






www.oimconsulting.com More productive tonnes safely Our coaching equips supervisors for sustained growth Measurable Operational Results
Cover Image: Carl Hamm’s Flangeless Hi-Pressure Pipe Coupling enables effective dewatering
COVER STORY: PG 02
Flangeless Hi-Pressure Pipe Coupling, Effective Dewatering


High-pressure and high-tensile, Carl Hamm’s ZSM duplex stainless-steel coupling system enables rapid coupling and uncoupling of pipes, which in turn allows reduced installation and abstraction of pumps. In this way, it contributes to the reduction of downtime and maintenance costs, facilitating the efficient and effective dewatering of mines.
TEAM
Editor
Nick Barnes
editor@miningbusinessafrica.co.za
+27 10 055 3356
Web/Sub-Editors
Jimmy Swira
Jimmy@miningbusinessafrica.co.za

+ 27 10 055 3356
Anita Anyango
anyangoanita18@gmail.com
Contributing Writers
Chantelle C.
chantellec@miningbusinessafrica.co.za
+ 27 10 055 3356
Editor’s Note
Increased Trade with China May Not Transform Africa
In many resource-rich African countries, the main problem has been leaders who misappropriate billions in revenue meant for development.
Judging from the current trends, we are witnessing a seminal epoch in world geopolitics. The War in Ukraine, the catalyst, has widened the schism between the West and BRICS countries (China, South Africa, Brazil, India and Russia).
Fascinatingly, envisaging more economic benefits, most developing countries are cementing ties with the BRICS block and its associates, seeking ‘fair’ trade terms.
Observing the recent developments, some commentators are going overboard, gushing about immense opportunities for resource-rich countries. This renaissance of confidence is admirable.
Unfortunately, in many African countries, the abundance of resources is more of a curse than a blessing. Corrupt leaders misappropriate revenue, and little, if at all, trickles down to the ordinary people.
The often-cited root cause of the problem is poor governance, particularly the dearth of accountability and transparency.
Needless to say, unless there is a mindset shift in managing revenue from resources, African countries will be stuck in economic stagnation, irrespective of whether they trade with China or the West.
Hold your horses!
Nick Barnes editor@miningbusinessafrica.com
Susan M. susanm@miningbusinessafrica.co.za
Sales and Marketing
Winnie Sentabire winnie@miningbusinessafrica.co.za
+27 83 530 6832 | +27 10 055 3356
Angeline Ntobeng
angien@miningbusinessafrica.co.za
+ 27 078 322 5938
+ 27 010 055 3356
Accounts
Precious Chirunga
accounts@miningbusinessafrica.co.za



+ 27 10 055 3356
Art Director/Layout
Augustine Ombwa
Arobia Creative Consultancy

austin@arobia.co.ke
+254 772 187 334
Circulation/Sales info@miningbusinessafrica.co.za


+ 27 10 055 3356
Published By Media Icon (Pty) Ltd


34 40 04 CONTENTS March - April 2023 Media Icon (Pty) Ltd makes every effort to ensure the accuracy of the contents of its publications, but no warranty is made as to such accuracy and no responsibility will be borne by the publisher for the consequences of actions based on information so published. Further, opinions expressed are not necessarily shared by Media Icon (Pty) Ltd. www.miningbusinessafrica.co.za
18
Cost-effective Solution for Acid Mine Drainage


Flangeless Hi-Pressure Pipe Coupling, Effective Dewatering

High-pressure and high-tensile, Carl Hamm’s ZSM duplex stainless-steel coupling system enables rapid coupling and uncoupling of pipes, which in turn allows reduced installation and abstraction of pumps. In this way, it contributes to the reduction of downtime and maintenance costs, facilitating the efficient and effective dewatering of mines.
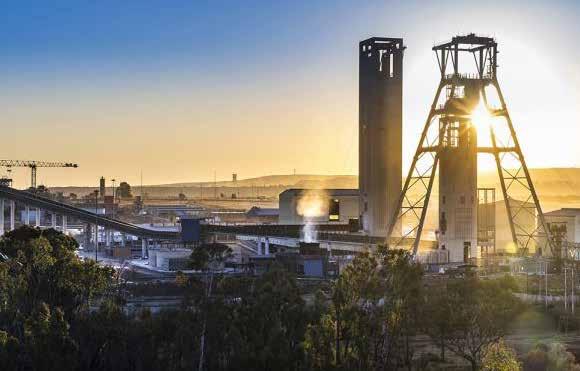
Acid Mine Drainage (AMD) has been a challenge for many years. However, it wasn’t until last two Decades, with the large-scale mining of the past century, that people realised the negative impact of abandoning mines and leaving the effects of AMD to impact the environment for generations. This is especially evident in the Witwatersrand Goldfields of South Africa, where the Western, Central, and Eastern basins stretch for over 70 km and are interconnected so that flooding in one mine affects adjacent mines. The last operating mine in each basin was responsible for the costly pumping and neutralization of AMD, which often led to mine
closure and liquidation. However, treatment plants in each basin have made significant progress in stopping decant and preventing breaches of Environmental Critical Levels (ECL).
Carl Hamm’s ZSM system has played a crucial role in contributing to the safe and environmentally friendly abstracting of AMD. The ZSM coupling system is employed in the Shafts to facilitate the efficient and effective dewatering of the mines. By using high-pressure, hightensile, duplex stainless-steel couplings, the ZSM system enables coupling and uncoupling of pipes, which in turn allows rapid change of Submersible pumps. Ultimately, this reduces downtime and maintenance costs.
2 Mining Business Africa | March - April 2023 FEATURE
The ZSM system enables coupling and uncoupling of pipes, which in turn allows rapid change of Submersible pumps.
Advantages of ZSM coupling system ZSM coupling system enables cost-effective, safe, environmentally friendly, and efficient management of AMD Abstraction thanks to the following features:
• The ZSM system is designed to withstand high pressures and is made of duplex stainless steel, which offers superior strength and durability compared to other materials. Thus, it can withstand harsh environments, making it a reliable and efficient solution for pumping AMD.
• The ZSM coupling system is designed to be leak-free, which enhances safety and reduces the risk of environmental contamination.
• With the ZSM coupling system, pumps can be lowered from the surface, and no one needs to enter the mine. In this way, the risk of exposure to Gas and Toxic Acid mine Water is eliminated.
• The ZSM system’s quick and easy 15-second assembly and disassembly allows for faster and more efficient installation and maintenance and replacement of submersible components. This is especially important in mining operations where downtime can be very costly.
• The ZSM system’s high-pressure capabilities allow for the effective dewatering of mines with rising water levels. The system can handle high volumes of water and pump it out quickly, which can help prevent flooding and maintain safe working conditions in the mine.
Overall, the ZSM system’s durability, ease of maintenance, and high-pressure capabilities make it an effective solution for managing rising water levels in mines and ensuring compliance with safety and environmental regulations.
Challenges of using conventional pipe connection systems

ZSM coupling system is a critical solution in water treatment plants for AMD. Typically, managing rising acid mine water levels in mines using conventional pipe connection systems can pose several challenges, such as:
• Cost: Acid mine drainage treatment can be expensive due to the complex and intensive abstraction, including high capital costs for installation and maintenance of equipment, and high operating costs to ensure effective treatment.
• Time and labour: raditional pumping systems require continuous maintenance and monitoring to ensure that the system is functioning properly. The need for regular maintenance can be timeconsuming and requires significant labour resources. It requires Staff to be lowered into the mine and as such the mine remains an active mine with all
associated costs.
• Environmental impact: Acid mine water can have a detrimental effect on the environment, as it can cause pollution in nearby water sources and harm wildlife. Therefore, it is important to effectively manage and treat acid mine drainage to minimize its impact on the environment.
• Regulatory compliance: Mines are required to comply with environmental regulations regarding acid mine drainage, and non-compliance can result in fines and penalties.
• Safety concerns: Rising water levels in mines can pose safety risks to workers, as it can lead to flooding and damage to equipment.
Generally, the challenges associated with managing rising acid mine water levels using conventional pumping systems can have a significant impact on mine operations, compliance, and safety.
Partnership delivers reliability and efficiency
Carl Hamm’s recent partnership with Esser Pipe Solutions offers an innovative solution to the challenges of acid mine drainage dewatering. By combining Carl Hamm’s ZSM coupling system with Esser’s twin-walled pipe components, mining companies can benefit from a reliable and efficient system that is resistant to wear and can withstand high pressures.
The ZSM coupling system’s quick and easy assembly and disassembly allows for flexible and efficient deployment of the twin-walled pipe components in acid mine drainage dewatering systems. The combination of the ZSM coupling system’s high-pressure capabilities and Esser’s wear-resistant twin-walled pipe components
results in a solution that is cost-effective and environmentally friendly, while also meeting international safety standards.
On the whole, the partnership between Carl Hamm and Esser offers mining companies a cutting-edge solution for their acid mine drainage dewatering needs, with the potential to significantly improve operational efficiency and compliance.
For more information on the products and services that Carl Hamm PPS provides, contact Desmond Enslin at +27 83 556 4642 or send an e-mail to desmond@ carl-hamm.co.za. Visit our website at www.carl-hamm.co.za.

Mining Business Africa | March - April 2023 3
Mine Dewatering
IPR’s dewatering plan saves the day at Iron Mine

Groundwater ingress combined with seasonal rainfall was creating such a challenge for a South African iron ore mine that the bottom of one of its pits had become completely inaccessible. When dewatering specialist IPR was called it, it developed a plan that would combine on-mine pumps and a rental fleet as required. The results have put the mine back to work in top gear.
“In this case, we identified that the primary issue was the application of incorrect dewatering pumps, which were not performing the duty required,” he says. “IPR implemented a programme to assess and then repair the existing pumps on site – bringing them up to OEM specification so that they would perform reliably and deliver the expected results.”
In line with the dewatering plan, the mine’s own fleet of pumps was supplemented by a custom offering from IPR. This involved some units being purchased outright from IPR, and other pumps taken on a long term rental agreement. Venter notes that dewatering has seasonal variations, and this could mean that some pumps stand idle for several months during dry periods.
“Our rental programme is offered in recognition of this to relieve customers of the cost of owning equipment that is not optimally utilised,” he says. “Instead, we supply pumps sets that are fully kitted out according to the customer’s requirements – and they are ready for operation.”
When flooding at an iron ore mine in South Africa’s Northern Cape province meant it could no longer access the floor of one of its pits, it called in IPR for a sustainable solution.
Rental Development Manager at IPR, previously known as Integrated Pump Rental, Ruaan Venter says the solution began with a dewatering plan. This was vital, as the mine had experienced challenges with groundwater ingress for many years – and these were not being resolved.
“A common open pit dewatering method is to use pumps to extract water from the lowest levels of the mine,” explains Venter. “However, it is often not enough to perform only this step. Rather, the whole groundwater table around the mine has to be lowered, so that the pit is not continually filled with incoming water.”
He says IPR’s eight years of experience in designing and manufacturing dewatering systems has given it a depth of insight into efficient and reliable groundwater control. The company’s approach is to apply best practice
in dewatering applications, and not just send a pump set to site without a good understanding of the operating conditions and the specific challenges being faced.

He points out that the plan for this mining customer also included an appreciation of water quality and characteristics.
“Groundwater and process water contain abrasive and corrosive elements in varying quantities,” says Venter. “These have an adverse effect on pump performance and life – and need to be built into the pump specifications.”
A key aspect of the plan was therefore to ensure that all pumps performed optimally, to eliminate the risk of repeated flooding. IPR is therefore maintaining all pumps on site, including its own fleet and those belonging to the mine.
“Well-matched solutions help to maximise the longevity and efficiency of the system and also optimise cost-performance ratios,” he says. “IPR ensures we deliver these results, by supplying a complete dewatering package made up of the pump, engine or motor and couplings – as well as auxiliary equipment such as vacuum pumps, control panels and monitors. This service delivers high head pumping where the water levels must remain low for continuous production reliability.”
4 Mining Business Africa | March - April 2023 FEATURE
IPR supplied a large diesel driven pump set to an iron ore mine in the Northern Cape.
IPR is the Atlas Copco master distributor for its range of dewatering pumps.
Chute design for coal mines
Careful chute design can cut coal dust generation


