
www.bakingbiscuit.com 03 18 Laminator Designed for high efficiency Peelboards Main principle: durable Interview Germany`s biggest baker





















Right hand model 9840 shown with optional water spray, stacked water splitter, conveyor and MPA auto fill system. SMART SEEDER CALL US TODAY +44 1638 668563 THE TOPPING EXPERTS P.O. Box 748 • Maysville, OK 73057• Telephone (405) 867-4467 • Fax (405) 867-4219 • e-mail: sales@burford.com www.burford.com Unit 4 Sam Alper Court, Depot Road, Newmarket, Suffolk CB8 0GS UK • +44 1638 668563 • e-mail: sales@burford.com
Iba – experience the future!
Human beings have been fascinated by the future for thousands of years.

A desire for the ability to eliminate uncertainty about what fate has in store is probably as old as humanity itself. Wizards, clairvoyants and oracles – foreseeing the future has been surrounded by a web of countless stories since ancient times, and fairground fortune tellers do a roaring trade even today.
Of course, the trouble with predictions was that they didn’t always turn out well. The Delphic Oracle occasionally sent its petitioners to their doom, and Cassandra with her gift of foretelling the future was tormented by the fact that no-one wanted to believe her, despite always being right.
++ Armin Juncker Chief Executive Verband Deutscher Großbäckereien e.V. and Treasurer and thus a member of the Executive Board of the AIBI (International Association of Plant Bakers)

So, must we humans accept that the future is unforeseeable, indeed incalculable?

The best way to find this out is to actively shape the future oneself: in dialogue with others, based on the most up-to-date information and prepared at all times to adapt in whatever way may be necessary.
The saying “Be a player, not just a spectator!” urges us to lend a hand in shaping the baking sector’s future ourselves as entrepreneurs (m/f). The fact that the legislator and customer also have their say in this matter is only natural. Constant dialogue is important, not only to be able to pull together in compliance with constantly regulatory amendments or changes in customer requests, but also to represent one’s own interests in the best possible way. For this, it is especially important to have (fore)knowledge of the latest trends and innovations to enable a proactive response.
We best fit ourselves for the future not by complaining about it or mere crystal ball gazing, but by obtaining concrete, practical information! Presentations to the specialist public will include not only the market’s latest innovations from A to Z. The iba trade fair is also an ideal environment in which to establish and deepen contacts. Ultimately, the whole sector benefits from close interaction and a strong, stable network as it journeys into the future.
The iba trade fair is also an interesting “melting pot” in terms of internationality, thanks to its many exhibitors and visitors from other countries!
The iba, held this year in Munich from 15th to 20th September, offers a chance to experience the sector’s future at first hand.
EDITORIAL
ADVERTISEMENT THE CONVEYOR BELT EXPERTS www.ashworth.com
Armin Juncker
Around the world, more food is proofed, baked, cooked, cooled and frozen on our conveyor belts. Ask for Ashworth.
Optimized mixing process
06 Diane: Main principle: durable
14 Henk Hoppenbrouwers: The trend towards bigger capacitiese
22 Bakery landscape: The 50 biggest chain bakeries
Hans-Jochen Holthausen: “We must go with our products to where the customer buys”

PUBLISHING COMPANY
f2m food multimedia gmbh Ehrenbergstr. 33
22767 Hamburg, Germany
+49 40 39 90 12 27 www.foodmultimedia.de
PUBLISHER
Hildegard M. Keil
+49 40 380 94 82 keil@foodmultimedia.de
EDITOR-IN-CHIEF
Bastian Borchfeld
+49 40 39 90 12 28 borchfeld@foodmultimedia.de
EDITORIAL STAFF
Helga Baumfalk
+49 40 39 60 30 61 baumfalk@foodmultimedia.de
Silke Liebig-Braunholz
+49 (0)40 386 167 92 liebig-braunholz@foodmultimedia.de
ADVERTISING DEPT.
International sales director
Dirk Dixon
+44 14 35 87 20 09 dixon@foodmultimedia.de
Advertisement administration
Wilfried Krause
+49 40 38 61 67 94 krause@foodmultimedia.de
DISTRIBUTION
+49 40 39 90 12 27 vertrieb@foodmultimedia.de
TRANSLATION
Skript Fachübersetzungen Gerd Röser info@skript-translations.de
TYPESETTING
LANDMAGD in der Heide Linda Langhagen; design@landmagd.de
PRINTED BY
Kitzinger: All-in-one: a new tray washing plant for Schäfer’s


Dr. Schär Deutschland GmbH: Retrofit – via a picker cell
Leinebergland Druck GmbH & Co. KG Industriestr. 2a, 31061 Alfeld (Leine), Germany
BAKING+BISCUIT INTERNATIONAL is published six times a year. Single copies may be purchased for EUR 15.– per copy. Subscription rates are EUR 75.– for one year. Students (with valid certification of student status) will pay EUR 40.– (all rates including postage and handling, but without VAT).
Cancellation of subscription must be presented three month prior to the end of the subscription period in writing to the publishing company. Address subscriptions to the above stated distribution department. No claims will be accepted for not received or lost copies due to reasons being outside the responsibility of the publishing company. This magazine, including all articles and illustrations, is copyright protected. Any utilization beyond the tight limit set by the copyright act is subject to the publisher’s approval.
Online dispute resolution in accordance with Article 14 Para. 1 of the ODR-VO (European Online Dispute Resolution Regulation): The European Commission provides a platform for Online Dispute Resolution (OS), which you can find at http://ec.europa.eu/consumers/odr
Valid advertising price list: 2018 cover
www.bakingbiscuit.com 03/2018 CONTENT 04
IMPRINT © Harry © f2m 18 26 Production 08 Sancassiano:
10 Ditsch GmbH:
18 Rademaker:
32 Reading
Systems:
42
47 Bühler
photo: © xxx
Smart elevator
A new generation
Bakery
Game changer
FRITSCH: Dough sheet cooling for improved quality
AG: Consistent quality of liquid metering Peelboards
Interview
Germany
Special
Personalized nutrition
Personalized
Hygiene
Packaging 40
Management
Law 51
Regulars 03 Editorial 05 News 16 News 50 News 50 Trade fair calendar © Diane 06 Titlephoto: © Mecatherm
26
30
nutrition: Healthy for ME!
36
44 Barbara Siebke: Food Fraud
European Court of Justice: Champagne sorbet
++ Mondelēz opens new biscuit plant in Bahrain
To meet growing consumer demand, Mondelēz International inaugurated its newest “Factory of the Future” in the Kingdom of Bahrain. The company invested $90 million in the stateof-the-art biscuit manufacturing plant that produces iconic Power Brands, including Oreo cookies and Barni soft cakes, for local consumers and serves as a hub for exports to the Gulf region, the Levant and Africa, reducing delivery costs and improving product freshness. The 250,000 square meter manufacturing facility is about the size of 30 soccer fields with production capacity of nearly 45,000 tons per year. This new plant is located alongside Mondelēz International’s existing manufacturing site, which has been producing Kraft cheese and Tang powdered beverages since 2008. +++
++ Zeppelin Group receives FoodTec Award 2018

Extremely fast, dust-free and homogeneously mixed – these are the key factors in industrial dough production. The highspeed mixer DymoMix from Rödermark’s dough experts from “Zeppelin plant engineering” meets these requirements with flying colours and with low energy consumption. At the Anuga FoodTec 2018, the leading international trade fair for food and beverage technology, the DymoMix was awarded the International FoodTec Award in silver. At the Anuga FoodTec 2018 trade fair in Cologne on March 20, 2018, the “Deutsche Landwirtschafts-Gesellschaft (DLG)” honoured 17 laureates in total out of approx. 100 registered companies
Diosna: Oevermann is Dr. Eisser’s successor
for technical innovations and further developments that make food technology particularly future-proof, sustainable and efficient. The international jury of experts awarded the Zeppelin Group one of twelve silver medals and thus the award for product optimizations which allow a significant improvement of the function or the process. +++
There will be a change in the management of the machine builder Diosna on 1st May. Henrik Oevermann (40), who has worked in the company since 2011 and currently occupies the post of Commercial Manager and Bakery Technology Area Manager, will succeed Dr. Wolfgang Eisser (65). Dr. Eisser is retiring after 20 years in the company’s management, although he will remain employed for a further two years in an advisory capacity on the Supervisory Board of the French parent company Linxis. +++

++ Middleby Acquires Ve.Ma.C. Srl
The Middleby Corporation announced the acquisition of Ve.Ma.C. The company is a leading designer and manufacturer of handling, automation and robotics solutions for protein food processing lines. The company is based in Castelnuovo Rangone, Italy and has approximately $15 million USD in annual revenues. “This acquisition extends our capabilities related to automation and robotics, providing for further opportunities to integrate our existing food processing equipment offerings. We can now provide more comprehensive end to end solutions for our customers with reduced labor, increased capacity and greater operating efficiency,” said Selim Bassoul, CEO of The Middleby Corporation. “We are very excited about Ve.Ma.C. as a key addition to our portfolio as we continue to evolve our platform of fully automated solutions.” +++
05 NEWS ++ NEWS ++ NEWS www.bakingbiscuit.com 03/2018 KOENIG BACKMITTELGMBH & CO. KG • Postfach 1453 • D-59444 Werl Tel. 02922/9753-0 • Fax 02922/9753-99 E-Mail: info@koenig-backmittel.de Internet: www.koenig-backmittel.de The Nut specialists Quality-brand and freshness with long tradition Almond- Hazelnut- and Peanut-Products, roasted, sliced, diced and slivered. Hazelnutfilling and Multi-Crunch. Please ask for products meeting your specifications. KOENIG Motiv4 NTS 91x53.qxd 12.02.2007 11:10 Uhr Seite 1
++ A handshake at the handover: Dr. Wolfgang Eisser (l.) hands over to Henrik Oevermann
© Diosna Dierks & Söhne GmbH
++ (from left to right) Prof. Dr. Michael Doßmann (Weihenstephan-Triesdorf University of Applied Sciences), Michael Piepenbrock (Business Unit Manager Food Processing Plants, Zeppelin) and Dr. Christian Faber (Senior Technology Consulting Sales, Zeppelin)
© Zeppelin
Main principle: durable
Diane has developed a dimensionally stable peelboard whose surface consists of hard-wearing polymer. If needed, there is a peelboard suitable for every industrial line.
+Proofing boards have existed in the USA and also in Europe for a long time, but the processes were very much aimed at the artisan sector (wooden boards, plastic boards, cloths). However, requirements relating to stability and hygiene have become ever higher with the growth of industrialization in the area of proofing. Thus there is a rising demand in Europe for new boards, although the old “simple” boards still exist. Incidentally, the term “peelboard” originates from the English-speaking world.
The demand for peelboards is accelerating compared to the demand for baking trays. One reason for this is the trend towards baking on hearth or stone plates, even on a large scale. Cloths or fabric coverings are also in decline for hygiene reasons. The most important reason, however, is the opportunity to automate proofing processes by using loading and unloading systems for proofing carriers. The dimensional stability of the proofing carriers is a decisive precondition for this, and it is a requirement that is a matter of course for Diane.

So that explains the increased emergence of peelboards, which is why Diane, already well-known as one of Europe’s most modern producers of trays and pans, is now launching two newly-developed peelboards. They will be offered under the Blue Board ® name. There is one shallow version with a double-sided worksurface and an aluminum frame, and one “high” version with stainless steel frames for fully automated plants.
American peelboards were initially simple wooden boards, cheap, with a tendency to deform, and not very hygienic. After that, plastic boards came into use, although these did not withstand the mechanical and temperature-related requirements in bakeries for very long. Nowadays, peelboards made by Diane consist of a frame, a dimensionally-stabilizing interior, and surfaces usable on one or both sides. If the boards are transported on roller conveyors, as a rule they are flat and both sides are usable. Recesses for stoppers or carriers are often necessary in factories that have automated transport from loading to the oven transfer point, which is why they have only one usable surface. There are certainly quality differences in the workmanship of the various components.
According to the company’s founder Roger Messio, Diane’s new board is the only one whose surfaces are cut from a special material. A material that completely prevents dough pieces adhering by means of different particle sizes and without a silicone or Teflon coating. “In addition,”, according to Messio, “our fabrication processes are designed to adapt the basic dimensions, the height and the fabrication of the boards precisely to any line and its requirements.”
The special surface material consists of acrylonitrile-butadiene-styrene copolymers (ABS), a plastic that combines mechanical stability and chemical resistance, and is often used for housings and other moldings, as well as for Lego bricks. Their stability can be marveled at in any child’s playroom.
As a rule, for shallow boards that are more likely to be moved by hand, the frames are made from a peripheral aluminum strip. Depending on the design of the line and/or loader, the


www.bakingbiscuit.com 03/2018 PEELBOARDS 06
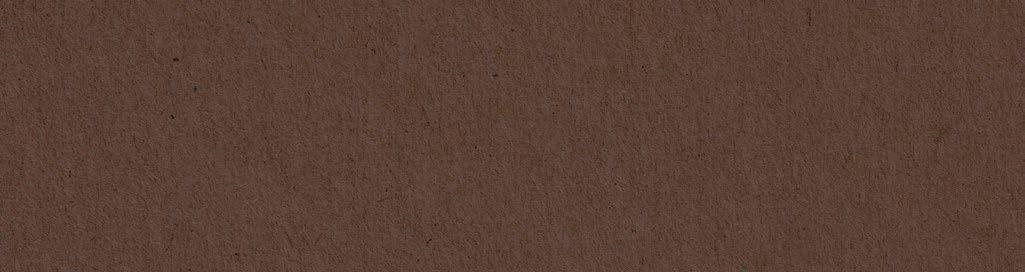
++ Peelboard in the Blue Board® range with a rough ABS surface texture
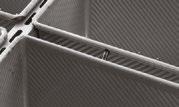
© Diane ©Diane
++ Photo showing details of the various peelboard corners
choice for automated handling is stainless steel frames, which allow enough space underneath for stoppers or carriers.
In the case of the higher frames, an aluminum trough shaped according to requirements is first of all recessed into the finished frame. Into that goes an aluminum honeycomb structure which ensures that a 600 x 800 mm tray, despite its stability, weighs no more than 5.9 kg. After that, the surface material is glued on with a special adhesive that is commonly used in aircraft construction and can be exposed to a very wide range of temperatures without embrittling. Thus ABS withstands temperatures from -35°C up to +50°C.

With particularly large trays, internal bracing ensures additional rigidity so they do not warp or distort. In the case of shallow trays, ABS is glued onto both sides of the honeycomb structure.
Such peelboards are usually brushed off and are then clean. Anyone who wants to use water to clean them or even to immerse them in a cleaning solution can also obtain watertight peelboards. In such cases, the frame and the lower trough are glued together. This stops any penetration of water. The frames can either be provided with codes for automatic recognition, or the peelboards are passed over an induction loop on the line that reads out a hidden internal code.
According to Messio, the request to develop particularly stable peelboards that are guaranteed to be flat came from customers and machine builders. Industrial plants in Switzerland, Germany Poland and Turkey are already running the Diane peelboards. +++
WE BUNDLE THE POWER OF ELEMENTS

WHERE THE ELEMENTS ARE IN HARMONY WITH YOUR BREAD.
Follow us on our digital channels.




