
Laskunstenaar verbindt aarde en kosmos Mensen verleiden tot een baan in de Warmscheurenlassectorinlasverbindingen # 6 2022 JULI / AUGUSTUS




www.binzel-abicor.com TECHNOLOGY FOR THE WELDER’S WORLD. Lasrookafzuiging van de volgende generatie Met ABICOR BINZEL xFUME® maakt schadelijke lasrook geen schijn van kans ■ Optimale bescherming voor de gezondheid van de lasser ■ Betrouwbare MIG/MAG- en TIG-lasprocessen ■ Geen invloed op de gasbescherming ■ Geschikt voor atelier tot zware industrie ■ Conform DIN EN ISO 21904 Grote efficiëntie en hoge betrouwbaarheid, een betere gezondheids- en arbeidsbescherming bestaat niet!





Binnen twee minuten een messcherpe o erte voor uw zetwerk of lasersnijwerk? Eenvoudig & snel op plaatweb.nl Upload uw 2D of 3D CAD bestand Vul de benodigde gegevens in Ontvang binnen twee minuten uw o erte Maak nu gratis een account aan op plaatweb.nl lassen, lasersn den, kanten, walsen, machine-industriëleframebouw,engineering,constructie,behuizingen,enapparatenbouw Sinds 1919 biedt Assink & Schipholt betrouwbaarheid en hoogwaardige kwaliteit. Wilt u meer weten over Assink en Schipholt? K k dan op www.assinkschipholt.nl PERFECTIE TUSSEN MENS EN METAAL uw partner voor gecerti ceerd laswerk TOT WEL 4X2 METER























Rolf Elling (hoofdredacteur), Fleur Maas, Peter Meys, Frank Smit, Leo Vermeulen (eindredactie techniek), Bart Verstraeten, Kasper Weigand (eindredactie).
T +32 9 292 14 04
Abonnementen
Redactie
JULI - AUGUSTUS 2022
volgende webpagina’s: - Voor particulieren: conneqt-lasprofessionals/www.nil.nl/
Het vakblad Lastechniek is binnen Nederland onderdeel van de NIL Conneqt Premium abonnementen.
Uitgave ISSN 0023-8694
Abonnement wijzigen per e-mail naar info@nil.nl of lastechniek@ bil-ibs.be. Voor adreswijzigingen is een mail met tenaamstelling en uw oude en nieuwe adres voldoende.
Vormgeving en concept Bureau OMA bv, www.bureauoma.nlDoetinchem
8 12 19 COLOFON 4
De informatie gepubliceerd in deze uitgave is zorgvuldig uitgezocht en waar mogelijk gecontroleerd, echter sluiten de uitgever en de redactie uitdrukkelijk iedere aansprakelijkheid uit voor eventuele onjuistheden en/of onvolledigheid van de verstrekte gegevens. Op de advertentiecontracten of overeenkomsten tot plaatsing van losse advertenties zijn van toepas sing de Regelen voor het Adverten tiewezen van de Stichting ROTA zoals gedeponeerd bij de Kamer van Koophandel te Amsterdam onder nummer 28114570.
Meer informatie over het afsluiten van een abonnement vanuit België is te vinden op de techniekhttps://bil-ibs.be/vakblad-laswebpagina:
Advertenties
Bert Brassée T 06 833 313 82 Roy Wösting T 06 225 483 04
Lastechniek verschijnt tien keer per jaar Abonnement of verzendadres wijzigen?
LASKUNSTENAAR VERBINDT AARDE EN KOSMOS
Email: media.nllastechniek@mybusiness
E lastechniek@bil-ibs.be - bil-ibs.be
LASTECHNIEK 2022
E info@nil.nl - nil.nl
MENSEN VERLEIDEN TOT EEN BAAN IN DE LASSECTOR
Wim de Groot is sinds 1986 actief in de lassector. Hij begon als lasser, maar stap te over naar het onderwijs. Na een eigen lasschool geleid te hebben, is hij sinds enkele jaren actief in arbeidsbemiddeling van technische profielen en job-coaching. Vanuit deze ervaring heeft hij een brede opvatting over opleiding en arbeids markt. ‘De lastechniek moet in de picture komen als een uitdagend en dynamisch beroep’, vertelt De Groot

INHOUD
WARMSCHEUREN IN LASVERBINDING
Meer informatie over het afsluiten van een abonnement en de bijbe horende prijzen zijn te vinden op de
Adressen Nederlands Instituut voor Lastechniek Louis Braillelaan 80 - 2719 EK
Voor bedrijven: www.nil.nl/conne qt-bedrijven/
Elke lasser krijgt ermee te maken: scheu ren in een lasverbinding. Hier zijn vele oorzaken voor aan te wijzen. In dit artikel beperken we ons tot warmscheuren in gelaste verbindingen van staaltypes met een ferritische of een austenitische structuur. Van deze scheuren zijn er drie soorten: stollingsscheuren, segregatie scheuren en krimpscheuren. Wat zijn de oorzaken en hoe kunnen we warmscheu ren voorkomen?
Lastechniek wordt uitgegeven door MYbusinessmedia Holding, Deven ter, in opdracht van het Nederlands Instituut voor Lastechniek (NIL) en in samenwerking met het Belgisch Instituut voor Lastechniek (BIL).
Auteursrechten © voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaakt worden door middel van druk, fotokopie, microfilm, elektronisch of op welke andere wijze dan ook, zonder voorafgaande schriftelijke toestemming van de uitgever.

Druk Veldhuis Media, Raalte
TZoetermeer+31(0)88 018 70 00
Bart Lebesque is laskunstenaar en maakt kunst uit afvalmetalen. Wat hij in de con tainer tegenkomt, zet hij om in glanzende kunstwerken. Lebesque combineert materialen en technieken die volgens de meeste lassers echt niet kunnen. Maar door zijn opleiding en praktijkvakman schap in de industrie weet hij proefonder vindelijk het onmogelijke te realiseren.
Belgisch Instituut voor Lastechniek vzw Technologiepark-Zwijnaarde 48, B-9052 Zwijnaarde, België

et het juli/augustus nummer van Lastechniek worden de zomermaanden weer ingeluid. Met de hierbij horende vakantieperiode. Zonder beperkingen. En dat geeft toch wel een lekker gevoel. Heerlijk er even tussenuit na toch wel een hectisch jaar.
IN DIT NUMMER
Maar goed, het leven gaat door en ‘we’ zijn met zijn allen wel toe aan een welverdiende vakantie. En als we dan met zijn allen weer terug zijn, staat het grootste maakevent in de Benelux op de planning.
Met andere woorden de integratie tussen beide partijen is snel te doen. En dat vier dagen lang. Ook zeker interessant voor de mensen binnen de lastechniek. Lasapparatuur en de aanverwante benodigdheden, alles zal er te zien zijn. Een bezoek is dan ook zeker de moeite waard.
VERDER28
Brancheregister
Ik vind dit persoonlijk een verstandige zet. Immers, de klanten van de TechniShow exposanten staan op ESEF Maakindustrie. De route wordt voor beide partijen wat eenvoudiger.
Maar eerst even lekker genieten van een naar verwachting fijne vakantie.
Zeker met het conflict tussen Rusland en Oekraïne, wat een verschrikkelijk meeslepende situatie is geworden. En dat anno 2022. Het is toch niet te beschrijven wat er gebeurt.
Rolf Elling

Voordat er kan worden gelast, zal er enige voorkennis moeten zijn van het te lassen basismateriaal en hoe dit tot stand is gekomen. In deze rubriek staat de materiaalkundige kant van het vakgebied centraal. Na het ijzer-koolstof diagram en de afkoeldiagrammen in de vorige afleveringen, zijn we nu aangekomen bij de warmtebehandelingen.
P 26-27
P
TechniShow en ESEF Maakindustrie laten zien hoe de Nederlandse maakindustrie er voor staat. Machines, toebehoren, de makers, vrijwel alles voor de 'maak' zal er te zien zijn. met uiteraard de nodige innovaties. Het speelt zich allemaal af in de vertrouwde hallen van de jaarbeurs in Utrecht. Althans, niet wat ESEF Maakindustrie betreft. De standhouders zijn niet meer te vinden in de hallen 1, 2 en 3, maar worden aanpalend aan de TechniShow hallen gepositioneerd. De hallen 10 en 11 zullen worden gevuld met ESEF Maakindustrie exposanten.
JULI - AUGUSTUS 2022 5
P 32-35
P

M
Het zomeris
Kind kan de las doen
lastechniek.nl
6-7 Lastechniek actueel
Lastechnische innovaties
LASKENNIS WARMTEBEHANDELINGENOPGEFRIST:
16-17 TechniShow en ESEF Maakindustrie in aantocht
COLUMN
P 31
Voor vragen, tips, nieuws en productinformatie kunt u ons bereiken op het lastechniek@mybusinessmedia.nlemailadres:
Voor Priema Metaalwarenfabriek bouwde lasrobotspecialist RobWelding twee pneumatisch gestuurde mallen, die zich met één druk op de knop automatisch openen en sluiten. ‘Vanuit ergonomisch oogpunt, de productomvang en snelheid moest het wel via pneumatische krachtspanners’, verklaart project leider Mario Hakkert de inventieve malontwikkeling. Priema gebruikt deze mallen bij de productie van Heckmodulen in opdracht van Krone Trailers. Hierbij maken ze gebruik van de door RobWelding gebouwde kant-en-klare Ready Robotic Cell (RRC) waarin zich een ABB 4600-robot en R-manipulator bevinden. In deze lasrobotcel legt de betreffende operator de onderdelen los in de mallen, om deze vervolgens automatisch op te spannen met Destaco-krachtspanners. ‘Omdat deze on derdelen groot zijn, ontwierpen we speciale subframes, zodat de operator ze er gemakkelijker in kan leggen. Vervolgens hijst de operator het geheel met een monorailkraan de aflasmal in’, legt Hakkert uit.
JULI - AUGUSTUS 2022
NOODZAAK DWINGT PRIEMA TOT INVENTIEVE LASMAL
centrum van Evenementenhal Gorinchem, Next Level. Zie voor het programma het artikel hiernaast. NIL: ‘Niet alleen zijn we erg enthousiast dat de beurs weer kan plaatsvinden, we zijn er ook van overtuigd dat dit de meest succesvolle editie tot nu toe gaat worden!
LASTECHNIEK ACTUEEL
Na een aantal jaar zonder events voor de lasindustrie, zal op 4, 5 & 6 oktober 2022 eindelijk weer een nieuwe editie van de Welding Week plaatsvinden in Evenementen hal Gorinchem. Welding Week is het evenement voor verbin dingstechnieken, als lassen, lijmen en snijden. Het evene ment vindt gelijktijdig plaats met vakbeurs Metavak. Ook tijdens deze editie van Welding Week is het Nederlands Insti tuut voor Lastechniek (NIL) de officiële beurspartner. Naast

hoofdkennispartner van het vrij toegankelijke kennisprogram ma met lezingen door profes sionals uit het veld, zal NIL ook het NIL|BIL volledigorganiseren.LassymposiumDitjaarophetvernieuwdecongres
NIL & EASYFAIRS WERKEN WEDEROM SAMEN EN ORGANISEREN WELDING WEEK 2022

6
GLAS LASSEN ARCHITECTUURIN
Glasdelen met elkaar verbinden met behulp van warmtetechniek kan in theorie perfect transparante construc ties opleveren. Maar zijn die ook maakbaar en zijn ze sterk genoeg? Na talloze breuktests con cludeert promovendus Lisa Rammig dat lassen en lamineren zeer hoge transparantie en sterkte kan opleve ren. Maar toepassing in architectuur is lastig. In haar research onderzocht Rammig een handmatige warmtebindingstechniek waarbij glas wordt verbonden met behulp van een brander en een draaibank. Het hele glaselement moet daarbij worden verwarmd, om breuk door thermische schok te voorkomen. Ze testte verschillende verbindingen, die met warmte werden verlijmd uit 5 mm dikke borosilicaatplaten. ‘Als je twee glas randen door stuiklassen verbindt, is er weinig van de naad te zien. Je hebt niet de reflectie van de randen die bij traditionele verbindingsmiddelen als kleur zichtbaar blijft. Dat komt de transparantie echt ten goede.’ Het proefschroef Advancing Transparency. Connecting glass with heat van Lisa Rammig is online te lezen via repository. tudelft.nl.