Coal dust impacts on the efficiency of coal handling systems, hence productivity and profits. Alwin Nienaber, Technical Director of South Africa’s Weba Chute Systems, a globally recognised leader in chute technology, says a more effective approach is to focus on the engineering and positioning of the transfer chutes that form an integral part of most conveyor systems.
which invariably creates much more dust than is necessary.
Tintinger says Weba Chute Systems can provide custom-engineered chute designs which deliberately create a flow path for the material based on its inherent qualities, speed and volume and the throughput requirements of the installation.
“Using sound engineering principles, chutes can be designed to minimise the physical impacts that create dust,” he says. “We base designs on the ‘supertube’ effect, allowing controlled transfer of material onto the conveyor belt. This also reduces wear and tear on the belt.”
The generation of coal dust around conveyer systems and transfer points is a problem for operators of coal mines, coal plants and similar facilities. Coal dust is a contributor to lung disease and it therefore poses a threat to not only workers in these facilities but even to residents of neighbouring communities. It also poses a safety hazard, as it can spontaneously ignite causing potentially life-threatening fires.
Coal dust also impacts on the efficiency of coal handling systems – and hence productivity and profits. Equipment and machinery can become thickly coated with dust, which increases the need for regular cleaning, while dust ingress into moving machinery reduces its lifespan.To control the problem, reliance is generally placed on dust suppression and dust extraction systems. While this all well and good, there is a tendency to over-rely on these systems, which results in them doing more ‘heavy lifting’ than they need to and often more than they can manage.
According to Alwin Nienaber, Technical Director of South Africa’s Weba Chute Systems, a globally recognised leader in chute technology, a more effective approach is to focus on the engineering and positioning of the transfer chutes that form an integral part of most conveyor systems.
“This can relieve 50 to 80 % of the problem,” he says. “Suppression and extraction of the remaining dust then becomes a much more
efficient component in a broader and more holistic solution.”
He adds that at the heart of any effort to control dust is an understanding of material flow and of the effects of uncontrolled velocity and impact. As he says, “Dust is really just one of a number of unwanted consequences of a lack of control over material flow, including degradation of the material being moved.”
Reinforcing this point, Nienaber’s colleague, Dewald Tintinger, Technical Manager at Weba Chute Systems, notes that most chutes simply provide an open channel for material to fall through, before being discharged onto the next conveyor or outlet. The result is that material can spread in an uncontrolled manner as it travels,
To allow it to model the behaviour of material being transported via conveyors and chutes, Weba deploys specialised technology including three-dimensional software. It also verifies its designs prior to manufacture using discrete element method (DEM) simulation.
As a final point, Nienaber says that strategies to control coal dust are best formulated at the design stage and that the earlier Weba Chute Systems is involved, the better the outcome.
“The configuration or general arrangement of equipment within a plant or between structures is important,” he maintains. “In our experience, we have seen the benefit of being able to advise plant designers on the optimal positioning of chutes and related equipment at the planning stage. The result is invariably a sharp reduction in dust creation and a more efficient flow of material.”
Mining Business Africa | March - April 2023 5
Visual inspection of a transfer chute underway.
FEATURE
Showing a moving head chute installed at a coal mine in Limpopo.
Package Cooling Towers: The solution to minor heating processes
 By Patience Chimbetete
By Patience Chimbetete
The machines and processes used at mining sites generate tremendous amounts of heat, which require continuous cooling so they can operate efficiently. The most effective and least expensive solution to removing this heat is the installation of cooling towers.
Though the majority of processes at mining sites require field-erected cooling towers, minor applications such as small boilers, machinery etc, call for the use of package cooling towers. Also known as factory-assembled towers, package cooling towers are pre-fabricated off-site and brought as a single component that will take little time to erect as it is basically “plug and play”. This means that there will be minimal
interruption at the mining operation.
“As a global specialist in designing package cooling towers as well as field-erected towers for the mining sector, we are uniquely positioned to provide bespoke solutions for a mining company’s cooling needs,” says Danie Krüger, Operations Director at Lekwa Cooling Tower Services (LCTS) – a Sasolburg-based cooling tower company in South Africa.
Specialising in cooling towers for South Africa and sub-Saharan Africa, LCTS offers package cooling towers to suit a mining site’s specific needs and thermal requirements. As an accredited company based on the ISO 9001:2015 standard, with an in-house team experienced in developing ventilation and cooling technology, the company supplies high-quality, durable units that are designed
for long life and low maintenance. Due to the unpredictable weather patterns, all structural components and mechanical support are made from 304 stainless steel, rugged fiberglass, stainless steel fasteners and UV-resistant gel coating, which work to resist the corrosion and deterioration that would result from the conditions and environment. Additionally, PVC piping distribution system means the chance of rust developing is eliminated, resulting in less maintenance costs. “These features give our clients the confidence that the equipment we supply is protected and running at maximum efficiency,” Krüger explains.
“We always look at the best option to help our customers to ensure that they can keep their processes cool. We supply package cooling towers ranging from 3m3 /hour to 140m3 /hour,

6 Mining Business Africa | March - April 2023 FEATURE
Process cooling is an important aspect in mining, making it crucial to find a functional cooling system that ensures that production continues with minimal interruption.
LCTS offers package cooling towers to suit a mining site’s specific needs and thermal requirements
COOLING TOWER SERVICES
Empowering, Localizing and Transforming
PRODUCT OFFERING:
Lekwa Cooling Tower Services (LCTS) is a South Africa based cooling tower services / maintenance and spares provider. LCTS have a wide range of package cooling towers available and are designed to suit our clients’ speci c needs.

As a B-BBEE majority black-owned Level 2 company, we are an equal opportunity company which strives to provide our workers with learning opportunities to grow to their fullest potential.

Lekwa Cooling Tower Services o ers very competitive pricing, quick turnaround times and availability on new built cooling towers as well as
Contact details
Tel: +27 16 931 2061
Email: info@lcts-sa.com
39 Saturn Street, Naledi, Sasolburg, Free State, 1947, South Africa
www.lcts-sa.com
all related spares and services for all types of cooling towers such as:
Package cooling towers ( ll blocks, sprayers, drift eliminators, air inlet louvre frames, air inlet louvre insert etc.
Cooling tower impeller blade refurbishments as well as new impellers (blades and hub).
Deliveries to neighbouring and regional countries are undertaken on a regular basis as well as site visits to ascertain and understand the client’s speci c cooling tower needs.
- MAINTENANCE - ASBESTOS
SPARES
FEATURE
which gives customers the highest assurance of attention to detail,” he adds. Additionally, LCTS has a technical team that will visit the customer site or send them customer some technical questions to determine the thermal specs, site needs and all, to propose the most effective option.
New units not the only option
Not only does LCTS offer new units for its customers, the company also provides complete cooling tower refurbishment and services, from a basic flush and clean to a complete refurbishment of any type or size cooling tower. This includes all mechanical and structural work, concrete repairs, among other things.

LCTS
is also a registered Asbestos contractor –
With many of the older cooling towers still fitted with asbestos piping, drift eliminators and fill
material, LCTS also offers a full turnkey project on such towers. “It is not always possible for some clients to buy a new package cooling tower due to budget constraints. We therefore have the cheaper option of a completely refurbished unit,” Krüger advises. He explains that the refurbished units come with a 12-month guarantee, which is proof of how confident LCTS is in the workmanship and quality rendered during the refurbishment process. Additionally, the company also offers customers the option to trade in an old tower for a new one.
“We understand just how money saving is important to our customers and look for ways to ensure they can do this while continuing with their business operations. This is another way we warrant that saving,” Krüger says. The company has highly trained mechanical engineers, project managers and site managers who can attend to your unit timeously.
To top it all, the majority black-owned company’s package cooling towers are competitively priced, with quick turnaround times.

Cooling tower service and maintenance

As a value-add for its customers, LCTS is well-positioned to offer complete assistance to customers with breakdown teams available 24 hours. Additionally, the company has ex-stock on most of the common cooling tower spare parts, which means it will be able to assist in the event of a breakdown with minimum downtime. With all types of spare parts available, ranging from fill blocks, drift eliminators and nozzles to fibreglass blades and hubs, LCTS would be a great partner for any business seeking cooling tower solutions.
Advantages of packaged cooling towers
Due to advancements in the manufacturing and design of the cooling towers that LCTS supplies their use have evolved from a valuable support tool to that of productivity and savings. Factoryassembled, package cooling towers have become more popular in the industry as they save time and are cost-effective. With this in mind, it is a wise move to consider these cooling towers to better meet your process needs. Below are more reasons:
• Life expectancy - The 304 stainless steel, rugged fiberglass, stainless steel fasteners and UV-resistant gel coating that the cooling towers are made of mean that the units will have a longer lifespan with minimal maintenance.
• Easy set up - The basic design advantages of the latest packaged cooling towers include easier installation. Because the cooling towers come already assembled, the only thing that would be required is to set them up onsite. This results in minimal interruption to production.
Lekwa Cooling Tower Services (Pty) Ltd. 39 Saturn Street, Naledi, Sasolburg, Free State, 1947, South Africa Contact number: +27 16 931 2061 Email: info@lcts-sa.com Website: www.Lcts-sa.com
Factory-assembled, package cooling towers save time and are cost-effective
Electrical Power Transmission Apparatus
Explosion-Protected Electrical Apparatus a Necessity
flammable medium-to-air ratio determines the scale of the reaction – whether igniting and burning or an explosion. Nonetheless, these are risks that mining companies would not want to encounter at any cost.
Factors in selection
No question, informed decisions should be made in electrical-protected apparatus for deep-level mining.
By Nick Barnes
The observation that, increasingly, hard rock mining is going deep-level or ultra-deep has been mentioned in this publication several times. Operating in these environments comes with its unique challenges - one of them is increased safety risks or exposure to hazards. Hence, the success of mining operations in this environment hinges on the effectiveness of measures to mitigate these risks. One of them involves choosing equipment or products used in those environments, especially when it comes to the risk of explosion.
Explosion protection
To improve safety, productivity and environmental sustainability at a deep level, electrifying mining operations has become a necessity. That’s why in the selection of electrical apparatus products used, explosion protection should be the main criterion. This is due to the risks that persist in those environments.

In this context, reference to electrical apparatus used for mining applications includes but is not isolated to the following: motors, starters, lamps, switches, junction boxes, fuses, cut-outs or any other appliance, equipment or fitting.
Concerning Explosion Protected Apparatus, South Africa’s Department of Mineral Resources and Energy defines it as the following: “Any apparatus used in a hazardous location
and selected in accordance with the guidelines as defined in the South African National Standard SANS 1 01 08-2005.”
Explosive atmospheres
The risk of explosion in underground mines should not be taken lightly.
Underground mines are explosive atmospheres with the presence of a flammable medium of gas, mist or vapour or dust. Most prevalent in underground mines is methane and air (based on Mining Business Africa’s engagement with mines).
Usually, when mixed with air, a flammable medium forms an explosive mixture. The
For this reason, several factors have to be thoroughly analysed before selecting electrical transmission products. Mainly, these are external mechanical damage, environmental conditions, handling operations, explosive gases combined with dust, etc. Most importantly, ATEX Certification and IECEx Certification are highly recommended.

No compromises
The significance of using explosion-protected electrical transmission products should not be underestimated at any given time. The hazards that lurk in underground mines are high, even when, ostensibly, there is proof that they are not. This is given the unpredictability of conditionscircumstances can change in a split second. And so, no compromises should be made in product selection, even though there has never been a history of an explosion in a mine.
In general, it goes without saying that: It is better safe than sorry, err on the side of caution.
Mining Business Africa | March - April 2023 9 FEATURE
When selecting an explosion-protected electrical apparatus for deployment in underground mines, the adage, “Better safe than sorry” should always apply. It is better to err on the side of caution by investing in a high-quality product that meets all considerations regarding explosion products.
An explosion-protected electrical apparatus engineered for deployment in underground mines
Mechanical Seals for Slurry Pumps
AESSEAL Modular Mechanical Seals Earn Industry Recognition
AESSEAL’s modular mechanical seals have gained the trust and approval of customers in the African mining industry over the years. These seals have been particularly successful in improving the availability and enhancing the durability of slurry pumps. In a recent project, AESSEAL provided a solution to a copper mining company that resulted in increased efficiency of its slurry pump.
Mining companies must maintain optimal working conditions of their critical equipment at all times to meet their production targets. For slurry pumps, mechanical seals are the most essential component for ensuring high availability and efficient performance in harsh conditions. By selecting high-quality mechanical seals specifically designed for mining applications, companies can guarantee uninterrupted operation and extend the service life of their pumps.
As one of the top suppliers of mechanical seals for slurry pump applications, AESSEAL has earned the highest regard from its customers across diverse industries. Anticipating an increase in demand from mining operations throughout Africa in 2023 and beyond, the company is reaffirming its commitment to delivering dependable and customised solutions. AESSEAL’s unwavering focus on innovation and customer satisfaction ensures that it will continue to be a trusted provider of mechanical seals to the mining industry.
Poised for Success
Managing Director, Shane Chester, at AESSEAL is determined to replicate the success achieved in complex projects. He is confident that the company is poised for success and will deliver
to the customer’s expectations. Chester highlights several strengths of the company, including its comprehensive solutions, ability to manufacture a wide range of products for diverse applications, and meticulous approach to application engineering.
Complete Mechanical Seal Solutions

At AESSEAL, the team understands the unique needs of their customers in the mining industry, as well as across all other industries. That’s why they offer a full turnkey solution for mechanical seals and their support systems. Their key solutions include:
• Design and Engineering: AESSEAL offers a wide range of design options and custom engineering solutions to meet the specific needs of our customers
• Manufacturing: AESSEAL has a state-of-the-art manufacturing facility that produces high-quality mechanical seals and related products
• Testing and quality assurance: AESSEAL conducts thorough testing and quality assurance procedures to ensure that our products meet the highest standards for performance and reliability
• Technical support and aftersales services: AESSEAL provides ongoing technical support and after-sales
service to help customers maintain their mechanical seals and systems – which ultimately extend their equipment life.
Robust Mechanical Seals for Different Industrial Applications

In slurry applications within the mining industry, AESSEAL offers a range of high-performance seals, including the CURC™, CDSA™ or FIDC™, CDPH™, and UHDDS™.
These seals are designed with self-aligning technology, modular construction, large ports, increased radial clearances, and solid tungsten carbide gland inserts for ultimate abrasion resistance. AESSEAL’s slurry seal range is engineered to withstand even the most arduous duties, delivering significant cost savings to customers. “Our seals can be provided with exotic wetted components if required,” explains Chester, adding that the modular design of the mechanical seals offers several benefits.
Top Choice for Mechanical Seals
It comes as no surprise that AESSEAL is the preferred supplier of mechanical seal solutions for various industrial sectors, thanks to the outstanding attributes suggested above. The relevance of AESSEAL’s solutions is clearly demonstrated by the prestigious customer portfolio, which includes top manufacturers

10 Mining Business Africa | March - April 2023 FEATURE
such as Warman, Denver Orion, Goulds, and KSB. The company has successfully sealed nearly all major slurry equipment types and models, proving its expertise and reliability in the industry.
Pursuit of Perfection
Maintaining the production of high-quality mechanical seals and related products is a top priority for AESSEAL. The company continuously strives for improvement in its product development approach, and this mindset has led to significant investments in various areas.
These include state-of-the-art manufacturing facilities, quality control systems, research and development activities, and employee training and development. Chester emphasizes the criticality of these investments. “Our commitment to providing our customers with reliable, highperforming products that meet their specific needs and requirements is demonstrated through these initiatives. It’s no surprise that we have gained industry recognition and approval for our efforts“
New approach for slurry pumps reduces water usage by 95%
Acopper mining company in the central Africa was encountering problems of excessive water usage combined with leakage into the process as a result of the use of unsuitable gland packing.

