What dosage of robotics is needed in the medical sector?
Małgorzata Kaliczyńska redaktor naczelna
Szanowni Państwo,
zbliża się kongres IN.SE.CON, jedno z najważniejszych spotkań ekspertów IT z zakresu cyberbezpieczeństwa w Europie Środkowo-Wschodniej i jedyne w Polsce organizowane przez Ministerstwo Obrony Narodowej. Kongres odbędzie się w dniach 2 i 3 kwietnia 2025 r. na terenie Międzynarodowych Targów Poznańskich. Natomiast już dziś prezentujemy obszerną zapowiedź światowych targów przemysłowych Hannover Messe –relację z Hannover Messe Press Preview 2025. Tym razem wiodącą tematyką będą zrównoważone rozwiązania energetyczne, inteligentna produkcja oraz sztuczna inteligencja w ekosystemach przemysłowych.
Krajem partnerskim będzie Kanada, kraj przodujący w automatyzacji i robotyce, cyfrowych rozwiązaniach i AI, czystej energii (technologie wodorowe), e-mobilności oraz projektach badawczo-rozwojowych. Targi odbędą się w dniach 31 marca – 4 kwietnia 2025 r.
Zapraszamy do zapoznania się ze stałymi formatami redakcyjnymi naszego pisma. Temat numeru poświęcony jest automatyzacji procesów magazynowych. W artykule przeczytamy o tym, jak firmy dzięki zastosowaniu nowoczesnych technologii mogą znacząco zwiększyć wydajność operacyjną, zredukować koszty oraz ograniczyć liczbę popełnianych błędów. Tym działaniom towarzyszy automatyzacja systemów logistyki wewnętrznej, co pozwala zoptymalizować procesy przechowywania, transportu i kompletacji, zwiększając jednocześnie bezpieczeństwo pracy oraz eliminując potrzebę wykonywania niebezpiecznych zadań przez człowieka. Uzupełnieniem tematu są materiały o systemie pick-by-light, innowacyjnym rozwiązaniu optymalizującym procesy w magazynach i centrach dystrybucji. Wciąż kluczową rolę odgrywają systemy RFID, uniwersalne czytniki kodów. Na uwagę zasługują rozwiązania magazynowe bazujące na wózkach AMR oraz AGV. W przeglądzie sprzętu i aparatury wiodącą tematyką są kompaktowe i mobilne urządzenia kontrolno-pomiarowe do pracy w warunkach terenowych. Umożliwiają sprawne zbieranie danych i podejmowanie decyzji w terenie.
Jak w każdym wydaniu miesięcznika polecamy rozmowę, tym razem z dyrektorem zarządzającym na Europę Centralną firmy Exotec. Markus Schlotter przybliża cele i wyzwania spotykane w intralogistyce i nowoczesnych systemach stosowanych w magazynach.
Stałym Czytelnikom działu Prawo i normy polecamy artykuł o roli AI w logistyce. Bardzo ważny jest aspekt przepisów unijnych. Wdrażając rozwiązania AI zgodnie z AI ACT, szczególnie w obszarach zwiększonego ryzyka, a takim są rozwiązania logistyczne, można zoptymalizować wiele procesów, w tym planowanie produkcji i dostaw, przetwarzanie zamówień, zarządzanie magazynem, a także obniżanie kosztów.
Gorąco zapraszam do lektury!
Śruby i nakrętki trapezowe
do budowy układów przesuwu liniowego
Śruby i nakrętki trapezowe są kluczowymi elementami w mechanice i budowie maszyn. Umożliwiają tworzenie mechanizmów śrubowych, służących do zmiany ruchu obrotowego na ruch liniowy. Mechanizmy przesuwu liniowego, budowane w oparciu o śruby i nakrętki trapezowe są niezastąpione w układach napędowych i regulacyjnych wszelkiego typu maszyn i urządzeń.
Najważniejsze cechy:
Doskonała wydajność i trwałość w różnych warunkach pracy
Przenoszenie dużych sił
Niskie opory tarcia
Akcesoria
ELESA+GANTER jest międzynarodową spółką, oferującą najszerszy na rynku zakres standardowych elementów do maszyn i urządzeń przemysłowych. Dla rmy najwyższym priorytetem jest jakość, którą gwarantuje: wysoka niezawodność, perfekcyjna funkcjonalność oraz unikalne wzornictwo oferowanych produktów.
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
Szczegółowe warunki prenumeraty wraz z cennikiem dostępne są na stronie automatykaonline.pl/prenumerata.
Redakcja zastrzega sobie prawo do skracania i modyfikacji nadesłanych materiałów oraz nie ponosi odpowiedzialności za treść reklam i materiałów promocyjnych.
ROZMOWA
Przyszłość logistyki to elastyczność
Rozmowa z Markusem Schlotterem, dyrektorem zarządzającym na Europę Centralną w Exotec
TEMAT NUMERU
O wyzwaniach w intralogistyce i nowoczesnych systemach stosowanych w magazynach rozmawiamy z Markusem Schlotterem, dyrektorem zarządzającym na Europę Centralną w Exotec.
PRZEGLĄD SPRZĘTU
I APARATURY
Jak poprawić precyzję pomiarów w terenie? 48
Przenośna aparatura pomiarowa
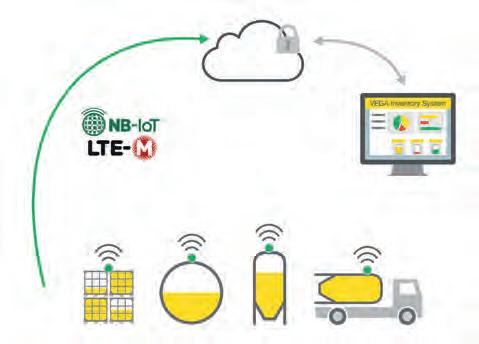
Autonomiczne czujniki VEGA 56
Klucz do IoT w logistyce i produkcji
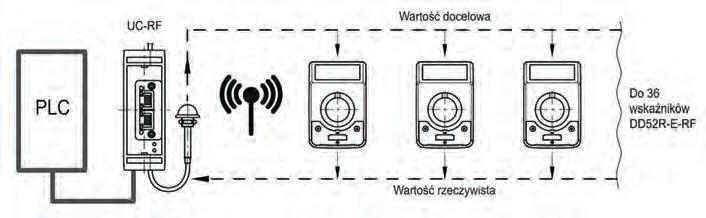
Wskaźniki położenia z komunikacją radiową 58
Nowe oprogramowanie i ulepszone funkcjonalności
RYNEK
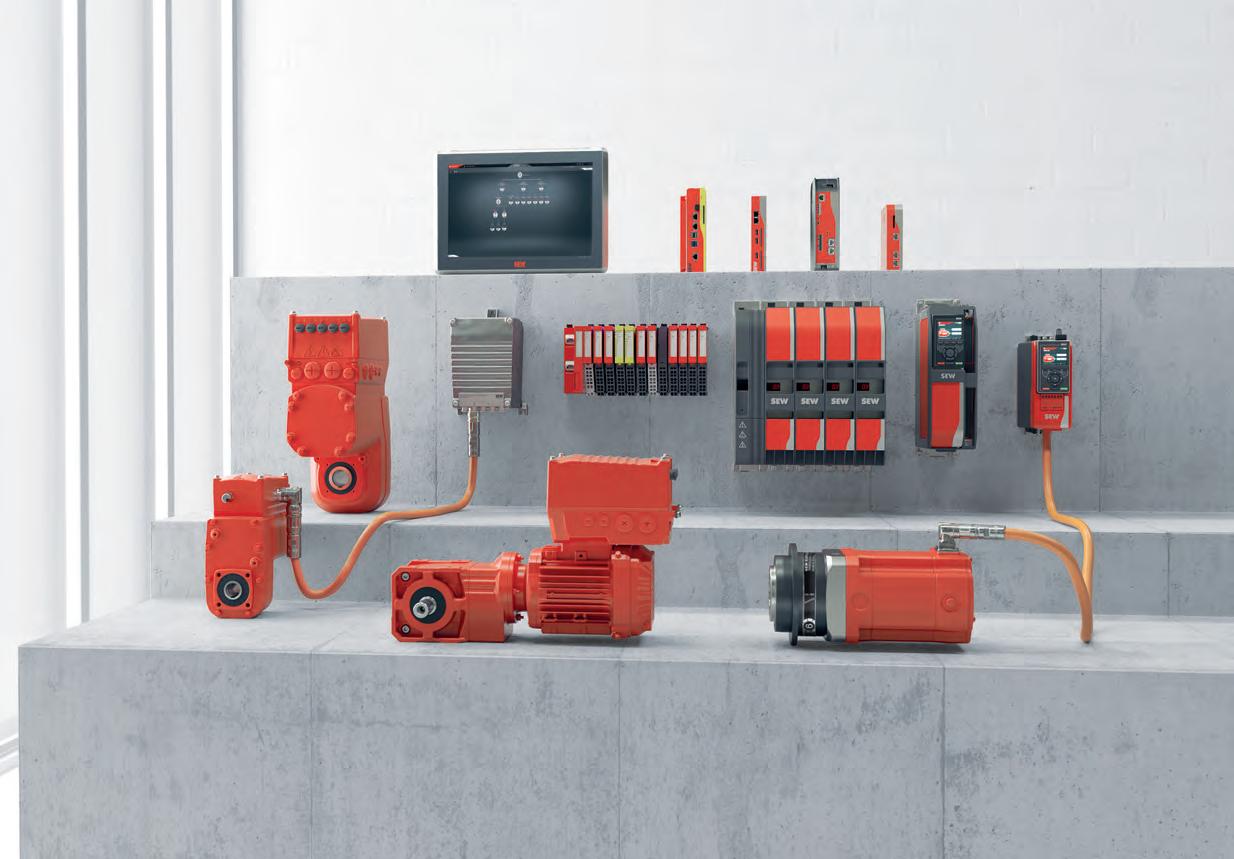
Modułowy system automatyki MOVI-C 60
Jeden system firmy SEW-EURODRIVE, który zmienia wszystko
Metalowa rewolucja na świecie i w Polsce 64
Od starożytnych hut po nowoczesne roboty współpracujące
WYDARZENIA
Innowacje, które napędzą globalny przemysł 68
Przedsmak Hannover Messe 2025
Technologie przyszłości w służbie All Electric Society 72
Co napędza rozwój sektora kosmicznego? 75
Trzecia edycja konferencji SatGisPlan Światowe centrum innowacji w automatyzacji 76
Zapraszamy na targi automatica 2025
Lasery, fotonika i technologie kwantowe w centrum uwagi 77
Firma Exotec rewolucjonizuje logistykę 78
Premiera nowej generacji systemu Skypod
Rewolucja przemysłowa 2025 81
Czwarta edycja konferencji DBR77
PRAWO I NORMY
Sztuczna inteligencja w logistyce 82
Wyzwania prawne w świetle AI ACT
28 AUTOMATYZACJA PROCESÓW MAGAZYNOWYCH
Chyba już dla nikogo nie jest tajemnicą, że dzięki zastosowaniu nowoczesnych technologii, przedsiębiorstwa mogą znacząco zwiększyć wydajność operacyjną, zredukować koszty oraz ograniczyć liczbę popełnianych błędów. Podobnie automatyzacja systemów logistyki wewnętrznej pozwala zoptymalizować procesy przechowywania, transportu i kompletacji, zwiększając również bezpieczeństwo pracy, eliminując potrzebę wykonywania niebezpiecznych zadań przez człowieka. Co więcej przekłada się to na lepszą jakość obsługi klienta zarówno wewnętrznego, jak i zewnętrznego, przy jednoczesnym obniżeniu kosztów operacyjnych.
