INDUSTRIE ALIMENTARI



Poste Italiane spaSped. in A.P.D.L. 353/2003 (Conv. in L. 27/02/2004 n° 46) art. 1 comma 1 MBPA NORD OVESTn. 1/2021IPISSN 0019-901X 10064 PINEROLO - ITALIA Tel. +039 0121393127 info@chiriottieditori.it anno 62 - n. 643 marzo 2023
CON IL PATROCINIO DI
M. PELLEGRINI - L. IACUMIN - G. SERMI - M. GASPARETTO
A. SPONCHIADO - S. OTTAVIANI - G. COMI*
Dipartimento di Scienze AgroAlimentari, Ambientali e Animali, Università degli Studi di Udine - Via Sondrio 2/a - 33100 Udine
*email: giuseppe.comi@uniud.it
Studio dell’effetto di polifosfati e
di Latilactobacillus sakei
sulla conservazione di cubetti di prosciutto cotto confezionati
in Atmosfera Modificata e conservati a diverse temperature
Effect of polyphosphates and Latilactobacillus sakei on the preservation of cooked ham cubes packaged in a modified atmoshere and stored at different temperatures

■ PAROLE CHIAVE
prosciutto cotto cubettato, Starter Sacco, polifosfati, bioprotezione, shelf-life
RIASSUNTO
Lo scopo del lavoro è stato quello di studiare l’effetto di un prodotto a base di polifosfati e un ceppo di Latilactobacillus sakei (LAK-23 - Sacco srl, Via Alessandro Manzoni 29/A, 22071 Cadorago, CO, Italia) per la conservazione di prosciutto cotto a dadini, confezionato in 2 differenti MAP (55% CO2, 45% N2, <0,2% O2 e 20% CO2, 80% N2, <0,2% O2) e conservato a 4 °C e a 8 °C per tutta la durata della shelf-life (60 giorni) e a 4 °C per 20 giorni poi a 8°C fino alla fine della shelf-life. I dati hanno evidenziato che l’attività di L. sakei, favorisce la conservazione del prodotto fino a fine shelf-life, indipendentemente dalla temperatura di conservazione e dalla MAP utilizzata. Le confezioni dei campioni non trattati o trattati con polifosfati sono state oggetto di bombatura a causa dello sviluppo di batteri lattici eterofermentanti e la percentuale di tali campioni bombati variava dal 20 al 70%. Tale alterazione era indipendente dalla temperatura di stoccaggio e dal tipo di MAP considerata. In ogni caso, l’andamento dei microrganismi ricercati e del pH nel tempo è stato generalmente simile in tutte le confezioni dei prodotti sia trattati che non. L’unica differenza era legata al valore del pH finale, che era più basso (5.0 unità) nei campioni trattati con L. sakei. L’impiego dei polifosfati non ha ridotto la perdita di essudato; al contrario, minor perdita è stata osservata nei campioni trattati con L. sakei e conservati a 4 °C per tutto il tempo di stoccaggio. Il trattamento e le tipologie di MAP utilizzate non sembrano aver influenzato il colore durante la conservazione. Infatti, non è stato possibile osservare grandi differenze di colore nella maggior parte dei campioni a 60 giorni di stoccaggio; la differenza era percettibile solo dopo un’osservazione attenta e ravvicinata.
Infine, i campioni sono stati oggetto di analisi sensoriale. Dodici assaggiatori non hanno saputo riconoscere differenze tra i campioni assaggiati, viceversa 8 hanno individuato differenze tra le 3 tipologie e hanno preferito quelli trattati con L. sakei, asserendo che questi presentavano un miglior aroma ed un’acidità adeguata al prodotto.
KEYWORDS cooked cubed ham, Starter Sacco, bioprotection, shelf-life
■
SUMMARY
The aim of the work was to study the effect of a polyphosphate-based product and a strain of Latilactobacillus sakei (LAK-23 - Sacco srl, Via Alessandro Manzoni 29 / A, 22071 Cadorago, CO, Italy) for stability of diced cooked ham packaged in 2 different MAPs (55% CO2, 45% N2, <0,2% O2 and 20% CO2, 80% N2, <0,2% O2) and stored at 4°C and 8°C for the whole shelflife time (60 days) and at 4°C for 20 days then at 8°C until the end of the shelf-life. The results showed that the activity of L. sakei favors the preservation of the product until the end of the shelf-life, regardless of the storage temperature and the MAP used. Packs of untreated or polyphosphate-treated samples were often bulged due to the development of heterofermentative lactic bacteria and the percentage of bulged samples ranged from 20 to 70%. This spoilage was independent of the storage temperature and the type of MAP considered. In any case, the trend of the microorganisms sought and of the pH was over time broadly similar in all packaging of the treated and untreated products. The only difference was related to the final pH value, which was lower (5.0 units) in the samples treated with L. sakei. The use of polyphosphates did not reduce the loss of exudate; indeed, less loss was observed in the samples treated with L. sakei and stored at 4°C for the overall storage time. The treatment and the type of MAP used do not seem to influence the color during storage. In fact, it was not possible to observe large color differences in most of the samples after 60 days of storage; differences were perceptible only after a careful and close observation. Finally, the samples were subjected to sensory analysis. Twelve panellists were unable to recognize differences between the samples tasted, conversely 8 identified differences between the 3 types of samples and preferred those treated with L. sakei, asserting that these had a better aroma and acidity adequate for the product.
Risultati campioni conservati a 8°C (abuso termico) per tutto il tempo della conservazione (60 giorni)
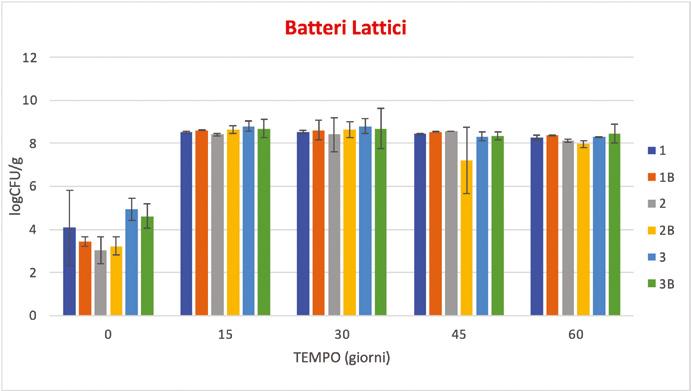
