
























Caleidoscopul, jucăria magică a copilăriei, ocheanul cu cioburi de sticlă multicoloră, este probabil reprezentarea cea mai plastică şi fidelă a situaţiei actuale la nivel global. Este chiar realitatea actuală. Cea mai mică mişcare face ca imaginea redată să se schimbe rapid, prin schimbarea poziţiilor pieselor sau a unghiurilor prin care pătrunde lumina. Succesiuni de imagini, mereu altele. Astfel, în planul cel mai concret şi imediat, noi trebuie să ne „reconfigurăm traseul” continuu pentru a reidentifica binele şi răul în fiecare secvenţă nou apărută, cu o frecvenţă ameţitoare. Obositor, deci. Şi cedăm frâiele. Nimic nu rămâne la locul lui. Nimic nu mai are un loc al lui. Nici afară, nici în noi. Totul se schimbă. Nu ai puncte fixe. Repere fixe sunt doar planeta şi continentele ei. În rest, realitatea este aproape fluidă. Ştim că dacă faci cumva greşeala să te uiţi continuu în timp ce se mişcă, te ia ameţeala. Ar trebui să faci pauze (din când în când un pas în spate) pentru a observa stroboscopic doar secvenţe statice şi să reacţionezi apoi rapid în baza lor. Dar, îndeajuns de frecvent, pentru a nu lucra cu o realitate deja învechită şi a fi scos în decor. Obositor, nu?! Din nou.
Straniu şi absurd în acelaşi timp. Pentru că, de la o stabilitate optimistă şi prosperă, cu răspândire dinamică la nivel global, acum câţiva ani, omenirea a ajuns brusc în această junglă agresivă. Se pare că stabilitatea perioadei anterioare conţinea în ea sâmburele acestei instabilităţi. Bine ascuns undeva. Orbită atunci de binele endemic, lumea nu era conştientă de friabilitatea stării globale. Câtă lume era atunci conştientă de această instabilitate ascunsă? Câtă lume era conştientă de adevărata realitate de atunci? (Câtă lume era preocupată de realitate?) O realitate antebelică, pentru că a generat două războaie (unul chiar în Europa)! Era realitatea care a generat-o pe cea actuală. Este o întrebare pe care ne-o putem pune. Şi ar fi şi bine să o facem. Pe cale de consecinţă ne mai putem pune o întrebare: câtă lume este conştientă acum de adevărata realitate?
Şi revin la caleidoscop. Diferit de întrebuinţarea familiară a caleidoscopului în copilărie, este un fapt care schimbă fundamental bucuria folosirii jucăriei: cine ţine caleidoscopul? De data asta nu noi rotim caleidoscopul, ci este rotit de o mână din exterior şi noi ne uităm în el până la ameţeală. Când vrei să pui mâna să opreşti mişcarea, ţi se dă peste ea. Astfel, ne uităm captivi într-un caleidoscop, continuu, până la vertij. Suntem prizonierii unui marasm, aparent plăcut, aparent dorit, dar, iată, cu consecinţe negative profunde. Dacă ne dăm seama de ceva, este tot degeaba. Nu avem voie să ne detaşăm şi avem mâinile legate. Da, aparent avem toată libertatea, dar cu mâinile legate. Dacă acceptăm situaţia asta, putem afirma că suntem liberi. În definitiv, ce mai este libertatea? Cine îşi mai doreşte, cu frigiderul plin, o libertate reală de gândire şi de expresie? Indiferent ce anume generează lipsa ei.
Iar dacă eşti nemulţumit de ceva şi nu poţi să redai tabloul „oficial” identic, după dictare, eşti imediat etichetat. Cel puţin. Şi sunt multe variante de etichete disponibile pe piaţă. Fac o paranteză: PIAŢĂ, reţineţi cuvântul acesta. Pentru că în piaţă trăim. Asta am ales, asta ne-a rămas. Toţi ne ducem acum existenţa în piaţă. Din această cauză cei cu bani sunt cei mai apreciaţi oameni de pe planetă, pentru că pot să CUMPERE. Cea mai mare valoare pe care o poate genera un om şi puterea lui supremă este PUTEREA DE CUMPĂRARE. Este o platitudine râvnită de mulţi. Generatoare de absurd, dacă nu de tragic, după cum vedem. Cel mai bogat om este cel mai apreciat pentru că este supremul cumpărător.
Cu toate acestea, şi în jocul caleidoscopului forţat, ceva rămâne totuşi neschimbat: lumina adevărată cade dintr-un singur loc. Chiar dacă există o mulţime de surse alternative. Aceasta este şansa noastră: să îndepărtăm sursele false şi să ne orientăm după singura sursă, unica. Cea adevărată şi profundă. Mai profundă decât toate narativele şi clişeele retoricii stupide actuale sau viitoare. Dacă nu facem pasul înapoi (pentru a-l putea face pe cel înainte), ne va lua … ameţeala. Mai devreme sau mai târziu. Pe toţi. Garantat. Într-o lume cu o mulţime de surse alternative de lumină, cea adevărată vine dintr-un singur loc. Dacă recunoaştem asta, rămâne doar să punem totuşi mâna pe caleidoscop. Pentru a ne putea bucura din nou.



DIRECTOR/REDACTOR ªEF ing. nu liescu
ART DIRECTOR
Claudia Costache
S C A D DAC ing. Gabriela Atanasiu
REDACTORI
ing. ihaela liescu ing. Corneliu Gornic ing. n rei liescu lexan ru liescu
COLABORATORI
ing. Florin oraru T imon napp ouis ta el T T
ing. ircea B uþ eonar i oiu mit Batma T T
ABONAMENTE
Pentru detalii despre abonamentele la re ista tip rit şi la arianta igital , scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT 60 51, Bucure ti Tele on: 021.340.28.68, 0741.076.834 Email: info@ttech.ro www.ttonline.ro itat e Tehnic e ia.

Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. epro ucerea total sau par ial a materialelor este inter is , r acor ul scris al re ac iei.
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro Foto copert : hutterstoc



anul 23 nr. 5/ 2024 (137)
ompetiti itatea şi implica iile ei la ni el local şi european
urope se extin e: o nou ilial n om nia
plica ia ilson Tool timp important sal at la calculele in in ustria prelucr rii ta lei
ilson Tool e lamp , nominali at la premiile uroBlech 2024
urplex şi TB uctions: u or e unite pe pia a european
Eveniment emo etal Braşo , un hu al solu iilor inteligente pentru in ustria e prelucrare a metalelor
Analiză
oi reglement ri şi perspecti e pentru in ustria auto Ümit Batmaz
Opinii igitali are constat ri ing. Corneliu Gornic
Showroom ro use isponi ile pe pia

ºi SDV-uri
olu ii e prelucrare F achining olutions i ron 700 , centru e prelucrare cu 5 axe
trunguri cu automati are integrat
26 remier mon ial : oul T 30 genera ia a 3 a 28 a a a lansat noul centru e strun ire e mare pro ucti itate cu 3 turele, la B tuttgart 30

tan are ser o electric şi t iere cu laser i r . oul com i e e la 32 e olt ri şi ten in e la sculele pentru maşini e ştan at Thic Turret a treia genera ie a sistemului ilson Tool ing. Florin Moraru
xper i n o el inoxi a il: 3 scule pentru prelucrarea o elului inoxi a il
38
42
T T: noile pro use, pre entate la B tuttgart 44
Boehlerit appatec 55 , un nou sistem e re are rontal pentru re ultate optime la prelucrare
47 e poate ace mai ine rato tec . oua acoperire alter pentru urghiele treme o lus 180 upreme 48 oi e olt ri n omeniul re rii, e icate ne oilor actuale 50 T , solu ia e re are mono loc e nalt per orman 52
Transmisii mecanice
lansea un nou rulment cu emisii re use e particule, pentru ser omotoare 54
Lubrifianţi
Fuchs u ricants, solu ii e lu ri iere
oua mo ilitate necesit noi solu ii personali ate e lu ri ian i speciali
ltrasunete şi anali a i ra iilor: ou elemente cheie ale mentenan ei pre icti e 58
Totul intr o singur surs . ur area complex şi e icient a aparatelor şi maşinilor 60 u lante cu şuru B : per orman e r la e ite mari
62 Filamente3 : aga inul e consuma ile pentru printare 3 63 mas s o i er n tehnologiile e imprimare şi scanare 3 in ustriale 64 şi oreşte po i ia e li er n nteligen rti icial




oestalpine Bohler el ing: olu ii complete e su are ro oti at 67 erin e e siguran n su ura cu laser manual 68
Automatizări
B T , mo ul n care ac ion rile cu tura ie aria il a pompelor a ut la prote area climei 69
achine ision: perspecti pentru e icien Simon Knapp, Louis Stadel 70 enon 14: iitorul n in ustria alimentar şi a uturilor 72
Automatizări >>> roboţi <<< sistarea ro oti at a maşinilor unelte: solu ia pentru optimi area şi e icienti area proceselor e pro uc ie n era n ustr 4.0 73 ou recor : peste 4 milioane e ro o i instala i n a rici in ntreaga lume 74 n rile e ro o i pentru ser icii au crescut cu 30 la ni el mon ial 76
Materiale plastice
F c ştig lastics ec cling war urope 2024 78 oloane e ghi are e la 79
CAD/CAM/PLM/ERP oli , un clasic n omeniu in ircea



T&T Plus >>> resurse umane <<< e la panic la progres: strategiile pentru o tran i ie succesi spre

Pe fondul unei concurențe tot mai puternice resimțite din partea unor regiuni precum Asia sau America, România și ermania trebuie să coopereze strâns pentru a și păstra competitivitatea. n același timp, Pactul Verde European reen eal ar trebui completat cu un Pact Industrial European, care să permită industriei să rămână competitivă, protejând în același timp și mediul înconjurător, au fost de părere invitații A România la masa rotundă organizată pe tema „ ompetitivitate în uropa”.

Moderată de directorul general al Camerei de Comerț și Industrie Româno- ermane, Sebastian Metz, discuția s-a purtat între șefa Reprezentanței Comisiei Europene în România, Ramona-Iulia Chiriac, ambasadorul Republicii Federale ermania în România, dr. Peer ebauer, ministrul Economiei, Antreprenorialului și urismului, Ștefan-Radu Oprea și Președintele AH România, Andreas Lier, cu participarea numeroșilor membri ai comunității de afaceri în cele două țări.
„Într-un moment în care business-ul european simte că pier e teren în ața altor țări cum ar i hina sau Statele nite ă propun să schimbăm i ei i puncte e e ere espre cum putem acționa în continuare pentru a cre te competiti itatea i pro ucti itate economiilor noastre”, a fost invitația lansată de Sebastian Metz la începutul dezbaterii.
În opinia ministrului Economiei, competitivitatea în România este strâns legată și influențată de cea europeană, datorită Pactului Verde și a altor reglementări de care industria trebuie să țină cont și care au consecințe asupra productivității, asupra costurilor și asupra transformărilor prin care trec companiile. orim să trăim într o lume ără poluare ar este important să a em i companii competiti e. rebuie să e em cum putem susține aceste întreprin eri să ie mai er i ar să e em i ce or e apt clienții. reen eal ul a crescut prețurile. acă rei să ii mai er e ai ne oie e mai multă energie. Suntem toți e acor să parta ăm aceste costuri , a întrebat Radu Oprea
El a menționat investițiile pe care le face guvernul României în energia verde, care include și energia nucleară sau gazul, cel care asigură tranziția către energia verde. O altă direcție a investițiilor o reprezintă construcția de capacități de stocare a carbonului, pentru care statul acordă subvenții companiilor ce investesc în domeniu.
În ceea ce privește cercetarea și inovarea, mi-nistrul a explicat că statul român este un susținător al parteneriatului public-privat pentru investiții în activități de cercetare-dezvoltare, în special în domenii precum industria de apărare sau microelectronică.
La nivel european, măsurile de consolidare a competitivității au fost prezentate de șefa Reprezentanței CE în România, Ramona Chiriac. Ea a precizat că și în viitor Comisia Europeană va continua să susțină o industrie puternică în Europa, care să emită cât mai puțin dioxid de carbon, în paralel cu crearea unor lanțuri valorice reziliente.
uropa este un continent al in ustriei al companiilor i al ino ației. ein entarea ei prin re oluția tehnologică i in ustrială prin competiție globală i prin schimbarea societăților repre intă puncte orte care se pot reali a oar prin piața unică. e aceea inali area pieței unice europene este e o importanță strategică pentru po iția noastră globală a explicat Ramona Chiriac. Acest lucru implică derularea cu mai multă ușurință și rapiditate a tuturor operațiunilor legate de business, simplificarea cadrului de reglementări, reducerea birocrației și dezvoltarea infrastructurii digitale.
ite ă coerență i simpli icare or i prioritățile politice ale niunii Europene”, a subliniat ea. otodată, diminuarea impactului schimbărilor climatice rămâne un obiectiv important: ecarboni area economiei i crearea e piețe noi ba ate pe sustenabilitate i circularitate sunt necesare. ehnologiile er i repre intă o piață în e pansiune estimată la ni el global la e miliar e e euro pe an p nă în ceea ce repre intă e ouă ori ni elul in pre ent. om nia are un potențial mare e a se integra în lanțurile alorice ale tehnologiilor er i.
Una dintre cele mai presante probleme care afectează mediul de afaceri este neincluderea, pe deplin, a României în spațiul Schengen. „Aceasta răm ne o barieră în calea comerțului i a in estițiilor iar omisia a continua să ple e e pentru inclu erea eplină a om niei i a ulgariei în spațiul Schengen , a menționat Ramona Chiriac.
La rândul său, președintele AH , Andreas Lier, a declarat că Europa pierde din capacitatea


sa de producție și din competitivitate, din cauze multiple, cum ar fi criza energetică, birocrația și reglementările, contextul geopolitic, piața mun cii și situația demografică. pro ocări pentru companii. ar e istă i oportunități iar om nia oacă un rol important în re ucerea pro ocărilor i în crearea e oportunități. e aceea trebuie să acționăm împreună a em ne oie e răspunsuri i acțiuni în ră nețe , a precizat Andreas Lier.
În context, el a evidențiat Declarația de la Antwerp, sprijinită de peste 000 de companii și organizații, în vederea constituirii unui Pact industrial european, care să completeze Pactul verde european, să revitalizeze industria europeană, prin consolidarea sectoarelor industriale de bază și care să deschidă calea pentru o Europă rezilientă, competitivă și durabilă.
Cooperarea strânsă dintre România și ermania a fost evidențiată și de ambasadorul ermaniei la ucurești, dr. Peer Gebauer. În discursul său, el a subliniat că ermania și România beneficiază enorm de pe urma relațiilor economice strânse. Mai ales în vremuri dificile, Uniunea Europeană trebuie să-și consolideze competitivitatea, ambele țări jucând un rol important în acest sens. „În plus, este ne oie e noi măsuri pentru a atrage in ustrii cheie în uropa cum ar i cea e semicon uctori. ste momentul pentru o reg n ire în sensul unei mai mari isponibilități pentru riscuri i pentru proiecte ino atoare inclusi în omeniul inteligenței arti iciale. u a em oie să răm nem în urma altor părți ale lumii în aceste omenii. Important este e asemenea să consoli ăm re iliența economiei noastre în uropa să i ersi icăm lanțurile e apro i ionare i să nu e enim epen enți e i eriți urni ori e materii prime”, a spus ambasadorul ermaniei.
Despre a era e o erţ i In ustrie Ro no er ană AH Ro nia
AH România este reprezentanța oficială a economiei germane. Înființată în 2002, AH numără peste 00 de firme membre și oferă companiilor o platformă importantă pentru networking, schimb de informații și experiențe. Prin serviciile pe care le oferă și prin evenimentele pe care le organizează, AH România susține activ companiile germane la intrarea lor pe piața românească și este totodată partener al firmelor românești interesate de piața germană. De la ianuarie 2020, în cadrul AH România funcționează și Centrul de competență pentru Republica Moldova. A



Nurope anunță deschiderea unei noi filiale în loiești, România. oul birou, înființat în cadrul planului de extindere geografică I al urope, este complet funcțional începând cu sfârșitul lunii septembrie .
lanurile pentru această inițiativă s au derulat în ultimii doi ani, dorind să înființeze o filială într o țară dinamică, cu o piață în dezvoltare rapidă. loieștiul, unul dintre cele mai mari centre industriale din România și situat în apropierea aeroportului ucurești, va oferi oportunități suplimentare de a și dezvolta afacerea în uropa de ud st.
oul birou va desfășura activități comerciale, servicii pentru clienți și asistență tehnică extinsă pe întreg teritoriul României. Acesta va oferi întreaga gamă de produse în noul teritoriu, însă, având în vedere caracteristicile sectorului industrial din România, se așteaptă ca rulmenții cu role și rulmenții mai grei, de dimensiuni mai mari, destinați sectoarelor precum oțel, ciment, cariere și minerit, să fie foarte solicitați.
alentin lănaru se va afla la conducerea noii filiale, după ce a acceptat poziția de erritor anager România. Acesta are o experiență de ani în cadrul companiei și va fi responsabil pentru activitățile comerciale și de asistență pentru clienți în noul teritoriu.

Sunt încântat că mi s-a oferit această oportunitate și aștept cu nerăbdare să construiesc o echipă locală puternică, capabilă să ofere clienților noștri sprijinul pe care îl merită în materie de vânzări, inginerie și asistență. Avem o viziune ambițioasă pentru România și aștept cu nerăbdare să adaptez punctele forte ale NSK Europe la piața locală, pentru a oferi cel mai bun sprijin posibil clienților noștri. Vom oferi o gamă completă de servicii, inclusiv consultanță tehnică, în cadrul căreia vom utiliza pe deplin resursele noastre puternice în materie de cercetare și dezvoltare, precum și expertiza managerilor de sector. De asemenea, vom relansa programul nostru de valoare adăugată AIP, care ne va permite să colaborăm cu distribuitorii noștri pentru a crea noi oportunități de îmbunătățire pentru creșterea vânzărilor.
Valentin Blănaru, Territory Manager România, NSK
are de a mai mult de de ani de e perien ă în uropa de st prin prezen a noastră în olonia și suntem încrezători că peisa ul industrial din omânia se va alinia per ect cu abordarea noastră sectorială Am identi icat omânia ca iind o pia ă atractivă și cu o evolu ie rapidă pentru noi, precum și baza per ectă de la care să ne dezvoltăm prezen a în uropa de ud st
Maciej Piatkowski, director OEM pentru unitatea de afaceri industrială europeană a NSK
orbind despre alentin lănaru, iat o s i a adăugat „În cei ani petrecu i la , alentin a demonstrat că are cunoștin ele necesare despre pia ă și clien i pentru a reuși în această nouă provocare Are abilită ile per ecte, necesare pentru a ne dezvolta vânzările, ingineria și serviciile de asisten ă pentru clien i în noul teritoriu ”









ÜMIT BATMAZ
Renault Group
EV Battery Quality Expert Fellow, România
umit.batmaz@renault.com
6
Preocupările legiuitorilor și reglemen tările privind vehiculele electrice nu se rezumă doar la baterii și la emisiile de carbon legate de acestea, prezentate deja în numărul trecut, ci urmăresc și limitarea emisiilor din alte surse de poluare, precum și securitatea vehiculelor și standardizarea și omologarea vehiculelor autonome, după cum vom prezenta în continuare.
Alte surse e poluare
Comisia Europeană continuă să lucreze la proiectul EU0 . Răspunsul la întrebarea de ce este necesar un astfel de standard intermediar în tranziția la vehiculele electrice este dat de necesitatea dezvoltării standardului motoarelor cu ardere internă care vor continua să fie produse până în 20 . Astfel, apar deja diferențele. Mai exact, standardul EU0 , spre deosebire de alte standarde europene anterioare privind emisiile, nu va viza doar motorul și gazele de eșapament.
În informațiile puse la dispoziție de Comisie, se afirmă că standardul EU0 va include secțiuni diferite, în plus față de cele referitoare la motor, cum ar fi consumul de energie, durabilitatea bateriei, particulele eliberate în timpul frânării și emisiile de carbon de la anvelope [5]: n tin e ea a ei e c n i ii efe it a e la c n u e a inate in te te i in e i iile e ea aceste teste sunt planificate pentru a reflecta mai bine condițiile cu care se pot confrunta vehi-
culele din întreaga Europă. Se estimează că testele refăcute pentru a include călătorii scurte, caracteristice navetei zilnice, sau temperaturi de până la C sunt mai aproape de condițiile din viața reală.
n ctuali a ea e i a ă a li itel e i iil luante se propune înăsprirea limitelor pentru camioane și autobuze, și aplicarea limitelor minime actuale pentru autoturisme și microbuze, indiferent de combustibilul utilizat de vehicule. De asemenea, se preconizează că noile norme vor stabili limite pentru emisiile poluante nereglementate anterior, cum ar fi emisiile de oxid de azot provenite de la vehiculele grele.

1992 n Renault Group EV Battery Quality Development Senior Fellow, România.
n e le enta ea e i iil enite e la f ne i an el e standardele UE0 vor fi primele standarde de emisii la nivel mondial care vor merge dincolo de reglementarea emisiilor la țeava de evacuare, și vor stabili limite suplimentare pentru emisiile de particule provenite de la frâne și norme privind emisiile de microplastice provenite de la pneuri. Aceste norme se vor aplica tuturor vehiculelor, inclusiv vehiculelor electrice.
n i u a ea fa tului că e iculele n i a ea utili a e cu ată e te en ai lun oate vehiculele vor trebui să respecte normele pentru o perioadă mai lungă decât cea valabilă în prezent. Criteriile de conformitate pentru autoturisme și microbuze trebuie asigurate prin verificarea acestor vehicule până când ajung la 200.000 de kilometri și 0 ani. Acest lucru dublează cerințele de durabilitate din regulamentul UE 0 00.000 de kilometri și ani . În declarația Comisiei se precizează că sunt planificate creșteri similare pentru autobuze și camioane.

n a ea utili ă ii e iculel elect ice pentru a spori încrederea în vehiculele elctrice, noile norme abordează durabilitatea bateriilor instalate în autoturisme și microbuze. Acest lucru urmărește, de asemenea, să scadă nevoia de noi materii prime critice pentru a produce baterii, prin reducerea nevoii de a înlocui bateriile la începutul vieții vehiculului. n tili a ea e tin ă a tunită il i itale
Regulile incluse în proiectul UE 0 cer să se asigure faptul că vehiculele nu sunt manipulate și că emisiile pot fi controlate cu ușurință de către autorități folosind senzori din interiorul vehiculului. Este planificat ca acest lucru să fie realizat prin măsurarea emisiilor folosind senzori din interiorul vehiculului pe toată durata de viață a acestuia.

7 a ini ără o er
Mașinile fără șofer se remarcă drept una dintre tehnologiile auto importante care au fost pe agenda publică în ultima vreme. Legiuitorii au luat măsuri pentru a face reglementări și în acest domeniu. Uniunea Europeană a abordat această temă în regulamentul privind utilizarea vehiculelor autonome pe drumurile publice. Standardul, numerotat UE 2022 2 , determină regulile de utilizare autonomă de nivel patru, pentru vehiculele din categoriile M și . [6]
Această directivă de punere în aplicare a UE, care stabilește proceduri și specificații tehnice uniforme pentru omologarea tipurilor de sisteme de conducere automată ADS pentru vehiculele complet automate, ar trebui văzută ca una dintre părțile importante ale legislației care va permite omologarea europeană a vehiculelor complet automate.
Prevăzut să se extindă în viitor, domeniul de aplicare al acestui regulament este limitat în acest moment la următoarele „cazuri de utilizare”:
n e icule c let aut ati ate - care circulă într-o zonă predefinită într-un mediu urban sau suburban.
n e icule c let aut ati ate au e icule cu uă u i - care circulă pe o rută predefinită, cu puncte fixe de plecare și de sosire, care pot include medii urbane, suburbane sau autostrăzi.
n e icule cu uă u i cu e c n u-
ce e c let aut at ent u a lica ii e a ca e n ca ul a că il e efinite
Studiile pe această temă nu sunt limitate doar la nivelul Uniunii Europeane. e l u f a ni ati n f e icle e ulati n Forumul mondial pentru armonizarea reglementărilor pentru vehicule a adoptat un amendament care precizează cerințele tehnice pentru utilizarea sistemelor automate de menținere a benzii de rulare AL S care, după cum se afirmă în Regulamentul ațiunilor Unite, sunt utilizate în vehicule grele, inclusiv camioane, autobuze și autocare.
Acest pas marchează primul regulament internațional obligatoriu pentru introducerea în vehiculele grele aflate în circulație a așa-numitei automatizări „de nivel ” a vehiculelor. ivelul este definit ca posibilitatea de a transfera conducerea pe pilot automat pentru vehiculele fără șofer, cu condiția ca șoferul să se afle în interiorul vehiculului. Odată cu modificarea standardului O U R , viteza maximă admisă a fost determinată la 0 km h, ceea ce reprezintă o schimbare semnificativă.
8
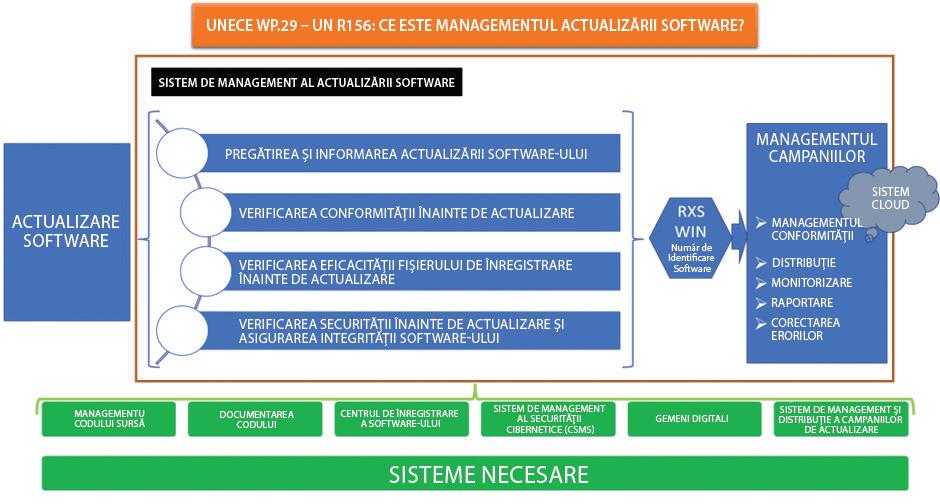
iste e e gestionare a so t are ului auto
FIGURA. Sistem de gestionare a actualizărilor software
Regulamentele O U R și O U R adoptate de Forumul mondial CEE-O U pentru armonizarea reglementărilor privind vehiculele CEE-O U P.2 vor stabili viitorul cadru pentru securitatea cibernetică a vehiculelor în multe părți ale lumii. Regulamentele CEE-O U au intrat oficial în vigoare în ianuarie 202 . Dintre regulamentele CEE-O U, U R impune operarea unui sistem certificat de management al securității cibernetice CSMS , în timp ce O U R impune utilizarea unui sistem de gestionare a actualizărilor software SUMS ca o condiție viitoare pentru omologare. [7] Software Update Management System SUMS se bazează pe același model ca și Cyber Security Management System CSMS și oferă un punct central de control pentru actualizările de software. Scopul este de a dezvolta, controla și îmbunătăți continuu toate activitățile și procesele necesare pentru actualizări în timp. În acest sens, SUMS ajută la implementarea strategiei în operațiunile zilnice. Aceste reglementări prevăd în mod clar at u i ec ii: n estionarea riscurilor cibernetice pentru vehicule
n Securizarea vehiculelor „din proiectare pentru a reduce riscurile de-a lungul lanțului valoric
n Detectarea și răspunsul la incidentele de securitate din flotele de vehicule
n Actualizarea sigură și securizată a software-ului vehiculului, inclusiv o bază legală pentru actualizările over-the-air
În practică, aceste cerințe obligă producătorul vehiculului să asigure trasabilitatea actualizărilor software ale vehiculului, inclusiv a actualizărilor over-the-air. Scopul este acela de a monitoriza intervențiile efectuate după dosarul de omologare, inclusiv interacțiunile de conținut dintre softwareuri. UE intenționează să pună în aplicare aceste cerințe, care acoperă arhitecturile existente, până în iulie 202 . aponia și Coreea urmează programe similare. În consecință, producătorii de automobile din întreaga lume, cu participarea furnizorilor lor, se confruntă cu sarcina de a proiecta, de a pune în aplicare și de a verifica măsurile de protecție adecvate pentru vehiculele lor.
Se poate observa clar că schimbările importante din lumea automobilelor au, de asemenea, un impact asupra reglementărilor. În special bateriile vehiculelor electrice și inovațiile conexe determină modificări ale conținutului reglementărilor. Pe cele trei piețe auto importante din lume, și anume China, Statele Unite ale Americii și Uniunea Europenă, poluarea cauzată de emisiile de gaze de eșapament ale vehiculelor, precum și alte componente sunt acoperite de reglementări. În plus, durata de viață a vehiculelor și a bateriilor se evidențiază ca puncte pe care legiuitorul le monitorizează cu atenție și încearcă să le standardizeze. Autoritățile, care sunt conștiente de faptul că nu numai produsul, ci și întregul proces din industria auto se confruntă cu o schimbare majoră, au luat măsuri pentru a standardiza reciclarea bateriilor și a vehiculelor. Aceste reglementări nu numai că obligă producătorii de automobile, ci creează și un mediu adecvat pentru a deschide multe noi oportunități și noi domenii de afaceri în sectoarele legate de automobile. Se poate spune că este momentul potrivit pentru industria auto din România să facă un salt semnificativ în domenii noi, cum ar fi vehiculele electrice, vehiculele fără șofer, dezvoltarea de software și reciclarea.
anta ele niei n ace te enii unt nu e a e În primul rând, există o cerere uriașă pe piața UE pentru dezvoltarea și fabricarea locală de celule și baterii. Capacitatea reală, precum și cele prognozate nu sunt la nivelul cererii. Există și aprovizionarea cu materii prime care poate fi studiată pentru minerit, pentru reciclare, pentru remanufacturare și alte domenii similare. oată tehnologia bateriilor necesită și capacități importante ale tehnologiilor informaționale. Acesta este, de asemenea, un domeniu cu puternice competențe în România. După cum puteți observa, România nu este încă o țară în care se utilizează la nivel mare mașini electrice. Asta înseamnă că această mare schimbare în industria auto ar putea ajuta
producția locală să aprovizioneze chiar piața locală din România și să reducă emisiile de carbon, la care scorurile țării nu sunt printre cele mai bune din UE.
România ar putea crea niște centre tehnologice și de producție, așa cum se face în urcia. Exemplul zonelor industriale organizate, dat de guvernele din urcia, poate fi o opțiune pentru a realiza o zonă industrială specifică pentru baterii și vehicule electrice, pentru unele regiuni care sunt mai aproape de producătorii auto. one industriale ar putea fi, de asemenea, lângă zonele miniere, și în care ar trebui investit foarte repede pentru a fi total independente în fabricarea bateriilor. u există nicio îndoială că deacum înainte, pentru câteva decenii, EV va fi liderul pieței auto. Cu toate acestea, și alte tehnologii precum E-Fuels, Hidrogen, Pile de Combustie și altele similare ar putea fi subiecte fierbinți pentru centrele de dezvoltare tehnologică. Schimbările decise de Comisia Europeană creează noi oportunități și este de așteptat ca România să profite de acestea. A
i liogra ie
[1] RFNBO: O abreviere derivată din inițialele cuvintelor care formează denumirea engleză « Renewable Fuels Of Non-Biological Origin ». Conform definiției din Uniunea Europeană, înseamnă energia obținută din surse regenerabile de energie transformată într-un alt format de transport al energiei, în formă lichidă sau gazoasă. Hidrogenul și e-combustibilii obținuți din surse regenerabile de energie corespund definiției Uniunii Europene.
[2] REGULAMENTUL (UE) 2023/1542 AL PARLAMENTULUI EUROPEAN ȘI AL CONSILIULUI din 12 iulie 2023 privind bateriile și deșeurile de baterii, de modificare a Directivei 2008/98/CE și a Regulamentului (UE) 2019/1020 și de abrogare a Directivei 2006/66/CE (Text cu relevanță pentru SEE). Consultat in: 13/10/2023 https://eur-lex.europa.eu/legal-content/EN/TXT/ PDF/?uri=CELEX:32023R1542
[3] Pașapoartele bateriilor și impactul reglementărilor ESG; Matthias Kuipers; Publicat în: 11/07/20023; Consultat în: 13/10/2023 https://www.accure.net/ battery-knowledge/battery-passports-and-the-impact-of-esg-regulations
[4] RAPPORT SUR LA SECONDE VIE DES BATTERIES (Raport privind a doua viață a bateriilor), ADEME, Paris, Ocak 2023, consultat în: 14/10/2023 https://atee.fr/system/files/2022-12/PEPS5%20Rapport%20sur%20la%20 seconde%20vie%20des%20batteries.pdf: Regulamentul, astfel cum este distribuit în această publicație, impune disponibilitatea informațiilor pentru fiecare unitate de baterie (nu în funcție de tip). Pentru a face acest lucru, fiecare baterie (industrială sau EV, peste 2kWh) trebuie să stocheze informații într-un BMS și să le pună la dispoziția operatorilor independenți. Documentele ar trebui să includă în mod specific informații privind starea de sănătate sau testele efectuate. Articolul 65 prevede că, începând din 2026, aceste informații privind trasabilitatea vor fi grupate într-un „pașaport al bateriei” care poate fi consultat online pentru a se asigura că informațiile sunt cât mai accesibile posibil.
[5] Informații detaliate din partea Comisiei Europene cu privire la proiectulcadru EURO 07: https://ec.europa.eu/commission/presscorner/detail/en/ ip_22_6495 Publicat în: 10/11/2022 Consultat în: 17/10/2023
[6] Regulamentul de punere în aplicare (UE) 2022/1426 al Comisiei din 5 august 2022 de stabilire a normelor de aplicare a Regulamentului (UE) 2019/2144 al Parlamentului European și al Consiliului în ceea ce privește procedurile uniforme și specificațiile tehnice pentru omologarea de tip a sistemului de conducere automată (ADS) al vehiculelor complet automatizate (Text cu relevanță pentru SEE) https://eur-lex.europa.eu/legal-content/ EN/TXT/?uri=CELEX%3A32022R1426
[7] PROCHER Lena, TAMISIER Theo; Actualizări software în industria auto: Ce se află în spatele "SUMS" din regulamentul CEE-ONU WP.29 R156? https://www.q-perior.com/en/fokusthema/software-updates-in-theautomotive-industry-what-is-behind-the-sums-in-the-unece-wp-29-r156regulation/# Konsültasyon Tarihi : 10/01/2024





Plăcuță economică unică Tip QUAD, cu 4 muchii așchietoare, pentru canelări, debitări și strunjiri ușoare
ISCAR – GROOVE4CUT este o pl cu economic unic tip , cu 4 muchii aşchietoare estinat canel rilor, e it rilor şi strun irilor uşoare.