JULI - AUGUSTUS 2022
De eerste dag staat in het teken van de ontwikkelingen op het ge bied van de verbindingsprocessen. Met betrekking tot de klassie ke processen komt het onderpoederlassen en de aanbevelingen voor blootstellingsscenario’s van verschillende las- en soldeer processen aan de orde. Aan de hand van recentelijk onderzoek is er aandacht voor het circulair assembleren met lijmverbindingen en de stand van zaken rond het Wire Arc Additive Manufacturing (WAAM). Tenslotte sluit deze sessie af met de actualiteit rond het aanbrengen van oppervlakte lagen.
GlastraRobFoto’s:
Niet destructief onderzoek Verbindingen maken en het onderzoeken daarvan gaan hand in hand. In deze sessie komen verleden, heden en toekomst van het NDO samen. De besproken onderwerpen gaan van het bepalen van inspectieniveaus tot en met automatische interpretaties. Naast het ultrasoon en het radiografisch onderzoek komen ook Phased Array, ToFD en FMC/TFM aan de orde.
Het Nederlands Instituut voor Lastechniek (NIL) organiseert samen met het Belgisch Instituut voor Lastechniek (BIL) een groot lassymposium dat op 4 en 5 oktober 2022 in de Evenementenhal Gorinchem wordt gehouden. Verdeeld over twee dagen worden er in vier sessies en een docentenbijeenkomst meer dan 20 lezin gen gepresenteerd die interessant zijn voor iedereen die in ons vakgebied werkzaam is.



Schade en corrosie aan las- en soldeerverbindingen
men en regelingen. In een aantal lezingen over lasnormen worden de meest recentelijk ontwikkelingen besproken. Op het gebied van de arbo-regelgeving gaan we zien dat de “arbocatalogus voor de metaal” met de daarbij behorende Verbetercheck Lasrook een goed handvat biedt om hieraan te voldoen. Tenslotte is er ruim aandacht voor het in de praktijk omgaan met normen en regelgeving.
7vakbladlastechniek.nl
Voor meer informatie over het programma en de inschrijfmogelijkheden: www.nil.nl

Processen, ontwikkelingen en uitvoeringen
Docentenmiddag
Daarnaast staan de beroepen en carrièremoge lijkheden in de lastechniek centraal. En tijdens de praktische workshops over de handvaardigheidsop leidingen zoomen we in op de visuele inspectie van examenwerkstukken en is er ruim de gelegenheid voor het stellen van vragen.
De tweede dag van symposium begint met de sessie over lasnor
Normen en regelgeving
PROGRAMMA LASSYMPOSIUM 2022 IS ROND
In een viertal cases worden schade en corrosiezaken behan deld. Gebaseerd op metaalkundig onderzoek is er gezocht naar oorzaak en gevolg met als doel: voorkomen is beter dan genezen. Lasverbindingen in ongelegeerd, warmvast en roestvast staal komen hierbij ter sprake. Deze sessie rond af met een bezwijkana lyse van een hardsoldeerverbinding in een nikkellegering.
Het NIL vindt het belangrijk om docenten en hun studenten goed te ondersteunen, met informatie, inspiratie en ondersteunend materiaal. Maar wat heb je als docent nu precies nodig en waar hebben jouw studenten be hoefte aan? Tijdens de docentenmiddag laten we NIL Conneqt “Leren en Loopbaan” zien en gaan over de ontwikkeling hiervan met iedereen die lastechnisch onderwijs een warm hart toedraagt in gesprek. Jouw mening telt, dus wees erbij!
JULI - AUGUSTUS 2022 Proefondervindelij k het onmogelij ke realiseren Laskunstenaar verbindt aarde en kosmos Fotografie: Evert Bruinekool. 8 REPORTAGE














Een lastig project bestond uit twee kostbare halve roestvast stalen bollen van 60 centime ter groot, die aan elkaar gelast moesten worden. Iedereen zei:
Voor zijn huis in Uden in de beeldentuin staat een trio opvallende wokkels. De wokkels zijn opgebouwd uit een oude pompzuigerstang van een aardappelschilmachine op een stalen sokkel, een geroeste profielkoker. De zuigerstang is erop gelast met een soort klimop van lasmateriaal die uit de bodemplaat lijkt te groeien door de gebruikte lastechniek. ‘Spelen met de spanning tijdens het lassen zorgt ervoor dat de las minder inbrandt en op het materiaal blijft lig gen. Het is als het ware 3D-printen met de lastoorts uit de losse pols.’ Daarna de juiste delen polijsten tot het spiegelt en de andere delen mat afwerken. Dat, samen met het opgelaste materiaal, geeft een magisch beeld.
Opleiding
‘Dat kun je niet lassen, dan gaat het golven en werken. Helemaal als je de wereldcontinenten erop last, gaat het niet goed komen.’ Lebesque ging toch aan de gang en maakte een gepolijste wereldbol met rupslassen die de continenten voorstelden, voor de Royal Terberg Group in IJsselstein. De bol staat nu op een geroes
Bart Lebesque is laskunstenaar en maakt kunst uit afvalmetalen. Wat hij in de container tegenkomt, zet hij om in glanzende kunstwerken. Hij werkt het liefst met rvs en staal en in mindere mate met brons. Lebesque combineert materialen en technieken die volgens de meeste lassers echt niet kunnen. Door zijn opleiding en praktijkvakmanschap in de industrie weet hij proefondervindelijk het onmogelijke te realiseren.
Voor
JULI - AUGUSTUS 2022
te stalen voet voor het pand. ‘Ik probeer iedere bezoeker even stil te laten staan voordat ze hun weg vervolgen.’
door Evert Bruinekool
kunstwerkenregelmatigvanlagers. 9vakbladlastechniek.nl
Trio wokkels
Voor de lagerpro ducent SKF maakt Lebesque
de lagerproducent SKF maakt Lebesque regelmatig kunstwerken van lagers. Gehard staal wordt normaliter bros en vertoont microscheuren bij normaal lassen. Door te spelen met lasmateriaal en de spanning op het lasapparaat brengt hij de temperatuur en de afkoelsnelheid bij elkaar waar door geen scheuren optreden, en de verbinding geschikt is voor het kunstwerk. Door te experimenteren met diverse soorten lasdraad kreeg hij de beste resultaten met het type 309.
‘Als monteur kwam ik hoogwaardige en exotische materialen tegen zoals duplex staal’
Exclusief materiaal
Lebesque deed zijn kennis op bij constructiebedrijven die vooral op de landbouw gericht waren. Ook volgde hij lasopleidingen op het ROC en haalde hij NIL-diploma’s: TIG niveau 1 en 2 en MIG/MAG niveau 1 en 2. Maar in de praktijk leerde hij improvi seren zodat de landbouwwerktuigen snel weer aan de slag konden. Lassen moesten degelijk en sterk

Zelfstandig
10 JULI - AUGUSTUS 2022
Op zijn zeventiende jaar startte Lebesque bij een John Deere-dealer, in onderhoud en constructie: ‘Van onderaf als vegertje.
Dit effect ontstaat door te 3D-printen met de lastoorts.

Lebesque startte in 2010 als zzp’er: ‘Als monteur kwam ik hoogwaardige en exotische materialen tegen zoals duplex staal, hoogwaardig rvs van stoominstallaties tot pompen met extreem leuke vormen. Die gingen, nadat ze vervangen waren, de container in. Zonde, daar kon ik iets mee.’ Hij mocht het materiaal soms meenemen en zo begon het maken van kunstwerken in de loze uurtjes naast zijn werk. De opgedane kennis van het lassen gebruikt hij in zijn kunstwerken. Soms door ogen schijnlijk totaal nutteloos te lassen op een glad oppervlak, om alleen de structuur van het lassen te gebruiken. Allemaal lasrupsjes over elkaar lijken organisch
Een gepolijste wereldbol met rupslassen als continenten.
’s Avonds laste ik omdat het leuk was en omdat ik het wilde leren. Vervolgens ben ik op school de opleidingen gaan volgen van het NIL. Ik wilde weten wat ik deed. Ik maakte constructies en die moeten goed zijn.’ Na de landbouw, als lasser en monteur ging Lebesque werken als zzp’er in de voedselindustrie. Daar kreeg hij met de Hazard Analysis and Critical Control Points (HACCP) norm te maken. Hij maakte aardappelschillijnen en deed reparatiewerk met rvs.
zijn. ‘Een gerepareerde dissel mocht niet weer afbreken, werk moest betrouwbaar gerepareerd worden’, vertelt Lebesque. Arbo en PBM’s waren hele belangrij ke lessen tijdens de opleiding, het is er ingestampt. Altijd een goede afzuiging, handschoenen, lashelm en veiligheidsschoenen. Dit zijn ook vereisten om te mogen werken in ’t Machinehuys in Uden, een voormalige mbo-school waar Lebesque zijn werkplaats heeft. ‘Je eigen gezondheid en veiligheid is een prioriteit. Lasrook bijvoorbeeld is door de zware metalen iets wat je niet moet inademen’, weet Lebesque.
Jong geleerd Bart Lebesque runt een atelier samen met een collega-kunstenaar Edwin Groenendijk, een industrieel ontwerper die kunstige vuurkorven en kachels maakt uit cortenstaal. Dit is een staalsoort waar Lebesque ook graag mee werkt. ‘In het begin van het oxidatieproces ziet cortenstaal er gewoon uit als constructiestaal, door weersinvloeden krijgt het zijn typische roestkleur.’

11 JULI - AUGUSTUS 2022 vakbladlastechniek.nl
Lebesque speelt met verschillende technieken om het juiste resultaat te bereiken. ‘Ik gebruik een lage
Het begon dus allemaal als hobby, in de loze uurtjes naast zijn werken. Eens proberen om staal op rvs te lassen bijvoorbeeld. ‘Dan ga je proberen brons toe te voegen. Zo volgden talloze andere materialen als cortenstaal, talloze soorten rvs en duplex. ‘Roestvast staal op staal las ik met overgangselektroden. Brons op rvs kan je niet echt lassen noemen. Het is eigenlijk meer hardsolderen met het TIG-proces met een spe ciaal brons toevoegmateriaal. Zo maak ik hele mooie combinaties van staal aan rvs en daar weer brons aan vast. Het constructieve aspect is dan niet meer relevant en laat ik los.’

‘Je moet de regels voor een sterke las loslaten’
gegroeid. Ze zijn niet dragend voor de sterkte. ‘Ik nam wat mee naar een expositie en toen werd tot mijn verbazing mijn werk verkocht. Dat gaf me vertrou wen’, weet Lebesque nog. Daarna is hij meer tijd vrij gaan nemen van het monteurswerk. Langzamerhand is dat verdergegaan. Bescheiden zegt Lebesque: ‘Ik had er moeite mee mijzelf kunstenaar te noemen. Dat was een hele stap. Wie ben ik om mezelf kunstenaar te noemen?’
stroomsterkte zodat de las niet inbrandt.’ In overleg met zijn leverancier experimenteert hij met soorten lasdraad. ‘Daarna ga je de vorm die ik in mijn hoofd heb, opbouwen. Je moet de regels voor een sterke las loslaten en dat is moeilijk voor een lasser.’ Afvalma teriaal vindt hij of krijgt hij van zijn klanten. Als hij materiaal bekijkt, ontstaat het kunstwerk al in zijn hoofd. Maar daarna begint het pas.
Visie De kunstwerken van Lebesque hebben ook een spirituele kant. Het zijn niet zomaar mooie objec ten. Het harde van staal sym boliseert de aarde en de koelte van roestvast staal staat voor de kosmos. ‘Het is een stukje van mijn gevoel, verbinding maken tussen het aardse en het hemelse materiaal. Even de mensen met mijn werk naar het nu trekken en ze een moment van rust geven als zij mijn kunst bekijken. Dat is ook wat mijn huidige werk zo leuk maakt.’ Heel anders dan zijn werk als onderhoudsmonteur, wat bestond uit hard werken en snel klaar zijn met degelijke repa raties. Toch is het vakmanschap dat hij hier opdeed inmiddels de basis van zijn kunst geworden. ’
THE ESSENCE OF BEING Metal art by Bart Lebesque reflects the energy of being. www.bartlebesque.com
Hobby
Lebesque kan tegenwoordig leven van zijn kunstwerken.
Vijf jaar geleden werd hij vanuit de markt zo genoemd door zijn werk. De cirkel is rond. ‘Ik leef nu van mijn kunstwerken en ben honderd procent kunstenaar.’
Wim de Groot is sinds 1986 actief in de lassector.