La Fig. 9 riporta l’andamento dei LAB. Come si osserva, i LAB, indipendentemente dal trattamento, sviluppano fino dall’inizio della conservazione e raggiungono il valore massimo già a 15 giorni, raggiungendo concentrazioni a livello di 8 log UFC/g e mantenendosi poi costanti fino a fine conservazione (60 giorni). L’analisi statistica non ha dimostrato alcuna differenza significativa tra i valori delle concentrazioni dei LAB, dopo 15 giorni dalla conservazione (p>0,05) indipendentemente dalla tipologia di MAP. Nel campione 2b, i LAB presentano un valore medio inferiore agli altri campioni, tuttavia per la sua ampia deviazione standard tale media non è significativamente diversa dalle altre. Nonostante l’incremento dei LAB, nei campioni controllo e in quelli trattati con polifosfati già a 30 giorni, a causa della temperatura di abuso termico (8°C), è stata osservata un’alta percentuale di confezioni gonfiate, causata da LAB autoctoni eterofermentanti, indipendentemente dall’atmosfera utilizzata. In particolare, fra i controlli e fra i trattati con i polifosfati sono state osservate percentuali di confezioni gonfiate pari al 70 e al 60%, rispettivamente.
La Fig. 10 presenta l’andamento della conta batterica totale (CBT). In questo caso vengono raggiunte concentrazioni massime di 6 log UFC/g. Tuttavia, l’evoluzione è altalenante e variabile a seconda del tempo di analisi. Si osservano incrementi sensibili fino a 15 giorni, poi, se si esclu-
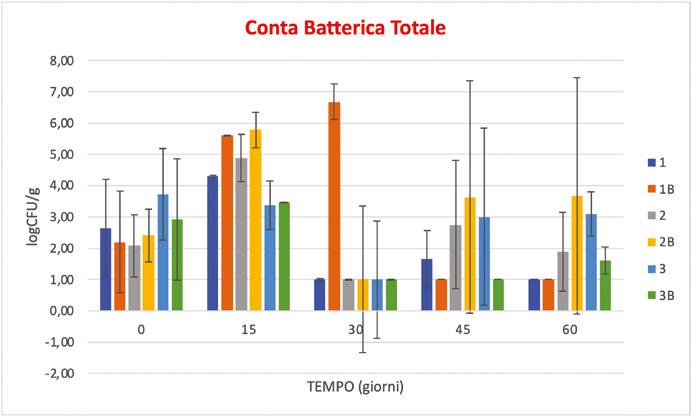
de il controllo (1b – 20% CO2), la cui CBT cresce fino a 30 giorni, non si osservano ulteriori crescite. Escludendo ancora il campione 1b, non esistono differenze significative tra i valori e le diverse tipologie di confezionamento. Al contrario, sembra che nei diversi tempi e indipendentemente dalla MAP, la CBT rimanga costante nel tempo, anche a causa dell’acidificazione osservata già a 15 giorni di conservazione. È probabile che l’abuso termico abbia favorito lo sviluppo dei LAB, che per l’acidifi-
cazione prodotta nel substrato e per competizione abbiano limitato lo sviluppo della CBT.
La Fig. 11 evidenzia l’andamento delle Enterobacteriaceae. Si osserva un incremento fino a 30 giorni, eccetto nei campioni addizionati dello starter. Lo starter, già a 30 giorni, infatti, ha inibito le Enterobacteriaceae, che conseguentemente diminuiscono. Nei campioni controllo e trattati con i polifosfati a 45 e 60 giorni, le Enterobacteriaceae hanno un andamento altalenante,
10 industrie alimentari - lxii (2023) - marzo
Fig. 9 - Evoluzione dei LAB in cubetti di prosciutto cotto conservati per 60 giorni a 8°C.
Fig. 10 - Evoluzione della CBT in cubetti di prosciutto cotto conservati per 60 giorni a 8°C.
Potenzialità e sfide per il packaging nel settore dolciario
Alla maggior parte delle persone piace mangiare dolciumi, ma con la tendenza a una maggiore sostenibilità cresce anche la domanda di imballaggi più sostenibili in questo settore. È quindi forte la pressione sull’industria dolciaria a passare a processi di imballaggio e materiali più rispettosi delle risorse, per cui molti produttori di packaging hanno già pronte soluzioni sostenibili per cioccolato, biscotti e altro.
L’industria dolciaria
In Europa, l’industria dolciaria rientra fra i settori di produzione ed esportazione più dinamici e importanti. Secondo quanto comunicato dall’associazione europea Caobisco, oltre 12.000 aziende producono circa 14,7 milioni di tonnellate di prodotti dolciari all’anno. A livello mondiale i leader nella produzione dolciaria sono tuttavia gli Stati Uniti, con un fatturato di circa 264 miliardi di euro previsto nel 2023 e, secondo Euromonitor International, registreranno la maggiore crescita assoluta nei prossimi cinque anni.
Il cioccolato al 1° posto
A riscuotere il maggiore gradimento da parte dei consumatori è soprattutto il cioccolato. Ai vertici della classifica europea stilata da Chocosuisse si piazzava nel 2020 la Svizzera con un consumo pro capite di cioccolato di oltre 11 kg all’anno, seguita dalla Germania (9,2 kg), dall’Estonia (8,3 kg) e dalla Danimarca (8,2 kg). Una ricerca di Euromonitor International attribuisce all’Estonia addirittura il maggiore consumo pro capite di dolciumi nel 2022 – statisticamente ogni abitante ne

avrebbe consumati 13,6 kg. Secondo le previsioni, il Paese baltico dovrebbe registrare un ulteriore sostanzioso aumento nei prossimi cinque anni.
Le più golose sono le donne
Un recente sondaggio della piattaforma online tedesca Statista dimostra che le donne sono più propense a consumare dolci. Nel 2022 circa il 34% delle intervistate ha ammesso di consumare ogni giorno dolciumi o stuzzichini salati, contro il 23% degli
18 industrie alimentari - lxii (2023) - marzo MACCHINE ACCESSORI
Nuove soluzioni per l’industria del food & beverage
Il settore del food and beverage richiede impianti produttivi di grande sicurezza, precisione, velocità e affidabilità. La movimentazione igienica, precisa, efficiente e veloce degli alimenti all’interno degli stabilimenti produttivi è un elemento chiave per il successo dei produttori del mondo alimentare. Le più recenti e innovative tecnologie e soluzioni di Interroll sono state testate con successo sia on premise, sia nei laboratori tedeschi del BAV Institute, parte del Gruppo internazionale Tentamus
Con il recentissimo Convogliatore Igienico Speciale (Special Hygienic Conveyor – SHC, Interroll aumenta il valore aggiunto offerto dalla ben nota Modular Conveyor Platform

