
HÉT VAKTIJDSCHRIFT VOOR WERKTUIGBOUWKUNDIGE CONSTRUCTEURS EN ONTWERPERS2022 OKTOBER Fundamenteel begrijpen, creatief ontwerpen Korte vezels wel, lange nog niet Het is 4223 kilometer naar Delft “In je eentje kun je geen complexe machine ontwerpen” 3D-printen van composieten geldt al langere tijd als een belofte Generatie ‘E’ wint met Nuna 11s de Sasol Solar Challenge 2022 Van mei '68 naar Industrie 4.0 Volg je eigen inspiratie, je eigen verstand en je eigen unieke weg Wow! DE WOW-FACTOR VAN CONSTRUCTIEPRINCIPES

Deelnameprijs: Gratis voor betaalde abonnees van MYbusinessmedia € 150,- voor niet abonnees Meer informatie? Kijk op www.safetyevent.nl Datum: 30 november 2022 s’1931Locatie:CongrescentrumHertogenbosch Praktische antwoorden op al uw vragen over machineveiligheid! Zet 30 november alvast in uw agenda want dan vindt de twaalfde editie plaats van het SAFETY Event. Wat heeft het SAFETY Event te bieden? •Laat u inspireren tijdens het plenaire programma •Doe kennis op bij de learnshops tijdens het middagprogramma •Krijg praktischeantwoorden van de Safety doctors, die alle safety-gerelateerde vragen beantwoorden •Kom in contact met vakgenoten, fabrikanten en toeleveranciers op de informatiemarkt 30 november 2022 | 1931 Congrescentrum Den MeldBosch u nú aan! Powered by: Sponsored by:




































































































































































VOORWOORDConstructeur, oktober 2022 62-ste jaargang nr.3 REDACTIE-ADRES Postbus 58, 7400 AB Deventer
REPRODUCTIE
UITGAVE van MYbusinessmedia Holding bv Postbus 58 7400 AB www.mybusinessmedia.nlDeventer
ISSN 0010-6658
Jaarabonnement buitenland € 295,-*
Overname van artikelen, tekeningen en foto’s uit Constructeur is slechts mogelijk na schriftelijke toestemming van de uitgever.
©MYBUSINESSMEDIA 2022
VASTE MEDEWERKERS Hans van Eerden, Liam van Koert, Leo de Ridder, Henk Jan Pels, Ad Spijkers, Marjolein de Wit-Blok.
COLOFON
Maar goed, we hebben voor mkb-ers uit de regio 010 dus een uur gesproken over ontwikkelingen bij het ontwerpen en hoe je op die manier een stap in de richting van duurzaamheid kan zetten. Dat zijn veelal digitale stappen. En ja, ik weet dat er meer is; we hebben bij voorbeeld ook over materialen gesproken. Maar in uur kan je niet alles behandelen, en in die paar honderd woorden hier ook niet. Dus moet je keuzes maken.
HOOFDREDACTEUR ing. R. Zander t 06 22 20 80 r.zander@mybusinessmedia.34nl
Het bericht meldt ook dat het uitgegeven gaat worden bij speciale gelegenheden en de eerste editie is nu verschenen op 21 september. Dat is de dag na Prinsjesdag. Gemiste kans zou ik zo zeggen. Volgens politici en diverse bevolkings- en beroepsgroepen waren die er giste ren wel weer. Het zal wel – iedereen weet het tenslotte beter.
VORMGEVING bureau OMA, Doetinchem DRUK Drukkerij Roelofs, Enschede
UITGEVER Arjan a.stoeten@mybusinessmedia.nlStoeten

ROBIN ZANDER hoofdredacteur constructeur R.ZANDER@MYBUSINESSMEDIA.NL
ADVERTENTIE-AFDELING D. Wielheesen t (06) 53 69 24 d.wielheesen@mybusinessmedia.nl61 of verkoop binnendienst | t (0570) 50 43 45 | (0570) 50 43 orders.engineering@mybusinessmedia.nl43
constructeur 03 2022 3
ABONNEMENTSTARIEVEN
Jaarabonnement Nederland € 275,-*
ADVERTENTIEPLAATSINGEN worden uitgevoerd overeenkomstig de ‘Regelen voor het advertentiewezen 1990’.
Nu kiest BMW er in in zijn duurzaamheidsstreven niet voor omdat verzamelobject digitaal uit te geven. Wij stellen ons de vraag wel. En nu stel ik hem aan u: Moeten we Constructeur niet uitsluitend digi taal gaan uitbrengen VOORALTIJD? Doe mij een LOL – mail even.
‘Het auteursrecht op de inhoud van dit tijdschrift wordt uitdrukkelijk voorbehouden’.
VOORALTIJD
De berichtgeving op de dag zelf is grotendeels aan mij voorbijgegaan. Ik was namelijk te gast bij iTanks in Rotterdam voor een webinar over anders ontwerpen en duurzaamheid. Heb ik daar verstand van? Ik vind van niet. Maar daar dacht Mark Oosterveer van iTanks an ders over. Wij gaan overigens al een tijdje terug – volgens Mark 18 jaar want zolang geleden begon hij als hoofdredacteur van het vak blad Machinebouw.
REDACTIE Maartje Henket | t 0570 50 43 m.henket@mybusinessmedia.nl02
ABONNEMENTEN
Studenten € 50,00 per jaar *Prijzen zijn excl. 9% BTW | Jaarabonnement geldt tot wederopzegging. Beëindiging van het abonnement kan schriftelijk , per e-mail of telefonisch geschieden, uiterlijk drie maanden voor het einde van de abonnementsperiode; nadien vindt automatisch verlenging plaats.
VREUGDE.VOORALTIJD – zo heet vertaald en in hoofdletters een nieuw blad van met 140 pagina’s dat volgens het persbericht de dag na Prinsjesdag het levenslicht heeft gezien en wordt uitgebracht door BMW. In het echt heet het FREUDE.FOREVER. Een verzamelobject wordt het genoemd. Dat geloof ik best. Want er worden ‘maar’ 50.000 Duitstalige en 100.000 Engelstalige exempla ren van gedrukt. En er zijn mag ik hopen voor het bedrijf toch meer BMW-rijders op de wereld. Het kost een tientje zie ik op de gelijkna mige website en is 132 (?) pagina’s dik zonder advertenties. Je kan het ook in hotels en op vliegvelden vinden en in de kiosk. Vraag me van alle drie niet welke.
Maar goed – digitale stappen. Wie straks doorbladert leest dat Sie mens samen met sustamize – een club waar ik nog nooit van had ge hoord – data beschikbaar gaat maken die je vertelt hoe het met emis sies ziet bij jouw ontwerp. Zo zijn er uiteraard meer, maar die staan niet in dit nummer van Constructeur.
Voor vragen over abonnementen, bezorging en of adreswijzigingen kunt u bellen met (0570) 50 43 25, m ailen naar klantenservice@mybusinessmedia.nl of schrijven naar MYbusinessmedia Holding bv | Constructeur | Postbus 58 | 7400 AB Deventer
4 c onstructeur 03 2022 INHOUD Product 3 25 → DYNTEQ 26 27 → ÉÉNPITTER 28 → SIGNAAL TEKST Walter Wijnhoven BEELD Dynteq VRACHTJE? FIETS ’M ERIN! → Onze binnensteden slibben dicht door de continue stroom van bestelwagens van koeriersdiensten. De hoogste tijd voor innovatieve vervoersconcepten. Ontwerpbureau Dynteq ontwikkelde daarom voor Fulpra de L1 elektrische vrachtfiets. ELEKTRISCHE JAARGANGFULPRA-30,202227 20 12 27
constructieprincipesDeENONTWERPENCONSTRUERENwow-factorvan
In 2009 won Krijn Bustraan de Ir. A. Davidson Award, als erkenning voor de creatieve oplossingen die hij gebruik makend van de bekende constructie principes ontwikkelde bij toen Philips CFT/Applied Technologies.

oktober
Studententeams van de Technische Universiteit Delft werken elk jaar aan het ontwikkelen en verbeteren van de motoren en aandrijving voor de mobi liteit van de toekomst. Van zonneauto, het Brunel Solar team heeft net met de Nuna 11s de Sasol Solar Challenge 2022 gewonnen, tot exoskelet.


INDUSTRIEEL ONTWERP Product
Elke editie in Constructeur: Product. Dit katern behandelt als opvolger van het magazine Product de nieuwste ontwikkelin gen in de wereld van de industriële product ontwikkeling op het gebied van technologie, materialen, vormgeving en ontwerp.
GeneratieAANDRIJFTECHNIEKELEKTRISCHE‘E’
FundamenteelINTERVIEW begrijpen, creatief ontwerpen
08
Het succesvol ontwerpen van hightech sys temen vraagt niet alleen om het toepassen van de bekende constructieprincipes voor het nauwkeurig bewegen en positioneren. Net zo belangrijk is de gehanteerde werk wijze, aldus Bustraan.

Krijn Bustraan kiest altijd voor creatieve oplossingen met bekende constructieprincipes. Op pagina 8 en verder meer over de man en zijn visie.
36

Hoeveel ‘weegt’ een elektrische motorfiets
constructeur 03 2022 5 EN VERDER 06 KORT NIEUWS 16 MATERIALEN

24
MARCH gepresenteerd.VII-exoskelet


Op de cover:


Bij het thermovormen gebruiken we, zoals de naam doet vermoeden, temperatuur om een product vorm te geven. Het ingaande halffabricaat is een plastic plaat of folie, die we relatief goedkoop, per strekkende meter, kunnen produceren. Het proces kent een verbazende spreiding in de mogelijke productieaantallen – van enkelstuksproductie tot zeer grote series.

Industrie 4.0 is een droom over geïntegreerde gegevens over de hele product lifecycle. Daarmee is het vooral gericht op productdefinitie, maar het moet leiden tot veel meer klantspecifieke producten die een steeds grotere softwarecomponent krijgen.
3D-printen van vezelversterkte composieten
PRODUCT naarVanMANAGEMENTLIFECYCLEmei'68Industrie4.0


38
31
52 PRODUCTNIEUWS 42
PRODUCTIETECHNIEK

ThermovormenPRODUCTIETECHNIEK






3D-printen: uitbesteden of zelf doen?







48 ROBOTICA
AANDRIJFTECHNIEKELEKTRISCHE
Stapel van een robot
AANDRIJFTECHNIEKELEKTRISCHE
Omron heeft een nieuwe ROI-calculator voor collaboratieve en mobiele robots ontwikkeld. In de calculatie worden ook eenvou dige en betaalbare leasemogelijkheden meegenomen die voor het mkb interessant kunnen zijn. De ROI-calculator geeft bedrijven die overwegen te investeren in collaboratieve of mobiele robots een snel en eenvoudig over zicht van het rendement op investeringen op basis van werke lijke gegevens. Het stelt gebruikers in staat een schatting te maken van het aantal maanden dat het zal duren voordat een investering kostendekkend is, waarbij rekening wordt gehouden met inflatie- en renteaanpassingen afhankelijk van de Zodramarktomstandigheden.gegevenszijningevoerd over de huidige activiteiten en het type en aantal robots is geselecteerd, geeft de ROI-calculator een duidelijk overzicht van de terugverdienperiode, het ROI-percen tage en de netto contante waarde (NPV), die de geschatte huidige totale waarde van de toekomstige kasstromen weergeeft. Een belangrijke beslissing voor de klant is hoe hij een nieuwe investering wil financieren. De ROI-calculator van OMRON geeft twee veelvoorkomende opties: de traditionele CAPEX-optie met volledige betaling aan het begin en een OPEX-optie met leasing, waarbij de betalingen worden gespreid over 3-5 jaar.
6 c onstructeur 03 2022
Nieuws
INDUSTRIAL.OMRON.NL/NL/MISC/FORMS/ROI-CALCULATOR
Rollon wil het gebruikers makkelijker maken het optimale lineaire product voor hun toepassing te vinden met myRollon. MyRollon is een interactief platform voor informatie, productkeuze, configuratie, voorselectie en vergelijking van hun lineaire oplossingen. Het doel is om ingenieurs en ont werpers op de best mogelijke manier te ondersteunen en op de kortste weg naar het meest geschikte product te leiden. Het platform leidt de gebruiker stap voor stap door het proces. De keuze heeft plaats op basis van parameters, als soort component/systeem, omgevingscondities, werkgebied en/of aandrijfsysteem. Alle belangrijke informatie, zoals beschikbare opties en maten, technische details en capaciteitsgegevens is in een oogopslag zichtbaar met de moge lijkheid verschillende producten met elkaar vergelijken. Live contact met Rollon is mogelijk via Geregistreerdechat.gebruikers profiteren van een groot aantal functies. Hierbij horen onder andere het downloaden van de catalogus, een snelkeuze-assistent voor een toepas singsspecifieke voorselectie, de weergave van prijzen (incl. meerdere opties voor ver schillende cyclustijden), de weergave van bijpassende accessoires en het downloaden van 3D-gegevens via koppelingen ,met onder andere Cadenas en Traceparts). Gedigitali seerd projectbeheer en een opdrachttraceerfunctie zitten in de planning.

ROI-CALCULATOR VOOR MOBIELE EN COLLABORATIEVE ROBOTS

KORT
CONFIGURATIEPLATFORM VOOR LINEAIRE BEWEGINGEN
MY.ROLLON.COM/DE/NL
constructeur 03 2022 7 BEZOEK GRONEMAN.NL VOOR HEFSCHROEFSPINDELS GA JE NAAR GRONEMAN Hefschroefspindel • Corrosiebestendig • Geïntegreerd zwenklager AANDRIJFTECHNIEK
WWW.SUSTAMIZE.COMWWW.SIEMENS.COM
Het berekenen van de levensverwachting en de betrouwbaarheid van componenten zijn essentieel bij het ontwerpen en bouwen van roterende machines.
WWW.SKF.COM





MILIEU-IMPACT ONTWERP ZICHTBAAR MAKEN
DNV heeft het kwaliteitsproces in het algemeen gecontroleerd en een verklaring afgegeven dat het GBLM-concept van SKF in het bijzonder dit proces naleeft. In hun verklaring bevestigt DNV dat de GBLM "de overeenkomstige ISO-normen kan vervangen". Dit betekent dat klanten door het GBLM-rekenmodel te gebruiken een betere manier krijgen om de betrouwbaarheid van hun roterende machines te evalueren. Het biedt ook een onafhankelijk en kwantificeerbaar bewijs dat nieuwe oplossin gen die door SKF worden ontwikkeld, leiden tot een aanzienlijk verbeterde betrouwbaarheid.
LEVENSDUURMODEL LAGERS SUCCESVOL GEAUDIT
Het SKF Generalized Bearing Life Model (GBLM), dat al in 2015 op de Hannover Messe werd geïntroduceerd, heeft succesvol de audit door DNV doorlopen. Het gaat om het concept achter het model en het proces dat hoort bij de uitbreiding van de toepasbaarheid op speciale kenmerken van het lagerontwerp en op spe ciale lagermaterialen.
Siemens Digital Industries Software gaat samenwerken met sus tamize GmbH dat technologie, gegevens en softwareoplossingen levert waarmee bedrijven CO2-emissies kunnen meten, optimalise ren en beheren. Met de nieuwe Teamcenter Carbon Footprint Cal culator-software maakt het mogelijk de CO2-inpact van producten vroeg in de ontwikkelingsfase te meten, te simuleren, te verminde ren en te volgen. Zo kunnen verschillende afdelingen de koolstof voetafdruk op elk niveau van de productwaardeketen meten, optimaliseren en beheren. Door de samenwerking worden de gegevens van sustamize's Product Footprint Engine, inclusief een bibliotheek met CO2-emis siefactoren van onder andere veelgebruikte materialen, toeganke lijk via het Siemens Xcelerator-portfolio. Dit moet de berekening van de carbon footprint van het product en scope 3 emissies (voor aangekochte onderdelen en externe diensten) ondersteunen. "Vandaag wordt gedacht dat 80 procent van de milieu-impact van een product kan worden vermeden in de ontwikkelings- en ont

Weten hoe groot de kans op storingen is en hoe deze kunnen worden beperkt, wordt nog belangrijker, niet in het minst omdat dit het energie- en grondstoffenver bruik gedurende de hele levensduur van de machine wordt bepaald. Het SKF Generalized Bearing Life Model (GBLM) kwantificeert zowel het risico van traditionele defecten door materiaalvermoeiing als het risico van defecten die in het oppervlak ontstaan.
werpfase. Onze samenwerking met sustamize zal klanten in staat stellen de milieueffecten van hun producten en processen vroeg in de productontwikkeling te begrijpen op basis van uitgebreide, actuele gegevens", aldus Eryn Devola, vice president Sustainability bij Siemens Digital Industries Software."

CFT/AppliedvoorIr.KrijnInINTERVIEW2009wonBustraandeA.DavidsonAwardzijnwerkbijPhilipsTechnologies.
Fundamenteel begrijpen,creatief ontwerpen
IR. A. DAVIDSON AWARD – III: KRIJN BUSTRAAN
8 c onstructeur 03 2022
Dit voorbeeld – een diafragma voor EUV-optiek, ontworpen als een grote, nauwkeurige bladveerconstructie – is te zien in het Experience Center van ASML, Bustraan’s huidige werkgever. Als ontwerper maakt hij veel gebruik van bladveren, zoals ook het kleine exemplaar in zijn handen. Met dit bekende constructieprincipe zijn ophangingen en geleidingen in de ene richting stijf en in een andere richting slap te maken.

‘In een gouden driehoek’
Na het afstuderen lonkte het bedrijfsleven. “Ik ben toen wel
‘Ontwerp ook bouwen en testen’ Bustraan studeert in 2001 af bij Piet Schellekens, metroloog van origine en als hoogleraar verantwoordelijk voor het vakge bied Precision Engineering aan de TU Eindhoven. “Bij hem moest je niet alleen een ontwerp maken maar dat ook bouwen en testen, door met interferometers en andere metrologie aan de slag te gaan en meetdata te verzamelen en verwerken. Het ver schil tussen resolutie, reproduceerbaarheid en nauwkeurigheid werd er bij ons ingehamerd; daar heb ik veel van geleerd.” Het concrete onderwerp was het corrigeren van thermomechanische fouten in een meerassige freesmachine. “De meeste mechanische fouten, zelfs als ze positieafhankelijk waren, kon je toen met kali bratie al wegwerken. Dan bleef je zitten met de thermomechani sche fouten, onder invloed van bijvoorbeeld motoren die op warmden. Die fouten waren tijdsafhankelijk en dus niet zo makkelijk real-time te corrigeren. Ik ben daarvoor gaan modelle ren en meten. In het lab hadden we een Maho 500 freesmachine staan, waar we alles op konden uitproberen.”
In 2009 won Krijn Bustraan de Ir. A. Davidson Award, als erkenning voor de creatieve oplossingen die hij gebruikmakend van de bekende constructieprincipes ontwikkelde bij Philips CFT/Applied Technologies, het huidige Philips Engineering Solutions. Inmiddels werkt hij alweer acht jaar bij ASML, maar hanteert hij nog altijd dezelfde werkwijze: een fundamenteel begrip van mechanismen combineren met een creatieve manier van ontwerpen.
TEKST: HANS VAN EERDEN | FOTO’S: BART VAN OVERBEEKE
“IK HEB HEEL VEEL TE DANKEN AAN PIET VAN RENS”
‘Veel te danken aan Piet van Rens’ De inspirerende omgeving van de masterclass ervaart Bustraan ook weer bij Mechaphysics. “Onze groep was heel hecht. We waren creatief en hielden ons met innovatieve dingen bezig. Piet van Rens zat er ook.” Van Rens studeerde nog bij Wim van der Hoek, de grondlegger van de Nederlandse school van construeren, en is daarna zelf de VanderHoekse constructie principes gaan uitdragen. “Piet was degene die mij het vak van constructieprincipes heeft geleerd. Dat leerde je niet op de TU of in de masterclass, maar pas door er echt aan te werken. Piet
constructeur 03 2022 9
Krijn Bustraan (Veere, 1976) groeit op een boerderij op en komt al vroeg in aanraking met techniek en gereedschap, brommers en tractors in het bijzonder. Hij sleutelt eraan en werkt ermee op zaterdagen en in vakanties. Z’n ouders hopen misschien dat hij de opvolger op het familiebedrijf wordt, maar dat zit er niet in. Hij gaat naar het Atheneum en heeft – uiteraard – een technisch vakkenpakket. Daarna is de TU een logische vervolgbestemming. “Ik heb Delft en Eindhoven bezocht en was gelijk weg van Eindhoven. Daar was het op het eerste gezicht gezelliger, terwijl ik in Delft te veel pakken en stropdassen zag. Bovendien was Delft meer gericht op ruimtevaart en vliegtuigen, en Eindhoven op machines en au to’s; dat laatste sprak me toch iets meer aan.” Na lang twijfelen tussen Natuurkunde en Werktuigbouwkunde valt de keuze op die laatste studie. “Dat was toch iets praktischer; je had meer dingen in je handen en maakte iets fysieks. Ik koos voor de harde werktuigbouwkunde, met als profiel construeren en precisietechnologie. Toen had ik nog het idee dat ik bij een automobielfabriek zou gaan werken, BMW of zoiets. Later kwam ik erachter dat je dan maar aan een heel klein stukje van een auto mag werken, terwijl je bij Philips of ASML al snel aan een complete module kunt bijdragen en innoveren.”
‘Soms juist kostprijs belangrijk’ In z’n jaren bij Philips werkt Bustraan aan heel uiteenlopen >
gevraagd voor een promotieplaats, maar dat heb ik afgeslagen en daar heb ik nooit spijt van gehad. Op een verjaardag hoor de ik van een vriend over de masterclass Mechatronica van Philips. Daar heb ik me snel voor ingeschreven en zo was ik binnen bij het CFT.” CFT was het fameuze Philips Centrum voor Fabricage Technieken, dat in 2005 samen met PDSL (Philips Digital Systems Labs) opging in Philips Applied Technologies en nu onder Philips Engineering Solutions valt. “Je rouleerde dan de eerste twee jaar over verschillende groe pen van CFT Mechatronica om het bedrijf en de collega’s snel te leren kennen. In het derde jaar trad je dan bij een groep in dienst. Voor mij was dat de groep Mechaphysics, die als enige van CFT toen al, in 2003, op de High Tech Campus zat, naast Philips Research en de werkplaats (het latere VDL ETG, red.). Daar heb ik een mooie tijd gehad, met jonge collega’s die in dezelfde situatie zaten en vrienden werden. We bevon den ons in een gouden driehoek van Research, Development – dat waren wijzelf – en werkplaats. We konden binnenlopen bij de mensen met de gouden handjes en snel dingen laten maken. Ze hadden er laserlassen, draadvonken, lasersnijden, alles heel precies; dat zou nu nog steeds state-of-the-art zijn.”
was een bijzondere coach en stelde altijd vragen. Hij zei niet: ‘Dit klopt niet, of dat zou ik anders doen.’ In plaats daarvan vroeg hij: ‘Heb je hieraan gedacht, kan het daar misschien an dersom of nog op een andere manier worden opgelost?’ Hij liet je nadenken over meer mogelijkheden en jezelf uiteinde lijk tot de conclusie komen wat het beste was. Hij liep veel rond, praatte met mensen en had veel invloed. Dat leverde zo veel kwaliteit op in de technologie, bij heel veel mensen, bij de hele groep eigenlijk, maar zijn uren waren niet meetbaar voor het management, omdat hij dan niet direct voor klanten bezig was. Maar ik weet dat hij goud waard was door de ma nier waarop hij mensen coachte; ik heb heel veel te danken aan Piet van Rens.”
‘Aan jonge collega’s overdragen’ Het zijn deze creativiteit en veelzijdigheid die de jury van de Ir. A. Davidson Award doen besluiten om Bustraan in 2009 de prijs toe te kennen. “Krijn Bustraan toonde veel aanleg voor het doorgronden van ontwerpproblemen en het beden ken van creatieve oplossingen om zo snel mogelijk tot innova ties voor klanten te komen”, aldus de jury. “Daarnaast is hij actief met het bevorderen en ontwikkelen van competenties op het gebied van (mechanische) ontwerpprincipes, met name hun relevantie voor het ontwerpproces en voor het snel reali seren van praktische oplossingen voor de klant. Hij doceert deze competenties nu ook en draagt het vakgebied breed uit binnen Philips Applied Technologies.” Bustraan is natuurlijk zeer vereerd met de prijs en vooral blij dat zijn manier van werken wordt gewaardeerd. “In projecten probeer ik die altijd aan jonge collega’s over te dragen: brain stormen, heel veel schetsen maken, verschillende oplossingen genereren en evalueren. Zoals Piet van Rens in de Mechap hysics groep deed. Je kunt wel veel ervaring hebben, maar in je eentje kun je geen complexe machine ontwerpen. Daar ga je als multidisciplinair team aan werken en dan moet je eerst op één lijn komen over de doelstellingen en specificaties.”
thografiemachine, de andere keer om een monochromator voor een elektronenmicroscoop. Elk project heeft weer zijn eigen technische uitdagingen, zoals het afschermen van een magneetveld, het ontwerpen van een nauwkeurige bladveer constructie, of het van buitenaf manipuleren van een spleet mechanisme in vacuüm.
de projecten, voor Philips zelf (zowel medische apparatuur als huishoudelijke apparaten) en bedrijven in de halfgeleider- en healthcare-industrie. Dat doet hij als mechanisch ontwerper, projectleider of systeemarchitect, al naar gelang het project vraagt. De ene keer gaat het om een maskertafel voor een li

