Publisher Andrew Castle andrew@renew-mag.com +44 (0)7785 290034
Accounts
Touchwave Media Ltd accounts@renew-mag.com
Production G and C Media Ltd production@renew-mag.com Founded
As I write, we are just weeks away from the AEMT’s annual conference. This year we have worked hard to develop a content programme designed to deliver valuable information and insights that those attending can take back to their business to help them thrive. We have sessions looking at how businesses can encourage and attract more people into engineering roles – not just today but for years to come. We will explore how the latest technologies and techniques make it possible to repair equipment that couldn’t have been repaired before. The potential for better servicing decisions, made possible by connected motors, will also be featured, and there will be more besides.
Why am I telling you this? Firstly, the conference is not just for members of the AEMT. Anyone that finds the programme of interest is welcome, and you can find out more about the day and how to book on page eight of this issue. But I’m also telling you this because the electromechanical repair sector has a hugely important role to play and can bring so much to your business. Quickly getting plant and equipment up and running after a breakdown can save considerable sums in lost productivity and output. Effective maintenance can avoid unexpected but avoidable breakdowns and the significant financial, reputational or safety consequences they can bring. Refurbishing and repairing equipment, rather than replacing it, can save unnecessary capital expenditure – which is important in today’s challenging climate. And the value delivered by the electromechanical repair sector is not all about financial benefits. Repairing equipment, rather than replacing it, can also support a circular economy and provide positive environmental benefits.
So, you can see why having a healthy repair sector is so important. And this is why delivering a conference that can give members new ideas and ways to support their customers, and everything else we do in support of the sector, is so important to us at the AEMT.
Shaun Sutton, President, AEMT
Renew is a controlled circulation journal published quarterly on behalf of the AEMT by Touchwave Media and G and C Media. For a copy of the magazine’s terms of control and to request a copy please email circulation@renew-mag.com
The content of Renew magazine does not necessarily reflect the views of the editor, publishers, or the AEMT. The publishers accept no legal responsibility for loss arising from information in this publication and do not endorse any products or processes mentioned within it. No part of this publication may be reproduced or stored in a retrieval system without the publisher’s written consent.
For over 130 years, Megger has been the premier provider of portable test and measuring instruments for electrical power applications. Although Megger is best known for its world-famous range of insulation testers, we can assist your acceptance, commissioning and maintenance testing for predictive, diagnostic or routine purposes. By working closely with electrical utilities, standards bodies and technical institutions, Megger contributes to the dependability and advancement of the electrical supply industry.
TC3231
Thermal Camera
n Image capture frequency 9 Hz
n Thermal sensitivity (NETD) ≤150 mKn
n Hot spot and cold spot tracking
DCM305E
Earth Leakage Clampmeter
n 0.001 mA resolution
n Up to 100 Amp range for standard ac current measurements
n Low pass filter to aid stability of readings
AVO835
True RMS Multimeter
n High/low sensitivity live circuit detection
n Phase sequence measurement for 3 phase
DLRO2
2 Amp DucterTM Low Resistance Ohmmeter
n New “difference meter” for quick data comparisons
n Safely tests the resistance of inductive loads at 1A
n <600 V active protection against inadvertent live connections without blowing a fuse
MPD Scan
Handheld Scanner for PD Surveying
n Fast verification of partial discharge activity in MV and HV plants
n Universal application range due to a wide variety of sensors
n Integrated camera and QR code scanner
MPQ1000
Power Quality Analyzer
n Automatic CT recognition
n Onboard data analysis
n 1000 V ac and 1000 V dc range
Megger Baker Electric Motor Analyzers
The Baker Instruments family of electric motor analyzers provides a comprehensive suite of tests which characterize the health of your motors and generators. These testers are valuable in industrial settings for predictive maintenance, and in motor repair/rewind shops for troubleshooting and QA.
ADX
Automated Diagnostic Test Equipment
n Asset-centric approach promotes turnkey testing for operators
n Separating Asset from Installation provides greater insight into asset service needs and issues
n PowerDB Dashboard secure cloud-based analysis software
n Choice of Manual, Automatic, or Sequence testing
n Screen-level context sensitive help
n Adaptable search capability
n Asset management tools
NetEP
Site Installed Dynamic Monitoring System
n Permanently installed, fully automated machine system monitoring solution which evaluates each component of the electromechanical system and identifies electrical and environmental factors that will accelerate insulation degradation
n The system continuously acquires health and performance data on up to 32 electric motors and the rotating machine systems they operate
MTR105
Rotating Machine Tester
n Full colour graphic display built to CAT III, IP54 and for use up to 3000 metres,
n Adjustable IR from 10v up to 1kV and 200GΩ using: 3 Phase Spot, PI, DAR, IRt and Guard Terminal
n 4 wire Low Resistance (uni and bidirectional measurements) , LCR, Temperature, Motor rotation, diode test
n Voltage (measures ac 10 mV up to 1000 V; dc 0 to 1000 V; TRMS), Frequency (15Hz to 400Hz), Phase Rotation
DX
Static Motor Analyzer
n High voltage tests, Surge, Surge PD, IR, DAR, SV, Ramp and HiPot from 4kV up to 15kV
n Winding Resistance, Inductance, Capacitance, Impedance, RIC test, D/Q
n Test results can be stored on the DX or transferred to PC for analysis and reports with Surveyor DX software
EXP4000
Dynamic Motor Analyzer
n The Megger Baker EXP4000 is a portable Dynamic Motor Analysis System
n Test domains: Power quality, machine performance, current, spectrum, torque, variablefrequency drives, continuous monitoring, transient analysis (e.g. start-up), motor efficiency
PPX
High Voltage Motor Tester
n For high voltage machines and large form-wound coils, the Baker PPX series extends HiPot and Surge test voltages of the DX and AWA up to 40 kV.
n Available models: PPX30 (30 kV) - PPX40 (40 kV) - PPX30A (30 kV with armature testing capability)
ABB TO ACQUIRE SIEMENS LOW VOLTAGE NEMA MOTOR BUSINESS
ABB HAS ANNOUNCED THAT IT HAS signed an agreement to purchase Siemens’ low-voltage NEMA motor business. With manufacturing operations in Guadalajara, Mexico, this acquisition provides a wellregarded product portfolio, a longstanding North American customer base, and an experienced operations, sales, and management team.
The business employs around 600 people and generated revenues of approximately $63 million in 2021. Financial terms of the transaction were not disclosed. The transaction is expected to close in the second quarter of 2023.
This transaction is part of the Motion
business area’s growth strategy, and will allow the NEMA motors division to enhance its product offering, expand its supply chain relationships, and improve support to its North American customer base. It also offers the opportunity to better support customers in Mexico with local manufacturing and sales. ABB expects to benefit from identified synergies, and to use the R&D expertise, supply chain relationships, and market access to bring the combined portfolio to its full potential.
“We have long appreciated the quality and design of these motors,” said Jesse Henson, President of ABB’s NEMA motors division. “Now that we have met the
leadership team behind them, I am even more confident that together we can grow our combined businesses faster than either of us could alone. We look forward to adding the Siemens low voltage NEMA motor portfolio to our existing ABB and BaldorReliance industrial electric motors offering.”
The global NEMA motor industry, roughly $2.7 billion in size, comprises industrial electric motors primarily used within North America. NEMA motors are essential components used to run equipment in industries such as food and beverage, oil and gas, mining & aggregate, and water & wastewater and in applications like those which move air, liquids, and units.
HOUGHTON INTERNATIONAL APPOINTS TECHNICAL ACCOUNT MANAGER
ELECTRO MECHANICAL ENGINEERING specialist, Houghton International has appointed Mark Abbott as its new Technical Account Manager. With over 30 years experience, Mark will be expanding Houghton International’s presence across the UK, helping to support customers in the south of England with their needs related to the maintenance, repair and life extension of their electromechanical equipment.
From his many years of working with virtually all sectors of the South African and sub-Saharan industrial landscape, Mark’s career has given him in-depth knowledge of a wide range of sectors, including rail, mining, industrial, manufacturing, utilities and power generation. Mark will now be applying his experience as part of the Houghton International team to help owners and operators of motors, generators, pumps and all rotating machines to improve the efficiency and reliability of their assets.
Chris Robson, Sales Director at Houghton International, commented: “As industries return to full capacity and confidence grows post-covid, we are seeing rapidly increasing demand for our services. As this demand continues to grow, Mark is the perfect fit to help increase our reach across the UK. He draws on a wealth of knowledge and experience to help customers find the right solutions to their problems and keep their machines running better, for longer. I am confident Mark will be a real asset to our business and our customers.”
Mark Abbott, Technical Account Manager, commented: “For me, Houghton International was the obvious organisation to join. The depth of experience and capability of the team and facility is complemented by a clear record of continual innovation. Coupled with a mission statement to ‘be the best in the world at what we do,’ it’s clear that Houghton International is a market leader in the electromechanical services field.”
KEEPING STEAM AND DIESEL LOCOMOTIVES ON THE RIGHT TRACK
A LEADING STEAM AND DIESEL locomotive engineer, Riley & Son (E) Ltd, has installed a dynamic horizontal balancing machine from CEMB Hofmann UK to balance railway wheel sets.
The engineering company offers a complete range of locomotive and component overhaul, repair and replacement services, including boiler and mechanical servicing, machining, fabrication, component design, coded welding, air brake supply and fitting, plus 24/7 breakdown cover.
The ZB4500 horizontal axis balancing
machine from CEMB Hofmann UK is ideal for balancing railway wheel sets up to four tons and is equipped with the latest B11 measuring instrument enabling high accuracy balancing.
As a result of its investment, the company is now able to dynamically balance its wheelsets in-house while continuing to meet the stringent standards as laid down by the Railway Industry Supplier Approval Scheme (RISAS), an accreditation that the company has to sustain to continue to operate.
WEG builds new factory in Europe
NEW INVESTMENT WILL SEE WEG double the size of its manufacturing site in Portugal, hire 100 new employees and create what it claims is Europe’s most complete testing laboratory for medium voltage (MV) and high voltage (HV) motion drives (electric motors and drives).
WEG Portugal has been the heart of the company’s European production of electric motors, and MV/HV drives since its inception 20 years ago. Currently split across two sites in Maia and Santo Tirso in Portugal, the facilities manufacture over 10,000 motors annually, deliver to over 50 countries on five continents and employ over 750 people.
Now, WEG is constructing an additional 22,680 sqm factory at the Santo Tirso site to support the manufacture of MV/HV motors and drives, LV electrical panels and the provision of the corresponding servicing activities on the shop floor as well as on site. The project will see the transfer of the Maia factory to the new plant in Santo Tirso, centralising all operations to a single site.
The investment will also increase
production capacity to IEC 1400 frame size electric motors and equivalent MV/HV drives. This is in addition to specialist flameproof, smoke extraction and marine motors, engineered automation solutions, as well as the range of WEG digital and automation tools such as Motion Fleet Management (MFM).
Among the additions at the new factory is a substantial investment in a new testing laboratory. The space will be suitable for full-load testing to meet the new portfolio of products from WEG, and will continue to enable customers to remotely monitor tests in real time.
include automated guided vehicles (AGVs), six-axis robots, and the creation of an automated vertical warehouse for picking of smaller parts and products.
The new factory will also see WEG intensify its use of robotics and automation, with planned incremental investments for the years to come. These technologies
The construction of the second factory in Santo Tirso is currently underway and is expected to be fully operational by 2024. The transfer will be initiated during 2023 and will be gradual, ensuring no impact on production or deliveries.
WAste reduction project delivers charity boosT
SOUTH YORKSHIRE ENGINEERING AND RELIABILITY company AESSEAL believes it has come up with a cunning plan to save wooden pallets from the scrapheap and help environmental charities.
Like many major companies, AESSEAL receives deliveries on wooden pallets. Conventionally these are almost always discarded afterwards, and are classed as ‘waste’, impacting on waste reduction strategies and generating disposal costs.
However, the company estimates that up to 2,500 pallets bringing in deliveries every yearare in good enough condition to be reused. The only problem was that waste legislation classes them as rubbish that must go for disposal – unless they can be re-sold. In response, the company has reached an agreement to sort
through the euro pallets to collect and re-sell the best ones at a low cost to a local supplier who had reported problems getting enough pallets.
AESSEAL Managing Director, Chris Rea, said: “This may be a small measure, but it shows how thinking out of the box can help companies and the environment at the same time.
“Because the pallets are being sold on and can be reused for their original purpose, AESSEAL saves on disposal or recycling costs with licensed contractors, and helps a supplier get quality pallets at a low cost.”
It is estimated that around 2,500 pallets will be saved from the scrap heap per year, generating up to £3,000 that AESSEAL will ring-fence and donate to environmental causes.