Caracteristici principale: n a ncime maxim e penetrare : 7 mm n mecanism e montare rigi , sigur şi ia il n r cire excep ional pe 3 irec ii: superioar , e la a şi in lateral n gam ariat e l imi , cuprinse n inter alul 1 3 mm. n
ISCAR TOOLS
Tel.: 031.228.66.14 Fax: 031.228.66.15
Servicii de debitare și îndoire țeavă și tablă

u o experien e peste 14 ani n prelucrarea metalului, compania egatitan ine n nt mpinarea ne oilor clien ilor s i cu ser icii e e itare şi n oire ea şi ta l . tila ele şi tehnologiile e ultim genera ie permit companiei s onore e comen i in ustriale sau non in ustriale, n serii mici, me ii sau mari. e asemenea, compania ine n spri inul clien ilor care e olt noi pro use prin o erirea e solu ii tehnice e execu ie şi reali area e prototipuri.
Dimensiuni maxime de execuţie: 1. ea lungimea maxim e procesare este e 4500mm 2. Ta l imensiunile maxime e procesare sunt 6000x2000mm. n
MEGATITAN
Tel.: 0263.343.200
Ştanţare servoelectrică și tăiere cu laser fibră

oul e e la m in cele mai recente e olt ri ale tehnologiei com inate, o erin un utila e oluat e ştan are ser o electric şi t iere cu laser i r . e este un specialist n pro uc ia e mare ite a pieselor in ta l care necesit un inisa r g rieturi şi care ncorporea ormare, permi n inali area multor piese ntr o singur con igurare. e este o maşin extrem e pro ucti care a o eri cele mai une re ultate atunci c n este asociat cu automati rile potri ite. n
AMADA GMBH
Tel.: 0730.424.424
Centru de prelucrare CNC cu 5 axe

eria i ron 500 700 , e la F achining olutions, inclu e maşini cu 5 axe, iin i eal pentru ateliere şi pro uc tori e componente pentru in ustria auto, pentru cei in in ustria e generare a energiei şi in energie, pentru construc ia e echipamente, n general. Avantaje: n n la 60 e scule integrate sau 215 scule n maga ia e scule: alimentare uşoar cu scule n timpul unc ion rii; n c ionarea mesei rotati e cu angrena e sau cu motor e cuplu: preci ie ri icat e po i ionare şi repeta ilitate atorit tehnologiei e ac ionare irect ; n omeniu e asculare mare e la 65 la 120 : permite accesul per ect la pies , cu scule e lungime optim ; n r ore principal motori at e tip tep Tec 20000 rot min şi cuplu e 120 m: asigur cea mai un calitate a supra e ei at t la egroşare, c t şi la inisare; n mprent la sol compact şi acces ergonomic n
GF MACHINING SOLUTIONS
Tel.: +40 799 953 431
Suduri metalice cu ultrasunete
Branson 1 ltrasonic ire plicer cu o inter a nou , greutate re us şi proiectare ergonomic , l ac potri it utili rii n liniile e asam lare sau e sine st t tor.

Specificaţii: Frec en : 20 , utere: 4000 , ec iunea irelor: max. 40 mm , nter a e 22 Touch apaciti , ali rare automat la start, n icator olor pentru statut maşin , luminare a onei e lucru, omunicare superioar , , a chem , am t iere automat su uri ot , ititor e co uri e are, cire cu aer, as e lucru regla il e icat . n
EMERSON PROCESS MANAGEMENT ROMANIA
Tel.: 0758.098.485

Fre ele in gama 1 T e la ennametal sunt proiectate pentru a o eri urat e ia mai lung , pro ucti itate crescut şi ersatilitate n prelucrarea i erselor materiale.
Caracteristici şi beneficii: n oncep ie original a e ei rontale t işurile r sucite cresc sta ilitatea muchiei şi permit o aşchiere cu e orturi sc ute chiar la prelucrarea n ramp , la cele mai mari unghiuri. n Fa eta rontal ino ati muchiile t ietoare asimetrice şi unghiul aria il al elicei permit amorti area i ra iilor şi ite e e a ans inegala ile. n uchiile t ietoare laterale tehnologie F. T işurile excentrice oarte precise con uc la re ucerea i ra iilor şi a rec rii, pentru con i ii excelente e t iere n i erite materiale n plica il pentru o arietate mare e opera ii, inclusi re are inamic şi ramping. n
MAXIM
Tel.: +40 21 499 11 80

assow o ots co o i cu 7 axe mo elarea iitorului automati rii lexi ile cu Bosch exroth. u o sarcin util cuprins ntre 5 şi 18 g şi o ra e ac iune ntre 850 şi 1800 mm toate o erite la ite e totale e p n la 225 e gra e pe secun . ei cinci co o i uşori cu 7 axe sunt preg ti i s nceap lucrul aproape instantaneu n ca rul unor companii e toate imensiunile. o o ii o er at t ite , c t şi putere şi, n acelaşi timp, o ra mare e ac iune şi o sarcin util ri icat . Aplicaţii: u are; m alare şi paleti are; şi supra egherea maşinilor; ic place; nspec ia calit ii; nşuru are; tichetare; o are. n
BOSCH REXROTH SALES SRL
Tel.: 0258.807.872
Burghiu de microprecizie de cea mai bună performanță

T 100 nox ro icro e la hring este micro urghiul e ultim genera ie pentru prelucrarea o elurilor inoxi a ile, alia elor speciale şi titanului. eometria optimi at cu t iş principal conca a ut la urni area unui comportament e t iere agresi . n acest el, urghiul e micropreci ie prouce aşchii scurte chiar şi n materialele cu aşchii lungi, acilit n n ep rtarea aşchiilor. n acelaşi timp, n elişul errox prote ea scula e componentele a ra i e in alia şi pre ine ormarea epunerilor pe t iş. a re ultat, micro urghiul atinge cele mai mari ite e e a ans cu o urat e ia oarte lung şi ia il a sculei. n
GÜHRING S.R.L. – ROMÂNIA
Tel.: 0269.503.100 Fax: 0269.503.190



Seria de înaltă eficiență, i ron I , include mașini cu axe într o construcție rigidă, stabilă, cu batiu din fontă în formă de . u ghidaje de dimensiuni mari și o masă rotativă cu dublu sprijin, această gamă realizează piese de calitate și oferă o rată optimă de îndepărtare a așchiilor este ideală pentru ateliere și producători de componente pentru industria auto, pentru cei din industria de generare a energiei și din energie, și pentru construcția de echipamente, în general.
Principalele avantaje:
n Până la 0 de scule integrate sau 2 scule în magazia de scule: alimentare ușoară cu scule în timpul funcționării
n Acționarea mesei rotative cu angrenaje sau cu motor de cuplu: precizie ridicată de poziționare și repetabilitate datorită tehnologiei de acționare directă
n Domeniu de basculare mare de la - la 20 : permite accesul perfect la piesă, cu scule de lungime optimă
Paul Dumitru
E-mail: paul.dumitru@ georgfischer.com Mobile: +40 799 953 431
n Arbore principal motorizat de tip Step ec 20000 rot min și cuplu de 20 m: asigură cea mai bună calitate a suprafeței atât la degroșare, cât și la finisare
n Amprentă la sol compactă și acces ergonomic: cea mai mare eficiență și ergonomie în cel mai mic spațiu.
re te pro uctivitatea i le i ilitatea
O posibilă metodă de a crește productivitatea și randamentul în operațiile de frezare este înlocuirea

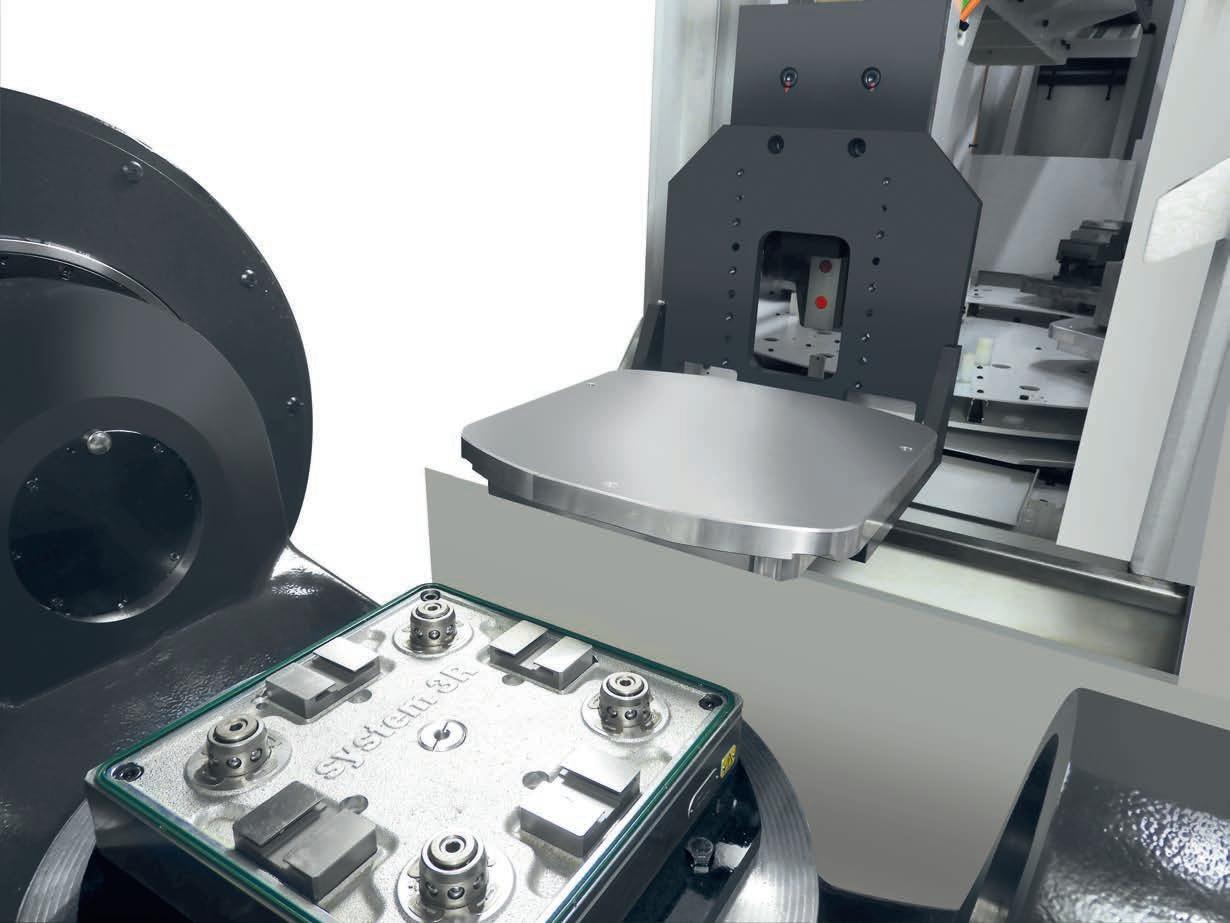
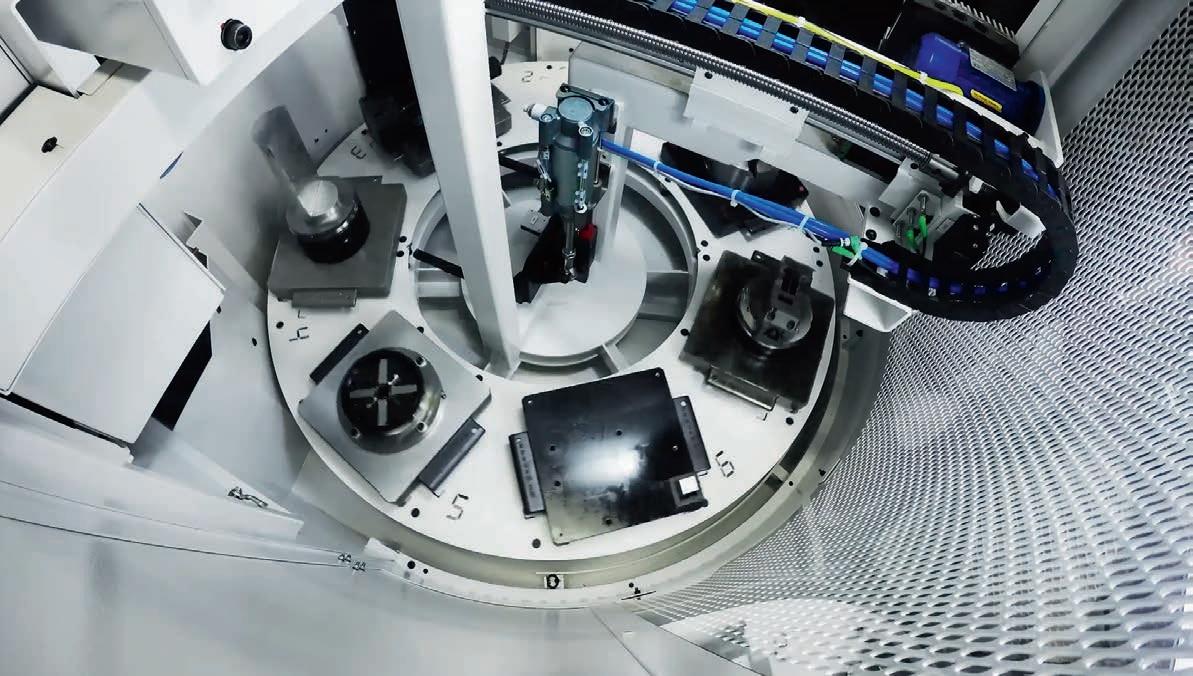
frezării pe axe, cu frezarea pe axe. Aceasta poate însemna o creștere a productivității cu până la , datorită reducerii timpilor morți necesari fixării piesei. O a doua etapă poate fi instalarea pe masa mașinii cu axe a unui modul de fixare System3R zero-point, ceea ce poate crește productivitatea cu până la 20 .
Într-o ultimă fază, mașina MILL E 00U poate fi echipată cu un robot de schimbare a paleților, ceea ce înseamnă până la ore capacitate suplimentară pe zi, în același timp obținând o producție 2 la cel mai mic cost. Schimbătorul de paleți poate manipula paleți și este potrivit nu doar pentru toată producția de serie, ci și fabricației individuale a pieselor.
o ool anager
M este un software prietenos, ușor de utilizat, pentru o mașină cu schimbător de paleți integrat. Alocă programe C la poziția paletului, prin glisare și plasare pe un ecran tactil din apropierea schimbătorului de paleți.
Avantaje:
n Ușor de schimbat prioritățile în timpul funcționării mașinii
n Se adaugă sau se elimină sarcini în timpul prelucrării
n Sarcinile în care scula așchietoare lipsește nu vor fi inițiate
n Se calculează timpul de prelucrare estimat și cel real pentru sculele din magazie.
Prin selectarea programului C, ob oolManager înregistrează sculele folosite în program. impul este stocat dacă programul C stabilește timpul pentru întreaga prelucrare sau dacă fiecare sculă are durata sa de funcționare. De fiecare dată când începe o nouă sarcină, M verifică disponibilitatea sculelor. Dacă o sculă este deteriorată și nu este disponibilă o sculă identică, sarcina de așchiere va fi blocată.
Ar orele principal tep ec Arborii principali de înaltă performanță de la mașinile din seria Mikron MILLE E 00 00 U sunt concepuți atât pentru operații de degroșare în regim greu de așchiere și frezare, cât și pentru obținerea celei mai bune rugozități. Conceptul de lăgăruire cu trei rulmenți cu bile hibride, preîncărcați în partea frontală, și cu un rulment rezistent termic cu role cilindrice hibride, în partea posterioară, garantează un sistem rotativ super-rigid, care permite frezarea cu scule extra-lungi în cavități adânci. Intensitatea îndepărtării așchiilor crește datorită vitezelor de
avans posibile prin adoptarea de soluții care acceptă forțele mari de frezare la vârful sculei.
Caracteristica arborelui principal - viteza de rotire de 20000 rot min - este asigurată de principiul deja bine demonstrat OptiCool, care menține rece lăgăruirea frontală, în timp ce bucla de răcire, cu barieră la căldura suplimentară, îndepărtează încălzirea motorului de capătul frontal al arborelui principal. Acest lucru are ca rezultat un arbore principal echilibrat termic, care asigură astfel un înalt nivel al preciziei, repetabilității și rugozității.
asa rotativă asculantă cu acţionare irectă
ehnologia de acționare directă a cuplului permite o precizie excelentă și o finisare excepțională a suprafeței piesei. Faptul că nu există elemente de transmisie mecanică implicate în transmiterea forței înseamnă că atât frecarea și uzura, cât și reducerea dinamicii și rigidității sunt probleme care țin de trecut. oate mesele rotative sunt proiectate și fabricate de F Machining Solutions în cadrul companiei.
c ipa ent e co an ă Hei en ain
Echipamentul de comandă Heidenhain C 0 oferă flexibilitate și eficiență, de la pregătirea sarcinii de lucru până la frezarea piesei. Montat pe un braț pivotant pentru a oferi operatorului o mai ușoară accesibilitate, ecranul tactil îi permite operatorului să navigheze rapid printre modulele software. Datorită unei interfețe practice și prietenoase, în combinație cu mai multe funcționalități, echipamentul C 0 sprijină operatorii în activitatea lor zilnică oferindu-le mai multă disponibilitate pentru efectuarea altor sarcini.
urnizor e soluţii cu ultiple te nologii
Angajamentul F Machining Solutions față de clienții săi și aplicațiile specifice ale acestora este dovedit prin inteligența cu valoare adăugată, productivitatea și calitatea pe care le oferă soluțiile multi-tehnologie ale F. Succesul partenerilor săi este motivația principală a companiei, ceea ce duce la un progres continuu al expertizei sale tehnice legendare. Indiferent de segmentul de piață, de dimensiunea operațiilor și de locul în care se află companiile client, F Machining Solutions are soluții complete și angajamentul centrat pe clienți, pentru a accelera succesul acestora. A









Cnoul A R r en
ompania RI a pus o nouă bază pentru producția aditivă prin introducerea A R rd en. în cadrul evenimentului pen ouse din ielefeld. Această nouă platformă pentru fabricarea aditivă a fost proiectată de la zero, folosind toate cunoștințele de proiectare aditivă și de mașini unelte din cadrul RI. u noua sa zonă de lucru cu patru lasere cu suprapunere completă și un volum de construcție de x x mm, este vizat nucleul cererii de pe piață. A R rd en. este noul punct de referință pentru robustețe și repetabilitate.
LASER EC 0 SLM rd en. se bazează pe punctele forte ale versiunilor anterioare și răspunde cerințelor clienților pe o piață în continuă schimbare pentru producția aditivă. Cea mai evidentă caracteristică este aceea că structura de bază a LASER EC 0 SLM rd en. utilizează piese turnate, același material și aceleași principii de proiectare care sunt utilizate pe majoritatea mașinilor de frezat și strunjit DM MORI. Utilizarea unei piese turnate este o practică standard pentru DM MORI, dar este nouă pentru fabricarea aditivă. Este un material care garantează cea mai bună rigiditate și predictibilitate pentru fabricație.
Autostrada iteşti Bucureşti, 65B m 4 471, iteşti
Tele on: 0248.610.408 Fax: 0248.610.409 www. mgmori.com
Spre deosebire de mașinile-unelte, nu există forțe dinamice generate de mișcarea axelor pe un LASER EC 0 SLM rd en. Cu toate acestea, schimbările de temperatură care provoacă dilatarea termică în cadrul mașinii sunt inevitabile. DM MORI are ani de experiență în minimizarea efectelor și compensarea schimbărilor de temperatură în cadrul produselor sale. S-a avut mare grijă să se asigure că în cadrul mașinii camera de proces este o unitate izolată. Prin urmare, camera de proces plutitoare este liberă să se extindă în toate direcțiile în timpul variațiilor de temperatură. În schimb, optica este montată pe cadrul rigid de turnare antry Frame.
Distanța în dintre optică și patul de pulbere este menținută constantă prin calibrarea dispozitivului de acoperire la o suprafață de referință. În plus, axa este compensată activ pentru orice deplasare. Prin urmare, pot fi eliminate problemele legate de distanța dintre optică, suprafața superioară a patului de pulbere și problemele asociate cu stratul de acoperire.
Pentru a reduce timpul dintre lucrările de construcție și pentru a crește flexibilitatea, unitățile DMG MORI rePLUG au reprezentat un avantaj competitiv important pentru produsele SLM anterioare. RePLU este o unitate autonomă de procesare automată a materialelor pulverulente care poate fi schimbată cu alte unități rePLU . Clienții existenți cu procese calificate, care se regăsesc adesea în industria aerospațială și medicală, apreciază și se bazează pe sistemul rePLU pentru a se asigura că pulberea de calitate superioară este utilizată în mod continuu. Pudra în exces din zona de lucru este cernută, depozitată și pregătită pentru reutilizare, totul sub o atmosferă de gaz inert într-o buclă închisă.

Acest lucru nu numai că minimizează oxidarea sau orice acumulare de umiditate, dar reduce și potențiala expunere a operatorului la pulbere, un aspect important în materie de siguranță. Pentru alți clienți, rePLU facilitează mult schimbarea între diferite materiale. Alte componente conexe din interiorul mașinii pot fi curățate la fel de ușor, făcând din LASER EC 0 SLM rd en. cea mai rapidă mașină de schimbare între materiale de pe piață. Acest lucru lărgește considerabil gama de aplicații pentru care poate fi utilizată o singură mașină.
Pentru prima dată pe un DM MORI LASER EC SLM, este posibilă schimbarea rapidă a containerului de construcție. Acest lucru crește și mai mult eficiența mașinii, deoarece nu mai este necesar să se aștepte răcirea lucrării de construcție. În timpul funcționării, capacele pentru containerul de construcție și zona de lucru sunt depozitate în interiorul zonei de lucru. Acestea sunt utilizate pentru a închide containerul la demontare și pentru a asigura păstrarea atmosferei de gaz inert din interiorul mașinii. Următoarea lucrare poate fi demarată rapid fără o nouă inundare cu gaz inert.
Întreruperile din timpul fabricației sunt reduse și mai mult prin monitorizarea cu cameră a suprafeței
patului de pulbere. După fiecare strat, suprafața este scanată pentru detectarea anomaliilor înainte de deplasarea retușatorului. În cazul în care există o protuberanță care nu este detectată la timp, re-acoperitorul bidirecțional este echipat cu un mecanism de protecție împotriva coliziunilor pentru a scurta orice timp de oprire ulterior. În cazul în care intră în contact cu o protuberanță care iese din patul de pulbere, dispozitivul de retușare se detașează imediat de sistemul de acționare, evitând astfel deteriorarea ulterioară.
Fluxul de gaz inert nou proiectat deasupra patului de pulbere asigură un flux laminar constant în timpul funcționării. Fluxul secundar de gaz de sub sticla de protecție are scopul de a evita acumularea de reziduuri pe sticla de protecție. Designul asemănător tunelului aerodinamic asigură o performanță fără precedent a fluxului de gaz. Sticla de protecție în sine este supravegheată în permanență de un sistem secundar de camere care avertizează în cazul în care există o problemă. În zona geamului de protecție este prevăzută o iluminare suplimentară pentru a sprijini operatorul în verificarea și curățarea geamului de protecție între lucrările de construcție.
DM MORI pune un accent deosebit pe ușurința în utilizare și ergonomia mașinii. Reducerea contactului operatorului cu pulberea este un considerent primordial.
Un alt domeniu cheie în care LASERTEC 30 en e celea ă e te e iul e e a e CELOS X. CELOS ghidează operatorul prin toți pașii necesari pentru începerea unei lucrări. De exemplu, îi solicită operatorului să curețe sticla de siguranță și îi arată cum se face acest lucru. De asemenea, îl îndrumă pe operator prin procesul de reumplere a pulberii sau prin modul în care trebuie efectuate verificările zilnice și întreținerea. hidul CELOS este important pentru adoptarea unor proceduri de operare sigure și eficiente în atelier.
DM MORI este unul dintre principalii producători mondiali de mașiniunelte de înaltă precizie și este reprezentat în de țări - cu locații de vânzări și service, inclusiv fabrici de producție. În cadrul ,, lobal One Company , peste .000 de angajați conduc dezvoltarea de soluții holistice în industria prelucrătoare. Sub principiul director Machining ransformation M , DM MORI combină patru piloni pentru producția eficientă și durabilă a viitorului: integrarea proceselor, automatizarea, transformarea digitală D și transformarea ecologică .
DM MORI înseamnă inovație, calitate și precizie. Portofoliul DM MORI acoperă soluții de producție durabile bazate pe tehnologiile: urning, Milling, rinding, oring, precum și Ultrasonic, Lasertec și Additive Manufacturing. Prin integrarea tehnologiei, automatizarea end-to-end și soluțiile de digitalizare, DM MORI face posibilă creșterea productivității și a eficienței resurselor în același timp.
La unitățile DM MORI de producție din întreaga lume, sunt realizate soluții holistice la cheie pentru principalele sectoare: aerospațial, auto, ștanțe și matrițe, medical și semiconductoare. Cu ajutorul programului DM MORI ualified Products DM P , DM MORI oferă produse periferice perfect adaptate dintr-o singură sursă. Serviciile companiei sunt orientate către client acoperă întregul ciclu de viață al unei mașini-unelte - inclusiv instruire, reparații, întreținere și piese de schimb. A

Compania amaza i aza a dezvăluit la A cea mai recentă completare a gamei sale de centre de strunjire pentru volume mari, odată cu lansarea noii serii R , care va oferi clienților niveluri sporite de productivitate, precizie ridicată și eficiență, toate concepute pentru a crește impresionant profitabilitatea.



n Adăugarea unei a treia turele reduce timpul de ciclu cu aproximativ 25%, pe baza unui exemplu de componentă produsă cu o configurație cu două turele






H R-200 EO își face debutul mondial la IM S în Chicago și AM în Stuttgart. Echipat cu trei turele și două universale, acesta este conceput pentru a oferi productivitate sporită și performanță ecologică.
În condițiile în care producătorii se străduiesc să obțină productivitate și profitabilitate, a treia turelă suplimentară permite o rentabilizare mai rapidă a investiției prin reducerea timpului de ciclu cu aproximativ 2 , pe baza unui exemplu de componentă produsă cu o configurație cu două turele. Suporții suplimentari de scule sporesc capacitatea de prelucrare pentru a finaliza piese complexe într-o singură configurație.
Ideală pentru loturi de dimensiuni medii spre mari în industria aerospațială, industria auto și a vehiculelor electrice, precum și în industria generală de subcontractare, noul design al mașinii - care este cu doar 20 mm mai adâncă decât versiunea cu două turele - a crescut dimensiunea maximă a piesei de prelucrat pentru lucrul la universal cu turelă inferioară de la 2 2 mm la 20 mm.
Modelul H R-200 EO prezentat la AM face parte dintr-o serie de modele care cuprinde două dimensiuni de universal și trei turele. În completarea capacității standard de prelucrare a barelor cu diametrul de mm și 0 mm, modelul H R-200 EO este disponibil opțional cu un alezaj mărit de 2 mm pentru prelucrarea barelor de până la 02 mm.
Unic la Mazak, această opțiune de alezaj mărit al arborelui principal facilitează prelucrarea componentelor prismatice din bare folosind doar un centru de strunjire - muncă ce altfel ar necesita un centru de prelucrare pentru a fi finalizată.
Caracteristicile de automatizare îmbunătățite includ un braț de descărcare reproiectat care contribuie la o reducere cu 20 a timpului de descărcare în comparație cu modelele anterioare, în timp ce funcția de strunjire cu oscilație lină sparge automat șpanul pentru a preveni acumularea nedorită de șpan și pentru a avea o prelucrare fără probleme. Integrarea ușoară în sistemele de automatizare este esențială pentru proiectarea seriei H R EO. oile modele dispun de o funcție opțională de
YAMAZAKI MAZAK
CENTRAL EUROPE
ROMANIA
ucursala Braşo
tr. onescu rum nr. 1, Braşo Business ar , arter, Biroul nr. 7
Tel: 40 372 839 812 in o@ma a .ro www.ma a eu.ro
eliminare a resturilor de bare pentru a ajuta la funcționarea automată a componentelor alimentate cu bare atunci când se utilizează un alimentator de bare cu magazie scurtă. În mod esențial, toate opțiunile de automatizare pot fi modernizate pe teren pentru o mai mare flexibilitate.
În timp ce adăugarea unei a treia turele a dus la o creștere semnificativă a productivității, Mazak a dezvoltat mai multe inovații pentru a se asigura că seria H R EO menține, de asemenea, nivelurile ridicate de precizie așteptate de clienții săi.
Precizia prelucrării continue este stabilizată de funcția Ai Thermal Shield, care utilizează algoritmi avansați pentru a determina automat compensarea în funcție de temperaturile fluctuante, îmbunătățind astfel stabilitatea procesului pentru producția automată.
H R-200 EO și H R-2 0 EO sunt ambele controlate prin intermediul noului CNC MAZATROL SmoothG3 cu trei canale de control, care utilizează o serie de caracteristici inovatoare pentru a simplifica programarea, configurarea și testarea mașinii. Dispunerea cu mai multe canale de control ajută intuitiv operatorii să optimizeze traseele sculelor, să reducă schimbările inutile de scule, să echilibreze timpul de prelucrare pe fiecare turelă și să prevină coliziunile.
oul mod Synchro Editor permite o vizualizare ușoară, cu toate cele trei programe de turelă prezentate unul lângă altul pentru a permite operatorului să vadă clar secvența de operații. De asemenea, volanul de pe panoul de comandă C C poate fi utilizat pentru a parcurge manual ciclul înainte de funcționarea automată completă, identificând orice interferență potențială în timpul etapei de testare. În conformitate cu etica consacrată a seriei EO de la Mazak, noile mașini H R beneficiază de performanțe de mediu vizibil îmbunătățite. Consumul de energie este redus de unitățile hidraulice și de răcire acționate de invertor, în timp ce sistemul de lubrifiere cu vaselină a ghidajelor a fost optimizat în funcție de distanța parcursă de mașină. Prin adăugarea sistemului opțional Smooth Coolant System, consumul total de energie și întreținerea sistemului sunt optimizate și mai mult. A



oul A I A e îmbină cele mai recente dezvoltări ale tehnologiei combinate, oferind un utilaj evoluat de ștanțare servo electrică și tăiere cu laser fibră. A I A e este un specialist în producția de mare viteză a pieselor din tablă care necesită un finisaj fără zgârieturi și care încorporează formare, permițând finalizarea multor piese într o singură configurare.
Utilizarea servomotoarelor duble pentru acțiunea de perforare economisește o cantitate semnificativă de energie electrică. Cheia acestei reduceri a costurilor constă în sistemul alcătuit din cele două servomotoare conectate direct la berbec printr-un arbore excentric. Această configurație generează un cuplu standard de trei ori mai mare și un cuplu de pornire de cinci ori mai mare decât servomotoarele convenționale.
Acest sistem unic de antrenare include, de asemenea, un dispozitiv de stocare a energiei care recuperează energia de la sfârșitul fiecărei curse pentru a fi utilizată la pornirea următorului ciclu. Rezultatul este o reducere a consumului de energie cu aproximativ 0 per lovitură în comparație cu mașinile hidraulice convenționale.