voorbeeld iets vastzetten zodat het statisch goed is bepaald, nauwkeurig werkt en een goede levensduur heeft. Zo kun je met niet-nauwkeurige onderdelen toch precisie bereiken, of met een minimum aantal onderdelen een goede kostprijs. Ik vind het heel gaaf als je door die principes toe te passen zoiets voor mekaar kunt krijgen met simpele plastic onderdeeltjes die een paar cent kosten.”
10 c onstructeur 03 2022
“Bij dat soort projecten ging het vooral om de performance, maar ik deed ook projecten waar juist de kostprijs heel belang rijk was, zoals het ontwerp van een strijkplank, een samenstel van plastic en metalen delen met millimeternauwkeurigheid. Mijn punt is dat je de constructieprincipes kunt toepassen in zowel de millimeter- als de micrometer- en de nanometerwe reld. Het gaat erom dat je een fundamenteel begrip van me chanismen combineert met een creatieve manier van ontwer pen. Er zijn natuurlijk wel verschillen, maar uiteindelijk is een constructieprincipe toepasbaar in al die werelden. Je kunt bij
“IN JE EENTJE KUN JE MACHINECOMPLEXEONTWERPEN”
GEEN
Anno 2022 is bij ASML de cirkel voor Krijn Bustraan ook rond. Begon hij acht jaar geleden met een reticle stage, nu werkt hij er aan de volgende generatie, die over tien jaar in de nieuwste machines moet worden ingebouwd. Voorlopig wil hij op deze manier doorgaan bij ASML Research: “Met bouw blokjes vanuit de constructieprincipes de techniek weer verder helpen en doorbraken creëren.”
constructeur 03 2022 1 1
‘Bijdragen aan nieuwe dingen’
Bij Philips komt Bustraan na verloop van tijd alleen nog aan halfgeleider-equipment te werken. In 2014 maakt hij de over stap van Philips naar ASML: “Bij Philips zat ik in Develop ment, het leek me leuk om een keer bij Research te werken. Bij ASML Research heb ik eerst gewerkt aan een reticle stage die in vacuüm opereert.” Deze maskertafel zit in de high-NA
voor het vakgebied een posi tieve uitstraling hebben naar jeugdige collega’s. De prijs is vernoemd naar de autoriteit op fijnmechanisch gebied bij Philips in de jaren vijftig en zestig. De prijs wordt elke twee jaar uitgereikt en omvat een oorkonde, een geldbedrag gesponsord door DSPE en een trofee. Krijn Bustraan was in 2009 de derde winnaar.
WWW.DSPE.NL/EVENTS/AWARDS
machines, de nieuwste EUV-machines met een hoge numerie ke apertuur (NA) van de optiek voor het ‘schrijven’ van nog fijnere patronen. “Die worden nu net gebouwd. Zo’n ontwik keling duurt in totaal dus iets van zeven jaar. Het is mooi om te zien hoe uiteindelijk iets wordt gerealiseerd waar ik bij Re search het concept voor heb neergezet. Dat geeft echt het ge voel dat ik een mooie bijdrage heb geleverd aan nieuwe dingen.”
IR. A. DAVIDSON AWARD

Meer over Bustraan’s visie op constructieprincipes als een ma nier van werken in het volgende artikel.
‘De cirkel rond’ De volgende projecten waar Bustraan aan werkt, waaronder een waferhandler met nog betere performance, zijn zo nieuw dat hij er weinig over mag vertellen. Telkens pakt hij weer iets nieuws op, met inzet van al zijn creativiteit en met veel door zettingsvermogen en discipline. Die eigenschappen komen ook van pas bij het beoefenen van zijn hobby, het lopen van trail runs en (halve) marathons, zo als in oktober de ASML Marathon Eindhoven. Bij alle inno vatie is er één constante. “Als het om revolutionaire dingen gaat, moeten we ook een testopstelling laten bouwen, om het bedrijf te overtuigen dat dit gaat werken. Ja, daarmee is de cir kel rond naar mijn afstudeeropdracht, waarin de combinatie van ontwerpen, bouwen en testen mij zo aansprak.”
In 2005 werd de Ir. A. Davidson Award inge steld door DSPE (Dutch Society for doorTevensexterngeleverdbaarinstituutisenigeprecisietechnoloogbedoeldvandientEngineering).PrecisionDezeprijsterstimuleringjongtalentenisvooreenjongediejarenwerkzaamineenbedrijfofeenenaantoonprestatiesheeftdieinternenwordenerkend.moethij/zijzijn/haarenthousiasme
Krijn Bustraan op de ASML campus, met in zijn hand enkele van de bekende boeken (‘Soemers’ en ‘Koster’, zie ook het volgende artikel) uit de Nederlandse ontwerpschool. Het mechanisme op de cover van het voorste boek is Bustraan’s ontwerp.

ONTWERPEN EN CONSTRUEREN
Door samen te brainstormen kunnen ontwerpers heel veel ideeën genereren, verklaart Krijn Bustraan. “Als mensen dat samen doen, krijg je synergie en één-tweetjes. Die ideeën moet je vervolgens filteren en evalueren door er met elkaar goed over na te denken, ook met anderen te praten, veel schetsjes te maken en veel handsommetjes. Je hoeft het niet allemaal in CAD uit te werken of met eindige-elementensommen uit te rekenen. Dat kost namelijk heel veel tijd en dan blijkt soms dat je na een half jaar weer opnieuw moet beginnen. Als je snel en efficiënt wilt werken, moet je er zeker van zijn dat het beste idee er vanaf het begin bij CADzit.”is
Brainstormen hoeft niet per se op een whiteboard, maar kan volgens Bustraan tegenwoordig ook online. “Met z’n allen in één ruimte is prima, maar een digitale tool werkt ook prima. Sinds kort gebruik ik Miro (een gratis online brainstormtool voor teams – red.). Ik werk bijvoorbeeld samen met Wilton (ASML-vestiging in de VS – red.). Met Miro kunnen we tegelijk real-time op het scherm tekenen, terwijl we live audioverbinding hebben.”
BRAINSTORMEN
De inhoudelijke boodschap is nog altijd dat het ontwerpen van nauwkeurige mechanismen in de kern neerkomt op het licht en stijf construeren en het correct vastleggen van vrijheidsgraden. Maar voor Krijn Bustraan is dit slechts het halve verhaal, zo stelt hij in 2010 in een artikel in Mikroniek. “Als ik in één zin een definitie van constructieprincipes moet geven, dan zou die luiden: “Een fundamenteel begrip van mechanismen combineren met een creatieve manier van ontwerpen.” Het begrip ‘mechanisme’ omvat hier niet alleen mechanica, maar ook fysieke principes zoals slijtage, wrijving, hysterese en demping. “Constructieprincipes gaat daarom niet alleen over mechanisch ontwerp, maar omvat een
De Nederlandse hightech systems industrie is groot geworden met de bekende constructieprincipes voor nauwkeurig bewegen en positioneren. Wim van der Hoek legde in de jaren vijftig en zestig de basis bij Philips en de TH Eindhoven met voorbeelden van goed construeren die hij verzamelde in het fameuze Des Duivels Prentenboek. Zijn opvolger Rien Koster bracht systematiek aan in het boek Constructieprincipes en diens opvolger Herman Soemers voegde er de dynamica aan toe in het Engelstalige ‘Design principles for precision mechanisms’. Inmiddels werken de huidige hoogleraren Mechatronica/Precisietechnologie van de technische universiteiten aan een update.
De wow-factor constructieprincipesvan
dus niet meteen nodig. “Naar mijn mening grijpen veel mensen te snel naar CAD om één idee uit te werken dat naar hun gevoel het beste is, zonder goed te kijken of er ook alternatieven zijn. Dan komen er wel snel mooie plaatjes, maar veel belangrijker is te begrijpen wat je aan het doen bent. Wat zijn de toleranties, wat is de impact van variatie in de inputs en in de omgeving van je systeem, enzovoort? Daarvoor zijn die handsommen heel belangrijk.”
Het succesvol ontwerpen van hightech systemen vraagt niet alleen om het toepassen van de bekende constructieprincipes voor het nauwkeurig bewegen en positioneren. Net zo belangrijk is de gehanteerde werkwijze, stelt Krijn Bustraan, mechatronisch architect bij ASML. Nadat hij in 2009 de Ir. A. Davidson Award had ontvangen, presenteerde hij z’n visie op constructieprincipes als een ‘way of working’. Daar staat hij nog steeds achter. “Veel brainstormen, concepten genereren en evalueren, niet te snel naar CAD.”
DE ‘WAY OF WORKING’ VAN DE NEDERLANDSE ONTWERPSCHOOL
HANS VAN EERDEN
12 constructeur 03 2022
Multidisciplinair
In de definitiefase gaat het om het verkrijgen van de juiste specificaties en evaluatiecriteria voor ontwer palternatieven. “Uit interviews met de klant moet blijken wat die belangrijk vindt, bijvoorbeeld kost prijs, nauwkeurigheid, betrouwbaarheid, levens
phaseConceptComposesystemconceptsidea design phasephaseDefinition
Concept
Brainstormen speelt hier een belangrijke rol, aldus Bustraan. Want de constructieprincipes uit de eer der genoemde boeken zijn geen voorbeelden die je kunt kopiëren, zo benadrukt hij. “Het zijn specifie ke uitvoeringsvormen; die constructieprincipes kunnen ook op tig andere manieren worden uitge voerd. Wel kunnen ze inspiratie bieden om tot nieuwe oplossingen te komen. Brainstormtechnie ken zoals mindmapping helpen je dan om met outof-the-box denken in de conceptideefase de set van zinvolle concepten te vergroten.”
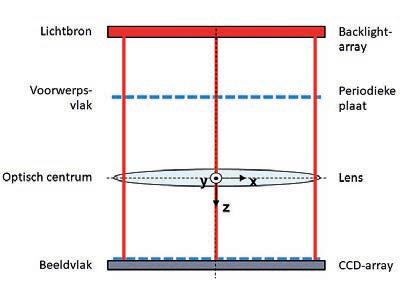
Het te tischesysteemoptomechanischeontwerpeninschema-weergave.
· conceptontwerp; · globaal detailontwerp.ontwerp;

DesignConceptFlexible•Ranking•Specificationscriteria IdeaConceptSystem Brainstormonsystemconcept filter rankDesignissues A α CB β γ δ ε BA 31 A α β γ Brainstormondesignissues filter C 2 α-a 2 α-b 1 α-c 3 Morphologicalrankingchart β-a 1 β-b 2 β-c 3 γ -a 3 γ -b 2 γ -c 1 α -b β -a γ -c CHECK • ManufacturabilityAvailabillity • LeadCost time CHECK • Client s scope Brainstorm technique: Mind mapping
Schematische weergave van de eerste helft van het ontwerpproces, met drie fases: definitie, conceptidee en conceptontwerp. Met behulp van brainstormen worden systeemconcepten (A, B, ...), met elk hun eigen ontwerpproblemen (α, β, ...), gegenereerd en gerangschikt. Voor het best scorende conceptontwerp worden de Philipsworden...),werktontwerpproblemencorresponderendeuitge-totoplossingen(a,b,dietotslotookweer‘gerankt’.(Bron:AppliedTechnologies)
Brainstormen in conceptfase

>
Figure 2: Concept phases with brainstorming and ranking towards a flexible concept design
duur(voorspelling) en/of eenvoudige montage en on derhoud.” Vervolgens gaat in de conceptfase, die is gesplitst in twee delen, een multidisciplinair team aan de slag met de architectuur van het te ontwerpen systeem.
breed scala aan disciplines, waaronder dynamica, actuatie, besturing, metrologie, fysica, optica en thermomechanica. Naar mijn mening kan de ma nier van werken die daarbij hoort niet uit een boek of in een cursus worden geleerd, maar alleen door in het ontwerpproces samen te werken met collega-en gineers die ook de constructieprincipes hanteren. Mechanisch ontwerpen gaat over teamwork. Ge bruik je collega’s als sparringpartner om continu na te denken over je ideeën en nieuwe te genereren. Sa men ontwerpen betekent ook je ego opzij zetten. Stop het ‘not invented here’-syndroom. In een brainstorm maakt het niet uit wiens idee het was.”
Conceptidee
The definition phase is about getting the right specifications and ranking criteria by interviewing the client. What is important for the customer determines the mindset in the design. This can be e.g. accuracy, CoGS (Cost of Goods Sold), reliability, lifetime (prediction) or easy assembly and maintenance. When the specifications and ranking criteria from the definition phase are clear the concept phase can start.
Mechanische ontwerpen ontstaan meestal niet uit plotselinge ingevingen van briljante ideeën, ver klaart Bustraan. “Je kunt brainstormen gebruiken om de creativiteit op een systematische manier te stimuleren.” Dat is vooral van belang in de con ceptfase van het ontwerpproces. Of eigenlijk in de twee conceptfases, want Bustraan onderscheidt in totaal vijf conceptidee;definitie;fases:
constructeur 03 2022 1 3 section about the creation of an opto-mechanical design. Each phase ends with a review and archiving of the results.
Het grote aantal ideeën dat uit een brainstorm voortkomt, moet vervolgens worden gefilterd: hoe zit het met de haalbaarheid en passen ze bin
14 c onstructeur 03 2022
Optomechanisch ontwerp
nen de scope van de klant? “Mijn advies is om uit alle ideeën twee of drie verschillende systeemcon cepten samen te stellen. Voor elk concept moet je dan de ontwerpproblemen formuleren. Dit geeft inzicht in de complexiteit en de vereiste ontwerpinspanning voor elk systeemconceptidee. Nadat je de concept-ideeën hebt gescoord en gerangschikt, kun je één systeemconcept kiezen.”
Conceptontwerp
In de volgende fase, conceptontwerp, worden voor het gekozen systeem de verschillende ontwerppro blemen opgelost. Zo kunnen de mechanische, elek tronische en softwareteams hun ‘eigen’ ontwerp vraagstukken oplossen. “Voor elk ontwerpprobleem moet je de verzameling ideeën uit een nieuwe brainstorm filteren tot twee of drie concepten. Deze kun je combineren in een morfologische kaart en rangschikken. Je moet ze wel controleren op bijvoorbeeld beschikbaarheid, maakbaarheid, kosten en doorlooptijd. Als er showstoppers ont staan, kun je het ‘next best’ conceptontwerp kiezen zonder opnieuw te hoeven brainstormen. De beste conceptontwerpen voor alle ontwerpproblemen vormen samen het voorgestelde conceptontwerp. Dat gaat richting de klant om te zien of het in lijn
Materiaalkeuze, thermische effecten, uitlijning In de conceptideefase waren materiaalkeuze en ther mische effecten belangrijke aandachtspunten. Zo resulteerde een brainstorm over het systeemconcept in drie opties voor het materiaal van frames die de componenten vasthouden. Naast amorf SiO2 (‘fused silica’), vanwege de thermische ‘match’ met de voor geschreven materialen voor de optische componen ten (SiO2, kwarts en SiC), waren dat roestvaststaal en aluminium. Met het oog op de thermische stabi liteit van het complete systeem viel de keuze op alu minium met zijn hoge warmtegeleidingscoëfficiënt. Dit om homogene temperaturen te verkrijgen, want thermische gradiënten in de frames en de daaruit
is met zijn verwachtingen en past binnen zijn Dezescope.”manier van werken met brainstormen, de op lossingsruimte vergroten en vervolgens het aantal concepten verkleinen, zorgt volgens Bustraan voor veel vertrouwen in het uiteindelijke conceptontwerp. “Het levend houden van twee of drie con cepten leidt tot een flexibel conceptontwerp dat je eenvoudig kunt wijzigen. Voor de conceptfase wordt naar mijn mening vaak te weinig tijd inge pland. Het kiezen van het juiste concept vergroot de kans dat je de globale en de detailontwerpfase op een eenvoudige en efficiënte manier kunt uit voeren zonder verdere iteraties.”
Conceptidee voor het principe van de uitlijning van de verenmesubsamenstellingendrietbehulpvanblad-(inzwart).
Bustraan noemt als generiek voorbeeld van een sys teemconceptkeuze een elektromotor op basis van het Lorentz-principe. Zo’n motor werkt met een bewegende spoel (A) of een bewegende magneet (B). Systeemconcept A heeft als ontwerpproblemen waterkoeling op de bewegende wereld als gevolg van energiedissipatie in de spoelen en een kabel boom die verstorende krachten introduceert op de bewegende wereld. Systeemconcept B heeft een ontwerpprobleem met het bereiken van voldoend hoge eigenfrequenties vanwege een groot bewegend gewicht. Voor beide systeemconceptideeën is het magnetische strooiveld een ontwerpprobleem.
Ter illustratie van zijn ‘way of working’ presenteert Bustraan in vogelvlucht een ontwerp uit zijn tijd bij Philips CFT/Applied Technologies, het huidige Philips Engineering Solutions. Dit betrof een ‘sim pel’ optomechanisch systeem met een lens die een periodieke plaat afbeeldt op een beeldvlak. De componenten moesten met een nauwkeurigheid van 10 μm ten opzichte van elkaar worden uitge lijnd en gefixeerd. Na kalibratie moest het systeem (massa maximaal 1 kg, eigenfrequentie minimaal 250 Hz) robuust zijn voor (transport)versnellingen en geometrisch stabiel zijn binnen 100 tot 300 nm. De belangrijkste criteria voor de klant waren opto mechanische kwaliteit, eenvoudige montage, kost prijs en ontwerpdoorlooptijd. Voor het ontwerp team was een bijkomend criterium ontwerpflexibiliteit, aangezien de opdrachtgever in deze fase de uitlijntoleranties en -procedure nog niet helder had. Deze criteria werden gebruikt om de conceptideeën te rangschikken.

Zo resulteerde Bustraan’s ‘way of working’ in een ontwerp dat bleek te voldoen aan de specificaties en efficiënt was te produceren. Cruciaal was dat het ontwerpconcept niet te snel werd vastgelegd door alternatieve ontwerpideeën ‘levend te houden’. Een goed voorbeeld is de materiaalkeuze voor de frames en bladveren: de oorspronkelijke voorkeur voor aluminium werd bijgesteld ten gunste van roest vaststaal. Een correcte fixatie van componenten is cruciaal voor een succesvol ontwerp, maar ontwerp keuzes moeten niet te snel worden vastgelegd.
de lens met bladveren die slap zijn in de xrichting en stijf in de y-richting; het verschil is een factor 1200.
integreerd in een fused silica-pakket met de back light-bundelarray, gemonteerd op een stalen frame in het backlight-frame, of ingeklemd op een stalen frame. Evaluatie en ranking resulteerde in een keu ze voor de tweede optie. Dezelfde manier van wer ken hanteerde het ontwerpteam om alle andere ontwerpproblemen aan te pakken. De resultaten werden gecombineerd en gerangschikt in een mor fologische ranglijst.

voortvloeiende vervormingen zouden de posi tioneringsstabiliteit kunnen verstoren. De periodieke plaat en lichtbron (back light-array) werden beschouwd als één opti sche component die vooraf zou worden uitge lijnd. Vervolgens zijn er drie frames (subassemblages) gedefinieerd die ten opzichte van elkaar moesten worden uitgelijnd met bladveren tussen de frames. Deze uitlijningsslag zou in de frames kunnen worden ontworpen in de vorm van monolithische structuren met stelschroeven, paral lelle geleidingen en virtuele rotatiepunten door elastische scharnieren. In deze fase kwam echter het idee op externe uitlijningstools te gebruiken, ter verlaging van productcomplexiteit, kosten en massa.
constructeur 03 2022 1 5
Fixatieplaat.van
Van aluminium naar staal In de conceptontwerpfase werden de materiaalkeu zes en de thermische vraagstukken verder uitge werkt. Thermomechanische berekeningen toonden aan dat de temperatuurvariaties en -gradiënten bin nen het systeem erg klein zouden zijn in vergelij king met de schommelingen in de omgevingstem peratuur. Daarom leek roestvaststaal een betere optie dan aluminium, aangezien roestvaststalen bladveren een hogere vloeigrens hebben en in te genstelling tot aluminium geen inzetstukken voor schroeven vereisen.

