ACKNOWLEDGEMENTS
I would like to express my sincere gratitude to Michael Weinstock, Director of the Emergent Technologies and Design program. Your teaching, guidance and support contributed significantly to my growth both as an individual and as an architect. You were a catalyst and an inspiration for my confidence and architectural approach.
To George Jeronimidis, your feedback and always helpful advice and attitude are always appreciated. Your helpfulness will not be forgotten and I am very grateful for your positive influence at the AA. I would also like to thank Evan Greenberg and Elif Erdine for their enthusiasm ,motivation, guidance, input and assistance though out the process. Many thanks to Manja Van de Worp, with your can do attitude. You were always willing to lend some words of guidance and wisdom.
Special and sincere thanks to my Husband for his constant encouragement, help and support without whom this journey would not be possible and to my Parents especially for their prayers, encouragement and backing to help me pursue my ambition and dream.
Last but not the least, I would like to thank my thesis partner Zaqi Fathis and my friends who were always there with a kind ear or word and a heaping dinner after.
Thankyou for all your support and for an amazing experience in London.
-Sharon Ann Philip
“Praise be to God, Lord of the World”
First of all, I would like to show my gratitude to my advisor, Michael Weinstock, for his generosity, guidance, and support throughout this thesis and my life at Emergent Technologies and Design course.
I would also like to thank to George Jeronimidis, Evan Greenberg, Elif Erdine, and Manja for their helpful feedback and comments that pushed this thesis one step further since the beginning.
I need to sincerely thank Lembaga Pengelola Dana Pendidikan [LPDP] scholarship funded by the Indonesia Endowment Fund for Education for their very generous financial support, which offered me the opportunity to pursue my Master degree in Architectural Association School of Architecture and meet amazing people around the world.
I would like to sincerely thank and show my gratitude to my family for always believing in me, and for the continuously support to help me to pursue my ambition and my dream. Special thanks to my mama that always and always pray for me wherever she is.
Last but not least, would like to thank my thesis partner, Sharon Ann Philip, Emtech fellas and my friends for the colourful life in London.
-Zaqi Fathis
8 9
(“The
God of Jacob is our refuge”- Psalms 46:11)
ABSTRACT
Rapid increase in population and limited resources calls for alternative styles in living and building. This research aims on using locally sourced and harvested salt as a building material in desert regions.
Found in nature in various forms; be it crystals on salt flats, the halite mineral or an industrial byproduct it is a considerable amount of untapped resources. These resources will be used to make a building material whose physical and chemical properties will be tested for various conditions which will provide data for digitizing the material to ease accurate computational models and structural optimization. Rapid and Slow prototyping techniques will be combined in the construction process extending from micro scale structures derived from robotic tool-paths to responsive macro scale structures.
10 11
TABLE OF CONTENTS
12 13 01. DOMAIN 02. MATERIAL SYSTEM 03. METHODS 04. RESEARCH DEVELOPMENT 05. DESIGN DEVELOPMENT 06. DESIGN PROPOSAL 07. CONCLUSIONS 08. APPENDIX I 09. REFERENCES 01.1 01.2 01.3 01.4 01.5 04.1 04.2 04.3 02.1 02.2 02.3 02.4 02.5 02.6 05.1 05.2 06.1 06.2 06.3 03.1 03.2 03.3 235 193 168 124 114 60 23 240 243
Material Survey Material Science Data Collection Research Ambitions Site 23 60 116 124 193 Material Location Material Experiments 01 Design Exploration Micro Scale Tool-path Development Design Strategies Meso Scale Design Development 32 72 117 129 198 174 Material Processes Material Tests Design Analysis Micro Scale Material Fabrication Architectural Proposal Meso Scale Construction Strategies 36 85 119 149 205 180 Material Precedents Material Experiments 02 52 104 Conclusions Material System Evaluation - MSc. Phase Research & Design Ambitions 56 108 110
14 15
Material exploration as a premise for making architecture.
Michael Meredith, Matter-Material processes in Architecture

The Industrial Revolution has modified the relationship between “material” and “construction” both in terms of scale and proportion. Technological advancements have created an illusion of copiously available raw materials.[1]
The exhaustion of finite resources demands changes in the current models of production and consumption. We can no longer endlessly extract, furbish and assemble raw materials for increasing demands and ever increasing scales. Sustainable solutions are to be sought after.
96.5% of all the earth’s water is saline. Sodium Chloride also known as common salt is a chemical compound most responsible for the salinity of the world’s water sources, and the highest salinity of waters are found in the Middle East. High salinity in this region is a result of increased evaporation due to the elevated temperatures. This is further amplified by a scarcity of rainfall and fresh water sources.
This research aims on using locally sourced and harvested salt as a building material in desert regions (Dead Sea). Found in nature in various forms, it is a considerable amount of untapped resources. Using emerging fabrication processes these resources will be used to make a locally available building material that exposes and use its inherent qualities and properties.
18 19
The selection criteria of materials for construction are now based on form; effect and cost are completely disconnected from their source.
End notes [1] Borden, G. and Meredith, M. (2011). Matter. 1st ed. New York: Routledge. [1] Kurlansky, M. (2002). Salt. 1st ed. New York: Walker and Co.
20 21
01.1 Material Survey 01.1.1 Salt - History 01.1.2 Salt- Global Occurences 01.1.2.a - Sea Water 01.1.2.b - Halite 01.1.2.c - Natural Brines 01.1.3 Sea Water 01.2 Material Location 01.2.1 Dead Sea 01.2.2 Health 01.2.3 Industries 01.2.4 Historical Significance 01.3 Material Processes 01.3.1 Introduction 01.3.2 Slow Prototyping 01.3.2.a - Crystallization 01.3.2.b - Potential of Evaporative Crystallization in The Dead Sea Region 01.3.3 Rapid Prototyping 01.3.4 Rapid Prototyping Processes 01.3.4.a - SLS 01.3.4.b - FDM 01.3.4.c - SLA 01.3.5 Robotic Fabrication 01.3.5.a - Potential for Design 01.3.5.b - Robotic Platform 01.3.5.c - Control Systems 01.3.5.d - Multi-Robotics 01.3.5.e - Method Comparison 01.3.5.f - Contour Crafting 01.4 Material Precedents 01.4.1 Overview 01.4.1.a - Palacio de Sal 01.4.1.b - Saltygloo 01.4.1.c - Shiraz Salt Restaurant 01.5 Conclusion 01.5.1.a - Salt as a Material for Construction 01.5.1.b - Site Selection 01.5.1.c - Prototyping Techniques 01.5.1.d - Further Research
Domain
Through history the obtainability of salt has been central to civilization. Sodium Chloride also known as Salt is one of the earth’s most abundant and essential minerals. It is found in several forms in nature. It is a staple in foods, indispensable to everyday life it plays a vital role in the health and functioning of the human body.
Trade routes such as the “Via Salaria” translated “Salt Road” were built in Rome for the easy transportation of salt into the capital. Salt was prized by the Romans, Greeks and the ancient Hebrews [1] Historically wars have been contested over this naturally occurring mineral, for salt flats and salt stocks and over their trade routes. Some countries in the south of the Sahara used blocks of salt as currency and also traded them for gold (Kurlansky, 2002).
People have also depended upon salt for several of its inherent properties and health benefits. Its antibacterial properties create a healthy environment, and the air saturated with its negative ions is said to contribute to alleviating breathing disorders. It is also been used to cure several skin conditions. Salting has been one for the primitive forms of preservation of foods and is still used to preserve meats. Underground layers of salt are also used for developing caverns that store hydrocarbon products [2] (R.L. Thoms and R.M. Gehle, 1999). It is also increasingly used in industries for the manufacture of polyvinyl chloride, plastics, chlorine and pharmaceuticals.
22 23 DOMAIN
01.1.1 MATERIAL SURVEY 01.1
Significance and uses of salt through history SALT HISTORY
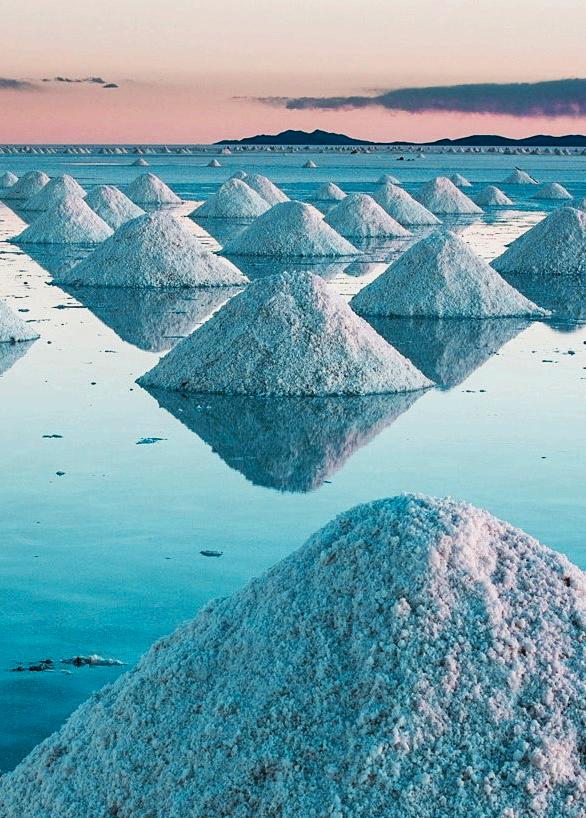
Harvested Salt in the Salt flats ofSalar De Uyuni, Bolivia
FIG. 01.1
Salt is widely abundant and distributed in nature. Salt is found naturally ‘On earth’, ’In earth’ and even ‘Under earth’ in forms such as the Seas, Salt lakes, Salt deserts or marshes, Salt springs and even salt caves. Important deposits of salt are found in the Salars de Uyuni, Bolivia, the Thar Desert, India and the Chilean Atacama desert. Other important sources are Salt Lakes which are cut off from the sea. Lakes that are non-draining, inland in arid climates evaporate decreasing the water levels, increasing the concentration of salt sharply and become easily accessible salt producers. Examples of these lakes include The Great Lake, Utah and The Dead Sea. The Dead Sea, landlocked by Israel and Jordan has a salinity of 34% which is nearly 10 times the salinity of seas.
The three main sources of salt include Sea water, Natural brines and Halite. China, United States, Indonesia and India are among the top producers of salt in the world (Newworldencyclopedia.org, 2016). The highest concentration of salt is found in Middle Eastern regions whose climatic conditions with elevated evaporation rates and scarcity of rainfall steadily amplify its concentration. Depending on the source, salt maybe extracted using solar evaporation, shaft mining or can be extracted through solution mining. Most producers use solar evaporation as it is the least expensive and is extremely suitable for dry, arid and windy climates.
The main sources of salt are discussed in the following pages.

24 25
Significance and uses of salt through history SALT - GLOBAL OCCURANCE 01.1.2
Salt Formations in the hypersaline Dead Sea DOMAIN
FIG. 01.2
Salinity of seawaters is not uniform around the world. The salinity of seawaters varies from 1% at the poles to 5% along the Arabian Gulf, with an average salinity of 3.5%. Salinity depends on various geographical and climatic factors. Areas having high temperatures, higher evaporation rates, winds and less rainfall have higher concentrations of salt in their waters.
A salinity of 3.5% suggests that every liter (1000ml) of seawater contains 35 grams of salts (35 parts per thousand)[3] It is approximated that if all the waters of the world which include oceans and seas were dried up, it would yield at least 4.5 million cubic miles of salt. To put in perspective, it would be 14.5 times the mass of the entire European continent.
Seawater, waters from seas and oceans are the largest source of salt. The composition varies greatly from fresh water and the ratios of solutes present in them differ fiercely. It consists primarily of dissolved salts of Sodium (Na+) and chloride (Cl-) ions (76.7%) along with salts of Magnesium Chloride (10.8%), Magnesium Sulfate (4.74%), Calcium Sulfate (3.60%), Potassium Chloride (2.46%), Magnesium Bromide (0.22%) and Calcium Carbonate[4] The presence of these salts also increases the density of the seawater to about 1029kg/m3 (Marinebio.net, 2016).
Halite also known as ‘Rock Salt’ is the naturally occurring isometric crystalline mineral[5] form of Sodium Chloride (salt). It is characteristically colorless or white however based on the type of impurities and its measure it may also be found with blues, reds or yellow splotches.

Halite occurs as large sedimentary deposits. These have originated by the process of evaporation of seas for large periods of time. They also occur as salt domes which are vertical deposits. These emerge from under laying salt beds whose pressure thrusts them upward. Climatic conditions govern the location of these salt beds. They may be found at ground level or several hundred meters below and can be several meters thick.
Bedded deposits may also constituent salt flats or planes as found in the Salar de Uyuni in Bolivia [6] which extend for miles. They are used widely for domestic and commercial uses. As found in the hotel ‘Palacio De sal’ (Palace of salt) in this region, a famous tourist destination, it is built completely of locally extracted salt blocks. These salt flats add to the economy of this region. Other inherent properties such as the lower freezing point when compared to water are also used to manage ice and snow at freezing temperatures.
26 27
Sources of Salt Varied salinity of sea water
HALITE 01.1.2.a 01.1.2.b DOMAIN
Sources of salt - Deposits of salt on earth
SEA WATER
Isometric crystalline mineral formation- Halite
FIG. 01.3
DEAD SEA
BRINE WATER brine pools 50+ ppt
RED SEA40 ppt
MEDITERRANEAN SEA - 38 ppt
AVERAGE SEA WATER - 38 ppt


SALINE WATER seawater, salt lakes 30-50 ppt


BLACK SEA18 ppt BALTIC SEA8 ppt
AGRICULTURE IRRIGATION - 2 ppt
BRACKISH WATER estuaries, mangrove swamps, brackish sea and lake, and swamps .5-30 ppt
DRINKING WATER0.1 ppt
FRESHWATER ponds, lakes, rivers, streams 0-.5 ppt


Brines are waters having high concentration of dissolved constituents. They formed by several natural processes such as evaporation, Ice formations and solution of salt domes [7] They are found in nature mainly as saline lakes and as subsurface caverns.
These sources of brine are of great commercial and industrial importance, sought mainly for the production of table salt. Brines also contain several other chlorides and sulfates of various elements and this contributes substantially to the pharmaceutical and chemical industries.
Natural brines of exceeding importance are found in the Dead Sea, Chile and in India. The Dead Sea covers an area of 395sq.m. and contains approximately 12,650,000,000 tons of salt [8] Due to various climatic factors the concentration of salt in the Dead Sea is steadily increasing and this favors the production of salt for about 8 months of the year. These waters are relatively free from sulfates. The concentration is 350 parts per thousand which 10 times higher when compared to other seawaters which have a concentration of 35 parts per thousand.
End Notes
[1] Kurlansky, M. (2002). Salt. 1st ed. New York: Walker and Co. [2] R.L. Thoms and R.M. Gehle, (1999). A brief history of Salt Cavern use. Available at http://www.solutionmining.org/ [3] Mostafa H. Sharqawya, John H. Lienhard, Syed M. Zubairb (2010). “Desalination and Water Treatment”. MIT [4] Marinebio.net. (2016). Seawater: Composition. [5] Bonewitz, Ronald Louis (2012). Rocks and Minerals. DK Publishing. p.110. [6] Minerals.net. (2016). Halite salt: The mineral Halite information [7] Waterencyclopedia.com. (2016). Brines, Natural river, sea, depth, oceans, salt, system, effect, marine, salinity, oxygen. [8] “Long-Term changes in the Dead Sea”. Israel Marine Data Center (ISRAMAR).
DOMAIN
28 29
Significance and uses of salt through history
NATURAL BRINES 01.1.2.c
Differentiation in Salinity FIG. 01.4


30 31 DOMAIN Dead Sea region FIG. 01.5
The Dead Sea also called the “Salt Sea” is a landlocked water body bordering Jordan to the East and Israel to the West. It is a hyper-saline environment whose salinity surpasses 8.9 times the salinity of other seas and oceans. With 33.7% salinity, it is the saltiest body of water in the world[1]. This makes it a rich source of profitable minerals but inhabitable for living species such as fish or other macroscopic aquatic organism. Lying 420m below sea level, it is the lowest point on the earths’ surface and is recognized as a biosphere reserve.
The Dead Sea is a peculiar water body of historical, cultural and economic significance. During the past several years it is seen that due to climatic conditions and other human intervention, the Dead Sea levels are dropping by about 3 feet each year threatening the unique ecosystem. The cause of this rapid decline of water level is twofold[2] One is the diversion of incoming water from the River of Jordan and the other is the high evaporation rates. These evaporation rates are caused by extremely low rainfall (less than 50mm annual rainfall), high temperatures, strong prevailing winds and lack of replenishing water sources. These high evaporation rates results in higher concentration and availabilty of salt in the Dead Sea region.
The Dead Sea is a site of great wealth, it is of historical significance for the adjacent countries, it is a source of income and is a unique environment providing exceptional health benefits.
It is one of the top tourist destinations in the world. It attracts about 2 million visitors each year and supports a $300 million health industry. Many believe in the healing powers of the Dead Sea. It is called “the lowest health spa in the world”. The hyper-saline lake produces a unique environment that reduces the amount of pollen and other allergens in the atmosphere. It also has a reduced amount of Ultra Violet component of the suns radiation. It has high atmospheric pressure at the lowest point on the earth’s surface. These are believed to contribute to many health benefits and putative therapies. Therapies such as Climatotherapy, Heliotherapy and Thalassotherapy are extensively practiced using the environmental condition provided by the Dead Sea. It is also said to increase the respiratory function [3] of visitors. The Black Mud on the sea bed of the Dead Sea with high mineral content is used to cure several skin conditions. All these contribute to the influx of visitors to the Dead Sea, dotting the borders with spas and health centers.

32 33 DOMAIN
Health benefits of the Dead Sea HEALTH 01.2.2
Importance of the Dead Sea DEAD SEA 01.2.1 MATERIAL LOCATION 01.2
Tourists at Dead Sea, theraputic nature of the Dead Sea
FIG. 01.6
01.2.3
The Dead Sea contains one of the largest reserves of natural potash, bromine and brine rich in several minerals such as caustic soda, magnesium and sodium chloride. This has contributed largely to the chemical industry for both Israel and Jordan. Dead Sea work, a chemical industry now privatized and owned by Israel Chemicals produces about 2 million tons of potash and generates about US $3 billion dollars annually[4] Jordan also benefits equally from the mineral reserves which contributes to a significant part their GDP.

Due to the health benefits provided by the Dead Sea and its wide spread popularity for therapeutic reasons, the Dead Sea has set up a base for several health and spa industries. The health industry is a thriving multimillion dollar industry. The minerals obtained from the Dead Sea are used widely for skin care, ointments and other cosmetic products.
01.2.4
The Dead Sea is of great significance to several nations and religions. Several hypotheses are contented over the origin of the Dead Sea. This brings in people from all over the world both as pilgrims and visitors .It is home for several tribes and communities.
The site is also said to have great historical value. The site is said to be dotted with several archeological locations both at the Israel and Jordanian border. It is said to have about 40 archeological sites just along the Jordan border. It is the home of the Dead Sea scrolls, one of the greatest archeological findings of the 20th century[5]
Studying the various impacts and significance the Dead Sea has on its surroundings and people from all over the world, the goal of the project is to delay and stop the withering of the Dead Sea. By tackling one of the major causes of the declining water levels of the Dead Sea, the increased evaporation rates are hoped to be reduced by architectural intervention.
End Notes
[1] Goetz, P.W., ed. (1986). “The New Encyclopaedia Britannica (15th ed.)”. 3. Chicago: 937. [2] BBC News. (2016).
Dead Sea drying: A new low-point for Earth [3] “Asthma, Cystic Fibrosis, Chronic Obstructive Lung Disease”. Dead Sea Research Center. [4] World Bank, Poverty Reduction and Economic Management Department, Area C and the Future of the Palestinian Economy, October 2, 2013 [5] Deadseascrolls.org.il. (2017). The Dead Sea Scrolls Featured Scrolls. [online] Available at: http://www.deadseascrolls.org.il/featured-scrolls [Accessed 16 Jan. 2017].
34 35
Health benefits of the Dead Sea
Health benefits of the Dead Sea
INDUSTRIES HISTORICAL SIGNIFICANCE
DOMAIN
Potash Extraction industries at the Dead sea region
FIG. 01.7
MATERIAL PROCESSES
INTRODUCTION 01.3.1
Introduction to varied prototyping techniques and processes
In recent years there have been advances in fabrication processes. Rapid and Slow prototyping techniques refer to different methods of fabrication.
Rapid prototyping techniques are fabrication processes driven by additive manufacturing. By this process, a product is built by depositing layer of material one after the other using various binding techniques aided by 3
Dimensional Computer aided Design
Slow prototyping techniques refer to a process that takes place or develops over a period of time. This technique takes advantage of the physical and chemical properties of materials and by introducing other parameters and variables triggers a growth process.
The rapid and slow prototyping techniques are discussed in detail in this chapter.

36 37 DOMAIN
01.3
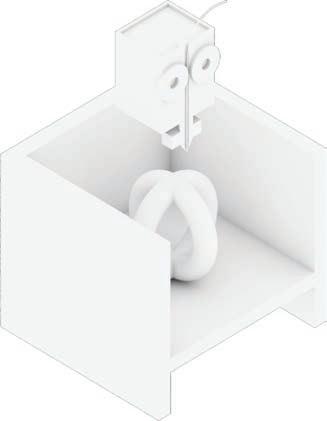
P_Ball project -Emerging objects -3D printed cement polymer. FIG. 01.8
eg.a)
SLOW PROTOTYPING 01.3.2
Introduction
Slow prototyping is a process through which objects are created slowly and laboriously through the accumulation of material, usually by the handiwork of artists[1] Some familiar slow prototyping processes are plaster casting, mould making, slip casting etc. Slow prototyping processes could be either additive or subtractive in nature but mostly additive, similar to the mechanized rapid prototyping processes of layered three dimensional printing.
Although the techniques of layer-by-layer, cross-sectional construction are the same as a rapid prototyping 3D printer, in Slow Prototyping, the process is magnified and prolonged to provide participants with direct experience of the labour involved in creation.
Pottery making through hand building and forming is an ideal example of slow prototyping through human participation. It is one of the earliest methods of forming where objects are constructed by hand through pinching, pulling, pressing and shaping by combining slabs of clay that are thrown on to a turning potter’s wheel[2]. Each object is made individually by hand and are distinct.

A more recent approach and process of casting allows for the duplication of objects using moulds decreasing the dependence on craftsmanship for further production. A cast or mould is created of a three dimensional form into which the material used for the duplication of the object is placed into creating copies. A cast may be discrete or made of several pieces that fit together depending on the nature of the object to be produced. This process allows for the rapid production of elaborate pieces saving time and cost of production.

Natural Formations

Slow Prototyping processes refocuses attention on the world that already surrounds us. In Nature, formations are created through processes such as erosion or compaction by elements such as heat, wind and rain over millions of years. They are produced by nature without human participation.
Several natural formation processes in nature can be compared to slow prototyping processes, for instance, the natural formation of rock. Rocks are formed by the gradual accumulation of sediments such as mud on a river bed sand in deserts[3] This accumulation of sediments leads through time to compaction eventually forming a rock through a process called lithification.
The crystallization and formation of ice and ice scapes on oceans, land and structures is another example of the slow accumulative processes found in nature. These formations vary depending on origin, size, shape, influence and so on exhibiting various phases depending temperature and pressure.