The process involved the pumping of a combination of sulphuric acid and slurry. In order to keep the packing in serviceable condition, the company was using 42 litres of water per minute, or 22 million litres a year for each of its 24 pumps.
In addition to the costly use of huge volumes of water, leakage from the gland
packing was also leading to bearing failures, resulting in periods of downtime.

The company turned to AESSEAL® for a solution. The problem was rectified by the installation in January 2022 of two AESSEAL® 180mm FGDSS-N™ single seals. These are using water at a rate of just two litres a minute (as opposed to the previous rate of 42 litres a minute), with no leakage, no bearing failures, and saving over 21 million litres of water each year.
The company was impressed by the speed with which AESSEAL® responded
to their request for assistance, and by how effectively the new mechanical seal has been operating. “It’s a huge improvement,” said the plant’s maintenance manager. “We have not had to touch the pumps since the seals were installed.”
The company is now in talks with AESSEAL® about the installation of similar seals on all its 24 pumps which could potentially save more than 500 million litres of water each year!
Sealing applications in the mining industry are some of the most arduous and often require a custom engineered design. AESSEAL® has many years of experience in designing solutions for the industry that deliver improvements in reliability for our customers.
To see why customers are switching to AESSEAL® visit our website or contact your regional Manager for Sales & Operations:
TEL: 011-466 6500 Email: info@aesseal.co.za www.aesseal.co.za
Mining Business Africa | March - April 2023 11
AESSEAL® offers a range of mechanical seals suitable for the challenges of most mining applications.
Mechanical Seals for Slurry Pumps
Premier Prestressed-steel Prestanks
Prestank, Structa’s flagship pressed-steel sectional tank, is hot-dip galvanised for corrosion control in accordance with SANS 121 (or ISO 1461) galvanizing standards. The robust tank offers extended maintenance-free life when water with aggressively corrosive properties needs to be stored. It meets all properties for mining-specific water storage tanks.
for rugged demands in the mining sector. It is fabricated in accordance with SANS guidelines and meets South Africa’s hot-dipped galvanising requirements.
Typically, all Structa’s pressed-steel sectional tanks are hot-dip galvanised for corrosion control in accordance with SANS 121 (or ISO 1461) galvanizing standards. Uniquely, the thickness of the hot-dip galvanising coat on the Prestank is applied within a range of 80 to 100 µm. This is more than five times what is regarded as the standard thickness of zinc on pregalvanized corrugated steel cylindrical tanks. This treatment ensures that extended maintenance-free life when water with aggressively corrosive properties needs to be stored.

Why the Prestank sectional tank design
A mining company rests assured of the following main benefits by choosing Prestank:
There has been an increased need for water storage solutions for mining projects in remote areas in Africa in the past two years. Naturally, the preference is for water storage tanks that are robust enough for extreme environments. This is not least in the persisting drought conditions.

Press-stressed sectional storage tanks
Thanks to innovations in engineering, there are numerous liquid storage tanks on the market for mining houses to explore for their respective projects. One of the storage tanks types that have proved their worth – and continue to do so – in tough conditions are pressed-steel sectional tanks, earning the trust across industries.
Structa Technology’s Prestanks
Pressed-steel sectional storage tanks are a niche area where Structa Technology has excelled, emerging as one of the highly regarded providers. Based in Gauteng Province in South Africa, steel tank manufacturer, Structa Technology, a member of the Structa Group, provides robust temporary or permanent water storage installations for mining projects. The company is renowned for the fabrication of the premier Prestank. For over 40 years,
consistently, the Prestank brand has been widely esteemed for being a hygienically safe, costeffective and reliable water-storage solution.
Meticulous engineering
Meticulous engineering has made Structa Technology’s high-quality Prestank suitable
• It features a variety of construction elements and an infinite range of sizes and configurations to meet clients’ specifications. These include walkway options and staircases, as well as roof options.
• The profile panel sections provide excellent strength properties and are structurally sound for storing water. The stand is designed strictly in accordance with SANS 10160 for structural loading and SANS 10162 for structural steel design. Tanks mounted on steel towers above ground level have an aesthetically pleasing appearance.
• Another significant advantage of the sectional tank design is that it facilitates easier handling and transportation over long distances to remote areas, regardless of the final dimensions of the assembled unit.
• On-site assembly is quickly achieved without the need for sophisticated tooling methods.
• Minimum maintenance is required as the galvanised steel panels resist weathering from the elements while maintaining the integrity of the water it holds and protecting it from most forms of contamination.
• Access to the water tank can be restricted
12 Mining Business Africa | March - April 2023
FEATURE
Structa’s Pressed-steel sectional tanks for water storage
using a lockable, ventilated access cover, providing safety and peace of mind for clients.
A customised turnkey solution
Structa Technology offers a customised turnkey water storage tank solution spanning the design, manufacturing, material selection, corrosion protection, supply, delivery and erection of the tank over and above commissioning.


The engineering team always guarantees to the clientele that Structa Technology goes all out to deliver a project on time, within budget and to the expected (quality) specifications.
“We are always pleased to assist mining companies and organisations in other industries
The Circotank Range
Besides Prestank, Structa offers a quickerecting range of circular tanks which can be applied in a variety of roles in mining applications. The range, branded as Circotank, is manufactured from galvanized steel sheet cold rolled with a stiffening profile.
Circotank is offered in two size ranges - a Maxi-range covering tank sizes of 100,000 litres up to 1,5 million litres and a Midi range covering a very user-friendly range of 5,000 – 20,000 litres.
The Maxi-range is aimed at large-scale water storage projects, with typical applications in industrial water storage such as fire tanks
with products and services that contribute to water storage solutions in South Africa and Africa.

“We are looking forward to supplying our storage tank solutions to clients involved in both Greenfield and Brownfield mining projects,” they
Successful delivery to projects
Some of the notable projects to which Structa Technology has supplied Prestanks include:
• Styldrift Marengski mine Rustenburg
• Northam Platinum Booysendsdal UG2 mine
• De Beers Venetia mine in Limpopo
and process tanks. The tanks are transported in pre-rolled segments, thus allowing for compact transport and easy off-loading. They are erected on concrete ring beam foundations and require reasonably simple earthworks before erection. Erection is done with a strake lifting system that requires no craneage.
This all adds up to a very economical total cost per cubic metre water storage. Structa has well-trained teams available to install the Maxi range. The Midi-range fills a gap not covered by typical moulded plastic tanks and would find good application where users need storage between 5,000 and 20,000 litres, often on
sustainable & long term WATER STORAGE SOLUTIONS

Pressed Steel Sectional Water Tanks

Prestank tank capacities range from 1 500 litres to 4.2 million litres designed to SANS 10329:2004 guidelines and SANS structural codes. Our Hot Dipped Galvanising units are easily transported and assembled on even the most remote sites.
explain in a brief to Mining Business Africa.
The Structa Group of companies are active in the manufacturing and supply of structural steel products for the water, electrification and telecommunications infrastructure, mining, petrochemicals and industrial sectors.
• Coal of Africa mine, Vele coal mine in Mussina
• Amplats Bafokeng Rasimoe mine

Rustenburg
Furthermore, Structa has supplied Prestanks to mines in Zimbabwe and Angola, in addition to Sasol (Timane gas pipeline project) in Mozambique.
stands to provide distribution pressure These tanks are transported in segments and can be assembled on top of stands if required.
This eliminates the usage of cranes in difficult rural applications. Structa supplies package systems of tanks and stands, ready for assembly, even by the user.
A Zincal version of the Circotank is currently being tested for application in corrosive areas. The tanks utilise a PVC liner which hugely improves the speed and quality of the build, resulting in a reliable product. Liner replacement is possible thus resulting in ease of maintenance and longevity.
Mining Business Africa | March - April 2023 13
Structa Technology is a Level 1 BBBEE Contributor, and is part of the STRUCTA GROUP of Companies Specialists in the manufacturing of domestic and industrial water storage. Manufactured in SOUTH AFRICA MEYERTON | watertanks1@structatech.co.za Director: Rodney Cory rodney@structatech.co.za | 082 575 2275 +27 (0)16 362 9100 www.prestank.co.za Halfpage Hor Feb22.indd 1 2022/02/17 16:21:51
Drone Technology: Making Mining Inspections Safer

Drone Utilisation in Mines
Below are the most impactful ways that drones are used in mines:
VOLUMETRIC MONITORING
The integration of a mine drone allows for quick deployment of volumetric measurement with inexpensive and reliable volume data. Tracking variations in stockpiles is cost-effective and helps reduce unnecessary waste. Mining drones can also track how much material has been excavated from a particular area and approximate how much backfill would be needed to fill a stope. As more 3D models are obtained, it’s easier to analyse data and see changes over time. Moreover, by providing high-quality visual data inside a stope, drones can help mining personnel identify remaining ore as well as other geotechnical areas of interest that might otherwise be missed.
IDENTIFYING HAZARDS
By Patience Chimbetete
Developing mining operations is expensive and dangerous due to traditional methods that require teams of miners to traverse unknown areas with uncertain conditions to conduct stability analyses, surface mapping, ventilation modelling and to detect hazardous gasses.
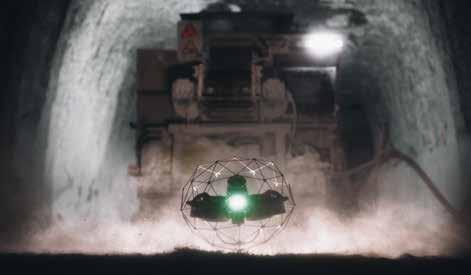
Instead of sending people into inaccessible areas, a mine drone can easily gather the required data at minimal cost. While drones will not eradicate every danger associated with traditional mining practices, they can be deployed to collect data in areas that are unsafe for humans. This is where Flyability comes in. “Our mission is to provide high-quality drones that can be used to collect data in dangerous places,” says Junio Palomba, Flyability’s EMEA Regional Manager.
A dynamic robotics company based in Switzerland, Flyability focuses on making drones for confined and inaccessible places. These indoor drones are used to collect high-quality visual data inside stopes and other unstable areas within mines. This data is then used to create 3D models and sparse point clouds of mines, which help operators to better understand the conditions inside their mines and ultimately improve their ability to make determinations
about safety, stability and remaining materials. These improvements represent a potential step change for the mining industry, allowing operations to become safer, more efficient and more cost-effective.
“A key aspect of a mine drone as compared to a typical consumer one is that it is made to fly without GPS, which is unavailable in most mining environments,” Palomba explains.
Crumbling rocks, gas leaks, dust explosions, chemical by-products, and the general instability of underground environments challenge even the best equipment and miners. By using Unmanned Aerial Vehicles (UAVs) in mining, surveyors reduce these risks by removing humans from the inspection process. Remote monitoring improves on-site safety, which saves time and reduces operational expenses.
In surface mining, stockpiles create sloped terrain that requires continuous stability monitoring. This data allows mine teams to
14 Mining Business Africa | March - April 2023 FEATURE
Mines can present hostile environments for humans. As a result, mining companies are turning to inspection technology that prevents humans from being exposed to risky situations – enter drones!
Flyability focuses on making drones for confined and inaccessible places
A mine drone can easily gather the required data at minimal cost.

FEATURE
detect warning signs of instability early and mitigate the issue to keep everyone safe while maintaining maximum efficiency with operations.
DRILLING AND BLASTING ASSESSMENT
3D models generated by mine drones have multiple use cases, making them a cost-effective tool. Before drilling and blasting begins, a model can be created as a historical record check to analyse the after-effects of the work. An updated version of the model allows miners to make data-driven decisions about potential hazards from drilling and blasting in the future.
MINE MONITORING AND PLANNING
A mine consists of numerous moving components requiring systematic analysis and adjustments to achieve maximum efficiency and safety. Mining drones are highly effective for determining haulage road designs, equipment inspections, work site security and environmental monitoring.
MINE DEVELOPMENT AND EXPLORATION
Instead of sending people into inaccessible areas, a mine drone can navigate tight spaces safely and more efficiently than any human could. “In underground mining, Elios 3 is one of the few drones on the market at the moment that can handle confined spaces with reduced visibility, poor air quality and signal interruptions,” Palomba boasts.