Sulzer merges service centres
SULZER IS MERGING THE ELECTRICAL and mechanical equipment service capabilities offered by its service centres in Dyce and Ellon, during the latter half of 2022. This move will see Sulzer investing £1 million to expand and upgrade the Ellon facility, creating an advanced rotating equipment service centre with the capability to overhaul electric motors, pumps, gearboxes and turbo-compressors under one roof. The move, which will provide enhanced aftermarket support to the oil
& gas, power generation and renewable sectors, allows customers to benefit from a single point of contact, multi-skilled service teams and faster response times.
The merger of the two sites will see teams and equipment move from Dyce to Ellon, where Sulzer has invested in modern equipment to support electrical motor refurbishment and load testing. The Ellon service centre footprint is being expanded to 6,000 sqm, creating an electromechanical service base that
combines the experience and expertise of the current Sulzer teams in one location.
UPDATE FROM THE AEMT SECRETARY
As we hurtle towards the end of another turbulent year, energy costs and the Chancellor’s new ‘mini-budget’ are at the forefront of our minds this quarter. The repair and maintenance industry is perfectly positioned to help navigate the energy crisis. Meanwhile, there may be some benefits to take from the mini-budget, too, although we are yet to see what the full plan is.
Traditionally the industry is used to reacting quickly to failures and solving problems for plant owners. Today we can monitor plant health, observe weaknesses and energy losses in drive systems and plan for maintenance shutdowns. The Eco-design regulations were updated in 2021 so that lower efficiency motors would be phased out of distribution – however, it is no longer the only driver; a war in Ukraine has now got companies thinking twice about their energy costs. I’ve been speaking to members who are having quotes several years old being resurrected in the hope of reducing plant energy bills. Fortunately, AEMT members are the first port of call for help with plant owners’ energy bills. The mini-budget supports this with a permanent £1m annual investment allowance (AIA) limit that effectively introduces full expensing for smaller businesses, meaning most plant and machinery investments will be fully deductible from profits.
Fortunately, membership of the AEMT extends to our partners Croner, and the CBI, who can offer of good advice to businesses during this crisis. If you’re a member who needs help and doesn’t know where to turn, then please give us a call. Additionally, we are working hard to bring members an exclusive benefits package by the end of this year, called AEMT Advantage. This package will bring down costs for your business and your employees, and I look forward to sharing details with members in due course.
Despite all the gloom in the papers, what other benefits does the mini-budget bring business? In terms of tax, it reverses the increase in Employer NICs combined with retaining the £5,000 Employment Allowance and cancelling the planned increase in corporation tax from 19% to 25%. The hope is that the additional cash given to businesses will trickle down to support the employees, but we will have to see if the gamble works. Coupled with £1m AIA, it looks like the government is doing more to support innovation and growth in business – which should certainly help the repair and maintenance industry in the long run.
Energy bills, mortgage rates, the cost to borrow money, inflation, and general living costs are all spiralling. If the business isn’t facing a crisis, then its employees are. It's difficult to know what to do when you need to make decisions quickly for the good of your business.
For members, it's time to consider your profiles with the AEMT and ensure they present your business in the best light before we print our annual yearbook in early 2023. Please speak to the team about how you can do this via the website; call 01904 674 899 or email admin@aemt.co.uk.
If you’ve any comments or suggestions, or would like to speak to me about any of the above points, please don’t hesitate to get in touch. You can email me at thomas@aemt.co.uk or call 01904 674 899
CONFERENCE PROMISES VALUABLE INSIGHTS AND INSPIRATION
THE AEMT CONFERENCE, WHICH TAKES PLACE AT THE Coventry Doubletree by Hilton on Thursday November 17, is set to give delegates a wealth of practical information and innovative inspiration to help them drive their business forward.
The event, which is followed in the evening by the annual AEMT Awards, is open to all companies who manufacture, distribute, install, service, maintain and repair industrial machinery technology such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment, with a reduced delegate rate for members of the Association of Electrical and Mechanical Trades.
Among the speakers is Magnus Dahlqvist, Global Service Product Manager, ABB who will look at how businesses can make better service decisions by analysing data provided by connected motors.
Also on the programme is Dr. Yogi Pardhi, Global Lead –Additive Manufacturing, at Sulzer. Dr Yogi will explain how advances in additive manufacturing and 3D scanning have enabled repairs that have not been possible using conventional methods.
Also on the theme of additive manufacturing, Ollie Hartfield, Advanced Research Engineer at the Manufacturing Technology
Centre, will share details of a project which has used additive manufacturing technology to reduce weight in a high power density electric motor. Delegates will hear how topology optimisation and complex lattice structures led to a mass reduction of over 65% and the reduction of assembly steps, the elimination of multiple seals and a reduced lifetime environmental impact.
The challenges of retaining and recruiting staff will be addressed in three presentations during the day. Delegates will hear how the Tomorrow’s Engineers project is working with AEMT member, ADC Electrical, to inspire the engineers of the future. The Career Transition Partnership will outline how connections are being made between ex-military engineering talent and industry. And the HR specialist, Croner, will share some of the ways SMEs can protect and retain staff without having to increase outgoings.
The conference wraps up with a choice of two roundtable sessions designed to share and discuss tips for making the most of PR and social media opportunities; led by the editor of Renew magazine and the AEMT’s social media manager.
Further information about the conference programme can be found on the event’s website, www.aemtconference.com, where tickets can also be booked.
Forthcoming AEMT led Courses & Events
EXTEND MACHINE LIFE WITH THE N330
The N330 is our new dual channel, portable vibrometer designed to help you to identify vibration issues in the most convenient manner. The instrument is capable of both single and two-plane balancing as well as FFT, Smart Analysis, Vibrometer and Tachometer. Thus enabling you to best pursue a proactive, preventative maintenance routine to limit production downtime and extend the life of your machines. And all backed up by the most comprehensive support and parts service available in the UK.
The 2022 AEMT Awards Finalists Announced
The 5th annual Association of Electrical & Mechanical Trades (AEMT) awards returns to the West Midlands on the evening of Thursday, November 17. With a record number of submissions across the seven categories, this year’s programme has produced some exceptional entries from across the electro-mechanical arena.
The Doubletree by Hilton Hotel in Coventry will play host to the 5th Association of Electrical & Mechanical Trades (AEMT) awards presentation dinner, at which professional endeavour, product innovation, skills development, engineering prowess and service delivery will all be acknowledged and celebrated.
During the day, the venue will also host the AEMT’s annual conference, where industry-renowned speakers will share their knowledge and expertise in a series of talks and presentations specifically designed to be of tangible value to companies operating within the service, maintenance, and repair sector, and the companies they serve. Further details about the conference can be found on page 8.
The combination of an insightful conference and prestigious awards dinner will serve to underpin and promote the skill, effort and sheer dedication of the people and businesses serving this important sector. With support and engagement from some of the sector’s leading brands, AEMT members and their customers can be assured of an informative, enlightening, and entertaining experience.
FINALISTS
Following a comprehensive judging process, which again combined the remote assessment and scoring of each entry with a virtual gathering of the judging panel, the AEMT is delighted to announce the following 33 finalists across the seven award categories:
Product of the Year – sponsored by P&WE
• EMiR Software: EMiR-Cloud
• Nidec Control Techniques: Commander S
• Preformed Windings: QualCoil H
• Rotary Engineering: Final Shape Winding Machine
• Sulzer: Laser Metal Deposition (LMD) Cell
Project of the Year – sponsored by EMIR Software
• Houghton International: Wind Turbine Generator Repair and Upgrade
• Preformed Windings: Project HydroHolter
• SDS Drives: GlassBusters
• Sulzer: National Grid Project
Service Centre of the Year – sponsored by ABB
• ADC Electrical
• Fenflow
• Hayley 247
• Kirkby Lindsey Electrical
• Knowlton and Newman
• Mid-Kent Electrical Engineering
• Neutronic Technologies
Supplier of the Year – sponsored by Drives & Controls
• EMiR Software
• Neutronic Technologies
• Preformed Windings
• Sulzer
• WES
Contribution to Skills & Training Award –sponsored by Sulzer
• ADC Electrical
• Edwin James Group
• Mid Kent Electrical Engineering
• Rotamec Engineering Solutions
• Westin Drives
Star Award – sponsored by FANUC UK
• Mike McBride, Central Group
• Collins Taruvinga, Neutronic Technologies
• Greig Johnston, Sulzer
• Adam Daffern, Westin Drives
Diversity in Engineering Award –sponsored by Preformed Windings
• Houghton International
• Rotamec
• SDS Drives
Congratulations must go to all those who have been selected as a finalist, and we look forward to announcing the seven award winners during the presentation ceremony on the evening of Thursday, November 17.
A limited number of places are still available for the awards evening, and individual tickets or tables of ten can be secured via the event website. The package includes reception drinks, a superb three-course meal with wine, the awards ceremony, and excellent postawards entertainment. It is a night not to be missed and provides a fantastic opportunity to engage, unite and celebrate the outstanding achievements of this important industry sector.
www.aemtawards.com
Rising
www.brookcrompton.com
Keeping industry turning every second... every day...every year
With over 110 years of technical and design expertise, Brook Crompton offers leading edge energy efficient electric motors across global markets. As the original innovator in electric motor development, Brook Crompton are trusted to power limitless industrial processes and its robust motor design drives fans, pumps, compressors, conveyors and more.
Driven by technology and innovation, Brook Crompton has one of the widest available ranges of electric motors for operation in safe areas, hazardous atmospheres and hostile environments.
The extensive range of stock can be quickly modified to suit customers’ needs and with a high level of technical support from our knowledgeable team we ensure the correct selection of motors is provided for your application.
Brook Crompton’s focus on product and service development ensures we continue to move forward to improve efficiency, offer lower cost of ownership throughout their lifecycle and to reduce environmental impact.
New intermediate shaft coupling
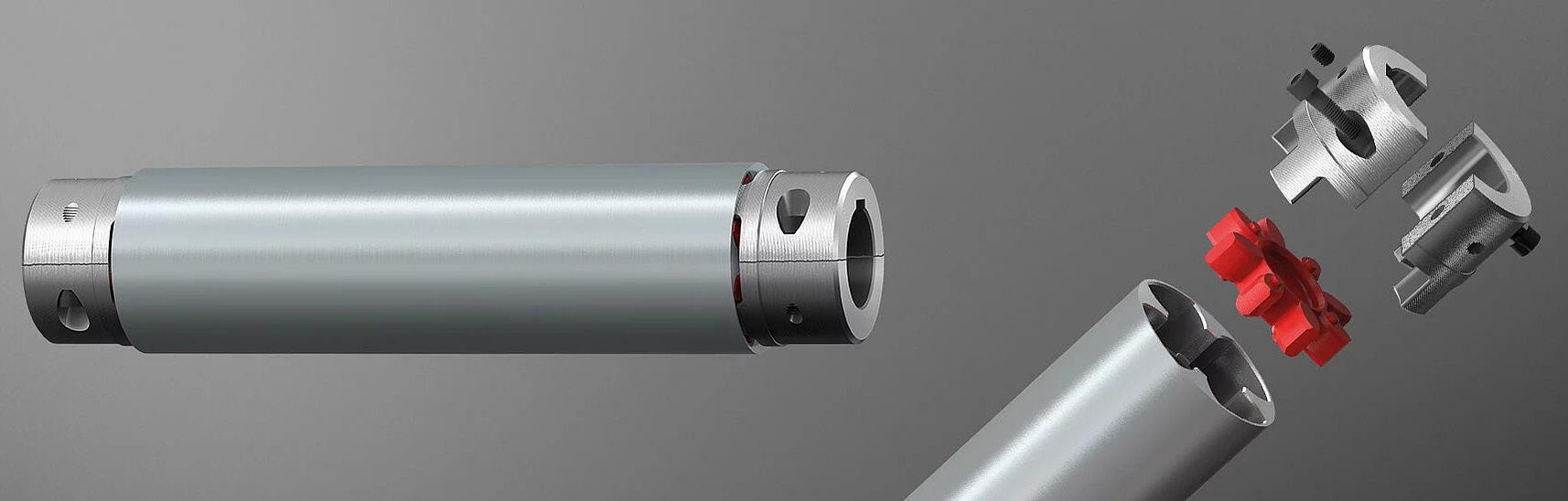
COUPLING SPECIALIST KTR HAS developed a torsionally flexible intermediate shaft coupling, the centrepiece of which is made of highstrength aluminium allowing for shaft distances of up to 4,000mm. The ROTEX ZRS is initially available in five sizes for torques up to 560Nm.
