




T&T împlineşte anul acesta 25 de ani. Revista 25, oamenii, mai mult. Am fost şi suntem o echipă mică, dar în continuare cu ambiţii mari. Când am pornit pe acest drum eram cu un sfert de secol mai tineri, mai idealişti şi mai naivi. Multe s-au schimbat în tot acest răstimp. Dar au rămas şi neschimbate unele.
Ce am păstrat de la începuturi, este idealismul. Credem în continuare în idealurile care ne-au determinat cu mai mult de 25 de ani în urmă să pornim revista T&T. Nu le-am schimbat pe nimic. Ele sunt cele care ne-au menţinut aici toată această lungă perioadă de timp. Idealurile şi oamenii cu care am lucrat. Cei 4 C: colegi, colaboratori, cititori şi clienţi (este ordinea în care au intrat în scenă) şi care s-au transformat în cei 2 P care ne ţin în viaţă: prieteni şi parteneri. Sunt cei care au avut încredere în noi. La început în nişte tineri idealişti, ulterior în nişte maturi optimişti. Mereu responsabili.
Am descoperit responsabilitatea foarte repede, după primii paşi făcuţi cu proiectul T&T. Responsabilitatea este valoarea noastră constantă de atunci. După 25 de ani parcurşi suntem recunoscători tuturor celor care ne-au ajutat să o păstrăm. Asumarea responsabilităţii ne-a dat sens, consistenţă şi continuitate. Mulţumim companiilor care ne-au fost alături în tot acest timp. Mulţumim tuturor oamenilor din ele, care au crezut în noi. Ei au fost sprijinul nostru cel mai important, ei sunt cei care ne-au făcut să depăşim greutăţile şi ne fac să mergem înainte. Le mulţumim şi celor pe care nu-i cunoaştem, dar care ne sunt alături citindu-ne şi participând la evenimentele noastre. Şi, de asemenea, le mulţumim şi celor care, timpul trecând, nu mai sunt printre noi, dar care ne-au sprijinit, cu care am lucrat şi am interacţionat de-a lungul anilor.
Ne-am propus în aceşti 25 de ani să ne dezvoltăm continuu. Am luat startul în 1999 timid, online, cu www.ttech.ro. Din 2001 am păşit înainte cu revista tipărită. Am redenumit apoi site-ul în ttonline.ro şi l-am transformat într-o platformă de informaţii specializate şi cunoştinţe esenţiale pentru industrie. Anul acesta am reconstruit-o şi îmbunătăţit-o cu ajutorul noilor tehnologii, pentru a răspunde cerinţelor într-o continuă schimbare ale profesioniştilor din industrie. Începând cu 2012 am organizat evenimente cu care am schimbat peisajul evenimentelor pentru industrie şi cu care am influenţat evoluţia mediului de afaceri din industria de la noi.
Lucrurile evoluează şi în echipa noastră. Apar generaţii noi. Am adăugat odată cu asta pragmatism. Face parte tot din responsabilitate. La 25 de ani suntem o echipă întinerită, cu ambiţii şi competenţe noi, dar pentru care conectarea oamenilor din industrie şi crearea în acest mod a unei comunităţi informate şi puternice rămâne obiectivul principal. Sperăm să reuşim să îl atingem an de an. Vom continua pe acest drum.
Cât timp oamenii şi companiile vor găsi utilă contribuţia noastră în mijlocul comunităţii din industrie şi ne vor sprijini, vom continua să dezvoltăm proiecte care să le fie de folos într-o lume într-o continuă transformare. Este felul nostru de a răsplăti încrederea şi sprijinul primit şi este şi singura condiţie. Suntem convinşi că acest sprijin reciproc ne va ajuta să evoluăm împreună. Am trecut împreună prin multe şi tot împreună vom trece şi prin cele ce vor veni. Ne dorim să fim cât mai mulţi împreună şi cât mai mulţi ani.

DIRECTOR/REDACTOR ªEF ing. Onuţ Iliescu
ART DIRECTOR
Claudia Costache
SECRETAR DE REDACŢIE ing. Gabriela Atanasiu
REDACTORI
ing. Mihaela Iliescu ing. Corneliu Gornic ing. Andrei Iliescu Ravenna Stroe Alexandru Iliescu
COLABORATORI
ing. Florin Moraru (MAŞINI-UNELTE)
ing. Bogdan Croitoru (CALITATE & CONTROL)
dr. ing. Vasile Ispas ing. Andreea Pătraşcu (TEHNOLOGII)
dr. ing. Florea Dorel Anania dr. ing. Radu Marian Canarache ing. Mircea Băduþ (CAD/CAM/PLM/ERP) (T&T PLUS)
Leonard Rizoiu (RESURSE UMANE)
ABONAMENTE
Pentru detalii despre abonamentele la revista tipărită şi la varianta digitală, scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT
OP 60 - CP 51, Bucureºti
Telefon: 021.340.28.68, 0741.076.834
Email: info@ttech.ro
www.ttonline.ro
Editată de Tehnic Media.

Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. Reproducerea totală sau parţială a materialelor este interzisă, fără acordul scris al redacţiei.
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro Foto copertă: Shutterstock





Optimizarea
cu soluţia inovatoare de depaletizare şi repaletizare de
OMRON: Roboþi mobili autonomi MD, eficienþă sporită în transferul de materiale cu sarcini utile
artificială ajută industria logistică să combată deficitul de

CIMATRON E24, optimizarea şi validarea programelor NC dr. ing. Florea Dorel Anania, dr. ing. Radu Marian Canarache

România a urcat pe locul 28 într-un top al atractivităþii pentru companiile private
79%
liderii globali cred că Gen AI le va transforma organizaþia în următorii 3 ani

Naționale:
29 – 30.03
05 – 06.04
09 – 11.04
11 – 13.04
18 – 20.04
26 – 27.04
14 – 17.05
14 – 17.05
Internaționale:
15 – 19.04
15 – 19.04
22 - 26.04
23 - 26.04
07 - 10.05
07 - 10.05
07 - 10.05
23 – 26.05
23 – 26.05
Angajatori de Top, eveniment de carieră, București
Târgul de Cariere, Brașov
INTEK, eveniment dedicat automatizării și digitalizării proceselor de producție, Lux Divina, Brașov
Green Energy Expo & Romenvirotec, târg pentru energii regenerabile și protecția mediului, București
Polifest, târg educațional, București
Târgul de Cariere, Ploiești
Metal Show & TIB, expoziție pentru prelucrarea metalelor, tehnologii și echipamente industriale, București
Pack Show, expoziție de packaging, București
Tube, eveniment dedicat producției de țevi și tuburi, finisare și prelucrare, precum și materii prime, tuburi și accesorii, mașini second-hand, instrumente tehnologice de process, materiale auxiliare, tehnologie de măsurare și control etc., Düsseldorf, Germania
Wire, eveniment dedicat fabricării și finisării sârmelor, unelte tehnologice de proces și materiale auxiliare pentru ingineria proceselor, precum și materiale, fire, cabluri speciale, Düsseldorf, Germania
Hannover Messe, târg de tehnologie industrial, Hanovra, Germania
Control, târg internațional de asigurarea calității, Stuttgart, Germania
Industry Days, târg industrial internațional, Budapesta, Ungaria
MACH TECH, târg internațional de tehnologii de fabricație a mașinilor, tehnologii de sudură și prelucrarea metalelor, Budapesta, Ungaria
Automotive, expoziție internațională pentru furnizorii din industria auto Budapesta, Ungaria
Plastpol, târg internațional de prelucrare a materialelor plastice și cauciucului, Kielce, Polonia
Automechanika, târg internațional în domeniul componentelor auto, reparaţii şi întreţinere, accesorii
auto, IT şi management, tuning, soluţii inovative, Istanbul, Turcia


Oameni de afaceri și factori de decizie din România și Republica Moldova, din administrațiile locale și centrale, operatori, asociații, instituții și companii din industria apei, se vor putea întâlni cu omologii lor germani în perioada 13-16 mai, în cadrul Târgului IFAT 2024. Vizita este organizată de AHK România în colaborare cu UmwelttechnologieCluster Bayern e.V. și German Water Partnership e.V.
Vizita la IFAT 2024 din München, care cuprinde vizionarea standurilor expozanților germani interesați, precum și participarea la un Forum de experți, ce va reuni reprezentanții din cele trei țări, se numără printre reperele importante ale evenimentului. Participanții vor avea, de asemenea, ocazia de a vizita companii germane de top din industria apei din regiune. Infrastructura de apă și apă uzată din România necesită investiții în valoare totală de 25 de miliarde de euro. Parte din Planului național de redresare și reziliență, bugetul alocat

României, în valoare de 1,46 miliarde de euro, este destinat gestionării apei și apelor uzate și accelerării accesului populației la servicii de înaltă calitate. Proiectele planificate trebuie să fie implementate până în 2026.
În Republica Moldova, proiectele din sectorul alimentării cu apă și canalizării, în valoare de 149 de milioane de euro, trebuie implementate până în 2027.
Companiile și instituțiile germane au atât expertiza, cât și soluțiile și procesele necesare pentru a face față acestor provocări și pentru a impulsiona în continuare inovarea, împreună cu companiile din România și Republica Moldova. Evenimentul este o ocazie pentru participanți de a discuta împreună provocările și soluțiile și de a iniția cooperări. Această delegație face parte din programul „Exportul tehnologiilor de mediu" al Ministerului Federal pentru Economia și Protecția Climei (BMWK) și se adresează IMM-urilor germane din industria apei.
La finalul lunii februarie a acestui an, la sediul BASF din Anvers a avut loc European Industry Summit, eveniment în cadrul căruia 73 de lideri din industrie și 15 asociații din aproape 20 de sectoare industriale, reprezentând 7,8 milioane de angajați în Europa, au prezentat primului-ministru belgian, Alexander De Croo, și președintei Comisiei Europene, Ursula von der Leyen, „Declarația de la Anvers pentru un acord industrial european”, în care sunt subliniate nevoile urgente ale industriei pentru a face Europa competitivă, rezistentă și sustenabilă în fața condițiilor economice dificile.

„Pentru a atinge neutralitatea climatică până în 2050 și a atinge obiectivul recent comunicat pentru 2040, producția de energie în Europa va trebui să se înmulțească, iar investițiile industriale vor trebui să fie de șase ori mai mari decât în deceniul precedent”, se arată în declarație. „Această provocare enormă vine într-un moment în care atât companiile mari, cât și IMM-urile se confruntă cu cea mai severă recesiune economică din ultimul deceniu, deoarece cererea scade, costurile de producție cresc și investițiile se mută în alte regiuni.”
Semnatarii Declarației avertizează că fără o politică industrială țintită „Europa riscă să devină dependentă chiar și de produse de bază și de substanțe chimice. Europa nu poate permite ca acest lucru să se întâmple.”
Se face referire la provocările cu care se confruntă industria europeană, în contextul în care SUA, prin Legea SUA pentru reducerea inflației (IRA), acordă sprijin financiar companiilor americane, la care se adaugă accesibilitatea ușoară a
Chinei, o supracapacitate a producției și creșterea exporturilor chineze către Europa. „Toate acestea cresc și mai mult presiunea asupra industriei europene. Companiile noastre se confruntă cu această provocare în fiecare zi”, avertizează liderii din industrie, în același timp ce subliniind importanța critică a clarității, predictibilității și încrederii în politica industrială a Europei.
Care este principala solicitare? „Puneþi Acordul Industrial în centrul noii Agende Strategice Europene pentru 2024-2029”.
Pentru a depăși provocările, declarația prezintă 10 acțiuni concrete, inclusiv integrarea Acordului industrial al UE în Agenda strategică europeană, la care se adaugă simplificarea legislației și a cadrului privind ajutorul de stat. De asemenea, următoarea Comisie Europeană trebuie să transforme Europa într-un furnizor de energie competitiv la nivel global, cu emisii scăzute de carbon, prin parteneriate strategice și o infrastructură robustă, alături de un sprijin mai puternic pentru proiectele UE; trebuie să asigure autonomie în ceea ce privește materia primă, să stimuleze cererea de produse durabile și să promoveze inovația. Piața unică a Europei este, de asemenea, evidențiată ca un activ care trebuie valorificat și reînviat, împreună cu stabilirea unui nou spirit de legiferare, care să stimuleze investițiile, și a unei structuri interne coezive pentru implementarea eficientă a politicilor.
Declarația de la Anvers este un apel urgent către mediul politic european de a revitaliza peisajul industrial al Europei, consolidând sectoarele industriale de bază, asigurându-le competitivitatea, sustenabilitatea și rezistența pe fondul schimbării geopoliticii. Totodată subliniază dorința industriei de a contribui la o Europă mai puternică. „Numai cu o industrie puternică și un dialog social consolidat în Europa ne putem asigura că tranziția verde este o tranziție justă.” (mai multe detalii pe https://antwerpdeclaration.eu/) A

ntre 2 și 4 mai 2024, TOS+H Expo își va deschide porțile pentru cea de-a cincea oară, continuându-și astfel parcursul de succes. Consacrat deja ca platformă indispensabilă pentru profesioniștii în securitatea și sănătatea muncii din Turcia și din întreaga regiune, târgul internațional TOS+H suscită un mare interes și atrage din ce în ce mai mulți expozanți, oglindind interesul în creștere al participanților pentru acest eveniment important din regiune.
Ediția din acest an aduce inovații interesante: Camera de Comerț și Industrie din Istanbul (ISO), cea mai mare entitate de acest tip din Turcia, cu peste 24.000 de membri, este din nou partenerul de încredere al TOS+H Expo. ISO va fi prezentă la expoziție cu două standuri - İstanbul Sanayi Odası și İstanbul Sanayi Odası Belgelendirme A.Ş - și va organiza din nou Simpozionul ISO pentru Securitate și Sănătate în Muncă. În 2024, accentul este pus pe protecția împotriva cutremurelor și dezastrelor.
TİGİAD își va ține adunarea generală anuală în timpul târgului și va aduce un plus interesant programului de evenimente conexe prin prezentări de specialitate pe teme de securitate și sănătate în muncă.
„Ca parte a TOS+H Expo 2024, intensificăm colaborarea noastră cu Camera de Comerț și Industrie din Istanbul (ISO), cu scopul de a extinde împreună această platformă interactivă, esențială pentru domeniul sănătății și securității ocupaționale în regiune. Prin acest parteneriat, contribuim decisiv la dezvoltarea unui mediu de lucru sigur în Turcia.”, spune Lars Wismer, Directorul A+A și al Global Occupational Safety & Health Portfolio
În plus, nou-înființata Start-up Zone oferă companiilor noucreate posibilitatea de a-și prezenta soluțiile inovatoare și ideile vizionare precum și bune oportunități de networking. Organizat de Messe Düsseldorf în colaborare cu organizatorul local Tezulas Fuar, TOS+H Expo este strâns legat de A+A, cel mai mare târg pentru securitate și sănătate ocupațională din întreaga lume. TOS+H Expo se va desfășura în centrul excelent amplasat și ușor accesibil - Istanbul Congress Center (ICC).
Înregistrarea vizitatorilor este deschisă aici: www.toshexpo.com Pentru mai multe informații despre TOS+H Expo:
D-na Gabriele Schreiber
SchreiberG@messe-duesseldorf.de; +49 - 211 4560 7762
Messe Düsseldorf GmbH, Messeplatz, 40474 Düsseldorf, Germania

Previziunile economice din iarna anului 2024, date publicității de Comisia Europeană, oferă o actualizare a previziunilor economice din toamna anului 2023, concentrându-se pe evoluția PIB-ului și a inflației în toate statele membre ale UE.
Previziunile din iarnă se bazează pe o serie de ipoteze tehnice, întemeiate pe informațiile disponibile până la data de 29 ianuarie 2024, referitoare la evoluția cursurilor de schimb, a ratelor dobânzilor și a prețurilor produselor de bază. Pentru toate celelalte date-sursă, incluzând ipotezele referitoare la politicile publice, aceste previziuni iau în considerare datele disponibile până la 1 februarie, inclusiv.
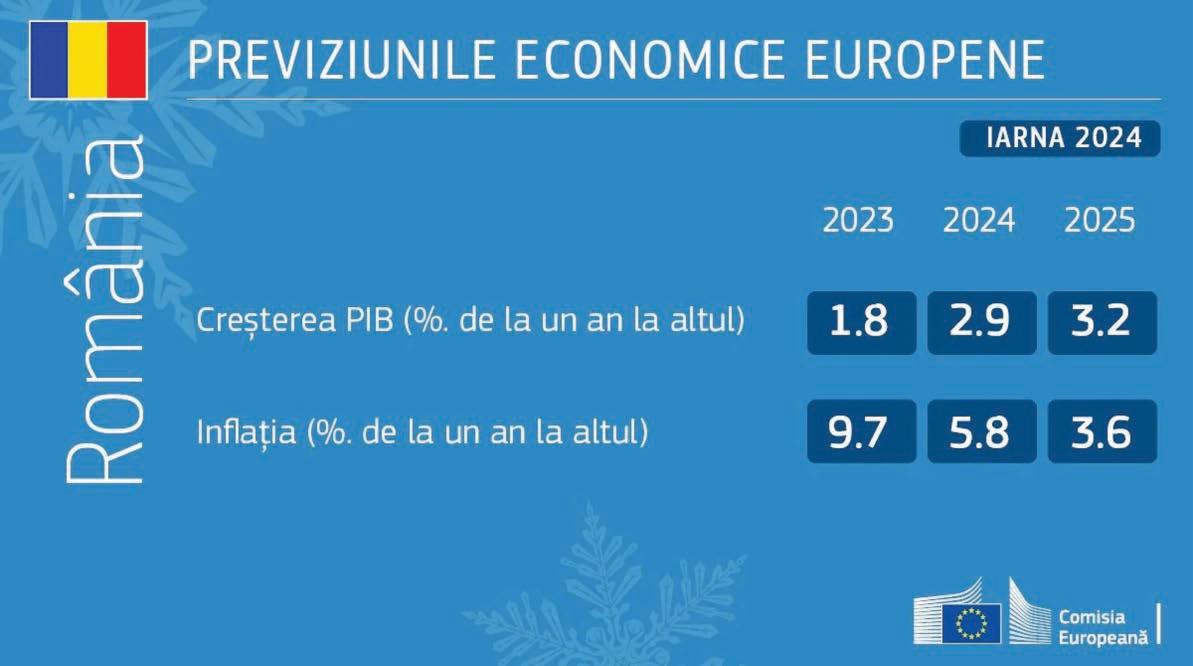
Conform estimărilor, creșterea economică a încetinit la 1,8% în 2023, o revizuire descendentă de 0,4 puncte procentuale față de previziunile din toamnă. Inflația ridicată și creșterea anemică a creditelor private au limitat cererea internă în 2023, în timp ce cererea externă a fost slabă. O creștere puternică a formării brute de capital fix, stimulată de investițiile finanțate de UE în infrastructuri pu-
blice, a compensat încetinirea consumului privat și scăderea stocurilor, în timp ce contribuția negativă a exporturilor nete la creștere s-a diminuat. O piață a muncii rezilientă și două creșteri ale salariului minim au atenuat încetinirea veniturilor disponibile reale. După un al treilea trimestru cu rezultate slabe, indicatorii pe termen scurt sugerează că economia și-a recâștigat o anumită dinamică în ultimele luni ale anului 2023, pe fondul vânzărilor cu amănuntul, al serviciilor și al sectorului solid al construcțiilor.
Această revigorare și ușoara îmbunătățire a anumitor indicatori de percepție a perspectivelor sunt de bun augur pentru activitatea economică din 2024. Pe baza perspectivelor de intensificare a creșterii creditelor private și de continuare a creșterii veniturilor disponibile reale, se preconizează că PIB-ul real va crește cu 2,9% în 2024 – ușor sub așteptările din toamnă. Deși se preconizează accelerarea consumului privat, investițiile vor rămâne principalul factor care vor contribui la creșterea PIB-ului și anul acesta. Se estimează că politica monetară va rămâne strictă în 2024 și se va relaxa doar treptat, pe măsură ce se reduc presiunile inflaționiste. Conform previziunilor, această relaxare a condițiilor monetare și financiare, însoțită de o cerere externă mai puternică, ar urma să ducă la o creștere a PIBului real de 3,2% în 2025 – tot ușor sub previziunile din toamna anului 2023.
Inflația IAPC (indice armonizat al prețurilor de consum) a scăzut la 7% în luna decembrie a anului trecut, aducând inflația globală la 9,7% în 2023, față de 12% în 2022. Scăderea inflației poate fi atribuită unei încetiniri semnificative a creșterii creditelor private pe fondul unor condiții monetare stricte, precum și scăderii prețurilor la energie și la alimente. Dacă excludem energia și alimentele, inflația a
scăzut mai puțin și s-a menținut peste inflația totală la sfârșitul anului 2023, cu o creștere puternică a prețurilor în sectorul serviciilor și în cel al produselor nealimentare. Cu excepția unei scurte pauze la începutul anului 2024, ca urmare a unor creșteri ale impozitelor indirecte, prețurile ar urma să scadă în continuare în perioada analizată în previziuni. Rata medie anuală a inflației IAPC este estimată la 5,8% în 2024, urmată de o încetinire până la 3,6% în 2025 – în linii mari neschimbată față de previziunile din toamnă. Cu toate acestea, riscurile sunt orientate către un proces deflaționist mai treptat dacă salariile și pensiile continuă să crească rapid.
Raportul de țară pentru România este disponibil aici.

Previziunile economice pentru Uniunea Europeană
Ca urmare a creșterii modeste de anul trecut, economia UE a intrat în 2024 cu un nivel mai redus decât se preconizase. În previziunile sale intermediare din iarnă, Comisia Europeană revizuiește creșterea din UE și din zona euro în sens descendent, după cum urmează: 0,5% în ambele zone în 2023 (față de 0,6%, potrivit previziunilor din toamnă), 0,9% în UE (față de 1,3%) și 0,8% în zona euro (față de 1,2%) în 2024. În 2025, previziunile de creștere a activității economice se mențin totuși la 1,7% pentru UE și la 1,5% pentru zona euro.
Inflația ar urma să încetinească mai rapid decât se preconiza în toamnă. Potrivit estimărilor, inflația IAPC va scădea în UE de la 6,3% în 2023 la 3,0% în 2024 și la 2,5% în 2025, iar în zona euro, de la 5,4% în 2023 la 2,7% în 2024 și la 2,2% în 2025.
Creşterea va lua din nou avânt în 2024, după un început de an modest
În 2023, creșterea a fost încetinită de eroziunea puterii de cumpărare a gospodăriilor, de o înăsprire monetară accentuată, de retragerea parțială a sprijinului bugetar și de scăderea cererii externe. După evitarea, la limită, a unei recesiuni tehnice în a doua jumătate a anului trecut, perspectivele economice ale UE pentru primul trimestru al anului 2024 rămân modeste.
Cu toate acestea, se preconizează că activitatea economică se va accelera totuși treptat în cursul acestui an. Pe măsură ce inflația va continua să scadă, creșterea salariului real și reziliența pieței forței de muncă ar trebui să sprijine o redresare a consumului. În pofida scăderii marjelor de profit, se estimează că investițiile vor beneficia de o relaxare treptată a condițiilor de creditare și de implementarea continuă a Mecanismului de redresare și reziliență. În plus, se preconizează o normalizare a schimburilor comerciale cu partenerii străini, după activitatea slabă de anul trecut.
Ritmul creșterii ar urma să se stabilizeze începând din a doua jumătate a anului 2024 până la sfârșitul lui 2025.
O scădere a inflaþiei mai rapidă decât era de aşteptat
În 2023, inflația totală a scăzut mai rapid decât se preconizase, în principal sub efectul reducerii prețurilor la energie. În condițiile unei stagnări a activității, scăderea presiunilor asupra prețurilor s-a resimțit și în cazul altor bunuri și servicii în a doua jumătate a anului trecut.
Cifrele mai mici decât era de așteptat ale inflației din ultimele luni, prețurile de bază mai reduse ale energiei și dinamica economică mai slabă au adus inflația pe o traiectorie descendentă mai abruptă decât se anticipase în previziunile din toamnă. Pe termen scurt, însă, expirarea măsurilor de sprijin din sectorul energetic în toate statele membre și creșterea costurilor de transport ca urmare a perturbărilor comerțului din Marea Roșie ar urma să exercite unele presiuni ascendente asupra prețurilor, fără a întrerupe procesul de scădere a inflației. Se preconizează că, până la finalul perioadei analizate în previziuni, inflația totală se va situa puțin deasupra obiectivului BCE în zona euro și va fi ceva mai ridicată în UE.
Incertitudine sporită în contextul tensiunilor geopolitice
Previziunile sunt afectate de incertitudine în contextul unor tensiuni geopolitice prelungite și al riscului de extindere a conflictului din Orientul Mijlociu. Se preconizează că majorarea costurilor de transport ca urmare a perturbărilor comerțului din Marea Roșie va avea doar un impact marginal asupra inflației. Însă este posibil ca agravarea acestor perturbări să conducă la apariția unor noi blocaje în cadrul lanțurilor de aprovizionare, care ar putea înăbuși producția și ar putea determina creșterea prețurilor.
Pe plan intern, riscurile asupra proiecțiilor de referință privind creșterea și inflația depind de eventualitatea ca marjele de profit, creșterea salariilor și consumul să se situeze peste sau sub așteptări, precum și de cât de ridicat va rămâne nivelul ratelor dobânzii și pentru cât timp. Riscurile legate de schimbările climatice și frecvența tot mai mare a evenimentelor meteorologice extreme continuă, la rândul lor, să reprezinte amenințări.
Context
Comisia Europeană publică în fiecare an două seturi de previziuni detaliate (primăvara și toamna) și două seturi de previziuni intermediare (iarna și vara). Previziunile intermediare cuprind valorile anuale și trimestriale ale PIB-ului și ale inflației tuturor statelor membre pentru anul în curs și pentru anul următor, precum și date agregate pentru UE și zona euro.
Următoarele previziuni ale Comisiei vor fi previziunile economice din primăvara anului 2024, programate pentru publicare în luna mai. A
Pentru informaþii suplimentare
Documentul complet: Previziunile economice din iarna anului 2024.


ALEXANDRU
ILIESCU redactor
Cercetările recente ale McKinsey Global Institute (MGI), ale căror rezultate sunt prezentate în raportul Geopolitics and the geometry of global trade, au arătat că fiecare regiune se bazează pe importuri pentru mai mult de 25% din consumul a cel puțin unui singur tip de resursă critică, pentru producerea de bunuri sau servicii. MGI a constatat, de asemenea, că 10% din valoarea comerțului global de bunuri de astăzi este foarte concentrat: maxim trei economii asigură cel puțin 90% din exporturile globale.
Pe scurt, în raport se arată că:
1Comerþul cu produse concentrate leagă economiile îndepărtate din punct de vedere geopolitic.
Comerțul dintre economiile îndepărtate din punct de vedere geopolitic reprezintă aproape 20% din comerțul global cu bunuri, dar aproape 40% din comerțul cu produse concentrate la nivel global - precum laptopurile și minereul de fier - sunt asigu-
rate în proporție de 90% din exporturile globale de cel mult trei economii.
Din 2017, China, Germania, Regatul Unit și Statele Unite și-au redus distanța geopolitică a comerțului cu 4 până la 10 la sută fiecare. Statele Unite au redus, de asemenea, distanța geografică dar și-au diversificat și sursele comerciale. Între timp, economiile Asociației Națiunilor din Asia de
Sud-Est, Brazilia și India fac mai mult comerț atât în spectrul lor geopolitic, cât și pe distanțe mai lungi.
3 Investiþiile crescute într-o serie de economii în curs de dezvoltare sugerează continuarea reconfigurării comerþului şi în anii următori. În timp ce aproximativ 60% din investițiile greenfield au fost îndreptate către economiile în curs de dezvoltare din 2010, acum destinația acestora se schimbă. Cele mai mari salturi din ultimii doi ani au fost în Africa și India, în timp ce investițiile anunțate în China și Rusia au scăzut cu aproximativ 70, respectiv 98%, în comparație cu mediile prepandemice.
4 Viitorul comerþului global va implica compromisuri — reducerea distanþei geopolitice vine odată cu creşterea concentrării comerþului şi viceversa.
Explorăm două tipuri de reconfigurare. Într-una, relațiile comerciale se orienteză către parteneri mai aliniați geopolitic. Ca efect secundar, concentrarea medie a comerțului crește cu 13 la sută, iar creșterea economică are de suferit. În cealaltă, relațiile comerciale se diversifică astfel încât nicio economie nu este foarte dependentă de o alta, dar, în consecință, distanța geopolitică a comerțului crește cu 3 la sută. Gradul de compromis variază semnificativ între economiile individuale.
În contextul schimbărilor dinamice ale modelului comercial global, descrise în Raport, economiile europene, inclusiv România, se confruntă cu provocări semnificative și oportunități unice. Reconfigurarea comerțului internațional și reorientarea investițiilor au un impact direct asupra strategiilor economice și comerciale europene.
Reconfigurarea comerþului şi impactul asupra Europei
Comerțul global se transformă, cu o tendință de reducere a distanței geopolitice și o diversificare a partenerilor comerciali. Economii europene precum Germania, Franța și Italia își recalibrează relațiile comerciale, reducând dependența de piețe tradiționale și explorând noi oportunități în economiile emergente și în curs de dezvoltare.
În acest context, România se află într-o poziție unică de a beneficia de aceste schimbări. Creșterea investițiilor intraeuropene, reflectată în investițiile greenfield din Germania către economii precum Italia, Portugalia și România, evidențiază oportunități semnificative pentru integrarea mai profundă în lanțurile de valoare europene.
Reorientarea investiþiilor şi oportunităþile pentru România
Investițiile greenfield, un barometru al încrederii investiționale și al angajamentului pe termen lung, indică o schimbare a direcției fluxurilor de capital. Scăderea investițiilor europene în China și creșterea semnificativă a investițiilor intraeuropene sugerează o consolidare a pieței unice europene și o reorientare către sinergii regionale.
Pentru România, acest context oferă o oportunitate foarte importantă pentru a atrage mai multe investiții greenfield, în special în sectoarele tehnologiei, producției avansate și energiei verzi. Având în vedere poziția sa strategică în Europa de Est și accesul la o piață de consum în creștere, România poate juca un rol crucial în diversificarea și consolidarea lanțurilor de aprovizionare europene.
Cu toate acestea, reconfigurarea comerțului global vine și cu setul său de provocări. Reducerea distanței geopolitice și concentrarea comerțului în anumite sectoare pot crește vulnerabilitățile economice în fața șocurilor externe. Economii precum România trebuie să echilibreze căutarea de noi piețe și parteneri cu nevoia de a menține relații comerciale stabile și predictibile.
O strategie eficientă ar putea include diversificarea parteneriatelor comerciale, investiții în infrastructura critică pentru a sprijini comerțul și atragerea investițiilor străine directe printr-un mediu de afaceri îmbunătățit, precum și stimulente fiscale atractive.
Reconfigurarea comerțului global reprezintă atât o provocare, cât și o oportunitate pentru economiile europene. Prin adoptarea unor strategii proactive, aceste economii pot naviga cu succes prin aceste schimbări, consolidându-și poziția în noua ordine economică globală. Pentru România, în particular, accentul pe atragerea investițiilor greenfield și integrarea în lanțurile de valoare europene poate deschide drumul către o creștere economică sustenabilă și o prezență consolidată pe scena comercială internațională. (mai multe detalii pe www.mckinsey.com) A






Anti-Vibratoare
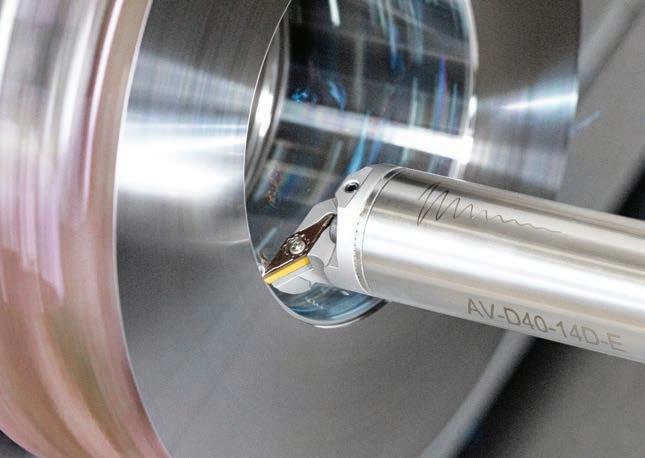
ISCAR extinde linia WHISPERLINE antivibratoare, prin adăugarea lungimilor active 12 x D şi 14 x D. Aceste noi bare combină carbura cu oţelul, pentru mărirea durităţii, prevenirea încovoierii şi pentru amplificarea rigidităţii. Rezultatele în prelucrare sunt excepţionale.n
ISCAR TOOLS
l Tel.: 031.228.66.14 l Fax: 031.228.66.15
Serviciu de debitare și îndoire țeavă și profile

Cu o experienþă de peste 13 ani în prelucrarea metalului, Megatitan vine în întâmpinarea clienþilor cu un nou serviciu de debitare ºi îndoire þeavă ºi profile, maximizând eficienþa ºi producþia. Utilajele ºi tehnologiile de ultimă generaþie permit companiei să-ºi adapteze serviciile pentru comenzi industriale sau non-industriale; în serii mici, mari sau medii. De asemenea, compania poate realiza prototipuri pentru partenerii care dezvoltă noi produse.
Posibilităþi tehnice de execuþie pentru debitare þeavă ºi profile: Lungimea maximă de procesare: 4500 mm; Lungimea maximă de încărcare: 6500 mm
Posibilităþi tehnice de execuþie pentru îndoire þeavă: Diametrul maxim al þevii: Ø50,8 mm; Lungimea þevii: 3640 mm.n
MEGATITAN
l Tel.: 0263.343.200
Sistemele SLIMLINE de la Herrmann Ultrasunete oferă soluþia de sudură ideală pentru automatizarea proceselor de producþie.

