
JUNE 2024 www.ethanolproducer.com PAGE 18 Maximizing Seasonal Maintenance Shutdowns RTE Enters Voluntary Carbon Market PAGE 36 Plant Personnel Salary Survey PAGE 56 STRATEGY ON A SCHEDULE PLUS














































Predicting
The case for a data-driven approach to reliability By Natae Shreeves
Creative Utilization Merchant CO2 markets continue to grow, diversify By Sam A. Rushing
gather in Sioux City, Iowa By Katie Schroeder
How Ace Ethanol boosts corn oil output By Kathy Weitze
4 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 DEPARTMENTS 5 AD INDEX/EVENTS CALENDAR 6 EDITOR'S NOTE Maintenance, Carbon Markets and Money By Tom Bryan 8 DRIVE Support for Biofuels Will Continue to Be Bipartisan By Emily Skor 10 GLOBAL SCENE Markets, Milestones, and the Economic Upside of Low-Carbon Fuel Policy By Andrea Kent 12 BUSINESS BRIEFS 87 MARKETPLACE FEATURES 18 MAINTENANCE Shutting Down To Maintain Strategies for optimizing scheduled downtime By Katie Schroeder 26 TECH The New Tools of Preventative Maintenance How plants use drones, robots, AI and more By Luke Geiver Ethanol Producer Magazine: (USPS No. 023-974) June 2024, Vol. 30, Issue 6. Ethanol Producer Magazine is published monthly by BBI International. Principal Office: 308 Second Ave. N., Suite 304, Grand Forks, ND 58203. Periodicals Postage Paid at Grand Forks, North Dakota and additional mailing offices. POSTMASTER: Send address changes to Ethanol Producer Magazine/Subscriptions, 308 Second Ave. N., Suite 304, Grand Forks, North Dakota 58203. 36 CARBON Venturing Into the Voluntary Market North Dakota producer jumps into the VCM By Luke Geiver 46 MARKET Efficiency Trade-offs The financial upshot of producing less DDGS By Susanne Retka Schill 56 STAFF Six-Figure Standard 2024 plant personnel salary survey results By Tom Bryan SPOTLIGHTS 66 VEOLIA Driving Decarbonization By Katie Schroeder 67 PREMIUM PLANT SERVICES The Cutting Edge of Cleaning By Katie Schroeder 68 VISIONARY FIBER Transforming the Renewable Fuels Industry By Scott Kohl Contents JUNE 2024 VOLUME 30 ISSUE 6 18 26 36 46 56 70 TEMP LINK Always Alert By Katie Schroeder CONTRIBUTIONS 72 RELIABILITY
to Prevent
76 COPRODUCT
80 EVENT
In
Middle Maintenance
to
82 YIELD
Meeting
the
personnel
Taking DCO Extraction to the Max
EDITORIAL
President & Editor Tom Bryan tbryan@bbiinternational.com
Online News Editor Erin Voegele evoegele@bbiinternational.com
Associate Editor Katie Schroeder katie.schroeder@bbiinternational.com
DESIGN
Vice President of Production & Design Jaci Satterlund jsatterlund@bbiinternational.com
Graphic Designer Raquel Boushee rboushee@bbiinternational.com
PUBLISHING & SALES
CEO Joe Bryan jbryan@bbiinternational.com
Vice President of Operations/Marketing & Sales John Nelson jnelson@bbiinternational.com
Senior Account Manager/Bioenergy Team Leader Chip Shereck cshereck@bbiinternational.com
Account Manager Bob Brown bbrown@bbiinternational.com
Circulation Manager Jessica Tiller jtiller@bbiinternational.com
Marketing & Advertising Manager Marla DeFoe mdefoe@bbiinternational.com
EDITORIAL BOARD
Ringneck Energy Walter Wendland Little Sioux Corn Processors Steve Roe Commonwealth Agri-Energy Mick Henderson Aemetis Advanced Fuels Eric McAfee Western Plains Energy Derek Peine Front Range Energy Dan Sanders Jr.
Please recycle this magazine and remove inserts or samples before recycling
TM
COPYRIGHT © 2024 by BBI International
Advertiser Index
Upcoming Events
2024 International Fuel Ethanol Workshop & Expo
June 10-12, 2024
Minneapolis Convention Center | Minneapolis, MN (866) 746-8385 | www.fuelethanolworkshop.com
Celebrating its 40th year, the FEW provides the ethanol industry with cutting-edge content and unparalleled networking opportunities in a dynamic business-to-business environment. As the largest, longest running ethanol conference in the world, the FEW is renowned for its superb programming—powered by Ethanol Producer Magazine—that maintains a strong focus on commercialscale ethanol production, new technology, and near-term research and development. The event draws more than 2,000 people from over 31 countries and from nearly every ethanol plant in the United States and Canada.
2024 Carbon Capture & Storage Summit June 10-12, 2024
Minneapolis Convention Center | Minneapolis, MN (866) 746-8385 | www.fuelethanolworkshop.com
Capturing and storing carbon dioxide in underground wells has the potential to become the most consequential technological deployment in the history of the broader biofuels industry. Deploying effective carbon capture and storage at biofuels plants will cement ethanol and biodiesel as the lowest carbon liquid fuels commercially available in the marketplace. The Carbon Capture & Storage Summit will offer attendees a comprehensive look at the economics of carbon capture and storage, the infrastructure required to make it possible and the financial and marketplace impacts to participating producers.
2025 International Biomass Conference & Expo
March 18-20,
2025
Cobb Galleria | Atlanta, GA (866)746-8385 | www.biomassconference.com
Now in its 18th year, the International Biomass Conference & Expo is expected to bring together more than 900 attendees, 160 exhibitors and 65 speakers from more than 25 countries. It is the largest gathering of biomass professionals and academics in the world. The conference provides relevant content and unparalleled networking opportunities in a dynamic business-to-business environment. In addition to abundant networking opportunities, the largest biomass conference in the world is renowned for its outstanding programming—powered by Biomass Magazine–that maintains a strong focus on commercial-scale biomass production, new technology, and near-term research and development. Join us at the International Biomass Conference & Expo as we enter this new and exciting era in biomass energy.
Customer Service Please call 1-866-746-8385 or email us at service@bbiinternational.com. Subscriptions Subscriptions to Ethanol Producer Magazine are free of charge to everyone with the exception of a shipping and handling charge for anyone outside the United States. To subscribe, visit www.EthanolProducer.com or you can send your mailing address and payment (checks made out to BBI International) to: Ethanol Producer Magazine Subscriptions, 308 Second Ave. N., Suite 304, Grand Forks, ND 58203. You can also fax a subscription form to 701-746-5367. Back Issues, Reprints and Permissions Select back issues are available for $3.95 each, plus shipping. Article reprints are also available for a fee. For more information, contact us at 866-746-8385 or service@bbiinternational.com. Advertising Ethanol Producer Magazine provides a specific topic delivered to a highly targeted audience. We are committed to editorial excellence and high-quality print production. To find out more about Ethanol Producer Magazine advertising opportunities, please contact us at 866-746-8385 or service@ bbiinternational.com. Letters to the Editor We welcome letters to the editor. Send to Ethanol Producer Magazine Letters to the Editor, 308 2nd Ave. N., Suite 304, Grand Forks, ND 58203 or email to editor@bbiinternational.com. Please include your name, address and phone number. Letters may be edited for clarity and/or space.
ETHANOLPRODUCER.COM | 5 2024 Int'l Fuel Ethanol Workshop & Expo 16-17 2025 Int'l Fuel Ethanol Workshop & Expo 54 ACE American Coalition For Ethanol 53 AgCountry Farm Credit Services 43 AGI 21 Apache Stainless Equipment 38 ArrowUp 29 Beyond (a Christianson Company) 75 BOSS Railcar Movers 12 Bulk Conveyors, Inc. 39 Carbis Solutions Group, LLC 48 Check-All Valve Mfg. Co. 63 D3MAX LLC 34-35 Ecolab 49 Fagen Inc. 28 Fluid Quip Mechanical 15 Fluid Quip Technologies 13 Growth Energy 32 Howden 20 Hydro-Thermal Corporation 50 ICM, Inc. 55 IFF, Inc. 9 Indeck Power Equipment Co. 40 Interra Global Corporation 42 Interstates, Inc. 51 J.C. Ramsdell Enviro Services, Inc. 78 Jacobs Corporation 60 KATZEN International, Inc. 24 Keit Industrial Analytics 64 Kelvion 41 Kemin Bio Solutions 62 Krieg & Fischer 61 Lallemand Biofuels & Distilled Spirits 11 Leaf by Lesaffre 79 Mason Manfacturing, LLC 22 Mole Master Services Corporation 25 Natwick Associates Appraisal Services 14 NLB Corp. 7 Phibro Ethanol 71 POET LLC 86 Premium Plant Services, Inc. 67 RCM Engineering-Thermal Kinetics 59 RPMG, Inc. 52 SAFFiRE Renewables 85 Salco Products, Inc. 45 Spraying Systems Co. 3 Sukup Manufacturing Co. 2 Temp Link Innovations 70 The CMM Group 23 Trucent 30 Veolia 66 Victory Energy Operations, LLC. 31 Visionary Fiber Technologies 69 WINBCO 74 Zee Loffler 58 Zenviro Tech US Inc. 88
Maintenance, Carbon Markets and Money
The stories in this issue were produced in April when many U.S. ethanol plants were approaching, actively conducting or just past their scheduled spring shutdown—one of usually two times a year when facilities go offline for deep cleaning, maintenance and repair. So, while the timing of this mid-summer maintenance coverage might seem out of season, it allowed our writers to catch producers while heavy maintenance was top-of-mind.
Maintenance is hard to report on without subdividing it into specific categories: preventative and predictive maintenance, for example, each have different meanings and functions. Likewise, the maintenance done at an ethanol plant daily or weekly differs a great deal from what’s done once or twice a year. And, in fact, certain work can only be done when a plant isn’t running.
Our page-18 cover story, “Shutting Down To Maintain,” reminds us that seasonal shutdown work starts well before it begins in earnest, and—like the tip of an iceberg—the work that takes place when a plant is offline reflects a fraction of the planning, scheduling, vendor coordination and prep work required to get the whole job done inside of a few days. Game planning a shutdown requires a deep understanding of a facility’s history built from the cumulative observations of plant personnel over time. The staff needs to know their plant. They also need good partners, not only for shutdown services, but for inspections, cleaning, equipment repair and replacement.
Today’s maintenance vendors, it turns out, are not only bringing experience to the job but all kinds of new tech. As we report in “The New Tools of Preventative Maintenance,” there seems to be a new gadget, software or service for every maintenance— or compliance—task ethanol producers now face. We couldn’t report on them all, of course, but our page-26 story covers a lot: LDAR, drones, robots, ground-penetrating radar, AI and more.
On page 36, we switch gears with “Venturing Into the Voluntary Market,” a story about a western North Dakota ethanol producer becoming the first ethanol plant (in the world, presumably) to be issued CO2 removal credits, or CORCs, within a global marketplace. It’s not only a story about Red Trail Energy’s multi-year effort to complete an onsite CCS project, but how its management team worked with EcoEngineers, Puro.earth and RPMG to navigate the process of generating CORCs, get into the play and begin monetizing their accomplishment.
We circle back to cover an early-year story in “Efficiency Trade-offs,” on page 46. This is a deep dive into ag economist Scott Irwin’s recent unpacking of modern ethanol plant revenue in the context of plants producing more ethanol and corn oil, but less DDGS. We detail how Irwin pinned down a net gain of about 28 cents per bushel, revealing a few industry trends along the way.
Finally, be sure to check out “Six-Figure Standard, on page 56, which lays out the results of our latest Ethanol Plant Personnel Salary and Job Satisfaction survey. The results show an industry inclined to pay virtually all department heads over $100,000 a year.
6 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 FOR INDUSTRY NEWS: WWW.ETHANOLPRODUCER.COM OR FOLLOW US: TWITTER.COM/ETHANOLMAGAZINE Editor's Note


NEW! ATL-5022 AUTOMATED TUBE LANCER
NLB’s ATL-5022 tube lancer cuts downtime and expense, delivering high -pressure water to five rotating lances from a single hose . Fewer hoses m eans fewer tangles , and rotating the lances ins tead of the nozzles m eans fewer nozzle replacements.
All movements are directed from the cab, with remote troubleshooting . And the system operates with smaller, more economical pumps than other models.
With the ATL-5022, NLB s ets a new standard for pro ductivit y and cost- e ec tiveness
Call us! (8 00) 441-5059 See it in action at NLBCOR P.COM

Support for Biofuels Will Continue to Be Bipartisan
This year’s upcoming elections could swing in any number of different ways. There's a world where the White House, the House and the Senate all change hands. There's a world where none of them flip. And at the moment, each of these political outcomes looks as likely as any other.
Still, there's one thing I feel confident enough to say with certainty: no matter who wins or loses in November, the American bioethanol industry will continue to rely on, and receive, support from lawmakers on both sides of the aisle, as we have for almost two decades now. That's because the contributions our industry makes work for both. E15 is a perfect example. This is a fuel option that lowers greenhouse gas emissions while saving consumers money and supporting good jobs in America's rural communities. There aren't many American-made products that are both good for the environment and easy on your pocketbook, but E15 does both—that's why it continues to be supported by both parties.
Just look at all of the statements that were issued in the wake of EPA's emergency waiver announcement in April that allowed E15 to be sold throughout this summer—an army of both republicans and democrats loudly applauded the move and most of them dedicated themselves anew to finding a permanent legislative solution. In the Venn diagram of today's political world, biofuels might be one of the only places where the two circles overlap.
Our industry faces challenges today, and it'll face challenges regardless of who the American people choose to lead us in November. Maintaining bipartisan support is the best way for our industry to ensure that our policy needs are being met, and that we can continue to deliver more affordable, lower-carbon solutions that benefit all Americans, not just the ones from any one political party.
Of course, nothing is guaranteed. American bioethanol needs friends in every camp, every trench, and every foxhole, but building and maintaining those relationships isn't something an organization like Growth Energy can do on its own—we need your help.
We hosted our spring fly-in in April—a great opportunity for our members to help us tell this industry’s story. In the dozens of meetings we had that week, many lawmakers and their staff were asking pointed, detailed questions about attendees’ innovations and investments. They are hungry for concrete examples of ingenuity and of how the private sector is moving beyond proof of concept. They want to know how they can accelerate your progress. But they need examples to validate their decisions on important policy matters to their peers and their constituents.
So I would encourage you to continue educating your elected leaders. The more specifics they have on the innovative things happening in your plants and on your farms, the better off we’ll all be before and after November comes and goes.
As we have since 2007, when the Renewable Fuel Standard was first enacted with bipartisan support, we'll continue to work on both sides of the aisle to make sure this industry and its farm partners get the policies they need to continue to grow. Bipartisan support has gotten us this far, and regardless of who’s in the White House, it'll carry us into the future as well.
8 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Drive
Emily Skor CEO, Growth Energy

S YNERXIA ® GEMS T ONE C OLLE CTION
THE RIGHT YEAS T S, A T THE RIGHT TIME, F OR THE RIGHT PURPOSE
Yeast blends are often greater than the sum of their parts. Achieve the perfect synergy of fermentation yield, speed and robustness with the SYNERXIA® Gemstone Collection.
Our broad portfolio of yeasts and yeast blends offers greater flexibility to tailor solutions based on shifting process requirements or market conditions.
Powered by XCELIS® AI, our proprietary data analytics and predictive modelling tool, the SYNERXIA® Gemstone Collection helps de-risk decision making with custom yeast blends that take your ethanol production process to the next level.
Learn more at bioscience.iff.com/synerxia-gemstone

©2023 International Flavors & Fragrances Inc. (IFF). IFF, the IFF Logo, and all trademarks denoted with ™, or ® are owned by IFF or its affiliates unless otherwise noted
X CELIS® Yeasts
 Andrea Kent Past-President & Board Member, Renewable Industries Canada Vice President of Industry and Government Affairs, Greenfield Global Inc.
Andrea Kent Past-President & Board Member, Renewable Industries Canada Vice President of Industry and Government Affairs, Greenfield Global Inc.
Markets, Milestones, and the Economic Upside of Low-Carbon Fuel Policy
It has been a hectic few years for the renewable fuels industry, and it’s not about to slow down. This summer marks the anniversary of both the Canadian Clean Fuel Regulations and the U.S. Inflation Reduction Act. Additionally, several state-level low carbon markets are emerging, and attention is turning to upcoming federal elections in the U.S., Mexico and, eventually, Canada. It’s bustling.
It is against this backdrop that investors, producers and lawmakers face a central question: how to best realize the environmental objectives of low carbon market policies while simultaneously seizing the exciting economic benefits these policies provide.
Here, the benefits of market-driven policies excel. Low-carbon fuel standards, like those in California, British Columbia and the Canadian CFR, utilize the carbon intensity of fuels to create a market signal. This establishes financial incentives that promote decarbonization and provide real financial incentives for producers and innovators of low-carbon fuels. In all low-carbon fuel policies to date, including the most recent Canadian CFR, we have already seen how ethanol can create an affordable and accessible path to policy compliance for fuel blenders—along with additional benefits
For instance, before the introduction of Canada’s first federal renewable fuels regulation, large government subsidies to farmers were common during downturns. Today, these agricultural subsidies have been reduced, signaling not just immediate benefits, but also a shift toward setting a sustainable rural economic course for the future.
The importance of ethanol is further highlighted by the recent U.S. EPA decision to issue an emergency waiver for E15 this summer. Ethanol is consistently cheaper than standard gasoline, often by as much as $0.30 per gallon, enabling drivers using E15 to accumulate considerable savings over time. As the automotive industry gradually moves toward electrification, ethanol can act as a steady bridge, increasing its blend in the remaining vehicle fleet to maintain demand for farmers while supporting feedstock prices.
Lastly, ethanol’s benefits go beyond current uses, with innovations like converting it to sustainable aviation fuel (SAF) on the horizon. These advancements position today’s ethanol producers as future biofuel leaders, opening new technology, market and product opportunities. To fully leverage this potential, stable ethanol policies are needed to anchor research and development, helping ensure producers can commercialize emerging technologies.
The next two years could be some of our busiest yet. Voters on both sides of the border can reap the benefits of low-carbon fuel policies, which impact both domestic and international fuel markets. After all, policies—like ballots—are about more than just ticking boxes. They are potent tools that can drive market activity and determine economic growth for years to come.
10 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Global Scene


THE FUTURE OF FERMENTATION IS HERE


Enter a new era of ethanol production with FermaCore™ Propel, the LATEST INNOVATION IN LIQUID YEAST OFFERINGS. Featuring extreme robustness and the fastest fermentation kinetics we’ve ever o ered, FermaCore™ Propel is a true breakthrough designed to MAXIMIZE ETHANOL YIELDS AND INCREASE ENZYME REPLACEMENT — leading to LOWER CARBON INTENSITY. Whatever form you need it to take, you can expect more from FermaCore™ Propel. Because at LBDS, fermentation is at our core.











