



PROJECTS & CONTRACTS: Stora Enso to convert idle Oulu line to consumer board VOLUME 13 NUMBER 75 NOVEMBER/DECEMBER 2022 LOGISTICS HEIMBACH VOITH
SUSTAINABLE TISSUE PRODUCTION AT BRACELL WITH ANDRITZ

TECHNOLOGIES AND SERVICES.
Fully cantilevered shoe presses, steel Yankees with steam-heated hoods and a high degree of Metris digitalization will enable energy savings and maximum production efficiency. International technology group ANDRITZ has received an order from
Bracell SP Celulose Ltda. to supply four Prime LineTM W 2000 tissue production lines to its mill located in Lençóis Paulista, São Paulo. This new tissue mill will be self-sufficient in steam and electricity use for the drying process, thus numbering among the tissue mills worldwide with the smallest CO2 foot print. For more details, contact us at tissue@andritz.com
ANDRITZ Brasil Ltda. ⁄ Av.
Curitiba - PR ⁄ Brasil ⁄ andritz.com/ESG-tissue PULP & PAPER ALL FOUR IN ONE GO: ENERGY-EFFICIENT TISSUE LINES BRACELL SP CELULOSE LTDA. HAS ORDERED FOUR ANDRITZ TISSUE PRODUCTION LINES
Vicente Machado, 589 ⁄ 80420-010
IN THIS ISSUE COMMENT IN THIS ISSUE
Welcome to the November-December issue of Pulp Paper & Logistics.

With this last issue of 2022 we have already set our schedule of contents for next year and incorporated where possible the topics requested by our readers. Packaging has been hitting the headlines this year and with the growing move away from plastics to paper-based materials, manufacturers have had to adapt production at the mills to meet the changing demand.



Re-configuration of a mill is one option. The investment can be huge but adapting to market demands is essential for long-term survival. Fortunately, our industry has innovative suppliers who are constantly developing novel solutions to help mill owners to stay both productive and profitable.

Producing paper, packaging materials and tissue is energy intensive and with the current global situation is a major cost to mill owners. Energy management throughout a mill is becoming increasingly important and ensuring items such as pumps, valves, drives and so on are running at their optimum is key.


Many mills are also generating their own energy from waste products, and even selling the surplus to local communities. That too is capital intensive, but vital to a carbon-neutral future for the paper industry.
Looking forward to next year, in our January-February 2023 issue we will be covering machine clothing (including rolls, wires, felts and inspection), packaging production, emission abatement technology, and analysers and monitoring. Editorial submissions should be with us no later than 17 January.
All that remains is to wish you all Seasons Greetings and a Happy New Year.
 Vince Maynard, Publisher
Vince Maynard, Publisher
Vol. 13 Issue No. 75, November/December 2022
ISSN 2045-8622 (PRINT)
PUBLISHER & EDITORIAL DIRECTOR
Vince Maynard
Tralee, Hillcrest Road, Edenbridge, Kent, TN8 6JS, UK
Tel: +44 (0) 1732 505724 Mobile: +44 (0) 7747 002286 Email: pulppaperlogistics@virginmedia.com
CONSULTANT EDITOR

David Young
Tel: +44 (0) 1737 551687
Mobile: +44 (0) 7785 796826
EDITOR
John Nutting
Email: johnnutting47@gmail.com
REGIONAL REPRESENTATIVE
Einar Johansson
Tel: +46 8 540 255 15 Mobile: 0046 70 234 80 85 Email: einar.lennart@gmail.com
PRODUCTION
Anthony Wiffen
ASTAC Business Publishing Ltd
Tel: +44 (0) 1460 261011 Mobile: +44 (0) 7557 280 769 Email: anton_print_1@mac.com
PRINTER
Brown Knight and Truscott
Tunbridge Wells, Kent, TN2 3BW United Kingdom
Tel: +44 (0)1892 511678
Pulp Paper & Logistics
NEWS November/December 2022 1
INDUSTRY
INDUSTRY NEWS 2 VALMET 16 LOGISTICS 10 PRODUCTS & SERVICES 23 20 12 PROJECTS & CONTRACTS 25 PEOPLE 32 UPM to integrate its pulp operations in Uruguay VOITH How an Austrian paper maker optimises the papermaking process What are autonomous mills and how will they change mill operations? HEIMBACH Maximum dewatering with energy savings
Sappi sells three European graphic paper mills to private equity
Three paper mills in Europe are to be sold by Sappi to a private-equity group in a deal worth about €272 million.
The decision by Sappi management to accept an offer by Aurelius Investment Lux One Sàrl followed a strategic review and a decision to reduce the South Africa-based company’s exposure in graphic papers. A number of binding offers for the three mills had been received by Sappi.
Sappi will be divesting its Maastricht Mill in the Netherlands, its Stockstadt Mill in Germany and its Kirkniemi Mill in Finland.
Steve Binnie, chief executive of Sappi Limited, commented: “We are very happy to have reached agreement with Aurelius to take ownership of the three mills. Although they no longer fit in Sappi’s portfolio, they are strong assets with good people.

“The decision to sell these mills follows a detailed and thorough strategic review by Sappi in line with our group Thrive25 strategic focus. This includes reducing exposure to the graphic paper
segment while expanding Sappi’s presence in segments including packaging and speciality papers, pulp and biomaterials. Recent investments across our South African, American and European operating businesses demonstrate this priority.”
The sale to Aurelius, a panEuropean multi-asset manager group, will be subject to various conditions, and is expected to close in the first quarter of 2023.

Sappi said the proceeds of the sale will be used to further reduce debt and continue to increase its focus on the identified growth segments.
Explaining the interest of Aurelius in the mills, founding partner Dr Dirk Markus commented: “The market for pulp and paper products is of particular interest to Aurelius considering our industrial sector expertise. We combine a proven track record in complex carve-outs with a deep understanding of how to identify and unlock value creation potential. Given these key traits, this transaction offers ample opportunity to unleash the full potential of these production sites.”
The Maastricht Mill produces 260,000 tons per year of coated woodfree paper and paperboard mainly sold to printers and packaging converters globally.

The Stockstadt Mill is an integrated pulp and paper mill producing 145,000 tons per year of pulp which is used to produce 220,000 tons per year of coated and uncoated wood-free paper, mainly sold into the European print market.
Kirkniemi is an integrated pulp and paper mill yearly producing 300,000 tons of bleached mechanical pulp which is used to make around 750,000 tons of a range of coated mechanical paper grades for sale to the
global print industry.
Marco Eikelenboom, chief executive of Sappi Europe, added: “Going forward, Sappi’s focus in Europe as regards graphic paper will be on the stronger commercial print market. In addition, in the packaging and specialities segment, the European business will predominantly focus on the flexible packaging, functional papers, self-adhesives including glassine, labels as well as dyesublimation categories.
“We believe this sale will help unlock potential value at each mill which would be best pursued by a new owner. Our strategic focus is on market segments not served by these mills.”
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 2
The three graphic paper mills being sold by Sappi to private equity group Aurelius Investment – Kirkniemi (above right), Maastricht (above) and Stockstadt (top right) with combined yearly capacity for almost 1.25 million tons
Smurfit’s Townsend Hook mill cuts drying energy bill by 6%
An innovative drying process that is claimed to cut energy consumption and carbon dioxide emissions has been installed at the Townsend Hook paper mill in the UK by Smurfit Kappa.
Drying is one of the most energyintensive processes in paper manufacturing. The new processes implemented have resulted in a six per cent reduction in steam energy consumption and a five per cent reduction in carbon emissions from the Kent-based mill.
A ‘digital twin’ approach was used in the project to create a
virtual representation of the drying system to simulate how it would perform.
Smurfit Kappa has committed to a carbon dioxide emission reduction of 55 per cent by 2030 and at least net zero carbon emissions by 2050. It has also had its 2030 emissions reductions targets validated by the Science Based Targets initiative as being in line with the Paris Agreement.

Commenting on the innovation, David Upton, managing director of the Smurfit Kappa UK’s Paper division, said: “The advanced new drying process has helped us to significantly reduce our energy

consumption at the mill. With energy costs continuing to rise and market volatility, this technology will help us to reduce costs and take a further step in achieving our net-zero target.


“We have been trialling this method in other areas of the manufacturing process and hope to see similar positive results over time. A huge thank you must go to all of our partners involved in this highly collaborative project; the results we have seen are testament to their dedication, hard work, and willingness to strive towards a more sustainable future.”
Smurfit Kappa collaborated with a number of partners in the project, including the Paper Industry Technical Association, Automation X, ProcSim, the Carbon Trust and the Department of Business, Energy and Industrial Strategy.
The project was recognised in the Sustainable Innovation category at The Paper Industry Gold Awards 2022 earlier this year.
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 3
The Townsend Hook paper mill in the UK: innovation saves drying
energy and carbon emissions
Arjowiggins mills in UK face closure
Prospects that ten paper making sites in the UK operated by Arjowiggins Fine Papers Limited and Arjowiggins Chartham Limited could be saved from closure looked bleak as this issue of PPL went to press.
The Arjowiggins businesses, which included two mills dating back to the mid-18th century, had gone into administration in September. Around 400 jobs were under threat as administrator Interpath Advisory searched for potential buyers.
Arjowiggins Fine Papers Limited
operated the Stoneywood plant in Aberdeen, which has manufactured fine and custom papers since 1770, and an office in Basingstoke. Arjowiggins Chartham Limited operated the Chartham Mill in Chartham, Kent which has manufactured high-quality translucent papers since 1738.
The initial sale-of-business deadline passed without identifying any immediately deliverable transactions to secure the sale of either UK mill as an operational facility.
Joint administrator Blair Nimmo,
chief executive of Interpath Advisory, said: “We continue to explore potential interest from both trade and financial investors in the AW Group’s business and assets. Both the Stoneywood Mill and Chartham Mill sites are being given maximum exposure to identify if any party will step forward to purchase these as paper making facilities.
“However, in the absence of any credible interest in the acquisition of either site as a manufacturing facility, the joint administrators will continue to wind down operations
UPM opens €100m CHP plant at its Nordland Papier mill
A new combined heat and power (CHP) plant has been officially opened by UPM at its Nordland Papier mill in Germany, bringing the paper maker closer to meeting its 2030 target to cut its carbon dioxide emissions by 65 per cent.

UPM says it is committed to meeting the targets of the 2015 Paris Agreement well in advance, through practicing climatepositive forestry, innovating novel products and taking action such as investing in renewable and efficient energy systems to power its own sites, while taking part in the transformation of energy systems in Europe.
The €100 million investment at the mill will help reduce carbon dioxide emissions by 300,000 tonnes per year, power the facility and feed surplus power back into the electricity grid.
“In the current energy crisis, coupled with the increasing need
for carbon reductions, it is vital that we invest and innovate to become more efficient,” said Winfried Schaur, executive vice president of Technology and UPM Biorefining. “The power plant will increase the
sustainability of our paper production while contributing flexible support to the German energy system.”
The mill at Dörpen in Lower Saxony is the largest fine and speciality paper mill in Europe.
at each mill.
But the administrators succeeded in concluding a sale of a number of the fine paper brands to Antalis, including Conqueror.
Arjowiggins had already been saved from closure in 2019 with a management buyout made by subsidiaries of Creative Paper Holdings Ltd.
The Arjowiggins group also owned and operated mills in Spain and China through its Guarro Casas and ArjoWiggins Quzhou subsidiaries. Neither was subject to the insolvency.
The 84MW gas-fired CHP plant has been designed in readiness for hydrogen power, which is expected to play an important role in Germany’s long-term green energy transition.
UPM Nordland Papier now has the capability to adjust supply and demand to achieve a balance that benefits production at the mill, while at the same time stabilising grid volatility and providing additional capacity to the public electricity grid.
Olaf Lies, Lower Saxony’s minister for the environment, energy and construction, commented: “Significant investments by industry are crucial for the sustainable transformation of our economy. In the long term, the new CHP power plant at UPM Nordland Papier will contribute to increased climate protection and secure highly qualified industrial jobs in Lower Saxony.”
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 4
The combined-heat-and-power plant at the Nordland Papier mill in Germany will help UPM cut up to 300,000 tons of carbon emissions
Valmet’s climate program
Forward to a carbon neutral future
100 percent carbon neutral production for all our pulp by 2030. We believe that technology plays a key role in mitigating climate change and global warming in the transition to a carbon neutral



We have estimated that around 95 percent our value chain's environmental impact is caused when our customers use our technologies over their entire life cycles. In our climate program − Forward to a carbon neutral future − we have set ambitious targets to enable 100 percent carbon neutral production for all our pulp and paper customers and to improve the energy efficiency of our current offering by 20 percent by 2030.