JULI - AUGUSTUS 2022
12
‘MEER AANDACHT BESTEDEN AAN SOFT SKILLS IN KADEROPLEIDING’
natuurlijk een zeer actueel thema. Hierdoor is bijvoor beeld het beroep van lasrobotprogrammeur ontstaan. Lassen met een robot vereist uiteraard andere vaardighe den, maar ook de lasrobotprogrammeur moet de basiselementen van lastechniek beheersen. Hij moet de robot immers niet alleen voorprogrammeren, maar ook bijsturen en de lasmallen klaarzetten. Daarvoor moet hij het proces grondig kennen.
Wim de Groot is sinds 1986 actief in de lassector. Hij begon als lasser, maar stapte over naar het onderwijs. Na een eigen lasschool geleid te hebben, is hij sinds enkele jaren actief in arbeidsbemiddeling van technische profielen en jobcoaching. Vanuit deze ervaring heeft hij een brede opvatting over opleiding en arbeidsmarkt. ‘De lastechniek moet in de picture komen als een uitdagend en dynamisch beroep’, vertelt De Groot die ook in jobcarving overigens perspectief ziet om het tekort op de arbeidsmarkt aan te pakken.
Dat komt omdat er weinig jongeren instromen in een technische opleiding. Ik heb eens lezingen gegeven op een middelbare school; van de 100 leerlingen, stroomden er twee door naar een technische opleiding. Techniek en lassen worden niet sexy gevonden en ook de werktijden en vroege starttijden schikken af. Bovendien stimuleren ouders hun kinderen om verder te studeren voor specia
door Jerom Rozendaal
Er is meer vraag naar technische profielen dan er aanbod is. Hierdoor is er dus sprake van krapte op de arbeids markt. Dat geldt voor de meeste technische profielen. Niet alleen voor lassers, maar ook voor, loodgieters, elektriciens, pijpfitters en constructiebank medewerkers etc. Deze krapte op de arbeidsmarkt be staat al jaren, maar ik moet daarbij ook zeggen dat een goede vakman altijd wel aan de werk kwam.
Verbetering imago kan mensen verleiden tot een baan in de lassector
‘Ik zie veel mogelijkhe den op het gebied van jobcarving’
Ik zit sinds 1990 in het lasonderwijs. Ik ben van orgine loodgieter. Tijdens de economische recessie in de jaren tachtig heb ik bij mijn toenmalige werkgever een interne opleiding tot gecertificeerd lasser gevolgd. Hier ben ik gepassioneerd geraakt van de lastechniek en onderwijs. In 1990 ben ik gaan lesgegeven aan de bedrijfshogeschool in Breda waar toen 120 leerlingen per jaar onderwijs volgen waarvan 60 lassers. Toen deze school in 1995 failliet ging, ben ik in 1996 gestart met een eigen school voor lasopleidingen.
Door de jaren heen evolueert het beroep van lasser en ontstaan er nieuwe opleidingsbehoeftes. Zo worden er tegenwoordig andere metalen gebruiken en neemt de specialisatie op dat vlak toe. Daarnaast is automatisering
13vakbladlastechniek.nl
Wat heb je met lassen?
Doe je dat nog steeds?
JULI - AUGUSTUS 2022
Hoe verklaar jij het tekort?
Is het onderwijs sterk veranderd in de jaren dat je actief bent?
Wat is de situatie op de arbeidsmarkt als het gaat om lasspecialisten?
Nee. Dat heb ik gedaan tot 2019 en toen heb ik de school verkocht. Daarna ben ik actief gewor den in arbeidsbemiddeling. Met De Groot Personeel en Techniek begelei den we technische profielen naar een baan. Hier komen we ook veel lassers tegen. Daarnaast ben ik actief als jobcoach waarbij ik mensen met een afstand tot de arbeidsmarkt begeleid naar een baan binnen de metaaltechnische sector.
EVENEMENTENHAL GORINCHEM 4, 5 EN 6 OKTOBER WELDING WEEK NL 2022 POWERED BY Lassen | Lijmen | www.welding-week.nlSnijdenInteresse? Neem contact op met Jamie van der Louw, jamie.vanderlouw@easyfairs.com, +31 (0) 183 680 689 Boekstand!uw VRIJGESTELD VAN CHROOM EN NIKKEL METAAL GEVULDE DRAAD vanaanwezigheidnulrisicometrookuitstootVerminderdeopmerkelijkopdeCrVIInfo@castolin.nl - +31(0) 15 256 92 03 Slijtvaste/slagvaste Oplasdraad nulrisico op de van CrVI Content Marketing Heeft u hulp nodig bij het schrijven van technische artikelen of persberichten? Onze redacteuren helpen graag! Meer weten? 0570 504 343 r.wibbelink@mybusinessmedia.nl Bent u benieuwd hoe wij u kunnen helpen? Neem dan contact op met: René Wibbelink Wij kunnen u helpen met het maken van: Persberichten WebtekstenBlogs White papers Artikelen

































Zie je nog andere oplossingen voor het tekort aan lassers?
zetten, zou je meer jongeren enthousiast kunnen maken voor het vak lasser.
Is de robot een oplossing voor het personeelstekort? De robot werd eerst vooral aangeschaft uit kostenover wegingen en de constante kwaliteit die hij biedt. Voor be paald repetitief werk is de robot de beste optie. De laatste jaren wordt robotisering ook gedreven door de krapte op de arbeidsmarkt. De robot en ook de cobot zouden nog meer laswerkzaamheden uit handen kunnen nemen van de mens, maar uiteindelijk zal er altijd behoefte blijven be staan aan handlassers en specialisten. Voor enkelstuks of kleine series kan het niet uit om een robot aan te schaffen. Dat geldt bijvoorbeeld ook voor onderhoudswerken of reparaties op bijvoorbeeld een farmaceutisch complex.
15vakbladlastechniek.nl
Ik zie veel mogelijkheden op het gebied van jobcarving. Door een goede analyse van de functie en het herschikken van de taken en processen kun je nieuwe medewerkers aantrekken uit andere doelgroepen als langdurig werklo zen, statushouders en zij-instromers. Het succes zit hem vervolgens in een goede begeleiding middels job-coa ching. Een goed voorbeeld daarvan is de loodgieter. Het ophangen van een wc-pot of wasbak is ook onderdeel van zijn baan, maar dat zou je prima kunnen uitbesteden aan iemand met een lager profiel zodat de functie voor de vakman interessant en uitdagend blijft. Dit geldt ook voor lasactiviteiten. Zo zou een lasbedrijf door de aanschaf van een cobot ook bijvoorbeeld mensen met een afstand tot de arbeidsmarkt kunnen werven voor het uitvoeren van het werk.
In de kaderopleidingen zou je ook wat meer aandacht kunnen besteden aan de soft skills van toekomstige las technici. Denk aan computergebruik en de verschillende programma’s zoals Excel en Word. Maar denk daarnaast ook aan taal en communicatievaardigheden. Deze vaardig heden zijn misschien minder belangrijke als je een puur uitvoerende taak hebt, maar op het moment dat je wil doorgroeien, zijn ze erg belangrijk.
Waar is ruimte voor verbeteringen in het onderwijs?
lismen waarbij je je handen niet gebruikt. Er bestaat een vooroordeel dat lassers in een donkere, gesloten ruimte werken onder zware omstandigheden.
Hoe zou de lassector het tij kunnen keren? Lastechniek betaalt goed, er is volop toekomstperspec tief en het is veelzijdig en dynamisch. De opleidingen zouden aantrekkingskracht en de veelzijdigheid van het beroep beter in de kijker moeten zetten. Met een opleiding in de lastechniek kun je veel meer worden dan alleen (hand)lasser; denk aan lasinspecteur, lasbeoordelaar, onderwijzer, lasrobot programmeur en noem maar op. De veelzijdigheid van lastechniek komt ook terug in de diverse sectoren. Je kunt buiten lassen, maar ook binnen. Je kunt actief wor den in de scheepsbouw, als onderwaterlassers, op een booreiland, in de voedingsmiddelenindustrie met schone omgeving. Dit lijstje is oneindig. Door dit in de kijker te
Zijn de opleidingen praktisch genoeg?
‘De veelzijdigheid van lastechniek komt ook terug in de diverse sectoren’

JULI - AUGUSTUS 2022
Op zich wel. Alleen moet ik zeggen dat het jammer is dat de traditionele bedrijfsscholen niet langer bestaan. Dat waren scholen waar mensen met een middelbare school opleiding of een lagere technische opleiding binnen twee jaar konden afstuderen als lasser, of metaalbewerker. Omdat het financieel niet meer uit kon, zijn deze bedrijfs scholen in de jaren negentig allemaal gestopt Dat is een spijtige ontwikkeling, want deze scholen brachten echte vakmensen voort.
De Ulti-Form van LVD onderscheidt zich van andere gerobotiseerde cellen door de auto matische programmering.
De jury van de prijs is positief over het niveau van de inzendingen en ziet een verdere evolutie van digitalisering in de maakindus trie. De genomineerden voor de TechniShow Innovation Awards 2022 in de categorieën volgen hieronder in alfabetische volgorde.
JULI - AUGUSTUS 2022
TechniShow 2022 is in aantocht. Van 30 augustus tot en met 2 september tonen de exposanten innovaties waarmee maakbedrijven kunnen inspelen op trends als reshoring, kortere doorlooptijden, kleinere series, gebrek aan vakmensen en verduurzaming.
Voorregistraties door grote partijen Investeren wil de maakindustrie als geen ander. ‘We zien bij de voorregistratie dat grote bedrijven complete teams inschrij ven; ze registreren niet één of twee mede werkers, maar direct meer dan tien’, zegt Elzinga. Dit heeft mede te maken met de nieuwe kijk op de supply chains. Een trend die al eerder speelde, maar door corona, bijbehorende lockdowns en recent de oor log in Oekraïne in een stroomversnelling is gekomen. Reshoring vanuit Azië en zelfs Oost-Europa wordt ook voor Nederlandse en Belgische OEM’ers een steeds groter onderwerp. Dat schept nieuwe kansen voor toeleveranciers die qua productie technologie up-to-date zijn. Automati sering en digitalisering zijn momenteel gewilde oplossingen, die verspreid op de beurs en in het lezingenprogramma ruim aandacht krijgen. In het Ketentheater op ESEF Maakindustrie komt dit onderwerp ruimschoots aan bod. Bijvoorbeeld in een dagelijkse paneldiscussie, waarin experts hun visie op de ontwikkelingen in de maak industrie delen.
LVD Company
Van RobWelding komt een slim malwissel systeem.
RobWelding
DERTIEN GENOMINEERDEN VOOR DE TECHNISHOW INNOVATION AWARDS 2022

Industrie weer samen op TechniShow 2022
16
COMPACTE BEURS MET COMPLEET AANBOD
De BMO Iridium Robotcel wordt op de Technishow 2022 voorgesteld in de nieuwe HYBRID uitvoering.
Een ander onderwerp dat breed wordt uitgemeten, is additive manufacturing, oftewel 3D-printen. Bezoekers hebben dit onderwerp tijdens de vorige editie van de TechniShow in de top 3 gezet van thema’s waar ze méér van willen zien en meer over willen horen.
Totale mix wordt evenwichtiger De bezoeker kan zowel vaste exposanten bezoeken, waaronder Trumpf Nederland, De Ridder, Dymato, Safan Darley, Valkwel ding, Renishaw & Hexagon, als nieuwko mers leren kennen. Nieuwkomers als Unil Lubricants, FenS B.V en het Vlaamse CNC Soft bijvoorbeeld. ‘Je merkt dat exposan ten méér dan vroeger gefocust zijn op twee of drie onderdelen uit hun portfolio. Daar door kiezen ze vaak voor een wat kleinere stand. Dat geeft ruimte aan nieuwkomers. Deze zie je bij alle thema’s terug’, zegt ‘DitElzinga.iseen markt voor live contact. Het gaat in deze industrie om processen en produc ten die kopers willen; ze willen elkaar in de ogen kijken.’ Fysieke ontmoetingen en live demonstraties zorgen voor vertrouwen,
wat weer de basis vormt voor een investe ringsbeslissing.
Dertien innovaties zijn in totaal genomineerd voor de TechniShow Innovation Awards 2022 die op 29 augustus worden uitgereikt, kort voor de opening van de TechniShow. Hieron der ook bedrijven die actief zijn in de lastech niek. De mogelijke winnaars zijn verdeeld in drie categorieën: Flexibel Produceren, Slim Produceren en Digitale Fabriek.
BMO Automation
ennie Elzinga, sales projectmanager bij Jaarbeurs, telt de weken af totdat dinsdag 30 augustus de grootste beurs voor de maakindustrie in de Benelux de deuren opent. ‘In de twintig jaar dat ik actief ben in beurzenland heb ik nog nooit zulke betrokken exposanten meegemaakt. Ze kunnen niet wachten om eind augustus naar buiten te komen met hun producten en diensten op de eerste TechniShow sinds 2018. Want ook al wordt de 2022-editie van TechniShow een compacte versie, het blijft de grootste technologiebeurs voor de maakindustrie in de hele Benelux. Techni show, in combinatie met ESEF Maakindus trie, is veruit de grootste vakbeurs dit jaar die in de Utrechtse Jaarbeurs plaatsvindt. ’
Categorie Flexibel Produceren
J
30 augustus: 10.00 uur – 17.30 uur 31 augustus: 10.00 uur – 17.30 uur 1 september: 10.00 uur – 17.30 uur 2 september: 10.00 uur – 17.30 uur
Met de EasyGrinder doet Teqram een gooi naar de prijzen.
Visie en inspiratie op ESEF Maakindustrie
De Sonic Shark is volgens CNC Freestechniek het oor van een machine. Het menselijke oor is tot op heden een veel gebruikt instrument voor het beoordelen van het verspanings proces.
H
Q-Fin Quality Finishing Machines
Stichting LAC
ESEF Maakindustrie is een evenement op het gebied van toeleveren, uitbe steden, productontwikkeling en engineering. De beurs geeft handvatten om de volgende stap te kunnen zetten in het productieproces.
Het Platform Smart Welding Factory komt uit de koker van Stichting LAC.
Van Ommen / Phantom
ECI Gatewise is een platform voor de maakin dustrie dat bedrijven en hun IT- technologie en verbindt door processen over meerdere applicaties heen te automatiseren.
Renishaw Benelux BV
Categorie Digitale Fabriek
Openingstijden
Widenhorn komt met een logistieke afraap module voor snijmachines.
In het Innovatietheater worden praktische lezingen gehouden van experts en vakgenoten. Centraal staan drie thema’s die nauw met elkaar verweven zijn: smart industry, personeel & arbeid en duurzaamheid & circulariteit. Aspecten voor de korte en lange termijn worden behandeld om de maakindustrie te laten floreren. Hoe is de stand van zaken omtrent smart industry? Waar start je met circulair ondernemen? Hoe groei je ondanks een gebrek aan personeel? Experts van onder andere ING en TNO delen hun kennis en voorlopers als Damen Shipyards Group vertellen welke stappen zij zetten om hun operatie toekomstbestendig te maken.
ESEF Maakindustrie is de vakbeurs voor succesvolle, duurzame en innovatieve Hetmaakoplossingen.isdegelegenheid
Valk Welding
Oude Reimer B.V.
Naast de exposanten kent ESEF Maakindustrie 2022 een uitgebreid lezingenprogramma. In diverse theaters op de beursvloer is kennis op te doen tijdens sessies van inspirerende sprekers. Zij lichten actuele thema’s toe en gaan in discussie over de ontwikkelingen en de toekomst van de industrie.
Teqram
De OR-APH is een eigen ontwikkeld systeem voor het automatisch voorinstellen van ge reedschappen voor bewerkingsmachines
Innovatietheater
ECI Software Solutions BV
Categorie Slim Produceren
17vakbladlastechniek.nl
Meer informatie www.event.maakindustrie.nlop