Eindelijk CAD Pas in de globale ontwerpfase kwam CAD in actie, om alle onderdelen en functies in het vereiste volu me te passen. Daarbij werd de geometrie geoptima liseerd voor hoge eigenfrequenties, terwijl de im pact van de thermische uitzettingsverschillen en de uitlijningskrachten werd geminimaliseerd. Bijzon dere aandacht was er voor de uitlijning en fixatie van de verschillende subsamenstellingen in het cor recte aantal vrijheidsgraden. Voor de lens bijvoor beeld resulteerde dat in een constructie met drie bladveren, rotatiesymmetrisch ten opzichte van el kaar bevestigd, slap in de radiale (x-)richting en stijf in de transversale (y-)richting. In de detailontwerp fase tot slot ging het onder meer om het halen van de vereiste toleranties en de selectie van bewer kingstechnieken voor de nauwkeurige onderdelen, zoals waterstraalsnijden en frezen.
Vastleggen of levend houden
Evaluatie van de drie conceptontwerpen voor het monteren van de periodieke
Het ontwerpprobleem van het monteren van de periodieke plaat pakte Bustraan op met de hulp van collega’s en een whiteboard. Hun brainstorm resulteerde in drie haalbare ontwerpconcepten: ge
Korte vezels wel lange nog niet
Realiteit weerbarstiger
De realiteit als het gaat om 3D-printen met een continue vezel is weerbarstiger dan de onderzoekscijfers suggereren. Grootformaat 3D-printen met lange ve zels blijkt moeilijker dan enkele jaren geleden werd gedacht. “Het hangt bij onderzoeksinstellingen”, zegt Michiel de Bruijcker, directeur van Poly Products dat in 2019 de eerste grootformaat 3D-printer voor continue vezels, de CFAM Prime, van het Nederlandse

worden besteed aan het 3D-printen van composiet onderdelen.
Groeimarkt
FRANC KOENEN
Op korte termijn ligt de nadruk op het printen van tooling, onder andere ro botgrippers. Op langere termijn zullen eindonderdelen de boventoon voeren.
De groei komt onder andere vanuit de olie- en gasindustrie. Dit jaar publiceert het American Petroleum Institute de eerste norm voor het 3D printen en kwalificeren van kunststof onderdelen voor de olie- en gasindustrie.
De wereldwijde markt voor composie ten is met een omvang van 100 miljard dollar in de totale markt voor maakde len eerder bescheiden te noemen dan groot. Daarbinnen is het aandeel van 3D-printen te verwaarlozen. Volgens marktonderzoeker IDTechEx stonden er vorig jaar wereldwijd zo’n 20.000 3D-printers voor het printen met ve zelversterkte kunststoffen. Dat gaat dan met name om gevulde materialen. Dit aantal zal snel gaan oplopen, verwachten
3D-printen van composieten geldt al langere tijd als een belofte. Toepassingen voor kunststoffen gevuld met korte vezels zijn er al. Printen met continue vezels is echter lastiger.
MATERIALEN
16 c onstructeur 03 2022
MARKTONDERZOEKERS OPTIMISTISCHER DAN DE PRAKTIJK LAAT ZIEN
Anderen zijn eveneens optimistisch. Onderzoekers van 3dpbm voorspelden een jaar geleden dat tegen 2030 jaarlijks 26.000 3D printers voor composietma terialen verkocht zullen worden. Jaarlijks zal er dan wereldwijd 5,5 miljard dollar
Het Italiaanse CRP Technology is een van de pioniers als het gaat om 3D printen met gevulde materialen en heeft inmiddels 12 composieten voor zowel prototyping als de productie van eindonderdelen. Op de foto de lichtunit van de elektrische motorfiets Energica Eva.
Een lucratieve groeimarkt dus, die in vesteerders aantrekt. Silicon Valley startup Arevo heeft bijvoorbeeld tientallen miljoenen dollars opgehaald om een grote 3D-printfabriek in Vietnam te bouwen. Daar wil men onder andere fietsenframes en e-scooters gaan 3D-printen met de eigen Aqua-techno logie, die nylon in filamentvorm print waarin een continue vezel is verwerkt.
dezelfde onderzoekers. Tegen het eind van dit decennium staan er tien keer zo veel – 200.000 – verwacht Richard Co lins van IDTechEx.
Een van de toepassingen die veel poten tieel wordt toebedacht als het om groot formaat gaat, is het 3D-printen van mallen en modellen voor de composiet verwerkende industrie. De Israëlische 3D-printerfabrikant Massivit, met sinds kort een Europees hoofdkantoor in Bel gië, stapt dit jaar met een nieuwe 3D-printer in deze markt, de Massivit 10000. In de nieuwe machine print een tweede dispensing-kop over het eerste geprint model een 2K epoxyhars. Deze is sterk en chemisch resistent.
CEAD kocht. “Er wordt veel onderzoek naar gedaan maar het blijft lastig.” Bo vendien is er nog niet echt een sluitende businesscase gevonden, ondanks dat de interesse in de markt er zeker is, zegt De Bruijcker. “Daar komen mooie projec ten uit, maar een businesscase waarin we alle voordelen inclusief die van de lange vezel samenbrengen, nee die is er nog niet.” Uiteindelijk blijkt na doorreke ningen dat het 3D-printen met kunst stoffen gevuld met korte vezels voldoen de is.
>
In januari heeft Space X vijf AlbaPods van Alba Orbital in een baan om de aarde gebracht. In de ‘deployers’ zijn 13 PocketQubes-minisatellieten geïntegreerd. CRP heeft de AlbaPods ge3Dprint met het eigen koolstofvezel versterkte composiet.
een rol, zoals Michiel de Bruijcker al aanhaalde. Voor veel toepassingen blij ken PETG en PP gevuld met korte ve zels, meestal glasvezels, voldoende sterk te zijn. “Klanten komen vaak met het idee dat ze continue vezels willen prin ten, maar als we dan samen het product analyseren, moeten we uiteindelijk de vraag stellen of deze echt nodig zijn”, zegt Van Wingerden. Ze kunnen al voordeel halen uit het printen met korte vezels. “We zijn voor specifieke toepas singen, zoals aerospace autoclaaf tooling, nog steeds met de lange vezels bezig. Sa men met GKN Duitsland en de Techni sche Universiteit van München doen we een project waarbij de lange vezels ge bruikt worden voor om de thermische uitzetting van de mal tegen te gaan.”
Korte vezels volstaan
Mallen en modellen
Waar komen de optimistische groeiver wachtingen voor 3D-printen met com posieten dan vandaan? Wel – mede uit de toepassingen voor het 3D-printen met korte vezels, met glasvezel gevuld (gerecycled) PETG bijvoorbeeld. Als korte vezels volstaan, heeft men de keus uit meerdere printtechnieken. Naast FDM (printen met filament) of FGF (granulaat) kan men met poeder printen (SLS of Multi Jet Fusion) of harsen (DLP en SLA). Het zijn vooral de afme tingen van de componenten die bepa lend zijn voor de keuze. FDM (PETG

speelt nog een derde reden
Massivit stapt met de nieuwe printtechnologie in de markt voor tooling voor de composiet verwerkende industrie.

Bij CEAD in Delft schetst Charléne van Wingerden, verantwoordelijk voor Busi ness Development, twee zaken die 3D-printen met lange vezels lastiger ma ken dan aanvankelijk gedacht. De eerste is de beschikbaarheid en de betaalbaar heid van de lange vezels om mee te prin ten. “Geïmpregneerde lange vezels wa ren duur en lastig te krijgen. We hebben ze eerst zelf gemaakt; later zijn we met andere partijen gaan samenwerken.” Het tweede en eigenlijk grootste pro bleem is de printstrategie. Bij grootfor maat 3D-printen wordt de strategie vaak bepaald door de vorm van het pro duct. Dat bepaalt tevens de ligging van de vezels. De ligging van de vezels kan echter alleen in X-Y-vlak worden
Tapes als alternatief
Daarnaastbepaald.
of PA11 met vezels) en FGF bieden de grootste bouwvolumes; SLS (meestal PA11 met carbonvezels) en DLP / SLA zijn voor de kleinere componenten, vaak onderdelen voor de automotive- of ro botindustrie. FDM (met filament) wordt ook met name ingezet voor too ling. Gaat het om groot formaat prin ten, dan is FGF de aangewezen techno logie vanwege de massa die men kan neerleggen (ruim 13 kilogram materiaal per uur is realistisch) en omdat granu laat veel goedkoper is dan filament.
constructeur 03 2022 1 7
PRINTEN MET CONTINUE VEZEL
Mahieu, Senior Accountmanager bij Markforged dealer AMR Europe, ziet dit niet als een beperking. “De gebruiker kan zelf kiezen en instellen hoeveel vezel er wordt ingelegd en of dit concentrisch of isotropisch gebeurt. Bij isotropisch kan hij zelf de richting van de vezel bepalen en per laag een andere richting kiezen.” Op die manier kan men sterkte in meerdere richtingen creëren. Hoewel de slicersoftware de vezels bij de keuze isotropic automatisch haaks op elkaar legt, kan men dit handmatig aanpassen met telkens een verandering van de positie met 45 graden. Automatisch kan dit nog niet, legt Raymond Mahieu uit. Want dan zou er een verbinding moeten zijn tussen de slicer-software en de CAD-simulatie. “Non-planar printing zou een mooie toevoeging zijn, maar dit staat nog niet in de planning.”
3D printtoepassingen waarin de continue vezel wel wordt gebruikt, is het printen van kleinere gereedschappen, bijvoorbeeld opspanmiddelen en robotgrijpers maar ook componenten voor automotive en luchtvaart. Markforged heeft recent de FX20 gelanceerd, een heel nieuwe, industriële 3D printer die continue vezels (koolstof, HSHT-glasvezel (High Strength High Temperature) of Kevlar) combineert met onder andere Ultem 9085. Hiermee kan men dus sterkte combineren met een hoog temperatuur kunststof die resistent is voor chemische substanties. Anders gezegd: in bepaalde richtingen sterker dan aluminium met de voordelen van Ultem. Echter ook hier geldt dat de continue vezel alleen in het X-Y vlak gelegd kan Raymondworden.
De Zwitserse start-up 9T Labs zegt wel de continue vezel in X-,Y- en Z-richting te kunnen plaatsen tijdens het 3D-printen. Stratasys heeft, samen met onder andere Solvay Ventures, recent meegedaan met een serie A funding die 17 miljoen dollar voor 9T Labs heeft opgeleverd. De spin-off van ETH Zürich gebruikt tapes die dankzij de gepatenteerde kop in alle richtingen geplaatst kan worden. Dit gebeurt met dezelfde resolutie als de extrusie-gebaseerde systemen. As4 carbonvezel kan in een PA12- of PEKK-matrix worden gelegd. T9 Labs zegt in de toekomst nog andere vezels te willen ontwikkelen. Het productiesysteem bestaat behalve uit de 3D printer uit speciale designsoftware en de Fusion Module. Deze laatste gebruikt een combinatie van warmte en druk om de eigenschappen van de geprinte werkstukken verder te verbeteren.
Markforged wil met de FX20 de stap naar serieproductie van ge3Dprinte onderdelen zetten met continue vezel in het XY-vlak.

18 constructeur 03 2022
Drie richtingen continue vezel
Het eerste materiaal wordt opgelost door het hele onderdeel in water onder te dompelen. De vorm die overblijft, gaat de oven in om uit te harden, zodat de mal klaar is voor de productie van de composietdelen. “Eventueel kun je deze nog CNC-nafrezen voor de nauwkeurigheid”, voegt Nico Desmedt van Digital Dot toe, de vertegenwoordiger van Massivit in de Benelux. “De winst zit zowel in de kortere doorlooptijd alsmede in de lagere totale kosten voor de productie van de mal.”
Beide technieken
De Bruijcker van Poly Products, dat sinds begin maart alle grootformaat 3D-printactiviteiten bundelt onder de merknaam Enlarg3D, denkt dat groot-
De oplossing die CEAD zelf in Delft bouwt is de AM Flexbot, een zesassige industrierobot die zowel kan printen als frezen. Door deze telkens te kalibreren, verbetert de nauwkeurigheid waarmee wordt geprint en gefreesd. “De meeste klanten willen flexibiliteit en kiezen dan voor de robot.” Van Wingerden merkt dat in de Benelux de interesse voor deze toepassing eveneens groeit. Soms omdat bedrijven het gebruik van thermosetmaterialen willen verminderen; soms om zo de eerste stap naar 3D printen te maken. “Veel bedrijven hebben een lange-termijn visie dat ze eindonderdelen willen printen, maar ze beginnen het leer- en denkproces met het printen van mallen.” Duitsland is momenteel de grootste markt voor CEAD, merkt de business-developer op. Daar vindt ook veel onderzoek samen met universiteiten plaats.
Printen en frezen
Ook bij CEAD is men enthousiast over het 3D-printen van mallen en modellen voor composietverwerking. “Zeker als het om eenmalige producten gaat”, legt Van Wingerden uit. Voor de bouw en infra worden ook wel constructiedelen geprint. Omdat er eigenlijk altijd nog gefreesd moet worden, is de Nederlandse fabrikant een samenwerking aangegaan met het Italiaanse Belotti, dat portaalfreesmachines bouwt. De eerste gecombineerde machine, 3D-printen van de modellen en direct nafrezen, staat bij een Italiaanse klant.
heeft SAM | XL, het onder zoeksinstituut van TU Delft, subsidie gekregen voor drie onderzoeksprojecten
voor de ontwikkeling van toekomstige productietechnieken voor de luchtvaar tindustrie. Samen zijn ze goed voor € 4,9 miljoen. Samen met GKN wordt onder andere gewerkt aan de inzet van thermoplasten als duurzaam materiaal voor structuurdelen van vliegtuigen. Kjelt van Rijswijk, CEO van SAM | XL, noemde toen kwaliteitsborging en certificering van 3D-geprinte safety cri tical en belaste composietddelen de ‘oli fant in de kamer’ waar te weinig aan dacht voor is. Hij is van mening dat closed loop manufacturing waar het CAD-model een onlosmakelijk onder deel van is, een voorwaarde is om certi ficering betaalbaar te houden.
CEAD werkt samen met kunststofproducent Airtech. Het Dahltram vezelversterkte PEI is inmiddels beschikbaar voor 3D printen van mallen met de AM Flexbot van de Nederlandse printerfabrikant. De robot freest de mal in dezelfde opspanning na.

WWW.SAMXL.COMWWW.POLYPRODUCTS.NLWWW.DIGITALDOT.BEENLARG3D.NLCEADGROUP.COM
BAE Systems heeft vorig jaar een hogetemperatuur matrijs laten 3D-printen in een PEI-gebaseerde polymeer versterkt met koolstofvezels (Dahltram) van Airtech Advanced Materials Group. Het materiaal is getest op in totaal meer dan 250 cycli in een autoklaaf.

overstappen naar 3D-printen ziet hij niet op korte termijn gebeuren. Het hangt af van de aantallen. Hij gelooft daar wel in, maar op dit moment is het prijstechnisch interessanter een mal te printen als je meerdere producten nodig hebt. “De omslag is begonnen, maar voorlopig doen we nog beide, 3D-prin ten en mallen maken.”
constructeur 03 2022 1 9
“De kennis hiervoor schiet echter te kort, mensen denken nog niet zo.”
Met 3D-scannen en reverse engineering kun je snel tot vervangingsonderdelen komen. Als je vervolgens functies inte greert, wordt de case nog interessanter. Om de kennis breder te verspreiden, heeft Poly Products het initiatief geno men om een training te organiseren.
formaat 3D-printen met gevulde mate rialen kansrijk is voor veel toepassingen, onder andere in de jachtenbouw waar het vaak om enkelstuks gaat en in de creatieve industrie. Hij gelooft ook in het 3D-printen van vervangingsonder delen, zeker voor oudere installaties.
Michiel de Bruijcker vindt dat dit eigen lijk door de hele keten opgepakt moet worden. “Iedereen kan er aan bijdragen, de machinebouwer, wij als service provi der, de materiaalleverancier en ook het Datonderwijs.”klanten voor composiet producten
‘Olifant in de kamer’
Op middellange termijn zullen kriti sche onderdelen voor bijvoorbeeld de luchtvaart of olie- en gasindustrie ge print worden van composieten. Hier voor zal men wel een oplossing moeten vinden om het kostbare certificerings traject en het kwalificeren van onderde len te versnellen en goedkoper te Eindmaken.2021
40 JAAR INNOVATIE VERSNELLEN
Steeds meer mensen gaan een elektrische auto rijden om bij te dragen aan een duurzamere wereld. Aangejaagd door een aanzienlijke aanschafsubsidie groeide de verkoop van elektrische personenauto’s in de eerste helft van 2022 met bijna 83 procent, vergeleken met dezelfde periode in 2021. Door innovatie van de motoren en accu’s en gewichtsbesparingen zijn de prestaties van elektrische auto’s de komende jaren nog aanzienlijk te verbeteren. Studententeams van de Technische Universiteit Delft werken elk jaar aan het ontwikkelen en verbeteren van de motoren en aandrijving voor onze toekomstige mobiliteit.
20 constructeur 03 2022
Multidisciplinair en iteratief
PETER GLOUDEMANS, CO-WORKX
ELEKTRISCHE AANDRIJFTECHNIEK
‘Direct drive double air gap’ motor “Wij hebben voor de terrein- en weersomstandigheden in Zuid-Afrika de meest krachtige allround motoren nodig, vertelt Laurens de Boer, Mechanical&Structural-engineer van het team. “Daarop lag dit jaar voor ons een belangrijke focus tijdens de ontwerp- en engineeringfase. Om alle elektrische en mechanische onderdelen zo goed mogelijk op elkaar af te stemmen hebben wij met behulp van CATIA op het 3DExperience-platform van Dassault Systèmes onze nieuwe motor ontwikkeld. Deze zogeheten direct drive double air gap-motor levert mede dankzij een nieuwe spoelconfiguratie aanzienlijk meer vermogen per kilogram in vergelijking met onze vorige motor. Verder is ook nog onze accu de helft lichter van gewicht dan de vorige versie en de efficiency van onze zonnepanelen geoptimaliseerd.”
Generatie ‘E’
Dassault Systèmes helpt al ruim 40 jaar bedrijven en onderwijsorganisaties sneller te innoveren, in 11 markten. “Onze klanten integreren de echte wereld in een virtual twin experience om datagestuurde besluitvorming mogelijk te maken en duurzame innovatie te versnellen”, vertelde executive vice president EMEA Olivier Ribet, tijdens een interview op de Hannover Messe. “Het 3DEXPERIENCE platform wordt wereldwijd veel gebruikt in de auto- en vliegtuigindustrie, door grote bedrijven als Airbus, Boeing, BMW, Groupe PSA en Renault. Maar ook door innovatieve startups die de markt uitdagen met nieuwe aandrijftechnieken zoals de waterstofauto van het Franse Hopium en de zonneauto van het Nederlandse Lightyear. Lightyear is een voorbeeld van een spin-off van de Technische Universiteit Eindhoven. Nederland en België zijn voor ons belangrijke groeimarkten vanwege de vele innovatieve bedrijven en de concentratie van universiteiten en hogescholen met getalenteerde ingenieurs.“
Het Brunel Solar Team heeft dit jaar bijvoorbeeld een compleet nieuwe elektrische motor ontwikkeld voor de Nuna 11s zonneauto. Daarmee hebben de zojuist gehouden Sasol Solar Challenge gewonnen, die van 9 tot 16 september is verreden in Zuid-Afrika. Het team eindigde met 4223 kilometer op de teller, 38 km meer dan het Belgische team dat op de tweede plaats eindigde. Het is voor het eerst in drie jaar dat de Nederlandse ploeg het Belgische team, de huidige wereldkampioen, wist te verslaan. Daarnaast is het de eerste keer sinds 2018 dat het Nederlandse team een titel wint.
“Zelf heb ik het motorontwerp parametrisch opgezet met de design, assembly en surface workbenches van CATIA, om zo flexibel mogelijk te kunnen anticiperen op vrijwel dagelijkse veranderingen van het elektrische ontwerp”, vervolgt de Boer. “Dat parametrische ontwerp en het feit dat wij multidisciplinair iteratief konden samenwerken aan hetzelfde ontwerpmodel op het 3DExperience-platform heeft ons enorm veel tijd bespaard. Als student luchtvaart- en ruimtevaarttechniek heb ik al eerder met CATIA ontworpen, maar nu pas echt de voordelen van multidisciplinair in realtime samenwerken ervaren zoals dat ook in het bedrijfsleven gebeurt. Verder heb ik
STUDENTENTEAMS TU DELFT ONTWIKKELEN VOLGENDE GENERATIE MOTOREN EN AANDRIJVINGEN
tor (LSM) drive system ontwikkeld om zowel de wedstrijd met andere teams te kunnen winnen als een beter te implementeren oplossing te creëren.”
De Nuna 11s heeft de Sasol Solar Challenge 2022 in Zuid-Afrkia gewonnen met een afgelegde afstand van 4223 km.
Ook het Delft Hyperloop-studententeam werkt hard aan het innoveren van onze toekomstige mobiliteit. Met een transportoplossing vergelijkbaar met de buizenpost, waarmee op termijn mensen en goederen met ruim 1.000 kilometer per uur te vervoeren moeten zijn. In 2017 heeft het Delftse team daarvoor al de Hyperloop Pod Competition van Elon Musk gewonnen op het gebied van ontwerp en performance. Omdat Musk te druk is met andere activiteiten, heeft de TU Delft in juli de European Hyperloop Week georganiseerd in Delft en “WijHilversum.hebben
geholpen om de nieuwe motoren en remmen te integreren in de wielen, wat door minimale toleranties ook een ontwerp- en engineeringuitdaging was.” De nieuwe motor en aansturing die het Brunel Solar Team heeft ontwikkeld voor de Nuna 11s zijn innovaties die ook interessant kunnen zijn voor de volgende generatie elektrische personenauto’s.

Echte Hyperloop-implementatie Daar zijn ze zeker in geslaagd, want op 24 juli kreeg het team op de Grote Markt in Delft de Complete Pod Design Award uitgereikt voor het beste totaalsysteem. “Het is een geweldige prestatie en beloning voor al het harde werk van afgelopen jaar. Op deze prijs hebben we onze ogen gericht, omdat dit toch echt het totaalplaatje van de hyperloop omvat”,
constructeur 03 2022 21

>
dit keer de radicale keuze gemaakt om onze pod met behulp van elektromagneten onder een rails te laten zweven, in plaats van toe nu toe zwevend boven de rails”, vertelt mechanical engineer Eliot Watson. “Onder andere omdat daarmee eenvoudiger wissels te passeren zijn. Verder hebben wij de levitatie verbeterd en een linear synchronous mo-
Onder in plaats van boven de rails

De direct drive double air gap’ motor van de Nuna 11s levert mede dankzij een gramvermogenspoelconfinieuweguratieaanzienlijkmeerperkilo-dandevorigemotor.

de Helios I vanaf het eerste conceptidee ontworpen met CATIA op het 3DExperience-plat form”, aldus Watson. “De wijze waarop je daarmee interactief multidisciplinair kunt samenwerken stelt ons team in staat om in een korte tijd innovaties te ontwerpen, te engineeren en te produceren. Vanuit CATIA kunnen wij namelijk gemakkelijk en snel onderdelen exporteren naar onze 3D-printer. Verder vereenvoudigen de visualisatiefuncties op het 3DEx perience-platform de communicatie tussen alle team
leden en andere projectbetrokkenen. Met onze nieu we linear synchronous motor halen wij een acceleratie van maar liefst 1g. Verder is het koe lingsysteem in de nieuwe motor geïntegreerd en heb ben wij het regeneratieve remsysteem verbeterd”. Be halve de verbeterde pod heeft het Delftse studententeam ook twee uitgebreide rapporten ge schreven voor de volgende stap richting een echte Hyperloop-implementatie als alternatief voor een auto-, trein- en vliegreis binnen Europa.
Radicale ontwerpkeuze: de pod van Delft Hypeloop zweeft met behulp van elektromagneten onder in plaats boven de rails.

22 c onstructeur 03 2022
Een ander Delfts studententeam heeft het afgelopen jaar gewerkt aan het verbeteren van een exoskelet om mensen met een dwarslaesie in staat te stellen zelfstan dig te lopen. Het nieuwe ontwerp is eind augustus ge presenteerd én gedemonstreerd door Koen van Zeel and. Lieke Roelofs, teammanager van Project MARCH VII vertelt: “Omdat de Cybathlonwedstrijd waaraan wij tot nu toe deelnamen dit jaar niet door ging hebben wij de focus verlegd naar het optimalise ren van ons exoskelet voor dagelijks gebruik. Dan wil je er ook mee naar buiten en krijg je te maken met meer verschillende ondergronden en onbekende ob stakels en hellingen dan bij een geconditioneerde Cy bathlon in een sportzaal. Buiten wordt elke stap an ders. Wij hebben daarop ingespeeld met een verbeterd enkelontwerp, de compactste elektromotoren en algo ritmen die elke stap aansturen via opnames van diepte camera’s. Als basis voor de stapsgewijze exoskeletbestu ring hebben wij dronemotoren gebruikt, omdat het de

Koen van Zeeland met zijn nieuwe MARCH VII-exoskelet dat hem in staat stelt weer te lopen.
Lopen met verbeterde dronemotoren
zegt Thijs Bolscher, projectmanager van Delft “WijHyperloop.hebben
WWW.3DS.COMWWW.PROJECTMARCH.NL/WWW.DELFTHYPERLOOP.NL/BRUNELSOLARTEAM.COM
hiwin.nl

constructeur 03 2022 23
meest compact leverbare zijn. Verder hebben wij het zelfstandig kunnen aantrekken van het exoskelet eenvoudiger gemaakt met vast te klikken schoenen.”
Even wennen
Beweging is onze passie. Voor de beweging de juiste, meest efficiënte oplossing te vinden, dat is onze opdracht. Wij produceren en leveren producten in de aandrijftechniek; van componenten tot en met mechatronische systemen. Wereldwijd.