Already today we offer an extensive range of solutions for reducing CO2 emissions and other environmental impacts.
Explore how on www.valmet.com/climateprogram
INDUSTRY NEWS November/December 2022 5
Work starts on Koehler Group’s innovation campus in Germany
Construction of Koehler Group’s new technology building at its Oberkirch headquarters in Germany has started with a ground-breaking ceremony.

The event was marked by Dr Stefan Karrer, chief technology officer of the Koehler Group, and the management of Koehler Innovation & Technology.
With the new €12 million technology building, the research activity of the Koehler Group will be centralised at one location and extensively expanded.
The 1,375 sqm building is being constructed on the
highest structural and technical requirements.
Karrer explains: “The concentration of our technology
significantly optimise all processes
could be created in this way, says Koehler, and this has already been proven with the recyclable blue Blue4est thermal paper.
technical centre and recycling partners, such as the Koehler Paper mill in Greiz, groundbreaking products for the future
Koehler’s Kehl paper mill signs up to renewable wind energy
Koehler Paper and RWE Supply & Trading have agreed on a longterm green power supply of up to 175,000 MwH per year. The green power certificates come from the 54Mw Waddenwind wind farm in the Groningen region of the Netherlands, which has been connected to the grid since
the beginning of the year. RWE Supply & Trading combines the certificates of origin into a green power supply and integrates them into Koehler Paper’s procurement portfolio.
Koehler Paper – part of the Koehler Group – produces highquality speciality paper. The new paper making line at the Kehl mill

on the River Rhine in Germany was converted to electricity at the beginning of 2021. Koehler says that with this contract, production at the Kehl site is largely climate-neutral.
“By taking this step, we are saving around 100,000 tonnes of carbon dioxide per year. We are thus underlining our claim to carry the concept of sustainability through the entire value chain of our paper production,” says Dr Stefan Karrer, chief operating officer of the Koehler Group.
The family-owned company has set itself the goal of producing paper in a climatefriendly manner and thereby making a contribution to the implementation of the Paris Climate Agreement. Koehler
Dr Markus Wildberger, head of Koehler Innovation & Technology, adds: “We have extensively expanded our analytics department and sensor technology and made significant investments in analytical equipment. This offers us new research opportunities. Technologically, Koehler is very well positioned. With the new innovation campus, which will soon consist of a total of three building complexes, we will be able to fully exploit our potential.”
says it is adhering to these goals, despite the enormous unexpected challenges resulting from the current energy crisis.
“We are pleased to support Koehler Paper in the realisation of its sustainability strategy,” says Dr Hendrik Niebaum, head of commodity solutions at RWE Supply & Trading. “The demand for carbon-dioxide-free electricity supplies from renewable sources is growing strongly.
The cooperation with Koehler Paper and Waddenwind shows the potential in the European market.”
The contract has a term of ten years and is valid from 2023.
● Koehler is also converting power boilers in its mills to use biomass: see Projects & Contracts in this issue.
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 6
The ground breaking ceremony that kicked off construction of Koehler Group’s innovation campus
Koehler Papier’s Kehl mill, which will be using energy generated by a Dutch wind farm
Revenue rises by a third at Smurfit Kappa
Smurfit Kappa’s group revenue in the first nine months of the year increased by a third to €9.72 billion, according to the paper maker’s latest trading statement.
And operating profit before tax at the London-listed paper maker was even better, rising 77 per cent to €1.14bn, with a return on capital of 20.6 per cent.
Chief executive Tony Smurfit commented: “We continue to drive improvement across all areas of our business, consistent with the delivery of our strategy, providing the most innovative and sustainable packaging through our integrated business model, ensuring security of supply to our over 65,000 customers.
“Significant cost inflation is being recovered in corrugated box pricing as anticipated. Against strong comparisons, corrugated box volumes were flat for the first nine months.
“The investments we have made over the last number of years are making the group ever more efficient with a customer-
led focus on quality, innovation and sustainability. With SKG’s scale and geographic reach across 36 countries, together with the many specialist businesses within the group, there remain many opportunities for growth.
“Our results reflect the steps we have taken and the quality of the Smurfit Kappa business.
Mondi to supply packaging to leading fashion house
Mondi has been appointed as the exclusive packaging supplier to one of Europe’s largest fashion enterprises.
Following a product trial earlier this year, paper and packaging producer Mondi will support Modivo in switching from the standard rigid packaging currently used in the distribution of the e-retailer’s full collection of shoes, bags and clothes.
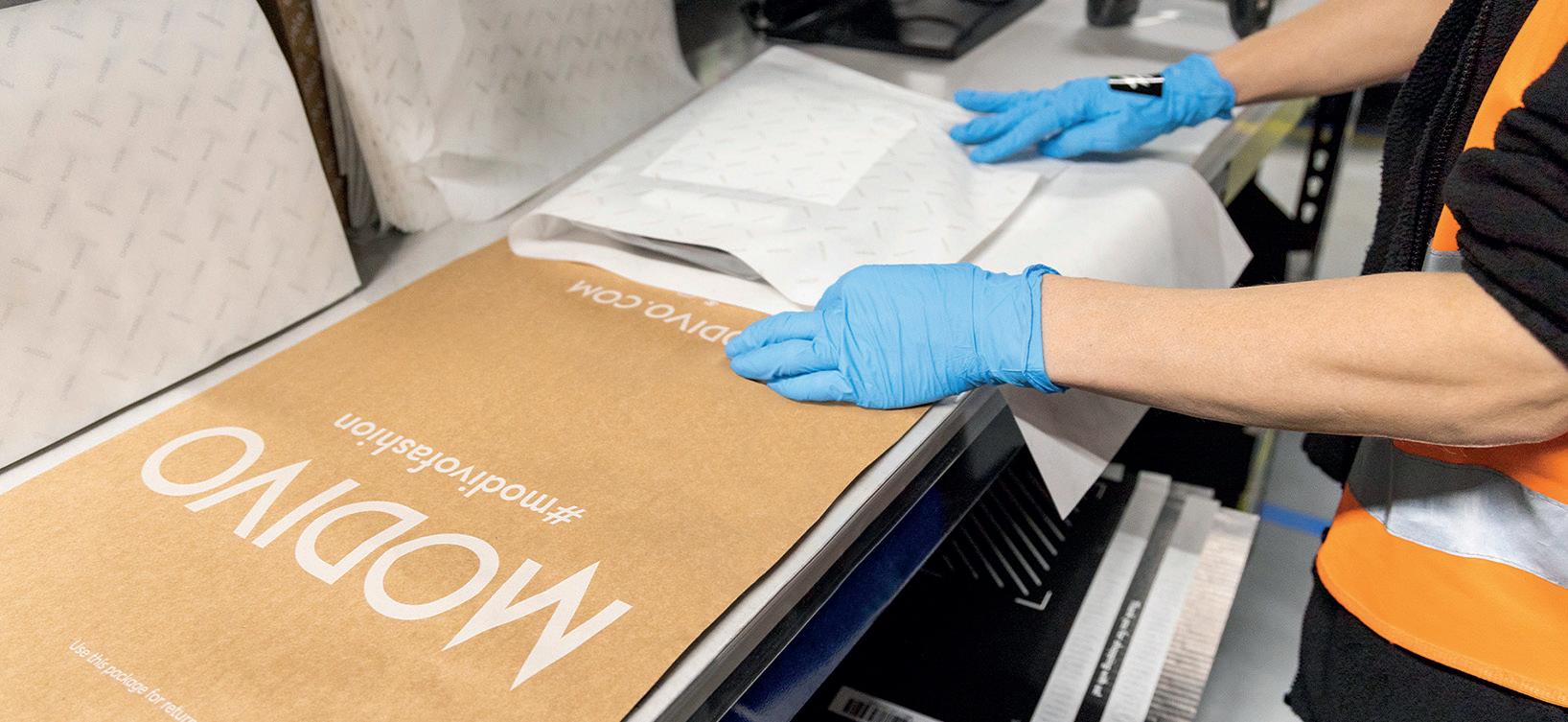
Nedim Nisic, Mondi Group’s eCommerce director, says: “We don’t believe in a ‘one-size-fitsall’ solution. Each customer has a unique product mix with different logistics requirements. When partnering with a customer, our focus is on decreasing total packaging costs, reducing waste, and meeting end-consumer needs. This means our customers
can choose the packaging solutions that will be of most value to them, from kraft and functional barrier paper, to paper bags through to corrugated solutions.”
Explaining the move, Movido’s Łukasz Boguszewski adds: “Mondi was able to improve our packaging considerably and support us in reaching our sustainability goals. The Mondi portfolio offers solutions that are fit for purpose, using less space and material, while still protecting the goods on their way to our customers. Not only is this shift more environmentally friendly and cost-effective for our business, but it also reflects our commitment to meeting our customers’ expectations and consistently improving their
experience.”
For Movido, the optimisation of its packaging portfolio was based on products shipped and has resulted in most orders now using Mondi’s MailerBAGs. These re-usable and recyclable paper bags are available in three designs to protect products without transporting too much air.
“Mondi is committed to partnering with our customers to
We expect to deliver ebitda of approximately €2.3 billion for the full year 2022.”
● Smurfit Kappa has completed investments in its manufacturing plants in Olomouc in the Czech Republic and Obaly Štúrovo in Slovakia. The investments of more than €20 million announced last year were used to upgrade the two plants by installing state-of-the-art equipment to expand capacity by more than 100 million regular and offset printed boxes per year.
Both Tony Smurfit and Saverio Mayer, chief executive of Smurfit Kappa Europe, attended the official unveiling of the upgraded plants during which customers were given a detailed walkthrough of their enhanced capabilities.
find the most suitable packaging solution for their needs. Our core strength is the combination of our sustainability expertise, and an attractive eCommerce portfolio that offers fit-forpurpose packaging solutions. Because of this, we are able to support our customer’s objective of becoming economic, efficient, and environmentally friendly,” says Nisic.

Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 7
Smurfit Kappa management celebrate the latest €20 million investments in Europe
Mondi’s packaging is fit for purpose, using less space and material
World’s first sulphuric acid plant installed at a Klabin pulp mill in Brazil

