











































































































CENA 15,00 ZŁ (W TYM 8 % VAT) AUTOMATYKA ISSN 2392-1056 INDEKS 403024 AUTOMATYKAONLINE.PL 1-2/2023
NUMERU Bezpieczeństwo maszyn i urządzeń
I APARATURA 50 Monitorowanie procesów produkcyjnych RYNEK 72 Raport IFR 2022 ROZMOWA 24 Marek Niewiadomski, ASTOR
FACTORY AUTOMATION COMPANY Sprawdź na WWW.FANUC.PL OEE ROI% W produkcji liczą się twarde dane STEROWANIA CNC, NAPĘDY DO MASZYN ROBOTY PRZEMYSŁOWE KOMPAKTOWE CENTRA FREZARSKIE WTRYSKARKI ELEKTRYCZNE ELEKTRODRĄŻARKI DRUTOWE AKCESORIA I OPROGRAMOWANIE
TEMAT
SPRZĘT
THE
Go digital brain.
Cyfrowy ekosystem Plantweb™
Emerson.com/PL/Plantweb

Szanowni Państwo,

wchodzimy w nowy rok z pozytywnym nastawieniem. Coraz więcej w naszej branży normalności. Za nami pierwsze targowe imprezy zorganizowane w formule stacjonarnej, tak bardzo potrzebne do normalnego funkcjonowania firm. Według Raportu IFR 2022 poprawia się gęstość robotyzacji, i to nie tylko w Chinach czy Stanach Zjednoczonych. Warto zapoznać się z aktualnymi danymi.
Tradycyjnie, jak co roku, numer 1-2 czasopisma rozpoczynamy od tematyki związanej z szeroko rozumianym bezpieczeństwem, tym razem bezpieczeństwem maszyn i urządzeń. W redakcyjnym artykule w sekcji Temat numeru szczegółowo omawiane są główne kwestie związane z bezpieczeństwem, jak klasyfikacja zagrożeń, w tym najczęściej występujące wypadki i ochrona przed nimi, oraz dyrektywa maszynowa –jeden z najważniejszych aktów prawnych harmonizujących zasadnicze wymogi w zakresie bezpieczeństwa maszyn w Unii Europejskiej. Całość uzupełniają informacje o rozwiązaniach, które minimalizują ryzyko wystąpienia niebezpiecznych zdarzeń. Należą do nich wczesna detekcja niebezpiecznych zachowań, sygnalizowanie ich oraz zapewnienie stosownej ochrony.
Robotyzacja nie dotyczy tylko przemysłu. Ważna jest wcześniejsza edukacja. By uzyskać dobre wyniki stosowania robotyzacji, konieczne jest zaszczepienie nowych umiejętności, a przede wszystkim pasji w młodym pokoleniu – studentach, a nawet uczniach szkół średnich. Potrzeby te doskonale zdiagnozował Marek Niewiadomski, główny projektant w firmie ASTOR, twórca i konstruktor robota edukacyjnego Astorino. Podczas pracy nad Astorino towarzyszyła mu myśl o tym, z jakim wyzwaniem mierzą się technika i uczelnie w Polsce, w których nauka wciąż jest w dużej mierze teoretyczna. Dzisiaj ten edukacyjny robot wspiera pracę w wielu ośrodkach w Polsce. Pierwszy etap planowanej ekspansji obejmuje Europę, Bliski Wschód i Japonię. Kolejny etap to wejście na rynek w Stanach Zjednoczonych. Zachęcamy wszystkich do lektury wywiadu.
Stałym Czytelnikom działu Prawo i normy polecamy artykuł o Europejskim Patencie Jednolitym i umowie o Jednolitym Sądzie Patentowym, które wchodzą w życie 1 czerwca 2023 r.
Gorąco zapraszam do lektury!
4 AUTOMATYKA OD REDAKCJI


REDAKTOR NACZELNA
Małgorzata Kaliczyńska tel. 22 874 01 46 malgorzata.kaliczynska@piap.lukasiewicz.gov.pl
REDAKCJA MERYTORYCZNA
Małgorzata Kaliczyńska
REDAKCJA TEMATYCZNA
Sylwia Batorska
WSPÓŁPRACA REDAKCYJNA
Marcin Bieńkowski, Jolanta Górska-Szkaradek, Agnieszka Staniszewska, Damian Żabicki
SEKRETARZ REDAKCJI
Urszula Chojnacka tel. 22 874 01 85 urszula.chojnacka@piap.lukasiewicz.gov.pl
MARKETING I REKLAMA
Jolanta Górska-Szkaradek – menedżer tel. 22 874 01 91 jolanta.gorska-szkaradek@piap.lukasiewicz.gov.pl
Sylwia Batorska
tel. 22 874 00 60 sylwia.batorska@piap.lukasiewicz.gov.pl
PRENUMERATA I KOLPORTAŻ
Ewa Markowska
tel. 22 874 03 71 ewa.markowska@piap.lukasiewicz.gov.pl
SKŁAD I REDAKCJA TECHNICZNA
Ewa Markowska
KOREKTA
Ewa Markowska
DRUK
Drukarnia „PAPER & TINTA”
Barbara Tokłowska Sp. K.
Nakład: 4000 egzemplarzy
REDAKCJA
Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 874 01 46, fax 22 874 02 20 automatyka@piap.lukasiewicz.gov.pl www.AutomatykaOnline.pl

WYDAWCA
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut
Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
Szczegółowe warunki prenumeraty wraz z cennikiem dostępne są na stronie automatykaonline.pl/prenumerata.
Redakcja zastrzega sobie prawo do skracania i modyfikacji nadesłanych materiałów oraz nie ponosi odpowiedzialności za treść reklam i materiałów promocyjnych.
24
A KC JA – E D U K AC JA AKCJA – EDUKACJA
Astorino wchodzi do techników i uczelni
O tym, co zadecydowało o pojawieniu się na rynku robota Astorino, jak wspiera on realnie edukację przyszłych inżynierów i jakie są dalsze plany w tym zakresie mówi Marek Niewiadomski, główny
6 AUTOMATYKA SPIS TREŚCI
BRANŻY 8 PRODUKTY 16 ROZMOWA Akcja – edukacja 24 Astorino wchodzi do techników i uczelni Rozmowa z Markiem Niewiadomskim, głównym projektantem w firmie ASTOR, twórcą i konstruktorem robota edukacyjnego Astorino Roboty przemysłowe decydują o konkurencyjności fabryk 28 Rozmowa z Jędrzejem Kowalczykiem, prezesem zarządu FANUC Polska, wiodącego dostawcy robotów przemysłowych
NUMERU Bezpieczeństwo maszyn i urządzeń 34 Bezpieczeństwo produkcji w przemyśle farmaceutycznym z wykorzystaniem technologii RFID 44 Jak prawidłowo wdrożyć procedurę LOTO? 48 PRZEGLĄD SPRZĘTU
APARATURY Monitorowanie procesów produkcyjnych 50
Z
TEMAT
I
projektant w firmie ASTOR, twórca i konstruktor robota edukacyjnego Astorino.
34 BEZPIECZEŃSTWO MASZYN I URZĄDZEŃ MASZYN I



Prawodawstwo poszczególnych krajów, nie tylko Unii Europejskiej, coraz większy nacisk kładzie na bezpieczeństwo funkcjonowania maszyn i urządzeń. Wiąże się to z coraz większą automatyzacją środków produkcji oraz szerszym wprowadzaniem na hale produkcyjne systemów autonomicznych posiłkujących się algorytmami sztucznej inteligencji. Pozostawienie działania maszyn, linii i urządzeń „samym sobie”, wymusza opracowanie odpowiednich środków bezpieczeństwa, tak aby nie stanowiły zagrożenia dla pracowników. MONITOROWANIE PROCESÓW





Warunkiem koniecznym do osiągnięcia wysokiej wydajności produkcji jest monitorowanie przebiegu realizowanych procesów. Dzięki bieżącej kontroli możliwe jest odpowiednie reagowanie na występujące zdarzenia. Analiza zbieranych i archiwizowanych danych pozwala na wprowadzanie zmian niezbędnych do zwiększania wydajności.









7 1-2/2023 SPIS TREŚCI Dobrze dobrane pomiary przynoszą kolosalne oszczędności 56 System Festo AX w oparciu o AI 60 Poprawa wykorzystania maszyn, jakości produktów i efektywności energetycznej
NORMY Nadchodzi jednolity patent europejski 63 RYNEK Automatyzujemy 66 Kiedy i jak to zrobić najlepiej? Kompletne systemy stacjonarnej detekcji gazów 70 Najwyższy wynik w historii – ponad 0,5 mln nowych robotów 72 Raport IFR 2022 i perspektywy WYDARZENIA Targi automatica 79 Międzynarodowa platforma dla automatyzacji produkcji BIBLIOTEKA 80 WSPÓŁPRACA 81 LUDZIE Marek Niewiadomski, główny projektant, ASTOR 82
PRAWO I
PROD UKCYJNYCH PRODUKCYJNYCH 50
MONITOROWANIE PROCESÓW
RADA UE PRZYJĘŁA PROGRAM DLA
cyfrowych przez promowanie sprzy-
MITSUBISHI ELECTRIC

do wzrostu znaczenia i zastosowania
te wyzwania oraz otoczenie rynkowe,
szarach skoncentrowanych na sys-

Z BRANŻY 8 AUTOMATYKA
TRANSFORMACJI-
CYFROWEJ
------
-
-
---
MITSUBISHI
KALENDARIUM
www.automaticon.pl 7–9.03 Lipsk www.messe-intec.de 8–9.03 Kielce www.axonmedia.pl www.elektroinstalacje.pl www.axonmedia.pl
Kielce
I
HEAVY INDUSTRIES TWORZĄ SPÓŁKĘ JOINT VENTURE
3/2023
28–31.03
POLSKA LIDEREM WŚRÓD NAJATRAKCYJNIEJSZYCH LOKALIZACJI
PRODUKCYJNYCH W REGIONIE EMEA

ROZWÓJ SZTUCZNEJ INTELIGENCJI PRZY WSPARCIU
POLSKICH EKSPERTÓW
rzystanie ze sztucznej
W GDAŃSKU POWSTAJE SUPERNOWOCZESNE CENTRUM

INFORMATYCZNE

Z BRANŻY 9 1-2/2023 -
-----
---
Jeszcze w pierwszym kwartale 2023 r. ma zo-
centrum.
-----
PIERWSZA SPRZEDAŻ FLAGOWYCH URZĄDZEŃ
YAMAHA SMT – YRM20 W WIELKIEJ BRYTANII
czowych wydarzeniach -
umowy zrealizowano pierwsze instalacje zaawansowanych
my Pektron.

NOWY ZARZĄD PRIMA INDUSTRIE

QUERIS MES WESPRZE PRODUKCJĘ TELEMON
nio z linii produkcyjnych,
dodatkowych inwestycji w park maszynowy.
jest natychmiastowe re-

Z BRANŻY 10 AUTOMATYKA--
-
---
-
--
-
-
-
----
2,8 MLN EURO NA ROZWÓJ










Z BRANŻY 11 1-2/2023 NAGRODA
DLA COMAU
--
Krakowski Park
-
---
westycji pozwoli
cyjnym w Tarnowie.
niskowej.
--
LENZE-TARNÓW
REKLAMA www.astorino.com.pl
na poziomie 120 000 sztuk.
NAGRODA IGUS ROIBOT 2022 DLA EKONOMICZNEGO ROBOTA ETYKIETUJĄCEGO
ROCKWELL AUTOMATION I FORTINET WSPÓŁPRACUJĄ

DLA ZABEZPIECZENIA ŚRODOWISK TECHNOLOGII OPERACYJNEJ
NOWA METODA ZAPISU HOLOGRAFICZNYCH OBRAZÓW 3D

Z BRANŻY 12 AUTOMATYKA------
---------
ZRÓWNOWAŻONY ROZWÓJ WŚRÓD PRIORYTETÓW
POLSKICH PRZEDSIĘBIORSTW
YASKAWA POLSKA

WYRÓŻNIONA TYTUŁEM GAZELA BIZNESU 2022
jest przez dzienniki ekonomiczne zrzeszo-
ZNAMY TERMIN TARGÓW ENERGETAB REKLAMA


Z BRANŻY 13 1-2/2023-------
-
---
NAGRODA BEST OF INDUSTRY AWARD DLA FIRMY HARTING



PRZEŁOMOWE ROZWIĄZANIE FIRMY PILZ ŚWIĘTUJE 20-LECIE
PROGNOZY DLA PRZEMYSŁU PRZYSZŁOŚCI W 2023 R.
„zielonymi”, nie tylko w odniesieniu -
cowych, ale przede wszystkim w zakresie samych proce-
Z BRANŻY 14 AUTOMATYKA----
przewodnikowym pozwala na monitorowanie do czterech
---
--
--
ŚWIATOWE WYRÓŻNIENIE DLA POLSKIEJ FABRYKI
jako pierwsza w Polsce i jedna z nielicznych
MOCNA POZYCJA POLSKICH FIRM W RANKINGU DELOITTE TECHNOLOGY FAST 50 CENTRAL EUROPE

nich latach, najliczniej
ROZSZERZENIE DZIAŁALNOŚCI JAKO REMEDIUM NA KRYZYS
W BRANŻY PRODUCENTÓW MASZYN
Trudna sytuacja rynkomaszyn do poszukiwania
met, producent ocynko-

Z BRANŻY 15 1-2/2023
----
-
--
-
-
--
-
ANALOG DISCOVERY PRO ADP5250
Analog Discovery Pro ADP5250

firmy Digilent to kompleksowe urządzenie pomiarowe przeznaczone do uruchomiania, testowania i diagnozowania złożonych systemów elektronicznych – zarówno analogowych jak i cyfrowych. W jednym urządzeniu łączy funkcje oscyloskopu, generatora przebiegów cyfrowych, analizatora stanów logicznych, multimetru cyfrowego oraz programowalnych zasilaczy.
Jako generator przebiegów wraz z połączeniem z programem Wavege ADP5250 może być używany do wyprowadzania analogowych sygnałów napięciowych za pomocą złączy sygnałowych BNC. Przekształca próbki sygnałów cyfrowych na analogowe. W trybie pracy analizatora logicznego cyfrowe wejścia są skonfigurowane w celu przechwytywania wysokich oraz niskich stanów logicznych podłączonych cyfrowych

sygnałów. Pozwala na rejestrowanie dużych buforów analogowych danych wejściowych na dwóch kanałach z częstotliwością do 10 próbek na sekundę. Funkcjonalność analizatora widma pozwala na podgląd mocy w dziedzinie częstotliwości sygnałów analogowych przechwyconych na analogowych kanałach wejściowych.
Urządzenie łączy się z komputerem przez interfejs USB. Interfejs użytkownika zapewnia intuicyjne oprogramowanie WaveForms. Urządzenie posiada zaawansowane opcje wyzwalania, w tym wyzwalania krzyżowego, polegającego na aktywowaniu przechwytywania przebiegów oscyloskopu na podstawie odebranego i zdekodowanego protokołu cyfrowego. Istnieje także możliwość tworzenia własnych aplikacji oraz skryptów z użyciem języków programowania (JavaScript, Python, C).
SPRZĘGACZE OPTYCZNE DO TRANSMISJI SYGNAŁÓW PROFIBUS-DP I MODBUS RTU PRZEZ ŚWIATŁOWÓD
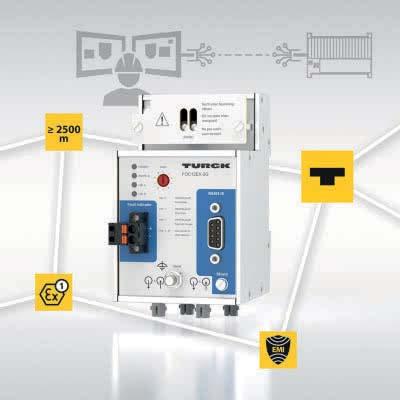
Firma Turck prezentuje serię sprzęgaczy optycznych do transmisji sygnałów z magistrali fieldbus, np. Profibus-DP lub Modbus RTU, za pośrednictwem kabla światłowodowego. W ramach serii FOC dostępne są warianty w wykonaniu standardowym oraz przeznaczonym do pracy w strefach zagrożenia wybuchem (Zone 1 lub Zone 2). Umożliwiają one transmisję sygnałów na odległość >1500 m
NAWET 40 KM/H BEZ ZMIANY BIEGU
Silnik tłokowy osiowy o zmiennej chłonności A36VM firmy Bosch Rexroth jest zoptymalizowany z myślą o układach napędowych. Większy zakres kąta wychyłu korpusu i maksymalne ciśnienie 530 barów sprawia, że maszyna samobieżna staje się szybsza i wydajniejsza. Jazda z prędkością do 40 km/h staje się możliwa bez dodatkowej zmiany przełożenia przekładni. Zakres kąta wychyłu korpusu przy chłonności nominalnej 125 cm3 jest równy 5–38°, podczas gdy w wersji 255 cm3 wynosi on 5–36°. Dzięki przełączaniu zaworów silnik A36VM jest bardziej wydajny, a ponadto ma mniej punktów uszczelnienia.
Silnik A36VM jest idealnym rozwiązaniem dla napędów hydrostatycznych sterowanych elektronicznie dzięki dwóm
lub >2500 m w zależności od typu kabla światłowodowego (odpowiednio 50/125 m i 62,5/125 m).
Sprzęgacze serii FOC występują w wersji jednokanałowej (ozn. FOC11xxxx) i dwukanałowej (FOC12xxxx) z interfejsem RS485IS (Sub-D) i portami optycznymi ST. Mogą być konfigurowane do pracy w topologii point-to-point i ring. Są produkowane w ekranowanych obudowach o wymiarach 105 × 73,5 × 65 mm, przystosowanych do montażu na szynie DIN.
udoskonaleniom: zwiększeniu zakresu kąta wychyłu korpusu do 38 ° i maksymalnego ciśnienia do 530 barów. W rezultacie maszyna może osiągnąć 40 km/h bez zwiększania prędkości obrotowej silnika spalinowego czy instalowania złożonej przekładni o zmiennych przełożeniach.
Oprogramowanie BODAS eDA umożliwia optymalizację maszyny samobieżnej pod kątem energochłonności oraz zużycia paliwa. Ponadto z oprogramowaniem układu napędowego zintegrowane jest zabezpieczenie silnika spalinowego przed rozbieganiem i przegrzaniem oraz kontrola obciążenia silnika spalinowego.
16 AUTOMATYKA PRODUKTY
DRUKARKA ETYKIET GODEX DT4X



DT4X to niezwykle lekka i kompaktowa drukarka etykiet, która sprawdzi się w sprzedaży detalicznej, magazynach, logistyce, transporcie i służbie zdrowia. Następczyni DT2X.
DT4X i DT2X są zarówno ultralekkie, kompaktowe (dla najlepszego wykorzystania przestrzeni) i obsługują wiele portów komunikacyjnych; są one skuteczne i wielozadaniowe. Sprawdzą się w sprzedaży detalicznej, magazynach, logistyce i transporcie i służbie zdrowia. Proste, niewielkich rozmiarów i niezawodne drukarki kodów kreskowych. Idealne do drukowania etykiet i znaczników, medycznych opasek na rękę i innych.
BEZPRZEWODOWY SKANER KODÓW 1D I 2D
Cilico IOT800 to innowacyjny, bezprzewodowy skaner kodów 1D i 2D, który umożliwia precyzyjny odczyt danych i łatwe zarządzanie nimi w chmurze. Urządzenie stosowane może być m.in. w biurach, hotelach, supermarketach czy magazynach. Skaner dostępny jest w trzech wersjach kolorystycznych: białej, czerwonej oraz błękitnej.
IOT800 radzi sobie z odczytem uszkodzonych lub słabej jakości kodów, zaś zeskanowane dane są wyświetlane na 1,54-calowym wyświetlaczu. Urządzenie ma możliwości takie jak Wi-Fi, Bluetooth 4.1 oraz USB i jest kompatybilne z systemami Windows, Android, Mac OS oraz iOS. Pełne naładowanie akumulatora zajmuje 4 h.
Bezproblemowa integracja
Electric automation
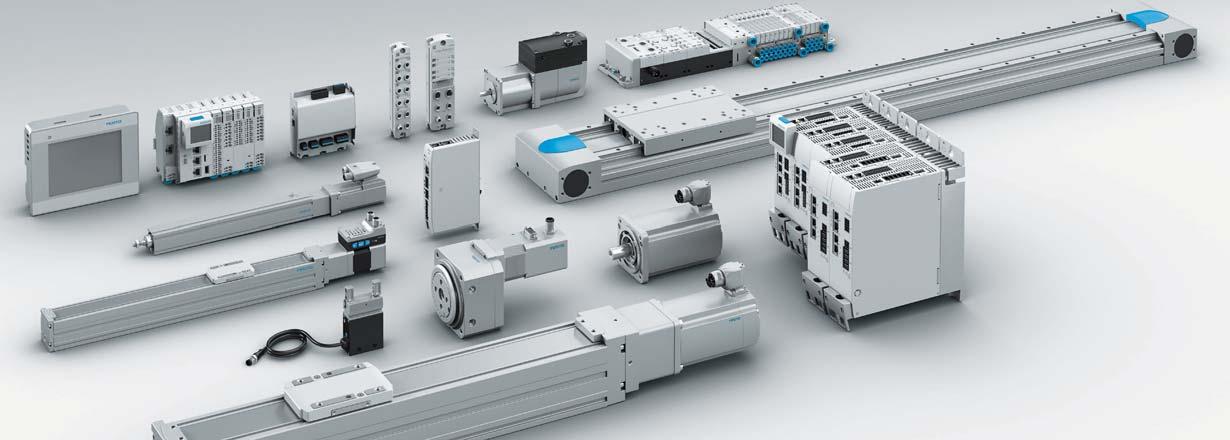
17 1-2/2023 PRODUKTY
www.festo.com/ea
REKLAMA
NOWE SWITCHE GIGABIT ETHERNET FIRMY RED LION

Firma Red Lion zaprezentowała nową serię zarządzalnych switchów przemysłowych Layer 2 N-Tron NT5000, które maksymalizują wydajność operacyjną i czas bezawaryjnej pracy systemu dzięki integracji, zaawansowanemu zarządzaniu i diagnostyce, redundancji sieci i warstwowemu systemowi zabezpieczeń.
Switche NT5000 są dostępne w konfiguracjach z 6, 8, 10, 16 i 18 portami miedzianymi lub miedzianymi i optycznymi, pozwalających spełnić wymogi różnych instalacji. Dzięki trwałej, metalowej obudowie i szerokiemu zakresowi temperatury pracy, NT5000 jest niewielkim urządzeniem, zapewniającym niezawodną pracę w ciężkich warunkach przemysłowych,
m.in. w automatyce, robotyce, produkcji spożywczej oraz przemyśle wydobywczym, morskim i kolejowym.
NT5000 został zaprojektowany z myślą o szybkim i łatwym wdrożeniu. Jego nowoczesny, graficzny interfejs użytkownika obejmuje funkcję kreatora, przeprowadzającego użytkownika przez wstępną konfigurację.
Switch NT5000 oferuje szyfrowanie hasłem, wielopoziomowy dostęp użytkownika i zabezpieczenia MAC, IEEE 802.1X ze zdalnym uwierzytelnianiem RADIUS i nie tylko. Administratorzy mogą przeglądać zdarzenia i syslog, aby analizować stan sieci w czasie rzeczywistym i otrzymywać powiadomienia o próbach dostępu lub zmianach konfiguracji. Switch można skonfigurować tak, aby automatycznie wyłączał poświadczenia użytkownika lub portu po nieudanych próbach dostępu.
TECHNOLOGIA OCR W SYSTEMIE WIZYJNYM IN-SIGHT 2800
Cognex Corporation, lider branży systemów wizyjnych, poszerzył możliwości systemu In-Sight 2800 o technologię optycznego rozpoznawania znaków (OCR – Optical Character Recognition) oparte na technologii Edge Learning. Nowe narzędzie ViDi EL Read z łatwością odczytuje znaki i tekst z powierzchni wypukłych i błyszczących, radząc sobie także z niewystarczającym kontrastem.

ViDi EL Read nie wymaga bowiem skomplikowanego programowania. Zamiast tego, wykorzystuje do nauki istniejące przykłady wizualne. Znacznie upraszcza to proces tworzenia modeli OCR do rozpoznawania znaków z wymagających powierzchni, czy nawet takich, które odczytują wiele linii tekstu jednocześnie.
Konfiguracja aplikacji OCR może być czasochłonna i wymagać wielu godzin programowania przez wysoko wykwalifiko-
wanych inżynierów, co uniemożliwia wielu firmom zautomatyzowanie tego typu kontroli. Korzystając z narzędzia ViDi EL Read, modele są konfigurowane i wdrażane bezpośrednio na urządzeniu w ciągu kilku minut przy użyciu zaledwie 10 przykładowych obrazów. Dokładność wyników jest mierzona przez wskaźnik pewności, który jest wyświetlany pod każdym z wytrenowanych znaków, oferując w czasie rzeczywistym wizualną informację zwrotną i pewność niezawodnej identyfikowalności w całym łańcuchu dostaw.
MAKSYMALNA SPRAWNOŚĆ I EFEKTYWNOŚĆ
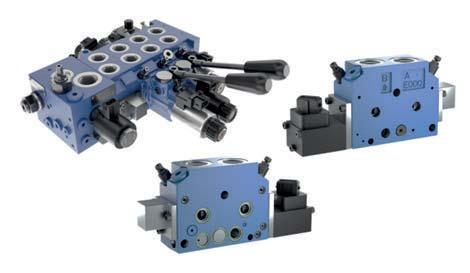
Firma Bosch Rexroth przedstawiła nową serię kompaktowych rozdzielaczy w zabudowie sekcyjnej EDG (EDG-Piloted): elektrohydrauliczne, pracujące w układzie LS, zapewniają dużą elastyczność i możliwości w zakresie konfiguracji. Rozdzielacze te rozszerzają obecną ofertę Bosch Rexroth w zakresie rozdzielaczy EDG, dotychczas sterowanymi bezpośrednio, powiększając maksymalne natężenie przepływu. Zostały one dodatkowo zoptymalizowane pod kątem wydajności nowoczesnych maszyn mobilnych. Dzięki modułowej budowie można je łatwo łączyć ze wszystkimi innymi typami zaworów firmy Bosch Rexroth. Te wszechstronne rozwiązania sprawdzają się w różnych zastosowaniach i spełniają oczekiwania wielu segmentach rynku: od wózków widłowych i mobilnych podno-
śników koszowych po żurawie samochodowe. Sterowany pośrednio rozdzielacz EDG zapewnia przepływ przez port roboczy wynoszący 60 l/min i ciśnienie pracy do 350 barów. O wyjątkowości tego innowacyjnego produktu firmy Bosch Rexroth decydują jednak takie cechy, jak niewielka masa i kompaktowa budowa. Zawór waży zaledwie 3 kg i umożliwia łączenie sekcji zarówno z sekcjami EDG sterowanymi pośrednio, jak i sekcjami EDG bezpośredniego działania w tym samym bloku zaworowym. Ponadto zintegrowane zawory dodatkowe pełnią funkcje antyszokową i antykawitacyjną, a zintegrowany zawór bezpieczeństwa LS na porcie A i/lub B zapewnia możliwość regulacji ciśnienia roboczego do potrzeb dowolnego odbiornika.
18 AUTOMATYKA PRODUKTY
CZUJNIK 3D Z CZASEM WYKRYWANIA 0,4 S
Omron wprowadził na rynek czujnik wizyjny FH-SMD zapewniający dużą elastyczność działania przy automatycznym pobieraniu części. Jest to czujnik o małej wymaganej przestrzeni montażowej, umożliwiający rozpoznawanie części rozmieszczonych losowo w trzech wymiarach. Zapewnia lepszą kontrolę oraz pobieranie i układanie realizowane w sposób nieosiągalny dla robotów konwencjonalnych. Jest na tyle mały i lekki, że można go zamontować na
ramieniu robota. Czujnik można przesuwać w celu zmiany punktów widzenia i łatwego rozpoznawania części, redukując martwe pola. Nowo opracowana technologia pomiaru 3D umożliwia wykrycie obiektu w czasie około 0,4 s, niezależnie od jego kształtu i lokalizacji, dzięki czemu montaż podzespołów, na przykład w branży motoryzacyjnej, może zostać łatwo zautomatyzowany.


