TECHNICKÁ UNIVERZITA VO ZVOLENE DREVÁRSKA FAKULTA ACTA FACULTATIS XYLOLOGIAE ZVOLEN 64 1/2022 VEDECKÝ ČASOPIS SCIENTIFIC JOURNAL
Vedecký časopis Acta Facultatis Xylologiae Zvolen uverejňuje pôvodné recenzované vedecké práce z oblastí: štruktúra a vlastnosti dreva, procesy spracovania, obrábania, sušenia, modifikácie a ochrany dreva, termickej stability, horenia a protipožiarnej ochrany lignocelu-lózových materiálov, konštrukcie a dizajnu nábytku, drevených stavebných konštrukcií, ekonomiky a manažmentu drevospracujúceho priemyslu. Poskytuje priestor aj na prezentáciu názorov formou správ a recenzií kníh domácich a zahraničných autorov.
Scientific journal Acta Facultatis Xylologiae Zvolen publishes peer-reviewed scientific papers covering the fields of wood: structure and properties, wood processing, machining and drying, wood modification and preservation, thermal stability, burning and fire protection of lignocellulosic materials, furniture design and construction, wooden constructions, economics and management in wood processing industry. The journal is a platform for presenting reports and reviews of books of domestic and foreign authors.
VEDECKÝ
ČASOPIS DREVÁRSKEJ FAKULTY, TECHNICKEJ UNIVERZITY
VO ZVOLENE 64 1/2022
SCIENTIFIC JOURNAL OF THE FACULTY OF WOOD SCIENCES AND TECHNOLOGY, TECHNICAL UNIVERSITY IN ZVOLEN 64 1/2022
Redakcia (Publisher and Editor’s Office): Technická univerzity vo Zvolene (Technical university in Zvolen); TUZVO Drevárska fakulta (Faculty of Wood Sciences and Technology) T. G. Masaryka 2117/24, SK-960 01 Zvolen, Slovakia
Redakčná rada (Editorial Board): Predseda (Chairman): prof. Ing. Ján Sedliačik, PhD., TUZVO (SK) Vedecký redaktor (Editor-in-Chief): prof. Ing. Ladislav Dzurenda, PhD., TUZVO (SK) Členovia (Members): prof. RNDr. František Kačík, DrSc., TUZVO (SK) prof. RNDr. Danica Kačíková, MSc. PhD., TUZVO (SK) prof. Ing. Jozef Kúdela, CSc., TUZVO (SK) prof. Ing. Ladislav Reinprecht, CSc., TUZVO (SK) prof. Ing. Mariana Sedliačiková, PhD., TUZVO (SK) prof. Ing. Jozef Štefko. CSc., TUZVO (SK) doc. Ing. Hubert Paluš, PhD., TUZVO (SK) Jazykový editor (Proofreader): Mgr. Žaneta Balážová, PhD. Technický redaktor (Production Editor): Ing. Michal Dudiak, PhD.
Medzinárodný poradný zbor (International Advisory Editorial Board): Bekhta Pavlo (Ukrainian Natl Forestry Univ, Ukraine), Deliiski Nencho (University of Forestry, Bulgaria), Jelačić Denis (Univ Zagreb, Croatia), Kasal Bohumi (Tech Univ Carolo Wilhelmina Braunschweig, Germany), Marchal Remy (Arts & Metiers ParisTech, France), Németh Róbert (Univ Sopron, Hungary), Niemz Peter (Bern Univ Appl Sci, Architecture Wood & Civil Engn, Switzerland), Orlowski Kazimierz A. (Gdansk Univ Technol, Poland), Pohleven Franc (Univ Ljubljana, Slovenia), Potůček František † (Univ Pardubice, Czech Republic), Teischinger Alfréd (Univ Nat Resources & Life Sci, BOKU, Austria), Smardzewski Jerzy (Poznan Univ Life Sci, Poland), Šupín Mikuláš (Technical University Zvolen, Slovakia), Vlosky Richard P. (Louisiana State Univ, USA), Wimmer Rupert (Univ Nat Resources & Life Sci, Austria).
Vydala (Published by): Technická univerzita vo Zvolene, T. G. Masaryka 2117/24, 960 01 Zvolen, IČO 00397440, 2022
Náklad (Circulation) 150 výtlačkov, Rozsah (Pages) 158 strán, 13,30 AH, 13,43 VH Tlač (Printed by): Vydavateľstvo Technickej univerzity vo Zvolene
Vydanie I. – apríl 2022
Periodikum s periodicitou dvakrát ročne
Evidenčné číslo: 3860/09
Acta Facultatis Xylologiae Zvolen je registrovaný v databázach (Indexed in): Web of Science, SCOPUS, ProQuest, AGRICOLA, Scientific Electronic Library (Russian Federation), China National Knowledge Infrastructure (CNKI)
Za vedeckú úroveň tejto publikácie zodpovedajú autori a recenzenti. Rukopis neprešiel jazykovou úpravou
Všetky práva vyhradené. Nijaká časť textu ani ilustrácie nemôžu byť použité na ďalšie šírenie akoukoľvek formou bez predchádzajúceho súhlasu autorov alebo vydavateľa.
© Copyright by Technical University in Zvolen, Slovak Republic.
ISSN 1336–3824
CONTENTS
01. IGOR NOVÁK – JÁN SEDLIAČIK – ANGELA KLEINOVÁ – IVICA JANIGOVÁ – MATEJ MIČUŠÍK – PAVLO BEKHTA – MIROSLAV ŠLOUF – JÁN MATYAŠOVSKÝ – PETER JURKOVIČ: THE EFFECT OF THERMAL TREATMENT WITH SATURATED WATER STEAM ON THE PROPERTIES OF BIRCH WOOD .................................. 5
02. OLENA PINCHEVSKA – JÁN SEDLIAČIK – DENYS ZAVIALOV –YURI LAKYDA – OLHA BARANOVA – HANNA LOBCHENKO –ROSTISLAV OLIYNYK: INSULATING WOOD WOOL PANELS USING LOW-GRADE PINE WOOD 15
03. JOZEF KÚDELA – LUKÁŠ GONDÁŠ: STABILITY TESTING OF COATING MATERIALS PROPOSED FOR RENOVATION OF SURFACE FINISH WINDOWS..................................................................... 25
04. GABRIELA SLABEJOVÁ – MÁRIA ŠMIDRIAKOVÁ: THE EFFECT OF COATING FILM THICKNESS ON THE QUALITY OF SURFACE FINISH ON LIGHTWEIGHT PLYWOOD ................................................... 39
05. MICHAL DUDIAK: THE EFFECT OF SUNLIGHT ON THE CHANGE IN COLOR OF NATIVE AND STEAMED MAPLE WOOD WITH SATURATED WATER STEAM 59
06. NENCHO DELIISKI – DIMITAR ANGELSKI – PETER NIEMZ –NATALIA TUMBARKOVA: RESEARCH ON THE SIMULTANEOUS STEAMING IN AN AUTOCLAVE OF NON-FROZEN BEECH PRISMS WITH DIFFERENT THICKNESSES INTENDED FOR PRODUCTION OF VENEER 69
07. LADISLAV DZURENDA: MODE FOR HOT AIR DRYING OF STEAMED BEECH BLANKS WHILE KEEPING THE COLOURS ACQUIRED IN THE STEAMING PROCESS ................................................... 81
08. MARTIN KUČERKA – ALENA OČKAJOVÁ – RICHARD KMINIAK – MARTA PĘDZIK –TOMASZ ROGOZIŃSKI: THE EFFECT OF THE GRANULOMETRIC COMPOSITION OF BEECH CHIPS FROM A CNC MACHINING CENTER ON THE ENVIRONMENTAL SEPARATION TECHNIQUE
89 09. VICTOR DE ARAUJO – JULIANO VASCONCELOS – FRANCISCO LAHR – ANDRÉ CHRISTOFORO: TIMBER FOREST PRODUCTS: A WAY TO INTENSIFY GLOBAL BIOECONOMY FROM BIOMATERIALS 99 10. ERIKA LOUČANOVÁ – MIRIAM OLŠIAKOVÁ – HUBERT PALUŠ: PERCEPTION OF SUPPLIED FURNITURE AND ITS INNOVATION BY SLOVAK CUSTOMERS....................................................................................... 113 11. ANNA KOCIANOVÁ – MARIANA SEDLIAČIKOVÁ – JARMILA SCHMIDTOVÁ – MÁRIA MORESOVÁ: SPECIFICS OF FAMILY BUSINESSES IN THE WOODWORKING AND FURNITURE INDUSTRY IN SLOVAKIA 123
....................................
12.
PETER KRIŠTOFÍK – JURAJ MEDZIHORSKÝ: CAPITAL STRUCTURE DETERMINANTS OF WOOD INDUSTRY ENTERPRISES IN SLOVAKIA
13. MAREK HLODÁK – HUBERT PALUŠ – ALENA ROKONALOVÁ –BRANKO GLAVONJIĆ – KATARÍNA SLAŠŤANOVÁ: DETERMINATION OF VARIABLES FOR SOFT SAWNWOOD DEMAND MODELS
135
.................................................................... 147
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 5 14, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.01
THE EFFECT OF THERMAL TREATMENT WITH SATURATED WATER STEAM ON THE PROPERTIES OF BIRCH WOOD
Igor Novák – Ján Sedliačik – Angela Kleinová – Ivica Janigová – Matej Mičušík – Pavlo Bekhta – Miroslav Šlouf – Ján Matyašovský – Peter Jurkovič
ABSTRACT
Industrially important properties of wood can be changed due to the modification of birch wood (Betula pendula L.) after the process of thermal treatment with saturated water steam. The birch wood was modified by saturated water steam at 125 ± 2.5 °C for 8 hours andatapressureof0.18MPa.Thewatercontact angleofsteam-treatedbirchwoodincreased from 42.1° (for untreated birch wood) to 52.4° (for steam-treated birch wood), and the stability of water drop on steam-treated birch wood surface increased. FTIR spectra showed an increase in C=O and glycoside bonds concentration on the surface of steam-treated birch wood,but theconcentrationofC–O–C groups decreased. XPS measurements confirmedthat the concentration of oxygen as well as C=O and C–O–O groups on the surface of steamtreated birch wood showed an increment in comparison with the native wood sample. SEM micro photos confirmed the minor changes of birch wood cells due to the action of saturated water steam modification.
Keywords:birchwood,thermaltreatment,saturatedsteam,contactangle, chemicalchanges
INTRODUCTION
Wood is a cellular biomaterial with a complex multi-component structure (SANDBERG et al. 2017). The cell wall is composed of cellulose, hemicelluloses, and lignin, and cellulose fibrils are joined with a soft matrix, consisting of hemicelluloses and lignin. The treatment of wood using various modification methods, e.g., corona discharge or low temperature plasma, can change the chemical and physical properties of wood (BEKHTA et al. 2015, BEKHTA et al. 2016, HILL et al. 2006). In the steam treating process of wood, steam alters the chemical and physical properties of wood (SANDBERG et al. 2013). The treatment with water steam represents a hydrothermal method of modification (AKOSHIMA and BABA 2006, HUGES et al. 2015, YIN et al. 2011).This method can improve the dimensional stability of wood as well as the colour of wood (DUDÍK et al. 2021). The heat and water steam modification of wood (ALTGEN et al. 2016a, ALTGEN et al. 2016b, GERARDIN 2016, GIEBELER 1983, LIN et al. 2017)results in chemical changes influencing its hydrophobicity. Hydrophilization and/or hydrophobization of wood by water steam were studied by authors who reported the properties of wood after steam treatment, and FTIR spectroscopy was used for analysis. The effect and mechanisms of the water steam degradation process regarding changes in the chemical structure have not been understood in detail (DZURENDA and DUDIAK 2020, BARAŃSKI et al. 2017). In recent years, FTIR spectroscopy has been used for
5
analysis of variations in the chemical structure of wood treated with steam. NUOPPONEN et al. detected the effect of heat treatment on the behaviour of softwood extractives (SANDERMANN and AUGUSTIN 1964, NUOPONNEN et al. 2005, GIEBELER 1983, ADLZARRABI and BOSTRŐM et al. 2004) FT-NIR spectroscopy was used for the analysis of variations in the chemical structure of wood treated with heat (VIDHOLDOVÁ et al. 2019).
The aim of this study was to investigate the effects of water steam-treatment process on the chemical changes of wood components. A further aim was to identify whether these changes correlate with the surface properties of selected wood.
MATERIALS AND METHODS
The samples of birch wood (Betula pendula L.) (Technical University in Zvolen, Slovakia) were pre-treated in an autoclave by saturated water steam under these conditions: the temperature of 125 °C, treatment time 8 hours and a pressure of 0.18 MPa. The final value of the moisture content of test pieces with dimensions of 50×15×5 mm was 8 %. The surface of test pieces was sanded by the grit paper P180.
The physical and chemical changes were observed using measurements of water contact angles(WCA)by contact anglemeter,FourierTransform Infrared - AttenuatedTotal Reflectance (ATR-FTIR), X-ray photoelectron spectroscopy (XPS) and scanning electron microscopy (SEM) for all investigated birch wood samples.
Contact angle
The drops of testing liquid (re-distilled water, V = 20 µl) were placed on the wood surface with a micropipette (Biohit, Finland), and the stable value of contact angle, due to penetration of water into wood, was determined. The contact angle measurements of birch wood with water were carried out using the professional Surface Energy Evaluation (SEE) system completed with a web camera (Advex, Czech Republic) and necessary PC software. The measurements of contact angle were repeated 12 times and the arithmetic mean with measurement standard deviation has been considered.
ATR-FTIR spectroscopy
FTIR spectroscopy measurements were performed with the FTIR NICOLET 8700 spectrometer (Thermo Scientific, UK) using a single bounce ATR accessory equipped with a Ge crystal. For each measurement, the spectral resolution was 2 cm-1 and 64 scans were performed. The infrared spectra of wood samples (native and steamed) were recorded in micro-ATR mode using the CONTINUUM™ infrared microscope, which is an integral part of the NICOLET 8700™ infrared spectroscope (ThermoScientific, Madison, WI, USA) in the middle infrared region (4000-650 cm-1). From each sample type, 20 spectra were taken at different points – 10 from both sides (the locations were selected at random).
X-ray photoelectron spectroscopy
XPS spectra were recorded using a VG Scientific ESCALAB 250 (Thermo Fisher Scientific Inc., UK) device equipped with a micro-focused, monochromatic Al Kα X-ray source (1486.6 eV) and a magnetic lens which increases the electron acceptance angle and hence the sensitivity. The spectra were acquired in the constant analyser energy mode, with pass energies of 150 and 20 eV for the survey and narrow regions, respectively. The Avantage software, version 2.2, was used for digital acquisition and data processing. Spectral calibration was performed by setting the main C1s peak at 285 eV (binding energy (BE) for the C-H 1s peak in eV). A more detailed analysis of the XPS spectra of the steam
6
treated wood reveals the formation of different oxygen-containing functional groups XPS spectra of the carbon C1s region can be observed at binding energy 289.0, 287.9 and 286.6 eV and indicate the existence of carboxyl, carbonyl and alkoxy groups. The incorporation of oxygen into wood can take place while the substrate is shortly after steam treatment.
SEM microscopy
SEM method was used for investigating the birch wood morphology. Native and modified birch wood by steam were compared and discussed with results received by other experimental techniques. SEM analysis was carried out using JSM 6400 Microscope (JEOL, Japan). The specimens were sputter-coated (SCD 050, BALTEC) with athin Pt layer (4 nm).
RESULTS AND DISCUSSION
Water contact angle
The water contact angle on the investigated native birch wood surface was relatively small and it is equal 41.6° (Table 1). After modification of birch wood with saturated water steam (T = 125 °C, t = 8 hours, and p = 0.18 MPa) the value of WCA increased to the value = 52.8° due to higher hydrophobicity of steam-treated birch wood surface. An increase in WCAfor birch woodis relatedto the chemical changes afterwood modification bysaturated watersteam.Thehydrophilicityofthebirchwoodsurfaceisrelatedtotheamountofoxygenbased polar functional groups created after birch wood treatment with water steam.
Tab 1 Water contact angle of native birch wood and water steam-treated birch wood Native wood sample No. WCA (°) Steam-treated wood sample No. WCA (°) 1 42.1 1 52.4 2 41.4 2 53.4 3 41 7 3 52.6 4 42.4 4 52.0 5 41.2 5 52.2 6 40.0 6 52.8 7 42 2 7 53.2 8 41.6 8 53 4 9 41.8 9 52.8 10 41.4 10 52.4 11 41.6 11 53.2 12 42 1 12 52.7 Mean = 41.6 Mean = 52.8
The dependence of WCA of native birch wood treated by water steam versus the time that passed since the drop was placed, is illustrated in Table 2. WCA of native birch wood (42.1°) diminished with time after water drop deposition, and after 20 seconds WCA decreased to 19.8°. After 30 s the WCA was non-measurable due to the complete absorption of water drop into birch wood. In the case of steam-treated birch wood, the WCA decreased more slowly in comparison with the untreated sample and after 300 seconds the value of WCA reached 17.2° without drop absorption.
The results obtained by KÚDELA et al. (2020) confirmed that the thermal treatment of beech wood (Fagus sylvatica L.) significantly improved this wood surface resistance to wetting by water. The time necessary for the complete soaking of the drop into the substrate was one order of magnitude longer than in untreated wood.
7
Native wood, time from drop location (s)
WCA (°)
Sample treated by steam, time from drop location (s)
WCA (°) 0 42.1 0 52.4 10 26.4 30 44.4 20 19.8 60 28.4 30 absorbed 120 20.6 60 absorbed 180 18 4 120 absorbed 300 17.2
FTIR spectroscopy
Figure 1 illustrates the FTIR spectra of native birch wood (blue) and water steamtreated birch wood (red), the entire middle infrared region shows the area of deformation vibrations. There are important following regions: C=O vibration region (1710-1697 cm-1) with a maximum absorbance at about 1738-1726 cm-1 , undifferentiated multi-peak band: 1160, 1110, 1056 and 1033 cm-1 , C–O–C bond region (1190-920 cm-1), and band with a maximum at 896 cm-1 (β (1,4) glycoside bond) (CIOLACU et al. 2011).
steamtreated untreated
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0.08 absorbance, a.u. wavenumbers,cm-1
4000350030002500200015001000 0.00
Fig. 1 FTIR spectra of native birch wood (blue) and steam-treated birch wood (red), in the middle infrared region.
The visual comparison of the measured FTIR spectra of native and steam-treated birch wood (Figure 2 and Figure 3) shows that changes in the shape of the bands, or in their intensities are better visible in the area of deformation vibrations.
Due to the chemical changes generated during the wood water steaming process, it can be concluded that three regions were taken from this region: region C=O vibrations with maximum absorbance at ca 1738-1726 cm-1 , the second region is the C–O–C bond region (between 1190-920 cm-1, undifferentiated multi-peak band: 1160, 1110, 1056, and 1033 cm1) as well as the band with a maximum at 896 cm-1 (β (1,4) glycoside bond).
Chemical changes owing to wood under hydrothermal treatment are confirmed and described by many authors. The research of VIDHOLDOVÁ et al. (2019) investigated heattreated pine sapwood (Pinus sylvestris L.) at the different temperatures from 100 °C to 240 °C. They found that gradual degradation of the amorphous share of cellulose was caused by high temperature, while the crystalline and semi-crystalline share of cellulose were less affected by the thermal treatment. Thermochemical changes during heat loading up to 550 °C were investigated by BELLEVILLE et al. (2013) in two hardwood species: sugar maple
8
Tab. 2 Water contact angle of native birch wood and modified by water steam versus time elapsed from drop location.
(Acer saccharum) and yellow birch (Betula alleghaniensis). ATR-FTIR and XPS spectroscopy were used, and the results showed that hemicelluloses were degraded by thermal treatment of birch and maple wood and lignin polymer is affected through depolymerisation
Fig. 2 FTIR spectra with C–O–C vibrations region, native birch wood.


Fig. 3 FTIR spectra with C–O–C vibrations region, water steam-treated birch wood.
Three selected regions mentioned above were compared to the CH2 bond region (band in the range 1440-1396 cm-1), which was chosen as the “internal” standard, as there is a presumption that spectrum changes in this region are negligible compared to the changes in the other regions(CIOLACU et al. 2011, MULLER et al. 2009). Comparison of the area ratios in the regions was performed by manual calculation for each spectrum separately. An attempt was also made to construct a “chemical map of the surface” from individual spectra using the “series” routine, but the predictive value of this map is mainly to confirm the homogeneity of the samples. The results of FTIR measurements introducing changes in the
9
ratio of oxygenic functional groups and (β 1-4) glycosides to non-polar groups for native birch wood and steam-treated birch wood determined by FTIR are summarized in Table 3.
Tab. 3 Changes in ratio of oxygenic functional groups and (β 1-4) glycosides to non-polar groups for native birch wood and steam-treated birch wood determined by FTIR.
Native sample
Steam-treated sample
Sample No.
P(C=O)/ P(CH2) 1732 cm-1
(P(C–O–C)/ P(CH2) 1037 cm-1
P(β1-4)/ P(CH2) 896 cm-1
P(C=O)/ P(CH2) 1732 cm-1
(P(C–O–C)/ P(CH2) 1037 cm-1
P(β1-4)/ P(CH2) 896 cm-1
1 11.676 108.518 0.851 9.194 97.516 0.761
2 8.563 100.092 0.923 9.998 98.887 0.676
3 9.661 109.774 0.773 13.254 83.973 0.504
4 13.932 110.698 0.773 10.060 98.073 0.804
5 17.851 98.850 0.675 6.690 101.245 1.197
6 6.967 103.470 0.659 8.086 91.606 0.661
7 6.716 101.715 0.956 8.559 98.813 0.608
8 10.425 104.773 0.748 5.716 75.095 0.628
9 16.215 101.484 0.389 5.781 56.791 0.471
10 9.566 118.166 0.878 7.795 97.516 0.761
The values of the proportions of the individual areas in the carbonyl region are comparable for the water steam-treated sample as well as for the native birch wood, but a higher level of wood oxidation and degradation can be assumed in the steamed sample. This result was obtained for (P (C–O–C)/P (–CH2) area ratios and the variance in the values is lowerforthesteamedsample. In theareaof C–O–C bonds, thechanges are easierto observe. The ratio of P (β1-4 glycosides)/P (CH2) slightly decreased comparing the steamed wood with native one. Based on the FTIR results presented in Table 3, it can be concluded: P (C=O)/P (CH2) = 11.16 : 8.51 (native compared with steam-treated birch wood); (P (C–O–C)/P (CH2) = 105.76 : 90.0; P(β1-4)/P (CH2) = 0.71 : 0.76, i.e. native birch wood contains higher amount of C=O and (β1-4) glycosides groups as well as higher amount of O–C–O groups. If we summarize oxygen-functional groups for unmodified and steam-modified birch wood, we can compare the effect of wood treatment by steam on the wood chemical composition: P (C=O) + P (C–O–C)/P (CH2) = 116.92 : 98.51. It can be stated that the amount of oxygenated functional groups of birch wood determined by the FTIR after steam treatment of birch wood decreased.
XPS spectroscopy
XPS measurements of birch wood before and after modification with steam are presented in Figure 4 The content of C=O groups on the birch wood surface (black line) decreased after the treatment with steam (green line).
10
pristine steamtreated
1500
1000
500
2000 Counts/s Bondingenergy(eV)
292290288286284282280278 0
Fig. 4 XPS measurements for native (black) and steam-modified (green) birch wood.
The content of carbon (C1s) after the steam treatment of birch wood increased from 74.2 to 76.0 At.%, and the amount of oxygen in the same case decreased from 23.6 to 22.6 At.% (Table 4). The content of nitrogen also slightly decreased from 1.1 to 0.9 At.%. This finding is related to the degradation of the birch wood during the water steam treatment, as the amount of carbon on the surface of the birch wood increases, and the amount of oxygen, on the other hand, decreases. Because of its degradation, a decrease in the amount of oxygenic functional groups on the birch wood surface results in an increase in the wood's hydrophobicity and, consequently, in a decrease in the values of water-contact angles. A decrease in the amount of oxygen (O1s) measured by XPS was also confirmed by the results of FTIR measurements These results agree with the results of other authors who determined the chemical changes after hydrothermal treatment on other woods. SRINIVAS and PANDEY (2012) also stated that a decrease in hydroxyl groups reduced the hygroscopic nature, resulting in increased dimensional stability of thermally modified rubber wood (Hevea brasiliensis) and silver oak (Grevillea robusta) wood. GEFFERT et al. (2019) examined chemical changes that result from the hydrothermal treatment of oak (Quercus robur L.) wood through various steaming modes. An increase in temperature and extension of the steaming period primarily affected the holocellulose and extractives contents, and less the contents of cellulose and lignin.
Tab. 4 XPS for native and water steam modified birch wood. Element Start BE Peak BE Native sample (At.%) Water steamtreated sample (At.%)
C1s 292.08 285.34 74.2 76.0 O1s 538.58 532.87 23.6 22.6 N1s 405.57 400.14 1.1 0.9 Si2p 106.89 102.20 0.5 0.6 Ca2p 353.05 347.39 0.1 0.1 S2p 171.87 168.21 0.1 0.1
SEM microscopy
The SEM investigation of native birch wood unmodified and steam-modified wood is shown in Figure 5A and Figure 5B. Prepared scans confirmed that the effect of water steam on the birch wood is practically not observable
11
Fig.
(a)
Detailed analysis of changes that occurred in the microstructure of birch wood after hydrothermal treatment was carried out by BIZIKS et al. (2013). Test pieces were placed in an autoclave, which ensured the thermal treatment in a water vapour medium at the modification temperatures of 140, 160 and 180 °C. They stated that the integrity of wood morphologicalstructurebeginstobreakupafterthetreatmentat180°C.Onlyminorchanges inthesizesofallmorphologicalelements(libriform,vessels,rays,annualrings)werefound afterthetreatmentat140°C.

CONCLUSION
The effect of saturated water steam modification on the surface properties of birch wood was investigated. Hydrophobicity of birch wood after water steam modification was found to increase. A decrease in the absorption rate of water drops was confirmed on the steam-treatedbirchwoodsurface.XPSandFTIRmeasurementsofwatersteam-treatedbirch wood confirmed adecrease in oxygenicfunctional groups content as well as anincrease in carboncontentonthebirchwoodsurface.SEMmeasurementsconfirmedminorchangesin themorphologyofbirchwoodstructuresaftermodificationwithwatersteam.
REFERENCES
ADL-ZARRABI,B.,BOSTRŐM,L.2004.Determinationofthermalpropertiesofwoodandwoodbased products by using transient plane source. In Proceedings of the 8th World conference on timber engineering.WCTE2004,Lahti,Finland,604p.
AKOSHIMA,M.,BABA,T.2006.Studyonathermal-diffusivitystandardforlaserflashmethod measurements.InInternationalJournalofThermophysics27(4):1189–1203.
ALTGEN, M., HOFMANN, T., MILITZ, H. 2016a. Wood moisture content during the thermal modification process affects the improvement in hygroscopicity of Scots pine sapwood. In Wood ScienceandTechnology50(6):1181–1195.
ALTGEN, M., WILLEMS, W., MILITZ, H. 2016b. Wood degradation affected by process conditions during thermal modification of European beech in a high-pressure reactor system. In European JournalofWoodandWoodProducts74(5):653–662.
BARAŃSKI,J.,KLEMENT,I.,VILKOVSKÁ,T.,KONÔPKA,A. 2017. High temperature drying process of beech wood (Fagus sylvatica L.) with different zones of sapwood and red false heartwood. In BioResources12(1):1861–1870.
BEKHTA, P., MAMOŇOVÁ, M., SEDLIAČIK, J., NOVÁK, I. 2016. Anatomical study of short-term thermo-mechanically densified alder wood veneer with low moisture content. In European Journal ofWoodandWoodProducts74(5):643–652.
12
5SEMmicrophotosofunmodifiedbirchwood
andbirchwoodmodifiedbywatersteam(b).
BEKHTA, P., PROSZYK, S., KRYSTOFIAK, T., SEDLIAČIK, J., NOVÁK, I., MAMOŇOVÁ, M. 2017. Effects of short-term thermomechanical densification on the structure and properties of wood veneers. In Wood Materials Science & Engineering 12(1): 40–54.
BELLEVILLE,B.,STEVANOVIC,T.,CLOUTIER,A.,PIZZI,A.,PRADO,M.,ERAKOVIC,S.,DIOUF,P.N., ROYER,M.2013. An investigation of thermochemical changes in Canadian hardwood species during wood welding. In European Journal of Wood and Wood Products 71: 245–257.
BIZIKS, V., ANDERSONS, B., BELKOVA, L., KAPAČA E., MILITZ, H. 2013. Changes in the microstructure of birch wood after hydrothermal treatment. In Wood Science and Technology 47: 717–735. DOI: 10.1007/s00226-013-0531-1
CIOLACU, D., CIOLACU, F., POPA, V.I. 2011. Amorphous cellulose – Structure and characterization. In Cellulose Chemistry and Technology 45(1-2): 13–21.
DUDÍK, R., BORŮVKA, V., RIEDL, M., HOLEČEK, T. 2021. Data mining and its impact on marketing communication – Case: Heat-treated birch wood. In Wood Research 66(3): 463–476. DOI: 10.37763/wr.1336-4561/66.3.463476
DZURENDA, L., DUDIAK, M. 2020. The effect of the temperature of saturated water steam on the colour change of wood Acer pseudoplatanus L. In Acta Facultatis Xylologiae Zvolen 62(1): 19–28.
GEFFERT, A., VÝBOHOVÁ, E., GEFFERTOVÁ, J. 2019. Changes in the chemical composition of oak wood due to steaming. In Acta Facultatis Xylologiae Zvolen 61(1): 19–29.
GERARDIN, P. 2016. New alternatives for wood preservation based on thermal and chemical modification on wood – a review. In Annals of Forest Science 73(3): 559–570.
GIEBELER, E. 1983. Dimensionsstabilisierung von Holz durch eine Feuchte/Wärme/DruckBehandlung (Dimensional stability of wood by a moisture/heat/pressure treatment). In Holz als Rohund Werkstoff 41(3): 87–94.
HILL, C.A.S. 2006. Wood modification: chemical, thermal and other processes. Wiley Series in Renewable Resources. Wiley and Sons, Chichester, UK, 260 p.
HUGES, M., HILL, C., PFRIEM, A. 2015. The toughness of hygrothermally modified wood. In Holzforschung 69(7): 851–862.
KÚDELA,J.,LAGAŇA,R.,ANDOR,T.,CSIHA,C.2020.Variationsinbeechwoodsurfaceperformance associated with prolonged heat treatment at 200°C. In Acta Facultatis Xylologiae Zvolen 62(1): 5–17.
LIN, L.P., YANG, Y., QIU, J., LUO, B., QIN, L. 2017. Effects of thermo-vacuum treatment on the anatomical structures of szemao pine wood and alder birch wood. In Wood Research 62(5): 673–682.
MÜLLER,G.,SCHÖPPER,C.,VOS,H.,KHARAZIPOUR, A.,POLLE,A. 2009. FTIR-ATR spectroscopic analyses of changes in wood properties during particle- and fibreboard production of hard- and softwood trees. In BioResources 4(1): 49–71.
NIEMZ, P., HOFMANN, T., RETFALVI, T. 2010. Investigation of chemical changes in the structure of thermally modified wood. In Maderas: Ciencia y Tecnología 12(2): 69–78.
NUOPPONEN,M.,VUORINEN,T.,JÄMSÄ,S.,VIITANIEMI,P. 2005. Thermal modification of softwood studied by FT-IR and UV resonance Raman spectroscopy. In Journal of Wood Chemistry and Technology 24(1): 13–26.
SANDBERG, D., HALLER, P., NAVI, P. 2013. Thermo-hydro and thermo-hydro-mechanical wood processing: An opportunity for future environmentally friendly wood products. In Wood Material Science & Engineering 8(1): 64–88.
SANDBERG, D., KUTNAR, A., MANTANIS, G. 2017. Wood modification technologies – a review. In iForest – Biogeosciences and Forestry 10(6): 895–908
SANDERMANN, W., AUGUSTIN, H. 1964. Chemische Untersuchungen über die thermische Zersetzung von Holz. Dritte Mitteilung: Chemische Untersuchung des Zersetzungsablaufes. In Holz als Roh- und Werkstoff 22: 377–386.
SRINIVAS, K., PANDEY, K.K. 2012. Effect of heat treatment on color changes, dimensional stability, and mechanical properties of wood. In Journal of Wood Chemistry and Technology 32(4): 304-316.
VIDHOLDOVÁ,Z.,SANDAK,A.,SANDAK,J. 2019. Assessment of the chemical change in heat treated pine wood by near infrared spectroscopy. In Acta Facultatis Xylologiae Zvolen 61(1): 31–42.
YIN, Y., BERGLUND, L., SALMEN, L. 2011. Steam-treatment effects on wood cell walls. In Biomacromolecules 12(1): 194–202.
13
ACKNOWLEDGEMENT
The authors are grateful for financial support to the Slovak Research and Development Agency, projects No. APVV-20-0593, APVV-17-0456, APVV-16-0177, APVV-19-0269, APVV-20-0159 and to project VEGA 2/0006/22 This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS:313011T720(10%)supportedbytheOperational ProgrammeIntegratedInfrastructure(OPII) funded by the ERDF.
AUTHOR’S ADDRESS
Ing. Igor Novák, PhD., Ing. Angela Kleinová, Ing. Ivica Janigová, PhD., Ing. Matej Mičušík, PhD. Polymer Institute, Slovak Academy of Sciences Dúbravská cesta 9 845 41 Bratislava, Slovakia igor.novak@savba.sk
prof. Ing. Ján Sedliačik, PhD. Technical University in Zvolen Department of Furniture and Wood Products T.G. Masaryka 24 960 01 Zvolen, Slovakia jan.sedliacik@tuzvo.sk doc. RNDr. Miroslav Šlouf, Ph.D. Czech Academy of Sciences Institute of Macromolecular Chemistry Heyrovského nám. 2 162 06 Prague 6, Czech Republic slouf@imc.cas.cz
Prof. Ing. Pavlo Bekhta, DrSc. Ukrainian National Forestry University Department of Wood-Based Composites, Cellulose & Paper Gen. Chuprynky 103 79057 Lviv, Ukraine bekhta@ukr.net
Ing. Ján Matyašovský, PhD., Ing. Peter Jurkovič, PhD. VIPO, a.s. Generála Svobodu 1069/4 958 01 Partizánske, Slovakia jmatyasovsky@vipo.sk; pjurkovic@vipo.sk
14
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 15 24, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.02
INSULATING WOOD WOOL PANELS USING LOW-GRADE PINE WOOD
ABSTRACT
The effective use of low-grade pine wood (Pinus Sylvestris L.) affected by rot, the volume of which is currently growing mainly due to climate change is proposed in the paper. Pine wood in the form of wood wool was proposed to use as an insulating filling inside the structure of wall panels. Modification of wood wool was carried out with various binders to ensure its biological stability. The experimentally verified calculation of thermal properties confirmed the proposed construction of wood panels with specified insulation, as well the wall thickness fulfils requirements according to building codes for construction engineering. The minimum thickness of the outer walls of frame wooden houses withstanding daily or seasonal temperature fluctuations was determined.
Key words: pine wood, rot wood, biostability, wall panel, wood wool insulation, thermal resistance, thermal conductivity
INTRODUCTION
Demand for pine wood as a lightweight, fast-renewable construction material for building structures constantly increases.However, its active consumptionandalmost tenfold excess of felling comparedto afforestationhas ledtoashortage of high quality raw materials (SHVETS et al. 2020). Giventhe change in natural and climaticconditions, thespread of pests affecting pine stands increases the amount of low-grade deadwood (DE MEO et al. 2017, PERSIANI et al. 2016, MANTAU 2012, MAURER and PINCHUK 2019). It encourages the search for additional reserves of wood suitable for the use in industry. The use of low marketable wood is limited, as its processing reduces the yield quantitatively and qualitatively. Nevertheless, this kind of wood is an additional and little-used resource that can become a raw material if involved into a processing of products with higher added value (DANILOV et al. 2018, BABASHOV et al. 2017, MARCHENKO et al 2016).
The consequences of dieback of pine stands are partial loss of technical suitability of wood due to biological damage – rot, the causative agents of which are fungi such as Phellinus Pini, Mucor, Cladosporium, etc (PERSIANI et al. 2016, ERIKSSON et al. 1990, AGARWAL et al. 2011). The analysis of the use of low quality wood shows that possibilities of its use as a wood component of composite wood materials and raw materials for pulp production are limited, because the quality requirements on wood chips allow the use of the wood with fungal lesions in relative quantities not exceeding 15-30 % (MANTAU 2012,
15
Olena Pinchevska – Ján Sedliačik – Denys Zavialov – Yuri Lakyda –Olha Baranova – Hanna Lobchenko – Rostislav Oliynyk
UGOLEV 2007, WITOMSKI et al. 2011). Currently, wood damaged by rot is used as an energy fuel source, although this use as a biofuel features low profitability
The use of rot-damaged wood for structural elements in constructions is unacceptable (LEONOVICH and BOZHELKO 2019), however, it can be used in the manufacture of related materials for construction, e.g., as a thermal insulation material. Cement-chipboards –arbolite and fibrolite, which are made mainly of waste from woodworking industries or secondary raw materials, are now widely used in the building industry as the thermal insulation materials. Organic and mineral substances are used as binders (SANAEV et al. 2016, UGOLEV 2007). However, when manufacturing this type of boards, the use of wood with rot is not allowed.
The manufacture of wood wool from low quality wood affected by rot is proposed in accordance with timber treatment, especially in the presence of visible mycological effects (PINCHEVSKA and ZAVIALOV 2020a, PINCHEVSKA and ZAVIALOV 2020b). For the use of wood wool as insulation, panels are manufactured using material treated with various types of binders with antiseptic properties. Wood affected by heart rot and sapwood affected by coloration was used. Inorganic binders based on liquid glass and organo-mineral binders based on PVA dispersions with different ratios of binder and wood component were selected for the use. The test of such material treated with organo-mineral binders to counteract the fire did not ignite the material, the maximum flue gas temperature was about 120 °C, and the flammability index was 0. Studies on sound insulation properties have shown that this material can be attributed to sound insulation materials of class 2 (TSAPKO et al. 2019a).
In order to be able to use the proposed panels made of wood wool, their thermal conductivity was determined. It was 0.094 W/m·K for panels with inorganic binder, and 0 079 W/m·Kfor panels with organo-mineral binder (TSAPKO et al. 2019b). A comparison with the values of thermal conductivity of traditional thermal insulation materials, such as mineral wool 0.070 W/m·K, indicates the possibility of using wood wool for insulation. The use of wood wool panels is supported by the fact that, unlike mineral wool, they are nontoxic and can be used in wooden houses, given that the technology of their production can be classified as «green technology»
The aim of the study is to determine the wall panel thickness with the appropriate bioresistant thermal insulation using material made of low-grade pine wood, which will provide a comfortable atmosphere in rooms of wooden houses
METHODS
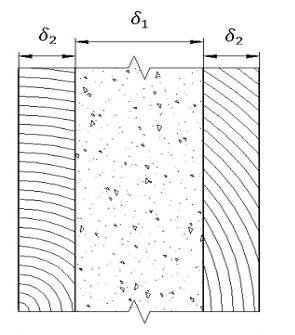
The main task of enclosing structures is the insulation of influence of external factors on the microclimate in the rooms despite the daily temperature fluctuations. Thermal insulation of walls features the main role in equalizing the microclimate temperature, i.e., the insulation of changing external influences. These fluctuating temperature processes allow us to describe them as non-stationary heat transfer processes in the proposed wood panel with wood wool insulation – Figure1.
Fig. 1 Design of the proposed panel
16
The process of heat transfer in the wall panel can be described by the Fourier equation, where the coefficient of thermal conductivity depends on the thermal conductivity and heat capacity of each layer: �������� ���� =������ ��2������ ����2 (1) ( 0; 0 �� →∞)
where: х – coordinate directed deep into the panel (m); ������ – panel temperature (°С); ������ – effective coefficient of thermal conductivity of the wall panel (m²/s): ������ = ������ ������ ������ = (1+2��2 ��1 )2 ��1 ��2 (��1+��2∙ 2��2 ��1 )∙(��1��1+��2��2 2��2 ��1 ) (2)
where: �� – thermal conductivity of the layer material (W/m·K); �� – layer material thickness (m); �� – heat capacity of the material (J/kg·K).
To ensure the comfort of people in the room it is necessary to take into account the daily temperature fluctuations associated with changes in air temperature caused by periodic exposure to the sun. The heat propagation of solar radiation has a wave character which properties will have a damped nature of oscillations in a multilayer plate with heat-insulation (Figure 2).

Fig. 2 The process of damping thermal oscillations with an initial amplitude А0 in the panel. The temperature fluctuations (°C) inside the panel can be described as follows: ��(��, ��) =А�� cos(���� �� √ �� 2������ ∙��)
(3)
where: А�� – amplitude of temperature fluctuations inside the panel, which will be equal to:
(4)
where: А0 – initial value of the amplitude of oscillations that have maximum values on the surface and correspond to half of the oscillations of the surface temperature under the action of solar radiation; �� – time (s); �� – frequency of daily temperature fluctuations �� = 2�� �� = 2�� 86400 ≈7.3∙10 5 �� 1; P – daily period of fluctuations.
17
А�� =А0 ∙������( √ �� 2������ ∙��)
To substantiate the design characteristics of the panel, it is necessary to know its minimum thickness, at which the temperature fluctuations are completely attenuated. Given that, the thermal oscillating process in the panel is damped and the change in amplitude is exponential. The thickness of wall panel under the condition that the amplitude of the temperature decreases “ е ” times (е= 2 71828) can be calculated, then: А0 А�� =�� ⟹√ �� 2������ ���� =1 (5)
Temperature fluctuations on the surface with a certain delay are transmitted deep into the panel and gradually attenuate because of the panel insulating properties. With the characteristics of the materials the wooden panel with insulation is made from (TSAPKO et al. 2019a) and using equation (2), it is possible to calculate at what panel thickness temperature fluctuations from the outside will be imperceptible on the inner surface of the panel.
According to the requirements of the standard (DSTU BV.2.6-189: 2013) when calculating thethickness ofenclosingstructures,heat transferresistanceR (m2 K/W)is used. It determines theresistanceto heat transferof external walls,RΣ,in accordancewith building regulations (DBN B.2.6-31: 2016): ���� = 1 ��в +∑ ���� ������ + 1 ��з
�� ��=1 (6) where: αВ, αЗ – heat transfer coefficient of inner and outer surfaces of enclosing structure of a building (W/m2 K), in accordance with Annex B of the standard (DSTU BV.2.6-189: 2013), αв = 8 7 W/m2·K; αз = 23 W/m2·K; n – number of layers of enclosing structures; δі –thickness of the i-th layer (m).
According to the building regulations (DBN B.2.6-31: 2016) heat transfer resistance of external enclosing structures of buildings and structures shall meet the condition: ��Σ ≥�������� (7) where: Rmin = 3.3 m2 K/W – minimum allowable value of the heat transfer resistance of residential buildings in the northern part of Ukraine.
MATERIAL
Pine wood (Pinus Sylvestris L.) samples treated with inorganic binders and organomineral binders were used to study the biostability of the wood. Biostability was determined by weight loss according to appropriate standards (GOST 28206-89.2006, GOST 1861082.1982). However, the loss of mass from biological destruction cannot be determined using the samples of insulating wool material due to its high porosity and loss of integrity of samples during the implementation of the method (GOST 18610-82.1982). There were used 20 samples of solid wood in the form of thin plates 4×20×60 mm The surface of test pieces was covered with protective binders used for the manufacture of thermal insulation boards. As a control group, 10 samples of untreated wood were used according to (GOST 1861082.1982). Moisture content of all samples was W ≤ 15%.
18
Experimental panel samples of 600×600 mm were manufactured to determine the performance thickness of the wood panel with wood wool insulation. The size of samples corresponds to the door size of the climate chamber (Figure 2). The panel was structured of 20 mm thick pine wood blanks as the covering, with wool insulation of different thickness – 210, 240 and 270 mm between them а) b) Fig. 3 Laboratory climate chamber (a) with installed fragment of the panel (b)


The temperature in the climate chamber was maintained at the level of average winter temperature for Ukraine -17 °С, the room temperature fluctuated at the level of 19 ± 1 °С.
RESULTS AND DISCUSSION
The samples of wood treated with various binders were placed in containers with a substrate. The substrate was a sifted surface layer of soil with a moisture of 40-45%, and acidity in the range of pH 4.5-6.0. The containers were represented by wooden pine boxes with lids (Figure 4). The dimensions of the inner walls of the containers were 450×450×100 mm. The interior of the containers was divided in half by a glass partition for laying treated samples that mimicked insulation boards and untreated samples of low-grade pine wood. The samples were placed in the substrate so that the open part was not more than one third of their length above the surface.
The samples remained in the soil for 60 days. During this period, the moisture of the substrate was monitored by weighing every 15 days. At the end of the experiment, the sampleswereremoved,cleanedfromthesubstratewithabrush,anddriedto constantweight, then weighed and percentage of weight loss was determined, Table 1.
19
Tab. 1 Weight loss of samples of treated and untreated wood.