The world’s first commercial grade, concentrated sulphuric acid plant has been started up by Klabin at its Ortigueira mill in Paraná state, Brazil.
Supplied by Andritz, the plant has capacity to produce 150 tons of sulphuric acid per day from concentrated odorous gases and elemental sulphur. It serves the pulp lines at Klabin’s Puma Unit and makes the site completely self-sufficient in sulphuric acid by recycling sulphur from the waste streams.
A biomass-fuelled gasification plant has also been installed by Andritz at the Puma project (see Projects & Contracts section).
The sulphuric acid plant helps Klabin to control the sodium and sulphur (Na/S) balance and also the sulphidity of the mill. In addition, less sulphate will now be discharged due to the optimised Na/S balance, hence improving the efficiency of input use at the Ortigueira plant.
Safety is improved because sulphuric acid doesn’t need to be transported to the mill. As the sulphuric acid plant meets stringent air emission limits, the process is said to significantly reduce the environmental impact of the Ortigueira mill.
Klabin’s director of projects and engineering, João Antônio Braga, says “Operation of the sulphuric acid plant at the Puma Unit represents a significant advance in the circularity of the installation. The new plant allows the Puma Unit to be selfsufficient in sulphuric acid, with
the additional option of selling any excess production to the market. This innovative technology, a first in this industry worldwide, supports our efforts to optimise productivity and is an important milestone in our ambition to achieve our sustainability goals.”
Klabin’s manager of projects, recovery and utilities, Walter de Oliveira, adds: “The quality parameters are being met and the sulphuric acid is being used successfully in several operations at the plant, replacing the commercial acid we were using before. Besides optimising
New fibre-research laboratory opens in Finland
A laboratory dedicated to research into sustainable fibre technologies has been opened at Lahti in Finland.
The laboratory, first announced last year, is a joint project between Andritz Oy, part of the Andritz engineering group, and LUT University (Lappeenranta-Lahti University of Technology), and is seen as a step towards a new way
of sharing infrastructures and intensifying research work with external partners. The value of the investment was not revealed but is described as “large-scale”.
The new research laboratory and LUT’s academic expertise bring added value to Andritz ’s own research and innovation into sustainable products and technologies.
Kari Tuominen, chief executive of Andritz Oy, says: “Locating the research laboratory in Lahti will enable close collaboration between Andritz and LUT researchers. Our cooperation has always been fruitful and effortless for both parties. We’re glad that LUT managed to build the laboratory nearly on schedule despite the logistical challenges related to the global
resources, installation of the plant brings greater independence because we do not have to rely on an external supplier for our sulphuric acid needs.”
Andritz supplied technologies on an EPCC basis for handling elemental sulphur, combustion of sulphur and concentrated non-condensable gases to form sulphur dioxide, and conversion of sulphur dioxide into concentrated sulphuric acid, as well as a flue gas treatment system.
Sulphuric acid plants are part of Andritz ’s CircleToZero initiative, which includes technologies that aim to reduce or eliminate waste from pulp mills. This global initiative for pulp and paper customers brings the continuous development and improvement of existing Andritz technologies together with an ambitious, future innovation goal: to eliminate unused side streams, create new value-added products, and establish a foundation for zero emissions and zero waste production.
situation.”
Dean of LUT University Mari Kallioinen-Mänttäri added: “The brand-new laboratory enables us to study, test and analyse on biomass-based fibres and fibre products even better than before. The new facilities will meet the needs of LUT research groups, Andritz and regional industry.”
The aim is to strengthen the
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 8
The Klabin mill at Ortigueira in Paraná state, Brazil, where the first sulphuric acid plant has been installed
Dry moulded fibre bottle patent filed in Japan by PulPac
Adesign for a bottle made from woodbased fibre is one of a number of patents recently filed by Sweden-based PulPac.
The bottle is made using PulPac’s Dry Molded Fiber technology, which is said to be up to ten times faster and more cost-effective than traditional fibre forming methods.
The patent, granted in Japan, covers both bottle-forming and more traditional single-use items traditionally made by plastics and wet forming. Based on an earlier application, the patent claims to describe a cellulose blank containing less than 45 per cent water by weight being arranged and formed in a forming mould, using heat and isostatic pressure.
The latest patent application filed also covers manufacturing of bottles, but in a continuous manufacturing line.
“The world consumes massive amounts of plastic bottles, and they are a big contributor to plastic pollution,” says Peter
Ekwall, chief intellectual property officer at PulPac. “Only around 30-40 per cent of all plastic bottles across the EU and US are collected for recycling today. For paper and cardboard packaging, the average is about 80 per cent. Even if our present focus is replacing

the single-use products that are industrially ready, bottles are an interesting application for Dry Molded Fiber. We made the first bottles in our lab already in 2018 and some of our early patents are related to bottles.”

PulPac now holds 32 patent
families with more than 150 granted national patents plus 60 pending patent applications. In addition, PulPac says it has a substantial body of know-how and attached trade secrets that are shared within the Dry Molded Fiber network.
bioeconomy cluster in the Lahti area and support the start-up and growth of new businesses.


Biorefinery research currently employs four professors and ten researchers on the Lahti campus
but LUT aims to increase the number to 40.
Kallioinen-Mänttäri says that such a large-scale investment would not have been possible without considerable financial
support by the university’s partners.
“Collaboration with Andritz constitutes one of the largest business commissions in LUT’s history. In addition to current
joint research, we are exploring possibilities to expand our collaboration beyond fibre research. For students, it will mean more thesis and job opportunities,” she says.
Pulp Paper & Logistics INDUSTRY NEWS November/December 2022 9
The new fibre research lab on the LUT University campus.
PulPac’s Peter Ekwall continously looks for new innovations with engineers to push the Dry Molded Fiber technology forward and speed up the transition to sustainable fibre-based alternatives and away from single-use plastics
Kari Tuominen, chief executive of Andritz Oy
The university’s dean Mari Kallioinen-Mänttäri
UPM to integrate its pulp operations in Uruguay
Anew pulp terminal has been opened by UPM in the port of Montevideo, Uruguay.
The US$280 million port is a key part of UPM’s $3.47 billion growth investment in Uruguay that includes a modern pulp mill in Paso de los Toros, a new eucalyptus tree nursery as well as local community investments.
“This is a significant milestone in our growth project in Uruguay,” says UPM chief executive Jussi Pesonen. “The new pulp terminal with direct connections from the new pulp mill and to the global markets plays a key role in the growth and competitiveness of UPM’s pulp business. The public infrastructure investments to the deep sea port and railway improve
the competitiveness of all export sectors in Uruguay.”
The new pulp terminal is located in Montevideo’s newly-developed deep sea port, and will have a direct rail connection to the Paso de los Toros mill. In the future, all UPM pulp from Uruguay will be shipped with fully-loaded ocean vessels directly from the port. This is a significant change to the current logistics that have depended on the deep sea ports in Brazil. The new direct connection from Uruguay to global markets will improve efficiencies and supply security, says UPM.
UPM will operate the pulp terminal as a long-term concession holder. The terminal will operate 24/7 with an annual operating capacity of more than 2
million tonnes of pulp and around 100 ships, and is expected to provide a 60 per cent increase in the total annual cargo exported from the port of Montevideo.
The terminal will employ around 100 people, with another 200 working in the loading and unloading of cargo ships. The terminal includes a large storage

Warehouse truck that handles two pallets at a time
A compact warehouse truck with a choice of power supplies that can be used in a range of applications has been launched by Yale Europe Materials Handling.
The MS20XD Platform Double Stacker is able to load two pallets at a time, providing time and cost savings for the customer.
“The MS20XD is not only beneficial for unloading

and loading goods, but it is also an ideal candidate for crossdocking and ergonomic lifting applications,” said Monica Radavelli, warehouse product manager at Yale.
The double stacker can be used in a range of warehouse applications with users able to choose to power their truck with a either lithium-ion or a lead acid battery.
Yale says that consolidating a materials handling fleet is a costeffective exercise and with the MS20XD’s working flexibility, it has the capacity to take on a number of roles within the warehouse logistics chain. The ability to move two pallets at the same time with short forks makes the Platform Double Stacker effective
warehouse of more than 50,000 square metres, a control room, logistics spaces and offices.
The 2.1 million tonne eucalyptus pulp mill constructed on greenfield site near Paso de los Toros in central Uruguay is scheduled to start production by the end of the first quarter of 2023.
in congested areas.
The fixed platform option can be fitted with side or rear protection, with scooter control offered as standard. The standard foldable platform is available both with and without side arms and with a fixed or adjustable tiller head. This features excellent ergonomics; the touch of a button is easily within reach.
“There are a range of additional options available with the MS20XD that enable us to tailor it to the specific needs of our customers,” added Radavelli. “We’re confident this versatile truck will be an efficient addition to warehousing environments across EMEA. Our expert dealers are ready to discuss how this new truck can add value to fleets, so we encourage prospective users to get in touch with them today.”
More information from www. yale.com
Pulp Paper & Logistics LOGISTICS 10 November/December 2022
Yale’s new platform truck can handle two pallets at once
UPM’s dedicated port in Montevideo will be connected to the paper maker’s pulp mill at Paso de los Toros
When it comes to performance
Your paper machine certainly has a lot of potential, it‘s a question of getting it out: Start up faster, dewater more and run your clothing for longer - with our New-Tech fabrics you can increase performance and cost efficiency. Are you looking for process optimisation?
Our experts can support you in reaching your goals with a combination of high-tech equipment and know-how. Learn more at:
www.heimbach.com

Pulp Paper & Logistics VOITH November/December 2022 11
How an Austrian paper maker optimises the manufacturing process
Raw material costs are rising everywhere as the price of energy increases. In Austria, Laakirchen Papier has been using the services of Voith to cut its consumption of starch without reducing quality. PPL reports

Current raw material prices are forcing paper makers to reduce production costs and further optimise the efficiency of their production facilities to remain competitive. Digitalisation plays a key role in achieving efficiency gains and cutting costs. This is because new technologies in particular enable significant improvements in existing and new plants. They allow better monitoring of all processes and thus more precise production control, which in turn leads to higher efficiency and better availability.
Reduced starch consumption
In addition to fibre, starch is a major raw material cost in the production of packaging papers. Therefore, the goal of paper manufacturers is to reduce starch application and keep the amount of starch as low as possible: without falling below the required quality level.
However, continuous optimisation with conventional tools quickly reaches their limits. Paper manufacturers are confronted with the situation that they cannot directly control important quality parameters such as strength, because the measurement of the relevant parameters only takes place at the end of each tambour in the laboratory and the values are not continuously available. Digital offerings such as
OnEfficiency.Strength from Voith now provide the ability to have important quality parameters constantly available thanks to virtual sensors and to have the process controlled automatically to optimum levels.
How Laakirchen Papier optimises the use of starch
Since 2021, OnEfficiency.Strength has been used on the PM10 line at Laakirchen’s mill in Austria to optimise starch application. A positive side effect is also the resulting reduction in steam consumption in the after-dryer section. What was previously only possible either through manual measurements in the
laboratory or automatic test line measurements is now achieved by Laakirchen with the use of virtual sensors: the calculation of data on the most important strength values (SCT CD, CMT and burst).
“This continuous monitoring of important quality parameters enables continuous optimisation of the process in terms of cost and quality. Manual laboratory measurements, on the other hand, take up to 30 minutes after sampling, and the parameters can then only be adjusted by manual intervention,” says Korbinian Hitthaler, project manager for Papermaking 4.0 at Voith OnPerformance.Lab.
“Thanks to the virtual sensors,
the strength values are now available in real time, so the starch application can be controlled without losing time. Also thanks to the automatic control of the jet-wire difference, strength potentials between MD and CD can be optimally balanced.”
Christopher Dierkes-Leifeld, technologist on the PM10 line at Laakirchen, further explains: “We have been using OnEfficiency. Strength since 2021 to consistently meet quality requirements and thus optimise the paper produced on PM10 and compensate for process fluctuations. At the same time, we have also reduced our costs, because OnEfficiency.
Strength enables optimum control
Pulp Paper & Logistics VOITH November/December 2022 12
The PM10 line at Laakirchen on which Voith’s OnEfficiency.Strength has been used since 2021 to consistently meet higher quality requirements
of the starch application quantity and the jet-wire ratio.”
Real-time prediction of quality parameters and continuous optimisation of the process has not only prevented quality
fluctuations, but OnEfficiency.
Strength has also enabled production costs to be reduced while reliably meeting quality targets.
“Since we started with
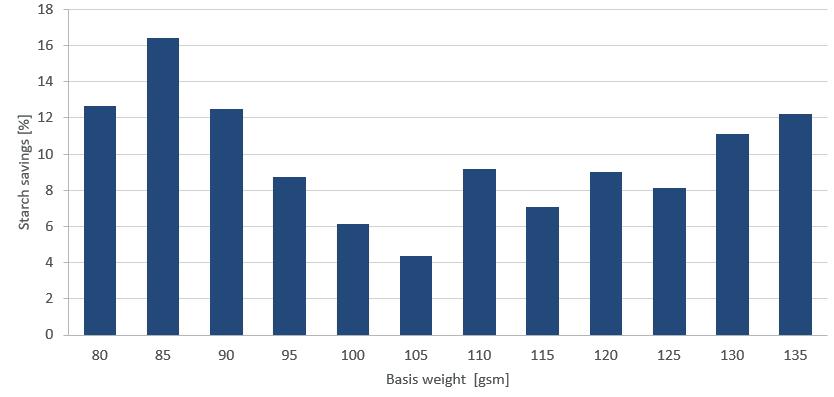
Papermaking 4.0 in cooperation with Voith, the speed of our PM10 has been increased. Nevertheless, we have achieved the strength properties required by our customers with up to 10 per cent starch savings due to optimisation by the control system,” concludes Dierkes-Leifeld.