CNC Freestechniek B.V
et is een event voor slimme maakoplossingen, waar de hele industrie samenkomt. Nieuwe materialen, componenten, toepassingen, productinnovaties en flexibele oplossingen zullen worden getoond en toegelicht
TOELEVEREN, UITBESTEDEN, PRODUCTONTWIKKELING, ENGINEERING
De F1200 XL van Q-Fin onderscheidt zich door het opvallende design en de hoge snel heid waarmee producten gefinisht kunnen worden.
om grote spelers uit de industrie te ontmoeten en om waardevolle contacten op te doen. Het is ook een event waarbij je je netwerk kunt uitbreiden en met collega’s in contact kunt komen.
Met het Virtual Robot Programming System (VRPS) kan een handheld een beweging maken die de basis vormt van het programma dat door de robot wordt geperfectioneerd en uitgevoerd.
Renishaw Benelux begeeft zich met de QE-serie op het gebied van radiotransmissie tastersystemen voor CNC machines.
Programma en sprekers
Widenhorn B.V.
JULI - AUGUSTUS 2022
Phantom vereenvoudigt CNC-frezen met universele VHM frees én werkgebiedicoon. Boren, frezen, full slotten én 45 graden indui ken, de Phantom HP2 kan het allemaal.
QIROX-robot: internationale topkwaliteit De robot is het centrale element in het QIROX-oplossingenpakket. U profiteert vooral van de modulaire opbouw van het volledige mechanische systeem. Van de robotvoet tot de robotpols zijn alle componenten van de robot perfect op elkaar afgestemd. Door verschillende componenten samen te voegen, ontstaat voor elke productie-eis een op maat gemaakte robot. Weld your way. Bezoek ons 30.08.-02.09.2022TechniShowop2022 in Utrecht hall 12, stand 12.B080 CLOOS_RoboterAllg_185x130+3_Lastechniek_NL_beurzen.indd 1 01.07.2022 12:02:06 PERFECTE LASTECHNIEK IN FAMILIEVERBAND MIG/MAG TITAN PHOENIXXQ XQ TAURUS XQ Onze partners: EWM AG | Area Sales Manager: Winfried Hahmann | Mobil: +49 171 7717306 | Winfried.Hahmann@ewm-group.com www.ewm-group.com















































































































De theorie van Pumphrey Pumphrey, Jennings, Bochvar en Medovar hebben hun theorie opge steld aan de hand van de krimpbrosheid bij supersolidus temperatu

Fred Neessen en Harm Meelker, voorheen Lincoln Smitweld B.V.
Warmscheuren in lasverbinding
• lengte van het stoltraject;
Elke lasser krijgt ermee te maken: scheuren in een lasverbinding. Hier zijn vele oorzaken voor aan te wijzen. In dit artikel beperken we ons tot warmscheuren in gelaste verbindingen van staaltypes met een ferritische of een austenitische structuur. Van deze scheuren zijn er drie soorten: stollingsscheuren, segregatiescheuren en krimpscheuren. In dit artikel worden deze belicht, wat zijn de oorzaken en hoe kunnen we warmscheuren voorkomen.
• lasvariabelen.
Wanneeroptreden.de krimpspanningen nu een bepaalde waarde overschrij den, kunnen er scheuren optreden. Scheuren die gevormd worden in een stadium wanneer er nog een relatief grote hoeveelheid vloeistof aanwezig is, kunnen dan nog hersteld worden. Navoeding op microschaal speelt hier dus een belangrijke rol. Pumphrey legt er in zijn theorie dus de nadruk op dat de mogelijkheid tot opname van de krimpspanningen in het kritische gebied in hoofdzaak wordt bepaald door de vervormbaarheid van de legering bij de heersende temperatuur.
JULI - AUGUSTUS 2022
Over het ontstaan van warmscheuren bestaat een hele reeks van theorieën, die vooral de metallurgische invloedsfactoren naar voren brengen. De invloedsfactoren van de chemische samenstelling van het basismateriaal en het lasmetaal werden in het verleden zeer zorgvuldig onderzocht. De metallurgische beschouwingen alleen lijken niet toereikend te zijn. Als bepalende invloedsfactoren noemt men tegenwoordig dan ook de combinatie van factoren:
ren. Zij stelden zich het mechanisme als volgt voor. Bij een legering waarvan het toestandsdiagram een stoltraject vertoont, zullen de primaire dendrieten, die aangroeien ten koste van de vloeibare smelt, in een bepaald stadium tijdens het stollingspro ces met elkaar in contact komen. Deze grillig gevormde dendrieten grijpen vaak dusdanig in elkaar, dat ze als het ware een samenhan gend netwerk vormen. Doordat dit samenhangende netwerk zich niet vrij kan bewegen, zullen er tijdens de afkoeling hoge spanningen
Verschillende theorieën
• de thermische invloed van het lasproces;
• samenstelling van de legering;
• een metallurgische invloed die gekarakteriseerd wordt door de chemische samenstelling, structuur, korrelgroei en segregatiever schijnselen;
Als we warmscheuren in haar algemeenheid benaderen, dan zien we verschillende factoren die van invloed zijn op het ontstaan ervan:
armscheuren ontstaan bij hoge temperatuur. Bij het lassen verstaan we onder warmscheuren die scheuren die in het lasmetaal of in de warmtebeïnvloede zone ontstaan, tijdens de stolling van het smeltbad of direct daarna (zie figuur 1). De voornaamste oorzaak van het ontstaan is de krimpspanning tijdens afkoeling van het lasmetaal. Tijdens de stolling doorloopt elke legering een stadium waarin het metaal gedeeltelijk vast en nog gedeeltelijk vloeibaar is. In dit stadium kunnen slechts geringe vervormingen worden verdragen. Bij verbindingslassen die door middel van een lasnaad tot stand komen, moet het lasmetaal altijd een zekere vervorming kunnen ondergaan, doordat een gedeelte van de las nog stolt, terwijl een ander deel al tot één geheel is verbonden. Hierdoor kan het lasmetaal tijdens de stolling en de afkoeling niet ongehinderd krimpen.
• structuur;
Figuur 1. Warmscheuren in de warmtebeïnvloede zone van een volaustenitisch basismateriaal
vakbladlastechniek.nl 19
WAT ZIJN DE OORZAKEN EN HOE KUNNEN WE ZE VOORKOMEN?
• afkoelsnelheid;
W
• een mechanische invloed die gekarakteriseerd wordt door een relatie van de stollende lasrups, de lasnaadvorm en zijn omgeving.
De tot nu toe beschreven onderzoekers beschouwden alleen maar de metallurgische invloedsfactoren, maar Prokhorov nam tevens de mechanische invloedsfactoren mee. Prokhorov ging ervan uit dat het lassen van metalen een onomkeerbaar thermodynamisch proces is dat gepaard gaat met faseomzettingen, inwendige spanningen en het diffusieverloop.
De theorie van Prokhorov
De theorie van Westendorp

De hoek Ѳ, de tweevlakshoek, wordt dus geheel bepaald door de verhouding van de grensvlakspanningen (γss / γsl). Zie figuur 3. De penetrerende werking van de restsmelt, zoals geïntroduceerd door Borland, heeft het inzicht in het verschijnsel van de warm scheuren in belangrijke mate verhoogd. ‘Eutectic healing’ is daar een goed voorbeeld van, maar niet in die vorm zoals Pumphrey zich dat Alsvoorstelde.dehoek
De theorie van Westendorp gaat uit van de typische vorm van de lasrups, die verkregen wordt met verschillende bekledingstypen van elektroden. De plaats waar de meeste segregatie optreedt, is ook de plaats die het meest gevoelig is voor warmscheuren. Tevens bevindt zich hier ook de laatst stollende vloeistof. Het gebruik van basische
Figuur 3. Verdeling van de vloeistof bij verschillende waarden van Ѳ volgens Borland.
tussen de grensvlakken van de vloeibare fase (Ѳ) groot is, dan zal er zelfs bij een geringe neiging tot bevochtiging de pene tratie eerder optreden dan breuk.
Figuur 2. Schematische voorstelling van het ontstaan van krimpscheuren volgens Pellini.


20
JULI - AUGUSTUS 2022
De theorie van Borland Borland heeft alle reeds bestaande theorieën met elkaar in overeenstemming proberen te brengen. Hij bracht hiertoe de hoeveelheid vloeibare fase en de verdeling van de smelt in contact met de groeiende kristallen. Hij ging ervan uit dat er een evenwicht moest zijn. Met andere woorden: er is een verhouding van de grensvlak-energieën tussen de vloeibare fase en de reeds gestolde kristallieten.
De evenwichtsvoorwaarde luidt:
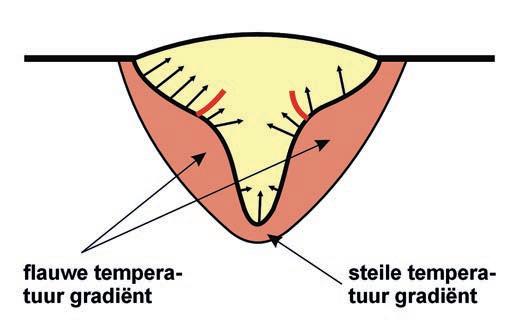
De theorie van Pellini Pellini veronderstelt dat de voornaamste oorzaak voor het optreden van warmscheuren in een las spanningen zijn die plaatselijk optreden door de temperatuur gradiënten in het metaal tijdens het lassen. Door de aanwezige plaatselijke spanningen wordt de vaste massa, welke alleen door een dunne continue vloeistoffilm gescheiden wordt, van elkaar getrokken. In het kort komt zijn theorie hierop neer dat er krimpvervorming optreedt bij het laatste vloeistoffilmstadium. In feite is deze spanningstheorie analoog aan die van het kritische temperatuurgebied van Pumphrey, en verschilt alleen in details. Zie figuur 2.
Figuur 5. Driedimensionale voorstelling van ferriet en austeniet stollend.
Figuur 6. Ontstaan van krimpscheuren als gevolg van films met lager smeltpunt tussen de dendrieten.
Figuur 6 geeft schematisch weer wat de invloed is van de laagsmel tende films, zoals deze aanwezig kunnen zijn tijdens het stollen van lasmetaal. De aanwezigheid van deze vloeibare film bij verhoogde temperatuur, die belangrijk beneden de solidus is gelegen, verlengt de duur van het filmstadium en vergroot daarmee tevens de kans op Stolpunt-warmscheuren.ofsmeltpuntverlagende elementen in dit opzicht, zijn zwavel, fosfor, zuurstof, borium titaan, stikstof en koolstof. Dat het effect van bepaalde verontreinigingen niet altijd evenredig is aan hun smeltpuntverlagende werking, kan veroorzaakt worden doordat restvloeistof tussen de stollende kristallen in meerdere of mindere mate als een film de kristallen omhult ofwel zich samentrekt tot meer afgeronde insluitingen. De films worden dunner of soms zelfs
dien wordt bij een ferritisch stollend materiaal de structuur van het austeniet fijner (figuur 5), waardoor een groter korrelgrensoppervlak wordt verkregen met een minder grote kans op aaneengesloten films van verontreinigingen op de korrelgrenzen.
Mechanisme van warmscheurvorming