Sistemele de sudură din seria SLIMLINE asigură o creştere durabilă a vitezei şi eficienþei în producþie. Controlul precis al procesului de sudare şi acþionarea servo-pneumatică patentată asigură viteze de producþie ridicate de până la 60 de suduri pe minut, cu rezultate de sudare impecabile din punct de vedere vizual, precum şi reproductibile. Datorită designului compact, precum şi a interfeþelor digitale necesare, sistemele de sudare SLIMLINE pot fi perfect integrate în liniile de producþie existente sau noi. n
HERRMANN ULTRASUNETE
l Tel.: 0741.203.042
OMRON a lansat roboþii mobili autonomi (AMR) cu sarcină medie (650 kg şi 900 kg)

MD-650 şi MD-900. Aceste adăugiri extind linia de roboþi autonomi pentru a răspunde nevoilor unei mari varietăþi de aplicaþii de transport de piese şi materiale, oferind o mai mare eficienþă în locaþiile de producþie. Tehnologia lor unică de control permite un transport sigur şi fără probleme, care poate fi implementat cu uşurinþă în locurile de producþie unde oamenii şi maşinile lucrează în aceeaşi zonă. Seria MD include mai multe progrese tehnologice care îl fac să fie cel mai bun din clasa AMR. Modelul MD-650 se mândreşte cu o viteză de 2,2 m/s. Beneficiind de o tehnologie avansată pentru baterii şi încărcare, seria MD oferă opt ore de funcþionare după doar 30 de minute de încărcare. Raport de funcþionare de 16:1, cel mai bun din industrie. n
OMRON ELECTRONICS
l Tel.: 0356.172.241
Nituire la cald, de înaltă fidelitate
Tehnologia unică PULSE

STAKER furnizează căldura instant, niveluri înalte de calitate, productivitate constantă şi cu reduceri semnificative ale consumurilor energetice. Potrivită materialelor disimilare, componentelor sensibile la căldură, cu fibre de ranforsare, suprafeţe metalizate sau cromate şi echipamentelor electronice.
Specificaţii standard BRANSON™ GPX-Handunit (Portabil): Gabarit 160x280x500 mm, Greutate 20 Kg, Număr de Electrozi 1 sau 2, HMI 4” Color, Control Siemens PLC, Interfaţă semnale externe 24V DC, Unitate manuală sau actuator pneumatic, Opţional Ethernet. n
EMERSON PROCESS MANAGEMENT ROMANIA
l Tel.: 0758.098.485
Tocător cu un singur arbore
Tocătorul cu un singur arbore WLK 4 de la Weima este ideal pentru prelu crarea a aproape tuturor materialelor plastice, pre cum şi a materialelor dure şi rezistente.
Aceste maşini pot toca turte din material plastic, þevi, componente auto, piese obþinute prin extrudare-suflare, cum ar fi recipiente din PE, PP, canistre, găleþi, produse din hârtie, carton şi metale uşoare.n

CHORUS ENGINEERING
l Tel.: 021.322.48.99

Noul RT 100 InoxPro a fost special conceput pentru realizarea de găuri precise în oþel inoxidabil şi materiale din titan şi promite cele mai mari viteze de tăiere. Datorită gamei sale largi de diametre de la 3 la 20mm, poate fi extrem de versatil. Datorită combinaþiei îmbunătăþite de duritate şi tenacitate, ale substratului de carbură, asigură că muchia de tăiere nu se rupe, chiar şi sub sarcini mari. n
GÜHRING S.R.L.
l Tel.: 0269.503.100 l Fax: 0269.503.190
Burghie monobloc din carbură
Burghiul DEEP HPR de la Kennametal este o soluþie avansată pentru prelucrarea fontei şi a oþelului în condiþii grele de aşchiere. Dezvoltat cu tehnologii de ultimă generaþie şi materiale de înaltă calitate, acest burghiu se distinge prin performanþe superioare, durabilitate şi versatilitate pentru aplicaþiile de găurire de la 15xD până la 40xD. Acest burghiu a fost creat pentru a oferi o productivitate mai mare cu un timp de execuþie redus. Caracteristici şi beneficii: Bazat pe geometria HPC KTFS deja de succes; Capacitate mare de avans bazată pe designul vârfului HP; Gamă mare de diametre cu lungime activă de la 15xD până la 40xD; Carbură cu granulaþie ultrafină, cu o acoperire bazată pe AlCrN-TiAIN dedicată prelucrării fontei şi oþelului.
MAXIM
l Tel.: 021.499.11.80



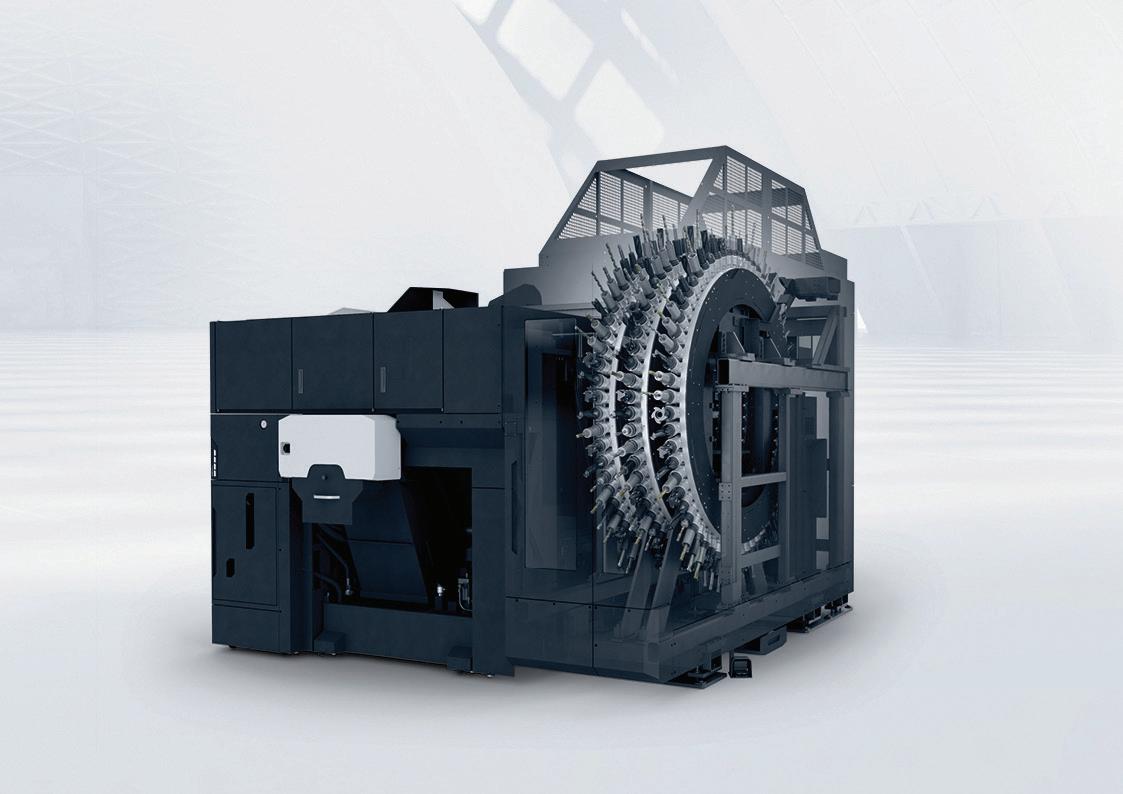
INH 63/INH 80, centre de prelucrare orizontală pentru mai multă productivitate, precizie şi sustenabilitate ecologică
Ca centre de prelucrare orizontală de clasă superioară, INH 63 și INH 80 de la DMG MORI combină mecatronica, transformarea prelucrării (MX) și producția CNC care economisește resurse.
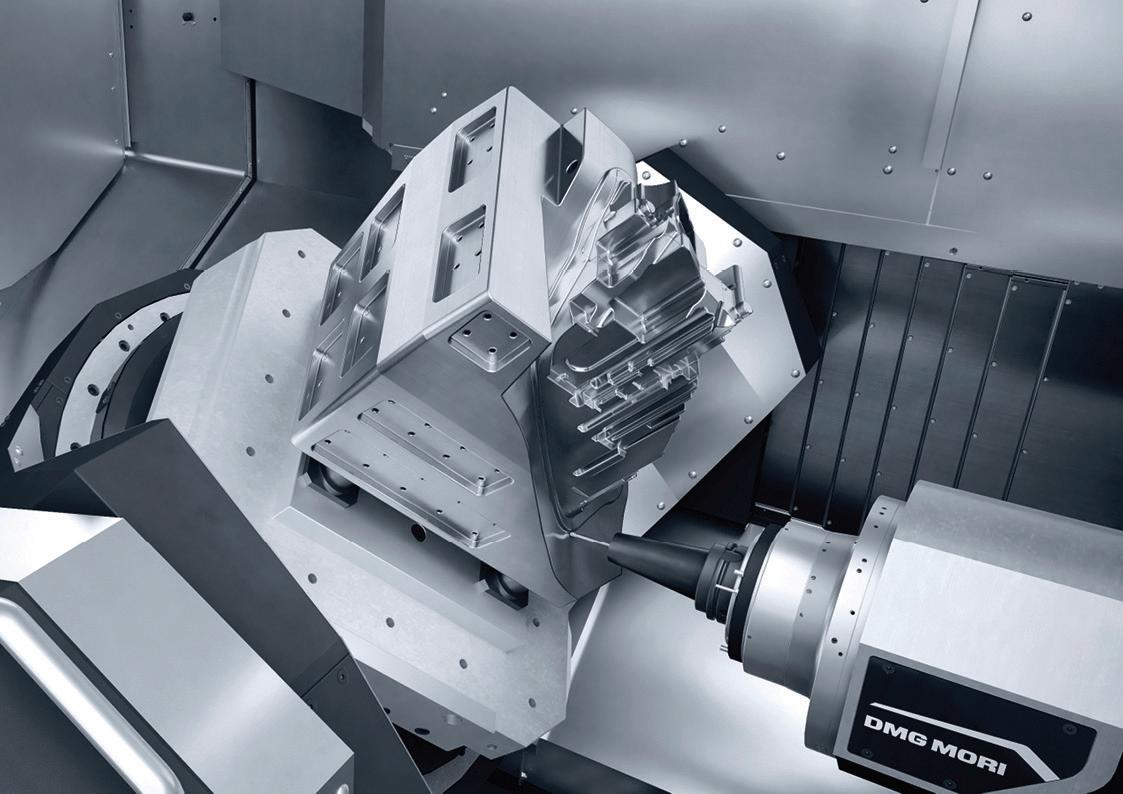
Noile centre de prelucrare orizontală INH 63 și INH 80 de la DMG MORI stabilesc noi standarde în domeniul prelucrării orizontale. În combinație cu Machining Transformation (MX) de la DMG MORI, cele două modele sprijină utilizatorii în drumul lor către un viitor sustenabil, eficient și competitiv al producției CNC. Centrele de prelucrare orizontală sunt concepute pentru componente solicitante în domeniul fabricării de scule și matrițe, precum și în sectorul energetic și al tehnologiilor ecologice
Autostrada
Piteşti - Bucureşti, DN65B km 4+471, Piteşti
Telefon: 0248.610.408
Fax: 0248.610.409
www.dmgmori.com
– inclusiv tehnologia de acționare pentru electromobilitate. De asemenea, accentul este pus pe piesele complexe pentru sectorul aerospațial. INH 63 poate prelucra paleți de 630 mm, în timp ce INH 80 este proiectat pentru paleți de 800 mm. Cu stabilitatea, precizia și versatilitatea lor de prelucrare - sunt disponibile în versiunea cu 5 axe - cele două utilaje acționează ca bază perfectă la toate nivelurile de transformare a prelucrării. Ele permit un grad ridicat de integrare a proceselor, pot fi automatizate în mod flexibil și sunt pregătite în mod optim pentru transformarea digitală.
Structura simetrică, optimizată, șuruburile cu bile duble în axele X, Y și Z și poziționarea saniei X în structura coloanei, conferă modelelor INH 63 și INH 80 o stabilitate ridicată și permit o prelucrare dinamică. Precizia necesară este garantată de sistemele de măsurare duble de la MAGNESCALE și de răcirea fiabilă a șuruburilor cu bile și a altor surse de căldură. Acestea minimizează deplasările termice și modificările în structura mașinii. Ambele centre de prelucrare orizontală se caracterizează, de asemenea, prin gamele largi de axe, ceea ce asigură o îndepărtare eficientă a așchiilor. INH 63 și INH 80 impresionează de la prelucrări ușoare până la gama de sarcini mari. Ca dotare standard, acestea au un ax powerMASTER cu o viteză de 12.000 rpm și un cuplu de 808 Nm, cu opționale incluzând o turație de până la 16.000 rpm sau cuplu de 1.414 Nm (8.000 rpm). În toate cele trei cazuri, se aplică o garanție de 36 de luni, fără limită de timp de funcționare.
n Magazia de scule: Magazia modulara de scule se caracterizează prin configurarea paralelă cu timpul principal și secundar și oferă 63 de poziții de scule în standard. Opțional, capacitatea poate fi mărită la 363 de scule. Dimensiunea maximă a sculei este specificată ca fiind ø 320 × 700 mm, cu o greutate maximă de 35 kg (50 kg opțional).
Ergonomie şi versatilitate de prelucrare

În versiunea cu 5 axe a noilor centre de prelucrare INH, masa rotativă pivotantă are rulmenți mari și două motoare de cuplu de înaltă performanță ca axa A. Acest lucru elimină jocul și asigură o precizie maximă. Zona de lucru accesibilă din punct de vedere ergonomic este atât de mare încât oferă spațiu suficient chiar și pentru sculele în consolă. Cu capacitatea de a
n Componentă: Prelucrarea eficientă și precisă a unei roți dințate conice de înaltă precizie într-o singură operațiune de fixare cu unelte standard pe o mașină standard precum INH este un exemplu excelent al combinației dintre excelența mecatronică și transformarea prelucrării (MX).
tive de la 2.000 la peste 6.000 pe an în comparație cu instalația autonomă. Echipamentul cu tehnologii digitale permite, de asemenea, integrarea în sistemele holistice de producție. GREENMODE are, de asemenea, un impact direct asupra transformării ecologice (GX). Acesta reduce consumul de energie al utilajelor cu peste 30 de procente și optimizează în același timp utilizarea resurselor.
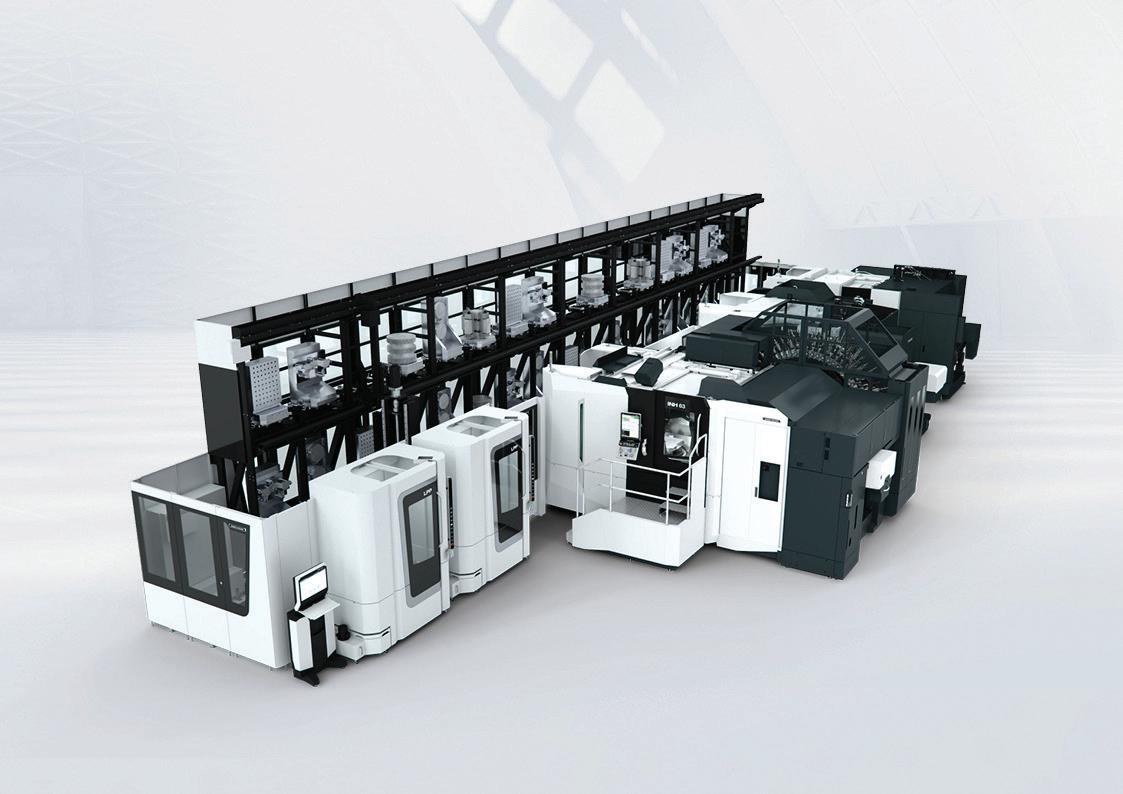
INH 63 și INH 80 sunt un bun exemplu al accentului puternic pe care DMG MORI îl pune pe progresul durabil sub forma transformării prelucrării (MX). Integrarea proceselor, automatizarea, transformarea digitală (DX) și transformarea ecologică (GX) sunt pilonii principali în acest caz. Interacțiunea lor din ce în ce mai mare arată clar că sustenabilitatea și excelența operațională nu sunt în niciun caz obiective contradictorii, ci pot merge cu succes mână în mână. Integrarea diferitelor procese de fabricație într-o singură mașină - strunjire, frezare și alte procese, cum ar fi măsurarea sau tăierea angrenajelor - scurtează lanțul de procese. Timpii de reglare sunt reduși, în timp ce calitatea crește. În general, eficiența resurselor crește, ceea ce contribuie la sustenabilitate. Integrate în celule și sisteme de producție flexibile, INH 63 și INH 80 pot, de asemenea, să lucreze nesupravegheate timp de până la trei schimburi. Manipularea automatizată a sculelor și a paleților și computerul principal CELL CONTROLER LPS 4 măresc numărul de ore produc-
Mașinile din seria INH pot fi transformate în celule și sisteme de producție flexibile cu diverse oferte de sisteme pentru manipularea automată a sculelor și a paleților. Computerul principal DMG MORI LPS 4, care poate fi integrat eficient în rețelele existente ale clienților, preia controlul sistemului, inclusiv gestionarea sculelor.
Folosind exemplul unui angrenaj conic spiralat de înaltă precizie pentru turbinele eoliene industriale, seria INH își demonstrează capacitățile în ceea ce privește eficiența și durabilitatea. Elementul de angrenaj este fabricat din oțel robust și măsoară ø 482 x 66 mm.
Prin integrarea proceselor de fabricație, cum ar fi frezarea pe 5 axe, tăierea angrenajului și măsurarea în timpul procesului într-o singură zonă de lucru, ambele centre de prelucrare orizontală sunt capabile să fabrice complet reductorul conic într-o singură operațiune de fixare. Transportul între stațiile de prelucrare anterior separate nu mai este necesar. Astfel, se economisesc timpii morți și, în același timp, crește precizia. Acest lucru se datorează faptului că fiecare repoziționare creează spațiu pentru erori potențiale. Tăierea angrenajelor cu scule standard joacă un rol major în prelucrarea completă. Performanțele pe 5 axe, combinate cu ciclurile tehnologice DMG MORI respective, permit procese de tăiere a angrenajelor, cum ar fi degroșarea și finisarea pe mașini standard. Nu sunt necesare sisteme specializate și, prin urmare, costisitoare de tăiere a angrenajelor cu un singur scop. În ceea ce privește transformarea digitală (DX), simularea 1:1 și analiza însoțitoare a datelor de proces asigură o utilizare optimă a mașinii. Acest lucru reduce riscul de oprire a mașinii și asigură o mai mare eficiență energetică. Se poate economisi până la 80 la sută din consumul de energie pentru fiecare componentă.
Per total, acest caz de utilizare arată că seria INH combină toate elementele de transformare a prelucrării și poate fi utilizată pentru a optimiza utilizarea utilajului. Per total, această aplicație arată că seria INH combină toate elementele transformării prelucrării și le poate aplica pe piețele viitoare, cum ar fi energia eoliană. INH 63 și INH 80 combină eficiența economică cu previziunea ecologică, creând un model de urmat pentru construcția de mașini-unelte a viitorului. A


La târgul de la Hanovra, de anul trecut, din septembrie, Mazak a prezentat noile centre de prelucrare orizontală HCN-4000 NEO și HCN-5000 NEO, dar și centrul de prelucrare verticală în 5 axe VARIAXIS i-700 NEO. Noile modele sunt concepute pentru a oferi trei avantaje esențiale: productivitate mare, precizie mare și performanțe crescute pentru protecția mediului.
Mazak a prezentat noul său spindle de mare viteză de 20.000 rpm pe toate cele trei modele, îmbunătățind performanța de prelucrare. Cu o capacitate de 42 kW (40% ED) și 225 Nm (10% ED) de mare putere și cuplu ridicat, noul spindle stabilește un nou standard de productivitate și eficiență energetică.
Datorită bobinării duble și a schimbătorului de viteze electronic, noul spindle de 20.000 rpm este foarte potrivit pentru prelucrarea diferitelor materiale, oferind o rată de îndepărtare a metalului cu 67% mai mare pentru tăierea oțelului și cu 20% în cazul aluminiului, comparativ cu modelul din generația anterioară.
La EMO, VARIAXIS i-700 NEO a facut o demonstrație de tăiere în direct a unui suport aerospațial din aluminiu. În comparație cu modelul predecesor cu 18.000 rpm, noul spindle de 20.000 rpm reduce timpul de ciclu cu 5% și consumul de energie cu 18%, demonstrând beneficii uriașe pentru piața actuală, competitivă din punct de vedere al costurilor.

2010 - iar mașinile HCN NEO și i-Series NEO vor aduce reduceri semnificative de costuri pentru utilizatorii finali. Pentru a crea un viitor mai sustenabil și a reduce costurile de consum pentru producători, noua serie NEO încorporează o serie de îmbunătățiri tehnologice pentru a oferi o reducere cu 30% a consumului de energie pentru VARIAXIS i-700 NEO și de 24% pentru HCN-4000/5000 NEO.
Performanțele de mediu sunt sporite de tabloul de bord Energy Saver Dashboard, cu o afișare grafică a consumului de energie și emisiilor de CO2 pentru ca utilizatorii să identifice tendințele prin intermediul unui indicator vizual, plus un sistem Smooth Coolant care optimizează în mod automat descărcarea volumului de lichid de răcire pentru a reduce și mai mult consumul de energie. În plus, sistemul Smooth Coolant încorporează un sistem performant de îndepărtare a sedimentelor de șpan care menține curată cuva de răcire și prelungește durata de viață a emulsiei de răcire.

Noile modele NEO ating o precizie crescută, oferind o precizie de poziționare de trei ori mai bună decât cea ISO. În plus, precizia de prelucrare continuă este stabilizată de noua funcție Ai Thermal Shield, care utilizează algoritmi avansați pentru a determina automat compensarea în funcție de fluctuațiile de temperatură, îmbunătățind astfel concentricitatea pentru operațiile de prelucrare, cum ar fi alezarea cap-la-cap.
Ca parte a inițiativei de mediu Go Green a celor de la Mazak de a reduce amprenta de carbon cu 50% până în 2030, noua serie NEO este cea mai ecologică mașină de până acum. Mazak s-a angajat ca toate mașinile fabricate în 2030 să fie de cel puțin patru ori mai eficiente decât cele fabricate în
YAMAZAKI MAZAK
CENTRAL EUROPE
ROMANIA
Sucursala Braşov
Str. Ionescu Crum nr. 1, Braşov Business Park, Parter, Biroul nr. 7
Tel: +40 372 839 812
info@mazak.ro
www.mazakeu.ro
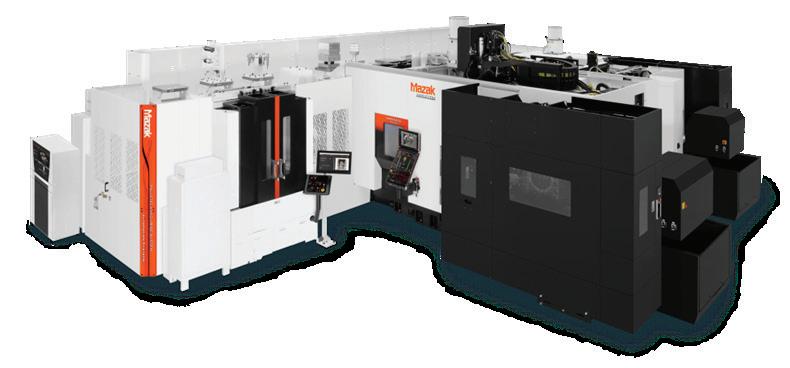
Mazak a prezentat HCN-5000 NEO și VARIAXIS i-700 NEO integrat în cel mai avansat sistem de paletizare PALLETECH și cu noul software PMC NEO, prezentat pentru prima dată la EMO, pentru a ilustra flexibilitatea și potențialul de automatizare fără limite. Dispunând de o nouă interfață grafică pentru utilizator cu introducere de date în stil tutorial și ghidare interactivă pentru configurare, noul PMC NEO include monitorizare avansată a sistemului, gestionare a resurselor și capacitate de integrare ERP. Prezentând flexibilitatea supremă a PALLETECH, celula încorporează doi paleți dedicați pentru transferul de scule. Fiecare dintre aceștia va livra automat scule de rezervă sau supradimensionate în zona de prelucrare, pe baza unui program de previzionare de 12 ore, împreună cu un stivuitor cu ghidare automată (Automatic Guided Forklift AGFL), pentru o funcționare prelungită care a creat, fără îndoială, un val de entuziasm la EMO. A

Unul din marile beneficii ale utilizării maşinilor de ştanțat CNC este dat de posibilitatea de a efectua pe lângă tăieri/ decupări/găuri de orice profil şi a multor altor tipuri de operaţii de deformare sau speciale din aceeaşi prindere pe maşină, reducând mult costurile de execuţie ulterioară a acestor operaţii, a timpilor aferenţi şi crescând calitatea reperelor rezultate.
Un exemplu de astfel de operaţie este filetarea. Maşinile de ştanțat CNC pot executa această operaţie folosind sculele dedicate de filetat, ce permit executarea direct pe maşină a filetelor, evitându-se faza ulterioară a trimiterii pieselor la o maşină dedicată de filetat şi reducând semnificativ manopera aferentă.
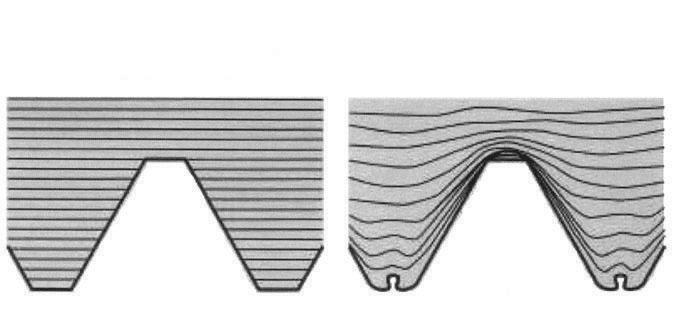
Pentru necesităţile ulterioare de asamblare/ montare, piesele de tablă au nevoie de foarte multe filete ce pot elimina și reduce costurile adăugate de alte metode de asamblare (piuliţe sudate, nituri etc). În mod clasic, piesele sunt ştanțate pe mașina de ştanțat CNC (şi dacă este nevoie se execută răsfrângerea găurilor în care se vor executa filetele – la tabla subţire), iar apoi sunt mutate la maşina dedicată de filetat. Acest lucru implică manipulare, ocuparea unei alte maşini şi costul din ce în ce mai mare al forţei de muncă aferente. Executarea filetării direct pe mașina de ştanţat, din aceeaşi prindere cu executarea celorlalte operaţii, are deci avantaje de cost iar în plus prin faptul că filetul este executat prin rulare (cu păstrarea continuităţii fibrelor de material – figura 1) şi nu prin aşchiere (ca la tarozii standard) se asigură o calitate net superioară a filetului obţinut (o rezistență superioară).
Principalele avantaje ale filetelor obţinute prin rulare faţă de cele obţinute prin aşchiere (tarozi nomali) sunt: creşterea rezistenţei la rupere cu circa 30%, mărirea microdurităţii superficiale a flancurilor filetului datorită ecruisării ce are loc, creșterea rezistenţei la oboseală cu un procent între 50-75% şi a rezistenţei la uzură, productivitate ridicată a procedeului. Rezistenţa la rupere a filetelor astfel obţinute face ca acestea să constituie o alternativă foarte bună la piuliţele sudate pe tablă (care au şi dezavantajul deformării tablei după sudură) sau a altor variante cu elemente filetate adăugate sau montate pe piesele de tablă, reducând mult costul şi
FIGURA 1 Comparaţie între filete executate prin aşchiere şi rulare.
timpul de producţie. (Pentru diametrul interior optim pentru filetare (la fiecare tip de filet în parte, pentru filetare în găuri extrudate sau filetare în găuri direct în tablă) vă rugăm să ne contactați și imediat vom trimite datele către d-voastră.)
Filetele pe piesele de tablă se pot executa direct, după pre-găurire (dacă grosimea de tablă permite numărul minim de spire necesare pentru filet) sau, caz mult mai întâlnit la prelucrarea tablelor subţiri, prin folosirea în prealabil a unor scule forming tip ,,extrusion” - pentru a forma găurile cu umeri extrudaţi în care se va face filetul (figura 2).
Sculele de filetat sunt disponibile atât pentru maşini CNC compatibile Trumpf® (figura 3) cât şi pentru cele cu turelă (Thick Turret - figura 4). Compania Wilson Tool este recunoscută pe piaţă pentru sculele sale de filetat productive şi rapide pentru maşini de ştanțat CNC.




Pentru maşini din gama Trumpf® sau Pullmax există 2 tipuri de scule funcţie de generaţia maşinii. Primul model este dedicat maşinilor Trumpf® din grupa I (TruPunch/Trumatic 1000R, 2000R 3000R, 5000R, 600L, 7000L etc) şi maşinilor Pullmax 520, 530, 720 şi 730. Al doilea model este pentru maşinile Trumpf mai vechi din grupa H (TC 200R, TC 500R, TC 600L, TC 240R, TC 260R). Fiecare model conţine 2 scule, una utilizată pentru filete de la M2.5 la M5, iar a doua pentru filete de la M6 la M10. Pentru a utiliza scula, maşinile trebuie să aibă activată opţiunea de filetare. Partea inferioară a sculei are un senzor pneumatic ce activează funcţia
FEED HOLD a maşinii Trumpf® atunci când tarodul pătrunde prea mult şi atinge matriţa, preveninduse astfel ruperea tarodului. Setarea sculei este importantă, trebuie ţinut seama de diametrul de pregăurire, tipul de material, viteza de rotaţie (axa C).
Majoritatea soft-urilor CAM de pe piaţă pot programa aceste scule. La achiziţia sculelor, furnizăm toţi parametrii necesari programării lor. Ungerea este esenţială la utilizarea acestor scule, trebuie utilizat un lubrifiant conform documentaţiei înmânate cu scula.
Pentru maşinile de ştanțat ce utilizează scule tip Thick-Turret, Wilson Tool oferă cele mai rapide scule de pe piață şi care nu necesită o staţie indexabilă (cu rotaţie), acestea se pot monta deci în staţii B, C sau D fixe (funcţie de modelul de sculă şi gama de filete de executat). Sculele au un mecanism intern ce generează mişcarea de rotaţie a tarodului, acționat la fiecare apăsare a sculei. Numărul de găuri care pot fi filetate cu aceste scule poate ajunge la 120 pe minut (depinzând de tipul şi de grosimea de material).
Wilson Tool, prin distribuitorul său SM TECH
SRL, vă stă la dispoziţie cu mare plăcere cu scule de filetat de calitate pentru maşina d-voastră de ştanțat CNC! Mai multe date pot fi obţinute accesând site-ul nostru, https://www.sm-tech.ro, prin scanarea codului QR de mai jos. A
 FIGURA 4
Exemplu sculă de filetat staţie B pentru maşini ce utilizează scule stil ThickTurret.
FIGURA 4
Exemplu sculă de filetat staţie B pentru maşini ce utilizează scule stil ThickTurret.
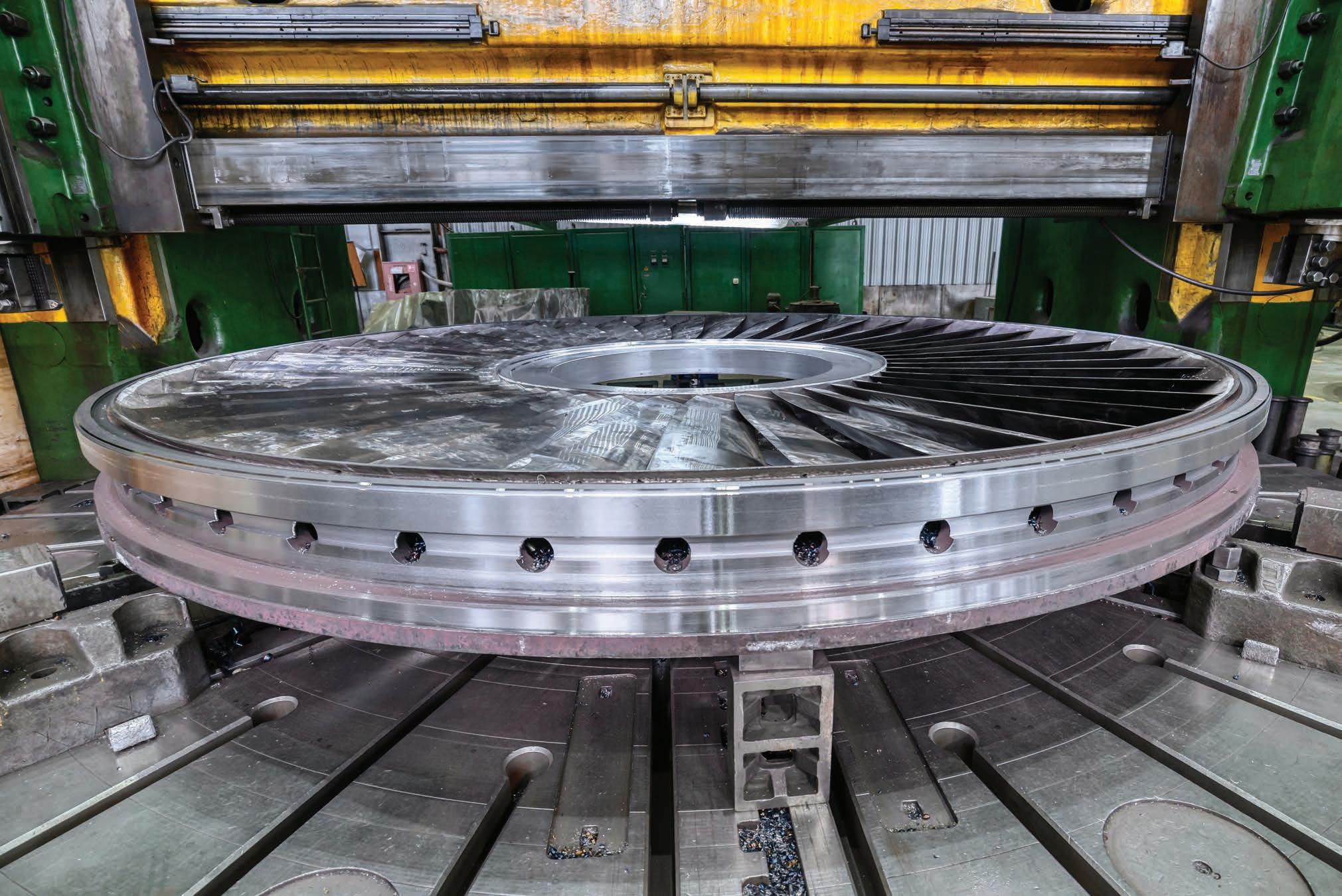
Cum sunt fabricate roțile dințate pentru industria grea - cu un diametru de 16 metri și o greutate de 500 de tone? Pe un strung vertical. Aceste strunguri verticale speciale sunt întotdeauna folosite atunci când piesele mari și grele trebuie să fie produse cu o precizie maximă. Următoarea prezentare generală explică bazele tehnice ale strungurilor verticale prin șapte certitudini.
1Strungurile verticale prelucrează piese de prelucrat deosebit de mari.
Strungurile verticale sunt un tip special de strunguri care au fost special dezvoltate pentru prelucrarea pieselor mari și grele. Spre deosebire de strungurile clasice cu un arbore de antrenare orizontal și prelucrare laterală a piesei de prelucrat, strungurile verticale permit producerea de piese strunjite de mari dimensiuni datorită modului lor de funcționare vertical.
Strungurile verticale sunt caracterizate de o placă frontală care se rotește orizontal, pe care piesele mari de prelucrat sunt fixate central. Această suprafață de prindere facilitează manipularea componentelor mari și grele. Mașinile au adesea plăci frontale cu diametre de peste 5m - uneori chiar peste 10m. Placa frontală este de obicei montată pe un lagăr de alunecare hidrostatic și poate găzdui piese strunjite extrem de grele, cu o greutate de
FOTO DESCHIDERE Piesele de mașini ale unei turbine sunt mari, rotunde și grele și trebuie fabricate cu precizie. Acest lucru se face cel mai bine pe un strung vertical. (© Nordroden / Shutterstock.com).