On the PM10 line, OnEfficiency. Strength helped to save four per cent of the starch in the first year and now up to 10 per cent starch in the second year, while key quality parameters such as SCT CD and CMT remained within target values.
The principle: visualise, sta bilise, optimise
Three modules are combined in OnEfficiency.Strength to create a new, powerful generation of advanced process controls (APC). The control system includes virtual sensors, also called soft sensors; model predictive control (MPC); and a cost optimiser. A
special feature of the virtual and self-adaptive sensors is their high predictive accuracy, typically more than 90 per cent.
The virtual sensors precisely predict important quality parameters. Knowing these parameters in real time enables the MPC to control the papermaking process in such a way that the targeted values are permanently achieved through continuous adjustment. The cost optimiser ensures that this is done at the lowest possible cost. To find the customer-specific cost optimum, actuators and control strategies can be individually selected and flexibly adapted.
Laakirchen Papier was particularly impressed with the high savings potential offered by OnEfficiency.Strength. This was calculated in the ValueAdd Assessment carried out in advance.
“Before installation, we carry out a so-called Value-Add Assessment
Pulp Paper & Logistics VOITH November/December 2022 13
The
a
going back 150 years 4
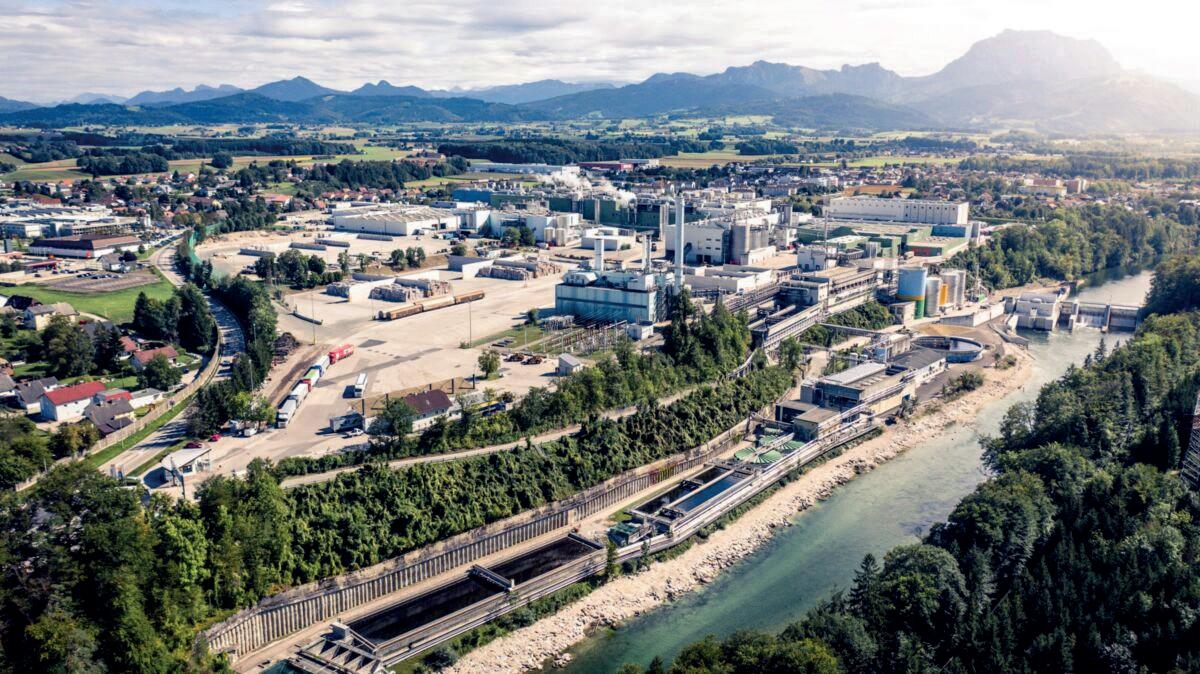
Heinzel Group’s Laarkirchen mill in Austria: investment in quality and grade conversions
Laarkirchen mill has
history
with our customers, in which we calculate the savings potential of OnEfficiency.Strength based on the individual customer data,” says Dr Julius Flitsch, head of the Voith OnPerformance.Lab.
“We then guarantee this savings potential to our customer. In addition, we always determine the parameters and actuators to be controlled individually, depending
on customer requirements and paper machine.”
Lighthouse project in Papermaking 4.0
Laakirchen Papier and Voith have been working on joint pilot projects in Papermaking 4.0 since 2019.
“We’ve had very good experience working with Voith.
In addition to the OnEfficiency. Strength project, we also have many other Papermaking 4.0 pilot projects being implemented at the site. These include OnEfficiency. BreakProtect, OnCumulus and most recently OnView.Energy. This enables us to continuously improve our papermaking process,” says Jan Reibert, production manager on the PM10
line at Laakirchen.
“Our cooperation with Voith is always at a very high level and on an equal footing. During the OnEfficiency.Strength project phase, we were in close and intensive exchange. This enabled us to discuss potential challenges together, discuss appropriate solutions and implement them in a timely manner.”
More investment at the Laakirchen mill
The Laakirchen paper mill in upper Austria is owned by the Heinzel Paper group, which has a history going back more than 150 years. With current production of about 800,000 tonnes a year, the mill has almost 400 employees and operates two Voith lines: PM10 with capacity for 450,000 tons a year of corrugated base paper, and PM11 with current capacity to make 350,000 tons per year of supercalendared uncoated natural paper. All of its products are made from 100 per cent recycled fibre.
Heinzel is investing more than €100 million in the conversion of PM11 from making graphic papers to producing containerboard, from processed waste paper. The capacity of the line will be increased to 500,000 tons per year. The sewage treatment plant and the steam boiler system will also be expanded, along with building a plant for the production of biogas.
The production capacities at the mill will increase from to 1.15 million tons per year when PM11 line is operational from the second half of 2024.
“With this investment, we are securing our future competitiveness,”
says Dr Thomas Welt, chief executive of Laakirchen Papier AG. “Voith convinced us on all points. With highly efficient and sustainable Voith solutions, we can produce low basis weights of 70 grams at high speeds – another milestone in our long-standing and very trusting partnership between Laakirchen and Voith.”
The history of paper production in Laakirchen dates back to 1867, when Franz Schuppler bought the old Danzer mill on the Traun and founded the paper factory. After Schuppler’s death in 1884, his sons Alfred and August took over the company, with August leaving after a few years.
Karl Schleck, Alfred’s son-in-law, joined the company in 1921 and took over management of the business in 1944 after Alfred Schuppler died. In 1963, Wilfried Heinzel, uncle of Alfred Heinzel, today’s owner of the Heinzel Group, became the head of the company. In 1988 Wilfried Heinzel sold the paper factory to the SCA group.
In 2013, Alfred Heinzel bought back the business and from then managed the company in the second generation.
Pulp Paper & Logistics VOITH November/December 2022 14
The use of Voith’s OnEfficiency.Strength enables savings in starch consumption over a wide range of basis weights
Improve your press section efficiency! SmartScan™ contactless sensor accurately measures paper web dryness after the press section 24 hours a day, 7 days a week. Using a proprietary microwave technology, it is developed to overcome the typical limits of the NIR (near-infrared) sensors.





SmartScan™ is available both for fixed point positions or traversing web scan.
To save hundred of thousands of Euros in energy costs, stop collecting samples, choose the safe accuracy of SmartScan™ technology.
Pulp Paper & Logistics VOITH November/December 2022 15 Stop collecting paper samples! SmartScan™ measures paper dryness 24/7, safely . Up to 16 sensors connected to measure web dryness in forming, press and dryer section DCS Web
SmartScan™ on line paper dryness sensor Giuseppe Cristini S.p.A. Diagnostic Systems Via Bombardieri, 5 – 24020 Fiorano al Serio (BG) Italy Tel +39 035 715 111 Fax + 39 035 711 451 email diagnostic.systems@cristini.it website www.cristini.com
What are autonomous mills and how will they change mill operations?
In the last few years, paper makers have increasingly included moves toward autonomous operations in their strategic objectives. But what is an autonomous mill and how will higher levels of autonomy affect the role of operators in the future? Peter Cura reports
An autonomous mill is a mill that runs autonomously.
However, it’s good to note that there is a difference between automation and autonomy. Automated systems
perform tasks automatically, i.e. without human control. However, operators are needed to monitor their performance and ensure that they operate correctly.
In contrast, an autonomous system monitors its own
performance, so human supervision is not needed. Autonomous systems can also use Artificial Intelligence (AI) to anticipate and adapt to unforeseen circumstances, and perform corrective actions
themselves, further reducing the need for human intervention.
“In an autonomous mill the system is responsible for operations,” says Jari Almi, vice president of industrial internet at Valmet. “Our intention is to take

Pulp Paper & Logistics VALMET 16
the industry towards autonomy, and there are elements that are easier to make autonomous than others. For example, it’s quite easy to replace field inspections with cameras and monitoring systems. However, implementing a system that can automatically adapt to disturbances requires a completely different level of technology.”
Autonomous systems will develop gradually “Autonomous technology is on the way but there is a big difference in the maturity in different industries,” says Samuli Lehtonen, director of operations performance optimisation,

Industrial Internet at Valmet. “In the automotive industry, one of the bolder claims was that autonomous cars will already be capable of completely driverless operation by the beginning of 2022. In the pulp and paper industry, it’s predicted
that autonomous mills will be operating by 2050. The reality will be somewhere in between and autonomous mills will develop gradually.”
“In the pulp and paper industry, one of the first steps has been utilisation of advanced process controls that can optimise the digester or paper machine wet end, for example,” says Lehtonen. “These systems can control multiple set points simultaneously, enabling better optimisation than manual input and reducing variations between operators across shifts. Autonomous systems have also been used to replace manual inspections in hazardous areas, as well as to improve
operational safety, for example, by utilising smelt spout cleaning robots in recovery boilers.”
“Meanwhile, in the mining industry, there are already some companies that operate all their underground equipment autonomously from a central control room. The machines communicate with each other to ensure they don’t collide. Similarly, in logistics – and the pulp and paper industry – self-driving trucks and systems are already being tested.”
What are the benefits of autonomous operations?
“There are several reasons why companies want to increase
Pulp Paper & Logistics VALMET 17
In the future, the system itself will be responsible for taking care of malfunctions and recovering from them
4
The
mill operator’s
role will change to be more about monitoring and orchestration
autonomy in their operations,” says Almi. “The first is to reduce the need for human intervention and the associated risk of human error – autonomous solutions can operate complex processes more reliably than human operators.
“Companies also want to reduce their costs by centralising operations and competences, as well as to improve their overall equipment effectiveness and efficiency. Another big driver is to improve safety. It’s much safer to use remote and autonomous inspections than to send people to look at the machinery.
“Furthermore, companies are finding it harder to recruit and retain the right people. Many of the older generation will retire soon and the younger generations aren’t so interested in factory jobs, especially in distant locations. Remote operations and autonomous systems provide a convenient and practical solution to this problem.
“And lastly, companies want to reduce their environmental impact. Using autonomous systems to optimize their processes and reduce raw material and energy consumption helps them do this.”
The changing role of mill operators
“While autonomous technology will allow companies to do more with fewer operators, people will still be required,” says Almi. “In the past, people have been responsible for deciding what to do and taking action. In the future, the system itself will be responsible for taking care of malfunctions and recovering from them.
“The mill operator’s role will change to be more about supervision and monitoring multiple process areas. This means
that they will need to be trained to take care of the bigger picture, with the skills to understand how different process areas work and how they are interconnected. And they may also be working and
collaborating with other experts remotely rather than on site.”
Taking the first steps towards a higher level of autonomy
For companies that are interested in a higher level of autonomy the first obvious thing to consider is whether they are dealing with a greenfield or a brownfield mill or plant.
“With a greenfield mill, everything can and should be planned from the start,” says Lehtonen, “including the instrumentation, machines, control systems, processes and Industrial Internet capabilities.