Figuur 4. Segregatiegebied in hoeklassen, met hun scheurge voeligheid volgens Westendorp.
Figuur 7. Schematische voorstelling van het ontstaan van warmscheuren, uitgaande van de korrelgrenzen van het basismateriaal volgens Pellini en Apblett. De stolscheur ontstaat in het lasmetaal uit een ‘liquation crack’ in de warmtebeïnvloede zone.



elektroden blijkt dan ook het meest gunstigst te zijn, figuur 4.
-stoller Ferriet ingebed in γ -stoller
vannetwerkGeslotenferriet
De meest praktische benadering over de vorming van warmscheu ren is dat verontreinigingen in het staal zich tijdens de stolling verzamelen op de korrelgrenzen en daar films vormen die een lager smeltpunt hebben dan de stollings temperatuur van het staal. Deze vloeibare films zijn laag smeltende fasen, bijvoorbeeld sulfiden en sili caten op de korrelgrenzen van het gestolde materiaal. Deze worden bij verdere afkoeling opengetrok ken langs de kristalgrenzen als gevolg van de krimpspanningen. In het geval van roestvast staal wanneer het materiaal ferritisch stolt, doet dit probleem zich nage noeg niet voor, omdat de veront reinigingen in de ferrietfase kunnen oplossen. De korrelgrenzen van de austenietfase blijven daardoor vrij van laagsmeltende films. Boven
vakbladlastechniek.nl 21
JULI - AUGUSTUS 2022
Elliptisch smeltbad
De vorming van het smeltbad wordt in belangrijke mate bepaald door de lassnelheid. We onderscheiden een elliptisch en een traan vormig smeltbad.
Figuur 9a en 9b. Het elliptische en traanvormige smeltbad.
22
Stollingsscheuren Vloeibaar staal in een staalpan koelt het eerst langs de wanden af. Bij de overgang van vloeibaar naar vast, en ook in vaste toestand bij verdere temperatuurverlaging, krimpt het staal. Daardoor kan er een holte ontstaan, krimpholte genaamd. Ditzelfde verschijnsel kan zich ook bij het lassen voordoen. In figuur 10 zien we twee lassen, elk in drie stadia. De las in A is ongeveer even breed als hoog. Bij de las in B is de hoogte aanzienlijk groter dan de breedte. De afkoeling van de las vindt zowel door het plaatmateriaal als door uitstraling van het vloeibare oppervlak plaats. Door de gunstige hoogte/breedte verhouding (H/B) ontstaan bij de las onder A geen grote tempera tuurverschillen. De kristalgroei gaat vanuit de smeltlijn schuin naar het oppervlak, zonder dat een deel van de las in het midden langer
Traanvormig smeltbad
onderbroken naarmate de kristallen kleiner zijn, omdat in dit geval hun totale korrelgrensoppervlak groter is.

Een andere benadering is dat de oorzaak niet primair ligt in de aan wezige verontreinigingen, maar in het type legering, met als gevolg kristalsegregatie. Hierdoor kunnen binnen een kristal plaatselijk materiaalsamenstellingen voorkomen met een wezenlijk lager smelt punt dan dat van de betreffende legering. Dit is met name herken baar in legeringen op nikkelbasis. Het effect is hetzelfde als dat van de hierboven genoemde laagsmeltende films. De behandelde warm scheuren zijn typische stollingsscheuren (solidification cracks). Een ander type zijn de smeltscheuren (liquation cracks). Deze ontstaan tijdens het opnieuw verhitten in de warmtebeïnvloede zone van het basismateriaal of bij de meerlagentechniek in de HAZ van de onder liggende lasrups. De verklaring voor het ontstaan van smeltscheuren is te zien in figuur 7 en 8.
Figuur 9a geeft de groei van de kristallen aan tijdens het stollen bij een geringe voortloopsnelheid. Tijdens het stollen vormen zich opeenvolgende isothermen, na een tijd Dt, die gelijk zijn aan de vorm van het smeltbad. De kristalgroei verloopt orthogonaal in de richting van de isotherm van het smeltbad. De kristallieten groeien vanuit de naadflank het smeltbad in en neigen steeds meer naar de lasrichting toe, totdat de as van de groeirichting in het midden van de las over eenkomt met de lasrichting. Deze richtingsverandering waaraan de kristalgroei de voorkeur geeft, heeft zelfs wezenlijke voordelen voor de Tijdensmetallurgie.hetstollen van het smeltbad treedt constant een concentra tieverandering op, waardoor de smelt nabij het stollingsfront steeds rijker wordt aan laagsmeltende verontreinigingen. Deze worden steeds door het stollingsfront vooruitgeschoven en blijven zodoende in het vloeibare smeltbad, waardoor er in het gestolde lasmetaal slechts weinig van de zo ongewenste segregatie terug te vinden is. De stolling volgens het elliptische model wordt in de praktijk om economische redenen niet zo veelvuldig toegepast.
Om economische redenen passen we vaak hoge lassnelheden toe, waardoor de primaire stolling verloopt in de vorm van een traan,
JULI - AUGUSTUS 2022
figuur 9b. Er ontstaat nu namelijk een lang smeltbad met een onge veer rechtlijnig, spits uitlopend stollingsfront. De kromming van de orthogonaal groeiende kristallieten is nu praktisch nihil. De kristal lieten treffen elkaar nu in het midden van de naad onder een stompe
Hethoek.gedeelte van het smeltbad dat weer verrijkt is met laagsmel tende verontreinigingen heeft dezelfde richting. Hierdoor hoopt de verontreiniging zich in het midden van de naad op en wordt ze ingesloten. Een smeltbad dat volgens dit schema stolt, heeft in het midden van de naad een structuur die het ontstaan en voortlopen van warmscheuren bevordert.
Figuur 8. Schematische voorstelling van het ontstaan van warmscheuren volgens Baker en Newman.

Figuur 12. Schematische voorstelling van een las met schouderscheuren.


vakbladlastechniek.nl 23
Door de veel grotere naad - groter koelend oppervlak - stolt het midden van de las het laatst. Door de aanwezige krimp ontstaat er een krimpholte, zie figuur 11. De dendrieten die zich tijdens het stollen vormen, zijn in hoofdzaak naar het midden van het lasmetaal gericht.
vloeibaar blijft.
JULI - AUGUSTUS 2022
Bij de dieper ingebrande lasdoorsnede B treedt naar verhouding een meer horizontaalgerichte afkoeling op, loodrecht op de smeltlijn.
Krimpspanningen
In werkelijkheid zijn de gevolgen van krimp nog gecompliceerder, omdat het te allen tijde trekspanningen veroorzaakt. Door de krimp van het lasmetaal ontstaat in een relatief koude omgeving een grote vervorming van hetzelfde lasmetaal, waardoor de rekgrens aan zienlijk stijgt. Bij het lassen van bijvoorbeeld een 20 mm dikke plaat wordt normaal gesproken begonnen met het maken van een grond laag. Deze grondlaag is aanmerkelijk dunner, zodat het omringende metaal naar verhouding nog stugger is dan alleen al het gevolg is van het Prokhorovtemperatuurverschil.geefteenvereenvoudigd beeld van hetgeen zich afspeelt bij warmscheuren, figuur 14. Hij zet de deformatie van de las tijdens de stolling uit tegen de temperatuur. Lijn ‘e’ geeft dit schematisch weer, de gebogen lijn ‘P’ geeft schematisch de vervormbaarheid, de rek, weer. Zodra de omstandigheden zich dusdanig wijzigen dat de
Figuur 10. Drie verschillende stadia van las A en B.
Figuur 11. Schema tische voorstelling van een typische H/B scheur.
Om krimpholten zoveel mogelijk te voorkomen, kunnen we als alge mene regel stellen dat de verhouding H/B < 1 gunstig is. Een snelle afkoeling van de las dient eveneens vermeden te worden. Lassen met een betrekkelijk geringe stroomsterkte op koud ma teriaal geven eerder kans op slinkholten, evenals zeer snel lassen. Een bredere lasnaad en een eventuele hogere lasspanning werken de breedte van de las in de hand en zijn dus gunstig. Een te hoge lasspanning kan ook weer averechts werken, zie figuur 12. Hierin is de zo bekende paddestoel te herkennen. Door het plotselinge breedteverloop (figuur 12) ontstaat er een groot verschil in het tijdstip van stollen en stollingsrichting tussen de ‘vinger’ en de rest van de las. Hierdoor ontstaan extra krimpspannin gen in de dwarsrichting, met de zogenaamde schouderscheuren als gevolg. Figuur 13 geeft nog een variant te zien met grote krimpspan ningen, dit noemt men ook wel het zogenaamde ‘ton-effect’. De hierboven omschreven stollingsscheur is nog steeds een veel vuldig voorkomende fout omdat men ofwel een onjuiste naadvorm kiest, of onjuiste lasparameters.
Figuur 13. Ton-effect.

Tabel 1 - Laagsmeltende fasen eutectica temp. [°C] FeS 1190 FeS-FeO 940 Ni-Ni3S2 645 NiS 996 MnS-MnO 1300 MnS 1600 (CrFe)3P 1080
NbSi P S 18,54,52,80,18 1365105013601200 0,050,252,002,15 1356115012201170
De fabrikant van lastoevoegmaterialen kan de warmscheurgevoelig heid van ferrietvrije, volaustenitische CrNi-lasmetalen in sterke mate beïnvloeden. De kennis van de metaalkundige achtergronden speelt hierbij een grote rol.
Door te legeren met Mn en Mo wordt de warmscheurgevoeligheid verbeterd. Molybdeen werkt namelijk sterk ferriet vormend, maar kan evenals stikstof ook negatief werken. De positieve invloed van Mn op het warmscheurgedrag van onder andere volaustenitisch las metaal is terug te voeren op de relatief grote affiniteit van Mn tot de elementen O, Si en S. Door de reactie met Mn neemt de hoeveelheid van deze elementen in het lasmetaal belangrijk af, dan wel ontstaat een hogere oppervlaktespanning en hoger smeltpunt, waardoor film vorming langs de kristallieten verhinderd wordt. MnS heeft bijvoor beeld niet de eigenschap dat het de austenietstructuur bevochtigt, zoals de nikkelsulfiden dit plegen te doen. Het moet echter tijdens het afkoelen mangaan-sulfiden kunnen precipiteren. Bij de hoogvaste fijnkorrelige staalsoorten kan de warmscheur zich ook manifesteren. Vaak is deze echter van submicroscopische Hetgrootte.ijzersulfide is evenals nikkelsulfide een laagsmeltend eutecticum dat zich op de korrelgrenzen verzamelt, waardoor het de cohesie verlaagt en aanleiding kan geven tot warmscheuren. De ontzwa
In het algemeen geldt dat de gevoeligheid voor warmscheuren toeneemt naarmate de hoeveelheid warmte, die bij het lassen per eenheid van lengte wordt toegevoegd, groter wordt. Met andere woorden, een lage warmteïnbreng is essentieel en wordt bereikt door:
veling kan hierbij volgens de vergelijking FeS + Mn MnS + Fe verlopen. Het MnS is slechts beperkt oplosbaar in gesmolten ijzer en gaat voor een bepaald gedeelte over in de slak. Het fosfor- en zwavelgehalte dienen we te allen tijde zo laag mogelijk te houden, terwijl Si, Nb, Ti en ook borium soms voor een deel bewust toege voegd worden.
lijnen ‘e’ en ‘P’ elkaar snijden, zal scheurvorming optreden. Bijvoor beeld door vergrote vervorming, of verminderde vervormbaarheid.
• hoge lassnelheid;
• lage stroomsterkte;
24
Tabel 2 - Maximale oplosbaarheid van diverse elementen in een ferritische en austenitische structuur elementferriet austeniet temp. [°C] temp. [°C]
Een primair ferritische stolling heeft het voordeel van een hoge oplosbaarheid van verontreinigingen (P, S) in deltaferriet (tabel 2) waardoor de austenitische restsmelt tussen de dendrieten minder gevoelig is voor warmscheuren. Austenitisch stollende samenstellin gen daarentegen moeten aan een laag niveau van verontreinigingen voldoen. De literatuur geeft dikwijls de volgende grenzen voor ferriet minderaan: dan 3% ferriet betekent gevaar voor warmscheuren; tussen de 3 en 8% ferriet is optimaal om het risico van warmscheu ren te voorkomen (of soms beperken); meer dan 8% ferriet kan gevoelig zijn voor preferente corrosie-aan tasting.
%
Uit vele onderzoeken is gebleken dat het vóórkomen van elementen die laagsmeltende fasen op de korrelgrenzen vormen, met name sulfiden en silicaten, de warmscheurgevoeligheid in sterke mate verhoogt. Dit geldt vooral voor de elementen fosfor, zwavel, silicium, niobium, zuurstof, titaan en borium. De warmscheurvorming treedt telkens op daar waar, tengevolge van de krimp, trekspanningen van voldoende grootte worden opgebouwd. Negatief hierin werken de eutectica (zie tabel 1).
Invloed chemische samenstelling
Invloed lasbedrijf
• relatief dunne elektrode- of draaddiameter;

