


ANDRITZ: A Disneyland for
VOLUME 14 NUMBER 84 MAY/JUNE 2024 VALMET GREEN PACKAGING ABB
pulp and paper makers

















Rethink Reduce Reuse


























ENABLING SUSTAINABILITY IN PULP & PAPER MILLS’ ENTIRE LIFECYCLE



















more!
Learn
elcome to the May-June issue of Pulp Paper & Logistics. Again we have included the Green Packaging International section, highlighting the latest innovations in sustainable wood-fibre-based packaging.
Paper production for use in packaging applications now has to be not only recyclable but also re-pulpable and biodegradable where possible, expanding the use of packaging grade materials with even more innovations coming from the mills.
In Europe, with the coming Packaging and Packaging Waste Regulations, this is only good news for our industry as a legal basis for the sustainability of paper products.
Many in the industry have been reconfiguring their mills to produce packaging grades. This is often a huge investment, but where this is not an option, the acquisition of established mills is the next best. Some of these news items can be seen in this issue, and we are sure there will be more to come in the future.
But as attention focuses on replacing fossil-fuel powered heat generation, the switch to bio-based and renewable sources of energy will be intensified on the road to Net Zero. The paper industry is in the best position to achieve this.
Looking towards to the July-August issue, we will be considering machine clothing developments, recycling technology, machine rebuilds and optimisation, plus pulp production and processing.
Contributions for the issue should be sent to us at pulppaperlogistics@virginmedia.com no later than 12 July.
Vince Maynard, Publisher and Editorial Director







Front cover: Andritz, page 16
Vol. 14 Issue No. 84, May/June 2024
ISSN 2045-8622 (PRINT)
PUBLISHER & EDITORIAL DIRECTOR
Vince Maynard
Tralee, Hillcrest Road, Edenbridge, Kent,
TN8 6JS, UK
Tel: +44 (0) 1732 505724
Mobile: +44 (0) 7747 002286
Email: pulppaperlogistics@virginmedia.com

John Nutting
Tel: +44 (0) 1732 868071
Mobile: +44 (0) 7860 221486 Email: johnnutting47@gmail.com CONSULTANT EDITOR
David Young
Tel: +44 (0) 1737 551687 Mobile: +44 (0) 7785 796826
Anthony Wiffen
Tel: +44 (0) 1460 261011
Mobile: +44 (0) 7851 612799 Email: anton_print_1@mac.com
(0) 1892 823540


Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 1 IN THIS ISSUE COMMENT IN THIS ISSUE
EDITOR
PRODUCTION
PRINTER KNOCK OUT PRINT +44
Unit 2 The Coppice, Petteridge Lane, Matfield, Kent TN12 7LP info@knockoutprint.co.uk http://www.knockoutprint.co.uk INDUSTRY NEWS 2 VALMET 8 PROJECTS & CONTRACTS 34 PEOPLE 40 12 ANDRITZ 16 A Disneyland for pulp and paper makers From OCC to board, and beyond Producing on-spec paper every time; it’s automatic ENGIE IMPACT 21 The roadblocks on the route to decarbonisation GREEN PACKAGING NEWS 23 Sappi and Xeikon have a sweet collaboration PRODUCTS & SERVICES 31
W
ABB
International Paper and DS Smith merger thrown into doubt as Suzano takes interest
Just as it seemed likely that US-based International Paper (IP) would be combined with UK recycled packaging producer DS Smith, after the two firms agreed the deal in mid-April, Brazil’s Suzano, one of the world’s biggest pulp producers, expressed interest in acquiring IP’s assets.
IP and DS Smith were expecting to complete the US$7.8 billion deal – which had overtaken a acquisition offer by Mondi (see PPL March-April 2024) – by the final quarter of 2024, creating a pulp and paper giant that could match WestRock’s merger with Smurfit Kappa, which is due for completion in July.
But the merger between IP and DS Smith would have to be abandoned if Suzano’s plans, made verbally as a $15bn all-cash offer, according to Reuters, were accepted.
In a conference call made after Suzano’s initial proposal, outgoing chief executive Walter Schalka said its management “will not do anything that could put the company at risk”.
First quarter 2024 sales at Suzano were 9 percent down on the same period a year earlier at R$9.46bn (US$1.84bn), while net profit slumped by 95 percent to R$220m (US$542.7m), as pulp volume dropped 13 percent in the quarter to 2.4 million tonnes. In contrast paper sales were up 12 percent at 313,000 tonnes. Also reported by Reuters was a securities filing answering regulatory questions about the recent volatility of Suzano’s shares in which the company
confirmed its interest in [IP] assets but said that “up to the moment, there is no agreement, binding or otherwise, nor any decision or deliberation” by its management regarding a deal.
The acceptance of the bid by IP’s board for DS Smith came in mid-April, less than two weeks after the deadline passed for Mondi to make a decision on its own US$6.5 billion bid for the fellow London-based recycled paper packaging manufacturer.
With most of IP’s operations in the Americas and DS Smith’s in Europe, the combination of the two papermakers – sales of $18.9bn a year from IP and $8.9bn from DS Smith – is expected to generate combined sales of almost $28bn, close to the $34bn of the WestRockSmurfit Kappa giant when their deal is closed as expected in July. Target for completion of the combination between IP and DS Smith is expected to be in the final quarter of 2024, when its headquarters will be at IP’s base in Memphis, Tennessee. A Europe, Middle East and Africa (EMEA) base will be at DS Smith’s existing London headquarters.
Chief executive of the combined firm would be Andrew Silvernail. Formerly executive adviser at New York City-based global investment firm KKR & Co, he was elected as chief executive of IP from the beginning of May, succeeding Mark Sutton who has been with the company for 40 years and remains as chairman.
Early in May, IP said it would not comment on media speculation about the deal, adding that Silvernail was

“executing business strategies and pursuing commercial and cost improvement initiatives across the portfolio to achieve best-in-class profit margins and significant earnings growth. In addition, as industry conditions continue to improve, IP will come out of a cyclical bottom for earnings”.
In a joint statement IP and DS Smith said that there is “compelling strategic and financial rationale for the combination as it would be expected to:
l create a truly global leader in sustainable packaging solutions, focused on the attractive and growing North American and European regions; l strengthen customer value proposition through enhanced offerings, innovation and geographic reach; l create the opportunity to optimise the mill network, supply chains and freight costs; l combine the expertise of two experienced and innovative management teams to accelerate innovative
sustainable solutions and products for all customers; l and drive substantial and achievable synergies through global scale and optimisation.”
The combination would also deliver at least “$514m of pre-tax cash synergies on an annual runrate basis by the end of the fourth year” and improve IP’s margins and earnings per share.
Commenting on the deal, Andrew Silvernail said: “Bringing together the capabilities and expertise of both companies will create a winning position in renewable packaging across Europe, while also enhancing International Paper’s North American business.
“I firmly believe this strategic combination offers a unique and highly compelling opportunity to create tremendous shareholder value. I am also committed to working with the teams to deliver the expected synergies, along with the ongoing profit improvement initiatives across the International Paper portfolio.”
Miles Roberts, group chief executive of DS Smith, commented: “The combination with International Paper is an attractive opportunity to create a truly international sustainable packaging solutions leader that is well positioned in attractive and growing markets across Europe and North America. It combines two focused and complementary businesses.
“DS Smith has grown significantly through a dedication to customers, focus on innovation, quality of packaging and high levels of service. In a dynamic sustainable packaging
Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 2
Andrew Silvernail will be chief executive of the merged International Paper and DS Smith companies if the deal goes ahead

International Paper last year redesigned its branding, shown here on its Memphis, Tennessee, headquarters to celebrate 125 years in business
landscape, the combination will enhance our global proposition to customers, create opportunities for colleagues and drive value for shareholders who can remain fully invested in such an exciting business.
“I am proud of all that DS Smith has achieved to date and am sure that the business will continue to flourish as part of a combined group with International Paper due to the capability and continued commitment of our colleagues.”
Most recent results from DS Smith are for the half year to the end of October 2023, when sales for the period were £3.51bn ($4.47bn) down 18 percent compared to the same half year in 2022. The decline was attributed to lower average selling prices and a 4.7 percent decline in box volumes over the period.
IP, which celebrated its 125th year in 2023 with a logo rebranding, reported first quarter 2024 global sales of $4.6 bn, down 8 percent on the same quarter last year. Net profit was $56m, down from $172m a year earlier. Profit in its industrial packaging segment of $216m was offset by a $47m loss in its global cellulose fibres segment. IP’s bottom line was also impacted by North America’s freezing weather in January and a fire that hit its Ixtac corrugated box plant in Mexico in February.
Longevity ensured at Sappi’s Gratkorn mill
Sappi Europe has completed phase two of a three-phase modernisation project at its Gratkorn Mill in Austria. Objective of the multi-millioneuro modernisation project is to facilitate future adaptations to meet digitalisation and industry 4.0.
The milestone achieved will reduce the risk of machine failure to the absolute minimum, increasing the production sustainability of the Magno paper range.
Magno is a coated woodfree paper, used by customers worldwide for high-end publications, such as art catalogues, books, magazines, annual reports and calendars.
For this phase of the modernisation project, Sappi worked with suppliers such as Honeywell and Siemens to upgrade and increase process visibility and better operating efficiency, leading to more stability in system performance and availability
Valmet visit

for increased productivity. The upgrade enables processes at Gratkorn to operate on a single automation platform, needing less hardware, cost savings on spares and reduced maintenance services.
“This investment demonstrates Sappi’s belief in the strength and power of printed media & paper-based solutions, driving its constant investment into its production location to secure the portfolio for the long term,” said Rens Huijnen, product manager of Sappi Europe.
The next phase of modernisation, scheduled for

completion in 2025, addresses common challenges in the paper industry, such as sourcing obsolete replacement parts. Sappi Europe says it continues to take strides towards meeting its sustainability and climate commitments. These include enhancing its approach to water stewardship, increasing its share of renewable and clean energy by 11 percent and reducing total energy by 5 percent, reducing specific landfilled solid waste by 5 percent and decreasing specific GHG emissions (Scope 1 and 2) by 25 percent by 2025.
left) were invited to tour Valmet’s flow control system site at Hakkila. Toni Kotiranta, director of the flow control business line for the pulp & paper industry provided an outline of the targets for aligning efficiency and environmental considerations, along with a review of Valmet’s wide range of valve and flow control products. More in the next issue of Pulp Paper & Logistics
Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 3
The Gratkorn Mill in Austria, where Sappi Europe has completed the first part of a modernisation project
During the Pulp and Beyond 2024 show held in Helsinki during April, members of
the pulp and paper media including our publisher Vince Maynard (pictured on the
Carbon-capture collaboration launches trial at Holmen’s Workington mill
The paper industry is helping in a global project aimed at investigating the feasibility of capturing emissions of biogenic carbon dioxide and using it in the manufacture of household products.
Seventeen organisations, including global manufacturing giants, universities, innovation experts and using the resources of Holmen’s Workington paperboard mill in the UK, are working together in the unprecedented collaboration which has reached a key milestone.
Manufacturing products from petrochemical sources globally produces 2.6 billion tonnes of carbon dioxide each year.
The findings from the £5 million Flue2chem project – with £2.7m of support from Innovate UK – will inform the industry and the UK Government about the feasibility of using non-virgin fossil fuel sources for household and consumer products. The project could, if successful, reduce the need for oil and gas extraction in the future to make detergent and
other manufactured goods.
In the project’s first stage, the partners will examine the transformation of biogenic carbon, captured from the flue gas emissions at Holmen’s paper mill, into surfactants – the active ingredient in household detergents. After this first stage trial, the carbon-capture equipment will be passed to a second site for continued investigation.
Ulf Lofgren, managing director of the Holmen mill, is delighted with the progress so far: “We are extremely proud to be a part of this ground-breaking project and working as part of a collaboration such as this, with innovative industrial and scientific partners.”
The Holmen integrated pulp and paperboard mill produces premium folding boxboard Incada. It operates a biomass-fuelled combined heat and power plant to generate electricity and steam for paperboard production with a surplus of power exported to the national grid.
Earlier this year, the mill took delivery of carbon-capture equipment developed by the



University of Sheffield and technology provider CCU International. The plant was commissioned in March and began to capture biogenic carbon for further analysis.
Ian Black has been heavily involved in the project stage on behalf of Holmen. Reflecting on the project and its fit with the company’s values, he said, “Sustainability has been a driver in our decision-making for many years. Our investment in 2013 in Biomass CHP was a game changer for us, eliminating our
Yuanting Qiao and Professor Peter Styring from the University of Sheffield, George Dowson from CCU International, Ian Black and Gary Norman from Holmen standing next to the Flue2Chem equipment with the CHP plant flue stack in the background
reliance on fossil fuel for our mill’s energy needs overnight. Since then, we have invested in our site energy efficiencies, and we are now delighted to be part of this pioneering project to harvest the biogenic carbon emissions from our operations for subsequent use.”
The Flue2Chem partnership began in December 2022 and is expected to conclude its findings by early 2025.

Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 4
Holmen’s Workington paperboard mill in the UK has carbon capture systems fitted to the flue gas systems on its CHP boilers
‘Delighted’ – Ulf Lofgren, managing director of the Holmen mill
Lignin refining demo plant to be set up by Metsä
Ademonstration plant for the refining of lignin is being constructed by Metsä Group at its Äänekoski mill in Finland.
The equipment will be supplied by technology group Andritz with work beginning this summer for completion in the summer of 2025. The plant’s daily capacity will be two tonnes of refined lignin.
Lignin is the substance in wood that binds the fibres together. In pulp production, lignin is separated from the fibres into black liquor in the chemical cycle and used as bioenergy. Lignin could also be used in chemical and material applications.
Metsä Group and Andritz will focus on developing the production process of the new lignin product and its integration with the bioproduct mill, as well as the product properties suitable for various end uses. The demo plant project also involves Dow, the material science company, which will develop high-performance bio-dispersant plasticisers for concrete and gypsum applications, based on the lignin product produced at the plant.