Roy Mastboom heeft als engineer meegewerkt aan alle verbeteringen van het MARCH-exoskelet: “Het uitgangspunt was de hardware en software optimaal op de gebruiker af te stemmen en de besturing te vereenvoudigen. Iemand die een trap wil aflopen heeft bijvoorbeeld maar amper twee centimeter ruimte achter de voet, waardoor alle onderdelen voor de enkel en voet zo compact mogelijk moeten worden ontworpen. Dat doen wij met behulp van CATIA op het 3DExperience-platform. Zelf heb ik tijdens mijn opleiding met SolidWorks van Dassault Systèmes leren werken, dus was het even wennen aan de uitgebreide functionaliteit en workbenches van CATIA. Gelukkig konden wij onze vragen bijna 24/7 aan een expert van Dassault Systèmes stellen, die ze snel beantwoordde. Ons ultieme teamdoel is een zelfstandig aan te trekken en zelf balancerend exoskelet voor buitengebruik door mensen met een dwarslaesie te ontwikkelen, maar dat duurt nog wel enkele jaren.” Lees meer over de onlangs gehouden presentatie van het nieuwe exoskelet van Project MARCH op de volgende pagina’s.
Delft Hyperloop heeft dit jaar de felbegeerde ‘Complete Pod Design Award’ in de wacht gesleept, mede dankzij een nieuw ontwikkelde lineaire aandrijving.

PRESENTEERT
Veer
Tijdens het lopen ontstaat een beweging die bekend staat als ‘afzetten’. Wanneer je loopt, bestaat een deel van je stap uit het afzetten van je achterste been met je
Je koppie gebruiken MARCH VOLLEDIG DYNAMISCH EXOSKELET
De gewrichten van het exoskelet zijn van groot belang. Het MARCH VII-exoskelet heeft een gemotoriseerde heup, knieën en enkels. De translatiegewrichten zijn dit jaar het sterkst verbeterd. De kracht van de translatiegewrichten is vergroot door de centrale actuator te verbeteren met een aangepast motorontwerp dat binnen de ontwerpruimte past. De hefboomarmen en spillen in elk gewricht zijn vervangen om een groter bewegingsbereik mogelijk te maken. Dit resulteert in gewrichten die meer dan drie 3 keer sterker zijn en een minstens 15 procent groter bewegingsbereik hebben.
24 c onstructeur 03 2022
Dynamisch lopen Scheefliggende stenen, opstapjes en onverwachte obstakels: het overwinnen hiervan is met de MARCH VII een stuk eenvoudiger geworden. Dankzij twee dieptecamera’s wordt de omgeving gescand en is het mogelijk om voor iedere stap de ideale voetpositie te bepalen. De dieptecamera’s zijn de ogen van het exoskelet. Net als bij het biologische proces extraheert de camera 3D-informatie uit digitale beelden door informatie over een scène vanuit twee gezichtspunten te vergelijken.
EN BREINGESTUURD
zoekt naar gebieden die redelijk vlak zijn en groot genoeg zijn om een hele voet te plaatsen. Als vanuit deze positie geen stap gevonden kan worden, kijkt het algoritme om dat punt heen om alternatieven te vinden. Dit ene algoritme wordt gebruikt voor alle terreinen. Er is ook een nieuw, flexibel algoritme ontworpen. Dit algoritme berekent de exacte bewegingen die nodig zijn om de gewenste voetposities te bereiken
Door de uitdaging van oneffen terrein is evenwicht nog belangrijker dan in
De visie van studententeam Project MARCH is om met technologie de kwaliteit van leven van mensen met een dwarslaesie te verbeteren. Met een exoskelet – een gemotoriseerd robotisch pak – wordt het mogelijk dat iemand met een dwarslaesie weer op kan staan en lopen. Vrijdag 19 augustus is het nieuwe prototype van het MARCH VII-exoskelet gepresenteerd.
De looppatronen die met dit algoritme worden gegenereerd, zijn dynamische gangen. Eerder was het bijvoorbeeld nodig om voor ieder opstapje te stoppen en een looppatroon te kiezen voordat doorgelopen kon worden. Dit jaar zijn de voorgeprogrammeerde looppatronen door deze dynamische manier van lopen verleden tijd geworden.
Gewrichten
Tijdens het Project MARCH-evenement in de Maassilo in Rotterdam liet het studententeam in een live demonstratie de verschillende vernieuwingen aan het exoskelet zien. Koen van Zeeland, de bestuurder van het exoskelet, heeft een pad afgelegd met meerdere obstakels waarmee het team erin is geslaagd om volledig dynamisch te lopen. Bovendien heeft Project MARCH voor het eerst het exoskelet laten lopen door middel van breinaansturing.
PROJECT
voorgaande jaren. Het exoskelet mag geen stap zetten als het gewicht van de piloot zich nog boven de voet bevindt. Het optillen van deze voet creëert nog meer instabiliteit. Om te weten op welke voet het gewicht van de piloot rust, zijn drukzolen nodig. Deze zolen meten de druk op verschillende plaatsen in de voet, waardoor een nauwkeuriger schatting van het evenwicht van de piloot mogelijk is.
PROJECT MARCH EXPERTS“ECHTE IN .. MAANDENTWAALF ”
Evenwicht
De software vertaalt deze informatie in gebieden waar het exoskelet kan lopen en berekent hoe de stappen moeten worden aangepast. MARCH VII ontwierp een computervisie-algoritme dat in elke omgeving veilige posities kan bepalen om naartoe te stappen. Het algoritme
Naar buiten
MARCH VII wil op elk moment naar buiten kunnen, maar elektronica is niet blij met bepaalde weersomstandigheden. Voor een spatwaterdicht ontwerp zijn slimme oplossingen bedacht. Door de scheidingslijnen van de afdekkingen te
>
constructeur 03 2022 2 5
laten overlappen, afdichtingen aan te brengen en open ruimtes bij de verbindingen te beperken, kan water niet naar binnen sijpelen. Als er toch water binnensijpelt, zijn er goten in de afdekkingen aangebracht die het water weer naar buiten leiden.
Ook in de elektronica zelf is het nodige verbeterd, bijvoorbeeld voor een stabielere stroomtoevoer en betere communicatie. Nauwkeurige temperatuursensoren zijn toegevoegd aan de verbindingen en andere belangrijke plaatsen om gevaarlijke situaties en onherstelbare schade te voorkomen. Kabels worden opgeborgen achter een scharnierend deurtje, waarop de elektronica wordt bevestigd. Dit ontwerp vermindert het risico van beschadiging door het verkeerd klemmen van kabels of
het aanraken van onderdelen. Het voordeel is ook dat elektromagnetische interferentie wordt verminderd.
Ook het ‘input device’ op de kruk heeft
Koen van Zeeland met de studenten achter Project MARCH bij de presentatie van het MARCH VII-exoskelet.

tenen. Deze afzet helpt bij het creëren van de voorwaartse beweging die nodig is voor een natuurlijk looptempo. Het verplaatsen van het volledige gewicht van mens en machine vereist een kracht die de gewrichten momenteel niet kunnen leveren. Dit wordt ondervangen door een veer toe te voegen. De veer laat nog steeds de volledige bewegingsvrijheid van de gewrichten toe, terwijl hij in de enkel de extra kracht levert die nodig is voor de afzet.
Lopen door te denken Dit jaar is een gigantische stap gezet in de exoskelettechnologie op het vlak van breingestuurd lopen. Het zevende team van Project MARCH heeft na veel onderzoek op dit gebied laten zien dat aansturen van het exoskelet mogelijk is met elektro-encefalografie (EEG). Op het moment dat bestuurder Koen, denkt aan lopen, worden deze signalen door middel van EEG waargenomen en gestuurd naar het exoskelet. Hierdoor wordt het exoskelet aangestuurd en begint Koen met lopen. Ditzelfde geldt voor het stoppen met lopen.
Gebruiksvriendelijker
vernieuwing ondergaan. Het input device zorgt ervoor dat de piloot met het exoskelet kan communiceren. Dit jaar bestaat deze uit een smartphone met een zelfontwikkelde applicatie. De draadloze communicatie tussen de smartphone en het exoskelet komt tot stand via een lokaal wifi-netwerk. De applicatie is gebruiksvriendelijk en intuïtief, zodat de piloot hier snel en makkelijk mee kan werken.

eenvoudiger om in en uit het exoskelet te Degaan.armaturen zijn de onderdelen die de piloot met het exoskelet verbinden. Deze gaan rond de benen en de buik van de
voorover kunnen leunen. Door de rompbevestiging zowel lager te maken als minder voor de buik te plaatsen, heeft de piloot meer bewegingsvrijheid om de beenbevestigingen te verstellen.
GELEERDONSZELFOVER
”
Denkt Koen van Zeeland aan lopen, dan wordt dit via EEG waargenomen. De signalen worden naar het exoskelet gestuurd en hij met lopen.
WWW.PROJECTMARCH.NL
“OOK VEEL
Koen kan zelf ‘instappen’ met zijn eigen schoenen en ook zittend zelf het nodige verstellen aan het exoskelet zonder hulp van anderen.
26 c onstructeur 03 2022
Teammanager Lieke Roelofs blikt terug op afgelopen jaar: “Het is enorm bijzonder om te zien hoe dit team zich ontpopt heeft tot echte experts in de afgelopen twaalf maanden. Niet alleen hebben we een innovatief exoskelet neergezet waarmee we dichter bij de implementatie in het dagelijks leven zijn gekomen, maar door het intensieve samenwerken hebben we ook veel over onszelf geleerd. Hierdoor is iedereen individueel enorm gegroeid en zijn er sterke onderlinge banden gecreëerd. Een uniek avontuur om trots op te zijn!”
De gebruiksvriendelijkheid voor de piloot stond dit jaar centraal binnen de ontwikkeling van het nieuwste exoskelet. Zo kan Koen nu met zijn eigen schoenen in het exoskelet stappen. Het studententeam heeft dit mogelijk gemaakt door een klikmechanisme te ontwikkelen waarmee Koen zijn schoenen vast kan maken aan de voetplaat van het exoskelet. Op deze manier is het

piloot, dragen zijn gewicht en zijn precies gevormd naar het lichaam van de piloot. Deze bevestigingen moeten worden vastgezet terwijl de piloot zit. MARCH VII wil dat de piloot alle bevestigingen zelf kan sluiten. Om de bevestigingen aan de onderbenen en voeten te kunnen bereiken, moet hij
Bijzonder
Productwww.fulpra.com 3 25 → DYNTEQ 26 27 → ÉÉNPITTER 28 → SIGNAAL Vaktijdschrift voor productontwikkelaars over product en service www.productmagazine.nldesign. EEN UITGAVE www.mybusinessmedia.nlMYbusinessmediaVANUITGEVERArjanStoeten HOOFD & EINDREDACTIE Walter Wijnhoven, 06 14753643 redactie.product@mybusinessmedia.nl ONTWERP & DRAWSWORDS,OPMAAKAmsterdamwww.drawswords.studio TEKST Walter Wijnhoven BEELD Dynteq VRACHTJE? FIETS ’M ERIN! → Onze binnensteden slibben dicht door de
ontwikkelde daarom
GOED INDUSTRIEEL ONTWERP
ELEKTRISCHE
VRACHTFIETSFULPRA-
van
JAARGANG 30, 202227
Het tilt-systeem samen met de automatisch schake lende trapondersteuning maken elke bocht, brug of helling een fluitje van een cent, tot aan de voordeur. De fiets blijft als driewieler altijd zelf staan, met parkeerrem tegen wegrollen. De vrachtfiets is precies 1 meter breed en kan daarmee op alle plekken komen zoals elke andere fiets. De accu van Clean tron heeft een range van 30 tot 40 km, is direct wisselbaar en laadt aan elk stopcontact volledig op in maximaal 4 uur. De Fulpra L1 werd vorig jaar beloond met een Erkenning Goed Industrieel Ontwerp. Info: continue stroom bestelwagens Dynteq voor Fulpra de L1 elektrische vrachtfiets.

van koeriersdiensten. De hoogste tijd voor innovatieve vervoersconcepten. Ontwerpbureau
In de vrachtruimte van 3 kuub passen twee standaard rol containers. Met maar liefst vijf deuren is de Fulpra L1 van alle kanten bereikbaar en met zijn smalle profiel en neigconstructie manoeuvreert de vrachtfiets probleemloos door de nauwste straten. Het unieke robuuste design is RDW-gekeurd en mag hierdoor vier keer meer trapondersteuning geven dan andere transportfietsen. Compagnon en initiatiefnemer Niels Mark voort: “Uiteindelijk heeft dat geresulteerd in de enige Europese goedkeuring voor een vrachtfiets in de L1e-A categorie voor lichte elektrische voertuigen. De Fulpra L1 is uniek met zijn laadruimte van 3.000 liter (goed voor twee standaard rolcon tainers) en het vermogen van 1.000 Watt, waarmee gemakke lijk een lading tot 350 kilo vervoerd kan worden.”
Industrieel Ontwerpen aan de TU Delft. In 1991 ben ik Cum Laude geslaagd en dat jaar gekozen tot beste afstudeerder van de faculteit Industrieel Ontwerpen. Het resultaat van mijn onderzoek was een helder overzicht van de Nederlandse smaak voor verlichtingsarmaturen in 1991 en het ontwerp van een lamp voor een gekozen smaakgroep.
Na mijn studie heb ik in Duitsland gewerkt als ontwerper bij lampenfabrikant Brilliant AG. Daarna een aantal jaren in Düsseldorf ontwerpen gemaakt voor verschillende Taiwanese bedrijven, van de Taiwanese equivalent van Philips (Sampo) tot en met een tandenborstelfabrikant. Terug in Nederland ging ik als ontwerper aan de slag bij Vanderveer Designers (tegenwoordig Modyn). In 2016 begon ik als zelfstandig ontwerper met Annelies den Besten Design.
TEKST Walter Wijnhoven BEELD Annelies den Besten DE ÉÉNPITTER: ANNELIES DEN BESTEN → Nederland telt vele ontwerpbureaus, maar er zijn ook ontwer pers die ‘voor zichzelf’ werken. Zoals Annelies den Besten. LooxsNewvanfietstasCamellaDe PRODUCT 3, 2022 28 DE ÉÉNPITTER

VROLIJKE
VOORWERPENGEBRUIKS-creatievebedrijven.Inspirerendenfijnvoordecontactenmetanderecreatieven.Watdoejeprecies?IkwerkvooralinopdrachtvanMKB-bedrijvenmetproductiemogelijkhedeninNederland,EuropaofhetVerreOosten.Vangevestigdebedrijventotenmetstart-upsuitNederlandenhetbuitenland.Sindstweejaarbrengikmetdezeemeermantel®eeneigenontwerpopdemarkt.Regelmatigbenikexterndeskundigebijdeaf-studeerdersvandeHogeschoolAmsterdamfaculteitProductDesign.Wiezijnjeklanten?Veelklantenzijnactiefindefietsenwereld.Mijngrootsteklant,BurgersLederwarenfabriekBV,verkooptwereldwijdfietstassenen-mandenonderdemerknaamNewLooxsenvoorprivatelabelszoalsKogaenGazelle.Ikontwerpdetasmodellen.Vaakwerkikpapierenmodellenuitin2D-of3D-tekeningenalsbasisvoorsamples,dieinhetVerreOostenwordengemaakt.Ikmaakvoorstellenvoordestylingvandetassenwatbetreftkleur,materiaalengrafischeelementenzoalseendessin.Eenaantalfietsenmerken,waaronderStellaFietsen,Huy-serFietsenenTrenergyhelpikmetdestylingvandefietsenwaaronderdekleurenendegrafiekvoorophetframe.ZomaakteikeensuccesvolframeontwerpvoordeLivornovanStella.Somswordikingehuurddooreenontwerpbureauvoormijnexpertisevanhetgebruikvantextielinproducten.Waaromontwerpjegraag‘vrolijkegebruiksvoorwerpen’?Mijncredois:handigenmooitegelijkertijd.Hetbegintallemaalbijeenbehoeftevandegebruiker.‘Hoedoeik
Welke opleiding(en) heb je gedaan?
Waar is jeIkwerkplek?hebeenstudio in de De GruyterFabriek in Den Bosch, een monumentaal bedrijfsverzamelgebouw met veel
Wanneer ben je voor jezelf begonnen?
Op de Eurobike 2022 in Frankfurt is de nieuwe fiets mand Clipper voor New Looxs geïntroduceerd. Ik heb het ontwerp gemaakt en samen met Jurriaan Bol, die de engineering deed, productieklaar uitgewerkt. Een slimme constructie in het scharnier van de beugel maakt de mand extra gebruiksvriendelijk. De kunststof mand wordt binnenkort in Nederland geproduceerd van gerecycled PP en komt volgend jaar op de markt. Je kunt met deze fietsmand een kleine hond meenemen op de fiets of gebruiken voor de boodschappen. Waar werk je op dit moment aan?
Slimme planten- en bloembakken en -potten, waarbij je gerust twee weken op vakantie kunt, zonder dat de plan ten verpieteren. Die binnen mooi staan in het interieur en buiten niet omwaaien.
op een makkelijke manier de weekboodschappen met de fiets?’ Ik wil dat de gebruiker ongemerkt blij wordt van het gebruik van deze voorwerpen in zijn of haar dagelijks leven, omdat ze ongelofelijk handig zijn en mooi, terwijl de prijs meevalt. Design met een glimlach.
Wat zou je weleens willen (her)ontwerpen?
Waar ben je online te www.annelies.designvinden?www.zeemeermantel.nl

Wat is je laatste gerealiseerde ontwerp?
Ik ben alweer bezig met de collectie fietstassen voor 2024 en verzamel veel inspiratie, die ik bespreek met de
Ik hou van dingen bedenken en tekenen en vind het fijn om in opdracht te werken. Een ontwerp maak ik samen met de opdrachtgever. Een goed idee kan van iedereen komen. Ik vertaal graag de ideeën naar tekeningen van een conceptontwerp waarop de opdrachtgever mag ‘schieten’. Uiteindelijk zet ik het idee om naar een ont werp van een realiseerbaar product. Veel van door mij ontworpen producten kom ik in het dagelijks leven op straat tegen. Daar word ik vrolijk van.
Waarom is jouw vak zo leuk?
De Britse Jasper Morrison maakt producten die bijna onopvallend mooi zijn. Zonder opsmuk. De vormgeving is subtiel en elegant. De materialen zijn mooi en de kleu ren neutraal. Producten die je heel lang met veel plezier kunt gebruiken. Precies wat ik zelf nastreef.
korfmetClipperFietsmand boodschappendevoorClipperFietsmand BestendenAnnelies PRODUCT 3, 2022 29 DE ÉÉNPITTER
klant. De komende tijd ga ik aan de slag met het ontwerp van nieuwe tasmodellen en voorstellen voor een nieuwe styling van een serie tassen.
De Camella fietstas van New Looxs, de ideale fietstas voor de boodschappen. Er past veel in, met handige vakken voor portemonnee, boodschappenlijstje en groentezakjes. Deze tas blijft rechtop staan, neem je makkelijk mee de winkel in en thuis mee naar binnen om uit te pakken. De tas is multi inzetbaar en gaat ook mee in de auto, naar het zwembad, op vakantie.


Wie is je favoriete designer?
Wat is het ontwerp waar je het meest trots op bent?
Starsung?ofSambucks
State-of-the-art technologie verandert ook letterlijk het gezicht van de industrie, door augmented reality te integreren in de veiligheidshelm. X-Craft, een ontwerp van Rokid, is het eerste ‘explosion proof’ AR-device voor een nieuwe generatie ‘super arbeiders’. In principe betreft het een hoofdband die rond veiligheidshelmen kan worden aangebracht. De hoofd band is ook uitgerust met een 5G-module voor snelle verwer king, opslag en overdracht van informatie in realtime. De bedieningsknop op de slaap garandeert ook snelle verbinding met randapparatuur en accessoires zoals een industriële endoscoop of infraroodsensoren. De afneembare gesp zorgt ervoor dat de band om een grote verscheidenheid aan helmen past. De IP66 water- en stofdichte hoofdband kan grote hoeveelheden informatie via de cloud verwerken, dankzij drie microfoons met AI-ondersteuning voor ruisonderdrukking zelfs in de meest rumoerige industriële omgevingen.


Vergeet die muffe magnetron op kantoor. Maak ken nis met SunnySide, een handige lunchbox die zelf voedsel kan verwarmen of juist koelen. Zonnepanelen in het deksel zorgen voor het opladen van de interne 10.000 mAh batterij. Dankzij de ingebouwde thermometer, een koelelement, drie ventila toren en een dikke laag isolatie blijft voedsel zo’n 20 uur vers en gekoeld. De inductiespiraal verwarmt voedsel tot 75˚C. Je kunt de SunnySide in maximaal twee uur volledig opladen via het stopcontact. Het veilige, snoerloze ontwerp is ook geschikt voor de vaatwasser. Bestek is geïntegreerd in het deksel. De batterij doet zelfs dienst als draadloze powerbank om je tele foon, airpods, of zelfs je laptop op te laden terwijl je wacht tot het eindelijk lunchtijd is. Hoe cool is dat? Ontwerp: TCF (The Crowdfunding Formula).
Superhelm
LINEAAL MET VERGROOTGLAS
Laat ze maar schuiven
HOOFDBAND MAAKT JE HELM SLIM
Deze lineaal is in eerste instantie ontworpen voor kin deren maar kan ook voor volwassenen die wat minder scherp zien een letterlijke eye opener zijn. Fun Sizes, een ontwerp van IU+ Design, is gemodelleerd op een paar schuifmaten. Plaats een voorwerp tussen de schuifmaten en trek ze naar elkaar toe. Een handig vergrootglas op de bewegende arm helpt je vervol gens om de meting af te lezen. Het ontwerp won vorig jaar een Red Dot Design Concept Award. De Fun Sizes is ontworpen om veilig te kunnen worden gebruikt en helpt om het meetproces leuker en levendiger te maken, aldus ontwerper Shen Jiye. ‘Kinderen tussen 3 en 8 jaar bevinden zich in de cognitieve en verkennende fase van figuur- en maatherkenning. Fun Sizes biedt een mooie oefening in analytisch kijken voor designers en engineers in de dop.’
LUNCHBOX OP ZONNE-ENERGIE

KOFFIE DIE JE OREN UITKOMT
De Latte Art Buds Case is het resultaat van een Koreaans-specifieke samenwerking tussen Samsung en Star bucks. Het doosje heeft de vorm van een Starbucks beker die openklapt om twee Galaxy Buds te onthullen. Wat de grap hier van is? Laten we het Zuid-Koreaanse humor noemen. De Latte Art Buds Case is vooral bedoeld als spraakmakend tafelacces soire voor koffieliefhebbers, het past namelijk niet zo makkelijk in je broekzak. Een karabijnhaak door het handvat van de beker steken en aan de riemlus van je broek vastmaken is een optie. Het mini-kopje heeft het kenmerkende witte design, met het Starbucks zeemeerminlogo op de voorkant en zelfs latte art op de bovenkant om het nog realistischer te maken. Of moeten we zeggen: verwarrender? De gadget is exclusief verkrijgbaar bij selecte Starbucks verkooppunten in Zuid-Korea, dus liefhebbers moeten wel even een koffietripje naar het Verre Oosten maken.

