-I -IBNE �

Gândurile bune. Sunt dorite de toţi. Cele proprii, gândurile noastre, dar şi ale celorlalţi faţă de noi. Dar cum să facem să construim gândurile bune? Ce mijloace avem?
Cultivarea bunei intenţii este una dintre căile generării gândurilor bune pe ambele sensuri. Vor pleca astfel gândurile noastre rele, dar, treptat, şi ale celorlalţi faţă de noi. Acţiunea noastră funcţionează în dublu sens. Dispar: Dubiile. Îndoiala. Nesiguranţa. Deznădejdea. Dar şi: Opoziţia. Adversitatea. Ostilitatea. Refuzul. Inamicul. Războiul.
Altă cale este nevoinţa (termen din ortodoxie). Nevoinţa (măsura, reţinerea şi anevoia asumate) este astăzi uitată sau chiar hulită (pentru că ar putea însemna moderaţie!). Cea mai cunoscută formă a ei este postul.
Dar, abundenţa sau aspiraţia către abundenţă i-au luat locul aparent definitiv. Planurile de producţie, de vânzări care impun doar vânarea oportunităţii - mereu justificată, permanent cu simţurile treze pentru asta, poate chiar lăcomia mascată sub un limbaj tehnic, cu expresii meşteşugite, lustruite în exerciţii corporatiste, cu fandări diplomatice, aparent nonagresive şi necontondente, dar profund „capitaliste” (deh, orientate unidirecţional către profit): creştere, dezvoltare, extindere, progres... fac mai lesne infiltrarea gândurilor rele, întâi faţă de ceilalţi, apoi, pe nesimţite şi faţă de noi. Pentru că portiţa a fost deschisă. Mecanismul a fost discret exersat şi uns. Calea interioară creată, utilizată întâi ocazional şi apoi bătută repetat. Dar, ce să vezi, cum le faci tu lor, aşa îţi vor face şi ei ţie. Şi, mai dormi liniştit dacă poţi! Dar nu te poţi opri, aparent. Majoritatea mărşăluieşte în aceeaşi direcţie.
Astfel, nevoinţa (măsura, anevoia acceptată), ca o cale de cultivare a gândurilor bune este neglijată.
Dacă îmi este permisă o paralelă, în business educarea pieţei este privită de oamenii din companii ca un fel de nevoinţă. În business educarea pieţei este o sarcină hulită de cei mai mulţi. Cel puţin la noi, în România. Foarte puţini oameni o acceptă ca pe ceva natural, obligatoriu, în firea lucrurilor. Aparent, să faci business înseamnă să faci (doar) profit. Investeşti cel mult în infrastructura obligatorie, nu în chestii secundare. Educaţia? Pe asta altcineva ar trebui să o facă, nu tu. Confuzia se accentuează şi mai mult, pentru că există un sistem de învăţământ şi un minister al educaţiei. Şi ce să vezi, el este responsabil de tot ce înseamnă educaţie. Punct. (?) Chiar şi de educarea pieţei de tehnologie şi echipamente industriale! Echipamente care, pentru a ţine pasul cu evoluţia rapidă a industriei, se înnoiesc anual.
Dar educarea pieţei, adică a clientului, partenerului, furnizorului, colegilor (înainte ca acesta să îţi fie coleg) pare că încă nu intră în sarcinile curente ale oamenilor din conducerea companiilor din industria de la noi. Multinaţionalele mari din producţie au sistemele lor, reglate pentru nevoile interne. Dar ceilalţi?
Nu trebuie să îţi dai profitul pentru educarea pieţei, dar nici acţiunile izolate în acest sens nu sunt rezolvarea. Preocuparea pentru şi investiţia constantă în educarea pieţei este contribuţia ta la binele mediului în care trăieşti şi la bunăstarea ta continuă. A ta şi a copiilor tăi, când vor veni. Este buna intenţie şi gândul bun care aduc binele în companie şi în mediul în care aceasta îşi desfăşoară activitatea.
Hai să încercăm să generăm gânduri bune prin asumarea beneficei „nevoinţe” a educării pieţei. Trebuie fiecare să-şi propună asta. Pentru că fiecare poate contribui cu ceva. Evenimentele reprezintă una dintre cele mai bune ocazii să participăm împreună la acest demers. Noi organizăm între 11-13 iunie, la Arad, Demo Metal Vest. Dăm deci întâlnire tuturor la următoarea oportunitate de acest fel. Abia aşteptăm să ne vedem cu cei cu gânduri bune, cu cei care le

DIRECTOR/REDACTOR ªEF ing. Onuţ Iliescu
ART DIRECTOR
Claudia Costache
SECRETAR DE REDACŢIE ing. Gabriela Atanasiu
REDACTORI
ing. Mihaela Iliescu ing. Corneliu Gornic ing. Andrei Iliescu Alexandru Iliescu
COLABORATORI
ing. Florin Moraru (MAŞINI-UNELTE)
ing. Bogdan Croitoru (CALITATE & CONTROL)
Jean Merckling (TRANSMISII MECANICE)
ing. Mircea Băduþ (CAD/CAM/PLM/ERP) (T&T PLUS)
Leonard Rizoiu (RESURSE UMANE)
Ümit Batmaz (T&T PLUS)
ABONAMENTE
Pentru detalii despre abonamentele la revista tipărită şi la varianta digitală, scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT
OP 60 - CP 51, Bucureºti Telefon: 021.340.28.68, 0741.076.834 Email: info@ttech.ro www.ttonline.ro Editată de Tehnic Media.

Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. Reproducerea totală sau parţială a materialelor este interzisă, fără acordul scris al redacţiei.
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro Foto copertă: Shutterstock


anul 23 I nr. 2/ 2024 (134)
Editorial Onuþ Iliescu 2
Ştiri
Potenţialul de creştere al României rămâne ridicat 6
Perspective pozitive pentru companiile germane din România 8
Strategii de viitor (I) Ümit Batmaz 12
Raport PwC: 60% dintre companiile din Europa Centrală şi de Est cred că expunerea la anumite riscuri aduce oportunităţi de creştere
Exportul de maşini-unelte al Germaniei a avut un an bun în 2023
Eveniment
Inovaţie şi eficienţă la Demo Metal Vest 2024
Showroom

Maºini-unelte ºi SDV-uri
Flex-Gantry, integrarea soluţiilor de automatizare pe maşini CNC 22
Tăierea cu laser de precizie simplificată. Mazak prezintă seria OPTIPLEX Ez 24
Maşina de debitat KASTOwin A3.6, ideală pentru debitarea de materiale feroase şi neferoase
Modificări posibile la sculele de abkant standard pentru utilizarea în aplicaţii speciale Florin Moraru
Atingerea unor noi dimensiuni de fabricaţie cu seria extinsă DMF
26
28
Laserul fibră AMADA VENTIS-AJ - viteză mare de procesare, calitate de tăiere inegalabilă
29
Interviu cu liderii Technology Signus: Secretele succesului unei afaceri de familie în industria prelucrărilor CNC
Condiţii necesare pentru o transformare digitală de succes (II) ing. Corneliu Gornic
Tehnologii de montare, dezvoltări de ultimă oră
Freze monobloc de ultimă generaţie din carbură pentru aplicaţii în aluminiu şi aliaje
Scule de canelare în practică: o piesă de prelucrat şi cinci soluţii
Frezarea aluminiului „high volume”
Adaptoarele pentru strunjire Silent Tools™: metodă de ultimă generaţie pentru eliminarea vibraţiilor
30
32
38
40
42
44
46
Calităţi de strunjire noi pentru prelucrarea aliajelor HRSA 48
INSTRON®, importanţa echipamentelor de testare la impact 50
Lubrifianţi
Salvări energetice şi reducerea emisiilor de CO2 - descoperiţi cum să maximizaţi eficienţa reductoarelor cu soluţiile Klüber Lubrication
52
Tehnologie de diagnosticare la faţa locului a degradării unsorilor 53
Selectarea rulmenţilor pentru transmisia vehiculelor electrice în cazul utilizării rulmenţilor cu role conice, eficienţi energetic Jean Merckling
54
Lavete de curăţare reutilizabile pentru firme mici şi mari. Mewa se concentrează pe sustenabilitate şi conservarea resurselor 60
FormWerk vă oferă zece motive pentru a alege: CNC sau SLS? 61
Producţia inovatoare de componente pentru automobile folosind tehnologie WAAM 62
Rolul ultrasunetelor în Mentenanţa 4.0 - pornirea mentenanţei predictive 64
Totul la vedere: analize detaliate cu computerul tomograf realizate la Continental Automotive din Timişoara 68
Branson™ GLX şi GL, sudură mase plastice cu laser 69


Noul Fronius Ignis – la fel de versatil pe cât de variate sunt aplicaţiile 70
Automatizări
IO-Link System by Murrelektronik, comunicare mai eficientă pentru automatizarea industrială71
Eficienţă crescută a procesului de producţie cu soluţii de automatizare personalizate oferite de Mach 72
Service şi asistenţă de la Bosch Rexroth 73
Tehnologia de control bazată pe EtherCAT permite automatizarea eficientă a clădirilor 74
OMRON, descoperă portofoliul de produse de detecţie cu cameră video 75
Automatizări >>> roboţi <<<
Companiile americane investesc masiv în roboţi 76
Materiale plastice
Perfect în poziţie. Centrator de precizie, rotund 77
CAD/CAM/PLM/ERP
AutoCAD 2025 ing. Mircea Băduþ 80
Marile companii Big Oil ies din ESG şi se reîntorc la activitatea de bază - petrol şi gaze 82
Când lipseşte succesorul tot mai multe companii trebuie să închidă 84
Companiile adoptă gradual GenAI şi reduc deficitul de competenţe 85
Gen Z schimbă paradigma în câmpul muncii şi angajatorii trebuie să fie pregătiţi Leonard Rizoiu

Reducerea avansului economic în unele dintre economiile mari ale lumii, coroborată cu stimuli reduşi în alte economii, ar putea duce la o ușoară scădere a ratei de creștere a PIB-ului global în 2024. Pe fondul stabilizării ratei de creștere a comerțului global din ultimii ani, cauzată parțial de pandemie, de tensiuni geopolitice și de măsuri protecționiste tot mai ample, raportul KPMG lansează un avertisment cu privire la pierderi potențiale mari de producție cauzate de procese de fragmentare geoeconomică pe termen lung. Raportul prognozează o creștere a PIBului global de 2,2% în 2024 – în scădere de la 2,6% în 2023, cu revenire ulterioară pe o pantă ascendentă şi o creştere anticipată de 2,6% în 2025.
Realizat de economiști din firmele membre KPMG din întreaga lume, raportul KPMG Global Economic Outlook din acest an analizează perspectivele economice pentru 37 de țări și zone economice, inclusiv România, în anii 2024 și 2025, precum și potențialul economiei mondiale în următorii doi ani.
La nivel global, perspectivele rămân provocatoare, conflictul din Orientul Mijlociu adăugându-se incertitudinii. Perturbarea rutei de transport maritim a Canalului Suez, care afectează lanțurile de aprovizionare, este un motiv de îngrijorare, mai ales prin prisma transporturilor de bunuri în containere și de petrol. Cu toate acestea, în ultimii ani, companiile s-au confruntat cu o incertitudine considerabilă și mulți lideri au dezvoltat un sentiment real de reziliență și agilitate, care le-a permis nu numai să navigheze în ape tulburi, ci și să prospere, prin stimularea inovării.
Ramona JURUBIȚĂ, Country Managing Partner, KPMG în România
După o creştere puternică de 5% în primele trei trimestre ale anului 2022, economia românească a încetinit brusc, avansând cu 1,4% în aceeaşi perioadă a anului 2023. Inflația ridicată a erodat puterea de cumpărare a gospodăriilor, încetinind astfel consumul privat, care a fost principalul motor al creșterii economice în ultimii ani. Chiar și așa, economia României a avut una dintre cele mai mari rate de creștere din regiune, estimată la 1,8% în 2023. În Polonia, creşterea economică pe 2023 este prognozată la doar 0,4%, în timp ce în Cehia aşteptările sunt pentru o contracţie de 0,5%. În 2024 se preconizează o redresare treptată în toate cele trei economii. Investițiile sunt văzute ca fiind unul dintre principalele motoare ale creșterii, susținută de proiecte de infrastructură, transformare digitală și tranziție energetică. Consumul gospodăriilor, care a decelerat în 2023, și-ar putea mări contribuția la PIB în 2024 în toate cele trei economii, având în vedere că decalajul dintre avansul salariilor nominale și inflație urmează să crească din nou.
Întorcându-ne la România, creșterea economică a depășit-o pe cea a ţărilor din regiune, în ciuda conflictului care are loc la granița cu Ucraina. Inflația medie anuală în România a continuat să scadă în 2023, deși de la un nivel relativ ridicat. Este de așteptat ca această tendinţă să continue şi în 2024 şi inflaţia să ajungă la aproximativ 6,9%. Această tendință este similară cu cea observată şi în economiile din regiune. În Republica Cehă, inflația de bază a scăzut semnificativ, după un vârf de 18% la începutul lui 2023. Acum se prognozează că va atinge 3,3% în 2024 de la 10,8% în 2023. În Polonia, aşteptările inflaționiste sunt pentru o înjumătăţire a acesteia, de la 11,6% în 2023 la 5,6% în 2024.
Ratele șomajului vor rămâne la nivele scăzute în toate cele trei țări pe termen mediu, fiind afectate negativ de tendințele demografice. În 2024 se preconizează că acestea vor fi în jur de 5,4% în România, 5,1% în Polonia și 2,8% în Cehia. Perspectivele economice din România pe termen scurt sunt influenţate de incertitudinea legată de modalităţile de corecţie, atât a deficitului bugetar, cât și a celui de cont curent.
„Potențialul de creștere al României, pe viitor, rămâne ridicat și acest lucru poate fi pe deplin exploatat într-un cadru în care politicile fiscale și legislative sunt predictibile, precum și punând accent pe îmbunătățirea infrastructurii din țară. Totusi, incertitudinile legate de măsurile fiscale, recent adoptate de către autorităţi, au afectat negativ încrederea mediului de afaceri. Creșterea TVA-ului pentru unele bunuri și servicii și accizele mai mari la carburanți, introducerea de noi taxe, inclusiv impozitul minim pe cifra de afaceri pentru companiile mari și impozitele suplimentare pentru instituțiile de credit împreună cu cotele de impozitare crescute pe cifra de afaceri ne așteptăm să împingă inflația în 2024 pe o traiectorie mai ridicată decât era preconizată initial și, în plus, să afecteze negativ cererea. Deși economia urmează să beneficieze de investiții semnificative, susținute din fonduri europene, există un mare semn de întrebare legat de modul în care vor influenţa aceste schimbări fiscale, atât creșterea economică, cât și dezechilibrele macroeconomice pe termen scurt,” a adăugat Ramona Jurubiță.
Mai multe detalii găsiți pe https://kpmg.com/ro/ro/home.html. A

Conform datelor furnizate de BCR pentru perioada ianuarie-martie 2024, creșterea puternică a producției industriale în luna martie de 3,9% (lună/lună) și 2,8% (an/an) i-a surprins pe analiștii economici. Prognoza BCR era de scădere cu -0,7% comparativ cu aceeași lună din 2023. Indicatorii de încredere s-au îmbunătățit în perioada recentă, economia zonei euro dă semne de revenire iar consumul final al gospodăriilor din România este solid, stimulând cererea pentru bunuri produse de industria locală.
Prognoza BCR pentru creșterea producției industriale pentru întregul an 2024 a fost revizuită în sus, la +3,1% de la 2%. În 2023, producția industrială a scăzut cu 2,5%.
Producţia industrială, serie ajustată în funcţie de numărul de zile lucrătoare şi de sezonalitate, a fost mai mare faţă de luna precedentă cu 3,9%, datorită creşterii industriei prelucrătoare (+5%) şi producţiei şi furnizării de energie electrică şi termică, gaze, apă caldă şi aer condiţionat (+1%). Industria extractivă a scăzut cu 2,2%.
Datele trimestriale arată o tendință pozitivă a industriei care a crescut în T1/2024 cu 1% (trim/trim) și o scădere de 0,9%

în termeni anual. În ultimul trimestru din 2023, producția industrială scăzuse cu 1% (trim/trim) și -1,2% în termeni anuali.
Sentimentul economic revine în domeniul pozitiv
BCR România Manufacturing PMI a urcat la 51,5 în aprilie de la 49,3 în martie, atingând cea mai bună valoare de până acum. „Acest lucru ar putea sugera o revenire a sectorului prelucrător românesc, deși recuperarea pierderilor din sector este de așteptat să fie neliniară”, consideră economiștii BCR într-o notă transmisă marți.
Componenta producției industriale a Indicatorului Sentimentului
Economic s-a îmbunătățit la 0,3% în aprilie, de la -0,3% în martie, susținut de numărul în creștere al comenzilor noi din industria prelucrătoare. Utilizarea capacităților de producție a scăzut la 68,9% în T2/2024 față de 71,2% în T1/2024, sugerând că cererea rămâne slabă și fabricile locale lucrează încă sub potențial. Indicatorii externi de încredere au arătat unele evoluții pozitive în aprilie. HCOB Eurozone Manufacturing PMI a rămas pe un teritoriu de contracție, dar încrederea în mediul de afaceri s-a îmbunătățit. Componenta industrială a indicelui Ifo al climatului de afaceri pentru economia germană a crescut ajutată de așteptări mai bune.

La finalul lunii aprilie, a fost publicat cel mai recent chestionar de conjunctură, realizat de AHK România în această primăvară. Acesta arată o situație relativ stabilă a afacerilor companiilor germane din România, cu perspective pozitive, existând totuși încă multe riscuri care umbresc perspectivele economiei românești. Sondajul prezintă situația economică și a afacerilor actuale ale companiilor, dar oferă și o imagine de ansamblu a celor mai importanți factori de risc pentru dezvoltarea afacerilor din punctul de vedere al companiilor, precum și o evaluare a condițiilor pe care le oferă România ca amplasament investițional.
Astfel, situația actuală a companiilor germane în România s-a înrăutățit ușor în comparație cu primăvara anului 2023, aceasta fiind acum considerată bună doar de 33% dintre cei chestionați (în 2023: 45%). Un procentaj de 59% dintre ei consideră situația actuală ca fiind satisfăcătoare (2023: 47%), în vreme ce 8% o consideră proastă. În legătură cu așteptările privind evoluția propriilor afaceri, nu sunt schimbări semnificative față de anul trecut, starea de spirit fiind în general pozitivă: aproape 40% dintre cei întrebați cred că afacerile lor vor merge mai bine în următoarele 12 luni (2023: 46%), iar 22% văd o înrăutățire a acestora (2023: 16%).
Și estimările în ceea ce privește conjunctura pe următoarele 12 luni s-au înrăutățit ușor față de anul trecut. Astfel, doar 19% dintre respondenți se așteaptă la o îmbunătățire (2023: 25%), în vreme ce 38% sunt pesimiști (2023: 29%), iar 43% nu se așteaptă la nicio schimbare (2023: 46%). Peste 42% dintre companiile intervievate se așteaptă la o creștere a cifrei de afaceri în acest an, în timp ce 33% dintre ele nu se așteaptă la nicio schimbare.
În ciuda situației relativ bune a afacerilor și a perspectivelor pozitive, companiile germane din România se tem de evoluții negative ale cadrului fiscal începând cu anul 2025, pe fondul deficitului bugetar structural ridicat și al necesității de a lua măsuri drastice după alegerile din acest an. Rămânem convinși că în special evaziunea fiscală trebuie combătută mai eficient înainte de a se percepe taxe mai mari de la cei care plătesc deja taxe și impozite.
Sebastian METZ, Director general și membru Consiliul director al AHK România
Îmbucurător este faptul că firmele intenționează sa-și păstreze numărul de angajați, ba chiar să-l crească: mai mult de 41% dintre cele întrebate au spus că doresc să mai angajeze personal (2023:42%), iar 41% declară că își vor menține numărul de angajați. Și intențiile legate de investiții rămân neschimbate pentru următoarele 12 luni: 34% dintre companii au de gând să crească investițiile (2023: 40%), în timp ce doar 20% sunt mai prudente și intenționează să cheltuiască mai puțin pentru investiții (2023: 24%).

Cele mai mari riscuri pentru dezvoltare sunt însă lipsa personalului calificat și creșterea costurilor cu forța de muncă (pentru 58% dintre companii). Pentru contracararea acestor riscuri, companiile propun ca măsuri formarea continuă (57%), accelerarea automatizării și a digitalizării (57%), intensificarea cooperării cu instituțiile de învățământ (45%). Apelarea la lucrători temporari este, de asemenea, luată în considerare de 28% dintre companii (2023: 14%).
Un alt risc pentru afaceri este scăderea cererii, risc luat în calcul de 49% dintre companiile chestionate. Acestea se așteaptă la o continuare a crizei cererii, atât din țară cât și din exterior. Cererea scăzută se datorează în parte și situației economice precare din Germania. Prețurile energiei și ale materiilor prime continuă, de asemenea, să cauzeze probleme companiilor. Pe de altă parte, firmele nu mai consideră atât de mare, „clasicul” risc legat de infrastructură. Doar 11% dintre ele încă văd un risc în acest factor, după cel al finanțării și al stabilității juridice.
Dezvoltarea infrastructurii arată că România a făcut progrese semnificative în acest domeniu în ultimii 2-3 ani. Investiții considerabile au fost și sunt în curs de realizare în dezvoltarea infrastructurii economice, inclusiv în dezvoltarea drumurilor/ autostrăzilor, a infrastructurii feroviare, a producției de energie și dezvoltării rețelelor electrice, acestea din urmă fiind absolut necesare, mai ales în contextul tranziției către energia verde.
Sebastian METZ, Director general și membru
Consiliul director al AHK România
În ce privește caracteristicile amplasamentului investițional, România câștigă puncte prin apartenența la Uniunea Europeană (72 puncte procentuale), prin calitatea telecomunicațiilor, inclusiv internet și servicii, de care 55% din companii sunt mulțumite, iar 19% foarte mulțumite. De remarcat este și faptul că s-a îmbunătățit accesul la finanțări publice și din fonduri europene (de la -30 puncte procentuale anul trecut la -13 în primăvara anului 2024).
Condițiile pentru cercetare și dezvoltare se află pe o tendință pozitivă (de la -17 la -2 puncte), dovadă a faptului că România devine un amplasament investițional tot mai important pentru investiții
Disponibilitatea de personal calificat este una din cele mai mari provocări pentru companii și privește atât muncitorii calificați, cât și absolvenții cu studii superioare. Migrarea specialiștilor români către Europa de Vest, îmbătrânirea populației, dar și subfinanțarea sistemului de învățământ reprezintă principalele motive ale lipsei acute de personal calificat.
Sunt necesare investiții urgente, semnificativ mai mari în formarea profesională și continuă, atât din parte companiilor, dar mai ales din partea statului român. Altfel tranziția digitală și verde a economiei noastre nu va reuși, deoarece pentru asta avem nevoie de personal calificat. Ținta trebuie să fie atingerea pragului de 6% din PIB pentru educație și 2% din PIB pentru cercetare.
Sebastian METZ, Director general și membru
Consiliul director al AHK România în cercetare-dezvoltare. Peisajul universitar bine poziționat la nivel național creează condiții bune în acest sens. Însă în domeniul educației, atât în zona universitară, cât și în cea de formare profesională sunt necesare îmbunătățiri. Nivelul de mulțumire al companiilor legat de acest aspect este mic (-2 respectiv -31 % puncte).
Productivitatea și performanța angajaților, dar și flexibilitatea legislației muncii au scoruri mai slabe decât în anul precedent. Și condițiile cadru administrative și politice s-au înrăutățit ușor și rămân în domeniul negativ. Dintre acestea, cel mai bine cotate sunt stabilitatea juridică (-12 puncte) și stabilitatea socială și politică (-20puncte), întrucât au suferit schimbări pozitive evidente comparativ cu perioada 2018-2019.
Cele mai multe din companiile care au răspuns la chestionar sunt în continuare îngrijorate de întreruperea lanțurilor de aprovizionare. Pentru a crește permanent flexibilitatea și securitatea aprovizionării în lanțurile de aprovizionare, majoritatea se concentrează pe diversificarea furnizorilor (peste 38%) și pe adaptarea portofoliului de produse (25%).
Pe termen mediu, 25% dintre firme intenționează să scurteze lanțurile de aprovizionare sau să încheie contracte de aprovizionare pe termen lung (24%).
La întrebarea, dacă ar mai alege România ca amplasament investițional, 88% dintre companiile întrebate au răspuns „da”, cel mai mare procentaj din 2017 încoace.
Sondajul a fost realizat de AHK România împreună cu alte 15 camere de comerț germane bilaterale din Europa Centrală și de Est, în perioada 19 februarie - 15 martie 2024, pe un eșantion de 90 de companii membre ale AHK România și alte companii cu capital german din România.
Pe sectoare de activitate, participarea companiilor a fost următoarea: 39% servicii, 34% industrie, 13% comerț, 9% construcții, 5% furnizare de energie și apă.
Ca atractivitate, România se situează pe locul 9 în regiune. Primele locuri sunt ocupate de Slovenia, Polonia și Cehia. A

Renault Group
EV Battery Quality
Expert Fellow, România
umit.batmaz@renault.com
1
Potrivit Comisiei Europene, „locurile de muncă ale viitorului”, care utilizează tehnologii avansate în industrie, sunt definite ca profesii care oferă noi oportunități pentru tinerii fără experiență și oportunități de perspectivă pentru angajații cu experiență, dar care necesită o pregătire semnificativă. În acest articol, sunt examinate în detaliu condițiile definite în raportul Comisiei Europene privind tehnologiile avansate în industrie, care conduc la evoluțiile tehnologice, noile tehnologii și capacitatea Europei de a se dezvolta și de a se adapta la acestea, precum și domeniile de business și ariile de activitate. Subiectul este abordat și explicat printr-un exemplu, iar rezultatele și acțiunile sunt împărtășite cu scopul de a fi aplicate și în alte cazuri.
Condiţii care duc la progrese tehnologice
Civilizațiile care au făcut saltul la niveluri mai avansate au creat, în general, tehnologii care necesită un nivel mai ridicat de competență și au fost eficiente atâta timp cât au stăpânit aceste tehnologii. Este inevitabil ca în timp acestea să-și piardă suveranitatea tehnologică.
Comunitățile umane, caracterizate printr-un set de relații sociale, sunt în comunicare rapidă și profundă între ele. Astfel, inovațiile făcute sau obținute oriunde în lume, mai ales astăzi, devin aplicabile în întreaga lume într-o anumită perioadă de timp.

Cu alte cuvinte, dacă privim istoria dintr-o perspectivă mai largă, se vede că omenirea este în mod constant, dar împreună, în aceeași fază de evoluție. Această mișcare începe cu culturi și civilizații care oferă o calitate mai bună a vieții, acestea având prioritate față de altele. În trecut, civilizația dezvoltată de sumerieni sau de Imperiul Roman a avut nevoie de secole pentru a răspândi și integra inovațiile în inginerie sau în alte domenii în întreaga lume. Astăzi, o săptămână sau două, uneori chiar o zi sau două, pot fi suficiente pentru ca inovațiile tehnologice lansate în țările dezvoltate să fie implementate în alte țări ale lumii.
Nu este surprinzător că observăm culturi foarte asemănătoare în întreaga Europă. La urma urmei, continentul european este un spațiu în care sunt amestecate culturi care au fost legate între ele de
EV Battery Quality Expert Fellow, România.secole și sunt situate la distanțe geografice apropiate în comparație cu alte civilizații. Cu toate acestea, faptul că există peste tot instituții și organizații similare cu cele din țările dezvoltate, care sunt departe din punct de vedere geografic, arată cât de avansată este interacțiunea globală. Pe măsură ce tehnologia dezvoltă noi produse și confortul umanității avansează, această răspândire este accelerată și mai eficient. În același timp, grupurile care dezvoltă tehnologia (indivizi, companii, comunități, țări) se poziționează înaintea celorlalți, cel puțin pentru o vreme, și acumulează capital. Producerea de noi tehnologii sau dezvoltarea tehnologiilor existente nu numai că duc civilizația înainte, ci duc și indivizi, companii, comunități sau țări înaintea altora.
Dar pentru asta este necesar să se studieze ce ar trebui făcut pentru a dezvolta noi tehnologii sau cine și ce face. Nu este suficient doar să dorești și să fii hotărât să dezvolți tehnologii. Sunt necesare, în plus, resurse umane în inginerie bine educate, o forță de muncă disciplinată și experimentată, o voință managerială puternică și ambițioasă și o structură industrială care să poată transforma tehnologia care urmează să fie creată într-un produs vandabil cu o resursă monetară suficientă.
Chiar dacă în cele de mai sus sunt enumerate mai multe condiții necesare pentru dezvoltarea de noi tehnologii, acest articol se va concentra în principal pe modul în care tehnologiile nou dezvoltate și efectele acestora pot schimba viitoarea structură a forței de muncă
2Subiecte legate de noile tehnologii
Evaluarea pe această temă a fost elaborată în baza studiului Comisiei Europene intitulat „Advanced Technologies for Industry – report on technology trends, technology transfer, investments and skills in advanced technologies" din iunie 2020 [1]
Acest studiu constituie una dintre etapele unei analize pe termen lung. În cuprins, sunt prezentate mai multe rapoarte pentru a ghida investițiile și pentru pregătirea strategiilor industriale [2]
Se afirmă că motivul pregătirii acestor rapoarte este efortul de a gestiona cu succes tranziția către o economie cu emisii de carbon reduse, bazată pe cunoaștere. În ceea ce privește conținutul studiului, acesta enumeră în ordine alfabetică tehnologiile care oferă noi oportunități și ajută industriile cu tehnologii avansate, conform tabelului 1
Noile
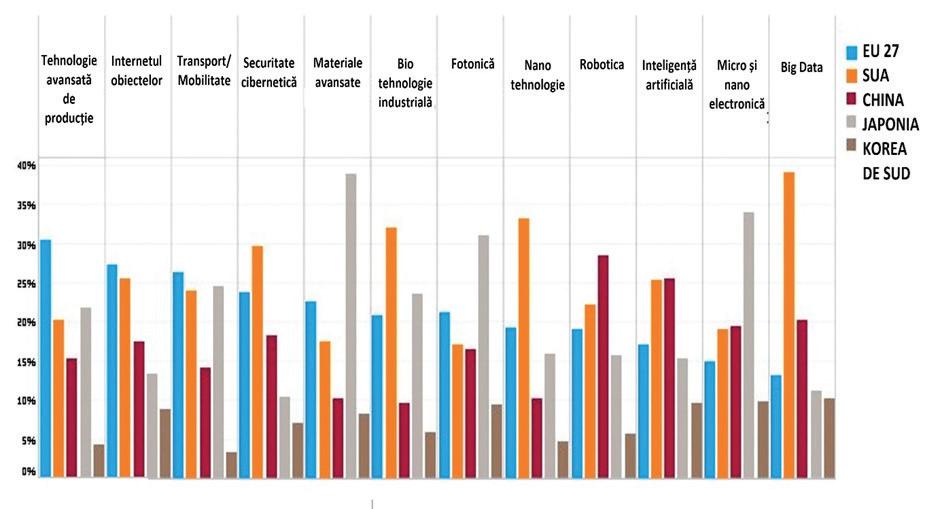
FIGURA 1.
Concurența brevetelor în interesul tehnologiei avansate de către Marile Puteri.
1 Advanced Manufacturing Technology Tehnologie avansată de producție
2 Advanced Materials Materiale avansate
3 Artificial Intelligence Inteligență artificială
4 Augmented and Virtual Reality Realitate augmentată și virtuală
sau Turcia, nu se numără printre cele mai importante cinci țări din lume care dezvoltă tehnologie. Conform acestei clasificări, zonele în care țările urmărite sunt puternice sunt următoarele: n Europa: Tehnologie avansată de fabricație, transport/mobilitate, internetul obiectelor, n SUA: Securitate cibernetică, biotehnologie industrială, nanotehnologie, Big Data, n China: Robotică, inteligență artificială, realitate augmentată și virtuală; n Japonia: Materiale avansate, fotonică, micro și nanoelectronică
Când ne uităm la acest clasament, înțelegem că există domenii în care fiecare centru tehnologic de producție pare superior, dar Coreea de Sud efectuează studii în fiecare domeniu, chiar dacă nu conduce în niciunul dintre ele. În plus, contrar credinței populare, se vede că China rămâne în urma Occidentului în multe domenii tehnologice noi. Acesta nu este un decalaj insurmontabil, dar astăzi oferă țărilor occidentale avantajul de a fi cu un pas înainte în cursă.
16
În raportul Comisiei, se observă că, în ce privește noile tehnologii, numărul de brevete din fiecare ramură este comparat între concurenți, în special între Uniunea Europeană, SUA și China. În acest fel, experții care au pregătit raportul identifică punctele slabe și discută măsurile ce trebuie luate pentru îmbunătățirea acestora.
Primul tabel din raport este prezentat în figura 1. Acesta compară UE-27 cu SUA, China, Japonia și Coreea de Sud în funcție de numărul de cereri de brevete în diferite ramuri ale tehnologiilor avansate în 2017 [3]
Din tabel lipsesc țări care nu sunt membre ale Uniunii Europene. Țările dezvoltate sau în curs de dezvoltare, cum ar fi India, Indonezia și Brazilia
Scopul acestui tabel este de a determina, pentru UE-27, ramurile în care sunt necesare investiții. Astfel, în următorul paragraf al raportului, aspectele legate de Big Data, de micro și nanoelectronică sunt menționate ca fiind punctele cele mai slabe pentru UE-27, în comparație cu concurenții săi. Imediat după acestea, se adaugă inteligența artificială, nanotehnologia și robotica. Cu alte cuvinte, experții atrag atenția Comisiei Europene că în următorii ani este oportun să sprijine investițiile și inițiativele de dezvoltare a competențelor în aceste domenii. Prin urmare, va fi foarte benefic pentru tinerii care vor forma forța de muncă în viitor să se preocupe de locurile de muncă legate de aceste tehnologii. Investițiile în aceste domenii, atât în Europa, cât și în alte țări producătoare de tehnologie, vor oferi economiilor inovație și ușurință în producție și vor crește nivelul recrutării prin crearea unor noi cerințe privind forța de muncă.
În plus, distribuția geografică a competențelor la nivelul Uniunii Europene ar trebui să fie un aspect esențial. Prin urmare, se preconizează că tehnologiile vor fi concentrate geografic sau dispersate în anumite regiuni. Ar fi o mare surpriză să avem o distribuție similară într-un spațiu geografic larg.
3Noua capacitate de dezvoltare tehnologică a Europei
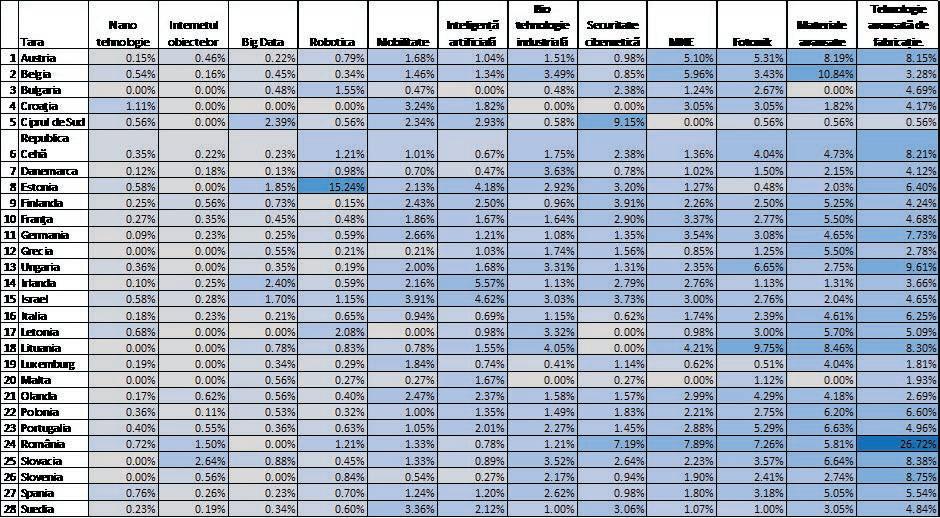
Pe baza raportului examinat de Comisie, tabelul 2 prezintă valoarea procentuală a distribuției cererilor de brevete pe tipuri de tehnologii în fiecare țară a UE. De exemplu, pentru România, 26,72% din cererile de brevete din partea cetățenilor și companiilor sunt în domeniul tehnologiilor avansate de fabricație
Prima concluzie a acestui tabel, ca și din precedentul, este că UE investește în nanotehnologie, internetul obiectelor, volumele mari de date și tehnologiile robotice la o intensitate foarte scăzută.
TABELUL 3.
Exemplu: Ponderea tehnologiilor în procentul cererilor de brevet de invenție din România.
În timp ce Slovenia și Slovacia au zero (0) solicitanți în domeniul nanotehnologiei, numărul țărilor cu zero (0) cereri de brevet pe internetul obiectelor crește la 10. Acestea sunt Bulgaria, Croația, Cipru, Estonia, Grecia, Ungaria, Letonia, Lituania, Luxemburg și Malta. Dacă ne amintim că Europa este liderul mondial în Internet of Things, se poate înțelege că este loc de creștere pentru mulți jucători.
De fapt, țările care par slabe într-o anumită ramură pot fi atât o oportunitate, cât și un obstacol. Cu alte cuvinte, este necesar să încercăm să înțelegem motivele acestei deficiențe la nivel de țară. În unele țări, este posibil să nu existe stimulente pentru domeniul respectiv, prioritățile pot fi gestionate greșit și resursele pot fi deturnate sau personalul tehnic competent din forța de muncă existentă este posibil să nu fie instruit pentru a lucra în aceste domenii. Prin urmare, fiecare țară are propria viziune asupra cerințelor și numai după examinarea acesteia se poate înțelege ce va fi mai important - investițiile sau competențele. Din acest punct de vedere, se poate dezvolta o viziune pornind de la exemplul României. Aceeași metodă poate fi aplicată și altor țări de către cei interesați, astfel încât să poată fi dezvoltate idei cu privire la modul de a investi în țara în cauză. Dacă analizăm situația României în funcție de domeniile și valorile din tabelul 2, obținem rezultatele din tabelul 3
Trei dintre informațiile cheie din acest tabel vor ieși în evidență pentru investitori și forța de muncă tânără:
TABELUL 2. Ponderea tehnologiilor avansate în cererile de brevete pe țări ca procent și compararea țărilor.
n În România există un anumit nivel în domeniile tehnologiilor avansate de fabricație, micro și nanoelectronică, fotonică, securitate cibernetică și materiale avansate. Investitorii se pot gândi la colaborări în aceste domenii într-o varietate de moduri: să cumpere întreprinderi existente, să deschidă noi întreprinderi în aceste domenii, să cumpere brevete care au fost deja obținute etc. n Big data, nanotehnologia, inteligența artificială, robotica, biotehnologia industrială, transporturile și internetul obiectelor sunt domenii care în România au o dezvoltare tehnologică redusă sau sunt inexistente. Din perspectiva forței de muncă, nu există multe oportunități pentru cei care se specializează în aceste sectoare sau doresc să-și dezvolte abilitățile de dezvoltare tehnologică. Cu toate acestea, din punctul de vedere al antreprenorilor, acestea pot fi văzute ca domenii neatinse în care oportunitățile de stimulare trebuie sporite. n Din punctul de vedere al angajaților, se poate considera că oportunitățile de angajare sunt ridicate în companiile care lucrează în domeniile de aplicare ale tehnologiei avansate de producție. De asemenea, în domeniile micro și nanoelectronică sau fotonică și securitate cibernetică, se poate considera că cererea de forță de muncă în România este relativ ridicată. Prin urmare, se poate recomanda ca forța de muncă tânără care lucrează în domeniul înaltei tehnologii (dacă intenționează să lucreze în România) să fie instruită în aceste prime patru domenii.
În numărul următor vom continua cu prezentarea datelor referitoare la adaptarea la noile tehnologii și la integrarea lor în activitățile companiilor, precum și la cerințele de angajare pe domenii de activitate. De asemenea, vor fi prezentate rezultate, tendințe și recomandări referitoare la pregătirea forței de muncă pentru viitor. A
*Acest articol a fost publicat pentru prima dată în revista Asociației Turce a Camerelor Inginerilor și Arhitecților în 2023 în limba turcă. A fost recenzat pentru această ediție pentru a fi adaptat datelor din România.



60%
Într-un raport dat publicității pe 21 mai de PwC, se arată că majoritatea companiilor (60%) din Europa Centrală și de Est (ECE) cred că anumite riscuri, precum cele asociate cu tranziția la energia verde, schimbările în preferințele consumatorilor sau tehnologia, pot deveni oportunități de creștere. În schimb, modificările cadrului de reglementare sau problemele cu lanțul de aprovizionare doar le perturbă activitatea, mai reiese din sondajul realizat de PwC ECE în rândul a circa 220 de respondenți din Cehia, Ungaria, Moldova, Polonia, România și Slovacia.