Lignin is separated from the fibres into black liquor and used as bioenergy or in chemical and material applications
“Our goal is to efficiently use the side streams of pulp production and ensure they produce the greatest possible added value. We want to develop new products made from renewable natural resources that can replace fossil-based raw materials and products,” says
Ismo Nousiainen, chief executive of Metsä Fibre, part of Metsä.
In a pilot-scale EU project coordinated by VTT Technical Research Centre of Finland, Metsä Group and Dow have already demonstrated the
suitability of modified lignin as a replacement for fossilbased chemicals in concrete production.
The Äänekoski mill site is Metsä Group’s largest, housing paperboard, veneer and bioproduct manufacturing processes, with capacity to yearly produce 800,000 tonnes of softwood pulp and 500,000 tonnes of hardwood pulp.
Äänekoski is also home to Metsä Group’s demo plants for the Kuura textile fibre and Muoto fibre product.
Portugal’s Navigator completes acquisition of UK converter Accrol
Portuguese tissue manufacturer The Navigator Company has completed the acquisition of Accrol Group Holdings plc, a leader in the tissue paper converting segment in the UK, producing toilet rolls, kitchen rolls and own-brand facial tissues for most of the main UK retailers.
The deal was expected to be completed on 24 May, and values Accrol at £130.8 million (€152.1m).
Navigator Group said the deal is part of its growth and diversification plan and reinforces its strategic position in the Western European tissue market. It has four major pulp and paper manufacturing sites in Portugal –
In brief
● Metsä Group and technology supplier Andritz have agreed to work together to reduce Scope 3 greenhouse gas emissions, which are generated by a company’s value chain and purchases, such as emissions during the sourcing of production equipment and raw materials and the transportation and use of manufactured products. The objective of the multi-year cooperation is to increase the effectiveness of emission reductions and to find completely new ways to reduce greenhouse gas emissions.
● UK-based James Cropper has been awarded £4.2 million to support the electrification of its heating processes. The award is part the government’s Industrial Energy Transformation Fund (IETF) which is designed to help firms with high energy consumption to cut their bills and carbon dioxide emissions on the path to Net Zero. Most of the energy used by James Cropper at its site in Cumbria is in the generation of heat by burning gas. The project is expected to cut the company’s annual gas consumption by more than 47,000 MWh. This is a cut of almost a quarter of the site’s total consumption and will result in savings of more than 8,600 tonnes of carbon dioxide emissions.
at Cacia, Figueira da Foz, Vila Velha de Ródão and Setúbal. Its market leading tissue brand is Amoos. Navigator forecasts that the combined group will generate sales of more than €580 million in this segment, with the UK market contributing around 50 percent of this.
Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 5
DS Smith invests in converting operations
Following the news that DS Smith would be investing £48 million (US$61m) in a fibre preparation line at its Kemsley mill in the UK to improve efficiencies and reduce emissions and costs, it revealed that €6m ($6.5m) would be invested at its Eerbeek packaging plant in the Netherlands.
A modern four-colour converting machine will be producing bespoke boxes to the European Federation of Corrugated Board Manufacturers (FEFCO) 0201 specification for customers as well as alternative grades. In April the machine was currently in start-up phase and equipped with an advanced automatic inline error detection system.
The technologies will enable DS Smith to further improve on

Investments at the Eerbeck facility include an advanced automatic inline error detection system
quality production, enhance customer satisfaction, reduce waste, and lower energy consumption.
Philip Bautil, managing director of DS Smith Benelux, commented: “We are thrilled to take this new step in our ongoing commitment to excellence and sustainability. This investment underscores our
dedication to delivering highquality packaging solutions that meet the needs of our customers while contributing to a more sustainable future.”
● In March, DS Smith completed the acquisition of Serbian packaging company Bosis doo, which increased its portfolio of firms in Eastern Europe to 30
box plants employing more than 7,000 in the region. Bosis doo, a family-owned business with 140 employees was founded in 1982 at Valjevo near Belgrade.
Commenting on the acquisition, Miles Roberts, group chief executive at DS Smith, said:
“With a specific focus on fastmoving consumer goods (FMCG) customers, Bosis doo is particularly well-suited to complement our regional strategy, which emphasizes sustainable performance packaging and targets further growth opportunities in the region.
“I’m delighted that we have successfully joined our companies. Together, we create a stronger business in the region, driven by the significant growth in demand for alternatives to problem plastic in Eastern Europe, particularly in Serbia.”
Ukraine corrugated packaging firm Elgraf starts up high-speed press
Ukrainian corrugated packaging company Elgraf has started up a sheetfed offset press supplied Germany’s Koenig & Bauer.
The Rapida 106 is configured with six printing units, an inline coater, and a comprehensive range of options, and enables Elgraf to offer enhanced offset print quality and shorter production and delivery times. The value of the investment wasn’t revealed.
Based in the Lviv region, Elgraf supplies retailers and brand owners in more than 11 European countries. Its focus is on corrugated packaging such as for sensitive fruits and vegetables. Elgraf uses corrugated board produced locally, primarily
from imported recycled papers. It specialises in microflute corrugated board, and in particular F-flute grades which use less material, are lighter but have the same strength.
Commenting on the new press, Elgraf’s chairman Igor Levin said, “The Rapida 106 puts us in a position to raise the service offered to our customers to a whole new level. And that in all three relevant areas: quality, speed and sustainability. Above all, it was the option of printing directly on F-flute corrugated board in a highquality offset process that captured our imagination and convinced us.”
After the Rapida 106 was installed during the first weeks

of 2024, test jobs were printed successfully in March, since when the press has been operating daily, mainly for direct printing on corrugated board. The press is capable of running at up to 18,000 sheets per hour and incorporates a
number of automation features. Elgraf has been a partner of the Paper Trading Group (PTG) from Neuchâtel in Switzerland since 2017 and is planning further investments to expand its service and product portfolio in 2024.
Pulp Paper & Logistics
May/June 2024 6
INDUSTRY NEWS
The Koenig & Bauer Rapida 106 press entered production at Elgraf in April. Pictured are Elgraf’s directors (left to right): Volodymyr Boitsun, marketing director; Igor Levin, chairman; and Yuri Smakula, general director
As PPWR approaches, legal certainty
The pulp and paper industry in Europe has welcomed the vote in April at the EU Parliament on the Packaging and Packaging Waste Regulation (PPWR) that supports an agreement between the Commission, Council and Parliament (the trilogue), and avoids delaying the legislative process. The last step in the implementation of PPWR will be a final confirmation of the agreement by the EU Council. “After an intensive democratic process that has promoted the
is a good thing, says Cepi
idea that circularity and the phase out of fossil-based materials are desirable features of the EU’s economy, it is now time to start working towards the objectives the PPWR has set for the packaging industry,” said the Confederation of European Paper Industries (Cepi).
The objectives outlined in the agreement as adopted by the European Parliament expects the EU’s national recycling systems to ramp up their performance, while packaging rules should become more harmonised under the EU Single Market.
“To ensure a timely compliance with the new regulation from its entry into force, the packaging industry and its many customers will need to work hand in hand with local authorities in charge of implementing the legislation, notably on the collection of materials for recycling, a key factor in increasing the EU’s recycling rate,” said Cepi. “Any delays threaten the industry’s capacity to comply with the regulation in a timely manner and meet its ambitions.”
Members of the EU Parliament have shown support to the
agreement reached in the trilogue and consolidated trust in the EU legislative process. “The pulp and paper industry now urges EU Member States to endorse the agreement in the Council when they cast their vote on the file in autumn,” said Cepi.
Commenting on the developments, Jori Ringman, director general of Cepi, said, “Our position is to support the PPWR’s agreement and its adoption without delays. Everyone needs legal certainty to meet the very ambitious objectives set in the PPWR.”

Pulp Paper & Logistics INDUSTRY NEWS May/June 2024 7
From OCC to board, and beyond

Hanna Jokinen, vice president for stock preparation and recycled fibre at Valmet, and Hannu Lätti, sales director for industrial internet and automation solutions at Valmet, explain how advanced methods can be used to optimise recycled fibre-based board production.
Today’s board makers aim for stable production and consistent endproduct quality. At the same time, the increasing variety of recycled raw materials in OCC lines makes this more difficult. How can you control the production process despite these variations? Peter Cura reports
“Traditionally, board makers know very little about the actual quality level of the bales of raw material they receive,” explains Lätti. “When a bale is fed onto their OCC plant conveyer, typically they will only know
the nominal grade of the bale based on the storage area the bale was taken from. This means that production processes are based on assumptions about raw material composition.
”Given the increasing pressure
to recycle more kinds of raw materials, like paper cups and other fibre-based food packaging, this inevitably leads to compromises in the process. However, with today’s advanced tools, raw material quality
Pulp Paper & Logistics VALMET May/June 2024 8

variation can be managed in intelligent ways.”
Jokinen adds: “With the OCC to Board concept, we are targeting total process optimisation from raw materials to final products for every board grade. We have a range of analysers that allow us to follow material development throughout its journey from new or recycled
raw materials to the final products.”
Accurate data from every
truck load of bales
Each truck load of OCC bales is delivered with records that include its ID number and nominal grade. However, the grade doesn’t specify the exact composition or quality of the bales.
using a Valmet Bale Tester. This takes samples from bales in each truck load when it arrives at the mill and analyses them using near infrared technology. This gives us data about the ash, moisture and plastics content, as well as the lignin content of the bales in that load.
”The yard management system automatically links the data to the bale truck load ID and, using GPS tracking, the bale load will be assigned the correct location in the storage yard based on its quality and the composition, for example, of its plastics content. This means that the production manager can select the right bale load for production needs, based on its quality and content.”
Maximising OCC yield
The OCC to Board concept relies on data gathered from the production process. Jokinen explains: “When we combine flow, consistency, and fibre quality data with raw material data, we have the opportunity to manage the raw material quality in the OCC line in terms of yield.
The Valmet Bale Tester takes samples from bales in each truck load when it arrives at the mill and analyses them using near infrared technology
“An essential part of detailed mass balance and yield calculations is knowing the quality of OCC bales we are feeding into OCC plant,” says Lätti. “You need to have accurate information about raw material bale quality and fibre quality to manage quality variations and optimise your line.
“We can measure bale quality
“We can utilise an advanced mass-balance calculation, which allows us to estimate and maximise yield of the OCC. With this method, we use data from process measurements, sensors and quality analysers that are installed throughout the line to create a comprehensive OCC plant mass-balance model.
“We use Valmet Mill Wide Optimisation methodology and technology to build the model, and this combines all unit operations together to understand the relationship between the different processes. We run the model in real time, in parallel with the actual physical process.
“By using this Digital Twin of the OCC plant, we can get accurate,
Pulp Paper & Logistics VALMET May/June 2024 9
real-time information about the total mass balance, which allows us to accurately estimate the OCC plant yield. This information is the basis for optimisation and maximising OCC yield without compromising board quality or the stability of production.”
Online fibre quality measurement
“To measure fibre quality, we can install fibre quality analysers throughout the line, like the Valmet Fiber Furnish Analyzer and Valmet Pulp Expert. These advanced analysers give us lots of information about the fibre quality and development, and in case of Valmet Pulp Expert also sheet strength,” says Jokinen.
Lätti continues: “We integrate the bale quality data with this fibre quality data, and other production line sensor data, to
calculate real-time predictions of the final strength and other quality parameters.
“We link the bale quality data to fibre quality data and fibre quality data to final board quality because it enables us to react quickly and adjust the bale recipe if we notice undesirable changes in the fibre quality. If you only look at changes in board quality, the delay would be too long for active control of the bale mix.”
Optimising the whole production chain
With these methods, data from each stage of production can be linked and used to optimise OCC plant yield and final board quality.
“In principle, this approach can be extended beyond the OCC line and board machine, further along the production chain, to integrate quality data from the corrugator
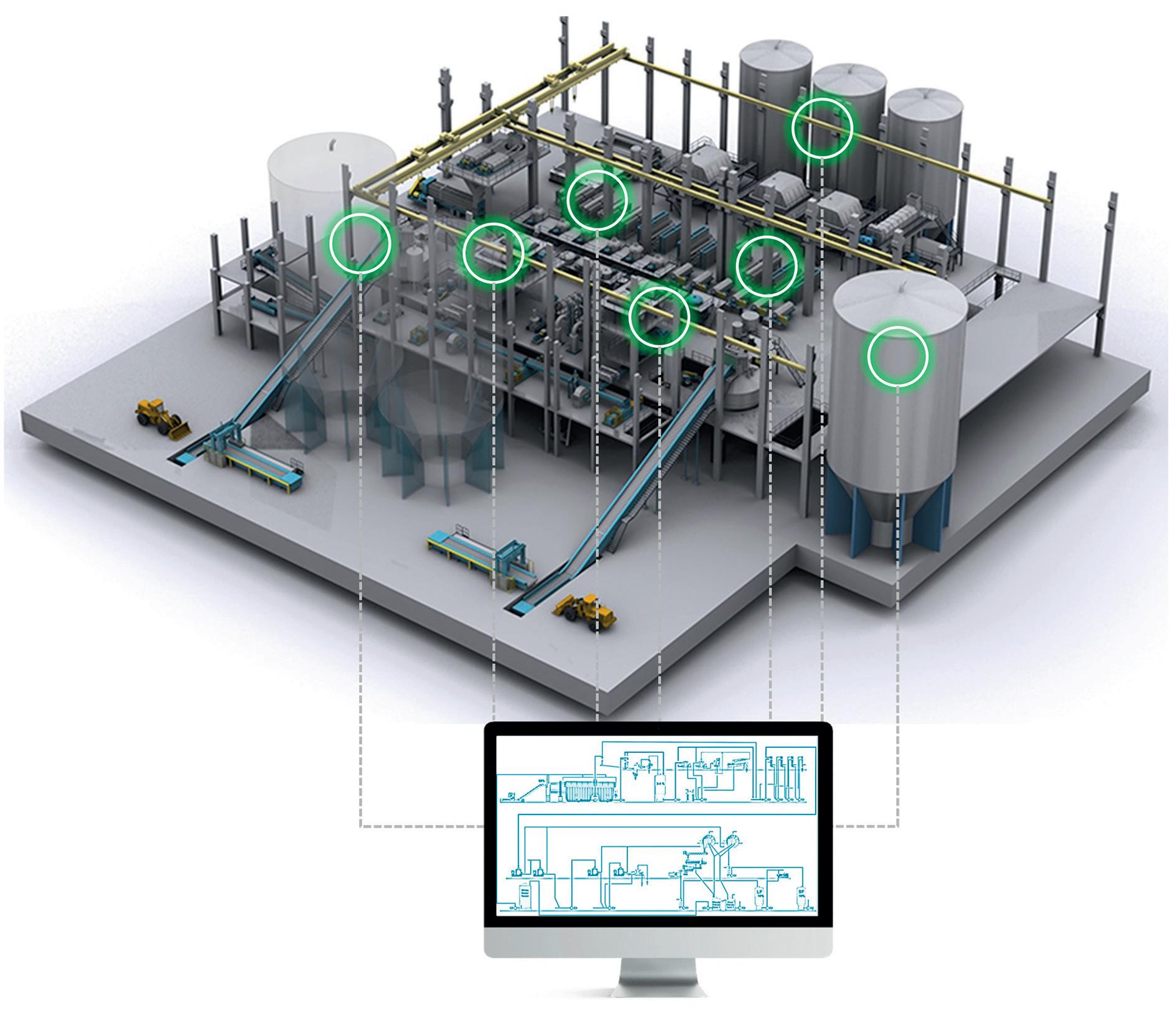
Valmet’s Mill Wide Optimization methodology and technology combines all unit operations together to understand the relationship between the different processes
plant, as well. This would open up many new possibilities for optimisation,” concludes Lätti. More information from: Hanna Jokinen. Tel: +358 5059
36934. Email: hanna.jokinen@ valmet.com
Hannu Lätti. Tel:+358 4074 08414. Email: hannu.latti@valmet. com

Pulp Paper & Logistics
May/June 2024 10
VALMET
With today’s advanced tools, raw material quality variation can be managed in intelligent ways
Stop collecting paper samples!

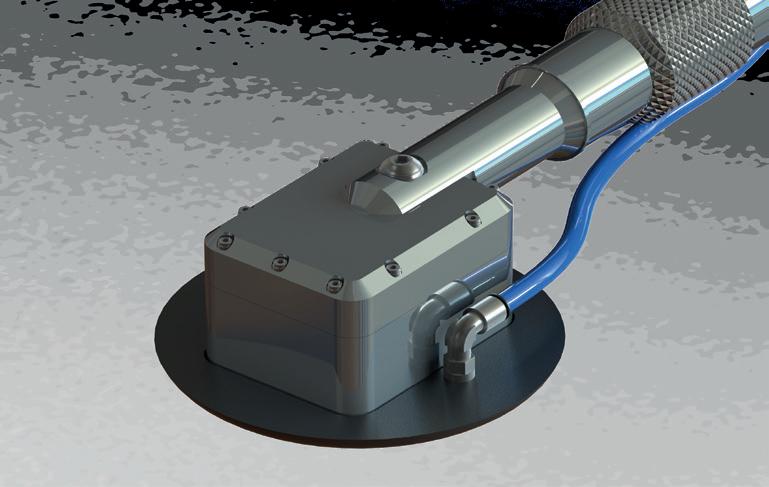
Improve your press section efficiency! SmartScan™ contactless sensor accurately measures paper web dryness after the press section 24 hours a day, 7 days a week. Using a proprietary microwave technology, it is developed to overcome the typical limits of the NIR (near-infrared) sensors. SmartScan™ is available both for fixed point positions or traversing web scan. To save hundred of thousands of Euros in energy costs, stop collecting samples, choose the safe accuracy of SmartScan™ technology.