Sursa laser cu fibră dezvoltată de AMADA satisface natura exigentă a cerințelor de producție de astăzi. Un singur modul cu diodă laser de mare putere LD este utilizat pentru a genera un fascicul laser de înaltă calitate care este livrat la capul de tăiere printr-un cablu de fibră optică. Astfel, se generează o livrare simplificată a fasciculului în comparație cu mașinile care combină mai multe module de diode sau care utilizează sisteme laser cu disc. Viteze de tăiere mult îmbunătățite, cerințe reduse de putere, eficiență mai mare în comparație cu laserele tradiționale, reprezintă beneficii suplimentare de reducere a costurilor.
Sistemele inteligente integrate în procesarea laser, precum monitorizarea completă a opticii, a procesului de tăiere, a stării duzelor și a calității fasciculului în timpul tăierii, completează la cel mai înalt nivel performanțele de perforare și formare ale ștanței.
oul controller AM C ie centralizează și integrează managementul tuturor noilor soluții, pentru a obține o productivitate ridicată și a oferi cea mai bună performanță disponibilă.
În plus, deoarece consumul de energie nu crește pe măsură ce cadența mașinii crește, costul său de funcționare pe coala prelucrată poate fi de la 2 până la din costul colilor procesate pe prese hidraulice. Economia de energie combinată cu vitezele mari de procesare, se traduce direct în costuri mai mici pe piesă și într-un mediu de producție mult mai competitiv.

ACIES-A e este o mașină extrem de productivă care va oferi cele mai bune rezultate atunci când este asociată cu automatizările potrivite. AMADA oferă o gamă proprie foarte largă de automatizări, de la sisteme simple și compacte de încărcare și descărcare, până la sisteme modulare de depozitare și manipulare complet automatizate, care pot fi extinse pe măsură ce activitatea Dvs. crește. A
florin.pintea@amada.de
Magazia automată de scule pentru poansonare are o capacitate de peste 300 de scule și un număr dublu de matrițe aferente, transferul sculelor în turela făcânduse automat, rapid și fără erori. Înlocuirea sculelor din turelă cu unele de rezervă, se poate face în mod automat atunci când este atins un număr de lovituri prestabilit. De asemenea, pentru o mai mare viteză în procesare, este posibilă schimbarea sculelor din turelă în timpul programului de tăiere cu laser.



CORNELIU GORNIC
Președinte PROFEX
Centru de Dezvoltare Tehnologică

Structura, dotarea firmelor producătoare din industria construcțiilor de mașini s a dete riorat continuu cel puțin în ceea ce privește vechile bastioane ale industriei. tiu că există companii noi, de tip I , care prin mijloace diferite au reușit să se afirme și să prospere. nființarea multora din acestea și menținerea lor în viață s a făcut cu ajutorul unor meseriași de la toate nivelurile de competențe și calificare.
Am cunoscut antreprenori care doreau să-și extindă activitatea și aveau nevoie de s nge t năr e inginer Ca să poată selecta doi ingineri făcând rabat în unele privințe a avut nevoie să stea de vorbă cu 20 douăzeci de tineri ingineri, dintre care unii aveau 2- diplome reu de admis că așa ceva se întâmplă. Un fost student pe care l-am avut și care a ajuns la nivelul de profesor în domeniul mașinilor-unelte acum pensionat mi-a spus că, la ora actuală, în companiile cu care mai reușește să colaboreze, inginerii nu mai știu nici să facă o diagnoză, nici să aplice tratamentul necesar. Una dintre preocupările de bază ale unor ingineri din fabricile actuale este numărarea pieselor. Este trist și înjositor
Pentru a începe remedierea acestei stări triste dacă nu tragice am propus în discuții cu mai mulți profesori din POLI EH ICI o soluție care se aplică, deja, în mai multe țări dezvoltate. Este vorba de ceea ce am numit FA RICA DE PRO O IPURI la ora actulă am cca 0 de propuneri de echipamente tehnologii, toate la nivel actual sau chiar depășind sisteme actuale , amplasarea ei o consider utilă în incinta acestor unități de învățământ superior tehnic. Beneficiile ar fi multiple, cu evidențierea destul de rapidă:
n Familiarizarea atât a viitorilor ingineri, cât și a cadrelor didactice cu probleme ale economiei reale: sarcini de rezolvat, costuri, termene etc
n Dezvoltarea de echipamente și tehnologii utile industriei nu machete sau prototipuri neutilizabile . Acestea trebuind să parcurgă toate a ele de realizare a unui produs vandabil pe piață, de la studii de oportunitate, la concepție și documentație de execuție inclusiv tehnologică, asistență tehnică la execuție și montaj, testare în vederea verificării atingerii parametrilor prevăzuți, cercetări în vederea
Inginer, specialitatea a ini nelte i cule, promo ia
Activitate: n cercetare ma ini unelte din până în , de la simplu inginer la cerce tător tiin ific principal gr. I i director tiin ific, în cadrul Institutului de ercetări i roiectări a ini nelte I A, I I I A , acum
I n mar eting, A , , proiectare fostul AR n dezvoltare, tehnologii de montaj i reglaj, încercări i diagnoză, tehnologii de prelucrare R
îmbunătățirilor, definitivarea documentației și, de ce nu, marketing n Obișnuința colaborării între studenți cu diferite profiluri, cât și cu parteneri externi
n Marea majoritate a realizărilor pot fi obiectul unor viitoare brevete, care, la rândul lor, asigură prestigiu Universității nu cu h rtii obținute prin cop paste și venituri, dacă realizările se dovedesc rentabile producției de serie
n Dacă produsele tehnologiile își dovedesc calitatea, ele pot deveni obiecte de activitate în cadrul unor viitoare IMM-uri, ai căror acționari vor fi atât viitorii ingineri acum cu experiență , cât și Universitatea, sponsorii și alte persoane fizice sau juridice interesate
n Se asigură stabilitatea forței de muncă și se ridică nivelul cunoștințelor persoanelor majore
n Este evident faptul că pot crește salariile și, în consecință, nivelul de trai în țară. oile IMM-uri pot fi amplasate oriunde în țară, putând rezolva și problema zonelor defavorizate etc.
Cu toate insitențele și abordările multiple, rezultatul, până acum, este ERO
Aceste constatări îmi amintesc de ultima replică a unui film american de război cu Anthony UI și Hardy CR ER care suna cam așa: hat in o people are ou e el e oameni sunteți De mai multe ori mi-am pus această întrebare. Știind că noua revoluție industrială Industry .0 se face cu a eni i ent u a eni îmi pun întrebarea și ar trebui să fie un cor imens care să-și pună această întrebare. Începând cu cei care mimea ă con ucerea țării.
La rașov, unde activează industrii cu capital german, acestea au înființat cu fonduri proprii

după cum știu școli profesionale cu profile de interes pentru dezvoltatea afacerii. La noi, Ministerul Educației ? , a desființat astfel de institiții, iar industria din România atâta cât mai este cu programe profiluri de fabricație proprii suferă din cauza penuriei acute de forță de muncă. Au apărut muncitori asiatici pentru a face cât de cât să mai funcționeze fabrici care mai au comenzi din e terior, mai puțin pentru nevoi interne. O situație oarecum similară a avut loc în SUA, dar conducătorii lor s-au trezit și au lansat sloganul work places back, adică readucerea locurilor de muncă acasă reshoring .
Cine și cum se poate răspunde întrebării puse de CER ÎȘEVS I dar idee furată de LE I : I F .
Aș adăuga și cele scrise și dorite de Ienăchiță V C RESCU: rma ilor mei ăcăre ti as ouă mo tenire re terea limbii rom ne ti i a atriei cinstire.
Ce s-a ales din mo tenirea lui ăcărescu și din în emnurile sale?
În viața oamenilor omenirii s-au instalat întrebări ale căror răspunsuri nu au fost aflate nici până acum: de un e enim care este rostul nostru pe ăm nt încotro... upă
S-au emis ipoteze religioase, științifice, evoluționiste...dar căutăm în continuare. Omenirea s-a aflat, adeseori, în fața multor provocări pericole, pe care fie le-a trecut cu succes, fie le-a ocolit, fie a suportat consecințele, fie le-a folosit pentru trecerea la alte niveluri de organizare, al relațiilor etc.
Astfel stau lucrurile și în prezent. Istoria înregistrează uneori cu lipsuri experiența, soluțiile folosite la realizarea unor obiective, care rezistă de milenii. u toate soluțiile mijloacele folosite sunt cunoscute cu certitudine. Ipoteze sunt, încă, elaborate.
Omenirea se află, acum, în fața unei provocări de o cu totul altă factură: pericolele sunt, mai curând, cognitive, comportamentale, de mentalități etc. și la care se adaugă pericolele generate de schimbările climatice, conflicte armate. ericolele din prima categorie sunt generate de lansarea conceptelor celei de a patra Revoluții Industriale, cunoscută ca In ustr . sau I
Pentru a evidenția pro ocările acesteia, au fost definite cele patru tipuri de tehnologii perturbatoare:
1. necti itate ate i ute ea e calcul a tehnologiei cloud, internet, blockchain înregistrări de date, care sunt conectate și securizate cu ajutorul criptografiei metodă de stocare a unei liste de intrări, care nu pot fi modificate ușor după ce au fost create , senzori
2. nali e i inf a ii anali e e luate Machine Learning învățare automată , Deep Learning învățare aprofundată , Inteligență Artificială AI sau IA
3. nte ac iune a ină Realitate Virtuală VR și Realitate Augmentată AR , robotică și automatizare, vehicule conduse autonom
4. e n l ii e luate Fabricație Aditivă D Printing , energii regenerabile, nanoparticule.
an f ă ile a titu inil ill au t ei fa e
a. Scout cercetare - analiza competențelor necesare atingerii ambițiilor obiectivelor companiei
b. Modelare identificarea penuriei de talente care ar putea fi abordată și conceperea unui program de infrastructură pentru a fi abordată
c. Schimbare dezvoltarea și introducerea conținutului și mecanisme de transmitere pentru pregătirea extinsă a mentalităților.
În acest sens se acordă capabilități de formare a mâinii de lucru și de modificare a mentalităților.
Am considerat util și necesar să includ și gânduri, constatări, sfaturi ale unor persoane remarcabile în istoria, cultura, știința din perioade anterioare sau din actualitate.
un n oameni nepotri iți în po iții gre ite se istruge aloarea.MURPH , evin .
Conform spuselor lui Einstein măsura inteligenței reale este abilitatea e a schimba.
area pro ocare este schimbarea mentalității pentru că procesele sunt echi i mulți oameni pri esc spre trecut. rans ormarea culturală este esențială în construirea unei a aceri. ania COSE I O, Microsoft RA ILIA.
Conducerea schimbării este una din cele mai mari provocări cu care se confruntă o organizație. rgani ațiile nu i schimbă comportarea oamenii a. HUR O , racy HU ER , Ad la de .
Schimbarea mentalității este cel mai mare obstacol în calea unei transformări de succes. Cheia problemei constă în schimbarea atât la nivel individual, cât și instituțional concomitent 0 . ricine poate să înm ne e lucruri sau să înalțe clă iri pentru că acest lucru este tangibil. ar aloa rea reală re ultă in schimbarea sistematică in comportare schimbată in mentalități schimbate. onstrucția pe care o clă e ti ar putea i goală schimbările e mentalitate mențin impactul asupra generațiilor ce in. ntreabă te ce ar trebui să aci pentru a crea o schimbare real po iti ă e urată i să acțione i în acest sens. ihar O HARI 0 .
Desfășurarea unui program de schimbare este similar cu zborul unei nave spre lună, deoarece c i a ea e c i ă. Schimbarea este o călătorie spre necunoscut, necesită depășirea multor obstacole .
Dar nu se poate reține un loc pentru zborul spre lună: acesta trebuie pregătit prin dezvoltarea calificărilor tehnice și emoționale, ca și a modurilor de lucru la gravitație zero. Liderii recunosc necesitatea schimbării, știu că organizația trebuie să evolueze și să inoveze mai rapid să se pregătească pentru zborul spațial. Este necesară o schimbare de mentalitate, o mișcare de la ideea controlului schimbării spre construirea capacității de schimbare și a vitalității .
mbunătățirea continuă consideră atât cultura ca proces, cât și tehnologia 2 . continuarea în numărul iitor A


FLORIN MORARU ing., director SM TECH SRL
De la stabilirea standardului de scule hic urret și utilizarea pe scară largă a acestui sistem de către mul i producători de ma ini de tan at , sculele de acest tip au cunoscut evolu ii continue în privin a ergonomiei i rapidită ii în reglare. n cele ce urmează, vom încerca să facem un scurt istoric al sistemelor de scule de tanțat hic urret

Una din primele revolu ii produse pe pia a sculelor pentru ma ini de tan at cu turelă s-a produs în 1981 prin lansarea de către ilson ool a seriei de scule Wilson Series 80®. Acestea au fost primele sisteme de scule ce nu mai foloseau bailagăre adaosuri pentru reglarea lungimii la poansoane, fiind primele scule thick turret din lume cu lungime ajustabilă. În 1991 a fost lansată seria de scule Wilson Series 90®, scule ce au introdus pentru prima oară pe pia ă inovativul sistem de strippere deta abile sistemul de re inere a stripperului cu bilă ce a făcut ca schimbarea de sculă să se facă mult mai repede i mai u or ca înainte, cu un cost mai mic ghidajul se păstra pentru toate sculele . De asemenea, la aceste scule lungimea se seta printr-un sistem inovator „click and turn”, timpul de setup fiind redus considerabil, iar limita de ascu ire durata de via ă era dublă fa ă de sistemele clasice. ,,Series 0®” a fost mul i ani cel mai popular sistem de scule din lume, după expirarea patentului fiind adoptat într-o formă sau alta de către to i ceilal i producători de scule de pe pia ă. După ,,Series 0®” ilson ool a continuat să inoveze, urma ul actual al acestei serii de scule fiind seria Wilson HP2, un lider de necontestat pe pia ă.


oate aceste sisteme aveau i au însă i un minus: o dată ce rezerva de ascu ire a poansonului se termină, poansonul se aruncă, de i coada sa nu are nicio problemă. Mai mult, execu ia poansoanelor din o eluri extrem de rezistente la uzură pulberi sinterizate ridică probleme datorită faptului că dorim ca zona activă să fie dură dar nu dorim ca la coadă să avem acela i o el dur, pentru că apare o uzură rapidă a ghidajului holderelor sculelor.
În 2011 în USA respectiv în 2012 în Europa , ilson ool a lansat prima genera ie a sistemului de scule hick urret cu insert deta abil - Wilson EXP, ca răspuns la această situa ie. În 2022, ilson ool a lansat genera ia a doua ce con ine multe îmbunătă iri a acestui sistem de scule premium iar acum, în 2024, a fost lansată i genera ia a treia.
Conceptul de recuperare a primei trepte de la rachetete Space o parte din sistemul lansat se recuperează i refolose te de foarte multe ori reprezintă practic filozofia din spatele E P. La toate sistemele precedente de poansoane, după ce poansonul indiferent dacă este pe sistemul scurt sau lung este ascu it până la limita maximă permisă, acesta efectiv se înlocuie te cu unul nou.
Sistemul E P a propus o construc ie în care poansonul thick-turret are vârful sub forma unui insert deta abil blocat cu un sistem de came interior foarte rigid care, după epuizarea duratei de via ă se înlocuie te rapid fără a fi necesar orice alt pas. Mecanismul de fixare fără filet permite o schimbare extrem de u oară în - secunde a vârfului fa ă de 0- 0 secunde la schimbarea unui poanson bazat pe un sistem cu filet. Deblocarea i blocarea insertului se fac la genera ia actuală extrem de simplu, folosind un buton situat pe coada poansonului. Fiind mai ieftin de produs mai mic și mult mai simplu constructiv , vârful insertul deta abil aduce un cost mai mic pentru utilizator de fiecare dată când se schimbă poansonul.
Sistemul E P se poate folosi optim cu holderele ,,canistrele” premium Wilson HPX dedicate

sistemului E P, ce oferă cea mai mare ascu ire de pe pia ă dar partea frumoasă este universalitatea sa: insertul este identic i se poate folosi pe toate sisteme de scule existente pe pia ă: Amada® clasic i A S Air- low , ilson HP, Mate® Ultra, ilson Standard, Pass® etc. Cu alte cuvinte, indiferent ce holdere supor i de scule are un utilizator, poate folosi avantajele sistemului E P se achizi ionează o singură dată ,,coada” poansonului ce este oferită specific pentru sistemele de holdere existente i după aceea se schimbă, când este nevoie, doar insertul universal deta abil E P mult mai economicos față de un poanson întreg .
Pentru dublarea duratei de via ă a inserturilor, acestea sunt executate în mod standard din cel mai bun o el pentru scule de tan at existent la ora actuală ,,Ultima®” steel o el tip pulberi sinterizate , o el ce dublează durata dintre 2 ascu iri fa ă de sculele normale. Spa iul de stocare a poansoanelor se reduce, de asemenea, pentru că inserturile ocupă mai pu in loc fa ă de poansoanele normale.
e e te n u la ene a ia lan ată anul acesta:
n Schimbarea insertului E P pe coadă se face mai simplu, printr-o apăsare de buton schimbarea între 2 poansoane diferite durează maximsecunde .
n Schimbarea scoaterea ghidajului ,,cămă ii” holderului se face foarte simplu prin deblocarea

cu un buton situat ergonomic în inelul median al holderului.
n Schimbarea modului de ajustare rapidă a lungimii poansonului după ascu ire etc prin rotirea inelului median al holderului, fără a fi nevoie de scoaterea ghidajului de pe sculă.
Reducerile de cost i cre terile de productivitate aduse de acest sistem sunt cu adevărat remarcabile i în timpul scurs de la lansarea primei genera ii, sistemul a atras numeroase aprecieri pozitive atât de la utilizatorii din întreaga lume cât i de la cei din România. Distribuitorul în România al ilson ool este firma SM ECH SRL., care dispune de un set de demonstrații ale capabilită ilor sistemului E P și pot face oricând o demonstrație la sediul dvs. De asemenea, vă stau la dispoziție cu sisteme E P ce pot fi lăsate la d-voastră pentru testare pe termen mai lung. A
Un film de prezentare i mai multe informa ii despre E P pot fi găsite la pagina: https://www.sm-tech.ro/sculethick-turret/wilson-tool-exp-hpx-system/ sau accesând codul R.

Aplicaţia
ool ti p
i portant salvat la calculele uzuale in in ustria prelucrării ta lei
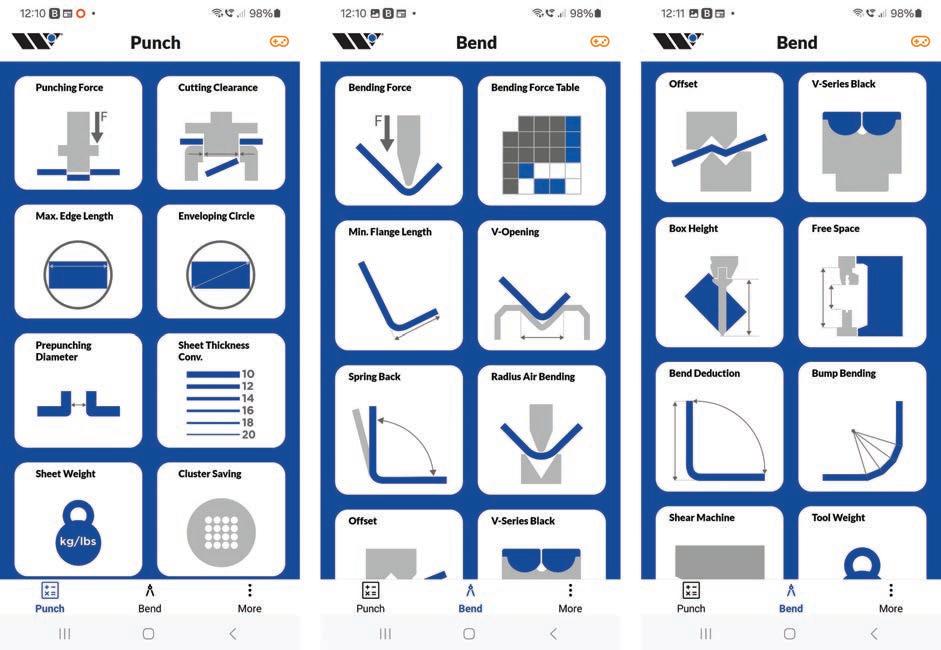
Aplicația ilson ool pentru telefoane cu Android și i este cea mai cuprinzătoare aplicație de pe piață în domeniul prelucrării tablei, concepută pentru inginerii și operatorii care programează, coordonează sau operează ma ini de tanțat i prese de îndoit tip ab ant . Aplica ia ajută la realizarea diverselor calcule legate de ștan țarea și îndoirea tablei, inclusiv
tan are pe a ini de tanțat : n alculul for ei de ștanțare n Alegerea jocului de tăiere optim pentru matrițele de ștanțare n imensiunea maximă a sculelor pentru a verifica dimensiunile maxime pentru stații thic turret, multitools, scule rumpf® etc. n ercul circumscris maxim pentru diverse forme de scule pentru a verifica dacă se potrivesc într o stație specifică a ma inii etc. n iametrul de pre ștanțare pentru scule filetare sau coining etc. n onversii de grosimi ale tablei în diverse sisteme n alculul greutății tablei n conomii ob inute cu scule cluster multiple timp de ștanțare salvat și cost de ștanțare economisit folosind o sculă multiplă tip cluster .
ndoire pe a ant: n alculul forței de îndoire n ungimea minimă a muchiei îndoite pentru diverse prisme ab ant n eschiderea a prismelor eschidere minimă optimă maximă pentru matri e n alculul revenirii elastice a materialului îndoit n Raza ob inută la piesă la îndoirea în aer n alculul sculelor offset n etarea prismelor cu umeri rabatabili eries lac n alculul înălțimii cutiilor închise posibil de îndoit n Info despre deschiderea da light și cursa pentru un număr mare de modele de prese ab ant n arametrii pen tru îndoirile raze mari în pa i umping asul razei asul îndoirii nghiul unei singure îndoiri în funcție de unghiul de îndoire, deschiderea și raza interioară n alculul forței de tăiere la ghilotină n alculul greutății sculei.
Aplicația ilson ool este acum disponibilă în Apple App tore® și oo le la ® tore
entru lin urile de descărcare a aplica iei, vă rugăm să accesa i pagina https://www.sm-tech.ro/wilson-tool-sculestantare-si-abkant/wilson-tool-app-for-android-and-ios/ sau să utiliza i codul R alăturat.

il on Tool e te liderul lo al n a ricarea culelor de tanțare i de ndoire pentru indu tria prelucrării ta lei u mai mult de o jumătate de secol de expertiză în găsirea de soluții pentru provocările clienților și crearea de produse inovatoare, această aplicație reprezintă o sinteză a informa iilor acumulate în acest timp de companie. A
ilson ool e la p no inalizat la pre iile uro lec

a la fiecare ediție, organizatorii uro lech , care se va desfășura între octombrie, au selectat cele mai bune inovații, pe diverse categorii, care vor fi prezen tate la standurile de la eveniment, urmând ca cele mai bune inova ii să fie premiate în cadrul unei ceremonii ce va avea loc pe octombrie.
istemul de clamping fixare i aliniere scule auto mat pentru scule ab ant ilson ool e lamp a fost nominalizat la categoria „ etal forming and punching”.
e lamp funcționează cu o sursă de alimentare standard, oferind un design modular ce aduce atât versatilitate, cât și simplitate în întreținere. uminile integrate iluminează direct suprafața de lucru, exact acolo unde este nevoie, nu în fața presei. Indicatoarele luminoase proeminente oferă o vizibilitate clară, arătând că poansoanele sunt fixate și pregătite pentru îndoire. otul se ac ionează cu ușurință, prin simpla apăsare a unui buton.
rincipalele ene icii ale e la p :
n uri care iluminează direct suprafața de lucru n Indicatoare pentru confirmarea fixării si gure a sculelor
n ixare mecanică ac ionată complet electric, evitând problemele ac ionărilor pneumatice sau hidraulice
n ompatibilitate cu mașini noi, second hand sau existente, cu un controler independent sau integrat în sistemul de control al mașinii
n orpuri modulare care permit formarea unei bare superioare complete sau cu spații de mm
n ervice rapid și ușor la un cost rezonabil, elimi nând practic timpul de nefuncționare
uteți edea e la p n acțiune la tandul il on Tool de la uro lec A




La târgul AMB din Stuttgart, Germania, CERATIZIT, a prezentat mai multe produse noi, nu numai produse din catalogul suplimentar A septembrie, ci și noile freze sustenabile roA ill, care sunt fabricate din carbură sustenabilă .



trategia e răcire e precizie cu siste ul e rezare a i ill a ricat a itiv D
Doriți să obțineți o siguranță maximă a procesului în ciuda vitezelor mari de așchiere și să lucrați în continuare eficient? CERA I I vă oferă exact aceste avantaje sub forma unei singure scule - în sistemul de frezare MaxiMill - 2 -DC imprimat D cu inserții interschimbabile.
Freza de colț patentată excelează în prelucrarea titanului și a altor materiale refractare datorită alimentării optime cu lichid de răcire direct în spatele plăcuțelor interschimbabile - sistemul DirectCooling. Potrivit în special pentru materialele care necesită cea mai eficientă răcire prin emulsie pentru rezultate bune de prelucrare.
Răcire e precizie pentru prelucrarea aliajelor de titan
Pentru corpul de bază al MaxiMill - 2 -DC, optimizarea răcirii pe suprafața de așezare la
IMAGE 1
prelucrarea titanului și a superaliajelor a fost o prioritate clară.
În acest context, CERA I I a prezentat un concept care nu putea fi realizat prin procesele de producție tradiționale. Scopul acestui concept a fost de a furniza cât mai mult agent de răcire posibil direct la muchia așchietoare. Acest lucru a necesitat un design foarte complex care a putut fi implementat prin fabricarea aditivă.
Corpul de bază fabricat aditiv al MaxiMill - 2DC oferă potențialul de a realiza răcirea complexă necesară a părții din spate a muchiei așchietoare. Aceasta creează combinația perfectă de proprietăți geometrice și funcționale cu poziționarea ideală a canalului și completată de o geometrie a plăcuței de așchiere perfect adaptată pentru răcire, asigurând

Fabricat aditiv și plasare precisă a lichidului de răcire: MaxiMill - 211-DC își etalează adevărata putere de prelucrare a titanului și a superaliajelor.
CERATIZIT România S.R.L.
46 Calea Romanului \ 600384
Bac u omania
T. +40 216 550 600 E. comanda.ro@ceratizit.com www.ceratizit.com, www.cuttingtools.ceratizit.com



astfel răcirea continuă a muchiei așchietoare. Cu această economie sub forma unei durate de viață mai lungi, clienții noștri pot continua să prelucreze titanul și superaliajele cu mai multă liniște. În plus, aceștia pot beneficia de un proces mai sigur, cu un consum de scule semnificativ mai mic.
oluţii e icro rezare pentru icroprelucrare co ple ă lu ine ic cu ac e i e i t le an e minime
Piesele de lucru sunt din ce în ce mai mici: fie că este vorba de tehnologie medicală, ultima generație de smartphone-uri sau carcase delicate de ceasuricu cât mai mici, cu atât mai bine. CERA I I oferă diferite variante de unelte AluLine - Micro. Acestea includ freze cu rază plină, toroidale și cu rază sau cu șanfren la colț, în diferite variante de tije, diferite lungimi, geometrii și game de diametre de la 0,2 mm la ,0 mm sau de la xD la 2xD lungime de extindere. Această gamă de produse este aplicabilă unei mari părți a microprelucrării aliajelor de aluminiu, a cuprului și a altor metale neferoase.