Sondajul nostru arată că o treime dintre respondenți sunt foarte încrezători că organizația lor poate gestiona eficient riscurile fără a fi afectate șansele de creștere și dezvoltare. În acest context, ne așteptăm ca tehnologia să joace un rol din ce în ce mai important în modelarea expunerii la risc a unei organizații, a apetitului acesteia de a-și asuma riscuri în căutarea de noi oportunități și a instrumentelor pe care le utilizează pentru a le diminua și a le valorifica.
Anda ROJANSCHI, Partener D&B David și BaiasPotrivit datelor PwC, comerțul cu amănuntul și tehnologia sunt sectoarele mai deschise la asumarea de riscuri în căutarea de noi oportunități. În schimb, sectoarele foarte reglementate, cum ar fi sectorul public și cel farmaceutic, acordă prioritate conformității și se concentrează pe evitarea riscurilor. Perspectivele asupra asumării riscurilor diferă în cadrul unei organizații, rolurile financiare (de exemplu) fiind mai predispuse decât celelalte să afirme că organizația lor se concentrează pe evitarea riscurilor.
Companiile tind să abordeze riscurile bazându-se pe tehnologie, după cum se observă atunci când ne uităm la intenția lor de a investi în inteligență artificială, învățare automată și securitate cibernetică. 42% dintre companiile din ECE plănuiesc să investească în astfel de tehnologii pentru a detecta mai bine amenințările și a avea un răspuns mai bun la acestea. Mai mult, jumătate dintre respondenți consideră că inteligența artificială generativă (GenAI) aduce mai multe oportunități decât riscuri.
Mircea BOZGA, Partenerși Liderul serviciilor de Auditul Riscului PwC România
Riscurile cibernetice, digitale și tehnologice ocupă de asemenea un loc important în peisajul amenințărilor pentru directorii din ECE, 29% și,
respectiv, 20% dintre aceștia simțindu-se extrem sau foarte expuși.
Alte concluzii ale raportului:
n Tranziția către noi surse de energie este văzută ca cea mai mare oportunitate dintre perturbatorii externi, fiind citată de 43% dintre respondenții din ECE comparativ cu 54% la nivel global. Aceasta este urmată îndeaproape de schimbările în cererea și preferințele clienților (ECE: 40%; la nivel global: 47%).
n Întreruperea lanțului de aprovizionare (42% la nivel mondial și în ECE) și schimbările în materie de reglementare (ECE: 39%; la nivel mondial: 28%) sunt principalii factori externi considerați mai degrabă riscuri decât oportunități.
n 44% din organizațiile din ECE spun că pregătirea pentru investițiile în tehnologie reprezintă principalul motiv pentru a-și revizui riscurile.
n Reglementarea este un alt factor extern care influențează tabloul riscurilor. Recent au fost introduse noi reglementări privind tehnologiile emergente, iar altele sunt în curs de elaborare (precum Pilonul II, Reglementarea UE privind Inteligența Artificială, Directiva NIS2 privind securitatea cibernetică, Regulamentul privind reziliența operațională digitală DORA).
Misiunea PwC este de a construi încredere în cadrul societății și de a contribui la rezolvarea unor probleme importante. Este o rețea de firme prezentă în 151 de țări cu mai mult de 360.000 de profesioniști ce oferă servicii de calitate în domeniul consultanței pentru afaceri, auditului și consultanței fiscale. Mai multe informații, pe site-ul www.pwc.ro A

Conform datelor publicate de VDW (Asociația constructorilor de mașini-unelte germani), industria de mașiniunelte a înregistrat o creștere remarcabilă în 2023, exporturile crescând cu 9% față de anul anterior, atingând o valoare totală de 9,5 miliarde de euro. Această performanță a menținut Germania pe prima poziție la nivel mondial, înaintea Chinei și Japoniei. Dr. Markus Heering, Director Executiv al VDW a subliniat importanța acestei realizări și a evidențiat tendințele de pe principalele piețe internaționale.
Exporturile către America au avut cea mai rapidă creștere, cu un avans de 18%, datorat în mare parte cererii crescute din Statele Unite. SUA, a doua cea mai mare piață pentru Germania, a importat mașiniunelte în valoare de 1,4 miliarde de euro, în creștere cu 19%. Investițiile din industria auto, înaintea introducerii unor reglementări mai stricte privind emisiile în 2027, au fost un factor determinant. Exporturile către Mexic au crescut și mai mult, cu 28%, transformând Mexicul în a noua cea mai importantă piață de export.
Exporturile către Asia au crescut cu 7%, China rămânând cea mai importantă piață asiatică, cu o creștere de 6% până la 1,6 miliarde de euro. Cu toate acestea, valoarea este încă sub nivelul maxim din 2018, din cauza dificultăților întâmpinate de companiile germane în China. Economia chineză este slabă, iar țara continuă să reducă dependența de importurile străine în efortul de a atinge autonomia industrială. Germania caută să-și diversifice piețele către alte regiuni de creștere, precum ASEAN și India. Exporturile către India au crescut cu 25%, în ciuda sensibilității ridicate la prețuri a pieței indiene.
Piaţa europeană
Europa rămâne cea mai mare piață de vânzare pentru producătorii germani, reprezentând peste
50% din exporturi. Cu toate acestea, creșterea a fost mai lentă, de doar 6%, atingând un volum de 4,9 miliarde de euro. Germania se confruntă cu o cerere scăzută în unele țări europene. Italia, a treia cea mai mare piață de export pentru Germania, reduce subvențiile, în timp ce Elveția și Turcia prezintă perspective pozitive. Elveția beneficiază de costuri energetice mai mici și timp de lucru mai lung, ceea ce favorizează investițiile. În Turcia, exporturile au crescut cu 39%, datorită relațiilor comerciale cu Rusia și slăbiciunii lirei turcești, care permite clienților să investească în tehnologie de producție.
Importanţa exporturilor şi perspective
Exporturile constituie 70% din vânzările industriei germane de mașini-unelte. Cererea internațională scăzută pentru bunuri de capital, care afectează și clienții germani, încetinește afacerile. Experții economici prevăd o redresare a pieței abia în anul următor.
Context general
Industria germană de mașini-unelte este una dintre cele mai mari din sectorul ingineriei mecanice. Ea oferă tehnologie de producție esențială pentru prelucrarea metalelor și contribuie semnificativ la inovație și creșterea productivității în diverse ramuri industriale. În 2023, a avut aproximativ 65.200 de angajați și a produs mașini și servicii în valoare de aproximativ 15,2 miliarde de euro. (www.cecimo.com) A

Burghie monobloc cu 3 dinți activi
Aceste noi burghie ISCAR, monobloc din carbură, tip SCCD…ACF3N/ACF5N prelucrează găuri oarbe cu fund plat, găuri străpunse cu ieşire sub diferite unghiuri sau lamaje.

n Sunt prevăzute cu 3 dinţi aşchietori şi răcire internă, pentru productivitate amplificată.
n Gama diametrală: [4-12] mm
n Lungimi active: 3XD, 5XD. n
ISCAR TOOLS
l Tel.: 031.228.66.14 l Fax: 031.228.66.15
de debitare și îndoire țeavă și tablă

Cu o experienţă de peste 14 ani în prelucrarea metalului, compania Megatitan vine în întâmpinarea nevoilor clienţilor săi cu servicii de debitare şi îndoire ţeavă şi tablă. Utilajele şi tehnologiile de ultimă generaţie permit companiei să onoreze comenzi industriale sau non-industriale, în serii mici, medii sau mari. De asemenea, compania vine în sprijinul clienţilor care dezvoltă noi produse prin oferirea de soluţii tehnice de execuţie şi realizarea de prototipuri.
Dimensiuni maxime de execuţie:
1. Ţeavă – lungimea maximă de procesare este de 4500mm
2. Tablă – dimensiunile maxime de procesare sunt 6000x2000mm. n
MEGATITAN
l Tel.: 0263.343.200
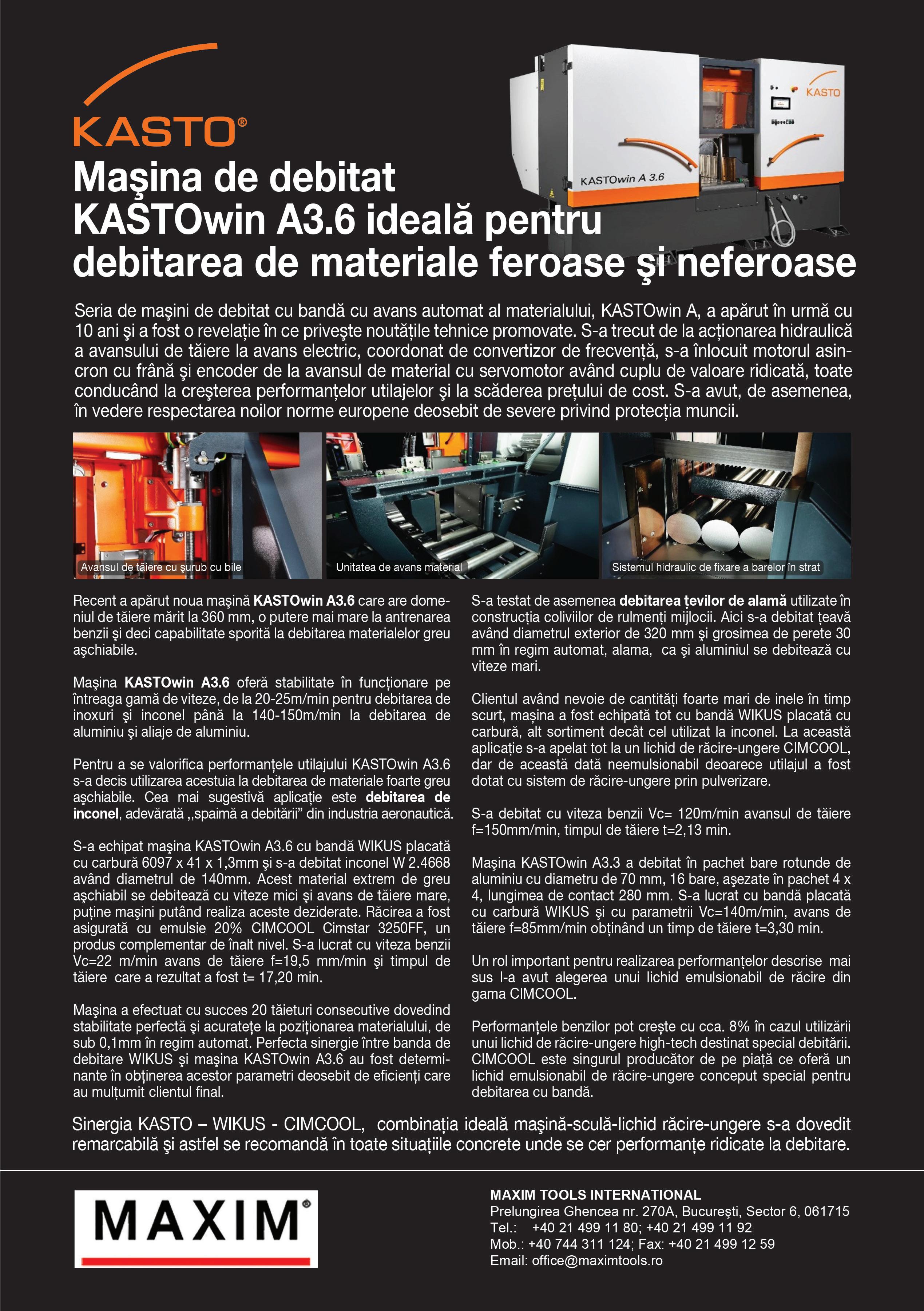
Mașină de debitat ideală pentru debitarea de materiale feroase și neferoase

Recent a apărut noua maşină de debitat KASTOwin A3.6 care are domeniul de tăiere mărit la 360 mm, o putere mai mare la antrenarea benzii şi deci capabilitate sporită la debitarea materialelor greu aşchiabile.
Maşina KASTOwin A3.6 oferă stabilitate în funcţionare pe întreaga gamă de viteze, de la 20-25m/min pentru debitarea de inoxuri şi inconel până la 140-150m/min la debitarea de aluminiu şi aliaje de aluminiu. n
MAXIM TOOLS INTERNATIONAL
l Tel.: +40 21 499 11 80; +40 21 499 11 92
l Mob.: +40 744 311 124; Fax: +40 21 499 12 59
Sisteme cu ultrasunete pentru producția de mare viteză
Sistemele SLIMLINE de la Herrmann Ultrasunete oferă soluþia de sudură ideală pentru automatizarea proceselor de producþie.

Sistemele de sudură din seria SLIMLINE asigură o creştere durabilă a vitezei şi eficienþei în producþie. Controlul precis al procesului de sudare şi acþionarea servo-pneumatică patentată asigură viteze de producþie ridicate de până la 60 de suduri pe minut, cu rezultate de sudare impecabile din punct de vedere vizual, precum şi reproductibile. Datorită designului compact, precum şi a interfeþelor digitale necesare, sistemele de sudare SLIMLINE pot fi perfect integrate în liniile de producþie existente sau noi. n
HERRMANN ULTRASUNETE
l Tel.: 0741.203.042

Branson GL-300, echipament de sudură cu laser a maselor plastice, versatil, care foloseºte tehnologia laserului cvasi-simultan (GALVO), proiectat să genereze suduri de calitate înaltă într-o gamă variată de aplicaþii, dispune de următoarele specificaþii: putere sursă laser 300 W, Control IPC Branson, masă de lucru 680 X 625 mm, zonă maximă de sudură 300 X 300 mm, dimensiunea punctului de focalizare: 0,5 - 1,57 mm, reglaj înălþime de focalizare: +/- 60 mm, siguranþă încorporată: perdea de lumini - Cat. 4, bandă de siguranþă în uºi – Cat. 4, Controler Logic de Siguranþă. n
EMERSON PROCESS MANAGEMENT ROMANIA l Tel.: 0758.098.485
Cameră ultra-compactă pentru aplicaţii de inspecție a mașinii

MicroHAWK F440-F 5MP cu montură C Smart este o cameră inteligentă extrem de configura bilă, cu un senzor global monocrom de 5 mega pixeli cu 35 cadre pe secundă, care oferă performanţe excepţionale pentru aproape orice aplicaţie de inspecţie a maşinii. F440-F are o serie de caracteristici care o fac o soluţie remarcabilă în industrie. Compatibilitatea obiectivului cu montură C şi suportul pentru opţiunile de iluminare externă permit utilizatorilor să optimizeze configurarea imaginilor. În plus, dimensiunea compactă a modelului F440-F îl poziţionează ca fiind cea mai compactă cameră inteligentă din clasa sa, ideală pentru medii cu spaţiu limitat. Instrumentul intuitiv de configurare automată permite configurarea rapidă şi uşoară a aplicaţiilor extrem de complexe, permiţând utilizatorilor să obţină performanţe optime de imagistică într-o fracţiune de timp. n
OMRON ELECTRONICS
l Tel.: 0356.172.241
Laser fibră, viteză mare de procesare, calitate de tăiere inegalabilă

Laserul fibră AMADA VENTIS-AJ reprezintă cea mai mare inovaţie în ceea ce priveşte tehnologia debitării cu laser a colilor de tablă şi face introducerea către următoarea generaţie de maşini de prelucrare cu laser fibră. Ceea ce face ca această tehnologie să fie cu adevărat revoluţionară este sistemul inovativ de modelare a fasciculului, care permite un control precis al mişcării acestuia. Utilizând propriul rezonator laser fibră cu un singur modul unitar de mare putere, VENTIS este disponibil în varianta de 4 kW sau 6 kW. Aceste rezonatoare oferă un fascicul laser de foarte înaltă calitate, lider în industrie, permiţând VENTIS-AJ de 4 kW să genereze un randament similar cu maşinile convenţionale de 6-8 kW, iar VENTIS-AJ de 6 kW cu a unora de 8-10 kW, cu cerinţe mult mai reduse de energie electrică şi costuri, rezultând o calitate a tăierii de neegalat. n
AMADA GMBH
l Tel.: +40 730 424 424
Tocător cu un singur arbore
Tocătorul cu un singur arbore WLK 4 de la Weima este ideal pentru prelu crarea a aproape tuturor materialelor plastice, pre cum şi a materialelor dure şi rezistente.
Aceste maşini pot toca turte din material plastic, þevi, componente auto, piese obþinute prin extrudare-suflare, cum ar fi recipiente din PE, PP, canistre, găleþi, produse din hârtie, carton şi metale uşoare.n

CHORUS ENGINEERING
l Tel.: 021.322.48.99



Mazak, lider mondial în domeniul mașinilor-unelte de tăiere a metalelor și al soluțiilor de fabricație de ultimă generație, prezintă cea mai recentă inovație în domeniul mașinilor de debitare cu laser 2D - seria OPTIPLEX Ez. Această nouă serie include două modele, OPTIPLEX 3015 Ez și OPTIPLEX 4220 Ez, concepute pentru a prioritiza simplitatea, accesibilitatea și performanța superioară.
Seria OPTIPLEX Ez redefinește debitarea cu laser cu fibră optică prin integrarea perfectă a performanțelor de tăiere cu o întreținere simplificată.
Concepute pentru grosimi de material subțiri până la medii, aceste mașini se mândresc cu o rigiditate mecanică ridicată, tăiere precisă și fiabilitate neclintită. Funcțiile inteligente le permit utilizatorilor să dispună de măsuri corective și preventive eficiente, minimizând timpul de configurare pentru o productivitate optimizată.
OPTIPLEX Ez este ideal pentru clienții care doresc un început imediat în tehnologia de tăiere cu laser. Poziționată ca înlocuitor al unei versiuni anterioare, seria Mazak Ez oferă funcții simplificate care o fac potrivită chiar și pentru cei care se aventurează pentru prima dată în această tehnologie, oferind o soluție rentabilă și eficientă.
Una dintre caracteristicile remarcabile este noua sursă laser cu focalizare automată și noul rezonator din fibră, concepute pentru a spori adaptabilitatea la diferite materiale în procesul de tăiere. Designul distinctiv al sursei laser facilitează o întreținere rapidă, necomplicată și economică, deoarece fereastra de protecție și lentila pot fi înlocuite rapid la fața locului, eliminând necesitatea unui banc de curățare. Acest lucru este posibil datorită unui capac special care previne orice risc de contaminare în timpul procesului de înlocuire.
Seria Mazak Ez utilizează un oscilator laser cu fibră optică care nu necesită gaz laser, ceea ce duce la un consum redus de energie și la o întreținere simplificată. Cu configurații disponibile în opțiuni de putere de 3 kW, 4 kW și 6 kW, mașinile OPTIPLEX
YAMAZAKI MAZAK CENTRAL EUROPEROMANIA
Sucursala Braşov
Str. Ionescu Crum nr. 1, Braşov Business Park, Parter, Biroul nr. 7
Tel: +40 372 839 812 info@mazak.ro www.mazakeu.ro
Ez se adaptează la diverse cerințe de tăiere și se integrează perfect în sistemele automatizate pentru o eficiență operațională sporită.
Proiectare eficientă din punct de vedere al spaţiului şi control avansat
Ușile glisante frontale și laterale mari optimizează spațiul pe podea, asigurând încărcarea și descărcarea fără probleme a materialelor. Panoul de comandă CNC înclinabil și rotativ permite operatorilor flexibilitatea de a lucra în partea frontală sau laterală a mașinii. Structura robustă din fontă a mașinii garantează stabilitatea, minimizând susceptibilitatea la deformări termice.
Echipată cu noua comandă MAZATROL SmoothLx, cu un ecran de 21,5 inchi și o interfață ușor de utilizat, seria Mazak Ez oferă butoane operaționale intuitive, făcându-l accesibil chiar și pentru operatorii mai puțin experimentați.
posibilităţilor
OPTIPLEX 4220 Ez, cu suprafața sa de lucru impresionantă de 2050x4120 mm, răspunde nevoilor utilizatorilor care lucrează cu materiale de peste 4 metri. Acest model oferă o flexibilitate sporită pentru o gamă variată de aplicații, sporind versatilitatea seriei.
Atât OPTIPLEX 3015 Ez, cât și OPTIPLEX 4220 Ez reflectă angajamentul Mazak de a oferi soluții fiabile, eficiente și accesibile în domeniul tehnologiei de tăiere cu laser. Modelul 3015 este expus la Centrul European de Tehnologie Laser Mazak din Milano, oferind clienților Mazak posibilitatea de a asista la demonstrații de tăiere în direct și de a experimenta direct calitatea și avantajele oferite de acest utilaj. A
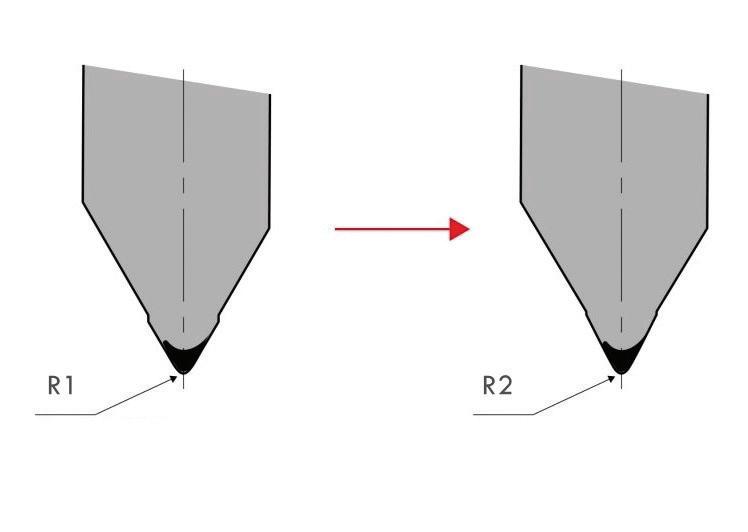
Cataloagele noastre de scule abkant cuprind o gamă largă de scule standard, ce acoperă o paletă largă de aplicaţii de îndoire. Sunt multe situații însă în care există îndoiri la care sculele abkant standard (cele din catalog) nu sunt potrivite. Ar fi necesare în aceste cazuri scule abkant speciale (făcute la temă), ce necesită de cele mai multe ori un termen de livrare mai lung şi un buget mai mare. De multe ori se poate evita folosirea de scule abkant speciale printr-o soluție mai simplă, mai ieftină și mai rapidă: modificarea unor scule standard. Principalele modificări pe care le putem face sculelor standard pentru a le adapta aplicaţiilor d-voastră sunt descrise mai jos:
1Modificarea razei la vârful poansoanelor (cuţitelor) de abkant
Există aplicații în care poansoanele de abkant necesită o rază mai mare la vârf față de varianta standard, de exemplu pentru a îndoi grosimi mai mari de tablă, dacă reperul necesită o rază mai mare etc. Putem face fără probleme această modificare. După modificare, înălțimea poansonului poate scădea puţin, însă furnizăm DXF-urile sculelor modificate ce pot fi astfel introduse rapid în controlerul maşinii. Sunt şi câteva limitări (unele poansoane nu suportă modificări de raze din cauza geometriei lor), vă rugăm să ne consultați la fiecare poanson (cuțit abkant) în parte.
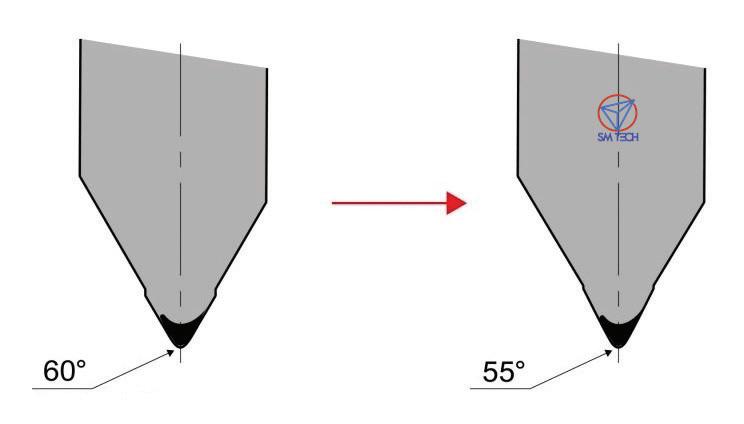
2 poansoanele (cuţitele) de abkant
Unghiul la vârf la cuțitele (poansoanele) de abkant poate fi de asemenea modificat (redus), dacă un anumit model de cuțit este potrivit pentru o îndoire, dar nu are unghiul potrivit. De exemplu se poate modifica unghiul unui anumit poanson pentru a fi folosit împreună cu o prismă (matriţă) de aplatizare sau pentru a-l folosi într-o aplicaţie ce necesită un unghi mai mic la îndoire.
3 Reliefări în scule pentru a evita coliziunile
La îndoirea anumitor profile, din cauza geometrei sculelor, pot avea loc coliziuni între piesă și scula de îndoit. Sunt cazuri în care o reliefare (frezare în porțiunile de sculă unde sunt coliziuni) poate elimina această problemă. Reliefările se pot face atât la poansoane cât şi la matriţe. Trebuie analizat fiecare caz în parte pentru a determina dacă scăderea de forţă suportată de scule din cauza frezărilor este sau nu importantă la aplicaţia respectivă. Această metodă este poate cea mai folosită pentru a face ca unele scule standard să poată fi folosite la aplicaţii ce altfel ar necesita scule speciale, aducând economii importante. După frezare, vom determina funcţie de locaţia reliefării dacă scula trebuie retratată.
4 Modificarea unghiului şi a razei la umeri la prismele abkant
Unghiul unei prisme abkant poate fi modificat de exemplu pentru a o adapta unei aplicații de îndoire ce necesită un unghi mai mic de îndoire. Raza la umeri influențează urmele lăsate pe material la îndoire și la îndoirea unor materiale sensibile, creșterea razei duce la reducerea acestor urme.
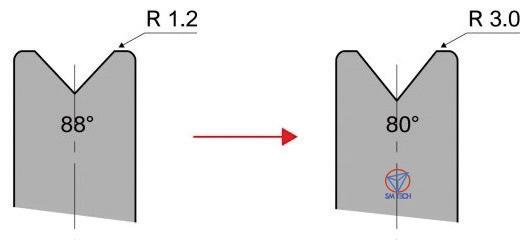
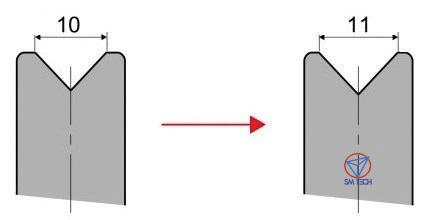
5 Modificarea deschiderii V a prismelor (matriţelor) de abkant
De exemplu o aplicație specială de îndoire necesită o deschidere de exact V=11 mm la prismă dar această deschidere V nu este standard. Putem modifica în acest caz o prismă standard V=10 mm (existentă în catalog) în una cu deschidere V=11 mm. După această modificare, prismele se retratează pentru ca zona de lucru (umerii prismei) să revină la caracteristicile iniţiale.

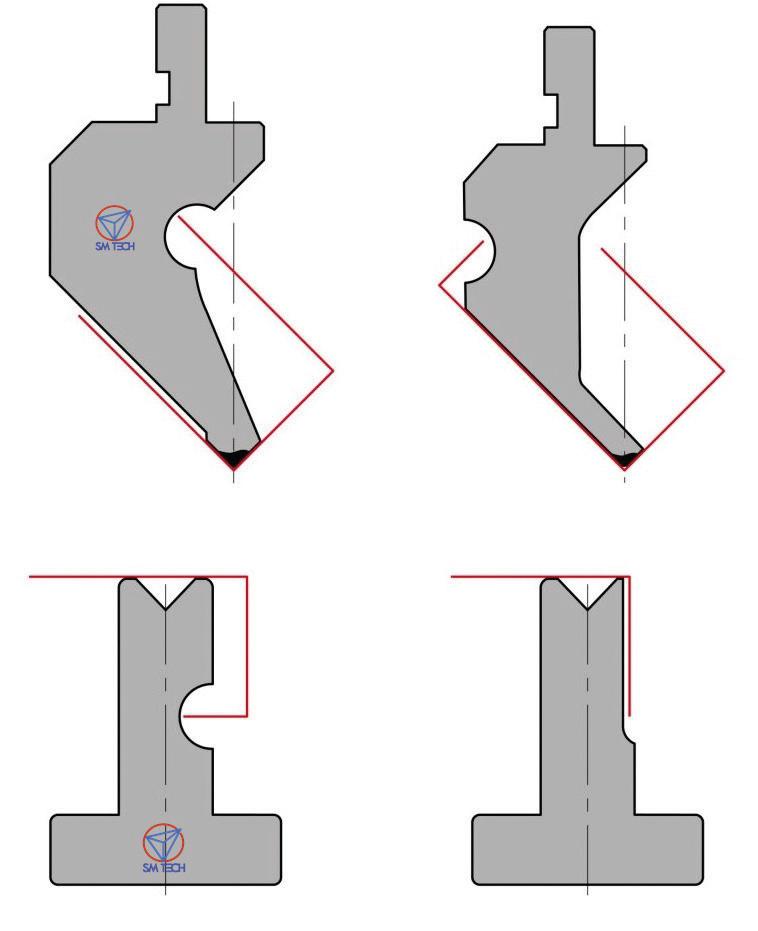
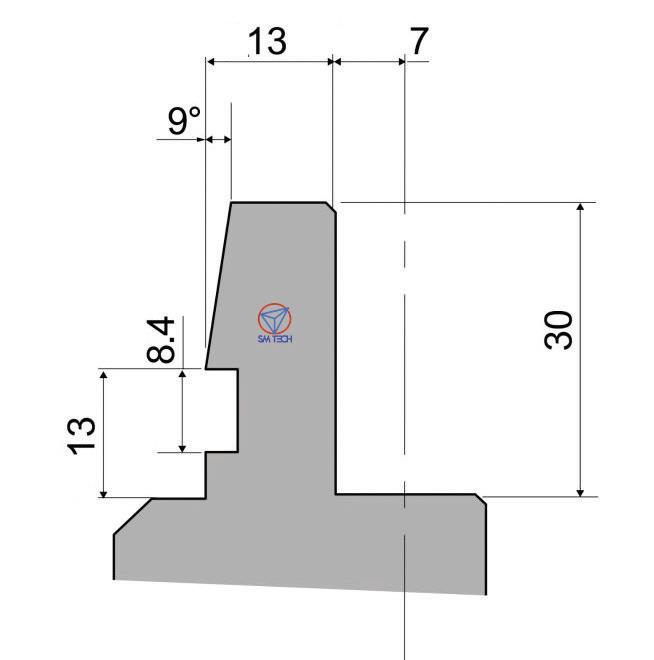
Modificarea cozilor de fixare la poansoane
Putem modifica cozile de fixare la poansoane, acolo unde este necesar, pentru a le adapta la alt sistem de prindere. În figura de mai jos avem de exemplu o modificare de la coada de cuțit AmadaPromecam standard în una pentru sistemul fast clamping system.
7
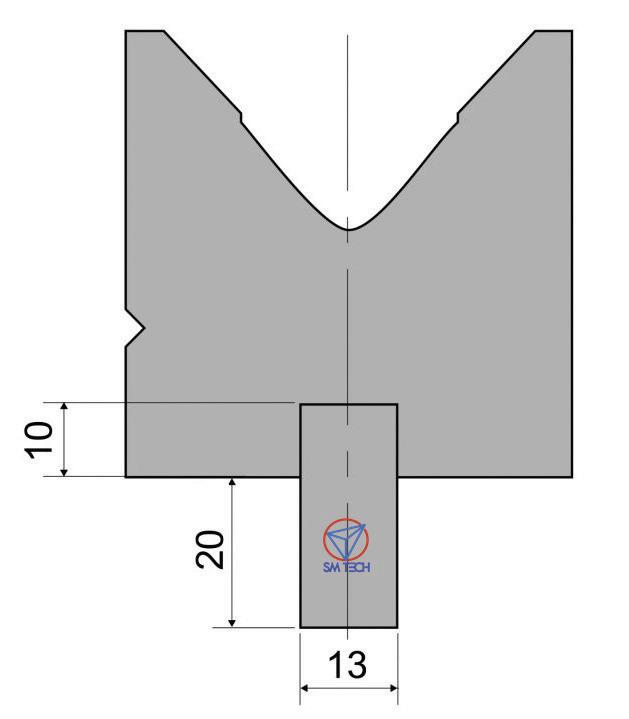
Modificare prindere la prismele abkant
Sunt situatii în care pentru un abkant de un anumit tip (să zicem cu prindere Wila® Style) nu avem în catalog o prismă (matriță) standard potrivită pentru aplicația noastră specială, dar avem acest gen de prismă în catalogul standard pentru alt abkant (să zicem stil Amada®–Promecam Style). În acest caz, o soluție este utilizarea prismei standard cu o modificare la prindere, astfel încât să poată fi folosită pe abkantul nostru (în cazul particular menționat mai sus, se aplică o coadă 13×20 mm pe suprafața inferioară a prismei astfel încât aceasta să poată fi fixată în sistemul Wila®).

Vă stăm la dispoziţie cu orice fel de modificări ale sculelor standard pentru a fi potrivite aplicaţiilor d-voastră de îndoire pe abkant, acolo unde sculele standard nu sunt satisfăcătoare. Evident, acolo unde modificările nu rezolvă problema, vă stăm la dispoziţie cu scule speciale de abkant. Pentru aceste scule speciale abkant, facem un studiu şi determinăm soluţia potrivită pentru d-voastră, pe baza desenelor piesei de îndoit şi a caracteristicilor abkantului. Mai multe detalii pot fi găsite pe site-ul SM TECH SRL la https://www.sm-tech.ro (sau accesând codul QR alăturat).

Cu DMF 200|8, DMF 300|8 și DMF 300|11, care au fost dezvoltate de la zero, DMG MORI și-a demonstrat în mod repetat competența inovatoare în ultimii ani. Bazându-se pe acest concept de pionierat al coloanei mobile, producătorul de mașini-unelte prezintă acum și cel mai mare model din serie, DMF 400|11. În comparație cu modelul anterior, premiera mondială impresionează prin faptul că este cu 20% mai rigidă și are o zonă de lucru mai mare cu 1,1 m³. Construcția stabilă rezultă din batiul mașinii din fontă, cele trei ghidaje liniare și șuruburile cu bile rectificate și răcite. În testul cu bile duble, DMF 400|11 atinge o precizie de 5 µm. Acest lucru face ca mașina cu coloană mobilă să fie partenerul perfect pentru prelucrarea componentelor mari solicitante - de la piese structurale și grinzi lungi până la componente pentru fabricarea ştanţelor și matrițelor.
Mașinile cu coloană mobilă de la DMG MORI au fost întotdeauna alegerea potrivită pentru prelucrarea componentelor lungi. Cu curse de 4.000 x 1.100 x 1.050 mm, DMF 400|11 oferă, de asemenea, mult spațiu în axele Y și Z. Peretele despărțitor opțional creează, de asemenea, două spații de lucru separate, permițând configurarea în paralel cu timpul de prelucrare prin prelucrarea pendulară a axului. Masa fixă este proiectată în mod standard pentru piese de lucru cu o greutate de până la 8.000 kg. DMG MORI poate integra opțional una sau două mese rotative pentru componente cu o greutate de 1.200 kg fiecare. De asemenea, este disponibilă o masă suplimentară ca axă A cu o capacitate de încărcare de 500 kg. Sistemul modular este completat de o masă rotativă FD pentru operațiuni solicitante de frezare-strunjire și de magazii de scule mai mari, cu până la 120 de buzunare. Magazia standard conține 40 de scule cu o lungime de până la 400 mm. Schimbarea sculelor se realizează în spatele mesei de lucru - o caracteristică specială a celei mai recente generații DMF de la DMG MORI. Acest lucru conferă DMF 400|11 un nivel ridicat de fiabilitate a procesului. În plus, ghidajele liniare sunt amplasate în afara zonei de lucru, ceea ce le protejează de materialele abrazive și contribuie la longevitatea componentelor.
Un punct de atracție al conceptului inovator de coloană mobilă de la DMG MORI - și, prin urmare, și al DMF 400|11 - este axa Y în consolă constantă. Aceasta conferă mașinii o rigiditate constantă pe întreaga traiectorie de deplasare. Acest lucru le permite utilizatorilor să utilizeze în permanență puterea maximă a axului - indiferent de poziția acestuia. Măsurile extinse de răcire standard asigură o precizie termică ridicată pe termen lung cu toleranțe minime. Șuruburile cu bile de pe axele X, Y și Z sunt
acționate de o curea dințată cu dinți „săgeată" și asigură cea mai bună finisare a suprafeței. Vitezele de deplasare rapidă cu acționări liniare - standard la DMF 400|11 pe axa X - sunt de până la 80 m/min.
Axa B optimizată a DMF 400|11 are o cutie de viteze elicoidală și o prindere îmbunătățită cu 6.000 Nm. Echipamentul standard include mandrina integrată speedMASTER cu 15.000 rpm. Alternativ, este disponibil un model cu un ax speedMASTER de 20.000 rpm și un ax powerMASTER de 12.000 rpm cu un cuplu mai mare (288 Nm). La fel ca în cazul tuturor axelor MASTER, și aici se aplică o garanție de 36 de luni, indiferent de durata de funcționare. Cu ajutorul interfeței HSK-A100, performanța de tăiere a mașinii poate fi sporită și mai mult.
Echipamente optime pentru o producţie pregătită pentru viitor
DMF 400|11 poate fi integrat cu ușurință în infrastructurile digitale, ceea ce face ca investiția să fie absolut sigură pentru viitor. Ciclurile tehnologice exclusive DMG MORI sporesc, de asemenea, productivitatea la prelucrare, de exemplu, prin programarea fără probleme a capetelor unghiulare care se rotesc liber cu ajutorul angularTOOL. Producția pe DMF 400|11 devine și mai productivă cu ajutorul soluțiilor de automatizare. DMG MORI a integrat deja interfețe adecvate în acest sens, de exemplu pentru utilizarea manipulării robotizate. A
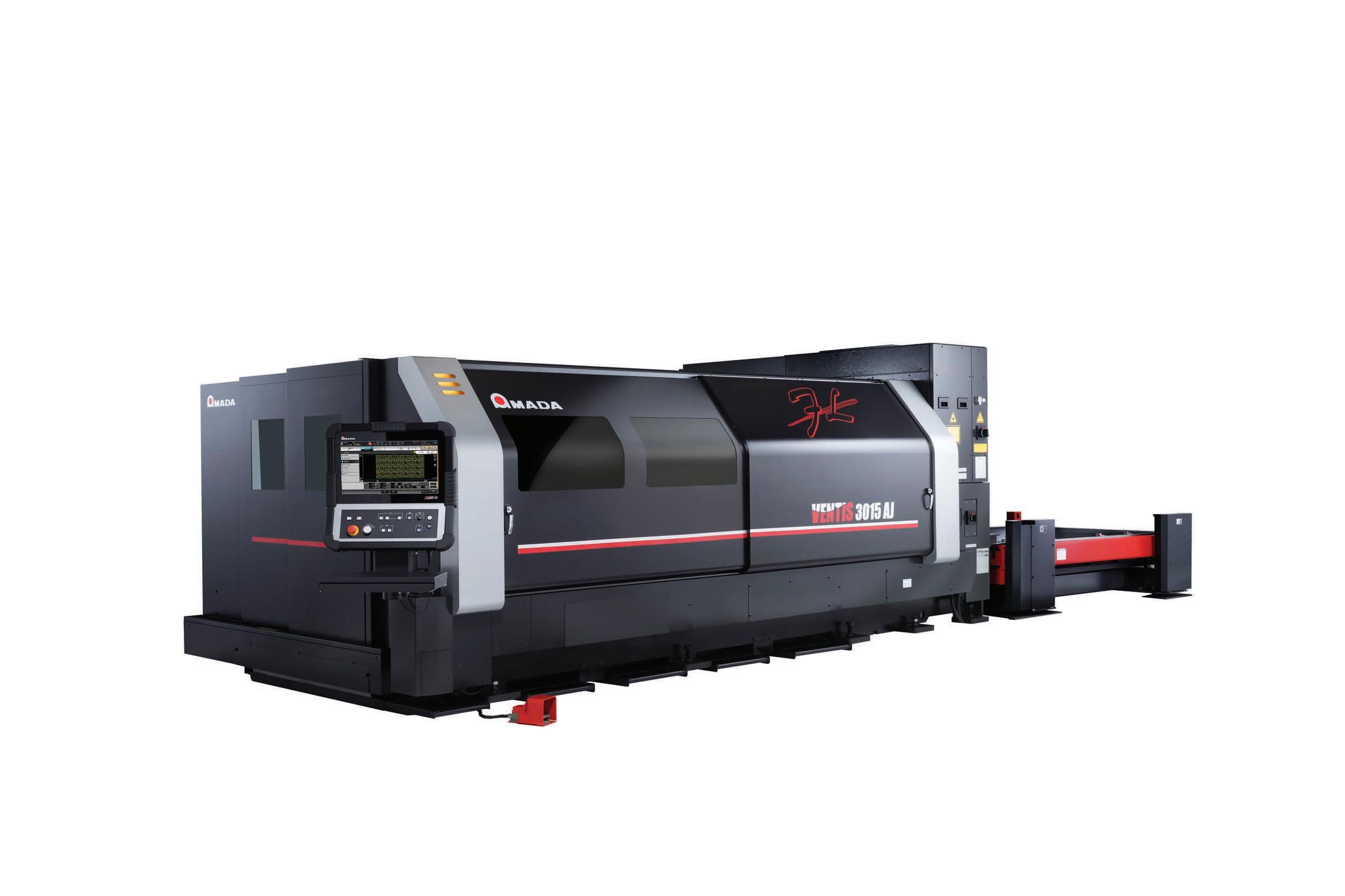

VENTIS-AJ reprezintă cea mai mare inovație în ceea ce privește tehnologia debitării cu laser a colilor de tablă și face introducerea către următoarea generație de mașini de prelucrare cu laser fibră.
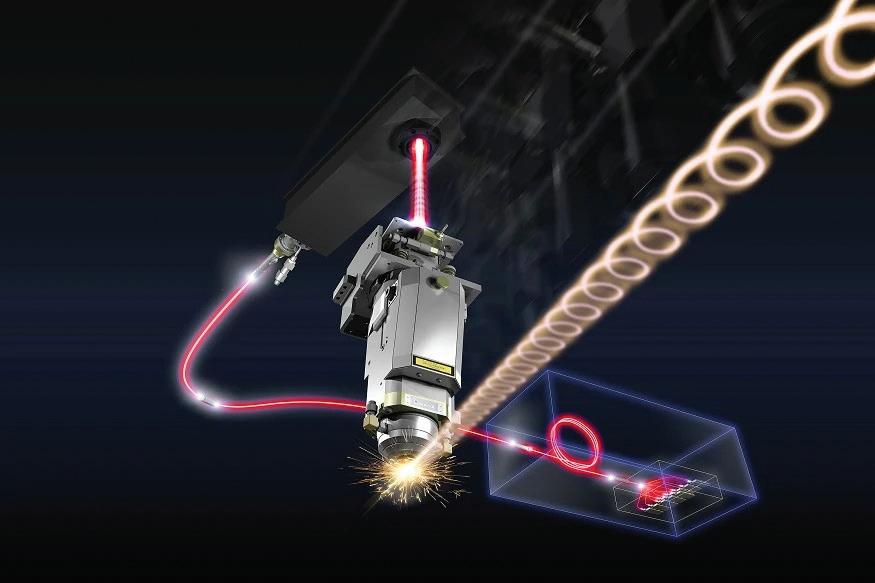
Ceea ce face ca această tehnologie să fie cu adevărat revoluționară este sistemul inovativ de modelare a fasciculului, care permite un control precis al mișcării acestuia. Utilizând propriul rezonator laser fibră cu un singur modul unitar de mare putere, VENTIS este disponibil în varianta de 4 kW sau 6 kW. Aceste rezonatoare oferă un fascicul laser de foarte înaltă calitate, lider în industrie, permițând VENTIS-AJ de 4 kW să genereze un randament similar cu mașinile convenționale de 6-8 kW, iar VENTIS-AJ de 6 kW cu a unora de 8-10 kW, cu cerințe mult mai reduse de energie electrică și costuri, rezultând o calitate a tăierii de neegalat.
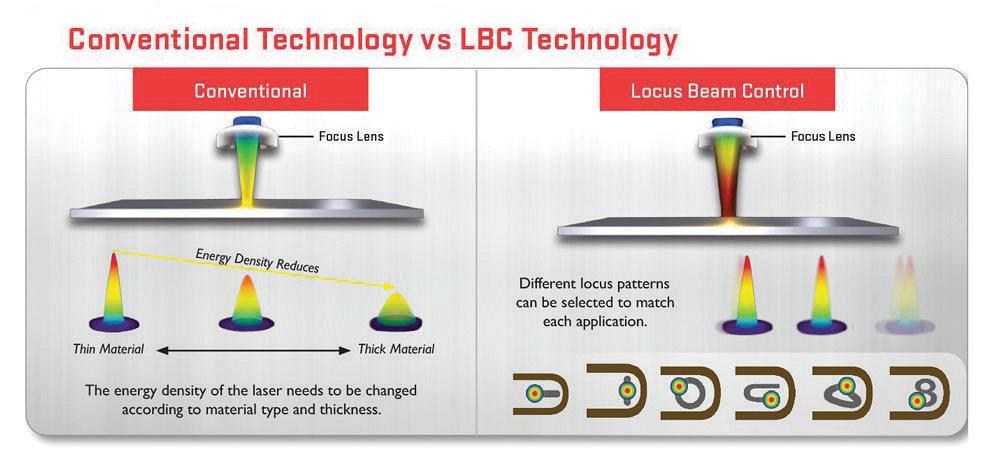
Tehnologia Locus Beam Control (LBC)
LBC este un sistem inovator pentru controlul mișcării fasciculului laser. Gestionează modelul geometric al fasciculului în timpul procesului de tăiere. Geometria variază pentru fiecare grosime și fiecare tip de material care trebuie prelucrat. Acest lucru garantează viteze foarte mari de procesare, de până la dublu față de un laser convențional de aceeași putere, și o calitate remarcabilă a tăierii. AMADA a fost primul producător de mașini laser la nivel mondial, care a dezvoltat intern propriul rezonator laser fibră, special conceput pentru tăierea tablelor. Cu un singur modul cu diode, de 4 sau 6 kW și fără fise combinatoare, calitatea generată a fasciculului laser cu AMADA VENTIS este un etalon în industrie.