START SHAPING THE FUTURE OF ETHANOL PRODUCTION

©20 24 Lallemand Biofuels & Distilled Spirits
NOW AVAILABLE
PROPEL


BUSINESS BRIEFS
Green Plains commissions demonstration facility combining MSC and SFCT


Green Plains Inc. recently announced that it has begun commissioning a demonstration facility in York, Nebraska, that combines Fluid Quip Technologies’ precision separation and processing technology (MSC) with Shell’s fiber conversion technology (SFCT). The new facility combines fermentation, mechanical separation and fiber conversion technology into one platform. The facility will demonstrate the potential to liberate all available renewable corn oil currently bound in the fiber fraction of the corn kernel, generate cellulosic sugars for production of low-carbon fuels, and further enhance and expand production of ultra-high pro-
tein feed ingredients for global animal feed diets.
Following a successful demonstration of the combined technology, and subject to positive final investment decisions, Green Plains and Shell will look for potential opportunities to take this technology platform forward through full commercial deployment, beginning with one of Green Plains’ existing MSC facilities. Green Plains will market and distribute protein products through the company’s animal nutrition platform, and Shell will manage the energy-based low-carbon feedstocks and products for various uses within its global platform.
Aemetis lands $10.5 million in IRA tax credits for efficiency projects
Aemetis Inc., a renewable natural gas and renewable fuels company focused on low and negative carbon intensity products, recently announced that it received an allocation of $10.5 million of Inflation Reduction Act tax credits by the DOE and the IRS under the first phase of IRA Section 48C awards.
The $10.5 million allocation will support a mechanical vapor recompression energy (MVR) efficiency project and other energy efficiency projects at the Aemetis Keyes ethanol production facility in California; the projects will reduce fossil natural gas use at the plant by 80% and lower the

carbon intensity of the biofuels produced there by more than 20%.
“The Inflation Reduction Act funds new job creation and supports new investment in projects in almost every state,” stated Eric McAfee, chairman and CEO of Aemetis. “Late last year we demonstrated the conversion of IRA tax credits into funding for our projects, so monetization of the tax credits supports long-term debt financing and, in the case of the MVR project, is expected to significantly increase operating cash flow from our existing biofuels plant in California.”
12 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 You Spoke. We Listened. Setting the New Standard in the Railcar Moving Industry Call: 816.378.0001 Email: sales@bossrcm.com www.bossrcm.com ASK OUR CUSTOMERS WHY THEY MADE THE SWITCH TO BOSS
PEOPLE, PARTNERSHIPS
PROJECTS
&
Technip Energies, LanzaTech selected by DOE for $200 million

Technip Energies and LanzaTech Global Inc. have been selected by the U.S. Department of Energy Office of Clean Energy Demonstrations to begin award negotiations for up to $200 million in Bipartisan Infrastructure Law and Inflation Reduction Act funding as part of the Industrial Demonstrations Program.
The project, dubbed SECURE—Sustainable Ethylene from CO2 Utilization with Renewable Energy—aims to develop a transformational technology to produce sustainable ethylene from captured carbon dioxide. Technip Energies and LanzaTech announced their joint collaboration agree-
ment to create this new pathway to sustainable ethylene at commercial scale last July. If awarded, up to $200 million is expected to fund the design, engineering, construction and equipment procurement for a commercial-scale integrated technology unit in the U.S. Leveraging Technip Energies’ substantial industry expertise, this integrated solution has significant replication potential for ethylene crackers worldwide. Globally, there are an estimated 370 ethylene steam crackers, over 40% of which use Technip Energies’ technology, including eight in the U.S.
CE+P partners with Booker Tate on sugarcane, ethanol production
California Ethanol + Power has announced that Booker Tate Ltd. will help guide sugarcane cultivation plans for Sugar Valley Energy, a proposed bioenergy project in California that is expected to produce ethanol, biogas, power and sustainable aviation fuel.
Plans for the biorefinery project have been ongoing for more than a decade. Once operational, the proposed Sugar Valley Energy facility is expected to produce up to 76 MMgy of low-carbon ethanol from sugarcane, 42 megawatts of biobased electricity,

and 1.43 million Btu of pipeline-quality renewable natural gas. Additional coproducts include soil amendments, biogenic carbon dioxide, field residue and green fly ash. Earlier this year, CE+P announced that its plans for the biorefinery are being expanded to produce up to 61 MMgy of SAF via the addition of alcohol-to-jet technology.
The partnership with U.K.-based Booker Tate, an international sugar and agribusiness consultant, will help guide sugarcane cultivation plans and ethanol production for Sugar Valley Energy.

What can 5% more oil mean to your operation?
Contact us today to learn more about how Overdrive™ can help you turn oil production all the way up
©2023. All rights reserved Fluid Quip Technologies , LLC. All trademarks are properties of their respective companies. FluidQuipTechnologies .com | 319-320-7709
READY TO GET MORE OIL? TURN IT UP 5% OR MORE. OVERDRIVE™ OIL PRETREAT SYSTEM


The Specialist in Biofuels Plant Appraisals
• Valuation for nancing
• Establishing an asking price
• Partial interest valuation
Few certi ed appraisers in the United States specialize in ethanol plant and related biofuels properties. Natwick Appraisals o ers more than 50 years of worldwide experience. Your appraisal will be completed by a certi ed general appraiser and conform to all state and federal appraisal standards. Our primary specialty in industrial appraisal work is with ethanol, biodiesel, and other types of biofuel facility appraisals, including cellulosic ethanol plants.
BUSINESS BRIEFS
PEOPLE, PARTNERSHIPS & PROJECTS
Avina
unveils plans for 120 MMgy EtJ facility in the Midwest

Avina, a developer of clean hydrogen and derivative fuel solutions, has announced plans for a cutting-edge sustainable aviation fuel plant in the Midwest set to commence operations in 2027. The facility will use the alcohol-tojet production pathway to produce 120 MMgy of SAF, resulting in significantly reduced lifecycle carbon emissions compared to conventional jet fuel. The SAF will be certified to meet ASTM D7566 standards. Preliminary front-end engineering and design (Pre-FEED) for the project is complete, and FEED is reportedly underway.
Avina has announced that it has entered into long-term supply agreements with leading ethanol suppliers for a significant portion of the low carbon intensity (CI) ethanol feedstock volume requirement. Substantial volumes of ethanol will be supplied by facilities with operational carbon capture and sequestration. By using this low-CI ethanol feedstock, the project is estimated to avoid around 840,000 metric tons of aviation-related carbon emissions annually.
Blue Biofuels takes steps toward commercialization of cellulosic ethanol technology
Blue Biofuels Inc. has announced that the company has achieved a significant milestone by successfully producing its first batch of cellulosic ethanol, utilizing its cellulose-to-sugar (CTS) system.
Bolstering its technological leadership, Blue Biofuels has been granted two U.S. patents, with an additional six patents currently pending. According to the company, these patents underscore Blue Biofuel’s commitment to proprietary advancements, strongly positioning it in the biofuels landscape.
Entering into the next phase, Blue Biofuels has embarked on the funding

process to establish production capacity for sustainable aviation fuel in collaboration with Vertimass. Blue Biofuels is evaluating prospective locations in Florida capable of accommodating both SAF and cellulosic ethanol production facilities. The company has also commenced with a front-end loading (phase one and two) engineering study for a 2.4 MMgy cellulosic ethanol facility grounded in the company’s CTS system. The engineering study will meticulously outline each process step, technical layout and required equipment for the facility.
natwick@midconetwork.com
14 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
701-235-5541 701-793-2360 Callusforafree,no-obligation consultationtoday. Natwick Appraisals 1205 4th Ave. S.,
ND 58103 www.natwickappraisal.com
Fargo,
Continuum Ag, Siouxland Energy Cooperative collaborate to explore 45Z tax credits
Siouxland Energy Cooperative of Sioux Center, Iowa, and Continuum Ag of Washington, Iowa, recently announced an agreement to provide farmers a path to receive potential premiums associated with carbon intensity (CI) certified grain. Continuum Ag will provide farmers with the certification necessary to participate in producing and delivering low-CI grain, while Siouxland would purchase the certified bushels. The goal is to offer premiums for certified grain and capitalize on the pending 45Z Clean Fuel Production Tax Credits.
“We could not be more excited to work with Siouxland and their farmers to quan-


tify on-farm CI Scores and build potential tax credit markets. Farmers and biofuel manufacturers are each other’s key partner, and teaming together to produce lowcarbon fuels is an opportunity I’m glad we get to help with,” said CEO and founder of Continuum Ag, Mitchell Hora.
This exploratory partnership is aimed at encouraging farmers to educate themselves, quantify their baseline CI scores at TopSoil.Ag and spread awareness of the potential opportunities ahead.
Our team of experts have over 20 years of ethanol plant maintenance expertise. We o er full service and parts for all Fluid Quip equipment to ensure peak performance.
• OEM Parts Warehouse
•$2 million+ inventory on-hand
IGPC Ethanol to install Whitefox’s energy-efficient dehydration system
Whitefox Technologies has announced that IGPC Ethanol Inc. has agreed to install the Whitefox ICE membrane dehydration system at IGPC’s ethanol plant in Aylmer, Ontario. This is a landmark agreement as it represents Whitefox’s first ICE project in Canada. The installation is anticipated to be completed in late 2024.
Paul Morin, IGPC director of operations, said, “We are very excited to have a Whitefox ICE system integrated into our distillation area. This system yields many benefits that align with our strategic goals.

It will help us lower our CI while reducing the strain on our sieves and making a more user-friendly distillation system. I am very impressed with how [this] custom-made [platform] integrates with our system to maximize energy savings.”
The Whitefox ICE system treats existing recycle streams to free up and debottleneck distillation-dehydration capacity, which will enable IGPC to lower natural gas use, cut carbon emissions, improve plant cooling and potentially increase production capacity, depending on the system design.
•Factory Trained & Certified Techs
•MZSA™ Screens
•Paddle Screens
•Grind Mills
•Centrifuges
•Gap Adjusters
©2023. All rights reserved Fluid Quip Technologies LLC. All trademarks are properties of their respective companies. FluidQuipMechanical.com | 920-350-5823


SHUTTING DOWN TO MAINTAIN
Ethanol Producer Magazine talks with ethanol producers and industry experts on best practices for plant shutdowns and managing capital expenditures in aging facilities.
By Katie Schroeder

Planned shutdowns, vital for high-level ethanol production, require months of planning, scheduling, communication and coordination. Ethanol producers pay attention to their plant’s history, existing problems and future needs, all while balancing vital maintenance with equipment upkeep, repair and installation. Preparation is extensive, and a plant’s operations team starts planning for the next shutdown almost before the current one is completed.
Located in Mason City, Iowa, Golden Grain Energy has been operating for 19 years, and the plant’s team is well-acquainted with handling the complexities of an annual shutdown. Matt Dutka, the plant’s manager, explains the ins and outs of preparing for and carrying out successful planned maintenance during scheduled downtime.
Plan and Prepare
Creating a list of each task that needs to be done during a shutdown involves accounting for the history of the facility and the cumulative observations of plant person-
nel over the course of months, years or even decades, explains Dutka. This reconnaissance occurs both when the plant is running and when it’s offline, scheduled or otherwise. GGE’s maintenance team will often seize downtime opportunities to assess process components and game plan while repairing equipment. “There’s a lot you need to document and observe—from five years ago to five weeks ago—making decisions on what you’re going to work on during the coming shutdown,” Dutka says.
Inspections help producers assess their plant’s needs prior to shutdown. ICM’s Af-
18 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Maintenance

termarket Services division assists ethanol plants across the Midwest, working in areas of the plant ranging from the process building to the energy center, fabricating and supplying new process components, and running shutdowns for producers. Kristen Gordon, director of Aftermarket Services, and James Weber, reliability services manager, explain that their team also offers plant inspections prior to a shutdown to help producers assess their plant’s equipment, identify what needs repair, and how soon. “It’s really important to get all the pre-work done [so] they’re prepared for what they might
find. Having that information available helps determine the manpower needed to perform the work,” Weber says. “Based on the preliminary inspection, ICM will quote the work to be completed and determine if there are additional inspections or needed repairs ... because while the plant is down, you want to look at everything. You open everything up to look inside, make sure everything is where it’s supposed to be and not wearing out.”
Having that third-party inspection ahead of time helps producers know what their capital expenditure will look like going into a shutdown; and it also helps them figure out what
resources are needed to complete the work in their desired time frame.
Roughly 50 ethanol plants rely on ICM and its partners to provide shutdown services. The company’s breadth of experience is valuable, Gordon explains. “[We have] field leads that have years of experience and [strong] relationships with the customers, so when they’re going from plant to plant they can leverage what they’re seeing at one plant to help another customer,” she says. Aftermarket Services also offers 24/7 support to producers in the event of a breakdown.
ETHANOLPRODUCER.COM | 19
STRATEGIC DOWNTIME: While planned shutdowns are typically associated with cleaning and basic maintenance, plant repairs, equipment replacement and even technology installations are not uncommon during scheduled downtime.
PHOTO: WESTERN PLAINS ENERGY
Contractor availability plays an important role in mapping out a shutdown, explains Rick Holaday, plant manager at Western Plains Energy, a 50 MMgy ethanol producer in Oakley, Kansas. “There are a lot of plants in this area of the Midwest, and a lot of us use the same contractors,” Holaday says. “So, we do have to schedule around some of the other areas.” WPE does a threeday shutdown twice a year for maintenance, once in the spring and once in the fall; the duration of the shutdown will sometimes be extended if a critical repair needs more time for completion. Along with contractor availability, Holaday also takes into account what parts are needed for repairs and the amount of time needed to clean, fix or upgrade equipment.
In order to keep track of what needs to be done during each shutdown, Holaday and his team share a spreadsheet with lists of different equipment and maintenance needs. As soon as one shutdown is finished, he is already planning for the next one through
after-action review. Weekly department head meetings and a spreadsheet used to track the status of equipment help Holaday and his team stay on the same page with everything that needs to happen during a shutdown. “I would say about 75% of the repairs are actually the same [each time]—pumps and valves and whatever we rebuild twice a year, spring and fall,” Holaday says. “A few of them are unique. In the spring, for example, we usually do a boiler inspection, so [that’s done] annually. And then, usually in the fall we do power building cleanouts. But for the most part [the seasonal shutdowns] are all the same.”
GGE has an annual shutdown of five to eight days to address the plant’s preventative maintenance needs, handle repairs and carry out the installation of new technology. The length of the shutdown depends on what process components need to be replaced. For example, Dutka explains that GGE’s big job this year is a replacement of the plant’s burner management system, a key plant component. For these more significant































| |
Maintenance











process components, contractors will often visit a plant in advance to assess projects and do prep work prior to shutdown. “[Beyond that], they’re going to basically wait for us to have the plant down; we’ve got to get it locked out [before] they’ll roll in,” Dutka says. “Operationally, we have about a day just to get the plant down and get it to a safe and locked-out condition before we can even get the contractors really working on anything.” Holaday also emphasizes that though managing new equipment installation and maintenance is a balancing act, deliberate preparatory work helps make tie-ins more efficient. The benefits of shutdowns are numerous, including improvement of equipment reliability and production efficiency, as well as helping producers avoid unscheduled downtime. “If we have a potential issue or defect, a controlled shutdown is going to catch it, as opposed to unscheduled downtime,” Holaday says. Unscheduled downtime is chaotic because producers don’t have control of when or how it will happen. All equipment will eventually break or not run optimally, lowering efficiency and increasing the cost of production. However, scheduling downtime allows producers to be proactive in addressing
RUNNING TESTS: Scheduled shutdowns are most effective when coupled with advanced planning, inspection and analysis, sometimes including testing equipment with technology such as vibration sensors.
















































ETHANOLPRODUCER.COM
PHOTOS: WESTERN PLAINS ENERGY
Maintenance
potential problems, and it enables them to select a date when shutting down has less of a financial impact.
Profitability and margins play a key role in determining the scope of work that a plant does in a year, Dutka explains. A helpful question he considers when determining whether to install new equipment and technology is, “Are we profitable enough to take on those new projects?” If margins are good, then his team is more likely to take on projects that require a higher investment. These decisions can sometimes be intricately connected to seasonal shutdowns.
Shutting Down
It takes the GGE team around 12 hours to shut down the plant, Dutka explains, adding that process components like corn oil centrifuges and GGE’s Whitefox system are taken offline first. “We’ll stop feeding centrifuges, put additional equipment in recycle mode and shut the gas off to the dryers before backing energy down to the thermal

oxidizer and the HRSG, which is our heat recovery system,” he says. “From that point ... basically, you’re technically down—so it’s just a matter of commencing with recycling, pulling energy and different feed streams off and slowly backing out of everything.”
Before any repairs can be done, the plant’s equipment must be locked out and tagged out in order for the plant’s maintenance team and contractors to make repairs. Lockout/tagout is the process of securing equipment, machinery and industrial plant processes so energy isn’t reintroduced dur-



22 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 Always Here When You Need Us! Shell & Tube Heat Exchangers ASME Pressure Vessels Custom Fabrication

ing service or repair. This includes closing electrical circuits and valves, neutralizing ex treme temperatures, securing moving parts and more.
During a shutdown, GGE’s maintenance team fixes, replaces and executes preventative maintenance on equipment that they cannot
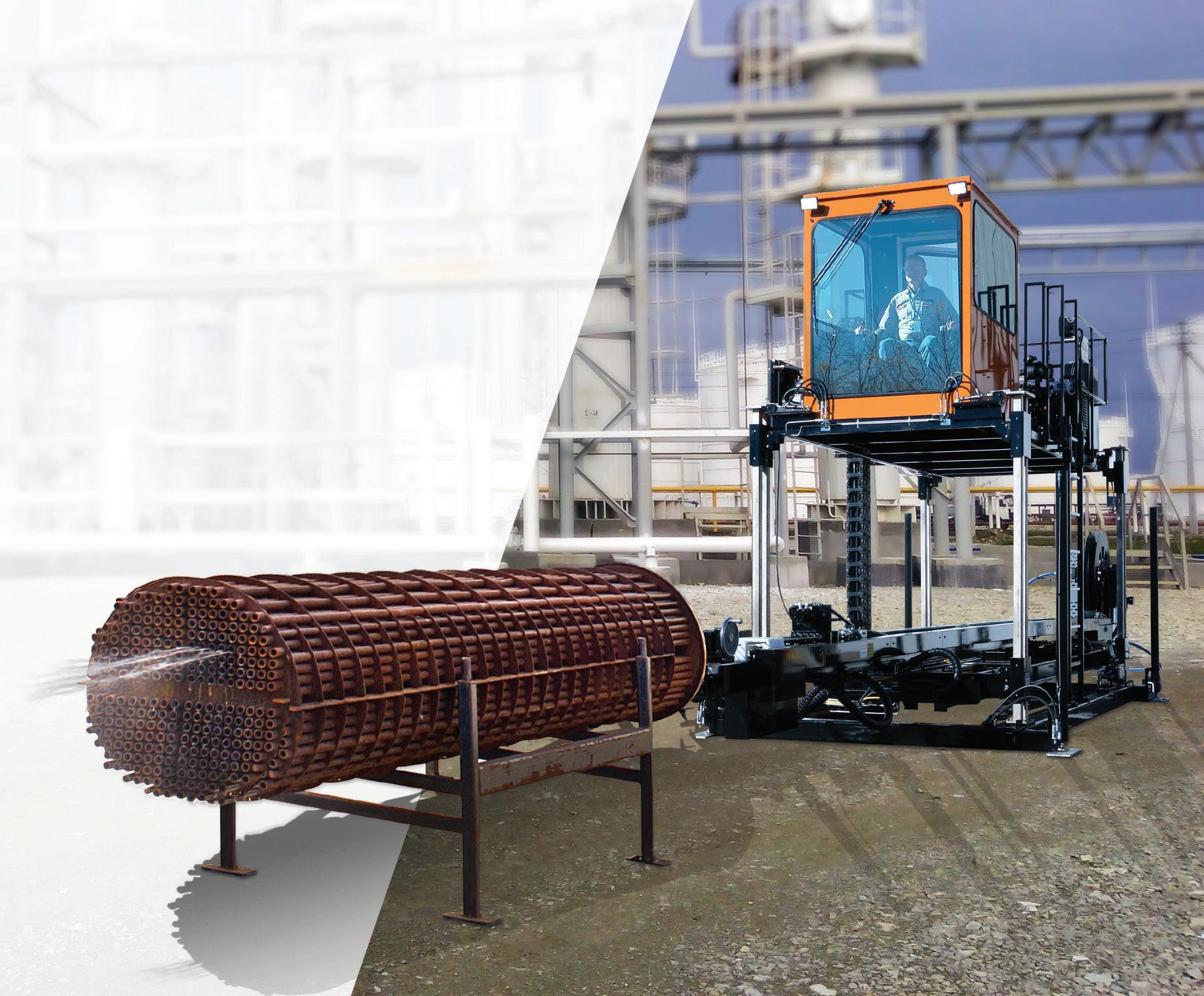
SMART OUTSOURCING: Far left, remote viewing technology is used to assess a cleaning job. Adjacent, a trained hydroblasting technician uses automated lancing equipment to clean evaporator tubes in an ethanol plant.
clean-in-place (CIP) tasks, while contractors clean ductwork, burners, energy centers, vessels, tubes and pipes that are too dirty to be cleaned with CIP. Built-up debris reduces pipe diameter from three inches to one inch, and without cleaning, the pipes can plug up. “If you allow that buildup to be