Dodatkową zaletą FH-SMD jest łatwa konfiguracja, bez konieczności czytania instrukcji obsługi. Kreator prowadzi użytkownika krok po kroku przez cały proces konfigurowania aplikacji do pobierania – od konfiguracji kamery po kalibrację.
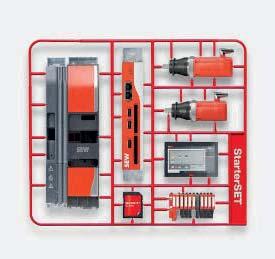
STARTERSET - SZYBSZA DROGA DO GOTOWEJ MASZYNY
Opracowany przez SEW-EURODRIVE zestaw StarterSET jest zestawem startowym, który można rozbudować o indywidualnie dostosowane dodatki, odpowiednie do własnych maszyn, w elastyczny, modułowy i niezależny sposób.
Szybkie przezbrojenia oraz częste zmiany przetwarzanych produktów wymagają modułowego i elastycznego designu maszyn. Dotyczy to zwłaszcza maszyn pakujących. Wiele aplikacji i sekwencji ruchu jest takich samych. Jednak „taki sam” nie oznacza „identycz-
FAULHABER DRIVE CALCULATOR
FAULHABER Drive Calculator to narzędzie dla konstruktorów, umożliwiające znalezienie w rekordowym czasie odpowiedniego układu napędowego do konkretnego zastosowania. Jest łatwe w użyciu i funkcjonalne: nowoczesny, przejrzysty interfejs użytkownika został zaprojektowany z myślą o optymalnej użyteczności, podczas gdy pomocne wskazówki dostarczają cennych, szczegółowych informacji.
W celu zwiększenia szybkości obliczeń program wykorzystuje globalne ustawienia wstępne ze wspólnymi wartościami średnimi. Oczywiście domyślne ustawienia można
ny”. Niemniej jednak nadal istnieje możliwość uproszczenia procesów poprzez standaryzację. Zestaw StarterSET składa się z podstawowych komponentów obejmujących hardware oraz software, które są specjalnie dopasowane i wstępnie dobrane dla określonego typu maszyny. Zestaw StarterSET nadaje się do bezpośredniego zastosowania jako pakiet podstawowy z możliwością elastycznego dostosowania oraz indywidualnej rozbudowy.
dostosować do indywidualnych potrzeb, np. uwzględniając temperaturę otoczenia, napięcie zasilania czy dostępną przestrzeń.
Odpowiednie rozwiązania są następnie przedstawiane w postaci przejrzystej listy wyników, którą można zawężać za pomocą rozbudowanych filtrów. Narzędzie FDC umożliwia obecnie dokonywanie obliczeń dla siedmiu typów napędów i dwóch trybów pracy.
Strona szczegółowych informacji dla każdego systemu napędowego przedstawia obliczone wartości termiczne i wykresy wydajności, jak również inne ważne informacje i dane. To, co czyni je wyjątkowym, to fakt, że wartości można zmieniać w czasie rzeczywistym i od razu dokonywać ich przeliczenia, a następnie je wyświetlać. Oprócz obliczeń wyświetlane są również odpowiednie elementy sterujące, które uzupełniają system napędowy. Użytkownik może również pobrać wybrane rozwiązania w formacie PDF lub zamówić je bezpośrednio online.
19 1-2/2023 PRODUKTY
ANALIZATOR LOGICZNY DIGITAL DISCOVERY

Digital Discovery firmy Digilent jest urządzeniem które stanowi połączenie analizatora logicznego oraz generatora wzorów sygnałów cyfrowych. Jak każdy analizator logiczny pozwala na wyświetlanie oraz rejestrowanie przebiegów na liniach komunikacyjnych urządzeń cyfrowych. Dodatkowo w Digital Discovery istnieje możliwość dekodowania protokołów komunikacyjnych (I C, I 2S, CAN, SPI, UART, równoległy). Pozwala to na szybką analizę ramek przysłanych w magistralach. Przewaga takiego narzędzia nad klasycznym oscyloskopem polega na tym, że pozwala na rejestrowanie przebiegów z większą rozdzielczością, która zwykle w oscyloskopach jest niezadowalająca przy pomiarach przebiegów cyfrowych. Przy pomiarach oscyloskopem można także spotkać się
z problemami przy wyzwalaniu sygnału, co w urządzeniu tego typu nie występuje. Oscyloskop jest narzędziem dobrze sprawdzającym się przy analizie okresowych zmian napięć i szumów, natomiast do analizy procesów komunikacji cyfrowej oraz złożonych protokołów idealnym narzędziem będzie Digital Discovery rejestrujący jedynie niskie i wysokie stany.
Digital Discovery wyposażony jest w dwa wejścia/wyjścia sygnałów wyzwalania do połączenia innych przyrządów laboratoryjnych (1,2–3,3V CMOS).
Oprogramowanie Digilent WaveForms wraz z połączeniem z Digital Discovery pozwala na wykorzystanie przedstawionych powyżej funkcji.
NOWE STANDARDY DLA KOMPAKTOWYCH SYSTEMÓW

POZYCJONOWANIA
Czujnik AMS 100i przeznaczony jest do małych powierzchni, gdzie działa bez obniżania wydajności. Dzięki niewielkim wymiarom 105 × 68 × 75 mm jest to jeden z najbardziej kompaktowych systemów pozycjonowania laserowego na rynku, przeznaczonych do zastosowań w ograniczonej przestrzeni. Czujniki pracują z bardzo wysoką dokładnością: Użytkownicy AMS 100i mogą pozycjonować układ z dokładnością do milimetra na odległość dochodzącą do 120 m.
Czujnik AMS 100i ma minimalną martwą strefą, wynoszącą zaledwie 100 mm. Pozwala to na tworzenie aplikacji dla pozycjonowania z dystansem skróconym aż do samego czujnika. Umożliwia to efektywne wykorzystanie dostępnej przestrzeni. Elastyczna i szybka instalacja oraz łatwe wyrównanie możliwe są dzięki modułowemu systemowi montażu.
Modułowy system pozycjonowania laserowego jest dostępny również w wersji AMS 300i. Ten model oferuje zasięg roboczy aż do 300 m. Oba warianty spełniają wysokie wymagania dla stopnia ochrony IP65. Opcjonalnie AMS 100i i AMS 300i dostępne są również ze zintegrowanym ogrzewaniem urządzenia oraz optyki. W tym wariancie czujniki mogą być stosowane w niskich temperach do –30 °C (bez ogrzewania do –5 °C). W gorącym otoczeniu AMS 100i jest przeznaczony do eksploatacji w temperaturach do +60 °C.
PANEL HMI DO TRUDNYCH WARUNKÓW PRZEMYSŁOWYCH

cMT3072XHT to odporny panel HMI z ekranem 7-calowym, wykorzystywany głównie w trudnym środowisku przemysłowym.
Wytrzymałość cMT3072XHT jest zapewniona przede wszystkim przez aluminiową obudowę. Dzięki temu dobrze odprowadza ciepło i jest odporna na zakłócenia elektromagnetyczne (EMI). Urządzenie jest wyposażone w specjalistyczny układ scalony, który zapewnia stabilna pracę w szerokim zakresie temperatur od –20 °C do 55 °C. Dodatkowo pozostałe elementy ochronne obejmują izolację zasilania, powłokę PCB i panel przedni zgodny z normą szczelności NEMA4/IP66.
Poza ochronną konstrukcją cMT3072XHT cechuje się wysoką jakością wykonania. Urządzenie ma czterordzeniowy pro-
cesor i ekran o wysokiej rozdzielczości 1024 × 600 px (WVA, kąty widzenia: 85°). Metalowa powierzchnia zapobiega zarysowaniom, posiada teksturowane wykończenie. cMT3072XHT dostarcza użytkownikowi wielu ulepszonych funkcji oprogramowania. Do integracji IIoT, wbudowano serwer OPC UA, protokół chmury MQTT i połączenie z bazą danych SQL. Ułatwia to międzyplatformową integrację danych. Do zdalnego monitorowania dostępne są: VNC Server, WebView (dostęp z przeglądarki), cMT Viewer (dostęp przez aplikację) oraz Weincloud (wizualizacja z wielu lokalizacji na jednym ekranie przeglądarki).
20 AUTOMATYKA PRODUKTY
Firma Yaskawa powiększyła rodzinę robotów paletyzujących HC o nową wersję HC30PL o udźwigu 30 kg i zasięgu ramienia 170 cm. Jest to 6-osiowy robot współpracujący, znajdujący zastosowanie w operacjach związanych z przenoszeniem, pakowaniem i logistyką w wymagających środowiskach produkcyjnych. Robot spełnia wymogi norm branżowych w zakresie bezpieczeństwa użytkowania, umożliwiając bezpieczną współpracę z ludźmi lub w ich bezpośrednim sąsiedztwie. Technologia Power and Force Limiting (PFL) zapewnia stałe monitorowanie siły, aby szybko i bezpiecznie zareagować na przypadkowy kontakt z zewnętrznym obiektem. Robot może być łatwo programowany, bez potrzeby korzystania z programatora, a uchwyt oparty na normie EN ISO-9409-1-80-6-MB obsługuje szeroką gamę końcówek do szybkiego i prostego wdrożenia.

HC30PL został zbudowany z odlewanego aluminium i charakteryzuje się stopniem ochrony IP67, zapewniający odporność na zachlapanie i kurz. Jest łatwy w czyszczeniu, co pozwala na zastosowanie w pomieszczeniach o podwyższonych wymogach sanitarnych. Standardowo wyposażony w smar z certyfikatem NSF H1, może być stosowany w zakładach produkcyjnych, w których istnieje możliwość przypadkowego kontaktu z żywnością.
Robot ma cztery tryby pracy zespołowej i może łatwo przełączać się między prędkością współpracy w trybie PFL lub pełną prędkością w trybie przemysłowym, optymalizując czasy cyklu w oparciu o ocenę ryzyka i wymagania procesowe. Jest kompatybilny ze sterownikiem YRC1000 i nie wymaga transformatora dla napięć wejściowych z zakresu 380–480 V AC. Jest również kompatybilny z kontrolerem YRC1000micro. Wymiary robota wynoszą 598 x 499 x 427 mm (W × H × D).
PLATFORMY WAGOWE PBD659 I PBA639 O HIGIENICZNEJ KONSTRUKCJI







W środowiskach podlegających regulacjom w zakresie higieny, łatwość czyszczenia jest ważnym czynnikiem wpływającym na wydajność. Upraszczanie procesów czyszczenia staje się coraz ważniejsze nie tylko ze względu na eliminację ryzyka zanieczyszczeń, ale również na maksymalizację produktywności. Dlatego firma METTLER TOLEDO przedstawiła platformy wagowe PBD659 i PBA639 ze stali nierdzewnej, które pozwalają stawić czoła tym wyzwaniom, dzięki konstrukcji zoptymalizowanej pod kątem higieny.
Wagi PBD659 i PBA639 mogą ważyć w zakresie od 3 kg do maksymalnie 600 kg, są wyposażone w czujniki wagowe o najwyższej dokładności w tej klasie urządzeń Platformy.
Ściśle spełniają wytyczne dotyczące higieny, umożliwiają szybkie i łatwe czyszczenie oraz są zgodne ze standardami podwyższonej dokładności, optymalizując procesy i redukując koszty.
Platformy serii PBD659 i PBA639 zostały zoptymalizowane pod kątem wielu zastosowań, sprawdzają się w wielu branżach produkcji żywności lub przetwórstwa chemicznego, farmaceutycznego i w obszarach krytycznych.
ZINDYWIDUALIZOWANE LISTWY ELEKTRYCZNE
Grupa RENEX poinformowała o rozszerzeniu zakresu elementów meblowych, jakie mogą być dopasowywane i modyfikowane indywidualnie do potrzeb klienta o listwy elektryczne. Producent mebli antystatycznych REECO – Grupa RENEX poinformowała, że oferowane przez nią listwy elektryczne będą mogły być tworzone i modyfikowane pod indywidualne zamówienie klienta.
Dotychczasowa oferta w tym zakresie obejmowała listwy zasilające 10 i 16 amperowe na 8 lub 9 standardowych gniazd elektrycznych, jakie mogły być montowane pionowo lub poziomo jako moduł na ramach stołów i wózków REECO. Obec-
nie ponad ofertę standardową Grupa RENEX oferuje możliwość realizacji indywidualnych zamówień dotyczących listew elektrycznych obejmujących wybrane przez użytkownika gniazda zasilające i transferu danych.
Podobnie jak ma to miejsce w przypadku indywidualnych realizacji w zakresie innych modułów mebli REECO – takich jak półki, uchwyty, ramy, blaty itp. oferta nie ma minimalnego progu wielkości zamówienia, więc projekty mogą być realizowane już w liczbie 1 sztuki.
21 1-2/2023 PRODUKTY
NOWY ROBOT PALETYZUJĄCY O UDŹWIGU 30 KG
F irma botów HC30 mie wsp n
ASYSTENT ROZSZERZONEJ RZECZYWISTOŚCI OD SICK
Innowacyjne rozwiązanie od SICK, jakim jest Asystent Rozszerzonej Rzeczywistości nazywany w skrócie SARA pozwala na szybką i łatwą diagnostykę z poziomu smartfonu bądź tabletu.
SICK Augmented Reality Assistant (SARA) – to narzędzie, które zbiera dane z czujników, robotów i łączy je z obrazem rzeczywistego otoczenia (live view) na smartfonie lub tablecie. Po skonfigurowaniu, SARA działa z każdym urządzeniem mobilnym opartym na systemie Android lub iOS. Aplikacja łączy się bezprzewodowo z urządzeniem nadrzędnym, do którego spływają informacje z zainstalowanych czujników, robotów i szybko wskazuje drogę do usterki w oparciu o rzeczywistość rozszerzoną (AR).

Dzięki graficznej projekcji na rzeczywistym obrazie z kamery urządzenia mobilnego, technicy UR mogą zobaczyć
dane urządzenia z perspektywy czujnika: Wykryte ciało obce, np. przez skaner bezpieczeństwa (czujnik 2D LiDAR), staje się widoczne w obrazie czasu rzeczywistego na wyświetlaczu smartfona lub tabletu, dzięki temu może być łatwo zlokalizowane i usunięte w rzeczywistości. Wizualizacja może również dotyczyć bezpośrednich danych pomiarowych, rejestrowanych przez czujniki pomiarowe, dzięki czemu bezpośrednio na miejscu montażu możemy sprawdzić poprawność ich działania.
Ponadto na wirtualnym obrazie można zwizualizować ważne dane środowiskowe, takie jak ciśnienie, temperatura czy stopień zanieczyszczenia, co pomaga również w konserwacji maszyn i systemów.
SILNIKI BLDC DF45 FIRMY NANOTEC

Bezszczotkowe silniki prądu stałego DF45 firmy Nanotec są teraz dostępne z wbudowanym enkoderem. Charakteryzują się one średnicą 45 mm, a dzięki małogabarytowej konstrukcji, nadają się idealnie do zastosowań wymagających precyzyjnego pozycjonowania w ciasnych przestrzeniach. Wbudowany enkoder 2-kanałowy pracuje z rozdzielczością 1024 CPR. Dzięki skanowaniu indukcyjnemu jest niewrażliwy na zewnętrzne pola magnetyczne i zanieczyszczenia. Ponieważ enkoder został całkowicie zintegrowa-
ny w obrębie konstrukcji modułu, różnica długości pomiędzy silnikiem standardowym i wersją z enkoderem wynosi jedynie 2 mm. DF45-E oferuje maksymalną moc 65 W przy prędkości obrotowej 4840 rpm. Może być dostarczany również w wersjach z niestandardowymi uzwojeniami i wałkami.
Silniki o krótkim wirniku, taki jak DF45-E, znajdują zastosowanie m.in. w napędach pojazdów AGV, systemach kontroli dostępu i napędach drzwi. Do aplikacji wymagających dużego momentu obrotowego, firma Nanotec oferuje odpowiednie przekładnie obiegowe.
„CYFROWY” KLUCZ DYNAMOMETRYCZNY Z MODUŁEM WI-FI
Bosch Rexroth wprowadził do oferty „cyfrowy” klucz dynamometryczny OPEXplus z możliwością pomiaru zarówno siły, jak i kąta obrotu. Zapewnia on pomiar momentu obrotowego w zakresie 3–800 Nm i pozwala przesłać wyniki do dowolnego systemu informatycznego.

Klucze dynamometryczne OPEXplus są rozpoznawane w sieci dzięki wbudowanemu modułowi WiFi. W przypadku wymiany narzędzia na linii montażowej, moduł można po prostu podłączyć do nowego wkrętaka. Dostarczone oprogramowanie umożliwia parametryzację za pośrednictwem hotspotu, sieci klienta lub interfejsu szeregowego. OPEXplus obsługuje popularne protokoły, takie jak OpenProtocol, IPM czy XML. Zasilanie zapewnia standardowy akumulator litowo-jono-
wy 21700. Wbudowany skaner realizuje odczyt kodów kreskowych i QR oraz ich transmisję do systemów wyższego poziomu. Pierścień regulacyjny LED na rękojeści, dobrze widoczny ze wszystkich kierunków, pokazuje siłę dokręcania. Kolejne zalety to opcjonalny moduł sygnalizacji wibracyjnej oraz kolorowy wyświetlacz, ułatwiający obsługę. Klucz został wyprodukowany z wytrzymałego stopu tytanowo-aluminiowego z antypoślizgową osłoną uchwytu.
22 AUTOMATYKA PRODUKTY
ZŁĄCZA TRANSFORMATOROWE 4,4 KV/1400 A


DO PRACY W TRUDNYCH WARUNKACH
Firma HARTING wprowadziła na rynek nowe, łatwe w instalacji złącza transformatorowe rodziny Han HPR HPTC, które spełniają wymogi norm kolejowych w zakresie odporności na wibracje, rozbryzgi wody i mgłę solną.

Złącza Han HPR HPTC charakteryzują się modułową konstrukcją i mogą współpracować z kablami ekranowanymi i nieekranowanymi. Są przeznaczone do maksymalnych obciążeń 4,4 kV/1400 A. Wykazują odporność na ciężkie warunki środowiskowe w różnych lokalizacjach geograficznych. Złącza Han HPR HPTC zostały przetestowane pod kątem odporności na działanie mgły solnej, udarów mechanicznych (np. uderzenia kamie-
ni), zanieczyszczeń i dużej wilgotności. Zapewniają długotrwałą, stabilną transmisję mocy, np. między generatorami, konwerterami, dużymi akumulatorami, ogniwami paliwowymi i transformatorami, a ich dodatkową zaletą jest mały koszt instalacji i eksploatacji. Montaż polega jedynie na wsunięciu zaciskanego styku w obudowę i przykręceniu pokrywy z uszczelką. Nie są tu wymagane rurki termokurczliwe ani taśmy; wystarcza samo dokręcenie dławika kablowego. Ponadto nie jest wymagane smarowanie, czyszczenie ani dalsze kontrole. Złącza Han HPR HPTC są dostępne w wersjach 400, 850 i 1400 A.
PRODUKTY
REKLAMA
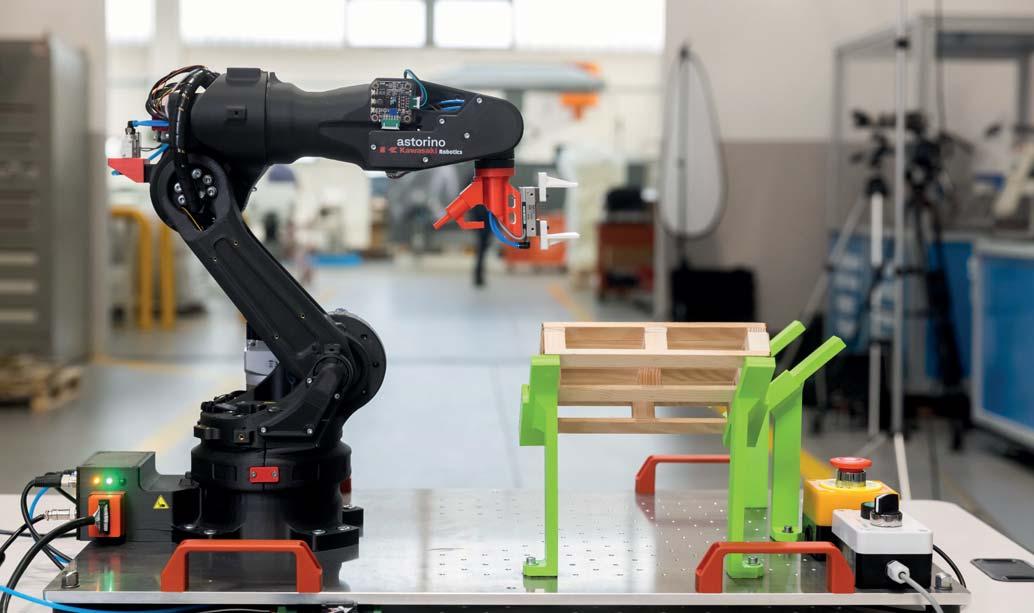
Akcja – edukacja Astorino wchodzi do
techników i uczelni
Tworzenie robotów to nie tylko Pana praca, ale także hobby, które rozwija Pan od kilkunastu lat. Jak zaczęła się historia Astorino? Czy od początku tworzył go Pan z założeniem, że będzie to robot edukacyjny?
Przy pracy nad Astorino towarzyszyła mi myśl o tym, z jakim wyzwaniem mierzą się technika i uczelnie w Polsce, w których nauka wciąż jest w du-
żej mierze teoretyczna. Potwierdzały to moje rozmowy z młodymi ludźmi, którzy obecnie studiują. Zajęcia z robotyki często kończą się na tym, że uczeń czy student umie wykonać obliczenia inżynierskie i wpisać je do programu, ale jakie miałoby to mieć przełożenie na praktykę, już nie wie. Stąd wziął się pomysł, by stworzyć robota służącego edukacji. Rozwiązanie najpierw spotkało się z zainteresowa-
niem firmy ASTOR, a później również prezesa Kawasaki Robotics EMEA, który uznał, że warto pójść z tą ofertą w świat. Dlatego pełna nazwa robota to Kawasaki Robotics Astorino.
Co było największym wyzwaniem przy projektowaniu Astorino? Zdecydowanie software. Najwięcej czasu zajęły takie prace, jak programowanie czy dobór kontrolera.

24 AUTOMATYKA ROZMOWA
--
Czy Astorino jest wyłącznie robotem edukacyjnym, czy równie dobrze sprawdziłby się w fabryce?
Z technicznego punktu widzenia nic nie stoi na przeszkodzie, by robot pracował w zakładzie produkcyjnym, ale idea przyświecająca jego opracowaniu była inna i jej się trzymamy – ma on stanowić element edukacyjny. Ponadto nasza umowa dystrybucyjna, którą podpisaliśmy na wyłączność z firmą Kawasaki Robotics, nie przewiduje sprzedaży tego modelu do przemysłu.
Jaka jest strategia geograficzna dystrybucji Astorino?
Działanie jest podzielone na kilka etapów. W pierwszym etapie obejmuje Europę, Bliski Wschód i Japonię. Kolejny etap to wejście na rynek w Stanach Zjednoczonych. Jeden robot pojechał już do Egiptu, chociaż na razie jeszcze nie do klienta końcowego, lecz do dystrybutora Kawasaki Robotics, by jego przedstawiciel mógł go zaprezentować uczelniom. Finalnie dystrybucja może objąć każdy kraj, w którym Kawasaki Robotics sprzedaje swoje roboty, a to oznacza niemal cały świat.
Czy szczegóły dotyczące destynacji dystrybucji są ustalane między
ASTOR i Kawasaki Robotics, czy są to działanie niezależne?
ASTOR, w ramach działającego w tym regionie Europy Kawasaki Robotics Central and Eastern Europe Hub, pro-
był jeszcze rozruchowy, skupiony na tworzeniu stanowisk demonstracyjnych i dostarczaniu robotów do bezpośrednich dystrybutorów, by mieli czas zapoznać się z rozwiązaniem. Tak więc
TECHNIKA I UCZELNIE W POLSCE, W KTÓRYCH NAUKA WCIĄŻ JEST W DUŻEJ MIERZE TEORETYCZNA.
wadzi niezależną dystrybucję w Polsce, Czechach, na Słowacji i Węgrzech, a także w krajach bałtyckich. O pozostałych rynkach decyduje Kawasaki Robotics.
Robot trafił na rynek w ubiegłym roku. Ile sztuk wspiera już realnie docelowych odbiorców?
W 2022 r. ASTOR wyprodukował i dostarczył do polskich uczelni i techników około 30 sztuk. Co ciekawe, wśród odbiorców w Polsce, do których trafiło już nasze rozwiązanie, jest więcej techników niż szkół wyższych.
W przypadku dystrybucji robota przez Kawasaki Robotics ubiegły rok
dopiero obecny rok pokaże, jak będzie się rozwijała dystrybucja na świecie. Zakładamy, że w 2023 r. do docelowych odbiorców – łącznie w Polsce i na świecie – trafi około 80 robotów Astorino.
A jak Pan ocenia potencjał polskiego rynku?
Patrząc z perspektywy ostatniego roku, jestem bardzo optymistycznie nastawiony. Niemal wszystkie szkoły, którym zaprezentowaliśmy Astorino zdecydowały się na jego zakup. W tym roku mamy już sygnały z uczelni w Warszawie i Gdańsku, które są zainteresowane kupnem większej liczby sztuk.
25 1-2/2023 ROZMOWA
PRZY PRACY NAD ASTORINO TOWARZYSZYŁA MI MYŚL O TYM, Z JAKIM WYZWANIEM MIERZĄ SIĘ
Fot. ASTOR, Tiesse Italia
To bardzo budujący sygnał, ponieważ dziś często studenci mają do dyspozycji na całą uczelnię co najwyżej jednego przestarzałego robota, który nie spełnia współczesnych wymagań.
Z jakim kosztem musi liczyć się odbiorca i czy robot jest dystrybuowany wyłącznie w formie sprzedaży, czy można go również wypożyczyć?
Na ile skomplikowane jest samodzielne przystosowanie robota przez odbiorcę do docelowego działania? Czy wymaga to przeszkolenia?
Dokumentacja, która jest dołączana do robota pokazuje krok po kroku, jakie działania należy wykonać, ale wiele osób woli posłuchać i zobaczyć, jak powinno wyglądać to w praktyce. W przypadku takiego zainteresowania nasz pracownik jedzie do odbiorcy i szkoli go na miejscu albo odbiorca przyjeżdża do nas.
Nasz robot jest nowoczesny, sześciosiowy, ukierunkowany na środowisko przemysłowe, a dodatkową jego zaletą jest lekkość. Jego masa to zaledwie 15 kg, toteż można go łatwo przestawiać na potrzeby kolejnych zajęć.
Z czego Pana zdaniem może wynikać fakt, że wśród dotychczasowych odbiorców dominują technika, a nie wyższe uczelnie?
Myślę, że jednym z powodów jest uruchamianie nowych kierunków nauczania, które mają być sposobem na zapełnienie luki kompetencyjnej stanowiącej dziś poważny problem. W technikach pojawił się m.in. kierunek technik robotyk, także z podziałem na technika robotyka specjalizującego się w obsłudze i montażu robotów oraz takiego, którego zadaniem jest programowanie. Absolwent technikum uczący się na robocie, i to takim, który odzwierciedla standardy rynkowe, będzie miał lepszy start na studiach i wejdzie na rynek pracy lepiej przygotowany do jego realiów.
Czy widzi Pan konkurencję dla robota Astorino w Polsce?
Raczej nie. Na rynku są dostępne roboty, które spełniają potrzeby edukacyjne – można nauczyć się ich składania, zasad funkcjonowania czy programowania – ale są to najczęściej roboty zaprogramowane przez informatyków, a nie inżynierów. One nie uczą środowisk przemysłowych. Zasadnicza zaleta Astorino jest taka, że robot ten wykorzystuje przemysłowy język programowania, dzięki czemu młody człowiek realizuje edukację na robocie, który spełnia założenia pracy w przemyśle i w zakładzie produkcyjnym.
Astorino jest oferowany jedynie w sprzedaży, a cena katalogowa robota to 5500 euro, bez dodatkowego osprzętu. Dodam dla porównania, że gdyby stanowisko edukacyjne miało być wyposażone w standardowego robota przemysłowego, to jego koszt przekraczałby 100 000 zł.
Jeśli chodzi o Astorino, uczelnia – lub technikum – może wskazać, jakie dodatkowe elementy są dla niej pożądane i wyposażamy robota odpowiednio do potrzeb. Może to być np. chwytak, tor jezdny, moduł wejść/ wyjść 24 V czy system wizyjny. Co istotne, robot nie jest kompatybilny
Czy robot i części do niego są produkowane w Polsce?
Większość tak, ale niektóre elementy rozwiązania, jak np. sterowniki czy elektronika, są kupowane także w innych krajach.
Elementy korpusu robota, obudowa, ramiona, a także części chwytaka, są tworzone w technologii druku 3D. Dzięki temu łatwo je w razie potrzeby dodrukować. Wraz z dokumentacją dostarczamy pliki STL, które służą do przygotowania wydruków, więc użytkownik może to zrobić we własnym zakresie. Może oczywiście zwrócić się również do nas i my wyślemy je odbiorcy.
TECHNOLOGII DRUKU
3D. DZIĘKI TEMU ŁATWO JE W RAZIE POTRZEBY DODRUKOWAĆ.
wyłącznie z naszym sprzętem, więc odbiorca może zamówić rozwiązanie bez osprzętu i dowolnie je doposażyć. Przykładowo jedna z uczelni zrealizowała projekt, w ramach którego studenci samodzielnie stworzyli chwytak, podajniki i inne elementy.
Duży projekt został też zrealizowany na Politechnice Śląskiej przez dwie grupy studentów. Jedna z nich skupiła się na zbudowaniu stanowiska z wykorzystaniem samodzielnie opracowanego systemu bezpieczeństwa, a druga na symulacji montażu detali. Astorino nie tylko ułatwia naukę programowania, ale też tworzenia kompletnego stanowiska zrobotyzowanego.
Czy opracowana przez Pana wersja robota jest wersją ostateczną, czy jest modyfikowana?
Podchodzimy do tego zgodnie z japońską filozofią kaizen, która zakłada ciągłe doskonalenie produktu, np. zmiany w zakresie software’u czy dodawanie nowych funkcjonalności. Jeżeli uczelnia – albo firma Kawasaki Robotics – zgłasza chęć sprawdzenia, czy da się zrealizować określone działania za pomocą Astorino, przeprowadzamy testy na potrzeby takich działań i wprowadzamy potrzebne modyfikacje.
26 AUTOMATYKA
Urszula Chojnacka
ROZMOWA
ELEMENTY KORPUSU ROBOTA, OBUDOWA, RAMIONA, A TAKŻE CZĘŚCI CHWYTAKA, SĄ TWORZONE W
ZAKŁADAMY, ŻE W 2023 R. DO DOCELOWYCH ODBIORCÓW –ŁĄCZNIE W POLSCE I NA ŚWIECIE – TRAFI OKOŁO 80 ROBOTÓW ASTORINO.
POSTAW NA ROZWÓJ ZAWODOWY
Profesjonalne szkolenia dla przemysłu oraz kadry inżynierskiej
CENTRUM SZKOLENIOWE SIEĆ BADAWCZA ŁUKASIEWICZ
PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP
Programowanie robotów ABB – kurs podstawowy - szkolenie u klienta
Programowanie robotów Comau – kurs podstawowy - szkolenie u klienta
Programowanie robotów KUKA – kurs podstawowy - szkolenie w Instytucie - szkolenie u klienta
Szkolenie zaawansowane z programowania robotów KUKA - szkolenie w Instytucie - szkolenie u klienta

Centrum Szkoleniowe
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa www.piap.pl Tel. 22 874 0 194, 198 cspiap@piap.pl
SZKOLENIA
PIAP
Roboty przemysłowe
Rozmowa z Jędrzejem Kowalczykiem, prezesem zarządu FANUC Polska, wiodącego dostawcy robotów przemysłowych

PROMOCJA 28 AUTOMATYKA ROZMOWA
Na czym polega fenomen robotów?
Robotyka przemysłowa rozwija się od lat 70. XX w., kiedy do fabryk w Japonii, Stanach Zjednoczonych i Europie zaczęto wprowadzać prototypy współczesnych robotów. Na przestrzeni lat mechaniczne ramiona przeszły transformację, która dziś widoczna jest w różnorodnych typach konstrukcji i specjalizacji robotów – FANUC oferuje ponad 100 modeli. Coraz częściej wyposażone są w zmysły naśladujące ludzki wzrok i dotyk oraz w sztuczną
produkcję i zahamowała inwestycje, nastał czas wyraźnego ożywienia. Największy wymiar miało ono w Azji, gdzie nastąpił 38 % wzrost instalacji nowych robotów, a nieco mniejszy w Europie, gdzie zanotowano 24 % zwiększenie poziomu instalacji w porównaniu do roku ubiegłego.
Wzrost instalacji nowych robotów w polskim przemyśle sprawił, że nasz kraj po roku nieobecności powrócił do ścisłej czołówki 15 państw z największą roczną liczbą nowych robotów przemysłowych. Jak Pan to ocenia?
inteligencję, która sprawia, że roboty potrafią samodzielnie oceniać sytuację, decydować o sposobie wykonania zadania czy nawet samodzielnie się uczyć. Współczesne roboty odpowiadają zarówno na podstawowe potrzeby charakterystyczne dla tzw. ogólnego przemysłu, jak i z powodzeniem dostosowują się do wymogów nawet najbardziej wymagających branż i wyrafinowanych procesów wytwórczych.
Najnowsze dane statystyczne zebrane przez Międzynarodową Federację Robotyki wskazują na to, że po dwóch słabszych latach, kiedy pandemia COVID-19 sparaliżowała światową
W Polsce – według raportu „World Robotics 2022” – pojawiło się 3300 sztuk nowych robotów przemysłowych w 2021 r., tj. aż o 56 % więcej niż rok wcześniej. Na tle ogólnoświatowych trendów dane wyglądają imponująco i powinny być interpretowane jako ponowny zwrot polskich fabryk w kierunku nowoczesnej produkcji. Warto jednak pamiętać, że punktem wyjścia do tej statystyki był poziom instalacji robotów zanotowany w 2019 r., kiedy w kraju nastąpiło załamanie sprzedaży i aż 19 % spadek instalacji nowych robotów (2147 jednostek). Porównując liczbę robotów zainstalowanych w polskich fabrykach w latach 2019–2021 można zauważyć, że rzeczywisty wzrost był niższy i wyniósł około 27 %, co oznacza, że przed nami wciąż dużo pracy.