Type of samples
The average value of weight loss (%)
Standard deviation (%)
Raw wood without signs of biological damage 2 85 2 98
Rot-affected wood treated with inorganic binders 0 97 2 48 Rot-affected wood treated with organo-mineral binders 0.62 3.02
It can be seen that wood treated with binders has a fairly high rate of biological stability. The rate of biological destruction was reduced with treating the wood surface with binders. The surface structure of wood was impregnated, capable of resisting the action of biological factors. The binder contains substances with antiseptic properties and can be characterized by resistance to biological factors. The wood treated with inorganic binders shows almost 3 times higher resistance than untreated wood, and wood treated with organomineral binders was on average 4.5 times more resistant as compared to untreated wood. The accuracy of the experimental studies did not exceed 5%. Thus, based on the obtained data, it is possible to make a conclusion about the antiseptic effect of binders on the rotaffected woodand thepossibilityofprotecting this kind ofwood with mentioned substances. A fragment of a wall construction was chosen for the thermal calculation, namely a wooden frame panel with an area of ��P =12 m2 with thermal insulation based on boards made of wood wool with lining of lumber on both sides. The frame of the panel also consists ofwooden vertical bars-racks, horizontal bar elements with atotal area of ��b =1 5m2 ,which areareas ofheat-conducting inclusions. Thecalculationofthethermal resistanceofthepanel with insulationtreatedwith different binders, ��Σ,andwoodenbars-racks, ��b, wasperformed according to equation (6). The effective thermal resistance of the panel ������ according to the standard (DSTU BV.2.6-189: 2013) was calculated by the formula:
(8)
The results of the calculations are shown in Table 2.
20
Fig. 4 Container with placed wood samples.
������ = ��b����+��Σ(���� ����) ����
Tab. 2 Thermal resistance of the panel depending on the thickness of insulation material.
Panel thickness (mm)
Insulation thickness (mm)
Thermal resistance of an insulating layer with a covering (m2·K/W)
Thermal resistance of bars (m2·K/W)
Effective thermal resistance of the panel (m2·K/W)
250 210 3.13/2.70 2.20/2.09 3.00/2.62 280 240 3 52/3 00 2 44/2 33 3 37/2 90 310 270 3 90/3 37 2 69/2 58 3 73/3 25
Numerator shows the values for materials treated with organo-mineral binders, denominator – with inorganic binders
It is clear that the organo-mineral binder in terms of thermal resistance has an advantage over inorganic binder Therefore, only the samples treated with organo-mineral binder were selected for experimental studies of a wall structure.
In the installed experimental samples of panels with different thickness of insulation insteadofthedooroftheclimatechamber,thetemperatureoftheoutersurfacewasmeasured (Figure 5) with the use of the FLIRi3 thermal imager. а b c



Fig. 5 Results of measuring the temperature of a wood panel with the thickness of wood wool insulation: a) 210 mm; b) 240 mm; c) 270 mm.
It can be seen that the panel surface had a plus temperature, despite the relatively low minus temperature in the climate chamber. This proves low thermal conductivity of the insulation, which will provide the required level of thermal insulation of a building.
Fluctuations in ambient temperature caused harmonious changes in the temperature in the enclosing structure, which, in turn, causes fluctuations of indoor air temperature. Increasingthermalconductivityoftheenclosingstructureledtofastertransferoftheexternal temperature wave into a room. Accordingly, it is necessary to answer the question of determining thickness of a multilayer panel, which will not be significantly affected by temperature fluctuations. Based on the formula (4), the thickness of a panel at which the oscillations will attenuate “ e ” times can be determined:
Taking into account previous experimentally obtained thermo-physical characteristics of the multilayer panel – coefficients of thermal conductivity, density and specific caloric capacity (TSAPKO et al. 2019b), the calculated effective coefficient of thermal conductivity in equation (2) is ������ = 0.87.10-7 m2/s. Accordingly, the thickness of a panel, where the
21
���� = 1 √ �� 2������ (9)
temperature fluctuations decreased 2 72 times is 2 5 cm, which did not exceed the total thickness of the enclosing structure. The temperature of indoor air remained constant due to the thermal inertia of the main wall structures. As the wall thickness decreased, a significant increase in the amplitude of indoor air temperature fluctuations was observed, while the delay of harmonic outdoor air temperature fluctuations remained constant.
Based on the results obtained and taking into account previous research (TSAPKO et al. 2019a) to ensure comfortable and safe stay in a wooden house, there is possible to use insulation based on wood wool treated with organo-mineral binder. At the same time, wall thickness of 280 mm meets the requirements of state building regulations (DBN B.2.6-31: 2016) for thermal resistance and contributes to attenuation of atmospheric temperature fluctuations.
CONCLUSION
The use of rot-affected pine wood was proposed to manufacture insulation in the form of wood wool treated with organo-mineral binders, which have protective antiseptic properties that do not allow further destruction. Modified wood wool can be used as an internal part of insulating wood panels. The calculation of thermo-physical properties of the wood wool panel from pine wood proves the possibility of its use in wooden frame houses, which contributes to effective and rational use of low-grade pine wood.
REFERENCES
AGARWAL,T.,MALHOTRA,A.,BIYANI,M.,TRIVEDI,P.C. 2011. In vitro interaction of Trichoderma isolates against Aspergillus niger, Chaetomium sp. and Penicilium sp. In Indian Journal of Fundamental and Applied Life Sciences 1(3): 125–128.
BABASHOV, V.G., BESPALOV, A.S., ISTOMIN, A.V., VARRIK, N.M. 2017. Heat and sound insulation material prepared using plant raw material. In Refractories and Industrial Ceramics 58(2): 208–213.
BOUSLIMI, B., KOUBAA, A., BERGERON, Y. 2014. Effect of biodegradation by brown-rot decay on selected wood properties in eastern white cedar (Thuja occidentalis L.). In International Biodeterioration & Biodegradation 87: 87–98.
DANILOV, V., AYZENSHTADT, A., MAKHOVA, T. 2018. Obtaining and characterization of woodmineral Composites 18th International Multidisciplinary Scientific GeoНе, SGEM Sofia. Vol. 18. p 347–354.
DBN B.2.6-31: 2016. Thermal insulation of buildings. Ministry of Construction of Ukraine. 38 p. (State building standards of Ukraine)
DE MEO,I.,AGNELLI,A.E.,GRAZIANI,A.,KITIKIDOU,K.,LAGOMARSINO,A.,MILIOS,E.,KALLIOPI RADOGLOU, K., PALETTO, A. 2017. Deadwood volume assessment in Calabrian pine (Pinus brutia Ten.) peri-urban forests: Comparison between two sampling methods. In Journal of Sustainable Forestry 36(7): 666–686.
DSTU BV.2.6-189: 2013. Methods of selection of heat-insulating material for insulation of buildings. Ministry of Construction of Ukraine. 71 p. ERIKSSON, K.E.L., BLANCHETTE, R.A., ANDER, P. 1990. Microbial and enzymatic degradation of wood and wood components. Springer Verlag, Berlin/Heidelberg, Germany, 80 p. GOST 28206-89. 2006. Basic test methods for external factors. Part 2. Tests. Fungal resistance. M.: Standartinform, 20 p. GOST 18610-82. Wood. Method field tests of resistance to decay M.: Standartinform, 8 p. LEONOVICH, O.K., Bozhelko, I.K. 2019. Development concept of environmentally friendly wooden housing construction in the Republic of Belarus. In Architecture and Construction sciences. No. 1, 2 (22, 23): 60–64.
22
MANTAU, U. 2012. Wood flows in Europe (EU27). Project report. Celle, 24.
MARCHENKO, N.V., NOVITSKIY, S.V., ZAVIALOV, D.L. 2016. On the use of low-quality pine wood. In Annals of Warsaw University of Life Sciences 95: 242–245.
MAURER,V.M.,PINCHUK,A.P. 2019. Degradation of Ukraine's forests: current state, causes of mass dehydration and ways to prevent it. In Ukrainian Journal of Forest and Wood Science, 10(3): 41–52.
PERSIANI, A., LOMBARDI, F., LUNGHINI, D., GRANITO, V., TOGNETTI, R., MAGGI, O., PIOLI, S., MARCHETTI, M 2016. Stand structure and deadwood amount influences saproxylic fungal biodiversity in Mediterranean mountain unmanaged forests. In iForest-Biogeosciences and Forestry 9(1): 115–124.
PINCHEVSKA, O.O, ZAVIALOV, D.L 2020a Body insulation panels made of low quality pine wood. Abstracts of the participants of the X International Scientific and Practical Conference "Comprehensive quality assurance of technological processes and systems". Chernihiv: ChNTU. p 192
PINCHEVSKA,O.O,ZAVIALOV,D.L 2020b. Determination of the density of a new thermal insulation material. Abstracts of the international scientific-practical conference "Research of forest and urban ecosystems for sustainable development". p 117–118.
SANAEV, V.G., ZAPRUDNOV, V.I., GORBAHEVA, G.A., OBLIVIN, A.N. 2016. Factors affecting the quality of wood-cement composites. In Bulletin of the Transilvania University of Braşov Series II: Forestry. Wood Industry. Agricultural Food Enging, v. 9 (58), No. 2: 63–71
SHVETS, M., MARKOV, F., FITISOV, A., DIDENKO, P. 2020. Analysis of financial and economic activity of state forest enterprises in the conditions of economic and ecological crisis. In Scientific Horizons (6): 92–100
TSAPKO,Y.V.,ZAVIALOV,D.L.,BONDARENKO,O.P,PINCHEVSKA,O.O,MARCHENKO,N.V.GUZIY, S.G. 2019a Design offire-resistant heat-andsoundproofingwood wool panels. InEastern-European Journal of Enterprise Technologies 3(10(99): 24–31.
TSAPKO, Y.V., ZAVIALOV, D.L., BONDARENKO, O.P., MARCHENKO, N.V., MAZURCHUK, S.M., GORBACHOVA, O.Y. 2019b. Establishment of thermophysical characteristics of heat-insulating products from dry pine wood. In Eastern-European Journal of Enterprise Technologies 4(10(100): 37–43.
UGOLEV, B.N. 2007. Wood science and forestry commodity science. Moscow State Forest University, Moscow, Russia, pp. 351.
WITOMSKI, P, ZAWADZKI, J, RADOMSKI, A. 2012. Changes of the pine wood (Pinus sylvestris L.) chemical composition during white- and brown-rot decay originated from chosen fungi species. In Wood Research 57(3): 463–468.
ACKNOWLEDGEMENTS
This work was supported by the Ukrainian Ministry of Education and Science under Program No. 2201040: “The research, scientific and technological development, works for the state target programs for public order, training of scientific personnel, financial support scientific infrastructure, scientific press, scientific objects, which are national treasures, support of the State Fund for Fundamental Research”. The authors are grateful to Ministry of Education and Science of Ukrainian for financial support of this study.
The authors are grateful for financial support to the Slovak Research and Development Agency, projects No. APVV-17-0583, APVV-18-0378, APVV-19-0269 and project VEGA 1/0264/22. This publication is alsotheresult of the project implementation: Progressiveresearch of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHOR’S ADDRESS
Prof. Ing. Olena Pinchevska, DrSc. Denys Zavialov, PhD. Assoc. Prof. Yuri Lakyda, PhD.
23
Assoc. Prof. Olha Baranova, PhD. Assoc. Prof. Hanna Lobchenko, PhD. National University of Life and Environmental Sciences of Ukraine Department of Technology and Design of Wood Products Geroiv Oborony str. 15 03041 Kyiv Ukraine olenapinchevska@nubip.udu.ua
Prof. Ing. Ján Sedliačik, PhD. Technical University in Zvolen Department of Furniture and Wood Products T. G. Masaryka 24 960 01 Zvolen Slovakia sedliacik@tuzvo.sk
Assoc. Prof. Rostislav Oliynyk, PhD. Kyiv National Taras Shevchenko University Geography Faculty Meteorology and Climatology Department Akademika Glushkova 2a 02000 Kyiv Ukraine rv_oliynyk@ukr.net
24
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 25–37, 2022 Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.03
STABILITY TESTING OF COATING MATERIALS PROPOSED FOR RENOVATION OF SURFACE
FINISH WINDOWS
Jozef Kúdela – Lukáš Gondáš
ABSTRACT
Severaltransparentcoatingmaterialswereofferedandappliedonspruceandoakwood to renovate the surface treatment of wood windows. There were carried out experiments studying the colour stability, water resistance, and surface treatment defects on these systems afterageing.Thetestingofcolourstabilityofthewoodsurfacetreatedwithtransparentcoating materials resulted in the finding that the tested surface treatment variants differed in their colourstability.Thebestcolourstabilityandwaterresistancewerefoundinthecoatingsystem consisting ofamodifiedcolourlessimpregnationmaterialpreparedbasedonlinenseedoil and a semi-matt top glazing lacquer prepared from natural oils and waxes with anti- UV factor Based on the experimentalresults, therewas chosen themost appropriateconfiguration forthe coating system intended for renewal of the surface treatment of windows originally treated with oil or alkyd coating materials. There was also proposed a system for the renovation of windows formerly treated with water-soluble coating materials.
Key words: windows, surface treatment restoration, accelerated ageing, photodegradation, colour stability, gloss, resistance to water
INTRODUCTION
In an outdoor environment, surfaces of almost all materials are exposed to different types of radiation, moisture, heat and emissions-induced effects acting in mutual interactions, under these conditions, the surface is subject to gradual degradation. The surface degradation issue is especially relevant in the case of wood. A natural organic material, very specific in comparison with other natural ones. In the case of wood products impacted by the above-discussed factors, preserving the original physical and aesthetical properties of the surface is given a high priority. Consequently, the issue has been granted particular attention, as it is evident from hundreds counting published papers, the results of which have been summarised in COGULET et al. (2018) and KROPAT et al. (2020). These works deal with wood surface degradation, it is causes and consequences, and with wood surface protection methods proposed to eliminate these degradation effects.
The most common wood protection against negative effects of environmental factors is its surface treatment (ST) with coating materials (CM). An appropriate ST should hinder as muchaspossible,thepenetrationofUVradiationtoligninandotherwoodconstituents,slower down, in this way, the photodegradation of the surface wood layers and protect the wood surface against adverse impacts of water and emissions. In addition, several important
25
functions are to fulfil The practice, however, shows that the wood surface treatment itself is ageing with time because of environmental factors
The first symptoms of degradation of a wood surface treated with coating materials are visible on the surface treatment quality, especially on altered visual properties such as colour and gloss, and later also on the overall (SAHA et al. 2013a,OLSSON et al. 2014, KÚDELA et al. 2016,PAVLIČ et al. 2020, KRŽIŠNIK et al. 2020).
It is necessary to separate between transparent and pigmented coatings. Several works (REINPRECHT and PÁNEK 2013, KÚDELA and KUBOVSKÝ 2016, COGULET et al. 2018, KÚDELA et al. 2018, KÚDELA 2020, KRŽIŠNIK et al. 2020) imply that pigmented CM have better resistance to ageing compared to transparent CM. Pigments can protect the wood surface against UV radiation. During the advanced phases of the ageing process, chalking is possible also in the case of pigmented coatings. This process causes the formation of tiny, chalk layers on the coating material surface, thereafter, water and wind remove these layers step by step, and the CM surface becomes thinner and rougher (COGULET et al. 2018).
Customers show preferences for transparent coatings preserving the wood’s natural look and emphasising wood texture. Today, the coating materials applied on wood surfaces are expected to have the necessary longevity in fulfilling their protective and aesthetical functions. In this context, the coating materials intended for outdoor performance should meet high demanding requirements. The ST longevity is prolonged by targeted modification, of equally substrates and coatings, with different additives, nanoparticles acting on organic and inorganic bases (SAHA et al. 2013a, b, LANDRY and BLANCH 2012, KOCAEFE and SAHA 2012, WAN et al. 2014, GIRARDI et al. 2014, REINPRECHT et al. 2018, NOVÁK et al. 2019, KÚDELA et al. 2020, KÚDELA 2020, NOWROUZI et al. 2021, SLABEJOVÁ et al. 2020). Important is also protection concerning the structure performance (DONDERS 2014). Under outdoor conditions, the coating layer thickness has also an important role (SVOCÁK 2018, PAVLIČ et al. 2020).
In the case of transparent coatings, the discolouration of the treated wood surface may be caused by the photodegradation of these coatings as well as by the photodegradation of the wood surface substrate. Gloss alterations indicate only the degradation of the coating solely (OLLSON et al. 2014).
Windows are specific wood building elements. They represent important construction components for the building architecture equally as for the building performance As boundary surfaces, windows separate and at the same time integrate the outdoor and indoor environment (JOCHIM et al. 2009). From the viewpoint of architecture, windows also represent an aesthetical accent finalizing the building outlook. Therefore, the surface treatment in windows is to be concerned very carefully. In the case of wood windows, the current research on their surface treatment is mainly oriented toward outdoor performance, as the external environment may have considerable negative impacts on the ST quality. There has been emerged an evident necessity to seek novel, best-fitted surface treatment possibilities in the production of new windows, but also to consider the restoration of the former surface treatment in just existing ones.
The aim of this work was to perform experimental testing of selected coating material types, concerning their colour stability and resistance to water during an accelerated ageing process. The results should contribute to the knowledge about renovation of window surface treatment and provide abase for proposingsuitable coating materials for renovation ofsurface treatment of wood windows already serving in existing buildings and houses.
26
MATERIAL AND METHODS
Following the main research goal, the first phase represented a survey on windows of specified buildings and houses. The survey unveiled that the surface treatments degraded to different extents depending on different windows. The most advanced degradation was found on the windows exposed from south to west-south, especially in their bottom parts, namely on horizontal frames mostly exposed not only to solar radiation but also to the downward running water from rain and other precipitation. In the other cases, the ST degradation was much less dramatic, there were also several windows with ST preserved satisfactorily. Important as the lore of environmental factors. The examined windows were subject for 20 years to degrading outdoor conditions In cooperation with the firm Renojava Ltd., we developed novel coating materials intended for renovation of the windows in concern. The systems were applied on spruce and oak wood. The test specimens were 70 mm × 90 mmin size, with a thickness of 10 mm. Three tested surface treatments were applied on spruce, and three on oak wood (Table 1). Table 1 shows that the oak specimens were without the prime layer. For both wood species, the composition of the upper coatings was the same. The specimen surfaces were milled, and the coatings were applied with a brush
Tab. 1 Coating materials proposed for surface treatment of spruce and oak wood. Surface treatment Primer coating Hue Top coating Hue Spruce
ST-1 1 CM-1 colourless 1 CM-3 Swiss Chalet Bohme ST-2 1 CM-1 colourless 1 CM-4 Oak light ST-3 1 CM-2 colourless 1 CM-5 Swiss Chalet Bohme Oak ST-1´ no 2 CM 3 Swiss Chalet Bohme ST-2´ no 2 CM 4 Oak light ST-3´ no 2 CM 5 Swiss Chalet Bohme
CM-1 – colourless impregnation material, based on linen seed oil, effective against wood-boring insects and wood colouring fungi, highly hydrophobic, with a27.8% content ofocto-activezinc, 0.5% ofdichlorfluoramide, leadlesssiccatives and water repellent additives.
CM-2 –oilemulsiononwaterbase,applieddirectlyonwoodorontheprimer,permeableforwatervapoursfromthesubstrate, contains protective additives against biological pests
CM-3 tung oil (China nut oil)
CM-4 semi-matt top coating based on natural oils and waxes, with a UV factor 12, permeable for water vapours from the substrate
CM-5 – oil emulsion on water base, applied directly on wood or on the primer coating
Accelerated ageing
Experiments testing the accelerated ageing impacts were carried out using a xenotest Q-SUN Xe-3-HS. From each group of surface-treated specimens, five specimens were selected and exposed to accelerated ageing in the directly above-mentioned equipment The accelerated ageing conditions (parameters)in thexenotest wereset according to theStandard ASTM G 155. The accelerated ageing regime simulated outdoor conditions, using the socalled„wetmode“inwhichthewoodisbesideradiation-exposedalsotorainfall.Theradiation intensity was adjusted to a value of 0 35 W·m 2 at a radiation wavelength of 340 nm (Table 2). This value represents the annual mean for the moderate climatic zone. One accelerated ageing cycle comprised 120 minutes, in two steps (Table 2).
The overall ageing process duration was 700 hours, representing altogether 350 cycles. Inallcases,therewere examined variations in colour space CIE L* a *b * , gloss,andresistance
27
towater during the ageing process. After the process had finished, there was also examined the occurrence of defects on surface-treated specimens
Tab. 2 Accelerated ageing conditions set by the Standard ASTM G 155.
Step Mode Radiation intensity (W/m²)
Black panel temperature (°C)
Air temperature (°C)
Relative air humidity (%) Time (min)
1 Radiation 0.35 63 48 30 102
2 Radiation + spraying 0.35 63 48 90 18
Colour and gloss measurement on treated wood surface
Colour coordinates L* , a *, b* weremeasured onallspecimens, withaspectrophotometer Spectro – guide 45/0 gloss by BYK – GARDNER GmvH, working with spectral reflectance, wavelengths ranging 400 700 nm (STN EN ISO/CIE 11664-1).
On all the tested specimens, the colour coordinates were measured in the same way: before the ageing, and after 50, 100, 200, 300, 400, 500, 600 and 700 ageing hours. For each time interval, on each specimen, the measurements were performed at 10 measuring spots randomly chosen at least 10 mm from the specimen´s edge, representing together 50 measurements on each test series.
The differences in the particulate colour coordinates L* , a * , b* generated due to different irradiation modes, and the total colour difference E* were determined according to the following equations:
∆��∗ =��2 ∗ ��1 ∗ (1)
∆��∗ =��2 ∗ ��1 ∗ (2) ∆��∗ =��2 ∗ ��1 ∗ (3) ��∗ =√(��∗)2 +(��∗)2 +(��∗)2, (4) where the index “1” indicates the colour value of the surface-treated wood before ageing and the index “2” indicate the corresponding value after the ageing.
The gloss variation in the surface-treated specimens was examined with a gloss meter BYK-GARNER Micro-Tri-Gloss 20/60/85-degree Gloss Meter performing at three angles: 20°, 60°, and 85° (STN EN ISO 2813). Analogically to colour, on all specimens, the gloss was also measured before ageing and at the same ageing intervals as colour. The number of measurements performed on each specimen was 10.
There was also visually assessed ST quality before and after ageing, based on the observed defects (bubbles, craters, cracks, and similar), with the aid of a digital microscope Dino-Lite EDGE.
RESULTS AND DISCUSSION
Assessment of colour changes generated in surface-treated wood during the ageing process
The three concerned coating systems applied on spruce wood looked very similar in colour. In all three cases, the coating systems were transparent, consisting of two layers. Nevertheless, the results of the one-way variance analysis confirmed significant colour differences between the systems. With progressing time, these differences were getting more and more pronounced, as the result of qualitative and quantitative changes in the colour
28
coordinates. The ageing also caused significant colour changes within the individual sampling series In each tested series, however, the discolouration followed its own rate The results of two-way variance analysis confirmed the significant influence of the two tested factors (the coating material type and the ageing time) and their interactions
Thebasicstatisticalcharacteristicsforthecolourcoordinates L* , a * and b* corresponding to the ageing intervals are in Table 3. The differences in the colour coordinates L* , a * and b* andthetotalcolourdifference E* forthetestedcoatingmaterialsappliedonspruce wood are illustrated in Fig. 1.
Analysing the results in Table 3, we can see very small differences in average lightness L* on specimens’ surface treated with ST-1, ST-2 and ST-3, with the individual lightness values ranging from 55 to 61. The lightness was mainly affected by top coatings. This statement is backed up by the fact that there were no significant variant-dependent differences between ST-1 and ST-3 despite these two consisting of different primers but the same top coating (Table 1), while ST-1 and ST-2 consisting of the same primer but different top coatings a significant difference was confirmed.
In all the cases, the lightness values decreased with increasing irradiation time, up to the end of the ageing process. In the case of ST-1 there was a rapid decrease in L* observed during the initial 300 hours, followed, however, by a slight increase later. After 700 ageing hours, the L* differences between the individual treatment variants were found minimum In all three cases, the coordinates a * and b* values were significantly higher in wood treated with coating materials before the ageing than in the uncoated wood. This means that the wood surface treatment enhanced the saturation of red and yellow colours. In the ageing process, these coordinates varied forindividualsurfacetreatment types,not onlyquantitatively but also qualitatively (Fig. 1). The major change in the two coordinates was observed on the specimen series with surface treatment ST-1, with the values of both coordinates decreasing until the end of the ageing process. Due to decreasing saturation with red and yellow, the values of the to colour coordinates were shifted to the achromatic range. Also, the colour hue was altered
Tab 3 Basic statistical characteristics of colour coordinates L* , a * a b* for the tested surface treatments applied on spruce wood (number of measurements for each series: n = 50). S u rf ace treatment Colour coordinate s Basic statistical character .
Time of accelerated ageing [hours]
0 50 100 200 300 400 500 600 700
L* x 60.87 57.64 56.17 54.21 52.10 52.54 53.02 53.37 53.76 SD 3.20 2.65 2.16 1.96 1.82 2.59 2.75 3.07 3.30 a* x 14.71 15.26 16.51 15.34 13.05 10.70 9.61 8.47 7.63 SD 1.27 0.92 0.60 0.59 0.69 0.94 0.77 0.96 0.93 b* x 36.14 34.81 33.62 29.78 25.62 23.55 22.52 21.63 20.62 SD 1.76 2.66 1.51 1.39 1.15 1.44 1.09 0.92 0.93 ST2 L* x 61.33 59.82 58.93 57.67 56.84 56.27 55.91 55.79 55.45 SD 2.39 2.29 2.70 2.10 2.29 2.25 2.08 2.32 2.13 a* x 12.77 12.26 13.03 14.02 14.63 14.92 15.07 15.08 14.98 SD 0.80 0.74 0.82 0.66 0.72 0.84 0.71 0.76 0.83 b* x 32.31 31.07 31.83 33.04 33.28 33.03 32.74 32.53 31.91 SD 0.69 0.69 0.78 0.97 1.17 1.25 1.00 1.07 0.93
ST1
ST3
L* x 55.11 53.03 52.11 51.76 50.13 49.43 49.04 47.94 46.94 SD 1.68 1.25 1.64 1.10 1.15 1.09 1.45 1.37 1.31 a* x 14.74 15.05 15.52 15.79 16.03 16.04 15.97 15.67 14.95 SD 0.52 0.34 0.36 0.24 0.24 0.29 0.43 0.69 0.97 b* x 35.12 33.92 33.64 33.29 31.81 30.98 30.39 28.87 27.25 SD 1.17 1.00 1.32 1.04 1.18 1.29 1.77 2.03 1.99
In this case, the changes in the three coordinates L* , a * and b* were reflected in the overall colour difference E* (Fig. 1). As early as after 100 initial ageing hours, there could
29
be detected a noticeable colour change, as E reached a value of six. After 300 ageing hours, E reached 12, which ALLEGRETTI et al. (2009) evaluate as a completely new colour compared to the original one. Prolonging the ageing time, the colour difference was even more pronounced. Other noticeable changes, the second ones in order, were observed in the case of the third specimen series (ST-3). After finishing the ageing process, the total colour difference values approached 12, indicating that the colour alteration in this surface treatment mode was between the degrees 5 and 6, which means a substantial colour variation or a completely new colour.
The most stable specimen series was found that treated with ST-2. Smaller changes in all three colour coordinates were also responded to by lower values of the total colour difference E* (Fig. 1). The overall colour change degree during 700 ageing hours varied from 1 to 4. This is evaluated as a small colour difference up to a difference detectable using a medium-quality filter. The tested wood surfaces before the ageing process and after 700 ageing hours are illustrated in Fig. 2.

Fig. 1 Differences in colour coordinates L* , a * and b* and the total colour difference E* during accelerated ageing of spruce specimens treated with the tested coating systems. ST-1 ST-2 ST-3
ST-1 ST-2 ST-3 0 hours 700 hours 0 hours 700 hours 0 hours 700 hours
Fig. 2 Surfaces of spruce wood specimens before ageing and after 700 ageing hours. The specimen surfaces were coated with the coating systems described in Table 1
The surface of the tested oak wood was treated with the same oil and glazing/staining coatings as the spruce wood but without any impregnation primer. For this reason, there were applied two top coating layers. The basic statistical characteristics for the colour coordinates



30
L* , a * and b* linked to the individual ageing intervals are in Table 4. The individual ST variants showed colour differences between the surface-treated spruce and oak specimens. Thisisduetothesubstrates,differingthestructure,chemical composition,andnaturalcolour itself. Inallthreecases,afterthesurfacetreatment, thelightnessofoakspecimens washigher than spruce ones.
Also in oak specimens, the detected colour differences depended on the surface treatment type, and these differences were more pronounced with ageing duration. There was confirmed that the photodegradation of the tested colour coatings applied on oak wood had different rates in different coating materials. The major discolouration was observed in the case of ST-1´ (Fig. 3). The changes in the three colour coordinates L* , a * and b* generated during ageing were qualitatively like the corresponding changes obtained in spruce (Fig. 3). In the case of oak wood, however, these changes were smaller, and this was also reflected in the size of the overall colour difference E* (Fig. 3). After 700 ageing hours, the E* value was 12, representing the boundary value between the degrees 5 and 6.

Table 4 Basic statistical characteristics of colour coordinates L* , a * a b* for the tested surface treatments applied on oak wood (number of measurements for each series: n = 50)
Surface treatment Colour coordinates Basic statistical character
Time of accelerated ageing [hours]
0 50 100 200 300 400 500 600 700
S T1´ L* x 51.02 49.94 48.89 47.63 48.30 49.88 51.59 53.39 54.84 SD 2.60 2.01 2.09 2.66 2.64 2.87 2.78 3.11 3.73 a* x 13.50 13.81 13.48 11.26 9.31 7.94 7.11 6.44 5.99 SD 0.67 0.55 0.45 0.52 0.81 0.62 0.47 0.47 0.52 b* x 29.24 30.69 29.17 24.60 22.51 21.57 21.24 20.87 20.57 SD 1.97 1.41 1.45 1.60 1.30 1.33 1.21 1.03 1.01
ST2´ L* x 50.59 49.94 49.68 49.59 48.89 48.06 47.90 47.40 47.70 SD 1.87 1.25 1.54 1.10 1.15 0.92 1.13 1.51 1.74 a* x 13.17 13.18 13.89 14.84 15.52 15.58 15.41 15.05 13.90 SD 0.47 0.22 0.28 0.22 0.35 0.39 0.58 0.78 1.04 b* x 28.11 28.03 28.89 29.68 29.45 28.71 28.35 27.27 25.82 SD 1.01 1.05 1.11 0.93 1.02 0.97 0.99 1.07 1.16
ST3´ L* x 52.00 48.44 47.36 45.78 44.60 44.80 45.87 46.47 48.04 SD 1.33 1.09 1.08 1.21 1.32 2.02 2.52 2.80 2.81 a* x 12.01 11.73 11.39 10.77 10.11 9.07 8.88 8.63 8.48 SD 0.28 0.28 0.53 0.77 0.91 0.54 0.63 0.52 0.36 b* x 28.47 25.67 25.63 23.54 21.88 21.14 21.91 22.25 23.35 SD 0.95 1.05 1.19 1.29 1.34 1.72 1.96 2.05 2.05
31
Fig. 3 Differences in colour coordinates L* , a * and b* and the total colour difference E* during accelerated ageing of oak specimens treated with the tested coating materials. ST-1´ ST-2´ ST-3´

The oak series ST-3´ also exhibited significant colour changes. The courses of the individual colour coordinates were different qualitatively (Fig. 3).

The oak wood specimen series coated with the glazing lacquer applied in two layers (ST-2´) displayed the best stability from among all the series tested. The lightness decreased moderatelywithprogressingacceleratedageingduration.Inthiscase,however, thischangewas the smallest compared to the other ones. There were only very small changes in the colour coordinates a * and b* during ageing (Fig. 3). After 700 ageing hours, the E* value in the case of ST-2´ was 4, on average. ALLEGRETTI et al. (2009) has assigned this value to the colour changedegree4.Wesupposethis enhancedresistancetophotodegradationthankstoaUVfilter with a UV factor 12 admixed into the coating material.
These colour alterations were also detectable visually on specimens illustrated in Fig. 4. The colour variation occurring in the ageing of transparent surface treatments applied on spruce and oak wood is in accordance with OLLSON et al. (2014) who declare that these changes may be induced by photodegradation of the solid films only equally as by the degradation of the wood substrate alone.
ST-1´ ST-2´ ST-3´ 0 hours 700 hours 0 hours 700 hours 0 hours 700 hours
Assessment of gloss before and after ageing
The gloss was measured at three light incidence angles: 20°, 60° and 85°. The gloss values were low; therefore, the results were evaluated only for the angles 60° and 85°. The average gloss values measured on the spruce wood surface treated with the tested coating materials, together with additional statistical characteristics, are in Tables 5 and 6.
The surface treatments ST-1 and ST-3 can be classified as matt, as the gloss numbers measured at 60° were lower than 8, and at 85° they were lower than 20. In the case when the gloss numbers measured at 60° are lower than 30, gloss measuring geometry at 85° is recommended (LIPTÁKOVÁ et al. 2000). The mat look was getting more evident with ageing
Interms ofgloss,thetwo types ofsurfacetreatment (ST-2,ST-2´)appliedon spruceand oak wood (Table 5 and 6) can be classified to the category of semi-gloss surface treatments.





32
Fig. 4. Surfaces of oak wood specimens before ageing and after 700 ageing hours. The specimen surfaces were coated with the coating materials described in Table 1.
In these treatments, the gloss was continually decreasing overall ageing time. As early as after 100 or 200 ageing hours, these surface treatments were found matt. The gloss values measured at 85° exhibited a characteristic higher variability. According to the findings reported by OLSSON et al. (2014), the gloss alteration appears only due to the structural changes in the coating alone. Consistently, our results imply that there was certain degradation of surface layers of the coating material during the ageing process
Table 5 Experimentally measured gloss values on the tested surface-treatment types applied on spruce wood; before ageing and after finishing the ageing process. (n= 50).
Gloss values measured at 60° Basic statistical character before ageing after 50 hours after 100 hours after 200 hours after 300 hours after 400 hours after 500 hours after 600 hours after 700 hours ST-1
x 4.5 4.2 4.2 3.9 3.9 3.9 4.0 3.8 3.8 SD 0.8 0.5 0.4 0.5 0.5 0.5 0.5 0.6 0.7 ST-2
x 28.2 14.9 12.3 9.5 8.3 7.5 6.8 6.7 6.5
SD 3.5 1.3 1.0 0.8 0.8 0.8 0.7 0.7 0.7 ST-3
x 4.1 3.8 3.6 3.6 3.6 3.5 3.6 3.4 3.4 SD 0.7 0.6 0.4 0.4 0.3 0.3 0.3 0.3 0.4
Gloss values measured at 85° ST-1
x 3.5 4.7 5.1 4.8 4.5 4.4 4.4 3.9 3.9 SD 1.1 1.0 1.0 0.9 0.8 1.0 0.7 0.8 0.7 ST-2
x 43.3 28.3 25.1 19.1 16.5 14.7 13.3 12.7 12.2 SD 10.2 5.8 5.0 3.8 3.2 2.7 2.7 2.8 2.5 ST-3
x 5.9 6.2 6.0 6.4 6.4 6.4 6.1 5.7 5.9 SD 2 2.1 1.9 1.8 1.7 1.7 1.6 1.8 1.7
Table 6 Experimentally measured gloss values on the tested surface-treatment types applied on oak wood; before ageing and after finishing the ageing process. (n= 50)
Gloss values measured at 60°
Basic statistical character. before ageing after 50 hours after 100 hours after 200 hours after 300 hours after 400 hours after 500 hours after 600 hours after 700 hours ST-1´
x 3.0 1.8 1.8 1.7 2.2 1.8 1.8 1.8 2.4 SD 0 4 0 2 0 2 0 1 0 2 0 2 0 2 0 2 0 2 ST-2´
x 25.8 10 1 8 1 6 0 6 2 5 0 4 3 4 1 4 4 SD 3 7 1 2 0 9 0 6 0 6 0 3 0 3 0 4 0 4 ST-3´
x 4 5 2 8 2 8 2 7 3 0 2 5 2 5 2 4 2 8 SD 0 4 0 3 0 3 0 2 0 2 0 2 0 2 0 2 0 1
Gloss values measured at 85° ST-1´
x 5 9 1 2 1 0 0 9 3 2 0 6 0 6 0 6 2 9
SD 1.6 0.3 0.3 0.2 0.5 0.1 0.2 0.2 0.5 ST-2´
x 43 5 11.4 9.1 8.4 14.6 5.4 3.7 4.2 9.4 SD 8 2 2 9 1 5 1 6 2 3 1 3 1 6 2 7 1 4 ST-3´
x 7 9 0 9 0 9 0 8 5 3 0 8 0 8 0 7 4 5 SD 1 2 0 3 0 3 0 3 0 7 0 3 0 3 0 2 0 8
33
Resistance of the tested surface treatment types to water
The resistance of the studied surface treatments to water was tested in an accelerated ageing process, using a xenotest, simulating rainfall. The wetting of wood surfaces at different ageing intervals is documented in Fig. 5. Figure 5 shows ST-1 as the least hydrophobic. In this case, the water spread over the surface easily. The treatment ST-3 was more resistant against liquid water, this resistance, however, decreased with the ageing time The highest water resistance was observed in spruce wood finished with a glazing coating (ST-2). After the „rain“ , the water was maintained on the specimen surface in form of isolated drops, with a contact angle of 90°, or more The surfaces treated with ST-3 were relatively resistant against water but not to such an extent than in the former case. The same was also true for the surface treatment types applied on oak wood
Ageing process progressing, all tested specimen surfaces exhibited impaired water resistance. After 700 ageing hours, the most hydrophobic surfaces were those coated with a glazing lacquer (ST-2, ST-2´). The differences in wetting of surface-treated wood subject to ageing are directly backed up with the wood surface degradation (LANDRY a BLANCHETT 2012, SAHA et al 2013a). Therefore, we can declare, based on the small changes in the contact angle values that the least serious coating degradation was obtained in the case of ST-2 and ST-2´ .

Assessment of surface treatment quality after ending the accelerated ageing process
Ageing-induced effects impacting the surface treatment quality were assessed based on the detected defects (cracks formation, coating peeling-off). There we inspected the frequency and size of defects in ST. These defects were evaluated visually with a naked eye and with the aid of a digital microscope
As early as immediately after the specimens’ surface treatment, the coated surfaces exhibited presence of microbubbles, craters and similar. These were generated in the process of the coating application on the wood substrate and during the coating curing process The bubbles, especially those just under the surface act as spots of stress concentration –potentiallycausing cracks formation in thecoating Inadvanced ageingstages, there can also be impaired overall coating stability (KÚDELA 2010).
The cracks observed occurring during advanced ageing phases exhibited a different character, being the cracks in wood but negatively affecting the coating material as such. These cracks were generated due to the moisture loading of the system wood–solid coating during ageing The specimens with cracks showed visible capillary water rising along these
34
Fig. 5 Water wetting of wood surfaces treated with the tested coating materials, initial and final ageing phase.
cracks. The colour change at these spots was then more pronounced, but under a higher risk of impairment of the overall stability of the coating system
CONCLUSIONS
From the results obtained in testing the stability of the studied coating materials proposed for restoration of the window surface treatment, the following conclusions can be drawn. The described changes concerning the colour, gloss and defects, acted in interactions and altered the wood surface outlook considerably
The poorest stability against photodegradation was found in ST-1, representing impregnation with linen oil (CM-1) and tung oil (CM-3). The windows with surfaces treated in this way may require frequent keeping up.
If the windows were originally coated with oil or alkyd coating materials, we recommendfirstly impregnating thewindowswith animpregnatingsubstance (CM-1).After drying out the impregnation, we recommend applying one layer of the protective glazing lacquer (CM-4, or CM-5) only on the window parts from which the original coating was removed. In this way, the coating is restored. After drying the first layer and soft sanding, we recommend applying the second layer on the entire window, in the hue coinciding with the original one, with the aim to attain colour uniformity. This system was revealed as the most stable in colour and the most resistant to water. By tuning the glazing to a darker hue, in accordance with the hue of the original ST, the final colour stability should be enhanced
If the windows were originally coated with water-soluble materials, we recommend impregnating their substrate with an impregnating substance (CM-2), and forthetop coating, substituting the protective glazing (CM-4, resp. CM-5) with another coating material such as WoodCare UV, applied in two layers.
REFERENCES
ALLEGRETTI, O., TRAVAN, L., CIVIDINI, R., 2009. Drying techniques to obtain white Beech. Wood EDG Conference, 23rd April 2009, Bled, Slovenia. http://timberdry.net/ downloads/ EDGSeminarBled/Presentation/EDG
ASTM G155: 2005. Praktická norma pre starnutie nekovových materiálov vystavených v prostredí so xenónovým svetlom.
COGULET, A., BLANCHET, P., LANDRY, V. 2018 The multifactorial aspect of wood weathering: A review based on a Holistic approach of wood degradation protected by clear coating. In BioResources, 13(1): 2116 2138.
DONDERS, K. H. 2014. Modern wood design. Surface Engineering 2014, International Scientific Conference, High Tatras 23.−24.10. 2014
GIRARDI, F., CAPPELLETTOA, E., SANDAK, J. et al. 2014. Hybrid organic–inorganic materials as coatings for protecting wood. In Prog. Org. Coat., 77(2): 449–457.
JOCHIM, S., ŠTEFKO, J., VESELOVSKÝ, J. 2009. Stavebno-stolárske výrobky: pre drevené stavebné konštrukcie a výrobky [online]. Zvolen: Technická univerzita vo Zvolene, ISBN 978-80-228-1885-8.
KOCAEFE, D., SAHA, S. 2012. Comparison of the protection effectiveness of acrylic polyurethane coatings containing bark extracts on three heat-treated North American wood species: Surface degradation. In Applied Surf. Sci., 258(13): 5283–5290.
KROPAT, M., HUBBE, M. A., LALEICKE, F. 2020. Natural, accelerated, and simulated weathering of wood: A review. In BioResources, 15(4): 9998–10062.
KRŽIŠNIK, D., LESAR, B., THALER, N., PLANINŠIČ, J., HUMAR, M. 2020: A study on the moisture performance of wood determined in laboratory and field trials. In Eur. J. Wood Prod., 78(2), 219–235.
KÚDELA, J. 2010. Defekty povrchovej úpravy dreva náterovými látkami. In Spektra, 10(3): 30–34.
35
KÚDELA,J.2020. Changes in properties of veneer surface treated with a coating system intended for outdoor use. In.: XIII. Conference on Pigments and Binders, Seč – 03/11/2020, Pardubice: CEMAGAZIN s.r.o. s. 20 27. ISBN 978-80-906269-5-9
KÚDELA, J., KUBOVSKÝ, I. 2016. Accelerated-ageing-induced photo-degradation of beech wood surface treated with selected coating materials. In Acta Facultatis Xylologiae Zvolen, 58(2): 27−36. DOI: 10.17423/afx.2
KÚDELA, J., KUBOVSKÝ, I., ANDREJKO, M 2020: Surface properties of beech wood after CO2 laser engraving. In Coatings, 10(1): 77.
KÚDELA, J., SIKORA, A., SVOCÁK, J. 2018. Visual properties of spruce wood coated with lacquers, changed under impact of UV radiation in indoor conditions. In Ann. WULS-SGGW, For and Wood Technol. No 103: 84–89.
KÚDELA,J.,ŠTRBOVÁ,M.,JAŠ,F.2016. Influence of accelerated ageing on colour and gloss changes in tree of heaven surface treated with an iruxil coating system. In Acta Facultatis Xylologiae Zvolen, 58(1): 25−34. DOI: 10.17423/afx.2016.58.1.03
LANDRY,V.,BLANCHETT,P. 2012. Weathering resistance of opaque PVDF-acrylic coatings applied on wood substrates. In Prog. Org. Coat., 75(4): 494–501.
LIPTÁKOVÁ, E. et al. 2000. Povrchová úprava. Zvolen: Technická univerzita vo Zvolene. 174 p. NOVÁK, I., SEDLIAČIK, J., KRYSTOFIAK, T., LIS,B.,POPELKA, A., KLEINOVÁ, A.,MYATYAŠOVSKÝ, J., JURKOVIČ, P., BEKHTA, P. 2019. Study of wood surface pre-treatment by radio-frequency discharge plasma. In Drewno, 62(203): 81–91.
NOWROUZI,Z.,MOHEBBY,B.,PETRIČ,M.,EBRAHIMI,M. 2021: Influence of nanoparticles and olive leaf extract in polyacrylate coating on the weathering performance of thermally modified wood. Eur J. Wood Prod., 1–11.
OLSSON,S.K.,JOHANSSON,M.,WESTINM.et al.2014.ReactiveUV-absorberandepoxyfunctionalized soybean oil for enhanced UV-protection of clear coated wood. In Polym. Degrad. Stab., 110: 05–414.
PAVLIČ, M., ŽIGON, J., PETRIČ, M. 2020: Wood Surface Finishing of Selected Invasive Tree Species. In Drvna industrija, 71(3): 271–280.
REINPRECHT, L., PÁNEK, M. 2013. Vplyv pigmentov v náteroch na prirodzené a urýchlené starnutie povrchov smrekového dreva. In Acta Facultatis Xylologiae, 55(1): 71–72.
REINPRECHT, L. NOSÁĽ, E., JAŠ, F. 2018. The impact of accelerated weathering on the mold resistance and color stability of the Norway spruce wood treated with naturalist oils. In Acta Facultatis Xylologiae, 60(2): 95–106.
SAHA, S., KOCAEFE, D., BOLUK, Y. et al. 2013a. Surface degradation of CeO2 stabilized acrylic polyurethanecoatedthermallytreated jack pine duringaccelerated weathering. In In Appl. Surf. Sci., 276: 86–94.
SAHA, S., KOCAEFE, D., KRAUSE, C., et al. 2013b. Enhancing exterior durability of heat-treated jack pine by photo-stabilization by acrylic polyurethane coating using bark extract. Part 2: Wetting characteristics and fluorescence microscopy analysis. In Prog. Org. Coat., 76: 504–512.
SLABEJOVÁ, G., ŠMIDRIAKOVÁ, M., SVOCÁK, J. 2020. Interlayer with microcapsules and its influence on the surface finish quality. In Acta Facultatis Xylologiae Zvolen, 62(2): 61−74.
STN EN ISO 2813: 2016. Náterové látky. Stanovenie lesku náteru pri uhle 20º, 60º a 85º. STN EN ISO/CIE: 2020. Kolorimetria. Časť 1: Normalizované kolorimetrické merače. SVOCÁK, J. 2018. Ako vybrať povrchovú úpravu dreva. In.: Deň interiérovej praxe. Konferencia konaná dňa 24. apríla 2018, Bratislava: Ústav interiéru a výstavníctva, STU v Bratislave. WAN, C., LU, Y., SUN, Q. et al. 2014. Hydrothermal synthesis of zirconium dioxide coating on the surface of wood with improved UV resistance. In Appl. Surf. Sci., 321: 38–42.
ACKNOWLEDGEMENT
This work was supported by the Slovak Research and Development Agency under the contract No. APVV-16-0177 This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720(10%)supportedbytheOperationalProgrammeIntegratedInfrastructure(OPII)funded by the ERDF.
36
ADDRESSES OF AUTHOR
prof. Ing. Jozef Kúdela, CSc. Ing. Lukáš Gondáš Department of Wood Science Faculty of Wood Sciences and Technology Technical University in Zvolen T. G. Masaryka 24, 960 01 Zvolen
Slovak Republic mail: kudela@tuzvo.sk xgondasl@is.tuzvo.sk
37
38
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 39 58, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.04
THE EFFECT OF COATING FILM THICKNESS ON THE QUALITY OF SURFACE FINISH ON LIGHTWEIGHT PLYWOOD
Gabriela Slabejová – Mária Šmidriaková
ABSTRACT
The paper deals with theeffect of the coating film thickness of various types of coating material on the quality of surface finish on lightweight plywood. Three surface finishes (solvent-based, water-based and hard wax) were formed of coating materials on the lightweight plywood sheathed with pressed beech veneer. The coating materials were applied in one, twoand threelayers. Thesurface finishedsamples were exposedto simulated light radiation in the Q-SUN test. Several optical surface properties (gloss value, colour difference, surface roughness) and resistance surface properties (impact resistance, abrasion resistance) were investigated. The optical properties of all surface finishes were very much allied to the type of coating material and the coating film thickness. As the coating film thickness (i.e., the number of coats) increased, the gloss increased as well. Evaluated dependences of gloss value and of colour difference on the coating film thickness showed a high degree of dependence on the Solvent-based and Water-based surface finishes. For the Hard wax surface finish, the evaluated dependence of gloss value on the coating film thickness showed a very high degree of dependence. The surface roughness was very much allied to the type of coating material and the wood fibre direction. The lowest surface roughness of the surface with three layers was noticed on hard wax. The mechanical resistance properties of all surface finishes were very much allied to the type of coating material and the coating film thickness. Evaluated dependence of impact resistance on the coating film thickness showed a very high degree of dependence on the Solvent-based and Water-based surface finishes, and a high degree of dependence on the Hard wax surface finish. The highest resistance to abrasion and the highest impact resistance was measured on the hard wax surface finish.
Key words: beech veneer, lightweight plywood, coating material, gloss value, colour difference, surface roughness, impact resistance, abrasion resistance
INTRODUCTION
Toachieve betterdimensional stability and to improvemechanical properties of woodbased construction material, the composite materials are produced. The composite materials are materials of large-scale dimensions, characterized by steadiness of mechanical properties, and greater resistance to the environment (KRÁL and HRÁZSKÝ,2005). Currently, in practice, the composite materials having a layer of veneer and a layer of veneer with spaces of air (e.g., lightweight plywood) are used. Variously modified veneers can be used to make plywood. Various heat-treated veneers were dealt by HSU et al.(2021), and BEKHTA
39
et al. (2016), the plywood panels manufactured from combinations of thermally densified and non-densified veneers were dealt by BEKHTA et al. (2020) The effect of veneer densification temperature and wood species on the plywood properties were dealt by SALCA et al. (2020) The formability of veneers was mentioned byFEKIAČ et al. (2020), FEKIAČ and GÁBORÍK (2018), FEKIAČ et al. (2015), ZEMIAR et al. (2014), LANGOVÁ and JOŠČÁK (2014), and SLABEJOVÁ and ŠMIDRIAKOVÁ (2014). Just like the surface of native wood, the surface of lightweight plywood must be finished. The quality of the surface finish is determined by the surface properties of substrate in interaction with the properties of coating film. In the case of lightweight plywood, the quality of surface finish is influenced by surface morphology of the veneer used for sheathing in the production of lightweight plywood. Wood surface morphology needs to be assessed by quantifying roughness (LUO et al 2020, KÚDELA et al. 2018, LAINA et al. 2017, GÁBORÍK et al. 2017, GURAU and IRLE 2017, KÚDELA et al 2016a, GURAU 2013). GURAU and IRLE (2017) state that the surface roughness can have a huge impact on finishing costs and the perceived quality of wood products; there is a lack of consensus on how to measure and evaluate wood surface roughness. Hardness was found to be the property of the wood that most clearly affects its final roughness and makes it difficult to achieve better roughness results as the hardness increases (LAINA et al. 2017). Colour and gloss are important appearance properties of wood, and they change due to various factors. The surface gloss was monitored on wood plastic composites (YANG et al 2020) ŞENOL and BUDAKÇI (2019) determined the gloss and hardness values of lowdensity wood materials.
The change in colour of wood surface after applying a transparent coating material is an interaction of colour of the coating film with the colour of wood surface. Various transparent finishes cause different colour of wood surface (SLABEJOVÁ and ŠMIDRIAKOVÁ 2020, SLABEJOVÁ and ŠMIDRIAKOVÁ 2021). At the same time, the colour of the finished wood surface changes due to sunlight in interior and weathering in exterior (GURLEYEN 2021,VIDHOLDOVÁ andSLABEJOVÁ 2021,KÚDELA et al. 2020,KRŽIŠNIK et al 2018,GARAY et al 2017, KÚDELA et al. 2016b)
On coatings, the gloss and colour changes correlate with a slight modification of filmformer substance (GURLEYEN 2021, BEKHTA et al. 2018, CHANG et al. 2019, SCRINZI et al 2011). Modification of the coating material does not only affect colour and gloss, but also physical-mechanical properties and chemical-resistance properties.
CHANG et al. (2019) state that modification of the coating material does affect the hardness, mass retention, Tg, tensile strength, abrasion resistance, lightfastness, the bending resistance, elongation at break, impact resistance; they increased.
The hardness of wood affects not only the surface roughness, but also the resistance to mechanical stress. The resistance of wood to mechanical stress is increased by surface finish (PAVLIČ et al. 2021). In work CHEUMANI YONA et al. (2021) is presented that coating properties such as scratch and impact resistance were also determined by various silicatebased formulations applied to a beech wood substrate (Fagus sylvatica L.). The mechanical properties of surface finish were researched on veneers modified by silicone resins (SLABEJOVÁ et al. 2018) and on pigmented surface finishes for interior use (SLABEJOVÁ and ŠMIDRIAKOVÁ 2018).
The aim of this study was to determine the effect of various types of coating material and of the coating film thickness on the quality of surface finish on the lightweight plywood sheathed with pressed beech veneer. The gloss value, colour difference, surface roughness, impact resistance, and abrasion resistance of the surface finishes were assessed.
40
MATERIALS AND METHODS
In experiments, beech wood (Fagus sylvatica L.) veneer was used for production of a lightweight plywood. The cut veneer used for sheathing was pressed in a press with two heatedplates. Thepressingmodewas as follows: pressingtemperature150 °C,pressingtime 2 minutes, and compression of 30%. After 24 hours of conditioning (at room temperature of 23 ± 2 °C, relative humidity of 60 ± 5%), the pressed veneer was used to sheath the lightweight plywood. Lightweight plywood was cold pressed, using the mode described in FEKIAČ et al. (2022). The structure of the lightweight plywood with a surface finish is shown in Fig.1.
Fig. 1 Construction of the lightweight plywood; L – pressed solid veneers (longitudinal) forming the sheathing, i.e. the fibers are in the direction of longer dimension of the board; P – veneer strips with width Wp = 160 mm (transverse veneer), i.e. the fibers are perpendicular to the fibers of solid veneer; AG – air gap; Wag – width of the air gap (100 mm); ol – overlap of the layers (30 mm), i.e. places where the veneers are joined. (Note: T1 – one layer, T2 – two layers and T3 – three layers of coating material).