PHOTOS: PREMIUM PLANT SERVICES
plant include any area with only one means of access, including an ethanol tank, basement, dryer or burner. To issue a confined space permit, EH&S and operations must make sure that there is enough oxygen in the space, the required equipment is locked out and tagged out, and there is not an excess of CO2 in the air.
A “hot work” permit is required for any work in the plant that has a source of energy and makes a spark, including a grinder, torch or welder. When issuing a permit, the GGE team assesses nearby potential risks and checks to make sure that everything is locked out that needs to be.
Managing Aging
As ethanol plants age, shutdowns are beginning to include significant repairs—or replacements— of vital components. Gordon and Weber explain that ethanol plants are
experiencing more failures as various process components hit the 15-year mark. “A lot of these plants are the exact same age, from within a year or two of each other—we started a lot of plants around 2006—and they are all in the same boat,” Weber says.
The fact that so many ethanol plants started up around the same time will test both producers and equipment suppliers, as the same components at different plants are likely to fail at the same time. “Right now, we’re talking about sieve bottles,” Weber says. “We constantly have sieve bottles in our shop being built, and ... we’re trying to build inventory, [but] we can’t because they’re going out as fast as they are getting built,” he says. “Things like that are going to be an issue as plants start having failures; it’s going to be harder and harder to get things.” Weber recommends that producers look at their




24 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
World class design begins with a vision Collaboration is the process Bringing it to life is our passion katzen.com
Maintenance

RA ISIN G TH E BAR IN GR AIN SILO CLEA NOUT



Experience
five-year plan and consider ordering process components more than six months before they will likely need to be installed. “It’s never too early to start planning,” he says. Some parts that formerly took eight weeks to receive now take 30 weeks, making planning ahead more necessary than ever.
More items get added to WPE’s list as time goes on, Holaday explains. “As the plant ages, we find ourselves having to add more items to the list that we’ve never seen before, so it does get a little bit challenging.” The costs associated with repairing vital infrastructure or equipment can never be totally eliminated, but they can be managed through consistent inspections. “This includes your fit testing, your testing of external tank thickness and floors, and the inspections [overall], staying ahead of it to make sure you can plan out those capital expenditures, instead of having them creep up on you quickly,” Holaday says.
Although a shutdown is a lot to manage, constant communication, consideration for safety and early planning can help smooth out the process.
Author: Katie Schroeder Contact: katie.schroeder@bbiinternational.com
More than 35 years of tackling the most dif cult silo cleanout projects in 30+ countries worldwide.
Safety
Professional service technicians are MSHA and OSHA-certi ed and adhere to a rigorous continuing education program.
Capability
We conquer the most dif cult cleanout projects in the world with our proprietary silo cleaning technology.
ETHANOLPRODUCER.COM | 25
BIG PICTURE PLANNING: Planned shutdown maintenance includes cleaning, inspection and repair work both inside and outside the plant. The scope of work can include multiple acres of infrastructure.
PHOTO: WESTERN PLAINS ENERGY
10 /2 2 02 25 4

The New Tools
of Preventative Maintenance
Ethanol producers are increasingly relying on high-tech equipment and AI to stay ahead of the biorefinery maintenance curve.
By Luke Geiver
26 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 Tech
26 | ETHANOL PRODUCER MAGAZINE | JUNE 2023

VENDORS STEP IN: Service providers like Montrose Environmental are helping ethanol plants with both maintenance and compliance by deploying an array of technologies on site, from optical gas imaging for leak detection and repair to drones and robotic dogs, like this one from Boston Dynamics, equipped with lasers and sensors.
ETHANOLPRODUCER.COM | 27 ETHANOLPRODUCER.COM | 27
PHOTO: STOCK
Today, for almost every ethanol plant preventative maintenance task, there’s a high-tech tool, device or service designed for the job. Vibration issues? There are ways to find, monitor and diagnose it with the help of artificial intelligence. Questions about the structural integrity of concrete? Ground penetrating radar lets you to see below the surface. Need a fuller view of your facility— or an up-close look at something up high? Cutting-edge drones are available for vibrant imagery and data. Trying to stay on top of environmental compliance? Service providers have it covered with robust leak detection and repair capabilities.
Seeing through Concrete
To understand the importance of ground-penetrating radar, consider the role of rebar in a concrete structure, says Cheyenne Wohlford, president of Custom Concrete Specialists of Seward, Nebraska.

Without the correct placement of steel rebar in a concrete structure—like a storage silo or a grain bin foundation—spalling issues can occur on the face of the concrete. After spalling, cracks might show up. Wohlford and his team perform crack and spall repair along with full shotcrete (i.e., sprayed concrete), steel reinforced liners, roof cap repair or, in worstcase scenarios, total replacement. “We try to
catch it before it gets to [the point of needing extensive] repair,” Wohlford says.
To do that, his team uses a groundpenetrating radar (GPR) setup that has been custom-designed specifically for the work his crew does. And GPR, it turns out, is not only used on the ground.
Even properly reinforced concrete structures require inspection, and sometimes repair,

28 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Tech
READING THE BOUNCE: Ground-penetrating radar units are non-destructive detection and imaging solutions for identifying subsurface structural issues. A radio signal is sent into the structure, in this case vertically, bouncing back in a way that provides information on what lies below the surface. PHOTO:
CCS


after enduring continuous operation over 15 to 20 years. “These areas are under constant use.” Wohlford says.
Unlike a grain elevator that stores grain for weeks or months, a silo at an ethanol plant cycles product through daily or hourly at times.
Most GPR units operate as non-destructive detection and imaging solutions for
identifying structural subsurface issues underground or within concrete. A radio signal is sent into the concrete; the way it “bounces” off the underlying structure upon return creates a reading. Interpreting the bounce reading gives a GPR technician an idea of what lies below the surface.


ETHANOLPRODUCER.COM | 29
DROPPING IN: The maintenance and compliance needs of an ethanol plant overlap with those of many other industries. The use of new, industry-agnostic technologies like drones, shown here, is becoming increasingly common.
PHOTO: CCS
“We like the GPR scanning tools because when we use [one] at a plant, it is like the plant is going to the doctor and getting a once-over,” Wohlford says. “We can figure out where everything is.”
CCS uses a two- or three-person crew on a boom lift to systematically scan an area. The process allows them to generate data that can produce recommendations for repairs. From there, they can help a plant determine a longterm maintenance schedule to avoid future high-cost repairs.
“You can determine what your structure is really lacking. When you make a repair plan you are relying on data and not the recommendation of a general contractor,” he says, adding that the data generated allows everyone involved in a repair project to “compare apples to apples.”
CCS has used the GPR tech on steel bin foundations, flour mills, retrofitted new equipment, floors and several other areas in and out of the ethanol sector. The generated imagery allows an engineer to know exactly what is in place instead of assuming what is there.
 PHOTO: TRACTIAN
PHOTO: TRACTIAN
“The number one takeaway of GPR is that the blueprints don’t always dictate what the rebar structures are in the wall,” he says. The human factor in the construction of these structures is very real. One can tell where a day shift of workers transitioned to the night
crew, or when a storm rolled through and shut down the project for a few hours.
“There will be areas that are fantastic and others that are very sporadic,” Wohlford says. “When they have to wait on construction after first starting, cold joints form.”
30 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
NEW LAYERS OF TECH: Tractian’s vibration sensors are available for a variety of equipment, including centrifugal motor pumps, peripheral motor pumps, gear motors, electrical motors, turbines, fans and compressors.
Tech

MAINTENANCE:
While those areas don’t create issues in the first few years, they can show up later, making it clear where two concrete structures don’t want to be joined or married together anymore. That is how major issues start and grow, Wohflord says. That’s why he and his team rely on the data generated by GPR. “It tells the real story of what has happened and what is likely to happen in the future,” he adds.
AI-Infused Smart Sensors
According to Tractian, a quickly growing developer of hardware, software and artificial intelligence-based solutions for industrial-level preventative maintenance and monitoring, cavitation issues (at 35.5%) account for the highest percentage of equipment failures or maintenance issues. Lubrication (23%), unbalancing (18%), mechanical looseness (13.5%)
and blade issues (10%) make up the other major failure points in most facilities.
To help plant managers predictively maintain their facilities, the company has created a patented vibration sensor. The sensor has 4G/LTE connectivity and automatically sends out real-time alerts about any change in vibration that could indicate a potential problem, the company says. The list of faults or issues that can be anticipated or diagnosed by the unique sensor package is greater than 70, ranging from bearing wear to cavitations to structural mechanical clearance.
The sensors detect failures based on vibration, temperature and hour-meter data collected in real time. Then, the AI built into the system generates a “fault” alert and sends it to the user. After that, an analysis of the failure, and the precise prescription of what needs to be done to get the asset back to full operation, is automatically generated. At that point, plant personnel would go to the asset in question, perform the maintenance and verify the alert, informing the system about the identified failure and whether the diagno-




 CONNECTED
Tractian's patented vibration sensor has 4G/LTE connectivity and automatically sends out real-time alerts about any change in vibration that could indicate a potential problem.
CONNECTED
Tractian's patented vibration sensor has 4G/LTE connectivity and automatically sends out real-time alerts about any change in vibration that could indicate a potential problem.
PHOTO: TRACTIAN
ETHANOL PRODUCER_HALF PG
AD_VISION BURNERS_12-09-2022_PRINT.pdf 1 12/9/2022 4:41:49 PM
THAN K YOU
President Biden, Secretar y Vilsack, & Administrator Regan

For Protecting Access to E15
This Summer.

sis was “assertive,” according to the company. Following that, the AI algorithm is able to perform continued learning.
“With each fault identified and insight checked, our technology absorbs the data and enhances its knowledge about the machine for the next detections,” the company says.
Tractian’s vibration sensors are currently available for a variety of equipment pieces, including centrifugal motor pumps, peripheral motor pumps, gear motors, electrical motors, turbines, fans and multiple compressor styles.

The company’s technology is used across a wide range of industries, from biotech to food and beverage to mills and agriculture.
According to Tractian, “The world’s largest sugar and ethanol producers are already transforming their maintenance [regimens] with our patented technology.”
Leaning On LDAR

Montrose Environmental is a pure-play environmental compliance service provider. “Solving environmental challenges isn’t something we do,” says Tanya Esquivel, vice president of LDAR at Montrose, “it is all we do.”
On the leak detection and repair (LDAR) front, Montrose provides turnkey solutions, services and technologies that help clients achieve compliance at both the state and federal levels. Some services even go beyond that. Although Method 21, the longestablished protocol for measuring fugitive emissions, was the standard across industries for more than 25 years, the Montrose team identified an alternative approach that would
help clients move past the limitations of the dated protocol, Esquivel says. “We were a trailblazer in offering optical gas imaging, drones and robotic dogs equipped with lasers and sensors,” she says.
According to Esquivel, Montrose has also developed specialized teams in each area of service. The use of sensors, drones, robots, “fenceline” monitoring and mobile detection technologies all help to identify emissions in real-time. Using Sensible EDP, an environmental software program that combines all that real-time emissions data, LDAR info and lab results, the company provides clients with a wide array of insight, including the information needed to make decisions before emissions ever occur. For detection and measurement, the company’s list of services totals 17. For LDAR consulting and support alone, it’s nine.
“Regulations are ever-evolving, and it can be daunting to navigate them alone,” Esquivel says. “There is value in partnering with an LDAR expert that can evaluate current and future needs.”
Esquivel and her team work with more than 1,100 facilities in over 20 different industries, from small mom-and-pop facilities to large refineries. The needs of an ethanol plant overlap with several industries, she says. Leveraging technology like drones and robotic dogs, along with the use of other technologies that are industry-agnostic, can benefit ethanol producers, she adds.
Drone Flights Do More
Pinnacle Engineering has grown into a
Learn More at GrowthEnergy.org
SUITE OF SOLUTIONS: The use of sensors, drones, robots, “fenceline” monitoring and mobile detection technologies all help to identify possible emissions leaks in real time.
PHOTO: STOCK
VENTURING INTO THE
As the first-ever ethanol producer to deliver carbon removal credits to the voluntary market, Red Trail Energy and its partners are creating a blueprint for others to follow.
By Luke Geiver

The U.S. ethanol industry has officially entered the voluntary carbon market (VCM). In March, Red Trail Energy, a western North Dakota producer, became the first ethanol plant to be issued CO2 removal credits (CORCS) within a global marketplace that connects CO2 suppliers and buyers looking to neutralize their carbon footprint. Apart from RTE’s much-celebrated, multi-year effort to complete an onsite carbon capture and sequestration project at its North Dakota biorefinery, the plant’s management team worked with EcoEngineers to successfully navigate the process of generating CORCs. Puro.earth, a finnish-based carbon crediting platform—backed by Nasdaq and other investors—issued the CORCs, mak-
ing them available for companies like Microsoft, Shopify and other massive brands to purchase as part of their CO2 reduction initiatives. Renewable Products Marketing Group, the Minnesota-based ethanol marketing company, will market the credits.
Jodi Johnson, RTE CEO, called the accomplishment a groundbreaking milestone, noting that the company’s position in the ethanol industry is now stronger. Antti Vihavainen, CEO of Puro.earth called the milestone monumental, highlighting the scale of the project as an example of how large projects can and will supply the VCM with significant volume. Jim Ramm, vice president of biofuels at EcoEngineers, said the achievement by RTE and all those involved has created an opportunity for eth-
anol producers that can be leveraged now and well into the future.
Get to Know the VCM
The voluntary carbon market was created to promote the removal of industrial carbon dioxide at a global scale. The market provides corporations and other entities that do not directly produce carbon dioxide in large volumes the ability to participate indirectly in the physical reduction of CO2. Through one of several marketplaces operating today, a buyer can purchase carbon removal credits, in various forms, for a fluctuating fee. By purchasing credits, the buyer is able to meet its own carbon reduction initiatives while incentivizing the removal of CO2. In return, the supplier is monetarily
36 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Carbon
VOLUNTARY MARKET

rewarded for partaking in CO2 removal practices. The way RTE and its partners are venturing into the VCM appears to be refreshingly clear cut, but both Vihavainen and David LaCreca, senior carbon consultant for EcoEngineers, say that’s not always the case for the carbon capture and storage (CCS) sector.
The wind and solar industries have been participating in, and benefiting from, the VCM for years, LaCreca says. The VCM is roughly 30 years old and picks up where global governmental policies leave off. The purpose of the market is to reward carbon removal and make CCS projects more feasible.
“Renewable fuels haven’t really played in this sandbox before, as others have,” LaCreca says.
Playing in the VCM requires the establishment of capture metrics, proof points, traceability and several other terms that all relate to verification. According to LaCreca, a project aiming to participate in the VCM as a supplier must submit project documentation in a particular format with exacting methodology. For RTE, LaCreca and his team were brought in to explore the feasibility of the ethanol plant participating in the VCM in the first place, and then to produce the documentation required from RTE to receive CORCs.
According to Puro.earth, the verification process is one major reason why Nasdaq has taken a leading investor position in its company. Puro.earth has developed a rigorous, effective and proven process for analyzing and verifying the carbon capture and/
or sequestration abilities of suppliers to the VCM. While most carbon offset schemes focus broadly on emissions reduction, Puro. earth’s approach is all about carbon removal. The company requires scientifically verified removal methods that capture and store CO2 durably for a minimum of 100 years—with industrial scaling potential. The scaling criterion is one of several reasons Vihavainen and his team are excited to work with RTE.
“Puro has developed multiple methodologies for this,” Vihavainen says. His company has worked with scientific advisory boards and other third-party advisors to create its verification system. The company has no investments or stake in any CO2 supplier or marketplace, he emphasizes. It exists to generate CORCs that the marketplace can
ETHANOLPRODUCER.COM | 37
RISING OPPORTUNITY: This spring, Richardton, North Dakota-based Red Trail Energy became the first ethanol plant to enter the voluntary carbon market.
PHOTO: RED TRAIL ENERGY
trust. Vihavainen says Puro’s approach is aligned with global benchmarks, namely the International Carbon Reduction and Offset Alliance, a trade group of providers of voluntary carbon offsets.
Also, Puro only certifies durably stored carbon with net-negative emissions. Avoided or reduced emissions aren’t included in any carbon accounting. The company recognizes five different carbon removal methods: biochar, terrestrial storage of biomass, carbonated materials, enhanced rock weathering and geologically stored carbon.
To date, Puro has certified CORCs for 175 different projects across 33 separate countries for a total of 818,527 tons of CO2.
RTE is by far Puro’s largest CO2 CORC supplier. It’s also the only U.S. project in its portfolio. The majority of all CORC suppliers through Puro are in the biochar sector.
The verification process required of suppliers includes four steps. First, the supplier makes a claim on the net negativity of their products or process with accompany-


38 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
PIECES OF THE PROCESS: Participating in the voluntary carbon market requires the establishment of capture metrics, proof points, traceability and other steps related to verification. Puro.earth and EcoEngineers have helped Red Trail Energy through the whole process.
Carbon
PHOTO: RED TRAIL ENERGY
ing evidence via a lifecycle assessment or environmental product declaration (which basically says the product has removed more CO2 than it has emitted). Second, independent assessors in the Puro system visit the production facility, validate data accuracy and issue an audit statement. Puro covers the cost of verification. Third, the verified volume of extra carbon absorbed in the products or process is then issued CORCs for every metric ton of CO2 removed and stored. Then, suppliers are free to sell their CORCs to any venue, marketplace or broker; they can also sell them directly to companies that want carbon credits to neutralize their emissions by indirect removal.
“We publish a price index with Nasdaq,” Vihavainen says. “We promote the existence of high-quality carbon removal.”
The CORC Carbon Removal Price Index tracks the price of all CORC transactions (with a separate index for biochar). As of February, the CORC index price hovered around $170 per ton. Over the past
18 months, the index price has fluctuated from roughly $130 per ton to almost $200 per ton.
When a CORC is retired (i.e., bought) the owner of the CORC can claim the benefit. CORCS will last up to three years, Vihavainen says. There are several marketplaces for buyers and suppliers to connect, including Supercritical, Patch, Carbonfuture, Cloverly, Watershed, Klimate, Lune and even Salesforce. CORCs are digital, certified and tradable.
Ethanol’s Future In the VCM
Puro.earth gets compensated for its CORC certification work in two ways: An account holder can pay an annual membership fee, or a service fee is applied to the supplier when a CORC is traded for the first time. The fee is based on the volume of the annual output of CORCs and the price level of the CORCs.
Apart from its revenue generation goals, Puro’s mission and overarching goal

is to expand the number of carbon removal projects across several industries. The company also aims to expand the access of CO2 buyers to suppliers with large CO2 removal volumes, like RTE.
When Puro.earth launched in 2017, Vihavainen says, there were a half-dozen biochar companies in the world, and now there are more than 500. That growth is, in part, due to Puro.earth and its ability to create an additional buyer for one of the industry’s main processes: carbon removal. Prior to RTE, the suppliers that Puro.earth has typically certified have had annual output totals far less than 100,000 CORCs. In fact, RTE is the first supplier to be certified by Puro that is at or above that level.
“Adding RTE is very significant,” he says.
None of it would have happened without Ramm of EcoEngineers. Ramm introduced RTE to LaCreca and his team. At first, LaCreca wasn’t sure if the RTE project would work in the VCM. Now, he says,
BCI equipment is built to last, one piece at a time, by a team that still believes quality matters.
From custom design, to fabrication, to service & support...
BCI is Elevating Conveying Standards
• Chain Conveyors
• Bucket Elevators
• Parts & Accessories for all makes/models of conveying equipment
Over 200 Years of Combined Experience. Made in the USA.