Areas of application for the shaft coupling include bearing and materials handling technology, lifting systems and gantry robots, as well as the pump industry and agricultural engineering.
The intermediate tube of the ROTEX ZRS is made of high-strength aluminium, offering high overall stiffness, which positively impacts the critical bending speed of the coupling. Due to the special cross-section geometry and the low deflection, shaft distances of up to 4,000mm can be bridged; moreover, the ROTEX ZRS is suitable for higher
speeds than comparable intermediate tube couplings with steel tubes. The high strength of the lightweight ZRS enables torque transmission from the soft 92 Shore-A spider to the torsionally stiff 64 Shore-D spider. The tube length is flexible and customised while retaining the internal cam geometry over the entire length.
The two backlash-free ROTEXGS spiders of the double-cardanic jaw coupling support and centre the intermediate tube. Both spiders are
positioned in the tube so are protected from external influences such as falling dirt.
The ZRS intermediate tube can be combined with all hub versions of the KTR coupling series ROTEX standard and ROTEX GS, allowing for a wide range of applications. Depending on the hub version, the coupling is mounted and dismounted either radially or axially.
www.ktr.com
Electric motor for hybrid-electric flight demonstrator takes a step closer
COLLINS AEROSPACE HAS completed a preliminary design review of the 1MW electric motor and motor controller it is developing for Pratt & Whitney Canada’s (P&WC) regional hybrid-electric flight demonstrator. Collins has tested both systems to full current, voltage and speed, and plans to send prototypes to P&WC for ground testing. Flight testing of the demonstrator is scheduled to begin in 2024 and will take place in Montreal. Collins’ motor features industryleading power density and efficiency. The company is developing the systems at its facility in Solihull, United Kingdom, and is testing them at the University of Nottingham’s Institute for Aerospace Technology. Collins plans to conduct future testing of the motor and motor controller at The Grid, a state-of-theart 25,000-square-foot electric power systems lab in Rockford, Illinois. The Grid is expected to be fully operational in 2023.
“Through this close collaboration between Collins and Raytheon
Technologies, Pratt & Whitney, it is developing sustainable hybrid-electric propulsion technologies that will play an integral role in helping the aviation industry reduce carbon emissions to net zero by 2050,” said Henry Brooks, president, Power & Controls for Collins Aerospace. “Together, we have the opportunity to truly redefine aerospace with greener solutions that will benefit not only our industry, but our world as a whole.”
P&WC is working with Collins, De Havilland Aircraft of Canada, battery systems supplier H55 S.A. and other collaborators on the flight demonstrator. The program is targeting a 30% improvement in fuel efficiency and commensurate reduction in CO2 emissions compared to today’s most advanced turboprop engines for regional aircraft. As part of the program, a De Havilland Dash 8-100
on one side with a two megawatt-class propulsion system that combines a fuel-burning engine from P&WC with Collins’ 1MW electric motor in a parallel hybrid configuration with a 50/50 power split. The electric motor will provide extra power during take-off and climb, allowing the fuel-burning engine to be optimised for cruise efficiency. The new technology will also run on 100% Sustainable Aviation Fuel (SAF).
www.CollinsAerospace.com
Wire Electric Supplies Ltd
•
•
•
• Woven Tapes
• Nomex® & Nomex® Laminates
•
•
•
Bespoke pit fan motors with fin cooling
MENZEL ELEKTROMOTOREN HAS designed and manufactured three powerful 6,600V squirrel cage motors as integral components for pit fans. A customer specified cylindrical motor casings as compact as possible. The greatest challenge was implementing the required rated power of 1,700kW in cylindrical casings. To achieve this, Menzel designed fin-cooled motors (cooling type IC 411) in frame size 630, an unusual design for motors this large.
The manufacture is complex, but the result is optimal for the constricted installation conditions. To save additional space, all connection cables are routed out of the motors, and the terminal boxes are mounted outside the fans.
Since the driven fan wheels are mounted directly on the motor shafts, the motor bearing must compensate for additional high loads; radial loads up to 20700N and axial loads up to 27000N.
For the required bearing service life of
100,000 hours, Menzel implemented a special rolling bearing setup. In addition, the motors have a second shaft end for a holding brake. The three-phase squirrel cage motors are designed for operation on a frequency converter (duty type S9)
with speed changes and reversal of the rotation direction. This allows the pit fans to ventilate the mine and extract dangerous firedamp if necessary.
www.menzel-motors.com
EX-CERTIFIED THICKNESS GAUGE
CYGNUS INSTRUMENTS HAS launched a new intrinsically safe ultrasonic thickness gauge, the Cygnus 1 Ex.
The rugged, IP67-rated, intrinsically-safe instrument has been designed to take reliable thickness measurements in Zone 0 explosive atmospheres in areas including oil and gas facilities, mines, chemical plants, fuel depots and hazardous storage tanks.
According to the company, the Cygnus 1 Ex is the only device of its kind certified to ATEX, IECEx, and UKEX for Zone 0 and NRTL for Class 1, Division 1. The gauge offers new selectable features, including live A-Scan, comprehensive data-logging and manual measurement mode. Three measuring modes designed
for varying levels of corrosion, multiple materials and through-coat measurement capability are built into
the gauge. Measurement verification and recording are also far more advanced than previous models from the company. The addition of Live A-Scan and B-Scan allows precise measurement verification with on-screen visuals via the large 3.5in outdoor-readable display, and the comprehensive data-logging feature ensures seamless data analysis and report generation.
In addition, four new function keys maximise ease and speed of control, four dynamic screen views have been designed to suit user requirements, and a user access feature has been developed to prevent access to protected features.
www.cygnus-instruments.com
In-situ Machining and annealing saves a generator crankshaft
Ahead of a scheduled 36,000-hour overhaul, one of Trinidad and Tobago Electricity Commission's (T&TEC) Wartsila 18V50DF dual fuel generators experienced a failure on crankpin #9. The generator's OEM was brought in to inspect the damage and provided a report that resulted in the generation of a public tender for the completion of the repairs and the 36,000-hour overhaul.
Goltens travelled to the plant to complete an inspection of the engine, which had been completely disassembled by plant personnel at the maker's recommendation. Goltens determined that the 450mm diameter journal had surface cracks and excessive hardness (as high as 568HB) from the bearing failure and proposed in-place machining and annealing repair in addition to the overhaul.
After the tender was awarded, Goltens first machined the crankpin to -4.5mm to remove all surface cracks leaving a 250mm x 120mm hard spot. The team then performed the annealing process and reduced the crankshaft hardness from 568HB to a maximum of 300HB.
A new radius was cut for the final undersize of -6.0mm, and final machining and polishing were completed with a surface finish of 0.4Ra.
While the annealing was being carried out, Goltens deployed diesel teams to begin the overhaul of components in parallel. The 36,000hour scope was comprehensive and included the calibration and overhaul of all pistons and connecting rods, honing the cylinder liners, replacing all crankpins and main bearings, and overhauling the cylinder heads. In addition, all cam bushings were removed and replaced, and the vibration damper was overhauled along with the turbochargers and fuel equipment before the engine was
completely rebuilt and tested
Goltens then flushed the engine, completed system checks and commissioned the engine before it was turned over to T&TEC powerhouse personnel.
www.goltens.com
DRIVE ENGINEERS LIMIT DOWNTIME
BAXTERS FOOD GROUP HAD BEEN using a Danfoss 18.5 KW drive at its Colchester site; however, it had failed completely. There had been reports of a strong burning smell and a loud bang from one of the stainless-steel agitator bowls used to mix a variety of sauces. Subsequently, the industrial mixer in question had stopped working entirely due to water ingress in the drive.
A drive engineer from Gibbons Engineering Group was sent to the site to find out what was needed to resolve the issue; a simple repair or a complete replacement of the drive in question. On arrival, the engineer liaised with the site manager and investigated the problem. It was decided that a complete upgrade of the drive system was needed. After removing the old unit, a new, fully
optimised ABB 18.5KW ACH550 inverter was retrofitted to the existing panel.
Before beginning the work, a brief history of the machinery was given to help make things run smoothly. The failed drive was large and took up a lot of space, but the new replacement ABB drive is much more compact and has more functionality. The installation was a straightforward swap, and once completed, the engineer instructed the team at Baxters on how to use the drive
correctly, as they were previously having trouble setting the drive to a slower speed. On power-up, a minimum and maximum speed were preprogrammed so that the operators could adjust the span via the ten-turn potentiometer. The new drive is being used to mix different sauces, hence the need for varying speeds.
Once the drive was successfully installed, the machinery was fully tested before sign-off with the customer.
www.gibbonsgroup.co.uk
Fast response minimises wind farm downtime
WIND POWER IN SCOTLAND IS STILL one of the fastest-growing renewable energy technologies, with over 9,300 Megawatts of installed capacity reported as of June 2020, the vast majority being onshore. When looking at the whole of the UK, there are roughly 8,600 commissioned onshore wind turbines and 2,300 offshore turbines, but one of the lesser reported statistics is that many of the current turbines are well into their lifecycle. A recent report estimated that around 240 older and typically smaller, less productive turbines will be taken out of service every year between now and 2050.
Ongoing reliability is also an issue, so maintaining the network of turbines and support infrastructure is becoming increasingly demanding as components and systems gradually wear out. This is why more inspection and preventative maintenance is needed. One of the wind farms in Aberdeenshire, for example, recently had a particular problem with a Schneider NS800 circuit breaker malfunctioning, and as the wind turbine breaker would not work automatically, it resulted in the wind farm going offline.
Quartzelec quickly sent a qualified
engineer to the remote site, where a full test on the circuit breaker was carried out. The motor mechanism was found to have burnt out, but fortunately, the client had a spare motor mechanism in stock which meant a replacement could be carried out immediately. The system was then fully tested, ensuring the circuit breaker was again running correctly in automatic mode, enabling the wind farm to return to being fully operational.
“With ageing equipment becoming far more common across the renewable energy sector, our expertise, combined with being onhand to promptly respond to incidents as they occur, means that faults can be prioritised and sorted without delay,” stated Colin Nicol, one of Quartzelec’s Regional Sales Engineers.
“Our primary focus is on reducing downtime and getting a wind farm, or any other LV or HV operation, back online as
quickly and cost-effectively as possible, whilst keeping lost production to a minimum.”
www.quartzelec.com
LONG LIFE MOTORS FOR PECTIN PLANT
BRAZIL HAS STOOD OUT ON THE global market for the manufacture of pectin, a soluble fibre obtained from citrus fruits, such as orange peel, widely used in the production of dairy products and confectionery, such as jellies, ice cream, yoghurts and juices.
Located in the City of Bebedouro, São Paulo State, a new pectin manufacturing plant is the first one Cargill has built out of Europe, with its products targeting markets such as Asia and South America.
The new factory employs WEG motors from the W22 WELL (WEG Extra Long Life) line throughout the plant, with compliance to the American standard IEEE841 being a particular advantage. It guarantees greater reliability, better
corrosion resistance and extended service life, both for safe and hazardous areas.
288 WEG motors are used in several applications at the plant, such as pumps, fans, exhausters, conveyors, stirrers and mixers.
Easy installation, low vibration levels and high mechanical precision make the motors from the WELL line highly suitable for the food industry, in addition to having a painting scheme to withstand the corrosive environment produced by pectin.
The plant has also employed two
1316 hp W60 motors. With a compact, lightweight and modular design, these motors are suitable for industrial applications such as compressors, pumps and fans.
www.weg.net
Let’s write the future. Together. —
Turn the hidden potential in your motor applications into real energy savings with ABB’s free, no obligation Energy Snapshot. The service uses data gathered from your facility to identify the motor-driven assets that offer the greatest opportunities to cut energy costs in the shortest possible time. A comprehensive report is then provided to you, containing all the information you need to build a compelling case for investment in energy efficient technologies. campaign.abb.com/EnergySnapshot2022
Q&A
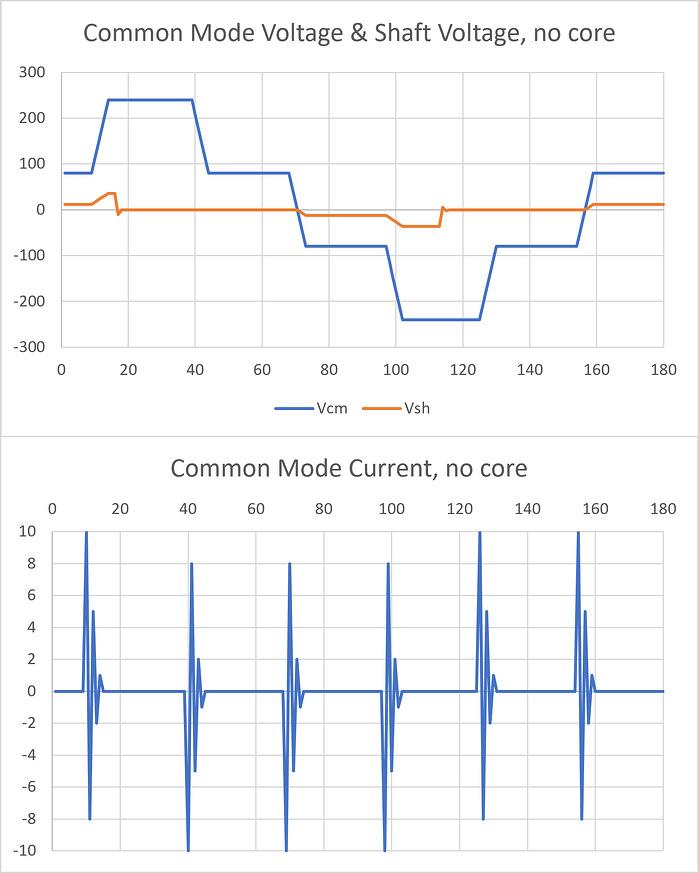
QUESTION: In a recent project, we specified AEGIS shaft grounding rings for motors controlled by variable frequency drives. A contractor has put in a bid including not shaft grounding but common mode chokes or inductive absorbers. He said that they do the same thing as shaft grounding; is that true?