Lunchtime!
PRODUCT 3, 2022 30 SIGNAAL
Dit artikel belicht het principe van het thermovor men. In successie kijken we naar het basisproces en enkele varianten daarvan, en belichten we de ther mische component. In een apart kader gaan in op bijzondere toepassingen in de wereld van de high tech. Maar eerst bespreken we het gedrag van plas tics bij verhoogde temperatuur.
Thermovormen
PRODUCTIETECHNIEK
1 We kijken hier naar de korte termijn. Op de lange duur glijden de ketens wel: dit zien we dan terug“kruip”.als
Een plastic dankt zijn stijfheid voornamelijk aan de Van der Waals-krachten tussen de molecuulketens. Wanneer we een plastic verwarmen, gaan deze ke tens harder trillen. Hierdoor verwijderen ze zich iets van elkaar vandaan: u kent dit fenomeen als thermische expansie. Nu zijn de genoemde krach ten uiterst gevoelig voor deze onderlinge afstand – meer dan dat bij b.v. de metaalbinding het geval is. We zien dan ook dat de stijfheid al bij een rela tief bescheiden toename van de temperatuur duide lijk daalt (afbeelding 2). De plastic blijft nog wel een vaste stof, want de genoemde krachten zijn nog wel sterk genoeg om het langs elkaar glijden van de lange molecuulketens te verhinderen1 Gaan we door met verwarmen dan gaan, rond een zekere temperatuur, de ketens onder externe belas ting wél onderling glijden. Dit gebeurt bij de zoge heten glasovergangstemperatuur, afgekort als Tg. In de grafiek van stijfheid E tegen temperatuur T zien we vanaf hier dan ook een sterke daling. Onze plas tic is nu rubberachtig geworden, maar houdt zijn ‘stijfheid’ bij verdere temperatuurstijging min of meer vast. De grafiek vlakt dus af en vertoont een zgh. rubberplateau. Elke plastic heeft zijn eigen Tg, onafhankelijk van de gemiddelde ketenlengte. De lengte van het rubberplateau hangt, anders dan de Tg , wél af van de gemiddelde ketenlengte: hoe lan
ERIK TEMPELMAN, ADVIESBUREAU ERIKTEMPELMAN.COM, UNIVERSITAIR HOOFDDOCENT TU DELFT – INDUSTRIEEL ONTWERPEN
Bij het thermovormen gebruiken we, zoals de naam doet vermoeden, temperatuur om een product vorm te geven. Het ingaande halffabricaat is een plastic plaat of folie, die we relatief goedkoop, per strekkende meter, kunnen produceren. We gebruiken een bescheiden luchtdruk voor het eigenlijke vormgeven en geen tonnen hydraulisch geweld.
Plastics: het T-E diagram
constructeur 03 2022 3 1
hankelijk van het productformaat. Een fraai voor beeld ziet u in afbeelding 1 – de kap van een cou veuse voor Draeger, ontworpen door MMID in Delft, en vervaardigd door VDL Wientjes Roden.
(NOT) SAFE FOR DESIGNERS – XVII
De matrijzen zijn daarom aanmerkelijk goedkoper dan die bij het spuitgieten; ook komen er nu pro ductformaten in beeld die bij het spuitgieten zeer grote sluitkrachten, en dus zeer grote en dure ma chines, zouden vragen. De vormvrijheid is gelimi teerd, maar net als bij extrusie van metalen weet een vaardig ontwerper hier goed omheen te werken. En het thermovormen heeft nog een troef op zak: het ingaande materiaal kan namelijk ook een lami naat zijn, een combinatie van verschillende lagen, of een blend, twee of meer materialen op elkaar. Dit maakt weer tal van nieuwe toepassingen Hetmogelijk.proces kent een verbazende spreiding in de mogelijke productieaantallen. Thermovormen kan voor enkelstuksproductie worden ingezet, maar ook voor zeer grote series: wat denkt u van koffiebeker tjes die in 64-voudige matrijzen worden gevormd, met een cyclustijd van amper meer dan een secon de? In volcontinue productie gaat dit richting 2 miljard stuks per jaar! Uiteraard zijn de voorzienin gen en investeringen navenant. De typische con structeur en ontwerper mijden doorgaans deze ex tremen, en voor hen is thermovormen een proces voor honderden tot tienduizenden stuks, mede af
32 constructeur 03 2022
'Poly problem’
>
semi-kristallijne plastics zien we dit niet terug. Niet voor niets heet PP onder thermovormers ook wel ‘poly problem’! Toch kan een vaardige producent ook met materialen als PP en PE uit de voeten, dus het onderscheid is niet zwart-wit4

negatief.3Spuitgieten
Het basisproces
prefereert juist korte ketens, zodat de viscositeit relatief laag is en men dunner kan construeren.
In de basis gaat het thermovormen als volgt. Een plaat of folie wordt verwarmd, eventueel gestrekt, en met luchtdruk tegen een (relatief) koude matrijs5 geforceerd. Om dit te kunnen doen is er altijd een flens om het product nodig, die tijdens het proces niet vervormt. Na afkoelen en uitnemen is het product klaar en kan de cyclus zich herhalen. De onvervormde flens wordt verwijderd en is een bron van productieafval, dat extern wordt gerecycleerd. Extern, want de gemiddelde thermovormer6 beschikt helaas niet over de dure extruder die nodig is om een nieuwe plaat of folie te maken – allemaal anders dus dan bij het spuitgieten, waar minder productieafval bij vrijkomt en waar interne recycling van dit afval wel standaard is. Dit verklaart de voorkeur van het thermovormen voor relatief goedkope plastics, zoals PVC, PS en ABS.
Nu is het thermovormen een deels open proces, waarbij de warme plaat of folie altijd in aanraking komt met de omgevingslucht. Dit verklaart de voorkeur van thermovormers voor amorfe plastics. Het rubberplateau impliceert immers een zekere ongevoeligheid voor de precieze temperatuur. Ook begrijpen we de preferentie voor plastics met lange ketens: dan is dit rubberplateau immers langer, wat de procesvoering nog verder vergemakkelijkt3. Bij
ger de ketens, hoe langer het plateau. Verhogen we de temperatuur nog verder, dan stort de stijfheid uiteindelijk geheel in: de vaste stof wordt een vloeistof, en stijfheid wordt viscositeit2, en wel bij de Ts (van ‘softening’).
Afbeelding 1 De BabyLeo TN500-couveuse van Dräger Medical, ontworpen in samenwerking met MMID uit Delft en met gethermovormde kap, geproduceerd door VDL Wientjes.

NB: we spraken net van de ‘stijfheid’ op het rubberplateau, dus tussen aanhalingstekens. Dit is omdat het een momentopname betreft. De plastic is in dit temperatuurbereik namelijk deegachtig van substantie, en vervormt bij aanhoudende belasting relatief snel verder. Naast temperatuur is dus ook tijd een factor in het vervormingsgedrag.
Dit alles betreft amorfe plastics, zoals PVC, PS en ABS. Bij semi-kristallijne plastics, zoals PE en PP, is de afname in stijfheid bij de Tg (veel) minder geprononceerd. Dit komt doordat deze plastics voorbij deze temperatuur nog bij elkaar worden gehouden door de kristallijne gebieden. Hierin zitten de molecuulketens dichter op elkaar gepakt dan in de amorfe delen ertussen. Dit verhoogt de Van der Waalskrachten, en daarmee de stijfheid en temperatuurbestendigheid. Zulke plastics worden pas vloeibaar als ook de kristallen smelten. Een afgetekend rubberplateau hebben deze plastics dan ook niet; de grafiek van stijfheid tegen temperatuur daalt continu. Afbeelding 2 toont u deze effecten. Het is alles bij elkaar een complex plaatje – maar kunststoffen zijn dan ook bepaald niet simpel!
Afbeelding 2 Het T-E diagram van stijfheid tegen temperatuur.

2 Let op: de figuur heeft een logaritmische schaal en de “stijfheid” wordt dus nooit nul, laat staan
Een complicerende factor is dat het ingangsmateriaal in een beperkt bereik van standaardformaten
Standaardformaten
4 Nog een vaardiguitweinigwerkenthermovormersvoorkeur:hetliefstemetplasticsdietotgeenwaterdeluchtopnemen.Hetisimmerseenopenproces.Plasticszoalsnylons(PA)zijndanooknietgewenst–alkanookhiereenthermovormeromheenwerkenmiddelsextradroog-stappenengoedeklimaatcontrole.5Dematrijstempera-tuurligttussende60–140°C,afhankelijkvanhettevormenmateriaal.Koudisdusrelatief!
Amorfe plastics
constructeur 03 2022 3 3






BKL is specialized in engineering, production and inspection of hoisting- and li ing tools, modules and machines. Thanks to the combination of outstanding production facilities, experience and creativity we are able to build high-quality customized machines.






6 Bij zeer grote series (bijvoorbeeld koffiebekers, verpakkingen voor voeding en dergelijke is interne recycling van productieafval wel de norm. Extruder en thermovormer zijn dan geïntegreerd in één prcomplexoductiesysteem.


wordt aangeboden. Hoe belangrijk dit is, leert ons een simpel sommetje. Stel, we vormen een vierkante bak van 200 x 200 mm (afbeelding 3). Als ons in gangsmateriaal 300 x 300 mm meet, hebben we een flens van 50 mm breed en liefst 56 procent afval! Zou de flens slechts 20 mm breed zijn, dan daalt dit percentage naar 31 procent, maar dan moeten we wel een plaat van 240 x 240 mm weten te vinden. Ervaren ontwerpers maken hier slim gebruik van en weten zo het productieafval, en daarmee de kosten, bij het thermovormen te minimaliseren. Bij ditzelfde voorbeeld kunnen we met een tweede simpele rekensom de dikte van in- en uitgaand ma teriaal aan elkaar koppelen. Immers, er geldt be houd van volume. In het geschetste geval neemt het totale oppervlak met een factor drie toe, en neemt dus de gemiddelde productdikte met een factor drie af ten opzicht van het ingaande materiaal. Opnieuw geldt dat de makkelijk verkrijgbare plaatdiktes indi rect hun voorkeuren afgeven voor de te realiseren productdiktes – weer iets om rekening mee te houden.

Dit laatste heeft belangrijke gevolgen voor de dikte verdeling over ons product. Bij het positief vormen treedt het eerste contact tussen de (warme) plaat en de (koude) matrijs op aan de bovenkant van ons product. Hier begint het materiaal dus ook het eerst af te koelen en verliest zo aan vervormbaar heid, waardoor verdere vervorming uit het materi aal moet komen dat nog geen matrijscontact heeft ondergaan. Zo krijgt het product een ongelijkmati ge dikteverdeling. Bij het negatief vormen is het eerste contact tussen plaat en matrijs aan de rand. Daar wordt ons product dus het dikst, en het wordt

Het thermovormen kent diverse varianten. Allereest

Afbeelding 3 Het thermovormen van een vierkant bakje
Procesvarianten

valt er een onderscheid te maken tussen vormen met onderdruk, dat wil zeggen partieel vacuüm, en vormen met overdruk. In het eerste geval, ook wel vacuümvormen genaamd, zuigen we de warme plaat of folie tegen de matrijs aan, in het tweede ge val wordt tot 6 bar overdruk gebruikt. Een tweede onderscheid is gelegen in de matrijsvorm, die nega tief dan wel positief kan zijn. Met andere woorden: we vormen ons product in of over een matrijs. Af beelding 4 toont het positief vormen. Een voldoen de lossingshoek is hier gewenst, want ons product krimpt zich om de matrijs vast (bij negatief vormen is dit uiteraard anders).
Collse Heide 1, 5674 VM Nuenen, The Netherlands | T: +31 (0)40 295 14 44 | info@bkl.nl | www.bkl.nl Member of Anvil Industries
Up to challengethe

Afbeelding 5 Thermovormen met voorblazen
het dunst daar waar de vervorming het laatste Isgebeurt.eenmeer constante wanddikte gewenst, dan biedt het thermovormen met voorblazen vaak de oplossing. Afbeelding 5 toont dit schematisch in enkele stappen. Het ingangsmateriaal wordt eerst als een ‘bel’ weg van de matrijs geblazen, zodat het uniform voorvormt. Daarna wordt het de matrijs ingezogen, met eventueel nog extra druk vanuit de andere kant als daar reden voor is.
Verwarmen en koelen Wie snel wil produceren, moet snel kunnen verwarmen en koelen. De eigenlijke vormgevende stap duurt immers relatief kort. Wat verwarmen aangaat, hangt de snelheid uiteraard af van de gebruikte machines: zo kan er eenzijdig of tweezijdig verwarmd worden en kan de verwarming desgewenst met geforceerde convectie worden versneld. Maar ook de materiaaldikte is van belang. Deze parameter zien we in modellen voor de opwarmtijd doorgaans in het kwadraat terug. Verder speelt het materiaal een rol: over het algemeen vragen semi-kristallijne plastics meer tijd om op te warmen dan amorfe plastics – nog een reden voor hun slechte reputatie. Bij het koelen is de machine opnieuw een factor: is deze bijvoorbeeld wel of niet voorzien van
Afbeelding 4 Positief thermovormen
koelventilatoren? Maar ook de procesvariant is mede bepalend! Bij positief vormen is er, als gevolg van de materiaalkrimp, beter contant tussen materiaal en matrijs dan bij het negatief vormen, waar het product als het ware van de matrijs los krimpt. De hoeveelheid druk is nog een factor, want ook deze beïnvloedt het matrijscontact. Dan is er weer de dikte (opnieuw kwadratisch van invloed) en de materiaalsoort: warmte die er in is gegaan, moet er immers ook weer uit.

34 constructeur 03 2022
Nóg weer een andere variant gebruikt niet één maar twee vaste matrijzen, waardoor een aanmerkelijk betere definitie van het product wordt verkregen – ‘spuitgietkwaliteit in een thermovormproduct’. De eerder getoonde couveusekap is op deze bijzondere wijze door VDL vervaardigd: hierbij wordt luchtdruk alleen nog gebruikt om het materiaal voor te vormen. Uiteraard heeft de benodigde technologie wel zijn prijskaartje. U herkent de afweging tussen functie, kosten en kwaliteit!
Kalm aan Maar.. is sneller wel altijd beter? Nee, Niet zonder meer. Zeker bij het koelen zijn er diverse redenen het juist kalm aan te doen, om bijvoorbeeld thermische spanningen te vermijden. Bij dikkere producten speelt dit vaak een rol. De temperatuur waarop het product wordt uitgenomen is ook variabel: wilt u beschadigingen, vervormen onder het eigen gewicht of andere ongemakken vermijden, dan zult u een product verder laten afkoelen dan wanneer deze kwaliteitsgebreken wel acceptabel zijn, ook als het materiaal verder exact hetzelfde zou zijn. Zoals thermovormspecialist Throne het samenvatte: “thermovormen ís niet simpel –het lijkt alleen maar zo”. Vertrouw dus op de vakman m/v!
Verder onderzoek
Beurzen, vakbladen, websites en boeken over plastics bieden doorgaans ook informatie over het thermovormen. Specifiek over het thermovormen is er het standaardwerk ‘Technology of Thermoforming’ van J.L. Throne (1996). Niet te missen voor iedereen die zich echt in het proces wil verdiepen.
Volgende keer in (Not) Safe For Designers: resin transfer moulding

Het kabeldoorvoerframe KEL-FA (Fast Assembly) biedt een snelle montage zonder gereedschap. Trekontlasting conform EN62444 en hoge flexibiliteit door gebruik van verschillende doorvoertules en adapters. Kabelinvoer met snelle montage Klaar.

Klik. Klik.
Afbeelding 6 Thermovormen met voorblazen
Echter,speelt.
nu de industrie vertrouwd raakt met de beschikbare oplossingen voor vormgeving en integratie van functies, worden er steeds meer applicaties mogelijk. En u raadt het al: één van de vormgevende technieken is het thermovormen. Hierbij wordt dan geen luchtdruk gebruikt, maar ondervindt het verwarmde materiaal direct contact met een onder- en bovenmatrijs. De hoge materiaalprijs wordt ruimschoots gecompenseerd door de snellere productie; de betere recycleerbaarheid van deze materialen is nog een extra voordeel. Zo neemt het thermovormen letterlijk een hoge vlucht!
HIGHTECH’ TOEPASSINGEN VAN HET THERMOVORMEN
UL TYPE IP54 www.icotek.com | www.ccned.nl
WWW.THERMOPLASTICCOMPOSITES.NLWWW.HOLSTCENTER.COM.
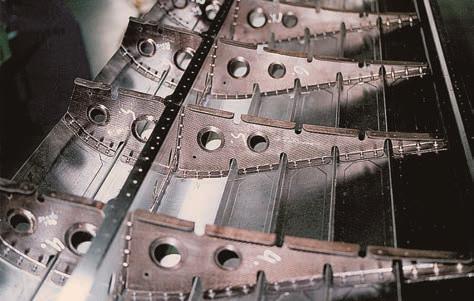





Dan zijn er de ‘advanced thermoplastic composites’ (ATC’s). Deze materialen verlieten eind jaren ’80 de researchlaboratoria en maken sindsdien hun gestage opmars in de markt (afbeelding 7). Het betreft hier composieten met continue glas- of koolstofvezels en een hoog vezelvolumegehalte, ingebed in plastics zoals PEEK en PEI. Oorspronkelijk was hun ‘unique selling point’ de superieure impactbestendigheid vergeleken met bijvoorbeeld koolstofvezel-epoxy, maar per kilogram waren ze flink duurder. We zagen ATC’s dan ook het eerst verschijnen in de voorranden van vliegtuigvleugels en andere lichtgewicht toepassingen waar impactsterkte een grote rol



Afbeelding 7 Een toepassing van ATC’s

Afbeelding

De eerder genoemde couveusekap is al een sterk staaltje thermovormvernuft, maar er is meer moois onder deze zon. Zo is het Holst Center in staat om folies met een ‘roll-to-roll’- proces te bedrukken met flexibele elektronica. Denk hierbij aan sensoren, antennes, lichtelementen of zelfs beeldschermen en “touch pads”. De resulterende slimme folie is prima geschikt voor thermovormen, waarna het onderdeel kan dienen als ‘insert’ bij het spuitgieten. Het resultaat is vergelijkbaar met het spuitgieten met ‘in-mould decoration’ (IMD), maar dan niet alleen decoratief maar ook functioneel (afbeelding 6). Het Holst Center werkt onder andere aan toepassingen in de witgoedsector, zoals koffiezetapparaten, en aan instrumentenpanelen voor auto’s.

constructeur 03 2022 35

Fact
Cleanest Dirt Bike Ever Binnen het project Cleanest Dirt Bike Ever werken Vattenfall en CAKE sinds 2021 samen met als doel het allereerste echt fossielvrije voertuig te produce ren: de CAKE Kalk OR. De eerste stap in het de carbonisatieproces was het uit elkaar halen van de motorfiets en het meten van de impact, vanuit een klimaatperspectief, van elk afzonderlijk onderdeel. De twee bedrijven werkten samen om de kool stofuitstoot van stap één van het fabricageproces voor elk onderdeel en de eindassemblage – van grondstof tot eindproduct – te kwantificeren. De conclusie van de levenscyclusanalyse (LCA) luidde dat de productie van één CAKE Kalk OR momenteel een uitstoot van 1.186 kg CO2e ople vert, wat overeenkomt met een volume van 637 kubieke meter. Elke succesvolle stap die wordt ge zet, leidt tot een vermindering van het volume. Bij de route naar een fossielvrije productie zullen zowel CAKE en haar bestaande leveranciers betrokken zijn, als een aantal innovatieve producenten van al ternatieve componenten en materialen die moge
sheet: Carbon emissions when producing different products A pair of jeans 33 kg CO2e,18 m3 Beef, 1 kg 60 kg CO e, 32 m3 Petrol, 60 liter 182 kg CO2e, 97 m3 Diesel, 60 liter 206 kg CO e, 110 m3 CAKE Kalk OR 1,186 kg CO2e, 637 m3 46” LED TV 1,334 kg CO e, 713 m3 Mid size electric car 35,000 kg CO2e, 18,703 m3 (Estimated weight and volume) 26.54 m 2.62 m
pakweg 637 m3 ofwel 1186 kg.
lity bij Vattenfall, zegt hierover: “Vattenfall streeft ernaar om binnen één generatie een fossielvrij leven mogelijk te maken en is toegewijd aan het vinden van partnerschappen die inspireren en barrières doorbreken. Dit is zo’n project, waarbij onze be langrijkste bijdrage de brede kennis in fossielvrije oplossingen en elektrificatie van industrieën is, die we in de loop van decennia hebben opgedaan in onze eigen en andere industrieën.”
Van je spijkerbroek tot je elektrische auto: een vergelijking van de CO2e-uitstoot bij de productie.
In het geval van de elektrische CAKE Kalk OR ‘dirt bike’ is dat 1186 kg. Als je naar de CO2e-uitstoot kijkt tenminste, die bij de productie van de motor in al zijn onderdelen komt kijken. Hoezo ‘zero emission’? In het gezamenlijke project Cleanest Dirt Bike Ever laten CAKE en Vattenfall zien wat het effect op het klimaat is van de productie van de CAKE Kalk OR door die in een kubus met een ribbe van 8,6 m hoog te zetten. De kubus geeft het volume van de CO2e-uitstoot weer:
“De populaire term fossielvrije voertuigen staat voor greenwashing totdat de hele productie koolstofvrij is gemaakt, ongeacht de brandstof waarop ze rijden. In feite kennen de meeste bedrijven de koolstofvoet afdruk van hun eigen producten niet. Om onze ei gen impact te begrijpen en aan te pakken, hebben we de uitstoot van onze hele productieketen voor één CAKE Kalk OR gemeten, en hebben we de start gemaakt om tegen 2025 elke stap tot een mini mum te ‘decarboniseren’. Onze op één na belang rijkste bijdrage aan de planeet is andere fabrikanten te inspireren om hetzelfde te doen”, aldus Stefan Yt terborn, oprichter en ceo van CAKE.
Annika Ramsköld, hoofd van Corporate Sustainabi
36 c onstructeur 03 2022
Hoeveel ‘weegt’ een elektrische motorfiets?
ELEKTRISCHE AANDRIJFTECHNIEK
Een integraal onderdeel van de Cleanest Dirt Bike Ever samenwerking tussen Vattenfall en CAKE zal de kubus zijn, een driedimensionale visualisatie van de koolstofvoetafdruk van de productie. De visuali satie zelf is een innovatieve benadering om een breed begrip te creëren voor een dringend mondiaal probleem waarover vaak wordt gesproken, maar dat moeilijk te begrijpen is. Het doel van de kubus is om het bewustzijn onder consumenten te vergro ten, de productie-industrie in het algemeen te inspi reren, en Vattenfall en CAKE te positioneren als lei

Hoe ‘fossielvrij’ is een elektrische motorfiets? (Foto: Jacob Ihre)
Tel. 0346-353 932 info@igus.nl Bezoek ons: www.igus.nl/news ... voor bewegingen in alle richtingen Eenvoudig ontwerp met e-chains®, chainflex® kabels en componenten van igus®. Kies, bereken en bestel online. igus.nl/the-chain Dynamische energietoevoer eenvoudig gemaakt ... NL-1259-ECS 185x60M.indd 1 22.08.19 12:13
lijkheden bieden om de uitstoot verder terug te dringen.
constructeur 03 2022 3 7