ETHANOLPRODUCER.COM | 39

it’s starting to look like a blueprint for other ethanol producers to follow. RTE underwent an independent verification and successfully met all requirements of feedstock sustainability, carbon sequestration permanence and financial additionality. Through only the first 14 months of its CCS project, RTE was issued more than 150,000 CORCs.
EcoEngineers has published a case study on its work with RTE that demonstrates the opportunity to both RTE and the ethanol sector as a whole. Participating
in VCMs, the study says, “creates alternate revenue streams that reduce project risks and create optionality for bioenergy with carbon capture and storage projects.” The study added that “current incentive programs in the U.S. such as the 45Q federal tax credit for carbon capture and storage and state low-carbon fuel standards ... are attractive to ethanol producers, but long permitting times and regulatory risks that impact credit pricing pose barriers.”
By participating in the VCM, produc-

ers have more choices, LaCreca says. “They now have the choice to go from one to the other depending on price.”
Shashi Menon, CEO of EcoEngineers, says that the company’s goal was to set RTE up for success in regulated markets (i.e., LCFS programs) while also helping the ethanol producer jump into the voluntary market. “This gives RTE a significant competitive advantage within the ethanol sector and serves as a new industry standard for others to follow,” Menon says.
THE POWER BEHIND PROGRESS








40 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
RENT • SALE • LEASE Stock Boilers HRSG Waste Heat Recover y Boilers High Temp Hot Water Custom Control Panels

Ramm echoes that belief.
GROUNDED IN SCIENCE: Entering the voluntary carbon market involves a thorough verification process that includes scientific proof of the permanence, suitability and safety of a CCS site's sequestration reservoir. Technologies such as seismic vibroseis (left) were used at Red Trail to assess the site's geology early on.
“The VCM recognizes that these CO2 removal projects, like that at RTE, are very important to meeting their clients’ goals,” he says. “Ethanol [producers are] in a really good position to participate in the VCM because they provide the best form of CO2 for sequestration.”
Should an ethanol plant control the environmental attributes of its captured carbon, it will have optionality. Some producers looking to capture CO2 via pipeline may not retain their environmental attributes based on their respective contracts with a pipeline provider. According to EcoEngineers, by registering CCS pathways in several jurisdictions and alternative VCMs, ethanol producers will be able to choose to attach the CCS credits to the fuel product and sell ethanol for a premium, or separate the CCS credits from the fuel and sell CO2-removal credits into the “demand-heavy VCM.”
Despite the testing and documentation requirements necessary to register CORCs through Puro.earth, Ramm and LaCreca estimate they could onboard a capturing producer through feasibil-

































ETHANOLPRODUCER.COM | 41
Carbon
PHOTO: RED TRAIL ENERGY
HEAT EXCHANGER SERVICE & NEW EQUIPMENT CTI TUBE SHIELDS & LINERS PLATE HEAT EXCHANGERS René Langley 717 268 6223 Rene.Langley@Kelvion.com CONTACT COMPANY Extend the life of your heat exhangers Avoid bundle replacements Eliminate leaks caused by localized erosion /corrosion at the tube ends or throughout the entire tube length Avoid costly down-time In-house service for heat exchanger refurbishment New heat exchangers Spare Parts for Kelvion and all other OEM brand heat exchangers Field Service to service your unit in situ
IN-STATE PARTNER: The Environmental Energy and Research Center, based in eastern North Dakota, played a pivotal role in the development of Red Trail Energy's carbon capture and sequestration project. PHOTO: EERC


Two Years of CCS at Red Trail
Commencing with sequestration on June 16, 2022, Red Trail Energy was the first carbon capture and storage project permitted in the U.S. under what is called “state primacy.” Today, after nearly 24 months of active CCS, the ethanol produced at RTE has a lower carbon footprint than conventional ethanol sources. In addition to enabling RTE to enter the voluntary carbon market, CCS gives its biofuel more value in the clean fuel marketplace.
RTE emits an average of 180,000 metric tons of CO2 annually from its fermentation process. The facility is capturing 100 percent of those emissions—approximately 500 metric tons of CO2 per day—and permanently storing it more than a mile below ground in the Broom Creek formation.
In October 2021, less than five months after receiving the RTE application, the North Dakota Industrial Commission approved the Class VI injection well and the reservoir pore space RTE needed to operate the facility. The Energy & Environmental Research Center, based at the University of North Dakota in Grand Forks, played an instrumental role in the project’s validation and development.
42 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 ETHANOL DRYING SPECIALISTS - Technical Support - Startup Assistance - Proven Performance - In Stock PARK RIDGE, IL | 847-292-8600 mSORB EDG Molecular Sieve Beads ®
SHARING THE SCIENCE: Amanda Livers-Douglas, assistant director for integrated subsurface projects at the EERC, speaks with members of the community at an informational meeting about Red Trail Energy's CCS project.
PHOTO: EERC
ity studies, education about the VCM and other essential steps in roughly 90 days. Other producers currently capturing CO2, or planning to, may be wondering whether entering the VCM is right for them. For Ramm, the answer is a resounding yes, he says.
LaCreca believes the VCM will be a strong growth driver in the short term for carbon capture projects.
“I think that a lot of the ethanol producers or capture equipment companies can leverage this and help make a more rapid decarbonization of the industry happen,” he says.
Those that move into the VCM early may also be rewarded. While the incentive portion of the VCM is a major driver now, it isn’t meant to last forever. The goal, according to LaCreca and Vihavainen, is that someday every industrial carbon producer will incorporate capture methods into its systems, regardless of incentives.
For CO2 capture projects that aren’t funded or economically feasible at the moment, Puro has an accelerator program to match up projects with investors. It also has a large list of sales channel partners, suppliers and buyers already connected and ready to do business with a large list of credit takers. Interested auditors and verification companies can also link up to Puro. As Vihavainen says, every part of the VCM is growing, including the number of participants.
EcoEngineers has already proven its trailblazing capabilities within the ethanol sector, its management team says. Now, they’re ready for their next project, equipped with the knowledge gained from their role in helping the first-ever ethanol plant enter the voluntary carbon market. Their work has been verified and is repeatable.
Author: Luke Geiver Contact: writer@bbiinternational.com



ETHANOLPRODUCER.COM | 43
Carbon CUSTOMIZED SERVICE Relationships matter in agriculture. Work with a lender who values you and understands your business. Our Agribusiness and Capital Markets team will customize a plan to fıt your needs. Contact Jess Bernstien or Nicole Hatlen today to get started. 877-811-4073 AgCountry.com F OCUSED ON A G. FOCUSED ON YO U.




















SAVE THE DATE June 9-11, 2025 OM AHA, NEBR AS KA #FEW25 @ethanolmagazine Produced By 866-746-8385 | service@bbiinternational.com Where Producers Meet FuelEthanolWorkshop.com














Efficiency Trade-offs
More ethanol and oil wrung from each bushel of corn means less DDGS. How well does it pay?
By Susanne Retka Schill
As ethanol yields have increased and more corn oil gets spun out, the inevitable result is that DDGS production goes down. Ag economist Scott Irwin, chair of agricultural marketing at the University of Illinois Urbana-Champaign, pins down the impact as a net gain worth about 28 cents per bushel of corn produced.
Getting to that conclusion requires data analysis that reveals multiple industry trends. Irwin has been following the ethanol industry closely since the mid-2000s, “when it was clear we were having a major build-out in ethanol capacity in the U.S., and it was having a major impact on corn prices,” he says. In recent years, Irwin has looked at the profitability of the industry annually, utilizing a representative ethanol plant model developed by a fellow ag economist at Iowa’s AgMarketing Research Center. The spreadsheet uses Iowa-based corn, ethanol and coproduct prices and allows users to either run the model’s assumptions for other fixed and variable costs or replace them with their own numbers.
A critical variable to getting a good analysis is inputting the best numbers for ethanol and coproduct yields. “I can’t do a reasonable
 Scott Irwin Chair of Agricultural Marketing
Scott Irwin Chair of Agricultural Marketing
job of assessing the profitability of ethanol production in the U.S. without having a good handle on critical measures of productivity,” Irwin says. The challenge, of course, is that this data is not publicly reported like commodity prices. Four years ago, Irwin began analyzing the industry’s conversion rates using data from the USDA and the DOE’s Energy Information Administration. His most recent report, “Trends in the Operational Efficiency of the U.S. Ethanol Industry: 2023 Update,” was published online in February at farmdocdaily.illlinois.edu. Note: All figures and data illustrations in this article, with the exception of one, come from this report.
The analysis gives a snapshot of how the industry is doing, using the best available data, Irwin says. “I will take the EIA/USDA data any day over private data that is a subset of the industry,” he says. “I know and trust their survey methods—I’m the opposite of most farmers. I know the statisticians, and I under-


46 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Market
COPRODUCT CALCULATIONS: DDGS is widely considered to be corn ethanol's principal coproduct, but it is not the most profitable ancillary output pound for pound. PHOTOS: STOCK




stand their survey methods and their rigor and consistency.”
Ethanol production data comes from the EIA, published in its Monthly Energy Review. Feedstock and coproduct volumes come from the USDA’s monthly Grain Crushings and CoProducts report.
The USDA’s report distinguishes wet mills from dry, giving a window into how wet milling—dominated by ADM and Cargill— compares to dry-grind milling in ethanol production. While the corn crushed by dry mills ranged between 85% and 93% between Oct. 2014 (when the crush report began) and Oct. 2023, the average was 91%, leaving wet mills with an average 9% share of the crush.
Ethanol Yield
Getting data from two different agencies, using two different surveys and reporting methods, complicates the analysis of corn ethanol yield. EIA reports total ethanol production, regardless of feedstock. USDA tracks
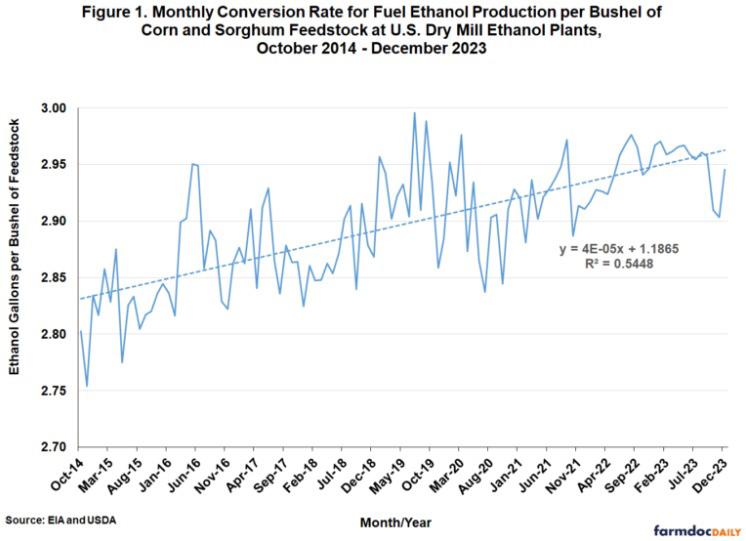
The ethanol yield in late 2014, when the crush report first came out, amounted to 2.88 gallons per bushel, improving over the decade by about 1.8% per year, on average, to 2.95 in 2023.






48 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Market
We designed the REDI-RACK® to accommodate pre-selected components reducing the engineering time and getting you moving product sooner rather than later. 1.800.845.2387 I www.CarbisSolutions.com Pre-Engineered Loading Racks ®
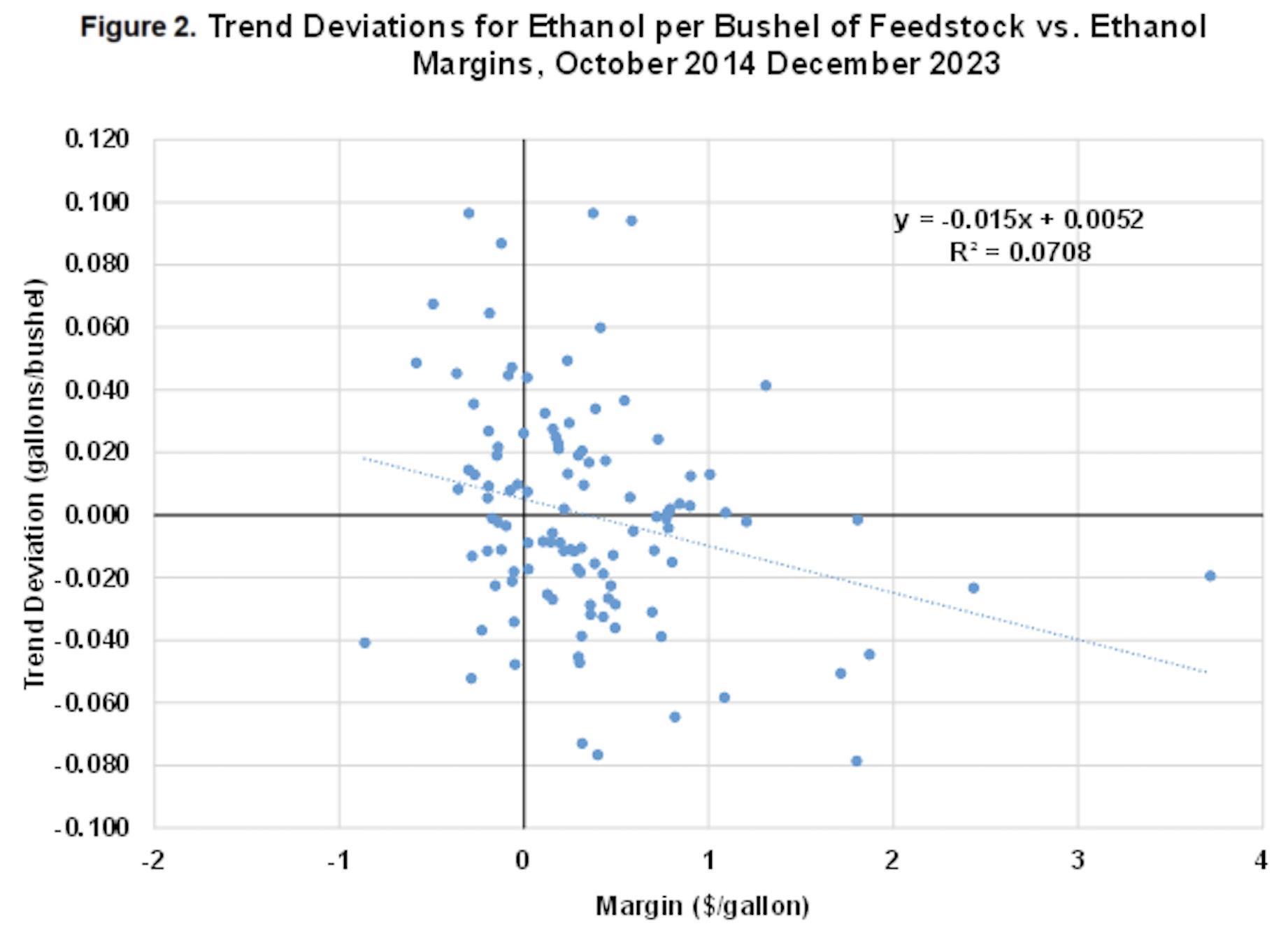
Each dot represents a monthly data point where the position on the x-axis shows the margin and the position on the y-axis shows whether that month’s yield was higher or lower than the annual average. The dotted line shows a slight downward trend, driven by outliers, indicating that the industry isn’t adjusting ethanol yield as the profit margin fluctuates.
SOURCE: SCOTT IRWIN
corn and sorghum crush separately. Irwin’s report explains that because sorghum is such a small fraction—typically less than 5 million bushels per month compared to 400 to 450 million bushels of corn—it has little effect on the corn ethanol yield calculation. Furthermore, no sorghum use has been reported since July 2020.
EIA’s ethanol production numbers, however, include both wet and dry mill ethanol production. Wet and dry technologies likely have different conversion rates, but Irwin concludes the use of combined production is not a significant limitation to computing yield because wet mill plants represent less than 10% of total production.
The ethanol yield in late 2014, when the crush report first came out, amounted to 2.88 gallons per bushel, improving over the decade by about 1.8% per year on average to a 2023 average yield of 2.95. Figure 1 shows the monthly conversion rates and trend line.