SmartScan™
measures paper dryness 24/7, safely .
Up to 16 sensors connected to measure web dryness in forming, press and dryer section DCS Web
SmartScan™ on line paper dryness sensor
Giuseppe Cristini S.p.A. Diagnostic Systems Via Bombardieri, 5 – 24020 Fiorano al Serio (BG) Italy Tel +39 035 715 111 Fax + 39 035 711 451 email diagnostic.systems@cristini.it website www.cristini.com
Producing on-spec paper every time; it’s automatic
The process of papermaking is a delicate balance between ensuring quality while maintaining productivity with the minimum of waste. The automation of quality controls is a key tool in making improvements in all areas, as explained by Stefano Cinquina*
Apapermaker’s job is complicated but must be precise every time. In the fastpaced world of paper production, achieving consistent quality and efficiency is a perpetual tightrope walk. There is constant demand to deliver a product that meets ever-evolving customer needs, all while minimising waste, maximising output speed, and adhering to strict industry standards. Meeting this complex combination of requirements can be very challenging for producers.
Crucial to the success of any paper manufacturer is the production of ‘saleable quality’ paper. In other words, this is a product that fully meets the customer’s quality criteria and specifications and can be sold at a fair price for a profit to the business. Get it wrong, and costs can quickly ramp up from wasted raw materials and other unnecessary costs. For decades, manual laboratory testing has been the industry workhorse for paper quality control. But in today’s competitive landscape, limitations like slow testing speeds, limited data points, and human error are becoming increasingly costly obstacles.
In North America and Europe, most paper mills use an automated system as their primary paper testing method. Outside those regions, the
penetration varies by paper segment, region and maturity of customers but overall, there is ample room for growth as it is currently estimated to be around five percent.
This is where automated paper testing comes in, offering a significant upgrade to traditional processes. Automated paper testing is a powerful tool that offers large, medium, and even small paper mills valuable opportunities to improve quality, increase productivity, make faster decisions, and ultimately raise profit potential.
Making the move to automation
Traditionally, quality control has relied on a method as old as the industry itself – manual testing. Technicians take a handful of samples from each paper reel and subject them to a battery of tests. While it offers a glimpse into quality, this traditional approach has a critical Achilles heel: a lack of sufficient data.
Testing just a few samples across a wide reel is like trying to judge a whole cake by tasting a single crumb. There’s a high risk of missing crucial variations in quality. This can lead to undetected quality issues and tons of unusable paper rolling off the production line. To compound this, manual testing can be time-consuming. The lag time

“Automated paper testing isn’t just about better data; it’s about empowering your workforce to achieve more,” says ABB’s Stefano Cinquina
between testing and results, all while potentially off-spec paper continues to be produced, can be a drain. As producers grapple with rising energy bills and other associated costs, the stakes are too high now to operate with such high levels of inefficiency and uncertainty.
A hidden danger with manual testing is the limited crossmachine direction (CD) profile data it produces. Manual testing often fails to capture crucial variations in properties across the entire width of the reel. This creates blind spots in quality control, leaving room for inconsistency. For some paper properties, the quality can vary by more the 10 percent across the width of the machine, and in some cases even up to 20 percent, compared to machine direction (MD).
Manually sifting through data for inconsistencies is like
searching for a needle in a haystack; a time-consuming and error-prone process that can leave papermakers vulnerable to inconsistent quality down the production line. Thankfully, there’s a better way. Automated testing systems offer a modern approach to quality control, one that eliminates these limitations and ushers in a new era of efficiency and precision.
Is now the right time for automated testing?
The global paper industry is undergoing a period of significant transformation. Production volumes are increasing, driven by larger, faster machines turning out ever-increasing amounts of paper. This creates a critical need for more frequent and rapid quality testing – a challenge that traditional manual methods simply can’t meet.
At the same time, the industry faces labour shortages, rising costs and a fiercely competitive landscape. Advanced automated systems deliver not just speed and efficiency, but also valuable data that correlates test results with real-world performance. This translates to a significant cost advantage over traditional methods. While papermakers are locked in stiff competition, with customers demanding ever-higher quality standards, meeting these standards needs to be balanced
Pulp Paper & Logistics ABB May/June 2024 12

with profitability. Automated testing provides an answer, ensuring consistent quality that keeps customers happy, while simultaneously streamlining production and minimising waste to keep costs down.
The paper industry is embracing sophisticated data modelling to optimise production and predict paper quality. These models rely on vast amounts of testing data, far more than manual methods can provide. In essence, automated paper is essential for navigating this perfect storm of evolving demands and economic pressures.
The advantages of automation
Unlike manual testing’s limited sample size, automated systems collect a significantly higher number of data points, allowing for 10 times more testing points per reel than manual testing
comparatively. This creates a statistically robust picture of paper quality, allowing for real-time adjustments to the papermaking process. Automated testing provides the feedback needed to nip quality issues in the bud, ensuring consistent excellence. Automated systems store all test data electronically, creating a treasure trove of information. Papermakers can now analyse trends, identify root causes of issues, and collaborate more effectively between quality control and operations teams. This knowledge empowers them to continuously optimise the papermaking process, streamlining production and minimising waste. In today’s competitive market, both consistent quality and cost-effectiveness are crucial. Automated paper testing systems deliver on both fronts. By minimising waste and ensuring high quality, papermakers
are designed with userfriendliness in mind. An operator of any skill level could walk up to a system equipped with an intuitive touchscreen, as easy to navigate as a smartphone, and get to work. Built-in analytical tools take the guesswork out of interpreting data, presenting clear insights at a glance.
In many mills we have seen that trust and confidence between the lab and production improves when an ‘impartial referee’ reports the measurements.
gain a significant advantage. Automation isn’t just a gamechanger for paper quality control; it’s a key ingredient for success in the modern paper industry. Perhaps the most compelling indication of this is the fact that no paper mill has ever reverted to manual methods after adopting automation. The benefits are simply too significant to ignore. Automated testing systems are not just tools; they are a gateway to a more efficient, cost-effective, and quality-focused future for the papermaking industry. By embracing automation, papermakers can not only ensure consistent paper quality but also unlock a world of possibilities for further optimization and innovation.
User-friendly tech for seamless integration
Modern automated testing systems, like the L&W Autoline,
Operators no longer question sampling or testing methods, while lab technicians can rely on the system’s consistent and trustworthy results. This trust fosters a more proactive and positive approach to quality management, eliminating the need for unnecessary discussions about retesting and instead allows operators to focus on corrective actions.
Even the testing process itself makes life simple. After each reel change, a sample is collected by the system, eliminating the need for manual intervention. The entire cycle, from sample collection to analysis and data generation, can be completed in ten minutes. That’s a ten-fold improvement over traditional methods, freeing up valuable time for operators to focus on more strategic tasks.
Automated paper testing isn’t just about better data; it’s about empowering your workforce to achieve more.
Case in paper: transforming production with mill automation
A US paperboard mill was urged to adopt automated paper testing by its sister mills in Europe, which
Pulp Paper & Logistics ABB May/June 2024 13
Automated testing provides a deeper understanding by sampling more testing positions across the reel, and consistent positioning

had been using the technology for several years. The benefits they achieved are a testament to the transformative power of this technology.
Within months of implementing the L&W Autoline system, production and quality teams were not only confident in the results, but also empowered to embark on a Six Sigma project, a method used by businesses to improve their business processes by reducing defects and increasing quality and efficiency. Their goal: reduce basis weight while maintaining tensile strength – a delicate balance.
During the project, thanks to the new high-resolution CD profiles they could get, the team saw that there was excessive variation in tensile tests in one specific position on the machine. The repeatability of automated paper testing enabled the mill personnel to focus on and resolve
factors that were affecting that position.
Previously, manual testing’s limited reach left them blind to
crucial variations across the paper web. Automated testing provided a deeper understanding, thanks to more testing positions across the
reel and consistent positioning. Prior to automation, the mill was forced to over produce basis weight to ensure strength

Pulp Paper & Logistics ABB May/June 2024 14
A technician working with ABB’s L&W Autoline system, which enables much higher data gathering and analysis
ABB’s L&W Autoline LM testing system
specifications were met. This resulted in wasted materials and higher costs.
The high speed of automated testing enabled multiple test strips per reel in just four minutes. This allowed for basis weight reduction, product recipe updates, and a dramatic decrease in rejects. Due to the testing repeatability, the mill achieved more than US$1 million in annual savings through adjustments based on data like tensile stiffness orientation.
Other significant operational benefits included a 2.0-to-3.5 percent basis-weight reduction, a large chemical cost reduction as strength additive usage lowered by 23.5 per cent, and a staggering drop in paper rejections due to
low tensile, from 65 tons per month to zero.
This case study is a compelling example of how automated paper testing isn’t just about data – it’s about empowering teams, optimising processes, and achieving significant cost savings while maintaining exceptional quality.
The next chapter
As the paper industry continues to evolve, the need for robust and efficient quality control measures will only become more critical. Eventually, we will reach a point where quality is no longer a guessing game, unlocked by the potential of automated testing and quality control. The
days of manual testing and its inherent limitations may soon be behind us and in its place, a wealth of data that will allow mills to paint a detailed picture of their operations and product properties.
This continuous process optimisation and feedback loop empowers operators to make adjustments on the fly, ensuring consistent excellence in every roll of paper produced. When paired with systems such as ABB’s Quality Control System, visibility of operations is enhanced further, providing access to even more data points to optimise operational costs and make highquality, on-spec paper.
At a time when satisfying
the balance between cost and customer satisfaction has never been higher, automation delivers the quality that customers crave while minimising waste and streamlining production for maximum efficiency.
The paper industry is no stranger to innovation, and automated testing represents the next chapter in this ongoing story.
By embracing this powerful technology, papermakers can not only ensure a brighter future for their businesses, but also guarantee a future filled with paper of exceptional quality – one meticulously crafted roll at a time.
* Stefano Cinquina is Business Line Manager for Pulp and Paper at ABB Process Industries

Pulp Paper & Logistics ABB May/June 2024 15
Automated paper testing is a powerful tool that offers all types of papermakers the means to improve quality, increase productivity, make faster decisions, and improve the bottom line
A Disneyland for pulp and paper makers
For more than 10 years Klabin has been working almost non-stop to bring its Puma projects I and II to life in Paraná state, southern Brazil. With the Puma I pulp mill starting up in 2016 and both phases of the Puma II mill brought on line between 2021 and mid-2023, the company has created an integrated mill that offers a wide product range made from sustainably-managed sources. PPL reports
So, how do you like your pulp, paper or board? Hardwood or softwood? Eucalyptus or pine? Bleached or unbleached? Would you like brown or white Kraftliner? And would you like Topliner with
that? Would you like carrier board, folding box board, or liquid packaging board? And would you like to add a biodegradable coating to your board? How about the 100 percent eucalyptus Eukaliner range that is taking the world
by storm? Or would you prefer something from Klabin’s fluff range?
The choices of grade and qualities of pulp, paper, and board being produced at Klabin’s Puma mill appear to be endless, along with being self-sufficient and exporting
power to the local grid, using biomass as solid, liquid or gas as fuels and producing sulphuric acid, tall oil, turpentine, methanol, and potassium. And as an extra bonus the Puma operation can switch easily and quickly to any grade that the current market demands.

Pulp Paper & Logistics ANDRITZ May/June 2024 16
The gasification plant for the lime kiln from Andritz
With a total annual capacity for 2.5 million tonnes of pulp, paper, and board, this mill in southern Brazil is now an exhibition in pulp and papermaking. In fact, Klabin’s project and technology manager, Rodrigo Vendramini, goes even further: “This is a Disneyland for pulp and paper makers; we basically have everything here a pulp or paper maker could ever dream of and make whatever they want.”
One of the largest forest product operations in the world
For raw material, Klabin has some 234,000 hectares of


“Klabin’s relationship with the local communities is transparent, very close, and goes beyond employment of the workers,” says João Braga, Klabin’s director of projects and engineering
wood planted in Paraná state alone, with 40 percent of the land given over to biodiversity.
João Braga, Klabin’s director of projects and engineering, says, “Our conservation strategy is recognised the world over as an excellent sustainability model. The target here is to have at least 80 percent of our wood coming from our own, sustainably-managed plantations.
“For this project, we had to build the inward and outward logistics for the development, including roads and a rail head. It was an enormous operation, and now our development in Paraná state is considered to be one of the largest forest products operations in the world.”
Klabin is a huge and important employer in the region, with some 6,000 employees in Paraná state when forestry operations and the nearby Monte Alegre and Puma mills are considered.
“Klabin’s relationship with the local communities is transparent, very close and goes beyond employment of the workers,”
continues Braga. “Bringing economic health to the area is one of the main pillars in our operational strategy, which generates important benefits, including helping the local cities with administration support from specialists and helping young people when it comes to improving their education.”
Klabin’s operations in the area produce a lot of truck movements each year transporting around 14 million tons of wood. “This is why we have built an impressive logistic hub, including the container terminal connected to the port,” says Braga. “From here our final products go out to the main local port by rail, and then out to the 60 countries around the world to whom we export our products. The rail terminal takes trucks off the road and reduces emissions as well as costs.”
Environmental
excellence – a given
The focus on environmental excellence extends across the board at Klabin, from forestry
operations right down to the final product, which is why this was an important issue when it came to the Puma II project at the mill. After the successful results working with Andritz on the Puma I project at the mill, which included the installation of the woodyard, four complete debarking and chipping lines, two cooking plants and fibre lines for bleached pulp grades for hardwood and softwood, two lime kilns, and a white liquor plant, Klabin embarked on the Puma II project that has included several major deliveries and upgrades from Andritz, as well as adding two of the latest paper machines to the site, thereby maximising the potential of an integrated pulp and paper mill.
“It’s all about trust and cooperation,” says Rafael Sirtoli, director of operations at Andritz “The Puma I project went even better than the original plan. We were even ready for the start-up some days before the contractual date in some areas. The Puma I project also included a hardwood
Pulp Paper & Logistics ANDRITZ May/June 2024 17