Procesare fără bavură
Cu tehnologia LBC care poate monitoriza și controla modelul fasciculului laser, se realizează o premieră în industrie: tăierea metalelor neferoase cu grosime medie, fără bavură. Aceasta are beneficii semnificative, cum ar fi eliminarea operațiunilor secundare și îmbunătățirea fluxului de piese în procesul de fabricație.
Datorită naturii tehnologiei LBC și a capacității de a schimba modelul de tăiere a fasciculului laser, pot fi obținute fante de tăiere foarte late, de până la 2 mm. Acest lucru face mult mai ușoară îndepărtarea manuală a pieselor groase sau a celor subțiri spre mijlocii preluate de un sistem automatizat de sortare a pieselor.
Deschideri laterale: VENTIS a fost dotat cu uși laterale și frontale duble mari, pentru un acces mai comod și mai facil la zona de tăiere. Laserele din seria VENTIS permit operatorilor să aibă acces ușor la zona de procesare.
Prin combinația dintre tehnologia LBC și rezonatorul cu putere unitară, AMADA a stabilit un nou standard mondial pentru viteza și calitatea tăierii cu laser fibră. A

Înființată acum aproape trei decenii ca o afacere de familie, Technology Signus, companie cu capital 100% românesc, s-a transformat dintr-un furnizor de servicii CAD și inginerie tehnologică într-un jucător important în prelucrările prin așchiere CNC, deservind diverse industrii, de la automotive la aeronautică. Am avut ocazia să discutăm cu conducerea companiei despre provocările și realizările unei afaceri de familie în acest domeniu tehnologic competitiv, despre parteneriatele strategice și despre viziunea pentru viitor.

A: Technology Signus este o companie care a fost înființată în urmă cu aproape 30 de ani, ca o afacere de familie. Pentru cei care nu o cunosc, în ce domeniu activează compania Tehnology Signus și, pentru că în tot acest timp ați acumulat o importantă experiență, ce ne puteți spune despre ce înseamnă să conduci o companie de familie în acest domeniu?
T.S.: La început, Technology Signus a oferit servicii din domeniul Applications Engineering (servicii CAD și elaborare tehnologii).
La mijlocul anilor 90’ prelucrările prin așchiere pe mașini-unelte cu comandă numerică erau o raritate în România.
La începutul anilor 2000, odată cu achiziția primelor CNC-uri, Technology Signus a intrat în domeniul prelucrărilor prin așchiere, ca o completare firească a serviciilor oferite până la acel moment. Oportunitățile din acea perioadă erau în industria auto, cu predilecție producția de componente pentru autovehicule, direcție urmată și de Technology Signus. Experiența căpătată astfel în producția de serie a fost extrem de importantă pentru evoluția, respectiv dezvoltarea viitoare a firmei. În anii care au urmat ne-am diversificat producția, lucrând pentru mai multe
industrii: matrițerie, aerospațială, ambalaje, linii de transfer, hidraulică, mecanică generală etc.
În ceea ce privește conducerea unei companii de familie în domeniul productiv, aceasta implică deopotrivă multă muncă și multă responsabilitate. Nu ai nimic în spate, decât propria-ți familie și un colectiv de angajați ale căror familii depind, la rândul lor, de tine.
A: Știm că de-a lungul timpului companiile românești au întâmpinat multe provocări, probabil și compania dumneavoastră s-a confruntat cu unele. Cum ați reușit să le depășiți, care au fost momentele și deciziile cheie care v-au ajutat? (Care sunt secretele evoluției companiei Technology Signus?)
T.S.: Determinarea și respectul pentru clienții și pentru partenerii noștri au fost și rămân, permanent, niște atu-uri de necontestat, care ne-au ajutat nu numai să trecem peste obstacolele întâlnite, ci să și câștigăm aprecierea acestora – lucru destul de greu de obținut. De asemenea, cerințele de calitate extrem de stricte, dublate de condițiile de livrare „just-in-time”, ne-au obligat să găsim soluții și să ne îmbunătățim continuu activitatea, ceea ce a creat o bază solidă pentru evoluția firmei.
Legat de „secretul succesului”, în toți acești ani am învățat că nu există o rețetă secretă pentru succes. El este rezultatul unei pregătiri serioase, însoțită de muncă asiduă și de capacitatea de a învăța din greșeli.
A: Aveți un parteneriat important cu furnizorul de mașiniunelte DMG MORI. Cum a contribuit acesta la dezvoltarea com paniei dumneavoastră?
T.S.: Da, într-adevăr, în activitatea noastră ne-am bazat pe mașinile DMG MORI pentru a ne atinge obiectivele. De altfel, am înțeles destul de repede că dacă dorim să ajungem în top, dar și mai important, să rămânem în continuare competitivi, avem nevoie de tehnologie. Astfel, începând cu anul 2007 am renunțat la achiziția oricărei mașini second-hand și am început să investim numai în mașini-unelte CNC noi, de la producătorul de echipamente high-end – DMG MORI.
Această politică a devenit un angajament permanent, care continuă și azi – circa 70% din tot profitul obținut în ultimii 10 ani l-am reinvestit în mașini-unelte CNC noi. Astfel, compania noastră dispune de cele mai noi modele de centre de prelucrare și strunguri furnizate de DMG MORI. Fiecare mașină DMG MORI pe care o achiziționăm reprezintă o garanție că vom putea respecta standardele cerute de clienții noștri.
de livrare sunt principalele noastre atu-uri, iar evoluția noastră demonstrează că am reușit, în fiecare zi, să ne asumăm angajamente care au dus, treptat, la creșterea încrederii din partea clienților noștri.
A: Vedem că industria se schimbă, apar noi tehnologii, cu oportunitățile și provocările lor. Cum vedeți viitorul companiei? Care sunt obiectivele strategice pentru dezvoltarea acesteia în următorii ani?
T.S.: De la bun început am avut o viziune clară despre ce ne dorim să fim și unde vrem să ajungem. În fiecare zi începem lucrul cu dorința declarată de a fi cea mai bună companie de prelucrări prin așchiere.
În plus, lucrăm permanent pentru a face din Technology Signus un loc extraordinar, în care oricine și-ar dori să muncească. În fiecare zi, angajații care trec pragul fabricii noastre poartă cu mândrie o istorie de aproape 30 de ani, dar și o responsabilitate individuală de a îndeplini standardele cerute de clienții noștri.
Nu ne-am propus niciodată să facem această companie doar pentru a ne câștiga existența, ci dintotdeauna am aspirat să facem o diferență între noi și restul companiilor.

A: Este evident că Technology Signus este o companie de succes, după aproape 30 de ani de activitate. Acest succes este confirmat de clienții companiei. Cine sunt aceștia și care sunt domeniile principale și piețele în care ei activează?
T.S.: Dotările pe care le avem ne permit o producție extrem de flexibilă și variată. Având la dispoziție o capacitate de prelucrare avansată, am reușit să accesam noi segmente de piață, respectiv noi industrii pentru care nivelul de calitate cerut este foarte ridicat, atât prin prisma condițiilor tehnice impuse, cât și prin prisma tipurilor de materiale avansate care trebuie prelucrate.
Producem pentru mai multe industrii (le-am enumerat deja), iar clienții sunt diverși – în general companii mari (majoritatea multinaționale) care doresc să aibă furnizori capabili și serioși, pe care să se poată baza în orice moment. Calitatea și termenele


CORNELIU GORNIC
Președinte PROFEX
Centru de Dezvoltare Tehnologică
La finalul articolului din numărul trecut trăgeam concluzia că există în mod sigur două categorii profesionale care vor rezista cucerii roboților și a inteligenței artificiale: escrocii și politicienii, cei din urmă nefiind, din păcate, cei mai buni și mai educați dintre noi.
O opinie similară prezintă Mircea MIHĂIEȘ (România literară, nr. 5/2 februarie 2024) : „Lumea noastră e plină de hoți care propovăduiesc cinstea, de moraliști care rostesc în casa de toleranță despre virtuțile căsniciei, de șpăgari care clamează respectarea cu strictețe a legilor, de cocote travestite în maici virtuoase, de bancheri care te ruinează în numele viziunii lor filantropice despre viață etc.... Profitând de moleșeala cronică a unei clase politice care abia se mai ține pe picioare, sufocată de mulțimea incompetenților, a proștilor și a ticăloșilor, ei (un partid extremist) au reușit, printr-un pseudomiracol de iarmaroc, să devină personaje de prim plan (nu seamănă cu tabloul lui GOYA – Somnul rațiunii naște monștri?!). Suntem la un pas de a aduce la putere pe cei mai lipsiți de educație și necultivați indivizi pe care i-a produs vreodată România. Iar consecințele vor fi pe măsură"
În astfel de condiții (posibile, probabile) ce se va întâmpla cu prezența României în concertul mondial de valori?!
NOTĂ: Acum câțiva ani s-a efectuat o anchetă privind opinia că introducerea roboților în industrie va diminua numărul locurilor de muncă. Luând informații din CHINA și din GERMANIA s-a constatat că, dimpotrivă, la introducerea roboților a crescut numărul locurilor de muncă - introducerea roboților necesită studii de specialitate complexe, ei trebuie proiectați, executați, montați, verificați, puși în funcțiune, monitorizați, întreținuți, reparați și... înlocuiți după un timp. După opinia mea, lucrurile
Corneliu GORNIC
Inginer, specialitatea
Maşini-Unelte şi Scule, promoţia 1968
Activitate:
n cercetare maşini-unelte din 1968 până în 1992, de la simplu inginer la cercetător ştiinţific principal gr. I şi director ştiinţific, în cadrul Institutului de Cercetări şi Proiectări Maşini-Unelte (ICPMUA, ICSIT-TITAN, acum SIMTEX); n marketing, AQ, CTC, proiectare (fostul ARMUS); n dezvoltare, tehnologii de montaj şi reglaj, încercări şi diagnoză, tehnologii de prelucrare (PROFEX CONSULT)
sunt similare și în cazul AI. Apare, însă, problema bagajului de cunoștințe ale celor care vor fi implicați în toate etapele de dezvoltare și de exploatare a acestor tehnologii. CINE și CUM asigură formarea specialiștilor și/sau reconversia celor deja în activitate sunt probleme a căror responsabilitate nu trebuie să cadă exclusiv în cârca sectorului privat. Cooperarea public-privată se poate dovedi o cale de rezolvare rapidă și eficientă, atât a noilor cerințe privind cunoștințele/deprinderile personalului activ, cât și pregătirea viitorilor specialiști (la toate nivelurile). De multe ori se pune întrebarea cine-i formează pe formatori, sau cine-i învață pe dascăli?
„Agresivitatea și lipsa educației se observă fără a fi vreun specialist. E la îndemâna oricui să constate lipsa bunului simț, dar și reactivitatea societății la orice semnal cu potențial de inflamare, oricât de mic și neînsemnat ar fi acesta. Suntem o societate formată din oameni răniți și abuzați emoțional care, ajunși la vârsta adultă, se descurcă prin supraviețuire psihologică și printr-o calitate a vieții mintale. Cu cât lipsa educației psihologice este mai mare într-o societate, cu atât gradul de agresivitate apărut în urma sentimentelor de frustrare, invidie, lipsuri, neajunsuri este unul crescut, existând și incapacitatea de a ști cum să reacționezi sănătos. Empatia, compasiunea, blândețea față de ceilalți se formează prin exemple educaționale, care ar trebui să fie parte din programa școlară, o programă construită de mai mulți specialiști și bazată pe date recente ale cercetărilor științifice făcute în marile centre universitare ale lumii.

Cel mai mare dar al creierului este să putem privi în interiorul nostru, să putem percepe propriile stări și gânduri, să le putem studia și evalua. Fără știința psihologiei nu putem înțelege cum funcționăm și cine suntem.
Toate aceste descoperiri se întâmplă datorită curiozității unora dintre noi și, prin rezultatele obținute, ne sunt de folos tuturor, în toate domeniile. Progresul uman datorat rațiunii și științei se observă în educație, în sănătate, în democrație, în umanismul evolutiv constant al lumii în care trăim.
Psihologia se intersectează cu sociologia și cu neuroștiințele prin studiul sinelui, al sănătății mentale, al relațiilor sociale, educației (formează metode de învățare și predare eficiente, ajută la înțelegerea procesului de memorare, la dezvoltarea gândirii logice, creative, critice, abstracte, sistemice, intuitive), al organizațiilor și mediului de lucru, al marketingului și vânzărilor, al luării deciziilor, al evoluției individuale pe parcursul etapelor de vârstă etc." - Cătălina
DUMITRESCU (psiholog clinician și psihoterapeut); DILEMA VECHE, Anul XX, nr. 1015, 21-27 septembrie 2023.
„...niciodată inteligența artificială nu va gândi particularul, originalitatea, diferența, nuanța, intervalul, clarobscurul, ea rămâne etern debitoare generalului, locului comun, banalității, prejudecății, prostiei universale. Acest prag este de netrecut, nu numai
fiindcă unicul rost al mașinii este de a executa, nu de a inventa (...). Căci spre acest capăt al civilizației noastre ne conduc, dacă nu ne folosim mintea, inteligența artificială, corectitudinea politică, woke, cancel culture și celelalte tumori ale creierului uman din secolul XXI (am aceeași nevoie să cred că sunt încă operabile), care au provocat marea criză a valorilor umaniste." - Nicolae MANOLESCU; România literară, numărul 21/19 mai 2023.
„AI va fi unul dintre subiectele anului, de la bătăliile privind drepturile de autor până la temerile că deepfakes (minciuni gogonate - traducerea mea) ar putea deturna algerile. Cine controlează tehnologia? Cine deține conținutul? Și cine face legile?" O instanță federală (din SUA) acuză OpenAI și Microsoft de folosirea abuzivă a cărților scrise de autori pentru a instrui modelele din spatele popularului chatbot ChatGPT al OpenAI și a altor software-uri bazate pe inteligența artificială. Este de așteptat ca dezbaterile - inclusiv procesele - care să aibă în centrul lor rolul și efectele Inteligenței Artificiale să continue, în condițiile în care omenirea este (în realitate, nu în cărți de SF) confruntată fără niciun dubiu cu una dintre cele mai mari provocări din întreaga istorie"comentariu pe baza unui articol din Deutsche Welle (Janosch DELKER) al lui Cristian PĂTRĂȘCONIU, România literară, nr. 4/26 ianuarie 2024.
„Prezența roboților suprainteligenți și vorbitori în limba engleză (în fața unei asistențe de câteva mii
de oameni) a avut ca scop să liniștească spiritele angoasate de felul în care dezvoltarea tehnologiei extreme ar putea lua o turnură frisonantă pentru umanitate în cazul în care roboții (după modelul romanelor futurologice SF) ar putea prelua leadership-ul mondial.
Chestiunea cea mai ardentă a fost cea legată de etică, respectiv de elaborarea unei legi care să condiționeze utilizarea Inteligenței Artificiale strict în scop pozitiv pentru hominizi, fără riscuri primare ori colaterale.

(...)Roboții umanoizi sunt mai eficienți – ca inteligență, organizare, leadership – decât făpturile umane. Tocmai întrucât roboții nu au emoții, ei nu depind de afecte care pot tulbura luarea unor decizii esențiale, prin urmare gradul lor de obiectivitate este mai sporit și mai operativ decât al hominizilor (...). Dar s-a vorbit despre o conlucrare și o muncă în echipă între roboți și oameni, mai mult decât de o supremație la nivel de inteligență a roboților(...). Avantajul obiectivității și neutralității în luarea unor decizii (...) e perceput ca o hazardare care ar impieta tocmai asupra funcționării în condiții normale a umanității. Prudența a fost recomandată de ambele părți, atât de roboți, cât și de hominizi.
(...) Inteligența Artificială să nu facă posibile malentendu – uri (confuzii, neînțelegeri) legate de aplombul și discursul roboților în fața oamenilor. Totul trebuie să aibă un scop benefic, iar viziunea (profeția) să fie pozitivă, constructivă, optimistă.
Roboții umanoizi fac parte din normalitatea noastră omenească, se spune, fără să încerc să fiu insolentă. (...) Suntem ceea ce suntem, iar ei ceea ce sunt și, deși deosebirile sunt categorice și ferme, constatarea aceasta face lumea noastră mai variată, iar această alteritate e una constructivă și chiar creatoare, ontologic (referitoare la ființa umană) vorbind, nu doar gnoseologic (capacitatea omului de a cunoaște realitatea)." Ruxandra CESEREANU, DILEMA VECHE, Anul XX, nr. 1015, 21-27 septembrie 2023; IA vs. expectanțele hominizilor.
„...când mă gândesc la Inteligența Artificială, provocat de ce mai citesc și mai aud că face dânsa
în diferite locuri și contexte, am sentimentul că am plecat într-o călătorie pe ape necartografiate. O călătorie a trupurilor și sufletelor noastre, deopotrivă. Sper doar că nu suntem pe o corabie a nebunilor precum cea din cunoscuta alegorie platoniciană. Astfel, m-am obișnuit deja cu gândul că, spre deosebire de legendarii exploratori ai epocii Marilor Descoperiri geografice, care plecau căutând ceva (chiar dacă o fantasmă de genul Edenului) și dădeau peste altceva, noi am plecat în lumea neștiutului fără să căutăm ceva anume. Sigur, ceva-ceva urmărim noi: anume, confortul. Dar confortul nu este un țel, nu e un capăt de drum unde să ajungem și să ne oprim, osteniți de atâta urcuș, cu sentimentul senin că am atins obiectivul. Confortul este, mai degrabă, un drum fără sfârșit (...).
Eu cred că Inteligența Artificială ne va demoderniza, adică ne va scăpa de una din cele mai vechi boli ale modernității, măcar într-o privință. Vom regăsi, cred, reflexele uitate ale omului medieval și ale omului renascentist, reflexe sănătoase, care ne-au adus atât de mult bine nouă, ca civilizație.
Lecția evoluției tehnologice este următoarea: avansul tehnologic presupune democratizarea lui (din ce în ce mai multă lume are acces la noua tehnologie, iar accesul este tot mai facil), simultan cu creșterea performanței tehnologiei democratizate. Astfel, Inteligența Artificială va permite, practic, oricui să realizeze ce imagine vrea, iar acea imagine va fi atât de veridică încât aproape nimeni nu-și va putea da seama că e fabricată. Astfel, Inteligența Artificială ne va ajuta să producem minciuni cu un grad atât de mare de credibilitate, încât ne va fi imposibil să le detectăm ca atare. Imaginea își va pierde obiectivitatea. Dar nu va dispărea, ci va prolifera. Astfel, imaginea își va regăsi rolul simbolic, căci cel de martor obiectiv, curat și limpede va dispărea.
Paradoxal, faptul că prin Inteligența Artificială oricine poate minți credibil va însănătoși mintea și sufletul omenesc. Primul pas, și chiar cel decisiv, este să admitem toți că imaginile nu mai pot avea forța unui adevăr material și imediat în epoca Inteligenței Artificiale, așa cum dobândiseră în modernitate". [543] Sever VOINESCU: Inteligența Artificială și omul medieval din noi.
„Nu era absolut nimic senzațional în faptul că un program de computer îți poate strânge datele cerute, îți poate da răspunsuri la întrebări mai mult sau mai puțin complexe, poate compune texte și toate astea în timp ce învață cum să devină mai inteligent. Programul, nu omul.
Pe la 1840 toamna, Alexis de Tocqville, în faimoasa sa carte Democrația în America, profetiza că oamenii vor fi din ce în ce mai nemulțumiți de calitatea liderilor pe care singuri și-i aleg și vor încerca să rezolve problema inventând noi și noi tehnici electorale, schimbând instituții ș.a.m.d., fără să realizeze că o clasă politică comme il faut (așa cum ar trebui) nu are cum să rezulte în urma alegerilor libere ale unui popor de sclavi.

Tocqville nu vorbea despre Oculta à la Ș (nu-mi place nici să-i rostesc numele întreg!), ci despre, pardon, sclavia prostiei egalitare. În politică, la fel ca-n viață, lucrăm cu materialul clientului. Din plumb nu făceau aur decât alchimiștii.
Suntem o turmă fără păstor, dar o turmă condusă ca toate turmele. O turmă condusă de către spiritul de turmă". [544] Alin FUMURESCU: Inteligență artificială; cu materialul clientului.
Unul dintre paradoxurile vremurilor actuale este creșterea numărului oamenilor proști, în dauna celor inteligenți. Întrebarea care se pune (foarte serios!) este: ne îndreptăm spre o stupidizare (idiotizare) a umanității? S-a constatat o tendință paradoxală și periculoasă la începutul secolului XXI și căreia în neuroștiințe i s-a dat numele de efectul Flynn (profesor James Robert FLYNN, de la Universitatea OLAGO, Noua Zeelandă), care constată că omul contemporan a regresat din punctul de vedere al inteligenței. Conform unui alt studiu („Demain tous crétins?”, susținut de antropologul englez Edward DUTTON) s-a constatat că suntem din ce în ce mai proști. Este un fenomen în desfășurare și este imperios necesar să conștientizăm acest fapt și să găsim soluții „Proștii sunt mulți, iraționali și reprezintă o sursă continuă de probleme pentru ceilalți. Pentru că nu pot fi izolați, singura modalitate prin care o societate se poate apăra de idiocrație este stimularea continuă a inteligenței." (Carlo CIPPOLA: Allegro ma non troppo con Leggi Fondamentali della Stupidita Umana; profesor la Universitatea Berkley, California). Dar ce înseamnă să fii inteligent? Elementele definitorii, pe scurt, prin care se definește un om inteligent sunt:
1. Creativitate, semn al unui spirit flexibil și deschis; persoanele creative evită drumurile bătătorite, rutina, previzibilul (în tehnică, în producție nu se aplică întotdeauna!);
2. Curiozitatea, în sensul căutării continue, în zonele de interes profesional, pentru a descoperi informații noi, integrabile în universul cunoașterii personale;
3. Originalitatea, care se manifestă atât în profesie, cât și în viața cotidiană (a nu se confunda cu excentrici în vestimentație, coafură, gestică, vocabular etc), prin rezolvarea atipică a unor probleme, prin soluții surprinzătoare etc;
4. Capacitate de abstractizare și vizualizare, conducând la conexiuni inedite între informații, concepte, idei, ierarhizări de raționamente, dificil de exprimat în cuvinte uneori, fapt ce conduce la lipsa de înțelegere sau percepție dificilă;
5. Rapiditate în analiza și asimilarea de noi informații și aplicarea lor în practică;
6. Păstrarea calmului în toate împrejurările, evitând enervarea, nemulțumirea, riposta vehementă (de orice tip). Conform unor studii (Universitatea MICHIGAN) persoanele cu un coeficient intelectual scăzut sunt mai agresive;
7. Oamenii inteligenți își cunosc valoarea, pe când cei mai puțin inteligenți au tendința de a se supraevalua și au dorința de a avea dreptate întotdeauna;
8. Capacitatea de a-și recunoaște greșelile, fără să-i învinovățească pe alții;
9. Oamenii inteligenți pot fi, uneori, reticenți în relațiile cu cei din jur, pentru că analizează permanent persoane, lucruri, întâmplări; odată construită o prietenie, aceasta este de lungă durată și stabilă;
10. Oamenii inteligenți se culcă mai târziu, din dorința de a da sens timpului, de a învăța și de a se dezvolta intelectual;
11. Oamenii inteligenți au simțul umorului mai dezvoltat;
12. Indivizii inteligenți au tendința de a amâna activități de rutină, sarcini de serviciu ce par inutile, dedicându-se 100% celor pe care le fac din pasiune, indiferent de domeniu;
13. Oamenii inteligenți prețuiesc relațiile cu ceilalți, dar selectiv, evitând excesul de viață socială, preferând să se dedice preocupărilor lor, dar acceptă că nu sunt pe placul tuturor.
Inteligența poate triumfa în fața idiocrației, dacă tot mai mulți oameni decid să-și folosească puterea de a gândi, să-și depășească limitele și sterotipiile, să înțeleagă, să știe, să progreseze. Orice reușită este rezultatul muncii, al curajului, al inteligenței.
„It is not the strongest of the species that survives, nor the most intelligent. It is the one that is most adaptable to change" - Charles DARWIN (Punctul forte al speciilor nu este că supraviețuiesc, nici că sunt cele mai inteligente. Acesta este că sunt cele mai adaptabile la schimbare).
În lista reușitelor s-au înscris de-a lungul timpului, o grămadă de variante, unele mai cunoscute, altele mai puțin, dar toate scurte și ușor de reținut: fii curajos, fii bun, fii înțelept (asta e grea), fii credincios, fii tolerant etc. Una dintre ultimele venite în această listă a rețetelor succesului, inspirată, fără îndoială, din biologia evoluționistă, spune așa: fii adaptabil!
Ce înseamnă a fi adaptabil în lumea organică?
Toate specile de organisme din natură evoluează și se schimbă de-a lungul timpului, ca rezultat al unui proces numit selecție naturală. Prin intermediul acestui proces, sunt păstrate și transmise mai departe acele trăsături care sunt cele mai favorabile supraviețuirii într-un anumit habitat natural și sunt eliminate cele care sunt dăunătoare(...). În lumea viețuitoarelor, adaptarea este motorul supraviețuirii, care împinge evoluția speciilor în cele mai ciudate direcții, și totul pentru a asigura supraviețuirea într-un mediu în permanentă schimbare și transformare.
Mutațiile la nivelul genelor apar în mod natural în cadrul oricărei populații de organisme, iar aceste mutații se acumulează în timp dând naștere variațiilor în bazinul genetic al unei specii. Unele dintre aceste variații sunt neutre, altele sunt favorabile într-un anumit habitat natural. Organismele care posedă variații favorabile vor supraviețui mai bine, statistic, decât cele care nu le posedă. Iar cele care posedă variații dăunătoare vor avea tendința de a dispărea, tot statistic, din mediul respectiv.
Supraviețuirea depinde de acest echilibru fin între trăsăturile adaptive ale organismelor și un mediu uluitor de dinamic și capricios. Adaptarea nu poartă cu sine emblema vreunei virtuți sau viciu, ci este pur și simplu, o potrivire (temporară) între variațiile genetice și un mediu natural oarecare. „Fii adaptabil." Dacă am vrea să fim consecvenți cu înțelesul biologic al termenului „adaptare", ar trebui să nu ținem seama de nicio regulă și de niciun principiu decât în măsura în care acestea sunt utile supraviețuirii și bunăstării noastre. Ar trebui să fim, pe scurt, egoiști în cel mai tare sens al cuvântului. A (continuare în numărul următor)

n vasta lume a prelucrărilor prin așchiere, domeniul adaptărilor necesare montării sculelor pe mașinile-unelte este perceput ca oarecum stagnant. Experții pot afirma că ultimele schimbări cu adevărat revoluționare, asociate cu dezvoltarea sistemului de prindere HSK au avut loc cu nu mai puțin de trei decade în urmă. Este adevărat că în lumea sculelor așchietoare, acest domeniu este poate cel mai conservator, ideile inovatoare vin mai greu. Să fi ajuns oare inovarea sistemelor de montare a sculelor la ,,fundul sacului’’, fără tendințe de dezvoltare?
Chiar dacă progresul e lent, sistemele de adaptare pe mașinile-unelte continuă să aibă o dezvoltare naturală. În același timp, evoluția lor reflectă cerințele noi ale erei actuale, moderne a prelucrărilor. Noile tehnologii creează inevitabil cerințe noi legate de mașinile-unelte și sculele așchietoare, rezultând astfel și soluții de montare legate indisolubil de procesele de prelucrare. Iar aceste soluții fac progrese majore la rândul lor, pentru a fi la curent cu noile tehnologii.
Dezvoltări recente
Noile dezvoltări urmăresc amplificarea capabilităților adaptoarelor și ale sistemelor lor mecanice. Când ne referim la îmbunătățirea principalelor caracteristici funcționale ale sistemelor mecanice avem în vedere puterea de blocare, rigiditatea, orientarea forțelor de prindere, acuratețea și proprietățile antivibratoare. Alte progrese sunt legate de noile tehnici de prelucrare dezvoltate, care pavează drumul către noi orizonturi în acest domeniu.
eficient și datorită creșterii în popularitate a metodelor de prelucrarea adiționale (AM), în combinație cu simularea performantă a comportamentului lichidului în funcție de caracteristicile traseelor care i se creează în corpul sculei.
În plus, lichidul de răcire poate fi folosit pentru acționarea unor dispozitive avansate, adevărate amplificatoare de turație care îmbunătățesc ușor și ieftin performanțele centrelor de prelucrare. Astfel, cu investiție minimă, acestea intră în familia HSM, ajungând la un cu totul alt nivel de eficiență. Principiul de modularizare a sculelor a câștigat și el teren în ultima vreme. Este posibilă realizarea multor combinații de scule, utilizând un număr limitat de elemente standard. Este astfel redus stocul de scule și este limitată dependența de suporți speciali. De aceea, în continuare, dezvoltarea de sisteme versatile și fiabile de scule modulare reprezintă o preocupare serioasă în industria prelucrătoare prin așchiere.
Sculele create pentru a se roti cu turații ridicate sunt destinate prelucrărilor performante cu viteze ridicate, pe care le numim generic scule HSM (High Speed Machining). În consecință, este absolut necesar să utilizăm un adaptor performant, echilibrat dinamic, robust, care să facă față încărcărilor centrifugale care se dezvoltă rapid și care să fie pe măsura centrelor de prelucrare moderne. Astfel, adaptoarele bazate pe montarea termică sunt considerate a fi prima opțiune în tehnologiile de ultimă oră. Fără îndoială, ele trebuie să fie prevăzute cu posibilitatea echilibrării dinamice a întregului ansamblu, înaintea montării pe mașină. Modelarea 3D în sistemele contemporane CAD extind mult posibilitățile de realizare a unei echilibrări performante. Sigur, se poate simula echilibrarea luându-se în considerare obiecte virtuale; o echilibrare fizică, reală nu se poate realiza numai prin simulare. În orice caz însă, simularea prealabilă reduce mult dezechilibrele introduse de componentele ansamblului, făcând mult mai ușoară echilibrarea finală, „fizică” a sistemului.
La prelucrarea diferitelor materiale, un sistem eficient de aducere a lichidului de răcire în zona de lucru e esențial pentru atingerea performanțelor de productivitate și durabilitate. Dacă răcirea și lubrifierea sunt eficiente, parametrii așchietori pot fi amplificați, în condițiile menținerii unei durate de viață foarte bune. În concluzie, îmbunătățirea sistemului de răcire este o altă direcție importantă de amplificare a performanțelor sistemelor de prindere a sculelor. Aceasta se poate realiza din ce în ce mai

iscar-romania@iscar.com
Sistemul de prelucrare, de al cărui comportament depinde în final performanța, include mașinaunealtă, adaptorul, dispozitivul de fixare a piesei și semifabricatul în sine. Fiecare dintre ele contribuie într-o anumită măsură la eficiența prelucrării. Proprietățile antivibratoare ale suportului joacă un rol extrem de important în acest proces, în mod special în cazul aplicațiilor cu scule lungi în consolă. Vitezele ridicate și implicit turațiile ridicate reclamă utilizarea unor suporți rezultați în urma unei laborioase activități de cercetare-dezvoltare.

Digitalizarea actuală a proceselor de fabricație moderne creează baza uzinelor inteligente de mâine. Suporții sculelor sunt și ei prevăzuți cu componente digitale. Nu este vorba doar de senzori fizici și dispozitive tradiționale, sunt create modele digitale gemene, încorporate în sistemele de prelucrare virtuale CAD/CAM și de utilizarea IOT (Internetul Lucrurilor), care include cele mai noi tendințe din domeniul prelucrării metalelor. Necesitatea îmbunătățirii permanente a proceselor a impus producătorilor de suporți să își îmbogățească gama cu modele de suporți virtuali.
Viteză, răcire
Familia de adaptoare termice X-STREAM de la ISCAR include acum suporți cu canale longitudinale plasate în lungul alezajului în care se montează scula.
Conceptul acestui adaptor (figura 1) a fost creat în primul rând pentru abordarea operațiilor HSM (cu viteză ridicată); este practic cel mai subțire adaptor existent pe piață, cu răcire direcționată către muchia așchietoare. Acest nou concept ISCAR extinde gama de aplicații ce pot fi abordate, adăugându-i în special frezările de cavități adânci și frezările de umeri înalți. Direcționarea precisă a lichidului contribuie la evacuarea eficientă a așchiilor, elimină posibilitatea nedorită a reașchierii acestora și previne astfel lipirile șpanului pe muchia activă. Este soluția ideală în cazul prelucrării cavităților adânci pe mașini-unelte CNC cu răcire exterioară precară.
Ca o continuare a conceptului de prindere termică, ISCAR a introdus suporți similari cu coadă conică, cu profilul bucșelor elastice ER. Astfel, aceștia pot fi montați direct în adaptoare, în locul pensetelor (figura 2). Suporții sunt creați pentru montarea sculelor cu diametre relativ reduse (3-12) mm. Avantajul principal îl reprezintă rigiditatea și fiabilitatea conexiunii. În plus, sunt combinate avantajele montării termice, cu optimizarea circuitului lichidului de răcire și cu robustețea întregului sistem. Rezultatul este prelucrarea performantă, care duce la productivități ridicate.
Acest concept al montării de adaptoare compacte în locașele pensetelor ER a fost adoptat cu succes și de familia NEOCOLLET – alternativă surprinzătoare a prinderii în bucșe elastice.
Amplificatorul de turație MICRO 90, acționat de lichidul de răcire, prezintă avantajul dimensiunilor extrem de reduse, care îi dau posibilitatea prelucrării unor zone greu accesibile. Este compus din doar 6 piese (figura 3). Atinge turații intre 35,000-53,000 rpm, cu axul principal al mașinii-unelte neacționat.

WHISPERLINE – familie de bare antivibratoare pentru strunjiri interioare (figura 4), au în componență un mecanism cu masă auxiliară, cu rol de anulare a vibrațiilor. Barele permit realizarea de prelucrări stabile cu console ridicate. ISCAR a extins această gamă prin introducerea de adaptoare cu zonă de montare conică poligonală, în conformitate cu ISO 26623, a celor cu zona de montare de tip VDI și a blocurilor tip bucșă.