PEELBOARDS ADVERTISEMENT
©
IBA
Koenig
m.b.H. | 8045 Graz, AUSTRIA info@koenig-rex.com, www.koenig-rex.com
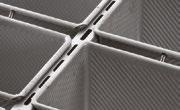
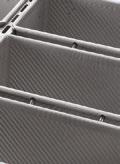
++ An 800 x 800 mm peelboard
Diane
Munich Booth: B2.370/B2.570
Maschinen Gesellschaft
- Tilting speed
Smart elevator
PARAMETERS CAN BE COMBINED TO PROGRAM THE MOST SUITABLE SEQUENCES FOR YOUR PRODUCT
Sancassiano is specialized in mixers, kneaders and automatic mixing systems. The new EG Smart elevator has a small footprint, independent lifting and tilting movements, up to dedicated programmable cycles.
In a small footprint, independent lifting up to dedicated programmable cycles
LIFTING POST INCLINATION FROM 90° TO 60°
MULTIPLE TILTING HEIGHTS
AVAILABLE AS OPTION
- Eliminate intermediate dough transfer (conveyors,...)
- Respect dough quality features
- Optimize the floor space
+The costumer can order the new Sancassiano EG Smart elevator in different configurations. The lifting post inclination from 90° to 60° to eliminate intermediate dough transfers.
Features
+ Adapting the dough transfer to your product quality requirements and characteristics
+ In a small footprint, independent lifting and tilting movements, up to dedicated programmable cycles
+ Multiple tilting heights available as option
MULTIPLE TILTING ANGLES
MULTIPLE TILTING HEIGHTS AVAILABLE AS OPTION
SCRAPER MOVING WITH THE BOWL FOR:
- Easier sanitation
OPTIONAL CONSTRUCTION ON WHEELS AND OPTIONAL MULTIPLE TILTING HEIGHTS
- Reduced cross contamination
+ Multiple tilting angles
REVERSE TILTING SIDE FOR WASHING OR BAD DOUGH REJECT AVAILABLE AS OPTION
+ Reverse tilting side for washing or bad dough reject available as option
+ Scraper moving with the bowl for: easier sanitation, reduced cross contamination, fully programmable scraping and not-scraping sequences
Programmable parameters in multiple steps:
+ Tilting height (option)
+ Tilting angle
+ Tilting direction (option)
+ Scraping system on/off
+ Bowl rotation on/off
+ Lifting and descending speed
+ Tilting speed
Parameters can be combined to program the most suitable sequences for the product. There is also a optional construction on wheels and optional multiple tilting heights to feed multiple lines. The Elevator on wheels, with optional multiple tilting heights and hold-to-run command for:
+ Use of one elevator for multiple lines
+ Reduce the floor space with hold to run command (no programmable cycle in this case)
REVERSE TILTING SIDE FOR WASHING OR BAD DOUGH REJECT AVAILABLE AS OPTION
- Fully programmable scraping and not-scraping sequences
BOWL
Sancassiano
90° From ©
Technical data and photos are supplied for information only and they do not bind San Cassiano on the eventual modifications which could be made. Each dough has different characteristics which affect and determine the maximum batch size that each mixer can handle. Sancassiano declines any machines can mix. Sancassiano technical staff is fully available to assist with mixing tests in order to collect the necessary mixing data and properly
The costumer can also choose between front and side bowl tilting to optimize floor space to increase the operator efficiency. +++
www.bakingbiscuit.com 03/2018 PRODUCTION 08
characteristics
In a small footprint, independent lifting and tilting movements, up to dedicated programmable cycles
to
product quality and characteristics
your
Sancassiano Tel. +39 0173 280.324
You can order the elevator in different configurations
STANDARD FRONT TILTING OR OPTIONAL SIDE TILTING TO OPTIMIZE FOOTPRINT BOWL ENTRY
©
©
BOWL TILTING
Sancassiano
Sancassiano


Optimized mixing process
The Ditsch GmbH pretzel bakery has invested in a new DymoMix system at its Oranienbaum site. Processing tolerance of the wheat doughs has already improved. The next scheduled step is to increase dough yield.

+For Matthias Hartung, Oranienbaum Works Manager, and Matthias Grollmisch, Engineering Manager, Brezelbäckerei Ditsch GmbH, this is the first line from the systems engineering supplier Zeppelin Systems GmbH. The DymoMix system, together with a Codos mixer, has been operating to produce wheat doughs continuously in 3-shift operation for around seven months. The two experts were convinced firstly by the line’s very small footprint to produce doughs continuously on a few square meters, and secondly the dough quality was also improved. Matthias Grollmisch says “The DymoMix wetting system makes doughs for bread rolls and sticks more uniform and easier to process by machine.” Matthias Hartung adds “The system also saves around 40% of the mixing and kneading time, and the dough develops faster.” Work is currently underway to increase the dough yield. The DymoMix wetting system developed by Zeppelin, which operates as a pre-mixer in Oranienbaum, successfully achieved this. The system wets powdered raw materials such as flour, sugar and baking agent with water, forming a homogeneous dough instantly. Wetting with water takes place through a specially developed nozzle integrated into the rotating shaft of the DymoMix.
So much energy is input by the impact of the water on the dry materials and an initial mixing by metal rods fixed to the shaft below that not only is the flour wetted, but also a gluten network is initiated. Matthias Grollmisch, Head of Engineering, assumes the dough from the DymoMix is already almost fully kneaded, and that the process generally leads to faster dough development.
Control
The DymoMix is also positioned directly above a Codos mixer. This allows raw materials to move continuously into the mixing compartment underneath, where the dough is fully kneaded to the required consistency. The temperature of the raw materials and dough is constantly measured during the entire process steps. Dough temperature is controllable via the temperature of the added water and the cooling jacket installed on the mixer. Describing the line’s special features, Works Manager Matthias Hartung says “Zeppelin individually readapted our plate heat exchanger.” Cooling medium is circulated via a control unit mounted on the Codos, which regulates the double jacket to the required set-point temperature. Another special feature is that due to the structural arrangements, the flour storage tank stands alongside the line, exactly like the small components line.
PRODUCTION 10
++ Onward transport of the dough is via plastic belts. Flour storage tanks for the mixing system are visible at the top right
© f2m
Interview FAQ’s
Questions to Matthias Grollmisch, Engineering Manager, Ditsch GmbH pretzel bakery, Oranienbaum works
+ Borchfeld: Why did you decide in favor of a continuous line?
+ Grollmisch: The robust mechanical engineering and the dough qualities for our special applications demonstrated in test runs gave us confidence in the design concept of Zeppelin’s continuous mixer.
+ Borchfeld: What were the preconditions, or what was the line required to be capable of?
+ Grollmisch: Continuous dough production with our specific requirements regarding consistency, processability and dough temperature were the basic requirement for the purchase decision.

+ Borchfeld: In your view, what are the line’s special features?
+ Grollmisch: The compact construction and small footprint requirement, together with the combination of a DymoMix with a Codos and the associated opportunities for absorption of water into the dough.
+ Borchfeld: What distinguishes the line from other machines?
+ Grollmisch: The main difference is the amount of water absorption that is possible with the same consistency/ processability.
+ Borchfeld: Where and how does post-kneading take place?
+ Grollmisch: What comes out of the entire system is a
fully-kneaded dough, so post-kneading is unnecessary.
+ Borchfeld: What is the situation regarding dough heating?
+ Grollmisch: We defined the dough temperature with Zeppelin in the run-up. Dough heating is counteracted by adding ice-water and by active mixer jacket cooling.
+ Borchfeld: What kind of doughs currently run through the line?
+ Grollmisch: Exclusively doughs for lye products.
+ Borchfeld: How long was needed for installation and commissioning?
+ Grollmisch: Approximately three months.
+ Borchfeld: What is the line’s hourly capacity?
+ Grollmisch: Around 3,200 kg of dough.
+ Borchfeld: How many employees work in Oranienbaum?
+ Grollmisch: 395 (as on 27.2.2018)
+ Borchfeld: Do they work three shifts?
+ Grollmisch: Yes, and also partly into the weekend.
+ Borchfeld: Which products do the staff manufacture?
+ Grollmisch : We produce lye baked products in various shapes, e.g. pretzels, bread rolls, sticks, knots, plaits, pizzas and croissants. The lye pretzels, for example, range from 50 g to 1,800 g. Among convenience products, we offer pre-proofed dough pieces and fully-baked products, each frozen.
+ Borchfeld: How many lines are now operating?
+ Grollmisch: We currently have 8 lines operating in Oranienbaum.
+ Borchfeld: Many thanks for the interview. +++
11 PRODUCTION www.bakingbiscuit.com 03/2018
© f2m
++ Small components are weighed automatically
Generally speaking, Zeppelin integrates control of the metering and dough production into a higher-level process control system. The required machine parameters (e.g. rotation speeds, temperatures, pressures etc.) together with the recipe parameters for the respective operating modes are transferred from the process control system to the mixer via the interface. Starting and stopping the line can either be manually at the control panel, or by signal exchange from the downstream lines, or centrally from the process control system. At Ditsch, the fully kneaded dough is carried on a conveyor belt to further processing steps.



For cleaning, the DymoMix is disconnected from the Codos, swiveled out, and the protective tube removed. The latter goes into a washroom, while the DymoMix tools are cleaned manually in situ. The inlet pipe is removed from the Codos and also goes into the washroom, where it is afterwards cleaned internally by four ceiling-mounted directed-jet cleaners. Upstream of the directed-jet cleaners there are three disk valves that distribute the water to the cleaners by alternately switching, thus increasing the cleaning effect. In general, installing the new system enabled the mixing process at Ditsch GmbH to be optimized. +++

www.bakingbiscuit.com 03/2018 PRODUCTION 12
++ General view of the line: the DymoMix-System is in the upper area, with the continuous mixer below. Hourly capacity is around 3,200 kg of dough
++ After mixing, the wheat dough is transferred to a conveyor belt, and further processing takes place
© f2m © f2m © f2m
++ The line’s control panel. Parameters such as pressures, tempera ture or rotation speed can be set
For more than 30 years, American Pan has led the way in baking tin and tray innovation; from energy-saving designs to industry-leading coatings.

































































We don’t believe in “one size fits all.” By engineering trays, applying proprietary coatings and providing economic refurbishment programs to fit your exact product and facility needs, we help you save money, increase quality, and outpace the competition.

contact@americanpan.com
americanpancom
|
Bundy Baking Solutions: American Pan | Chicago Metallic | DuraShield | Pan Glo | RTB | Shaffer
B1.201 SKELMERSDALE, UK | +44 (0) 1695 50500 IRLAM, UK
+44 (0) 161
6300
Stand
|
777
from the first bake to the last. Contact our sales team to get started on your custom pan or cleaning program today. BARCELONA, SPAIN | +34 93 781 46 00 ALEXANDRIA, ROMANIA | +40 247 306170
THE PERFECT PAN
The trend towards bigger capacities
The machines produced by the Tromp Group in the Netherlands, part of the Markel Food Group, include pizza plants for the whole world. Sales Director Henk Hoppenbrouwers is regarded as an industry insider. In this interview, the expert explains how the pizza market is developing.
Borchfeld: M r. Hoppenbrouwers, what trends do you see in the pizza market?
+ Hoppenbrouwers: Each country and every region has its own preferences. Tastes differ greatly. We in the Netherlands like a rather sweet pizza with pineapple or vegetables. The Chinese, on the other hand, prefer pizza with lots of cheese, some sauce and a lot of poultry meat. As I said, every country has its own individual flavor preferences.
+ Borchfeld: You just mentioned China. Is it a market for pizza?
+ Hoppenbrouwers: Asia’s pizza market is still small, but it is growing, and we have already sold plants into the region. There is a difference in the product range we offer there, however, because many Asian households have no oven at all, so the consumer has no possible way of baking his pizza at home either. Pizzas are therefore 100% fully baked, then offered for sale either frozen or chilled. Customers can then reheat the pizzas, e.g. in a microwave.
+ Borchfeld: It seems to be a really specialized market.
+ Hoppenbrouwers: That’s true, and the market is changing rapidly. But in the Tromp Group we support our customers to enable them to respond to market changes. We provide specialist knowledge not only on the spot but also in our Technology Centre here in the Netherlands. Together with customers, we develop baked products to suit the home market. We also help our customers with product adaptation and development.
+ Borchfeld: So are there any general trends in the pizza market?
+ Hoppenbrouwers: To begin with, Europe’s frozen pizza market has an annual growth rate of 8 to 10%. I observe a trend towards smaller pizzas and pizza snacks at the same time. There is a growing market in North America for fresh and chilled pizzas, for example those sold in supermarkets. We have also installed a plant to manufacture gluten-free pizza. Here again we observe a trend. On the other hand, a different shape is something that doesn’t seem to go down too well with consumers. Rectangular pizzas, for example, are not very popular with customers. 90% of consumers think of a pizza as having a round shape. A general trend is the “De-Luxe Pizza”, richly topped with various kinds of cheese and meat.
+ Borchfeld: What do pizza producers want from the mechanical engineers?

+ Hoppenbrouwers: Pizza manufacturing plants are becoming bigger and wider, and thus more efficient. For example,
we have installed output capacities of up to 12,000 pizzas/hour. What I observe is an annual increase in hourly output capacity. The majority of customers also want complete turnkey plants with good control and monitoring. These plants should allow a quick product change and should also be easy to clean. That’s why we offer the corresponding interchangeable modules, e.g. strewers, that can be wet-cleaned. Robots can also be used, e.g. to distribute tomato sauce onto pizza crusts with pin-point accuracy. Customers also want to be able to produce a variety of baked goods on a single line, to avoid plant downtimes and to make them more flexible. There is a general increase in what clients require from mechanical engineers.
+ Borchfeld: The Tromp Group manufactures a wide variety of plants e.g. laminating lines, pie and cake lines as well as wafer plants. How important to you are pizza production lines?
+ Hoppenbrouwers: Pizza lines are clearly part of Tromp Group's growth strategy. Tromp Group earns around 30% of its revenues from pizza production plants, and demand is high. We also profit through synergies within the Group. For example, we can offer continuous mixers from our sister company Reading Bakery Systems in the USA. There is also a transfer of know-how. From our pie-making plants we know about the pressing process to manufacture pizza crusts. At the same time, however, we can also offer our customers a process to punch pizza crusts from a dough sheet.
+ Borchfeld: In terms of the end product, do the various processes yield different pizzas?
+ Hoppenbrouwers: I think it’s a question of manufacturing philosophy. What we observe is that the press process is more likely to be used by premium suppliers, since pressing dough to form a pizza crust takes time because the dough ball needs
www.bakingbiscuit.com 03/2018 INTERVIEW 14
+
Tromp Group
++ Sales Director Henk Hoppenbrouwers
++ Pizza lines are part of Tromp Group's growth strategy

to be pressed at least twice to achieve the required shape and stability. On the other hand, punching the pizza crust from a dough sheet is quicker. Only a single operation is needed. However, it creates a corresponding amount of scrap dough that has to be recycled back into the process. I don’t imagine that the end customer will be able to detect any big difference in the finished product. Perhaps in the bite. As I said, we offer our customers both processes.

+ Borchfeld: One more quick look at the iba. What can visitors to the trade fair expect?

+ Hoppenbrouwers: In Munich we will present, among other things, innovations in the pizza and healthy snacks segments.