“We basically have everything here a pulp or paper maker could ever dream of and make whatever they want,” says Rodrigo Vendramini, Klabin’s project and technology manager
and a softwood bleached kraft pulp line with the challenge of building both lines in parallel. The Andritz team did a great job on the cooking and washing concept, and the project was carried out smoothly. We were all very happy with how the Puma I project went.”
The Puma II project phase 1 was focused on supplying brown pulp to Klabin’s new paper machine 27, which is producing the company’s new revolutionary Eukaliner, a Kraftliner made from 100 percent eucalyptus. For this part of the project, Andritz supplied a wood processing line, HERB recovery boiler, EcoFluid power boiler, and a complete white liquor plant consisting of a recausticising plant and lime kiln. Andritz also supplied a gasification plant and SulfoLoop sulphuric acid plant.
The Puma II project also
meant that a major expansion programme was needed to increase capacity of the Puma I bleached fibrelines in two different phases; first, comprising a capacity increase of the cooking plants and second, a capacity increase of the hardwood line, from 3,742 to 4,080 adt/d.
Andritz once more was chosen as the main supplier to provide the very latest environmentally leading technology for the capacity increase. The scope of supply included the modernisation of the cooking, washing, screening, and bleaching processes including the delivery of the 400th Andritz DD-Washer to ensure the production of highquality pulp, maximum operating availability, and low chemical consumption.
A large portion of the capacity increase was done during the annual maintenance shutdown,
New sustainable technologies at the Puma mill
Importantly, the orders to the Puma mill from Andritz also included two firsts under the umbrella of its CircleToZero initiative; the world’s first Andritz SulfoLoop sulphuric acid plant, and a gasification plant for the lime kiln, the first of its kind started up in Brazil.
Francisco Razzolini, Klabin’s director of industrial technology, innovations and sustainability, says, “Klabin is on a long journey to reduce and eliminate the use of fossil fuels, so we are always looking for renewable, reusable, and recyclable solutions in our operations.
“The technology for SulfoLoop and gasification of the lime kiln from Andritz fits in well with our own ambitions to improve environmental performance and
reduce our carbon footprint. We have always thrown out challenges to our suppliers and we are always keen to challenge them to come up with these types of solutions.”
Sulfoloop concentrated sulphuric acid plant
Klabin successfully started up the SulfoLoop plant at the Puma mill in the second half of 2022. The plant has the capacity to produce 150 tons of commercial grade sulphuric acid from concentrated odorous gases and elemental sulphur. The plant serves the whole pulp and paper mill and makes the site completely self-sufficient in sulphuric acid by recycling sulphur from the waste streams.
“Despite some expected
challenges as it’s a world’s first, we are now producing 98 percent concentrated sulphuric acid in the SulfoLoop plant, which means we no longer have to buy from the market,” says Razzolini. “This has also saved us fossil fuel emissions as we no longer need to use trucks to transport sulphuric acid to the mill.”
Gasification plant
The gasification plant was also started up in the first half of 2022 and enables completely fossil-fuel free operation of the lime kiln by replacing 100 percent of the heavy fuel oil with a biomass-derived gas.
“We are very happy with the result of this addition to the mill,” says Razzolini. “We have calculated that with this project
we are reducing the use of fossil fuels by some 21,000 tonnes per year, as well as eliminating more than 60,000 tonnes of greenhouse gas emissions a year. Gasification, integrated to other renewable fuel sources, as hydrogen, tall oil, methanol, odorous gases, and turpentine, results in a very high green energy mill operation, getting closer to our ambition to zero fossil fuels.”
Achieving goals with the ‘new normal’ technology for pulp mills
Both projects, SulfoLoop and the gasification of the lime kiln, are part of the investments Klabin is making to reduce fossil-based emissions.
“We have submitted and
Pulp Paper & Logistics ANDRITZ May/June 2024 18
of the mill. “This was the most challenging modification ever,” says Vendramini. “It was amazing the amount of work done by Andritz and Klabin teams to increase the capacity of the line by 340 t/d. During a 10-day shutdown there were some 50 tons of piping to be replaced as well as many motors and pumps to be changed/repowered. This period was a hive of activity on the hardwood line, ending up with a great result, on schedule, with safety and quality.
“We were delighted to receive the 400th DD-Washer that Andritz has produced,” says Vendramini. “We also have the 300th one on our Puma I line. The washer capabilities are very familiar to us especially in its flexibility for higher production rates and low chemical consumption in bleaching.”
The scope of the second phase
also included a debarking and chipping line, making it the sixth wood processing line from Andritz installed at the mill. The complete wood processing plant includes six Andritz debarking drums and six EXL-size HHQChippers, one for each line.
Andritz also supplied leading environmental technology for renewable and recyclable technology with its SulfoLoop sulphuric acid plant and gasification technology for one of the Puma I lime kilns.
“Along with its proven technology in the wood yard, pulping, and recovery processes, we also chose Andritz because we want to be environmentally responsible,” says Braga. “This is why we decided to invest in the new technology of SulfoLoop and gasification of the new lime kiln.
“Sustainability is another one of the pillars of our strategies at

“It’s reassuring to know that Andritz is here to work with us on this journey,” says Ricardo Cardoso, industrial director at the Klabin Puma Mill

approved a goal with the Science Based Target Initiative (SBTi) to reduce emissions on all
our operations by 25 percent by 2025, and 49 percent by 2035, based on 2020 figures,” says
Razzolini. “Implementing these technologies is part of that process.”
As both areas were new to Klabin’s operational team, Andritz developed and delivered the first simulator, Operator Training System (OTS) for SulfoLoop and the gasification plant. The expected results with process validation, DCS logic validation, and operator training were achieved with better-than-expected results.
Leonardo Scanavini, chemical recovery plant specialist for new projects at Klabin, says, “The solutions of SulfoLoop and gasification of the lime kiln fit like a glove for us at the Puma mill. In fact, they are the ‘new normal’ at pulp mills now. In the future, all mills will have these types of solutions.”
More information from Rafael Sirtoli. Email: rafael.sirtoli@ andritz.com
Pulp Paper & Logistics ANDRITZ May/June 2024 19
Klabin’s latest DD-Washer is the 400th produced by Andritz
ANDRITZ
Klabin; the reuse of raw materials, saving of fossil fuels, and reducing GHG emissions fits firmly into our strategy.”
Covid challenges: “We were really strong together”
“The Puma II project kicked off in May 2019 and was going really well, with all the plants we were working better than the schedule,” says Vendramini. “And then came the pandemic!
“This was obviously a major challenge. We suddenly had to shut down the site construction and installation activities of the project, and somehow demobilise the 6,000 people we had on site and move them back home under the governmental conditions of the pandemic. As with everybody else, we had no experience like that before and, of course, the safety of our people and those working on the project was of paramount importance.
“We then had to figure out how we could continue the project under these adverse conditions. Remobilising the workers took a long time, following strict protocols set by authorities, Klabin, and Andritz.”
This turned out to be a real test of the relationship between Klabin and Andritz, as this was not just a question of health and safety. There was also a major project to continue with all the attendant challenges of equipment deliveries held up in ports and ongoing construction activities with a severely depleted work force due to the raging pandemic. Sirtoli says, “This was a difficult time, and there were some major headaches due to equipment delays with ports being shut.”
There were also challenges on the ground; for example, there were days when as many as 100 construction workers were unable

“The technology for SulfoLoop and gasification of the lime kiln from Andritz fits in well with our own ambitions to improve our environmental performance,” says Francisco Razzolini, Klabin’s director of industrial technology, innovations and sustainability
to turn up following positive Covid tests.
“But it has to be said, the cooperation with Klabin was brilliant, the lines of communication were fully open, and the company was very empathetic to our needs and challenges. At this stage we had weekly meetings where the project leaders from both sides covered all the eventualities that were affecting the project and found solutions that worked for both parties.
“This was a difficult phase we went through, but we were really strong together,” adds Vendramini.
“And with open and transparent communication we all understood very well the challenges both parties were facing, which enabled us to move forward in a decisive way.”
As well as dealing with Covid-19 as the project got back on track, there were still major challenges,
But the work doesn’t stop. Ricardo Cardoso, industrial director at the Klabin Puma Mill, says, “We are very pleased with how Andritz supported us in the Puma II project. Through a close collaboration between the Klabin team and our suppliers, we are now fully equipped to provide sustainable solutions, encompassing all sorts of paper and cardboard types and varieties that our clients require to enhance their business success.
including the first capacity increase of the cooking plants during the maintenance shutdown of the mill.
“In the end, the whole project had gone under replanning and deviated for some weeks from the original schedule, which was impressive considering the impact Covid had,” says Vendramini.
A world of opportunities
After the start-up of Andritz pulping technology and two paper machines, PM27 (which started up in 2021) and PM28, the Puma mill is now producing some of the most varied ranges of paper and board offered by any mill in the world. PM28 started up in late June 2023 and is now adding value to the mill’s output by satisfying numerous customers, from specialist liquid packaging grades to 100 percent Eukaliner for corrugated packaging, and almost every grade in between.
“With all the efforts we have made to streamline and increase capacity, along with providing various innovative technologies following the best environmental practices, we are already witnessing improvements in the capacity and quality of our paper and board production. However, it’s a complex plant, and there is still work to be done to optimise the overall factory balance. It’s reassuring to know that Andritz is here to work with us on this journey.”
The Puma mill is the result of one of those extraordinary projects in this industry in terms of its scale and depth of innovation, ingenuity, and execution.
Whether it’s civil or equipment engineering excellence, and sheer physical effort, or intricate new innovations and environmental additions, Klabin’s Puma mill is now virtually a closed-loop circular biorefinery, and a fantastic example for the pulp and paper industry and the global bioeconomy as a whole.
Braga concludes, “Andritz has played an important role in the whole Puma project, both projects I and II, and we see the company as the forerunner in the development and supply of top, environmentally-leading technology for the pulp and paper industry.”
Pulp Paper & Logistics
May/June 2024 20
The roadblocks on the route to decarbonisation
On the pulp and paper industry’s path to decarbonisation, sometimes it is difficult to see the wood for the trees. The industry is willing to decarbonise, but uncertainties in energy prices overshadow the sector’s readiness, while an alternative fuel infrastructure will not be ready before 2030. Francois Depierreux* discusses actionable steps that leaders in the pulp & paper industry can take to reach their decarbonisation goals
The energy crisis sparked by the Russian invasion of Ukraine brought historically high gas and electricity prices and sounded an alarm for European energy systems. While its immediate impact might now be in the rear-view mirror, the lessons are still reverberating across energyintensive industries like pulp and paper (P&P).
With production projected to increase through to the end of the decade, greater efforts are needed to mitigate the industry’s vulnerability to energy market fluctuations, and reduce its dependence on fossil fuels, by switching to green molecules and electrons. The sector could facilitate this transition by embracing innovative technologies to reduce energy demand and readying its assets and processes to accommodate the fuels of the future.
If energy for production processes is one side of the coin, the other is ensuring sustainable sourcing of raw materials and working to improve supply chain collaboration on a circular economy. Various frameworks (including the European Union’s Waste Framework Directive) prioritise reusing materials before focusing on recycling them – even offering reuse-based incentives. However, in the P&P sector, reusing material is often
impractical, while paper fibre can be recycled on average more than seven times.
The materials issue in the P&P industry is also prominent from the end-product perspective. P&P often directly competes with plastics, especially in the packaging sector. Using cardboard rather than plastic for bottle and can carriers impacts the sustainability of the entire value chain, from replacing the fossil fuel feedstock to the comparative ease of paper recycling. Each successful innovation spurs new market growth and reduces the need for the unsustainable use of plastics. With these and other factors at the forefront, the P&P sector has much to consider as it positions itself as a leader in sustainability and decarbonisation. Key among these considerations is to understand the barriers to decarbonisation and how to overcome them.
Understanding the barriers to decarbonising
Pulp &Paper
As in all energy-intensive industries, a critical issue for achieving Net Zero is having access to affordable and plentiful green energy. The P&P industry requires both heat and electricity to produce paper products – heat to dry the paper and electricity to run the machines. Heat decarbonisation is often the primary pain point.

Large, energy-intensive mills use significant amounts of gas and sometimes coal to fire their long-term assets, as the hightemperature steam and hot air needed is not yet readily available using heat pumps. Biomass boilers using wood chip feedstock and green gases are viable alternatives, but considerations such as cost and availability, make industrial heat a complex problem to solve. Several issues arise in the effort to decarbonise the European P&P industry while maintaining competitiveness:
l Policy predictability – Having clear regulations as to whether biomass and biogas/biomethane will be considered ‘green’ under decarbonisation standards like the GHG Protocol, RED, and SBTi can mitigate price uncertainty by providing the predictability needed for investments. It is still unclear when that will be decided. Delaying clarification may slow sector decarbonisation, as
companies may not want to invest in these renewable solutions until that question is resolved.
l Sourcing availability – The supply chain for green gases is still limited, but there has been a big push to reduce natural gas dependence through local solutions, such as biogas and biomethane production, for instance through the REPowerEU plan. However, until economies of scale develop – likely after 2030 –the price gap between biogas and natural gas may disincentivise the switch.
Hydrogen is the key to future P&P industry decarbonisation but will require massive investment over coming decades.
l Technological readiness – While the availability of affordable green molecules and electrons is a determining factor, the readiness of companies to integrate those technologies into their production processes must not be overlooked. Energy-intensive production involves large assets that are hard to replace. The ability of a site to decarbonise rests on having fit-to-purpose solutions, ensuring the energy supply and assets match, and safeguarding business continuity.
The way forward
The challenges to achieving Net Zero should not be an excuse for ‘greenstalling’. The first step is to set an ambition and prepare a
Pulp Paper & Logistics ENGIE IMPACT May/June 2024 21
ENGIE Impact’s Francois Depierreux is based at Riyadh in Saudi Arabia
ENGIE IMPACT
roadmap suitable to the context or country. At the site level, a decarbonisation study is needed to identify the best solutions to tackle the mill’s energy challenges, together with a risk analysis to mitigate commodity and technology uncertainties.
In parallel, and without waiting for a fully-fledged decarbonisation strategy, companies could launch an energy efficiency programme. Such a programme offers immediate savings that can be reinvested in a broader decarbonisation plan. And then, along with both strategy preparation and efficiency measures, companies could engage in stakeholder alignment, preparing the entire organisation for the shift from natural gas to biomass or biogas, and readying it for the adoption of new procedures.
Current efforts to decarbonise a P&P organisation take an integrated approach that includes the following elements:
l Onsite Renewables – Solar PV is a mature solution for carbon
reduction but only covers a fraction of energy use and is expensive. If capex is a challenge, one option is power purchase agreements (PPAs), where a renewables developer funds and operates a solar PV array at a mill’s site, delivering a steady amount of green energy to that mill without the company having to provide capex up front.
l Fuel Switching – High temperature forced air is part of the paper manufacturing process. Exhaust from gas turbines has been the method of choice in the past. Removing gas turbines to decarbonise the process, however, would eliminate that source of hot air. Since electrical solutions are not yet fully developed, biomass solutions from wood feedstock, black liquor, or biomethane can potentially provide the necessary levels of heat without using fossil fuels.
l Prioritising Scope 3 – Scope 3 emissions, associated with the forestry industry and logistics in recycling, are gaining attention. The challenge lies in balancing
the need for fresh fibre and pulp with the increasing cost of primary materials. Energy efficiency initiatives are under way, with a focus on reducing the reliance on new, primary materials.
Periods of significant transformation bring many uncertainties, as companies seeking to embrace the energy transition know all too well. Familiar concerns about investing in emerging technologies and the scaling of green fuels have been joined by new concerns about energy security and affordability. The events of 2022 illustrated the importance of both reducing demand and ensuring reliable access to affordable energy, a crucial lesson for industrial companies with significant energy needs.
With all the uncertainties to consider, undertaking a holistic decarbonisation programme is a challenging endeavour. P&P mills seeking to accelerate their net-zero transition might be aware of the challenge but may lack the expertise and network of
Production and trends
connections to get the job done. Fortunately, they don’t have to do it on their own. Companies that know the value a comprehensive decarbonisation programme has for their economic success can enlist an external partner with the capabilities to guide decarbonisation efforts over the hurdles of strategy and solution design, financing and contracting processes, to deliver an end-toend energy solution.
* Francois Depierreux is Director, Sustainability Solutions, EMEAI, at ENGIE Impact, a global consultancy with more than 2,000 employees and more than 500 consultants which help organisations decarbonise their operations and sustainability objectives as governments call for Net Zero or carbon negative targets. The company recently collaborated with the Confederation of European Paper Industries (CEPI ) at the Pulp and Beyond conference in Helsinki from which a podcast was produced. More information from www.engieimpact.com
The energy crisis has decreased production levels and increased prices. However, 2023 values are showing signs of recovery.
Quarterly production volume index (2021-2023 Monthly prices Natural Gas TTF (2020-2023 Quarterly producer price index (2021-2023
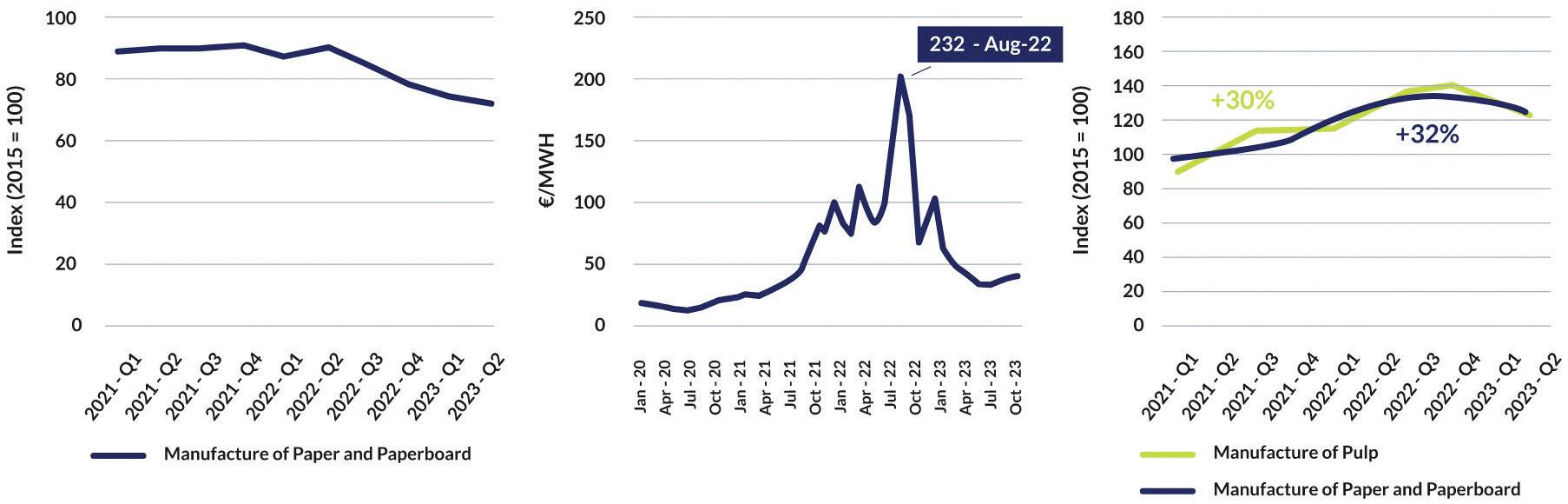
Key insights
l Since the second quarter of 2022 volumes of pulp and paper produced have been decreasing due to the energy crisis impact. However, between the fourth quarter of 2022 and the third quarter of 2023 the drop has been smoothing down, says ENGIE Impact.
l The energy crisis impacted prices with PPI increasing by around 30 percent between the fourth quarter of 2021 and the fourth quarter of 2022 for pulp and paper products. Since the beginning of 2023, prices have been gradually reducing.
Pulp Paper & Logistics
May/June 2024 22
Sappi and Xeikon have a sweet collaboration