Dennis Kottmann Surplex GmbH
Theodorstraße 105 40472 Düsseldorf +49 211 422737-28 dennis.kottmann@surplex.com Surplex.com/ro
până la peste 100t. Prin urmare, strungurile verticale sunt deosebit de potrivite pentru prelucrarea pieselor de prelucrat mari și rotunde, cum ar fi rotoarele de turbine sau de pompe.
2 Strungurile verticale lucrează cu înaltă precizie.
În ciuda dimensiunilor lor considerabile, strungurile verticale punctează în ceea ce privește precizia, ceea ce le face ideale pentru procesele de producție complexe. Un avantaj major al acestor mașini o constituie posibilitatea de a prelucra piesele de prelucrat exact în poziția de instalare ulterioară, prin fixarea lor în această poziție pe placa frontală orizontală. Pentru piesele de lucru care necesită o precizie deosebit de mare, prelucrarea are loc într-o singură operațiune de fixare. Pentru că fiecare modificare a fixării reduce precizia.
Există două tipuri de strunguri verticale: cu o singură coloană și cu două coloane. În versiunea cu
o singură coloană, o traversă este atașată la un turn pe care este montată scula. Construcția cu două coloane, cunoscută și sub denumirea de construcție cu portal, constă din două turnuri și o traversă cu scule. Acest design este deosebit de robust și, prin urmare, se caracterizează printr-o precizie ridicată. Valorile tipice pentru precizia de poziționare sunt de aproximativ 0,006 mm/m, iar pentru precizia de repetare de aproximativ 0,0035 mm/m.
3 Strungurile verticale sunt eficiente datorită timpilor de prelucrare mai scurţi. În cazul în care mai mulți arbori de antrenare sunt atașați la traversă, timpul de prelucrare este redus datorită utilizării în paralel a diferitelor scule. Pot fi utilizate simultan până la trei scule de strunjire independente, în special în cazul construcției cu două coloane. Utilizarea unei magazii de scule cu comandă automată permite o schimbare rapidă a sculelor, ceea ce reduce timpii de oprire a mașinii. În plus, construcția acestor mașini permite adesea ca piesele de lucru să fie refixate mai rar.
4 Strungurile verticale există de foarte mult timp.
Strungurile verticale au o istorie lungă, datând din 1839. În acea perioadă, inginerul elvețian Johann Georg Bodmer a dezvoltat în Anglia primul strung cu arbore de antrenare vertical și cu placă frontală orizontală. Aceste mașini au devenit populare în SUA la sfârșitul secolului al XIX-lea, iar mai târziu și în Europa. Acestea erau deja disponibile în diferite modele - cu o singură coloană și cu două coloane, cu turnuri fixe sau mobile și echipate cu mai multe suporturi pentru scule.
FOTO
Masa de lucru a strungului vertical SIRMU VTMP 280 C are un diametru al plăcii frontale de 2,8 m și poate găzdui piese de lucru cu o greutate de până la 42 de tone. (© Surplex).
în industria siderurgică și în tehnologia offshore. În plus, ele joacă un rol decisiv în ingineria mecanică generală și au o importanță deosebită în construcția de motoare și aparate. Acest lucru se datorează faptului că strungurile verticale sunt ideale pentru prelucrarea diferitelor materiale, cum ar fi piese turnate și forjate, construcții sudate și piese din aluminiu. Unele modele pot fi, de asemenea, echipate cu scule de frezare și rectificare, ceea ce extinde


În anii 1930, producția de turbine de apă mai mari a dus la dezvoltarea unor strunguri verticale mari cu două coloane și porți mobile. Diametrul impresionant al plăcilor frontale atingea până la 18 metri. După cel de-al Doilea Război Mondial, s-a impus inițial strungul vertical deschis cu o singură coloană. Cu toate acestea, în prezent, aces tea sunt utilizate mai puțin frecvent decât versiunea cu două coloane, deoarece prezintă dezavantaje legate de proiectare în ceea ce privește precizia și performanța de așchiere.
5 Strungurile verticale sunt potrivite pentru producţia de piese individuale şi de loturi mici.
Datorită designului și dimensiunilor lor, strungurile verticale sunt deosebit de potrivite pentru prelucrarea pieselor individuale și a seriilor mici - mai ales că piesele mari nu trebuie, de obicei, să fie produse în masă. Deoarece piesele de prelucrat pot fi prelucrate cu o singură operațiune de fixare, eliminând nevoia de fixare multiplă, strungurile verticale sunt, de asemenea, potrivite pentru producția eficientă de loturi mici.
6 Strungurile verticale sunt utilizate într-o mare varietate de domenii.
Strungurile verticale sunt utilizate într-o gamă largă de sectoare industriale. Acestea sunt standard în industria aerospațială, în tehnologia energetică,
FOTO În prezent, strungul vertical SIRMU VTMP 280 C este de vânzare și oferă o opțiune economică în comparație cu achiziționarea de modele noi. (© Surplex).
Achiziționarea unui strung vertical este asociată cu costuri ridicate din cauza dimensiunii, complexității și posibilităților tehnice. Prin urmare, multe companii aleg să achiziționeze utilaje uzate ca o alternativă rentabilă. Un exemplu în acest sens este SIRMU VTMP 280 C, un strung vertical cu un design cu două coloane, care este oferit spre vânzare directă pe platforma Surplex.com. Cu un diametru al plăcii frontale de 2,8 m și o greutate maximă a piesei de prelucrat de 42 de tone, această mașină este una dintre modelele de dimensiuni medii. În plus față de scula de strunjire, este echipat cu un cap de frezare și de rectificare - acesta din urmă, însă, trebuie reparat. Mașina se află în Kreuztal, NRW, Germania. Seria VTMP este apreciată pentru combinația sa de precizie, performanță ridicată de așchiere și rigiditate. Astfel de oferte permit companiilor să utilizeze tehnologii avansate de producție la o fracțiune din prețul unui echipament nou. A


La finalul episodului anterior prezentam opinii privind dificultățile întâmpinate la schimbare – practic, la orice schimbare, nu numai în cazul transformării digitale. Complexitatea acestei transformări amplifică dificultățile întâmpinate, generate de participarea obligatorie a oamenilor, fie că este vorba de lideri sau manageri, fie că este vorba de lideri de la toate nivelurile fluxului de producție, până la simplul executant/operator
Am subliniat simplul, pentru că, în conformitate cu multe opinii, se pune problema modului în care oamenii trebuie „luați la bord” [504], adică trebuie înglobați în noile structuri de producție (introducând programe speciale și adaptate de recalificare), chiar dacă nivelul lor de pregătire nu corespunde (încă) exigențelor noii revoluții industriale (Industry 4.0). Din acest punct de vedere, se fac distincții clare între lider și manager
Liderul (leader, în engleză) [AT&T] sau [ICC ICENHOWER]:
n conectează activitatea zilnică scopurilor majore;
n consideră oamenii ca oameni;
n este entuziasmat atunci când membrii echipei realizează lucruri mari;
n dezvoltă onestitatea și transparența oamenilor;
n acordă atenție rezultatelor;
n își asumă responbilitatea dacă echipa eșuează;
n stabilește direcția;
n își asumă riscuri;
n promovează idei;
n inspiră încredere.
Managerul [AT&T; Director of sales at JB Hunt Transport]:
n se concentrează doar asupra unor obiective pe termen scurt;
n consideră doar capitolele sau organigramele;
n dorește să fie plăcut;
n este afectat de succesul membrilor echipei;
n fragmentează informațiile, ca și când l-ar costa personal;
Corneliu GORNIC
Inginer, specialitatea Maşini-Unelte şi Scule, promoţia 1968
Activitate:
n cercetare maşini-unelte din 1968 până în 1992, de la simplu inginer la cercetător ştiinţific principal gr. I şi director ştiinţific, în cadrul Institutului de Cercetări şi Proiectări Maşini-Unelte (ICPMUA, ICSIT-TITAN, acum SIMTEX);
n marketing, AQ, CTC, proiectare (fostul ARMUS); n dezvoltare, tehnologii de montaj şi reglaj, încercări şi diagnoză, tehnologii de prelucrare (PROFEX CONSULT)
n este mai preocupat de procese;
n învinovățește echipa în cazul apariției unor probleme;
n planifică detaliile;
n minimalizează riscurile;
n are obiective;
n atribuie sarcini;
n se bazează pe control.
O viziune puțin diferită este oferită de [ICC ICENHOWER]:
Manager:
n conduce muncitorii
n trebuie să fie necesar
n depinde de autoritate
n dorește recunoaștere
n inspiră teamă
n se concentrează pe slăbiciunile altora
n spune eu
n consumă timp cu alții
n învinovățește pentru eșec
n simte anumite succese
n știe cum s-a întâmplat
n spune dă-i drumul/ pornește
n conduce în virtutea poziției
Lider:
n dezvoltă și îndrumă membrii echipei
n dorește să reușească
și să fie depășit
n depinde de bunăvoință
n dorește să se reproducă
n inspiră entuziasm
n se concentrează pe vigoarea altora
n spune noi
n își investește timpul în alții
n remediază eșecul
n simte succesele incredibile
n arată cum s-a întâmplat
n spune să-i dăm drumul
n conduce prin influențare

Cele două paralele au ca scop evidențierea rolurilor fiecărei categorii de conducători. Ambele sunt importante și, împreună cu echipele din subordine, pot obține succesul.
În cele ce urmează încerc să evidențiez aspecte ale imaginii IA (Inteligența Artificială - AI în engleză) în medii intelectuale și care este, după opinia și cunoștințele unora, situația privind educația
Dacă inițial Industry 4.0 a fost o viziune care a evoluat de la o inițiativă pentru a face industria prelucrătoare germană mai competitivă într-o accepțiune globală, în scurt timp s-au găsit numeroase domenii de aplicare, care făceau parte din structurile generale ale societății (cultură, artă etc). Industry 4.0 se referă la interconectarea inteligentă a mașinilor și a proceselor industriale cu ajutorul tehnologiilor informațiilor și comunicării (Platforma Industry 4.0) [364]. Ținta este de a permite prezența unor procese autonome de luare a deciziilor, monitorizarea activelor și a proceselor în timp real și facilitarea creării de valori conectate în timp real în rețele prin implicarea timpurie a celor interesați (acționarilor), precum și integrarea pe verticală și orizontală.
Industry 4.0 este o viziune, o politică și un concept în mișcare, cu arhitecturi, standarde și definiții de referință în flux. Nu numai la noi, ci și pe plan global. Rezultă multe întrebări, dar, deocamdată, destul de puține răspunsuri promițătoare. Cred că trebuie specificat faptul că, intelectualii, ca membri ai cetății au o altă anvergură privind implicațiile în societate a unor noi tehnologii și cu precădere a unora revoluționare. Tehnicienii, adică cei care elaborează, dezvoltă și implementează o nouă tehnologie au ca
scop punerea la dispoziția societății a ceva care să aducă un plus de valoare întregii societăți. Dar...este greu să prevadă diferitele aspecte!
Poate că unora dintre cititorii acestor rânduri li se va părea cam lungă incursiunea în opiniile unor intelectuali (dar nu numai) legată de AI. Aproape toate opiniile au o tentă negativă – atât la nivel național, cât și internațional. Doresc să subliniez faptul că aceste opinii nu se doresc a fi distructive, descurajatoare, ci, conform zicalei franțuzești savoir, c'est pouvoir, adică a ști (a cunoaște realitatea) înseamnă a putea (a avea posibilități de rezolvare, de îndreptare a lucrurilor). Atragerea atenției asupra unor potențiale devieri (apărute, deja și la noi!!!), folosirea neadecvată, dacă nu chiar periculoasă a acestei tehnologii, poate conduce la contracararea acestor efecte prin măsuri legislative descurajatoare, dar și prin educația corespunzătoare a indivizilor, companiilor etc.
O ilustrare a acestei situații este amintită de Alin FUMURESCU (Oppenheimer, bomba și filosofia; DILEMA VECHE, Anul XXI, nr. 1034, 1-7 februarie, 2024). „În 1960, celebrul filosof Raymond ARON, a reușit să adune la un castel din Elveția, douăzeci dintre mințile cele mai strălucite - și mai diferite din toate punctele de vedere – ale vremii. Titlul sugerat al conferinței a fost „Tradiție și evoluție". Mai precis, participanților li s-a cerut/au fost rugați să mediteze asupra a ceea ce ne rezervă viitorul într-o lume în
care tehnologia, dar și armele de distrugere în masă păreau să avanseze cu o viteză greu de asimilat de societățile încă predominant tradiționale. Se punea întrebarea: va dicta tehnologia noile ideologii și valori morale tradiționale, vor mai avea societățile tradiționale un cuvânt de spus? Sau mai simplu: cine va controla pe cine? Tehnologia – morala? Sau morala –tehnologia? Întrebarea pare mai actuală acum decât atunci. Dar s-a dovedit că oameni cu cele mai diferite orientări încă mai puteau purta discuții extrem de interesante – ceea ce astăzi cu greu poate fi imaginat.
În acest moment a intervenit Robert OPPENHEIMER – părintele primei bombe atomice americane – care a afirmat următoarele:
„Cetățenii Atenei (înțelegând prin aceasta originea democrației), o mână de oameni preocupați de organizarea puterii politice în America sau participanții la Iluminismul secolului al XVIII-lea erau puțini la număr, dar împărtășeau un relativ bine digerat și comun limbaj, aceeași experiență, aceeași tradiție și aceeași bază de cunoaștere(...). Ceea ce vedem astăzi (era vorba de 1960!!!) e complet diferit: o alienare între lumea științei și cea a discursului public, o alienare care a emasculat, sărăcit și intimidat discursul public, fără niciun beneficiu evident. (...) Îngrijorarea mea nu este numai dacă și cum am putea spera la o renaștere, revigorare a filosofiei politice, ci cum putem spera la o renaștere a filosofiei?
(...) Au fost momente în care existența unui discurs public era îndreptat spre înțelegerea înțelesurilor (...) și care ar fi putut face diferența din lume între climatul moral și scopul omenirii (...). Pentru că scopul lui Platon nu era atingerea certitudinii, ci explorarea înțelesurilor". (...) Dispariția filosofiei din limbajul public e mai periculoasă decât armele de distrugere în masă (în fapt le încurajează)."
„Și acum, amintiți-vă, dacă l-ați uitat pentru vreo clipă, nivelul discursului public din aceste zile" – Alin FUMURESCU
„În ultima vreme, roboții, inteligența artificială, conexiunile informatice, internetul sau obiceiul lucrului de acasă dezvoltat în timpul pandemiei au contribuit la schimbarea cerințelor, condițiilor și raporturilor de muncă, așa încât s-ar putea spune că munca nu mai e ceea ce a fost (...). Comuniștii spuneau că munca l-a creat pe om, iar Nicolae CEAUȘESCU încerca să explice că trăim așa cum muncim, dar Mihail GORBACIOV i-a întors vorba, spunând că în Uniunea Sovietică de atunci era muncim așa cum trăim. Obiceiurile legate de cultura și organizarea muncii diferă foarte mult nu doar în funcție de istorie, ci și de geografie. Din acest punct de vedere, Japonia, Africa de Sud, Elveția, Anglia sau regiunea Balcanilor sunt complet diferite (...). În România, nu rareori energia cheltuită de angajați pentru poziționarea și relaționarea într-o firmă e mai mare decât efortul presupus de activitatea propriuzisă din acea firmă (...). Dacă o vreme munca a fost evaluată în funcție de eficiență, de productivitate, astăzi se vorbește tot mai mult despre împlinirea și fericirea pe care munca le poate aduce omului,
despre utilitatea ei socială și personală, despre așanumita muncă inteligentă" - Andrei MANOLESCU; DILEMA VECHE, Anul XXI,nr. 1034, 1-7 februarie 2024
Întrebat fiind ce este normalitatea, Freud a răspuns concis: „capacitatea omului de a iubi și de a munci. Fără îndoială că atât iubirea cât și munca au un rol central în viața noastră, un rol de transformare, de schimbare, de evoluție (scuze: aveți vreo cunoștință de astfel de transformări la noi și aiurea?!), de adaptare, de accesare a progresului personal. Prin iubire putem deveni mai buni, mai umani, mai generoși, mai funcționali. Prin muncă putem să ne realizăm sinele, să ne valorificăm potențialul intelectual, creativ, să ne îndeplinim scopuri și proiecte de devenire personală. (...) Cu alte cuvinte, munca este bună sau rea pentru om în măsura în care îl ajută sau îl împiedică să se bucure de o viață liberă și fericită."
Pentru a fi la obiect, reiterez informații care să justifice îngrijorările unor intelectuali și să-i susțină pe cei care sunt implicați în dezvoltarea societății în ansamblu, pentru a rezolva probleme fundamentale de educație. Aceasta se referă la conducători, executanți și, la o problemă care nu s-a pus (din cele pe care le știu) până acum în societatea românească: este vorba de cultura de companie/firmă, dar și de cultura unui popor (sub toate aspectele sale).
„Cel care are un DE CE pentru care să trăiască, va găsi soluții pentru CUM.” - Fr. NIETZCHE. Acest citat se referă la capacitatea unora dintre noi de a stabili obiective (ținte) ale vieții și la strădania de a găsi modalități de atingere a acestor obiective.
NOTĂ: Un caz real din România. În vesul țării, la o școală cu predare în limba maghiară, profesorul le-a spus elevilor că, dacă reușesc să recite două strofe dintr-o poezie (nu știu despre care este vorba, dar trebuiau să recite în limba română), va primi nota zece. Unul din elevi – de etnie maghiară, care nu știa românește s-a dus la un vecin român, care știa ungurește și l-a rugat să-l ajute să învețe două strofe. Vecinul l-a ascultat și a promis să-l ajute, deși copilul nu știa nici să citească în limba română). Lupta comună a durat circa două săptămâni, la sfârșitul cărora copilul a reușit să recite două strofe fără greșeală! Un caz care demonstrează că se poate!
Cred că nu ar fi inutil să introduc o viziune personală, un mod în care percep la această oră problemele pe care revoluția industrială cunoscută ca Industry 4.0 urmată, după opiniile unora, de Industry 5.0 (care definește, specifică anumite aspecte pentru dobândirea succesului Industry 4.0). Pentru mine, imaginea Industry 4.0 se compară cu cea a unui bun înotător care se trezește în marea liniștită (cu pericole știute, aflate din propria experiență sau a altora) cu o furtună care îl dezechilibrează, care îi solicită toate capacitățile pentru a ajunge la liman, dar care, însă, nu mai este cel de la care a plecat. Trebuie să facă față unei succesiuni de valuri, de diferite înălțimi, de diferite viteze de propagare și, uneori, care vin din direcții diferite. În aceste condiții trebuie și dorește să supraviețuiască și să se acomodeze noilor condiții de viață (în special activă).
Aceste valuri/talazuri nu sunt altceva decât noi cerințe, cunoștințe necesare, deprinderi, raporturi cu alții, o altfel de disciplină a muncii și a vieții. Aceleași
tipuri de probleme se pun și pentru conducători și pentru executanți. Pe de altă parte, ritmul formidabil de apariție a unor noi tehnologii va face ca distanțele/diferențele (de diferite tipuri) dintre companiile/țările care le adoptă să crească față de cei care nu știu, nu vor sau nu pot să adopte aceste tehnologii, sau nu pot să se supună noilor reguli sau reglementări (dacă au cunoștință de ele!!!). Pe scurt, trebuie să se încadreze într-o altfel de cultură, care se referă și la companie, dar și la țară/societate.
Din căutări am ajuns la concluzia că, în cazul unei companii cultura acelei companii înseamnă să faci ceea ce trebuie să faci, așa cum trebuie!!! (voi reveni cu detalii).

În anii 1970, când un fost specialist francez de la Uzinele DACIA a plecat acasă a fost întrebat (printre altele) dacă pe parcursul celor câțiva ani în care a lucrat în România a învățat românește. A răspuns că nu prea, dar a reținut faptul că merge sa sa, sau, traducând, că merge și așa!. Această zicere (mentalitate) ar trebui să iasă din vocabularul și, mai ales, din mentalitatea noastră ca popor!
Revin la opinii ale unor intelectuali români referitoare la IA/AI:
„Printre spaimele întemeiate pe care le stârnește AI (Inteligența Artificială) în ultimul timp, cele mai concrete și mai actuale par a fi cele legate de pierderea locului de muncă, concomitent cu substituirea oamenilor cu roboți suprainteligenți, capabili să îndeplinească nenumărate sarcini...mai ales cele comportând multă rutină (contabil, casier, agent de asigurări, șofer, mecanic auto etc.). Nici redactorii și corectorii de carte nu vor fi scutiți, nici...scriitorii, scenariștii, compozitorii, de vreme ce se pare că roboții pot compune mulțumitor, după algoritmi bine ajustați, texte, muzică, scenarii, imagini.(...) Arta a pierdut aura de mister din epoca romantică (...) dar și majoritatea produselor omenești asociate artelor sunt aproape la fel, iar fiorul e și el un ideal romantic demodat în era AI (...). Roboții pot preda copiilor diferite materii, așa că și profesia de dascăl uman va fi pusă în discuție (...). Aproape toate meseriile vor putea fi substituite mai devreme sau mai târziu de roboți inteligenți și îndemânatici.
Rămân însă, după părerea mea, două puternice și foarte însemnate excepții, deoarece există ocupații tradiționale, unde mașinile, oricât de inteligente și perfecționate, n-au și nu vor avea niciodată o pâine de mâncat
Cea dintâi excepție îi privește pe escrocii de toate felurile (...) care storc de bani și de alte bunuri, mint, seduc, fac promisiuni despre care știi că rămân deșarte (...), practică impostura de orice fel, trag tunuri în finanțele publice, fentează regulile, practică disimularea și servilismul față de cei puternici, dau și iau șpăgi la greu etc. Toate sunt cuprinse în termenul generic de escrocherie, imposibil de reprodus de mașini.(...) Escrocii se vor adapta strălucit invaziei AI.
Care e cealaltă profesie despre care afirmam că va rezista neabătut cuceririi din partea roboților? Cine sunt, deci, ceilalți oameni care nu-și vor pierde job-urile din cauza AI? Clar, politicienii sunt. De ce? Simplu, elementar: din aceleași motive ca și escrocii". Andrei CORNEA, Cine nu se teme de AI; DILEMA VECHE, Anul XX, r. 1033, 25-31 ianuarie 2024.
„Incompetența este urmarea promovării iresponsabile a mediocrației în locul meritocrației, rod al înlocuirii criteriilor de valoare cu criterii legate de rasă, sex și de altele așijderea. Este aceeași sub diferite nume, political correctness, nepotism, trafic de influență, mită sau ce mai doriți, depinde de meridian și de tradițiile locale. (...) Tehnologia excepțională a zilelor noastre are nevoie de profesioniști excepționali. Potențialii profesioniști de mâine vor fi aceia care beneficiază astăzi de criterii fără legătură cu priceperea. Cine nu știe că fiecare generație e rodul celei dinaintea ei? Incompetența generației actuale se va reflecta neîndoielnic în incompetența generației următoare. (...) Ceea ce ar trebui să ne pună pe gânduri este faptul că această incompetență generală și cronică pune în pericol civilizația pe care înaintașii noștri au construit-o vreme de secole. Nu subapreciez riscul unui al treilea război mondial sau al unei catastrofe nucleare, datorat demenților care ne conduc, dar mă tem mai mult de catastrofa pe care incompetența, nu doar a liderilor politici, dar a societății în ansamblul ei, o va produce într-un timp care poate fi calculat la scară umană." – Nicolae MANOLESCU, Incompetența face prăpăd în toată lumea; România literară, nr.4/26 ianuarie 2024
„Rezistența acerbă a tuturor partidelor de a se popula cu membri educați, cu competențe clare, cu idei argumentate este cea mai nocivă formă de fanatism românesc" Cătălin PRISĂCARU, interviu de Stela GIURGEANU (DILEMA VECHE, Anul XXI, nr. 1035, 8-14 februarie 2024).
Dacă acestor constatări li se adaugă rezultatele testelor PISA din România nu este de mirare faptul că țara noastră nu este în plutonul fruntaș privind interesul investitorilor ca țară! (Cine are urechi de auzit, să audă!). (continuarea în numărul viitor). A
Producerea de piese mari cu precizie nu este ușoară. Dar cum puteți produce cele mai mici componente, cum ar fi angrenajele și șuruburile pentru industria ceasurilor sau pinii de contact pentru conectori, cu o precizie de nivel micrometric și în cantități mari? Companiile elvețiene Esco și Affolter reușesc această performanță în mașinile lor CNC cu TwinCAT CNC și tehnologia servo-drive de la Beckhoff.

Esco se bazează pe o soluție de comandă-control bazată pe TwinCAT CNC dezvoltată de furnizorul elvețian de soluții Beckhoff – Affolter, pentru toate seriile de mașini.
Utilajele lor CNC sunt folosite pentru a fabrica cele mai mici angrenaje, șuruburi, arbori și alte componente cu o precizie maximă, punând practic bazele faimoasei precizii a mișcărilor ceasurilor elvețiene.
Esco este specializată în strunguri pentru producția de piese cu precizie ridicată și calitate impecabilă în cantități medii și mari. Pe lângă strunjire ca proces principal, mașinile oferă funcții suplimentare de prelucrare. Acestea fac posibilă producerea de piese complexe pe mașinile compacte.
Material staþionar şi unelte rotative
Spre deosebire de strungurile automate convenționale, mașinile Esco sunt caracterizate de un principiu de funcționare individual: material fix, scule rotative. Acest lucru permite mașinilor să prelucreze material inelar sau bară într-un proces complet automatizat, fără întreruperi. „În plus, proximitatea sculelor față de piesa de prelucrat oferă avantaje în ceea ce privește rata de producție și calitatea suprafeței", spune Vincent Fankhauser, director de vânzări la Esco. La baza preciziei și a timpilor scurți de prelucrare se află mandrina, care se rotește la o viteză de până la 12.000 rpm.
Esco se bazează pe controlul bazat pe PC pentru automatizarea mașinilor sale de la începutul anului 2020, pentru care utilizează TwinCAT 3 de la Beckhoff. „Tehnologia de control și de acționare de la furnizorii noștri anteriori se aflau la sfârșitul ciclului lor de viață și aveam nevoie de o tehnologie CNC de viitor, care să poată fi ușor de configurat pentru diferitele noastre serii", spune Vincent Fankhauser.

Distribuitor Romania
E-mail: office@kreatron.ro
www.kreatron.ro
Aici intră în joc furnizorul de soluții Beckhoff, Affolter. Compania produce ea însăși mașini de frezat angrenaje și, în calitate de producător sub contract, produce piese complexe pentru industria de ceasuri și alte sectoare pe aproximativ 350 de mașini.
Directorul general Vincent Affolter: „Întotdeauna am fost mândri de propria noastră soluție de control, pe care am dezvoltat-o noi înșine pentru mașinile noastre și apoi am comandat fabricarea componentelor electronice." Componenta centrală a sistemului de control a fost un FPGA care a calculat toate punctele de setare pentru toate axele, în paralel, în câteva microsecunde. Dar când componentele electronice au devenit indisponibile, Affolter nu a mai putut să își întrețină sistemul de control, cu atât mai puțin să îl dezvolte în continuare și să integreze cerințe suplimentare, cum ar fi conectivitatea IT. Din fericire pentru Affolter, performanța tehnologiilor PC-urilor creștea rapid.
De la FPGA la platforma de control deschisă
„Când am analizat posibilii furnizori de sisteme de control în 2016, am găsit rapid la Beckhoff ceea ce căutam și am început testele inițiale cu controlul bazat pe PC", spune Vincent Affolter. Una dintre prioritățile sale a fost păstrarea flexibilității pentru inovații interne, fără ca firma să fie nevoită să dezvolte din nou ea însăși hardware. „Acest lucru este asigurat de platforma de control deschisă de la Beckhoff", adaugă Philippe Abt de la Vânzări, Beckhoff Elveția. Controlul bazat pe PC și TwinCAT CNC formează acum baza unei platforme de control pe care Vincent Affolter o folosește în propriile mașini CNC și pe care o pune la dispoziția constructorilor de mașini, cum ar fi Esco, în calitate de Beckhoff Solution Provider.
La adaptarea soluției CNC la mașinile Esco, flexibilitatea controlului bazat pe PC a devenit evidentă: datorită ciclului necesar al mașinii, nu a existat timp de pierdut la procesarea sarcinilor CNC. „Datorită arhitecturii modulare a sistemului TwinCAT CNC, a fost posibil să obținem timpii de ciclu scurți ceruți de Esco prin configurarea corespunzătoare", își amintește Philippe Abt. Pentru a reduce timpii de calcul pentru sarcini, au fost eliminate toate funcțiile care nu erau necesare. „Lucrul crucial pentru noi este că am primit întotdeauna sprijin în acest sens încă de la început și am găsit și implementat soluții împreună cu Beckhoff", spune Vincent Affolter. A


Numele Sandvik Coromant, specialistul în maşini-unelte, a fost întipărit în istorie ca un inovator în domeniul ingineriei de precizie, prin crearea celei mai mari bare de alezare din lume. Măsurând aproximativ 11.000 mm (11 m) în lungime şi 600 mm în diametru, acest colos al ingineriei a fost creat în mod special pentru a îndeplini cerinţele de prelucrare ale unităţii grupului Häkkinen din Jyväskylä, o întreprindere de inginerie din Finlanda.
Strungul uriaş va fi utilizat pentru a produce componente metalice de precizie pentru o varietate de sectoare, inclusiv petrol şi gaze extrase din zone marine, transmisia energiei electrice şi energie regenerabilă.
În momentul abordării companiei Sandvik Coromant, unitatea grupului Häkkinen din Jyväskylä i-a prezentat acesteia o serie de specificaţii neobişnuite. Aceasta avea nevoie de o sculă care să poată prelucra un anumit tip de componentă, cu dimensiuni critice. Deşi tipul de componentă nu a fost specificat — din cauza acordurilor de confidenţialitate — aceasta era deosebit de mare, măsurând 800 mm în diametru şi 12.000 mm (12 m) în lungime, fiind necesară prelucrarea acesteia din ambele părţi.
Scula necesară era o bară de alezare, utilizată în operaţii de prelucrare pentru a mări şi regla cu precizie diametrul unei găuri existente dintr-o piesă de prelucrat. Găurile efectuate cu o bară de alezare sunt mai precise, mai corecte şi mai netede decât cele efectuate prin găurire, care pot produce găuri mai rugoase.
Cu toate acestea, diametrul şi lungimea unei bare de alezare este determinată de dimensiunile piesei de prelucrat. Se recomandă să se selecteze cel mai mare diametru posibil al barei astfel încât să se obţină stabilitatea optimă într-o aplicaţie. Cu alte cuvinte, aplicaţia necesita o bară de alezare de
dimensiuni nemaiîntâlnite. Dimensiunea mare era esenţială pentru realizarea operaţiilor de strunjire interioară în adâncime şi cu precizie, o operaţie imposibilă pentru barele de dimensiuni standard.
Reducerea vibraţiilor
Unitatea grupului Häkkinen din Jyväskylä a abordat partenerul ŠMT — denumit anterior Skoda Machine Tool — cu sediul în Republica Cehă, unul dintre producătorii de top în materie de maşini orizontale de alezat şi frezat de înaltă precizie, strunguri orizontale şi multe altele. Era evident că ŠMT trebuia să apeleze la serviciile unui specialist în maşini-unelte care putea să furnizeze o bară de alezare de dimensiuni extraordinare, necesare pentru a îndeplini cerinţele unui proiect atât de special.
În acest scop, ŠMT a apelat la Sandvik Coromant CZ, cu sediul tot în Republica Cehă, pentru a-i solicita ajutorul în crearea acestei bare uriaşe.
Sandvik Coromant este un producător de bare de alezare renumit, în special în ceea ce priveşte barele cu proprietăţi anti-vibraţii. Reducerea vibraţiilor unei bare de alezare este esenţială deoarece acest lucru asigură precizia şi calitatea de finisare a suprafeţei în operaţiile de prelucrare.
Vaclav FABER, Inginer proiectant Sandvik Coromant CZ
Vibraţiile excesive pot cauza imprecizii, uzura sculei şi integritatea compromisă a piesei de prelucrat — preocupări valide ţinând cont de amploarea operaţiei de prelucrare a unităţii grupului Häkkinen din Jyväskylä. În schimb, prin reducerea vibraţiilor, bara de alezare menţine condiţii de aşchiere stabile şi controlate, ceea ce determină productivitate sporită, o durabilitate îmbunătăţită a sculei şi finisări ale suprafeţelor de calitate superioară.
ŠMT s-a confruntat şi cu alte cerinţe stricte referitoare la bară: clientul său, unitatea grupului Häkkinen din Jyväskylä, avea nevoie de o sculă care să se integreze perfect printre utilajele sale existente, forţând limitele operaţiilor de strunjire. De asemenea, era esenţial ca noua bară să fie compatibilă cu utilizarea pe strungul uriaş al ŠMT.
Aici a intervenit Sandvik Teeness din Trondheim, Norvegia. Echipa a fost aleasă datorită reputaţiei sale în calitate de lider de piaţă în ceea ce priveşte crearea şi fabricarea de bare de alezare, lucru bine cunoscut încă din anii '60.
Provocări
Bara este fabricată din oţel şi conţine o componentă denumită „amortizor”, confecţionată din metal greu. Un amortizor este un dispozitiv utilizat pentru a reduce sau absorbi vibraţiile, întâlnit rar la utilaje sau structuri, şi fixat pe inele speciale din cauciuc.
O altă caracteristică importantă a barei este portscula Coromant Capto® fixată în partea din faţă a barei, al cărui rol este de a susţine plăcuţele de aşchiere necesare pentru a prelucra piesa de prelucrat. Coromant Capto® este concepută pentru a reduce timpii de montare şi de schimbare a sculelor, permiţând astfel o utilizare sporită semnificativ a maşini, şi pentru a garanta prelucrarea stabilă şi fiabilă.
Silent ToolsTM marca Sandvik Coromant, denumite astfel deoarece funcţionează cu un nivel minim de vibraţii, sunt utilizate, în general, pe lungimi în consolă mari ale sculei, fixarea rigidă fiind foarte importantă în acest caz. Barele de alezare cilindrice trebuie să fie fixate întotdeauna într-un suport cu manşon secţionat, cu o lungime de prindere minimă de 4 x diametrul barei.
Regimul de aşchiere s-a bazat pe recomandările iniţiale generate de platforma software-ului CoroPlus® Tool Guide, modificate în timpul efectuării testelor. În cazul aplicaţiei de degroşare, bara a fost pusă în funcţiune de fiecare dată cu o viteză de aşchiere (v c) de 100 m/min şi cu un avans per rotaţie (f n) de 0,4 mm/rot. Sarcina exercitată asupra barei de alezare depinde, în principal, de adâncimea de aşchiere (ap), avans şi materialul de prelucrat. Este esenţial să se asigure valori ap şi f n suficiente pentru a evita apariţia vibraţiilor în timpul aşchierii. Valorile ap şi f n prea mari pot cauza vibraţii din cauza deviaţiei sculei.
Din aceste motive, valoarea ap a fost reglată pentru testare. Bara de alezare a prezentat semne de vibraţii la o valoare ap de 5,6 mm şi randament limitat la 4,5 mm, însă, în final, s-a stabilit că adâncimea de aşchiere recomandată este de 3,5 mm.
În cazul aplicaţiilor de finisare şi profilare, bara a fost pusă în funcţiune la o valoare a v c de 110 m/min şi o valoare ap de 0,5 mm de fiecare dată. Valoarea f n a fost reglată, şi s-a stabilit că valoarea de 0,25 este setarea optimă recomandată, în cazul unei rugozităţi medii (Ra) de 3,4.
„În baza rezultatelor testelor, specialiştii din cadrul Sandvik Coromant au putut să recomande ŠMT parametrii aferenţi regimului de aşchiere şi plăcuţelor,” explică Faber.
Portscula s-a dovedit deosebit de utilă la maşinile cu operaţii multiple. Aceasta permite asamblarea sculelor cu diferite lungimi şi caracteristici ale modelului, indiferent de interfaţa maşinii.
De asemenea, Coromant Capto îndeplineşte cerinţa unităţii grupului Häkkinen din Jyväskylä pentru o bară de alezare care poate fi utilizată într-o gamă largă de domenii industriale.
Vaclav FABER, Inginer proiectant Sandvik Coromant CZ
Specialiştii din cadrul Sandvik Teeness au efectuat măsurători de frecvenţă esenţiale la faţa locului, pentru a evalua eficacitatea adaptorului de amortizare integrat în bară. Bara a fost pusă în funcţiune pe un strung CNC de dimensiune mare şi a fost testată în mai multe rânduri în trei aplicaţii — degroşare, finisare şi profilare — folosind un regim de aşchiere diferit de fiecare dată.
Scula a fost pusă în funcţiune cu o lungime în consolă maximă permisă, măsurând o valoare de 10 ori mai mare ca diametrul (10 x D), lucru recomandat pentru a reduce vibraţiile şi a obţine un nivel optim de stabilitate şi precizie. Barele de alezare
S-au realizat şedinţe periodice cu echipadeproducţieSandvikTeeness referitor la durata de livrare a barei şi la toate detaliile privind manipularea, transportul şi procesul logistic. Succesul a fost posibil datorită faptului că am lucrat împreună cu proiectanţii ŠMT, specialiştii în tehnologie, echipa de producţie din Norvegia şi toate persoanele implicate în procesul de vânzare.
Jaroslav ŠUGA, Manager de conturi general, Sandvik Slovakia
Sandvik Coromant a creat o bară de alezare care nu doar că are o dimensiune remarcabilă, ci este şi un avantaj important pentru unitatea grupului Häkkinen din Jyväskylä, în al cărui atelier este utilizată în prezent pentru a prelucra cu precizie componente pentru diverse sectoare de activitate. Impresionată de cea mai mare bară de alezare din lume, ŠMT intenţionează ca, în viitor, să investească şi în alte bare de alezare — de dimensiuni mai mici — realizate în colaborare cu Sandvik Coromant, pentru a prelucra componente mai mici. A
Cea mai mare bară de alezare din lume reprezintă dovada angajamentului neclintit al companiei Sandvik Coromant în ceea ce priveşte inovaţia şi aplicaţiile de prelucrare şi de precizie.
Vaclav FABER, Inginer proiectant Sandvik Coromant CZ