To, że nasz kraj podąża tropem liderów obecnych w rankingu z pewnością jest informacją pozytywną. Jednak trzeba zauważyć, że różnice w poziomie instalacji robotów w poszczególnych państwach obecnych w tym zestawieniu pokazują przepaść, jaka dzieli poszczególne rynki. Dla porównania – w Chinach w ciągu jednego roku zainstalowano ponad 268 000 robotów, w Japonii ponad 47 000, w Niemczech – 23 800, we Włoszech – 14 100, we Francji – 5900, w Hiszpanii – 3400, a w Polsce – 3300.
Innym wskaźnikiem wyraźnie pokazującym, że nasz kraj ma jeszcze wiele do nadrobienia jest gęstość robotyzacji. Przeciętnie na 10 000 pracowników zatrudnionych w światowym przemyśle przypada obecnie 141 robotów (+18 w stosunku do 2020 r.), a wskaźnik dla Europy to średnio 129 (+11).
29 1-2/2023 ROZMOWA Fot. FANUC
W Polsce gęstość robotyzacji wynosi obecnie 63, a zmiana wskaźnika w ostatnim roku to 11 „oczek”.
W krajach naszego regionu również zanotowano zmiany w zakresie gęstości robotyzacji. Wyniki uzyskane w Czechach – 168 (+19) oraz Niemczech – 397 (+26) wskazują na większe ożywienie w branży i podkreślają ciągłe utrzymywanie dystansu technologicznego między Polską a tymi krajami. Słowacja – 143 (+7) oraz Węgry – 115 (+9) w ostatnim roku robotyzowały się nieco mniej dynamicznie, mimo to dane zebrane przez IFR świadczą o wciąż wyższym poziomie zrobotyzowania produkcji także w tych krajach w stosunku do polskich fabryk.
Najnowsze statystyki wyraźnie pokazują nietrafność często przyjmowanego założenia, że wyższy poziom robotyzacji w krajach regionu jest wynikiem wielkości branży motoryzacyjnej. Porównanie wskaźnika gęstości robotyzacji dla ogólnego przemysłu –tj. z wyłączeniem branży motoryzacyjnej – również potwierdza niższe nasycenie polskich fabryk robotami przemysłowymi. W Polsce wskaźnik wynosi obecnie 45 (+8 w stosunku do 2020 r.) wobec 233 (+17) w Niemczech, 81 (+13) w Czechach czy 68 (+8) na Węgrzech.
Rynek stawia przed producentami wiele wyzwań. Które z nich Pana zdaniem w największym stopniu zachęcają do inwestycji w roboty?
Producenci mierzą się dziś z wieloma przeciwnościami, m.in. galopującymi kosztami energii, materiałów i środków produkcji, podwyżkami stóp procentowych i wysoką inflacją, a także ograniczonym dostępem do wykwalifikowanych kadr. Wszystko to utrud-
nia osiągnięcie satysfakcjonującego rachunku ekonomicznego.
W wysokokosztowych branżach, takich jak np. przemysł metalowo-maszynowy czy przetwórstwo tworzyw sztucznych, trudności rynkowe nierzadko zmuszają producentów do głębszego zastanawiania się nad opłacalnością produkcji.
Ta sytuacja niejako zmusza przedsiębiorstwa produkcyjne do poszukiwania nowych możliwości i zachęca do wdrażania nowych rozwiązań, w tym inwestycji w nowoczesne technologie – jak np. roboty przemysłowe, które umożliwią zachowanie lub uelastycznienie produkcji i poprawę jej parametrów, a także zapewniają ochronę przed czynnikami zewnętrznymi i zyski w dłuższej perspektywie.
Kolejnym sprzyjającym inwestycjom czynnikiem jest to, że rynek dojrzewa i w firmach rośnie świadomość tego, że najlepsze efekty produkcyjne uzyskuje się wtedy, gdy umiejętnie łączy się potencjał ludzi z niezawodnością maszyn. Każdy proces wymaga zaangażowania pracowników obdarzonych inteligencją i kreatywnością, wciąż niemożliwą do skopiowania i objęcia pełną automatyzacją. Jednak to maszyny są najlepszym rozwiązaniem, gdy trzeba szybko wykonywać powtarzalne czynności – w szczególności wymagające siły lub precyzji, prowadzić produkcję przez siedem dni w tygodniu w optymalnym modelu dwóch lub trzech zmian, a jednocześnie dążyć do ograniczenia zużycia zasobów i energii.
Warto podkreślić, że za mechanicznymi pracownikami przemawiają wymierne korzyści, takie jak wysoka produktywność, jakość i powtarzalność produktu, a przede wszystkim rozsądne koszty wytwarzania, co ma niebagatelne znaczenie w obliczu nieprzewidzianych i trudnych do przezwyciężenia okoliczności rynkowych. Liczba 3,5 mln dotychczas zainstalowanych robotów na świecie świadczy, że inni dostrzegli już te korzyści i skutecznie poprawiają swoją konkurencyjność. To najlepszy czas, by skorzystać z tych doświadczeń i dynamicznie rozwijać własny potencjał.

Wspomniał Pan o niedoborach kadrowych. Czy roboty faktycznie są w stanie wypełniać luki w fabrykach?
Projekcje ludnościowe nie pozostawiają złudzeń co do przyszłych trendów. W świetle szacunków Eurostatu do 2050 r. demografia nie będzie sprzyjała polskiemu rynkowi pracy. Eksperci prognozują, że przez kolejne trzy dekady więcej ludzi będzie opuszczać rynek pracy niż na niego wkraczać. Tylko w latach 2020–2029 zmiana struktury wieku ludności doprowadzi do skurczenia rynku pracy o milion pracowników, dekadę później o niemal 700 000, a w dekadzie 2040–2049 – niemal o 2,2 mln osób.
Do tej pory lukę na polskim rynku pracy wypełniali głównie pracownicy ze wschodu. Jednak wybuch wojny sprawił, że z Polski wyjechało kilkadziesiąt tysięcy obywateli Ukrainy. Ubytek kadr najbardziej odczuły takie branże, jak transport czy budownictwo, w którym – według danych MRiPS – jeszcze w 2021 r. pracowało około 373 000 osób z Ukrainy. Z drugiej strony, do Polski uciekło przed wojną wiele kobiet, które jednak z różnych powodów nie są w stanie zapełnić tej luki, szczególnie w branży produkcyjnej.
Coraz częściej nowym źródłem pozyskiwania pracowników dla polskich firm staje się Azja, Ameryka Południowa czy kontynent afrykański. Przedsiębiorcy zaczynają myśleć szeroko, jednak nie każda firma jest już gotowa na to, by zatrudniać osoby z innych kręgów kulturowych i mierzyć się z procedurami legalizacji pobytu, które zajmują nawet kilka miesięcy.
Nie bez znaczenia jest także dokonująca się wyraźna zmiana jakościowa wśród pracowników – coraz mniej osób chce pracować w trudnych czy monotonnych warunkach i wykonywać zadania, które z powodzeniem może wykonać maszyna. Wszystkie te czynniki, dodatkowo połączone z coraz bardziej rosnącą presją płacową, powodują znaczący wzrost kosztów pracy. To z kolei otwiera zupełnie nowe szanse dla robotów w polskiej produkcji.
Kto już dziś inwestuje w roboty w Polsce?
Zapotrzebowanie na mechaniczne ramiona jest widoczne niemal we
30 AUTOMATYKA
ROZMOWA
wszystkich gałęziach przemysłu. Firmy upatrują w nich szans na odciążenie pracowników i poprawienie wydajności. Warto podkreślić, że na inwestycje decydują się już nie tylko wielkie koncerny, ale coraz częściej także mniejsze firmy, które rentowność traktują jako absolutny priorytet i myślą o przyszłości mimo bieżących trudności finansowych i organizacyjnych.
Najnowszy raport IFR ujawnia, że w ostatnim roku najwięcej robotów zainstalowały w Polsce przedsiębiorstwa z branży motoryzacyjnej. Popyt na mechaniczne ramiona wzrósł tu o 49 % (847 sztuk). Roboty zamawiali zarówno producenci samochodów (358 sztuk, +117 %), jak i dostawcy części (489 sztuk, +21 %). Bardzo duże zapotrzebowanie na roboty mogliśmy obserwować także w przemyśle metalowo-maszynowym +91 % (503 sztuki) oraz w branży chemicznej i produkcji wyrobów z tworzyw sztucznych +7 proc. (376 sztuk).
Wymienił Pan sektory, które od lat zamawiają roboty. Czy to oznacza, że w innych branżach ręczna produkcja wciąż się opłaca?
Polska słynie z dobrze wykształconych, chętnych do pracy i wciąż relatywnie tanich pracowników. Jednak współczesna produkcja nieustannie podnosi poprzeczkę w zakresie produktywności, jakości i powtarzalności. A to powoduje, że zapotrzebowanie na roboty rośnie także w branżach, które dotychczas bazowały głównie na pracy ludzkich rąk, m.in. w przetwórstwie drewna, produkcji mebli czy w branży spożywczej. Głównym motorem inwestycji jest tu coraz większa trudność znalezienia pracowników chętnych do pracy w trudnych warunkach i stale zaostrzające się wymogi sanitarne. Starsi pracownicy odchodzą, a młodzi ludzie nie chcą wykonywać ciężkiej czy monotonnej pracy. Coraz częściej wybierają pracę na bardziej zaawansowanych i lepiej opłacanych stanowiskach.
Stąd już tylko krok do technologii i robotów…
Tak być powinno, jednak w obecnej rzeczywistości nie jest to już takie proste. W przypadku wielu firm, poza
sfinansowaniem samej inwestycji, pojawiają się kolejne bariery w postaci potrzeby zbudowania odpowiedniego środowiska dla automatyzacji, wzbudzenia kultury technicznej na różnych szczeblach organizacji, a także wyposażenia zespołów ludzkich w niezbędną wiedzę i kompetencje, by potrafiły robota nie tylko wdrożyć, ale też skutecznie obsługiwać na co dzień. Niestety, w obecnym, skrajnie niestabilnym otoczeniu rynkowym, naznaczonym przez tzw. czarne łabędzie – jak pandemia czy wojna w Europie – przedsiębiorcy podchodzą do inwestycji z zachowaniem dużo większej ostrożności.
Do jakich zadań są kierowane roboty w fabrykach?
W Polsce największym zainteresowaniem nadal cieszą się roboty przygotowane do realizacji operacji handlingowych, tj. obsługi i przenoszenia materiałów i produktów, a także procesów obsługi maszyn (obróbka metali i tworzyw sztucznych). W celu realizacji takich zadań w 2021 r. przedsiębiorcy zakupili 1741 sztuk

31 1-2/2023 ROZMOWA Fot. FANUC
robotów. Kolejną pulę 572 nowych jednostek stanowiły roboty zaprojektowane w celu spawania – spawanie łukowe i zgrzewanie punktowe, a 174 roboty zostały skierowane do operacji montażu i demontażu.
Wśród najczęściej instalowanych typów robotów wciąż dominują roboty przegubowe – 71 % instalacji oraz roboty liniowe/kartezjańskie – 16 %. Niższe udziały w ogólnej sprzedaży dotyczą robotów typu SCARA – 10 % oraz delta – 1 %.
Zainteresowanie robotami liniowymi obserwujemy głównie ze strony klientów z branży przetwórstwa tworzyw sztucznych. Mnogość procesów odpowiednich dla tego typu rozwiązań i wyniki sprzedażowe świadczą o tym, że branża rozwija się dynamicznie, stawiając głównie na uniwersalne roboty liniowe.
Międzynarodowa Federacja Robotyki zauważyła wzrost zainteresowania kobotami. Czy Pana zdaniem widać to również w Polsce?
Wraz z poszerzeniem oferty FANUC w obszarze robotów współpracujących CR i CRX notujemy coraz więcej
zapytań dotyczących wdrożenia robotów przygotowanych do bezpośredniej współpracy z ludźmi, które są potocznie zwane kobotami. Są nimi zainteresowane przede wszystkim firmy z sektora MSP, które chcą działać efektywnie przy często ograniczonej przestrzeni i zasobach.
W polskich firmach koboty są najchętniej wykorzystywane do pracy na stanowiskach wymagających przenoszenia ciężkich ładunków, m.in. paletyzacji, pakowania, montażu oraz do realizacji procesów spawania. Są to obszary najmniej lubiane i trudne do obsadzenia pracownikami, m.in. z uwagi na męczący, ciężki i monotonny charakter zadań oraz na zagrożenie zdrowia lub nawet życia pracownika. Mobilne koboty, z racji stosunkowo dużej łatwości szybkiego wdrożenia, programowania i codziennej obsługi, są w tym przypadku najlepszym rozwiązaniem.
Czy to oznacza, że robotyzacja ma przyszłość?
Zdecydowanie tak, i to bardzo jasną. Robot jest narzędziem, tak jak samochód w transporcie czy kompu-
ter w biurze. W związku z tym w czasach, gdy automatyzacja przenika do wszystkich sfer życia, trudno jest myśleć o rozwoju produkcji bez możliwości korzystania z wydajnych i niezawodnych maszyn. Roboty są gotowe do tego, by wspierać realizację planów produkcyjnych w optymalnym modelu ekonomicznym, a także służyć wsparciem pracownikom hal produkcyjnych.
Przed technologią nie ma ucieczki, dlatego warto jak najszybciej się z nią zapoznawać i wykorzystywać do swoich celów. Umacnianie się trendu robotyzacji przewidują także eksperci IFR, którzy szacują, że globalna tendencja do zwiększania nakładów na robotyzację linii produkcyjnych w 2023 r. zaowocuje wynikiem około 600 000 nowych instalacji, a w 2025 r. – 700 000.

32 AUTOMATYKA ROZMOWA
Fot. FANUC
FANUC Polska Sp. z o.o.








PIAP design Laboratorium Szybkiego Prototypowania i Obliczeń Numerycznych Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Tel.: +48 603 713 997 I e-mail: design@piap.lukasiewicz.gov.pl I www.design.piap.pl Kompleksowe wsparcie dla firm w zakresie wykorzystania technologii addytywnych, prototypowania oraz nowoczesnego utrzymania ruchu Badania Twoje potrzeby to nasze wyzwania Wytwarzanie Projektowanie Doradztwo Inżynieria odwrotna Szkolenia Obliczenia Drukarki 3D
Bezpieczeństwo maszyn i urządzeń maszyn i
Eliminacja potencjalnych zagrożeń, które związane są z funkcjonowaniem linii produkcyjnych, maszyn czy urządzeń jest w bezpośrednim interesie ekonomicznym funkcjonowania przedsiębiorstwa. Oprócz wyeliminowania wszelkich konsekwencji związanych z wypłatą odszkodowań osobom, które uległy wypadkowi, konieczności zapewnienia im opieki medycznej oraz szeregu strat związanych z powypadkowymi przestojami, które często są uzależnione od zewnętrznej decyzji prokuratora (ciężki uszczerbek na zdrowiu, zdarzenie śmiertelne), podniesiona zostaje odporność linii produkcyjnej na ludzkie błędy. Zmniejsza się też w istotny sposób czas nieplanowanych przestojów i wyraźnie wydłuża okres bezawaryjnej pracy maszyn, urządzeń, a nawet całych linii technologicznych.

W tym miejscu należy podkreślić, że z bezpieczeństwem systemów przemysłowych, w tym maszyn i urzą-

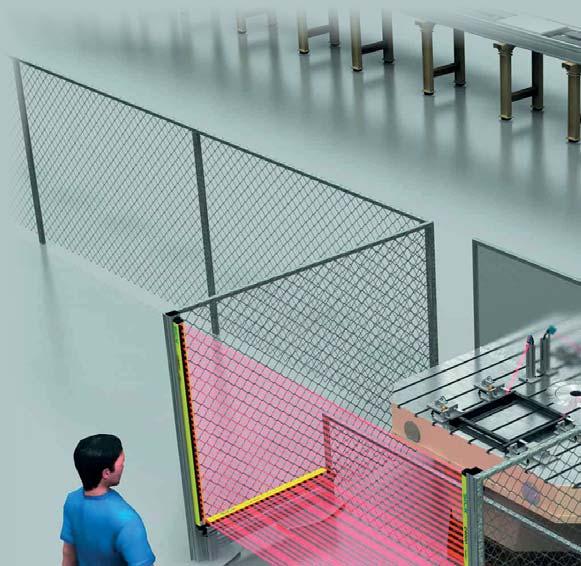
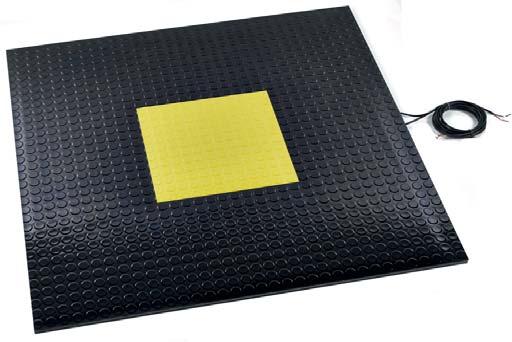
dzeń, związane jest też bezpieczeństwo funkcjonalne. Termin ten odnosi się do systemu sterowania, którego jakość działania zależy od prawidłowego funkcjonowania elementów realizujących zdefiniowane funkcje bezpieczeństwa oraz od zewnętrznych rozwiązań i czujników zmniejszających ryzyko wystąpienia zagrożeń. Dobrym przykładem tego typu zewnętrznych systemów bezpieczeństwa, są różnego rodzaju czujniki elektromechaniczne, kurtyny świetlne, czy maty bezpieczeństwa.
Klasyfikacja zagrożeń
Zagrożenia, z jakimi możemy mieć do czynienia w przemyśle, klasyfikowane są ze względu na stopień ich uciążliwości oraz ze względu na ich rodzaj i charakter. Co prawda praca w warunkach uciążliwych nie stwarza bezpośredniego zagrożenia, ale zwykle utrudnia wykonywanie powierzonych zadań i męczy pracownika. Jeśli chodzi zaś o czynniki szkodliwe, na które nara-

34 AUTOMATYKA TEMAT NUMERU
----
żeni są ludzie podczas pracy, to mogą one wywoływać u nich szereg chorób zawodowych lub osłabiać reakcje pracowników na niebezpieczne bodźce.
Z punktu widzenia bezpieczeństwa przemysłowego przyjmuje się, że najgroźniejsze są jednak warunki niebezpieczne, które zwykle działają w sposób nagły i mogą spowodować poważne urazy czy zatrucia u pracownika, a w skrajnych wypadkach doprowadzić do jego śmierci. To dlatego przy wdrażaniu aplikacji automatyzujących produkcję i związanych z tym systemów bezpieczeństwa, najistotniejsze są właśnie te, niespodziewanie pojawiające się, warunki niebezpieczne. Również i przepisy nakładają w tej kwestii wymóg bezwzględnego zabezpieczenia pracowników przed warunkami niebezpiecznymi, które mogą pojawić się niespodziewanie.
Wróćmy jednak do klasyfikacji. Ze względu na swój charakter, zagrożenia szkodliwe oraz uciążliwe dzieli się na cztery główne grupy:
• czynniki fizyczne, np. mechaniczne, związane z odpryskami czy opiłkami metalu powstającymi podczas obróbki skrawaniem;

• psychofizyczne związane z kondycją i koncentracją człowieka, np. zmęczeniem czy hałasem;
• zagrożenia chemiczne związane z kontaktem pracownika z niebezpiecznymi materiałami chemicznymi. Materiały te mogą być zarówno surowcem, produktem, jak i odpadem bądź produktem ubocznym prowadzonego procesu technologicznego;
• zagrożenia biologiczne, do których zalicza się mikroorganizmy, tj. grzy-

by, wirusy czy bakterie, mogą być związane z przebiegiem mikrobiologicznego procesu technologicznego.
Wypadki i ochrona
Do wypadków w przemyśle, jak wskazują statystyki, dochodzi najczęściej na skutek nieprawidłowych i nieprzemyślanych zachowań pracowników. Tego typu zachowania wynikają z wielu powodów. Najczęstszą przyczyną niebezpiecznych zachowań w miejscu pracy jest brak wystarczającej wiedzy na temat prawidłowego i bezpiecznego spo-
posażenie, które noszone są lub trzymane przez pracownika w charakterze ochrony przed zagrożeniami. Jak można się domyślić, w tej grupie „sprzętu” znajdziemy m.in. rękawice ochronne, fartuchy, stroje robocze ze wzmocnieniami, specjalne buty chroniące stopę przed upadkiem na nią ciężkich przedmiotów, kaski, przyłbice, maski, aparaty tlenowe czy okulary ochronne itp.
Obecnie bezpośredni wpływ na bezpieczeństwo przemysłowe mają też różnego rodzaju automatyczne systemy zabezpieczeń. Ich zadaniem jest nie do-
…STEROWANIE POWINNO TEŻ
sobu wykonywania pracy i obsługi maszyn (niewystarczające szkolenia), złej oceny poziomu ryzyka dla określonego zachowania, złej organizacji pracy, wiedzy o konsekwencji niebezpiecznych zachowań oraz braku świadomości dotyczącego bezpieczeństwa pracy. Najlepszą i najskuteczniejszą metodą eliminowania zagrożeń są szkolenia BHP i doskonalenie umiejętności związanych z wykonywaną pracą i obsługą maszyn. Tego typu szkolenia muszą być też prowadzone dla doświadczonych pracowników z długim stażem, by zapobiec rutynie, która również jest praprzyczyną wielu wypadków.
Kolejnym, istotnym elementem bezpieczeństwa przemysłowego są odpowiednie stroje robocze oraz środki ochrony osobistej. Do tej grupy zalicza się wszelkie urządzenia, stroje oraz wy-
puścić do wystąpienia zagrażającej życiu i zdrowiu ludzi sytuacji. Najczęściej są to, wspomniane już kurtyny świetlne, które po przekroczeniu przez człowieka lub autonomiczny system transportu wewnętrznego granic obszaru roboczego maszyny lub robota, natychmiast wyłączają urządzenie, a nawet całą linię, nie dopuszczając tym samym do wystąpienia groźnej sytuacji.
Oczywiście rodzaj tego typu zabezpieczeń zależy zwykle od maszyny, ustawienia linii, strefy pracy robota czy wielu innych czynników, często specyficznych dl dla rodzaju produkcji i branży. Największym odbiorcą automatycznych systemów zabezpieczeń jest branża maszynowa i drzewna, do których zalicza się wszelkich wytwórców obrabiarek, maszyn, środków transportu oraz producentów niewiel-

35 1-2/2023 TEMAT NUMERU
BYĆ ODPORNE
WSZYSTKIE
UWZGLĘDNIAĆ CZYNNIK LUDZKI, CZYLI
NA
MOŻLIWE DO PRZEWIDZENIA BŁĘDY…
kich urządzeń mechanicznych, takich jak piły, szlifierki kątowe czy wiertarki. Jeśli chodzi o branżę drzewną, zabezpieczone są nie tylko maszyny ale i wydzielone obszary i gniazda robocze, co wynika ze specyfiki procesu technologicznego, gdzie wykorzystywane są otwarte, wirujące ostrza (strugi, pilarki, piły tarczowe itp.) niezbędne do prawidłowej obróbki drewna.
Warto tu podkreślić, że konieczność stosowania odpowiednich, zautomatyzowanych zabezpieczeń dotyczy tych maszyn, w których występuje częsta interakcja z człowiekiem, który może podawać komponenty czy surowce i odbiera gotowe produkty, a dodatkowo występują w tym procesie duże siły (np. prasy czy walcownie) oraz/ lub duże prędkości ruchu elementów roboczych, tak jak ma to miejsce
w przypadku frezarek, szlifierek, tokarek czy różnego typu zautomatyzowanych centrów obróbczych i obrabiarek CNC. Jak już kilkukrotnie wspomniano, odpowiedniego zabezpieczenia wymagają też gniazda produkcyjne, w tym gniazda zrobotyzowane i zautomatyzowane oraz linie i instalacje przemysłowe, a nawet całe ciągi technologiczne. To ostatnie dotyczy przede wszystkim przemysłu przetwórstwa drzewnego, papierniczego, systemów kopalnianych, produkcji cementu, instalacji chemicznych i petrochemicznych.

Co ważne, systemy zabezpieczające różnego rodzaju ciągi produkcyjne, instalacje i linie technologiczne oprócz pełnienia funkcji związanych stricte z bezpieczeństwem nadzorują również, pod względem dostępu pracę inteligentnej fabryki,

zgodny z zasadami bezpieczeństwa, wprowadzono szereg regulacji, zarówno krajowych, jak i międzynarodowych. Z naszego punktu widzenia najważniejszą z tych regulacji, na poziomie Unii Europejskiej, jest tzw. Dyrektywa Maszynowa. Oficjalny tytuł to: Dyrektywa 2006/42/WE Parlamentu Europejskiego i Rady z dnia 17 maja 2006 r. w sprawie maszyn, zmieniająca dyrektywę 95/16/ WE. Weszła ona w życie 29.12.2009 r., co oznacza, że niezależnie od miejsca i daty wyprodukowania, wszystkie maszyny użyte po raz pierwszy na terenie UE po 1 stycznia 1995 r. podlegają wymaganiom Dyrektywy Maszynowej oraz muszą być oznaczone znakiem CE. Polskie rozporządzenie wdrażające Dyrektywę maszynową 2006/42/WE należy czytać łącznie z ustawą o systemie oceny zgodności (Dz.U. z 2019 r.
wykorzystującej rozwiązania Internetu Rzeczy. Raportowane są tu wszelkie zdarzenia związane ze stanem linii produkcyjnych, otwarciem osłon, zatrzymaniem maszyn, dostępem uprawnionych osób do określonych, wydzielonych stref czy innych obszarów i zadań związanych bezpośrednio lub pośrednio z zapewnianiem bezpieczeństwa pracownikom. Oddzielną kwestią jest transport i logistyka wewnętrzna, gdzie systemy automatycznego bezpieczeństwa pełnią kluczową rolę w zapobieganiu wypadkom.
Dyrektywa maszynowa
Aby zapobiec sytuacji, że każdy producent systemów bezpieczeństwa będzie je rozumiał po swojemu, a każdy użytkownik stosuje je w dowolny, wygodny dla siebie sposób, ale nie koniecznie
poz. 155, z póżn. zm.). Przepisy unijne wynikające z Dyrektywy maszynowej określają tzw. wymagania zasadnicze dla maszyn. Niemniej konkretny produkt może podlegać przepisom nawet kilku aktów prawnych dotyczących bezpieczeństwa wyrobów. W tym miejscu trzeba jeszcze dodać, że 26 lipca 2019 r. weszło w życie rozporządzenie 2019/1243, którego przepisy umożliwiają Komisji Europejskiej w ramach tzw. procedury regulacyjnej, wydawanie w zakresie dyrektywy maszynowej aktów delegowanych.
Co w praktyce reguluje dyrektywa
W skrócie, dyrektywa maszynowa to jeden z najważniejszych aktów prawnych harmonizujących zasadnicze wymogi w zakresie bezpieczeństwa maszyn w Unii Europejskiej. Określa ona znormalizowane wymagania w zakresie bezpieczeństwa i higieny
36 AUTOMATYKA TEMAT NUMERU
CZYM JEST MASZYNA?
Na potrzeby dyrektywy maszynowej, maszynę definiuje się jako zespół składający się ze sprzężonych części lub elementów, połączonych w całość mającą konkretne zastosowanie, z których przynajmniej jedna wykonuje ruch.
Na potrzeby dyrektywy maszynowej jako maszynę rozumie się ponadto:
• Zespół maszyn lub maszyny zespolone. Maszyny zespolone obejmują linie produkcyjne, maszyny specjalnego przeznaczenia składające się z kilku maszyn, wzajemnie połączone maszyny.
• Podzespoły bezpieczeństwa: Kwalifikowanie elementów jako podzespołów bezpieczeństwa budzi wiele kontrowersji, ponieważ nie ma w tej kwestii wyraźnych, jednolitych wytycznych.
• Wyposażenie wymienne, za pomocą którego można zmienić podstawowe funkcje maszyny.
• Maszyny nieukończone. Oprócz maszyn wymienionych powyżej dostępna jest również lista wyjątków, tj. maszyn, które – zgodnie z efinicją – objęte są zakresem obowiązywania Dyrektywy, ale ustawowo podlegają odrębnym przepisom.
Źródło: Pilz
pracy. Dyrektywa wspiera swobodny przepływ maszyn w ramach jednolitego rynku i gwarantuje wysoki poziom ochrony pracowników i obywateli UE. Istotne jest to, aby producent maszyny lub jego upoważniony przedstawiciel przeprowadził ocenę ryzyka w celu określenia, mających zastosowanie do tej maszyny, zasadniczych wymagań w zakresie bezpieczeństwa i ochrony zdrowia.
Co to oznacza w praktyce? Przede wszystkim to, że każda maszyna powinna być zaprojektowana i wykonana z uwzględnieniem wyników wspomnianej przed chwilą oceny. Układy sterowania muszą być zaprojektowane i wykonane tak, aby zapewniały maksymalne bezpieczeństwo oraz zapobiegały powstawaniu sytuacji, w których może wystąpić zagrożenie. Ponadto jakiekolwiek defekty sprzętu
komputerowego i oprogramowania układów sterowania nie mogą prowadzić do powstawania sytuacji niebezpiecznych. Co więcej, systemy sterowania muszą również być odporne na wszelkiego typu obciążenia wynikające z ich zastosowania oraz na wpływ czynników zewnętrznych. Również i tu błędy w układach logicznych nie mogą prowadzić do powstawania sytuacji niebezpiecznych. Jeśli to możliwe, to sterowanie powinno uwzględniać czynnik ludzki, czyli być odporne na wszystkie możliwe do przewidzenia błędy, jakie pracownicy mogą popełnić w trakcie obsługi maszyny czy urządzenia, tak aby te nieodpowiedzialne czynności nie prowadziły do powstawania sytuacji niebezpiecznych.
Przy projektowaniu jakichkolwiek maszyn czy urządzeń, a także linii technologicznych lub infrastruktury


przemysłowej należy zwrócić szczególną uwagę na to, aby maszyny nie mogły się samoistnie i nieoczekiwanie uruchomić, a parametry ich pracy nie mogą się zmieniać w sposób niekontrolowany, jeżeli tego typu zmiany mogą prowadzić do nieoczekiwanych, niebezpiecznych sytuacji. Co więcej, po wydaniu przez operatora polecenia dotyczącego zatrzymania, a zwłaszcza zatrzymania awaryjnego, wszelkie wchodzące w skład systemu urządzenia lub cała linia technologiczna muszą się zatrzymać. Mało tego, żadna ruchoma część ani zamocowany element nie może też odpaść lub zostać wyrzucony w trakcie procesu zatrzymania.
Inżynierowie projektujący maszynę, muszą też położyć nacisk na to, aby automatyczne lub ręczne zatrzymywanie części ruchomych nie mogło być zakłócone, czyli np. nie może nastąpić ponowny, nieoczekiwany rozruch lub niekontrolowane zwiększenie prędkości obrotowej. Oprócz tego wszystkie elementy układu sterowania związane z bezpieczeństwem muszą działać w sposób spójny w całym zespole maszyn lub na linii technologicznej, nawet jeśli system lub maszyna nie są w całości oddane do użytku, co ma na celu przede wszystkim ochronę osób odpowiedzialnych za montaż i rozruch. Tak przygotowana maszyna powinna charakteryzować się tak zwaną „Deklaracją zgodności”. Pod tym pojęciem kryje się oświadczenie producenta, stwierdzające, na jego wyłączną odpowiedzialność, że wyrób, proces wytwórczy lub usługa są zgodne z określoną normą lub innym dokumentem normatywnym.
37 1-2/2023 TEMAT NUMERU
Zmiany dotyczące dyrektywy
Dyrektywa nie może być aktem skończonym i zamkniętym. Na jej kształt musi bowiem wpływać rozwój technologiczny dotyczący konstrukcji maszyn i systemów automatyki, zwłaszcza tych działających autonomicznie w ramach rozwiązań cyfrowej fabryki i Przemysłu 4.0, a także zmiany zachodzące w systemach produkcyjnych, jako całości – od zarządzania po produkcję. Tak więc dyrektywa maszynowa wymaga cyklicznych aktualizacji w celu zwiększania poziomów bezpieczeństwa, w tym w większym stopniu uwzględnienia kwestii bezpieczeństwa oraz nadążania za rozwojem technologicznym zgodnie z założeniami Przemysłu 4.0. Obecnie Komisja Europejska zakończyła etap zgłaszania uwag w sprawie rewizji Dyrektywy Maszynowej. Proponowane nowelizacje mają objąć [3]:
• dostosowanie dyrektywy do zharmonizowanego prawodawstwa UE w zakresie zdrowia i bezpieczeństwa produktów;

