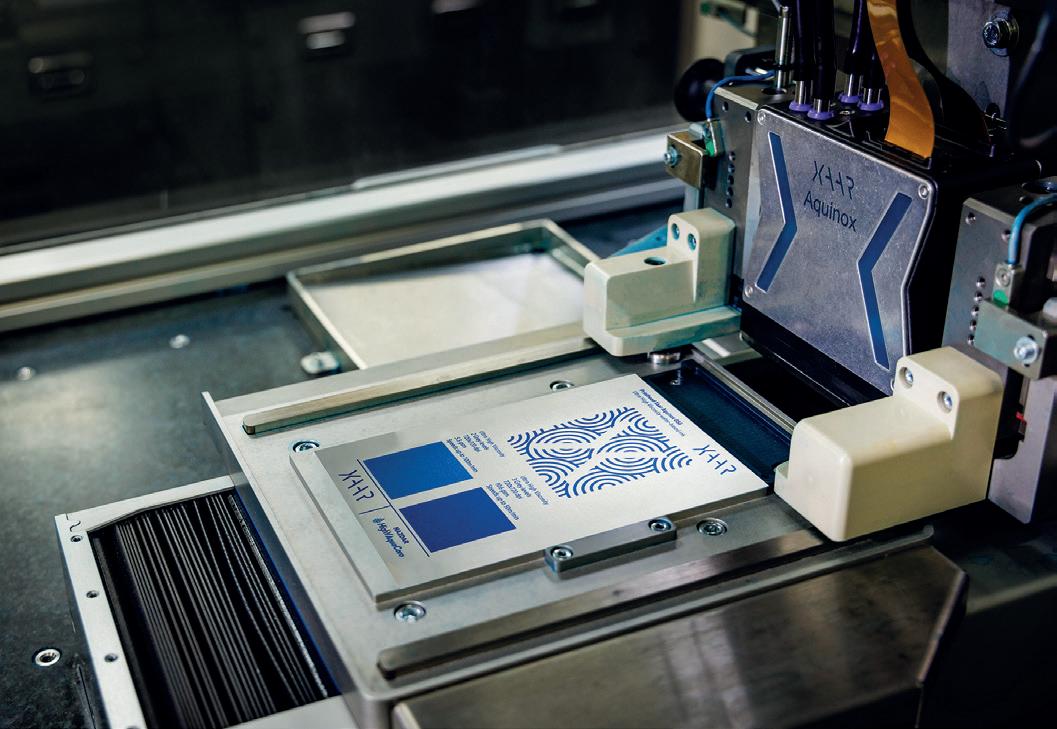
Improve your press section efficiency! SmartScan™ contactless sensor accurately measures paper web dryness after the press section 24 hours a day, 7 days a week. Using a proprietary microwave technology, it is developed to overcome the typical limits of the NIR (near-infrared) sensors. SmartScan™ is available both for fixed point positions or traversing web scan. To save hundred of thousands of Euros in energy costs, stop collecting samples, choose the safe accuracy of SmartScan™ technology.
Giuseppe Cristini S.p.A. Diagnostic Systems Via Bombardieri, 5 – 24020 Fiorano al Serio (BG) Italy Tel +39 035 715 111 Fax + 39 035 711 451 email diagnostic.systems@cristini.it website www.cristini.com
control unit
SmartScan™ on line paper dryness sensor
Welcome to the January-February issue of Pulp Paper & Logistics, the first for 2025.
As we start another year of publishing it is great to see that industry growth is looking positive for the pulp and paper industry as we go forward.
Much of this growth continues to be driven by consumer demand for more sustainable packaging and where possible replacing plastics with paper-based packaging. This demand is also being fuelled by a continuing growth in e-commerce offerings around the world, which mostly uses corrugated board for packaging.
At the same time, the industry’s leading paper manufacturing groups have been either consolidating, merging or acquiring complementary mills to create leaner and more competitive supply chains. Larger, stronger and more profitable paper makers must be a good thing for the industry.
We can only speculate about what happens in the coming months and what impact this may have in terms of the choice and supply for buyers and specifiers of packaging papers.
Looking forward to the next issue for March-April, we would welcome contributions on the following subjects no later than 21 March: mechanical pulping technology; mill management software and security and pulp quality control.
Vince Maynard, Publisher and Editorial Director
15 Issue No. 88, January/February 2025
ISSN 2045-8622 (PRINT)
PUBLISHER & EDITORIAL DIRECTOR
Vince Maynard
Tralee, Hillcrest Road, Edenbridge, Kent, TN8 6JS, UK
Merger completion of International Paper and DS Smith expected in first quarter
As DS Smith anticipated its merger with International Paper, the UK recycled paper maker reported sales of £3.37 billion (US$4.16bn) for its half year to the end of October 2024, down 18 percent on the same period a year earlier.
Operating profit in the period was also down, by 13 percent to £365 million, while net profit was down 15 percent to £268m.
Group chief executive of DS Smith Miles Roberts said that the performance was in line with its expectations despite “a continued challenging market environment”.
There had been a decline in likefor-like box volumes of 4.7 percent in the first half of 2024, with “sequential quarter-on-quarter improvement and the second half expected to show continued positive momentum”.
Roberts said: “We have maintained our relentless focus on customer service, product quality and innovation, together with significant cost and productivity initiatives, to mitigate the impact of a softer than expected overall market.
“Looking forward, whilst recognising the recent paper price weakness, we continue to expect modest growth in packaging volumes and increasing sequential prices to recover higher input costs. We announced in April a recommended offer from International Paper to create a truly international sustainable packaging solutions leader that is well positioned in attractive and growing markets across Europe and North America and I am delighted that both DS Smith and
International Paper shareholders overwhelmingly voted in favour of the transaction.
“We are working extensively with International Paper and expect completion in the first quarter of 2025. Our planning for the integration of our businesses is progressing well, and we remain excited about the opportunities for customers, employees and shareholders.”
At Memphis, Tennessee-based International Paper, third quarter sales to the end of September 2024 were $4.67bn, with net profit of $150m.
Shareholder approval for the merger of International Paper and DS Smith was received in September and it was expected then that the deal would be completed by the end of 2024. The completion is now going to be in the first quarter, say both companies. The new company is expected to have yearly sales of $27 billion throughout North America and Europe.
“Our third quarter earnings are above our outlook,” said chief executive and newly-appointed chairman Andy Silvernail. “Higher
prices across the portfolio, including benefits from our packaging go-to-market strategy were supported by a moderately improving box demand environment. We also had higher operating costs and lower volumes due to seasonality and commercial actions to improve profitability.
“Going forward, we are laserfocused on delivering profitable growth as the low-cost, most reliable and innovative sustainable packaging solutions provider for our customers. We are
deploying an 80/20 approach to strategically align resources to become excellent with our customers, while reducing complexity and cost across the company. This includes organisational restructuring and corporate cost reductions, as well as investments to strengthen our most competitive and strategic assets, paired with facility closures to structurally reduce operating costs.
“In addition, we are exploring strategic options for our Global Cellulose Fibers business. We recognise the impact of these difficult decisions and are providing support for team members who are affected,” Silvernail added. “As we look forward to the combination with DS Smith, we expect the transaction will close early in the first quarter of 2025. Overall, I’m confident that our transformational journey will unlock substantial value at IP and strengthen the company for our employees, customers and shareholders.”
Miles Roberts, group chief executive of DS Smith
Andy Silvernail, chairman and chief executive of International Paper
With a distribution network that covers North and Central America, Victory Packaging has been acquired by Smurfit Westrock. Based in Houston, Texas, Victory now trades as Smurfit Westrock Packaging Solutions with a business that provides engineering, supply chain, kitting
and assembly, automation, digital and logistics offerings that help customers reduce total costs, improve their sustainability footprint, mitigate risk, and grow sales.
Victory’s history goes back 50 years building a legacy providing packaging and related services across North America, first as an independent company then as
the integrated distribution arm for two successive packaging companies.
It has more than 65 warehouses and distribution facilities in the United States, Canada and Mexico, and operates in California under the company name of Golden State Container.
Scott MacDonald, president of Smurfit Westrock Packaging Solutions, commented: “Our new brand reflects our service-driven approach to solving business challenges, delivering value to our customers and signals our ability to tap into extensive capabilities and resources as part of one of the world’s largest paper and packaging companies.”
Smurfit Westrock resulted from the combination of Smurfit Kappa and WestRock in July 2024, creating a global leader in sustainable paper and packaging operating in 40 countries with over 500 packaging converting operations, 62 paper mills, and 100,000 employees worldwide.
“Smurfit Westrock Packaging Solutions is synergistic to
core operations in the United States and Mexico,” said Laurent Sellier, chief executive of Smurfit Westrock North America. “Aligning its name and identity to the global brand better defines its affiliation and positions the business for continued success as a part of the Smurfit Westrock family.”
Smurfit Westrock Packaging Solutions will continue prioritising customer service, with the same teams delivering complete packaging solutions from a suite of differentiated products and services at more than 60 sites in the United States and Mexico.
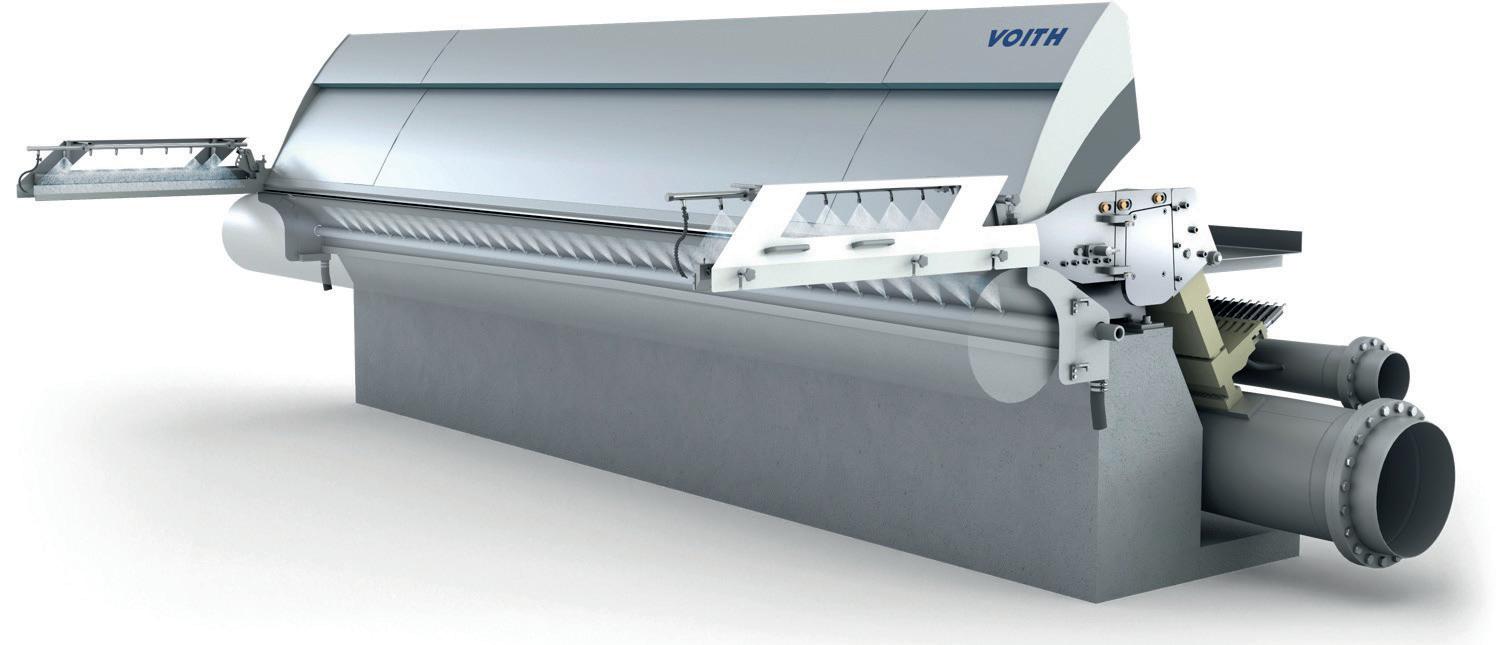
Voith performs well despite “challenging markets”
Despite sales at engineering group Voith for the year to the end of September 2024 slipping by about 5 percent to €5.23 billion, its business performance was described as “solid” by the Austrian firm’s management, in what it called “challenging markets”.
Order volume increased to
€6.34 billion, 3 percent up on the previous year, partly due to a major contract at the Hydro division in the “upper threedigit million euro range”. Orders on hand at the end of the year were €7.99 billion.
Voith’s paper division achieved its targets for orders received, sales and operating result. Order volume was up
year-on-year by 4.2 percent at €2.19 billion despite “the expected cooling of the market in the paper industry”. Sales dropped year-on-year by 4.5 percent to €2.14 billion.
Acting group chief executive Andreas Endters commented: “Voith benefits from liquidity secured over the long term and its good market position
in the three Group Divisions. In a year with very good cash performance, we created significant provisions and allowances to protect against risk. We will work hard to improve our competitiveness and prepare for a market environment that will remain volatile. This will further improve our profitability.”
Acellulose-based airfreshener made from sustainably-harvested Nordic wood has been launched by local startup Adsorbi.
While conventional odourremoval products, such as activated carbon, have short lifespans and may release captured pollutants over time, Adsorbi’s alternative is said to excel in durability and performance.
Produced in Sweden, Adsorbi’s bio-based material outperforms activated carbon in adsorption capacity and longevity and doesn’t release any harmful volatile organic compounds back into the air.
“We’ve developed an adsorbing material that not only eliminates household odours but does so using bio-based resources,” said Hanna Johansson, co-founder and chief executive of Adsorbi. “By utilising Adsorbi’s cutting-edge technology, we’ve fine-tuned this product specifically for household use, ensuring cleaner
air and greater protection from pollutants, and we’re excited to begin commercial distribution.”
The global market for air fresheners was estimated to be worth US$15.47 billion in 2023 and is estimated to reach a value of $28.72 billion by 2033.
A key feature of the product is its colour-changing indicator. The
white material changes colour when it’s time for replacement, making air purification easy for consumers.
This is Adsorbi’s second product launch; its first protects artwork and sensitive objects from degradation caused by air pollutants. Its sustainable art conservation product can be found in museums and archives across the world.
In September 2024, Adsorbi won the national final at the SEB Next Awards in the New Ideas category, a prestigious competition that recognises sustainable Swedish entrepreneurship. The company is backed by Metsä Spring, Chalmers Ventures, and Jovitech Invest.
Mondi Neusiedler completes €20 million investment to improve energy efficiency and sustainability
Good progress is said to have been made by Mondi with the €20 million investment programme at its Neusiedler mills in Austria, which produce uncoated fine papers.
The UK-based paper maker says that the full benefit of the upgrades is expected from the first quarter of 2025, including reduced greenhouse gas emissions and increased energy efficiency and operational safety.
The programme includes four key projects at the Kematen pulp and paper mill: rebuild of the recovery boiler and associated infrastructure to increase energy efficiency and improve overall performance; upgrade of the pulp dryer from gas burners for air heating to steam heat exchangers
Full benefit of the upgrades at Mondi’s Neusiedler mills is expected from the first quarter of 2025
to eliminate emissions and further improve safety; installation of a new steam accumulator to balance fluctuations in steam demand which improves efficiency and turbine performance; and revamp of the steam turbine with a new rotor to increase electricity production.
Additional enhancements include a new steam system and heat recovery at the paper machine, and winder optimisation to improve customer reel output.
The programme also included upgrades at the Theresienthal mill – acquired by Mondi in 2022 – to improve the efficiency of
the paper machine’s steam and condensate system, increase automation in the additive kitchen, and introduce a refined winder concept.
“We are proud to invest in technology that drives efficiency, reduces emissions, improves product quality, and strengthens our resilience. These measures will reduce our greenhouse gas emissions by 20 percent, and we will consume around a quarter less gas in future, all contributing to our sustainability commitments,” says Florian Döbl, managing director of Mondi Neusiedler.
The investment programme was funded by Mondi with the support from the European Union.