The formation salt caves by the solution of salt by rain water and the crystallization of salt forming salt clusters can also be considered a natural slow process that creates intricate and complex forms. The process of crystallization is triggered through evaporation of highly saline solutions.
POTENTIAL OF SALT IN SLOW PROTOTYPING PROCESSESCRYSTALLIZATION
Using Salt as material for construction and understanding its properties and its various physical forms, this process of the crystallization could be used advantageously to trigger the slow diachronic growth of crystals using the abundantly available brines of the Dead Sea culturing and forming
38 39
structures.
to varied prototyping techniques and processes
Slow Prototyping processes through human participation
Slow Prototyping processes in Nature
Pottery Making
eg.a) Ice Formations
eg.b) Bronze Casting
eg.b) Rock Formations
Types of Slow Prototyping ProcessesMan made and Naturally occuring
SLOW PROTOTYPING THROUGH HUMAN PARTICIPATION
DOMAIN
SLOW PROTOTYPING IN NATURENATURAL FORMATIONS
Pottery making through hand building using a potter’s wheel Object formed by pinching and pressing technique.
FIG. 01.9
Bronze casting - Liquid bronze at 1200 °C is poured into the dried and empty casting mould.
FIG. 01.10
Baikal ice formations, formed by uneven freezing of the lake’s surface.
FIG. 01.11
Hexagonal Columnar Rock formations at Vik, formed by Basaltic lava cooling over an extended period of time.
FIG. 01.12
A crystal is an organized group of atoms or molecules. Each crystal has a different property and shape. For example, sugar crystals are oblong and slanted at the ends while salt crystals are cubic (Sciencekids, 2016).
Crystallization is a natural or artificial process where a solid is formed in a highly organized structure. It may also be described as a solid – liquid separation technique.
Crystallization process is governed by both thermodynamic and kinetic factors, which can make it highly variable and difficult to control (A. Mersmann, 2001).There are several crystallization processes of which the frequently observed are
- Cooling Crystallization


- Evaporative Crystallization
As the name suggests, cooling crystallization refers to the formation of crystals by simply cooling the solution while evaporative techniques rely on the evaporation of the salt solution thereby leaving behind crystals. Most industrial crystallizers are of the evaporative type.
The process of crystal formation is called Crystallization. Crystal growth almost always involves some form Matter transportation or Heat or both.
Nucleation, a stochastic process is the initial process that occurs in the formation of a crystal from a solution, a liquid, or a vapour[4] Here, a small number of ions, atoms, or molecules become arranged in a pattern characteristic of a crystalline solid, forming a site upon which additional particles are deposited as the crystal grows.
Nucleation processes are classed as heterogeneous or homogeneous. In the former, the surface of some different substance ( a medium), such as a dust particle or the wall of the container, acts as the centre upon which the first

atoms, ions, or molecules of the crystal become properly oriented; in the latter, a few particles come into correct juxtaposition in the course of their random movement through the bulk of the medium.
Heterogeneous nucleation is more common, but the homogeneous mechanism becomes more likely as the degree of supersaturation or supercooling increases (Britannica, 2016).
Followed by this process of nucleation, crystals emerge into larger entities through the interaction of smaller entities forming complex behaviour as a collective and operate in an environment through patterns of accumulating change, which may also be referred to as ‘growth’. This process of crystal formation is illustrated in the diagram above.
The influencing factors in the evaporative crystallization process are

- Temperature
- Concentration
Taking into consideration the influencing factors and understanding the selected site conditions, we see that the Dead Sea site conditions are advantageous to the evaporative crystallization technique. Its constantly high temperatures throughout the year aids rapid evaporation and its accessible water source with 10 times the salinity of sea water is a valuable natural resource that may aid the natural growth of structures through this diachronic process.
End Notes
[1] Resynplement.com. (2016). Slow Prototyping. [online] Available at: http://www.resynplement.com/projects/slowprototyping.html. [2] Dennis Krueger, Why On Earth Do They Call It Throwing?, in Ceramics Today [3] Sciculture.com. (2017). The Rock cycle - Rock formation- GCSE and A level revision. [online] Available at: http://sciculture.com/advancedpoll/GCSE/rockformation.html. [4] Sear, Richard P. (2014). “Quantitative Studies of Crystal Nucleation at Constant Supersaturation: Experimental Data and Models
40 41 DOMAIN
Process of formation of Crystals POTENTIAL OF EVAPORATIVE CRYSTALLIZATION IN THE DEAD SEA REGION CRYSTALLIZATION 01.3.2.a 01.3.2.b Liquid formation nucleation emergence Crystal
Introduction to Crystallization a Slow Prototyping
Process
Process of Crystal formation <redrawn> FIG. 01.13
Crystallization of Salt by evaporation. Emergence of complex patterns and forms.
FIG. 01.14
Rapid prototying or 3d printing is a process of making 3 dimensional solid objects from a digital model. 3D printing is achieved by an additive manufacturing process. Unlike conventional subtractive methods such as milling, sculpting, molding etc, additive manufacturing poses several advantages such as time taken, optimized use of material and allows creating complex parts at the fraction of the cost.
In this process, an object is made by adding successive layers of material over one and other using a binding material or a fusing process. These layers are visualized as thinly sliced horizontal sections by a CAD (Computer Aided Design) software[1]
3D printing is already changing the world of production, from clothes to tools and toys and even body parts. It is capable of creating both prototypes and end user products.
The process starts with a 3d digital model of the object. This is created with a CAD software using a 3D modeling program. The model is then analyzed and then sliced into hundreds or thousands of horizontal sections depending on the scale of the model. These sections are created layer by layer and blended together.
Not all 3 dimensional printing involves the same technology or methods. All are additive but the difference lies in the process of layering which make the final object. The commonly used methods are[2]
1. Selective laser sintering (SLS)
2. Fused Deposition Method (FDM)
3. Stereolithography (SLA)
42 43
RAPID PROTOTYPING RAPID PROTOTYPING PROCESSES 01.3.3 01.3.4 DOMAIN End Notes [1], [2] Dehue, R., Strikwerda, P., Strikwerda, P., Strikwerda, P. and Dehue, R. (2017). [online] 3D Printing. Available at: http://3dprinting.com/what-is-3d-printing/ 3D printing research Gramazio &
FIG. 01.15
What is rapid prototyping ? What is rapid prototyping ?
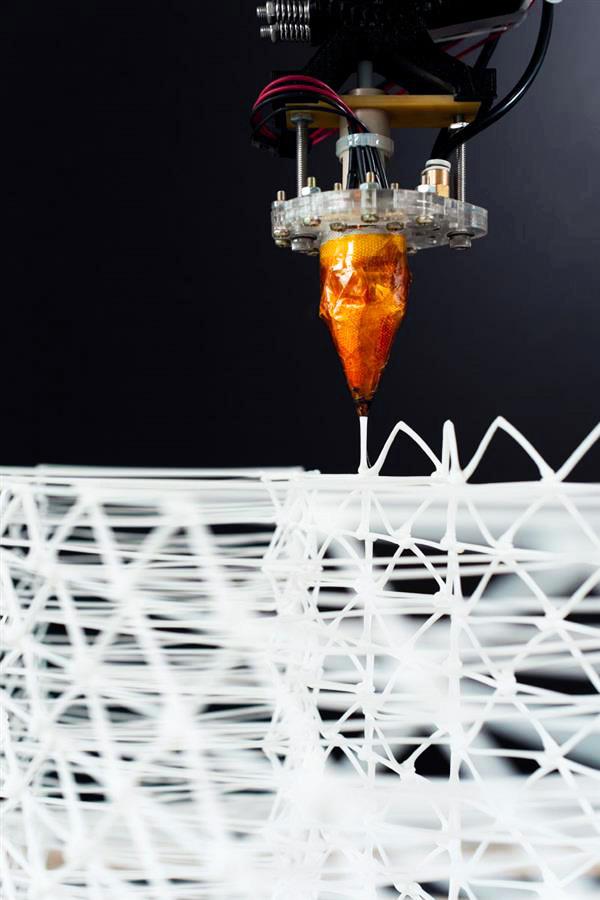
kolher Lattice structure usingPlastic Filament printing.
Introduction to varied prototyping techniques and processes
Selective laser sintering (SLS) is an AM technique that uses heat or pressure to compact material into a solid mass without taking it to its melting point. This process is called “sintering”. Since sintering does not take the material in use to its melting point it is widely favored for forming masses from powdered substances.
Powered plastics, metals, ceramics, glasses are extensively used in to create 3 dimensional shapes using this process. A laser fuses selected powder material by scanning cross sections of the digital model on the specified material powder bed. Subsequently the laser bed is lowered after each layer and the process is repeated for the following cross section. This is repeated until the object is fully formed.
One of the main advantages of this process is that, unlike other process it does require a separate feeder for support material as the powder bed in itself acts as a support system. The Remaining powder can then be used later for fabrication.
Introduction to varied prototyping techniques and processes
Fused Deposition Method (FDM) is an alternate AM technique. It uses plastics and metals in wire form, which is heated at the output nozzle and fuses it to its lower layer. The FDM process is trademarked by Stratasys Inc.

The process begins with a digital file in stereolithography file format with digital support structures if required. The model is formed by extruding heated material. The 3D printer heats the metal or thermoplastic into a molten form. This is then deposited as tiny beads or extrusions along the required object path. Support structures are modeled from a secondary material which is removable. This acts as a scaffold for the model. The finished model is then removed and post processed as required.
This technique is simple and easy to use. Unlike SLS in which closed hollow objects are not possible, FDM technology allows for large cavities within the object making it suitable for various industrial prototyping.
Introduction to varied prototyping techniques and processes
Stereolithography (SLA), also known as Photo-Solidification, Rapid Prototyping, Resin printing etc is an AM technique widely used to create prototypes in a time effective manner.
This process works under the principle of photo-polymerization. Here a photopolymer resin is solidified by an Ultra Violet light which links the molecules of the resin together. The method to create an object is similar to FDM. A digital model is created including the support structures required. The 3D printer is then programmed to trace the shape of sliced object with a UV light fusing it to the lower slice.
The advantages of this process are that it is very quick and the end product can also be used for creating moulds and casts as it is very strong. The main disadvantage is that this process is very expensive. Therefore it is mainly used in large industries such as automobile industries and engineering fields.
44 45 DOMAIN
SLS FDM SLA 01.3.4.a 01.3.4.b 01.3.4.c filament filament driver heated nozzel model build platform scanning mirror curing laser cured resin model platform liquid photopolymer resin laser recoater roller powder delivery sintered model platform speading roller model support powder platform scanning mirror build material extrusion nozzle supports foam slab build platform support material laser heated roller foil supply Material Jetting FIG. 01.21 STL printer <redrawn> FIG. 01.20 Binder Jetting <redrawn> FIG. 01.19 FDM printer <redrawn> FIG. 01.18 Sheet Lamination <redrawn> FIG. 01.17 SLS Printer <redrawn> FIG. 01.16
Robotic design and fabrication technology have brought a big impact in architectural design as well as in construction process in terms of new material exploration, high resolution production, and automation (Keating et al., 2014). The ability to be applied with different tools and tasks such as extrusion, brick layering, filament winding etc. opens up a wide range of fabrication possibilities and a new novel of techniques.
Recent researches in these fields offer the opportunity towards digital fabrication in scale of construction. Furthermore, such construction of large scale systems push the researcher and architect to transform design traditions to a more complex, yet more detailed resolution output.
Some main variables of this fabrication technique are:
a) The robot
b) The end effector
c) Robotic movements and
d) Collaboration
46 47 DOMAIN
Overview ROBOTIC FABRICATION POTENTIAL FOR DESIGN 01.3.5 01.3.5.a
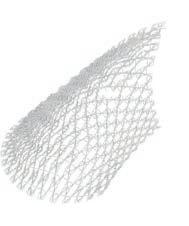
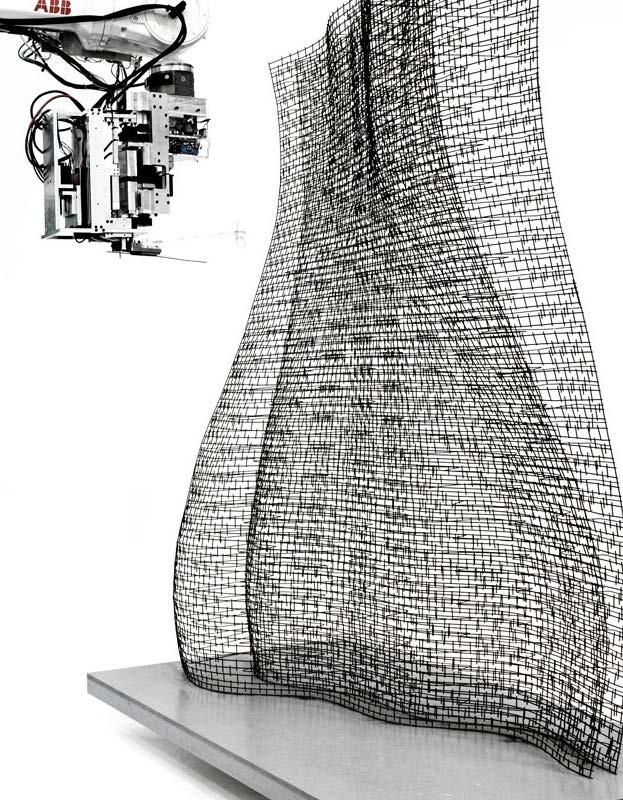
Mesh Mould Research A Gramazio & Kohler project which involves the development of a robotic fabrication and structurally informed mesh typology, by exploring the lattice structure of wall.
FIG. 01.22
There are robots capable of doing various tasks or specific fabrication approaches, such as additive fabrication, subtractive fabrication, assembly, layering, stitching etc. depending on the needs. Robots can also be classified into 2 types based on their mobility which are in place robots or movable robots.
However, the most used robots in researches and some architectural practices are the six axis robotic arms. Their capability to be equipped with almost any tool implies that this robot can almost do anything if programmed to.

The size of this robot varies from desktop sizes to almost 4 meter tall robots which can reach up to 3.7 meters.
The control system is designed to get the high accuracy in robotic fabrication process. Some parameters such as speed, nozzle size, curing time, and material viscosity are the main factors that can affect the output especially in an extrusion technique.
The movement of the robot also becomes a main factor when working in more complex fabrication process such as 3d spatial extrusion or layering technique. These techniques may also be time consuming.

In such an advanced fabrication systems, integrating sensor devices can be used to enable a real-time and even in-situ fabrication process.
Multi-robotic fabrication methods can improve significantly the potential of robotic fabrication in architecture and construction techniques through an integration of assembly task in higher complex fabrications (Dfab.ch, 2016).






There are several challenges facing these methods when multi robotic works are used for building complex constructions. An example is the robot path and the necessity for collision avoidance. In the end, these challenges will become robot constraints when it is combined with the working area of a robot and its kinematic behaviour.
Through multiple case studies of robotic fabrication methods in terms of flexibility in operation area and in terms of the using of different materials, various techniques become more achievable using a robotic arm.
However, to increase the capacities of a robotic arm, some tools such as sensors and mobile systems could be utilized.





















48 49 DOMAIN maximum height 3541 mm maximum radius 3701 mm
KUKA LBR IIWAKUKA LBR IIWA 14KUKA AGILUS KR6
KUKA KR100 HA KUKA KR16 ARC KUKA KR30 L16
KUKA KR30/60 KUKA KR90 KUKA KR90-KR270
ROBOTIC PLATFORM CONTROL SYSTEMS MULTI-ROBOTICS METHOD COMPARISON 01.3.5.b 01.3.5.c 01.3.5.d 01.3.5.e IAAC Achieved height Pylos IAAC 2015 Nozzle diameter Operation Area Material Curing process Support structure Binder Mat aerial MX3D 2012 2014 Mini builder IAAC Mobile house APIS COR 2016 Fossil AMALGAMMA,UCL 2016 2015 MX3D Metal bridge 200cms 200cms 150cms 300cms 75cms Adjustable live static 5 10 Adjustable--- 25mm 10mm Robotic space Robotic space 192m Robotic space Robotic space Clay Resin Concrete Concrete Concrete Metal Thermal Thermal Thermal Natural drying Natural drying Electrode fusion Layering Self-supporting Self-supporting Layering Layering Granular material Biodegradable mix Chemical admixture Chemical admixture Robot workspace FIG. 01.23 Some commercially available robotic arms <redrawn> FIG. 01.24
Comparison
of Robotic contruction procceses in architecture.
Robot workspace
available
FIG. 01.25
Commercially
robotic arms
Contour Crafting is a computer-automated construction technology that potentially reduces energy use and emissions by using a rapid-prototype or 3-D printing process to fabricate large components. It is also a hybrid fabrication method that combines an extrusion process for forming object surfaces and a filling process to build the object core in layered fashion. Comprised of robotic arms and extrusion nozzles, a computer-controlled gantry system moves the nozzle back and forth.
The extrusion nozzle used to create structural elements has multiple outlets, one for each side, and others for the inner (core) of a wall structure. Each side orifice has an adjacent trowel. As the material is extruded, the traversal of the trowels creates smooth (2 micron has been achieved) outer and top surfaces on each layer. The nozzle can be deflected to create non-orthogonal surfaces such as domes and vaults. Co-extrusion of multiple materials is also possible.
50 51
CONTOUR CRAFTING 01.3.5.f 250mm 25mm 300mm 50mm DOMAIN Non-Structural
FIG. 01.26
Introduction to varied prototyping techniques and processes
and Structural Walls built by Contour crafting process <redrawn>
MATERIAL PRECEDENTS
Translated as Palace of salt, Palacio de Sal is a hotel in Bolivia made entirely of Salt Blocks. It is located at The Salar de Uyuni, one of the largest salt flats in the world. This salt flat covers an area of 10,582.sq.km and is said to be over 13 meters deep. The palace has become a popular tourist destination.
Materials are scarce in this region, as a novel approach, the salt from the flats were mined and used as salt blocks (a practical and natural material) for the construction of this Hotel. The blocks used were 14” (35cm) thick and over 1 million blocks were used for construction. The blocks are used in the construction of all it elements including the floors, ceiling, walls and even its furniture and sculptures.
The process of research encompassed the study and analysis of existing models that are valuable for design development. Completed projects and current research were analyzed.
The projects were analyzed based on the material used and its composition, the scale of the project, the methods used and techniques employed. The materials vary from salt in its natural rock form (halite) to harvested salt cast with natural gum. Various scales are also studied, from simple table top objects to two storey buildings.
The Saltygloo was one of the first additive manufactured salt structures developed by Emerging Objects. It was an experiment in 3D printing using locally harvested salt from salt flats that produce up to 5,00,000 tonnes of salt each year. The process started with a series of evaporation ponds from which crystallized salt was harvested for industrial use. Besides being a renewable resource, the salt produced was bargainous as a printing material and also lightweight and strong.
The panels were made using salt in a powder printing 3D printer with a suitable binging agent. The printer deposits layers of salt bonding them together using a binder. The process is repeated until the entire digital model is duplicated. The panels were connected together to form a rigid shell. Additional structural support is provided by lightweight aluminium rods flexed in tension.
The salt cave inspired eatery is designed by an Iran based firm – Emtiaz Designing group. The main material used for the eco-friendly building is salt. Inspired by local and naturally occurring salt caves in the region, the restaurant references the salt caves which curve and sweep in the cave like interiors. Materials are sourced from local salt mines.
A mixture of salt, powdered rock and natural gum are used to make the walls, structural sculptures and the ceiling. Natural Gum is used both as a binding and stiffening agent. The elements are cast in place by compacting layers of the material. The furniture and staircase are also encrusted with salt. The properties of the building material are used advantageously. The natural disinfectant property is used as it released ions that purify the air increasing respiratory health and detoxification. The result is an intrinsically sustainable environment.
52 53
What is rapid prototyping ? OVERVIEW 01.4.1
01.4
PALACIO DE SAL
SHIRAZ SALT RESTAURANT 01.4.1.a 01.4.1.b 01.4.1.c DOMAIN
SALTYGLOO
Analysis of existing models valuable for research and design development
A) PALACIO DE SAL UYUNI - BOLIVIA
Natural Salt Blocks
4,500 sq metre hotel
10,000 tonnes
1 Storey
Disadvantages
Locally sourced
Requires additional moulds for the manufacture of bricks. Geometry limited to the shape and size of the mould.

B) SALTYGLOO
EMERGING OBJECTS - CALIFORNIA
Advantages Advantages
Disadvantages
Locally sourced
Panels limited to the size of a 3D powder printer. Requires additional support structures.
C) SHIRAZ SALT RESTAURANT
EMTIAZ GROUP - IRAN

Advantages
Disadvantages
Locally sourced Use of Natural Glues
Individual casts and additional support structures are to be made for each part.

Scale Scale
Method : Method :
Method : Technique: Technique: Technique:
14” (35cm) thick salt blocks stacked like bricks. Used for floors, walls, ceiling and furniture.
Compression based system
Blocks extracted from salt flat.
Lime Based Mortar is used to bind the salt blocks.
Dome structures make up the roof, supported on Pendentives. Timber structures provide additional structural support.


Havested Salt + Glue ( Combination Unknown)
7’ x 7’ installation
336 panels
3D printed salt panels using salt base and a binder.
Salt harvested from salt crystallization ponds.
Panels connected to form rigid shell structure.
Supported by lightweight aluminum rods flexed in tension. Lightweight, transportable and inexpensive.
3D printed using powder printer (SLS)
Salt + Natural Gum
150 sq metre
2 Storey
Powdered salt, Rock salt and natural gum in compact layers. Used for walls, ceilings and furniture.
Locally sourced salt from salt caves. Natural Gum used as a binder. Elements cast in place.
54 55
Material
Material Material Scale
DOMAIN
Reception area of the Palacio de sal, Bolivia
FIG. 01.27
Panels of the Saltygloo project FIG. 01.28
Staircase and Columns of the salt restaurant, Iran.
Salt used as bricks FIG. 01.30 Salt used as panels FIG. 01.31 Cast Salt FIG. 01.32
FIG. 01.29
SALT AS A MATERIAL FOR CONSTRUCTION
Understanding the nature, availability, value and properties of SALT in the Dead Sea region and taking into consideration the material precedents, where salt is used as a material for construction and research at various scales, using various techniques inspires the selection of this material for further research. The aim is to understand the innate properties of the material and use it advantageously for construction in desert regions.
PROTOTYPING TECHNIQUES
Analyzing the various methods of construction and research using salt as a building material, the methods can be simply classified into Rapid prototyping techniques and Slow Prototyping techniques. The aim is to select suitable prototyping techniques based on the properties of the material determined through physical experiments and possibly integrate various techniques to form an architectural system that responds to external factors.
The Dead Sea region is the selected site. The reasons are many-fold. Firstly, it is a peculiar hyper-saline environment, a region with one of the highest levels of salinity. This level of salinity is on the rise due to the rapid evaporative rates of the Dead Sea causing multiple environmental concerns at the same time increasing the abundance of the material available on site providing possibilities to reduce environmental impacts. Secondly, the site is a major tourist magnet, attracting visitors from all over the world, providing varied user groups. Furthermore, the site provides great potential for the performance of the material providing reasons backing the choice of the site.
Further research aims on understanding in depth the properties and performance of the material in various conditions. This is aimed to be done through rigorous physical experiments through which the properties of the material may be determined and digitized for further computational processes. Various prototyping techniques will be investigated and weighed based on the advantages they offer both to the site and to the material while pushing towards innovative construction strategies.
56 57
SITE SELECTION FURTHER RESEARCH 01.5.1.a 01.5.1.c 01.5.1.b 01.5.1.d DOMAIN CONCLUSIONS 01.5
58 59 01.1 Material Survey 01.1.1 Salt - History 01.1.2 Salt- Global Occurences 01.1.3 Sea Water 01.2 Material Location 01.2.1 Dead Sea 01.2.2 Helath,etc 01.3 Material Processes 01.3.1 Introduction 01.3.2 Slow Prototyping 01.3.3 Rapid Prototyping 01.3.4 Robotic Fabrication Material System
or white when pure. Coloured splotches when impure
to translucent cubic crystals - powder or granules







soluble, Alcohol - slightly soluble, HCl - insoluble
The physical properties of the salt determine how the salt is produced and used. Salt is a crystalline solid and found in the cubic form along with the seawater as the salty lake water evaporates due to heat energy of sun. It is isomeric in nature.


The structure of salt is orthorhombic and white in color. The refractive index of salt is about 1.542. The specific gravity or the relative density of salt is 2.165. The melting point of pure salt is 801°C. The boiling point of salt is 1465°C. The critical humidity of salt at 20°C is 75.3%. It dissolves in water. The size of the salt crystal varies.
Sodium chloride [NaCl] has a cubic unit cell. It is best thought of as a facecentered cubic array of anions with an interpenetrating fcc cation lattice. It is salty-tasting and corrosive to base metals. The pH of sodium chloride ranges from 6.7 to 7.3.
This chemical compound has a hygroscopic quality, which means that it is capable of drawing moisture from the ambient environment. The molecular weight of sodium chloride is approximately 58.44. Sodium chloride is found in nature in salt bed deposits with layers of the mineral halite and in bodies of salt water, including oceans and certain lakes
MATERIAL SYSTEM
60 61
Physical and Chemical properties of salt MATERIAL PROPERTIES 02.1.1 MATERIAL SCIENCE 02.1 Cl+ Na Unit cell of NaCl (salt) [ Na ]+ [ Cl ]- [ Na ] + [ Cl ] Powder Grain Small Grain Snack Grain Medium Grain Fine Grain Coarse Grain Kosher Grain Extra Coarse Grain 0.0 - 0.2 mm 2.0 - 2.0 mm 0.3 - 0.5 mm 1.0 - 3.0 mm 0.2 - 0.6 mm 2.0 - 4.0 mm 0.6 - 1.2 mm 4.0 - 8.0 mm Name of Compound Chemical Formula Formula Weight Colour Lustre Physical Form Mohs Hardness Density Melting Point Boiling Point Solubility Sodium Chloride NaCl 58.443 Colourless
Vitreous Transparent
2 1/2 2.17 g/cm3 801o C (1474o F) 1465o C
F) Water-
(2669o
Types of Salt Grains FIG. 02.01 Face Centered Cubic Crystal Structure of Salt FIG. 02.02
Granular materials are a collection of macroscopic particles. The term “macroscopic” here refers to materials that are made up of objects that are visible to the naked human eye, in contrast to mesoscopic or microscopic media (Duran, 2000). Although granular materials are fairly simple to describe, they exhibit tremendous amounts of complex behaviors.