Când trebuie să decidem referitor la o anumită sculă, cu care să realizăm o aplicație anume, este destul de dificil uneori să ne hotărâm dacă este preferabil să recomandăm o sculă standard sau una specială. Selecționarea sculei ideale depinde de mulți factori, cum ar fi situația afacerii în sine, programul de fabricație, tipul producției și, nu în ultimul rând, preferințele operatorului. Sculele standard produse de un furnizor specific oferă în general versatilitate ridicată și sunt potrivite pentru prelucrarea unei game mari de piese, în diferite configurații.
Mai mult, sculele asigură performanțe excelente la prelucrarea unei game variate de materiale. Pentru a asigura procese de producție neîntrerupte, este crucial ca sculele să fie livrate la timp. De aceea, sculele standard stau la baza stocurilor de management, în cazul secțiilor productive.
Scula specială este proiectată în vederea realizării unor operații specifice, ale unei piese anume, realizate dintr-un material anume, utilizată pe o mașină care și ea, la rândul ei, asigură o montare specifică. Soluția specială oferită trebuie să asigure cele mai bune performanțe și rezultate în timpul de prelucrare și durabilitate. În orice caz, există și o limitare a soluțiilor speciale. Versatilitatea este redusă, scula este mult mai puțin adaptabilă altor aplicații. Rezultatul este că, în general, pentru producția de serie mare și masă, sculele speciale au un avantaj clar și în mod special în industria auto.
O sculă specială nu ne stă la dispoziție cu termen imediat, ci necesită efort ingineresc considerabil, incluzând proiectare conceptuală, coordonare cu clientul, apoi proiectare detaliată și în final producție. Termenul de livrare pentru sculele speciale este în mod semnificativ mai lung decât cel al sculelor standard. Secțiile de prelucrare se găsesc adesea în fața acestei dileme: ce să aleagă, standard sau special, care este impactul asupra programării producției? În mod natural, factorii economici precum costul pe piesă produsă și costul sculei trebuie luate în considerare. Întrebarea totuși rămâne: care sculă va reprezenta cea mai bună soluție? Să aibă secția de prelucrare în vedere mai degrabă sculele standard existente în stoc sau să opteze pentru scule speciale, mult mai eficiente, dar cu termen de livrare lung? Toți acești factori fiind, pe undeva, echivalenți, situația ideală relativă la programarea producției, a proceselor, la situația stocurilor este următoarea: termenul de livrare cel mai scurt pentru livrarea sculei speciale este cel mai important.
Sculele speciale variază în complexitate conceptuală. Unele dintre ele prezintă doar modificări simple ale sculelor standard, cum ar fi, spre exemplu, modificarea razei la colț sau a lungimii sculei. Aceste modificări le aduc de altfel în zona sculelor semi-standard, care pot fi produse relativ repede. Complexitatea conceptuală a unei scule speciale este determinată de studiul pre-proiectare care trasează limitările impuse de producția clientului, împreună cu determinările cos-
turilor și termenul de producție. Rezultatele acestui studiu determină și limitele de eficiență de cost, care se corelează cu termenul de livrare.
În orice caz, există soluții suplimentare de scurtare a timpilor de livrare ale sculelor speciale, cum ar fi utilizarea sculelor monobloc cu capete indexabile, corpuri de scule indexabile sau plăcuțe indexabile. Fără discuție, termenul de livrare al sculelor speciale și capacitățile de producție joacă un rol semnificativ în decizia finală legată de acțiunea în sine.
O alternativă la sculele speciale cu grad ridicat de complexitate o reprezintă soluțiile de modularitate, precum MULTI-MASTER de la ISCAR (figura 1). Sunt scule rotative echipate cu capete monobloc indexabile. Acest sistem cuprinde o gamă variată de corpuri (ne referim la ele cu termenul generic de ,,cozi’’), adaptoare, extensii și reducții, care permit configurarea sculei solicitate pentru diverse operații.

iscar-romania@iscar.com
Prelucrările adiționale (A.M. – Additive Manufacturing) aduc noi oportunități pentru soluționarea sculelor speciale. Tehnologia permite producția rapidă de scule cu profile extrem de complexe. Chiar dacă operațiile de finisare sau operațiile de rectificare sunt în continuare necesare, operațiunile primare rapide de pregătire a profilului la o formă foarte apropiată de cea finală, rezolvă problema timpului într-un mod fascinant (figura 2). În plus, imprimarea 3D poate fi utilizată la fabricarea plăcuțelor din carbură, eliminând astfel necesitatea matrițelor, cu reduceri semnificative de costuri și timp de producție. Acest proces reprezintă o cale excelentă pentru crearea prototipurilor de plăcuțe în stadiile de dezvoltare și pentru producerea de
plăcuțe speciale în loturi mici. A.M. în domeniul plăcuțelor din carbură și a capetelor de carbură câștigă teren și are capacitatea ridicată de a asigura livrare rapidă a sculelor speciale și a com

ta scule speciale necesităților proprii, dacă o sculă ,,de raft’’ nu este disponibilă. În orice caz, o secție normală de prelucrare nu poate să realizeze un ciclu complet de prelucrare a unei scule. În astfel de cazuri, furnizorii de scule pot veni în întâmpinarea clientului pentru a-i furniza scule semi-standard, pentru ca acesta să rezolve final forma dorită.
FIGURA 2
Profilul complex al capetelor NEOSWISS, dedicate mașinilor de tip SWISS este integrat în acest sistem unic de schimbare rapidă, realizat prin imprimare 3D.
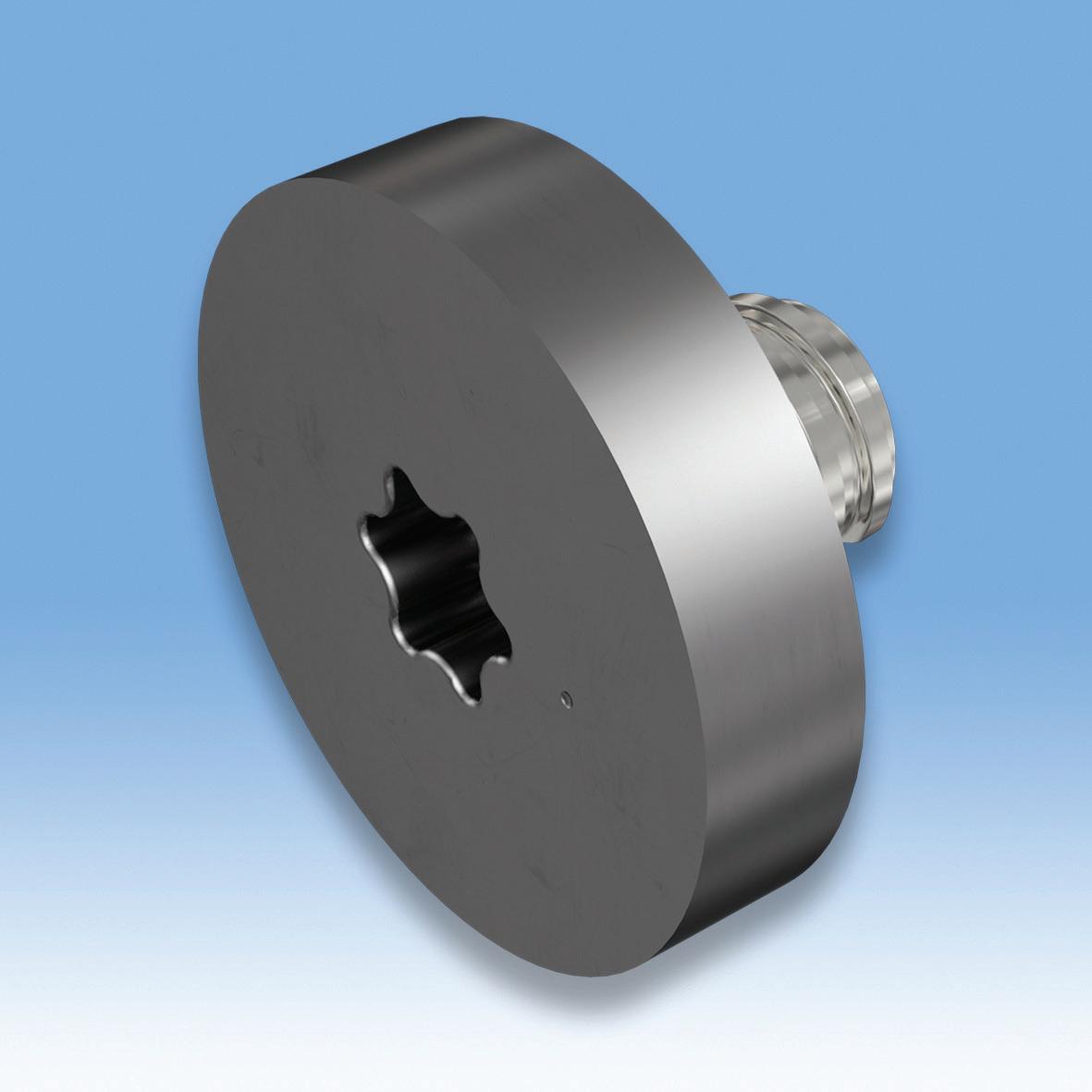
Aceste produse semi-finisate pot include corpuri de bază, plăcuțe de bază și capete în stadiu incipient. Anumiți producători de scule - și printre ei și ISCAR – oferă opțiunea aceasta, incluzând produse nefinisate în gama de produse standard.
Familia MULTI-MASTER oferă cozi extra-lungi cu filet interior MULTI-MASTER în zona frontală și o gaură centrală în zona din spate, coada putând fi debitată de client și remodelată. Recent, ISCAR a introdus în gama de fabricație capete de bază (BLANKS), prevăzute cu două zone/secțiuni: o zonă frontală sub formă de disc, cu o zonă centrală cu 6 lobi (pentru cheie TORX) și o altă zonă, posterioară, prevăzută cu filet caracteristic MULTI-MASTER (figura 3). Aceste capete de bază au fost produse pentru ca din ele să fie prelucrate ulterior profile speciale, montate pe cozi MULTI-MASTER. Astfel, pot fi realizate operații de canelare ,,T’’, filetări, canelări simple, prelucrări de caneluri, danturi și multe altele.
ISCAR a adăugat și o listă de plăcuțe de bază PENTA unice, mărime 27, cu 5 muchii așchietoare, pe care se pot realiza profile speciale (figura 4).
FIGURA 4
PENTACUT-27 – plăcuță de bază în formă de stea, care creează posibilitatea realizării rapide a unor soluții de canelare, cu profile complexe.
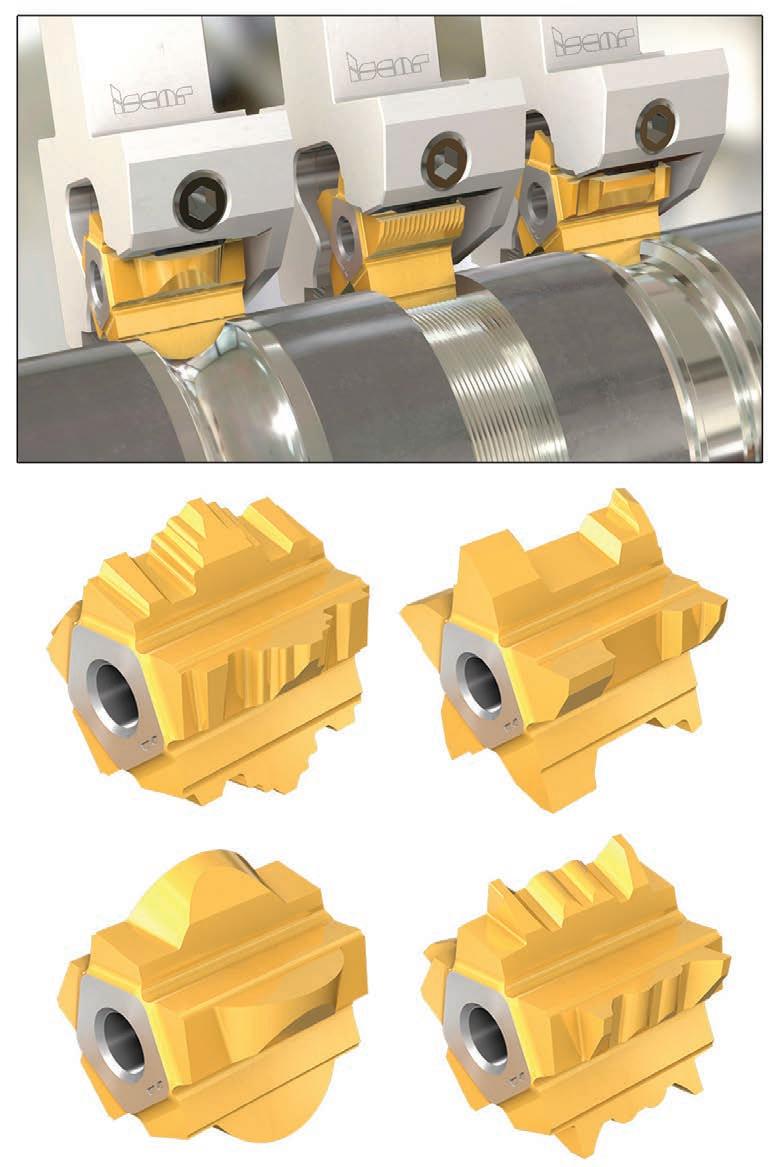
Aceste blank-uri sub formă de stea pot fi rectificate de către utilizator pentru realizarea de profile diferite cu adâncimi de așchiere relativ reduse. Este cazul roților de curea, a căilor de rulare ale rulmenților, a profilurilor fitingurilor. Cu siguranță, posibilitățile de rectificare ale clienților sunt limitate, comparativ cu cele ale producătorului de scule. În orice caz, atunci când timpul este factor esențial, clienții pot alege cea mai potrivită variantă, ținând cont de constrângerile fiecăreia dintre ele.
FIGURA 3
Cap sub forma unui disc cu adaptare MULTI-MASTER și care extinde substanțial posibilitățile clientului de a-și produce profile de frezare.
Prin punerea la dispoziția clienților a acestei posibilități de a-și crea singuri propriile scule speciale, se deschid noi orizonturi pentru depășirea obstacolelor zilnice apărute în calea prelucrătorilor prin așchiere. A

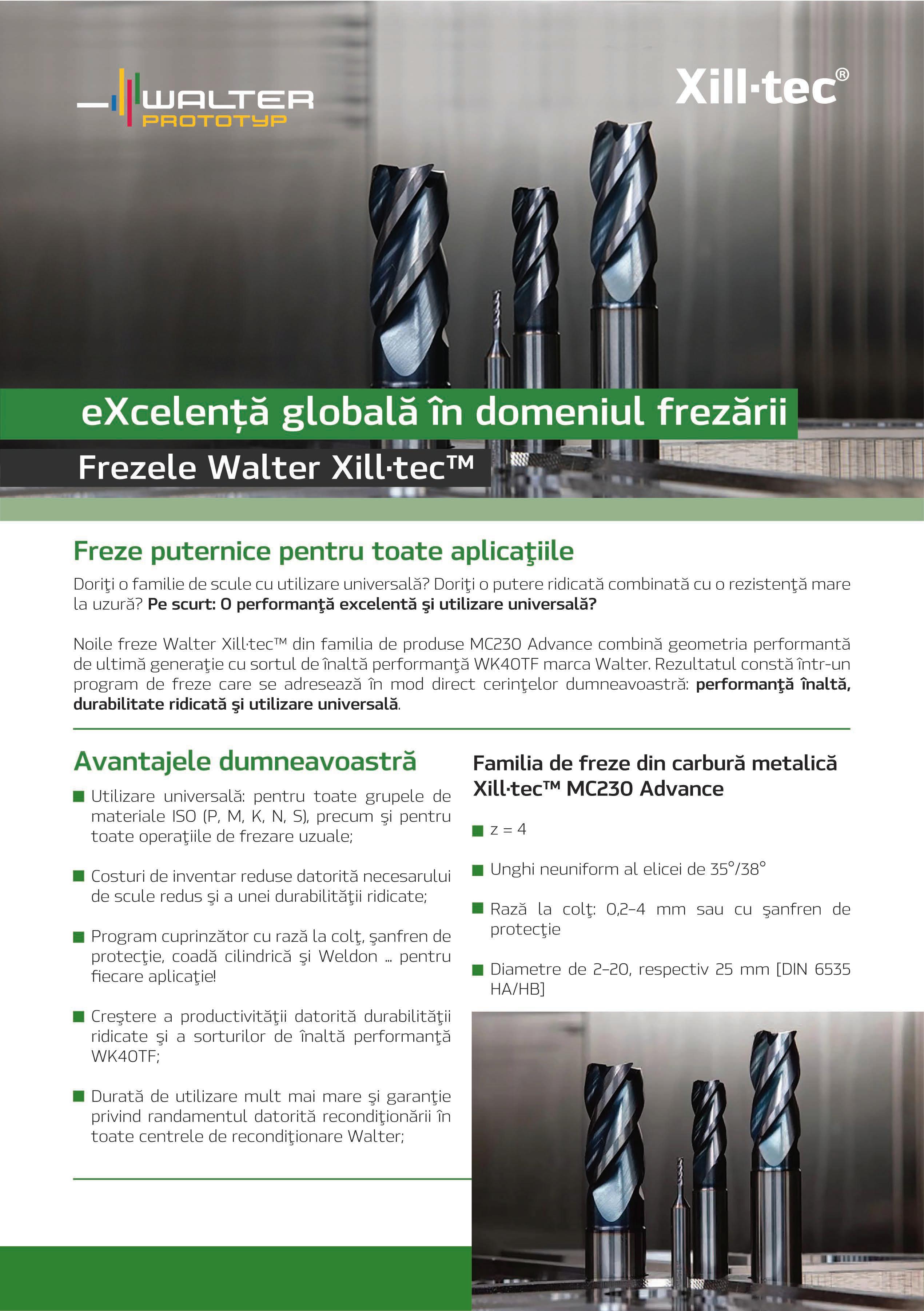





Compania Ro-Mega Control oferă o gamă largă de sisteme de testat complete și anume: mașini de testare atât în regim static cât și dinamic și la oboseală, sisteme de testat la impact, aparate pentru determinarea indicelui de curgere, aparate pentru HDT/VICAT, sisteme de testat la torsiune, echipamente de fluaj, sisteme de testat automatizate, aparate pentru testare asfalt/bitum, etc. În articolul de față vom prezenta noua serie de aparate Instron® pentru testarea materialelor plastice.

1Echipamentele de testare Vicat si HDT sunt utilizate în principal pentru a determina temperatura de încovoiere sub sarcină şi temperatură
Noua serie Instron® Vicat - HDT include trei sisteme diferite – HV3S acţionat în întregime manual cu două (opţional trei) staţii de testare plus două sisteme cu dimensiuni mai mari ale băii de ulei siliconic şi un nivel de automatizare mai ridicat – HV6M şi HV6X – pentru până la şase staţii de testare. Toate folosesc o electronică avansată care balansează automat poziția senzorilor de măsurare LVDT înainte de a începe un test, reducând timpul de testare și erorile umane.
Cu stația sa de ridicare manuală și aplicarea greutăților, HV3S este o alegere ideală pentru laboratoarele care efectuează teste HDT sau Vicat la un volum redus.
În plus, dimensiunile sale compacte îl fac un sistem ideal pentru laboratoarele aglomerate cu multe echipamente de testare. În cazul în care testarea HDT sau Vicat face parte din activitatea zilnică, HV6M oferă aplicare manuală a greutăților pe până la șase stații, cu un mecanism de ridicare
motorizat, conceput pentru a reduce semnificativ eforturile operatorilor. În situațiile în care timpul este absolut crucial, sistemul HV6X oferă atât stație de ridicare motorizată, cât și aplicare de greutăți pe toate cele șase stații de testare, fiind potrivit pentru laboratoarele cu un flux continuu de probe.
Capacul său interconectat restricționează accesul în timpul executării testului, protejând utilizatorul de părțile mobile. Împreună cu sistemul său opțional integrat de filtrare și extragere a vaporilor, HV6X se integrează perfect în medii de lucru în care procedurile de siguranță sunt extrem de stricte și automatizarea sistemului de extragere este necesară.


Reprezentant exclusiv: INSTRON/BUEHLER
Adresa: Şos. Chitilei, Nr. 88, Sector 1, Bucureşti
Tel./Fax: 021 44 00 451/ 031 817 38 38
Mobil: 0727 587 420
Email: bogdan.croitoru@ romegacontrol.ro www.romegacontrol.ro, www.instron-romania.com
Multiple caracteristici pentru confort şi siguranþă crescută în lucru
Designul intuitiv al greutăților elimină riscul de selecție greșită. Greutățile pot fi stivuibile și permit utilizatorului să le manipuleze cu încredere. O gamă largă de valori poate fi atinsă fără a fi nevoie de instrumente suplimentare. Utilizatorii HV3S beneficiază de mecanismul lin de ridicare al stațiilor, combinat cu poziția ergonomică a mânerului. Acest lucru permite ridicarea și coborârea stațiilor în condiții de siguranță și ușurință. Ecranul tactil ușor
de utilizat, care este standard pentru toate cele trei sisteme, are un aspect simplu și curat și permite operarea fără computer. Fluxul intuitiv de lucru oferă o interacțiune fără probleme cu sistemul pentru o configurare rapidă a testului și export de date.
Toate cele trei sisteme folosesc ulei de silicon ca agent de transfer termic – 9 litri pentru HV3S și 16 litri pentru HV6M și HV6X - pentru a acoperi o gamă de temperaturi de la 20 °C până la 300 °C, cu o rezoluție de 0,1 °C. O monitorizare continuă a uleiului ajută la reducerea riscului de efectuare a testelor nevalide și crește productivitatea, alertând când nivelul băii este în afara intervalului sau când degradarea uleiului ar putea afecta advers rezultatele testului. Aducerea rapidă a temperaturii uleiului la nivelul său inițial după un test permite utilizatorului să înceapă următorul test cu un timp minim de așteptare și reduce consumul de apă.
Software-ul opțional Instron Bluehill® HV permite efectuarea de teste, editarea metodelor, analiza rezultatelor sau configurarea sistemului într-un mod foarte simplu. Asigură metodele de testare, prevenind modificările accidentale, pentru a asigura repetabilitatea și conformitatea cu standardele ISO și ASTM pe parcursul a mai multor schimburi și a numeroși operatori. Bluehill® HV permite, de asemenea, crearea de profile specifice de utilizator bazate pe nivelul de expertiză al operatorului. Simplitatea software-ului permite efectuarea de teste cu eforturi reduse, ridicând eficiența laboratorului și capacitățile la un nou nivel.
2 Importanþa testarii indicelui de curgere a masei plastice
Testarea indicelui de curgere MFR și MVR este pur și simplu o măsură a fluidității unui polimer în stare topită. Rezultatul unui test Melt Flow, numit rata de flux de masă (MFR) sau rata de flux de volum (MVR), este definit ca o cantitate de masă sau volum a unui polimer care curge printr-o matriță mică la o temperatură și presiune specificată.
matriță cu un diametru specific de un piston încărcat cu greutăți standardizate. Odată ce a ieșit suficient material de extrudare, acesta este îndepărtat și cântărit, sau volumul mostrei este măsurat de către echipamentul Instron® .

ASTM D1238 și ISO 1133 sunt cele mai comune standarde pentru testele de curgere la topire și definesc specificațiile echipamentului, precum și metodele de testare. Deoarece sunt permise diverse temperaturi și greutăți pentru testele de curgere la topire (doar sugestii pentru fiecare tip de material), parametrii testului trebuie întotdeauna raportați împreună cu rezultatele MFR/MVR.
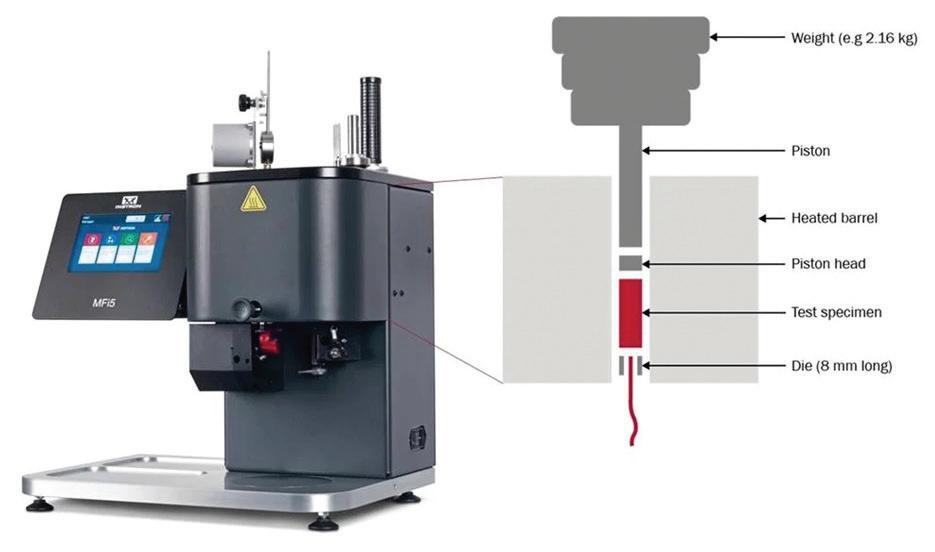
Testul Melt Flow în sine, este simplu și direct. O cantitate mică dintr-o mostră termoplastică (de obicei sub formă de granule sau fulgi) este încălzită într-un cilindru la o temperatură specificată, topită într-un fluid vâscos și este forțată să iasă printr-o
De obicei, MFR/MVR-ul unui polimer este invers proporțional cu greutatea sa moleculară. Deși nu este frecvent utilizat în mediile de cercetare și dezvoltare, testarea curgerii la topire este foarte comună în laboratoarele de control al calității și control al proceselor. Este întâlnită cel mai adesea în fabrici de compunere sau în unități de fabricație/ conversie.
Prin efectuarea testelor pentru determinarea indicelui de curgere, se pot obține următoarele rezultate:
n O valoare tipică a indicelui pentru verificarea materialului intern
n Controlul calității materialelor de intrare
n Compararea materialelor noi într-un context de dezvoltare a produsului
n Instrument de evaluare pentru furnizorii noi de materiale
n Comparații rapide între loturi de material
n Estimarea proprietăților de curgere pentru procese simple de extrudare
n Predicții referitoare la comportamentul unui polimer într-o varietate de tehnici de prelucrare. A
După ani de cercetare și dezvoltare, NSK revizuiește sarcina dinamică de bază a multor rulmenți, dublând durata de viață la oboseală a suprafeței de rulare corespunzătoare (fără a modifica designul sau materialele). NSK este prima companie din ultimii 60 de ani care a înregistrat un progres semnificativ în ceea ce privește tehnicile de calcul al duratei de viață a rulmenților, ajutând utilizatorii finali să-și îmbunătățească productivitatea și sporind protecția mediului.
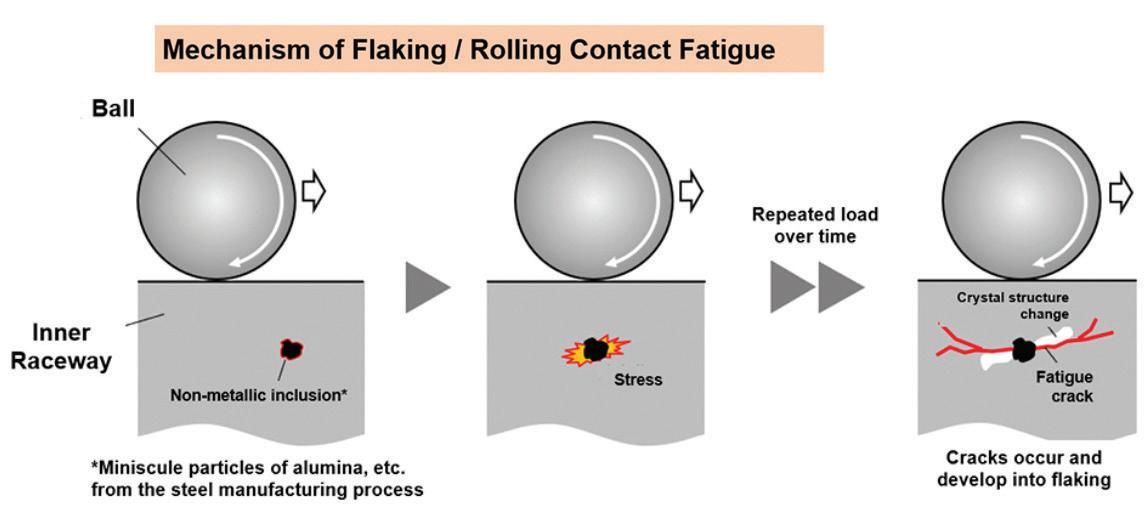
n Incluziunile nemetalice din căile de rulare interioare sunt un factor semnificativ al exfolierii
Unii ingineri ar putea fi surprinși să afle că formulele de bază utilizate pentru a calcula durata de viață a rulmenților sunt, în general, cele definite într-un raport din 1962 al Federației Internaționale a Asociațiilor Naționale de Standardizare (ISA), precursoarea Organizației Internaționale de Standardizare (ISO). În 2023, peste șase decenii mai târziu, NSK a dobândit mai multe cunoștințe despre calcularea și predicția duratei de viață a rulmenților; prin urmare, a venit vremea să reconsidere tehnicile de evaluare pentru acest parametru critic.
Proiectul a început în urmă cu aproximativ 20 de ani, când NSK a observat un decalaj tot mai mare între durata de viață a rulmenților calculată în standardul ISO și durata de viață reală a rulmenților, verificată prin teste de anduranță. A demarat astfel un studiu mai detaliat.
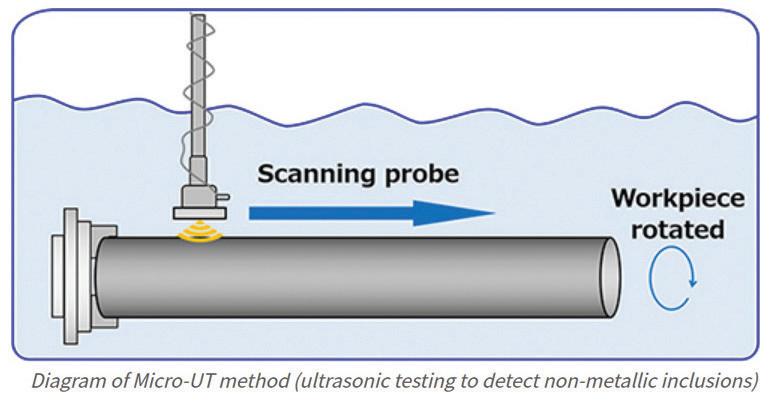
În acel moment, NSK a confirmat că durata de viață a rulmenților săi era de aproximativ 20 de ori mai mare decât durata de viață preconizată, conform standardelor ISO. Iar astăzi, în 2024, durata de viață a rulmenților NSK poate fi de peste 50 de ori mai mare. Precauția este utilă, însă o durată de viață mai lungă a rulmenților aduce beneficii pen-
FOTO
Diagrama metodei MicroUT (testare cu ultrasunete pentru detectarea incluziunilor nemetalice)
tru îmbunătățirea eficienței producției și protecția mediului, prin reducerea frecvenței de înlocuire și a cantității de deșeuri.
Cercetările NSK au demonstrat că, în condiții de bună lubrifiere, compoziția și calitatea (cantitatea de impurități) oțelului rulmentului este un indicator mai precis pentru a prezice durata de viață a unui rulment. Cu toate acestea, pe măsură ce compania și-a continuat cercetările, inginerii și-au dat seama că o metodă de evaluare bazată pe mecanica ruperii ar putea oferi informații mai relevante.
Dezvoltarea tehnologiei a început prin intermediul unui proiect de inovare între NSK și Universitatea Kyushu. Rezultatul a fost stabilirea unei metode de evaluare cantitativă care ar putea determina ce factori au influențat procesul de propagare a fisurilor într-un material și în ce măsură. În special, prin combinarea noii metode cu o tehnică de inspecție cu ultrasunete ce scanează incluziunile nemetalice dintr-un volum mare de oțel, NSK a descoperit că poate prezice durata de viață a rulmenților săi cu o precizie mult mai mare.
Odată cu instituirea metodei de inspecție cu ultrasunete Micro-UT, este posibil să se inspecteze un volum de oțel de peste 3.000 de ori mai mare decât cel inspectat prin metodele convenționale la microscop, în doar 20% din timp. NSK dispune deja de aceste sisteme de testare inovatoare în centrele sale tehnologice din întreaga lume.
Catalogul actual al companiei conține un număr foarte mare de tipuri de rulmenți, iar aplicațiile și condițiile de utilizare de către clienți sunt, de asemenea, diverse. Pentru a le garanta clienților că pot utiliza rulmenții NSK cu încredere, compania revizuiește valorile nominale de bază ale sarcinii dinamice, luând în considerare o marjă de siguranță adecvată. Clienții pot fi siguri că procesul de actualizare se va desfășura pe baza unei metodologii bine documentate, susținută de date empirice cuprinzătoare. Orice valori majorate vor fi în limitele de siguranță. A


Gama avansată HTF-SRM, o versiune de mare viteză și rezistentă la căldură a șuruburilor sale cu bile, a fost lansată de NSK pentru aplicații de transmisie cu sarcină ridicată. Acest nou produs inovator este ideal pentru mașinile electrice de turnare prin injecție, care au ca sarcină fabricarea în cicluri scurte a unor produse cu pereți subțiri și care să reziste la cicluri ridicate.