• usunięcia braków przejrzystości prawnej co do zakresu i definicji, w szczególności definicji „maszyny nieukończonej” powodującej niepewność prawną i dodatkowe koszty dla podmiotów gospodarczych i organów krajowych oraz wyraźnego rozgraniczenia wyłączeń mających zastosowanie w innych przepisach, m.in. Dyrektywy niskonapięciowej;
• dostosowania przepisów do wyzwań związanych z postępem technicznym w cyfryzacji (Sztuczna Inteligencja i Internet Rzeczy). Niektóre z planowanych zmian w nowym unijnym rozporządzeniu w sprawie maszyn dotyczyć mają [3]:
• Maszyn podlegająch kontroli. Rozszerzono listę maszyn podlegających kontroli. Co więcej, w momencie stosowania norm zharmonizowanych, w przypadku maszyn podlegających kontroli nie będzie już możliwe, aby procedura oceny zgodności była przeprowadzana przez producentów całkowicie samodzielnie.
• Definicji istotnej modyfikacji maszyny oraz o związanych z nią konsekwencji prawnych. W kontekście bezpieczeństwa maszyn procedura oceny zgodności jest wymagana, jeżeli maszyna zostanie poddana istotnym modyfikacjom lub jeżeli zostaną przeprowadzone modyfika-
cje, które mają wpływ na zgodność maszyny z przepisami dotyczącymi oznakowania CE.
• Podzespołów związanych z bezpieczeństwem. Definicja podzespołów związanych z bezpieczeństwem obejmować ma również oprogramowanie, które pełni funkcję zabezpieczającą.
• Instrukcji w formie cyfrowej. Producenci będą mogli dostarczać instrukcje w formie cyfrowej. Na życzenie klienta producent musi dostarczyć instrukcje w formie papierowej.
• Specyfikacji technicznych. Domniemanie zgodności jest również możliwe w przypadku zgodności ze specyfikacjami technicznymi lub ich częściami.
Jeśli chodzi o Sztuczną Inteligencję (SI), to zagadnienia te porusza odrębny projekt rozporządzenia UE. Ma on obejmować wszystkie produkty wykorzystujące sztuczną inteligencję i jej zastosowania. Przewiduje się, że nie powinny być tu wymagane żadne dodatkowe środki bezpieczeństwa, zostanie jedynie wprowadzona bardziej precyzyjna ich definicja. Przemawia za tym fakt, że skutki działania sztucznej inteligencji są już uwzględnione w istniejących procedurach oceny zgodności i definicji przeznaczenia.
38 AUTOMATYKA TEMAT NUMERU
Bezpieczeństwo funkcjonalne – sterowanie
Niezależnie od konstrukcji maszyny czy urządzenia, zawsze nadrzędnym elementem dla systemu bezpieczeństwa jest układ sterowania. Tego typu systemy, pod względem zastosowanej architektury i ich budowy, podzielić można na cztery grupy:
• Maszyny bądź urządzenia z lokalnym systemem sterowania realizującym funkcje bezpieczeństwa w oparciu o przekaźniki bezpieczeństwa.
• Maszyna lub urządzenia z lokalnym lub globalnym systemem sterowania wykorzystującym programowalne przekaźniki bezpieczeństwa.
• Maszyna oraz systemy z rozproszonymi czujnikami bezpieczeństwa i elementami wykonawczymi wykorzystującymi przemysłowe systemy transmisji danych.
• Maszyny, urządzenia bądź linie sterowane globalnie z rozbudowanymi funkcjami bezpieczeństwa.
Najczęściej w systemach przemysłowych w zupełności wystarczają podstawowe, zaimplementowane lokalnie funkcje bezpieczeństwa. Chodzi tu o takie funkcje, jak: awaryjny stop, osłony uniemożliwiające uruchomienie maszyny, jeśli nie są zamknięte oraz różnego rodzaju bariery świetlne. Do takich zastosowań wykorzystać można stosunkowo proste przekaźniki bezpieczeństwa, jak np. Siemens SIRIUS 3Z1R, Schneider Preventa XPSA czy Phoenix Contact PSRSCP 24U. Są to urządzenia realizujące podstawowe funkcje bez-
pieczeństwa, niewymagające programowania.
Systemy, zarówno z lokalnym, jak i z globalnym programowalnym przekaźnikiem bezpieczeństwa, pozwalają na realizację bardziej złożonych zadań. Tego typu przekaźnik, np. SIRIUS 3SK2, pozwala na swobodne zdefiniowanie zadań i sterujących nimi algorytmów. Do typowych zadań realizowanych przez te urządzenia należą kontrola zatrzymania awaryjnego, kontrola przesunięcia/wychylenia/obrotu, kontrola mat czujnikowych i kurtyn świetlnych oraz kontrola łączników lub rygli blokujących działanie maszyny, jeśli nie są zamknięte osłony lub operator odpowiednio nie ustawił elementów urządzenia.
Zaawansowane przekaźniki bezpieczeństwa, oferują rozbudowaną diagnostykę, sporą liczbę wejść, nawet do 32, parametryzację oraz możliwość przyłączenia ich do nadrzędnego systemu automatyki. Dzięki temu możliwa jest realizacja rozbudowanych aplikacji wykorzystujących wiele funkcji bezpieczeństwa, m.in. muting dla kurtyn świetlnych, monitorowanie wielu osłon i ustawień przełączników nastawczych, w tym z funkcją ryglowania, jak również realizacja funkcji awaryjnego zatrzymania maszyny. Z kolei globalne systemy sterowania, pozwalają z jednego miejsca zarządzać całą rozbudowaną infrastrukturą linii produkcyjnych. Charakteryzują się bardzo dużą liczbą wejść i wyjść oraz znacznie rozbudowanymi funkcjami bezpieczeństwa.
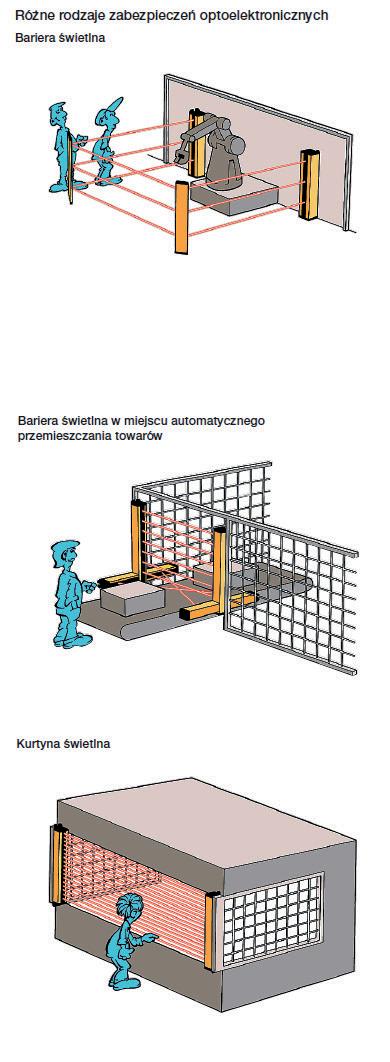
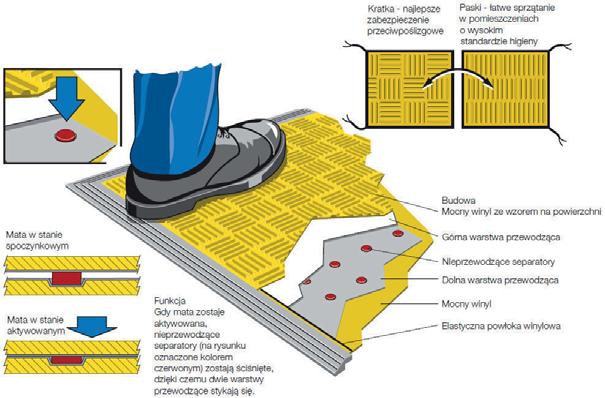
W tym miejscu warto zaznaczyć, że żaden moduł bezpieczeństwa nie jest w stanie prawidłowo funkcjonować bez przekaźników bezpieczeństwa. W układzie bez tego rodzaju przekaźnika nie monitoruje się bowiem zwarć w sytuacji, gdy wyłączniki awaryjne lub styczniki działają prawidłowo, a tego typu awaria może doprowadzić do sytuacji niebezpiecznej. Dlatego rolą przekaźników bezpieczeństwa jest monitorowanie wszystkich połączeń kablowych, stanu wyłączników blokujących, przycisków stopu awaryjnego, wyłączników awaryjnych oraz styczników.
Warto jednak pamiętać, że w prostych aplikacjach, gdzie nie ma uzasadnienia stosowania modułów bezpieczeństwa, gdyż brak jest bezpośredniego niebezpieczeństwa dla ludzi lub istnieje tylko niewielkie zagrożenie,
39 1-2/2023 TEMAT NUMERU
TEMAT NUMERU
przekaźniki przejmują na siebie takie funkcje jak awaryjny stop, kontrolę drzwi ochronnych, kontrolę barier i kurtyn świetlnych, kontrolę mat naciskowych, prędkości, stanu zatrzymania, a więc wszystkich elementów bezpieczeństwa.
Osłony i kontrola krańcowego położenia Jeśli chodzi o kontrolę położenia osłon stosowanych w maszynach i na liniach produkcyjnych oraz do monitorowania pozycji przesuwnych, uchylnych i zdejmowanych osłon ochronnych, to sensory wykorzystywane w tego typu zadaniach muszą być zgodne z wymaganiami normy PN-EN 60947-5-3. Do tego typu zadań stosuje się przede wszystkim elektromagnetyczne, bezdotykowe czujniki bezpieczeństwa, gdzie występują zjawiska magnetyzmu i indukcji magnetycznej. Co ważne, tego typu czujniki można bez problemu wykorzystać również do monitorowania położenia, w tym kontroli położenia krańcowego.
W wypadku aplikacji związanych z bezpieczeństwem są to zwykle te same czujniki magnetyczne lub indukcyjne, które znaleźć można w standardowych systemach automatyki, ale charakteryzują się tylko nieco inną, bardziej odporną na czynniki zewnętrzne budową korpusu, tak aby mogły pracować w warunkach, w których nie za bardzo się o nie dba. Zazwyczaj czujniki tego typu charakteryzują się odległości przełączania wynoszącą 2–10 mm i stopniem ochrony IP65 lub IP67. Istnieją modele zarówno z komunikacją przewodową, jak i bezprzewodową.

Bariery i kurtyny świetlne
Aktualnie najczęściej wykorzystywanym rozwiązaniem dotyczącym bezpieczeństwa maszyn, urządzeń, linii i gniazd produkcyjnych są kurtyny oraz bariery świetlne. Pozwalają zabezpieczyć potencjalnie niebezpieczne strefy, takie jak zrobotyzowane gniazdo obróbcze, czy obszar roboczy prasy hydraulicznej. Wyłączają maszynę w chwili, gdy do takiej strefy wtargnie człowiek lub automatyczny system transportu, a także chronią pracowników przed przypadkowym włożeniem palców czy rąk w niebezpieczną przestrzeń obszaru roboczego obrabiarki. Podstawową różnicą między barierami i kurtynami świetlnymi jest to, że bariery świetlne emitują tylko kilka, do kilkunastu promieni, zaś kurtyny od kilkunastu do kilkudziesięciu, a nawet kilkuset wiązek światła. Wymagania dotyczące barier i kurtyn świetlnych zawiera norma PN-EN 61496-1:2014-02 – Elektroczułe wyposażenie ochronne;
Część 2: Wymagania szczegółowe dotyczące wyposażenia wykorzystującego aktywne optoelektroniczne urządzenia ochronne (AOPD).

Najprościej rzecz ujmując, bariery świetlne wykorzystywane są w charakterze niewidocznego ogrodzenia strefy ryzyka i zazwyczaj używa się ich do nadzorowania niebezpiecznych stref w otoczeniu maszyn, gniazd, czy linii
produkcyjnych. Bardzo często montuje się je w pobliżu wejść do zautomatyzowanych przestrzeni magazynowych czy strefy zagrożonych wybuchem. Bardzo dobrze sprawdzają się w miejscach załadunku towarów. W takim przypadku instalowane są bariery z tzw. funkcją mutingu. Funkcja ta pozwala odróżnić przemieszczający się towar od osób, które wtargnęły do strefy ochronnej. Bariery świetlne chroniące daną strefę mają od jednego do kilku promieni. Ich liczba dobierana jest na podstawie potrzeb określonych w ramach analizy ryzyka.
Kurtyny świetlne stosowane są najczęściej do nadzorowania strefy, która bezpośrednio przylega do obszaru roboczego obrabiarki lub zrobotyzowanego gniazda produkcyjnego. Ich zadanie polega na kontroli przekroczenia tej strefy w stosunkowo niewielkim obszarze. W ten sposób wykryć można np. palce bądź dłoń operatora w strefie działania narzędzi – najczęściej tego typu rozwiązania znajdziemy w prasach. Istotną zaletą kurtyn jest to, że można je montować zarówno w pionie, jak i w poziomie. W pierwszym wypadku wykrywają pojawienie się obiektów (np. ręki operatora) w strefie zagrożenia, w drugim zapewniają detekcję w obszarze, gdzie mogą występować stwarzające zagrożenie ruchy maszyny.
Bariery wykonane są w postaci dwóch głównych elementów – nadajnika i odbiornika światła. Najczęściej wykorzystuje się tu równoległe wiązki promieniowania podczerwonego. Wiązki te modulowane są określoną częstotliwością, a odbiornik czuły jest tylko na wiązki wysyłane przez nadajnik, które charakteryzują się ściśle zdefiniowanymi parametrami. Dzięki temu inne źródła podczerwieni, np. fotodetektory IR, nie zakłócają działania bariery.
Dostępne na rynku bariery i kurtyny świetlne różnią się zestawem funkcji i zastosowanymi w nich technologiami. Najważniejszą z nich jest banking. Opcja ta pozwala na wyłączenie żądanych wiązek promieni. Z kolei multiscanning daje możliwość wielokrotnej detekcji wiązki w ściśle określonej jednostce czasu. To również funkcja pozwalająca na wyeliminowanie wpływu
AUTOMATYKA
zewnętrznych źródeł światła na działanie bariery. Istotnym parametrem jest czas reakcji. Określa on czas od chwili przerwania wiązki do momentu reakcji polegającej np. na zatrzymaniu maszyny. Typowo jest to ok. 2 ms.
Warto też wymienić wspomniany wyżej muting. Funkcja ta pozwala na przejście zdefiniowanego obiektu o znanych wymiarach przez strefę ochronną bez uruchomienia alarmu. Wykrywane są tutaj kolejno: położenie i kierunek ruchu od chwili pojawienia się obiektu w strefie ochronnej, aż do chwili opuszczenia tej strefy. W przypadku kurtyn czy barier wielowiązkowych, istotnym parametrem jest również rozdzielczość, czyli odległość między promieniami świetlnymi. Zwykle jest to 14 mm.





Innym często stosowanym zabezpieczeniem są laserowe skanery bezpieczeństwa. Są to urządzenia optyczne przypominające nieco swoim działaniem kurtynę świetlną, nie wymagają jednak oddzielnej listwy
z odbiornikami. Są one bowiem zintegrowane z nadajnikiem. Wiązka laserowa wysłana z emitera przez system lusterek, trafia na wirujące zwierciadło, które rozprowadza ją w określonej strefie. Promienie laserowe odbite od obiektu wracają do odbiornika. Lokalizacja wykrywanego obiektu odbywa się na zasadzie pomiaru czasu powrotu promieni oraz kąta padania wiązki względem odbiornika.

Do podstawowych zadań laserowych skanerów bezpieczeństwa należą: kontrola wejścia w strefę niebezpieczną, kontrola przestrzeni wokół automatycznych wózków transportowych, a także kontrola obecności przedmiotów w określonej strefie. Istotną cechą laserowych skanerów bezpieczeństwa, jest to, że mogą wykryć obecność osoby zbliżającej się do chronionego obszaru. Dzięki temu można w sposób kontrolowany zatrzymać maszynę, a nie wyłączyć ją awaryjnie. Oprócz tego, gdy utrudniona jest obserwacja strefy niebezpiecz-
nej, lasery bezpieczeństwa wykrywają aktualną lokalizację danej osoby i nie dopuszczają do ponownego zainicjowania niebezpiecznego ruchu obrabiarki czy robota przemysłowego – właśnie dlatego laserowe skanery bezpieczeństwa stosuje się do zapewnienia bezpieczeństwa w obszarze zrobotyzowanych gniazd produkcyjnych.
Typowo skanery laserowe pozwalają na obserwację obszaru w szerokim kącie widzenia, dochodzącym do 190–275° i chronią strefę w promieniu 2–6 m. Co ważne w promieniu 10–20 m od skanera można dodatkowo zdefiniować strefę ostrzegawczą. W zależności od urządzenia możliwy jest jednoczesny monitoring kilku, zwykle do 5–7 zdefiniowanych, oddzielnych stref, a także możliwe jest łączenie szeregowe kilku skanerów, co pozwala objąć monitoringiem całą linię produkcyjną a nawet halę fabryczną. Istotną funkcją jest możliwość wyboru rozdzielczości ochronnej dla rąk, nóg lub ciała – są to wartości 30, 50 lub 70 mm.





TEMAT NUMERU
Kompleksowy program LOTO spełniający nawet najbardziej wymagające oczekiwania klienta Pilz Polska Sp. z o.o. ul. Ruchliwa 15 02-182 Warszawa, info@pilz.pl REKLAMA
TEMAT NUMERU
Dywaniki i maty bezpieczeństwa
Ostatnim elementem dotyczącym bezpieczeństwa maszyn są maty i dywaniki bezpieczeństwa. Tego typu akcesoria wykorzystuje się bezpośrednio przy stanowiskach roboczych, a także w miejscach kontrolnych i przejściach. Ich podstawową zaletą jest prosta konstrukcja, łatwość instalacji oraz możliwość wyraźnego wydzielenia strefy ochronnej. Urządzenia te charakteryzują się praktycznie brakiem jakiejkolwiek reakcji na fałszywe sygnały wywoływane, np. upadkiem drobnych przedmiotów. Mat i dywaników nie należy natomiast stosować tam, gdzie spadać mogą przedmioty większe i ostre.
Zasada działania maty bezpieczeństwa jest wyjątkowo prosta. W macie znajdują się dwie warstwy przewodzące, które oddzielono od siebie separatorami. Wejście pracownika na matę sprawia, że pod jego ciężarem separatory zostają ściśnięte i dwie warstwy przewodzące stykają się ze sobą powodując alarm i zatrzymanie maszyny. Jak można się domyślić, maty i dywaniki różnią się od siebie wielkością obszaru detekcji – dywaniki są dużo mniejsze, jednak w katalogach wszystkie tego typu urządzenia umieszczane są w kategorii mat bez podziału ze względu na ich wielkość.
Istotną zaletą mat jest to, że charakteryzują się pełną zdolnością detekcji na całej swojej powierzchni. Użyte do jej produkcji tworzywo musi charakteryzować się wytrzymałą konstrukcją mechaniczną i odpornością na oleje –zwłaszcza gdy mata chroni obszar roboczy maszyn do obróbki skrawaniem. Najważniejszymi parametrami maty są obszar detekcji oraz ciężar, jaki powoduje ściśnięcie separatorów. Istotna jest też minimalna powierzchnia nacisku, wywołująca zadziałanie maty.
Maty wykorzystuje się jako główny lub dodatkowy system zabezpieczający do natychmiastowego zatrzymania maszyny. Zadaniem mat stosowanych jako wtórne zabezpieczenie jest uniemożliwienie ponownego uruchomienie maszyny, gdy ktoś znajduje się w strefie ryzyka. Bardzo często maty współpracują z kurtynami świetlnymi, które są wówczas głównym zabezpieczeniem, a mata zabezpiecza przed ponownym
uruchomieniem urządzenia w sytuacji, gdy pracownik jest wciąż w strefie ryzyka.
Rozwój systemów bezpieczeństwa
Jeśli chodzi o wymagania względem systemów bezpieczeństwa maszyn to produkty z tej kategorii muszą ce-
interfejs IO-Link, ze wspomnianym wariantem protokołu komunikacyjnego Safety over IO-Link. Warto jednak wspomnieć, że tego typu rozwiązania dostępne są obecnie tylko w najbardziej zaawansowanych urządzeniach, takich jak laserowe skanery bezpieczeństwa i programowalne sterowniki

chować się wysoką jakością i spełniać wymogi aplikacji. Istotnym czynnikiem może być cena, zwłaszcza jeśli ochrony wymaga stosunkowo proste lub tanie urządzenie. Obecnie producenci maszyn i integratorzy systemów automatyki poszukują również nowatorskich rozwiązań z obszaru bezpieczeństwa funkcjonalnego. Dużą uwagę przywiązuje się do technologii sieciowych umożliwiających tworzenie systemów bezpieczeństwa z wykorzystaniem specjalizowanych sieci komunikacyjnych. Chodzi tu przede wszystkim o takie rozwiązania jak Safety over IO-Link, Safety over EtherCAT. Coraz większą popularnością cieszą się też urządzenia bezpieczeństwa RFID.
Te trendy komunikacyjne związane są z popularyzacją rozwiązań Przemysłu 4.0 i Internetu Rzeczy. Chętnie wykorzystuje się do celów diagnostycznych i do celów bezpieczeństwa
bezpieczeństwa. Proste urządzenia bezpieczeństwa, takie jak czujniki, maty, kurtyny i wyłączniki krańcowe, przez kilka najbliższych lat sprzedawane będą raczej w tradycyjnej formie.
Literatura
[1] Dyrektywa 2006/42/WE Parlamentu Europejskiego i Rady z dnia 17 maja 2006 r. w sprawie maszyn, zmieniająca dyrektywę 95/16/WE (przekształcenie) (Dz.U. L 157 z 9.6.2006, str. 24)
[2] Rozporządzenie Ministra Gospodarki z dnia 21 października 2008 r. w sprawie zasadniczych wymagań dla maszyn (Dz.U. 2008 nr 199 poz. 1228)
[3] Materiały firmy Pilz (www.pilz.com)
42 AUTOMATYKA
Z NAMI JUŻ DZIŚ
POZNASZ PRZEMYSŁ JUTRA
Redakcja AUTOMATYKA
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
Marketing: tel. +48 22 87 40 191, +48 22 87 40 060

e-mail: automatyka@piap.lukasiewicz.gov.pl
www.AutomatykaOnline.pl/Automatyka
Redakcja AutomatykaOnline.pl
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
Marketing: tel. +48 504 12 66 18
e-mail: redakcja@automatykaonline.pl

www.AutomatykaOnline.pl

w przemyśle
farmaceutycznym z wykorzystaniem technologii RFID
RFID to technologia, która –-

44 AUTOMATYKA TEMAT NUMERU
R-----
-
-
PROMOCJA Fot. 1.

45 1-2/2023 TEMAT NUMERU--------------------
2.
Fot.


46 AUTOMATYKA TEMAT NUMERU
-------------
TURCK Sp. z o.o.
Fot. 3.
Fot. 4.
Elastycznie i bezpiecznie
Decentralizacja sterowania systemów bezpieczeństwa w poszczególnych

modułach produkcyjnych zapewnia
jeszcze efektywniejszą ochronę
personelu oraz elastyczną produkcję
www.turck.com/da-safety Your Global Automation Partner
LEARN MORE
procedurę LOTO