Granular materials are abundantly found on earth. As stated by material scientist Patrick Richard “Granular materials are ubiquitous in nature and are the second-most manipulated material in industries.” The first being water. They are widely used in mining, agriculture, engineering and are clearly important in geological processes. Despite its seeming simplicity, granular materials demonstrate performance dissimilar to standard forms of matter: solids, liquids and gas (Jaeger, Nagel and Behringer, 1996).
Granular material may be considered an additional state of matter in its own right. In some cases they do not represent a single phase of matter rather illustrate characteristics reminiscent of solids, liquids or gases depending on the average energy per grain. In each case they exhibit properties that are unique.
Dry granular materials can flow like a fluid which very much resembles similar phenomena exhibited by conventional liquids (Jaeger, Nagel and Behringer, 1996). This property of these materials can be used advantageously as it facilitates smooth deposition of material which then can be strengthened or solidified by an assortment of elementary processes such as heating, cooling, added pressure or by simply using fortifying agents.
Granular materials act as solids when the individual grains are stationary in relation to adjacent grains as a result of low average energy of grains. Stresses are not transferred uniformly but thorough “force chains” which are network of grains resting on each other between which are regions of low stress. The grains within these regions are shielded from the effects of the grains above by vaulting and arching.
Granular materials are so widely available and distributed in nature. Type and abundance of these various granular materials is region specific. Their material properties generally prove beneficial in its locale. These properties and potential in construction is scarcely explored.
Granular materials process great potential in various industries particularly in construction and engineering. One of the most significant advantages of granular materials lies in its ability to change phase with little intervention. There are numerous possibilities to mix and combine materials as desired and this allows for material optimization by integrating material intelligence for various performative criteria.
An aim of this research is to use these abundantly available resources for construction through emergent fabrication techniques.
62 63
Introduction to Granular Materials
of
Materials Potential of Granular Materials GRANULAR MATERIALS 02.1.2 MATERIAL SYSTEM Grains of salt FIG. 02.03
Behavior
Granular
The two largely available granular materials in the Syrian African rift valley where the Dead Sea lies 400m below sea level are Sand and Salt.

Sand is a basic mineral formation, a naturally occurring granular material found in various forms in most geographical locations. It composes finely divided rock and mineral particles. The composition of sand is highly variable and depends on local rock sources. The basic composition and the most common constituent of sand is Silica or Silicon dioxide (SiO2). With reference to recent researches and processes such as Solar Sintering and bacterial culture we see sand can be solidified possessing adequate structural properties.
Salt or Sodium chloride is another material abundantly available on site. It can be found in various forms, in its mineral form (halite), in high quantities as salt crystals and also dissolved in the highly concentrated Dead Sea waters.
In comparison to Sand whose composition and grain size varies significantly in different regions, the composition of salt does not vary widely based on its source. Additionally, as salt can be obtained in various forms, as a mineral or from brine, it provides an opportunity to harvest through evaporation valuable material which otherwise remains futile.
Evaporative processes also aid the formation and growth of salt crystals, a diachronic process, which is peculiar to this Face Centered Cubic crystal. Furthermore, salt exhibits antibacterial properties which promotes a healthier environment and are used widely for therapeutic treatments. It also manifests physical properties such as high albedo and fire resistance which can be used advantageously for construction in desert regions.
Therefore comparing the properties of sand and salt in relation to the existing site conditions there are several compelling reasons that justify the choice of salt for construction in this region.

64 65
Comparison of Salt with other locally available granular materials at the Dead Sea Region
GRANULAR MATERIAL COMPARISON 02.1.3 MATERIAL SYSTEM Salt deposits and salt grains found in abundance along the coast of the Dead Sea.
02.05 Sand of varying grain sizes,
FIG. 02.04
Advantages of Salt in comparison to Sand
FIG.
large-
ly available around the Dead Sea region.
SOLIDIFICATION
Conventional methods of solidifying granular matter
Some of the conventional methods of solidifying granular materials that are used in construction are studied and analyzed. There are various methods which can be broadly classified into two categories: Forming and Sintering. Each of these processes can be used to create discrete and non-discrete elements for construction.
Solidification through Forming
Forming refers to the process of manufacturing by shaping within a firm matrix or mould. The granular matter are placed (usually with some form of moisture) and compacted into moulds, in which they are left to dry naturally. The compacted material takes the form of the mould. This method is usually used to manufacture compressed earth blocks and mud bricks to create discrete elements. This process of forming can also be accomplished with the absence of moulds, for example, it is used in the process of wattle and daub construction where damp soil is applied on a framework and left to dry creating planar surfaces.
Furthermore, forming is also accomplished using binding agents, where a binding material or substance holds the material together forming a cohesive whole enhancing mechanical, chemical and structural properties. Rubbers, Natural glues, Cement, Polypavement and Starches are frequently used binders.
Solidification through Sintering


Sintering is a process in which powdered or granular matter are coalesced together to form a solid or porous mass by the means of heating without melting the particles imparting strength and integrity to the material. This process is generally used for materials with high melting points. It is used widely in the production of fired bricks. Recent researches have also used on site sintering processes creating non discrete elements.
Advantages and Disadvantages of Forming and Sintering processes
Forming and sintering are processes possessing both advantages and disadvantages. Comparing the processes, traditional forming processes using moulds are cost effective but very time consuming. For variation in components moulds have to be custom made which results in additional costs. Nevertheless, other forming processes employing binders provide flexibility for variation in members and also provide opportunity for an organic approach in design and construction. Increased mechanical and structural qualities are provided through Sintering.
The principles of these methods can be compared to principles of recent three dimensional printing techniques which are also called additive manufacturing methods. It is a classification of Rapid prototyping where a model or prototype is created through layering using varied techniques such as Fused deposition, Selective laser sintering or stereo lithography.
Granular Material Solidification Forming Crystallizing Liquid Binders Discrete Non-Discrete On-Site Off-Site Casting Sintering Shaped within a matix or mould. Formed by natural drying process Shaped without Heat Shaped with/without Heat Shaped with Heat Shaped with Heat Solidifying agent Rubbers Natural Glues Polypavement Starches Mud Bricks Compressed Earth Blocks Adobe Bricks Stabilized Earth Blocks Wattle and Daub Rammed Earth Cob Earth Sheltering Fired Bricks Trench Kiln Bricks Rail Kiln Bricks Ceramic fired Discrete MATERIAL SYSTEM Chart showing methods of solidification of granular material
FIG. 02.06
66 67
A comparison to 3D printing technology OF GRANULAR MATERIALS
02.1.4
Salt being granular in nature requires a binder to hold the particles together and solidify the result to retain structural integrity. By definition, a binder is any material or substance that holds or draws other materials together to form a cohesive whole mechanically, chemically, or as an adhesive. A binder may be interchangeably used with adhesives, cements or glues and resists separation with the base material in use.
For a binder to perform efficiently and effectively with granular materials, it is required to possess certain properties. It must be mixable, it should be able to harden either naturally or through induced processes and it must be able to transfer loads (Gordon, J. E,1991). Adhesion, the connection between the binder and the base material may occur either mechanically or chemically. The strength achieved through adhesion depends on several factors including the means through which it occurs. In some cases, an actual chemical bond occurs between adhesive and substrate. In others, electrostatic forces, as in static electricity, hold the substances together. A third mechanism involves the van der Waals forces that develop between molecules. A fourth means involves the moisture-aided diffusion of the glue into the substrate, followed by hardening.
Binders can be classified into two distinct types – Natural or Synthetic
Natural binders are produced from organic sources such as resins from tree barks, starches from vegetables or protein based glues form animals. They are natural polymeric materials and are often referred to as bio-adhesives. They are of commercial interest and tend to be bio-compatible
Synthetic binders are based on polymers such as plastics, elastomers and thermosets. Some of the commonly used commercial synthetic binders are epoxy, polyurethane and acrylic polymers. Though proven to be very effective they have a limited shelf life when compared to natural binders and may have reduced performance through prolonged storage.
The binder to be used in creating a stable material for construction need to based on certain selection criteria. As Salt – a granular material is the base material used in this research, an appropriate binder that works well with particles is to be used.
The selection will be based on Availability, Cost, Drying time, Sustainability, Recyclability or reusability, Strength achievable and properties imparted to the material as a whole.
68 69 MATERIAL SYSTEM
Mechanism of Binders Types of Binders Selection criteria of Binders BINDERS 02.1.5 Salt Material = H O Binder
02.07
Introduction to Binders, the types and the selection criteria of a binder when used with a granular material
Material Composition FIG.



70 71 MATERIAL SYSTEM Readily available Economical Non-Toxic Readily available Economical Fast drying Provides structural stability Readily available Economical Fast drying Provides structural stability Readily available Economical Provides structural stability Sustainable Recyclable Slow drying Not reusable Toxic in nature Not recyclable Variable drying - based on temperature Advantages Advantages Advantages Advantages Disadvantages Disadvantages Disadvantages Disadvantages Comparison of Binders Their Advantages and Disadvantges NATURAL GLUE RUBBERS POLYPAVEMENT ORGANIC STARCHES Density 2.1 g/cm3 ρ m / v 1465oC 2 1 2 Mohs Hardness Ionic Compound Salt [ NaCl ] Additives Water [ Starch [ Polypavement ] [ Natural Glues [ Rubber [ Na ]+ [ Cl ]- [ Na + [ Cl ] 0 >11 Hardness 0 10 Solubility Compressive strength Sustainable Fire Resistance insoluble in H O soluble Boiling Point insoluble in C H O soluble in HCl insoluble soluble water 100 c 5550 c tungsten 801oC Melting Point water 0 c 2900 c MgO Vitreous Crystallization (Diachronic growth) Anti-Bacterial Albedo - temperature feedback High Albedo effect Lowered temprature Local cooling Lustre dull adamantine (hard mix) (liquid mix) (hard mix) + + Material Composition Material Properties Plant-based Natural glue FIG. 02.08 Rubber milk extracted from tree barks FIG. 02.09 Polypavement used for the laying of roads FIG. 02.10 Organic starch
from vegetables and plant matter FIG. 02.11 Chart showing selection process of binder material FIG. 02.12
extracted












72 73 Sheet Lamination Directed Energy Deposition Vat Photopolymerisation Selective Laser Sintering Material Jetting Binder Jetting Powder Bed Fusion Steriolithography Material Extrusion Material Extrusion Quick fabrication of scaled models or parts Accumulation of material over time Additive Manufacturing Method Mutiple Collaborationg Printheads FDM Fused Deposition Modeling SLS Selective Laser Sintering SLA Stereolithography eg.Escher Project, Autodesk Single Printhead On-Site Off-Site Diachronic Growth Shaped Using Moulds Formed Structure +Salt +Moisture Developed / Evolved over time Crystallization 3D Printing Assembly Method Slow prototyping Rapid prototyping Crystallization Extrusion Molding / Physical experiments investigations Prototyping methods FIG. 02.13 MATERIAL EXPERIMENTS 01 02.2 PHYSICAL EXPERIMENTS INVESTIGATION 02.2.1.
Through case studies we understand that our material mix requires a binder and water to make the material mix homogenous. Through knowledge gathered from various prototyping studies and understanding the various techniques, the first physical experiments conducted was a simple moulding experiment, where the material is brought together to a homogenous mix and put into moulds and left to bake yielding bricks which are then examined for further studies and research.
As preliminary investigation, a series of different starches combined with ground salt have been tested. The change in volume, color luminance, weight and the amount of cavities are parameters used to rank the series of results. Two tests are developed, with 8 2 and 8 3 proportions between salt and starch respectively.
The aim of the experiment is to understand the results that different compositions of starch, salt combined with certain baking time and temperature can provide.

74 75 MATERIAL SYSTEM Salt + Maltodextrine Salt + Corn Starch Salt + Potato Starch Moulding Test - Bricks ( Salt+Starch) Salt + Plaster of Paris Salt + Methylcellulose Maltodextrine (M) Corn Starch (CS) Potato Starch (PS) Metht Cellulose (MC) Plaster of Paris (PP) 2 - 3 % 5 - 10 % 40 - 60 % 5 - 10 % 5 - 10 % 2 - 3 % 5 - 10 % 40 - 60 % 5 - 10 % 5-10 % Volume Change 10 parts 9 parts 5 parts 5 parts 8 parts 10 parts 9 parts 5 parts 5 parts 8 parts Water T 1 T 1 T 1 T 1 T 1 T 2 T 2 T 2 T 2 T 2 Light Brown (55%) Dark Beige (65%) White (82%) Beige (68%) Beige (70%) Light Brown (55%) Dark Beige (65%) White (82%) Beige (68%) Beige (70%) Colour Luminance 0-2 (mm) 0-2 (mm) 0-20 (mm) 0-2 (mm) 0-2 (mm) 0-4 (mm) 0-2 (mm) 0-2 (mm) 0-4 (mm) 0-4 (mm) CrossSectional Cavities 350 (g) 382 (g) 325 (g) 377 (g) 369 (g) 311 (g) 382 (g) 253 (g) 337 (g) 389 (g) Weight
MOULDING EXPERIMENT INITIAL PHYSICAL EXPERIMENTS 02.2.3 02.2.2
Moulding Test - Result Comparison
moulding experiment
on change in volume, color luminance, weight and the amount of cavities in cross section Salt bricks obtained from moulding test.
Moulding Test
ison.
The samples from the
are compared based
FIG. 02.14
Result Compar-
FIG. 02.15
The volume of the samples changes its size after baking. The maltodextrin increases its volume in the order of 2-3 %, while Corn Starch, Methylcellulose and Plaster of Paris increase in volume (5 – 10%).
Interestingly the Potato Starch sample expands its dimensions up to 40 -60 %. Although the changing of proportions between salt and starch from 8 to 1 to 8 to 2, all the samples present approximately the same Volume change of the previous test.
The colour luminance of the various material compositions after baking are analyzed using images. The maltodextrin tends to get darker than the other starches, with a level of luminance around 50%. The level raises around 60 – 70 % for Corn Starch, Methylcellulose and Plaster of Paris. The material which mostly preserve the higher luminance is Potato Starch with a level around 80%. Although the change of the proportion between salt and starch from 8 to 1 to 8 to 2, all the samples present approximately the same color luminance of the previous test.
Each test is sectioned and its cavities analyzed. Maltodextrin presents numerous cavities in the range 0 – 2 mm. Corn Starch, Plaster of Paris and Methylcellulose present an inner section quite poor of cavities. Interestingly, looking at the cross section, the amount of cavities increases from the bottom to the top layer, where the bigger ones reach a diameter around 4 mm.
On the other hand, potato starch presents an anomalous cavity, comparing with the other samples. Its diameter is comprehended in a range between 0 – 20mm.
Observing the section photograhs it is possible to infer how the change of proportion between salt and starch from 8 1 to 8 2, does not influence significantly the amount of cavities and their sizes. A slight exception is the Plaster of Paris sample, where an higher number of cavities and cavity sizes are observed.
76 77 0 10 20 30 40 50 60 M CS PS MC PP 0 20 40 60 80 100 120 M CS PS MC PP 0 5 10 15 20 25 30 M CS PS MC PP Volume Change Cross Sectional Cavities Colour Luminance
Volume Change RESULT EVALUATION 02.2.3.a.
Colour Luminance
MATERIAL SYSTEM % % test sample test sample test sample mm Graph showing percentage of volume change. FIG. 02.16 Graph showing colour luminance percentage. FIG. 02.17 Graph showing sizes of cross sectional cavities. FIG. 02.18
Cross Sectional Cavities
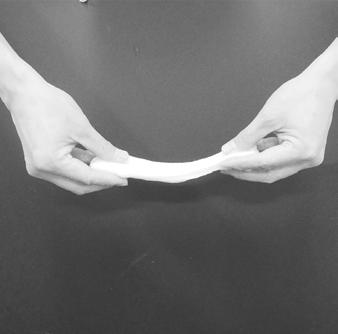
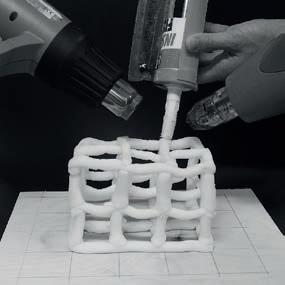
After conducting the moulding experiment, the consistency of the material mix is observed. The consistency is basically dough-like providing possibility for the material to be extruded. Therefore, experiments were set up to test this using a simple caulking gun and heat guns trying to mimic the mechanism of a robotic end effector.
The knowledge of the parameters involved in 3d extrusion printing in terms of the material used and its processes are gathered through case studies. Parameters such as material viscosity, extrusion speed, nozzle size and curing method become pivotal for further experiments.

As the proportions of the Salt and Binder to be used in the material have been defined through preliminary physical experiments (8:3), further experiments explore the quantity of water to be added into the salt mixture.


Series of experiments test the proportion of water to be added into the salt mixture, each testing its ease of extrusion. A refit caulking gun is used to mimic an extruding end effector. The best results were obtained whilst adding to it 3.5 parts of water. Heat guns are used in the physical experiments for the thermal curing of the material. The thermal effect produced by the heat gun hardens the periphery of the material, acting structurally to provide sufficient strength during the extrusion process. Complete curing is achieved by natural drying of the material.
Simultaneously, methods used to combine the elements are also tested. The method most suitable is comparable to the process of kneading dough.
78 79
MATERIAL EXTRUSION MOULDING TO EXTRUSION 02.3.4.a. 02.3.4 Overview Dough like consistency Material Mix Possibility for the material to be extruded Potential Material Test - Moulding to Extrusion material extruded using a caulking gun setup - caulking gun, heat gun, nozzles Experiment Extrusion method selection process. FIG. 02.19
After defining the appropriate proportions of the salt and binder, physical experiment to test various viscosities of the material are done aiming to finding well suited consistency and thickness for extrusion.

The amount of water is set as the only variable for these experiments, the differences in the amount of water resulted in highly varying viscosities. Through further experiments the best suited proportion of water to 8 parts of binder and 3 parts of salt is set as 3.5 parts. The mixture is kneaded manually, similar to that of kneading dough.
Various nozzle sizes were tested from 5mm to 20mm for vertical and horizontal extrusion. The results are recorded and compared. This test provides us the limits of the material, that can be further considered in design and development of the system. Examining the results we see that the material performs the best when extruded from a 10mm nozzle.






80 81 5 7.5 10 12.5 15 17.5 20 70 85 100 95 85 70 50 (mm) Extrusion Length Nozzle Size (mm) 5 7.5 10 12.5 15 17.5 20 200 270 330 285 170 150 100 (mm) Extrusion Length Nozzle Size (mm) 5mm o 10mm o 15mm o 17.5mm o 20mm o 5mm o 7.5mm o 10mm o 15mm o 17.5mm o 20mm o
MATERIAL VISCOSITY NOZZLE SIZE TEST 02.2.4.b. 02.2.4.c. Overview Overview Vertical Extrusion-Nozzle Size test Horizontal Extrusion-Nozzle Size test Material Viscosities Sample01 Material mix + 3 parts of water Material mix + 3.5 parts of water Samples of material mix with different parts of water showing varying viscosities Material mix + 4 parts of water Sample02 Sample 03 Material viscosities FIG. 02.20 Nozzle sizes tested in extrusion method. FIG. 02.21
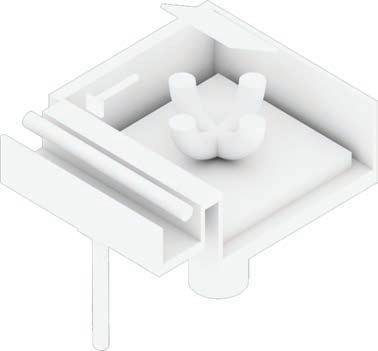
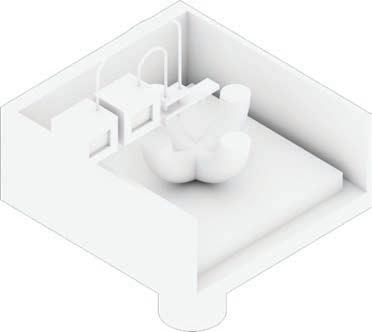
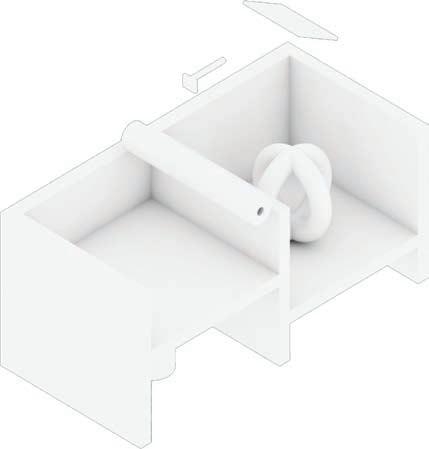
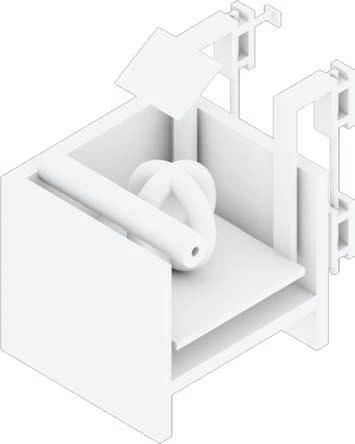
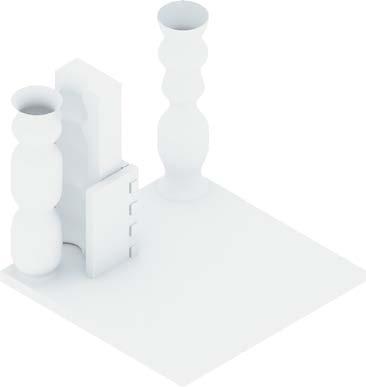
A simple set up is designed for performing multiple experiments with precision. It consists of two panels joined perpendicularly to each other, one acting as a base and the other with a slit acting as the guide or rail along which the extruder moves.
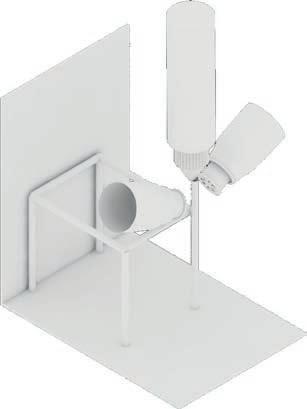

Additionally, extrusion experiments are conducted for various nozzle sizes aiming at exploring the limits of the material.
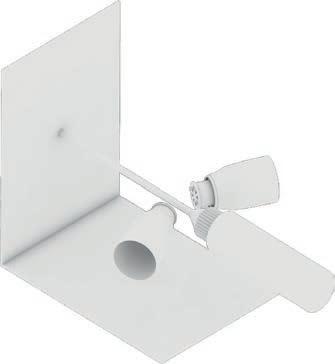
Following the vertical extrusion experiments, the horizontal limit of the material is explored. This experiment is conducted on the aforementioned set up. The maximum cantilevers for different nozzle sizes under similar conditions are observed. The yield point is taken as the limit.
It is identified that the yield points in the horizontal extrusion experiments are quite similar for all the nozzle sizes, therefore the results of the vertical extrusion experiments are also compared to find the best nozzle size. The most suitable nozzle size is established to be a 10mm diameter nozzle.



Furthermore, the material limits identified are considered for the subsequent spatial extrusion experiments.


Understanding the parameters involved in 3d extrusion printing, advancements are made in terms of physical experiments where directional extrusion is tested, recording the limits of the material for various nozzle sizes.