“With a brownfield mill, it’s more
complicated but still do-able. It’s important to begin by assessing the current technology level of the mill. By understanding the starting point and setting a clear target level for the autonomy, you can identify what’s required. From there, you can create a roadmap of how to develop autonomy in your operations. One good thing about a brownfield mill is that since the process areas are already in place, you can choose which parts to enhance – you don’t need to do everything at once.
“In both cases, you can also plan for future developments as autonomous technology advances,” says Lehtonen.
Pulp Paper & Logistics VALMET November/December 2022 18
There are several reasons why companies want to increase autonomy in their operations
In the near future, many mills will have mixed levels of autonomy, and some process areas will have a higher level of autonomy than others,” says Jari Almi, who is
pictured (left) with Samuli Lehtonen



November/December 2022 Tel: +353 (0) 86 0440956 Fax: +353(0) 69 85927 Email: sales@biomass.ie www.biomass.ie
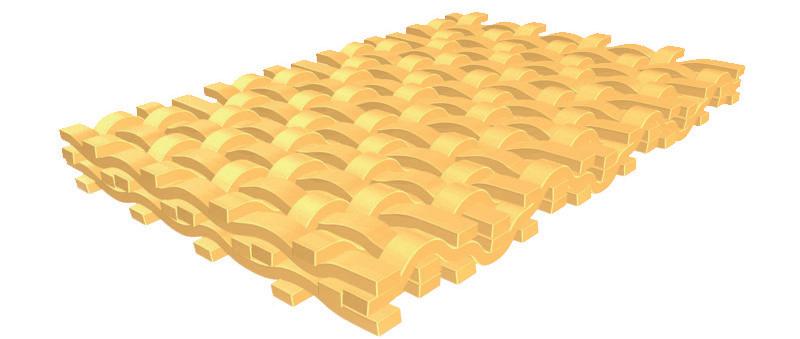
Tailor-made clothing for higher productivity
This case study describes the rebuild of a large packaging paper machine in Europe, in which clothing specialist Heimbach played an important role. PPL reports
The rebuild of the paper machine for a key manufacturer in Europe provides an example of how the closest co-operation between customer and supplier is able to lead to optimum outcomes and a customised clothing set-up. First of all, here are some details about the rebuild.
In the forming section, new headboxes were installed and several dewatering elements were optimised to provide
increased dewatering and, more importantly, improved paper quality.
The forming section after rebuild is shown diagrammatically in Figure 1.
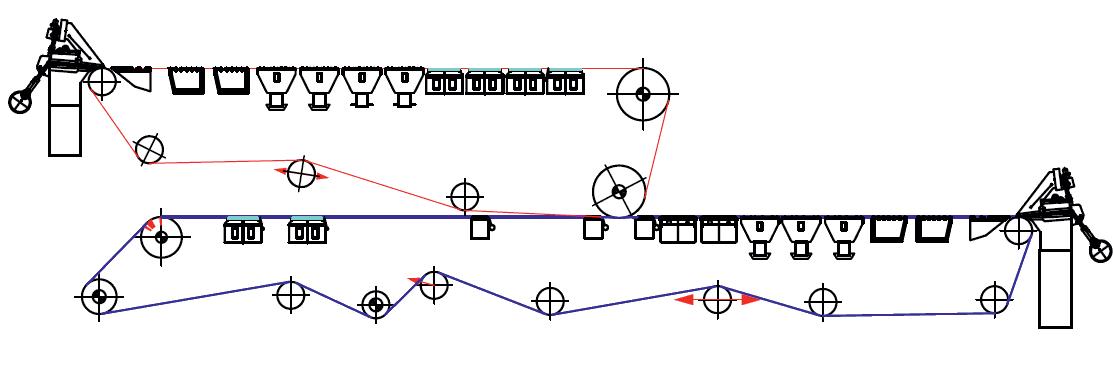
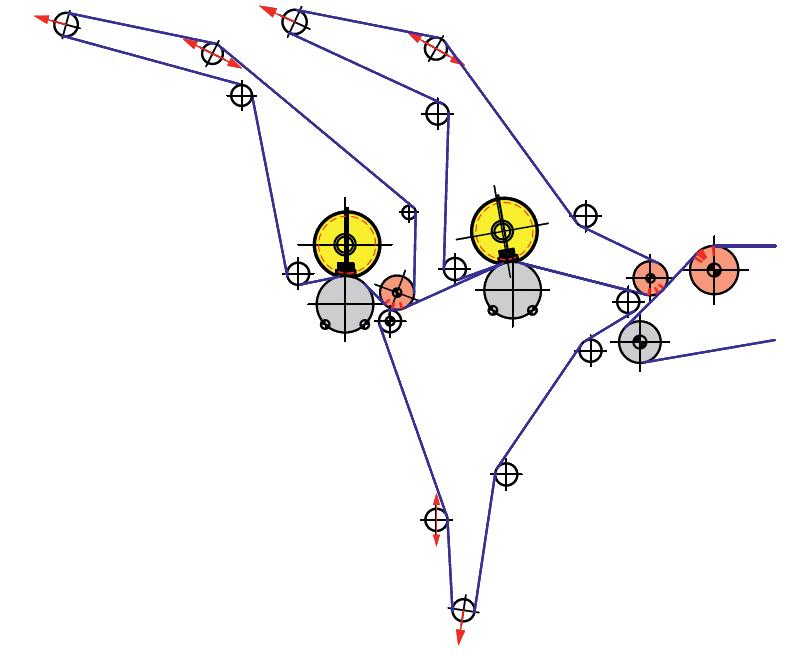
The main focus of the press section rebuild was a new shoe press configuration. Moving to two shoe presses enabled the dry content out of the press section to be greatly increased. The press section after the rebuild is shown in Figure 2.
A new slalom group was fitted
in the dryer section. In addition, cylinders and stabilisers were optimised in order to manage the higher steam pressure and speed.
Higher machine speeds, quality and productivity The goal following the rebuild was to achieve higher machine speeds, improved paper quality, higher productivity and superior runnability.
Heimbach’s understanding of the targets and the specific requirements of the customer
led to a clear application strategy. To set a base and minimise the risks during the machine start-up, standard designs were selected for the forming section. Subsequently, and taking into account the challenges, new and more advanced designs were installed based on accurate calculations and agreed targets. This required fabrics with higher fibre support (improved
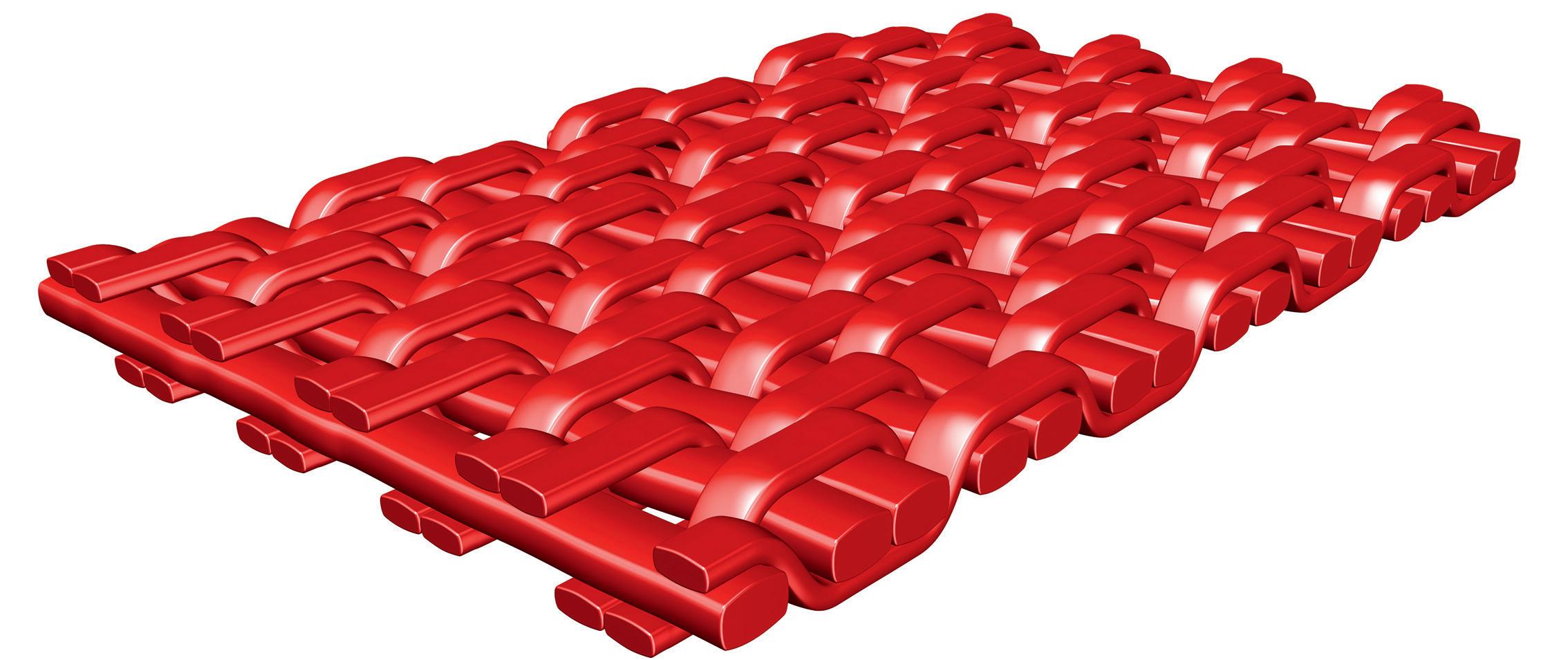
A specialised material (PPS) is used in Secoplan.HT+ fabric to provide resistance to hydrolysis from the effects of high temperatures
Pulp Paper & Logistics HEIMBACH November/December 2022 20
Figure 1: How the forming section looked after Heimbach’s rebuild
papermaking surface) and drainage, reduced fibre and water carry with longer life potential.
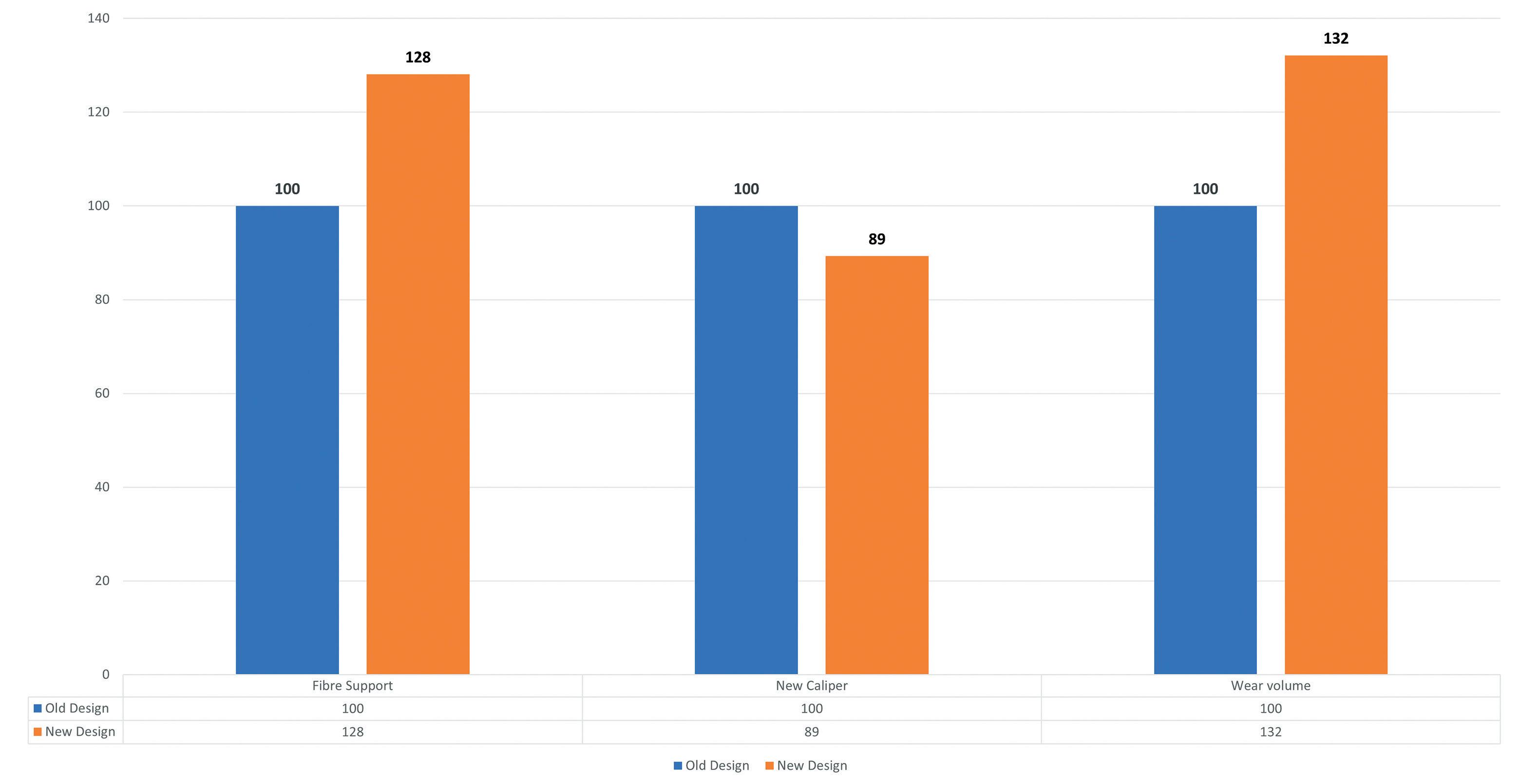
An example showing a comparison of the mathematical calculations enabling the selection of the ideal designs for the application is shown in Figure 3.
Heimbach’s patented Primoselect fabric was recommended for future use. As
the name implies, the customer is able to select which features have priority to achieve their individual needs. The table in Figure 3 shows how the new design scores against the original – in particular where paper making surface, fibre and water carry and wear volume are concerned.
A number of calculations were also carried out for the
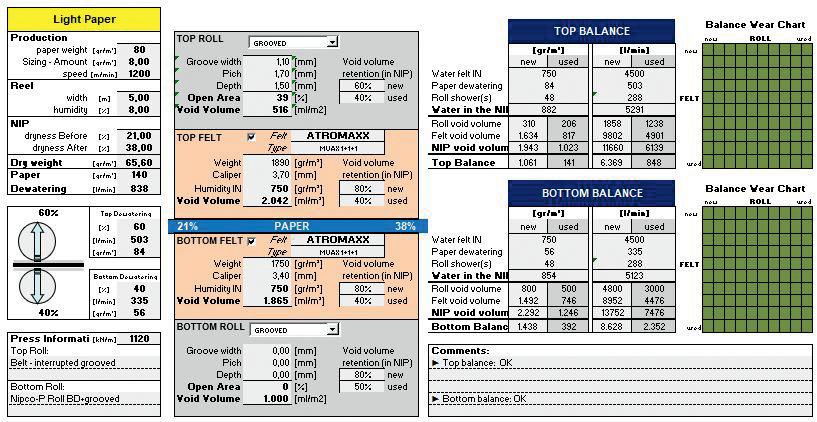
press section. One of the most important of these was the socalled water balance, wherein the amount of water to be removed in the press section and the void volumes of the rolls and clothing were calculated. After analysing the results, Heimbach was convinced that the felts it had designed were able to handle the required volumes of water
without any problems.
The chart in Figure 4 represents an example of water balance calculations for the first press position.
Based on calculations and experience on packaging paper machines, Heimbach’s New-Tech Atromaxx felt was proposed for all press positions. Because of its multi-axial structure, the felt has a highly-uniform base element, which guarantees excellent pressure uniformity and therefore higher dewatering, as well as improved moisture profiles in the sheet.
The structure itself is essentially incompressible as the base elements are laying diagonally above each other. This in turn means that a higher void volume can be maintained, leading to a longer life potential.
The main challenges in the dryer section were increased speed, lower basis weight and higher steam pressure. This demanded dryer fabrics with a high contact area and low air transportation.
The fabric has to create good contact between the paper and fabric, as well as between the paper and drying cylinder. This prevents sheet flutter and heat transfer from the drying cylinder
Pulp Paper & Logistics HEIMBACH November/December 2022 21
Figure 2: How the press section looked after the rebuild by Heimbach
4
Heimbach’s Secoplan.O is a proven fabric with high wear resistance on both the roll and paper side
to the paper can be optimised. Higher steam pressure brings with it a risk of hydrolysis. This means that a specialised material (PPS) must be used. In order to eliminate all risk of hydrolysis in these positions Secoplan. HT+ fabric using 100 per cent PPS material were chosen. This
design has the best resistance to hydrolysis, and also benefits from a high contact area which promotes excellent transfer of heat from the cylinder to the paper. At the same time, the fabric has a high level of wear resistance on the roll side. Secoplan.O fabric was proposed
for the remaining dryer positions. This is a proven fabric with high wear resistance on both roll and paper side. In addition, the low fabric caliper ensures high heat transfer and low internal void volume prevents fibre and water carry. The seam is said by Heimbach to be robust, marking
free and very easy to close. Everything, from requirements, targets and technical proposals, was discussed in detail with the customer. For the start-up phase, Heimbach received 80 per cent of the forming fabrics and press felts, as well as 60 per cent of the dryer fabrics.
Figure 4: Water balance calculations for the first press position
Pulp Paper & Logistics HEIMBACH November/December 2022 22
Figure 3: How the new design scores against the original, comparing the paper making surface, fibre and water carry and wear volume
Recycle your used cardboard cores using this shredder
Cardboard cores can be turned into recyclable material using a newly-developed Core Shredder from US-based Industrial Shredders.
As spent cardboard cores accumulate in a plant, managers are often faced with two expensive and inefficient options: return the cores to the company of origin or throw them in the trash. The Core Shredder solves the problem by shredding the cores and transporting them to a baler for reuse or sale to a recycler.
Cardboard cores are fed into the machine by an operator and crushed by the infeed crusher rollers. They are then pulled into the radial cutting head, which shreds the cores into half-inchwide strips. The shredded material