(Piattaforma di Convogliatori Modulari - MCP).
Nei processi di lavorazione degli alimenti, con questa nuova soluzione si possono implementare flussi di materiale in modo altamente efficiente, ad accumulo zero (ZPA – Zero Pressure Accumulation), come finora possibile solo in moderni centri di smistamento o in altre strutture di distribuzione. Il concetto di azionamento decentralizzato, utilizzato nello Special Hygienic Conveyor, consente di risparmiare fino al 50% di energia nel solo funzionamento start-stop, rispetto alle soluzioni di azionamento centralizzate che funzionano in modo continuo.
Allo stesso tempo, questo si traduce in un livello di rumorosità
che migliora l’ambiente di lavoro e riduce l’usura durante il trasporto di casse standard E2, dove non possono esserci compromessi in fatto di igiene.
Oltre all’SHC, Interroll ha poi recentemente presentato l’Ultra Hygienic Transfer (UHT), un’innovativa soluzione dedicata in modo specifico alla lavorazione del pollo che rende significativamente più igienica una fase del processo chiave nel taglio della carne e che può quindi contribuire a prolungare la durata di conservazione dei prodotti avicoli.
Queste innovative soluzioni di movimentazione per il mondo della produzione alimentare sono state sottoposte sia ad aziende beta-tester, sia ai laboratori dell’Istituto BAV di Offenburg in Germania. Parte del Gruppo Tentamus, che vanta una rete globale di laboratori altamente specializzati, BAV è un laboratorio a contratto accreditato per aziende alimentari, cosmetiche e farmaceutiche che fornisce test e qualifiche in materia di igiene e ispezioni di qualità, nei settori della microbiologia, dell’igiene e della garanzia di qualità.
I test di laboratorio di BAV hanno confermato in pieno i risultati ottenuti con le aziende che in beta-test hanno provato le soluzioni di movimentazione direttamente sul campo.
I laboratori BAV hanno confermato che l’Ultra Hygienic Transfer (UHT) migliora di almeno 10 volte la carica microbatterica sul nastro modulare. Secondo i test dell’istituto tedesco, la carne che passa attraverso il
macchine accessori 20 industrie alimentari - lxii (2023) - marzo
Il Convogliatore Igienico Speciale - SHC (Interroll).
FINE LINEA
Soluzioni di confezionamento flessibili per Fini
Il Gruppo Fini di Modena è un’importante realtà industriale del settore alimentare, che nei suoi prodotti racchiude il meglio della tradizione gastronomica italiana. Tradizione iniziata nel 1912 ed oggi raccontata nella mission aziendale “Non Solo Buono”.
Grazie al marchio “Le Conserve della Nonna”, l’azienda svolge un ruolo importante nel settore delle conserve alimentari e propone oltre 150 prodotti, che vanno dalla colazione alla cena, dal dolce al salato. La gamma di produzione spazia dalle passate alle salse, dai pesti ai sughi con pomodoro raccolto esclusivamente in Emilia-Romagna e comprende anche una vasta scelta di legumi, semplici o ricettati, creme vegetali spalma -

bili, confetture e proposte di vegetali sottolio.
Le soluzioni SMI per il Gruppo Fini
Per l’imballaggio secondario di questa grandissima varietà di prodotti, il Gruppo Fini si è rivolto a SMI per l’installazione di una fardellatrice automatica della serie CSK Ergon, che si contraddistingue per automazione avanzata, flessibilità di utilizzo, bassi consumi energetici e rispetto per l’ambiente.
In particolare, la confezionatrice modello CSK 50T Ergon imballa diverse tipologie di bottiglie in vetro da 0,37 e 0,72 L ed una grandissima varietà di vasetti di vetro da 0,212/0,3/0,312/0,314/
0,37/0,5/0,72 L e 115 g in molteplici formati di pacco in solo film, falda piana film e vassoio+film.
Le confezionatrici CSK Ergon si caratterizzano per il processo di produzione e confezionamento molto flessibile, che permette di passare velocemente e facilmente da un formato all’altro per mantenere elevati i livelli di efficienza operativa dell’impianto. Inoltre, sono dotate di un sistema motorizzato di guide oscillanti ad ingresso macchina che facilita il corretto incanalamento dei contenitori sfusi su un nastro trasportatore dotato di catene in materiale termoplastico a basso coefficiente d’attrito. Altri elementi di pregio sono il raggruppamento dei contenitori sfusi nel formato desiderato realizzato in modo continuo tramite pioli e barre di separazione sincronizzati elettronicamente; il magazzino fustelle di cartone posto sotto il nastro di ingresso, da dove le fustelle sono prelevate tramite uno sfogliatore a movimento alternato; la salita cartoni dalla forma curvilinea nel tratto iniziale e finale, per facilitare l’inserimento della fustella al di sotto del raggruppamento di prodotti in uscita dal separatore elettronico.
Inoltre, le macchine di questa serie presentano l’unità di taglio
26 industrie alimentari - lxii (2023) - marzo
Fini ha scelto la confezionatrice modello CSK 50T Ergon per le sue Conserve della Nonna.
ne applicata una pressione più uniforme sull’intera area delle ganasce, al contrario di ciò che avviene con le ganasce a movimento rotatorio che possono avere un unico punto di contatto mentre ruotano insieme. Oltre a garantire una sigillatura più costante e affidabile, la tecnologia box motion è in grado di gestire tutti i formati di imballaggi più recenti, fra cui i sacchetti a cuscino, quelli con soffietto laterale, a fondo rettangolare, a catena e a fondo quadro.
La Inspira Box Motion dispone di una nuova barra leggera per facilitare e velocizzare la giunzione automatica di pellicole, così da risolvere i problemi legati all’intervento umano. Essendo in grado di completare un ciclo di giunzione di pellicola in soli 20 secondi, questa grande novità permette agli operatori di gestire più macchine per ogni testa ottenendo ingenti risparmi sui costi operativi.
Con la crescente domanda da parte dei consumatori di migliorare ed espandere la scelta di gusti e porzioni, si possono accorciare i cicli di produzione di molti snack e di conseguenza i tempi di cambio formato diventano un fattore più importante al fine di massimizzare la resa produttiva.
La commutazione fra movimento continuo e intermittente può essere effettuata mediante pre-impostazioni sulla macchina, senza che occorrano sostituzioni di componenti o interventi da parte dell’operatore. Sono inoltre presenti altre funzionalità automatiche intelligenti per il centraggio della pellicola, la gestione del riempimento d’aria e la regolazione della tensione per assicurare cambi più rapidi con un intervento minimo da parte dell’operatore, il che riduce l’errore uma-
no, lo spreco di pellicola e prodotto e allo stesso tempo aumenta l’uniformità di produzione e la redditività.
Con un design improntato al risparmio energetico, rispetto ai modelli precedenti Inspira Box Motion utilizza il 17% in meno di energia quando è in funzione e il 25% in meno di energia in standby. La struttura aperta della con-
fezionatrice consente inoltre un facile accesso a componenti essenziali quali il tubo formatore, la bobina di pellicola e il rullo di tensionamento. Un’ampia interfaccia uomo-macchina (HMI) basata su menu fornisce i dati delle prestazioni e la diagnostica, con un accesso tramite password multi-livello per assicurare l’integrità dei dati.
Automatizzazione del processo sottovuoto
BMB è specializzata nello sviluppo e produzione di macchinari per il confezionamento primario, in particolare confezionatrici sottovuoto e in atmosfera protettiva, termosigillatrici, termoformatrici e tunnel di termoretrazione per i settori alimentare, medicale e industriale.
Ora, ha sviluppato la nuova macchina Conveyor Map, basata su una rivoluzionaria e innovativa tecnologia per il confezionamento sottovuoto o ad atmosfera modificata che consente di operare in modalità automatica triplicando la produttività media di confezionamento sottovuoto.