European Pellet Conference 2025
Investment for sustainable packaging in Poland
DS Smith is increasing its presence in Poland with an investment of more than €25 million in its production lines and machinery parks in Kielce, Bełchatów and Sosnowiec. The investment is part of the paper maker’s growth in Central and Eastern Europe and commitment to “an industry-wide transition to sustainable packaging solutions for customers in the region.”
Most the sum, €22 million, is being spent on equipment at its packaging mill in Kielce. The machinery, including the installation of a Bobst Masterline 2.1 die-cutter, will improve automation and the precision of its flexography systems.
The Kielce facility is dedicated to making laminated cardboard packaging for customers in industrial and fmcg sectors.
DS Smith has also set up a Easy Bowl production line for fresh food in its Belchatów packaging plant and along with investment in machinery to produce fibre-based
paper bags for the e-commerce sector at its packaging facility in Sosnowiec.
It is anticipated that the investments will enable DS Smith to increase its annual packaging production capacity in Poland by about 25 million sqm and that of glued boxes by 7.5 million sqm.
More information from www. dssmith.com
New production line for Easy Bowls at Belchatów
Visit the upcoming Forest Products Europe Conference
More than 300 attendees are expected at the 27th Forest Products Europe Conference – from 3-5 March at the Sheraton Lisboa Hotel in Lisbon, Portugal.
Some 150 companies from more than 30 countries will be at the event, says organiser Fastmarkets, who will welcome 50 or more speakers representing the whole value chain.
Expert economists from
Fastmarkets will be guiding discussions that will focus on regulatory changes, overcapacity challenges, sustainability, market consolidation, geopolitics and more. Emerging trends – such as moulded fibre, recovered paper, plastic replacements and AI – will also be addressed.
New features for 2025 include an interactive regulatory workshop addressing the European
Deforestation Regulation (EUDR) and Packaging and Packaging Waste Regulation (PPWR), along with two breakfast workshops covering AI and automation, and gender diversity and inclusion.
New networking features will include champagne roundtables addressing the topics affecting the industry, as well as an exclusive wine-tasting and gourmet dining experience, where delegates will
savour a selection of local delicacies. There will also be a plant tour of The Navigator Company’s Setúbal Mill, an innovative site that is driving renewable energy advancements with natural gas and biomass cogeneration plants. This will be followed by a tour of the Viveiros Aliança Nurseries, one of Europe’s largest plant nurseries, producing more then six million eucalyptus plants a year.
More information from: www. fastmarkets.com/events/ fastmarkets-forest-products-europeconference/
A Koenig & Bauer planning machine at the DS Smith mill at Kielce in Poland
CPI launches Paper Industry Gold Awards for 2025
To celebrate and recognise excellence and achievement in the UK’s paperbased industries, the 2025 Paper Industry Gold Awards will be presented at the historic Stationers’ Hall in London on 17 June 2025.
Organised by the Confederation of Paper Industries (CPI), in partnership with the Paper Gold Medal Association (PGMA), the awards are this year being expanded and updated.
Now in their fourth year, the Paper Industry Gold Awards will have seven main categories.
This year sees the return of seven main award categories. The Sustainable Innovation and Net Zero awards have been combined with the launch of a new award for 2025 for Young Talent, a reward that will be presented to
an individual who demonstrates innovation, commitment, and leadership.
The Young Talent Award seeks to inspire the next generation and highlight the paper industry’s dedication to fostering future leaders by positioning the industry as an attractive and dynamic career choice for ambitious young people.
The Awards were first launched in 2022 and are becoming a well-established event in the UK’s paper-based industry calendar. The seven categories highlight a range of talents and contributions. The awards categories are: Recycling Award; Community Engagement Award; Health and Safety Award; Sustainable Innovation & Net Zero Award; Skills Award; Equality, Diversity, and Inclusion Award, and the Young Talent Award
The Paper Gold Medal will also be awarded at the ceremony – this award will recognise an outstanding, lifelong contribution to this industry.
At the ceremony, CPI will also present certificates to the first cohort of apprentices to complete their three years in the relaunched CPI Papermaking Apprenticeship Scheme.
The awards are free to enter and provide a great opportunity to promote the UK’s paper-based industries and give companies and individual staff members the recognition they deserve. Deadline for entries is 28 March 2025.
Commenting on the revised awards, Andrew Large, director general of the CPI, said: “The Paper Industry Gold Awards are a fantastic opportunity to recognise the outstanding contributions of individuals and companies within
UPM listed as the only paper industry company in sustainability indices
UPM has been listed as the only forest and paper industry company in the Dow Jones Global and European Sustainability Indices (DJSI) for the years 2024-2025. The indices cover environmental, social and governance aspects of responsibility.
“We are committed to creating value for our customers by using sustainable, renewable resources, reducing our environmental footprint, and increasing our positive societal impact. Sustainability is a core strategic value for UPM,” said Sami Lundgren, vice president of
UPM says it is committed to creating value for its customers
Responsibility at UPM.
This commitment is outlined in the company’s updated strategy published in September. UPM’s business portfolio is based on
Andrew Large, director general of the CPI: “The Paper Industry Gold Awards are a fantastic opportunity to recognise the outstanding contributions of individuals and companies within the UK’s paper-based industries.”
the UK’s paper-based industries. We encourage nominations from across the sector to help us celebrate the innovation, dedication, and talent that drive our industry forward. We look forward to receiving the entries and showcasing the incredible talent and dedication that define the future of the Paper Industry.”
sustainable feedstocks and fossil-free energy, positioning the company for growth in renewable fibres, advanced materials, and decarbonisation solutions,
while graphic papers continue to generate strong cash flows.
UPM has also successfully issued a new €600 million Green Bond in 2024 under its Green Finance Framework. With the fourth issue, UPM has further strengthened its position as one of the largest corporate Green Bond issuers in the Nordics, with a total of €2.35 billion.
“These Green Bonds link our financing to UPM listed the only forest and paper industry company in the Dow Jones our sustainability goals and support our overall strategy,” Lundgren concluded.
Ten Worldstar Packaging awards for Mondi
Ten packaging and paper products won prizes for Mondi at the WorldStar Packaging Awards in 2025.
The awards, organised annually by the World Packaging Organisation, celebrate outstanding achievements in packaging design and technology across the globe.
Markus Gärtner, chief executive of Corrugated Packaging at Mondi said: “We are proud to mark a milestone in 2025 with Mondi receiving more WorldStar awards than ever before. This broad recognition across our regions highlights the strength of partnerships with our customers and the creativity and collaborative efforts of our teams. These awards inspire us to keep pushing boundaries and
deliver even more innovative solutions.”
Thomas Ott, chief executive of Flexible Packaging at Mondi, commented: “These awards underline Mondi’s commitment to driving innovation and sustainability in packaging. By closely collaborating with our customers and partners, we ensure our solutions deliver on functionality while keeping materials in circulation and avoiding waste. The recognition by the World Packaging Organisation is a testament to the dedication of our teams and our collective focus on creating value through packaging that supports a circular economy.”
The awards will be presented at a ceremony on 30 May in Milan, Italy. They recognise innovation that addresses critical challenges
and delivers exceptional value and attracted 550 entries from 40 countries in 2025.
Mondi’s 2025 WorldStar Award winners were: Paper bag without free film, Other category; EcoCage (pictured), Food category; Lunch Box, Food category; Doorbell Guard, Electronics
category; Bumperpac, Transit category; Product protection for premium parasols, Transit category; BeerCoolBox, Packaging Materials and Components category; Display-Guard, Point of Sale category; TopLockBox, E-Commerce category; Bottle Protector, Other category.
WorldStar awards for Smurfit Westrock
Smurfit Westrock also succeeded in picking up 10 awards in WorldStar 2025.
Designs that stood out for the judges in this year’s awards include: an eCommerce pack for South America’s biggest egg provider, a paper-based tray for plant-based meals and a bag-in-box solution for cleaning products.
Sustainability was also a strong theme. In the case of one of the winners, a corrugated fruit tray, Smurfit Westrock also installed a solar energy plant to power the box assembly automation. Several awards were won by products from Smurfit Westrock’s Better Planet Packaging portfolio including a shipping pack for tropical plants that resulted in an removal of 12.4 tonnes of plastic for the
customer annually.
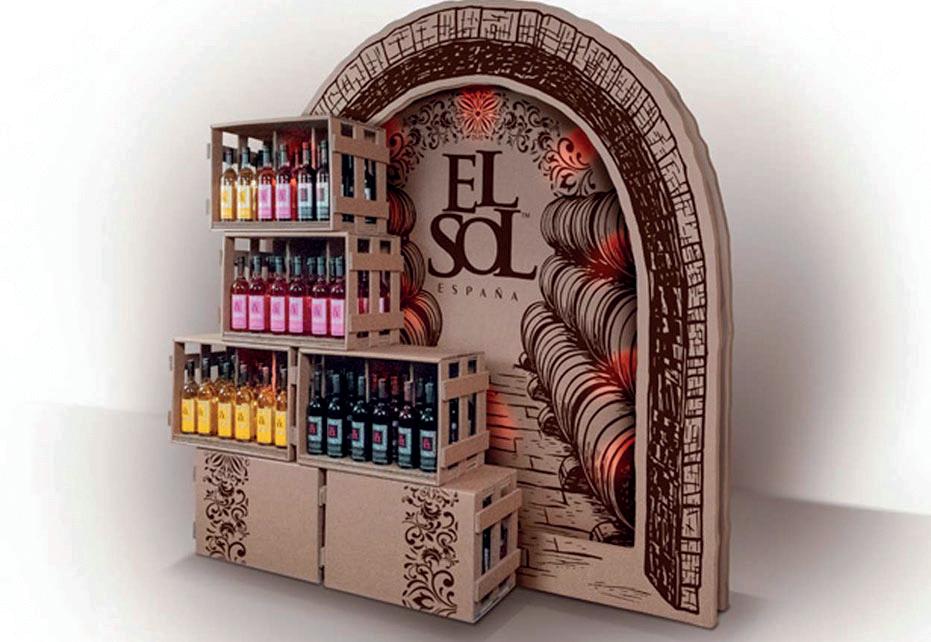
The company’s flair for point-ofsale display was also in evidence with a beautifully executed wine stand (pictured), featuring replica wine cases and lighting, taking the top prize in its category.
Commenting on this year’s success, Arco Berkenbosch, chief innovation officer at Smurfit Westrock, said: “We’re delighted to have won 10 awards because the standard is extremely high in WorldStar, with the highest quality
being showcased from every corner of the globe. This win showcases the expertise of our 2,000 strong design team - highly skilled and creative individuals that never fail to deliver for our customers. I’m immensely proud of them.”
Smurfit Kappa’s winning products in WorldStar 2025 were: Brazil - eCommerce egg pack; Brazil - Ventilated fruit tray; Czech Republic - Fresh produce speed tray; Czech Republic - Insert for child’s toy packaging; Denmark - Bag-in-box pack for cleaning materials; Denmark - Tropical plant tray; Poland - Point-of-Sale wine display; Singapore - Paper-based pack for plant-based meals; Spain -Safe&Green fruit and vegetable punnet; Sweden - Paper-based cable drum.
Sovellusmestarit reunites with MoveRoll to drive roll-handling innovation
Finland’s Sovellusmestarit Oy, a specialist in compressed air, instrumentation, and flow technology, has acquired MoveRoll Oy, which produces innovative roll-handling equipment.
This acquisition reunites two companies with a shared history and solidifies their collaboration under the Dacke Industri group. Since its inception, MoveRoll has worked closely with Sovellusmestarit, which has served as its primary supplier and manufacturing partner. This strategic relationship enabled MoveRoll to revolutionise roll handling with products such as its horizontal conveyors, zeroenergy receivers and turntable braking pads. These products use patented compressed air technology to gently transport and manage
Executives at Sovellusmestarit and MoveRoll celebrate their companies reuniting
rolls in paper mills and other industries, with the emphasis on safety, energy efficiency, and operational simplicity.
“Reuniting MoveRoll and Sovellusmestarit is more than a business decision – it’s about strengthening a partnership that has always
driven innovation and reliability in roll-handling solutions,” said Paul Vuori, chief executive of Sovellusmestarit Oy. “With our combined expertise, we are positioned to bring even greater value to our customers worldwide.”
Mikko Rantanen, the former owner of MoveRoll Oy, will continue as technical director, ensuring the continuation of the company’s technical innovation and expertise in roll-handling systems.
Sovellusmestarit Oy, with headquarters at Porvoo in Finland, specialises in compressed air systems, offering contract manufacturing, planning, and training services to a wide range of industries. The acquisition aligns with its growth strategy under Dacke Industri, a long-term investor focused on sustainable, innovative technology.
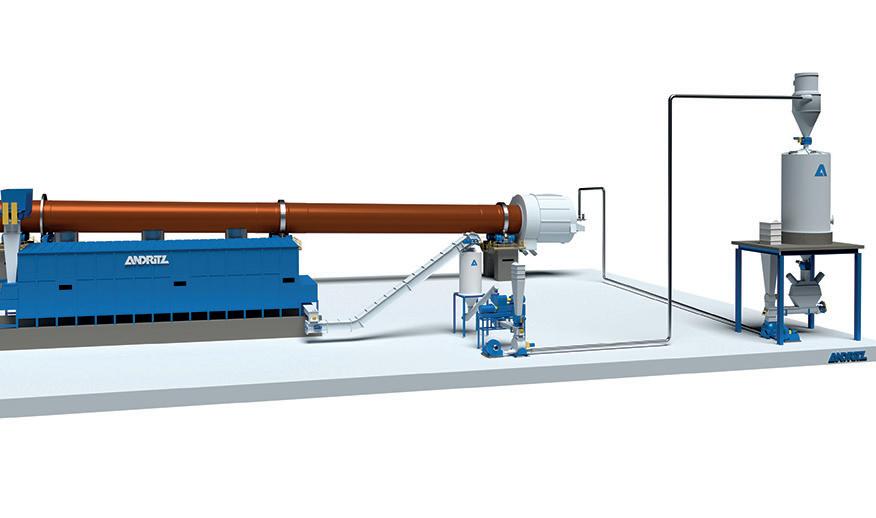
Sustainability in lime kiln operations
Biomass powder burning offers simple way of replacing fossil fuels in a pulp or paper mill’s lime kiln. PPL reports
Replacing fossil fuels with renewable alternatives in the lime kiln is now more attractive than ever. Andritz ’s method is what the Austrian engineering company thinks the market has been waiting for: technically easy to adapt, simple and reliable to operate, and financially appealing.
Alternative methods for firing boilers and kilns have been highly anticipated. For these methods to become widespread, they need to be simple, effective, and extremely energy efficient. Such a solution is Andritz ’s biomass refining
technology, tailor-made for the lime kiln.
Jari Vuorela, product manager at Andritz says, “We provide a very efficient solution to powderise the biomass where the high-quality, consistent refined powder is automatically fed to the lime kiln instead of fossil fuels.
“The use of biomass instead of fossil fuels represents a number of solutions pulp producers are facing in the reduction of the carbon footprint at mills.”
The biomass comes in different shapes, sizes and such as mill residues, wood waste or pellets.
Simplicity is key to utilising cutting-edge technology
The Andritz LimeBio-Powder biofuel plant for the lime kiln is claimed to fit easily into the pulp mill infrastructure and is said to be easy to operate from the interfaces provided, which means there is no steep learning curve for the operators. Once running, it is fully autonomous and can be implemented to any DCS systems and Andritz automation and digitalisation systems.
Andritz experts have adapted well-proven powderising technology that until now was mainly used for the production
of asphalt and energy generation.
This meets today’s challenges of pulp producers that use biomass.
Vuorela says: “The particle size that makes up the powder is very important to maintain the efficient combustion in the lime kiln and to maintain the correct temperature profile.
“Our solution for biomass powder burning ensures the correct, consistent fineness of the powder at the same time as using the minimum amount of energy.
“We have adapted the
technology for use in the lime kiln to make it simple to operate and easy to maintain. The whole LimeBio-Powder biofuel plant system for the lime kiln has a small footprint, is easy to install and, when operational, is quite similar to fossil fuel feeding systems.”