EST AEGIS : They do not. To see why let's look at what a drive's output looks like and then talk about what each device does.
VFDs put out pulses of voltage in each of the three phases. The average of the three-phase voltages is called common mode voltage (top graph, blue), and it is never zero. The average of the phase currents – the common mode current (bottom graph) – is near zero most of the time, but it jumps every time the commonmode voltage changes. When the common mode voltage reaches the motor, it couples to the rotor by capacitance. This creates a socalled shaft voltage (top, orange). This part is important: The higher the common mode voltage, the higher the shaft voltage produced. When the shaft voltage gets too high, it will discharge by arcing through the bearings. This is shown around time = 18 on the graph, where the shaft voltage drops suddenly – the smoking gun of an arc. The same thing happens around time = 115,
In our latest Q&A, EST AEGIS explains the difference between shaft grounding rings and inductive absorbers.
but starting from negative shaft voltage.
This arcing causes electrical bearing damage, and it is a problem in all motors on drives. AEGIS shaft grounding rings prevent this damage by bleeding off shaft voltage before it gets high enough to discharge through the bearings.
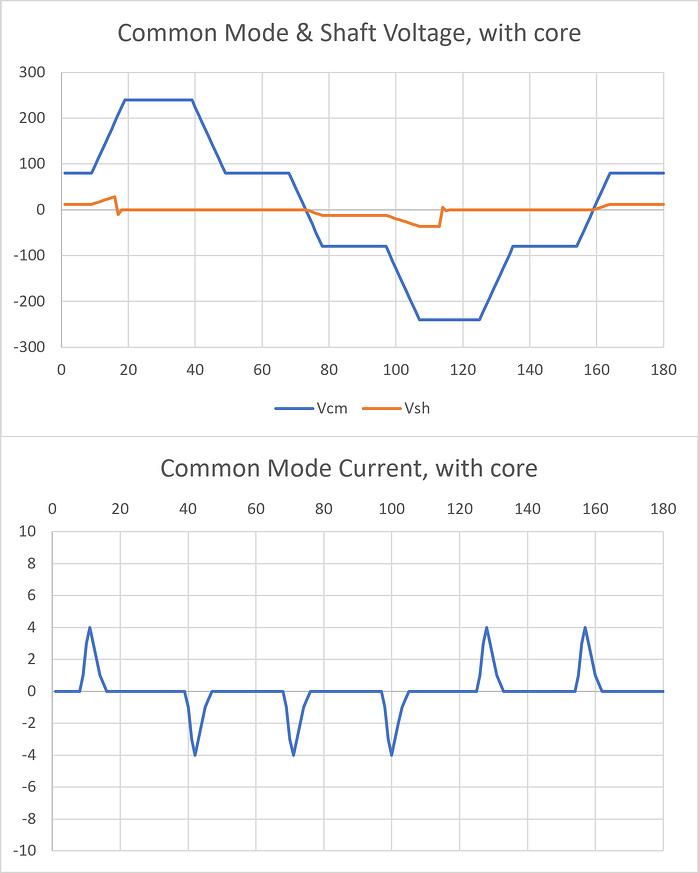
Inductive absorbers work totally differently. They decrease the peak common mode current, as shown in the second set of graphs. They also decrease the slope of the common mode voltage, i.e., how fast it changes. (Jargon alert: they decrease dv/dt.) But inductors do not change the maximum size/
height of the common mode voltage, so they will not prevent shaft voltage buildup and discharge. In fairness, inductive cores do have their uses. In addition to shaft voltage discharge, there are two other types of electrical bearing damage: High-frequency circulating current in large motors, over 100HP/75kW, and rotor ground current in poorly grounded motors. Inductive absorbers decrease both of those bearing currents, and they also reduce stray/noise current from the drive. But they do not affect shaft voltage buildup and discharge, and so cannot replace AEGIS shaft grounding rings. TIMES-CIRCLE
Common mode & shaft voltage, & common mode current, without (left graphs) and with inductive cores (right graphs).
Coil Manufacturing Winding & Taping
Ridgway Machines manufactures a full range of Coil Manufacturing Equipment, including Rotor Winders, Loop Winders and ancillary equipment such as Capstan Tension Units, Winding Beams and Drum Stands.
Ridgway Machines also manufacture a range of BCT Coil Taping Machines designed for the fast, precision application of tape insulation systems to a wide variety of components – including motor and generator stator coils and bars.
Loop Winders
Rotor Winders
Band Tension Units
BCT Coil Taping Machines
Straighten Strip and Cut Machine Drum Stands
Navigating hazardous area safety requirements
Where safety and compliance in hazardous environments are concerned, there are a lot of acronyms relating to standards, directives, regulations etc. To those unfamiliar with how the whole legislative landscape operates, it can easily and quickly become confusing. To help Renew's readers tackle the minefield, safety compliance expert and AEMT lecturer, Peter Rawlinson, looks at the key requirements you may come across concerning hazardous environments, what they cover and how they relate to each other.
Before we get into specifics, it might be helpful to outline how different types of requirements compare.
A Standard is a technical specification covering aspects such as dimensions, capacity, ratings etc. It is not a legal requirement but is widely considered best practice.
A Regulation in EU terms is a piece of law universally applicable to all EU member states.
An EU Directive is a legislative act outlining objectives that all EU member states must translate into their national legislation.
A Statutory Instrument is similar to an EU Directive and is the principal form in which delegated legislation is made in Great Britain.
Certification is the process of certifying that products, processes and people pass performance and quality assurance tests outlined in relevant standards and legislation.
IECEX
The first acronym we will look at is IECEx, (International Electrotechnical Commission System for Certification to Standards Relating to Equipment for Use in Explosive Atmospheres). This aims to 'facilitate international trade in equipment and services for use in explosive atmospheres, while maintaining the required level of safety'. The IECEx system started as a product certification scheme but has since expanded to cover personnel certification offering competence training for people working in explosive atmospheres.
IECEx has a broad global reach
and is sometimes referred to as a passport scheme in so far as it is accepted by many countries prima facia, while some may accept it but require signing up to a local scheme. Indeed, the IEC scheme is the starting point for the development of the standards for EX equipment, and use.
Because of its international scope, the Ex Repair training offered by the Association of Electrical and Mechanical Trades (AEMT) follows unit Ex 005 of the IECEx Recognized Training Provider Programme (RTPP), which focuses on the BS EN IEC 60079-19 standard on repair, overhaul and reclamation of Ex equipment, alongside the BS EN IEC 60034-23 standard "Rotating electrical machines - Part 23: Repair, overhaul and reclamation".
ATEX
The ATEX directives are two EU directives describing the minimum safety requirements for workplaces and equipment used in explosive atmospheres, which must be applied in law by EU member states. There are, in fact, two directives. The ATEX' equipment' Directive 2014/34/EU covers equipment and protective systems being used in potentially explosive areas. The ATEX 'workplace' Directive 1999/92/EC covers the minimum health and safety measures that need to be in place to protect people working in hazardous areas.
UKEX AND DSEAR
UKEX is a UK Statutory Instrument. This is a direct transposition of the ATEX equipment directive into UK law
under the new post-Brexit regime. This is driven in the UK by the UKEX AB (Authorised Body) group. The members of this group are also ATEX and IECEx certification bodies. It is in their interest for there to be ongoing alignment between the directives, and so it is unlikely that there will be a divergence between UKEX and ATEX despite the pending Brexit Bill and its impact on UK legislation.
DSEAR is also a UK Statutory Instrument and is a direct transposition of the ATEX workplace Directive into UK law. However, it also covers the requirements of the Chemical Agents Directive.
So, in essence, as far as regulation of hazardous area equipment and
environments is concerned, IECEx is the starting point that enables the ease of gaining ATEX and now UKEX. As such, if IECEx is amended, the amendments will automatically be adopted by the ATEX Directive and UKEX regulations by means of the acceptance of such amendments being "state of the art" for explosion protection.
CSA, UL AND FM
If IECEx is amended, the amendments will automatically be adopted by the ATEX Directive and UKEX regulations.
Finally, you may come across CSA, UL or FM certifications. This is a
CompEx – Competency in Ex atmospheres
While not a mandated safety standard, CompEx, (Competency in Ex atmospheres) is an exambased competency certification scheme set up in the aftermath of the Piper Alpha disaster. Developed initially for operatives in
the oil and gas sector, the scheme now operates globally, covering all personnel operating in potentially explosive atmospheres. CompEx currently offers 13 qualifications spanning a range of roles and environments.
broad system to ensure the safety of products used in North America, including Canada, whereby an OHSA or SCC-accredited Nationally Recognized Test Lab (NRTL) can certify that a product complies with specific North American safety standards. There are several standards which apply to hazardous areas under the North American system; for example, FM 3615, UL 1203 and CSA C22.2 No. 30 are the standards for ExplosionProof Equipment, while UL 674 and CSA C22.2 No. 145 cover "Electric Motors and Generators for Use in Hazardous (Classified) Locations". Some N American explosion protection standards are harmonised with the IEC, ATEX and UKEX systems, and others are not. In addition, the N American system follows a different environment classification system. TIMES-CIRCLE
Emerging tech critical to manufacturers embracing the Circular Economy
A new study by Sage revealed advances in technology and innovation are the biggest driver of Circular Economy strategies in manufacturing and distribution. A sustainable future, powered by Circular Economy strategies, is now a priority for most senior leaders in manufacturing and distribution. Nearly one-third have already experienced significant benefits from their Circular Economy strategy, with one-third more expected to reap the rewards within three years.
The study has revealed the significant hurdles faced by manufacturers and distributors shifting to a sustainable Circular Economy (CE) business strategy, despite widespread acknowledgement of the many benefits it will deliver.
The report, titled 'The State of the Circular Economy' shows that the industry is paying greater attention to the need for, and benefits of, the CE. It comes in response to the growing importance of sustainable business practices to over 60% of employees, customers, shareholders, and supply chain partners alike.
CE is based on the principles of designing out waste and pollution, keeping products and materials in use, regenerating natural systems, and supporting environmental sustainability. 84% of senior leaders say building and implementing a CE strategy is now part of their role, with 32% stating it is central to their duties.
Rob Sinfield, Head of Business Unit, Sage X3 and Sage Intacct Manufacturing, said: “Sustainability is increasingly becoming a non-negotiable for modern manufacturers and distributors. While business goals remain front of mind, the industry equally recognises the importance of environmental drivers, with energy efficiency and helping the environment being key motivators for pursuing a sustainability strategy.
“As a result, 32% of organisations adopting CE strategies are already reaping the rewards – from greater profitability and productivity to improved resource usage and an enhanced brand reputation. Better yet, a further 32% believe they will achieve benefits within the next three years.”
Manufacturers and distributors see new technology and innovations (72%) as a key enabler to adopting CE and sustainability strategies, and concerns arising from inaction, such as damaged brand perceptions (46%) and reduced long-term
profitability (46%), are consolidating the need for investment.
THE PROMISE OF TECHNOLOGY AND INNOVATION
Digital transformation is fundamental to delivering a CE strategy. The research found manufacturers and distributors ranked cloud applications (74%), data analytics (68%), and automation (67%) as the most important technologies for running a business more sustainably.
• Cloud applications and infrastructure are already impacting nearly every aspect of modern manufacturing. The cloud enables manufacturers to develop products more effectively and support sustainable practices such as 3D printing.