Se, tradizionalmente, per confezionare un prodotto sottovuoto o in atmosfera modificata serve un operatore che lavora su macchinari che gestiscono solo prodotti fermi, per cui il ritmo di confezionamento è molto lontano dai ritmi produttivi che le moderne produzioni alimentari e farmaceutiche, per fare un esempio, esigono o si aspettano, BMB ha messo a punto una soluzione automatizzata in grado di abbattere drasticamente i tempi di produzione garantendo al contempo l’assoluta qualità e sicurezza della lavorazione.
La nuova confezionatrice sottovuoto automatica a nastro con-
fine linea 28 industrie alimentari - lxii (2023) - marzo
La nuova confezionatrice sottovuoto Conveyor Map (BMB).
Forte spinta al mercato dell’automazione nel settore alimentare
Una nuova indagine dell’analista Markets and Markets rivela come il complesso modello della globalizzazione e le mutevoli dinamiche dei consumi stiano rivoluzionando il settore della trasformazione alimentare. Se da un lato il consumatore cerca prodotti a valore aggiunto sempre più avanzati, dall’altro cresce la domanda di trasformazione di prodotti di base come frutta, verdura e cereali che richiedono attrezzature tecnologicamente all’avanguardia. Inoltre, la domanda di attrezzature per la lavorazione e la manipolazione degli alimenti sta registrando una forte crescita, dovuta alla crescente domanda a livello globale di alimenti pronti all’uso, al cambiamento negli stili di vita dei consumatori, insieme al balzo in avanti nelle capacità tecnologiche e alle crescenti opportunità di investimento nel settore della trasformazione alimentare. In particolare, l’intelligen-
za artificiale e la robotica stanno trasformando il processo di automazione dell’industria alimentare. Secondo la Robotic Industries Association e l’Association for Advancing Automation, gli ordini di sistemi robotici da parte dei produttori di alimenti e beni di consumo sono cresciuti del 56% nel 2020. Lo sviluppo dell’industria dell’ospitalità, dell’industria del turismo e l’aumento dell’uso di magazzini a temperatura controllata per alimenti deperibili e trasformati trainano la domanda di attrezzature per la ristorazione nelle cucine commerciali. Il crescente ruolo della robotica sta quindi plasmando il settore della ristorazione a livello globale.
L’automazione alimentare si riferisce alle varie apparecchiature automatiche utilizzate dai produttori nel settore alimentare e delle bevande ed è un mercato promosso soprattutto dalla maggiore preferenza dei consumato-
ri per alimenti e bevande trasformati, dalla crescita degli investimenti in attività di R&S per prodotti innovativi finalizzata ad attrarli e dalla severità dei Regolamenti sui prodotti alimentari da parte di vari organi di governo.
L’automazione lungo la filiera
L’automazione sfrutta le soluzioni tecnologiche all’interno della filiera, aumenta la produzione e garantisce la continuità. Poiché la catena di approvvigionamento è parte integrante del processo di produzione e distribuzione, l’automazione ottimizza le operazioni dal campo alla tavola. Di pari passo con l’aumento di consapevolezza di agricoltori e retailer sui vantaggi dell’automazione, aumenta il desiderio di adottare queste tecnologie. Vari governi hanno anche introdotto sistemi “tech-enabled” come
30 industrie alimentari - lxii (2023) - marzo ELETTRONICA AUTOMAZIONE
La robotica nell’imballaggio alimentare
L’automazione è una strategia operativa fondamentale nel settore dell’imballaggio, in cui viene utilizzata prevalentemente nella palettizzazione e nella movimentazione dei materiali. I sistemi di imballaggio automatizzati aiutano le aziende a migliorare l’efficienza e uniformità di prodotto dei propri clienti. In particolare lo spessore costante del film aiuta a migliorare l’efficienza produttiva, la qualità del prodotto e a ridurre gli sprechi, con conseguente maggiore sostenibilità.
La robotica nella ristorazione
Il settore del cibo d’asporto cerca di affrontare le sfide della forte crescita registrata negli ultimi anni, complice la crisi pandemica che ha paralizzato l’industria. Con il diminuire dei costi della tecnologia, anche le piccole imprese stanno adottando le soluzioni proposte
dalla robotica e l’intelligenza artificiale. Un robot chiamato Flippy è stato utilizzato dal ristorante statunitense CaliBurger per capovolgere gli hamburger. Il robot Flippy assomiglia a un carrello motorizzato in miniatura con un braccio meccanico a 6 assi. Pizza Hut Canada ha stretto una partnership con la Serve Robotics, una delle principali società di consegne autonome in strada, e ha lanciato un programma pilota nel settembre 2022 per assicurare ai clienti di Vancouver la praticità e l’affidabilità della consegna robotica a emissioni zero, plasmando il futuro delle consegne a guida autonoma.