48 JAK POPRAWIĆ PRECYZJĘ POMIARÓW W TERENIE?
Współczesne prace inżynierskie oraz kontrolne często wymagają wykonywania pomiarów w warunkach terenowych. Wykorzystując kompaktowe i mobilne urządzenia, specjaliści mogą sprawnie zbierać dane i podejmować decyzje w miejscu, w którym się znajdują w danej chwili.
KALENDARIUM
TARGI KIELCE ZYSKAJĄ NOWĄ ODSŁONĘ DZIĘKI FIRMIE STRABAG
18–20.03 Nadarzyn
Międzynarodowe Targi Technologii i Materiałów Budowlanych World of Build Expo warsawexpo.eu
19–20.03 Poznań
Targi Wyposażenia i Technologii Laboratoryjnych Labs Expo labsexpo.pl
Innowacyjnych Technologii Przemysłowych Hannover Messe www.hannovermesse.de
3/2025 4/2025
2-3.04 Poznań
Międzynarodowy Kongres Cyberbezpieczeństwa In.Se.Con insecon.pl
3–4.04 Poznań
Combo – Dyrektywa maszynowa i nowe rozporządzenie (UE) maszynowe – efektywna ocena zgodności i ocena ryzyka maszyn certpartner.pl
8–10.04 Nadarzyn
Międzynarodowe Targi Techniki Pakowania i Opakowań Warsaw Pack
Międzynarodowe Targi Transportu, Spedycji i Logistyki MT TSL
Targi Transformacji
Energetycznej i Technologii Niskoemisyjnych Future Energy Week Poland warsawexpo.eu
23 stycznia 2025 r. Targi Kielce podpisały umowę z firmą Strabag, która zaprojektuje oraz wybuduje nową halę wystawienniczą i przebuduje już istniejącą. Połączona przestrzeń obu obiektów to w sumie ponad 15 500 m² powierzchni użytkowej na parterze i 3000 m² na antresoli. Nowy obiekt w infrastrukturze ośrodka będzie zatem czterokrotnie większy od obecnie największej hali nr 5. Prace mają ruszyć wiosną, po największej wystawie sezonu – targach techniki rolniczej Agrotech.
Projekt zakłada powstanie hali 8 i przebudowę hali 7. Zostaną one po-
DASSAULT SYSTÈMES
Firma Dassault Systèmes ogłosiła podpisanie paktu na rzecz AI (AI Pact).
To nowa inicjatywa Komisji Europejskiej, której celem jest ustanowienie najlepszych praktyk i minimalizowanie ryzyka związanego z użyciem sztucznej inteligencji w Europie, a także wsparcie dla sektora przemysłu w tworzeniu wartości.
Firmy przystępujące do p aktu na rzecz AI zobowiązują się do podjęcia konkretnych działań. W ich skład wchodzi przyjęcie strategii zarządzania stosowaniem sztucznej inteligencji w firmie, a także stworzenie mapy godnych zaufania systemów AI, które są wdrażane w sektorach wysokiego ryzyka. Kolejnym obszarem jest szkolenie pracowników firmy w zakresie odpowiedzialnego korzystania z AI.
– Od 40 lat współpracujemy z naszymi klientami, tworząc naukową reprezentację świata, która łączy sztuczną
łączone, a w miejscu łączenia obiektów wybudowane zostaną antresole z dodatkowymi miejscami restauracyjno-kongresowymi i widokami na przestrzeń ekspozycyjną. Budowla będzie miała 15 m wysokości, 73 m szerokości oraz łącznie ponad 237 m długości. Koszt budowy obiektu nie przekroczy 100 mln złotych.
Prace budowlane rozpoczną się w marcu 2025 r., natomiast hala ma być gotowa pod koniec lipca 2026 r. Jako pierwsi mogliby z niej skorzystać wystawcy Międzynarodowego Salonu Przemysłu Obronnego już we wrześniu 2026 r.
– Jesteśmy przekonani, że wybrany wykonawca rzetelnie wywiąże się z zadania. Przed nami intensywny czas, bo równolegle prowadzimy naszą działalność wystawienniczą –podkreśla dr Andrzej Mochoń, prezes zarządu Targów Kielce.
Źródło: Targi Kielce
inteligencję oraz modelowanie i symulację przez doświadczenia wirtualnych bliźniaków. Te działania przyczyniły się do znacznych postępów w rozwoju zrównoważonych innowacji przemysłowych, chroniąc jednocześnie najbardziej konkurencyjny zasób naszych klientów, jakim jest ich własność intelektualna. Dołączając do AI Pact zobowiązujemy się być siłą napędową odpowiedzialnego wykorzystania sztucznej inteligencji w otwieraniu innowacyjnych możliwości w gospodarce generatywnej – mówi Pascal Daloz, CEO w Dassault Systèmes. Źródło: Dassault Systèmes
WOBIT I SEER ROBOTICS NAWIĄZUJĄ PARTNERSTWO
Firma WObit, dostarczająca rozwiązania z zakresu automatyki przemysłowej oraz SEER Robotics, międzynarodowy lider w dziedzinie sztucznej inteligencji i robotyki, ogłosiły rozpoczęcie strategicznej współpracy. Dzięki partnerstwu portfolio WObit wzbogaci się o przełomowe rozwiązania w zakresie autonomicznych wózków widłowych (AMR) oraz zaawansowanych systemów programistycznych.
Autonomiczne wózki widłowe, które są dostępne w Polsce pod marką MOBOT firmy WObit, zapewniają kompatybilność z istniejącą linią robotów mobilnych AMR/AGV
polskiego producenta. To przełomowe rozwiązanie umożliwia integrację różnych typów robotów w ramach jednego, złożonego procesu technologicznego, co jest kluczowe dla zaawansowanych aplikacji przemysłowych wymagających współpracy wielu jednostek autonomicznych. Partnerstwo WObit i SEER Robotics zapewni polskim przedsiębiorstwom dostęp do sprawdzonych globalnie rozwiązań z zakresu automatyzacji produkcji i magazynów, które zostały już z sukcesem wdrożone przez wiodące koncerny międzynarodowe. Rozszerzone portfolio MOBOT, wzbogacone o autonomiczne wózki widłowe, rewolucjonizuje tradycyjną logistykę wewnętrzną, zwiększając efektywność operacyjną i bezpieczeństwo w zakładach produkcyjnych, magazynach oraz centrach logistycznych.
Źródło: WObit
LPP LOGISTICS ROBOTYZUJE LOGISTYKĘ
LPP Logistics, spółka odpowiadająca za obsługę logistyczną Grupy LPP, zakończyła pierwszy etap robotyzacji swojego największego magazynu e-commerce pod Bydgoszczą. Obiekt o powierzchni 100 000 m², uruchomiony w lipcu 2024 r., został wyposażony w zaawansowane technologie automatyczne oraz rozwiązania oparte na sztucznej inteligencji, które znacznie zwiększają efektywność operacyjną. W fazie pilotażowej obiekt wyposażono w ponad 175 tys. bezobsługowych miejsc składowania, co odpowiada pojemności aż 150 tirów. Z kolei procesy kompletacji i sortowania zasiliło 555 automatycznych robotów, dzięki którym magazyn może obsłużyć do 5000 zamówień internetowych na godzinę.
Magazyn zlokalizowany w gminie Białe Błota w powiecie bydgoskim jest największym obiektem do obsługi e-commerce w sieci polskiego producenta odzieży. Docelowo
będzie to jeden z najbardziej zrobotyzowanych magazynów w sektorze fashion w Europie, z flotą ponad 1400 robotów oraz możliwością składowania nawet 16 mln sztuk asortymentu.
W rezultacie wydajność magazynu wzrośnie do 1 mln sztuk produktów wysyłanych dziennie.
W tym roku planowane jest także wdrożenie rozwiązań robotycznych w magazynie w rumuńskim Bolintin-Deal. Na rozwój infrastruktury magazynowej w 2025 r. Grupa LPP przeznaczy 1 mld złotych.
Źródło: LPP Logistics
PLANY WDROŻENIOWE I ZWROT Z INWESTYCJI
W SZTUCZNĄ INTELIGENCJĘ
Chociaż sztuczna inteligencja jest jedną z najszybciej rozwijających się technologii, to tempo jej wykorzystania w biznesie wyznaczają przede wszystkim możliwości poszczególnych organizacji, a nie postęp technologiczny. W raporcie „State of Generative AI in the Enterprise” firmy doradczej Deloitte większość menedżerów firm wskazało, że w trakcie najbliższych 3–6 miesięcy na pełną skalę zostanie wdrożone nie więcej niż co trzecie testowane narzędzie GenAI. Jednocześnie blisko 75 % badanych organizacji uzyskuje oczekiwany zwrot w przypadku najbardziej zaawansowanych projektów generatywnej AI.
Opracowany przez Deloitte raport pokazuje stan wdrożenia generatywnej AI w przedsiębiorstwach z całego świata. Więk-
szość firm globalnych zamierza koncentrować się na 20 % z prowadzonych obecnie eksperymentów, z których na pełną skalę planują wdrożyć maksymalnie co trzeci. Ta strategia ma umożliwić ocenę, w których obszarach AI może przynieść największą wartość. Jednocześnie 78 % ankietowanych stwierdziło, że ich organizacje planują wzrost nakładów na sztuczną inteligencję w najbliższym roku fiskalnym. 70 % ankietowanych spodziewa się uzyskania zwrotu z inwestycji w generatywną AI w perspektywie 12 miesięcy. Niemal wszystkie badane organizacje, które miały na swoim koncie wdrożenie, odnotowały mierzalny zwrot w inwestycji, a dla jednej piątej przekroczył on poziom 30 %.