48 AUTOMATYKA TEMAT NUMERU
------
L
PROMOCJA-------

49 1-2/2023 TEMAT NUMERU
POLSKA Sp. z o.o.
Fot. Pilz-------------------
PILZ
e-mail:info@pilz.pl www.pilz.pl
Monitorowanie procesów produkcyjnych
Kontrola i monitorowanie procesów produkcyjnych są niezbędne do prawidłowego funkcjonowania przedsiębiorstwa oraz wpływają na jego sprawność działania. Odpowiednio zaprojektowane systemy monitorujące mogą decydować o zwiększeniu zysku przedsiębiorstwa dzięki lepszemu wykorzystaniu zasobów, szybkiemu wykrywaniu źródeł potencjalnych awarii i kontrolowaniu parametrów procesowych oraz jakościowych produktów końcowych. Na podstawie danych pozyskiwanych w wyniku kontroli i monitoringu można modyfikować przebieg procesów, wpływając tym samym na ich wydajność. Do monitorowania procesów wykorzystywane są zarówno komponenty automatyki, tj. czujniki, liczniki, wyświetlacze czy ekrany, jak i dedykowane systemy informatyczne. Stanowią one wzajemne uzupełnienie.
Czujniki
Monitorowanie przebiegu procesów produkcyjnych nierozerwalnie wiąże się z koniecznością zbierania danych dotyczących wybranych wielkości fizycznych oraz właściwości fizykochemicznych. Podstawowymi narzędziami realizującym ten cel są czujniki różnorodnego typu – temperatury, wilgotności, ciśnienia, poziomu, przepływu, masy, obecności. Na rynku automatyki funkcjonuje wiele firm, które zajmują się ich produkcją i dystrybucją. Czujniki pojemnościowe, laserowe, ultradźwiękowe czy elektromagnetyczne – jest z czego wybierać. Każda aplikacja wymaga innych typów sensorów. Wskazania
czujników stanowią źródło informacji dla sterowników, które na tej podstawie realizują określony algorytm –uruchamiający lub zatrzymujący dany komponent, zmieniający jego sposób działania, uruchamiający proces czy zmieniający określone wartości zadane.
Dla przykładu w wielu procesach produkcyjnych należy kontrolować poziom – najczęściej dotyczy to obecności surowca w zbiorniku oraz przybliżonej pozostałej jego ilości. Można kontrolować poziom w sposób ciągły lub w wybranych punktach badać obecność surowca, tym samym umożliwiając reakcję w przypadku jego nadmiaru lub zbytniego ubytku. Można wyróżnić wiele metod pomiarowych poziomu: hydrostatyczną (np. czujnik 712 Huba Control firmy AP Automatyka), ultradźwiękową (np. Mobrey HSP900 firmy Emerson), falowodową (np. LFP Inox firmy Sick), z użyciem pływaka (np. FLR firmy Wika).
Inną wielkością fizyczną kontrolowaną częstokroć za pomocą czujników jest przepływ cieczy lub gazu – w rurociągach, gazociągach, systemach dozujących, odwodach chłodzenia, pomp i wymienników ciepła. Kontrola przepływu umożliwia wczesne wykrywanie ewentualnych nieszczelności, umożliwia sterowanie pracą urządzeń wykonawczych, które mają wpływ na przepływ w danym przekroju. Wśród czujników przepływu można wyróżnić sensory mechaniczne – objętościowe, manometryczne, z otwartym kanałem i zmiennoprzekrojowe oraz elek -
50 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
--
Agnieszka Staniszewska
tryczne – magnetyczne, impulsowe, ultradźwiękowe, masowe Coriolisa i wirowe Cortex (np. 212 Huba Control firmy AP Automatyka). Przykładem przepływomierza masowego Coriolisa jest produkt z portfolio firmy Introl – TRICOL TCM. Charakteryzuje go zintegrowany pomiar ciśnienia, wykonanie obudowy ze stali, maksymalny przepływ 230 000 kg/h, możliwość pomiaru przepływu cieczy, gazów, powietrza, paliw i chemikaliów. Za przykładowy przetwornik ultradźwiękowy może posłużyć urządzenie znajdujące się w ofercie firmy Kamstrup – ULTRAFLOW. Jego długą żywotność zapewnia wykonanie z mosiądzu lub stali nierdzewnej oraz brak elementów ruchomych.
Dużą popularnością cieszą się również komponenty do pomiaru ciśnienia i temperatury. Reprezentantami pierwszej z tych grup są przykładowo: czujnik BSP firmy Balluff wyposażony w wyświetlacz oraz dTrans p30 firmy Jumo, oba korzystające z piezorezystancyjnej metody pomiarowej czy pojemnościowy czujnik Ceraphire firmy Endress + Hauser. Do pomiaru temperatury obok czujników można wykorzystać pirometry w wersji przenośnej (np. Flute VTO4 Eltrona czy VIR50 Extecha) lub stacjonarnej (np. Pyro NC firmy Limatherm Sensor).
Kontrola jakości
Dla zwiększenia powtarzalności, zmniejszenia ilości odrzutów na końcowych etapach procesów produkcyjnych oraz uniknięcia dystrybucji produktów wadliwych wpływających na złe postrzeganie przedsiębiorstwa przez odbiorców i klientów końcowych konieczne jest kontrolowanie jakości. W wyniku postępu automatyzacji coraz częściej metody oceny jakości produktów końcowych w przemyśle są skomputeryzowane. Zdolności człowieka związane z oceną jakości są dużo mniejsze niż możliwości komputera ze specjalistycznym oprogramowaniem opartym na dedykowanych algorytmach sterujących. Systemy komputerowe są wydajniejsze, szybciej dokonują oceny, osiągają lepszą powtarzalność oraz dokład-
ność w działaniu. Ponadto komputer jest w stanie przetworzyć informacje pochodzące z dużo większych wycinków przestrzeni, może dokonywać analizy wielowątkowej, wykazuje niską zawodność i gwarantuje stabilność zapamiętanego wzorca. Dzięki systemom komputerowym możliwa jest jednoczesna analiza różnych wielkości fizycznych.
Podstawowym budulcem systemów kontroli jakości są czujniki wizyjne, ponieważ najczęściej ocenie podlega wygląd komponentu czy gotowego produktu. Wśród czujników wizyjnych można wyróżnić czujniki kontrastu – bazujące na współczynniku odbicia promieniowania (np. OKTII 55 z oferty firmy Stoltronic), czujniki koloru – emitujące światło i porównujące współrzędne chromatyczne odbitego promieniowania z wcześniej przyjętymi wzorcami (np. SIMATIC MV220 firmy Siemens), czujniki skali szarości – analizujące wiązkę odbitą nadawanego światła podczerwonego, czujniki luminescencji – emitujące światło ultrafioletowe służące do odnajdowania niewidocznych dla oka znaczników.
Bardziej zaawansowanymi urządzeniami do zbierania danych wizyjnych z otoczenia są kamery. Dzięki nim można badać wycinki przestrzeni, a nie tylko wybrane punkty, jednocześnie pozyskuje się tym samym większa ilość danych. Ponadto kamera umożliwia badanie jednocześnie kilku cech danego wycinka, a nie tylko wybranej właściwości fizycznej. Analiza obrazu pozyskanego z użyciem kamery może być wielowątkowa, a w konsekwencji kompleksowa.
Wizualizacja
Informacje zbierane przez czujniki są przetwarzane przez dedykowane sterowniki. Te działają według wcześniej założonych algorytmów, które powstały w wyniku pracy projektantów danego systemu automatyki. Wskazania różnego typu czujników implikują odpowiednie zachowania danych układów automatyki. Do bieżącej obserwacji statusu maszyn, urządzeń i linii produkcyjnych niezbędne okazuje
się ich wyświetlanie i udostępnienie w formie wizualnej obsłudze danego systemu automatyki.
W zależności od specyfiki systemu oraz jego złożoności należy dobrać odpowiedni komponent, który umożliwi taką czynność. Wystarczająca może okazać się prezentacja ciągu alfanumerycznego. To zadanie najczęściej można zrealizować za pomocą wyświetlaczy zintegrowanych z komponentami automatyki. Ciąg może zawierać bieżącą wartość mierzonej wielkości fizycznej lub kod błędu, który występuje w danej chwili na urządzeniu. Trudno jednak sobie wyobrazić, żeby obsługa danej linii produkcyjnej przemieszczała się między wszystkimi komponentami danego systemu automatyki i w sposób ciągły kontrolowała ich status z użyciem zintegrowanych wyświetlaczy.
Istnieje jasna potrzeba prezentowania danych zbiorczych dla określonej grupy komponentów. Do tego celu służą ekrany zintegrowane ze sterownikami, na których można prezentować bieżące dane dotyczące całej linii produkcyjnej lub wybranej sekcji. Możliwe jest również wizualizowanie procesu podczas jego trwania dla większej przejrzystości działania. Dodatkowo można umożliwić sterowanie manualne urządzeniami wykonawczymi systemu oraz wybieranie grup parametrów procesowych czy rodzaju realizowanych programów. Taki ekran z dedykowaną aplikacją obsługującą sterownik umożliwia kompleksową kontrolę danego systemu automatyki. Jednocześnie stanowi bardzo ważny element w działaniach kontrolnych procesów produkcyjnych.
Interfejs użytkownika powinien charakteryzować się przejrzystością oraz ergonomicznym i logicznym rozmieszczeniem wszelkich kontrolek, przycisków, przełączników i suwaków. Wizualizacja powinna znacząco ułatwiać obserwację bieżących parametrów procesowych poszczególnych sekcji linii produkcyjnych. Pojawienie się nietypowego lub niepożądanego zdarzenia powinno być wyraźnie sygnalizowane na ekranie, aby móc
51 1-2/2023 PRZEGLĄD SPRZĘTU I APARATURY
PRZEGLĄD SPRZĘTU I APARATURY
sprawnie zlokalizować miejsce jego wystąpienia oraz wstępnie poznać jego przyczynę.
Systemy informatyczne
Bardzo pomocnymi narzędziami służącymi monitorowaniu procesów produkcyjnych są zaawansowane systemy informatyczne. Do gromadzenia podstawowych danych dotyczących maszyn i urządzeń służą systemy typu SCADA (Supervisory Control And Data Acquisition). Wspomniane systemy zliczają produkowane elementy, odmierzają czas poszczególnych etapów produkcyjnych, zbierają dane pozyskiwane za pomocą różnorodnych czujników, jak czujniki temperatury, ciśnienia, poziomu. Systemy SCADA umożliwiają również wizualizowanie procesów, sterowanie nimi oraz alarmowanie w przypadku wystąpienia takiej konieczności.
O ile informacje pozyskiwane z użyciem czujników są niezależnie od operatorów, to rejestrowanie niektórych zdarzeń musi odbywać się w interakcji z obsługującymi. Odbywa się ona najczęściej za pomocą ekranów dotykowych, przełączników lub przycisków, włączając w to przyciski nożne. Często procesy produkcyjne wymagają ingerencji operatora sys-
temu, np. dostarczenia surowców w wyznaczone miejsce, odebrania partii gotowych produktów, dokonania wymiany materiałów eksploatacyjnych czy przeprowadzenia wymaganej procedury kalibracyjnej danego komponentu. Operator może być również zobligowany do wskazania programu technologicznego, który chce realizować, wybrania spośród dostępnych w oprogramowaniu pożądanych opcji oraz grupy parametrów, np. wymiarów dostarczanego surowca. W procesie może istnieć również konieczność potwierdzenia wykonania danej czynności, np. dostarczenia surowców o wybranych parametrach w wyznaczone miejsce. W szczególności zdarzenia związane z działalnością operatora powinny podlegać rejestracji. Istnieje bowiem dużo większe ryzyko wystąpienia błędu wpływającego na niepowodzenie, powstanie wad, odrzutów, opóźnień oraz nieprawidłowości niż w przypadku całkowicie zautomatyzowanych czynności produkcyjnych.
Dużo bardziej zaawansowanymi systemami informatycznymi wykorzystywanymi w zakładach produkcyjnych są systemy MES (Manufacturing Execution System). Pozwalają one nie tylko na monitorowanie, ale również
analizowanie przebiegu procesów produkcyjnych. Przetwarzanie danych i zestawianie ich z planami produkcyjnymi oraz aktualnymi potrzebami jest konieczne dla osiągnięcia wysokiej wydajności produkcji. Informacje pozyskane za pomocą systemów MES mogą posłużyć tworzeniu raportów. Bieżące raporty oraz raporty z danymi historycznymi mogą zawierać informacje o pobranych surowcach, wytworzonych produktach, powstałych odrzutach. Ponadto dzięki kontroli dostępu i konieczności logowania na konta użytkowników można dokumentować, kto i kiedy wykonał konkretną czynność. Raporty mogą również zawierać informacje na temat czasu realizacji poszczególnych czynności oraz przyczyn ewentualnych przestojów. Szczegółowe raportowanie jest wsparciem dla działów planistycznych, które mogą na bieżąco monitorować rzeczywisty przebieg procesów produkcyjnych. Ponadto raportowanie może przyczynić się do optymalizacji monitorowanych procesów. Optymalizowanie polega na lepszym wykorzystaniu istniejących zasobów, zwiększeniu efektywności oraz podwyższeniu zdolności produkcyjnych. Przedsiębiorstwa, które decydują się na wdrożenie omawia-
FIRMAECOMESSENDRESS + HAUSERIFM
ModelSensorStar 2UPicomagSD8601



Mierzone medium ciepłowoda argon, dwutlenek węgla, azot, sprężone powietrze
Technologia pomiaru ultradźwiękowy przetwornik przepływu przepływomierz elektromagnetycznyprzepływomierz
Rodzaj prezentowanych na wyświetlaczu danych
przepływ, zużyta energia
całkowita objętość, aktualny przepływ, aktualna temperatura cieczy i graficzne symbole alarmów
ciśnienie, przepływ, temperatura medium
52 AUTOMATYKA
Nominalny przepływ [m3/h]/ nominalne ciśnienie [psi] 0,6–2,5b.d.–15–232 Temperatura medium [°C] 15–90do 70–10–60 Stopień ochrony IP54IP65/IP68IP65/IP67 Obsługiwane protokoły komunikacyjne Wireless M-Bus Wired M-BusBluetoothIO-LinkIO - Link Tab. 1.
nych narzędzi informatycznych zyskują możliwość obserwacji wskaźnika OEE (Overall Equipment Effectiveness), czyli całkowitej efektywności wyposażenia produkcyjnego.


Systemy MES pozwalają wykrywać nadmiarowe czynności, mikroprzestoje, niepełne wykorzystanie potencjału parku maszynowego i potencjału pracowników. Kadra zarządzająca może skuteczniej zarządzać zasobami ludzkimi oraz sprzętowymi. Możliwe jest również wskazanie czynności, które ograniczają wydajność produkcji, powodując jednocześnie opóźnienia na dalszych etapach produkcyjnych oraz nieoptymalne wykorzystanie maszyn i urządzeń uczestniczących w danym procesie produkcyjnym, tzw. wąskie gardła. Omawiane narzędzia informatyczne umożliwiają również eliminację powtarzających się wad jakościowych produkowanych komponentów oraz ograniczenie ilości odpadów i odrzutów powstających na kolejnych etapach produkcji. Identyfikacja nieprawidłowości pomaga szybciej wprowadzić niezbędne modyfikacje. Systemy MES przyczyniają się również do wydłużenia czasu sprawności maszyn i urządzeń. Jest to możliwe dzięki bieżącemu monitorowaniu parametrów opisujących ich sprawność.
Pozwalają one na określenie zużycia poszczególnych komponentów. Ponadto możliwe jest kontrolowanie czasu użytkowania danych elementów oraz prowadzenie ewidencji czynności serwisowych. Dodatkowym atutem systemów informatycznych MES jest szybszy czas reakcji osób odpowiedzialnych za utrzymanie ruchu na występowanie nieprawidłowości w pracy maszyn i urządzeń.
Przykładowym rozwiązaniem MES jest AVEVA MES, które można znaleźć w ofercie firmy Astor. Również firma ANT posiada w swoim portfolio system tego typu o nazwie ANT MES. Comarch MES to z kolei nazwa systemu informatycznego oferowanego przez firmę Comarch.
Do integrowania wszystkich obszarów działalności zakładów produkcyjnych służą systemy ERP (Enterprise Resource Planning). Dzięki gromadzeniu informacji o stanach magazynowych, klientach oraz danych produkcyjnych z użyciem jednej bazy danych możliwe jest kompleksowe zarządzanie produkcją. Systemy ERP obejmują swoim zakresem dużo szersze obszary niż tylko te ściśle związane z produkcją, jednak to systemy MES są w stanie monitorować i analizować procesy ściśle powiązane ze
KAMSTRUPKAMSTRUP
zautomatyzowaną produkcją dużo dokładniej i efektywniej. Systemy typu MES stanowią pomost pomiędzy układami sterowań poszczególnych maszyn, urządzeń i linii produkcyjnych a systemami typu ERP, które pełnią nadrzędną rolę. Zarówno systemy MES jak i ERP umożliwiają pozbycie się dokumentacji papierowej z przestrzeni produkcyjnej oraz zwiększenie stopnia cyfryzacji przedsiębiorstwa, co jest jednym z wyznaczników nowoczesnego przemysłu.
Istotnym aspektem jest sposób przechowywania i archiwizacji danych. Musi on być niezawodny i bezpieczny. Niezawodność jest warunkiem koniecznym, ponieważ brak kompletnych danych uniemożliwia pełną i skuteczną analizę zarówno bieżącej sytuacji w przedsiębiorstwie, jak i danych historycznych. Dane gromadzone w trakcie realizacji procesów produkcyjnych są danymi, które nie powinny znaleźć się w niepowołanych rękach, ponieważ opisują one sytuację danego przedsiębiorstwa, wskazują na jego mocne i słabe strony, są wyznacznikiem jego wydolności i mogłyby potencjalnie posłużyć konkurencji do osłabienia podmiotu korzystającego z danego systemu informatycznego. Dane pozyskiwane przez systemy informatyczne mogą być gromadzone na dedykowanych serwerach. Rozwiązaniem zyskującym coraz bardziej na popularności jest korzystanie z możliwości jakie oferuje przechowywanie danych w chmurach.
603
53 1-2/2023 PRZEGLĄD SPRZĘTU I APARATURY
flowIQ 2100MULTICAL
Każdy z systemów informatycznych dowolnego z wymienionych wyżej typów SCADA, MES i ERP powinien charakteryzować się czytelnym i intuicyjnym interfejsem użytkownika. Ponadto ważna jest jego niezawodność i skuteczność. Niezbędny jest odpowiedni dobór monitorowanych danych i parametrów, który umożliwi w jak największym stopniu wykorzystywać możliwości oferowane przez dany system informatyczny. Nie bez znaczenia pozostaje możliwość bezproblemowej wymiany danych z innymi elementami systemów zarządzania produkcją. wodaciepło
ultradźwiękowy przetwornik przepływuultradźwiękowy przetwornik przepływu
1,6–1000,6–1000 do 50do 180 IP68IP65/IP67
całkowita objętość oraz kody alarmówzużyta energia i kody alarmów
Wireless M-BusWired M-BusSigfoxWireless M-BusWired M-BusModbus RTU
PRZEGLĄD SPRZĘTU I APARATURY

Istotna jest możliwość samodzielnego dopasowania wyświetlanych treści w panelu użytkownika do swoich preferencji, potrzeb i zajmowanego w hierarchii firmy stanowiska. Pożądana jest również obecność profili o różnym poziomie dostępu oraz uprawnień. Logowanie do systemu może odbywać się za pomocą hasła uwierzytelniającego lub zeskanowanie karty pracowniczej. Różnicowanie poziomów dostępu jest konieczne, ponieważ inne informacje interesują pracowników bezpośrednio współpracujących z maszynami i urządzeniami, inne ich przełożonych, jeszcze inne służby utrzymania ruchu, działy kontroli jakości czy planistyczne. Inne uprawnienia do dokonywania modyfikacji w systemach informatycznych monitorujących i wspomagających produkcję muszą posiadać operatorzy, a inne ich przełożeni, którzy podejmowanymi przez siebie decyzjami mają bezpośredni wpływ na kształt przebiegu danego procesu produkcyjnego.
Warto również zwrócić uwagę na miejsce, w którym użytkownik chce korzystać z danych systemowych. Pożądane jest, aby osoby nadzorujące, służby utrzymania ruchu czy planiści mieli dostęp do danych na swoich stanowiskach pracy bez konieczności podchodzenia bezpośrednio do linii produkcyjnej, maszyny czy urzą-
dzenia. Warto, aby dostęp do wybranych danych był również możliwy przez aplikację mobilną, dzięki czemu podstawową kontrolę nad procesami produkcyjnymi można prowadzić w sposób ciągły, a ewentualne nieprawidłowości czy zagrożenia mogą być natychmiastowo sygnalizowane za pomocą stosownych powiadomień.
Optymalizacja kosztów Systemy informatyczne wspomagające produkcję bez wątpienia przyczyniają się do optymalizacji kosztów. Możliwe jest lepsze wykorzystanie posiadanych zasobów ludzkich i materialnych oraz redukcja ilości odrzutów. Należy jednak pamiętać, że oprócz zwracania uwagi na koszty związane z pracownikami i koszty surowcowe, przedsiębiorca musi uważnie kontrolować wydatki ponoszone za zużywane media. Optymalizacja kosztów związanych z mediami jest szczególnie istotna w obliczu rosnących w zastraszającym tempie cen energii. Do analizy zużycia mediów niezbędne jest opomiarowanie poszczególnych maszyn i urządzeń. Dzięki takiemu podejściu możliwe jest również lepsze szacowanie kosztów podejmowanych przedsięwzięć i przyjmowanych zleceń. Zapobiega to niedoszacowaniu i ponoszeniu strat, pozyskiwane in-
formacje są rzetelne i mogą posłużyć do doboru najkorzystniejszych taryf u dostawców. Opomiarować można zużycie energii elektrycznej, wody, sprężonego powietrza, gazów i energii cieplnej w zależności od specyfiki danego procesu. Dodatkową zaletą monitorowania zużycia mediów jest możliwość wczesnego wykrywania sytuacji awaryjnych, o których mogą świadczyć nagłe i niespodziewane wzrosty zużycia gazów i cieczy lub spadki zużycia energii.

Dobrym rozwiązaniem stosowanym do monitorowania procesów produkcyjnych pod kątem zużycia mediów są inteligentne liczniki. Charakteryzują się one automatycznym przekazywaniem swoich wskazań w określonych odstępach czasowych do systemu zarządzania. Dwustronna komunikacja zapewnia możliwość odczytu wskazań, ale również zdalną konfigurację oraz aktualizację oprogramowania licznika. Wybierając komponent, należy zwrócić uwagę na przedział nominalny mierzonych wartości, sposób podłączania i montażu, obsługiwane protokoły komunikacyjne, stopień ochrony, parametry określające środowisko, w którym dany komponent może pracować. Ważnym aspektem jest również rodzaj danych prezentowanych na wyświetlaczu urządzenia. Przykładowo wartym odnotowania jest fakt, że

54 AUTOMATYKA
DYSTRYBUTOR / PRODUCENT PANASONICPEPPERL + FUCHSSIEMENS
SeriaLX-100VOS 412 - BISSIAMTIC MV230
Zastosowanie
Typ koloru i kontrastuweryfikacji arkuszyweryfikacji profilu geometrycznego
detekcja zmiany odcieni, wykrywanie znaków
Napięcie zasilania [VDC] 12–2410–3024 Materiał obudowy plastikcynkb.d. Stopień ochrony IP67IP65IP65 Temperatura pracy [°C] –10–550–450–45
detekcja wadliwych arkuszy drukarskich weryfikacja ułożenia elementów, detekcja konturów
Tab. 2.
wybrane inteligentne liczniki energii elektrycznej są w stanie rejestrować dokładny czas wystąpienia przerwy w zasilaniu lub niepożądanego pogorszenia parametrów sieciowych.
Jakość energii pobieranej z sieci energoelektrycznej wpływa znacząco na ekonomię produkcji. Ma bezpośredni wpływ na stabilną pracę oraz żywotność urządzeń podłączonych do sieci, jakość produkcji oraz koszty ponoszone za energię elektryczną przez konsumenta. W związku z tym coraz większą popularnością cieszą się mierniki wybranych parametrów sieciowych oraz analizatory zarówno przenośnie do przeprowadzania badań doraźnych, jak i stacjonarne do prowadzenia badań o charakterze ciągłym. Mierniki i analizatory są w stanie dokonywać pomiarów szerokiego spektrum parametrów tj. wartości średnie i chwilowe napięcia oraz prądu, częstotliwość, harmoniczne, energia, moc czynna, bierna i pozorna, współczynnik migotania światła, asymetrie prądu i napięcia.
Przykładowe mierniki energetyczne to model MI 3155 oferowany przez firmę Martel oraz rozwiązanie dedykowane do montażu na szynie – miernik N43 znajdujący się w ofercie firmy Lumel. Za przykładowe przenośne analizatory sieciowe mogą posłużyć: analizator PQM-711 z portfolio firmy Sonel, który można sparować z table-
tem, aby ten pełnił funkcję wyświetlacza, analizator NP45 firmy Lumel czy analizator 437 z oferty firmy Fluke. Monitorować można również jakość innych mediów np. wody. Przykładem jest komponent z oferty firmy Introl – analizator twardości wody Aquacon. Ciągły pomiar jest realizowany za pomocą metody miareczkowania kolorymetrycznego. Układ fotometryczny analizuje zmianę barwy badanej wody pod wpływem podawania dedykowanego odczynnika, bada się jego zużycie, a tym samym określa stopień twardości dostarczanej wody.
Pomocny w monitorowaniu oraz zarządzaniu zużyciem mediów może okazać się dedykowany system. Przykładowe gotowe rozwiązanie w postaci systemu Sabur MZM jest oferowane przez firmę Sabur. Wspomniany system bazuje na rozwiązaniach chmurowych. Umożliwia on zbieranie danych dotyczących wszystkich mediów, które poddane stosownej analizie, są prezentowane użytkownikowi w formie informacji o bieżącym zużyciu mediów, średnim zużyciu z ostatnich 15 minut, możliwych przekroczeniach. Dostępne są również różnorodne raporty przydatne do dalszej analizy. Monitorowanie przebiegu procesów produkcyjnych pod kątem zużycia mediów i analiza pozyskanych danych może znacząco ograniczyć koszty produkcji przykładowo dzięki:
STEMMER IMAGING.STEUTE
określeniu czy bardziej opłaca się wyłączać maszynę czy zostawiać na biegu jałowym, wyodrębnieniu silników i napędów, które wymagają zmiany, bieżącej kontroli stanu sieci, wykrywaniu i szybkim lokalizowaniu źródeł wycieków gazów oraz cieczy.
Przemysł 4.0
Prezentowane rozwiązania z zakresu kontroli i monitoringu procesów produkcyjnych wpisują się w koncepcję Przemysłu 4.0. Jej zamysłem jest integracja poszczególnych systemów automatyki w sieci, integrowanie maszyn z technologiami informatycznymi oraz samodoskonalenie się maszyn i urządzeń. Dzięki omówionym systemom informatycznym oraz towarzyszącym im analizatorom oraz sterownikom, zamysł ten może być z powodzeniem realizowany. Te nowoczesne rozwiązania informatyczne używane coraz częściej i chętniej przez przedsiębiorców są potwierdzeniem dokonującej się na naszych oczach rewolucji przemysłowej. Korzystanie z nich stanowi o nowoczesności oraz wysokim stopniu rozwoju danego przedsiębiorstwa.
Podsumowanie
Gocator 1300RF 96 LT


przemieszczeniaogólny
analiza chropowatości, pomiar wysokości idługości
weryfikacja ułożenia oraz kompletności elementów, detekcja konturów
24–48bateria litowa
aluminiumtworzywo termoplastyczne
Powyższe rozważania jasno wskazują na istnienie potrzeby kontrolowania i monitorowania przebiegu procesów produkcyjnych. Gromadzenie danych, ich analiza oraz odpowiednia reakcja na bieżącą sytuację są kluczowe dla zwiększania wydajności produkcji, optymalizacji kosztów oraz utrzymywania wysokiej jakości wytwarzanych produktów. Podstawowymi narzędziami do kontrolowania i monitorowania są wszelkiego rodzaju czujniki. Dużym wsparciem dla nowoczesnych przedsiębiorstw mogą okazać się dedykowane systemy informatyczne. Dzięki nim możliwe jest zbieranie, analizowanie i archiwizowanie bardzo dużej ilości danych o różnym charakterze. Tym samym łatwiej jest znaleźć sposób na lepsze zarządzanie produkcją.
Agnieszka Staniszewska
55 1-2/2023
I APARATURY
PRZEGLĄD SPRZĘTU
IP67IP40
0–500–65
Dobrze dobrane pomiary przynoszą kolosalne oszczędności
Butadien otrzymywany jest z jednej z frakcji popirolitycznych, np. w procesie destylacji w obecności katalizatora. Stosowany jest głównie do produkcji często spotykanych w codziennym życiu organicznych chemikaliów, takich jak elastomery, kauczuki, żywice, lateksy, a także wielu innych produktów przemysłowych.
Dlatego konieczny jest drugi etap cyklu produkcyjnego, czyli odkoksowanie.
Trzy główne i najbardziej znane produkty otrzymywane w procesie pirolizy to etylen, propylen i butadien.
Etylen otrzymywany jest w procesie pirolizy węglowodorów i następnie wydzielany z mieszaniny gazów popirolitycznych. Stosowany jest do produkcji polimerów, takich jak polietylen, politereftalan etylenu (popularny PET), polichlorek winylu (popularne PCW lub PVC) i polistyren, a także włókien syntetycznych i wielu innych organicznych chemikaliów.
Propylen otrzymywany jest w procesie pirolizy na instalacjach olefin, ale może być otrzymywany także na instalacjach krakingu katalitycznego czy instalacjach metatezy. Stosowany jest do produkcji różnych organicznych chemikaliów, takich jak polipropylen, tlenek propylenu, akrylonitryl czy niektóre alkohole organiczne, a także do wielu innych produktów stosowanych w przemyśle.