La trasformazione digitale nell’industria alimentare è imperativa
La pandemia di Covid-19 ha messo alla prova le catene di approvvigionamento esistenti e si sono verificate interruzioni in tutto il settore. Le aziende del Food & Beverage hanno quindi adottato le tecnologie innovative come
l’intelligenza artificiale (AI), i dispositivi Internet of Things (IoT) e la blockchain per far fronte alla situazione, e in alcuni settori, come quello della trasformazione della carne, sono state forti le pressioni che la pandemia ha esercitato sui trasformatori di carne perché implementassero la robotica. Tyson Foods, ad esempio, ha investito 500 milioni di dollari in tecnologia e automazione negli ultimi tre anni, compresa l’apertura del suo Manufacturing Automation Center nell’agosto 2019. In generale si ravvisa una certa spinta verso una maggiore robotizzazione negli stabilimenti dove si disossa e sfiletta la carne, un settore dove in futuro si utilizzeranno probabilmente scanner 3D e taglio automatizzato, con Tyson, Smithfield, Cargill e JBS in prima linea per l’automazione degli impianti.
L’automazione ha semplificato il processo di imballaggio alimentare in varie operazioni, tra cui palettizzazione e depalettizzazione, imballaggio e reimballaggio, “pick and put”, classificazione e smistamento, lavorazione, logistica, ecc. L’automazione si traduce in una migliore qualità del prodotto, costi di manodopera ridotti e maggiore sicurezza, efficienza di processo, manutenzione predittiva e maggiore sicurezza alimentare, e quindi è fondamentale per la lavorazione e la manipolazione intelligente degli alimenti. Inoltre, considerando che la riduzione dei rifiuti rappresenta da tempo un tema di interesse, l’automazione può aiutare le aziende alimentari a migliorare la gestione della domanda e dell’offerta. Una soluzione end-to-end, come un sistema ERP specifico per il settore alimentare, può fornire dati accurati sulla quantità di scorte necessarie in base alla domanda in tempo reale.
elettronica automazione 32 industrie alimentari - lxii (2023) - marzo
L’inverter intelligente per una manutenzione predittiva efficiente
Danfoss Drives, leader mondiale in ambito di inverter intelligenti per il controllo dei motori elettrici, con la funzione CBM (Condition Based Monitoring) ha esteso le potenzialità dei convertitori di frequenza della famiglia VLT trasformandoli in veri e propri sensori intelligenti, che ampliano le avanzate capacità di attuazione tipiche degli inverter con funzioni di acquisizione dati e di analisi evoluta basata su algoritmi di IA (Intelligenza Artificiale).
Tra i dispositivi di automazione, gli azionamenti a velocità variabile rappresentano una delle più preziose fonti di dati da cui è possibile attingere per comprendere come aumentare l’efficienza del processo. Ciò, in quanto il drive è a tutti gli effetti un vero e proprio super sensore, in grado di monitorare in modo diretto, così come di dedurre dalla correlazione di più va-
lori, grandezze fondamentali, come corrente, tensione, coppia, velocità, potenza e molto altro.
La speciale funzione, denominata CBM (Condition Based Monitoring), che Danfoss ha sviluppato per i suoi drive, parte proprio da questo assunto: utilizzare i dati acquisiti in tempo reale dall’inverter per fornire all’utilizzatore un eccezionale valore aggiunto in termini di informazioni utili a gestire la manutenzione in termini predittivi.
Le funzionalità CBM che caratterizzano i drive Danfoss si basano su una intelligenza artificiale integrata, che sfrutta tecniche di Machine Learning ed Edge Computing per monitorare il comportamento e predire l’insorgere di problematiche inerenti, ad esempio, i corto circuiti sugli avvolgimenti statorici, il deterioramento delle prestazioni a seguito del-