Before testing, the test specimens were conditioned at a room temperature of 23 ± 2 °C and relative humidity of 60 ± 5 % for 28 days. Then the surface of the test pieces was finished (Table 1) Representative types of transparent coating materials were used for surface finishing of the lightweight plywood. The selected coating materials were:
• PUR-Strong 26303 ff – High quality solvent-based 2-component polyurethane clear coat with combination of special UV filters with very high protection against the light. Clear coat is for furniture and interior finishing for industrial and professional use. Very good mechanical and chemical resistance especially for high-wear interior surfaces, high body, good intensification,excellent resistanceto yellowing. Forhighbody varnishing of heavily stressed surfaces in the fitting out of furniture and interiors, for stair steps, for hotel and school equipment, for kitchen and sanitary-area furniture. For highly non-flammable or flame-retardant structures.
• Aqua-Step Professional 30153 ff – transparent water-based coating material with a UV filter with very high protection against the light. This type of coating material can be used as a single component material or if a hardener is added as twocomponent material. As hardener, the solution of aliphatic polyisocyanate is used.
• Naturnah Hartwachs 96050 – hard wax, free of solvents, based on native oils and wax. It contains linseed oil, bees wax, carnauba wax, and cobalt-zircon siccative. After application, the result is dirt poof and water-resistant surface. Good scratch resistance and resistance to many household chemicals. The curing of the wax layer is done with the help of atmospheric oxygen.
41
The coating materials were applied as recommended in the technical data sheets on lightweight plywood in one (T1), two (T2) and three (T3) layers. Between the individual coats, the surface was sanded with sandpaper listed in Table 1.
Tab. 1 Characteristics of surface finish products and their application in the experiment.
Finish product
Commercial name
Components
Film former
Solvent-based (S-B) Water-based (W-B) Hard wax (H-W)
PUR-Strong 26303 ff Aqua-Step Professional 30153 ff Naturnah Hartwachs 96050
Twocomponents One/Twocomponent One-component
Polyacrylate resin / Cellulose acetobutyrate HardenerPolyisocyanate
Polyurethaneacrylatepolymerdispersion HardenerAliphatic polyisocyanate
Flaxseed oil, beeswax, carnauba wax, cobalt zirconium desiccant
Based Solvent Water Free Gloss Matt Matt Matt Spread rate (g m−2) 100 100 20
Substrate requirements: - Moisture content (%) Clear, dry, free of dust, grease, and loose substances 8 - 12
Intermediate sanding (Sand grit) P 280 P 280 P 320
Temperature of the material, air and substrate (°C) 18 – 25
Temperature of the coating material (°C) Max 30 Min 15 80 Note: Finishes were supplied by Adler Company in Slovakia
Coating film thickness
Before testing the specimens, the film thickness was measured using the PosiTector 200. Ten measurements were performed on each surface finish.
Simulated light radiation
The surface finished samples were exposed to simulated light radiation in the Q-SUN test model Xe-1-S, with the following parameters: xenon lamp 1800 W, UV filters: 1 × day light-Q1 × window-Q1, power 0.15 W.m-2, temperature on the black panel 40 ± 2 °C.
The methodology of testing the resistance of surface finishes and of wood surfaces against artificial radiation were according to the standards STN EN ISO 16474-1 and STN EN ISO 16474-2
Gloss and colour analyses
The surface gloss and colour were measured using the spectrophotometer SPECTRO – GUIDE (Geretsried, Germany). The device was set to an observation angle of 45°/0°, d/8 geometry, D65 light source and gloss 60°. The surface gloss and colour parameters (CIELab parameters) of the tested samples were measured for each sample before and during the ageing in the longitudinal direction. The surface gloss was measured according to the standard EN ISO 2813: 2001-10 (2014). The changes in gloss ΔGU and colour ΔE* of the surfaces of the samples were monitored during 24, 48, 72 and 96 hours in 10 given positions of each sample. The changes in gloss ΔGU were calculated according to the formula 1:
42
����=������ ������ (1)
Where: the index “0” means average values gloss “before” (surface finishing or ageing test = exposure time 0 day), index “1” means average values representing the gloss “after” (surface finishing or ageing test = exposure time 24, 48, 72 and 96 hours).
TheCIELab parameters, lightness L*,coordinates a* and b*. Differences betweentwo stimuli were calculated as follows (according to the standard ISO 7724-3):
∆��∗ =���� ∗ ���� ∗ , (2)
∆��∗ =���� ∗ ���� ∗ , (3)
∆��∗ =���� ∗ ���� ∗ , (4)
Where: the index “0” means average values representing the colour coordinate “before” (surface finishing or ageing test = exposure time 0 day), index “1” means average values representing the colour coordinate “after” (surface finishing or ageing test = exposure time 24, 48, 72 and 96 hours) Values of L*, a* and b* were used for calculation of the total colour difference ∆E* according to the Eq. 5: *2 *2 *2 * b a L E + + = (5)
The total colour difference ΔE* can be classified according to the grading rules reported in Table 2


Tab. 2 Colorimetric evaluation (CIVIDINI et al. 2007).
0 2 > ΔE* Not visible difference
0 2 < ΔE* < 2 Small difference
2 < ΔE* < 3 Colour difference visible with high quality screen
3 < ΔE* < 6 Colour difference visible with medium quality screen
6 < ΔE* < 12 High colour difference
ΔE* > 12 Different colours
Surface roughness
Surface roughness prior to surface finishing and after application of a paint coat was measured with a contact profilometer POCKET SURF with an irregularity sensor radius r of0.005mm.Astandardarithmeticdeviationoftheassessedprofile- Ra [μm]wasmeasured. Each sample was measured 10 times along and 10 times across wood fibres direction in defined points distributedover a measuring distanceof 5 ×0.8mm.Measured values were automatically recorded in a computer using a software ROUGHNESS and analysed by the mathematical – statistical software STATISTICA.
Impact resistance
The impact resistance of the surface finishes was determined according to the standard STN EN ISO 6272-2. The intrusion (a pinhole diameter) was measured 5 times on four test specimens and the surface finish was evaluated subjectively according to Table 3.
Tab. 3 Impact resistance: degree and evaluation.
Degree Visual evaluation
1 No visible changes 2 No crack on the surface and the intrusion was only slightly visible 3 Visible light cracks on the surface, typically one to two circular cracks around the intrusion 4 Visible large cracks at the intrusion 5 Visible cracks were also off site of intrusion, peeling of the coating
43
After each test, the impact resistance was evaluated visually using a stereomicroscope LEICA MZ 9.5 with magnification of 17 ×.
Abrasion resistance
Evaluation of the surface finish resistance to abrasion was determined according to the standard STN EN ISO 7784-3 using three test specimens. The coefficient of the resistance to abrasion KT was calculated according to the formula 6:
KT = (m1 – m2)/F (6) where: m1 – specimen weight before sanding (g), m2 – specimen weight after sanding (g), F – correction coefficient of the used pair of abrasive papers (F = 1.052).
Statistical evaluation
The statistical software STATISTICA 12 and MS EXCEL was used to analyse the gathered data: total colour difference (∆E*) and the measured values of surface gloss (GU) and roughness (Ra) The descriptive statistics deal with the basic statistical characteristics of the studied properties the arithmetic mean and standard deviation. Analysis of variance and simple linear correlation analysis together with the coefficient of determination (Table 4) was used as a method of inductive statistics to evaluate the measured data.
Tab. 4 The coefficient of determination R2 . R2 ˂ 0.1
Low degree of dependence
0.1 ≤ R2 ˂0.25 Slight degree of dependence 0.25 ≤ R2 ˂ 0.5 Significant degree of dependence
0.5 ≤ R2 ˂ 0.8 High degree of dependence 0.8 ≤ R2 ˂ 1 Very high degree of dependence
RESULTS AND DISCUSSION
Coating film thickness
The measured thickness of the coating film is given in Table 5. The single-coat films reached a film thickness in the range from 40.7 μm to 47.9 μm, the films of two coats from 51.7 μm to 70.6 μm, and the films of three coats from 77.3 μm to 93.8 μm.
Tab. 5 The coating film thickness.
Finish product
Solvent-based Water-based Hard wax Number of layers T1 T2 T3 T1 T2 T3 T1 T2 T3
Coating film thickness [μm] 47 2 70 6 93 8 47 9 62 4 87 6 40 7 51 7 77 3 Standard deviation 2 4 2 6 3 9 2 1 2 7 2 8 1 7 2 4 3 8
Gloss and colour analyses
Statistical evaluation of the impact of individual factors and their interactions (Time of light radiation and Finish products, Time of light radiation and Number of layers, Finish products and Number of layers) on the Surface gloss (GU) of lightweight plywood after the surface finishing is shown in Table 6.
44
Table 6 shows that the impact of two factors (Finish products and Number of layers) was statistically highly significant. Among two-factor interactions, only one interaction (Finish products – Number of layers) was statistically highly significant.
Tab. 6 Analysis of variance for surface gloss (GU)
Factors
Sum of Squares Degrees of Freedom Variance F-test Level of Significance p*
Absolute Member 21423 4 1 21423 4 30701 32 0.000000
Time of light radiation (TLR) 2 69 3 0 9 1 28 0 279237
Finish products (FP) 1879 9 2 939 95 1347 02 0.000000
Number of layers (NL) 1635 77 2 817 88 1172 09 0.000000
TLR * FP 5.13 6 0.86 1.23 0.290485
TLR * NL 1 35 6 0 23 0 32 0 924966
FP * NL 641 99 4 160 5 230 0.000000
TLR * FP * NL 3 1 12 0 26 0 37 0 973726 Error 502 42 720 0 7 - -
Note: p* < 0.001 statistically highly significant; p* > 0.05 statistically insignificant
Table 7 shows the valuesof the gloss in the longitudinal direction for both native wood surface and the matte surface finishes. The surface finishes showed slightly higher gloss values than the native surface. The highest gloss values were achieved by Water-based surface finish with three coats (Table 7). From the viewpoint of increasing number of coats, the gloss increased on all surface finishes.
Tab. 7 The surface gloss (GU).
Finish product
Number of layers
Monitored during (hour) 0 24 48 72 96 Surface gloss GU (Standard deviation)
Native1.8 (0.47) 1.8 (0.51) 1.9 (0.54) 1.9 (0.55) 1.9 (0,56)
Solvent-based
T1 3.2 (0.45) 3.1 (0.57) 3.2 (0.53) 3.25 (0.55) 3.3 (0.48) T2 5.35 (0.51) 5.3 (0.55) 5.35 (0.57) 5.5 (0.50) 5.4 (0.58) T3 8.5 (0.53) 8.2 (0.59) 9.55 (0.57) 8.5 (0.62) 8.55 (0.55)
Water-based
Hard wax
T1 4.75 (0.58) 4.7 (0.65) 4.7 (0.64) 4.8 (0.71) 4.75 (0.62) T2 5.7 (0.65) 5.75 (0.59) 5.85 (0.68) 5.95 (0.58) 5.9 (0.65) T3 9.1 0 57 8.45 (0.58) 8.7 (0.55) 8.85 (0.59) 8.5 (0.67)
T1 1.85 (0.50) 1.80 (0.49) 1.80 (0.59) 1.85 (0.63) 1.80 (0.55)
T2 2.95 (0.57) 3.05 (0.54) 2.90 (0.62) 3.00 (0.68) 2.95 (0.59)
T3 3.35 (0.65) 3.40 (0.63) 3.45 (0.58) 3.40 (0.71) 3.45 (0.73)
The graphs in Fig. 2a-c. show dependence of ∆GU on the coating film thickness after 96 hours. The evaluation was done using correlation analyse and the coefficient of determination R2. For Water-based surface finish, the dependence of ∆GU on the coating
45
film thickness showed “High degree of dependence” (Fig. 2b). This hypothesis was also confirmed by GURLEYEN (2021) and BEKHTA et al. (2018). This may be due to thick varnish layers completely filling the wood pores and changes in optical properties (BUDAKCI 1997).
By effect of xenon light in the Sun-Q test, the gloss of the native wood increased slightly after 48 hours and remained the same after 96 hours. There were only slight changes in gloss on the surface finishes up to 96 hours. GURLEYEN (2021) states that the gloss of finishes decreases with prolonged exposure to light in the accelerated test.
On Solvent-based surface finish, a slight decrease in gloss was observed after 24 hours and a slight increase after 48 hours to 96 hours. For Solvent-based surface finish, the dependence of ∆GU on the coating film thickness showed “High degree of dependence” (Fig. 2a). Due to xenon light, the gloss on Hard-wax surface finish with three coats slightly increased. For Hard-wax surface finish, the dependence of ∆GU on the coating film thickness showed “Very high degree of dependence” (Fig. 2c).
Statistical evaluation of the impact of individual factors and their interactions (Time of light radiation and Finish products, Time of light radiation and Number of layers, Finish products and Number of layers) on the colour difference (ΔE*) of lightweight plywood after the surface finishing is shown in Table 8
Table 8 shows, that the impact of three factors (Time of light radiation, Finish products, Number of layers) was statistically highly significant. Among two-factor interactions, only two interactions (Time of light radiation – Number of layers, Finish products – Number of layers) were statistically highly significant. Three-factor interaction (Time of light radiation – Finish products – Number of layers) was statistically highly significant.
Tab. 8 Analysis of variance for colour difference (ΔE*).
Factors
Sum of Squares Degrees of Freedom Variance
F-test Level of Significance p*
Absolute Member 7539.78 1 7539.78 2535.49 0.000000
Time of light radiation (TLR) 3672 09 3 1224 03 411 62 0 000000
Finish products (FP) 101 33 2 50 67 17 04 0 000000
Number of layers (NL) 105 52 2 52 76 17 74 0 000000
TLR * FP 57 07 6 9 51 3 2 0 004169
TLR * NL 130 12 6 21 69 7 29 0 000000
FP * NL 125.87 4 31.47 10.58 0.000000
TLR * FP * NL 132 54 12 11 05 3 71 0 000018
Error 2141 07 720 2 97 -
Note: p* < 0.001 statistically high significant; p* > 0.05 statistically insignificant
Table 9 summarises the colour parameters (L*, a*, b*) of native wood (original) and the surface finishes before exposition to simulated light radiation in the Q-SUN test and also the change of the colour parameters (∆L*, ∆a*, ∆b*) and the total colour difference ΔE* after the samples were exposed to simulated light radiation (monitored during 24, 48, 72 and 96 hours).
The differences in the lightness ∆L* were always negative; the surfaces darkened on boththesurfacefinishesandthenativebeechwood.Positivechanges ∆a* wereonallsurface finishes for all thickness of the coating films. The a* coordinate was in the red area and, after exposed to simulated light radiation in the Q-SUN test, it was even more pronounced towards the red. Positive changes in ∆b* were apparent on the Solvent-based and Waterbased surface finishes. The b* coordinate, after exposition of the samples to simulated light
46
radiationintheQ-SUNtest,wasmorepronounced towardstheyellow.Thenegativechanges in ∆b* were apparent on the Wax-Oil surface finish.
In the studies by GURLEYEN et al. (2019) and AYATA et al. (2017), polyacrylic-based resin-coated wood showed a slightly lower decrease in lightness. There was a slight increase followed by a decrease in redness (lower a*) and a clear decrease in the yellow tone (b*). Tab. 9 The chromatic parameters and colour difference.
Finish product Number of layers Chromatic Parameter
Monitored during (hour) (Standard deviation) 0 Difference 24 48 72 96 Native -
T1
L* 75.81 (0.51) ΔL* -1.24 -2.19 -2.98 -3.89 a* 11.63 (0.17) Δa* 1.02 1.38 1.98 2.61 b* 20.24 (0.23) Δb* 0.32 0.68 1.09 1.28 ΔE* 1.64 2.68 3.74 4.86
T2
T3
L* 74.29 (0.45) ΔL* -1.74 -3.02 -3.98 -5.08 a* 11.54 (0.15) Δa* 1.08 1.69 2.57 2.79 b* 20.81 (0.21) Δb* 0.37 0.71 1.18 1.44 ΔE* 2.08 3.53 4.88 5.97
L* 79.52 (0.49) ΔL* -2.14 -3.58 -4.34 -5.09 a* 7.33 (0.21) Δa* 1.24 1.79 2.48 2.94 b* 14.93 (0.31) Δb* 0.48 1.03 2.28 2.74 ΔE* 2.52 4.13 5.49 6.49 Solventbased
L* 73 72 (0.38) ΔL* -2.04 -3.28 -4.63 -5.69 a* 11.87 (0.14) Δa* 1.12 1.85 2.15 2.84 b* 21.13 (0.19) Δb* 0.41 0.94 1.17 1.44 ΔE* 2.36 3.88 5.24 6.52
T1
Waterbased
T2
T3
L* 74.85 (1.01) ΔL* -2 0 -2.38 -2.45 -2.57 a* 8.93 (0.48) Δa* 1.12 1.29 1.32 1.46 b* 19.66 (0.49) Δb* 0.48 0.76 0.83 0.91 ΔE* 2.34 2.81 2.90 3.09
L* 73.76 (0.96) ΔL* -2.45 -4.13 -5.12 -6.50 a* 9.24 (0.52) Δa* 1.51 2.27 2.82 3.37 b* 20.08 (0.45) Δb* 0.88 1.70 2.28 2.71 ΔE* 3.00 5.01 6.27 7.81
L* 73.11 (1.08) ΔL* -3.12 -5.24 -7.14 -7.32 a* 10.02 (0.44) Δa* 1.86 2.18 2.95 3.04 b* 20.84 (0.43) Δb* 0.93 1.16 1.88 1.87 ΔE* 3.75 5.79 7.95 8.14
T1
Hard wax
T2
T3
L* 70.62 (1.16) ΔL* -2.44 -2.03 -2.05 -1.86 a* 10.67 (0.36) Δa* 1.43 1.51 1.53 1.39 b* 23.89 (0.21) Δb* -1.29 -0.69 -0.28 0.02 ΔE* 3.10 2.62 2.57 2.32
L* 68.34 (1.02) ΔL* -2.51 -2.54 -2.58 -2.50 a* 11.07 (0.31) Δa* 1.25 1.27 1.29 1.22 b* 24.12 (0.17) Δb* -1.16 -1.14 -0.76 0.04 ΔE* 3.03 3.06 2.98 2.78
L* 66.45 (0.87) ΔL* -2.74 -2.68 -2.05 -1.72 a* 11.82 (0.29) Δa* 1.21 1.25 1.27 1.29 b* 24.94 (0.19) Δb* -1.06 -0.84 -0.45 0.18 ΔE* 3.18 3.07 2.49 2.16
47
The colour difference increases with increasing light exposure time in the SUN-Q test on the Solvent-based and Water-based surface finishes. Interestingly, the colour difference on the Hard wax surface finish decreased with increasing exposure time in the SUN-Q test. SLABEJOVÁ and ŠMIDRIAKOVÁ (2021) state the decrease of colour difference for Wax-Oil surface finish on beech wood after 10 days of exposure to natural light. a) d)
Fig. 2 Dependence of ∆GU, ∆E* on the coating film thickness after 96 hours. Evaluated using correlation analyse and the coefficient of determination R2: a), d) Solvent-based; b), e) Water-based; c), f) Hard wax.






48
b) e) c) f)
The greatest colour difference (Table 9) occurred on Water-based surface finish with two coats (ΔE* = 7.81) and three coats (ΔE* = 8.14) after 96 hours, which was the "High colour difference". Fig. 2d-f show the evaluated dependence of ∆E* on the coating film thickness after 96 hours. The evaluation was done using correlation analyse and the coefficient of determination R2. by For Water-based surface finish, the dependence of ∆E* on the coating film thickness showed “High degree of dependence” (Fig. 2e). For Solventbased surface finish, the dependence of ∆E* on the coating film thickness showed “Very high degree of dependence” (Fig. 2d). For Wax-Oil surface finish, the dependence of ∆E* on the coating film thickness showed “Slight degree of dependence” (Fig. 2f). GURLEYEN (2021)alsoreportshighercolourdifferencesonsurfacefinisheswithhighernumberofcoats. The findings in this research agree with the publications of other authors for native wood surfaces (SALCĂ, and CISMARU 2011; TOLVAJ and MITSUI 2010; PANDELEY 2005) Authors LIU et al. (2019) and TIMAR et al. (2016) used simulated indoor sunlight exposure or other accelerated weathering methods. In these studies, the dependence curves showing the colour change had an initial period of severe increase that was maintained at a practically constant value with further exposure. Though, important changes occurred after short exposure times. However, their further development at longer exposure times cannot be predicted from this measured data, and more research at longer exposure times is needed.
Surface roughness
Statistical evaluation of the impact of individual factors and their interactions (Wood fibre direction and surface finish, Finish products, and Thicknesses of coating film) on the surface roughness (Ra) of lightweight plywood before and after the surface finishing is shown in Table 10
Tab. 10 Analysis of variance for standard arithmetic deviation of the assessed profile (Ra). Factors Sum of Squares Degrees of Freedom Variance F-test Level of Significanc e p*
Absolute Member 697 76 1 697 76 6512 78 0 000000
Wood fibre direction and Surface finish (WFD-SF) 5.75 3 1.92 17.9 0.000000
Finish products (FP) 0.34 2 0.17 1.61 0.202975
Number of layers (NL) 0 02 2 0 01 0 09 0 912904
WFD-SF * FP 1 43 6 0 24 2 23 0 041628
WFD-SF * NL 0 56 6 0 09 0 87 0 518985 FP * NL 0.60 4 0.15 1.41 0.231688 WFD-SF * FP * NL 0 89 12 0 07 0 69 0 759271 Error 23 14 216 0 11
Note: p* < 0.001 statistically highly significant; p* > 0.05 statistically insignificant
Table 10 shows that the impact of one factor (Wood fibre direction and Surface finish) was statistically highly significant, but the impact of Finish product is statistically insignificant. Among two-factor interactions, only one interaction was statistically low significant. Two-factor interactions were statistically insignificant and three-factor interaction was statistically insignificant too.
Fig. 3 shows that before the surface finishing, the surface roughness of lightweight plywood in the transverse direction was statistically significantly higher than in the longitudinal direction. KÚDELA et al. (2018) and GÁBORÍK et al. (2017) state that the wood
49
surface roughness perpendicular to wood fibre was higher than the roughness parallel to fibre. However, after the surface finishing, regardless of a type of coating material or the thickness of coating film, the roughness in the transverse direction was significantly reduced. NOWROUZI et al. (2021) state that as expected, the surface roughness decreased with the application of coatings. The surface roughness of lightweight plywood after surface finishing was almost the same in the transverse direction as in the longitudinal direction.

As it is seen in Fig. 4, the differences in the surface roughness of lightweight plywood before and after the surface finishing were statistically significant only for Hard wax surface finish with one coat and three coats across the wood fibre. If focused on the average values of roughness, they were significantly lower after surface finishing with one coat than before finishing, especially in the transverse direction.
From the viewpoint of the thickness of coating film, the third coat of Hard wax significantly contributed to the decrease in roughness in the transverse direction. From viewpoint of finish product, the Water-borne material in one coat increased the average roughness in the longitudinal direction, in two coats it slightly increased the roughness in both the longitudinal and transverse directions, and in three coats it slightly reduced the roughness in both directions compared to the unfinished surface. However, these differences in roughness were statistically insignificant.
Fig. 3 Dependence of roughness on the surface finish for longitudinal and perpendicular directions. (Note: N - native, SF - surface finish, LD - longitudinal direction, PD - perpendicular direction).
50
T1 T2 T3
Coating film thickness Solvent-based Water-based Hard wax
Fig. 4 Dependence of roughness on the wood surface finishing for longitudinal and perpendicular direction (three surface finishes, number of layers T1, T2, T3).
(Note: N - native, SF - surface finish, LD - longitudinal direction, PD - perpendicular direction).
Solvent-based coating material, when one and two coats were applied, reduced the average surface roughness of lightweight plywood both in the longitudinal and transverse directions. If three coats were applied, the roughness was reduced only in the transverse direction. From the measured values of roughness, it is seen that Hard wax showed the best smoothingactionandthussignificantlyreducedthesurfaceroughness.Anundesirablefactor of Water-borne coating materials was also proven, namely the swelling of cut wood fibers which increases thesurfaceroughness. PELOSI et al. (2021)statethat thewater-basedcoating penetrates rapidly into wood and the waxy components remain on the surface.
Impact resistance and resistance to abrasion


Table 11 shows the results of the impact resistance of surface finishes. At the highest drop height of 400 mm, the damage, assessed by the naked eye on all surface finishes, was at most of grade 2. (No cracks on the surface and the intrusions were only slightly visible). This was also confirmed by the visual evaluation using a stereomicroscope LEICA MZ 9.5 with magnification of 17 ×. The sizes of intrusions differed on the individual surface finishes, they were smaller on Hard wax surface finish (Fig. 5) and comparably the same on Solvent-based and Water-based surface finishes. With increasing number of coats, the diameter of intrusion decreased on all three surface finishes. Fig. 6a-c show the dependence of intrusion on the coating film thickness at the impact resistance test at a drop height of 400 mm. The evaluation was done using correlation analyse and the coefficient of determination R2. For Solvent-based and Water-based surface finishes, the dependence of intrusion on the coating film thickness showed “Very high degree of dependence” (Fig. 6a, b) and for Hard wax surface finish the dependence showed “High degree of dependence” (Fig. 6c).

51
Tab. 11 Impact resistance and resistance to abrasion of the surface finishes.
Finish product Number of layers
Sample Coefficient of the resistance to abrasion KT (Standard deviation)
Solvent-based
Water-based
Hard wax
Drop height (mm)
10 25 50 100 200 400 Ø mm - Degree of change

T1 0.081 (0.006) 0-1 0-1 0-1 1.2-2 2.3-2 4.3-2 T2 0.097 (0.009) 0-1 0-1 0-1 1.5-2 2.5-2 4.1-2
T3 0.090 (0.007) 0-1 0-1 0-1 0.6-1 2-2 3.7-2
T1 0.058 (0.006) 0-1 0-1 0-1 1.5-2 1.9-2 4.2-2 T2 0.057 (0.009) 0-1 0-1 0-1 1.2-1 1.5-2 4.1-2 T3 0.058 (0.006) 0-1 0-1 0-1 1-1 1.3-2 3.6-2
T1 0.040 (0.019) 0-1 0-1 0-1 1.1-1 2.1-2 3.5-2
T2 0.060 (0.012) 0-1 0-1 0-1 1-1 2-2 3-2 T3 0.049 (0.009) 0-1 0-1 0-1 0.9-1 2-2 2.8-2
Fig. 5 The intrusion on Hard wax surface finish with three layers at a drop height of 400 mm. By comparing the results of impact resistance of the surface finishes with results of other works (CHEUMANI YONA et al. 2021, VIDHOLDOVÁ et al. 2021, SLABEJOVÁ and ŠMIDRIAKOVÁ 2018, SLABEJOVÁ et al. 2018), we can state that representative surface finishes achieved a good impact resistance. CHEUMANI YONA et al. (2021) presents the results of surface finishes of silicate-based formulations on beech wood. On silicate-based surface finishes, the surface damage reached up to grade 3 and the diameters of intrusions were incomparably larger (up to 7.1 mm) than the diameters of intrusions on the surface finishes reported in this paper. The impact resistance of a surface finish is influenced by hardness of the substrate as well as the film's brittleness and elasticity. Impact resistance of the coating increases with increasing thickness of the coating to some extent (SLABEJOVÁ et al. 2018).
52
Fig. 6 Dependence of intrusion (at the impact resistance test at a drop height of 400 mm) on the coating film thickness; and dependence of KT factors on the coating film thickness. Evaluated using correlation analyse and the coefficient of determination R2: a), d) Solvent-based; b), e) Water-based; c), f) Hard wax.
Comparing the surface finishes, the lowest coefficient of resistance to abrasion KT was achieved by Hard wax surface finish for all layers (Table 11). It follows that Hard wax showed the best resistance to abrasion. Generally, the resistance to abrasion of all three surface finishes (Fig. 7) was satisfactory when compared with the technical requirements according to the standard STN 91 0102 Fig. 6d-f show the dependence of KT factor on the coating film thickness. Theevaluation was doneusing correlation analyse andthecoefficient of determination R2. For Solvent-based surface finish, the dependence of KT factor on the coating film thickness showed “Significant degree of dependence” (Fig. 6d). For Waterbased and Wax-Oil surface finishes, the dependence of KT factor on the coating film thickness showed “Low degree of dependence” (Fig. 6e, f). Comparable results of the

53
coefficient of resistance to abrasion are given in VIDHOLDOVÁ et al. (2021) where Hard wax coating was applied on thermally modified oak wood. The performance of surface systems is highly dependent on coating formulations (PAVLIČ et al. 2021). The resistance to abrasion of Solvent-based, Water-based and Hard wax surface finishes was higher than the resistance of polyester-polyurethane surface finish (SLABEJOVÁ and ŠMIDRIAKOVÁ 2018) and a waterborne UV-hardened surface finish (TESAŘOVÁ et. al. 2010).

a) b) c) Fig. 7 Resistance to abrasion of the surface finishes: a) Solvent-based T3; b) Water-based T3; c) Hard wax T3 (Note: T3 – three layers.).
Statistically significant relationship was found between higher resistance of flooring systems to impact stress and an improved abrasion resistance (PAVLIČ et al. 2021). This conclusion was also confirmed by our results. The Hard wax surface finish achieved the best impact resistance (the smallest intrusions) and the lowest coefficient of resistance to abrasion.
CONCLUSION
Three surface finishes: Solvent-based, Water-based and Hard wax, were applied on lightweight plywood to study their performances (gloss value, colour difference, surface roughness, impact resistance, abrasion resistance). The properties were evaluated from the viewpoint of their dependence on type of the coating material and of the coating film thickness (number of layers). The gloss value, colour difference, surface roughness, impact resistance, and abrasion resistance were dependent on the type of coating material. The gloss value, colour difference and impact resistance were also depended on the coating film thickness Evaluated dependences of gloss value, colour difference, and impact resistance on the coating film thickness of the surface finishes showed high degree of dependence. These were lower on Hard wax surface finish than on Solvent-based and Water-based surface finishes The surface roughness was depended also on the wood fibre direction. When selecting a surface finish to be applied on lightweight plywood, it is important to consider the mechanical properties together with the resistance properties of the surface finish in terms of the use of lightweight plywood in furniture or interior.
REFERENCES
AYATA, U.; GURLEYEN, L.; ESTEVES, B.; CAKICIER, N. 2017. Effect of heat treatment (ThermoWood) on some surface propertiesof parquet beech(Fagus orientalisLipsky.) with different layers of UV system applied. In BioResources, 12, 3876–3889.
54
BEKHTA, P., SALCA, E.A., AUREL LUNGULEASA, A. 2020. Some properties of plywood panels manufactured from combinations of thermally densified and non-densified veneers of different thicknesses in one structure In Journal of Building Engineering. 29, ISSN 2352-7102 DOI: 10.1016/j.jobe.2019.101116
BEKHTA,P.,KRYSTOFIAK,T.,PROSZYK,S.,LIS,B. 2018. Surface gloss of lacquered medium density fibreboard panels veneered with thermally compressed birch wood. In Progress in Organic Coatings, 117, 10−19, ISSN 0300-9440 DOI: 10.1016/j.porgcoat.2017.12.020
BEKHTA, P., MAMOŇOVÁ, M., SEDLIAČIK, J., NOVÁK, I. 2016. Anatomical study of short-term thermo-mechanically densified alder wood veneer with low moisture content. In European Journal of Wood and Wood Products, 1–10.
BUDAKCI, M. 1997. Effects of the Resistance to Adhesion Surface of Layer Thickness Glossy and Hardness at the Wood’s Varnishes. In Master’s Thesis, Gazi University, Institute of Science and Technology, Ankara, Turkey
CIVIDINI, R., TRAVAN, L., ALLEGRETTI, O. 2007 White beech: A tricky problem in drying process. In International Scientific Conference on Hardwood Processing, Quebec City, Canada.
FEKIAČ, J , SVOREŇ, J , GÁBORÍK, J , NĚMEC, M. 2022. Reducing the Energy Consumption of Circular Saws in the Cutting Process of Plywood. In Coatings, 12(1):55. DOI: 10.3390/coatings12010055
FEKIAČ, J., GÁBORÍK, J., ŠMIDRIAKOVÁ, M 2020. 3D-formability of perforated materials based on veneer. In Acta Facultatis Xylologiae Zvolen, 62(1):55 65 DOI: 10.17423/afx.2020.62.1.05
FEKIAČ, J., GÁBORÍK, J. 2018 Influence of veneer perforation on 2D formability of two-layer material. In Ann. WULS-SGGW, For. and Wood Technol., 104: 53 59
FEKIAČ, J., ZEMIAR, J., GAFF, M., GÁBORÍK, J., GAŠPARÍK, M., MARUŠÁK, R.2015. 3D-Moldability of Veneers Plasticized with Water and Ammonia. In BioResources, 10(1): 866 876.
GARAY, R., INOSTROZA, M., DUCAUD, A. 2017. Color and gloss evaluation in decorative stain applied to cases of Pinus radiata wood treated with copper azole micronized Type C. In Maderas. Ciencia y tecnología, 19(1), ISSN 0718-221X. DOI: 10.4067/S0718-221X2017005000003
GURAU, L. 2013. Analysis of Roughness of Sanded Oak and Beech Surfaces. In Pro Ligno, 9(4): 741–750, ISSN 2069-7430.
GURAU, L., IRLE, M. 2017. Surface Roughness Evaluation Methods for Wood Products: a Review. In Curr Forestry Rep 3, 119–131. DOI: 10.1007/s40725-017-0053-4
GURLEYEN, L.; AYATA, U.; ESTEVES, B.; GURLEYEN, T.; CAKICIER, N. 2019. Effects of thermal modification of oak wood upon selected properties of coating systems. In BioResources, 14, 1838–1849.
GURLEYEN, L. 2021. Effects of Artificial Weathering on the Color, Gloss, Adhesion, and Pendulum Hardness of UV System Parquet Varnish Applied to Doussie (Afzelia africana) Wood. In BioResources, 16(1), 1616−1627.
GÁBORÍK, J., GAFF, M., RUMAN, D., ŠOMŠÁK, M., GAFFOVÁ, Z., SVOBODA, T., VOKATY, V., SÍKORA,A. 2017. The influence of thermomechanical smoothing on beech wood surface roughness. In BioResources, 12(1): 448−456.
HSU, F. Y., HUNG, K. C., XU, J. W., WU, T. L., WU, J. H. 2021. Physicomechanical properties and creep behavior of plywood composed of fully and partially heat-treated veneers. In Wood Sci Technol 55, 445–460. DOI: 10.1007/s00226-020-01250-w
CHANG,C.W.,LEE,H.L.,LU,K.T. 2019. Manufacture and Characteristics of Oil-Modified Refined Lacquer for Wood Coatings. In Coatings. 9(1):11. DOI: 10.3390/coatings9010011
CHEUMANI YONA, A. M., JURE ŽIGON, SEBASTIAN DAHLE, J. Ž., PETRIČ, M. 2021. Study of the Adhesion of Silicate-Based Coating Formulations on a Wood Substrate. In Coatings 11(1):61. DOI: 10.3390/coatings11010061
ISO 7724-3. Paints and Varnishes Colorimetry Part 3: Calculation of Colour Differences; International Organization for Standardization: Geneva, Switzerland, 1984. KRÁL, P., HRÁZKY, J. 2005. Kompozitní materiály na bázi dřeva.2. Část: Mendelova Zemědělská a Lesnická univerzita v Brně, 154 p. ISBN 80-7157-878-9.
55
KRŽIŠNIK, D., LESAR, B., THALER, N., HUMAR, M. 2018. Influence of Natural and Artificial Weathering on the Colour Change of Different Wood and Wood-Based Materials. In Forests, 9(8):488. DOI: 10.3390/f9080488
KÚDELA, J., SIKORA, A., SVOCÁK, J. 2020. Colour stability of spruce wood surface coated with a polyurethane lacquer without and with a UV absorber admixture. In XIII. Konference pigmenty a pojiva: sbornik / conference preceedings. Pardubice: Chemagazín, 28-30. ISBN 978-80-906269-5-9
KÚDELA, J., MRENICA, L., JAVOREK, Ľ. 2018. The Influence of Milling and Sanding on Wood Surface Morphology. In Acta Facultatis Xylologiae Zvolen, 60(1): 71−83 DOI: 10.17423/afx.2018.60.1.08
KÚDELA, J., JAVOREK, Ľ., MRENICA, L. 2016a. Influence of milling and sanding on beech wood surface properties. Part I. Surface morphology. In Ann. WULS-SGGW, For. and Wood Technol., 95: 148 153.
KÚDELA, J., ŠTRBOVÁ, M., JAŠ, F. 2016b. Influence of accelerated ageing on colour and gloss changes in tree of heaven surface treated with an iruxil coating system. In Acta Facultatis Xylologiae, 58(1): 25−34.
LAINA, R., SANZ-LOBERA, A., VILLASANTE, A., LÓPEZ-ESPÍ, P., MARTÍNEZ-ROJAS, J. A., ALPUENTE,J.,SÁNCHEZ-MONTERO,R.,VIGNOTE,S 2017. Effect of the anatomical structure, wood properties and machining conditions on surface roughness of wood. In Maderas. Ciencia y tecnología. 19(2) DOI: 10.4067/S0718-221X2017005000018
LANGOVÁ, N., JOŠČÁK, P. 2014. Effect of mechanical modification of wood veneers on their planar formability. In Ann. WULS-SGGW, For. and Wood Technol., (87): 142–147. ISSN 1898-5912.
LIU, R.; ZHU, H.; LI, K.; YANG, Z. 2019. Comparison on the aging of woods exposed to natural sunlight and artificial Xenon light. In Polymers, 11, 709.
LUO,B.,ZHANG,J.,BAO,X.,LIU,H.,LI,L. 2020. The effect of granularity on surface roughness and contact angle in wood sanding process. In Measurement. 165. ISSN 0263−2241. DOI: 10.1016/j.measurement.2020.108133
NOWROUZI,Z.,MOHEBBY,B.,PETRIC,M.,EBRAHIMI,M. 2021. Influence of nanoparticles and olive leaf extract in polyacrylate coating on the weathering performance of thermally modified wood. In European Journal of wood and wood products. DOI: 10.1007/s00107-021-01761-8
PANDELEY, K.K. 2005. Study of the effect of photo-irradiation on the surface chemistry of wood. In Polym. Degrad. Stab., 90, 9–20.
PAVLIČ,M.,PETRIČ,M.,ŽIGON,J. 2021. Interactions of Coating and Wood Flooring Surface System Properties. In Coatings, 11(1):91. DOI: 10.3390/coatings11010091.
PELOSI, C., RUBINO, G., CAPOBIANCO, G., LANTERI, L., AGRESTI, G., BONIFAZI, G., SERRANTI, S., PICCHIO,R.,LO MONACO,A. 2021 A Multi-Technique Approach to Evaluate the Surface Properties of Heat-Treated Chestnut Wood Finished with a Water-Based Coating. In Coatings, 11, 6, 706. DOI: 10.3390/coatings11060706
SALCĂ, E.A., CISMARU, I. 2011. Colour changes evaluation of freshly cut alder veneers under the influence of indoor sunlight. Pro Ligno, 7, 15–24.
SALCA E. A., BEKHTA, P., SEBLII, Y. 2020. The Effect of Veneer Densification Temperature and Wood Species on the Plywood Properties Made from Alternate Layers of Densified and NonDensified Veneers. In Forests. 11(6):700. DOI: 10.3390/f11060700.
SCRINZI, E., ROSSI, S., DEFLORIAN, F., ZANELLA, C. 2011. Evaluation of aesthetic durability of waterborne polyurethane coatings applied on wood for interior applications. In Progress in Organic Coatings, 72(1-2), 81-87.
ŞENOL, S., BUDAKÇI, M. 2019. Effect of Thermo-Vibro-Mechanic® Densification Process on the Gloss and Hardness Values of Some Wood Materials. In BioResources, 14(4), 9611−9627.
SLABEJOVÁ, G., ŠMIDRIAKOVÁ, M. 2014. Influence of modification of veneers on 3D - forming. In Annals of Warsaw University of Life Sciences. Forestry and Wood Technology, (85): 226–229. ISSN 1898-5912.
SLABEJOVÁ G.,ŠMIDRIAKOVÁ M.,PÁNIS D.2018. Qualityofsiliconecoating onthe veneer surfaces. In Bioresource 13, 776−788. DOI: 10.15376/biores.13.1.776–788
SLABEJOVÁ G.,ŠMIDRIAKOVÁ M.2018 Quality of pigmentedgloss andmattesurface finish. In Acta Fac Xylologiae Zvolen, 60, 105−113. DOI: 10.17423/afx.2018.60.2.10
56
SLABEJOVÁ, G., ŠMIDRIAKOVÁ, M. 2020. Colour of thermally modified wood finished with transparent coatings. In Trieskové a beztrieskové obrábanie dreva (Chip and Chipless Woodworking Processes), 12, 97–102.
SLABEJOVÁ G., ŠMIDRIAKOVÁ M. 2021. Colour stability of surface finishes on thermally modified beech wood. In Ann. WULS-SGGW, For. and Wood Technol., 114: 116 124.
STN EN ISO 2813: Paints and varnishes. Determination of gloss value at 20 degrees, 60 degrees and 85 degrees. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2016.
STN EN ISO 16474-1: Paints and varnishes - Methods of exposure to laboratory light sources - Part 1: General guidance. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2014.
STN EN ISO 16474-2: Paints and varnishes - Methods of exposure to laboratory light sources - Part 2: Xenon-arc lamps. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2014.
STN EN ISO 7784-3: Paints and varnishes - Determination of resistance to abrasion - Part 3: Method with abrasive-paper covered wheel and linearly reciprocating test specimen. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2016.
STN EN ISO 6272-2: Paints and varnishes - Rapid-deformation (impact resistance) tests - Part 2: Falling-weight test, small-area indenter. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2012.
STN 91 0102: Furniture. Surface Finishing of Wooden Furniture. Technical Requirements; Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 1991.
TESAŘOVÁ D., CHLADIL J., ČECH P., TOBIÁŠOVÁ K. 2010. Ekologické povrchové úpravy. Mendelova univerzita v Brně: Brno, Czech republic, 126 p.
TIMAR,M.C.,VARODI,A.M.,GURĂU,L. 2016. Comparative study of photodegradation of six wood species after short-time UV exposure. In Wood Sci. Technol. 2016, 50, 135–163.
TOLVAJ, L., MITSUI, K. 2010. Correlation between hue angle and lightness of light irradiated wood. In Polym. Degrad. Stab., 95, 638–642.
VIDHOLDOVÁ,Z,SLABEJOVÁ,G. 2021. Colour Stabilisation of Surface of Four Thermally Modified Woods with Saturated Water Vapour by Finishes. In Polymers, 13(19):3373. DOI: 10.3390/polym13193373
VIDHOLDOVÁ Z, SLABEJOVÁ G, ŠMIDRIAKOVÁ M. 2021. Quality of Oil- and Wax-Based Surface Finishes on Thermally Modified Oak Wood. In Coatings. 11(2):143. DOI: 10.3390/coatings11020143
YANG, F., ZENG, J., LONG, H., XIAO, J., LUO, Y., GU, J., ZHOU, W., WEI, Y., DONG, X. 2020. Micrometer Copper-Zinc Alloy Particles-Reinforced Wood Plastic Composites with High Gloss and Antibacterial Properties for 3D Printing. In Polymers, 12(3):621. DOI: 10.3390/polym12030621
ZEMIAR, J., FEKIAČ, J., GÁBORÍK, J. 2014. Strengthening of veneers for 3D-forming. In Annals of Warsaw University of Life Sciences. Forestry and Wood Technology. 2014. (88): 297–303. ISSN 1898-5912.
ACKNOWLEDGEMENTS
This work was supported by the Scientific Grant Agency of the Ministry of Education SR Grant VEGA 1/0556/19. This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (20 %) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
ADDRESSES OF AUTHOR
Ing. Gabriela Slabejová, PhD. Ing. Mária Šmidriaková, PhD.
57
Department of Furniture and Wood Products Faculty of Wood Sciences and Technology Technical University in Zvolen T. G. Masaryka 24, 960 01 Zvolen Slovak Republic mail: slabejova@tuzvo.sk, smidriakova@tuzvo.sk
58
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 59 68, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.05
THE EFFECT OF SUNLIGHT ON THE CHANGE IN COLOR OF NATIVE AND STEAMED MAPLE WOOD WITH SATURATED WATER STEAM
Michal Dudiak
ABSTRACT
The differences in the color changes of native and steamed maple wood with saturated water steam caused by the action of sunlight on the surface of the wood in interiors for 36 months were presented in the paper. The pale shade of white-yellow of native maple wood darkened under the influence of sunlight, and the wood took on a pale brown-yellow color. The degree of darkening and browning is quantified by the value of the total color difference ∆E* = 19.1. The opposite brown-red color of the steamed maple wood brightened during the exposure due to sunlight, and the surface of the wood took on a brown-yellow color. The degree of lightening of the color of steamed maple wood in the color space CIE L*a*b* is quantified by the value of the total color difference ∆E* = 10.4. A comparison of the color changes of native and steamed maple wood caused by solar radiation through the total color differences ∆E* shows that the surface of steamed maple wood shows 45.5 % fewer color changes than the surface of native dazzled maple wood. This fact points to the fact that steaming maple wood with saturated water steam has a positive effect on the color stability and partial resistance of steamed maple wood to the initiation of photolytic and photolytic reactions induced by UV + VIS wavelengths of solar radiation.
Key words: maple wood, steaming, saturated water steam, sunlight, wood color
INTRODUCTION
The color of wood is a basic physical-optical property, which belongs to the group of macroscopic features on the basis of which the wood of individual woody plants differs visually. The color of the wood is formed by chromophores, i.e., functional groups of the type: >C=O, –CH = CH–CH=CH–, –CH=CH–, aromatic nuclei found in the chemical components of wood (lignin and extractive substances such as dyes, tannins, resins and others), which absorb some components of the electromagnetic radiation of daylight and thus create the color of the wood surface perceived by human vision.
Wood exposed to long-term exposure to sunlight changes color on its surface. The surface of the wood darkens and mostly yellows and browns. This fact is described, mentioned in professional literature as natural aging (HON 2001, REINPRECHT 2008, BAAR andGRYC 2012).
Solar radiation is electromagnetic radiation with wavelengths in the range from 100 to 3000 nm (HRVOĽ and TOMLAIN 1997), which consists of ultraviolet radiation, visible
59
radiation (light) and infrared radiation. Ultraviolet radiation (UV) with wavelengths of 100 – 380 nm makes up about 2 % of the daylight spectrum. According to the effect of UV radiation on biological materials and their effects on these materials, UV radiation is divided into: UV-A radiation with a wavelength of 320 – 380 nm, UV-B radiation with a wavelength of 280 – 320 nm and UV-C radiation with a wavelength below 280 nm. The spectrum of UV radiation falls on the Earth's surface from solar radiation, which is made up of 90 – 99 % UV-A radiation and 1 – 10 % UV-B radiation. The most dangerous UV-C radiation is completely absorbed by the atmosphere. The visible light spectrum, referred to as VIS with wavelengths from 380 to 780 nm, represents approximately 49 % of the daylight spectrum. The rest consists of infrared IR radiation with wavelengths of 780 – 3000 nm The wavelengths of visible and infrared radiation are absorbed or reflected by the wood surface. The reflected wavelengths of the visible spectrum allow a person to perceive its color when looking at a given object. The absorbed wavelengths of infrared solar radiation change to heat on the surface (HRVOĽ and TOMLAIN 1997).
UV + VIS components of solar radiation upon impact on the wood surface initiate photodegradation processes of wood (photolytic and photooxidation reactions with lignin, polysaccharides and accessory substances of wood). Of the chemical components of wood, lignin is themost subjectedto photodegradation5 – 20% and2 %of the accessorysubstance GANDELOVÁ et al. (2009). These reactions cleave both lignin macromolecules with the simultaneous formation of phenolic hydroperoxides, free radicals, carbonyl and carboxyl groups, as well as polysaccharides into polysaccharides with a lower degree of polymerizationtoformcarbonyl,carboxylgroups andgaseousproducts (CO,CO2,H2)(HON 2001, PERSZE and TOLVAJ 2012, BAAR and GRYC 2012, DENES and LANG 2013, GEFFERTOVÁ et al. 2018.
The aim of this work is to compare the effect of solar radiation on the surface of thermallytreatedmaple woodwithsaturatedsteam (steaming)andnative(unsteamed)maple wood. Through changes in the coordinates L*, a*, b* of the color space CIE L*a*b* and the total color difference ∆E*, the surface color changes of native and thermally treated maple wood caused by UV + VIS components of solar radiation are evaluated.
MATERIALS AND METHODS
Blanks with the dimensions of 32 × 60 × 600 mm made of maple wood had moisture content wp = 57.8 ± 4.8 % and they were divided into 2 groups. The first group of blanks were not thermally steamed prior to drying. The blanks of the second group were steamed with saturated water steam at a temperature of t = 135 ± 2.5 °C in order to modify the color of the maple wood to a dark red color. Steaming was performed in an APDZ 240 pressure autoclave (Himmasch AD, Haskovo, Bulgaria) installed at Sundermann s.r.o. Banská Štiavnica (Slovakia). The steaming mode of beech wood with saturated steam is shown in Fig. 1 and technological parameters of the steaming mode are given in Table 1.
Tab. 1 Mode of colour modification of maple wood with saturated water steam.
Mode Temperature of saturated water steam [°C] Time of operation [hours] tmin tmax t4 τ1 -phase I τ2-phase II Total time
Mode 132.5 137.5 100 6.0 1.0 7.0
60
Fig. 1 Mode of color modification of maple wood with saturated water steam.
Native and steamed maple blanks were dried by a low-temperature drying mode (DZURENDA 2020) preserving the original wood color to moisture content wk = 12 ± 0.5 % in a conventional hot air dryer: KC 1/50 (SUSAR s.r.o).

The samples with dimensions: 20 × 50 × 400 mm were produced from dried unsteamed and steamed maple wood blanks. The planed surface of unsteamed and steamed maple wood samples was exposed at an angle of 45°to daylight in the northern temperate zone - Slovakia locality for 36 months. Indoor temperature and relative humidity during exposure was t = 20 ± 2.5 °C, φ = 50 ± 10 %.
The average density of incident solar radiation in Slovakia is 1100 kWh/m2 per year. The intensity of the sun rays changes throughout the year. The highest intensity of solar radiation is in the summer months of June and July when it reaches a value of 5.9 to 6.0 kWh/m2 per day. During the autumn, the intensity of sunlight decreases and the lowest one is during winter. In December, the intensity of solar radiation is the weakest with an approximate value of 1.7 kWh/m2 per day.
The surface color of the maple samples before and during the exposure was evaluated in the color space CIE L*a*b* at monthly intervals using a Color reader CR-10 colorimeter (KonicaMinolta,Japan).A D65lightsourceand an8 mmdiameteroptical scanning aperture were used.
The total color difference ΔE* of the maple wood surface color change during the 36month exposure to sunlight was determined according to the following ISO 11 664-4 equation:
Where: L* 1, a * 1, b* 1 the coordinates of the color space CIE L*a*b* on the surface of the dried, milled maple wood before exposure, L* 2, a * 2, b* 2 the coordinates of the color space CIE L*a*b* on the surface of the dried, milled maple wood during exposure.
The measured values on the luminance coordinate L* and the chromaticity coordinates a*, b*, as well as the calculated values of the total color differences ΔE* during the observed exposure periods were statistically and graphically evaluated using EXCEL and STATISTICA 12 programs (V12.0 SP2, USA).
61
( ) ( ) ( )2 1 2 2 1 2 2 1 2 b b a a L L E
+ + = (1)
RESULTS AND DISCUSSION
Maple wood, according to (MAKOVINY 2010, KLEMENT et al. 2010), has a white color, orpaleshadeofwhite-yellow color.Inthesteamingprocess, as reportedby: (TREBULA 1986, DZURENDA 2018, BANSKI and DUDIAK 2019, DZURENDA and DUDIAK 2020, VIDHOLDOVÁ and SLABEJOVÁ 2021) depending on the temperature of the saturated water steam and the length of the wood treatment darkens and takes on shades of pale pink-brown to brown-red. Table 2 shows the coordinates of the color space CIE L*a*b* of native and steamed maple wood at moisture content of w = 12 % on the planed surface before and after 36 months of glare.
Tab. 2 Coordinate values of color space CIE L*a*b* of native and thermally treated maple wood.
Native wood
Maple wood
Thermally treated wood Color space coordinates CIE L*a*b*
L* a* b* L* a* b*
Before dazzling 86.0 ± 2.6 5.9 ± 1.3 16.4 ± 1.7 60.7 ± 1.6 12.2± 1.5 18.9 ± 1.5 After dazzling 70.4 ± 1.1 12.8 ± 0.9 26.8 ± 0.8 68.5 ± 0.9 12.0 ± 0.5 25.9 ± 0.6
The values of the luminance coordinates L* and the chromatic coordinates of red a* and yellow b* of the color space CIE L*a*b* of native maple wood given in Table 2 are similar to those given by the authors: (BABIAK et al. 2004, MEINTS et al. 2017, DZURENDA 2018, KÚDELA et al. 2020)
The color of native and steamed maple wood before and after exposure to daylight dazzling is shown in Fig. 2.

Fig.2 View of maple wood: native before and after exposure; thermally treated before and after exposure.
The waveforms of the measured values of the maple wood color on the coordinates: L*, a*, b* ofthecolor spaceCIE L*a*b* in individual months, during36months ofdazzling by the sunlight of daylight are shown in Fig. 3, 4.
62
Fig. 3 Values on the luminance coordinate L* of dazzling native and thermally treated maple wood over a period of 36 months (October 2018 to October 2021).


Fig. 4 Values on chromatic coordinates of red color a* and yellow color b* of dazzling native and thermally treated maple wood for 36 months (October 2018 to October 2021)
The course of the measured values on the light coordinate L* and the chromatic coordinates of the color a* and the yellow color b* in Fig. 3 and 4 during 36 months of dazzling is not smooth. The fluctuations are attributed to the influence of the intensity of solar radiation during the individual seasons, causing photolytic and photooxidative
63
reactions of UV radiation with wood. In Fig. 5 and 6 show the magnitudes of changes in the average values of ∆L*, ∆a* and ∆b* in individual seasons during the exposure.
Fig. 5 The magnitudes of changes in the values of ∆L*, ∆a*, ∆b* in the color space CIE L*a*b* of native maple wood during the 36-month exposure to sunlight, depending on the season.


Fig. 6 Amounts of changes in the values of ∆L*, ∆a*, ∆b* in the color space CIE L*a*b* of steamed maple wood during the 36-month exposure to sunlight, depending on the season.
In Fig. 7, the degree of color change of the surface of unsteamed and steamed maple wood induced by sunlight over a period of 36 months is documented by the total color difference ∆E*.
64
Fig. 7 Values of the total color difference ∆E* of native and steamed maple wood during 36 months of dazzling (October 2018 to October 2021).