Źródło: Deloitte
ROBOTY TARANTULA WESPRĄ WOJSKO POLSKIE
7 marca 2025 r. Łukasiewicz – PIAP podpisał z Ministerstwem
Obrony Narodowej umowę na kwotę około 50 mln zł brutto, zgodnie z którą instytut dostarczy polskiemu wojsku 96 robotów rozpoznawczych Tarantula, z opcją zwiększenia zamówienia do 130 robotów.
W uroczystym podpisaniu umowy w siedzibie Łukasiewicz – PIAP wzięli udział Władysław Kosiniak-Kamysz, wiceprezes Rady Ministrów i minister obrony narodowej, Paweł Bejda i Cezary Tomczyk – sekretarze stanu w Ministerstwie Obrony Narodowej, Artur Kuptel – generał brygady i szef Agencji Uzbrojenia oraz prezes Sieci Badawczej Łukasiewicz Hubert Cichocki i Piotr Szynkarczyk, dyrektor Łukasiewicz – PIAP. Mobilne Bezzałogowe Pojazdy Rozpoznawcze umożliwiają rozpoznanie i penetrację miejsc niedostępnych dla człowie-
ka. Bezzałogowe roboty rozpoznania Tarantula mają zapewnić m.in. prowadzenie rozpoznania w bezpośredniej styczności wojsk, penetrację miejsc niedostępnych dla człowieka, przekazywanie danych z sensorów rozpoznawczych poprzez bezprzewodową transmisję danych audio i wideo do konsoli operatora oraz przemieszczanie się w różnym terenie. Konstrukcja MBPR pozwala także na transport w przedziałach desantowych pojazdów wojskowych oraz przenoszenie przez pojedynczego żołnierza. Źródło: Łukasiewicz – PIAP
PRODUCENCI PRZEZNACZAJĄ CORAZ WIĘCEJ BUDŻETÓW
Rozwój sektora przemysłowego w Polsce wymaga nie tylko strategicznego wykorzystania funduszy i ekspansji w globalnych łańcuchach dostaw, ale także przyspieszenia cyfryzacji. Firmy produkcyjne coraz częściej traktują inwestycje w Przemysł 4.0 jako warunek dalszego wzrostu. Jak wynika z raportu firmy doradczej Deloitte, transformacja cyfrowa stała się priorytetem dla większości producentów, a w 2024 r. aż 30 % budżetów operacyjnych przeznaczono na technologie. Polskie przedsiębiorstwa coraz chętniej inwestują w chmurę obliczeniową i sztuczną inteligencję (AI), które wraz z integracją systemów IT i OT usprawniają zarządzanie danymi. Wzrost znaczenia AI i rzeczywistości rozszerzonej
dodatkowo wspiera automatyzację procesów oraz efektywne szkolenie pracowników, zwiększając konkurencyjność firm. W 2024 r. aż 30 % budżetów operacyjnych przeznaczono na technologie. Autorzy opracowania podkreślają, że na popularności zyskują cyfrowe bliźniaki, które umożliwiają modelowanie scenariuszy oraz symulację i optymalizację procesów przed ich wdrożeniem. Aż 55 % przedsiębiorstw już wykorzystuje narzędzia GenAI, a badania rynkowe wskazują, że ponad 40 % zamierza zwiększyć inwestycje w technologie AI i uczenie maszynowe w ciągu najbliższych trzech lat.
Źródło: Deloitte, foto: pixabay
NOWA EDYCJA KONKURSU „MŁODZI INNOWACYJNI”
Sieć Badawcza Łukasiewicz – Przemysłowy
Instytut Automatyki i Pomiarów PIAP zaprasza absolwentów kierunków ścisłych i technicznych studiów stacjonarnych oraz niestacjonarnych uczelni wyższych na terenie Polski do udziału w XVII edycji konkursu „Młodzi Innowacyjni”. Do 28 marca 2025 r. można nadsyłać prace doktorskie, inżynierskie lub magisterskie napisane w języku polskim, niemieckim lub angielskim, obronione po 1 stycznia 2023 r. Ocenie podlegać będą walory poznawcze, naukowe, a także możliwość praktycznego wdrożenia
wyników prac dyplomowych w automatyce, robotyce lub pomiarach. Zakres tematyczny zgłaszanych do konkursu prac dotyczy takich dziedzin, jak sterowanie, automatyka i automatyzacja procesów; robotyka; metrologia i systemy pomiarowe; czujniki i przetworniki pomiarowe oraz systemy diagnostyki technicznej i kontroli jakości. Wyniki konkursu zostaną ogłoszone 7 maja 2025 r. podczas XXIX konferencji AUTOMATION, która odbędzie się w siedzibie Łukasiewicz – PIAP w Warszawie. Autorzy wybranych prac konkursowych będą mogli przedstawić je w formie prezentacji w trakcie konferencji. Szczegółowe informacje dotyczące zasad konkursu można znaleźć na stronie www.lukasiewicz.gov.pl.
Źródło: Łukasiewicz – PIAP
Renex uzyskał kolejną
licencję IPC, stając się jedynym w Polsce i jednocześnie w E uropie
Środkowo-Wschodniej
Autoryzowanym Centrum Szkoleniowym
IPC w zakresie normy
IPC-A-6012. Tym samym Grupa Renex dołączyła do wąskiego grona kilku ośrodków na świecie uprawnionych do prowadzenia szkoleń i certyfikacji zgodnych z tą normą.
Licencja umożliwia oficjalne szkolenie specjalistów branży elektronicznej w jednym z kluczowych standardów jakości dla obwodów drukowanych. Norma IPC-A-6012 szczegółowo określa kryteria kwalifikacji i akceptacji PCB. Obejmuje szeroki zakres zagadnień, w tym klasyfikację PCB, dobór materiałów, metalizację, lutowalność, oznaczenia, wymagania elektryczne i mechaniczne oraz testy potwierdzające jakość.
Źródło: Renex
BOSCH REXROTH WZMACNIA ZARZĄD
Christina Franke została powołana na stanowisko członkini zarządu w Bosch Rexroth, odpowiedzialnej za zarządzanie produkcją i jakością. Zastąpiła na tym stanowisku 60-letniego Reinharda Schäfera, który pełnił tę funkcję od kwietnia 2019 r.
Christina Franke dołączyła do Grupy Bosch w 2004 r. Wcześniej studiowała budowę maszyn i zarządzanie przedsiębiorstwem w Saarbrücken, gdzie uzyskała doktorat z inżynierii. Do jej obowiązków w firmach Bosch i Bosch Rexroth w Niemczech i Chinach należały zakupy, inżynieria, badania i rozwój oraz produkcja. Do firmy Bosch Rexroth dołączyła jako kierowniczka ds. rozwoju działu technologii montażu, a w 2024 r. objęła stanowisko szefowej działu techniki przemieszczeń liniowych z siedzibą w Schweinfurcie.
Źródło: Bosch Rexroth
STRATEGICZNA WSPÓŁPRACA IT VISION I DSR 4FACTORY
IT Vision w ramach współpracy z DSR 4FACTORY zaprasza przedsiębiorstwa produkcyjne na bezpłatne konsultacje biznesowe. – Współpraca z DSR 4FACTORY przyniesie wymierne korzyści przede wszystkim naszym klientom. Wiodący system ERP Microsoft, który zapewni dostęp do najnowszych funkcji i bezpieczeństwo globalnej marki, uzupełniony o specjalistyczne rozwiązania produkcji wsparte wieloletnim doświadczeniem praktycznym pomoże naszym klientom osiągnąć przewagę konkurencyjną, zapewniając automatyzację na najwyższym poziomie. Chcemy ułatwić firmom produkcyjnym skuteczną digitalizację i rozwój. Dzięki naszej współpracy z DSR 4FACTORY znajdą one w jednym miejscu kompleksową ofertę, a także ekspercką, aktual-
ną wiedzę na temat rozwiązań w branży –mówi Paweł Prymakowski, CEO w IT Vision. Dzięki połączeniu doświadczenia obu firm przedsiębiorstwa produkcyjne mogą liczyć na unikalne rozwiązania z zakresu systemów ERP, a także pełny ekosystem narzędzi wspierających produkcję, takich jak APS, MES, SFC czy CMMS. Oprócz wdrożenia systemów, oferowane są również profesjonalne analizy i doradztwo. – Nasza współpraca to coś więcej niż wdrożenia – to pełne wsparcie dla firm produkcyjnych, dostosowane do ich unikalnych potrzeb i wyzwań i z jasno określonym celem i wymiernym efektem biznesowym – dodaje Piotr Rojek, CEO w DSR 4FACTORY.
Źródło: DSR
ROZSTRZYGNIĘCIE ZAWODÓW ROBO CHALLENGE
5 i 6 marca 2025 r. w siedzibie firmy FANUC Polska we Wrocławiu odbyła się czwarta edycja Robo Challenge. Projekt Robo Challenge to pier wsze w Polsce profesjonalne zawody w programowaniu robotów przemysłowych. Udział w wydarzeniu wzięło 13 drużyn reprezentujących integratorów oraz uczelnie techniczne z całego kraju. Rywalizowali oni na 20 specjalnie przygotowanych aplikacjach konkursowych. Każda z nich odzwierciedlała inny, istotny z punktu widzenia przemysłu, proces produkcyjny występujący w firmach różnych branż.
W kategorii Integratorzy wygrał zespół ARM Robotics. Drugie miejsce zajęła spółka Procom System, a na ostatnim stopniu podium stanęła firma KISIELEWSKI Company.
W kategorii wyższych uczelni technicznych zwyciężył zespół AGH University of Krakow. Miejsce drugie zajęła Politechnika Krakowska im. Tadeusza Kościuszki, a miejsce trzecie Politechnika Opolska.
Z okazji tak specjalistycznego spotkania skorzystało ponad 300 gości z całej Polski. Oprócz przedstawicieli biznesu były również delegacje lokalnych szkół technicznych, m.in. z Łodzi, Krakowa oraz Ostrowa Wielkopolskiego, a także instytucji związanych z szeroko pojętą technologią.
W trakcie wydarzenia odbywała się konferencja, podczas której omówione zostały ważne i aktualne dla branży tematy, takie jak IA w przemyśle, przygotowanie firmy do robotyzacji oraz realne potrzeby zakładów produkcyjnych vs. technologia. Poruszone zostały też bardzo aktualne i ważne tematy związane z biznesowymi aspektami automatyzacji przedsiębiorstw produkcyjnych, zjawisku długu technologicznego czy doskonałości produkcyjnej.