le vibrazioni del motore elettrico o, ancora, i cambiamenti sulle curve di carico.
Per tutte le tre modalità di monitoraggio è necessario istruire CBM con una fase di apprendimento, dalla quale viene ricavata una baseline caratteristica dell’applicazione. Ad esempio, nel caso del monitoraggio della curva di carico, il Machine Learning consente a CBM di apprendere il comportamento tipico del motore e del carico pilotato facendolo funzionare preliminarmente secondo una determinata procedura su tutto l’intervallo operativo delle velocità. Il sistema effettua quindi un’accurata analisi predittiva che, comparata con il profilo di riferimento, permette di comunicare in modo semplice e immediatamente fruibile dall’utilizzatore i risultati su tre soglie di segnalazione (colore giallo, arancione e rosso), a loro volta caratterizzate da limiti di tolleranza preimpostati.
La capacità di rilevare in anticipo la comparsa di problematiche critiche riduce i tempi di fermo impianto, consentendo anche una gestione degli stock di magazzino più efficace in termini di ricambistica e di immobilizzazioni.
Con una spesa contenuta, la funzione CBM può essere installata anche su sistemi esistenti, consentendo quindi di estendere le funzionalità di sensoristica intelligente e analisi AI agli inverter Danfoss già presenti sull’impianto mediante operazione di retrofit, rappresentando la formula ideale per trasformare l’approccio tradizionale alla manutenzione da reattivo a proattivo.
elettronica automazione 38 industrie alimentari - lxii (2023) - marzo
La funzionalità Condition Based Monitoring di Danfoss trasforma gli inverter in sensori intelligenti.
Controllo intelligente delle perdite di latte nei caseifici
L’aumento dei costi del latte crudo, dell’elettricità e di altre voci di spesa sta spingendo gli stabilimenti lattiero-caseari a concentrarsi maggiormente sulla riduzione della perdita di latte, il cui costo è aumentato del 64% in due anni nella regione dell’UE, e in alcuni Paesi molto di più. Con margini di profitto esigui, per molti stabilimenti è un imperativo strategico ridurre al minimo la perdita di prodotto, principalmente dovuta al fatto che i tempi o altri parametri di processo sono impostati in modo errato, causando l’inutile dispersione di latte insieme alle acque reflue.
Allo stesso tempo, è forte la pressione globale per ridurre l’impronta di CO2 della produzione lattiero-casearia, e in questo caso la perdita di latte in stabilimento gioca un ruolo chiave.
L’entità del problema è enorme. Considerando che solo
nell’Unione Europea ci sono più di 12.000 siti di lavorazione e produzione del latte che nel 2021 hanno trattato oltre 161 milioni di tonnellate di latte crudo, dando priorità alla riduzione delle perdite di produzione si potrebbero risparmiare volumi significativi di latte, che si tradurrebbero in un’impronta di carbonio notevolmente ridotta per l’industria lattiero-casearia di tutta l’UE.
Basti pensare che, per un tipico stabilimento lattiero-caseario con un consumo di circa 250 milioni di litri di latte all’anno, una perdita di appena l’1% della materia prima corrisponde a buttare via circa un milione di euro.
Per poter ridurre al minimo lo spreco di prodotti lattiero-caseari, è essenziale sapere in quale punto del processo si verificano le perdite, ma con i metodi convenzio-
40 industrie alimentari - lxii (2023) - marzo ANALISI CONTROLLO
Determinazione del contenuto di grasso nella carne di maiale mediante LF-RMN
Uno studio cinese pubblicato su Food Science China 43, (20): 269-274, 2022 ha valutato un metodo per determinare il contenuto di grasso nella carne di maiale basato sulla risonanza magnetica nucleare a basso campo (LF- NMR) al fine di evitare l’inquinamento ambientale e i rischi per la salute causati dall’uso di solventi organici nell’estrazione Soxhlet e migliorare l’efficienza di rilevamento. Sono stati ottimizzati i parametri di acquisizione del segnale (tempo di eco e numero di cicli di scansione), la massa del campione, il tempo di asciugatura e la temperatura di rilevamento, verificando la ripetibilità e la precisione del metodo. Quando si sono essiccati 4 g di macinato di maiale per 6 ore in un forno, effettuando la rilevazione nelle condizioni di 50°C di temperatura, tempo di eco di 0,3 ms e 64 cicli di scansione, si sono ottenuti buo-
ni risultati utilizzando lo strutto come campione standard. Il coefficiente di correlazione (R2) della curva di calibrazione standard stabilita era 0,9999. La deviazione standard relativa della ripetibilità (RSD) del metodo proposto era dell’1,69-2,72% e la precisione inter-giornaliera e intra-giornaliera (RSD) è risultata rispet-
tivamente del 3,07 e del 2,57%. Il coefficiente di correlazione tra il metodo LF-NMR e il metodo di estrazione Soxhlet specificato nello standard nazionale (GB 5009.6-2016) è stato di 0,9995, evidenziando come il primo sia in grado di determinare con precisione il contenuto di grassi nel maiale e in altre carni.
Controller multicanale per il monitoraggio della temperatura
Le normative vigenti per l’accreditamento qualità relative ai laboratori e magazzini di merci deperibili prevedono il controllo della temperatura quale parametro critico da tenere controllato seriamente.
Nel settore alimentare, con l’HACCP in particolare, questi pa-

rametri hanno assunto una importanza notevole. L’FT-200/ MP di Econorma è un dispositivo compatto e trova applicazione nei settori dell’industria alimentare e farmaceutica: celle frigorifere, trasporti refrigerati, termotecnica, processi industriali, agricoltura, ambiente, ecc.
L’FT-200/MP ha la possibilità di registrare i dati e gestire gli allarmi con una uscita a relé per controlli esterni in funzione dei range di minima e di massima impostati, relativi alle varie sonde. Utilizzando una tecnologia con protocollo digitale, permette di posizionare le sonde a notevole distanza dallo strumento.
È dotato di un display LCD retroilluminato sul quale sono visualizzate le letture in tempo reale ed eventuali allarmi. Ha un relè di allarme generale da 10 A che scatta quando c’è un superamento di soglia o per sonde danneggiate. Le misure sono memorizzate in record con una frequenza
analisi controllo 42 industrie alimentari - lxii (2023) - marzo
Packaging e sapore del latte
Il Journal of Dairy Science. 106, (1): 151-167, 2023 ha pubblicato un lavoro statunitense volto a valutare gli effetti del materiale della confezione in assenza di luce sul sapore del latte liquido, allo scopo di confrontare le proprietà sensoriali e chimiche del prodotto confezionato in cartone, polietilene a bassa densità, polietilene ad alta densità (HDPE), polietilene tereftalato (PET), polietilene lineare a bassa densità (LLDPE) e vetro. Il latte scremato e intero pastorizzato (ad alta temperatura per breve tempo, 77°C per 25 secondi) è stato confezionato (280 mL +/- 10 mL) in brick di cartone, polietilene a bassa densità, HDPE, PET, LLDPE e vetro (controllo). I campioni sono stati conservati a 4°C al buio e analizzati nei giorni 0, 5, 10 e 15. L’analisi descrittiva è stata applicata per documentare i profili sensoriali in ciascuno di questi momenti e i composti volatili sono stati estratti e identificati mediante microestrazione in fase solida e gascromatografia-spettrometria di massa. I test Tetrad con i