• Data analytics for predictive intelligence is helping businesses to refine their product development, optimise supply chains, and monitor equipment to increase resource efficiency.
• Automation boosts productivity by speeding up workflows and reducing human error. It also provides valuable data-driven insights that can be analysed to improve production performance and sustainability.
However, industry has more to do when it comes to technology adoption. Despite 61% citing cloud apps as helpful in collecting, analysing, and reporting on their CE capabilities, public cloud usage is far from universal among manufacturers and distributors. In fact, only a minority of respondents say they use public cloud for core apps such as supply chain (39%), CRM (38%), business intelligence (35%), human resources management (34%), ERP (32%) and payroll (29%).
OVERCOMING THE BARRIERS
Organisations want to take advantage of the opportunities presented by becoming
more sustainable, such as improved reputation (50%), increased energy efficiency (47%), increased business resiliency (46%) and a reduced impact on the environment (46%).
Despite recognising the many advantages, global manufacturers and distributors are struggling to realise the full benefits. Navigating a turbulent external market, with its own immediate challenges of rising costs (72%), supply chain disruptions (71%) and changing customer demands (68%), is taking up valuable resources that leaders could otherwise invest in future-proofing their business.
Furthermore, two-thirds of manufacturers and distributors still need to transform their business operations in order to shift to CE. 64% of those companies say transformation is a significant barrier and is hindering their pursuit of greater sustainability. Finding people with the right expertise (71%) is the biggest challenge, along with cost and budget limitations (68%) and updating technology integrations and processes (68%). TIMES-CIRCLE
White Paper The state of the Circular Economy report
Manufacturers and distributors seek sustainable change
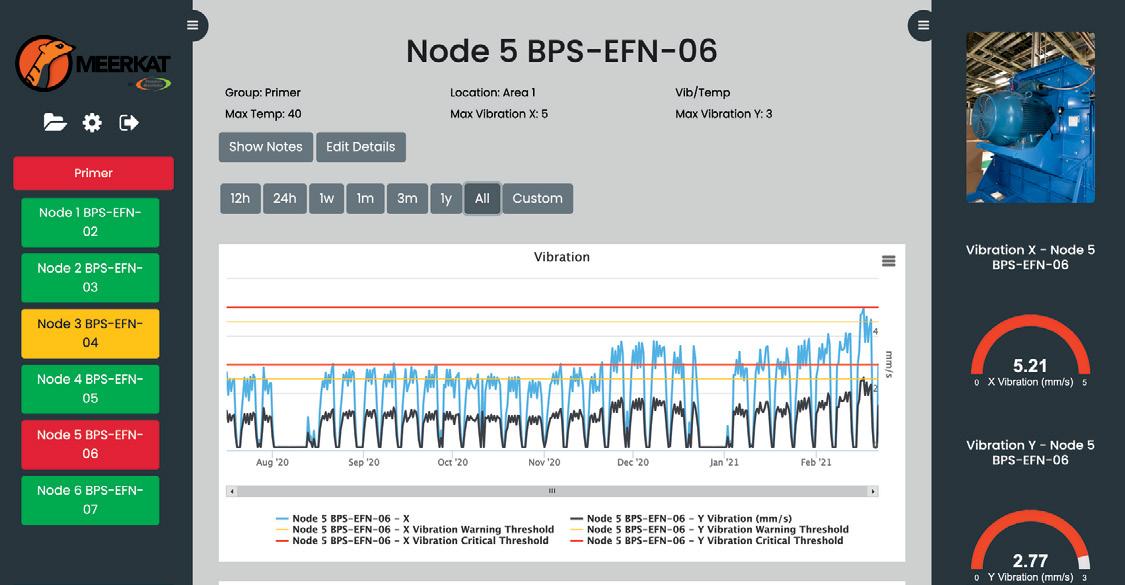
One UK based automotive manufacturing plant saved €316,000 in a six month period by installing a Meerkat wireless vibration & temperature monitoring system on their paint shop extract fans.
A partnership to inspire budding engineers
Andy Patten, Business Development Director at ADC Electrical, illustrates what can be done by industry and individual companies in the engineering sector to address the skills shortage and inspire and grow a much-needed talent pool for the future.
That the UK is experiencing a shortage of engineers is a well-known fact. That engineering is often absent from the primary or secondary school curriculum is probably not quite as well known. This leads to young people often missing the opportunity to understand what engineering is all about and in turn to relate to it. As a result – and too often – engineering does not feature in their education or career choices. This, in turn, impacts industry in the UK, where companies fight for engineering talent from a much smaller and less diverse talent pool than it ought to be.
"For as long as I can remember, one of the most repeated conversations within our industry has been how do we attract and retain the best people needed to fill our vacancies," explained Andy Patten, Business Development Director at ADC Electrical.
"The answer to some degree has been by individual companies investing in training, and to their credit, I know that many AEMT member companies have excellent apprentice training programs producing very good engineers.
"However, as engineers get older and retire, a void is being created within engineering as not enough young engineers are joining the sector to fill the vacancies. Like many areas of engineering, AEMT members are being hit hard by this engineering skills shortage; they invest money and resources in training their teams, but other industry sectors are picking up on this, so now, more than ever, we are losing engineers at all levels to roles outside of the sector."
"This is impacting us all. No matter how big or small the
company, you can have a fantastic training program, but if there are not enough candidates with the right aptitude for the work, there will never be sufficient engineers to fill all the gaps. But the question always is –what can we do about it?"
In November 2021, Andy and colleagues from ADC attended the AEMT conference.
"We could not sit on our hands and pretend it was somebody else's problem."
One of the presentations was from an organisation called Primary Engineer, which highlighted how' in recent years, engineering's presence in the school curriculum has reduced, and in some cases, disappeared, with some schools not offering any engineering-based subjects.
The upshot is that young people might not even know that engineering could be a potential career choice, let alone relate to it when leaving school and looking for work.
"For some, ourselves included, this was a bit of a shock," continued Andy. "For others, I believe it was only a confirmation of what they already knew, or at least suspected, but it would certainly be backed up by the lack of young people wanting to be involved in engineering and the general lack of basic engineering skills in those that do.
"On the drive back from the conference, the conversation turned to what had been said by Primary Engineer and what they were doing to bring engineering into the classroom to help inspire the next generation of engineers from primary school level and upwards.
"We could see that the main issues that most people will see with this project are that it must surely be somebody else's responsibility to sort out what is going on in schools. Even
if we did get involved, there would be no real short-term benefit for our business, or even longer-term gains, as the pupils we engaged with would be unlikely to join our company in the next ten years when they leave school.
"However, from our point of view, we felt we could not sit on our hands and pretend it was somebody else's problem to sort out. In reality, the outcome of fewer and fewer new engineers coming through the ranks will sooner or later make it everybody in engineering's problem.
"As engineers, it made sense to get involved, with the hope that others would follow suit. The project has the potential to make a real impact and secure a new generation of engineers with a general understanding of the role and what we do as an industry," explained Andy.
ADC contacted Primary Engineer via the AEMT to discuss what it could do to help. The process was straightforward, and everyone at Primary Engineer was very helpful in explaining how they engage with
schools, teachers and pupils. ADC is now several months into the process, and a number of schools local to the engineering firm have signed up for the practical and engaging initiative.
The programme will run throughout the 2022-23 school year with ADC's support and culminates in final judging and an awards event in mid-2023.
Ahead of becoming involved in the project, ADC had the opportunity to experience and engage with other Primary Engineer programmes in the North East, including the project's Leaders Award competition which asks pupils from the age of three to 19, 'If you were an engineer, what would you do?'.
"The overall feeling from working with and seeing the students' efforts is that the interest in engineering is far from dead," added Andy. "There was genuine enthusiasm for working on engineering projects, and some of the thoughts and ideas were inspiring, with the younger ones often having the most creative ideas.
"We have also had the unexpected benefit of receiving work experience enquiries from the schools, and we have worked with some very good young people that have expressed an interest in apprenticeships with us when they leave school next year."
Andy believes it has been a worthwhile experience with some unexpected positive short-term benefits. But he also recognises that, if the future of engineering in this country is to be secured, more companies need to take a longer-term view and get involved in projects like Primary Engineer, so the next generation is aware of what engineering involves and the career prospect it offers.
The pool of potential employees risks becoming smaller over the coming years, so the entire engineering sector needs to work together to encourage new talent – or risk losing them to other more proactive sectors. TIMES-CIRCLE
www.adc-electrical.co.uk
The electric steel dilemma and its impact on motor vendors
Industrial and commercial motor suppliers are at the helm of a significant problem. Historically, leading industrial motor vendors have had minimal difficulty securing the supply of key raw materials used to manufacture their motors. However, we are beginning to observe one supply disruption that will likely challenge motor vendors’ ability to produce for years to come, as Blake Griffin, Senior Analyst at Interact Analysis, explains.
Electric steel is used heavily in the manufacture of electric motors. The material is key to producing the electromagnetic field used to turn the rotor. Without the electromagnetic properties associated with this iron alloy, the performance of electric motors would be substantially compromised. Historically, motors used in commercial and industrial applications have represented a major customer base for electric steel suppliers, and motor vendors have had little difficulty ensuring prioritised supply lines. However, the share of business held by commercial and industrial electric motor vendors is being threatened by the automotive sector in the wake of electric vehicles.
As electric vehicle production continues to grow, so does the associated demand for the electric steel used in the motors to power them. As a result, the bargaining power between commercial/industrial electric motor vendors and their steel suppliers is becoming increasingly undermined. As this trend progresses, it will impact vendors’ ability to secure the electric steel necessary for production, resulting in longer lead times and higher prices for customers.
THE STATE OF THE PROBLEM
The process which takes place after crude steel is formed dictates what the material can be used for. One of these processes is referred to as “cold-rolling”, which produces what is known as “cold-rolled steel” – the type used in electric steel. Cold-rolled steel makes up a relatively small portion of overall steel demand, and the process is notoriously capital intensive. Resultingly, increases in production capacity are slow.
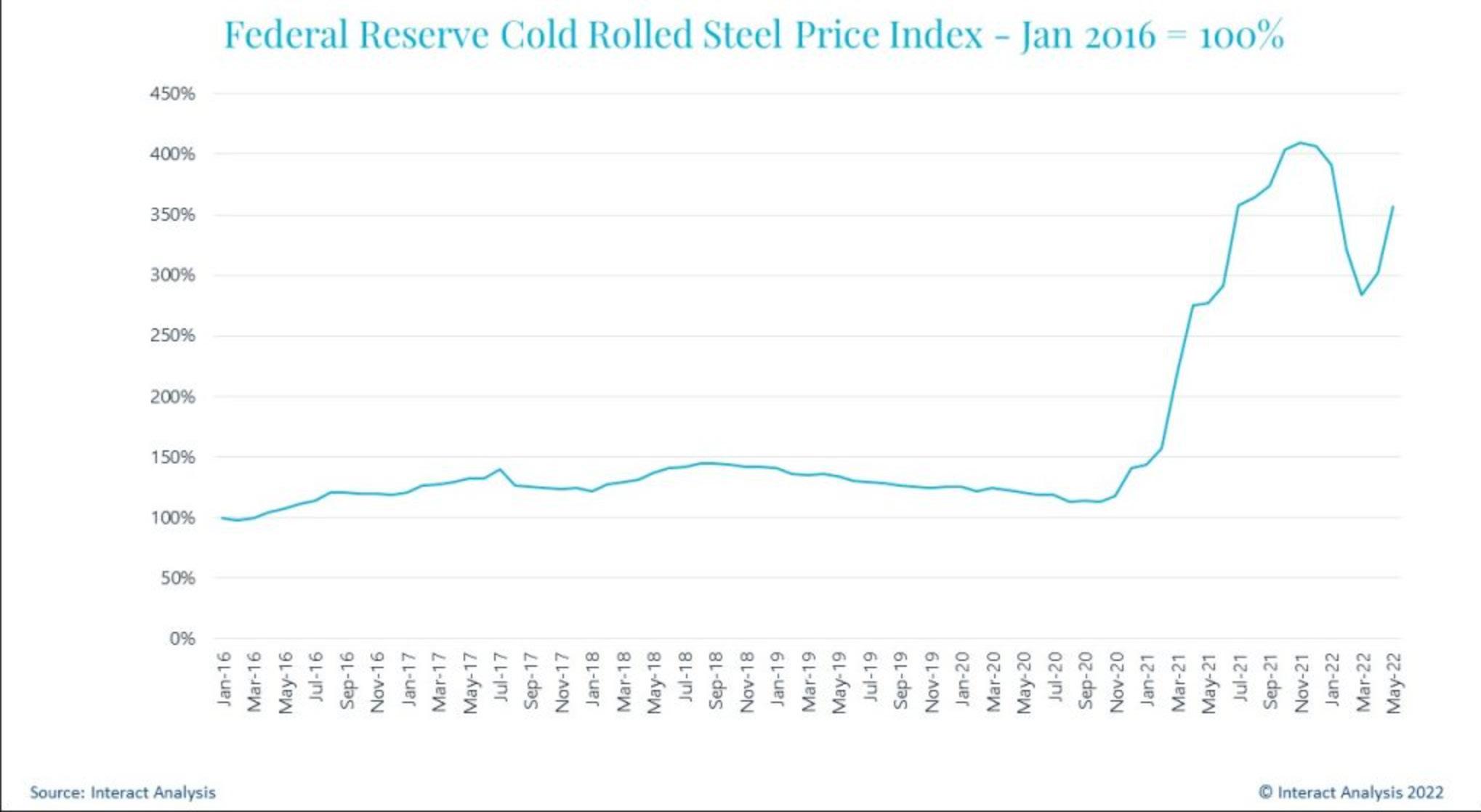
Over the past few years, we’ve seen the price of cold-rolled steel climb to historic levels. The federal reserve tracks the price of cold-rolled steel globally. As shown in figure 1, the price of the commodity rose to more than 400% of its price in January 2016.