Produsele ,,convenționale’’ aparținând liniilor de adaptoare ISCAR au fost și ele îmbogățite cu pensetele ultra-precise ERM și cu un nou concept de reducții cu etanșare, pentru conurile hidraulice.
Ansambluri virtuale
Catalogul electronic oferă posibilitatea creării ansamblurilor virtuale, cu opțiunea de reprezentare digitală, pentru produsele standard ISCAR, incluzând aici conurile și accesoriile lor (ex: tirete, șuruburi de reglare etc.)
Așadar, aparent, discuția despre o oarecare stagnare în această zonă conexă prelucrărilor este prematură. Chiar dacă aceste noi dezvoltări nu sunt revoluționare, ele aduc sistemele de prindere pe o noua orbită.
Viitorul tehnologiilor de montare este cu adevărat excitant și cu potențial ridicat. Menținând tendința de dezvoltare continuă și de introducere a soluțiilor inovatoare, suporții/adaptoarele vor deveni din ce în ce mai sofisticate, în deplin acord cu cerințele moderne permanente ale industriei prelucrătoare. A

Noua generaţie de freze monobloc din carbură codificate MC166 Advance au fost dezvoltate special pentru aplicaţiile din industria aerospaţială, dar pot fi utilizate cu succes şi în alte sectoare industriale care prelucrează aliaje de aluminiu, cupru, bronz şi magneziu (grupa de materiale ISO N).
Această generaţie de scule, a fost special proiectată pentru finiție, dar și pentru eboșare dinamică, a cavităţilor, pereţilor laterali şi buzunarelor adânci. Frezarea dinamică implică prelucrarea cu angajamente radiale mici (ae), un angajament axial mare (ap), dar şi cu o muchie aşchietoare mare (Lc) care poate ajunge şi la circa 5 ori diametrul frezei (Dc) pentru această gamă de freze.
Gama de freze monobloc de carbură MC166 Advance (HPC Al35) are un miez cu stabilitate crescută în comparaţie cu sculele universale care asigură siguranţa şi repetabilitatea proceselor de prelucrare. Un pas diferenţiat asigură de asemenea şi o tăiere uşoară care duce la creştere semnificativă a duratei de viaţă.
Gama de produse monobloc de frezare din carbură este constituită la Walter în 3 categorii, astfel avem gama Advance (aşa precum această sculă MC166, MC267) care reprezintă o combinaţie optimă între preţ performanţă, gama Supreme (precum MD266) care indică un grad mult mai ridicat de performanţă disponibilă, şi gama Perform care prezintă soluţii bazate pe un preţ mai redus. Pentru video:
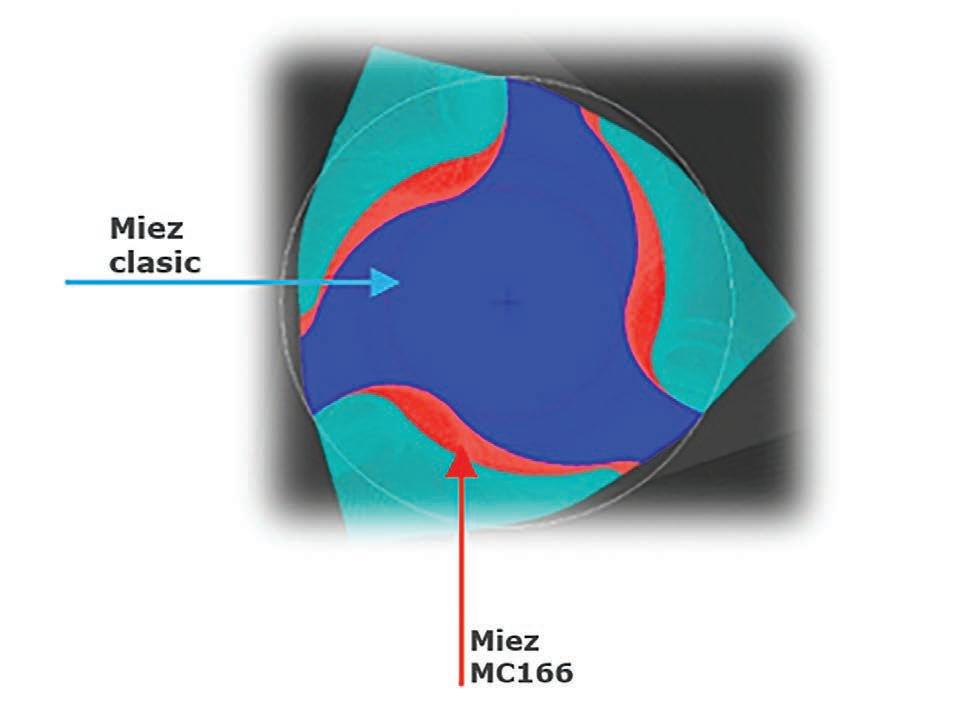
Microgeometria tăişului face această freză ideală şi pentru finiţia pereţilor adânci. Scula asigură niveluri de productivitate ridicate şi reduce timpii de prelucrare datorită abilităţii de frezare cu rate mari de volume de şpan.
Scula prezintă un unghi al elicei de 35º (HPC Al35), iar coada este cu prindere cilindrică conform DIN6535HA. Sortul neacoperit WJ30UU (foarte ascuţit) este disponbil în gama de diametre de la 12 la 20 mm, cu raze la colţ.

Walter, care este un lider global în industria prelucrătoare de mai bine de 100 de ani, oferă o gamă largă de scule aşchietoare pentru operaţii de frezare, strunjire, găurire, filetare, dar mai nou şi soluţii digitale inovatoare din Industry 4.0, ca de exemplu programul de scule semi-standard WalterXpressOnline sau programul de alegerea a sculelor şi regimurilor de aşchiere Walter GPS. Cele 2 exemple de programe au fost legate între ele astfel încât cu ajutorul lor pot fi create acum scule speciale cu toţi parametrii de aşchiere dedicaţi aplicaţiei dvs, inclusiv cu determinarea emisiilor de CO2 în prelucrare (sustenabilitatea proceselor).
V-am trezit curiozitatea?
Apelaţi cu încredere la reprezentanţii Walter sau la partenerii săi oficiali care vor răspunde cu promptitudine provocărilor dvs.

Astăzi, prelucrarea nu se rezumă doar la strunjire, frezare, găurire și filetare. Perfecțiunea și precizia nu sunt decât un pas înainte. Vorbim despre obiective care par încă de neatins - și despre soluții care par încă de neimaginat astăzi, dar care vor deveni deja noul punct de referință mâine.
Tel. 0256.406.218
Fax 0256.406.219 service.ro@walter-tools.com www.walter-tools.com
Dacă sunteți în căutarea unor soluții pentru a face față provocărilor care vă așteaptă, răspunsul îl veţi găsi în cadrul companiei Walter.
Vă puteți baza pe cuvântul de onoare al companiei: Engineering Kompetenz. A





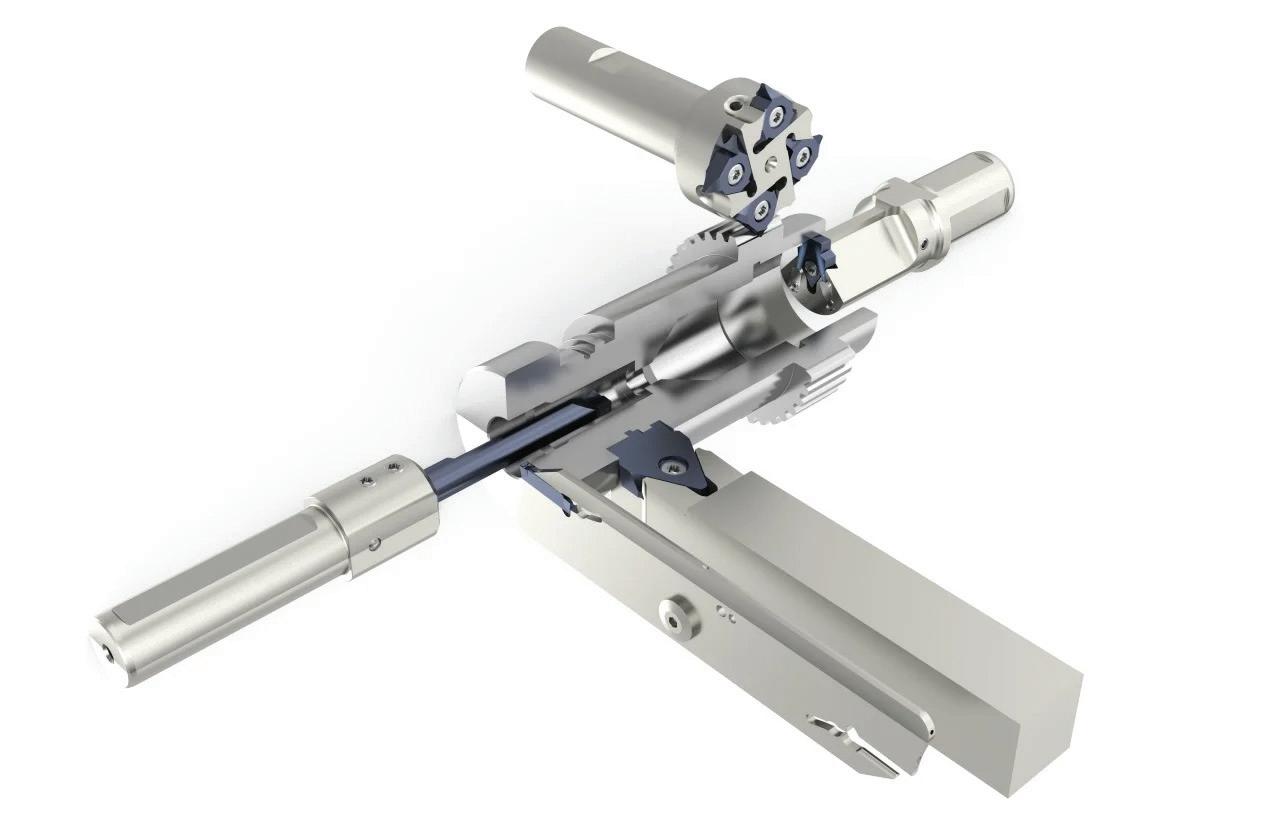
Opiesă la care este necesară utilizarea de diferite scule de strunjire şi canelare este arborele de antrenare. Aceşti arbori trebuie să reziste la cele mai înalte cerinţe de rezistenţă şi tenacitate şi, prin urmare, sunt fabricaţi din oţeluri aliate şi de înaltă rezistenţă. Iată, ca exemplu, 42CrMo4 cu o rezistenţă de la 900 la 1200 N/mm². Se recomandă răcirea internă sigură; uleiul sau emulsia sunt de obicei folosite în aceste materiale. Folosind acest arbore de antrenare ca exemplu, vă vom arăta cinci sarcini tipice de prelucrare şi cum le puteţi stăpâni perfect şi economic folosind sculele Gühring de canelare.
Soluţia 1: Alezare contur interior
Prelucrare:
În prima etapă, o gaură centrală pre-găurită este prelucrată la dimensiunea finită. Scula de strunjire trebuie să iasă mult în afară în acest scop, ceea ce duce la instabilitate.
Rezultatul: calităţi fluctuante ale suprafeţei, rugozităţi ale suprafeţei între 5 şi 10 μm şi viteze de avans scăzute de cel mult 0,06 mm, rezultând un timp de prelucrare lung. Sistemul 110, un sistem de scule deosebit de stabil pentru aplicaţii dificile, cu diametrul arborelui de 10 mm, oferă soluţia de aici. Indiferent dacă sunt proeminenţe lungi, lăţimi mari de caneluri sau adâncimi mari de prelucrare, siste mul 110 oferă o gamă largă de opţiuni. Un design special asigură netezirea eficientă a suprafeţelor şi viteze de avans semnificativ mai mari. Stratul de TiAlN nanoA este folosit pentru a creşte durata de viaţă a sculei.
Parametri:
n Rata de avans = 100 m/min
n Viteza de tăiere = 0,10 mm/rot
n Avans = 0,20 mm
Beneficii pentru client:

Soluţia 2: Canelură de matriţă pe diametrul exterior

Prelucrare:
Gühring S.R.L. – România
Str. Europa Unita nr. 6
n reducerea timpului de prelucrare datorită ratei de avans cu peste 60% mai mare
n rezultă o mai bună rupere a aşchiilor
n finisaj constant al suprafeţei şi rugozitate de la 2 la 4 μm
550018 Sibiu
Tel.: 0269.503.100
Fax: 0269.503.190 romania@guehring.de www.guehring.ro
Inginerii de prelucrare folosesc adesea două sau mai multe scule pentru a prelucra diferite caneluri pe diametrul exterior: scule separate sunt adesea folosite pentru pre canelare şi finisare. Care este problema? Fiecare ciclu de schimbare a sculei duce la fluctuaţii dimensionale şi creşte timpul de prelucrare. Sistemul de canelare 128 oferă o soluţie mai economică. Semifabricatele sunt disponibile în lăţimi de 10 până la 28 mm. Întregul contur, inclusiv teşiturile şi razele de tranziţie, sunt şlefuite pe aceste
semifabricate. Acest lucru permite utilizatorului să prelucreze întregul contur cu o singură sculă.
O acoperire Gühring adaptată aplicaţiei îmbunătăţeşte şi mai mult performanţa. Suporturile de scule sunt deosebit de robuste datorită şuruburilor lor de strângere cu filet M6 şi suprafeţei de contact în formă de V.
Parametri:
n Rata de avans = 70 m/min
n Viteza de tăiere = 0,05 mm/rot
Beneficii pentru client:
n economie de timp de aproximativ 20 de secunde pe componentă
n creştere puternică a productivităţii
n contur fără bavuri
n precizie dimensională ridicată
Soluţia 3: Frezarea unui arbore zimţat (conform DIN 5482)
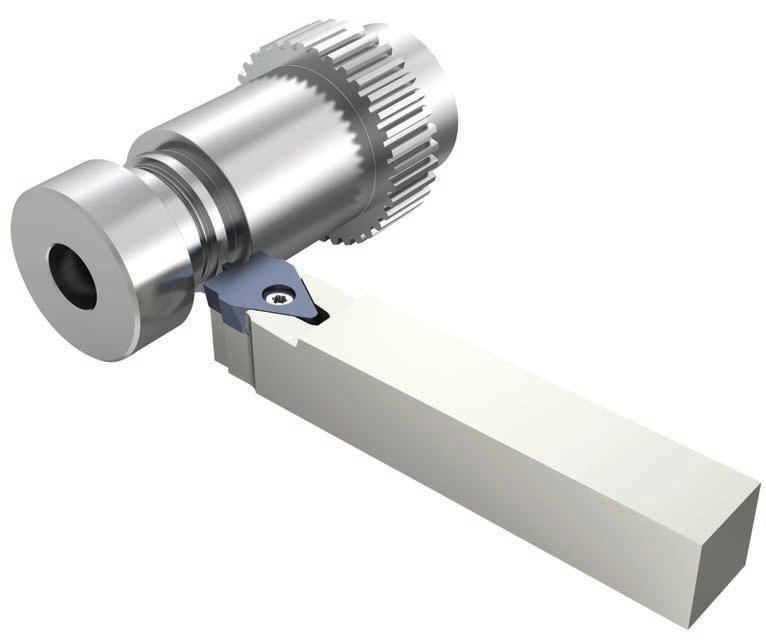
Prelucrare:
Diametrul exterior al arborelui de antrenare trebuie să fie zimţat. Frezarea acestui profil necesită precizie şi un finisaj ridicat al suprafeţei. În plus, timpul de prelucrare ar trebui redus, de exemplu prin creşterea numărului de dinţi, ceea ce este dificil în spaţii strânse. Sistemul 305 este perfect pentru asta. Datorită designului său compact, această sculă specială este deosebit de stabilă. În ciuda spaţiului limitat, patru inserţii indexabile a căror geometrie specială este adaptată cerinţelor componentelor pot fi montate pe un corp de frezare cu alimentare internă cu lichid de răcire. Datorită celor trei muchii de tăiere utilizabile, acestea oferă o bună rentabilitate, iar acoperirea lor FIRE s-a dovedit a fi de succes în prelucrarea oţelului.
Parametri:
n Rata de avans = 100 m/min
n Rata de avans per dinte = 0,01 mm
n Avans = 2,20 mm
n Numărul de tăieri = 1
Beneficii pentru client:
n Mai mulţi dinţi au ca rezultat o rată de avans cu 50% mai mare
n Viteza de tăiere cu 40% mai mare
n Timp de ciclu semnificativ mai scurt
n Finisare îmbunătăţită a suprafeţei cu 2 μm

Soluţia 4: Broşarea canelurii de pană
Prelucrare:
La crearea unei caneluri, scula de canelare nu se roteşte, ci este împinsă în gaură. Şi aici este necesară o sculă lungă proeminentă, dar aceasta este adesea instabilă şi duce la vibraţii. În plus, atunci când scula iese la iveală, se formează o bavură, care apoi trebuie îndepărtată manual. Sistemul 128 este, de asemenea, soluţia potrivită. Conturul canelurii a fost deja șlefuit în plăcuţa de tăiere. Corpul de bază special şi robust dispune de tehnologie inovatoare a canalelor de răcire pentru a furniza în mod optim muchia de tăiere cu lichid de răcire. Rezultatul: Dezvoltarea bavurilor este redusă la minimum şi durata de viaţă a sculei este mărită.
Parametri:
n Viteza de tăiere = 6000 mm/min n Avans pe cursă = 0,06 mm
Beneficii pentru client: n Îndepărtarea aşchiilor şi suprafeţe îmbunătăţite prin răcire internă eficientă n Stabilitate maximă datorită suportului special n Reducerea semnificativă a re-prelucrării

Soluţia 5: Separarea la gaură
Prelucrare:
La sfârşitul unei operaţii de strunjire, de obicei are loc separarea componentei. Procesul fiabil de îndepărtare a aşchiilor este unul dintre punctele cheie aici. Dacă aşchiile se blochează în canelură, acest lucru poate duce la ruperea sculei. Sistemul 222 este soluţia potrivită. Noua placă de separare a materialelor din oţel impresionează prin combinaţia sa de spargere eficientă a aşchiilor, carbură coordonată şi acoperire FIRE. Spărgătorul de aşchii asigură o constrângere sigură a aşchiilor, ceea ce înseamnă că aşchiile se scurg fără blocare. Suporturile de scule cu găuri pentru lichid de răcire aranjate optim sprijină îndepărtarea aşchiilor.
Parametri:
n Rata de avans = 170 m/min
n Viteza de tăiere = 0,05 mm/rot
Beneficii pentru client:
n Durata constantă de viaţă a sculei: 900 până la 950 de tăieri de separare
n Construcţie foarte bună a aşchiilor
n Finisaj bun al suprafeţei: Rz = 3 până la 6 μm A

Compania MAPAL lansează două produse noi pentru frezarea în volum mare a aluminiului, extinzându-și astfel portofoliul pentru industria aerospațială. Cele două serii de freze din carbură solidă și cu plăcuțe indexabile, OptiMillAlu-Wave și NeoMill-Alu-Qbig, sunt potrivite în special pentru utilizarea pe mașini de înaltă performanță.

n Cu OptiMill-Alu-Wave și NeoMill-Alu-QBig, MAPAL prezintă o gamă completă de produse pentru prelucrarea în volum mare a aluminiului
OptiMill-Alu-Wave - Prelucrare de mare volum, cu peste 20 litri pe minut
Cu noua sa freză de degroșare din carbură solidă OptiMill-Alu-Wave pentru materiale din aluminiu, MAPAL profită din plin de performanța celor mai rapide mașini disponibile pe piață, atingând astfel o rată de îndepărtare a materialului de până la 21 de litri pe minut.

În același timp, freza OptiMill-Alu-Wave poate fi utilizată și pe mașini mai puțin puternice. Astfel, producătorul de scule ia în considerare faptul că piesele pentru avioane sunt deseori fabricate pe mașini cu puteri ale arborelui principal cuprinse între 40 și 80 kW, pentru care anterior nu exista nicio freză adecvată în portofoliu.
Referința pentru noua freză pentru prelucrarea aluminiului a fost freza de degroșare OptiMill-UniWave, care este utilizată cu succes în prelucrarea oțelului.
Pentru formarea optimă a așchiilor la prelucrarea aluminiului, freza de degroșare prezintă o geometrie cu spărgător de așchii rotunjit și helix variabil. Canalele lustruite de evacuare facilitează evacuarea rapidă a așchiilor. Freza cu trei muchii de așchiere este prevăzută cu răcire centrală și geometrie specială a părții frontale, care permite prelucrarea în rampă până la un unghi de 30 de grade. Pentru a asigura o echilibrare perfectă la viteze foarte mari, specialiștii MAPAL au renunțat la prinderea weldon și recomandă tehnologia de prindere hidraulică MAPAL.
Pentru aplicațiile unde eforturile de așchiere ating limite maxime, există opțiunea de a utiliza protecția împotriva extragerii Safe-Lock de la Haimer.
OptiMill-Alu-Wave nu este ideală doar pentru componente structurale în industria aerospațială, ci este potrivită și pentru aplicații în domeniul auto și prelucrare generală. Sunt disponibile diametre cuprinse între 12 și 25 mm, cu lungimi de 3xD, 4xD și 5xD. Un configurator face posibile și alte variante, care permit degroșarea profilelor atipice.
NeoMill-Alu-QBig - Rate rapide de îndepărtare a materialului, cu forţe de tăiere reduse şi finisaje de înaltă calitate a suprafeţelor

Noile freze cu plăcuțe indexabile NeoMill-AluQBig sunt o soluție extrem de economică pentru diametre mai mari. Pentru a obține o rată cât mai mare de îndepărtare a materialului, de până la 18 litri pe minut, noua freză de volum pentru prelucrarea aluminiului este proiectată pentru utilizare la viteze mari ale arborelui de până la 35.000 rpm (cu un diametru al frezei de 50 mm).
Pentru o fixare sigură, în ciuda forțelor centrifuge mari, se utilizează șuruburi cu rezistență crescută la tracțiune pentru a securiza plăcuța indexabilă ferm în lăcașul prismatic fără a-i permite mișcarea radială
și axială în timpul prelucrării. În plus, geometria plăcuței indexabile cu alezaj conic asigură greutatea optimă.
MAPAL a echipat corpul frezelor cu un sistem de echilibrare dinamică. Cele patru găuri filetate permit reglarea precisă pentru a proteja arborele mașinii la viteze mari și pentru a obține calități superioare de finisare ale suprafeței.
În plus, în timpul dezvoltării s-a pus accent pe forțe de așchiere reduse și plăcuțe indexabile foarte precise. Astfel, cu ajutorul acestei freze cu plăcuțe indexabile se pot obține cu ușurință valori de Ra 0,8 µm și Rz 4,0 µm, pentru prelucrarea de degroșare și finisare.
MAPAL folosește o geometrie cu unghiuri pozitive, suprafețe neacoperite și superfinisate pentru a obține cel mai mic coeficient de frecare. Cantitatea de căldură generată este astfel redusă. În acest scop, în portofoliu sunt disponibile plăcuțe indexabile acoperite cu PVD pentru prelucrarea aliajelor Al-Li și plăcuțe indexabile acoperite cu diamant CVD pentru industria auto și prelucrarea generală.
Adâncimea maximă de așchiere (AP) a materialului este de 13 mm. Răcirea internă asigură disiparea optimă a căldurii iar canalele cu capacitate mare permit evacuarea rapidă a așchiilor.
MAPAL produce corpurile într-un interval de diametre cuprins între 32 și 80 mm atât în varianta HSK cât și SK.
Concluzie
Cu freza din carbură solidă OptiMill-Alu-Wave și freza cu plăcuțe indexabile NeoMill-Alu-QBig, MAPAL expune o gamă completă de produse de la 12 la 80 mm pentru prelucrarea „high volume” a materialelor din aluminiu.
MAPAL Präzisionswerkzeuge Dr. Kress KG este unul dintre principalii furnizori internaționali pentru scule de precizie pentru prelucrarea tuturor materialelor. Compania fondată în 1950 furnizează soluții tehnice clienților principali din industria auto și aerospațială, a ștanțelor și matrițelor și din ingineria mașinilor și a instalațiilor. Prin inovațiile sale, compania stabilește tendințele și standardele tehnologiei de producție și de prelucrare.
MAPAL Microtek SRL
Strada Nouă 27, Codlea 505100, Braşov
Phone: +40 268 506 406
Fax: + 40 268 506 407 E-Mail: lenica.stefan@ mapal.com https://mapal.com/
MAPAL se vede ca un partener tehnologic, sprijinindu-și clienții prin dezvoltarea unor procese de prelucrare eficiente și care să conserve resursele utilizând concepte individuale de scule. Compania este reprezentată cu unități de producție, filiale de vânzări și reprezentanți în 44 de țări din întreaga lume, inclusiv pe piața din România sub numele de Mapal Microtek SRL. A

Specialistul în scule aşchietoare, Sandvik Coromant a modernizat mecanismul de amortizare pentru adaptoarele de strunjire Silent Tools™ pentru o performanţă mai constantă şi o calitate crescută a suprafeţei în timpul operaţiunilor de strunjire interioară pe lungimi mari în consolă.
Cu aproape 50 de ani de experienţă în amortizarea vibraţiilor, sistemul de fixare a sculelor Silent Tools™ de la Sandvik Coromant a sprijinit prelucrarea pe lungimi mari în consolă prin amortizarea eficientă a vibraţiilor.
În prezent, 37 de articole cilindrice din gama de adaptoare pentru strunjire (diametre de 32–100 mm şi 1¼–4 ţoli) au fost îmbunătăţite şi dotate cu un mecanism de amortizare revizuit şi perfecţionat.
Mecanismul de amortizare a fost îmbunătăţit substanţial în comparaţie cu generaţia anterioară de adaptoare de strunjire Silent Tools™. Corpul amortizorului, care anterior necesita reglarea fină manuală, este acum calibrat şi asamblat de o maşină. Această automatizare are ca rezultat o zonă de frecvenţă foarte precisă şi previzibilă, care se potriveşte perfect cu lungimea în consolă şi aplicaţia fiecărui adaptor. Aceasta înseamnă că adaptoarele de strunjire Silent Tools™ sunt mai eficiente ca niciodată în contracararea forţelor de vibraţie la lungimi mari în consolă.
Åke AXNER, Manager de produs global - integrare maşini, Sandvik Coromant
În urma modernizării, adaptoarele de strunjire Silent Tools™ vor asigura o consecvenţă îmbunătăţită şi repetabilitate a prelucrării pentru toate rapoartele lungime/diametru disponibile, pentru un produs mai fiabil şi mai performant.
Pentru a asigura în continuare precizia configuraţiilor şi o funcţionalitate optimă a sculei, odată cu adaptoarele de strunjire modernizate a fost lansat şi dispozitivul digital Tool Status Checker.

„Tool Status Checker este proiectat pentru monitorizarea continuă a adaptoarelor de strunjire Silent Tools™ pe o tabletă sau computer Windows”, explică Axner. „Acesta este compatibil cu toate versiunile adaptoarelor noastre de strunjire. Doar fixaţi-l pe interfaţa de fixare frontală pe caneluri a adaptorului utilizând magnetul încorporat, descărcaţi software-ul şi gata.”
Datorită caracteristicii de reglare a înălţimii centrului a instrumentului Tool Status Checker, montarea precisă este garantată în permanenţă, iar datorită caracteristicii de monitorizare a temperaturii, aveţi siguranţa că adaptorul funcţionează întotdeauna în intervalul de temperatură specificat.
Axner evidenţiază o altă caracteristică valoroasă: „Acum vă puteţi asigura că adaptorul este funcţional, înainte de a începe prelucrarea. Cu funcţia de testare prin lovire a Tool Status Checker şi ciocanul inclus, este uşor să comparaţi configuraţia actuală cu una anterioară şi să obţineţi o confirmare direct în software. Aceasta este o caracteristică pe care clienţii noştri au solicitat-o anterior şi suntem încântaţi să le-o putem oferi.” A

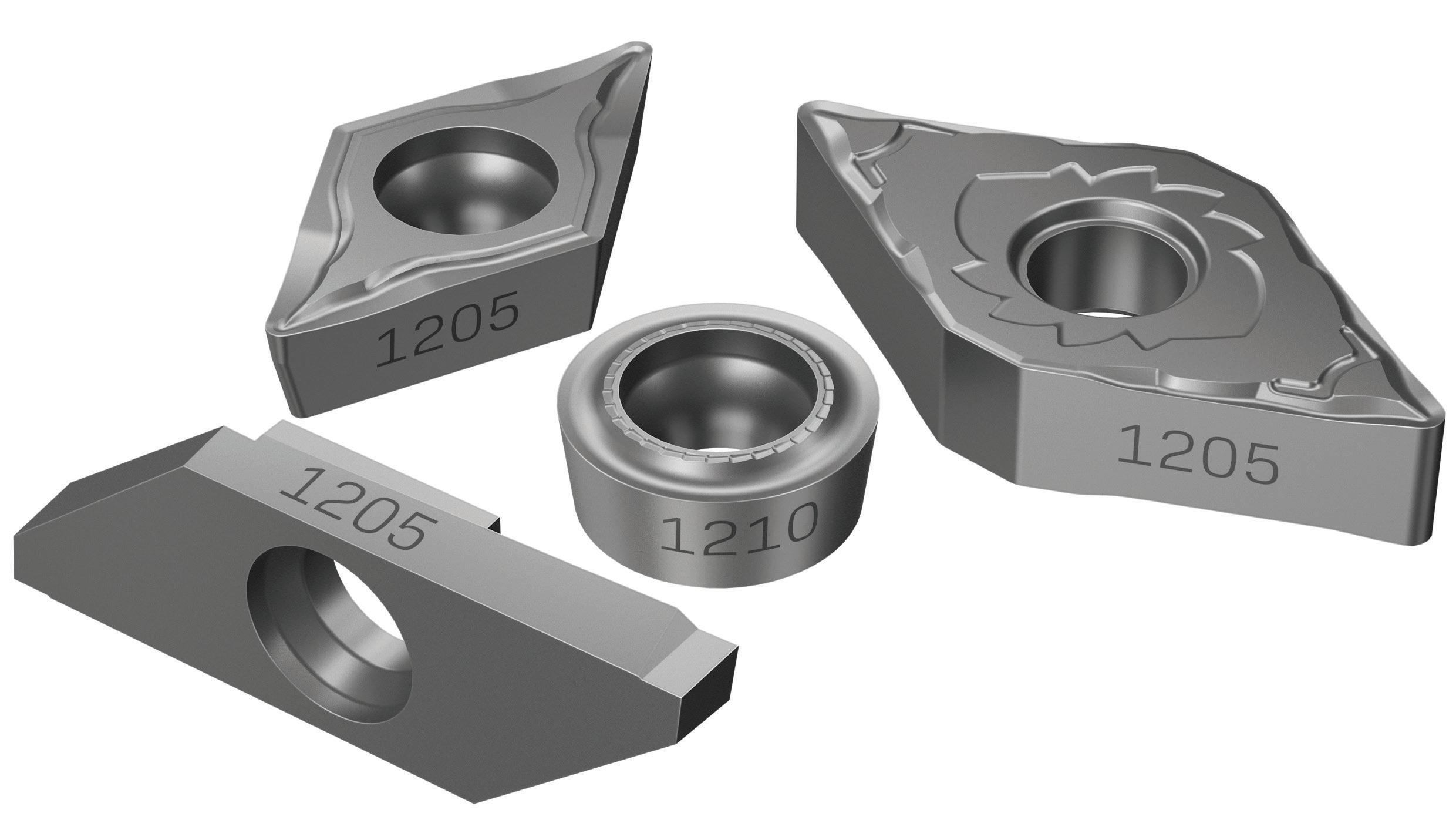
Liderul global în aşchierea metalului Sandvik Coromant a lansat două calităţi PVD noi: GC1205 şi GC1210. Ambele calităţi permit strunjirea sigură şi cu o precizie ridicată a aliajelor HRSA pe bază de nichel îmbătrânite.
Datorită noilor calităţi GC1205 şi GC1210, la strunjirea componentelor motoarelor din industria aeronautică, cerinţele privind suprafaţa sunt ridicate, dar nu mai sunt dificil de îndeplinit. Împreună, acestea acoperă un domeniu mare de aplicare în cadrul ultimei etape (LSM) şi etapei intermediare (ISM) de prelucrare.
Există câteva caracteristici esenţiale care contribuie la elevarea nivelului de performanţă a materialelor din aliaje HRSA. Un substrat nou dur, cu granulaţie fină, cea mai recentă tehnologie de acoperire PVD şi integritatea optimizată a muchiei asigură o rezistenţă crescută la uzură a flancului şi a craterului de uzură secundar, o siguranţă superioară a muchiei aşchietoare şi un nivel redus de exfoliere.
Pentru clienţii noştri, aceasta înseamnă posibilitatea de a utiliza plăcuţele la o viteză de aşchiere mai mare cu GC1205 şi o durabilitate crescută a sculei cu GC1210. În plus, este asigurată o durabilitate constantă şi previzibilă a sculei, îndeplinind în acelaşi timp cerinţele legate de integritatea suprafeţei, necesare pentru componentele critice din industria aerospaţială.
Martin SAUNDERS, Specialist în aplicaţia produsului global pentru strunjire din cadrul Sandvik Coromant
Componentele tipice ale motoarelor aeronautice pe care calităţile le pot prelucra sunt discurile pentru turbine cu gaz, tubajele, rotoarele monobloc, bobinele, arborii şi lamele. Însă aceste calităţi reprezintă, de asemenea, o alegere excelentă pentru aplicaţii solicitante, cum ar fi turbinele de generare a energiei electrice şi implanturile medicale din cobaltcrom. Martin Saunders continuă: „Ştim că domeniile de aplicare S05 şi S15 sunt extrem de solicitante şi competitive. Lansarea acestor două noi calităţi oferă posibilitatea de a îmbunătăţi regimul de aşchiere, în timp ce durabilitatea sculei este prelungită, în special în ultima etapă şi în etapa intermediară de prelucrare a componentelor din sectorul aerospaţial şi medical.”
Calităţile se completează reciproc datorită unei suprapuneri mari în ceea ce priveşte sortimentul. GC1205 este o calitate de finisare pentru suprafeţe prelucrate în aplicaţii din ultima etapă şi etapa intermediară de prelucrare. GC1210 completează GC1205 atunci când este necesară o tenacitate suplimentară şi este utilizată, în principal, în aplicaţii din ultima etapă şi etapa intermediară de prelucrare pentru suprafeţe neprelucrate. A
Pentru a afla mai multe despre gama completă de calităţi de strunjire Sandvik Coromant, scanați codul QR.


Testarea la impact joacă un rol important în vederea evaluării proprietăților mecanice și fizice ale metalelor, polimerilor, compozitelor și produselor finite atât pentru cercetare și dezvoltare (R&D), cât și pentru controlul calității (QC). Un test de impact reprezintă determinarea energiei absorbite a unei piese de testat, impactată la o viteză mare. Majoritatea dintre noi ne gândim la aceasta ca la un obiect care lovește alt obiect la o viteză relativ mare.

De ce este importantă testarea la impact?
Rezistența la impact este una dintre cele mai importante proprietăți pe care un proiectant de piese trebuie să le ia în considerare, și, fără îndoială, cea mai dificil de cuantificat. Rezistența la impact a unei piese este, în multe aplicații, o măsură esențială a duratei de viață. Mai important, în zilele noastre, implică problema complexă a siguranței și a răspunderii produselor.
Echipamentele de testare la impact cu pendul și turnurile de impact de la INSTRON® sunt ambele esențiale pentru validarea performanței materialelor. Cu toate acestea, există diferențe între cele două instrumente care determină ce aplicație este cea mai potrivită pentru fiecare.
Diferenţa dintre un echipament de testat la impact cu pendul şi un turn de impact
Fiecare test folosește o abordare diferită. După cum sugerează și numele, un pendul folosește un ciocan (masă) care se rotește pe o axă pentru a lovi un eșantion. Punctul de impact are loc în punctul cel mai de jos al arcului pendulului, când forța este îndreptată doar în planul orizontal.
Un turn de impact folosește o masă care este lăsată să cadă pe un eșantion, iar impactul este

Reprezentant exclusiv: INSTRON/BUEHLER
Adresa: Şos. Chitilei, Nr. 88, Sector 1, Bucureşti
Tel./Fax: 021 44 00 451/ 031 817 38 38
Mobil: 0727 587 420
Email: bogdan.croitoru@ romegacontrol.ro www.romegacontrol.ro, www.instron-romania.com
măsurat folosind o celulă de forță. Forța impactului este îndreptată doar în planul vertical. Spre deosebire de pendule, turnurile de impact pot măsura și deformarea, oferind astfel mai multe informații despre proprietățile materialelor. Primul pas pentru a determina dacă se folosește un pendul sau un turn de impact este cunoașterea standardelor pe care testul trebuie să le respecte.
Există două standarde tradiționale pentru măsurarea rezistenței la impact: testul de impact cu pendul Charpy (ISO 179/ASTM D6110) și testul Izod (ISO 180/ASTM D256). Aceste două metode de test sunt folosite pentru a certifica rezistența la impact a unei varietăți de materiale, inclusiv metale, precum și plastice, rășini și compozite. Ele se găsesc adesea pe fișele de date pentru a arăta că materialul este conform cu specificațiile sale.
Nici standardele de testare Charpy, nici Izod nu permit utilizarea turnurilor de impact, cu excepția standardului ISO 179-2. Această limitare înseamnă că doar sistemul de testat la impact cu pendul poate fi folosit pentru a certifica produsele conform standardelor ISO 179-1/ASTM D6110 și/sau ISO 180/ ASTM D256.
Echipamentele INSTRON® Drop Weight
Tower pot fi utilizate în continuare pentru a efectua teste Charpy și Izod în scopuri interne (de exemplu, pentru a compara produse sau a investiga proprietățile materialelor).
Mai mult decât atât, turnurile de impact oferă o flexibilitate mai mare decât pendulele atunci când vine vorba de testarea configurațiilor și pot testa în conformitate cu o varietate de standarde, inclusiv:
n ISO11343 – Adezivi – Metoda de testare la impact prin desprindere
n ISO 8256 – Determinarea testului de impact la tracțiune
n ISO 6603-2 și ASTM D3763 - Rezistența la perforare a plasticului
n ASTM D7136 - Compresie după impact


și repetabilă la impact pe o gamă largă de mate riale. Sunt utilizate pentru a determina proprietățile mecanice și fizice ale metalelor, polimerilor, com pozitelor și produselor finite atât pentru cercetare și dezvoltare (C&D), cât și pentru controlul calității (QC). Familia de pendule este capabilă să efectueze teste Charpy, Izod și de tracțiune conform standardelor internaționale. Ca sisteme neinstrumentate, ele furnizează valoarea energetică absorbită. Prin instrumentarea completă a pendulului, se poate aduna un studiu mai complet al modului în care materialul reacționează la impact. Aceste informații sunt utile atunci când se evaluează tipul de defecțiune și răspunsul dinamic al materialului.
toate principalele metode de testare la impact ISO și ASTM, variind de la 0,5 - 50J și incluzând Charpy, Izod și Impact la Tracțiune.
Sistemul de testare la impact cu pendul motorizat Instron MPX cu noul software Bluehill Impact este sistemul preferat pentru testarea impactului metalelor conform standardelor Charpy și Izod. Disponibil în capacități variind de la 300 J la 900 J, MPX este eficient și ușor de operat, fiind potrivit pentru teste de volum mare. Spațiul de testare este complet închis și folosește un sistem integrat de protecție și control al siguranței, care îndeplinește cerințele stricte pentru marcajul european CE și ISO 13849 - oferind o protecție excepțională pentru operatorii dvs.


Ciocanul Pendul Instron® CEAST 9050 permite determinarea rezistenței la impact a materialelor plastice și compozitelor, ușor și în siguranță. Testele cu pendul de impact Instron CEAST 9050 respectă
Un test de impact este cheia pentru determinarea rezistenței la impact a pieselor finite sau a componentelor. Acest test ajută la obținerea de informații valoroase despre numărul de cicluri de impact la care pot rezista componentele și piesele finite înainte de o deformație finală. Prin testarea componentelor înainte de a fi încorporate în produsul finit, producătorii pot identifica deficiențele de conformitate devreme în procesul de dezvoltare a produsului, obținând economie de timp și costuri și prevenind problemele mai departe în lanțul de aprovizionare. A
Domeniul industrial se confruntă cu o provocare globală de a-și reduce emisiile de CO2 și consumul de energie. Fiind unul dintre cei mai mari consumatori de energie și implicit generator de emisii de CO2, majoritatea companiilor încearcă în mod constant să optimizeze fluxul tehnologic din cadrul fabricilor sale. Cu ajutorul soluțiilor Klüber Lubrication, este posibilă reducerea costului total al operațiunilor de producție/întreținere, dar și maximizarea eficienței echipamentelor.
Provocare
Un client de la un complex industrial important a cerut ajutorul Klüber Lubrication pentru a investiga posibilele economisiri de energie de la sediul lor. Klüber a identificat rapid turnurile mari de răcire ca fiind echipamentul de început.
Situaţie iniţială
Aplicație: Reductoarele de acționare a turnurilor de răcire din industria petrochimică/chimică
Turnurile de răcire sunt sisteme complexe de recirculare a apei utilizate pentru eliminarea căldurii din diverse procese industriale. Aceste sisteme conțin componente numeroase care pot fi afectate de către o pierdere a eficienței de-a lungul timpului. De exemplu, reductoarele responsabile pentru mișcarea ventilatoarelor din turn pot scădea dramatic eficiența dacă sunt lubrifiate cu uleiuri convenționale. În această rafinărie, toate reductoarele turnurilor de răcire au fost inițial lubrifiate cu ulei standard pe bază minerală.
Sugestii de îmbunătăţire
Klüber Lubrication a dezvoltat o gamă largă de uleiuri speciale pentru reductoare, bazate pe diverse tehnologii chimice pentru diferite aplicații. În acest caz specific, experții tehnici Klüber Lubrication au recomandat Klübersynth GH 6-320, un lubrifiant special pe bază de Polyalkylene Glicol (PAG), ținând cont de următorii factori: design-ul, tehnologia reductoarelor, compatibilitatea etanșărilor, temperaturile de operare, sarcinile, monitorizarea vibrațiilor, dar
Beneficii
și ai altor parametri de operare. Seria Klübersynth GH 6 are un coeficient de fricțiune foarte scăzut și o caracteristică optimă vâscozitate vs temperatură fiind astfel posibilă obținerea celui mai bun film lubrifiant, pe o plajă largă de temperaturi de operare. De asemenea, Seria Klübersynth GEM 4 s-a dovedit a fi o altă variantă optimă pentru eficiența ridicată a reductoarelor turnurilor de răcire. Klüber Lubrication are multe de oferit pentru a obține o eficiență maximă și fiabilitate ridicată a turnurilor de răcire.
Cu ajutorul soluțiilor Klüber Lubrication; Klüber Efficiency Support, KlüberEnergy și LuCA (Lubricant Condition Analysis), convertind reductoarele turnurilor de răcire de la un ulei mineral convențional pentru angrenaje la Klübersynth GH 6-320 (lubrifiant sintetic special), fabrica a obținut următoarele:
n Reducerea consumului de energie cu 4,87% sau 2,74KW
n Schimbul de ulei extins de la 1 an la 4 ani (reducere cu 75%)
n Întreținere mai puțină înseamnă o siguranță crescută și producție mai multă
n Emisiile CO2 s-au redus cu 9,93 tone pentru fiecare reductor
n Randamentul investițiilor (ROI) atins la 12 luni
n Validarea rezultatului conform Certificării ISO 50001, IPMVP
O soluţie completă şi fiabilă
Klüber Lubrication are un portofoliu complex de produse și soluții pentru creșterea eficienței:
n Uleiuri speciale pentru reductoare
n Unsori și uleiuri speciale pentru pompe și etanșări mecanice
n Klübermatics - dispozitive de lubrifiere automată
n Unsori și paste speciale pentru temperaturi înalte
n Soluții de curățare pentru echipamente supuse la colmatare
Klüber Lubrication

Romania SRL
Str. Nicolaus Olahus nr. 5 Corp A, et.12 (Centru de Afaceri), Sibiu, 550370
Tel: +40 377 702 144
Email: office@ro.klueber.com
Website: www.klueber.ro
Îmbunătățirile operaționale per ansamblu atinse la acest client au dovedit faptul că Klüber Lubrication este partenerul ideal și de încredere pentru a maximiza eficiența energetică, fiabilitatea echipamentelor tehnice și capacitatea de producție. A

Compania NSK dezvoltă în premieră mondială o modalitate de înaltă precizie de diagnosticare rapidă și precisă a duratei de viață rămase a unsorii lubrifiante. Compania va furniza soluția sub forma unei aplicații mobile, permițând utilizatorilor să efectueze analiza la fața locului a stării lubrifiantului în rulmenți și în sistemele de mișcare liniară. Această capacitate inovatoare va reduce nevoia de inspecție și costurile de reaprovizionare cu unsoare și va ajuta companiile să implementeze strategii de întreținere în funcție de anumite condiții.
În prezent, NSK se află în așteptarea feedbackului și a părerilor clienților înainte de lansarea noii sale aplicații.
O gamă largă de utilaje și echipamente, de la mașini-unelte la vagoane, utilizează produse lubrifiate cu unsoare, cum ar fi rulmenți, șuruburi cu bile și ghidaje liniare. Cu toate acestea, unsoarea se degradează în timp, pe măsură ce utilajele funcționează; astfel, inspecția la fața locului a lubrifiantului este esențială pentru a contribui la maximizarea timpului de funcționare și a eficienței generale a echipamentului (OEE). În ultimii ani, din ce în ce mai multe companii își schimbă strategia de întreținere a echipamentelor, trecând de la întreținerea în funcție de timp la cea care se realizează în funcție de anumite condiții. Prin urmare, este nevoie de o metodă de diagnosticare a degradării unsorii care să poată fi implementată rapid și cu mare precizie la fața locului. O astfel de aplicație ar contribui, de asemenea, la combaterea deficitului de forță de muncă și ar sprijini eforturile de neutralizare a emisiilor de dioxid de carbon.
Metodele existente de diagnosticare de mare precizie se bazează pe analize de laborator, dar acestea au costuri ridicate, nu sunt adecvate pentru utilizarea la fața locului și necesită un timp îndelungat pentru obținerea rezultatelor. Metodele de observare vizuală sau cele de măsurare cu ajutorul unui densitometru sunt, prin urmare, cele mai frecvente, însă prezintă o precizie scăzută. În consecință, multe companii reaprovizionează lubrifiantul în mod nejustificat prea devreme, pentru a asigura o funcționare stabilă, ceea ce duce la o utilizare inutilă a unsorii.
FOTO
Schimbarea culorii grăsimii pe măsura utilizării este ușor de văzut.
Din aceste considerente, NSK a început să dezvolte o metodă mult mai convenabilă, mai rentabilă, mai rapidă și mai precisă de diagnosticare a degradării unsorii. Important este că noua aplicație NSK poate analiza nivelul de degradare a lubrifiantului folosind doar o mică mostră de unsoare. Modificările chimice ale uleiului de bază și ale aditivilor din unsoare se produc din cauza căldurii din timpul funcționării și a oxidării odată cu trecerea timpului. Aceste modificări chimice determină modificarea structurii moleculare a lubrifiantului și duc la absorbția unei cantități mai mari de lumină cu lungime de undă scurtă, ceea ce afectează culoarea lubrifiantului. Unsoarea este albă atunci când este nouă, devine galbenă sau portocalie odată cu utilizarea și, în cele din urmă, neagră, fapt ce arată că a ajuns la finalul duratei sale de viață. Aplicația NSK cuantifică unsoarea în funcție de culoarea acesteia pentru a calcula durata de viață rămasă.

NSK are o experiență de peste 40 de ani în dezvoltarea internă a unsorilor, ceea ce îi permite companiei să își bazeze noua tehnologie de diagnosticare a degradării unsorilor pe o înțelegere profundă a compoziției chimice a lubrifianților. A
Rulmenții eficienți energetic (rulmenții EE) pentru pinioanele transmisiilor cu roți dințate au fost dezvoltați prima dată în anii 2000, pentru a reduce pierderea de energie a rulmenților din axul central al punții spate al vehiculelor, dincolo de ceea ce puteau realiza rulmenții standard cu role conice la momentul respectiv. Unul dintre primii clienți a fost un producător de automobile de lux, căruia The Timken Company i-a prezentat rulmenții eficienți energetic pentru una dintre gamele de vehicule premium. Noua soluție constructivă de punte a îmbunătățit economia de combustibil a mașinii cu 1,5% și a redus pierderea de energie pe puntea spate cu 25%.
În dezvoltarea vehiculelor electrice, sunt impuse cerințe ridicate pentru eficiența grupului motopropulsor. Există mai mulți rulmenți care contribuie la eficiența grupului, printre care se numără rulmenții cu bile, pentru cupluri mai reduse ale motorului, sau rulmenții cu role conice (TRB), când este necesară o densitate mai mare de putere (în special pentru arborii intermediari ai transmisiilor vehiculelor electrice, ce au un cuplu motor mai mare).
The Timken Company a dezvoltat noi tehnologii pentru a îmbunătăți și mai mult eficiența rulmenților cu role conice destinați pinioanelor pentru axul central al punților, atingând sau depășind nivelul de eficiență al rulmenților cu bile cu contact unghiular, cu două rânduri de bile. O astfel de tehnologie poate fi aplicată și la transmisiile mașinilor electrice.
Acest articol se axează pe soluțiile constructive de rulmenți care depășesc rulmenții standard cu role conice în obținerea unei îmbunătățiri a eficienței, specifice transmisiilor vehiculelor electrice.
Tehnologia rulmenţilor Timken cu role conice, eficienţi energetic
Soluția constructivă de rulment eficient energetic este definită pe baza cerințelor clienților legate de pierderea de energie, analiza ciclului de durabilitate plus eficiență și pe înțelegerea condițiilor de încărcare esențiale pentru pierderea de energie și durata de viață a rulmentului.
Trecând la o soluție constructivă de rulment de pinion mai eficientă, pot fi obținute îmbunătățiri substanțiale ale eficienței. Rulmentul Timken eficient energetic (EE), în comparație cu o construcție de rulment standard, reduce valorile momentului de rezistență la rotire al rulmentului cu până la 40%, pentru diverse turații ale arborelui, cupluri motor și temperaturi.
Soluțiile constructive de rulmenți Timken eficienți energetic conțin profiluri ale elemente-

lor de rulare optimizate care nu numai că reduc momentul de rezistență la rulare, ci îmbunătățesc și capacitatea rulmentului de distribuție a sarcinii în condiții solicitante. Acești rulmenți, încorporând caracteristici de proiectare avansate (profiluri, oțeluri, rugozitatea suprafețelor etc.), eficienți energetic, pot oferi îmbunătățiri semnificative în ceea ce privește durabilitatea în funcționare.
Sarcinile nominale dinamice ale rulmenților Timken cu role conice au fost crescute în 2011, ceea ce a făcut ca The Timken Company să creeze următoarea generație de soluții constructive de rulmenți eficienți energetic „cu înaltă densitate de putere” (engleză, PDFE), în care este deseori posibilă reducerea dimensiunilor de gabarit ale rulmentului.
Un rulment eficient energetic poate fi proiectat încorporând diferite obiective și caracteristici tehnice. Mai jos sunt prezentate trei tipuri de soluții constructive și detalii ale caracteristicilor principale ale rulmenților Timken eficienți energetic:
1. Macro-geometrie eficientă energetic: pentru a obține cea mai bună eficiență posibilă, au fost create și optimizate pentru utilizări specifice câteva noi serii de rulmenți (noi role și o nouă colivie = o nouă macro-geometrie internă).
2. Micro-geometrie eficientă energetic: micro-geometria rulmentului este definită de căi de rulare ce au profiluri eficiente energetic și rugozități adecvate, amândoi fiind factori cheie pentru o eficiență de nivel înalt.
3. Caracteristicile noii generații cu eficiență energetică: testele și evoluțiile recente au permis noi linii directoare ale proiectării rulmenților pentru stabilirea unei eficiențe și mai ridicate.
Îmbunătățirile eficienței, estimate de Syber (software-ul intern al Timken pentru modelarea rulmenților și sistemului mecanic care îi înglobează), îmbunătățiri care pot fi obținute cu tehnologia rulmenților eficienți energetic, comparativ cu rulmenții standard, au fost demonstrate prin testarea rulmenților în standuri de testare care au simulat încărcările la care au fost supuși rulmenții de către ansamblul pinion – roată dințată (consultați exemplul următor).
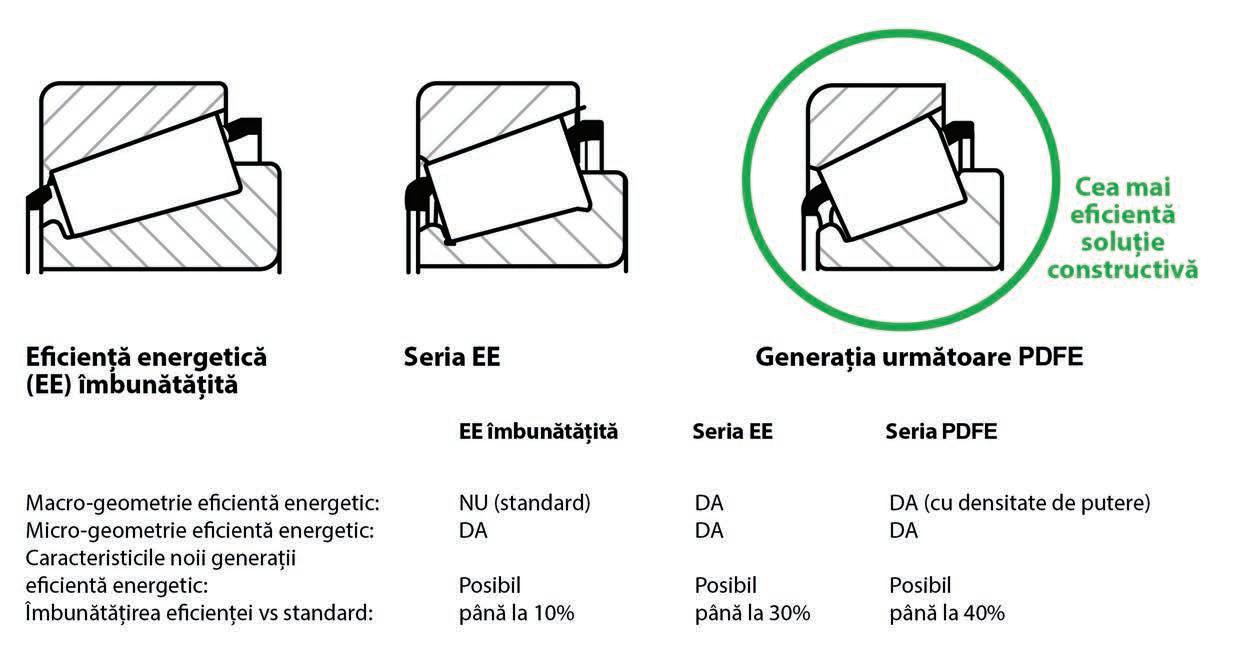
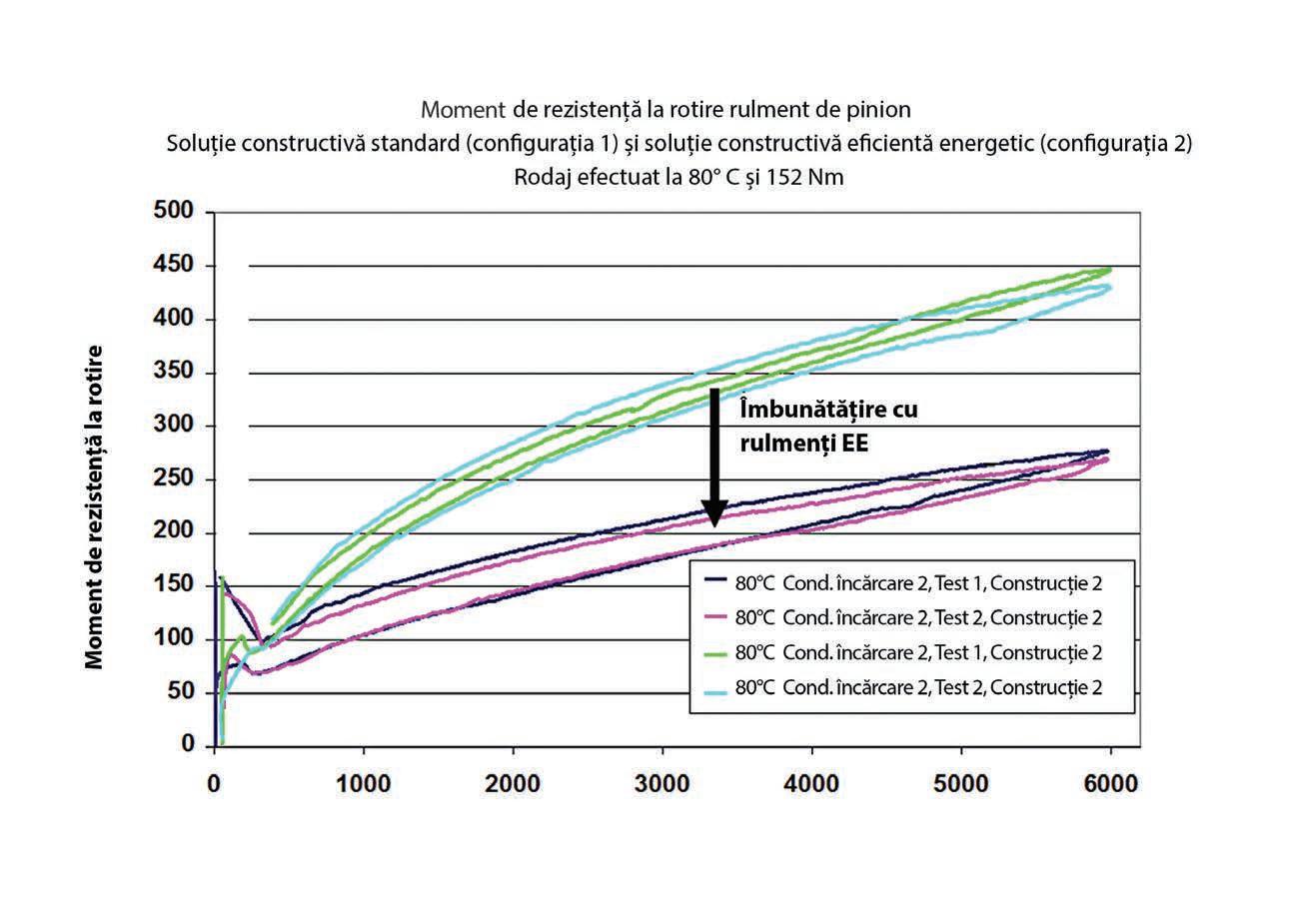
Studiu de caz: Rulment cu role conice eficient energetic, pentru transmisiile autoturismelor electrice
Această secțiune oferă un studiu de caz pentru o soluție constructivă de rulmenți cu role conice eficienți energetic și calculele aferente pentru transmisia unui autoturism electric.
O construcție tipică de transmisie pentru vehicule electrice ușoare este alcătuită din trei arbori paraleli:
n Un arbore de intrare conectat la motorul electric, ce folosește în principal rulmenți cu bile, din cauza turațiilor foarte ridicate (până la 25.000 rpm).
n Un arbore intermediar (denumit și arbore secundar) pentru prima treaptă de reducere a turației, folosind fie rulmenți cu bile pentru aplicații cu cuplu motor mic, fie rulmenți cu role conice pentru aplicații cu cuplu motor mediu spre mare.
n Un arbore diferențial pentru a doua treaptă de reducere a turației și divizarea cuplului motor la roți, cel mai adesea folosind rulmenți cu role conice precum cei de pe axul central al punților cu construcție clasică sau din transmisiile vehiculelor cu motoare cu combustie internă.
Timken se concentrează pe arborele intermediar și arborele diferențial, pentru care rulmenții cu role conice reprezintă o posibilă soluție. A fost studiată o transmisie tipică pentru un vehicul electric mic și a fost creat un model de calcul Syber pentru acești doi arbori, așa cum este ilustrat în figura 3
Datele cheie de calcul pentru aplicație sunt precizate mai jos:
n Lubrifiantul a fost un ulei sintetic tipic cu viscozitate redusă pentru transmisiile vehiculelor electrice, cu viscozități de 24 cSt la 40°C și 5,5 cSt la 100°C.
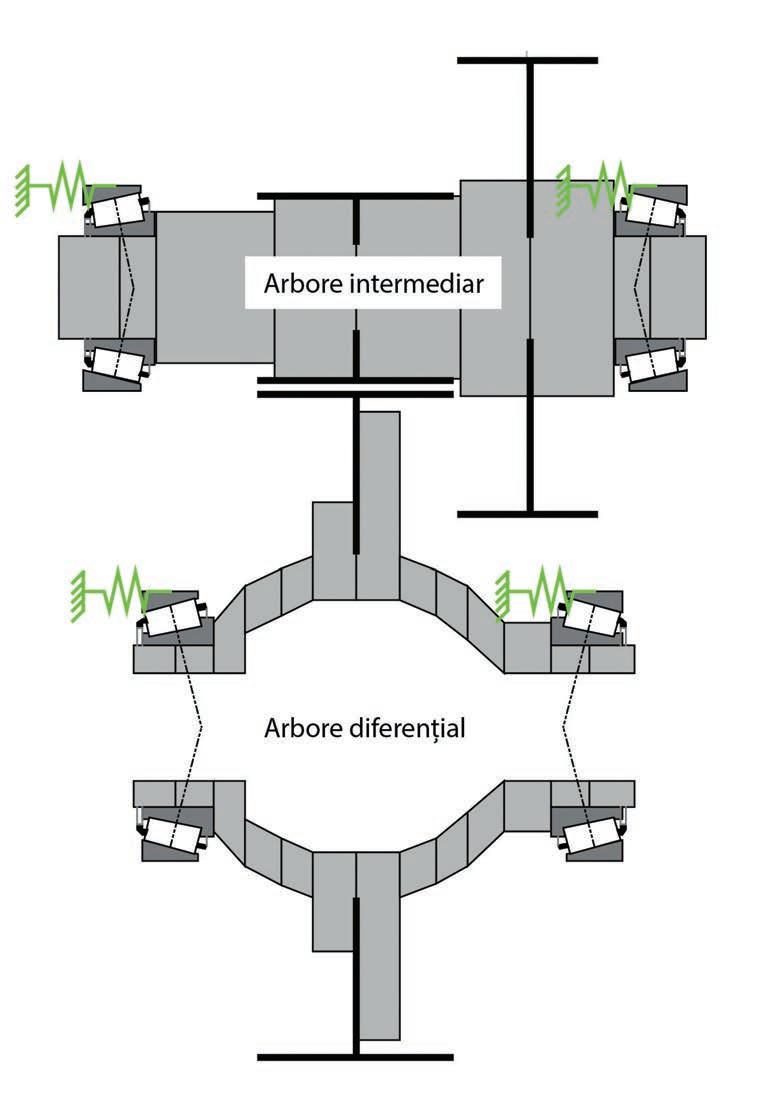
n S-a presupus un nivel de contaminare cu impurități în aplicație conform cu ISO 19/16 (per ISO 4406).
n S-a considerat că arborele este din oțel și carcasa din aluminiu.
n S-a considerat că această carcasă constă din arcuri cu valori estimate ale rigidității.
n Temperatura medie de funcționare, pentru calculele privind durabilitatea și rezistența la oboseală a rulmenților, a fost de 85°C.
n Raportul total de reducere al transmisiei pentru vehicule electrice a fost de aproximativ 10.
n Un ciclu de durabilitate cu 20 de condiții de încărcare, de la acționare la inerție, a fost utilizat pentru a compara rezistența la oboseală a rulmenților cu durata de viață dorită de client.
n De asemenea, a fost calculat și un scenariu de încărcare cu transmisia funcționând cu frâna de parcare acționată, pentru a verifica tensiunile în căile de rulare în acest caz cu abuz de sarcină.
Pentru a evalua eficiența rulmenților, s-a folosit un ciclu de încărcare tipic WLTP (ciclul de testare a vehiculelor ușoare la nivel mondial) pentru calculele pierderilor de energie datorate rulmenților
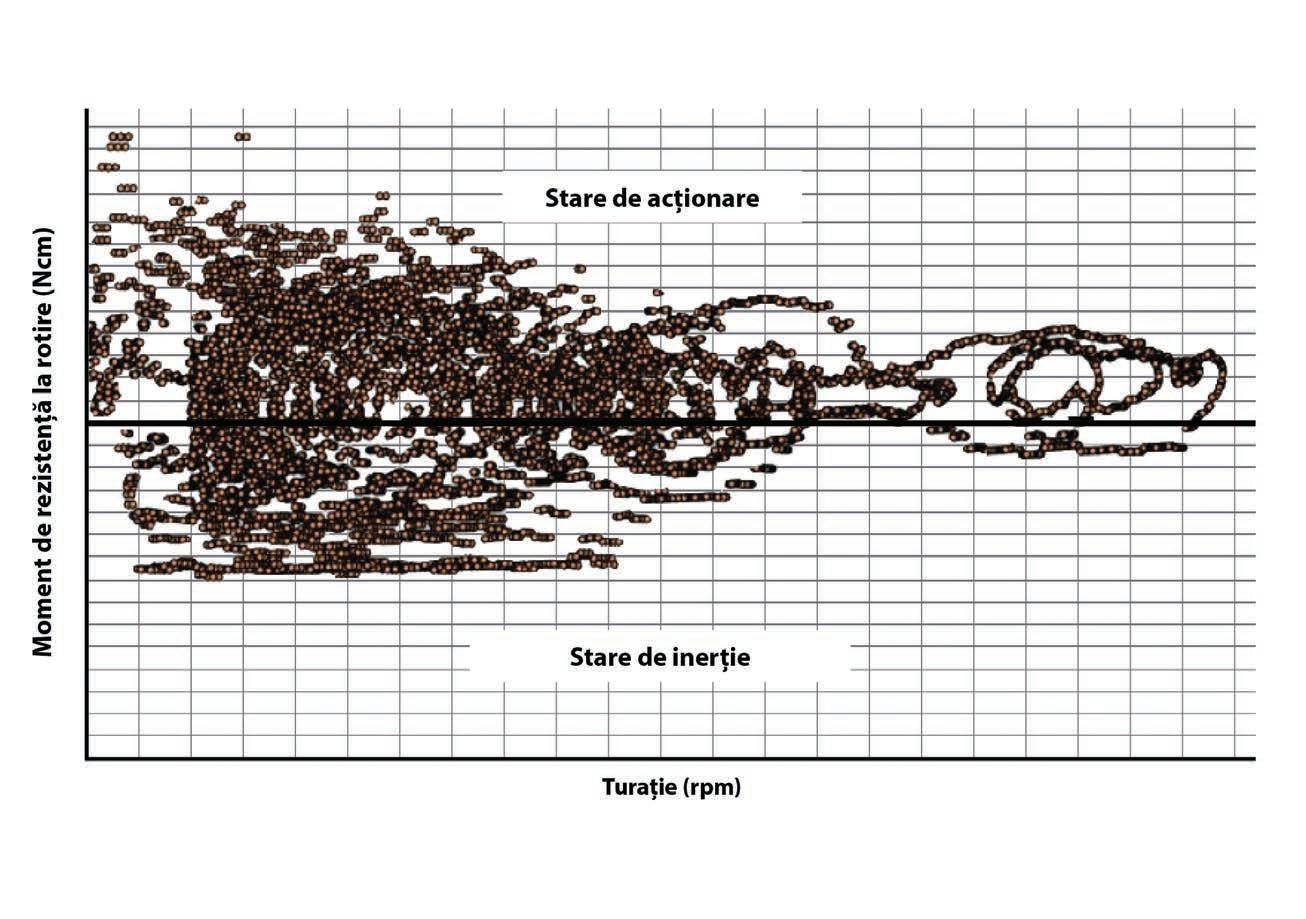
1. Temperatură medie de 40°C.
2. Turații de intrare de la 4000–11.000 rpm în 80% din timp.
3. Turații de intrare de la 0–3500 rpm în 20% din timp.
4. Starea de acționare reprezintă ~63% din timp și starea de inerție ~37% din timp.
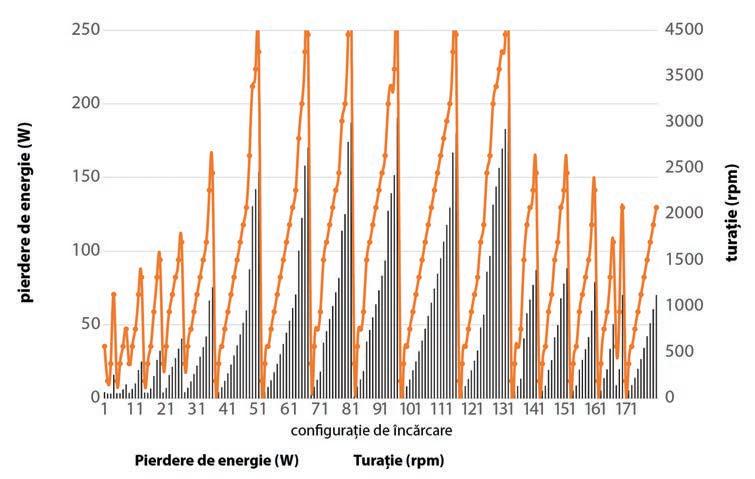
În graficele de mai jos, vedem următoarele: n În partea stângă, pierderea de energie datorată rulmenților (W) și turația (rpm) pentru toate condițiile individuale. Ilustrează faptul că cea mai mare pierdere de energie are loc la cea mai mare turație.
– acești rulmenți au în componență role cu lungime mai mare, ceea ce cauzează pierderi hidrodinamice ridicate pe căile de rulare).
Un beneficiu al acestui tip de rulment cu role conice, în comparație cu rulmenții cu bile, este durabilitatea mai bună și dimensiuni de gabarit mai mici, ceea ce reprezintă o alegere bună pentru transmisiile vehiculelor electrice.
Rezultatele calculului pentru durabilitate și tensiunea pe căile de rulare:
n Rulmenții arborelui intermediar sunt acceptabili, dar nu prezintă un factor de siguranță ridicat. În condiții de rigiditate redusă a carcasei, cupluri motrice mai ridicate sau prezența unor impurități mai dure în ulei, ar fi necesari rulmenți îmbunătățiți sau cu dimensiuni de gabarit mai mari, pentru a îndeplini cerințele de durabilitate.
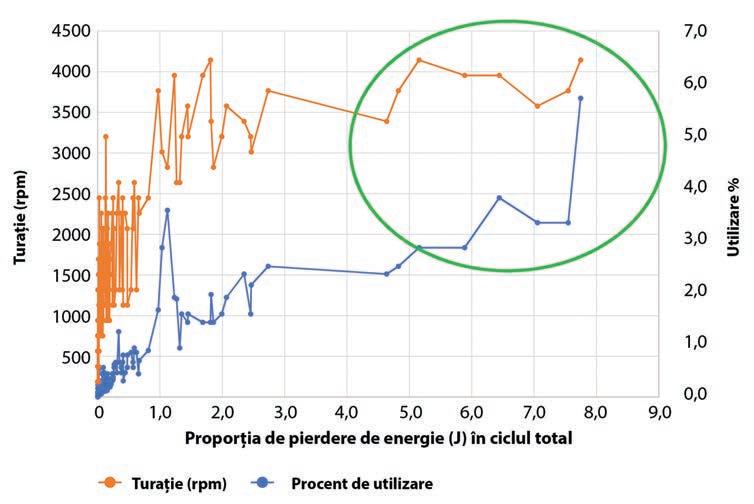
n În partea dreaptă, axa X arată proporția de pierdere de energie a unei condiții de încărcare individuale, ca parte componentă a ciclului total, funcție de turație (rpm), precum și procentul de utilizare a fiecărei condiții de încărcare individuale, pe axa Y. Ilustrează faptul că, pentru un ciclu general, cea mai mare turație, plus cel mai mare procent de utilizare (observați cercul verde), sunt cei mai importanți factori pentru eficiența rulmenților pentru ciclul de încărcare WLTP.
Rulmenții cu role conice folosiți drept referință sunt considerați „rulmenți de catalog standard” și au fost utilizați pentru numeroase soluții constructive de punți de volum redus pentru autovehicule electrice, din prima generație (datorită costurilor și disponibilității pe piață).
n Dimensiunea arborelui intermediar: ~29x57x20
n Dimensiunea arborelui diferențial: 45x75x20
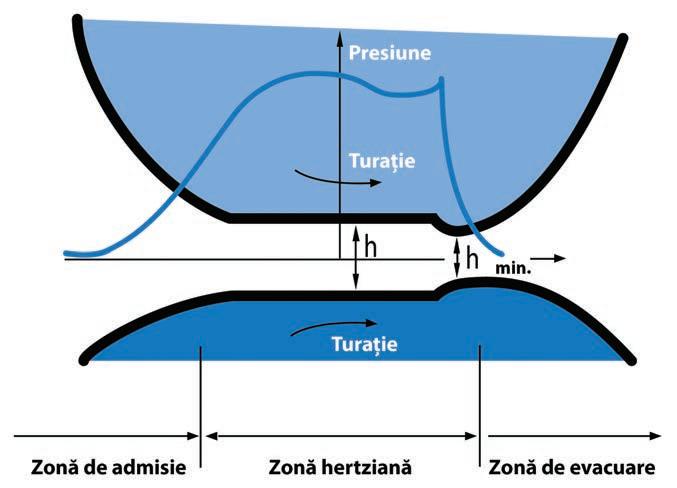
n Figura 5a. Grosimea peliculei de ulei hidrodinamice dintre rolă/calea de rulare.
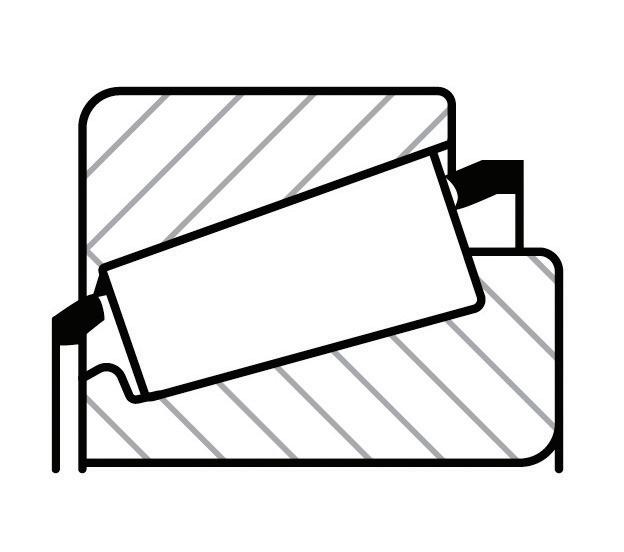
n Figura 5b. Rulment standard.
Mulți dintre rulmenții selectați sunt fabricați din oțel 100Cr6/52100, supus unui tratament termic de călire pătrunsă, cu o geometrie a rulmentului care respectă standardul industrial în domeniu. Acești rulmenți sunt mai adecvați pentru aplicații mai puțin solicitante în ceea ce privește densitatea de putere și mediul de lucru al sistemului de rulmenți (ne referim la gradul de contaminare cu impurități și la temperatura de lucru), în care eficiența ridicată nu este un factor esențial (consultați figurile 5a și 5b
FIGURA 6a Micro-geometria rulmentului, cu portocaliu.
n Deoarece au fost inițial selectați pentru un diferențial de transmisie manuală cu cuplu motor mai mare, rulmenții arborelui diferențial au un factor de siguranță foarte ridicat și sunt ușor supradimensionați. Dar această soluție constructivă a fost astfel aleasă, în mod intenționat, de către client, pentru a permite utilizarea unui sistem diferențial de volum ridicat în transmisia pentru vehicule electrice respectivă.
Prima soluție posibilă pentru îmbunătățirea eficienței („rulmentul îmbunătățit EE”), păstrând în același timp neschimbate dimensiunile de gabarit ale rulmentului standard, este de a îmbunătăți micro-geometria internă a rulmenților standard cu specificațiile rulmenților Timken eficienți energetic (EE). Consultați figurile 6a–c de mai jos, care ilustrează modificările din rulment, respectiv contactul dintre rolă și calea de rulare, respectiv dintre rolă și umărul mare al inelului interior.
Principalul avantaj al acestui tip de soluție de rulment „îmbunătățit EE” este faptul că permite clienților să utilizeze o construcție de rulment ușor de implementat pe o arhitectură de transmisie pentru vehicule electrice deja existentă. Beneficiile în ceea ce privește micșorarea pierderii de energie datorată rulmentului sunt cuprinse între -15% și -25%, în funcție de tipurile de modificări de microgeometrie eficiente energetic efectuate asupra rulmentului (așa cum este ilustrat în figurile 6a–c). Estimările privind reducerea pierderii de energie sunt bazate pe utilizarea ciclului WLTP la o temperatură medie de funcționare de 40°C.

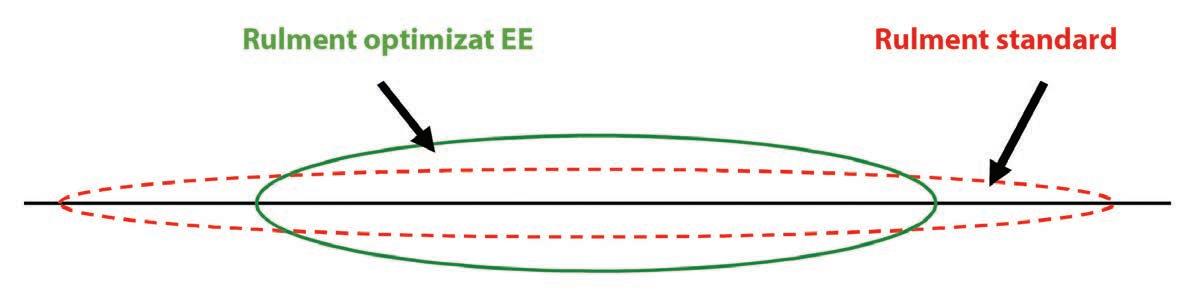
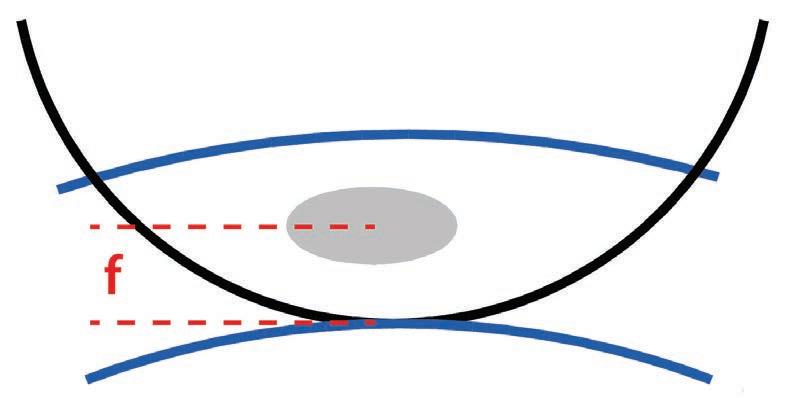
Figura 6c. Contactul optim al rolei cu umărul inelului interior.
A doua soluție posibilă pentru îmbunătățirea eficienței cu „rulmentul EE” constă într-o optimizare a dimensiunilor de gabarit ale rulmentului, combinată cu o macro-geometrie cu eficiență energetică mai ridicată, conform figurii 7 (lungime mai mică a rolelor și diametru interior mai mic al alezajului rulmentului, atunci când micșorarea diametrului arborelui este posibilă). Această soluție permite utilizarea întregului potențial al micro-geometriei interne îmbunătățită a rulmentului Timken (așa cum este arătat în figura 6a).
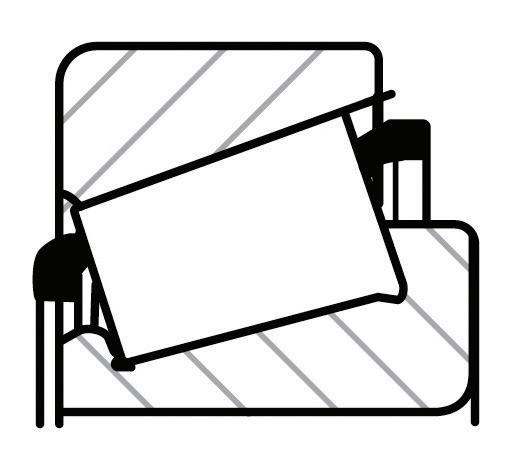
n Figura 7. Rulment EE cu macro-geometrie optimă.
Provocarea în dezvoltarea acestui tip de rulment EE este crearea soluției celei mai potrivite pentru optimizarea valorii grupului motopropulsor pentru clientul final. Viteza cu care industria auto se adaptează unei astfel de soluții poate depinde în mare măsură de volumele de producție. Beneficiile în ceea ce privește micșorarea pierderii de energie a rulmenților sunt cuprinse între -20% și -30%, în funcție de dimensiunile de gabarit și specificațiile rulmentului selectat.
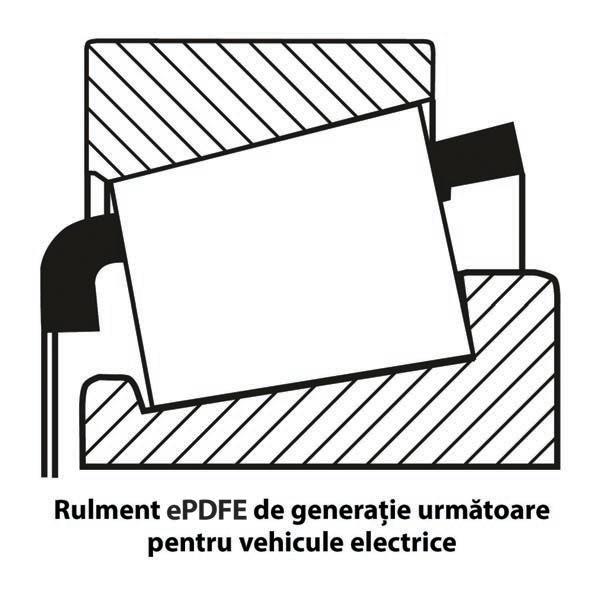
n Figura 8a. Rulment EE cu înaltă densitate de putere.
A treia soluție posibilă pentru îmbunătățirea eficienței cu „rulmentul EE cu înaltă densitate de putere” este de a proiecta o soluție constructivă nouă, mai compactă (consultați figura 8a) și, așa cum s-a menționat anterior, de a îmbunătăți microgeometria internă a acestui nou rulment prin adoptarea specificațiilor rulmentului Timken eficient energetic.
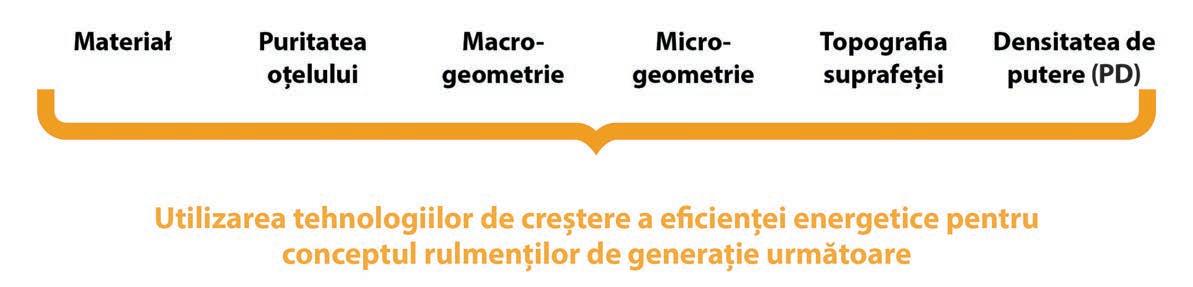
n Figura 8b. Pachet de posibile caracteristici ale rulmentului EE.
Beneficiile în ceea ce privește micșorarea pierderilor de energie a rulmentului sunt cuprinse între -30% și -40%, în funcție de dimensiunile de gabarit și specificațiile rulmentului selectat.
Provocarea în implementarea acestor soluții de rulmenți EE este obținerea echilibrului între nevoile de eficiență și de durabilitate ale aplicației. Utilizarea unui software de modelare avansat este un instrument esențial în încorporarea tuturor influențelor aplicației în construcția rulmentului.
Când durabilitatea trebuie crescută menținând în același timp cea mai mare eficiență posibilă, The Timken Company poate furniza materiale și opțiuni de tratamente termice premium (de exemplu, rulmenți supuși tratamentului termic de cementare). Acest tip de tratament termic poate crește durata de viață a rulmentului în comparație cu rulmenții standard în condiții de funcționare severe, inclusiv în situațiile de contaminare a uleiului cu impurități și/sau a prezenței unei pelicule de ulei de grosime foarte mică în rulment.
Rezultatele calculate pentru pierderea de energie ponderată pentru soluțiile constructive de rulment descrise anterior sunt prezentate în graficul din figura 9. Pierderea de energie este prezentată atât pentru ciclul de durabilitate, cât și pentru ciclul eficienței WLTP, la temperaturile medii de funcționare respective.
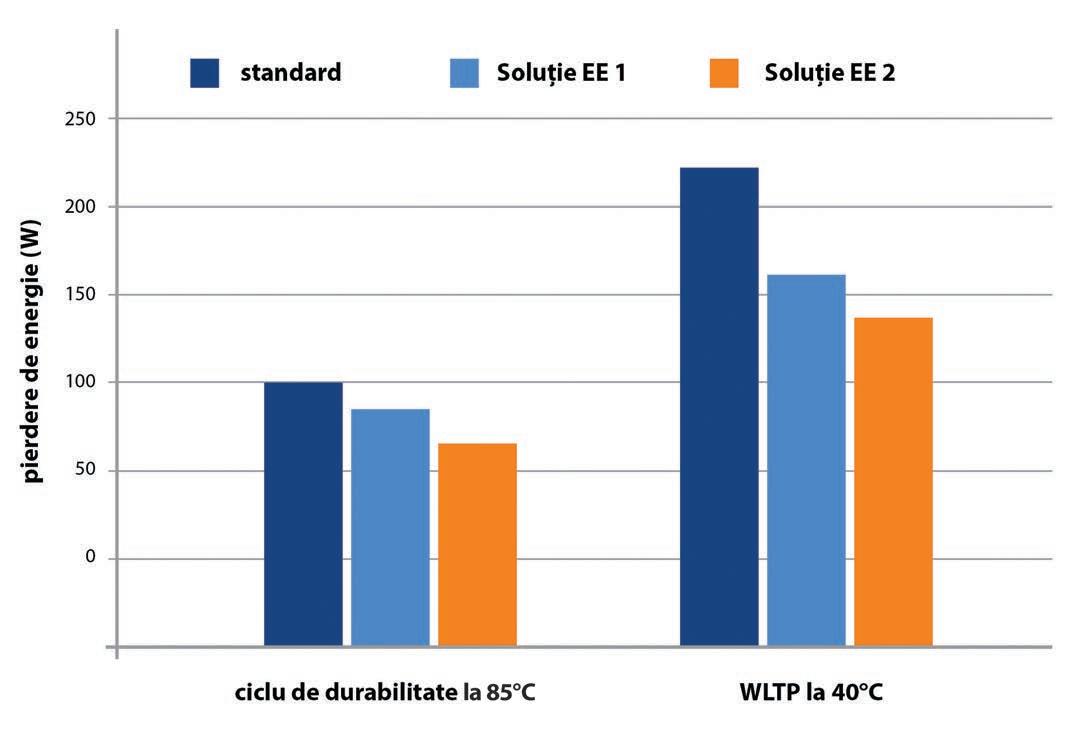
n Figura 9. Calculul pierderii de energie ponderate.
Valorile se referă la arborele intermediar și trei tipuri de rulmenți cu role conice:
n Rulmentul standard actual, ca referință.
n Soluția EE 1, care prezintă un rulment cu dimensiuni de gabarit similare cu cele ale rulmentului standard și oferă beneficiul unei bune eficiențe energetice.
n Soluția EE 2, care este o construcție de rulment EE cu înaltă densitate de putere, ce oferă cea mai mare îmbunătățire a eficienței energetice. A

Există o mulțime de legi și directive europene, care reglementează eliminarea deșeurilor, și care pun atât firmele mici, cât și companiile mari industriale din nou și nou în fața unor noi provocări. Chiar și pașii mărunți și pozitivi pot contribui semnificativ la sustenabilitate în acest domeniu. Schimbarea de la materialele de unică folosință la lavetele de curățare din material textil și reutilizabile, ar putea fi un bun început ca producerea unor cantități mari de deșeuri să fie redusă.

Noțiunea de reciclare este definită prin Directiva UE, privind deșeurile, iar aceasta este supravegheată de către autoritățile statale competente. Prin utilizarea lavetelor de curățare industriale, companiile din industrie și atelierele, se vor orienta, din ce în ce mai mult, către prevenirea deșeurilor și către expertiza furnizorilor de servicii textile, cum ar fi compania germană Mewa.
Cu sistemul adecvat al lavetelor de curățare Mewa, firmele au întotdeauna la îndemână mijloacele de curățare potrivite și nu mai trebuie să-și facă griji cu privire la reaprovizionare și nici cu gestionarea deșeurilor. Mewa se ocupă de toate astea. În cadrul întreprinderii Mewa nu se produc deșeuri atunci când mașinile, piesele sau utilajele sunt curățate. Firma Mewa asigură respectarea tuturor reglementărilor legale în acest domeniu. Așa ajung ca resursele valoroase ale angajaților să fie alocate pentru alte sarcini. În plus, costurile și timpul dedicat achizițiilor, depozitării și logisticii, se reduc.
curățare
pot fi folosite atât în ateliere, cât și în unități industriale (Foto: Mewa)
Conduita sustenabilă este un principiu corporativ fundamental pentru Mewa. Conservarea resurselor reprezintă o prioritate și face parte din strategia de mediu. Produse durabile, eficiență energetică, optimizarea consumului de apă, utilizarea detergenților ecologici și lanțuri de aprovizionare cât mai scurte - ca exemplu, lavetele de curățare sunt fabricate în Germania – toate acestea sunt liniile directoare, pe care compania germană le urmează de mai mult de o sută de ani, pentru serviciul său de lavete de curățare. Prin intermediul serviciilor Mewa, clientul contribuie, de asemenea, în mod indirect, la sustenabilitate. De asemenea, lavetele de curățare Mewa pot fi spălate de până la cincizeci de ori și reutilizate după spălare, iar atâta timp cât rămân în circuit, în conformitate cu legislația europeană, nu sunt considerate deșeuri.
Mewa este un pionier al industriei în ceea ce privește utilizarea de măsuri și procese de economisire a resurselor. De exemplu, spălătoriile Mewa utilizează căldura de la sistemele de spălare și uscare prin intermediul sistemelor de recuperare a căldurii în mai multe etape, pentru a încălzi apa și spațiile de lucru. În plus, utilizarea termică a reziduurilor din spălarea lavetelor de curățare economisește milioane de litri de combustibil pentru încălzire în fiecare an.
Mewa folosește minimul de apă proaspătă, necesar pentru procesul de spălare a lavetelor de curățare, iar toți detergenții utilizați la Mewa sunt biodegradabili. Pentru a folosi detergenții în cel mai eficient mod posibil, din punct de vedere al utilizării resurselor, cantitatea și compoziția detergenților sunt adaptate la gradul de murdărie a textilelor, în timpul fiecărui proces de spălare. În comparație cu metodele tradiționale de spălare, asta înseamnă un impact mai mic cu până la 85 % asupra mediului. A

1Geometrii complexe: SLS poate imprima elemente cu geometrii elaborate, dificil sau imposibil de realizat cu prelucrarea tradițională CNC.
2
Fără unelte: Datorită fabricației aditive, SLS nu necesită unelte și nici suporți pentru a susține obiectul în timpul procesului de imprimare, micșorând timpul și costurile de producție.
3
Prototipare rapidă: Cu SLS, nu numai imprimarea 3D este rapidă, ci și întregul proces, de la idee și design până la piesa finală. Beneficiați de iterații rapide de design și reduceți timpul până la ieșirea pe piață.
4
Eficiența utilizării materialelor: Prin SLS, piesele sunt construite strat cu strat, minimizând pierderile de material. Prin CNC, materialul este extras, pierderile fiind implicite.
5
Personalizare și adaptare: Fiecare strat imprimat prin SLS poate fi adaptat cerințelor specifice de design. În cazul CNC schimbarea designului poate necesita alte unelte.
6
Mai puțină asamblare: Cu SLS, ansambluri complexe cu mai multe componente pot fi consolidate într-o singură piesă, fără necesitatea asamblării și cu risc redus de erori.
7
Structuri cu greutate redusă: Cu SLS puteți imprima structuri ușoare cu modele interne complexe, optimizând utilizarea materialului și reducând greutatea totală. Piesele imprimate pot fi goale pe interior, păstrându-și proprietăți fizice importante.
8
Producție în loturi mici: CNC este adecvat pentru producția unui număr mare de piese destul de simple sau fără geometrii complexe. SLS este avantajos pentru serii de producție mici până la medii, unde costul uneltelor pentru prelucrarea CNC ar putea fi prohibitiv.
9
Varietatea materialelor: Majoritatea imprimantelor 3D SLS lucrează cu plastic și compozite. Unele imprimă cu metal, dar sunt încă destul de costisitoare. Astfel, producția unui lot mare de piese relativ simple din oțel e optimă pentru CNC, imprimantele 3D SLS cu plastic, cum ar fi Lisa X, fiind în acest caz utile pentru prototipare și pentru perfecționarea designului înainte de producția în masă cu CNC.
10
Detalii complexe ale suprafețelor: SLS poate obține detalii fine ale suprafețelor și texturi, făcându-l potrivit pentru aplicații în care aspectul și finisajul suprafeței sunt critice. CNC este mai eficient pentru suprafețe foarte netede.
Alegerea între cele două tehnologii depinde așadar de factori precum proprietățile materialelor, volumul de producție, complexitatea pieselor și considerațiile legate de cost.

La Campusul de Producţie Aditivă din Oberschleißheim, BMW Group dezvoltă o „sudură live”, un proces inovator de producţie aditivă (printare 3D) pentru componente şi unelte metalice în industria auto. În producţia aditivă cu arc voltaic (WAAM), un fir din aluminiu sau similar este topit folosind arcul electric. Apoi, un robot controlat de software plasează cu precizie un număr mare de puncte de sudură unele peste altele, până când întreaga componentă este produsă.

Soluţia de producţie strat cu strat face posibile structuri goale la interior, cu un raport optim între rigiditate şi masă. Astfel, componentele pot fi mai uşoare şi mai rigide decât piesele turnate sub presiune, fabricate în prezent în producţia de serie. De asemenea, ele pot fi produse mai durabil datorită cerinţelor mai mici de energie şi cantităţii mai mici de deşeuri de materiale. În viitor, planul este de a utiliza componente fabricate prin procesul WAAM în automobilele în producţie de serie ale BMW Group. Primele teste pe automobile se vor desfăşura din 2025.
Procesul WAAM este potrivit în special pentru componentele mari
Datorită lăţimii şi înălţimii mari ale unui singur cordon de sudură, componentele pot fi produse extrem de rapid folosind WAAM. Spre deosebire de topirea cu fascicul laser, care este deja utilizată la BMW Group în producţia de prototipuri şi de serie mică, WAAM este potrivit pentru componente mai mari. Grosimile tipice ale peretelui sunt potrivite pentru componentele din zonele caroseriei, a transmisiei şi a şasiului. De asemenea, uneltele şi dispozitivele pot fi fabricate folosind și acest proces de înaltă tehnologie, care este utilizat şi în industria aviatică.
BMW Group testează acest proces la Campusul de Producţie Aditivă din Oberschleißheim, unde producţia, cercetarea şi formarea în acest domeniu au fost reunite sub un singur acoperiş. Cu o experienţă de peste 30 de ani, compania este un pionier în domeniul producţiei aditive, cunoscută în mod obişnuit sub numele de imprimare 3D. Angajaţii BMW Group s-au concentrat încă din 2015 pe procesul WAAM, cunoscut şi sub denumirea de sudare prin acumulare. O celulă WAAM pentru producţia de componente de testare a fost utilizată acolo din 2021. Una dintre aceste exemple de aplicaţii este un suport de suspensie, care, în teste ample pe
bancul de testare, este comparat cu componenta de producţie de serie din aluminiu turnat sub presiune.
În această etapă incipientă este deja clar că procesul WAAM poate duce la emisii mai scăzute în procesul de producţie. Masa mai mică a componentelor, raportul lor avantajos de utilizare a materialelor şi opţiunea de a utiliza energie regenerabilă înseamnă că aceste componente pot fi produse mai eficient.
Jens ERTEL, Director BMW Additive ManufacturingUrmătoarea etapă de dezvoltare pe drumul către producţia de serie este testarea componentelor în automobil, care va începe în viitorul apropiat.
Cordoanele mai late de sudură din procesul WAAM înseamnă că suprafeţele componentelor nu sunt netede, ci uşor ondulate şi trebuie finisate în zonele critice. Cu toate acestea, inginerii BMW Group au reuşit să demonstreze că piesele WAAM pot fi utilizate pentru sarcini mari, inclusiv sarcini ciclice, chiar şi fără post-tratarea suprafeţei. Parametrii optimizaţi ai procesului sunt cruciali pentru asigurarea durabilităţii direct din producţie, astfel încât combinaţia dintre procesul de sudură şi planificarea robotizată a traseului trebuie să fie coordonată în mod optim.
Configurare cu design generativ şi algoritmi
Pentru a utiliza în mod optim componentele produse în procesul WAAM, combinaţia dintre procesul de producţie şi un design general nou al componentelor este esenţială. În acest scop, BMW Group continuă să accelereze utilizarea designului generativ. Aici, computerul foloseşte algoritmi pentru a proiecta componente optimizate pe baza cerinţelor specifice. Aceşti algoritmi sunt dezvoltaţi în strânsă colaborare cu echipe interdisciplinare şi sunt parţial inspiraţi de procesele evolutive din natură. Ca şi în cazul structurilor bionice, primul pas este utilizarea numai a materialului care este efectiv necesar pentru topologia componentei şi, în timpul reglajului fin din a doua etapă, componenta este întărită numai acolo unde este necesar. Acest lucru are ca rezultat final componente mai uşoare şi mai rigide, precum şi o eficienţă mai mare şi o dinamică îmbunătăţită ale automobilului.
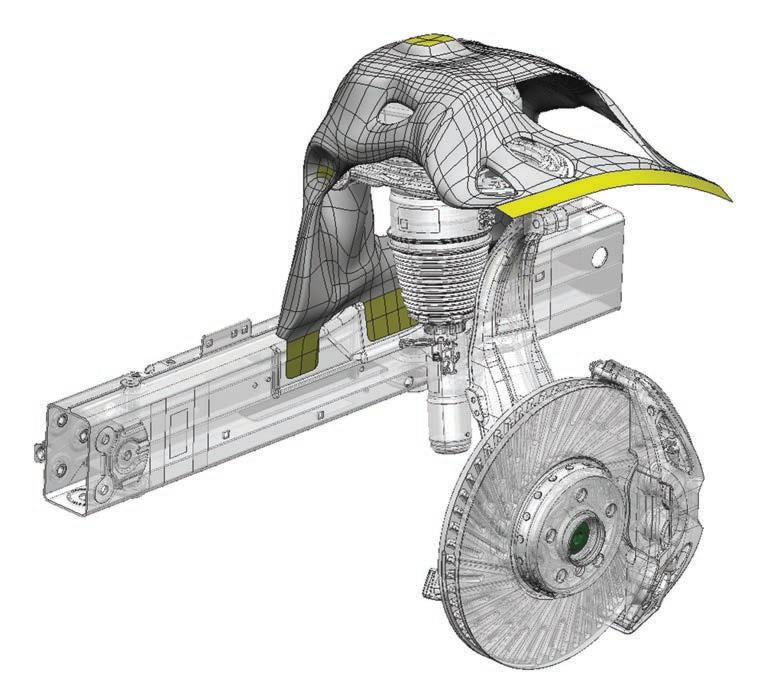
Este impresionant să vedem cum tehnologia WAAM s-a dezvoltat de la cercetare pentru a deveni un instrument flexibil nu numai pentru componentele de testare, ci şi pentru componentele de producţie în serie. Utilizarea metodelor de proiectare generativă ne permite să folosim pe deplin libertatea de proiectare şi, prin urmare, potenţialul tehnologiei. Acest lucru era de neconceput cu doar câţiva ani în urmă.
Karol VIRSIK, Director Cercetare Vehicule în cadrul BMW Group
Procesele de producţie se pot completa reciproc
Diferitele procese de producţie aditivă nu sunt neapărat în competiţie între ele, ci mai degrabă ar trebui privite ca fiind complementare. De exemplu, topirea cu fascicul laser va continua să fie mai avantajoasă decât procesul WAAM când vine vorba de rezoluţie de nivel înalt. În ceea ce priveşte dimensiunea maximă posibilă a componentei şi viteza de depunere, totuşi, producţia aditivă cu arc voltaic este superioară.

Industria 4.0, transformarea digitală în curs de desfășurare a producției, pune accentul pe utilaje inteligente, pe luarea deciziilor bazate pe date și pe operațiuni interconectate. Mentenanța 4.0 va fi o parte fundamentală a acestei revoluții, iar echipele de mentenanță vor trebui să treacă de la mentenanța reactivă (remedierea problemelor după ce acestea apar) la mentenanța predictivă (anticiparea și prevenirea defecțiunilor). Această abordare proactivă minimizează timpii de nefuncționare, optimizează durata de viață a echipamentelor și stimulează productivitatea generală. Vom analiza îndeaproape modul în care senzorii cu ultrasunete și instrumentele de colectare a datelor vor juca un rol cheie în această trecere la Mentenanța 4.0.

Mentenanţa 4.0: rolul ultrasunetelor În era mentenanței 4.0, tehnologia cu ultrasunete apare ca un instrument esențial pentru identificarea stării de sănătate a echipamentelor. Ultrasunetele excelează în detectarea schimbărilor subtile, cum ar fi fricțiunea crescută a rulmenților - un semn revelator al uzurii rulmenților, al deteriorării rulmenților sau chiar al deficiențelor de lubrifiere.
Prin captarea acestor avertismente timpurii, ultrasunetele permit elaborarea unor strategii de mentenanță proactivă. Tehnicienii pot aborda problemele de lubrifiere înainte ca acestea să se agraveze, prevenind defecțiunile costisitoare și maximizând durata de viață a echipamentelor. Această monitorizare în timp real, neintruzivă, face din ultrasunete un atu valoros în arsenalul practicilor de mentenanță 4.0.
Ce este mentenanţa 4.0?
Imaginați-vă o fabrică în care utilajele nu numai că funcționează, dar comunică în mod activ starea lor de sănătate. Aceasta este viziunea din spatele Mentenanței 4.0, o abordare revoluționară care valorifică puterea tehnologiilor Industrie 4.0.
Aceasta depășește mentenanța reactivă tradițională (remedierea problemelor după ce acestea apar) și mentenanța preventivă (service programat) pentru a deveni un model cu adevărat predictiv. Prin integrarea unor senzori sau a unor echipamente portabile de colectare a datelor, Mentenanța 4.0 colectează date relevante privind parametrii de performanță, cum ar fi frecarea, vibrațiile, temperatura etc.
Platformele de analiză avansată analizează apoi aceste date pentru a identifica anomalii subtile care ar putea semnala o posibilă defecțiune a echipamentului. Acest lucru permite intervenții proactive de mentenanță, prevenind defecțiunile înainte ca acestea să apară și maximizând durata de viață a echipamentelor.

Windmolen 20, 7609 NN
Almelo, The Netherlands
Tel.: +31-546-725125
E-mail: info@uesystems.eu
Web: www.uesystems.eu
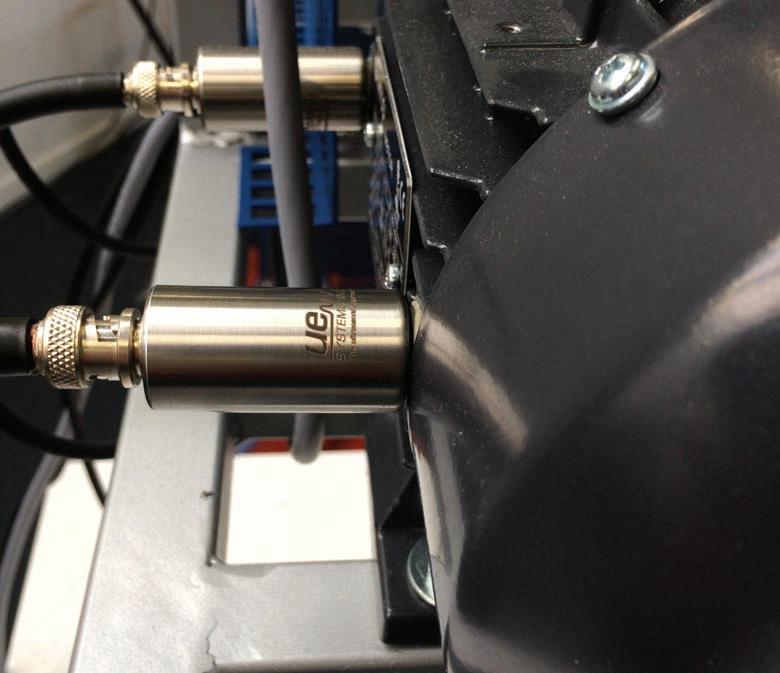
Aplicaţii şi avantaje ale ultrasunetelor: evidenţierea problemelor ascunse
Ultrasunetele se dovedesc deosebit de valoroase în mai multe domenii cheie ale întreținerii 4.0 și au câteva puncte forte unice:
n Monitorizarea stării rulmenților - avertizarea timpurie a defecțiunilor: Starea de sănătate a rulmenților este crucială pentru performanța generală a echipamentului. Ultrasunetele identifică
în mod eficient uzura rulmenților, deficiențele de lubrifiere și alte probleme prin simpla monitorizare a oricărei creșteri a fricțiunii. Acest lucru permite luarea de măsuri corective înainte de apariția defecțiunilor sau chiar înainte de eșecul în sine.
n Optimizarea lubrifierii: Știați că între 60% și 80% din defecțiunile rulmenților sunt legate de o lubrifiere insuficientă? Lubrifierea adecvată este vitală pentru a preveni uzura și fricțiunea rulmenților. Ultrasunetele ajută la evaluarea eficienței lubrifierii, asigurând o performanță optimă și prelungind durata de viață a echipamentului. Instrumentele cu ultrasunete îi vor ajuta, de asemenea, pe tehnicienii de mentenanță să se asigure că aplică doar cantitatea potrivită de lubrifiant, evitând problema foarte frecventă a supra-lubrifierii.
n Monitorizarea rulmenților cu viteză redusă: Analiza tradițională a vibrațiilor are adesea probleme cu utilajele cu viteză redusă. Deoarece ultrasunetele vor monitoriza orice creștere a fricțiunii, acestea sunt foarte eficiente în monitorizarea sănătății acestor componente critice.
n Monitorizarea activelor electrice: Ultrasunetele pot detecta descărcările parțiale, cum ar fi corona și arcul electric, evitând defecțiunile electrice costisitoare și asigurând siguranța personalului.
n Ușurința de utilizare și implementare: Spre deosebire de unele tehnici de monitorizare, ultrasunetele necesită o pregătire minimă și nu perturbă operațiunile. Instrumentele portabile și ușor de utilizat fac colectarea datelor rapidă și eficientă, în timp ce senzorii oferă date ușor de citit și alerte relevante.
n Versatilitate: În timp ce senzorii cu ultrasunete sunt, în mod normal, dedicați unei aplicații specifice (de exemplu, monitorizarea online a echipamentelor rotative), instrumentele portabile pot fi utilizate pentru diferite aplicații, cum ar fi detectarea scurgerilor de aer comprimat, ceea ce sporește rentabilitatea investiției.
Utilizarea soluţiilor bazate pe ultrasunete pentru detectarea timpurie a defecţiunilor: cazuri şi exemple
1Uzura rulmenţilor detectată la o instalaţie de măcinare a făinii
O unitate de măcinare a făinii a investit în plasarea de senzori cu ultrasunete pe mai mulți rulmenți critici. Senzorii sunt conectați la o unitate de procesare a datelor - numită 4Cast - care se conectează apoi la un software de gestionare a datelor. Această configurație permite ca echipa de mentenanță să fie notificată prin e-mail sau SMS imediat ce 4Cast detectează că un anumit rulment a atins un nivel de alarmă - este posibilă configurarea unor alarme de nivel scăzut și de nivel ridicat.
Deoarece ideea era de a monitoriza rulmenții critici, echipa de mentenanță a decis să lase sistemul să îi avertizeze imediat ce este atins un nivel de alarmă scăzut. Putem vedea în imaginea 3 cum citirile dB de la acest rulment, aparținând unui sistem de cernere, au continuat să atingă alarma scăzută și nu se mențineau sub nivelul de bază. Deoarece 4Cast înregistrează și sunetele de la
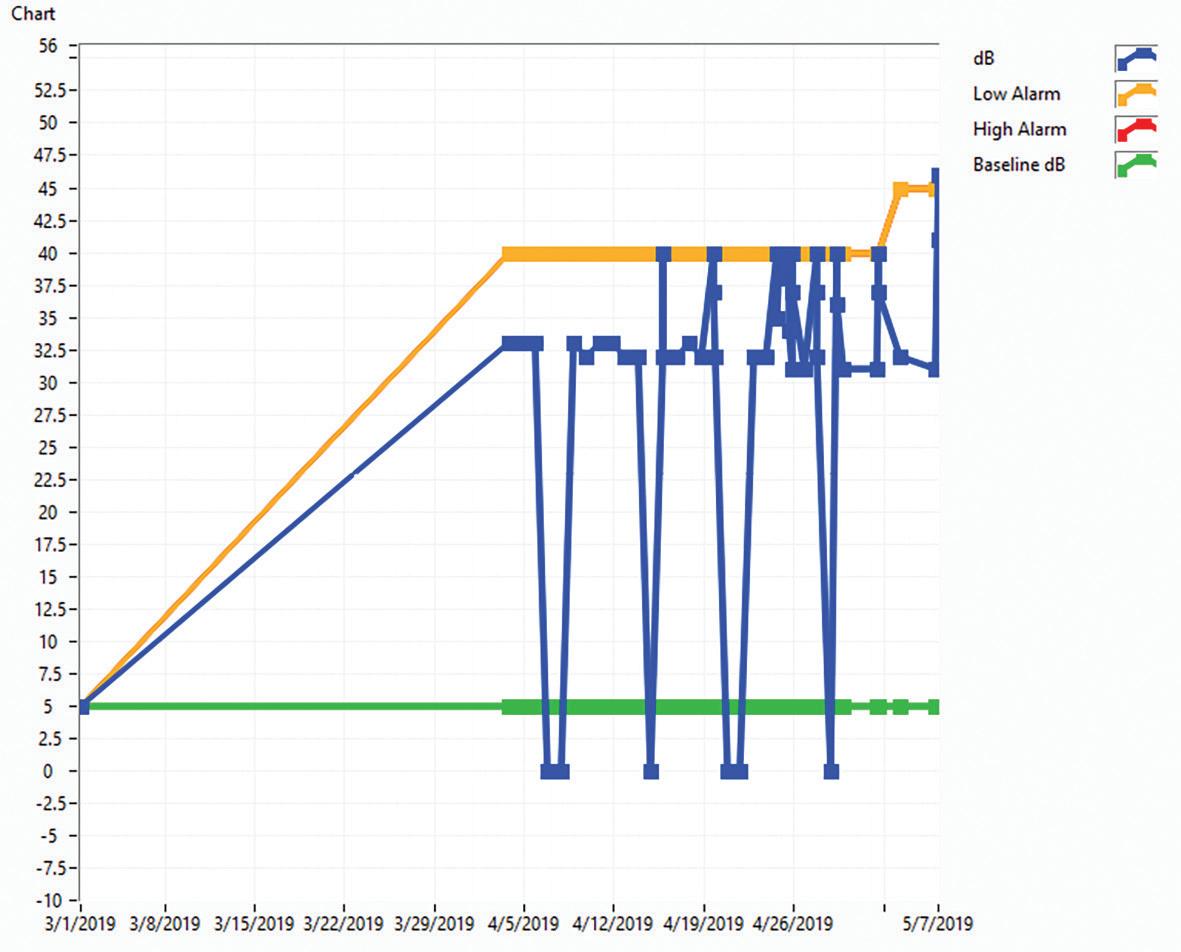
rulmenții monitorizați, echipa a decis să analizeze mai bine fișierul de sunet de la acest rulment, și iată cum arată (imaginea 4).
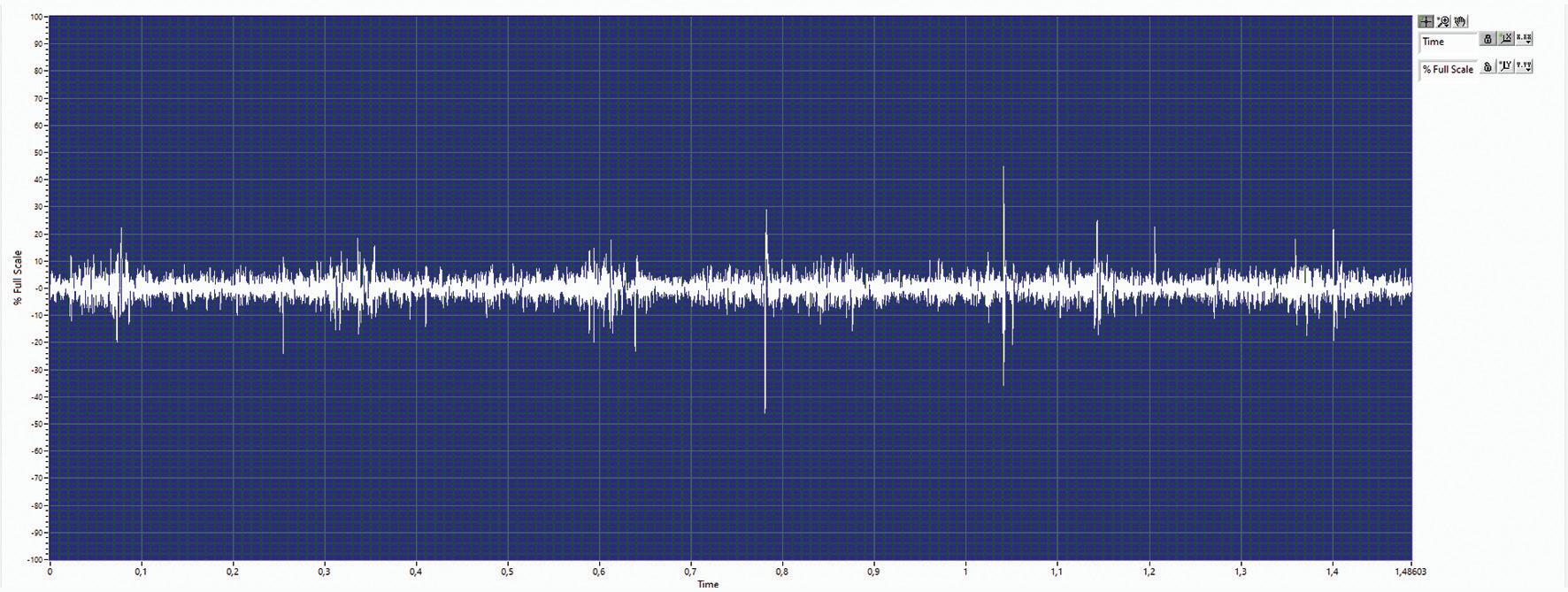
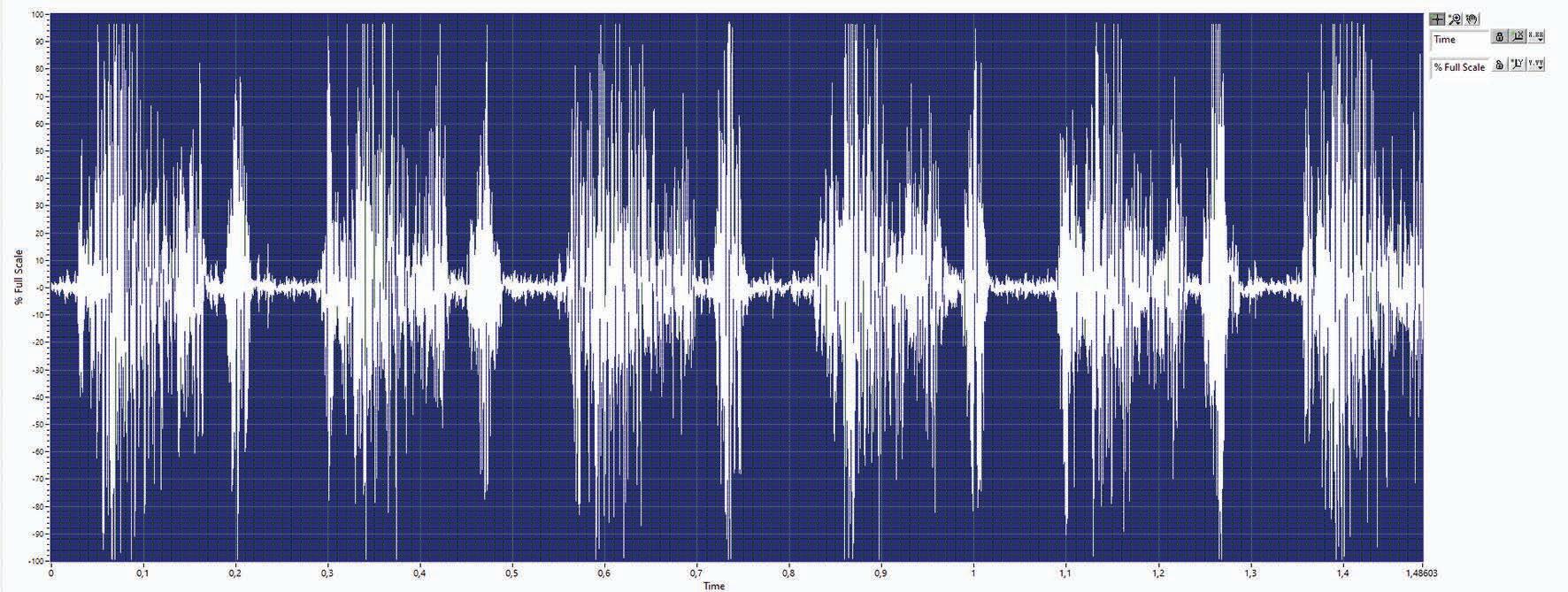
Atunci când a fost comparată cu o înregistrare sonoră de la un rulment ale cărui citiri erau conforme cu linia de bază (imaginea 5), a devenit foarte clar că rulmentul avea un fel de defect. Observați diferența de amplitudine dintre spectrul acestor fișiere de sunet. Cel cu amplitudinea mai mare indică în mod clar o problemă cu rulmentul. Echipa a decis să desfacă rulmentul de 35 cm. pentru a confirma deteriorarea, iar în imagini putem vedea clar semnele de uzură a rulmentului, deoarece putem observa deteriorarea atât a elementelor rulante, cât și a inelului exterior (


Fără ajutorul tehnologiei cu ultrasunete, această problemă ar fi trecut neobservată mult mai mult timp și ar fi putut deveni o problemă mult mai mare, ducând în cele din urmă la o întrerupere neplanificată și costisitoare.
2
Defecţiune critică a
De obicei, în fabricile de celuloză și hârtie găsim o zonă de spălare, unde hârtia este curățată/albită în profunzime. Această sarcină este îndeplinită de o mașină numită decolorator, care este considerată o piesă de echipament critică și fundamentală pentru operațiunile de producție.
În această uzină, care dispune de un program de mentenanță predictivă, s-a decis să se investească în monitorizarea online a acestor utilaje, folosind senzori cu ultrasunete. Această mașinărie are 4 rulmenți, cu un diametru de aproximativ 120 cm, care se rotesc la 3 RPM.
Sistemul de monitorizare online (4Cast) a primit o citire neobișnuită a decibelilor de la unul dintre senzorii cu ultrasunete. Rulmentul NDE (non-driveend) al acestui decker de înălbitor înregistra 17dB, când, în mod normal, un rulment care se rotește la viteze atât de mici, cum ar fi 3RPM, ar trebui să arate pur și simplu o citire de 0dB.
Acest lucru a declanșat sistemul pentru a alerta imediat echipa de mentenanță.
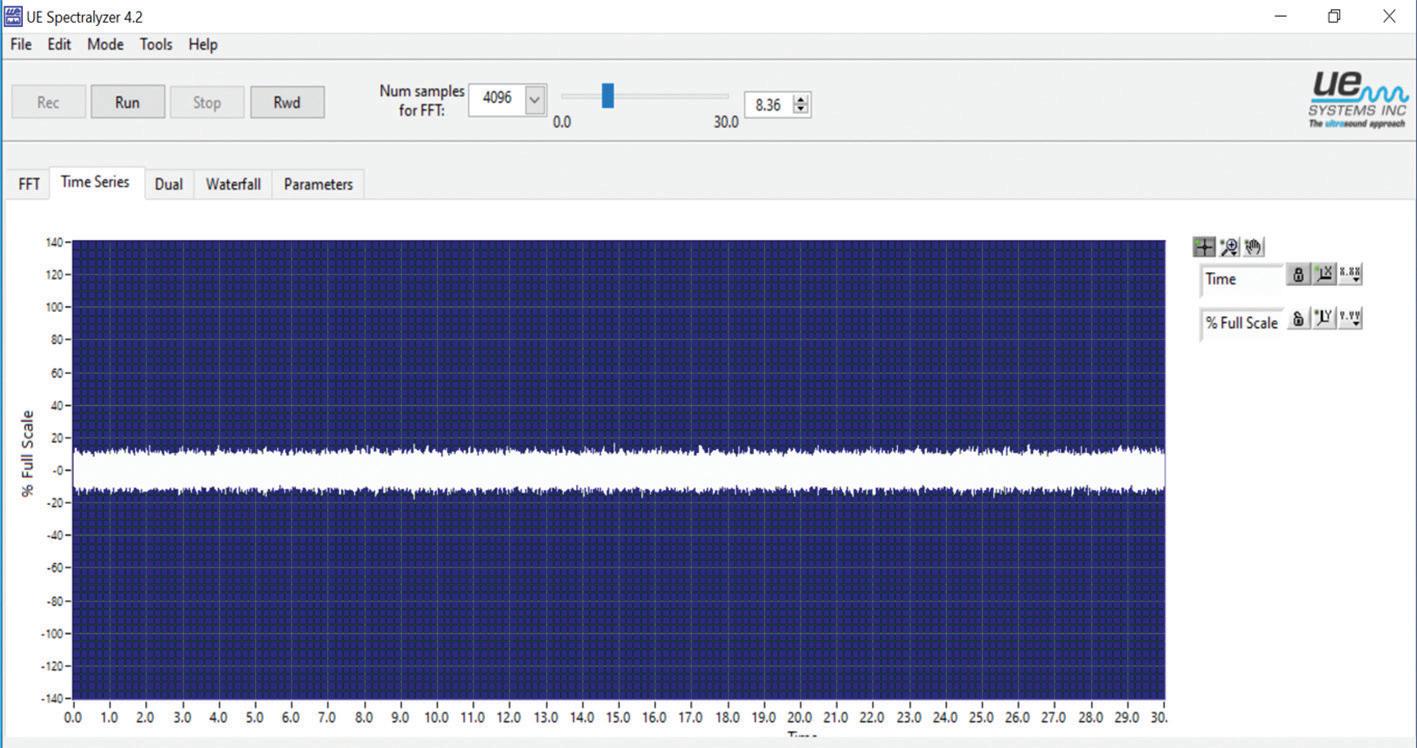
spectrul de sunet ne poate spune multe despre ce se întâmplă cu activul. În acest caz, și chiar dacă aparent utilajul funcționa conform așteptărilor, spectrul fișierului de sunet a arătat o poveste foarte diferită.
Vârfurile prezentate în acest eșantion de sunet (imaginea 8) indică în mod clar o problemă cu rulmentul. De asemenea, la reproducerea fișierului de sunet, am putut auzi foarte clar zgomotele de impact. Defecțiunea a fost și mai evidentă atunci când fișierul de sunet a fost comparat cu o înregistrare sonoră de la unul dintre ceilalți rulmenți (imaginea 9).
Atunci când rulmentul a fost demontat, deteriorarea a fost clar vizibilă (imaginea 10). Semnele de impact sunt evidente. De asemenea, au fost găsite fragmente metalice în arbore, plus că în calea de rulare exterioară erau prezente scorojeli, cu unele denivelări, și o ușoară abraziune.
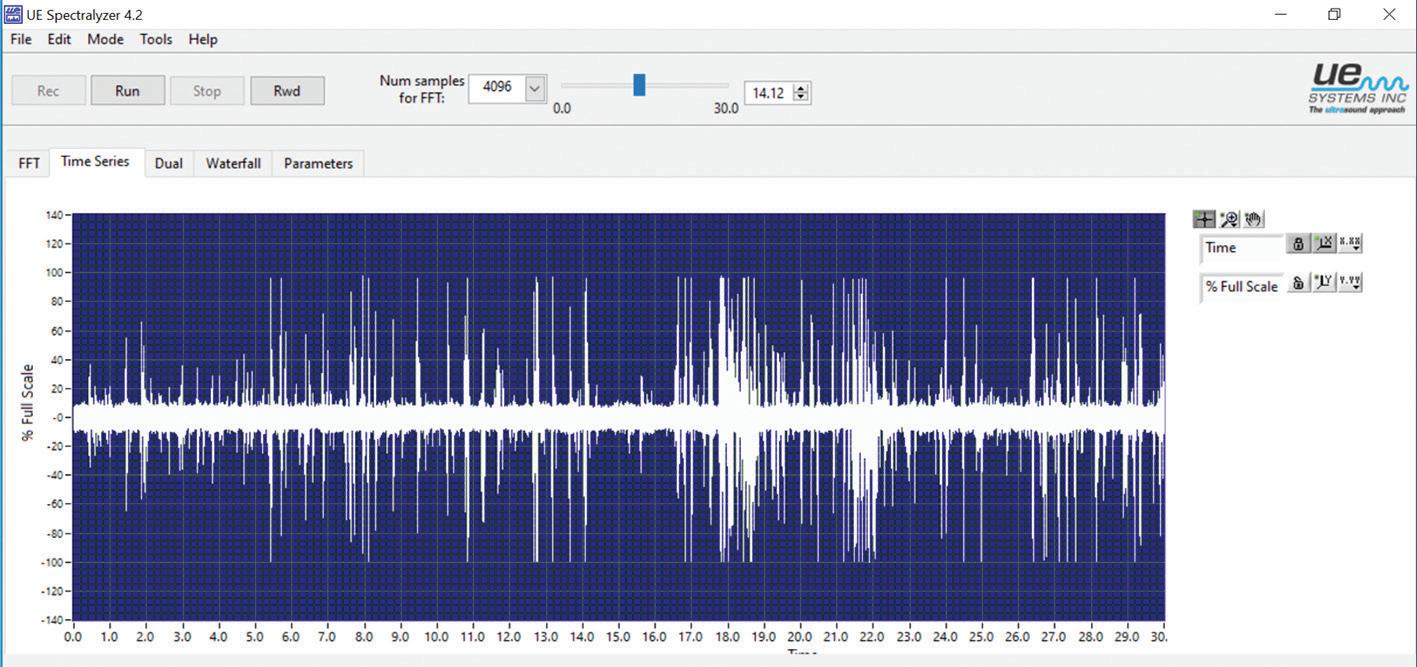
Atunci când se atinge un nivel de alarmă, 4Cast va face și o înregistrare a sunetului de pe rulment pentru o analiză ulterioară. Acest lucru este util mai ales în cazul rulmenților cu viteză redusă, unde