Pełny cykl produkcyjny w każdym piecu pirolitycznym składa się z dwóch odrębnych etapów. Pierwszym z nich jest operacja normalnego krakowania, czyli rozrywania długich łańcuchów węglowodorowych wsadu, podczas której w procesie pirolizy otrzymuje się bardziej wartościowe związki o krótszych łańcuchach. Proces pirolizy wymaga bardzo wysokich temperatur, dlatego w tym etapie do wężownic pieca dostarcza się wsad, a do przestrzeni grzewczej gaz opałowy przez palniki, które realizują jego spalanie. Niestety jednym z produktów powstających w wyniku pirolizy jest niepożądany, twardy i trudny do usunięcia koks, który osadza się na wewnętrznych ściankach wężownic radiacyjnych pieca, utrudniając wymianę ciepła i zwężając średnicę wewnętrzną rurek z możliwością całkowitego zamknięcia przelotu.
Przepływomierze masowe Coriolisa ELITA wśród przepływomierzy
• Najwyższa światowa jakość
• Najwyższa klasa dla gazów i cieczy
• Pomiar przepływów dwufazowych w najbardziej wymagających
aplikacjach
• Wymiary 1/12″ do 12″
Krakowanie jest procesem przynoszącym zysk. Niezwykle ważne jest takie prowadzenie tego procesu, aby ilość koksu odkładającego się w rurkach była jak najmniejsza, czas trwania jak najdłuższy, a czas przestoju pieca (z różnych przyczyn) jak najkrótszy. Odkoksowanie powoduje tylko koszty, dlatego bardzo ważne jest, aby czas jego trwania skrócić do minimum, nie powodując przy tym uszkodzeń elementów pieca.
Dla zoptymalizowania strat spowodowanych koniecznością okresowego wyłączania pieca z eksploatacji w celu odkoksowania lub naprawy stosuje się większą liczbę pieców na każdej instalacji olefin, zwykle 6 do 12. Zazwyczaj jeden piec jest poddawany procesowi odkoksowania, jeden jest w stanie „gorącej rezerwy”, a w pozostałych piecach przebiega normalny cykl produkcyjny, czyli krakowanie. Czas przestoju pieców związany z koniecznością odkoksowania ma bezpośredni wpływ na rentowność instalacji. Każdy dzień przestoju pieca oznacza straty produkcyjne, a co za tym idzie – miliony złotówek, euro lub dolarów utraconych przychodów.
56 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
PROMOCJA
---
Cezary Szmeja
Uwzględniając powyższe kwestie, bardzo ważne jest zastosowanie odpowiednich, optymalnych technologii do najważniejszych pomiarów w obrębie pieca. Należą do nich:
1. pomiar wartości opałowej gazu,
2. masowy pomiar ilości gazu opałowego do pieca,
3. pomiar ilości wsadu węglowodorowego i pomiar ilości pary rozcieńczającej dodawanej do wsadu,
4. pomiar ilości powietrza do odkoksowania.
Operator pieca (w nowszych instalacjach są to zaawansowane programy/ sterowniki do optymalizacji pracy pieca) ma do dyspozycji kilka technik sterowania przepływem mediów w jego obrębie, które pozwalają utrzymać optymalne warunki eksploatacji pieca podczas krakowania. Jedną z nich jest sterowanie natężeniem przepływu gazu opałowego, co pozwala na kontrolę temperatury wewnątrz pieca. Jest to o tyle istotne, że przegrzanie pieca powoduje wzrost temperatury procesu powyżej wartości optymalnej. Zwiększa to intensywność koksowania, a to z kolei skraca czas operacji krakowania na korzyść odkoksowania, które przynosi tylko straty i spadek zyskowności. Dlatego przegrzewanie jest problemem o znaczeniu krytycznym i należy mu przeciwdziałać.
Inna technika polega na kontrolowaniu natężenia przepływu wsadu węglowodorowego i natężenia przepływu pary rozcieńczającej. Parę rozcieńczającą dodaje się do wsadu, a stosuje się ją w celu redukcji ilości odkładanego na ściankach rurek koksu (pierwotnym celem dodawania pary wodnej jest obniżenie ciśnienia cząstkowego węglowodorów – szybkość pożądanych reakcji rozkładu termicznego wsadu nie maleje wtedy wraz ze spadkiem ciśnienia, natomiast znaczna część niepożądanych reakcji koksowania ulega spowolnieniu). Ilość pary rozcieńczającej w stosunku do ilości węglowodorów jest ściśle kontrolowana przede wszystkim w celu poprawy zyskowności pieca i optymalizacji składu pirogazu.
Sterowanie gazem
opałowym do pieca
Do efektywnego sterowania gazem
opałowym do pieca niezbędne są dwa pomiary. Są to: pomiar wartości
Technologia bezuszczelkowa mierników Vortex
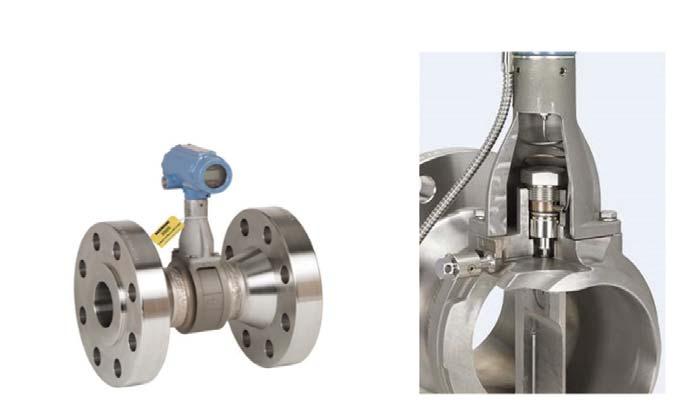
• Brak przestrzeni zamkniętych od strony procesu
• Możliwość wymiany czujnika pod ciśnieniem
• Korpus wykonany z jednego kawałka materiału
opałowej gazu oraz pomiar jego przepływu masowego.
Pomiar wartości opałowej gazu
W większości przypadków gazem opałowym do pieców pirolitycznych jest tzw. gaz procesowy. Stanowi on mieszaninę palnych gazów odpadowych i takich, które są ubocznymi produktami wszystkich instalacji pracujących w jednym systemie lub w tej samej lokalizacji, np. zakładu, petrochemii czy rafinerii. W razie potrzeby ten własny gaz może być uzupełniany kupowanym gazem ziemnym. Z ekonomicznego punktu widzenia pożądane jest stosowanie jak największej ilości własnego gazu zakładowego i jak najmniejszej ilości gazu ziemnego, jednak dostępność gazu zakładowego oraz jego skład i jakość są bardzo zmienne. Skład gazu dostarczanego do pieców zmienia się zatem znacząco w czasie, co powoduje również znaczne wahania jego wartości opałowej. Wartość opałowa określa ilość gazu, jaka jest potrzebna do utrzymania wymaganej temperatury w piecu. Im wyższa wartość opałowa, tym mniej gazu należy użyć. Im niższa będzie wartość opałowa, tym więcej gazu trzeba będzie dostarczyć. Wartość opałowa gazu jest istotnym czynnikiem informującym operatora, jaka ilość gazu jest niezbędna do utrzymania wymaganego dopływu ciepła. Gdy wartość ta jest znana, wówczas operator stosuje pętlę sterowania przepływem, w skład której wchodzi zawór regulacyjny oraz przepływomierz masowy.
Dostępnych jest kilka metod pomiarowych, które pozwalają określić obliczeniową wartość opałową gazu. Należą do nich pomiar przewodności cieplnej, chromatografia gazowa i pomiary gęstości oraz ciężaru właściwego gazu z wykorzystaniem elementu wibracyjnego. W przypadku naszych pieców rekomendowany jest pomiar z wykorzystaniem elementu wibracyjnego, ponieważ charakteryzuje się on szybką reakcją, dużą dokładnością oraz odpornością na zmiany ciśnienia, temperatury i ściśliwości gazu. Wynika to z jego zdolności do bezpośredniego pomiaru ciężaru właściwego i masy cząsteczkowej gazu. Technologia elementów wibracyjnych ma również dodatkowe zalety, takie jak brak spalania próbki gazu czy stosowania gazów nośnych i części ruchomych w urządzeniu pomiarowym. Ponadto jest to metoda, która minimalizuje częstotliwość i koszty ponownych kalibracji oraz jest iskrobezpieczna.
Masowy pomiar ilości gazu opałowego do pieca W przypadku zastosowania tej metody pomiarowej najważniejszym czynnikiem decydującym o wyborze przyrządu jest dopuszczalna stała strata ciśnienia na elemencie pomiarowym. Układ gazu opałowego działa przy relatywnie niskich ciśnieniach, a stałe straty ciśnienia na elemencie pomiarowym często muszą być mniejsze niż 15 kPa.
Istnieje kilka różnych technologii, które mogą zapewnić pomiar masowego natężenia przepływu. Metodą najdokładniejszą i najmniej kłopotliwą w eksploatacji jest bezpośredni pomiar
57 1-2/2023
SPRZĘTU I APARATURY
PRZEGLĄD
PRZEGLĄD SPRZĘTU I APARATURY
przepływomierzem masowym działającym na zasadzie Coriolisa.
Najbardziej ekonomicznym wyborem może być jednak kompaktowy przepływomierz wielu zmiennych (z kompensacją ciśnienia i temperatury w celu obliczenia przepływu masowego), dokonujący pomiaru różnicy ciśnień z wykorzystaniem kryzy kondycjonującej. Zaleca się stosowanie kryzy kondycjonującej, ponieważ to rozwiązanie ma wyjątkowo niskie wymagania co do długości odcinków prostoliniowych rurociągu przed i za elementem pomiarowym. Mierniki przepływu są często instalowane w skomplikowanych układach rurociągów i ta zaleta ma duże znaczenie. Ponadto, aby obniżyć koszty instalacji i uniknąć spawania dodatkowych króćców do rur, zaleca się stosowanie zintegrowanego przetwornika wielu zmiennych, który w jednym urządzeniu realizuje pomiary temperatury, ciśnienia statycznego i różnicy ciśnień. Wersja kompaktowa (przetwornik wielu zmiennych jest zainstalowany bezpośrednio na elemencie spiętrzającym, np. na kryzie kondycjonującej) pozwala uniknąć stosowania skomplikowanego układu rurek impulsowych, co jest zaletą i oszczędnością zarówno przy instalacji, jak i późniejszej eksploatacji. Pomiary temperatury i ciśnienia kompensują zmiany gęstości gazu. Tego typu konfiguracja może obniżyć koszty instalacji o ponad 40 %.
Sterowanie ilością wsadu i pary rozcieńczającej do pieca
Jak wspomniano, para rozcieńczająca jest dodawana do wsadu w celu obniżenia intensywności koksowania. Ilość pary rozcieńczającej w stosunku do ilości podawanych węglowodorów jest ściśle kontrolowana. Każdy piec pirolityczny jest wyposażony w wiele przepływomierzy wsadu węglowodorowego i pary rozcieńczającej. Zwykle na jeden piec przypada od dwóch do ośmiu przepływomierzy.
Pomiar ilości wsadu węglowodorowego i pomiar ilości pary rozcieńczającej
dodawanej do wsadu
Jest kilka technologii pomiarowych, które można tu zastosować. Każda z nich powinna dawać wynik w postaci przepływu
masowego. Ilość masy wsadu jest tutaj najbardziej miarodajnym wskaźnikiem, gdyż zmienna gęstość wsadu zmniejsza znaczenie przepływu objętościowego. Najlepszą techniką jest bezpośredni i bardzo dokładny pomiar masowy metodą Coriolisa, zwłaszcza gdy skład podawanych węglowodorów zmienia się znacząco w czasie. Jego zalety to duża dokładność, łatwy i tani montaż, prosta obsługa. Do prawidłowego działania nie wymaga odcinków prostych rurociągu. Jednak przy tej aplikacji raczej się go nie stosuje, gdyż praca przepływomierza wsadu odbywa się w tym przypadku w parze z miernikiem ilości dostarczanej pary. Wskazane jest wtedy zastosowanie tej samej metody pomiarowej do obu pomiarów, a metoda Coriolisa dla tego rodzaju pary raczej się nie sprawdza.
Inna technologia to pomiary kryzowe, czyli przepływomierze działające na zasadzie pomiaru spadku ciśnienia na kryzie. Wymagają one jednak kompensacji z wykorzystaniem pomiarów ciśnienia oraz temperatury, aby wypracować (wyliczyć) sygnał wyjściowy w postaci przepływu masowego. Zatem ich budowa oraz instalacja, jak również obsługa są skomplikowane. Dodatkowym kłopotem może być obecność zanieczyszczeń węglowodorowych we wsadzie, co często skutkuje zatykaniem pomiarowych rurek impulsowych, czyli brakiem pomiaru, a co za tym idzie wyłączeniem pieca z eksploatacji. Piec musi być poddany pracom naprawczym, co powoduje oczywiste straty finansowe.
Jak już wspomnieliśmy, w tej aplikacji przepływomierze dostarcza się zwykle
parami, jeden dla wsadu i jeden dla pary. Ma to na celu precyzyjną kontrolę stosunku ilości pary do ilości węglowodorów podawanych w każdym strumieniu do pieca. Kilka takich par umożliwia „równoważenie strumieni” dla wyrównania szybkości krakowania i koksowania między nimi, co pomaga wydłużyć czas między kolejnymi procesami odkoksowania. Wymagane parametry, jak zakresowość, stała strata ciśnienia, powtarzalność i wymagania dotyczące dokładności, mieszczą się w granicach możliwości większości metod pomiarowych stosowanych w przepływomierzach, dlatego najczęściej wybiera się technologię o najwyższej pewności działania i najniższym całkowitym koszcie instalacji. Większość nowych instalacji do produkcji etylenu wymaga, aby każda linia zasilająca piec we wsad i parę rozcieńczającą miała dwa niezależne pomiary przepływu – jeden stosowany do sterowania przepływem, a drugi wykorzystywany w układzie zabezpieczeń. Chociaż koszt sprzętu może wskazywać, że dwa przetworniki różnicy ciśnień mierzące przepływ przez pojedynczą kryzę są najtańszą technologią, nie uwzględnia to kosztów związanych z instalacją układu rurek impulsowych, ewentualnych naczyń wyrównawczych, szafek ochronnych i innych elementów. Każda instalacja pojedynczego przetwornika różnicy ciśnień (DP) zajmuje około ośmiu godzin więcej niż instalacja przepływomierza wirowego, w którym element przepływowy i przetwornik są połączone w całość. Przy dwóch przetwornikach na każdy punkt przepływu w takich zastosowaniach oznacza to oko-
Kryza kondycjonująca
• Krótkie odcinki proste 2D przed/za
• Instalacja międzykołnierzowa
• Łatwy montaż
Przepływomierz kompaktowy
• Przetwornik wielu zmiennych
• Duża dokładność
• Eliminuje punkty wycieków
• Jedno wejście w proces
58 AUTOMATYKA
DUAL Vortex
• Pomiar procesowy i blokadowy w jednym –rozwiązanie dla aplikacji SIL 3
• Dwa niezależne przetworniki
• Dwa niezależne czujniki
• Głosowanie 1 z 1 lub 1 z 2
ło 16 roboczogodzin więcej w przypadku stosowania technologii DP zamiast technologii wirowej. Przy zastosowaniu podwójnego przepływomierza Dual Vortex (dwa przepływomierze wykonane jako całość) liczbę „zaoszczędzonych” godzin na instalację należy podwoić. To często przechyla szalę w zakresie całkowitego kosztu instalacji na korzyść miernika wirowego Dual Vortex. Gdy dodamy do tego znacznie bardziej pracochłonną obsługę eksploatacyjną przepływomierzy kryzowych, wynik naszych rozważań wskazuje jednoznacznie na podwójne mierniki wirowe.

Jednak nie wszystkie przepływomierze wirowe są wykonane tak samo. Niektóre z nich mają wewnętrzne uszczelnienia. Ich obecność wiąże się z występowaniem przestrzeni zamkniętych, które mogą się zapychać i wpływać na pomiar przepływu, podobnie jak w przypadku tradycyjnej instalacji różnicy ciśnień. Projektanci instalacji olefin powinni rozważyć zastosowanie technologii bezuszczelkowych, czyli w pełni spawanych lub odlewanych przepływomierzy wirowych. W tych przepływomierzach czujnik pomiarowy nie ma styczności z przestrzenią procesową, czyli z mierzonym medium płynącym w rurociągu. Pozwala to na wyeliminowanie omawianego wyżej problemu przestrzeni zamkniętych. Straty produkcyjne spowodowane awarią miernika lub jego niewłaściwą pracą są częstym problemem, którego można uniknąć dzięki zastosowaniu tej właśnie technologii bezuszczelkowej.
Sterowanie procesem odkoksowania
Proces odkoksowania odbywa się przez podawanie powietrza do przestrzeni,
QUAD Vortex

• Pomiar procesowy i blokadowy w jednym –najwyższej klasy rozwiązanie dla aplikacji SIL 3 z dodatkowym głosowaniem
• Cztery niezależne przetworniki
• Cztery niezależne czujniki
• Dwie niezależne przegrody
• Głosowanie 2 z 3
w której podczas produkcji jest wsad węglowodorowy. Wysoka temperatura w połączeniu z obecnością powietrza powoduje spalanie się nagromadzonego w rurkach koksu.
Pomiar ilości powietrza do odkoksowania
Pomiar przepływu powietrza do odkoksowania zapewnia optymalne warunki pracy pieca podczas odkoksowania. Powietrze jest podawane do linii, które podczas procesu krakowania zasilają piec wsadem węglowodorowym, dlatego liczba mierników powietrza do pieca zwykle równa się liczbie przepływomierzy wsadu.
Im ściślejsza jest kontrola przepływu powietrza do pieców podczas koksowania, tym szybszy i bezpieczniejszy staje się proces odkoksowania, co z kolei przekłada się na zwiększenie wydajności produkcji.
Ilość powietrza podawana do każdego ciągu pieca jest bardzo ważna, zwłaszcza w początkowych fazach procesu. Powietrze wykorzystuje się do spalania koksu, który gromadzi się w wężownicach pieca. Zbyt duża ilość powietrza, zwłaszcza w początkowej fazie, może spowodować przegrzanie rur i ich uszkodzenie, co jest dość kosztowne i niebezpieczne. Po początkowym spaleniu dużej ilości koksu ilość powietrza zwiększa się powoli dla utrzymania optymalnej szybkości odkoksowania.
W związku z tym konieczne jest zapewnienie dużej dokładności pomiaru przy stosunkowo dużej zakresowości 25:1.
Ciśnienie i temperatura powietrza przed przepływomierzem zwykle są względnie stałe, a więc można przyjąć założenie o stałej jego gęstości. Dlatego wskazane jest zastosowanie
przepływomierzy objętościowych. Przepływomierz wirowy jest dobrym rozwiązaniem dla tego zastosowania – zapewnia rozsądną dokładność przy zakresowości do 30:1 oraz najniższy całkowity koszt instalacji. Można też rozważyć zastosowanie przepływomierza Coriolisa w przypadkach, gdy konieczne będzie wykonanie bezpośredniego pomiaru przepływu masowego.
Właściwy wybór
technologii pomiaru
Biorąc pod uwagę fakt, że w każdym piecu pirolitycznym i w każdej wytwórni olefin występuje wiele mierników do różnych zastosowań, błąd w doborze technologii mierników do tych zastosowań ma negatywne skutki.
Dlatego projektując lub modernizując takie piece, warto rozważyć wszelkie za i przeciw dla różnych metod pomiarowych i różnych urządzeń realizujących te metody. Z całą pewnością można obniżyć jednorazowe koszty instalacji oraz długotrwałe koszty operacyjne, stosując odpowiednią kontrolę nad spalaniem paliwa, utrzymywanie właściwego stosunku pary do wsadu, właściwą kontrolę szybkości odkoksowania oraz minimalizację kosztów konserwacji, albowiem błędy w doborze urządzeń pomiarowych do tych zastosowań przynoszą długotrwałe i znaczące skutki.
59 1-2/2023 PRZEGLĄD SPRZĘTU I APARATURY
EMERSON PROCESS MANAGEMENT Sp. z o.o.
Cezary Szmeja
Mierniki wirowe w układach zabezpieczeń
System Festo AX Festo AX w oparciu o AI w o AI
Poprawa wykorzystania maszyn, jakości produktów i efektywności energetycznej
Festo jako ekspert w dziedzinie automatyki przemysłowej oferuje znacznie więcej niż tylko konwencjonalne rozwiązania IoT; łączy dogłębną wiedzę branżową z doświadczeniem w zakresie analizy danych i tworzenia oprogramowania. Użytkownik może zacząć od monitorowania stanu urządzeń i wykonywania profilaktycznych czynności serwisowych komponentów i maszyn. Dane zarejestrowane na hali produkcyjnej mogą być wykorzystane do sygnalizowania koniecznych interwencji działu utrzymania ruchu, ułatwiając tym samym efektywne serwisowanie. Wystarczy kilka kliknięć, aby w prosty sposób zwiększyć możliwości systemu Festo AX dzięki sztucznej inteligencji.
Kluczowe cechy Festo AX System Festo AX ma wiele cennych funkcjonalności, które opisujemy poniżej.
Sztuczna inteligencja
w czasie rzeczywistym Festo AX analizuje dane w czasie rzeczywistym. Co to oznacza dla użytkownika? Użytkownik otrzymuje potrzebne informacje natychmiast po wystąpieniu anomalii – bez zbędnego czekania i bez opóźnień. Dzięki temu możliwe jest podjęcie odpowiednich działań, zanim stanie się coś złego.
Elastyczna integracja
ze wszystkimi systemami Festo AX doskonale współpracuje z komponentami Festo, które są sto-
60 AUTOMATYKA
System Festo Automation-PROMOCJA
sowane w wielu urządzeniach i maszynach. Dzięki zastosowaniu uznanych protokołów, takich jak OPC UA, MQTT i wielu innych, można łatwo zintegrować aplikację z komponentami i maszynami innych producentów.
Dowolne miejsce uruchomienia
Festo AX można uruchomić w dowolnym miejscu – bezpośrednio przy maszynie (on-edge), na serwerach (on-premises) lub w chmurze. Firma Festo udziela wsparcia w każdym preferowanym środowisku.
Human-in-the loop: wykorzystanie wiedzy Festo AX uczy się zarówno na podstawie algorytmów uczenia maszynowego, jak i cennej wiedzy użytkownika. Wkład użytkownika pomaga Festo AX lepiej poznać stan urządzenia, zapewnia ciągłe uczenie się i ulepszanie algorytmów. Pozwala to np. odpowiedzieć na pytanie, czy wykryta anomalia była związana z prawidłową pracą układu, czy nieszczelnością w sieci sprężonego powietrza. Informacje zwrotne od użytkownika umożliwiają klasyfikację anomalii i sugerowanie dalszych działań. Dzięki
temu – w przypadku wystąpienia podobnej nieprawidłowości – wiadomo, w którym miejscu pojawił się problem, co dzieje się z urządzeniem i co trzeba zrobić. Mówiąc prościej: Festo AX utrzymuje „human-in-the-loop”.
Twoje dane należą wyłącznie do Ciebie! Dane gromadzone przez firmę Festo należą wyłącznie do klientów i są wykorzystywane zgodnie z wcześniejszymi ustaleniami.
Festo AX dla klientów końcowych System Festo AX zapewnia optymalne wykorzystanie maszyn, a także poprawę jakości produktów i efektywności energetycznej.
Predictive Maintenance
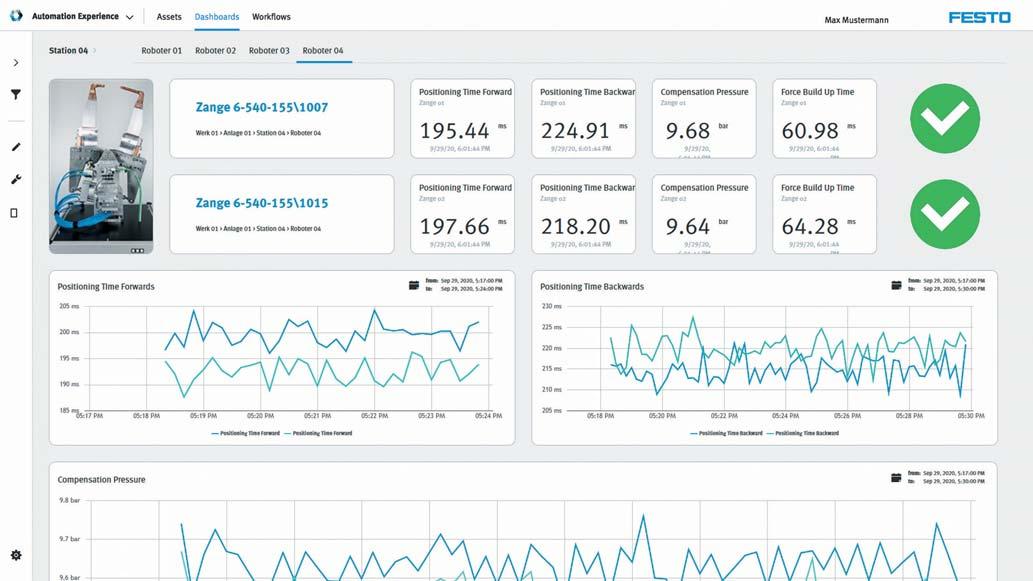
Dla wielu firm unikanie nieplanowanych przestojów w produkcji jest wielkim wyzwaniem. Festo AX pomaga przezwyciężyć te trudności. W jaki sposób? Dane wytwarzane przez komponenty są przesyłane bezpośrednio do oprogramowania Festo AX. Przetwarzane są w czasie rzeczywistym przy użyciu algorytmów opartych na sztucznej inteligencji
i uczeniu maszynowym. Użytkownik jest informowany, gdy tylko wykryta zostanie anomalia – sytuacja, gdy dane odbiegają od „zdrowego stanu” układu. Powiadomienie zawiera informację, których czujników dotyczy problem, a nawet wskazuje zalecenia odnośnie podjęcia dalszych działań. Oczywiście Festo AX nadal potrzebuje wiedzy użytkownika: należy sklasyfikować anomalię, aby oprogramowanie wiedziało, jak zareagować przy następnym wystąpieniu takiego samego zdarzenia. Wkład użytkownika poprawia algorytmy, a także zapobiega niepożądanym powiadomieniom (human-in-the-loop).
Rezultat: anomalie są wykrywane na wczesnym etapie, dzięki czemu można uniknąć nieoczekiwanych przestojów. W razie potrzeby mamy czas, by zaopatrzyć się w części zamienne, a serwis może być wykonywany w zaplanowanym wcześniej terminie, bez negatywnego wpływu na proces produkcyjny.
61 1-2/2023 PRZEGLĄD SPRZĘTU I APARATURY
PRZEGLĄD SPRZĘTU I APARATURY
Predictive Energy
Festo AX pomaga we wszystkich zadaniach związanych z efektywnym wykorzystaniem energii, np. przy obniżeniu kosztów zużycia energii, takich jak opłaty za korzystanie z sieci energetycznej. Festo AX może ułatwić złożone i wymagające zadania, jak np. uniknięcie kosztownych szczytowych obciążeń sieci energetycznej. W jaki sposób? Festo AX wykorzystuje adaptacyjne uczenie się do analizy profili obciążenia energetycznego odbiorników w procesach produkcyjnych oraz do obliczania średnich wartości mocy. Oprogramowanie generuje komunikat ostrzegawczy, który bardzo wcześnie informuje o przekroczeniu określonego limitu obciążenia istotnego z punktu widzenia kosztów, np. w przypadku zużycia energii.
Rezultat: proaktywne działania polegające na wyłączeniu odpowiednich odbiorników i włączeniu własnych generatorów (np. systemów CHP), prowadzenie działań mających na celu restrukturyzację produkcji przed faktycznym przekroczeniem limitu obciążenia. Takie podejście pozwala uniknąć obciążeń szczytowych, zmniejszyć opłaty sieciowe, a tym samym obniżyć koszty produkcji.
Predictive Quality
Procesy produkcyjne są tak zaprojektowane, aby osiągać jak najlepsze wyniki, ale mimo wszelkich starań nadal zdarzają się braki. Festo AX pomaga uniknąć strat jakościowych, a tym samym zmniejszyć liczbę odrzutów produkcyjnych. W jaki sposób? Festo AX uczy się złożonych korelacji między parametrami procesu a wpływami zewnętrznymi (takimi jak temperatura otoczenia) i proaktywnie ostrzega ekspertów ds. procesów o zbliżających się spadkach jakości, analizując dane procesowe w czasie rzeczywistym.
Rezultat: system oblicza, które parametry procesu są odpowiedzialne za utratę jakości i jak należy je dostosować, aby ponownie osiągnąć określoną jakość produktu. Takie podejście zapewnia stałą jakość i pozwala całkowicie uniknąć odrzutów produkcyjnych.
Festo AX dla producentów maszyn (OEM)
Integracja sztucznej inteligencji na hali produkcyjnej nie jest jedynym sposobem na czerpanie korzyści z danych generowanych przez urządzenia. Festo AX można podłączyć do własnych systemów, aby rozszerzyć ofertę o nowe produkty sztucznej inteligencji AI.
Korzyści to:
• skrócenie czasów przestojów produkcji – brak nieplanowanych przestojów, brak opóźnień w produkcji, brak kar umownych naliczanych przez klientów,
• obniżenie kosztów energii I optymalne jej wykorzystanie,
• zwiększenie dziennej produkcji dzięki monitorowaniu i wykrywaniu wąskich gardeł oraz optymalizowaniu czasu cyklu,
• zmniejszenie liczby braków – brak strat jakościowych, mniej odrzutów, bardziej wydajna produkcja dzięki stałej jakości produktu,
• obniżenie kosztów produkcji dzięki zoptymalizowanej konfiguracji regulowanych parametrów sterowania,
• dostęp do wszystkich potrzebnych informacji przez naciśnięcie przycisku – dostosowane do potrzeb użytkownika, dzięki wizualizacji Festo AX.
62 AUTOMATYKA
FESTO Sp. z o.o.
Nadchodzi jednolity patent europejski

Europejski Patent Jednolity
skich?
Patent europejski o skutku jednolitym oraz umowa o jednolitym sądzie patentowym wchodzą w życie 1 czerwca 2023 r. Pojawia się nowy system patentowy oraz nowe organy sądownicze decydujące o naruszeniu patentu europejskiego i o jego ważności. Istotne jest to, iż nowy jednolity sąd patentowy w swej wyłącznej kompetencji rozstrzyga nie tylko o naruszeniu nowych patentów jednolitych, ale również o naruszeniu już udzielonych zwykłych patentów europejskich, które zostały walidowane i rozpadły się na wiązkę patentów krajowych.
UMOWA O JEDNOLITYM SĄDZIE
PATENTOWYM WPROWADZA PRZEPISY
PRZEJŚCIOWE UMOŻLIWIAJĄCE
ZŁOŻENIE KLAUZULI OPT-OUT,
WYŁĄCZAJĄCEJ KOMPETENCJE
SĄDU JEDNOLITEGO W ODNIESIENIU
DO ORZEKANIA O NARUSZENIU
TRADYCYJNEGO PATENTU
EUROPEJSKIEGO.
Obecnie patent europejski jest udzielany w procedurze scentralizowanej przez Europejski Urząd Patentowy (EPO European Patent Office). Tak udzielony patent europejski rozpada się na wiązkę patentów krajowych w postępowaniu potocznie nazywanym walidacją patentu europejskiego. Postępowanie to może być zainicjowane według wyboru uprawnionego w wybranych krajach stronach Konwencji Monachijskiej o udzielaniu patentów Europejskich z 1973 r. Obecnie umową związanych jest 37 państw europejskich oraz cztery państwa Afryki Północnej i Azji. Oznacza to, że po udzieleniu patentu europejskiego funkcjonuje wiązka praw krajowych (patentów równoważnych patentom krajowym), które podlegają wyłącznej jurysdykcji sądów krajowych oceniających kwestię ich naruszenia w danym kraju. Tradycyjny patent europejski podlega unieważnieniu w trybie krajowym przez organy właściwe w danym państwie. Każdy patent tworzący wiązkę patentów wywodzącą się z patentu europejskiego jest niezależny od pozostałych i unieważnienie patentu, np. w Niemczech nie wpływa na ważność patentu w Polsce. Analogicznie
63 1-2/2023 PRAWO I NORMY
-
JAROSŁAW MARKIETA
naruszenie patentu w Niemczech nie oznacza naruszenia patentu w Polsce. Wraz z wejściem w życie europejskiego patentu jednolitego oraz umowy o jednolitym sądzie patentowym ta sytuacja ulega zmianie.
Umowa o jednolitym sądzie patentowym wprowadza przepisy przejściowe umożliwiające złożenie klauzuli opt-out, wyłączającej kompetencje sądu jednolitego w odniesieniu do orzekania o naruszeniu tradycyjnego
ISTOTNE JEST TO, IŻ NOWY JEDNOLITY
SĄD PATENTOWY W SWEJ WYŁĄCZNEJ
KOMPETENCJI ROZSTRZYGA NIE
TYLKO O NARUSZENIU NOWYCH
PATENTÓW JEDNOLITYCH, ALE RÓWNIEŻ
O NARUSZENIU JUŻ UDZIELONYCH
ZWYKŁYCH PATENTÓW EUROPEJSKICH,
KTÓRE ZOSTAŁY WALIDOWANE I ROZPADŁY
SIĘ NA WIĄZKĘ PATENTÓW KRAJOWYCH.
Wzmocniona współpraca i sąd jednolity
W nowym systemie patentowym patenty nadal są udzielane w scentralizowanej procedurze przez EPO, ale w zależności od wyboru uprawnionego mogą one uzyskać status patentu jednolitego, tj. pojedynczego prawa z patentu obowiązującego w państwach będących stronami porozumienia o wzmocnionej współpracy patentowej ustanawiającej patent europejski o jednolitym skutku. W siedmioletnim okresie przejściowym zgłaszający będzie mógł wybrać dotychczasowy tryb rozbicia patentu europejskiego na wiązkę patentów europejskich. Wraz z zawarciem porozumienia o wzmocnionej współpracy w zakresie patentu jednolitego podpisano umowę międzynarodową o utworzeniu sądu jednolitego, w którego kompetencji będzie rozstrzyganie sporów o naruszenie patentu jednolitego oraz orzekanie o jego ważności. Co ważniejsze, w kompetencji sądu jednolitego będzie również orzekanie o naruszeniu dotychczas istniejących patentów europejskich, które uległy rozbiciu na patenty krajowe. Zakres orzekania w odniesieniu do udzielonych już tradycyjnych patentów europejskich został wprowadzony automatycznie i dotyczy tych państw, w których tradycyjny patent europejski był walidowany i które przystąpiły do umowy o jednolitym sądzie patentowym.
patentu europejskiego. Możliwość złożenia klauzuli opt-out będzie dostępna od początku okresu wstępnego (sunrise period), który rozpocznie się 1 marca 2023 r. Okres wstępny będzie trwał przez trzy miesiące przed wejściem w życie umowy o sądzie jednolitym. Złożenie klauzuli opt-out stanie się skuteczne w dniu wejścia w życie umowy o sądzie jednolitym, tj. 1 czerwca 2023 r.
Klauzula opt-out w praktyce
Zgodnie z art. 83 ust. 3 umowy o sądzie jednolitym zgłaszający i właściciele „klasycznego” patentu europejskiego, jak również posiadacze dodatkowego świadectwa ochronnego (SPC) wydanego dla produktu
chronionego „klasycznym” patentem europejskim, mogą wyłączyć swoje zgłoszenie, patent lub SPC z wyłącznej kompetencji sądu jednolitego. W rezultacie sąd jednolity nie będzie miał jurysdykcji w odniesieniu do jakichkolwiek sporów związanych z tym zgłoszeniem, patentem lub SPC. Aby dokonać ważnego wyłączenia lub wycofać nieuprawnione wyłączenie zgodnie z Zasadą 5 i 5A Regulaminu Sądu Jednolitego, muszą być spełnione następujące warunki:
• klauzula opt-out może być złożona tylko w odniesieniu do wszystkich państw, w których udzielono patentu europejskiego lub które zostały wskazane w zgłoszeniu,
• wyłączenie z kompetencji sądu jednolitego jest możliwe tylko do czasu, gdy do sądu nie zostanie wniesiony żaden pozew lub wniosek w odniesieniu do tego zgłoszenia, patentu lub SPC,
• klauzulę opt-out można wycofać w dowolnym momencie, o ile przed sądem krajowym nie wniesiono powództwa w odniesieniu do zgłoszenia, patentu lub SPC, którego dotyczy klauzula opt-out,
• wniosek o wyłączenie można złożyć wyłącznie za pośrednictwem systemu zarządzania sprawami sądu (CMS), który realizuje wszystkie wymogi proceduralne.
Należy pamiętać, że nie ma możliwości wyłączenia patentu jednolitego z kompetencji sądu jednolitego. Uprawnieni i zgłaszający, którzy mają dużą liczbę patentów, mogą uzyskać dostęp do interfejsu aplikacji (API) umożliwiającego bezpośrednią
ZAKRES ORZEKANIA W ODNIESIENIU
DO UDZIELONYCH JUŻ TRADYCYJNYCH
PATENTÓW EUROPEJSKICH ZOSTAŁ
WPROWADZONY AUTOMATYCZNIE
I DOTYCZY TYCH PAŃSTW, W KTÓRYCH
TRADYCYJNY PATENT EUROPEJSKI BYŁ
WALIDOWANY I KTÓRE PRZYSTĄPIŁY
DO UMOWY O JEDNOLITYM SĄDZIE
PATENTOWYM.
64 AUTOMATYKA PRAWO I NORMY
i bezpieczną komunikację z CMS sądu jednolitego w celu elektronicznego składania klauzul opt-out. W ten sam sposób możliwe będzie również skorygowanie klauzuli opt-out lub jej wycofanie, a także złożenie wniosku o usunięcie klauzuli opt-out złożonej przez osobę do tego nieuprawnioną lub interwencja w przypadku nieuprawnionego wycofania klauzuli opt-out.
Trzeba również pamiętać, że zgodnie z art. 48 ust. 1 umowy o sądzie jednolitym strony postępowania, a tym samym uprawnieni z tradycyjnych patentów europejskich, którzy chcą złożyć stosowne klauzule opt-out, nie mogą występować przed sądem jednolitym bezpośrednio i wymagane jest w tym zakresie ustanowienie zawodowego pełnomocnika. Rzeczpospolita Polska nie przystąpiła do umowy o sądzie jednolitym, dlatego w zakresie reprezentacji przed sądem jednolitym jedynymi pełno-
JAROSŁAW MARKIETA
Z wykształcenia magister inżynier automatyk o specjalności robotyka. Zawodowo zajmuje się wsparciem przedsiębiorstw w zakresie prawa własności przemysłowej. Od 2003 r. stopniowo uzyskiwał uprawnienia do występowania przed Urzędem Patentowym RP oraz bezpośrednio przed Europejskim Urzędem Patentowym (EPO), Europejskim Urzędem ds. Ochrony Własności Intelektualnej (EUIPO) i Biurem Międzynarodowym Światowej Organizacji Ochrony Własności Intelektualnej (IB/WIPO). Z powodzeniem uzyskuje patenty europejskie dla podmiotów z Polski, USA oraz Chin. Z sukcesem reprezentował uprawnionych z patentów w postępowaniach sądowych dotyczących egzekwowania naruszonych praw patentowych. Aktywnie prowadzi wykłady dla aplikantów rzecznikowskich w zakresie oceny przesłanek zdolności patentowej, zasad redagowania opisu patentowego oraz postępowań międzynarodowych. Członek stowarzyszeń i organizacji międzynarodowych zrzeszających zawodowych pełnomocników zajmujących się ochroną własności przemysłowej.