Fast return-on-investment with better sustainability
Andritz ’s answer for biomass powder burning results in major savings by using residue from the wood area and other biomass, which along with the reduction of carbon dioxide emissions means the return on `investment can be
What is biomass powder burning?
‘Biomass powder burning’ is a new term. The phrase was coined by experts at Andritz whose sole aim is to find ways to reduce the carbon footprint of pulp mills. These endeavors go across the board, from the woodyard to the final bale of pulp. In its latest move, Andritz has come up with a simple and efficient process to fueling the lime kiln by using powdered biomass made up of forest residues, waste wood, and pellets.
made in just two years.
Now is the time to invest, says Andritz, as new regulations in Europe mean that pulp producers will be hit with costs as much as €100 per ton of carbon dioxide in the near future.
Vuorela concludes, “Using biomass as a replacement for fossil fuels goes some way to alleviate these new regulatory challenges. The elimination of the use of fossil fuels can also save costs on fuel oil as well as reduce dependence on what can be a volatile market.
“Furthermore, the switch to renewable fuels greatly improves the sustainability profile of pulp mills.”
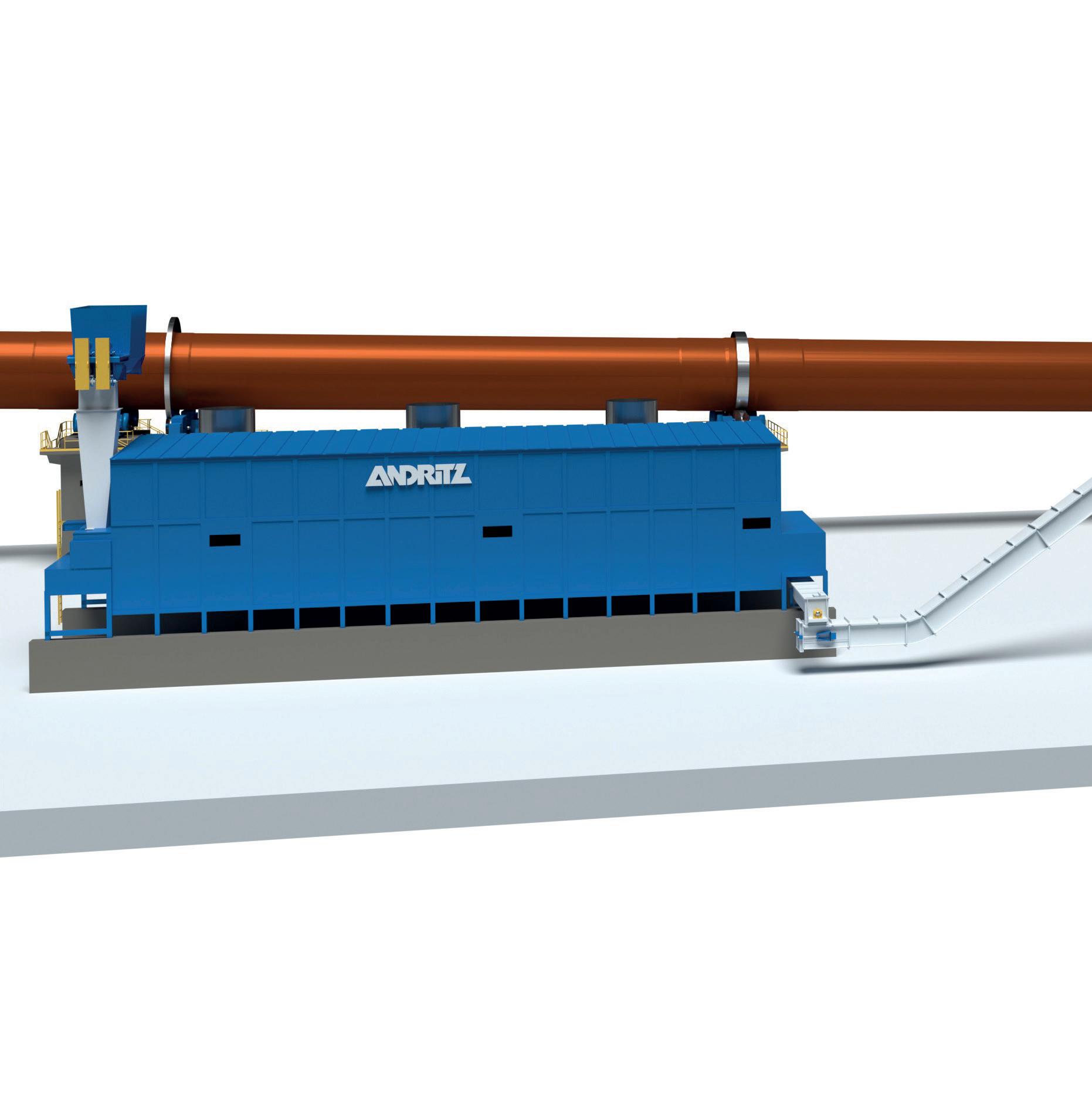
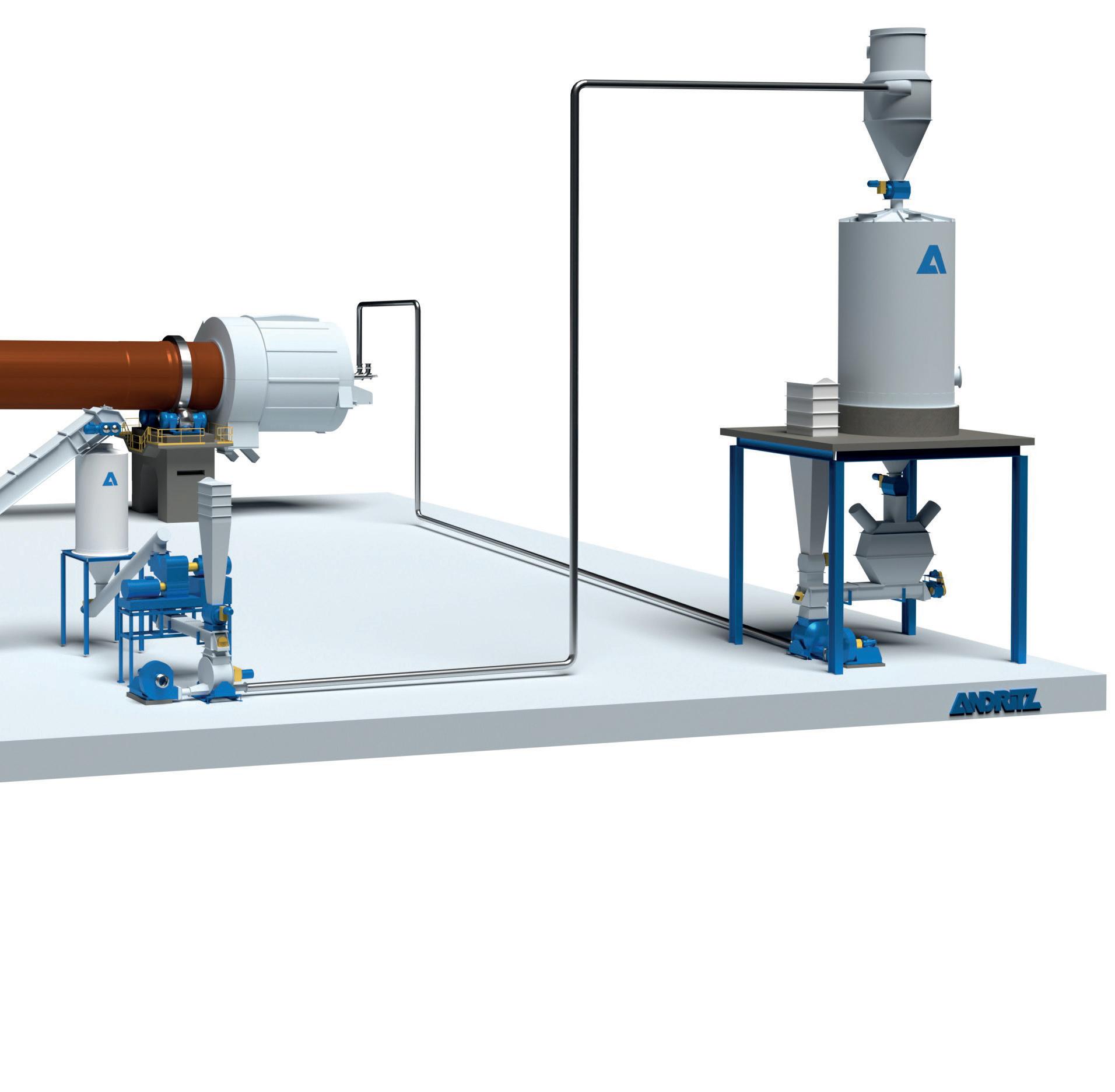
“Our solution for biomass powder burning ensures the correct, consistent fineness of the powder at the same time as using the minimum amount of energy,” says Jari Vuorela, product manager at Andritz
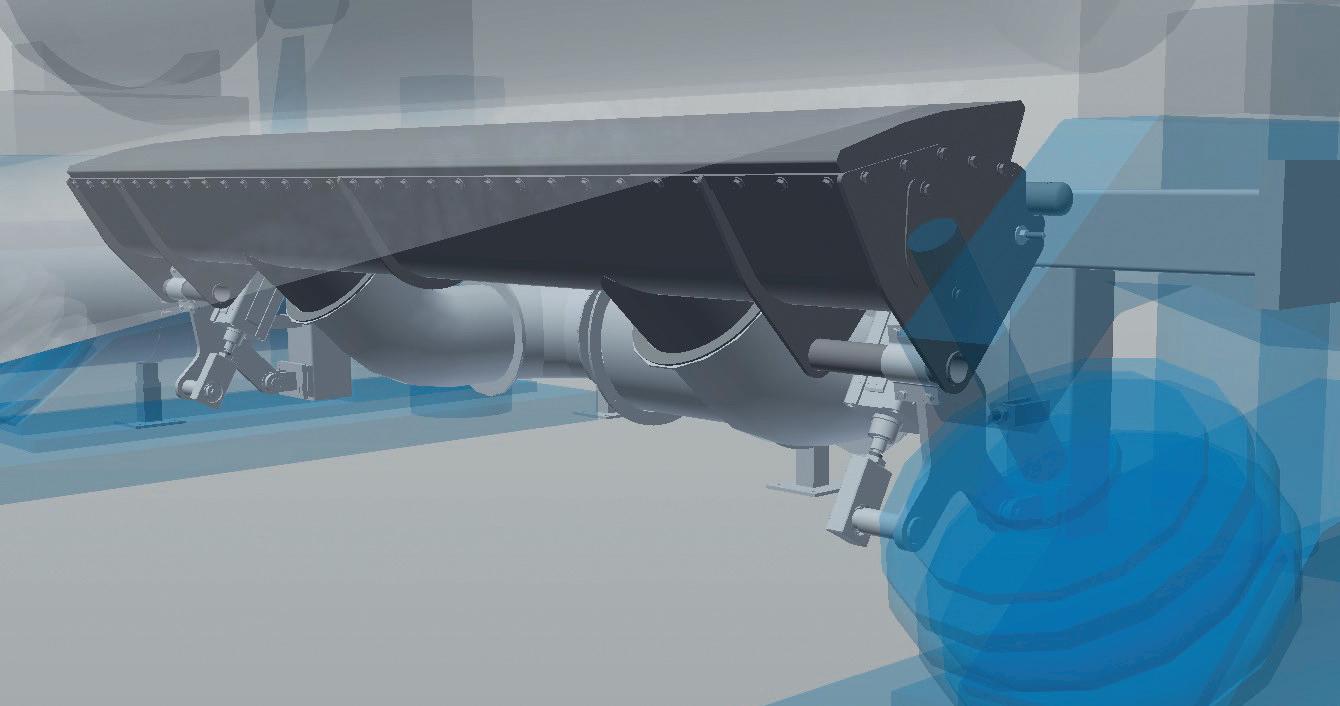
Overview of the LimeBio-Powder biofuel plant for the lime kiln
Beyond mechanical condition monitoring
Pulp, board and paper producers are always seeking new and better ways to reduce operating costs while maximising asset availability, increasing maintenance efficiency while still meeting stringent quality requirements.
With this in mind, many are re-evaluating their maintenance strategy and adopting a more holistic approach, one in which
Savings in the cost of maintenance in the pulp and paper industry are possible by precisely predicting the performance and condition of equipment and processes. PPL reports
machine and process condition monitoring is integrated and includes vibration analysis, lubricant monitoring, process parameters, quality control system data, essentially any data that may be available in the distributed control (DCS) and quality control systems (QCS) to provide a
complete picture of machine health.
“Historically, production and maintenance strategies and improvement initiatives have been approached separately with limited coordination between functional teams,” says Matthew Boudreau, Valmet’s condition
monitoring solution manager, ISO Category 3 Vibration Analyst, and ICML Level II machinery lubricant analyst with more than a decade of experience in condition monitoring and reliability.
“However, the reality is that maintenance and operations are inextricably connected. The
manner in which production equipment is operated directly impacts required maintenance, just as the manner in which equipment is maintained directly impacts production capacity and product quality.
“By integrating mechanical and process condition data, faults can be detected before they become functional failures thus allowing for time to schedule corrective maintenance and avoid unplanned
and product quality losses.
The primary goal of CBM is to maintain the function of the system being monitored, with failure defined as the system no longer meeting the process requirements. It is important to note that condition monitoring is not limited to vibration analysis of rotating mechanical equipment; it can also be applied to other process-critical assets such as lubrication, instrumentation, and control valves.
By integrating the condition monitoring of various assets and considering the effects of process conditions on components, and vice versa, better data is obtained, and visibility is enhanced, leading to faster, more actionable decision-making.
Kyle Hester, condition monitoring specialist, and a CAT III vibration analyst with more than ten years of tissue machine experience as well as training and expertise with lube analysis, ultrasound, thermography, operating deflection shape (ODS) analysis, and 3D modelling, explains.
and vice versa largely gets overlooked. Sometimes, additional condition monitoring data such as lubricant analysis is also collected but often not used in conjunction with vibration data, which creates problematic data islands.
According to Hester, when the condition monitoring system is designed for standalone operation, as most are, technicians may not see the big picture. In contrast, Valmet DNA Machine Monitoring provides a much more sophisticated, integrated view. Valmet is a global leader in process technologies, automation, and services, offering a comprehensive range of process optimisation and condition monitoring products and services.