IMAGE 4
De la substrat și geometrie până la acoperirea DLC extrem de subțire și ultrafină, noile freze AluLine - Micro sunt ideale pentru prelucrarea aluminiului, cuprului și a altor metale neferoase în domeniul micro - o necesitate pentru procese de înaltă precizie și economice.


Cu cât componenta este mai mică, cu atât toleranțele sunt mai importante. Utilizatorii din sectorul de înaltă precizie au marja necesară cu noile freze AluLine - Micro cu o toleranță de m la un diametru de 0,2 mm. Aceasta este îmbunătățită și mai mult de coada cu diametrul de mm, care este acum potrivită și pentru suporturi de fixare
IMAGE 3
AluLine - Micro de la CERATIZIT este disponibil sub formă de freze cu rază la colț și torice, precum și freze cu șanfren la colț, în diferite versiuni de tije, diferite lungimi, geometrii și game de diametre de la 0,2 mm la 3,0 mm și lungimi de proiecție de la 3xD la 12xD.

prin contracție, asigurând o concentricitate optimă și, în cele din urmă, un contur al piesei de cea mai înaltă calitate. CERA I I utilizează un substrat cu granulație foarte fină pentru noile freze AluLine - Micro, care este recomandat în special pentru utilizarea în aliaje de aluminiu abrazive. De la substrat la geometrie și până la acoperirea DLC extrem de fină și ultra-ușoară, noile freze AluLine - Micro sunt ideale pentru prelucrarea aluminiului, cuprului și a altor metale neferoase la scară micro - esențială pentru procese extrem de precise și rentabile.
rezarea cu per or anţă sustena ilă o nouă ten inţă lansată
oile freze monobloc, fabricate sustenabil și care sunt în același timp fiabile, versatile și performante - ill i ill a oua varietate C - S20 este baza acestei game de freze, îndeplinind cele mai înalte cerințe de sustenabilitate, iar în combinație cu noile tehnologii de optimizare a geometriei și de acoperire, rezultă unelte de înaltă calitate care vor face față aplicațiilor solicitante. În plus, acestea vor aduce utilizatorilor o legătură cu tendința actuală, și anume sustenabilitatea și reducerea emisiilor de CO2 și în producție. oile freze ProAC -Mill sunt fabricate dintr-un grad deosebit de sustenabil, pe care CERA I I îl numește up RADE și care este egal în calitate cu gradul standard.

Gradul upGRADE CT-GS20Y este noua alegere optimă pentru multe domenii de aplicare în epoca modernă. ,,Producția noului grad durabil produce o amprentă de CO2 semnificativ mai mică în comparație cu gradele convenționale produse prin metode convenționale. Acest lucru se realizează prin utilizarea a materii prime secundare sub forma unei reciclări sofisticate a sculelor C uzate. Clienții beneficiază astfel de avantajele economice și de mediu ale unei amprente de CO2 certificate sub forma unor valori PCF amprentă de carbon a produsului scăzute. Rezultatele excelente ale testelor noii serii Pro-AC -Mill au demonstrat potențialul acestora. În comparație cu alte scule universale, acestea ating performanțe cu până la
IMAGE 5
Noile freze din carbură solidă performante ProACTMill UNI și UNImax sunt fabricate din CT-GS20Ycea mai durabilă calitate de carbură CERATIZIT de până acum. Datorită performanței remarcabile a frezelor, utilizatorii își pot crește productivitatea, economisind în același timp materie primă.

Cu seria ProACT-Mill UNI CERA I I a dezvoltat cea mai durabilă sculă pentru frezarea universală. Pasul variabil al elicei asigură o funcționare extrem de lină și o evacuare optimă a așchiilor. Pentru o transmisie perfectă a forței, seria ProAC -Mill U I are o coadă H și un miez de sculă ranforsat care îmbunătățește distribuția uniformă a forțelor în procesul de frezare. Pentru a asigura o stabilitate maximă a muchiei așchietoare, freza a fost prevăzută cu subtăiere radială. Șanfrenarea frontală promite cea mai bună calitate a suprafeței, iar geometria variabilă garantează suprimarea vibrațiilor.
Ramparea și ramparea spiralată sunt posibile până la un unghi de 0 . n alt a anta al noii serii de freze este nivelul redus de zgomot, chiar și la avansuri mari în așchiere completă. ProAC -Mill U I cu o lungime de așchiere de xDC este deosebit de potrivit pentru producția în serie și pentru prelucrarea trohoidală. Spărgătoarele de așchii inovatoare, proiectate radial, asigură siguranță maximă și durabilitate datorită lungimii mai scurte a așchiilor, de xD. Evacuarea fiabilă a așchiilor este favorizată de canelurile optimizate ale sculei. Și datorită miezului ușor conic al sculei cu lame, scula este stabilă în prelucrare chiar și la viteze de avans liniar mai mari.
e ia ill a este soluția ideală atunci când vine vorba de rate maxime de îndepărtare. O geometrie specială a fost proiectată în acest scop, care este perfect adaptată pentru adâncimi de avans de până la 2xDC. Frezele sunt disponibile cu coadă HA și H pentru cea mai bună precizie și transmisie a puterii. Pentru miezul variabil al sculei, accentul a fost pus pe distribuția optimă a forțelor de așchiere. Ceilalți parametri și avantaje sunt identice cu cele ale seriei menționate mai sus.
o ul Data atri conţine toate etaliile
IMAGE 6. Materia primă reprocesată în proporție de 99% face din CT-GS20Y cea mai durabilă calitate de carbură disponibilă în prezent de la CERATIZIT.
oate sculele din această serie au un ,,Cod Data Matrix DMC gravat cu laser pe coada sculei. Acest cod poate fi utilizat pentru a extrage date de la un ,,geamăn digital . DMC conține într-adevăr tot ceea ce aveți nevoie, odată scanată scula poate fi identificată corect și datele sale tehnice relevante pot fi afișate. Clientul poate vedea, de asemenea, dacă scula este nouă sau recondiționată și de câte ori a fost recondiționată de CERA I I . Pentru o comandă mai ușoară, există, desigur, un link către magazinul online. Există planuri de extindere a funcționalității DMC în viitor - pentru un serviciu și mai cuprinzător. A

IMAGE 7. Codul Data Matrix (DMC) aplicat cu laser oferă o mulțime de informații despre unealtă.

Odată cu A Atec , cunoscutul producător de scule oehlerit lansează pe piață un nou sistem de frezare frontală revoluționar, stabil și economic, pentru obținerea de rezultate optime la prelucrare.
Inovatorul produs este caracterizat de stabilitatea, eficiența și eficacitatea rezultatelor obținute la așchiere, și este ideal prelucrarea oțelurilor obișnuite, a oțelurilor inoxidabile și a materialelor turnate.
istemul de frezare frontală oehlerit oferă o gamă de diame tre de la mm, pentru , până la mm, pentru , și cuprinde trei geometrii diferite R , , , care garantează rezultate optime la prelucrare.
alitățile deja demonstrate ale materialelor de așchiere de la oehlerit, inclusiv substraturile cu granulație grosieră și fină, folosite ca acoperire de înaltă performanță pentru prelucrarea fontei turnate și a oțelului inoxidabil, garantează cea mai înaltă calitate și durabilitate.
n avantaj important al sistemului de frezare frontală este capacitatea de a realiza adâncimi de așchiere mari, de până la , mm, în funcție de geometria inserției indexa bile. atorită unui șurub special cu cap disc , schimbarea
inserțiilor indexabile este simplă și comodă, având ca rezultat o manevrare îmbunătățită.
n comparație cu competitorii, sistemul de frezare frontală oehlerit A tec este caracterizat printr un concept mai stabil și o placă de adaos pentru fixare bailagăr , pentru a diminua vibrațiile și pentru protejarea locașului inserției, în eventualitatea spargerii acesteia.

u un total de muchii așchietoare pentru fiecare inserție indexabilă, sistemul de frezare frontală A Atec este extrem de economic și permite prelucrarea rentabilă a pieselor în domeniul așchierii în regim mediu sau greu. esignul robust și caracteristicile de înaltă performanță fac din acest sistem un instrument indispensabil pentru tehnologia de prelucrare modernă.
„ u noul sistem de rezare rontală, stabilim noi standarde în tehnologia de prelucrare", declară Patrick SCHWAIGER, Product Manager Milling, Boehlerit „ lien ii noștri se pot baza pe cea mai înaltă calitate, stabilitate și e icien ă istemul de rezare rontală oehlerit este solu ia pentru toate companiile care caută per orman ă și productivitate ma ime în opera iile lor de prelucrare



Cu noul burghiu alter treme vo lus, alter lansează pe pia ă o sculă nouă din familia de produse upreme. ehnologia de acoperire rato tec , dezvoltată special pentru burghie, conferă burghiului din carbură metalică un poten ial substan ial de pia ă. eoarece sortul alter cu acoperire multistrat Al i asigură viteze mari de a chiere i permite utilizarea universală a burghiului în toate materialele I din grupele , , , , i .

Comparativ cu pia a, DC 0 Supreme are o durabilitate cu aproximativ 0 mai mare. urghiul cu răcire interioară poate fi utilizat atât cu emulsie, cât i cu ulei sau cantită i minime de lubrifiant M L . eometria sa cu muchie a chietoare dreaptă îi conferă un grad înalt de stabilitate i fiabilitate. urghiele DC 0 Supreme de la alter sunt disponibile cu diametre de 20 mm, fiind ideale pentru o varietate mare de aplica ii.
Ca variantă standard, DC 0 Supreme este disponibil, în programul alter, cu dimensiunile constructive Dc conform DI scurt , precum i Dc conform DI lung . Specialistul oferă, prin serviciul alter press, scule speciale, cu dimensiuni intermediare, precum i burghie în trepte, cu un termen de livrare mai scurt maximum trei săptămâni . urghiele alter treme Evo Plus din familia DC 0 fac parte din gama de produse Supreme. Acestea sunt concepute pentru a chierea unui număr mare de piese i pentru un volum mare de găurire. Datorită durabilită ii ridicate, productivită ii superioare i rezisten ei mari
la uzură în cazul aplica iilor solicitante, burghiele DC 0 Supreme reduc costurile i sunt ideale pentru prelucrările dificile ale materialelor ISO M i S, de exemplu, în industria aviatică.
Acestea sunt adecvate i pentru aplica iile cu un număr mare de alezaje, de exemplu, în industria auto. Alte domenii de utilizare sunt industria constructoare de ma ini, fabricarea de tan e i matri e i industria energetică.
urg ie in car ură etalică D supre e tre e evo po ere rato tec
Datorită celor trei muchii a chietoare, treme Evo atinge valori maxime în ceea ce prive te volumul de pan i, totodată, oferă o circularitate îmbunătă ită a găurii.

Tel. 0256.406.218
Fax 0256.406.219
service.ro@walter-tools.com www.walter-tools.com
ehnologia de acoperire inovatoare rato tec asigură o productivitate înaltă i sigură.
treme Evo cu trei muchii a chietoare poate fi utilizat cu emulsie, ulei sau cantită i minime de lubrifiant M L . A































Frezarea modernă, ca metodă de prelucrare a metalelor, își are originea la sfârșitul sec. al lea și a devenit în scurt timp una dintre cele mai importante tehnologii de prelucrare. Astăzi, cu greu ne putem imagina o secție de prelucrare care să nu aibă în componență freze.
Frezarea, metodă esențială din cadrul proceselor tehnologice de prelucrare, s-a dezvoltat permanent, ca rezultat al provocărilor generate de producția modernă și eficientă a componentelor din diverse industrii. e propunem să evidențiem în continuare câteva aspecte specifice, cu impact direct asupra progresului operației de frezare.
c i ă ile u enite n ulti a e i a ă n ace t eniu au f t eteinate e c i a fact i u ă cu u ea ă
n creșterea preciziei operațiilor anterioare frezării, cum ar fi turnarea și forjarea de precizie
n adoptarea pe scară largă a metodei de imprimare D
n utilizarea din ce în ce mai frecventă a noilor materiale compozite și sinterizate
n necesitatea măririi productivității operațiilor de prelucrare a materialelor greu prelucrabile, precum superaliajele și aliajele din itan
n concentrarea producătorilor de automobile în direcția realizării de modele eficiente electrice și hibride.
În plus, progresele excepționale realizate în domeniul mașinilor-unelte au deschis noi căi de prelucrare precisă a componentelor complexe și au oferit posibilitatea implementării unor strategii moderne, eficiente, cu scopul amplificării productivității.
În general, în cadrul proceselor tehnologice moderne, tendința este de a reduce semnificativ adaosurile de prelucrare, simultan cu introducerea de cerințe suplimentare, mai stricte, legate de precizia dimensională și calitatea suprafeței.
Recapitulând, e ul f e ă ii e te ene at e nece itatea a lifică ii ucti ită ii a c e te ii eci iei i e a i u a ea u tena ilită ii În consecință, inci alele e ltă i n f e a e t fi ca acte i ate u ă cu u ea ă:
1. eluc a e cu ate a i e n e ă ta e a ate ialului MRR Metal Rate Removal , pentru atingerea unor productivități ridicate. Acestea se realizează prin creșterea semnificativă a vitezelor și a avansurilor. Menționăm aici tehnicile consacrate: HSM High Speed Machining și, în cazul operațiilor de eboș, HFM High Feed Milling .
2. e a e e eci ie, asigurând acuratețe dimensională ridicată pieselor rezultate.
3. e a e ulti realizată pe centre de prelucrare cu număr ridicat de axe, pentru realizarea pieselor cu configurații complexe.
4. e a ea a a ti ă având ca scop să dezvolte sisteme inteligente de frezare, care se pot adapta unor condiții variabile, pe parcursul procesului de prelucrare.
5. e a ea u tena ilă, care încearcă să reducă impactul asupra mediului înconjurător. Conceptul are în vedere dezvoltarea fluidelor de răcirelubrifiere ecologice, utilizarea de materiale reciclabile și refolosibile, prelucrarea pe mașini-unelte eficiente din punctul de vedere al consumului energetic.
ucce ul n ace te ne e a ea ă e ine ia c t a c nente c eie i anu e
n mașini-unelte
n scule așchietoare
n sisteme de inginerie asistate de calculator e a ea cu ite ă i icată, spre exemplu, reclamă utilizarea mașinilor-unelte capabile să
asigure turații extrem de ridicate, echipate cu scule așchietoare moderne realizate din materiale avansate și acoperiri performante. Simultan, amplificarea preciziei operațiilor de frezare se bazează nu doar pe toleranțele strânse cu care sunt realizate capetele de frezare, dar și pe sistemele de control numeric performante și pe acționările cu motoare liniare.
În cazul f e ă il cu ai ulte a e, succesul se bazează pe controlul eficient al deplasării pe fiecare axă în parte, simultan cu alegerea celor mai adecvate geometrii de așchiere pentru sculele utilizate.
Pe de altă parte, f e a ea a a ti ă înglobează inovații precum sistemele de monitorizare de ultimă oră, senzori cu sensibilitate excepțională, algoritmi eficienți de optimizare în timp real a parametrilor de așchiere și a traseelor pe care se deplasează sculele. Mai mult, progresul n eniul u tena ilită ii reclamă utilizarea unor strategii de frezare eficiente energetic, care combină mașinile-unelte și sculele așchietoare adecvate, precum și tehnicile de răcire ecologice.
e ă ile e ne cu lăcu e in e a ile e a ea ă e e ele eali ate n u ăt a ele enii
ate iale a an ate utili ate la uce ea lăcu el e f e a e
Sunt esențiale dezvoltările de ultimă oră realizate în domeniul carburilor de bază, a materialelor ceramice și a celor cu duritate foarte ridicată.
e n l ii e ac e i e
Departamentele de cercetare-dezvoltare sunt permanent concentrate în direcția realizării de noi acoperiri, care să amplifice rezistența la uzură, la temperaturi ridicate și care să asigure lubrifiere eficientă.
e et ii e a c ie e e i ă
Acestea optimizează forma suprafețelor de degajare a plăcuțelor, cu efect benefic asupra formării și eliminării așchiei, diminuează forțele de așchiere și amplifică durabilitatea muchiei.
tili a ea eficientă a ate ialului lăcu ei
Proiectarea inteligentă este esențială, în special pentru punerea la dispoziția utilizatorului a numărului maxim posibil de muchii așchietoare existente pe plăcuța indexabilă, fără a diminua capabilitatea procesului așchietor.
n FIGURA 1 reze monobloc din carbură, , pentru frezări trohoidale, prevăzute cu geometrie antivibratoare A R R

FIGURA 2

Capete de frezat cu plăcuțe indexabile, pentru prelucrarea aliajelor de Al cu viteze extrem de ridicate. Conceptul prevede anularea deplasărilor radiale în buzunar, în ciuda forțelor centrifuge ridicate.
În plus, tendința generală de implementare a ce el e fa ica ie inteli ente impune integrarea digitalizării în procesele de frezare. Sculele modelele ,,gemene , împreună cu simulările fidele ale aplicațiilor au devenit elemente obișnuite ale proiectării unui proces de frezare eficient și, în final, de transpunere a sa în practică.
Cum reușesc producătorii de scule să facă față provocărilor? Care sunt soluțiile de freze care pot răspunde adecvat tendințelor emergente? Acest domeniu al producerii sculelor așchietoare, adesea considerat conservator, este el capabil să răspundă în timp util cerințelor curente? Recentele dezvoltări ISCAR oferă perspective optimiste, referitoare la aceste subiecte.

mai mici. Eficiența acestor freze iese în evidență în special în prelucrarea cavităților de dimensiuni mari, prezente în industria matrițelor.
Altă familie adăugată acestei game și care merită pe deplin menționată este EOFEED - scule HFM echipate cu plăcuțe dublă-față, pătrate, ce pun la dispoziție muchii așchietoare.






e a ea t i ală de mare viteză se bazează pe un traseu curb bine determinat al sculei, cu scopul menținerii unei încărcări constante pe muchia așchietoare. Metoda elimină eventuale vârfuri de încărcare, la intrarea în material. Această strategie este extrem de eficientă la frezarea canalelor adânci, a buzunarelor, a cavităților, în special atunci când stabilitatea prelucrării este foarte redusă. De asemenea, frezarea trohoidală a demonstrat rezultate excelente la prelucrarea materialelor problematice, precum oțelurile cu duritate ridicată sau superaliajele termorezistente H SA . Progresele realizate în domeniul mașinilorunelte prevăzute cu multe axe, cât și cele din domeniul sistemelor CAD CAM, au deschis căile prelucrărilor precise ale unor forme complexe, cu adaosuri minime de prelucrare. Pentru acest domeniu au fost dezvoltate frezele cilindro-frontale tip ,,butoi . n a ul e fa ica ie au f t inclu e t ei lu ii i tincte
Frezele monobloc antivibratoare CHA ERFREE EC-E H -CF compun o familie nouă, cu număr ridicat de dinți, proiectate în mod special pentru tehnicile de frezare trohoidale. eometria lor include unghiuri diferite de inclinare ale elicelor, pași variabili, caracteristici care îmbunătățesc comportamentul sculei din punct de vedere dinamic. Aceste freze cilindro-frontale sunt disponibile într-o gamă variată de rapoarte ,,lungime activă diametru fi u a .
Cu ajutorul mașinilor-unelte moderne, a devenit realizabilă frezarea de mare productivitate a aliajelor de Aluminiu parametrul principal al acestei metode este turația extrem de ridicată, ajungând până la 000 rot min. Pentru a face față acestor condiții, ISCAR a dezvoltat frezele cu plăcuțe indexabile, cu unghi de atac de 0 , în ale căror buzunare pot fi montate plăcuțe mari, capabile să așchieze adaosuri de prelucrare de până la 22 mm (fi u a . uzunarele au fost proiectate astfel încât deplasările radiale să fie practic anulate, chiar în aceste condiții de generare a unor forțe centrifuge ridicate.
Frezarea cu avansuri ridicate HFM High
Feed Milling a devenit o metodă adoptată pe scara largă, pentru prelucrarea atât a suprafețelor plate, cat și a celor complexe. ISCAR oferă o gamă cuprinzătoare de produse HFM, care să facă față practic oricăror provocări ale multiplelor aplicații industriale. Recent gama a fost extinsă și un exemplu elocvent îl reprezintă familia LO I - -FEED, echipată cu plăcuțe tip ,,vertebră fi u a . Acum, familia beneficiază de plăcuțe mai mari, dezvoltate ca urmare a succesului de piață al predecesoarelor
FIGURA 4
Programul ISCAR care include 3 soluții distincte.

n freza monobloc din carbură
n capul indexabil MUL I-MAS ER
n plăcuță amovibilă fi u a )

a eluc a ea u e alia el H SA utilizarea sculelor ceramice oferă posibilitatea amplificării substanțiale a vitezelor de așchiere. Ele pot ajunge chiar la pragul de 000 m min. ama recent dezvoltată de ISCAR include freze cilindro-frontale ceramice monobloc și capete de frezat echipate cu plăcuțe ceramice rotunde, dublă-față. Soluția dublă-față permite utilizarea eficientă a materialelor ceramice relativ scumpe, precum „ceramica neagră , ceramica ranforsată ,,wisker și SiAlO ceramică pe bază de nitrură de siliciu. A
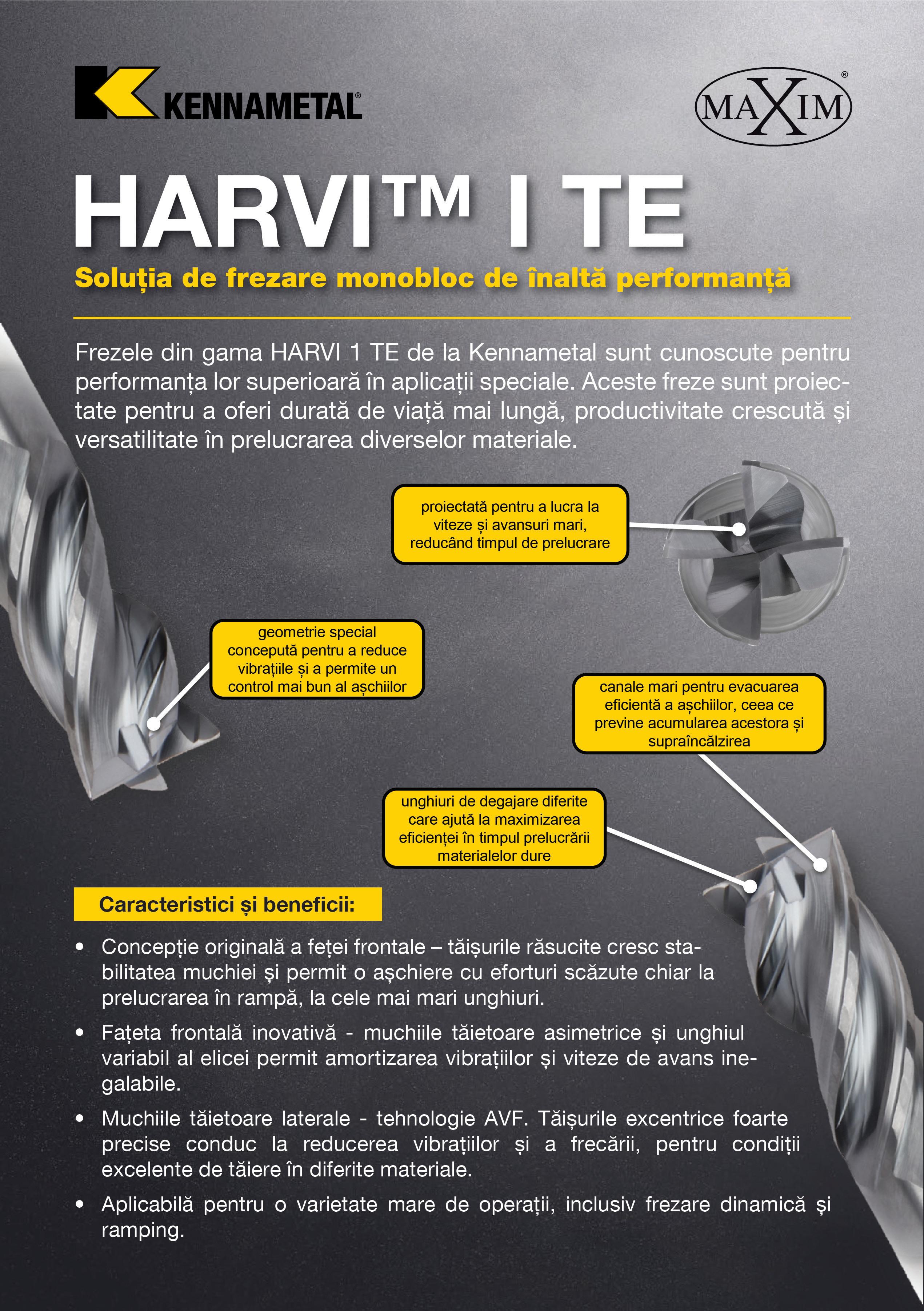
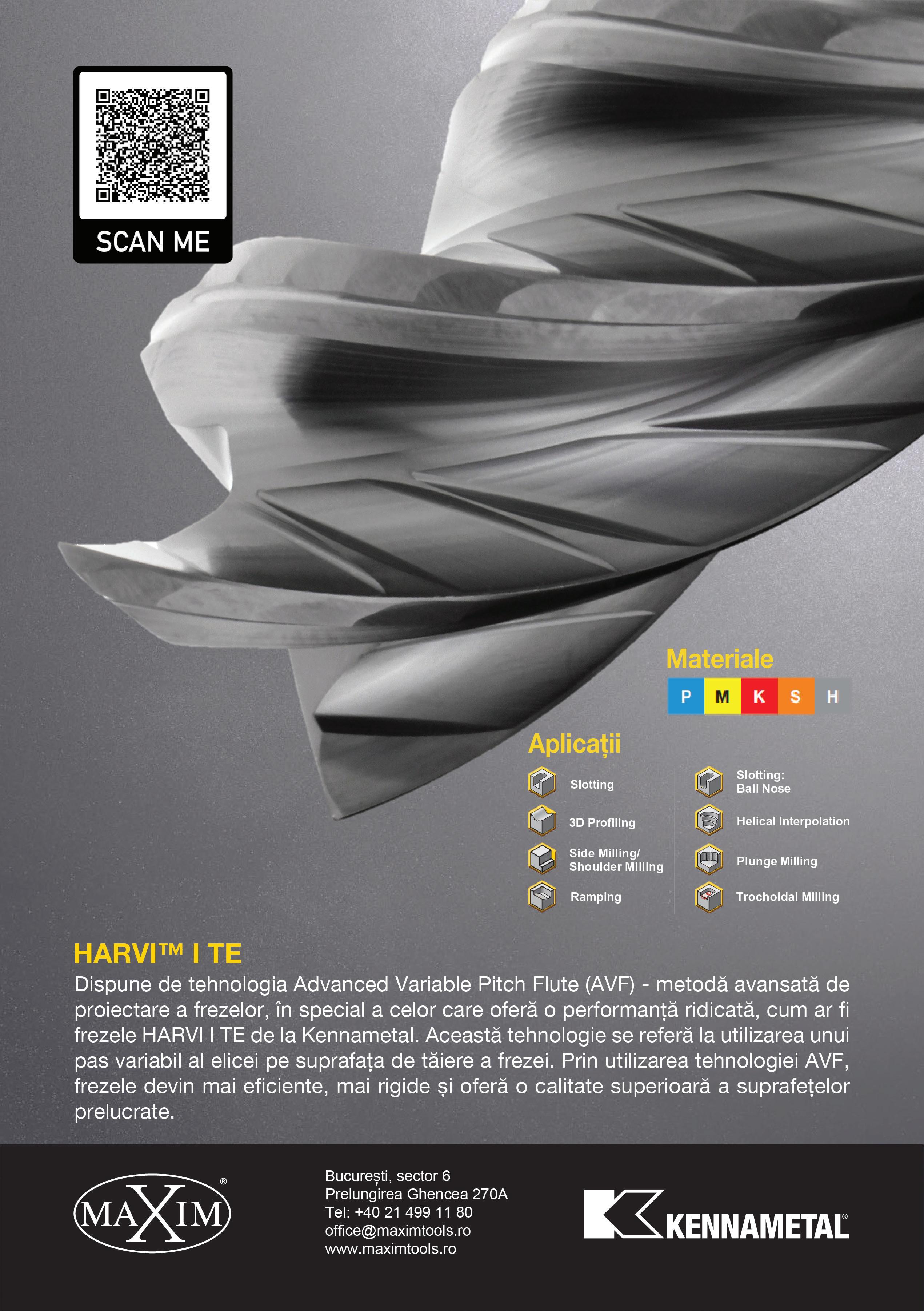
Nprezintă un rulment de înaltă performanță pentru servomotoare, care reduce emisiile de particule precum unsoarea și uleiul. Această tehnologie revoluționară va contribui la funcționarea constantă a mașinilor esențiale din industrie, cum ar fi roboții.
Pentru a identifica o modalitate potențială de a depăși problema emisiilor de particule de la rulmenți, S a studiat mecanismul din spatele acestei probleme industriale de lungă durată. Pe lângă implementarea unei mașini de evaluare și testare de mai mare precizie, cu o configurație și un mediu similare unui servomotor real, compania a reușit să proiecteze o structură de rulment complet nouă, cu elemente de proiectare avansate.
Valorificându-și experiența vastă în tribologie controlul frecării și al uzurii prin intermediul lubrifianților și al suprafețelor materialelor , S a reușit să dezvolte un rulment cu o nouă tehnologie de ungere și etanșare, care oferă emisii de două ori mai scăzute de particule decât produsele convenționale. Unsoarea asigură, de asemenea, o durată de viață dublă față de cea a unui produs convențional, în timp ce garnitura de cauciuc creează un cuplu mai mic.
Având în vedere că multe țări se confruntă cu o reducere a forței de muncă, piața roboților industriali este în continuă creștere. Cu toate acestea, utilizarea roboților necesită niveluri ridicate de fiabilitate pentru a putea face tranziția de la operațiunile manuale la cele automatizate. Fiabilitatea robotului depinde de componentele sale majore. Un robot tipic cu braț articulat, de exemplu, poate avea până la șase servomotoare pentru a facilita poziționarea
FOTO DESCHIDERE
Noul rulment NSK pentru servomotoare oferă de două ori mai puține emisii de particule decât produsele convenționale.
și viteza robotului pe diferitele sale axe. Fiecare servomotor conține doi rulmenți: un rulment pe partea de încărcare care susține arborele la ieșirea din servomotor și un rulment pe partea opusă încărcării, situat între discul de frână și discul codificatorului.
În medii cu temperaturi ridicate, cum ar fi servomotoarele, rulmenții tind să împrăștie particule mici de unsoare și ulei în timp ce se rotesc. Aceste emisii se lipesc de discuri și cauzează probleme precum erori de citire ale codificatorului și alunecarea frânei. evoia de rulmenți cu emisii reduse de particule este evidentă în aplicațiile de acest tip. Din acest motiv, S a început să dezvolte unsori și garnituri anti-împroșcare care oferă un nivel ridicat de etanșare ermetică.
oua unsoare S limitează evaporarea în medii cu temperaturi ridicate, cum ar fi servomotoarele, și utilizează componente superioare rezistente termic, pentru a asigura emisii reduse de particule și o mai bună rezistență la gripare. oua garnitură S din cauciuc are o formă cu o nouă proiectare a buzei, ce susține la rândul său emisiile reduse de particule, facilitând în același timp un cuplu mai mic cu 0 .
În afară de servomotoare, noul rulment S este potrivit și pentru alte produse care necesită performanțe cu emisii reduse de particule, contribuind la funcționarea constantă a unei game largi de utilaje industriale. A

Soluții de lubrifiere de la cel mai mare producător independent de lubrifianți


FUCHS este cel mai mare furnizor independent de soluții de lubrifiere din lume, acoperind majoritatea industriilor și sectoarelor. Fondat în 1931 ca o afacere de familie în orașul german Mannheim, FUCHS numără astăzi peste 6000 de angajați în 50 de țări, care împărtășesc același obiectiv: să mențină lumea în mișcare - durabil și eficient.