PROCESSING PLANT INSPECTIONS
Drones are used in on-site mining processing plants to inspect machinery. The benefit here is that drones can collect this data without stopping processing operations, keeping the mining business profitable.
The New Elios 3
“Our newest offering, Elios 3, can navigate dusty, wet and rocky ore passes to locate blockages. In addition, it can also fly through and around the stockpile feeder, mills, flotation cell, and even the crusher, collecting high-quality visual data, which is usually better than the data that could be collected manually,” he continues.
Why Elios 3?
“There are many capable drones on the market, but very few match the functionality, durability, and beyond-line-of-sight transmission of Elios 3,” Palomba says.
He adds that Flyability’s drones are built to keep humans safe while collecting data in areas that have been inaccessible in the past. With a unique, spherical cage that is collision tolerant, Elios 3 helps pilots to navigate mine shafts with ease. It also boasts dual thermal and 4K camera sensors, and a 10K lumen dust-proof lighting system that highlights different textures and defects in the mine.
Additionally, Elios 3 carries a laser imaging, detection and ranging (LiDAR) sensor, making

it more than just an inspection drone - it can also be used to map out inaccessible areas and block caving. This is an important factor as mine operators will immediately be able to see the full dimensions of these spaces. Compared to photogrammetry, LiDAR has the advantage of not needing lighting and can penetrate dust and smog, which is a big challenge in mines.
The all-new SLAM-based stabilisation algorithm catches the tiniest unpredictable movements of the drone and instructs the flight controller to compensate for it. This allows for the drone to float in the air, still as a stone, even in the toughest conditions. With Elios 3, pilots of all skill levels will succeed at performing complex missions with close to no training. However, with included training, easy maintenance and a dedicated support team, Elios 3 is one of the best mine drones on the market.
Drone Operation
Flyability is committed to ensuring its customers have sufficient product knowledge and knowhow to avoid interruptions. The company offers customers a test drive of an Elios drone in the form of a proof of concept mission. This trial mission is the best way to experience the efficiency of indoor drone solutions. With distributors and representatives around the world, Flyability is able to ensure customer needs are met.
“Our experts can organise a proof of concept on the user’s site, which helps to test the potential impact of Flyability’s drone technologies for the specific mining operation,” Palomba explains. Flyability also proposes training as flying a drone indoors has its own particularities, which are different from operating outside. As such, the company has defined a complete set of certifications and thorough training courses to ensure that its drones are operated in the safest conditions and in the most efficient way to maximise the return on investment.
16 Mining Business Africa | March - April 2023
SA communication@flyability.com www.flyability.com
FLYABILITY
A key aspect of a mine drone is that it is made to fly without GPS
Underground mining utility vehicles

A Promising Alternative
One of the challenges of sustaining operations in deep-level and ultra-deep mining environments is the high cost of providing reliable ventilation. Interestingly, the adoption of Battery Electric Vehicles (BEVs) as an alternative to diesel-powered mobile vehicles has been demonstrated to be effective in reducing requirements for providing ventilation. This indicates that the use of BEVs does not only reduce greenhouse gas emissions to enable compliance with relevant legislation.
The results
Results indicated that the adoption of BEV for primary haulage and loading equipment could result in a potential reduction of the ventilation system airflow demand by 50% of the original airflow and fan power by 80%. It has to be pointed out that this can be achieved without making any modifications to the original mine infrastructure, besides redistributing the required airflow in the mine to meet various mining demands.
In deep level - ultradeep levels - in which hard rock mining is migrating in search of valuable ore, it is becoming increasingly expensive to provide vital services like ventilation. This is prompting mining companies to explore costeffective, alternative ways - with relative success in some instances.
Study
Findings of a 2019 study conducted at a gold mine in South America suggest that there could be untapped opportunities in replacing dieselpowered vehicles with battery electric vehicles (BEV) in underground mines. According to ventilation specialists (in ventilation engineering, mine ventilation and emission analysis) from SRK Consulting USA, a mine could cut ventilation requirements (costs), above and beyond reducing greenhouse gas emissions from diesel emissions. Considering the current challenges in the mining environment, these two have far greater significance.
Perhaps the impact of BEVs on ventilation requirements is more comprehensible when emissions from vehicles are considered.
Emissions from diesel-powered trucks
Typically, diesel-powered large mine-hauling trucks are the main source of emissions on mine sites. The Mckinsey report (Decarbonisation–What every CEO should know) estimates that mining vehicles account for 30% to 50% of total direct greenhouse emissions at a mine site. Besides, it observes that, in some regions, it is not uncommon for a figure of up to 80% to be recorded.
Hence, the team from SRK Consulting sought to establish the impact on ventilation of using BEVs as an alternative to the equivalent ‘traditional“ diesel-powered haul trucks (Primary haulage) and load haul dump loaders (LHD) (loading). Typically, to get the correct statistics, the local regulatory agency’s values specified for diesel engines and for pollutants generated from the combustion of the entire mining fleet are applied. The following aspects are consideredtotal minimum mine airflows and localised, zonespecific, airflows are generally straightforward using this method. And the South America BEV impact project was no exception.
Ultimately, less airflow demand as a result of BEVs would result in a reduction in the size and number of raises (development savings). And so, there would be significant reductions in ventilation system infrastructure requirements. Not only would the use of BEVs save high costs on ventilation and cooling but also improve worker health. Besides, BEVs produce a fraction of noise as diesel-powered engines.
More cases to be documented
Doubtless, there are potential opportunities for using BEVs as an alternative to diesel in hard rock underground mines. Certainly, with the uptake of BEV set to increase, more cases of reduction of ventilation costs will be documented.
However, at this juncture, it is rational to avoid overstating the potential of BEVs in underground mining environments. The SRK report acknowledges that there are challenges yet to be addressed relating to the reliability of batteries. These are namely, battery degradation, potential production losses due to charging and/or battery swap outs, and power grid requirements for charging of batteries. SRK report fittingly concludes: “Despite these potential issues, a more significant use of BEVs provides a promising alternative.”
Mining Business Africa | March - April 2023 17 FEATURE
There are potential opportunities for using BEVs as an alternative to diesel in hard rock underground mines (Pic: McLean Engineering)
OEM-Approved Lubricants for Uninterrupted Production
Mining equipment is expensive and expected to work continuously, making it critical to ensure that it is properly taken care of. With only a 0.4% increase to a mine’s overall maintenance budget towards lubricants spend, follows a likely reduction of up to 20% of the overall maintenance spend in the long run. Opting to use OEM-approved lubricants is therefore a smart move given the ongoing tight economic conditions.
In the business of mining, many variables are to be considered. Unfortunately, many operators resort to allocating a very small percentage of their monthly operational budget to lubricants,


in a bid to save anywhere they can. However, saving on lubricants tends to be costly along the way.
The South African mining industry is already under a lot of pressure due to failing infrastructure, making any other interruption to production unbearable, especially if it’s something that could have been circumvented. It is with this backdrop that Oily SA CEO and Co-owner, Viesturs Zalaiskalns, says: “Our company’s mission is to provide OEM-approved products for clients to ensure continued operations. This enables mining companies to focus on mineral production rather than spending time addressing downtime caused by mechanical faults.”
“With an exclusive mandate to import MOL lubricants in South Africa and other SADC countries, we remain true to our promise to clients to supply them with high performing
lubricants” Viesturs adds.
MOL Lubricants is a Hungary-based, international oil company with a record of more than 100 years in the industry. The company is active in over 50 countries and employs expert workforce with highly experienced scientists and practitioners that provide the necessary knowhow to customers all around the world.
With a continuous supply of full-range lubricants, Oily SA’s imported products are approved by major, original equipment manufacturers (OEMs) such as Mercedes Benz, Volvo, Cummins, Parker, Voith, MAN, Bosch Rexroth and Scania, among others.
“This makes our lubricants a lot safer and more reliable to use as we are able to provide the certifications issued by these OEMs,” Oily SA Technical Sales Manager, Henco Booysen, explains.
Why OEM-Approved Lubes?
It is imperative for customers to ensure that the lubricants they use are OEM-approved rather than just a product that meets their specifications. The difference between the two is that the former goes through rigorous bench tests carried out by the OEM to warrant suitability for specific machine components, while the latter is merely a claim by the oil producer, which is not verified or backed up by the equipment manufacturer.
FEATURE
18 Mining Business Africa | March - April 2023
OEM-approved lubricants that Oily SA supplies ensure equipment is operational for longer
High cost of equipment – Using an OEM-approved oil is particularly important for the mining industry due to the nature of the business and the fact that the equipment is operated in extreme conditions. For this reason, mine owners should consider that the price difference between a cheaper lubricant and an OEM-approved one has narrowed to as little as 10 to 15%, but the cost can be a whole engine, which can go as high as R600 000. “Our driving force is reduction of total cost of ownership, which means equipment is operational for longer without having to replace the parts or components,” Henco elaborates.

Reduction of maintenance costs

– The mineral-based, as well as synthetic OEM-approved lubricants that Oily SA supplies ensure equipment is operational for longer without needing to take the machines for servicing frequently. “The maintenance cost can potentially be reduced by 20% over the lifespan of the equipment,” he promises.
Quality assurance – Working with worldclass oil producers enables Oily SA to present their customers with an insurance guarantee to the value of €1 million that “would cover loss of equipment due to the unlikely failures caused by
our lubricants”. Henco explains that Oily would send its specialists to investigate and have used oil tested at an independent laboratory, ultimately arriving at a conclusion of what caused the failure. All this is followed with recommendations from Society of Tribologists and Lubrication Engineers’ certified professionals, whose advice would assist to avoid repeat failures.
Dedicated to quality products and service
In the past six years that Oily SA has been operating in South Africa and the SADC region, the company has established itself as a dependable importer of OEM-approved, fullrange lubricants; from engine oils, gear oils and hydraulic fluids to greases and coolants.


The company’s commitment to quality is demonstrated by the fact that it only works with fully vertically integrated oil producers that mine crude oil, refine it, then blend and package the finished lubricants all under one roof. Oily SA also provides after-sales service for customers to ensure the equipment is running smoothly. “We are dedicated to taking care of lubrication for our customers’ equipment so they can focus on mineral extraction and have one less factor to worry about,” Viesturs summarises.

Mining Business Africa | March - April 2023 19
































Sustainable Organisational Performance, People Management and Operational Optimisation for Mining Supervisors
Competent Supervisors, Profitable Mines
OIM Consulting’s ‘Coaching to Performance” is a Supervisory & Operational Leadership Development programme designed to develop leadership skills in employees holding supervisory positions in mining companies. The consultancy has established that effective and efficient supervisors enable organisations to improve productivity which translates into increased profits.
according to findings of a survey OIM Consulting conducted across industries. “At a baseline, only about 19% of supervisors have the required competencies for their job, and 78% of them have an “unstructured approach” to their work,” de Bruin narrates.
OIM found that planning and organising are among the least developed competencies of supervisors, besides the ability to lead and develop their teams, and the inability to analyse and problem-solve.
The root of the problem is that employees who have technical competencies are thrown into the deep end by being entrusted with supervisory roles. The main flaw with this approach is the assumption that their technical competencies automatically make them capable leaders.
By Jimmy Swira
There is a need for a mindset shift in the mining sector in 2023: Only effective and efficient supervisors have to be assigned leadership roles. This is one of the readily available ‘low-hanging fruits’ that mining companies can utilise to achieve long-term sustainability and increase profitability.
Cape Town-based business management consultancy, OIM Consulting, reiterates this advice to mining companies in the second interview with Mining Business Africa (the first one was in the second half of 2021). This is in the wake of developments unfolding in the mining sector that have even more underlined the need for proactive supervisors at the coal face of operations.
Currently, mining companies are grappling with high operating costs which are impacting the bottom line. One of the sure-fire approaches to offsetting this challenge within their grasp is through increased productivity, which effective leadership at the supervisory level is

fundamental to its realisation.
OIM Consulting is committed to playing a part in making supervisors more capable by imparting critical leadership skills. Consequently, it devised an on-the-floor coaching framework called ‘Coaching to Performance”, a Supervisory & Operational Leadership Development programme.
In an update to the industry, OIM Managing Director, Arjen de Bruin, recommends ‘Coaching to Performance’ as a more relevant intervention that can enable mining companies to fill the gap for effective and efficient supervisors.
Without a doubt, the relevance of the solution can be appreciated better when the scale of leadership challenges it addresses is analysed thoroughly.
The scale of leadership challenges Ideally, a supervisor should make everything happen in an organisation. However, unfortunately, that is not always the case,
Unfortunately, most supervisors would assume their positions while not fully understanding their roles. Typically, in the context of mines, they would come to a shift without planning. As a result, inevitably, more often than not, they tend to be more reactive to issues. “Instead of leading as expected, supervisors play a ‘fire fighting role’ – perpetually solving problems that could have been avoided with proper planning in the first place.
Eventually, it becomes a vicious circle, as the problem never gets solved. As fire fighting is an erratic task, there is no progress in pertinent issues,” laments de Bruin, adding that nine times out of ten, the manager has to keep intervening and help the supervisor, which distracts the manager from carrying out their duty.
The impact of unqualified supervisors in mining operations should not be underestimated, as it has a significant bearing on the bottom line. A case in point is the spell of the commodities boom, during which some mining companies may have got a huge turnover. Nonetheless, due to ineffective supervisors, they may have incurred huge costs per tonne, narrowing profitability.
22 Mining Business Africa | March - April 2023 FEATURE
OIM Consulting’s groundbreaking success was its involvement at Gold Fields’ South Deep mine
‘An empowered supervisor, a driven team’
Thus, to tackle these enormous challenges, a mining company has to ensure that the people appointed in supervisory roles are assertive –adept in planning, leading and implementing, de Bruin suggests. “The supervisor is the ‘culturecarrier‘ so he has to break down strategy so that individual teams understand and are willing and focused to be part of it. A supervisor needs to sell an organisation’s value, vision and mission to their team. Every member has to know what it’s in for them and the benefits of working towards one goal.”
The supervisor’s role hinges on the Three I’s – ‘Insight, Influence and Impact’. “The more insight, the more influence on the individual, the more impact you have,” de Bruin defines.
Ultimately, for supervisors to execute their roles effectively, the following four pillars are critical:
• Efficient and effective processes
• Managed processes
• Right structures in place
• Leadership must be capacitated to deliver processes
‘There is no silver bullet. Make sure the four pillars happen. Without the supervisory role, this would be farfetched. An empowered supervisor creates a driven team,” stresses de Bruin.
What ‘Coaching to Performance’ entails
OIM Consulting recognises that supervisors are an essential component in meeting daily targets. Accordingly, its ‘Coaching to Performance’ solution is aimed at showing supervisors that if they plan their day better, and if they had a more effective team meeting, and used visual and shift management books correctly, they would then be able to manage their teams much more effectively.
‘Coaching to Performance” involves coaching the supervisors on-site and showing them how to do their work in a more effective
and organised way for a more consistent benefit. Results-oriented, ‘Coaching to Performance’ entails implementing a few development aspects and measuring them. “We implement the framework, and then we measure to see if success happens because, without measurement, you don’t know if things have improved,” de Bruin elaborates.
The individual’s performance is baselined through a three-pronged approach: a development needs assessment, role assessment and team targets. “We look at the key performance indicators to get a picture of the individual’s targets. Once the baselining has been completed, we know how competent the individual is, how they execute tasks and what their targets are and whether these are achieved consistently,” Debruin explains what this involves.
Potent long-hanging fruit
On the whole, in the current environment mining companies have to seek avenues that can help them realise more value from their assets in the long term. Developing effective and efficient leadership skills in supervisors through initiatives like “Coaching to Performance’ is one of the potent low-hanging fruits they can use to increase profitability in the face of escalating operating costs.
On a different note, OIM informs mining companies that, it recently unveiled a Target Attainment Programme (TAP), a short-term programme, to help them to reach targets within 90 days. As part of the programme, OIM first performs root-cause analysis and implements what is termed an ‘Instructive coaching programme’. “We push and help where we can. By the end of the 90 days, the programme would have achieved the desired results,”
However, while the TAP‘s objective may be reached, the programme may not be sustainable in the long term. And so, this may necessitate the implementation of “Behavioural Coaching” under the Coaching to performance” programme.
Leaving no stone unturned
Coaching for Performance is comprehensive and leaves no stone unturned in improving the effectiveness and efficiency of the supervisor. It covers focused training of between three and five days through either a classroom or line-as-coach training.
For the classroom, the bulk of the training centres on management and safety training. On the other hand, line-as-coach training is often directed at direct managers of supervisors to continue the operational coaching conducted by OIM. This includes training direct managers on how to be successful coaches, what to look for and how to measure individuals.
Following the coaching, OIM compiles an individual coaching plan and conducts on-thefloor coaching for 16 weeks.
During this coaching framework, the consultancy measures if the operational key performance indicators, role execution and the effectiveness of operational tools improve. Benefits at a site level are also measured through a Benefits Realisation Model, following which a post-assessment of competencies takes place at the end of the training period.
Clearly, the coaching framework leaves no stone unturned in inculcating the supervisor with fundamental leadership skills.
Notable milestones registered
The consultancy’s groundbreaking success was its involvement at Gold Fields’ South Deep mine, where it managed to assist in turning the mine around and making it more effective (an increase of 41% in gold production).
De Bruin proudly states that, since Gold Fields’ success, OIM has registered more milestones. The consultancy has since added several blue chips to its project portfolio – among them Anglo American Platinum, Venetia, Kumba Iron Ore (supervisors of the future), Letseng Diamond Mine, and Northam Group.
OIM aims to increase its footprint beyond Southern Africa. it views Africa as a promising growth frontier where opportunities abound in organisations. “We are increasing our footprint into Africa. Currently, we are exploring Congo, Ethiopia and other areas.”
He hastens to mention that OIM is also servicing organisations overseas, where the competence of supervisors in mining companies is also a big problem. “Contrary to the general perception, the problem of competence (or incompetence) of supervisors is not unique to mining companies in Africa and other emerging markets. It is prevalent even in developed countries as we have noticed in North America and Australia.”
Mining Business Africa | March - April 2023 23
KSB and sustainability of energy


As the mining industry in Southern Africa continues to grow, there is an increasing need for pumps and valves that are bigger, more energy-efficient and sustainable.
KSB Pumps and Valves, a leading manufacturer of pumps and valves, has been at the forefront of this movement, designing and manufacturing pumps that are specifically built to meet the needs of the mining industry. With a focus on sustainability, KSB is leading the charge when it comes to providing equipment that can handle a variety of mining conditions, is easy to maintain, and can provide a long wear life.

“In addition to our focus on sustainability, KSB also dedicates time and energy to minimising downtime on our mining pumps which is achieved through a range of measures, including the use of high-quality materials and manufacturing processes, as well as extensive testing and quality control procedures,” says Rob Bond, KSB Pumps and Valves, area manager for mining in Southern Africa. This in turn ensures that KSB pumps are built to last, with minimal need for maintenance or repairs.
Global expertise
But when issues do arise, KSB’s after-sales service is there to provide support and assistance. With a global network of service centers and technicians, “KSB can provide rapid response times and quick repairs, minimising downtime and ensuring equipment is up and running as quickly as possible,” says Rob. This commitment to after-sales service is a key part of KSB’s approach to sustainability, as it helps to extend the life of their pumps and reduce the need for replacement or disposal.
“One of the biggest challenges facing the mining industry is the need to operate in a sustainable and environmentally friendly manner. To meet this challenge, we have focused on developing pumps and valves that are designed to reduce energy consumption and minimise the environmental impact,” says Rob.
By using the latest technology and materials, KSB has been able to produce pumps that are more energy-efficient, while still delivering the high performance that the mining industry




demands. KSB’s after-sales service is also focused on preventative maintenance, with a range of services available to help customers keep their pumps and valves in top condition.
From regular inspections and maintenance schedules to training and technical support, KSB’s after-sales service is designed to help customers get the most out of their equipment, while also reducing the environmental impact of their operations.
Customer centric
“We have 37 production sites in 18 countries and nine foundries on three continents. Plus, we have over 3500 worldwide service staff ready to assist you wherever you may be. KSB Mining has proven it is well-equipped to offer our partners a complete package of products and services. We use our expertise to make our customers’ experience easy and successful. We provide exceptional and unparalleled customer service.”
24 Mining Business Africa | March - April 2023
LCC MDX LSA LCV Wear Resistant, High Performance –Locally manufactured. Global Quality Mining Pumps. WE PROVIDE GIW ® SLURRY PUMP SOLUTIONS KSB Pumps and Valves (Pty) Ltd • Tel: +27-11-876-5600 www.ksb.com/en-za • Level 1 B-BBEE Supplier FEATURE
High-Intensity stirred milling for Energy-Efficient Fine & UltraFine Grinding Energy Cost Savings, Improved Recovery and Liberation
There have been groundbreaking findings from case studies of mining projects where stirred milling techniques have been used as an alternative to tumbling ball mills in fine and ultra-fine grinding applications. Thus far, the results gathered substantiate that there are huge opportunities for energy savings as well as improved liberation and recovery in concentrators of metalliferous ores.
Energy constitutes the biggest component of a mine’s operating costs, which significantly impacts the bottom line. That’s why mining companies are in continuous pursuit of energyefficient techniques to be used in concentrator circuits.
This is no exception with fine and ultrafine grinding requirements for effective liberation and recovery of metalliferous ore in concentrators circuits. It is emerging that what is considered the traditional technique of using tumbling ball mills falls short, necessitating the exploration of viable alternatives.
Interestingly, there has been a growing preference for high-intensity stirred milling technologies, as an energy-efficient and effective grinding option. Stirred milling uses very inert high-intensity attrition and small media size. Typically, cheap natural products (local sand, slag and ore) can be used as grinding media.
It has to be pointed out that reference to energy efficiency in high-intensity stirred milling
in this context is the optimal use of energy in various concentrators.
Doubtless, one would appreciate the relevance and business case of stirred mill technology better by first analysing the shortcomings of tumbling ball mills.
Shortcomings of traditional techniques
There has been extensive literature highlighting the inherent limitations of tumbling ball mills in fine grinding. Two papers expound on this subject vividly from energy consumption and efficiency perspectives. The two papers are Technology Selection of Stirred Mills for Energy Efficiency in Primary and Regrinding Applications for the Platinum Industry and Fine Grinding as Enabling Technology – The IsaMill.
• Energy consumption
C. Ntsele, Metso Minerals South Africa (Pty) Ltd, and J. Allen, Metso Minerals Industries USA are authors of Technology Selection of
Stirred Mills for Energy Efficiency in Primary and Regrinding Applications for the Platinum Industry. They mention the alarming increase in electricity costs contributing to high operating costs. Worse still, the declining grade quality of ore bodies means that primary grinding circuits are overexerted to use more power to process more feed with smaller output.
There is a more compelling business case for energy-efficient processing, especially platinum and gold mining, where, traditionally, tumbling ball mills are used in grinding. This is when one considers statistics on energy consumption.

The two authors estimate that, in gold and platinum mining, comminution (crushing and grinding of ore) uses about 30 per cent of the energy and 19 per cent in processing activities within a concentrator.
• Limitations in grinding
J.D. Pease, M.F Young, D.C. Curry, three specialists from Xstrata Technology, are
Mining Business Africa | March - April 2023 25
A typical example of a fine-grinding mill, an alternative to traditional tumbling ball grinding technique (Pic credits: Glencore Technology)
FEATURE
FEATURE
authors of Fine Grinding as Enabling Technology – The IsaMill. Their accounts are gathered from extensive experience in mineral processing plants in which high-intensity stirred grinding technology replaced traditional techniques.
They raise two points - the limitations of tumbling ball mills to grinding within bigger microns and how they impact the leaching process.
The traditional method of fine grinding of coarse particles using tumbling ball mills has proven to be inefficient below 75 μm. The authors observe: “Below 30 microns the advantage of stirred milling becomes dramatic.“ In fact, there is evidence that balls cannot produce 10-micron particles at whatever level of power consumption.
However, every grinding task must be approached according to its own merits, as ore bodies have unique characteristics. Typically, fineness is dictated by the liberation characteristics of the ore body treated.
Furthermore, using tumbling ball mills in the ultra-fine of grinding pyritic concentrates of precious metals can be onerous, timeconsuming, and ultimately, costly in leaching. The three authors demonstrate this drawback: “The use of steel media, however, can still be detrimental to a leaching process. When fine-grinding pyritic concentrates of precious metals, it is common to follow the fine-grinding stage with a pre-aeration stage to remove active pyrite and pyrrhotite before cyanidation. Worn steel media in the ground pyrite can significantly
increase the pre-aeration time needed.” Clearly, the process of pre-aeration would consume more energy, and effective ultra-fine grinding can forestall this.
Sufficient grounds for high-intensity stirred milling technology
Cases bearing testament to the shortcomings of tumbling ball mills are numerous. Nevertheless, the abovementioned examples present sufficient grounds for the adoption of grinding technologies that produce particles from 20 μm to less than 10 μm to enable increased liberation and recovery.
However, the question is: What options are at the disposal of mining companies?
There could be different technologies that are employed to enable energy-efficient and effective mineral recovery and liberation in ultra-fine grinding in concentrators. However, based on documented successes globally, no doubt, stirred milling technology has grown in prominence as an effective alternative.
High-intensity stirred milling technologies have been installed platinum and gold mines, where it has excelled in ultrafine grinding of coarse particles. Small wonder, bouyed by this success, it is being adopted in metalliferous mining projects worldwide.
Achieving Energy-efficiency
A South African mining journal quotes Nsele highlighting what makes stirred mill technologies used in ultra-grinding applications energy efficient: “An ultrafine grinding mill is particularly
more efficient because of the energy intensity available with each unit volume. Its normal energy input ranges from 5 kWh/t to 100 kWh/t, which meets the majority of metalliferous fine and ultrafine grinding requirements.”
Specifically, among others, based on results, energy efficiency is achieved in the following ways:
• Reduced circulation loads (less pump and flotation energy)
• Increased concentrate grade (necessitates less fuel consumption in smelters).
• Improved classification eliminates the necessity of grinding, which also saves energy.
Besides energy efficiency, there are other benefits of high-intensity stirred milling technology. The following are relevant in this context:
• Liberation impact (eliminating the need for dissolution of host mineral) and significant improvement in recovery due to improved classification.
• Lower consumption of floatation reagents after inert milling, saving costs.

Viable option
On the whole, from the aforestated, SMD stakes its claim as a viable option in meeting energy efficiency, improved recovery and efficient liberation in gold and platinum processing in concentrators. Ultimately, a mine can generate additional revenue from existing deposits.
26 Mining Business Africa | March - April 2023
Proven ultra-fine grinding mills enable improved recovery and particle liberation (Pic: Glencore Technology)
Online Calculator for Mill Options
IsaMill™ is the most efficient and reliable grinding mill, with 133 metalliferous installations in 21 countries, and now an online calculator tells the casual visitor which IsaMill™ will deliver what they need.
Smaller footprint, Higher intensity… the effective grinding volume of the IsaMill™ is significantly smaller than the equivalent ball or tower mill.
Low installation cost… Low height, small crane lifts. A large scale IsaMill™ for mainstream duties and open circuit operation mean fewer mills, less classification, simple circuit layout and lower installed cost.
Higher energy efficiency… The high intensity in the IsaMill™ means small media can break coarse particles. The large scale of the IsaMill™ makes that efficiency available to mainstream grinding.
Online Calculator
Glencore Technology’s IsaMill™ reduces the energy, media and capital costs of grinding. It’s incredibly efficient and intense. And it focuses only on the particles that need grinding.
Today’s IsaMill™ is also light. A modest volume of concrete and structural steel are used, and the entire unit sits on a one-storey platform. This means it’s about a third the height and weight of similar vertical grinding mills available.
It produces the most consistent and ‘sharp’ particle size distribution in a simple open circuit configuration.
IsaMill™ is the world’s only horizontal fine grinding mill. The horizontal slurry flow means low-cost ceramic media can be used without the expensive, denser media requirement of a vertical mill. It’s easy to operate and it maximises availability.
Predictable and Safe
IsaMill™ scale up is accurate and rapid, so it’s predictable and reliable.
Operating and maintaining the IsaMill™ is safe, simple and reliable. It’s quick to install, flexible in operation and easy to maintain.
The IsaMill™ is widely used in base metals (copper, lead, zinc and nickel), PGM, iron ore, industrial applications and gold processing
plants and is the best choice for regrinding concentrates, fine or ultrafine grinding and mainstream grinding.
IsaMill™ is the real-world specification of choice in mainstream grinding, concentrates regrinding and ultrafine grinding
Chases ESG objectives
The IsaMill™ is ideally placed to help an operation chase better ESG performance.
Glencore Technology have introduced a free online calculator that takes feed parameters and target grind and tells you what IsaMill™ can deliver it. It helps de-risk mill sizing for prefeasibility. The results are available instantly and without any account set up.