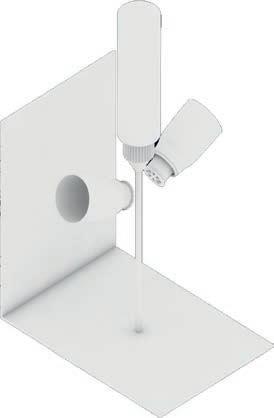
The material is extruded vertically for different nozzle sizes. The maximum height reached by the material is recorded to be 30 centimetres.
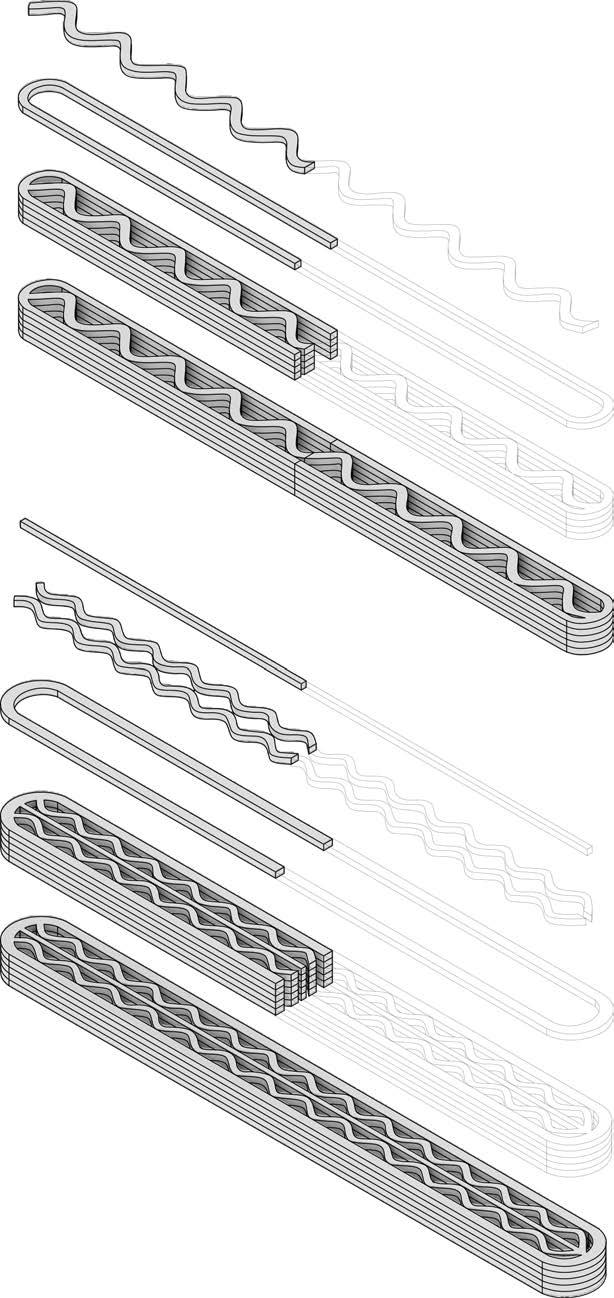
Understanding the material constraints and defining the parameters required, spatial extrusion experiments are conducted to understand further the tool path to be used and the process of construction of a 3 dimensional lattice structure. A simple grid was worked on using all the information gathered in terms of the viscosity of the material, nozzle size, extrusion speed and heat required for curing the material. This experiment further reinforced the logic to be used in construction.
82 83 nozzle heat gun extruder Vertical Extrusion experiment Horizontal Extrusion experiment nozzle heat gun extruder Vertical Extrusion experiment Horizontal Extrusion experiment Spatial Extrusion experiment nozzle nozzle heat gun heat gun extruder extruder nozzle heat gun extruder Vertical Extrusion experiment Horizontal Extrusion experiment Spatial Extrusion experiment y nozzle nozzle heat gun heat gun extruder extruder
VERTICAL EXTRUSION EXTRUSION EXPERIMENTS HORIZONTAL EXTRUSION SPATIAL EXTRUSION 02.2.5.a 02.2.5 02.2.5.b 02.2.5.c Caulking gun Material feed Nozzle Guide for extrusion Extrusion experiment set-up Experiment set up Extrusion experiment set up. FIG. 02.22 Vertical extrusion test. FIG. 02.23 Horizontal extrusion test. FIG. 02.24 Spatial extrusion test.
02.25
FIG.
MATERIAL TESTS
The three fundamental mechanical property characterization tests of materials are tension, compression and shear. Aiming to understand the material properties, the three point test, a classical experiment in mechanics is performed on material samples of varying composition. These experiments are usually carried about in laboratories using universal testing machines but in this case physical experiments are performed recording data from a dial gauge.
The three point bending test provides values for the Modulus of Elasticity in bending, the stress and strain of the material. A material sample of length (L) is made to rest on supports on either ends and is subjected to concentrated loading at its centre.
This test produces tensile stresses along the convex side while compressive stresses are produced along the concave side of the sample, both calculated along the outermost fibre. The Young’s Modulus, also known as the Elastic Modulus defines the relationship between the stress and strain of a material. The modulus of elasticity is a number that measures an object or substance’s resistance to being deformed elastically and this is calculated through physical experiments from the slope or angular co-efficient of the stressdeflection curve.
The tests are performed on four samples, each varying in its material composition; salt, starch and water in different proportions.
84 85
Introduction to 3 point bending test and reasons for its use 3
F longitudinal axis neutral axis symmetry axis support load support b h X F/2 F/2 load MATERIAL SYSTEM 3 point bending test process FIG. 02.26
POINT BENDING TEST 02.3.1
02.3
Aim of the experiment


Working with the material and understanding its characteristics, 4 samples of varying proportions (salt: starch: water) are tested
Aim of the experiment is to understand the following material properties for each material sample.
1. Tensile stress at the Yield point
2. Tensile strain at the Yield point
3. Tensile Stress at the breaking point
4. Tensile Strain at the breaking point
5. Elastic Modulus (Young’s Modulus)
The apparatus required for the tests are


Apparatus required
1. A Dial Gauge Strain measurement-precision 0.01 mm
2. Supports
3. Weights
Method
The sample is placed on supports on either ends and progressive concentrated loads are applied at its mid-point until it reaches its breaking point.
The displacement is monitored using a dial gauge calibrated up to 1/100 of mm.
Elastic deformation is observed and the Tensile strength at Yield and Breaking point are calculated.
The performance of the material at its Elastic phase is plotted on a graph to derive its angular coefficient which represents the [F/d] parameter through which the Elastic Modulus of the material is calculated using the formula [E = F / d * (L3 / 4*I)].
86 87
MATERIAL SYSTEM 3 point bending test set up. FIG. 02.27 3 Point bending test Physical experiments aiming to derive the material properties
88 89 A F B A x l/2 l/2 (1) (F*l)/4 F F/2 F/2 B A B Tension Tensile stress Neutral Axis Compressive stress Compression STRESS DIAGRAM CROSS SECTION BENDING MOMENT (M) STRESS DIAGRAM LONGITUDINAL SECTION h y b +M(x1 = (F/2) * x1 - F(x - l/2) M(x ) = (F * x )/2 - F * x1 - (F * l)/2 M(x ) = - (F * x )/2 + (F * l)/2 M(l/2) = - (F * l)/4 Initial Tangent Modulus Strain Stress TENSILE STRENGTH ELASTIC MODULUS F/d PARAMETER TANGENT LINE PARAMETRICAL EQUATION UPDATED ELASTIC MODULUS FORMULA h b MOMENT OF INERTIA (2) = (b * h ) / 12 TS = M * (y / I) E = ( L3 * F ) / 4 * I*d) E = F / d * (L3 / 4*I) y = mx + q F/d = m (3) (5) (4) (6) (7) The F/d parameter is equal to the angular coefficient of the line tangent to the curve during its elastic deformation. M = Bending Moment (N/mm) y = Neutral Axis - External layer distance (mm) = Inertia Moment (mm4) = Sample length (mm) = Force (N) b = Base (mm) h = Height (mm) d = Deflection (mm) MATERIAL SYSTEM Stress and bending moment diagram FIG. 02.28 F/d parameter calculation graph FIG. 02.29
0725_81_3 point bending test_test dataAA
As concentrated progressive loads are applied on the centre of the sample its strain is measured using a dial gauge. It is observed that the sample undergoes elastic deformation up to 0.7 kilograms with a flexural deflection of 1mm. This limit also called the Yield point is considered the admissible structural limit for this sample after which the sample enters Plastic deformation phase where it deforms up to 1.5 mm before failure (breaking).
The Tensile strength registered at the Yield point is 1.83 N/mm2.
Chart 2 represents the performance of the sample during its elastic phase. The angular coefficient of the secant line through the resulting scatter curve is proportional to the Elastic modulus of the sample. Specifically it represents the F/d parameter in the formula [E = F / d * (L3 / 4*I)] through which the Elastic modulus of the material may be determined. F/d value obtained is 1.92 N/mm and the Elastic modulus calculated is 12.67 Gpa.
90 91 Stress y = 1.918 x 0.0656 N/mm2 02 04 06 08 10 12 14 N/mm2 Flexural strain 0 0.5 1 1.5 2 2.5 3 3.5 4 Plastic Deformation Elastic Deformation Load (kg) Load (N) Flexural Deflection (mm) Plastic Deflection (mm) Flexural Strain (%) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 0 0.98 1.96 2.94 3.92 4.9 5.88 6.86 7.84 8.82 9.8 0 0.2 0.3 0.35 0.4 0.5 0.8 1 1.1 1.5 0 0 0 0 0 0 0 0 0.1 0.15 0 1.667 2.500 2.917 3.333 4.167 6.667 8.333 9.167 12.500 0 94.33 188.65 282.98 377.30 471.63 565.95 660.28 754.60 848.93 Breaking Point Breaking Point Breaking Point Breaking Point Breaking Point Breaking Point M (N*mm) Stress Young’s Modulus Young’s Modulus (Gpa) 0 0.26 0.52 0.79 1.05 1.31 1.57 1.83 2.10 2.36 0 2697.01 3596.02 4623.45 5394.03 5394.03 4045.52 3775.82 3922.93 3236.42 0 2.70 3.60 4.62 5.39 5.39 4.05 3.78 3.92 3.24 Breaking Point
(N/mm2 (N/mm2 Elastic Modulus 12.67 Gpa Tensile Strength - Yield Point 1.83 N/mm2 Tensile Strength - Breaking Point 2.36 N/mm
Sample 01 -Result
Material composition 8 1 1.5 RESULT EVALUATIONSAMPLE01 02.3.1.a
POINT BENDING TEST - SAMPLE 01
SYSTEM
3
MATERIAL
Graph showing performance of Sample01 at Elastic phase.
FIG. 02.30
Sample 02 is tested under loads and the required values are deduced as in the case of sample 01. The sample undergoes elastic deformation of up to 0.6 kilograms with a flexural deflection of 1.1mm after which it enters the Plastic phase. The sample deforms up to 1.6mm before breaking. The Tensile strength at Yield point is 1.69 N/mm2.
Chart 2 represents the performance of the sample during its elastic phase. The angular coefficient of the secant line decreases from 1.9187 N/mm during the Test 01 to 1.4832 at Test 02. The Elastic modulus is calculated to be 9.61 Gpa.
92 93 Elastic Module 9.61 Gpa Tensile Strength - Yield Point 1.69 N/mm2 Tensile Strength - Breaking Point 2.54 N/mm2
Sample 02 -Result
Material composition 8 2 2 RESULT EVALUATIONSAMPLE02 02.3.1.b y = 1.483 x 0.0840 Stress N/mm2 02 04 06 08 10 12 14 N/mm2 Flexural strain 0 0.5 1 1.5 2 2.5 3 3.5 4 Plastic Deformation Elastic Deformation 3 POINT BENDING TEST - SAMPLE 02 0725_82_3
bending test_test dataAA 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 0 0.98 1.96 2.94 3.92 4.9 5.88 6.86 7.84 8.82 9.8 0 0.1 0.3 0.5 0.7 0.9 1.1 1.2 1.4 1.6 Breaking Point 0 0 0 0 0 0 0 0.2 0.25 0.3 Breaking Point 0 0.8 2.4 4.0 5.6 7.2 8.8 9.6 11.2 12.8 Breaking Point 0 91.88 183.75 275.63 367.50 459.38 551.25 643.125 735.00 826.88 Breaking Point 0 0.28 0.56 0.85 1.13 1.41 1.69 1.97568 2.26 2.54 Breaking Point 0 5292.00 3528.00 3175.20 3024.00 2940.00 2886.55 3087 3024.00 2976.75 Breaking Point 0 5.29 3.53 3.18 3.02 2.94 2.89 3.087 3.02 2.98 Breaking Point Load (kg) Load (N) Flexural Deflection (mm) Plastic Deflection (mm) Flexural Strain (%) M (N*mm) Stress Young’s Modulus Young’s Modulus (Gpa) (N/mm (N/mm2 MATERIAL SYSTEM Graph showing performance of Sample02 at Elastic phase.
02.31
point
FIG.
0725_83_3 point bending test_test dataAA
The results of sample 03 are quite superior when compared to the results of the previous test samples. The sample undergoes an elastic deformation of 0.7 kilograms while its flexural deflection reduces to 0.31mm.
The Tensile strength at Yield point is calculated to be 1.98 N/mm2.
The angular coefficient of the secant line increases to 3.85 N/mm in comparison to the former tests which is a consequence of the reduced flexural deflection. The Elastic modulus derived for test sample 03 is 24.97 Gpa.
94 95 3 POINT BENDING TEST - SAMPLE 03 Stress y = 3.712 x 0.0875 N/mm2 02 04 06 08 10 12 14 N/mm Flexural strain 0 0.5 1 1.5 2 2.5 3 3.5 4 Plastic Deformation Elastic Deformation Elastic Module 24.97 Gpa Tensile Strength - Yield Point 1.98 N/mm2 Tensile Strength - Breaking Point 4.23 N/mm2 Sample 03 -Result
Material composition 8 3 3.5 RESULT EVALUATIONSAMPLE03 02.3.1.c 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.00 1.10 1.20 1.30 1.40 1.50 1.60 0 0.98 1.96 2.94 3.92 4.9 5.88 6.86 7.84 8.82 9.8 10 11.76 12.74 13.72 14.7 15.68 0 0.1 0.15 0.16 0.2 0.37 0.43 0.53 0.59 0.65 0.72 0.85 1.02 1.16 1.3 1.4 Breaking Point 0 0 0 0 0 0 0 0 0.02 0.04 0.07 0.1 0.15 0.2 0.25 0.4 Breaking Point 0 0.8 1.2 1.3 1.6 3.0 3.4 4.2 4.7 5.2 5.8 6.8 8.2 9.3 10.4 11.2 Breaking Point 0 91.88 183.75 275.63 367.50 459.38 551.25 643.13 735.00 826.88 918.75 937.50 1102.50 1194.38 1286.25 1378.13 Breaking Point 0 0.28 0.56 0.85 1.13 1.41 1.69 1.98 2.26 2.54 2.82 2.88 3.39 3.67 3.95 4.23 Breaking Point 0 5292 7056 9923 10584 7151 7384 6989 7176 7327 7350 6353 6226 5931 5699 5670 Breaking Point 0 5.29 7.06 9.92 10.58 7.15 7.38 6.99 7.18 7.33 7.35 6.35 6.23 5.93 5.70 5.67 Breaking Point Load (kg) Load (N) Flexural Deflection (mm) Plastic Deflection (mm) Flexural Strain (%) M (N*mm) Stress Young’s Modulus Young’s Modulus (Gpa)
(N/mm2) (N/mm )
MATERIAL SYSTEM
Graph showing performance of Sample03 at Elastic phase.
FIG. 02.32
The results of sample 04 are comparatively inferior. The sample undergoes elastic deformation of up to 0.5 kilograms with a flexural deflection of 0.35mm.
The tensile strength at Yield point reduces to 0.84 N/mm2. Though the Tensile strength at breaking point considerably improves and reaches 6.33 N/mm2, this value will not be considered for further research.
The angular coefficient of the secant line declines to 2.410 N/mm and the Elastic modulus is calculated to be 5.32 Gpa.
96 97 Stress y = 2.410 x 0.0041 N/mm2 02 04 06 08 10 12 14 N/mm2 Flexural strain Plastic Deformation Elastic Deformation 0 0.5 1.5 2 2.5 3 3.5 4 Elastic Modulus 5.32 Gpa Tensile Strength - Yield Point 0.84 N/mm2 Tensile Strength - Breaking Point 6.33 N/mm2 Sample 04 -Result
Material composition 8 4 4 RESULT EVALUATIONSAMPLE04 02.3.1.d 0 2.65 2.57 3.38 3.83 4.33 4.43 4.85 4.94 5.13 5.01 5.22 5.25 5.42 5.21 5.28 Breaking Point 0 0.42 0.84 1.27 1.69 2.11 2.53 2.95 3.38 3.80 4.22 4.64 5.06 5.49 5.91 6.33 Breaking Point 0 189.88 379.75 569.63 759.50 949.38 1139.25 1329.13 1519.00 1708.88 1898.75 2088.63 2278.50 2468.38 2658.25 2848.13 Breaking Point 0 2650 2575 3379 3834 4332 4432 4852 4937 5133 5006 5217 5249 5423 5213 5280 Breaking Point 0 1.1 2.3 2.7 3.1 3.5 4.1 4.3 4.9 5.3 6.0 6.3 6.9 7.2 8.1 8.5 Breaking Point 0 0 0 0.05 0.08 0.1 0.16 0.18 0.21 0.24 0.31 0.33 0.38 0.39 0.44 0.48 Breaking Point 0 0.17 0.35 0.4 0.47 0.52 0.61 0.65 0.73 0.79 0.9 0.95 1.03 1.08 1.21 1.28 Breaking Point 0 2.45 4.9 7.35 9.8 12.25 14.7 17.15 19.6 22.05 24.5 26.95 29.4 31.85 34.3 36.75 39.2 0 0.25 0.5 0.75 1 1.25 1.5 1.75 2 2.25 2.5 2.75 3 3.25 3.5 3.75 4 Load (kg) Load (N) Flexural Deflection (mm) Plastic Deflection (mm) Flexural Strain (%) M (N*mm) Stress Young’s Modulus Young’s Modulus (Gpa) (N/mm ) (N/mm 3 POINT BENDING TEST - SAMPLE 04 MATERIAL SYSTEM
Graph showing performance of Sample04 at Elastic phase.
FIG. 02.33
Compression strength or compressive strength is the capacity of a material to withstand loads or its resistance to compressive loads.
At its compressive limit, a material may crack or permanently deform. This limit can be quantified and is an integral part of structural and architectural design. These limits may be found using a universal testing machine, but in this case simple table top experiments that follow similar principles are conducted and results are quantified.



Compression test is a very common testing method that is used to establish the resistance of a material against compressive or crushing forces and its ability to recover after these forces are applied over a period time.
Using the following experiments the breaking point of the material will be determined rather than the yield point as in the case of the three point bending test as quantifying the elastic and plastic deformations are infeasible. Precise information on the compressive strength of a material in its yield point would require professional equipment.
The aim of this experiment is to analyse and quantify the resistance of material samples of varying compositions to compressive forces and their compression limit.
The apparatus required include
1. A flat, uniform base
2. Calibrated weights and a
3. Mounting surface

Working with the material and understanding its characteristics, 4 samples of varying proportions (salt: starch: water) are tested.
The material samples are places on the flat base. A flat plate or surface is mounted on the sample. Calibrated loads of 1 kilogram each are progressively applied along its centroid until its breaking point. The applied load is recorded.
98 99
Introduction COMPRESSION
02.3.2
TEST
Aim of the experiment Apparatus required Method longitudinal axis neutral axis symmetry axis load sample F F MATERIAL SYSTEM Diagram showing compression forces. FIG. 02.34 Compression test on samples FIG. 02.35 Compression test Physical experiments conducted to analyze the resistance of the material to compressive forces
From the results we infer that the increasing amount of starch in the composition results at higher compressive strength of the specimen. Although these values significantly rise during tests 01to 03 from 1.74 to 5.44N/mm2 the compressive strength of fourth sample notably falls to 2.29.
The charts compare and provide an overall view of the mechanical properties of the four tested samples. We infer that the quantity of starch present in the material mixture contributes largely to the higher compressive and tensile strength of the sample.
On the other hand it is true that the increased amounts or amounts of starch beyond a particular limit can decrease the performance of the material.
It is possible to derive from these experiments the material composition that is to be chosen to further the architectural design. The sample found most suitable from the experiments is Test Sample 03, which has a material ratio of Salt Starch : Water as 8 : 3: 3.5.
0728_84_Compression test_test data
100 101 0 10 20 30 40 50 60 70 80 90 100 kgs 01 02 03 04 05 06 07 08 09 10 N/mm Sample 01 Sample 02 Sample 03 Sample 04 10 20 30 Breaking point 98 196 294 Breaking point 0.69 1.37 1.74 Breaking point 0.0007 0.0014 0.0017 Breaking point Stress (Gpa) Stress (N/mm ) Load (N) Load (kg) Stress (Gpa) Stress (N/mm ) Load (N) Load (kg) 10 20 30 40 45 Breaking Point 98 196 294 392 441 Breaking Point 0.64 1.27 1.91 2.55 2.87 Breaking Point 0.0006 0.0013 0.0019 0.0025 0.0029 Breaking Point Stress (Gpa) Stress (N/mm ) Load (N) Load (kg) 10 20 30 40 50 60 70 80 90 100 98 196 294 392 490 588 686 784 882 980 0.68 1.36 2.04 2.72 3.40 4.08 4.76 5.44 6.13 6.81 0.0007 0.0014 0.0020 0.0027 0.0034 0.0041 0.0048 0.0054 0.0061 0.0068
Stress (Gpa) Stress (N/mm2 Load (N) Load (kg) 10 20 30 40 42 Breaking point 98 196 294 392 411.6 Breaking point 0.55 1.09 1.64 2.18 2.29 Breaking point 0.0005 0.0011 0.0016 0.0022 0.0023 Breaking point b = 13.0 mm h = 13.0 mm w = 13.0 mm Compressive Strength at Breaking Point: 1.74 N/mm Compressive Strength at Breaking Point: 2.87 N/mm Compressive Strength at Breaking Point: 5.44 N/mm Compressive Strength at Breaking Point: 2.29 N/mm b = 13.0 mm h = 13.0 mm w = 13.0 mm b = 13.0 mm h = 13.0 mm w = 13.0 mm b = 13.0 mm h = 13.0 mm w = 13.0 mm Material composition 8 1 1.5 Result Result Result Result Material composition 8 2 2 Material composition 8 3 3.5 Material composition 8 4 4 SAMPLE01 TEST RESULTS SAMPLE02 SAMPLE03 SAMPLE04
Result Evaluation Compressive limits of Samples MATERIAL SYSTEM Graph comparing compressive limits of samples. FIG. 02.36
02.3.3
MATERIAL COMPARISON
Comparison of the Salt Composite created to other commonly used building materials
The chart compares the properties of the chosen material sample to other commonly used construction materials.
The comparison of Elastic moduli of commonly used building materials shows that the value of Our material - 24.97 Gpa - can be compared with the best quality brickwork - 23.4 Gpa- and to one month old Portland concrete - 25 Gpa -.
The Tensile strength of Our material is 1.98N/mm2 and can be compared to limestone, sandstone or the best quality brickwork – 2.1 N/mm2.
The Compressive strength of Our material is 5.44 N/mm2 which is slightly lower than common brickwork and one year Portland Concrete or a light brick -7 N/mm2-.
102 103 N/mm Bricks hard light common 1 month1 year BricksBricksBricks Granite Limestone Sandstone Slate Salt+PS Portland Concrete Portland Concrete Material 0 10 20 30 40 50 60 70 80 90 100 110 120 130 N/mm Bricks hard light common month1 year BricksBricksBricks Granite Limestone Sandstone Slate Salt+PS Portland Concrete Portland Concrete Material 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 Gpa Bricks hard light common 1 month1 year BricksBricksBricks Granite Limestone Sandstone Slate Salt+PS Portland Concrete Portland Concrete Material 0 10 20 30 40 50 60 70 Tensile strength comparison 80000 7000 7000 14000 130000 60000 7000 14000 60000 95000 80 7 7 14 130 60 7 14 60 95 5.44 2.8 0.28 0.35 2.1 4.8 2.1 1.4 2.8 2.1 3.5 1.98 2800 280 350 2100 4800 2100 1400 2800 2100 3500 50 10 9.6 23.4 52 70 25 38 15 30 24.97 Elastic Modulus (Gpa) Tensile Strength (Kpa) Tensile Strength (N/mm2) Compressive Strength (Kpa) Brickshard Bricks, light Common Brickwork Brickwork, best quality Granite Limestone Portland Concrete, 1 month Portland Concrete, 1 year Sandstone Slate 8:3 - SALT+PS Material Compressive Strength (N/mm2
Compressive
Tensile
Elastic
Comparison MATERIAL SYSTEM
Strength Comparison
Strength Comparison
Modulus
Graph comparing compressive strength of material developed to commercially available materials.
FIG. 02.37
Graph comparing tensile strength of material developed to commercially available materials.
FIG. 02.38
Graph comparing elastic modulus of material developed to commercially available materials.
FIG. 02.39
Thom Faulders in his research “Materialized: Crystalline Growth” with reference to “The Selfish Gene” by Richard Dawkins conceptualizes cellular life forms as ‘survival machines’ which take advantage of solar rays via photosynthetic capacities to replicate healthily and continually.
He talks of growing building surfaces directly into place, a slow accumulative diachronic process that starts defining building elements. He states that the process is a geomorphic accumulation rather than a biotic regeneration. It aligns itself with an environmentally engaged architecture arguing that the building’s material life is never fully arrested (Faulders-studio.com, 2016).
Persuaded by this diachronic materiality and classifying it under a slow prototyping technique, our research aims to construct a casing over the primary structure realized by 3 dimensional extrusion by engaging with the environment and relying on its inherent properties to slowly by surely aggregate the mineral salt deposits.