Șurubul cu bile HTF-SRM atinge cele mai înalte niveluri din domeniu în ceea ce privește viteza și rezistența la căldură, datorită aplicării noului sistem de recirculare denumit SRM, dezvoltat de NSK, și a materialelor și componentelor rezistente la căldură.
Mașinile electrice de turnare prin injecție au nevoie de o performanță la cicluri ridicate pentru a îmbunătăți productivitatea și pentru a satisface cererile tot mai mari de produse din plastic, datorate creșterii nivelului populației globale și a nivelului de trai în economiile emergente. De asemenea, aceste mașini trebuie să aibă capacitatea de a turna piese cu pereți subțiri pentru a reduce consumul de plastic și impactul asupra mediului, în conformitate cu ODD (Obiectivele de Dezvoltare Socială) ale ONU și cu inițiativele de neutralizare a emisiilor de carbon.
În acest context, există o cerere de mașini electrice de turnare prin injecție care să fie prevăzute cu
șuruburi cu bile cu sarcină mare, pentru a facilita atât vitezele ridicate ale ciclurilor, cât și turnarea unor pereți subțiri. Cu toate acestea, un ciclu ridicat înseamnă viteze de funcționare mai mari, care, la rândul lor, necesită măsuri pentru a face față generării de căldură asociate.
NSK a depășit această provocare cu ajutorul sistemului de recirculare SRM (Smooth Return Metal coupling). Una dintre provocările tehnice asociate cu vitezele mai mari este forța de impact ridicată a recirculării bilelor, care are ca rezultat deteriorarea componentelor de recirculare și a arborelui șurubului cu bile. NSK a găsit soluția prin aplicarea tehnologiei sale de versiune digitală, pentru a optimiza calea de recirculare.
Sistemul de recirculare SRM rezultat oferă o recirculare lină a bilelor și o rezistență îmbunătățită la căldură, depășind limitele materialelor plastice convenționale. Această inovație este susținută de utilizarea de materiale rezistente la căldură pentru garniturile șuruburilor cu bile și a componentelor din rășină.
Datorită acestor progrese, valoarea d-n permisă (diametrul arborelui x viteza de rotație) este de 200.000, o îmbunătățire de 40% față de șuruburile convenționale cu bile HTF-SRC de mare viteză de la NSK. În plus, temperatura maximă de funcționare este de 90°C, iar temperatura maximă temporară este de 100°C, ambele fiind cu 20°C mai mari decât cele ale produselor NSK convenționale. Este important faptul că dimensiunile externe ale șurubului și ale piuliței sunt aceleași cu cele ale șurubului cu bile HTF-SRC, oferind un design interschimbabil, care elimină necesitatea de a modifica mașina de turnare prin injecție în cazul modernizării. A

Atunci când companiile doresc să reducă costurile energetice ale instalațiilor lor industriale, găsirea și repararea scurgerilor de aer comprimat existente reprezintă un punct de plecare excelent. Dar o astfel de sarcină necesită timp, personal și instrumentele potrivite. Astfel, eficiența este esențială atunci când vine vorba de desfășurarea unui program de detectare a scurgerilor. Și, în acest moment, nimic nu este mai eficient decât utilizarea unei camere cu ultrasunete.


Detectarea scurgerilor: provocări şi obstacole
În acest moment, știm cu toții cât de important este să împiedicăm scurgerile de aer comprimat să fie o sursă uriașă de risipă de bani. În prezent, industria este mai conștientă de această problemă, dar, cu toate acestea, avem o medie industrială de 30% din tot aerul comprimat produs care se pierde din cauza scurgerilor. Și, bineînțeles, cu cât costul energiei este mai mare, cu atât mai mare este risipa. Scurgerile sunt inevitabile în toate sistemele de aer comprimat, în toate industriile, fără excepție.
Cu toate acestea, unele companii încă ezită să efectueze studii de detectare a scurgerilor sau să elaboreze un program de gestionare a scurgerilor, chiar dacă avantajele sunt evidente. Atunci când sunt găsite scurgeri, acestea pot fi reparate - o modalitate ușoară de a economisi bani, nu-i așa? În multe cazuri, acest lucru nu este atât de simplu.
Chiar dacă scurgerile de aer comprimat sunt recunoscute aproape în unanimitate ca fiind o sursă de deșeuri, companiile nu dispun întotdeauna de aceste două lucruri esențiale necesare pentru a efectua auditarea sistemelor pneumatice: timp și personal disponibil.
Metode de detectare a scurgerilor
Prin urmare, este esențial să ne asigurăm că auditurile privind scurgerile sunt efectuate cât mai rapid și mai eficient posibil. Să evaluăm apoi diferitele modalități de a găsi scurgeri de aer comprimat:
Într-adevăr, nu mai este o metodă foarte folosită. Aceasta constă în aplicarea unei soluții de apă și săpun de-a lungul sistemului de aer comprimat și în urmărirea bulelor. Dacă face bule, înseamnă că există o scurgere. Ușor de executat în teorie, dar greoaie și extrem de consumatoare de timp. Așadar, departe de a fi o metodă eficientă.
Aceasta este probabil cea mai populară și cea mai utilizată metodă de identificare a scurgerilor de aer comprimat. În mod tradițional, instrumentele de inspecție cu ultrasunete au fost concepute având în vedere practicile de detectare a scurgerilor,

Windmolen 20, 7609 NN
Almelo, The Netherlands
Tel.: +31-546-725125
E-mail: info@uesystems.eu
Web: www.uesystems.eu
astfel încât acestea sunt perfecte pentru această sarcină. În mod normal, instrumentele sunt fixate la o anumită frecvență care va izola sunetul scurgerilor de alte surse sonore.
Rețineți că acestea sunt instrumente de ascultare. Inspectorul poate pur și simplu să scaneze în toate direcțiile până când aude o scurgere. Apoi, inspectorul procedează la urmărirea sunetului de scurgere până când poate localiza cu precizie locul exact. Instrumentele pot înregistra nivelul de dB în punctul de scurgere, permițând crearea de rapoarte de audit a scurgerilor în care se poate estima costul scurgerii și amprenta de carbon. Un alt mare avantaj al acestor dispozitive este că pot fi utilizate pentru mai multe aplicații, cum ar fi monitorizarea stării rulmenților, lubrifierea sau inspecția valvelor și a oalelor de condens.
Simplu și eficient, dar, deoarece instrumentele sunt doar de ascultare, un studiu de detectare a scurgerilor poate necesita o investiție de timp, în special în cazul instalațiilor mari sau al sistemelor cu un număr mare de scurgeri.

Recent, pe piață a apărut un nou tip de instrument pentru detectarea scurgerilor: camerele cu ultrasunete. Iar acestea sunt exact ceea ce sugerează numele: o cameră care va arăta inspectorului locația exactă a scurgerilor. Este atât de simplu - porniți-o și vedeți scurgerile afișate pe ecran. Chiar și pe cele mai mici! Necesită o pregătire minimă, sunt extrem de precise și eficiente, aceste camere sunt, de departe, cea mai bună modalitate de a găsi scurgeri. Un astfel de instrument face ca detectarea scurgerilor să fie atât de rapidă, încât nu mai există scuze pentru a nu le efectua.
Un bun exemplu de cât de eficiente pot fi aceste instrumente este camera UltraView de la UE Systems. Aceasta va afișa pe ecran în timp real scurgerile, chiar și pe cele mai mici, oferind imediat și o estimare a costului scurgerilor pe an. Toate scurgerile pot fi salvate direct în Cloud. Din Cloud, pot fi create cu ușurință rapoarte de audit a scurgerilor asociate sistemelor pneumatice.
Exemple de studii de scurgere efectuate cu ajutorul camerelor cu ultrasunete
1. În timp ce supraveghea o mină de zinc și plumb, camera UltraView a reușit să identifice 8 scurgeri în doar 20 de minute de lucru! Nu pare mult, dar aceste 8 scurgeri reprezintă o risipă de 7118 EUR pe an.
O singură scurgere a avut un cost anual estimat de 903 EUR. Aceasta a fost găsită într-o conductă de aer comprimat de lângă unul dintre atelierele principale ale instalației.
n Industrie: Minerit
n Scurgeri găsite: 8
n Timp: 20 minute
n Economii estimate: 7118€ pe an
Video:

2. Fabricile de produse alimentare vor avea, de obicei, sisteme de aer comprimat uriașe, care, în mod natural, vor avea și un număr mare de scurgeri. Pe lângă risipa evidentă de energie, scurgerile de aer comprimat la fabricile de produse alimentare și băuturi aduc, de asemenea, pierderi de eficiență, timpi de oprire neplanificați și compromit siguranța și calitatea produselor.
În timpul unei demonstrații cu ajutorul camerei UltraView, am putut atesta cât de mulți bani poate irosi o fabrică de produse alimentare tipică din cauza scurgerilor, într-o fabrică de hrană pentru animale de companie. În doar 1 oră, au fost găsite 29 de scurgeri în diferite locații de-a lungul sistemului de aer comprimat. Unele dintre aceste scurgeri sunt destul de costisitoare - ajungând la o pierdere totală estimată la 27800 € pe an! Și toate acestea în decurs de 1 oră de la efectuarea sondajului. Doar o singură scurgere (cea mai mare dintre cele detectate) a reprezentat o pierdere de 2316 EUR pe an.
n Industrie: Producția de hrană pentru animale de companie
n Scurgeri găsite: 29
n Timp: 1 oră
n Economii estimate: 27800€ pe an
3. Sunteți conștienți că o singură scurgere poate costa aproape 6000€ pe an? Acest lucru este foarte posibil (și mai frecvent decât credeți) atunci când vorbim despre gaze speciale. Camerele cu ultrasunete pot detecta scurgerile de gaze speciale, în același mod în care funcționează și în cazul aerului comprimat. În acest caz, în timp ce supraveghea o fabrică de automobile, a fost detectată o scurgere de azot foarte costisitoare, care costă 5912€ pe an. Din nefericire, aceasta este o situație comună în întreaga industrie - gazele speciale sunt destul de scumpe, iar scurgerile vor costa mult mai mult decât scurgerile de aer comprimat. La această uzină, de exemplu, prețul azotului este de aproximativ 0,3 dolari pentru 1000 de litri.
În afară de scurgerile de azot, foarte costisitoare, au fost găsite și 29 de scurgeri de aer comprimat, unele dintre acestea costând mai mult de 1000 EUR pe an. În total, atunci când am pus cap la cap toate scurgerile de aer comprimat și scurgerile de azot, am ajuns la concluzia că acestea costă întreprinderea aproape 24 000 EUR pe an. Toate scurgerile au fost detectate în aproximativ 1h30m.
n Industrie: Industria auto
n S-au găsit scurgeri: 30 (inclusiv o scurgere de azot costisitoare)
n Timp: 1h30 ore
n Economii estimate: 24000€ pe an
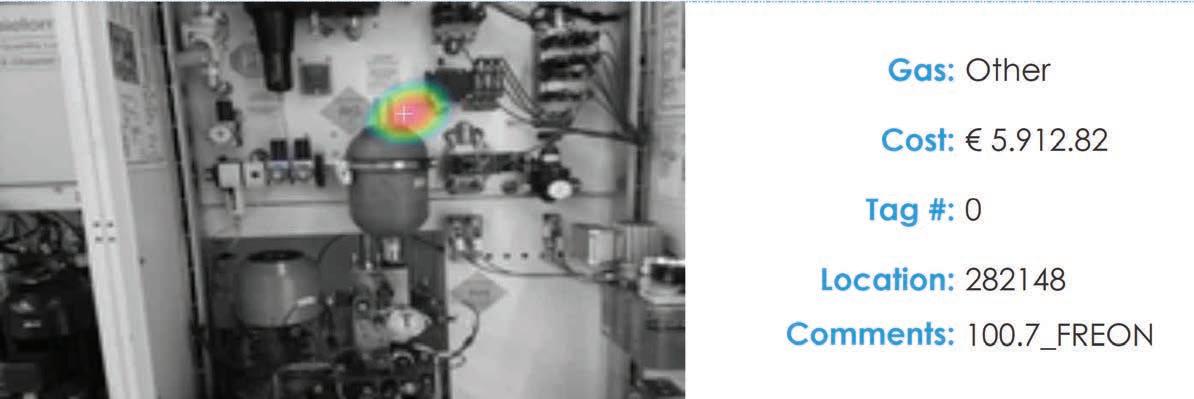

4. Aceasta este o fabrică care produce piese pentru industria aeronautică. Echipa de întreținere a suspectat că instalația suferea de o cantitate semnificativă de scurgeri de aer, dar nu a avut niciodată timp să efectueze un studiu al scurgerilor. În acest caz, UltraView a reușit să găsească 26 de scurgeri în doar o oră. Aceste scurgeri costă uzina aproximativ 27300 EUR pe an. Prin urmare, ROI pentru UltraView în acest caz este de aproximativ 8 luni. Un bun exemplu de scurgeri costisitoare este cea de mai jos, detectată la un regulator de presiune, care costă 4570€ pe an!
n Industrie: Aviație
n Scurgeri găsite: 26
n Timp: 1h
n Economii estimate: 27300€ pe an
Video:
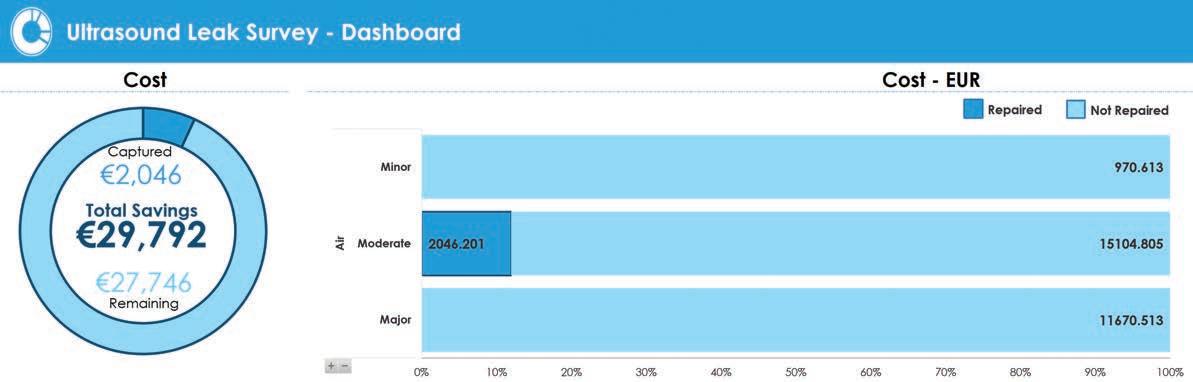
https://www.youtube.com/watch?v=9kTLrvH2ezk
Aflați mai multe despre camerele cu ultrasunete A

ANDREEA PÃTRAŞCU
Ing.
n cadrul proiectului ,,Creșterea inovării în cadrul Etanșări Grafex SRL în metode și tehnologii avansate de producție”, finanțat prin Programului Operațional Regional (POR 2014-2020), Axa prioritară 1 Promovarea transferului tehnologic, Prioritatea de investiții
1.1, Obiectivul specific 1.2 - Creșterea inovării în companii prin sprijinirea abordărilor multisectoriale rezultate în urma implementării ,,Inițiativei Regiuni mai puţin dezvoltate” în România, Operaţiunea 1.2 Creșterea inovării în companii prin sprijinirea abordărilor multisectoriale rezultate în urma implementării ,,Inițiativei Regiuni mai puţin dezvoltate" în România, s-a avut în vedere dezvoltarea unui model conceptual inovativ pentru un regim tehnologic de fabricare și



Str. Dr. Ghe. Petrescu, nr. 35, Ploieşti, jud. Prahova
Tel.: 0244.513.123; 0722.697.750
Fax: 0244.511.702
E-mail: office@grafex.ro
Website: www.grafex.ro
Prima revoluție industrială, motorul cu ardere externă (locomotiva cu abur) a dus la creșterea cererii de echipamente eficiente. Cazanul generator de abur inventat în 1867 a pus în evidență rolul etanșărilor la îmbinările cu flanșă-garnitură – prezoane, în reducerea pierderilor de energie.
În anul 1898, inginerul austriac Richard Klinger a inventat placa de etanșare CAF – Compresed Asbestos Fibre care pe parcursul a cel puțin 75 ani a fost principalul material pentru execuția garniturilor de etanșare la astfel de îmbinări. În anul 1912 firma Flexitallic Gasket Company a brevetat garnitura înfășurată spiral. Până în anii 1980 acest tip de garnitură a suferit numeroase îmbunătățiri. Odată cu interzicerea azbestului, în această perioadă, s-a dovedit că acest tip de garnituri, cu material de umplutură grafit expandat, este cel mai eficient. În următoarele decenii garniturile înfășurate spiral au devenit comune tuturor domeniilor industriale și cu precădere pentru condițiile critice din industria energetică clasică și nucleară, rafinării, chimie –
Problemele de mediu determinate de activitatea industrială din ultimele două secole, accentuate în perioada actuală prin schimbările climatice dramatice, au impus, în Europa, Directiva 2008/1/CE (IPPC) inclusă, ulterior, în Directiva 2010/75/UE. Astfel, pentru domeniul îmbinărilor cu flanșă-garnitură –prezoane acestea au avut ca rezultat elaborarea unei noi teorii și, pe baza acesteia, stabilirea noilor parametri ai garniturilor (EN 13555) și a unei metode noi de calcul a îmbinării (EN 1591-1).
Ipoteza fundamentală a acestor noi concepții este aceea că la orice îmbinare cu flanșa funcționarea are loc la o anumită rată a scurgerilor. Ratele admisibile ale scurgerilor, pentru domeniile industriale clasice (energetică, rafinării, chimie –petrochimie etc.) sunt reglementate (VDI, EPA). Industria energetică nucleară are cerințe de rată a scugerilor mult mai severe. Acest lucru se poate realiza numai printr-un control strict al parametrilor garniturilor și pe stabilitatea acestora în fabricație.
Controlul acestor caracteristici se face pe baza curbelor de încărcare la compresiune și revenire
elastică (forță – deformație). Cerințele sunt deosebit de stricte și severe, cu limite ale deformării sub 0,05mm.
Garniturile semimetalice de tip spirometalic funcționează prin comprimarea axială a înfășurării, ceea ce are ca rezultat deformarea plastică a materialului de umplutură de pe fețele de etanșare. Profilul optimizat al benzii metalice asigură o revenire elastică, funcție vitală pentru a putea menține etanșarea pe un ansamblu cu prezoane.
Proiectul a avut în vedere dezvoltarea unui model matematic care să permită dezvoltarea unui regim tehnologic de fabricare și control foarte precis al garniturilor înfășurate spiral cu compresiune controlată.
În cazul garniturilor spirometalice cu compresiune controlată, spre deosebire de garniturile spirometalice clasice, plecând de la nivelul de etanșeitate necesar și de la specificațiile echipamentului, se proiectează parametrii funcționali pe care garnitura spirometalică trebuie să îi îndeplinească și apoi condițiile specifice de fabricare ai fiecărei garnituri în parte.
Cercetările științifice documentare și analizele fizice ale unor ganituri standard cu privire la stabilirea factorilor care ar putea influența conjuncția forță-deformație au identificat numeroase variabile care țin de: construcția garniturii, parametrii de producție și proces, caracteristici ale materiei prime utilizate. În urma aprofundării cercetărilor teoretice numărul variabilelor care influențează comportarea garniturii a fost restrâns la trei variabile ca fiind definitorii: spirele metalice fără umplutură la interiorul garniturii, spirele metalice fără umplutură la exteriorul garniturii și forța pe rola de formare.
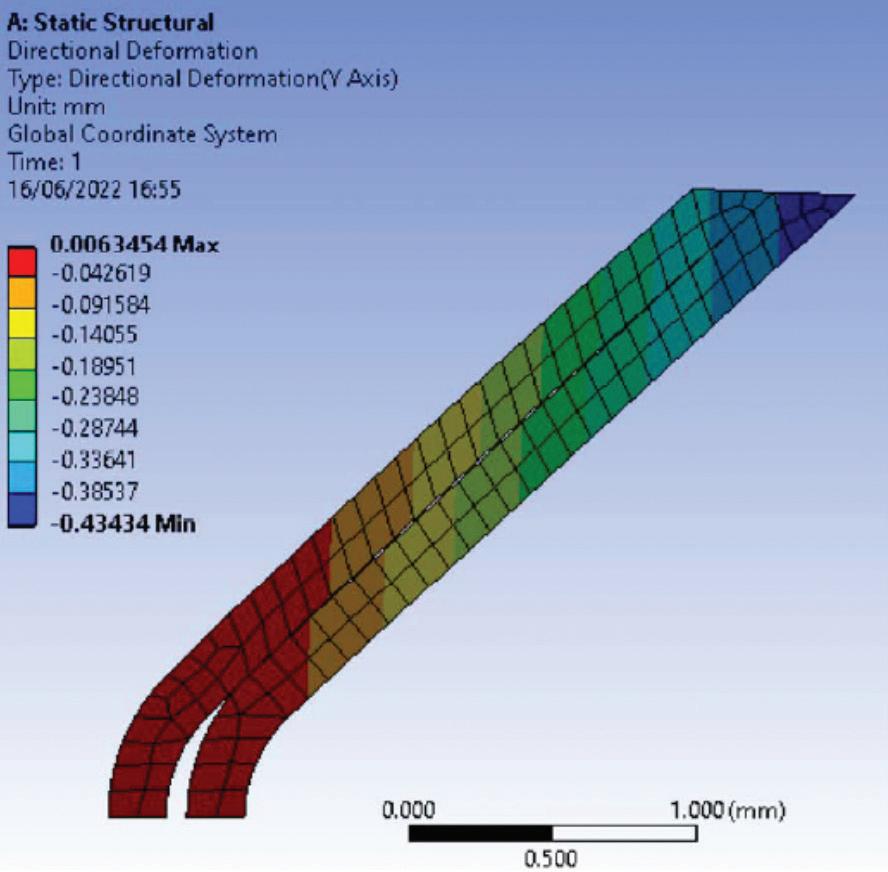

Modulul de elasticitate al garniturilor, la descărcare, se determină experimental conform SR EN 13555.
Dezvoltarea modelului matematic are la bază considerarea că toate elementele componente sunt montate în paralel, rigiditatea ansamblului obținându-se prin însumarea rigidităților elementelor componente.

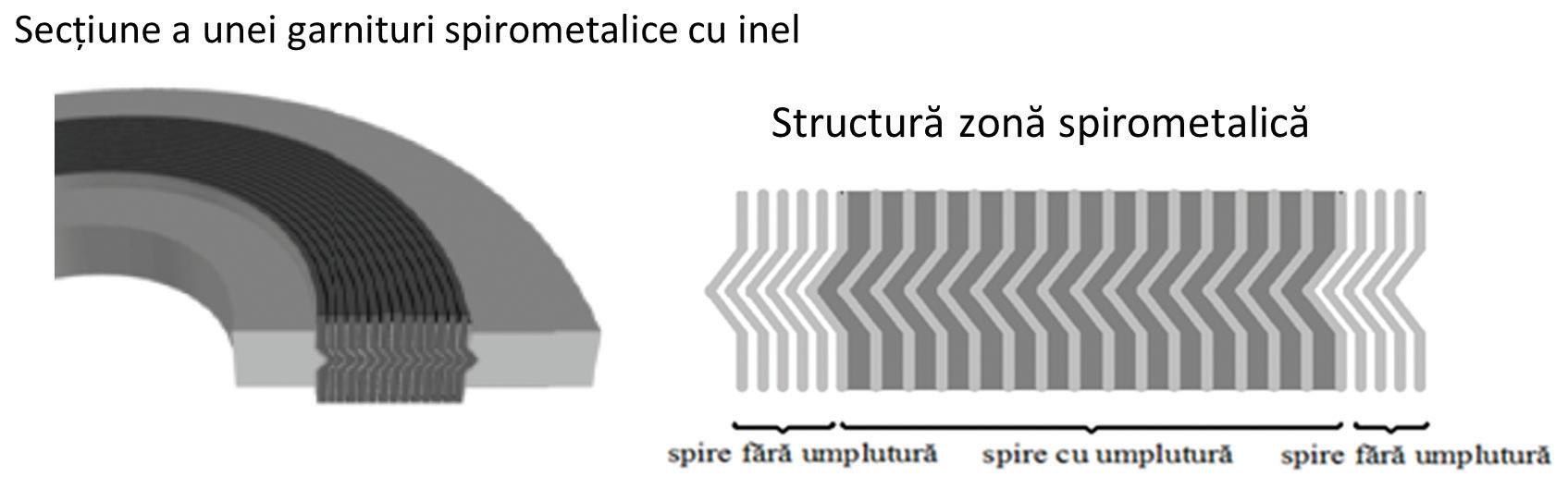
În analiza teoretică a comportării spirei metalice la încercarea de compresiune, s-au realizat numeroase modele geometrice, pentru simularea cât mai complexă a tuturor tipurilor constructive și determinarea rigidității (figura 1).
Formarea garniturii înfășurată spiral se realizează cu ajutorul unei role de presare care acționează cu o forță de presare prescrisă (figura 2). Efectul forței de presare conduce la un ansamblu de tip material compozit, ale cărei caracteristici vor fi dependente de cele ale materialului spirei metalice și ale materialului de umplutură. Pentru cazul materialului de umplutură grafit expandat, forța de presare va conduce la modificări ale densității acestuia și în consecință, a caracteristicilor mecanice.
Astfel, în urma simulărilor și modelărilor efectuate s-a concluzionat că principala caracteristică mecanică definitorie pentru crearea modelului matematic este modulul de elasticitate longitudinal.
Parametrii tehnologici rezultați în urma aplicării modelului matematic dezvoltat, pentru o compresiune țintă, au fost utilizați pentru fabricarea unui lot ,,0” de garnituri, pentru care ulterior au fost determinate experimental curbele forță-deformație. Ca urmare a suprapunerii datelor experimentale cu cele teoretice, modelul matematic dezvoltat a fost validat.
Dezvoltarea acestui model matematic aduce îmbunătățiri substanțiale în stabilirea parametrilor regimului tehnologic de fabricare și control al garniturilor înfășurate spiral destinate domeniilor cu cerințe foarte stricte, cum este cel nuclear.
Etanșări Grafex este o companie românească privată, producătoare de materiale și garnituri de etanșare non-azbest pentru toate aplicațiile, de la cele mai simple până la cele din industria nucleară. Din 1996 dezvoltarea companiei se bazează pe cunoștințele și experiența în acest domeniu, precum și pe preocuparea permanentă pentru fabricarea unor produse individualizate, conforme cerințelor și potrivite aplicației. Etanșări Grafex este prima companie de profil din România membră a European Sealing Association. Află mai multe la www.grafex.ro A

Lubrifianți, agenți de curățare, solvenți - protecția mediului pare să fie o provocare deosebită în viața de zi cu zi a vehiculelor. Economisirea energiei și manipularea mai atentă a substanțelor periculoase sunt măsuri eficiente, care pot fi implementate pe termen lung. Utilizarea lavetelor de curățare din material textil, care, spre deosebire de ștergătoarele de hârtie, pot fi utilizate de mai multe ori și, astfel, protejează mediul, este și imediat eficientă.
Compania germană Mewa oferă de peste o sută de ani un serviciu complet pentru ateliere și firme, un serviciu, care este din ce în ce mai mult utilizat și în România. Ca parte a serviciului complet Mewa, lavetele de curățare sunt furnizate direct la locul de utilizare, colectate după folosire, spălate într-un mod ecologic și, în fine, relivrate. Așa se elimină munții de deșeuri de prosoape de hârtie sau de resturi vechi și uleioase – și prin toate acestea compania aduce sustenabilității un mare serviciu.

Lavetele de curățare Mewa, reutilizabile și foarte absorbante, îmbunătățesc echilibrul ecologic al atelierelor, mici și mari, de reparații auto. Prin utilizarea lavetelor de curățare din material textil, atelierele economisesc materiale de unică folosință, care, după utilizare, ar ajunge în coșul de gunoi, fiind astfel redusă foarte mult amprenta de carbon a companiilor.
Sustenabilitatea și protecția mediului definesc vremurile noastre. Clienții preferă companiile responsabile, de aceea presiunea asupra economiei este din ce în ce mai mare. Pentru un atelier de reparații auto, asta înseamnă că, atunci când cineva își aduce mașina la reparat sau o ia de acolo, va observa, dacă atelierul de reparații se străduiește să facă demersuri pentru ocrotirea mediului.
Prin utilizarea serviciului complet Mewa, personalul atelierului primește lavete de curățare din bumbac de înaltă calitate, cu putere de absorbție turbo, pentru curățarea delicată și amănunțită a
FOTO Lavetele de curățare Mewa sunt disponibile în patru calități (Foto: Mewa)
componentelor, sculelor și echipamentelor. Acestea absorb de mai multe ori volumul lor și pot fi refolosite frecvent înainte de a fi depozitate în containerul de siguranță SaCon. SaCon este colectat la ora convenită de către șoferul serviciului Mewa, care livrează, de asemenea, lavete de curățare proaspăt spălate. Lavetele de curățare de înaltă calitate, produse în Germania, pot fi spălate și reutilizate de până la 50 de ori și, datorită tehnologiei inovatoare de tratare a apelor reziduale și a procesului de spălare, se economisește energie primară și apă proaspătă în timpul procesului de spălare și uscare.
FOTO Covorul absorbant pentru ulei este disponibil și în cadrul sistemului durabil Mewa (Foto: Mewa)

Mewa oferă, de asemenea, covorul de colectare al uleiului, Multitex, cu o putere absorbantă deosebit de mare, cu același serviciu de economisire a resurselor - folosiți, spălați, folosiți din nou, fără să le dețineți. Fiind un material textil, este flexibil și poate absorbi până la 3 litri de lichid, în timp ce suprafața rămâne practic uscată. La fel ca și lavetele de curățare, și acestea sunt spălate de către Mewa într-un mod ecologic, supuse unui control riguros al calității, și apoi relivrate.
Prin utilizarea sistemelor de service Mewa, un atelier de reparații auto comunică, atât la nivel intern, cât și extern, faptul că protecția mediului este importantă și pentru firma lor, fie că este vorba de lavete de curățare sau de covoare de colectare a uleiului. Ambele sisteme Mewa pot fi integrate cu ușurință în operațiunile zilnice ale vehiculelor și asigură chiar din prima zi de utilizare o sustenabilitate mai mare, ordine și eficiență. A

Platforma IIoT- Branson GSX oferă control perfect pentru a realiza o sudură de calitate, rapidă și cu forme complexe a componentelor. Noua generație de aparate de sudură cu ultrasunete vine în ajutorul cererii crescute de a asambla componente de plastic din ce în ce mai mici și mai complexe, ca de exemplu cele utilizate în industria medicală și cea a electronicelor de larg consum.
Platforma de sudură Branson GSX este o soluţie de sudură avansată și intuitivă, proiectată să genereze suduri de calitate, în același timp ajutând clienţii să îndeplinească cerinţele de timp și costuri ale proiectelor.
Componentele utilizate în industria medicală, cea a electronicelor și automotive sunt din ce în ce mai miniaturizate, cu elemente electronice încorporate, cu forme complexe și pereţi subţiri. Aparatele de sudură clasice, cu forţe mari, chiar distrugătoare, limitează posibilităţile de sudură în siguranţă a componentelor mici și fragile. Pentru a face faţă acestor provocări, Emerson a dezvoltat un sistem avansat de actuator electro-mecanic, care livrează un nivel de control ridicat și o acurateţe a poziţiei foarte bună, și care permite folosirea unor forţe trigger foarte mici.
Acest sistem avansat, se bazează pe cei 70 de ani de experienţă în aplicaţii cu tehnologia ultrasunetelor și combină mecanismul servo, optimizarea soft-ului și sistemul patentat, Dynamic Follow-Through, pentru a putea realiza o gamă variată de forţe de sudură, până la 2500 Newton. Acest sistem permite totodată gamei GSX să realizeze suduri mai rapide, cu performanţe crescute pentru componente fragile și forme complexe.
Platforma configurabilă GSX de aparate de sudură, folosește un procesor cu mai multe nuclee și motor de acţionare cu encoder încorporat, sistemul avansat de acţionare putând fi ajustat instant, cu răspuns în timp real. Acesta asigură același nivel de precizie și repetabilitate pe mai multe aparate de sudură, cu toleranţe și variaţii după sudură, măsurate în microni.
Platforma GSX este echipată cu un software simplu și intuitiv, accesabil de pe un ecran tactil HMI de 12 inch și unul de 4 inch, care permite operatorului realizarea de corecţii rapide și reducerea timpului de testare a aplicaţiei. Toate acestea conduc la un timp mai scurt de reglaj și de start, care poate duce la reducerea timpului de operator cu până la 60%, asigurând în același timp suduri calitative și productivitate. Înlocuirea unui stack sonic și a sculei, în cazul unui aparat de sudură convenţional, poate dura până la o oră. Folosind noul sistem de schimbare rapidă a stack-ului din sistemul GSX, care asigură automat alinierea sculei, acest proces durează sub 5 minute. Capacitatea de a executa schimbări rapide de sculă, permite sudura unei game largi de produse, cu întreruperi mici ale planificărilor de producţie.
Platforma modulară de aparate de sudură GSX, poate fi configurată cerinţelor clienţilor, de la sisteme singulare de banc până la linii semi- și complet-automatizate de producţie. Oferind o integrare ușoară în medii digitale, transfer ușor de date, platforma GSX este pregătită pentru industrie 4.0/IIoT, furnizând acces la date de analiză proces, sprijinind eficienţa în producţie și trasabilitatea, toate acestea fiind conforme cu standardele de reglementare în industrie, ca de exemplu FDA 21 CFR Part 11.
Pentru mai multe informaţii legate de cele mai noi soluţii de sudură Branson, accesaţi Emerson.com/Branson

Str. Ing. George Constantinescu nr. 2-4 şi 4B, Globalworth Campus C, etaj 2, Bucureşti; Tel. 0758.098.485 ioan.bucerzan@emerson.com; www.emerson.com
n luna februarie, la sediul său din Espelkamp, Germania, HARTING Technology Group, lider global pe piața de conectivitate industrială, și-a prezentat cele mai noi produse și tehnologii în fața a peste 30 de jurnaliști de specialitate din întreaga lume.
Evenimentul a fost o combinație între conferință, expoziție (unde invitații au putut încerca diverse noi produse) și vizite – la uzina de biometan ZEA Green Energy din Uchte (deținută de Dietmar Harting, membru în consiliul de administrație) și la fabrica HARTING din Espelkamp – pentru a înțelege la fața locului cum sunt realizate produsele Harting.
Atât în cadrul evenimentului propriu, cât și la Hannover Messe 2024 Press Preview, care s-a desfășurat în zilele imediat următoare, Harting a subliniat că „All Electric Society”, conceptul unei „societăți integral electrice”, ce descrie o lume în care cerințele energetice sunt acoperite din electricitate, energia necesară fiind obținută doar din resurse regenerabile, joacă un rol cheie în strategia Grupului
Pentru „All Electric Society”, este foarte importantă atât conectarea sectoarelor între ele, cât și crearea de rețele în cadrul acestora. Sectoarele înseamnă domeniile: industriei, energiei, mobilității și infrastructurii. Pentru ca energia și comunicarea să circule în interiorul și între sectoare, toate domeniile trebuie să fie interconectate. Astfel, prezentarea „Wiring the 'All Electric Society' - pluggable” s-a concentrat pe nevoia asociată conceptului de soluții de cablare ca „hardware”. HARTING oferă soluții de cablare, variind de la cabluri standardizate „plugand-play” până la ansambluri de conectare complexe și personalizate și cutii de distribuție. Au fost prezentate ca exemple aplicații în distribuția hidrogenului, în sectorul feroviar și în rețelele industriale.
De asemenea, experții HARTING au explicat cum conectarea sectoarelor în „All Electric Society” poate reuși numai cu rețele de înaltă performanță bazate pe Ethernet. Pentru o tranziție energetică de succes, este o nevoie în creștere de fluxuri de date transmise în siguranță la destinație de la sisteme „Digital Twin & Co.”. Protocoalele Ethernet standard joacă un rol cheie pentru o soluție globală în tranziția energetică. HARTING furnizează conectivitate fiabilă și este implicat activ în modelarea unitară a standardizării.
În plus, Grupul furnizează tehnologie de conectare fiabilă pentru sistemele de stocare a energiei. Stocarea energiei joacă un rol major pentru „All Electric Society” pentru că sursele de energie durabilă, cum ar fi vântul și soarele, nu sunt disponibile în orice moment.