Mentenanța 4.0 va trebui să devină o realitate, deoarece companiile nu își mai pot permite să cheltuiască sute de mii de euro pentru acțiuni de mentenanță corectivă și să sufere pierderi uriașe din cauza indisponibilităților neplanificate și a ineficienței producției. Chiar dacă o singură tehnologie nu este suficientă pentru a duce la bun sfârșit un program solid de mentenanță predictivă, ultrasunetele vor juca cu siguranță un rol cheie în trecerea la mentenanța predictivă, datorită capacității sale de detectare timpurie a defecțiunilor, ușurinței în utilizare și versatilității. A


Cea de-a VII-a ediție a ROMANIAN SECURITY FAIR, expoziția internațională bienală dedicată sistemelor şi serviciilor de securitate, va avea loc între 16-18 octombrie 2024. Evenimentul reprezintă principala platformă de discuții pentru companiile care deservesc piața și industria de securitate din ROMÂNIA şi din lume, dar şi ocazia de a beneficia de rezultatele cercetării și inovației tehnologice şi de a stabili noi contacte cu furnizorii și consumatorii de securitate.
Tematica expoziției răspunde nevoii de a face față provocărilor cu soluții de performanță care asigură un nivel adecvat de securitate pentru mediul rezidențial, de afaceri și cel al infrastructurilor critice.
ROMANIAN SECURITY FAIR reprezintă un mijloc important de acțiune pentru securitate, prin creșterea gradului de conștientizare a problemelor de securitate, întrucât cei mai mulți oameni sau companii nu se confruntă cu astfel de cunoștințe sau informații în activitatea curentă. Aici veți găsi informațiile necesare, cu privire la serviciile private de securitate la efracţie și de prevenire a incendiilor, planificare, proiectare,
instalare, punere în funcțiune și întreținere a sistemelor de securitate, centre de alarmă, consultanță și evaluare a riscului. Urmând calea inovației, folosind soluții hi-tech și cele mai recente progrese tehnologice, ROMANIAN SECURITY FAIR oferă numeroase oportunități de formare profesională şi informaţii despre piața tehnologiilor, facilitând stabilirea de contacte publice și private și încurajând răspândirea „culturii de securitate".
ROMANIAN SECURITY FAIR este un partener confirmat al tuturor părților interesate din industria de securitate și oferă tuturor companiilor posibilitatea de a juca un rol activ în crearea de noi sinergii între companii, asociații, instituții și opinia publică.
ASOCIAŢIA ROMÂNĂ PENTRU TEHNICA DE SECURITATE împreună cu ROMEXPO SA, organizatorii evenimentului, vă aşteaptă să participaţi la o manifestare spectaculoasă a performanţei, în cadrul ROMANIAN SECURITY FAIR, între 16 și 18 octombrie 2024. (mai multe detalii pe www.romaniansecurityfair.eu/ro )
Continental, companie tehnologică, a investit la Timișoara în echipamente de ultimă generație pentru a identifica cele mai mici defecte ale pieselor folosite în industria automotive. Ce se întâmplă atunci când este semnalată o posibilă problemă la un produs din cadrul Autonomous Mobility (AM) și este nevoie de o analiză complexă? Atunci intră în acțiune echipa Series Analysis Timișoara cu scopul de a identifica defectele semnalate de client sau din producție.
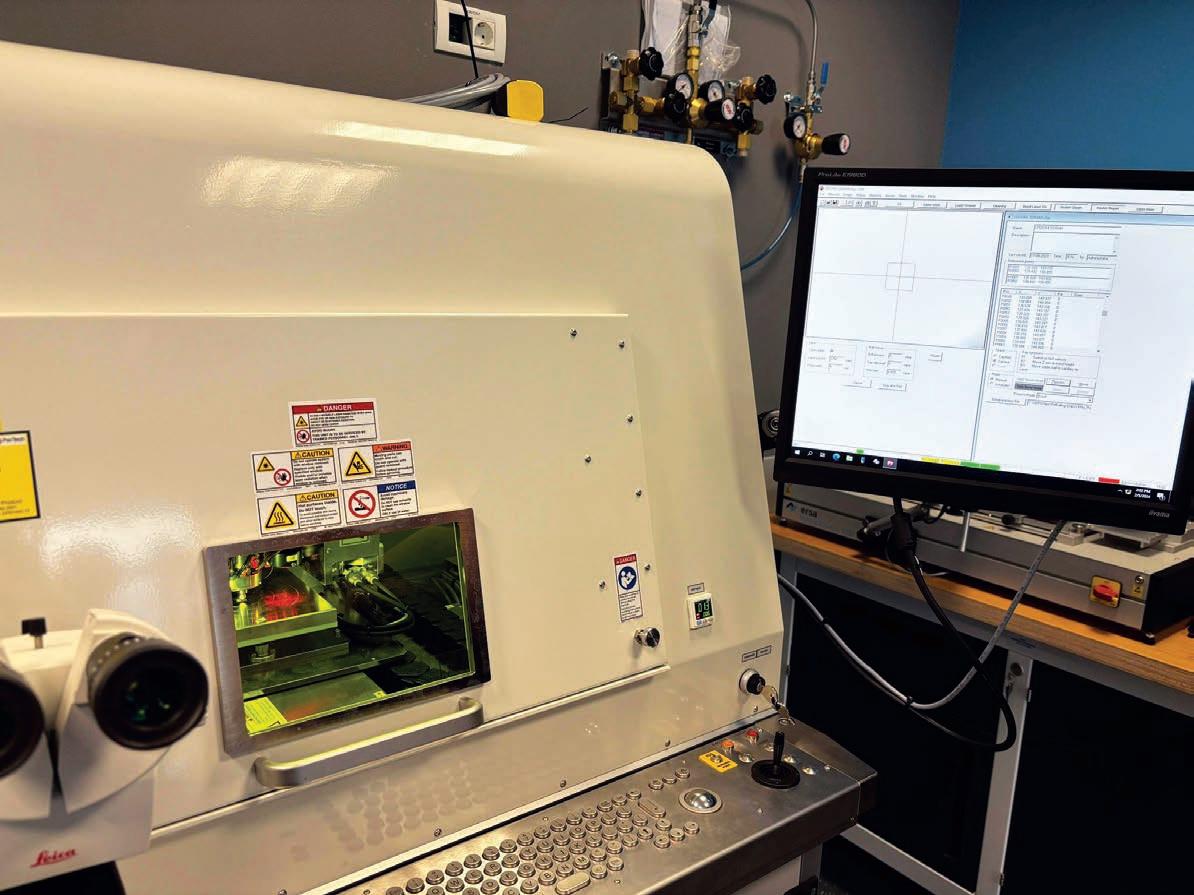
Activitatea echipei din Timișoara are impact la nivelul tuturor locațiilor Continental Autonomous Mobility din lume în ceea ce privește verificarea și analizarea anumitor tipuri de produse, pentru a identifica eventuale defecte sau pentru a confirma calitatea lor. Aceste echipamente înseamnă dezvoltarea de competențe în România și dezvoltarea unor echipe pasionate care setează viitorul mobilității.
Simona Belea, Head of Continental Autonomous Mobility Romania
Computer-tomograful a fost instalat în septembrie 2023, și permite vizualizarea cu acuratețe ridicată a interiorului produselor, cum ar fi generația 4 și 5 de camere inteligente ș.a., și găsirea posibilelor defecte mai rapid. Computerul tomograf este singurul tomograf industrial din Continental Automotive Timișoara atestat metrologic în acest moment.
Acest echipament este folosit în mare proporție pentru analiza nedistructivă a componentelor sau a produselor într-un timp foarte scurt, și oferă stabilitate și acuratețe, precum și repetabilitate în analizele efectuate. Cu o capabilitate și precizie de măsurare de până la 8 microni, acesta satisface cu succes toate provocările în zona de dezvoltare, analiză și inovație. Spre exemplu, grosimea firului uman de păr este de 0,05 milimetri, în vreme ce un micron înseamnă 0,001 mm. Echipamentul este un computer tomograf de dimensiuni medii care poate scana și măsura produse cu un diametru de 230 mm și cu o înălțime aproximativă de 400 mm.
Aparatul de reballing este utilizat pentru lipirea bilelor de cositor ce realizează conexiunea electrică și mecanică dintre componenta electronică și placa PCB (printed circuit board) pentru un produs. Acest proces este esențial pentru repararea sau recondiționarea componentelor electronice care au dezvoltat defecțiuni de lipire în timp, datorită factorilor precum stresul termic și mecanic, sau pentru a putea reutiliza un cip. Inginerii au la dispoziție o metodă modernă, folosind tehnologia laser a mașinii de reballing.
Osciloscopul digital de 16 GHz cu patru canale este un instrument puternic și versatil, ideal pentru o gamă largă de aplicații. Semnalele digitale de mare viteză sunt sensibile la interferențe și zgomot, ceea ce poate duce la erori de date. Este important să se utilizeze instrumente de testare care pot măsura cu precizie integritatea semnalului.
Osciloscoapele cu lățime de bandă mare pot captura și analiza cu precizie semnalele digitale de mare viteză. Analizoarele de protocol pot fi utilizate pentru a decoda și analiza traficul de date pe interfața DDR4/DDR5. Simulatoarele de memorie pot fi utilizate pentru a testa și valida circuitul digital care gestionează fluxul de date din memoria principală a sistemului. Osciloscopul utilizat de specialiștii din Timișoara este tocmai un astfel de „Osciloscop&Analizor”.
De la începutul activității și până în acest moment, inginerii din echipa
Series Analysis din Timișoara au procesat și rezolvat aproximativ 80 de situații în care piesele produse au trebuit analizate.
Continental dezvoltă tehnologii și servicii inovatoare pentru mobilitatea sustenabilă și interconectată a oamenilor şi a bunurilor acestora. Compania cu profil tehnologic fondată în 1871 oferă soluții sigure, eficiente, inteligente și accesibile pentru autovehicule, mașini, trafic și transport. Continental a realizat în 2023 o cifră de afaceri de 41,4 miliarde de euro și are în prezent aproximativ 200.000 de angajați în 56 de țări și piețe.
În perioada 1999 - 2023 Continental a investit peste 2.3 miliarde de euro în activităţile din România. Toate cele trei domenii de activitate ale companiei sunt reprezentate în România. Continental deţine cinci unităţi de producţie și patru centre de inginerie în Timişoara, Sibiu, Carei şi Iaşi. Compania are un centru de distribuţie a anvelopelor în București. La finalul anului 2023, Continental avea peste 20.300 de angajaţi, din care peste o treime reprezentată de ingineri și informaticieni și va continua să angajeze în funcție de viitoarele proiecte. A
Echipamentele GLX si GL sunt disponibile în mai multe dimensiuni și sunt capabile să execute suduri curate, de mare viteză a componentelor de plastic cu forme geometrice complexe, care răspund nevoilor în creștere ale industriilor automotive, electrocasnice, medical, filtrare și a altor aplicații care necesită suduri fară particule contaminante și de o calitate vizuală superioară.
Tehnologia sudurii Laser Branson - Simultaneous ThroughTransmission Infrared® sau STTIr®, oferă clienţilor capacitatea de a realiza suduri curate, chiar și cu material transparent pe transparent, fără particule și ermetice. Tehnologia nu folosește mișcarea pentru a genera căldură, astfel fiind ideală pentru încorporarea componentelor electronice delicate.
Tehnologia STTIr® realizează întregul profil al sudurii din mai multe fascicule de fibră optică, staţionare, inserate într-un ghid de lumină. Controlul discret al fasciculului laser și a intensităţii acestuia este asigurat printr-un model teoretic al sculei (Tool Map) accesibil de la interfaţa HMI a mașinii, care protejează părţile delicate ale structurii piesei și totodată asigură performanţe constante ale sudurii. Toate diodele laser sunt declanșate simultan, sub acţiunea unei forţe de strângere, încălzirea/sudura părţilor componente făcându-se simultan pe tot conturul cordonului de sudură, cu productivitate ridicată. Ghidul de lumină care conţine mănunchiurile de fibră optică (ferrule) poate fi dispus pe mai multe axe pentru a putea suda contururi complexe 3-D, permiţând astfel inginerilor proiectanţi să creeze piese cu funcţionalitate maximă și atractive ergonomic.
Disponibile în mai multe dimensiuni, începând cu GLX-1, variantă desktop – integrabilă, până la GLX-4, gama de mașini de sudură cu laser înglobează caracteristici avansate care permit mașinii să gestioneze simultan lăţimi de cordon de sudură variabil, cu adâncimi de sudură de 1.0 mm sau chiar mai mult, totodată menţinând toleranţe strânse chiar și pe adâncime de sudură mică, de exemplu 0,05 mm sau chiar mai puţin. Sistemul poate fi configurat și dimensionat pentru a realiza de exemplu un cordon de sudură în lungime de 1m în 0,5-5 secunde.
Mașinile de sudură laser GLX sunt gândite atât pentru piese de dimensiuni mici cât și pentru piese de dimensiuni mari, care necesită puteri mari ale laserului, dar și forţe de strângere/îmbinare ridicate. Încorporează mese de lucru acţionate servo, de mare viteză (dimensiunile meselor de lucru variază de la 150X150 mm până la 1770X600 mm pentru GLX-4). Cu distanţe mari între masa inferioară și partea superioară a mașinii, capabile să lucreze cu scule cu o singură cavitate sau cu mai multe cavităţi (piese), cu o greutate combinată de până la 500 kg. Gama GLX oferă puteri ale laserului, de la 125W până la 2500W și o gamă largă de forţe de strângere (până la 25 kN), control ,,Closed-loop” al forţei de strângere pentru a respecta cele mai exigente cerinţe ale pieselor sudate.
Mașinile sunt echipate cu un ecran HMI de 12”, color, bazat pe o arhitectură globală, comună a echipamentelor

BRANSON, care simplifică training-ul utilizatorilor, programarea, reglajele și diagnoza. Soft-ul HMI-ului poate gestiona până la 99 de utilizatori unici, cu drepturi de acces configurabile și accesări protejate cu parolă. Echipamentele de dimensiuni mari (GLX-1.5 până la GLX-4) sunt închise în carcasă, cu pereţi clasa 1 de protecţie laser, și care îndeplinesc standardele CE și ISO. Funcţiile mașinii și cele de siguranţă sunt gestionate de un IPC (Industrial PC) și PLC dedicat pentru siguranţă.
Echipamentul Branson™ GL-300, este o soluţie foarte flexibilă, cu sistem de scanare cvasi-simultan (galvanometric), proiectat să execute suduri de înaltă calitate, într-o gamă variată de aplicaţii și cu productivitate ridicată. Noua platformă Branson™ GL-300, combină eficienţa ridicată cu un sistem rapid de schimbare a sculelor, permiţând timpi scurţi de reglaj și de schimbare de produs. Capacitatea de producţie este îmbogăţită și mai mult cu ajutorul caracteristicilor unice, printre care menţionăm: sistem de scanare de înaltă precizie, o interfaţă HMI intuitivă, zonă mare de sudură pe masa mașinii (300mm x 300mm zonă activă), moduri de sudură multiple, mărime variabilă a punctului focal (minim 0,5 mm) și înălţime auto-reglabilă a distanţei de lucru. Toate acestea permit mașinii Branson GL-300 să poată fi folosită în diverse aplicaţii, cu materiale diferite, mărimi diferite și cu viteze diferite.
Totodată clienţii Branson beneficiază de răspuns rapid la solicitările tehnice și intervenţiile de service, acoperite de personalul Branson în România, cu sprijinul reţelei interne de experţi la nivel global.
Pentru mai multe informaţii legate de cele mai noi soluţii de sudură Branson, accesaţi Emerson.com/Branson


Cine dorește să realizeze suduri perfecte, chiar și în cele mai dificile condiții, la interior și la exterior sau în spații înguste, are nevoie de un aparat de sudare de calitate, ușor manevrabil și robust. Fronius a dezvoltat noua serie de aparate Ignis 150/180 exact pentru aceste cerințe. Influențele exterioare, precum praful și umiditatea nu afectează nicicum carcasa rezistentă, iar tehnologia revoluționară de la interior, cu multiple funcții convenabile, ușurează desfășurarea procesului de sudare.

Fie că este vorba despre montaj, mentenanță sau reparații – fiecare aplicație de sudare aduce cu sine provocări specifice. Sudura trebuie să fie precisă și să reziste oricăror solicitări sau condiții meteorologice. Acest lucru este valabil și atunci când nu este disponibilă o rețea electrică stabilă. Acest deziderat este atins cu extremă ușurință cu aparatul compact Ignis, disponibil în clasele de putere 150 A și 180 A. În plus, ambele modele sunt disponibile și ca variantă WIG, pentru abordarea sudării WIG mobile.
pe de altă parte raza de acțiune a sudorilor, pentru ca aceștia să poată realiza suduri perfecte și cu cabluri lungi. Astfel, Ignis devine însoțitorul ideal pe șantiere, la lucrări de reparații și mentenanţă în industrie și agricultură, precum și în atelierele private.
Un pachet puternic cu funcţii multiple
Chiar dacă Ignis 150, la 6,5 kg, respectiv Ignis 180, la 8,8 kg, sunt extrem de ușoare și manevrabile, ele conțin la interior o tehnologie revoluționară și o multitudine de caracteristici, care ușurează activitatea de zi cu zi a sudorilor. Totul începe cu o operare simplă: în meniul cu structură intuitivă este suficient un singur buton rotativ și de apăsare pentru selectarea parametrului dorit, iar setările pot fi oricând citite cu ușurință pe afișajul cu 7 segmente de pe display.
Referitor la selectare: pentru începerea sudării sunt disponibile funcții ajutătoare, cum ar fi Soft-Start, HotStart și TrackingArc. Soft-Start a fost dezvoltată special pentru electrozi bazici, care necesită un curent de sudare mai redus. HotStart, pe de altă parte, mărește curentul la început, timp de o fracțiune de secundă, pentru amorsarea mai rapidă a electrodului și este foarte utilă pentru electrozi rutilici și celulozici. TrackingArc ajută, ca și o lanternă, la găsirea poziției de start exacte, de exemplu la reamorsare după o oprire sau după schimbarea electrodului – în special la utilizarea măștilor de sudare fără întunecare automată. În acest fel nu mai apar deloc defecte de sudare, cum ar fi de crater final sau crestături, dispărând necesitatea unei prelucrări ulterioare, consumatoare de timp.


Calitatea necesită în primul și în primul rând un arc electric fiabil. Cu Ignis 150/180 acesta poate fi obținut chiar și în cazul fluctuațiilor de tensiune, la funcţionare pe generator sau cu cabluri de alimentare de la rețea de până la 100 metri lungime. Tehnologia integrată PFC utilizează în mod optim tensiunea de reţea disponibilă, îmbunătățind astfel factorul de putere. Acest lucru face, pe de o parte, ca Ignis să fie extrem de eficient energetic, lărgind

CM METAL Trading SRL
Intrarea Fortăreţei nr. 4, 300127, Timişoara, jud. Timiş Tel.: 0256-49.59.87
Email: office@cmmetal.ro www.cmmetal.ro https://www.facebook.com/ cmmetaltrading/ https://www.linkedin.com/ company/cm-metal-trading/

Suduri frumoase și de calitate ridicată pot fi obținute deosebit de ușor cu funcția MMA-Pulse. Aceasta permite sudarea rapidă și calitativă, reprezentând și o alegere excelentă pentru sudarea în poziții dificile. În cazul variantei WIG a Ignis 180 este disponibilă, desigur, și sudarea WIG în curent pulsat. Arcul electric în impulsuri ușurează în primul rând sudarea materialelor foarte subțiri, deoarece se reduce transferul temperaturii în materialul de bază. La sudarea în impulsuri sudorul are și un foarte bun control asupra băii de metal topit, putând genera astfel deosebit de precis structura de solzi caracteristică. A

Rețelele de comunicații din tehnologia modernă de automatizare industrială trebuie să transmită cantități enorme de date în mod fiabil și fără întreruperi. Aceste date pot oferi informații valoroase despre cum să se optimizeze procesele de producție și să crească eficiența instalațiilor. Acest lucru necesită o conectare rapidă, simplă și eficientă a tuturor senzorilor și actuatorilor instalației la sistemul de control central. Murrelektronik se bazează pe tehnologia de instalare descentralizată cu un sistem IO-Link, care oferă numeroase avantaje în ceea ce privește comunicarea și gestionarea datelor.
Tehnica de instalare descentralizată de la Murrelektronik pentru comunicarea datelor industriale
Instalarea descentralizată a dispozitivelor IO-Link de la Murrelektronik este cea mai simplă soluție pentru conectarea senzorilor și a actuatorilor. „Zero cabinet“ este în ADN-ul Murrelektronik. Instalarea direct în utilaj, respectiv în instalație, economisește costuri, timp și spațiu și, prin urmare, duce la o creștere a competitivității. Acest sistem elimină necesitatea unor dulapuri de control complexe, cu cantități mari de componente și cabluri încâlcite.

Mai puține dispozitive și mai puține conexiuni înseamnă o gestionare mai ușoară a datelor colectate de aparate. Acest lucru optimizează transmiterea semnalelor pentru controlul și integrarea dispozitivelor IO-Link, de exemplu, turnuri de semnalizare cu elemente vizuale și acustice.toarele și echipamentele IO-Link asigură conectarea inteligentă și descentralizată a unității de comandă la nivelul senzorilor/actuatoarelor. Murrelektronik oferă huburi și convertoare ca variante Plug & Play, parametrizate în prealabil, pentru punerea rapidă în funcțiune sau ca variante multifuncționale, cu un interval extins de parametri, pentru utilizare flexibilă. Convertoarele analogice IO-Link transformă orice semnal analogic convențional (curent, tensiune, rezistență și temperatură) în IO-Link.

Un sistem IO-Link este format dintr-un număr mare de dispozitive care pot fi combinate între ele pentru comunicarea datelor industriale. Murrelektronik pune la dispoziție un portofoliu cuprinzător IO-Link, care se extinde constant. În modulele de bus de câmp IP67 MVK Pro și IMPACT67 Pro sunt integrate în total 8 porturi master multifuncționale, iar datorită conectorilor cu ștecher M12 codați L se realizează curenți electrici mari. În plus, protocoalele Ethernet PROFINET, EtherNet/IP și EtherCAT pot fi utilizate fără probleme. Este posibilă chiar și folosirea independentă de busul de câmp, prin intermediul OPC UA, MQTT, JSON REST API – datorită Standardized Master Interface (SMI) deja integrată.
Murrelektronik GmbH Office Park 4, 4.OG/Top A.45 1300 Wien-Flughafen Austria Telefon +43 1 7064525-0 Fax +43 1 7064525-300 mail@murrelektronik.at www.murrelektronik.ro
O interfață integrată IO-Link conferă avantaje suplimentare, fiindcă permite comunicarea completă și transparentă, precum și configurarea de la distanță și monitorizarea, dar și transferul alimentării cu energie electrică de la panoul de comandă pe teren. Chiar și întrerupătoarele pentru rețeaua de alimentare Emparro67 Hibrid, prevăzute pentru utilizarea în zona IP67, pot fi controlate prin IO-Link.
Mai mult decât atât, se potrivesc accesorii suplimentare, precum switch-uri Fast-Ethernet și GigabitEthernet, lămpi de semnalizare cu interfețe IO-Link și butoane M12 sau adaptoare. Sistemul IO-Link de la Murrelektronik își demonstrează pe deplin toate avantajele în calitate de soluție multifuncțională de instalare pentru automatizare. A
Eficiență, optimizare și creșterea productivității sunt termenii din ce în ce mai utilizați atunci când vine vorba despre procesele de fabricație. În orice fabrică trebuie menținut fluxul continuu de la materia primă către produsul finit, cu cât mai puține întreruperi. Este și cazul întreprinderilor de prelucrare a metalelor, unde manipularea produselor mari și grele ridică provocări semnificative.
Din acest motiv, mulți recurg la automatizarea proceselor din fabrică, care nu promit doar să accelereze producția, ci să o redefinească, transformând complet modul în care materialele circulă și se transformă. Acesta este și cazul unei soluții propuse de specialiștii în automatizări de la Mach, cu scopul de a reduce timpul de transport al produselor între stațiile de prelucrare și de a eficientiza transferul produselor finite.
În acest fel se înlocuiește un proces laborios, dependent de forța umană, total ineficient și riscant.
Soluția propusă a constat în implementarea unei magistrale de transport și prelucrare a pieselor metalice, concepută pentru a eficientiza procesele de prelucrare și transport ale produselor între diferitele stații de lucru din cadrul fabricii, contribuind astfel la optimizarea fluxului de producție și la creșterea eficienței operaționale.
Soluția de automatizare are următoarele componente:
n Magistrală de transport:
Automatizarea avansată, bazată pe un PLC Siemens, împreună cu un sistem de siguranță robust, asigură nu doar o eficiență maximă, ci și siguranța operatorilor.
Rezultatele obținute vorbesc de la sine: n reducerea timpului mediu de ciclu și creșterea eficienței utilizării echipamentului demonstrează o optimizare semnificativă a fluxului de producție. n creșterea productivității muncii și un uptime îmbunătățit al echipamentelor subliniază nu doar o utilizare mai eficientă a resurselor umane și materiale, dar și o fiabilitate crescută a întregului sistem.
Proiectul implementat de Mach nu este doar o soluție la o problemă de eficiență, ci și o mișcare ingenioasă a modului în care producția, în general, poate evolua pentru a răspunde cerințelor din ce în ce mai exigente ale pieței. A
n Construită din conveioare cu bandă și role, magistrala de transport permite deplasarea eficientă a materialelor pe întreaga linie de producție.
n Conveioarele sunt acționate de motoare asincrone trifazate pentru a asigura o mișcare uniformă și controlată.
n Posturi de lucru:
n Fiecare post de lucru este echipat cu echipamente specifice prelucrării în piese finite
n Conveioarele cu bandă și role sunt integrate în platforme de ridicare hidraulice, permițând ajustarea înălțimii pentru transferul și prelucrarea eficientă a materialelor.
n Sisteme de control și automatizare:
n Un PLC (Controler Logic Programabil) Siemens coordonează toate operațiunile și interacțiunile între componentele sistemului.
n Senzorii montați în diferite puncte ale liniei de producție monitorizează parametrii operaționali și transmit informații către PLC pentru a asigura funcționarea corectă și sigură a sistemului.
n Interfața utilizatorului este asigurată de ecranele HMI (Interfață Om-Mașină), care permit operatorilor să monitorizeze și să controleze eficient toate aspectele aplicației.
n Dispozitive de siguranță și protecție:
n Motoarele și sursele de alimentare sunt protejate la suprasarcină și scurtcircuit pentru a preveni daunele la echipamente și pentru a asigura siguranța angajaților.
n Butoanele de oprire de urgență și alte dispozitive de siguranță sunt amplasate în puncte strategice ale sistemului pentru a permite oprirea rapidă și sigură a operațiunilor în caz de pericol.

Mach FTD
Str. Ion Vodă Viteazul, Nr. 28, Bucureşti
Tel: +40 214 60 98 40/41/43/44
E-mail: mach@mach.ro www.mach.ro
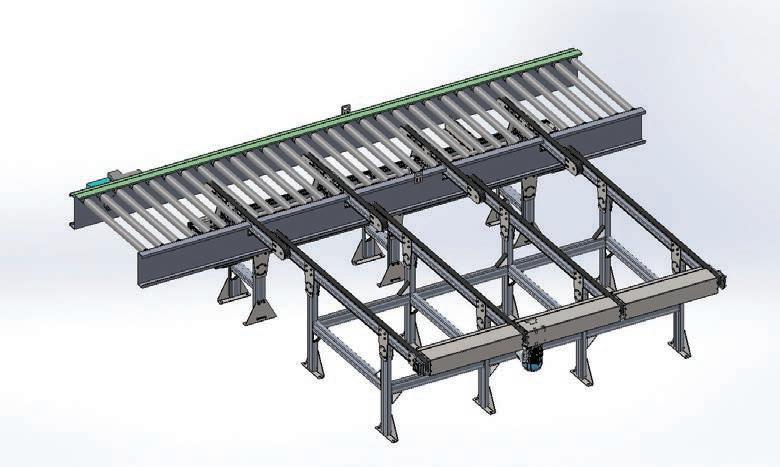
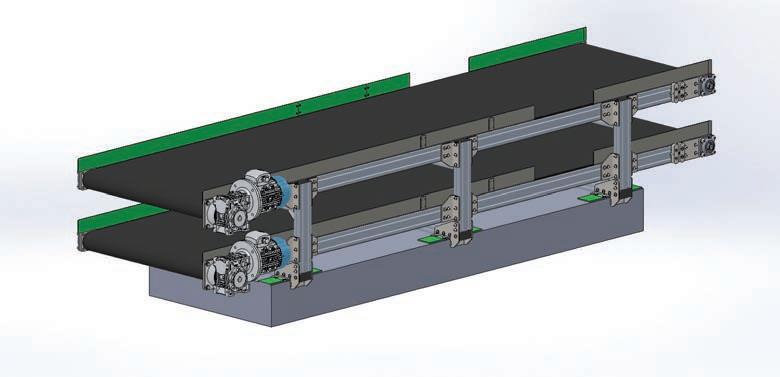

detalii și mai multe aplicații, vă rugăm să accesați librăria Mach multimedia: MACH : Librarie Video


Clădirile moderne nerezidențiale impun numeroase cerințe ridicate în ceea ce privește automatizarea clădirilor. Acestea variază de la exploatarea eficientă din punct de vedere energetic și durabilă a clădirilor și gestionarea complexă a energiei, până la infrastructura de încărcare pentru electromobilitate și îndeplinirea noilor cerințe legale privind înregistrarea datelor referitoare la energie și consum. Acestea pot fi implementate în mod optim cu ajutorul tehnologiei de comandă-control bazate pe EtherCAT, care oferă o arhitectură de automatizare centrală eficientă datorită comunicării ultra-rapide a datelor. În plus, o mare varietate de topologii de rețea pot fi implementate în funcție de nevoile clientului, iar toate sistemele de Bus binecunoscute pot fi, de asemenea, integrate în topologie cu un grad ridicat de flexibilitate.

EtherCAT și-a sărbătorit cea de-a 20-a aniversare în 2023, confirmându-și succesul ca sistem Ethernet de înaltă performanță în timp real și standard IEC deschis pentru o gamă variată de aplicații. Printre acestea se numără o gamă largă de funcții în clădirile industriale și funcționale, cum ar fi climatizarea, iluminatul și umbrirea, centrele de control tehnic pentru sistemele de alimentare, tehnologia evenimentelor și tehnologia de măsurare în sistemele de distribuție a energiei.
Achiziționarea rapidă, consecventă și fiabilă a datelor devine din ce în ce mai importantă. Legislația impune acum înregistrarea datelor privind energia și consumul pentru clădirile nerezidențiale, ceea ce poate fi realizat în mod eficient și rentabil doar cu ajutorul unei tehnologii de comunicație de înaltă performanță. Importanța unei viteze mari de transmisie a datelor este confirmată și de standardul VDI 3814, Partea 1 (Sisteme de automatizare și control al clădirilor (BACS) - Fundamente). Acesta precizează că timpii de răspuns ai sistemelor de automatizare a clădirilor au o influență semnificativă asupra capacității de utilizare a acestora, deoarece atunci când un sistem de automatizare a încăperilor are o flexibilitate nelimitată, este necesară o comunicare rapidă între toate segmentele, încăperile și zonele.
Filosofia automatizării centrale
Specificațiile pot fi implementate în mod optim cu filosofia de automatizare centrală bazată pe EtherCAT. Aceasta se bazează pe tehnologia de control centralizat. Acest lucru constă în distribuirea controlului la unul sau mai multe PC-uri industriale, după cum este necesar. Această tehnologie este alimentată cu datele necesare prin intermediul intrărilor/ieșirilor descentralizate și al comunicării rapide EtherCAT. Astfel, poate fi configurată o

Distribuitor Romania
E-mail: office@kreatron.ro www.kreatron.ro
structură optimizată din punct de vedere al costurilor cu cât mai puține controlere, care pot opera apoi numărul necesar de componente I/O, ca alternativă la abordările convenționale mai complexe, care au în general multe controlere care operează doar câteva I/O fiecare.
Această filosofie centrală este susținută de caracterul deschis al soluției de sistem bazate pe EtherCAT: EtherCAT oferă o bază tehnologică pentru integrarea tuturor sistemelor de fieldbus pentru automatizarea clădirilor și, astfel, evitarea blocajului de subsistem care apare adesea în cazul transmiterii convenționale de date. BACnet, DALI, DMX, KNX/EIB, EnOcean, LON, Modbus, M-Bus, MP-Bus și SMI, de exemplu, pot fi integrate fără probleme prin intermediul modulelor EtherCAT și de comunicație pe bus. Această abordare permite soluții extrem de eficiente, în care un procesor de comandă primește întreaga imagine a procesului din toate punctele de date și subsistemele în câteva microsecunde. Astfel, se elimină timpii de latență obișnuiți; un număr aproape nelimitat de subsisteme poate fi integrat în sistem în orice moment.
Avantajele tehnologiei EtherCAT
Prelucrarea telegramelor din mers constituie baza pentru o comunicație EtherCAT de înaltă performanță. Pe lângă viteza mare de transmisie pe care aceasta o aduce, utilizatorul beneficiază și de opțiuni complete de diagnosticare și configurare online, precum și de recunoașterea automată a participanților din rețea, ceea ce elimină sarcina consumatoare de timp de atribuire a adreselor pentru fiecare participant. Implementarea structurii de automatizare este simplificată în mod semnificativ prin alegerea flexibilă a topologiei (linie, inel sau structură arborescentă) și prin extinderea aproape nelimitată a rețelei sau a lungimii cablurilor. Implementarea este, de asemenea, susținută de gama largă de componente EtherCAT cu un grad de protecție IP20 sau IP65 și, de exemplu, de înlocuirea simplă a terminalelor prin intermediul funcției de înlocuire hot swap, în timpul lucrărilor de întreținere. A

Federația Internațională de Robotică (IFR) a anunțat pe 30 aprilie 2024, la Chicago, continuarea trendului companiilor americane de a investi în roboți. Companiile producătoare din Statele Unite au investit masiv în automatizare: instalările totale de roboți industriali au crescut cu 12% și au ajuns la 44.303 unități în 2023. Numărul unu în adoptarea roboților este industria auto, urmată de sectorul electric și electronic. Acestea sunt rezultatele preliminare, prezentate de IFR.
Statele Unite au una dintre cele mai avansate industrii de producție din lume. Prima concluzie a IFR privind rezultatele preliminare arată din nou o cerere puternică de roboți în toate segmentele majore ale industriei prelucrătoare din SUA în 2023.
Marina BILL, Președintele Federației Internaționale de Robotică (IFR)
Industria auto din SUA
Vânzările pentru segmentul auto au crescut cu 1%, cu un număr record de 14.678 de roboți instalați în 2023. Acest lucru vine după ce, în 2022, instalările au crescut vertiginos cu 47%, ajungând la 14.472 de unități. Cota de piață a producătorilor de automobile și de componente a atins 33% din toate instalările de roboți industriali din SUA în 2023. Statele Unite au al doilea cel mai mare volum de producție de automobile și vehicule ușoare la nivel mondial, după China. „În prezent, producătorii de automobile investesc în robotică în special pentru a controla tranziția la vehiculele electrice și pentru a răspunde la lipsa forței de muncă", spune Marina Bill.
Industria electrică şi electronică
Instalările din industria electrică și electronică au crescut cu 37%, ajungând la 5.120 de unități în 2023. Acest număr aproape a atins nivelul record de dinaintea pandemiei de 5.284 de unități, înregistrat în 2018. Cel mai recent rezultat reprezintă o cotă de piață de 12% din toți roboții industriali instalați în industria producătoare din SUA.
Cererea de roboți industriali din acest segment este influențată de tendința de consolidare a lanțurilor de aprovizionare interne și de proiectele care conduc tranziția către o energie curată.
Alte sectoare puternice din SUA
Numărul de instalări în alte industrii care au depășit pragul de 3.000 de unități în SUA sunt: metal și echipamente (4.123 de unități, +6%) și produse din plastic și chimice (3.213 unități, +5%). Acestea reprezintă o cotă de piață de 9% și, respectiv, 7% din instalările de roboți industriali în 2023.
Canada şi Mexic
Instalarea de roboți în Canada a ajuns la 4.616 unități - o creștere de 43%. Industria auto reprezintă 55% din instalările de roboți din această țară. Vânzările către sectorul auto au crescut cu 99%, cu 2.549 de unități instalate în 2023. Acesta este un record istoric.
Instalările de roboți în industria prelucrătoare din Mexic rămân aproape neschimbate, cu 5.868 de unități în 2023. Principalul adoptator al țării este industria auto, care a reprezentat 69% din instalările de roboți în 2023: vânzările au ajuns la 4.068 de unități (-0%) în 2023 - al treilea cel mai bun rezultat de la nivelul maxim de 4.805 unități, în 2017.
Robotica mondială în 2024 - Rezultatele finale ale noilor date World Robotics vor fi publicate de IFR marți, 24 septembrie 2024. A

Centrarea corectă a jumătăților de matriță sau a inserturilor este un factor decisiv pentru alinierea de înaltă precizie a componentelor individuale ale matriței. În multe cazuri, aceasta este singura modalitate de a obține o calitate ridicată constantă, cu o precizie de repetare corespunzătoare, precum și respectarea toleranțelor cerute și a standardelor de calitate ale produselor fabricate. În funcție de aplicație, diferite metode de centrare pot asigura un beneficiu maxim în ceea ce privește poziționarea exactă. Prin urmare, alegerea celei mai bune metode de centrare posibile se bazează întotdeauna pe matriță. Ca o completare la portofoliul extins de sisteme de centrare standardizate, KNARR oferă o versiune cilindrică care poate fi utilizată indiferent de poziție. Aceasta oferă o soluție fiabilă, în special atunci când spațiul din matriță este limitat.
Cursă de centrare diferită


Articolele 547990 și 547993 sunt identice în ceea ce privește funcția și designul. Principala diferență se bazează pe cursa de centrare semnificativ mai lungă a tipului 547993. Astfel, se poate obține o centrare de înaltă precizie chiar și cu curse mai mari în cazul sculelor complexe. Instalarea ambelor tipuri este
recomandată prin înșurubare din spatele panoului, dar se poate face și din partea din față a panoului (securizat cu un știft filetat).
Beneficii