104 105 MATERIAL SYSTEM
CRYSTALLIZATIONCONSTRUCTION THROUGH EVAPORATION 02.4.1
Result of Crystallization experiments using fabrics.
FIG.
02 02.4
02.40 MATERIAL EXPERIMENTS
Crystallization experiments are performed aiming at observing the crystal growth on surfaces when exposed to saline solutions.
The experiments are carried out on a variety of fabric meshes and 3d printed PLA meshes. The experiments on fabric meshes were soon discarded as fabrics would require additional support structures. The growth patterns were then observed on the 3d printed meshes.
A solution having 34% salinity, the salinity of the Dead Sea, is sprayed at intervals on the meshes of grid sizes varying from 5mm-10mm and are left to dry through natural evaporation. The formations of crystals are visible from the first spray. While comparing the results of the different meshes it is observed that the mesh size plays a vital role in surface creation. Furthermore the diameter of the elements also become crucial to maintain the surface tension which is responsible to retain the droplets of the solution which further evaporate to form crystals. However at a large scale the principle of surface tension retaining solution becomes redundant.
Translucency or Translucidity is a property of salt. It is a physical property of the material that allows light to pass through diffusing it preventing the perception of distinct images.


The aim of this experiment is to observe the various degrees of luminance that a salt envelope could provide in relation to its thickness.10cm x 10cmsalt panels of thicknesses 2.5mm - 7.5mm are made using the material mixture and tested under natural and artificial lighting in day and night conditions. Though the exact value of luminance is not calculated for each panel, it provides a suggestion to a possible play of light and shadow that could influence varied spatial experiences and architectural quality of a space.




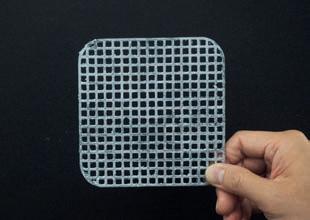
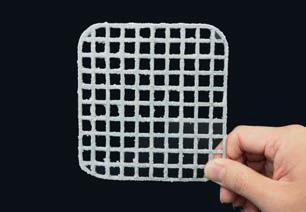
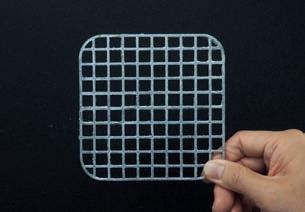
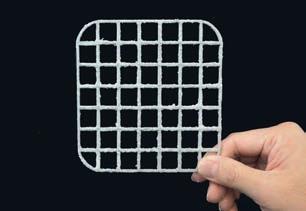
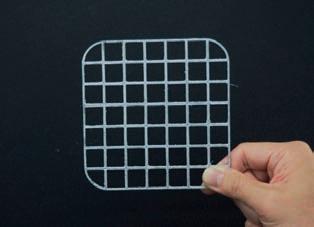

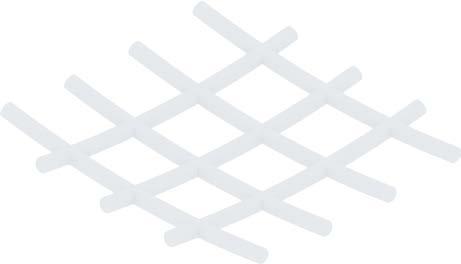
106 107 Surface Tension Fabric immersed in saline solution Saline solution mimmicking the salinity of the Dead sea350g/l
Removed and left to dry naturally
CRYSTALLIZATION EXPERIMENT-FABRICS
02.4.1.a
CRYSTALLIZATION EXPERIMENT-MESHES
02.4.1.b
Crystallization tests using fabrics Diagram showing surface tension.
FIG. 02.41
Crystallization Test using Meshes of varying sizes- 15mm,10mm & 5mm
FIG. 02.42 Panels made using salt Showing quality of translucency in variouspanel thicknesses in both day and night conditions.
FIG. 02.43
Crystallization test - fabrics
Crystallization test - Panels
Crystallization test - meshes
The initial ambition of creating a structurally sound material system using locally sourced and harvested salt in desert regions has been accomplished. Employing the combination of disparate prototyping techniques various physical forms of the raw material available on site are exploited to contribute at defined stages of fabrication. Other innate properties of the material have been used to create unique environments and varied spatial qualities. The advantages and limitations of the developed material system are discussed below.
Firstly, the created building material consists of a simple mixture of environmentally conscious and economic raw materials. Salt, the principal raw material, which forms a bulk of the system have abundant readily available resources. It may also be locally harvested or grown thereby reducing transportation and construction costs.
The structural properties of the material are determined through physical tests. The compressive and tensile strength of the material are determined to be 5.44N/mm2 and 1.98N/mm2 respectively and can be compared to best quality brickwork. This provides a possibility for varied structural configurations.
Additionally, the combination of divergent prototyping techniques for construction provides a platform for the material to take on a productive and proactive role by using its inherent properties (the crystallization property of salt to create the building envelope through diachronic growth).
The translucent property of the material allows for varied spatial experiences in relation to environmental factors through the variation of densities in the structure.
The developed material system holds a strong relationship between its site and structure. The environmental factors such as high temperatures drive the development and growth of the material system in terms of structural strength and also in the formation of surfaces through evaporative processes.
Since relatively cheap, locally sourced and harvested salt is used for construction, the reliance on conventional construction products and expensive materials are significantly minimized.
Physical material tests prove that the material developed works effectively in compression and less in tension, therefore, compression based systems are resorted to decreasing flexibility in form finding processes.
Since robotic arms are proposed for fabrication, morphologies are confined to the buildable volume and reach of the robotic arm. Furthermore, in design, several assumptions of robotic fabrication were made. The robot kinematics and toolpath to be followed were not considered at the design stage.
Additionally, variations in densities of the structure are employed to tackle environmental factors making it computationally arduous.
Final geometry was not emerged from a GA process, instead it was predefined in the first step.
The constraints of the robot specifically the robotkinematics and robotic toolpath were not taken into consideration when designing the lattice structure. Linearity
108 109 SUMMARY
- structural performance : 01. Compression
Material
and
processes 02. Tension Initial Geometry parameters lengths, radius, height noyes Evaluation + + + Material - site : 01. Readily available resources 02. Reduced transportation cost + +Material - fabrication techniques : 01. Multi spatial printing 02. Digitalizing material 1. Viscocity 2. Length 3. Temperature Form Finding Process Fabrication Process materializing data 01. 01. 02. 03. 02. 03. Output Final Geometry Structure Environment [Fabrication]
discrete
Potential and limitations of the material system developed during the MSc. Phase POTENTIAL - MATERIAL SYSTEM POTENTIAL - INTEGRATED LOGIC LIMITATIONS OVERVIEW EVALUATION 02.5.1 02.5.1.a 02.5.1.b 02.5.1.c 02.5.2. MATERIAL SYSTEM EVALUATION - MSc. Phase 02.5 MATERIAL SYSTEM
RESEARCH
DESIGN AMBITIONS
This project now aims to understand suitable robotic fabrication strategies using the material data gathered through rigorous physical and digital experiments conducted during the MSc. Phase.
Thus far significant information of the material in terms of its structural performance required for digitizing the material has been gathered. Robotic construction schemes has been provided but without regard to the robot kinematics and without tested robot end effectors. Therefore, further research will focus on testing methods of fabrication and tool-path logics for effective multi axis spatial three dimensional robotic printing.
The research carried out to this point investigates the viability of using salt as a building material combining rapid and slow prototyping techniques by using salt for 3d spatial printing to create the primary structure over which the diachronic growth of salt crystals creates surface over a period of time.
Further research will focus on the 3d spatial printing strategies taking into consideration the robot morphospace and robot kinematics. End effectors for extrusion and heating will be designed to further understand possible tool-paths and the need of custom designed tool-paths.
The culmination of the MSc. Phase is a design of a lattice shell structure through the spatial printing of a salt mixture. The proposal must be revised taking into consideration several robotic and material constraints. A suitable tool-path will be designed for the material developed.
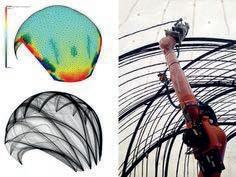
Discretizing and combinatorial logics will be thought of to have greater control over the printing process even at a micro scale. Strategies will be developed at various scales (micro, meso and macro) to tackle the fabrication and aid the design process. A set of digital experiments will be carried out to better understand densities and variation that maybe used advantageously for site, structural and environmental criteria.
The ambition is to develop a system that integrates slow and rapid prototyping techniques using locally sourced and harvested salt in the Dead Sea region creating permanent and temporary spaces.
A system that encompasses material properties, material logic and is responsive to structural and environmental requirements presenting possibilities of indeterminate growth changing the dynamics of a space over a period of time.
spatial extrusion buildable space robotic toolpath

CONTINUITY possible toolpath
voxelization
COMBINATORY LOGIC
CONTINUITY
MATERIALIZING DATA
materializing data space frame lattice cell sizes

ROBOTIC TOOLPATH SIMULATION
DISCRETIZATION
voxelization
voxel size orientation
FAMILY OF POSSIBLE TOOLPATH
constraints:
compression maximum length
GAMULTIPLE FITNESS
CRITERIA
COMBINATORY LOGIC
ROBOTIC TOOLPATH SIMULATION
POSSIBLE GEOMETRY
ENVIRONMENT
STRUCTURAL
ARCHITECTURAL PROPOSAL
110 111 DIGITIZING DATA
AND
02.6 Potential of development of the material system and the integrated logic
DIGITIZING DATA & FABRICATION STRATEGIES RESEARCH DEVELOPMENT DESIGN DEVELOPMENT ARCHITECTURAL AMBITION 02.6.1. 02.6.5. 02.6.2. 02.6.3. 02.6.4. SUMMARY FABRICATION SYSTEM
112 113 Methods 03.1 Data Collection 03.1.1 Physical Experiment 03.2 Design Exploration 03.2.1 Voxelization 03.2.2 Toolpath Design 03.2.3 Catenary Arch Network 03.2.4 Genetic Algorithms 03.3 Design Analysis 03.3.1 Climate Consultant 03.3.2 Solar Analysis 03.3.3 Shadow Analysis 03.3.4 Computational Fluid Dynamic 03.3.5 Structural Analysis
DATA COLLECTION
Material
material research - properties
case study - saltygloo
- palacio de sal - shiraz salt restaurant
physical experiment
- molding - manual extrusion
initial parameter investigation
OVERVIEW
Integration several design strategy in design process
As part of the process of exploring the nature and uses of salt as a sustainable building material, this chapter illustrates in detail the methodologies and tools used for research, system exploration and for the design process.
The methods defined in this chapter are described in three categories; Data Collection, Design exploration, Analysis and Evolutionary processes. These categories described in this chapter also provide a sequence of work flow. Furthermore, each technique is described so as to provide specific knowledge and reasoning for its selection and its contribution to the system exploration. Each method provides precedence to the following method employed and are interdependent.
This chapter provides also an overview of the processes and explorations described and implemented in the chapters to follow.
DESIGN EXPLORATION
physical experiment
- vertical extrusion
- horizontal extrusion
- spatial extrusion
voxel experiment
- GH Python
toolpath experiment
- Anemone plugin
catenary arch network
- Kangaroo - branching system
DESIGN ANALYSIS
+ EVALUATION
solar analysis - Ladybug plugin
shadow analysis - Ladybug plugin
computational fluid dynamic
- Autodesk Flow Design
Structural analysis - Karamba
METHOD
site research - history - tourism
Site Robotic Fabrication
robotic fabrication
- KUKA prc - KUKA KR30/60
- vertical extrusion
- spatial extrusion
Evolutionary Process
Genetic Algorithms [GA]
114 115
Methodologies used in Research. FIG. 03.1
FIG. 03.2
Diagram illustrating physical expeiments conducted in research
Slow and rapid prototyping experiments were used to understand the capacity and the possibility technique of the material. Molding experiment was used to identify the most suitable binder for the salt mixture. In parallel, various viscosity as well as extrusion technique were used to explore the limit of the material. Therefore, the results were calculated providing sufficient data for digitizing the material.
Controlling the movement of the robot
In this project, voxels were used to simplify the distribution of an unique data. Each voxel contained a specific data for a particular location. These data embedded in voxel contained several information such as structural performance, environmental factor, and degree of privacy.
PHYSICAL EXPERIMENT VOxelization process using Python Scripting In Grasshopper
FIG. 03.4
03.1.1 DATA COLLECTION FIG. 03.3 Tool-path design within a voxel space.
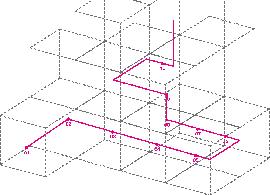
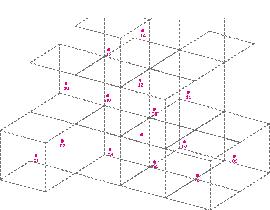
In term of robotic fabrication processes, the design of the robotic toolpath become important as it tries to simulate an eficient path as well as to void singularities. Several constraints such as starting point, selecting neighbours point, and maximum length are taken into consideration.
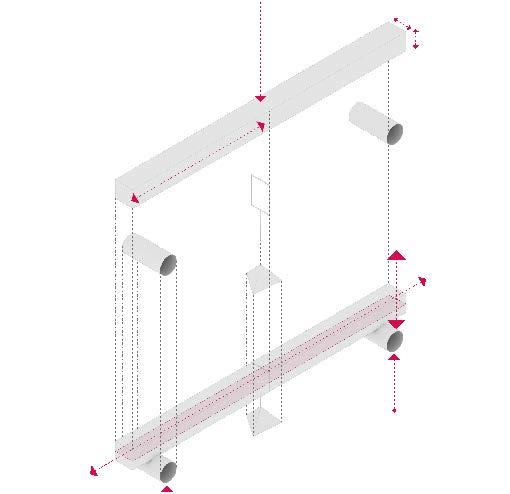
116 117
Input a unique data into a particular location
VOXELIZATION
03.2.1
TOOLPATH DESIGN
03.2.2
Understand the properties and the behaviour of the material DESIGN EXPLORATION 03.1 03.2 METHOD
Equilibrium state based on the relation between height, length, and the number of branching
Catenary arch network is the form finding process of the arrangement of a compression based network (branching) to achieve an equilibrium state of the model by experimenting the relation between height, length, and the branching number. “Kangaroo plugin”, a live physics engine based on spring system for form finding, simulation, and optimization, is used to simulate and analyzed this model.
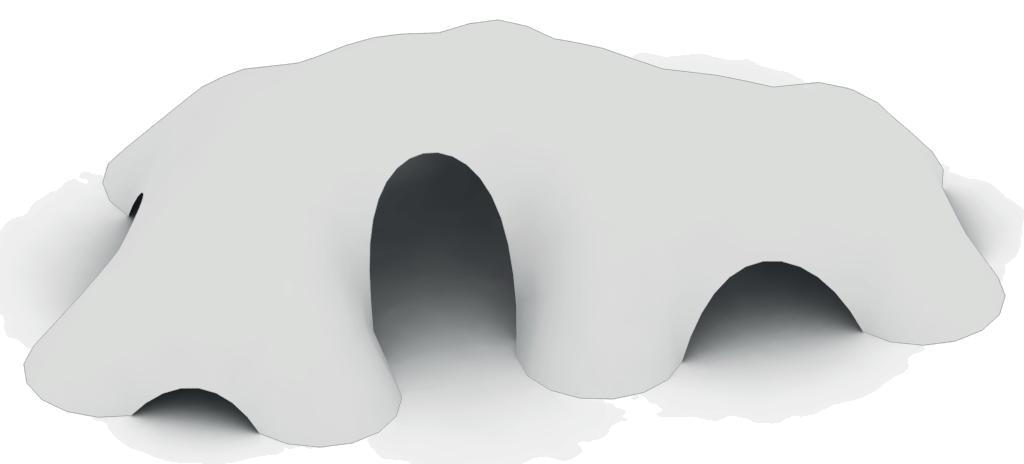
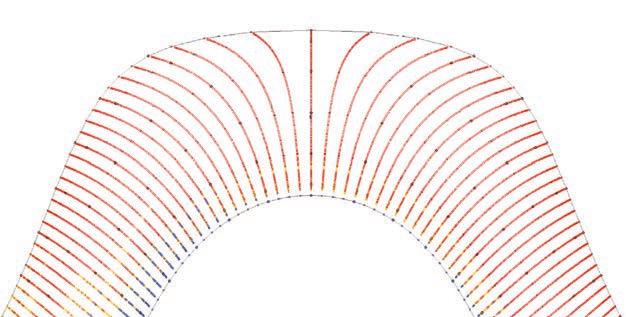
DESIGN ANALYSIS
Evolutionary algorithms / Genetic algorithms [GA] is an iterative process that produce a variation and distribution of phenotypes in multiple generations. Basically, two or more contradicted parameters are evaluated (minimum number of network with maximum structural performance) producing a series of solution called pareto optimals.
The advantages of multi criteria optimization is that this process producing not only a single result, but a range of solution, which give a designer a freedom to choose the fittest result.
CLIMATE CONSULTANT SOLAR ANALYSIS
surface by minimizing surface area which directly contacts to solar radiation
“Climate consultant” is a graphic-based computer program used for understanding the local climate by translating raw data into graphic display. A specific climate data of the Dead Sea has been analysed to inform further
In order to have a specific configuration of a form, overall building surface was analyzed using “Ladybug”, a grasshopper plugin which focusing on evaluating environmental factor, with a particular climate data of the Dead Sea.
118 119 METHOD
Multi criteria optimization CATENARY ARCH NETWORK GENETIC ALGORITHMS 03.2.3 03.2.4
Obtaining the information of local climate Evaluating the building
03.3.1 03.3..2
03.3 Graph generated using climate consultant software. FIG. 03.7 Branching system used to create a compression based system. Form finding using Kangaroo plug-in for grashopper. FIG. 03.5 Solar analysis using Ladybug Plug-in for Grasshopper. FIG. 03.8 Multi-criteria optimization of meshes. FIG. 03.6 analysis period hour 7am to 4pm day every 5 days (1,6,11,16,21) month every 3 months 10 Altitude Angle 0 Bearing Angle Noon 11 13 10 14 16 10 16 Dec Jun Sep Noon South West East 30 60 90 120 30 60 90 120 20 30 40 50 60 70 80 90 10 Altitude Angle 0 Bearing Angle Noon 10 14 18 16 10 11 13 Dec Jun March Noon South West East 30 60 90 120 30 60 90 120 20 30 40 50 60 70 80 90
In order to respond the high temperature of the Dead Sea area during a year, a shadow pattern analysis is carried out. The aim of this analysis is to gain a unique building pattern which has a maximum shadow area.
“Ladybug plugin” was used, then the output from that analysis was studied simultaniously with the solar analysis.
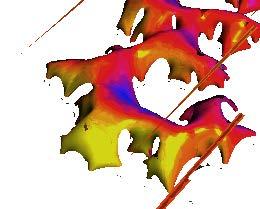
03.3.5
STRUCTURAL ANALYSIS
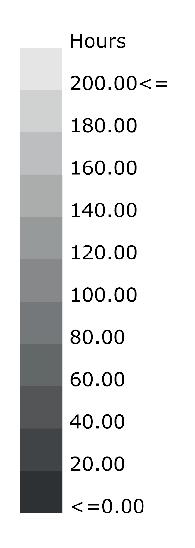
Structural optimization of the building by evaluating the number of networks and building height in relation to spatial requirements
“Karamba”, a plug-in for 3d modelling tool of “Rhinoceros”, is a finite element parametric structural tool which analyze a spatial trusses, frames, and shells. By applying a unique material properties and simple load cases such as self weight load and wind load, the structural capacity of the building can be simulated. Therefore, the output data such as stress lines, maximum deflection, and max compression and tension can be used for evaluation.
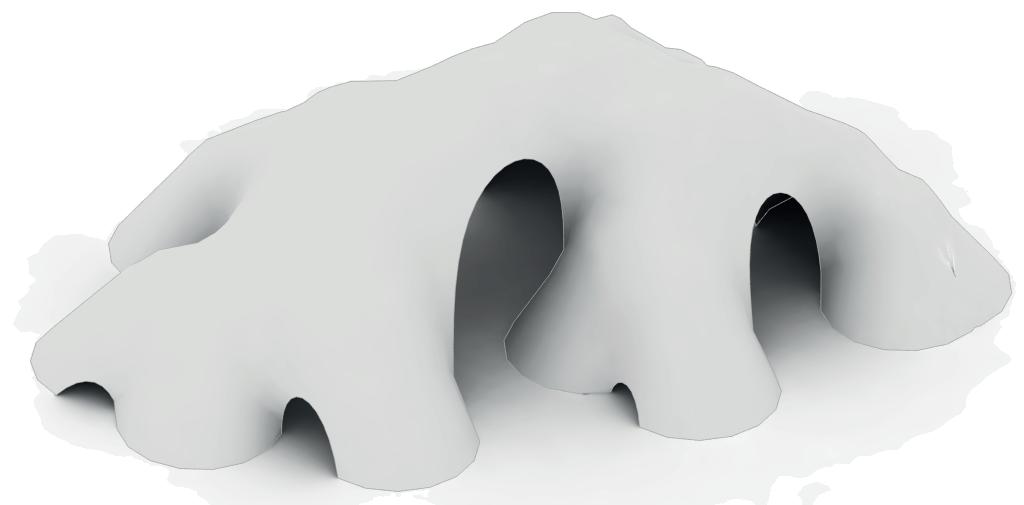
Computational Fluid Dynamic (CFD) uses a numerical analysis and algorithm to analyze a problem of fluid flows. By inserting a particular flow data, computer can calculate and simulate the interaction of fluid with surface defined by boundary condition.
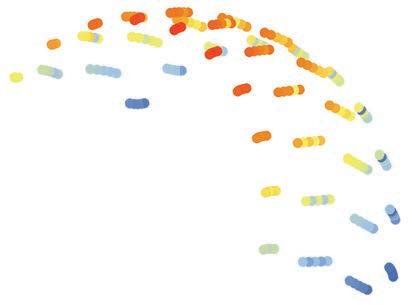
120 121
Environmental optimization of building configuration by maximizing shadow area Environmental optimization of building configuration by increasing the size of the opening toward wind source SHADOW ANALYSIS COMPUTATIONAL FLUID DYNAMIC 03.3.3
03.3.4
METHOD
Shadow analysis using Ladybug plug-in for Grasshopper.
FIG. 03.9
Structural analysis using Karamba plug-in for Grasshopper.
CFD
a
analysis period hour 7am to 4pm day every 5 days (1,6,11,16,21) month every months (1,4,7,10)
FIG. 03.11
analysis of
structure FIG. 03.10
122 123
Development 04.1 Design Ambitions 04.1.1 Design Ambition 04.1.2 Process Flow 04.2 Micro Scale | Tool-Path Development 04.2.1 Robot Morphospace 04.2.2 Designing an Efficient Tool-Path 04.2.3 Problem Faced in Robotic Fabrication 04.2.4 Possible Solutions 04.2.4.a - Continuity 04.2.4.b - Achieving Continuity - Using Spatial Curves 04.2.4.c - Properties of Spatial Curves/ Space Filling Curves 04.2.5 Controlling Spatial Curves 04.2.5.a - A) Using NURBS Curves 04.2.5.b - B) Voxelization -Discretizing Geometry/Spaces 04.2.5.c - C) Using Voxels as Bounds to Generate Spatial Curves 04.2.6 Toolpath Tests 04.2.6.a - Chosen Spatial Curve - 3D Curve Derived from 2D Truchet Pattern 04.2.7 Creating a Rule Set 04.2.8 Voxel Data - Tool Path Types 04.3 Micro Scale | Material Fabrication 04.3.1 End Effector Design and Development 04.3.1.a - A) The Extruder 04.3.1.b - B) The Heat Guns 04.3.1.c - C) The Flange Connector 04.3.2 Toolpath Optimization 04.3.2.a - Results 04.3.3 Physical Experiments - Problem Faced 04.3.3.a - A) Limitations of the End Effector 04.3.3.b - B) Limitations of the Material
Research
The ambition is to employ a design process that integrates the material developed, the fabrication processes, environment, structure and the resulting architecture. This is aimed to be achieved by understanding the materials performance, the printing techniques required and the robotic constraints to derive a suitable structural logic that responds to environmental factors generating a novel architectural typology. Each factor contributes significantly to the overall process and the result of the process is the interaction of these distinct factors.
Architectural
1. site 2. programs
3. requirements
Environmental
1. solar analysis
2. wind analysis
Integrated Design Process
1. salt
2. crystallization
3. extrusion
4. spray system
1. robotic set up
2. end effector
3. toolpath
4. robot morphospace
Structure
1. compressive strength
2. tensile strength
3. FEM
4. space structures
5. self supporting
6. load path
124 125
Material
Fabrication PERFORMANCE
SEQUENCE FORM LATTICE FORMATION NEW STRUCTURAL SYSTEM SPECIFIC PRINTING TECHNIQUE MATERIAL PERFORMANCE ROBOTIC CONSTRAINT NEW TYPOLOGY APPLICATION SCENARIO STRUCTURAL LOGIC
04.1.1 Chart showing the design ambition. FIG. 04.01
04.1
DESIGN AMBITION
DESIGN AMBITIONS
01. Micro Scale
Fabrication
1. Robot morphospace
2. End effector
3. Toolpath
4. Robot set up - speed - axis
02. Meso Scale
03. Marco Scale
04. Architectural Design
Architecture
Material
1. Viscosity
2. Hardening time
3. Heat Required
Fabrication
1. Toolpath combinations
2. Data Sets
3. Patterns
Structure
1. Compressive strength
2. Tensile strength
3. Self supporting
4. Load path
Fabrication
1. Robot placement movable/stationary
External Factors
1. solar analysis
2. wind analysis
Structure
1. Configurations
2. Variations
1. Site
2. Programmes
3. Requirements
04.1.2
PROCESS FLOW
The research process is divided into three scales micro, meso and macro each focusing on material, fabrication and structure which cumulatively contributes to the architectural design.
126 127
Chart showing the process flow.
04.02
FIG.
MICRO SCALE | TOOL-PATH DEVELOPMENT