Parteneriatul Fuchs și
DMG Mori - Un deceniu de excelență
Anul 2024 a marcat cea de-a 10-a aniversare a strânsei colaborări dintre DMG MORI și FUCHS. Drept recunoaștere pentru angajamentul continuu față de parteneriatul DMG MORI Qualified Products (DMPQ) și pentru colaborarea de succes, DMG MORI a ales să îi ofere grupului FUCHS SE pentru a doua oară prestigiosul premiu „DMG MORI Partner Award”

Fuchs Ecocool GLOBAL 1000 Tehnologia care te răsplătește
Produs de înaltă calitate, fără bor, miscibil cu apă, aparține celei mai noi generații de lichide de răcire FUCHS, pe bază de ulei mineral rafinat, ester și aditivi specifici.
ECOCOOL GLOBAL 1000 este un fluid de tăiere universal, potrivit pentru tăieri grele, dar și pentru operații specifice precum alezarea, frezarea, filetarea și găurirea adâncă pe o gamă largă de materiale. A fost conceput special pentru materiale greu prelucrabile, însă și pentru aplicații specifice din industria medicală, cea aerospațială sau energetică ori industria semiconductorilor.
Avantaje:
•Nu pătează aliajele sensibile
•Gamă largă de materiale prelucrate
•Prelungește durata de viață a sculelor
•Spumare foarte redusă, filtrabilitate bună, emulsie robustă
•Calitate excelentă a suprafeței

FUCHS LUBRICANTS ROMANIA SRL
Siriului 6-8 Str. 3rd floor, 014354 Bucharest / Romania
Tel. +40 31 433 51 10 office@fuchs.com https://www.fuchs.com/ro/ro





Numărul de noi înmatriculări de vehicule cu propulsie electrică și hibride plug in este în creștere la nivel mon dial. ezvoltarea acestui mod de transport contemporan, mai ecologic, schimbă tehnologiile din industria auto și are un impact și asupra dezvoltării lubrifianților.
În prezent, producătorii de autovehicule se confruntă cu provocarea de a propune soluții tehnice pentru produsele lor și de a găsi furnizori capabili să contribuie la crearea de inovații sau chiar să le dezvolte ei înșiși. Lubrifianții sunt un domeniu important în acest sens. Aceștia au fost optimizați de-a lungul deceniilor de dezvoltare comună pentru vehiculele cu motoare cu combustie, iar acum trebuie să facă față noilor provocări ale e-mobilității. Producătorul de lubrifianți speciali l ber Lubrication are un portofoliu extins cu soluții eficiente pentru cerințe exigente. Lubrifianții existenți sunt în continuă dezvoltare, în special în ceea ce privește temperatura și stabilitatea pe termen lung, sarcinile mai mari și eficiența în continuă creștere. Expertul în tribologie se poate baza pe experiența sa de mulți ani în sectorul auto.
Trenul de rulare electrificat a creat noi oportunităţi ar i noi provocări
Diferitele modele de grupuri motopropulsoare, de la vehiculele convenționale cu baterii la vehiculele hibride și mașinile cu hidrogen, la hibrizii plugin și alte concepte, necesită fiecare propriul proiect de grup motopropulsor. Majoritatea se bazează pe componente familiare ale grupului motopropulsor electrificat, care includ un design mai mic și simplificat al transmisiei. Acestea necesită lubrifiere eficientă și răcire îmbunătățită, în special în cazul unei densități ridicate de putere. Pentru producători, acest lucru duce la noi cerințe pentru lubrifianții necesari.
Uleiurile sintetice de înaltă performanță pentru transmisii pe bază de PAO sau poliglicol oferă un răspuns foarte eficient la aceste cerințe. Uleiurile sintetice de înaltă performanță pentru angrenaje
sunt disponibile și în vâscozități reduse pentru utilizarea în e-mobility. Frecarea redusă a acestor uleiuri sintetice de înaltă performanță pentru angrenaje poate reduce deja temperatura cutiei de viteze cu până la C comparativ cu lubrifianții convenționali.
E-mobilitatea schimbă cerințele pentru lubrifianți
Produs Motor cu ardere internăAcționare electrică
1 Ulei de motor x
2 Lubrifianți Hydro x
3 Lubrifianți cu aditivi lichizi ionici x
4 Ulei pentru angrenaje
X = Nu se aplică
= Oferă avantaje în soluționarea problemelor de proiectare
Lubrifianții ,,Hydro Lubricants” cu apă ca ulei de bază prezintă, de asemenea, o frecare excepțional de scăzută, cu răcire îmbunătățită. Aceasta înseamnă că autonomia vehiculelor electrice poate fi mărită de lubrifiant, iar temperatura transmisiei poate fi redusă cu până la C în comparație cu lubrifianții convenționali. Reducerea temperaturii oferă proiectantului noi opțiuni de design. Efectul de răcire a fost dovedit în diverse teste în laborator și la locațiile clienților. Proprietățile lor excelente de răcire, combinate cu frecarea redusă, fac din lubrifianții Hydro o tehnologie valoroasă pentru transmisiile din e-mobility.
Klüber Lubrication

Romania SRL
Str. Nicolaus Olahus nr. 5
Corp A, et.12 (Centru de Afaceri), Sibiu, 550370
Tel: +40 377 702 144
Email: office@ro.klueber.com
Website: www.klueber.ro
l ber Lubrication colaborează în prezent cu diverși parteneri din știință și industrie pentru a dezvolta în continuare inovatorii lubrifianți Hydro și pentru a aduce pe piață noi soluții care să facă e-mobilitatea mai eficientă. A



Analiza vibrațiilor a fost timp de mulți ani tehnologia preferată de profesioniștii din domeniul întreținerii pentru a monitoriza starea activelor rotative. u toate acestea, în ultimii ani, ultrasunetele s au poziționat, de ase menea, ca o tehnologie foarte populară pentru monitorizarea stării. ntrebarea pe care mulți și o pun acum este care este cea mai bună ltrasunete sau vibrații n acest articol ne vom concentra pe rolul ultrasunetelor ca instrument de monitorizare a stării și pe motivul pentru care utilizarea vibrațiilor și ultrasunetelor împreună este cea mai bună modalitate de a atinge excelența în practicile de întreținere.
De ce analiza vi raţiilor
Analiza vibrațiilor este un instrument incredibil: detectează și măsoară vibrațiile mici și ceea ce le cauzează, permițând astfel profesioniștilor din domeniul întreținerii să detecteze defecțiunile timpurii ale echipamentelor rotative. În plus, analiza vibrațiilor ne oferă un diagnostic foarte profund și ne permite să identificăm cauza principală a defecțiunii și, astfel, să o corectăm pentru a evita alte probleme în viitor. În plus, există pe piață un număr mare de senzori de vibrații și sisteme din care se poate alege, astfel încât echipele de mentenanță pot găsi soluția potrivită pentru nevoile lor.
De ce ultrasunetele
Ultrasunetele sunt considerate de mulți prima linie de apărare atunci când vine vorba de defecțiuni ale rulmenților, deoarece pot avertiza foarte devreme asupra unei potențiale probleme, chiar și în cazul problemelor de lubrifiere. Modul în care ultrasunetele fac acest lucru este prin monitorizarea nivelului

Windmolen 20, 7609 NN
Almelo, The Netherlands
Tel.: +31-546-725125
E-mail: info@uesystems.eu
Web: www.uesystems.eu
de fricțiune pe echipamentele rotative. Conceptul este simplu: pe măsură ce un rulment începe să cedeze sau nu este lubrifiat corespunzător insuficient sau excesiv de lubrifiat , valoarea fricțiunii va crește. Frecarea creează emisii de ultrasunete care pot fi captate de un dispozitiv portabil sau de un senzor cu ultrasunete și transformate în sunete de joasă frecvență pe care inspectorul le poate auzi. Echipamentul cu ultrasunete va furniza, de asemenea, un nivel de decibeli - iar cu cât valoarea în decibeli este mai mare, cu atât frecarea este mai mare. ltrasunete sau vi raţii
u există un răspuns ușor la această întrebare, dar un lucru este sigur: dacă o echipă de întreținere dorește să atingă excelența, ar trebui utilizate ambele tehnologii. Ultrasunetele vor oferi cel mai timpuriu avertisment de defecțiune și sunt, de asemenea, foarte ușor de utilizat, deoarece se bazează pe simpla evoluție a nivelului decibelilor. Analiza vibrațiilor este extrem de complexă și va
oferi profesioniștilor din domeniul întreținerii o imagine de ansamblu profundă a problemei și a cauzei principale a acesteia. Este ca și cum ultrasunetele ar fi medicul care detectează problema, iar vibrațiile ar fi specialistul în sănătate care o va diagnostica. i acu e e c te a itua ii în care, în general, ultrasunetele pot fi utilizate în l cul anali ei i a iil

Rul enţi cu viteză re usă
Rulmenții cu viteză redusă sunt dificil de monitorizat. Deoarece se rotesc foarte lent, este dificil pentru senzorii de vibrații să detecteze modificări semnificative ale vibrațiilor. Chiar și cu un instrument cu ultrasunete, problemele pot fi dificil de detectat dacă ne bazăm doar pe nivelul decibelilor, deoarece în aplicațiile cu rulmenți cu viteză extrem de redusă de obicei mai puțin de 2 rpm , rulmentul va produce puțin sau deloc zgomot ultrasonic. Cu toate acestea, dispozitivele cu ultrasunete high-end vor permite înregistrarea sunetului: înregistrând sunetul rulmentului și verificându-l într-un software de analiză a spectrului, putem găsi cu ușurință vârfuri în amplitudinea spectrului sonor care indică o defecțiune a rulmentului.
ce monitorizează nivelul de fricțiune și îl traduce în valori d , putem verifica cu ușurință eventualele probleme ale echipamentelor noastre rotative. Odată ce am stabilit un nivel de referință d pentru un rulment, trebuie doar să urmărim evoluția valorii d de-a lungul timpului. Astfel, dacă linia de bază pentru un rulment este de 20 d , dar instrumentul cu ultrasunete indică 2 d , știm deja că există o problemă prin simpla comparație a valorilor.
u ri ierea
Din nou, deoarece ultrasunetele se bazează pe nivelul fricțiunii, acestea sunt perfect adecvate pentru lubrifierea rulmenților. Rulmentul este lipsit de lubrifiere? Atunci nivelurile de frecare vor crește și putem auzi acest lucru prin instrumentul cu ultrasunete și îl putem vedea în nivelurile d . Dacă începem să lubrifiem rulmentul, cel mai probabil vom observa o scădere a intensității sunetului și a nivelurilor d . A primit rulmentul prea mult lubrifiant? Atunci, din nou, nivelurile de frecare vor crește și vom ști asta folosind instrumentul cu ultrasunete. Astfel, ultrasunetele sunt perfecte pentru a evita problemele de lubrifiere insuficientă și excesivă.
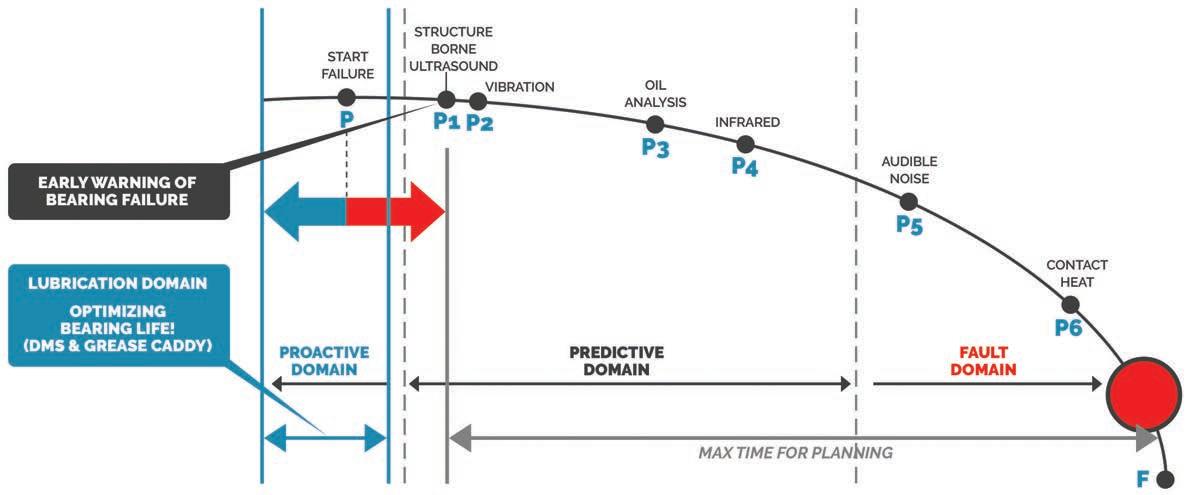
ersatilitate
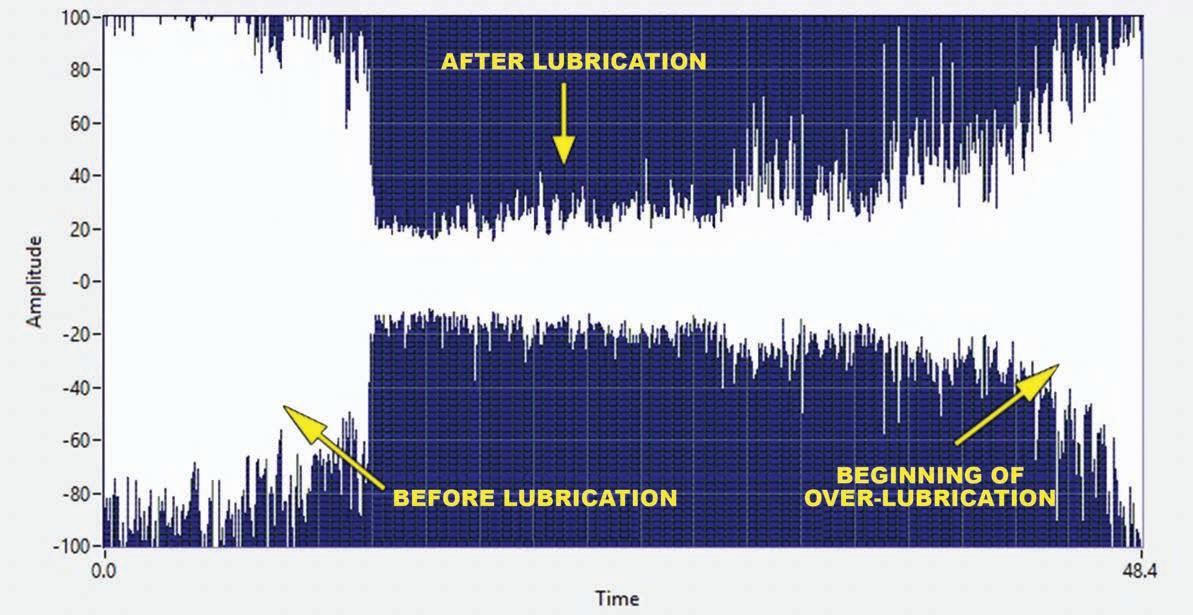
ri a linie e apărare u or e utilizat
Pentru ca un profesionist din domeniul întreținerii să lucreze corect cu analiza vibrațiilor, are nevoie de formare și experiență semnificativă. Pe de altă parte, ultrasunetele au o curbă de învățare mult mai rapidă. Și acest lucru se datorează modului în care funcționează tehnologia: din moment
Deși analiza vibrațiilor reprezintă un instrument extrem de puternic, utilizările sale sunt limitate la echipamentele mecanice. Pe de altă parte, tehnologia cu ultrasunete poate gestiona o gamă largă de aplicații, ceea ce o face o tehnologie foarte versatilă. Una dintre cele mai populare aplicații ale ultrasunetelor, pe lângă monitorizarea stării, este economisirea energiei. Deoarece turbulența creează, de asemenea, emisii de ultrasunete, instrumentele cu ultrasunete pot fi utilizate cu ușurință pentru detectarea scurgerilor aer comprimat și alte gaze , inspecția oalelor de condens și chiar pentru inspecții electrice, pentru a detecta probleme precum efectul corona, descărcări parțiale și arcul electric.
oncluzie
Credem, ca mulți alți profesioniști din domeniul întreținerii din zilele noastre, că utilizarea mai multor tehnologii care se completează reciproc este calea de urmat. Prin urmare, întrebarea nu este ultrasunete vs vibrații, ci mai degrabă ultrasunete vibrații și când ar trebui să folosim una sau alta. Ambele sunt tehnologii foarte puternice de monitorizare a stării și, atunci când sunt utilizate împreună în mod corespunzător, pot duce cu adevărat orice program de întreținere și fiabilitate la nivelul excelenței. A
Indiferent dacă se află în hale mari de fabrică sau în ateliere mici, utilajele și împrejurimile acestora trebuie să fie păstrate curate, pentru a asigura o producție eficientă. hiar și cele mai mici particule de murdărie, în locuri neadecvate pe o mașină sau o pată de ulei alunecoasă pe podea, pot cauza probleme, care ar putea să afecteze desfășurarea activităților. e aceea, curățarea pieselor utilajelor și menținerea pardoselii și a uneltelor curate, au un impact direct asupra menținerii eficienței operațiunii.

FOTO
Indiferent dacă este vorba de ulei, vopsea, reziduuri de grăsime sau praf, toate suprafețele pot fi curățate rapid și eficient cu lavetele Mewa reutilizabile și ultraabsorbante, care pot fi folosite de până la 50 de ori. (Foto: Mewa)
Pentru a evita întreruperile de acest tip, este necesar să se găsească soluții eficiente și ușor de implementat. În prezent, devine tot mai important ca aceste soluții să fie și sustenabile. Pentru a găsi o soluție eficientă, standardizată și aplicabilă la nivel intern, echipa de conducere trebuie să depună eforturi considerabile. otuși, există o alternativă: specialistul german Mewa, care oferă o soluție eficientă de servicii complete, bazată pe mulți ani de experiență, care acoperă toate aceste necesități.
Mewa oferă soluții complete pentru curățarea mașinilor, pieselor și podelelor fabricilor, totul dintr-o singură sursă. În primul rând compania oferă un serviciu complet pentru lavetele de curățare reutilizabile, disponibile în patru versiuni diferite, care pot fi utilizate în funcție de finețea și structura suprafeței, toate acestea adaptate pentru ștergerea grăsimii, uleiului, așchiilor, vopselei și altor reziduuri de pe și din jurul echipamentelor.

Lavetele sunt livrate în recipiente de siguranță SaCon, dezvoltate de Mewa, direct la locul de utilizare, asigurând astfel disponibilitatea constantă a lavetelor curate. Lavetele utilizate sunt colectate într-un alt container de siguranță și preluate periodic de către șoferul serviciului Mewa. În timpul colectării, un nou container plin cu lavete curate este lăsat în locul celui preluat, garantând că aceste instrumente practice nu lipsesc niciodată din fabrică.
FOTO
Containerele de siguranță SaCon, dezvoltate de Mewa, îndeplinesc toate standardele pentru transportul și depozitarea mărfurilor periculoase. Lavetele Mewatex sunt stocate în aceste containere practice, direct la locul de utilizare în hala de producție. (Foto: Mewa)
lienții no tri contribuie ast el i la protecția me iului explică László Horváth, directorul comercial al Mewa Ungaria, responsabil pentru piața din România. Lavetele de curățare folosite sunt colectate și spălate în mod ecologic la fabrica Mewa, permițând reutilizarea lor de până la 0 de ori. Procesele de la Mewa sunt optimizate pentru a economisi apă, energie și detergenți. În comparație cu soluțiile de unică folosință, cum ar fi hârtia sau fleece-ul, prin utilizarea lavetelor reutilizabile Mewatex într-un serviciu complet, sunt reduse emisiile de CO2 de până la ori, ceea ce îmbunătățește, de asemenea, și amprenta ecologică a clienților Mewa.
ama include și c a ele a ante e ulei Mewa Multitex. Aceste covorașe absorb lichidele, menținând podeaua curată. Mewa le furnizează atelierelor, ca parte al serviciului complet, după utilizare le colectează, le spală și le returnează clienților pentru reutilizare. Covorașele sunt așezate pur și simplu pe podea în zonele problematice, cum ar fi sub scurgerile sistemelor sau părțile vehiculelor, care picură. Structura lor textilă permite absorbția unei cantități considerabile de lichid. Pentru zonele mici și înguste, un singur covoraș este suficient pentru suprafețele mari, mai multe covorașe pot fi așezate unul lângă altul. Covorașele sunt compacte și eficace, acționând ca o tavă pentru a menține podeaua curată.

Fie că este vorba de o lavetă de curățare sau de un covoraș absorbant de ulei - cu soluțiile Mewa clienții primesc întotdeauna o ofertă de servicii completă și sustenabilă, care va reduce în mod semnificativ volumul de muncă, datorită capacității practice de utilizare și costurilor previzibile. A


Suflantele cu șurub stabilesc un nou reper în tehnica aerului comprimat pentru gama de puteri între și , cu un debit de la la m min și presiuni diferențiale de până la mbar. Aceste echipamente nu numai că prezintă caracteristici de control excepționale, funcționare silențioasă, amprentă optimizată și cerințe reduse de întreținere, ci oferă și eficiență ridicată constantă pe întreaga gamă de control.
Eficiența suflantelor cu șurub S rămâne constantă pe întreaga gamă de control și nu doar în anumite puncte - ceea ce face din aceste echipamente alternative deosebit de atractive în locul turbocompresoarelor. Această nouă gamă de suflante de joasă presiune se bazează pe experiența de zeci de ani a firmei aeser în dezvoltarea compresoarelor cu șurub și a tehnicilor de automatizare extrem de eficiente, până la dezvoltarea echipamentelor inteligente, pentru a satisface nevoile mediilor cu Industrie .0. oile suflante cu șurub de la aeser sunt cu până la mai eficiente decât suflantele cu lobi convenționale și oferă avantaje energetice semnificative în comparație cu multe alte suflante cu șurub și turbocompresoare disponibile de pe piață. ransmisia puterii de la motor la compresor se face printr-un angrenaj fără pierderi și fără întreținere, ceea ce înseamnă că suflantele S impresionează prin funcționarea lor cu eficiență ridicată și cu cerințe de întreținere reduse. În plus, aceste echipamente sunt proiectate pentru instalare cu economie de spațiu și funcționare extrem de silențioasă.
Versiunile SFC dispun de un convertor de frecvență integrat pentru reglarea dinamică a debitului la cererea reală, cu convertizorul de frecvență și motorul perfect adaptate pentru a oferi o eficiență totală optimizată în mod constant. Pentru puteri de până la 0 k , se utilizează motoare sincrone cu reluctanță, deosebit de eficiente.
FOTO DESCHIDERE. O suflantă din seria GBS - un nou reper în tehnica aerului comprimat pentru gama de puteri între 75 și 160 kW, cu un debit de la 22 la 104 m³/min și presiuni diferențiale de până la 1100 mbar.
Pentru debite constante, este disponibilă versiunea S C, care include tablou de pornire stea-triunghi și motor IE Super Premium Efficiency cu economie de energie.
Pentru a se asigura că economiile mari preconizate sunt transpuse în realitate, aeser garantează consumul de energie pe unitatea de debit consum specific de putere în k per m h în conformitate cu toleranțele precise ale ISO 2 , Anexa E. Prin urmare, clienții se bucură de liniștea care vine odată cu acuratețea garantată a economiilor și a perioadelor de amortizare preconizate.
Controlerul integrat Sigma Control 2 asigură fiabilitatea operațională și comunicarea inteligentă prin integrarea în sistemele de control al proceselor, inclusiv în cele cu cerințe de Industrie .0. Controlerul principal Sigma Air Manager .0 este recomandat pentru stațiile cu mai multe sisteme de suflante, deoarece dispune de algoritmi de control și reglare special dezvoltați pentru nevoile aplicațiilor de joasă presiune. Acest lucru permite economii și mai mari de energie și simplificarea automatizării.

Aplicațiile cu cerințe energetice deosebit de mari, cum ar fi producția de aer pentru aerare în instalațiile de tratare a apelor uzate și bioreactoare, precum și pentru flotație și fluidizare, vor beneficia cu siguranță de tehnicile avansate de automatizare și ale aerului comprimat de la aeser. A

În lumea dinamică a imprimării 3D a avea acces la consumabile de înaltă calitate este esențial. Magazinul nostru online, Filamente3D.ro, este dedicat furnizării unei game ex tinse de filamente, rășini, peleți și alte accesorii esențiale printării 3D pentru profesioniști. Concentrându-ne pe viteza de livrare, portofoliul extins și ușurința de navigare în website, suntem destinația Dvs pentru toate produsele necesare imprimării 3D.
Suntem mândri să vă punem la dispoziție o gamă largă de consumabile de la mărci renumite, precum: Kimya, BASF Forward AM, 3DXTech, Polymaker, FormFutura, AzureFilm, Fiberlogy și multe altele.
Indiferent dacă sunteți în căutare de PLA, ABS, PETG, Nylon sau materiale specializate, cum ar fi PEEK, metal, materiale compozite cu fibră de carbon, kevlar sau filamente conductive, selecția noastră de materiale atent aleasă și testată de inginerii noștri vă asigură că veți găsi materialele perfecte pentru a se potrivi proiectelor și cerințelor Dumneavoastră specifice.
La Filamente3D.ro știm că timpul este esențial. De aceea, acordăm prioritate livrării rapide și eficiente. Inventarul nostru extins și stocurile permanente din depozitul din București asigură disponibilitatea produselor pentru livrare imediată, minimizând timpul de așteptare. Credem în oferirea de flexibilitate și comoditate
clienților noștri și, de aceea, oferim și o varietate de opțiuni de plată pentru a se potrivi preferințelor Dumneavoastră.


Preocuparea pentru calitate și mediu stă în centrul activităților noastre după cum atestă continuu, din 2019, certificările ISO 9001 și ISO 14001.
Pe lângă deservirea companiilor și a clienților individuali, lucrăm și cu instituții publice prin platforma de achiziții publice SEAP / SICAP.
Angajamentul nostru față de calitatea serviciilor, fiabilitate și prețuri competitive ne face unul din partenerii preferați pentru companii private, autorități publice, institute de cercetare și dezvoltare și pentru instituții de învățământ.
Indiferent dacă sunteți profesioniști, instituție publică sau un pasionat de imprimare 3D, vă invităm să vizitați site-ul Filamente3D.ro astăzi pentru a explora portofoliul nostru și pentru a descoperi de ce suntem alegerea de încredere pentru profesioniștii din întreaga țară.
Admasys Ro SRL din Odorheiu Secuiesc este lider în tehnologiile de imprimare și scanare D industriale, ind partener o cial al unor branduri de prestigiu precum Ultimaker, Markforged, Formlabs, MiniFactory, Craft ot, eber, Prodways, Artec D și Shining D. Compania oferă soluții complete, de la imprimante și scannere D de ultimă generație, până la materiale de imprimare de la producători de top precum Ultimaker, Fillamentum, Polymaker, ASF, D tech și imya. În plus, Admasys Ro furnizează servicii profesionale de consultanță, imprimare D, scanare și modelare D, asigurând suport tehnic continuu.
Pe măsură ce tehnologia de imprimare D evoluează rapid, Admasys Ro SRL rămâne un pionier în această revoluție, adaptându-se constant la noile tendințe și inovații care transformă procesul de producție. Implicarea companiei în diverse industrii re ectă nu doar capacitatea de a satisface cerințele actuale ale pieței, ci și angajamentul de a anticipa nevoile viitoare ale clienților.
În continuare, prezentăm t ei tu ii e ca care demonstrează impactul real al soluțiilor oferite de Admasys Ro SRL în optimizarea proceselor de fabricație, îmbunătățirea calității produselor și reducerea costurilor.

În cadrul producției modelului E- ron , Audi a implementat tehnologia de imprimare D oferită de Ultimaker pentru fabricarea a peste 200 de dispozitive și componente per-
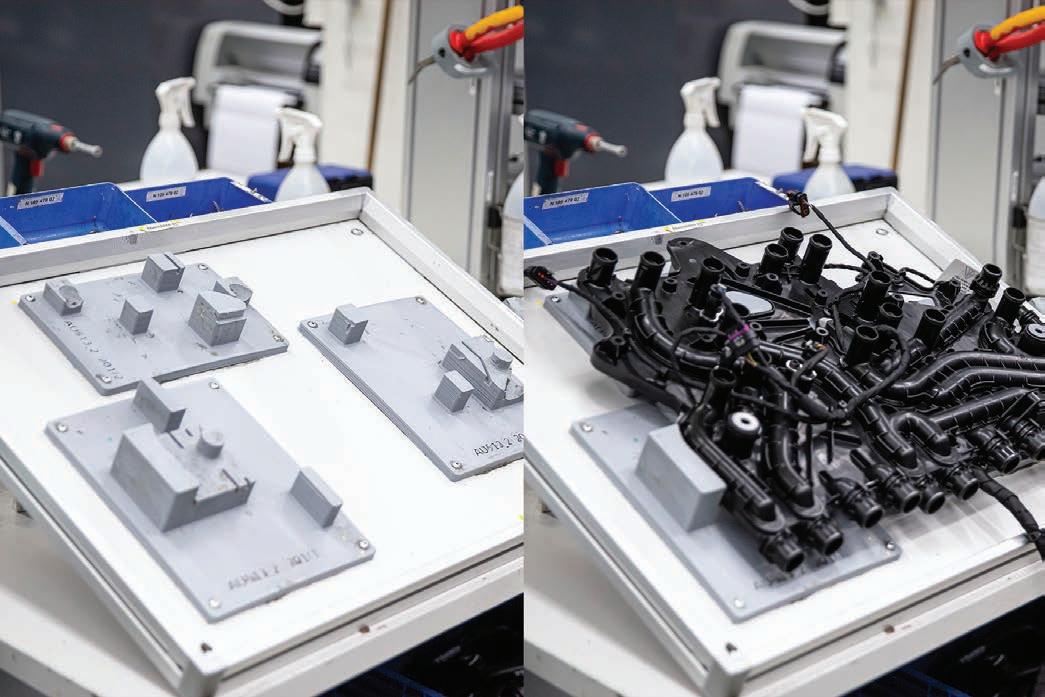
sonalizate. impul de producție a fost redus semni cativ, de la 2- săptămâni la doar -2 zile, iar costurile s-au diminuat cu aproximativ 0 . Materialele versatile utilizate, precum ough PLA, ESD, PU A, A S și PE , au permis adaptarea rapidă la cerințele variate ale producției.
tu iu e ca a f e i a e tance
Harvestance s-a confruntat cu limitări în utilizarea roboților colaborativi, având o capacitate de ridicare de doar 20 kg și di cultăți legate de geometria complexă a prinderilor. Prin utilizarea materialului Onyx PA -CF de la Markforged, greutatea componentelor a fost redusă cu 0 , iar designul adaptat imprimării D a integrat linii de vacuum direct în structura prinderilor, eliminând interferențele și îmbunătățind e ciența. În plus, tehnologia de întărire continuă cu bre a conferit pieselor caracteristici similare celor din aluminiu, oferind rezistență și greutate redusă.
O O, un producător de produse de uz casnic, avea nevoie de un proces rapid de iterare a designului pentru lansarea rapidă a unor produse noi. Cu ajutorul imprimantei Form LFD de la Formlabs, compania a reușit să creeze prototipuri cu nisaje similare turnării prin injecție. Materialele rigide și exibile au permis realizarea prototipurilor esențiale pentru testele de ergonomie, accelerând astfel procesul de dezvoltare și livrând produse de înaltă calitate într-un timp foarte scurt.