Short-term COVID-related supply shocks have been one reason for the price performance of cold-rolled steel. However, increased demand from the automotive sector via electric vehicles is, and will continue to be, a contributing factor to the staying power of higher prices. Electric steel can make up as much as 20% of the bill of material in electric motor manufacturing. It is no surprise then that the average selling price of an electric motor is up 35-40% compared to January 2020.
During our research, we’ve heard multiple reports of vendors having difficulty fulfilling their supply of electric steel due to steel suppliers favouring automotive customers who are placing larger orders. We first began hearing instances of this in mid-2021, and the frequency at which this gets mentioned in vendor interviews is rising.
THE SCALE OF THE PROBLEM
The number of vehicles utilising an electric motor in the drivetrain is still relatively small compared with those using a traditional internal combustion engine. However, ambitions from the largest auto manufacturers indicate a rapid shift in this
balance over the next decade. The question is, then, how significant will demand be from the automotive sector, and what is the timeline surrounding this?
To answer the first part of the question, let’s take three of the largest auto manufacturers in the world: Toyota, Volkswagen, and Honda. Together, they comprise 20-25% of the automotive market globally in terms of vehicles shipped. In 2021, 21.2 million cars were produced between these three manufacturers alone. This would imply the production of ~85 million cars in 2021. For simplicity’s sake, let’s assume a one-to-one ratio between the number of motors utilising electric steel and the number of electric vehicles sold. If just 23.5% of the ~85 million cars produced were to be electric, the number of motors needed to support this production volume would be larger than the 19.2 million low voltage AC induction motors sold into commercial and industrial applications during 2021.
THE TIMELINE
The trend toward electrified vehicles is inevitable, but determining the speed of adoption can be difficult. It is clear, however,
Figure 1: the price performance of cold-rolled steel relative to its Jan. 2016 price.
Source: Federal Reserve Bank of St. Louis.
that announcements by automotive manufacturers like General Motors, which in 2021 pledged to go all electric by 2035, have pushed the electric vehicle market into a new gear.
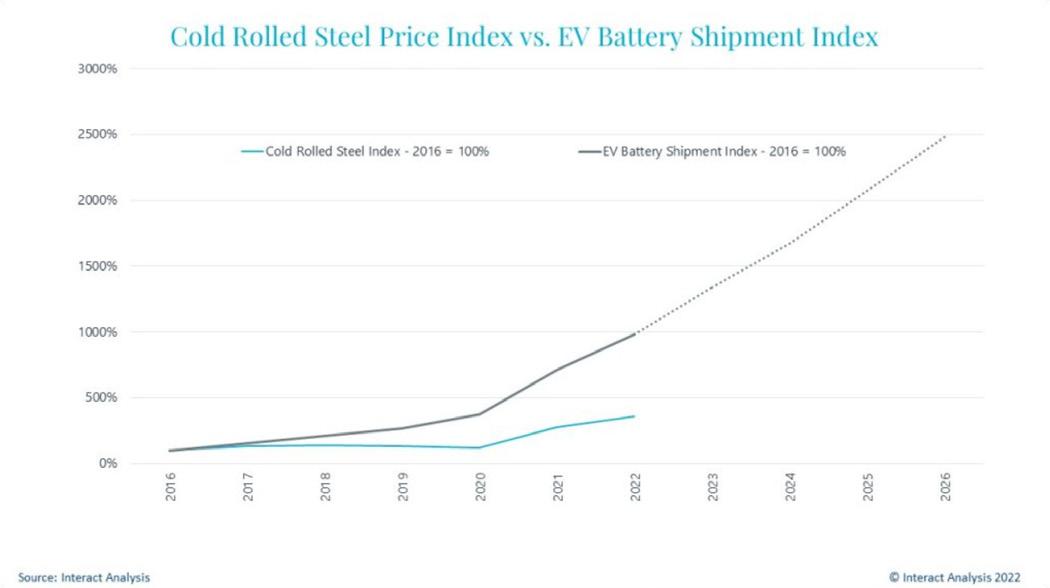
Interact Analysis, tracks the production of lithium-ion batteries used within electric vehicles as part of its ongoing research within the battery market. This series can be used to indicate the speed at which electric vehicles are being produced. In figure 2, we are showing this series, along with the cold-rolled steel series shown earlier. Showing these together helps demonstrate the relationship between increased EV production and the price of electric steel.
The grey line represents the number of shipments of Li-ION batteries into electric vehicle applications. This is presented as an index value, with the 2016 value representing 100%. The blue line represents the price of cold-rolled steel shown again as an index value, with the price in 2016 representing 100%. We are also displaying our forecast for shipments of batteries into EV applications, represented by the dotted grey bar.
Quickly you will recognise the sharp uptick in battery shipments between 2021 and 2022, hitting nearly 10X the number of shipments seen in 2016. Alongside this increase, you can observe the price of cold-rolled steel ticking up during the same period. The dotted grey line demonstrates our expectation for the rate at which EVs are being produced. We expect that over the next five years, the gap between supply and demand for electric steel will widen as increases in production capacity lags behind the sharp rise in demand for the commodity coming from the electric vehicle sector. This will ultimately result in supply shortages which will manifest into longer lead times and higher prices for motors.
FINAL THOUGHTS
The solution to this problem lies in the hands of steel suppliers. Ultimately, more electric steel must be produced to close the gap between supply and demand. We expect this will happen, albeit slowly. While the steel industry works to resolve this, we expect that motor suppliers which are more vertically integrated within their supply chains (particularly their steel supply) will begin winning share based on lower lead times and lower prices, while the rest of the market struggles to secure the materials necessary for production.
Motor suppliers have been discussing this as a coming trend for years. It is now safe to say that the trend has officially arrived. TIMES-CIRCLE
www.interactanalysis.com
Figure 2: cold-rolled steel price versus EV battery shipments relative to the 2016 value. Source: Interact Analysis, Federal Reserve Bank of St. Louis
Instantaneous Torque as a Predictive Maintenance Tool
Megger Baker Instruments explains how a motor, coupled with a variable-frequency drive (VFD), used in a conveyor system at a Canadian pulp and paper mill, was monitored using the Baker EXP4000 dynamic motor analyser from Megger, and how its operation was corrected using instantaneous torque signature analysis.
Improvement of reliability, output and efficiency are the core responsibilities of plant management, operation and maintenance. The use of the latest technologies in online electrical testing is proving that additional monitoring capabilities are crucial for cost-saving operations.
Online monitoring tools designed for field use must be safe and easy to use if they are to be used frequently and reliably. Connections to mediumor high-voltage applications can be achieved safely by hookups to existing current transformers (CTs) and potential transformers (PTs). A general rule of thumb in predictive maintenance says that the quality of a predictive maintenance (PdM) program is about equal to the quality of the tools used times the frequency with which they are applied. In other words, only top-of-the-line tools and frequent monitoring are likely to yield effective plant reliability program results.
Online monitoring is too often performed with unsafe procedures, usually to get a job done as quickly as possible. Responsible plant operation, however, allows for only the following two methods for safe performance of online testing:
a) Lockout procedures using protective gear.
b) Dedicated hardware in critical motor control cabinets.
The crucial need for plant reliability requires frequent monitoring, which can't be achieved with the first option if cost-effective long-term measures and ease of operation are desired. Only additional hardware installed in critical motor control cabinets (MCCs) will yield reliable plant
operation in an easy, safe, and costeffective manner.
VOLTAGE QUALITY AND LOAD LEVEL
As stated previously, online monitoring has evolved considerably from when state-of-the-art electrical monitoring was confined to current and voltage levels. Power analysers introduced the capability of monitoring power quality several years ago, and they are now capable of identifying and logging voltage imbalances, distortions and transients.
Poor voltage conditions are a leading cause of overheating in motors that are not running over-loaded.
Poor voltage conditions are a leading cause of overheating in motors that are not running overloaded. However, comparisons of the severity of sub-optimal voltage quality with its effect on the motor are not possible with power analysers. Evaluations of the influence that real-world poor voltage conditions exert on motors at different load levels allow a maintenance professional to ensure that the motor is running at the proper
NEMA derating. Only the addition of very accurate load estimations to power quality analysis will offer
useable results from a motor PdM standpoint.
The concern in the field is this: is a given motor operating under too much load under the particular voltage conditions it encounters? This can only be answered reliably if accurate load estimations and power quality measurements are put together using the applicable professional standards and guidelines.
VOLTAGE LEVELS AND ESTIMATION ERRORS
A frequent circumstance in the field is that voltage busses are operated at an over-voltage exceeding 5%. The reasons for this practice are twofold: on the one hand, a higher voltage level on the voltage bus can ensure that the voltage that reaches the motor terminals is sufficient after subtracting the voltage drop in the lead resistance. On the other hand, over-voltage will induce lower currents, which are frequently preferred in the field. The reasons behind this preference are more for comfort than necessity. Stator currents are frequently used for rough load estimation. Additionally, stator currents are known as the source of I2R losses in the motor. Increased voltage levels are frequently used to artificially drop the current level.
This promotes a feeling of reduced losses to the motor and a cooler and healthier operation. This condition, however, only marginally improves the operational efficiencies of motors while causing severe deterioration of the operating power factor. Only substantial efficiency increases will reduce the motor's operating temperature and lengthen its life. A higher voltage level only raises the motor's efficiency marginally, and does not strongly change the operating temperature or expected life. However, artificially lower stator currents lead to erroneous conclusions if current levels are used as a measure of load.
In addition to nameplate inaccuracies, this method also depends upon voltage level. As mentioned above, over-voltages are very common in the industry. Load estimation based upon the current
level can incur severe errors, prompting a false sense of security if a motor is running with an overvoltage and rated stator currents. In reality, motors under these conditions are operating into their service factor, introducing overheating conditions and rapid deterioration.
frequency. This is a very common control type of control for low-cost implementations.
A CONVEYOR PROBLEM SOLVED
At a pulp and paper mill in Canada, a 60hp, 1,170 rpm 460V motor is run by a variable frequency drive (VFD). This motor runs a conveyor belt at varying speeds. The conveyor belt feeds logs into a saw. When no log is in the saw, the conveyor belt runs at a higher speed; when a new log approaches the saw blade, the conveyor belt has to slow down to a speed tuned for cutting. Shortly after it detects that a log has left the saw, the conveyor returns to maximal speed again.
Over a period of about one second, the operational torque rises above the rated torque.