consumatori sono stati condotti al giorno 10. Sia il latte scremato che quello intero confezionato in cartoni hanno evidenziato un sapore di cartone notevole entro il giorno 5 e livelli più elevati di esanale rispetto al latte scremato e intero in altri tipi di confezione dopo lo stesso arco temporale. Il latte scremato confezionato in cartone e LLDPE aveva un sapore di frigorifero/stantio distinto rispetto al latte negli altri tipi di confezione, in concomitanza con livelli aumentati di composti tra cui stirene, acetofenone e 2-etil-1-esanolo. Il latte con-
fezionato in vetro, PET e HDPE non è stato distinto dai consumatori al giorno 10. Risulta quindi che il tipo di confezione influenza il sapore del latte e questi effetti sono maggiori nel latte scremato rispetto al latte intero. I brick di cartone non preservano la freschezza del latte, così come il PET, l’HDPE o il vetro, a causa della migrazione degli aromi e dello scalping. Il vetro rimane una barriera ideale per preservare l’aroma del latte, ma in assenza di luce, l’HDPE e il PET offrono ulteriori vantaggi pur mantenendo l’aroma del latte fluido.
44 industrie alimentari - lxii (2023) - marzo IMBALLAGGI CONFEZIONI
Effetti di forma e colore della confezione sulla percezione del gusto
Una ricerca norvegese pubblicata su Food Quality and Preference. 104, 104742, 2023 si è domandata se i produttori possano utilizzare i segnali visivi dell’imballaggio, in particolare i colori e le forme, per comunicare gli attributi intrinseci dei formaggi. Sebbene l’esistenza di corrispondenze intermodali tra forme e gusti della confezione sia stata dimostrata in precedenti studi sugli alimenti, non si sapeva ancora come l’interazione di colore e forma della confezione con cui viene venduto il formaggio influenzi le aspettative di gusto e gradimento dei consumatori. Attraverso due studi, i ricercatori norvegesi hanno dimostrato che forme e colori specifici comunicano determinati gusti di formaggio. Nel primo studio si è scoperto che, mentre un formaggio dal sapore delicato è associato a forme rotonde, elevata luminosità e bassa saturazione del colore, un formaggio dal sapore deciso è associato a una forma angolare, un livello inferiore di lumino -
sità e più elevato di saturazione del colore. Questa scoperta può essere utilizzata per comunicare il gusto attraverso il design della confezione. Nel secondo studio si sono testate queste ipotesi teoriche attraverso l’imballaggio e si è scoperto che una confezione di forma rotonda combinata con un’elevata luminosità e una bassa saturazione del colore comunica un gusto delicato, mentre una confezione di
forma triangolare associata ad una bassa luminosità e alta saturazione del colore segnala un formaggio dal gusto più deciso. Inoltre, una confezione rotonda suscita il massimo grado di gradimento. I risultati della ricerca dimostrano che più elementi sensoriali della confezione di un prodotto possono migliorare le aspettative di gusto dei consumatori e il gradimento atteso di un prodotto.
Linee guida per i sacchetti di carta di alta qualità
L’aumento della domanda di imballaggi sostenibili ed efficienti favorisce i sacchetti di carta. Per orientare le aziende fra tutti i parametri che influiscono sulla resistenza e sulla durata dei sacchetti, la rete di “The Paper Bag” – una collaborazione tra i principali produttori europei di
carta kraft e di sacchetti di carta – ha pubblicato una serie di linee guida per i sacchetti di carta di alta qualità e il video “Why paper bags are strong brand ambassadors” (“Perché i sacchetti di carta sono forti ambasciatori del brand”), che spiega come i rivenditori possono fare una scel-

ta azzeccata per proteggere il prodotto in modo impeccabile, il che è la funzione più importante di un imballaggio.
Ma cosa significa alta qualità per un sacchetto? Le linee guida definiscono che deve poter trasportare almeno 6 kg di prodotti del supermercato ed essere ri-
imballaggi confezioni 46 industrie alimentari - lxii (2023) - marzo
NUTRIZIONE SICUREZZA
Il punto su lavorazione e confezionamento sostenibile delle proteine alternative
Multivac e Handtmann hanno organizzato lo scorso febbraio, presso la sede della prima, in Germania, la conferenza “Future Proteins”, un’occasione nella quale si è cercato di dare informazioni ed offrire assi strategici per affrontare positivamente il mercato in forte crescita delle proteine alternative, passate da prodotto di nicchia a prodotto di tendenza.
Oltre 240 visitatori provenienti da tutto il mondo, accomu-
nati dall’interesse per gli alimenti provenienti da fonti proteiche alternative, come ad esempio le alternative al Camembert a base di latte di anacardi, i gamberetti a base di soia o le cotolette a base di ceci. Particolare attenzione è stata tributata da un lato alle ultime tendenze nel campo delle proteine alternative, dall’altro alle più recenti soluzioni sostenibili ed efficienti per la lavorazione e il confezionamento di
questi prodotti, un trend che si è dimostrato molto dinamico e per il quale è forte la richiesta del mercato.
Le soluzioni per i problemi più urgenti del futuro
Nei tre giorni della conferenza, gli organizzatori di Multivac e Handtmann hanno offerto ai visitatori un programma completo, con il supporto dell’Associazione tedesca per le fonti proteiche alternative (BALPro). Si sono tenuti interventi di relatori esterni provenienti dal mondo della ricerca, della scienza e dell’economia, seguiti da tavole rotonde su temi quali le tendenze dei prodotti, le opportunità di posizionamento sul mercato e i modi per ridurre l’impronta di carbonio degli imballaggi durante il loro intero ciclo di vita. Fra i vari incontri, i partecipanti alla conferenza hanno avuto l’occasione di intrattenersi al buffet e durante la visita al Market Place. In questa sede, gli organizzatori e i vari protagonisti dell’intera catena del valore, dai produttori di ingredienti ai produttori di film, hanno presentato le soluzioni attuali per la produzione, la lavorazione e il confezionamento di proteine alternati-

54 industrie alimentari - lxii (2023) - marzo
Le prospettive per il mercato delle caramelle dure fino al 2031
Un’indagine dell’analista di mercato Market Allied Research valuta il settore delle caramelle dure in 15,6 miliardi di dollari nel 2021 e prevede che raggiungerà i 21,3 miliardi di dollari entro il 2031, registrando un tasso di crescita annuale composto (CAGR) del 3,2% dal 2022 al 2031. L’analisi segmenta il mercato delle caramelle dure per tipologia, gusto, età dei consumatori e canale di distribuzione.
Comunemente si intendono per caramelle dure quelle ottenute bollendo o riscaldando sciroppi a base di zucchero a una temperatura di circa 160°C.

La crescita economica, l’aumento del reddito disponibile e l’aumento dell’accessibilità sono fattori importanti che stanno guidando la crescita del mercato di questi prodotti a livello globale. Negli ultimi anni, sono aumentate in modo significativo le famiglie nucleari e le coppie dove lavorano entrambi i membri, il che sta contribuendo attivamente all’incremento del reddito famigliare. Questo, a sua volta, accresce l’accessibilità economica a svariati prodotti dolciari e premium, sostenendo in modo esponenziale la crescita del mercato globale delle caramelle dure.
Inoltre, la crescente tendenza a regalare dolciumi in occasioni celebrative e festive, come Halloween, Diwali, Eid, compleanni e manifestazioni scolastiche, contribuisce in modo significativo alla crescita complessiva del comparto in tutto il mondo, anche nei Pa-
60 industrie alimentari - lxii (2023) - marzo MERCATI CONSUMI
I consumatori chiedono cibi sempre meno elaborati e genuini
Per i consumatori è sempre più importante che gli alimenti pratici e confezionati siano più semplici e meno lavorati, come dimostra un sondaggio condotto da New Nutrition Business secondo il quale il 20% degli americani e il 40% degli spagnoli intenderebbe evitare i prodotti molto trasformati, dati questi che rappresentano i numeri più alti raggiunti da quando la società di consulenza ha iniziato a porre questa domanda.