Comminution 2023
IsaMill™ will be at Comminution 2023 in Cape Town this April. They can answer questions of application, performance, sizing, installation, maintenance and support.
Flowsheet improvements for the real world www.glencoretechnology.com
ADVERTORIAL
Artificial Intelligence-Powered Mobile Equipment Maintenance
Revolutionising Mobile Equipment Maintenance
Rithmik has launched Rithmik Asset Health Analyzer (AHA) for the mining sector. Chiefly, AHA’s advanced analytics can increase mobile equipment uptime and extend equipment life, optimise maintenance and lower greenhouse gas (GHG) emissions. It is designed to be easy to deploy and resilient enough for extreme environments at many mines.
infrastructure and data processing methods with deep learning algorithms tailored for the specific challenges of mobile mining equipment. “The system provides early indicators of equipment issues with extremely high accuracy because our infrastructure lets us tune our models to meet the unique realities of each site within just a few days and using as little as one month’s worth of historical data, to begin with. The reason we were able to come up with this is that our team has a unique combination of knowledge and deep expertise in mining, mobile equipment data, AI, cloud computing and software development,” Truscott demonstrates.
• Leveraging data
Rithmik leverages whatever sensor data and contextual data is already being collected at the site. Telemetry data is the most important, and context from things like dispatch, GPS, work orders etc. helps the team dial models in for the site.
• AI-enabled opportunities
In addition to providing early and new indicators of equipment issues, AHA can provide AIenabled opportunities for improving maintenance planning, operator behaviours, road conditions and mine design. A combination of all these things creates efficiencies that reduce the fuel burn rate of equipment, Truscott elaborates.
• Single source of information for mixed fleets
AHA is designed to diagnose faults with equipment early and before they cause significant damage, preventing unplanned downtime (Pic: Rithmik)
Mining companies are sparing no effort in seeking avenues through which they can contain skyrocketing costs in their operations from pit to port. One of the sure-fire ways at their disposal through which they can achieve this is by reducing equipment maintenance costs. This is given that, typically, mining companies spend between 20 and 50% of their operating budgets on equipment maintenance. All the more, what should not be ignored is that there can be an even higher financial impact from lost production due to unplanned equipment downtime.
This is the sage advice from Rithmik to mining companies in Africa. Through a brief to Mining Business Africa on the latest developments from the company, Amanda Truscott, co-founder and CEO, stresses the importance of using effective equipment maintenance solutions.
Rithmik Asset Health Analyzer (AHA)
Rithmik is recommending Rithmik Asset Health
Analyzer (AHA), its innovative equipment maintenance solution, to mining companies. AHA is designed to diagnose faults with equipment early and before they cause significant damage, preventing unplanned downtime.
Features enhance effectiveness
The Canadian-based, globally focused company foresees AHA vastly improving the way mining companies carry out mobile equipment maintenance. Truscott attributes the system’s effectiveness to its features, which include a combination of a proprietary infrastructure and data processing methods with deep learning algorithms, and the ability to leverage existing equipment data while integrating with the tools and systems mines already use.
• Proprietary infrastructure and data processing methods with deep learning
Rithmik’s approach combines a proprietary
Also importantly, AHA works with any brand of equipment and acts as a single source of information for mixed fleets. Truscott relates positive feedback from implementing AHA: “Most of the work we’ve done so far has been with haul trucks, although we’ve provided some results with dozers and blast hole drills as well. The technology is very transferable across asset types, and we’ll most likely tackle shovels next.”
Committed to serve
Rithmik acknowledges that often there is hesitation from mining companies when it comes to adapting novel technologies. However, the company reassures mining companies that the implementation of AHA is designed to be as seamless as possible.

Truscott guarantees that the company is committed to delivering results according to the unique needs of each of its customers. “For mining companies in Africa still using traditional equipment maintenance, our advice about AHA is to not be intimidated by the fact that it’s artificial intelligence; our goal is to allow humans to work more easily and effectively. To that end, we integrate with the existing tools and systems at the mine, and our team has a ton of experience with that.”
Furthermore, dispelling a misconception,
28 Mining Business Africa | March - April 2023 FEATURE
she clarifies that mining companies do not need tons of data to adopt AHA. “You can work with Rithmik even if you’ve only just started to collect data from the equipment, because even one or two months’ worth of historical data is enough for us to begin.”
“The system can also diagnose problems with the data collection itself, so if you start early with us, you can ensure your data is as valuable and reliable as possible. In short - wherever you are in your AI journey, Rithmik can provide early and accurate insights to optimise the maintenance of your mobile equipment.”
The team at Rithmik is devoted to deploying AHA in African mines and helping mining companies reduce equipment maintenance costs in 2023 and beyond.
Case studies
Opening vast untapped opportunities
Results from two mining projects where AHA has been deployed are encouraging – Opening vast untapped opportunities in equipment maintenance.
In the first scenario, Rithmik worked with a Canadian iron ore mine that had several recurring equipment concerns such as cooling system issues, electrical problems and malfunctioning sensors. Based on the early results of their work with Rithmik, their internal ROI projections for a full deployment of the system are about US$10 million per year for the site.
Another example is a copper mine in Africa where Rithmik did a collaborative project with
Wenco. That site had temperature regulators failing open across 76% of their fleet, and this had been going on for several years undetected by both the site maintenance team and the equipment dealers. It was causing them to waste about 350,000 litres of fuel per year and it was also shortening the life of their engines. Intriguingly, Rithmik also found there was the root cause of a chronic problem that was causing final drives to fail at one-half to three-quarters of their expected lives. Currently, Rithmik is still working on the ROI projections for the project. It is expected that the results would be comparable to or even better than the Canadian mine.
FEATURE
Bespoke solutions for every industry

When it comes to cash-in-transit vehicles, SMILE can accept 32 digital inputs, giving operators eyes on the entire vault, door and hatch usage while allowing drivers and fleet managers to activate mitigation actions swiftly. In instances of gunfire, SMILE is able to automatically lock safes, providing an additional layer of protection without the operator needing to do anything.
Within the agricultural sector and with regard to the transportation of precious cargo on often less than ideal roads, SMILE facilitates the setting up of geo-zones and pre-defined speed zones. This has been proven to have a massive effect on the deterioration of road surfaces, the maintenance of vehicles, and the safe delivery of produce.
SMILE allows for the control of accessories driven off the vehicle’s PTO. In the case of side loaders, it is possible to limit their loading and offloading to specific geographic locations, significantly reducing the theft of loads.
Jamming of tracking and fleet management systems is becoming more prevalent, and with SMILE, Ctrack is able to activate the hooter, hazards or physically immobilise the vehicle when it detects interference.
Leading tracking and fleet management solutions provider Ctrack offers a wide variety of solutions aimed at any industry that utilises movable assets.

Throughout their 35-year history, innovation and technology have been at the core of Ctrack’s ability to provide their customers with bespoke solutions for an ever-changing environment. Ctrack is a South African company with solutions for South Africans, developed locally, thanks to continuous research and development.
Many of the systems that are commonplace in the tracking and fleet management arena were developed by Ctrack and offered to the market either through a variety of partners, including major insurance companies or under the Ctrack brand.
Integral to this ongoing research and development culture is risk, cost control, fleet utilisation, operations control and asset control. Ctrack believes in full life cycle asset management by harvesting data that is able to provide hindsight, insight and foresight.
“Ctrack understand that every industry and every client has different priorities when it comes to fleet management. The type of cargo has a significant effect on the true focus. While some might value safety above all else, others prioritise operational continuity, and we are able to develop solutions that cater for all of these priorities,” says Hein Jordt, Chief Executive Officer of Ctrack Africa.
Hardware is an important component of a robust fleet management system. Over the years, Ctrack has developed various solutions locally that can track powered and non-powered assets as well as supporting equipment such as a host
of different cameras.
While this hardware forms the basis of an efficient fleet management system, Ctrack’s unique software solutions set them apart and allow them to be all things to all industries.
One of Ctrack’s big advantages is their flexibility and making many of these bespoke solutions possible through their proprietary SMILE technology, with which the opportunities are endless.
“Ctrack is able to listen to the needs of our customers and offer them locally engineered solutions that give them the exact results they require to run their particular business safely and efficiently,” says Jordt.
With SMILE, the same hardware can be used to offer an endless array of control and data in a format that makes decision-making easy. The benefits of which have been proven in real-world scenarios time and time again.
Ctrack are able to utilise a variety of other valuable data streams such as camera systems and CAN bus information and with SMILE set up rules and parameters that allow fleet managers to more precisely control assets in best way for their particular industry.
Some of Ctrack’s devices can record data up to ten times a second, and this data can be overwhelming for fleet managers. The quality of data is pertinent to outcomes and critical to success. Ctrack has developed easy-to-use, cloud-based fleet management tools that allow for snapshots or custom reporting via any device with an internet connection from any location.
“In an environment that can quickly become obsessed with big data, precise yet concise feedback is critical to managing fleets of all sizes by promoting efficient yet well-informed decisionmaking,” concludes Jordt.
30 Mining Business Africa | March - April 2023
Ctrack's SMILE technology allows for the control of accessories driven off the vehicle’s PTO
Effective Cleaning, Efficient Heat Exchangers: Alternative Techniques

In a brief to industry, through Mining Business Africa, the team of engineers at Lesedi views low-pressure mechanical tube cleaning of heat exchangers and condensers as a viable alternative technique to traditional methods. This is based on evidence gathered from successes in projects where the technique has been used.
A case study of projects where Lesedi’s low pressure mechanical tube cleaning method was deployed to replace traditional cleaning methods leading to efficiencies and cost savings.
Heat exchangers and condensers form an integral part of each process plant in which they operate and are important components in all industrial process plants. They operate by passing one fluid through a series of tubes at a specific temperature and a second fluid around the outside of the tubes at a different temperature. Either the hot fluid will heat the cold fluid, or the cold fluid will cool the hot fluid depending on the process requirement: the same principle as a car radiator.
While in use, heat exchanger and condenser tubes are subject to the build-up of fouling over time, which reduces their efficiency and, in some cases, completely blocks the tubes. This is why tube cleaning is a regular maintenance activity carried out normally once a year in industrial process plants. Nonetheless, this requirement may vary depending on the severity and speed of the fouling build-up.
These maintenance activities are very important because heat exchangers and condensers form such an important part of each process plant in which they operate. Their cleanliness directly affects the efficiency of that plant. For the Client, that will directly affect the income derived from the plant.
Traditionally, the cleaning of heat exchanger and condenser tubes has been accomplished using high-pressure water jets, chemical flushing, or ultrasonic cleaning processes. These traditional tube cleaning techniques, despite their advantages in some applications, have disadvantages in others. This was the incentive for Lesedi to look for an alternative method of cleaning heat exchanger and condenser tubes.
After a worldwide search, the Low-Pressure Mechanical Tube Cleaning equipment manufactured by Conco™ Systems LLC in the USA was chosen as the optimum solution. Since 2017, Lesedi has been the authorised agent for these low pressure mechanical tube cleaning systems in Africa.
The Conco™ low-pressure mechanical tube cleaning systems are relatively new to the African market. Yet, in some cases, they have proved to be a more effective alternative than other cleaning systems in removing stubborn fouling in the tubes of condensers and heat exchangers. Clients in the petrochemical and power generation sectors can attest to the efficacy of the technology.

There are three Conco™ tube cleaning systems available that cater for the full spectrum of possible tube fouling material:

Conco TruFit™
When it comes to fast, efficient heat exchanger tube cleaning, the ProSeries 200B™ Tube Cleaning System has no equal. The two-gun pump system uses safe water pressure, to propel TruFit™ tube cleaners through fouled tubes, removing deposits, corrosion, and obstructions in a single shot.
At the heart of the system are Conco TruFit™ tube cleaners. Manufactured by Conco™, each tube cleaner is designed to eliminate specific types of fouling and is sized for the exact tube dimensions to ensure safe, effective tube cleaning and avoid damaging the inside surface of the tube wall. The tubes can either be cleaned in situ in a vertical or horizontal position or on the ground in a designated area.
Conco MiteeMouse II™
The MiteeMouse II™ uses a drill bit mounted on the tip of a rotating Rod and a water flush to remove debris. As the rod rotates, the unit pumps water through the rod to weep holes in the drill bit, flushing away hardened deposits as they are loosened. This system is used for full and very hard fouling conditions.