%
JULI - AUGUSTUS 2022
Preventie
Figuur 14. Temperatuur-deformatiediagram volgens Prokhorov.
Invloed ferriet op warmscheurgevoeligheid Voor sommige CrNi(Mo)-lasmetaalsoorten ligt de samenstelling zeer dicht bij het peritecticum. Een peritectische stolling toont een fijne verdeling van austeniet naast ferriet, gelijktijdig gevormd. Aan de Cr-rijke zijde toont de structuur een primair ferritische stolling terwijl aan de Ni-rijke zijde austeniet primair gevormd wordt. De reststolling toont de fijne peritectische stolling. Slechts een kleine variatie in chemische samenstelling is voldoende om een ander stollingsbeeld te verkrijgen.
Wij kunnen
Meer weten?
Bent u benieuwd hoe wij u kunnen helpen? Neem dan contact op René Wibbelink
Content Marketing
Heeft u hulp nodig bij het schrijven van technische artikelen of Onzepersberichten?redacteuren helpen graag!
Content Marketing
JULI - AUGUSTUS 2022
0570 504 343 r.wibbelink@mybusinessmedia.nl
Bent u benieuwd wij u kunnen helpen? contact met: Wibbelink
hoe

Neem dan
Als gevolg van het voorwarmen wordt er relatief meer warmte in de plaat gebracht per eenheid laslengte. Anderzijds zullen de spanningen in het materiaal minder hoge waarden bereiken door de minder grote temperatuursgradiënten. Bij een onderbreking van het lassen dient een eventuele kraterscheur eerst weggeslepen te worden voor er verder gelast wordt.
Heeft u hulp nodig bij het schrijven van technische artikelen of Onzepersberichten?redacteuren helpen graag!
Heeft u hulp nodig bij het schrijven van technische artikelen of Onzepersberichten?redacteuren helpen graag!
0570 504 343 r.wibbelink@mybusinessmedia.nl


• een korte booglengte; • dunne rupsen;

Artikelen
Het gebruik van basische beklede elektroden is aan te bevelen, aangezien deze minder gevoelig zijn voor warmscheuren. Uiteraard dienen er ook zeer hoge eisen gesteld te worden aan de zuiverheid van de lasnaad en haar directe omgeving.
• J. Kapteijn; Warmscheuren. Lastechniek jaargang 49 / maart 1983 / pag. 43-49
• L. van Nassau; Ferrite in Stainless Steel weld metal. Stainless Steel Europe / volume 5, issue 3 / april 1993.
•LiteratuurK.Bekkers
Meer weten? 504 343

René
• J.W. Steenhuizen en P.G. Weeber; Het verschijnsel van scheurvorming bij het lassen van staal en het verband tussen Krimpen en scheuren. Willem Smit & Co’s Transformatorenfabriek N.V., Nijmegen / pag. 60-76
gehalte aan verontreinigingen hebben. Het karakteristieke van warmscheuren is dat ze via de korrelgrenzen lopen (interkristallijn). De warmscheur is meestal zeer klein en daardoor niet of nauwelijks met niet-destructief onderzoek te achterhalen.
WhitePersberichtenBlogspapers



Onze redacteuren helpen graag!
Bent u benieuwd hoe wij u kunnen helpen? Neem dan contact op met: René Wibbelink
Persberichten Webteksten WhiteBlogs papers
r.wibbelink@mybusinessmedia.nl
vakbladlastechniek.nl 25 Wouters Cutting.indd 1 20-01-2022 16:32










Wij kunnen u helpen met: Persberichten Webteksten WhiteBlogs papers Artikelen 0570 504 343 r.wibbelink@mybusinessmedia.nl

• Warren F. Savage (US). Houdremont Lecture, Solidification, segregation and weld imperfections. Welding in the world, volume 18 / No 5/6, 1980 / pag. 89-113
Samenvatting

Meer weten?
op

0570
Content Marketing

und F. Neessen; Risse in hochlegierten Schweißverbindungen – Ursache, Entstehung, Vermeidung -. Workshop: Hochlegierte Stähle, November 1995, SLV Rostock, Deutschland.
Wij kunnen u helpen met: Persberichten Webteksten WhiteBlogs papers Artikelen
Bent u benieuwd hoe wij u kunnen helpen? Neem dan contact op met: René Wibbelink
Wij kunnen u helpen met:
Schoon werken, het beperken van de lasspanningen in de constructie, dat wil zeggen, de keuze van de lasnaadvorm en lasvolgordes is van enorm belang. Basismaterialen en lastoevoegmaterialen die gevoelig zijn voor warmscheuren moeten een zo laag mogelijk

Heeft u hulp nodig bij het schrijven
• een lage voorwarm- en interpass temperatuur.
De jeugd al vroeg enthousiast maken over techniek. Dat is belangrijk voor Elektrolas en alle productiebedrijven in Neder land. ‘Jaarlijks organiseren we dagen waarbij kinderen in de leeftijd van 8 tot 13 jaar kennis kunnen maken met techniek, de metaalindustrie en in het bijzonder met lassen. Afgelopen meivakantie hebben we weer 34 kinderen ontvangen’, vertelt Joost van de Hooven, directeur/eigenaar van Elektrolas.

Door Yvette Janssen/Elektrolas Lastechniek B.V. | Beeld: Pulles & Pulles, Waalwijk
26
Kind kan de las doen
WORKSHOP LASSEN VOOR KINDEREN
JULI - AUGUSTUS 2022 JULI - AUGUSTUS 2022
Het was een mooie, actieve en geslaagde dag. Alle kinderen nemen met trots hun gelaste plaatjes mee. ‘Ik vond het zelf lassen het gaafste om te doen. Dan ben je echt zelf iets aan het maken.’ Ook de vaders/ moeders/opa’s/ooms gaan met een glimlach weer huiswaarts. ‘We hebben er meer dan een uur voor moeten rijden maar dat was het zeker waard. Onze kinderen hadden nog
27vakbladlastechniek.nl
de Efteling?’, vraagt hij aan de kinderen. Hij vertelt enthousiast hoe die gemaakt is en in elkaar gezet. Alles in het geheim, want de Efteling wilde hierover nog niks naar buiten
ie dan. De cobot. De kinderen zijn enthousiast om ermee aan het werk te mogen. Ze gaan de cobot programmeren om met een hoeklas twee stalen plaatjes aan elkaar te lassen. Hiervoor gebruiken ze een software waarbij ze met één knop lucht- en laspunten kunnen instellen en de freedrive (een andere knop) om gemakkelijk de arm met toorts eraan in positie te zetten. ‘Doet ie dit nu zelf?’, klink het als de startknop was ingedrukt en de cobot gaat lassen. Heel stoer blijven ze er bij staan. Nu de plaatjes aan elkaar vastzitten, kan bij de tweede co bot de naam erop gelast worden. Natuurlijk nadat ze zelf de cobot weer geprogram meerd hebben. Dit keer met het instruc tiepaneel. ‘Wow, jij hebt gewoon je naam gemaakt.’ Vervolgens worden de naamplaat jes gekoeld in een bak met koud water.

‘Om de kinderen ook een goed beeld te geven wat er allemaal gemaakt kan worden van metaal en hoe mooi de metaalindustrie kan zijn, hebben we een maakbedrijf uitgenodigd’, vertelt Van de Hooven. Erwin is praktijkopleider bij Bersselaar Constructie. ‘Kennen jullie de attractie Baron 1898 in
Trotse kinderen met hun zelf gelaste werkstukken.

Daarhebben.staat
Allemaal een rode overall aan.
JULI - AUGUSTUS 2022
In kleine groepjes gaan ze aan de slag. We lo pen met een groepje mee. Activiteit 1 hand lassen: lashandschoenen aan, lashelm op, nog even een korte uitleg wat ze gaan doen en daarna de eigen lascabine in. Daar liggen stalen plaatjes klaar met voorgetekende lijnen die ze al lassend moeten volgen. Voor de één een grote uitdaging en bij de ander gaat het heel goed. Ouders kijken trots mee: ‘Echt geweldig dat deze dag georganiseerd is. Mijn zoon is al heel technisch, hij doet veel met zijn handen. Laatst heeft hij nog gesleu teld aan een motorblok. Maar lassen had hij nog nooit gedaan dus dit was een hele mooi kans.’ Na 15 minuten zijn de plaatjes gelast en gaat het groepje weer verder.
Handlassen
Aan de slag met de cobot.
Blije snoetjes
Maakbedrijf
niet echt iets met techniek, maar ze hebben een fantastische middag gehad. Superleuk dat dit initiatief er is en perfect voor in de vakantie’, is een van de reacties. Ook voor Elektrolas is het een geslaagde dag. Joost van de Hooven: ‘We hebben een mooi so ciaal project neergezet waarbij we de jeugd een leuke en leerzame dag in de techniek bezorgen. In de herfstvakantie gaan we dit weer doen.’
Nadat
ze allemaal een stoere rode overall aantrekken, lopen de kinderen met Paul en Zoë van Elektrolas mee naar het theorielokaal om te luisteren naar een verhaal over lassen om ze bewust te maken van de mogelijke gevaren. In een korte interactieve les vertellen de kinderen wat ze al weten over metaal en lassen. En dat is verrassend veel.