mocnikami z Polski, którzy mogą reprezentować strony przed sądem jednolitym są europejscy rzecznicy patentowi, mający dodatkowe kwalifikacje poświadczone stosownymi dyplomami ukończenia studiów wyższych w zakresie prawa własności przemysłowej lub certyfikatami
EPLC. Osoby te zostają wpisane na listę pełnomocników przed sądem jednolitym po złożeniu stosownego wniosku do rejestru prowadzonego przy jednolitym sądzie patentowym.
REKLAMA
Do naszych głównych aktywności należą: pomoc w pozyskaniu europejskich partnerów i źródeł finansowania dla wspólnych projektów, reprezentowanie polskich podmiotów na forum międzynarodowym, organizowanie szkoleń, warsztatów i sesji networkingowych, prowadzenie indywidualnych konsultacji
Naszą ofertę kierujemy do firm działających w obszarach: technologie produkcji
sztuczna inteligencja
przetwarzanie w chmurze fotonika
inteligentne sieci i usługi
Branżowy Punkt Kontaktowy Przemysł 4.0 działający przy Łukasiewicz - PIAP włącza polskie firmy i jednostki naukowe w europejskie przedsięwzięcia badawcze i innowacyjne finansowane w ramach programu Horyzont Europa.
Kto może skorzystać z naszego wsparcia? przedsiębiorstwa, startupy, uczelnie wyższe, jednostki naukowe, fundacje, stowarzyszenia, klastry oraz organizacje międzynarodowe.
Kontakt:
mail: bpkprzemysl@piap.lukasiewicz.gov.pl
telefon: 22 874 01 35

65 1-2/2023 PRAWO I NORMY

66 AUTOMATYKA RYNEK
------
Automatyzacja nie jest lekiem
---PROMOCJA
Automatyzacja – ostatnio bar-


67 1-2/2023 RYNEK----------



68 AUTOMATYKA RYNEK
-------
JUNGHEINRICH POLSKA Sp. z o.o.
TACHOGRAFY KOLEJOWE
Pomiar i rejestracja: pr ędkości, przebytej drogi, pozycji geograficznej oraz sygnałów dwustanowych i analogowych z r ó żnych urządzeń pojazdu.
Zdalny odczyt parametrów pracy pojazdu.
Łatwoś ć dostosowania systemu do wymagań użytkownika oraz możliwoś ć późniejszej modernizacji bez konieczności w y miany na now y.
Panele operatorskie LCD (od 7“ do 15“ ) umożliwiają czytelną prezentację parametrów
Pomiar i rejestracja prędkości z dokładnością 0,1 km /h
Przetworniki prędkości o stopniu ochrony IP68, zakresie temperatury pracy od –40 °C do 70 °C, odporne na wstrząsy i udary.

Rejestracja danych: w dedykowanych kartach pamięci, umo żliwiających nieprzerwany zapis informacji co najmniej 100 dni.
Dodatkowe moduły diagnostyczne pozwalające na szybk ą ocenę i diagnostykę stanu czujników pojazdu i sygnałów tachografu.
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
tel. 22 8740 140, 22 8740 231, 667 703 250

e-mail: tachograf@piap.lukasiewicz.gov.pl
www.piap.pl
Kompletne systemy Kompletne systemy stacjonarnej detekcji gazów
Potencjalnie niebezpieczne
system detekcji gazowej spełniający wymagania klienta – system, który jest funkcjonalny, modularny i skalowalny. Dräger sam opracowuje i produkuje wszystkie kluczowe komponenty. W szczególności sensory są przedmiotem nieprzerwanego procesu optymalizacji i przystosowania do nowych wymagań.

Firma Dräger od dziesięcioleci jest partnerem, na którym można polegać – spełniamy wszystkie kryteria udanego wdrażania systemów detekcji gazowej z użyciem sprawdzonych, dobrych produktów, profesjonalnych konsultacji opartych na szerokich doświadczeniach, uczciwym podejściem do problemów i świetnym wsparciem posprzedażowym. Już od pierwszego kontaktu do ukończenia i przekazania systemu do eksploatacji tworzony jest
Za zastosowaniem technologii przewodowych stoi wiele lat doświadczenia oraz powszechnie przyjęte procedury stosowania ich w zakładach. Nie są one jednak pozbawione ograniczeń w zakresie opłacalności. W oddalonych obszarach i strefach zagrożenia wybuchem koszt rozwiązań przewodowych ATEX może znacznie wzrosnąć ze względu na prace montażowe, koszty operacyjne i czas potrzebny na opracowanie, zaplanowanie i montaż detektorów. Mimo że koszt montażu i utrzymania jest znaczny, rozwiązania przewodowe nadal mają przeważający udział w instalacjach. Istnieje jednak także zapotrzebowanie na wyższą produktywność, wyższy poziom bezpieczeństwa w obiekcie oraz niższe koszty.
Bezprzewodowa detekcja gazu
Dlaczego bezprzewodowa detekcja gazu?
Przez długie lata w nowoczesnych instalacjach przemysłowych tradycyjnie stosowano urządzenia przewodowe dla każdego procesu związanego z produk-
cją i zapewnieniem bezpieczeństwa. Rosnące zapotrzebowanie na większą elastyczność i niższe koszty w nowoczesnych obiektach przemysłowych doprowadziło do rozwoju technologii bezprzewodowej we wszystkich gałęziach przemysłu, w tym w zakładowych stacjonarnych instalacjach detekcji gazu. Bezprzewodowe detektory gazu firmy Dräger zapewniają taką samą niezawodność jak systemy przewodowe, cechując się jednocześnie większą elastycznością i niższymi kosztami. Oferują one trzy istotne korzyści:
• Niezwykle szybka instalacja systemu


• Wyjątkowa elastyczność w zakresie rozbudowy: systemy można poszerzyć na późniejszym etapie poprzez dodanie kolejnych detektorów do sieci bezprzewodowej
• Znacząca redukcja kosztów z uwagi na brak konieczności prowadzenia okablowania do każdego sensora
Bezprzewodowa detekcja gazu oznacza bezpieczeństwo i niezawodność
Nowoczesne protokoły komunikacji bezprzewodowej klasy przemysłowej muszą umożliwiać wysoce niezawodną, całodobową komunikację w czasie rzeczywistym. Dlatego firma Dräger wykorzystuje specjalnie zaprojektowany protokół bezprzewodowej transmisji danych ISA 100, który pozwala na przesyłanie pełnych danych SIL2 z bezprzewodowych detekto-
70 AUTOMATYKA RYNEK
PROMOCJA
----
rów gazu do systemu sterowania z certyfikatem SIL2. Przemysłowy protokół komunikacji bezprzewodowej ISA 100 został opracowany specjalnie z myślą o wymagających zastosowaniach przemysłowych związanych z bezpieczeństwem (np. wykrywanie płomieni i gazów). Wykorzystuje zaawansowaną technologię siatki, w której wielokrotne trasowanie danych zapewnia stałe połączenie pomiędzy detektorem gazu a punktem dostępu, gwarantując przesyłanie wyników pomiarów stężenia gazu w ciągu maksymalnie pięciu sekund.
Bezprzewodowe detektory gazu Dräger wykrywają ponad 150 różnych palnych i toksycznych gazów
Bezprzewodowe systemy detekcji gazów firmy Dräger wykorzystują te same czujniki gazu, które są stosowane w cie-
• Określenie gazów podlegających pomiarom w obiekcie.
• Identyfikacja potencjalnych punktów wycieku, a tym samym określenie liczby detektorów bezprzewodowych, które należy zainstalować.
• Określenie najlepszej lokalizacji dla anten centralnych w celu zapewnienia optymalnej komunikacji bezprzewodowej ze wszystkimi detektorami gazu.
• Przeprowadzenie kalibracji wszystkich bezprzewodowych detektorów gazu w ramach systemu oraz instalacja centralnego systemu sterowania
REGARD 7000 lub interfejsu do systemu bezpieczeństwa opartego na sterownikach PLC innego producenta.
• Odbiór końcowy i przekazanie systemu użytkownikowi.
Firma Dräger ma wieloletnie doświadczenie we wszystkich tych działaniach i może dostarczyć kompletny bezprze-
z zasilaniem z sieci. Detektor zapewnia przesył z częstotliwością 2 s i krótkim czasem opóźnienia oraz żywotność baterii wynoszącą średnio dwa lata, co jest możliwe dzięki niskiemu poborowi mocy o średniej wartości 0,5 W. Detektor Polytron 6100 EC WL jest w pełni kompatybilny z siecią bezprzewodową ISA 100. Iskrobezpieczna konstrukcja bezprzewodowego detektora gazu umożliwia przeprowadzanie wszystkich czynności konserwacyjnych, takich jak wymiana baterii lub czujnika, w strefie zagrożonej wybuchem. Nie ma potrzeby podejmowania w tym celu żadnych dodatkowych działań, np. deklasyfikacja strefy zagrożonej wybuchem. Pozwala to zaoszczędzić czas i jeszcze bezpieczniej przeprowadzać prace konserwacyjne. Czujniki DrägerSensor umożliwiają pomiar szerokiego zakresu gazów i par, i są kalibrowane fabrycznie, co przekłada się na ich łatwe uruchomienie.
Stacjonarne systemy detekcji gazów Dräger –niezawodne rozwiązania „szyte na miarę”
szących się uznaniem przewodowych detektorach gazu Dräger serii Polytron 8000 i 5000 – a także wiodącą w branży technologię podczerwieni do wykrywania gazów palnych firmy Dräger. Dlatego też możliwe jest wdrożenie bezprzewodowej technologii detekcji gazu firmy Dräger we wszystkich zastosowaniach przemysłowych, od lądowych po morskie.

Ponieważ nie ma już potrzeby kładzenia dużych ilości kabli, instalacji korytek kablowych i puszek przyłączeniowych, planowanie i wdrażanie bezprzewodowego systemu detekcji gazu wymaga od całego zespołu dużo mniej wysiłku. Główne etapy wdrażania systemu od początku do końca wyglądają następująco:
wodowy system detekcji gazu, jak również zapewnić wsparcie techniczne, począwszy od wstępnego planowania, aż do uruchomienia i przekazania systemu.
Dräger Polytron 6100 EC WL
Detektor bezprzewodowy Dräger Polytron 6100 EC WL do wykrywania toksycznych gazów uzyskał certyfikację umożliwiającą wykorzystanie go do zastosowań z zakresu bezpieczeństwa funkcjonalnego zgodnie z normą IEC 61508 dla poziomu nienaruszalności bezpieczeństwa SIL 2. Przeznaczony jest do zastosowań z zakresu bezpieczeństwa i monitorowania. Urządzenie jest dostępne w dwóch wersjach: zasilanej bateriami litowo-chlorkowo-tionylowymi oraz
Główne wymagania dla systemu detekcji gazu: powinien być niezawodny, spełniać cele ekonomiczne i stanowić część koncepcji bezpieczeństwa. W celu zaspokojenia wszystkich wymagań potrzebne jest szczegółowe rozplanowanie takiego systemu, zwłaszcza gdy będzie on wdrażany w dużych zakładach, takich jak te charakterystyczne dla przemysłu chemicznego i petrochemicznego. Mamy tu do czynienia z różnymi typami gazów, nierzadko z trudnymi warunkami środowiskowymi i rygorystycznymi przepisami. Ponadto rozwiązania zazwyczaj muszą zostać wbudowane w istniejącą infrastrukturę.
Dräger spełnia wszystkie warunki udanej konfiguracji systemu detekcji gazowej dzięki sprawdzonym produktom najwyższej jakości, kompetentnym konsultacjom, profesjonalnemu planowaniu i wdrożeniu oraz niezawodnemu serwisowi posprzedażowemu. Od wstępnego kontaktu do odbioru końcowego projektu, zostanie stworzony system detekcji gazowej spełniający wymagania Klienta.
71 1-2/2023 RYNEK
Fot. Dräger Polska
DRÄGER POLSKA Sp. z o.o.
Najwyższy wynik w historii –ponad 0,5 mln nowych robotów

Raport IFR 2022 i perspektywy
Jak wynika z raportu Międzynarodowej Organizacji Robotyki (IFR) liczba instalacji robotów na całym świecie wzrosła ponad dwukrotnie od 2015 r. W różnych regionach świata ta dynamika kształtuje się na zgoła odmiennych poziomach jednak z zaznaczeniem wyraźnego trendu rozwoju.
Świat Azja
Azja pozostaje największym na świecie rynkiem robotów przemysłowych.
74 % wszystkich nowo wdrożonych robotów w 2021 r. zainstalowano właśnie na tym kontynencie (2020 r.: 70 %).
Tym samym azjatycki przemysł umacnia swoją pozycję lidera robotyzacji.
Chiny na przodzie. Znacznie wzrosły, bo aż o 51 %, wdrożenia u największego gracza w regionie. Co drugi robot zakupiony w 2021 r. wspomaga
pracę w Chinach. Tym samym przemysł Państwa Środka powiększył się o 268 195 jednostek, ukazując kontynuację szybkiego tempa robotyzacji, a liczba zainstalowanych robotów przekroczyła granicę 1 mln sztuk (+27 %).
Ogromne inwestycje Chin w robotykę przemysłową sprawiły, że kraj ten znalazł się w czołówce rankingu zagęszczenia robotów, wyprzedzając po raz pierwszy Stany Zjednoczone. Chiny osiągnęły gęstość robotyzacji na poziomie 322 jednostek na 10 000 pracowników w przemyśle wytwórczym – kraj ten zajął 5. miejsce na świecie w 2021 r. w porównaniu z 20. miejscem (140 jednostek) w 2018 r.
Szybkiemu rozwojowi robotyzacji sprzyja państwo, które mimo spektakularnego wyniku mobilizuje firmy do dalszych działań. Ogłoszony przez Ministerstwo Przemysłu i Technolo-
72 AUTOMATYKA
---
Nowy raport World Robotics, opublikowany pod koniec ub.r.
czenia dla dynamiki wzrostu pomocowe.
Sylwia Batorska
gii Informacyjnych (MIIT) w Pekinie w grudniu 2021 r. „14. Plan Pięcioletni” rozwoju przemysłu koncentruje się na promowaniu innowacji. Celem jest uczynienie z Chin światowego lidera w dziedzinie technologii robotów i postępu przemysłowego. Robotyka jest uwzględniona w ośmiu branżach na najbliższe 5 lat. W celu wdrożenia krajowych ustaleń w zakresie innowacji naukowych i technologicznych w 2022 r. uruchomiono program specjalny „Inteligentne roboty” w ramach narodowego planu kluczowych badań i rozwoju z dofinansowaniem w wysokości 43,5 mln USD.
Japonia pozostała drugim po Chinach największym rynkiem dla robotów przemysłowych. Po dwóch latach spadku we wszystkich głównych gałęziach przemysłu nowe instalacje wzrosły o 22 % w 2021 r., co przekłada się na 47 182 jednostek. Ogólna liczba robotów przemysłowych w Japonii wyniosła 393 326 sztuk (+5 %) w 2021 r.
Japonia dominuje jako kraj produkujący roboty na świecie – eksport japońskich robotów przemysłowych osiągnął nowy szczytowy poziom 186 102 sztuki w 2021 r. Kraj kwitnącej wiśni ma ok. 45 % udziału w globalnej podaży.
Program o nazwie „New Robot Strategy” ma na celu uczynić z tego kraju największe na świecie centrum innowacji w dziedzinie robotów. W 2022 r. japoński rząd przekazał ponad 930,5 mln USD wsparcia na ten cel, w podziale na sektory: produkcja (77,8 mln USD), pielęgniarstwo i medycyna (55 mln USD), infrastruktura (643,2 mln USD) oraz rolnictwo (66,2 mln USD). Plan działania dla produkcji i serwisu obejmuje projekty takie jak pojazdy autonomiczne, zaawansowana mobilność powietrzna czy rozwój zintegrowanych technologii, które będą stanowić rdzeń sztucznej inteligencji i robotów nowej generacji. Budżet w wysokości 440 mln USD przeznaczono na projekty związane z robotyką w ramach „Moonshot Research and Development Program” na okres 5 lat od 2020 r. do 2025 r.
Republika Korei była czwartym co do wielkości rynkiem robotów pod względem nowych wdrożeń, po Stanach Zjednoczonych, Japonii i Chi-
WYKORZYSTANIE ROBOTYKI I AUTOMATYZACJI ROŚNIE
W ZAPIERAJĄCYM DECH TEMPIE
MARINA BILL, PREZES MIĘDZYNARODOWEJ FEDERACJI ROBOTYKI
W ciągu sześciu lat rocznie liczba instalacji robotów wzrosła ponad dwukrotnie. Zgodnie z naszymi najnowszymi statystykami, w 2021 r. instalacje znacznie wzrosły we wszystkich głównych branżach przemysłowych, chociaż zakłócenia w łańcuchu dostaw, a także różne lokalne lub regionalne przeciwności utrudniały produkcję.
nach. Po czterech latach spadku liczba instalacji robotów wzrosła o 2 % do 31 083 sztuk w 2021 r. Zasoby robotów obliczono na 366 227 sztuk (+7 %). To sprawia, że Korea jest krajem o najwyższym zagęszczeniu robotów na świecie z rekordowym poziomem 1000 robotów przemysłowych na 10 000 pracowników w przemyśle wytwórczym.
Kolejny, bo już trzeci podstawowy plan dotyczący inteligentnych robotów
Korei Południowej dąży do rozwoju robotyki, jako podstawowej branży czwartej rewolucji przemysłowej. Koreański rząd przeznaczył 172,2 mln USD na dofinansowanie „Planu wdrożenia inteligentnego robota na 2022 r.”
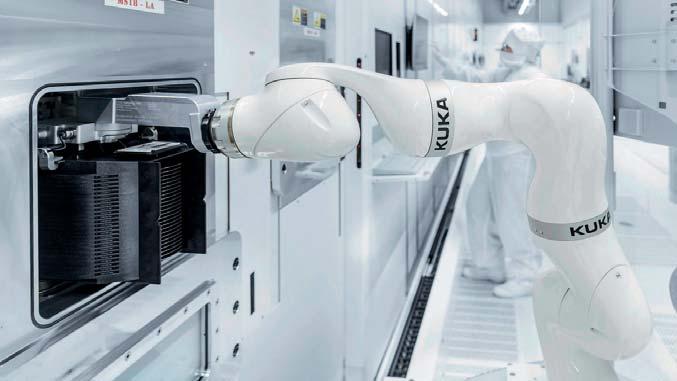
Ameryka

W 2021 r. w obu Amerykach zainstalowano 50 712 robotów przemysłowych, o 31 % więcej niż w 2020 r. Rynek od-
Światowe instalacje robotów przemysłowych (w tys. sztuk)
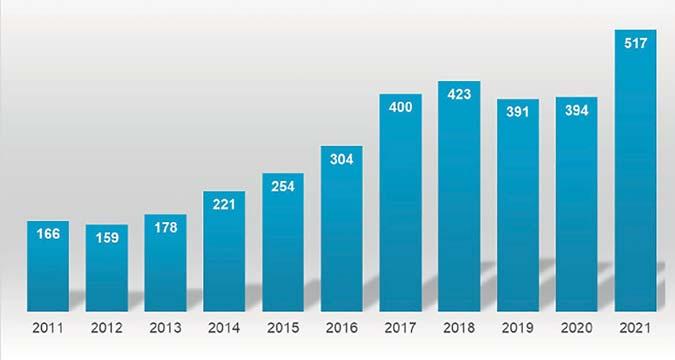
73 1-2/2023 RYNEK
Fot. KUKA
żył po kryzysie spowodowanym pandemią.
Liczba nowych instalacji w Stanach Zjednoczonych wzrosła o 14 % do 34 987 sztuk w 2021 r. (przekroczono poziom sprzed pandemii, który wyniósł 33 378 sztuk w 2019 r., ale nadal był znacznie niższy niż szczytowy poziom 40 373 sztuk w 2018 r. Dominował popyt ze strony branży automotive, z 9782 jednostkami zainstalowanymi w 2021 r. Jednak spadki są tu widoczne od 5 lat, a w 2021 r. zainstalowano o 7 % mniej robotów w stosunku do 2020 r. Instalacje w przemyśle metalowym i maszynowym wzrosły o 66 % do 3814 sztuk w 2021 r., co plasuje tę branżę na drugim miejscu pod względem zapotrzebowania na roboty. W przemyśle tworzyw sztucznych i wyrobów chemicznych zainstalowano 3466 robotów (+30 %) w 2021 r. Przemysł spożywczy wzbogacił swoje zasoby o 25 % więcej robotów, osiągając nowy szczytowy poziom 3402 sztuk w 2021 r. Amerykańska branża robotyki oferuje również rozwiązania higieniczne, które odnotowały wzrost popytu w czasie pandemii Covid-19.
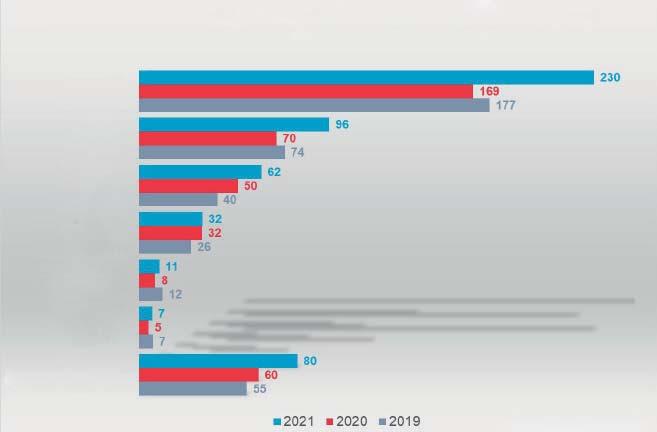
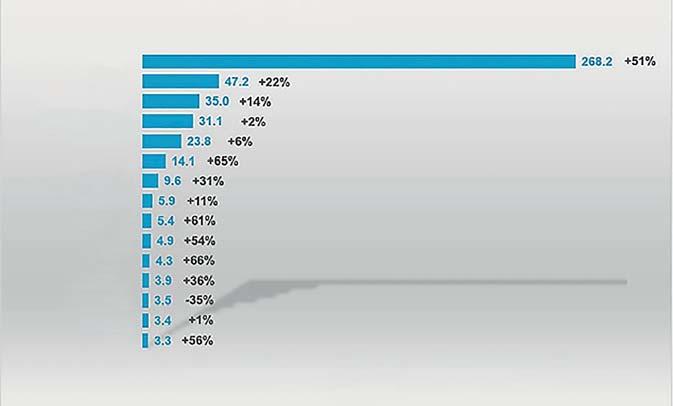
W Stanach Zjednoczonych powołano National Robotics Initiative (NRI) w celu wspierania przez rząd podstawowych badań i rozwoju w dziedzinie robotyki. Program NRI-3.0, ogłoszony w lutym 2021 r., ma na celu badania nad zintegrowanymi systemami robo-
DYREKTOR SPRZEDAŻY W REGIONIE EUROPY

ŚRODKOWO-WSCHODNIEJ, MOBILE INDUSTRIAL ROBOTS
Raport World Robotics 2022 potwierdza, że głównym motorem długofalowych zmian w funkcjonowaniu przedsiębiorstw w Europie będą trudności ze znalezieniem pracowników. Sytuacja ta wymusza na przedsiębiorcach coraz większe poleganie na automatyzacji, dotyczy to również intralogistyki. Widzimy, że po pierwszej fazie sprawdzenia technologii, firmy inwestują w większe floty robotów. Wychodzimy naprzeciw tym oczekiwaniom, dzięki szerokiemu portfolio AMR, w którym znajdują się roboty o udźwigu od 100 kg aż do 1350 kg, co umożliwia dopasowanie robota do potrzeb klienta – od transportu drobnych elementów konstrukcyjnych na hali produkcyjnej po przewożenie dużych ładunków w specjalistycznych magazynach. Optymalne wykorzystanie robotów możliwe jest przy zastosowaniu oprogramowania do zarządzania, jakim jest MiR Fleet.
Rozwój technologii, coraz wyższa świadomość wśród firm na temat możliwości zastosowania robotów mobilnych, wyzwania ze strony rynku pracy, poszukiwanie wyższej elastyczności i nowych źródeł przewag konkurencyjnych – to czynniki, które będą wpływały na wzrosty na rynku robotów mobilnych. Należy się spodziewać, że Polska i inne kraje regionu walnie przyczynią się do prognozowanego przez Międzynarodową Federację Robotyki 40-procentowego corocznego przyrostu nowych instalacji robotów do transportu wewnętrznego do 2025 r.
74 AUTOMATYKA
Chiny Japonia Stany Zjednoczone Korea Połudiowa Niemcy Włochy Tajwan Francja Maksyk Indie Kanada Tailandia Singapur Hiszpania Polska 0 50 100 150 200 250 300
RYNEK
Przenoszenie/obsługa maszyn Spawanie/lutowanie Montaż/demontaż Cleanroom Dozowanie Przetwarzanie Inne/nieokreślone
Światowe instalacje robotów przemysłowych w 2021 r. – 15 największych rynków
Światowe instalacje robotów przemysłowych w 2021 r. wg zastosowań (w tys. sztuk)
PORA NA AUTOMATYZACJĘ INTRALOGISTYKI JESPER SONNE THIMSEN,
NAJWYŻSZA
CORAZ WIĘCEJ KOBOTÓW
DANIEL NIEPSUJ, CHANNEL DEVELOPMENT MANAGER, UNIVERSAL ROBOTS