From the comparison of wood colors in Fig. 2 and the values presented at the L*, a*, b* coordinates of native and steamed maple wood during the exposure in Fig. 3 and 4 show that while the surface of the native maple wood darkened and browned, the brown-red color on the surface of the porous wood lightened.
The darkening and browning of unsteamed maple wood numerically documents the shift on the luminance coordinate L* from the value L0* = 86.0 to L36* = 70.4 i. by the value ∆L* = -15.6 and changes in chromatic coordinates: red color a* from a0* = 5.9 to a36* = 12.8 i.e., by value ∆a* = +6.9 and yellow b* from b0* = 16.4 to b36* = 26.8 i.e., by the value ∆b* = +10.2. The largest darkening of native maple wood occurred during the first year of dazzling, when changes in the luminance coordinate ΔL* reached 68.0 % of the total change in luminosity of maple wood caused by UV + VIS radiation of daylight, in the second year it is 27.5 % and in the third 4.5 %. The browning of native maple wood occurred due to changes in chromatic coordinates: red a* and yellow b*. The change in the red coordinate in the first year of glare was 72.5 % of the total change ∆a*, in the second year of glare 36.2 % and in the third year 1.3 %. On the yellow coordinate, the change in ∆b* in the first year of glare was 63.7 % of the total value of the change in ∆b* maple wood, in the second year 35.3 % and in the third year 1.0 %. The changes in the red a* and yellow b* coordinates of the color space CIE L*a*b* in the third year, as measured by measurements, are small and, moreover, the different seasons are contradictory, while in winter they show a decrease in both spring and summer in at the time of more intense sunlight their growth. The darkening of wood due to solar radiation is in line with the opinions of experts dealing with changes in the properties of wood due to long-term exposure to sunlight, who state that the surface of wood darkens and mostly yellows and browns (REINPRECHT 2008, CHANG et al. 2010, BAAR andGRYC 2012, KÚDELA and KUBOVSKÝ 2016, GEFFERTOVÁ et al. 2018, DZURENDA 2020, DZURENDA et al. 2020).
Steamedmaplewoodundertheinfluenceofsunlight for36months comparedto native wood showed the opposite character of the color change, the surface of the wood faded. Visually, this is documented in Fig. 2, as well as the shift on the luminance coordinate L* from the value L0* = 60.7 to L36* = 68.5 i.e. on the value ∆L* = +8.2 and on the chromatic coordinates: red a* by a0* = 12.2 to a36* = 12.0 i.e. by the value ∆a* = -0.2 and the yellow color b* from the value b0* = 18.9 to b36* = 25.9 i.e. by the value ∆b* = +7.0. On the basis
65
of a comparison of individual changes ∆L*, ∆a*, ∆b* on the coordinates of the color space CIE L*a*b* of steamed maple wood caused by exposure to solar radiation with changes ∆L*, ∆a*, ∆b* onthe coordinates of the unsteamed it can be stated thatthe values expressing the magnitude of changes in steamed maple wood are smaller. The magnitude of the changes in the luminance coordinate L* and the yellow color b*, similarly to unsteamed maple wood, are the largest in the first year of exposure. The changes in the red coordinate a* oscillated around the value a* = 12.0. In winter, at low sunlight intensity, the values at the red coordinate a* decrease, and from spring to autumn they increased at higher sunlight intensity. The rate of decline, or the increase in red coordinate values decreases over the years. Based on the above findings, it can be stated that the functional groups of the maple wood chromophore system with absorption of the electromagnetic radiation spectrum with a red wavelength of 630 – 750 nm causing reddening of steamed maple wood were eliminated by steam due to UV-induced photochemical reactions on the steamed maple surface.
The authors point out the effect of brightening the surface of steamed wood under the action of UV radiation: (DZURENDA 2019, VARGA et al. 2021). Dzurenda in work: “The effect of UV radiation in Xenotest 450 on the color of steamed beech wood during the process of simulated aging” shows the lightening of the surface color of steamed beech wood after its irradiation in Xenotest with a 450-xenon lamp emitting UV radiation with a wavelength of 340 nm, intensity 42 ± 2 W/m2 for 7 days. The lightening of the red-brown color of steamed beech wood is declared by the increase of the values on the lightness coordinate from L1* = 62.6 to the value of L2* = 69.3, i.e. by ∆L* = +6.7, the increase of the value on the chromatic coordinate of the yellow color from b1* = 17.1 to the value of b2* = 29.4 i.e. by ∆b* = +12.3, with a slight change in the red coordinate value from a1* = 10.9 to a2* = 10.8 i.e. by ∆a* = -0.1.
The effect of UV radiation on steamed agate wood is discussed in (VARGA et al. 2021) states that while the surface of steamed agate wood darkened slightly at a steaming temperature t = 100 °C, the surface of agate wood brightened at a steaming temperature t = 120 °C.
The contribution of the influence of maple wood steaming on the color fastness and resistance to the effects of sunlight declares a decrease in the value of the total color difference ∆E* in Fig. 7. While the change in the color of unsteamed maple wood caused by solar radiation expressed by the value of the total color difference for 3 years is ∆E* = 19.1, then the change in the total color difference of steamed maple wood in the same period is ∆E* = 10.4 which is the decrease in color changes by 45.5 %. This fact points to the fact that maplewoodsteaminghasapositiveeffectonchangesinthechromophoresystemofsteamed maple wood and the partial resistance of steamed maple wood to the initiation of photolytic and photolytic reactions induced by UV + VIS wavelengths of solar radiation.
CONCLUSIONS
The results of the color change of the surface of native and steamed maple wood with saturated water steam in a pressure autoclave APDZ 240, which was exposed to daylight indoors for 36 months were presented in the paper. The results of the analyses of the effect of solar radiation on native and steamed maple wood showed:
1. The color of the surface of native maple wood under the influence of daylight during the exposure changed, the wood darkened and took on a brown-yellow hue. The opposite tendency, i.e., lightening occurred on samples of steamed maple wood.
66
2. The measured changes in values at the coordinates of the color space CIE L*a*b* caused by solar radiation in native maple wood are: ΔL* = - 15.6; Δa* = + 5.9; Δb* = + 10.2 and for steamed maple wood: ΔL* = + 8.2; Δa* = - 0.2; Δb* = + 7.0.
3. The evaluation of the color change of maple wood in the form of the total color difference ∆E* shows that the surface of steamed maple wood shows a reduction of color change due to aging by 45.5 %.
4. Minor changes in the values of ΔL*, Δa*, Δb* and the overall color difference ΔE* of steamed maple wood indicate a positive effect of steamed wood on the partial resistance of steamed maple wood to the initiation of photolytic reactions induced by UV + VIS wavelengths of solar radiation.
REFERENCES
BABIAK, M., KUBOVSKÝ, I., MAMOŇOVÁ, M. 2004. Color space of selected local woods. In: interaction of wood with various forms of energy. Technická univerzita vo zvolene. 113–117.ISBN 80-228-1429-6.
BANSKI, A., DUDIAK, M. 2019. Dependence of color on the time and temperature of saturated water steam in the process of thermal modification of beech wood. In AIP conference proceedings ISSN 0094-243X. DOI: 10.1063/1.5114731
BAAR, J., GRYC, V. 2012. The analysis of tropical wood discoloration caused by simulated sunlight. In Europen journal of wood and wood products 70: 1-3, 263-269. doi: 10.1007/S00107-011-0551-1
DENES, L., LANG, E.M. 2013. Photodegradation of heat-treated hardwood veneers. In Journal of Photochemistry and Photobiology B: Biology 118: 9-15.
DZURENDA,L. 2018. Huesof Acer platanoides L. resulting from processes of thermal treatment with saturated steam. In Drewno 61(202): 165-176. DOI: 10.12841/wood.1644-3985.241.11
DZURENDA, L. 2019. The effect of UV radiation in Xenotest 450 on the colour of steamed beech wood during the process of simulated ageing. In Annals of Warsaw University of Life Sciences. Forestry and Wood Technology. No 106: 114-119. ISSN 1898-5912.
DZURENDA, L., DUDIAK, M. 2020. The effect of the temperature of saturated water steam on the colour change of wood Acer pseudoplatanus L. In Acta Facultatis Xylologiae Zvolen, 2020, 62(1), 19–28. DOI: 10.17423/afx.2020.62.1.02
DZURENDA,L.,DUDIAK,M.,BANSKI,A.2020.InfluenceofUVradiationoncolorstabilityofnatural and thermally treated maple wood with saturated water steam. In Innovations in woodworking and engineering design: international scientific journal. pp. 36-41. ISSN 1314-6149.
DZURENDA,L.2020.DryingofSteamingMapleTimberinDryingKilns,WhilePreservingtheColor AcquiredbytheWoodSteamingProcess.,InMATECWebofConferences328,04004(2020),XXII. AEaNMiFMaE-2020.
GANDELOVÁ, L., HORÁČEK., P., ŠLEZINGEROVÁ., J. 2009. Nauka o dřevě. Mendelova zemědělská a lesnická univerzita v Brně, 176 p. ISBN 978-80-7375-312-2.
GEFFERTOVÁ, J., GEFFERT, A., VÝBOHOVÁ, E. 2018. The effect of UV irradiation on the colour change of the spruce wood. In Acta Facultatis Xylologiae Zvolen, 2018, 60(1), 41–50.
HON D.S.N. 2001. Weathering and photochemistry inwood. In Hon D.S.N., Shiraishi, N. Wood and cellulosic chemistry. 2nd edition. New York: MarcelDekker, p. 513 – 546. ISBN 9780824700249.
HRVOĽ,J.,TOMLAIN,J.,1997.Žiareniev atmosfére.[Radiationintheatmosphere],1vyd.Bratislava, Univerzita Komenského v Bratislave, 136 p. ISBN 80-223-1088-3.
CHANG, T. C., CHANG H. T., CHANG S. T. 2010. Influences of extractives on the photodegradation of wood. In Polymer Degradation and Stability, (95). 516–521. DOI: 10.1016/j.polymdegradstab.2009.12.024
KÚDELA, J., KUBOVSKÝ, I. 2016. Accelerated-ageing-induced photo-degradation of beech wood surface treated with selected coating materials. In Acta Facultatis Xylologiae Zvolen: Technická univerzita vo Zvolene. 2. s. 27-36. DOI: 10.17423/afx.2016.58.2.03
67
ISO 11 664-4:2008 Colorimetry - Part 4: CIE 1976 L*a*b* Colour space.
KÚDELA, J., KUBOVSKÝ, I., ANDREJKO, M. 2020. Surface Properties of Beech Wood after CO2 Laser Engraving. In Coatings, 10(1): 77. DOI: 10.3390/coatings10010077
KLEMENT, I., RÉH, R., DETVAJ, J. 2010. Základné charakteristiky lesných drevín – spracovanie drevnej suroviny v odvetví spracovania dreva. [Basic characteristics of forest trees - wood raw material processing in the wood processing industry], (Národné lesnícke centrum, 2010), 82 p.
MAKOVÍNY, I. 2010. Úžitkové vlastnosti a použitie rôznych druhov dreva. [Useful properties and use of different types of wood]. Zvolen: Technická univerzita Zvolen, 104 p.
MEINTS, T.,TEISCHINGER, A., STINGL, R., HANSMANN, C. 2017. Wood colour of central European wood species: CIELAB characterisation and colour intensification, Eur. In J. Wood Prod., 75: 499509.
PERSZE,L., TOLVAJ,L. 2012. Photodegradation of wood at elevated temperature: Colour change. In Journal of Photochemistry and Photobiology B: Biology 108: 44-47.
REINPRECHT, L. 2008. Ochrana dreva [Wood protection] Zvolen Technická univerzita Zvolen, 450 p.
TREBULA P. 1986: Sušenie a hydrotermická úprava dreva [Wood drying and hydrothermal treatment], Technická univerzita vo Zvolene. Zvolen. 255 p.
VARGA, D., TOLVAJ, L., PREKLET, E. 2021. Colour stability of steamed black locust, beech and spruce timbers during short-term photodegradation. In Wood Research 66(4): 544-555. DOI: 10.37763/wr.1336-4561/66.4.5544555
VIDHOLDOVÁ,Z.,SLABEJOVÁ,G. 2021. Colour Stabilisation of Surface of Four Thermally Modified Woods with Saturated Water Vapour by Finishes. In Polymers 13(19), 3373 DOI: 10.3390/polym13193373
ACKNOWLEDGMENT
This experimental research was prepared within the grant project: APVV-17-0456 “Termická modifikácia dreva sýtou vodnou parou za účelom cielenej a stabilnej zmeny farby drevnej hmoty” as the result of work of author and the considerable assistance of the APVV agency.
AUTHORS’ ADDRESSES
Ing. Michal Dudiak, PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Woodworking T. G. Masaryka 24, 960 01 Zvolen, Slovakia mail: xdudiak@tuzvo.sk
68
ACTAFACULTATIS XYLOLOGIAEZVOLEN,64(1):69−80,2022 Zvolen,TechnickáuniverzitavoZvolene DOI:10.17423/afx.2022.64.1.06
ABSTRACT
An approach to mathematical modeling and research on the 2D non-stationary temperaturedistributioninnon-frozenwoodenprismswithdifferentthicknessesduringtheir simultaneousautoclavesteamingatlimitedheatpowerofthesteamgeneratorandduringthe subsequent air conditioning before the cutting of veneer is described in the paper. Mathematicaldescriptions of the changing processing medium temperature in anautoclave andnearthesteamedprismsoutoftheautoclavewereintroducedasboundaryconditionsin ourown2Dnon-linearmathematicalmodelofthe2Dtemperaturedistributioninnon-frozen prismsduringtheirheatingandcooling.Numericalsolutionsofthemodelinthecalculation environmentofVisualFORTRANProfessionalaregivenasanapplicationofthesuggested approach. Simulative investigation of 2D non-stationary temperature distribution in nonfrozen beech (Fagus Sylvatica L.) prisms with an initial temperature of 0 °C, cross-section dimensionsof0.3 × 0.3m,0.4 × 0.4m,and0.5 × 0.5m,moisturecontentof0.4,0.6,and0.8 kg·kg-1, during their autoclave steaming and subsequent conditioning was carried out. The simultaneous steaming of all prisms was simulated according to regimes for prisms with cross-section dimensionsof 0.5 × 0.5 min an autoclavewith adiameter of 2.4 m, length of 9.0mandloadinglevelsof40,50,and60%atalimitedheatpowerofthesteamgenerator, equalto500kW.Itwasfoundthatgoodqualityveneercouldbeobtainedaftersimultaneous steamingofprisms ofthesamewoodspecieswithdifferencesbetweentheir thicknessesup to 100 mm. It is necessary to carry out thesteaming according to theregimethatapplies to theprismswiththelargestthicknessinagivenbatch.Thentheeffectofthewoodmoisture contentandloadingleveloftheautoclaveontheplasticizationdegreeoftheprismsandthe veneer quality is practically negligible. The suggested approach can be used for the computation and model based automatic realization of energy-efficient optimized regimes forautoclavesteamingofdifferentwoodmaterials.
Key words: simultaneous steaming in autoclave, beech prisms, thickness of prisms, moisturecontent,loadinglevelofautoclave
INTRODUCTION
Forplasticizingtheprismaticwoodmaterialsintheproductionofveneerandplywood, the materials are usually subjected to steaming in different types of equipment that can operate atatmosphericor increasedpressure(CHUDINOV1966,KOLLMANNandCÔTÉ1984,
69
RESEARCHONTHESIMULTANEOUSSTEAMINGINAN AUTOCLAVEOFNON-FROZENBEECHPRISMSWITH DIFFERENTTHICKNESSESINTENDEDFORPRODUCTIONOF VENEER
NenchoDeliiski–DimitarAngelski–PeterNiemz–NataliaTumbarkova
SHUBIN 1990, TREBULA and KLEMENT 2002, VIDELOV 2003, PERVAN 2009, DELIISKI and DZURENDA 2010, DELIISKI 2013), etc.
The steaming of wood materials under increased pressure of the processing medium in autoclaves is used in many applications due to its higher energy efficiency and lower durationincomparisonwiththesteamingatatmosphericpressure(BURTIN et al. 2000,RIEHL et al. 2002, BEKHTA and NIEMZ 2003, DELIISKI 2003, 2004, 2011a, DAGBRO et al. 2010, VIDELOV 2003, DELIISKI and SOKOLOVSKI 2007, SOKOLOVSKI et al. 2007, DELIISKI and DZURENDA 2010, DELIISKI et al. 2020,2021).
The information about the duration of regimes for steaming the wood materials only with certain thicknesses in atmospheric or increased pressure for the cases of unlimited generator power has been given in CHUDINOV (1968), SHUBIN (1990), TREBULA and KLEMENT 2002, VIDELOV (2003), DELIISKI (2003, 2004, 2011b, 2013), PERVAN (2009), DELIISKI and DZURENDA (2010), DZURENDA andDELIISKI (2011), etc.
Because of the production of veneers, small and medium-sized enterprises are significantly interested in steaming regimes for simultaneous heat treatment of wood materials with different thicknesses at limited heat power of the steam generator.
In DELIISKI et al. (2018) an approach and an algorithm to compute the processing medium temperature during steaming of wooden prisms for veneer production in an autoclave at limited heat power of the steam generator was described
The aim of the present work is to suggest an approach to mathematical modelling and research on the 2D temperature distribution in non-frozen wooden prisms with different cross section dimensions and wood moisture content during simultaneous steaming in an autoclave at different loading level and limited heat power of the steam generator and during their subsequent air conditioning before the cutting of veneers
MATERIAL AND METHODS
Modelling of the 2D temperature distribution in non-frozen wooden prisms subjected to steaming and subsequent conditioning in an air environment
When the length of the prisms, l, is larger than their thickness, d, at least more than 4 ÷ 5 times, and simultaneously the width, b, does not exceed the thickness more than 3 times, the following 2D mathematical model can be used for the calculation of the change in the temperature in the prism cross section, which is equally distant from the frontal sides (i.e. along the coordinates x and y of this section) during heating and cooling in steaming or air medium (DELIISKI 2003, 2011b):
under an initial condition:
(2) and the following boundary conditions:
During the steaming process:
(3) ▪ During the conditioning process of the steamed prisms in an air environment:
70
( ) ( ) ( ) ( ) ( ) + = y y x T u T y x y x T u T x y x T u u T c , , , , , , , , , , ) , ( ) , ( b t b r b ,
(1)
( ) 0 ,0 , T y x T =
▪
( ) ( ) ( ) = = m , 0, ,0, Т y Т x Т
) ( ) ,0, ( ) ,0, ( ) ,0, ( ) ,0, ( m-cond t t = T x T x x y x T (4) ) ( ) , (0, ) , (0, ) , (0, ) , (0, m-cond r
r = T y T y y x y T (5)
where с is the specific heat capacity of the non-frozen wood during its heating and cooling, J·kg-1·K-1; r and t – thermal conductivities of the non-frozen wood in radial and tangential directions respectively, W·m-1·K-1; ρ – wood density, kg·m-3; x – coordinate along the prism thickness of the separate points of the calculation mesh for numerical solving of the model: 0 ≤ x ≤ d, m; d – thickness of the prism, m; y – coordinate along the prism width of the separate points of the calculation mesh: 0 ≤ y ≤ b/2, m; b – width of the prism, m; – time, s; T – temperature, K; T0 – initial average mass temperature of the subjected to steaming prism, K; T(x,y,0) – temperature of all points in the prism volume at the beginning of the steaming process, K; T(x,0,) and T(0,y,) – temperature of all points on the surfaces of the prism parallel to its thickness and width, respectively, during the steaming and conditioning processes, K; Tm – temperature of the processing medium during the steaming process, K; Tm-cond – temperature of the ambient air environment near the steamed prism during the conditioning, K; αr and αt – convective heat transfer coefficients between the prism’s surfaces and ambient air environment in radialand tangential directions,respectively,during the conditioning process, W m-2 K-1 .
Mathematical descriptions of the specific heat capacity of the non-frozen wood during its heating and cooling and also of the thermal conductivities of the wood in different anatomical directions have been suggested in DELIISKI (1990, 1994, 2003, 2004, 2011b, 2013) based on the experiments determined in the dissertations of CHUDINOV (1966) and KANTER (1955) equations describing the change in c and λ of non-frozen wood as a function of t and u.
These equations are used in both the European (CHUDINOV 1968, SHUBIN 1990, POŽGAJ et al. 1997, TREBULA and KLEMENT 2002, VIDELOV 2003, PERVAN 2009, DELIISKI and DZURENDA 2010, HRČKA and BABIAK 2017) and the American scientific literature (STEINHAGEN 1977, 1986, 1991, STEINHAGEN and LEE 1988, KHATTABI and STEINHAGEN 1992,1993,1995) when calculating various processes of wood thermal treatment.
Mathematical descriptions of wood density above the hygroscopic range, ρ, and of the convective heat transfer coefficients between steamed wood materials and ambient air environment, were given in (CHUDINOV 1968,DELIISKI and DZURENDA 2010).
During the solving of the model, mathematical descriptions of the thermo-physical properties of beech wood (Fagus Sylvatica L.) with basic density ρb = 560 kg·m 3 and fibre saturation point ufsp = 0.31 kg∙kg-1 (DELIISKI and DZURENDA 2010) were used. Using the well-known equation ρ = ρb(1+ u) (CHUDINOV 1968, KOLLMANN and CÔTÉ 1984, TREBULA and KLEMENT 2002, HRČKA and BABIAK 2017, NIEMZ and SONDEREGGER 2017), the following values of the wood density were applied: ρ = 784 kg.m-3 for u = 0.4 kg∙kg-1, ρ = 896 kg.m-3 for u = 0.6 kg∙kg-1, and ρ = 1008 kg.m-3 for u = 0.8 kg∙kg-1 .
Temperature time profile of regimes for autoclave steaming and subsequent air conditioning of wooden prisms
The typical temperature time profile of the processing medium temperature Tm in a steaming autoclave and of the air medium for the subsequent conditioning of the heated prisms, which was used for the numerical simulations below, is shown in Fig. 1.
71
Fig. 1 Typical temperature time profile for change in Tm during steaming of prisms in an autoclave and during their subsequent conditioning in an air environment.
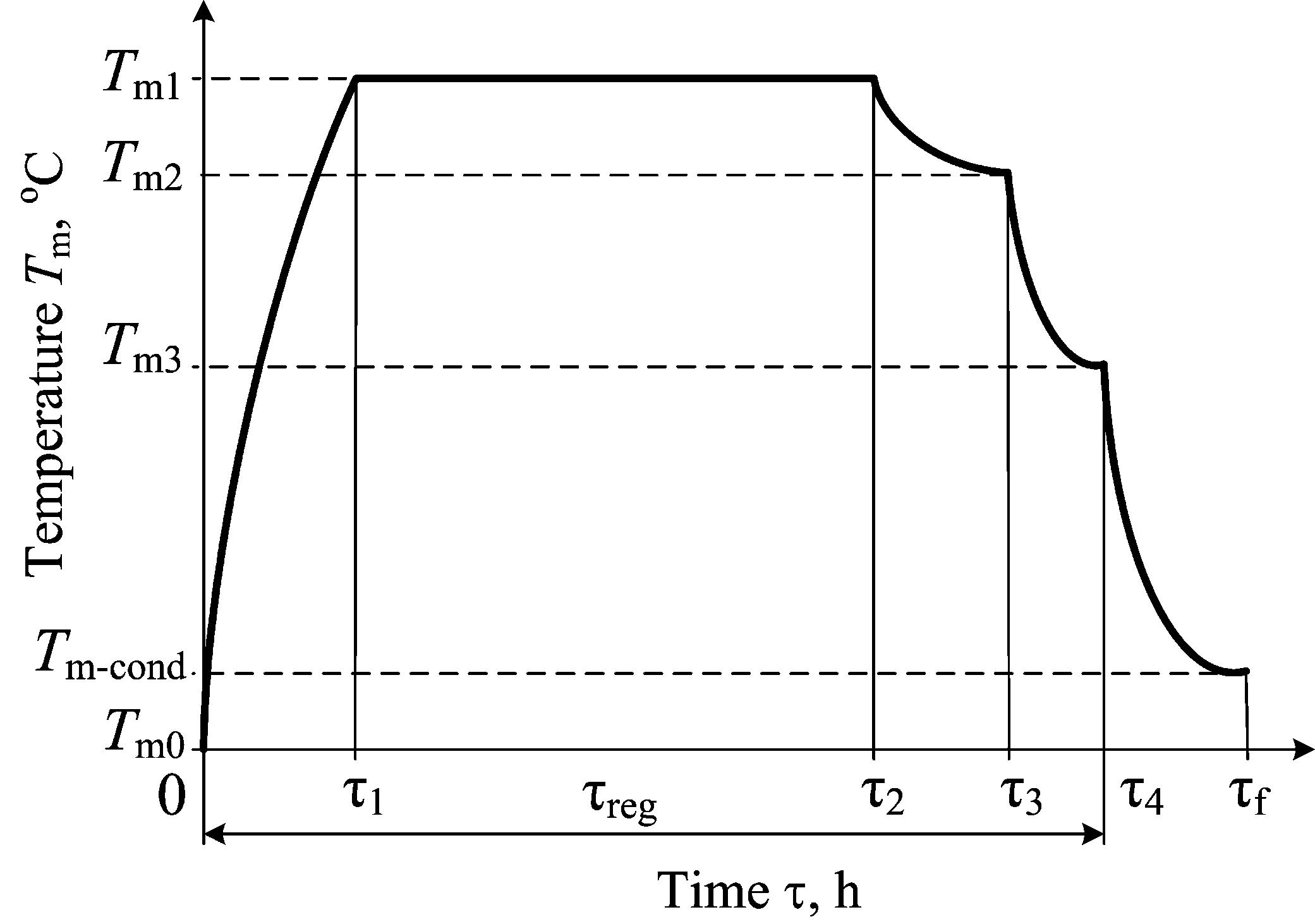
This temperature time profile includes the following 5 stages:
▪ An intensive increase in Tm during the time 0 – τ1 caused by the opening the valve directing the water steam in the autoclave. The duration τ1 depends on many factors, whose impact separately is briefly considered below;
▪ Constant Tm of the steaming medium during τ1 – τ2 caused by dosed introduction of steam in the autoclave;
▪ A decrease in Tm of the steaming medium during τ2 – τ3 caused by using the already accumulated heat in the hermetized autoclave;
▪ A decrease in Tm of the steaming medium during τ3 – τ4 , which is caused by the opening the valves directing the steam and condensed water out of the autoclave;
▪ A decrease in Tm of the air temperature near the steamed prisms out of the autoclave during τ4 – τf
The time from 0 to τ4 represents the duration of the regime for autoclave steaming of the prisms, τreg.
RESULTS AND DISCUSSION
For numerical solving of the above presented mathematical model (1) ÷ (5) aimed at computation of 2D temperature distribution in the central cross section of wooden prisms intended for production of veneer during their autoclave steaming at limited heat power of the steam generator a software package was prepared It was an input in the calculation environment of Visual FORTRAN Professional developed by Microsoft. For transformation of the model in a form suitable for programming, an explicit form of the finite-difference method has been used (DELIISKI 2003, 2011b, 2013, DELIISKI andDZURENDA 2010).
An increase in Tm at the very beginning of the steaming regimes during the time 0 –τ1 (see Fig. 1) is calculated according to the approach given in DELIISKI et al. (2018) by taking in mind the available heat power of the steam generator, which influences the change of Tm at the beginning of the steaming regimes.
Using the software package computations made for the determination of Tm and also for the 2D non-stationary change of the temperature in 4 characteristic points of ¼ of the square cross section of beech prisms with the thickness d and width b respectively, during their steaming in an autoclave with industrial dimensions: diameter D = 2.4 m and length of its cylindrical part L = 9.0 m (DELIISKI and SOKOLOVSKI 2007, DELIISKI and DZURENDA
72
2010). The coordinates of the characteristic points of the prisms, in which the change of the temperature was recorded, were equal, as follow: t1 in Point 1: d/8, b/8; t2 in Point 2: d/4, b/4; t3 in Point 3: d/2, b/4; and t4 in Point 4: d/2, b/2 (centre of the prisms).
During the simulations, a limited heat power of the steam generator qsource = 500 kW and the following values of the factors influencing the first stage of Tm (Fig. 1) and also 2D temperature distribution in the prisms and the duration of the steaming regimes were set: ▪ Dimensions of the square cross section of beech prisms with thickness d and width b: 0.3 × 0.3 m, 0.4 × 0.4 m, and 0.5 × 0.5 m; ▪
Moisture content u of the prisms subjected to autoclave steaming: 0.4 kg∙kg-1, 0.6 kg∙kg-1 , and 0.8 kg∙kg-1; ▪ Initial temperature of the subjected to steaming prisms: t0 = 0 °C; ▪ Initial temperature of the processing medium in the steaming autoclave: tm0 = 0 °C; ▪ A decrease in the steaming medium temperature: tm1 = 130 °C; ▪ Loading level, γ, of the autoclave with filled in prisms for steaming: 0.4 m3·m 3, 0.5 m3·m 3, and 0.6 m3·m 3 (i.e. γ = 40%, γ = 50%, and γ = 60% respectively).
InFig.2thecalculatedchangeinthesurfacetemperature, ts,averagemasstemperature, tavg, and t of 2 characteristic points (t1 in Point 1 and t4 in Point 4) of the prisms with the largest dimensions d × b = 0.5 × 0.5 m, moisture content u = 0.4, 0.6, 0.8 kg∙kg-1, and loading level of the autoclave γ = 50% during their autoclave steaming and subsequent conditioning at Tm-cond = 293.15 K (i.e. tm-cond = 20 °C) is presented. In the mentioned and in Figures 3, 4, and 5 the minimum and maximum values of the temperature, topt-min = 62 °C and topt-max = 90 °C, respectively are also shown. For obtaining the quality veneer from plasticized beech wood it is needed that the temperature of all characteristic points of the prisms during the veneer cutting process stays between these optimum values of the temperature (MÖRATH 1949, DELIISKI 2003,DELIISKI andDZURENDA 2010). The computation of the temperature distribution in the prisms was done in interconnection of the processes of their steaming in an autoclave and the subsequent conditioning in an air environment. Based on the calculations, it can be determined when the moment of reaching in the entire volume of the heated prisms occurred for the necessary optimal temperatures (between topt-min and topt-max) needed for cutting the quality veneer.
It is known that the individual wooden prisms in each batch loaded for steaming have different cross-sectional dimensions. In order to ensure that all prisms reach the required optimal temperatures, in practice the steaming of each batch is carried out according to the regime corresponding to the prisms with the largest thickness in it. Therefore, the study of simultaneous steaming in an autoclave of prisms with cross sections d × b = 0.5 × 0.5 m, d × b = 0.4 × 0.4 m, and d × b = 0.3 × 0.3 m was performed by computing the change in ts, tavg, t1, and t4 of the prisms with d × b = 0.4 × 0.4 m and d × b = 0.3 × 0.3 m for the cases of their steaming according to regimes with d × b = 0.5 × 0.5 m, which are shown in Fig. 2 for the different 3 values of the wood moisture content u. The obtained calculated results for prisms with d × b = 0.4 × 0.4 m and d × b = 0.3 × 0.3 m are graphically presented in Fig. 3 and Fig. 4 respectively.
Figure 5 shows the change in ts, tavg, t1, and t4 for the case of simultaneous autoclave steaming and subsequent air conditioning of prisms with d × b = 0.3 × 0.3 m, d × b = 0.4 × 0.4 m, and d × b = 0.5 × 0.5 m according to the regime with d × b = 0.5 × 0.5 m at the intermediate studied values of u = 0.6 kg.kg-1 and = 50%.
In Table 1 the change in the duration of the stages 0 – τ2, 0 – τ3 and 0 – τ4 = τreg (see Fig. 2), the temperatures t1 and t4 at τ2 and at τ4, and also after 1 h of the conditioning of the steamed prisms (at τ4+1h) and after 2 h of their conditioning (at τ4+2h) is given.
The obtained results allow for making the following statements about the change in the duration of the regimes for steaming of beech prisms with d × b = 0.5 × 0.5 m, τreg, in an
73
autoclave with D = 2.4 m and L = 9.0 m at tm1 = 130 °C, tm2 = 110 °C, tm3 = 80 °C depending on the studied influencing factors:
1. An increase in the loading level of the autoclave from 40 to 60% at given values of u causes slight linear increase in τreg. When u = 0.6 kg∙kg-1 the duration τreg at the studied values of tm1 = 130 °C, tm2 = 110 °C, tm3 = 80 °C and qsource = 500 kW obtains the following values: 19.3 h for γ =40%, 19.4 h for γ = 50%, and 19.5 h for γ = 60% (Table 1).
2. An increase in the prism moisture content from 0.4 to 0.8 kg∙kg-1 at given value of the loading level γ causes insignificant practically linear increase in τreg. When γ = 50% the duration τreg at the studied values of tm1, tm2, tm3, and qsource is equal as follows: 18.9 h for u = 0.4 kg∙kg-1, 19.4 h for u = 0.6 kg∙kg-1, and 19.9 h for u = 0.8 kg∙kg-1 .
Temperature t , o C
120
100
80
60
40
20
0
Beechprisms: 0.5x0.5m,
0 =0 oC,
50%
140 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Timeτ,h
tsatu=0.4kg/kg tsatu=0.6kg/kg tsatu=0.8kg/kg t1atu=0.4kg/kg t1atu=0.6kg/kg t1atu=0.8kg/kg tavgatu=0.4kg/kg tavgatu=0.6kg/kg tavgatu=0.8kg/kg t-opt-max t-opt-min t4atu=0.4kg/kg t4atu=0.6kg/kg t4atu=0.8kg/kg
Fig. 2 Change in ts, tavg, and t in 2 characteristic points t1 and t4 of the prisms with d × b = 0.5 × 0.5 m during their steaming in an autoclave at γ = 50% and subsequent conditioning, depending on u.
Beechprisms: 0.4x0.4m, t0 =0 oC, =50%
tsatu=0.4kg/kg tsatu=0.6kg/kg tsatu=0.8kg/kg t1atu=0.4kg/kg t1atu=0.6kg/kg t1atu=0.8kg/kg tavgatu=0.4kg/kg tavgatu=0.6kg/kg tavgatu=0.8kg/kg t-opt-max t-opt-min t4atu=0.4kg/kg t4atu=0.6kg/kg t4atu=0.8kg/kg
Fig. 3 Change in ts, tavg, t1, and t4 of the prisms with d × b = 0.4 × 0.4 m during their steaming in an autoclave at γ = 50% according to regime for prisms with d × b = 0.5 × 0.5 m, depending on u.
74
t
=
0 20 40 60 80 100 120 140 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Timeτ,h Temperature t , o C
Temperature t , o C
100
80
60
40
20
0
Beechprisms: 0.3x0.3m, t0 =0 oC,
=50%
tsatu=0.4kg/kg tsatu=0.6kg/kg tsatu=0.8kg/kg t1atu=0.4kg/kg t1atu=0.6kg/kg t1atu=0.8kg/kg tavgatu=0.4kg/kg tavgatu=0.6kg/kg tavgatu=0.8kg/kg t-opt-max t-opt-min t4atu=0.4kg/kg t4atu=0.6kg/kg t4atu=0.8kg/kg
Fig. 4 Change in ts, tavg, t1, and t4 of the prisms with d × b = 0.3 × 0.3 m during their steaming in an autoclave at γ = 50% according to regimes for prisms with d × b = 0.5 × 0.5 m, depending on u.
Beechprisms: t0=0 oC, u =0.6kg/kg =50%
tsatdxb=0.3x0.3m tsatdxb=0.4x0.4m tsatdxb=0.5x0.5m t1atdxb=0.3x0.3m t1atdxb=0.4x0.4m t1atdxb=0.5x0.5m tavgatdxb=0.3x0.3m tavgatdxb=0.4x0.4m tavgatdxb=0.5x0.5m t-opt-max t-opt-min t4atdxb=0.3x0.3m t4atdxb=0.4x0.4m t4atdxb=0.5x0.5m
Fig. 5 Change in ts, tavg, t1, and t4 of the prisms with u = 0.6 kg∙kg-1 during their steaming in an autoclave at γ = 50% according to regimes for prisms with d × b = 0.5 × 0.5 m, depending on d × b.
3. An increase in the wood moisture content u caused practically linear increase in the duration of the first stage of the regimes for autoclave steaming, 0 – τ1. When d × b = 0.5 × 0.5 m, u = 0.6 kg∙kg-1, γ = 50%, and qsource = 500 kW, the duration τ1 is equal as follows: 1.4 h for u = 0.4 kg∙kg-1, 1.8 h for u = 0.6 kg∙kg-1, and 2.2 h for u = 0.8 kg∙kg-1 The reason for this influence of u on τ1 is that the larger wood moisture content is the more heat capacity of the wet wood is present in the autoclave (CHUDINOV 1968, DELIISKI and DZURENDA 2010, HRČKA and BABIAK 2017). Because of this, the larger part of the limited qsource = 500 kW constant flux of the water steam at the beginning of the steaming regime is needed for warming up of the prisms with larger u, while the remaining smaller part from this flux leads to a smaller (i.e., slower) increase in tm during any next step Δτ when solving the mathematical model.
75
120 140 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Timeτ,h
0 20 40 60 80 100 120 140 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Timeτ,h Temperature t , o C
Tab 1 Change in reg and t of beech prisms with t0 = 0 °C during their steaming in an autoclave at tm1=130 °C, tm2=110 °C, tm3=80 °C according to regimes for prisms with d × b = 0.5 × 0.5 m, depending on dimensions of the cross section d × b, wood moisture content u and loading level of the autoclave γ. u, kg. kg-1 γ, % τ2, h τ3, h τ4 = τreg, h
t1 at τ2, °C
t4 at τ2, °C
t1 at τ4, °C
t4 at τ4 °C
t1 at τ4+1h, °C
t4 at τ4+1h, °C
t1 at τ4+2h, °C
t4 at τ4+2h, °C
Prisms with d × b = 0.5 × 0.5 m 0.4 0.4 0.4
40 50 60
15.3 15.4 15.5
17.3 17.4 17.5
18.8 18.9 19.0
121.8 121.8 121.8
42.7 42.8 42.8
97.0 96.9 97.2
58.3 58.3 58.3
78.6 78.2 78.9
62.2 62.2 62.2
61.5 61.3 61.7
65.7 65.7 65.7 0.6 0.6 0.6
40 50 60
40 50 60
15.8 15.9 16.0
16.3 16.4 16.5
17.8 17.9 18.0
18.3 18.4 18.5
19.3 19.4 19.5
19.8 19.9 20.0
121.9 121.8 121.8
121.9 121.8 121.7
42.6 42.5 42.2
42.4 42.2 41.6
97.1 97.3 97.7
98.6 98.0 97.6
57.9 57.7 57.4
57.4 57.1 56.6
Prisms with d × b = 0.4 × 0.4 m
78.9 79.3 80.3
79.7 81.1 80.3
61.7 61.5 61.3
61.2 60.9 60.4
62.2 62.4 63.3
63.5 64.0 63.1
64.7 64.4 63.9
65.2 65.0 64.8 0.8 0.8 0.8
0.4 0.4 0.4
40 50 60
15.3 15.4 15.5
17.3 17.4 17.5
18.8 18.9 19.0
125.0 125.1 125.0
75.5 75.3 75.3
94.2 93.8 94.0
90.0 89.9 89.6
70.9 70.6 70.4
92.8 92.6 92.4
53.3 52.7 53.0
94.7 94.5 94.4 0.6 0.6 0.6
40 50 60
40 50 60
15.8 15.9 16.0
16.3 16.4 16.5
17.8 17.9 18.0
18.3 18.4 18.5
19.3 19.4 19.5
19.8 19.9 20.0
125.1 125.0 125.0
125.1 125.0 124.9
75.3 74.8 74.8
75.2 74.3 73.3
94.0 93.8 93.9
94.7 93.9 94.0
89.6 89.3 88.8
89.3 88.7 87.9
70.4 70.0 70.4
70.5 72.0 72.7
92.4 92.1 91.7
92.1 91.6 90.8
53.6 53.4 53.5
55.1 54.8 54.1
94.1 93.6 92.9
94.4 94.1 93.7 0.8 0.8 0.8
Prisms with d × b = 0.3× 0.3 m 0.4 0.4 0.4
40 50 60
15.3 15.4 15.5
17.3 17.4 17.5
18.8 18.9 19.0
128.1 128.1 128.1
110.0 109.7 109.2
90.2 90.3 90.0
116.4 116.2 115.8
58.7 59.1 57.8
115.3 115.2 114.7
43.9 44.0 43.5
112.2 112.2 111.7 0.6 0.6 0.6
40 50 60
40 50 60
15.8 15.9 16.0
16.3 16.4 16.5
17.8 17.9 18.0
18.3 18.4 18.5
19.3 19.4 19.5
19.8 19.9 20.0
128.1 128.1 128.0
128.1 128.0 127.9
109.8 109.2 108.4
109.7 108.7 107.4
90.3 90.1 90.4
90.3 90.4 90.3
116.3 115.8 115.4
116.1 115.5 114.8
59.2 58.8 60.0
59.7 60.1 60.0
115.2 114.8 114.6
115.2 114.7 114.0
44.6 44.4 44.8
45.3 45.4 45.5
112.4 112.0 111.4
112.2 111.9 111.8 0.8 0.8 0.8
4. A decrease in the prisms dimensions at given values of u and γ causes non-linear increase of τ1. For example, when u = 0.6 kg∙kg-1, γ = 50%, and qsource = 500 kW the duration τ1 obtains the following values: - at d × b = 0.4 × 0.4 m: 1.8 h for u = 0.4 kg∙kg-1, 2.4 h for u = 0.6 kg∙kg-1, and 3.0 h for u = 0.8 kg∙kg-1 .
- at d × b = 0.3 × 0.3 m: 2.4 h for u = 0.4 kg∙kg-1, 3.3 h for u = 0.6 kg∙kg-1, and 4.0 h for u = 0.8 kg∙kg-1 .
The reason of this influence of the dimensions d × b on τ1 is that the heating of the prisms with smaller cross section dimensions is done faster in comparison with the heating of the prisms with larger dimensions, which means that the smaller prisms have a larger heat capacity. Because of this, a larger part of the limited by qsource = 500 kW constant flux of the water steam introduced into the autoclave at the beginning of the regime for the heating of the prisms with smaller dimensions is needed and as a consequence, a less part from this flux remains for the formation of a smaller (i.e., slower) increase in tm during any next step Δτ when solving the mathematical model.
76
5. The temperatures of the studied characteristic points near the prisms surfaces (t1) andintheprismscentre(t4)arewithinthefollowingrangesafter1hand2hconditioningof thesteamedprismsinanairenvironmentat tm-cond=20°C(refertoTable1): - after 1 h conditioning: from 60.4 °C to 80.3 °C for prism with d × b = 0.5 × 0.5 m, from70.0°Cto92.8°Cforprismwith d × b =0.4 × 0.4m,andfrom57.8°Cto115.3°Cfor prismwith d × b =0.3 ××0.3m; - after 2 h conditioning: from 61.3 °C to 65.7 °C for prism with d × b = 0.5 × 0.5 m, from52.7°Cto94.7°Cforprismwith d × b =0.4 × 0.4m,andfrom43.5°Cto112.4°Cfor prismwith d × b =0.3×0.3m.
Thesedatashowthat2Dtemperaturefieldsoftheprismswith d × b =0.5 × 0.5mand d × b = 0.4 × 0.4 m enter between topt-min = 62 °C and topt-max = 90 °C (or are very close to thesevalues of topt)aftertheirsimultaneoussteamingaccordingtoregimes with d × b =0.5 × 0.5mandaftersubsequentconditioningfor1h and2h.Thismeansthat theseprisms are wellplasticizedenoughtoproducehighqualityveneer.
The temperatures on thesurface and in the centre oftheprisms with d × b = 0.3 × 0.3 m turn out to bemore than 20 °C outside the limits topt-min = 62 °C and topt-max = 90 °C both attheendoftheirautoclavesteamingaccordingtoregimeswith d × b =0.5 × 0.5mandafter theirsubsequent1hand2hairconditioning.Thismeansthatgoodqualityveneercannotbe produced from such prisms, i.e., from the layers of prisms having a significantly lower temperature than topt-min, in the veneer cracks would appear, and from the layers with a significantlyhighertemperaturethan topt-max,inthesurfaceoftheveneeritwouldhavetorn fibresanddeterioratedsmoothness.
Consequently, to obtain quality veneer from wooden prisms steamed simultaneously in an autoclave, they must have thicknesses with differences between them in the range up to 100 mm. It is necessary to carryout theautoclave steaming according to theregime that applies to the prisms with the largest thickness in a given batch. Then the influence of the woodmoisturecontentandloadingleveloftheautoclaveontheplasticizationdegreeofthe prismsandontheveneerqualityispracticallynegligible.
CONCLUSIONS
An approach to mathematical modeling and research on 2D temperature distribution in non-frozen wooden prisms with different cross section dimensions, d × b, and wood moisturecontent, u,duringsimultaneoussteaminginanautoclaveatdifferentloadinglevel, , and limited heat power of the steam generator, qsource, and also during the subsequent air conditioningintheproductionofveneerispresentedinthepaper.
For numerical solving of the 2D model and carrying out the numerous computer simulations with it, a software program was prepared in the calculation environment of VisualFORTRANProfessionaldevelopedbyMicrosoft.
Tables and diagrams of the non-stationary change in 2D temperature distribution of beechprismswithcross-sectiondimensions0.3 × 0.3m,0.4 × 0.4m,and0.5 × 0.5m,initial temperatureof0°C,basicdensityof560kg·m-3,moisturecontentof0.4,0.6,and0.8kg·kg1,duringtheirsimultaneoussteamingin anautoclaveaccordingto regimes with d × b = 0.5 × 0.5 m are presented and analysed in the paper. An autoclave with industrial dimensions: diameterof2.4m,lengthof9.0mandloadinglevelof40,50,60%andalimitedheatpower ofthesteamgenerator qsource =500kWwereusedduringthesimulations.
It was found that veneer of good quality in accordance with the standard can be obtained after simultaneous steaming of prisms of the same wood species with differences betweentheirthicknessesupto100mm.Itisnecessarytocarryoutthesteamingaccording
77
to the regime that applies to the prisms with the largest thickness in a given batch. Then the influence of the wood moisture content and loading level of the autoclave on the plasticization degree of the prisms and on the veneer quality is practically negligible. The suggested approach and the obtained results can be used for the computation and model based automatic realization of energy efficient optimized regimes for autoclave steaming of different wood materials at limited power of the steam generator (HADJISKI and
DELIISKI 2016, HADJISKI at al. 2019).
REFERENCES
CHUDINOV,B.S. 1966. Theoretical Research of Thermo-physical Properties and Thermal Treatment of Wood, Dissertation for DSc., Krasnoyarsk, USSR : SibLTI.
CHUDINOV, B. S. 1968. Theory of the Thermal Treatment of Wood. Moscow : Nauka, 255 pp.
BEKHTA, P., NIEMZ, P. 2003. Effect of High Temperature on the Change in Color, Dimensional Stability and Mechanical Properties of Spruce Wood. In Holzforschung, 57: 539 546.
BURTIN,P. et al. 2000.WoodColourandPhenolicCompositionunderVariousSteamingConditions. In Holzforschung, 54: 33 38.
DAGBRO, O. et al. 2010. Colour Responses from Wood, Thermally Modified in Superheated Steam and Pressurized Steam Atmospheres. In Wood Material Science & Engineering, 5: 211 219.
DELIISKI, N. 1990. Mathematische Beschreibung der spezifischen Wärmekapazität des aufgetauten und gefrorenen Holzes, In Proceedings of the VIIIth International Symposium on Fundamental Research of Wood. Warsaw, Poland, pp. 229 233.
DELIISKI,N.1994.Mathematical DescriptionoftheThermal ConductivityCoefficient ofNon-frozen and Frozen Wood. In Proceedings of the 2nd International Symposium on Wood Structure and Properties ’94, Zvolen, Slovakia, pp. 127 134.
DELIISKI, N. 2003. Modelling and Technologies for Steaming Wood Materials in Autoclaves. Dissertation for DSc., Sofia: University of Forestry, 358 pp.
DELIISKI, N. 2004. Modelling and Automatic Control of Heat Energy Consumption Required for Thermal Treatment of Logs. In Drvna Industrija, 55(4): 181 199.
DELIISKI, N. 2011a. Model Based Automatic Control of the Wood Steaming Process in Autoclaves. 4th International Science Conference “Woodworking techniques”, Prague, 7 10 September: 67 72.
DELIISKI, N. 2011b. Transient Heat Conduction in Capillary Porous Bodies. In Ahsan A. (ed) Convection and Conduction Heat Transfer. In Tech Publishing House, Rieka: 149-176.
DELIISKI, N. 2013. Modelling of the Energy Needed for Heating of Capillary Porous Bodies in Frozen and Non-frozen States. Saarbrücken: Lambert Academic Publishing, Scholars’ Press, Germany, 106 pp.
DELIISKI, N., DZURENDA, L. 2010. Modelling of the Thermal Processes in the Technologies for Wood Thermal Treatment. Zvolen : TU vo Zvolene, Slovakia, 224 pp.
DELIISKI, N., DZURENDA, L., ANGELSKI, D., TUMBARKOVA, N. 2018. An Approach to Computing Regimes for Autoclave Steaming of Prisms for Veneer Production with a Limited Power of the Heat Generator. In Acta Facultatis Xilologiae Zvolen, 60(1): 101-112.
DELIISKI, N., DZURENDA, L., TRICHKOV, N., TUMBARKOVA, N. 2020. Computing the 2D Temperature Field in Non-frozen Logs at Changing Atmospheric Temperature and during their Subsequent Autoclave Steaming. In Acta Facultatis Xilologiae Zvolen, 62(2): 47-59.
DELIISKI, N.,DZURENDA, L., NIEMZ,P.,ANGELSKI, D., TUMBARKOVA, N. 2021. Computing the 2D Temperature Distribution in Logs Stored for a Long Time in an Open Warehouse in Winter and during Subsequent Autoclave Steaming. In Acta Facultatis Xilologiae Zvolen, 63(1): 49-62.
DELIISKI, N., SOKOLOVSKI, S. 2007. Autoclaves for Intensive Resource Saving Steaming of Wood Materials. 2nd International Scientific Conference “Woodworking techniques”, Zalesina, Croatia, (2007): 19 26.
DZURENDA, L., DELIISKI, N. 2011. Mathematical Мodel for Calculation Standard Values for Heat Energy Consumption during the Plasticization Process of Wood Logs and Prisms by Hot Water in Pits. In Acta Facultatis Xilologie Zvolen, 53(2): 25-36.
78
HADJISKI,M.,DELIISKI,N. 2016. Advanced Control of the Wood Thermal Treatment Processing. In Cybernetics and Information Technologies, Bulgarian Academy of Sciences, 16(2): 179 197.
HADJISKI, M., DELIISKI, N., GRANCHAROVA, A. 2019. Spatiotemporal Parameter Estimation of Thermal Treatment Process via Initial Condition Reconstruction using Neural Networks. In Hadjiski M, Atanasov KT, editors. Intuitionistic Fuzziness and Other Intelligent Theories and Their Applications. Springer International Publishing AG, Cham, Switzerland: 51-80.
HRČKA, R., BABIAK, M. 2017. Wood Thermal Properties. In Wood in Civil Engineering, Giovanna Consu, In TechOpen: 25-43. DOI: 105772/65805
KANTERK.R. 1955. Investigation oftheThermal Propertiesof Wood. Dissertation,Moscow,USSR: MLTI.
KHATTABI, A., STEINHAGEN, H. P. 1992. Numerical Solution to Two-dimensional Heating of Logs. In Holz als Roh- und Werkstoff, 50 (7-8): 308-312.
KHATTABI,A.,STEINHAGEN,H.P.1993.AnalysisofTransientNon-linearHeat ConductioninWood Using Finite-difference Solutions. In Holz als Roh- und Werkstoff, 51 (4): 272-278.
KHATTABI, A., STEINHAGEN, H. P. 1995. Update of “Numerical Solution to Two-dimensional Heating of Logs”. In Holz als Roh- und Werkstoff, 53(1): 93-94.
KOLLMANN,F.F.,CÔTÉ,W.A.JR 1984. Principles of wood science and technology. I. Solid wood. New York, Berlin, Heidelberg : Springer-Verlag, 592 pp.
MÖRATH,E. 1949. Das Dämpfen ubd Kochen in der Furnier- und Sperrholzindustrie. In Holztehnik, № 7.
NIEMZ, P., SONDEREGGER, W. 2017. Holzphysik: Physik des Holzes und der Holzwerkstoffe: Carl Hanser Verlag GmbH & Company KG, 580 pp
PERVAN, S. 2009. Technology for Treatment of Wood with Water Steam. Zagreb : University in Zagreb.
POŽGAJ,A.,CHOVANEC,D.,KURJATKO,S.,BABIAK,M. 1997. Structure and Properties of Wood. 2nd edition, Bratislava: Priroda a.s., 486 pp.
RIEHL, T., WELLING, J., FRÜHWALD, A. 2002. Druckdämpfen von Schnittholz, Arbeitsbericht 2002/01: Institut für Holzphysik, Hamburg: Bundesforschungsanstalt für Forst- und Holzwirtschaft.
SHUBIN, G. S. 1990. Drying and Thermal Treatment of Wood. Moscow : Lesnaya Promyshlennost, 337 pp.
SOKOLOVSKI, S., DELIISKI, N., DZURENDA, L. 2007. Constructive Dimensioning of Autoclaves for Treatment ofWoodMaterials under Pressure.2nd InternationalScientificConference“Woodworking techniques”, Zalesina, Croatia (2007): 117 126.
STEINHAGEN, H. P. 1977. Thermal conductive properties of wood, green or dry, from –40 to +100 oC: a literature review. General Technical Report FPL-09, Forest Products Laboratory, Forest Service.
STEINHAGEN, H. P. 1986. Computerized Finite-difference Method to Calculate Transient Heat Conduction with Thawing. In Wood Fiber Science, 18 (3): 460-467.
STEINHAGEN, H. P. 1991. Heat Transfer Computation for a Long, Frozen Log Heated in Agitated Water or Steam – A Practical Recipe. In Holz als Roh- und Werkstoff, 49 (7-8): 287-290.
STEINHAGEN,H.P.,LEE,H.W. 1988. Enthalpy Method to Compute Radial Heating and Thawing of Logs. In Wood Fiber Science, 20(4): 415-421.
STEINHAGEN, H. P., LEE, H. P., LOEHNERTZ, S. P. 1987. LOGHEAT: A Computer Program of Determining Log Heating Times for Frozen and Non-Frozen Logs. In Forest Products Journal, 37 (11-12): 60-64.
TREBULA, P., KLEMENT, I. 2002. Drying and Hydrothermal Treatment of Wood. Zvolen : TU vo Zvolene, Slovakia, 449 pp.
VIDELOV, H. 2003. Drying and Thermal Treatment of Wood. Sofia : University of Forestry, 335 pp.
ACKNOWLEDGEMENTS
This paper was supported by the Scientific Research Sector at the University of Forestry – Sofia, Bulgaria, under contract № 1079/2020.
79
AUTHORS’ ADDRESSES
Prof. Nencho Deliiski, DSc. University of Forestry, Faculty of Forest Industry Kliment Ohridski Blvd. 10 1797 Sofia Bulgaria deliiski@netbg.com
Assoc. Prof. Dimitar Angelski, PhD. University of Forestry, Faculty of Forest Industry Kliment Ohridski Blvd. 10 1797 Sofia, Bulgaria d.angelski@gmail.com
Prof. i.R. Dr.-Eng. habil. Dr. h.c. Peter Niemz ETH Zürich Institute for Building Materials Stefano-Franscini-Platz 3 CH 8093 Zürich
Luleå University of Technology, Skellefteå, Sweden niemzp@retired.etzh.ch
Eng. Mag. Natalia Tumbarkova, PhD. University of Forestry, Faculty of Forest Industry Kliment Ohridski Blvd. 10 1797 Sofia, Bulgaria ntumbarkova@abv.bg
80
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 81 88, 2022 Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.07
MODE FOR HOT AIR DRYING OF STEAMED BEECH BLANKS WHILE KEEPING THE COLOURS ACQUIRED IN THE STEAMING PROCESS
Ladislav Dzurenda
ABSTRACT
The analysis of the impact of proposed external conditions for hot air drying of steamed beech wood (Fagus sylvatica L.) blanks from the initial moisture content of w1 ≈ 50 % to final moisture content w2 = 10 % on the maintaining the colour of wood obtained in the process of steaming at the following modes: mode I (tI = 95 ± 2.5 °C), mode II (tII = 115 ± 2.5 °C), mode III (tIII = 135 ± 2.5 °C) is presented in the paper. The drying process is divided into two parts. Evaporation of free water from wet wood at drying medium temperatures ts =35 ÷ 40°C andrelativehumidity φ =70– 60%,whenthereareno chemical changes in the lignin-saccharide complex of beech wood manifested by the decomposition of chromophore structures and the formation of new functional groups manifested by a change in the colour of the wood. Evaporation of bound water from beech wood below the hygroscopicity limit is performed at the temperatures ts = 70 ÷ 80 °C. The colour coordinates in the colour space CIE L*a*b* of beech wood steamed by mode I after drying are: L* = 69.6 ± 1.7; a* = 11.3 ± 0.9; b* = 19.6 ± 1.2, steamed by mode II are: L* = 64.6 ± 1.6; a* = 13.0 ± 0.7; b* = 22.7 ± 1.0 and steamed mode III are: L* = 54.5 ± 1.5; a* = 13.4 ± 1.1; b* = 25.3 ± 1.3. Differences in the colour of dried steamed beech wood according to the proposed drying mode and dried in an air-conditioned space is in the range of values ∆E* = 1.3 – 1.8.
Key words: beech, blanks, hot-air drying, mode of drying, colour of wood
INTRODUCTION
Wood drying is one of the basic technological operations of wood processing. The mentioned technological operation is a very complicated hydrothermal process and despite the considerable efforts of scientists and technologists, the research of wood drying has not been completed yet.
Drying of hardwood in the form of lumber and blanks is a technological process in which water is removed from the wood. It is usually performed in hot air chamber dryers at drying medium temperatures t = 50 ÷ 80 °C. Implementation of the drying process at these temperatures creates conditions not only for the removal of water from wood, but also for the course of chemical reactions such as: extraction of water-soluble accessories, partial hydrolysis of hemicelluloses, degradation of polysaccharides, cleavage of free radicals and phenolic hydroxyl groups in lignin groups of chromophores causing wood colour change
In thermal processes such as: wood drying, wood steaming, thermo-wood production technologies, the wood changes colour. It darkens and depending on the wood species,
81
acquires new shades of colour. In the process of wood steaming, depending on the steaming conditions, the beech wood acquires from a pale pink-brown to a dark red-brown colour shade (MOLNAR and TOLVAJ 2002, CIVIDINI et al. 2007, TOLVAJ et al. 2009, GONZÁLEZPEÑA and HALE 2009, TODARO et al. 2012, BEKHTA and NIEMZ 2013, DZURENDA 2014, MILIC et al. 2015, BARCIK et al. 2015, BARANSKI et al. 2017, BANSKI and DUDIAK 2019, DZURENDA 2022). Oak wood, as reported by TOLVAJ and MOLNAR (2006), TODARO et al (2012), DZURENDA (2018a), acquires colour shades from pale brown-yellow to dark browngrey.Thewhite-yellowcolourofmaplewoodintheprocessofsteamingwoodwithsaturated water steam acquires shades from pale pink-brown to brown-red colour DZURENDA (2018b), DZURENDA and DUDIAK 2020, DUDIAK (2021).
In order to eliminate the colour change of wood of steamed beech blanks in the drying process, a special mode for hot air drying of steamed beech blanks in the chamber dryers was developed based on the heat-moisture wood processing in order to preserve the colour of wood acquired by the steaming process. The aim of this work is to assess the proposed mode for hot air drying of steamed beech blanks with dimensions: 38 × 100 × 800 mm from moisture content w1 ≈ 50 % to moisture content w2 = 10 % in the chamber dryer, from the aspect of wood colour change and quality of dried wood steamed beech blanks.