Admasys Ro SRL continuă să e liderul inovației în industria imprimării D, oferind soluții complete și personalizate pentru o gamă largă de industrii. Cu un portofoliu diversi cat de tehnologii și un angajament ferm față de excelență, compania contribuie semni cativ la transformarea modului în care companiile abordează producția. Indiferent de complexitatea provocărilor tehnologice, Admasys Ro SRL este un partener de încredere, mereu pregătit să sprijine clienții în obținerea rezultatelor optime.
RO S.R.L., Str. icolae ălcescu, nr.
Comisia Europeană a lansat un apel pentru înființarea unor fabrici de IA pentru a stimula poziția Europei ca lider în domeniul inteligenței artificiale (IA) de încredere. Fabricile de IA vor fi create în jurul rețelei UE de supercalculatoare de talie mondială de calcul european de înaltă performanță (HPC) și vor fi disponibile pentru o serie de utilizatori europeni, cum ar fi întreprinderile nou-înființate, industria și cercetătorii.

uropa este e a li er în ceea ce pri e te egulamentul pri in I asigur n u se că I este mai sigură i mai iabilă. a începutul acestui an am în eplinit o promisiune in iscursul meu pri in starea niunii prin eschi erea calculatoarelor noastre e înaltă per ormanță pentru între prin erile europene nou în iințate in omeniul I . cum următorul nostru obiecti este clar uropa trebuie să e ină li er mon ial în ino area în omeniul I . Fabricile e I or contribui la asigurarea po iției noastre în a angar a acestei tehnologii trans ormatoare. ula n e e en e e inta i iei u ene
Fabricile de IA vor reuni ingredientele esențiale pentru succesul IA: puterea de calcul, datele și talentul. Acestea îi vor ajuta pe dezvoltatorii de IA să își formeze modelele de IA generativă de mari dimensiuni utilizând supercalculatoarele EuroHPC și oferind acces la servicii de date, de calcul și de stocare. Fabricile vor fi conectate în rețea în întreaga Europă, oferind un cadru european unic de colaborare în domeniul IA.

Fabricile e I or reuni toate ingre ientele principale e care uropa are ne oie pentru a e eni un motor mon ial al I putere e calcul oarte mare cantități mari e ate i un grup i ersi icat e talente. alori ic n potențialul e traor inar al supercalculatoarelor noastre autohtone abricile or permite I urilor oamenilor e tiință i întreprin erilor nou în iințate europene să se e olte ca ino atori în ome niul I i or stabili ritmul pentru po iția e li er a în acest omeniu. a et e e ta e ice e e intă e ecuti ă ent u u ă e ătită ent u e a i itală
Fabricile de IA vor fi conectate la inițiativele statelor membre în domeniul IA, creând un ecosistem de IA dinamic. Vor beneficia, de asemenea, de instalațiile de testare și experimentare ale Europei și de centrele de inovare digitală, și vor stimula dezvoltarea și validarea aplicațiilor industriale și științifice ale IA în sectoare-cheie europene, cum ar fi asistența medicală, energia, automobilele și transporturile, apărarea și industria aerospațială, robotica și industria prelucrătoare, tehnologiile curate și agricutura.

ată cu lansarea abricilor e I mobili ăm unul intre cele mai mari atuuri ale uropei supercalculatoarele noastre e talie mon ială. Fabricile e I or ser i rept ghi eu unic pentru întreprin erile nou în iințate in uropa în omeniul I a ut n u le să e olte cele mai a ansate mo ele e I i aplicații in ustriale. st el uropa a e eni cel mai bun loc in lume pentru o I e încre ere. ie et n i i ne f nte nal a et
Cererea de propuneri permanentă lansată în septembrie de întreprinderea comună EuroHPC va fi deschisă în permanență până la decembrie 202 , primul termen fiind noiembrie 202 și datele-limită ulterioare o dată la trei luni, atât timp cât sunt disponibile fonduri. Această cerere de propuneri va fi sprijinită de o contribuție a UE de aproape miliard EUR din partea programului Europa digitală și a programului Orizont Europa și de o finanțare egală din partea statelor membre. A


Tehnologia este folosită pentru obținerea de conexiuni electrice și termice, ca alternativă eficientă (costuri și productivitate) la tehnologiile clasice de îmbinare (sudura rezistivă, lipirea cu amalgam, brazarea, conectori mecanici/sertizarea și sudura laser). Avantaje majore ale tehnologiei: nu se aplică căldură, nu se transmit curenți electrici, nu sunt folosite consumabile, durabilitate mare a sculelor, costuri reduse, riscuri reduse de mediu și securitatea muncii, calitate și control superior al procesului.
u u ă n uncte i te inale c nect i, gama de echipamente Ultraweld L20®, M 00® sunt echipamente robuste, de precizie, ușor de folosit și integrat, în cazul aplicațiilor de putere mare. Ultraweld M 00® oferă peste configurații posibile ale actuatorului, schimbare rapidă a sculei și a frecvențelor de lucru.
lica ii u uale: motoare electrice, dispozitive medicale, condensatori, bateriile și cablajele automobilelor electrice EV .



u u ă c ntinuă: Ultraseam® este proiectat pentru o integrare ușoară în automatizare, pentru a furniza un nivel înalt al calității, performanțelor și al productivității. Este ideal pentru sudura continuă a semifabricatelor din aluminiu și cupru, cu viteză max 22 m min. Parametrii programului de sudură sunt monitorizați cu exactitate pentru rezultate constante.
lica ii u uale: plăci table țevi de Cu Al din componența colectoarelor sau a schimbătoarelor de căldură, conectarea Anod Catod a bateriilor, conectarea continuă a celulelor din panourile solare.

i te e e ina e a ănunc iu il e fi e lice : Ultrasplice®, S ® și M - ® realizează suduri ale mănunchiurilor de fire din metale și aliaje neferoase. Acestea folosesc un sistem cu nicovală retractabil și secvențe automate, încorpo-

Str. Ing. George onstantinescu nr. 2 4 şi 4B, Globalworth Campus , eta 2, Bucureşti Tel. 0758.098.485 ioan.bucerzan@emerson.com www.emerson.com
rând totodată sistemul RA SO de vârf reversibil interschimbabil pentru o durată de viață maximă a sonotrodei și costuri minime. De asemenea acesta beneficiează și de lamă de tăiere, pentru suduri O .
lica ii u uale: cablaje auto și ale electrocasnicelor, sigilarea la capăt nugget a firelor de tip multifilament.
u u a e il : Ultraseal® este utilizat pentru sudură ermetică a tuburilor și a țevilor din aliaje de cupru și aluminiu. Într-o singură operație, acesta îndoaie, sudează și taie tubul presurizat, totul într-o secundă. Controlul electronic garantează obținerea unei calități constante a sudurilor și care nu țin de îndemânarea operatorilor, ca și în cazul sudurii clasice cu amalgam.
lica ii u uale: țevile presurizate ale instalațiilor frigorifice sau aer condiționat, tuburi pentru

Clienții ranson beneficiază de răspuns rapid perite de personalul ranson în România, cu sprijinul rețelei interne de experți la nivel global.
Pentru mai multe informații legate de cele mai noi soluții de sudură ranson, accesați: Emerson.com/Branson A


Sudura cu laser reprezintă una dintre cele mai importante inovații tehnologice ale zilelor noastre, permițând prelucrarea precisă și eficientă a materialelor, datorită proprietăților unice ale radiației laser – focalizarea de mare precizie, coerența și monocromaticitatea. Laserul în general este utilizat într-o varietate mare de domenii industriale, tăiere, gravare, marcare și, bineînțeles, sudură.
u u a cu la e fe ă nu e a e a anta e n c a a ie cu et ele t a i i nale Fasciculul laser poate fi focalizat precis, permițând realizarea unor cordoane de sudură foarte înguste și adânci, minimalizând zona afectată de căldură. Acest lucru este deosebit de important în sudarea materialelor sensibile la deformare, cum ar fi foile subțiri. Sudura cu laser este, de asemenea, mult mai rapidă decât metodele tradiționale MI , I , ceea ce crește productivitatea.
Laserele, în special cele industriale cu putere de ordinul kilowaților, e intă i cu i eciale e i u an ă, din cauza caracteristicilor radiației laser. Radiația laser care poate fi vizibilă VIS sau invizibilă IR, UV pentru ochiul uman poate deteriora ochii și pielea sau poate provoca daune obiectelor din apropiere. Pericolul radiației laser pentru om depinde de puterea laserului, lungimea de undă și timpul de expunere.
1egislaţie pentru utilizarea n siguranţă a laserelor
n niunea u eană utili a ea n i u an ă a la e el e te e le entată e i ecti a Scopul directivei este protejarea sănătății și siguranței lucrătorilor împotriva efectelor dăunătoare ale radiațiilor laser. ranspunerea acestei directive în le i la ia nă e te eali ată in tă ea n . Această lege impune în mod obligatoriu efectuarea unei evaluări ale riscurilor pentru siguranța muncii și stabilește limitele de radiație pentru diferite lungimi de undă și timpi de expunere. a e ele unt cla ificate nt a ă e cla e e i u an ă, de la 1 la 4, unde laserele din clasa 1 sunt cele mai sigure, iar cele din clasa sunt cele mai periculoase. a inile e u u ă anuală cu laser fac parte din clasa 4, ceea ce înseamnă că radiația lor directă sau reflectată de pe piesele de sudură poate fi periculoasă pentru ochi și piele. Pe lângă directivă, există numeroase standarde care stabilesc în detaliu cerințele pentru utilizarea sigură a laserelor. Aceste standarde acoperă proiectarea, fabricarea, instalarea, operarea și întreținerea echipamentelor laser.
2rincipiile utilizării n siguranţă a laserelor
inci iul e a ă al utili ă ii n i u an ă a la e el e te ini i a ea e une ii la a ia ia la e ce t inci iu inclu e u ăt a ele ele ente n Utilizarea echipamentelor laser conforme cu standardele europene: în Uniunea Europeană, doar echipamentele laser proiectate conform standardelor europene de siguranță laser grupul de standarde E 0 2 pot fi puse în funcțiune și utilizate, respectând instrucțiunile de siguranță din manualul de utilizare al producătorului. Aparatele de sudură Lightweld fabricate de către IPG Photonics, comer-

cializate în România de Pulzor Technology sunt fabricate în ermania, corespund tuturor cerințelor de laser safety
n Separarea zonei de lucru cu laser: zona de lucru pentru sudura cu laser trebuie să fie delimitată de o celulă de sudură sau cu sisteme de panouri perdele de unde radiația laser directă sau reflectată nu poate ieși. ona de lucru trebuie să fie dotată cu semne și indicatoare de avertizare conforme cu standardele, care să evidențieze riscurile speciale asociate cu laserul. Pulzor Technology vă pune la dispoziție o gamă largă de echipamente, panouri, perdele etc, toate având documentele necesare pentru a fi puse în funcțiune în România.
n Utilizarea echipamentului individual de tec ie a ec at în timpul sudării cu laser, trebuie purtați întotdeauna ochelari speciali de protecție împotriva laserului în plus față de scutul de sudură și un echipament de protecție rezistent la foc și căldură. Ochelarii de protecție trebuie să fie adecvați pentru lungimea de undă și puterea laserului utilizat, iar eficacitatea lor de protecție este garantată de un standard special E 20 .















3 a i practici pentru asigurarea siguranţei ent u a a i u a utili a ea n i u an ă a la e el t e uie e ecta i u ăt ii a i actici
tr. n epen en ei nr .16 arei 445100, atu are, om nia
Punct de lucru Cluj Napoca
Bule ar ul uncii nr. 8
40 0361 802 272
40 0753 582 672 in o@pul or.ro
n fectua ea e aluă ii i cu il Înainte de începerea lucrărilor de sudură cu laser, trebuie efectuată o evaluare a riscurilor de siguranță la locul de muncă pentru a identifica potențialele pericole și a stabili măsurile de siguranță necesare pentru minimizarea riscurilor. Evaluarea riscurilor trebuie realizată de o persoană calificată Laser Safety Officer, LSO , ținând cont de puterea laserului utilizat, lungimea de undă, mediul de lucru și nivelul de pregătire al lucrătorilor.
n n t ui ea n i u an a uncii Persoanele care efectuează lucrări de sudură cu laser trebuie instruite în utilizarea în siguranță a laserelor. Instruirea trebuie să acopere pericolele legate de lasere, utilizarea echipamentelor individuale de protecție, siguranța în zona de lucru și procedurile de urgență. A

SIMON KNAPP
Solution Manager
Machine Vision
Murrelektronik
LOUIS STADEL
Industry Development Manager Logistics
Murrelektronik
Deutschland

Intrări de mărfuri, flux de materiale, comisionare, depozitare, expediere – procese care trebuie coordonate în intralogistică. Conceptul Machine Vision potrivit poate ajuta operatorii să economisească timp și să scadă frecvența erorilor. Echipate cu tehnică de instalare descentralizată, domenii ultraautomatizate ale companiilor ating standarde de eficiență complet noi, de care pot profita și alte branșe.
umărul de senzori și actuatori din centrele logistice moderne crește constant. Acest lucru necesită un schimb continuu de date între sistemul de comandă și utilaje și instalații. Cu soluțiile sale de instalare descentralizate conform principiului Plug and Play, Murrelektronik atinge coarda sensibilă a clienților săi.
otenţialul soluţiilor escentralizate
Avantajele sunt clare: componente, de exemplu module IO IP , pot fi fixate cu conectori pre-confecționați M sau M 2 direct pe utilaj sau instalație, în teren. Și întregul sistem de senzori și actuatori se conectează în acest mod la module IO cuplabile din clasa de protecție IP . Simplu și fără erori de cablare. Pur și simplu Plug and Play.
Comparativ cu cablarea de la punct la punct, timpul de instalare se reduce semnificativ. În locul utilizării a numeroase cabluri individuale spre panoul de comandă, la sistemele de magistrale de câmp sau Ethernet sunt suficiente două cabluri, câte unul pentru tensiune și comunicare. Astfel sunt eliminate și lucrările complicate de instalare la panoul de comandă, cum ar fi izolarea, montarea de manșoane la extremități și fixarea clemelor.
rotecţie potriva ntreruperii pro ucţiei
Datorită instalării rapide și simple, capacități valoroase devin disponibile. Chiar și simpla planificare a unei înnoiri sau extinderi a instalației de la achiziție la punerea în funcțiune este deosebit de elaborată. Un concept IO descentralizat, bazat pe module și conectori standardizați, oferă un avantaj din punct de vedere al timpului. Modulele IP , ca de exemplu un switch hibrid, furnizează în plus prin interfața web și date de diagnoză privind tensiunea și amperajul pentru fiecare port. LED-urile de pe modul facilitează o primă diagnoză vizuală a erorilor. Datele de diagnoză pot fi transmise apoi simplu și dedicat către sisteme Cloud supraordonate, pentru ca tehnicianul de service să aibă la dispoziție toate informațiile importante, în orice moment și în orice loc și să poată reacționa rapid în caz de eroare. Astfel, disponibilitatea utilajelor este crescută și timpii costisitori de întreținere sunt reduși. le i ilitate a i ă
Un sistem Machine Vision este alcătuit în principal din senzori și camere pentru iluminarea și înregistrarea obiectelor, precum și dintr-un PC industrial pentru prelucrarea datelor. Prin conectori M 2 cu codare L A se pot obține niveluri ridicate de curent. Pe lângă protocoalele Ethernet Profinet, Ethernet IP și Ethercat, la modulele de magistrale de câmp precum MV Pro și Impact Pro este posibilă utilizarea independentă de magistrala de


n FOTO la switchul hibrid pot fi conectate și integrate în sisteme de automatizare până la patru camere pentru Machine Vision. © Murrelektronik GmbH
câmp prin via OPC UA, M sau SO RES API. Aplicațiile Machine Vision pot fi adaptate rapid la condiții cadru modificate, cu produse speciale pentru conceptul de instalare descentralizat. Un exemplu tipic este un tunel Multi Reader Scan. Acesta este alcătuit din senzori Machine Vision care scanează și fotografiază un produs din toate părțile, îl sortează și îl direcționează mai departe către locul corect. Datele sunt prelucrate de un PC industrial și comparate cu informațiile preconizate. Murrelektronik a dezvoltat o soluție IO pentru această aplicație, prin care senzorii pot fi conectați prin Plug and Play. Elementul central îl reprezintă switchul hibrid din familia elity. Prin intermediul acestuia, per switch pot fi conectate până la patru camere. Acestea sunt alimentate cu tensiune și beneficiază de conexiune pentru comunicare prin două porturi M 2. Chiar și aplicații mai mari, cu necesar ridicat de energie, precum și aplicații cu camere multiple sunt posibile fără probleme. n viitor ără panouri e co an ă
Următorul pas logic este eliminarea completă a panoului de comandă și realizarea funcțiilor de automatizare în funcție de nevoie pe teren. Prin Vario- , Murrelektronik a dezvoltat un astfel de sistem. Este alcătuit dintr-o platformă plus modul hardware, care preia funcțiile de la panoul de comandă și le aduce direct la utilaj. În carcasa robustă, rezistentă la apă și praf sunt instalate alimentarea cu tensiune, sistemul de comandă, switchurile, tehnice de siguranță și modulele IO. Astfel, sistemele de senzori și actuatori din teren devin și mai flexibile.

Murrelektronik GmbH
Office Park 4, 4.OG/Top A.45 1300 Wien-Flughafen Austria Telefon +43 1 7064525-0 Fax +43 1 7064525-300 mail@murrelektronik.at www.murrelektronik.ro
Într-un final însă, nu un produs specific este decisiv pentru o soluție de instalare eficientă. Ci ideea de bază, pe care sunt construite conceptele descentralizate de automatizare: simplificare, modularizare, aducere în teren, comasarea tehnologiilor. Standardul de comunicații IO-Link asigură în plus transparență maximă la interconectarea datelor de la senzor până în Cloud. A
Chiorino a fost fondată în 1906 în Biella de Lorenzo Chiorino şi este astăzi o companie internaţională lider în producţia şi distribuţia de benzi transportoare şi de proces, curele de transmisie plate şi alte soluţii tehnice pentru multe industrii diferite. Cercetarea, dezvoltarea şi tehnologia sunt pilonii de succes ai unui Grup care a fost recunoscut la nivel global pentru capacitatea sa de a anticipa tendinţele pieţei prin soluţii personalizate de înaltă inginerie, care garantează performanţe de calitate remarcabile, cu respect pentru mediu, resursele naturale şi cele mai riguroase standarde internaţionale. Datorită unei reţele extinse de distribuţie şi servicii, Chiorino este capabilă să răspundă nevoilor specifice ale OEM-urilor şi ale utilizatorilor finali care operează în întreaga lume în industria alimentară, automotive, ambalaj, intralogistică, aeroport, hârtie şi imprimare, textil, materii prime şi multe alte industrii.
Viziune
Credem în evoluţia pozitivă a mediilor de producţie şi proces către o lume etică şi durabilă, digitalizată, mai automatizată.
Valori
Inovaţie - Cercetarea şi inovarea au fost întotdeauna atuurile esenţiale ale Grupului de-a lungul anilor, permiţând Chiorino să continue să inoveze în conformitate cu obiectivele din ce în ce mai solicitante şi să răspundă cu succes la schimbările în curs, anticipând progresele tehnologice.
Calitate - Alegerile antreprenoriale ale lui Chiorino au fost întotdeauna conduse de angajamentul faţă de calitatea totală. Know-how-ul şi experienţa sa dovedită şi specializată în curelele permit Grupului să dezvolte întotdeauna soluţii de înaltă performanţă, eficiente, sigure şi durabile.
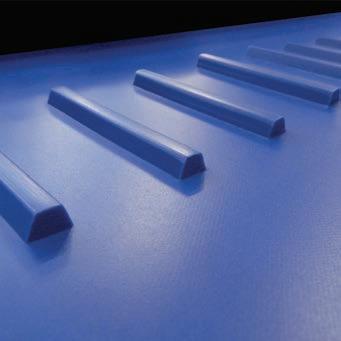
Siguranţă totală

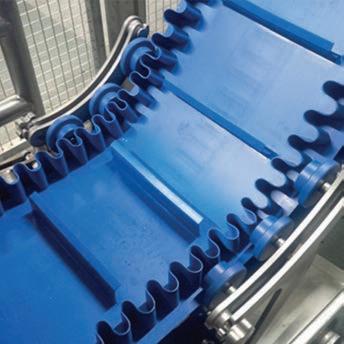
Soluţiile Chiorino se concentrează pe siguranţa totală a produselor şi proceselor şi pe minimizarea riscurilor, în special în industria alimentară, respectând pe deplin cele mai stricte cerinţe ale reglementărilor europene şi internaţionale pentru a proteja operaţiunile OEM şi utilizatorii finali, precum şi sănătatea consumatorilor.
Sustenabilitate
Chiorino a recunoscut întotdeauna importanţa unei abordări durabile în fiecare pas al procesului de producţie, în conformitate cu standardele internaţionale riguroase, cum ar fi certificările UNI EN ISO 14001 şi EMAS (EcoManagement şi Audit Scheme). Această conştientizare a mediului continuă să conducă la dezvoltarea de soluţii pe deplin durabile care urmăresc să optimizeze costul total de proprietate al clienţilor prin reducerea risipei de produse, economisirea apei şi a energiei şi simplificarea operaţiunilor de eliminare.
Suport tehnic personalizat 24/7
Datorită unei reţele de distribuţie extinse, orientată către clienţi, Chiorino oferă un serviciu tehnic personalizat în întreaga lume, pentru a genera valoare adăugată pentru OEM şi utilizatorii finali şi pentru a răspunde prompt cerinţelor acestora.
Oameni
Misiunea şi codul etic al lui Chiorino sunt ghidate de principiile valorilor umane. Resursele umane au avut întotdeauna un rol strategic în creşterea companiei, iar Grupul este ferm angajat să reducă riscurile pentru sănătatea şi securitatea angajaţilor la locul de muncă şi să dezvolte programe specifice de educaţie, formare, bunăstare şi remunerare.
Prezenţa la nivel mondial
Chiorino are o proximitate strânsă cu clienţii din întreaga lume, capabilă să ofere soluţii cu valoare adăugată ridicată, livrări rapide şi suport tehnic calificat.
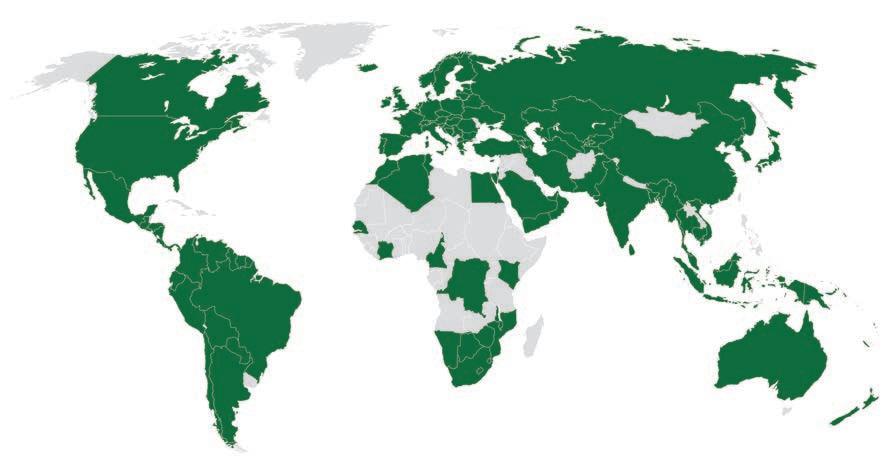
Adevărata transformare a industriei este evidentă și are loc o schimbare de paradigmă în producție: schimbarea organizațiilor, crearea de noi roluri și dezvoltarea de noi competențe de sustenabilitate. Inovația și digitalizarea activate de platforma software zenon pot ajuta industria alimentară și a băuturilor să își atingă ambițiile net zero. Cu noua versiune a zenon, ne simțim privilegiați să fim parteneri cu acești producători de sustenabilitate în călătoriile lor de transformare.

Un nou sentiment de libertate în arhitecturile de digitalizare
Integrare verticală cu OPC UA
Serverul OPC UA de la zenon este acum certificat de OPC Foundation. Beneficiați de o integrare flexibilă și de înaltă calitate în cadrul contextului OT/IT.
n OPC UA Process Gateway (Server): performanță îmbunătățită
n Driver OPC UA (client): import de variabile personalizabil; Certificate Validity Information pe variabila de stare.
Linux Service Engine
Obțineți acces la o gamă largă de oportunități de soluții bazate pe Linux.
Process Gateway OPC UA: Date online, date istorice și CEL/AML
Suport extins pentru funcțiile și script-urile zenon
Licențiere locală.
Drivers
Driverul TIA suportă TIA19
driver stratonNG: Comunicație securizată TLS
Actualizarea versiunii .NET pentru driverul GenericNET la versiunea 8.
zenon IIoT Services și Web Engine
Beneficiați de tehnologii integrate pentru soluții IIoT ușor de proiectat.
Web Engine suport pentru:
n Fișiere webX multiple (proiecte zenon) pentru fiecare Web Engine
n Identity Service Login
Gestionarea dispozitivelor: Gestionarea îmbunătățită a versiunilor de dispozitive și proiecte
API IIoT pentru intrările istorice AML și CEL.
Web Visualization Service (WVS)
Furnizarea de interfețe utilizator bazate pe web care sunt ușor de utilizat și de proiectat.
Batch Control:
n Master Recipe List și Control Recipe List
n Funcții New/Duplicate/Configure/Delete Control Recipe
Ecranul RGM acceptă interblocarea și citirea și scrierea valorilor selectate
Ecranul Equipment Model oferă funcțiile de căutare și sortare
Noua variabilă System Driver pentru a indica ID-ul clientului WVS
Suportă World View, Faceplates și deschiderea de cadre multiple
Configurarea mai ușoară a WVS cu mai puțină muncă manuală
Suportă textele Dynamic Limit Value.
Alarm Message List (AML)
Investigarea incidentelor cu gestionarea de ultimă oră a alarmelor și a abaterilor de la proces.
Reeșalonarea automată a intrărilor AML pe baza mărcii temporale
Filtru de rând personalizabil la anteturile coloanelor AML
Afișați alarmele neclarificate și/sau nerecunoscute numai în funcția Comutare ecran

Noi coloane în AML: Referință externă, Descriere
Afișați text AML cu anumite stări de alarmă Batch Control și proiectați-vă procesele mai ușor evitănd erorile utilizatorului
Meniurile contextuale și butoanele din bara de instrumente pot fi dezactivate.
Extended Trend
Dialog simplificat de selectare a variabilei (arhivei)
Exportul datelor afișate
Funcțiile specifice ecranului sunt disponibile și la cursorul activ
Identificarea variabilei disponibilă la lista de ieșire a cursorului.
Data Historian și Data Analytics
„Gap Detection” pentru arhive spontane: Salvarea valorilor în timpul intervalelor lungi fără modificări ale valorilor
Variabile de sistem noi pentru ora de începere și de oprire a lotului selectat
Interfața GraphQL îmbunătățită: Definirea rezoluției interogării; opțiuni mai detaliate pentru solicitarea datelor.
Trend Visualizer
Instrument nou de analiză a datelor bazat pe web care face parte din serviciile IIoT și utilizează interfața Report Engine GraphQL. Vizualizați și analizați online datele istorice printr-un singur browser.
Service Engine
Flexibilitate sporită pentru aplicații cu diverse grupuri de utilizatori.
Suport Identity Service Login
Acum este posibil exportul unic al profilurilor de filtrare
Diverse îmbunătățiri ale integrării 3D.
Ingineria matură a soluțiilor modulare
Smart Objects
Folosirea Smart Objects în proiecte Multi-User
Multi search-and-replace pentru maparea bazată pe reguli și aplicarea simultană a mapării tuturor variabilelor din toate SOT
Flexibilitate sporită în crearea de texte dinamice pentru alarme și evenimente.
Experiență de inginerie îmbunătățită
Îmbunătățiri ale capacității de utilizare a Automatic Line Coloring (ALC) Îmbunătățirea mesajelor de validare la crearea fișierelor Service Engine
Actualizarea Engineering Studio și Report Engine la SQL Server 2022
Importul configurațiilor Process Gateway în Engineering Studio.
Mentenanța și securitatea platformei
Îmbunătățiri ale instrumentelor de diagnosticare a sistemului Îmbunătățiri ale securității pentru utilizatorii Report Engine
Îmbunătățiri ale securității Identity Service
Actualizarea versiunii OpenSSL pentru platforma software zenon la OpenSSL 3.0.
Distribuitor Romania
E-mail: office@kreatron.ro www.kreatron.ro

Asistarea robotizată a mașinilor-unelte nu mai este o noutate în procesele de producție de astăzi. Cu o evoluție rapidă, ca urmare a dezvoltării noilor tehnologii din ultima decadă, asistarea robotizată acoperă un segment semnificativ al forței de muncă în multe sectoare industriale, mai ales în cea de prelucrare a materiei prime. Astăzi, poate fi considerată o parte esențială a procesului de producție, cu impact major asupra creșterii productivității și competitivității, într-un mediu industrial din ce în ce mai sofisticat, unde inovația este direct proporțională cu succesul.