+ Borchfeld: Mr. Hoppenbrouwers, many thanks for the interview. +++

15 INTERVIEW
Tromp Group
www.brotundbackwaren.de 02/2017 The Bread Festival in Vienna • Read the whole story on • backweltblog.com ADVERTISEMENT
++ UK: Ocado – A pioneer for artisan bread varieties as well

Handmade amaranth bread, 100% ryebread with honey, bread made with Spirulina (blue algae) and pumpkin seeds, and two types of gluten-free bread – the British online giant Ocado recently also introduced bread from the Gradz Bakery, a bakery founded in London in 2015 and specializing in sourdough breads according to old recipes. Products made by Gails Bakery, a mix of a delivery and branch bakery famous for its artisan breads, have been available for some years, as have the organic breads made by Celtic Bakers. Ocado’s range of bread and baked goods lists an impressive total of 821 products, from bread, brioche and croissants to donuts and cakes. Ocado’s retail sales in 2017 were GBP 1,317m., and thus 12.4% above the previous year. Ocado earned another GBP 116m. through system solutions for other retailers. 263,000 orders/week were delivered in 2017, with a growing customer network densification, more Sunday deliveries and more highly perfected order-handling technology. +++
++ Japan: Joy and sorrow at Yamazaki Baking Co.
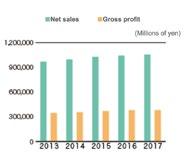
The Japanese food and bakery group Yamazaki Baking Co. increased its revenues by 1.1% last year to JPY 1.05 trillion, equivalent to USD 9.96bn. On the other hand, there is less satisfaction with the trend in operative profit, which fell 14% to JPY 30.087bn., equivalent to USD 292.9m. Obviously the reason for this was a weak trend in retail profits. Yamazaki is a diversified conglomerate that not only manufactures bread, noodles and rice-based dishes, but also operates its own convenience stores, often with their own baking station. The Group’s revenues purely from bread rose by 2.5% in 2017 to the equivalent of JPY 96.493bn., equivalent to USD 915m.
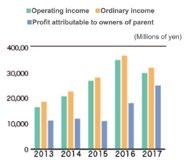
Financial Results and Key Indicator
Growing demand by Japanese consumers for premium products and small packs, e.g. containing only three slices of bread, is regarded as the reason for this pleasing development. On the other hand, sweet buns, i.e. sweet bread rolls, which are Yamazaki’s main product, achieved revenues of JPY 359.571bn. in 2017, equivalent to USD 3.41bn., corresponding to a rise of “only” 0.9%. Market researchers attribute a 23% share of the Japanese baked products market to Yamazaki. +++
++ Netherlands: Emté gets new owners
Distribution of net revenues by segments 2017
As reported in the Netherlands newspaper De Tijd, the Dutch retail group Sligro is selling its Emté brand supermarkets, a meat-processing factory in Enschede, Emté’s headquarters in Veghel and the distribution centers in Kapelle and Putten to a consortium of the two retail groups Jumbo and Coop. According to De Tijd, Emté’s most recent sales figure was EUR 828m. The purchase price is said to have been EUR 410m. The deal affects around 6,200 employees, equivalent to around 2,700 full-time jobs. Two-thirds of the Emté markets are scheduled for integration into Jumbo, and one third into Coop. There are currently 130 supermarkets in the Netherlands operating under the Emté name, 34 of them managed by independent traders. Jumbo operates around 580 markets in the Netherlands, and 390 pick-up points where customers can collect the goods they ordered, and Jumbo supermarkets also offer home delivery. Jumbo and its outlets generated revenues of EUR 7.01bn. in 2017. Coop operates a total of 263 supermarkets, 143 of which are managed by independent traders. Coop’s sales in 2017 were EUR 1.18bn. +++
++ Netherlands: massive growth in online food
In clear contrast to Switzerland, online sales of foods and near-food products are gaining importance in the Netherlands. According to the Thuiswinkel Market Monitor, consumers there bought 52% more in the food/near-food category in the period from early October to mid-December 2017 than in the comparable period in the previous year. The reason for this is said to be the growing popularity of online supermarkets. Sales through online supermarkets in 2017 reached around EUR 1.1bn. www.Thuiswinkel.org observes the online retail trend in that country jointly with the local GfK (Consumer, Marketing and Sales Research Association) and PostNL. According to GfK, sales in Dutch supermarkets in 2017 rose by a total of 3.2% to EUR 35.58bn. The value of the average checkout bill rose by 6.3% to EUR 23.91, although the number of checkout bills issued fell by 2.9% at the same time. +++
www.bakingbiscuit.com 03/2018 NEWS ++ NEWS ++ NEWS 16
Bread Sweet Buns Japanese Confectionery Western Confectionery Processed Products made from Bread, Rice, Noodles Cookies and Crackers etc. Retail Other Business Areas 1 % 9.2 % 34.1 % 6.7 % 12.8 % 14.8 % 15.7 % 5.7 % Quelle: Yamazaki Baking Co. Quelle: Yamazaki Baking Co.
©
f2m
++ The Emté baked products counter in Dieren/Netherlands
-Dough Make-Up

-Proofing
-Seeders, Toppers, Pan Shakers & Water Splitters
-Depositing, Portioning, Filling and Pumping
-Ovens (Tunnel, Conveyorized, Serpentine, Tray, Rack and Deck)


-Cooling
-Pan & Product Handling Systems






-Packaging & Distribution

info@middlebybakerygroup.com www.middlebybakerygroup.com +1 469 464 5411
Complete Industrial Bakery Production Lines
user
Our promise: we will improve your overall
experience, guaranteeing you the lowest cost of ownership.
A new generation
A Bakery in the German speaking area (DACH Region) invested in a new generation Rademaker Laminator, Croissant line and Pastry line. The Laminator is designed according Rademaker’s Sigma hygienic design guidelines.

The new Sigma® Laminator is designed according to the Rademaker Sigma® design guidelines. These guidelines are directly derived from various high-end requirements for hygiene and clean ability such as the GMA standard and Ehedg recommendations. With excellent machine surface finishing, tilted surfaces, rounded frames, FDA approved materials, minimized hinges and bolts and numerous other items, the line is living up to the highest industrial expectations. Total elimination of recesses, cavities and dead corners is achieved. An open design enables easy cleaning without lowering the operator’s safety.
Accessibility for cleaning and inspection is achieved by opening covers on both sides of the machine, belt lifters, retractable belt tensioners and knife transfers. Belt lifters enable good accessibility resulting in fast and thorough drying after wet cleaning processes. Accumulation of dirt and dust is reduced due to the application of standoffs and pollution with dough parts is prevented by using wider conveyor belts. New standard feature is also the application of life-time lubricated bearings in the product zone. Needless to say that also this new Rademaker line is fully designed and approved for wet cleaning.
Functionality
An open design with best possible visibility of the process has been the focus for the system design. Rounded edges and
fully opening covers on both sides of each unit are applied throughout the system. The best possible accessibility of the process is achieved by optimizing the space between the working stations and application of horizontal conveyor belts. Also smaller units are designed with open housing. Lightweight safety covers with extra handles enable ergonomic operation. Overall safety is guaranteed by the application of safety locks.
The new Sigma ® Laminator is designed with wider rollers (+50 mm) and belts (+100 mm). Apart from a higher output this is resulting in improved dough support, reduced risk for micro-damage and stress in the outer dough edges. Final result is even less thickness variation and improved consistency of the layers than before.
Efficiency
The overall set-up of the Sigma ® Laminator is designed for high production efficiency. Operation is made as easy as possible. This is enabled by easy to remove tools, reduced change parts, exchangeable scrapers and bins and various options to minimize required cleaning efforts and increase uptime. Furthermore, the system is equipped with automatic settings allowing for a “one button” action bringing the total machine in the cleaning or drying status. After the cleaning the operator will be warned if belts are not tensioned properly.
www.bakingbiscuit.com 03/2018 PRODUCTION 18
+
© f2m
++ The apple filling is applied onto the dough by a Rademaker depositor. A folding set then folds the filling into the dough lanes, creating a filled dough pocket.
Accessibility of the system is strongly improved in order to allow for easy service and maintenance. The service and maintenance requirements are reduced by optimal material selection. This results in minimal wear and increased lifetime of all sensitive items, in combination with a minimized variance of spare parts. Lifetime lubricated bearings in the product zone and clear, comprehensive lubrication locations for bearings outside product zone are resulting in minimal downtime. Parts that require regular maintenance are located in easily accessible places outside the production zone. All conveyor belts are equipped with quick belt release mechanisms to reduce. Downtime during cleaning and to keep maintenance to a minimum. Cleaning and maintenance require less time and production can go on without interruption. Data gathered by the plc can be used to improve maintenance (fe. motor loadings, running stops, stop causes).
Control
Process control by means of intensive data handling and communication is becoming increasingly more important in industrial production processes. The control platform enables OMAC based data exchange with neighboring (third party) equipment as well as LMS, MES or ERP systems.
Furthermore, advanced data processing enables on-line monitoring and optimization of equipment efficiency. The smart use of the combination of process and recipe information allows easy and fast start-up and reduction of flour usage. The existing cascade system and automatic belt speed adaptation (DDIC/Dough loop) is adapted to fit the increased hygiene level. The advanced control system features fully automatic speed adjustment and enables the different sections to operate independently. While the last dough part of the production run is processed towards the end of the line, the


beginning of the line is ready for cleaning or for the production of another product. The operator will be advised when the next recipe can be started on the machine. Finally, the number of sensors is reduced to guarantee for the optimal control with minimal risk for downtime due to malfunction.
Production process
When the ingredients are mixed, a kneaded dough batch generated. The dough batches are deposited into the a Chunker before it is processed by Rademaker’s Low Stress Sheeting (LSS) System. The Chunker cuts the dough batch into process able dough chunks. After the dough sheet is created by the LSS, it undergoes a thickness reduction by the Quick Reductor. Rademaker’s Fat pump then processes butter blocks into a consistent butter layer. The fat layer is applied on top of the dough sheet, after with the fat is folded into the dough sheet.
After reducing the dough sheet thickness further, it enters two lapping lamination sections. After several reduction stations, the dough sheet is cut into dough slaps. By means of the cutting and stacking lamination method, the required number of dough-fat layers is created. The cutting and stacking method is applied because of the system’s high output capacity. The system achieves an output of 2.000kg laminated pastry per hour. Also with this lamination method, the less as possible tension that is build up in the dough during the production process, is released. So, an optimum relaxed dough is achieved at a high output.
After reducing this final laminated dough sheet, it undergoes a cooling and resting period in Rademaker’s Cooling and Resting system. Cooling the dough sheet is done because it makes sure that the integrity of the layers remains intact and it creates an even better consistency of fat and dough. This
19 PRODUCTION www.bakingbiscuit.com 03/2018
++ Rademaker’s Fat pump processes butter blocks into a consistent butter layer
© f2m © f2m
++ The dough batches are deposited into the a Chunker before it is processed by Rademaker’s Low Stress Sheeting System
eventually results in a significant improvement for the further processing steps. Because of the resting period, the best possible taste and shape/volume is realized, resulting from a combination of dough relaxation and controlled yeast activity. This eventually results in the development of mono sugars and CO 2. Because, according to the bakery, the Cooling and Resting system masters this process, they choose to integrate the Rademaker system into their production process. Because the system realizes an optimum airflow, energy usage is kept to a minimum. Rademaker applies a unique concept with this system, based on indirect, active air coolant. The system is designed according the GMA hygienic design standards, this way the system is living up to the highest possible industry standards.
Behind the laminator there are two dough make-up sections; a croissant line and a pastry make-up line, both from Rademaker. Depending on the product, the required make-up section is selected. During the visit, Apple pockets were produced. The croissant line was by-passed by an upper conveyor belt, transporting the cooled and relax dough sheet towards the pastry make-up section. First, a decoration roller creates the decorational cut into the dough sheet. Then the required dough lanes are created, a total of seven rows. When a different decoration is required, the bakery can quickly change the decoration roller for another one. Then the apple filling is applied onto the dough by a Rademaker depositor. During processing, the apple filling is cooled. A folding set then folds the filling into the dough lanes, creating a filled dough pocket. The last and final step in this make-up process is product cutting. Now the dough products are transported towards the proofing system. Before the products are transported towards the freezer, the proofed products are sprayed by Rademaker’s egg yolk sprayer. A recirculation system makes sure that no egg yolk is lost.
Wide range
The pastry line can be changed for a wide range of different filled and folded products. It only requires a tool- and operator program change, after that the production run can be started. The baker specifically chooses for the systems of Rademaker because of the quick change-over times. Rademaker’s cascade system enables that the production line can switch towards another production run, while the production line continues to keep running. When the last part of the existing production run enters the last section, the other sections can be changed towards another product run, this significantly reduces change-over time, making the system an efficient solution.
As said, with this flexible production system, it is also possible to produce croissants, both filled and unfilled, with open or closed ends. When the dough sheet comes out of the Cooling and Resting system, the dough sheet is cut into the required dough lanes. Out of these lanes, the dough triangles are cut and lined up for the next process step. When filled croissants need to be produced, the Rademaker depositor is set to work. It applies the type of filling that is required and deposits it onto the dough triangles. When unfilled croissants are produced, the depositor is bypassed. After depositing, the dough triangles are transferred toward the vacuum roller where they are rolled into croissants. After this shaping process, the croissants are transferred towards the proofing system. After proofing, the croissants can be topped and/or sprayed with egg yolk. The last production step before packaging, is transferring the croissants towards the freezer.
This European based bakery deliberately chose Rademaker`s technology because it was able to meet the conceptual demands placed on production technology, the high availability of the systems, and Rademaker`s wide-ranging support program to assist its customers. +++

www.bakingbiscuit.com 03/2018 PRODUCTION 20
© f2m
++ After reducing this final laminated dough sheet, it undergoes a cooling and resting period in Rademaker’s Cooling and Resting system
Spiral into control.
AMF Bakery Systems’ Spiral Conveyor incorporates the most sanitary design elements, including a patent-pending monopiece cage bar, for efficient cleaning and maintenance. Equipped with plastic modular belting using the Intralox DirectDrive™ System, the Spiral Conveyor eliminates product movement on the belt to minimize potential jams. This custom-configured solution is suitable for a variety of product applications including intermediate dough proofing, product proofing, cooling, and freezing.

Your bakery is our world.
VISIT
a markel food group company
COMPLETE BAKERY SOLUTIONS | AMFBAKERY.COM
AMF BAKERY SYSTEMS AT: MODERN BAKERY, MOSCOW FOOD & HOTEL ASIA, SINGAPORE BAKERY CHINA, SHANGHAI
The 50 biggest chain bakeries
In its latest issue (brot+backwaren 2/18), the journal’s editor took an entirely new look at the bakery landscape in the German Federal Republic. With meticulous care and diligence, she created a map of Germany illustrating the 54 biggest bakery branch networks.
+A map was prepared for each of these businesses, showing the postcode areas in which the company is represented by branches. Another map in which these points were each grouped into a kind of catchment area shows that there are no longer many places in Germany beyond the reach of these 54 chain stores. Moreover, the fact that there are also local chain stores, possibly strong ones, is also not excluded. Altogether, the map of Germany with its major chain store systems in the German baking industry shows 9,645 locations, and that probably corresponds to nearer a third than a quarter of the total number of bakery chains in Germany. Economic pressure in the last few years has convinced many businesses to systematically close unprofitable locations instead of propping them up any longer.
The portraits of the individual chains are at least as exciting as the overview shown in the general map, which shows clearly that many passed the stage of expanding around their own back door long ago, and even a 100-km radius is no longer the be-all and end-all for many. On the other hand, in the maps for Landbäckerei Stinges & Söhne GmbH in Bruges with 107 branches, and Bäcker Görtz GmbH in Ludwigshafen with 155 branches, it is quite clear how much the expansion policy entails logistics requirements and a sales region that is as self-contained as possible. The picture is also similar for Bäckerei Heitzmann GmbH & Co KG in Bad Krotzingen-Biengen, which has developed its existing branch network of 110 locations extending from Lörrach and Freiburg to Offenburg into a compact region, or Beck in Tennenlohe, which attaches importance to its branches being in a coherent distribution area with only the city of Regensburg as an additional exclave. Junge Die Bäckerei in Lübeck pursues a different but nonetheless clearly recognizable concept with branches in Hamburg, along the entire Baltic coastline, in the vacation areas around Lake Müritz, and recently in Berlin as well.
A counterexample is Bäckerei Wilhelm Middelberg GmbH in Bad Iburg, whose Westphalian origin is still as clearly visible as ever, but whose network of branches now extends to selected points as far south as Leverkusen, Cologne or Kerpen. Hofmeister Brot GmbH in Landau is similar, and scatters its 146 branches from Saarbrücken in the west and Rastatt in the south to the gates of Rüsselsheim in
the north and Heilbronn in the east, or Landbäckerei Ihle, whose 258 branches cover a big area.





The private bakery with the biggest catchment area is undoubtedly Meisterbäckerei Steinecke GmbH & Co KG in the Mariental municipality in Lower Saxony, whose network of 648 branches now extends from Nienburg on the river Weser to the Polish border and from Brandenburg in the northeast down to the southern tip of Saxony-Anhalt.
In a separate map, brot+backwaren shows the locations of the four bakeries that are now striving for a national spread through locations in urban centers: Kamps Backstuben, Heberer, BackWerk and Back-Factory.
www.bakingbiscuit.com 03/2018 GERMANY SPECIAL 22
© Basisdaten © OpenStreetMap-Mitwirkende |
++ Distribution area (marked in red) of the 54 chain store bakeries covered by the study
Kartographie
© grebemaps | Grafik © Landmagd
The editor also generously allows an individual map for the Edeka Group’s five businesses, namely K&U as a subsidiary of Edeka South-West with 805 branches, the Edeka HannoverMinden subsidiary Schäfers with 739 locations, Backstube Wünsche, a subsidiary of Edeka South Bavaria with 276
Ranking of German chain bakeries by number of chain stores
branches, Büsch GmbH represented 183 times on the Ruhr and Rhine, and Edeka North’s subsidiary, Dallmeyers Backhus, with 103 branches. Incidentally, the biggest distribution area belongs not to K&U but to Schäfers, whose catchment zone extends from the Polish border into the Münsterland region
23 GERMANY SPECIAL www.bakingbiscuit.com 03/2018 Name of bakery Location Number of chain stores 1. K&U Bäckerei GmbH Neuenburg 805 2. Schäfer’s Brot- und Kuchenspezialitäten GmbH Porta Westfalica 739 3. Meisterbäckerei Steinecke GmbH und Co. KG Mariental 648 4. Kamps GmbH Schwalmtal 447 5. Unser Heimatbäcker GmbH Pasewalk 408 6. Bäckerei/Konditorei H. von Allwörden GmbH Mölln 393 7. BackWerk Management GmbH Essen 302 8. Backstube Wünsche GmbH Gaimersheim 276 9. Landbäckerei Ihle GmbH Friedberg 258 10. Bumüller GmbH & Co. Backbetriebe KG / Sternenbäck GmbH Hechingen 254 11. Wiener Feinbäckerei Heberer GmbH Mühlheim/Main 218 in Germany 2 in Austria 12. Junge Die Bäckerei. Lübeck 191 13. Büsch GmbH Kamp-Lintfort 183 14. Bäcker Bachmeier GmbH & Co.KG Eggenfelden 177 15. Ludwig Stocker Hofpfisterei GmbH Munich 167 16. Brüder Oebel GmbH Aachen 160 17. Sehne Backwaren KG Ehningen 157 18. Bäcker Görtz GmbH Ludwigshafen 155 19. Der Beck GmbH Erlangen-Tennenlohe 149 20. Hofmeister Brot GmbH Landau 146 21. Detlef Malzers Backstube GmbH & Co. KG Gelsenkirchen 145 22. Achim Lohner GmbH & Co. KG Polch 134 23. Sondermann Brot Sauerland GmbH & Co. KG Drolshagen 130 24. Glockenbrot Bäckerei GmbH & Co. oHG Frankfurt/Main 127 25. frischBack GmbH Arnstadt Arnstadt 123 26. Bäckerei Härdtner GmbH Neckarsulm 116 27. Bäckerei Schneider GmbH Elsdorf 114 28. Dat Backhus Hamburg 114 29. Stendaler Landbäckerei GmbH Stendal 113 30. Bäckerei Heitzmann GmbH & Co. KG Bad Krozingen-Biengen 110 31. Stangengrüner Mühlenbäckerei AG Lengenfeld 109 32. papperts GmbH & Co. KG Poppenhausen 108 33. Anton Hosselmann GmbH & Co. KG Hamm 108 34. Landbäckerei Stinges & Söhne GmbH Brüggen 107 35. Dallmeyers Backhus Neumünster 103 36. Bäckerei Grimminger GmbH Mannheim 100 37. Bäckerei M. u. K. Horsthemke GmbH Oberhausen 98 38. Stadtbäckerei Hürth Klein’s Backstube GmbH Hürth 96 39. Höflinger Müller GmbH Neufahrn 95 40. BACKFACTORY GmbH Hamburg 95 41. Helbing mein Lieblingsbäcker GmbH & Co. KG Leinefelde-Worbis 95 42. Bäckerei Peter und Cornelia Dreißig KG Guben 95 43. Bäckerei Wilhelm Middelberg GmbH Bad Iburg 94 44. Harald Fuchs Bäckerei-Konditorei e.K. Bamberg 92 45. Emil Reimann GmbH Dresden 90 46. Schäfer Dein Bäcker GmbH & Co. KG Limburg 90 47. Bäckerei Werner Raddatz e.K. Gröditz 86 48. Bäckerei Brunner KG Weiden 81 49. Hermann Armbruster GmbH + CO. Backwaren Schutterwald 81 50. Viehmeier GmbH & Co KG (Schwälmer Brotladen) Gilserberg 77 51. Bäckerei und Konditorei H. Meyer & Sohn GmbH Wahrenholz 76 52. BB Rösner Backstube GmbH & Co. KG Würzburg 76 53. Barbarossa Bäckerei GmbH & Co. KG Kaiserslautern 73 54. Stadtbäckerei Kühl GmbH & Co. KG Grimmen 70
and from Bremen to Erfurt. But with 805 to 739 branches, there’s not much difference between them anyway. Thus the two of them are also probably among the five baked goods producers in Germany who between them earn more revenue than the 9,387 businesses each with annual sales of less than EUR 1 million (in this connection, see BackMarkt 4/2018: Germany’s baked products market in 2016: 5>9,387).
2016 sales statistics in Germany
It must be said at the outset that these statistics suffer from a system error. They compare apples with pears. The figure that is counted is for sales reported by businesses for VAT, regardless of whether the sales are at end consumer prices, as in a bakery’s branch outlet, or sales at ex-factory prices as in the case of industrial companies. It would be necessary to add in the wholesale and retail margins to arrive at a comparable end consumer price. Drinks and merchandise in bakery branches also push up sales inconsiderably.
A second distortion, at least of the average figures, is because they count all the businesses that report sales, even if the latter are below EUR 100,000/year. They are as many as 1,920 of these companies listed in the “annual sales below EUR 1 million” category. Even many of the 2,773 businesses that declared annual sales between EUR 100,000 and 250,000/year to the tax authority and earned average annual sales of just about EUR 171,000 can hardly rank as full-time businesses.
Disregarding the imbalance inherent in the way the system collects sales figures, sales in the whole sector as a 2015/2016 year-on-year comparison rose by 1.9% to EUR 20.13 billion. The inflation rate in Germany in 2016 was just under half of one percent, so it is entirely correct to talk of real growth in the sector. The only question is: growth for whom?
It was not in the group comprising the five big businesses with annual sales of more than EUR 250,000 per company. Their total sales fell from EUR 3,002.71 million (2015) to EUR 2,934.15 million (2016). However, Lieken AG suffered the majority of this shortfall.
The 38 companies counted in both 2015 and 2016, and consisting of medium-sized industrial businesses and large chain stores whose annual sales amounted to between EUR 50 and 250 million, represented 17.55% of the
Anyone who doesn’t subscribe to the brot+backwaren journal can download the issue from their web site at www.brotund backwaren.de. After purchase, payment by PayPal and waiver of the revocation option, there are two different downloads, a “short” version of 60 MB and a “large” one of 250 MB with which the maps can also be enlarged without becoming blurred. +++
market in 2015, whereas in 2016 the figure was only 17.41%. In absolute terms, however, their combined sales correspond to EUR 38.03 million, equivalent to a 1.1% increase and thus still lay above the inflation rate of half a percent.
Businesses with individual sales volumes of EUR 1 to 10 million gained a quarter of a percent more market share in 2016. In absolute terms, their combined sales turned out 2.8% higher than in 2015. However, they had to share the upturn with 40 new entrants to the category, so an increase of EUR 4,000 per company per year was all that remained in the end.
The improvements in 2016 were “creamed off” by baking business in the center ground with annual sales of between EUR 10 and 50 million. Their number rose by 11 to 255 companies, their combined market share by 1.26% to 25.34% and their average sales by slightly more than EUR 0.5 million to EUR 20 million/company per year. In percentage terms, however, that’s only a 2.6% increase.
The 9,387 baking businesses that each had whole-year sales below EUR 1 million in 2016 still had a market share of 14.54% in 2016. Their number decreased by 413 from 2015 to 2016. Of these, 362 closed their doors permanently, while, 51 successfully jumped into the next-higher sales category.
www.bakingbiscuit.com 03/2018 GERMANY SPECIAL 24
Sales statistics: Baked products manufacture. Sales in EUR millions and market share Sales size class 2000 2010 2015 2016 Sales Market share Sales Market share Sales Market share Sales Market share up to EUR 1 million 5,084.10 32.31 3,445.40 19.8 3,017.08 15.27 2,927.19 14.54 EUR 1 – 10 million 4,949.10 31.46 4,951.60 28.5 5,510.16 27.90 5,663.99 28.14 EUR 10 – 50 million 2,320.90 14.75 3,791.80 21.8 4,756.17 24.08 5,100.90 25.34 EUR 50 – 250 mil. 1,862.10 11.84 2,687.00 15.4 3,465.74 17.55 3,503.77 17.41 over EUR 250 mil. 1,516.70 9.64 2,519.80 14.5 3,002.71 15.20 2,934.15 14.58 Totals 15,732.90 17,395.60 19,751.86 20,130.00
2000 2010 2015 2016 up to EUR 1 million 18,092 11,938 9,800 9,387 EUR 1 – 10 million 2,077 1,926 2,085 2,125 EUR 10 – 50 million 112 193 244 255 EUR 50 – 250 mil. 13 29 38 38 over EUR 250 mil. 3 5 5 5 Totals 20,297 14,091 12,172 11,810 Source: German Federal Statistical Office Source: German Federal Statistical Office
Number of companies by sales size class
Passion for Dough











































Smooth-running: The experience, knowledge and skill of the baker’s trade shows in every step of each process performed by our IMPRESSA croissant systems. Effortless punching and turning, precise coiling along with fully automated bending of filled or unfilled croissants. The entire spectrum of coiled pastries – perfection and volume production combined. Find out more www.fritsch-group.com



























































































































We look forward to welcoming you to our booth.
















































































































































































































Perfection is when it all comes together.
“We must go with our products to where the customer buys”
Germany’s biggest baker earned a 2.7% increase in revenues in 2017. Hans-Jochen Holthausen , Managing Partner of the family business, explains how and why.

Keil: Mr. Holthausen, a brief look back on 2017 – how did Harry-Brot fare?
+ Holthausen: We grew in all categories, and will close the year with revenues of EUR 978m. Personally, I was delighted with the growth of around 4% in brand business because it shows that brands also have potential.
+ Keil: Where were these potentials for Harry to be found in 2017?
+ Holthausen: They lay mainly in sliced sandwich bread and mixed bread. Baked products for baking-off also sold very well. Movement in the self-service area is achievable again and again with new product innovations.
+ Keil: Market growth, or joy for one and grief for another?
+ Holthausen: The total market is no longer growing, but our sales have risen from EUR 300m to 900m in the past ten years. That answers the question. However, one thing must be clearly understood, namely that the concentration in the past few years and decades was not a zero-sum game. Sales have disappeared. Let me illustrate that with an example. When Rugenberger Mühle declared insolvency in 1995, the turnover recorded there was DM 220m. One year later, when we totaled the revenues of all the other suppliers, we were only able to
trace DM 160m of it, and the remainder was nowhere to be found.
+ Keil: What is the reason for these vanishing turnovers?
+ Holthausen: There are various causes. Not for nothing is it said that competition stimulates business. Moreover, there are niche products that only this company (Rugenberger) produced and which disappeared from the market with its insolvency. Rugenberger had some real cult products in its range, like their gugelhupf cakes or small toast slices for canapés at Christmas and New Year. These don’t exist in Germany any longer. One or other artisan baker will certainly have sold a couple more bread rolls as a result of the Rugenberger insolvency, but you won’t find the DM 60 million again there either. The same phenomenon re-emerged after the disappearance of Löwenbäcker and Müller-Brot.
+ Keil: Isn’t it possible that some exports also fell by the wayside at the same time? Didn’t the market also become very much more European, if not more global, in the same period?
+ Holthausen: That may certainly explain part of the vanished sales. Another possibility is the shift from shelf to prebake, i.e. baking stations, as well as to central warehousing business.
www.bakingbiscuit.com 03/2018 GERMANY SPECIAL 26
+
© Harry
+ Keil: Going back to Harry-Brot and the year 2017. What did it look like at the baking stations?
+ Holthausen: Slight growth occurred there last year.
+ Keil: Does that mean baking stations have reached their limit?
+ Holthausen: I don’t think so, but growth is greatly dependent on two factors, product innovations and operator quality.
+ Keil: As a supplier, you have little influence over operator quality.
+ Holthausen: The retail has an interest in optimizing their fresh product range, and thereby to bring more frequentation into the markets. Baking stations still offer considerable potential in this respect. Aldi is currently providing clear impetus with its new concepts.
+ Keil: Innovations enliven business – but do they achieve that on a permanent basis, or do they just create small “additional turnovers” again and again?
+ Holthausen: Take high-protein bread. Many people thought it was a passing fad that would die spontaneously. Five years ago, we really entertained this topic only at the request of customers. Today it is one of our permanent success items, we supply double digit millions of packs of it every year, and it is enjoying sustained growth.

+ Keil: What does the situation look like with other trendy fashions like ancient cereal varieties, chia seed etc.?
+ Holthausen: Consumers are open-minded about such things. Chia seed has been talked about for around four years, is enjoying growing popularity, and significant amounts of it are used and sold, either in sandwich bread or in mixed bread. Customers feel good when they buy bread with chia seed. Spelt is another trend product in sliced bread, and anything that sells off the shelf also sells in the prebake area. With topics like emmer wheat or einkorn etc., we naturally hit the limits of communication and distribution sooner or later.
+ Keil: And sooner or later the batch sizes baked with them will probably also become too small and therefore inefficient for industrial processors.
+ Holthausen: In the frozen range, goods go into a deep-freeze warehouse and the required amounts are distributed from there. Large batches are needed in the freshly-baked area to guarantee quality. If I want to market smaller batches, I need deep-freeze in the middle. Our business in Harry is quality and freshness in big batches, and as a result cost leadership as
well. Business with small batches is the reserve of the corner baker who nowadays, like a restaurant chef, creates enthusiasm by what he writes on the menu. He is unbeatable and will remain so, because he knows his clientele personally and bakes what they want.
+ Keil: Is the sales ratio of off-the-shelf goods relative to baking station stable, or is there still a trend from the shelf to the baking station?
+ Holthausen: As I said already, at Harry we had growth in both areas in the past year. The baking station-shelf relation is stable for us at present, but pre-bake as a proportion of the total market is growing. Overall, however, consumption is not rising.
+ Keil: Efforts are currently ongoing at a European level to reduce the salt content of bread. There is an initiative by various retail groups in Austria to reduce the sugar content in own-brand products. Others don’t want any glyphosate in cereals etc. Do you feel patronized by such campaigns?
+ Holthausen: Healthy nutrition should be taken seriously, but it should be enjoyable and should also taste good, otherwise people will move away to other products and the aim will be missed. Self-commitment on the part of the retail is currently beginning in Austria, and everyone has the right to operate his businesses as he sees fit. I don’t feel constrained. We follow our customers’ wishes in the private brand business. We have a free hand in the brand name business, and we do work proactively in these matters instead of waiting until a customer asks. It’s no accident that Harry enjoys the trust and confidence of customers and end consumers.
+ Keil: The retail everywhere is currently involved in expanding its business from the shelf via the baking station and into catering. Do you sense that as a supplier?
+ Holthausen: That’s actually an old topic, but it is gaining momentum. I consider the growth potentials in the catering direction to be very high. Whether any independent retailer will earn money from it still remains to be seen, because a good product range is very service-intensive and highly raw materials intensive, and end consumers remain very price-conscious. But there are exciting design concepts with fresh dishes and fresh baked products. It’s an ongoing trend and offers high growth potential. We must ensure we are there with our frozen products.
+ Keil: More out-of-house consumption means less eating at home – what will suffer as a result of that, prebake or the shelf?
27 GERMANY SPECIAL www.bakingbiscuit.com 03/2018
© Harry
++ Harry, self-service product launch 2017: Sandwich with chia seed
36. - 43. KW
Rote-Beete-Brot

Weizenbrot mit Roter Beete, 500g
Artikelnummer: 4421
Weizenbrot unter Zugabe von Roter Beete gebacken. Aromatisch in der Krume, erdig-würzig in der Kruste. Schöne Färbung im Krumen-Krusten-Verlauf. Gute Frischhaltung.
44. - 52. KW
Schwarzwälder
Weizenmischbrot mit 50 % Weizenmehl, 600g
Artikelnummer: 4422
+ Holthausen: Prebake stations are more likely to profit due to the snack elements, while the self-service area will tend to fall. At the same time, however, it must be remembered that modern products such as baguettes or slices of bread topped like a pizza and sold as self-service products are also a part of bread consumption. These markets show that with good concepts, it is entirely possible to counteract the potential attrition. However, we must be there with our products wherever the customer buys, and that can also be the delivery service or a business that carries out further refinement.
+ Keil: The retail is fighting over the out-of-house market –does that threaten concepts like Back-Factory? What more has Back-Factory to offer as a USP (Unique Selling Proposition) if there is a retailer with a snack stand alongside?
Kräftiges Roggenmischbrot nach „bayrischer Art“ mit Kümmel gebacken. Würzig-aromatische Krume mit deftig-herzhafter Kruste. und Frischhaltung.
+ Holthausen: In the first place, Back-Factory also operates proactively, and as far as the USP is concerned it offers a broad product range, operator quality, quick purchasing, atmosphere and last but not least location, location, location. We take the format wherever there is a large customer footfall. But when a retailer who also offers good snacks opens across the road, we naturally feel it. Anyone who does their shopping there will possibly also buy a snack there.
Sehr kräftig ausgebackenes Brot mit langer Teigführung. Dadurch sehr aromatisch-würzig im Geschmack mit rustikaler Porung in der Krume.
+ Keil: How many Back-Factory locations are there today?
+ Holthausen: We have reached the “round” hundred. We open bigger formats and systematically close smaller ones to keep the outlet quality high. Back-Factory records growth in every respect.
+ Keil: Is there any thought of upgrading Back-Factories into convenience shops?
+ Holthausen: We certainly do already have convenience elements in them. But we don’t want to earn our money by selling chewing gum. On the other hand, I can entirely imagine elements like sliced fruit in our outlets. The question is when or with which product offer will we reach our credibility limits. On the other hand, ten or twenty years ago no-one would have believed that some day Aldi would offer apartments.
+ Keil: Mr. Holthausen, thank you for the interview. +++
The Harry industrial bakery signed a contract with Frank Kleiner (46) as Managing Director for Sales and Marketing, effective as of April 1. Hans-Jochen Holthausen is delighted with the succession plan for the business area for which he was responsible for more than 25 years, and says “Harry has always brought in the best to have the greatest success.” According to the company, graduate business economist Frank Kleiner enjoys a very good reputation in the baked products market and in food retail. He was Lieken AG’s board member responsible for food retail sales until 2013. After that, as Overall Managing Director for Europe and Asia/Pacific, he trimmed the international baked goods group Aryzta AG for growth. The decision to appoint Kleiner was taken with farsightedness: Holthausen agrees with Harry’s managing directors and shareholders that “Frank Kleiner represents continuity in the fresh produce service, potentials in the frozen food market and the company’s further international development.” Hans-Jochen Holthausen (62) will continue to back the company unreservedly as a Managing Partner. +++

www.bakingbiscuit.com 03/2018
© Harry
++ Harry, new product introduced for baking stations: red beetroot bread
Harry Brot brings Frank Kleiner into the Management Board
© Kleiner
Successful Partnerships


The Rademaker approach includes a close co-operation with the end user. We deploy decades of experience to develop the best possible process solutions. The customers’ boundary conditions with regard to ingredients and actual production environment are the basis for all tests run in the Rademaker Technology Centre. Our consistent focus on the customers’ requirements results in specific solutions aimed at the ultimate success of our customers in the market.



www.rademaker.com
Specialists in food processing equipment
Healthy for ME!
Self-proclaimed diet gurus are fond of preaching abstinence. Cereal products, especially wheats, have been a popular bogeyman in this respect for some time. However, only individuals diagnosed as having celiac disease need avoid them completely.
+Persons who do not have celiac disease but suffer digestion problems as a reaction to conventional wheats, and have therefore been forced to avoid wheat flour products up to now, recently benefited from product innovations spurred on by nutritional medicine, e.g. 2ab wheat. This not only features a particularly low FODMAP content (Fermentable Oligo-, Di- and Monosaccharides And Polyols), which is the decisive factor leading to the good tolerability of 2ab products, but also shows that the “one size fits it all” principle – or more accurately “one product for all” – is no longer up-to-date. Arising from this consideration, medical nutritionists like Prof. Dr. med. Christian Sina in Lübeck develop and research science-driven concepts for personalized nutrition, with very promising results.
Lying behind this is the knowledge that the same foods lead to very different metabolic responses in different individuals, as measured by changes in their blood sugar level. Whereas a single cookie will push one consumer’s blood sugar value up to levels high enough to suspect diabetes, another person’s response stays considerably lower. If both eat one banana, the blood sugar response may be similar or different, even in totally the opposite direction. Put simply: each responds to each foodstuff with an individual change in their levels of blood sugar, and thus in their entire metabolism. Prof. Sina says: “That’s why food traffic lights aimed broad-brush fashion at sugar content are not very sensible. They lull consumers into a false sense of security. In the worst case, entirely the opposite effect is attained.”
How is it possible to determine each person’s nutrition type?
Prof. Sina and his colleagues recently founded the startup company Perfood to answer this question. The Perfood program’s core element, named “MillionFriends”, is a 14-day continuous blood sugar level measurement by a chip applied to the skin. In parallel, food is eaten according to a defined plan, and an app-based dietary reporting system is maintained to clearly record triggers and blood sugar responses. The scientists also determine the intestinal flora and specific metabolic products occurring in the test person’s blood, and these together with the blood sugar data are the basis for a selflearning algorithm that will, in the future, also allow predictive statements about “tops” and “flops” in that person’s own diet.
It is now scientifically proven that the composition of the so-called intestinal microbiome, i.e. our intestinal flora, is not only the factor that decides how food is metabolized by the body. The bacterial flora even have a large influence on the hormone balance and immune system. Prof. Sina says:
“Hormones and metabolic products produced in the intestine are at least as important as insulin in regulating the blood sugar level.” In addition, the test persons describe their lifestyle and eating habits in a questionnaire, because the frequency of food intake and the time of day chosen by the person for this have an effect on their metabolism, just like their sleeping pattern, occupational stress, other ailments, medication etc.
According to Prof. Sina, from the wealth of information collected in this way it is possible to derive individual nutritional recommendations that a person can stick to even on a long-term basis, since they require only an adjustment of the
Against wheat-belly etc.
Cereal products, especially wheat and thus also bread, have been demonized as “fattening foods” right across all the public media for many years, and not a few nutritional advisers recommend a breadfree diet. Nonsense is hard to fight against, above all when it can be sold as lucratively as these guidebooks. Bakeries are also well-advised to pass on the information presented here to their customers. If you want to include this article in your customer newspaper, request the Word document at keil@foodmultimedia.de. We will provide you with the manuscript free of charge, and all we ask is that you please acknowledge the source
Application
Every person has his/her optimum individual metabolic pattern that changes only insignificantly during their lifetime. But there are similarities that enable three basic types to be defined. If consumers know their nutritional types, food suppliers such as bakers can signpost and publicize the suitability of their products for different nutritional types. Anyone who thinks that’s all a future dream is advised to take a look at the list of companies who are members of foodRegio (The North German Food Processing Industry Network). It contains many foodstuff providers, who presumably are there not without hope of applications and benefits. Become a part of the network and let the Lübeck experts classify your product range or individual products into three nutritional types.
www.bakingbiscuit.com 03/2018 PERSONALIZED NUTRITION 30
The glucose level response is always individual

An example of the dissimilar effects of identical test meals in different individuals. Whereas Person 7 (subject 7) reacts to white bread with high glucose values, the blood sugar level stays at its initial value for Person 4 and 6. In the case of the “oat flakes” test meal, Person 4 in particular responds with a rise in their glucose concentration. Uses of this diagram is permissible only with the consent of Perfood GmbH
individual’s meal plan, not a complete change. Prof. Sina says: “When viewed in the long run, complete lifestyle changes or broad-brush diets simply don’t work because they go against an individual’s life rhythms and habits. Sooner or later, around 95% of all the test persons break off conventional diets or good intentions.” On the other hand, investigation of the individual’s metabolic pattern allows the construction of a nutritional plan that matches the person and his or her habits, life and preferences. Prof. Sina: “After the analysis, we can tell an individual exactly what he personally would do better to reduce, what he can continue to eat and what he should perhaps introduce into his diet plan. Just imagine, you’re standing in a main rail station and are hungry. On the right there’s a cheese sandwich and on the left an apple pie. In this situation, no diet plan will tell you whether you should now reach left or right and for what reason. In this case, a knowledge of your own metabolic type can help you make a decision that is right for you personally.” Prof. Sina is certain that exchanging five to ten percent of their foods will
Wholegrain or wheat bread?
Analysis of the Perfood data entries showed that the reaction of 25 – 30 of every 100 test persons to eating white bread is a significant rise in their blood sugar value, whereas the blood sugar in this group increases only moderately when rye bread is eaten. On the other hand, more than half of the test persons showed exactly the opposite results. Their blood sugar value shot up after eating rye bread, but hardly at all with wheat bread. Approx. 10% of Perfood’s customers show an almost equal response to the two types of bread. Even though with this number of cases the result may not yet be representative of the whole population of the Federal Republic of Germany, one thing is certain: the same recommendation does not hold true for everyone!
already make a diet right for an individual’s type – a diet with long-lasting effectiveness that can be kept up over a prolonged period. “It is also permissible to deviate from it occasionally, because guests are there or you have a craving for a curry sausage. Knowing about their own nutritional type gives individuals the freedom to actively decide.” However, even tailor-made nutrition does not invalidate a few basic rules. An adequate supply of micronutrients and a sufficient amount of movement must both be ensured. Food intake should also not exceed the individual’s calorie requirements.
How exactly is that calculated? There’s also a personalized solution for that in Lübeck. Over a period of time, from their collected data such as weight, blood sugar level, nutritional report etc., a self-learning algorithm develops exactly the correct number of calories for each person for normal everyday life or even for special situations.
Research in Lübeck now clearly shows that examining a person’s individual nutritional type can help not only with classical diseases of civilization such as obesity, diabetes mellitus and an elevated cholesterol level, but with increasing knowledge will also play an important role in the future in relation to digestive problems such as irritable bowel syndrome or wheat sensitivity. Prof. Sina says: “In fact, we usually eat complex meals, not just single nutrients. That’s exactly why it will be very helpful when we can tell each person individually the things to which he or she should pay attention when putting it all together. The direction is the important thing in this respect, without turning it into a dogma. Eating should continue to be enjoyable.”
About Prof. Dr. Christian Sina
Prof. Dr. Christian Sina is the Director of the Institute for Nutritional Medicine at Schleswig-Holstein University Clinic, Lübeck Campus, Germany, and co-founder of Perfood GmbH, a startup company for personalized nutritional concepts and food innovations. +++
31 PERSONALIZED NUTRITION www.bakingbiscuit.com 03/2018
Source: Perfood GmbH
White bread Time (minutes) Time (minutes) Glucose (mg/dl) Glucose (mg/dl) Oat flakes
Game changer
Reading Bakery Systems, a member of the Markel Food Group, offers a full line of mixer models and sizes to mix a wide variety of products successfully. The redesigned MX Continuous Mixer is the most versatile mixer and is well suited for a wide range of products.

The Exact Mixing MX Continuous Mixer is the most versatile mixer from Reading Bakery Systems. The mixer is well suited for a wide range of products including cookies, snacks, pastries, croissants, pizza, flatbreads, batters, icings, pastes and more. It is also an ideal first stage mixer for processes that require creme up or pre-blend stages. When the mixer is used with the exclusive Hydrobond Technology from Reading, the continuous process is more efficient and allows for the use of a smaller mixer, which means lower equipment costs and a smaller footprint.
The MX Mixer can also be combined with an optional 2nd stage developer (referred to as the HDX mixing system) to produce higher development doughs for buns (hamburger and hot dog) and sandwich bread.
MX Mixer Features
+ The mixing shaft can be configured with interchangeable mixing elements to mix a wide variety of dough/products
+ Dual clam-shell design for easy sanitation and maintenance
+ Optimizes food safety by ensuring dough is never exposed to the environment
+ Precise and uninterrupted ingredient delivery to the mixer
+ Reduced energy, labor costs, and smaller production footprint

+ Wide range of mixer sizes
+ High efficiency wall and shaft cooling available
+ Dough automatically produced into usable sizes
www.bakingbiscuit.com 03/2018 PRODUCTION 32
+
++ The MX mixing system with developer will be installed at the Tromp Group tech center in the Netherlands in 2018
© Reading © Reading
++ Versatile mixing for breads, buns, cookies, snacks, batters, icings and pastes



















Safety / Sanitation Features
+ Fully automated operation ensures operators are not exposed to moving parts
+ All access points are interlocked with the control system
+ Only FDA approved materials are used in the product zone
+ Clamshell mixing chamber provides easy access for sanitation and maintenance
+ Quick disconnect, sanitary connections for easy cleaning of liquid ingredient lines
+ All mixing components are clean in place
Control Systems Features
+ Touchscreen interfaces provided
+ Automated, recipe based controls for all ingredient handling and mixing functions
+ Local, two handed controls for opening main mixing chamber
+ Emergency stop buttons provided around the mixing system for operator safety
+ Monitoring and display of parameter trends throughout the process allows operators real time understanding of the continuous mixing process
+ Process parameters and operating history stored in memory
+ Automatic, manual, and maintenance operation modes
Ingredient Metering
The ability to accurately and consistently meter ingredients into a continuous mixer is critical to the quality and consistency of the product at the mixer discharge.
+ Gravimetric, Loss-in-Weight technology provides precise, uninterrupted dry ingredient metering

+ Mass flow-meters connected to the closed loop control system ensure that the liquid ingredients are accurately delivered in coordination with the dry ingredients

+ Automated dough temperature control
+ Throughput can be automatically adjusted in conjunction with downstream demand or stoppage
This mixing system will be displayed at iba Hall B1. Stand 234. +++
www.bakingbiscuit.com 03/2018 PRODUCTION 34
++ The MX Continuous Mixer is the most versatile mixer and is well suited for a wide range of products including snacks, pastries, croissants, pizza, flat breads, batters, icings, pastes and more.
© Reading © Reading
++ Redesigned MX Mixer with developer (referred to as HDX Mixing System) for buns and rolls
Your Business Simplified with DirectDrive™ System


DirectDrive System spirals function the way spiral systems should function; with reduced belt tension, with improved product orientation, with increased load capability. This system eliminates overdrive and makes operation of your mission critical equipment reliably smooth, without interruption.
Technology like this isn’t a luxury. It’s a necessity.
Improved efficiency
Reliable performance
Reduced total cost of ownership
your solutions at intralox.com.
Find
All-in-one: a new tray washing plant for Schäfer’s



A new plant made by Kitzinger has been washing trays and peelboards in Schäfer’s Berlin factory since February 2018. Performance, durability and flexibility were decisive aspects for the bakery, but above all the plant was required to make do with little space.