Wyniki raportu World Robotics 2022 Międzynarodowej Federacji Robotyki (IFR) w zakresie zastosowań przemysłowych pokazują wyraźnie jeden trend: coraz chętniej widzimy w naszych firmach robota. Przedsiębiorcy docenili łatwość, z jaką mogą zmodernizować swoje linie produkcyjne wykorzystując roboty współpracujące. Widzimy to w 50-procentowym wzroście liczby nowych instalacji na całym świecie. W raporcie uwagę zwracają również odsetki instalacji robotów w poszczególnych zastosowaniach – 52 % dla aplikacji związanych z przenoszeniem i 17 % dla spawania. W obydwu tych grupach doskonale sprawdzają się koboty Universal Robots wraz z urządzeniami peryferyjnymi z ekosystemu UR+. Zrobotyzowana paletyzacja oznacza mniej dźwigania i schylania się dla pracowników, a więc znaczącą poprawę ich środowiska pracy, a automatyzacja spawania to powtarzalna jakość, zmniejszenie liczby odpadów i odpowiedź na braki pracowników, które w Polsce występują od 2016 r. Zastosowanie robotów współpracujących oznacza też zwinność produkcji – przeprogramowanie kobota do wykonywania nowego zadania to zazwyczaj kwestia godzin, nie dni. Automatyzacja produkcji umożliwia więc firmom elastyczne reagowanie na zapotrzebowanie rynku.
Wszystkie te dane napawają optymizmem. Duży, 56-procentowy wzrost liczby zainstalowanych urządzeń w Polsce oznacza, że przedsiębiorcy, nauczeni doświadczeniem z czasów pandemii, szukają przewag konkurencyjnych i zapewnienia ciągłości produkcji poprzez automatyzację. Choć poziom nasycenia przemysłu robotami odbiega jeszcze u nas od poziomów z wiodących krajów, to szybko to nadrabiamy, co jest też dobrym prognostykiem dla całej gospodarki.
Światowe instalacje robotów przemysłowych w 2021 r. wg branż (w tys. sztuk)
Metalowa i maszynowa
Chemiczna i tworzyw sztucznych Spożywcza
tów i opiera się na poprzednich programach NRI. Rząd USA wsparł fundusz NRI-3.0 kwotą 14 mln USD w 2021 r. Zachęca do współpracy między naukowcami, przemysłem, rządem, organizacjami non-profit i innymi organizacjami. Na przykład projekt NASA „Moon to Mars” podkreśla cele ustanowienia długoterminowej obecności w pobliżu i na Księżycu. Projekty ukierunkowane są na badania i rozwój technologii, które znacznie zwiększą wydajność robotów, aby wspólnie wspierać eksplorację kosmosu przez ludzi i misje naukowe. Na program księżycowy
Artemis rząd USA planuje przeznaczyć budżet w wysokości 35 mld USD w latach 2020–2024.
Gęstość robotów wzrosła z 255 jednostek w 2020 r. do 274 jednostek w 2021 r., co daje Stanom Zjednoczonym 9. miejsce na świecie. Pod względem rocznych instalacji robotów przemysłowych kraj ten zajął 3. miejsce w 2021 r.
Europa
Instalacje robotów w Europie wzrosły o 24 % do 84 302 sztuk w 2021 r. To nowy szczyt. Popyt ze strony przemysłu
motoryzacyjnego był stabilny, podczas gdy popyt ze strony przemysłu ogółem wzrósł o 51 %. Niemcy, które należą do pięciu głównych rynków robotów na świecie, miały 28 % udziału w całkowitej liczbie instalacji w Europie. Na drugim miejscu znalazły się Włochy z 17 % i Francja z 7 %.
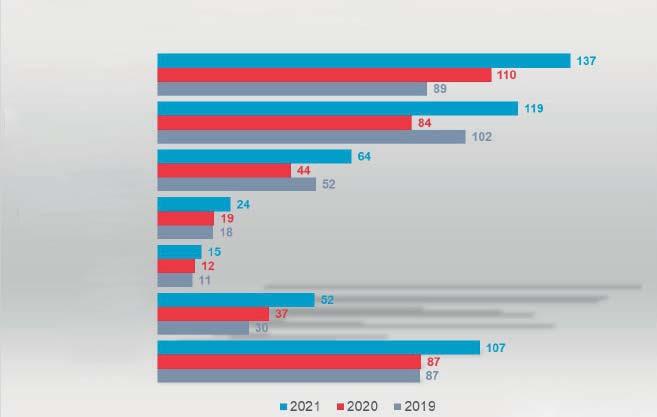
Niemcy – liczba zainstalowanych robotów wzrosła w 2021 r. o 6 %, co przekłada się na 23 777 sztuk. Jest to druga najwyższa roczna liczba instalacji w historii, po szczycie spowodowanym ogromnymi inwestycjami przemysłu motoryzacyjnego w 2018 r. (26 723 sztuki). Liczbę zainstalowanych robotów oszacowano na 245 908 sztuk (+7 %) w 2021 r. Eksport robotów przemysłowych z Niemiec wzrósł o 41 % do 22 870 sztuk, przekraczając poziom sprzed pandemii.
Niemiecka Strategia High-Tech 2025 (HTS) to czwarta edycja niemieckiego programu badawczo-rozwojowego i innowacyjnego z budżetem 345 mln USD. W ramach misji HTS 2025 uruchomiony został program „Kształtowanie technologii dla ludzi”. Program ten ma na celu wykorzystanie zmian technologicznych w całym społeczeństwie i w świecie pracy z korzyścią dla ludzi. Tematyka badawcza to: cyfrowe systemy asystujące, takie jak data glasses, współpraca
75 1-2/2023 RYNEK Elektryczna/elektroniczna Motoryzacyjna
Inne
Nieokreślone
KRAJOWY RYNEK ROBOTÓW NADRABIA DYSTANS
MAREK PETZ, STARSZY SPECJALISTA DZIAŁU SPRZEDAŻY I MARKETINGU

APLIKACJI PRZEMYSŁOWYCH, SIEĆ BADAWCZA ŁUKASIEWICZ –INSTYTUT PIAP
Rynek robotów odnotował znaczny wzrost w 2021 r., należy jednak zauważyć, że jest to wzrost liczony od niższego poziomu w 2020 r., czyli spadku spowodowanego pandemią Covid-19. Nadal głównym zastosowaniem są roboty przemysłowe o znacznym udźwigu, które wyręczają człowieka w najcięższych i najbardziej mozolnych pracach. Najwięcej dotychczas w Polsce zainstalowano robotów w dwóch branżach: automotive oraz tworzyw sztucznych i chemii. Co ciekawe, bardzo dynamiczny rozwój robotyzacji widać w sektorze metalowymi i maszynowym. Ze względu na swoje ograniczone możliwości techniczne (udźwig, zasięg) koboty nadal pozostają niszą. Należy wziąć pod uwagę, że stanowisko z kobotem jest bardziej niebezpieczne niż sam kobot.
Krajowy rynek w 2021 r. odnotował duży wzrost, ale nadal nie osiągnęliśmy średniej europejskiej gęstości robotyzacji, nie wspominając o wiodących krajach w Azji. Choć w przypadku Chin i Japonii, dane mogą być nieco zawyżone, ponieważ przed laty do statystyk wliczano wszystkie roboty niespełniające kryterium trzech osi programowalnych.
Obecnie w Polsce wspomaganie rządowe jest bardzo skomplikowane i niezbyt duże (np. ulga na robotyzację daje zmniejszenie kosztów instalacji jedynie o 9,5 %). W tej chwili czekamy na nowe programy krajowe i regionalne.
człowiek-robot, egzoszkielety wspierające pracowników w ich pracy fizycznej, ale także rozwiązania dla bardziej elastycznej organizacji procesów pracy czy wsparcie pracy mobilnej. Według raportu „World Robotics” IFR, Niemcy są największym rynkiem robotów w Europie. Gęstość robotyzacji tego kraju daje mu 4. miejsce na świecie z 397 jednostkami na 10 000 pracowników przemysłu wytwórczego.
Włochy to drugi co do wielkości rynek robotów w Europie po Niemczech. Głównym motorem wzrostu w latach 2016–2021 był tam przemysł ogólny ze średnią roczną stopą wzrostu na poziomie 8 %.
Zasoby operacyjne robotów we Włoszech obliczono na 89 330 sztuk (+14 %) w 2021 r. Wcześniejsze zakupy w związku z redukcją ulg podatkowych w 2022 r. spowodowały wzrost instalacji robotów o 65 % do nowego rekordowego poziomu 14 083 sztuk w 2021 r.
Francja – rynek robotów zajął trzecie miejsce w Europie w 2021 r. pod względem rocznych instalacji i zapasów operacyjnych, po Włoszech i Niemczech. W 2021 r. instalacje robotów wzrosły o 11 % do 5945 sztuk. Zapasy operacyjne robotów we Francji obliczono na 49 312 sztuk, co stanowi wzrost o 10 % w stosunku do poprzedniego roku.
Wielka Brytania – liczba instalacji robotów przemysłowych spadła o 7 % do 2054 sztuk. Operacyjne zapasy
Światowe instalacje robotów przemysłowych w 2021 r. wg regionów (w tys. sztuk)
robotów obliczono na 24 445 sztuk (+6 %) w 2021 r. To mniej niż jedna dziesiąta niemieckich zapasów. Przemysł motoryzacyjny zredukował instalacje o 42 % do 507 sztuk w 2021 r.
Pomóc w rozwoju robotyzacji w Europie mają środki z Horyzontu Europa – to kluczowy program ramowy Unii Europejskiej w zakresie badań naukowych i innowacji z budżetem 94,30 mld USD na siedem lat (2021–2027). Najważniejsze jego cele to: wzmocnienie bazy naukowej i technologicznej UE i zwiększenie zdolności innowacyjnych Europy. Na dwa pierwsze lata Komisja Europejska zapewniła łączne finansowanie programu prac związanych z robotyką w wysokości 198,5 mln USD.
Robotyzowane branże Nadal największym zainteresowaniem cieszą się duże roboty, które wyręczają człowieka w pracach wymagających wysiłku. Choć udział kobotów wzrósł
o 1 % to nie osiągnął dwucyfrowego wyniku – stanowił 7,5 % wszystkich zainstalowanych jednostek w 2021 r. Do największych odbiorców robotów przemysłowych należą branże elektryczna i elektroniczna, które zwiększyły swój park robotów o 24 % (137 tys.), są jednocześnie na czele jeśli chodzi o poziom robotyzacji wśród wszystkich przemysłów. Drugą na podium jest branża motoryzacyjna z szybkością robotyzacji na poziomie 42 % w 2021 r. (119 tys.). Najwyższą dynamikę wzrostu wykazał sektor metalowy i maszynowy, bo aż 45 % r/r. , co daje w efekcie 64 tys. nowych robotów. Dwucyfrowe wzrosty robotyzacji osiągnął też sektor chemiczny i tworzyw sztucznych – 29 % (24 tys.) oraz spożywczy – 18 % (15 tys.).
Światowe prognozy Po dynamicznym skoku IFR spodziewa się spowolnienia dynamiki wzrostu. Z jednej strony rosnące ceny energii, półproduktów oraz niedobór podzespołów elektronicznych stanowią wyzwanie dla wszystkich gałęzi światowej gospodarki. Z drugiej strony firmy mają sporo zamówień, a popyt na roboty przemysłowe jest najwyższy w historii. IFR oczekuje, że instalacje robotów wzrosną globalnie o 10 % do prawie 570 000 sztuk w 2022 r. a następnie będą rosły średniorocznie po 7 % w latach 2023–2025.
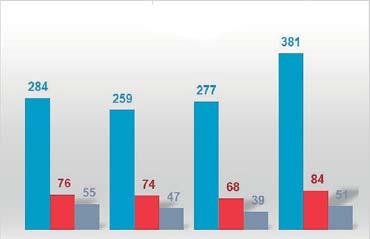
76 AUTOMATYKA RYNEK
2018 2019 2020 2021 Azja/Australia Europa Ameryka
Polska
Duże odbicie popytu
Polska jest wschodzącym rynkiem robotów ze zdywersyfikowaną branżą produkcyjną, co przekłada się na duży potencjał automatyzacji.
Po załamaniu wywołanemu pierwszą falą pandemii w 2021 r. nastąpiło zdecydowane odbicie – liczba zainstalowanych robotów przemysłowych wzrosła o 56 % w 2021 r., dzięki czemu rodzimy rynek znalazł się w gronie piętnastu państw z największą liczbą nowych robotów przemysłowych i na 5. miejscu w Europie. Jest to ogromny skok. Dla porównania w latach 2016–2021 rynek rósł średnio o 15 % r./r. Tym samym w polskim przemyśle przekroczony został próg 20 tys. mechanicznych pracowników (+18 %).
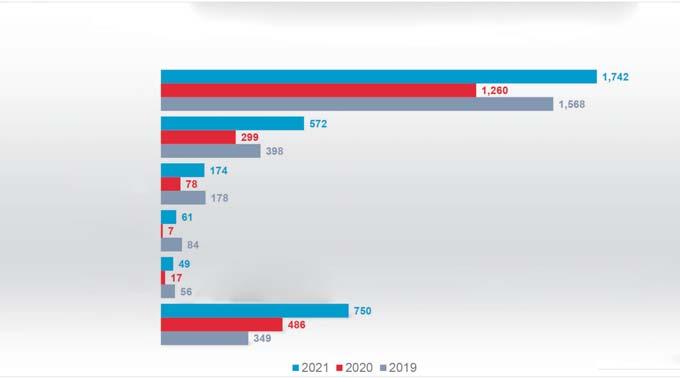
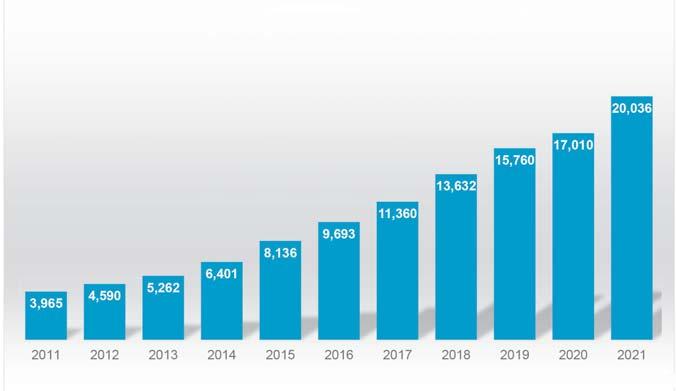
Zapotrzebowanie wg branż Ze wszystkich zainstalowanych w kraju robotów 35 %, czyli 6953 sztuki (+14 %), pracuje w przemyśle motoryzacyjnym, głównie u dostawców części metalowych, gumowych i plastikowych do pojazdów (19 % wszystkich robotów). W przemyśle tworzyw sztucznych i wyrobów chemicznych wdrożono do tej pory 3466 jednostki (+11 %), co odpowiada udziałowi na poziomie 17 %. W przemyśle metalowym i maszynowym liczbę robotów obliczono na 2632 (+24 %), co oznacza udział w wysokości 13 %, z czego najwięcej przypadało na tzw. przemysł wyrobów metalowych (1306 sztuk; +9 %) oraz przemysł maszynowy (920 jednostki; +37 %).
Liderem krajowej robotyzacji jest branża automotive, której zapotrzebowanie wzrosło o 49 % do 847 sztuk w 2021 r. Przyczynili się do niego zarówno producenci samochodów (358 szt., +117 %), jak i dostawcy części (489 szt., +21 %). Popyt ze strony przemysłu metalowego i maszynowego wzrósł o ponad 90 % i przekroczył 500 sztuk. W tym czasie przemysł tworzyw sztucznych i wyrobów chemicznych zainstalował 376 jednostek (+7 %), a segment chemikaliów, farmaceutyków i kosmetyków powiększył swój park robotów o 85 jednostek (+ 55 %). Z kolei segment
gumy i tworzyw sztucznych utrzymał przyrost o 291 jednostek, inwestycje pozostały na poziomie wcześniejszym (–1 %).
Potencjał do wzrostu
Mimo że Polska wysunęła się na pozycję regionalnego lidera pod względem tempa rozwoju robotyzacji (przed Węgrami, Słowacją i Czechami), to nowe instalacje w liczbie 3 300 sztuk są nadal kroplą w morzu potrzeb. Wskaźnik gęstości robotyzacji w Polsce, wynoszący 63 roboty na 10 000 pracowników w przemyśle wytwórczym pozostaje nadal dużo poniżej średniego europejskiego – 141. Niedobory widać wszędzie, także w kluczowym pod względem robotyzacji sektorze automotive. Gęstość robotów w przemyśle motoryzacyjnym rosła średnio o 13 % rocznie w ostatnich pięciu latach. Sumarycznie liczba ta wzrosła ze
133 jednostek w 2016 r. do 247 jednostek w 2021 r., ale nadal jest bardzo niska w porównaniu z przemysłem motoryzacyjnym w większości innych krajów. Podobnie sytuacja wygląda w krajowym przemyśle ogółem (czyli poza motoryzacją), którego wskaźnik gęstości robotyzacji wyniósł 45 (+8 %) w 2021 r. Dla porównania w Niemczech osiągnął wartość 233, w Czechach 81 a na Węgrzech 68. Dane te pokazują, że nadal istnieje duży potencjał rozwojowy.
Prognozy
Mimo że gospodarka polska po pandemii zdążyła odbić to wojna w sąsiedniej Ukrainie osłabiła nastroje w większości gałęzi przemysłu wytwórczego. Do tego doszły rosnące koszty energii i wąskie gardła w dostawach. Według IFR w 2022 r. zmalała liczba zapytań ze strony przemysłu motoryzacyjnego, dlatego popyt na
Krajowe zasoby robotów przemysłowych w latach 2011–2021 (w sztukach)
Przenoszenie/obsługa maszyn
Spawanie/lutowanie
Montaż/demontaż
Przetwarzanie
Dozowanie
Inne/nieokreślone
77 1-2/2023 RYNEK
Roczne instalacje robotów przemysłowych w Polsce wg zastosowań (w sztukach)
roboty jest napędzany przez przemysł ogólny. Dalszego zainteresowania robotyzacją można oczekiwać od przemysłu metalowego. Branża ta cierpi na niedobory pracowników z powodu exodusu ukraińskich robotników, którzy wrócili bronić swojej ojczyzny. W rezultacie stanęła przed koniecznością zautomatyzowania jak największej liczby procesów. Dlatego popyt na roboty będzie nadal rósł w branży metalowej w tempie dwucyfrowym w kolejnych latach, choć 2022 r. może przynieść niższy wynik.
Wydaje się oczywiste, że rozpędzonego pociągu robotyzacji nic nie zatrzyma, a jego wzmocnienia upatruje się w braku rąk do pracy czy w unijnych dotacjach na rzecz cyfryzacji i automatyzacji. Także rząd krajowy przygotował zachęty wspierające robotyzację, takie jak „Ulga na robotyzację” czy „Robogrant dla rozwoju branży meblarskiej”.
Roczne instalacje robotów przemysłowych w Polsce wg branż (w sztukach)
Części samochodowych
Chemiczna i tworzyw sztucznych
Metalowa i maszynowa
Produkcji pojazdów Spożywcza Elektroniczna/ elektrotechniczna

Zarówno dofinansowanie, jak i uproszczenie i usprawnienie konfiguracji oraz instalacji robotów przyczynią się zapewne do obniżenia kosztów robotyzacji i będą zachętami do inwestycji w mniejszych przedsię-

biorstwach, które do tej pory wybierały tradycyjne rozwiązania.
Sylwia Batorska
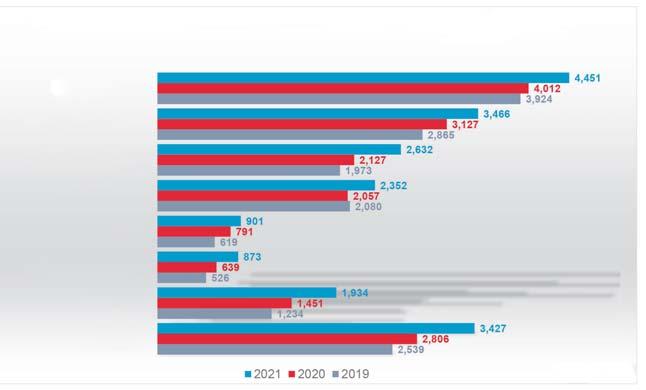
RYNEK
Inne Nieokreślone
REKLAMA
Targi automatica


chcą skutecznie inwestować w technologie przyszłości oraz tych, dla których ważne jest, by ich produkcja stała się szybsza, bardziej elastyczna i bezpieczna. Targi automatica zapewniają wszechstronny przegląd komponentów i systemów automatyki przemysłowej na świecie.
Przedstawiciele wszystkich gałęzi przemysłu znajdą ciekawe rozwiązania dla produkcji. Dotyczy to m.in. takich branż, jak motoryzacja, elektronika, obróbka metalu i plastiku, farmacja, medycyna, przemysł opakowaniowy, lotniczy, spożywczy, chemiczny, logistyka, obróbka drewna i papieru oraz IT.

główne aspekty interakcji między człowiekiem a sztuczną inteligencją oraz udzielą wskazówek, które technologie będą istotne w przyszłości i jakie standardy branżowe będą przeważać.
Kluczowe technologie, wokół których będą skupiały się tegoroczne targi automatica to:
• robotyka przemysłowa i roboty serwisowe,
• technologia montażu i obsługi,
• wizja maszynowa,
• rozwiązania cyfrowe dla inteligentnych fabryk.

Uwaga targów będzie skoncentrowana na najnowszych trendach, rozwiązaniach i technologiach dla automatyki i mechatroniki ze wszystkich gałęzi przemysłu.

Wszechstronny przegląd rozwiązań
Międzynarodowe Targi Inteligentnej Automatyki i Mechatroniki automatica to obowiązkowe miejsce dla wszystkich, którzy
W poprzedniej, pierwszej po pandemii, edycji targów wzięło udział 600 wystawców, których odwiedziło 29 000 gości. Udział zwiedzających spoza Niemiec wyniósł 36 %. W tym roku do dyspozycji uczestników organizator ponownie przeznaczył sześć hal wystawowych o powierzchni 66 000 m2.
W kolejnych sześciu halach równolegle będą się odbywać targi technologii laserowych Laser Word of Photonics.





Wydarzenia towarzyszące
Targom automatica będzie towarzyszył bogaty program ramowy, na który składać się będą konferencje, fora, prezentacje i dyskusje z wybitnymi liderami z obszaru nauki, polityki i świata korporacyjnego, a także parki demonstracyjne. Uczestnicy spotkań będą mieli okazję dowiedzieć się, jak obecne modele robotów wypadają w praktycznych testach. Wiodący międzynarodowi menedżerowie technologii i pionierzy ze świata nauki i przemysłu omówią

Platforma wystawiennicza i dialogowa AI.Society przedstawi fascynujące przypadki użycia i projekty z czterech kluczowych dziedzin: pracy, opieki zdrowotnej, mobilności i środowiska, w tym bliskie spotkania z prototypami i konkretnymi aplikacjami. Zbada też obszary, jakie będą miały największy wpływ na innowacyjne technologie i nowe aplikacje, które przyniosą korzyści w przyszłości. To tylko niektóre z zagadnień, które będą poruszane na licznych forach towarzyszących targom. W Monachium czeka nas zatem duża i atrakcyjna impreza, na której z jednej strony pojawią się stoiska światowych liderów branży automatyzacji i robotyki, a z drugiej bogaty program z licznymi prezentacjami, zapewniający wiedzę o najnowszych osiągnięciach w tej dziedzinie.
Więcej informacji można znaleźć w siedzibie Biura Targów Monachijskich w Polsce, www.targiwmonachium.pl, info@targiwmonachium.pl oraz na stronie: www.automatica-munich.com.










79 1-2/2023 WYDARZENIA Fot. Messe München BIURO TARGÓW MONACHIJSKICH W POLSCE Al. KEN 47 lok.58, 02-797 Warszawa tel. 22 620 44 15 e-mail: info@targiwmonachium.pl www.targiwmonachium.pl W YDARZENIA PROMOCJAi Mechatroniki – automatica, 27 do 30 czerwca 2023 r. Co dwa-
ANALIZA ŚLEDCZA URZĄDZEŃ MOBILNYCH TEORIA I PRAKTYKA
Wydawca: Helion
Nowoczesny telefon komórkowy można zabrać ze sobą wszędzie i skorzystać z niego praktycznie w każdej sytuacji, w zastępstwie komputera stacjonarnego czy laptopa. To sprawia, że na smartfonach gromadzimy coraz więcej danych, często osobistych, jak zdjęcia, filmy, hasła czy karty płatnicze. Jak hakerzy włamują się do naszych urządzeń mobilnych? Z jakiego oprogramowania i z jakich metod w tym celu korzystają? Jakie słabe punkty ma system operacyjny Android, a jakie iOS? W jaki sposób możemy skuteczniej zabezpieczać nasze dane? Czym się zajmuje informatyka śledcza i na jakich przepisach prawa bazuje? To tylko kilka z licznych pytań, na które stara się kompleksowo odpowiedzieć autorka tego podręcznika. Do kogo jest on skierowany? Do każdego, kto korzysta na co dzień ze smartfona. Każdy z nas powinien się uzbroić w podstawową wiedzę dotyczącą zasad bezpiecznego użytkowania urządzeń mobilnych.
BEZPIECZEŃSTWO APLIKACJI MOBILNYCH PODRĘCZNIK HAKERA
OPTYMALIZACJA OPERACJI WYTWÓRCZYCH
Wydawca: Helion
Przed nami kompendium wiedzy o bezpieczeństwie aplikacji mobilnych. Uwzględniono tu problemy charakterystyczne dla platform iOS, Android i Windows Phone, zaproponowano najwłaściwsze strategie zabezpieczenia aplikacji. Wyjaśniono przyczyny podatności aplikacji mobilnych na ataki, opisano też techniki prowadzenia ataku i wykorzystywania luk w zabezpieczeniach. Bardzo dokładnie przedstawiono także strategie obrony i działania, dzięki którym programiści mogą chronić swoje aplikacje. Najciekawsze zagadnienia: – 10 najważniejszych zagrożeń aplikacji mobilnych według OWASP Mobile Security, – analiza aplikacji i identyfikowanie problemów bezpieczeństwa, – ataki typu injection, brute force, XSS, tapjacking i wiele innych, – wykorzystanie inżynierii wstecznej, – mechanizmy obronne w aplikacjach dla poszczególnych platform, – zabezpieczanie aplikacji niezależnych od platformy.

METAŚWIAT
PRAWNE I TECHNICZNE ASPEKTY
Wydawca: Harde
NFT (ang. non-fungible token) to nic innego, jak certyfikat posiadania określonego produktu, dobra bądź udziału. To zasoby cyfrowe, które reprezentują cenne przedmioty kolekcjonerskie, takie jak dzieła sztuki, muzyka i gry lub żetony członkowskie. Mają unikalne szyfrowanie tożsamości, certyfikat jest tworzony i weryfikowany przez tę samą technologię blockchain, co kryptowaluta. Różnią się od kryptowalut. Coraz więcej artystów i przedsiębiorców odkrywa unikalny potencjał, jaki mają tokeny na rynku finansów i sztuki cyfrowej. Giełdy NFT to miejsca, w których spotykają się kolekcjonerzy, inwestorzy i gracze na rynku kryptowalut. A NFT zyskuje na wartości. Jednak w powodzi sprzecznych informacji i mylących rad warto wiedzieć, na co postawić. Wszystko, co powinien na ten temat wiedzieć inwestor, znajduje się w polecanej książce.
80 AUTOMATYKA BIBLIOTEKA
PRZEŁOMOWYCH TECHNOLOGII














81 1-2/2023 WSPÓŁPRACA ASTOR SP. Z O.O. TEL. 12 428 63 00, WWW.ASTOR.COM.PL .............................................................................................................................11 AUTOMATYKAONLINE TEL. 504 126 618, WWW.AUTOMATYKAONLINE.PL ........................................................................................................ 5 AXON MEDIA GROUP TEL. 533 344 700, WWW.AXONMEDIA.PL ......................................................................................................................... 78 BIURO TARGÓW MONACHIJSKICH W POLSCE GRZEGORZ GRABARCZYK TEL. 22 620 44 15, WWW.TARGIWMONACHIUM.PL ..................................................................................................... 79 DRÄGER POLSKA SP. Z O.O. TEL. 22 243 06 58, WWW.DRAEGER.COM ................................................................................................................ 70–71 ELDAR TEL. 77 442 04 04, WWW.ELDAR.BIZ ...................................................................................................................................... 13 EMERSON PROCESS MANAGEMENT SP. Z O.O. TEL. 22 458 92 00, WWW.EMERSONPROCESS.COM .......................................................................II OKŁ., 56–59 FANUC POLSKA SP. Z O.O. TEL. 71 776 61 60, WWW.FANUC.EU .............................................................................................................. I OKŁ., 28–32 FESTO SP. Z O.O. TEL. 22 711 42 71, WWW.FESTO.PL .......................................................................................................................... 17, 60–62 MIĘDZYNARODOWE TARGI POZNAŃSKIE SP. Z O.O. TEL. 61 869 20 00, WWW.GRUPAMTP.PL ............................................................................................................................. 23 JUNGHEINRICH POLSKA SP. Z O.O. TEL. 22 3328800, WWW.JH.PL ......................................................................................................................................... 66–68 NOWY ADRES TEL. 22 826 54 63, WWW.NOWYADRES.PL ..................................................................................................................... 23 PILZ POLSKA SP. Z O.O. TEL. 22 884 71 00, WWW.PILZ.PL .............................................................................................................................41, 48–49 SIEĆ BADAWCZA ŁUKASIEWICZ – PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP TEL. 22 874 00 00, WWW.PIAP.PL .................................................................................. 3, 27, 33, 43, 65, 69, IV OKŁ. TURCK SP. Z O.O. TEL. 77 443 48 00, WWW.TURCK.PL .................................................................................................................... 44–46, 47
Marek Niewiadomski
FIRMA: ASTOR Sp. z o.o. STANOWISKO:

Absolwent studiów na kierunku
Mechatronika ze specjalizacją
Projektowanie Mechatroniczne Akademii Górniczo-Hutniczej w Krakowie. Od prawie 12 lat pracuje w firmie ASTOR, z którą przygodę rozpoczął na trzecim roku studiów w formie praktyk i stażu. Od początku związany z robotyką, najpierw jako serwisant i pomoc techniczna robotów marki Kawasaki oraz Epson, a następnie projektant osprzętu do robotów Kawasaki. W karierze zawodowej stworzył wiele produktów sprzedawanych w Europie, na Bliskim Wschodzie, w Australii, a niedługo także w Stanach Zjednoczonych. Głównie są to pozycjonery spawalnicze o udźwigach od 60 kg do 5000 kg oraz tory jezdne do robotyki przemysłowej. Produkty te weszły do oficjalnego kanału sprzedaży firmy Kawasaki i są brendowane pod tą marką na całym świecie.
Uczestnik wielu konferencji oraz szkoleń, a także mentor w projektach badawczych na uczelniach wyższych. Od 14 lat zajmuje się hobbistycznie robotyką amatorską. W ramach pracy inżynierskiej stworzył wraz z kolegą hexapoda – robota pająka, a w ramach pracy magisterskiej robota typu delta. Dalszy rozwój pasji zaowocował powstaniem wielu innych konstrukcji, m.in. kolejnych wersji robotów typu delta z dodatkowym systemem wizyjnym oraz taśmociągiem, robotów typu SCARA, a także robotów cztero- i sześcioosiowych.
Pasjonat druku 3D. Samouk, który większość wiedzy czerpie z Internetu oraz kanałów naukowych. W 2020 r. w ramach hobby i czasu wolnego stworzył prototyp robota Astorino, skierowanego bezpośrednio do sektora edukacji. Dzięki pomocy firmy ASTOR robot Astorino stał się komercyjnym rozwiązaniem, które trafiło już do wielu szkół i uczelni w Polsce.
Jak sam mówi, największym wyzwaniem w stworzeniu tego robota była część programistyczna. Obecnie firmware ma dziesiątki tysięcy linijek kodu, aby jak najbardziej upodobnić zachowania robota do robotów stosowanych w przemyśle. Na początku 2022 r. para robotów Astorino poleciała do Japonii, do siedziby Kawasaki, w celu ewaluacji przez Japończyków funkcjonalności oraz jakości. Po pozytywnych testach, pod koniec 2022 r. firma Kawasaki Robotics podpisała umowę z firmą ASTOR. Od tego momentu Astorino stał się produktem Kawasaki Robotics i jest oferowane na całym świecie z czego jego twórca jest wyjątkowo dumny. W swojej pracy oraz w życiu stara się trzymać japońskiej filozofii Kaizen oraz Ikigai. Prywatnie mąż i ojciec trójki dzieci. Aktywny użytkownik serwisu społecznościowego Instagram oraz YouTube, gdzie publikuje zdjęcia oraz filmy swoich domowych konstrukcji.
82 AUTOMATYKA Fot. archiwum prywatne
AUTOMATYCZNIE CEJ








































































































































PIAP – NOWY WYMIAR ROBOTYZACJI Myślisz o robotyzacji? Odkryj nowy wymiar robotyzacji Twojej produkcji z PIAP Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 8740 194, 22 8740 442 e-mail: marketing@piap.lukasiewicz.gov.pl www.przemysl.piap.pl Kompleksowa realizacja projektów przemysłowych Zaawansowane zaplecze projektowo-wytwórcze Renomowani dostawcy podzespołów Nowoczesne Centrum Szkoleniowe Ponad 150 inżynierów Przeszło 250 wdrożeń w obszarach automatyki i robotyki Serwis gwarancyjny i pogwarancyjny Ponad 200 robotów zainstalowanych w zakładach produkcyjnych