Food-safe, paper-based confectionary packs that are fully recyclable in the paper waste stream have been developed by Xeikon in partnership with paper maker Sappi.
With high image quality, bright colours and a silky surface, packets of Maoam Chew Fruit Mix showcase Xeikon’s groundbreaking Titon dry toner technology printed on heatsealable Sappi Seal Silk 67gsm functional paper. The flexible packaging is food-safe without the
need for any additional barriers in the structure, such as a varnish or other layers.
“Xeikon continues to meet brand owners’ demands for environmentally friendly and foodsafe packaging with value-adding solutions created through close collaborations with other industry leaders,” says Frank Jacobs, Xeikon’s market intel & senior product manager. “Our latest sustainable flexible packaging solution is enabled by Sappi’s longstanding expertise in recyclable paper materials and the unique
capabilities of Xeikon Titon dry toner.”
Sappi Seal Silk is a functional single-coated paper that is claimed to have superior heat sealability and moisture barrier. Fully recyclable, it has been designed for both primary and secondary flexible packaging applications in the food and non-food sectors. Offering excellent printing results and openability, the paper is suitable for direct food contact, which complements the properties of Xeikon’s food-safe, odourless and migration-proof Titon toners.
Xeikon’s Titon dry toner technology is printed on heatsealable Sappi Seal Silk 67gsm functional paper to provide fully recyclable packaging
Sibylle Hajostek, market manager for packaging solutions at Sappi, comments: “The ongoing collaboration with Xeikon offers clear benefits for printers, as we can provide them with a well-tested route to producing recyclable flexible packaging with Sappi Seal Silk as the basis. Together we’re delivering sustainable innovation that the market needs in order to respond to end users’ demands for more eco-conscious packaging and to comply with new legislation for a circular economy.”
Pulp Paper & Logistics May/June 2024 23 GREEN PACKAGING NEWS
Roll out of EU waste regulations provides ‘golden opportunity’
The final adoption of the EU’s Packaging and Packaging Waste Regulations (PPWR) marks a significant milestone in the journey towards a more sustainable future for Europe’s print and packaging sector, says packaging regulation communications specialist James Coldman, account director at PHD Marketing. Intended to bring uniformity where the incumbent Packaging and Packaging Waste Directive (PPWD) allowed room for interpretation, the PPWR deal has now been struck. The agreed PPWR terms aim to incrementally reduce the amount of packaging waste produced in the EU. The targets are to cut waste generation by 5 percent by 2030, 10 percent by 2035 and 15 percent by 2040. As the regulations come into effect, Coldman emphasises the
transformative potential of the PPWR in accelerating industrywide change.
Commenting on the implications of the PPWR for businesses across Europe, Coldman said: “It has felt to be a long time coming, but with the final adoption of the EU PPWR regulations, even as a slightly softened version to satisfy all parties, we are witnessing a pivotal moment for the packaging industry.
“We are often asking what can move the sustainability needle for our industry and these regulations have the potential to be the single most influential catalyst for change. Now, as paper packaging materials have been re-evaluated and the scope has extended to cover healthcare packaging, what it brings is clarity and a clearer roadmap to cohesive and connected packaging circularity.
“While we’ve seen a lot of progress made by individual
businesses in areas such as recyclability and the use of postconsumer materials, the PPWR is a ‘golden opportunity’, because it puts a circular economy front and centre in a more consistent way. The industry is all rowing in the same direction. That’s enormously powerful, and the net zero carbon targets first set in the 2015 Paris Agreement now seem much more within reach.
“Collaboration will be key in ensuring the successful implementation of the PPWR across the industry. As businesses work together to navigate the complexities of the new regulations, we can move a ‘culture of sustainability’ from marketing buzz to something more meaningful.
“While it’s been a drawn-out process to get to this point and compromises have been made in the delivery of the regulation, there’s huge potential to safeguard
Sustainable packaging for confectionary
PulPac and Lakrids by Bülow of Denmark are joining forces to explore confectionery packaging alternatives based on PulPac’s pioneering dry-moulded-fibre technology. Design studio Office of Possibilities (OP) is engaged in the collaboration to turn innovative ideas into cuttingedge design and perfect the customer experience.
Dry-moulded fibre uses renewable fibres sourced from responsibly-managed forests. The technology is said to be resourceefficient and cost-competitive, and significantly reduces environmental impact compared

to both plastic and other fibrebased alternatives.
Johan Bülow, founder and creative director at Lakrids by

James Coldman, account director at PHD Marketing; “PPWR… is a big win for packaging businesses that are pushing towards a closed loop economy”
the future of the industry. Reinforcing the waste hierarchy and eliminating ‘forever chemicals’ is valuable on its own, but the PPWR is also set to increase the amount of recycled material in the packaging loop, a big win for packaging businesses that are pushing towards a closed loop economy.
“Our message to the EU packaging market is that the PPWR could provide the traction we need. We have treated a packaging circular economy as a far-off end goal we can reach incrementally, but with PPWR now in effect, we might have just hit the turbo button.”
More information from www. phdmarketing.co.uk
Bülow, was enthusiastic about the collaboration, stating, “We have a history of challenging the conventional and never accepting
the status quo – and sustainability is at the core of everything we do. Exploring innovative technologies for responsiblyproduced packaging aligns well with our values and sustainability commitment”.
With consumers increasingly prioritising sustainability in their purchasing decisions, PulPac and Lakrids by Bülow are aiming to inspire this positive change and demonstrate the viability of ecofriendly packaging in the premium confectionery industry, with high design demands.
More information from www. pulpac.com
Pulp Paper & Logistics May/June 2024 24 GREEN
24
PACKAGING NEWS
Confectionery packaging based on PulPac’s pioneering dry moulded fibre technology is being explored by Lakrids by Bülow
A revolution in packaging for crisps

First step in a campaign to provide an alternative to the eight billion plastic packets for crisp snacks that are thrown away in the UK each year has been launched by The British Crisp Co.
The crisp maker is using what it says is the first fully-recyclable paper packet that can be disposed of in kerbside recycling bins together with their other paper items.
The paper packet has been developed in partnership with Evopak, a manufacturer of paper-based flexible packaging. It uses a polymer called Hydropol, which was developed by Aquapak Polymers Ltd, instead of a conventional plastic. A microscopically-thin layer of vacuum-deposited aluminium keeps the crisps fresh, but doesn’t impact the recyclability of the packets.
Hydropol can be recycled, re-pulped, composted and is compatible with anaerobic digestion. If unintentionally released into the environment, the non-toxic and marine safe Hydropol will dissolve and
Paper packs with recyclable coatings are being used to revolutionise the crisps market
subsequently biodegrade. It does not break down into harmful microplastics, so it still has a safe end-of-life even if it is not disposed of as intended.
Aquapak specialises in the design and manufacturing of polymer-based technologies that deliver both performance and environmental responsibility at scale. When extrusion coated or laminated on to paper, Hydropol adds strength and provides barriers to oxygen, oil and grease, and its solubility allows 100 percent paper fibre recovery through paper recycling mills.
Mark Lapping, chief executive of Aquapak, said: “Its launch marks a significant milestone for Aquapak and our Hydropol technology, which can be commercialised at scale. This is a huge opportunity for brands and producers who now have a viable, functional and recyclable alternative that enables full fibre recovery in a standard paper recycling process”. More information from www. aquapakpolymers.com




Opening hours:
MONDAY, SEPTEMBER 30, 2024 - 09am - 07pm
TUESDAY, OCTOBER 01, 2024 - 09am - 06pm WEDNESDAY, OCTOBER 02, 2024 - 09am - 05pm
GRIMALDI FORUM MONACO 10 avenue Princesse Grace 98 000 Monaco
Pulp Paper & Logistics May/June 2024 25 GREEN PACKAGING NEWS
GPS: Latitude: 43.740504 | Longitude : 7.429654 LUXE PACK MONACO is restricted to professionals only. Free show entrance if presenting your electronic badge or programme Children under 15 years old are not admitted www.luxepackmonaco.com
World’s lightest heat‐sealable packaging paper
What is claimed to be the world’s lightest heatsealable flexible packaging paper, NexPlus Seal Pure 36 gsm has been launched by Koehler Paper, part of the Koehler Group.
Despite its low grammage, the paper has high strength and is suitable for further processing on commercially available packaging machines for horizontal packaging formats, such as flow packs and wrapping paper. The paper’s surface characteristics makes it suitable for flexographic, digital and gravure printing.
The low grammage also helps to reduce the amount of materials used in its production, saving resources without having to compromise on essential properties for packaging paper. With low opacity, the paper is already being used to package brochures for mailing.
“You can see what’s inside the

packaging or scan a QR code through it. This is what makes Koehler NexPlus Seal Pure 36 gsm so attractive for the mailing of brochures,” explained Christoph Wachter, director of the flexible packaging paper division at Koehler Paper. “The fact that we use 100 percent certified
virgin fibre pulp in production means that the paper is also suitable for food packaging and is already being used as secondary packaging.”
The research and development team at Koehler Innovation & Technology worked with Koehler Paper to develop the NexFlex
product range, a 100 percent recyclable generation of flexible packaging papers with the aim to replace plastic in packaging by using barrier papers wherever possible. The range covers a broad spectrum: it includes standard coated and uncoated paper used in laminates for pouches, sachets and other applications, making them suitable for a wide range of packaging for food and non-food products.
The next generation of papers for flexible packaging are a sustainable barrier paper with functional surfaces for productspecific protection (Koehler NexPlus). The NexFlex product family also includes paper coated on one side with good dimensional stability and high smoothness (Koehler NexCoat), as well as uncoated paper with a natural appearance (Koehler NexPure).
More information from www. koehler.com
Sustainable paper bags for e-commerce
Fibre-based packaging products
manufacturer DS Smith has signed a supplier agreement with Sweden’s Jonsac, which produces e-commerce bags from FSC-certified wood.
The partnership will enable the two companies to accelerate the transition from plastic to paper bags within the e-commerce market in Europe on a larger scale with the products available to customers across all of DS Smith’s markets in Europe.
DS Smith and Jonsac will

provide a product range to meet customer requirements, while looking ahead at the types of
packaging that will be valuable for the e-commerce sector in the future, in line with key market
requirements and fast-changing consumer trends.
The bags will be 100 percent fibre-based and recyclable, and DS Smith customers will benefit from the opportunity to order consignments at high-volume in support of their e-commerce activities.
The new agreement expands on an existing arrangement in which Jonsac supplies paper bag packaging to DS Smith customers within the Nordic region.
More information from www. dssmith.com
Pulp Paper & Logistics May/June 2024 26 GREEN
26
PACKAGING NEWS
DS Smith is supplying Jonsac with paper bags that are 100 percent fibre-based and recyclable across Europe
Qualities such as its low weight and low opacity make the flexible packaging paper Koehler NexPlus Seal Pure 36 gsm ideal for packaging brochures to be posted
Second DS Smith Customer Innovation Hub planned for Iberia
DS Smith has chosen Torrejón de Ardoz, near Madrid in Spain, as the latest location for a ‘Customer Innovation Hub’ where it is intended to further facilitate both virtual and physical collaboration between DS Smith packaging experts and their existing and potential customers.
The synergies established in the centre will provide the opportunity for customers and visitors to explore and share sustainable packaging in an interactive environment. The learning experience will allow for flexible exploration around opportunities for sustainable and circular ready packaging for brands and manufacturers in the Iberian region.
DS Smith Customer Innovation Hubs are dedicated to sectorrelated businesses and challenges. They also highlight sustainable packaging designs

for a variety of sectors including e-commerce, FMCG and industrial sectors such as automotive.
In addition, customers and visitors are provided with access to digital elements such as 360deg cameras and LED screens, and virtual- and augmentedreality experiences. DS Smith has also installed 3D technology to reveal market-ready offerings
to customers in real time and demonstrate the developmental processes behind innovative new customised prototypes.
DS Smith’s packaging is made from corrugated cardboard and designed to reduce carbon dioxide emissions throughout the supply chain. Every pack is designed with the company’s Circular Principles and metrics
UPM sponsors sustainable design at the Pentawards
UPM is extending its partnership with the leading global platform for packaging design, Pentawards, to highlight the role of designers in co-creating “a future beyond fossil fuels”. In 2024, UPM is one of the main sponsors of Pentawards and sponsors the Sustainable Design category in the competition.
The competition encourages the work of designers in developing packaging that is
not only visually appealing and functional, but also environmentally responsible.
Adam Ryan, head of Pentawards, said: “At Pentawards we aim to honour design excellence, inspire creativity and foster connections within the global packaging design community. By embracing industry changes as opportunities, we forge strong partnerships to navigate challenges. Sustainability is a
key focus and our collaboration with UPM allows us to educate, highlight and prepare the future of design.”
UPM says the partnership is an opportunity to emphasise the significance of sustainable design in the packaging value chain and to demonstrate the impact of its circular and recyclable materials for packaging products.
Brand director at UPM Kristiina Jaaranen added: “Packaging designers have the power to
approach, and the design team works to rate and compare the circularity of a design using eight indicators to identify the effectiveness of sustainability performance and where to focus attention.
The hub is equipped with technology that enables users to participate in face-to-face, virtual and hybrid sessions, and is set up to host webinars and seminars on sustainable packaging and dominant or emerging market trends. Interactive ‘unboxing’ experiences are available to demonstrate the impacts of each packaging on the consumer and the options to design for re-use from inception.
The hub in Madrid will be the second in Iberia. DS Smith opened its first in Lisbon, Portugal in 2021 and invested in another at Belchatów in Poland, the following year.
More information from www. dssmith.com
be the true change makers when it comes to improving sustainability of products.
Sustainable packaging design can be inspiring, but also demanding, due to changing regulations and pressure from consumers and brands.
“Together with Pentawards, we are here to support the designers in creating packaging solutions beyond fossils.”
More information from www. upm.com
Pulp Paper & Logistics May/June 2024 27 GREEN PACKAGING NEWS
A Customer Innovation Hub is being set up by DS Smith near Madrid
Natural touch for uncoated paperboard
Uncoated paperboard that enables brands to create premium packaging products with a natural look and feel has been launched by Invercote Packaging and Graphics.
Providing the same technical characteristics as other products in the Invercote family, Invercote Touch delivers a tactile experience without compromising on performance. It is designed to meet the growing demand for sustainable and visually-appealing packaging materials while maintaining excellent printability.
“Invercote Touch is a unique combination of uncoated paperboard, where the appearance and tactile feeling is key, and other characteristics that make Invercote so suitable for