„Digitalizarea este în mare măsură responsabilă pentru succesul electrificării lumii noastre. Tehnologia de conectare HARTING permite conectarea în rețea asociată tuturor zonelor”, spune Philip Harting, CEO, încântat de contribuția HARTING Technology Group la un viitor neutru în emisii de CO2, compania fiind implicată activ de peste 30 de ani în protecția mediului.
Evenimentul de la Espelkamp a fost dedicat exclusiv jurnaliștilor, publicul interesat de noutățile grupului german fiind așteptat în aprilie la standul HARTING Technology Group din cadrul Hannover Messe 2024. A

ONUȚ ILIESCU ing., director/redactor șef
Pe 21 februarie, la Hanovra (Germania), a avut loc evenimentul de presă dedicat celui mai mare târg de tehnologie industrială din lume – Hannover Messe 2024, care se va desfășura în perioada 22-26 aprilie. Ediția din acest an, ce are loc într-o perioadă de profunde transformări în industrie, se anunță a fi o ediție interesantă, cu confirmări și consolidări de trenduri din partea multor companii expozante.


Douăzeci dintre expozanții acestei ediții au dezvăluit în cadrul evenimentului din 21 februarie cele mai recente tehnologii, oferind în avanpremieră o scurtă privire asupra a ceea ce vor expune la Hannover Messe. Majoritatea inovațiilor se subscriu secțiunilor principale: „Automation. Digitalization.
Electrification" și aduc rezolvări companiilor angajate în respectarea politicilor europene subscrise

În contextul în care industria se confruntă cu provocări date de tensiunile geopolitice, de schimbările climatice, de prețurile mari la energie și de lipsa muncitorilor calificați, la care se adaugă schimbările profunde generate în piața muncii de inteligența artificială, Dr. Jochen Köckler a declarat că: „Hannover Messe este mai important ca oricând, deoarece mediul economic a fost rareori atât de volatil. La Hanovra, vor fi prezentate tehnologii și soluții care vor permite industriei să producă pe o bază

competitivă și durabilă. Mai ales pentru companiile europene, Hannover Messe va crea astfel un bastion împotriva dezindustrializării iminente a Europei”. „Expozanții noștri vor arăta că producția industrială competitivă este posibilă în Europa. Cu toate acestea, acest lucru va necesita un cadru de reglementare care să promoveze inovația și antreprenoriatul.”, a adăugat acesta.
Soluția constă în interacțiunea dintre automatizare, digitalizare și electrificare, cooperare interindustrială și transfrontalieră largă, dar și un parcurs politic clar. „Cu tema principală Energizing a Sustainable Industry, cu 4.000 de expozanți, cu reprezentanți importanți din politică și industrie și cu Norvegia ca țară parteneră, Hannover Messe 2024 este platforma ideală pentru aceasta.”, a declarat Köckler, mai ales că la târg sunt așteptate să participe peste 300 de delegații economice, iar cancelarul Germaniei, Olaf Scholz, va deschide evenimentul împreună cu prim-ministrul Norvegiei, Jonas Gahr Støre. În plus, președinta Comisiei Europene, Ursula von der Leyen, și ministrul german al economiei, Robert Habeck, vor profita de oportunitatea oferită de eveniment pentru a discuta cu reprezentanții sectorului industrial.
Odată cu utilizarea din ce în ce mai mare a surselor de energie regenerabile imprevizibile, hidrogenul este luat în considerare din ce în ce mai mult ca purtător de energie pentru o economie fără emisii. Aproximativ 500 de expozanți din industria hidrogenului și pilelor de combustibil își vor prezenta soluțiile la Hanovra.
„Hidrogenul oferă oportunități enorme ca purtător de energie verde. Cu toate acestea, ritmul actual de lansare și extindere este prea lent. Dezvoltarea unei economii cu hidrogen necesită acum luarea unor decizii politice îndrăznețe în domeniul reglementării, cercetării și dezvoltării intensive pentru implementarea rapidă și pentru dezvoltarea infrastructurii necesare pentru extindere. Acesta este singurul mod în care se vor putea stabili modelele de afaceri viabile. La Hannover Messe, vom demonstra ceea ce este fezabil din punct de vedere tehnologic și vom crea cadrul pentru discuții între reprezentanții politicii și cei ai industriei, permițând, sperăm, luarea deciziilor pe o foaie de parcurs specifică către o economie funcțională a hidrogenului.”, a spus Köckler.
Norvegia folosește scena globală oferită de Hannover Messe pentru a se prezenta și ca un partener energetic inovator și de încredere. Motto-ul țării partenere este „Norwey 2024: Pioneering the Green Industrial Transition”. Acest lucru subliniază ambiția Norvegiei de a juca un rol cheie în dezvoltarea de soluții în domeniile energiilor regenerabile, producției neutre din punct de vedere al emisiilor de carbon, captarea carbonului și digitalizarea industriei.
De mai bine de un deceniu, Hannover Messe este cel mai important târg pentru digitalizarea industriei. Acum, Inteligența artificială duce digitalizarea industrială la următorul nivel, revoluționând industria, făcând procesele mai eficiente. Folosind AI, companiile vor putea scurta timpii de dezvoltare economisind în același timp resurse și energie.
„Viteza cu care soluțiile AI își găsesc drumul în industrie este uluitoare. Companiile trebuie să investească acum și, mai presus de toate, să le prezinte angajaților oportunitățile oferite de AI, altfel vor fi lăsați în urmă de concurență”, a subliniat Köckler. „AI este cheia competitivității și sustenabilității în industrie.”
La Hannover Messe vor fi expuse aplicații specifice: roboți care pot fi controlați prin voce, mașini care recunosc automat defectele; sau sisteme care reduc timpii de nefuncţionare prin întreţinere predictivă. Köckler a adăugat că: „În viitorul apropiat, IA generativă va fi capabilă să proiecteze mașini. Acest lucru va duce la schimbări fundamentale în profilurile posturilor
„Norvegia este onorată să fie țara parteneră la HANNOVER MESSE. Forța de muncă foarte calificată din Norvegia, industria avansată și tehnologia, precum și gradul ridicat de încredere și stabilitate, ne fac un partener cheie în schimbarea ecologică și una dintre cele mai atractive țări din lume pentru afaceri.”, a declarat ministrul Comerțului și Industriei, Jan Christian Vestre. „Împreună, companiile norvegiene care livrează produse și soluții din industrii precum hidrogenul, CCS, AI și învățarea automată, infrastructura digitală, bateriile și infrastructura de încărcare, tehnologia mineralelor și materialelor vor demonstra rolul cheie al industriei norvegiene în tranziția ecologică.”, a adăugat Vestre.
„Vizitatorii Hannover Messe caută informații despre cum pot folosi automatizarea, inteligența artificială, energiile regenerabile sau hidrogenul într-un mod semnificativ. Aceasta este tocmai expertiza pe care o pot oferi expozanții de la HANNOVER MESSE”, a concluzionat Köckler.
Companiile expozante la Hannover Messe 2024 includ giganți tehnologici globali precum Accenture, AWS, Bosch, DELL Technologies, Google, Microsoft, SAP, ServiceNow, Schneider Electric și Siemens, precum și lideri tehnologici pentru IMM-uri precum Beckhoff, GP Joule, ebm-papst, Ericsson, Festo, Turck, Harting, ifm, igus, LAPP, Pepperl+Fuchs, Phoenix Contact, Rittal, Schunk, SEW-Eurodrive, Wago, WIBU și Ziehl-Abegg, la care se adaugă organizații de cercetare renumite precum Fraunhofer-Gesellschaft și Karlsruhe Institute of Technology (KIT) și peste 300 de startup-uri industriale.
Nu ratați oportunitatea de a experimenta cele mai recente inovații la Hannover Messe, cea mai mare expoziție de tehnologie industrială din lume, între 22 și 26 aprilie 2024. A
Creșterea consumului tot mai mare din piață pune presiune pe companiile din industria alimentară și a băuturilor pentru a-și eficientiza producția. Ca urmare, automatizarea proceselor, de la producție până la distribuție, joacă un rol determinant în acest sens.
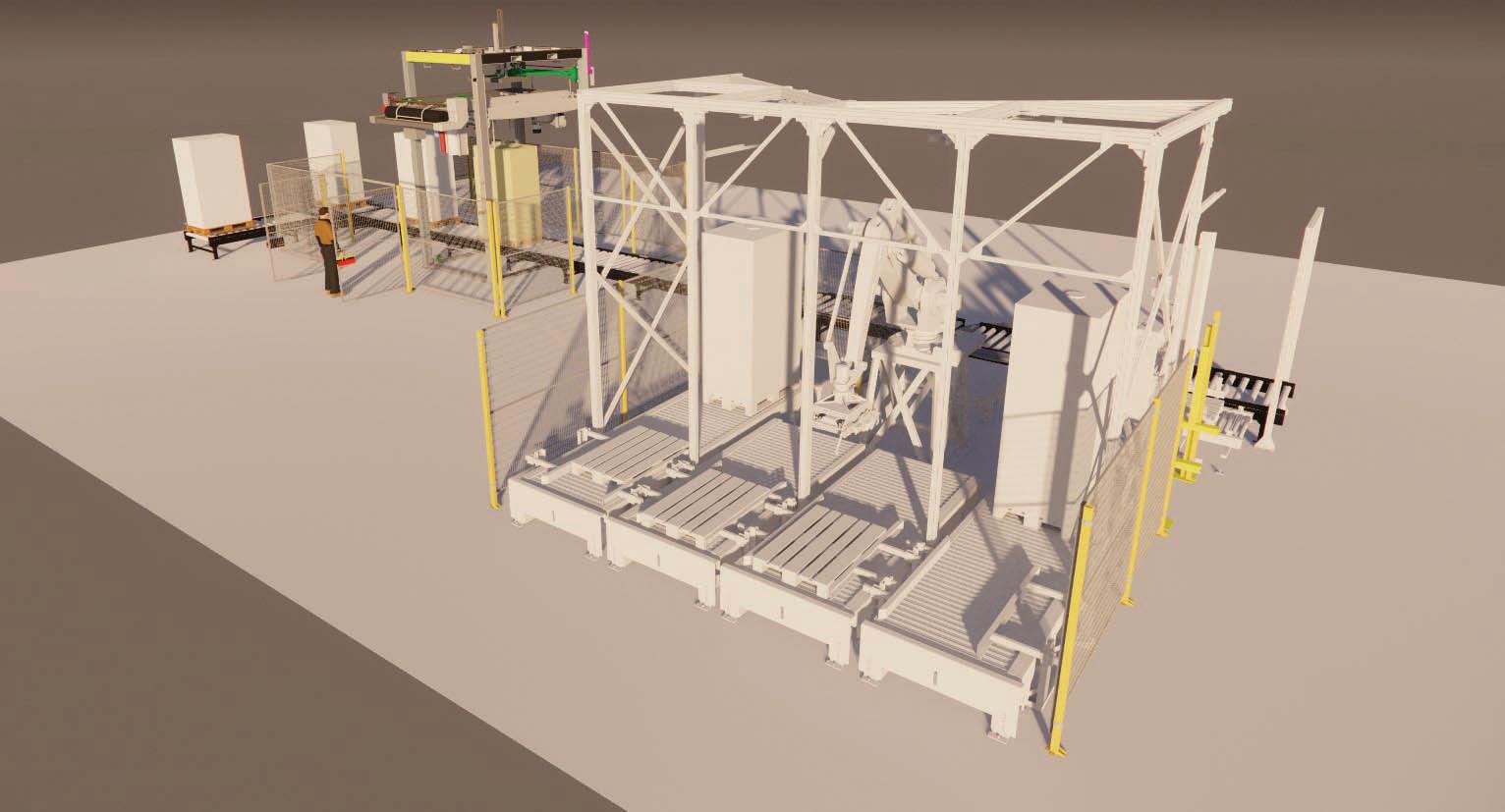
Unul dintre procesele cele mai mari consumatoare de resurse umane și timp, în depozit, este acela de pregătire a comenzilor, în cazul livrărilor de paleți mixați. Aceștia sunt obținuți în urma unor operații de depaletizare a mai multor paleți sursă și repaletizare mixată pe paleții finali, de același tip, sau diferit față de paleții sursă.
Echipa de specialiști de la Mach a identificat această provocare și a dezvoltat o soluție automată inovatoare pentru automatizarea depaletizării și repaletizării.
Soluția dezvoltată poate fi aplicată pentru mai multe tipuri de produse ambalate: baxuri cu PET-uri de diferite dimensiuni, cutii de carton, baxuri cu can-uri, cutii de conserve etc.
Sistemul este compus dintr-o celulă robotizată ce conține un robot cu 4 axe ABB IRB 660, 3.15, 180 kg și este prevăzut cu un gripper (efector final) versatil, construit special pentru a îndeplini o varietate mare de sarcini, respectiv:
n preluarea întregii game de produse gestionate
Sistemul mai conține:
n magazie de paleți goi (Dusseldorf sau euro) și conveiorul de transport al acestora până în proximitatea postului de paletizare, acolo unde robotul va prelua paleții și îi va amplasa în postul de depaletizare.
n o magistrală pe care sunt evacuați paleții finalizați și direcționați către zona de înfoliere.
n o celulă pentru înfolierea automată a paleților, ce conține un înfoliator de capacitate crescută, potrivit aplicațiilor de productivitate ridicată sau unde paleții au o stabilitate precară.
n un aplicator de etichete pentru paleți.
Paleții înfoliați sunt evacuați apoi pe ultimul tronson de conveior ce permite preluarea acestora de către motostivuitoare.
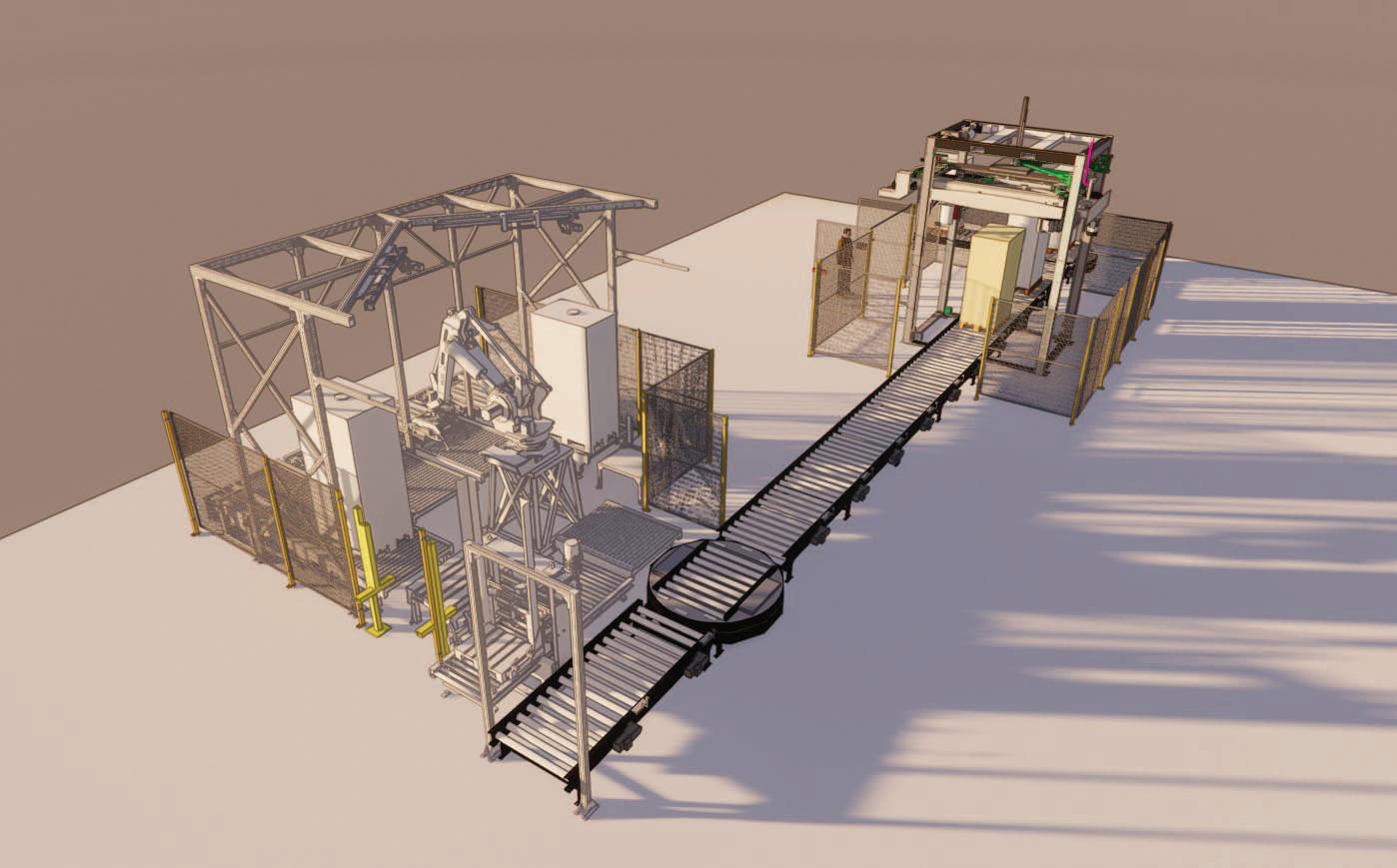
Beneficiile unei astfel de soluții sunt următoarele:
n preluarea paleților finali și plasarea lor în postul de paletizare
n preluarea separatoarelor de carton, atât de pe paleții sursă, cât și poziționarea lor pe paleții finali
n preluarea paleților sursă rămași în urma procesului de depaletizare.
Paleții euro încărcați cu produse sunt alimentați în posturile de paletizare prin intermediul a patru sisteme de alimentare/transport paleți.
Procesul de depaletizare este posibil datorită sistemului vision 3D utilizat în cadrul aplicației, un sistem capabil să identifice coordonatele exacte ale fiecărui produs din cele 4 posturi de depaletizare. Coordonatele sunt apoi transmise către automatizarea sistemului care îndrumă robotul către fiecare produs.

n creșterea semnificativă a productivității și reducerea timpului de aprovizionare: automatizarea reduce timpul necesar pentru dezambalarea și reambalarea produselor, permițând o aprovizionare mai rapidă a punctelor de desfacere
n reducerea costurilor: eliminarea muncii manuale reduce costurile operaționale și optimizează resursele umane
n reducerea erorilor: sistemele automatizate minimizează erorile umane, asigurând o manipulare precisă a produselor. A
Pentru mai multe detalii și exemple de aplicații, vă rugăm să accesați librăria media: MACH: Librarie Video, scanând codul QR alăturat:


RAVENNA STROE redactor
Costurile pentru întreținerea utilajelor, eficiența scăzută și produsele defecte sunt câteva dintre numeroasele probleme care afectează producția. Cu toate acestea, datorită unei combinații de know-how uman și inteligență artificială (AI), tehnologia bazată pe date, mai bine cunoscută sub numele de Industria 4.0, remodelează întregul sector. Odată cu apariția Internetului obiectelor (IoT) și a automatizării fabricilor, se produc zilnic foarte multe date. Inteligența artificială joacă un rol crucial în transformarea acestor date brute în informații importante.
Potrivit unei analize GP Bullhound, sectorul de producție generează anual 1.812 petabytes (PB) de date, mult mai multe decât alte industrii (cum ar fi comerțul cu amănuntul, comunicațiile și altele). Producătorii adoptă soluțiile de inteligență artificială, cum ar fi învățarea automată și învățarea profundă, procesarea limbajului natural etc., pentru a analiza mai bine datele și a adopta soluții.
Instrumentele de inteligență artificială au mai multe aplicații în fiecare fază de producție, de la achiziția de materii prime și producție până la distribuția produselor. Orientarea preventivă este o aplicație cheie a inteligenței artificiale. Prin aplicarea AI la datele de fabricație, întreprinderile de producție pot prevedea și preveni mai bine defecțiunile mașinilor. Acest lucru, la rândul său, reduce timpii morți, foarte costisitori, în procesele de fabricație. Astfel, în contextul AI în sectorul producției, sub-
tehnologiile precum învățarea automată și învățarea profundă, procesarea limbajului natural și viziunea automată joacă un rol crucial în diversele procese.
Tehnologii viitoare utilizate de AI în industrie
Se folosesc două tipuri de tehnologii de învățare automată utilizate în producție, respectiv învățarea automată supravegheată și nesupravegheată. Învățarea mecanică supravegheată implică valorificarea AI pentru a extrage modele din seturi mari de date cu un scop predefinit. Acest lucru este util în special pentru a determina durata de viață utilă rămasă a unei mașini și probabilitatea de defectare a unui echipament specific. În același timp, învățarea automată nesupravegheată se ocupă de identificarea modelelor din seturi de date al căror rezultat încă nu este cunoscut. De exemplu, inginerii pot utiliza tehnologia ML (Machine Learning) pentru a identifica anomalii necunoscute și componente defecte în liniile de producție.
Mai mult decât atât, viziunea computerizată

bazată pe inteligență artificială este utilizată pentru monitorizarea mediilor de producție industrială. Sistemul de detectare utilizează cele mai recente generații de inteligență artificială pentru a permite echipamentelor industriale să perceapă și să analizeze sarcinile în cadrul producției, al siguranței angajaților și al controlului calității. Acum, tehnologiile de supraveghere a mașinilor bazate pe inteligență artificială înlocuiesc operațiile ineficiente și cu utilizare intensivă a forței de muncă pentru o mai mare eficiență, fiabilitate și securitate. Dar camerele inteligente AI capătă o popularitate tot mai mare pentru aplicațiile de viziune artificială de mare viteză. În prezent, detectarea scurgerilor bazată pe AI este implementată pe scară largă în industriile de procesare. De exemplu, camerele bazate pe AI detectează în timp real o scurgere de substanțe chimice sau de gaz și îi ajută pe tehnicieni să diagnosticheze rapid și precis scurgerile. Această tehnologie are un potențial semnificativ și are cerere în toate industriile în care se procesează și se produc gaze sau substanțe chimice riscante.
Robotica — un rol major în viitorul AI
Principala revoluție care poate aduce inteligența artificială în sectorul de producție este robotica. Robotica bazată pe AI poate ajuta roboții să învețe la fel ca oamenii, ceea ce ar putea avea un impact masiv asupra producției tradiționale. Roboții sunt inflexibili prin concepție, dar roboții cu AI care utilizează senzori, calcule bazate pe date și multe altele vor avea capacități îmbunătățite. Roboții pot funcționa mai inteligent prin combinarea inteligenței artificiale, a ML și a DL (Deep Learning) în robotică, în principal prin intermediul sistemului de viziune artificială. Roboții dotați cu tehnologia Generative AI pot identifica și naviga printre obstacole, pot
recunoaște gesturile umane și chiar pot învăța din greșelile lor, ceea ce îi face potriviți pentru aplicații precum producția, logistica, asistența medicală și multe alte domenii.
Inteligenþa artificială va transforma viitorul industriei prelucrătoare
Potrivit Market Research Future, „piața globală de inteligență artificială în producție a fost evaluată la 2,45 miliarde USD în 2022 și se așteaptă să crească de la 3,61 miliarde USD în 2023 la 53,69 miliarde USD până în 2030, cu o rată CAGR de 47,1% în perioada 2023-2030”. La momentul actual, pătrunderea AI este încă mică, dar se preconizează că va crește în anii următori datorită erei industriei 4.0, a reglementărilor favorabile, a creșterii bruște a automatizării și a investițiilor în AI de către companiile de tehnologie. Se așteaptă ca piața să deschidă oportunități masive de venituri pentru jucătorii de pe piață în perioada proiectată, întrucât există un potențial semnificativ pentru piața din economiile dezvoltate și emergente.
În prezent, piața globală a AI aplicată în producție este dominată de țări precum SUA, China, Germania, Marea Britanie, Franța, Italia, Japonia, India și Coreea de Sud, iar dintre principalii jucători putem aminti: Siemens AG, Intel Corporation, Nvidia Corporation, Alphabet Inc., IBM Corporation, Microsoft Corporation, General Electric (GE) Company, Datarpm, Sight Machine, General Vision Inc., Aibrain, Rockwell Automation Inc., Cisco Systems, Inc., Mitsubishi Electric Corporation, Oracle Corporation și SAP SE.
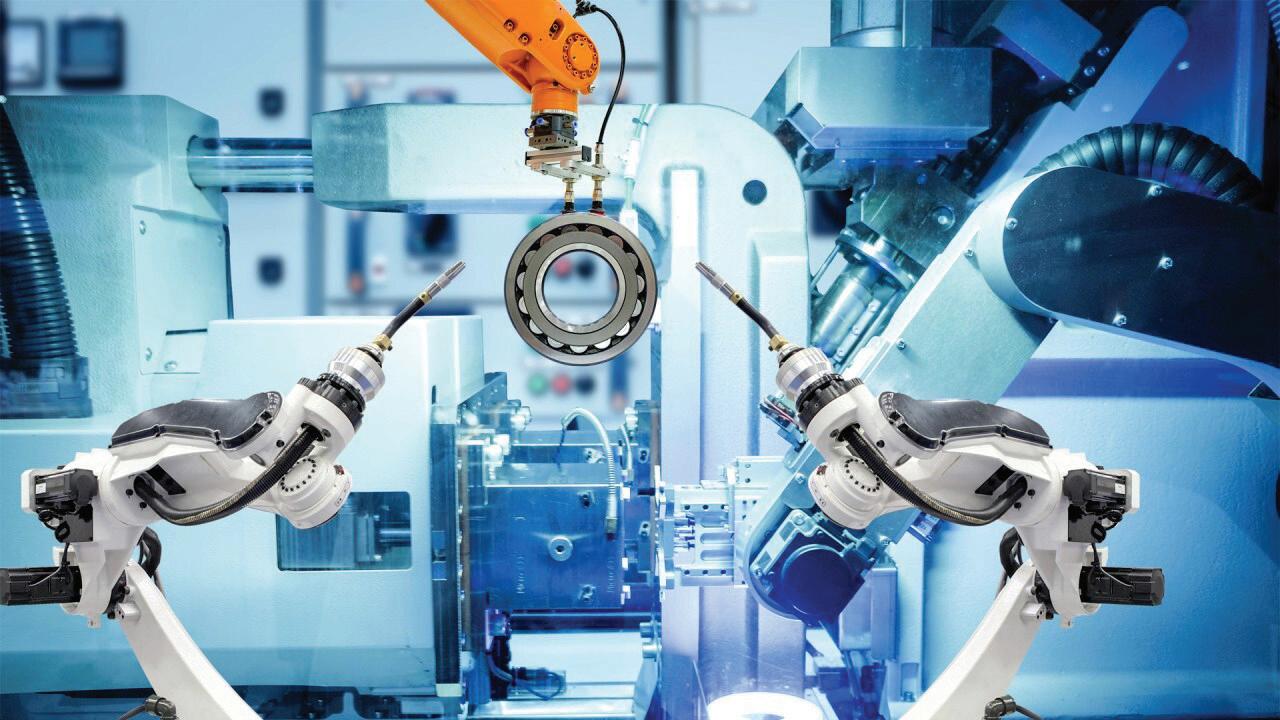
Totuși, pe măsură ce progresele în domeniul AI au loc, am putea asista la apariția unor fabrici complet automatizate, a unor proiecte de produse realizate automat, cu un control uman redus sau inexistent, și multe altele. A cincea revoluție industrială (Industry 5.0) a început deja cu utilizarea tehnologiei AI alături de oameni. Cu toate acestea, este încă nevoie de continuarea tendinței de inovare. Mai multe idei, unificarea tehnologiilor, noi aplicații de utilizare și inovații avansate vor accelera și mai mult adoptarea AI și vor transforma complet peisajul producției. A
Pe 15 februarie 2024, Federația Internațională de Robotică a anunțat un nou record de aproximativ 3,9 milioane de unități pentru roboții operaționali din întreaga lume. Producția este determinată de o serie de inovații tehnologice deosebit de interesante.
1Inteligenþa artificială (AI) şi învăþarea automată
Evoluția utilizării inteligenței artificiale în robotică și automatizare este în continuă creștere. Fiind dezvoltată pentru a crea ceva nou din lucrurile pe care le-a învățat prin intermediul antrenamentului, această subcategorie a inteligenței artificiale a fost popularizată de instrumente precum ChatGPT. Producătorii de roboți creează interfețe generative bazate pe AI, care permit utilizatorilor să programeze roboții mai intuitiv, folosind limbajul natural în loculul codurilor. Astfel, operatorii nu vor mai avea nevoie de competențe specializate de programare pentru a selecta și ajusta acțiunile robotului.
Un alt exemplu este inteligența artificială predictivă ce analizează datele de performanță ale roboților pentru a identifica starea viitoare a echipamentelor. Mentenanța predictivă le aduce producătorilor reducerea costurilor de oprire a mașinilor. Conform estimărilor din industria componentelor auto, fiecare oră de nefuncționare neplanificată costă 1,3 milioane de dolariraportează Information Technology & Innovation Foundation. Cifra aceasta demonstrează potențialul masiv de economisire a costurilor pe care îl are întreținerea predictivă. Cel mai adesea, cu cât un algoritm de învățare automată primește mai multe date, cu atât mai bine performează.

Cooperarea om-robot rămâne o tendință majoră în domeniul roboticii. Rezultatele rapide în materie de senzori, tehnologii vision și dispozitive de prindere inteligente permit roboților să răspundă în timp real la schimbările din mediul lor și, astfel, să lucreze în siguranță alături de oameni.
Aplicațiile roboților colaborativi oferă un nou instrument pentru angajați, permițând degrevarea și sprijinirea acestora. Astfel, coboții pot ajuta la sarcini care necesită ridicarea de greutăți, mișcări repetitive sau lucrul în medii periculoase.
Una dintre evoluțiile recente ale pieței este creșterea numărului de aplicații a coboților pentru sudură, determinată de lipsa de sudori calificați. Această cerere arată că automatizarea nu duce la lipsa de forței de muncă, ci oferă mai degrabă un mijloc de a o rezolva. Prin urmare, roboții colaborativi vor completa - nu vor înlocui - investițiile în roboții industriali tradiționali, care funcționează la viteze mult mai mari și, prin urmare, vor rămâne importanți pentru îmbunătățirea productivității ca răspuns la marjele de producție reduse.
În 2024, cele cinci tendințe de automatizare care se consolidează reciproc arată că robotica este un domeniu multidisciplinar în care tehnologiile sunt în curs de convergență pentru a crea soluții inteligente pentru o gamă largă de sarcini. Aceste progrese continuă să modeleze fuziunea sectoarelor roboticii industriale cu cea a serviciilor și a viitorului pieței muncii.
Marina BILL,Președinte Federația Internațională de Robotică

3 Dispozitive mobile de manipulare
Dispozitivele de manipulare mobiledenumite „MoMas" - automatizează sarcinile de manipulare a materialelor în industrii precum cea auto, logistică sau aerospațială. Acestea combină mobilitatea platformelor robotizate cu dexteritatea brațelor de manipulare. În acest fel, pot naviga în medii complexe și manipula obiecte, ceea ce este esențial pentru aplicațiile din domeniul producției. Prevăzuți cu senzori și camere de luat vederi, acești roboți efectuează inspecții și îndeplinesc sarcini de întreținere a mașinilor și echipamentelor. Unul dintre avantajele semnificative ale dispozitivelor de manipulare mobile este capacitatea lor de a colabora și de a sprijini oamenii. Deficitul forței de muncă bine calificată și lipsa personalului care aplică pentru locurile de muncă din fabrici va duce la o creștere a cererii.