is evacuated from the shredder through a discharge chute that can be tied into an air conveying system.
“Our machine removes cores faster and more efficiently,” said Industrial Shredders owner and chief executive David
Barnard. “Companies can save on shipping and transportation costs, reduce storage space and have the opportunity to recycle cores, turning them into a profit centre. The Core Shredder is a tremendous way to maximise return on investment potential.”
World’s first autonomous logyard cranes installed in Finland
Autonomously-operated logyard cranes have been successfully erected at Metsä Fibre’s Kemi bioproduct mill in Finland.
The two 2x25-ton cranes – said to be the world’s first of their type – on a 540-metre runway were supplied by Andritz and with a storage capacity of 120,000 cubic metres will handle about 7.6 million cubic metres of wood a year.

The cranes feature the latest in artificial intelligence, thereby optimising log handling, minimising wood losses and securing environmentally-friendly and cost-effective operation when compared to traditional loghandling systems.
Metsä’s Kemi bioproduct mill will produce 1.5 million tons of softwood and hardwood pulp a
As with any shredding equipment, safety is a top priority. Industrial Shredders has designed the Core Shredder to include one solenoid locking switch, two magnetic proximity switches and two safety E-stops to ensure the safety of its customers’ operators.
Industrial Shredders offers the Core Shredder alone, or as the main component in a system including a custom-designed discharge chute, ducting and diverter to tie into an existing air handling system. The shredder can be installed directly beside the customer’s sheet shredder, expanding the capabilities of the facility’s recycling without the risk of costly repairs to the sheet shredder.
More information from www. industrialshredders.com or by telephone at 1 330 549 9960.
year and is scheduled to start up in the third quarter of 2023.
Pulp Paper & Logistics PRODUCTS & SERVICES 23 November/December 2022
Convert used cardboard cores into a profit centre
Installation of the autonomous cranes at the Kemi mill of Metsä Fibre in Finland
Measure tissue qualities with more precision
Adevice that measures the micro- and the macrosurface variations (determining softness and roughness) along with the in-plane stiffness of any kind of tissue paper was one of the products being promoted by Emtec Electronic GmbH at a recent pulp and paper show in Thailand.
The Tissue Softness Analyzer (TSA) has become a standard measuring tool in the industry and was recently featured in a Tappi Technical Information Paper (TIP).
Since the human hand is unable to distinguish between these basic haptic parameters, the TSA technology has a major advantage over traditional handpanel testing, which relies on the average overall impression to determine the hand-feel ranking of a tissue sample.
The TSA allows for much more precise adjustments along the haptic parameters, and its results nevertheless correlate nearly
completely with hand-panel test results. For example, a converter aiming to provide a softer product by adding a lotion is able to use the TSA to precisely and graphically measure the effect of different lotions on the softness parameter (micro-surface variations) to compare and finally adjust the dosage accordingly.
In addition, having an objective value to represent the way a sample feels makes it easier to recreate results using local materials, as well as adjust to market preferences.
“The TSA allows manufacturers to virtually compare hand-sheet samples based on an objective, numerical value of its handfeel,” explains Alexander Grüner, global marketing and business development manager at Emtec.
“This opens the door for them to adjust their softness settings to account for variables such as local softness preference, which varies not only among individuals, but from culture to culture.”
In addition to the TSA, the German company is promoting
two other innovations for the wet end area of the papermaking process: the CAS touch! Charge Analyzing System to detect the particle charge in the filtrate of
the pulp; and the FPA touch! Fiber Potential Analyzer to determine the surface charge of the fibres in the pulp for adding correctly dosed chemicals.

Compact loop controller monitors sensor signals
A loop controller for comparing signals from sensors with set values that features high accuracy and fast response, has been launched by Japan’s Azbil Corporation.
The C1A single loop controller is compact, the front panel measuring 48x48mm, yet achieves an accuracy of ±0.1 per cent of the reading and high-speed response with a sampling cycle of 25ms, It is also equipped with various laboursaving functions.

When comparing signals from sensors, single loop controllers execute proportional, integral,
and derivative (PID) control according to the amount of deviation, and output control signals to actuators for keeping the control target (temperature, pressure, flow rate, etc.) at the correct level.
Additionally, the Smart Loader Package for the product includes a PID simulator based on proprietary Azbil simulation technology as a standard feature. The PID simulator uses operating data to create mathematical models that
reproduce characteristics of the object of control, allowing the user to simulate PID control on the PC and reduce adjustment time.
Setting up communication with a programmable logic controller (PLC) is said to be easy without the need for special programs. This simplifies the creation of a system for remote process monitoring, for example, using a host system, touch panels, and other external devices.
Pulp Paper & Logistics PRODUCTS & SERVICES 24 November/December 2022
Softness of tissue is measured with precision by Emtech’s TSA
Azbil’s C1A single loop controller
France’s MP Hygiène orders a second tissue line
French hygiene products manufacturer MP Hygiène has ordered a second tissue line from Toscotec for its Annonay mill. With start-up planned in 2024, the PM2 line will use an Ahead 2.2 machine installed on a turnkey basis. It will be allelectric, lowering direct carbon emissions. The PM1 line was also supplied by Toscotec in 2012. The tissue line will have a sheet trim width of 2,800mm, a design speed of 2,200 metres per minute and a capacity of 38,000 tons per year.

Equipped with the latest TT NextPress shoe press and TT SYD Steel Yankee Dryer, the machine is said by Toscotec to also be the first of its type in the tissue industry to feature an electrical air system with three stages of
heat recovery.
Toscotec’s TT Hoods are equipped with both naturalgas fuelled burners and electric heaters. The air system is designed to offer three operational modes: gasheated, electrically heated and a combination of the two, to ensure maximum flexibility in the choice of energy sources.
With the full electrical configuration, MP Hygiène will be able to eliminate the direct carbon emissions linked to the hood drying process.
The project includes a stock preparation system featuring two complete lines, one for virgin wood fibres and one for waste paper specifically designed to feed both PM1 and PM2, as well as a machine broke line to maximise fibre recovery.
Toscotec will supply its patented TT SAF DD (Short Approach Flow system with Double Dilution), fibre recovery and water clarification systems, the complete tissue line with electrification and controls, and dust and mist removal systems.
Toscotec will also carry out mechanical erection, dismantling and repositioning of key equipment shared between PM1 and PM2, erection supervision, training, commissioning, and start-up assistance.
Christopher Colin, operations chief at MP Hygiène, says: “We trust Toscotec is the right partner for our strategic expansion project, based on their proven capabilities managing complex turnkey operations and their focus on innovation. Toscotec’s turnkey expertise and experience
allows them to offer us the flexibility we need to achieve our growth targets.”
Founded in 1965, familyowned MP Hygiène is the largest French manufacturer of pure cotton wadding paper under the Origine France Garantie brand, as well as a producer of nonwoven wipes, soaps, and hand hygiene solutions. It has four facilities in the Ardèche region in southern France, including the Annonay Pupil paper mill which has a total capacity of 60,000 tons per year of paper refills for the professional market, round products (hand towels rolls, industrial rolls, toilet paper), and flat products (hand towels).
More information from Riccardo Gennai, sales manager, Toscotec Tissue division. Email: riccardo. gennai@toscotec.com
Pulp Paper & Logistics
& CONTRACTS 25 November/December 2022
PROJECTS
MP Hygiène’s Annonay paper mill in the south of France is expanding with a second tissue line
More corrugated medium capacity for Shanying Suzhou Paper
Chinese paper manufacturer Shanying Suzhou Paper has commissioned Voith to supply two XcelLine paper machines for its new mill at Zhongying in Anhui Province.
The two lines, PM71 and PM72, will be installed by Voith as a fullline supplier, including automation and digitalisation packages, along with a wide range of spare parts and long-term services.
With a design speed of 1,300 metres per minute and a wire width of 9,300mm, the two lines will produce corrugated medium with basis weights between 50 and 120 gsm. The total capacity of the machines will be 812,000 tons per year.
Voith has previously installed paper machines at Shanying Huazhong. “The Voith-supplied PM22 is running very stably since its start-up. The product quality is superior, the consumption of water and energy are far lower than the industry standard, and

the production exceeds design capacity,” says Wu Ming Wu, chief executive of Shanying International, which owns Shanying Suzhou Paper.
“At the same time, the BlueLine stock preparation lines for PM21 and PM22 at Huazhong reached the design capacity shortly after start-up, and the energy consumption is lower than the
conventional lines. For the Suzhou project, we are pursuing further deeper partnership with Voith. We are building these two wide packaging machines into new benchmarks and cooperation models in the industry.”
Designed as one of the world’s most efficient paper machines for ultra-lightweight corrugating medium, the project includes the
entire line, from MasterJet Pro headbox to MasterReel pope reel.
Shanying Paper was founded in 1957. Shanying Suzhou Paper is a subsidiary of Shanying Paper at the Suzhou site. The company has a number of mills for packaging paper and newspaper including high-strength fluting paper, coated white top testliner and other products.
in sack kraft paper line