Invercote Touch provides ‘a sensory interactive experience for the customer’
superior packaging applications,” says Edvin Thurfjell, product manager for Invercote Packaging and Graphics, a division of Holmen Board and Paper. “Invercote Touch enables brands, for the first time, to prioritise a natural look and
feel with a product that has the right combination of printing and converting properties for an uncoated paperboard.
“With Invercote Touch, you actually touch the raw fibres and hear the sound of friction on the
paperboard,” added Thurfjell. “It provides a sensory interactive experience for the customer that feels easy and natural to handle. It also has the superior embossing features that are inherent with Invercote. It frees up what you can do with the surface and opens up more possibilities for creative messaging.
“Holmen’s mill in Iggesund, Sweden, developed Invercote Touch by applying the knowledge it has built up over 60 years of what premium packaging customers require and by listening to changing customer needs.”
Invercote Touch is suitable for all types of packaging and graphics applications. It is initially available in a 330gsm weight.
More information from www. iggesund.com
Pre-engineering project for new packaging
Metsä Group’s innovation company, Metsä Spring, has started a pre-engineering project for the production of Muoto, three-dimensional packaging made from wet wood pulp.
Once the pre-engineering planning is completed, Metsä
Group will consider investing in a factory, which is expected to be completed in early 2025.
Based on the outcome of preengineering and the continued work in the demo phase, mainly using a plant at Äänekoski in Finland, Metsä Group will assess

the possibility of starting the new business and investing in a production plant that is likely to be located at its Rauma site.
Niklas von Weymarn, chief executive at Metsä Spring, explained: “Taking an idea to industrial scale is a long road with multiple different phases. Deciding to start the pre-engineering project is a big milestone for us. Although many areas still need further development, we have now gathered enough proof to initiate this very important factory planning stage. The Muoto project has reached this point very quickly, considering that the project started almost from scratch for us in 2020. A big thank you goes to our project team and
our main partner, Valmet.”
The technology used to make Muoto products converts wet wood pulp into threedimensional trays and packs without any intermediate steps, ready for shipping to end customers.
In addition to being easy to mould, Muoto is light, strong and recyclable. The first products could be lightweight takeaway and lunch packages, berry containers, trays and combo packaging.
Earlier in the year, Metsä Spring appointed Veli-Pekka Kyllönen as project director of the preengineering project, leading a five to ten strong team.
More information www. metsaspring.com
Pulp Paper & Logistics May/June 2024 28 GREEN PACKAGING NEWS 28
Muoto packaging items are made from wet wood pulp
PACKAGING NEWS
Sustainability on the chocolate shelf
Leipzig-based chocolate manufacturer Nucao has launched its products in recyclable paper packaging in collaboration with Koehler Paper.
In addition to being organic, vegan and Fair Trade compliant, Nucao’s chocolate is wrapped in Koehler NexPlus Advanced, a flexible packaging paper providing complete protection due to its oxygen, mineral oil and grease barrier properties.
The Nucao bars are available from German retailers in four varieties: Roasted Hazelnut Butter, Almond Butter & Sea Salt, Salted Caramel and Crisp & Crunch. When developing Koehler NexPlus Advanced paper, the focus was on making it recyclable and ensuring it offered outstanding product protection. As a result, the paper can be recycled as part of a standard paper recycling process. This is also certified by the Papiertechnische Stiftung (PTS) –the Paper Technology Foundation

and environmental service provider Interseroh.
Christoph Wachter, director of the flexible packaging paper division at Koehler Paper, said: “The paper fibres can be reused up to 13 times. Working with Nucao, a pioneer in the chocolate sector, we want to show that we are capable of putting the circular economy into practice and making sensible and sustainable use of
the raw materials available to us.”
With the sustainability approach that Nucao takes to its chocolate bars, the company is advocating both a deforestation-free supply chain, fair remuneration for cocoa farmers, and taking a stand in the fight against plastic waste by using eco-friendly packaging.
Mathias Tholey, co-founder of Nucao, added: “Many chocolate manufacturers focus on one
green attribute, but Fair Trade, organic or vegan alone is not enough to ensure your business is truly sustainable. You need the full package. Having worked with Koehler Paper to develop our recyclable paper packaging, we know from experience that they are a reliable and trustworthy partner.”
More information from www. koehler.com
CPI sets standards for fibre-based packaging
The latest edition of the Design for Recyclability Guidelines, an initiative by the Confederation of Paper Industries (CPI), continues to set standards in shaping the future of fibre-based packaging. Originally introduced to provide direction and encourage resourceefficient recycling of fibre-based packaging, the fourth edition of the Guidelines marks a significant step towards a circular economy and, drawing on practical experience and expertise from the paper industry, reaffirms CPI’s
commitment to enhancing the recyclability of packaging made from forest products.
In the latest publication, the Guidelines aim to inspire the next generation of packaging products and technological progress. The policy section has been thoroughly reviewed to reflect current developments, while a comprehensive overview of the different sources of contamination provides insights to improve the quality of recyclate. Feedback from external stakeholders and
industry experts was invaluable and further promoted dialogue to drive sustainable practices across the sector.
The latest edition encourages packaging designers and specifiers to limit non-paper components in new products to 5 percent of the pack weight, a recommendation designed to complement other guidance within the document. While ambitious, this design target reflects advancements in fibre-based packaging technology and it is not a strict determinant
of recyclability; each packaging product requires individual assessment.
For this purpose, and as a result of the coming legislative changes and innovation in material development, CPI has created a separate entity, Papercycle, an automated recyclability assessment tool, which provides a robust and comprehensive system tailored for fibre-based products and materials.
More information from www. paper.org.uk
Pulp Paper & Logistics May/June 2024
29 GREEN
The recyclable flexible packaging paper developed by Koehler Paper for the new Nucao bars
New possibilities for customised dry-moulded fibre packaging using coloured and patterned barrier crepe paper could be the outcome of collaboration between PulPac and Seaman Paper, a leading global manufacturer of environmentally-sustainable speciality paper and packaging.
The barrier crepe paper offers a range of possibilities for PulPac’s customers looking for personalised packaging, using enhanced decor, colour, and functionality. By combining the dry moulded fibre process with Seaman Paper’s proficiency in crepe paper manufacturing, customers can explore a wide range of customisable options.
“We are thrilled to welcome Seaman Paper to PulPac’s partner network,” said Viktor Börjesson,
Coating for flexible packaging Companies collaborate on personalised dry-moulded fibre packaging
California-based sustainable packaging innovator, Smart Planet Technologies, has launched HyperBarrier, a coating designed for paper-based flexible packaging. It offers a substantial twenty-fold improvement in oxygen barrier performance and a ten-fold enhancement in moisture barrier compared to traditional polyethylene coatings.
HyperBarrier is said to open new doors for brands to switch to paper from plastic packaging. Smart Planet says it dramatically changes the landscape of flexible packaging by offering features such as:

Pulpac and Seaman Paper are exploring new possibilities for customised dry moulded fibre packaging using coloured and patterned barrier crepe paper
operations chief at PulPac. “Their global presence and diverse capabilities make them an ideal partner for our customers. By combining our expertise in dry moulded fibre, barriers, different
substrates, prints and colours through crepe paper, we can offer brands tailor-made packaging solutions that stand out while reducing their environmental footprint.”
The collaboration aims to showcase the many possibilities of using barrier crepe paper to enhance product aesthetics in PulPac’s material, but also opens doors for new types of products that demand personalised branding.
“We are excited to collaborate with PulPac to explore the potential of crepe paper in sustainable packaging solutions,” said Bernd Firmbach, global product development chief at Seaman Paper. “Our partnership represents a significant opportunity to innovate and provide customers with unique packaging solutions that meet their evolving needs for tailored graphic design and barrier functionality while minimising environmental impact.”
More information from www. pulpac.com
l Superior oxygen barrier: the coating provides unmatched protection, significantly extending the shelf life of diverse products.
l Cost efficiency: its singlelayer application technique removes the need for expensive, multi-layer structures, simplifying manufacturing and reducing costs.
l Enhanced recyclability: HyperBarrier supports existing paper recycling processes, improving the quality of recycled bales and reducing waste.
l Reduced plastic use: the 40
percent mineral content in HyperBarrier significantly cuts down the plastic used, advancing beyond the mere transition from plastic to paper.
l Versatility and ease of use: HyperBarrier retains all traditional coating functionalities, including heat-sealability and suitability for food contact, and integrates easily into current manufacturing set-ups without additional investments.
HyperBarrier is made from refined calcium carbonate, nanoclay and a polymer
resin and, applied as an extrusion coating, offers an environmentally-friendly alternative that supports broader adoption of paperbased packaging.
Chris Tilton, co-founder and inventor at Smart PlanetTechnologies, notes, “While the industry has focused on developing new plastics for sustainability, our approach with mineralised coatings has shown superior results in enhancing packaging performance, reducing plastic use, and ensuring recyclability.”
More information www. smartplanettech.com
Pulp Paper & Logistics May/June 2024
30
30 GREEN PACKAGING NEWS
Updates for Emtec’s testing and measuring equipment
Developments in specialised testing and measuring equipment for the pulp, paper and board industries were discussed in a technical presentation by Emtec Electronic GmbH at TAPPICon 2024 in Cleveland, Ohio at the end of April.
While Emtec’s range of products such as ACA Ash Content Analyzer, the CAS touch! Charge Analyzing System and FPA touch! Fiber Potential Analyzer were covered and two updated systems were showcased.
The FPO Fiber Potential Analyzer Online automatically carries
out sampling, measuring, and cleaning, with the minimum of maintenance, says Germany-based Emtec. The device integrates directly into the production process in the wet-end of a production line and measures the fibre’s surface charge. The data can then be sent to the mill’s control system or a data cloud, enabling global accessibility and permanent and reliable process control.
The TSA Tactile Sensation Analyzer, which determines objective data for how tissue paper subjectively feels to the touch, providing a quick and reliable haptic analysis of a material, has
Getting smart with intelligent instrumentation
A portfolio of intelligent instruments called the Smart Series was launched by Andritz at the Pulp & Beyond show in Helsinki in April.
The portfolio includes a range of measurement options: analyzers, machine vision systems, condition monitoring systems as well as robotics and mechatronics. All provide pulp and paper makers with a foundation in advanced process optimisation.
“With the introduction of the Smart Series, we are laying a solid foundation for an autonomous future, enabling our customers to significantly improve their process efficiency, reliability, safety and environmental sustainability – and ensuring these improvements are sustained over time,” says Johanna Newcomb, vice president of Smart
Solutions at Andritz Automation and Digitalization.
With condition monitoring for a wide range of process equipment and process areas, the Smart Series helps the move toward predictive maintenance, reducing unplanned downtime and extending the lifetime of equipment and components.
Integrated robotics and mechatronics applications reduce the need of human intervention in hazardous areas of pulp and paper mills, reschedule regular tasks and contribute to optimising maintenance.
The Smart Series complements and is integrated with Metris, Andritz ’s digitalisation platform that exploits the latest IIoT technologies to improve plant efficiency and profitability.
been redesigned. The device can be used with the Virtual Haptic Library, a cloud-based database that processes and categorises TSA data, enabling real-time global accessibility of haptic test results. Manufacturers are said to be able detect deviations in set haptic parameters, facilitating enhanced quality assurance and efficiency.
At TAPPICon, sales area manager Antonio Trampler presented a talk entitled ‘Process control – from wet end to finished product’, offering valuable insights into optimising control mechanisms throughout the tissue manufacturing process.