Drill bits are sized to be 0.127 mm (0.005”)

Mining Business Africa | March - April 2023 31 FEATURE
FEATURE
below the minimum tube I.D. They feature long shanks to ensure that the axis of the bit and the axis of the tube are in complete alignment. Furthermore, the bits are designed with carbide tips on the leading edge only and rounded corners to ensure no sharp edges directly impact the tube wall. The drill also rides on a thin layer of water for lubricating bearing surfaces between the bit and the tube. These Drills have been used repeatedly to clean process fouling on some heat exchangers over 1,000 times with no tube damage or degradation.
Conco Excaliber™
The Excaliber™ incorporates rotary tube cleaning action using a spiral brush with a water flush to remove fouling deposits in heat exchanger tubes. No electricity is required. This powerful technology uses only plant air and water to operate and is safe to use in any location. Armed with the proper brush, the unit will scour off deposits and flush tubes clean in a single, efficient operation.
Lesedi Approach (Scope of Work)
Lesedi utilises the Conco™ low-pressure mechanical tube cleaning technology in several types of projects. Typically, the Scope of Work is to clean the inside surfaces of the tubes in the nominated Heat Exchangers or Condensers to either restore their efficiency or prepare them for IRIS Inspection.
The Client is responsible for isolating the Heat Exchangers and Condensers and removing the header boxes. Lesedi then supplies all the tools, equipment, and consumables, performs the cleaning, and hands the units back after acceptance by the Client.
Successes: The deployment of Conco™ lowpressure technology in mechanical tube cleaning tasks for Clients has proved effective, going beyond expectations in most cases.

Interestingly, the power generation and petrochemical companies have endorsed the Conco™ low-pressure tube cleaning technique. Cleaning tests were performed for the Clients at various locations throughout South Africa. This involved a comparison between the output of low-pressure mechanical cleaning and traditional cleaning systems.
The team at Lesedi is eager to take on board new contracts. Using recent breakthroughs as a springboard, it aims to achieve notable milestones in the field of low-pressure mechanical tube cleaning.
Opportunities are opening in the mining sector. Presently, mining companies are ramping up production to benefit from high commodity prices, an endeavour that needs a reliable supply of energy from their powergenerating plants. Lesedi is contributing to this initiative through the provision of low-pressure mechanical tube cleaning of the heat exchanger and condenser tubes.
Service Awareness Drive
Core to the company’s growth plan is the incentive to raise awareness in various industries. This is necessary because Lesedi’s low-pressure mechanical tube cleaning systems are relatively new to the African market. Clients, therefore, are not aware of their benefits.



As part of the initiative, Lesedi is willing to perform test cleaning of Heat Exchanger and Condenser tubes so that Clients can compare them with their traditional tube cleaning activities. The company hopes this will allow Clients to decide which tube cleaning system to use in the future based on actual cleaning results.
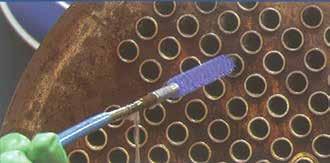

In addition to the results of the cleaning activities, Clients can also assess the improved safety of using low-pressure water, the improved environmental impact of using small quantities of water and the reduced footprint of the low-pressure tube cleaning systems allowing adjacent maintenance activities to continue in parallel.
Guarantee of Efficiency and Reliability
The team confirms the distinctive quality of Lesedi’s cleaning systems: “A reliable energy supply depends on the efficiency of several parts of the plant. Heating and Cooling using heat transfer equipment forms a major component of those processes. Lesedi’s low-pressure mechanical tube cleaning systems guarantee the efficiency and reliability of the heat transfer equipment used to produce energy. Lesedi’s tube cleaning activities are performed safely, quickly, and efficiently which in turn improves the efficiency of the energy supply process.” said Ian Boggon · Manager of Oil & Gas at Lesedi.
32 Mining Business Africa | March - April 2023
“Lesedi is an approved Low-Pressure Mechanical Tube Cleaning vendor to power generation, and petrochemical companies. To date, Lesedi has successfully cleaned 122,432 Heat Exchanger and Condenser tubes with zero lost time injuries.”
Lesedi Excels at a Petrochemical Company
Heat exchanger maintenance in the petrochemical environment is normally carried out during a Shutdown. This means the work must be carried out safely in the shortest possible time.
Lesedi was given a Project to clean heat exchanger tubes so that the petrochemical company could compare Low-Pressure Mechanical Tube Cleaning with traditional cleaning methods.

Before the start of the Project, a site walk down was convened to assess the location of the heat exchangers and the proximity of the power, compressed air and water supplies. The information gathered during this site visit was used to Schedule the work and assemble the required tools and equipment. All the tools, equipment and consumables required to perform the work were supplied by Lesedi.
Meetings were also convened during this site visit with the relevant Client stakeholders, safety, maintenance, and production to ensure all their requirements were fully complied with before the start of work.
On completion of the cleaning task, Lesedi’s Low-Pressure Mechanical Tube cleaning results exceeded the Client’s expectations in several areas. Specifically, three areas stood out, the short time taken, the small footprint required, and the improved water efficiency.
Shorter Time
The time taken to clean the Heat Exchanger
tubes was shorter than that taken by the other traditional methods. This is an important feature, especially in a Shutdown situation.
Small Footprint
Due to the extremely high pressures required by HP Cleaning and the associated potential dangers, a large area must be cordoned off during HP Cleaning. This in turn restricts any other maintenance work being carried out in the surrounding area. However, low-Pressure Mechanical Tube Cleaning has a very small footprint allowing maintenance activities to continue around the Heat Exchangers being cleaned.
Water Efficient
The quantity of water used for Low-Pressure Mechanical Tube Cleaning is considerably less than that required by other cleaning systems. This is an environmental advantage and reduces the amount of water required for the process and to be treated on completion of the cleaning activities.


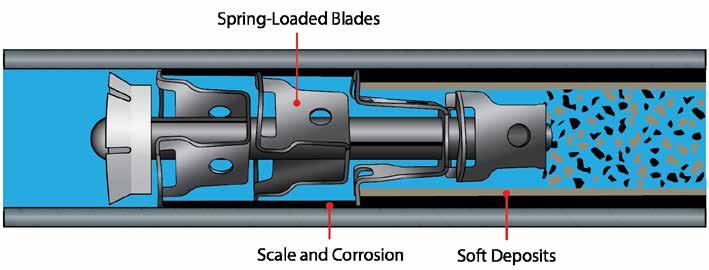
All in all, the Low-Pressure Mechanical Tube Cleaning provided a greater level of tube cleanliness compared with other tube cleaning processes. The efficiency of the Heat Exchangers was fully restored to their “as new” levels. In those cases where IRIS Inspections were required, the tubes were cleaned to the satisfaction of the IRIS Inspector allowing the relevant reports to be provided to the Client.
Lesedi: A Major EPC and EPCM
Originally evolved from Intens Engineering, founded in the 1980s, Lesedi has since grown into a major Engineering, Procurement, Construction and Construction management (EPC and EPCm) company. To date, Lesedi has completed projects in the nuclear, industrial, power generation, mining, and oil and gas sectors. These include Construction and Maintenance Projects at Koeberg Nuclear Power Station, Medupi Coal Fired Power Station, Ankerlig Gas Turbine Power Station, and a petrochemical company.
Lesedi is a Level three Broad-Based Black Empowerment Enterprise (B-BBEE), with a strong focus on localisation and empowerment, employing more than 300 people, including 76 qualified engineers and technicians with extensive nuclear, power, and Oil & Gas expertise, as well as technicians, artisans, semi-skilled and administrative support personnel, and highly experienced project management professionals.
Mining Business Africa | March - April 2023 33
Contact details: www.lesedins.co.za Ian.Boggon@lesedins.co.za info@lesedins.co.za +27 21 525 1300
Diesel Particulate Filtration Technology for Mobile Mining Equipment
Optimal Filtration with no Additional Regeneration Aids, Additives or Interventions to Engine Management
Distributed, fitted and Serviced by DEUTZ DIESELPOWER (DDP), the modular Sintered Metal Filter (SMF ®) filtration system is specifically tailored for controlling Diesel Particulate Matter emissions in the medium to high range of performance mobile equipment, as well as stationary engines. In mines where the SMF ® CRT ® filters have been fitted, they have achieved significant DPM reduction. The company is keen to deploy this groundbreaking innovation in 2023 and beyond.
The modular Sintered Metal Filter (SMF®) technology for applications in the medium to high range of performance
In most countries, the law stipulates that mobile equipment deployed in the mining environment must be fitted with diesel particulate matter (DPM) filtration systems to reduce the emission of harmful diesel particulate matter and achieve compliance.
Thanks to advances in product research and development (R&D), nowadays, the market is awash with a broad range of DPM filtration systems that mining companies need for their respective mobile equipment and stationary engines. This means that mining companies have a wide range of choices at their disposal. However, on the other, understandably, there are always inevitable questions about whether or not the quality of the products meets the
stipulated standards regarding optimal filtration efficiency (97%). This is particularly regarding harmful ultra-fine particulate matter of less than 1 microns.
SMF-CRT Diesel Particulate filters (DPF)

DEUTZ DIESELPOWER (DDP) has been observing the challenges that mining companies face when it comes to selecting suitable DPM filtration systems and the extent this impacts their operations. And so, given this, the company informs mining companies about HJS modular Sintered Metal Filter (SMF®) technology. “We guarantee that SMF® technology can enable mobile machinery to achieve compliance,”
Nathan Kitchen, Branch Network Director, explains, referring to features that make the SMF® thrive for application in harsh conditions. DDP is an authorised distributor for HJS Emissions Technology as well as the Sole distributor for Sales, Support and Service for all DEUTZ products in South Africa and certain Anglophone African Countries.
The modular Sintered Metal Filter (SMF®) technology was developed especially for applications in the medium to high range of performance. “These filter systems can generally replace the original acoustic damper in the area of retrofitting and can be adapted individually to the machines and stationary applications,” Kitchen states.
FEATURE
34 Mining Business Africa | March - April 2023
Our range of diesel particulate filters are designed using sintered metal filter (SMF) technology which minimises exhaust backpressure increase and allows for long maintenance intervals. No heating elements, no additives and no ovens required to clean your filter, simply remove, clean with a high-pres-

sure washer and refit the filter. Contact DEUTZ DIESELPOWER and we will assist you to select the correct filter technology and sizing to remove more than 98% of your diesel particulates! The perfect solution for all engine makes to a particulate free environment!


Contact Details of your nearest DEUTZ dealer are listed in the back of this publication. Alternatively email: info@deutz.co.za and one of our sales team members will get back to you.

DEUTZ DIESELPOWER a member of the Hudaco group Problems with high levels of diesel particulates? Looking to reduce your diesel engines particulate emissions? We have the perfect solution! Phone number: +27 (0)11 923 0600 Email address: info@deutz.co.za Website: www.deutz.co.za Contact DEUTZ DIESELPOWER to find out about our range of diesel particulate filters, which reduce particulate emissions by > 98%
FEATURE
Passively regenerated particle filter
The modular SMF® systems require no additional regeneration aids, additives or interventions in engine management. Over the HJS service unit, the respective operating state and cleaning requirement of the filter system can be read off at any time.

Modularity
The system is structured in a modular format to enable integration into the most varied applications with low expenditure. According to the installed situation and range of performance, the customer can select from different system sizes and housing designs within the framework of the extensive HJS product range.
Technology and functioning
The hot engine exhaust gases with the soot particles are routed into the housing of the SMF®. The gaseous parts of the exhaust gases flow through the microscopically fine pores of the filter pockets. The soot particles are held back on the surface in this case, including the finest particles, and are deposited on the individual filter pockets.
For the reduction of the soot gathered in the SMF®, the well-proven HJS-SMF® technology
with passive regeneration is used. The HJS system combines a high-efficiency, integrated diesel oxidation catalyser (DOC) with an SMF®. As a result of optimum system coordination, the filter continuously regenerates and effectively clears the deposited soot. Regeneration burns the soot into ash, which can be easily cleaned by pressure washing the filter. The particulate filter can be supplied with a catalytic coating for the support of regeneration if required.
Areas of application
The SMF® CRT® system is mainly suited for offhighway applications, for commercial vehicles and buses, as well as in combination with an SCR system for nitrogen oxide reduction. This technology is also used in stationary engines, railways or shipping. HJS SCRT® systems are available both for installation in the original equipment and for retrofit.
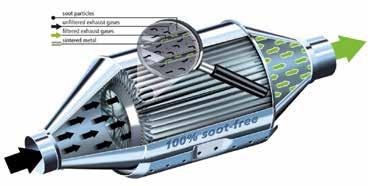

Advantages
Ultimately, the SMF® provides the following advantages with regard to DPM:
• Reduction of soot and the finest particles by up to 98%
• Flexible adaptation to different machines
and engine powers
• The high ash compatibility ensures long maintenance intervals

• The catalytic coating enables an extended temperature window.
• The modular structure facilitates the dismantling of the system in service.
• Easy and cost-effective to clean and maintain
Complete solution
DEUTZ DEISELPOWER recognises that customers prefer the convenience of a broad range of services under one roof. “We can offer a complete solution, from filter supply, installation design, filter fitment and testing of the filters. We also offer a maintenance contract for servicing and maintaining the filters if required,” Kitchen says, adding that filter selection and exhaust piping are designed specifically for the installation required.
Successful installations
Thus far, DEUTZ DEISELPOWER has fitted the SMF® CRT® diesel particulate filters successfully to a wide variety of mobile mining equipment. “We have achieved significant DPF reductions in the mines where the SMF® CRT® filters have been fitted,” Kitchen says contentedly, assuring prospective clients that DEUTZ DEISELPOWER is eager to meet their respective DPM requirements. “Contact us should you wish to get more information on our Diesel Particulate Filters or want to fit this wellproven product to your equipment.”
36 Mining Business Africa | March - April 2023
The system’s modular format enables integration into the most varied applications with low expenditure.
Robust Thickeners, Improved Recovery
In the thickening and clarification phases of lithium processing, robust tried and tested equipment should be deployed for cost-effective, efficient and environmentally friendly recovery.
By Nick Barnes
Prospects look bright for lithium producers, as the demand for battery storage solutions to serve the renewable energy sector is growing exponentially. Indications are that this trend will continue in the foreseeable future.
Glorious opportunity
No doubt, this presents a glorious opportunity for producers to get more value from their assets. The guaranteed way of achieving this is through investing in the best possible technologies for critical stages in mineral processing for costeffective, efficient and environmentally friendly mineral recovery. In thickening and clarification, this could not have been more relevant. Specifically, the procurement of thickeners should be based on informed choices. This is because poor decisions can be costly.
Costly downtime
For instance, one of the unanticipated challenges that occur when production is at
its peak is plant downtime. This results in a loss of productivity, which can translate into a substantial loss of revenue. Inevitably, this is reflected on the balance sheet.
Component wear and tear
The most commonly documented cause of downtime is wear and tear of components, in most cases caused by corrosion. This necessitates repair or replacement, which compels a mining company to incur unscheduled costs. Consequently, maintenance costs escalate.
Critical features
Informed procurement decisions can help in forestalling premature wear of components. In a nutshell, thickeners for lithium processing should meet the following critical features:
• The material should be robust enough to withstand abrasive and corrosive conditions as well as high temperatures.
• The design should have a provision that prevents environmental contamination (enable environmentally friendly)
• The technology utilised should allow the thickener to operate at optimal efficiency. These days thanks to advances in telemetry processes can be managed remotely.
• One of the factors that contribute to the high total cost of ownership is high flocculants consumption. Thus, the thickener should allow for low consumption of flocculants.
• It should be simple enough to be installed by inexperienced workers. This ensures that it is less time-consuming.
Tried and tested equipment from reputable suppliers
Generally, if lithium producers are to get more value from mineral processing, through improved recovery, they have to invest in tried and tested equipment for thickening applications from reputable suppliers.