MATERIAL AND METHODS
Steaming of beech blanks in order to modify the colour of wood
Beech blanks were steamed before drying. The process of steaming with saturated water steam in order to change the original light white-grey-yellow colour to pale pinkbrown, red-brown, or deep brown-red colour was conducted in a pressure autoclave APDZ 240 (Himmasch AD, Haskovo, Bulgaria) in the company Sundermann s.r.o. Banská Štiavnica (Slovakia). The course of the steaming process – thermal modification of the colour of beech blanks presents Fig. 1 and technical-technological parameters of individual steaming regimes are given in Table 1.
Fig. 1 Mode of colour modification of beech wood with steamed with a saturated steam-air mixture or saturated water steam.
82
Tab. 1 Mode of colour modification of beech wood with steamed with a saturated steam-air mixture or saturated water steam.
Modes Colour Temperature in autoclave [°C] Time of operation [h] tmin tmax τ1 -phase I. τ2-phase II. Total time
Mode I pale pink-brown 92 5 97 5 8.0 1.0 9.0
Mode II red-brown 112.5 117.5 7.5 1.5 9.0
Mode III deep brown-red 132 5 137 5 7.5 1.5 9.0
Drying of steamed beech blanks without affecting the colour change of the wood
The reduction of moisture content of steamed wood to a moisture content of w2 ≈ 10 % was performed in two ways: 1. by drying in an air-conditioned room, 2. by drying in a hot air lumber dryer, the proposed mode.
Drying in an air-conditioned space: 20 pieces of steamed beech blanks from each steaming mode were dried in an air-conditioned space at the air temperature of t = 20 °C and relative air humidity of φ = 60 %. After reaching the final moisture content, the values at the coordinates L*, a*, b* in the colour space CIE L*a*b* were measured on both sides of the planed surfaces of the dried blanks.
Drying of steamed beech blanks by the proposed mode was performed in a hot-air chamber dryer KWH-V3. The breakdown of external conditions for drying steamed beech blanks with dimensions: 38 × 100 × 800 mm from moisture content wp ≈ 50 % to moisture content wk = 10 % in the chamber lumber dryer is given in Table 2. The drying process is divided into two parts. Drying for adiabatic evaporation of free water from wet wood is designed at humid air temperatures t = 35 ÷ 40 °C and relative air humidity φ = 70 – 60 %. At the indicated temperatures, no conditions are created for the chemical reactions of lignin in thelignin-saccharidecomplexmanifestedbyachangein chromophores inthebeech wood causing change in the colour of the beech wood. At the end of this phase, conditioning is included in order to partially eliminate the moisture gradient formed in the wood of the blanks during the evaporation of water from the cell lumens. The conditioning is realized by increasing the relative humidity to φ = 84 % and the air temperature t = 50 °C. Drying of beech wood below the hygroscopicity limit is realized at humid air temperatures t = 70 ÷ 80 °C.
Tab. 2 Description of external drying conditions for steamed beech blanks while preserving the colour of the wood obtained by the steaming process.
Phase of drying
Blanks with dimensions: 38 × 100 × 800 mm ts (°C) ∆t (°C) τ (h)
Initial heating 35 2 4
Moisture degree 50 – 35 (%) 35 5 55
Moisture degree 35 – 25 (%) 40 8 33
Conditioning 50 3 6
Moisture degree 25 – 20 (%) 70 8 14
Moisture degree 20 – 15 (%) 80 11 18
Moisture degree 15 – 10 (%) 80 16 26
Treatment 80 7 7 Cooling 30 7 4
83
Thedegreeofhardness of thedryingmode process ofsteamedbeechblanks,expressed in terms of the drying gradient (U = w/wequ) in the individual moisture stages presents Fig. 2.

Fig. 2 Drying gradient values for individual moisture stages of steamed beech blanks.
Checking the colour and quality of dried steamed beech blank
The colour on the planed surface of the dried 36 blanks was measured with a Color Reader CR-10 colorimeter. The effect of the drying mode on the colour change of beech wood was evaluated:
- By determining the values of L*, a*, b* of the colour space CIE L*a*b* of steamed beech wood. The values of colour coordinates are given in the form of notation: x s x x = i.e., average measured value and standard deviation.
- By comparing the values on the coordinates L*, a*, b* of the dried wood by the hot air drying mode with the reference values of the coordinates L*, a*, b* of the beech wood dried in the air-conditioned space.
- By determining the total colour difference ∆E* quantified by: ( ) ( ) ( )2 * * 1 2 * * 1 2 * * 1 b b a a L L E + + = (1)
Where: L* 1, a * 1, b* 1 values on the coordinates of the colour space of beech wood dried by the proposed drying mode in the dryer, L* , a *, b* values on the coordinates of the colour space of beech wood dried in an air-conditioned space.
w w
n i i = = [%], (2)
After the drying process, the quality of the dried blanks was checked by determining the on the 12 blanks deviations of the final moisture from the required moisture w0, the fluctuations of the final moisture wko and the moisture gradient ∆w. The deviation of the final moisture from the required moisture was determined by the relation: k 1 k 0 w n
Where: n – number of control samples, wik – final moisture content of the samples [%],
84
wk – required final wood moisture content [%].
The fluctuation of the final moisture content was evaluated by the difference of the values of the maximum and minimum moisture content of the samples according to the relation:
min max k0 w w w = [%], (3) Where: wmax – maximum moisture content in the drying samples [%], wmin – minimum moisture content in the drying samples [%].
The moisture gradient in the lumber was determined from the difference between the moisture of the middle layer and the diameter of both surface layers:
pov s w w w = [%], (4) Where: ws – moisture of the middle layer [%], wpov – moisture of surface layers [%].
The wood moisture content of steamed blanks was measured with an FMD6 resistance hygrometer from Brookhuis Micro-Eletronics BV.
RESULTS AND DISCUSSION
The values of colour coordinates: L*, a*, b* of dried beech blanks measured on the planed surface of both loading areas are given in Table 3.
Tab. 3 Values of colour coordinates of steamed beech wood dried in the chamber lumber kiln KWH-V3, the proposed drying mode.
Steamed beech blanks dried in a lumber chamber dryer
Coordinates of colour space CIE L*a*b* L1* a1* b1*
Steaming mode at the temperature of the steaming medium tI = 95 ± 2.5 °C number of measurements 72 72 72 coordinate value 69.6 ± 1.7 11.3 ± 0.9 19.6 ± 1.2
Steaming mode at the temperature of the steaming medium tII = 115 ± 2.5 °C number of measurements 72 72 72 coordinate value
64.6 ± 1.6 13.0 ± 0.7 22.7 ± 1.0
Steaming mode at the temperature of the steaming medium tIII = 135 ± 2.5 °C number of measurements 72 72 72 coordinate value
54.5 ± 1.5 13.4 ± 1 1 25 3 ± 1.3
The values of colour space coordinates CIE L*a*b*, steamed beech blanks dried to moisture content w ≈ 10 % in an air-conditioned space at air temperature t = 20 °C and relative air humidity z φ = 60 %, on the planed surface are given in Table 4.
Tab. 4 Values of colour coordinates of steamed beech wood dried in an air-conditioned space.
Steamed beech blanks dried in an air-conditioned space
Coordinates of colour space CIE L*a*b* L* a* b*
Steaming mode at the temperature of the steaming medium tI = 95 ± 2.5 °C number of measurements 40 40 40 coordinate value 70.7 ± 1.4 11.7 ± 0.7 20.6 ± 1.2
85
Steaming mode at the temperature of the steaming medium tII = 115 ± 2.5 °C number of measurements 40 40 40 coordinate value 64.6 ± 1.5 12 1 ± 0.9 22.7 ± 1.1
Steaming mode at the temperature of the steaming medium tIII = 135 ± 2.5 °C number of measurements 40 40 40 coordinate value 54.5 ± 1.3 13.4 ± 1.0 24 7 ± 1.2
The differences between the colour of dried wood of steamed beech blanks in the dryer and the colour ofdried woodofsteamedbeech blanks in the air-conditionedspaceare shown in Table 5.
Tab. 5 Values on the coordinates of the colour space CIE L*a*b* of beech wood dried in the dryer with the values of beech wood dried in the air-conditioned space and the total colour difference ∆E*
Coordinates of colour space CIE L*a*b* L* a* b* ∆E*
Steaming mode at the temperature of the steaming medium tI = 95 ± 2.5 °C Wood dried in the dryer 69.6 11.3 19.6Wood dried in an air-conditioned space 70 7 11.7 20.6Differences on coordinates ∆L*, ∆a*, ∆b* a ∆E* - 1.1 - 0 4 - 1.0 1 6
Steaming mode at the temperature of the steaming medium tII = 115 ± 2.5 °C Wood dried in the dryer 63.2 13.0 22.7Wood dried in an air-conditioned space 64 6 12.1 23.4Differences on coordinates ∆L*, ∆a*, ∆b* a ∆E* - 1 4 + 0 9 - 0 7 1.8
Steaming mode at the temperature of the steaming medium tIII = 135 ± 2.5 °C Wood dried in the dryer 53.5 12.9 25.3Wood dried in an air-conditioned space 54.5 13.4 24.7Differences on coordinates ∆L*, ∆a*, ∆b* a ∆E* - 1.0 - 0 5 + 0 6 1.3
The values on the colour coordinates of the dried beech wood in the dryer differ slightly from the values of the beech wood dried in the air-conditioned space. The stated changes of dried steamed wood samples according to individual steaming modes, expressed in the form of the total colour difference, are within the tolerance ∆E* = 1.3 – 1.8. According to the categorization of wood colour changes in thermal processes reported by the authors CIVIDINI et al. (2007), the total colour difference classifies the colour change of steamed beech wood in the category ∆E* = 0.2 – 2.0, i.e., small (insignificant) colour changes. The results of analysis evaluating the quality of dried steamed beech blanks are shown in Table 6.
Tab. 6 Evaluation of the quality of dried beech blanks.
Qualitative sign
The measured values
Steaming mode at the temperature of the steaming medium tI = 95 ± 2.5 °C
Deviation of the final moisture from the required moisture w0 0.4 %
Fluctuation of the final moisture content of the wood wk0 0 9 %
Moisture gradient in the wood of the blanks ∆w 0.5 %
Steaming mode at the temperature of the steaming medium tII = 115 ± 2.5 °C
Deviation of the final moisture from the required moisture w0 0.5 %
Fluctuation of the final moisture content of the wood wk0 1.2 %
Moisture gradient in the wood of the blanks ∆w 0.7 %
Steaming mode at the temperature of the steaming medium tIII = 135 ± 2.5 °C
Deviation of the final moisture from the required moisture w0 0.4 %
Fluctuation of the final moisture content of the wood wk0 0.8 %
Moisture gradient in the wood of the blanks ∆w 0.4 %
86
A comparison of the measured values of dried wood quality of steamed beech blanks with the values for determining the quality of dried lumber presented in TREBULA and KLEMENT (2002) shows that dried steamed beech blanks meet the requirements of quality parameters of individual classes as follows: final deviation from the required moisture content, quality class I (w0 ≤ 0.5 %), final change in moisture content, quality class I (wk0 ≤ 2.0 %), moisture gradient, quality class I (≤w ≤ 1.5 %).
CONCLUSIONS
The paper presents a mode for drying wood of steamed beech blanks with dimensions: 38 × 100 × 800 mm from moisture content wp ≈ 50 % to the final moisture content wk = 10 %, without affecting the colour change of steamed beech wood.
Pale pink-brown colour of dried beech wood steamed mode I in the colour space CIE L*a*b* is identified by the values on the coordinates: L* = 69.6 ± 1.7; a* = 11.3 ± 0.9; b* = 19.6 ± 1.2. Red-brown colour of steamed beech wood mode II after drying is: L* = 64.6 ± 1.6; a* = 13.0 ± 0.7; b* = 22.7 ± 1.0 and deep brown-red colour of steamed beech wood mode III is: L* = 54.5 ± 1.5; a* = 13.4 ± 1.1; b* = 25.3 ± 1.3. Changes in the colour of steamed beech wood caused by the drying process, expressed in terms of the total colour difference ∆E* compared to the colour of steamed beech wood dried in an air-conditioned space, is in the range of values ∆E* = 1.3 – 1.8. The mentioned colour changes, according to the categorization of wood colour changes in thermal processes reported by the authors (CIVIDINI et al. 2007) classifies the colour changes of steamed beech wood due to drying into the category ∆E* = 0.2 – 2.0, i.e., small (insignificant) colour changes. According to the quality assessment of dried wood of steamed beech blanks, steamed dried blanks meet the quality parameters of I. class.
REFERENCES
BANSKI, A.; DUDIAK, M. 2019. Dependence of color on the time and temperature of saturated water steam in the process of thermal modification of beech wood. In AIP Conferen. Proc. 2118, 30003.
BARAŃSKI, J., KLEMENT, I., VILKOVSKÁ, T., KONOPKA, A. 2017. High temperature drying process of beech wood (Fagus sylvatica L.) with different zones of sapwood and red false heartwood. In BioResources 12(1), 1861-1870.
BARCIK, Š., GAŠPARÍK,M., RAZUMOV, E.Y. 2015 Effect of thermal modification on the colour changes of oak wood. In Wood Research. 60 (3):385-396.
BEKHTA, P., NIEMZ, P. 2003 Effect of high temperature on the change in colour, dimensional stability and mechanical properties of spruce wood. In Holzforschung. 57(5). 539–546.
CIVIDINI, R., TRAVAN, L., ALLEGRETTI, O. 2007 White beech: A tricky problem in drying process. In International Scientific Conference on Hardwood Processing, Quebec City, Canada.
DUDIAK, M. 2021. Modification of maple wood colour during the process of thermal treatment with saturated water steam. In Acta Facultatis Xylologiae Zvolen, 63, 25–34.
DZURENDA, L., DELIISKI, N. 2012. Drying of beech timber in chamber drying kilns by regimes preserving the original colour of wood. In Acta Facultatis Xylologiae Zvolen. 54 (1), 33 – 42.
DZURENDA, L. 2014. Colouring of Beech Wood during Thermal Treatment using Saturated Water Steams. In Acta Facultatis Xylologiae Zvolen, 56 (1):13 – 22.
DZURENDA, L. 2018a. The Shades of Color of Quercus robur L. Wood Obtained through the Processes of Thermal Treatment with Saturated Water Vapor. In BioResouces 13(1), 1525 – 1533.
DOI: 10.1063/biores 13.1.1525-1533
87
DZURENDA, L. 2018b Hues of Acer platanoides L. resulting from processes of thermal treatment with saturated steam. In Drewno. 61(202):165-176. DOI:10.12841/wood.1644-3985.241.11
DZURENDA, L., DUDIAK, M. 2020 The Effect of the Temperature of Saturated Water Steam on The Colour Change of Wood Acer Pseudoplatanus L. In Acta Facultatis Xylologiae Zvolen, 62 (1), 19 –28.
DZURENDA, L. 2022 Range of color changes of beech wood in the steaming process. In BioResources 17(1): 1690-1702.
GONZALEZ-PENA,M.M,HALE,M.D.C.2009 Colourinthermallymodifiedwoodofbeech,Norway spruce and Scots pine. Part 1: Colour evolution and colour changes. In Holzforschung 63(4), 385393.
MILIĆ, G., TODOROVIĆ, N., POPADIĆ, R. 2015. Influence of steaming on drying quality and colour of beech timber. In Glasnik Šumarskog Fakulteta 83-96.
MOLNAR, S.; TOLVAJ, L. 2002 Colour homogenisation of different wood species by steaming. In Interaction of Wood with Various Forms of Energy; Technical University in Zvolen: Zvolen, Slovakia, pp. 119−122.
TODARO, L., ZUCCARO, L., MARRA, M., BASSO, B., SCOPA, A. 2012. Steaming effects on selected wood properties of Turkey oak by spectral analysis. In Wood Science Technology 46(1-3): 89-100.
TOLVAJ, L., NEMETH, R., VARGA, D., MOLNAR, S. 2009. Colour homogenisation of beech wood by steam treatment. In Drewno. 52 (181): 5-17.
TOLVAJ, L., MOLNÁR S. 2006. Colour homogenisation of hardwood species by steaming In Acta Silvatica et Lignaria Hungarica 2: 105-112.
TREBULA,P.,KLEMENT,I.2002 Sušenie a hydrotermická úprava dreva. Zvolen. Vydavateľstvo TU vo Zvolene. 449 p.
ACKNOWLEDGMENTS
This experimental research was carried out under the project APVV-17-0456 “Thermal modification of wood with saturated water steam for purposeful and stable change of wood color”. This publication is alsotheresult of the project implementation: Progressiveresearch of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS’ ADDRESSES
Prof. Ing. Ladislav Dzurenda, PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Woodworking T. G. Masaryka 24 960 01 Zvolen Slovakia mail: dzurenda@tuzvo.sk
88
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 89 97, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.08
THE EFFECT OF THE GRANULOMETRIC COMPOSITION OF BEECH CHIPS FROM A CNC MACHINING CENTER ON THE ENVIRONMENTAL SEPARATION TECHNIQUE
ABSTRACT
The aim of the paper is to determine the granulometric composition of chip removed from the beech lumber milling process using a CNC machining center SCM Tech Z5 in the range of commonly used technical and technological parameters under standard conditions of feed speed: vf = 1 ÷ 5 m.min-1 and the thickness of the removed layer: e = 1, 3 and 5 mm. Another goal of the paper was to select a suitable separation technique that would be sufficient to effectively capture the largest possible dispersion of fractions in the beech lumber milling process. Granulometric analysis showed that under the given conditions in the milling process the largest proportion of coarse and medium coarse fraction is formed and particles with a size smaller than 32 μm are not formed. For this reason, it is our recommendation to choose a combination of dry mechanical separators together with fabric filters, as mechanical separators are able to capture mainly larger particle fractions. Fabric filters would serve to trap any finer particles, thus saving the user from greater wear of the coarse and medium coarse fractions, which would increase the wear of the filter cloth to an increased extent.
Key words: beech blanks, CNC machining center, granulometric composition of chips, separation ability
INTRODUCTION
Nowadays woodworking with CNC technologies is an integral part of the woodworking industry. The range of used CNC machines is very wide in the so-called CNC machining centers (KORČOK et al. 2018,KOS et al. 2004). Even with these modern computer controlled machines, we cannot avoid the problem of removing secondary material, which arises during machining - chip.
For conventional woodworking machines, it is relatively easy to design chip removal, as these tend to shape and move in the same way (OČKAJOVÁ et al. 2008, TUREKOVÁ et al. 2019, VANDLIČKOVÁ et al. 2020). Chip removal is more difficult when the working zone is large and the direction of relative movement between the tool and the workpiece is variable during machining, and this is another obstacle to chip removal efficiency (SEDLECKÝ 2017). This is the case in most CNC machines used in the woodworking industry (BARCÍK and GAŠPARÍK 2014, HLÁSKOVÁ et al. 2015, CANDELIER and DIBDIAKOVA 2021).
89
Martin Kučerka - Alena Očkajová - Richard Kminiak - Marta PędzikTomasz Rogoziński
The efficiency of effective chip removal during milling in CNC machining centers depends on the type of operation performed in the CNC machining center, as well as on the machining path (PALUBICKI andROGOZIŃSKI2016, KOPECKÝ andROUSEK 2006,PINKOWSKI et al. 2018,RAUTIO et al. 2007).
Nowadays as well as in the future, it is necessary to focus on reducing or eliminating hazardoussubstances in the workplace.Therefore, it isessentialtolook forways to eliminate pollution in all industries, including wood. Thanks to the knowledge of the properties of the chip and its smallest particles in the form of dust, we are able to positively influence the development of separationtechniques and technologies leading to the reductionofemissions in the working environment (HLÁSKOVÁ et al. 2018).
The separation of sawdust from the transport air is carried out using separation techniques such as mechanical separators of the SEA type series with T3/1600 cells, SEB type separators with T4/630 cells, and various fabric filters with dust particle permeability with dimensions below 3.5 μm (DZURENDA et al. 2008). Separators SEA and SEB are used to separate coarse and medium coarse particles such as sawdust, shavings, chips, etc. (DZURENDA 2002). Fabric filters with filter fabrics made of FINET-PES materials are more suitable for extracting finer and fibrous chip fraction. The optimal technical solution of the air-conditioning system and the conditions of the separation of sawdust from the transport air is conditioned, among other things, by taking into account the knowledge about the physical properties, grain size and geometric shapes of the chips of the extracted loose wood mass (MRAČKOVÁ et al. 2016,OČKAJOVÁ et al. 2010, DREVKO et al. 2005)
The aim of this paper is to obtain information on the granulometric composition of chips generated during milling in a CNC machining center, in different material removal settings, when using different feed speeds, when machining native beech wood. The constructed residue curves for individual variants of the obtained chips suggest a possible separation technique
MATERIALS AND METHODS
Characteristics of the material used: in the experiment, furniture blanks made of beech wood (Fagus sylvatica L.) of the following dimensions were used: length l = 500 mm (±1mm),width w =80mm(±0.5mm),thickness h =50mm(±0.5mm).Thecutorientation within the thickness was radial. The moisture content of the blanks was determined to w = 10 % (± 2 %).
Characteristics of the machinery used: the experiment was carried out using a 5-axis CNC machining center SCM Tech Z5 (Figure 1) supplied by SCM-group, Rimini, Italy. The basic technical-technological parameters given by the manufacturer are provided in Table 1. The experiment used a single-knife end mill with type designation KARNED 4451 from the manufacturer Karned Tools s.r.o., Prague, Czech Republic with a working diameter d = 16 mm. The reversible knife HW 49.5/9 /1.5 made of sintered carbide T10MG was fitted in the end mill.
90
Fig. 1 CNC machining center SCM Tech Z5.

Tab. 1 Technical and technological parameters of the CNC machining center SCM Tech Z5
Technical parameters of the CNC machining center SCM tech Z5
Useful desktop
X = 3 050 mm, Y = 1 300 mm, Z = 3 00 mm
Speed in the X axis 0 ÷ 70 m.min-1 Speed in the Y axis 0 ÷ 40 m.min-1 Speed in the Z axis 0 ÷ 15 m.min-1 Vector speed 0 ÷ 83 m.min-1
The parameters of the main spindle Electric spindle with connection HSK F63
Rotation axis C 640°
Rotation axis B 320° Speed 600 ÷ 24 000 ot.min-1
Power 11 kW – 24 000 ot.min-1 7.5 kW – 10 000 ot.min-1
Maximum tool size D = 160 mm L = 180 mm
The course of the experiment: the workpiece was milled with a KARNED 4451 end mill under the following conditions: removal e = 1, 3, 5 mm, milling speed n = 20 000 rpm, feed speed vf = 1 ÷ 5 m.min-1 For each parameter combination 6 samples were milled. Samples for granulometric analysis of wood dust were taken isokinetically from the exhaust pipe of the CNC woodworking center in accordance with STN 9096: 2021 (83 4610): "Manual determination of the mass concentration of solid pollutants" The granulometric composition of the chip was determined by sieving. For this purpose, a special set of stacked screens (2 mm, 1 mm, 0.5 mm, 0.25 mm, 0.125 mm, 0.063 mm, 0.032 mm and bottom) placed on a vibrating stand of a Retsch AS 200c screening machine from the company was used Retsh GmbH, Haan, Germany. The sieving parameters were in accordance with STN 153105 and STN ISO 3310-1, sieve interruption frequency 20 seconds, sieve amplitude 2 mm.g-1, sieving time τ = 15 minutes, weighing 50 g. The granulometric composition was obtained by considering the proportions remaining on the sieves after sieving on a Radwag 510/C /2 electric laboratory balance from Radwag Balances and Scales, Radom, Poland, with a weighing accuracy of 0.001 g. Screening was performed on three samples for each combination of parameters.
91
RESULTS AND DISCUSSION
In the experiment, the conditions were identical to those in the furniture manufacturing practice. Chip removal was set at 1, 3 and 5 mm. Commonly used feed speed when processing grown wood is 1, 2, 3, 4 and 5 m.min-1. The results of the average values of the sieve analyzes in combination with the feed speeds and the chip removal are shown in Table 2.
Tab. 2 Granulometric composition of beech chips from the milling process on a CNC machining.
Thickness of removed layer e [mm]
Dimension of mesh sieves [μm]
Fraction designation
Percentage of the fraction [%] Feed speed vf [m.min-1] 1 m.min-1 2 m.min-1 3 m.min-1 4 m.min-1 5 m.min-1
2 mm coarse 87 60 83 27 93 77 95 43 92 24 1 mm 6.63 11.97 3.09 2.05 3.13 500 μm medium coarse
1 mm
2 mm coarse 84 94 72 39 66 94 63 47 55 86 1 mm 5.65 6.65 8.56 9.65 10.98 500 μm medium coarse
1 75 2 11 1 04 0 92 2 22 250 μm 1 34 1 16 0 98 0 81 1 46 125 μm 1.41 0.92 0.66 0.47 0.5 63 μm fine 1 01 0 42 0 34 0 28 0 36 32 μm 0.26 0.15 0.12 0.04 0.09 ˂ 32 μm 0 0 0 0 0 3 mm
3 43 9 89 10 87 11 58 15 04 250 μm 2 52 6 42 8 22 10 73 14 45 125 μm 2.04 3.61 4.66 3.79 2.43 63 μm fine 1 10 0 84 0 58 0 62 0 97 32 μm 0.32 0.2 0.17 0.16 0.27 ˂ 32 μm 0 0 0 0 0
5 mm
2 mm coarse 52 98 46 06 37 70 40 49 37 51 1 mm 14.25 11.92 9.54 10.60 9.44 500 μm medium coarse
11 41 13 68 16 50 18 11 22 26 250 μm 9.85 13.18 20.19 21.34 25.12 125 μm 7.46 12.08 13.91 7.60 4.04 63 μm fine 3 40 2 61 1 76 1 48 1 26 32 μm 0.65 0.47 0.40 0.38 0.37 ˂ 32 μm 0 0 0 0 0
The results shown in the table show that chips with dimensions over 2 mm have the highest percentage. We classify these chips in the category of so-called flat chips this means that the length and width of the chip are significantly greater than its thickness. With greater chip removal and with increasing feed speed, the proportion of flat chips decreases. A smaller chip removal results in a higher proportion of fractions with dimensions above 2 mm, because the chip has the shape of a cut layer of milled wood and is solid and without bends. Fractions below 500 μm (medium coarse fraction) can already be characterized as isometric chips i.e., chips which have approximately the same dimensions in all three directions. The proportion of these fractions increases significantly with increasing material removal, from 2.2 % at a removal of 1 mm and a feed speed of 4 m.min-1, to 51.42 % at a removal of 5 mm and feed speed of 5 m.min-1. The highest proportion of dust inhalable chip
92
fractions (with dimensions below 63 μm) arises at higher material removal, at 5 mm removal it is up to 12.78 % compared to 1 mm material removal, where it is 3.07 % and at 3 mm removal it is 5.23 %. Thus, we can say that with increasing thickness of the cut layer, the proportion of medium coarse and fine chip fractions increases independently of the feed speed, which he also confirmed (KMINIAK and BANSKI 2018) in a similar experiment for oak lumber. From the point of view of feed speeds, the fact was confirmed that at a higher feed speed and at a thickness of the cut layer of 3 mm the proportion of medium coarse fraction increases, at a cut layer thickness of 5 mm the share of fine particles gradually increased with increasing feed speed. This statement was also confirmed by the authors (SIKLIENKA et al. 2017, LISIČAN 1996) who claim that increasing the thickness of the cut layer as well as the feed speed breaks up the fractions and increases the proportion of medium-coarse and fine fractions. On the contrary, an increase in the feed speed results in a decrease in the proportion of the fraction above 2 mm.
During the wood milling process using the CNC machining center, we can declare that the machining center we used does not produce respirable fractions with dimensions below 32 μm. These fractions are especially respirable if they are in the air. Similar results were obtained on a conventional bottom spindle milling machine for oak and spruce milling (OČKAJOVÁ et al.2020).
From the histogram in Fig. 2, it is clear that the proportion of all fractions smaller than 500 μm increases with increasing thickness of the cut layer, from a minimum of 2.52 % at the smallest cut layer thickness to 53.05 % at the highest feed speed and the largest thickness truncated layer. If we divide it into a medium coarse and a fine fraction, we can see that with a medium coarse fraction (particles with a size of 500 - 125 μm) the proportion of particles increases with increasing thickness of the cut layer and in most cases with increasing feed speed. In the case of a fine fraction (particles with dimensions of 125 - 32 μm), at the highest thickness of the cut layer and in this case also with gradually increasing feed speed, the proportion of particles decreases and therefore we can say that these parameters no longer were at a thickness of the cut layer of 1 and 3 mm. Similar results were confirmed by the authors (KMINIAK and BANSKI 2018).

93
Fig. 2 Comparison of granulometric composition of coarse fraction chips.
Fig. 3 Comparison of granulometric composition of medium coarse chips.


Fig. 4 Comparison of granulometric composition of fine fraction chips.
We also evaluated the obtained results of sieve analyzes using residue curves, which clearly present the proportions of individual fractions, and we supplemented them with curves for dry mechanical separators and filter fabrics. In conclusion, we recommend the use of dry mechanical separators in combination with fabric filters to capture these fractions (KMINIAK et al. 2020). This combination is suitable due to the capture of larger coarse and mediumcoarsefractions bydrymechanicalseparators(atthelevelof80µm)andsubsequent capture of finer fractions by fabric filters, which would significantly reduce the wear of fabric filters against abrasion from larger coarse and medium coarse fractions.
94
Fig. 5 Comparison of curves of residual chips at individual milling parameters with dry mechanical separators and filter fabrics.
CONCLUSION
By granulometric analysis, we found that under the given conditions in the milling process, the largest share of the coarse fraction over 500 μm with a thickness of the cut layer of 1 mm is formed. As the thickness of the layer to be cut increases, the proportion of the coarse fraction decreases and the proportion of the medium coarse fraction increases and, to a lesser extent, the proportion of the fine fractions at different slidin speeds. On the contrary, at the highest thickness of the cut layer (5 mm) and with a gradually increasing feed speed, the proportion of fine particles with a size of 125 - 32 μm decreases. We can state that the given process does not produce particles smaller than 32 μm, which means that dry mechanical separators in combination with fabric filters will be sufficient to capture even smaller fines from another woodworking process.