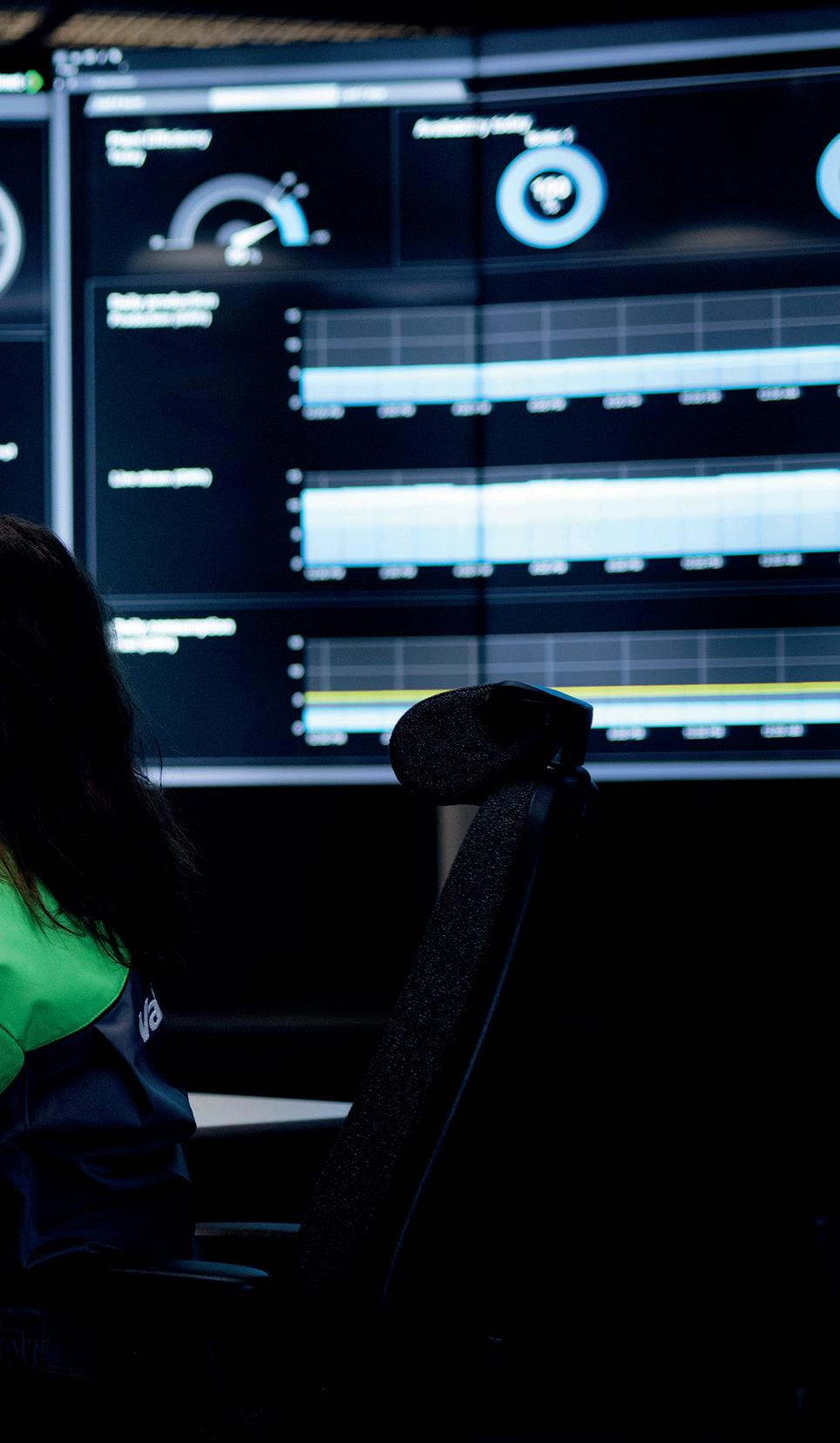
Plant executives, operations, and maintenance managers are increasingly seeking help to maximise the availability of production equipment and maintenance efficiency while still meeting stringent quality requirements
downtime or product quality losses.”
Optimised maintenance strategy with condition based maintenance
Condition Based Maintenance (CBM) is a proven strategy that seeks to detect faults before functional failures occur. By identifying issues early, corrective action is taken to avoid unplanned downtime, catastrophic failures,
“A key benefit of having comprehensive condition monitoring is that you see the bigger picture,” says Hester.
“Paper process equipment can be incredibly complex and made up of many machines working together. If you focus on any one specific mechanical component, you miss seeing the component as part of an interconnected system and how the operation of that system has an effect on the component.”
The challenge is that most condition monitoring systems focus on the mechanical health of components such as bearings and gearboxes using vibration analysis. However, the impact of the paper-making process on mechanical condition monitoring
“With Valmet DNA Machine Monitoring you can see how one system affects another. In the paper making industry for example, you can compare pressure pulsations from stock approach to fan pump and screen vibration. Pressure pulsations can cause variability in the sheet and our systems allows you to correlate those pressure pulsations to data from the QCS and quickly identify if the source pulsations are the screen or fan pump. You can also trend lube health data with vibration. There really is no limit when the condition monitoring system is built into a platform that shares data and analysis tools with the distributed control, quality control and process optimisation systems,” says Hester.
By reducing reactive maintenance, the number of onsite spare parts required is also reduced. Spare parts storage can also be optimised through common stores that supply a number of plants.
The savings from preventing ancillary damage to equipment
How production equipment is operated directly impacts its maintenance needs and conversely how equipment is maintained impacts production capacity and product quality
may not be readily apparent.
For example, if a large blower is run to failure, it is very likely that the motor will be damaged or destroyed as well. This piece of the puzzle is often overlooked in terms of calculating the ROI of condition monitoring programmes since the machines are usually repaired before catastrophic failure leads to ancillary damage.
With Valmet DNA Machine Monitoring, the system delivers a holistic view of a mill’s health as well as a suite of tools to perform advanced analysis. In doing so, information can be viewed and analysed within seconds. In contrast, with many conventional systems the information must be exported into third-party applications for comparison, which is a very inefficient, timeconsuming process.
Today, specialised tools are used to further streamline the condition monitoring process.
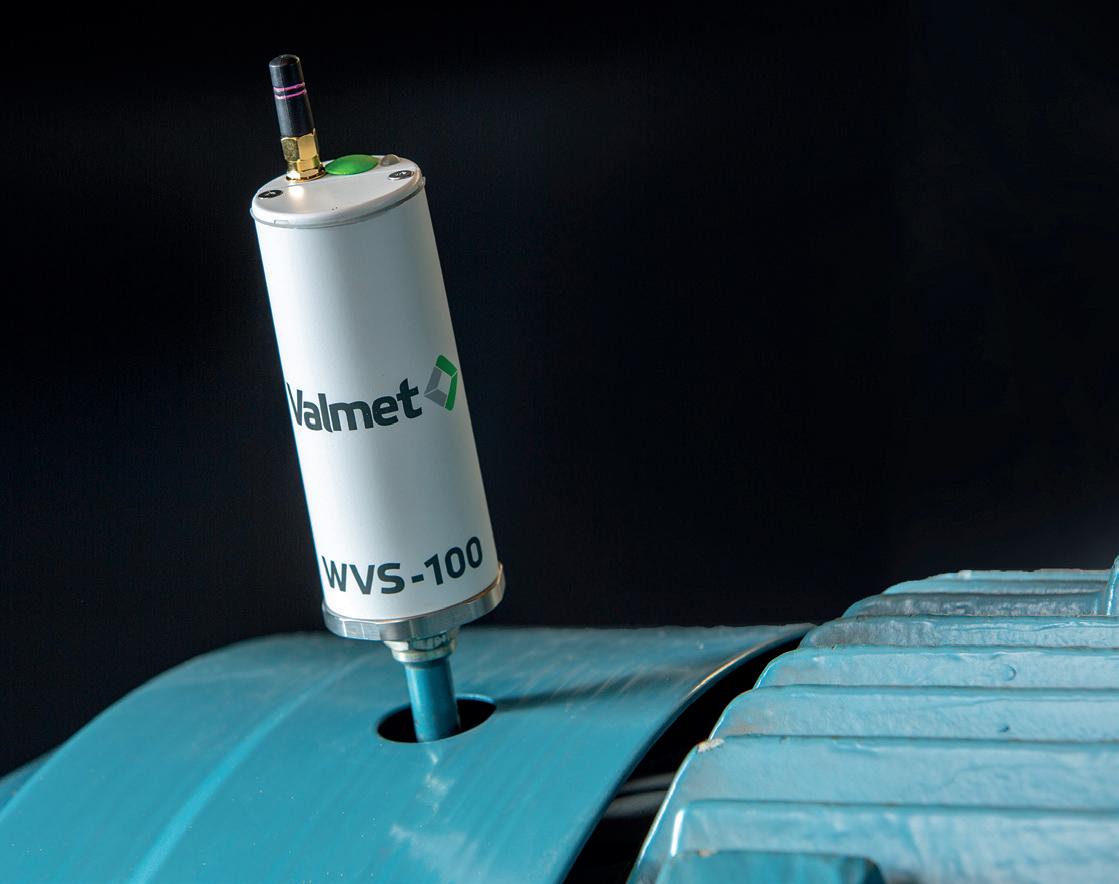
As an example, the Valmet Maintenance Pad is a hand-held vibration analysis tool specifically designed for advanced analysis and troubleshooting as well as route-based vibration data
collection. The compact device is a fully-functional PC that simplifies data collection while providing sophisticated software that enables condition analysis directly on the tablet.
To expedite analysis, the Maintenance Pad has a docking station that enables a condition monitoring specialist to automatically synchronise data from multiple units with the main database. Machine information
and vibration analysis parameters can be modified on the fly with fast, easy-to-build routes. Onboard advanced tools also enable continuous condition monitoring with the Maintenance Pad. Sensors cache the data locally and can be set up as a temporary online continuous monitoring system. Up to four sensors are able to collect data simultaneously at a preconfigured time interval. Since data is stored on the sensor
itself, the maintenance pad does not need to be within range of the sensors and will transmit all cached data when back within wi-fi range. Cross-channel phase analysis can also be performed without having to string wires throughout the monitored area. A wireless trigger module also provides synchronous time averaging and dual plane balancing.
Wireless sensors also significantly improve safety. Utilising a wireless accelerometer enables an analyst to collect data from rotating equipment at a safe distance. With other analysers that require proximity for data collection, the analyst must stay vigilant about potential hazards such as a cord falling around a guard getting caught by rotating equipment.
In summary, condition monitoring is a cornerstone of world class asset management that provides crucial data for process and maintenance optimisation initiatives. The successful use of condition monitoring depends on having the right data, making that data visible, and ensuring that the data is actionable.
“Paper mill performance is dynamic, influenced day-to-day by the people, equipment and processes employed. The best way to address these complex and dynamic circumstances is through end-to-end visibility and control. By expanding on the availability of condition monitoring data and moving beyond traditional limitations, we help move our customers operations forward by significantly improving mill efficiency, quality, and reliability,” concludes Boudreau.
• For more information on Valmet and its process automation systems, go to www.valmet.com
Which lab mixing system is right for pulp and paper makers?
To achieve reliable, accurate, repeatable, lab mixing that seamlessly scales up, an industry expert guides pulp and paper producers through the most important factors in selecting equipment and accessories
For pulp and paper manufacturers, laboratory mixing is an exact science. Producers precisely mix various materials such as wood fibres, water, chemicals, fillers, sizing agents, dyes and pigments, additives for strength, and recycled paper to create a range paper products. Improper mixing disrupts the processing, forming into sheets, and quality of many types of paper such as newsprint, printing paper, tissue, and speciality products.
“The products developed [in labs and in production] touch nearly every part of our lives. So, when mixing pulp and paper products, the results must be accurate, reliable, and perhaps most importantly, repeatable. Consequently, utilising the proper instruments is essential,” says John Bogart, managing director of Kett US, a manufacturer of a full range of laboratory mixing as well as moisture and organic composition measurement equipment.
The challenge is that any mixer that isn’t well suited to the requirements of a lab or the production floor can be very disruptive. For example, the mixer may lack sufficient speed, leading to incomplete mixing or poor homogeneity. A mixer may also insufficiently combine materials with a range of viscosities, resulting in ‘ring layers’ where the various viscosities settle at
For paper manufacturers, the most important step to take in choosing the right mixer is determining the performance specifications that need to be met
different depths in a poorly mixed product. These kinds of issues are problematic when mixtures or products are in laboratory development and accuracy is critical for the results to be reproducible on a larger scale. According to Bogart, the key for pulp and paper manufacturers is not only finding lab mixers that can perform as desired but also selecting those that can reliably do so while withstanding the toughest viscosities over time. As
an industry expert, Bogart shares what pulp and paper producers need to know about selecting the most effective lab mixers for their specific applications.
Choosing the best mixer for your lab
For pulp and paper manufacturers, the most important step to take in choosing the right mixer is determining the performance specifications that need to be met. For most labs,
the prime factors to consider are speed, related torque, safety, viscosity, and versatility, according to Bogart.
Mixing speed and related torque
The optimum mixing speed depends on the chemical properties, desired reaction outcome, and the specific equipment used. Mixing speeds that are too high or too low can both negatively impact the
quality, safety, and efficiency of the mixing process. Therefore, choosing a mixer capable of reliably providing the right mixing speed is essential for achieving uniformity, controlling reactions, and ensuring the desired product characteristics.
In fluid mixing, torque plays a key role in how effectively a mixture is blended. When mixing, torque is the force that the motor applies to turn blades or impellers, which creates the necessary shear and turbulence to mix the components. Adequate torque ensures that the entire fluid or material is mixed uniformly. Without enough torque, areas of the mixture may remain unmixed or may not achieve the desired properties.
Consequently, pulp and paper manufacturers should select a mixer that satisfies their performance requirements in terms of mixing speed and related torque. To meet this need, Kett, for example, manufacturers three categories of mixers that fulfill the performance specifications of pulp and paper producers.
An entry level model with an speed between zero and 300 revs per minute, provides a related torque of 9.0kgf/cm and is capable of withstanding high viscosities. A mid-level model can reach up to 600 rpm with related torque of10.0kgf/cm, which is ideal for medium-to-high viscosities. A high-performance model can reach up to 1,000 rpm with related torque of 3.0kgf/cm, covering a low to medium viscosity range. A basic model will typically provide forward/reverse rotation for efficient mixing. A mid-tier model will have a higher-powered motor in the range of 70W with automatic forward/reverse rotation for improved mixing performance. A higher-end model
For most labs, the prime factors to consider for mixing systems are speed, related torque, safety, viscosity, and versatility
will provide a more robust motor, such as 120W, for high-viscosity liquids and enhanced torque, expanding its application range, according to Bogart.
Safety
Some lab mixers have inherent defects that can present problems
when mixing pulp and paper materials. For example, lesser mixers can have motor issues that spark during operation. Since elements of pulp and paper are often comprised of volatile substances, this can lead to a fire. Brushless motors can help to eliminate the fire risk. “Brushless
motors have been specially engineered to prevent sparking, nearly eliminating the risk of fire, and are entirely encased to prevent particles from creeping in and damaging the inner workings of the motor,” says Bogart. He adds that dual safety systems, with thermal motor
protection and a current limiter, can also help to protect the mixer from overheating.
Maintaining mixing speed
Laboratory and factory mixing can be challenging, particularly when pulp and paper manufacture involves materials with varying viscosities. Multiple viscosities can lead to ‘ring layers’ in a mixture, where the varying viscosities settle at different heights within the mixture, resulting in poorly mixed, inadequate materials or products.
To resolve this issue, Kett developed its Z+ model of mixers, which provide high torque regardless of the thickness or viscosity of the mixture.
“Even as mixtures change in viscosity as they are combined and materials react with one another, the speed remains constant,” says Bogart.
To expedite the mixing process and eliminate unmixed ‘ring regions’ towards the top or bottom of a blend with varying viscosities, the OEM offers models that raise and lower when mixing. This reciprocating motion ensures that the entire batch of each pulp and paper material is entirely and evenly mixed.
Mixing versatility
In the course of development over time, pulp and paper manufacturers will often need to mix a wide range of formulations and sample sizes in special conditions. Consequently, it can be advantageous to have a host of options and tools available that can increase the safety, flexibility, efficiency, and accuracy of mixer use.
In this vein, keyless chucks can help to streamline the change of mixing shafts with safe, secure attachment to the mixer without a key. Free-Joint swivel
mounts enable changing shafts and adjusting the mixing height without moving the motor, according to Bogart.
Programmable settings, digital controls, LED digital displays, 0.5-second sampling frequencies, and change of rotational direction with the touch of a button can improve mixer accuracy and efficiency as well, he suggests.
To further enhance safety, utilising a remote control mixer model equipped for fume hood use, with external output for rotation speed and torque control
can be helpful. A model with a remote-controlled agitator can be ideal for demanding agitation tasks and external control capabilities. Using a model that provides analogue voltage outputs for rotation speed and torque, allowing viscosity monitoring with a recording meter during agitation can help to improve quality control, adds Bogart.
With all the options available, working with an expert OEM that provides a comprehensive range of mixers and accessories along with engineering assistance and
technical expertise can help pulp and paper producers select the equipment most suitable for their lab. Utilizing the most accurate, reliable, repeatable, and versatile equipment, in turn, will not only streamline product development but also promote quality and successful production scale up down the line.