Flexibilitatea și mai ales personalizarea rămân în continuare punctele cheie în alegerea celei mai potrivite soluții de asistare robotizată a unei mașiniunelte într-o linie de prelucrare.
Există o serie de factori importanți care influențează alegerea unei soluții de automatizare, dar cel mai important lucru de care trebuie să se țină seama este particularitatea proceselor existente în fiecare unitate de producție.
na int e lu iile u e e eciali tii ac pentru o secție de prelucrare a pieselor metalice a constat în integrarea unui robot care să deservească trei mașini-unelte responsabile cu strunjirea pieselor.
lu ia e te c u ă in n elulă ti ată construită în jurul unui robot cu axe, prevăzut cu un gripper industrial special, cu două funcții:
1. preluarea pieselor brute dintr-un container și încărcarea acestora în mașini-unelte pentru prelucrare
eneficiile lu iei
2. preluarea pieselor după finalizarea prelucrării și depunerea lor într-un container dedicat pentru piese finite, care le va transporta către zona de asamblare sau ambalare.
i te i i n pentru colectarea în timp real a informațiilor legate de poziția fiecărei piese care trebuie alimentată în mașină-unealtă, precum și verificarea calității prelucrării pieselor după fiecare etapă, în baza informațiilor încărcate în software-ul personalizat.
ft a e ecial adaptat procesului de asistare a mașinilor-unelte.
ncintă e tec ie cu scopul de a izola zona de lucru a robotului.
a l u e aut ati a e ene ală, prevăzut cu un HMI care permite operatorului să opereze sistemul, facilitând programarea și monitorizarea proceselor.
1. le i ilitate: poate deservi mai multe mașini-unelte simultan și se adaptează ușor la diferite tipuri de piese și procese.
2. ficien ă: automatizarea procesului de încărcare și descărcare permite o utilizare eficientă a resurselor, reducând timpul de manipularea a pieselor, ceea ce duce la creșterea vitezei de producție și la o utilizare optimizată a echipamentelor.
i u an ă: utilizarea robotului industrial pentru manipularea pieselor reduce riscurile muncii manuale, asigurând un mediu de lucru sigur pentru angajați.
4. Costuri reduse: datorită eficienței sporite și a reducerii erorilor umane, respectiv a reducerii rebuturilor.

Tel: +40 214 60 98 40/41/43/44 mail: mach@mach.ro www.mach.ro
A ține pasul cu evoluția și inovațiile tehnologice este esențial pentru succesul unei afaceri, iar automatizarea proceselor prin utilizarea roboților și a inteligenței artificiale reprezintă firescul în contextul industrial al zilelor noastre.
Pentru mai multe informații și exemple de aplicații instalate de echipa de specialiștii Mach, accesați: https://www.mach.ro/divizia-automatizaresi-robotica.html A



oul raport World Robotics, realizat de Federața Internațională de Robotică (IFR), a înregistrat 4.281.585 de roboți care operează în fabrici din întreaga lume – ceea ce înseamnă o creștere de 10% față de anul precedent. Instalările anuale au depășit jumătate de milion de unități pentru al treilea an consecutiv. Pe regiuni, 70% din toți roboții nou instalați în 2023 au fost instalați în Asia, 17% în Europa și 10% în America.
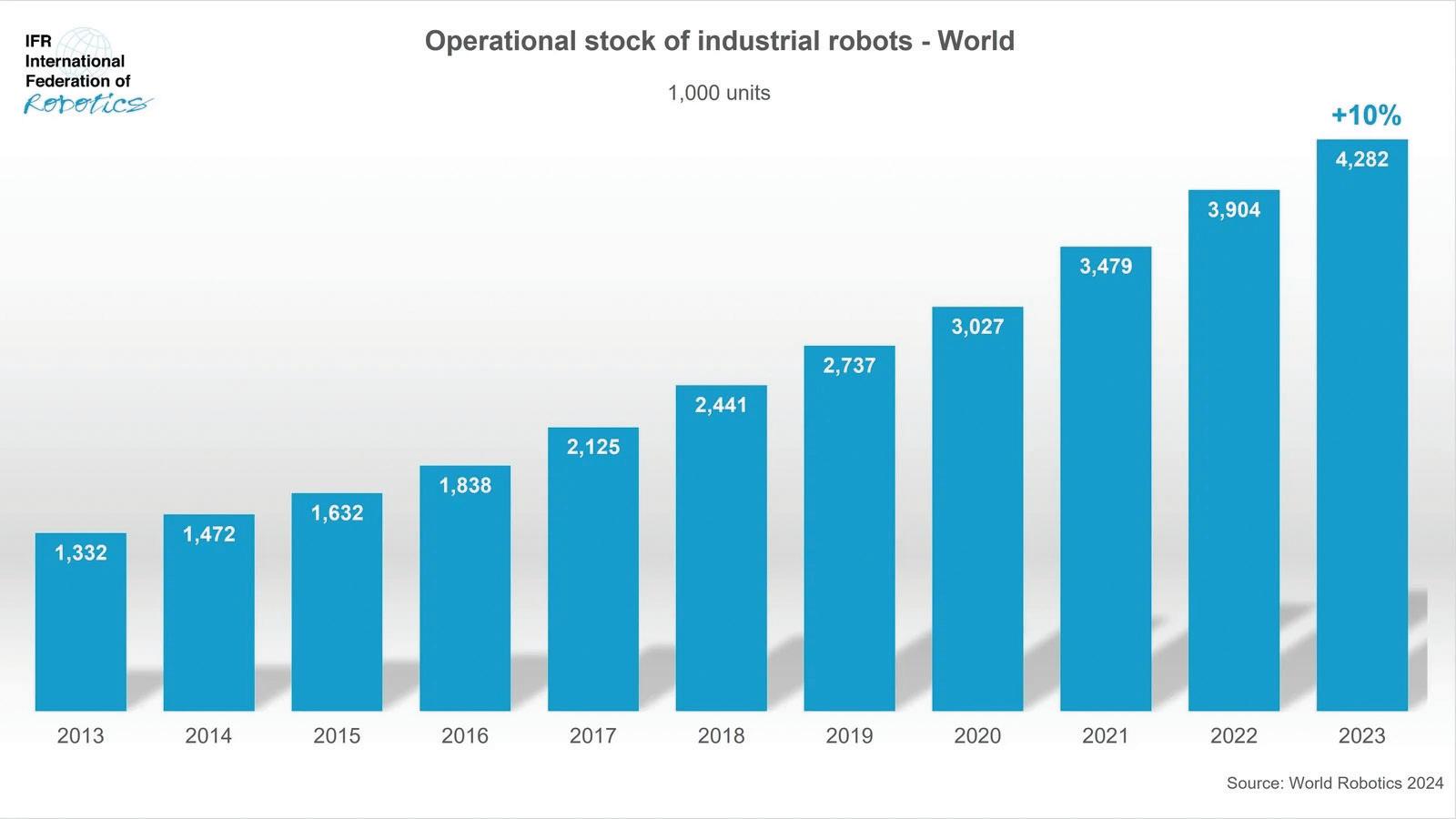
Noile date ale raportului World Robotics arată un nivel record al numărului de roboți industriali care automatizează producția în întreaga lume. Cifra de instalare anuală de 541.302 de unități în 2023 este a doua cea mai mare din istorie. Este cu doar 2% mai mică decât recordul de 552.946 de unități instalate în 2022.
Marina BILL, fost președinte al Federației Internaționale de Robotică
Asia uropa i A erica prezentare generală
China este de departe cea mai mare piață a lumii. Cei 2 .2 de roboți industriali instalați în 202 reprezintă din instalările globale. Este al doilea cel mai bun rezultat înregistrat vreodată 2022: 2 0. de unități . Ponderea producătorilor chinezi pe piața internă a crescut considerabil față de 2022, ajungând la în 202 . În ultimul deceniu, aceasta a fluctuat în jurul a 2 . Stocul operațional, puțin sub pragul de , milioane de unități în 202 , a făcut din China prima și singura țară din lume cu un stoc atât de mare de roboți. Cererea de roboți este
de așteptat să se accelereze în a doua jumătate a anului 202 , contribuind la stabilitatea pieței până la sfârșitul anului. Pe termen lung există încă mult potențial de creștere a producției chineze, cu o medie anuală de - 0 până în 202 .
Japonia a rămas a doua cea mai mare piață globală pentru roboți industriali, după China. Instalările de roboți au ajuns la . 0 de unități în 202 - în scădere cu . Acest rezultat vine după doi ani puternici, cu un vârf de 0. de unități în 2022 - al doilea cel mai bun rezultat după 20 .2 0 de unități . Se estimeză că cererea de roboți va stagna în 202 , urmând să se redreseze în 202 și în anii următori cu rate medii și superioare de o singură cifră .
Piața din Republica Coreea este latentă: instalările au ajuns la . de unități în 202 - în scădere cu față de anul anterior. ara a fost a patra cea mai mare piață de roboți din lume în ceea ce privește instalările anuale, după Statele Unite, aponia și China.
India este una dintre economiile asiatice emergente cu cea mai rapidă creștere. Instalările de roboți au crescut cu , la . 0 de unități, în 202 , atingând un nou maxim. Cererea din industria auto a crescut la . de unități - o creștere de . Atât producătorii de mașini, cât și furnizorii au contribuit la această dezvoltare.
Instalările de roboți industriali din Europa au crescut cu , până la noul maxim de 2. de unități. În total, 0 din instalările din 202 ar putea fi atribuite destinațiilor din Uniunea Europeană . de unități, în creștere cu 2 . În 202 , proiectele întârziate au fost finalizate, iar restanțele
au fost eliminate. Cererea de roboți din regiune a beneficiat și ea de tendința de nearshoring. În 202 , creșterea a fost puternic impulsionată de industria auto care a investit în țările cu o producție tradițională puternică de mașini, cum ar fi Spania .0 unități, , dar și pe piețe mai mici precum Slovacia 2. unități, sau Ungaria . unități, .
Instalările din Germania, cea mai mare piață europeană și singura țară europeană aflată în top cinci la nivel mondial, au crescut cu , până la 2 . de unități. În Italia, a doua cea mai mare piață europeană, instalările au scăzut cu , până la 0. 2 unități, iar în an a, a treia piață europeană ca mărime, au fost instalați . de roboți, în scădere cu . În Marea Britanie, instalările de roboți industriali au crescut cu , până la . 0 de unități în 202 . Investițiile au fost determinate de instalările din industria auto, în principal pentru asamblare.
ele ouă A erici
Instalările de roboți din America au depășit 0.000 de unități pentru al treilea an consecutiv: . de unități au fost instalate în 202 , cu doar sub nivelul record atins în 2022.
Statele Unite, cea mai mare piață regională, au avut din instalările din America în 202 . Comparativ cu anul anterior, instalările au scăzut cu , până la . , fiind al treilea rezultat după 2022 și 20 . Cererea din industria auto a scăzut cu până la 2. 2 de unități. Aceasta a fost în concordanță cu media din ultimul deceniu. Instalările
din industria prelucrării metalelor și a construcțiilor de mașini au crescut cu , până la . de unități. Instalările din industria electrică electronică din SUA au rămas constante la . 00 de unități .
În Canada, instalările de roboți au crescut cu , până la . unități. Cifrele din Canada depind în mare măsură de ciclurile de investiții în automobile. Ponderea industriei auto era de în 202 .
Cererea de roboți din Mexic este determinată, de asemenea, de industria auto, care reprezintă 0 din piață: instalările din acest sector au scăzut cu , până la .0 de unități, arătând modelul ciclic al cererii, bine cunoscut, în acest segment de clienți. Instalările totale au ajuns la . 2 de unități în 202 , în scădere cu .
Context
OCDE estimează stabilizarea creșterii la nivel global. otuși, schimbările geopolitice sunt percepute ca un factor major de risc și incertitudine. Crizele recente au crescut gradul de conștientizare la nivel politic cu privire la capacitatea de a produce intern în industriile strategice. Pentru 202 , se estimează un număr de instalări globale de .000 de unități. Se așteaptă ca creșterea să se accelereze în 202 și să continue în 202 și 202 .
Mai multe informații sunt disponibile pe www. ifr.org/about-world-robotics A
Pe octombrie , I R a anunțat că a a u i Ito a fost ales ca nou președinte al ederației Internaționale de Robotică. a a u i Ito va reprezenta I R alături de ane effner, nou aleasă vicepreședinte.
a a u i Ito de la anuc orporation, care a ocupat anterior funcția de vicepreședinte, îi urmează arinei ill de la A , care a ocupat postul din . „ unt mândru să continui munca predecesoarei mele, arina ill, care a ost un mare ambasador pentru lumea roboticii Asistăm la schimbări rapide în automatizarea sectoarelor industriale și a serviciilor din întreaga lume mpreună cu ane e ner de la obile ndustrial obots, în calitate de nou vicepreședinte al , aștept cu nerăbdare misiunea noastră ”, declară Ito.
este e ani e e perienţă n ro otică
a a u i Ito are o experiență de peste de ani în industria robotică. n prezent, el deține poziția de hie echnical Advisor în cadrul anuc orporation, producător japonez de roboți, cu sediul în shino, aponia. in , a a u i Ito a lucrat la producătorul japonez de roboți în diferite poziții

n , a devenit vicepreședinte executiv pentru anuc Robotics în America de ord. n , s a întors la sediul anuc din aponia, preluând rolul de irector eneral al Robot

oul vicepre e inte ane
He ner
oul vicepreședinte al I R, ane effner, are peste de ani de experiență în industriile bazate pe tehnologie, inclusiv automatizare, robotică, auto și aerospațial. n prezent, este ice resident lobal ales la obile Industrial Robots iR , un producător de top de roboți mobili autonomi. n acest rol, cu sediul în etroit, effner supraveghează strategia de vânzări globale a companiei. nainte de a se alătura iR, effner a deținut funcții de conducere la A Robotics și la alte companii industriale importante. A
Conform raportului World Robotics 2024 Service Robots prezentat de Federația Internațională de Robotică (IFR), vânzările de roboți profesionali pentru servicii au crescut cu 30% la nivel mondial. Peste 205.000 de unități au fost înregistrate de departamentul de statistică al IFR în 2023. Aproape 80% dintre roboți au venit din regiunea Asia-Pacific, cu 162.284 de unități vândute. Urmează Europa cu 33.918 de unități și America cu 8.927 de unități vândute.

In ustria roboticii pentru ser icii este în mi care in ce în ce mai mulți roboți ser esc pe po elele abricilor în centre comerciale sau a ută la li rări. , spune Marina ill, fostul președinte al Federației Internaționale de Robotică.
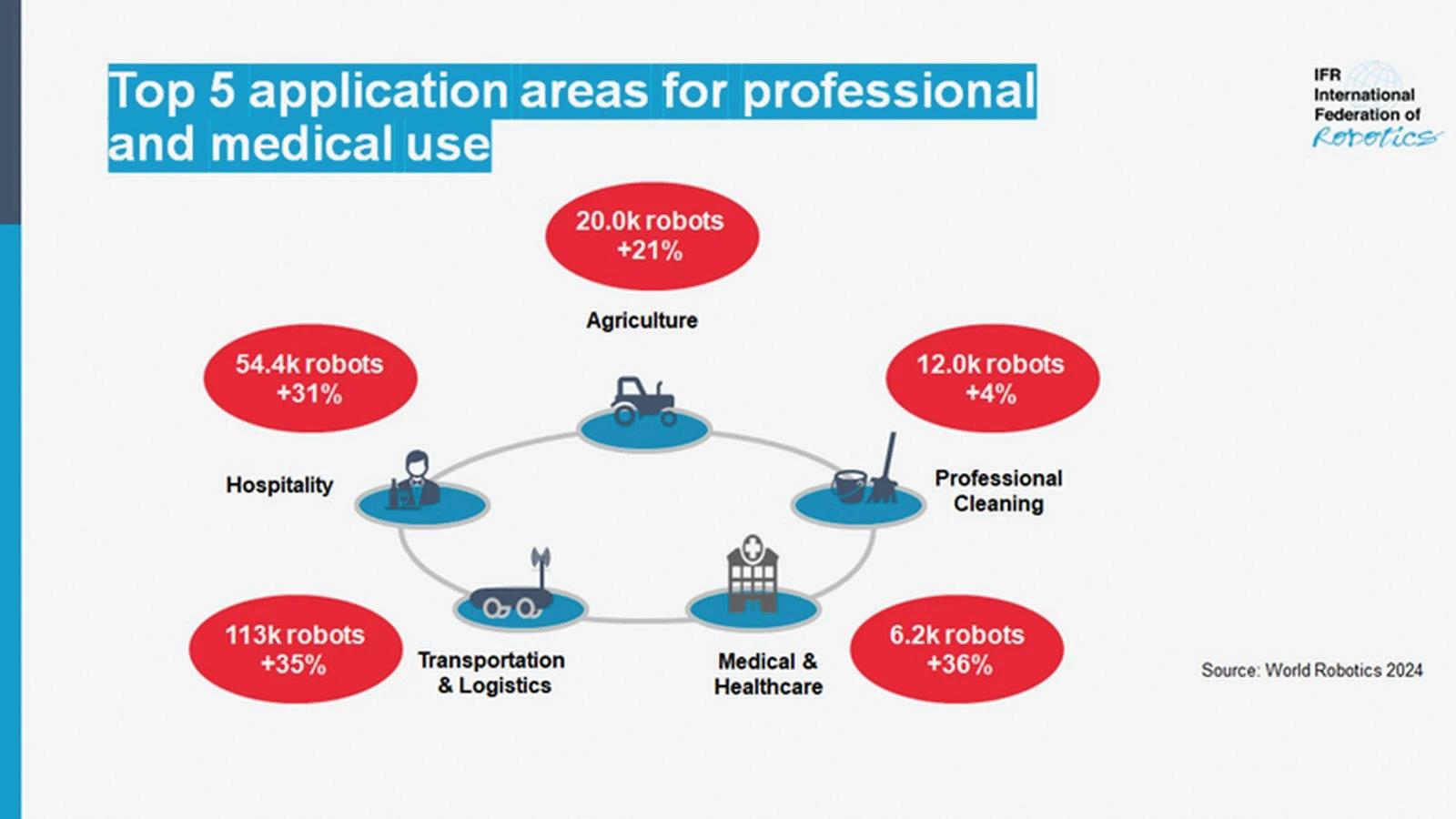
Aplicaţii e top ale ro oţilor pro esionali pentru servicii n uncţie e nu ărul unităţilor v n ute
Mai mult de unul din doi roboți profesionali de servicii vânduți în 202 au fost construiți pentru clasa de aplicații an t i i tică. Vânzările au crescut cu , cu aproape .000 de unități vândute în 202 . Deoarece industria suferă de o lipsă semnificativă de forță de muncă, există o cerere puternică de suport tehnologic. De exemplu, una dintre sarcinile cele mai consumatoare de timp pentru șoferii de camion este încărcarea și descărcarea, unde aplicațiile robotizate oferă soluții dedicate pentru automatizare. Realizarea unei aplicații ușor de utilizat și de înțeles pentru personalul non-tehnic este cheia adoptării acesteia.
Lipsa de muncitori calificați generează, de asemenea, cererea de automatizare în medii exterioare, delimitate de traficul public. ipurile de roboți din această clasă variază de la vehicule convenționale automate, cum ar fi stivuitoare sau tractoare, până la
soluții personalizate, adesea cu o carcasă rezistentă la intemperii pentru mărfurile transportate.
ii ent u italitate devin din ce în ce mai populari: în 202 au fost vândute peste .000 de unități . Roboții pentru ghidare mobilă, informare și teleprezență reprezintă majoritatea acestor roboți. Pe măsură ce sectorul evoluează rapid, au apărut câteva aplicații cheie, cum ar fi pregătirea alimentelor și a băuturilor, precum și punctele de îndrumare și informare în mediul public.
Vânzările de i a ic li înregistrează o creștere puternică 2 , cu aproape 20.000 de unități vândute în 202 . Lipsa forței de muncă în vremuri de schimbări demografice severe și cererea pentru o agricultură de precizie, mai durabilă, fac din roboții pentru servicii un jucător cheie pe această piață.
Piața il fe i nali e cu ă enie a crescut cu până la aproape 2.000 de unități vândute. Aplicația principală este curățarea podelei. Aceasta reprezintă aproximativ 0 din unitățile vândute în acest grup de aplicații.
În conformitate cu standardul ISO, anuarul orld Robotics 202 consideră ii e icali ca a treia categorie alături de roboții pentru servicii și roboții industriali: vânzările de roboți medicali au crescut cu , până la aproximativ . 00 de unități în 202 . Vânzările de roboți de reabilitare și terapie neinvazivă au crescut 2 . Cererea de roboți de chirurgie a crescut cu , iar vânzările de roboți pentru diagnosticare au crescut cu 2 . op ţări ale urnizorilor e ro oţi e icali i pentru servicii Cu de companii, tatele nite ale e icii au cel mai mare număr de producători de roboți medicali și pentru servicii din lume. dintre aceștia produc roboți profesionali de servicii, 2 roboți de servicii pentru consumatorii casnici și 2 roboți medicali.
ina ocupă locul al doilea cu un total de 0 producători de roboți medicali și de servicii. Proporția companiilor care oferă roboți profesionali de servicii este chiar mai mare decât în SUA - 0 . Un total de oferă roboți de consum și doar roboți medicali. e ania ocupă locul trei cu de companii. Ca și China, are o proporție foarte mare de producători de roboți profesionali de servicii, cu o pondere de . Un total de oferă aplicații pentru consumatori și 2 roboți medicali.
in unct e e e e e i nal, majoritatea producătorilor de roboți medicali și de servicii au sediul în Europa, cu o cotă de piață globală de , urmați de Asia cu 2 și America cu 2 . A
otă: raportul orld Robotics Service Robots arată date, ca exemplu. Datele U sunt proiectate pentru întreaga industrie. oate cifrele din raportul orld Robotics Service Robots 202 se bazează pe un eșantion de 2 de producători de roboți de servicii.

La evenimentul PRSE din Amsterdam, unitatea POWERFIL de la R A a fost onorată cu lastics Rec cling A ard urope la categoria „Inovația Anului în așini de Reciclare” pentru sistemul său de control ischarge ro. Această distincție subliniază inovația tehnologică a filtrului laser R A, care optimizează stabilitatea procesului și se adaptează automat la fluctuațiile din timpul reciclării.

istemul de control ischarge ro de la R I contribuie semnificativ la creșterea gradului de automatizare în procesul de filtrare. Inovația în controlul descărcării răspunde prompt la perturbările din proces, ajustând rapid viteza stelei de raclare și revenind la viteza setată odată ce vârful de contaminare a fost gestionat. n plus, sistemul recunoaște schimbările în debit și ajustează ratele de descărcare în funcție de acestea.
„Am investit mult în dezvoltarea acestei tehnologii, așa că sunt deosebit de încântat să accept acest premiu în numele întregii echipe,” a declarat o ert er a r e ul unității la A, la R din Amsterdam. istemul ischarge ro oferă o compensație automată pentru fluctuațiile materialului de intrare, asigurând o îngroșare uniformă în timpul filtrării masei și menținând un proces constant. n funcție de aplicație și gradul de contaminare, R I a reușit să reducă pierderile de masă cu până la cu ischarge ro, comparativ cu tehnologia anterioară a filtrului laser R A. Aceste realizări au impresionat juriul, care a descris tehnologia drept un progres inteligent în tehnologia de extrudare.
n cazul unei scăderi semnificative a presiunii prin ecranul filtrului, cauzată de o viscozitate mai mare a masei, ischarge ro ajustează valoarea setată pentru a menține o rată de descărcare constantă. e asemenea, sistemul ia în consi derare schimbările pe termen lung, precum starea ecranului filtrului, în toate ajustările sale.

Str. Lucian Blaga nr. 3, Bl. J5, sc. 1, ap. 16, Bucureşti; Tel.: 021.322.48.99; Fax: 021.321.17.15; email: sales@chorus.mc www.chorusengineering.ro


Coloanele de ghidare sunt folosite pentru a centra cele două jumătăți ale matriței atunci când matrița se închide. oloanele de ghidare, care sunt plasate de obicei la partea cu duză a matriței, sunt adesea instalate conform principiului . rei coloane cu un diametru mai mare și o coloană cu diametrul mai mic împiedică asamblarea incorectă a jumătăților matriței.
e utilizează diferite elemente în funcție de formă și aplicație. n procesul de proiectare a matrițelor, decizia de a alege coloane de ghidare cu sau fără guler de centrare sau cu sau fără un diametru de montare se bazează adesea pe experiență. pțional, sunt disponibile coloane de ghidare standard acoperite cu , care sunt deosebit de potrivite pentru funcționare pe uscat. A
Tipuri tandard de coloane de idare:
ArticolTratament Guler de centrare Diametru de montare DLC Sistem de ghidare
an on de centrare

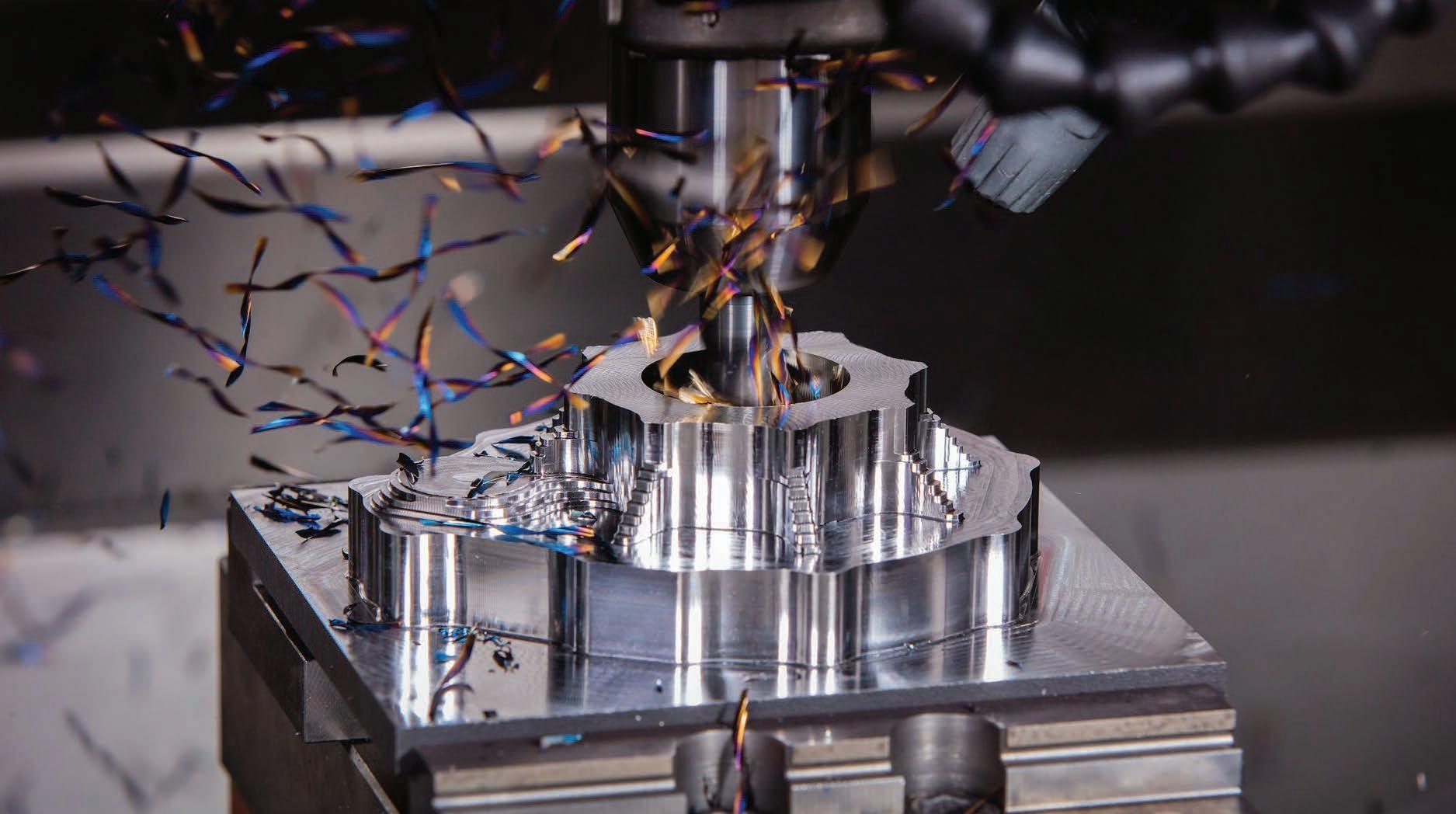
MIRCEA BĂDUŢ inginer, consultant CAD/IT cad_consultant@hotmail.com
Încercări de a genera comenzi numerice pentru mașini-unelte care să producă automat obiecte s-au făcut cu mult înainte de modelarea tridimensională, însă Computer AidedManufacturing este legat preponderent de modelarea 3D, respectiv de evoluția aplicațiilor software MCAD. Mai mult, unele dintre aplicațiile de modelare a solidelor au devenit paltforme apte să găzduiască module CAM cu tehnologii deja consacrate, acesta fiind și cazul ales pentru recenzia de astăzi: SolidCAM, ca soluție pentru SolidWorks, Solid Edge și Autodesk Inventor.
scurtă istorie A În perioada 1950-1960 la câteva companii mari (Renault, Boeing, Citroen, DeLaval Steam Turbine, eneral Motors s-au experimentat primele aplicații informatice de generare a comenzilor numerice pentru unelte de prelucrare substractivă a metalului, iar asta se întâmpla la un deceniu și ceva de la apariția primelor mașini cu control numeric C C Computer umerical Control . Însă deabia după se poate vorbi despre aplicări CAM conectate consecvent cu software-uri de modelare tridimensională de la P C, Unigraphics, Dassault Syst mes, ș.a. , iar un deceniu mai târziu soluțiile MCAD pentru PC-uri Solid orks, Solid Edge, Autodesk Inventor, ș.a. se iveau aproape sincron cu integrarea fluxului CAD-CAM-CAE sub noul acronim PLM Product Lifecycle Management . Tot în anii 1990 se consacrau nucleele algoritmice
de modelare D ,,Parasolid și ,,ACIS ca tehnologii standard pentru crearea manipularea geometrică și topologică de obiecte D coerente , constituind premisă pentru colaborarea între aplicațiile MCAD, CAE și CAM. Curând se puteau observa și diversificări în noua piață, iar principalele criterii au fost: după numărul de axe în care aplicația CAM era aptă să simuleze prelucrările și să genereze comenzile pentru mașina C C adică în 2, , , sau direcții de prelucrare substractivă și 2 dacă este vorba de o aplicație CAM independentă însă aptă de a importa modele digitale create cu aplicația MCAD sau de un modul software integrat în aplicația MCAD. Însă dincolo de aceste prime criterii există și alte caracteristici implicabile în alegere abilități speciale de tratare a suprafețelor complexe, abilități de optimizare a traseelor sculelor de prelucrare compatibilitate cu anumite mașini de prelucrare, ș.a. .