Ecolab has the expertise to help you Optimize Yield Manage Risk Reduce Total Cost Visit us in booth #1239 at the Fuel Ethanol Workshop and Expo LE ARN MORE
Irwin adds that after looking at last year’s data, he’s wondering if efficiency gains are losing momentum. “It’s really flattened out,” he says. “We last peaked at 2.98 in August 2022, and we haven’t been at that level since. If we don’t go above that in 2024, it will raise the question: Has the ability of the ethanol industry to increase ethanol yield finally begun to taper off?”
When asked whether the fluctuations in ethanol yield correlate at all with changing margins, Irwin ran the analysis for Ethanol Producer Magazine, shown in Figure 2. He charted the monthly average margin for a representative Iowa ethanol plant versus deviations from the trend in ethanol conversion rates. “It shows a slight downward trend largely driven by a few outliers,” he says. “Basically, it’s a scatter plot showing no statistical correlation.” He suspects the variations in yield are random and not correlated to margins, which would be an indicator of profitability. “In talking to people in the industry, some of the variation has to

be explained by the ethanol milling quality of a corn crop—that would be the first place I’d look for a correlation.”
Coproduct Yield
Calculating the yield of distillers corn oil (DCO) is straightforward using the data from the USDA Crushings report. DCO conver-
sion industry-wide has risen an impressive 90% from a low of just 0.48 lb/bu of corn in December 2014 to a peak in May 2023 of 0.91 lb/bu. The 2014 low quickly improved, with the 2015 DCO yield averaging 0.60 lb/ bu. The average in 2023 came to 0.88 lb/bu.
Calculating the DDGS conversion rate requires more work. The crush report breaks








50 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Market
PHOTO: CHS
EXCHANGING YIELDS: Irwin's results show that the 9% increase in ethanol yield and 91% increase in corn oil extraction have resulted in a 12% decline in DDGS output.
Learn more at www.hydro -thermal.com or Visit us at FEW in booth 706 June 10-12 in M inneapolis MN

out five categories of distillers grains coproducts, which have to be adjusted by assumed moisture content to calculate an aggregate DDGS conversion rate. The 9% increase in ethanol yield and 91% increase in corn oil extraction have resulted in a 12% decline in DDGS conversion rate, Irwin reports. The peak was seen in October 2014 at 17.34 lb/bu,
and the low was recorded in July 2023 at 15.25 lb/bu. The average for 2015 was 16.95 lb/bu, which declined by 1.43 lb/bu to an average DDGS yield of 15.52 lb/bu last year.
Efficiency Trade-off
Irwin’s analysis this year tackled the question of the economic impact of these efficien-
cy trade-offs—how well does getting more ethanol and DCO offset the loss in DDGS?
To answer that, Irwin turned to the representative Iowa ethanol plant model. He first calculated the annual revenue from ethanol, DDGS and corn oil for 2015 ($5.53 per bushel) and 2023 ($8.51) using the USDA’s reported Iowa market prices and his calculated average conversion rates for each of those years. Then, to see how it would have looked if conversion rates hadn’t changed, he ran the model again with 2023 prices, keeping the 2015 conversion rates as a constant.
The operational efficiency gains over the past decade led to an additional 26 cents of ethanol revenue and 18 cents of corn oil revenue per bushel of corn processed—a total gain of 44 cents. This was offset by a drop of 16 cents per bushel in DDGS revenue for a net gain of 28 cents. “This represents about a 4% improvement in total revenue, which is economically meaningful,” Irwin says.









ETHANOLPRODUCER.COM | 51
PHOTO: CHS
PROFIT GAINS: The reduction in DDGS production profits has been offset by ethanol and DCO profit gains of 44 cents, with a net gain of 28 cents per bushel.
The cost of boosting ethanol and DCO yield isn’t factored in, he adds, as that data isn’t available. “I presume since they’re profit maximizing firms, the net is positive after you consider the cost of the operational trade-offs.”
Implications
As an economist analyzing the ethanol industry closely, Irwin is sometimes called on to testify before congressional committees to
share his findings. But his computed ethanol yield isn’t the one that counts for regulators. In using the EIA and USDA data, Irwin’s average ethanol yield for 2023 of 2.95 is higher than the GREET21 average Midwest ethanol yield of 2.864.
Not knowledgeable about GREET’s methodology for determining ethanol yield, Irwin can’t explain the difference. He is, however, confident that using EIA and USDA data
gives the best indication of averages and trends, though it may not be an accurate measure of yield at a specific point in time.
The one-tenth difference in ethanol yield amounts to about 1.5 points in carbon intensity. “It’s not a huge mover of CI score like carbon sequestration, but at the margin these things matter. Particularly when you’re right around the critical 50% mark,” he points out, referring to the threshold to qualify for incentives in the Inflation Reduction Act.












The productivity story of the U.S. ethanol industry is important in its own right, Irwin says. “It’s also interesting because of the importance of these basic analyses in the policy debates about carbon accounting, what I now call #GREETwars.”
The biggest strength of the ethanol industry is its resiliency and its “quiet innovation” in operational efficiency, Irwin says. In considering its biggest weakness, he doesn’t point to economics at all. “The industry tends to have, and not without good reason, an ‘us against them’ mentality. I understand why that’s developed considering the ferocious battles with the U.S. crude oil refining industry. But that doesn’t always serve them well, in my opinion,” he says, adding that he’s experienced that reaction to some of his analyses that are perceived as a threat.
“But that’s small potatoes relative to this enormous transition that’s just gotten started from internal combustion engines to EVs,” he continues. While he expects the timeline is much further out than some fear (or hope, among EV proponents), Irwin maintains that the future of mass transportation will be electric vehicles and internal combustion engines will be reserved for niche uses. “That’s an unusual existential threat,” he says. “It’s not normal for a well-established, profitable industry to say we can see a future that doesn’t include us.” Thus, the interest in sustainable aviation fuel as a new market for liquid fuels is strong. “And that is why #GREETwars is so ferocious now. The ethanol industry, for good reason, feels like it’s fighting for its long-term life.”
Author: Susanne Retka Schill Contact: writer@bbiinternational.com
52 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Market
























SIX-FIGURE STANDARD
The 2024 Ethanol Plant Personnel Salary and Job Satisfaction Survey results show an industry rewarding managers and department heads with pay ranging from $100,000 to over $200,000.
By Tom Bryan
This year’s Ethanol Plant Personnel Salary and Job Satisfaction Survey represents upper-level ethanol plant employees working in management, departmental oversight and commodity sales and procurement at more than 60 different U.S. ethanol plants. Lab managers had the highest participation in the survey, representing 17% of the participant pool. Environmental, health and safety (EH&S) managers represent 14% of the field, and plant managers also had strong participation, making up 13% of respondents. Engineering personnel and commodities/sales managers had relatively good participation, too, each representing 8% of the total pool. General managers make up 6%.
Notably, only a single respondent indicated that they are an ethanol plant “president or CEO,” this year, leaving that job category with insufficient data to report on. Other job categories with low participation are also excluded from the results. After culling data on positions with low numbers, the following report includes data on 10 key ethanol plant positions: Lab/QC Manag-
er; Maintenance Manager; Operations Manager; EH&S Manager; Plant Engineer/Engineering; Human Resources; Controller/CFO; Commodities/Sales Manager; Plant Manager; and General Manager.
The two largest respondent categories by age, both coming in at 17%, are 35-39 and 5559. While job type and experience are generally believed to determine salary more than age, 90% of those reporting salaries of $200,000 or more are between the ages of 45 and 59. Similarly, in the $150,000-$199,000 pay category, 73% of respondents are over the age of 45. Conversely, just 36% of respondents in the $100,000-$149,999 pay range are over the age of 45, and even fewer (33%) of respondents earning $75,000-$99,999 are older than 45.
Of the 10 positions analyzed for this year’s survey, Operations Manager has the youngest average age (36) reported, and Maintenance Manager has the oldest (58). The average age of all survey respondents is 47, which is both an indication of the ethanol industry’s workforce and the experience level of the survey respondent pool. A breakdown of age by position is shown in the page-58 chart.

56 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Staff

ETHANOLPRODUCER.COM | 57
AVERAGE AGE BY POSITION
Operations Manager
Plant Engineer/Engineering
Commodities/Sales Manager
Lab/QC Manager
Controller/CFO
Plant Manager
Human Resources
EH&S Manager
General Manager
Maintenance Manager
Nearly a third of survey respondents (31%) are employed at ethanol plants producing more than 120 MMgy. The second most common facility size for survey participants is 40-69 MMgy (23%), followed by 70-99 MMgy (15%). This is somewhat expected, given that Ethanol Producer Magazine’s U.S. plant data, updated in April, pegs the average U.S. ethanol plant size at 93 MMgy.
Most survey respondents work at facilities that have consistently operated at or above capacity during the past 24 months. Nearly 73% of participants said they work

36 Years Old
38 Years Old
45 Years Old
45 Years Old
47 Years Old
48 Years Old
49 Years Old
50 Years Old
56 Years Old
58 Years Old
at a plant that has run at full capacity 90%100% of the time; 14% said their plant has operated at full capacity 80%-89% of the time; just 5% said their facility has run at peak capacity 70%-79%. And 9% of participants said they work at a plant that has operated at full capacity less than 70% of the time. Overall, these levels of production show a participant pool employed at top-tier facilities with high levels of plant reliability; it also reflects the overall good health of the ethanol industry over the past two years.

Most survey respondents are employed at—and presumably reside near—ethanol plants in the Upper Midwest. Over 41% of this year’s participants are from Minnesota, Iowa or Wisconsin; another 29% are from North Dakota, South Dakota or Nebraska—meaning well over two-thirds of survey takers are from that contiguous six-state area. Nearly 19% of respondents are from Kansas, Missouri or Illinois; 7% are from Indiana, Ohio or Michigan; and the remaining 4% are from other states.

Personnel
YEARS UNDER THEIR BELT: Of the 10 positions analyzed in the 2024 Ethanol Plant Personnel Salary and Job Satisfaction Survey, Operations Manager was the youngest average reported age (36), and Maintenance Manager was the oldest (58). The average age of survey respondents is 47.
SOURCE: EPM
YOUR TREATMENT SHOULD BE AS WELL. YOUR PLANT IS UNIQUE ADDITIONAL BENEFITS OF OUR DELASAN CMT PROGRAM CAN INCLUDE: Contact your Zee|Loeffler sales representative. FOR MORE INFORMATION
Longevity
When asked how long they have worked for their current employer, most (55%) of this year’s survey respondents said they have been employed at the same plant (and/or parent company) for seven to 19 years. On the extreme high end, 13% of respondents said they have worked for their current employer for 20 to 29 years; 12% said they’ve been at their current location for three to four years, and 5% said they’ve been on the job with their current employer five to six years. While the data suggests a theme of longevity with ethanol plant personnel, not all respondents have been at their current place of work all that long; 13% of the field, in fact, said they have been with their present employer for less than two years.
When subsequently asked how long they have worked in ethanol production or biorefining, the most common answer was 15 to 19 years (27%), followed by 10 to 14 years (18%), seven to nine years (16%), and 20 to 29 years (15%). Only 8% of respondents said they have worked in ethanol production or biorefining for less than two years, which fits into the 13% of respondents who have worked for their current
employer for 24 months or less—some just starting their career and others having recently changed their place of employment.
Most survey takers (60%) have worked in other industries, but only one ethanol plant. A good number of respondents (over 22%) said they have worked at two different plants over the course of their biofuels career. Beyond that, the numbers seem to indicate that once a person works at more than two plants, they are more likely to change jobs multiple times. In fact, more respondents have worked at five plants than three: 3% of survey takers have worked at three plants, 6% have worked at four plants, and 9% have worked at five or more different facilities. Note: the number of plants a person has worked at includes facilities owned by the same company, possibly accounting for those who have worked at several facilities during their career, often in management. In fact, a full 14% of respondents said they currently work at or manage more than one plant.
Very few survey respondents said ethanol production was their first career choice. Nearly 92% said they previously worked full-time in a different industry before landing their first job in ethanol production.
That said, a strong majority (64%) of survey takers said they gained most of their professional experience within the ethanol industry itself. A wide variety of previous professions and fields of work are listed by participants who gained most of their work experience elsewhere—agriculture and industrial manufacturing being cited the most frequently. Ag and manufacturing are also the most common sectors that respondents worked in immediately prior to entering ethanol production.
About 7% of survey takers said their entire career has essentially been spent in the ethanol industry.
Benefits
When asked what options are included in their current employer’s benefits package, the collective response indicates that U.S. ethanol plants offer strong benefits, from flexible spending, bonuses and profit sharing to health, dental and life insurance. 401k retirement plans are almost standard—over 94% of participants said their employer offers one. A perk of note: 69% of respondents said their employer pays for their cell phone. Job training and continued education are offered by about half the plants.


Profit sharing is somewhat common (38%), but bonuses (likely including sales commission in some cases) are much more typical (received by 79% of survey takers in the past 12 months).
Growth and Hiring
Although most ethanol plants have relatively low turnover, filling vacant positions can be challenging for producers. The specialized nature of ethanol production jobs and the rural locations of most biorefineries make hiring difficult at times. Nearly 60% of respondents, many of them managers with hiring authority, said it is “sometimes a struggle” to find new employees; and almost 27% said finding new people is “very difficult.”
When asked about the effectiveness of various methods of finding job candidates and filling open positions, survey takers said “promoting from within” is “very effective,” along with “word of mouth” communication. Recruiting from related industries is considered by most to be effective only “sometimes,” as is the use of professional recruiters (i.e., “headhunters”), internet job sites, job services and job fairs. Almost half of the respondents were “neutral” on recruiting from other plants, and
another 20% of them said the practice is not typically effective. Notably, when asked if they had personally been contacted by a headhunter in the past 12 months, 62% of respondents said “yes.”
An impressive 68% of survey takers said their facility (or parent company) is in a growth or transformation stage— “expanding, taking on new projects and actively hiring.” Another 26% said that’s true of their facility “to some degree.” Only 6% of respondents said their plant or parent company is not in a growth or transformation stage.
For those facilities that are amid such growth and transformation—which is to say, many—nearly half are expecting to hire at least one new employee. About 20% of respondents said their plant will likely need three or four new employees soon, and 15% said their facility will need five or more new employees soon.
Nearly 61% of the survey takers said their employer does not have succession planning in place for management, to the best of their knowledge. Perhaps this response should be interpreted as impressive, given that 39% presumably do have succession planning in place.


Doing More Post-Pandemic
When asked about the COVID 19 pandemic, which had a dramatic effect on the U.S. ethanol industry from 2020 through 2022, survey participants expressed mixed feelings about how lasting those impacts have been. About a fifth of respondents said the pandemic affected their facility, operations or staffing “in ways that are still being felt today.” However, one-fourth of survey takers said their facility is no longer feeling the impact of the pandemic. Most (54%) said they’re still feeling the negative effects of the pandemic “to some degree.”
Regardless of perceptions on the pandemic’s lasting impact, over 45% of respondents said they have, in fact, taken on more responsibilities, a broader role or increased hours over the past 24 months (i.e., since the height of the pandemic). About 30% said they are working more “to some degree.” And only 25% of survey takers said they are not working more post-pandemic.
Work Week: 45-49 Hours Is Standard
Very few survey respondents (less than 5%) said they work a flat 40-hour schedule. The most common number of hours






60 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Staff
JOB SATISFACTION BY POSITION , MONEY ASIDE
PLANT ENGINEER/ENGINEERING:
Very Satisfied: 43%
Satisfied: 14%
Unsatisfied: 29%
Very Unsatisfied: 14%
OPERATIONS MANAGER:
Very Satisfied: 40%
Satisfied: 40%
Unsatisfied: 20%
Very Unsatisfied: 0%
LAB/QC MANAGER:
Very Satisfied: 25%
Satisfied: 63%
Unsatisfied: 12%
Very Unsatisfied: 0%
CONTROLLER/CFO:
Very Satisfied: 50%
Satisfied: 50%
Unsatisfied: 0%
Very Unsatisfied: 0%
MAINTENANCE MANAGER:
Very Satisfied: 0%
Satisfied: 75%
Unsatisfied: 25%
Very Unsatisfied: 0%
COMMODITIES/SALES MANAGER:
Very Satisfied: 43%
Satisfied: 43%
Unsatisfied: 14%
Very Unsatisfied: 0%
EH&S MANAGER:
Very Satisfied: 42%
Satisfied: 50%
Unsatisfied: 8%
Very Unsatisfied: 0%
PLANT MANAGER:
Very Satisfied: 55%
Satisfied: 45%
Unsatisfied: 0%
Very Unsatisfied: 0%
GENERAL MANAGER:
Very Satisfied: 40%
Satisfied: 60%
Unsatisfied: 0%
Very Unsatisfied: 0%
HUMAN RESOURCES:
Very Satisfied: 67%
Satisfied: 33%
Unsatisfied: 0%
Very Unsatisfied: 0%
FULFILLMENT AT WORK, MONEY ASIDE: Ethanol plant human resources personnel are the most likely to be “very satisfied” with their job, compensation aside. Engineering personnel are the most likely to be “unsatisfied” and “highly unsatisfied," but are also highly likely to be "Very Satisfied."
SOURCE: EPM
worked, participants said, is 45-49 hours per week, followed by a slightly lighter schedule of 41-44 hours. About one-fourth of the respondent pool said they work 5054 hours per week, and a few people said they work even more than that.
Job Satisfaction
When asked how satisfied they are with their current job, pay aside, most survey takers said they are “satisfied” or “very satisfied.” Over 47% of respondents said they are satisfied, and 38% said they are very satisfied. Roughly 12% of participants said they are unsatisfied, and only a handful of survey takers said they are very unsatisfied. The breakdown of non-pay-related job satisfaction by position is presented in the adjacent chart.
When asked specifically what most impacts their feelings about job satisfaction, survey participants placed the highest emphasis on five things: pay, job security, benefits, culture and hours. “Working in clean energy/renewable fuels” was ranked relatively low amongst job satisfaction factors. The distance commuted to work was also not a big factor.