Źródło: Robo Challenge
POLPHARMA CYFRYZUJE PROCESY Z WYKORZYSTANIEM TECHNOLOGII FIRMY SIEMENS
Zakłady Farmaceutyczne Polpharma – jeden z czołowych, polskich producentów wyrobów farmaceutycznych – rozpoczynają wdrożenie zaawansowanego systemu klasy MES –Opcenter Execution Pharma. Rozwiązanie Siemensa usprawni procesy kontroli przepływu produktów i ich jakości oraz umożliwi digitalizację raportów produkcyjnych. Wdrożenie ma się zakończyć do 2028 r.
W ramach współpracy Siemens dostarczy do zakładów w Sieradzu, Starogardzie, Nowej Dębie i Duchnicach licencje, usługi inżynieryjne (wdrożenie), szkolenia dla zespołu oraz wsparcie aplikacyjne i powdrożeniowe. System Opcenter Execution Pharma zapewni kontrolę nad przebiegiem procesów
oraz umożliwi skrócenie czasu zwolnienia serii produkcyjnych. Dzięki chmurowej architekturze rozwiązania pracownicy Polpharmy będą mieli dostęp do systemu z dowolnego miejsca w czasie rzeczywistym. Istotną korzyścią wdrożenia systemu jest niemal całkowita eliminacja papierowej dokumentacji raportów serii i zastąpienie ich zapisem elektronicznym.
Źródło: Siemens
PREFABRYKACJA SZAF
STEROWNICZYCH BEZ
TAJEMNIC
Firma Phoenix Contact zachęca do odwiedzin w jej Centrum Efektywnej Prefabrykacji Szaf Sterowniczych, aby poznać zoptymalizowany proces produkcji tego rodzaju szaf, z wykorzystaniem oprogramowania, dedykowanych urządzeń i stanowisk roboczych. Inżynierowie firmy pokażą, jak działa kompleksowo ułożony efektywny proces produkcji szaf sterowniczych od projektu po gotowy produkt. Grupa docelowa to producenci szaf sterowniczych i elektrycznych, w tym dyrektorzy, kierownicy, liderzy, brygadziści i menedżerowie produkcji, menedżerowie utrzymania ruchu, inżynierowie produkcji, specjaliści Lean i specjaliści przygotowania produkcji. Zwiedzanie jest bezpłatne, a dostępne terminy można sprawdzić na stronie www.phoenixcontact.com.
Źródło: Phoenix Contact
SYNERGIA DZIĘKI PRZEJĘCIU
Spółka TT PSC Germany, należąca do Transition Technologies PSC –globalnego integratora rozwiązań IT, przejęła niemiecką firmę x-Info Wieland Sacher (x-Info), specjalizującą się w analizie danych oraz rozwiązaniach produkcyjnych dla sektora motoryzacyjnego. Transakcja wyznacza strategiczny kierunek ekspansji cyfrowych rozwiązań produkcyjnych i wzmocni obecności TT PSC na r ynkach niemieckojęzycznych, w szczególności w branży motoryzacyjnej. TT PSC Germany będzie mogła poszerzyć możliwości działania na strategicznych rynkach Niemiec, Austrii i S zwajcarii (region DACH – jeden z najsilniejszych rynków gospodarczych i motoryzacyjnych w Europie). Firmy planują wzmocnić pozycję w branży motoryzacyjnej przez oferowanie kompleksowej integracji procesów, innowacyjnych technologii oraz dopasowanych do lokalnych potrzeb rozwiązań.
Źródło: Transition Technologies
AVEVA
DWÓCH FIRM
W dniach 4 i 5 marca 2025 r. odbyła się konferencja AVEVA Digital Transformation Days, która zgromadziła liderów przemysłu, ekspertów cyfryzacji oraz przedstawicieli kluczowych sektorów gospodarki. Wydarzenie było okazją do świętowania 30-lecia obecności AVEVA w Polsce, od wprowadzenia legendarnego Wonderware InTouch, po dzisiejsze zaawansowane rozwiązania AVEVA oparte na sztucznej inteligencji i analityce danych. Podczas konferencji uczestnicy mieli okazję spotkać liderów branży, wymienić doświadczenia oraz poznać najnowsze trendy i rozwiązania cyfryzacyjne. Wydarzenie zgro-
madziło czołowych ekspertów, którzy omówili strategie i technologie wspierające transformację cyfrową oraz podzielili się historiami sukcesów firm z różnych sektorów.
Konferencja obejmowała liczne prelekcje, prezentacje technologii oraz panel dyskusyjny „Transformacja cyfrowa – jak robić to dobrze?”, w którym udział wzięli przedstawiciele firm Volkswagen, Ukrenergo, ASTOR i AVEVA.
Ważnym elementem konferencji był jubileusz 30-lecia współpracy ASTOR z AVEVA. – „Jeśli chcesz iść szybko, idź sam. Jeśli chcesz zajść daleko, idź razem” – te słowa doskonale oddają naszą filozofię współpracy w Polsce. Z dumą myślimy o tym, co razem osiągnęliśmy. W przyszłość patrzymy z ciekawością i motywacją – podkreśla Jarosław Gracel, prezes ASTOR.
Źródło: ASTOR
PIERWSZA SZKOŁA Z ROBOTEM ASTORINO W RAMACH PROGRAMU„ROBOTY DO SZKÓŁ”
Zespół Szkół Technicznych im. kmdra Antoniego Garnuszewskiego w Tczewie to pier wsza szkoła, która dzięki wsparciu firm ASTOR i Flex otrzymała robota edukacyjnego. Uroczystość przekazania stanowiska edukacyjnego z robotem Astorino odbyła się 5 lutego 2025 r.
– Szkoła techniczna XXI wieku nie może odejść od technologii, od przemysłu. Dzięki temu, że funkcjonujemy w przestrzeni Specjalnej Strefy Ekonomicznej, w której siedziby mają zaawansowane technologicznie firmy, nie możemy nie rozwijać się w tym kierunku. Uczniowie mają szansę zdobywać wiedzę w sposób nowoczesny, ucząc się na sprzęcie rzeczywiście sto-
sowanym w przemyśle – mówi Czesław Roczyński, dyrektor ZST w Tczewie. Współczesna edukacja techniczna napotyka wiele wyzwań, takich jak brak dostępu do odpowiednich narzędzi dydaktycznych czy wysoki koszt sprzętu. Astorino, robot edukacyjny wymyślony i produkowany w Polsce, dzięki zastosowaniu technologii druku 3D w konstrukcji i osprzęcie, stanowi rozwiązanie tych problemów. Jest bezpieczny, przyjazny użytkownikom i łatwy w obsłudze. Może być uzupełniany o chwytaki, taśmociąg czy podajnik przedmiotów, co pozwala na tworzenie własnych aplikacji i symulacji procesów przemysłowych. Źródło: ASTOR
FARMA FOTOWOLTAICZNA W MIŁKOWICACH ROZPOCZĘŁA PRODUKCJĘ ENERGII
Amazon ogłosił uruchomienie farmy fotowoltaicznej w Miłkowicach. Dotychczas Amazon wsparł w Polsce cztery projekty energii odnawialnej, w tym słoneczne i wiatrowe. Szacuje się, że łącznie dostarczą one ponad 140 MW mocy energii bezemisyjnej.
Projekty słoneczne i wiatrowe, w które angażuje się Amazon, stanowią strategiczną inicjatywę, mającą finalnie na celu realizację zobowiązania zawartego w Deklaracji Klimatycznej, zgodnie z którym do 2040 r. wszystkie operacje firmy mają osiągnąć zerową emisję CO2 netto.
– Ogromnym optymizmem napawa mnie fakt, że nasza firma bierze udział w projektach, które nie tylko pomagają zrównoważyć energią odnawialną wykorzystanie energii
elektrycznej przez nasze operacje, ale także przyczyniają się do szerszych zmian w polskim sektorze energetycznym – komentuje Sławomir Płonka, dyrektor regionalny ds. operacji Amazon w Europie Środkowo-Wschodniej. Pozostałe projekty OZE z udziałem Amazon w Polsce obejmują elektrownie wiatrowe zlokalizowane w Jastrowiu i Okonku, a także instalację fotowoltaiczną na dachu zrobotyzowanego centrum logistycznego Amazon w Świebodzinie.
Źródło: Newseria
KOMSA POLAND PRZEDSTAWICIELEM MARKI
SOTI W POLSCE
NAJPOPULARNIEJSZE NARZĘDZIA CYFROWE W FIRMACH PRZEMYSŁOWYCH
KOMSA Poland nawiązała strategiczną współpracę z kanadyjską firmą SOTI, światowym liderem w tworzeniu innowacyjnych rozwiązań upraszczających zarządzanie mobilnością i technologiami IoT. Na mocy umowy KOMSA stała się przedstawicielem marki w Polsce. Firma SOTI działa na globalnym rynku od ponad 25 lat. Ma oddziały w takich krajach, jak Australia, Japonia, Indie, Szwecja, Irlandia, Wielka Brytania czy Zjednoczone Emiraty Arabskie. Jej flagowym produktem jest platforma MDM – SOTI ONE. Korzystają z niej przedsiębiorstwa z branży transportowej, magazynowej, logistyki i retailu. – Współpraca z SOTI to dla nas kluczowy krok w rozszerzaniu oferty o zaawansowane rozwiązania do zarządzania mobilnością i IoT. Dzięki platformie SOTI ONE nasi partnerzy zyskają dostęp do narzędzi, które zwiększą efektywność ich operacji mobilnych, zapewniając jednocześnie bezpieczeństwo, niezawodność i redukcję kosztów operacyjnych. Mogą w pełni wykorzystywać smartfony, tablety, wearables, terminale POS, kioski, skanery i wiele innych – mówi Monika Czech, Product Sales Manager w KOMSA Poland.
Źródło: Newseria
UBEZPIECZENIE
DLA WÓZKÓW WIDŁOWYCH
– ZMIANA PRZEPISÓW
Wózki widłowe podlegają ubezpieczeniu
OC. Do niedawna ten obowiązek dotyczył wyłącznie wózków wprowadzonych do ruchu drogowego. Oznacza to, że wózek musiał wjechać lub zostać wprowadzony na drogę publiczną, do strefy zamieszkania lub strefy ruchu. Jednak nowelizacja ustawy o ubezpieczeniach obowiązkowych wprowadziła nową definicję ruchu, która istotnie wpływa także na posiadaczy wózków widłowych. –Od 6 listopada 2024 r. wprowadzenie pojazdu do ruchu oznacza każde użycie pojazdu mechanicznego zgodne z jego funkcją jako środka transportu, niezależnie od jego cech i terenu, na którym jest używany oraz niezależnie od tego, czy jest on nieruchomy, czy znajduje się w ruchu. Wprowadzone zmiany nie przewidują żadnego formalnego wyjątku. Wózek widłowy powinien być zatem objęty takim ubezpieczeniem od momentu wprowadzenia do ruchu niezależnie od tego, gdzie będzie pracował – mówi Maurycy Kieruj, prawnik w TC Kancelarii Prawnej.
Źródło: TC Kancelaria Prawna
Jak pokazują wyniki najnowszego badania „Cyfryzacja polskich przedsiębiorstw przemysłowych” firmy Autodesk, transformacja cyfrowa jest kluczem, który pozwala firmom przemysłowym na rozwój i utrzymanie dobrej pozycji na r ynku. W badaniu wzięło udział 200 przedsiębiorstw. Autorzy raportu dokonali przeglądu narzędzi cyfrowych najchętniej używanych przez polski sektor przemysłowy. W czołówce znalazły się automatyzacja linii produkcyjnej, druk 3D, ERP i PLM, oprogramowanie obniżające koszty prototypowania i wprowadzania nowych produktów oraz sztuczna inteligencja.
Wprowadzenie rozwiązań cyfrowych w firmach przemysłowych przynosi wymierne korzyści na wielu płaszczyznach. Najważniejsza to poprawa ogólnej efektywności procesów produkcyjnych, na którą wskazało aż 92 % przedstawicieli firm przemysłowych w Polsce. 87 % respondentów potwierdziło, że wdrożenie rozwiązań cyfrowych w ich firmach przełożyło się na wzrost przychodów.
Najpoważniejszą przeszkodą w dążeniu do cyfryzacji przedsiębiorstw w Polsce pozostają kwestie finansowe. Aż 55 % respondentów wskazało brak funduszy jako główną przeszkodę. Dodatkowo 47 % ankietowanych uznało za barierę w cyfryzacji niekorzystne rozwiązania podatkowe i przepisy.
Źródło: Newseria
DRUKARKA KART SIGMA
DS2C/USB/ETHERNET/DUPLEX CLOUD
DS2C to nowoczesne urządzenie od Entrust, zaprojektowane z myślą o maksymalnej wygodzie użytkowania. Dzięki funkcji zdalnego druku eliminuje potrzebę podłączania do komputera i instalowania sterowników, a obsługa wydruku z urządzeń mobilnych sprawia, że praca staje się jeszcze bardziej intuicyjna. Model ten wykorzystuje dedykowane taśmy kompatybilne z drukowaniem w chmurze, co czyni go innowacyjnym rozwiązaniem dla nowoczesnych przedsiębiorstw.
Sigma DS2 oferuje intuicyjną obsługę i pełną integrację z systemami Windows, Android oraz iOS, umożliwiając drukowanie w chmurze. Za pomocą smartfona można monitorować status urządzenia, zamawiać materiały eksploatacyjne, prze-
MAGAZYN ENERGII EC-50&100
Magazyn energii EC-50&100 to hybr ydowe rozwiązanie „all-in-one” do inteligentnego zarządzania mocą w przypadku firm i instalacji fotowoltaicznych (PV). Za sprawą solidnej obudowy, gwarantowana jest dostateczna, wysoka odporność na warunki zewnętrzne, zadana stopniem ochrony IP54, który przyznany jest opisywanemu magazynowi. Związana z nim pojemność znamionowa osiąga wartość 100 kWh. Zintegrowany system przeciwpożarowy przekłada się wprost na wysoki poziom bezpieczeństwa.
prowadzać aktualizacje oprogramowania oraz kontaktować się z pomocą techniczną. Drukarka została wyposażona w regulowane oświetlenie LED i jest dostępna w dwóch wersjach – obsługujących druk jednostronny lub dwustronny (z opcją rozszerzenia). Możliwa jest także instalacja koderów kart magnetycznych, chipowych i zbliżeniowych. Ochronę danych zapewniają zaawansowane protokoły bezpieczeństwa TLS/SSL oraz moduł TPM, a informacje nie są przechowywane po zakończeniu procesu drukowania. Dodatkowo możliwość zastosowania laminatu z hologramem skutecznie zabezpiecza karty przed fałszerstwem.
Źródło: Koncept-L
Bazujący na innowacyjnych bateriach LiFePO4 magazyn energii EC-50&100 charakteryzuje się znaczącą wydajnością prądową – przy wyjątkowo długim czasie użytkowania i sporej żywotności, która jest liczona w minimum tysiącach cykli
ładowania/rozładowania dla przywołanych bate rii. Czytelny wyświetlacz LCD, wchodzący w prezentowanego magazynu, pozwala na dzenie pracy EC-50&100 w czasie, a system zarządzania obejmuje platformę Cloud obok odrębnego modułu sterującego, które ra zem optymalizują pracę urządzenia. Zapewnione są przy tym różne, ważne funkcjonalności, którymi w szczególności są: adaptacyjna regulacja napięcia sieciowe go czy nieprzerwana w czasie kontrola wartości wspóczyn nika zniekształceń harmonicznych (THD). Gromadzenie po kaźnych ilości energii jest z założenia wliczone w magazynu energii EC-50&100.
Źródło: Proton Polska
PRZYCISKI POJEMNOŚCIOWE Z RODZINY SERIES10
Przyciski z rodziny series10 łączą w sobie nowoczesne wzornictwo z możliwościami swobodnej konfiguracji za pośrednictwem interfejsu IO-Link. Te stosowane m.in. w robotach i maszynach elementy, produkcji CAPTRON Electronic, zapewniają elastyczną integrację z dowolnymi środowiskami sieciowymi i są dostępne w trzech wariantach: Standard, Sainless Stell i Hygienic, dostosowanych pod wszelakie potrzeby współczesnego przemysłu, szczególnie Industry 4.0.
ręcznie (zgodnie z preferencjami użyt kowników).
Dzięki oryginalnej koncepcji podświetlenia, dobór pożądanych kolorów dla przycisków z rodziny series10 odbywa się spośród 16 milionów odcieni. W zależności od rzeczywistych warunków oświetlenia, poziomy jasności w prezentowanych przyciskach są zmieniane automatycznie albo
Zapewniona jest także optymalna widoczność podzespołów, rem bocznym punktom świetlnym. Ża den z przycisków nie aktywuje się padku styczności z wodą, doszło jedynie do zachlapania nią. Przyciski mogą mieć na niesione wszelkiego rodzaju symbole. Cechuje je stopień ochrony IP69K łącznie z odpornością na IK08, z zasady wymaganymi dla różnych środowisk przemysło wych. Wspomniane na początku warianty można z zmodyfikować m.in. o poziomy czułości, minimalne czasy załączenia lub sposoby aktywacji, a wchodzące w ich skład przyciski są łatwe w czyszczeniu i konserwacji.
Źródło: CAPTRON Electronic
AMORFICZNE KRZEMOWE OGNIWA SŁONECZNE
Ogniwa z krzemu amorficznego (a-Si) mają znacznie wyższy współczynnik absorpcji w zakresie widzialnym (od 380 nm do 740 nm) niż ogniwa z krzemu krystalicznego i dlatego mogą być produkowane jako znacznie cieńsze. Są one dostępne na podłożach takich jak szkło, elastyczna folia z tworzywa sztucznego lub stal nierdzewna. Ogniwa Amorton rozwijają swoją pełną moc w pomieszczeniach lub w warunkach słabego oświetlenia. Mogą generować stabilną energię nawet przy sztucznym oświetleniu, gdzie krystaliczne ogniwa słoneczne często ulegają awarii.
Najnowsza seria ogniw słonecznych Amorton AMG-1401C i AMG-1701C charakteryzuje się niemal idealną czarną po
DWUPORTOWY MODUŁ ROUTERA 705041
Dwuportowy moduł routera rozszerza jednostkę centralną systemu automatyki JUMO variTRON o dwa wyjścia magistrali systemowej. W ten sposób magistrala systemowa może być przekazywana do modułów routera trójportowego (705042) na innych szynach DIN w tej samej lub w innych szafach sterowniczych w odległości do 100 m. Umożliwia to dystrybucję modułów wejść i wyjść oraz decentralizację systemu automatyzacji
W ramach pojedynczego systemu JUMO variTRON, istnieje możliwość użycia maksymalnie 30 modułów dwuportowego routera 705041. Największa odległość, która może dzielić dwa moduły routera, wynosi 100 m, przy wbudowanych diodach LED, które służą do sygnalizacji: napięcia zasilania oraz stanu pracy modułu. Jest to produkt zinte
METALOWE OBUDOWY ELEKTRYCZNE FIRMY SAKS-POL
Firma SAKS-POL oferuje szeroką gamę metalowych obudów elektrycznych, którym przyznano kluczowe certyfikaty branżowe, wliczając te nadawane przez Biuro Badawcze ds. Jakości BBJ-SEP. Charakteryzuje je wysoka jakość wykonania, przy równoczesnym spełnianiu zasadniczych wymogów stawianych rozdzielnicom nN (o napięciach pracy do wartości 1 kV) na terenie Polski. Obudowy opisuje wytrzymałość mechaniczna w połączeniu z doskonałej klasy blachami, które są ocynkowane i odporne na działanie kwasów stężonych, bez względu na sytuację. Zaawansowane technologicznie obudowy, z jednej strony metalowe, a z drugiej elektryczne, stają się powszechnym standardem w przypadku rozwiązań z branży napięć niskich (nN). Niezależnie od tego gdzie obudowy firmy SAKS-POL
są stosowane, ich zewnętrzna powierzchnia pokrywana jest specjalnym lakierem, który w skuteczny sposób zapobiega zjawisku korozji i jest barwiony według wymagań klienta. Tego rodzaju lakier zapobiega oddziaływaniu różnych czynników zewnętrznych. W praktyce jest to lakier proszkowy, na który można nałożyć również specjalną warstwę środka antygraffiti, bez obaw, że pożądane kolory obudów nie będą zachowane – transparentność tego środka jest bowiem zapewniona. Zabezpieczona nim powierzchnia z łatwością może zostać dostosowana do otoczenia, a do tego oferowane są również rozwiązania, które pozwalają uchronić metalowe obudowy elektryczne przed innymi zabrudzeniami.
Źródło: SAKS-POL
OPTYMALIZACJA ŁĄCZNOŚCI ZDALNEJ DLA DUŻYCH
FLOT MASZYN
Dzięki wprowadzeniu usług Ewon Cloud i Ewon Edge, HMS Networks umacnia swoją pozycję w obszarze przemysłowej łączności zdalnej, zapewniając skalowalne i bezpieczne rozwiązania dla firm zarządzających dużymi parkami maszyn. Nowa oferta łączy ugruntowaną wiedzę specjalistyczną HMS Networks z podejściem skoncentrowanym na kliencie, umożliwiając operatorom usprawnienie monitorowania maszyn i maksymalizację wydajności operacyjnej.
Globalni klienci uznają linię produktów Ewon firmy HMS Networks za niezawodne rozwiązanie w zakresie przemysłowego dostępu zdalnego i monitorowania danych. Ewon Cloud i Ewon Edge zostały zaprojektowane tak, aby sprostać wymaganiom operacji maszynowych w dużej skali, zapewniając od-
biorom bezpieczny dostęp do maszyn i uproszczone zarządzanie dostępem dla użytkowników.
Firma HMS Networks, wykorzystując wiedzę branżową zdobytą w ciągu kilku dekad działalności, opracowała usługi Ewon Cloud i Edge z myślą o przyszłości, tak by zapewniały wzrost wydajności w nadchodzących latach i dostosowywały się do zmieniających się potrzeb.
Po zainstalowaniu urządzenia Ewon Edge rejestruje się ono płynnie w usłudze Ewon Cloud, integrując maszyny w ujednoliconą „przestrzeń”, w której można grupować nieograniczoną liczbę urządzeń. Dzięki elastycznej kontroli dostępu użytkownicy mogą bezpiecznie monitorować i zarządzać danymi maszyn w dowolnym czasie i miejscu.
Źródło: HMS Networks
NOWE CZUJNIKI PUNKTU ROSY (KONDENSACJI) FIRMY EMERSON
Firma Emerson wprowadziła na r ynek nowe czujniki punktu rosy (kondensacji) marki AVENTICS serii DS1, czujniki przemysłowe służące do monitorowania w czasie rzeczywistym punktu rosy, temperatury, poziomów wilgotności i jakości sprężonego powietrza oraz innych niekorozyjnych gazów z poziomu jednego urządzenia. Czujniki serii DS1 mogą pomóc operatorom w wykrywaniu i eliminowaniu na wczesnym etapie nadmiernej wilgotności oraz zapobieganiu uszkodzeniom sprzętu wskutek działania wilgoci.
Aby zapewnić wsparcie przemysłowych strategii transformacji cyfrowej, czujniki punktu rosy serii DS1 łatwo integrują się z istniejącymi systemami, w tym z zespołami przygotowania powietrza AVENTICS serii AS3 i AVENTICS serii 652 łączą
się z sieciami przez Modbus TCP (PoE). Jedną z zalet jest możliwość umieszczenia czujnika i śledzenia warunków w pobliżu procesu.
Element czujnikowy jest odporny na kondensację i zapewnia długotrwałą wydajność wolną od dr yfu. Dzięki krótkim czasom zadziałania wartości pomiarowe czujników serii DS1 obejmują ciśnieniowy punkt rosy, temperaturę, wilgotność względną, wilgotność bezwzględną, zawartość wilgoci, ciśnienie częściowe pary wodnej oraz atmosferyczny punkt rosy. Czujniki DS1 nadają się również do zastosowania do innych niekorozyjnych gazów, w tym azotu, tlenu, argonu, helu i sześciofluorku siarki.
Źródło: Emerson
MODUŁY SIECIOWE Z SERII
IO-LINK-ADVANCED
Moduły sieciowe z serii IO-LinkAdvanced są dedykowane do niezawodnej, a zarazem inteligentnej integracji sieci przemysłowych ze standardem komunikacji IO-Link.
Dla portów klasy A, które przewidziano w modułach sieciowych z serii IO-Link-Advanced, zapewniane są w szczególności: dobieralne ograniczenie prądu, obciążalność do 4 A i programowalne wyjścia. W przypadku portów klasy B, również dostępnych w tych modułach, oferowana jest dodatkowo optymalna izolacja galwaniczna, która spełnia wymagania właściwych norm przemysłowych.
Takie rozwiązania jak zawory pneumatyczne lub chwytaki elektryczne mogą być z łatwością dopinane do prezentowanych modułów. Sterowanie tymi rozwiązaniami jest w pełni bezproblemowe – niezależnie od użytych modeli. Przewidziane zostały dwa warianty modułów sieciowych z serii IO-Link-Advanced: Black Line i Silver Line. Ostatni z nich uwzględnia wyświetlacz. Przy jego użyciu można m.in. przeprowadzać bezpośrednią konfigurację modułu.
Źródło: Balluff
PODZESPÓŁ OCHRONY PRZECIWPRZEPIĘCIOWEJ
Podzespół VPU AC BS60 został przewidziany do montażu w rozdzielnicy i może być stosowany w instalacjach elektrycznych typu: TN-C, TN-S, TT lub innych, bez użycia narzędzi. Zatrzaskiwany na szynie 60 mm podzespół spełnia kluczowe wymagania normy IEC/EN 61643-11 i jest zapewniany w wielu wersjach, z czego jedna z nich uwzględnia wbudowany bezpiecznik, który charakteryzuje długa żywotność i niespotykana wytrzymałość.
Mający szerokość 3,6 cm podzespół ochrony przeciwprzepięciowej VPU AC BS60 stanowi nieoceniony, a zarazem kompaktowy wyrób z dedykowanym stykiem sygnalizacyjnym do raportowania błędów. Dzięki wyjmowanemu adapterowi, prezentowany podzespół nadaje się do stosowania nie tylko z szyną 60 mm, a także z szynami 5 mm lub 10 mm, dla potrzeb których przewidziany został specjalny mechanizm blokady. Gwarantowany jest niezwykle krótki czas oprzewodowania VPU AC BS60.
Źródło: Weidmüller
PATRON HONOROWY
REKLAMA
ZAWORY ELEKTROMAGNETYCZNE Z ENERGOOSZCZĘDNĄ CEWKĄ KICK AND DROP
Przepuszczany przez cewkę Kick and Drop impuls wysokoprądowy umożliwia wytworzenie dostatecznej siły docisku do cichego, bezszumnego otwierania zaworu. Innowacyjna technologia w sposób skuteczny redukuje samonagrzewanie się cewki o 45 °C, dzięki czemu nie ma r yzyka poparzenia się, kiedy zawór wyposażony w cewkę Kick and Drop jest dotykany. Złożona z uzwojeń: wciągającego i podtrzymującego cewka wydłuża żywotność komponentów ją wdrażających. Gwarantowany jest wysoce elastyczny wybór gniazda kablowego za sprawą zintegrowanej płytki PCB, a redukcja poboru mocy to rzecz oczywista, tak samo jak brak konieczności czasochłonnego dostosowywania zaworów i gotowość do użycia, w dodatku natychmiast.
Nieskomplikowane w użyciu zawory elektromagnetyczne z cewką Kick and Drop nie generują zakłóceń ani dźwięków, które są nieprzyjemne dla ludzkiego ucha. Po upływie niespełna 500 ms, realizowany jest, przekładający się na redukcję poboru mocy, specjalny tryb wstrzymania, przy napięciu zasilania, którego częstotliwość nie jest narzucona (w szczególności jest to 50 Hz lub 60 Hz). Niezależnie od miejsca, gdzie ma być zastosowany zawór z omawianą cewką, możliwe jest obniżenie temperatury jego powierzchni z wartości np. 92 °C do niemal 52 °C. Energooszczędna cewka Kick and Drop polecana jest w szczególności zaworom bezpieczeństwa do mediów gazowych lub wodociągów.
Źródło: Buerkert
EKSPERT W STEROWANIU SILNIKAMI BEZ ENKODERÓW
Kompaktowy szafowy MOVITRAC classic uzupełnia ofertę falowników do szaf sterowniczych SEW-EURODRIVE i jest niezastąpiony w eksploatacji asynchronicznych i synchronicznych silników trójfazowych bez enkoderów. Jego zakres mocy wynosi od 0,25 kW do 11 kW, a zdolność przeciążeniowa sięga 150 %.
Falownik szafowy MOVITRAC classic zapewnia niezawodne sterowanie i monitorowanie asynchronicznych i synchronicznych silników bez enkodera. Urządzenie zajmuje niewiele miejsca w szafie sterowniczej, a dzięki dodatkowym bramkom oferuje elastyczne możliwości łączenia różnych systemów sterowania. Falownik można podłączyć za pośrednictwem sieci Profinet, EtherNet/IP, EtherCAT/SBusPLUS lub Modbus TCP. Do-
datkową zaletą jest możliwość zastosowania bezpieczeństwa funkcjonalnego zgodnie z indywidualnymi wymaganiami –bez funkcji bezpieczeństwa lub z funkcją bezpieczeństwa STO. MOVITRAC classic jest idealny do zastosowań związanych z transportem i ruchem, takich urządzeń jak przenośniki taśmowe lub dźwignice – czyli w aplikacjach, w których silniki mogą być sterowane bez enkoderów. MOVITRAC classic to dopasowane i ekonomiczne rozwiązanie do zastosowania wszędzie tam, gdzie prostota liczy się najbardziej.
Falownik może być eksploatowany z silnikami asynchronicznymi lub z silnikami z magnesami trwałymi.
Źródło: SEW-EURODRIVE
CZUJNIKI FOTOELEKTRYCZNE Z SERII S8
Wykrywanie przezroczystych obiektów na odblaskowych tłach nie stanowi jakiegokolwiek problemu dla czujników fotoelektrycznych z serii S8. Mają wymiary 1,4 × 4,2 × 2,5 cm. Czujniki firmy SIMEX oferują zaawansowane funkcje, z czego jedną z nich jest tłumienie tła. Do odbiorców czujników należą przemysł spożywczy i farmaceutyczny, ze szczególnym naciskiem na produkcję, a także butelkowanie napojów. Wykrywane przez czujniki obiekty mogą być również wypolerowane, na dobrą sprawę poruszając się w środowiskach refleksyjnych.
Dzięki stosunkowo wytrzymałej obudowie ze stali nierdzewnej 316L, czujniki fotoelektryczne z serii S8 są ele-
mentami o stopniu ochrony IP69K. Cechując się niskimi czasami reakcji, prezentowane czujniki zapewniają częstotliwość przełączania do 25 kHz oraz dużą głębię ostrości. Gwarantowana jest również wysoka odporność czujników m.in. na działanie detergentów bądź środków dezynfekujących, a także na znaczne temperatury i mycie wysokociśnieniowe. Stanowią o tym przyznane serii S8 certyfikaty – dokumenty, które zaświadczają o możliwości stosowania czujników z automatami do przetwarzania żywności lub pakowania napojów, jak też ogólnie w przemyśle farmaceutycznym.