Sunt multe situații în care este necesară fabricarea unei piese complexe din metal, prin proces substractiv așchiere prin strunjire frezare într-un prefabricat, sau prin electro-eroziune și în care asistența informatică poate rezolva o serie de probleme tehnologice greu-tratabile în manieră tradițională, non-informatică suprafețe cu forme negeometrice situații de prelucrabilitate critică respectarea precisă și consecventă a formelor și dimensiunilor asigurarea calității suprafețelor prelucrate detectarea incoerențelor de modelare și a coliziunilor de prelucrare adaptarea rapidă la introducerea de modificări târzii în proiect minimizarea timpilor de fabricație minimizarea cheltuielilor cu energia consumată de mașinile de prelucrare minimizarea cheltuielilor cu înlocuirea sculelor uzate etc . Avem deja industrii care beneficiază tradițional de aplicațiile CAM: constructoare de automobile aerospațială, navală, energetică, electronică, optică, etc, iar obiectele vizate pot fi destul de diverse: componente de motoare piese de caroserie pale de elice componente de transmisie mecanică componente de structură piese de habitaclu uman lentile asferice pipe de lumină ș.a.m.d. În anumite domenii situații medicină, cercetare, prototipare sistemele integrate CAD-CAM pot fi angajate pentru proiectarea de obiecte concepute după specificații foarte particularizate precum protezele umane și fabricate în serie mică sau chiar unicate.
Se poate spune, ca o generalizare, că avantajele aduse de CAM acoperă de la precizia fabricației până la eficiență, și de la abilitatea de a crea forme complexe până la adaptabilitatea la modificări schimbare. Dar există și alte aspecte și criterii implicate aici. Desigur, asimilarea tehnologiei CAM presupune și un pic de efort costuri, învățare, adaptare procese, timp , însă pe ansamblu câștigul este semnificativ, iar perspectivele informatizării sunt promițătoare pentru mai toate situațiile. Mai mult, întrucât procesul de simulare a mașinării de analizare a traseelor sculelor așchietoare implică asumarea de reguli și angajarea de experiențe anterioare, se preconizează că aplicațiile CAM vor include tot mai explicit tehnici de inteligență artificială și de ,,machine learning . Și, apropo de viitor, deja se prevede și o fuzionare combinare între prelucrările substractive și cele aditive tipărire 3D) în fabricarea anumitor piese.
Software-ul Solid orks a apărut în anul , iar în a fost achiziționat de Dassault Syst mes producătorul soluției MCAD high-end CA IA . Deși inițiat tot în anul , software-ul Solid Edge creat de firma Intergraph a fost lansat în , iar în a fost achiziționat de U S Unigraphics , companie care în anul 200 avea să fie preluată de Siemens A . Cea de-a treia platformă MCAD vizată aici, Autodesk Inventor, apărea în anul fiind urmașa unei soluții pentru parametrizare D numită Designer).
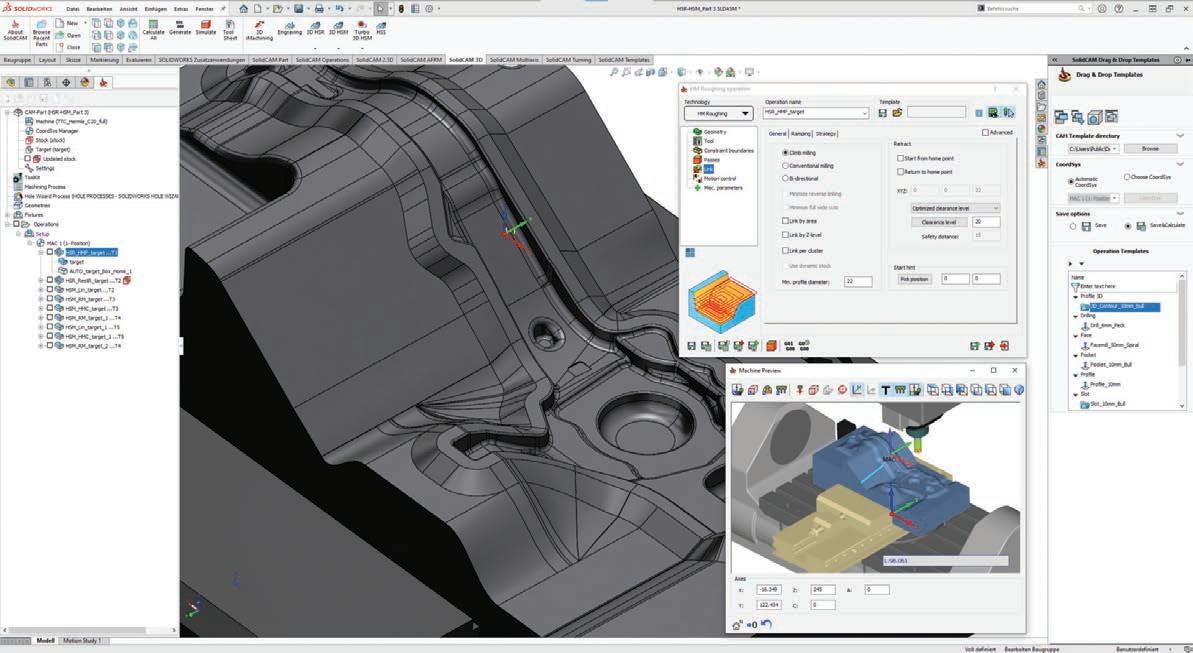
La puțin timp după ce aceste software-uri de modelare a solidelor și-au dovedit coerența pe piață și potențialul de platforme MCAD, compania SolidCAM Ltd avea să creeze soluții add-on pentru fiecare. Cu mențiunea că soluția pentru platforma de la Autodesk se numește InventorCAM. Dar interesant este că primele idei din viitorul SolidCAM au apărut mult mai devreme, în anul , ca funcții utilizator pentru software-ul CAD ool, într-un pachet numit NCTool.
De-a lungul timpului soluțiile CAM din această familie s-au dezvoltat, ajungând să poată simula și programa mașinări în patru sau chiar în cinci axe frezare și strunjire , să includă suport pentru așchiere cu viteză înaltă High-Speed Machining, HSM , să gestioneze configurații multiple de lucru. În anul 20 SolidCAM înregistra tehnologia revoluționară ,,iMachining , iar în 2020 își adăuga suportul pentru prelucrarea avansată combinată simultană cu capete de tip ,,Mill- urn și ,,Sliding . Capetele glisante, cunoscute și sub numele de ,,strunguri de tip elvețian , adaugă mobilitate și pentru piesa de prelucrat, ceea ce permite un plus de control asupra așchierii, și astfel tehnologia devine utilă pentru producerea de piese mici și complexe folosind mai puține operații.
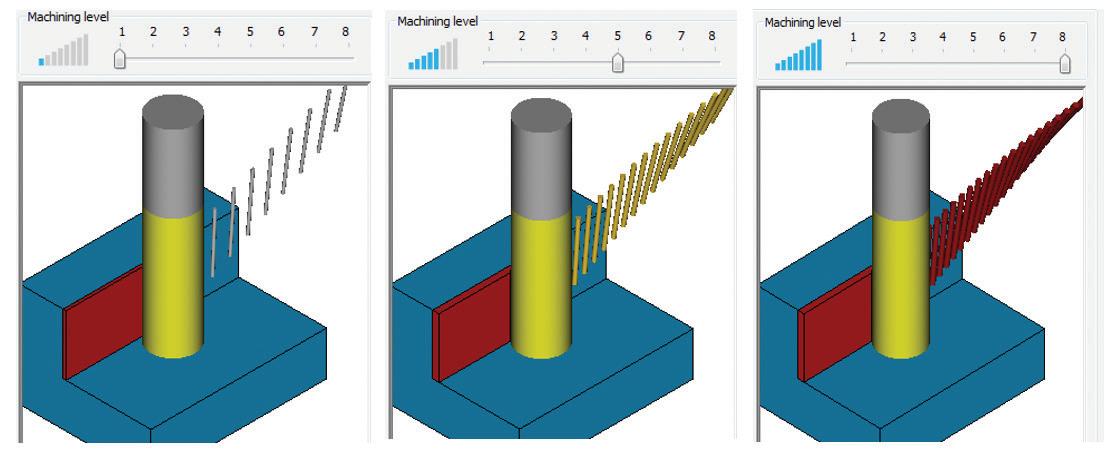
ehnologia inteligentă de frezare cu viteză înaltă patentată de SolidCAM sub numele ,,iMachining se impunea pe piața CAM cu avantajul eficienței de timp generarea rapidă a programelor C C și cu cel al optimului tehnologic eficiența și coerența procesului de prelucrare uzura minimă a sculei de așchiere .
Dintre particularitățile ,,iMachining care asigură scurtarea timpului și economii de fabricare consecvente menționăm: n algoritmul avansat din modulul ,,Intelligent ool Path enerator , apt să maximizeze eficiența traseelor de așchiere spiralată, și pe care le poate combina cu traseele trohoidale minimale n modulul ,,iMachining echnology izard calculează și optimizează automat avansurile și vitezele pentru fiecare punct al traseului de așchiere, ceea ce permite să se mențină constantă forța apăsarea pe unealtă dar și o pătrundere în material pe toată lungimea muchiei așchietoare, ceea ce reduce numărul de treceri și diminuează uzura uneltei.
utilizatorului să selecteze dintre nivele de implicare a asistenței, pentru a potrivi parametrii tehnologici într-o măsură mai mare sau mai mică la contextul real de mașinare îngăduind astfel să se trateze provocările comune privind rigiditatea axului, rigiditatea dispozitivului de fixare și stabilitatea sculei de tăiere . ivelul corespunde la minimul MRR Material Removal Rate și nivelul la maximul MRR, iar nivelele intermediare constituie diverse combinări interpolate.
O altă facilitate unică a lui iMachining constă în unghiul variabil de tăiere pe care îl menține totuși între două limite controlabile . În plus, tehnologia folosește avans variabil adică pas de înaintare neconstant cu scopul de a menține constantă solicitarea arborelui uneltei de așchiere pentru diverse lățimi de tăiere. Când se reduce unghiul de avans cu scopul de a eficientiza obținerea formelor se obțin rate de avans pătrundere mai mari. Pe ansamblu se poate ajunge la diverse condiții optime de așchiere, cu efect în mărirea vitezei de lucru și în menajarea sculelor și a mașinii.
O adiție recentă la această familie este ,,SolidCAM Sim , un set de facilități profilate pentru simularea generarea traseelor de mașinare în cinci axe, cu o interfață utilizator foarte accesibilă și focusată, cu funcții de semnalare a coliziunilor și cu un control avansat asupra aspectelor traseelor de așchiere:
n gamă largă de strategii predefinite pentru așchiere simultană în cinci axe
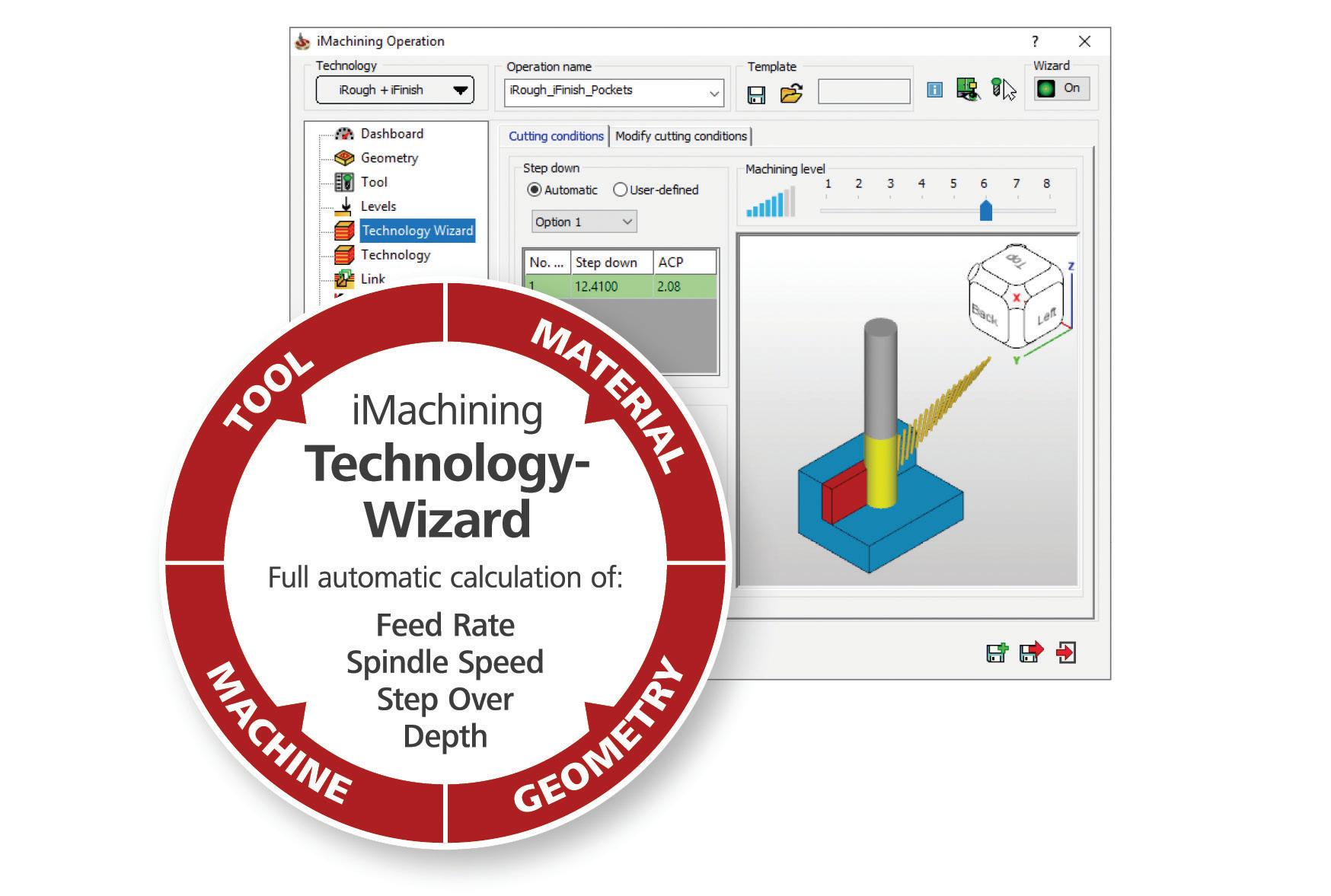
Asistentul ,, echnology izard își asumă sarcina de a stabili în mod dinamic turațiile și avansurile capetelor de tăiere, reglând treptele și adâncimile fiecărei treceri de așchiere. Pe baza proprietăților specifice ale materialului prefabricatului (metal, de regulă diverse oțeluri, aluminiu, aliaje moi , dar folosind și proprietățile mecanice ale dispozitivului de prindere și ale sculei, asistentul furnizează valori sincronizate pentru rata de pătrundere, pentru viteza axului, pentru adâncimea de pătrundere axială, pentru unghiul de tăiere, pentru grosimea așchiilor șpanului, ș.a. și totul corelat adaptat cu limitele tehnice ale mașinii C C reale pentru care generează programul de comenzi. La nivelul interfeței, facilitatea ,,iMachining level slider permite
n trasee de prelucrare ce urmează forma naturală a componentei
n prelucrarea cu finisare pe suprafețe multiple menține unealta normală la suprafață sau cu avans și întârziere specificate pentru a conferi o finisare netedă a suprafeței
n control evoluat pentru înclinarea sculei și control direct asupra înclinării laterale și asupra unghiurilor de avans întârziere
n degroșarea multi-axe îndepărtează eficient materialul rămas din diametrul mai mare al frezei utilizate anterior
n simulare D completă realistă a mașinii, cu verificare deplină a coliziunilor și a limitelor de axe.
Portofoliul SolidCAM include și o soluție specializată pentru fabricarea de matrițe forme adaptate pentru tehnologia de turnare plastică , unde intervin provocări particulare privind acuratețea suprafeței inclusiv referitor la canalele de injecție aerisire , finisarea suprafeței, materialele speciale pentru viitoarea matriță, și termenele scurte de livrare plus eventuale modificări de proiect fără preaviz).
De altfel, nu putem itera aici toate atuurile soluțiilor SolidCAM, așa că spre final doar vom menționa câteva dintre mașinile C C și controllerele cu care aplicația poate lucra direct: rother, DM Mori, Doosan, Fanuc, rob, Haas, Heller, Hurko, itamura, Maier, Makino, Matrix, Matsuura, Mazak, MicroCU , Mikron, Mitsubishi, Miyano, akamura, O , Okuma, uick ech, Siemens, Sinumerik, Tornos, etc. A
Ființa umană în era tehnologiei. Implicațiile ciberneticii asupra omului reprezintă un reper în revoluția socială și științifică, fiind o lucrare ce a transformat fundamental modul în care înțelegem relația dintre oameni și tehnologie.
ominalizat la Premiul obel pentru fizică și cel care a inventat primul sistem automat de ochire a aeronavelor în zbor, orbert iener uimește, în prezent, mulți specialiști din domeniul inteligenței artificiale cu precizia cu care a prevăzut viitorul tehnologiei. Fondator al științei ciberneticii - studiul relației dintre computere și sistemul nervos uman iener a fost înțeles greșit de mulți ca cineva care susținea automa-
Fie că vrem să prezicem schimbările climatice sau crizele economice, să înțelegem cum creierul uman este capabil să depășească supercomputerele sau să găsim o teorie care să facă legatură între fizică cuantică și cea clasică, im Palmer ne demonstrează cum viziunea lui asupra incertitudinii matematice oferă perspective noi asupra unora dintre cele mai profunde probleme din știință.
O explorare captivantă a incertitudinii în știință, Supremația probabilității ne arată cum instrumentele care ne-au permis să depășim incertitudinea vremii ne vor ajuta să găsim răspunsuri noi la cele mai presante întrebări ale științei moderne:
n prezintă descoperirea remarcabilei geometrii fractale a haosului și legăturile sale cu unele dintre cele mai profunde teoreme ale matematicii moderne.
tizarea vieții umane. După cum dezvăluie această carte, viziunea sa era mult mai complexă și mai interesantă. El a sperat că mașinile îi vor elibera pe oameni de corvoada implacabilă și repetitivă, astfel încât ei să poată realiza activități mai creative și de supervizare. În același timp, a realizat pericolul dezumanizării și al dislocării. Cartea sa examinează implicațiile ciberneticii pentru educație, legi, limbaj, știință, tehnologie, anticipând impactul enorm - de fapt, o a treia revoluție industrială - pe care calculatorul l-a avut asupra vieții noastre.
n Autor: Norbert Wiener
n Traducător: eorge hiriță
n explică modul în care geometria haosului ne permite să înțelegem de ce sistemele pot fi previzibile în cea mai mare parte a timpului, dar spectaculos de imprevizibile în anumite ocazii.
n descrie sistemele de predicție de ansamblu pentru starea vremii, a climei, a economiei, a pandemiilor și a conflictelor umane.
n ilustrează modul în care aceste sisteme de ansamblu ne permit să luăm decizii mai bune.
n explorează posibilele perspective oferite de geometria haosului în ceea ce privește conștiința, liberul arbitru și responsabilitatea morală.
n Autor: im almer
n Traducător: osmin are
Cartea de față subliniază importanța capitalului uman pentru mediul de afaceri autohton și pentru creșterea economică a României, analizată din perspective diferite: impactul pandemiei de COVID- asupra mediului de afaceri, surprinzând provocările întâmpinate, referitoare în principal la digitalizarea accelerată și la necesitatea ,,transformării verzi , pe fondul penuriei de angajați competenți definirea și cuantificarea capitalului uman, prin intermediul mai multor indicatori relevanți pe plan internațional, relevând poziționarea nu tocmai favorabilă a României la nivel european și mondial relația dintre capitalul uman și creșterea economică, analizată pe baza unui model econometric de tip VECM, care evidențiază un impact pe termen lung și totodată o cauzalitate pe termen scurt între variabilele selectate referitoare la capitalul uman și creșterea economică și în cazul României relația dintre C D I
cercetare, dezvoltare, inovare și capitalul uman și creșterea economică, incluzând prezentarea evoluțiilor cheltuielilor pentru sectorul cercetare-dezvoltare C D în UE și în România analiza econometrică a impactului digitalizării asupra structurii și funcționării pieței muncii la nivel de individ și microstructural și a impactului digitalizării asupra ratei șomajului și productivității angajaților în plan macroeconomic, rezultatele relevând o influență semnificativă a procesului de digitalizare asupra microstructurii pieței muncii și asupra bunăstării angajaților și, în final, prezentarea unor provocări și evoluții posibile ale mediului de afaceri în perioada post-pandemie prin prisma unor opinii scenarii realizate de experți ai unor firme internaționale de consultanță.
n Colectiv de autori: ărioara Iordan, ihaela ona hilian, alina aria Andrei,










n Editura: I R
n Cod:
n Anul apariției: 2024
n Nr. pagini:







n Editura: I
n Cod: I
n Anul apariției: 2024
n Nr. pagini: 368









aniel abriel Anghel, ana Ioana apu, tamule tere, esica rumar, Adela imona lăsceanu
n Editura: R I R I ARIA
n Cod: PUN978-606-26-1808-7
n Anul apariției: 2024
n Nr. pagini: 326




LEONARD RIZOIU
Managing Partner leoHR/stayIN
n România, unde temerile că „vin roboții și iau locurile de muncă” sau că „AI va pune stăpânire pe lume” devin tot mai răspândite, departamentele de resurse umane se confruntă cu o serie de provocări complexe în procesul de integrare a inteligenței artificiale în organizații. Aceste frici, alimentate de povești și scenarii alarmiste despre un viitor controlat de mașini inteligente, dau naștere unui sentiment de incertitudine și chiar de panică în rândul angajaților, care simt că pământul le fuge de sub picioare.
În fața acestor provocări, HR-ul este obligat să găsească soluții rapide și eficiente pentru a naviga prin aceste ape tulburi, transformând frica într-o oportunitate de creștere și adaptare.
Automatizarea, care înseamnă preluarea sarcinilor repetitive de către algoritmi şi roboţi, provoacă anxietate şi nesiguranţă în rândul multor angajaţi.
Aceștia se tem că vor fi înlocuiți de tehnologie, mai ales în sectoarele unde sarcinile de rutină domină. În birouri, exemplele de companii care utilizează deja AI pentru a automatiza procese precum recrutarea, prin folosirea unor algoritmi care triază CV-uri sau comunică inițial cu candidații, generează o teamă palpabilă.
Angajații se întreabă: „Ce urmează? Când va fi momentul în care și munca mea va fi preluată de o mașină?”
Pentru HR, această frică reprezintă o problemă majoră, deoarece este necesar să gestioneze emoțiile și percepțiile angajaților, să le ofere claritate și să îi ajute să înțeleagă că AI-ul poate aduce beneficii, nu doar riscuri. O reorientare a forței de muncă spre sarcini care necesită creativitate, gândire critică și abilități interpersonale este esențială, dar aceasta trebuie însoțită de o comunicare clară și transparentă despre rolul și locul tehnologiei în organizație.
Un alt obstacol important îl reprezintă percepția de nedreptate cauzată de bias-ul algoritmic. Într-o societate unde echitatea și incluziunea în mediul de lucru sunt încă în curs de dezvoltare, utilizarea AI-ului poate accentua temerile că deciziile sunt influențate de preferințe ascunse ale algoritmilor.
Leonard RIZOIU
Managing Director, leoHR

n HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
Dacă AI-ul este perceput ca favorizând anumite categorii de candidați sau ca menținând stereotipurile existente, departamentele de resurse umane trebuie să demonstreze clar cum sunt construite și utilizate aceste instrumente, pentru a asigura transparența și a elimina suspiciunile.
Oamenii trebuie să știe că deciziile nu sunt lăsate în mâinile unor mașini opace, ci că există mecanisme de control și revizuire constante pentru a asigura corectitudinea.
În paralel, AI-ul transformă radical interacţiunile umane din organizaţii, creând o teamă profundă de dezumanizare.
În România, unde relațiile directe și contactul personal sunt esențiale pentru cultura organizațională, introducerea unor instrumente precum chatbot-urile, care preiau gestionarea solicitărilor simple de HR, poate fi resimțită ca o pierdere a esenței umane.
Angajații se tem că această automatizare va duce la o atmosferă rece, impersonală, în care oamenii sunt doar niște numere într-un sistem controlat de algoritmi. HR-ul trebuie să găsească un echilibru fin, menținând eficiența și totodată creând contexte care să încurajeze interacțiunea umană, cum ar fi întâlniri de echipă, workshop-uri sau evenimente sociale, care să păstreze sentimentul de comunitate și apartenență.
O altă provocare majoră apare din suspiciunile legate de confidențialitatea datelor. Știm deja că se discută frecvent în spațiul public și prin mai toate birourile despre riscurile asociate cu utilizarea abuzivă a datelor și breșele de securitate. Probabil acesta este și motivul pentru care angajații sunt tot mai preocupați de modul în care informațiile lor personale sunt colectate și utilizate.

Ei se întreabă: „Ce se întâmplă cu datele mele? Cum sunt folosite și cât de bine sunt protejate?” Departamentele de HR sunt nevoite să gestioneze aceste preocupări prin politici stricte de protecție a datelor și prin comunicarea deschisă a măsurilor de securitate implementate. Este vital ca HR-ul să fie transparent și să explice în mod clar cum sunt utilizate datele, cine are acces la ele și ce măsuri sunt luate pentru a proteja confidențialitatea angajaților.
Rezistenţa la schimbare reprezintă o provocare constantă în faţa adoptării AI-ului.
În România, ca și în multe alte țări, teama de nou este amplificată de o lipsă de cunoaștere și de o atitudine defensivă față de ceea ce este perceput ca o amenințare. Angajații și managerii opun uneori rezistență, fie din frica de necunoscut, fie dintr-o tendință de a păstra status quo-ul. HR-ul trebuie să devină liderul schimbării, facilitând adoptarea AI-ului prin strategii de management al schimbării care să includă programe de formare continuă, sesiuni de informare și implicarea angajaților în procesul de tranziție. Doar astfel se poate transforma frica de AI într-o oportunitate de evoluție și creștere.
Acum că înţelegem care sunt provocările, ce soluţii au totuşi departamentele şi oamenii de HR în faţa reticenţei angajaţilor la integrarea AI în organizaţii, indiferent de utilitatea sa ori de funcţiile pe care le preia?
Am un răspuns, dar care nu vine ușor, ci în urma unei perioade foarte îndelungate de analiză ,,la firul ierbii”, din multe dialoguri confidențiale din sesiuni de Stay Interview.
O primă observație, totuși, ar fi că soluțiile pentru gestionarea acestei perioade de transformare tehnologică trebuie să fie nu doar pragmatice, ci și empatice, construite pe înțelegerea profundă a nevoilor și temerilor umane. HR-ul are misiunea de a atenua tensiunile și de a transforma reticența într-o deschidere curajoasă către un viitor în care oamenii și AI-ul pot coexista armonios, aducând beneficii atât organizației, cât și angajaților individuali.
O soluţie esenţială pentru departamentele de HR, în această perioadă de tranziţie, este să încurajeze dialogul autentic şi să creeze spaţii sigure unde angajaţii îşi pot exprima liber temerile şi preocupările.
Întâlnirile de tip „Stay Interview” sau focus grupurile organizate periodic pot oferi o platformă prin care angajații să discute deschis despre îngrijorările lor legate de AI, iar HR-ul poate aduna feedback valoros pentru a înțelege mai bine punctele sensibile și pentru a adapta strategia de integrare a tehnologiei în funcție de nevoile și așteptările reale ale echipei. Mai mult, aceste sesiuni de dialog trebuie să fie percepute ca fiind autentice, fără o agendă ascunsă, pentru ca angajații să simtă că opiniile lor contează cu adevărat în procesul decizional.
O altă soluţie viabilă este crearea de roluri noi, intermediare, care să îmbine competenţele tehnologice cu cele tradiţionale.
În loc să se concentreze exclusiv pe introducerea tehnologiei, HR-ul poate iniția crearea unor poziții hibride, cum ar fi „Human-AI Collaboration Manager” sau „Specialist în Utilizarea Etică a AI”, roluri care nu doar că pregătesc organizația pentru viitor, dar și oferă o traiectorie clară de dezvoltare pentru angajații care ar putea să simtă că pozițiile lor actuale sunt amenințate de automatizare. Astfel de roluri nu numai că răspund unor nevoi imediate, dar pot servi și ca o punte între angajații sceptici și tehnologia pe care încă nu o înțeleg pe deplin.
Pentru a transforma AI-ul într-un aliat, HR-ul poate explora „gamificarea” procesului de învăţare şi adaptare la noile tehnologii.
Implementarea unor platforme de e-learning care folosesc AI pentru a personaliza experiența de învățare poate fi un început promițător. Aceste platforme pot fi concepute pentru a identifica lacunele de competență ale angajaților și pentru a oferi conținut relevant, într-un format interactiv și captivant. Gamificarea poate include puncte de recompensă, insigne și recunoaștere publică, încurajând astfel o competiție sănătoasă și motivând angajații să își însușească noi abilități legate de utilizarea AI-ului.
HR-ul ar trebui să faciliteze şi crearea unui ecosistem de „mentorat inversat”, unde angajaţii mai tineri sau mai înclinaţi spre tehnologie pot deveni mentori pentru colegii lor mai experimentaţi, dar mai reticenţi la noile tehnologii.
Această abordare are avantajul de a demistifica AI-ul și de a încuraja colaborarea intergenerațională, reducând astfel bariera de rezistență față de schimbare. O abordare de mentorat inversat poate ajuta la transferul de cunoștințe într-un mod bidirecțional, consolidând în același timp relațiile și încrederea între angajați.
De asemenea, pentru a susține o adaptare mai lină, HR-ul ar trebui să pună accent pe succesul rapid al micilor implementări de AI, prezentând exemple tangibile de cazuri în care tehnologia a adus îmbunătățiri semnificative în procesele de lucru. Fie că este vorba despre economisirea de timp în procesul de recrutare, optimizarea programărilor pentru interviuri sau îmbunătățirea experienței de onboarding, aceste exemple concrete pot transforma percepția negativă asupra AI-ului într-una pozitivă, demonstrând valoarea adăugată adusă de tehnologie în viața de zi cu zi a angajaților.
În ultimii 20 de ani petrecuți în piața de capital uman am fost martor la foarte multe schimbări cu impact direct în dinamica de zi cu zi a angajaților din organizații din România, dar și din alte țări. La multe dintre aceste schimbări am avut rolul de a gestiona tranziția și de a fi acolo, lângă oameni.
De aceea, ca o concluzie pot spune astăzi fără nicio reținere că indiferent de câte tehnologii avansate sunt integrate în companii, tot oamenii rămân inima organizației. Iar asta vine cu o responsabilitate majoră pentru oamenii de HR. Pentru că ei sunt cei care trebuie să se asigure că se acordă atenție nu doar eficienței proceselor, ci și bunăstării emoționale a angajaților, oferind suport psihologic și resurse adecvate pentru a face față stresului legat de schimbare.
Într-o eră digitală în care AI-ul devine tot mai prezent, empatia, comunicarea deschisă și angajamentul față de bunăstarea angajaților rămân soluțiile cele mai puternice pe care HR-ul le poate utiliza pentru a asigura o integrare de succes a tehnologiei în viața organizației. A