More information from Kett US, 120 Palencia Village Drive, Ste 105-377, St Augustine, Florida 32095-8549, USA. Tel: 1 904 604 8837. Email at support@kett.com; or visit www.kett.com
Paper manufacturers should select a mixer that satisfies their performance requirements in terms of mixing speed and related torque
Beyond the clipboard: elevating QCS service Beyond the clipboard: elevating QCS service
As the pulp and paper industry modernises, the Quality Control System (QCS), which covers a wide range of frames, sensors, actuators and measurement techniques, plays an increasingly important role in driving efficiency and productivity.
This comes down to its
Measurements and signals coming from a mill’s control systems can be analysed using digital monitoring without the need for human eyes to review every data point. Kevin Starr* explains the benefits in productivity and quality
crucial function of enabling measurement and control, from the headbox to the reel. This control system is integral to equipment performance, requiring complex and labour-intensive preventative
maintenance to stay in peak condition. Digital innovations can help reduce some of this manual workload, freeing up key team members to work on more valueadded tasks such as control tuning and process optimisation.
Quality control is key to increasing industry demand Quality is more critical than ever, especially as consumer shopping habits have changed significantly and the demand for robust and sustainable packaging options
has grown. Alongside this is the competitive manufacturing environment, with companies expecting production to be as cost effective as possible, with reduced tolerance for downtime and a focus on maintaining high quality. These expectations demand continuous improvement, to enable mills to remain competitive within this advancing
Paper production will benefit from digital solutions including advanced process control and cyber security. Image: Neopak
manual data gathering is not optimised for modern operations on its own and has limitations in timeliness and efficiency.
This is where advances in digital connectivity for QCS really shine. By routinely analysing real-time data from QCS equipment, predictive maintenance monitoring software can detect anomalies as they occur and alert qualified personnel to the nature of the problem in order to identify suggested mitigation steps. The way this technology is implemented is key to improving and optimising maintenance scheduling, intervention and managing downtime.
A digitally driven future for QCS
environment where customer requirements have never been more important.
While the QCS is vital to achieving these expectations of production efficiency and quality, the routine preventative maintenance checks required to keep it operating at its best have their own costs. The traditional ‘clipboard’-based approach of
What does the future of the industry look like with the use of a digitally-enhanced QCS? The current methods of using a QCS service exist as a manual process, predominantly performed by onsite technicians. Visual inspections carried out by operators involve a series of hands-on, preventative maintenance duties and activities which can be accomplished on a daily, weekly, or other time basis. This also includes regular reporting, checking equipment functionality and cleanliness, measurement reliability and recording key performance indicators (KPIs) from the equipment.
There can be challenges to this ‘clipboard’ approach. The physical limitations of how many checks a service technician can do in one day are a factor, along with the technical constraints involved with taking an overall snapshot of a mill’s QCS that may not have
the data resolution to capture an issue that occurs intermittently. It would take additional time and experience from technicians to identify problematic trends and dive into the root causes of them. By implementing digital monitoring, the measurements and signals coming from the QCS can be analysed continuously, without the need for human eyes to review every data point. This can be optimised to alert key stakeholders whenever a problematic trend or measurement develops. It is important to remember, however, that the human element remains a key driver for performance. Mills can continually optimise operations by monitoring mechanical, electrical and calibration signals, but success won’t be achieved if disciplined physical inspections do not remain in place, as not all process parameters can be digitised. With the digital revolution now beginning to influence QCS services, it is vital to always be connected to machines’ processes and data in real time, to distribute information remotely to experts who can help problem-solve issues.
This not only significantly reduces resolution time but also accelerates programmes to become more proactive about preventing issues before they occur. The benefits of digitally enabled systems and solutions, when installed and maintained in collaboration with a specialist technology provider, are extensive. By successfully bridging the gap that has traditionally existed between information technology and operations technology (IT & OT), mills can reduce production and maintenance costs and maximise uptime and quality control. Digital
solutions can also be enormously beneficial in supporting efforts to monitor and optimise resource consumption and reduce carbon footprint.
Whilst data and its measurement are important, ‘big data’ can have its limitations when looking at how to drive real business value for pulp and paper. Given the industry doesn’t necessarily need large quantities of historical data alone, it needs solutions that leverage that data to keep pace with the rapidly changing operating mill environment.
Digital innovation can help mills adapt to market requirements with less friction. By utilising powerful tools to help automate daily and weekly tasks, down time spent on routine maintenance can be decreased without reducing quality of output or creating production issues. When
data is extracted from the QCS automatically and reported directly to key stakeholders, the team on the ground can be freed up to work on the bigger picture of production.
The extraction of this data can also be provided to off-site experts in real time to remotely aid in the troubleshooting process
which serves to greatly improve service delivery. The importance of human capital shouldn’t be underestimated. It is also crucial to maintaining service levels and preventative maintenance. Bringing this QCS information directly to the field service team is key to improving service delivery, in place of the team having to
search for issues themselves. By implementing a system where KPIs are monitored and alerting thresholds are set, the service team can reduce the amount of time spent on reviewing data and more time fixing issues and performing value-added actions.
The hybrid approach to QCS Service
With paper mills focused on ways to achieve production, quality and efficiency goals, maintaining the health of the measurement and control equipment is vital. This is accomplished with a comprehensive preventative maintenance routine, enabled by the synergy of experienced field technicians, the traditional clipboard approach and emerging technologies.
*Kevin Starr is Global Pulp and Paper QCS Service Manager at ABB
Using digital monitoring, the measurements and signals coming from the QCS can be analysed continuously, without the need for human eyes to review every data point
ABB is working alongside customers to harness data to optimise pulp and paper production
Paper pallet wrap improves supply chain sustainability
Apaper-based alternative to polyethylene stretch wrap, which is commonly used to stabilise pallet loads in transportation, has been launched by Smurfit Westrock. The global stretch wrap market was valued at $4.27 billion in 2023 and is projected to grow significantly.
The capabilities of recyclable Nertop Stretch Kraft paper are said to include high energy absorption and strong performance in humid conditions. Made at Smurfit Westrock’s paper mill at Nervión in Spain the pallet wrap is the latest addition to Smurfit Westrock’s Better Planet Packaging Portfolio and is aimed at a global stretch wrap market that was worth US$4.27 billion in 2023.
Encirc, which manufactures more than three billion glass bottles a year, is the first in the UK to use the new paper wrap. The company named Smurfit Westrock as Sustainability Champion at its partnership day in September in recognition of the big step forward that using the paper wrap represents.
Peter Ball, head of planning
at Encirc, said: “Sustainability is at the heart of everything
Safe shipping without bubble wrap
Speciality paper products
supplier Koehler Paper has teamed up with the Lemu Group, which produces stateof-the-art converting systems for the automated processing of paper substrates, to develop a paper-based padded mailer. The result is a mailer made from paper that makes it possible to ship goods without the need for plastic bubble wrap.
The ‘Koehler Eco Paper’ recycled paper used in these mailers is available in weights of 120-350 gsm. Its extraordinary running properties make it suitable for further processing on standard converting systems. Within this context, the collaborative efforts between Koehler Paper and the Lemu Group have focused on developing what are described
as cutting-edge, sustainable packaging for e-commerce.
“We’re extremely happy that we’re now able to produce a lightweight, versatile and fullyrecyclable paper mailer on our machines after our tests with Koehler’s Eco Paper recycled paper delivered excellent results,” said Jean-Claude Jaufret, director of the paper bags and envelopes division at Lemu Group.
we do at Encirc, and it is heartening that 85 percent of our beverage customers say that our sustainability credentials made them choose Encirc. We recognise how important supply chain solutions are to all our business partners. To this end, Encirc has been working with Smurfit Westrock to replace single-use plastic with a paper alternative, which is a first for the UK glass-making and bottle-filling industry.”
Jemma Jones, national account manager at Smurfit Westrock, added: “Like Smurfit Westrock, Encirc is committed to the circular economy and immediately recognised the significant CO2-reducing potential of the paper wrap. If they switched entirely to the paper wrap, it would lead to an extremely significant reduction of emissions. Traditional stretch wrap is the go-to for many companies, but our paper-based alternative does as good a job and – vitally – is much easier to recycle at the end of use.”
More information from www. smurfitwestrock.com
These paper mailers provide the same level of protection as plastic bubble wrap mailers, but can also be disposed of as wastepaper and recycled. “Paper-based packaging currently has the highest recycling rate out of all materials in Europe,” added Udo Hollbach, managing director of Koehler Paper’s Greiz mill.
More information from www. koehler.com
Bottle maker Encirc in the UK is first to take up Smurfit Westrock’s Nertop Stretch Kraft paper for its pallet loads
Label swatchbooks from UPM Raflatac
New swatchbooks have been launched for wine, spirits, beverage and premium labelling by UPM Raflatac. The swatchbooks, available in a compact and larger-scale format in the EMEIA market, enable printers, brands and designers to assess the texture, colour and aesthetics of a wide portfolio of label materials.
“Swatchbooks are essential tools for printers and designers, providing both a visual and tactile feel of label materials. Our goal was to present our solutions in a way which is both user-friendly and uniquely inspirational for the target market,” said Stefano Pistoni, senior manager for business growth in wine and
spirits labels at UPM Raflatac.
The swatchbooks include UPM Raflatac’s SmartChoice paper and filmic samples. These help support brand-owners wanting to reduce their environmental impact through materials with
recycled content and renewable or resource-optimised raw materials. Detailed product information for these and other products is accessible by using the QR codes throughout the swatchbook. Examples in SmartChoice are:
Antalis to acquire Plaesa in Spain
Paris-based Antalis, a B2B distributor of products and services to the paper and industrial packaging industries, has bought Spain’s Plaesa, a family-owned business that designs, converts and produces customised technical packaging.
The move is said to mark another key step in the expansion by Antalis in the Iberian
“Innovative and more ecoresponsible solutions for our customers,” says Hervé Poncin, chief executive of Antalis Group
packaging market.
With annual sales of €6 million, Plaesa has since 1983 been a strong player around Madrid and Toledo, with four sites. It offers customised technical foams, rigid plastics (PE, EPS and PP), wood, cork, cellulose pulp, cardboard, canvas and fabrics. It also produces distinctive packaging for sectors including manufacturing, retail, medical, defence, food and entertainment.
Plaesa has made significant investments in new equipment –special plotters for cutting canvas, PVC and sealing, cardboard cutting machines, printing machines and foam converters – which have been installed in its latest plant.
“The acquisition of Plaesa, following the acquisitions of Cohal, Gosuma and 100metros, will enable Antalis to expand its packaging solutions offering in
Carbon Action PP UCO, an ISCC PLUS- certified, bio-circular face film made with 30 percent renewable content on a massbalance basis, enabling quantified carbon footprint reduction; Forest Film, the world’s first ISCC-certified wood-based plastic label material; Ocean Action, the world’s first certified label material to fight ocean-bound plastic pollution; and Drops WSA PCRFSC, a textured paper using 100 percent recycled fibre.
To develop the swatchbook design, UPM Raflatac collaborated with multi-Pentawards-winning design agency Maba – with printer Grafical also participating in the project.
More information from www. upmraflatac.com
Iberia with innovative and more eco-responsible solutions for our customers,” said Hervé Poncin, chief executive of Antalis Group. Rafael Trufero of Plaesa added:
“The international and strong Spanish presence of Antalis will provide a valuable boost to our current growth. Joining Antalis will also accelerate the amortisation of our machine investments and our most recent manufacturing
plant built in 2022. This is an important step for Plaesa, which will enable us to develop our main target industrial sectors including furniture, automotive, electronics and many more, with customers spread over a radius of 500km. Today, we are proud to give a new international boost to our business.”
More information from www. antalis.com
These swatchbooks include UPM Raflatac’s SmartChoice paper and filmic samples
“A valuable boost to our current growth,” says Rafael Trufero of Plaesa
Reducing carton packaging without loss of performance
Packaging technologists at the Smart Packaging Centre (SPC) run by UK-based Antalis were requested to reduce the use of corrugated board in a customer’s shipping cartons – one small and one large – without compromising performance.
Following testing and a redesign, they were able to produce new cartons that used a third less material, equating to a reduction in carbon dioxide emissions of 21 tonnes per year.
The client’s original cartons were made from a double-wall B/S flute. Although strong, they consumed 61 tonnes of board a year. The technologists conducted a series of tests to establish the performance capabilities and make-up of the cartons.
They were put through their paces in the SPC’s testing suite,
which includes the following:
l Box crush test, which puts pressure on the carton to assess at what load it begins to fail. A single-wall box can withstand more than 200 kg.
l Edge crush test, which tests the compressive strength of the board itself.
l Burst/Mullen test, which measures the amount of pressure required to puncture a box to the extent that performance is affected.
l Soak test, which breaks the board down to its constituent paper parts and weighs them to assess their actual weight as opposed to their specification weight.
Based on the test results, parameters were created for replacement boxes that the team believed would achieve at least the same results, but
using less cardboard per box. Their theoretical box was made from a single-wall C-flute board. On repeating the tests and comparing the results with those of the original, their theory was confirmed.
Bag-in-box innovation to meet new PPWR requirements
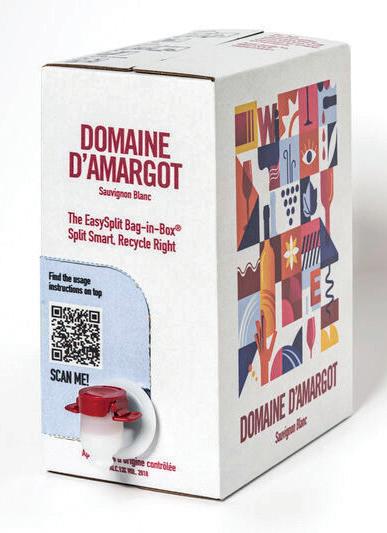
A new bag-in-box pack design has been developed by Smurfit Westrock specifically to meet the upcoming requirements of the Packaging and Packaging Waste Regulation (PPWR) in Europe.
The PPWR will mandate that all packaging achieves at least 80 percent recyclability. This means ensuring the box and the internal bag are easily separable to facilitate recycling. When the bag and box are properly separated, each component should be recycled in its respective stream, increasing the overall
recyclability rate to more than 90 percent.
If the components are not properly separated, the entire package will be evaluated in the recycling stream of the dominant material, typically cardboard, where the bag component cannot be recycled. In this case, the recyclability rate cannot be higher than 75 percent and could even be lower if the plastic bag is considered to be detrimental to the paper recycling process.
Smurfit Westrock’s patented EasySplit Bag-in-Box is said to significantly ease the separating
of the bag and box.
Massimiliano Bianchi, chief executive of Smurfit Westrock Bag-in-Box, commented: “With the European Commission set to decide on the methodology within the next three years, it is imperative to act swiftly and demonstrate a viable solution to the challenge. Smurfit Westrock is leading the charge in preparing the packaging industry for future regulations by launching our EasySplit Bagin-Box design.”
More information from www. smurfitwestrock.com
In addition to the reduction in cardboard used, once rolled out, the new cartons reduced pallet movements required due to the increase in the number of cartons per pallet from 140 to 180.
John Garner, head of sustainability, innovation and design at Antalis, commented:
“We knew in theory that a singlewalled carton in a heavier flute should match the performance, but we couldn’t be sure until we’d carried out the tests. The results were fantastic. They show how a bit of clever cardboard engineering can make significant improvements in sustainability. Plus, we did it quickly – the whole process from taking the brief to delivering the first batch of new cartons took less than two months”.
More information from www. antalis.co.uk
Smurfit Westrock’s patented EasySplit Bag-in-Box is said to significantly ease the separating of the bag and box, and ensuring compliance with PPWR
One of the tests conducted by technologists at Antalis to establish the performance capabilities and make-up of its cartons
GREEN PACKAGING NEWS
Mondi and Amazon team up to bag awards
Packaging and paper manufacturer Mondi and ecommerce giant Amazon have won three packaging awards from the industry forums 4evergreen and Sustainable Packaging Summit. The awards highlight the companies’ long-term partnership to design and commercialise innovative paper-based packaging that is easier to pack and for customers to open and recycle. Honouring the best efforts and innovations in reducing packaging waste and promoting sustainability, the Sustainable Packaging Summit, ALL4PACK and 4evergreen focus on companies that excel in this domain. The accolades highlight the transformative impact of an innovative approach in realising sustainable packaging solutions. Mondi’s Protective Mailer was recognised in fibre-based packaging products designed for circularity at this year’s 4evergreen conference, held in Brussels last November.
Recognised as a stand-out success
story, the design was also given the 2024 ALL4PACK Innovation Award in Paris in the recycling category.
Most recently, it earned the Sustainable Packaging Award at the annual Sustainable Packaging Summit in Amsterdam, also in November, in the E-Commerce category. The series of awards highlighted the impact of the Protective Mailer as an innovative, sustainable option for e-commerce packaging, celebrated across Europe for its customer value and commitment to sustainability.
To address customers’ desire for right-sized, easily recyclable
packaging that minimises waste and ensures damage-free delivery, the Mondi e-commerce team worked with Amazon’s team of engineers and packaging scientists to develop sustainable packaging that provides protection equivalent to that of traditional bubble-wrap plastic-padded envelopes.
The new Protective Mailers, the latest addition to Mondi’s sustainable eCommerce portfolio, come in three sizes and are made entirely from Mondi’s strong yet lightweight kraft paper and open-flute material. This combination offers packaging that is recyclable and optimised
Monadnock Paper Mills earns Platinum sustainability rating
Monadnock Paper Mills has achieved Platinum status in an EcoVadis Corporate Social Responsibility (CSR) assessment. This distinction places Monadnock among the top 1 percent of some 90,000 companies assessed globally – underscoring its legacy of sustainability and leadership in responsible craftsmanship. EcoVadis, an independent
global provider of business sustainability ratings evaluates companies across four key areas: environment, labour and human rights, ethics and sustainable procurement. Monadnock’s score of 83/100 reflects its dedication to sustainability, from carbonneutral manufacturing powered by 100 percent renewable wind energy to responsible fibre sourcing certified by the Forest
Stewardship Council.
“Our journey to a Platinum rating was driven by a companywide unwavering commitment to meaningful action,” said Richard Verney, chief executive of Monadnock Paper Mills. “This achievement reflects the hard work of our employees and partners, whose dedication made this significant accomplishment possible.”
for weight, flexibility and impact resistance. The padding provides the necessary cushioning while keeping the weight low, making it ideal for protecting customer orders through Amazon’s supply chain.
When packages are the right size, Amazon is able to fit more in each delivery truck, leading to fewer journeys. This, in turn, helps with Amazon’s goal to be net-zero carbon across its operations by 2040. Paper-padded envelopes can also be disposed of in European household recycling systems.
More information from www. mondigroup.com
“Dedication made this significant accomplishment possible,” said Richard Verney, chief executive of Monadnock Paper Mills
More information from www. mpm.com/sustainability
Mondi’s sustainable Protective Mailer is an award winner
DS Smith invests in Hungary
DS Smith is expanding its packaging business in Hungary with a €34.4 million investment, supported by the Hungarian Investment Promotion Agency. The investment will enhance the company’s operations across its three locations in Füzesabony, Győr and Nagykáta, with the projects’ completion expected by April 2026.
The investment is part of DS Smith Packaging’s growth strategy in Eastern Europe, driving sustainable packaging across the region and creating value for its customers and partners.
Manufacturing capacity is expected to be increased by more than 40 percent, introducing advanced capabilities and setting new quality benchmarks.
The brownfield investment in Füzesabony is aimed at establishing a highly efficient,
state-of-the-art facility, with a strong focus on automation. The facility will produce packaging that aligns with DS Smith’s commitment to the circular economy. Equipped with advanced technology, the site will prioritise reducing environmental impact through operational efficiency and energy-saving processes.
New converting equipment will be installed at the Győr site to expand capacity. As a key contributor to DS Smith’s strategic
focus on plastic replacement and packaging innovations, Győr’s product range plays a crucial role in supporting the company’s sustainability ambitions. The next phase of investment is set to start this year.
At the Nagykáta site, the investment will prioritise the modernisation of the corrugator to improve board quality. Additional upgrades will enhance the plant’s energy efficiency, further aligning with the company’s sustainability
goals in 2025.
The investment also includes the establishment of three eco-classrooms in Hungary, highlighting DS Smith’s commitment to enhancing environmental education. The most recent classroom, in Füzesabony, is a flexible space created by architecture students to encourage hands-on learning and foster ecological awareness among children.
These initiatives follow the successful launches of the first eco-classroom in Budapest and the second in Nagykáta, each of which mobilised more than 100 volunteers. They emphasise the vital role of community engagement in cultivating a sustainable mindset in young learners.
More information from www. dssmith.com
Mark Your Calendars
Investment plans under discussion at DS Smith
GREEN PACKAGING NEWS
Dynamic year ahead for Sabert Corporation Europe
It was a landmark year for Sabert Corporation Europe in 2024. And as a leader in sustainable food-service packaging, the company is setting its sights on an even more dynamic 2025.
“Last year was a year of significant milestones,” said Alex Noake, the new managing director of Sabert Corporation Europe. “We launched three major product lines in 2024 and initiated development on several more, which we are eager to unveil this year.”
Sabert has always been a trailblazer in the food-service packaging industry and the company’s innovation continued to be widely recognised in 2024. The Snap2Go range – a fully recyclable pack for chilled meals and food-to-go outlets – won the New Product category at the British Sandwich & Food to Go
Industry Awards – The Sammies.
Later in the year, Tray2Go – a recyclable packaging design for sushi, other chilled food-togo, confectionery and bakery products – earned the National Gold Award in the Paper & Packaging Innovation category at the Green Apple Awards for Environmental Best Practice.
August marked the full market launch of Hot2Go – a fully recyclable pack for hot food on the go. With its plasticlamination-free design, Hot2Go reflects Sabert’s commitment to sustainability and versatility.
More than a decade ago, Sabert was the first to bring quality, functional bagasse pulp packaging to the European market.
“Many years ago, Sabert introduced pulp to the market and since then everyone and their shadow has tried to replicate what we’ve achieved,” said
Noake. “In fact, some people openly tell us, ‘We copy you’, but at Sabert, we wear that as a badge of honour. It means we’re leading the way. We use it as fuel to stay ahead of the curve and bagasse is at the heart of our R&D efforts for 2025. Our goal is to push the boundaries of what’s possible with pulp-based packaging.”
Sabert’s global chief executive, Paul McCann commented on other appointments: “With innovation comes evolution, and we are announcing a few changes to people and roles across the business.
“Firstly, Philippe Leemans, our European business leader, has stepped back into a consulting role with a focus on New Product Development. Philippe joined Sabert 36 years ago and his leadership has helped to create the strong and successful
European business we have today.”
He said that he was excited that Alex Noake had become managing director of Sabert Corporation Europe, while continuing to lead Sabert’s business in the UK and Ireland.
“Alex joined Sabert in 2023, bringing with him a wealth of food packaging experience from Bunzl where he served in various financial, commercial and general management leadership roles. During his time with Sabert, he has quickly helped to reignite our sales growth and has repositioned our commercial team for continued success across the continent.”
Recently, Sabert Corporation Europe bolstered its sales team
Sabert Corporation Europe’s executives – left to right: Alex Noake, Philippe Leemans and Olivier Bracq
GREEN PACKAGING
with leadership acquisitions, including: Jack Richardson as the global accounts lead; Mark Byrne as sales director for UK, Ireland and Norden; and Jean Daniel Fouquet as European sales and marketing director.
“Our new sales leaders are redefining what’s possible in their regions. With their unique strengths and shared focus on excellence, they are creating opportunities to dominate the market. This is the beginning of an extraordinary journey for our sales organisation and our customers,” said McCann.
In addition to sales, Sabert has announced that Olivier Bracq will be expanding his role at Sabert Corporation Europe as regional operations and financial chief, reporting to Noake. “Olivier joined Sabert in 2018 as finance director, before expanding his responsibilities to include Belgian operations. Building on his already strong financial acumen, he has made significant contributions to fostering a culture of continuous improvement and efficiency across the operations and supply chain,” commented McCann.
Noake concluded: “We have over 40 years’ experience in providing innovative, sustainable value-added food packaging solutions to the highest quality standards, supported by outstanding customer service. Reinventing food packaging to nourish and protect our world –‘We make food look great’ has evolved to more than a tag line.
“We will also continue to offer our clients the best guarantees in terms of quality, safety and service, making Sabert the ‘go to’ for every foodservice operator’s sustainable 2Go foodservice packaging solutions.”
More information from www. sabert.eu.uk
Another sustainable pack unveiled for champagne
Maison Perrier-Jouët, one of France’s most distinctive champagne houses, has again co-operated with UK-based James Cropper, to launch its latest secondary packaging for limited-edition vintage cuvées, Perrier-Jouët Belle Epoque Cocoon Brut and Rosé.
Following the award-winning Cocoon design created by James Cropper in 2023 for the house’s vintage cuvées, the new PerrierJouët Belle Epoque Cocoon Brut and Rosé cases are designed in partnership with Formafantasm and formed from paper pulp and flour from vine shoots.
The vine shoots are recovered after pruning at the end of winter, ensuring that the agrifibre is given a new life and that the packaging is both recyclable with other paper products.
The wrap completely envelops the bottle, protecting the wine from light. Offering an elegant sweep producing an organic and natural feel, only the shining rose gold cap crowning the champagne is revealed, highlighted by a small petal-like collar.
In addition to weighing just 49 grams, which is 93 percent lighter than the house’s traditional gift boxes, the wrap doesn’t use any varnish or glue. It is designed with only two natural materials, paper pulp prepared from FSC approved sustainably-managed forests and vine shoots from France.
James Cropper’s moulded fibre production system also uses only renewable energy, with the majority being generated on site
by the company’s own solar and hydro plants.
The wrap has a sleek hinge that fastens with a double locking clasp. The clasp, with the PerrierJouët initials embossed, closes with an audible click and lies flat and the presentation is finished with a paper label.
The James Cropper design team expertly adapted the original linework to align with the cocoon wrap’s geometry and curvature, integrating it into the tooling and demoulding process to achieve a three-dimensional design. In an industry-first, intricate illustrations were printed on to the sculpted wrap. With each project, James Cropper strives to unlock the possibilities of moulded fibre packaging, achieving sustainable luxury.
Perrier-Jouët Belle Epoque Cocoon Brut and Rosé feature a new elegant double-depth embossed decoration with more
than double the pattern of the previous design. Such detailed embossing, combined with the softness of the natural pulp, provides a tactile experience.
Heather Allen, product designer at James Cropper, said: “It has been a joy to once again work with Maison Perrier-Jouët to bring to life the brand values of celebration alongside biodiversity. We have a shared respect for the natural world and, in collaboration, are committed to reducing our impact on the environment as much as possible.
“In an evolution from the original Cocoon concept, this time, and for the first time, the charming design has been printed directly on to the wrap. We’ll continue to push the boundaries of what’s possible to show that luxury and beauty place no limits on sustainability.”
More information from www. jamescropper.com
Perrier-Jouët Belle Epoque Cocoon Brut’s secondary pack –James Cropper’s moulded fibre production system also uses only renewable energy
GREEN PACKAGING NEWS
Packaging Innovations & Empack 2025
The Packaging Innovations & Empack shows will be held at the NEC, in the UK, from 12-13 February in what is set be one of the show’s most consequential years.
“With seismic new regulations on the horizon, a ticking clock set by the 2025 and 2030 sustainability targets of brands across the world, and a dash of geopolitical uncertainty thrown into the mix, many in the industry are seeking inspiration that they can use to develop the innovations to see them through this turbulent period,” say organiser Easyfairs.
As a key event for the packaging supply chain, Packaging Innovations & Empack offers a special opportunity to connect, collaborate and innovate. With more than 430 exhibitors and some 7,000 visitors expected, attendees will gain access to the
latest trends and technologies in packaging design, materials, machinery and sustainability.
From smart packaging and food service innovations to the latest sustainable packaging ideas, the event will showcase the future of packaging across various industries. Dedicated zones will spotlight key growth areas, including:
l Food Service – Showcasing the latest in sustainable, recyclable food packaging, this area will feature innovations that enhance shelf life and improve eco-friendliness, addressing environmental and consumer demands alike.
l Label & Print – This space highlights advancements in labelling and flexible packaging, showcasing new technology and software that boost quality, sustainability and efficiency for those keen on the evolving
role of labelling in branding and compliance.
l Smart Packaging – A glimpse into the future, this zone offers interactive packaging solutions such as NFC chips, RFID tags and augmented reality (AR) that are revolutionising customer experiences and adding realtime tracking to products.
l Contract Pack & Fulfilment Zone – Supported by the BCMPA, this zone, the UK’s only event focused on outsourced packaging services, connects brand owners and retailers with co-packing and e-commerce fulfilment experts, essential for those relying on efficient, specialised packaging and delivery offerings.
A core feature of Packaging Innovations & Empack remains its educational programme, which includes more than 50 free talks and interactive sessions. Industry
The packaging industry is facing a turbulent period
experts will lead discussions on vital topics across the Circular Economy, Supply Chain, and Innovation Stages. Highlights include Miguel Arevalo, packaging innovation chief at Google, who will share the company’s progress towards plastic-free packaging, and Tey Bannerman from McKinsey Design, who will delve into AI’s transformative impact on packaging creativity.
Cathy Cook, chair of LARAC, will also moderate a panel on sustainability efforts led by local authorities, spotlighting community-driven recycling and reuse initiatives that support a circular economy, and Defra will also send a delegation at an important juncture for pEPR in the UK. More information from www. easyfairs.com
Paper makers reap energy savings from Voith’s latest headbox
Afourth-generation of Voith’s MasterJet headbox technology has been launched and is said to be already impressing its first customers with its positive effects on operating efficiency and paper quality.
MasterJet 4Tec is claimed to provide improved jet quality and thereby streak-free sheet formation, as well as a reduction in energy consumption. The measures to further improve cleanliness and the resulting increase in machine efficiency have also proven to be very convincing, says Voith.
The headbox makes a decisive contribution to sheet formation, one of the most important quality parameters for most papers.
“Our MasterJet 4Tec sets new standards in jet homogeneity,” said Markus Haeussler, product manager for headbox products at Voith Paper. The improved fibre distribution and more than 30 percent streak reduction in the jet ensure the best formation values and a perfect visual appearance of the paper.
Significantly improved energy efficiency further ensures considerable savings in operating costs.
“The fan pump contributes significantly to the electrical energy consumption of a paper machine, and this depends a lot on the headbox,” says Haeussler. “This is why we have put a high priority on reducing the energy consumption of the MasterJet 4Tec.”
On a six-metre-wide paper machine that runs at 1,000 m/min
and 80,000 l/min, and with a kWh price of €0.12, these measures potentially lead to annual savings of more than €100,000.
Brigl & Bergmeister, a leading manufacturer of label papers, said
it is convinced of the performance of the headbox: “The team from B&B and Voith did an excellent job throughout the entire project,” says production manager Josef Goessnitzer at Brigl & Bergmeister in Niklasdorf.
“The result was an impressive start-up of the new MasterJet 4Tec. It took less than two and a half hours from stock on wire to achieving saleable paper quality.
Brigl & Bergmeister, a leading manufacturer of label papers, said it is convinced of the performance of the MasterJet 4Tec headbox
Right from the start, we had very good cross profiles, and the exceptionally smooth jet was impressive.”
With the EdgeMaster, the MasterJet 4Tec has an edge control on the Fourdrinier wire that is said to be easy and intuitive to adjust and is simply swivelled upwards for a wire change. An innovative Teflon seal ensures a fibre-free wire edge and clean surfaces around the headbox.
“The headbox and surrounding area are very clean thanks to the new EdgeMaster from Voith, which further reduces our number of sheet breaks. Immediately, we had 50 hours without a sheet break,” says Goessnitzer. “We are really impressed with the new MasterJet 4Tec and are glad we chose this headbox.”
Khanna Paper Mills, a leading Indian papermaker and longstanding partner of Voith, is also already profiting from the advantages of the new MasterJet 4Tec.
“From the beginning, the performance of the MasterJet 4Tec on our PM4 has been impressive. The headbox delivers superior results after fast stabilisation on the PM4,” reports Rahul Khanna, managing director and promoter at Khanna Paper Mills, which has already announced a second order.
“This cutting-edge technology from Voith and the positive experience by the whole team have encouraged us to place a repeat order with Voith for another MasterJet 4Tec for our PM5, one of the widest and fastest paper machines in India to date,” says Khanna.
The MasterJet 4Tec is the successor to Voith’s proven MasterJet Pro technology. The headboxes deliver the highest quality, outstanding efficiency and optimum operation.
Research reveals the benefits of using high-viscosity inks on corrugated boards
A leader in industrial inkjet printing technology, UK-based Xaar is highlighting the recent publication of what it sees as groundbreaking research into the use of Nazdar’s high-viscosity water-based inks in corrugated cardboard printing, and the role played by its Aquinox printhead and Ultra High Viscosity Technology.
The peer-reviewed study, published in the Journal of Coatings Technology and Research, was conducted by the Welsh Centre for Printing and Coating at Swansea University, proving the transformative benefits of high-viscosity inks for printing, including increased colour density and reduced ink usage.
The independent study, led by Dr Chris Phillips and Professor Davide Deganello, evaluated the performance of high-viscosity aqueous inks manufactured by Nazdar, compared with conventional ink formulations, using Xaar’s Aquinox printheads. Key findings included enhanced colour impact, improved efficiencies, and a reduction of drying energy when printing onto a variety of corrugated boards. Colour density is reported to have increased by up to 13 percent on uncoated and 67 percent on coated white corrugated substrates, delivering richer, more vibrant print. The high-viscosity fluids used required less ink to achieve the same colour intensity as conventional
Enhanced colour impact, improved efficiencies, and a reduction of drying energy are the claimed benefits of using high-viscosity inks from Nazdar and Xaar’s printheads on corrugated board
inks, translating to lower energy usage and faster drying times. In addition, the increased viscosity of the fluids minimised absorption into substrates, enabling greater colour impact without additional pigment or energy-intensive processes.
The research also demonstrated significant gains on uncoated substrates, with Xaar’s Ultra High Viscosity Technology enabling higher pigment loads to achieve remarkable print results even without primers, simplifying production and reducing environmental impact.
The findings were shared with the industry during a presentation by Xaar’s group R&D director, Karl Forbes, and inks business development manager Neil Cook, at the FuturePrint Tech Conference in November. Their presentation outlined how Xaar’s Ultra High Viscosity Technology is reshaping the possibilities of
digital printing with significant progress in more sustainable corrugate, textile and advanced manufacturing applications.
Speaking at the event, Forbes said, “The publication of this research validates the incredible opportunities high-viscosity inks and Xaar’s printheads and technologies bring to industrial printing. With improved print quality, sustainability, and productivity, this breakthrough represents a step change in how inkjet printing can compete and excel in a diverse range of applications.”
Following Swansea University’s research being made available, Nazdar and Xaar have further developed the High Viscosity concept into multiple sets of commercially available inks, suitable for markets such as textile and corrugate printing.
More information from www. xaar.com
PRODUCTS & SERVICES
Open house exceeds expectations at A.Celli Paper
An open house held in October at A.Celli Paper’s Tassignano headquarters near Lucca in Italy attracted more than 150 industry professionals, including leaders from the global tissue and paper manufacturing sector.
The event was held during the MIAC show to highlight A.Celli Paper’s dedication to pushing the boundaries of tissue paper production technology. Attendees had the chance to explore products such as the E-Wind T100 tissue winder, capable of processing tissue paper with a maximum width of three metres at a design speed of 1,500 metres per minute; the R-Way roll handling system, an automated system to manage finished tissue reels; the R-Way automated guided vehicles and intralogistics
software; a collection of A.Celli’s offerings designed to automate the end-of-line of any tissue plant; and the Ideal Smarnip T, a pilot module of the company’s latest Tissue Shoe Press, with a width of 500mm.
Reflecting on the success
of the event, Daniel Galli, general manager of A.Celli Paper, commented: “It was a pleasure to see so many industry professionals actively participating in our Open House. The event highlighted how much our technical
solutions for reel production, handling and transportation are appreciated. This success motivates us to continue our efforts to continuously improve the efficiency and reliability of our products, meeting the needs of our customers worldwide.”
Use recovered hot air to save energy in the drying hood of a tissue line
Tissue makers are said to be able to reduce energy consumption and carbon dioxide emissions while increasing operational efficiency with the use of PrimeDry HotAir Box, developed by Andritz.
Designed to address the energyintensive nature of tissue drying, the PrimeDry HotAir Box recovers a portion of the hot, wet exhaust air from the drying hood for reuse in the process. The exhaust air is separated after the air-to-air heat exchanger, filtered, and
evenly blown onto the tissue web ahead of the suction roll. The temperature increase
reduces the water viscosity of the web, resulting in higher dryness after the press. In this
way, the process contributes to a significant reduction in the total energy required to achieve the final paper dryness or to a significant increase in production.
The PrimeDry HotAir Box includes a retraction system allowing for maintenance, tail threading and cleaning operations. The filter is cleaned automatically at regular intervals. Compatible with any suction press configuration, the system is suitable for new installations and rebuilds.
Some of the attendees at A.Celli Paper’s open house view the firm’s Tissue Shoe Press
Providing energy savings – the PrimeDry HotAir Box from Andritz
SERVICE FOCUS
A centre of excellence for the tissue industry
Pivot Solutions is Valmet’s dedicated service centre for the tissue converting industry, serving as a research and test lab that provides a variety of services and technologies.
The goal of the Lucca-based facility is to help customers improve product development timelines, optimise production line performance and manage costs effectively. Through its integrated approach, Pivot Solutions draws on Valmet’s experience in handling every stage of the process, from raw material to finished product, positioning itself as a valuable resource for clients.
A number of benefits are available to clients: from the ability to test and improve existing products with custom recipes, to developing new products in a controlled environment. The ability to conduct trials replicating real production conditions, without interrupting production on the client’s own lines, offers significant time and cost savings.
While based in Italy, Pivot Solutions also operates labs and pilot lines the USA and Brazil to test paper quality. They evaluate paper strength, absorption, thickness and softness for durability and comfort. The geometric and physical characteristics of the finished product are also analysed in order to meet quality standards. Additionally, Pivot Solutions conducts comparative analyses of market products and offers consulting services to optimise production processes and improve product quality.
Pivot Solutions is proud of its pilot line at the facility in Lucca, equipped with a Constellation rewinder and advanced technologies, offering a wide range of configurations, allowing for a variety of client-required tests, ensuring personalised support for creating innovative solutions.
The Constellation S6 pilot line is designed for the development of solutions from pulp to roll, fostering complete interaction between process and finished product. With the capacity to test products at high speeds (at up to 700 metres per minute), it enables testing in realistic operating conditions with a lowrisk investment for clients.
Pivot Solutions’ offering is comprehensive and integrates Valmet’s three areas of excellence into a single value chain: Perini, MTC and Casmatic for converting and packaging technology, Pivot LAB dedicated to high-level
measurement and analysis to predict, understand and anticipate market trends.
Finally, Engraving Solutions in Italy and Roll-Tec in Brazil, with two low-speed pilot lines for folding and converting, create products aesthetically similar to real production performance. In Lucca, a modern facility features a climate-controlled laboratory, maintaining humidity and temperature to conduct analyses in accordance with ENI UN ISO 12 6625 standards.
Collaboration among the various centres, using a shared database of analysis results, helps streamline the process to create more targeted products. This global network of expertise enhances opportunities for experimentation and process optimisation, offering clients a range of services and innovations.
During 2023, the Pivot Solutions centre was busy for about 130 days with customer
The Constellation S8 pilot line at
trials and internal research and development tests. The demand for tests has grown, and all slots were booked until December 2024. This period of activity has led to several upgrades, including the Warm-Up Contactless system, which is said to have received positive feedback.
“Looking to the future, with an integrated approach and a global network of expertise, Pivot Solutions is prepared to meet challenges with quality, customised solutions for the tissue industry, thanks to our commitment to innovation and client support at every stage of the production process,” says Dario Giannini, customer product innovation manager of Pivot Solutions. He concludes: “The trust shown by the growing number of requests and advance bookings motivates us to explore new technological frontiers, continuing to contribute to our clients’ growth.”
the Lucca facility of Pivot Solutions, Valmet’s dedicated service centre for the tissue converting industry
PROJECTS & CONTRACTS
Second through-air-drying tissue line started up at Hengan in China
Leading Chinese tissue producer Hengan International Group has started up a TAD (Through-Air-Drying) tissue machine supplied by Toscotec at its Fujian mill.
It is the second of two Tadvision machines that the Italian company has supplied to Hengan, the first of which came online in 2023 at its Xiaogan mill in Hubei. The machines are also the first of their type to be operating in China. Hengan is effectively changing the narrative for top quality tissue in the Chinese market, says Toscotec. The tissue maker’s TAD tissue features excellent bulk, softness and absorbency properties that are substantially higher than conventional and textured tissue.
With these two start-ups, Toscotec and Hengan International Group continued their partnership that began with two tissue machines commissioned in 2017 at the Changji mill in Xinjiang province.
Wang Xiangyang, vice president of Hengan Group, commented:
“From pulping to the first jumbo roll, it only took 28 minutes – an impressive result for the start-up of a TAD machine. The quality of Toscotec’s TAD machine is first-class, the project execution was professional and efficient, and the cooperation between the two teams was very smooth. On behalf of the group, I would like to express our heartfelt gratitude to Toscotec’s team. The production of two TAD machines not only enriches our group’s high-end
product line, but also helps us continue occupying the high-end market.”
Michael Zhao, general manager of Toscotec Paper Machine (Shanghai), added: “Hengan Group successfully launched China’s first TAD tissue product in 2024: the Ronglifang series of kitchen towel, folded tissue and toilet paper, which is said to have generated a huge response in the Chinese tissue market.
“Its ultra-high end quality has set a new benchmark for the Chinese tissue market, providing a unique user experience to high-end consumers who pursue quality of life. I believe that with the startup and capacity release of their second TAD machine, Hengan Group will continue to lead the innovation and development of
China’s ultra-high end household paper market.”
Stefano Raffaelli, project manager at Toscotec, concluded: “We are very satisfied with the successful outcome of this pioneering project with Hengan International Group. The cooperation with Hengan has consistently been very positive since we started working together almost 10 years ago. We are confident that the tissue quality produced by their two TAD lines will allow them to stand out in the marketplace.”
Founded in 1985, Hengan International Group is one of China’s largest tissue producers with sales of RMB 23.7 billion (US$3.2bn) and production capacity of 1.47 million tons per year.
The Hengan and Toscotec teams in front of the new Tadvision tissue machine at Hengan Group in China
PROJECTS & CONTRACTS
More high-speed tissue production capacity
Juthor Paper Manufacturing in Saudi Arabia has ordered a tissue production line from Andritz. It is expected to be one of the world’s fastest high-capacity machines.
The line be equipped with the latest Andritz technologies, from stock preparation to the reel to ensure low energy consumption and high product quality.
The tissue machine will have a design speed of 2,200 metres per minute with a width of 5.47 metres width at the reel. A comprehensive automation and digitalisation package will contribute to high performance and operational efficiency. Start-up is scheduled for 2026.
Adel Alfar, operations director at Juthor Paper, which is part of the Middle East Paper Co (MEPCO) Group, said: “We partnered with Andritz because they are a high-end technology provider with a focus on optimised energy consumption for high-capacity and high-quality tissue production. Their commitment to support us in achieving our targets has convinced us.”
The tissue line includes the following technological features:
l A ShortFlow stock preparation system with double dilution to enable significant energy savings through screening at higher consistency.
l A Papillon refiner with a cylindrical refining zone to combine gentle and homogenous fibre treatment from inlet to outlet. Easily accessible refiner segments enable fast and efficient maintenance.
l A PrimeLine W 2200 tissue machine equipped with the latest generation PrimePress XT Evo shoe press for optimum bulk levels at highest sheet dryness in the market. In combination with the steel Yankee and hood with co-generation system, lowest possible energy consumption is said to be achieved.
l Premium clothing developed exclusively for this type of tissue machine with StrataPress T felt, Impulse shoe press belts and Andritz Bonetti doctors to achieve top formation, high dryness, and low drying
energy consumption.
l Metris Automation & Digitalisation platform including Metris X, a hardware-independent and fully-integrated distributed control system (iDCS), and its latest applications to enhance performance and efficiency of the plant. An advanced Operator Training Simulator is part of the package (Metris OTS).
Gerald Steiner, senior vice president of Paper & Tissue at Andritz, says: “High speed, high capacity, and high quality – Juthor Paper is pursuing an impressive growth strategy, and we are proud to be the chosen partner on this journey. Andritz has supplied a number of paper machines to Middle East Paper Co’s mills over the past two decades. Last year Voith was due to start installation of a high-capacity recycled containerboard line at Jeddah for the paper maker.
Middle East Paper Co is one of the largest paper manufacturers in the Middle East and North Africa region and entered the tissue market with the foundation of Juthor Paper two years ago.
Signing the contract – Rob Jan Renders (left), chief executive of MEPCO Group, and Gerald Steiner, senior vice president for Paper & Tissue at Andritz
Recently launched tissue converting technology for Copelme
Bolivian tissue maker Copelme has invested in a Perini MyGo converting line for its Cochabamba mill. The line supplied by Valmet will increase capacity, currently running at 95 percent, by a quarter, and boost volume from 50 million to around 62 to 63 million rolls a month.
Founded in 1996 and part of Grupo Mendoza de Inversiones, Copelme SA specialises in the production and marketing of 42 tissue paper formats, from roll to fold, in both large and small sizes. The company, with more than 650 employees, offers four product lines: Hogar, Nacional, Excelsior, and Institucional serving the consumer, industrial and healthcare markets.
Rafael Mendoza, vice president of Copelme, said: “Building on the success achieved with Valmet’s advanced Perini Constellation technology, Copelme continues to invest
in Valmet’s technological solutions to strengthen its competitive position in the sector. Specifically, the choice of this line is due to its modularity, sustainability, and safety – qualities that add significant value to support our company’s growth ambitions.”
Copelme’s raw materials are supplied by its RECME (Recicladora Mendoza) operation, which processes used paper and cardboard for the tissue paper industry. This contributes significantly to resource conservation and waste reduction. As a result, 45 percent of Copelme’s current output is made from recycled paper.
Copelme’s Cochabamba mill specialises in producing toilet and kitchen paper rolls up to 200mm in diameter, at an operational speed of 600m/min. CE or UL certified, it is a plug & play system preconfigured to industry standards, ensuring maximum flexibility.
One of Perini MyGo’s distinctive features is its modularity: the line’s configuration, equipped with integrated electrical panels and anchored perimeter guards, can be enhanced and expanded with additional components to meet various production needs. This approach is said to minimise installation time and costs, enabling Copelme to accelerate the market introduction of new products.
Furthermore, Perini MyGo aligns with the client’s values regarding sustainability, incorporating eco-friendly technologies like the Aquabond system, which replaces glue with water in the lamination process to reduce environmental impact. For safety, the electrical panels are positioned on individual machines to eliminate the need for junction boxes and have relocated PLC I/Os into the electrical panel itself, which is accessible from outside the line for easier maintenance and diagnostics. Additional benefits include reduced lead times, fast installation, and production area monitoring without direct operator intervention.
Finally, thanks to Valmet’s digital services, Copelme can access real-time reports with
data on the line’s productivity and energy consumption, ensuring peak efficiency. This added advantage is significant for the company, which is considering extending this service to other plants for consistent data access.
Mendoza concluded: “A particularly relevant advantage for us is the presence of a Valmet team in Joinville, Brazil, capable of providing rapid response times to our facility. Moreover, the synergy between our teams, driven by a shared commitment to innovation and strong interpersonal relationships based on shared values, was decisive in choosing the new Perini MyGo technology.
“Valmet has been a fundamental partner for Copelme for many years, and with this new project, we reaffirm our commitment to making this partnership even stronger and more enduring.”
Copelme SA specialises in the production and marketing of 42 tissue paper formats, from roll to fold, in both large and small sizes
Rafael Mendoza, vice president of Copelme: adding significant value to support his company’s growth ambitions
Neopak renews automation partnership with ABB
South Africa’s Neopak, a leading manufacturer of containerboard and paper products, has renewed its partnership with ABB to upgrade the existing automation system at its Rosslyn Paper Mill in Pretoria.
The mill produces a variety of paper grades, including highperformance recycled liner and fluting, paper bags, core board, and plasterboard – essential materials for local industry applications such as building hardware, converters, and corrugators for packaging.
ABB will provide its latest ABB Ability System 800xA distributed control system (DCS) for the mill’s PM3 line. The existing system, which includes the ABB Quality Control System (QCS), a current ABB DCS, and variable speed drives, will be upgraded to enable new technological advancements and digital integrations. This upgrade will pave the way for Neopak to achieve optimum efficiency, productivity, and
consistency through smart manufacturing.
Since its construction between 2007 and 2009, Neopak’s PM3 has been operational for more than 15 years, with recent process adjustments increasing production to around 85,000 tons
per year. With ABB’s upgrade, Neopak expects to significantly enhance production efficiency and product quality, enabling the mill to meet rising market demands for essential materials while upholding the highest standards of quality
and sustainability.
Looking ahead, Neopak’s future digital operations will emphasise advanced process control (APC), cyber security, and increased precision and efficiency across the whole machine and process. ABB has been commissioned to define a strategic digital roadmap for Neopak, facilitating a phased implementation of industry-leading digital systems tailored for the pulp and paper sector, including enhanced cyber security and advanced process control (APC). Designed for peak performance, the Ability System 800xA DCS will enable Neopak to adopt sophisticated control strategies and automation techniques, ensuring long-term operational efficiency.
“ABB is a champion for the South African pulp and paper industry and a trusted partner in our business, consistently delivering
Neopak’s Rosslyn paper mill in Pretoria produces a wide range of paper grades for the South African market
solutions that expand the boundaries of what’s possible,” said Nitesh Singh, operational director at Neopak. “Expanding our partnership with them is a natural step towards achieving our digitalisation goals. Their digital toolkit, complemented by extensive industry expertise, is helping us unlock smart manufacturing at Neopak.”
Arvin Ramjee, account manager at ABB Pulp and Paper in South Africa added: “We believe it is very important to support Neopak in the next stages of its journey towards smart manufacturing.
“This project demonstrates ABB’s commitment to supporting manufacturers globally in achieving their digitalisation objectives and optimising
PROJECTS & CONTRACTS 37
operations for sustained success.”
ABB says that System 800xA integrates with various process components, streamlining operations and optimising production schedules. This, along with the critical next stages of Neopak’s digital transformation journey set to begin work in 2025, will result in increased
Final acceptance for PM4 at DS Smith’s Viana Paper Mill
Following its rebuild and start-up in October 2023, the PM4 line at DS Smith’s Viana Paper Mill in northern Portugal has reached final acceptance.
The rebuild has increased yearly production of kraftliner and high-performance top kraftliner by 30,000 tons to 430,000 tons, at a design speed of 1,200 metres per minute. DS Smith says this improves the plant’s overall efficiency and further strengthens its position as market leader in Southern Europe.
The rebuild included modifications of the wire section, a completely new press section and upgrade of web transfer between the press and dryer sections. In addition, modernisations in stock preparation were part of the rebuild.
The forming section scope comprised new dewatering elements, a high-pressure water jet edge trim cutter from the Prevo family and a suction reversing roll for the top wire. A new Tandem NipcoFlex press outfitted with QualiFlex Crown sleeves and modifications for the web transfer to the dryer section made up the scope of the press
efficiency and throughput for the manufacturer, alongside significant improvements in yield and paper quality. Additionally, the APC capabilities enable more precise management of the paper machine, leading to reduced waste.
The project’s commissioning is expected to be completed in the third quarter of 2025.
section rebuild.
A comprehensive fabrics package including I-Series forming fabrics, Vector and Infinity press felts and Jade dryer fabrics were supplied for the start-up and optimisation phase of PM4, including services and spare parts. With a focus on machine safety, the press section was additionally supplied with ProTect, enabling safe and reliable felt profile measurements.
In combination with Voith services and spare parts, the rebuild achieved 15 percent
specific steam savings with an increase in production and almost 90 percent fewer paper breaks due to fly-off in the wire section.
Driven by sustainability, the rebuild objectives of increasing the overall efficiency and production of the machine at lower energy consumption were fully achieved.
“We are very satisfied with the results. The promised dry contents after the press were achieved for all grades, helping us meet our ‘Now & Next’ decarbonisation targets by reducing energy consumption
and producing kraftliner more sustainably and efficiently,” said Eduardo Fernandes, project manager at DS Smith.
“The results after the rebuild speak for themselves,” said Philip Schnellinger, process technology manager at Voith Paper. “Our full-line solutions are having the desired effect on the overall efficiency of the process line and consumption of resources during production. This success was made possible by the selection of the right concept and the close and trustful cooperation between the two teams.”
DS Smith’s Viana paper mill in Portugal where its PM4 rebuild has been finally accepted
Energy saving upgrade for Lithuania’s AB Grigeo Group
An energy-saving heat recovery system has been started up by Toscotec on a tissue making line at AB Grigeo Group’s mill at Grigiskes in Lithuania.
Toscotec installed the TT SteamBooster steam generation system in the hood and steam systems of Grigeo Tissue’s PM6, an Ahead tissue line that was started up in 2015.
The TT SteamBooster recovers heat from the hood’s exhaust air to generate high pressure steam using the condensate coming from the Steel Yankee Dryer. The generated steam goes back to the steam line and is used directly to feed the Yankee. The TT SteamBooster was integrated into the tissue machine’s Distributed Control System (DCS) to guarantee easy operation.
The DCS offers a stand-alone control system, which in case of a retrofit would make it easy to operate on any tissue making line.
The TT SteamBooster cut the boiler’s gas consumption by up to 25 percent, with associated carbon emission savings. After producing high-quality steam for more than a month, the new generation system
had achieved the project’s targets. Its easy operation derives from the fact that it doesn’t need to be regulated based on the machine’s production and calls for minimal maintenance after start-up.
Almantas Tamošiūnas, general manager of Grigeo Tissue, said: “We care deeply about our company, the environment, and the future generations who will live here. We are pleased to announce that our reduction and emissions-saving targets were achieved in the very first month after start-up. We extend our thanks to Toscotec for their seamless implementation of this project, all the way from concept to launch.”
Leonardo Micheli, application engineer at Toscotec, added: “The great cooperation we’ve had with UAB Grigeo Tissue’s team from day one was critical for the on-schedule achievement of the energy saving targets of this project. The drying efficiency of their Ahead line was already high, but because of the continuous advancement of Toscotec’s technology, we were able to reach an even higher bar of savings.”
Founded in 1823, Grigeo Group is the
The Ahead tissue machine PM6 supplied by Toscotec at Grigeo Tissue’s facility in Grigiskes, Lithuania, which has been upgraded with energy saving systems
only paper and wood industry group in Lithuania and one of the largest in the Baltic countries. The group comprises the following companies: Grigeo Tissue, Grigeo Hygiene, Grigeo Paper Packaging, Grigeo Klaipėda, Grigeo Packaging, Grigeo Baltwood, Grigeo Recycling, Mena Pak, and Grigeo Tissue Sp zoo.
In its processes, Grigeo Group covers an almost complete cycle of manufacturing wood and paper products. Grigeo Tissue produces 70,000 tons of tissue products per year, which are also exported to 19 countries.
Four paper rewinders ordered by China’s Sun Paper
Four paper rewinders have been ordered from A.Celli Paper by Sun Paper in China for the PM11 and PM12 lines at Nanning, Guangxi Province.
The four E-Wind P100 rewinders – two for PM11 and two for PM12 – will be capable of processing 6,850mm wide reels of medium liner board and off-set paper at speed of 2,500 mpm, starting from jumbo rolls with diameters up to 3,800mm.
In addition, the rewinders will all be equipped with Jumbo roll and spools parking stations, Slittomatic systems (web-in type) for the automatic positioning of slitting units and finally, an automatic end tail gluing system.
Liu Zehua, general manager of Sun Paper, commented: “For over 20 years, on the basis of the same pursuit for high product quality
Executives from Sun Paper are delighted that A.Celli Paper is supplying four more paper rewinders
and on the basis of mutual trust and respect, Sun Paper and A.Celli have maintained a close and long-term cooperative relationship to achieve win-win common development. We
are very pleased with this new cooperation, and we are confident that A.Celli’s excellent equipment performance and prompt, highquality service will meet our expectations for the new production line.”
Sun Paper Nanning was founded in 2022 and is part of Shandong Sun Holdings Group, a leading cross-national paper making group based at Jining City in Shandong Province, and is one of the top 50 paper making companies in the world.
Sun Paper offers premium coated packaging paperboard, high-class art paper, highclass cultural and office paper, speciality fibre-dissolving pulp, household paper and industrial paper. It has worked with A.Celli Paper for 20 years and awarded the company an Outstanding Supplier Medal in 2023.
Gayatrishakti joins the tissue industry with a Toscotec line
India’s Gayatrishakti Tissue has joined the tissue industry with the start up at its Vapi mill in Gujarat state, of a line supplied by Toscotec.
The Ahead tissue machine has a sheet trim width of 2,850 mm, an operating speed of 1,800 m/min, and a capacity of more than 35,000 tons per year. It features Toscotec’s latest drying configuration including an upgraded TT NextPress shoe press, a third-generation TT SYD Steel Yankee Dryer, and high-efficiency TT Hood.
The tissue making equipment included key stock preparation and fibre recovery systems, Toscotec’s patented TT SAF DD (Short Approach Flow System with Double Dilution) for energy efficiency, TT Brain DCS of upgraded design, and two Optima 2200 slitter rewinders.
As part of the service package, Toscotec provided erection supervision, commissioning, training, Yes-Connect-Vision Augmented Reality on remote assistance system, and start-up support.
Kiran Barad, a director at Gayatrishakti Tissue, commented: “Toscotec has proven to be the
right partner for Gayatrishakti on this strategic investment. As a major board manufacturer in India, we understand the importance of operating state-ofthe-art technology to deliver the highest quality to our customers and stand out in the Indian market. We have fully achieved our target with this successful
start-up.”
Nicole Foley, project manager at Toscotec, added: “It is a great satisfaction to complete Gayatrishakti Tissue’s project on schedule thanks to the strong cooperation between our teams throughout the various phases of the project. A smooth execution and great teamwork by all involved led us to this success and to achieve the target regarding production quality. It has been a pleasure to work on this project.” Gayatrishakti Tissue is a subsidiary of Gayatrishakti Paper & Board, which is a leading manufacturer of premium grades of duplex packaging boards and kraft paper. Established in 1996 with headquarters in Mumbai, it operates three production sites with a combined installed capacity of 300,000 tons per year in Vapi & Sarigam GIDC, Gujarat state, India.
Irving Consumer Products orders a third TAD tissue machine for its Macon mill
A third tissue production line has been ordered from Valmet by Irving Consumer Product for its Macon mill in Georgia. With startup planned for 2027, the Advantage ThruAir Drying (TAD) tissue machine will support Irving’s commitment to provide ultra-premium tissue products to the North American market. The startup is planned for 2027, when the line will increase annual tissue capacity by 75,000 tons.
Valmet and Irving share a long history of partnership, covering several tissue projects. The most
recent include two TAD machines delivered to the Macon mill with successful startups in 2019 and 2021.
“I am very pleased to announce our Phase 3 expansion at Irving Tissue Macon. The US$600 million investment will add another 100 jobs and include a third ThruAir Drying paper making machine, additional converting lines, and a new fully automated warehouse. We are excited to once again partner with Valmet and its team on this important expansion and proud to continue to grow alongside
them,” says Robert Irving, president of Irving Consumer Products.
Soren Eriksson, director of tissue sales at Valmet North America, added: “Valmet and Irving Consumer Products have a successful history of cooperation, and we are very pleased to win their trust and support them in this important expansion project. It is a testament to the trust and excellent collaboration between Valmet and Irving Consumer Products. We look forward to delivering another successful project and achieving a smooth
startup together.”
Valmet will deliver a complete tissue production line, including stock preparation equipment. The new line will feature an Advantage ThruAir tissue machine equipped with an OptiFlo II TIS headbox, ThruAir Dryers, an air system, and an Advantage SoftReel reel. The project’s scope also includes mist and dust control systems, automation systems, basic mill engineering, Valmet Performance Center services, and services for installation and commissioning.
Gayatrishakti Tissue’s and Toscotec’s teams with the new PM1 line at Vapi’s mill in India
New sales chief for C&D Corrugating & Paper
Dirk Köllmeier has taken over as head of sales for Europe & International markets at C&D Corrugating & Paper, part of Germany’s Crespel & Deiters Group and a leading supplier of high-performance adhesives and technical services for the corrugated board industry.
Köllmeier has extensive experience in the corrugated board industry in Europe and was previously a sales manager at Wellpappenwerk Lucka KG and earlier at Smurfit Kappa.
Joining C&D at the beginning of January, Köllmeier will later this year take over from Stefan Schröder, who is retiring after
New president at Kadant Black Clawson appointed
Kenny Leathers has been appointed as president at Kadant Black Clawson, a leading fibre processing and recycling equipment supplier based in Lebanon, Ohio.
Leathers will be responsible for sales and marketing R&D, manufacturing, and customer service.
He previously served as vice president of sales and marketing and handled key organisational initiatives along with guiding the applications, field service, and sales teams. His previous
Kenny Leathers, new president at Kadant Black Clawson
experience includes strategic roles with automation industry leaders Eaton, Honeywell, and Premier Systems Integrators.
Leathers succeeds Chris Demler, who was promoted to vice president of Kadant’s fibreprocessing business.
“Under Kenny’s guidance, our teams have been structured to drive innovation and optimise talent,” said Demler.
“His people-first approach to leadership will strengthen customer relationships and continue to evolve Kadant Black Clawson’s operations.”
Kadant Black Clawson LLC, part of Kadant Inc, is a leading fibre processing and recycling equipment supplier that designs, manufactures, and services equipment used in virgin and recycled paper stock preparation and paper machine approach-flow applications.
more than two decades as head of sales and managing director of C&D non-food. In the USA and Mexico, the business will continue to be managed by Adrian Beckett as head of sales for the Americas.
Schröder, who has been part of Crespel & Deiters since 2001, has successfully led the company since 2002, securing its place as European market leader for highperformance adhesives. Under his leadership, C&D Corrugating & Paper achieved an impressive market share and set new industry standards.
Tom Hamic to take over lead at IP’s North American Packaging Solutions
Tom Hamic has been appointed to a newly-created role at International Paper (IP): president of North American Packaging Solutions and reporting to chief executive Andy Silvernail.
From 1 September Hamic will be responsible for leading IP’s container and containerboard businesses in North America.
“Tom is a strategic and effective leader with a long track record of success,” said Silvernail. “The board and I are confident he will lead the team well as we work together to deliver excellence for our customers and profitable growth for our shareholders.”
Hamic joined IP in 1991 and has served in a variety of sales, marketing, finance, strategic planning and leadership roles in the United States and Europe. In
September
2009, he was named a company officer and was elected senior vice president in 2019. Most recently, Tom served as senior vice president and general manager, North American Container and chief commercial officer.
Tom Hamic, who will become president of North American Packaging Solutions at IP in
Dirk Köllmeier, head of sales for Europe & International markets at C&D Corrugating & Paper
—
Progress in pulp and paper is driving a sustainable future through collaborative innovation.
What role will the pulp and paper industry play in the future of the world? A key one. Innovations in the pulp and paper value chain will help enable the world’s transition to a circular economy and low carbon society, which is Real Progress that everyone can benefit from. solutions.abb/realprogress
What role will the pulp and paper industry play in the future of the world? A key one. Innovations in the pulp and paper value chain will help enable the world’s transition to a circular economy and low carbon society, which is Real Progress that everyone can benefit from. solutions.abb/realprogress