Źródło: Simex
INNOWACYJNY INTERFEJS UŻYTKOWNIKA VIBNAVIGATOR
VIBnavigator to interfejs użytkownika przeznaczony dla systemów AVM 2000 i AVM 4000. Służy do wiarygodnego monitorowania zdarzeń, analizy kluczowych danych, a także niezawodnej konfiguracji i zarządzania. Z jednej strony w interfejsie użytkownika VIBnavigator przewidziano łatwą w obsłudze, interaktywną przeglądarkę dedykowaną wszystkim operatorom AVM 2000 lub AVM 4000. Z drugiej strony uwzględniono w nim funkcjonalności z zakresu analizy i przetwarzania sygnałów, które są wysoce użyteczne zarówno z punktu widzenia diagnostów, jak i służb utrzymania ruchu.
KOMPAKTOWY ROBOT PRZEMYSŁOWY KR IONTEC ULTRA
Kompaktowy robot przemysłowy KR IONTEC ultra może pracować w małych, ciasnych przestrzeniach. Prezentowany robot służy do budowy funkcjonalnych, a zarazem wąskich modułów automatyzacyjnych, a zaoszczędzone miejsce oznacza w praktyce mniejsze koszty. Prócz niedużej podstawy, robot charakteryzuje się dużą wydajnością w połączeniu z minimalizacją czasów taktowania oraz niskimi nakładami na konserwację.
W połączeniu z szeroką automatyzacją operacji, wer yfikacja przyczyn zdarzeń staje się bardzo prosta, a konfiguracja, jak też wprowadzanie w niej zmian, nie zajmuje nikomu zbyt dużo czasu, co bez wątpienia czyni z interfejsu VIBnavigator godne uwagi rozwiązanie, któremu warto się przyjrzeć z bliska już teraz.
Źródło: AMC VIBRO
Cechujący się udźwigiem do 120 kg robot przemysłowy KR IONTEC ultra pokazuje swoje mocne strony z perspektywy manipulowania. To dość smukłe rozwiązanie sprawdza się bez zarzutu m.in. przy produkcji akumulatorów oraz w spawaniu punktowym z zastosowaniem pistoletów lekkich (lightweight spot welding), nie wymagając do działania wielu części zamiennych. Stosowane w elektromobilności ogniwa, a także moduły są z ogromną łatwością przesuwane przy użyciu kompaktowego robota przemysłowego KR IONTEC ultra.
Źródło: KUKA
FOTOKOMÓRKI WIDEŁKOWE FIRMY NORELEM
W fotokomórkach widełkowych firmy norelem zintegrowano nadajniki wiązek detekcyjnych z odbiornikami tych wiązek w jednym miejscu.
Te proste w stosowaniu rozwiązania charakteryzuje wysoka odporność m.in. na pyły, brud i wodę, ponieważ mają stopień ochrony IP67 oraz wytrzymałość, ponieważ są wykonane z metalu. Wbudowany łącznik wtykowy M8 znacząco ułatwia dołączanie, a także obsługę prezentowanych fotokomórek.
Emitowana wewnątrz fotokomórek widełkowych wiązka detekcyjna skupiona jest na całej ich długości w jednym, określonym punkcie. W momencie przerwania tej wiązki przez obiekt, następuje generacja odpowiedniego sygnału przez odbiornik, a czułość wszystkich fotokomórek regulowana jest z pomocą dedykowanych potencjometrów. Tym sposobem
staje się możliwe wykrywanie w szczególności najmniejszych elementów, otworów, rowków i wyżłobień. Z kolei dzięki przełącznikowi wyboru, można w prosty sposób wybrać zaciemnienie (zestyk rozwierny) lub rozjaśnienie (zestyk zwierny).
Za sprawą dużej dokładności, szybkiego czasu reakcji i niezawodności, fotokomórki widełkowe stanowią w praktyce świetne rozwiązanie w wymagających środowiskach pracy – tym bardziej, że nadają się również do detekcji obiektów ruchomych. Znajdują zastosowania m.in. przy rozpoznawaniu części, a także, co kluczowe, przy rejestracji konturów elementów o skomplikowanych kształtach geometrycznych.
Źródło: noralem
KOMPAKTOWE LICZNIKI CIEPŁA SONO
Kompaktowe liczniki ciepła Sono stosowane są zarówno w aplikacjach grzewczych, jak i chłodniczych. Stanowią wysokiej jakości rozwiązania ultradźwiękowe, cechowane najwyższą dokładnością oraz najdłuższym czasem eksploatacji spośród reszty produktów, które są w sprzedaży.
W przypadku liczników ciepła Sono mocowanych po stronie pierwotnej, dostępny zakres średnic wynosi od DN15 do DN100, a związany z nimi przepływ zawiera się w przedziale: 0,6–60 m3/h. Liczniki instalowane są przed wymiennikami ciepła i z tego względu są własnością zakładów energetyki cieplnej. Gwarantowane jest spełnienie wielu istotnych wymagań w zakresie temperatury i ciśnienia obok solidnej kon-
strukcji oraz zakresu wartości: od PN16 do PN25 dla ostatniej z przywołanych wielkości. Dla liczników montowanych po stronie wtórnej obowiązujący zakres średnic to przedział wartości od DN15 do DN32 – przy zagwarantowanej obsłudze przepływu: 0,6–6 m3/h. Ciśnienie nominalne dla tych liczników jest równe PN16 i są to rozwiązania należące do właścicieli domów, mieszkań lub budynków, w praktyce występując za wymiennikami ciepła (po stronie odbiorczej). Oprócz solidnej konstrukcji – jak to ma miejsce w przypadku liczników mocowanych po stronie pierwotnej, przewidziany został także dosyć długi czas pracy na baterii.
Źródło: Danfoss
SYSTEM DO MONITORINGU STANU W CZASIE RZECZYWISTYM
Nowy moduł komunikacyjny iComm Box łączy czujniki z usługą superwise firmy igus, zapewniając szybką i nie zawodną transmisję danych. Wszystkie raporty są zapisywane wraz z wartościami pomiarowymi w portalu igus i.Cee i mogą być analizowane w późniejszym czasie w celach diagnostycznych. Inteligentne algorytmy wykorzystują dane z czujników do obliczania m.in. profilu ruchu prowadników kablowych. Na podstawie szczegółowej analizy, można dokonać precyzyjnych prognoz dotyczących ich stanu. Panel sterowania superwise w przejrzysty sposób wyświetla w czasie rzeczywistym informacje o żywotności, zalecenia dotyczące konserwacji i informacje o anomaliach. Gwarantuje to, że potencjalny okres użytkowania nie zakończy się
przed czasem, a jednocześnie minimalizuje ryzyko awarii.
Czujnik i.Sense EC.P, mierzący siły rozciągające i ścinające w prowadniku kablowym, pokazuje, jak działa iComm Box. Zmierzone wartości są przesyłane kablem do modułu oceny w szafie sterowniczej, który można podłączyć do sterownika PLC w celu uruchomienia automatycznego zatrzymania systemu w sytuacji awaryjnej, na przykład przy poluzowaniu rynny prowadzącej. Nowością jest możliwość podłączenia modułu oceny do iComm Box za pomocą dodatkowego przewodu. Moduł komunikacyjny wysyła następnie dane do panelu sterowania superwise za pośrednictwem sieci komórkowej, zaszyfrowanej i oddzielonej od sieci TCP/IP klienta. Źródło: igus
WYSOKOWYDAJNY MIKROMETR LED OPTOCONTROL 2700
OptoCONTROL 2700 to kompaktowy, wysokowydajny mikrometr LED charakteryzujący się wyjątkową precyzją, dużą szybkością pomiaru i łatwością stosowania.
Dwa modele o zakresach pomiarowych 10 i 40 mm umożliwiają stosowanie w automatyce i zapewnieniu jakości. Aktywna korekcja kąta nachylenia umożliwia precyzyjne wykrywanie obiektów, nawet jeśli są one nachylone pod kątem do 45 °.
Konfiguracja odbywa się za pośrednictwem intuicyjnego interfejsu internetowego, który umożliwia ustawienie sygnałów wideo, filtrów i różnych trybów pomiaru. W tr ybie konfiguracji obraz cienia pomaga w precyzyjnym ustawieniu celu. System jest niewrażliwy na światło otoczenia i nadaje się również do pracy w trudnych warunkach oraz do pomiaru prze-
zroczystych lub odblaskowych obiektów. Co więcej, duża odległość pomiarowa umożliwia elastyczną integrację z różnymi aplikacjami.
Bardzo dokładny mikrometr LED jest stosowany w zapewnianiu jakości i monitorowaniu maszyn. Ważnym zadaniem pomiarowym jest monitorowanie szczeliny między rolkami w systemach kalandrowania. Wielkość szczeliny jest kluczowym czynnikiem kontroli i monitorowania produkcji taśm i arkuszy. Mikrometr optoCONTROL 2700 umożliwia precyzyjny pomiar mikroszczelin mniejszych niż 50 µm podczas procesu walcowania, a tym samym zapewnia wysoce precyzyjną kontrolę odległości w czasie rzeczywistym.
Źródło: WObit
PRZETWORNIK TEMPERATURY DTRANS T06
Przetwornik temperatury dTRANS T06 ma uniwersalne wejście pomiarowe, które umożliwia podłączanie różnego typu czujników, wliczając w to czujniki rezystancyjne. Za pomocą wbudowanego portu USB i dedykowanego programu Setup, gwarantowana jest prosta, a zarazem szybka i bezproblemowa konfiguracja prezentowanego rozwiązania, którą równoważnie można także wykonać z poziomu samego podzespołu – jeżeli jest taka potrzeba. Jest to instalowany na szynie DIN produkt, który ma mały, czytelny wyświetlacz, a oferowana przez niego separacja galwaniczna stoi na najwyższym, możliwym do uzyskania poziomie dla zapewnienia bezpiecznej obsługi i efektywnej eliminacji zakłóceń, tak bardzo niepożądanych w przypadku przetwornika temperatury dTRANS T06.