Emtec’s updated FPO Fiber Potential Analyzer Online integrates directly into the production process in the wetend of a paper production line
Spotlighting the future of flexographic inks and coatings
Leading ink and coating supplier for the print and packaging sectors, Flint Group was at the Flexographic Technical Association’s Infloflex 2024 show held in Kansas City, Missouri in May.
Representatives from Flint Group’s Flexible Packaging, Paper & Board and Narrow Web businesses were available to demonstrate the company’s capabilities, provide insights and expertise, and show how Flint Group innovations are advancing the future of flexo.
For paper & board converters, the team highlighted the range of well-established OctaCode
dispersions and ready-to-use inks and coatings. The focus was on print quality, on-press stability, and the resistance properties of these waterbased products designed for a wide range of packaging applications, including postand pre-print corrugated.
The Flint Group team talked about the FlintLink customer portal which provides customers with digital access to important information anytime from anywhere. With FlintLink, customers are able to access real-time order data, download SDS and other critical data, access the company’s webshop, and much more.
Pulp Paper & Logistics PRODUCTS & SERVICES 31 May/June 2024
A committed process development partner for bio-based products
Sulzer, a global leader in fluid engineering and chemical processing applications, has outlined how it is actively involved in developing and scaling up processes for new bio-based products.
The development work aims towards turning wood, lignin, straws, textiles, and various forms of waste biomass into sustainable end products.
The use of non-fossil and recycled materials is driven by ecological concerns and regulatory incentives to reduce waste and improve recycling.
Due to the fibrous nature of the bio-based feedstock, equipment used in pulp, paper, and board processes can be utilised and adapted. The development work is conducted in a strong network of industry-leading customers, academics as well as research and

Sulzer is actively involved in developing and scaling up processes for new bio-based products
development institutes.
Foam applications: In foam applications, pulp is turned into foam and processed into end products with cellulose and textile fibre basis, such as packaging and building materials.
Separation applications: This is where lignin, pulp, and hemicellulose are extracted from biomass and utilised in further refining, for use in industrial value
streams, and can be found in wood, straws, seaweed, and other sources of biomass.
Textile applications: This involves recycling textiles from postconsumer waste and producing textiles from bio-based virgin sources, with applications in the clothing and nonwovens category.
Micro-fibrillated cellulose: Microfibrillated cellulose can be used as an alternative to fossil-based
materials and components. Due to its versatile nature, cost-efficient industrial processes and new uses for further refining are constantly being researched.
Sirpa Välimaa, head of pulp, paper and board industries at Sulzer, says: “Our partners want us involved in the early stages of process development due to our expertise, wide portfolio, and the curiosity to be part of future developments. Contributing to their industrialization and commercialization is one way in which Sulzer supports the green transition.”
Sulzer, with headquarters at Winterthur in Switzerland since 1834, specialises in energyefficient pumping, agitation, mixing, separation, purification, crystallisation, and polymerization technologies for fluids of all types. In 2022, its 12,900 employees delivered sales of CHF3.2 billion.
Press felts manufactured for recycling at Voith
Initiatives in the paper industry to reduce the environmental impact of press felts are being joined by Voith with the launch of a cradleto-cradle concept that it calls ‘Design for Recycling’.
While a high proportion of its felts are already recycled in Europe, Voith is stepping up the use of only recyclable materials to conserve resources, reduce waste and cut carbon dioxide emissions. Voith has succeeded in an initial pilot phase in collecting used press felts from customers at the end of the product life cycle and has successfully been recycling
them at Aquafil SpA through its regeneration process.
The manufacture of polyamide, the main material used in the production of press felts, yarns and fibres, is a very energy-intensive process. To eliminate the large carbon footprint of virgin nylon, Voith uses Econyl, a chemicallyrecycled polyamide granulate made from waste materials, significantly reducing their environmental impact.
New polyamide yarns for felt production are manufactured from this granulate at Voith’s US site at Summerville in South Carolina.
“Our goal is to keep materials in the cycle and thus make a contribution to environmental protection,” explains Dr Robert Eberhardt, senior R&D manager for press & materials at Voith Paper.
“By consistently implementing the EU Waste Framework Directive (WFD), we prioritise material recycling over energy recovery (such as incineration) and thus make an important contribution to promoting the circular economy. This is not only in line with European requirements but is also in the interests of our customers, especially those who are striving
for continuous improvement measures as part of their sustainability strategy.”
A pilot project to introduce the yarns is currently being carried out at Högsjö in Sweden. Lidia Loskan, R&D project manager for sustainability at Voith Paper, says: “In terms of quality, there is no difference between the yarns we use made from new versus recycled material. Maintaining the quality standard was decisive for us when introducing the concept at Voith Paper.”
Voith offers a range of press felts under the Infinity brand.
Pulp Paper & Logistics PRODUCTS &
32 May/June 2024
SERVICES
PRODUCTS & SERVICES
Suction press roll cover made from renewables
Asuction press roll cover certified by the internationally recognised DIN CERTCO standard for bio-based products has been launched by Voith. The SolarFlow Green cover combines all the advantages of the existing SolarFlow technology while being made from renewable materials, thereby reducing its carbon footprint. The polyurethane roll cover is said to offer the highest void volume that remains constant over a long operating period.
The first example has been installed at Palm Paper’s mill at King’s Lynn in the UK. “Achieving a high dry content is extremely important to us,” says plant manager Robin Linney. “Thanks

to SolarFlow Green, we were able to implement our customised surface design, resulting in a high void volume and maximum
dewatering in the press section. We achieve this using resourcefriendly, sustainable materials. It’s a winning combination for us.”
The polyurethane material with its bio-based component also gives the press roll cover a high degree of stability that can withstand extreme nip conditions. This enables not only fast machine speeds with a high dry content but also low energy consumption at the same time.
“With SolarFlow Green, we are the first manufacturer with the ability to offer our customers a suction press roll cover made of bio-based materials that has been certified by DIN CERTCO. We look forward to working together with our customers to make paper production even more sustainable and resourcefriendly in the future,” says Dr Christina Bauer, global product manager for press roll covers at Voith.
Andritz works with Microsoft to drive innovation in manufacturing
Microsoft is collaborating with Andritz to advance process industries such as pulp and paper by enabling fully-autonomous factories and by creating a reliable data ecosystem. This is based on the Metris digital platform and Microsoft Cloud for Manufacturing, marking what Andritz says is significant step forward in accelerating the digital transformation in the manufacturing industry. Collaboration will also foster modern working methods within Andritz, speeding up internal processes for prompt and seamless customer support.

Joachim Schönbeck, chief executive of Andritz, “a milestone in our digital transformation”
Joachim Schönbeck, chief executive of Austria-based Andritz, highlights the significance of this initiative:
“This collaboration represents a milestone in our digital transformation. By combining our industry knowledge with Microsoft’s digital solutions, we elevate our Metris digital platform and provide our employees with an optimised working environment, enabling groundbreaking business models and enhanced customer service.”
A Copilot program based on Microsoft Azure OpenAI Service has been integrated by Andritz into Metris, simplifying anomaly detection and streamlining communication between operators and machines.
Operators will gain real-time machine insights with a chat interface, facilitating informed decision-making. This helps to boost plant efficiency, product quality, and resource utilisation in manufacturing.
“Andritz is helping to shape the future by using Microsoft Azure to further enhance its autonomous factory solutions,” says Ralph Haupter, president of Microsoft EMEA. “The deep integration of their products with Azure cloud services is the type of technological innovation that drives sustainable and efficient change in the industry.”
Pulp Paper & Logistics
33 May/June 2024
Voith’s SolarFlow Green polyurethane roll cover is said to offer the highest void volume that remains constant over a long operating period
PROJECTS & CONTRACTS
Northwood Tissue orders high-temperature hood
UK-based Northwood Tissue has ordered a new PrimeDry Hood and an air system from Andritz for a tissue machine rebuild at its Chesterfield mill in Derbyshire, with start-up planned for the third quarter of 2024.
Installation of the Andritz gasheated high-temperature hood will increase the drying capacity by using a higher impingement temperature of up to 530 deg C. It will also enable a higher heat transfer rate, resulting in considerable energy optimisation per ton of tissue produced.
Andritz ’s scope of supply includes installation work, supervision of mechanical installation, commissioning, and start-up.
Guido Lenzi, area sales manager at Andritz Novimpianti, says, “The new drying equipment will support our customer on its path towards more sustainable and costefficient tissue production. This is the second order of this type that Northwood Tissue has placed with us, and we are looking forward to continuing our partnership.”
David Harries, director at

Northwood Tissue, adds, “This investment is another milestone in improving carbon footprint and operational efficiencies. Andritz is a reliable partner for projects of this kind, and I look forward to the successful completion.”
Northwood Tissue (Chesterfield) Ltd is a member of the Northwood Group, with more than 50 years of experience in the tissue and paper business. At its mills in Chesterfield, Disley and Lancaster the company produces high-
Flue gas treatment systems upgraded at Södra pulp mill
Swedish forest industry group
Södra has ordered three electrostatic precipitators (ESPs) for the recovery boiler at the Mörrum pulp mill from Andritz The mechanical and electrical refurbishments will extend the ESPs’ lifetime and enable an
increase of the boiler’s capacity while ensuring compliance with the current emission standards.
Andritz will replace the discharge electrodes and collecting plates in the ESPs’ first fields and install high-voltage energisation units – Switched
Integrated Rectifiers (SIR) – in all fields. These latest-generation SIRs, equipped with silicon carbide power electronics, are said to offer the highest electrical efficiency in the market, resulting in considerable energy savings for plant operators.
quality tissue grades for consumer and away-from-home applications.
The group has paper making capability in excess of 100,000 tons per year in the UK and Spain, which it processes through internal converting plants.
Andritz ’s multipeak electrodes will enhance the recovery of residual salts to be recirculated into the process.
This upgrade will be carried out on one ESP at a time and does not require costly and timeconsuming field extensions. As a result, downtime of the recovery boiler and impact on the mill’s production will be reduced to a minimum.
Pulp Paper & Logistics
34 May/June 2024
PROJECTS & CONTRACTS
Morocco’s Sipat SA integrates ABB quality controls
Societé Industrielle Des Papiers Tissues (Sipat SA), a premium tissue mill in Morocco, has integrated ABB’s Quality Control System (QCS) into its operations.
The package of technologies is expected to enhance plant performance, increase efficiency, and ensure long-term reliability on two modern machines.
Owned and operated by the El Kendouci family, Sipat SA is known for high-quality facial tissues, and produces toilet paper, napkins, and kitchen towels. The mill in Meknes supplies mainly to the Moroccan market.

ABB has now started up the QCS800xA on the two TM1 and TM2 tissue lines including a HighPerformance Infrared fibre weight (HPIR-FW) sensor that monitors both moisture and weight of the
tissues powered with machine direction (MD) controls. Sipat SA expects to see specific benefits of the system including non-
hazardous optical measurement, reduction in moisture and fibre variation, as well as reduced energy usage and reduced fibre usage.
“ABB is a market leader in providing quality control solutions to the pulp and paper industry with a thorough understanding of the technical aspects of a paper mill while ensuring higher performance and productivity,” said Driss El Kendouci, general manager at Sipat SA.
“This was key to our decisionmaking process. The legacy system had reached its end of life, and we chose to move to ABB not only for its technical merits but also its strong partnership, global experience and local presence.”
“World’s most efficient” RCCM line for Saudi Arabia
Saudi Arabia’s Middle East Paper Company (MEPCO) has ordered a complete production line for recycled containerboard at its Jeddah mill from Voith.
Expected to be one of world’s most efficient of its type when started up at the end of 2027, the line will be capable of annually producing up to 450,000 tons of high-quality Testliner and Corrugated Medium in a basis weight range from 70 to 140 gsm with a design speed of 1,600m/min.
“We are very pleased to be able to further strengthen and expand our leading market position in Saudi Arabia and neighbouring countries with this highly efficient production line and state-of-the-art
technologies from Voith,” says Sami Al Safran, chief executive of MEPCO. “Voith’s professional full-line-supplier approach that reduces interfaces, its excellent reputation and references as well as the trustful joint cooperation of both teams were decisive for our decision.”
Joachim Huber, regional account & sales manager at Voith Paper, added, “After earlier excellent cooperation with Voith subsidiary Toscotec, we are very delighted that MEPCO now has chosen Voith for this major order.
“With the new PM5 production line we will supply an efficient system that enables optimised and resource-saving production of recycled fibre-based container

Voith has signed up to deliver one of the world’s most efficient RCCM lines to MEPCO in Saudi Arabia
grades. Our latest automation and digitalisation technologies will further improve availability and efficiency of the plant and complete the full-line supplier scope of supply for MEPCO.”
The order covers the complete paper production process from a BlueLine OCC stock
preparation line, reject and sludge handling system from Voith subsidiary Meri and wet end process with FlowJec water-saving chemical dosing technology, to the XcelLine paper machine featuring a TwinDrive double unwind and a VariFlex Performance winder with an automated FlyingSplice reel changer.
Efficiency of the line is said to be further ensured by an AquaLine Flex integrated wastewater treatment plant with anaerobic reactors from Meri, a resource-saving DuoCentri NipcoFlex press, an EcoHood dryer section hood, DuoDry CC single tier after-dryer section and a Prevo ropeless threading system in the dryer section.
Pulp Paper & Logistics
35 May/June 2024
The Sipat SA mill at Meknes in Morocco where ABB quality controls have been integrated
& CONTRACTS
Third tissue line at Papelera Reyes started up
The Papelera Reyes tissue mill at Callao in Peru has started up its new TM2 tissue machine featuring a EP600 turbo blower and EcoDrop water separator supplied by Italian company Runtech Systems.
The new tissue machine, installed by RePlus Tissue, is capable of producing 130 tons a day at a speed of 2,000 metres per minute. Leonardo Cavirani, project manager at Runtech, commented: “This is the first tissue machine delivered by EIL/RePlus Tissue, and we hope it will be the first of many joint projects we can undertake together. Cooperation with all the parties involved has worked seamlessly. Together we have provided the customer with an energy-efficient solution that is fully customised to meet their production needs.”

Walid Ben Amara, project manager at EIL/Replus Tissue, added: ‘’We are proud to have achieved our goal by starting our first machine complete with all advanced technology such as a Runtech turbo blower and Turbine GAS integration to support all the machine’s energy consumption and
save costs.”
The RunEco vacuum system is said to provide a reliable, completely water-free vacuum delivery system. EP Turbo Blowers offer a variable speed and capacity, which enables the vacuum system to be optimised quickly without bleed air and with
minimal throttling and expansion losses. With an integrated highspeed motor controlled by a frequency converter, the rotation speed and vacuum level can be adjusted according to the process requirements.
Papelera Reyes operates three tissue machines at its Callao mill, with a combined production of more than 80,000 FMT of consumer tissue and towel product a year. Replus Tissue offers complete tissue-making lines that include stock preparation, the PM, electric plants and automation, top of the line Reenergy+ Air system, winder and all the ancillary systems necessary to produce parent reels. Replus Tissue is a partner of EIL Srl, which has since 1980 been offering the paper industry technological innovation and technical support for electrical systems.
New rewinder line for Africaine Paper Mills
Algerian tissue manufacturer
Africaine Paper Mills (APM) has ordered an Optima 1800 slitterrewinder from Toscotec.
The rewinder will process parent reels up to 2,800mm wide using two unwind stands. Toscotec will also supply a complete service package with erection supervision, training, commissioning, and start-up assistance.
Commenting on the order, Belkacem Becharef, general manager of Africaine Paper Mills, said, “This new rewinder line represents a strategic investment for APM as it will resolve bottlenecks in our operations and support our

growth in the MENA market. We are happy to begin a new cooperation with Toscotec, which is renowned for its
state-of-the-art technology and expertise.”
Toscotec’s sales manager Matteo Giorgio Marrano
added: “We are confident that this project will be a stepping stone to establishing a close partnership with APM going forward. This Optima rewinder will increase their production efficiency, preserve paper qualities during winding, as well as deliver maximum safety for their mill personnel.”
Established in 2019, APM is a leading manufacturer of tissue paper jumbo rolls in the Middle East and North Africa region with an annual capacity of 35,000 tons. It produces tissue grades ranging from 13.5 to 40 gsm for facial, bath, and towel applications using 100 percent virgin fibre.
Pulp Paper & Logistics PROJECTS
36 May/June 2024
Part of the RunTech EP600 turbo blower and EcoDrop water separator on the TM2 line at Papelera Reyes
Belkacem Becharef, general manager of Africaine Paper Mills in Algiers
OCC lines being modernised at Pakerin in Indonesia
PT Pabrik Kertas Indonesia (Pakerin) is having two existing OCC (old corrugated container) lines its Surabaya mill upgraded by Andritz . The modernisation will considerably improve pulp quality, says Andritz , to produce more competitive products at a higher operational efficiency and reduced energy consumption. The capacity of both lines will be increased to 500 tons per day, using imported OCC as raw material.
Suryomurti, financial chief at Pakerin, says: “The objective of rebuilding the two lines is to expand capacity and enhance product quality in response to the growing market demand. We were impressed by Andritz ’s innovative technology, which will help us reduce our carbon footprint. This convinced us to select Andritz as our trusted partner for this strategic investment.”
To meet the characteristics of Pakerin’s raw material, Andritz will install two of its FibreFlow drum pulpers, which will replace

the existing LC (low consistency) pulpers, and provide efficient and gentle pulping of lowgrade furnish, transforming it into high-quality pulp while minimising fibre loss. The technology also removes coarse contaminants, and the single drum machine design ensures optimum availability with low maintenance, resulting in very low operating costs.
The Andritz scope of supply
Two Andritz FibreFlow drum pulpers will be installed as part of the OCC line upgrade at Pakerin in Indonesia
also comprises a two-stage highdensity cleaning system and a coarse screening setup, which includes:
● PrimeScreen X screens for higher screening efficiency, lower power consumption and minimised wear due to latest top feed design and ● a de-flaking screen paired with a slotted FibreWash Drum ensuring minimum fibre losses and superior removal of rejects.
Additionally, Andritz will
Combustion system upgrade at Essity’s Prudhoe mill
An upgrade of the combustion system on a through-air drying (TAD) tissue machine at Essity’s Prudhoe paper mill in the north of England has been completed by Andritz. It is the third upgrade of this kind that Andritz has carried out for the manufacturer of
hygiene and health products. Andritz installed new equipment including a new gas valve train along with a new burner management system for electronic control of the air/gas ratio to optimise the combustion process over the entire burner output
range. This will increase burner performance while reducing gas consumption by up to 4 percent.
CO2 and NOx emissions will also be considerably reduced, and safety improved, says Andritz Lee McDonald, project engineer at the Essity Prudhoe mill, says:
provide the basic engineering, erection supervision, commissioning, start up assistance and training. Start-up is scheduled for September 2024.
PT Pabrik Kertas Indonesia, based in Surabaya, is a leading manufacturer of industrial paper and specialises in diverse packaging materials for both industrial and consumer goods. More than 80 percent of its raw materials are sourced from waste products and renewable resources.
“Our close cooperation with Andritz Novimpianti has enabled a smooth and quick start-up of the upgraded combustion system. With this upgrade we have not only optimised the performance of our burners but also made our operations safer and more sustainable. Andritz’s tailor-made approach perfectly met our needs.” Essity is a Sweden-based global hygiene and health company with five mills in the UK.
Pulp Paper & Logistics PROJECTS & CONTRACTS 37 May/June 2024
PROJECTS & CONTRACTS
Repeat order for yearly shutdown services at IPM
The Ittihad Paper Mill (IPM), located at Abu Dhabi in the United Arab Emirates, has selected Valmet as the main supplier of field services for this year’s annual shutdown at the end of July.
Since the inauguration of Ittihad Paper Mill’s PM1 paper machine in 2019, IPM and Valmet have worked together to secure the best productivity and competitiveness of the mill. This year’s shutdown will be the second time that Valmet has provided a range of field services including targeted equipment audits, maintenance planning, shutdown management and execution of the maintenance work.
Commenting on the deal, Rabih El Assadi, operations director at Ittihad Paper Mill, said: “We believe that Valmet as the original equipment manufacturer has the best expertise to support us
in keeping our paper machine in excellent condition. Based on our experience, Valmet has both the capability and resources to develop the papermaking technologies further, also contributing to the safety, sustainability, and operational excellence of our mill.”
Waheed Al Qannass, sales manager for the Middle East region at Valmet, added: “We are proud to have been again selected as the main supplier of field services to Ittihad Paper Mill’s annual shutdown. We appreciate this cooperation and
look forward to continuing our shared journey towards a further improved performance of the mill.”
Valmet will carry out a machine
alignment check as well as inspection and maintenance of several paper machine sections and parts such as Disc Filter, OptiFlo Gap headbox, SymBelt Shoe Press Roll, OptiSizer Film, OptiCalender Hard and OptiWin Drum two-drum base winders. Valmet will also be responsible for the planning and management of the shutdown.
Starting up in 2020, IPM operates an OptiConcept M paper making machine with an annual capacity of 325,000 tons of printing and writing paper.

Valmet is providing annual shutdown services again at the Ittihad Paper Mill in the UAE
Bale tester for Papresa’s paper mill in Spain
Papresa’s paper mill at Errentería in Spain has ordered a bale tester from Valmet.
The tester is said to be a reliable and real-time measuring system for recovered paper, providing an opportunity to reduce operational costs and to improve the recycled fibre line performance.
Papresa is currently lacking a reliable system to control the quality of recovered paper delivered to the mill. The tester, expected to be delivered in the fourth quarter of 2024, will

measure the moisture and other contaminants, such as plastic and ash of the recovered paper. The information is automatically stored in the mill’s database, analysed, and further utilised
for optimising the production process.
“We are really looking forward to getting the Valmet Bale Tester installed. We believe that the real-time measurement system will improve the quality of recovered paper delivered to us, leading to decrease in operational costs and enhanced end-product quality,” says Iñaki Sánchez, mill manager at Papresa.
Alvaro Echevarria, senior mill sales manager at Valmet, added: “The Valmet Bale Tester has been
on the market for over 20 years and has a large, global installed base. Based on the vast number of references, it is expected that Papresa will see raw material quality increase, meaning a fast payback for the investment.”
Established around 125 years ago, Papresa operates three production lines, two bleaching plants, steam plant and a water treatment plant, yearly producing 375,000 tonnes of 100 percent recycled newsprint paper, light fluting, testliner and other specialities.
Pulp Paper & Logistics
38 May/June 2024
Valmet is to deliver a Bale Tester to Papresa’s paper mill at Errentería in Spain
Advanced process control for pulp production at Södra Cell’s Värö mill
Södra Cell is having optimisation controls installed by ABB at the pulp and paper manufacturer’s Värö mill in Sweden.
The project builds on a partnership between ABB and Södra Cell, with the ambition to develop new levels of efficiency, engagement and digitalisation for the producer’s operations.
The delivery from ABB includes extended functionality for the Ability System 800xA distributed control system (DCS) through the implementation of advanced process control (APC) for the bleaching process at the mill in Värö. It has already been successfully implemented at Södra Cell’s pulp mill at Mönsterås in Sweden, where digesters and bleach controls have been optimised, resulting in improved

The control room at Södra Cell’s Värö mill where the system is being uprated and optimised with an Ability System 800xA from ABB
process stability and reduced resource consumption.
“We look forward to be working with ABB again and we expect the same good cooperation
and results as during the implementation of the three APC controls at our sister mill in Mönsterås, Sweden,” said Marie Boman, Södra Cell’s project
Vietnam’s Xuong Giang Paper starts up second tissue line
A second tissue production line at Xuong Giang Paper in Vietnam has been started up by Andritz.
The line at Song Khê - Nội Hoàng Industry Park in Bắc Giang Province increases Xuong Giang Paper’s tissue capacity to 72,000 tons per year.
Like the first machine supplied by Andritz in 2020, the new PrimeLineCompact S 1300 tissue machine processes virgin pulp to produce high-quality facial, toilet and towel paper at a speed of 1,300 m/min and a width of 2,850mm. It is equipped with
a 12-ft PrimeDry Steel Yankee with a steam- heated hood ensuring highly efficient drying and energy cost savings. Andritz also supplied fabrics and rolls and a tailored automation system, including PrimeControl machine and distributed control systems. The stock preparation plant is split into separate systems for short and long fibres with high- consistency (HC) refining to achieve better fibre quality in terms of strength, softness and absorbency compared to conventional low-consistency
systems. HC refining also enables the saving of long fibres and thus reduce production costs. It is the first time that such an HC refining system is installed in tissue production in south-east Asia. Andritz ’s scope of supply also included an approach flow system, fibre recovery and broke handling equipment as well as pumps.
Tran Xuan Nam, mill director at Xuong Giang Paper, says: “Although we experienced this before when our first Andritz tissue line went into
manager at the Värö mill. “We see strength in being able to take advantage of the experience and knowledge that exists from previous installations.”
operation, we were still excited to see the first paper on reel from the second line. We are proud to be able to continue and expand our strategy of sustainable high-quality tissue production. Especially the HC refining system and the steel Yankee with the steam-heated hood make a difference in terms of fibre quality and energy efficiency.”
The PrimeLine tissue machine for Xuong Giang Paper is the fifth supplied by Andritz to the Vietnamese market in recent years.
Pulp Paper & Logistics PROJECTS & CONTRACTS 39 May/June 2024
President appointed for Paper Excellence’s Pulp & Tissue unit
The Paper Excellence Group has appointed Richard Tremblay as president of its Pulp & Tissue business unit.
Last year, Tremblay served as senior vice president at the pulp, paper, and tissue operations within the group’s pulp and tissue business unit. Prior to the acquisition of Resolute Forest Products by Paper Excellence Group, through its
subsidiary Domtar Corporation, Tremblay served in a number of positions, including senior vice president in the pulp and paper operations. Prior to joining Resolute in June 2011, he worked as general manager of several mills at Smurfit-Stone Container Corporation between 2002 and 2011.
The Pulp & Tissue business unit comprises the legacy Resolute pulp, paper and tissue operations
Fisher is new head of sales
at
James Cropper
Gareth Fisher has been appointed as head of sales at James Cropper, the UKbased specialist advanced materials and paper products manufacturer.
Fisher will be responsible for leading and coaching the company’s sales team, based at the company’s paper mill in Cumbria, devising sales growth strategies, while identifying new business opportunities. As part of his role, he will oversee a team of eight covering the UK, Europe and Asia.
He brings more than a decade of experience to the role, ranging from sales, negotiation, and sustainable leadership to strategy building.
Nick Barnes, commercial director at James Cropper, says: “This appointment marks an important milestone for James Cropper as we strengthen our strategic position for growth. Gareth’s extensive experience and leadership skills will

be instrumental in driving our business development ambitions and furthering our commitment to delivering exceptional paper and packaging solutions.”
Fisher says: “It’s exciting to join James Cropper at this point in the company’s journey, lead the sales team and contribute to the growth strategy. Working closely with the team to deliver outstanding results is a fantastic opportunity.”
as well as the non-integrated Paper Excellence Canada pulp mills. Tremblay reports to the Paper Excellence Group management board, chaired by John Williams.
The Paper Excellence Group has 60 sites in the Americas and Europe and with 12,400 employees produces almost 12.4 million tons of pulp, paper and packaging a year. It also has capacity to make almost 3.2

million board feet of
and wood products a year.
Technology chief appointed at technical fibre division of James Cropper
Dr David Hodgson has been appointed as chief technology officer at the Technical Fibre Products Ltd (TFP) division of UK-based papermaker James Cropper.
TFP is a leading manufacturer of advanced materials for composites and future energy applications.
Dr Hodgson will lead the global Advanced Materials Innovation Group, partnering with the TFP leadership team to realise the company’s ambitious innovation and growth strategies.
Steve Adams, chief executive of the James Cropper Group, says: “The strategic appointment of David as our chief technology officer comes at a pivotal time in the company’s growth journey. This newly created role will bring together our R&D and technical functions under a central leader, fostering collaboration and utilising the strengths of our global teams.
“The appointment reinforces

our steadfast commitment to innovation and ensures we have the right leadership in place to continue to pioneer new advanced materials, supercharging exciting growth opportunities in markets including aerospace and advanced air mobility, wind energy, battery, automotive and hydrogen.”
With more than 30 years in applied electrochemistry, Dr Hodgson’s expertise covers electrolysis, flow batteries, molten salt electrochemistry, fuel cells and water treatment. He was managing director of TFP Hydrogen, formally PV3, which he founded in 2011 and was acquired by James Cropper PLC in 2021.
Pulp Paper & Logistics PEOPLE 40 May/June 2024
lumber
Richard Tremblay is the new president of the Pulp & Tissue unit at Paper Excellence
Gareth Fisher has joined James Cropper as head of sales
Dr David Hodgson, who has joined the Technical Fibres division of James Cropper
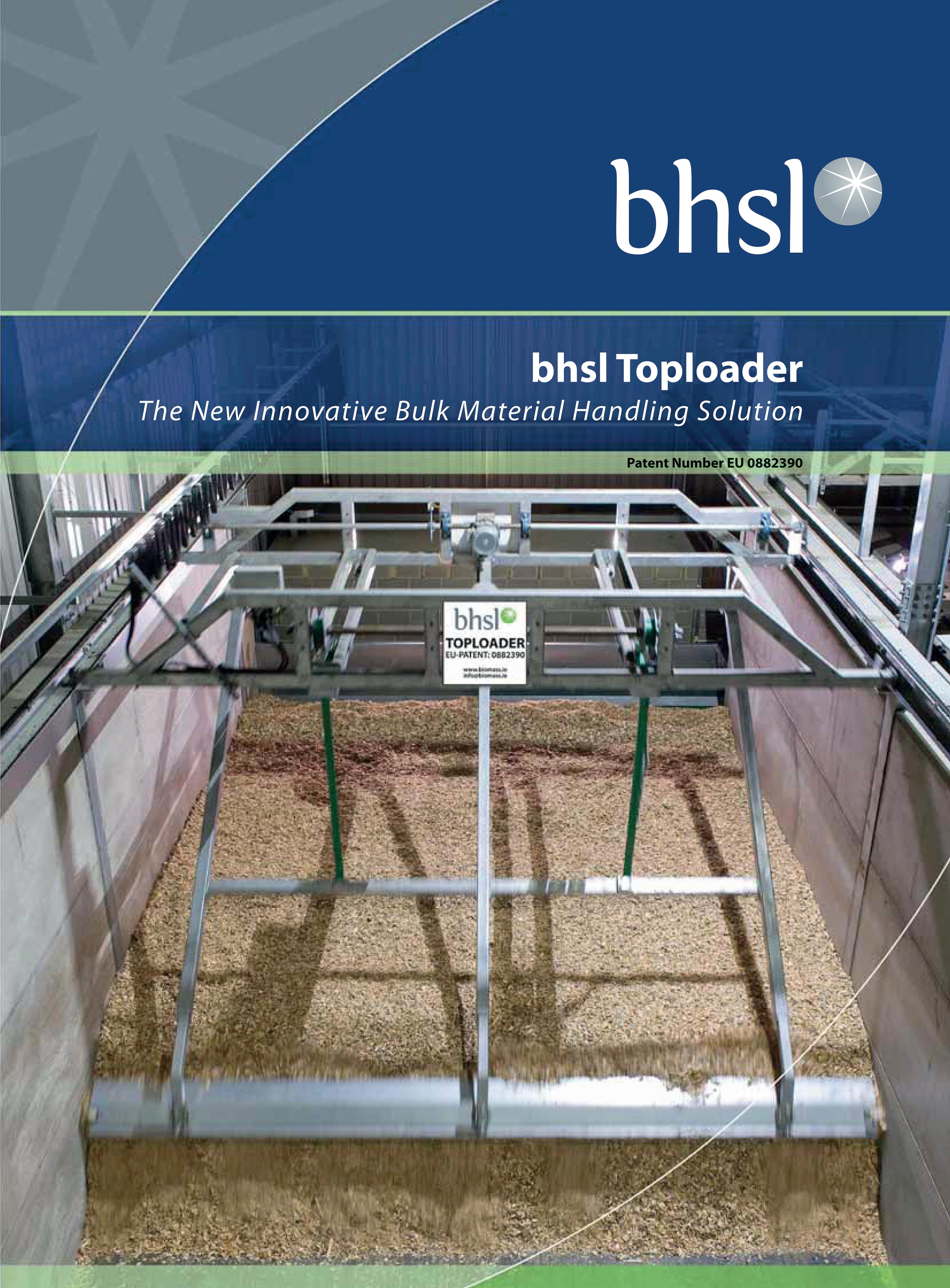



Tel: +353 (0) 86 0440956 Fax: +353(0) 69 85927 Email: sales@biomass.ie www.biomass.ie












—








Real Progress is harnessing data to optimize pulp and paper production.
Our quality management and automation solutions harness data, optimize performance, and implement efficiencies in real-time. With the ability to adjust dynamically, reduce variability and waste, and optimize performance, mills can run tighter operations and achieve their circularity goals faster. solutions.abb/realprogress
Be part of Real Progress.