+The requirements catalogue with which Schäfer’s combed the market for suitable candidates was definitely challenging. The machine had to be able to clean 1,100 to 1,300 trays/hour. And any number of different trays, because altogether nearly 20,000 of them in 12 different formats* rotate in the company. It had to be able to cope equally well with other items needing to be washed: cake rings, crates, baskets, molds/pans, dollies and especially PlanB peelboards. “Not entirely straightforward,” according to Works Manager Thomas Drews. “Since in contrast to trays, these boards do not dry nearly so well because they are made of plastic and thus do not absorb heat.” However, the biggest obstacle that had to be overcome was the limited space. “Our existing building had no more than 16 meters of length available for the plant.” There were not many machine constructors who could fit this kind of cleaning performance into the really short size of the available space. The company finally decided in favor of Kitzinger Maschinenbau GmbH in Flensburg.
Special features
Schäfer’s new investment is a tray washing plant of the contino type. It is 13.80 m long, and is thus a whole 2 m shorter than the length specifications. But it’s not an “off-the-peg” machine. Here are a few of its special features:
+ Adjustment of the machine to differently sized trays or boards takes place via two levers. The first lever can be used to vary the machine’s belt width to accommodate the items to be washed. The second level allows the height of the spray-heads to be adjusted so the jet of water can act in an optimum way on the respective item being washed. No motor is needed for this.
+ The nozzle arms can be dismantled without tools.
+ The entire upper part of the machine can be raised. This simplifies cleaning the interior and enables possible malfunctions to be eliminated quickly. The entire interior is to a large extent fabricated with radii, and horizontal surfaces in the machine have been avoided.
+ A drum filter was installed at the bakery’s explicit request.

www.bakingbiscuit.com 03/2018 HYGIENE 36
++ (Photos from top left to bottom right) The contino for Schäfer’s is 13.80 m long. The drum screen runs like a washing machine drum during the cleaning process, and sieves solids out of the aqueous effluent flow. Body shell without upper section. For boards, the residual moisture after washing is 2.1 g. Boards are positioned in defined areas in the production unit at Schäfer’s.
© Kitzinger
© f2m © f2m ©
©
©
*Tray sizes 60x40, 60x20, 60x10, 4-edge and 2-edge, with indentation
f2m
f2m
f2m
Schäfer’s in Berlin

Schäfer’s Produktionsgesellschaft mbH in the Mariendorf district of Berlin, also known under its former trading name Thürmann, is a subsidiary of EDEKA Minden-Hannover. The company supplies 411 bake-off stations and 227 branches, 156 of which are located in the checkout zone and 71 are its own specialist shops. A proportion of the sales outlets still trade under the Thürmann name, but are being carefully rebranded as Schäfer’s.

The locations are situated mainly in Berlin, but also in Brandenburg, where the delivery area extends from








Frankfurt-an-der-Oder to Spreewald and Cottbus. As a rule, the locations receive a delivery once a day. Businesses in marginal locations receive a restricted range of baked products consisting of a total of 52 types of bread, 18 kinds of rolls and 66 types of cakes and confectionery. The plant in Berlin occupies a production area of 5,600 m 2 and a total area of 7,000 m 2, where around 270 employees work. The value of its average monthly production is EUR 3.4 million.

37 HYGIENE ADVERTISEMENT
©
70 rue Anne de Bretagne 85600 Saint-Hilaire-de-Loulay - France Tel. +33 (0)2 51 45 35 35 contact@vmi.fr - vmimixing.com MIXING SOLUTIONS for bread, pastries, cakes and snacking industries The best bakery & pastry makers in the world choose a VMI solution... SO WHY NOT YOU? CONTINUUM CONTINUOUS VACUUM MIXER ROBOTIZED KNEADING SYSTEM WITH SUSPENDED SHUTTLE ULTIMIX PLANETARY MIXER A company of Hall B2 Stand 430
++ Schäfer’s specialist shops have a modern branch design concept; this is a location in the Marienthal district of Berlin with a drive-In
f2m
HYGIENE
It runs like a washing machine drum alongside the cleaning process and sieves solids out of the effluent flow.
+ Particularly quiet blowing-off during the drying process
+ A double-wall design with the interior space insulated against sound and heat emissions
The washing process
The new washing machine runs for 16 hours/day. Loading is manual. One employee puts items in, a second takes them out and a third deals with the internal logistics, i.e. puts the clean trays or boards on dollies back into the production process at specified parking places or supplies the loading employee with replenishments of items to be washed. The “logistician” has plenty to do, because there is not much space in front of and behind the machine. All three operators are employed by an external company. Like the factory cleaning, tray cleaning at the Schäfer’s site in Berlin is also outsourced.
There are various washing programs for boards and trays. As Drews explains: “We run the trays through more slowly than the boards. For boards it’s mainly a question of easily removable residues, dough residues or grains, whereas with trays there are to some extent burnt-on or crème residues.” He says the latter are more stubborn. Trays push through the plant in 3 minutes and 1 second, while trays take 4 minutes. The time for which the water pressure acts, and the drying time, can be increased by reducing the speed. Otherwise the washing process is the same. Washed items that are not clean enough are pushed through a second time. According to Drews: “As far as capacity is concerned, we are currently running at 80%. We could also increase the speed.” So there’s still room for more.
Trays and boards are washed at separate times. After orderpicking the products, which ends at Schäfer’s at around 03:30 hrs., tray-cleaning starts. For a period of seven hours exclusively trays are washed, which pass through the main tunnel in a horizontal position. The water is changed before switching over to boards, to avoid the possibility of fats etc. being carried over onto the plastic surface of the boards.

Data for the tray-washing plant at Schäfer’s, Berlin
Daily operating time: 16 h
Dimensions: 13.80 m x 2.50 m
Electric power consumption: 47 kW
Makeup water temperature: 60°C
Inlet pressure at nozzles: 2 - 6 bar
Makeup water consumption for rinsing: 400 – 500
liters
Operating staff per shift: 3
Items being washed: trays, boards, cake-rings, crates, baskets, molds/pans and dollies
Residual moisture: trays: 0.87 g, boards: 2.1 g
Noise emission: 84 – 85 db(A)
Cleaning the plant takes one hour. The changeover to boards then takes place. Exclusively boards are washed for another seven hours. They push through the machine vertically in a side-tunnel. The upright position simplifies drying. Water is blown off from the side and drains away downwards. This is followed by another machine-cleaning program (1 hour), so as not to “contaminate” the trays in the reverse direction, i.e. with flour and grains. An estimated 7,000 trays and 10,000 boards pass through the plant every day.
A residual moisture level of 0.87 g is achieved on trays, and 2.1 g in the case of boards. These again lie considerably below specifications, since Schäfer’s had defined a residual moisture level of 5 g for the boards. Schäfer’s site in Berlin may possibly say goodbye to handling boards in the foreseeable future, and thus also to washing them. According to Thomas Drews: “The plan in future is for part of the bread roll range to come from Osterweddingen pre-proofed and frozen.”
Heat generation and water consumption
About heat generation: the tray washing plant is heated by steam. No heat is generated in the machine itself. A heat exchanger in a separate room is supplied by a steam boiler. The latter virtually runs the steam into the machine’s water tank, thus heating the water.
About the water: the machine’s water consumption is very low due to its cascade-type use – water from the blow-off area runs into the prewash zone and is discharged from there as overflow liquid – a very small amount, and this is important for the following reason: in the first place, incoming makeup water represents a cost factor, firstly as water and then as wastewater, although the significant costs arise from heating
www.bakingbiscuit.com 03/2018
38
++ Works Manager Thomas Drews demonstrates the washing process
© f2m
it to the required temperature and due to the additional detergent requirement. Thomas Drews says: “The machine cleans in two zones. There is a prewash zone and a washing zone, followed by a final clear rinse and drying. The machine recycles water internally. We recycle the water back again. Heat energy is not lost, but is used for prewashing instead.” Overall, he says, the “Kitzinger” makes do with
Like a fakir on a bed of nails
Schäfer’s uses PlanB boards to deliver fresh dough pieces to branches. The boards are uncoated. The surface has a grid of microcolumns. These look like many thou sands of tiny pyramids. The dough piece rests on them virtually like “a fakir on a bed of nails” and does not adhere.

around one third less energy compared to a competitor model in another Schäfer’s factory, and he adds: “In my opinion, the results of cleaning are first-class. We take APEX contact plate samples which show that we lie considerably below a significant microbial count.”
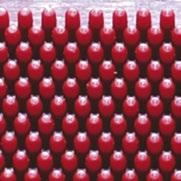
Cleaning agents
Two cleaning agents are used: a detergent and a rinse aid. The company also considered that the ability of feed in disinfectant as well if necessary was also important. Because the choice of detergent affects which pumps etc. are used, consultation took place between the cleaning agent manufacturer Calgonit and Kitzinger.
Installation and commissioning
A wall had to be taken out to enable the plant measuring around 13.80 m x 2.50 m to be installed in the existing building. Demolition work, dismantling the old machine and installing the new one, assembly including welding and angle-grinder work to install the drum screen, and finally rebuilding a new wall took just under six weeks. Washing during this time was done elsewhere. Drews says: “Tray washing was undertaken by sister companies. It was a logistical masterpiece, fortunately in a manageable period of time. Considering that the plant has been in place for ten years, the set-up cost fades into the background.” +++
foodtechnology@zeppelin.com

PLANT DESIGN RUNNING IN OUR VEINS –YOUR FUTURE ON OUR MINDS
The architect of your visions
Plant engineering redesigned: We offer you the choice rather than ready-made kits – because we integrate processes, not just parts –for more efficiency, flexibility and security. Innovative plant designs from the plant architects. For a perfect dough all along the line.

39 HYGIENE www.bakingbiscuit.com 03/2018 ADVERTISEMENT
Systems GmbH
Straße 37-45
Rödermark,
©PlanB www.zeppelin-systems.com Zeppelin
Messenhäuser
63322
Germany
Tel. +49 6074 691 - 0
An innovative development for the HighSpeed Mixer DymoMix 031401817_AD_baking_biscuit_issue-3_184x130mm_RZ.indd 1 10.04.18 14:11
Retrofit – via a picker cell
Dr. Schär Deutschland GmbH increased production performance by integrating a new picker cell into a plant that had existed for twenty years.

Dr. Schär Deutschland GmbH is considered to be one of the leading food specialist for specific dietary nutritional needs. The company recently commissioned ASA GmbH, Mainhausen, G ermany, to design and build a picker cell to pack gluten-free foods that could be integrated with process safety into a plant that had existed for twenty years, since even production plants that have existed for decades often still possess technologies that function very well. Having said this, many plants no longer or only partly fulfill today’s requirements for product quality and quantity coupled with higher performance. In addition to cost savings, producers want increasingly resource-aware and environmentally conscious thinking. ASA offers retrofit concepts for existing production lines to meet these requirements. The process involves replacing only critical modules or supplemented them with new requirements.
Cell replacement
In a Dr. Schär production plant consisting of a total of five modules, only one module was replaced by a new one. In this way the retrofit design offers mechanical and electrical interfaces to allow the new production cell to be integrated into and replace sections of the existing plant, thus increasing production capacity and securing product quality.
In detail, the focus was placed on the core task when developing this design concept: picking up products from a moving belt “on the fly”, sorting them and depositing them into blister

packs. None of the existing plant’s processes already present in the surroundings were touched. A standard ASA cell fitted with a Delta picker and vision system for product position detection and with a welded steel base-frame construction served as the basis for the remainder of the cell assembly. Complex product grippers fabricated by a 3-D injection method and fitted with a quick-change gripper system meet the needs of the design concept for multiple product variants.
The structural design of the base-frame was such that it fits into the existing space conditions, thus leaving the entire existing container logistics (product packaging) untouched. The company explained that the connection to the existing control technology was implemented in such a way that operation of the production plant remained unchanged. This guaranteed that production startup was completed in a short time. +++
www.bakingbiscuit.com 03/2018 PACKAGING 40
+
++ In detail, the design concept focused on the core task: picking up products from a moving belt “on the fly”, sorting them and depositing them into blister packs
© ASA GmbH © ASA GmbH
++ Dr. Schär increased a line’s performance by integrating a new picker cell into an existing plant





MORE THAN JUST A TRAY... SPECIALIST THE EXPERTISE OF A SPECIALIST IN THE FIELD OF NON-STICK COATINGS Silicone Elastomer PTFE / PFA / Ceramic Fluoropolymer commercial@diane-industries.com - +33 (0) 365 900 000 - +33 (0) 3 23 29 04 32 Z.I. le Champ du Roy - 8 rue Voltaire - 02000 LAON - FRANCE NEW NEW PERFORATION SPECIFIC PROFILE STONE PLATE BAKING RESULT The Food and Drug Administration
Dough sheet cooling for improved quality
The use of cooling cells when producing laminated doughs, and long dough rest times, help with further processing and increase baked product quality.

+Laminating plant suppliers offer various cooling cells and methods to cool the dough during production. Dough resting and dough cooling improve its processing properties. For example, cooled laminated doughs do not shrink or shrivel up so much. The individual layers become stabilized when puff pastry, for example, is not subjected to immediate further processing, but instead a corresponding dough resting time is adhered to. This ensures that the baked product has a larger, more uniform volume. Dough cooling and/or resting sections can be integrated into the production operation, depending on the product and customer’s requirement. Different times (from approx. 30 minutes to around four hours) can be implement in this respect. However, experts say the average is one to two hours.
Cooling cell construction
The cooling cells made by FRITSCH GmbH in Markt Einersheim consist of cell cooling plates with fixed pipework. The plates are modularly integrated into the cooling tunnel’s conveyor belt system. The conveyor belt with the dough being cooled rests on stainless steel plates which are said to be wear-free. The cooling cell has several levels. Between each level there are collection trays with a central drainage system. A run-off system ensures that water used for wet cleaning can drain away as required. The trays can also be removed for cleaning. In the Fritsch cooling system with contact cooling, the customer’s own coolant fluid circulation can be used to regulate the closed cooling system’s temperature. The temperature of each conveyor belt level can be regulated individually.

www.bakingbiscuit.com 03/2018 PRODUCTION 42
©
©
++ The cooling cell for the laminated doughs consists of several levels
FRITSCH ++ The cell can be wet-cleaned
FRITSCH
Explaining how the cooling cell works, Anna-Maria Fritsch, Head of Marketing and Process Management, says: “We use low air velocity in our cooling cells to avoid the dough
drying and skin formation. The plant controller also ensures that the dough sheet is cooled down extremely gently and efficiently, to reach the required core temperature quickly.”
The advantages of contact cooling
+ the entire dough sheet cools down quickly and gently to the required core temperature, thus increasing resting times at the target temperature
+ dough development control (yeast) through fast, controlled cooling
+ stepwise cooling through individual temperature settings for each conveyor belt level
+ indirect air movement minimizes dough sheet skinning and drying out
+ no cleaning and maintenance effort on the components installed in the dough area, and no infestation by bacteria or spores (closed liquid cooling system)
Technical process description
+ Cooling power is transmitted to the dough directly
+ The cooling plates are connected to the conveyor frame and cool down the dough lying on the conveyor belt
+ The cooling plates have double-sided cooling surfaces
+ Cold air falls gently from the lower surface onto the dough sheet on the conveyor underneath (convection and radiation) = “silent cold”
+ Additional air cooling of the room, with minimized air flow, assists contact cooling +++
Interview FAQ’s
+ bbi: How is the system started up while avoiding condensation on the structure?
+ F RITSCH : The start-up program controls step-by-step cooling of the complete cooling tunnel\; 1st: start-up of the air cooling systems, after a preset time and/or reaching a temperature level (adjustable software parameter)
2nd: start-up of the contact cooling plates
Generally, all the cooling systems are equipped with humidity control. The conveyors for infeed and exit of the dough are divided into two separate conveyors to avoid transport of thermal energy into the cooled area.

+ bbi: Does the system have a cleaning program?
+ FRITSCH: The system has a cleaning program with special parameters to switch off the cooling system with maximum reduction of humidity. The heat exchangers are defrosted sequentially in automatic mode. No stoppage is required for defrosting.
+ bbi: What happens if the line is shut down more over a certain time?
+ FRITSCH: After a certain time (adjustable software parameter), the cooling system automatically changes to “Stand-by” mode in which the temperatures of the air and
plates are set to a level at which freezing of the belt and dough is avoided.
+ bbi: How is the humidity controlled during production?
+ FRITSCH: The air control system constantly monitors the humidity inside the cooling chamber. If a pre-set level is reached, the system will automatically start to dehumidify the air inside the chamber until the pre-set minimum level is reached.
+ bbi: Can the ΔT between the cooling plates and chamber temperature be controlled?
+ F RITSCH : The temperature difference can be pre-set in the HMI, constantly controlled by the PLC.
+ bbi: How is the air flow in the chamber managed?
+ FRITSCH: The climate units inside the cooling and retarding chamber are equipped with stainless steel pressure walls. The air coolers are located in the middle of the space, and air flows to both ends of the chamber creating a minimal over-pressure to avoid warm air ingress from outside the chamber through the openings in the chamber. The air flow velocity is below 0.5 m/s to prevent air movement at the surface of the dough sheet, which prevents skin formation on the dough surface and drying out. +++
43 PRODUCTION www.bakingbiscuit.com 03/2018
©
++ The stainless steel plates are modularly integrated into the cooling tunnel’s conveyor belt system
FRITSCH
Food Fraud
Food Fraud is being talked about everywhere, at the latest since Version 6.1 of IFS Food was published in late 2017. But what exactly is Food Fraud and what needs doing now? This article gives an overview.
W hat is Food Fraud?
Translated literally, it involves food adulteration, and means the intentional influencing of foodstuffs for economic gain.
The IFS (International Featured Standard), for example, defines Food Fraud as deliberate, intentional substitution, false labelling, counterfeiting or falsifying foods, raw materials, ingredients or packaging brought onto the market in order to obtain economic benefit. This definition also applies to outsourced processes.
Why Food Fraud?
Many food safety standards, e.g. BRC (British Retail Consortium), IFS and FSSC (Food Safety System Certification) 22000, are based on the specifications of the international GFSI institution (Global Food Safety Initiative). Of these, the so-called GFSI Guidance Documents define specifications that a Standard must implement in order to be recognized by the GFSI. Cases of food adulteration that occurred in the past have led to Food Fraud becoming a component of the GFSI Guidance Document since Version 7.
How is the potential for Food Fraud recognized?
Systematic research is needed to recognize the opportunities for adulteration that exist and must be taken into account. In this respect, one should try to adopt a criminal’s viewpoint as far as possible and should consider where one can practice adulteration and falsify products easily and effectively, and with the biggest possible profit.
1. Form a Food Fraud Team
The research should be carried out by a multidisciplinary team (e.g. Purchasing, Quality Assurance, Marketing) to obtain a comprehensive view of the possible potentials.
2. Collect informations
The following are the minimum that should be taken into account in this respect:
A. Which cases of adulteration have occurred/become known about in relation to products and ingredients in the past?
An overview of adulteration cases that have already occurred will simplify an introduction to the topic and heighten the awareness of potentials for food fraud. Various web sites provide information on the subject, and here is a selection: Monthly summary of food fraud reports by the EU https://ec.europa.eu/jrc/en/research-topic/food-authen ticity-and-quality
Reports in the EU’s fast warning system (Filter in Hazard for adulteration/fraud) https://webgate.ec.europa.eu/rasffwindow/portal/?event=SearchForm
The Food Fraud Data Base (chargeable) www.foodfraud.org
The Data Base based on the RASFF (the EU’s Rapid Alert System for Food and Feed reports) together with other information (chargeable) www.safefood-online.de
The EU Authorities Network – not publicly accessible Including annual reports – publicly accessible https://ec.europa.eu/food/safety/food-fraud/reports_en// ec.europa.eu/food/safety/food-fraud/aas_en
B. What claims are made in relation to the products and ingredients, e.g. specific ingredients, properties or origin, such as variety, country/region, organic, halal, kosher etc.? The emphasizing of particular ingredients whose origin or properties offer opportunities for adulteration. One should therefore obtain an overview of the emphases that are used and should assess which of them offer potential for fraud.
C. Which raw materials/ingredients are vulnerable to fraud? Based on a listing, all the materials (raw materials/ingredients/packaging) should be evaluated with regard to their value, origin/countries of origin, availability, properties (liquid, granular …) etc., to allow the potential for adulteration to be estimated.
D. Which raw material sources or suppliers are vulnerable to fraud?
Here again, the aim is to obtain an overview of the raw materials sources used, and to evaluate their potential for fraud. Countries of origin and cultural criteria are certainly of primary importance in this respect.
3. Carry out risk analysis – Food Fraud Vulnerability Assessment
3.1 With regard to: Materials, Outsourced processes, Suppliers
An essential building block when dealing with Food Fraud is a documented plan to reduce food fraud. This starts with a risk analysis, which in this case is called a Food Fraud Vulnerability Assessment or vulnerability analysis. It should contain a recognition of the risks of possible food fraud activities within the entire supply chain. This risk analysis should encompass all the materials (raw materials, ingredients, foodstuffs, packaging materials), all the outsourced processes and all the suppliers.
3.2 Define criteria
The construction of a risk analysis and the risk assessment process can differ greatly, but they should take into account at least the following criteria:
+ Which food fraud cases have already occurred in the past?
+ Economic factors of the materials, suppliers and service providers
+ What is the vulnerability to food fraud due to the properties of the materials?
www.bakingbiscuit.com 03/2018 MANAGEMENT 44
+

















BVT Bakery Services BV - Parallelweg 13 - 5349 AD Oss - The Netherlands - +31(0)412 699008 - info@bvtbs.com - www.bvtbs.com NEWCAP Bakery Services BV - Vleugelboot 20 - 3991 CL Houten - The Netherlands - +31(0)30 6361006 - info@newcapbs.com - www.newcapbs.com End of line Make up Cooling / Freezing Handling Product conditioning Silo / Mixing Oven Packaging solutions System integration Crate handling Palletizers Case and tray Robotic solutions MAKE UP Laminators Sheeting lines - Bread - Pastry - Donut Twist Universal Lines VACUUM COOLING - Batch VaC - Continuous Batch Continuous PROOFING - Spiral - Pater Noster - Multideck - Race Track CUSTOMIZED TURNKEY SOLUTIONS HANDLING Handling Systems Cleaning Systems Robotized Systems Product Conveyors COOLING / FREEZING - Spiral - Pater Noster - Multideck - Race Track - Cooling
+ Which control measures to discover food fraud have already been introduced?
+ What is the relationship of trust like, and what experience is there with the suppliers?
3.3 Assess risks
The risk evaluation based on these criteria could take place as follows:
O = Possibility or probability of occurrence – how easy is it to adulterate or counterfeit (undiscovered) – i.e. to commit fraud?
D = Probability of discovery – how easy is it to discover a fraud?
Author
The author of this article is the food technologist Barbara Siebke in Hamburg. She works as a Quality Management consultant and auditor in the food industry.

Contact via kontakt@ql-siebke.de; www.ql-siebke.de © Siebeck
+ Switching over from ingredients or suppliers from high-risk countries of origin to countries of origin with a lower risk
+ Shortening the supply chain, e.g. by procuring directly from the producer
+ Changing the purchasing policy (e.g. avoidance of auctions or spot markets with which the traceability of ingredients is more difficult to establish).
The biggest challenge certainly lies in this step, because a possibility of reducing it at an appropriate cost does not always exist for every risk that is recognized. However, if this is taken into account in the criteria for the hazard analysis and/or risk assessment, it should be possible to avoid this problem area.
5. System updating Regular updating?
The Food Fraud System must be kept up to date constantly, or regularly updated. I.e. when the following events occur, for example:
+ Falsification is evidenced/proved by the monitoring precautions defined in the Mitigation Plan
4. Plan risk reduction – Food Fraud Mitigation Plan
After the dangers have been identified and assessed with regard to their risks, the task is now to confront the risks and to define how to handle them. This takes place in what is known as the Mitigation Plan, i.e. the risk reduction plan. This means that measures/suitable controls must be defined for the high risk dangers (i.e. the risk areas highlighted in red above) to reduce them and/or to uncover possible instances of fraud. These can take very different forms, e.g.:
+ Carrying out own analyses
+ Analysis certificates from raw materials suppliers containing prescribed tests to prove the authenticity of the material
+ Carrying out audits of upstream suppliers, service providers etc.
+ Carrying out mass balance tests
+ Using tamper-evident devices, e.g. seals
+ Checking/verifying that suppliers, dealers, service providers etc. are registered as food business operators with the relevant authorities
+ Switching over to ingredients or suppliers with a lower risk
+ Emergence of a new risk (e.g. publication of information about the falsification of an ingredient)
+ A change in the availability of materials
+ (Large) fluctuations in materials prices
+ A change in the management of a supplier/service provider
+ Changes in the supplier/service provider’s financial situation
+ New raw materials/materials and/or suppliers/service providers
+ Changes, for example in the country of origin of materials
If no such things have occurred, the system must be checked at least annually to ensure it is up to date.
- Food Fraud – Food fraud in an age of globalization, Prof. Dr. Ulrich Nöhle, Behr’s Verlag, 1st revised reprint 2017
- BRC – British Retail Consortium, Global Standard Food Safety Issue 7 – Understanding Vulnerability Assessment, London, 2015
- IFS – International Featured Standards, Food Standard, Version 6.1, IFS Management GmbH Berlin, November/2017
www.bakingbiscuit.com 03/2018 MANAGEMENT 46
Sources
Occurrence high 3 6 9 medium 2 4 6 low 1 2 3 high medium low Discovery ++ Possibility of risk assessment of materials, outsourced processes, service providers and suppliers 1 very high trust 2 high trust 3 medium trust 4 low trust 5 very low trust ++ Possibility of risk assessment of service providers and suppliers
+++
Consistent quality of liquid metering
Storing and supplying viscous and liquid dough ingredients for bakeries is a complex subject. Bühler AG showcases solutions for flexible, recipe-controlled supply.