ROBOT MORPHOSPACE 04.2.1.
Overview
When using robots for fabrication, it is necessary to understand the robot morphospace. It may be simply described as the robotically fabricable space. Understanding the kinematics of robot fabrication provides a range of applications that can help develop novel construction techniques beneficial to architectural design.
The increased potential in the morphological differentiation of building elements in relation to the machine constraints can be described as a machinic morphospace in reference to theoretical morphospaces in biology. This methodology allows conceptualizing the design space of theoretically possible fabrication methods given the parameters of a specific machine configuration [1]
In research, understanding the robot morphospace
Therefore, before further investigation into the material and possible construction methods, the robot morphospace is thoroughly studied to help further the design process. The multi-axis robotic arm used for physical experiments is the KUKS KR 30-60 whose morphospace is described with the illustration.
Further, the morphospace and the kinematics of the robotic arm are visualized using the KUKA-Prc parametric robot control plug-in for Grasshopper in Rhino whose feedback allows for quick transition from the programming environment to the robot for fabrication.

128 129 815 850 350 983 158 -120 -135 35o 1446 2429 1480 2984 3795 145 -185 +185 2429 RESEARCH DEVELOPMENT
End Notes [1] Menges, A. “Morphospaces of Robotic Fabrication: From theoretical morphology to design computation and digital fabrication in architecture.” 2012. Wien: Springer.
Robot Morphospace diagram Elevation and Plan.
FIG. 04.03
04.2
Robot Morphospace Robotically fabricable space
The integration of multi-functional kinematic machines into creative processes allows a designer a high degree of customization[1] enabling innovative design. Designing an efficient tool path is pivotal in Robotic Fabrication processes. This tool-path design has a direct impact on construction time, machine time and the amount of material used.
It is therefore not so much a workflow that realizes a finished 3D data, rather a process that has to be implemented at early stages of design by the designer. In return, it gives the designer the ability to move past the predefined strategies of CAD-CAM (Computer Aided Design / Manufacturing)[2] This is achieved by carefully considering and implementing the properties of tools the machines in addition to the properties of the material in use.
The aim of this research on robotic tool-paths is to help understand and utilize the special properties of tool-paths to create complex geometries with structural integrity, minimum machine-time and wasted material using a multi axis (6 axis)
The design decisions taken during the MSc. Phase involves the 3D printing of a conventional lattice structure using a multi-axis robotic arm. When critically evaluating this material system, several problems with regard to fabrication and structure emerge.

Some of problems include:
- Tool-Path discontinuity (inefficient)
- Increased number of nodes (not suitable for the material developed)
- Singularities (Collision in fabrication) and

- Sharp Angles (not suitable for the material developed)
130 131 RESEARCH DEVELOPMENT
Initial geometry Sharp angles (not suitable for the material developed) (not suitable for the material developed) (Collision in fabrication) (explored during the MSc. Phase) (inefficient) Tool-path discontinuity Increased number of Nodes Singularities Evaluation of structure designed during the Msc. Phase issues faced. FIG. 04.04
POSSIBLE SOLUTIONS
Possible solutions to problems faced in regard to the material developed and robotic fabrication
04.2.4. 04.2.4.a
CONTINUITY
Advantages and requirements of a planned continuous path
Some of the possible solutions to these problems faced in fabrication and structure include:
Continuity of tool-path within 3D space
Overlaps and bundles replacing nodes
Optimized tool-path considering the kinematic constraints of robotic fabrication (Robot morphospace and End effector) and
Cur ved edges
A tool-path should add to the advantages of robotic fabrication, creating an efficient, uninterrupted workflow saving time and reducing material wastage. This requires a collision free motion [4] from one point to another with a smooth transition between them. This can be achieved by adopting the path taken by continuous curves embedded in 3D space.


132 133 RESEARCH DEVELOPMENT Toolpath opt 01 Toolpath opt 06 Toolpath opt 11 Toolpath opt 16 Toolpath opt 21 Toolpath opt 26 Toolpath opt 02 Toolpath opt 07 Toolpath opt 12 Toolpath opt 17 Toolpath opt 22 Toolpath opt 27 Toolpath opt 03 Toolpath opt 08 Toolpath opt 13 Toolpath opt 18 Toolpath opt 23 Toolpath opt 28 Toolpath opt 04 Toolpath opt 09 Toolpath opt 14 Toolpath opt 19 Toolpath opt 24 Toolpath opt 29 Toolpath opt 05 Toolpath opt 10 Toolpath opt 15 Toolpath opt 20 Toolpath opt 25 Toolpath opt 30 E A C A C D E A C A C D E A C A C D E A C A C D E A C D A C D E A C D A C D Continuous Toolpath (Inscribed within a voxel space) Bundles Bundles Overlaps Types of possible connections
-
-
-
-
Step 01 Step 02 Step 03 Step 04 Checking the continuity of a toolpath in a unit triangular lattice.
04.05 Diagram illustrating the continuity of a tool-path in space. FIG. 04.06 Possible solutions to the problems faced in conventional lattice structure. FIG. 04.07 Continuous tool-path Possible solutions
continuity test - triangular lattice illustration of spatial tool-path within 3d space Possible solutions to problems faced in a conventional lattice structure
FIG.
Tool-path
Spatial Curves example Z curve FIG. 04.08 Spatial Curves example Hilbert Curve
ACHIEVING CONTINUITYUSING SPATIAL CURVES
Spatial curves are one dimensional curves oriented in three dimensions (three dimensional space). A curve is a generalization of a line whose curvature is not necessarily zero (Lockwood, P.), a topological space[a] which when individually connected to its neighbouring points forms a straight line but collectively adds up to a deformation on a global scale.
These curves are formed by points in space. These points may also be referred to as indices. Each index stores data corresponding to the object in space. These points also act as control points whose positions and rotations in space have a considerable effect on the curve generated through them.
Some examples of spatial curves are the Z-Order curve, the Hilbert curve, the Koch curve, the Moore curve and the Sierpinski curve. They are also referred to as “space filling curves”.
PROPERTIES OF SPATIAL CURVES / SPACE FILLING CURVES A) USING
Using B
CONTROLLING SPATIAL CURVES
Geometry Constructors: Creates new geometries, this is usually achieved by specifying the vertices (points or nodes) which will further define the shape produced.
Spatial Functions: Modify existing features to create new ones, for example by providing a buffer around them, intersecting features, etc.
A space-filling curve’s approximations can be self-avoiding.
Approximation curves remain within a bounded portion of n-dimensional space, but their lengths increase without bound.
A spatial curve maybe identified with its indices. A curve may have numerous indices defining its position in space making it rather arduous to control or manipulate. These curves maybe contolled or bound using the following:
a) NURBS and/or
b) Discretizing geometry or space
Therefore, NURB or Non-uniform rational Basis spline sare chosen as it is the best fitted and is the most appropriate choice of curve in comparison to other forms of curves to generate spatial curves. NURBS provide the required degree of freedom to manipulate and control the curve in space. This choice of curve reduces also the number of control points without affecting the degree of smoothness yet providing effective domain partition.
B2
C C2
B3 B
C
Hilbert curve - n=2 Hilbert curve n=1 Hilbert curve - n=3
Z- curve n=2 Z- curve - n=1 Z- curve - n=3 Spatial Curve eg.02 - Z- Curve Spatial Curve eg.02 - Hilbert Curve
B2 B
V2 V
V1
C4 B0
B V
B4
B
B3 B4
B
B2
B B0
B B Construction of curves
FIG. 04.10
FIG. 04.09 Comparison of types of curve construction methods.
134 135
04.2.4.b 04.2.5. 04.2.4.c 04.2.5.a
NURBS CURVES
Space-filling curves are special cases of fractal constructions.( Sagan, Hans (1994), Space-Filling Curves, Springer-Verlag,). spatial curves to generate continuous tool-paths Using NURBS to generate spatial curves Bezier curve Spline curve NURBS Curve
Types of voxel adjacencies
The three types of voxel adjacencies in 3D discrete space: (a) 6-adjacent to the voxel at the center (not seen), (b) 18- adjacent to the voxel at the center, (c) 26-adjacent to the voxel at the center.
04.2.5.b
B)
VOXELIZATION
DISCRETIZING GEOMETRY / SPACES
Discretization and framing bounds
A voxel (‘vox’ – volume and ‘el’ – element) represents a volumetric data in three dimensional space. It is essentially a pixel in three dimensions. A single volumetric element when examined might not be relevant, but when read based on its position in space with relation to relative voxels plays a significant role in reading the space as a whole.
Voxelization has a wide range of applications, from gaming to rendering to creating simulation and terrain visualization. Voxelization is the conversion of geometric objects from their continuous geometric representation into a set of voxels that best approximates the continuous object. The voxelization process does not render the voxels like pixels but merely generates a database of the discrete digitization of the continuous object [5]
This form of discretizing geometry provides uniform subdivision and distribution of data making data easy to manage and modify. The resolution of the object is based on the size of the subdividing voxels. Voxels provide the benefit of precision and depth of reality.
The elements of the voxel such as the vertices, edges and surfaces maybe selectively used as control points for generating the spatial curves and for curve fitting.
136 137
Edges Faces
voxels
Points
Elements of
(a) (b) (c) voxelization
object
space 2 x 2 4 x 4 8 x 8 Voxel resolution Volumetric displays using voxels to describe their resolution voxels voxels voxels Voxelization process FIG. 04.11 Types of voxel adjacencies. FIG. 04.12 Elements of a voxel. FIG. 04.13 Voxel resolution FIG. 04.14
Geometry/Space Voxelized geometry/space set of voxels that best approximates the
or defined
USING VOXELS AS BOUNDS TO GENERATE SPATIAL CURVES
This concept of voxelization is used in this research to subdivide space. Providing data in each voxel that when put together can be read as a whole. This process also helps working at a micro scale and discretizing geometry making it computationally efficient and manageable.
The space is first voxelized to create bounds within which further operations can take place. The elements of the voxel such as the vertices, edges and surfaces maybe selectively used as control points for generating the spatial curves and curve fitting [b] within which the curve can then be optimized to form the robotic tool path.
TOOL-PATH
Testing the performance of various spatial curves as tool-paths within the bounds of a voxel ( voxel space)
Several existing spatial curves and modified spatial curves are tested for its continuity, structural performance, printability and repetitiveness while looking out for singularities in the printing process. The curves are analyzed in detail and a suitable spatial curve which poses the most advantages and possibilities is chosen to be worked with further. A catalogue of the studies based on the tool paths are provided in the pages to follow.
End Notes
[1], [2], [3] Brell-Cokcan, S. and Braumann, J. (2014), Robotic production immanent design creative tool-path design in micro and macro scale [4] Strandberg, M. (2004), Robot Path Planning: An Object-Oriented Approach, Royal Institute of Technology (KTH) Stockholm, Sweden [5] Labs.cs.sunysb.edu. (2017). Fundamentals of voxelization. [online] Available at: http://labs.cs.sunysb.edu/labs/projects/volume/Papers/Voxel/.
[a] Topological space may be defined as set of points, along with a set of neighbourhoods for each point, satisfying a set of axioms relating points and neighbourhoods (Schubert, 1968).
[b] Curve fitting is the process of constructing a curve, or mathematical function, that best fits to a series of data points, possibly subject to constraints. Curve fitting can involve either interpolation, where an exact fit to the data is required, or smoothing (Arlinghaus,S. PHB Practical Handbook of Curve Fitting. CRC Press, 1994).
138 139 0 1 2 3 4 5 6 7 3 0 2 1 7 8 9 10 11 4 6 5 0 1 2 3 4 5 6 7 3 0 2 1 7 8 9 10 11 4 6 5 0 1 2 3 4 5 6 7 x x x 0 1 2 3 4 5 6 7 √2x √2x 0 1 2 3 4 5 6 7 √2x √2x
Vertex index Vertex Start vertex End vertex
TESTS 04.2.5.c 04.2.6.
Integration of spatial curves and voxels
Control points in a voxel space FIG. 04.15
Detailed Voxel space Contol points within a unit voxel















































140 141 plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view view plan elev plan elev view plan elev view plan elev view plan elev view plan elev view view view plan elev plan elev plan elev Type 01 Test 01. 02. 03. 04. Type 02 Type 03 Type 04 Combinations of Type 05 Type 06 Type 07 Modified Hilbert Curve Edges + Face Diagonals Edges + Axial Diagonals Modified Z Curve Continuous, Structural, Repetitive, not Printable Continuous, not Structural, Repetitive, not Printable Continuous, not Structural, Repetitive, not Printable Continuous, not Structural, Repetitive, not Printable RESEARCH DEVELOPMENT Toolpath tests part01) FIG. 04.16 Tool-path tests Tool-path tests



































142 143 Type 01 Test 05. 06. 07. 08. Type 02 Type 03 Type 04 Combinations of Type 05 Type 06 Type 07 view view plan elev plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev view plan elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev plan view elev Axial Diagonals Bezier connecting opposite edges Bezier connecting face diagonals From 2d Truchet Pattern Continuous, Structural, Repetitive, Printable Continuous, not Structural, Repetitive, Printable Continuous, not Structural, Repetitive, Printable Continuous, not Structural, Repetitive, Printable RESEARCH DEVELOPMENT Toolpath test part02) FIG. 04.17 Tool-path tests Tool-path tests
04.2.6.a
Possible Paths
CHOSEN SPATIAL CURVE
3D CURVE DERIVED FROM 2D TRUCHET PATTERN
Choice of spatial curve and its advantages Types of Connections
The tool path derived from the 2D truchet pattern is chosen to be worked with further in research for several reasons. Some reasons include the overlaps and bundle formations which replace nodes. As discussed earlier the presence of nodes is not suitable for the material developed.
Additionally the pattern can be converted into a tool-path with ease, when tested and visualized as a tool-path using KUKa prc (parametric robot control) a plug-in for Grasshopper in Rhinoceros 5, no singularities (collision – collision of tool-path, collision of tool head or restrictive movements of the robot arm) arise. Furthermore, this pattern can aid various movements. As the connections are based on the faces, various iterations for paths to be taken with a voxel space can be obtained. The pattern also provides for various opportunities in design.

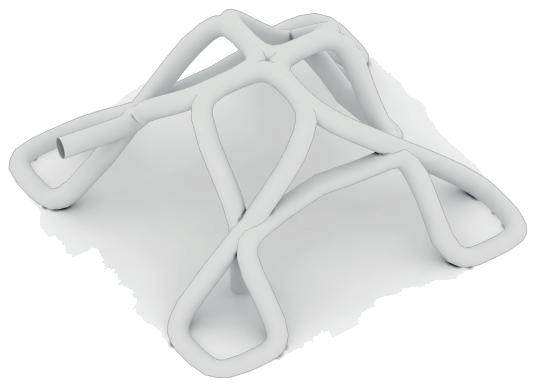
1st sequence
2nd sequence
3rd sequence
CREATING A RULE SET
Rule sets are formulated at a micro scale to provide an order to the tool path generation process and to aid and ease the computational processes. These rules sets are based on the types of connections to be made between a unit curve within a voxel space to another.As described earlier, the spatial curve chosen to be worked with is a three dimensional curve derived from a 2d truchet pattern. The connections here are based on the faces. Using this information, the possible paths to be taken (based on movement) from the faces within a voxel space are listed out. There are four basic types of connections:
a) Bottom to side
b) Side to Top
c) Adjacent Sides and




d) Opposite Sides
These connection types help produce iterations of the spatial curves for various movements within a voxel space.
Types
144 145
bottom side
DEVELOPMENT
of Connections side - top adjacent sides opposite sides RESEARCH
Bundles
Overlaps
04.2.7.
Advantages of chosen curve type FIG. 04.18
Chosen spatial curve Advantages of the chosen spatial curve
be
Types of connections within a voxel space. FIG. 04.19
Types of Connections Connections determined by possible paths to
taken within a voxel space
04.2.8.

VOXEL DATA - TOOL PATH TYPES
Tool-path types based on formulated rule set





























































Based on possible connections within a voxel space, unique data is provided into voxels. The variations are based on paths to be taken and on the type of face connections.
The data embedded within the voxel suggests a specific movement eg. bottom to side, adjacent sides etc. Each data along with its rotations form a Data Type. Here 7 types of voxel data are realized.
146 147 Type 01a bottom side r1 r2 r3 r4 r5 r6 r7 r8 bottom side Type 01b r5 r6 r7 r8 r2 r1 r3 r4 side top Type 02a r1 r2 r3 r4 r5 r6 r7 r8 side top Type 02b r1 r2 r3 r4 r5 r6 r7 r8 adjacent sides Type 03a adjacent sides Type 03b opposite sides Type 04 r1 r2 r3 r4 r5 r6 r7 r8 r5 r6 r7 r8 r2 r1 r3 r4 r1 r2 r3 r4 r5 r6 r7 r8 RESEARCH DEVELOPMENT
Design of tool-path types based on types of connections. FIG. 04.20
data provided into voxels based on paths to be taken within a voxel space
Data Types Unique
END EFFECTOR DESIGN AND Understanding the behavior of the material developed and the process required for the solidification of the material preliminary experiments were conducted as stated previously using a simple set up. The set up consisted of a caulking gun with an appropriate material feed and heat guns to thermoset the material as it is being extruded (or spatially printed).
Taking further this research, physical experiments were aimed to be achieved using a KUKA multi axis robotic arm. A suitable end effector (tool head) had to be designed and developed.
The process that was manually executed had to be automated integrating its functions into a tool head. This automation process brought in several parameters that had to be taken into consideration. The end effector had to be well designed and oriented to fit the robot arm flange.
The design of the end effector can be divided into 3 parts which fit together to perform the required task.

The 3 parts are:
a) Extruder
b) Heat guns and
c) Flange connector
149
nozzle 10mm o) flange plate connector pvc tube clamp 8mm OD, 6mm ID pneumatic air hose pipe 8mm push connector heat guns Exploded View End Effector Design Exploded view of End-Effector Design. FIG. 04.21 MICRO SCALE | MATERIAL FABRICATION 04.3
The main function of the extruder is to extrude the material mix through a specific nozzle. The material was manually pumped out in the preliminary experiments conducted using a heat gun. To automate this process, an air compressor is used. This requires the extruder to be made air tight to avoid any mishaps during the extrusion process. Precautions also needed to be taken to make sure the extruder is strong enough requiring the limit of the pressure to be tested beforehand.
The extruder (3mm thick PVC tube) is fitted with a 6mm push connector sealed into the extruder cap into which a 6mm pneumatic hose pipe is connected. The cap is removable and acts as a material feed. The cap is connected to the tube using a thread seal to ensure the tube is made air tight. A base plate with rubberized edges is used to push the material out the nozzle fitted to the other end of the tube using air pressure. Heat insulation tape is used to protect the nozzle.

150 151
A) THE EXTRUDER 04.3.1.a
pneumatic hose -6mm push connector-6mm sealant extruder container (air tight) (sealed using thread tape) extruder cover Extruder made air tight to use compresssed air for material extrusion Material Extruder Design details of material extruder. FIG. 04.22
Overview
B) THE HEAT GUNS
Heat guns are used in this process to thermo set the material as it is being extruded in space. During initial experiments the heat guns were manually held. To be used with the robotic arm, the heat guns are required to be integrated into the tool head to avoid discrepancies, to have greater control over the process and to avoid the manual labour involved. Therefore, the heat gun set up had to be modified to suit the requirements.
To do so, as heat guns of these specific requirements are not available commercially, the parts had to be refit manually to suit the end effector needs. Heat guns were purchased and removed from their casing. The wiring and the control of the heat guns were examined. To have both automation and control over the heat guns, provisions were made to fit the heat guns to the extruder while having manual control over the heating process.

The guns were re wired to position the switches and the heat modes to be controlled manually and the power supply was extended to aid with the kinematics of the robotic arm. The wires are then set in a casing. The decision of a manual control was made due to the paucity of time. Ideally, the controls maybe programmed to full automation using arduino boards and sensors.
C) THE FLANGE CONNECTOR
The flange connector is the piece that connects the extruder and heat gun set up to the flange plate of the multi axis robotic arm. The flange acts as the point of connection between the robot arm and the tasks to be accomplished. The orientation of the robot is based on this connection making it pivotal to the printing process.
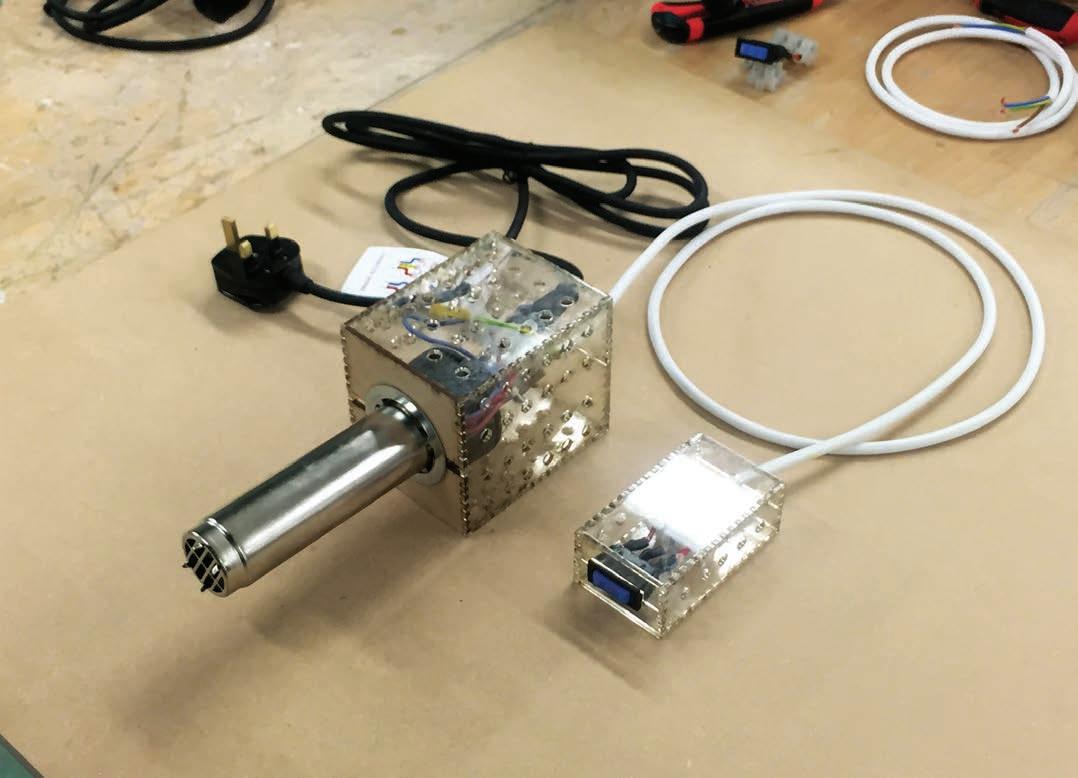
A flange connector is custom designed for this end effector. The parts were then 3D printed for higher accuracy and flexibility in design. The connector consists of base plates to which a joint is designed to hold two clamps of which one is made adjustable for the varying needs of the extruder. The clamps hold the extruder in place.
An additional set up is built for the extruder to hold the heat guns in place at the angle required and at the distance required from the nozzle. This tool head is then bolted to the flange plate of the robot to conduct the physical experiments.

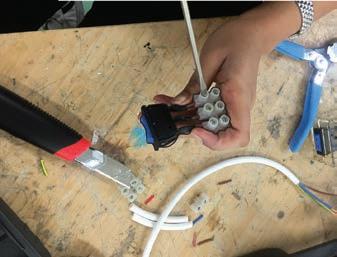
152 153
heat gun nozzle casing power controlmanual switch extended cable
04.3.1.b 04.3.1.c
Overview
Overview
Heat gun modified to fit the needs of the End Effector
Heat gun nozzle removed from casing to be re-fit The swictches and heat settings modified to be contolled manually from afar off Cables extended to aid the kinematics of the robot arm
Heat Gun and Control switch
Heat gun nozzle removed from casing Controls re-wired Cables extended
Process of modifying heat guns required for End-effector.
FIG. 04.23
Details of modified heat gun.
FIG. 04.24
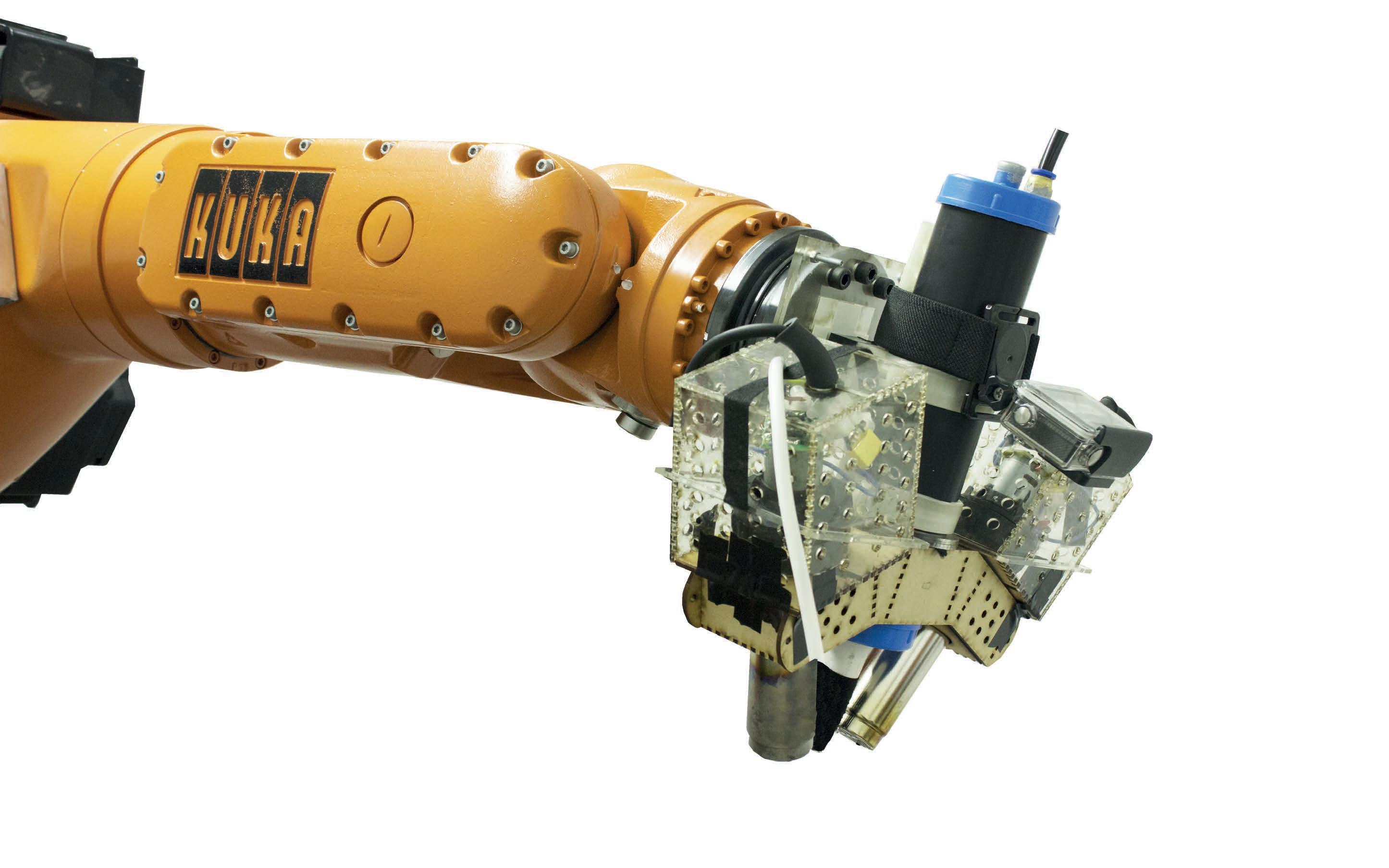
154
PVC Tube
Go Pro
Clamp
04.25
Pneumatic
air
hose pipe
End-effector fitted onto a robotic arm. FIG.
Tool-path showing areas prone to collision during fabrication Simulation Axis graph
OPTIMIZATION RESULT

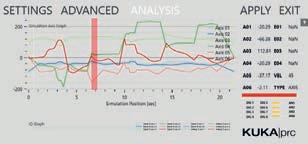


TOOL-PATH
Overview Overview
The aim of this experiment is to design and simulate the tool-path movement. Several inputs were added such as robot speed, refill position, and refill sequence. However, the main problem faced with this process is the singularities and collision of the robot arm. In order to avoid those issues, optimization process was undertaken.
Angle of the end effector at specific points compose the gene pool. There are 5 specific locations where collisions are likely to happen. This occurs when two or more path bundle together.
10 generations are run to optimize the tool-path where every generation produces 10 phenotypes. The graphs as shown above graphs show the axis values against time. From generation 4 to 8, we can see that the orange colour indicates the presence of both singularities and collision. In G10.2, there was no collision but we can spot drastic changes in the green axis that indicates the possibilities of singularities.
Finally, the G10.7 shows the best solution for the tool-path simulation because there is indicating no singularities and collision. A series of toolpath simulation was produced and proceed for further physical experiments with the robotic arm.



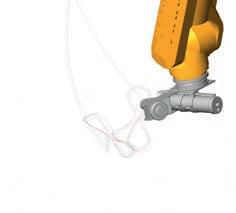




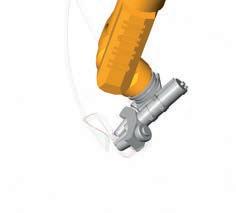

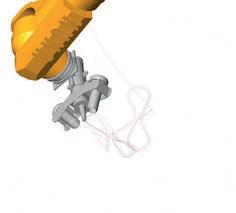

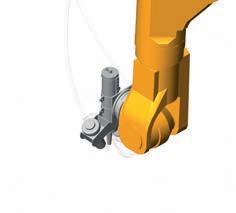

The graph shows the robot axis movement and that the toop-path generated is void of singularities
156 157 04.3.2. 04.3.2.a G04.1 G07.7 G08.6 G10.2 angle 01 128 degree angle 02 -47 degree angle 03 135 degree angle 04 -141 degree angle 05 218 degree angle 01 128 degree angle 02 -47 degree angle 03 -83 degree angle 04 123 degree angle 05 -103 degree angle 01 327 degree angle 02 56 degree angle 03 -83 degree angle 04 123 degree angle 05 -103 degree angle 01 180 degree angle 02 -27 degree angle 03 -83 degree angle 04 123 degree angle 05 -103 degree angle 01 angle 02 angle 03 angle 04 angle 05 angle 01 205 degree angle 02 -103 degree angle 03 218 degree angle 04 -180 degree angle 05 218 degree 0 -200 axis 01 axis 02 axis 03 axis 04 axis 05 0 5 10 15 Simulation Axis Graph 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 Axis values against time - axis graphs of selected phenotypes
b)
04.26
Simulation
the best
tool-path
Tool-path simulation using KUKA Prc
Simulation Axis graph a) Collison prone areas in the developed tool-path.
Simulation axis graphs of selected phenotypes. FIG.
Tool-path simulation Step by Step FIG. 04.27
axis graph of
performing
FIG. 04.28


Robot and End-effector oriented for the printing process.
FIG. 04.29
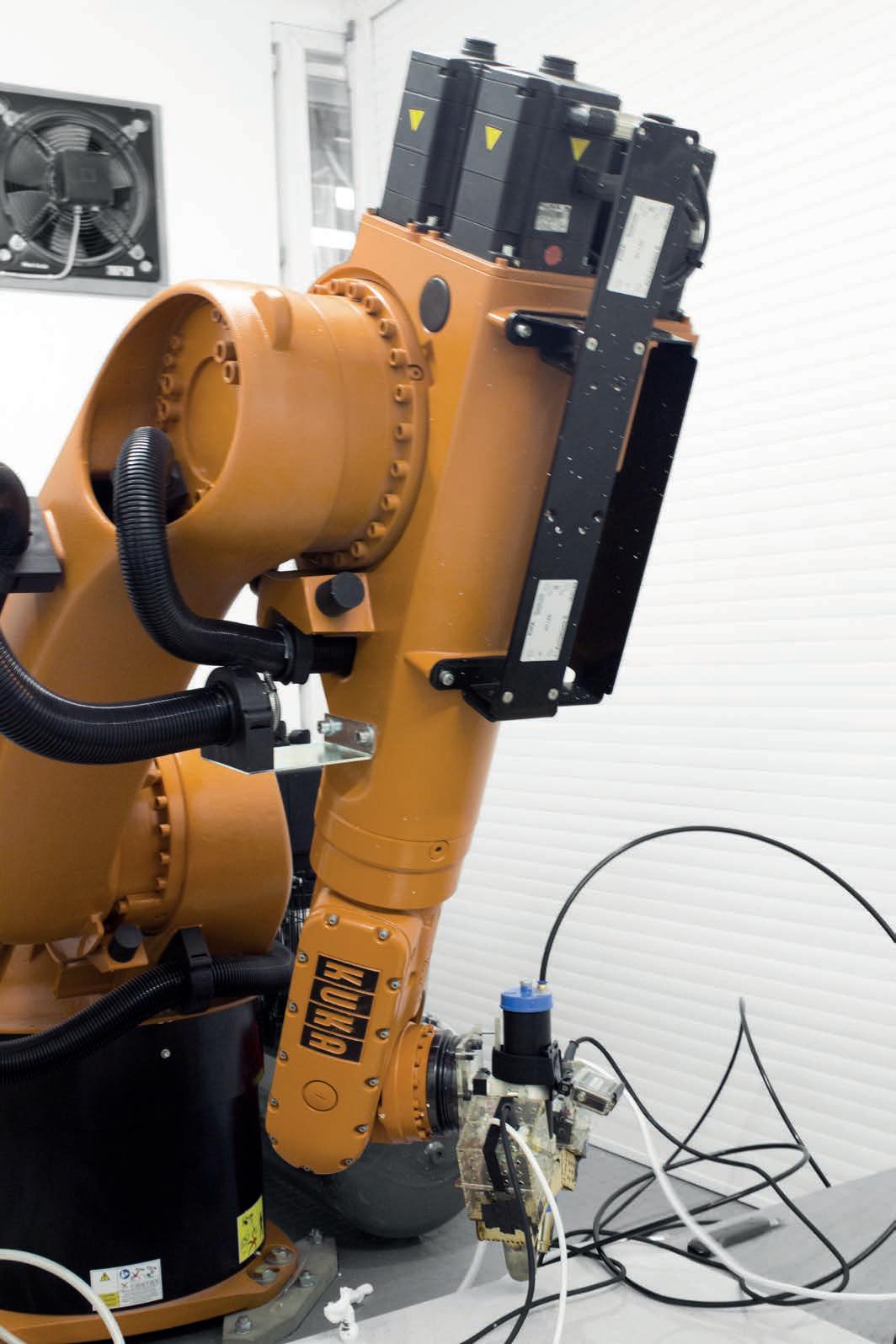

160 161
axis
Spatial printing of salt using multi
robotic arm.
FIG. 04.30
Spatial printing of salt in a curved toolpath using a robotic arm.
FIG. 04.31
The material was sensitive to the slightest variation in presssure causing either surges or discontinuous flow. These experiments helped understand the pressure required for the material. A limiatation was that the pressure was controlled manually requiring constant calibration making the process arduous.
experiment - failed
Understanding the material behaviour in extrusion, the next step was to understand the speed of the robot as both parameters have to work together. Here in this experiment we see that the robot speed was too slow for the extrusion, causing the extrusions to happen faster leaving no time for the material to set with the heat supplied.

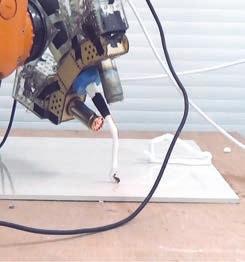
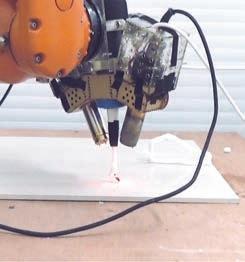

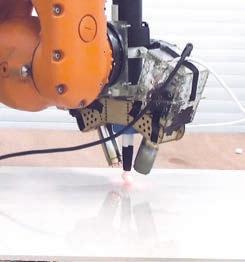


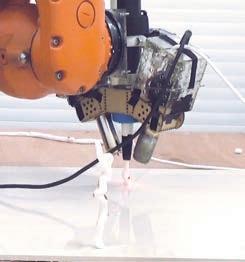
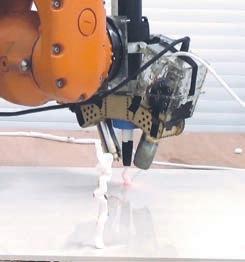
experiment - failed
The robot speed and the air pressure is calibrated for the third experiment. Here we see that the robot speed was too fast for the material extrusion causing the material to strectch decreasing the cross section of the extrusion and at a point breaking off







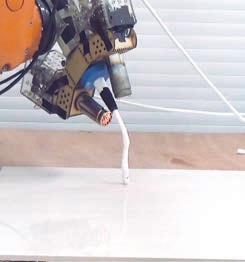
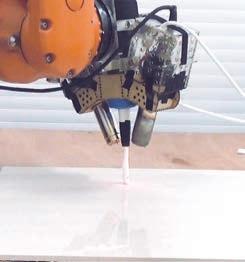
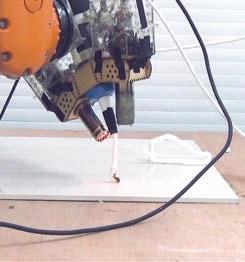
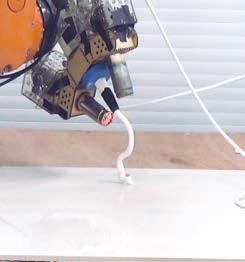

The robot speed and air pressure are calibrated using the results from the previous experiments. Here we see that the material extrusion and the robot speed work together in the spatial printing process, printing also along curved tool-paths.
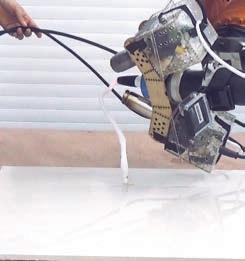

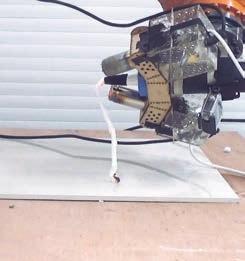
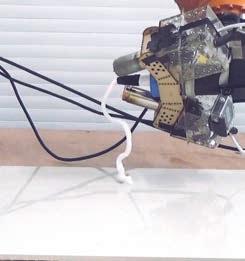
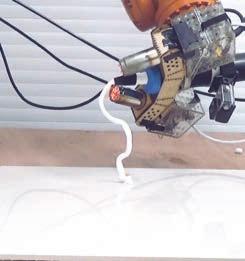


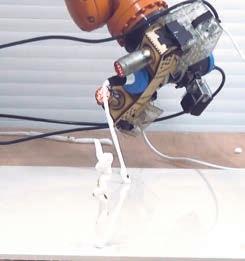
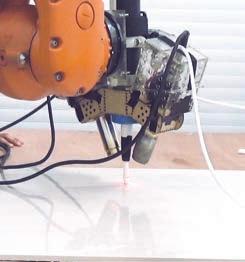
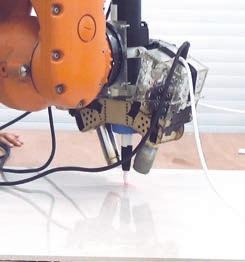
experiment - partially successful experiment - successful Series of experiments conducted for spatial printing.
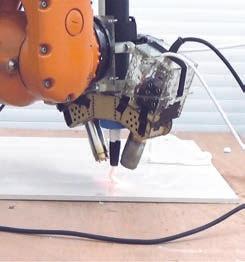
162 163 01 02 03 04 01 02 03 04 01 02 03 04 01 02 03 04 SPATIAL EXTRUSION TEST 01. robot speed 25% pressure 40psi SPATIAL EXTRUSION TEST 02. robot speed 10% pressure 30-35 psi SPATIAL EXTRUSION TEST 03. robot speed 25% pressure 25-30 psi SPATIAL EXTRUSION TEST 04. robot speed 10% pressure 20-25 psi 05 06 07 08 05 06 07 08 05 06 07 08 05 06 07 08
FIG. 04.32
a)Vertical Extrusion
b)Horizontal Extrusion
Though the physical experiments were successful printing the material along the designed curved tool-paths several issues were faced at the initial stages of the experiment. These issues faced during the fabrication process can be broadly classified into:
a) Limitations of the End effector and
b) Limitations of the Material
The end effector is efficient for vertical and horizontal extrusions.



The extrusions require uniform heating. For other curvilinear and angular extrusions a loss of heat or concentrated heating is observed due to positioning of the heat guns on the end effector resulting in certain parts of the extrusions getting burnt, while some parts have not set hard.

A possible solution would be to place smaller outlets for hot air around the nozzle for uniform distribution of heat and efficient extrusion of the material.
The salt mixture is extremely sensitive to the slightest pressure variations caused by the air compressor which affects during extrusion process causing surges or decelerated movement of the material whilst printing.
The calibration of the speed of the robotic arm in relation to the extrusion speed of the material becomes tedious to control through the manual maneuvering of the air compressor and its constant monitoring but is consequential to the printing process.
c)Angular Extrusion
a) Slump
Buring c) Breaking
164 165 PHYSICAL EXPERIMENTS –PROBLEMS FACED
LIMITATIONS OF THE END EFFECTOR
LIMITATIONS OF
MATERIAL 04.3.3 04.3.3.a. 04.3.3.b.
A)
B)
THE
Overview
effector is efficient for vertical extrusions Slightest increase in pressure causes material to surge out Lowered pressure with lowered robot speed and uneven heating may cause the material to burn Increased speed of the robot causes the material to break off while being extruded The heat from heatguns not fully incident on the extruded material
end effector is required to distribute heat uniformally without loss of heat
pressure and the robot speed requires constant calibration A certain amount of heat is lost. Requires the directing of heat.
effector is efficient for horizaontal extrusions
End
The
The
End
b)
of the End
of the Material Limitations of the end effector.
04.33
of the Material
04.31
d) Extrusions Limitations
Effector Limitations
FIG.
Limitations
FIG.
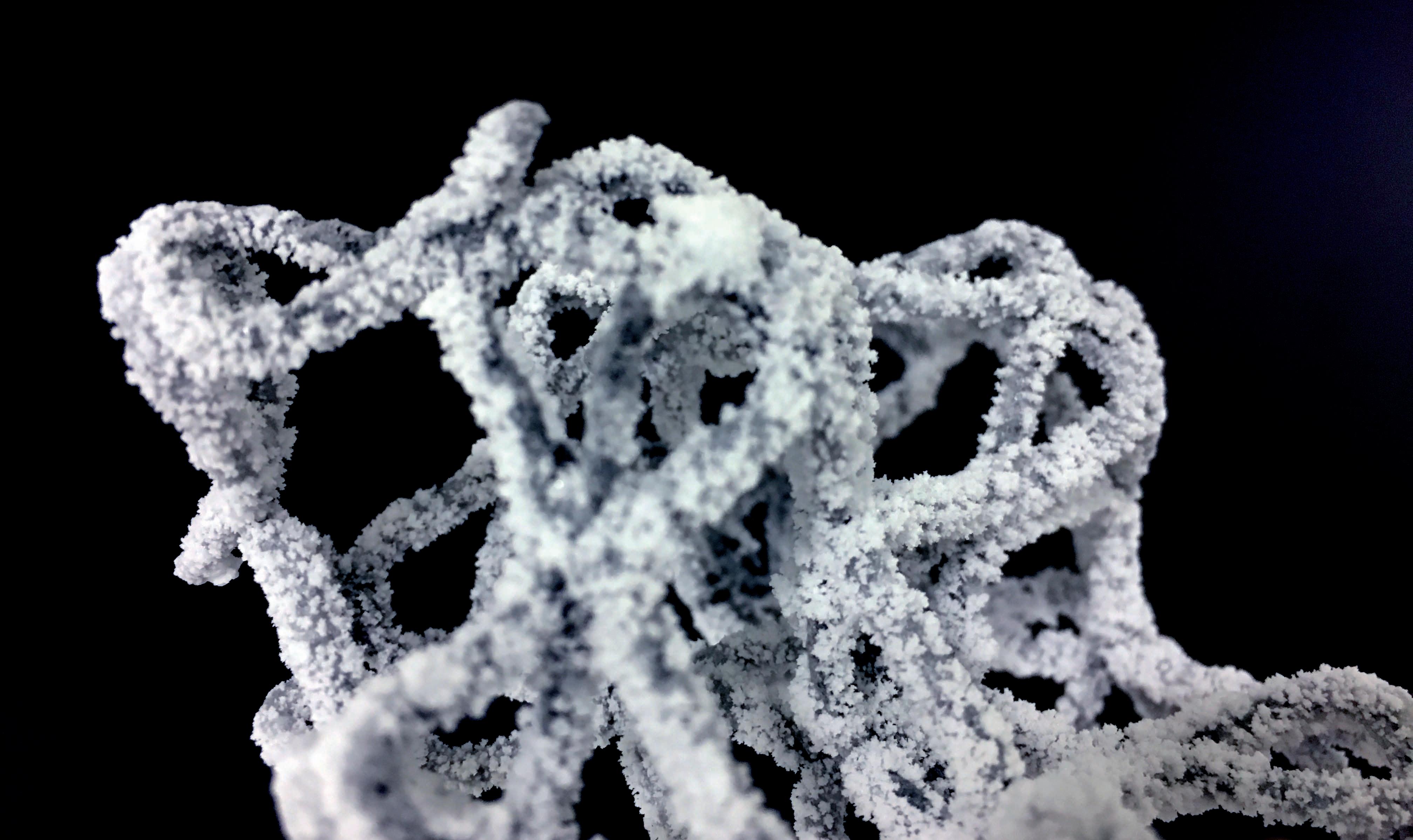
Crystallization experiment on 3d printed structure. FIG. 04.34
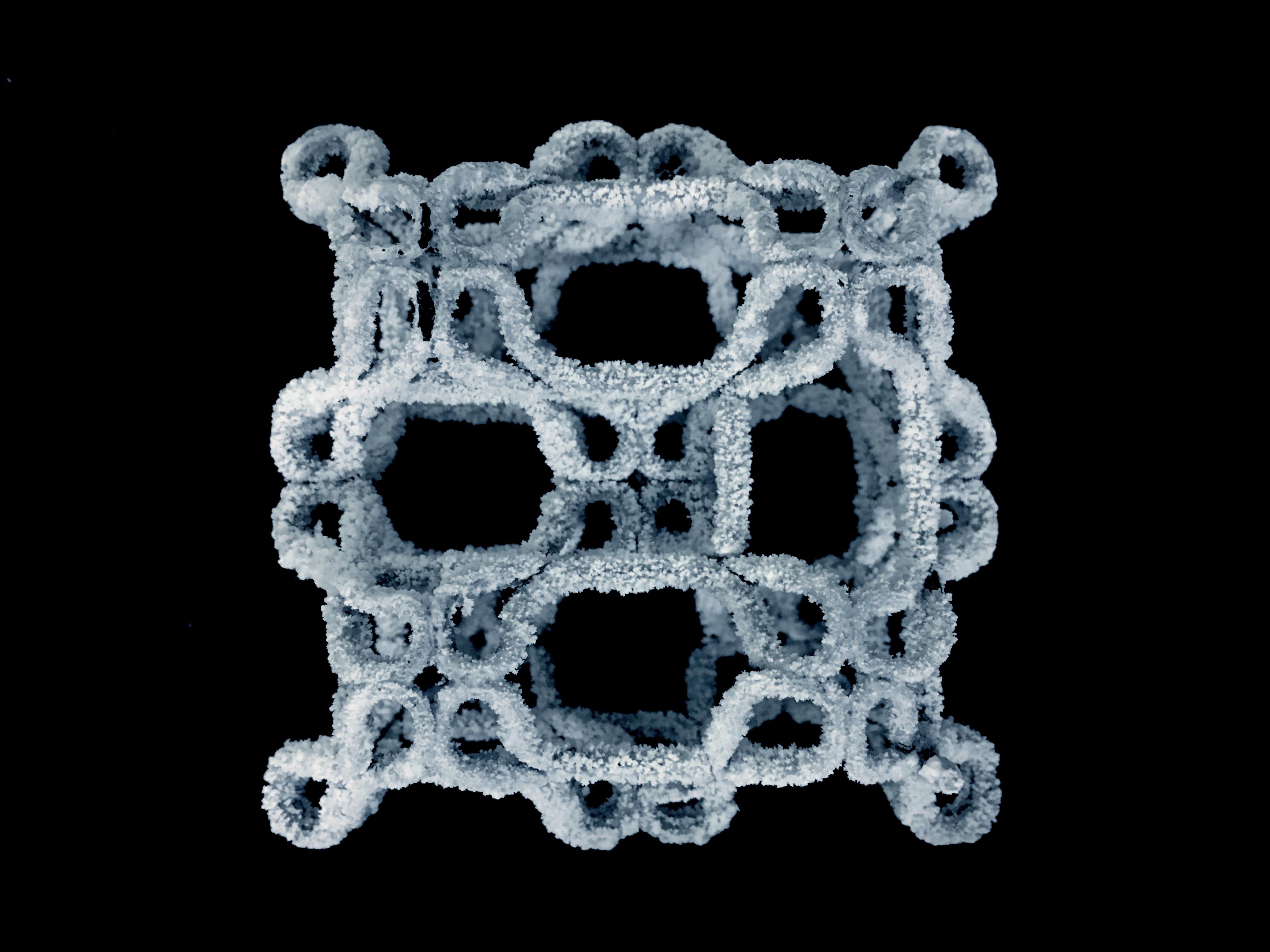
Crystallization experiment on 3d printed structure. FIG. 04.35
170 171
Development 05.1 Meso Scale | Design Development 05.1.1 Robotic Tool Path Design Micro Scale > Meso Scale > Macro Scale 05.1.2 Data Sets 05.1.3 Design of Denser 05.1.4 Variation 05.2 Meso Scale | Construction Strategies 05.2.1 Robotic System 05.2.2 Construction LogicPlacement of Robots 05.2.3 Form Finding 05.2.4 Design Distribution 05.2.5 Environmental Analysis 05.2.5.a - Solar Analysis 05.2.5.b - Shadow Analysis
Design
MESO SCALE | DESIGN DEVELOPMENT


This section of the research elaborates further the design development process.
Tool-paths at a micro scale (within a unit voxel space) are developed based on several criteria creating micro structures. These paths (structures) can be combined with each other in several ways to reveal meso scale structures with varying patterns. Further combinations of meso scale structures can form macro scale structure which can make up spatial and volumetric structures which can be made responsive to structural and environmental factors.
This design process can be considered an “intelligent robot tool-path design” extending from a “micro” scale structure derived from tool-path fragments to a ”macro” scale tool –path design that results in highly efficient spatial structures.

The rule sets and data types formed are used to inform the parametric model. The model established makes possible the generation of various iterations making the structure responsive to its surroundings by modifying input parameters keeping in consideration the robot kinematics. This helps forming a feed-back loop for iterations and optimization [1]
End Notes
[1]
172 173 DESIGN DEVELOPMENT Data 01 Data Combination type01 Data Combination type02 Combinations Type01+Type02+type03 Voxel Space (read as a whole) Data Combination type03 Data 02 Data 03 (unique data distributed in each voxel) micro meso macro
ROBOTIC TOOL PATH DESIGN MICRO SCALE MESO SCALE MACRO SCALE
05.1.1.
Scales and Combinations of Data FIG. 05.01
Brell-Cokcan, S. and Braumann, J. (2014), Robotic production immanent design creative tool-path design in micro and macro scale
05.1
DATA SETS 05.1.2.

Formed by the combination of data types

Patterns formed by the varied combinations of data sets. Forming

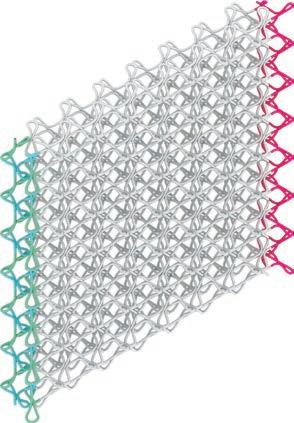
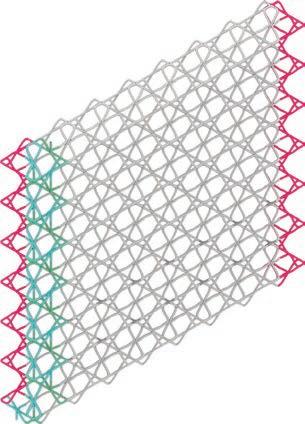






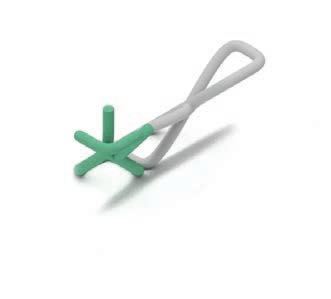
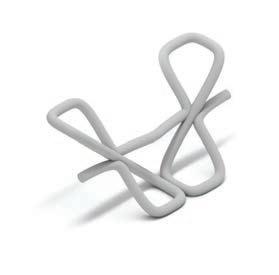

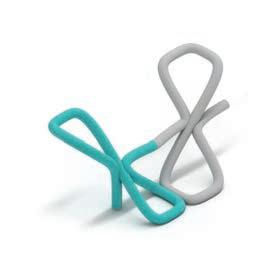
Data sets formed are by the combination of Data Types. These data sets are created based on paths within a voxel space. These data seta can be combined to form various patterns and densities based on requirements.


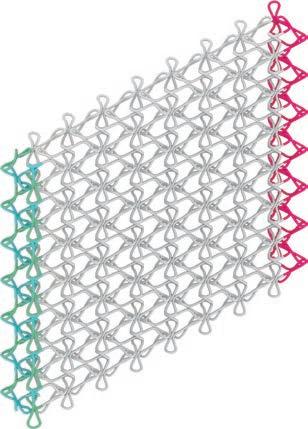
The data sets can be combined in a number of ways producing various distinct results. This process of creating data sets help in predetermining the type of data that is required in a specific voxel (eg: corner conditions). This process also helps to ease the computational process. There are 7 data sets formed from the 7 data types based on possible requirements. Figure (fig05.3) illustrates some possible patterns formed by the combination of data sets.

174 175 Data Types Data Sets Set01 Type01a+Type04 Type01a+Type04 Type01a+Type04 Type01a+Type04 Type01a+Type04 Type01a+Type04 Type01a+Type04 Set02 Set03 Set04 Set05 Set07 Set06 Type 01a Type 01b Type 02a Type 02b Type 03a Type 03b Type 04 RESEARCH DEVELOPMENT
Data Sets created from Data Types based on possible paths to be taken within a voxel space. FIG. 05.02 Various Patterns achieved by the combination of Data Sets. FIG. 05.03
Achieved by varying combinations of
Data Sets Patterns
data sets
Exploring possibilities of creating variation in the structure, it is seen that more variations of tool-paths are required, specifically, tool-paths of higher densities. This is required at regions or voxel spaces where the previously designed tool-paths do not hold good for structural performance.





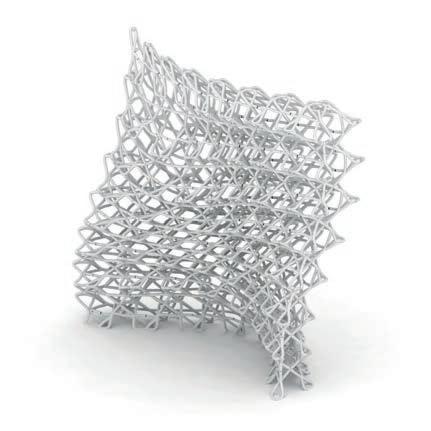
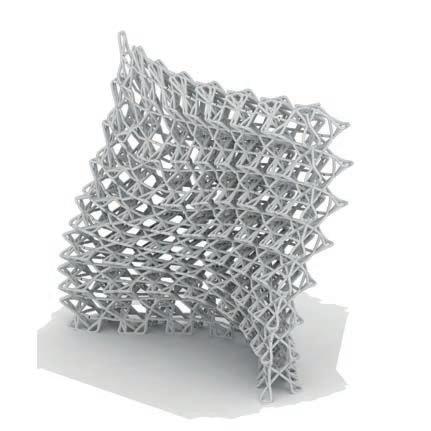
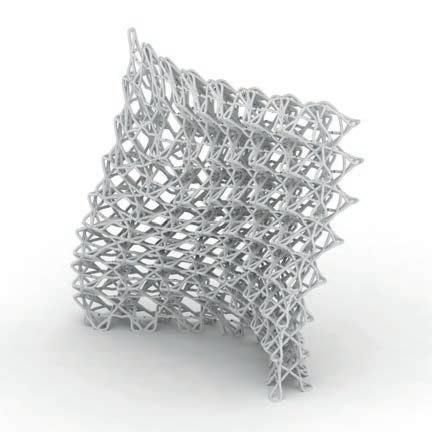

































Therefore, denser tool-paths are designed. This is achieved by adding to the number of fragments that make up a tool-path within a unit voxel space. Special importance is given to maintaining the bundle and overlap joints and to avoid the formation of nodes.
As designed with the initial low density tool-paths, the high density toolpaths are also designed keeping in mind the types of connections to be made within a voxel space. The above figure (fig05.5) shows walls made up of tool-paths of varying densities.

176 177 DESIGN DEVELOPMENT bottom - side bottom - side opposite sides opposite sides r1 r2 r3 r4 r5 r6 r7 r8 r5 r6 r7 r8 r2 r1 r3 r4 r1 r2 r3 r4 r5 r6 r7 r8 r1 r2 r3 r4 r5 r6 r7 r8 Type 05a Type 5b Type 06a Type 06b Additional Data types tool-paths) for variation in Densities. FIG. 05.04 Walls of varying tool-path densities. FIG. 05.05 Tool-path density type 01 Tool-path density type 02 Walls of varying tool-path densities Tool-path density type 03 r1 r2 r1 r2 r1 r2
OF DENSER TOOLPATHS 05.1.3.
DESIGN
Design of Denser tool-paths
Providing
Methods
05.1.4.
VARIATION
Variation is required in the form to respond to structural, environmental and spatial requirements. Here variation is provided by 3 methods as described in the figure above (fig05.6). They are:
a) Denser Tool-paths




b) Morphing the voxel space and
c) A combination of methods (a) and (b)
Denser tool-paths provide variation at a micro level, where the tool-paths in itself are made denser by adding to the number of fragments that make

Creating variation in the structure making it responsive to structural, environmental and spatial requirements.

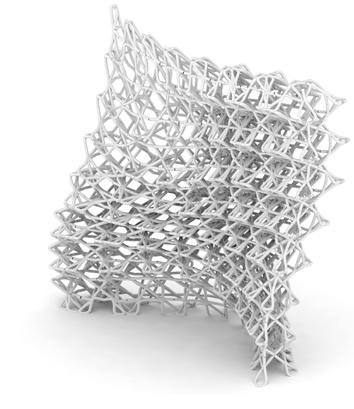
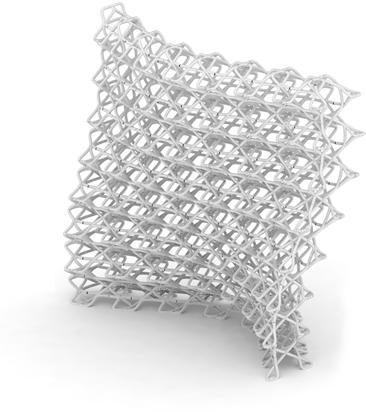
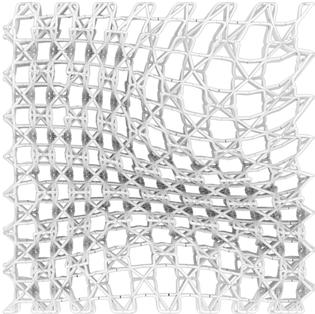
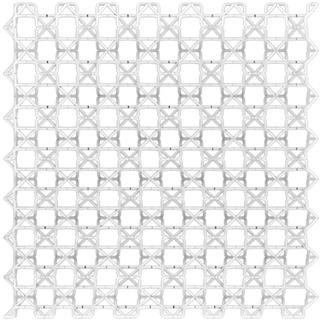
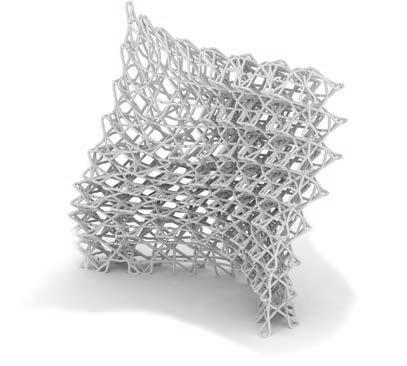
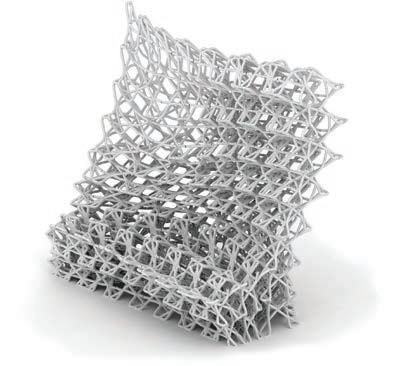
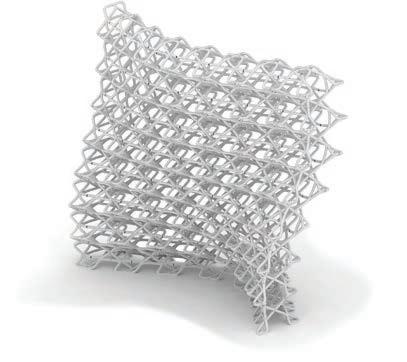
178 179 DESIGN DEVELOPMENT
Methods to achieve Variation.
FIG. 05.06
Variation created based on structural and spatail needs.
FIG. 05.07
Variation
a unit type. The latter methods provide variations at both meso and macro scales. Morphing the voxel space induces regional and global curvature but poses limitations in structural stability. Therefore, at a global scale variation maybe achieved by combining both denser tool-paths and morphed voxel spaces. The principal stress lines of the morphed space can be identified to plug denser tool-paths into the appropriate voxels creating structural stability. This process may also be used to provide variation responding to external environmental factors such as winds, solar radiation etc. Varied spatial types may also be derived from this process. used to provide variation
a) Denser tool-paths
a) Variation through Morphed voxel spaces
b) Morphing the voxel space
c) A combination of both (a) and (b)
b) Variation achieved by morphing the voxel spaces and by using denser toolpaths along the principal stress lines.
Methods
to provide variation
c) Variation tested by varying the number of voxels along the cross-section
Variation Tests
used
MESO SCALE | CONSTRUCTION STRATEGIES
As robotic arms are proposed for the construction process, defining a system becomes crucial to the workflow. The robot kinematics and the robot reach are the main parameters in consideration.
As seen in figure (fig05.8) the use of stationary robots pose several limitations. Firstly, it requires careful placement. The robots must be placed such that inaccessible spaces are avoided. This requires the overlapping of the robot workspaces. Consequentially increasing the number of robot required for a specific area to a large extent.
Therefore, alternatively moveable robots are proposed. These robotic arms are guided by a rail system increasing its reach, simplifying the workflow and reducing the number of collaborating robots in construction thereby also easing the computational process. The maximum height reachable by a robotic arm is 3.5m; this limits also the possible spatial morphologies. This limitation is addressed by mounting the robotic arm on scissor lifts. The working of this system is illustrated in the figure (fig05.9).



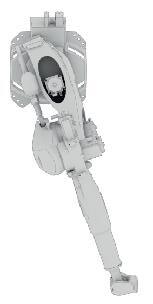
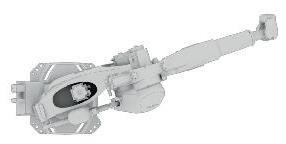


180 181 distance 7000 mm inaccessible space reduce working space area kuka robot KR90 R3700 maximum height 9.5 meters total height 14 meters scissor lift movable base integrated with rail system
Limitations of stationary robots.
FIG. 05.08
Proposed types of Robot systems for the construction process.
FIG. 05.09
ROBOTIC SYSTEM 05.2.1.
a) Stationary robots - inaccessible space b) Overlapping of robot rorkspaces c) Enormous number of robots required Limitations of Stationary Robots on site
Proposed robotic system based on requirements and robot kinematics
Proposed robotic system
Robotic arm mounted on scissor lifts guided by a rail system.
05.2
05.2.2.
CONSTRUCTION LOGIC –PLACEMENT OF ROBOTS

The robot proposed to be used for the construction process is a KUKA KR90. The reach of the robot is a diameter of 7.5m. As discussed previously, we see that the robotic arms have to be placed such that their workspaces overlap to avoid inaccessible spaces. The placement of stationary robots on site increases the number of robots required on site enormously therefore alternate strategies must be presented.

A combination of stationary and moveable robots with scissor lifts on rails maybe used to reduce the number of robots required on site. There are several approaches to this. The two approaches considered are:



a) Moveable robots on an internal and external rail system or



b) Combination of stationary and robots on rails in a concentric arrangement
The two approaches are critically analyzed. It is observed that the former approach in which an internal and external rail system is proposed pose several advantages but increases significantly the construction time. This system is also limited to the rail system; the degree of curvature of the rail is limited therefore limiting possible morphologies.
The latter system also proposes the use of both stationary and moveable robots on scissor lifts but with rails arranged in a concentric fashion taking into consideration the requirement of overlapping workspaces. This arrangement helps encompass significantly larger areas with controlled number of robots decreasing the construction time when compared to the previous approach. The areas encompassed can be altered by reducing on increasing the number of concentric rails. Weighing the advantage and disadvantages of the two strategies, the latter is adopted for further design.
182 183 7m 14m 28m 56m DESIGN DEVELOPMENT rail system vertical scissor lifts KUKA robot
Strategies for robot placement on site
Placement of Robots Construction Logic.
FIG. 05.10
Working of Robots mounted on scissor lifts guided by a rail system
FIG. 05.11
Working of the proposed robotic system
Robot Placement Strategy
Working process of a system robotic arm mounted on scissor lifts guided by a rail system.
Form finding process - test geometries
As the material is best for compressive loads, the form finding process will focus only on compression-only forms such as vault, dome, etc. Even though a lattice structure is required to act as a medium for the crystal growth, which acts in both compression and tension, the tensile stresses will be aimed to be suppressed within the tensile limits of the material by various strategies.
The form finding process is informed by parameters derived directly from the robot morphospace. Here, the robot space is divided equally into three parts by a branch system, which will be used to simplify the construction process. Furthermore, the branching system will produce both the networks and the supports.
Several branches are joined together to produce a network which will then be used to generate a building morphology. By controlling the network, different spatial qualities can be achieved.
More the branching, more the number of subdivided and lowered spaces produced with more variations of spaces (highly covered spaces, open spaces etc.).Two images show how the network (branching system) can control the quality of space. It also shows the smooth transition between private and public space.
184 185 radius 3500 mm 120o 120o 120o public [B01] private [B03 semi public [B02] B02 B02 B02 B02 B02 B01 B01 B03 B01 B01 high privacy B01 high privacy public B02 B02 B02 B02 B02 B03 B03 B03 B01 Limitations of the Material FIG. 05.12 Form Finding Process a) For Public Spaces b) For Private spaces FIG. 05.13
05.2.3.
FORM FINDING
Branching strategy- for Private spaces Subdivison of Robot workspace Branching Strategy Branching strategy - Public spaces Low density branching High density branching for further subdivision of spaces Branching strategy for various spatial morphologies. Higher the number of branches more the privacy. Robot morphospace equally divided for greater control
Principal
In order to achieve minimum displacement, variation is provided by varying densities of tool-path s and morphed voxel spaces. There are three types of densities in tool-paths: high, medium and low, which will be put in a specific location (voxel) in relation to the required structural performance.
Firstly, a mesh together with several fixed inputs such as wind load, selfweight load, and material properties are analyzed through Karamba, a structural analysis plug-in for grasshopper. This will help generate the principal stress lines, both compression lines and tension lines.
The compression lines are taken and simplified based on the mean distance of the lines (green lines).These lines will be then be used to generate different variations of voxel based on the distance between the voxel and the lines. Closer the distance to the compression lines, the denser tool-path in the voxel.
186 187
principal stress lines variation 01 density high variation 02 density medium variation 03 density low principal stress lines (compression only) a) Density Distribution b)Diagram showing principal stress lines Structural Analysis.
simplified
FIG. 05.14
DENSITY DISTRIBUTION 05.2.4.
Distribution
Test geometry Density distribution through structural analysis Density
stresses
The test geometry is analyzed using Ladybug, a grasshopper plugin developed by Mostapha Roudsari, to quantify the amount of radiation directly affecting the surface during a time period at specific intervals.
A sun path is generated using the input from the specified site location which is the Dead Sea. The geometry is analyzed through a period of time to understand which faces on the surface are mainly affected by the sun radiation. The inputs provided are:
a) Hour: between 7 am to 4pm
b) Day: every 5 days (day 1, day 6, day 11, day 16, day 21)
c) Month: every 3 months (January, April, July, October)
The analysis of the solar radiation shows that the faces on the top of the geometry and the faces on the southern side of the geometry receive radiation for the longest hours and is denoted by the red colour on the radiation chart. This provides some suggestion on the required orientation of the structure on site.
Using the inputs as provided in the Solar Radiation analysis of location and a time period, the shadow analysis is produced.
Through the shadow analysis as seen in figure (fig05.16), we see that over the about 50% of the area encompassed is shaded by the structure itself (self-shading), which becomes desirable and very necessary in desert conditions allowing for protected regions from the harsh and hot climate. This is a consequence of the branching system which allows for the selfshading of the elements generated by them.
188 189 analysis period hour 7am to 4pm day every 5 days (1,6,11,16,21) month every 3 months (1,4,7,10) analysis period hour 7am to 4pm day every 5 days (1,6,11,16,21) month every 3 months (1,4,7,10) Solar Analysis Diagram FIG. 05.15 Shadow Analysis Diagram
05.16
ANALYSIS
SHADOW ANALYSIS 05.2.5.a 05.2.5 05.2.5.b
FIG.
SOLAR
ENVIRONMENTAL ANALYSIS
Solar Analysis of test geometry
Shadow Analysis of test geometry