• Het materiaal te harden en slijtvaster maken (harden, ontlaten of veredelen)
warmtebehandeling wordt uitgevoerd om staal de juiste mechanische eigenschappen mee te geven voor de gekozen toepassing of voor de gewenste bewerking. Bij het lassen zijn er meerdere re denen waarom warmtebehandelingen toegepast worden (voor of na het lassen): voorkomen vorming van harde structuren, tijd geven aan waterstof om te diffunderen, en/of verlagen van de spanningen in de constructie na het lassen.
De inwendige spanningen kunnen oplopen van 10 MPa tot aan de waarde van de rekgrens. Waarden hoger dan de rekgrens zijn niet mogelijk, omdat het materiaal dan gaat vloeien (plastisch deformeren). De inwendige spanningen kunnen zorgen voor vervorming van het component, of leiden tot macroscopische of microscopische scheuren die tijdens de gebruiksfase van het onderdeel
1
•Het materiaal zachter te maken voor verdere bewerking (zachtgloeien)
Zoals de naam al doet vermoeden, is het doel van deze warmtebehandeling de inwendige spanningen in het materiaal of de component te verminderen. Hierbij verandert de structuur, treksterkte en/of hardheid van het materiaal nauwelijks. Inwendige spanningen ontstaan tijdens het vervaardigen van een werkstuk door bijvoorbeeld het deformeren, buigen, zetten, lassen of gieten. Bij processen waarbij plastische (of blijvende) deformatie optreedt, neemt de dislocatiedichtheid in het materiaal toe. Het atoomrooster wordt plaatselijk vervormd waardoor spanningen in het rooster ontstaan. Na het lassen koelt het lasbad af van smelttemperatuur tot kamertemperatuur, het lasmateriaal zal willen krimpen, maar wordt tegengehouden door het omringende koude plaatmateriaal. Dit resulteert dan ook in trekspanningen in en rondom de las. Bij gietstukken kunnen inwendige spanningen ontstaan door bijvoor beeld ongelijkmatige afkoeling en volumecontracties bij het stollen.
Voordat er kan worden gelast, zal er enige voorkennis moeten zijn van het te standbasismateriaallassenenhoedittotisgekomen.Indezerubriekstaatdemateri-aalkundigekantvanhetvakge-biedcentraal.Na
Een
Warmtebehandelingen Deel
LASKENNIS OPGEFRIST 77
Samenvattend is het doel van warmtebehandelingen om staal de juiste mechanische eigenschappen mee te geven voor de gekozen toepassing of om de gewenste bewerkingen uit te kunnen voeren. Globaal kun je zeggen dat warmtebehandelingen voor stalen toegepast worden om:
De levensduur van een onderdeel kan aanzienlijk worden verlengd
28
Deze warmtebehandelingen worden in deel 1 en deel 2 van dit artikel uitgebreid behandeld. Hoewel er nog meer warmtebehandelingen voor staal bestaan, zijn dit de belangrijkste en de meest toegepaste. Warmtebehan delingen om ongewenste effecten van een voorgaand productieproces te corrigeren, worden toegepast om de eigenschappen te verbeteren. Hierdoor kan de levensduur van het onderdeel aanzienlijk worden verlengd. Voorbeelden van dit soort warmtebehandelingen zijn spanningsarmgloeien en rekristalliserend gloeien.
•Het materiaal sterker te maken (normaalgloeien)
• Ongewenste effecten van een voorgaand productie proces te corrigeren (spanningsarmgloeien, rekristalliserend gloeien, homogeengloeien of oplosgloeien)
het diagramijzer-koolstofendeaf koeldiagrammen in de vorige afle veringen, zijn we nu aangekomen bij de warmtebe handelingen.
JULI - AUGUSTUS 2022
In de vorige afleveringen over het ijzer-koolstof diagram en de afkoeldiagrammen is duidelijk geworden dat staal onder invloed van de temperatuur en de afkoelsnelheid diverse microstructuren aan kan nemen. Dit is een belangrijke eigenschap van staal, want het betekent dat het breed inzetbaar is en geschikt is te maken voor uiteenlopende toepassingen. Door hier slim gebruik van te maken, kan de structuur en de daarmee samenhangende eigenschappen van het materiaal door warmtebehandelingen worden veranderd. Onder een warmtebehandeling - ook wel gloeien genoemd - wordt het proces verstaan dat is opgebouwd uit: opwarmen, op temperatuur houden en afkoelen (zie figuur 1). Een warmte behandeling kan uitgevoerd worden in ovens, maar ook plaatselijk (met de vlam, inductie of Warmtebehandelingengloeimatten).worden vaak
Spanningsarmgloeien
toegepast na productieprocessen als walsen, gieten, lassen of vervormen. Deze processen hebben een grote en vaak nadelige invloed op de structuur en de bijbehorende mechanische eigenschappen van het materiaal. Met de juiste warmtebehandeling na een productieproces kunnen de gewenste eigenschappen of structuur worden verkregen.
Doel van warmtebehandelingen
verder kunnen uitgroeien. Het spanningsarmgloeien van staal wordt doorgaans uitgevoerd bij een temperatuur van 450 tot 650 graden Celsius (dit is onder de A1-temperatuur). Bij een hogere temperatuur neemt de sterkte en de vloeigrens van het materiaal af (zie figuur 2). Door het verhogen van de temperatuur zullen de dislocaties zich opnieuw rangschikken waardoor de roostervervorming en het spanningsniveau afneemt. Dit gaat gepaard met een geringe vormverandering van het werkstuk Bij het spanningsarmgloeien is het belangrijk dat het opwarmen en afkoelen langzaam gebeurt zodat er geen nieuwe spanningen ontstaan als gevolg van temperatuursverschillen in het werkstuk. Hoe dikker de wanddikte en complexiteit van het werkstuk, hoe groter het gevaar voor ongelijkmatige opwarming/afkoelen. De houdtijd is van invloed op het uiteindelijke spanningsniveau. Als richtwaarden kan 2 min/mm wanddikte worden aangehouden met een minimum van 30 minuten en een maximum van 2 uur. Als de temperatuur te hoog is, en/of de houdtijd te lang: dan kunnen er toch veranderingen ontstaan in de microstructuur – en dus ook een verlies van mechanische eigenschappen (rekgrens en treksterkte, zie tabel 1).
JULI - AUGUSTUS 2022
Figuur 3. Microstructuur a) Een sterk koudvervormde structuur en b) een veel homogenere structuur met nieuwe korrels.

Figuur 2. Invloed van de temperatuur op de vloeigrens en treksterkte van staal.
29vakbladlastechniek.nl
Gloeitijd en -temperatuur Vloeigrens (MPa)
Figuur 1. Schematische weergave van een warmtebehandeling.

Het rekristalliserend gloeien wordt toegepast op sterk gedeformeerd of koudvervormd materiaal om de taaiheid en de vervormbaarheid te herstellen. Vaak zijn dit materialen met een laag koolstofgehalte, omdat stalen met een hoog koolstofgehalte niet of moeilijk koud te vervormen zijn. Door het koudvervormen neemt de dislocatiedichtheid en dus de inwendige spanningen in het materiaal toe. Deze inwendige spanningen en de daaraan verbonden energie zorgen ervoor dat als de temperatuur wordt verhoogd, nieuwe korrels worden gevormd met een nieuw kristalrooster waarin de dislocatiedichtheid laag is.
Rekristalliserend gloeien
1 uur op 600 °C – 20 5 uur op 600 °C – 35

Is(spanningsarmgloeien).dedeformatiegraadgroter dan zullen er voldoende kiemplaatsen worden gecreëerd, om nieuwe korrels te laten groeien. In figuur 3 is het effect van deze rekristallisatiegloeibehandeling zichtbaar: in a) een sterk koudvervormde microstructuur, en in b) een veel homogenere
Om rekristallisatie te laten optreden, is een minimale deformatiegraad nodig. De kritische vervormingsgraad waarboven rekristallisatie optreedt, ligt voor staal bij circa tien procent. Onder deze drempelwaarde treedt geen rekristallisatie op, maar slechts afbouw van spanningen
1 uur op 625 °C – 25 0,5 uur op 650 °C – 25 4x 0,5 uur op 650 °C – 55
Tabel 1. Achteruitgang van de vloeigrens als gevolg van spanningsarmgloeien bij S235.
Homogeengloeien
Volgende maand deel 2 van deze aflevering over warmtebehandelingen.
Bronvermelding: Deze aflevering in de rubriek ‘Laskennis Opgefrist’ is een bewerking van Materialenkennis voor de laspraktijk 8 eerder verschenen in LASTECHNIEK

Homogeengloeien (ook wel oplosgloeien, of diffusiegloeien genoemd) heeft als doel om alle structuurbestanddelen zo gelijkmatig mogelijk te verdelen over het hele werkstuk. Dit wordt bv. toegepast bij wals- of smeedblokken, om de segregaties uit de gietstructuur op te heffen. Bij austenitisch roestvaststaal wordt dit toegepast om de carbides op te lossen en ook homogeen te verdelen over de hele structuur.
4 2007
segregatiestoegepastwordtHomogeengloeienvoornamelijkvoormicro-
Figuur 5. Links een grofkorrelige microstructuur en rechts een structuur normaalgloeien.na
Normaalgloeien of normaliseren is de warmtebehandeling waarbij het belangrijkste doel is een korrelverfijning, en dus een betere sterkte en taaiheid te verkrijgen. Het werkstuk wordt verwarmd tot temperaturen in het austenietgebied dicht boven de A3-temperatuur (30 tot 70 °C). Bij bovenperlitisch staal gloeit men 30 tot 70 °C boven de A1-temperatuur. Voor de verblijftijd wordt minimaal dertig minuten aangehouden plus twee minuten per millimeter wanddikte, als de houdtijd te lang is kan er korrelgroei van de austeniet optreden. Hierna volgt een afkoeling aan rustige lucht. De afkoelsnelheid ligt iets hoger dan bij spanningsarmgloeien.Doordatbijdezegloeiing twee keer een fasetransformatie plaatsvindt, namelijk van ferriet plus perliet naar austeniet en omgekeerd, zal er ook twee keer een korrelverfijning optreden. In figuur 4 is deze dubbele korrelverfijning schematisch weergegeven. De normaalgloeistructuur is dan een homogene, fijnkorrelige ferriet en perliet structuur. Het normaalgloeien wordt toegepast als de microstructuur grofkorrelig, of niet-homogeen is (zie figuur 5), of in het geval van een gietstructuur zoals in het lasmetaal of in gietstaal, of bij constructiestalen om taaiheid en sterkte verhoging te verkrijgen.
30
Figuur 4. Schematisch weergaven van de dubbele korrelverfijning bij het normaalgloeien.
Door te gloeien op temperaturen tussen 1000 en 1300 °C (net onder de solidus-temperatuur) kunnen legeringselementen zoals chroom, molybdeen, nikkel door het staal diffunderen. Hierdoor ontstaan er minder sterke concentratieverschillen door het hele giet/walsblok. Homogeengloeien wordt voornamelijk toegepast voor microsegregaties, in dat geval is de houdtijd een paar uur, voor het homogeniseren van macrosegregaties, of bij zeer grote wanddikten kan dit tot 50 uur zijn. Deze gloeibehandeling kan verschillende problemen opleveren, bij te korte gloeiduur kan het zijn dan niet alle precipitaten in oplossing gaan, te trage afkoelsnelheid kan zorgen voor het terug vormen van precipitaten. Daarnaast kan er op deze hoge temperaturen oxidatie van legeringselementen, en ontkoling ontstaan.
Normaalgloeien
structuur, met nieuwe korrels. Rekristallisatie en de uiteindelijke korrelgrootte van het staal is een combinatie van deformatiegraad en gloeitemperatuur. De rekristallisatietemperatuur is geen materiaalconstante, maar is afhankelijk van de zuiverheid van het ferriet, het perlietpercentage en de vervormingsgraad. Om in staal rekristallisatie te bewerkstelligen, moet er gegloeid worden net onder de A1-lijn in het ijzer-koolstof diagram. De temperatuur moet relatief snel worden verhoogd, anders wordt het materiaal spanningsarmgegloeid en verdwijnen de kiemplaatsen voor rekristallisatie.
JULI - AUGUSTUS 2022

Universal Robots voegt een nieuwe cobot met een laadvermogen van 20 kg toe aan zijn productgamma. De cobot, die de naam UR20 krijgt, heeft een volledig nieuw ontwerp. Universal Robots verwacht dat de UR20 zal worden gebruikt om te lassen, vanwege zijn uitmuntende motion control, maar ook voor materiaalverwerking, machinebelading en machinebediening. Een geheel nieuw gewrichtsontwerp maakt nog snellere cyclustijden mogelijk in combinatie met zwaardere lasten. De reikwijdte van 1.750 mm is ontworpen om tot de volledige hoogte van een standaard europallet te werken, wat een grote impact zal hebben op de manier waarop bedrijven verpakken en palletiseren. De cobotarm is volledig opnieuw ontworpen, maar behoudt wel dezelfde intuïtieve gebruikersinterface als eerdere modellen.

JULI - AUGUSTUS 2022
MICORMIG-REEKS VAN LORCH
31vakbladlastechniek.nl
LASTOORTS MET SERVO-AANGEDREVENGEÏNTEGREERDEDRAADMOTOR
LASTECHNISCHE INNOVATIES

De MicorMIG-reeks van Lorch Schweisstechnik is een omvor mer die uitstekende oplossingen biedt voor de meest uiteen lopende eisen. Robuust, eenvoudig te bedienen, geschikt voor alle gangbare materialen en innovatief dankzij de NFC-tech nologie – een allrounder die bovendien een hoge toegevoegde waarde en een zekere toekomst biedt, vooral voor kleine en middelgrote bedrijven. Staal, RVS, aluminium? MIG-MAG, TIG of elektrode? Met zijn uitstekende upgrade-vermogen, de beproefde lasprocessen en de eenvoudige, intuïtieve bediening biedt de MicorMIG-reeks maximale flexibiliteit bij lastoepas singen. Bedrijven kunnen de apparaten snel aanpassen aan hun individuele behoeften en ze gebruiken voor een breed gamma aan toepassingen: van klassiek MIG-MAG-lassen tot pulslassen en als alternatief voor het meer complexe TIG-lassen. Door de juiste upgrade te installeren, wordt een MicorMIG binnen se conden een MicorMIG Pulse-systeem. Op deze manier kunnen bedrijven eenvoudig en kosteneffectief pulslassen en zo ook in het bereik van de overgangsboog vrijwel spatvrij lassen.
Specifiek voor het Super Active Wire proces heeft Panasonic een toorts ontwikkeld met geïntegreerde servogestuurde aandrijfunit waarbij de aansturing via het unieke Tawers platform gebeurt door dezelf de CPU als de robot en de stroombron. De afstand tussen de aandrijfmotor en de vlamboog is tot het absolute minimum gereduceerd waarmee een zeer hoge boogstabiliteit wordt gegarandeerd. Om te voldoen aan de hogere eisen die Valk Welding stelt aan lastoortsen, ontwikkelt en produceert het bedrijf zelf eigen gekalibreer de VWPR toortsenlijn inclusief techniektoortsen.vandelogieValkIIIdelife”afschakelingengekalibreerdeen“longslangpakketten.MetVWPRQESERVOPULLlastoortscombineertWeldingdetechnovanPanasonicmetzeerhogekwaliteitgekalibreerdeVWPRMetdeservodiegebruiktwordt,
COBOT VOOR PALLETISEREN EN LASSEN
is er tot 99% minder spatvorming. Daarnaast is er dankzij het Super Active Wire Process minder warmte-inbreng in het materiaal waardoor dunwandig plaatmateriaal beter gelast kan worden. De basis van de Servo Pull III is identiek als die van de Valk Welding Servo-TIG oplossing waardoor de klant indien gewenst zowel SAWP MIG als DC TIG kan lassen.