REFERENCES
BANSKI A., KMINIAK R. 2018. Influence of the thickness of removed layer on granulometric composition of chips when milling oak blanks on the CNC machining center. In Trieskové a beztrieskové obrábanie dreva [Chip and chipless woodworking], 11(1), 23-30. ISSN 2453-904X.
BARCÍK, Š., GAŠPARÍK, M. 2014. Effect of Tool and Milling Parameters on the Size Distribution of Splinters of Planed Native and Thermally Modified Beech Wood. In BioResources,9(1): 1346-1360.
CANDELIER, K., DIBDIAKOVA, J. 2021. A review on life cycle assessments of thermally modified wood. In Holzforschung, vol. 75, no. 3, 2021, pp. 199-224. DOI:10.1515/hf-2020-0102
DREVKO, S., MAČALA, J., BAKALÁR, T. 2005. Analýza fyzikálnych vlastností látkových filtrov [Analysis of physical properties of fabric filters]. In Acta Montanistica Slovaca, 10(1), 204-208.
DZURENDA L., 2002. Vzduchotechnická doprava a separácia dezintegrovanej drevnej hmoty [Air transport and separation of disintegrated wood] Technical university in Zvolen, 143 p. ISBN 80228-1212-9.
95
HLÁSKOVÁ,L.,ROGOZIŃSKI,T.,DOLNY,S.,KOPECKÝ,Z.,JEDINÁK,M.2015.Content ofrespirable and inhalable fractions in dust created while sawing beech wood and its modifications. In DrewnoWood: Prace naukowe, doniesienia, komunikaty 58(194): 135-146.
HLÁSKOVÁ, L., ORLOWSKI, K. A., KOPECKÝ, Z., SVITÁK, M., OCHRYMIUK, T. 2018. Fracture toughness and shear yield strength determination for two selected species of central European Provenance. In BioResources, 13(3): 6171-6186. DOI: 10.15376/biores.13.3.6171-6186
KMINIAK,R.,ORLOWSKI,K.A.,DZURENDA,L.,CHUCHALA,D.,BANSKI,A.2020.Effect ofThermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. In Applied Sciences 10, no. 21: 7545. DOI: 10.3390/app10217545
KOPECKÝ Z., ROUSEK M. 2006. Simulation possibilities of dust emission in high-speed milling. 1st Jubilee Scientific Conference Manufacturing Engineering in Time of Information Society. Gdansk: Gdansk University of Technology, 191-196.
KORČOK, M., KOLEDA, P., BARCÍK, Š., VANČO, M. 2018. Effects of Technical and Technological Parameters on the Surface Quality when Milling Thermally Modified European Oak Wood. In BioResources, 13(4): 8569-8577.
KOS, A., BELJO-LUČIĆ, R., ŠEGA, K., RAPP, A. O. 2004. Influence of woodworking machine cutting parameters on the surrounding air dustiness. In Holz als Roh-und Werkstoff 62(3): 169-176 DOI: 10.1007/s00107-004-0473-2
LISIČAN, J. 1996. Theory and technique of wood working. Zvolen: MAT-CENTRUM, Slovakia
MRAČKOVÁ, E., KRIŠŤÁK, Ľ., KUČERKA, M., GAFF, M., GAJTANSKA, M. 2016. Creation of Wood Dust during Wood Processing: Size Analysis, Dust Separation, and Occupational Health. In BioResources, 11(1): 209-222.
OČKAJOVÁ,A.,BELJAKOVÁ,A.,SIKLIENKA,M.2010.Morphologyofdustparticlesfromthesanding process of the chosen tree species. In Wood research. Bratislava: Paper and Pulp Research Institute, 55(2): 89-98, ISSN 1336-4561.
OČKAJOVÁ, A., BELJAKOVÁ, A., LUPTÁKOVÁ, J. 2008. Selected properties of spruce dust generated from sanding operations. In Drvna industrija, 59(1): 3-10.
OČKAJOVÁ, A., KUČERKA, M., KMINIAK, R., ROGOZIŃSKI, T. 2020. Granulometric composition of chips and dust produced from the process of working thermally modified wood. In Acta Facultatis Xylologiae Zvolen, 62(1): 103-111 DOI: 10.17423/afx.2020.62.1.09
PAŁUBICKI, B., ROGOZIŃSKI, T. 2016. Efficiency of chips removal during CNC machining of particleboard.InWoodresearch.Bratislava: PaperandPulpResearchInstitute,61(5):811-818,ISSN 1336-4561.
PINKOWSKI, G., SZYMAŃSKI, W., KRAUSS, A., STEFANOWSKI, S. 2018. The effect of the feed speed and rotation speed of plane milling on the surface roughness of beech wood. In Annals WULSSGGW, For. and Wood Technol 103, 5-12.
RAUTIO, S., HYNYNEN, P., WELLING, I., HEMMILA, P., USENIUS, A., NARHI, P. 2007. Modelling of airborne dust emissions in CNC MDF milling. In Holz als Roh-und Werkstoff 65(5): 335-341 DOI: 10.1007/s00107-007-0179-3
SEDLECKÝ, M. 2017. Surface Roughness of Medium-Density Fiberboard (MDF) and Edge-Glued Panel (EGP) After Edge Milling. In BioResources, 12(4): 8119-8133. DOI: 10.15376/biores.12.4.8119-8133
SIKLIENKA, M., KMINIAK, R., ŠUSTEK, J., JANKECH, A. 2017. Delenie a obrábanie dreva. Zvolen: Technická univerzita vo Zvolene, p. 357. ISBN 80-228-2845-1.
TUREKOVÁ I, MRAČKOVÁ E, MARKOVÁ I. 2019. Determination of Waste Industrial Dust Safety Characteristics. In International Journal of Environmental Research and Public Health 16(12):2103. DOI: 10.3390/ijerph16122103
VANDLIČKOVÁ M,MARKOVÁ I,MAKOVICKÁ OSVALDOVÁ L,GAŠPERCOVÁ S,SVETLÍK J,VRANIAK J. 2020. Tropical Wood Dusts - Granulometry, Morfology and Ignition Temperature. Applied Sciences 10(21):7608. DOI: 10.3390/app10217608
96
STN ISO 9096 (83 4610): 2021. Ochrana ovzdušia. Stacionárne zdroje znečisťovania. Manuálne stanovenie hmotnej koncentrácie tuhých znečisťujúcich látok [Air protection. Stationary sources of pollution. Manual determination of the mass concentration of solid pollutants]. STN 1531 05/ STN ISO 3310-1: 2000. Súbor sít na laboratórne účely [A set of sieves for laboratory purposes].
ACKNOWLEDGMENT
This work was support by the grant agency VEGA under the project No. 1/0324/21and KEGA under the project No. 026UMB-4/2021. This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720(10%)supportedbythe Operational Programme Integrated Infrastructure(OPII) funded by the ERDF.
AUTHORS’ ADDRESSES
Ing. Martin Kučerka, PhD., prof. Ing. Alena Očkajová, PhD. Matej Bel University in Banská Bystrica Faculty of Natural Sciences Department of Technology Tajovského 40 974 01 Banská Bystrica Slovakia martin.kucerka@umb.sk; alena.ockajova@umb.sk
doc. Ing. Richard Kminiak, PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Woodworking T. G. Masaryka 2117/24 Slovakia richard.kminiak@tuzvo.sk
Marta Pedzik
Poznań University of Life Sciences Faculty of Wood Technology Wojska Polskiego 38/42 60-627 Poznań Poland marta.pedzik@itd.lukasiewicz.gov.pl
Dr. hab. Tomasz Rogoziński
Poznań University of Life Sciences Faculty of Wood Technology Wojska Polskiego 38/42 60-627 Poznań Poland trogoz@up.poznan.pl
97
98
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 99 111, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.09
TIMBER FOREST PRODUCTS: A WAY TO INTENSIFY GLOBAL BIOECONOMY FROM BIO-MATERIALS
Victor De Araujo – Juliano Vasconcelos – Francisco Lahr – André Christoforo
ABSTRACT
Bioresources are converted into greener products with multiple applications, which present elementary or complex characteristics, and perishable or durable purposes. Forests are leading matrices of sustainable inputs, as they convert environmental energy into renewablematerials. Whetherfromintensive silvicultureornativeforest management,wood became a valuable bio-material for the industry. Boosted by high industrialization and marked by versatile uses, woody products have been designed to replace unsustainable solutions. In response to the sustainable needs of recent sanitary and environmental crises, this paper seeks to clarify the potentials of timber forest products. From the literature review, global plans revealed neglected obstacles faced by less developed nations. Recommendations and actions were suggested to promote sustainable goods as the main engine for the bio-economic development of nations. As mineralized solutions still dominate markets worldwide, a turnaround attitude may address regional and global obstacles through more sustainable practices and goods.
Key words: bio-based resources, lignocellulosic products, sustainability, bio-development
INTRODUCTION
Trees arose on Earth before humans. As a result, forests have been supplying different solutionsthroughoutthehumanevolution.Usinggoodpracticesofsustainablemanagements and efficient silvicultural activities, forest resources can be virtually illimitable.
Followingroughlyacenturyservingasamassivecarbonsink,JIN et al. (2017)asserted that forests can become carbon neutral or carbon source. Even in hot and dry environments, forests achieve efficient carbon storage, essentially due to mechanisms related to plant activity and photosynthesis (SCHIMEL 2010). About wood applications, DE ARAUJO et al. (2020) have confirmed relevant outcomes for timber construction, both in native and exotic species.
Large forests are more efficient in carbon storage when compared to other ecosystems. This fact corroborates the preservation and managed uses of native forests as real instrument for a healthier livelihood. Therefore, affirmative thoughts of change in our habits have sought sustainable paths in our lifestyles towards protocols driven for better attitudes.
Solutions for urban planning and actions have been sought by different governments in response to negative and positive externalities provoked by urban growth (CEPEDA 2019) Forest resources are easily renewable and wherefore ensure a sustainable path indeed.
99
Forests and forestry sectors provide essential services and products to support health, livelihoods and a green recovery during times of crisis, whereas this aspiration symbolizes a strategic way to get sustainable forest ecosystems and resilient forest-dependent communities (SEN andSINGER 2020). Inthesustainablescopetowardsagreaterrenewability vision, timber acts as a natural forestry resource with relevant potential for society (SPURR and VAUX 1976)
Wood has been utilized for multitude functions, because unique features and visible abundance have afforded this natural raw material for numerous buildings, houses, vehicles, tools,objects,furnishings,instruments,andothers (WIEMANN 2010, DEARAUJO et al. 2017)
Rare nations do not have the wood as an input easily obtained in their domains. The values of forest chain perceptibly increase in sustainable times toward renewable sources.
For example, native wood was the first raw material of notable economic importance in Brazil, as it was collected and exported to Europe, to be converted into several products (DE ARAUJO et al. 2017) In parallel, European timber has competitive characteristics, although conifer-based manufactured products have reached greater market predominance in the last decades (CARBONE et al. 2020). As such, wood consumption is economically important for any nation, above all, for regions with reasonable presence of forests.
Yet, illegal logging is a complex problem in forests as the Amazon, where regulatory efforts have improved the detection of illegal activities such as overestimated volumes of high-value timber species in the logging permits (BRANCALLION et al. 2018). Since 2010s, Amazon basin is being affected by increased deforestations and fiercer fires (AMIGO 2020).
Despiteuncontrolled situations and woodmisuses ofnativeforests, the silviculturehas become popular in the Northern Hemisphere and is growing visibly in Latin America and Africa. According to GUSTAFSSON et al. (2012), mitigation of environmental impacts of clear-cuts has been efficiently satisfied by silviculture towards timber harvesting and biodiversity preservation in forests. Responsible practices ensure that forest products are manufactured in tune with the highest ecological, social and ethical standards (PEFC 2018). Thus, certifications rely on the forest management and chain of custody to enable a sustainable behavior in forests for the sustainable development of wood-processing industry (MIKULKOVÁ et al. 2015).
Developednations haveutilized, progressively and successfully, silvicultural practices to get certified materials for industrial purposes D’AMATO et al. (2009) stated that, over the last years, the context of forest management in the United States has gone through one of its most dynamic periods in history In 2020, 54% of global forests hold long-term management plans,whereEuropeand Asiahaveparticipatedwith96%and64%oftheirareas(FAO 2020).
Throughout the progress of societies, forests have become indispensable sources for the conversion of bioresources into timber forest products. The broad longevities and purposes of many existing buildings, furnishings and musical instruments prove the secular usesofwood.Thus,newdiscussionsarecompletelyconvenientto explainandpromotethese solutions.
In line with this introductory perspective, the paper explored timber forest products as viable alternatives to develop the global bioeconomy in this moment with demands for more sustainable solutions. Theoretical foundations were used to conceptualize theory and practices relatedtothecurrentstrategies andpolicies.Fromliteratureargumentsandauthor’s remarks, this review seeks to analyze the convenience of timber forest products from their features to encourage bioeconomy. Sections were organized to approach bioproducts and related topics.
100
EXPERIMENTAL
Literature-based research is a plural route, whose aim includes the exposition of views and arguments from different authors,correlation ofdistinctscenarios,andtheestablishment of discussions and suggestions to advance any specific topic. According to LIN (2009), this method is to read through, analyze and sort literatures in order to identify essential attributes. From this literature method, this study regarded a research prospection through different databases: DOAJ, Scopus, Web of Science, SciELO, Taylor&Francis Online, SpringerOpen, Elsevier’s ScienceDirect, and Google Scholar. Other documents were used to complete views.Multiple keywords were used: ‘timber’, ‘wood’, ‘wood market’, ‘timber forest product’, ‘timber product market’, ‘engineered wood product’ , ‘bioproduct’, ‘wood industry’, ‘timber industry’, ‘bioresources’ , ‘bioeconomy’ , ‘native forest’ , ‘forestry’, ‘silviculture’ ‘and ‘forest policy’ Sections were guided according to the contents from citations and authors’ remarks.
RESULTS AND DISCUSSION
‘Bio-based’ materials, products, technology and economy
People realize agriculture practice as food and fiber sources. But output materials from agroforestry activities are so-called “bio-based” and renewable through primary production from solar energy, atmospheric carbon-dioxide and terrestrial nutrients (SINGH et al. 2003). Agriculture can be efficient to feed the world’s demands with less arable land available and, therefore, it may be sustainable, organic and able to produce bio-products (CHOJNACKA 2015) So, bio-based materials are naturally produced from renewable resources.
Biotechnology is a contemporary biological approach to a great range of industries, whose term was stated by the Hungarian agro-economist ‘Károly Ereky’ for lines of work by which products are produced from raw materials with the support of living organisms (BUD 1989). From crops to woods and their residues, a broader agricultural role is boosting markets for renewable energy and industrialized goods from bio-based feedstock (SINGH et al. 2003). Industrial biotechnology utilizes enzymes and microorganisms to make bio-based products for multiple sectors (chemicals, detergents, textiles, food, bioenergy, paper and pulp, etc.), using sustainable processes from biomass to encourage the reduction of our dependence on coal, oil and gas (EUROPABIO 2012). The relief on non-renewable sources through biological resources for sustainable production is the core idea of bio-based economy (PRIEFER et al. 2017)
Bioeconomycombinestheproductionofrenewablebioresourcesandtheirconversions into bio-based products, food, and energy, whose activities include cleaner energy, forestry, agriculture, fishery, pulp and paper, biotechnology and biochemistry (EUROPEAN COMMISSION 2012). Transition from linear economy to bioeconomy is argued by literature as playing a key role in targeting challenges such as health, industry restructuring, energy and food securities, and mitigation of climate change (BIANCOLILLO et al. 2020). The transition will depend on the implementation of circular economy into the industry to promote sustainable goods (HOSSAIN et al. 2020). Bioeconomy is ensured by bio-based product markets, whose input-to-product conversion involves renewable resources to feed biotechnology-based productions Future of bioeconomy is a joint vision with the importance of sustainability (PFAU et al. 2014). Forest material private firm and industry may pay part of their profits to support forest regeneration programs (IBRAHIM et al. 2020) Despite the difficulties to measure sustainable progresses of institutions, the use of timber
101
products is essential to modern societies, as sustainable features are assured by their renewable and recyclable materials (DASGUPTA et al. 2015, DE ARAUJO et al. 2017) Wood materials and chemicals, fiber textiles, and non-timber forest products may satisfy the growing consumer’s demand in times of environmental valuation (EUROPEAN COMMISSION 2013). These goods drive the forest bioeconomy, whose activities use resources from forests or side streams of biomass from harvesting and refining (KARVONEN et al. 2017).
ThisoutlookharmonizeswithWOLFSLEHNER et al. (2016)andSEN andSINGER(2020), as forests and forest industry play great roles in the bioeconomy, providing materials, bioenergy, regulatory and cultural ecosystem income, service, and livelihood. Value-added wood solutions have contributed a higher share of income to forest owners than lower-end products as paper and fuel (WHERRY and BUEHLMANN, 2014). Full bioeconomy of food, feed and bioproducts is expected to grow globally from 10.3 billion dollars in 2018 to 12.8 in 2030 (WBCSD 2020).
Timber forest products: definitions and exemplifications
Forest production represents transformation of raw materials into consumer goods given by solutions with timber and non-timber features – that is, according to ligneous features.
Non-timber forest products are biological materials extracted from natural ecosystems andplantedforeststobeusedwithinthehousehold, bemarketed,orhavecertainsignificance (WICKENS 1991). Non-timber forest products (NTFPs) are diversified, being classified into categoriesabout theparts ofplants extracted(leaf,fruit, etc.),purposes (food, medicine,fuel, etc.) and levels of utilization (commercial and self-supporting) (PANDEY et al. 2016). Nontimberforest products are literallyany forestry resource, except woodymaterials (NEUMANN and HIRSCH 2000). They include plants used for food (fruits, nuts, mushrooms, and honeys), fodder for livestock, fuel, medicine herbs, biochemicals, gums, ornamental plants, textiles, fibers, seeds, and environmental and social services for extraction and protection (MCLAIN and JONES 2005, SULEIMAN et al. 2017)
Timber Forest Products are the woody materials processed and utilized as firewood and energy biofuels, roundwood, sawnwood, value-added wood products, paper- and fiberbased products, and engineered composite panels and beams (FALK 1958, SHMUKSKY and JONES 2011, MARCILLE et al. 2020, UNECE/FAO 2020a). They are ligneous goods, which are naturally and biologically produced from woody-character plants. Due to multiple uses (Table 1), timber forest products can properly support markets toward bioeconomy, as they add value to wood, above all, due to its polyvalent, renewable, reusable and sustainable vocations.
Panels and engineered products (Table 1), such as composite solutions, have improved wood performance. Glued wood products are structurally used in construction and furniture as stated by FARES et al. (2015), SANTIAGO et al. (2018), BIAZZON et al. (2019), VAŇOVÁ and ŠTEFKO (2021) and others. Yet, contributions have been developing sustainable valueadded manufactured products from silvicultural species and low-emission glues, for example, GAVA et al. (2015), CHEN and TAI (2018), AQUINO et al. (2019), SILVA et al. (2021), and others
Tab. 1 Timber forest products examples.
Category
Agriculture
Application Example
Fences, stakes, poles, braces, and straws
Arts, weaving and sports Easels, canvas, sculptures, looms, needles, bows, and clubs
Construction
Clothing and vesture
Culinary utensils
Furniture
Lumber, engineered wooden products, panels, beams, floors, doors, and decks
Watches, clogs, jewelry, shoe soles, and shoe heels
Cables, spatulas, pestles, bowls, barrels, vats, and corottes
Tables, chairs, beds, bookcases, cabinets, and chests
102
Medicine instruments Crutches, walking sticks, and physiotherapy supplies
Musical instruments Guitars, basses, violins, flutes, harps, sticks, and drums
Nautical Boats, crafts, canoes, oars, piers, and masts
Objects Clocks, bins, holders, folding screens, pencils, and sticks
Packaging Pallets, containers, crates, boxes, and covers
Toys Miniatures, board games, whipping-tops, and dollhouses
Source: adapted from DE ARAUJO et al. (2017).
Current markets of timber forest products
The increment of urbanization and working age of people drives the increase in demand of wood-based products used in construction and furnishing (BRACK 2018). Yet, other timber-forest-based solutions may have high growth potential as our society develops, for example, decoration, instruments and goods typified in Table 1. In recent years, the leading markets, more specifically in Europe and North-America, are showing fluctuations in consumption and production of timber forest products through reliable data forecasted by UNECE/FAO (2020b). In Table 2, different performances are observed in the main available manufactured solutions.
Tab. 2 Market volumes per timber forest product in the Europe and North-America.
Product volumes (million cubic meter) 2019* 2020** 2021** C P C P C P
Softwood logs 430.40 449.36 430.31 447.69 432.19 448.10
Softwood lumber 183.17 209.52 180.25 204.20 181.47 205.98 Hardwood logs 79.61 81.10 79.82 81.60 79.58 81.55
Hardwood lumber 32.84 34.71 31.66 34.24 31.53 34.39
Veneer sheets 15.64 15.47 15.91 15.75 15.63 15.48 Plywoods 23.42 15.59 22.92 15.43 22.56 15.39
Particleboards 62.81 50.36 62.94 49.45 63.41 50.05
Fiberboards 28.70 28.89 28.38 27.89 29.04 28.60
* Real values; **Forecasted values; C: apparent consumption; P: production Source: adapted from UNECE/FAO (2020b).
In most cases, product volumes decreased between 2019 and 2020, althougha possible resumption is already expected for 2021 at similar or even better levels than 2019 period; in fact, this triennium has been severely marked by global socioeconomic effects from a sanitarycrisis,asreportedbystudiessuchasAKBULAEV et al. (2020),CUTLERandSUMMERS (2020), HANUSHEK and WOESSMANN (2020), WORLD BANK GROUP (2020), and other authors.
Contrastingly, wood-based panels showed antagonistic scenarios in this period (Table 2). As in logs and lumber, fiberboards also had a parabolic behavior in production and consumption volumes. However, other panels showed distinct ways, as particleboards were increasingly consumed and plywood market was slightly reduced.
Log and lumber indexes are increasing with respect to pricing due to lower levels of production and raw materials exports from several countries as confirmed by ITTO (2021a, b).On asimilarroute, prices of wooden panels are rising in manyregions in thepresent stage marked by a sanitary crisis as analyzed by REPKO (2020), DELBERT (2021), LOGAN (2021), SANCHIS (2021), and others. Yet, GILBERTIE (2021) claims that “price of physical lumber seems like it still has to rise a bit more because mills are at capacity and unable to meet current demand”. Some regions, as Northern America, are seeing a downward movement in softwood lumber and panel prices as ensured by MADISON’S LUMBER REPORTER (2021) and LAMBERT (2021),though marketandenvironmentalcircumstancesmayadduncertaintyover the remainder of 2021 As a result, Brazil is exporting significant volumes of lumber, panels and furniture as cited by ZAFALON (2021) and LAURINDO (2021). This supply will be easily reduced if silvicultural production does not keep up with existing demands of international
103
and local markets ROSNER (2020), KEELEY (2021), MADISON’S LUMBER REPORTER (2021), Sugden (2021) and other authors declare that the world’s forests are being devastating by pests, insects, and wildfires. BELEDELI (2021) completes that reforestation activity is being affected by the expansion of food crops in Southern and Midwest Brazil.
The possible resumption of silviculture activities will improve material supplies, though a global intensification of forestry activities is necessary to continuously provide inputs and, therefore, contribute to cost reduction Synchronously, industries must be part of the process. SUJOVÁ and SIMANOVÁ (2021) cited that wood processing industry needs booster changes in customer requirements and increased pressures from competitors Excluding food and feed, the global market of bioproducts already exceeds 3.4 billion dollars, with just under a third referring to lumber, wood-based goods, pulp and paper, panels, and bioenergy (WBCSD 2020).
Current perspectives and challenges about bioeconomy toward timber forest products
Bioeconomy leads to sustainable economic growth and green opportunities for job and income (BIANCOLILLO et al. 2020) So, policies and plans must account for the trade-offs of forests to store carbon, adapt to climate change and yield wood products (FARES et al. 2015).
Governments may reduce uncertainties and commit to global climate action of forest sector, applying carbon taxes to products with higher global warming emissions, and creating programs to reduce barriers on cultural, educational and technological scopes in relation the use of sustainable products (HOWARD et al 2021) In China, the carbon emission trading has offered co-benefits by improving pollution reduction (KOU et al. 2021). Bioeconomy policy is already present in Austria, France, Ireland, Italy, Latvia, Nordic countries, Spain, and United Kingdom, whose more habitual goal has prioritized forest sources (TEITELBAUM et al. 2020). Due to advantages and benefits of timber forest products, their markets may be intensified by affirmative strategies to reduce the use of unsustainable goods from non-renewable sources.
Substitutions are really effective if an increase in wood product consumption implies verifiably a global reduction in non-timber productions as wood-based fuels (LETURCQ 2020). Also, wooden products accept efficient retro-designs, which impact customers’ satisfactions incorporating attractive changes and desirable functions (LOUČANOVÁ and OLŠIAKOVÁ 2020). These products can stimulate a green recovery in times of crises, while sustainable goods are produced and opportunities are created by forestry (SEN and SINGER 2020) Mixed production with timbered and non-timbered goods may form a multiple way to utilize potentials from silviculture and managed areas. Plural strategy for industry development is globally required.
For this, the resource efficiency can minimize impacts on the environment and climate through intense use of forests to obtain higher added-value outputs in cascade (EUROPEAN COMMISSION 2013). In a single-stage cascade, the wood is processed into a product and it can be applied again for energy, but a multi-stage strategy offers the same initial processing with a further use in material before disposal or energy purpose (THONEMANN and SCHUMANN 2018).
EUROPABIO (2012) already suggested actions to stimulate bio-based alternatives such as creation of policies to improve sustainably productivity and management of forests, utilization of green biotechnology for industrial ends, development of lignocellulosic and energy crops alongside traditional examples, and investments in infrastructure to improve biomass uses.
Thenceforward, a large global share tries out these strategies although a small portion works towards a greener reality. While conscientious and concerned countries have succeededin developing bio-basedeconomies and goods,othernations still slip intoprojects
104
and uses of green solutions. In effect, multiple changes must be globally performed for a healthier future
Actions to stimulate bioeconomy using biomaterial-based products and suggestions to promote timber forest products as valuable sustainable options
As a result of cited antagonistic scenario and the strategies developed under Eurocentric views on more favorable realities, global actions are required to reduce all contrasts among developed and underdeveloped regions. VAUHKONEN et al. (2019) mentionedthat constraints forwoodavailabilitygreatlydifferbetween countries, demanding a harmonious globalized policy; our perception corroborates this view, as we exclaim the reduction of all inequalities
Nations have chosen to make use of their domestic advantages by specializing in certain aspects toward sustainable activities (TEITELBAUM et al. 2020). Bioeconomy has plural ways to seek resources, whether green materials from forests and blue resources from aquatic life.
In this perspective, contrasts have been linked to different developmental ambitions and stages to convert fossil-based economy into a bio-based economy toward renewable sources (DELBRÜCK et al. 2018). Under cascade principle, wood is efficiently utilized in the following order of priorities: production of wood-based products, re-use, recycling, bioenergy, and disposal (EUROPEAN COMMISSION 2013). On a synchronous route, efforts may be ‘inclusive’ by the expressive participation of global nations, ‘innovative’ by the consideration of cleaner productions, ‘complete’ by the intense use of bioresources in a wide bioproduct cascade, and ‘affirmative’ by the inclusion of bioeconomy-oriented activities aimed at sustainable goods.
Strategically, Europe leads a plan developed in 2012 and updated in 2018 to accelerate the deployment of a sustainable European bioeconomy so as to cooperate with the sustainable development goals of 2030 Agenda and the Paris Agreement (EUROPEAN COMMISSION 2018). The prioritization of policy strategies has been more intense in Austria, Japan, Great Britain and Nordic countries, as they consider multiple fields described by Table 3.
Tab. 3 Countries with considerable engagement about bioeconomy policy and their main priority fields.
AT CR DE ES FR GB IT JP L T MY ND TH US ZA
buildings
AT: Austria; CR: Costa Rica; DE: Germany; ES: Spain; FR: France; GB: Great Britain (England, Scotland, Northern Ireland, Wales, and Ireland); IT: Italy; JP: Japan; LT: Latvia; MY: Malaysia; ND: Nordics (Denmark, Finland, Norway, Sweden, Iceland and Faroe); TH: Thailand; US: United States; ZA: South Africa.
Source: table built using information from TEITELBAUM et al. (2020).
Despite numerous efforts and plans, the bioeconomy is practically not a complete global reality. TÖLLER et al. (2021) recognize the bioeconomy policy as a conceptual coalition for available policies, so far with little tangible effect, as it is limitedly institutionalized and lacks actors linked to bio-economic activities and specific instruments in place. This fact is justified by DELBRÜCK et al. (2018), as they forecast that, for the next two decades, bioeconomy will succeed in the agriculture, forestry, energy, food and feed
105
Forestry activities X X X X Biotechnology X X X X X Biorefinery X X X X X X X X X X New biomaterials X X X X X Bioproducts X X X X X X X X X Bio-plastics X X X X Fiber products X X
Wooden
X X X X
sectors. But, the obstacles of less developed regions are not regarded by these paths, since they were designed and developed by leading nations for, particularly, mature societies in reference to technological, economic, social and political levels. So, specific strategies are proposed to satisfy pluralities (Table 4)
Tab. 4 Challenges to develop forestry chain towards bio-based products and economies.
Obstacles Main Reasons
Deforestation a) Expansion of agriculture b) Fires c) Criminality
Illegal logging a) Unfamiliar forest laws b) Unfamiliar protected wood c) Criminality
Low uses of silviculture timber
a) Ignorance of benefits b) Irregular wood supplies c) Misuse and low quality
High generation of wood waste a) Low industry technology b) Improper maintenance c) Expensive machinery
Small market of forest products a) More regionalized markets b) Limited exportation c) Low export of products
Forestry chain troubles a) Sectoral disarticulation b) Other dominant sectors c) Illegality and pollution
Weak control and regional promotion
a) Disjointed national actions b) Lack of global controls c) Divestment in poor region
Assertive Actions
a) Stimulus for permanent protection areas b) Dry season plans, and arsonist penalty c) Penalty to recover degraded areas
a) Clarification campaign in rural areas b) Creation of timber inspection offices c) Penalty to recover degraded areas
a) Clarification campaign about features b) Economic incentives for planted forests c) Innovation using planted woods
a) Promotion of advanced processing b) Clarification of maintenance benefits c) Incentives to import high technology
a) Promotion to open markets and public procurements b) Product adequacies to global sustainable demands c) New products and market prospections
a) Resource and industry synergies b) Prioritization of cleaner forest sectors c) Activity regulations, and penalties
a) Global plans with regional features b) Global alliance with multiple offices c) Loans prioritized for sustainable aims
Fromthefrequentobstaclesexperiencedbycountriesoutsidethismaindevelopedaxis, individual actions were suggested to correct limiting barriers, as those raised by DE ARAUJO et al. (2018), to intensify bio-product consumption and bioeconomy development in poor and development aspirant regions. This suggestion was inspired by a statement from ODDONE and PADILLA-PÉREZ (2016), as ‘there is a space for policies aimed at supporting convenient value chains for society’. This fact is duly valid, as many sectors are not even developed regionally. Hence, we propose multiple recommendations to intensify global markets and industries of timber forest products under bioeconomy aspects, where actors and key-people may:
• Prioritize certified native resources collected exclusively in legalized managed areas to preserve biodiversity of protected forests located in Africa, Asia and Latin America;
• Eradicate illegal activities and unfriendly practices using the global establishment of green-commodities from cleaner bio-product industry and driven by licit bioresources;
• Boost mixed productions of non-timber and timber forest products in a broad chain of bio-investors, large-to-small-sized companies, artisans, and forest-linked livelihoods;
• Incentive well-run sectors toward bio-products, low impact activities and waste reuse;
• Educate governments as to public procurements under life-cycle bases driven by a fine association of risk, timeliness and cost as cited by SÖNNICHSEN and CLEMENT (2020);
106
• Encourage global suppliers, public procurers and consumers to prioritize bioproducts;
• Design global policies on forest products with incentives for less developed producers;
• Mitigateobsoleteviewsaboutwoodasasub-materialorlowerqualitymaterial,using the diffusion of benefits and features for nobler and added-value purposes;
• Increasethedevelopment ofstudiesandforecastsaboutglobalandlocaltimberforest product markets toward sector economy, product consumption and sales, and jobs.
CONCLUSIONS
Timber forest products have been developed to meet the needs of our societies and thus they have been materialized in multiple solutions, whose purposes can comprise construction, furniture, household items, objects, toys, instruments, boxes, tools, and other consumer goods. These bio-products can move diversified domestic economies, since any country with forests may produce them. Despite vocations, bio-products are still not effectively a leading choice, since global markets are dominated by solutions from nonrenewable sources. Therefore, timber forest products still need to be more valued by governments through global policies and attentive public procurements, since such goods have multiple potentialities and functions to replace any traditional solutions in plastics, oils, and other minerals. The replacement may be ensured by benefits and practically inexhaustible sources of bio-materials, whose right uses may prioritize bio-products manufactured in clean industry powered by certified bioresources.
As assertive actions are required to stimulate this path, they were proposed to ensure the best sustainable practices, since regionalized obstacles had not been considered in the global plans led by the developed nations. Thereby, less developed nations in Africa, Asia and Latin America with forestry potentials will be able to form a multiple-continental alliance for the bio-development driven by policies with greater integration and adaptation to their realities.
If more sustainable conditions are broadly and really met through policies with regionalvalues,timberforestproductsmaybesurelyhealthierthantraditionalmineral-based products. If native woods are correctly procured from well-managed areas and silviculture activities are properly inserted in suitable areas without native forests, timber forest products may become sustainable goods obtainable indefinitely. This way reinforces the deference of bioproducts, as they play a key role in responding to daily challenges of climate, health and livelihood.
REFERENCES
AKBULAEV, N., MAMMADOV, I., ALIYEV, V. 2020. Economic impact of Covid-19. In Sylwan 164, 113-126.
AMIGO, I. 2020. When will the Amazon hit a tipping point? In Nature 578, 505-507.
AQUINO, V.B.M., RODRIGUES, E.F.C., PIETROBON, I.M., CHRISTOFORO, A.L., LAHR, F.A.R.,
PANZERA, T.H. 2019. Determination of the adhesive content of medium density particle-boards produced with bio-based polymer. In Journal of Building Material Science 1, 20-24.
BELEDELI, M. 2021. Oferta de madeira no RS é afetada pela expansão das lavouras. URL https://www.jornaldocomercio.com/_conteudo/agro/2021/07/802121-oferta-de-madeira-no-rs-eafetada-pela-expansao-das-lavouras.html.
107
BIANCOLILLO, I., PALETTO, A., BERSIER, J., KELLER, M., ROMAGNOLI, M. 2020.A literature review on forest bioeconomy with a bibliometric network analysis. In Journal of Forest Science 66, 265279.
BIAZZON, J C , DE ARAUJO, V A , ALVES, P R G , MORALES, E A M , GONÇALVES, M T T ,
VALARELLI,I D 2019 Resistênciamecânica àadesãoem superfícies demadeira depinus aplainadas e unidas por adesivos PVAc. In Matéria 24, 1-8.
BRACK, D 2018 Sustainable consumption and production of forest products. New York: UN. pp.174.
BRANCALION, P H S , ALMEIDA, D R A , VIDAL, E , MOLIN, P G , SONTAG, V E , SOUZA, S E X F ,
SCHULZE, M D 2018 Fake legal logging in the Brazilian Amazon. In Science Advances 4, 1-7.
BUD, R 1989. History of ‘biotechnology’. In Nature 337, 10-10.
CARBONE,F ,MORONI,F ,MATTIOLI,W ,MAZZOCCHI,F ,ROMAGNOLI,M ,PORTOGHESI,L 2020 Competitiveness and competitive advantages of chestnut timber laminated products. In Annals of Forest Science 77, 1-19.
CEPEDA,P 2019. Ecobarrios en Quito: ¿existen modelos sustentables y sostenibles a nivel barrial en Quito? In Eidos 19, 21-31.
CHEN ,Y C , TAI, W 2018 Castor oil-based polyurethane resin for low-density composites with bamboo charcoal In Polymers 10, 1-12.
CHOJNACKA, K. 2015 Innovative bio-products for agriculture. In Open Chemistry 13, 932-937.
CUTLER,D M ,SUMMERS,L H 2020 The COVID-19 pandemic and the $16 trillion virus. In JAMA 324, 1495-1496.
D’AMATO, A W , JOKELA, E J , O’HARA, K , LONG, J N 2018 Silviculture in the United States: an amazing period of change over the past 30 years. In Journal of Forestry 116, 55-67.
DASGUPTA, P , DURAIAPPAH, A , MANAGI, S , BARBIER, E , COLLINS, R , FRAUMENI, B , GUNDIMEDA,H.,LIU,G.,MUMFORD,K.2015. How tomeasure sustainableprogress. In Science 350, 748.
DE ARAUJO,V.A.,GARCIA, J.N.,CORTEZ-BARBOSA,J.,GAVA,M.,SAVI A.F.,MORALES,E.,LAHR, F.A.R., VASCONCELOS, J.S., CHRISTOFORO, A.L. 2017. Importância da madeira de florestas plantadas para a indústria de manufaturados. In Pesquisa Florestal Brasileira 37, 157-168.
DE ARAUJO, V.A., VASCONCELOS, J.S., MORALES, E.A.M., SAVI, A.F., HINDMAN, D.P., O’BRIEN M.J., NEGRÃO, J.H.J.O., CHRISTOFORO, A.L., LAHR, F.A.R., CORTEZ-BARBOSA, J., GAVA, M., GARCIA, J.N. 2018. Difficulties of wooden housing production sector in Brazil. In Wood Material Science and Engineering 15, 87-96.
DE ARAUJO, V., VASCONCELOS, J., CORTEZ-BARBOSA, J., MORALES, E., CHRISTOFORO, A., LAHR, F.,GAVA,M.,GARCIA,J. 2018. Wood consumption and fixations of carbon dioxide and carbon from timber housing techniques: a Brazilian panorama. In Energy and Buildings 216, 1-14.
DELBERT, C 2021 Lumber is ridiculously expensive right now. Here’s why-and what you should do. In Popular Mechanics. URL www.popularmechanics.com/home/outdoorprojects/a36166521/lumber-shortage-prices-2021-why-lumber-is-so-expensive/.
DELBRÜCK, S , GRIESTOP, L , HAMM, U 2018. Future opportunities and developments in the bioeconomy - a global expert survey. Berlin: Bioökonomierat. pp.1-39.
EUROPABIO 2012 Building a bio-based economy for Europe in 2020. Brussels: EuropaBio.
EUROPEAN COMMISSION 2013. A new EU forest strategy: for forests and the forest-based sector. Brussels: European Commission. pp.1-17
EUROPEAN COMMISSION 2018. Bioeconomy: the European way to use our natural resources: action plan 2018. Brussels: European Commission. pp.1-23
EUROPEAN COMMISSION 2012 Commission staff working document: accompanying the document. Brussels: European Commission pp.1-51.
FALK, H W 1958 Timber and forest products law. Berkeley: Howell-North.
FAO 2020. Global Forest Resources Assessment 2020 - Key findings. Rome: FAO. pp.1-12.
FARES, S , MUGNOZZA, G S , CORONA, P , PALAHÍ, M 2015 Five steps for managing Europe’s forests. In Nature 519, 407-409.
108
GAVA, M , MÜZEL, S D , LIMA, L R , BARBOSA, J C , GARCIA, J N , FERREIRA, B S , SERVOLO FILHO, H J , BERNARDES, M S , DE ARAUJO, V A 2015. Production of particleboards from Hevea brasiliensis clones and castor oil-based polyurethane resin. In BioResources 10, 6896-6905.
GILBERTIE, S 2021 Lumber prices rocket higher as demand overwhelms supply. In Forbes. URL https://www.forbes.com/sites/salgilbertie/2021/04/17/lumber-prices-rocket-higher-as-demandoverwhelms-supply/?sh=1259532721f9
GUSTAFSSON,L ,BAKER,S C ,BAUHUS,J ,BEESE,W J ,BRODIE,A ,KOUKI,J ,LINDENMAYER,D , LÕHMUS,A ,MARTÍNEZPASTUR,G ,MESSIER,C ,NEYLAND,M ,PALIK,B ,SVERDRUP-THYGESON, A , VOLNEY, W J A , WAYNE, A , FRANKLIN, J F 2012. Retention forestry to maintain multifunctional forests: a world perspective. In BioScience 62, 633-645.
HANUSHEK, E A , WOESSMANN, L 2020 The economic impacts of learning losses. In Education Working Papers, n.225. Paris: OECD Publishing
HOSSAIN, M U , THOMAS NG, S , ANTWI-AFARI, P , AMOR, B 2020. Circular economy and the construction industry: existing trends, challenges and prospective framework for sustainable construction. In Renewable and Sustainable Energy Reviews 130, 1-15.
HOWARD,C ,DYMOND,C C ,GRIESS,V C ,TOLKIEN-SPURR,D T., VAN KOOTEN,G C 2021 Wood product carbon substitution benefits: a critical review of assumptions. In Carbon Balance and Management 16, 1-11.
IBRAHIM, A S , LANHUI, W , EKANAYAKE, E M B P , OMIFOLAJI, J K , KHAN, D , AREE, S 2020 Analysis of the factors affecting the contribution of forest and forestry sector on the economy of Nigeria. In Journal of Sustainable Forestry 2020, 1-17.
ITTO 2021a Tropical Timber Market Report. Yokohama: ITTO. Vol. 25(4). pp.1-24.
ITTO. 2021b. Tropical Timber Market Report. Yokohama: ITTO. Vol. 25(10). pp.1-29.
JIN, W , HE, H S , THOMPSON, F R , WANG, W J , FRASER, J S , SHIFLEY, S R , HANBERRY, B B , DIJAK, W.D. 2017. Future forest aboveground carbon dynamics in the central United States: the importance of forest demographic processes. In Scientific Reports 7, 41821.
KARVONEN, J., HALDER, P., KANGAS, J., LESKINEN, L. 2017. Indicators and tools for assessing sustainability impacts of the forest bioeconomy. In Forest Ecosystems 4, 1-20.
KEELEY, J.E., GUZMAN-MORALES, J., GERSHUNOV, A., SYPHARD, A.D., CAYAN, D., PIERCE, D.W., FLANNIGAN, M., BROWN, T.J. 2021. Ignitions explain more than temperature or precipitation in driving Santa Ana wind fires. In Science Advances 7, 1-9.
KOU, P., HAN, Y., QI, X., LI, Y. 2021. Does China's policy of carbon emission trading deliver sulfur dioxide reduction co-benefits? In Environment, Development and Sustainability 2021, 1-22.
LAMBERT, L. 2021. Lumber prices are down 68% - but there’s a catch. In Fortune. URL https://fortune.com/2021/08/02/lumber-prices-down-cash-market-wholesale-retail-home-depotlowes/
LAURINDO, T 2021. Painéis de madeira: consumo interno e exportação no 1º tri. URL https://setormoveleiro.com.br/industria/paineis-de-madeira-consumo-interno-e-exportacao-no-1otri/
LETURCQ,P 2020 GHG displacement factors of harvested wood products: the myth of substitution. In Scientific Reports 10, 1-9.
LIN,G 2009. Higher Education research methodology-literature method. In International Education Studies 2, 179-181.
LOGAN, D 2021 Price of OSB up more than 500% since January 2020. In NAHB. URL https://eyeonhousing.org/2021/07/price-of-osb-up-more-than-500-since-january-2020/
LOUČANOVÁ, E., OLŠIAKOVÁ, M. 2020. Consumers' perception of retro-innovation of wood products. In Acta Facultatis Xylologiae Zvolen 62, 165-174.
MADISON’S LUMBER REPORTER. 2021. Lumber prices drop again even as customers step in to buy. URL madisonsreport.com/2021/08/04/lumber-prices-drop-again-even-as-customers-step-in-to-buy/
MARCILLE, K C , MORGAN, T A , MCIVER, C P , CHRISTENSEN, G A 2020 California’s Forest Products Industry and Timber Harvest, 2016. Portland: USDA. [WWW Document]. URL www.fs.fed.us/pnw/pubs/pnw_gtr994.pdf
109
MCLAIN, R J , JONES, E T 2005 Nontimber Forest Products - Management on National Forests in the United States. Portland: USDA. [WWW Document]. URL www.fs.fed.us/pnw/pubs/pnw_gtr655.pdf
MIKULKOVÁ, A. HÁJEK, M., ŠTĚPÁNKOVÁ, M., ŠEVČÍK, M. 2015. Forest certification as a tool to support sustainable development in forest management. In Journal of Forest Science, 61, 359-368.
NEUMANN, R P , HIRSCH, E 2000 Commercialisation of non-timber forest products: review and analysis of research. [WWW Document]. URL www.cifor.org/publications/pdf_files/mgntfp3.pdf.
ODDONE, N , PADILLA-PÉREZ, R 2016 Economic and social upgrading through professional and supporting services: lessons from the shrimp value chain in El Salvador. In Reg &Cohesion 6, 7295.
PANDEY,A K ,TRIPATHI,Y C ,KUMAR, A. 2016. Non timber forest products (NTFPs) for sustained livelihood: challenges and strategies. In Research Journal of Forestry 10, 1-7.
PEFC 2018 PEFC ST 1003:2018.Sustainable Forest Management – Requirements. Geneve: PEFC.
PFAU, S F , HAGENS, J E , DANKBAAR, B , SMITS, A J M 2014 Visions of sustainability in bioeconomy research. In Sustainability 6, 1222-1249.
PRIEFER,C ,JÖRISSEN,J ,FRÖR,O 2017. Pathways to shape the Bioeconomy. In Resources 6, 1-23.
REPKO, M 2020 Pandemic-induced ‘nesting’ fuels Home Depot and Lowe’s sales. In CNBC. URL cnbc.com/2020/11/20/home-depot-and-lowes-earnings-boosted-by-pandemic-inducednesting.html
ROSNER, H 2020 A tiny pest helped stoke this year’s devastating wildfires. In NatGeo. URL www.nationalgeographic.com/science/article/bark-beetles-helped-stoke-2020-devastatingwildfires
SANCHIS,A. 2021. La gran fiebre de la madera: sus precios se han disparado y no hay suficiente para todoelmundo.URLhttps://magnet.xataka.com/en-diez-minutos/gran-fiebre-madera-sus-precios-sehan-disparado-no-hay-suficiente-para-todo-mundo.
SANTIAGO, S.B., GONÇALVES, F.G., LELIS, R.C., SEGUNDINHO, P.G.A., PAES, J.B., ARANTES, M.D.C. 2018. Colagem de madeira de eucalipto com adesivos naturais. In Matéria 23, 1-12.
SEN, M., SINGER, B. 2020. Forests: at the heart of a green recovery from the COVID-19 pandemic. Geneva, Switzerland: UN. pp.1-4.
SCHIMEL, D.S. 2010. Drylands in the Earth system. In Science 327, 418-419.
SHMULSKY, R., JONES, P. 2011. Forest products and wood science: an introduction. Chichester: Wiley.
SILVA, V.U., NASCIMENTO, M.F., OLIVEIRA, P.R., PANZERA, T.H., REZENDE, M.O., SILVA, D.A.L., AQUINO, V., LAHR, F.A.R., CHRISTOFORO, A. 2021. Circular vs. linear economy of building materials: A case study for particleboards made of recycled wood and biopolymer vs. conventional particleboards. In Construction and Building Materials 285, 1-17.
SINGH, S P , EKANEN, E , WAKEFIELD JR, T , COMER, S 2003 Emerging importance of bio-based products and bio-energy in the U.S. economy: information dissemination and training of students. In International Food and Agribusiness Management Review 5, 1-15.
SÖNNICHSEN, S.D., CLEMENT, J. 2020 Review of green and sustainable public procurement: Towards circular public procurement. In Journal of Cleaner Production, 245, 118901.
SPURR,S H ,VAUX,H J 1976. Timber: biological and economic potential. In Science 191, 752-756.
SUGDEN, A.M. 2021. Carbon cycling after boreal forest fire. In Science 372, 250.
SUJOVÁ,A.,SIMANOVÁ,L.2021. Influence of aspects of change management on the performance of enterprises in the wood processing industry. In Acta Facultatis Xylologiae Zvolen 63, 165-178.
SULEIMAN, M S , WASONGA, V O , MBAU, J S , SULEIMAN, A , ELHADI, Y A 2017 Non-timber forest products and their contribution to households income around Falgore Game Reserve in Kano, Nigeria. In Ecological Process 6, 1-14.
TEITELBAUM, L., BOLDT, C., PATERMANN, C 2020 Global Bioeconomy Policy Report (IV): A decade of bioeconomy policy development around the world. Berlin: IACGB. pp.1-165.
THONEMANN, N., SCHUMANN, M 2018 Environmental impacts of wood-based products under consideration of cascade utilization: a systematic literature review. In Journal of Cleaner Production 172, 4181-4188.
110
TÖLLER,A.E.,VOGELPOHL,T.,BEER,K.,BÖCHER,M.2021 Is bioeconomy policy a policy field? A conceptual framework and findings on the European Union and Germany. In Journal of Environmental Policy and Planning 23, 152-164.
UNECE/FAO 2020a Forest products - annual market review 2019-2020. [WWW Document]. URL https://unece.org/fileadmin/DAM/timber/publications/2020/SP-50.pdf
UNECE/FAO 2020b Timber forecasts: production and trade data for 2019-2021. [WWW Document]. URL https://unece.org/fileadmin/DAM/timber/statsdata/tb-73-6.pdf
VAŇOVÁ, R., ŠTEFKO, J. 2021. Assessment of selected types of the structural engineered wood production from the environmental point of view. In Acta Facultatis Xylologiae Zvolen 63, 117-130. VAUHKONEN, J , BERGER, A , GSCHWANTNER, T , SCHADAUER, K , LEJEUNE, P , PERIN, J , PITCHUGIN M , ADOLT, R , ZEMAN, M , JOHANNSEN, V K , KEPFER-ROJAS, S , SIMS, A , BASTICK, C , MORNEAU, F , COLIN, A , BENDER, S , KOVÁCSEVICS, P , SOLTI, G , KOLOZS, L , NAGY, D , NAGY,K ,TWOMEY,M ,REDMOND,J ,GASPARINI,P ,NOTARANGELO,M ,RIZZO,M ,MAKOVSKIS, K ,LAZDINS,A ,LUPIKIS,A ,KULBOKAS,G ,ANTÓN-FERNÁNDEZ,C ,REGO,F ,NUNES,L ,MARIN, G , CALOTA, C , PANTIĆ, D , BOROTA, D , ROESSIGER, J , BOSELA, M , ŠEBEŇ, V , SKUDNIK, M , ADAME, P , ALBERDI, I , CAÑELLAS, I , LIND, T , TRUBINS, R , THÜRIG, E , STADELMANN, G , DITCHBURN, B , ROSS, D , GILBERT, J , HALSALL, L , LIER, M , PACKALEN, T 2019. Harmonised projections of future forest resources in Europe. In Annals of Forest Science 76, 1-12.
WBCSD 2020. Circular bioeconomy: the business opportunity contributing to a sustainable world. In Geneve: WBCSD. pp.1-72.
WHERRY, G , BUEHLMANN, U 2014 Product life cycle of the manufactured home industry. In BioResources 9, 6652-6668
WICKENS, G.E. 1991. Management issues for development of non-timber forest products. In Unasylva 42, 3-8.
WIEMANN, M.C. 2010. Characteristics and availability of commercially important woods. In Forest Products Laboratory. Wood handbook: wood as an engineering material. Madison: FPL. pp.1-45.
WOLFSLEHNER, B., LINSER, S., PÜLZL, H., BASTRUP-BIRK, A., CAMIA, A., MARCHETTI, M. 2016. Forest bioeconomy - a new scope for sustainability indicators. [WWW Document]. URL www.efi.int/sites/default/files/files/publication-bank/2018/efi_fstp_4_2016.pdf.
WORLD BANK GROUP. 2020. The impact of the Covid-19 pandemic on education financing. [WWW Document]. URL https://thedocs.worldbank.org/en/doc/7345415893140898870090022020/original/CovidandEdFinancefinal.pdf.
ZAFALON,M.2021.Exportaçãodemadeirabrutacresce315%em doismeses. InFolha deSãoPaulo. URL https://www1.folha.uol.com.br/mercado/2021/06/exportacao-de-madeira-bruta-cresce-315em-dois-meses.shtml.
AUTHORS ADDRESSES
Prof. Sci. doc. Ing. Victor Almeida De Araujo, D.Sc. Research Group on Development of Lignocellulosic Products, São Paulo State University Itapeva, Brazil; va.araujo@unesp.br / engim.victor@yahoo.de
Prof. Ing. Juliano Souza Vasconcelos, M.Sc. Post-Graduation Program of Energy in Agriculture, São Paulo State University Botucatu, Brazil; souza.vasconcelos@unesp.br
Full Prof. doc. Ing. Francisco Antonio Rocco Lahr, D.Sc. Department of Structural Engineering, University of São Paulo São Carlos, Brazil; frocco@sc.usp.br
Assoc. Prof. doc. Ing. André Luis Christoforo, D.Sc. Department of Civil Engineering, Federal University of São Carlos São Carlos, Brazil; christoforoal@yahoo.com.br
111
112
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 113 121, 2022 Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.10
PERCEPTION OF SUPPLIED FURNITURE AND ITS INNOVATION BY SLOVAK CUSTOMERS
Erika Loučanová – Miriam Olšiaková – Hubert Paluš
ABSTRACT
The paper deals with the perception of the supplied furniture and its innovation by Slovak customers. The Kano model as the primary method for identifying the preferences in furniture purchase by Slovak customers is used. The expectations and demands of customers for furniture utility are defined by this model and the specific product characteristics regarding the customer requirements are identified. Quality and design are mandatory requirements in the case of furniture, and the fulfilment of ergonomic furniture parameters and providing the related services belong to attractive ones. Intelligent furniture solutions and the provision of innovative services for customers (e.g., servitization) are adapting furniture innovations on the Slovak market, which represents an equally great potential for furniture retailers when customers attract. These results can be an important impetus for companies to create furniture sales strategies and identify trends for the subsequent adoption of improvements and innovations of selected services and products to meet customer requirements.
Key words: furniture, innovation, KANO model
INTRODUCTION
The aim of innovation is to improve the company’s performance by achieving the competitive advantage or maintaining the achieved competitiveness by shifting the demand curve of the company’s products. However, low and medium technology industries, including furniture industry, are generally characterized by incremental innovation and adaption. Under such circumstances, innovation activities are rather focused on production efficiency, product difference and marketing. Moreover, finance can be another problem, which determines innovation activities in small and medium enterprises in the furniture sector (ANON 2005).
In the furniture industry, the technological and market turbulences are not supposed to be the critical variables that explain the differences in the companies’ innovation performance. This is explained by the assumption that market and technological turbulence is rather low across the sector, and there are no significant differences in consumers´ requirements in various countries. In particular, the technological field presents fixed standards, and consumers have quite similar demands, which are not subject to particularly radical changes. In fact, we can expect that in the furniture industry, innovations are not very radical, and all companies undertakeincremental innovations. This could also imply thatthis
113
sector shows a tendency to innovate based only on its market orientation, and not on its internal tendency to develop technology, probably because it is a traditional, “low-tech” sector (O’REGAN and GHOBIDIAN 2005).
The furniture industry is understood as a low-tech sector where innovation is rather based on the adoption than the invention. This is caused by the shortage of resources in the companies to develop radical innovations, which in any case they cannot protect, because counterfeiting is easy. In general, markets do not appreciate or value radical innovative efforts from the firms, therefore they are not willing to pay an extra cost to make them profitable either. Another important characteristic of the furniture industry is its lack of globalisation (OTERO-NEIRA et al.2009).
MATERIALS AND METHODS
The Kano model was used as a primary method to evaluate the innovation perception of Slovak consumers concerning the furniture. It considers theories of contradiction to identify the differentiation variables of the product by creating its unique position on the market. The analysis is primarily focused on findings what consumers consider to be mandatory, attractive, and one-dimensional.
The mandatory requirements are significant from the consumer point of view because in the case of their non-compliance they cause strong dissatisfaction. On the other hand, if they are met, they have little effect on consumer satisfaction. It is a basic product criterion that the consumer requires automatically. One-dimensional requirements are defined as claims, where we can see a linear dependence between their fulfilment and consumer satisfaction. The more requirements are met, the more satisfied the consumer is. Attractive values include requirements that lead exponentially to an increase in consumer satisfaction. Regarding the above-mentioned information these requirements have the most significant impact on consumer satisfaction. In addition to the above explained requirements, there are also identified reverse, questionable, and indifferent requirements not influencing the consumers. Of course, it is not possible to strictly separate individual requirements as they overlap and influence each other at the same time (LOUČANOVÁ 2021, LOUČANOVÁ and OLŠIAKOVÁ 2020).
The analysis of parameters focused on the examined problem was followed by the methodical procedure to assess the services innovation in furniture by Slovak consumers, such as:
- Price – representing a monetary expression of the good or service value.
- Ergonomics – represents furniture that has a positive impact on the customer's comfort when using furnitureandits surroundings,including otherusersofthespace.
- Quality - representing the sum of the characteristics, the condition, the nature of the object meeting certain standards.
- Design – representing natural or intentional surface patterns of utility objects.
- Material – represents the substance or summary of individual products serving for a particular further use or processing.
- Services – are the intangible result of a particular economic activity aimed at meeting human needs.
- Innovation furniture: (where innovation means any quantitative or quality purposeful change) with a focus on:
➢ Remote control – understood as an electronic device, as additional furnishings to furniture used for its remote control.
114
➢ Intelligent solution – a smart module that can replace multiple pieces of furniture.
➢ Magnetic closure – representing components for furniture which serve to tightly close the opening parts of furniture with the possible use of a magnetic key.
➢ Backlight – representing several types of light source within the furniture regarding the purpose but also the function that the light will perform.
➢ Levitation – under this type of furniture we mean the floating furniture, where it is not only a real levitation of furniture, but it is an optical delusion, i.e. the supporting point of the furniture is made of transparent material.
➢ Services – services for furniture can include one or several of the following elements: Design fordurability(toreducetheenvironmental impacts offurniture consumption); Maintenance and repair services; Reuse of furniture parts; Remanufacturing of used furniture; Servitization - leasing or renting to furniture (BESCH 2005, WILKHAHN 2012, GRZEGORZEWSKA et al. 2021, SLABEJOVÁ et al. 2019, KOTLER et al. 2015, LOUČANOVÁ et al. 2021, FARKAŠOVÁ and BAĎURA 2021, FARKAŠOVÁ and PETRÁNSKY 2020).
After precisely determined parameters, a questionnaire was developed incorporating theKANOmodelneeds. Thequestionnaire creationinvolvedthegeneration andformulation of two questions for each examined parameter. In the first step, the question was formulated to detect the consumers´ responses on whether their requests were met. On the contrary, in the second step, the question was formulated in a way that the consumers’ requests were not met. Consumers had the opportunity to express agreement or disagreement with the question or statement on the Likert scale (1 – like, 5 – dislike). Then measures for the questionnaire implementation were determined. The sample consisted of 408 respondents, which meets the minimum sample of 400 respondents, with the required confidence interval of 95 %, accessible error range of 5 %. The evaluation of the obtained data was carried out by the KANO model categorizing individual responses on the basis of a cross-rule into specified categories,wherethepropertiesoffurniturearedeterminedasattractive,mandatory,reverse, one-dimensional, and indifferent ones. Table 1 outlines the sample’s descriptive statistics. The survey was dominantly completed by women (70.34 % of all responses). Some 36.27 % of participants were from 18 to 30 years old, 30.39 % of the participants were from 31 to 50 years old, 15.20 % of the participants were from 51 to 60 years old and 18.14 % of the participants were over 61 years old.
Tab. 1 Descriptive statistics of the sample.
Factor n=408 Specification
Multiplicity Absolute Relative Age 18–30 148 36.27 31–50 124 30.39 51 -60 62 15.20 61 and more 74 18.14 Gender Female 287 70.34 Male 121 29.66
After carrying out the survey using a questionnaire, a database of obtained data was created, where the examined parameters for innovation in services in furniture were defined and subsequently a numerical expression of consumer agreement or disagreement with the given question concerning the defined parameter was assigned.
115
For each parameter, the individual answers to the positively and negatively asked questions (statements) were evaluated separately using the cross rule of the KANO model (Table 2). By such a determination, individual properties can be specified as follows: attractive (A), mandatory (M), reverse (R), one-dimensional (O), questionable (Q) or indifferent (I).
Tab. 2 KANO model for evaluation of consumer requirements. Answer to the Dysfunctional Question Like Acceptable No Feeling Mandatory Do not like
Answer to the Functional Question
Like Q A A A O Acceptable R I I I M No Feeling R I I I M Mandatory R I I I M Do not like R R R R Q
Source: GRAPENTINE 2015, LOUČANOVÁ 2021, LOUČANOVÁ and OLŠIAKOVÁ 2020
The identified consumer requirements were divided into groups and redistributed regarding the proportions of respondents’ sample in percentage. The most represented group of requirements characterize the resulting perception of the examined parameter or value. The derived individual categorizations can be utilized further by aggregating them across all respondents using the customer satisfaction and customer dissatisfaction indices (BERGER et al. 1993, SHANIN et al. 2013, BEIER et al. 2020):
Consumer satisfaction (CS) = (#A+#O) (#A+#O+#M+#I) (1)
Consumer dissatisfaction (SDS) = (#O+#M) (#A+#O+#M+#I) -1 (2)
with #A, #I, #M, and #O being the categorization frequencies, it means the number of respondents who classified the supply as attractive, indifferent, mandatory, or onedimensional.
The indices reflect the proportion of respondents for whom the existence/absence of a certain attribute influences customer satisfaction/dissatisfaction. Additionally, consumer dissatisfaction has a minus sign to emphasize the negative effects on customer satisfaction (for historical reasons). For each supply, the satisfaction index is within the range of [0, 1] and for customer dissatisfaction within [−1, 0]. A value close to 1 of consumer satisfaction indicates a high proportion of customers among whom satisfaction can be generated, and a value close to −1 indicates a high proportion of respondents among whom dissatisfaction can be generated. The scale mean of 0.5 for consumer satisfaction (or −0.5 for consumer dissatisfaction) indicates whether the majority of respondents can be positively (or negatively) stimulated, yielding a two-dimensional grid with four quadrants to table 3.
Tab. 3 The division of the features into groups.
Quadrants
Ratio between Customer satisfaction
Attractive supply 0.5 ≤ CS ≤ 1 and 0 ≥ CDS > −0.5 Attractive values include requirements that lead exponentially to an increase in consumer satisfaction.
116
Indifferent supply 0 ≤ CS < 0.5 and 0 ≥ CDS > −0.5
Mandatory supply 0 ≤ CS < 0.5 and −0.5 ≥ CDS ≥ −1
One−dimensional supply 0.5 ≤ CS ≤ 1 and −0.5 ≥ CDS ≥ −1
Indifferent requirements not influencing the consumers satisfaction and dissatisfaction.
The mandatory requirements are significant from the consumer point of view because in the case of their noncompliance they cause his strong dissatisfaction.
The more requirements are met, the more satisfied the consumer is.
RESULT AND DISCUSSION
Based on the above-described methodological procedure, in the first step the monitored quantities (requirements) of customers were identified when purchasing the furniture. The answers to these questions are a summary of the requirements for furniture purchase and furniture innovations on the market. The following requirements have been identified for furniture: price, delivery, assembly, ergonomics, product quality, design, material, services and furniture innovations (e.g. remote control, intelligent furniture solutions, magnetic closing, backlighting or levitating furniture or levitating furniture accessories).
Table 4 shows that when buying furniture, customers consider quality (38.48 %) and design (66.67 %) to be the main requirements that furniture shall meet. Ergonomics (41.18 %) and services (32.6 %) are attractive for respondents. These requirements, such as ergonomics, quality, design and service, are considered by respondents to be the basic criteria for their purchasing decisions. Other requirements, such as price, material and furniture innovation, do not affect respondents' purchasing decisions. It means they have no significant effect ontheir satisfactionor dissatisfaction.Thepriceoffurnituredoes not affect their purchasing decisions (50.49 %), but it should be noted that 39.95 % of respondents are influenced by the price in the opposite way, which means that if their requirements are not met, it is perceived in a contradictory way.
Materials generally do not influence respondents as well as the price. It is also worth mentioning that for 25.5 % of respondents the used material is perceived as an attractive requirement. It means that if the material requirements are met, customers are very satisfied, even if they do not primarily expect it.
With respect to the furniture innovations, we also generally observed an indifferent influence on respondents' purchasing decisions and subsequently most respondents perceive them in a reverse way. However, in the case of intelligent furniture solution, 25.5 % of respondents perceive this innovation as an attractive one, which means that they do not expect it, but if this requirement is met, the customer is satisfied.
This is similar with the service innovations, which are attractive for 23.28 % of respondents. Therefore, it is necessary for furniture retailers to focus mainly on meeting the elementary requirements, such as identified quality and design, and subsequently take advantage of the attractiveness of ergonomics and customer service. Intelligent furniture solutions and provided innovative services appear to be adapting furniture innovations on the Slovak market, which represents an equally great potential for furniture retailers in terms of attracting customers.
117
Tab. 4 Perception of furniture requirements and its innovations.
A O M I R Q
Consumer satisfaction Consumer dissatisfaction Categories * multiplicity multiplicity multiplicity multiplicity multiplicity multiplicity relative absolute relative absolute Relative absolute relative absolute relative absolute relative absolute Price 2.70 11 0.00 0 4.17 17 50.49 206 39.95 163 2.70 11 0.04701 -0.07265 I Ergonomics 41.18 168 13.24 54 2.94 12 30.88 126 6.13 25 5.64 23 0.61667 -0.18333 A Quality 5.88 24 30.39 124 38.48 157 22.06 90 1.96 8 1.23 5 0.37468 -0.71139 M Design 12.50 51 3.92 16 66.67 272 6.62 27 9.31 38 0.98 4 0.18306 -0.78689 M Material 25.50 104 3.43 14 3.67 15 64.21 262 1.72 7 1.47 6 0.29883 -0.07334 I Services 32.60 133 24.75 101 4.17 17 22.06 90 5.88 24 10.54 43 0.68622 -0.34604 A innovation to furniture
Properties n=408
remote control 5.15 21 1.96 8 0.24 1 54.66 223 35.30 144 2.69 8 0.11466 -0.03548 I intelligent solution 25.25 103 3.19 13 4.66 19 44.61 182 11.52 47 10.77 13 0.36598 -0.10102 I magnetic closure 4.41 18 1.23 5 4.17 17 73.77 301 12.75 52 3.67 5 0.06748 -0.06461 I backlight 5 64 23 3 68 15 3 92 16 71 10 290 12 75 52 2 91 15 0 11051 -0 09011 I levitation 3.92 16 2.21 9 2.94 12 78.90 322 10.67 44 1.36 9 0.06968 -0.05854 I services 23.28 95 20.59 84 18.14 74 31.37 128 4.90 20 1.72 7 0.46982 -0.41470 I *requirement - attractive (A), mandatory (M), reverse (R), one-dimensional (O), questionable (Q) or indifferent (I)
118
Figure 1 summarises the previous findings graphically. The parameters represented by individual examined properties of furniture and their innovations are positioned with respect to their customer satisfaction and dissatisfaction values. These four quadrants visualize the respondents’ majorities divided into mandatory, one-dimensional, attractive and indifferent requirement categories.