4 Gemeni digitali (digital twin) În prezent, tehnologia gemenilor digitali este din ce în ce mai des utilizată ca instrument de optimizare a performanțelor unui sistem fizic prin intermediul unei replici virtuale. Pe măsură ce roboții sunt din ce în ce mai mult integrați digital în fabrici, gemenii digitali pot utiliza datele operaționale din lumea reală ale acestora pentru a efectua simulări și a prezice rezultatele probabile. Deoarece geamănul există doar ca model computerizat, acesta poate fi testat și poate fi modificat fără implicații asupra siguranței, economisind în același timp costurile. Toate experimentele pot fi verificate înainte ca întreaga realitate materială să fie afectată. Gemenii digitali fac legătura între lumea digitală și cea fizică.
Sectorul roboticii înregistrează progrese semnificative în ceea ce privește roboții umanoizi, concepuți pentru a îndeplini o gamă largă de sarcini în diverse medii. Designul asemănător cu cel uman, cu două brațe și două picioare, permite robotului să fie utilizat în mod flexibil în medii de lucru care au fost create de fapt pentru oameni. Prin urmare, aceștia pot fi integrați cu ușurință, de exemplu, în procesele și infrastructura existente în depozite.

Departamentul chinez al Ministerului Industriei și Tehnologiei Informației (MIIT) a publicat recent obiective detaliate privind ambițiile Chinei de a produce umanoizi în masă până în 2025. Impactul potențial al umanoizilor în diverse sectoare face din aceștia un domeniu de dezvoltare interesant, însă adoptarea lor pe piața largă rămâne o provocare complexă. Costurile reprezintă un factor-cheie, iar succesul va depinde de randamentul investiției, care va depinde la rândul său de compatibilitatea acestora cu soluții de robotică bine stabilite, cum ar fi, de exemplu, dispozitivele de manipulare mobilă. A

industria logistică să
Federația Internațională de Robotică (IFR) anunță în comunicatul de presa din 13 martie 2024 că o soluție de combatere a lipsei de forță de muncă în industria logistică este utilizarea roboților dotați cu tehnologii de inteligență artificială (AI).
Industria globală a logisticii reprezintă coloana vertebrală a comerțului internațional, reprezentând aproximativ 10% din PIB-ul mondial. Întrucât cererea a crescut vertiginos, companiile au investit deja masiv în robotică și automatizare: vânzările de roboți de servicii profesionale pentru transportul de bunuri sau de marfă au crescut cu 44% de la an la an (2021-2022). Cu toate acestea, deficitul sever de forță de muncă amenință să împiedice creșterea viitoare a industriei logistice la nivel mondial. O nouă generație de roboți cu inteligență artificială ajută la abordarea acestor provocări.
Lipsa șoferilor de TIR, a personalului de depozitare sau a lucrătorilor portuari reprezintă o presiune critică asupra gestionării lanțului de aprovizionare la nivel mondial. Prin combinarea hardware-ului de automatizare cu software-ul inteligent, producătorii de roboți răspund nevoilor specifice industriei de depozitare și logistică. Roboții dotați cu inteligență artificială oferă noi oportunități extraordinare pentru acest sector.
Marina BILL, Președinte Federația Internațională de Robotică
Principalul obiectiv al utilizării AI în robotică este de a gestiona mai bine impredictibilitatea: furnizorii de logistică se ocupă de o piață de masă de transport transfrontalier, de comerț electronic sau de livrarea pe ultimul km. Acest mediu gestionează produse, comenzi și stocuri care se schimbă frecvent. Pentru ca mașinile să fie capabile să susțină astfel de fluxuri de lucru flexibile, software-ul de inteligență artificială funcționează mai degrabă prin experiență decât prin programare. Acești roboți echipați cu AI învață să preia și să împacheteze diferite obiecte la viteză mare într-un depozit; folosesc viziunea pentru a transporta articole în mod autonom în jurul fabricii și oferă interfețe bazate pe AI care transformă o sarcină de întreținere de 90 de minute într-o ajustare de două secunde.
Lipsa a 3 milioane de şoferi de camion
Pentru multe companii de logistică, a sosit momentul să intensifice automatizarea. Lipsa de șoferi de camion la nivel mondial este unul dintre numeroasele motive: potrivit Uniunii Internaționale a Transporturilor Rutiere (IRU), în prezent există peste 3 milioane de posturi de șoferi de camion care trebuie ocupate la nivel mondial. Având în vedere că decalajul demografic uriaș dintre șoferii tineri și cei în vârstă este în creștere, se preconizează că deficitul de șoferi se va dubla până în 2028.
În timp ce provocarea generală a deficitului de forță de muncă este comună în întregul lanț de aprovizionare logistică din Europa, Asia și SUA, motivele specifice și gravitatea diferă. Noile reglementări privind timpul de lucru impuse de guverne obligă companiile din Japonia, de exemplu, să automatizeze în continuare. În Statele Unite, un deficit special de profesioniști calificați în domeniul logisticii în depozitele de comerț electronic are nevoie de sprijin tehnologic, iar în Germania, menținerea în activitate a lucrătorilor mai în vârstă pentru roluri solicitante din punct de vedere fizic necesită condiții mai bune la locul de muncă pentru aceștia.
„Tehnologia robotică se potrivește pentru diverse sarcini în cadrul industriei logistice. În timp ce roboții de servicii lucrează alături de personalul uman, creând locuri de muncă mai eficiente, roboții industriali ajută la automatizarea sarcinilor murdare, plictisitoare și periculoase din spatele gardurilor. Puterea combinată a unei game largi de aplicații în domeniul roboticii și al automatizării va juca un rol crucial în abordarea deficitului de forță de muncă și va permite o creștere viitoare în această industrie cheie", declară Marina Bill.
Membrii IFR au prezentat o gamă largă de soluții pentru sectorul logistic la târgul LogiMAT 2024 desfășurat la Stuttgart, Germania, între 19-21 martie. A
Inteligența artificială și viitorul educației. Narațiuni critice ale tehnologiei și imaginației în învățământul superior.
O carte despre Inteligența artificială care oferă publicului o perspectivă originală și importantă într-un moment-cheie pentru viitorul nostru comun.
Cu cât devine mai clar că IA influențează toate aspectele vieții noastre - ca, de pildă, comunicarea cotidiană, serviciile publice, educație, locurile noastre de muncă și cariera personală, precum și alte aspecte-cheie pentru viața fiecăruia dintre noi - cu atât devine mai important să avem o viziune mai completă, profundă și realistă asupra unor întrebări-cheie pentru această tehnologie: ce reprezintă ,,inteligența” din sintagma IA și care sunt riscurile ascunse ale acestei viziuni asupra aplicațiilor sale? Care este rolul IA în educație și cum putem să avem un viitor pozi-
tiv utilizând procesul tehnologic? Acest tip de întrebări este detaliat în capitolele cărții, oferind publicului o perspectivă originală și importantă într-un moment-cheie pentru viitorul nostru comun.
În ianuarie 2023, la doar o lună după ce această carte a fost publicată de editura Routledge în New York, inteligența artificială (IA) a devenit unul dintre cele mai interesante subiecte pentru mass-media, urmărit obsesiv în urma popularității fără precedent a modelului generativ ChatGPT. A fost o coincidență fericită, cartea scoțând în evidență importanța subiectului.
n Autor: Ștefan Popenici
n Editura: DIDACTICA PUBLISHING
HOUSE
n Cod: DPH978-606-048-620-6
n Anul apariției: 2023
n Nr. pagini: 224
n Titlu Original: Artificial
Intelligence and Learning Futures
n Traducător: Elisabeta Ivan
Smartphone-uri, zgârie-nori, navete spațiale. Tehnologia modernă pare uluitor de complexă. Dar sub suprafață poate fi minunat de simplă.
În Șuruburi și piulițe, Roma Agrawal descompune realizările noastre inginerești cele mai complexe în șapte invenții fundamentale: cuiul, resortul, roata, lentila, magnetul, coarda și pompa. Fiecare dintre aceste obiecte este în sine o minune a designului, rezultatul multor iterații și rafinamente. Împreună, ele au permis omenirii să vadă invizibilul, să construiască spectaculosul, să comunice pe distanțe mari și chiar să evadeze de pe planeta noastră.
Urmărind călătoriile surprinzătoare ale fiecărei invenții de-a lungul mileniilor, Roma dezvăluie cum au condus cuiele romane
lucrate manual la zgârie-norii moderni, cum a permis roata olarului explorarea spațiului și cum au ajutat-o niște lentile să conceapă un copil, împotriva tuturor așteptărilor. Ea ne invită să ne minunăm de aceste invenții mici, dar perfect formate, împărtășind poveștile oamenilor de știință și ale inginerilor remarcabili, adesea necunoscuți, care le-au făcut posibile. Șuruburile și piulițele care alcătuiesc lumea noastră poate că sunt minuscule și adesea ascunse, dar ne-au schimbat viața în mod spectaculos.
n Autor: Roma Agrawal
n Editura: PUBLICA
n Cod: PUB978-606-722-592-1
n Nr. pagini: 352
n Anul apariției: 2024
n Titlu Original: Nuts And Bolts: Seven Small Inventions That Changed The World in a Big Way
n Traducător: Louis Ulrich
Ce se va întâmpla cu moștenirea noastră digitală (postările de pe Facebook, TikTok, LinkedIn sau Twitter, ori fotografiile de pe Instagram) atunci când vom trece în neființă?
În era digitală în care trăim, ne simțim constrânși să stocăm și să împărtășim cât mai multe informații personale. Dar ce se va întâmpla cu acestea (postările de pe Facebook, TikTok, LinkedIn sau Twitter, ori fotografiile de pe Instagram) atunci când vom trece în neființă? În ce mod vrem să își aducă aminte de noi ceilalți? Ce drepturi vor avea cei care rămân în urma noastră asupra datelor noastre personale? Ce se păstrează privat și ce va deveni public?
La aceste întrebări - și nu numai -, autoarea ne propune câteva răspunsuri, într-o manieră interesantă, captivantă și emoționantă, îmbinând în mod echilibrat poveștile adevărate cu o cercetare științifică riguroasă.
n Autor: Elaine Kasket
n Editura: CORINT
n Cod: COR978-606-088-394-4
n Anul apariției: 2023
n Nr. pagini: 400
n Traducător: Adina Barvinschi
Cum ați reproiecta un robot de uz general pentru a-l face cât mai rapid posibil? Aceasta a fost provocarea asumată de inginerii de la Sepro Group, producătorul francez de roboți pentru mașini de turnare prin injecție și automatizări industriale. Rezultatul eforturilor lor – cel mai rapid robot de uz general pe care Sepro l-a construit vreodată.

Pornind de la un robot standard Success 11 8U, proiectanții au făcut modificări care au condus la un robot care necesită doar o fracțiune de secundă pentru a îndepărta o piesă de plastic dintr-o matriță de injecție. Durata totală a ciclului este de doar 3,07 secunde; iar timpul de deschidere a matriței – timp în care brațul robotului intră în matriță, extrage piesa și iese din nou – este de doar 0,79 secunde.
Am provocat echipa noastră de proiectare să implementeze toate măsurile posibile pentru a crește viteza. Așadar, ceea ce arătăm este un concept de mașină pentru care, la fel ca și în cazul producătorilor de automobile care folosesc mașini concept pentru a introduce idei noi inovatoare, ThundeRbot reprezintă tentativa companiei Sepro de a demonstra modul în care inginerii noștri inovează pentru a depăși provocările și a atinge un obiectiv specific.
Pierderea de greutate
Charles de Forge, CEO Sepro Group
Cheia pentru a obține timpi de ciclu reduși este brațul vertical Z al robotului, care intră în spațiul matriței și îndepărtează piesa. Un nou ciclu poate începe doar atunci când brațul Z iese din matriță, și matrița se închide. Deoarece distanțele parcurse sunt destul de scurte, viteza finală este de fapt mai puțin importantă decât accelerația.
Brațul Z de pe ThundeRbot, poate accelera cu până la 80 m/s². Această accelerație poate fi comparată cu 55m/s² de pe cel mai rapid robot al Sepro (S5-25 Speed) și cu 30m/s² pentru robotul standard Success. Astfel, accelerația pe robotul ThundeRbot este cu 45% mai mare decât cea a robotului Speed și de 2,6 ori mai mare decât cea a robotului Success.
A doua lege a lui Newton cunoscută și ca principiul fundamental al dinamicii, spune că accelerația unui obiect este invers proporțională cu masa acestuia. Un braț Z mai puțin masiv (mai ușor) poate

Str.
Tel.: 021.322.48.99; Fax: 021.321.17.15
email: sales@chorus.mc www.chorusengineering.ro
accelera mai repede decât unul mai greu, așa că echipa Sepro s-a concentrat pe reducerea greutății acestuia, reducând-o în cele din urmă cu aproximativ 6 kg (13,2 lb).
Aproximativ jumătate din economii au rezultat din realizarea grinzii mobile pe axa Z dintr-un compozit armat cu fibră de carbon prelucrat prin pultruziune în loc de a folosi aluminiu, și a șinelelor de ghidare liniare tubulare. Dispozitivul de apucare a piesei (EOAT) montat în partea de jos a brațului vertical pentru a prinde piesa turnată, este imprimat 3D. Tubulatura de aer pentru acționarea dispozitivului de apucare este turnată în corpul sculei, eliminând tuburile și fitingurile externe. Echilibrarea după reducerea greutății a fost realizată prin mutarea componentelor electropneumatice necesare acționării dispozitivului de apucare și prin montarea acestora în schimb, pe brațul Y (axa de îndepărtare a piesei de matriță).
Odată ce greutatea brațului Z a fost redusă, a fost necesar să se asigure stabilitatea structurală necesară pentru a gestiona vitezele mari. Așadar grinda Y, care susține brațul Z, este fabricată din aluminiu îmbrăcat în fibră de carbon pentru o rigiditate sporită și pentru a limita răsucirea. Modelarea cu element finit a fost utilizată pentru a optimiza piciorul robotului sau suportul grindei X (interfața mecanică dintre robot și platanul fix al mașinii de turnare prin injecție) pentru a crește rigiditatea. Cremalierele înclinate (cu o fixare mai precisă între dinții cremalierei și ai pinionului) îmbunătățesc transmisia forței de antrenare și reduc zgomotul. Pinioanele însăși, sunt auto-lubrifiante, eliminând cartușele de unsoare și reducând picurarea. Această inovație nu are un impact asupra vitezei, dar abordează preocupările clienților cu privire la simplitatea întreținerii și starea de curățenie generală a echipamentului.
Întrebat cum ar putea influența aceste inovații tehnice proiectarea roboților în viitor, François Bérot, CTO la Sepro, a comentat: „Este o pură speculație momentan, dar, din punctul meu de vedere, pinioanele auto-lubrifiate, piciorul de suport optimizat și înclinarea cremalierei ar putea face cu ușurință parte din următoarea generație de roboți Sepro. Tehnologia cu fibră de carbon este probabil prea scumpă pentru a fi luată în considerare la momentul actual, dar materialele și procesele se schimbă și se îmbunătățesc în mod constant, așa că ar putea fi mai fezabile într-un viitor cu termen lung. Între timp, lucrăm la alte posibilități – structuri de tip fagure, de exemplu – care ar putea fi folosite pentru a reduce greutatea grinzii fără a compromite rezistența și rigiditatea.” A


Acceleratorul este instalat direct în placa de aruncare, este optimizat pentru grosimi ale plăcii de 17 mm, 22 mm și 27 mm și permite o cursă suplimentară maximă a ejectorului de 7,6 mm.
tip balansoar al componentei, un singur aruncător este accelerat în așa fel încât este practic imposibil ca piesa injectată să rămână blocată în matriță.
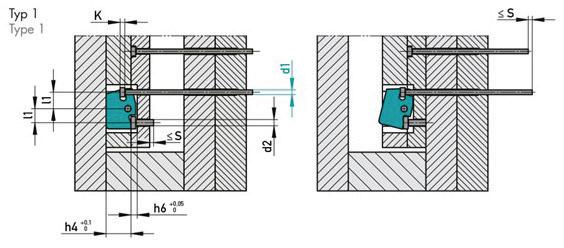
Cele trei dimensiuni standard ale acceleratorului de aruncător (tip 1) sunt potrivite pentru aruncătoare rotunde cu diametre de 3 – 3,2 mm, 4 – 5,2 mm și 6 – 8,2 mm. Fiecare dintre ele a fost completată cu o versiune mai înaltă cu 4 mm (tip 2). Aceasta se utilizează imediat ce șaibele distanțier sunt instalate în pachetul de aruncare. Prin urmare, nu este necesară o ajustare suplimentară a înălțimii. A
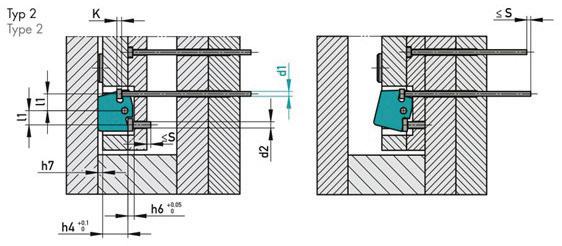
FLOREA DOREL ANANIA
Dr.ing.
RADU MARIAN CANARACHE
Dr.ing.
n modulul de fabricație asistată, CIMATRON se concentrează pe optimizarea fazelor de prelucrare și a tehnologiei de fabricație. Digitalizarea fabricației presupune, alături de generarea optimă a tehnologiilor de prelucrare prin funcții și parametri optimizați, și validarea programelor NC și a rezultatelor prelucrării înainte de a fi executate pe mașină.
În Cimatron E24 sunt implementați algoritmi de optimizare a vitezelor de avans pe baza calculului încărcării sculei așchietoare. Condiția tehnologică de prelucrare optimă constă în a avea aceeași încărcare pe freză în orice punct de așchiere de-a lungul traiectoriei. Practic acest lucru se poate obține prin variația vitezei de avans calculată în funcție de unghiul momentan de angajare în așchiere. Acest lucru înseamnă: vibrații diminuate, șocuri reduse atât pe sculă, piesă cât și pe mașina CNC, creșterea duratei de viață a sculei așchietoare, creșterea calității prelucrării.
În Cimatron E2024, s-a îmbunătățit semnificativ algoritmul AFC: Traiectorii sigure, Analiză îmbunătățită a încărcării pe sculă pentru menținerea unei grosimi de așchie constantă, diminuarea timpului de așchiere.
Având în vedere că Cimatron E se adresează în special domeniilor de matrițerie în care pot fi piese cu volum relativ mare și specific cavități adânci, există necesitatea utilizării mai multor scule așchietoare cu același diametru pentru prelucrări. Acest lucru se putea realiza prin crearea mai multor proceduri și împărțirea zonelor de așchiere atât în adâncime în Z cât și în planul XY de către programator. Modul în care se realiza acest lucru depindea în primul rând de experiența programatorului.
În noua versiune, în funcțiile de degroșare pot fi activate două criterii de partajare a procedurii de degroșare și anume:
1. După durata de viață a sculei așchietoare
2. După lungimea sculei așchietoare.
În cazul primului criteriu Cimatron calculează durata de viață a frezei în funcție de regimul de așchiere și lungimea traiectoriei. Se poate opta pentru schimbul automat al frezei cu una identică în momentul în care se atinge durata limită a frezei.
În cazul celui de-al doilea criteriu, în cazul pieselor cu înălțimi relativ mari, utilizarea unei freze cu lungime mare poate genera o serie întreagă de probleme în timpul procesului. Atât în teorie cât și în practică sculele trebuie să fie cât mai rigide posibil, iar acest lucru se poate obține și prin utilizarea unei lungimi minime de freză. Nu tot timpul este posibil, dar în Cimatron E putem utiliza scule cu același diametru dar lungimi diferite. Sculele cele mai lungi să fie utilizate cât mai puțin sau doar pe adâncimile unde sunt necesare.
Cimatron E24 împarte procedurile de degroșare în funcție de sculele utilizate.
Practic utilizez o singură procedură de degroșare cu mai multe freze de lungimi diferite, iar Cimatron decide când schimbă frezele pentru a nu avea coliziuni. (figura 1)
INICAD DESIGN
Dr. Ing. Radu Canarache
Tel.: 0722-285147
Optimizarea nu constă doar în ordinea selecției frezei pe criteriul de lungime. Cimatron calculează coliziunile în funcție de rezultatul prelucrărilor și este posibil ca o freză scurtă să fie utilizată din nou după o freză mai lungă (scopul fiind să se obțină un adaos de prelucrare cât mai constant pe toate suprafețele).
O altă caracteristică foarte importantă a software-ul de CAM o reprezintă faza de simulare. La ora actuală piesele sunt din ce în ce mai complexe
atât ca formă cât și ca număr de operații de prelucrare necesare.
Cum încă inginerul programator este factorul decizional în a valida sau nu programele de prelucrare, un instrument important în acest sens îl reprezintă partea de simulare.
Cimatron E24 pune la dispoziția utilizatorului 4 instrumente de validare astfel:
1. Validare rapidă prin calculul restului de material după fiecare procedură direct în software. Utilizatorul poate afișa și verifica vizual, rapid printr-un simplu click rezultatele obținute.
2. Validarea prin afișarea traiectoriei, inclusiv a punctelor de așchiere și simularea deplasării frezei pe aceste traiectorii în Navigator. (figura 2 și 3).

FIGURA 4
FIGURA 2
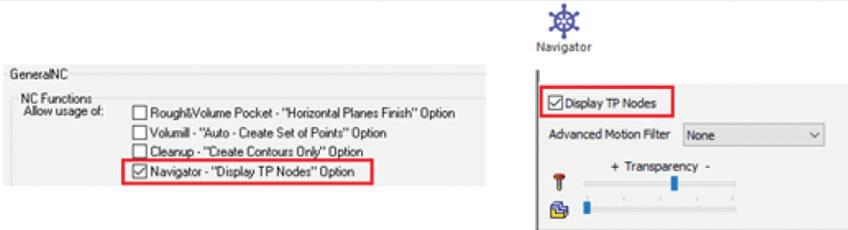

Pentru o calitate bună a suprafeței numărul punctelor de așchiere este foarte important: între două puncte de așchiere în fișierul NC se generează o traiectorie liniară sau circulară. Un număr redus de puncte de așchiere va genera o suprafață „fațetată” în afara toleranțelor. Un număr ridicat de puncte de așchiere va genera un program NC foarte mare cu posibile implicații nedorite pe mașină (timp de lucru ridicat, mișcări sacadate).
Totodată în navigator se pot afișa informații utile privind coordonatele și orientarea frezei relativ la suprafață, viteza de avans, viteza de așchiere în fiecare punct de așchiere. (figura 4)
3. În Machining simulation, Cimatron afișează în paralel G code-ul rezultat în urma postprocesării cu mașina virtuală și, practic, programatorul printr-un simplu click pe un set de coordonate din g code poate vizualiza poziția mașinii. (figura 5).
În modul afișării doar a punctelor de așchiere se pot filtra punctele cu probleme (gauge check, coleziuni etc) printr-o simplă selecție în tabelul de puncte (figura 6).
4. Integrarea CIMATRON cu software de simulare dedicate. Soluția implicită (din același grup Sandvik) o reprezintă VERICUT, dar sunt interfețe disponibile și cu NCSIMUL și NCBRAIN. Practic printr-un simplu clik se pot transfera toate informațiile către software menționate, cu condiția să existe o licență valabilă (separată de Cimatron)
Dezvoltarea CIMATRON E se axează pe optimizări și automatizări ale procesului de prelucrare astfel încât erorile umane să fie diminuate cât mai mult posibil. A
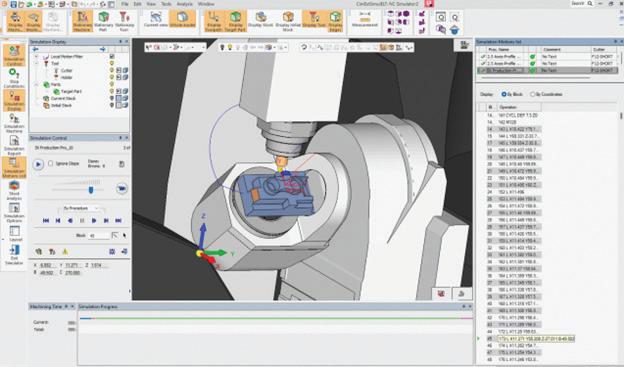
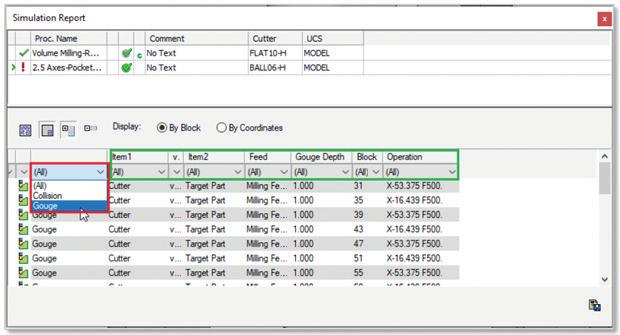
FIGURA 6
Echipa SolidWorks din cadrul Dassault Systèmes anunță și în acest an o ediție nouă a deja celebrului software MCAD, și declară că i-a dus acestuia câteva sute de îmbunătățiri față de versiunea 2023. Desigur, pentru nivelul de maturitate atins de această soluție de modelare 3D, este firesc ca majoritatea să fie optimizări interne/discrete (de genul: deschidere mai rapidă a proiectelor, afișare mai fluentă la vizualizări 3D), însă avem și o serie de îmbunătățiri concrete la nivelul de utilizare practică a software-ului.

De obicei un proiect (de) realizat în SolidWorks presupune mai multe fișiere (pentru piese/componente, pentru ansamblu, pentru desene tehnice) așa încât – pentru situațiile concrete de lucru (în cadrul atelierului propriu sau în extensie cu colaboratorii din afară) care presupun accesarea proiectelor în versiuni anterioare ale software-ului – SolidWorks 2024 ne permite de acum să salvăm fișierele respective în formatele native ale versiunilor precedente (aspect important mai ales pe filiera licenței cu abonament) și totodată să asignăm automat eventuale prefixe/ sufixe fișierelor.
Intrăm propriu-zis în noutățile ediției enumerând câteva optimizări la crearea pieselor 3D și în lucrul cu entitățile de modelare, și vom începe cu opțiunea de previzualizare și de editare a cotărilor, cotări ce apar imediat după selectarea de geometrii, în faza de schițare a entității (Smart Dimension). Contabilizăm aici și opțiunea ,,Symmetric’’ apărută în fluxul/dialogul comenzii ,,Linear Pattern’’, prin care
putem impune bidirecționalitate în crearea modelelor regulate de entități. Tot la distribuirea regulată de entități de proiectare aflăm și despre posibilitatea de a elimina anumite instanțe din model, pentru o mai bună adaptare la situații particulare. Notăm și abilitatea de a afișa unitatea de măsură (lungimi, unghiuri, mase) ca o proprietate utilizator în note și în tabele. În dialogul ,,Bounding Box’’ (referitor la caseta de gabarit a piesei proiectate, utilă pentru evaluarea semifabricatului din care se va obține piesa proiectată prin operație substractivă (frezare, strunjire)) a apărut opțiunea de tip ,,cylindrical’’, benefică pentru piesele cu profil rotund.
În dialogul ,,Hole Wizard’’ o nouă opțiune accelerează plasarea de găuri prin selectarea punctului de capăt geometric. De altfel, plimbând mouse-ul peste proiect, ni se revelează/preselectează elementele geometrice pe care le putem angaja în poziționarea găurilor. Remarcăm și faptul că, folosind unealta ,,Multibody Part’’, putem converti un ansamblu selectat într-o piesă singulară, ce rămâne legată la ansamblul părinte, iar acesta va reflecta entitățile de modelare pe care eventual le adăugăm la această piesă (iar aplicațiile din aval, pe filiera 3DEXPERIENCE, vor ști să folosească aceasă facilitate).
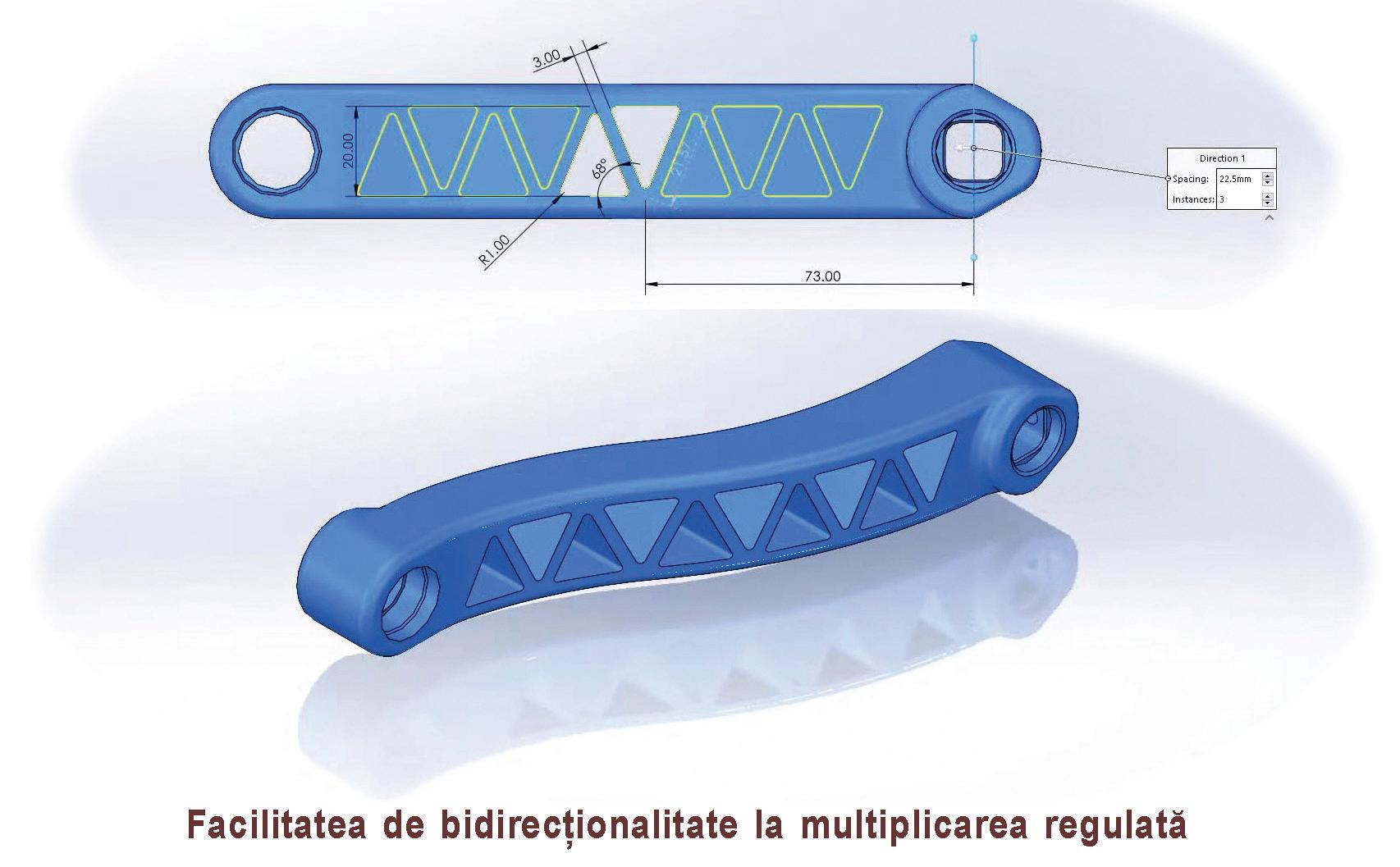
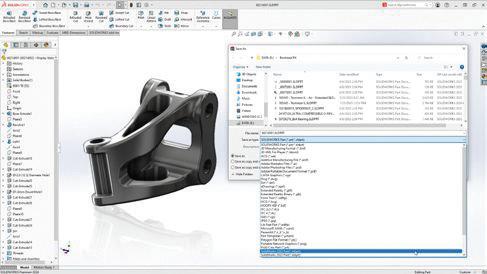
La exportarea fișierelor de piese avem posibilitatea de a controla/stabili originea sistemului de coordonate, pentru conformare cu cerințele de fabricabilitate.
Aflăm despre câteva noutăți și în zona proiectării și documentării de ansambluri mecanice. Avem opțiunea de a simplifica rapid ansamblurile mari prin aplicarea de reguli (adică un incipient de inteligență artificială) atunci când ,,idealizăm" un model folosind facilitatea ,,Silhouette Defeature’’ (mecanism care ne îngăduie să eliminăm detalii de proiectare prin simplificarea geometriilor de entități de modelare, pentru a fluidiza manevrarea ansamblului). Marcăm și facilitatea de a filtra rapid componentele nedorite (de a le exclude) când importăm ansambluri din fișiere STEP. De asemenea, avem o asistență suplimentară pentru repararea referințelor rupte ce pot apărea la modelele regulate (liniare/circulare) de componente, SolidWorks-ul identificând eventuale referințe potrivite și disponibile. Tot aici notăm și optimizările care ne permit angajarea facilității ,,Auto Repair’’ pentru asigurarea referințelor de contact dintre piese: n utilizatorului îi sunt prezentate în mod dinamic alternativele de poziționare a pieselor introduse în ansamblu n se poate angaja opțiunea ,,Create mates only’’ pentru a confirma contactul exclusiv pe baza numelui referinței n la definirea contactelor concentrice și paralele beneficiem de mai multe criterii pentru înlocuirea ulterioară a entităților.
La capitolul desen tehnic (adică la generarea documentației tehnice necesare fazelor de concretizare post-concepție) aflăm despre trei îmbunătățiri practice privind adnotarea dimensiunilor: (1) opțiunea ,,Reattach’’ ne poate ajuta să rezolvăm rapid cotările ale căror linii auxiliare au devenit suspendate (sau care nu sunt corecte), oferindu-ne asistență pentru reatașare la punctele de referință dorite; (2) optimizarea alinierii pentru cotările înlănțuite și conformarea acestora la standardele desenului tehnic (Chain Dimension), cu ajustări automate ale textelor și ale săgeților de cotare pentru adaptare la contexte aglomerate/problematice; (3) evidențierea (prin culoare particulară) a cotărilor la care utilizatorul a impus valori (suprascriind valorile generate automat) și facilitarea revenirii prompte la starea originară.
SolidWorks 2024 aduce câteva noutăți și în privința proiectării de piese din tablă (sheet metal): n a apărut opțiunea ,,Normal Cut’’ în dialogul comenzii de creare a fantelor localizate exact în muchia îndoiturilor de tablă concepute la unghi neortogonal, ceea ce asigură un plus în conformarea cu standardele tehnologice (cu mașinile abkant) n definițiile pentru decupaje se propagă automat către toate instanțele de urechi corespunzătoare din marginile de îmbinare a pieselor adiacente (Slot and Tab Propagation), eliminând necesitatea de a defini pe rând decupajele necesare n s-a eliminat necesitatea de a crea explicit anumite entități pentru deformare în tablă, prin opțiunea de a defini ștanțare/ambutisare direct din faza de schiță (prin facilitatea ,,Sheet Metal Stamp’’) n folosind unealta ,,Rip Tool’’ putem converti în piesă de tablă orice piesă realizată ca cilindru sau con cu pereți subțiri, pentru facilitarea manufacturării (beneficiind inclusiv de generarea desenului tehnic al formei desfășurate).
SolidWorks și-a construit o bună reputație în domeniul proiectării de structuri metalice (structuri îmbinate prin sudură sau cu organe de prindere), iar dezvoltările continuă și în ultima ediție. De exemplu, se asigură un spor de viteză în definirea și gestionarea colțurilor și îmbinărilor, prin noua abilitate de a grupa colțuri similare și de a le aplica tratări specifice, automat sau manual. (Tratarea manuală a colțurilor similare a fost introdusă în SolidWorks 2023.) Tot la ,,capitolul" colțurilor de structuri metalice avem de acum posibilitatea de a crea automat colțuri deschise pentru facilitarea conexiunilor prin alte metode decât sudura, și anume prin opțiunea ,,Corner Treatment’’. Anterior-amintita abilitate de a specifica unități de măsură aduce și aici avantaje la generarea documentelor tehnice de tip deviz. (Notăm și adăugarea în biblioteca SolidWorks a peste 70 de noi organe de mașini în sorto-tipuri conforme ANSI/ ISO, angajabile în structuri și ansambluri.)
Pentru proiectarea integrată de circuite electrice (constând în principal din cablări electrice integrate în proiecte mecanice) avem opțiuni noi pentru aplatizarea, reorientarea și afișarea cablurilor și a conectorilor, foarte utile în cazul circuitelor complexe. De exemplu, opțiunea de actualizare singulară a rutei electrice curente (în modelul 3D),
sau posibilitatea de a exclude componente (prin selectare) din proiectul 3D cu menținerea lor în rapoarte și devize. A apărut aici și posibilitatea de a adăuga rutele de cablare fie ca segmente singulare, fie ca grupuri (mănunchiuri discrete de cabluri electrice). De asemenea, crearea documentațiilor pentru proiectele circuitelor electrice beneficiază de optimizări, vizând atât creșterea vitezei de lucru a utilizatorului cât și reducerea erorilor. Exemple: n bulinele cu identificatorii de componente din schema electrică sunt similare celor din desenul tehnic al componentei mecanice din SolidWorks n identificatorii componentelor consecutive pot fi referite ca domenii (C1-C8, în loc de lista cu toate cele opt) n proprietățile cablurilor electrice pot fi configurate folosind automatizarea cu tabele Excel (angajând noua facilitate ,,Autoconnection’’).
Colaborare şi ,,experienþă 3D’’
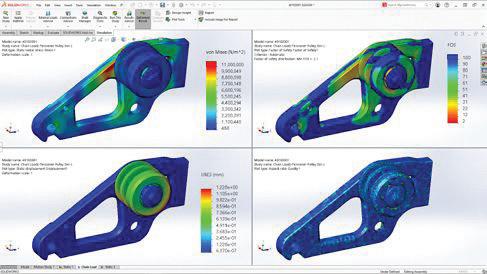
Și în privința acelui subiect particular pe care îl subliniez la fiecare recenzie de software MCAD – și anume Model-Based Definition (reprezentarea tridimensională a reperului proiectat, cu valențe constructive și tehnologice) – SolidWorks 2024 aduce îmbunătățiri: n se pot exporta tabelele cu găuri în documentul PDF-3D; n reatașarea liniilor de cotare suspendate la entități din model; n afișarea cotărilor duale atunci când creăm simboluri de toleranțe geometrice.
Și încheiem această iterare cu câteva noutăți privind afișarea randată a modelelor 3D (reprezentarea cvasi-realistă, ca imagine statică sau ca animație): simplificări ale interfeței/dialogului de selectare și configurare a parametrilor ce determină tipurile de aparență; control mai deplin și mai rafinat al parametrilor pentru ajustarea texturilor de suprafețe; fuziunea dintre draparea normală și cea deplasată (cu aplicarea de vectori deplasare). Aici vom remarca și adoptarea tehnologiei DSPBR (Dassault Systèmes Physically Based Rendering) pentru redarea materialelor în aplicațiile SolidWorks Visualize (completată și cu noile opțiuni de configurare geospațială a iluminatului solar).
Pe lângă funcțiunile pe care le aduce soluția software SolidWorks 2024 (ca aplicație de sine stătătoare), sunt de menționat și o serie de atuuri ale mediului SolidWorks integrat în platforma 3DEXPERIENCE, care extind funcțiile tradiționale ale modelorului de solide înspre un ecosistem modern și colaborativ. De exemplu, prin această platformă de la Dassault Systèmes, proiectele hibride MCAD - ECAD pot beneficia de un canal fluent pentru schimbul de date mecanice și electrice: un export/ import direct între utilizatorii de SolidWorks și cei de OrCAD sau de Allegro (software-uri de proiectare a schemelor electrice și a plăcilor de circuite imprimate, aparținând companiei Cadence Design System). Notăm și suportul pentru formatul de fișier IDX 3.0 (standard EDA) în aplicația CircuitWorks, add-on peste SolidWorks.
De fapt, avem aici o schimbare de paradigmă în linia SolidWorks. Prin facilitățile de diseminare și adnotare via cloud (deci cu suportul de stocare și de management 3DEXPERIENCE) proiectele realizate în SolidWorks se pot pune la dispoziția tuturor celor implicați (fie ei din interiorul sau din exteriorul organizației, ori din avalul sau din amontele proiectării) pentru a fi accesate prin aplicația de navigare internet existentă pe orice calculator și pe dispozitive mobile. Se pot astfel colecta instantaneu reacții, comentarii sau adnotări atașate direct proiectelor. Dar iată și alte avantaje profunde Cloud Data Management datorate platformei 3DEXPERIENCE: n managementul fluxului de proiectare n administrarea resurselor SolidWorks n jurnalizarea reviziilor de proiecte/desene n organizarea eficientă a resurselor de proiect prin stabilirea de bookmark-uri la locațiile de fișiere SolidWorks n căutarea de resurse/informații n gestionarea referințelor n facilitarea comunicării modificărilor de proiect prin conferirea dreptului utilizatorilor de a adăuga comentarii la componentele de proiect revizuite n ș.a.. (Aceste facilități de tip SaaS au fost incluse în abonamentul SolidWorks înainte de lansarea ediției 2024.)
La final amintim și două aplicații adiacente care au beneficiat de optimizări odată cu lansarea noii ediții: SolidWorks PDM (pentru colectarea și administrarea informațiilor tehnologice și constructive despre produsul proiectat) și SolidWorks Simulation (pentru analizarea comportamentului la solicitări prin tehnici CAE/FEA). A