RIDECAKE.COM

Kubus
ders in de overgang naar fossielvrije productie.
Veel misvattingen over fossielvrij Alles wat geproduceerd wordt, resulteert in een be paalde koolstofvoetafdruk. Consumenten kunnen een groot verschil maken door minder en bewuster te consumeren, als zij de kans krijgen te begrijpen wat fossielvrij betekent. Uit onderzoek is bijvoor beeld gebleken dat 83 procent van alle EV-bezitters denkt dat ze al genoeg doen voor het klimaat. De realiteit is dat een elektrische auto bij productie een koolstofuitstoot van 35 ton oplevert, een cijfer dat fabrikanten zelden kunnen overleggen.
Wie besluit om in 3D-printen te stappen, ziet zich al snel voor de volgende vraag gesteld: ga ik zelf printen of besteed ik het uit aan een gespecialiseerde serviceaanbieder? Uiteraard is dit afhankelijk van het product, investeringsbudget, productievolume en andere factoren die voor elk bedrijf verschillend zijn. We zetten een aantal overwegingen op een rijtje.
resulterende relatief lage nauwkeurig heid. Daar staat tegenover dat FDM printers een betrekkelijk lage aanschaf prijs hebben. Aan de andere kant van het spectrum vinden we het printen van grote metalen onderdelen in titanium of het verwerken van functionally gra ded materials. Dit zijn dusdanig specia listische high-end toepassingen dat de benodigde investering voor de aanschaf van printsystemen van een andere orde is. Zo zeer zelfs, dat vuistregels hier hun doel voorbij schieten. Voor we de ‘zelf of uitbesteden’ vraag stellen, is het dus van belang eerst enige context te geven. In het getoonde overzicht vergelijken we de meest gangbare 3D-printtechno logieën op verschillende onderdelen met elkaar
Vergelijkbare twijfels kunnen worden gevoeld bij niet-maakbedrijven die 3D-printen bijvoorbeeld willen inzetten voor het maken van betere beslissingen middels fysieke 3D-visualisatie. Denk hier bijvoorbeeld aan ziekenhuizen of tandartsen, die modellen gebruiken om een operatie door te spreken of een pro these te ontwikkelen . Dergelijke instel lingen hebben doorgaans weinig erva ring met ‘maken’ en de stap van zorgverlener naar producent van
beeld komt, opent dit deuren voor pro ductvariatie. Want waar een onderdeel bij traditionele methoden misschien ver schillende varianten moet bedienen, kan met 3D-printen de beste vorm voor elke variant gekozen worden. Dat betekent echter niet dat het aanschaffen van een 3D-printer de meest economische keuze is. Afhankelijk van gewenst materiaal, het vereiste bouwvolume of andere spe cificaties, kan de prijs per product hoog zijn. Bovendien is het niet ondenkbaar dat een bedrijf liever eerst ervaring op doet met 3D-printen als technologie. Wat betekent deze productiemethode bijvoorbeeld voor de engineering? In eens diverse functies in één onderdeel kunnen combineren biedt kansen. Met een toenemende complexiteit van het ontwerp en het niet in huis hebben van ervaring met 3D printers kan het echter ook als meer risicovol ervaren worden.
LIAM VAN KOERT
3D-printen: uitbestedenof zelf doen?
Niet-maakbedrijven
38 c onstructeur 03 2022
De mogelijkheden van 3D-printen zijn de afgelopen jaren fors toegenomen. Dit komt onder andere door nieuwe technologie die het printen met nieuwe materialen mogelijk maakt met boven dien een betere printkwaliteit. Zo zijn er grotere homogene dichtheden haal baar en veel hogere nauwkeurigheden. Voor veel toepassingen behoren kostba re nabewerkingen tot het verleden. Ge printe onderdelen ontstijgen mede hier door het prototype domein en kunnen volwaardig worden ingezet als functio neel eindproduct. Daarnaast gaat prin ten steeds sneller en dalen de kosten van printers en materialen snel. Meer en meer bedrijven overwegen daarom om 3D-printen aan hun mix van pro ductietechnieken toe te voegen. Niet alleen geeft dit hen meer flexibiliteit, het maakt ook productverbeteringen mogelijk dankzij de nagenoeg onbe perkte vormvrijheid die 3D-printen biedt. Zo tillen de voorlopers hun eind producten naar een hoger niveau.
Methoden en toepassingen 3D-printen is geen eenheidsworst. Uit spraken doen over ‘in house’ printen of uitbesteden heeft dus alleen zin in de context van een specifieke printtechno logie en haar beoogde toepassing. Zo is Fused Deposition Modeling (FDM) ooit ontstaan als prototyping technolo gie. Dit is inherent aan de oppervlak tekwaliteit van de FDM techniek en de
PRODUCTIETECHNIEK
Specials en kleine aantallen Wil je voorzichtig beginnen met 3D printen, dan is uitbesteden een laag drempelige manier om een eerste erva ring op te doen. In de maakindustrie of machinebouw kan zo’n eerste stap voortvloeien uit een nieuw ontwerp of herontwerp van een onderdeel dat ge zien enkele technische kenmerken, bij voorbeeld massa, beter uit kunststof ge maakt kan worden. Dit kan kostprijs-technisch echter een uitdaging zijn als de aantallen gering zijn. Een ma trijs laten maken en het onderdeel laten spuitgieten is dan geen haalbare kaart. Wanneer 3D-printen in zo’n geval in
In-house printen
Serviceproviders
In Nederland en België zijn er diverse serviceproviders waar je voor verschil lende printopdrachten terecht kunt. De meeste serviceproviders hebben een uit gebreid machinepark waarmee geprint kan worden in diverse materialen en af metingen. Wie kiest voor uitbesteden, dient wel met enkele zaken rekening te houden. Op de eerste plaats heb je bij uitbesteden geen invloed op het proces en de instellingen van de printers. Dit komt doordat de serviceproviders hun machines zo veel mogelijk vol moeten plannen en de bouwvolumes optimaal
3D-producten kan als een brug te ver worden ervaren.
>
van het printbed. De stijfheid is daar door misschien niet degene die je in een bepaalde richting voor ogen had. Derge lijke zaken zijn lastig te borgen. Natuur lijk kunnen toleranties en oriëntatie in het model worden vastgelegd. De prak tijk leert echter dat hier zonder specifie ke afspraken niet altijd naar wordt geke ken. Het is dan ook verstandig dit in het achterhoofd te houden bij de dimensio nering van je model en in het ontwerp rekening te houden met onvolkomenhe den die kunnen ontstaan bij uitbesteden.
gevuld moeten worden om de kostprijs en levertijd omlaag te kunnen brengen. Concreet betekent dit dat jouw onder deel waarschijnlijk tegelijk wordt ge print met de orders van derden. Hier door zijn de te stellen eisen ten aanzien van toleranties beperkt. Deze kunnen bijvoorbeeld ook betrekking hebben op een vereiste minimale sterkte of materi aaldichtheid. Dergelijke voorwaarden die buiten de standaard leveringsvoor waarden vallen hebben uiteraard wel een significante impact op prijs en levertijd. Een ander punt om rekening mee te houden is isotropie. Doordat het bouw volume maximaal door de serviceprovi der wordt benut, is er geen zicht op de oriëntatie van het model ten opzichte
Deze zomer bracht Formlabs een nieuwe SLS printer op de markt. De Fuse 1 + 30W is een typisch voorbeeld van een betaalbare hoogwaardige 3D printer voor kleinere bedrijven.

constructeur 03 2022 3 9
Er kunnen verschillende redenen zijn om ervoor te kiezen om een 3D prin
Grote waarde Hoge DiverseHogeGladdenauwkeurigheidoppervlakteafwerkingafdruksnelhedenfunctioneletoepassingen
FUSED MODELINGDEPOSITION(FDM) STEREOLITHOGRAPHY (SLA) SELECTIVE LASER SINTERING (SLS) Resolutie ★★☆☆☆ ★★★★★ ★★★★☆ Nauwkeurigheid ★★★★☆ ★★★★★ ★★★★★ Afwerking oppervlak ★★☆☆☆ ★★★★★ ★★★★☆ Verwerkingscapaciteit ★★★☆☆ ★★★★☆ ★★★★★ Complexe ontwerpen ★★★☆☆ ★★★★☆ ★★★★★ Gebruiksgemak ★★★★★ ★★★★★ ★★★★☆
FUSED MODELINGDEPOSITION(FDM)
Eisen faciliteit
★★★☆☆ ★★★★☆ ★★★★★
Materialen Standaard kunststoffen,thermoplastischezoalsABS,PLA en diverse mengsels daarvan
★★☆☆☆ ★★★★★ ★★★★☆
Desktopmachines zijn geschikt voor een kantooromgeving
Gevoelig voor langdurige blootstelling aan Uv licht
Gevoelig voor langdurige blootstelling aan Uv licht Ruwe Beperkteoppervlakteafwerkingmateriaalopties
prototypes of mock-ups, ligt het inves teren in een printer voor de hand. Twee weken of langer moeten wachten op een fysiek model ter beoordeling voordat een volgende iteratie kan plaatsvinden, wordt dan al gauw on werkbaar. Liever zet een engineer aan het eind van de dag de printer aan het werk om de volgende ochtend zonder vertraging zijn vondsten fysiek te kun nen valideren.
Voordelen Goedkope verbruiksmachines en Snelmaterialenengemakkelijk voor eenvoudige, kleine onderdelen
Complexe ontwerpen
Tot 165 x 165 x 300 mm (benchtop industriële 3D printers)
Tot 300 x 300 x 600 mm (desktop en werkbank 3D printers)
Technische thermoplasten. Nylon 11, Nylon 12, en hun composieten
ter aan te schaffen en het printen zelf te doen. Enerzijds hangt deze keuze samen met de doelstelling: waarom wordt er geprint? Zijn geprinte onderdelen inge zet een fysiek prototype dat helpt om tot een betere oplossing te komen?
Werkplaatsomgeving met gematigde ruimtevereisten voor benchtop systemen
★★★☆☆ ★★★★☆ ★★★★★
Met een groeiend aanbod van betaal bare productieprinters is ook het eco nomische omslagpunt van uitbesteden naar zelf printen verschoven. Dit is vooral het geval bij SLS-printers. Inhe rent aan hun werkingsprincipe kan er met een groot aantal materialen wor den geprint, kan niet gebruikt poeder worden hergebruikt, zijn zeer respecta bele reproduceerbare nauwkeurighe den en dichtheden haalbaar en is ook de gebruiksvriendelijkheid er flink op vooruit gegaan. De instapdrempel is daarmee lang niet zo hoog als menig bedrijf vermoedt. Wie wekelijks 3D-prints uitbesteedt of jaarlijks voor circa 10.000 euro aan geprinte onder delen inkoopt, kan goedkoper uit zijn door 3D printen binnen het eigen be drijf uit te voeren. Bovendien zijn leer curves en te treffen voorzieningen ge ring. De praktijk wijst uit dat bij de gemiddelde gebruiker al na enkele runs de beoogde onderdelen volgens specificaties de printer verlaten. De praktijk laat ook zien dat de meeste bedrijven in de weken en maanden hierna optimalisaties doorvoeren die aanvankelijk niet waren voorzien.
Verwerkingscapaciteit
Nabewerkingsstation voor onderdeelreiniging materiaalterugwinningen
Sterke functionele onderdelen OndersteunendeOntwerpvrijheid structuren zijn overbodig
Verschillende (biocompatibel)tandheelkundighittebestendig),achtig,Standaard,(thermohardendeharsenkunststoffen).engineering(ABSPPachtig,flexibel,gietbaarenmedisch
Voordelen Goedkope verbruiksmachines en Snelmaterialenengemakkelijk voor eenvoudige, kleine onderdelen
Desktopmachines zijn geschikt voor een kantooromgeving
Economisch omslagpunt
40 c onstructeur 03 2022
Printvolume
★★★★★ ★★★★★ ★★★★☆
In het geval van het willen printen van
Functioneel prototype Patronen, mallen en Tandheelkundigegereedschappen toepassingen Prototyping en gieten van Modelbouwsieraden
Deze flinke reductie in doorlooptijd door zelf te printen, beperkt zich ech ter niet alleen tot prototypen. Ook be drijven die 3D-printen inzetten voor tooling of eindproducten kunnen zich een doorlooptijd van wekenlang niet altijd permitteren, helemaal wanneer
Printvolume
Eisen faciliteit
Plug & play. Minimale training over opbouw, machinebedieningonderhoud,enafwerking
Een overzicht van diverse 3D-printtechnologieën.
STEREOLITHOGRAPHY (SLA) SELECTIVE LASER SINTERING (SLS)
Training Weinig opleiding in het instellen, bedienen en afwerken van machines; gemiddelde opleiding in onderhoud
Wash & Cure (beide kunnen worden afwerkingsgereedschappengeautomatiseerd),
Grote waarde Hoge DiverseHogeGladdenauwkeurigheidoppervlakteafwerkingafdruksnelhedenfunctioneletoepassingen
Dat brengt ons op een laatste overwe ging om 3D printen in huis te halen: een strategische keuze voor 3D-printen als moderne productietechniek die productie en productontwikkeling naar een hoger plan kan tillen. Dit kan vooral een waardevolle toevoeging of verschuiving zijn voor bedrijven die re latief kleine series produceren met een grote variatie. Dergelijke bedrijven kunnen sneller inspelen op veranderin gen in de markt, en tegelijkertijd hun portfolio tegen het licht houden voor verdere optimalisatie. Dit kan bijvoor beeld door functies in een onderdeel te combineren, wat mogelijk is omdat maakbaarheid met 3D printen een veel
Maakt de vormvrijheid 3D-printen tot enige valide productietechniek om tot een benodigde geometrie te komen?
Tijd is geld
Omgeving met airconditioning of bij voorkeur aangepaste ventilatie voor desktopmachines
Strategische keuze
Functioneel prototype Korte termijn , brug , of productie op maat
Werkplaatsomgeving met gematigde ruimtevereisten voor benchtop systemen
Spelen er kosten- of logistieke overwe gingen? Of is de keuze een strategische en ziet een bedrijf 3D-printen als sleu teltechnologie die bijdraagt aan de toe komstbestendigheid van de onderneming?
Tot 300 x 335 x 200 mm (desktop en werkbank 3D printers)
Toepassingen Snelle prototyping tegen lage Basickostenproof of concept modellen
★★☆☆☆ ★★★★★ ★★★★☆
Tot 300 x 335 x 200 mm (desktop en werkbank 3D printers)
Aanvullende apparatuur afwerkingsgereedschappengeautomatiseerd),steunenvoorSteunverwijderingssysteemmachinesmetoplosbare(optioneel
Gematigde training in opbouw, onderhoud, machinebediening en afwerking
Plug & play. Minimale training over opbouw, machinebedieningonderhoud,enafwerking
Nabewerkingsstation voor onderdeelreiniging materiaalterugwinningen
Nauwkeurigheid
Materialen Standaard kunststoffen,thermoplastischezoalsABS,PLA en diverse mengsels daarvan
Verschillende achtig,Standaard,(thermohardendeharsenkunststoffen).engineering(ABSPPachtig,flexibel,hittebestendig),gietbaartandheelkundigenmedisch(biocompatibel)
Functioneel prototype Korte termijn , brug , of productie op maat
Tot 165 x 165 x 300 mm (benchtop industriële 3D printers)
dit invloed heeft op de rest van de pro ductie en deze hierdoor vertraging op loopt. Niet voor niets is reshoring sinds enkele jaren een trend. Levertij den staan onder druk en ook de trans portkosten stijgen onder invloed van geopolitieke ontwikkelingen flink.
Toepassingen Snelle prototyping tegen lage Basickostenproof of concept modellen
Technische thermoplasten. Nylon 11, Nylon 12, en hun composieten
Training Weinig opleiding in het instellen, bedienen en afwerken van machines; gemiddelde opleiding in onderhoud
Nadelen Geringe nauwkeurigheid Weinig Beperktedetailsontwerpcompatibiliteit
★★★★☆ ★★★★★ ★★★★★
Nadelen Geringe nauwkeurigheid Weinig Beperktedetailsontwerpcompatibiliteit
Gematigde training in opbouw, onderhoud, machinebediening en afwerking
Tot 300 x 300 x 600 mm (desktop en werkbank 3D printers)
Functioneel prototype Patronen, mallen en Tandheelkundigegereedschappen toepassingen Prototyping en gieten van Modelbouwsieraden
Resolutie
Afwerking oppervlak
Sterke functionele onderdelen OndersteunendeOntwerpvrijheid structuren zijn overbodig
Omgeving met airconditioning of bij voorkeur aangepaste ventilatie voor desktopmachines
Gebruiksgemak
Ruwe Beperkteoppervlakteafwerkingmateriaalopties
Aanvullende apparatuur afwerkingsgereedschappengeautomatiseerd),steunenvoorSteunverwijderingssysteemmachinesmetoplosbare(optioneel
Wash & Cure (beide kunnen worden afwerkingsgereedschappengeautomatiseerd),
Professionele desktopprinters beginnen bij € 3.100, grootformaat benchtop printers bij € 10.000, en grootschalige industriële machines zijn verkrijgbaar vanaf € 72.500.
Wassen en uitharden (beide kunnen grotendeels worden geautomatiseerd). Eenvoudige nabewerking om steunsporen te verwijderen.
minder beperkende factor is. Maar ook onderdelen die aanvankelijk van metaal waren, vervangen door lichtere kunststof alternatieven kan nieuwe deuren openzetten. Wellicht was die ene tool voorheen te zwaar om met een bepaalde snelheid zijn werk te doen, omdat er spraken was van overshoot. De snelheid moest dus omlaag, met lagere cyclustijden tot gevolg. Maar door het engineeren van een kunststof of composiet alternatief kan die ooit gewenste, maar niet haalbare oplossing, nu wellicht wel tot de mogelijkheden behoren.
Het is lastig te voorspellen wat bedrijven met wat voor innovaties zij komen als zij 3D printen als strategische productiemethode omarmen. Er zijn voorbeelden van bedrijven die colourcoding voor hun gereedschappen doorvoerden. Ze weten hierdoor precies welk deel waar bevestigd moet worden. Er zijn bedrijven die geheel nieuwe producten op de markt brengen die veel meer op maat gemaakt zijn volgens specifieke klantwensen. Ook zijn er bedrijven die vol vertrouwen enkele printers aanschaffen en voor een deel van het personeel tijd vrijmaken om de benodigde ervaring op te doen. Zij doen dit zonder dat er een korte termijn business case aan ten grondslag ligt. Ze zijn ervan overtuigd dat produceren zonder 3D-printen geen toekomst heeft en willen 3D-printen als kerncompetentie
Kosten apparatuur
Wassen en uitharden (beide kunnen grotendeels worden geautomatiseerd). Eenvoudige nabewerking om steunsporen te verwijderen.
Professionele desktopprinters beginnen bij € 3.100, grootformaat benchtop printers bij € 10.000, en grootschalige industriële machines zijn verkrijgbaar vanaf € 72.500.
Intellectueel eigendom
Conclusie
Een laatste overweging voor in-house printen is het meer grip hebben op het intellectueel eigendom. Door uit te besteden bestaat nu eenmaal de kans dat modellen op straat komen te liggen. En juist als het gaat om complexe, samengestelde onderdelen waar veel enginee-
€ 90/kg voor Nylon. SLS vereist geen materiaalkostenhergebruikt,poederstructuren.ondersteunendeOngesmoltenkanwordenwatdeverlaagt.
€ 135 € 180/Lvoor de meeste standaard- en engineering resins.
• Wie met 3D-printen begint, voert snel niet voorziene verbeteringen door. Het maakt nieuwe toepassingen waarschijnlijker. Denk bijvoorbeeld aan nieuwe •gereedschapstypen.Oplossingenkunnen specifiek worden toegesneden op een specifieke situatie. DIt faciliteert een verschuiving van algemene standaard naar enkelstuks maatwerk.
Handmatige verwijdering van de drager (kan grotendeels worden geautomatiseerd voor industriële systemen met oplosbare dragers). Een langdurige nabewerking is vereist voor een afwerking van hoge kwaliteit.
€ 135 € 180/Lvoor de meeste standaard- en engineering resins.
ringsuren in zijn gestopt, is het bewaren van het geheim van de smid geen overbodige luxe.
constructeur 03 2022 41
Handmatige verwijdering van de drager (kan grotendeels worden geautomatiseerd voor industriële systemen met oplosbare dragers). Een langdurige nabewerking is vereist voor een afwerking van hoge kwaliteit.
€ 90/kg voor Nylon. SLS vereist geen materiaalkostenhergebruikt,poederstructuren.ondersteunendeOngesmoltenkanwordenwatdeverlaagt.
STEREOLITHOGRAPHY (SLA) SELECTIVE LASER SINTERING (SLS)
In-house printen kan al rendabel zijn voor bedrijven die 10.000 euro per jaar uitbesteden of 1 product per week bestellen. De ROI ligt dan tussen de 3 en 5 jaar.
• Moderne 3D-printers zijn gebruiksvriendelijk en vergen nauwelijks voorzieningen m.b.t. luchtkwaliteit en geluidsoverlast.
Arbeidsbehoeften
Een beknopte kostenindicatie van verschillende 3D-printtechnologieën.
• Je verkort de doorlooptijd van weken naar uren.
Kosten apparatuur
OVERWEGINGEN IN-HOUSE PRINTEN
Innovatie
STEREOLITHOGRAPHY (SLA) SELECTIVE LASER SINTERING (SLS)
• Door in-house te printen is het intellectueel eigendom van complexe printdelen beter beschermd, omdat de modellen ook in-house blijven.
• 3D-printen kan de tevredenheid van het personeel vergroten, omdat zij het gevoel hebben dat hen moderne middelen beschikbaar gesteld worden. Dit kan ook een overweging zijn voor nieuw talent om voor een bedrijf te kiezen.
FUSED MODELINGDEPOSITION(FDM)
Budgetprinters en 3D printerkits beginnen bij een paar honderd dollar. Kwalitatief betere mid range desktop printers vanaf € 1.800, en industriële systemen zijn beschikbaar vanaf € 13.500.
• In-house printen kan een strategische keuze zijn voor bedrijven die geloven dat het instappen en opbouwen van 3D-printkennis belangrijk is voor hun concurrentiepositie.
Benchtop industriële systemen beginnen bij € 16.750, en traditionele industriële printers zijn verkrijgbaar vanaf € 91.000.
Eenvoudig schoonmaken om overtollig poeder te verwijderen.
FUSED MODELINGDEPOSITION(FDM)
Benchtop industriële systemen beginnen bij € 16.750, en traditionele industriële printers zijn verkrijgbaar vanaf € 91.000.
Materiaalkosten € 45 € 130/kg voor de meeste standaard en engineering filamenten, en € 90 - € 180/kg voor materialen.ondersteunende
Materiaalkosten € 45 € 130/kg voor de meeste standaard en engineering filamenten, en € 90 - € 180/kg voor materialen.ondersteunende
aan hun activiteiten toevoegen. Zij willen bovendien een goede werkgever zijn en talent kunnen aantrekken door hun personeel met de laatste stand der techniek te laten werken.
Budgetprinters en 3D printerkits beginnen bij een paar honderd dollar. Kwalitatief betere mid range desktop printers vanaf € 1.800, en industriële systemen zijn beschikbaar vanaf € 13.500.
Wie zich voor de vraag gesteld ziet om 3D printen uit te besteden of zelf te printen, heeft in elk geval al één belangrijke keuze gemaakt: het inzetten van 3D printen in het productieproces. Of uitbesteden of zelf doen de beste keuze is hangt af van de business case. Hierbij geldt dat zelf printen vaak veel sneller de voordeligste keuze is dan men in eerste instantie zou vermoeden. Dit is helemaal het geval bij printen in kunststoffen en gangbare bouwgroottes. Voordelen van uitbesteden zijn de lage initiële investeringen. Maar bij zelf printen is er meer grip op de kwaliteit van het eindproduct en is de doorlooptijd aanzienlijk korter. Bovendien doet men ervaring op in een productietechnologie die in de toekomst veel kan brengen en nieuwe efficiëntere manieren van werken zal inluiden. Tot slot is het belangrijk te realiseren dat ook hybride vormen van zelf printen en uitbesteden mogelijk zijn, waarbij de aan te schaffen printer wordt uitgelegd op de meest gangbare producten en voor meer exotische onderdelen een passende toeleverancier wordt gezocht.
Eenvoudig schoonmaken om overtollig poeder te verwijderen.
Arbeidsbehoeften
Bij een bezoek aan de gerenommeerde Petronas Universiteit werd de groep ontvangen door de rector. In zijn toespraak roemde die zijn studenten om hun gehoorzaamheid aan professoren en ouders. Henk Jan: “Ik keek naar mijn studenten en zag de verbazing, zo niet ontsteltenis van hun gezichten stralen. Hoe kon ik in mijn antwoord aan de rector het respect van mijn studenten herstellen, zonder dat van de gastheer te beschadigen? Op dat moment realiseerde ik mij dat mei ’68 wel degelijk een blijvend effect had gehad op het denken van de westerse student: van ‘eert en kopieert’ naar ‘bekritiseer en overstijg uw leermeesters’. In Maleisië kreeg een student een 10 als hij de het geleerde kritiekloos en desnoods fout toepaste, van mij kregen ze pas een 10 als ze tekortkomingen in mijn theorie signaleerden en verbeterden.”
De opstand van mei ‘68 was vergelijkbaar met de moed van Galilei om zijn mathematisch onderbouwde heliocentrische wereldbeeld te stellen tegenover het kerkelijke beeld waarin de aarde het centrum is. De huidige generatie jonge 40-ers, die door generatie ‘68 is opgeleid en nu onder andere de industriële ontwikkeling drijft, vindt het ondenkbaar om bestaande kennis en technologie kritiekloos te ko-
piëren en is innovator in hoofd en hart. De les is dat industriële revoluties niet alleen door technologische ontwikkelingen mogelijk gemaakt worden, maar ook een geestelijk/filosofisch draagvlak nodig hebben. Je ziet dat tussen de technische ontdekking en de maatschappelijke doorbraak eeuwen kunnen verlopen. Klopt dit als we kijken naar de eerste, tweede en derde industriële revolutie en wat leren we daar uit voor de vierde?
Industrie 1.0 De eerste industriële revolutie (1760-1840) betrof de doorbraak van de stoommachine als vervanging voor dier-
PRODUCT LIFECYCLE
Van mei ’68 naar Industrie 4.0 MANAGEMENTDestudentenbezettingvan
42 constructeur 03 2022
Bezoek
Les