The strong connection
BV
Miller Lasapparatuur voor MMA, TIG, MIG en SAW-toepassingen. Tevens lastoortsen en toebehoren. Euroweld B.V. Belder 7 4704 RK Roosendaal

T 06 46 25 31 45 E degroot@LASconsult.nl LASconsult.nl
Edisonstraat 10 3261 LD Oud-Beijerland Postbus 1551 3260 BB Oud-Beijerland T +31 186 641 444 E sales.nl@ITWwelding.com Itwwelding.com
Siduza Lastechniek B.V. Odijkerweg 7 3972 NE Driebergen Postbus 90 5527 ZH Hapert T +31 (0)343 53 37 66 E siduza@vlh.nl Vlh.nl
T +31 (0) 165 31 78 55 E info@euroweld.nl Euroweld.nl


LASconsult De Ynfeart 8447Industrieterrein7-211KanaalGMHeerenveen
T +32 3 340 43 43
Welding Company Nederland Ambachtsweg 2 4128 LC Lexmond
Verhuur en verkoop van lasequipment.
T +31 (0)46 451 1197
LASconsult werkt! Erkende Laskader en NDO-opleidingen, Lascoördinatie Lasadvies, Bedrijfscertificeringen, Lasinspecties en Auditeren.
T +31 (0)497 38 64 05 E info@vlh.nl
GEAUTOMATISEERD SNIJDEN
Element Antwerpen Herentalsebaan 406 B-2160 Wommelgem
BRANCHEREGISTER
Migotronic Nederland B.V. Ericssonstraat 2 – 5121 ML Rijen
LocatiesElement.comNederland
32
Element Breda Voorerf 18 4824 GN Breda
Materials Testing Veendam Lloydsweg 37 – 9641 KJ Veendam
Destructief onderzoek Inspectie Lascertificeringen
Brandekensweg 6 2627 Schelle (Antwerpen) T +32(0)3 8808180
Element Materials Technology Zekeringstraat 33 1014 BV Amsterdam
ITWValkwelding.comWeldingProducts

Valk Welding BV Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
Postbus 253 – 6500 AG Nijmegen
Locatie België
T +31 (0)20 556 35 55 E info.amsterdam@element.com
T +31 (0)78 691 70 11 E info@valkwelding.com
Lincoln Smitweld B.V. Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
Element Hengelo Jan Tinbergenstraat 128 7559 SP Hengelo
T + 31 (0)24 352 29 11 E info@lincolnelectric.nl Lincolnelectric.nl

Element Emmen Kapitein Nemostraat 12 7821 AC Emmen T +31 (0)59 161 85 55

E info@mtveendam.nl Mtveendam.nl
T 0347 74 50 08
VLH Lastechniek B.V. Industrieweg 1-d 5527 AJ Hapert Postbus 90 5527 ZH Hapert
Element Beek Schuttersstraat 27B 6191 RZ Beek
T +31 (0) 161 747 840 E mfa@migatronic.nl Migatronic.nl
LASAPPARATUUR EN TOEBEHOREN
T +31 (0)76 542 43 00
T +31 (0)74 240 81 94
COBOTS
E info@weldingcompany.nl WeldingWeldingcompany.nlCompanyBelgië

E info@weldingcompany.be Weldingcompany.be Verkoop, verhuur, onderhoud Automatisering, mechanisering Inductie verwarmen Project uitvoering/begeleiding
ADVIES EN CONSULTANCY

JULI - AUGUSTUS 2022
T + 31 (0)598 43 3237
MaterialsLASKWALIFICATIES/CERTIFICERINGTestingVeendam
Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
Edisonstraat 10
3261 LD Oud-Beijerland
Miller Lasapparatuur voor MMA, TIG, MIG en SAW-toepassingen. Tevens lastoortsen en toebehoren.
ITWLASTOEVOEGMATERIALENWeldingProductsBV

Lincoln Smitweld B.V.
E info@mtveendam.nl
België
T + 31 (0)24 352 29 11
E info@dumeta.nl
T + 31 (0)24 352 29 11
T +31 186 641 444
Postbus 253 – 6500 AG Nijmegen
JULI - AUGUSTUS 2022
Cloos Benelux N.V. – S.A.
T +31 (0) 165 31 78 55 E info@euroweld.nl Euroweld.nl
Lincolnelectric.nl
Lincoln Electric Europa B.V.
Valk Welding BV Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
Lincoln Smitweld B.V.
E info@lincolnelectric.nl
T +31 (0) 161 747 840
T +31 (0)78 691 70 11
The strong connection
Dumeta B.V. Marconistraat 26 7575 AR Oldenzaal
33vakbladlastechniek.nl
Ericssonstraat 2 – 5121 ML Rijen
T +31 (0)6 20 35 15 90
E mfa@migatronic.nl Migatronic.nl
Lloydsweg 37 – 9641 KJ Veendam
Lincoln Smitweld B.V.
Belder 7 4704 RK Roosendaal
E sales.nl@ITWwelding.com Itwwelding.com
MigotronicLincolnelectric.nlNederland B.V.
Mtveendam.nl
Valkwelding.comMANIPULATOREN
MECHANISATIE EN AUTOMATISERING
T + 31 (0)24 352 29 11
E info@valkwelding.com
E info@lincolnelectric.nl
Destructief onderzoek
Sergio CountryBaars,Manager Netherlands
E Sergio.baars@airgas.com
Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
Red-d-arc.nlLincolnelectric.nl
T +31 (0) 541 53 33 69
Verhuur en verkoop van lasequipment.
Weld your way
Inspectie Lascertificeringen
Grijpenlaan 24 – 3300 Tienen
Postbus 1551 3260 BB Oud-Beijerland
E info@lincolnelectric.nl
Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
T +32 (0)16 39 55 00
EuroweldDumeta.nlB.V.
Postbus 253 – 6500 AG Nijmegen
E info@cloos.be Cloos.be
T + 31 (0)598 43 3237
Postbus 253 – 6500 AG Nijmegen
NIL erkende opleidingen voor alle niveaus en processen.
T +31 (0)30 754 69 03
T +31 (0) 621 62 47 44
LocatiesElement.comNederland
• Visueel Lasinspecteur VT-w level 1 en 2
Vakwijs is de opleider voor vak technische opleidingen, veilig heids- en soft skills trainingen. Vanuit zeven trainingscentra verspreid door Nederland bieden we praktijkgerichte opleidingen, trainingen en cursussen aan in diverse technische richtingen. We maken de directe koppeling tussen theorie en praktijk, met realisti sche simulaties en praktijkopstellingen.levensechte
• International Welding Technologist (IWT/MLT)
Locatie België
Zekeringstraat 33
• International Welding Technologist (IWT/MLT)
DTO-Breda.nl

• Lasopleidingen MIG/MAG, BMBE, TIG, Autogeen, Laskwalificaties/ certificeringen, SMLT
E IDEforprofessionals@hu.nl www.cvnt.nl
Hogeschool Utrecht, Institute for Design & Engineering For Professionals
Vakwijs B.V. Daniël Pichotstraat 10 3115 JB Schiedam
• Schakelcursus IWT/SMLT
T +31 (0)76 542 43 00
34
T +32 3 340 43 43
• International Welding Inspection (IWI-C & IWI-S)
OPLEIDINGEN EN CURSUSSEN
JULI - AUGUSTUS 2022
1014 BV Amsterdam
T +31 (0)74 240 81 94
T +31 (0)88 160 05 80 Vakwijs.nl
Jan Tinbergenstraat 128 7559 SP Hengelo
BRANCHEREGISTER
T +31 (0)20 556 35 55
Element Breda Voorerf 18 4824 GN Breda
Kapitein Nemostraat 12 7821 AC Emmen
Meer informatie ROC Joost Zijderveld
• International Welding Inspection Personnel (IWI-c)

• International Welding Engineer (IWE/LPI)
• VT-w Opfrisdagen
• In-company visuele lasinspectie opleiding
T +31 (0)59 161 85 55
LASconsult werkt!
Element Materials Technology

LASconsult De Ynfeart 8447Industrieterrein7-211KanaalGMHeerenveen
• Verkorte combinaties van IWT met Inspectie en keuring mogelijk
T 06 46 25 31 45 E degroot@LASconsult.nl LASconsult.nl
Ook cursussen op gebied van Materialen, Procestechnologie, Onderhoud & Inspectie, Engineering, Bedrijfskunde (hbo, post-hbo en masterniveau)
Inspectie opleidingen
Ook vestigingen in Amsterdam, Apeldoorn, Den Bosch, Goes, Groningen en Stein.
Meer informatie HU Lenneke Kok T +31 (0)88 481 88 88
Bedrijfsopleidingen op maat op het gebied van werktuigbouwkunde en lastechniek, zoals tekening- lezen, materialenkennis, lasnormen en lasdocumenten.
NIL erkende kaderopleidingen
Erkende Laskader en NDO-opleidingen, Lascoördinatie Lasadvies, Bedrijfscertificeringen, Lasinspecties en Auditeren.
Element Emmen
• International Welding Engineer (IWE/LPI)
Element Antwerpen Herentalsebaan 406 B-2160 Wommelgem
E info@DTO-breda
T +31 (0)46 451 1197
E j.zijderveld@rocmn.nl Tech.rocmn.nl
Dielemans Technische opleidingen
Element Beek Schuttersstraat 27B 6191 RZ Beek
NDO/DO ONDERZOEK
E info.amsterdam@element.com
Element Hengelo
Inductie verwarmen
T +31 (0)6 20 35 15 90
Verkoop, verhuur, onderhoud Automatisering, mechanisering
Nijbracht 158 7821 CE EMMEN
TSH VAKOPLEIDINGEN
Welding Company Nederland Ambachtsweg 2 4128 LC Lexmond
Project uitvoering/begeleiding
• Mobiele gloeiovens
Verhuur en verkoop van lasequipment.
• Stationaire gloeiovens
E Sergio.baars@airgas.com
E info@weldingcompany.nl
T 0591-669399
Miller Lasapparatuur voor MMA, TIG, MIG en SAW-toepassingen. Tevens lastoortsen en toebehoren.
T +32(0)3 8808180
T +31 186 641 444
E info@tshvakopleidingen.nl
Brandekensweg 6 2627 Schelle (Antwerpen)
NIL KADER opleidingen: International Welding Practioner IWP International Welding Specialist IWS Schakel InternationalIWT Welding Technologist IWT Lascoordinator EWCP

NIL PRAKTIJK opleidingen richting: MIGMAG, TIG, BMBE, AUTOGEEN
Kwalificeren en verlengen van lascertificaten
ROBOTISERING EN LASROBOTS
U kunt bij TSH terecht voor:
E info@cloos.be Cloos.be Weld your way
Valk Welding BV Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
Grijpenlaan 24 – 3300 Tienen België
• Uitdrogen beton / coatings
Euroweld B.V. Belder 7 4704 RK Roosendaal
T +31 (0) 165 31 78 55
T +31 (0)187 49 69 40
• Inductie verwarmen
NIVEAULASSEN
ITW Welding Products BV Edisonstraat 10 3261 LD Oud-Beijerland Postbus 1551 3260 BB Oud-Beijerland
Red-d-arc.nlValkwelding.comVERHUUR
• Elektrisch voorwarmen en gloeien
Scheelhoekweg 2 3251 LZ Stellendam Postbus 52 – 3250 AB Stellendam
• Advisering
E sales.nl@ITWwelding.com Itwwelding.com
T 0347 74 50 08
Visueel Lasinspecteur Level 1 Visueel Lasinspecteur Level 2 (ook incompany mogelijk)
E info@delta-heat-services.nl Delta-heat-services.nl

WeldingWeldingcompany.nlCompanyBelgië
JULI - AUGUSTUS 2022
lassersdatabank.comtshvakopleidingen.nl
1 TM 4 Staal, RVS en ALU (ook incompany mogelijk)
Cloos Benelux N.V. – S.A.
The strong connection
T +32 (0)16 39 55 00
T +31 (0)78 691 70 11
DeltaWARMTEBEHANDELINGHeatServicesBV
E info@euroweld.nl Euroweld.nl
• Verhuur / verkoop
E info@weldingcompany.be Weldingcompany.be
35vakbladlastechniek.nl
Sergio CountryBaars,Manager Netherlands
E info@valkwelding.com
Een nieuwe lasassistent Collaboratief lassen met CoWelder De CoWelder is mogelijk de slimste en kleinste geautomatiseerde lasoplossing op de markt. Het apparaat sluit aan bij de familie van robots: robots die samenwerken met mensen in een gedeelde werkruimte. • Eenvoudige installatie – begin met lassen op de eerste dag • Verhoogde productiecapaciteit • Optimale laskwaliteit • Een korte terugverdientijd Lees meer over CoWelder op cowelder.com