ETHANOLPRODUCER.COM | 61
Operations Manager
PAID ‘ABOUT RIGHT’ VS. ‘TOO LITTLE’
MAINTENANCE MANAGER:
Paid About Right: 25%
Paid Too Little: 75%
LAB/QC MANAGER:
Paid About Right: 47%
Paid Too Little: 53%
OPERATIONS MANAGER:
Paid About Right: 50%
Paid Too Little: 50%
PLANT ENGINEER/ENGINEERING:
Paid About Right: 50%
Paid Too Little: 50%
PLANT MANAGER:
Paid About Right: 64%
Paid Too Little: 36%
GENERAL MANAGER:
Paid About Right: 71%
Paid Too Little: 29%
EH&S MANAGER:
Paid About Right: 75%
Paid Too Little: 25%
COMMODITIES/SALES MANAGER:
Paid About Right: 100%
Paid Too Little: 0%
CONTROLLER/CFO:
Paid About Right: 100%
Paid Too Little: 0%
HUMAN RESOURCES:
Paid About Right: 100%
Paid Too Little: 0%
HIGHEST PAID NOT MOST CONTENT WITH COMPENSATION: According to the survey results, the highest paid plant personnel included in this report—general managers—are not the most likely to think they are "paid about right.” In fact, they are the fifth most likely to think they are “paid too little.” Maintenance managers are the most likely to think they should be paid more.
SOURCE: EPM
Despite frequent reports that compensation doesn’t determine happiness at work, 63% of survey participants said “competitive salary” is, in fact, very important to their job satisfaction. Job security was also a strong factor, with 54% of survey takers saying it was “very important” to them.
When survey respondents were asked if they are currently seeking other work opportunities, very few respondents said yes.
Almost 90% of survey takers were content with their current job. About 38% said they aren’t considering leaving their job; another 49% said they are not actively looking for a different job but might consider the right opportunity.
Estimated Average Salaries
As for the big question—compensation—the survey results provide both ex-
pected and somewhat unexpected results. On the predictable side, no survey takers said they earn less than $60,000 per year, and only one person said they make more than $250,000 annually (this number would have likely been higher if presidents and CEOs had been included).
On the somewhat unexpected side, 13% of respondents said they make $200,000$249,999 per year—a considerable salary

62 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Staff
© Kemin Industries, Inc. and its group of companies 2024. All rights reserved. ® ™ Trademarks of Kemin Industries, Inc., U.S.A Kemin is proud to ser ve the biofuels industr y with enzymes and antioxidants for improved production. kemin.com/bio NEW ZyloZyme® GA glucoamylase Zylo
ESTIMATED AVERAGE SALARY BY POSITION
LAB/QC MANAGER: $101 ,617
MAINTENANCE MANAGER: $106,250
OPERATIONS MANAGER: $108,500
EH&S MANAGER: $1 12,500
PLANT
ENGINEER/ENGINEERING: $1 14,583
HUMAN RESOURCES: $1 25,000
CONTROLLER/CFO: $150,000
COMMODITIES/SALES MANAGER: $162,500
PLANT MANAGER: $170,45 4
GENERAL MANAGER: $215,500
FINDING THE MIDDLE MONEY: To determine average salary by position, Ethanol Producer Magazine identified the average midrange value of all pay ranges reported by survey respondents in each job category.
SOURCE: EPM
for the position types in the pool; 14% said they make $150,000-$199,999 annually; 43%—the largest category of compensation—said they make $100,000-$149,999; 25% said they make $75,000-$99,999; and the remaining 5% said they earn $60,000$74,999. Most notable, perhaps, is that all 10 of the positions analyzed in this year’s survey results have an average annual salary greater than $100,000.
Ethanol Producer Magazine estimated salaries based on the average midrange value of all pay ranges reported by survey respondents in each job category. The results are as follows (and shown in the adjacent chart): Lab/QC Manager - $101,617; Maintenance Manager - $106,250; Operations Manager$108,500; EH&S Manager: $112,500; Plant Engineer/Engineering - $114,583; Human Resources: $125,000; Controller/CFO$150,000; Commodities/Sales Manager$162,500; Plant Manager - $170,454; General Manager - $215,500.
$200,000 or More: Leaders Rewarded for Longevity
Those earning over $200,000 per year include general managers, plant managers and commodities/sales managers. Almost


ETHANOLPRODUCER.COM | 63
64% of those making $200,000 or more have worked at their current plant for 10 years or more; 82% of them have worked in ethanol production for more than a decade—and all of them have been in ethanol production longer than seven years. Two respondents in that pay category currently manage multiple plants. Those earning over $200,000 work at plants of all sizes, but the largest number of them (45%) work at plants that are 120 MMgy or larger. Almost two-thirds (64%) of survey takers earning $200,000 or more said they are compensated “about right,” while the rest think they should be earning more.
$150,000 to $199,999: Highly Experienced, Content Managers
Those earning $150,000-$199,999 also included general managers and plant managers as well as controllers/CFOs and engineering personnel. Many of the respondents in this pay category worked for smaller plants (46% of them being under 70 MMgy), and they generally reported having worked slightly fewer years at their current plant than those earning over $200,000. They did not, however, have substantively
less experience in ethanol production than the $200,000-plus earners. Surprisingly, those in the $150,000-$199,999 pay category have even more favorable views of their salary than their higher-paid colleagues, with 82% saying they are paid “about right.”
$100,000 to $149,999: Satisfied, Early-to-Mid Career Professionals
Those in the salary segment of $100,000-$149,999 were the most numerous among survey participants and included a wide variety of managers and supervisors: lab managers, HR personnel, maintenance managers, controllers and plant engineers. Because this category is quite large—representing about half of the entire survey respondent pool—it was hard to identify the size of facility most likely to offer this pay range; plants of all sizes are well represented in this salary pocket. Only 32% of ethanol plant personnel in this pay range have worked at their current ethanol plant longer than 10 years; and just 43% have worked in ethanol production longer than than that. Their career longevity and years at their current job are both significantly less than their higher-paid colleagues. Personnel in
this pay category are largely content with their current salary; less than 20% said they are “paid too little.”
$75,000 to $99,999: Loyal, Looking for More
In the $75,000-$99,999 salary range, there seems to be a higher number of personnel from smaller plants—30% working at plants producing less than 69 MMgy. Personnel in this category include lab managers, engineers, maintenance managers, EH&S managers and others. Almost a third of the respondents in this group have been at their current ethanol plant for more than 10 years, and about the same number have worked in the industry for a similar amount of time, indicating that they have not moved around much. Notably, over half (52%) of the respondents in this pay category said they are currently “paid too little.”
$60,000 to $74,999: Early Career, Climbing
Those earning $60,000-$74,999 include lab/QC managers and operations personnel. Most of these individuals have worked at their current plant less than a decade. Half of them currently work for







64 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Continous, real-time process analysis Scan to learn more www.keit.co.uk Staff
SOURCE: EPM
ESTIMATED AVERAGE 12-MONTH BONUS TOTAL BY POSITION
HUMAN RESOURCES: BONUSES: $3,500
MAINTENANCE MANAGER: BONUSES: $5,625
OPERATIONS MANAGER: BONUSES: $6, 187
EH&S MANAGER: BONUSES: $8,300
PLANT ENGINEER/ENGINEERING: BONUSES: $10,000
smaller facilities (40-69 MMgy) and a significant number of them believe they are paid too little. Age did not seem to be a factor, as respondents in this category ranged from 30 to 59.
Reviews and Raises
When asked about annual reviews and raises, about 77% of survey takers said they typically receive both. About the same number of respondents (75%) did, in fact, receive a raise in the past 12 months. Nearly 10% said reviews and raises are irregular at their plant, and 5% of respondents said reviews are rare or sporadic, and raises, when given, are modest.
Many survey respondents (47%) reported receiving annual raises in the 3%-4% (of their annual salary) range, but a substantive number (16%) received less than 3%. The vast majority of survey participants said the raises they received in the past year were not the result of a promotion or change in responsibility.
Bonuses
About 84% of respondents received a bonus, or multiple bonuses, during the past year. Bonus amounts ranged from $1,000 to over $50,000, with the most common
LAB/QC MANAGER: BONUSES: $14,066
COMMODITIES/SALES MANAGER: BONUSES: $19,000
PLANT MANAGER: BONUSES: $21,875
CONTROLLER/CFO: BONUSES: $37,500
GENERAL MANAGER: BONUSES: $37,500
total amounts tending to be midrange or higher. In fact, a greater number of survey takers reported receiving bonuses between $10,000 and $25,000 than $5,000-$9,999 or $1,000-$4,999.
In the $200,000 and above salary category, 64% said they have received a bonus (or cumulative bonuses) larger than $25,000 in the past 12 months. And over 36% had received bonuses over $50,000.
In the next pay bracket down— $150,000-$199,999—large bonuses are also common; 55% of respondents in that pay category received bonuses in the range of $25,000-$49,999, while just 18% received bonuses higher than that (i.e., over $50,000).
In the $100,000-$149,999 salary category, 36% of respondents received bonuses greater than $10,000, and 16% received bonuses in the range of $25,000-$49,999.
Bonuses given to plant personnel making $75,000-$99,999 were all under $15,000, with most bonus pay in this salary category falling under $4,999 per year.
Those earning $60,000-$74,999 mostly received smaller bonuses, half of them earning bonuses in the $1,000-$2,499 range.
Ethanol Producer Magazine estimated bonuses based on the average midrange value of all bonus ranges reported by re-
spondents in each job category—excluding data associated with respondents who reported unusually high bonuses (extreme high-end outliers) and those who did not receive a single bonus in the past 12 months (extreme low-end outliers). While respondents were asked to report salary and bonuses separately, it is not known whether all did; some may have included their bonuses in their annual salary. Also, it is difficult for some plant personnel to delineate salary pay from bonus pay, especially those working on sales commissions.
As shown in the chart above, the survey data yielded the following results on bonuses: Human Resources - $3,500; Maintenance Manager - $5,625; Operations Manager - $6,187; EH&S Manager - $8,300; Plant Engineer/Engineering - $10,000; Lab/QC Manager - $14,066; Commodities/Sales Manager - $19,000; Plant Manager - $21,875; Controller/CFO - $37,500; General Manager - $37,500.
Author: Tom Bryan Contact: editor@bbiinternational.com
ETHANOLPRODUCER.COM | 65
ESTIMATED EXTRA PAY: To determine average 12-month bonus totals by position, Ethanol Producer Magazine used the midrange value of all bonus ranges reported by respondents in each job category, excluding data associated with respondents who reported unusually high bonuses and those who did not receive a single bonus in the past 12 months.
Driving Decarbonization
Veolia Water Technologies & Solutions helps producers reduce their carbon intensity through added process efficiencies.
As opportunities for decarbonized ethanol multiply across the United States and abroad, ethanol producers are looking for practical ways to slash their carbon intensity (CI) scores and gain access to new low-carbon fuel standard (LCFS) markets and SAF opportunities. Veolia Water Technologies & Solutions provides ethanol producers with a variety of options to decarbonize their process and increase production efficiency, offering the industry chemical programs, equipment and monitoring solutions, and impacting both the utility and process elements.
Delbert Grotewold, renewable fuels domain expert with Veolia Water Technologies & Solutions, explains that the company has helped ethanol producers reduce the CI of their process and increase the value of the ethanol they produce. “By lowering your carbon intensity, it increases the value of the ethanol that you sell as a fuel,” he says. Most ethanol producers have a CI score of about 50, and in order to access SAF markets, that number needs to be reduced by half.
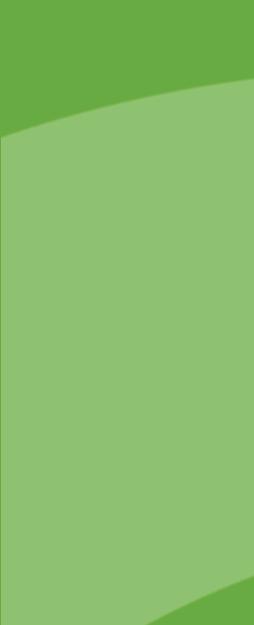

The addition of antifoulant solutions on a set of heat exchangers at one renewable fuels facility, for example, helped reduce the number of shutdowns the plant was experiencing by keeping the exchanger clean and functional longer. “Before we started treating this with our fouling control program, they were shutting down, on average, every 60 days. Once we implemented the treatment, they ran for 347 days,” Grotewold says. “That avoided four shutdowns with additional revenue of $22-$30 million a year.” The program also helped reduce the CI score of the fuel, allowing it to gain incentives and value within California’s LCFS market.
To learn more about Veolia's biofuel treatment capabilities, scan the QR code






















































66 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Spotlight BY KATIE SCHROEDER
The Cutting Edge of Cleaning
Premium Plant Services utilizes experience, automation, hydroblasting and dry ice for plant cleaning.
Relying on its background in ethanol plant cleaning, Premium Plant Services leverages new technologies and methods to eliminate stubborn ethanol process residues. With the addition of two new Premium offices in New Jersey and Indiana, the company now has an expanded service area spanning the United States. Ian Hughes, general manager of the Midwest division of Premium Plant Services, explains that dry ice blasting is one of the innovations that makes cleaning safer and less messy.
Unlike hydroblasting, dry ice does not leave behind a messy slurry to be removed. Blasting also happens at a much lower pressure with dry ice, running at 120 psi rather than 10,000 to 20,000 psi, reducing the safety risk.
“We’ll use dry ice on separator cones, TOs (thermal oxidizers) and economizers, the HRSGs (heat recovery steam generators), the receiving lines, the RTOs—we can do all those with water—but with our expanded capabilities we can offer dry ice blasting to complement hydroblasting—giving plants the option to choose,” Hughes says.
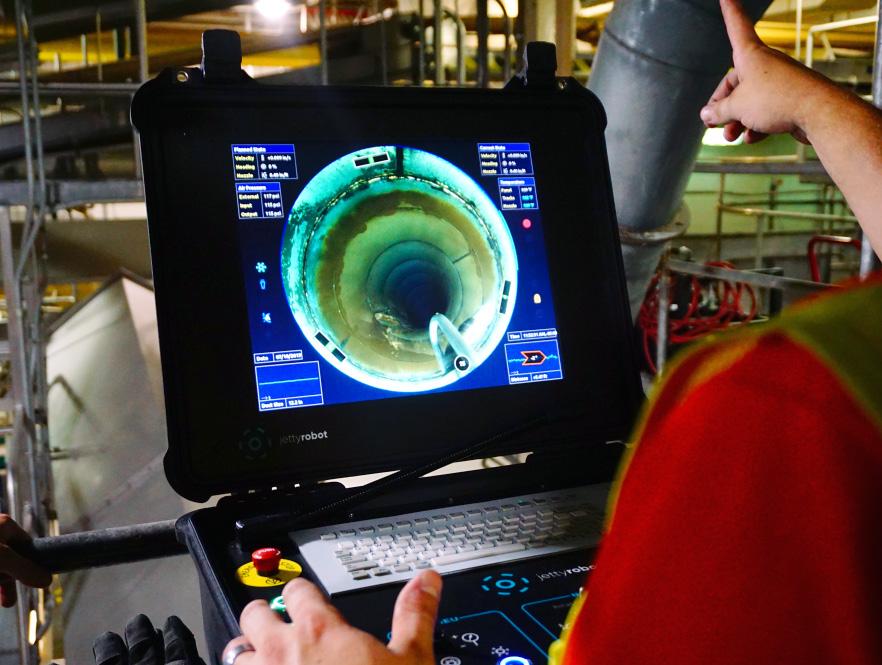
The company’s dry ice blasting robot is the only one of its kind in the cleaning industry, Hughes explains. The robot is used for cleaning receiving lines and connections between grain bins; it is fitted with cameras
on the front and back to ensure cleanliness. Able to clean lines ranging from eight to 52 inches in diameter, the dry ice robot is more effective than flushing the system with water.



With ch oice s fr om spon geblas ting , hyd ro bl as ting , indus tr
vacu uming and mor e , P re mium Plan t S er vi ces has
o f maint enance options for your f ac ilit y.
• Conf ined space rescue
• Dr y ice blasting
• Hydroblasting
• Hydro reclamation
• Indus trial vacuuming
• Restoration
• Sandblas ting
• Slurr y blasting
• Spongeblasting
• Surface chemical cleaning
• Tube bundle and heat exchan ger cleaning
ETHANOLPRODUCER.COM | 67
Spotlight BY KATIE SCHROEDER
The robot control panel allows the technician to have visibility into ducts during cleaning; it also captures video for Premium Plant Services' customers.
t h e r ig
t
PHOTO: PREMIUM PLANT SERVICES
ia l
h
mix
. Hibbing , M N • D ubuque , I A • Tra cy, M N St even s P oint , W I ( 888 ) 54 9- 18 69 WE ’V E GO T YOU COV ERED.
Transforming the Renewable Fuels Industry
Visionary Fiber Technologies Inc. (VFT) has developed a proprietary distillers corn oil (DCO) purification process utilizing its Fiber Reactor (FR) technology. The improved output, dubbed “clean DCO,” is a new-tomarket purity, absent of contaminants that cause catalyst fouling. Technical performance of the technology is guaranteed. There are two full-scale systems currently deployed in Midwestern ethanol plants, with each system having multiple years of demonstrated performance.
Technology Overview
The FR technology utilizes stainless steel fibers to create repeating micrometerthick ribbons of oil and aqueous solvent. The physical constraints of the reactor allow two immiscible materials to be in intimate contact as the liquids pass through the length of the reactor column. In the case of DCO purification, the FR is a highly efficient medium for aqueous refining.
The technology benefits the end-user with reduced carbon intensity and operating expenses. The FR relies on input material pumps and gravity to move liquids through the reactor, reducing moving parts and maintenance costs.
Value Proposition
The clean DCO from VFT’s FR technology is a superior quality product in the commodity marketplace, with an estimated value lift of $0.045/lb in comparison to currently available-to-market DCO. The FR technology offers an immediate additional operating revenue stream for its end-users via value derived from a new-to-market quality tier of refined DCO. Clean DCO is proven to reduce downstream operational inefficiency related to the fouling of refining catalysts and correlated consumable and maintenance expenses in the RD and SAF markets. Product specifications, shown on the right, are obtained in the absence of centrifugation or physical sorbents such as bleaching clays. As bleaching clays and silica are not used, the associated yield loss
and waste disposal costs with sorbents are avoided.
The only consumable in the process is water. During processing, approximately 0.5 mass units of water per mass unit of oil cleaned is used to “wash out” contaminants (which “poison” RD and SAF catalysts) from the DCO. For ethanol plants, this water can be seamlessly recycled back into the ethanol process streams, becoming part of the makeup water for the mash bill. The materials removed from the DCO are minerals that are ultimately deposited into the distillers grains from the plant, thereby having useful sales value. The ability of the ethanol plant to reuse the water, rather than treat it as a wastewater disposal issue, gives a significant operational advantage to cleaning up DCO at the ethanol site. This advantage produces an opportunity for a low-cost value add for ethanol plants that on-site treatment by RD or SAF plants cannot achieve.
Equipment Lease
The FR technology offering is available to ethanol plants in the form of a $0 down lease. Operating lease expenses amount to a monthly revenue share between VFT and end-users, as a variable of revenue lift derived by the lessee in excess of currently available-to-market DCO. The offering structure requires no capital outlay for end-users and results only in an additional income source for the lessee. Recently, crude DCO has experienced a market price decline.
Considering the current DCO value, clean DCO is estimated to enhance marketable price by a delta of more than 10% that of crude DCO.
Contact: Kevin Cate VFT Director of Sales kcate@visionaryfiber.com (972) 965-5832
Processing and Analytical Procedures:
• Crude DCO (A) was water washed through VFT’s FR technology utilizing an optimized water wash process, and the Single Pass Clean DCO (A) was analyzed post-processing and settling with no further manipulation.
• Crude DCO (B) was water washed through VFT’s FR technology utilizing standard water wash process, and the Single Pass Clean DCO (B) was analyzed post-processing and settling with no further manipulation. The Double Pass Clean DCO (B) was analyzed after a second identical pass through the FR and analyzed after centrifugation to reduce water content.
68 | ETHANOL PRODUCER MAGAZINE | JUNE 2024 Spotlight BY SCOTT KOHL, PHD



RENEWABLE FUELS INDUSTRY


CLOSEUPOF MICROCHANNELING




Visionary Fiber Technologies, Inc. (VFT) has developed a propriety Distillers Corn Oil (DCO) purification process, utilizing its Fiber Reactor (FR) technology. The output DCO (clean DCO) is a newto-market purity, absent of contaminants that cause catalyst fouling.
Technical performance of the technology is guaranteed. There are two full-scale systems currently deployed in Midwestern ethanol plants with each system having multiple years of demonstrated performance.