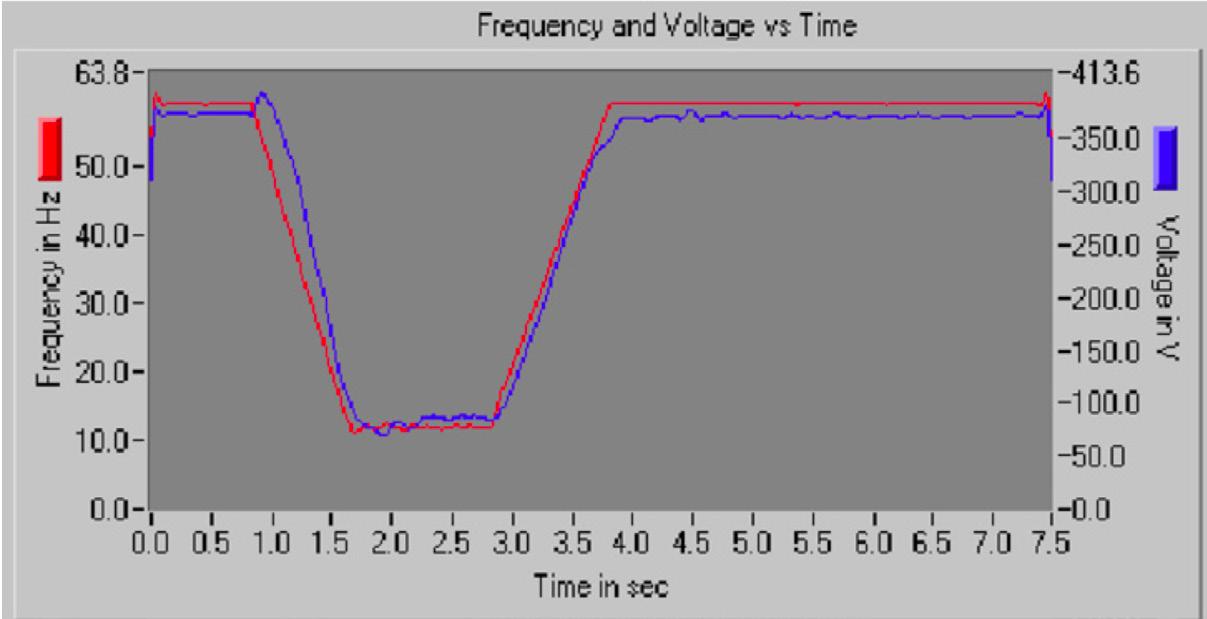
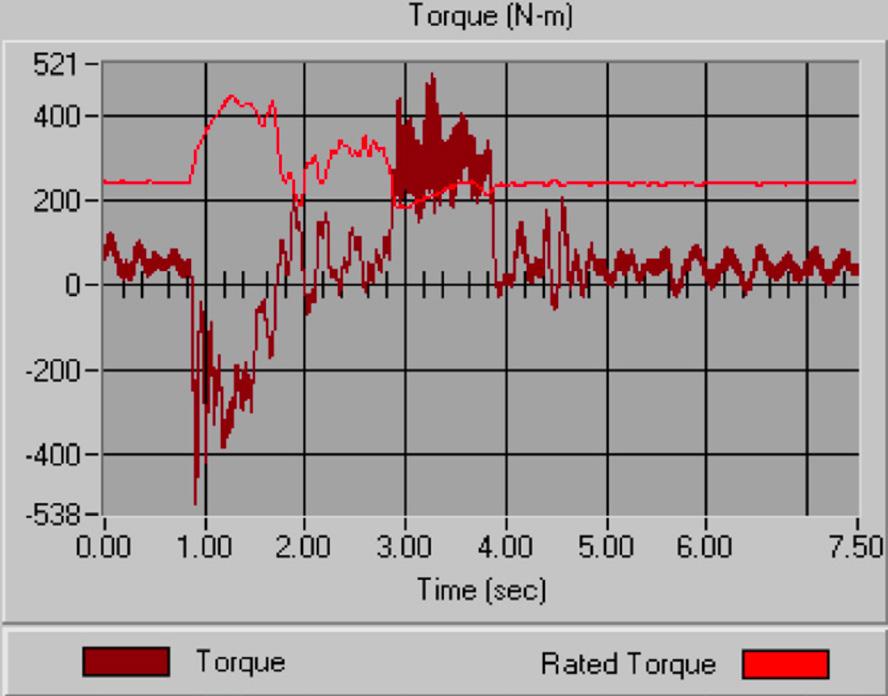
Figure 1 graphically depicts the described process with torque and frequency over time. Frequency is shown in red, and voltage in blue. Data was captured over a period of 7.5 seconds. The VFD runs the motor at 60Hz, then slows down to 12Hz for cutting. In this case, the cutting of a log takes less than 1.4 seconds, and the VFD ramps the frequency back up to 60Hz.
The particular control of this VFD is of the V/f type. The voltage level is kept proportional to the operating
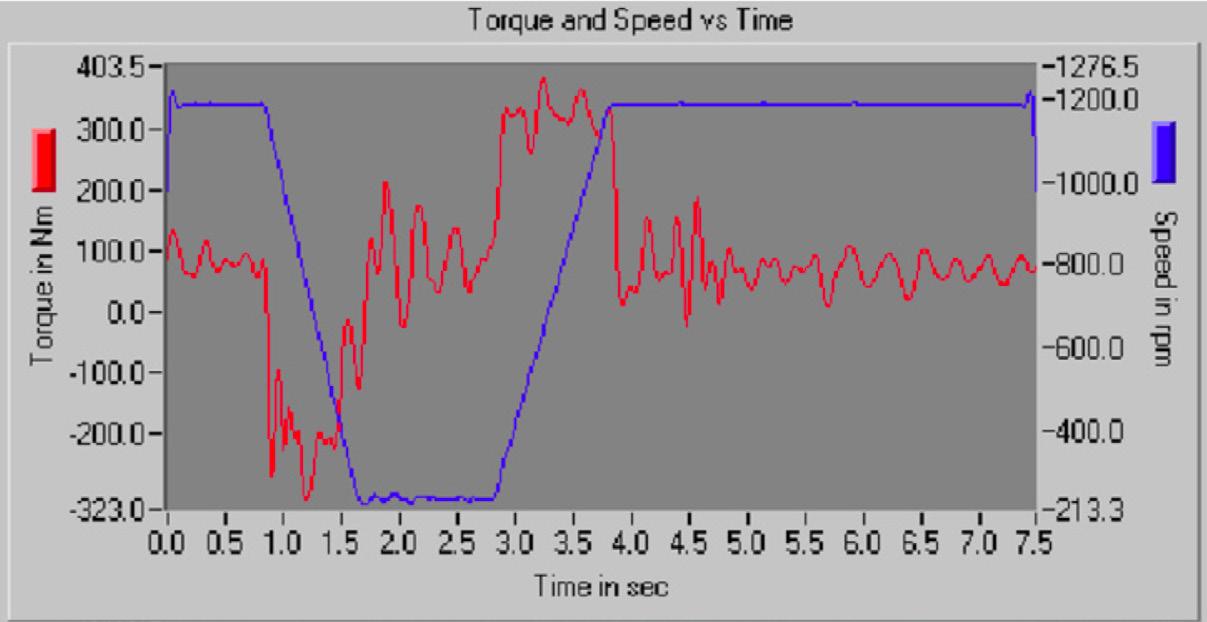
Figure 2 shows torque level (red) versus time and the motor's operational speed (blue) versus time. It reveals that the maximum speed of the motor is 1,200 rpm, while the speed of the motor during the cutting of the log is only 215 rpm. The torque level is constant when the conveyor operates at a constant speed. When the VFD backs the voltages down, the motor speed also slows down in response to reduced torque. As soon as the low speed is reached, the torque level normalises to the steady-state level. During the following acceleration process, it is necessary to increase the torque level, which falls back to the steady state once acceleration is completed.
First, during deceleration, the torque drops severely. It even drops below the zero-torque line, which
Figure 1.
Figure 2.
means the motor is employed as an electrical brake during this time. What this also means is that the log has actually slowed down rapidly (reducing the speed of the motor to about 1,000 rpm in just one second). This information is telling because it ensures that the conveyor is not only designed for pulling but can also withstand pushing.
Secondly, it is noteworthy that over a period of about one second, the operational torque rises above the rated torque, as shown in figure 3. This means the motor is stressed during acceleration. The torque required to accelerate the log to 1,200 rpm back from 215 rpm is too high, especially if it has to be achieved in less than one second. The solution to this dynamic overtorque problem is simple. The VFD is programmed with a constant, which is called Hz/sec. This constant sets the maximum acceleration and deceleration rates. In this case, the maximum acceleration rate is too high. Reducing the VFD's Hz/ sec setting brings the acceleration torque down to healthy levels. A disadvantage of this is that acceleration and deceleration processes take a bit longer (which can translate into a reduction of production over time). In this case, the settings were changed such that both the acceleration and the
deceleration took an additional 0.2 sec, which has little to no effect on production.
Another notable issue can be identified upon inspection of the last three seconds of data. The operational torque over this period oscillates, a typical symptom of an improperly tuned feedback loop. The application is 'chasing' or cannot maintain a steady state speed free of oscillations. This oscillation fatigues the conveyor system and often leads to premature wear and failure. This type of oscillation can be avoided by installing a PID controller and proper tuning. However, this can only be done once such a problem is clearly identified.
The three issues determined by analysis of data on this graph have relatively straightforward solutions, yet they can't be identified with standard motor test and monitoring instrumentation. Only instrumentation capable of displaying the dynamics of a VFD application can serve as a tool to ensure systems can be maintained and operated reliably.
It is possible to monitor, correct and maintain the most dynamic applications in modern plants.
and maintain the most dynamic applications in modern plants: variable frequency drives. There are tools available on the market now that allow these newer applications to be debugged and maintained so that they keep running tomorrow.
Case studies like this are the reason why more companies are adopting aggressive and highquality online monitoring predictive maintenance programs. TIMES-CIRCLE
This example shows that it is possible to monitor, correct
Gibbons Engineering outlines some of the key advantages stainless steel motors can offer in the food and beverage sector, and explains how it helped a customer cut downtime, improve productivity and reduce energy consumption.
You will always encounter problems with a standard electric motor in a food production area. The main reason is the cleaning process at the end of the day. The combination of a high-pressure washdown with a caustic solution will cause damage to an electric motor. Most standard electric motors are IP55, so they are not entirely watertight. In the food industry, motors usually have a stainless-steel shroud to protect them from water damage. This may appear to be a clean solution, but that’s not always the case. Stainless steel motors rated IP69 are now widely available off the shelf. And some are designed specifically for the food and beverage industry.
IMPROVING HYGIENE
One of the most important reasons for switching to stainless steel is hygiene. Cooling fins on a standard motor are an obvious place for food particles, dirt, and debris to fester. With a stainless-steel motor, the casing is completely smooth and easy to clean. Stainless steel motors are visibly clean. The motor is often hidden from view when a shroud is used to cover and protect a standard motor. With regular health inspections, it’s important to have a perfectly clean machine.
The difference between a new stainless-steel motor and a standard motor covered by a shroud is minimal. But the IP69 casing of a stainless-steel motor is bound to give far more longevity, bringing production costs down.
But are they more expensive? In the short term, yes. A standard electric motor will be cheaper than a stainless-steel version of the same size. But you could argue that
the stainless-steel motor will last longer and be more costeffective. There’s also the additional cost of a stainlesssteel shroud to protect a standard motor. A stainlesssteel motor will last longer under intense conditions. The cleaning process is also much faster, meaning that cleaning costs will be reduced.
GETTING OUT OF A JAM
Wilkin & Sons of Tiptree has been making jam, marmalade and other preserves for over 130 years, producing much of its own fruit on 850 acres of Essex farmland.
The ‘Tiptree’ brand can be found in shops and cafes nationwide, is exported to 60 countries and has held a Royal warrant since 1911, meaning the company has lofty standards to maintain.
When an electric motor on one of Wilkin & Sons’ production lines failed, Gibbons Engineering Group was contacted to provide a replacement. The incumbent electric motor’s design created a requirement for inefficient and complex cleaning methods, largely due to the ingress of debris among cooling fins, beneath the rating plate and in the fan cover grating.
Without dismantling the motor, thorough cleaning of these areas is extremely difficult, while using hoses to wash down the equipment is not an option due to the likelihood of water damage.
Gibbons had a solution ready off the shelf within its range of
stainless steel electric motors designed specifically for washdown applications.
The IE3 efficiency stainless steel motors are totally enclosed, non-ventilated (TENV) and rated at IP69K ingress protection, meaning they’re dust tight and can withstand high-pressure water jets. There is no rating plate, terminal box, fan cover or cooling fin assembly to trap debris, so the completely smooth corrosionresistant surface can be washed down in a matter of seconds.
As well as replacing the old motor with Gibbons’ stainless steel model, Wilkin & Sons decided to include a waterproof ABB ACS355 variablespeed drive which enables Wilkin & Sons to enjoy precise control over the speed of the conveyor – maximising productivity while increasing energy efficiency.
As a result of this installation and the increased efficiency of its washdown procedure, Wilkin & Sons has cut downtime between batches, improved productivity and reduced energy consumption.
www.gibbonsgroup.co.uk
Advancing electric motor design through additive manufacturing
Renew magazine found out how the Manufacturing Technology Centre, a research and technology organisation which aims to bridge the gap between academia and industry, is working to help UK manufacturers benefit from the rapid growth in electrification through innovative product designs and the development of advanced manufacturing processes.