A new paper making machine is to be installed by Mondi at its Štětí mill in the Czech Republic.
The €400 million investment is said to be part of Mondi’s €1 billion programme of growth in sustainable packaging and eCommerce products.
The machine will yearly produce up to 210,000 tonnes of sack kraft paper within Mondi’s Paper Bags business in which the company operates a vertically-integrated value chain.
It will also enable Mondi to optimise production across
its other kraft paper mills and strengthen its leading position in speciality kraft paper in a broad
range of applications such as functional barrier papers.
Thomas Ott, chief executive
of Flexible Packaging at Mondi, comments: “As a global leader in innovative and sustainable packaging solutions, we are pleased to announce the approval of such an important investment.
Sustainability is at the heart of all we do and this is a big step forward on our journey to making all our packaging solutions reusable, recyclable or compostable, which is one of our Mondi Action Plan 2030 commitments.”
The paper machine is expected to start production in 2025 and reach full capacity in 2027.
Pulp Paper & Logistics
26 November/December 2022
PROJECTS & CONTRACTS
invest
Štětí mill in the Czech Republic where a kraft paper line will be installed
Shanying Suzhou Paper’s PM22 line at Huazhong. Two more paper making lines have been ordered for the new Zhongying mill
Mondi to
€400m
Mondi’s
Koehler Paper to convert power boilers in Germany to biomass

The power boilers at Koehler Paper’s Oberkirch and Kehl paper mills in Germany are being rebuilt by Valmet to increase the production of energy from renewable sources.
In Oberkirch, Valmet will convert an existing circulating fluidised bed (CFB) boiler from burning coal to biomass. In Kehl, Valmet will supply a fuel upgrade on a CFB boiler. With the modification, new fuels – mainly sludges – will be added to the existing biomass fuel portfolio.
“By switching from bituminous coal to biomass as the primary fuel for our location in Oberkirch we will be cutting more than 150,000 tonnes of carbon dioxide emissions a year. By converting away from fossil fuels, Koehler is proactively playing its part in reducing global warming,” says Dr Stefan Karrer, operations chief at
the family-owned Koehler Group.
The combined heat and power (CHP) plant in Oberkirch produces about 100,000 MWh of electric power and 330,000 tonnes of steam per year for paper production. The Kehl CFB boiler has a 44 MW thermal capacity, and the plant’s power generation

capacity is 9 MW.
At the Oberkirch mill Valmet will modify the CFB boiler and external equipment for converting from coal to biomass; a new biomass feeding system, new burners for renewable fuel, additional heating surfaces, ash removal improvement, a selective
non-catalytic reduction system and additive feeding for the baghouse filter.
At the Kehl CHP plant, Valmet will modify the existing CFB boiler and deliver equipment to add paper sludge and sewage sludge to the range of fuels used at the plant. Sludge feeding systems, bottom and fly ash system upgrades, and modifications to superheaters will also be supplied.
Founded in 1807, the Koehler Group’s five mills produce highquality speciality papers including thermal paper, fine paper, carbonless paper, recycled paper, decor paper, wood pulp board, sublimation paper, and since 2019 innovative speciality paper for the packaging industry.
● Koehler Group recently started construction of its innovation campus at Oberkirch. See Industry News in this issue.
Complete OCC line ordered by Minham Paper in Vietnam
Vietnam’s Minhan Paper has ordered a complete OCC line from Andritz for its mill at Van Lam in Hung Yen Province. The OCC line – from pulping to approach flow – will include fibre recovery and broke and reject handling. A number of stock preparation products, such as a PrimeSolve LC system for optimum slushing at lowest fibre loss and efficient reject removal, will be included in the project. PrimeScreens X with new PrimeRotors will enable efficient screening and fractionation at
lower energy consumption. With a capacity of 700 tons per day, the OCC line will process a mixture of AOCC and LOCC as raw material to produce testliner and medium-weight board. Andritz will supply the auxiliary equipment, detailed engineering as well as supervision of erection, commissioning, and start-up.
Minhan Paper Joint Stock Company was founded in 2020 and focuses on the manufacture of corrugated paper, paperboard and containerboard.
Pulp Paper & Logistics PROJECTS & CONTRACTS 27 November/December 2022
At Koehler’s Oberkirch mill Valmet will modify the CFB boiler and external equipment for converting from coal to biomass
Fibre recovery will be part of a new OCC line that has been ordered from Andritz by Minham Paper in Vietnam
Stora Enso to convert idle Oulu line to consumer board
The remaining idle paper machine at Stora Enso’s Oulu mill in Finland is to be converted into a high-volume consumer board line.


The conversion will cost €1 billion and when the line starts up in 2025 will contribute to Stora Enso’s strategy to offer more renewable packaging materials.
The move follows the conversion of the first line at Oulu in 2021 from paper to kraftliner.
The second line at Oulu will be producing folding box board (FBB) and coated unbleached kraft (CUK).for consumer products, such as food and beverage packaging, especially for frozen and chilled, and dry and fast food, mainly in Europe and North America, with a yearly capacity of 750,000 tons.
Chief executive of Stora Enso Annica Besky commented: “Renewable packaging continues to be our largest strategic
growth area. It’s also a market that is now, for the first time, growing faster than plasticsbased alternatives. Through this conversion we can build
on existing assets for quick and cost-effective time-to-market compared to other investment alternatives. This puts us in a strong position to drive revenue
growth and build market share.”
Annual sales are expected to be around €800 million.
Hannu Kasurinen, head of the packaging materials division at Stora Enso, added: “This investment represents a step change in the European market and will develop our Oulu unit into a mega site, improving profitability and competitiveness for both our consumer board and containerboard offerings. The converted line will be the most cost-competitive FBB machine in Europe, also enabling us to optimise production at other sites to unlock further growth.”
The wood consumption of the new line will be about one million cubic metres of pulp wood. After the investment, Stora Enso’s annual market pulp production will be reduced by about 250,000 tonnes.
Pulp Paper & Logistics PROJECTS &
28 November/December 2022
CONTRACTS
The second Oulu mill line conversion is part of Stora Enso’s strategy to produce more renewable packaging materials
KMK Paper selects AFT for approach flow rebuild
KMK Paper has selected AFT for an approach flow rebuild project at the Kahramanmaraş mill in Turkey.
The PM1 wet-end rebuild includes a complete POM approach flow system for both plies, including MaxFlow HB headbox screens, POMix stock processors to feed the paper machine, POMp degassers for air removal, and POMlock drop legs. System engineering and mill site services were also included as part of AFT’s offerings.
The rebuild is expected to enhance the environmental performance of PM1 while providing fast grade changes, process stability and sheet cleanliness.
“We strive to ensure that sustainability is integrated in all KMK products and make our mill investments with this in mind,” says Cihangir Hakan OBA, project manager at KMK Paper.
“AFT is proud to have been selected for this project and we are looking forward to a successful start-up in the first quarter of 2023,” says Bulent Sendag at Sendag Mumessillik, AFT’s representative in Turkey.
Kahramanmaraş Paper Industry was founded in 1988. The following year it started producing corrugated paperboard with capacity to make 40,000 tons per year. With the inclusion of PM2 in 1997, grey board production was also started.

In the same year,
modernisation on PM1 increased both quality and capacity to 150,000 tons per year. Subsequent improvement and modernisation work on the PM1 and PM2 lines, raised their capacity to 220,000 tons per year.
PM3 was commissioned in 2012 by Kütahya 30 Ağustos Organized Industrial and now has a production capacity of 120,000 tons per year.
The production of sheets and boxes made of corrugated cardboard at the facility has a capacity of 85,000 tons per year.
Another step for integration was taken in 2020, with the production of paper bags with a capacity of 450 million items per year.
Well known for its fluting and testliner production for the corrugated paperboard industry, KMK Paper has, since 2002, added to its product portfolio
Klabin starts up new gasification plant in Brazil
Klabin has started up a biomassfuelled gasification plant at the Puma project in Ortigueira, Paraná state, Brazil, with a biomass treatment line supplied by Andritz