Secondo il suo direttore Julian Mellentin, si tratta di una tendenza destinata a consolidarsi fino al 2030, perché sempre più i consumatori cercano di evitare gli alimenti ultra-trasformati (UPF) prediligendo invece i “cibi genuini”.
Si tratta di un effetto del trend per le etichetta pulite volte a identificare gli ingredienti indesiderabili in ciò che mangiamo per evitarli, ma ora stiamo entrando in una nuova fase e l’industria dovrà fare di più per reinventare gli “alimenti ultra-elaborati”, proponendo invece prodotti più
mercati consumi 66 industrie alimentari - lxii (2023) - marzo
I principali trend nel settore ortofrutticolo
In occasione della recente edizione di Fruit Logistica, Fruitnet ha realizzato il trend report che ogni anno fornisce un’analisi approfondita condotta da esperti e relativa alle tendenze più rilevanti e agli sviluppi più significativi del settore.
Il documento tratta argomenti legati alle sfide che l’industria dei prodotti ortofrutticoli freschi si trova ad affrontare; contiene inoltre preziose informazioni gratuite volte ad indagare il futuro del comparto e ciò che questo potrebbe riservare per le aziende.
Dal titolo “Quale avvenire per i prodotti freschi?
Principali tendenze per il settore dei prodotti ortofrutticoli freschi nel 2023”, il report contiene una se-
POSITIVO IL BILANCIO DI FRUIT LOGISTICA
Grande il tasso di internazionalità registrato dall’ultima edizione del Salone leader per il commercio globale di prodotti ortofrutticoli freschi di Berlino, con 63.470 operatori del settore e acquirenti provenienti da oltre 140 Paesi e 2.610 espositori in rappresentanza di 92 Paesi, con 4 su 5 provenienti dall’estero.
Nel 30° anniversario all’insegna del motto “All in One”, la manifestazione ha coperto l’intera catena del valore per i prodotti ortofrutticoli freschi, con particolare attenzione alle più recenti tendenze e innovazioni. Emerge soddisfazione dai risultati preliminari del sondaggio tra espositori e operatori del settore, che hanno anche constatato un elevato livello di attività commerciale.
La prossima edizione di Fruit Logistica si terrà a Berlino dal 7 al 9 febbraio 2024.

rie di interviste su temi di rilievo quali inflazione dei costi, cambiamento climatico, commercio etico, spreco alimentare, branding, crescita della categoria, applicazione di nuove ed entusiasmanti tecnologie.
Le interviste esclusive e approfondite hanno come protagonisti esperti che analizzano le tendenze più significative del settore, le sfide che tali tendenze rappresentano e come le aziende possano trarne vantaggio.
Secondo Mike Knowles, autore del report e Direttore Generale di Fruitnet Europe, il settore dei prodotti ortofrutticoli freschi è senza alcun dubbio più complesso e imprevedibile che mai. In questo ultimo report – disponibile gratuitamente sul sito web di Fruit Logistica (www.fruitlogistica.com) – l’analisi degli esperti contribuisce a chiarire il quadro.
mercati consumi 68 industrie alimentari - lxii (2023) - marzo
NOTIZIE DAL MONDO
Sigep bissa il successo del 2020
A fine gennaio la 44ª edizione del Salone Internazionale di Gelateria, Pasticceria, Panificazione Artigianali e Caffè, organizzato da IEG – Italian Exhibition Group –insieme alla triennale ABTech, ha prodotto cinque giornate all’insegna della concretezza, dell’incontro dei saperi e dell’alta formazione, dense di affari e networking, all’interno di un panorama di offerta solido e innovativo, pronto ad assecondare ulteriore sviluppo.
Sono stati oltre 1.000 i brand presenti in fiera col quartiere sold out nell’area espositiva, su 28 padiglioni, per 130.000 m2 di expo attraversata da energia positiva e grande fiducia, vista la partecipazione di visitatori esteri da 155 Paesi e delegazioni con 450 top buyers da 78 nazioni, con numeri in linea con il record pre-pandemico del 2020. Per quanto riguarda le provenienze, il 77% è europea, con Germania, Spagna, Grecia, Francia e Gran Bretagna ai primi posti; 12% Asia e Medio Oriente, con prevalenza da Israele, Libano, India, Corea e i Paesi dell’Area del Golfo; 7% Americhe, con Stati Uniti, Canada, Messico, Brasile e Argentina ai primi posti, e il 4% dall’Africa, in primis da Marocco, Algeria Egitto, Libia e Nigeria.
A Rimini è andato in scena un settore connotato da forte dinamismo, innovazione e propensione all’export, dove il food service dolce made in Italy diffonde nel mondo tecnologia e talenti, confermando il Sigep salone leader mondiale per la gelateria artigianale e fra i primissimi per gli altri comparti dell’arte bianca e del caffè. Insieme ai dati numerici, è soprattutto la soddisfazione generale degli espositori e dei visitatori a decretarne il successo.
Sold out il calendario di appuntamenti quotidiani alla Vision Plaza, vero e proprio cuore dei contenuti dedicati alle tendenze e alle informazioni economi-
che per il mondo del food service dolce, protagonista del comparto ‘out of home’ che in Italia vale circa 60 miliardi. The NPD Group ha comunicato il sostanziale recupero dopo lo stop e le restrizioni del periodo pandemico: +3% del giro d’affari. La crescente famigliarità con gli spostamenti aiuterà un’ulteriore crescita in Italia, primo Paese europeo per valore di mercato dei ristoranti full service, con una quota complessiva di 36 miliardi di euro nel 2022.
In fiera erano rappresentati i settori Gelato, Pastry, Choco, Coffee e Bakery, quest’ultima filiera potenziata grazie alla contemporaneità con AB Tech Expo.

76 industrie alimentari - lxii (2023) - marzo