TRANSFORMING
ORGANIC AQUEOUS IMPURITIES 50 µm FIBER 50 µm FIBER
THE
Visionary Fiber Technologies, Inc. • 1400 Blackjack St, Lockhart, TX 786 44 • (512) 66 8-4928 • visionary fiber.com
Always Alert
TempLink provides Tharaldson Ethanol with economical risk management by providing a temperature monitoring solution.
Temperature monitoring company TempLink serves the medical and food industries and has been used in grocery stores, vaccine clinics, school cafeterias, locker plants and meat markets. The company has now extended its product application to the ethanol industry. “Every single plant has problems with temperature,” says Gary Tharaldson Jr., CEO of TempLink. “And we have our devices in place so you can act on those problems before the temperature becomes a bigger issue.”
Although the company started up last November, the product has existed for four years, initially developed by BWR Innovations, explains Tharaldson. The TempLink system uses sensors that send temperature readings to a gateway, then displays them on a dashboard. Users are able to set a temperature range that they want maintained. Then, whenever temperatures go above or below that range, an alarm message is sent to the phones and emails of anyone monitoring the system.
In late 2023, Tharaldson Ethanol integrated the TempLink system into the plant’s motor control center (MCC) and server rooms, explains Ryan Carter, COO of Tharaldson. “Those servers and motor buckets generate a ton of heat when running. If the HVAC system fails, it rapidly increases the temperature of those rooms and will cause failure,” Carter says. “I’ve been called in the middle of the night and have had to run out to the office because our system went down, and our servers literally sounded like a jet engine going off trying to keep it cool when we lost our HVAC system.” The dashboard and system are user-friendly and are a comparatively affordable option to a system provided by an automation company, explains Carter. He plans to extend sensor application even further, using TempLink sensors to monitor bearing temperatures, heat trace activity, VFD, process flows, cooling tower activity and more.


Templink Multi-Sensor Temperature Monitoring

Cloud-based wireless monitoring and notification system
Perfect solution for monitoring bearing temperatures, heat trace activity, VFDs, MCC rooms and ser ver rooms, process flows, cooling tower activity and more

GET NOTIFIED WHEN TEMPERATURES GET TOO HIGH OR TOO LOW




70 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Spotlight BY KATIE SCHROEDER

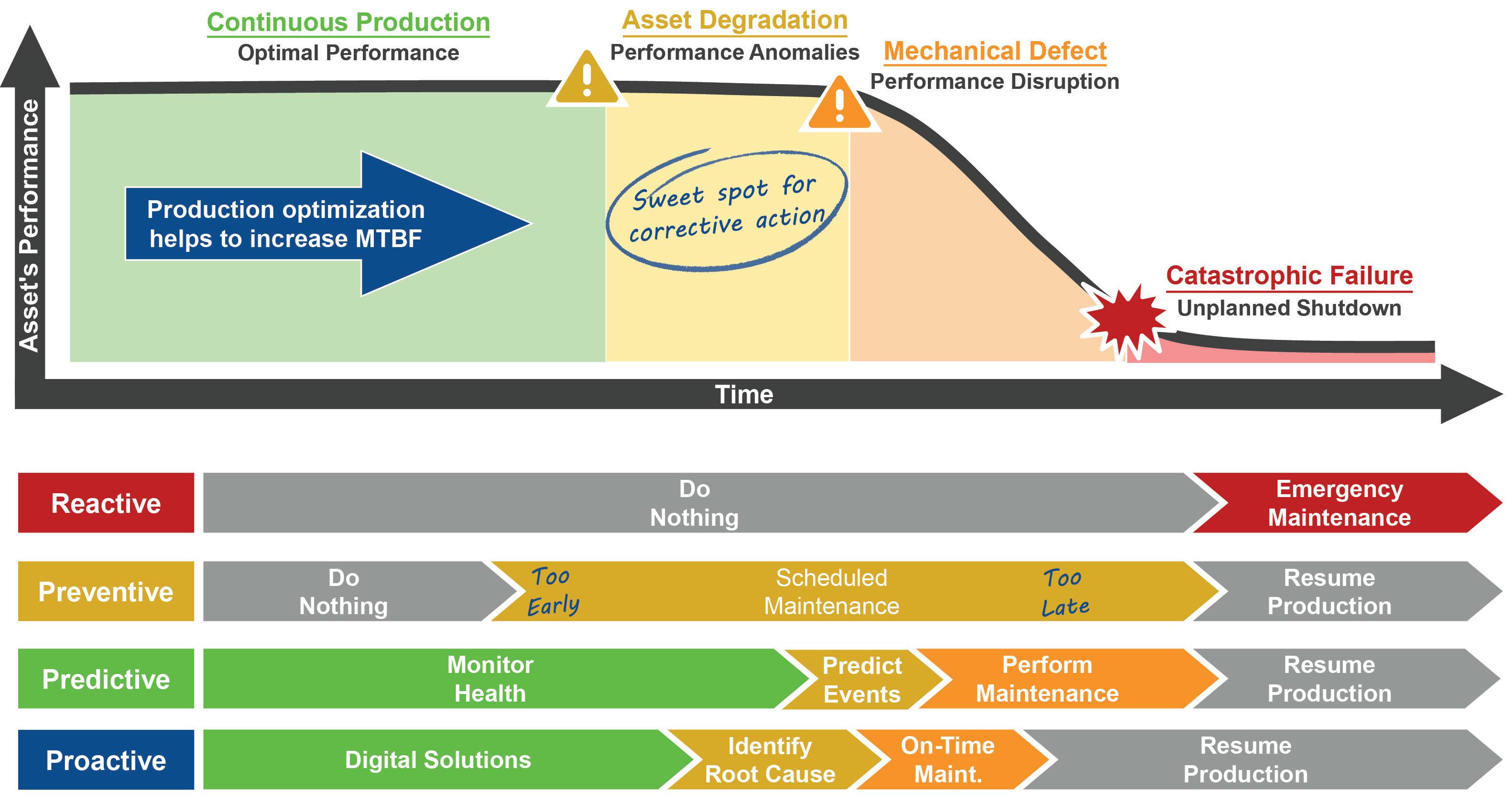
Predicting to Prevent
Novaspect offers a case study of how technology application can assist ethanol producers in accessing and examining their plant data.
By Natae Shreeves
Golden Grain Energy LLC of Mason City, Iowa, produces approximately 130 million gallons of ethanol annually, distillers corn oil (DCO) and both wet and dry distillers grains. The company announced late last year that the USDA awarded the plant a grant from the Higher Blends Infrastructure Incentive Program.
The plant has made significant strides over the years in achieving best-in-class
operational performance and efficiency through data-driven decisions. With a culture of continuous improvement, the company leverages its affiliated ethanol producer network that meets regularly to share information about their experiences.
When Philip Hines joined Golden Grain Energy as the plant’s reliability and maintenance manager over two years ago, he encountered some difficulties with one of the longstanding vendors supplying the vibration data reports. “The data was virtually unusable, and I couldn’t tell if it was trending up or down over time,” Hines
says. “I didn’t feel like it was doing anything other than just checking the box, and the vendor wasn’t willing to upgrade the reports, so I started looking for an alternative.”

Hines took action, reaching out to his network for recommendations and, during their maintenance meeting,
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
72 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
RIGHT ACTIONS, RIGHT TIME: Proactively addressing plant maintenance issues at the predicted "sweet spots" of asset life helps ethanol producers avoid the disruption of catastrophic failure.
SOURCE: NOVASPECT
Reliability
Dennis Uhl Reliability Specialist Novaspect
found out that several other ethanol plants had worked with Novaspect, an Emerson Impact Partner, and shared positive results from implementing the company’s predictive and preventive technologies and reliability services.

From there, Hines contacted Novaspect’s Reliability Solutions business unit, headed by Greg Giernoth, who oversees a team of experienced sales managers, engineers and technicians. “Our goal is to help customers achieve reliability excellence, so we first understand their desired road map and what they want to accomplish,” Giernoth says. “From there, we tailor a program that brings into focus the worst actors in
order to determine the root causes and provide recommendations for corrective actions.”

To convince management to sign off on making the switch to Novaspect, Hines brought in both groups during an overlapping period, and was able to easily demonstrate the value just by comparing the difference in the type of data and reports provided by each company.
Dennis Uhl manages Novaspect’s Reliability Solutions for Golden Grain Energy. He worked with Hines to set up vibration data collection routes and analysis for tracking the health of hundreds of assets in 10 areas across the plant, deploying the program in less than a month’s time.

Novaspect utilizes the AMS 2140 Machinery Health Analyzer from Emerson, along with Laurentide Controls’ cloud-based asset performance management software called Spartakus APM. George Knauer is a reliability specialist for Novaspect and regularly visits Golden Grain Energy to take readings on assets like motor pumps, fans, dryers, centrifuges and hammermills. Knauer analyzes the data using AMS Machinery Health Manager and populates Spartakus APM to generate a comprehensive PDF report that details the failure codes, observations, recommendations, status, diagnostics and additional recommendations. Once
ETHANOLPRODUCER.COM | 73
Greg Giernoth Reliability Proposal Manager Novaspect
George Knauer Reliability Specialist Novaspect
Keith Bentley VP of Final Control, Reliability Solutions and Marketing Novaspect
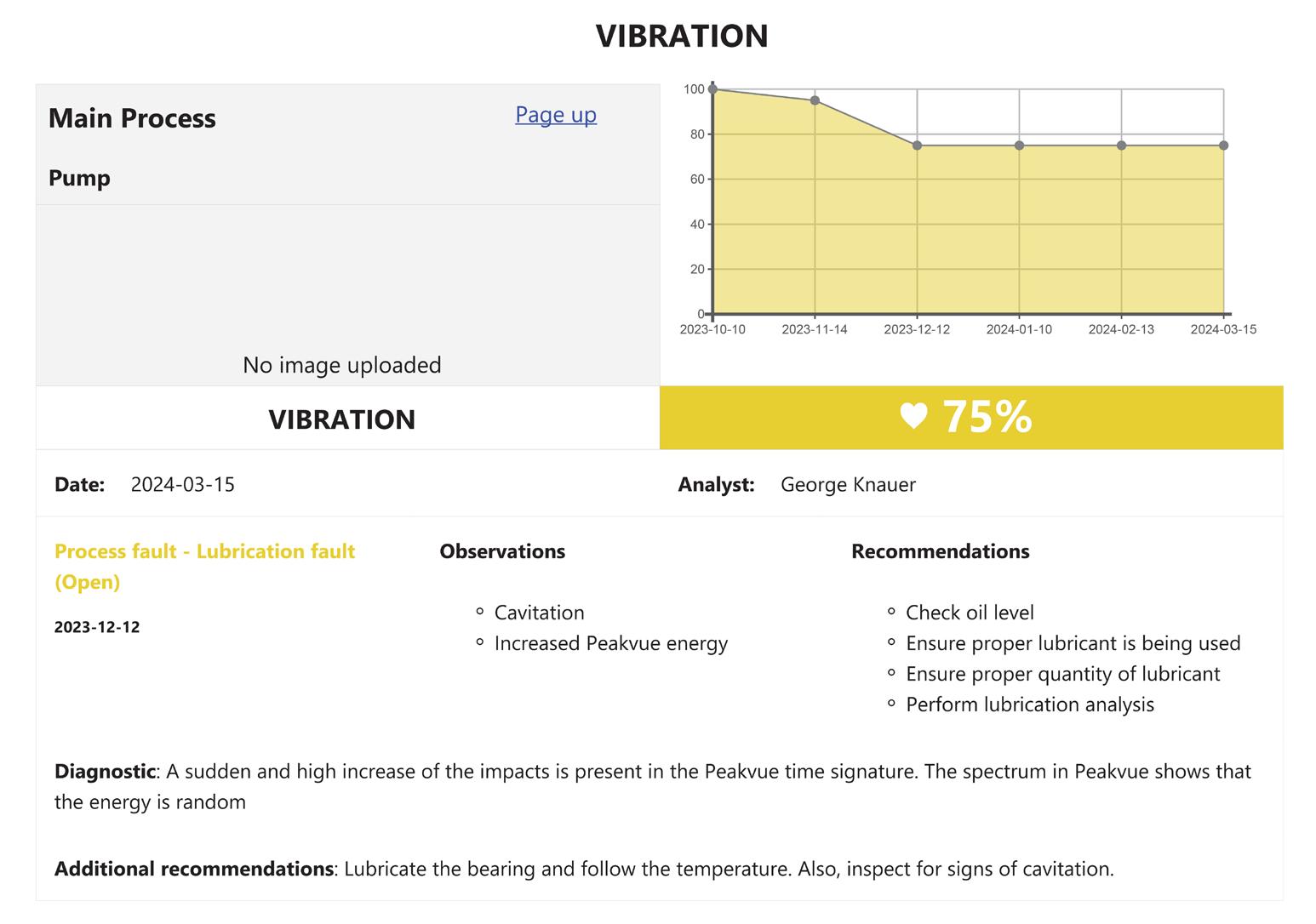
SOURCE: NOVASPECT
the report is complete, Knauer meets with Hines to do a full review of the items that need attention or require further follow-up.
Novaspect provides the report on a set schedule, but because Spartakus is cloudbased, Hines can go online anytime to view and analyze the data to manage maintenance activities. “The dashboard is very intuitive and easy to use. Everything was the way I expected it to be. You can tell it was set up by people [who understand] reliability and vibration monitoring,” explains Hines. “Now, we can see the rate of change, which is very important. By evaluating the trends in the data, we can better manage our assets and determine whether they need immediate attention or scheduled attention. We have an annual [planned shutdown] in the spring, and that’s the one time during the year that we take the entire plant down to do annual or deferred maintenance, so the analysis in the months leading up to the outage is the most important.”
Hines noted that after deploying the new reliability program, his job has been easier to manage and much more efficient.
“Without the data we would be blind, guessing and finding things out too late,” says Hines. “And maintenance decisions are not just an opinion; we’re now making decisions and reporting findings to upper management based on factual data. Plus, when we are audited annually by our insurance company, they can see we really have things under control.”
“We always do a root cause analysis on a failed part to make sure that the vibration data correctly identified an issue,” explains Hines. “One recent example is where a bearing on a piece of equipment had only been in service three months, but the vibrations spiked up quickly and lined up with an outer race defect. We pulled it out of service and, after tearing it apart and cleaning it, found rust had formed on the outer race of the bearing. Without that warning on the predictive side, we would have been stuck in the reactive side of having to pull the equipment out of service because it’s making noise, which is very inefficient.”
Novaspect’s Uhl explains that “on a typical P-F (Prevention-Failure) curve, the
longer you wait to take corrective action, the higher the costs.” For that reason, he says, companies should aim to meet the industry’s best-in-class reliability standards for generating 80% of work orders from predictive and preventative maintenance and 20% from reactive work orders. Hines adds that he is now identifying the source of work orders to track the progress of the company’s reliability program. “When we identify an issue with predictive maintenance, we write PdM on the work order, or we mark PM if it was found from an inspection,” says Hines.
Hines’ background in reliability across a variety of industries, coupled with his goal of continuously improving machinery, has been a good fit for his role with Golden Grain Energy. The reliability solutions Hines has put in place through Novaspect have the flexibility to grow as the organization’s needs change with time. “One goal that we have is to do a cost/benefit analysis to uncover the savings by taking corrective action early,” says Hines. Novaspect’s Knauer states, “With Spartakus, you can assign a value of the potential cost based on the expense of a new asset, the cost in the loss of the product, and the time to repair versus a severe failure.” Keith Bentley, vice president of Final Control, Reliability Solutions and Marketing for Novaspect, adds, “Spartakus can go well beyond vibration and lubrication data collection and analysis. It can also connect with a company’s CMMS and offer secure remote support.”
Golden Grain Energy’s success story demonstrates the power that ethanol producers stand to gain by adopting a datadriven, forward-thinking, technological approach to reliability and operational excellence.
Author: Natae Shreeves +1 224-483-4756
nshreeves@novaspect.com www.novaspect.com
74 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
Reliability
CLEAR DATA: An example of a vibration analysis report that presents useful data generated by cloud-based maintenance software.





Creative Utilization
Carbon dioxide has many merchant market applications, ranging from the medical industry to agriculture to food and beverage.
By Sam A. Rushing
CO2 is all around us, the largest greenhouse gas by volume, and an excess of it leads to climate change. This information is well known and frequently stated. However, there is a useful side of CO2; it is an incredibly versatile agent and chemical used throughout the world’s economies. Global CO2 consumption within the merchant markets is approaching 25 million metric
tons annually, 40% of which is consumed in the U.S. The next two largest markets are widely considered to be Japan and Europe. These markets represent very diverse CO2 utilization in the merchant markets, which are highly dedicated to its use, first as a refrigerant, followed by many other applications in metallurgy, and also as a supercritical solvent, cleaning agent and versatile chemical.
In developing countries, CO2 has historically been a beverage carbonation
agent, along with some usage in the form of cylinder gas for welding and in soda fountains. However, the use of CO2 in a wider range of uses is growing, particularly in places like Kenya, where it is used for grain fumigation, meat refrigeration and much more. There is growing momentum for even greater diversity of use in developing countries.
In developed markets such as the U.S. and Canada some 70% of merchant CO2 usage is dedicated to food and beverage
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
76 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
ACCELERATED GROWTH: When sold commercially, CO2 has a variety of uses, including the enhancement of growing conditions for cultivating high-value crops in greenhouses.
IMAGE: STOCK
processing. Depending on the region, cryogenic freezing, cooling, dry ice pressing for food use and modified atmosphere packaging, or MAP, represent the majority of use within this 70% category; the balance is then dedicated to beverage uses. The remaining 30% of the market is medical and industrial usage.
Most of today’s merchant plants produce a beverage-grade product, which is essentially the pinnacle of quality, with the exception of specific medical/USP-grade product. Since beverage-grade CO2 is then safe or ultrasafe for virtually all uses, this is the standard for most liquefaction or purification CO2 plants across industries today.
Food and Beverage Usage
As the largest usage sector within the merchant markets, food processing relies on the use of CO2 in all physical forms: gas, liquid and solid. In a gaseous form, the product is used in modifying the atmosphere within packaged meat and vegetable products, thus removing the oxygen content. Sometimes, CO2 is used in combination with other gases like nitrogen and argon. In any event, this represents a means of extending the freshness of these food products. The use of CO2 as a liquid product is found in cryogenic freezing and cooling operations, where the prepared food products from portioned meats to dinner entrées, vegetable and specific food products pass through various forms of freezers, most of which are in a tunnel or spiral configuration. Cryogenic freezing seals water within the cellular structures of food products; the process leaves more weight in the products and improves their appearance and shelf life. Then, dry ice is pressed to meet the requirements of the processor, often in a “rice” or pellet configuration. This is used for blending, chopping and shipping meat and other food products. Dry ice makes up 20% of most merchant markets by volume.
CO2’s use in beverage is relatively straightforward, being used as carbonation. Demand in this sector was relatively flat
for many years. However, over the last few years, specialty drinks, such as seltzers and niche brewers, have precipitated significant growth. Many of the large brewers recover their own CO2 from fermentation, making the use of merchant product mostly periodic. The major soft drink firms have highly influenced the practice of ongoing testing for this sector.
Another application of CO2 is its use as atmospheric enrichment for closed greenhouses—particularly for premium crops—as well as for supercritical extraction of essential oils and CBD oil. The commodity is used for grain fumigation in some elevators found in the farming community (rather than alternate agents). These applications are often considered to be more “natural” than a hydrocarbon-based product, such as propane or hexane, used for supercritical extraction; they are also an attractive alternative to chemicals used for fumigation. CO2 represents an extremely versatile agent in the food and beverage industries because of its wide range of uses.
Industrial and Medical Applications
The industrial uses for CO2 are very diverse, including: metallurgical industry applications, uses as an acid, deflashing rubber and plastic parts in manufacturing, as well as uses as a solvent and a cleaning agent.
CO2 has a host of uses in the medical industry as well. For instance, gaseous USPgrade CO2 is used as a respiratory stimulant and in surgical procedures, sometimes to open body cavities while performing specific surgical procedures. It can also be used for removing warts and skin cancers. The major CO2 firms strategically operate specific CO2 plants for the production of a USP-grade product. Manufacturing USP simply requires a diligent record-keeping process.
Applications for CO2 in the metallurgical industry are broad, from use as a “stirring agent” of molten metal in mills, to use as a shield gas for welding, to use in the cooling of sand cores in foundries. Using the product for “deflashing” rubber

ETHANOLPRODUCER.COM | 77 Coproduct
CONSISTENT CARBONATION: A large portion of commercial CO2 is used in food and beverage processing to carbonate beverages, freeze meat and more. Dry ice makes up about one-fifth of the total market. IMAGE: STOCK
and plastic imperfections during the manufacture of various products is again utilizing the refrigeration value found in CO2 under specific conditions.
Application of the product for pH reduction is commonly found in municipal potable and wastewater plants, particularly where lime based softening occurs. Applying CO2 creates carbonic acid, a selflimiting acidic agent, which neutralizes the alkaline properties in many municipal water treatment plants. There are many industrial uses for CO2 as an acid for replacement of sulfuric and hydrochloric acids used in paper mills, large cooling towers, potato chip plants and drywall manufacturing. The use of CO2 for its acidic value is ever-increasing as a safe and clean method of treating alkaline effluent.
As mentioned earlier, the use of supercritical agents for extracting essential agents for the food and perfume industries is ever-expanding and now includes extraction of CBD oil from cannabis. Growth of cannabis, as well as higher value vegetables and flowers, often uses gaseous CO2 fed into a closed greenhouse for enhancement of photosynthesis, leading to a significantly improved crop yield.
CO2 in the form of rice-sized dry ice is used under pressure for blast cleaning of many surfaces, from electronics to printing presses, industrial equipment, the exterior of buildings and ship hulls. This form of cleaning leaves residue only, after the dry ice sublimates—this is far better than sand or solvent blasting becasue the dry ice essentially disappears after use.