In the race to meet the UK Government's target of achieving Net Zero by 2050, Electrification, the movement to use sustainable energy sources to replace fossil fuels, has been identified as a key contributor to decarbonising industry and reducing the impact of climate change. As a result, there is huge industrial demand for high-performance power electronics, machines and drives (PEMD). These technologies are key to lower emissions and improved energy efficiency, resulting in lower energy costs in comparison to the use of fossil fuels.
The Manufacturing Technology Centre (MTC) is part of the High Value Manufacturing (HVM) Catapult, an expansive network of fellow Research Technology Organisations (RTOs) that work together to solve challenges faced by UK manufacturing.
The MTC's capabilities in areas including automation, digital manufacturing, advanced tooling and component manufacturing enable it to develop and prove manufacturing processes and technologies that can become the catalyst for future growth of innovative, world-leading technologies.
One such project taken on by the MTC's electrification team sought to investigate the state of the art to determine current constraints and development opportunities of additive manufacturing for electric motor components.
Additive manufacturing (AM) has been identified as an enabling technology to produce power-dense electric motors in a repeatable and short lead time. Whilst additive manufacturing isn't new, its application for end-use parts and tooling has become more prevalent in recent years and is demonstrating its potential to change the way products are designed and manufactured.
With limited examples of AM in commercially developed products, the MTC's technology experts initiated a project
that considered the wider implications of additive manufacturing for electric motors. The aim was to provide recommendations, based on existing limitations, for creating the next generation of electric machines.
PROOF OF CONCEPT
In the first stage of the project, which became known as Future Electric Motor Systems or FEMS, technology readiness level (TRL) and manufacturing readiness level (MRL) assessments of additive manufacturing for key motor components were conducted. These assessments were combined with learnings from past projects and an analysis of present manufacturing techniques for each component. In doing so, the MTC could identify the current constraints and how, by applying AM, these limitations may be resolved.
To demonstrate the potential benefits of leveraging the capabilities of AM, the cooling method of a commercial motor was reassessed as a result of several iterations of a liquid-cooled motor casing.
From the research, a roadmap to support manufacturers in implementing AM technologies for electric motors was created. And for the project's commercial motor, a redesign of the casing allowed it to produce more power by implementing liquid cooling channels to prevent overheating. In
addition, the design freedoms of additive manufacturing enabled a weight saving of 10% and a size reduction of 30% due to component integration.
"Additive manufacturing is complex, but the opportunities for businesses to improve their productivity, efficiency and cost savings – and therefore their competitiveness – are significant. This project has the potential to transform the industry as we know it," commented Dan Walton, Senior Research Engineer at the MTC.
INCREASING PERFORMANCE
In the second stage of the wider project, known as FEMS2, a collaboration between the MTC, its members, and the local supply chain was established to showcase state-of-the-art technologies to support the development of highperformance electric motors. In response to industry's demand for higher-power motors alongside reduced weight, the aim was to design, manufacture and assemble a high power-density electric motor prototype.
The project applied simulation toolsets to generate and optimise the electric motor's electromagnetic, mechanical, and manufacturing design. ComputerAided Design (CAD) toolsets then allowed MTC designers to reduce the mass of the electric motor product and validate
The FEMS2 project delivered a power-dense 18kW electric motor weighing just 7kg.
its structure for the calculated loading conditions.
In-house subtractive manufacturing and metrology inspection capabilities were then used to create the first fullyfunctional electric motor prototype.
Critical assessment of all aspects of the design and manufacturing process allowed other design and process recommendations to be made with a view to improving productivity, reducing costs, and de-risking the end-to-end process before the final manufacture of the motor's components was carried out with some aspects supported by the local supply chain.
Assembly of the electric motor was completed within the MTC's flexible manufacturing cell, which uses reconfigurable equipment suitable for the assembly of a range of electric machines. This included automated winding to deliver highly repeatable wire placement, a smart assembly bench which intelligently guides users through the assembly of multi-variant assembly tasks, smart production tools capable of highly repeatable screwing operations with torque feedback to ensure
repeatable and validated assembly, and 3D-printed tooling and fixturing which offered a low-cost solution to aiding users in assembly processes. In addition, high-performance additive manufacturing polymers, suitable for low-volume manufacturing of parts that would otherwise require high-cost injection moulding tooling, were employed.
The result of this stage of the project was a power-dense electric motor capable of 18kW mechanical output in a 7kg package.
REDUCING WEIGHT
In the third stage of the project (FEMS3), the team redesigned an MTC-designed motor casing for a lightweight aerospace application. They used additive manufacturing technology to combine three machined components, eight fasteners and three o-rings into a single part. The result was a motor with a mass reduction of more than 65%, with additional benefits seen in the reduction of assembly steps. The team also used highvalue design tools and AM manufacturing processes to redesign components in the rotor assembly, allowing four parts made
from three materials to be consolidated into a single component, further reducing weight and simplifying assembly.
Commenting on the project, Ollie Hartfield, MTC research engineer and member of the FEMS3 team, said: "The aerospace motor we have developed showcases the potential of additive manufacturing and advanced design tools to manufacture high-performance electric motors. The key benefits include reducing the lifetime environmental impact compared to conventional manufacturing and offering a lighter motor with increased performance and greater ease of assembly."
The success of this project hasn't gone unnoticed, with it recently winning the 2022 3D Pioneers Challenge award – an international design competition for advanced manufacturing technologies.
Electrification presents exciting new opportunities for UK manufacturing. The work of organisations like the MTC and its partners in pushing the boundaries to deliver groundbreaking manufacturing solutions is invaluable. TIMES-CIRCLE
Reduce your energy bill with minimum effort
The UK’s rising energy prices show no sign of easing, at least in the short term. The best way to reduce your energy bills is simply to use less energy. With costs spiralling, sometimes the easiest way to save energy is to look a little closer to home.
Adrive running a fan or pump system can halve the amount of energy that it uses. Extrapolate this across multiple applications with dozens or even hundreds of motors in an installed base, and the energy savings can quickly accumulate, resulting in significantly lower electricity bills. With the latest generation of SynRM motor and drive package solutions, these energy savings can be even greater.
One of the challenges in finding energy efficiency opportunities in a typical plant is knowing where to find them. Legacy equipment that has for years operated without incident can be easy to overlook. However, in the current climate of high energy costs and squeezed margins, looking at existing assets can hold the key to unlocking new pockets of energy efficiency that can quickly accumulate into significant savings. ABB has introduced a free service which makes finding these applications, and saving money on them, far easier.
The ABB Energy Snapshot service involves an engineer from ABB or an approved ABB Value Provider carrying out an in-person visit over the course of half a day. During the visit, the engineer will identify the motor-driven applications that offer the greatest opportunity to cut energy use in the shortest possible time.
Using data collected during the assessment, a comprehensive report is provided containing all the information you need to build a compelling business justification for making your motor-driven assets more energy efficient, more reliable and cheaper to operate. This report provides key stakeholders with the information they need to inform
purchasing decisions.
The report is tailored specifically to each facility, incorporating actual plant values and data gathered during the inspection to recommend appropriate solutions and provide compelling justification for them. This includes projected CAPEX and OPEX estimates, savings forecasts, payback points and energy/CO2 saved over time, illustrated using charts and graphs as well as raw figures.
Purchasing decisions aren’t always just made by one person, which is why with the ABB Energy Snapshot, each stakeholder in the decision-making process receives a bespoke report that speaks the same language they do, from financial controllers to maintenance and energy managers. It provides key personnel with the information and clarity they need to realise the energy-saving potential on motordriven applications, and dramatically cut costs.
The Energy Snapshot also provides a detailed analysis of a plant’s existing installed base, providing additional insight into its condition, with recommendations on potential future upgrade pathways, as well as identifying applications that would not significantly benefit from an upgrade. By analysing existing plant assets, the Energy Snapshot report can be used to help control operational costs and prolong equipment lifetime. The report also provides specific
The report can be used to help control operational costs and prolong equipment lifetime.
equipment recommendations with detailed technical notes, including existing unused or underused drive functions and any additional installation considerations (e.g. Life Cycle Assessment services) relevant to applications analysed. An action plan is prepared highlighting the applications that offer the greatest/fastest opportunity to reduce energy consumption. Figures will normally be translated into annual savings, and there will be detailed recommendations for suitable drives or motors. To further prove the results, ABB can arrange a hire drive to let you put the recommendations to the test. Once new equipment is fitted, energy consumption is tracked to enable comparison of both predicted and actual savings. TIMES-CIRCLE
bit.ly/ABBEnergySnapshot
Make sure you join the celebration...
Endorsements:
“It is so important that we as an organisation, and an industry, invest in the younger generation. Supporting the Rising Star Award at the AEMT 2021 Awards is just one way we can acknowledge the value younger employees bring to a company.”
Tom Bouchier Fanuc UK
“Winning Service Centre of the Year & being finalists in Product of the Year will significantly raise ADC Electricals profile. No matter what the size of your business it is well worth making the effort & getting involved, there are opportunities to be had for all.”
Andy Patten ADC Electrical
Thursday, November 17th 2022
DoubleTree by Hilton Hotel, Coventry
The awards are a global celebration of business and professional excellence. They recognise the achievements of both individuals and companies manufacturing, distributing, maintaining and repairing industrial machinery such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment.
Seven awards will be presented during the charged atmosphere of the gala ceremony, including: Product of the Year, Project of the Year, Supplier of the Year, Service Centre of the Year, Diversity in Engineering, Contribution to Skills & Training and the Rising Star Award. Make sure you book your place and be part of this industry wide celebration of engineering excellence.
Your repair Partner must get the measure of the job
Matt Fletcher, Managing Director of electromechanical repair specialist Fletcher Moorland, explains why it is vital that a motor repairer takes accurate measurements before commencing a rewind.
Apparently, the electric motor pictured here didn't last very long in service after it was rewound. It wasn't one that we had rewound at Fletcher Moorland, I may add.
Finding out why something has failed has always interested me. I also feel it's important to share the findings to prevent them from happening again. After all, this failure happened unexpectedly whilst the motor was in service, causing unwelcome machine downtime.
It's quite often easy to say 'the windings have blown'. Well, that's pretty obvious as there is the traditional blackend area on the photo, blobs of copper and a hole where the windings should be –finding out why is the interesting bit.
Thankfully, the cause of failure of this motor isn't often seen because most professional rewinders take critical measurements to ensure it doesn't happen.
But it does happen. Let me explain how.
There are clues to what has happened with this motor. The blow is on one phase; you might be able to see that the blown windings are within an area sandwiched between the yellow-coloured phase insulation. The blow has left debris on the inner face of the end shield. This isn't uncommon; however, having copper strands on the end shield is. There are scuff marks on the phase insulation and tape on the right-hand section of the lower winding portion.
What has happened here is that the winder hasn't correctly measured the coil overhang. That's the measurement of how far the coils protrude from the core. As a result, the coils have been touching the inside of the end shield following
the repair. This wouldn't cause a direct short-circuit to the frame as the copper is insulated by an enamel covering. However, correct static tests should have shown this. But I can't comment on what testing equipment the rewinder had available at the time. The refurbished motor may have passed a basic insulation resistance test and then been sent back to the customer in the belief that it was ok.
Some of you might not be aware that every time an electric motor starts, or has changes in load, the coil overhangs move slightly. In a very old video from GE Electric, available here bit.ly/CoilMove, you can see the movement.
We try to mitigate this movement with the varnish and lacing of the windings, but they do move. So, from when this motor was installed, the copper windings
were moving against the cast iron end-shield every time it was asked to work. This movement wore away the enamel coating to a point where a short-circuit current flowed to earth, and the motor stopped spinning.
The good rewinders out there will take correct measurements, be aware of the internal geometries of the end shields and ensure correct clearances.
I must admit that it is quite uncommon for us to see this error, but it can happen. This is why accurately measuring a wide range of parameters when repairing a motor is absolutely critical. TIMES-CIRCLE
Excellence through expertise
Alpha Electrics is an industry-leading provider of specialist industrial electric motor and drive services, committed to ensuring your business keeps moving.
As a family-owned business run on family-based values, we are proud of the reputation and client base that we have developed over the last 30 years.
Our clients appreciate our high levels of customer service, transparency and sincere desire to always find the right solution to their needs. We are committed to excellence in everything we do and relish working in partnership with our customers.
Our Services include:
Supply New Motors & Drives
Commerical Building
Services Servo & Spindle Motor Repair
Industrial Electric Motor Rewinds
Mechanical Engineering Services
Motion Control Solutions
MEMBER
Authorised distributors for...
Whenever existing mechanical and electrical interfaces are key coupled with fast delivery
Motors up to 15 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors