elcome to the November-December issue of Pulp Paper & Logistics magazine. As we approach the end of another year, we continue to see the advances in the use of packaging papers in the replacement of plastics.
Packaging papers and board have been a lifeline for many mills in being able to switch production up from lower value products, but having to retrofit existing machinery and associated technologies is never cheap, so mill owners have taken advantage of the opportunity to make their contribution to the growing demand for packaging grade materials.
We’re all looking for ways to promote the circularity and sustainability virtues of paper-based products, and the advances that have been made in recycling and reducing fossil fuel consumption have been immense. If you’re looking for a concise review of these advances check out the papers that have been produced by process giant ABB, and highlighted in the news section.
Looking towards 2025 and the January-February issue, we will be looking to felts, and machine clothing, inspection systems, machines for packaging paper, and biomass power options for mills.
Contributions for this issue should be sent to us no later than 17 January through the email: pulppaperlogistics@virginmedia.com.
All that remains for me is to wish all our readers a happy and prosperous Christmas and New Year.
Vince Maynard, Publisher and Editorial Director
Vince Maynard
Tralee, Hillcrest Road, Edenbridge, Kent,
TN8 6JS, UK
Tel: +44 (0) 1732 505724
Mobile: +44 (0) 7747 002286
Email: pulppaperlogistics@virginmedia.com
+44 (0) 1732 868071
+44 (0) 7860 221486
johnnutting47@gmail.com
+44 (0) 1737 551687
+44 (0) 7785 796826
Wiffen
+44 (0) 1460 261011
+44 (0) 7851 612799
anton_print_1@mac.com
Eldorado
Industry papers showcase positive progress in pulp and paper
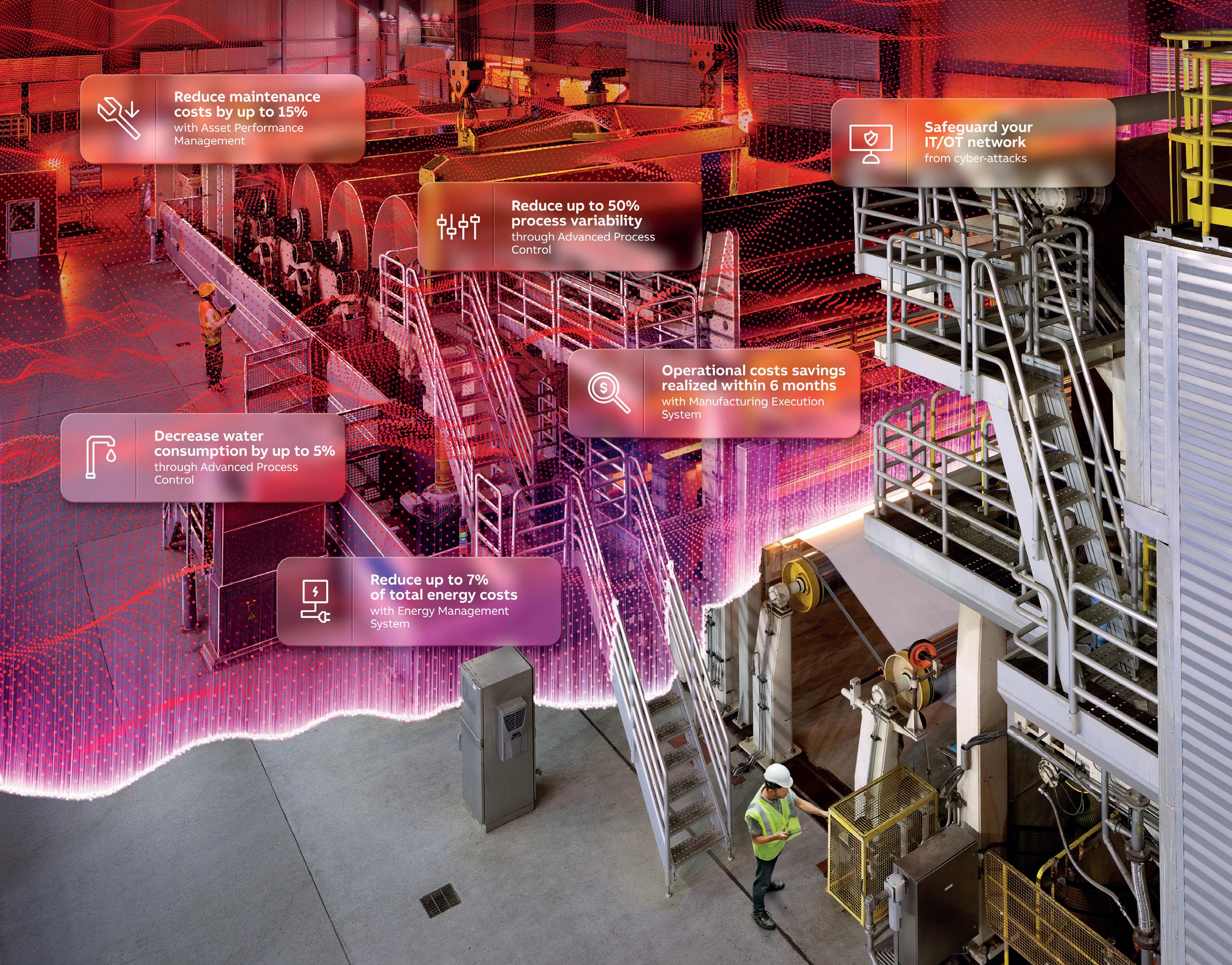
Aseries of industry papers has been launched by ABB as part of its global Real Progress sustainability programme for the process industries, highlighting innovation in pulp and paper.
Each of the three reports focuses on how the industry is evolving for a more sustainable future. Recognising the significant progress that has already been made, they shine a light on impacts made by ABB’s pulp and paper customers in the value chain and how they are enabling a more sustainable and resourceefficient future with technology leadership in electrification and automation.
The first paper, titled ‘Innovating for tomorrow: How the pulp and paper industry will be turning the page for a sustainable future’, examines the industry’s crucial role in building a more sustainable world. The following two papers will be released in early 2025.
The inaugural paper features interviews and contributions from industry leaders in companies that include Metsä Group, Metsäteollisuus, Modellfabrik Papier, Sappi, Smurfit Westrock, Södra and UPM China. These organisations have shared their specific initiatives that are reshaping the industry’s approach to sustainability, such as Smurfit Westrock’s development of paperbased packaging alternatives to plastic, and Södra’s production of renewable textile fibres from recycled clothing and materials. ABB says that as the world grapples with the issues of
The pulp and paper industry has a pivotal role to play in the move away from plastic and nonrecyclable materials
climate change, resource scarcity and the overproduction and overconsumption of plastic, the pulp and paper industry is increasingly recognised as a key player in the global transition to a circular economy and net-zero emissions future. Innovations across the pulp and paper value chain are proving instrumental as alternatives to fossil-fuelbased products and solutions for industrial decarbonisation.
“The pulp and paper industry is uniquely positioned to lead the way in sustainable industrial transformation,” said Stefano Cinquina, Global Business Line Manager for Pulp and Paper at ABB Process Industries. “With this series of industry papers, we’re not only celebrating the significant strides of our customers and partners but also aiming to inspire others by showcasing the progress and real-world solutions driving us toward a sustainable future.”
Tracy Wessels, Group Head of Sustainability and Investor Relations at Sappi, emphasised the company’s commitment to sustainable practices: “We have
integrated sustainability into all parts of our business – it’s part of our value proposition.
“Sustainable packaging is not only a huge opportunity for us as a business – as consumers are becoming more conscious of the environmental concerns of using plastic – but we know we can create products that will benefit the world. Plastic is extensively used as the primary barrier in food packaging. We are innovating through our value chains, and with our customers and research institutes as to how we can develop paper-based solutions that offer the same barrier technology or protection.”
Jurgita Girzadiene, Sustainability and Better Planet Packaging Director at Smurfit Westrock, shared her perspective on why collaboration is so important for the industry at large: “In paperbased packaging we must keep finding innovative ways to reuse our resources. Sometimes, you need to go outside your own mill, your own company, and your own community to find synergies.
“At Smurfit Westrock we are a
largely decentralised organisation, with an approach of ‘think global, act local’ – so we believe in empowering our people at the local level to harness opportunities in innovation where they can.”
For more than 70 years, ABB has supported the pulp and paper industry with products and services that drive operational excellence. By deploying advanced automation, digitalisation, and electrification solutions, ABB helps its customers to enhance productivity, optimise energy use, and significantly reduce waste. From streamlined process control to predictive maintenance and resource-efficient operations, ABB’s technologies enable pulp and paper companies to make measurable progress toward a more sustainable and productive future.
The first paper in the series is available at: https://new.abb. com/pulp-paper/campaigns/ innovating-for-tomorrowhow-the-pulp-paper-industryis-turning-the-page-for-asustainable-future
Suzano supports conservation and sustainability education alongside research at UK’s University of Cambridge
Brazil’s Suzano has set up a long-term initiative with the University of Cambridge in the UK to support education and research into areas including the conservation of biodiversity, enhancing business sustainability, and the restoration of natural habitats in Brazil and beyond.
With an initial £10 million donation, the agreement will establish the Suzano Scholars Fund, a perpetual endowment at Jesus College Cambridge, to fund Brazilian nationals studying for a postgraduate degree at the University of Cambridge connected to the environment, ecology and conservation, and educating the next generation of sustainability experts and leaders. Funding will also be provided to academics based at the University of Cambridge’s Conservation Research Institute to undertake
research projects exploring the interaction between human and natural systems in areas such as biodiversity, climate change, water resource management, and ecosystem restoration.
As part of the collaboration, researchers will also be provided with access to Suzano’s global business operations and conservation areas, which includes more than 11,000 sqkm of protected land in Brazil’s Atlantic Forest, Cerrado, and Amazon biomes.
Commenting on the initiative, Suzano’s chief executive Beto Abreu said: “Our business depends on nature. We have been in business for 100 years, but today we know that unless the world takes urgent action to protect biodiversity and tackle climate change, we are facing irreversible loss and damage to ecosystems over the next century. We know we cannot act alone, so
through this collaboration with Jesus College and the University of Cambridge we want to support some of the world’s brightest minds to undertake the research and develop the solutions that will be needed to overcome these challenges.”
Professor Rachael Garrett, Moran Professor of Conservation and Development, and Director
Paper-aluminium laminate could offer sustainable take-away packaging
Strong and sustainable paperbased take-away food packaging that is plastic free could be developed commercially if research by a team in Italy proves to be successful.
Backed by the Tuscany Region Development and Cohesion Fund, the researchers have published their findings in the American Chemical Society’s ACS Omega journal.
Protective packaging, such
as containers made from polyethylene and aluminium laminates, combines the strength and durability of plastic with the moisture- and light-blocking properties of aluminium foil. While these materials are effective, there’s been a shift toward consumers desiring less plastic and more environmentallyfriendly materials.
To create an option for protective packaging without
sacrificing functionality, Hamed Zarei and colleagues designed a variety of paper-aluminium laminates and compared their strength and durability to common polyethylene-aluminium packaging.
By running simulations of the MD, CD and a mixed MD/CD paper on their digital model, the researchers predicted that an aluminium film paired with a paper layer made from
of the Conservation Research Institute at the university, said: “We are excited to be working with Suzano, a company that is widely recognised as one of Brazil’s top performers on corporate sustainability, to support postgraduate students from a country that is on the front lines of the battle for biodiversity. Their donation will fund important research here at the University of Cambridge, which will help to advance our understanding of how to successfully deliver on global ambitions for conservation and improving the wellbeing of rural communities.”
The agreement is part of a wider global initiative marking Suzano’s centenary year, in which the company is investing up to $100 million to accelerate research and action on conservation, climate change, and corporate sustainability, with a particular focus on Brazilian ecosystems.
both MD and CD fibres would result in mechanical properties nearly identical to conventional polyethylene-aluminium laminate.
While they haven’t yet created the MD/CD paperaluminium laminate in the lab, the researchers say this study provides packaging engineers with information to create sustainable materials that could perform like conventional options.
Suzano’s chief executive Beto Abreu: “supporting some of the world’s brightest minds”
Mondi to acquire Schumacher Packaging’s Western Europe assets
Mondi will be expanding its corrugated business in Europe by agreeing to acquire Schumacher Packaging’s corrugated converting and solid board operations for €634 million.
The acquisition will also add complementary fibre-based products, focused on eCommerce and fast moving consumer products.
It comprises seven corrugated converting plants, two solid board mills and four solid board converting plants, which complement UK-based Mondi’s existing network of corrugated plants in Central and Eastern Europe.
Among the acquired sites are two state-of-the art mega-box plants in Germany, at Ebersdorf and Greven.
Expanding Mondi’s eCommerce business presents significant opportunities to introduce its range of products to more customers as they move towards more sustainable packaging, the company says.
Commenting on the deal, Mondi’s group chief executive
Schumacher‘s corrugated converting sites include Bielefeld, Ebersdorf, Greven, Lehrte, Sonneberg, in Germany, Breda in the Netherlands and Birmingham in the UK. Also in Germany are solid board mills at Kaierde and Schwarzenberg with conversion sites at Hauenstein, Forchheim, Schwarzenberg and Leipzig-Land.
Andrew King said: “Our focus is on investing to meet the growing market demand for sustainable packaging while driving value for our stakeholders. This acquisition significantly increases our corrugated converting capacity, extends our reach across Western Europe, and offers strong downstream integration opportunities, while broadening our customer offering with a complementary fibre-based product range.
“We are delighted to be acquiring these assets and look forward to welcoming our new
Schumacher Packaging colleagues and customers to Mondi. On completion, Mondi will have an enhanced customer proposition and a strong platform for further growth.”
Björn Schumacher and Hendrik Schumacher, co-chief executives of Schumacher Packaging who have been instrumental in the development of the business, will be retained, respectively as a strategic adviser and as operations chief for solid board.
“Our aim was to find a company that shares our entrepreneurial vision for the industry and has the
size and strength to actively and sustainably shape the future of packaging. We have found an ideal partner for this in Mondi,” said Björn Schumacher.
The transaction is expected to close in the first half of 2025.
In July, Schumacher Packaging agreed to sell its Poland operations to Saica Group. The deal includes two state-of-theart corrugated board plants in Bydgoszcz and Wroclaw, two paper mills in Grudziadz and Myszków, one of which was completely modernised in 2023, and three service centres.
Deforestation regulation in Europe postponed
A proposal to postpone the implementation of the EU Deforestation Regulation (EUDR) by 12 months has been agreed by the European Council. This proposal, which needs formal approval by the EU Parliament, will delay implementation to December 2025, providing operators and traders with
more time to prepare for their due diligence obligations that paper-based products that are sold or exported from the EU are deforestation-free.
The EUDR only impacts virgin fibre-based commodities and products being placed on the EU market. Printed products within the scope of EUDR include:
l books, brochures, leaflets, newspapers, journals and periodicals, children’s picture, drawing or colouring books, music, maps, plans, stamps, banknotes, transfers, postcards, calendars, trade advertising material, catalogues, photographs, pictures etc.
l packaging such as cartons, and envelopes, but not packaging used to “support, protect or carry another product”. l and paper labels. Fully recycled paper and board are excluded from the EUDR. If there is a proportion of virgin fibre in the material, then it would be covered by the EUDR.
Valmet has acquired Demuth – one the main wood handling equipment suppliers to the pulp industry.
Now, with stronger wood handling offering globally and related services presence locally in South America, we are able to serve our customers even better. Our global team of more than 19,000 experts is committed to moving our customers performance forward – every day.
For more information: valmet.com/woodhandling
Canadian paper mill cuts back after electricity costs jump
Apaper mill on the east coast of Canada was forced to cut its operations by half in November after its electricity costs jumped to four times higher than normal.
In preceding months, the Irving Paper mill at St John, New Brunswick, which makes graphic papers with annual capacity for 410,000 tonnes, said it had been paying electricity costs that were 74 percent higher than in 2021, according to local reports.
But the decision to cut production came after its electricity supplier NB Power increased the price four-fold.
Mark Mosher, pulp and paper chief at J D Irving, commented: “The current high electricity costs have a massive impact on Irving
Paper’s ability to compete. Due to the nature of the pulping process, electricity usage is intensive and unavoidable. That is why Irving Paper is the largest customer of
Sustainability Consortium invites UK paper industry leaders to join
Leaders from the pulp and paper industries have been invited by The Foundation Industries Sustainability Consortium (FISC), part funded by Innovate UK, to join its Industrial Advisory Board. The new Board provides an opportunity for businesses to achieve greener growth within the UK’s foundation industries.
FISC is a partnership of the UK’s major foundation industries’ Innovation and Research Centres: CPI, Glass
Futures, Henry Royce Institute, Materials Processing Institute and Lucideon.
FISC director Philippa Glover commented, “Individuals joining FISC’s Industrial Advisory Board will have the opportunity to make a significant impact on the future of the foundation industries. Members will work together to drive innovation and enhance sustainability, and we look forward to working with them on driving greener growth in the UK.”
NB Power and purchases over $60 million in electricity every year.
“It is our understanding that these increases are the result
of protracted maintenance issues experienced by NB Power and the need to import power to supplement the reduced generation capacity.”
Earlier in November Irving Pulp & Paper and Irving Tissue completed a successful 15-day shutdown during which more than $34 million was invested in upgrades and maintenance.
“With the significant increase of employees and contractors on-site, we are extremely pleased with the outcome of this major shutdown,” said Dennis Mott, mill manager of Irving Pulp & Paper. “Accomplishing this milestone without any safety incidents highlights the commitment and dedication of all employees and contractors to maintaining a safe work environment.”
Pulp and paper service centre for Três Lagoas in Brazil
A service centre for pulp and paper equipment is being built by Andritz at Três Lagoas, in the Mato Grosso do Sul state of Brazil.
Completion of the 6,000sqm centre is expected in the first quarter of 2026, when it will offer a full range of services, including repairs, rebuilds, equipment upgrades, and maintenance. It will also serve as a manufacturing and distribution centre, improving the availability of strategic parts.
Alexandre David, pulp and paper services chief for Andritz in Latin America, said: “This investment is a significant step in our efforts to provide faster and more efficient service to our customers in the region, while supporting the local economic development.
Três Lagoas has become a strategic hub for pulp production, making it the ideal location for our new service centre.”
The J D Irving paper mill in Canada where environmental investments have been made
Mondi’s Stambolijski mill to be closed after fire
Following a fire at Mondi’s Stambolijski mill in Bulgaria in September, the facility is to be permanently closed.
Production was immediately stopped after extensive damage was caused by the fire. “Thanks to the swift and professional response on the day, everyone on site remained safe,” said Mondi in
a statement.
The mill’s paper machine had capacity to yearly produce 100,000 tonnes of brown kraft paper.
After evaluating the options for repairing the mill and the ongoing investment required for it to remain competitive into the future, Mondi has concluded that closing the mill and serving customers out of its network
of other kraft paper mills is the best course of action overall. This decision will unfortunately affect around 300 Mondi Stambolijski employees, said Mondi.
“We are aware that this is a challenging time for our employees and the community at Stambolijski. We are committed to providing full support and collaborating closely with the
Gold for Billerud in Ecovadis awards
Sweden-based global paper maker Billerud has been awarded a gold rating by Ecovadis, which assesses the performance of companies against 21 sustainability criteria grouped into four key themes: Environment, Labour & Human Rights, Ethics and Sustainable Procurement.
In a statement, Billerud said that its performance in the EcoVadis sustainability rating reflects its dedication to long-term and genuine sustainability practices that are ingrained in every aspect of its business. “It underscores our commitment to embed sustainability in
everything we do,” said Mondi.
The gold rating places Billerud among the top 5 percent of rated companies globally across all industries.
Billerud’s results showed improvement in the third quarter. Sales were up 6 percent to SEK10.8 billion despite negative currency
Mondi’s Stambolijski mill is being closed after being damaged by a fire
unions and works council to find the best possible solution for all affected employees,” said Roman Senecky, operations chief for kraft paper at Mondi.
Mondi will take an impairment charge of €100 million ($108 million) for the closure of the mill.
changes. Organic and currencyneutral sales increased by 9 percent, mainly due to improved prices in Europe and higher volumes in North America compared to last year. Billerud’s volumes in the quarter were 898,000 tons, impacted by production cuts in North America.
Participate in the innovation process with Mondi
Ahub in Germany for co-creating flexible packaging “to shape the future”, has been opened by UK-based paper maker Mondi.
FlexStudios is a new 2,300 sqm building at Steinfeld in Germany that that is said to offer three floors of interactive, collaborative space.
The studios have been built so that Mondi customers can actively participate in the innovation process, benefitting first-hand from the company’s expertise, technology, and customer-centric approach to
Part of Mondi’s FlexStudios hub in Germany where the paper maker says it can reduce customers’ time-to-market for new packaging designs
driving sustainable change in the flexible packaging industry. By bringing pilot lines, testing capabilities and co-creation space
Sappi recognised in list of global top companies for women
South Africa-based global pulp and paper group Sappi Limited has been ranked 7th globally and is one of only four South African firms recognised in the 2024 list of the World’s Top Companies for Women by Forbes Magazine and Statista.
Companies were assessed on various criteria, including general workplace practices and specific issues such as gender pay equity, management’s response to female discrimination concerns, and equal opportunities for advancement for both men and women. The ranking also considered women’s perceptions of the companies regarding gender equality and the percentage of women in leadership positions.
Commenting on the recognition,
Sappi chief executive Steve Binnie said: “I am extremely proud of these listings. Such external recognitions reflect on the work we have done on employee engagement and recognising the critical role that women play in our industry; on retaining and attracting the best talent; on implementing our Thrive strategy; and on tangible actions to improve our sustainability performance.”
together under one roof, Mondi says it can reduce time-tomarket for new packaging and paper designs.
The facility will offer services for customers using packaging made from paper products, said a spokesperson: “We will cover a wider range of paper-based packaging in our FlexStudios that can be used for various endmarkets, such as food and non-food, FMCG, eCommerce, industrial, and many more. As FlexStudios is a space to co-create with our customers and test innovative solutions, our goal is to develop fit-forpurpose, sustainable packaging solutions, using our materialneutral approach.”
Pulp mill opening in Brazil boosts Suzano’s results
Suzano’s new mill in Brazil helped the world’s largest pulp producer generate a significant increase in its operating cash during the third quarter of 2024.
The pulp and paper mill at Ribas do Rio Pardo in Mato Grosso do Sul state started up at the end of July and by the end of September had reached 80 percent of its rated capacity, significantly ahead of the 71% expected, said Suzano.
Sales in the quarter were R$12.3 billion (US$2.16bn), the highest since 2022 and 37 percent up on the same quarter last year.
Operating cash in the quarter
Suzano’s new pulp and paper mill at Ribas do Rio Pardo
were up by a strong 132 percent at R$4.4bn ($771m), while earnings before tax and interest were R$6.5bn ($1.14bn), up by 77 percent.
The results were said to be driven by both higher sales volume and export prices, along with favourable exchange rates.
Pulp sales volume across all of Suzano’s operations in the quarter was 2.6 million tonnes, 6 percent up year on year. Paper sales were 360,000 tonnes, 9 percent up against the same quarter in 2023.
Sappi’s chief executive Steve Binnie
Circularity of paper bags in the construction industry to be improved
An alliance to improve the circularity of used paper bags in the construction industry has been co-founded by Mondi. The Spain-based alliance, called Paper Sacks Go Circular Spain comprises of 12 European companies from the value chain, including Mondi.
In Spain, construction waste accounts for more than 30 percent of the total produced, with a recovery rate of only 48 percent, according to the latest report from the Spanish National Statistics Institute (INE).
Paper Sacks Go Circular Spain
is an alliance of companies that share a common interest in closing the loop and building a
circular economy for paper bags in Spain. Starting with paper bags for construction materials, the
coalition will look for synergies with other construction and demolition waste streams to increase volumes and achieve economies of scale. It aims to improve the recycling of paper bags used for construction materials such as cement, plaster and insulation, balancing the sustainability and economic aspects, and is expected to have a positive impact on the industry’s overall business model.
Industry associations Eurosac and CEPI Eurokraft will host the alliance, driven by a shared goal: perfecting circularity of paper bags in construction.
Mondi is backing the circularity of paper bags used in the construction industry
Achieving higher recycled fibre usage
Around two thirds of the UK’s paper industry’s raw material is recovered fibre, but the remaining third is lost in the recycling system or degrades because it cannot be recycled more than a finite number of times. Tom Cash* argues that there is a need for more advanced sorting and quality control
The UK paper industry heavily relies on recovered fibre, constituting approximately 67 percent of its raw materials. One of the critical challenges limiting the use of recovered fibre is the loss of paper to the recycling system and the degradation of fibres, which can only be recycled a finite number of times.
Most of recovered fibre used by the paper industry is sourced from domestic recycling programmes. However, according to Paper Advance, Britain is the largest exporter of collected recycled fibre in the world, with 57 percent of the collected paper exported rather than used in UKbased production.
It’s also been estimated that the proportion of paper made from recycled fibres is less than 50 percent of the total fibre currently used in Europe’s paper mills. That’s despite the fact that in 2022, 52.6 million tonnes of paper were collected and recycled.
However, not all of the industry’s collected waste products for recycling are used as feedstock in production, which is the raw material to supply or fuel a machine or industrial process, like a paper mill.
Simply put, while a significant amount of paper is being recycled, most of the paper produced in Europe is still made from new or ‘virgin’ fibres rather than recycled ones.
From a raw material point of
view, there is room for more domestic production based on recycled fibre, so let’s look at the challenges surrounding the use of recovered fibre in UK-based paper production.
Recycling limitations
Recycling limitations are a significant challenge for the UKbased paper production industry.
Fibres in paper degrade with each recycling cycle, resulting in shorter and weaker fibres that eventually become unsuitable for further use. This limitation restricts the number of times fibres can be recycled, imposing a finite lifespan on recycled materials.
Furthermore, as a significant proportion of collected paper is exported, the availability of recovered fibre for domestic use is reduced, limiting the amount of
recycled material that can be used by UK paper mills.
Yet these are not the only critical challenges faced by the UK paper production industry, because the loss of paper to the recycling system can occur due to a variety of factors.
If the collected paper is contaminated with non-paper materials, it will be rendered unsuitable for recycling. Contamination reduces the quality of the recovered fibre and limits its suitability for reintroduction into the paper production process.
Plus, certain types of paper, such as hygiene papers, cannot be recycled and are lost to the system. Hygiene papers, including tissues and paper towels, are often discarded with other waste and cannot be effectively recycled due to their composition or
contamination.
This has led to an ongoing need for virgin feedstock in paper production to maintain the necessary quality and supply of raw materials.
The manufacturing process ISO 14021 defines recycled materials as those that are reprocessed from reclaimed materials by means of a manufacturing process and then made into a final product or component for incorporation into a product.
This definition reiterates the importance of reclaiming materials and ensuring they undergo a manufacturing process to transform them into usable final products or components.
There are both inputs and outputs during any manufacturing process, including those in the paper and pulp industry, but most processes are not fully efficient.
This means that some of the material input is not used to produce the intended output and is instead lost through inefficiencies or converted into waste materials that have no value in the papermaking process. In this context, yield – the ratio of usable paper or pulp produced from raw materials – is a critical metric.
Increasing yield means reducing the amount of raw material wasted and maximising the conversion of input materials into high quality end products. This enables the industry to
DS Smith’s Kemsley Mill in the UK uses technologies that separate high quality fibres from contaminants and lower quality materials (image: DS Smith)
ensure that more of the collected and processed recycled fibre is effectively used.
Advanced systems
By effectively separating highquality fibres from lower-quality material, advanced sorting systems ensure that only the most suitable fibres are used in the paper making process.
Quality control systems further contribute by monitoring and maintaining the standards of the fibres throughout the recycling and manufacturing stages.
These systems are able to detect contaminants and other issues that might compromise the quality of the final product. By identifying and removing impurities early in the process, quality control systems help preserve the integrity of the fibres, thereby extending their usability.
For example, DS Smith’s Kemsley Mill implements sorting technologies that allow for the
separation of high-quality fibres from contaminants and lower quality materials.
This mill, which is the second biggest recovered fibre-based paper operation in Europe, processes around 820,000 tonnes of paper per year, with a substantial portion being recycled fibre.
As a result, the paper mill is turning waste into quality usable material once again. It’s these advanced, automated systems that optimise manufacturing processes to achieve a higher fibre usage and cut down on waste.
Through automation parts suppliers, like Foxmere, paper mills are provided with the necessary technologies that the UK’s paper and pulp industry needs.
With room for more domestic production based on recycled fibre, sorting and quality control systems are a must for improving the quality of recovered fibre
and increasing the yield of usable material.
*Tom Cash is director of UKbased automation parts supplier, Foxmere.
What is Foxmere?
Foxmere supplies new, used, refurbished and obsolete industrial automation components. Its global network, including the United Kingdom,
Greece, New Zealand, Jamaica, Spain and Arabic speaking countries, enables it to provide reliable parts to plants and manufacturers around the world. More information from Foxmere, Suite 1, Linley Lodge Industrial Estate, Westgate, Aldridge WS9 8EX, UK. Tel: 44 (0)1922 349 999. Website: https://foxmere.com/en e-mail: pr@foxmere.com
A large spool of processed paper on a reel at a paper mill
Foxmere’s Tom Cash – “By effectively separating high-quality fibres from lower-quality material, advanced sorting systems ensure that only the most suitable fibres are used in the paper making process”
Better pulp and paper quality assurance from speedier composition analysis
Near infra-red composition analyzers provide almost instant testing, expediting quality assurance at all stages of product development and production while dramatically reducing costs. PPL reports
For the pulp and paper industry, a composition analyzer is a crucial instrument in any production line or lab setting and is essential for assuring the quality of a wide array of consumer and speciality products.
Pulp is used in manufacturing paper products such as books, receipts, post-it notes, envelopes, labels, stickers, cardboard, paper printouts, paper cups, napkins, tissues, toilet rolls, diapers, baby wipes, filters, food casings, shoes, handbags, and binding agents,
according to the American Forest & Paper Association.
Composition analyzers test the makeup, efficacy, and quality of this diverse range of products and also assist in evaluating a host of constituents besides moisture such as oils, contaminants, water activity, carbon content, film thickness, and coating weight.
“Due to the range of accurate testing readily available with a composition analyzer, using one can dramatically enhance precision and accuracy,” says John Bogart, managing director of Kett US, a manufacturer of a full range
of organic composition analyzers.
“With the right calibrations, operators can employ a
composition analyzer during any stage of product development from R&D through production to ensure a quality result. Using one can help to detect harmful contaminants or flaws during development and production before a product reaches consumers.”
However, in many cases, utilising traditional testing methods to determine a sample’s composition can be time-consuming and labourintensive for the pulp and paper industry. This can cause testing, development, and quality control costs to skyrocket. The costs of performing tests, delaying operations to wait for results, and paying for the purchase and proper disposal of consumable products like reagents and chemicals for testing continue to add up.
Of course, the costs of insufficient testing due to excessively lengthy test cycles can be even greater – if undetected contamination or product flaws lead to recalls an a damaged reputation that hinders sales. Fortunately, with the right instruments and careful planning, lengthy test cycles can be dramatically cut, saving a substantial amount of time and money, while significantly improving quality control.
“Using cutting-edge instruments like Near Infrared (NIR) composition analyzers that provide almost instant,
John Bogart, managing director of Kett US
lab quality test results can make all the difference during development and production. This monitoring can be essential not only for precision and correct composition but also for safety and compliance,” says Bogart.
He notes that by simplifying the process, the pulp and paper industry can increase the quality of their products from raw input, formulation, and processing to end product manufacturing and distribution.
The many benefits of faster composition analysis
With conventional, outdated testing equipment, sample preparation can be a labourintensive process. Even when a sample is ready for composition
testing, the work and waiting have only begun.
When testing moisture content with legacy composition analyzers, users can expect to wait between five to 15 minutes or more for a reading. When
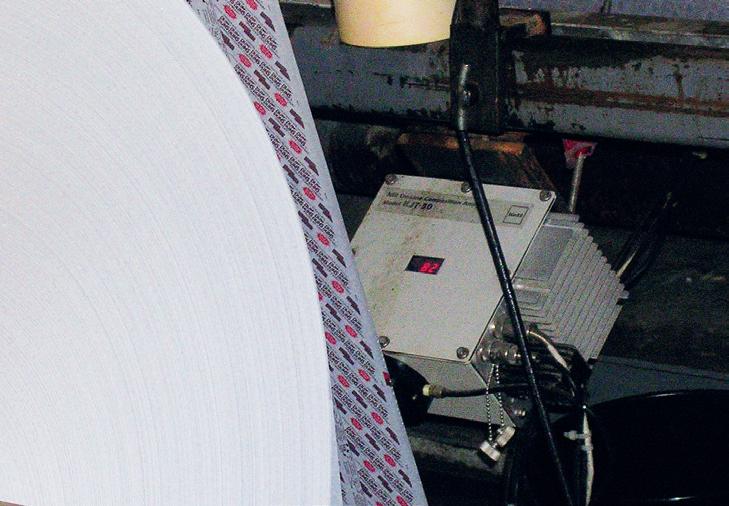
With Kett NIR composition analyzers, paper processors are able to cust testing costs by 90 percent
Kett US online NIR composition meters are capable of paper processing testing products in real-time during production
performing more complex chemical testing like water activity and ash content, the wait time extends exponentially. With some composition analyzers, users can expect to wait between 24 and 48 hours when testing for the presence of some constituents. These testing delays not only slow R&D and product development but also allow any flaws or deficiencies to proceed into production, which can be very costly – particularly if the product is later found to be non-compliant and rejected or recalled. The overall costs of slow test cycles can be even more debilitating to pulp and paper product manufacturers when routine or recurrent testing must be performed as part of ongoing quality assurance.
In contrast, a NIR composition analyzer is able to produce accurate test results in a fraction
of the time of traditional methods. Instruments take a reading over the test subject or product stream for online models as well as desktop models such as Kett’s BS-F1700 Compact Fiber Beat Sensor. Light is transmitted through the sample, whether translucent or transparent, or reflected off the process sample with models that measure the amount of light absorbed by the subject. The absorbance readings are then converted into component values by analyzing the composition of the subject based on the instrument’s exact calibrations.
“Today, NIR spectroscopy provides non-destructive laboratory quality readings in real-time. Often, this requires no sample preparation and no contact with the sample. These instruments offer precise, virtually instant readings of
eliminates the need to purchase and then pay for the disposal of chemical reagents necessary for testing, and dramatically decreases the instances of human error that mandate repeat testing. Since NIR composition analyzers are designed with speed and accuracy in mind, there is no learning curve for sample preparation. For most models, there is no sample to prepare at all. In some cases, tests can be performed even on the production line without the risk of user error.
The costs are reduced the most for online NIR composition meters that are capable of testing products in real-time during production such as Kett’s KJT700. These models do not need to pause for sample preparation or long test cycles, which could otherwise delay production or even take it offline.
moisture, composition analysis, even full-spectrum composition,” says Bogart.
He explains that this kind of full-spectrum testing allows users to measure a broad range of targeted factors in real time, with only initial instrument calibration necessary. Afterwards, accurate readings are nearly instantaneous, which dramatically reduces the time needed for each test cycle.
Simplifying the process also markedly lowers any ancillary costs related to testing.
“Switching from direct composition analysis to NIR composition analyzers can reduce testing costs by as much as 90 percent for several reasons,” says Bogart.
He explains that NIR composition analysis cuts the amount of labour and payroll required for each test cycle,
No matter what stage of the product lifecycle processors and manufacturers are focused on, experienced engineers like Kett’s can help them find the right instrument for their specific application.
“To the casual eye, it may seem like there are almost as many composition analysers out there as there are uses for them, but finding the perfect match for your needs, budget, and test cycle length can make all the difference in your outcomes. Working with an experienced partner can help you narrow the field to select a precise, speedy composition analyzer that’s tailored to your specific needs and built to last,” concludes Bogart.
More information from Kett US, 120 Palencia Village Drive, #105377, St Augustine, Florida 320958549, USA. Tel: 1 904-604-8837; email support@kett.com; or go to www.kett.com.
Seven practices for cybersecurity in paper mills
The surge in cyber-attacks on operational technology (OT) systems such as in pulp and paper mills has made OT cybersecurity a key focus for organisations. However, securing OT environments – especially in large facilities with a variety of devices – presents distinct challenges. Kelly Duval reports
Operational technology cybersecurity experts Ari Rajamäki, product manager for Cybersecurity at Valmet, and Robert Valkama, senior manager for OT Cybersecurity at Fortum, share seven best practices for OT patch and vulnerability management.
1. Take a holistic view of your site’s cybersecurity Managing OT cybersecurity is not just about updating software; there are alternative ways to control vulnerabilities.
“Even if a software patch would fix the problem, it might be quite expensive or impractical to do immediately. So consider other solutions as well. For example, can you mitigate the problem from a process perspective, or from a network perspective if it’s a network-based vulnerability?” asks Valkama.
2. Do an OT asset inventory and prioritise critical devices
Before installing patches, conduct a thorough inventory of your OT assets. List all your vendors and devices, noting their age and functional expectations.
Identify your production’s most critical devices and networks, and prioritize patching based on the risks they pose.
“We simply won’t be able to update everything and have the
latest versions everywhere. So we need to be able to prioritize and look at what’s actually important,” says Rajamäki.
3. Create regular backups of your OT environment
Before patching, make sure you have a reliable backup of your system, especially for critical components missing any patches or fixes.
“Many things can go sideways when you’re patching old components, and you may have to roll back to the old version, which you’ll need to have available,” says Rajamäki.
4. Mitigate vulnerabilities with other protection capabilities Since production downtime is usually required to install OT patches, you can’t reach the same patching frequency as with IT. Downtime is incredibly costly, especially for facilities with 24/7
processes and tightly integrated systems. You’ll need alternative protection measures to mitigate vulnerabilities during the time between updates.
Virtual patching is one technique that will give you time to evaluate patches and protect your vulnerable systems while you’re waiting to install updates. Whitelisting can also be a strong mitigation tool during waiting periods, blocking attacks by allowing only preauthorized software.
5. Get help from your vendors Instead of navigating the patching process alone, get support from your vendors. They can give you valuable insights into your system’s vulnerabilities, understand your patching needs, and help plan your upgrading roadmap.
Vendors can also provide endpoint protection hardening and help with lifecycle management to avoid situations
where you’re stuck with end-oflife products with no available patches.
“Vendors like Valmet know the environment they’re handling. They can provide operators with a level of ease and confidence. From a technical perspective, you cannot find anyone better than the vendor themselves. But you still need somebody on your own team who understands the situation,” says Valkama.
6. Cultivate in-house OT cybersecurity expertise
Cybersecurity can’t be neglected – make sure you have dedicated personnel who are continuously addressing it. That way, you’ll be able to foster the right mindset throughout the company and implement advice from vendors and governmental bodies.
To incorporate cybersecurity tasks into your routine, take the process slowly and focus on consistency. “Don’t only focus on cybersecurity once a year. Start
Robert Valkama, senior manager for OT Cybersecurity at Fortum
Ari Rajamäki, product manager for cybersecurity at Valmetfor OT Cybersecurity at Fortum
building the task list of what you should be doing and follow it up every week or month,” says Rajamäki.
7. Ensure your OT and IT teams talk to each other Patch and vulnerability management requires a different
approach in OT than in IT, but it’s crucial for both teams to work together. Clear communication will bridge the gap, allowing teams to explain constraints, urgency, and decision-making processes.
“It’s really helpful if there’s clear communication between IT and
OT. People can explain why they can’t do something, why they need to implement something fast, or why they’ve selected something for use,” says Rajamäki.
Future-proof your OT assets
Managing OT cybersecurity requires a multifaceted approach
and an understanding of the unique challenges posed by industrial control systems. By adopting a holistic approach, implementing strategic patching, and getting support from your vendors, you can successfully safeguard your industrial operations in this digital era.
Ten years on, Eldorado continues to run, faster and faster
The start-up in 2012 of the Eldorado mill at Três Lagoas in Brazil was big news across the global pulp and paper industry, but the headlines didn’t stop there. The mill has often been in the news since then, having broken all sorts of records and has produced many more tons of pulp than it was originally designed for. In fact, on its tenth anniversary of start-up, the mill was recorded
Productivity at the Eldorado pulp and paper mill in Brazil has far exceeded expectations since it was started up, with more to come. PPL reports
as having produced a total of 11 years’ worth of production – a full year of additional pulp.
The Eldorado project was undoubtedly one of the most exciting of its kind just over a decade ago, but it also presented a major challenge. Carlos Monteiro, Eldorado’s technical industrial director says, “The main challenge was that we had to build the company from
scratch. The owners had a large forest, and decided they wanted to be involved in pulp, but had no experience.
“The beginning was really difficult; however, the owners’ dream soon became a reality as we were able to attract some of the best professionals available in the area to complete the set-up of the company. These professionals came and joined
us, and the vast majority are still with us today. And this is the great differentiator for Eldorado – it’s the people.”
Andritz helped us create a mill that runs well above expectations Andritz was chosen to supply the major part of the process islands for Eldorado Cellulose e Papel SA on an EPC-C basis,
The fibreline with cooking, washing, and bleaching systems at the Eldorado mill
ANDRITZ
with contracts being signed in November 2010. The scope of supply included the delivery of the bleaching systems; and white liquor plant with recausticising and a lime kiln. The delivery also included the latest generation of pulp drying plants, including
two parallel twin-wire former pulp machines, two airborne dryers, two cutter-layboys with a 6,670mm working width; and four baling finishing lines.
“Many professionals who joined the Eldorado mill project had previously worked with Andritz
from other pulp producers in the industry, so they already knew the quality of technology and expertise that the company provided in the pulp area,” continues Monteiro.
The mill was successfully started at the end of 2012 and
has since broken a number of production records, including an outstanding record of 5,576 admt/d in September 2019 when it also ran for 200 days without a sheet break on its MS2 line. However, the mill has continued running faster
Two parallel pulp drying lines
and faster with more and more pulp being produced.
Marcelo Martins, general industrial manager at Eldorado says, “Choosing Andritz was definitely the right move for us at Eldorado. From the woodyard and chip preparation
“Many professionals who joined the Eldorado mill project had experience of Andritz from other pulp producers in the industry, so they already knew the quality of technology and expertise that the company provided in the pulp area,” says Carlos Monteiro, technical industrial director at Eldorado
tons per year and we have now exceeded that with production figures of 1.8 million tons in 2022, and more than 1.78 million tons in 2023.
“Andritz helped us create a mill that goes beyond our expectations. We also plan to go beyond those records in the future; in fact, we are already challenging ourselves to reach even higher goals.”
More production and also more efficiency
to the fibreline and drying, as well as the implementation of Metris OPP digital solutions for optimising production at the mill, the numbers speak for themselves; we originally had what we saw as a challenging target of producing 1.5 million
Martins says that it’s not just the increase in production over the last decade at the Eldorado mill that has been impressive, overall efficiency has also improved dramatically with the implementation of Metris OPP.
“Our chemical consumption at this mill is now a reference for the industry,” says Martins. “In Brazil, Eldorado has the lowest
consumption of all mills and is close to the lowest numbers worldwide. This is really down to our excellent production staff and our technologies, including the low consumption of chemicals in the Andritz bleaching plant. But also a great deal of this efficiency is down to the Metris OPP system, AI and other digital solutions.
“We also have the latest Metris technology in our drying area where our low sheet break records are the envy of our competitors. We recently went 404 days without one sheet break, which we again put down to excellent production skills, as well as the Metris AI system that positions the sheet for maximum efficiency in the feeding of the dryer.”
More information from Leonardo Figueiredo by email at leonardo.figueiredo@andritz.com
Busting the myths around sustainable luxury packaging
How can paper-based packaging that looks luxurious also meet the needs of a circular economy. Kate Gilpin* explains the realities
In a world increasingly focused on sustainability, the misconceptions around luxury packaging continue to persist. How can packaging be sustainable and still offer consumers a sense of exclusivity, luxury and also offer a premium experience? Put simply, yes it can.
The myths around sustainability can hinder progress and innovation for brands, especially in the luxury sector where both aesthetics and ethics matter enormously.
At James Cropper, we are dedicated to removing these misconceptions and demonstrating that it is possible to marry sustainability with luxury. We are on a mission to educate brands with our awardwinning, innovative designs for prestigious brands like Maison Ruinart, Maison Perrier-Jouët, and Bruichladdich exemplifying the possibilities in sustainable luxury packaging.
To help in this quest we have debunked eight of the most common myths:
Myth 1: The paper industry is an ethical one
True. European forests are now 30 percent larger than they were in the 1950s. Forests play a crucial role in mitigating climate change as they act as the Earth’s main carbon sink. Sustainable forestry practices ensure that the paper industry can be ethical and environmentally responsible,
James Cropper partnered with Scotch whisky brand Bruichladdich to launch the first of its Luxury Redefined range to market with a fully sustainable outer wrap, using the award-winning moulded fibre innovation, Colourform
contributing positively to forest management and conservation efforts.
Myth 2: Paper only grows on trees
Not true. There are many diverse fibre streams available, including recycled ones and the great thing is, this variety of fibre
streams, including recovered fibres, means waste is diverted from landfills. At James Cropper, our paper can be made from a variety of sources that many would never imagine. We take fibre from coffee cups, office waste, and even recovered denim. This approach not only supports sustainability but also
reduces the burden on natural resources.
Myth 3: Diverse fibre streams are accessible True. Stable fibre streams are a reality. Our comprehensive understanding of fibre, developed over 176 years of papermaking, ensures that we have access to
reliable and secure sources. This stability allows us to produce highquality paper consistently.
Myth 4: Recycled fibre equals dirty paper
Not true. Recycled paper is clean paper. The myth that recycled paper is dirty or of poor quality is outdated. Today’s recycled papers can have the same clean, pristine look as virgin fibre papers, but with the added benefit of being environmentally friendlier.
Myth 5: Foil is recyclable
True. Packaging that includes foil can be recycled. Cold and hot foils applied up to a coverage of 80 percent are repulpable, meaning your packaging can be recycled again, and again. This dispels the
notion that luxurious finishes must come at the cost of recyclability.
Myth 6: Recycled fibre isn’t strong or consistent
Not true. Recycled fibre is designed with the commercial environment in mind: our paper withstands rigorous use, maintaining reliability in both strength and appearance. Whether you need a clean white or an atmospheric black, recycled papers deliver.
Myth 7: You can’t achieve the same finish with recycled content
Not true. Our FibreBlend model embraces the key strands of a circular economy system, perfectly balancing virgin and recycled fibres to deliver both
JAMES CROPPER
performance and sustainability. Our innovative approach ensures that recycled content does not mean compromising on aesthetics or functionality.
Myth 8: It’s impossible to have an ethical supply chain
Not true. It’s possible to own your story, right back to the source. Brands can stand by their environmental commitments, with wood pulp certified to FSC or PEFC standards from sustainably managed forests.
By the end of 2024, EU countries are expected to have established producer responsibility schemes for all packaging. By 2030, 100 percent of all packaging should be recyclable. These regulatory
changes highlight the growing need for brands to act now and comply with these new laws to help reduce waste.
In the UK alone, approximately 12 million tonnes of packaging waste is disposed of each year. That simply cannot continue.
The time for excuses is over. Together, we can make a material difference, forming the fibres of daily life with a perfect blend of performance, sustainability, and visual appeal. Let’s lead the way in sustainable luxury packaging and create a future where ethics and elegance coexist seamlessly.
* Kate Gilpin is Product Manager for Luxury Packaging at UK-based James Cropper
More information from www. jamescropper.com/
Paper samples from the James Cropper range
New generation of recyclable paper packaging
UPM Specialty Papers and Michelman have collaborated in three new types of packaging designed to allow brand-owners to replace multimaterial, non-recyclables with paper-based applications for food contact and recyclability.
“UPM’s papers provide a perfect foundation for our water-based barrier and heat seal coatings,” said Thierry Van Migem, sales director for the EMEA region at Michelman. “Working closely with them for many years has allowed our combined team to increase the performance threshold of fibre-based substrates while maintaining recyclability. These new solutions will allow the market to accelerate its transition to more sustainable packaging.”
One of the most exciting results is a high barrier packaging material that combines UPM’s Solide Lucent base paper with three of Michelman’s waterbased coatings, delivering oxygen and moisture vapour barriers
with heat-sealability. This makes it ideal for demanding products such as chocolate and even coffee.
A second innovation offers barrier properties ideal for frozen foods. The concept is based on a highly effective combination of either UPM Asendo or UPM Asendo Pro barrier papers and Michelman’s next generation
heat-sealable barrier coatings. A third breakthrough has significantly boosted resistance to water vapour and grease.
Michelman’s high performing VaporCoat 2240 coating serves to enhance the existing barrier properties of UPM Asendo and UPM Asendo Pro papers, making the concept particularly suitable for inner liners in end-uses such
Fibre-based packaging for home coffee machines
Versuni, a leading home appliance company, chose DS Smith to create innovative fibrebased packaging for its Philips Baristina coffee machines.
The packaging is made from materials that are recycled and recyclable and with no plastic bags in the box. The packaging also features corrugated buffers treated with an innovative, anti-scratch coating that has
been applied to prevent external blemishes.
The bespoke packaging was designed by both DS Smith and the Versuni Experience Design teams to create a striking ‘unboxing’ experience with the coffee machine prominently displayed at the centre for consumers to see immediately. More information from www. dssmith.com
as corrugated cardboard boxes. All three structures have been tested for recyclability according to the PTS RH 021/97 Cat II method.
“We are very excited about the possibilities these three concepts can offer to brands and converters to replace multimaterial packaging structures that are difficult to recycle. Collaborations such as these are crucial for innovating new, recyclable, fibre-based packaging solutions,” said Esa Saukkonen, packaging portfolio development manager at UPM R&D.
More information from www. upm.com
Innovative fibre-based packaging has been designed by DS Smith Philips Baristina coffee machines
Multi-material, non-recyclable packaging is being replaced with paperbased versions for food contact and recyclability
Smurfit Westrock creates ‘Quality’ pack for Nestlé
An innovative tub for Nestlé’s Quality Street chocolates this Christmas has been designed by Smurfit Westrock. The paper-based pack is the first of its kind to reach supermarket shelves.
Nestlé approached Smurfit to create the trial pack as part of its ongoing initiative to reduce its use of plastic. The redesign also enables more boxes to fit on a pallet and has the potential to significantly reduce carbon dioxide emissions.
The launch of the paper tub follows Nestlé’s switching to paper wrappers for the Quality Street brand in 2022, which diverted more than two billion wrappers from landfill. Now, both the box and the wrappers can be put into household recycling at their end of use.
Saverio Mayer, chief executive of the Europe, Middle East, Asia and Pacific regions at Smurfit Westrock, said: “The innovative new tub we created in collaboration with Nestlé is an
excellent example of how a paperbased replacement can bring a host of benefits across design, functionality and, of course, sustainability. We knew that this iconic brand needed a stand-out solution that would look the part on shelves, as well as seamlessly integrate into consumers’ household recycling. It will hopefully appeal to the growing
number of consumers who are seeking out more sustainable packaging for their favourite products.”
Jemma Handley, senior brand manager for Quality Street, added: “We’re looking forward to seeing what Quality Street fans make of the paper tub. A lot of care and hard work has gone into the trial and we’re proud to be the
first major manufacturer to trial a paper tub at Christmas. The beautiful design has been devised specifically for a paper product and we love how it looks, and of course, shoppers can expect the same great tasting Quality Street sweets that they know and love inside.”
More information from www. smurfitwestrock.com
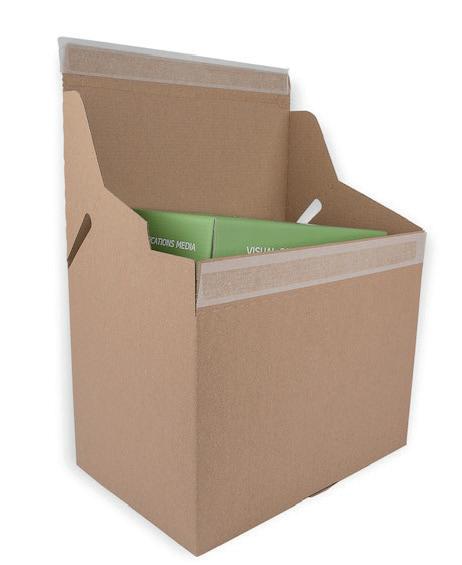
Quick assembly postal boxes from Antalis
A new selection of postal boxes has been added to the range supplied by Antalis Packaging in its portfolio of packaging for the e-commerce sector.
Made from single-walled corrugated cardboard, the boxes are said to be lightweight yet strong. Supplied flat-packed, they can be assembled quickly with an easy-to-use crash-lock base. A self-seal strip eliminates the need for tape, saving even
more time for busy packing operations.
Available in small, medium and large sizes, the boxes are designed for simple postal applications where speed and efficiency are as important as security and presentation. Because it is made from 100 percent recyclable board, the box is simply placed after use into any paper recycling system by the consumer.
Packaging product manager at Antalis, Amy Skingsley, commented: “We’re continually looking to add products to our range that address our customers’ challenges. We know that security, presentation, speed and efficiency are important factors for e-commerce, and we can safely say that this new range ticks all the boxes.”
More information from www. antalis.co.uk
A range of corrugated cardboard
from
is designed where speed and efficiency are key
postal boxes
Antalis boxes
Nestlé’s Quality Street Christmas tubs are now made from paper-based materials
Double win for James Cropper at Pentawards
Two prestigious trophies and a commendation at the Pentawards were won by James Cropper, recognising the work in designing secondary packaging for Bruichladdich’s Luxury Redefined range, creating a fully sustainable outer wrap – the first of its kind for whisky.
Announced at the awards ceremony in October the project triumphed in the ‘Packaging Brand Identity Projects and Sustainable Design – Beverages’ categories and was highly commended in the ‘Design with Purpose’ category.
The coloured wrap, made by James Cropper for The Bruichladdich Eighteen in
collaboration with global creative partner, Thirst, and The
Bruichladdich Thirty bottles, is said to define modern luxury. Made from paper pulp and moulded to the shape of the Bruichladdich glass bottle, the packaging is fully recyclable.
Bespoke in colour and shape with unique emboss and deboss features, the design also includes a branded, over-sized custom clasp feature. Using 100% virgin fibre, the wrap is significantly lighter than previous packaging designs without compromising strength or integrity while significantly reducing Bruichladdich’s carbon dioxide impact.
More information from www. jamescropper.com
Packaging is not waste, but a resource
Prior to European Week for Waste Reduction (16 -24 November), Winfried Muehling, marketing and communications director of Pro Carton, was promoting the idea that packaging is not waste, but a valuable resource within a circular economy.
Pro Carton called on stakeholders to prioritise the separate collection of fibrebased materials, ensuring highquality inputs for recycling and the production of stronger, more sustainable packaging solutions.
“Packaging is often viewed as a single-use item, but in reality, it is an extremely valuable resource,” Muehling said. “At Pro Carton, we believe that no packaging should end up as waste; rather, it should be a continuous asset within
the recycling system. When packaging is designed to be circular from the outset, it can transform into a secondary raw material, enabling the creation of new, high-quality packaging and advancing our shared environmental goals.
“A robust collection and recycling process lies at the heart of our strategy to reduce packaging waste in Europe.
Recycling not only limits waste, but supports the drive towards a more circular economy. This approach resonates with consumers, who overwhelmingly trust and participate in Europe’s collection and recycling systems, particularly for cartonboard.
This consumer trust is reflected in the latest data: in 2022, cartonboard recycling rates in Europe further increased to
Winfried Muehling of Pro Carton: “No packaging should end up as waste”
levels of 83.2 percent, as noted by Eurostat.
“To build on this progress, we urge all stakeholders during
European Week for Waste Reduction – an event of growing significance for our sector, especially in light of COP29’s renewed commitments – to support the separate collection of fibre-based materials. This step is essential to secure high-quality input for recycling, which enables the production of stronger, more sustainable packaging solutions.
“European Week for Waste Reduction is a timely reminder of the power of circularity, so together, with responsible design, effective recycling and consumer participation, we can ensure that packaging remains a valuable, reusable resource, driving Europe toward a more sustainable, low-carbon future.”
More information from www. procarton.com
James Cropper’s award winning fibre pack for Bruichladdich whisky bottles
Micro-flute packaging for cosmetics brand
Multi-purpose, space-saving promotional packaging for HejBuddy, a Finnish cosmetics brand, has been developed by Metsä Board. Offering flexibility and luxury appeal, the lightweight packaging is made of micro-flute corrugated board using Metsä Board’s white kraftliner. The new packaging is said to be 50 percent lighter than a traditional rigid box made of recycled fibres.
Traditionally, rigid boxes are imported from Asia as assembled packaging, which requires more container space. That developed by Metsä Board requires minimal storage capacity as it can be easily folded into a box when necessary. Once the packaging has been used, it can be unfolded and recycled.
With a focus on seasonal adaptability, the packaging also includes a sleeve that can be customised for different branding
needs, providing a versatile and cost-efficient solution for brandowners. In addition, the microflute boxes allow for greater flexibility as local production can be done in smaller batches.
“We wanted eye-catching packaging, produced with the environment in mind,” explained Niina Tuominen, founder of HejBuddy. “Nature is an important value for our company and I’m a forest owner myself. It was important that our partner shared our values and Metsä Board’s sustainable approach made them the perfect fit.”
Ilkka Harju, packaging services director at Metsä Board, added: “The objective was to develop a better solution to rigid boxes. The new micro-flute paperboard packaging offers a flexible alternative for our customers. It’s durable and lightweight, perfect for brands seeking both style and practicality”.
More information from www. metsagroup.com/metsaboard
Compostable packaging for herbal tea bags
An Italian company run by the Vicentini family for four generations produces the Regina di Fiori brand of herbal teas. These are wrapped to ensure their aroma is protected and to avoid the product being handled by several people, this being particularly important in hotel and conference settings.
Vicentini is using NatureFlex, a compostable film from Futamura UK, to maintain the quality of its tea throughout the supply chain. The wrap preserves the aromas and flavours of each individual tea bag, which is particularly important in boxes of mixed flavour as cross-contamination must be avoided. As well as being convenient to use, these individual wrappers can be composted with other used tea bags.
NatureFlex films are produced from renewable wood pulp, harvested from responsiblymanaged plantations. The films meet all the relevant standards
Vicentini is using NatureFlex, a compostable film from Futamura UK, to maintain the quality of its tea
for industrial composting, including the EU’s EN13432 and the American ASTM D6400. They have also been certified for home composting.
Vicentini’s tea bags a have a cardboard tag linked to the filter, which can be composted alongside the film to offer a complete pack.
More information from www. futamuragroup.com/en
Eye-catching packaging produced by Metsä Board with the environment in mind
GREEN PACKAGING NEWS
Food packaging with compostable biobased coating
Novel biopolymer coated paper packaging designed for food applications requiring grease and oxygen barriers, has been launched following collaboration between UPM Specialty Papers and Eastman.
It integrates Eastman’s biobased and compostable Solus performance additives with BioPBS polymer to form a thin coating on UPM’s compostable and recyclable barrier base papers. It is also thin enough for recycling within existing fibre recycling streams, enabling brands to adopt sustainable packaging.
“We are excited to introduce the result of our development work with Eastman,” said Esa Saukkonen, packaging portfolio development manager at UPM R&D. “Together with our partners, we are constantly
UPM Specialty Papers and Eastman have collaborated to produce compostable and recyclable barrier base papers
pushing the performance of fibre-based packaging. This new biopolymer coated solution, for example, provides a new option for difficult-to-pack foods ranging from confectionary end-uses to meat pies found in chilled-food aisles.”
The development amplifies the barrier-boosting effect of UPM Solide Lucent and UPM Prego, barrier base papers, achieving
performance unattainable by the individual components alone. It offers exceptional heat sealability while maintaining barrier protection when folded, making it suitable for flexible packaging. Furthermore, this technology is compatible with conventional low density polyethylene (LDPE) extrusion coating equipment, requiring no additional capital investment.
Mondi and Paulig help revolutionise coffee packaging
Mondi has updated longtime customer Paulig’s coffee packaging and created one of the world’s first mono-material structures suitable for vacuumpacked coffee.
International food and beverage company Paulig has the ambitious goal of being a sustainable frontrunner in the industry. One of its targets is to reduce value chain and operations greenhouse gas emissions by 50 and 80 percent respectively, before 2030.
vacuum-packaging for
Vacuum-packed coffee packaging traditionally relies on laminates which include polyamide and an aluminium layer. They provide
Traditionally, the challenge of combining extrusion coating with paper lies in the adhesion of the coating to the paper, especially with bio-based or biodegradable extrusion coatings. The process developed by UPM Specialty Papers and Eastman helps resolve this issue.
“Through our collaboration with UPM, we’ve developed versatile fibre-based packaging solutions that are compostable and smoothly integrate with extrusion coating equipment. Eastman Solus additive reduces coating thickness, which lowers plastic usage and enables recyclability of food packaging. These additives have been pivotal in advancing scalable, sustainable paper packaging for brands,” said Bhuma Rajagopalan, marketing manager for CASE Innovation at Eastman.
More information from upmspecialtypapers.com
good product protection, but they are difficult or impossible to recycle.
The challenge was to create an alternative, designed for recycling, that would still deliver the same protective qualities as the multi-material packaging: strong barriers, tightness, functionality to the consumer with easy opening and resealing, but without materials such as aluminium.
More information from www. mondigroup.com
Revolutionary
coffee is being used by Paulig
New service for business to assess recyclability
DS Smith has launched a service for businesses to evaluate the recyclability levels of their packaging, becoming the first integrated paper, packaging and recycling company to do so, it says. The service is designed to meet the growing sustainability demands of consumers and organisations while, crucially, addressing the ongoing changes in packaging legislation. Regulations are constantly evolving to provide increased focus on establishing more sustainable packaging solutions. With so many demands on
packaging, from recyclability through to performance and aesthetics, meeting all these demands does not come without its challenges.
To help businesses solve these challenges, DS Smith’s Recyclability Evaluation Service (RES) performs specific tests to determine the recyclability of fibre-based packaging in standard paper mills across Europe. Tests will be undertaken in a state-of-the-art Fibre Development Laboratory at the company’s Kemsley Paper Mill in the UK, with each test performed in line with industry
standards from both CEPI and the 4evergreen cross-industry alliance. Customers will receive detailed data, and a report summarising the findings, along with a recyclability score from minus 100 to plus 100 and conclusion on suitability for recycling in standard paper mills.
Beyond the testing service, RES will offer businesses the opportunity to consult with DS Smith’s Design and Innovation Team about the overall recyclability of their packaging. It was the work of this team that played a significant role in DS Smith recently hitting its target of
replacing more than one billion items of plastic over a year ahead of schedule.
Each one of DS Smith’s designers has been trained in the company’s Circular Design Principles and Circular Design Metrics, created in partnership with the Ellen MacArthur Foundation. These help to assess performance against areas such as recycled content and recyclability, indicative estimated carbon dioxide emissions, levels of excess waste and supply chain parameters in partnership with customers.
More information from www. dssmith.com
Mark
Your Calendars
GREEN PACKAGING NEWS
Wet dog food packed in paper-based packs
Paper packaging for wet pet food blends are a reality with Koehler Paper supplying start-up Wynn Petfood packing its entire product premium portfolio (which are mixed with water at home) and practical snacks for dogs. It is said to be the first company in the pet food industry to do so.
Koehler NexPlus Advanced flexible packaging paper is said to provide excellent oxygen, mineral oil and grease barrier properties. Paper packaging in the pet food sector holds enormous potential for conserving resources and cutting carbon dioxide emissions, says Koehler.
In Germany, around ten million cans of wet food for pets are daily consumed and discarded. Although they are recycled at a high rate, this still results in high resource consumption and carbon dioxide emissions, adds Wynn Petfood. That is why the company decided to not just limit itself to creating innovative food that is both practical and healthy for pets, but also to find sustainable packaging that would
match this vision.
“We had two requirements when it came to packaging,” said Henrike Ludowig, founder of Wynn Petfood, “Our food had to be packed in as resource-efficient a manner as possible and it also had to be protected as optimally as possible. Koehler Paper not only took on this challenge gladly, but went through every single
step together with us and to top it all off, our customers absolutely love the paper packaging.”
Alexander Rauer, business development chief for flexible packaging paper at Koehler Paper, added: “Paper packaging not only saves space, but is also tremendously easy to dispose of and recycle. Our goal for our development work with
our customers is to protect the product while minimising the use of resources. By using paper-based packaging, we get the highest recycling rate of all materials – in fact, 81.5 percent of paper packaging in circulation in Europe ends up being recycled.”
More information from www. koehler.com
Dry-moulded fibre plant started by Stora Enso
A ground-breaking dry-moulded fibre packaging production line has been started up by Stora Enso at Skene in Sweden. The facility is said to be the largest and most advanced of its kind, marking a significant milestone in sustainable packaging technology. The Skene plant is licenced to use PulPac’s Dry Molded Fiber process to produce highperformance formed fibre
products, such as cup lids, designed to replace traditional plastics in food and beverage packaging. Unlike conventional wet forming, the dry process is said to significantly reduce water and energy consumption, thus offering an more sustainable manufacturing process for fibrebased packaging. In addition, any excess material is recaptured and reused, ensuring a circular process
with minimal waste.
At the heart of this innovation is the advanced technology developed by PulPac, the leading company in the field. Its Dry Molded Fiber technology provides efficient production at high speeds, enabling Stora Enso to meet growing market demand for fully renewable, recyclable, and biodegradable fibre-based packaging.
The products produced with Dry Molded Fiber are said to offer a significantly lower carbon dioxide footprint compared to single-use plastics. The dry forming process offers also flexibility in barrier additives for customised functionality, as well as an excellent surface finish with the option to advanced decoration possibilities. More information from www. pulpac.com
Wynn Petfood has started using Koehler NexPlus Advanced flexible packaging paper
New version of Hexcel Wrap for sustainable packaging
Paper-based packaging manufacturer
Protega Global has launched a new version of its popular Hexcel Wrap. This pioneering paperbased wrap is now made from FSC-approved recycled paper, offering customers a sustainable alternative to traditional plastic bubble wrap.
Coming at a time when
sustainability is no longer an optional extra, but a necessity, by using FSC certified materials, businesses are assured that the packaging they use is genuinely and verifiably coming from a fully sustainable source that has a minimal impact on the environment.
By sourcing FSC recycled paper, Protega is helping businesses take measurable steps towards
Protega’s Hexcel Wrap products provide excellent cushioning and shock absorption
reducing their environmental impact. The switch to recycled materials supports a circular economy, meaning fewer emissions and reduced waste. As a result, companies using the new Hexcel Wrap can achieve tangible reductions in their overall carbon footprint, making this the ideal packaging for businesses aiming to hit sustainability goals and demonstrate environmental leadership.
The new product offers the
same high-quality protection, thus making it an ideal choice for protecting delicate goods during shipping. With the company’s signature honeycomb-like structure, all of Protega’s Hexcel Wrap products provide excellent cushioning and shock absorption, whilst those opting for the new FSC recycled version can also benefit from its enhanced ecocredentials.
More information from www. protega-global.com
Beer advent calendar for seasonal sales
Beer52, a UK-based craft beer club that delivers hand-picked, small-batch brews to customers is offering a Craft Beer Advent Calendar.
Produced by Smurfit Kappa, the challenge was to design a sustainable, custom-made calendar that used the least materials while still capturing the festive spirit and reflecting Beer52’s unique identity.
The design team set out to create an advent calendar that delivered a strong ‘wow’ factor
while prioritising speed and ease of assembly. The result was a
three-piece pack made entirely from paper-based materials,
designed for quick construction and durable enough to withstand the demands of the supply chain.
The combination of a smart structural design and vibrant, high-quality printing not only enhanced the premium feel of the advent calendar, but also helps Beer52 stand out from the competition and ensure seasonal success, with a reliable and sustainable corrugated packaging solution.
More information from www. smurfitkappa,com
An advent calendar for a craft beer brand that delivers a ‘wow’ factor while offering ease of assembly
Voith Paper celebrates 10 years of BlueLine stock preparation technologies
Adecade of BlueLine stock preparation technology installations is being celebrated this year by Voith Paper.
Since 2014, the full-line supplier’s BlueLine technologies are said to have offered high levels of sustainability, cost savings and future-proofing.
Valmet says the resource-saving, low-maintenance product range has established itself in the industry as the gold standard for robust and efficient stock preparation systems and now comprises more than 20 product families. Worldwide, BlueLine systems produce suspension for the production of 40.4 million tons of paper, with more than 85 large BlueLine OCC systems in operation.
“Essentially, 2014 marked the culmination of a series of profound innovations – and the jump-start to a new era in stock preparation,” says Steffen Bassmann, director for product, fibre systems at Voith Paper.
The more than 20 innovative product families are designed in such a way that they can be used to equip all standard system sizes and variants on the market.
All components stand for proven Voith quality with low costs for energy, fibre, water and maintenance as well as improved runnability and occupational safety.
The optimised equipment is capable of providing efficiency increases of between 20 and 30 percent, which go hand in hand with considerable cost savings and
more environmentally friendly processes.
“We provide robust machinery, highly automated processes and expert services that save fibre, water and energy,” says Bassman. “And we continue to do this on a scale that nobody thought possible before 2014.”
Modern Karton, Turkey’s largest manufacturer of cardboard and packaging paper, was one of the first customers to install BlueLine products.
“We are proud to be among the pioneers in using BlueLine innovations, which gives us significant benefits in increased fibre yield and remarkably reduced energy consumption,” says Ersin Şahin, production director at Modern Karton.
“These outstanding results are supporting us in taking our operations up to the next level of performance and process stability. Especially impressive is the capability of the Voith stock preparation system to handle high reject rates in raw material, up to 15 percent, with the Voith BluePulp LC pulping system. This means we have expanded alternatives in choosing raw materials,” says Şahin.
The company confirmed its trust in Voith in 2023 with the installation of a high-speed paper machine with BlueLine stock preparation that daily produces 2,400 tons of recycled corrugated base paper, and underlined further its commitment to innovation with the installation of
one of the first smart InfibraFiner DG Refiners for PM3. Voith has also supplied numerous BlueLine stock preparation systems to the Chinese paper industry in recent years. In 2017, for example, OCC stock preparation systems were supplied to the Chinese paper manufacturer Shanying Suzhou Paper for its two paper machines, PM21 and PM22. Huaqiao Fenghuang also equipped its PM6, which produces 2,200 tons of paper per day, with the latest BlueLine machines. Production manager Jia Tinghe reports: “Voith has provided us with excellent support and services. In the future, we look forward to our cooperation continuing to achieve greater success.”
Part of the Voith BlueLine stock preparation line installed at Umka in Serbia when the paper maker was doubling its output of cardboard to 200,000 tons a year
At the German corrugated base paper manufacturer Schoellershammer in Düren, an OCC stock preparation system for 800 tons of paper per day was installed on PM6 in 2016. An average OCC plant would require more than 120 kWh of electricity per ton to operate. At Schoellershammer, the power required is around 60 kWh/t.
Armin Vetter, managing director for production and technology at Schoellershammer, is convinced:
“Thanks to the BlueLine stock preparation system and the XcelLine paper machine, we have achieved high energy efficiency and can produce packaging papers in a resource-saving way. Our trust in Voith has paid off, we are extremely satisfied with
the solutions.”
In 2019, the German paper mill Palm in Aalen also ordered a stock preparation system from Voith for its PM5 with a production volume of 2,200 tons per day.
It includes a pulping line that supplies 500 tons a day and reduces energy consumption by more than 30 percent compared to conventional pulping systems.
“Thanks to Voith’s tailormade concept, expertise and professional support, we were able to achieve and even exceed the performance targets within a very short time. In the area of sustainability, the technology takes a top position and is a good tool to further increase our resource efficiency and achieve our goals,” says Stephan Gruber,
PRODUCTS & SERVICES
technology chief at Palm.
In the United States, more than 10 OCC systems with a production volume of around 16,910 tons per day in various sizes have been sold since the BlueLine was launched.
Among them is the paper manufacturer Pratt Industries in Henderson, Kentucky, which last year commissioned Voith to supply a BlueLine stock preparation system for its paper machine producing 1,450 tons per day.
Other notable projects in the US include the delivery of an OCC stock preparation system to the paper manufacturer Green Bay Packaging, where Voith successfully designed and installed the complete production line consisting of a BlueLine stock
preparation and paper machine.
“We’re saving considerable amounts of fibre, energy and water with the help of Voith’s innovative technologies,” says Matt Szymanski, mill operations chief at Green Bay Packaging. “Voith’s solutions have proven to be a game-changer, setting new benchmarks for sustainability and efficiency in our operations.”
Voith says it will continue to expand its BlueLine stock preparation portfolio in the future. The focus will continue to be on resource conservation and, in particular, system automation. The aim is to provide solutions for even more efficient, profitable and safer paper production and to further minimise environmental impact.
Distributed control systems updated to help mill system flexibility
ABB’s Freelance 2024 distributed control system (DCS) has been updated to offer better adaptability to various mills, faster and more reliable device communication, improved system security, and seamless data exchange.
Having been used for more than three decades, the latest version is said to ensure future-proof upgrades for existing projects and easy implementation in new projects.
“Today more than ever process industry plants need to be able to adapt quickly to stay relevant in a rapidly changing digital landscape with unpredictable market demands and increasing regulations,” said Stefan Basenach, process automation technology chief at ABB.
“Freelance 2024 is designed
Some of the hardware that ABB’s Freelance 2024 uses will offer more standardised data exchange across a range of systems and devices
to help plant managers focus on strategic initiatives by simplifying operations and improving system flexibility. It meets
current industrial demands and prepares plants for future
technological advancements.”
Freelance 2024 is said to facilitate enhanced connectivity, faster data transfer, more precise control and monitoring of data together with an improved network performance, leveraging the new Profinet integration and support of Ethernet Advanced Physical Layer (APL).
With its scalability and integration capabilities, Freelance 2024 is designed to help plant operators reduce downtime while simplifying
tasks. Namur Open Architecture support using OPC UA ensures secure and more standardised
data exchange across a range of systems and devices, increasing interoperability and
simplifying the integration of new technologies. Plant agility is further enhanced thanks to Freelance 2024 controllers, which support Module Type Packages (MTP) for ‘plug and play’ Modular Automation. As plant owners prepare for the next-generation workforce, Freelance 2024 helps bridge the skills gap with an intuitive, userfriendly interface that reduces training time and simplifies engineering, operations and maintenance.
Higher efficiencies in tissue converting offered by Perini MyGo
Atissue converting line newly-launched by Valmet is said to offer higher efficiencies, while offering performance and sustainability.
With Perini MyGo, the line is designed as a plug & play system, pre-configured with the most in-demand standard settings in the market, offering maximum flexibility to meet various production needs.
The approach is said to minimise installation and start-up times and costs, enabling mills to become operational quickly. The significant reduction in start-up times also allows tissue convertors to speed up the introduction of their products to the market.
One of the distinguishing features of the Perini MyGo line is its modularity: each unit of the line is equipped with integrated electrical panels, with perimeter guards designed to aid disassembly and reassembly without the need to reconnect the cables. This advantage can
also become useful in any future line relocations from one plant to another.
The perimeter protectors on the line are made of black mesh and are closer to the machine, which significantly improves visibility inside the line throughout its length, in particular the transmission area.
This facilitates the monitoring of production processes and
allows natural light to penetrate, eliminating the need for additional illumination. This represents a safety improvement, as it enables easy visibility of anyone inside the machine, and also contributes to energy savings.
Furthermore, on-board electrical panels made it possible to eliminate the electrical junction boxes and to move all the PLC I/ Os inside the electrical panel
accessible from outside the line, reducing the risk of malfunctions over time and simplifying troubleshooting
Perini MyGo is capable of producing toilet and kitchen paper rolls with diameters up to 200mm, at a speed of 600 metres per minute. Certified CE or UL, the line is suitable for global markets. Additionally, MyGo integrates advanced systems from Valmet,
Valmet’s latest tissue converting range was launched at MIAC
PRODUCTS & SERVICES
such as the ’Sincro’ exchange system, as well as core pick-up and tail sealing systems with blade gluing.
Valmet says that sustainability is a central element of Perini MyGo. The line includes features such as Aquabond, which replaces glue with water during the lamination process, minimising the negative environmental impact of these substances. Additionally, when glue is used in lamination, the Mo.Se system, which allows the filtering of impurities from the glue and the automatic washing of the entire gluing circuit, promotes responsible water resource management and reduces glue waste.
For the embossers engraving, the latest Skeen systems technology eliminates the use of hard chrome plating in roller production and potentially eliminates the need for lubricating oil.
Optional features of the line
include a laminator embosser that ensures quality by using 409mmdiameter steel rollers capable of producing embossed, decorated or DESL products. It can also use rollers with the most advanced engraving technologies, including the Ghost system, offering a ‘significant’ increase in bulk while ensuring production versatility. Additionally, the embossing and perforation parameters can be easily adjusted using the HMI, providing precise control over the process. MyGo also integrates the most advanced safety systems, using fail-safe modules in the PLC to optimise diagnostics and ensure the highest level of protection. Four variations of the system are offered:
Perini MyLine: This is designed for manufacturing toilet and kitchen rolls. Based on the proven Sincro exchange phase system, the Perini MyLine line is equipped with a laminator-embosser featuring 409mm diameter steel rolls with
DESL or Catalyst technologies for the automatic changeover of the steel rolls, respectively in the Pro and Flexy versions.
Technical characteristics: up to 40 log/min; Max roll diameter 200mm; Speed 600 m/min.
Perini MyGo: Based on Perini MyLine with evolved Sincro technology, MyGo is a ready for operation line with the most common configurations requested by the market, which enhances the advantages of Perini MyLine optimised machine installation operations, with a dramatic reduction in start-up time.
With an ergonomic design with integrated electrical panels, cable duct and perimeter guards, the individual units that make up the line can be loaded directly on the truck/container by simply disconnecting the power supply.
Technical characteristics: up to 30 log/min; max roll diameter 200mm; speed 600 m/min
Perini MySincro: This
manufactures toilet and kitchen rolls and is based on the Sincro exchange phase system. It is equipped with a laminatorembosser featuring 409mm diameter steel rolls to deliver high quality glued products.
Technical characteristics: up to 30 log/min; max roll diameter 160 mm; speed 450 m/min
Perini MyTime: This is designed for manufacturing toilet and kitchen rolls with diameters up to 200mm at a maximum speed of 800m/min and an output of 60log/min. Based on the innovative low-energy, low-noise Sincro-Evo exchange phase system, the Perini MyTime line features also the peripherycentral hybrid winding system with Punzoncini technology, which makes it ideal for manufacturing soft, bulky products at high speeds.
Technical characteristics: up to 60 log/min; max roll diameter 200 mm; speed 800 m/min
Typical layout of a Perini MyGo tissue converting line: Four versions are offered
Cooking plant pre-evaporator for Mercer’s Rosenthal pulp mill
Apre-evaporator is being supplied by Valmet to the Mercer Rosenthal mill in Germany.
The Exergy Pre-evaporation equipment is expected to improve the mill’s energy efficiency and provide savings in feed-water treatment.
Commenting on the reasons for ordering the equipment, Tobias Albert, mill manager at Mercer Rosenthal, said: “We wanted to find a solution to improve the energy efficiency of our continuous cooking plant. By installing this pre-evaporation system, we can improve both energy and water efficiency. By more efficient steam consumption we can use more steam for electricity production in our existing steam turbine.”
Valmet’s senior sales manager for the EMEA region, Bernhard Trunk, added: “We are pleased to continue our good cooperation with the Mercer Rosenthal mill. Valmet’s equipment has a low footprint, is delivered fully assembled to the site, and has an outstanding lifetime. This solution proves how a pulp mill’s
sustainability can be improved with small investments.”
The equipment is planned to be connected to the production process during the mill’s annual shutdown at the end of 2025.
“A partial stream of the hottest black liquor from the digester is directed to a falling film evaporator,” continued Albert.
“The heating media for the falling film evaporator is mediumpressure steam, and the generated black liquor vapour is used to heat the digester. Since the mediumpressure steam condensate is no longer fed into the digester, it can be returned to the power plant at a high temperature. This, together with the higher dry solids content of the weak black liquor to the evaporation plant, creates the main savings effect.”
With annual sales of $2 billion, Mercer is one of the world’s largest producers of pulp, with the Rosenthal mill producing about 360,000 tonnes of elemental and total chlorine-free Northern Bleached Softwood Kraft (NBSK) pulp per year, 400,000 MWh of renewable electricity, and about 5,000 tonnes of crude tall oil per year.
Mondi completes €95 million project at Swiecie containerboard mill
Mondi has completed the upgrade at its Świecie containerboard mill in Poland, increasing its yearly kraftliner capacity by 55,000 tonnes.
The €95 million investment included an extensive rebuild of two paper machines, PM2 and PM5, the installation of a new anaerobic treatment plant including an integrated cooling system, and upgrades to the pulp mill, the recycled fibre line and the energy recovery system.
Mondi said that the improvements would enable the mill to meet growing customer
demand for heavy-duty packaging for large and heavy products, enhance product quality, and improve its environmental performance by decreasing water consumption and wastewater emissions, along with increasing energy efficiency.
Since the project’s completion in June, Mondi Świecie has also expanded its ProVantage SmartKraft Brown portfolio with a broader range of grammage options. Offering high strength and enhanced runnability, the brown Kraftliner product meets a range of packaging demands while offering
environmental responsibility.
Commenting on the upgrade
Tomasz Katewicz, managing director of Mondi Świecie, said: “The completion of this project marks a milestone for Mondi Świecie, enabling us to advance our operations and deliver even higherquality paper to our customers. I am proud of our team’s exceptional skills and commitment, which were crucial in achieving these goals.”
Mercer’s Rosenthal pulp mill where a Valmet pre-evaporator is expected to provide energy efficiency improvements
Mondi’s Świecie containerboard mill in Poland, where two paper machines have been upgraded
PROJECTS & CONTRACTS
Vacuum system delivered to Silverton Pulp & Paper in India
An energy-saving RunEco vacuum system has been delivered by RunTech Systems to Silverton Pulp & Paper for its Muzaffarnagar mill at Utter Pradesh in India.
For use on the mill’s PM5 paper making line, the delivery includes three EP600 Turbo Blowers with EcoDrop Water Separators. In addition, EcoFlow Dewatering Measurement Systems will be delivered to PM4 and PM5. The new PM5, relocated to Muzaffarnagar, will produce 100,000 tons per year of printing and writing grades. The start-up is scheduled for 2025. PM4 has operated with EP Turbo Blowers since 2019.
Tommi Leander, sales manager
savings of more than 50 percent. With EP Turbo Blowers, PM5 will benefit from this adjustable, water-free technology right from the start.”
at Runtech Systems. said: “We have worked together with the customer for a long time, and they have good experiences with our energy-efficient technology. We are delighted to continue the good cooperation with Silverton. Replacing the liquid ring pumps at PM4 resulted in energy
Switching to EP Turbo Blowers is a game-changer in energy efficiency, says RunTech. In numerous rebuild projects, energy savings of 40-70 percent have been achieved when compared to traditional vacuum systems. Energy efficiency, a key feature of the equipment, comes from both turbo technology, and the ability to measure water removal and adjust the vacuum to the optimum level.
EP Turbo Blowers are designed to operate efficiently across a wide range of vacuum levels and air flows allowing paper mills to optimise vacuum levels.
High speed motors, driven by frequency converters, allow a typical EP Turbo Blower to provide vacuum levels between 30 and 70 kPa. A wide range of impeller designs allows highly efficient levels across the operating range.
The EP Turbo Blower’s waterfree design reduces water and chemical consumption within the vacuum system while eliminating the need for water-related equipment such as cooling towers and circulating pumps.
Silverton Pulp & Papers is part of Paper Industries Group, producing printing and writing paper and packaging grades, in addition to kraft papers. It operates four paper machines with an annual production of more than 227,000 FMT.
Grupo Corporativo Papelera orders new tissue machine for its Houston mill
Mexico-based Grupo Corporativo Papelera (GCP), through its subsidiary GCP Paper USA Inc, has ordered a new tissue machine from Italy’s A.Celli Paper for its Houston mill in Texas, which was opened in 2022.
The machine will become the mill’s PM6 and will be equipped with a forged Yankee Dryer and dedicated pneumatic shoe press.
The Ideal 2000s machine will have a web width of 2,700mm at the pope reel and a design speed of 2,200 metres per minute. The Yankee dryer is 16ft (4.9m) wide and
Luis Fernandez, deputy chief executive of GCP, based in Toluca, commented, “This supply will mark the third main collaboration with A.Celli in the last years, which is the concrete result of our full satisfaction. The solutions provided have met all our expectations and it is a pleasure to work with A.Celli’s team. We will surely be in touch with them for future projects.”
GCP operates four paper making machines, selling around 85 percent of its products in Mexico with the remainder in the United States.
A RunEco vacuum system of the type delivered to Silverton Pulp & Paper in India
Grupo Corporativo Papelera, based in Mexico, has signed for a new tissue machine for its Houston mill in Texas.
Sectional drives ordered by DS Smith for its new machine at Porcari
DS Smith Paper Italia has ordered a new sectional drives system from ABB for a new containerboard machine at its Lucca Paper Mill in Porcari, Tuscany, which produces recovered fibre and white liner products.
Once operational, the mill’s PM3 will have an estimated yearly capacity of 450,000 metric tons, doubling the site’s output.
Commenting on what it calls a ‘flagship project’, ABB’s process automation business says it was selected due to its proven industry experience and reliability of its products. Used on paper machines for control, drive units and motors, ABB drive systems have been installed in more than 3,000 mills worldwide.
DS Smith selected ABB’s PMC800 drive system to improve performance, generate greater energy savings and achieve
superior product quality, in addition to fast start-ups, high reliability and easy integration with other mill automation. The system will reduce the cost of ownership over the automation lifecycle and offer a high level of control precision and standardised communication between control systems.
The project also includes M3BP and AXR asynchronous squirrel cage induction motors with special windings for specific applications, as well as control using ABB ACS880 inverters.
The 8,600mm-wide (wire) PM3 machine will produce recycled liner grades with a basis weight range of 70 to 135 gsm at a production speed of 1,500 metres per minute and a design speed of 1,700m/min.
Commenting on the project, Massimo Basta, general manager at the Lucca Paper Mill, said: “This project will help to significantly increase production capacity and improve energy efficiency at our plant in Porcari.
“Construction of the PM3 is well under way and we look forward
Forged Yankee dryer shipped to Grupo Corporativo Papelera
After having its Huehuetoca mill’s new TM5 tissue production line installed and started up in March 2020 by A.Celli, Mexico’s Grupo Corporativo Papelera is having the line upgraded with the latest Yankee dryer.
The A.Celli Ideal dryer with a seamless forged shell was shipped in October and when operational will enable the TM5 line to produce 100 tons of 1335gsm tissue per day.
The dryer’s steel shell has a
bolted-up design instead of welds for the connection of the heads to the shell and heads to journals, and a thinner root shell thickness. This enables the dryer to need fewer periodical inspections while delivering maximum drying capacity.
The dryer has a diameter of 15 feet (4.6 metres) and enables tissue to be produced at 1,800 metres per minute forming reels with a width of 2.7 metres at the pope reel.
to its successful integration which will make a significant difference to paper production in Italy, providing the high performing paper needed to meet the growing demand for sustainable packaging worldwide”
Jan-Willem Bos, sales manager for European paper at ABB, added: “It is a moment of pride for the ABB team to partner with DS Smith on this major project – the most important in Lucca and a reference point for the national paper industry in Italy.
“Customers in Europe and worldwide continue to recognize ABB as a leader in the pulp and paper industry, and the key role the company plays in achieving production and sustainability performance. Our people are key to making the difference for customers and in this case we recognised outstanding cooperation between the various ABB departments to reach this point with DS Smith.”
DS Smith’s Lucca Paper Mill at Tuscany in Italy, where ABB sectional drives will be installed on the new PM3 machine
A.Celli’s forged steel dryer on its way to Mexico
New 40,000-ton tissue line for WAFA in Algeria
Algerian tissue producer WAFA Group has ordered a new Ahead tissue line from Italy’s Toscotec for its mill at Ain Oussara, south of Algiers. The project is planned for completion in 2026.
The PM1 machine will have a sheet trim width of 2,850mm and an annual capacity of more than 40,000 tons. It will be equipped with the latest press technology, a third-generation design TT SYD Steel Yankee Dryer with a patented head insulation system, and highefficiency TT Hood. The tissue line will process 100 percent pre-dried virgin pulp and converting broke.
The turnkey supply includes a complete stock preparation system, Toscotec’s patented Short
Approach Flow system, ensuring a higher operation efficiency, fibre recovery, and water clarification systems.
The complete tissue line’s electrification and controls include Toscotec’s TT Brain DCS, as well as dust and mist removal systems. Toscotec will also supply the rewinder section.
Lamine Zebda, general manager of WAFA Group, says, “This project represents a milestone in WAFA Group’s growth strategy. As for our selection of a turnkey supplier, we welcome the beginning of this cooperation with Toscotec. They offered the highest guarantees of product quality and efficiency, which are essential to position our products in the market. That
is why we strongly believe in the importance of investing in the best available technology.”
Alessandro Mennucci, chief executive of Toscotec, says, “We are delighted to start a partnership with WAFA Group on such a large operation. With more than 25
Recycled fibre lines started up at Lipy Paper in Bangladesh
Two recycled fibre lines have been started up at Lipy Paper Mills in Kanchpur, Bangladesh, marking the debut of Andritz recycled fibre (RCF) technology in the South Asian country.
Combined, the two lines have the capacity to daily process 150 tons of locally-sourced old corrugated cardboard and mixed office waste, converting it into recycled fibres for the production of premium testliner, writing, and printing papers.
Andritz supplied technologies such as a PrimeScreen X pressure screen and PrimeFloat flotation system to minimise fibre loss, and an ultra-high dispersing system to reduce
steam consumption.
Abdul Matin Khan, managing director, Lipy Paper Mills said:
“Thanks to the dedicated
Andritz team, production started smoothly. We are proud to be the first to use Andritz ‘s advanced RCF technology in Bangladesh.
projects since 2015, Toscotec is the leading supplier of turnkey plants in the global tissue market. On a turnkey supply such as this, we can offer WAFA Group the highest performance guarantees for their future success in the regional market.”
The energy-saving features of the two lines perfectly align with our strategic goal of sustainable operations.”
Wei Shi, regional manager for Paper & Textile in the AsiaPacific region at Andritz, added:
“We thank Lipy Paper Mills for their trust and partnership in pioneering our RCF technology in Bangladesh – this project marks another milestone in our commitment to supporting the paper industry worldwide with resource-efficient and innovative technologies.”
Founded in 2016, Lipy Paper Mills is a part of the Lipy Group, a family-owned Bangladeshi enterprise.
Andritz has made its debut with recycled fibre technology in Bangladesh with start-up of two new lines for Lipy Paper Mills
WAFA Group and Toscotec at the contract signing ceremony in Algiers, Algeria
PROJECTS & CONTRACTS
Fifth tissue machine started up by Andritz in Vietnam
Asecond tissue machine has been started up by Andritz at the Xuan Mai Paper mill in Ho Chi Minh City, Vietnam. Xuan Mai’s first tissue machine supplied by the Austrian international technology group was started up in 2020.
Pham Van Dung, vice chairman of Xuan Mai Paper, says: “Both Andritz tissue machines have been running smoothly right from the start. The second machine has substantially increased our production capacity, allowing us to meet the growing market demand not only in Vietnam, but also throughout Southeast Asia. The close cooperation during the recent start-up has further strengthened our partnership with Andritz .”
The PrimeLineCompact S 1800
Two PrimeLineCOMPACT tissue machines are running at Xuan Mai Paper, Vietnam
tissue machine produces tissue grades from either 100 percent virgin or 100 percent deinked pulp (DIP) at a rate of 72 admt/d. It has a design speed of 1,800 metres per minute and a width of 2,850mm. Andritz stock
preparation equipment supplies high-quality pulp to the tissue machine, while keeping energy consumption to minimum. Andritz also supplied automation systems as well as process pumps, fan pumps and multistage pumps.
An automatic dewiring line for Södra Cell Värö
An automatic dewiring line has been ordered from Valmet for Södra Cell’s Värö pulp mill in Sweden. The line will connect to the existing pulper feed system and handle the reject bales from the baling line. The new equipment will start operating in the autumn of 2025.
An order of this size and scope is typically worth between €1.5 and 2 million, says Valmet. Per Jangdal, sales manager for the flash drying and baling product line in pulp and energy at Valmet, commented: “We have
worked closely with the customer and responded to their wishes to improve the handling of the reject bales. By eliminating the risks associated with manual dewiring routines, staff safety will
Valmet’s pulp feed and dewiring offers safety and reliability
be improved.”
Valmet’s Pulper Feed System and dewiring equipment for pulp receiving lines offer a combination of hardware and software for automatic dewiring,
Key features of the new tissue machine include:
l One-layer headbox for highquality formation and superior cross direction (CD) profiles
l Suction press roll with a Polysoft PU cover in combination with StrataPress T press felt technology for highperformance dewatering
l PrimeDry Steel Yankee with a 16ft diameter for high efficiency drying
l The PrimeDry Hood Combo combined with the Steel Yankee provides significant energy savings. The hood design, with a pressurised steam-heated wet chamber and a special dry chamber, provides the flexibility to implement other drying methods in the future at a lower investment.
Five Andritz tissue machines are now operating in Vietnam.
destacking, and recipe handling in the delivery of baled pulp to continuous or batch pulpers. Valmet cliams to offer the fastest dewiring system available for single bales, with rates of up to 140 bales per hour.
After a major expansion of the mill and continuous investments in increased capacity, Värö is today one of the world’s largest and most modern softwood pulp mills, with an annual capacity of 780,000 tons. It is also a major supplier of green energy, producing 1.6 TWh a year.
Largest kraft pulp mill in China started up by Liansheng Pulp & Paper
China’s largest kraft pulp mill has been started up by Andritz for Liansheng Pulp & Paper in Zhangzhou, Fujian Province.
The project at Zhanpu follows the Austrian technology group’s installation of two high-speed tissue making lines at the paper maker’s Zhangzhou site in the same province in 2023.
For the pulp mill project Andritz supplied the complete mill with what it calls state-ofthe-art technologies for all major process islands.
The equipment at Zhanpu covered a chip handling plant, a complete fibre line equipped with Compact Press wash press technology, and chemical recovery systems, including China’s largest Herb recovery boiler to maximise energy
generation from the recovery process. Also included was the white liquor plant, equipped with a biomass gasification system to enable fossil-free operation of the single lime kiln plant – the world’s largest by capacity, says Andritz A mill-wide incineration system has been installed to treat all types of non-condensable gases,
and two sets of DeNOx scrubbers reduce NOx emissions to mill standards.
Xue Rongjun, general manager at Zhanpu, said: “Andritz ’s resource-efficient and environmentally-friendly technologies will help us meet our environmental goals. Now the entire kraft pulp mill is in
Shantou Yaode Paper orders large paper rewinder
Chinese paper maker Shantou Yaode Paper has ordered a paper rewinder from A.Celli for installation at its mill in Shantou City, Guangdong Province, early in 2025.
The E-Wind P100 paper rewinder, with a width of 7,360 mm which A.Celli says is “remarkable”, will be installed in a new production line for fluting and test liner paper to process parent reels with a maximum diameter of 3.5 metres at a design speed of 2,500 metres per minute.
stable operation.”
The mill, which is the largest kraft pulp mill in China, started up on schedule and is now ramping up production. With this project Liansheng Pulp & Paper has continued its collaboration with Andritz. Last year, two Andritz tissue machines including stock preparation and automation systems started up at the Zhangzhou mill.
Jarno Nymark, executive board member of Andritz also commented: “We are honoured that Liansheng Pulp & Paper has renewed its collaboration with us for the implementation of this major pulp mill project. Our technologies are designed to achieve the highest levels of efficiency and sustainability, which is perfectly in line with Liansheng’s forward-looking vision.”
Optional features include jumbo rolls and spools parking stations, the Slittomatic (web-in type) automatic system for slitting unit positioning and an automatic end tail gluing system.
Owner of Shantou Yaode, Mr Li, said, “We chose A.Celli as our
partner because of the excellent performance of A.Celli rewinders: their equipment meets our requirements and can ensure the stable operation of the entire production line. We look forward
to a fruitful cooperation.”
Shantou YaoDe Paper Co was established in 2009 and is a subsidiary of Zhejiang Minglu Holding Group Co in Lianxia Town, Shantou City, Guangdong Province.
Liansheng’s pulp mill at Zhanpu in Fujian Province, the largest of its type in China
Shantou Yaode Paper’s mill in China
New operations chief at James Cropper Andritz appoints Vanessa Hellwing as next financial chief
Richard Broadhead has been appointed as chief operations officer for Paper & Packaging at UK-based James Cropper.
Reporting into chief executive Steve Adams, Broadhead will have responsibility for all aspects of production and supply chain along with process improvement and customer experience.
Commenting on the appointment, Adams said, “Richard was the natural choice to support the next phase of James Cropper’s bold growth strategy. He brings with him a wealth of commercial experience and a track record of exceptional leadership and spearheading change programmes.”
“As we position James Cropper for future success, Richard will play an essential role in client services, business expansion,
and strengthening our culture, as well as pushing the boundaries of what’s possible within the paper and packaging industry.”
Having held a number of senior positions in fast-moving consumer goods, retail and hospitality, Broadhead’s career has centred on manufacturing and operations.
Previously James Cropper’s supply chain & operations director at James Cropper, Broadhead said, “My career began on the factory floor and it’s incredible to now be a part of James Cropper’s evolution from Victorian mill to global market leader.
“The team at James Cropper is driven by a constant need to innovate and together we’re committed to delivering groundbreaking solutions for our customers. I’ll be harnessing this ambition and exploring opportunities to invest in and develop our offering and people.”
Vanessa Hellwing has been promoted to the board of Austrian engineering group Andritz AG from the beginning of 2025 and will take up the post of chief financial officer from 28 March.
Hellwing succeeds Norbert Nettesheim, who is retiring at his own request after 36 years of a successful professional career. As member of the Andritz board and financial chief since 2019, he has been instrumental in the success of the company, consistently delivering outstanding results and providing excellent support.
Hellwing joins Andritz from a similar position at Viessmann Climate Solutions SE. For more than two decades, she has successfully managed and
transformed financial operations at several global companies in the engineering industry.
Joachim Schönbeck, chief executive of Andritz said: “I am very pleased to welcome Vanessa to the Andritz team. Her broad experience in leading finance, IT, and M&A functions will be invaluable for us in achieving our ambitious goals and developing the company further. At the same time, I would like to thank Norbert for his great engagement in leading and developing Andritz ’s finance functions and for his contribution to the success of Andritz. I wish him all the best for the future.”
Vanessa Hellwing, next financial chief at Andritz AG
Richard Broadhead, new chief operations officer for Paper & Packaging at James Cropper
Improve your press section efficiency! SmartScan™ contactless sensor accurately measures paper web dryness after the press section 24 hours a day, 7 days a week. Using a proprietary microwave technology, it is developed to overcome the typical limits of the NIR (near-infrared) sensors. SmartScan™ is available both for fixed point positions or traversing web scan
To save hundred of thousands of Euros in energy costs, stop collecting samples, choose the safe accuracy of SmartScan™ technology.
Cristini S.p.A. Diagnostic Systems Via Bombardieri, 5 – 24020 Fiorano al Serio (BG) Italy Tel +39 035 715 111 Fax + 39 035 711 451 email diagnostic.systems@cristini.it website www.cristini.com
EPIC™ control unit
Up to 16 sensors connected to measure web dryness in forming, press and dryer section DCS
Web
SmartScan™ on line paper dryness sensor
Do more with digital. Like make your pulp and paper process more sustainable.
It may be surprising, but the key to doing more with paper lies in doing more with digital. Doing more with digital means drastically reducing emissions, chemical usage, and water consumption, paving the way for a more sustainable future. Doing more with digital means stabilizing production, improving on-spec results, and reducing downtime, ensuring you meet and exceed customer expectations. With innovations designed for the challenges of paper making, ABB can be trusted to make your paper process even more efficient. Do more with digital, and achieve more than you thought possible.