România a urcat pe locul 28 într-un clasament al celor mai atractive 33 state din Europa, Orientul Mijlociu și Africa (EMEA) pentru companiile private, după ce se situase pe locul 32 la ediția anterioară, conform analizei PwC „EMEA Entrepreneurial & Private Business Heatmap”.

Cei mai importanți factori care contribuie la atractivitatea pentru investiții noi ale companiilor private sunt un mediu de afaceri puternic, un ecosistem vibrant de start-up-uri care atrag capital, o infrastructură de calitate (IT, internet, birouri) și o ofertă de forță de muncă bine calificată.Țările care dispun de aceste atribute cheie rămân pe radarul investitorilor privați, indiferent de provocările economice sau sociale pe termen scurt. România a progresat ușor la scorul general față de ediția anterioară, performând cel mai bine la indicatorii mediul fiscal și de reglementare și macroeconomie, însă, după cum arată analiza, aceștia au un grad relativ scăzut de influență asupra modului în care companiile evaluează și aleg o țară ca destinație pentru a-și dezvolta activitatea. De altfel, pentru că analiza a avut loc la finalul anului trecut, indicatorul fiscalitate nu reflectă influența modificărilor majore aplicate din 2024 care, cel mai probabil, se va vedea la următoarea ediție.
Dinu BUMBĂCEA, Country Managing Partner PwC România
Clasamentul este realizat pe baza scorurilor obținute în funcție de 64 de indicatori la nouă categorii, respectiv macroeconomie, mediu de afaceri, cadrul fiscal și de reglementare, sustenabilitate și climă, responsabilitate socială și guvernanță, sănătate publică, educație/competențe/talente,
tehnologie și infrastructură și ecosistemul de startup-uri.
Potrivit EMEA EPB Heatmap 2023, România ocupă locul 7 la capitolul macroeconomie și, respectiv, 8 la cadru fiscal și de reglementare, între cele 33 de țări analizate. La restul categoriilor, România se situează la finalul clasamentului, astfel: tehnologie și infrastructură - locul 18, responsabilitate socială și guvernanță - locul 20, sustenabilitate și climăpoziția 21, educație/competențe și talente - locul 22, mediul de afaceri - locul 24, ecosistemul de start-upuri 24 și sănătate publică - locul 33, ultimul loc.
Aceste poziții plasează România în a patra categorie a analizei, a statelor emergente, după Grecia și înaintea Bulgariei, Slovaciei, Croației.
În prima categorie, a statelor lider din punct de vedere al atractivității se află în ordine Elveția, Suedia, Germania, Olanda, Danemarca, Norvegia, Marea Britanie, Finlanda, Irlanda, Spania și Franța, iar în a doua, a statelor avansate, sunt Luxemburg, Austria, Belgia, Portugalia, Italia și Estonia.
În a treia categorie a analizei, a statelor în curs de dezvoltare se regăsesc Polonia, Lituania, Cipru, Malta, Cehia, Ungaria, Letonia și Slovenia. A

79% dintre liderii globali cred că Gen AI le va transforma organizaþia în următorii
Conform datelor rezultate din studiul Deloitte „The State of Generative AI in the Enterprise: Now decides next”, așteptările liderilor la nivel global legate de inteligența artificială generativă (Gen AI) rămân ridicate, opt din zece respondenți din cadrul studiului fiind de părere că această tehnologie le va transforma organizația în următorii trei ani.
Mai mult de jumătate dintre respondenți susțin că se vor concentra în special pe beneficiile tactice oferite de Gen AI, cum ar fi îmbunătățirea eficienței și a productivității (56%) și reducerea costurilor (35%). Pe de altă parte, zonele considerate strategice, printre care încurajarea inovației (29%) și descoperirea de noi idei și informații (19%), nu sunt văzute ca priorități.
În ceea ce privește provocările, respondenții consider că cea mai mare barieră în procesul de adoptare a noii tehnologii este lipsa angajaților cu abilități de natură tehnică. Doar 22% dintre lideri consideră că organizațiile sunt bine sau foarte bine pregătite pentru a rezolva aspectele problematice legate de capitalul uman pe care le generează adoptarea Gen AI. În plus, puțini respondenți se concentrează pe educare și recalificare, 47% dintre organizații susținând că își învață suficient angajații cu privire la funcțiile, beneficiile și valoarea generate de Gen AI. Cu toate acestea, este de așteptat ca prima generație de experți în Gen AI să se concentreze pe educarea și recalificarea angajaților și pe atragerea de capital uman cu abilități tehnice pentru gestionarea inițiativelor legate de Gen AI. De exemplu, 74% dintre respondenții care au expertiză vastă în Gen AI menționează că își instruiesc angajații, față de 27% dintre respondenții care dețin „o oarecare” expertiză.

Dezvoltarea abilităților necesare va deveni o prioritate pentru organizațiile care doresc să înceapă transformarea cu ajutorul soluțiilor AI și, după cum subliniază raportul, este important ca liderii să aibă atitudinea unui începător în acest domeniu. Cu alte cuvinte, să creeze o cultură a învățării constante, dat fiind că noi modele, funcții și moduri de utilizare a tehnologiei apar într-un ritm alert, să își propună să crească gradul de cunoaștere a Gen AI în întreaga organizație și să abordeze de o manieră interdisciplinară implementarea proiectelor Gen AI.
Andrei IONESCU, Consulting Market Leader, Deloitte România
Guvernanța și managementul riscului sunt, de asemenea, bariere în procesul de adoptare a Gen AI, arată studiul, doar un sfert dintre participanți (25%) considerând că organizațiile sunt bine sau foarte bine pregătite să abordeze aceste provocări. Cele mai mari preocupări ale respondenților legate de guvernanță sunt lipsa încrederii în rezultate (36%), riscurile privind proprietatea intelectuală (35%), utilizarea necorespunzătoare a datelor clienților sau consumatorilor (34%), capacitatea de a respecta reglementările (33%) și lipsa transparenței (31%). În ceea ce privește cele mai frecvente riscuri, organizațiile citează rezultatele și informațiile
eronate („hallucinations”), aspectele juridice precum plagiatul, încălcarea drepturilor de autor și răspunderea pentru erori, confidențialitatea și proprietatea asupra datelor.
Cu toate acestea, organizațiile fac progrese în managementul riscurilor legate de Gen AI, subliniază studiul, chiar dacă ponderea acestora este mică. Unele dintre organizațiile participante la studiu gestionează deja în mod activ riscurile rezultate în urma implementării Gen AI prin acțiuni precum monitorizarea cerințelor de reglementare și asigurarea conformității (47%), stabilirea unui cadru de guvernanță pentru Gen AI (46%) și efectuarea de audituri interne și teste asupra instrumentelor și aplicațiilor Gen AI (42%).
Riscurile asociate cu Gen AI îi determină pe mulți lideri să solicite crearea unui cadru solid de reglementare și cooperarea la nivel global. Opt din zece lideri care au participat la studiu (78%) au declarat că este nevoie de mai multe reglementări guvernamentale legate de AI, în timp ce șapte din zece (72%) au menționat că în prezent nu există suficientă colaborare la nivel global pentru a asigura o dezvoltare responsabilă a sistemelor bazate pe AI.
În linie cu accentul pus pe beneficiile tactice oferite de Gen AI, majoritatea organizațiilor se bazează în continuare pe soluții standard, cum ar fi aplicații ce integrează Gen AI menite să sporească productivitatea (71%), aplicații standard (68%), platforme de

tip enterprise (61%) și tehnologii bazate pe modele lingvistice mari disponibile public (large language models - LLM) (56%). Relativ puține organizații utilizează soluții specifice bazate pe Gen AI, cum ar fi aplicații software dedicate unei industrii (23%), LLM-uri private (32%) și/sau LLM-uri de tip opensource personalizate pentru ele (25%).
În această fază incipientă a procesului de adoptare a Gen AI, organizațiile se bazează în mare parte pe soluții standard, subliniază studiul, o direcție care este explicată de zonele de interes pe care liderii le au în vedere atunci când adoptă această tehnologie – eficiență, productivitate și reducerea costurilor. Cu toate acestea, alegerea între utilizarea instrumentelor Gen AI standard și a celor personalizate nu este ușoară, este o decizie ce poate fi luată după o analiză detaliată a aspectelor cheie care pot afecta întreaga organizație, cum ar fi strategia de business, nivelul investiției într-o astfel de tehnologie și chiar apetitul la risc al companiei.
Andrei PARASCHIV, Director Consultanță, Deloitte RomâniaRaportul Deloitte „The State of Generative AI in the Enterprise: Now decides next” a fost realizat în perioada octombrie-decembrie 2023, în rândul a peste 2.800 de lideri de business și de tehnologie cu expertiză în AI, implicați direct în gestionarea sau implementarea Gen AI în organizații mari din 16 țări și șase industrii, pentru a analiza modul în care Gen AI este integrată în organizații. A
La finalul lunii ianuarie, Deloitte a publicat raportul „Technology, Media and Telecommunications (TMT) Predictions”, din care reiese că în 2024 cheltuielile companiilor cu inteligența artificială generativă (Gen AI) vor crește cu 30%, de la aproximativ 16 miliarde de dolari în 2023, și mai multe companii își vor dezvolta propriile modele de Gen AI, în încercarea de a spori productivitatea, de a optimiza costurile și de a stimula inovația.
Apetitul companiilor pentru Gen AI va fi egalat de disponibilitatea furnizorilor de software de a încorpora această tehnologie în propriile oferte. Raportul Deloitte estimează că aproape toate companiile care oferă soluții de tip software pentru organizații vor integra Gen AI măcar în unele dintre ofertele lor până la sfârșitul anului 2024, ceea ce le-ar putea spori veniturile cu 10 miliarde de dolari, un volum important în condițiile în care această nouă piață există de doar un an, însă veniturile ar urma să fie generate în principal în a doua jumătate a anului.
De asemenea, piața cipurilor optimizate pentru Gen AI va crește în lunile următoare, estimează raportul, aceasta fiind evaluată la peste 50 de miliarde de dolari în 2024, de la aproape zero în 2022. Veniturile generate de cipurile create
pentru Gen AI ar putea ajunge la 400 de miliarde de dolari în 2027 și, împreună cu alte cipuri care permit utilizarea de soluții AI, ar putea reprezenta jumătate din valoarea tuturor semiconductorilor vânduți.
„Dezvoltarea Gen AI a pus inteligența artificială în centrul inovației din organizații. Gen AI a intrat rapid pe lista priorităților, dar este esențial pentru companii să înțeleagă și provocările pe care le implică acest progres, printre care necesitatea actualizării sistemelor vechi (legacy systems), asigurarea confidențialității și securității datelor și chiar conformarea, deoarece reglementările legate de această tehnologie sunt în faza de pregătire și în permanentă evoluție. În acest context, este necesar ca liderii de business să analizeze tehnologia Gen AI în toată complexitatea ei, pentru a beneficia pe deplin de ea și, în același timp, pentru a gestiona riscurile în mod eficient”, a declarat Andrei Ionescu, Consulting Market Leader, Deloitte România
Raportul anual Deloitte TMT Predictions oferă o perspectivă asupra tendințelor din domeniul tehnologiei, media și telecomunicațiilor care pot perturba și transforma ecosistemele de afaceri și de consum din întreaga lume. A
Conform studiului PwC 2024 Digital Trust Insights Survey, companiile din Europa Centrală și de Est (ECE), inclusiv din România, prioritizează riscurile „tradiționale”, adică instabilitatea economică, situația geopolitică și volatilitatea macroeconomică, în detrimentul celor digitale, tehnologice sau cibernetice (cum ar fi ransomware, piraterie și urmărire).
Doar 27% dintre companiile din ECE prioritizează riscurile digitale și tehnologice, față de 51% la nivel global, iar 37% acordă o importanță ridicată riscurilor cibernetice, față de 43%. În schimb 47% dintre respondenți consideră volatilitatea macroeconomică o prioritate (vs 41% la nivel global).

Deși le consideră îngrijorătoare și cu impact puternic asupra operațiunilor, companiile din regiunea noastră, inclusiv cele românești, încă nu prioritizează riscurile digitale, tehnologice și cibernetice. Totuși, în ultimii ani, au făcut pași importanți în creșterea securității cibernetice și a investițiilor alocate în acest scop. Bugetele însă vor trebui să crească, atât în contextul creșterii numărului și complexității atacurilor cibernetice cât și în contextul normelor Uniunii Europene pentru consolidarea rezilienței infrastructurilor critice la o serie de amenințări, care cresc exigența sistemelor de securitate ale companiilor.
Mircea Bozga, Partener de Auditul Riscului, PwC România
În evaluarea amenințărilor cibernetice care provoacă îngrijorare în următoarele 12 luni, cele mai multe companii din ECE (44%) menționează operațiunile de hack-and-leak, comparativ cu media globală de 37%, evidențiind accentul regional pe protecția datelor.
Consecințele unui atac cibernetic care îi îngrijorează pe cei mai mulți respondenți din ECE (54%) se referă la pierderea datelor despre clienți, angajați sau tranzacții, aproape de media globală de 52%. Preocupările legate de daunele aduse brandului companiei, inclusiv pierderea încrederii clienților, sunt aproape identice, cu 49% în ECE și 50% în media globală.
Creşterea bugetului de investiþii, o necesitate
La nivel de buget, companiile din Europa Centrală și de Est par să caute modalități de creștere a investițiilor în securitate cibernetică. În acest moment, există discrepanțe și investiții inegale în soluții, instrumente și formare de securitate cibernetică.
Doar 7% dintre respondenți (vs 10% la nivel global) se așteaptă la o creștere substanțială a bugetului de investiții, de peste 15%, iar 21% dintre organizații estimează o majorare de 6-10% a bugetului (vs 31% global). În același timp, 23% dintre respondenții din regiune intenționează să își mențină bugetele de securitate cibernetică neschimbate, spre deosebire de 9% la nivel global și în Europa de Vest.
Interesant este că un număr considerabil mai mare de participanți din ECE au raportat o lipsă de conștientizare cu privire la bugetul de securitate cibernetică.
În următoarele 12-18 luni, companiile din regiune vor pune un accent mai mare pe securitatea rețelelor (40%), depășind media globală de 28%, astfel indicând un angajament puternic pentru întărirea infrastructurii de bază. În plus, organizațiile acordă prioritate securității în cloud la 34% și gestionării identității și accesului (30%) într-o măsură puțin mai mare decât omologii la nivel mondial, 33% și, respectiv, 21%.
Tot la categoria bugete, majoritatea companiilor din ECE se așteaptă la creșterea costurilor de conformitate (la nivel global: 75%). În general, în Uniunea Europeană există un focus destul de mare pe acest aspect, având în vedere cerințele NIS2 / DORA / Cyber Resilience Act, care solicită un nivel ridicat de maturitate si transparență privind practicile cibernetice.
Inovația se concentrează pe detectarea mai bună a amenințărilor cibernetice existente și îmbunătățirea funcțiilor de securitate pentru a compensa lipsa specialiștilor și a optimiza costurile. Când vorbim despre inovație, inteligența artificială joacă un rol important în lupta contra atacurilor cibernetice. Regiunea ECE rămâne în urma mediei mondiale în ceea ce privește implementarea inițiativelor de securitate cibernetică și realizarea beneficiilor acestora. Utilizarea Large Language Models (LLM) și a inteligenței artificiale generative în detectarea și reducerea riscurilor se situează la doar 9%, spre deosebire de 21% la nivel global. În plus, 20% dintre respondenții din ECE nu au planuri de implementare a acestor inițiative, spre deosebire de 7% dintre respondenții la nivel mondial. A


ABB a obținut o comandă semnificativă pentru livrarea sistemului complet de tracțiune pentru modernizarea a 19 locomotive de 5100 kW operate de CFR Călători România, compania de stat pentru transportul feroviar de călători. ABB va furniza echipamentele de tracțiune - transformatoare, convertizoare și motoare electrice - în parteneriat cu Reloc, o companie locală specializată în revizia și modernizarea locomotivelor care operează în România și în regiunea Balcanilor. Comanda a fost înregistrată pe trimestrul patru din 2023.
Proiectul va contribui la atingerea unor niveluri înalte de eficiență energetică și fiabilitate pentru locomotivele din România, în scopul alinierii acestora la standardele europene de transport pasageri. Acest lucru reprezintă o problemă critică, deoarece infrastructura de transport public îmbătrânită a țării limitează în prezent viteza de circulație a trenurilor de pasageri la o viteză medie de doar 40 km/h. Având în vedere situația urgentă, proiectul de modernizare a locomotivelor este finanțat prin Planul Național de Redresare și Reziliență (PNRR) al României, susținut de UE.
Se așteaptă ca sistemul de tracțiune de ultimă generație de care vor beneficia cele 19 locomotive LE 5100 kW de tip Co'Co' să aducă economii semnificative de energie și costuri reduse de mentenanță, crescând totodată puterea de tracțiune a acestora până la 6 MW. Utilizarea convertizoarelor moderne de tracțiune cu IGBT-uri, a transformatoarelor de tracțiune și motoarelor de tracțiune asincrone (AC) va permite îmbunătățiri ale eficienței generale a sistemului de propulsie al locomotivei cu 5% în comparație cu vechiul sistem de tracțiune cu redresoare tiristorizate și motoare în curent continuu (CC). În plus, se vor realiza economii de energie de 15% prin recuperarea energiei în timpul frânării.
Suntem încântați de colaborarea cu Reloc în cadrul acestui proiect critic de modernizare, care va permite trenurilor de pasageri CFR să circule cu 160 km/h față de viteza actuală de 120 km/h. Creșterea fiabilității locomotivelor CFR, va reprezenta cheia acestui succes, deoarece se așteaptă ca fiecare locomotivă să parcurgă aproximativ 278.000 de km pe an. Astfel ABB demonstrează capabilitatea sa de a crea valoare prin furnizarea de sisteme de tracțiune complete, pe deplin testate în condiții dure.
Roger AffolterȘeful Departamentului de Retrofit, ABB Traction
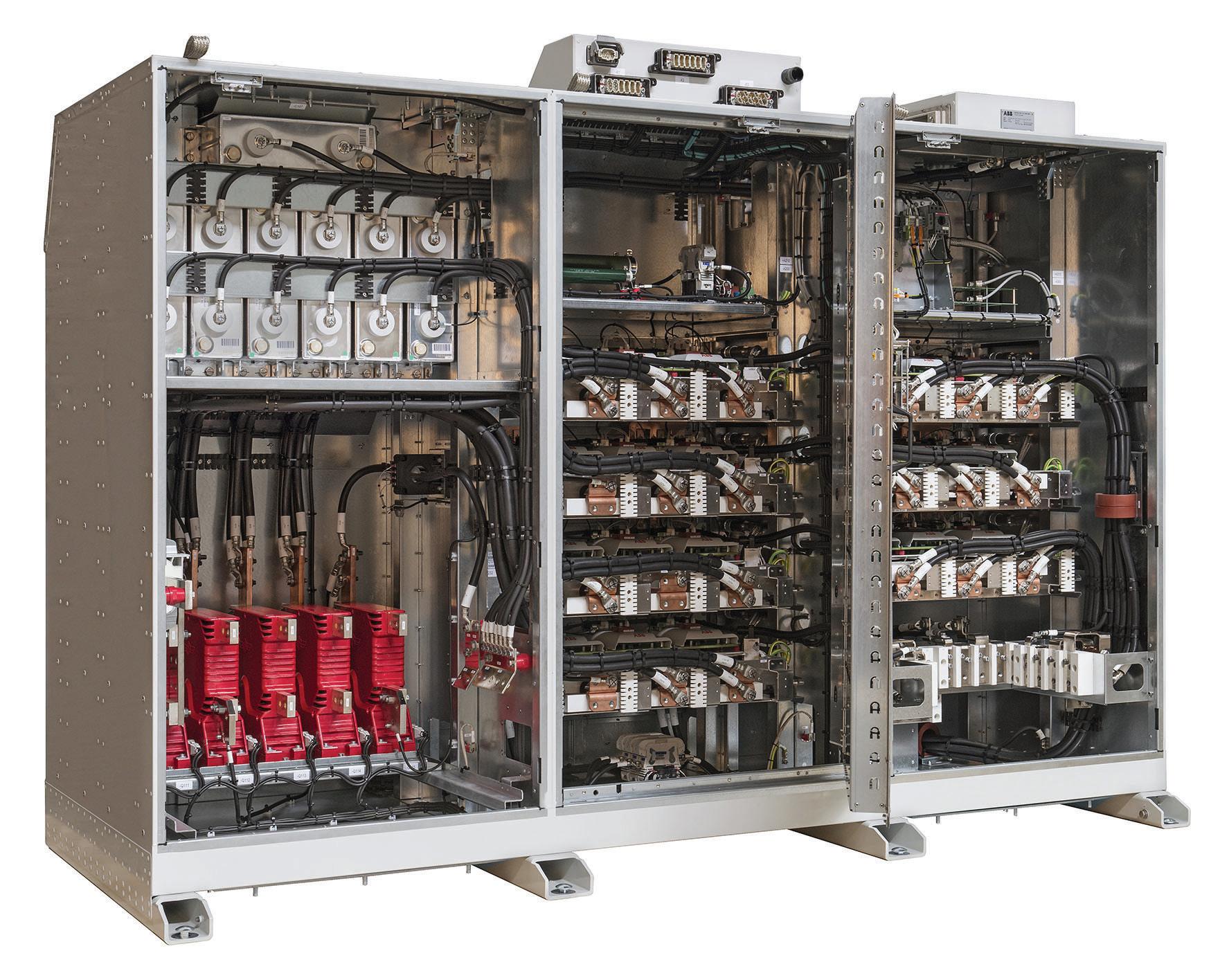
Livrarea la timp și soluțiile eficiente din punct de vedere energetic, reprezintă elemente esențiale pentru acest proiect. Capacitatea de a respecta termenele scurte de livrare, combinată cu expertiza ABB de a oferi îmbunătățiri semnificative ale eficienței precum și competența sistemului de propulsie au făcut ca ABB să fie partenerul potrivit pentru asigurarea succesului în acest proiect.
Grațian George-Călin, Președintele Reloc
Fiecare dintre locomotivele CFR de 5100 kW va fi modernizată prin echiparea cu un transformator de tracțiune, două convertizoare de tracțiune de tip CC 1500 MS și șase motoare de tracțiune de tipul AMX 500. A
 LEONARD RIZOIU Managing Partner leoHR/stayIN
LEONARD RIZOIU Managing Partner leoHR/stayIN
n ultimii ani, piața muncii din România a fost martora unei tendințe interesante, dar provocatoare pentru angajatori și profesioniști în resurse umane: dorința tot mai mare a angajaților de a se reloca în căutarea unor oportunități de muncă în străinătate. Un studiu recent realizat de OLX Locuri de Muncă în parteneriat cu reveal Marketing Research scoate la iveală o cifră impresionantă: 63% dintre români sunt deschiși să ia în considerare o astfel de schimbare majoră în viața lor profesională. Motivațiile din spatele acestei dorințe sunt variate, dar se concentrează în principal pe trei piloni: salarii mai atractive, stabilitate economică mai mare și condiții de muncă superioare.
Într-o eră globalizată, unde granițele se estompează tot mai mult în contextul profesional, este esențial să înțelegem dinamica acestor schimbări și impactul lor atât la nivel individual, cât și asupra pieței muncii locale. În acest articol, voi aborda aceste tendințe, explorând nu doar motivele din spatele acestui fenomen, dar și modul în care companiile pot răspunde acestor provocări, pentru a crea un mediu de lucru care să răspundă nevoilor angajaților.
Trendul migrării forței de muncă, în special al celor din sectorul tehnologiei și tehnicii, spre alte țări în căutarea unor oportunități mai bune, are implicații profunde pentru industria de tech din România.
Acest fenomen, deși nu este exclusiv pentru țara noastră, prezintă provocări unice și oportunități pentru ecosistemul local de tehnologie, influențând dinamica pieței muncii, inovația și competitivitatea pe plan global.
Industria de tehnologie din România se confruntă cu o cerere mare de specialiști calificați, iar tendința angajaților de a se reloca în străinătate agravează deficitul de talente.
Acest lucru poate duce la o competiție acerbă între companii pentru atragerea și reținerea specialiștilor, ceea ce, pe termen lung, poate influența negativ capacitatea de inovație și de creștere a firmelor locale. În acest context, companiile sunt nevoite să își revizuiască strategiile de HR, să ofere pachete salariale mai competitive și să creeze medii de lucru care să stimuleze creativitatea și satisfacția profesională.
Leonard RIZOIU
Managing Director, leoHR

n HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
Migrația talentelor din tech poate avea un impact semnificativ asupra inovației și dezvoltării tehnologice în România.
Talentul este un motor esențial al inovației, iar pierderea specialiștilor către piețe de muncă străine poate încetini ritmul de inovare și dezvoltare tehnologică în țară. Pe de altă parte, experiențele acumulate de români în străinătate pot aduce un plus de valoare industriei locale dacă aceștia aleg să se întoarcă și să își aducă contribuția la proiecte inovatoare în România.
Pentru a rămâne competitive la nivel global, companiile din România trebuie să își ajusteze strategiile pentru a face față provocărilor aduse de migrația forței de muncă.
Acest lucru înseamnă investiții în formarea și dezvoltarea profesională continuă a angajaților, adoptarea celor mai noi tehnologii și practici de lucru, și crearea unui mediu care promovează diversitatea, inovația și colaborarea. O industrie tech vibrantă și competitivă poate atrage nu doar investiții străine, dar poate și stimula revenirea specialiștilor români care lucrează în prezent în străinătate.
Top 3 motive pentru care angajații români iau în calcul mutarea cu jobul într-o altă țară:
Unul dintre cele mai puternice motive pentru care românii sunt tentați să își caute un loc de muncă în afara țării este perspectiva unui salariu mai bun. Această aspirație este înțeleasă în contex-

tul diferențelor economice între România și alte țări, mai ales cele din vestul Europei sau din alte regiuni dezvoltate. Din perspectiva unui HR Expert, această tendință subliniază importanța unei strategii de remunerare competitivă și echitabile în cadrul companiilor locale. Pentru a reține talentele, este crucial să se ofere nu doar pachete salariale atractive, dar și beneficii adiționale care să reflecte importanța fiecărui angajat în cadrul organizației.
2 Stabilitate economică mai mare
Stabilitatea economică este un alt factor decisiv în alegerea de a migra în căutarea unui loc de muncă. Într-un mediu global incert, securitatea locului de muncă și predictibilitatea evoluției carierei devin prioritare pentru mulți angajați. Acest lucru pune presiune pe companiile locale să demonstreze nu doar solvabilitate și reziliență economică, ci și o viziune pe termen lung care să inspire încredere angajaților. Crearea unui mediu de lucru stabil și predictibil poate atenua dorința de a căuta securitate economică în altă parte.
Condițiile de muncă reprezintă al treilea pilon esențial în decizia de relocare a românilor. Acest aspect nu se referă doar la spațiul fizic de lucru, ci și la cultura organizațională, echilibrul dintre viața profesională și cea personală, oportunitățile de dezvoltare profesională și respectul față de angajat. Pentru a răspunde acestei nevoi, companiile

trebuie să investească într-un mediu de lucru care promovează inovația, colaborarea și bunăstarea angajaților. Flexibilitatea, telemunca sau programele de dezvoltare profesională personalizate sunt doar câteva dintre strategiile care pot contribui la îmbunătățirea condițiilor de muncă.
Trendul relocării angajaților din industria tech spre alte țări reprezintă o provocare semnificativă, dar și o oportunitate pentru România. Prin adaptarea strategiilor de resurse umane, investiții în inovație și dezvoltarea unor politici care să încurajeze întoarcerea specialiștilor în țară, industria de tehnologie și tehnică poate transforma aceste provocări în avantaje competitive. Astfel, România are potențialul de a-și consolida poziția pe harta globală a inovației tehnologice, devenind un centru important pentru dezvoltarea și aplicarea tehnologiilor de vârf. A