The gasification plant enables operation of the lime kiln by replacing fossil-based fuels with heavy fuel oil currently burned in one of the mill’s lime kilns, significantly reducing the Klabin pulp mill’s carbon footprint.
As part of the project Andritz supplied a 51MW gasification plant, a belt dryer, a multifuel lime kiln burner, biomass handling equipment, and
The new gasification plant installed at Klabin’s Puma project in Brazil
electrical building.
Andritz was also the main supplier of Klabin’s Puma I and II projects, which were started up successfully in 2016 and 2021, respectively.
Pulp Paper & Logistics PROJECTS & CONTRACTS 29 November/December 2022
various paperboard and paper products for tissue paper cores, textile, printing, plaster board,
and furniture industries, and provides service for the print publishing industry.
KMK Paper’s Kahramanmaraş mill in Turkey
Four tissue lines for Bracell SP Celulose’s new Lençóis Paulista mill
Bracell SP Celulose has ordered four tissue production lines from Andritz for its new Lençóis Paulista mill in São Paulo state, Brazil.
With start-up expected in 2024, the four PrimeLine W200 tissue machines will each have a design speed of 2,100 metres per minute and a working width of 5,680mm. The yearly capacity was not revealed. They will be equipped with fully-cantilevered shoe presses and 18-foot steel Yankees with steam-heated hoods.
The tissue mill will be selfsufficient in steam and electricity consumption for the drying process, giving it one of the lowest carbon dioxide footprints in the world for a mill of its type, says Bracell.
Andritz will supply the stock preparation systems for processing slush pulp from Bracell’s own pulp mill, rewinders
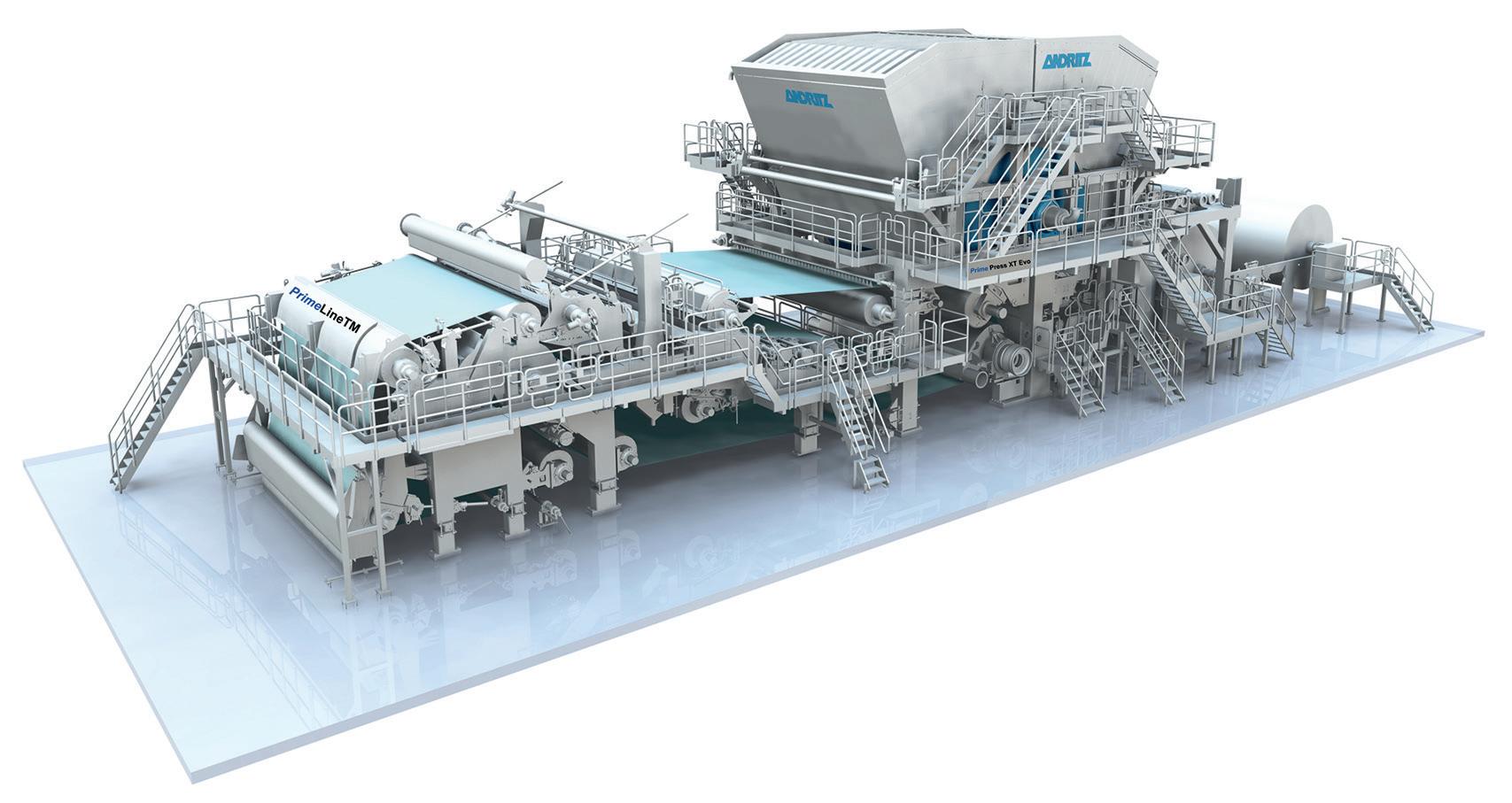
and roll handling, as well as roll covers, machine clothing, shoe press belts, and in addition more than 100 high-efficiency process pumps.
All four plants will be equipped with a Metris X integrated distributed control system. Andritz says this combination of advanced data analytics, automatic condition monitoring system with Metris Vibe, integrated high-end advanced
process controllers, artificial machine intelligence, the implementation of digital twins and operator training simulators support the rapid commissioning and optimum operation of the plants throughout their life cycle. Assistance in maintenance processes completes the package.
The lines will produce household products such as toilet paper, napkins, handkerchiefs, towels and facial tissue.
Per Lindblom, executive vice president at Bracell, says:
Paper rewinder ordered by China’s Shandong Jinthiane Paper
Shandong Jinthiane Paper Industry has ordered an E-Wind P100 paper rewinder from Italy’s A.Celli for use with its white coated board line at Tai’an in Shandong province.
The E-Wind P100 paper rewinder will be used to process jumbo rolls of 170-400 gsm white coated board with a diameter of 4,000 mm and a width of 5,780 mm at a design speed of 2,400 metres per minute.
The delivery will include an in-line unwinder, a spool parking
station, a wet-type dust removal system and the web-in type
automatic positioning system for the slitting units.
“Together with Andritz, we recently started up the largest and greenest continuous cooking line in the world for dissolving pulp. When looking for a reliable full-line partner for our tissue business, Andritz immediately came to mind.”

Bracell SP Celulose is part of the Royal Golden Eagle group, which also manages Chinese tissue producer Asia Symbol, whose three new Andritz tissue production lines will start up in the next few months.
As a new A.Celli customer, Ms Liu, project director of Shandong Jintianhe Paper Industry, says: “A.Celli, thanks to the performance and advanced design of its solutions, is the preferred supplier in the Chinese market and enjoys an excellent reputation. We are happy to collaborate with A.Celli and obtain beneficial results for all parties involved.
Shandong Jintianhe Paper Industry mostly produces food grade coated board with an annual capacity of 300,000 tons.
Pulp Paper & Logistics PROJECTS & CONTRACTS 30 November/December 2022
A PrimeLine W8 tissue line: four are being supplied to Bracell for its new Lençóis Paulista mill
Shandong Jinthiane Paper Industry’s team during the signing of the A.Celli rewinder deal
Biomass boiler to cut emissions at Smurfit Kappa mill in Colombia

Smurfit Kappa is planning to install a biomass boiler at its Yumbo paper mill in Colombia, a move that will cut its global Scope 1 and Scope 2 carbon dioxide emissions by about 6 per cent
The Ireland-based paper maker has already installed biomass boilers at several other mills including those at Nervion, Piteå and Sangüesa in Europe.
The boiler, representing an investment of US$100 million, will enable the fossil fuels currently used to be replaced with a range of organic waste to generate cleaner energy. The organic waste will be pine and eucalyptus bark from the company’s own forestry
plantations, waste from its wood treatment plant, and ashes and sludge generated during the paper-making process.
The new boiler, which is expected to be operational by the end of 2024, will also deliver

significant cost savings. Laurent Sellier, chief executive of Smurfit Kappa in the Americas, said: “This investment reinforces our commitment to Colombia, a strategic growth market, and to our sustainability targets. The
Second tissue line ordered for Saudi Paper’s Dammam mill
A second tissue making line is to be installed by Toscotec at the Dammam mill of Saudi Paper Group (SPG).
The PM5 line will comprise an Ahead 2.2L machine similar to the one currently being installed at the mill.
The Ahead 2.2L machine has a sheet trim width of 5,600 mm, a maximum design speed of 2,200 metres per minute, and an annual capacity of more than 60,000 tons. The tissue machine will be equipped with an upgraded TT NextPress shoe press, a thirdgeneration TT SYD Steel Yankee Dryer, and a high efficiency TT Hood. The project also includes two OPtima 2600L slitter rewinders.
To guarantee superior energy
efficiency, Toscotec will design the new line to operate with a gas turbine that produces the electricity and the steam required to meet the mill’s needs.
Yousseri Abdel Hamid Abdel Aziz El Bishry, chief executive of Saudi Paper Group, says: “Progressing
on the path of strong expansion we have set for SPG, we selected Toscotec for this second tissue line, because we value both their ability to deliver first-in-class technology and their proven history of successfully managing complex turnkey operations.”
commissioning of this stateof-the-art biomass boiler is a further material step towards our 2030 and net zero emissions targets and to protecting the environment and creating a greener world.”
Alvaro Henao, chief executive of Smurfit Kappa Colombia, added: “The construction of this boiler reflects the circularity that is the foundation of our sustainability strategy and runs through all of our operations, as we are finding another use for our own waste. It is also a very important project for the region, as it will contribute to expanding the use of renewable energies and is a timely response to the increased global demand for paper.”
Founded in 1989, Saudi Paper Group includes three subsidiaries specialising in tissue jumbo roll manufacturing – called Saudi Paper Manufacturing Company (SPMC) – tissue converting, and paper recycling.
SPMC is one of the leading tissue manufacturers in the Middle East, offering a wide range of tissue products from facial and pocket tissues, toilet rolls, kitchen towels, table napkins, maxi rolls, and various other tissue-related products, which it distributes to the domestic and international markets.
More information from Fabio Bargiacchi, sales manager of the tissue division at Toscotec. Email: Fabio.Bargiacchi@toscotec.com
Pulp Paper & Logistics PROJECTS & CONTRACTS 31 November/December 2022
Smurfit Kappa’s mill ay Yumbo in Colombia, where a US$100m biomass boiler is being installed to cut carbon emissions
Signing of the tissue line deal between Toscotec and Saudi Paper Group
Two new managing directors for DS Smith in Europe
Michael Orye has been appointed as managing director of D S Smith’s Recycling division in Europe, and Rogier Gerritsen as managing director of its Paper division in Europe.
Orye has extensive experience from the packaging industry and a track record in promoting a circular way of working, joining DS Smith from the food packaging business Faerch AS, where he served as chief executive for Central Europe & Recycling. He has also held senior roles in other major companies in the sector,


including Huhtamaki and Amcor.
“It is a very exciting time to join the company, and I look forward to continuing to help
our customers achieve their sustainability targets,” says Orye. Gerritsen, who previously held the recycling role, joined DS Smith in 2012 when the company acquired SCA Packaging and has since held senior roles in both the Paper and Recycling divisions.
“It is vital for our paper and recycling operations to work hand in hand, and I’m looking forward to rejoining the Paper division to support our portfolio of paper mills in Europe at a time when the demand for sustainable, fibre-based packaging solutions is rapidly growing,” says Gerritsen Gerritsen will be responsible for
the company’s 13 paper mills in Europe. Both Orye and Gerritsen will report to Niels Flierman, managing director of Paper, Recycling and Capex at DS Smith.
Barry-Wehmiller’s Bob Chapman is CEO of the year Joana Bätz rises to group HR chief at Rhenus
Chief executive of the BarryWehmiller Group Bob Chapman has been has been named as the Tharseō CEO of the Year.
The award was presented by the Society for Human Resource Management, the world’s largest HR professional society.
The Tharseō – derived from the Greek word for ‘courageous, confident and bold’ – awards are given to those who demonstrate innovative and impactful business practices leading to better workplaces and a better world by serving as visionaries, innovators and change agents.
Chapman has been chief executive of St Louis, Missouri-based BarryWehmiller – a global supplier of capital equipment and professional services for a wide variety of industries including paper-based packaging – since 1975. It now has sales of $3.5 billion a year.
Chapman, chief executive of Barry-Wehmiller

Chapman’s work is chronicled in his 2015 Wall Street Journal bestseller Everybody Matters: The Extraordinary Power of Caring for Your People Like Family, coauthored by Raj Sisodia, founder of Conscious Capitalism. The book has been translated into eight languages and sold almost 80,000 copies.
In 2016, Harvard Business School released a case study about BarryWehmiller’s unique approach to business that is now taught at 80 business schools.

The Rhenus Group, a leading global logistics specialist, has appointed Dr Joana Bätz as its new chief human resources officer.
She moves from the group’s Air & Ocean and Port Logistics divisions and will be responsible for human resources management of the whole Group, reporting to Tobias Bartz, chief executive and chairman of Rhenus.
Before joining Rhenus in 2018, Bätz worked at Logwin AG in various HR specialist and management roles. She began her career as a personnel officer at SDV Geis, now Bolloré Logistics.
Commenting on her new position, Joana Bätz said: “The achievement of our growth targets crucially depends on our capability to internationalise our
human resources goals across the entire group and, in this context, build a strong, global employer brand. Likewise, we want to offer attractive career paths and development programmes to inspire current and future Rhenus employees and thus promote their loyalty.”
Pulp Paper & Logistics PEOPLE 32 November/December 2022
Bob
Dr Joana Bätz is new chief human resources officer at the Rhenus Group
Rogier Gerritsen is to manage DS Smith’s 13 mills in Europe
Michael Orye will head up DS Smith’s Recycling division in Europe


Forest Bioenergy Review Distributed to over 19,000 individuals 4 issues a year plus E-Newsletters Essential titles for today’s paper, pulp, biomass and green packaging industries 3 Pulp, Paper & Logistics Now over 21,000 registered readers 6 issues a year Green Packaging International Worldwide distribution has now topped the 12,500 mark
ABB Ability™ Manufacturing Execution System for Pulp and Paper

Real-time transparency for easier decision-making
Evolving market demands require agility and efficiency for mills to deliver products on spec and on time. Trust ABB and our MES specifically designed for pulp and paper to help you deliver the best operational results. Our comprehensive and modular solution covers all the core MES functionalities across the value chain, helping you achieve new levels of operational efficiency. Learn more: abb.com/pulpandpaper
—
