Motivația scade, iar angajații care altădată ar fi putut aduce idei inovatoare și soluții, acum își limitează contribuția la strictul necesar. O organizație care nu reușește să acționeze pe baza feedbac -ului primește un dublu efect negativ pierde atât oportunitatea de a se îmbunătăți, cât și energia creativă a angajaților săi.
Analizând această problemă din multiple perspective, putem identifica mai mulți factori care contribuie la această percepție negativă:
n Cultura organizațională și leadership-ul
n rocesele ineficiente de colectare și utilizare a feedbac -ului
n Diferențele generaționale și așteptările în schimbare
Lista poate continua, dar un lucru este cert, această neîncredere generalizată are efecte în cascadă asupra întregii piețe a muncii din România.
Iar în următorii ani, companiile care nu vor reuși să își ajusteze practicile riscă să se confrunte cu
n Creșterea costurilor operaționale din cauza fluctuației de personal și a productivității scăzute.
n Dificultăți în atragerea și retenția talentelor, mai ales în rândul generațiilor tinere.
n Pierderea cotelor de piață în favoarea competitorilor care investesc în cultura organizațională și în implicarea angajaților.
Ce trebuie să rețină angajatorii din România, este că doar ei sunt cei care pot contracara acest efect devastator al multiplicării. rin înțelegerea profundă și acceptarea faptului că o stare de resemnare răspândită în rândul angajaților nu doar că blochează progresul organizației, ci o împinge înapoi. racticile rămân neschimbate, inovația este sufocată, iar angajații devin pur și simplu executanți, nu colaboratori activi în dezvoltarea companiei. Iar când acest lucru se întâmplă, viitorul organizației este pus sub semnul întrebării.
Fără schimbare, fără îmbunătățire, fără implicarea angajaților, o companie nu poate să prospere.
Când o treime dintre angajații dintr-o organizație nu cred că feedbac -ul lor va duce la schimbare, problema nu este doar despre feedbac -ul în sine. Este despre pierderea unei conexiuni esențiale între angajat și organizație, o pierdere care poate afecta întreaga cultură organizațională și, în cele din urmă, succesul pe termen lung. A
La remarcabil de puțină vreme de la intrarea în uzul comun a primelor aplicații de inteligență artificială, câțiva dintre tinerii cercetători afiliați grupului Syntopic ne propun un volum dedicat impactului acestei tehnologii asupra vieților noastre.
Autorii se țin la distanță optimă între panică și entuziasm, oferind cititorului beneficiile pe care doar o expunere matură le poate promite.
Textele din acest volum însoțesc cititorul prin istoria inteligenței artificiale; îi descriu felul în care o rețea neuronală funcționează; îl avertizează asupra modului în care politicul ar putea degenera sub impactul acestei tehnologii specifice; îi introduc în sofistica-
rea, în fond neschimbată, a ,,noilor" noastre dileme morale; îl fac martorul felului în care inteligența artificială influențează creativitatea științifică și, în fine, îl asigură, pe cititorul ajuns la finalul cărții, că emergența unei tehnologii nu ne scutește de greutatea propriilor responsabilități (etice și intelectuale), fiindcă noul instrument, în formula modelelor de limbaj, nu e decât ,,un oracol naiv".
n Autor: Petru Dimitriu, Andrei Marin n Editura: PRESA UNIVERSITARA CLUJEANA
n Cod: PUC978-606-37-2245-5
n Anul apariției: 2024
n Nr. pagini: 276








Nisipul, sarea, fierul, cuprul, uleiul și litiul. Fără ele, lumea noastră modernă nu ar exista, iar lupta pentru controlul lor ne va determina viitorul. Acestea sunt cele mai importante șase substanțe din istoria omenirii - au creat imperii, au distrus civilizații și ne-au hrănit inventivitatea și lăcomia timp de mii de ani. Ele ne alimentează computerele și telefoanele, ne construiesc casele și birourile și creează medicamente salvatoare.
Ed Conway călătorește pe tot globul - de la galeriile sufocante ale celei mai adânci mine din Europa, la fabricile impecabile de cipuri de siliciu din Taiwan, la straniile bazine verzi de unde provine litiul - pentru a descoperi o lume secretă pe care rareori avem ocazia s-o vedem. În timp ce ne luptăm cu schimbările climatice, crizele energetice și amenințarea
unui nou conflict global, Conway ne arată de ce aceste substanțe sunt mai importante ca niciodată și cum lupta ascunsă pentru controlul lor ne va modela viitorul geopolitic. Dependența noastră de materii prime și energie pentru traiul de zi cu zi a devenit știre de primă pagină după pandemia Covid19, invazia Rusiei în Ucraina și cursa pentru mineralele de care vom avea nevoie pentru baterii, panouri solare și alte infrastructuri, în următoarele decenii. O temă care, la început mi se părea interesantă și importantă, pare că a devenit acum destul de urgentă. - Ed Conway.
n Autor: Ed Conway
n Traducător: Cosmin Nare
n Titlu Original: Material world. A substantial story of our past and future








n Editura: PILOTBOOKS
n Cod: PIL978-630-6646-10-4
n Anul apariției: 2024
n Nr. pagini: 520
O carte de capătâi pentru cei mai inovatori lideri și cele mai inventive organizații ale zilelor noastre, una dintre cele mai influente cărți de leadership din toate timpurile.
În această carte inovatoare, Clayton M. Christensen ne arată cum se poate ca firmele cu adevărat remarcabile să facă totul ca la carte și totuși să-și piardă poziția de lider de pe piață. Autorul ne explică motivele pentru care majoritatea companiilor ratează o poziție conducătoare în noile valuri ale inovației. Indiferent de sectorul de activitate, spune el, o companie de succes cu produse consacrate se va vedea împinsă la o parte dacă managerii ei nu știu cum și când să-și abandoneze practicile de business tradiționale.
Oferind drept ghid atât exemple de reușită, cât și exemple de eșecuri ale unor
companii de frunte, Dilema inovatorului ne pune la dispoziție un set de reguli pentru valorificarea fenomenului inovării disruptive.
Clară, convingătoare și provocatoare - și numită constant una dintre cele mai valoroase idei de business din toate timpurile Dilema inovatorului este cartea care nu trebuie să-i lipsească niciunui manager, lider sau întreprinzător.
n Autor: Clayton M. Christensen
n Editura: PUBLICA
n Cod: PUB978-606-722-633-1
n Anul apariției: 2024
n Nr. pagini: 416
n Titlu Original: THE INNOVATOR'S DILEMMA: When New Technologies Cause Great Firms to Fail
n Traducător: Smaranda Nistor