Fig. 1 View of the overall assessment of furniture.
The results of this paper show the consumers’ behaviour regarding the supplied furniture. They mainly focus on quality and design, which represents their greatest satisfaction but also the greatest dissatisfaction in case when their requirements have not been met. The parameters of ergonomics and services present attractive requirements resulting in consumers’ satisfaction. The parameter of the material showed minimal changes in consumer behaviour. This may be caused by wood material itself, which is preferred to substitute materials for processing furniture (PALUŠ et al. 2012). Price is no longer an important parameter in consumer behaviour of customers compared to the previous period. Results also confirm the focus of consumers on quality, as stated by e.g. RAMETSTEINER et al. (2007), who presents similar attitudes of consumers towards the listed categories of wood products and describes the differences in preferred properties such as design and quality. It also points out the wood competitiveness as a material regarding its features. Wood is a resource that Slovakia disposes, and it also represents renewable wealth that follows the tradition of wood processing industry in the country. In cooperation with forestry, it creates a chain of traditional industries in Slovakia (PAROBEK et al. 2014, 2016; OLŠIAKOVÁ et al. 2016).
CONCLUSIONS
The paper is focused on examining the perception of furniture and its innovations in the market in terms of specifying requirements for selected aspects of purchasing behaviour of Slovak customers buying furniture, which is important to know in order to meet the needs and wishes of the customers. Based on our findings, it is important to aim at the quality and design of furniture and then on the ergonomics of furniture and provided services that are attractive to customers. Innovation itself does not currently have a significant impact on
119
customers' purchasing behaviour. On the other hand, innovations related to intelligent furniture solutions and provided innovative services are very attractive for a certain group of customers. For this reason, furniture retailers should pay particular attention to these aspects of purchasing behaviour of Slovak customers and do not underestimate them when creating a marketing strategy.
REFERENCES
ANON. 2005. Oslo Manual – Guidelines for Collecting and Interpreting Innovation Data. OECD Publication, Paris.
BAIER, D., RAUSCH, T. M., WAGNER, T. F. 2020. The drivers of sustainable apparel and sportswear consumption: A segmented kano perspective. In Sustainability 12, 2788.
BERGER, C., BLAUTH, R., BOGEr, D., BOLSTER, C., BURCHILL, G., DUMOUCHEL, W., POULIOT, F., RICHTER, R., RUBINOFF, A., SHEN, D. et al. 1993. Kano’s methods for understanding customerdefined quality. In Cent. Qual. Manag. J. 2, 3–36.
BESCH, K. 2005. Product-service systems for office furniture: barriers and opportunities on the European market. In Journal of Cleaner Production, 13, 1083-1094.
FARKAŠOVÁ,E.,BAĎURA,R.2021.Understandings of design in circumstances of humanity. In Acta Facultatis Xylologiae Zvolen, 63(1), 143-150.
FARKAŠOVÁ, E., PETRÁNSKY, Ľ. 2020. Design teória a metodológia 1. Technická univerzita vo Zvolene, Zvolen.
GRAPENTINE, T. 2015. Why the Kano model wears no clothes. [WWW Document]. Quirks Marketing Research Media, 34. URL: http://www.quirks.com/articles/2015/20150407.aspx.
GRZEGORZEWSKA, E., SEDLIAČIKOVÁ, M., KALAFÚS, J. 2021. A comparison of the importance of the furniture manufacturing in EU countries using cluster analysis and Hellwig's method. In Acta Facultatis Xylologiae Zvolen 63, 151-164.
KOTLER,P.,BURTON,S.,DEANS,K.,BROWN,L.,ARMSTRONG,G.2015. Marketing.PearsonHigher Education, AU.
LOUČANOVÁ, E., KALAMÁROVÁ, M., PAROBEK, J. 2015. Konkurencieschopnosť produktov dreva z pohľadu použitého materiálu. In Acta Facultatis Xylologiae Zvolen 57, 155-163.
LOUČANOVÁ, E., OLŠIAKOVÁ, M. 2020. Identification of customers'drivers for the wood building as an ecological innovation in building construction in Slovakia. In Acta Facultatis Xylologiae Zvolen 62, 177-188.
LOUČANOVÁ, E. 2021. Perception of Zero Waste in the Context to Environmental Innovation in Slovakia. In Studia Universitatis Vasile Goldiş, Arad-Seria Ştiinţe Economice 31, 22-33.
LOUČANOVÁ, E., ŠUPÍN, M., ČOREJOVÁ, T., REPKOVÁ-ŠTOFKOVÁ, K., ŠUPÍNOVÁ, M., ŠTOFKOVÁ, Z., OLŠIAKOVÁ, M. 2021. Sustainability and branding: An integrated perspective of eco-innovation and brand. In Sustainability 13, 732.
OLŠIAKOVÁ, M., LOUČANOVÁ, E., PALUŠ, H. 2016. Monitoring changes in consumer requirements for wood products in terms of consumer behavior. In Acta Facultatis Xylologiae Zvolen res Publica Slovaca, 58, 137.
O’REGAN, N., GHOBIDIAN, A. 2005. Strategic planning: a comparison of high and low technology manufacturing small firms. In Technovation 25, 1107-1117.
OTERO‐NEIRA, C., TAPIO LINDMAN, M., Fernández, M. J. 2009. Innovation and performance in SME furniture industries. In Marketing Intelligence & Planning, 27, 216–232.
PALUŠ, H., MAŤOVÁ H., KAPUTA, V. 2012. Consumer preferences for joinery products and furniture in Slovakia and Poland. In Acta Facultatis Xylologiae Zvolen 54, 123-132.
PAROBEK, J., PALUŠ, H., KAPUTA, V., ŠUPÍN, M. 2014. Analysis of wood flows in Slovakia. In BioResources 9, 6453-6462.
PAROBEK, J., PALUŠ, H., KALAMAROVA, M., LOUČANOVÁ, E., KRIŽANOVÁ, A., REPKOVÁ ŠTOFKOVÁ, K. 2016. Comparative analysis of wood and semi-finished wood product trade of Slovakia and its Central European trading partners. In Drewno 59, 183-194.
RAMETSTEINER, E., OBERWIMMER, R., GSCHWANDTL, I. 2007. Europeans and wood: What do Europeans think about wood and its uses? A review of consumer and business surveys in Europe.
120
[WWW Document] Warsaw: Ministerial Conference on the Protection of Forests in Europe, Liaison Unit Warsaw. URL: <http://www.foresteurope.org/filestore/foresteurope/Publications/Eur_Wood net.pdf , ISBN 978-83-926647-0-3.
SHAHIN, A.; POURHAMIDI, M.; ANTONY, J.; HYUN PARK, S. 2019. Typology of Kano models: A critical review of literature and proposition of a revised model. In Int. J. Qual. Reliab. Manag. 30, 341–358.
SLABEJOVÁ, G., VIDHOLDOVÁ, Z., ŠMIDRIAKOVÁ, M. 2019. Surface finishes for thermally modified beech wood. In Acta Facultatis Xylologiae, 61, 41-50.
WILKHAHN, 2012. Environmental Statement. Wilkening + Hahne GmbH+Co. KG, Bad Münder.
ACKNOWLEDGEMENTS
The authors would like to thank the Scientific Grant Agency of the Ministry of Education, Science, Research and Sport of the Slovak Republic and the Slovak Academy of Sciences, grant number 1/0475/22 “Environmental Consumer and Environmental Citizen”, grant number 1/0495/22, “Sustainability of Value Supply Chains and its Impact on the Competitiveness of Companies in the Forest and Forest-Based Sectors" and grant number 1/0494/22 “ Comparative Advantages of the Wood Based Sector under the Growing Influence of the Green Economy Principles”. This publication is the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS ADDRESSES
doc. Ing. Erika Loučanová, PhD. Ing. Miriam Olšiaková, PhD. doc. Ing. Hubert Paluš, PhD. Technical University in Zvolen Faculty of Wood Sciences and technology Department of Marketing, Trade and World Forestry T. G. Masaryka 24 960 01 Zvolen Slovakia loucanova@tuzvo.sk olsiakova@tuzvo.sk palus@tuzvo.sk
121
122
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 123 133, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.11
SPECIFICS OF FAMILY BUSINESSES IN THE WOODWORKING AND FURNITURE INDUSTRY IN SLOVAKIA
Anna Kocianová – Mariana Sedliačiková – Jarmila Schmidtová – Mária Moresová
ABSTRACT
Asurveyintothefield of thefamily business in woodworking andfurniture enterprises in Slovakia has not been carried out yet. The presented paper tries to eliminate these shortcomings. Its goal is to map the situation of family woodworking and furniture enterprises in Slovakia as a hitherto unexplored segment to capture a view of their current position together with the main internal and external determinants hindering their development in practice. Based on the results obtained by conducting and evaluating the questionnaire, it can be stated that more than half of enterprises consider a lack of qualified workforce and increasing intensity of competition to hinder their development along with specific problems arising from the nature of family business, which is the underestimation of the issue of succession. A contribution at the level of theory and practice is assumed in the paper as well. The main contribution is characterizing of a family business as the legal definition in the legislative conditions in the Slovak Republic is absent. The contribution also refers to the future direction of the development of the Slovak woodworking and furniture family enterprises.
Key words: family business, furniture industry, specifics, woodworking industry.
INTRODUCTION
Family business (FB) faces, not only in Slovakia, insufficient legislative support (MORESOVÁ et al 2020). The statutory definition of a family business in Slovakia is absent, and therefore, based on its own survey from 2020, the Slovak Business Agency (hereinafter SBA) defined it for domestic conditions as follows:
“
Family business means a group of natural persons who have blood ties or court decisions or legally recognized ties with the same effect (adoption, marriage) or have personal, mutual ties and are interested in creating interdependence, coherence and dependency through these common ties (partner) and meet at least one of the following conditions in relation to the business:
• one or more members own more than 50% of the shares, votes, or stocks in the company,
• one or more members own such a number of shares, votes or stocks that they can enforce their will against other co-owners (hereinafter referred to as “has influence”),
123
• one or more members perform control functions in the company and have influence,
• one or more members perform managerial functions in the company and have influence“.
According to the above definition, the share of FBs in Slovakia is estimated at 60 to 80% in all sectors. FBs in Slovakia produce 30 to 40% of GDP and provide 40% of employment (PERÁČEK et al. 2020). The data presented by the European National Association representing FBs in the EU (EFB) are even more favourable. GDP indicator is estimated at 40% and the employment rate at up to 60% (SHARMA 2004).
Family business has a long tradition. It dates back to 587 in Japan, where the first family business was established (KRISTIE 2002). Since then, the importance of family business has been growing and nowadays, family businesses make up more than two-thirds of all businesses worldwide. Slovakia, Cyprus and Estonia reach the highest share in the European Union (in all more than 90 %) (MURA 2019).
Family businesses have many advantages as well as disadvantages, which can be considered the specifics and differences compared to non-family businesses. The primary ones include the following: the owner usually also acts as a managing director, the family's income depends on the success of the FB, most FBs have a family name included in the denomination, the FB owners expect a generation change. Disadvantages can be considered: strict adherence to quality and reputation at the expense of other indicators (gain, profitability, etc.), conflicts of family members, the selection of a manager from among family members and the above-mentioned advantages in reverse principle (i.e. family collapsein caseof failure, lacks in managementin caseofinsufficient qualification offamily members and others) (HENNART et al. 2019, ARRAGLE et al. 2016, MARINOVA and MARINOV 2017, SCHOLES et al. 2015, DE MASSIS et al. 2016, VERBEKE and FOROOTAN 2012).
The woodworking and furniture industry, together with the pulp and paper industry, form a uniform sector of the wood-processing industry (WPI) in Slovakia, which has a long tradition and has hitherto unused potential (MORESOVÁ et al. 2019, HALAJ et al. 2018) The richdomesticbaseofrawmaterial,processingcapacities(especiallyinthecaseofconiferous log processing), a stable share of the industry in the field of industrial diversification (approximately 2.5% over a decade) are some of the many predispositions. Long-term problems of the industry are the lack of support and development strategy, lack of targeted modernization of technology and machinery, low attractiveness of the industry from the point of view of investors and entrepreneurs themselves, insufficient product finalization, WPI enterprises act as subcontractors of semi-finished products for foreign companies, slow growth of competitiveness (MUSOVA et al. 2021, HAJDÚCHOVÁ and HLAVÁČKOVÁ 2019).
At present, more than 5,300 business entities are operating in this segment, which follows the tradition of WPI in Slovakia, compared to the European average, which is more than 397 thousand business units (19.6% of all businesses) (KRIŠŤÁKOVÁ et al. 2021, ANTOV et al. 2020). The level of forest cover in Slovakia, which reaches 41.2% and has been growing exponentially over the years, also contributes to their prosperity (ŠEBEŇ et al. 2018).
The aim of this paper is to map the situation of family woodworking and furniture businesses in Slovakia, as a hitherto unexplored segment, to define their current position together with the main internal and external determinants hindering their development in practice
METHODOLOGY
Achievement of the set goal presupposes scientific work at the level of both theoretical and practical in the form of obtaining primary data. The first step was to define the FB for
124
(1)
the needs of this paper, based on the definition proposed by the SBA (2020), methods of analysis, description, comparison, analogy, summarization and synthesis Mapping of the situation of woodworking and furniture family businesses in practice presupposes the acquisition of primary data, for which a questioning method was used in the survey in the form of an electronic questionnaire (SCHEER 2007, RIMARČÍK 2007). The questionnaire contained a total of 29 questions (closed and semi-closed with the answer type “other”). Inner consistency of a questionnaire was evaluated by the Cronbach alpha coefficient (α)(CRONBACH 1951)accordingtothefollowingrelationwhere k isthenumberoftestitems, ���� 2 is the sum of the item variance; s2 is the variance of the total score: �� = �� k-1×(1-∑ ���� 2 �� ��=1 ��2 )
The level of Cronbach alpha is 0.75, which means from the point of view of consistency, our questionnaire could be accepted Based on the FINSTAT (2020) data about all enterprises, it was possible to compile a database of WPI enterprises, a total of 5.343 operating in Slovakia. In order to meet the condition for generalization of measured data and obtained results to the whole population of enterprises, it is necessary to meet the minimum sample size (n), which was determined by the following relationship to the calculation under conditions of the permissible error of 5% (e=0.05) and confidence level of 95% (z=1.96) at known base set size (N=5343) and p-level (p=0.5) (KOZEL 2006, FAERON 2017): �� ≥ ��∗(1 ��) ��2 ��2+��∗(1 ��) �� (2)
Using the formula above, it was possible to calculate the minimum sample size for the survey. The sample must consist of at least 359 respondents. The questionnaire was sent to 2,500 enterprises via their e-mail contacts in the period from September 2020 to the end of that year. As 404 respondents took part in the survey, the results of the survey can be generalized to the whole basic set – the survey meets the condition of a minimum sample size. The results of the questionnaire survey were processed in the Statistica program and the following statistical methods were used to verify the assumed hypotheses: Hypothesis test of relative abundance and Interval estimation of relative frequency. The Hypothesis test of relative abundance is used to test a statistical hypothesis that the proportion of a certain value of a variable in the base set is equal to a given constant according to the following relation:
(3)
The Interval estimation of a parameter of the basic set determines the numerical intervalinwhichtheestimatedparameteroccurs withacertainprobability(i.e.,theestimated parameteris in theinterval (q1,q2) with theprobability of1-α). Theinterval (q1,q2)is called the confidence interval and depends on α (RIMARČÍK 2007). Hypotheses were verified through Interval estimation according to the relation for the calculation of the 95% Confidence interval for relative frequency:

(4)
The results of the survey were also processed through descriptive statistics and clear graphs were used for their simplicity, comprehensibility, and graphical clarity to display the measured data. The following hypotheses have been formulated:
125
�� = �� ��0 √��(1 ��) ��
H1: It is assumed that at least half of the Slovak woodworking and furniture enterprises are family businesses
Family businesses, as evidenced by their shares of employment (50% to 80%) and GDP (70%) worldwide are irreplaceable and together with their specific advantages and overall share of almost two-thirds of all companies, they represent a pillar of the market economy (BEKERIS 2012, PARADA and GIMENO 2016, WANG et al. 2017). For the conditions oftheSlovak business environment,theSBA(2020),based on its own researchof the family business issue, presented an estimate which states that approximately 60 to 80% of Slovak enterprises in all sectors are family-type A specific study in the woodworking and furniture industry connected to the family business has not been published so far. This is one of the reasons why verification and assessment of the conditions are among the first priorities.
H2: It is assumed that the main external problem of the development of woodworking and furniture enterprises is the intensity of competition growth from the perspective of other enterprises in the sector
H3: It is assumed that the main internal problem of Slovak woodworking and furniture family businesses is the lack of a qualified workforce and disharmony of the interaction between the elements of family and business
Every company operating in a market economy is to some extent influenced by both external and internal determinants of the business environment (MISZTAL and KOWALSKA 2020, HERNÁNDEZ et al. 2020). Most factors of the external environment are invariable (tax and regulatory burden, legal and legislative environment, business conditions, etc.). These conditions have a major impact on business, and the European Union, together with the individual Member States, has long been working to eliminate them by seeking to remove obstacles to the development of European businesses by simplifying legislation and improving business conditions (BRAGARU 2015, IONESCU et al. 2011). However, it is also possible to speak of a group of partially variable factors (own activity or attitude towards them) such as competition, while the problem of the SME sector is the relatively low competitiveness, both against large enterprises as well as other enterprises (MALEGA 2017, ABDULAALI et al. 2019). The group of factors that an enterprise creates, modifies and influences is referred to as internal problems. A specific internal problem in the woodprocessing industryis the provision of aqualified workforce, and therefore it can be assumed that the problem also affects family businesses (KOVALČÍK 2018). A particularly specific problem of family businesses is to achieve harmony between family and work life of the family members (ZHOU 2014).
RESULTS AND DISCUSSION
A total of 282 FBs participated in the survey about the current position of family woodworking and furniture enterprises in Slovakia (Table 1). The results show that their share is more than half. To verify the validity of hypothesis H1 that at least half of the enterprises in the woodworking and furniture industry are family-owned, statistical verification was performed by the Hypothesis test of relative abundance with the result of p = 0.000 (Table 2). At the same time, for more detailed data, the results obtained using the Interval estimate of the relative frequency with 95% confidence (Table 3) showed that the share of FBs in the woodworking and furniture sectors is between 65% and 74%. From several availablesources, whetherdomesticorforeign (BEKERIS 2012, PARADA andGIMENO 2016, WANG et al. 2017, SBA 2020), it is possible to deduce the majority shares of family businesses within all currently operating companies worldwide for all sectors. Based on the above results of the statistical verification of the validity of hypothesis H1, it can be
126
concluded that even in Slovakia in the woodworking and furniture sectors, the share of family businesses is major
Tab. 1 Frequency table of the research sample.
Type of enterprise in the sample Absolute frequency Cumulative absolute frequency Relative frequency (%) Cumulative relative frequency (%)
Family business 282 282 69.80 69.80 Non-family business 122 404 30.20 100.00 Total 404 100
Tab. 2 Hypothesis H1 test on relative abundance.
Hypothesis Research area Alternative hypothesis p n u p-level H1 Share of FBs in woodworking and furniture industry π > 50% 69.80% 404 8.67 0.000
Tab. 3 Hypothesis H1 Confidence interval for relative frequency.
Hypothesis Research area p n 95% Confidence interval Lower limit Upper limit H1 Share of FBs in woodworking and furniture industry 69 80% 404 66% 74%
The questioned family businesses in the woodworking and furniture industry in Slovakia identified the problem factors from the internal and external environment they face and consider them a priority in terms of further development. Figure 1 shows a total of 12 evaluated determinants and their percentage representation. The key internal determinant in the development of woodworking and furniture FBs is the lack of a qualified workforce, which was expressed by almost 77%ofrespondents. Fromtheresults ofthe Interval estimate for relative frequency with 95% confidence, it can be determined that the given determinant occurs in 72% to 82% of enterprises (Table 5) First part of hypothesis H3 was confirmed by a Hypothesis test of relative abundance result with a p-level value (p = 0.000) (Table 4). Among the verified external determinants, attention was paid to the intensity of competition growth in the woodworking and furniture sectors The available data for this determinant showed a rate of only 14.89% compared to the determinant of the rising cost, which also belongs to the external group. An estimate from 11% to 19% of FBs (Table 5) in the woodworking and furniture sectors worry about the growing competition, moreover, only 2% to 7% feel the inability to cope with it. In the case of the determinant of rising costs, 60 99% of the respondents expressed a degree of importance, i.e., significantly higher Hypothesis H2 was not confirmed based on the Hypothesis test of relative abundance (p = 1.000) (Table 4).
127
lack of funds rising costs management shorcomings inability to face competition suppliers problems
qualified workforce
7.44% 36.87% 8.51% 60.99% 10.28% 7.09% 14.89% 4.25% 3.90% 33.33% 10.28% 0% 20% 40% 60% 80% 100%
76.95%
Fig. 1 Internal and external determinants of family woodworking and furniture enterprises (Source: authors)
Tab. 4 Hypothesis H2 and H3 test on relative abundance.
Hypothesis Research area Alternative hypothesis p n u p-level
H2 Determinant of increasing competition in the industry π > 50% 14.98% 282 -16.56 1 000 H3 Determinant of lack of qualified workforce π > 50% 76.95% 282 10.74 0.000 H3 Disharmony of family and business π > 50% 57.44% 282 2.53 0.006
Tab. 5 Hypothesis H2 and H3 Confidence interval for relative frequency.
Hypothesis Research area p n 95% Confidence interval Lower limit Upper limit
H2 Determinant of increasing competition in the industry 14.98% 282 11% 19% H3 Determinant of lack of qualified workforce 76.95% 282 72% 82% H3 Disharmony of family and business 57.44% 282 52% 63%
The question arises, what are the specific problems of family businesses in the woodworking and furniture sectors, assuming that there is a disharmony between the elements of family and business. The values for the selected 7 specifics are shown in Figure 2, where the most significant was the neglect of the family at the expense of the business, which significantly exceeds the others. Second part of hypothesis H3 was confirmed by a Hypothesis test of relative abundance result with a p-level value (p = 0.006) (Table 4). As results of Confidence interval for relative frequency (Table 5) show this problem affects from 52% to 63% of woodworking and furniture family enterprises.
128
unclear competencies of family employees insufficient qualification of family employees insufficient qualification of other employees issue of succession redistribution of competences
conflicts of family employees family neglect
57.44% 6.38% 6.02% 17.37% 23.04% 9.90%
8.15%
0% 10% 20% 30% 40% 50% 60% 70%
Fig. 2 Specific problems of family woodworking and furniture enterprises (Source: authors)
The second most common specific of FBs is the solution of the issue of succession. Specifically, 23.04% of respondents consider the subsequent transfer of the company to the next generation to be problematic. The smooth succession of the company to the next generation can be ensured by the succession strategy Most enterprises in Slovakia (which started their activities after 1993) have not experienced the succession process yet, and according to the results of the Interval Estimate, 76% to 85% do not even have a specific succession strategy The succession itself occurs approximately every 20 to 25 years and is managed well by only a third (PERÁČEK et al. 2020, VILČEKOVÁ et al. 2018).
In addition to the above facts as the share of FBs in the woodworking and furniture industries in Slovakia, the determinants hindering their development and specifics, the paper seeks to address the areas of future development of the enterprises (Figure 3). The results of the survey clearly showed that the dominant areas in which targeted attention is needed are technical equipment and production technology. The high percentage (68.79%) of respondents, who anticipate future development in any area of the company, is positive.
70.61% 67.52% 30.92% 34.02% 37.11% 36.08%
0% 10% 20% 30% 40% 50% 60% 70% 80% technical equipment production technology offered assortment HR quality of production reaching new customers
Fig. 3 Assumed areas of future development of woodworking and furniture FBs (Source: authors)
The above results clearly showed that there is a majority share of family businesses in Slovakiainthewoodworkingandfurnitureindustries,asstatedbytheSBA (2020)forfamily businesses in general, BEKERIS (2012), PARADA and GIMENO (2016), WANG et al. (2017) and PERÁČEK et al. (2020). On the sample of 404 woodworking and furniture enterprises, 282 FBs (69.8%) were identified. The result of the Hypothesis test of relative abundance (p = 0.000) and the Interval estimate for relative frequency with 95% confidence, which determined the range of FB share in the given sectors to 65% to 74%, can validate the hypothesis H1 about the majority share of family businesses in woodworking and furniture sector in Slovakia. The authors MACHEK et al. (2013), SZABÓ (2012), MARTIN (2008) and WRÓBLEWSKA-KAZAKIN (2012) agree that without the adoption of a specific definition in the legislative conditions, the collection and evaluation of data on family business are not possible and at the same time there is no room for its further development From the point
129
of view of the examined determinants of the internal and external environment, which affect each enterprise in the market economy (MALÁ et al. 2017) for the group of internal determinants, the most important was the provision of a qualified workforce confirmed by a Hypothesis test of relative abundance result with a p-level value (p=0.000), as also expressed by AYMEN et al. (2019), SEDLIAČIKOVÁ et al. (2021), KOVALČÍK (2018). It is estimated by the Interval estimate for relative frequency that 72% to 82% of family woodworking and furniture businesses face this problem. Along with the above, family businesses are also characterized by their specific areas (ZHOU 2014, RAMADANI and HOY 2015). In the research area, the central problem of woodworking and furniture family businesses can be considered the disharmony of family and business elements, i.e., family neglect at the expense of the business, as expressed by up to 57.44% of respondents and confirmed by the a Hypothesis test of relative abundance result with a p-level value (p = 0.006). According to the results of the Interval estimate for relative frequency, 52% to 63% solve the given problem. The second most serious problem is the issue and the process of succession, which in practice is not given sufficient attention, respectively it is neglected (SZABÓ 2012, PETRÁČEK et al. 2020). As many as 80% of the addressed enterprises have not solved the issue of succession yet, while only 16% of enterprises worldwide have a formally established succession strategy and a selected successor (ZAJKOVSKI and DOMANSKA 2019, HAVIERNIKOVA et al. 2019). Succession is considered to be the most critical period of a family business, and founders usually try to delay this moment as much as possible (MURA and KAJSAR 2019). From the findings of the internal determinants, and thus on the problem of securing a qualified workforce and, in the case of the specifics of family businesses, the problem of maintaining harmony between family and business, the H3 hypothesis can be confirmed Even though the authors MISZTAL and KOWALSKA (2020), HERNÁNDEZ et al. (2020), BRAGARU (2015), IONESCU et al. (2011), MALEGA (2017) and ABDULAALI et al. (2019) agree that competition and ability to face it are considered to be strong external determinants and the hypothesis H2 assumed it, it was not possible to confirm it (according to the result of a Hypothesis test of relative equal p-level value (p = 1.000)). Out of the studied external factors, the determinant of rising costs was identified to be the most significant (60.99 %). The indicator of growing competition (14.98%) that worries family woodworking and furniture business is estimated by the Interval estimate for relative frequency at 11% to 19%, while the indicator of inability to face it (only 4.25%) is estimated at only 2% to 7%.
CONCLUSION
A total of 404 woodworking and furniture enterprises took part in the survey of the current position of family woodworking and furniture businesses in Slovakia. According to the definition of FB, it was possible to clearly identify up to 282 family businesses. The results of the survey show that most enterprises in the woodworking and furniture sector are family-run,with anestimated shareranging from 65%to 74%.Theseenterprises areaffected by many factors that hinder their development. The most important internal determinant is considered to be the provision of a qualified workforce, however, there is a shortage of it. The specifics of family businesses indicate that the neglect of the family at the expense of the business has emerged as a serious problem. It follows from the above that two of the three assumed hypotheses were confirmed. The hypothesis of external determinants was not confirmed, where the assumption was formulated that the most serious is growing competition. In this case, the determined key factor was the rising costs for maintaining the business. The aim of the paper has been met and thus provides an insight into the situation
130
of woodworking and furniture family businesses, their determinants and the results finally also provide an overview of areas for future development. These include investments in technical equipment and production technology.
REFERENCES
ABDULAALI, A., ALNOOR, A., ENAIZAN, B. 2019. A multi-level study of influence financial knowledge management small and medium enterprises. In Polish Journal of Management Studies 190, 21-31.
ANTOV, P., SAVOV, V., NEYKOV, N. 2020. Sustainable bio-based adhesives for eco-friendly wood composites a review. In Wood Research 65, 51-62. DOI: 10.37763/wr.1336-4561/65.1.051062
ARREGLE,J.L.,DURAN,P.,HITT,M.,VAN ESSEN,P.2016. Why is family firms’ internationalization unique? A meta-analysis. Entrepreneurship Theory and Practice DOI: 10.1111/etap.12246
AYMEN, A., ALHAMZAH, A., BILAL, E. 2019. A multi-level study of influence financial knowledge management small and medium enterprises. In Polish Journal of Management Studies 19, 21-31.
BEKERIS,R.2012.TheimpactofmacroeconomicindicatorsuponSME´sprofitability. InEkonomika 91, 117-128.
BRAGARU,C. 2015. Small and medium enterprises (SMEs) – determinants for intelligent growth and sustainable development of local communities. In Challenges of the Knowledge Society 1, 641-651.
CRONBACH,L.J.1951.Coefficientalphaandtheinternal structureoftests. InPsychometrika16,297334 DOI:10.1007/BF02310555
DE MASSIS,A.,KOTLAR,J.,MAZZOLA,P.,MINOLA,T.,SCIASCA,S.2016.Conflictingselves:Family owners’ multiple goals and self-control agency problems in private firms. In Entrepreneurship Theory and Practice DOI:10.1111/etap.1225.7
FAERON, E. 2017. Sample Size Calculationsfor Population Size Estimation Studies Using Multiplier Methods with Respondent-Driven Sampling Surveys. JMIR Public Health and Surveillance 3, 59.
FINSTAT 2020. [WWW Document]. URL https://finstat.sk/databaza-firiemorganizacii?Activity=drevo+a+papier&Region=&SalesFrom=&PerPage=&Sort=creation-datedesc&Tab=.
HAJDÚCHOVÁ, I., HLAVÁČKOVÁ, P. 2019. Vplyv globálnej ekonomiky na lesnícko-drevársky sector v Českej a Slovenskej republike. In Acta Facultatis Xylologiae Zvolen 560, 135-146.
HALAJ, D., SEDLIAČIKOVÁ, M., MALÁ, D. 2018. Customer Behavior on the Slovakian Roundwood Market: A Case Study. In BioResources 13, 6003-6020.
HAVIERNIKOVA, K., SNIESKA, V., NAVICKAS, V., BURKSAITIENE, D. 2019. The attitudes of small and medium entrepreneurs toward cluster cooperation: the expectations and reality. In Transformations in Business & Economics 18, 191-205.
HENNART, J. F., MAJOCCHI, A., FORLANI, E. 2019. The myth of the stay-at-home family firm: How familymanagedSMEscanovercometheirinternationalizationlimitations. InJournalofInternational Business Studies 50, 758-782. DOI:10.1057/s41267-017-0091-y
HERNÁNDEZ, Y. G., GALVIS, J. F. R., CAPACHO, J. W. V. 2020. Business survival, a literary review of internal and external determinants. In Criterio Libre 18, 261-279.
IONESCU, V., CORNESCU, V., DRUICA, E. 2011. Small and medium enterprises in European Union. In Journal of Business and Leadership 1, 55-67.
KOVALČÍK, M. 2018. Efficiency of the Slovak forestry in comparison to other European countries: An application of Data Envelopment Analysis. In Central European Forestry Journal 64, 46-54.
KRIESTIE, L. 2002. The World´s Oldest Family Companies. In Family Business Magazine, 61-67. KRIŠŤÁKOVÁ, S., NEYKOV, N., ANTOV, P., SEDLIAČIKOVÁ, M., REH, R., HALALISAN, A., HAJDÚCHOVÁ, I. 2021. Efficiency of Wood-Processing Enterprises-Evaluation Based on DEA and MPI: A Comparison Between Slovakia and Bulgaria for the Period 2014-2018. In Forests 12 DOI:10.3390/f12081026
KOZEL, R. 2006. Moderní marketingový výzkum: nové trendy, kvantitativní a kvalitativní metody a techniky, průběh a organizace, aplikace v praxi přínosy a možnosti, 1 stedn. ed. Grada, Praha.
131
MACHEK, O., HNILICA, J. 2013. On the Performance Gaps between Family and Non-Family Firms in the Czech Republic. In Central European Business Review 2, 54-55.
MALÁ, D., SEDLIAČIKOVÁ, M., KAŠČÁKOVÁ, A., BENČÍKOVÁ, D., VAVROVÁ, K., BIKÁR, M. 2017. Green Logistics in Slovak Small and Medium Wood-Processing Enterprises. In Bioresources 12, 5155-5173.
MALEGA, P. 2017. Small and Medium Enterprises in the Slovak Republic: Status and Competitiveness of SMEs in the Global Markets and Possibilities of Optimization. In Optimal Management Strategies in Small and Medium Enterprises, 102-124.
MARINOVA,S.,MARINOV,M 2017. Inducing the internationalization of family manufacturing firms in a transition context. In European Business Review 29, 181–204.
MARTIN,R. 2008. Post-Socialist Segmented Capitalism: The Case of Hungary Developing Business Systems Theory. In Human Relations 61, 131-159.
MISZTAL, A., KOWALSKA, M. 2020. Determinants of sustainable development of industrial enterprises in Poland in the period from 2010 to 2019 – a statistical evaluation. In Prace Naukowe Uniwersytetu Ekonomicznego we Wroclawiu 64, 160-173.
MORESOVÁ, M., SEDLIAČIKOVÁ, M., KAŠČÁKOVÁ, A. 2020 Global determinants of sustaining and developing family enterprises in Slovakia. In Globalization and its Socio-Economic Consequences 2019. 74 DOI:10.1051/shsconf/20207403005
MORESOVÁ, M., SEDLIAČIKOVÁ, M., ŠTEFKO, J., BENČIKOVÁ, D. 2019. Perception of Wooden Houses in the Slovak Republic. In Acta Facultatis Xylologiae Zvolen 61, 121-135. DOI:10.17423/afx.2019.61.2.12
MURA,L.2019.EntrepreneurshipInternationalization–CaseofSlovakFamilyBusiness. InAdAlta: Journal of Interdisciplinary Research 9, 222-226.
MURA, L , KAJZAR, P. 2019. Small Business in Cultural Tourism in a Central European Country. In Journal of Tourism and Services 10. DOI:10.29036/jots.v10i19.110
MUSOVA, Z., MUSA, H., MATIOVA, V. 2021. Environmentally responsible behaviour of consumers: Evidence from Slovakia. In Economics and Sociology 14, 178-198. DOI: 10.14254/2071789X.2021/14-1/12
PARADA, M. J., GIMENO, A. 2016. Understanding Characteristics of Long-Term Value Creating Family Business. In Effective Executive 14, 43-54.
PERÁČEK,T.,VILČEKOVÁ,L.,STRÁŽOVSKÁ,Ľ.2020.SelectedProblemsofFamilyBusiness:ACase Study from Slovakia. In Acta Polytechnica Hungarica 1, 145-162.
RAMADANI, V., HOY, F. 2015. Context and Uniqueness of Family Businesses. In Springer, Cham. DOI:10.1007/978-3-319-14209-8_2
SBA 2020. Bariéry rodinného podnikania. [WWW Document]. URL http://monitoringmsp.sk/wpcontent/uploads/2020/04/Bari%C3%A9ry-rodinn%C3%A9ho-podnikania-na-Slovensku-3.pdf
SCHEER, Ľ. 2007. Biometria. Zvolen: Technická unvierzita vo Zvolene, Lesnícka fakulta, 2007. 333 p. ISBN 978-80-228-1723-3.
SCHOLES,L.,MUSTAFA,S.,CHEN,S.2015. Internationalization of small family firms: The influence of family from a socioemotional wealth perspective. In Thunderbird International Business Review 58, 131–146.
SEDLIAČIKOVÁ, M., MORESOVÁ, M., ALÁČ, P., DRÁBEK, J. 2021. How Do Behavioral Aspects Affect the Financial Decisions of Managers and the Competitiveness of Enterprises? In Journal of Competitiveness 13, 99-116.
SZABÓ, A. 2012. Family business in Hungary. 10th International Conference on Management, Enterprise and Benchmarking, June 1-2, 2012, Budapest, Hungary.
ŠEBEŇ, V., KUČERA, M., MERGANICOVA, K., KONÔPKA, B. 2018. The current state of non-forest land in the Czech Republic and Slovakia - forest cover estimates based on the national inventory data. In Forestry Journal 64, 207-222. DOI:10.1515/forj-2017-0043
SHARMA, P. 2004. An Overview of the Field of Family Business Studies: Current Status and Directions for the Future. In Family Business Review 17, 1-36. DOI:10.1111/j.17416248.2004.00001.x
VERBEKE, A., FOROOTAN, M. 2012. How good are multinationality–performance (M–P) empirical studies? In Global Strategy Journal 2, 332–344.
132
VILČEKOVÁ,L.,MUCHA,B.,PERÁČEK,T.,STRÁŽOVSKÁ,Ľ.2018. Selectedissuesof familybusiness in selected countries with emphasis on the Slovak Republic. In Proceedings of the 31st International Business Information Management Association Conference, Milan, Italy, April 26-28, 129-138.
WANG, Y., DELGADO, M. S., MARSHALL, M. I., DOBBINS, C. L. 2016. Generational Shadow in Farming Business: How Does It Affect the Succession Process? Annual Meeting, February 4-7, 2017, Mobile, Alabama, Southern Agricultural Economics Association.
WRÓBLEWSKA-KAZAKIN, A. 2012 Problemy decyzyjne w firmach rodzinnych naprzykladzie średniego przedsiebirostva. In Przedsiebiorczośći Zarzadzanie 13, 129-142.
ZAJKOWSKI, R., DOMAŃSKA, A. 2019. Differences in perception of regional pro-entrepreneurial policy: does obtaining support change a prospect? In Oeconomia Copernicana 10, 359-384.
ZHOU, L. 2014. Social responsibility and employees´organizational identification in Chinese family firms. In Chinese Management Studies 8, 683-703.
ACKNOWLEDGEMENT
The authors are grateful for the support of the Slovak Research and Development Agency, grants number APVV-18-0520, APVV-18-0378, APVV-17-0456, APVV-17-0583, APVV-20-0004 and project KEGA 005TUZ-4/2020 also project IPA 09/2021. This publication is also the result of the projectimplementation: Progressiveresearchofperformancepropertiesofwood-basedmaterialsand products(LignoPro),ITMS:313011T720(10%)supportedbytheOperationalProgrammeIntegrated Infrastructure (OPII) funded by the ERDF.
AUTHORS’ ADDRESSES
Ing. Anna Kocianová (ORCID: 0000-0001-6169-8578) prof. Ing. Mariana Sedliačiková, PhD. (ORCID: 0000-0002-4460-2818) Ing. Mária Moresová, PhD. et PhD. (ORCID: 0000-0001-6815-0724)
Technical University in Zvolen Faculty of Wood Sciences and Technology, Department of Business Economics T. G. Masaryka 24, 960 01 Zvolen, Slovakia xkocianovaa@is.tuzvo.sk sedliacikova@tuzvo.sk maria.moresova@tuzvo.sk
Mgr. Jarmila Schmidtová, PhD. (ORCID: 0000-0003-3985-9616)
Technical University in Zvolen Faculty of Wood Science and Technology, Department of Matematics and Descriptive Geometry T.G. Masaryka 24, 960 01 Zvolen, Slovakia jarmila.schmidtova@tuzvo.sk
133
134
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 135 146, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.12
CAPITAL STRUCTURE DETERMINANTS OF WOOD-PROCESSING ENTERPRISES IN SLOVAKIA
Peter Krištofík – Juraj Medzihorský
ABSTRACT
Capital structurehas been widely discussed,but thereis still alack ofindustry-oriented empirical studies of Slovak enterprises focusing on this topic. The aim of the paper is to identify significant capital structure determinants of wood-processing enterprises in Slovakia, and their comparison with the determinants in other industries worldwide. Applying panel regression, in the years 2016-2019, we found evidence for the negative relation between leverage and profitability, growth opportunities, cash, respectively. But most of these relations were disturbed during the crisis in 2020. Some evidence of a negative relation between leverage and size occurred only in the crisis period There is only a partial confirmation of several capital structure theories. Pecking-order theory corresponds to the debt-equity choice of Slovak wood-processing enterprises best. When comparing empirical capital structure determinants with other industries and countries, the most similar to our sample seems to be the food and beverages industry in Indonesia. Our paper is the first one, which reveals relations between leverage and its determinants of Slovak wood-processing enterprises that support a need for next studies focusing on similar topics.
Key words: capital structure, leverage, wood-processing enterprises, Slovakia, panel regression
INTRODUCTION
Capital structure theories and their empirical verification on different datasets have belonged to widely discussed topics among economists since MODIGLIANI and MILLER (1958) presented their irrelevance theory of capital structure (original MM model) An inexhaustibility of the topic lies in various theories and in the fact that studies of different countries and industries can have both similar and different results.
Adding only one variable – corporate taxes – to the original MM model, capital structure is relevant thanks to interest tax shield (MODIGLIANI and MILLER 1963). Optimal capital structure would be represented by zero equity. On the other hand, the use of other techniques for tax optimization, like non-interest tax shield (depreciation & amortization), can lower a motivation for higher leverage, as non-interest and interest tax shields are substitutes (TREZEVANT 1992). It is clear that enterprises with minus EBIT are not motivated to use interest tax shield, and enterprises with minus EBITDA do not need any tax shield, while enterprises with relatively high EBITDA do not necessarily consider the shields as substitutes; but as complements.
135
Trade-off theory (KRAUS and LITZENBERGER 1973, MYERS 1984) adds the next variable – financial distress costs. As benefits of interest tax shield must be compared to these expenses, optimal capital structure will not have a corner solution (maximal leverage, zero equity), but the interior one We can say that business risk is the determinant of possible financial distress that can be amplified by high leverage. Therefore, lower leverage is suitable for enterprises with higher business risk and with higher bankruptcy costs, including the indirect ones such as investment restrictions, a loss of customers, business partners, growth opportunities and key employees (KRIŠTOFÍK 2010), reputational damage of owners and managers that is more severe in specific markets with limited number of potential business partners etc.
Agency costs theory (FAMA and MILLER 1972, JENSEN and MECKLING 1976) focuses on relations between mangers, owners, and creditors To minimize agency costs of debt, a collateral can be used, owners - especially of micro and small enterprises - can offer personal guarantees,anenterpriseaswholeorselectivelyadebtissueshouldberated,anyinformation asymmetry between insiders and outsiders should be minimized etc. Minimizing agency costs of equity includes control mechanisms, incentive schemes, and debt issues, especially if cash is so high and investment opportunities low that it motivates managers to an ineffective consumption. Actually, the high value of cash to total assets ratio is the typical feature of many Slovak wood-processing enterprises Agency costs of both equity and debt can also be minimized thanks to ESG disclosures, ratings, and rankings, with a focus on Ggovernance ones.
Pecking-order theory (MYERS and MAJLUF 1984) supposes that an enterprise follows certain order when financing: internal funds, debt issue, equity issue. Enterprise issues new debt or equity only if internal funds are insufficient for investment opportunities. So, the need for external financing relates on investment opportunities and on internal funds items, flows, respectively: profitability (retained earnings), dividend policy, amount of cash, depreciation and amortization. If we omit the least probable equity issue, the determinants of external financing become the determinants of debt issue and leverage. If we do not omit equity issue, debt-equity choice is not clear, as equity is both the first and the last financing option.
Accordingto lifecycletheory(WESTON and BRIGHAM 1981,CHITTENDEN et al. 1996), smaller and younger enterprises can have some constraints with obtaining new external funds. However, those problems can be minimized by a collateral, and other techniques for achieving investors’ trust described in the agency costs theory. The next financing options for start-ups include venture capital, business angels, and internal funds when the enterprises become profitable.
Every rational subject should buy cheaply and sell expensively. Applying this simple idea to capital markets, an enterprise should issue new shares when stock price is relatively higher and make buybacks when it is lower. According to market timing theory (BAKER and WURGLER 2002), this effect can be long-lasting. Therefore, current capital structure is the result of past market timing activities. Applying the theory on debt, there should be a negative relation between interest rates and debt issues.
Empirical studies of capital structure are very often country-oriented, less often industry-oriented. ALMAZAN and MOLINA (2001) studied 61 industries using the Compustat database. They show different leverage variability in different industries. Higher withinindustry variability of leverage is confirmed for industries with a longer history, higher capital expenditures, and greater leas indebtedness. Regarding corporate governance variables, board structure and incentives play a role.
CAPOBIANCO and FERNANDES (2004) studied the enterprises of airline industry over the world applying DEA models. They identified that more effective enterprises have lower
136
values of fixed to total assets ratio, and equity ratio minimally 40%. The enterprises with rising revenues reduce their leverage
VIVIANI (2008) confirmedthatpecking-ordertheory is more applicable to French wine enterprises than trade-off theory. Applying both single-year linear regression and panel regression on 5-year dataset, he studied profitability, cash, asset turnover, tangibility, noninterest tax shield, age, and growth in sales as leverage determinants. Statistical significance of the selected determinants was confirmed especially when applying single-year approach. Regarding the methodology, several variant measures were defined for both leverage and its determinants. The specific view on the industry was supplemented by the industry subsectors analysis.
ISLAM and KHANDAKER (2014) confirmed profitability and asset tangibility as significant determinants of the Australian enterprises in the mining industry, while the same determinants areinsignificant forother(non-mining)enterprises. Such results supportaneed for industry-oriented research.
That is confirmed by the next study of Australian listed companies, as well. LI and ISLAM (2019) – analysing 20 industries – found that firm-specific determinants of capital structure vary across industries. In addition, they show the significant industry-specific determinants.
ZHANG, CAO, and ZOU (2016) confirmed an overinvestment in the renewable industry in China, especially for the wind and biomass subsectors. The effect of leverage on profitability is confirmed especially for downstream enterprises. That creates a basis for policy makers to minimize the constraints that enterprises have when acquiring new debt.
SALIM and SUSILOWATI (2019) focused on Indonesian listed food and beverages companies. They found that liquidity and enterprise growth are significant capital structure determinants, with the negative impact on leverage, while profitability and enterprise size are insignificant. The effect of leverage on enterprise value is positive but insignificant.
JAWORSKI and CZERWONKA (2021) joined single-industry with multiple countries research, as they studied capital structure of the energy industry in 25 EU countries. While tangibility and enterprise size correlate with leverage positively, profitability and liquidity have a negative impact. Macroeconomic determinants with strong or moderate effect on leverage are GDP growth, protection of stakeholders’ rights, inflation, taxation, degree of capital markets and financial institutions development.
The complex summary of capital structure theories, selected empirical studies, and the methodology of variables – all focusing on leverage determinants – is presented in Tab 1. That summary will enable us to develop hypotheses and methodology. We would like to stress that all mentioned determinants have their empirical confirmations in plenty of studies – especially industry non-oriented – but not all of them are part of our industry-oriented review.
Wood-processing industry - which consists of wood, furniture, pulp and paper subindustries - has an important potential in the Slovak economy, which is also given by the forest coverage of the country that is 41% (MINISTRY OF A&RD 2021). Focusing more closely on the first subindustry, its total year revenues (in billions of EUR) in 2020 achieved 1.36, expenses 1.32, respectively (STATISTICAL OFFICE 2022). It has the most important status according to the number of employees, over 12 thousand, followed by the furniture subindustry (NATIONAL FORESTRY CENTRE 2022). However, which determinants have a significant impact on capital structure choice of Slovak wood-processing enterprises, has not been studied yet. The variability of capital structure theories and the existence of industryoriented empiric studies in different countries support a need for this study.
The aim of our paper is to identify significant capital structure determinants and to verify the validity of capital structure theories with a focus on wood-processing enterprises
137
in Slovakia, along with a worldwide comparison of the determinants across industries The objectofthestudyarewood-processingenterprisesexceptthefurniture,pulpandpaperones.
Tab. 1 Capital structure determinants – theoretical and empirical views.
Determinant of capital structure
Theoretical effect on leverage Definition
Empirical confirmation (industry, country, relation to leverage) + -
Corporate income taxes (interest tax shield) MM with tax effect, Trade-off
Depreciation and amortization (non-interest tax shield)
Profitability MM with tax effect, Trade-off
MM with tax effect, Trade-off, Pecking-order
Pecking-order
Risk and bankruptcy costs (especially indirect) Trade-off
Effective tax rate, Nominal tax rate, MILLER’s (1977) tax index
D&A / Total assets, D&A / Sales, Other non-interest tax shields and tax optimization
ROA (EBIT/Total assets), ROI, Margin
Risk: Standard deviation of operating CF / Total Assets, Inverse value of rating, Altman’s model; Bankruptcy costs: Uniqueness of products or industry, High specialization of employees
Tangibility (collateral), rating, less information asymmetry from creditors’ view
Agency-costs theory (focus on agency costs of debt), Life cycle
Cash
Growth opportunities
Dividends
Agency-costs theory (focus on agency costs of equity)
Pecking-order
Pecking-order Agency-costs, Trade-off
Pecking-order
Size and age Life cycle
Stock price
Interest rate
Market-timing
Fixed assets/Total assets, PPE/Total Assets Collateral(any)/Total assets, (Total assets - Intangible assets)/Total Assets, Existence and value of: Overall credit rating, Issue credit rating, ESG score
Cash/Total assets, Liquidity ratios, Free cash flow/Total Assets
Total assets growth, Sales growth, Market-to-book ratio, Capital expenditures/Total assets
Dummy variable (yes/no), Dividend payout ratio
Wine – France (- or + depending on leverage measure)
Wine – France (-), Mining – Australia (), Energy – EU (-)
Market-timing
Wine – France (+), Mining – Australia (+), Energy – EU (+)
Wine – France (-), Food & beverages –Indonesia (-), Energy – EU (-)
Airline – World (-), Wine – France (+), Food & beverages –Indonesia (-)
Size: Total assets, Sales, Market capitalization; Age: Number of years Energy – EU (+)
Market-to-book ratio, Current price/Average historical prices
Effective interest rate, Weighted average costs of debt
138
MATERIAL, METHODS, AND HYPOTHESES DEVELOPMENT
Based on theories and empiric studies – summarized in Tab 1 – we set the hypotheses and methodology of variables, as follows.
H1: There is a positive linear correlation between leverage and tangibility. The hypothesis confirmation is in favour of agency costs and life cycle theory. Opposite correlation than expected does not have direct support in any capital structure theory. However, as equity is long-term capital, and we include both long- and short-term debt to leverage computation, it can be explained as a possible partial application of the golden financing rule - saying that fixed assets should be financed by long-term capital. In that case, future research focusing on long-term leverage is needed to support or reject such interpretation.
Tangibility can be defined as the ratio of fixed assets to total assets, the ratio of property, plant, and equipment (PPE) to total assets, as collateral value, or literally as tangibility i.e., excluding intangible assets from calculation. PPE has naturally the key role in the wood-processing industry, the ratio of PPE to total assets is relatively high in many wood-processing enterprises and PPE, especially real estate, serves as a collateral. In the case of smaller or younger enterprises, real estate can even be the only suitable collateral together with personal guarantees of owners, when acquiring new debt Therefore, we define tangibility as PPE to total assets ratio.
H2: There is a positive linear correlation between leverage and size. The hypothesis confirmation is in favour of life cycle theory. The opposite correlation than expected would suggest, for example, a lack of internal funds, or a lack of capital deposits by owners in smaller enterprises. But it does not have any support in any theory.
Enterprise size is most often defined as total assets (its book value) or sales. For listed companies, it can be calculated as market capitalization, or as total assets using market value i.e., as the sum of market value of equity and book value of debt (market value of debt is not usually used, or even calculated). As our dataset does not consist of listed companies, this is not our case. We define size as sales.
H3: There is a positive linear correlation between leverage and growth opportunities. The hypothesis confirmation is in favour of pecking-order theory. On the other hand, if the opposite correlation is confirmed, it will be in favour of agency costs and trade-off theory.
Growth opportunities are usually defined as sales growth, total assets growth, market-to-book ratio (for listed companies), and capital expenditures scaled by total assets. We define them as total assets growth, as sales are used for size calculation, and possible collinearity of independent variables should be avoided
H4: There is a negative linear correlation between leverage and non-interest tax shield. The hypothesis confirmation is in favour of MM model with taxes, trade-off, and peckingorder theory. The opposite result would suggest that both interest and non-interest tax shield can be used together. In other words, their positive correlation would also mean that enterprises which use one tax shield, use also the next tax shield, while other companies apply no one. The first group of mentioned enterprises represent ‘maximal tax optimizers’ . Another explanation is that fixed assets are financed with debt, when both depreciation & amortization and leverage rise.
Depreciation and amortization scaled by total assets or by sales are often used for the calculation. We apply D&A scaled by sales to minimize collinearity with variable tangibility that would be caused if the D&A to total assets ratio were used.
H5: There is a negative linear correlation between leverage and profitability.
139
The hypothesis confirmation is in favour of pecking-order theory, while the opposite correlation is in favour of MM model with taxes, and trade-off theory.
Profitability can be calculated as ROA, ROI, profit margin, respectively. We define it as ROA – EBIT to total assets – which is the most common measure. It is obvious that EBIT application is suitable for capital structure research due to the fact that both interests that relate to leverage directly and taxes – affected by interest tax shield – are not included.
H6: There is a negative linear correlation between leverage and cash. The hypothesis confirmation is in favour of pecking-order theory. The positive correlation would be in favour of agency costs theory.
Variable cash can be defined as cash and cash equivalents scaled by total assets, liquidity ratio (current, quick, cash), or as free cash flow scaled, for example, by total assets. We apply the first one, because a part of studied enterprises has surprisingly very high level of cash and equivalents to total assets ratio; so, it is the important item of assets. Moreover, this ratio has clear and simple interpretation.
To sum up, the independent variables are tangibility (TAN), size, growth opportunities (GROWTH), non-interest tax shield (DA), profitability (ROA), and cash. The dependent variable is leverage (LEV). Several definitions are used for that, such as total liabilities to total assets, long-term debt to equity, long-term debt to total assets, short-term debt to total assets, and other variations. We define leverage as the total liabilities to total assets ratio that most complexly includes all non-equity items. It represents debt-equity choice from the broadest view.
Mathematical notation of the model is, as follows. Standard symbols for regression are used.
LEV = α + β1 TAN + β2 SIZE + β3 GROWTH + β4 DA + β5 ROA + β6 CASH + ε (1)
As we can see, several capital structure determinants from Tab. 1 are disregarded from our further analysis. Corporate income tax is suitable for multi-country studies, dividends and stock price for studies of listed companies. The rest of determinants are selected for the analysis depending on their application in other industry-oriented studies. Summary of methodology for interpretation of the results is showed in Tab 2.
Dataset consists of wood-processing enterprises in the Slovak Republic except furniture, pulp and paper ones.Industryis representedby NACEcode16 – Wood-processing and manufacturing of wood products except furniture (NACE 2022). It includes 16.1. Sawmilling and planing of wood, 16.21 Manufacturing (Ma.) of boards and wooden panels, 16.22. Ma. of parquets, 16.23 Carpentry, 16.24 Ma. of wooden containers, 16.29 Ma. of other wooden products. The five-year period (2016-2020) is studied. As pre-crisis and crisis period should be modelled separately, the period is divided into two subperiods: 2016 –2019, and 2020, due to the pandemic situation. Therefore, we have applied both panel regression for the first subperiod and regression of cross-sectional data for the second subperiod. The database is REGISTRY OF ACCOUNT STATEMENTS (2022). According to the database, the total number of wood-processing enterprises with published account statements for the entire selected period and at least 10 employees is 242. Applying random selection, we have selected one third i.e., 81 enterprises. Their sales represent nearly 32 % market share. We consider such a sample as representative. Micro enterprises (with 9 and fewer employees) are not included, as there are several specifics that make them incomparablewithbiggerenterprises.Microenterprisesoftencreateaccount statementsonly formally, as a necessity required by state – tax office; they include one-person companies that are actually self-employed persons, with only a legal form of a limited company; these
140
enterprises can acquire loans with different conditions than others like EaSI (EU Program for Employment and Social Innovation) loans with guarantee of European investment fund; they often do not follow hardly any governance rules, etc. STATISTICAL OFFICE (2022) uses a partially similar methodology when creating DataCube - only enterprises with 20 and more employees are there analysed exhaustively.
Tab. 2 Methodology for results interpretation (dependent variable - leverage).
Independent variable Regression result Interpretation in favour of … Regression result Interpretation in favour of …
Tangibility
Agency costs, Life cycle
Size Life cycle
β > 0
β < 0
Questionable, possibly golden financing rule with a need for future verification
Lack of internal funds and owner’s capital deposits in small enterprises together with too many investment opportunities, Debt preference in debtequity choice in smaller enterprises –unsupported by theories
Growth opportunities Pecking-order Agency costs, Trade-off
Non-interest tax shield
Profitability
Maximal tax optimization, Nonexistence of tax shields exhaustion, Fixed assets financed by debt
MM with tax effect, Trade-off
MM with tax effect (if tax shields are considered as supplements to each other), Trade-off, Pecking-order
Pecking-order Cash Agency costs Pecking-order
RESULTS AND DISCUSSION
Before the presentation of the final results, let us mention some important results of econometric tests and the reasons for the model adjustments. First, we will look at the panel model. Two high leveraged enterprises were excluded as outliers to achieve an asymptotic normality of the dependent variable and residuals (see Tab. A.1 in Appendix). As our data are burdened with multicollinearity (see Tab. A.2 and A.3), we had to exclude the variable TAN which has the highest pair correlations with other independent variables. According to the Durbin-Watson statistics (value 1.2), autocorrelation also occurs. Therefore, we applied the White method for covariance and standard errors matrix in the final model, which should eliminate both autocorrelation and heteroskedasticity, if any occurs. All variables do not have a unit root (see Tab. A.4) means that their stationarity is not rejected. As many authors prefer scaling the size of an enterprise with logarithm, we applied for SIZE both lin-lin and lin-log models, using natural logarithm. However, the results look very similar (see Tab. 3 and Tab. 4). Random effects are used instead of fixed affects, according to the Hausman test (see Tab. A.5).
When looking at cross-sectional data in 2020, heteroskedasticity occurs according to the White test (see Tab. A.6). Therefore, we applied Huber-White-Hinkley standard error and covariance method consistent with that. Normality of residuals cannot be rejected (see
141
Tab. A.1). Three outliers have been excluded. Similarly to the panel model, both lin-lin and lin-log models – using natural logarithm – are used for variable SIZE. Ramsey RESET test shows correct model specification for the lin-lin model only at 1% significance level, while the lin-log model seems to be even better specified (see Tab. A.7 and Tab. A.8). On the other hand, the log-lin model would not be correct for both panel and cross-sectional data, as residuals would not have a normal distribution.
As we can see in Tab 3, profitability, growth opportunities, and cash seemed to be relevant capital structure determinants in pre-crisis period. A negative influence of both profitability and cash on leverage is in favour of pecking-order theory. But a negative influence of growth on leverage is against that; and is in favour of agency costs theory. Agency costs theory, however, expects the association of cash and leverage to be opposite to that measured. ROA with minus effect also supports life-cycle theory and is against MM model with tax effect and trade-off theory. These theories are also not confirmed due to the insignificance of DA. As the positive influence of size on leverage is insignificant, it does not support the life-cycle theory. As a result, pecking-order theory seems to describe the capital structure and its relations in the first subperiod better than other theories.
Size became statistically significant in 2020, but its negative correlation with leverage is not in accordance with any theory. Such result can be justified with several explanations. We can deduce for example a lack of internal funds and owner’s capital deposits in small and medium sized wood-processing enterprises that was even confirmed in the National program for the utilization of wood potential in the Slovak Republic (MINISTRY OF A&RD 2013) As this result occurs only in pandemic time, it can also indicate that reduction in equity – that can happen in any crisis – can be more severe in smaller enterprises. However, we did not find the evidence for the second interpretation, as there is only a weak correlation between yearlychangeof leveragein 2020andsizeofanenterprise. Profitability and growth opportunities were not significant determinants of leverage during pandemic year. It can be explained by a reduction in profitability and growth opportunities, which is expectable during any crisis, as values of both variables changed on average in 2019 and 2020 comparing to the rest of the period. On the other hand, the role of cash as capital structure determinant was confirmed again and was even more significant in 2020 than before. This partially supports pecking-order theory. Moralization effect of debt on managers i.e., motivation not to spend disposable cash ineffectively, is therefore not confirmed or needed in theanalysed enterprises in anysubperiod.Non-interest tax shield was insignificant in both subperiods. Moreover, its positive correlation with leverage is not in accordance with any theory. Therefore, the question also is whether it should be considered as the substitute for interest tax shield. If an enterprise does not meet with tax shields exhaustion, the shields do not have to be substitutes. To sum up the second subperiod, the pecking-order theory is confirmed only partially, and previous relations between leverage and ROA, growth opportunities, respectively, cannot be confirmed.
Tab. 3 Capital structure models. Lin-log model applied for variable SIZE.
Dependent variable: Leverage Period 2016-2019 2020 Independent variables Beta-coefficient Significance Beta-coefficient Significance
LOG(SIZE) 0.012940 -0.055265 ** ROA -0.508273 *** -0.095323 GROWTH -0.003715 *** 0.001611 DA 0.016903 0.005858 CASH -0.281071 ** -0.740272 *** Intercept 0.521946 * 1.524875 ***
142
Note: *, **, *** represents statistical significance according to p-value at the 10%, 5%, and 1% level, respectively.
Important limitation of these comparisons is that the first model is based on 4-year panel data, while the second one only on one-year data.
If we do not apply logarithmic transformation for variable SIZE (see Tab.4) the difference is that SIZE is significant only at 10% level in 2020, not 5%. Positive correlation in the first subperiod in the first model changed to the negative one in the second model, but it is still insignificant.
Tab. 4 Alternative capital structure models. Lin-lin model applied for all variables.
Dependent variable: Leverage Period 2016-2019 2020 Independent variables Beta-coefficient Significance Beta-coefficient Significance
SIZE -1.14 10-09 -2.67 10-09 * ROA -0.488647 *** -0.092732 GROWTH -0.003367 *** -0.012408 DA 0.005537 0.235818 CASH -0.292377 ** -0.667465 *** Intercept 0.713054 *** 0.737256 ***
Note: *, **, *** represents statistical significance according to p-value at the 10%, 5%, and 1% level, respectively.
Capital structure determinants of wood-processing enterprises in Slovakia can be compared to the determinants confirmed in other industries and countries, especially when focusing on the 2016-2019 model. Slovak wood-processing enterprises are similar to French wine enterprises (VIVIANI 2008) regarding profitability, and cash, but growth opportunities show opposite results. There is also a similarity with the mining industry in Australia regarding profitability (ISLAM and KHANDAKER 2014). The results for profitability and cash show some similarity to the energy industry in the EU. However, size is an important determinant in that industry with a positive relation to leverage (JAWORSKI and CZERWONKA 2021) that is not confirmed in our sample. Growth opportunities and cash as leverage determinants with minus correlation are typical for the food & beverages industry in Indonesia. Moreover, size is not confirmed as statistically significant in those enterprises (SALIM and SUSILOWATI 2019), so we can find several similarities there with Slovak woodprocessing enterprises. Regarding growth opportunities, we can find some linkage with the world airline industry, as well (CAPOBIANCO and FERNANDES 2004).
CONCLUSION
In the years 2016-2019, we found the negative relation between leverage and profitability, growth opportunities, cash, respectively. Except for the variable cash, these relations were not confirmed in 2020. Changes in profitability and lack of growth opportunities during crisis thus must have had the impact. Some evidence of a negative relation between leverage and size occurred only in the crisis period. The results are more in favour of the pecking-order theory, than in favour of other theories, but no theory is supported unequivocally. Some similarities between the wood-processing industry in Slovakia and other industries in other countries can be found regarding capital structure determinants. The best example seems to be the food & beverages industry in Indonesia. Regarding the hypotheses, only H5 and H6 are confirmed. Other hypotheses are not
143
confirmed because of the opposite than expected relation, or its statistical insignificance. Practical implications of the results lie for example in some recommendations for such wood-processing enterprises which set their target leverage only as the average of the industry. As the study reveals ‘average’ relations of leverage and its determinants, enterprises without complex capital structure targets can consider these relations rather than following only the industry median leverage.
REFERENCES
ALMAZAN, A., MOLINA, C.A. 2001. Intra-Industry Capital Structure Dispersion. In Journal of Economics & Management Strategy, 14 (2): 263–297. DOI: 10.1111/j.1530-9134.2005.00042.x
BAKER, M., WURGLER, J. 2002. Market Timing and Capital Structure In The Journal of Finance, 57(1): 1–32. DOI: 10.1111/1540-6261.00414
CAPOBIANCO, H. M. P., FERNANDES, E. 2004. Capital structure in the world airline industry. In Transportation Research Part A, 38: 421–434. DOI: 10.1016/j.tra.2004.03.002
CHITTENDEN, F., HALL, G., HUTCHINSON, P. 1996. Small Firm Growth, Access to Capital Markets and Financial Structure: Review of Issues and Empirical Investigation. In Small Business Economics, 8: 59-67.
FAMA, E. F., MILLER, M. H. 1972. The Theory of Finance. Holt, Rinehart and Winston: New York.
NATIONAL FORESTRY CENTRE. 2022. Forestportal - Economic indicators of wood-processing industry. https://gis.nlcsk.org/IBULH/SpracDrev/DSP [1.2.2022]
ISLAM, S.Z., KHANDAKER, S. 2014. Firm leverage decisions: Does industry matter? In North American Journal of Economics and Finance, 31: 94-107. DOI: 10.1016/j.najef.2014.10.005
JAWORSKI, J., CZERWONKA, L. 2021. Determinants of Enterprises’ Capital Structure in Energy Industry: Evidence from European Union. In Energies, 14, No. 1871. DOI: 10.3390/en14071871
JENSEN, M., MECKLING, W. 1976. Theory of the Firm: Managerial Behaviour, Agency Costs and Ownership Structure. In Journal of Financial Economics, 3: 305–360.
KRAUS,A.LITZENBERGER, R.H. 1973. A State‐Preference Model of Optimal Financial Leverage. In The Journal of Finance, 28 (4): 911-922.
KRIŠTOFÍK, P. 2010. Finančná ekonómia s aplikáciou na rozvíjajúce sa trhy. Iura Edition, Bratislava. LI,L.,ISLAM, S. Z. 2019. Firm and industry specific determinantsof capital structure: Evidence from the Australian market. In International Review of Economics and Finance, 59: 425-437. DOI: 10.1016/j.iref.2018.10.007
MINISTRY OF AGRICULTURE AND RURAL DEVELOPMENT OF SLOVAK REPUBLIC. 2013. National program for the utilization of wood potential in the Slovak Republic. https://www.mpsr.sk/narodnyprogram-vyuzitia-potencialu-dreva-slovenskej-republiky/913-37-913-7913/ [2.4.2022].
MINISTRY OF AGRICULTURE AND RURAL DEVELOPMENT OF SLOVAK REPUBLIC. 2021. Forest coverage has been growing in Europe for a long time. https://www.mpsr.sk/aktualne/skvela-spravalesnatost-v-europe-dlhodobo-stupa/16244/ [5.2.2022].
MODIGLIANI, F., MILLER, M. H. 1958. The Cost of Capital, Corporation Finance, and the Theory of Investment. In American Economic Review, 48, 261–297.
MODIGLIANI, F., MILLER, M. H. 1963. Corporate Income Taxes and the Cost of Capital: A Correction. In American Economic Review, 56, 333–391.
MYERS,S.C.,&MAJLUF,N.S.1984.Corporatefinancingandinvestmentdecisionswhenfirmshave information that investors do not have. In Journal of Financial Economics, 13 (2), 187-221.
MYERS, S. C. 1984. The Capital Structure Puzzle. In The Journal of Finance, 39, 574-592. NACE. 2022. NACE code 16. http://www.nace.sk/nace/16-spracovanie-dreva-a-vyroba-vyrobkovz-dreva-a-korku-okrem-nabytku-vyroba-predmetov-zo-slamy-a-pruteneho-materialu/ [8.2.2022]
REGISTRY OF ACCOUNT STATEMENTS 2022. https://www.registeruz.sk/cruz-public/domain/ accountingentity/search [10.2.2022].
SALIMMM.N.,SUSILOWATI,R.2019.Theeffectofinternalfactorsoncapitalstructureanditsimpact on firm value: empirical evidence from the food and baverages industry listed on Indonesian stock exchange 2013-2017. In International Journal of Engineering Technologies and Management Research, 6 (7), 173-191. DOI: 10.29121/ijetmr.v6.i7.2019.434
144
STATISTICAL OFFICE. 2022. Data Cube. Selected financial indicators of non-financial corporations. http://datacube.statistics.sk/#!/view/sk/VBD_SLOVSTAT/fp2003rs/v_fp2003rs_00_00_00_sk [7.2.2022]
TREZEVANT, R. 1992. Debt Financing and Tax Status: Tests of the Substitution Effect and the Tax Exhaustion Hypothesis Using Firms' Responses to the Economic Recovery Tax Act of 1981. In The Journal of Finance, 47 (4), 1557-1568.
VIVIANI. 2008. Capital structure determinants: an empirical study of French companies in the wine industry. In International Journal of Wine Business Research, 20 (2): 171-19.
WESTON, J. F., BRIGHAM, E. F. 1981. Managerial Finance, 7th ed. Hinsdale, Dryden Press.
ZHANG,D.,CAO,H.,ZOU, P.2016.ExuberanceinChina'srenewableenergyinvestment: Rationality, capital structure and implications with firm level evidence. In Energy Policy, 95 (C) : 468–478. DOI: 10.1016/j.enpol.2015.12.005
ACKNOWLEDGEMENT
This paper has been supported by the Scientific Grant Agency of Slovak Republic under the project VEGA No. 1/0579/21 Research on Determinants and Paradigms of Financial Management in the Context of the COVID-19 Pandemic.
APPENDIX
Tab. A.1 Normality of residuals. Model / Indicator Panel lin-lin Panel lin-log for SIZE 2020 lin-lin 2020 lin-log for SIZE
Skewness -0.1633 -0.1559 0.0352 0.1387 Kurtosis 2.6567 2.6807 3.1799 3.1890 Jarque-Bera 2.9564 2.6232 0.1213 0.3660 p-value 0.2280 0.2694 0.9411 0.8327
Tab. A.2 Multicollinearity test of 2016-2019 data – correlation matrix.
TAN SIZE ROA GROWTH DA CASH
TAN 1 0 2750 -0 2515 -0 0275 0 1589 -0 4710 SIZE 0.2750 1 0.0494 -0.0274 -0.0161 -0.1457 ROA -0 2515 0 0494 1 0 0066 -0 0809 0 2597 GROWTH -0 0275 -0 0274 0 0066 1 -0 0123 -0 0231 DA 0 1589 -0 0161 -0 0809 -0 0123 1 -0 0501 CASH -0.4710 -0.1457 0.2597 -0.0231 -0.0501 1
Determinant of the matrix 0.621542 Farrar & Glauber - X 148.2927
Degrees of freedom 21 p-value <0.0001
Tab. A.3 Multicollinearity test of 2020 data – correlation matrix.
TAN SIZE ROA GROWTH DA CASH
TAN 1 0.3156 -0.1768 -0.2084 0.5739 -0.4866 SIZE 0.3156 1 0.0873 -0.0024 0.0153 -0.1714 ROA -0.1768 0.0873 1 0.0961 -0.0879 0.3147 GROWTH -0.2084 -0.0024 0.0961 1 -0.2124 -0.0925 DA 0.5739 0.0153 -0.0879 -0.2124 1 -0.2259 CASH -0.4866 -0.1714 0.3147 -0.0925 -0.2259 1
Determinant of the matrix 0.337548 Farrar & Glauber - X 80 1865
Degrees of freedom 21 p-value <0.0001
145
Tab. A.4 Stationarity tests. Null Hypothesis: Unit root. P-values in the table.
Method/Variable LEV SIZE ROA GROWTH DA CASH
PP - Fisher Chi-square <0.0001 <0.0001 <0.0001 <0.0001 <0.0001 <0.0001 PP - Choi Z-stat 0.0034 0.0006 - <0.0001 0.0144 -
Tab. A.5 Hausman test. Cross-section random effects. Test Summary Chi-Sq. Statistic Chi-Sq. degrees of freedom P-value Cross-section random 0.000000 5 1.0000
Tab. A.6 White test for 2020 model. Null hypothesis: Homoskedasticity. F-statistic 17.04961 Prob. F(5,72) 0.0000 Obs*R-squared 42.28573 Prob. Chi-Square(5) 0.0000 Scaled explained SS 39.27062 Prob. Chi-Square(5) 0.0000
Tab. A.7 Ramsey RESET Test for lin-log 2020 model. Omitted Variables: Squares of fitted values.
Specification: LEV LOG(SIZE) ROA GROWTH DA CASH C
Value Degrees of freedom P-value t-statistic 1.413219 71 0.1620 F-statistic 1.997187 (1, 71) 0.1620 Likelihood ratio 2.163800 1 0.1413
Tab. A.8 Ramsey RESET Test for lin-lin 2020 model. Omitted Variables: Squares of fitted values
Specification: LEV SIZE ROA GROWTH DA CASH C.
Value Degrees of freedom P-value t-statistic 2.024602 71 0.0467 F-statistic 4.099011 (1, 71) 0.0467 Likelihood ratio 4.377946 1 0.0364
AUTHORS’ ADDRESSES
prof. Ing. Peter Krištofík, Ph.D. Ing. Juraj Medzihorský Matej Bel University in Banská Bystrica Faculty of Economics Tajovského 10 975 90 Banská Bystrica Slovakia peter.kristofik@umb.sk juraj.medzihorsky@umb.sk
146
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(1): 147 158, 2022 Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.1.13
DETERMINATION OF VARIABLES FOR SOFT SAWNWOOD DEMAND MODELS
Marek Hlodák – Hubert Paluš – Alena Rokonalová – Branko Glavonjić –Katarína Slašťanová
ABSTRACT
The issue of input variables for demand modelling in the soft sawnwood market is addressed in the paper. The procedure is based on theoretical assumptions and possible effects of factors and on the analysis of conditions on wood and wood products market, between which there are certain links. An overview of the theoretical aspects of derived demand, the characteristics of demand on the wood and wood product markets is provided in the introductory part. It is also focused on the determination of market factors The procedure and selection of input variables for classification into models, their quantification and methods of logical and statistical verification are defined. Basic data and variables for econometric models are captured and used to create models of domestic demand for soft sawnwood. The results represent the basic functional relationships between the factors that affect domestic demand. The benefits relate to the development of knowledge in the field of modelling of the market for wood products and represent a concretization of relevant factors of demand for soft sawnwood in the years 1990-2020 in the Slovak Republic. The basic factors that appear to be suitable for explaining the development of domestic demand for this commodity include gross domestic product, population size, number of completed dwellings, the value of construction production and the price of soft sawnwood
Key words: derived demand, soft sawnwood, demand models, correlation coefficient
INTRODUCTION
Modelling the relationships between market elements is a complex process which involves modelling the supply and demand side of the market and at the same time is the basis for further development of strategies at the national and corporate level (HATRÁK 2007). Demand and supply as the basic determinants of the market are interconnected and regulated by the market price and, retrospectively, the mutual relations between them affect this price (GOLDBERGER 1964). The theory of consumer demand assumes that the demand for a certain product comes from the consumer (satisfaction of needs) and is limited by his/her possibilities (disposable income) (HOLMAN 1999) The quantity demanded is a function of product price, consumer income, prices of substitute and complementary products and consumer preferences (SMRTNÍK 1996). Wood represents one of many inputs to the production process, so that together with other production factors they are transformed into a certain number of outputs (SOLBERG and MOISEYEV 1997). The demand for wood and wood products depends on the demand for final products and is proportional to the activity
147
of industries and final consumers or other producers who use wood and wood products as a source of production process to achieve the final production. In other words, the final demandonthewoodmarketdepends ontheresultingdemandforfinalwoodproducts,where the final products are realized on the consumer market. (BAUDIN and BROOKS 1995; BUONGIORNO 1977; GOLDSTEIN and KHAN, 1985). In short, demand for wood products correlates with economic growth (BAUDIN and KANGAS 2003, BUONGIORNO 1978), growth of the construction sector (HURMEKOSKI 2015, BORZIKOWKSI 2017), prices of substitute products (ANYIRO 2013, BAUDIN and KANGAS 2003), with preferences in the use of products (BRÄNNLUND 1988, MICHINAKA 2011), demographic development (BAUDIN and BROOKS 1995, BUONGIORNO 1977) and exchange rate developments (HURMEKOSKI 2015, MICHINAKA 2011). In the broadest sense, demand is diverted from the development of the overall national economy (PALUŠ 2002, HURMEKOSKI 2015, BORZIKOWKSI 2017). In addition to traditional socio-economic factors, the formation of forestry and other related policies, which mainly affect trade, the market, sustainable development, the environment, etc., has an increasingly important influence on the development of the market and trade in wood and wood products (IHEKE 2012, ONOJA 2015, HURMEKOSKI 2013). The country's overall economic growth is the most important factor influencing demand at the wood market (BAUDIN and KANGAS 2003, BUONGIORNO 1978). The size of the economy's output, which can be expressed in terms of gross domestic product (GDP), depends on the development of economic growth. In other words, the growth of GDP is as important as its actual level (LISÝ et al. 2011). If the dependences between the development of the wood market and GDP areknown,it is possibleto determinethepossibledevelopment ofthe wood market on the basis of forecasts of the future development of GDP growth (ESALA et al. 2012). Developments in the construction sector, mainly fixed capital formation, have a direct impact on the market for mechanical wood processing products - sawnwood and wood based panels (O'CONNOR et al 2004, ESALA et al. 2012). Activity in the construction sector is very sensitiveto changes in economicgrowth of the country. Atthesametime,it is asectorwhere these changes occur as one of the first sectors of the national economy (BUONGIORNO 2009, CEI-BOIS 2004). The size of the disposable income of the population and interest rates has an impact on the construction decision of the population and the availability of investment funds (BAUDIN and KANGAS 2003, BUONGIORNO 1978). Rising prices of construction work and building land reduce construction activity (ESALA et al. 2012, IHEKE 2012). The country governments' program statements and housing policy objectives imply support for housing construction by the government by providing construction premiums, long-term loans from housing development funds, orby supporting the availabilityofmortgageloans (LUNDMARK 2010). In some countries, new construction (residential and non-residential) plays a key role (MAHAPATRA and GUSTAVSSON 2008), in others the repair and reconstruction sector make up the majority of construction output (O´CONNOR et al. 2004). The volume of wood used in each sector depends on the traditions and uses of the wood (ANYIRO 2013, BAUDIN and KANGAS 2003). Some other sectors that use a significant share of wood products include e.g., industrial production, automotive industry, shipbuilding industry, etc. (PALUŠ 2013). Consumption decisions are also influenced by the existence of alternative options - the availability and price of substitute products on the market. The availability of potential substitution products has an impact on demand elasticity, both in the short and long term. At this level, demand is almost perfectly inelastic. Market information in the field of substitute products or design influences the choice of products and services (EASTIN et al 2001, MUTANEN 2006, SATHRE and O´CONNOR 2010).
All markets are shaped by the general or individual preferences of end customers (BAUDIN 2003). This phenomenon is partly shaped by culture and partly influenced by the
148
level of information and knowledge about products and services (BUONGIORNO 2009). Communities use wood and wood products differently, depending on their preferences and traditions in the use of wood raw material (ESALA et al. 2012). The impact of demographic change on the wood market is reflectedin increasedpopulation pressureon theuse of natural resources (O'NEILL et al. 2010). The impact of changes in population structure is therefore important (HETEMÄKI 2011). The structure of the population aims to increase the share of the non-productive age group at the expense of productive people. In conditions of stable economic development, the demands of older people for social security, independent living, etc. will grow (BAUDIN 2003, BUONGIORNO 2009). The main aim of this paper is determining a set of variables for demand modelling in the soft sawnwood market in Slovakia.
MATERIAL AND METHODS
Theselectionofinputdatacollection andprocessingwas relativelydifficult, especially due to the poor availability of data and their high variability when they were obtained from different sources. Where possible, data from official statistical sources (Statistical Office of the Slovak Republic) were preferred to estimate and recalculate. Input data were drawn from FAOSTAT databases (FAOSTAT 2022), Statistical Office of the Slovak Republic (ŠÚ SR 2022), from the data of the Ministry of Agriculture and Rural Development of the Slovak Republic (MPRV SR 2020) – the Report on Forestry in the Slovak Republic Variables are expressed in absolute (physical and monetary) units. In order to eliminate the effect of inflation on the values of the input variables and the results obtained, all variables expressed in monetary units, such as GDP or the value of production in the sector are given in constant prices in 2015. Input data form two basic groups of variables – explanatory and dependent variables.
Dependent variables
In the demand models for soft sawnwood, the resulting demand is expressed as domestic consumption of the product i in the year t:
Sit = Pit + Iit – Eit (1) where:
Sit - consumption of the product i in the year t, Pit - production of the product i in the year t, Iit - import of the product i in the year t, Eit - export of the product i in the year t.
Consumption calculated this way is called apparent consumption and does not take into account changes in stocks in a given year, which differ from actual consumption. Such an approach is not flawed unless the changes in stocks are large and are randomly distributed during the period considered. If annual inventory changes are significant, such an approach can cause large errors in the resulting consumption values and, consequently, errors in the estimated model parameters. If the prices of wood products are derived from the prices of finished products, it is likely that the size of stocks will be closely linked to the development of overall economic activity. For instance, if sales decrease during a period of low economic growth and recession,inventorywill increaseandtheresulting consumptionvaluecalculated on the basis of (1) will be overestimated. Despite these complications, in the following analyses we considered data on apparent consumption to be the data on actual consumption. The development of consumption in the years 1990-2020 was analysed and the consumption of soft sawnwood was expressed in m3
149
Explanatory variables
Based on the theoretical assumptions about the development of demand for wood products, we gradually analysed the impact of the following explanatory variables on the size of demand:
• dwellings completed,
• GDP,
• GDP per capita,
• construction production,
• absolute prices of soft sawnwood.
Non-price variables
The number of completed dwellings expresses the total number of dwellings completed in a given year. The number is given in physical units. The development of the number of completed dwellings in the Slovak Republic during the years 1990-2020 is shown graphically in theresults ofthis paper.GDP is an aggregate indicator thatexpressesthevalue of total output and services produced in a given country per year. For the purposes of quantification of models, we used the values of real gross domestic product, which is expressed in billion EUR at constant prices in 2015. GDP per capita is obtained as a share of real GDP and population size in a given year. The value of GDP per capita is expressed in EUR at constant prices in 2015. The absolute values of real GDP and GDP per capita are shown graphically in the results. Construction output includes construction, rebuilding, extension, renewal, repair and maintenance of buildings, including building assembly work and the value of built-in material, carried out by the contractor, own capacities or by subcontracting construction products from other building or non-building organizations for a given year. The value of construction output is expressed in billion EUR at constant prices of 2015. The absolute values of the construction output are shown graphically in the results.
Price variables
The process of obtaining and adjusting price data is limited by their unavailability and non-existent statistical sources on the price development of the main wood products in the Slovak Republic during the period under review. The analysis of the impact of prices on the size of demand requires data on the development of own prices of wood products, the prices of their main competing materials and the prices of final products in the end-use sectors of wood.
The issue of lack of information on price development on the domestic market was solved by approximating domestic market prices of the main wood products using average unit prices of foreign trade, which are calculated from the value and volume of exports or imports of soft sawnwood. The average export and import prices do not represent the actual domestic price. The theoretical assumption about the export and import price is that the export price should be higher and the import price lower than the domestic market price. In terms of free international trade, it can also be assumed that the export price reflects the existing production conditions of the exporting country (input prices, wages, capital price, etc.) and the import price of the production conditions of the country of origin (SMRTNÍK 1992).Internationaltradeinwoodproductsisinmanycaseslimitedbythepassiveandactive autonomous measures of the state's foreign trade policy, which in turn has an impact on the level of the price. In addition to these barriers, the price in foreign trade is affected by the amount of transport costs, costs of handling goods, insurance of goods, etc. In case data on the price development of soft sawnwood on the domestic market is not available, export or import prices are often used as a substitute for domestic prices (BAUDIN and LUNDBERG 1984, BUONGIORNO 1977, 1978, SCHWARZBAUER 1990). If the volume of exports prevails over imports in a given country, the export price is preferred to the import price and vice
150
versa The volume of exports significantly exceeded imports during the examined period The unit export price therefore relates to a larger volume of soft sawnwood and was used as a substitute for the domestic price for demand analysis. On the other hand, we can assume that the export prices may not be the most appropriate variable to express price conditions on the domestic softwood market. The increase in soft sawnwood production during the period observed may be more strongly motivated by the existing price differences between the domestic and foreign price levels than by the growth in demand and impulses on the domestic market. The domestic price starts to adjust to the export price only with a certain timedelay.Giventhese assumptions, it is possiblethatat agivenpoint in time,thedifference between the export and domestic price of soft sawnwood is higher than the difference between the import and domestic price, thus the import price can be considered a better approximation of domestic prices. Nevertheless, due to the fact that the import of soft sawnwood is approximately 3 to 4 times lower in terms of trade balance, we used the export prices of soft sawnwood
Correlation analysis methods, graphical methods and other methods of statistical analysis were used to analyse the interdependence of the development of indicators. An initial examination of the relationships between the variables was performed using a scatter plot and a description of their relationship resulting from the graph. Extreme or typical values, possible form of dependencies were determined and the results of the analysis were compared and presented. After an initial graphical review, the phase of searching for exact statistics that confirms the estimates from the graphs has begun. Statistical correlation analysis tools were used for this purpose. It was determined whether there is a relationship between the variables and, if so, what its strength is. The evaluation of the dependence of two random variables is dealt by a simple correlation analysis, which emphasizes more on the intensity of the relationship than on the study of variables in the cause-effect direction (regression). The dependencies we examined were mainly linear, where correlation is a measure of a linear relationship. The important fact is that correlation is not causality. The task of correlation analysis is to identify, quantify and statistically test correlation.
A necessary part is a logical analysis of the problem, in terms of the significance of the correlation itself, which may be distorted or may not exist at all (HENDL 2004). Based on a theoretical review of the functioning of the wood products market, it is possible to define certain assumptions about the relationships between variables. In direct relation to the growing values of one variable, there is an increase in the values of other variable (e.g., the growth of demand has a positive effect on GDP growth). In an indirect relationship with the rising values of one variable, the values of the other variable decrease (e g , the decline in demand is caused by rising prices). The relationship is uncorrelated if there is no direct or indirect linear relationship between the values of the two variables. In the case of non-price variables, the dependence is assumed to be positive, thus the correlation coefficient will acquire positive values (BAUDIN and BROOKS 1995, BUONGIORNO 1977, GOLDSTEIN and KHAN 1985, HURMEKOSKI 2015, BORZIKOWKSI 2017) As for the price of soft sawnwood, we assume that the dependence will be negative, thus the correlation coefficient will acquire negative values (BAUDIN and LUNDBERG 1984, BUONGIORNO 1977, 1978, SCHWARZBAUER 1990).
The correlation coefficient, like covariance, is a measure of the "mutual difference" of two measured quantities. Unlike covariance, the correlation coefficient is scaled, which means that its value does not depend on the units in which the two measured quantities are given. The value of each correlation coefficient must be from the interval (-1,+1). The analytical correlation tool was used to analyse each mutual combination of measured quantities, which is used to determine the dependence of two measured quantities, i.e., whether higher values of one quantity are related to higher values of the other quantity
151
(positive correlation), or whether lower values of one quantity are related to higher values of the other quantity (negative correlation), or whether the values of both quantities are independent (correlation close to zero).
The output of the analysis in the form of a table is a correlation matrix, in which the valuesofthecorrelation coefficient calculatedusingExcel 2019 weredisplayed.Agraphical representation of the relationship between the explanatory and dependent variables is presented in Fig. 1-6
RESULTS AND DISCUSSION
Tab. 1 shows the development of selected production and trade indicators of soft sawnwood in the Slovak Republic in the period 1990-2020. Consumption of soft sawnwood is calculated as the production + import - export. Absolute prices are calculated as export prices in EUR, export quantities in m3 . GDP is calculated using the expenditure method at the reference year 2015. Production of sawnwood was the largest before the global crisis in 2008, namely 2,062,861 m3. Consumption has increased by 301,245 m3 and doubled since 1993, the year of the establishment of the Slovak Republic.
Tab. 1 Development of selected production and trade indicators of soft sawnwood and selected variables for creating models in the Slovak Republic in the years 1990-2020.
Selected indicators of soft sawnwood in the Slovak Republic in the period 1990-2020
Year Production Import Export Consumption Absolute prices
m³ m³ m³ m³ €/m3
1990a 879000 26641 165495 740146 16
1991b 641000 12200 150864 502336 26 1992b 336000 26400 165921 196479 35 1993 345000 2573 73226 274347 227 1994 400000 9600 300000 109600 132 1995 427000 11000 270625 167375 116 1996 426000 10400 241250 195150 161 1997 501000 16500 260700 256800 136 1998 845000 22600 734800 132800 389 1999 845000 18000 681000 182000 367 2000 845000 32000 683000 194000 628 2001 845000 40000 751000 134000 799 2002 845000 34000 649000 230000 605 2003 1150000 36000 645000 541000 457 2004 1251000 24000 663000 612000 581 2005 1984000 23000 681000 1326000 360 2006 1760000 56000 608634 1207366 266 2007 1872000 218000 536268 1553733 182 2008 2062861 131709 391535 1803035 124 2009 1605395 183854 354320 1434929 194 2010 1778780 235998 537005 1477773 218 2011 1460000 143066 511723 1091343 179 2012 1110000 149605 486441 773164 247 2013 990000 204926 501936 692990 233 2014 1190000 295870 695680 790190 295 2015 1150000 358000 629164 878836 441
152
2016 1200000 302101 810377 691724 501
2017 1305500 234517 667182 872835 388
2018 1300000 302690 794408 808282 354
2019 1263000 292392 847443 707949 447
2020 1182000 352490 958898 575592 518
Source: Faostat 2022, own calculations
a – Tunák (1995) b – data calculated from date for Czechoslovakia
The values of the correlation coefficients between the explanatory and dependent variables are given in Tab. 2. Graphs of the correlation between the explanatory and dependent variables are shown in Fig. 1-6
Tab. 2 Values of the correlation coefficient between the explanatory and dependent variables Dependent variables Consumption of soft sawnwood Population 0 38 GDP per capita 0 58 GDP 0.58 Number of completed dwellings 0 52 Value of construction output 0 31 Price of soft sawnwood -0.22
Fig 1 describes the relationships between soft sawnwood consumption and population, where a positive relationship can be observed. The results confirm the theoretical assumption that population has a positive impact on the consumption of soft sawnwood. The consumption of soft sawnwood is correlated with population (r = 0.38). Such dependencies are also pointed out by O'NEILL et al. (2010), HETEMÄKI (2011), BAUDIN (2003), BUONGIORNO (2009).

Fig. 1 Relationship between soft sawnwood consumption and population.
Fig. 2 and Fig. 3 describe the relationships between soft sawnwood consumption and GDP per capita (Fig. 2) and GDP (Fig. 3), where a positive relationship can be observed. The theoretical assumption that economic growth has an impact on the consumption of soft sawnwood can be therefore confirmed. PALUŠ (2002), HURMEKOSKI (2015) and BORZIKOWKSI (2017) also point to such conclusions. The correlation coefficient for GDP and GDP per capitahas thesamevalue(0.58). Thereis apresumption that a multicollinearity
153
will arise when classifying variables into GDP and GDP per capita models. Such an issue is solved by choosing an indicator that has better statistical parameters for modelling purposes
Fig. 2 Relationship between soft sawnwood consumption and GDP per capita.
Fig. 3 Relationship between soft sawnwood consumption and GDP.
Fig. 4 describes the relationship between the consumption of soft sawnwood and the number of completed dwellings, where a positive relationship can be observed. Fig. 5 describes the relationships between the consumption of soft sawnwood and the value of construction output. Theresults confirm thetheoretical assumptionthatconstructionhas a positiveimpact on theconsumptionofsoft sawnwood.The consumption ofsoft sawnwoodis correlated with the activity of consumer industries – the value of construction output (r = 0.31) and the number of completed dwellings (r = 0.52). Such dependencies are also pointed out by O'CONNOR et al. (2004), ESALA et al. (2012), BAUDIN and KANGAS (2003), BUONGIORNO (1978), LUNDMARK (2010). Construction output and the number of completed dwellings are likely to be correlated when included in the models. In the USA, instead of the number of completed dwellings, the number of dwellings started is used, due to thesignificantly greater preference for the construction of wooden houses, which makes the consumption of soft sawnwood even higher. For example, number of completed dwellings are used by ADAMS and BLACKWELL (1973)


154
Fig. 4 The relationship between the consumption of soft sawnwood and the number of completed dwellings.
Fig. 5 Relationship between soft sawnwood consumption and construction output value.
Fig. 6 describes the relationships between the consumption of soft sawnwood and its price, which have a negative effect. It confirms the theoretical assumption that the price has a negative effect on the consumption of soft sawnwood. EASTIN et al (2001), MUTANEN (2006), SATHRE and O'CONNOR (2010) point to such conclusions as well.
Fig. 6 Relationship between soft sawnwood consumption and soft sawnwood price.


The variables were selected based on the available literature. The theoretical assumption of impact was confirmed for all variables examined. The correlation coefficient between soft sawnwood consumption and its prices is r = - 0.22. The most significant

155
strength of dependence on the consumption of soft sawnwood can be observed between the change in GDP (r = 0.58) and the change in GDP per capita (r = 0.58). The signs of the values of the correlation coefficients meet the assumptions defined by the theory, i.e., that with the growth of GDP and GDP per capita, the consumption of soft sawnwood will increase (BAUDIN and KANGAS 2003, BUONGIORNO 1978). The variable of price of a wood product was represented by the variable of export price, expressed at constant 2015 prices in EUR.m-3, given that the export of soft sawnwood in the Slovak Republic exceeds the import of soft sawnwood.
CONCLUSIONS
The issue of theoretical aspects of demand models and the basis of their creation was analysed in the paper. Based on the theoretical background, the main factors relevant for the demand for soft sawnwood and their possible impact on the development of demand were defined. Different approaches to econometric modelling and their application in previous research are presented using an overview of published domestic and foreign resources. A separate part of the theoretical aspect is the analysis of wood and wood products market conditions. The main benefit of the analysis is the provision of information and the basis for demand modelling.
For modelling purposes, demand is expressed as the domestic consumption of a given product, which is calculated on the basis of the volume of production and foreign trade in a given year. For soft sawnwood, the basic explanatory variables that can be considered when creating demand models are population, GDP, GDP per capita, number of completed dwellings, value of construction output and the absolute prices of soft sawnwood. Based on these results, the factors which variables may be significant in the models of demand for soft sawnwood were determined
REFERENCES
ADAMS, F. G., BLACKWELL, J. 1973. An econometric model of the United States forest products industry. In Forest Science 19(2), p. 82-96.
ANYIRO, C.O., EZEH, C.I., OSONDU, C.K., NDUKA, G.A. 2013. Economic analysis of household energy use: A rural urban case study of Abia State, Nigeria. In Journal of Agriculture and Allied Sciences
BAUDIN, A. andBROOKS,D. 1995.Projectionsofforest products demand,supplyandtrade.In ETTS V. UNECE/ FAO Timber and Forest Discussion Papers, ETTS V Working Paper, ECE/TIM/DP/6.
BAUDIN, A., BROOKS, D. 1995. Projections of forest products demand, supply and trade. In ETTS V. UN-ECE/FAO. Timber and Forest Discussion Papers. p. 41
BAUDIN, A., KANGAS, K. 2003. Modelling and projections of forest products demand, supply and trade. In Geneva Timber and Forest Discussion Paper.
BORZYKOWSKI, N. 2017. The Swiss market for construction wood: estimating elasticities with time series simultaneous equations. Crag.
BRÄNNLUND, R. 1989. The social loss from imperfect competition: the case of the Swedish pulpwood market. In: The Scandinavian journal of economics. - Oxford: Wiley, ISSN 0347-0520, ZDB-ID 8170-X. - Vol. 91.1989, 4, p. 689-704.
BROOKS, D., SCHWARZBAUNER, P., BAUDIN, A. 1995. Modelling Forest Products Demand, Supply and Trade. United Nations, Geneva, Switzerland. p. 36.
BUONGIORNO, J. 1977. Long-term forecasting of major forest products consumption in developed and developing economies. In Forest Science 23. p. 13-25.
BUONGIORNO, J. 1978. Income and price elasticities in the world demand for paper and paperboard. In Forest Science. 24(2). p. 231-246.
156
BUONGIORNO, J. 2009. International trends in forest products consumption: is there convergence? In Int. For. Rev. 11 (4), p. 490–500.
CEI-BOIS, 2004. Roadmap for the European Woodworking Industries. Executive Summary p. 34.
EASTIN, I.L., SHOOK, S.R., FLEISHMAN, S.J. 2001. Material substitution in the US residential construction industry, 1994 versus 1998. In Prod. J. 51 (9), p. 30–37.
ESALA, L.,HIETALA, J.,HUOVARI, J. 2012. Economic impacts of wood construction. PTT Reports 239 Helsinki, Finland.
FAOSTAT. 2022. https://www.fao.org/faostat/en/#data
GOLDBERGER, A. S. 1964. Econometric Theory. New York: John Wiley.
GOLDSTEIN, M., M. S. KHAN. 1985. Income and Price Effects in Foreign Trade. In Handbook of International Economics. p. 1041-1105.
HATRÁK, M. 2007. Ekonometria. Bratislava: IURA EDITION, 2007, Ekonómia. ISBN: 978-808078-150-7. p. 503.
HENDL, J. 2004. Přehled statistických metod zpracování dat: analýza a metaanalýza dat. Praha: Portál. ISBN: 8071788201. p. 583.
HETEMÄKI, L., NIINISTÖ, S., SEPPÄLÄ, R., UUSIVUORI, J. 2011. Murroksen jälkeen metsien käytön tulevaisuus Suomessa (After the Transformation - The Future of Forest Utilization in Finland). Metsäkustannus, Hämeenlinna, p. 140.
HOLMAN, R. 1999. Ekonomie. Praha. ISBN: 978-80-7400-006-5. p. 691
HURMEKOSKI, E. 2015. Factors affecting sawnwood consumption. In Europe Forest Policy and Economics, Elsevier, vol. 50, p. 236–248.
HURMEKOSKI, E., HATEMÄKI, L. 2013. Studying the future of the forest sector: Review and implications for long-term outlook studies.
IHEKE, O. R., OSUJI, J. 2015. Demand for fuel wood and its substitution possibilities in urban areas of Umuahia metropolis of Abia State, Nigeria.
LISÝ ET AL. 2011. Ekonómia. Bratislava: Iura Edition. ISBN 978-80-8078-406-5. p. 631.
LUNDMARK, R. 2010. European trade in forest products and fuels. In J. For. Econ. 16 (3), p. 235–251.
MAHAPATRA, K.,GUSTAVSSON, L. 2008. Multi-storey timber buildings: breaking industry path dependency. In Build. Res. Inf. 36 (6), p. 638–648.
MPRV SR. 2020. Správa o lesnom hospodárstve v Slovenskej Republike za rok 2019. Bratislava, MPRV SR, p. 70. https://www.mpsr.sk/zelena-sprava-2020/123 16162/
MICHINAKA, T., TACHIBANA, S., TURNER, J. A. 2011. Estimating price and income elasticities of demand for forest products: Cluster analysis used as a tool in grouping. In Forest Policy and Economics 13. p. 435-445. Ministerstvo pôdohospodárstva a rozvoja vidieka Slovenskej Republiky. 2022. https://www.mpsr.sk/lesy-drevo-polovnictvo/47-37-1
MUTANEN, A., 2006. Estimating substitution in coniferous sawnwood imports into Germany. In J. For. Econ. 12 (1), p. 31–50.
Národná banka Slovenska. 2022. https://www.nbs.sk/sk/statisticke-udaje
O'CONNOR, J., KOZAK, R., GASTON, C., FELL, D. 2004. Wood use in nonresidential buildings: opportunities and barriers. For. In Prod. J. 54 (3), p. 19–28.
O'NEILL, B.C., DALTON,M., FUCHS, R., JIANG, L., PACHAURI, S., ZIGOVA, K. 2010. Global demographic trends and future carbon emissions. In Proc. Natl. Acad. Sci. U. S. A. 107 (41), p 17521–17526.
ONOJA, A. O., IDOKO, O. 2012. Econometric analysis of factors influencing fuel wood demand in rural and peri urban farm houses of Kogi State. In The Journal of Sustainable Development.
PALUŠ, H. 2002. Modelovanie dopytu po výrobkoch z dreva na trhu v SR. Technická univerzita vo Zvolene. Zvolen. 1. vydanie. ISBN 80-228-1153-X. p. 49.
PALUŠ H. 2013. Trh a obchod s drevom a výrobkami z dreva. Technická univerzita vo Zvolene. Zvolen. 1. vydanie. ISBN: 978-80-228-2587-0. p. 225.
SATHRE, R., O'CONNOR, J. 2010. Meta-analysis of greenhouse gas displacement factors of wood product substitution. In Environ. Sci. Pol. 13 (2), p. 104–114.
SMRTNÍK, J. 1996. Mikroekonómia. Zvolen. ISBN: 80-228-0554-8. p. 173.
157
SOLBERG, B., MOISEYEV, A. 1997. Demand and supply analyses of roundwood and forest products markets in Europe. Overview of present studies. EFI Proceedings No. 17. European Forest Institute, Finland. ŠÚES. 2022. Štatistický úrad Európskych spoločenstiev. https://ec.europa.eu/eurostat/data/database ŠÚSR. 2022. Štatistický úrad Slovenskej Republiky. http://datacube.statistics.sk/
ACKNOWLEDGEMENTS
The authors are grateful for the support of the Scientific Grant Agency of the Ministry of Education, Science, Research, and Sport of the Slovak Republic, Grant No. 1/0494/22 Comparative Advantages of the Wood Based Sector under the Growing Influence of the Green Economy Principles and Grant No. 1/0495/22 Sustainability of Value Supply Chains and its Impact on the Competitiveness of Companies in the Forest and Forest-Based andthe Slovak Research and Development Agency,Grant No. APVV-20-0294 Assessment of Economic, Social and Environmental Impacts of Forest Management in Protected Areas in SR on Forestry and Related Industries. This publication is also the result of the project implementation: Progressive research of performance properties of woodbased materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS´ ADDRESSES
Ing. Marek Hlodák Ing. Alena Rokonalová Assoc. prof. Ing. Hubert Paluš PhD. Ing. Katarína Slašťanová Technical University in Zvolen T.G. Masaryka 24 960 01 Zvolen, Slovakia marek.hlodak@gmail.com rokonalova.alena@gmail.com palus@tuzvo.sk xslastanova@is.tuzvo.sk
Prof. Branko Glavonjić, PhD. University of Belgrade Faculty of Forestry Kneza Višeslava 1 11030 Belgrade, Republic of Serbia branko.glavonjic@sfb.bg.ac.rs
158