When what’s inside gets out.

Ramsdell’s got you covered. Our secondary containment systems have been protecting valuable tank contents—and the environment—since 1988. From storage tanks to railcars, when what’s inside gets out, you have one chance to capture it.
The use of CO2 in the oil and gas industry is well known, where ethanol and other source types supply large volumes for enhanced oil recovery; it essentially acts as a solvent, sweeping the wells, releasing oil and gas from geologic cracks and crevices, whereas other methods, such as polymers and water flooding alone can’t achieve the same results. CO2 also reduces the pH and swelling of clay in the process of recovering oil. Prior to the advent of modern hydraulic fracturing, CO2 was once a very significant fracking agent as well. Much of the practice is now hydraulic; however, there are cases where there are a lack of adequate disposal facilities for spent fluids from hydraulic fracturing, creating a need for CO2 fracturing.

Other industrial uses include concrete dosing, a practice where both sequestration of CO2 occurs and more calcium carbonate is formed, thus strengthening the concrete. CO2 is used in the production of a host of chemicals and other products—including methanol, urea and even aspirin— where the specificity of production inputs is essential. There are applications, such as improved electrical production via CO2 as a supercritical fluid, replacing steam to drive turbines, which conserves energy in power production. CO2 used for the production of formic acid in a catalytic reactor is one example of CO2 being used as a feedstock chemical agent, or preservative, in applications such as fuel cells.



The growth of bioplastics production, which can include CO2 utilization, is another path toward more sustainable products that replace hydrocarbon-based materials. Some types of usage lead to displacement of overall CO2; other types of utilization lead to sequestration. In most cases, there is significant economic value to the CO2 from ethanol and other source types across industries utilizing it.
Author: Sam A. Rushing President, Advanced Cryogenics Ltd. rushing@terranova.net
78 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
877-658-5571 • JCRAMSDELL.COM
305-852-2597
Coproduct









Meeting In the Middle
In August, maintenance personnel will gather at the Team M3 event in Sioux City, Iowa, to share knowledge, help each other maximize uptime and solve production problems.
By Katie Schroeder
Maintenance is essential to the efficient, reliable operation of every ethanol plant across the nation, and maintenance managers play a vital role in keeping plants running in tip-top shape. Maintenance managers continuously face unique challenges—quite often, problems they have never encountered before—so learning from the experiences of colleagues is beneficial. One resource that maintenance personnel across the nation have utilized to share knowledge and find solutions is the Maintenance Managers’ Meeting (M3) put together by Today’s Ethanol Advanced Maintenance, or TEAM.
The TEAM M3 meeting got its start in 2006, back when the ethanol industry was
building out across the Midwest and new construction was booming. “A small group of maintenance managers got together—I believe Granite Falls (Minnesota) may have been the first place they met—and it was maybe six plants,” says Jonathan Osland, event organizer and retired maintenance manager of Highwater Ethanol, a 70 MMgy ethanol plant in Lamberton, Minnesota. “And [those maintenance managers] just got together; they all knew they had problems they had to work through, and they saw the benefit of the knowledge that everyone was [gaining].” Focused on collaboration and problem solving, the meeting has grown larger over time, with 65 plants represented in 2023.
According to Ethanol Producer Magazine’s archives, the meeting was initially focused on the maintenance of predominantly ICMFagen designed-and-built plants but has since
expanded to include maintenance managers and staff from across the industry. Osland first attended the meeting around 2010, when he started working as maintenance manager at Highwater Ethanol. The gathering has remained an important networking and learning opportunity for nearly 20 years, serving as a resource for ethanol plant maintenance staff and expanding to include a vendor exposition for extended problem-solving opportunities. Currently, there are approximately 130 to 140 vendors represented at the meeting, bringing expertise on a wide range of process technologies.
Historically, the meeting has been hosted by different ethanol plants around the Upper Midwest, with sessions being held off site. Today, the event has grown into a true hotel conference center event. Osland set up his first Team M3 meeting three years ago and
80 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
IMAGE: STOCK
CENTRAL MEETING PLACE: The 2024 Team M3 meeting will take place August 6-7 at Stoney Creek Hotel in Sioux City, Iowa, a central location for producers.
has since continued to organize the event. “It’s always just one extra thing for the maintenance managers to take care of, and I said, ‘Well, I’ll just do it again,’” he says. “Then I retired this past year, so I told them, ‘If you want me to, I’ll get it all set up. It’s not that big a deal. I’ve got some time.’ And I feel that it’s my duty to give back to the industry that gave so much to me over my lifetime.”
The 2024 Team M3 meeting will take place August 6-8 at Stoney Creek Hotel in Sioux City, Iowa. Sioux City is a popular location because of its geographic centrality to most of the industry. Producers and vendors are encouraged to show up the day before, on August 5th, to play golf, network and catch up before the conference begins. The expo and learning sessions start on the 6th and run through the 7th; the event concludes with the Maintenance Manager Roundtable, where producers discuss challenges they have faced at their facilities and strategies to solve operational problems.
“We’ll start creating a list now of things people want to talk about and how they have fixed specific problems, or how they react to different things; it could be as simple as addressing questions like, ‘What do you do with your employees?’ or ‘How many team members do you have on shifts?’ and different things like that,” Osland says. “It usually wraps up around 11 a.m. on Thursday, but I think last year it was 2:30 or something like that. You get a bunch of people talking back and forth, and the ideas just keep coming— thoughts and information—it goes a long way.”
Over the years, what started as a small meeting has turned into a vibrant and popular event. One way the meeting has evolved and grown is through the addition of recording the “breakfast-and-learn” or “lunchand-learn” sessions, allowing maintenance managers to share the information learned with operators or other staff unable to attend in person. This online learning option, made possible by recording sessions and improving the Team M3 website, extends the educational information to more people. The opportunity to have a communication touchpoint between producers in very different geographical areas is valuable, Osland explains. It enables maintenance profes-

encouraged to show up the day before sessions begin to play

sionals to meet and network with producers outside of their area who have previously worked with vendors to solve problems another plant is now facing.
“That’s one of the things I like about the ethanol industry: it’s an industry where you work with your competitors,” Osland says. “It’s grown to the point [where] if somebody needs a part or something, they’ll send out an email to all the maintenance managers, and somebody will step up and say, ‘I’ve got one I can spare. I’ll send it to you.’”
Any maintenance staff interested in attending the 2024 Team M3 event can reach out to Osland at (507) 829-7660 or teamm3jlo@outlook.com. More information can also be found at team3managers.com. The
organizers are also open to any ideas or suggestions offered on how the event can be improved. The meeting is not necessarily limited to ethanol producers but can extend to maintenance staff from other industries. For example, Osland says he has been contacted by a pet food manufacturer that wanted to send staff to the meeting. “We’re all making a product, and we all have mechanical devices fail and move and stuff like that,” he says. “If there’s something you can come and learn from, I don’t have a problem with that.”
Author: Katie Schroeder Contact: katie.schroeder@bbiinternational.com
ETHANOLPRODUCER.COM | 81 Event
TEAM MEETING: What started as a small gathering of maintenance managers has turned into a popular industry event. There are now over 130 vendors represented at Team M3. Producers and vendors are
golf and network with colleagues.
PHOTOS: TEAM M3
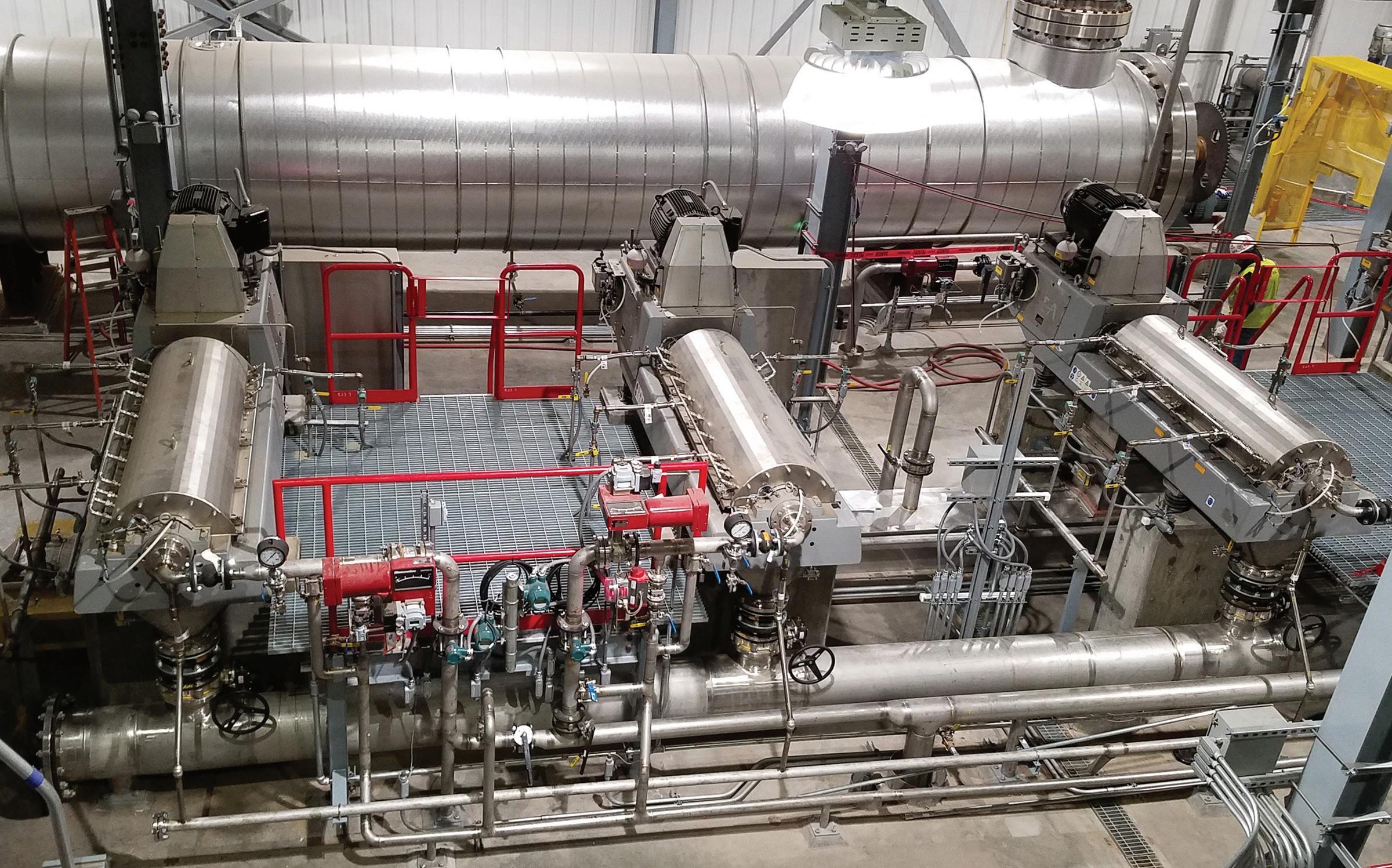
Taking DCO Extraction to the Max: How Ace Ethanol Manages the Task
By Kathy Weitze
When it comes to distillers corn oil (DCO) generated as a coproduct of ethanol production, every drop adds to the overall profitability of the operation. That’s why the initial stillage separation and subsequent oil recovery process is so important.
At Ace Ethanol’s 52 MMgy plant in Stanley, Wisconsin, they are extracting up to 1.38 pounds of DCO per bushel of corn. This is considerably higher than the average 1.0 lbs./bu. typical in most operations. So how do they do it?
“It all starts with our GEA CB 505’s and CF 4000 stillage decanters, and then oil is recovered by a GEA RSE 220 disk
rator,” notes Joe Fischer, plant manager at Ace, who has been at the Wisconsin facility for 18 years. “On its own, the centrifuge has an excellent ability to reliably recover oil. With the additional bolt-on processes of D3MAX and DCO+ freeing even more oil, we are regularly achieving yields of over 1.35 pounds per bushel of quality product.”
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
82 | ETHANOL PRODUCER MAGAZINE | JUNE 2024
sepa-
Yield
HIGH-YIELD PLATFORM: Three GEA CF 4000 stillage decanters begin the DCO recovery process at the Ace Ethanol facility in Stanley, Wisconsin. PHOTO: ACE ETHANOL

Ace Ethanol installed the RSE 220 separator in 2008 and the company is still using the original unit. It was one of the first separators installed for this application. “We were very pleased with its performance and the overall economies achieved, so we installed a second unit in 2019,” continues Fischer.
Factoring in Energy and Maintenance
Records from the Ace Ethanol plant show the costs associated with operating the disk centrifuge equipment. The average energy consumption for each machine is approximately 40 kW. In terms of mainte-
nance, costs during a typical year are about $40,000 per machine, and all the work can be completed on site. There is also a rental bowl exchange program to keep production running during repairs. “From our standpoint, the machines have been relatively easy to operate and maintain,” Fischer says. More than 160 RSE 220 disk separators are in use throughout North America for DCO production, according to GEA records. Ethanol producers see the value in quicker and better separation compared with three-phase decanter centrifuges, which can also be used for DCO extraction. Significant savings in energy consumption using a disk type versus a decanter cen-
trifuge are also a major advantage, with decanters requiring upwards of 75 kw compared with the 40 kw observed at Ace Ethanol.
Other significant differences between the two centrifuge options include upfront costs of purchase and installation, as well as maintenance. Compared to decanters, the purchase and installation costs for a disk machine are lower. Further, many decanters require costly off-site balancing and repair. This leads to long production delays and sometimes unplanned downtime.
Carbon Intensity Reduction Consideration
All ethanol plants are looking to reduce their carbon intensity going forward. For Ace Ethanol, using the RSE 220 for DCO recovery puts them in a good position. Assuming the plant operates 24/7 for 49 weeks per year (8,232 hours) with a power draw of 40 kw for a disk centrifuge, CO2 emissions (at .818 lb CO2 e/ kw) have been calculated to be at 269,000 pounds annually. The same calculation for a decanter at a draw of 75 kw is 505,000 pounds annually. By using the disk centrifuge, there is an avoidance of 236,000 pounds of CO2 emissions.
“With the technology we have on hand, we feel well positioned for the future. Our plant delivers the max in terms of ethanol and coproduct production, and we do it in a way that minimizes impact on the environment,” says Neal Kemmet, president and general manager at Ace. “We have been particularly pleased with the performance of our DCO separators. They have played an important part in delivering positive results to the bottom line.”
Author: Kathy Weitze GEA North America kathy.weitze@gea.com (845) 384-9200
ETHANOLPRODUCER.COM | 83
DCO MANAGEMENT: Ace Ethanol’s plant manager, Joe Fischer (left), and president and general manager, Neal Kemmet (right), standing next to one of two GEA RSE 220 disk separators used to recover corn oil.
PHOTO: GEA/ACE ETHANOL













Ethanol Producer Magazine’s Ethanol Jobs site is the leading website for ethanol jobs in the industry . Ethanol Jobs is the place companies go to connect thousands of professionals with jobs in the renewable fuels industry. If you are looking for a job or looking to hire new employees, Ethanol Jobs is where you need to be Jobs.EthanolProducer.com THE LEADING JOB SITE FOR THE ETHANOL INDUSTRY. JOBS.ETHANOLPRODUCER.COM POST UNLIMITED JOBS POST UNLIMITED 30-DAY ONLINE LISTINGS FOR 1 YEAR WITH A JOBS PACKAGE


in rh ythm with natur
e


EPM Marketplace








































Get Your Message Out Now Quickly Reach 40,000+ Industry Contacts Easily Track Your Performance Digital Press Package By Ethanol Producer Magazine Interested? Contact us at 866-746-8385 GAIN MAXIMUM EXPOSURE & CONTACT INFO Contact us today for more information service@bbiinternational.com or 866-746-8385. Live + OnDemand www.EthanolProducer.com/pages/webinar WEBINAR SERIES Website All emails Advertisements Webinar page on EthanolProducer.com OnDemand material Attendee Information Sponsor Featured On: df
800-279-4757 | 701-793-2360 Over50YearsofExperience Callusforafree,no-obligation consultationtoday. www.natwickappraisal.com natwick@integra.net The Specialist in Biofuels Plant Appraisals • Valuation for nancing • Establishing an asking price • Partial interest valuation Ethanol 2.25 x 3inches market place ad more targeted.indd 1 7/28/2023 7:42:11 AM

BBI International 308 2nd Ave. N., Suite 304 Grand Forks, ND 58203