EDS is an experienced and credible ED consulting firm which has been trading within the renewable energy, mining and large-scale infrastructure development sectors since 2011.
Services offered
• Economic Development (ED), Strategy
Development, Reporting and Audit Services
• Stakeholder Engagement Management
• Community Baseline Studies
• Social Impact Assessment Studies
• Socio-Economic Development (SED) Programme

Implementation and Management
• Community Trust Administration
• Enterprise Development Programme (EnD)
Implementation and Management
• Supplier Development Programme
Implementation, Management and Reporting
• Social and Labour Plans (SLP)
• Carbon Tax Calculations & GHG Reporting
• Monitoring and Evaluation services (M&E)
EDS is a wholly black owned entity and currently a B-BBEE QSE Level 1 company

For more information, contact EDS on: info@eds.holdings | +27 (0) 11 447 4683
@eds.holdings
Economic Development Solutions (EDS)
https://www.eds.holdings
Mining Business Africa | March - April 2023 37 FEATURE
Thickeners
for lithium processing
Bespoke, efficient and costeffective separation
Due to its ability to store large amounts of energy, lithium is a critical raw material in battery manufacturing. And so, there is a need for technologies that can enable efficient, cost-effective and environmentally friendly processing of lithium ore. This is why ANDRITZ has designed “LiKOSET” to meet the need for a durable thickener that offers a myriad of benefits that ensure cost-effective, efficient and environmentally friendly separation in lithium extraction.
CANDRITZ, the world’s leading separation specialist, continuously develops relevant solutions for application in different commodities. Recognising the urgent need in the ever-expanding lithium market, the company has unveiled the LiKOSET thickener, a bespoke solution for lithium (Li) and potassium oxide (K2O), thus the name. But thanks to its special features, this thickeners is also suitable for salt, as well as chemical applications.
The team of application engineers at ANDRITZ is confident that this thickener will help mining companies in Africa get more value from lithium processing than they currently do with conventional thickeners. This view is based on groundbreaking features in LiKOSET.

In a brief to the African mining sector, through Mining Brief Africa, the team head explains that LiKOSET meets the need for durability in thickeners and offers a broad range of benefits:
Durability
The material of construction enhances the thickener’s durability. It is built from high-quality duplex stainless steel which contains high chromium content to achieve the following:
• Prevent corrosion;
• Increase strength compared to other stainless steels; and
• Make the maintenance easier (limited maintenance required and easy to clean).
A wide array of benefits
In particular, the following special benefits of this thickener are noteworthy:
• LiKOSET guarantees to have the best possible quality to resist highly corrosive and high-temperature applications. It means that normal spare parts are still required but thanks to the stainless steel on the tank no repaint is required for at least ten years.
• LiKOSET thickener can be roofed to protect from environmental contamination as well as safeguard other equipment (optional), making it an environmentfriendly system.
• This equipment is used to concentrate “green minerals” to be used in combating climate change.
• The thickener can adapt to changing process conditions thanks to fully integrated automation with Metris addIQ thickener ACE - Advanced Control system.
• LiKOSET can be installed by inexperienced site workers as it is proposed as a “bolted” alternative.
• With the low-profile rake design, variable dilution, and flocculation system, the LiKOSET always operates at optimum operational efficiency.
• In terms of cost, the only expenses are the electricity required to run the drive and
38 Mining Business Africa | March - April 2023
LiKOSET meets the need for durability in thickeners
FEATURE
control panel
• Low flocculant consumption reduces the overall cost of ownership.
Added accessories
ANDRITZ has gone further to ensure that mining companies benefit more from LiKOSET. The thickener comes with added accessories. These include a roof with a peripheral walkway, and a scum and spray system that manages the thickening process inside the thickener with minimal fumes and gasses escaping into the environment.
A “real world” solution
The thickener comes as a complete working solution based on prior test work and rigorous process calculations. “With the advanced control system, the operational data can be tracked “live” and any adjustments can be made instantly should it be required. Various optional add-ons are available to increase the thickener scope to an ‘Island Solution’”, the team head demonstrates.
Over and above the thickener, ANDRITZ can offer a wide portfolio of mechanical and thermal separation technologies in the form of a complete separation offer.

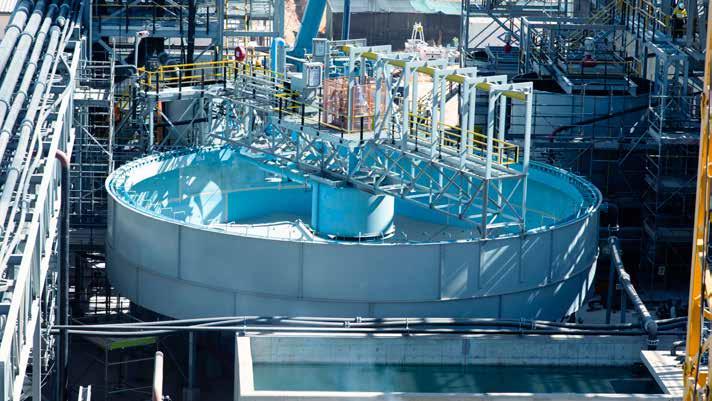
Shortest delivery times and competitive pricing
Last but not least, the engineering team at ANDRITZassures mining companies that they are adequately resourced to address contemporary thickener requirements of any magnitude. The company has pre-engineered and pre-defined thickener ranges that are
suitable for most thickening applications. “The pre-engineered and pre-defined thickener ranges enable us to have the shortest delivery times in the market as well as incredibly competitive pricing.” explains product manager John Whitehead.
“And we can guarantee our thickener’s performance by experience. We have reinvented the way we do business, enabling us to manufacture large bulky components close to where it will be installed. This solves associated supply chain and logistical issues that are
currently problematic in world markets.”
The team at ANDRITZ is keen to deploy this groundbreaking solution in the niche market of lithium mining, where Greenfield mining projects are underway.
Sustainability
For ANDRITZ, the significance of LiKOSET transcends filling in the gap in the niche of separation technologies. Most importantly, it fulfils its mandate of enabling sustainability, an integral part of ANDRITZ’s corporate policy.
Mining Business Africa | March - April 2023 39
LiKOSET thickener, a bespoke solution for lithium (Li) and potassium oxide (K2O)
Valves for corrosive and abrasive slurry applications

Selection of valves for Corrosive and Abrasive Slurries
With the market awash with many valve brands, mining managers must engage specialists for advice to make informed procurement decisions.
OEMs are releasing spellbinding products into the industrial market. Indeed, it is the best of times for customers of slurry valves in industries, as they have the luxury of a wide range of brands to choose from. It does present a selection dilemma, some would say a pleasant one.
On the flip side, justifiably, there are concerns about the quality of some of the products awash, mainly whether the performance lives up to the manufacturer’s billing. This is because, in the process of conveying slurry from one end to the other over a long distance, the common challenge is unexpected downtime due to failure. This is the last thing mine management would loath to encounter.
Little differentiation
Fortunately, it has been established that informed selection can significantly minimise incidences of valve downtime.
Understandably, with little differentiation among products on the market, the task of choosing a quality and suitable product for an application is akin to looking for a
needle in a haystack. So, there is a need for mining companies to be conversant with the fundamental requirements of slurry valves.
Media and process properties
Suitable slurry valves are needed due to the nature of the media (higher solids concentrations) that valves handle. The media, usually hard ore types and ferrosilicon, pumped over long distances, is high pressure, abrasive, and corrosive. In addition, both the media and process properties vary in different phases of the extraction process such as in the milling, cyclone, and DMS circuits, concentration feed
and tailings, and to a lesser degree in flotation and thickener areas.
Key elements in valve selection
Based on information gathered from leading OEMs, the following factors should be applied in determining the type of valves used: particle size, shape, hardness, density, above and beyond as the angle of impact on the wear surface, process conditions and general installation environment have to be considered. It has to be pointed out that sometimes, the media may not be corrosive, however, the environment may be.
Choice of material
For effective protection against corrosion and abrasion which result in premature wear, the correct choice of material should be made. Fortunately, a wide range of advanced materials and coatings are available.
Engaging Specialists
It is advisable to involve valve specialists from the get-go. They can provide advice on the most suitable solution for an application.
Advertiser’s index AESSeal Pty Ltd......................................................................11 Andritz Separation.............................................................OBC Carl Hamm PPS.....................................................................02 Deutz Diesel Power................................................................35 Economic Development Solutions (EDS)............................37 Flyability SA.............................................................................15 Glencore Technology.............................................................27 Invicible Valves........................................................................40 KSB Pumps and Valves Pty Ltd............................................24 Lekwa Cooling Tower Services (LCTS)...............................07 Lesedi Nuclear Services........................................................31 Oily...........................................................................................20 Oim Consulting Pty Ltd........................................................IFC Resources 4 Africa...............................................................IBC Rithmik Solutions...................................................................29 Structa Group..........................................................................13 TO ADVERTISE | CALL: + 27 10 055 3356 | Email: info@miningbusinessafrica.co.za
FEATURE
FOR EXPLORERS, DEVELOPERS &
IN JUNIOR MINING
Resources 4 Africa is pleased to announce the 9th edition of its annual Junior Indaba, a popular meeting place for junior miners which is enjoyed by all for its incisive, informative and frank discussions tackling the challenges and opportunities for exploration and junior mining companies in South Africa and elsewhere in Africa. Discussion topics this year include:
• What will it take for junior mining in South Africa to succeed?
• What is needed to create a conducive policy and regulatory framework for junior miners in South Africa?
• How are commodity prices faring in 2023 and what will this mean for juniors?
• Do we have the geological endowment to support junior mining in South Africa?
• What lessons can be learned from successful junior miners who are already operating in SA and beyond?
• The battery hype: should miners go beyond mining?
• Experiences of juniors in South Africa, Botswana, Zambia, Zimbabwe, Namibia, Côte d'Ivoire, Burkina Faso and Tanzania
• And much more…
We will feature a number of junior mining success stories, as well as our regular features - Myth Busters and a showcase of presentations from junior miners across the continent. Early confirmed speakers include representatives from: Minerals Council South Africa, DMRE, Council for Geoscience, Wood Mackenzie, DRA Global, Afrimat, Orion Minerals, Osino Resources, Andrada Mining, Botswana Diamonds, Cape 360, Manganese Metal Company and more…..
Mining Industry Partners: Sponsor: Lead Sponsor:
For more information please contact, Carina Willemse: Tel: +27 (0) 61 421 9492 Email: carina@resources4africa.com or Stuart Alderson-Smith: Email: stuart@resources4africa.com
INVESTORS
us
sponsorship
sponsorship@resources4africa.com
Contact
about
opportunities:
6 - 7 JUNE 2023 www.juniorindaba.com The Country Club Johannesburg, Auckland Park & Online 9TH ANNUAL EDITION
The 2023 Junior Indaba, for explorers, developers and investors in junior mining, is brought to you by Resources 4 Africa, the organisers of the Joburg Indaba.
SEPARATION RECOVERY OF HIGHLY CLARIFIED LIQUID FOR A MORE SUSTAINABLE FUTURE

ANDRITZ LiKOSET THICKENERS
Lithium is an essential component of rechargeable batteries - for small devices such as smartphones, but also for electric cars. Particularly because of its use in electromobility, the alkali metal is currently developing into a raw material that is in high demand. Therefore, its efficient and particularly sustainable processing is of particular
importance. The same is true for the agricultural industry, which uses potassium carbonate (potash) for securing food supply.
In both industries, ANDRITZ can make an important contribution to sustainability with the LiKOSET. It is built from high quality duplex stainless steel which
contains a high chromium content to prevent corrosion (thus suitable for corrosive and humid operational conditions), increased strength compared to other stainless steels, and is easy to maintain (low maintenance required and easy to clean).
ANDRITZ Delkor (Pty) Ltd. / South Africa / +27 11 012 7300 / separation.za@andritz.com / andritz.com/separation