Een vreemde titel, een bijzondere PLM-’column’ - in vergelijking met de gebruikelijke bijdrage van Henk Jan Pels. Deze ‘duo column’ komt voort uit een interview door Erik Tempelman met Henk Jan over de historie van CAD-CAM. De term ‘innovatie’ riep bij Henk Jan de herinnering op aan de studentenrevoltes in mei 1968, die hij als ouderejaars student aan de toen nog Technische Hogeschool Eindhoven van nabij had meegemaakt.
de Sorbonne in Parijs in mei 1968.
De kern van de revolutie was dat studenten niet langer accepteerden dat professoren het curriculum vaststelden, maar eisten dat zij voortaan zelf konden beslissen wat zij als kennis nodig hadden in de toekomstige maatschappij. Hoewel na een aantal jaren van alle idealen niet veel meer over leek dan een studentenzetel in de faculteitsraad, kwam Henk Jan in 2007 als begeleider van een studentenreis naar Maleisië tot het verbluffende inzicht dat er 40 jaar eerder wel degelijk iets wezenlijks veranderd was.

drempel voor doorbraak was de aanleg van elektriciteitsnetwerken, die echter pas na 1890 aarzelend op gang kwam. De remmende factor was hier dat voor het aanleggen van een netwerk in de openbare ruimte toestemming van de overheid nodig was. Die overheid was onbekend met de techniek en daarom heel terughoudend.
Industrie 2.0
Het resultaat van de tweede industriële revolutie: de elektromotor, veel kleiner en veel goedkoper, dan de stoommachine.
constructeur 03 2022 43
Industrie 3.0 De derde industriële revolutie (1970-2000) is die van de computer. Het idee van de mechanische rekenmachine werd 150 jaar eerder al uitgewerkt door Charles Babbage. De machine was echter veel te zwaar en te kwetsbaar om praktisch toepasbaar te zijn. Pas met de elektronenbuis wordt na 1940 de rekenmachine een bruikbaar instrument. Na introductie van de transistor werden computers veel krachtiger, maar vulden nog steeds een grote zaal. Je moest er bakken ponskaarten naartoe brengen en kreeg dan een dag later een pak papier terug. Dat maakte de computer bepaald niet geschikt om er machines mee te besturen. Pas na de uitvinding van de geïntegreerde schakeling kwam in 1975 de minicomputer, die in een 19”-rek paste. Daarmee kon je eindelijk machines besturen en werden veel complexere functies mogelijk. Een groep CAM-ingenieurs, van de generatie ’68, ging ermee aan de
<2>De eerste industriële revolutie: de doorbraak van de stoommachine als vervanging voor dierlijke/menselijke aandrijfkracht. (Foto: Museum of Applied Arts & Sciences, url: ma.as/7177)
De tweede revolutie (1870-1910) werd gedragen door elektriciteit. De elektromotor was veel kleiner en veel goedkoper dan de stoommachine, zodat elke machine door zijn eigen motor(en) kon worden aangedreven. Dat maakte het mogelijk om het werk aan een product in kleine stapjes op te delen en zo een lopende band te vormen. Dat leverde weer enkele factoren productiviteit op en stelde Henri Ford in staat om de prijs van zijn T-Ford zo te verlagen en het loon van zijn arbeiders zo te verhogen dat die er zelf een konden kopen. Daarnaast maakte elektriciteit ook nog een heleboel nieuwe producten mogelijk zoals bijvoorbeeld de gloeilamp, stofzuiger en ijskast, maar ook communicatietechnieken zoals telegraaf en radio. De
lijke/menselijke aandrijfkracht, die grootschaliger productie, verhoogde arbeidsproductiviteit en verlaging van prijzen mogelijk maakte maar ook de scheiding tussen kapitaal en arbeid, rijkdom en armoede veroorzaakte. Het idee van de stoommachine bestond al veel langer(1698), maar het inzicht dat het veel winstgevender is om wevers in een fabriek op jouw machines te laten werken, dan thuis aan een eigen primitief weefgetouw, maakt dat er geld kwam om te investeren in de ontwikkeling van de stoommachine. The big idea was om arbeidsproductiviteit te verhogen door mechanisatie, massificatie en specialisatie.

Van de geïntegreerde schakeling werd de ontwikkeling be paald door de wet van Moore: het aantal componenten op een chip verdubbelt elke twee jaar. Dat betekent dat de toepassingsmogelijkheden elke twee jaar grondig verande ren. Ook de CAD-systemen werden daardoor voortdu rend krachtiger en ontwikkelden zich van 2D-tekenen naar 3D-modelleren, naar steeds krachtiger simulatie en naar model based engineering. Dat is niet een revolutie, maar permanente disruptie. Met de kennis van je ouders en je hoogleraren kun je daarin niet overleven. Is het toe val dat juist de generatie van mei ’68 deze permanente re volutie dreef?
Permanente disruptie
De facto standaard Ethernet Hoe was het mogelijk dat Ethernet zo snel een de facto standaard werd, waar MAP faalde? Dat was te danken aan van Microsoft. Dat ontwikkelde Windows voor IBM, waardoor Windows het standaard operating systeem voor de PC werd. Omdat Windows zo was ingericht dat het eigenlijk niet zonder internetverbinding met Microsoft kon, was op elke PC een internetkaart vereist die daardoor heel goedkoop werd.

De wet van Moore: het aantal componenten op een chip verdubbelt elke twee jaar. Geen revolutie, maar permanente disruptie. (Foto: IBM)
chines te standaardiseren. Een initiatief van Chrysler dat door een groot aantal leveranciers werd ondersteund. Door de sterk verschillende eisen van de diverse deelne mers werd het protocol complex en de vereiste netwerk kaart duur. Intussen won het Ethernet protocol snel aan populariteit in de PC-wereld, zodat de een Ethernetkaart nog maar een fractie kostte van een MAP-kaart. In hoog tempo stapte de industrie over op Ethernet voor com municatie tussen machines en MAP werd gestopt. Chrysler becijferde dat ze voor het bedrag besteed aan de ontwikkeling van MAP, concurrent Toyota hadden kun nen kopen.
Communicatie
Ethernet standaard op elke PC maakte vervolgens de doorbraak van internet mogelijk. De drempel voor internet was dat het voor gebruikers niet interessant was omdat er geen aanbieders van content waren en voor aanbieders van content niet omdat er geen ge bruikers waren. Dat veranderde toen IBM ging roe pen dat kinderen zouden mislukken in de maatschap pij als ze geen PC hadden en alle ouders een PC voor hun kind gingen kopen. Het onbedoelde gevolg was dat ineens alle jongeren internettoegang hadden, zo dat er een interessante gebruikers markt was en het aantal aanbieders explodeerde.
De wet van Moore geldt ook voor communicatie. Com municatie heeft de eigenaardigheid dat er altijd twee partijen bij betrokken zijn en die moeten wel op hetzelf de netwerk zijn aangesloten en hetzelfde protocol hante ren. Anders gezegd: voor communicatie zijn datanetwer ken en standaards nodig. Netwerken vragen grote investeringen in infrastructuur en komen dus niet gelei delijk, maar met sprongen beschikbaar. Zelfde protocol len vraagt standaardiseren, maar dat kost veel tijd en geld. Een treffend voorbeeld is het Manufacturing Auto mation Protocol (MAP) om communicatie tussen ma
slag. Ze ontdekten dat je besturingsprogramma’s in een fractie van een seconde kon vervangen, waardoor serie grootte 1 mogelijk werd. De industriële disruptie was niet productiviteit maar flexibiliteit: op een enkele productielijn konden eindeloos veel varianten worden geassembleerd. Computer Aided Manufacturing ontwikkelde zich naar Computer Integrated Manufacturing.
44 c onstructeur 03 2022
In de 4.0 wereld kun je van een ontwerp zien hoe elk indi vidueel product gebruikt wordt en het spiegelen aan zijn digitale twin. Zo kun je het ontwerp daarop optimaliseren en je klant meer waarde leveren. Daarbij wordt de drempel gevormd door tenminste twee problemen: datasilo’s en pri vacy risico’s.
Software-economie
Data-economie
Industrie 4.0 Wat wordt Industrie 4.0? Wat kunnen we leren van Indus trie 1.0 t/m 3.0? Wat is de drempel voor Industrie 4.0? De idealen van Industrie 4.0 zoals die nu gepropageerd wor den zijn vooral:
• digital thread, waarlangs elk detail van elk gemaakt pro duct kan worden teruggevoerd op zijn ontwerphistorie en omgekeerd;
Voor productiebedrijven was Ethernet niet alleen inte ressant omdat ze hun machines konden koppelen, maar ook omdat ze via internet toegang kregen tot een globale markt van toeleveranciers, en dus veel goedkoper kon den inkopen. Aan de verkoopzijde kreeg men toegang tot een globale markt van klanten, waardoor de omzet drastisch kon stijgen. Zo ontstond dus de globale Eeneconomie.ander belangrijk effect was het ontstaan van de soft ware-economie. Ook hierin was Microsoft de eerste die dat door had. Nadat ze IBM hadden laten betalen voor de ontwikkeling van Windows, was levering aan anderen een kwestie van een kopietje maken. De productiekos ten waren nul, dus ze konden het gratis weggeven. Dat maakte het voor concurrenten praktisch onmogelijk om met een alternatief op de markt te komen. De hele we reld (behalve Apple) zat op Windows en kon moeiteloos met elkaar communiceren. Pas toen iedere gebruiker een flink stuk IT-infrastructuur op Windows gebaseerd had, en dus niet meer zonder kon, ging Microsoft er geld voor vragen (en dat heeft Bill Gates heel erg rijk ge maakt). Aangezien ook fysieke producten zoals auto’s steeds meer software bevatten, gaat de software econo mie een steeds grotere rol spelen in de wereld en dat is disrupting voor de klassieke verdienmodellen.
• digital twin, waarin elk gemaakt product zijn virtuele spiegelbeeld heeft.
constructeur 03 2022 4 5
Datasilo’s Internet is een communicatienetwerk en geen database. Een website toont de gegevens die die eigenaar daar op ge zet heeft in het formaat dat hem goeddunkt. Dat is voor manueel zoeken in Google een perfecte oplossing maar daarmee heb je ze nog niet toegankelijk in jouw database voor jouw toepassingen. Banken bieden bijvoorbeeld wel apps om gegevens te downloaden in formaten voor boek houdprogramma’s, maar elke bank heeft weer zijn eigen app en je moet de gegevens wel met de hand invoeren in je boekhouding. Hoeveel makkelijker zou het zijn als er in jouw database een tabel was met al jouw transacties voor al jouw banken en waar jouw boekhoudapp automatisch uit kan lezen?
• alle producten connected in het Internet of Things (IoT) waardoor operationele gegevens kunnen worden verzameld;

Straks zitten de IoT-aansluitingen niet alleen in je auto, maar ook in je keukenapparatuur, in je elektrische gereedschap en zelfs in je kleren. (Beeld: Renault)
Bij banken praat je maar over een handvol rekeningen, maar in de lifecycle van een product zijn honderden partij
Toen de interneteconomie een feit was, ontstond de data-economie. Doordat de handel zich verplaatste van de fysieke winkel naar de internetshop, gingen alle gegevens over welke klant waarnaar zocht en wat kocht over internet. De internetshop kreeg die gratis binnen, want de klant typte het allemaal geduldig in. Het is niet vreemd dat een nieuwe business ontstond om als service data in te kopen bij shops en die weer door te verkopen aan bedrijven die mogelijk in die klanten een markt zagen. Dat is zo goed georganiseerd dat de data die je intypt al verkocht, gekopieerd en hergebruikt is voordat je de order hebt afgerond.
Volg je eigen inspiratie, je eigen verstand en je eigen unieke weg.
46 c onstructeur 03 2022
en betrokken die allemaal hun gegevens aanbieden. Welis waar via IoT maar toch in hun eigen formaat, zodat je toch voor elke partij software moet hebben om al die gege vens in een tabel te zetten met het formaat dat je nodig hebt. Het is nu al een klus om je PLM-systeem gekoppeld te houden aan je ERP-systeem. Hoe houd je een 1000-tal van die koppelingen operationeel? Dat mag je gerust een hoge drempel noemen.

Privacy
Het principe van privacy is dat je in je privé omgeving mag denken, doen en onthouden wat je wilt, zonder dat ande ren je daarmee lastig mogen vallen. De gegevens die je in je privé ruimte bewaart horen beschermd te zijn tegen dief stal en oneigenlijk resp. onbevoegd gebruik. Er is geen re den om onderscheid te maken tussen gegeven in je hoofd of op papier en gegevens op digitale media, ongeacht of die op je harde schijf thuis of in de cloud staan. Internet heeft daar geen verandering in gebracht. Het kan natuur lijk zijn dat daar gegevens tussen zitten uit de privéruimte van anderen, maar niemand kan je verbieden te onthou den wat je ziet. Je mag die gegevens echter niet gebruiken, tenzij de eigenaar je expliciet toestemming gegeven heeft. Daar zit de sleutel van het probleem. Als iemand privé ge gevens van jou gebruikt zonder dat hij kan aantonen dat jij hem voor dat specifieke gebruik toestemming hebt gege ven, dan schendt hij jouw privacy. Straks zitten de IoT aansluitingen niet alleen in je auto, maar ook in je keukenapparatuur, in je elektrische gereed
schap en zelfs in je kleren. Wie deze gegevens combineert weet precies wat je elk uur van de dag waar doet en dat is duidelijk privé-informatie. Leveranciers zullen dus bij elk verkocht product een expliciete toestemming voor gebruik van specifieke gegevens moeten vragen. In bijna elk pro duct zitten componenten van toeleveranciers die ook in formatie gaan verzamelen. Dat betekent dus dat je voor elke ingekochte component een aparte verklaring moet te kenen. Dat mag je ook gerust een drempel noemen. Priva cy zal dus zeker een drempel vormen voor connected products.
Geen enkele voorstelling Industrie 4.0 is aan het gebeuren en heeft tot gevolg dat veel producten gebruiksgegevens naar hun producent stu ren. Dat lijkt op zich niet direct gevolgen voor de produc tie te hebben, maar wie weet. Toen ik (HJ) in 1991 in Hel sinki voor het eerst iemand een mobiele telefoon hoorde gebruiken op een terras was er eerst de verbazing dat ie mand zat te praten tegen een ander die er niet was, en daarna het besef dat dit grote gevolgen zou hebben. Die zag ik echter vooral in zakelijk gebruik maar van het maat schappelijk effect van de smartphone 30 jaar later had ik geen enkele voorstelling. Zo zal het ook met Industrie 4.0 gaan. De gevolgen voor productontwerp lijken wel te voorzien maar het businessmodel zal voor veel producten veranderen van betalen voor eigendom naar betalen voor gebruik. Productontwerp kan veel nauwkeuriger worden afgestemd op de actuele behoefte van de klant, veelal door
HENK JAN PELS
Aan de andere leidt de software-economie tot wereldwijde monopolies, die volledig winst-gestuurd zijn en privacy als hinderlijk beschouwen. Het standaard databaseplat form dat nodig is, lijkt alleen mogelijk met een monopo lie. Hoe lossen we dat op? Is er een nieuwe Bill Gates no dig is om met een game-changing alternatief te komen: een vrijwel gratis en superveilig platform waarlangs elke database gegevens aan specifieke gebruikers van andere database beschikbaar kan stellen. In Constructeur 202105, 06 en 2022-01 zijn in de PLM-column ideeën daar voor al besproken. Ze zijn denkbaar, maar of en wanneer ze beschikbaar komen is onzeker. Zeker is dat de gevolgen voor product management groot zullen zijn.
Eigen unieke weg Houd dus de ontwikkelingen in de gaten, denk na over welke mogelijkheden voor jouw business, zowel econo misch als maatschappelijk gunstig zijn en stap in zodra de technologie daarvoor rijp is. Zeker is dat het ontwik kelingen zijn waar je opleiders nog niets van wisten. Volg dus je eigen inspiratie en je eigen verstand en volg je eigen unieke weg.
Dat wil jij toch ook?!
Een magazine waar jouw personeel elke keer weer naar uitkijkt om te ontvangen.
Hele product lifecycle Industrie 4.0 is een droom over geïntegreerde gegevens over de hele product lifecycle. Daarmee is het vooral ge richt op productdefinitie, maar het moet leiden tot veel meer klantspecifieke producten die een steeds grotere softwarecomponent krijgen. De product lifecycle keten zal er sterk door beïnvloed worden. Ontwikkelaars moe ten leren om klantspecifieke gebruiksgegevens in het ont werp mee te nemen, zowel voor het ontwikkelen van up dates en replacements, maar ook voor het concipiëren van nieuwe productgeneraties. Ook hier werkt Parijs 68 door. De behoefte aan innovatieve geesten wordt steeds groter, dus het is goed dat de generatie die nu zijn in het begin van zijn carrière zit, gezien kan worden als de 3e generatie na Parijs ’68, is opgeleid door de 2e generatie, tussen ca 1980 en 2020. Aangezien het ondoenlijk is al die eigen wijze kikkers in één mandje te houden, zal veel meer ge bruik gemaakt moeten worden van kleine startups in de keten.
software-aanpassingen. Dat kan het proces van product ontwerp stevig beïnvloeden.
gepensioneerd universitair hoofddocent bedrijfskundige informatica (TU Eindhoven), is onafhankelijk consultant, gespecialiseerd in Product Data Management. H.J.PELS@OUTLOOK.COM
De barricaden op Wat wel duidelijk is: industrie 1.0-3.0 vonden plaats in een maatschappij die permanente vooruitgang en onbe grensde economische groei als drijfveer had. Dat ging zo
constructeur 03 2022 4 7 www.onlineuitgaven.nlnline UITGAVEN
RelatiemagazineJaarverslag Personeelsblad
Een game-changing alternatief?
goed dat vanaf 1980, met Reagan als voorloper, ongebrei deld liberalisme als economisch ideaal zelfs door socialisti sche partijen werd aangehangen zodat bijvoorbeeld. op grote schaal nutsbedrijven werden geprivatiseerd. Die wor den nu ook gestuurd op beurskoersen met als gevolg dat het elektriciteitsnet niet is voorbereid op de energietransi tie. Wat de politiek nog steeds niet lijkt te begrijpen, is dat geld macht geeft en macht geld, zodat rijken onvermijde lijk rijker worden en armen armer. Ook nu de energie in een jaar tijd een factor 10 duurder is geworden en dus onze welvaart, die gebaseerd is op goedkope energie, wel moet af afnemen, zien we dat de rijken gewoon rijker blij ven worden. Het wordt dus weer hoog tijd om de barrica den op te gaan en de wereldeconomie te hervormen, an ders zal er voor Industrie 4.0 niet eens een markt zijn.
ERIK TEMPELMAN
Jouw uitgave overal gelezen...
Zorg ervoor dat jouw jaarverslag wel wordt gelezen.
Een magazine dat helemaal aansluit bij de behoeftes van jouw klanten.
adviesbureau eriktempelman.com, universitair hoofddo cent TU Delft – Industrieel Ontwerpen E.TEMPELMAN@TUDELFT.NL
Visitekaartje
Voor Oukro hebben verschillende rede nen meegespeeld in de keuze voor het automatiseren van de palletiseertaak. Er gonomie en arbeidsomstandigheden ho ren daar uiteraard bij. Een kalfsvel weegt zomaar meer dan 10 kg. De Haan: “Je wilt mensen ontlasten want we moeten steeds langer doorwerken. Dan ga je kij ken wat je kan verbeteren en dat is zwaar werk weghalen, want tillen en
Mode staat nooit stil en trends lijken elkaar sneller op te volgen dan de seizoe nen. Dat eerste is zeker ook van toepas sing op de robot- en palletiseeroplossing die Robotize voor en met Oukro in Apeldoorn heeft ontwikkeld. Oukro is de grootste leverancier van kalfsvellen in de wereld. Jaarlijks verwerkt de dochter van de VanDrie Group meer dan een miljoen kalfsvellen, die gretig aftrek vin den over de hele wereld als basis voor bijvoorbeeld de volgende modieuze col lectie schoenen, tassen of jassen van ge renommeerde wereldmerken.
Stapel van een robot
joint-venturepartner Geurtsen in staat was. In Apeldoorn draait namelijk een zoutmachine die door Geurtsen is gele verd. De zoutmachine maakt deel uit van het conserveringsproces van de vel len. Hierbij worden de vellen na in de machine te zijn gezouten een week op geslagen bij een temperatuur van 7 °C. Hierna zijn ze volledig geconserveerd en kan het zout worden verwijderd.
ROBIN ZANDER
Hoe lastig kan producten met een robot op een pallet stapelen nu eigenlijk zijn? Zeker voor Robotize – de system-integrator voor robotinstallaties die al menig succesvolle geautomatiseerde en gerobotiseerde palleteeroplossing heeft opgeleverd. Maar elk project is uniek en kent zo zijn uitdagingen. Zeker als het geen rechttoe-rechtaan dozen zijn die de robot moet stapelen, maar gevouwen kalfsvellen. En dat in een zoute én vochtige omgeving.
Met de zoutmachine is een doorslagge vend visitekaartje afgegeven, aldus Rein de Haan, manager Productie bij Oukro: “Sinds juni 2005 hebben we de zoutma chine in gebruik en die staat nog steeds. Dat geeft natuurlijk wel vertrouwen om verder te gaan met zo’n firma. Je weet wat ze kunnen en wat ze bouwen. Ze
‘Stapelexpertise’
48 c onstructeur 03 2022
Kwaliteit staat daarom hoog in het vaan del en de vellen betrekken de Apeldoor ners om die reden uit de eigen slachte rijen van de vanDrie-Group. Dit stukje ketenbeheer stelt Oukro instaat om de kwaliteit van de kalfsvellen als halffabri caat voor de modewereld te garanderen. Zo kan ook Robotize, als joint venture van Machinefabriek Geurtsen en Hol lander Techniek, bouwen op de experti se van de samenstellende delen. Machi nefabriek Geurtsen brengt hierbij mechanische knowhow in en Hollander Techniek richt zich op het elektrotech nische automatiseringsaspect en de ont wikkeling van de robotbesturingen voor de turn-key installaties van Robotize. Oukro wist bovendien ook al tot wat
OUKRO STAPELT KALFSVELLEN MET PALLETISEEROPLOSSING VAN ROBOTIZE DE HAAN,
zijn ook nooit aflatend met betrekking tot service en met meedenken. Dat is gewoon een hele goede band die je Diehebt.”band gaf mede de doorslag in de zoektocht naar een oplossing voor het automatiseren van het handmatige pal letiseerproces van de huiden. Nadat de vellen zijn ontzout worden ze handma tig gevouwen en gaan verder over de lo pende band richting pallet. In de oude situatie stonden aan het einde van de lijn twee mannen om de vellen op een van vijf opgestelde pallets te leggen. De gewichtsklasse van de huid bepaalt op welke pallet een vel terecht moet ko men. Het gewicht wordt automatisch bepaald op een weegstation. In deze oude situatie vertelde een lampenbord de ‘stapelaar’ op welke van de vijf pallets hij een opgevouwen vel neer moest leggen.
Ketenbeheer
OUKRO: “JE WEET WAT ZE KUNNEN EN WAT BOUWEN”ZE
ROBOTICA REIN
Daarom zijn ook uitvoerige tests uitge voerd in nauwe samenwerking met de werknemers van Oukro om dit dynami sche stapelproces te kunnen automatise ren, vertelt Bart Krieger, projectlei der-constructeur bij Machinefabriek Geurtsen: “De bereidwilligheid van Oukro en de medewerkers moet zeker worden benoemd. Zij hebben een hele grote bijdrage geleverd bij de totstand koming van het project. Oukro heeft kosten noch moeite gespaard om ons van de juiste input te voorzien en dat heeft uiteindelijk een heel mooi resultaat Deopgeleverd.”Haankan niet anders dan dat be amen: ”We maken nu betere stapels dan de mannen kunnen.” En dat was zonder hun waardevolle input een veel lastiger te doorgronden proces geweest. Boven dien heeft het geautomatiseerde palleti
Pluim
Wie nu proces bekijkt valt allereerst de volledig ingepakt (Fanuc-)robot op. De reden is de omgeving: zout én vochtig. Die combinatie vraagt om toepassing van geëigende materialen of zoals voor de robot een ‘cover’ die voor de nodige bescherming zorgt. De vellen komen van de neerlaatband en worden daar al of niet gekeerd, om afhankelijk van hun positie op de pallet een stabiel stapel te kunnen bouwen. Die specifieke positie wordt al voor de neerlaatband in een weegstation bepaald en doorgegeven
draaien om het vel te leggen is natuur lijk niet goed voor je rug.”
Ook de inspanningen die een bedrijf zich moet getroosten om aan geschikt personeel te komen hebben natuurlijk meegespeeld. De robotoplossing maakt het mogelijk twee werknemers vrij te spelen. Hierin schuilt bovendien een as pect dat bij de ontwikkeling van de pal letiseeroplossing een grote rol heeft ge speeld maar niet meteen zo voor de hand ligt: de expertise van die werkne mers. Want het correct stapelen van de kalfsvellen is een vak apart. Heeft een doos in principe een vaste vorm, dat geldt niet voor een gevouwen vel. Dit betekent dat voor een stabiel gestapelde pallet, de vellen niet zomaar volgens een vast patroon kunnen wor den neergelegd. Een gevouwen vel is tenslotte niet ‘plat’ maar is bijvoorbeeld aan de zijde van de vouw hoger dan aan de tegenoverliggende zijde. Zou je nu de vellen allemaal stapelen met de vouw aan de buitenzijde, dan krijg je – ook omdat de stapel onder het eigen gewicht inzakt - een ‘gat’ in het midden van de pallet en wordt de hele stapel instabiel.

Oukro is de grootste leverancier van kalfsvellen in de wereld. Jaarlijks verwerkt de dochter van de van Drie Group meer een miljoen kalfsvellen voor internationale modemerken.
Ingepakt
constructeur 03 2022 4 9
>
Die ervaring om dan op het gewenste moment een vel in dat potentiële ‘gat te leggen en de stapeling dynamisch aan te passen – probeer die maar eens te programmeren.
seerproces ook nog eerder ‘langs de lijn’ zijn invloed laten gelden. Want hoe net ter de huiden worden gevouwen, nog maals - een handmatig proces, hoe mooier de stapel ook wordt. Dit bete kent dat de wijze van vouwen is aange past en dat vraagt ook van de wekne mers aanpassingen. Maar alleen met onderlinge samenwerking en vertrou wen kom je tot het optimale resultaat. “Dat is een pluim voor ons allemaal”, vat Krieger het resultaat van het project samen.
De gewichtsklasse bepaalt op welke van de vijf pallets de huid terechtkomt. Het weegstation geeft dit door aan de robotbesturing en er is een realtime koppeling met het ERP-systeem van Oukro.

aan de robotbesturing. Ook is voorzien in een realtime koppeling met het ERP-systeem van Oukro. De robot pakt de huid en legt deze uiteindelijk in de gewenste positie op de goede pallet.

De voor en met Oukro in Apeldoorn door Robotize ontwikkelde robot- en palletiseeroplossing.
Volle snelheid
Voor het oppakken, klemmen en neer leggen van de vellen is een speciale grij per ontwikkeld. Want Oukro is een pro ductiebedrijf met een geplande output. De robot draait dan ook op 100 procent om per uur 350 vellen – de originele eis – op de verschillende pallets te kunnen plaatsen. Hierbij is onder andere geëx perimenteerd met het laten ‘vallen’ van de kalfsvellen van een beperkte hoogte, maar dat leidde niet tot het gewenste stapelresultaat. In het huidige grijper ontwerp, dat na verschillende iteraties tot stand is gekomen, wordt een vel net jes en beheerst op de pallet neergelegd en worden de grijpervingers terugge trokken. De afstand van de grijper tot de stapel wordt bepaald behulp van lase rafstandssensoren op de grijper.
50 c onstructeur 03 2022
Wil je dan de vereiste output van je in stallatie halen, moet dat proces van neerleggen en terugtrekken van de vin
“WE MAKEN NU BETERE STAPELS DAN DE MANNEN..”
plaat en overige componenten zijn veelal uitgevoerd in roestvast staal 316. Dat voor de basisplaat aluminium is geselec teerd heeft specifiek te maken met de snelheid van de installatie. Draaien op maximale snelheid staat gelijk aan een hoge kinetische energie die in combina tie met alle acceleraties en deceleraties bij het oppakken, transporteren, plaat sen en terugtrekken van de grijper tot wisselbelastingen leidt. Die bleken in de praktijk voor verschillende grijperonder delen iets te veel van het goede om die in rvs uit te voeren. Dat geldt behalve voor de basisplaat bijvoorbeeld ook voor de geleidingen. De grijper is overigens zo opgebouwd dat verschillende onder delen afzonderlijk uit te wisselen zijn.
gers en een nieuw vel halen wel vlot ver lopen. Doe je dat snel dan leidt dat weer tot trillingen in de installatie, die er zelfs toe zouden kunnen leiden dat de robot in zijn beveiliging schiet, maar sowieso ook van invloed zijn op alle componen ten die met de robot verbonden zijn. Dat wordt nu voorkomen door een spe ciaal programmeerbaar snelheidsregel ventiel van Festo toe te passen. Die maakt het mogelijk om een grotere ci linder toe te passen met meer kracht. Tegelijkertijd is de hele trilling uit het systeem verdwenen en dat kon ook de robotbouwer constateren bij gepland onderhoud.
Correctie
WWW.ROBOTIZE.NLTWWW.OUKRO.NL
dit betekent niet dat Oukro en Robo tize dit project helemaal hebben afge sloten. Want na de oplevering begint het eigenlijk pas. Nauw en voortdu rend contact tussen de partners leidt nog met regelmaat tot verbeteringen, die je nu eenmaal alleen kan zien als een installatie in bedrijf is. Want een palletiseerproces mag standaard lijken, dat is het nu eenmaal niet. En nu ope rators en installatie op elkaar inge speeld zijn, presteert de installatie niet alleen naar verwachting maar ook zelfs daarboven. En waar Krieger met ge paste trots stelt dat de installatie nu onder ideale omstandigheden 360 vel len per uur haalt, moet De Haan hem toch even kort maar krachtig corrige ren: “370.”
constructeur 03 2022 5 1
Omgevingscondities
Ook de omgevingscondities, zout en vochtig, hebben hun invloed op de grij per gehad. De grijper is bijvoorbeeld uitgevoerd met een aluminium basis

De installatie draait inmiddels al gerui me tijd naar volle tevredenheid. Maar
De omgeving is zout én vochtig daarom is de robot volledig ingepakt. Ook de speciaal ontwikkelde grijper voor het oppakken, klemmen en neerleggen van de vellen is aan deze specifieke omstandigheden aangepast.
52 c onstructeur 03 2022
PRODUCT
rings- en diagnosemogelijkheden. De SPEETEC is geschikt voor toepassingen bij kwetsbare, zachte en zeer gladde objecten en oppervlakken. Denk aan materialen op de rol of losse items van papier, plastic, metaal, hout of textiel. Omdat de sensor contactloos werkt, raakt deze niet beschadigd. De sensor werkt kleuronafhankelijk en slippen is er niet bij. De gebrui ker kan nu de elektrische interface, resolutie en/of bewegingsrichting configureren evenals de logische functies ‘incrementale uitgangsdemping’ en ‘digitale uitgang actief na bepaalde lengte’.

Om machines en systemen in de voedingsindustrie nog veiliger te maken, komt Igus met een nieuwe materiaal, iglidur A181, voor de sferische kogel voor het igubal Food Contact (FC) gewrichtsysteem. De sferische kogel heeft driemaal de slijtvastheid van zijn iglidur FC180-voorganger, kost 25 procent minder en is smeermiddelvrij, onderhoudsvrij, hygiënisch en voldoet aan FDA en EU 10/2011. De behuizing van het igubal FC gewrichtsysteem is nog steeds gemaakt van igumid FC - een robuuste, corrosievrije hoogwaardige kunststof die bestand is tegen vocht, zuren, logen en UV-straling. Het igubal FC gewrichtsysteem met de nieuwe A181 sferische kogel kost volgens de makers niet alleen minder dan metalen


tegenhangers, maar verbetert ook de hygiëne van de machi nes en apparatuur in de voe dingsindustrie. In tegenstelling tot metalen kogellagers is geen extern smeermiddel nodig. In het materiaal van de behuizing zijn ook levens middelenconforme, detecteerbare additieven geïntegreerd. In noodgeval len kunnen metaaldetectoren hiermee zelfs de kleinste fragmenten vinden - in het bereik van 0,1 g.
De nieuwe 36-sensorserie van Leuze is geschikt voor toepassing in de intralogistiek, in verpakkingssystemen en de automobielindustrie. Ze detecteren voorwerpen met verschillende optische eigenschappenzelfs op grote afstand, bij trillingen, omgevingslicht of vervuiling. Het voordeel voor systeemfabrikanten en exploitanten: De 36-serie is volgens de fabrikant een economisch aantrekkelijke oplossing, vooral in het geval van sterk geautomatiseerde systemen met een groot aantal sensoren. Conventionele retro-reflecterende foto-elektrische sensoren detecteren vaak onbetrouwbaar met folie omwikkelde pallets. De reden hiervoor is de depolariserende eigenschap van de opgespannen folie. De nieuwe retro-reflectieve fotocel van de serie Leuze 36 kan deze uitda ging dankzij zijn speciale optiek probleemloos aan. Leuze biedt de (IP67) sensoren aan met verschillende werkingsprincipes. met achtergrondon derdrukking tot 2,5 m, retroreflectief tot 17 m of of als gescheiden zender/ontvanger- systemen tot 80 m.
WWW.IGUS.NL
WWW.SICK.NL
FOTOCELLEN
Sick heeft de in 2020 gelanceerde SPEETEC-bewe gingssensor verder ontwikkeld. Grootste pluspunt is de contactloze werking: zonder meetwiel, markering of schaalaanduiding bepaalt hij de lengte, positie en snel heid van tal van objecten en oppervlakken. Behalve de UL- en UKCA-certificering zijn er ook enkele optimali saties op het terrein van parametrisevariantdienquentie.ennauwkeurigheiddekalibratiefreBovenisernueenmet
WWW.LEUZE.COM
BEWEGINGSSENSOR
Nieuws
SFERISCHE ‘FOOD’ KOGEL
WWW.NORD.COM







De hoogwaardige, modulaire Serie 09 In-Cabin keypads met programmeerbare RGB halo ring- en symboolverlichting (afzonderlijk regelbaar) zijn ontwikkeld volgens automotive standaard IATF 16949. De keypads kunnen geconfigureerd worden voor de verlichting en de communicatie-interface en bieden standaard en klantspecifieke uitwisselbare symbolen. De keypads met zes drukknoppen zijn beschikbaar in Super-, Plus- en BASIC-uitvioering versies. Ze verschillen wat betreft verlichtingsopties en de communicatie-interface. De BASIC-versie,

TOETSENPANEEL
WWW.EAO.COM/09-IN-CABIN
POSITIESCHAKELAARS

De nieuw ontwikkelde positieschakelaarserie ES/EM 97 van Steute is modulaire opgebouwd. De actuatorkoppen van de schakelapparaten kunnen gemakkelijk met vier onverliesbare schroeven worden vastgezet en verwisseld of in stappen van 90o gedraaid. De schakelaarelementen kunnen worden verwijderd na het openen van de schroefloze dekselbevestiging. Met deze eigenschappen mikt de ES/EM 97-serie op alle mogelijke toepassingen in de industriële automatisering. Het brede aanbod aan actuatoren (verschillende draaihefbomen, rolhefbomen, drukveren...) en de afmetingen conform EN 50047 dragen daar aan bij. De nieuwe serie kan worden gebruikt in veiligheidsgerelateerde toepassingen - als positieschakelaars met veiligheidsfunctie. In

conventioneel bedraad, is ook verkrijgbaar met twee drukknoppen. Klanten kunnen kiezen tussen een CAN-bus aansluiting of conventioneel bedraad afhankelijk van de applicatie. Het keypad kan klantspecifiek aangepast worden dankzij diverse verlichtingsopties en uitwisselbare standaard of ISO 7000 symbolen – voor optimale integratie van het keypad met IP5K4 frontbescherming in de bestuurderscabine.
WWW.4TOP.NL
Bij kranen en hijstoepassingen moet de inbouwruimte voor aandrijvingen aan specifieke eisen voldoen. Door de plaatsing van de tandwieltrappen in de MAXXDRIVE XD is een op maat gemaakte mechanische dimensionering van de reductor met voldoende hartafstand mogelijk. Hiermee wordt een anders vaak gebruikelijke overdimensionering vermeden en is de reductor geschikt voor de U-vormige configuratie van aandrijving, motor en kabeltrommel. NORD biedt de nieuwe MAXXDRIVE XD momenteel aan in vijf maten met hartafstanden tussen 509 en 963 millimeter - ook in uitvoeringen met drie of vier tandwieltrappen. De dimensies van de behuizing en de hartafstand zijn identiek voor de versies met drie en vier assen. Bij het bouwen van kranen kunnen klanten op deze manier versies standaardiseren en het aantal versies terugbrengen. De reductor dekt een breed snelheidsbereik met constant koppel af met een maximale nominale overbrengingsverhouding van i=355. De behuizing ook verkrijgbaar met een inspectiedeksel voor visuele controle van interne componenten, zonder dat de reductor hoeft te worden verwijderd. De deksel is verkrijgbaar in grijs of nodulair gietijzer.
combinatie met een geschikte analyse-eenheid kunnen zij worden gebruikt om bescherming conform Performance Level e volgens EN ISO 13849-1 en SIL 3 volgens EN 62061 te bereiken. Voor de positieschakelaars met veiligheidsfunctie kan uit twee extra actuatorkoppen worden gekozen. In de uitvoering AZ wordt de ES 97 een veiligheidsschakelaar met afzonderlijke actuator - dit is de klassieke uitvoering voor de veiligheidsgerelateerde positiebewaking van veiligheidsdeuren. De ES 97 SB is geschikt voor de positiebewaking van scharnierende veiligheidsdeuren.
REDUCTOR









constructeur 03 2022 53 AUTOMATION150MMSLAG:M64INRVS316•Betere prestaties door grotere slaglengte •Meer keuze door uitbreiding assortiment •Tot 5.650 Nm energieopname onder extreme •Hoogwaardigeomstandighedenuitstraling bij effectieve massa’s tot 63.700 kg RVS-DEMPERS VOOR NOG MEER TOEPASSINGEN YOUR LOCAL SALES CONTACT: HALL 1 | 335 Hoogwaardige uitstraling ACE Stoßdämpfer GmbH · Langenfeld · Germany · www.ace-ace.nl

















NSK heeft een nieuwe technologie ontwikkeld die de levensduur van kogelomloopspindels in zwaar belaste toe passingen, zoals spuitgietmachines en servopersen, aan zienlijk verlengt. De nieuwste NSK kogelomloopspindels hebben een één tot twee keer langere levensduur dan conventionele kogelomloopspindels dankzij het optimali seren van de belastingverdeling. Een extra voordeel voor machinebouwers van hoog belaste applicaties is de klei nere asdiameter die kan worden aange houden.
De nieuwe PGL-plus-P pneumatische universele grijper is verkrijg baar in vijf maten. Dankzij de lange klemslag van 10 tot 25 mm per vinger kunnen gebruikers een breed scala aan onderdelen aan met slechts één grijper. De nieuwe grijper heeft een grijpkracht van 220 N in maat 10 en tot 1300 N in maat 25. De grijper in beschermings klasse IP64 heeft een vlak ontwerp en meervoudige tandgeleiding. In combinatie met een geïntegreerde lucht zuiveringsaansluiting kan de bescher mingsklasse worden verhoogd tot IP 67. Dankzij de standaard H1-smering kan de grijper ook worden gebruikt in medische en farmaceutische toepassingen of in de voedingsindustrie. De grijper is uitgevoerd met het gecertificeerde, veilige Grip Guard-grijpkrachtbehoud. Bij drukverlies blijft minimaal 80 procent van de nominale grijpkracht betrouwbaar behouden. Dit bespaart tijd en kosten als het gaat om de CE-verkla ring van overeenstemming volgens de machinerichtlijn en de risi coanalyse van het gehele systeem. Ook uitvoeringen met conventioneel grijpkrachtbehoud via drukveren zijn leverbaar. Het geïntegreerde IOL-sensorsysteem kan worden gebruikt om de vin gerpositie over het gehele slagbereik te controleren.
WWW.NSK.COM
HTF-SRCNSK'sserie hoge snelheid, nieuwegebruikmaaktmmloopspindelsbelastbarezwaarkogelom(100-200buitendiameter)effectiefvande‘superlong-life’-technologie.
HYDRAULISCHE SLANG

Vermeldenswaard is dat de afmetingen volledig inwisselbaar zijn met bestaande vergelijkbare modellen, zodat wijzigingen in het machineontwerp niet nodig zijn.
VEILIGE GRIJPER
WWW.SCHUNK.COM


ASI-5 MODULE MET I/O-LINK

Het slangenplatform is 20 procent lichter, 25 procent flexibeler en 5 procent compacter dan oudere spiraal slangen. MXG 5K is standaard uitgerust met de Gates XTP-be schermmantel en biedt ook 25 keer meer slijtvastheid dan de standaardbeschermmantel van Gates en meer dan 800 uur ozonbestendigheid om stilstandtijd ten gevolge van omgevings factoren te minimaliseren. Hierdoor gaat MXG 5K langer mee in de fabriek of op het terrein, ook bij toepassingen onder de meest extreme omstandigheden.
WWW.GATES.COM
KOGELOMLOOPSPINDELS
54 c onstructeur 03 2022
WWW.BIHL-WIEDEMANN.NL
MXG 5K is getest tot één miljoen impulscycli bij 121 C, twee keer de oude industrienorm voor spiraalslangen, en heeft een buigradius die ook 50 procent van de industrienorm is.
De acht IO-Link Klasse A-masterpoorten voor het aansluiten van de devices op de nieuwe ASi-5 module BWU4386 in IP67 zijn uitgevoerd als 5-polige M12 bussen, met een extra I/O signaal beschikbaar op pin 2. De module wordt via profielkabels met doordringtech nologie aangesloten op ASi en AUX. Alle ASi-5 modules in IP67 met geïntegreerde IO-Link master kunnen precies daar worden aangesloten waar ze nodig zijn, zonder switches of voorgeconfectioneerde kabels, gewoon door middel van door dringtechnologie. Op deze manier kunnen meer dan 60 ASi-modules met elk maxi maal acht IO-Link devices worden aange sloten op een ASi-5/ASi-3 gateway per ASi-circuit en hun proces-, parameter- en diagnosegegevens kunnen worden verzon den via de in de gateway geïntegreerde OPC-UA-server, bijvoorbeeld naar de cloud of naar een HMI. Inbedrijfstel ling en parametrering van de aangesloten devices is mogelijk via Bihl+Wiedemann- softwaresuites.
De MegaSys MXG 5K hydraulische slang is volgens Gates lichter, flexibeler en duurzamer dan een typische hydraulische slang van 350 bar. MXG 5K is een design-inoptie of vervangende slan goplossing in een breed scala aan sectoren, waaronder spuit gieten, zware productieapparatuur, mijnbouw, bosbouw, bouw, landbouw en logistiek.
Stay on track! Güdel TMF – De industriële standaard voor alle merken en typen robots Güdel EchelpoelwegAG 1b 7595 KA NetherlandsWeerselo Phone +31 541 66 22 50 Fax +31 541 66 18 74 info@nl.gudel.com www.gudel.com Gudel.indd 1 08-09-2022 12:47 WE ZIJN EEN INGENIEURS-VOORUITSTREVENDENADVIESBUREAU MET MEER DAN 200 ENTHOUSIASTE MEDEWERKERS









Met expertises op het gebied van engineering, projectmanagement en industriële veiligheid leveren wij een samenhangend pakket aan diensten. Hiermee helpen we onze opdrachtgevers in technische omgevingen verder met complete en integrale oplossingen. We stimuleren een industrie die continu in ontwikkeling is.


Samenwerken met TCPM voor de best renderende oplossing? Neem gerust eens contact op. www.tcpm.nl

Bekijk

We beantwoorden complexe vraagstukken, coördineren uitdagende processen en waarborgen de veiligheid. Met een nieuwsgierige blik en specialistische kennis realiseren wij innovaties voor een duurzame toekomst. Op basis van uw hulpvraag zetten wij onze expertises vakkundig in.
websiteonze










Temperatuurapparatuur
Temperatuursensoren in vele uitvoeringsvormen
Temperatuur is ons specialisme



Tempcontrol levert aan bijna alle industrieën waar temperatuur een kritische factor is: medische en voedingsmiddelenindustrie, lucht-, ruimte- en scheepvaart, halfgeleider-, kunststoffenindustrie en defensie, pharma- en petrochemie, machine- en apparatenbouw, installatie bedrijven en laboratoria etc. Bezoek tempcontrol.nl voor ons volledige productportfolio.
Transmitters,




Instrumentatie
apparatuurHandheld
Tel: 015 - 251 18 info@tempcontrol.nl31tempcontrol.nl
regelaarsisolators,Transmitters,



















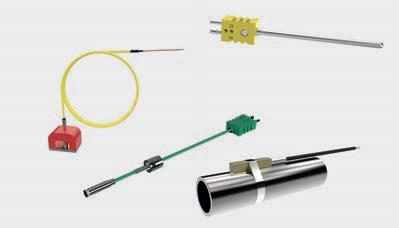


Precisie meetapparatuur



Klantspecifieke temperatuursensoren Tempcontrol ontwikkelt en produceert temperatuursensoren op klantspecificatie en in standaard uitvoering. Met ruim 45 jaar ervaring is het ons specialisme om voor elke specifieke toepassing de juiste oplossing te vinden. Bijna alles behoort tot de mogelijkheden: een snelle responsietijd, hoge nauwkeurigheid, lange termijnstabiliteit, bestand tegen hoge of juist lage temperaturen.
een breed scala instrumenten voor het meten, regelen en registreren van temperatuur, vocht en dauwpunt. Ook is vaak maatwerk mogelijk voor een klantspecifiek eindproduct.
Productie, cleanroom, kalibratielab

Indicators


kalibratiebadenKlimaatkamers,
is een belangrijke parameter in veel processen, systemen en machines. Tem pe ratuurvariaties, drift of ongewenste temperatuurverschillen kunnen het proces en de prestaties ongewenst beïnvloeden. Het goed kunnen meten en regelen van temperatuur zorgt voor minder uitval en heeft een positief effect op de levensduur van machines.

Vraag ons naar de mogelijkheden.
Wij beschikken over een eigen productieafdeling, cleanroom en kalibratie- en researchlab waar we o.a. kunnen meten, optimaliseren, kalibreren en stabiliseren. Ook (lange termijn) testen, responsietijdmeting en onderzoek van temperatuursensoren en onderdelen behoort tot de mogelijkheden.