“Ordinary” bread contains numerous constituents, some added as raw materials (flour, water, yeast etc.) and others as intermediate products (brine, bread slurry, cold- or hot-soaked grain). Correct handling and accurate metering of all these liquids according to the recipe are decisive requirements for consistent dough quality.
Liquid metering technology
Medium-sized industrial operations and large-scale bakeries use partly or fully automated processes to produce bread. These processes can take place continuously or batch-wise. Depending on the level of automation, a variety of production, processing and storage plants are used to implement the various baking recipes to yield a clean, hygienically faultless product and a reproducible process. The focus is always on a flawless, consumer-oriented end product.
Liquid raw materials are often delivered to the bakery in ready-to-use form. Depending on the quantity required, transport takes place in road tankers, IBC containers, drums or canisters. Suitable acceptance, conveying, storage and metering systems are available for each of these delivery units. The configuration of liquid systems in the areas of temperature adjustment, product activation, cleaning etc. is implemented in a customer-specific way. The emphasis is on handling raw materials hygienically and in accurate compliance with the recipe.
A few of the raw materials are used as intermediate products. Liquid yeast, for example, is prepared by dissolving block yeast in process water directly at the customer’s premises, after which it is stored, then added to the downstream process.
Sugar dissolver plants are used to produce various sugar syrups or invert sugar on the spot. Production of salt brine by the factory itself avoids transporting water, since only the crystalline component is delivered. These intermediate products, which can also include sourdough production, are then correctly stored and fed into the manufacturing process in the correct amount required in a given time.
Process water
In addition to flour, the second main constituent of bread dough is water. Water is used in a variety of forms. As well as direct addition as cold water, warm water or temperaturecontrolled water, a non-negligible proportion of water is also contained in liquid yeast or brine. Further amounts of water occur when processing cold-soaked grain or in residual bread recycling, and these must be balanced with the recipe. The simplest implementation of water metering is directly from a ring main. This necessarily involves monitoring the throughput flowrate and temperature and adjusting these in accordance with the recipe. For accurate, reproducible metering, the water should be provided at a consistent pressure and constant temperature, and in the amount needed per unit time. If the water temperature is optimum, the dough can be processed as required in the following process steps. The WinCos recipe control system calculates the correct water temperature by evaluating the various raw materials temperatures relative to the recipe-based dough setpoint temperature specifications. The energy input in the mixer and the subsequent dough resting time must also be taken into account as influencing factors. The result: a consistent quality of dough that accurately reflects the recipe and has optimum characteristics for further processing.
47 PRODUCTION www.bakingbiscuit.com 03/2018
© Bühler
+
++ Pipework for liquids
Constant conditions
In the bread dough manufacturing process, depending on the recipe, a proportion of yeast equal to approx. 2 – 4 kg of block yeast or 10 – 20 liters of liquid yeast (depending on the solution concentration) is added to 100 kg of flour. Liquid yeast can be delivered by road tanker or in smaller packages each holding 1,000 liters (IBC), or can be manufactured as a yeast solution from block yeast and water on the spot in a dissolver plant. In the latter situation, a mixing ratio of 1:4 (yeast to water) is aimed at in order to dissolve the yeast completely in the shortest possible time.
Because liquid yeast is extremely temperature-sensitive, the entire handling must take place under temperature-monitored conditions. The temperature is always already checked at the time of delivery/production of the liquid yeast in the context of quality control. Yeast is always kept at 3 – 8°C up to the mixer, to suppress the yeast’s “working”. A precondition for this on the plant side is functioning cooling and suitable storage, pipework and metering systems. Double-wall and/or insulated tanks and pipework ensure optimum process conditions.
After being blended into the dough, the yeast should become active. Best results in the dough in this respect are obtained at 30 – 38°C. The resulting fermentation gases form gas bubbles in the dough, which are subsequently responsible for the bread’s porosity. The yeast also forms fermentation byproducts, whose effect is to create flavor. In conjunction with acids, the resulting fermentation alcohol forms compounds that create flavor (esters), or evaporates during the baking process without leaving any residue and is no longer detectable in the finished bread.
Because yeasts are a critical hygiene factor in a bakery, special attention must be paid to suitable, successful cleaning. The whole system is regularly cleaned using a CIP (Clean In Place) cleaning process, and the results of cleaning are constantly checked during validation and in the framework of Quality Control.
Components of the recipe
As for yeast, attention must be also paid to strict maintenance of the cold chain for liquid egg or whole egg. An elevated hygiene risk exists here, since egg is an almost perfect nutrient substrate for a very wide variety of microorganisms, and the entire handling must be monitored accordingly. Quality control for temperature and microbial count is performed when product is received. All plant components must be cleaned regularly and at short intervals of time. The liquid egg is also passed through a sieve and over a magnet to retain residues of shell and other contaminants from the product. Tanks and pipework have a double-walled and/or insulated design, and maintain the prescribed operating temperature of 3 – 8°C.
Fats and oils in liquid or solid form are used in the production of bread dough. The proportion used is normally less than
1% relative to the flour. Lipids represent a special form of added fat, since they are used exclusively in molten form, are solid at room temperature, and denature at a temperature of 45 – 50°C and above. Handling them is correspondingly more demanding, because the operation must be carried out in a small temperature range to achieve a perfect result. The use of suitable plant is especially important here, and it must also not generate any excessively temperatures at the temperature boundary layer, so as not to damage the raw material.
Sugar and sugar products are frequently used in bakeries in dissolved form. Heated storage and transport conditions are often created for “liquid” sugars such as glucose syrup, invert sugar, honey or other flavored sugar solutions due to their high product viscosities. A temperature of approx. 40°C reduces viscosity enormously and provides a noticeable improvement in handling and metering the liquids. Special conveying and metering technologies can also be used to handle extremely temperature-sensitive raw materials at 20°C.
If bread is to be enriched by adding grains or flakes, a process is used to ensure the swelling of these products. The background to this is the addition of cereals to the dough in a way that promotes their consumption. If these ingredients do not undergo a swelling step and thus a water-absorption process beforehand, the grains could extract water from the dough and thus from the bread as well after baking, leading to dry, brittle end products. Another important reason is to soften the grains. What is known as a scalding process at a controlled temperature is often used for this purpose, in which a temperature increase both favors water absorption and causes slight denaturing of the constituents of the grain, leading to a softer result.
Optimum use of resources
Industrial bread manufacture produces offcuts and end products rejected at the quality control stage (size, appearance, color etc.), which can be recycled to the ongoing or planned future manufacturing process. In most cases, this so-called scrap bread is dried and stored, or sometimes even fed directly into a downstream dissolving process in which the residual bread is mixed with process water and dissolved by the input of mechanical energy. This results in a bread slurry that is fed into the mixer during dough preparation. This process is very vulnerable to microbial infection, because the bread slurry promotes germ growth due to its many nutrients and the presence of water. So hygienically faultless handling and implementation of bread recycling is ensured by suitable temperature management, possibly combined with a pigging system and suitably adapted CIP cleaning.
Depending on the recipe, a proportion of recycled bread below 6 – 20 kg is added to 100 g of flour when manufacturing bread. In this case there are country-specific definitions of the maximum permitted amounts that can be added. In Germany, for example, they are max. 20% for wheat breads and max. 6% for rye breads.
www.bakingbiscuit.com 03/2018 PRODUCTION 48
Bühler offers complete solutions for residual bread recycling: freshly-produced reject material is reduced in size, dried and ground to fine particles. The dry rework thus produced can be stored without mixing bread types, and added together with the other dry components of the recipe. Tests in Bühler’s Bakery Innovation Center have shown that it is possible to use dry rework without sacrificing quality, and with a simultaneous increase in dough yield by at least 2 percentage units. Baking loss is also reduced by approx. 5%. There is potential for a further increase in dough yield at the same time, thus allowing the water content to be increased further by up to 10% through the use of dry rework, while retaining constant product quality.
Reproducible sponge dough production
Wheat sponge doughs, wheat sourdoughs or rye sourdoughs influence the structure and texture of the dough, improve the bread’s aroma, and give it a characteristic flavor. Sponge doughs also extend the shelf life and microbial stability of baked goods. Bühler’s newly-developed sponge dough process using a JetMix guarantees the production and use of singlestage or multistage sponge doughs with consistent quality and dough yield. These sponge doughs are “started” correctly for the process and schedule by using a WinCos ® central plant controller and are fed directly into the mixer.
Through the 360° wetting of the flour curtain, the JetMix ensures maximum dough consistency and homogeneity at the same time. Metering the dry and liquid components takes place fully automatically, and their matching to one another is optimum. The dough is metered directly into the mixer or pumped into fermentation tanks. After production is complete, the whole system can be cleaned by pressing a button.

Cleaning in Place
Plants used for food production must be cleaned at regular intervals. This cleaning can take place manually, i.e. by hand, or an automatic cleaning system can be used. The “Cleaning in Place” (CIP) cleaning process adapted by Bühler for the bakery industry is an integral component of Bühler plants that process liquid recipe ingredients. The use of CIP ensures the highest level of hygiene and food safety in risk-prone process zones, e.g. in liquid yeast and wheat sponge dough plants. Use of CIP guarantees a safe, efficient cleaning process with reproducible results that can be validated.
Two different processes can be used for CIP cleaning. Noncirculatory cleaning (a one-tank system in most cases) discards the whole of the cleaning solution and rinse water after the cleaning cycle. In cascade cleaning (multi-tank system), the cleaning fluids are collected and used several times. A process known as “reactivation” allows the cleaning solutions to be used several times, i.e. until the contamination level is too high and a new solution must be started. The last rinse water of a cleaning cycle can also be reused as the first rinse water for the next cleaning. In the medium term, water consumption and the chemical requirement and thus the wastewater value are significantly reduced, with the same cleaning result. The personnel cost is also demonstrably lower due to the higher level of automation.
Successful cleaning depends on many different factors. The Sinner’s Circle originally drawn up for this process takes four factors into account:
+ Concentration (of the cleaning solution / 0.5 – 5%)
+ Time (for which the cleaning solution acts)
+ Mechanics (flow velocity / 1.5 – 2.5 m/s)
+ Temperature (of the cleaning solution / 20 – 95°C)
Because these factors are directly dependent on one another, when one of the factors is changed, one or more of the other factors must compensate for this change to achieve the same cleaning result. For some time, two more factors that also affect the cleaning result have been added to supplement these four factors:
+ The contamination (nature and intensity)
+ The structure/cleanability of the plant that is to be cleaned (materials, surface qualities, design).
The cleaning process can be assisted by using pigging systems or formulated cleaning agents.
Bühler has many years of experience in processes to provide liquids in industrial bakeries. Tried and tested all-in-one solutions, centralized production control adapted to the needs of bakeries, and plant components fabricated to Bühler’s usual high standards decisively support the industrial production of all types of baked goods. Bühler plants offer high product and production safety/reliability, process solutions precisely matched to the liquid, and thus also consistent, high-quality end products. +++
49 PRODUCTION www.bakingbiscuit.com 03/2018
++ An IBC tipper module to meter liquid
© Bühler
++ Aldi Italy and baked products
For a long time, fresh baked products played only a secondary role in Italian supermarkets. The daily walk to the baker or confectioner in the locality or village was too ingrained in consumers’ habits. That’s changing slowly but surely, quicker in the north than in the south. The German discounter Aldi Süd, which has now opened its first 16 markets in northern Italy, also displays a baking station with bread, rolls, baguettes, freshly-baked slices of pizza and focaccia, croissants and other pastries. The product range also includes sandwiches.
Products are sold by weight, as is usual in Italy. By the way, the competing discounter Lidl has already operated on the other side of the Alps for rather longer, and reached 8th position in the Italian retail landscape in 2017 with gross sales of EUR 4.3bn. and 579 branches in that country. At the head of the list is Coop Italia with revenues of EUR 12.8bn. and 1,205 branches. +++
++ Cetravac expands sales network
The use of vacuum conditioning in bakeries is currently the sector’s most important innovation. Adapting this technology to the needs of bakeries is due principally to the market leader Cetravac AG. Cetravac AG has now enlarged its marketing network early in 2018 through cooperation with Miwe GmbH in Arnstein, Franconia. In future, the latter’s team will now be available for advice, installation and customer service for Cetravac AG’s product portfolio. Cetravac AG already concluded a similar cooperation contract with the Austrian machine constructor König Maschinen GmbH in Graz a year ago. The two cooperation partners MIWE Michael Wenz GmbH and König Maschinen GmbH focus on the needs of medium-sized and large artisan businesses worldwide. At the same time, Cetravac AG’s team will use its specialist knowledge to give competent assistance to the cooperation partners, and will supply customized plant technology. Moreover, the entire industrial business will be concentrated at the Altstätten site. Cetravac itself is currently intensifying its own marketing activities through additional staff. Cetravac’s founder Adolf Cermak says: “Partnership with these two top firms brings us a market coverage that we would not have achieved so quickly through our own efforts. Our competence in turnkey business handled through our sister company bakeXperts AG is also increased to a very high level by pooling our strengths with these two partners.” +++
Trade fair calendar 2018
M ay 29-30, 2018
Amsterdam/The Netherlands
World of Private Label
www.plmainternational.com/tradeshow/exhibiting/general-information
M ay 29-June 1, 2018
Milano/Italy
IPACK-IMA
www.ipack-ima.com
June 24-27, 2018
Tokyo/Japan
7th Bakery & Cafe Japan 2018
ww.bakery-expo.com/2018/en
July 17-19, 2018
Tehran/Iran
iran bakery

www.iran-bakery.com
July 24-27, 2018
São Paulo/Brazil
FIPAN
http://fipan.com.br/?lang=en
September 5-8, 2018
Riga/Latvia
Riga Food 2018
www.bt1.lv/bt1/rigafood/?link=10000000
September 15-20, 2018
Munich/Germany
iba 2018
www.iba.de/en
October 14-16, 2018
Riyadh/Kingdom Of Saudi Arabia
SIBPE 2018
www.sibpe.com
O ctober 14-17, 2018
Chicago/USA
Pack Expo Chicago
www.tradefairdates.com/PackExpo-M1809/Chicago.html
October 21-25, 2018
Paris/France
SIAL Paris
www.sialparis.com
November 6-8, 2018
Dubai/UAE
Gulfood Manufacturing 2018
www.gulfood.com/

www.bakingbiscuit.com 03/2018 NEWS ++ NEWS ++ NEWS 50 © f2m
Gross sales 2017 in EUR bn. Branches Coop Italy 12.8 1,205 Conad 12.4 3,096 Esselunga 7.7 157 Auchan 6.7 1,906 Crai 5.9 3,337 Source: LZ Retailytics
The Big Five Italian food retailers
Group
05 2018
NOV
Champagne sorbet
An explanation of the EuGH (European Court of Justice) judgement of 20.12.2017
+The Interindustry Champagne Committee (Comité Interprofessionnel du Vin de Champagne; CIVC) is noted for its resolute intervention when the term “Champagne” is used improperly. The description “Champagne” is a Protected Designation of Origin (PDO) protected by European Union law, which means not only that the raw materials (grapes) must originate from the Champagne region, but also that their processing to make Champagne wine must take place in accordance with specified quality and process characteristics.
Instances of inadmissible use of the description can occur if, for example, it is used to describe comparable products originating from somewhere other than the Champagne region, or if it refers merely to a manufacturing process resembling the Champagne method.

The first instance would involve an incorrect indication of origin, and in the second instance the reference to Champagne would be inadmissible because in the case of brands and protected designations of origin, even a description of similarity like “in the style of” is prohibited, to ensure that the region’s brand or reputation is not progressively “diluted” by hangers-on. However, even products manufactured in the Champagne region are allowed to call themselves “Champagne” only if they satisfy the qualitative and process-related requirements applying to Champagne. The question as to whether and under what conditions other foods such as sorbets or truffles are permitted to use the description Champagne if they thereby intend to indicate only that champagne was used as an ingredient has remained unanswered up to now.
The Interindustry Champagne Committee (CIVC), which is the Champagne industry’s protective association, has issued warnings on this point to various food manufacturers. For example, in Germany the latter range from ALDI Champagne sorbet and a Champagne truffle to a Champagne wine-sauerkraut. This triggered several legal disputes whose provisional conclusion (following an Order for Reference to another court by the German Federal Supreme Court/BGH) [1] is marked by a decision of the European Court of Justice [2], which is explained below.
Consequently, the Luxemburg Court of Justice was required to decide questions relating to the law of brands/trademarks, origin and competition. Unraveling these in detail here would be going too far, and the specialist legal literature should be referred to in this regard. Thus the intention here is to explain only the result of the decision that is significant for practical purposes:
In ten printed pages, the European Court of Justice reached the conclusion that, from all the relevant points of view, the description “Champagne sorbet” is permissible under the
following conditions (and only under these conditions):
+ “Champagne must actually have been used as an ingredient.”
+ “The type-typical flavor of Champagne sorbet must be based exclusively on the use of Champagne (and not on other alcoholic liquors or aromas/flavorings).”
+ “In other words: Champagne must be used in a quantity sufficient to impart the taste.” (I.e. no ‘homeopathic’ tricks!)
The German Federal Supreme Court’s request for reference to a higher court did not require the European Court of Justice to express an opinion on another variant of the scenario, which has more of a competition law nature and had already been answered by the German Federal Supreme Court: to what extent is it permissible to use the prestige of world-famous brands for one’s own products when it is clear that the branded products do not come into question as “ingredients” of one’s own products. Examples of such cases might be:
+ “The Champagne among minerals waters” [3]
+ “The Rolls-Royce of whiskies” [4]
+ “Get Champagne, pay for sparkling wine” (computer advertising) [5]
The jurisdiction in this case always expressed the unanimous view that no-one is allowed to exploit the prestigious reputation of world-famous brands for their own commercial purposes without the brand owner’s approval.
One might now imagine that the European Court of Justice decision has said all that needs saying. But what does the reader think of the following question: is one allowed to express one’s feelings as a businessman by saying “I’m in a Champagne mood!” without having imbibed a sufficient amount of the beverage? The Court of Justice did not consider that question any more than the question of whether “heavenly delight” constitutes an indication of origin.
[1] Decision of 2.6.2016 - I ZR 268/14
[2] Judgement of 20.12.2017 – Case C‐393/16
[3 The judgment by the German Federal Supreme Court (BGH) in 1987 has been superseded by changes to legislation.
[4] BGH, judgement of 9.12.1982 - Rolls-Royce - I ZR 133/80)
[5] BGH, judgement of 17.1.2002 - I ZR 290/99 +++
51 LAW www.bakingbiscuit.com 03/2018
© suricoma –123rf.com

































































Automated Pizza Lines Mixing Shaping Proofi ng Baking Cooling Topping Freezing Dosing Our Pizza Lines benefit from all the combined advantages within the Kaak Group. We offer you our experience, specific product knowledge and the right company structure to supply your next top quality pizza line. Trust in the Kaak Group to design your pizza line to the very highest technical, safety and hygienic standards. www.kaakgroup.com The world’s first fully integrated pizza line CONTACT US +31(0)315339111 www.kaakgroup.com