Datorită opțiunilor sale de instalare variabilă, centratorul cilindric oferă o soluție adecvată atunci când există un spațiu limitat în matriță.
Alinierea de înaltă precizie a tuturor componentelor matriței constituie baza pentru o calitate fiabilă și ridicată a produselor.
Rolele utilizate fac din acest interblocaj de precizie o soluție durabilă, chiar și în cazul unor frecvențe de ciclu ridicate și al unor sarcini continue.
Întreținerea se limitează la verificarea tensiunii arcului și la lubrifierea corespunzătoare.
Atât bucșa, cât și șurubul pot fi montate atât din partea din față, cât și din partea din spate a plăcii.
Designul de înaltă calitate al coliviei cu role previne căderea sau distrugerea rolelor individuale în timpul producției în curs. A


În acest volum vom explora câteva definiții și studii de caz aruncându-ne un ochi și asupra istoriei conceptului de inteligență artificială (AI) oferind, pentru o ancorare mai bună în realitatea zilelor noastre, un timeline a evoluției tehnologiilor și efectelor pe care acestea le-au produs în societate.
Vom vedea că, în ciuda hype-ului de astăzi, cercetarea în domeniul AI a avut perioadele ei de stagnare, și chiar regresie - regăsite în literatura de specialitate sub denumirea sugestivă de AI winters, perioade care, grație îndârjirii pasionaților vremii, au fost depășite.
Azi s-a ajuns la o industrie ce se bucură de cea mai rapidă dezvoltare, care atrage investiții colosale, câteodată în ciuda unor rezultate financiare nu tocmai concludente.
Volumul se va finaliza cu câteva discuții despre viitorul inteligenței artificiale.
(Cătălin Vrabie)
n Autor: Cătălin Vrabie
n Editura: PRO UNIVERSITARIA
n Anul apariției: 2024
n Nr. pagini: 158
n Cod: PUN978-606-26-1851-3
A început Era Exponențială. O eră a computerelor ultrarapide, în care software-urile tot mai performante ne permit să acumulăm un număr impresionant de date. Pentru prima oară în istoria omenirii, tehnologia accelerează constant.
Tehnologia evoluează într-un ritm exponențial, spune Azeem Azhar, iar noi nu ne vom putea adapta decât dacă ne însușim un ritm progresiv mai lent. Rezultatul? Un ,,decalaj exponențial" între puterea noii tehnologii și capacitatea noastră de a ține pasul cu ea.
Azhar explică prin decalajul exponențial unele dintre cele mai presante dificultăți ale societății în care trăim: de la inerția afa-
cerilor în a implementa digitalizarea până la reacția sclerozată a democrațiilor liberale în fața avântului problemelor sociale. Cum trebuie întâmpinată această tendință care ne erodează economia, politica și viața? Autorul propune câteva răspunsuri pe care le veți găsi în carte.
n Autor: Azeem Azhar
n Editura: CURTEA VECHE
n Anul apariției: 2024
n Nr. pagini: 432
n Titlu Original: Exponential
n Traducător: Bogdan Ghiurco
n Cod: CVE978-606-44-1604-9
Fundamente și strategii pentru promovarea dezvoltării durabile. O analiză a economiei circulare și a educației pentru sustenabilitate este o invitație la o călătorie prin complexitatea și interconectivitatea lumii noastre, o explorare a modului în care societatea, mediul și economia pot coexista armonios, în beneficiul prezentului și al viitorului.
A fost elaborată cu grijă și dedicare, reprezintă nu doar o sinteză impresionantă a cercetărilor și studiilor de caz relevante în domeniu, ci și o hartă ghid pentru oricine dorește să contribuie la o lume mai durabilă. La intersecția dintre provocările globale și soluțiile locale, lucrarea navighează prin concepte cheie precum dezvoltarea durabilă, economia circulară și rolul esențial al educației în modelarea comportamentelor sustenabile.
Abordarea multidisciplinară a autorului scoate în evidență importanța integrării eforturilor din diverse domenii, de la tehnologie și știință, la politici publice și inițiative comunitare, subliniind faptul că sustenabilitatea este o responsabilitate comună, ce
depășește barierele geografice și sectoriale. Manualul se adresează nu doar specialiștilor și cercetătorilor, ci și studenților, profesorilor, decidenților politici și, nu în ultimul rând, fiecărui cetățean preocupat de viitorul planetei noastre. Prin expunerea principiilor durabilitătii aplicate în diferite contexte, de la urbanism și agricultură la industrie și servicii, cartea oferă o perspectivă holistică asupra modului în care putem reconfigura relația cu mediul înconjurător, economia și societatea.
În esență, cartea este un apel la acțiune, un semnal de alarmă ce ne îndeamnă să reflectăm la impactul acțiunilor noastre asupra lumii și să adoptăm un mod de viață mai responsabil. Este o lucrare care ne învață despre importanța păstrării resurselor pentru generațiile viitoare și ne inspiră să fim parte a soluției pentru provocările cu care se confruntă planeta noastră. Am dorit să ofer nu doar informații și cunoștințe, ci și speranță și inspirație pentru a construi împreună o lume în care dezvoltarea durabilă nu este doar un ideal, ci o realitate palpabilă, accesibilă tuturor. (Sabin Chiș)

n Autor: Sabin Chiș
n Editura: PRO UNIVERSITARIA
n Anul apariției: 2024
n Nr. pagini: 162
n Cod: PUN978-606-26-1904-6
MIRCEA BĂDUŢ inginer, consultant CAD/IT cad_consultant@hotmail.com
În fiecare primăvară, și cu o consecvență admirabilă, este lansată o ediție nouă de AutoCAD, și ea are ca sufix nu anul curent ci anul următor. Firește, după deceniile de evoluție impetuoasă, astăzi nu ne mai așteptăm ca noile ediții să aducă îmbunătățiri spectaculoase, însă ceva optimizări tot mai au loc, după cum vom vedea.
Avem într-o primă instanță o serie de optimizări software interne, cu efecte în diverse faze: ameliorarea vitezei de lucru (la deschiderea și salvarea de fișiere-desen DWG native AutoCAD, la afișarea/ navigarea în vederile 2D, la anumite operații cu afișare 3D); creșterea stabilității și asigurarea consistenței (precum la deschiderea de fișiere DGN, native MicroStation, sau la agregarea fișierelor de tip referință-externă); facilitarea programării de aplicații (nucleul ASP.NET de la Microsoft a fost reformat recent și se numește ,,.NET 8’’); ș.a. Și încheiem acest prim paragraf cu o exemplificare particulară, dar cu efect potențial interesant pentru utilizator: a apărut o variabilă de sistem nouă, DX12_FRAMERATE_ UNLIMITED, a cărei activare determină ca afișarea proiectului în AutoCAD să se facă cu rata de reîmprospătare maximă permisă de subsistemul video (ceea ce devine foarte benefic pentru persoanele cu sensibilități la ochi, deoarece frecvența mare de reîmprospătare a imaginii de pe ecran permite o autolubrefiere mai corectă a ochilor), dar aceasta este condiționată de existența unui monitor capabil de reîmprospătare variabilă (,,vsync-off") și de prezența componentei ,,DirectX 12’’ în sistemul de operare Windows. Și dacă tot am vorbit despre ,,DirectX 12’’, notăm aici și facilitatea ,,GPU Text’’ prin care se îmbunătățește afișarea textelor scrise cu font de tip TrueType, iar activarea/verificarea opțiunii se face prin comanda GRAPHICSCONFIG. Tot în caseta de dialog ,,Graphics Performance’’ vom găsi de acum și categoria/eticheta ,,Diagnosis’’ prin care putem trata eventualele probleme/ neconformități ale adaptorului grafic.
Optimizări cu efect în proiectare În recenzia de anul trecut prezentam paleta ,,Activity insights’’ (accesibilă din meniul-ribbon View > History), creată pentru a facilita utilizatorului accesul la activităţile relevante efectuate la proiectul/desenul curent (editare, vizualizare, publicare, purjare, atașare referinţe externe, redenumiri fișier-desen, etc), aspect valoros mai ales când la proiect colaborează mai mulți oameni. În AutoCAD 2025 a crescut granularitatea activităţilor jurnalizate (detaliere mai mare în panoul ,,Activity Properties’’), iar în ,,Activity insights’’ s-a integrat și facilitatea ,,DWG History’’. Aici vom putea, printr-un click de mouse pe butonul ,,Compare’’, să obținem diferențele dintre desenul curent și versiunile sale anterioare. Notăm și interfațarea jurnalului de versiuni cu serviciile de stocare internet (OneDrive, Box, DropBox). Iar la nevoie putem folosi variabila de sistem ACTIVITYINSIGHTSUPPORT pentru a (dez) activa această facilitate.
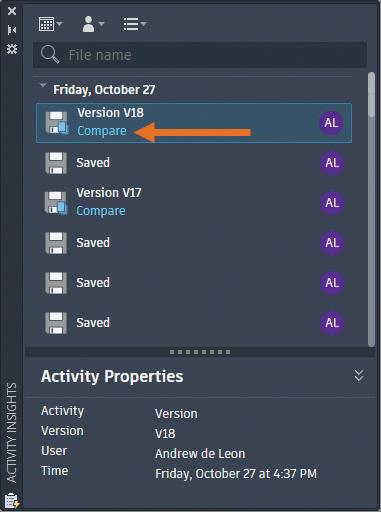
Odată cu ediția ,,AutoCAD 2023’’ a apărut facilitatea ,,Markup Assist’’ (un asistent util la importarea de fișiere ,,markup’’: imagini de supervizare/ colaborare neintruzivă referitoare la desenul curent), iar ediția actuală aduce aici o serie de noutăți: fișierele PDF se pot conecta direct din Autodesk Docs; norii de revizie rectangulari nu mai sunt rotiți; avem și opțiunea de a plasa nori de revizie poligonali; abilitatea de a fuziona texte de adnotare adiacente dar separate (rezultând entități de tip Mtext sau MLeader); panoul ,,Settings’’ permite acces direct la stilurile implicite MText/MLeader; suport extins pentru PDF în ,,Trace’’; suport pentru importarea de adnotări ACC (realizate în Autodesk Construction Cloud), iar eventualele modificări ulterioare asupra fișierului PDF din ACC vor fi automat actualizate în proiectul AutoCAD. Și la GSF, sistemul grafic din inima AutoCAD-ului, apar câteva noutăți vizibile. (Ne amintim că GSF este acronimul de la Graphics System Fabric, și el a rezultat în 2021 prin reformarea sistemului grafic anterior.) În anul 2020 apărea în AutoCAD comanda Xclip, prin care se putea impune/defini o limită înconjurătoare pentru afișarea desenelor referință-externă sau a blocurilor, facilitate utilă când geometriile acestora se extind mai mult decât este necesar. Ei bine, de acum această facilitate este efectivă și atunci când se impun stilurile particulare de vizualizare Shaded (Fast) și Shaded with Edge (Fast). Și apropo de aceasta, stilul de vizualizare Wireframe (Fast) a devenit mai rapid odată cu noul GSF. Și tot pentru un spor de viteză a apărut opțiunea ,,Interruptible Regen’’ cu efect la tranziția de la 2D la 3D. De asemenea, notăm că tranziția temporară de la 2D la 3D folosind ,,ViewCube’’ sau ,,3D Orbit’’ va folosi de asemenea noul stil vizual Wireframe (Fast).
În 2012 apărea în pachetul AutoCAD o facilitate prin care se puteau stabili niște regimuri mai particulare de rulare a AutoCAD-ului: AcCoreConsole. De acum, la acest nivel al liniei de comandă pentru apelarea fișierului ,,acad.exe’’ de către sistemul de
operare, a apărut opțiunea ,,noxref" (deci echivalentă la consolă cu comanda ,,"acad /noxref"), prin care se impune AutoCAD-ului să evite încărcarea de referințe-externe la deschiderea fișierelor DWG, atât pentru o deschidere mai rapidă a fișierului-proiect cât și pentru a ocoli eventualele probleme ale referințelor către resurse invalide (căi către fișiere externe), care probleme se vor rezolva mai corect folosind paleta ,,External References’’. Iar dacă tot am ajuns aici, să mai spunem și că paleta ,,External References’’ a fost actualizată astfel încât să se potrivească cu comportamentul clasic de la redenumirea fișierelor referință-externă, cu mențiunea că desenul referință-externă nu mai este reîncărcat după redenumire (rezultând și astfel un mic adaos de viteză).
Şi alte două îmbunătăţiri
În recenzia de la software-ul Solid Edge de anul trecut (T&T nr. 3/2023), scriam despre spectaculoasa identificare automată a regiunilor din schița 2D de la care se pot extruda forme 3D (contururi valide pentru generarea entităților de modelare). Iată că și în AutoCAD apare ceva la fel de spectaculos (deși cu similitudine inversă), adaptat la comada HATCH (hașurare) și la comanda GRADIENT: opțiunea ,,Draw Boundary", cu care putem crea rapid o umplere cu model (fie el hașură sau gradient cromatic) a unei arii/zone în desenul 2D fără a fi nevoie să existe acolo elemente geometrice delimitatoare. Fluxul de lucru al comenzii cu opțiunea ,,Draw boundary’’ poate include linii, arce de cerc, dreptunghiuri, cercuri, polilinii libere. (Însă ne amintim că există și opțiunea inversă, ,,pick internal point’’, care lucrează foarte spectaculos.) Mai notăm faptul că se poate folosi opțiunea ,,Alignment line’’ pentru a găsi rapid alinieri ale hașurii la anumite elemente. (Re-alinierea rapidă a unei hașuri se face selectând-o și plasând cursorul de mouse pe simbolul său de origine, moment în care vom obține un meniu contextual din care selectăm opțiunea Hatch Angle.) Avem aici și câteva variabile de sistem care pot deveni utile: HPBOUNDRETAIN (pentru afișarea conturului limită al hașurii); HPBOUNDARYALIGNMENT (pentru aliniamentul conturului la o hașură existentă); HPBOUNDARYWIDTH (pentru a controla grosimea conturului); HPMETHOD (pentru a comuta între metodele de hașurare bazate pe contur sau pe arie).
Ultimele ediții de AutoCAD au adus o serie de îmbunătățiri la folosirea de blocuri în proiect/desen (precum ,,Smart Block Placement’’ de anul trecut), iar cele din ediția ,,2025’’ poartă numele de ,,Smart Block Search & Convert’’. Acestea ne vor folosi în situațiile practice în care primim un desen digital care conține multe grupuri repetitive de geometrii, și care grupuri ne-ar deveni mai gestionabile dacă ar fi organizate ca blocuri. Ei bine, noua unealtă din AutoCAD detectează astfel de grupuri de elemente geometrice și le convertește în blocuri, aducând un spor de organizare și de inteligență proiectului. (Imediat ce utilizatorul selectează o geometrie pentru convertire, AutoCAD-ul identifică și semnalizează luminos toate instanțele geometrice similare.)
Comanda DETECT pornește detectarea de grupuri geometrice repetitive, iar apoi utilizatorul poate
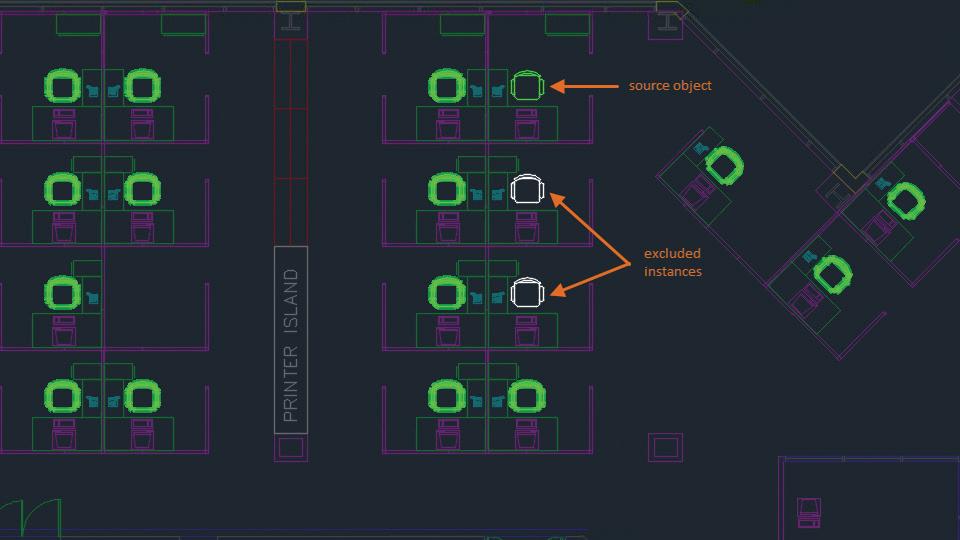
revizui lista de candidați la convertire în blocuri: confirmă instanțele potrivite pentru conversie propuse în listă, le elimină pe cele nedorite, dar poate și puncta pe conturul albastru al instanței de bloc din desen pentru a-i edita pe loc definiția (definiția globală, ci nu instanța particulară). Facilitatea se pretează foarte bine în desenele de arhitectură (planuri elevație), unde va putea detecta uși, ferestre, ghiuvete, toalete, mese, scaune, etc.
Este de menționat faptul că ,,Smart Block Search & Convert’’ folosește un algoritm de ,,machine learning’’ (specific inteligenței artificiale), astfel că detectarea nu va avea întotdeauna precizia de 100%. Este necesar ca unitățile de măsură ale desenului să fie cele reale (fără vreun factor de scalare). De asemenea, este posibil să apară și ceva limitări în privința dimensiunii fișierului-desen. Eventual, spre a facilita procesul, vom recurge la comanda BCONVERT pentru a preselecta geometriile asupra căror se dorește efectuată căutarea și detectarea în desen. Vom remarca în caseta de dialog ,,Convert’’ și opțiunea prin care putem alege între a converti grupurile detectate într-un bloc deja existent sau într-un bloc nou. Mai mult, când alegem să convertim către un bloc existent, putem alege din panoul cu blocuri existente în desen, sau dintr-o listă sugerată din biblioteca proprie de proiectare (pe criterii ,,IA’’), sau un bloc folosit recent. În plus, în proces vom putea ajusta rotația și alinierea blocului relativ la geometriile selectate.
geospațială a proiectului/desenului s-au folosit hărți din sursa Nokia, iar ulterior din Microsoft Bing. Iată că de acum avem la dispoziție prin internet și material cartografic de la ESRI, furnizor de primă referință în geo-informatică (GIS). Integrarea hărții se face fie din meniul-ribbon Insert > Location panel > Set Location > From Esri Maps, fie prin comanda GEOGRAPHICLOCATION (la prompter), iar ce ne apare de-acum în plus sunt sursele cartografice Esri Imagery, Esri OpenStreetMap, Esri Streets, Esri Light Gray și Esri Dark Gray (unele vectoriale, alte rasteriale). A

Marile companii energetice din Europa renunță la investițiile ESG (environment, social, governance), își dublează volumul activității principale, acordă dividende generoase acționarilor și iau în considerarea mutarea în Statele Unite pentru a-și spori capitalizările – potrivit datelor agregate din relatările Reuters, Financial Times și Bloomberg. Shell, BP și TotalEnergies se redescoperă, ceea ce investitorilor activiști nu le este pe plac, dar toți ceilalți sunt încântați, scrie Reuters.
În urmă cu trei ani, marile companii petroliere – Big Oil – din Europa au elaborat programe pentru a urma tranziția energetică și de a trece de la activitatea lor de bază spre o mai mare diversificare a afacerilor în domenii noi precum energia eoliană, fotovoltaice, încărcarea vehiculelor electrice, producția de biocombustibili și orice altceva în afară de hidrocarburi.
La acea vreme, companiile petroliere încercau să atragă o parte din sectorul investitorilor ESG – environment, social, governance – în curs de dezvoltare, la concurență cu companiile care se dezvoltau în baza subvențiilor guvernamentale și răspunzând apelurilor activiștilor de mediu care cereau renunțarea la petrol și gaze naturale.
După doar trei ani, această abordare s-a schimbat radical. Criza energetică din Europa, care a început la sfârșitul anului 2021 și a căpăta proporții spectaculoase în 2022, a dat o lovitură investițiilor ESG – și a reamintit lumii despre despre ce este vorba cu investițiile: banii.
În cel mai recent raport financiar trimestrial, BP a indicat că s-ar putea să nu mai respecte planul de reducere cu 25% a producției de petrol și gaze, până la 2 milioane de barili echivalent petrol pe zi, până în 2030. Planul, anunțat pentru prima dată de fostul CEO Bernard Looney în 2020, a fost modificată anul trecut, deoarece BP și-a dat seama că investițiile în tehnologia de tranziție nu aduce bani. Acum, succesorul lui Looney, Murray Auchincloss, a spus că compania poate atinge această țintă sau nu.
„Două milioane bepz (barili echivalent petrol pe zi) este un număr decent de respectat chiar și acum. Ar putea fi mai mare? Da. Ar putea fi mai mic? Da”, a spus el, subliniind că BP adoptă o abordare pragmatică, „bazată pe randamente”, „care va ajuta la informarea a ceea ce credem că va fi producția noastră în 2030, dar mă concentrez pe randamente și cash-flow, nu pe volum”. a spus el, conform Reuters.
Acționarii companiei sunt cu siguranță încântați să audă acest lucru, cu excepția acelor activiști care au încercat să determine pe BP ca și pe celelalte „Big Oil” să își reducă și mai mult activitatea de bază. Dar acești investitori activiști au primit mai puțin sprijin de la ceilalți acționari, o dovadă suplimentară că valul se îndreaptă acum pentru majorarea producției de petrol și gaze. Investitorii au încercat ESG. Nu a funcționat așa cum a fost anunțat inițial. Acum s-au întors la petrol și gaze și doresc să câștige banii. Deci Big Oil se conformează cererii majorității acționarilor.
BP a raportat o scădere a profitului net pentru primul trimestru din cauza prețurilor mai scăzute la gaze naturale, dar și-a menținut planul de răscumpărare de acțiuni neschimbat, în valoare de 3,5 miliarde de dolari care urmează să fie realizat în prima jumătate a anului.
Shell, dimpotrivă, a raportat o creștere a profitului net din primul trimestru. Dar, de asemenea, și-a păstrat obiectivul de răscumpărare de acțiuni neschimbat, în ciuda sugestiilor analiștilor că ar putea răscumpăra și mai multe acțiuni. CEO-ul Wael Sawan a explicat că planul de răscumpărare face parte dintr-o strategie, mai degrabă decât dintr-o cursă de a returna cât mai mulți bani acționarilor în cel mai scurt timp posibil.
„Acesta este al zecelea trimestru consecutiv în care am cumpărat acțiuni de peste 3 miliarde de dolari. Este vorba despre o capacitate constantă de a putea face acest lucru pe mai multe trimestre. Și nu este doar faptul că vrem să răscumpărăm la un preț al petrolului de 90 sau 85 de dolari, trebuie să ne gândim și la modul în care putem răscumpăra acțiuni la 50 de dolari [barilul de petrol]”, a spus el, citat de FT, la publicarea rezultatelor Shell din primul trimestru.
Cel de-al treilea supermajor al Europei, TotalEnergies, desfășoară aceeași strategie: menține acționarii fericiți, dar fără să exagereze. După ce a raportat venitul net în scădere, la fel ca cel al BP, din cauza prețurilor mai scăzute la gaze, compania și-a reiterat planurile anterioare de răscumpărare de acțiuni și investiții pentru anul viitor, majoritatea investițiilor fiind destinate dezvoltării proiectelor de exploatare petrol și gaze.
CEO Patrick Pouyanne de la TotalEnergies i-a îndemnat pe liderii politici să accepte faptul că lumea va continua să folosească cantități tot mai mari de petrol în viitor, semnalând că Big Oil știe de unde vin banii și chiar dacă investește masiv în proiecte de
tranziție, majoritatea investițiilor sale sunt în domeniile afacerilor sale de bază: petrol și gaze.
TotalEnergies își păstrează neschimbat bugetul pentru investițiile legate de tranziție. Shell și-a revizuit obiectivul pe termen mediu de la 23% din totalul investițiilor la 19% până în 2030. BP este în mod deliberat ambivalent. Marile companii petroliere din Europa inversează cursul de acum trei ani, pentru că au trebuie să facă față concurenței companiilor similare din SUA. Acestea au investit mult mai puțin în tranziția energetică și au fost recompensate cu creșterea mai rapidă a prețurilor acțiunilor cotate la bursă.
Pare contraintuitiv ca pe fondul politicilor agresive de mediu, a presiunilor exercitate de ONGuri care luptă împotrivă schimbărilor climatice, Big Oil să își schimbe strategiile. Însă în lumea reală, petrolul și gazele naturale se vând pe bani frumoși, iar producătorii lor câștigă sume imense. Este o lecție simplă pe care Big Oil din Europa se pare că o uitaseră, dar pe care au reînvățat-o rapid.
Ce este ESG şi de ce a fost considerat o investiţie sigură?
Acum trei ani, companiile doreau să atragă investiții care să aibă în vedere și criterii legate de protecția mediului și sustenabilitate așa-numitele criterii ESG – environment, social, governance reprezentau un trend în domeniul investițiilor, și un element esențial pentru a atrage atenția investitorilor.
Factorii ESG – Environmental, Social, Governance reprezintă aspecte ale activităților operaționale ale companiilor care au un impact asupra mediului și al oamenilor (clienți, angajați, furnizori și alții) și se referă la modalitatea în care o companie își desfășoară activitățile de business (guvernanța corporativă).
În funcție de categorie, factorii ESG pot fi măsurați astfel:
Mediu (Environment)
n Emisii de gaze de seră
n Managementul apei și apelor uzate
n Impactul asupra calității aerului
n Producerea și eliminarea altor deșeuri
Oameni și societate (Social)
n Implicarea angajaților
n Diversitate, echitate și incluziune
n Securitatea datelor cu caracter personal
n Drepturile omului
n Impactul asupra comunității
n Sănătatea și siguranța angajaților
Guvernanță (Governance)
n Etică în afaceri
n Comportamentul competitiv
n Diversitatea și structura consiliului administrativ
n Remunerarea executivului
n Managementul intern al riscului
n Managementul riscului sistemic
În evaluarea unei companii, acești factori sunt evaluați prin indicatori care să transmită potențialilor investitori gradul de atractivitate pentru o posibilă investiție. A
(Articol preluat de pe cursdeguvernare.ro)

Tot mai multe companii trebuie să închidă din diferite motive. Însă cel mai des întâlnit motiv este lipsa succesorului. Aproximativ 90% dintre toate companiile din Germania sunt conduse de familii și există deja de generații. Dacă nu există succesori, nu mai rămâne de cele mai multe ori decât închiderea. Aici, Surplex.com oferă o platformă bună pentru vânzarea inventarului operațional.
Numai jumătate dintre proprietari transmit companiile propriilor copii sau membrilor de familie. Pentru acest lucru există mai multe explicații, precum mai multe posibilități de dezvoltare în afara companiei sau frica de riscul financiar mare. Dar și lipsa interesului față de profesie este unul din motive. Deoarece deseori nu se găsește în timp util un candidat corespunzător, lipsa unui succsesor duce la tot mai multe închideri de companii.
Companie familială — ce înseamnă acest lucru?
La o companie familială o familie sau mai mulți membrii de familie dețin o companie, care este condusă împreună. De cele mai multe ori acest lucru duce la o legătură emoțională strânsă și un accent puternic pe tradiții. După mărime acestea pot varia, de la companii mici până la concerne mari. Companiile familiale se găsesc în diferite domenii.
Probleme la succesiune
Până în 2026 peste 550.000 de companii doresc să găsească un succesor. Aproximativ 190.000 de companii planifică să se retragă de pe piață fără succesor. Peste 54% de companii au peste 55 de ani și ajung astfel într-o fază în care trebuie să se gândească la un succesor la conducerea companiei. Una din cele mai mari probleme la aceasta este de a găsi un candidat corespunzător, deoarece după generația baby boom a urmat o generație cu un număr mult mai redus de nașteri. Astfel lipsesc urmașii de care este foarte mare nevoie.
Se caută fie în familie, fie în companie sau în exterior. A găsi un succesor în cadrul familiei devine tot mai greu. În mod tradițional succesorul este fiul sau fiica. Dar, tot mai des se dovedește, că opțiunile externe, de exemplu datorită salariilor sau șanselor de avansare mai bune, par mai atractive și de cele mai multe ori deja interesul pentru preluarea companiei familiei este redus. Astfel tot mai multe persoane renunță la preluarea companiei. Dacă propria familie este exclusă, mai rămâne doar

Dennis Kottmann
Surplex GmbH
Theodorstraße 105 40472 Düsseldorf
+49 211 422737-28
dennis.kottmann@surplex.com Surplex.com/ro
căutarea într-un cerc exterior. Dar și în acest caz apar dificultăți. Trei din patru proprietari nu găsesc un succesor extern corespunzător sau întâmpină obstacole la căutare. Dacă și în acest caz nu se găsește nimeni, mai rămâne doar ultima variantăînchiderea companiei.
Surplex — o soluţie pentru companii Închiderea unei companii include numeroase provocări, precum evacuarea spațiilor companiei și a halelor de depozitare, eliminarea profesională a deșeurilor rezultate sau programări oficiale. Pe lângă specificațiile legale, care trebuie să fie respectate și concedierile de personal, mai rămâne deseori un punct important pe listă: vânzarea echipamentelor operaționale. Companiile găsesc doar foarte greu cumpărători, deoarece nu cunosc sau cunosc doar foarte puțin piața pentru utilaje second-hand și astfel pot evalua doar foarte greu valoarea echipamentelor lor. În afară de acest lucru cei mai mulți vânzători caută în imediata apropiere cumpărători, ceea ce reduce considerabil cercul acestora. Dar procesul de vânzare are un rol important, deoarece astfel nu doar se scapă de echipamente ci se obțin și venituri ridicate.
Companiile precum Casa de licitații industriale Surplex, pot fi în timpul acestui proces un sprijin și un partener bun. Nu contează dacă este vorba despre o companie de mărime medie sau despre un mic atelier. Surplex găsește pentru fiecare companie o soluție corespunzătoare și cumpărătorii corespunzători. Există două căi posibile pentru companii, licitarea pe o platformă de licitații sau Surplex cumpără întregul inventar la un preț fix. După ce echipamentele sunt vândute și preluate de către cumpărători, halele și clădirile sunt predate curate proprietarilor. Evident desființarea unei companii presupune un efort mărit și necesită o anumită organizare. Dar cu Surplex companiile au un partener competent alături de ei. A
Conform unui comunicat de presă publicat de EY România, un procent de 43% dintre cele 1.405 de companii participante la studiul EY Reimagining Industry Futures Study investesc în inteligența artificială generativă, ceea ce confirmă statutul de tehnologie revoluționară al GenAI.
În timp ce multe companii sunt din ce în ce mai interesate de Inteligența Artificială Generativă, un număr semnificativ sunt conștiente de potențialele probleme legate de etică și responsabilitate și favorizează o abordare graduală a adoptării. Impulsul din spatele investițiilor în GenAI este esențial, pe măsură ce companiile continuă să evalueze impactul organizațional general al acesteia, iar furnizorii care oferă soluții pentru a aborda provocările legate de securitatea datelor, responsabilitate și etică vor apărea probabil ca lideri de piață.
Cătălina DODU, Partener, Liderul departamentului de consultanță și securitate cibernetică EY România
GenAI se clasează pe locul al treilea printre cele nouă tehnologii emergente incluse în studiu, pe primul loc poziționându-se „Automatizarea și inteligența artificială”. Dintre cei care investesc în prezent în GenAI, 80% lucrează la modele de validare a conceptului pentru aplicații, în timp ce 20% au în derulare proiecte pilot.
În pofida importanței în creștere a GenAI, 38% dintre respondenți preferă o abordare progresivă și sistematică a adoptării, ceea ce indică o sensibilitate față de aspectele legate de etică și responsabilitate. În acest sens, 73% dintre respondenți caută o mai bună înțelegere a conceptelor și a scenariilor de utilizare a GenAI, 69% au declarat că au nevoie de mai multe cunoștințe cu privire la riscuri, iar 52% sunt preocupați cu privire la potențialul de desființare a locurilor de muncă.
Prioritățile companiilor în ceea ce privește GenAI sunt dominate de nevoia de a îmbunătăți guvernanța datelor, pentru a combate riscurile legate de acuratețea și etica datelor (46% dintre respondenți). Printre principalele scenarii de utilizare a GenAI menționate de companii se numără pregătirea angajaților și colaborarea dintre aceștia (36%) și vânzări și asistența clienților (35%).
Cresc investiţiile în tehnologia 5G, în contextul în care companiile caută să integreze inteligenţa artificială În altă ordine de idei, tehnologia 5G înregistrează o creștere cu șase puncte procentuale a investițiilor
față de anul anterior, până la 79%. Companiile americane continuă să conducă în clasamentul pe regiuni al investițiilor în 5G, 82% dintre acestea investind în prezent sau plănuind să investească în această tehnologie.
Cu toate acestea, celelalte regiuni încep să recupereze decalajul: 79% dintre companiile europene și 78% dintre companiile din Asia investesc în prezent sau plănuiesc să investească în tehnologia 5G, ambele regiuni înregistrând o creștere anuală de peste 10 puncte procentuale a investițiilor derulate în prezent. Această evoluție reflectă apariția recentă a tehnologiei 5G de sine-stătătoare în aceste regiuni.
Per total, organizațiile intervievate consideră riscurile cibernetice și de protecție a datelor drept cea mai mare provocare actuală legată de tehnologia 5G pe care nu o pot controla, pe fondul creșterii continue a atacurilor cibernetice asupra dispozitivelor conectate la internetul lucrurilor (IoT).
Privind în perspectivă, companiile poziționează explorarea relației tehnologiei 5G cu inteligența artificială și alte tehnologii emergente drept principala lor prioritate în viitor pentru adoptarea 5G (42%). Totuși, raportul evidențiază provocările permanente legate de ambițiile companiilor de a combina tehnologiile, 60% dintre respondenți declarând că furnizorii nu articulează în mod adecvat modul în care 5G și IoT pot fi integrate cu inteligența artificială.
Despre studiu
Ediția 2024 a studiului EY Reimagining Industry Futures Study se bazează pe un sondaj online la care au participat 1.405 de companii, derulat în noiembrie 2023. Chestionarul a fost format din întrebări cu răspuns multiplu și enunțuri de tip acord/dezacord, respondenții provenind din segmente de piață și zone geografice multiple. Au fost incluși în rezultatele studiului numai respondenții care au selectat cel puțin „un nivel de cunoștințe moderat” cu privire la inițiativele IoT și 5G din cadrul organizațiilor lor. A
LEONARD RIZOIU
Managing Partner
leoHR/stayIN
Intrarea Generației Z pe piața muncii din România reprezintă o provocare și o oportunitate pentru angajatori. Acomodarea acestor tineri necesită o înțelegere profundă a valorilor și așteptărilor lor, precum și o adaptare a politicilor și practicilor de HR pentru a crea un mediu de lucru care să răspundă nevoilor lor. Această generație are potențialul de a aduce o schimbare semnificativă în dinamica pieței muncii, prin valorile, abilitățile și perspectivele unice pe care le aduc. Astfel, devine tot mai clar faptul că angajatorii ce vor reuși să se alinieze la aceste așteptări vor fi cei care vor prospera în viitorul apropiat al pieței muncii din România.
Totuşi, care este contextul şi ce ştim în acest moment despre Gen Z?
Piața muncii din România, asemenea multor alte țări, se confruntă cu transformări rapide și profunde, determinate de avansul tehnologic, schimbările socio-economice și, nu în ultimul rând, de pandemia recentă. Aceste schimbări au remodelat așteptările și abordările față de muncă, iar Generația Z intră pe piață într-un moment de cotitură, fiind prima care nu cunoaște lumea fără internet și tehnologie digitală. Generația Z se referă la cei născuți între mijlocul anilor '90 și începutul anilor 2010. Parte din reprezentanții acestei generații intră acum pe piața muncii cu o abordare diferită față de predecesorii lor, fiind profund influențați de contextul digital în care au crescut. Se caracterizează prin adaptabilitate, dorința de echilibru între viața profesională și cea personală, și o preocupare constantă pentru dezvoltare personală și profesională.
În comparație cu Millennials și Boomers, Generația Z prezintă câteva distincții semnificative în ceea ce privește piața muncii:
Adaptabilitate şi Tehnologie
Generația Z este nativă digital și are o capacitate remarcabilă de a adopta și a se adapta la noi tehnologii, spre deosebire de Boomers și chiar Millennials, pentru care adoptarea tehnologică a fost un proces. Acești tineri valorizează locurile de muncă care le permit să utilizeze și să exploreze ultimele inovații tehnologice.
Echilibru Work-Life
Spre deosebire de generațiile anterioare, care puneau un accent mai mare pe carieră și stabilitate financiară, Gen Z caută un echilibru mai bun între viața profesională și cea personală. Aceasta include
Leonard RIZOIU

Managing Director, leoHR
n HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
flexibilitatea locului de muncă, ore de lucru reduse și o importanță crescută acordată sănătății mintale.
Valori şi Etică
Generația Z este mai probabil să evalueze potențialii angajatori pe baza valorilor corporative și a responsabilității sociale. Ei sunt atrași de companii care promovează sustenabilitatea, diversitatea și incluziunea, spre deosebire de Boomers și Millennials, care s-ar fi putut concentra mai mult pe stabilitatea și reputația companiei.
Dezvoltare Personală şi Profesională
Această generație își dorește locuri de muncă ce oferă oportunități clare de creștere și dezvoltare, preferând rolurile care le permit să învețe continuu și să avanseze rapid. Această abordare contrastează cu viziunea tradițională a Boomers, care valora loialitatea și progresul treptat în cadrul unei organizații.
Fiecare generație a adus la vremea sa, în câmpul muncii, elementul de noutate care a dat naștere la noi proceduri și culturi organizaționale. Diferența este că în aceste vremuri putem observa mai îndeaproape acest întreg ,,shift” – această schimbare de paradigmă ce provoacă angajatorii să găsească soluții într-o manieră dinamică și actuală. Internetul, facilitând accesul la informație, ne aduce în prim plan toate aceste eforturi și de o parte, și de alta a baricadei: tinerii angajați care inițiază schimbarea paradigmei de care vorbeam, și angajatorii care caută și cei care nu caută modalități de a-și adapta organizațiile în funcție de ce aduc nou acești oameni. Ultima cotitură generațională semnificativă în modul în care angajatorii abordează gestionarea capitalului uman s-a petrecut atunci când reprezentanții Millennials au devenit activi în piața

muncii. Acest grup demografic a fost cel care a pus bazele pentru o abordare mai adaptabilă a locului de muncă, care continuă să influențeze felul în care organizațiile atrag, dezvoltă și păstrează talentele în era digitală.
Cu toate acestea, diferențele dintre aceste două generații, Gen Z și Millennials, sunt destul de mari.
Auzim tot mai des exclamaţia ,,Vine Generaţia Z, deci angajatorii trebuie să fie pregătiţi!”, dar ce înseamnă asta de fapt?
Așa cum spuneam deja într-un paragraf anterior, aceste expresii subliniază necesitatea adaptării la schimbările aduse de Generația Z, o cohortă cu caracteristici și așteptări distincte care modelează în mod semnificativ cultura organizațională și strategiile de management al resurselor umane. Aceasta implică:
n Implementarea și actualizarea constantă a tehnologiilor pentru a facilita munca flexibilă, colaborarea virtuală și eficiența operațională.
n Crearea unei culturi care valorizează diversitatea, incluziunea, inovația și dezvoltarea personală, elemente cheie pentru atragerea și retenția tinerilor profesioniști.
n Dezvoltarea unor strategii de angajare care să reflecte autenticitatea și să fie aliniate la valorile Generației Z, inclusiv responsabilitatea socială și sustenabilitatea.
Pentru a gestiona eficient transformările aduse de Generația Z în piața muncii, angajatorii din România
sunt îndemnați să adopte o abordare multifațetată, focusul acesteia fiind pe OM. Noua abordare a capitalului uman începe cu îmbrățișarea flexibilității, nu doar ca un beneficiu, ci ca o filozofie de lucru, care include politici de muncă flexibilă și opțiuni de telemuncă.
Paralel, investițiile în tehnologie trebuie să fie considerate esențiale, nu opționale, reflectând angajamentul organizației față de eficiență și inovație.
O importanță deosebită trebuie acordată dezvoltării continue, oferind angajaților oportunități constante de învățare și creștere, răspunzând astfel la dorința lor de progres și evoluție personală și profesională.
În plus, un sistem robust de feedback și recunoaștere trebuie implementat, pentru a satisface nevoia Generației Z de apreciere și ghidaj constructiv.
Nu în ultimul rând, angajatorii trebuie să demonstreze un angajament real față de responsabilitatea socială și să creeze inițiative care permit angajaților să se implice în cauze mai largi, consolidând astfel un sentiment de scop și apartenență. Comunicarea deschisă și transparentă este esențială pentru a construi o cultură a încrederii și respectului, elemente cheie în crearea unui mediu de lucru în care noile talente să prospere.
Replierea strategică a angajatorilor români în fața așteptărilor și nevoilor Generației Z nu este doar un răspuns necesar la dinamica actuală a pieței muncii, ci și o investiție esențială în viabilitatea și succesul pe termen lung al organizațiilor.
Această adaptare presupune o transformare profundă, care să integreze valorile, aspirațiile și modul de lucru specific Generației Z în ADN-ul organizațional.
Prin înțelegerea și îmbrățișarea caracteristicilor unice ale Generației Z, angajatorii pot debloca noi niveluri de inovație, creativitate și productivitate, consolidând astfel pilonii esențiali pentru o piață de capital uman vibrantă și rezilientă. A