W celu sygnalizacji działania przetwornika temperatury dTRANS T06, zastosowano dwukolorową, niskomocową diodę LED świecącą na czerwono bądź zielono, możliwą do uzupełnienia o styk alarmowy (jako opcja). Dla potrzeb komunikacji z otoczeniem, istnieje możliwość zastosowania interfejsu RS-485 z protokołem Modbus RTU, przy jednoczesnej prezentacji wartości mierzonych temperatury na niedużym wyświetlaczu LCD będącym matrycą punktową o podświetleniu w kolorze białym. Dołączane na wejście przetwornika temperatury dTRANS T06 czujniki mogą zostać do niego dopasowane w prosty sposób. Są w nim zawarte następujące wyjścia: prądowe (4–20 mA, 0–20 mA) oraz napięciowe (0–10 V, 2–10 V). Jest to rozwiązanie zgodne z normami: EN 61508 i ISO 13849. Źródło: Jumo
TERMINAL TEKSTOWY CIPHERLAB 8600
CipherLab 8600 to terminal tekstowy z kolorowym wyświetlaczem o przekątnej 2,83’ (240 × 320 pikseli), który umożliwia programowanie barwy podświetlenia oraz tekstu, poprawiając czytelność i komfort pracy z dużymi zbiorami danych. Seria 8600 pracuje pod kontrolą systemu operacyjnego
CipherLab OS, który optymalizuje wydajność aplikacji. Wytrzymała obudowa zapewnia solidną ochronę urządzenia oraz niezawodność w różnych warunkach. Model odporny jest na upadki z wysokości 1,8 m. Zaprojektowany został z myślą o maksymalnej trwałości oraz odporności na kurz i wilgoć, co potwierdza stopień ochrony IP65.
Terminal ma modułowy system komunikacyjno-ładujący, umożliwiający łatwy dobór najlepszego rozwiązania dostosowanego do indywidualnych potrzeb użytkownika. Dzięki wymiennej klawiaturze, w zaledwie kilka sekund można roz-
budować urządzenie, montując 39 klawiszy zamiast standardowych 29.
Urządzenie dostępne jest z różnymi typami mechanizmów skanujących, w tym laser oraz skaner kodów kreskowych – laser (1D), linear imager (1D), imager (1D/2D). Jego opcjonalnym wyposażeniem jest czytnik RFID i odbiornik GPS.
Model ten wyposażony jest dodatkowo w modułowy system, który pozwala na dobór różnych stacji dokujących i ładowarek, ułatwiających modyfikację konfiguracji początkowej.
Źródło: Koncept-L
Przyszłość logistyki to elastyczność
O wyzwaniach w intralogistyce i nowoczesnych systemach stosowanych w magazynach rozmawiamy z Markusem Schlotterem, dyrektorem zarządzającym na Europę Centralną w Exotec.
Czy może Pan opowiedzieć, jakie były początki firmy Exotec? Co było inspiracją do jej założenia i jakie były kluczowe momenty w jej rozwoju? Historia firmy Exotec rozpoczyna się w interesującym momencie, kiedy przyszli współzałożyciele, Romain Moulin i Renaud Heitz, jechali do pracy w General Electric Healthcare i w autobusie usłyszeli o decyzji, jaka zapadła w Amazonie.
Amazon ogłosił, że zdecydował się zachować technologię robotów KIVA wyłącznie dla swoich magazynów. Ta informacja zaowocowała pomysłem, który zmienił wszystko.
Zdeterminowani, by pójść o krok dalej niż słynny dostawca e-commerce, Romain Moulin i Renaud Heitz wymyślili nowy rodzaj systemu robotycznego, który porusza się nie tylko poziomo, ale także pionowo, maksymalizując przestrzeń i efektywność w magazynach. Tak narodził się pomysł na flagowy produkt Skypod.
Jakie są główne korzyści z wdrożenia rozwiązań Exotec w porównaniu do tradycyjnych systemów magazynowych?
Nasze rozwiązanie to jedyne na r ynku rozwiązanie „all-in-one”, które auto-
matyzuje obsługę drobnych towarów, oferując szeroki wachlarz funkcji. Od kompletacji, przez buforowanie, aż po sekwencjonowanie – zarządzamy wieloma procesami, co daje klientom ekonomiczne rozwiązanie zarówno na dziś, jak i w przyszłości, bez konieczności zmiany systemu lub dodawania zewnętrznych urządzeń.
Na jakich branżach się koncentrujecie i kim jest idealny klient? Zrealizowaliśmy projekty w różnych sektorach – np. spożywczym, e-commerce, odzieżowym, detalicznym, przemysłowym. Nasze rozwiązanie jest niezwykle
elastyczne, co daje szerokie możliwości wspierania klientów w rozwiązywaniu ich potrzeb logistycznych. Kiedy konieczne jest kompletowanie zamówień lub przechowywanie małych ładunków, system Skypod może być kluczowym czynnikiem automatyzacji logistyki. Optymalne wdrożenia Skypod zaczynają się od klientów obsługujących ponad 400 linii zamówień na godzinę i ponad 20 000 lokalizacji magazynowych. Górna granica praktycznie nie istnieje.
Jakie są największe wyzwania, przed którymi stoją firmy logistyczne i jak Exotec pomaga je rozwiązywać?
Moim zdaniem głównym wyzwaniem dziś, a prawdopodobnie także w przyszłości, jest brak przewidywalności. Nasze rozwiązanie pozwala na błyskawiczne dostosowanie się do zmieniających się potrzeb i procesów. Staje się to coraz ważniejsze, ponieważ wcześniejsze systemy automatyczne nie oferowały takiej elastyczności, przez co wiele firm nadal polegało na manualnych rozwiązaniach, aby zachować zwinność operacyjną.
Jakie główne trendy w automatyzacji magazynów widoczne są na rynku globalnym?
Trend pokazuje zdecydowane zmierzanie w kierunku robotyki magazynowej, która zapewnia większą elastyczność przy takiej samej lub nawet lepszej wydajności. Kolejnym czynnikiem ułatwiającym jeszcze większą poprawę niektórych procesów może być sztuczna inteligencja.
W jaki sposób sztuczna inteligencja i analiza danych przekształcają branżę logistyczną?
AI może być zdecydowanie narzędziem do wykonania kolejnego kroku w zaawansowanej analizie danych w celu usprawnienia procesów szybkiego
podejmowania decyzji. Widzę również pewien potencjał do automatyzacji i usprawnienia przetwarzania zwrotów, np. przez lepszą interpretację obrazu za pomocą sztucznej inteligencji. Aby wprowadzić AI do logistyki, kluczowe jest znalezienie przypadków użycia, które mają sens ekonomiczny i przynoszą widoczne korzyści.
sy dostaw czy uzupełnianie zapasów w sklepach. Klienci mogą również priorytetowo traktować zamówienia na ten sam dzień i dzień następny.
Specjalnie zaprojektowana przestrzeń buforowa pozwala efektywnie przygotować, przechowywać i pobierać zamówienia klientów w dowolnym momencie.
AI MOŻE BYĆ ZDECYDOWANIE
NARZĘDZIEM DO WYKONANIA
KOLEJNEGO KROKU W ZAAWANSOWANEJ ANALIZIE DANYCH W CELU
USPRAWNIENIA PROCESÓW SZYBKIEGO
PODEJMOWANIA DECYZJI.
Porozmawiajmy o szczegółach rozwiązania Skypod, które jest flagowym produktem Exotec. Na czym polega jego działanie i jakie są główne korzyści dla użytkownika?
System AS/RS to rozwiązanie oparte na robotach, które jako pierwsze w branży integruje wiele funkcji w jednym systemie, eliminując konieczność stosowania tradycyjnych, złożonych podsystemów. Ponadto, znacznie poprawia gęstość składowania, efektywność kompletacji i ogólną wydajność, ustanawiając nowy standard w branży. Rozwiązanie pozwala na obniżenie kosztów inwestycji przy jednoczesnym zwiększeniu elastyczności przez wykorzystanie tego samego systemu do różnych celów. Eliminuje to podwójne magazynowanie oraz dodatkowe i niepotrzebne etapy obsługi.
Zaawansowane sortowanie i sekwencjonowanie w magazynach wysokiego składowania pozwala na kompletowanie, pakowanie i dostarczanie produktów w optymalnej kolejności. Usprawnia to realizację dalszych etapów łańcucha dostaw, takich jak tra-
KIEDY KONIECZNE JEST KOMPLETOWANIE
ZAMÓWIEŃ LUB PRZECHOWYWANIE
MAŁYCH ŁADUNKÓW, SYSTEM SKYPOD
MOŻE BYĆ KLUCZOWYM CZYNNIKIEM
AUTOMATYZACJI LOGISTYKI.
Na jednym systemie pracuje wiele robotów poruszających się po ściśle określonych trasach w poziomie i w pionie. Jak zachowa się system w przypadku awarii jednego z robotów?
Zapewnienie ciągłości operacyjnej jest możliwe dzięki wysokiej dostępności systemu, z dalszym zmniejszeniem pojedynczego punktu awarii przez uproszczone zarządzanie pojemnikami.
Roboty przejmują transport wszystkich pojemników magazynowych i zamówieniowych – niezależnie od tego, czy są to pojemniki źródłowe, docelowe, kartony, półprodukty, czy gotowe zamówienia.
Jeżeli jeden robot ulegnie awarii, pozostałe roboty wybierają inne dostępne przestrzenie i trasy. Uszkodzony robot zdejmowany jest w czasie przerwy technicznej podczas zmiany obsługi.
Jak Exotec zapewnia bezpieczeństwo w magazynach, w których wdrożono system Skypod? Stosujemy wszystkie odpowiednie europejskie normy bezpieczeństwa. Nasze systemy są np. w pełni ogrodzone, aby zapobiec wejściu osób do strefy działania setek robotów.
Nowa generacja systemu Skypod, która została zaprezentowana w lutym 2025 r. to znaczący krok naprzód. Jakie ulepszenia zostały wprowadzone i co to oznacza dla efektywności magazynów?
Główna innowacja to integracja różnych funkcji w jednym systemie, które wcześniej wymagały zastosowania dodatkowych podsystemów, takich jak taśmociągi czy sortery. Dodatkowo roboty są mniejsze i mogą poruszać się pod regałami. Pozwala to na zwiększenie liczby robotów w systemie, skrócenie czasu transportu i zwiększenie gęstości składowania do wysokości 14 metrów. Zapewnia to 30 % wzrost gęstości składowania, 50 % wzrost efektywności kompletacji i możliwość umieszczenia do 2,5 raza większej liczby robotów na metr kwadratowy, co gwarantuje wyższą wydajność i większą elastyczność.
Czy system Skypod integruje się z istniejącymi systemami ERP i WMS?
Zdecydowanie tak. Wdrożyliśmy ponad 150 systemów na całym świecie, współpracujących z różnymi systemami WMS i ERP, w tym SAP, Manhattan, PSI czy JDE. Nasz system ma ustandaryzowany, webowy interfejs, który jest łatwy do integracji. Dla mniej elastycznych systemów możemy również zapewnić wsparcie w mapowaniu interfejsów za pomocą Sky4You WES.
w Polsce. Jakie są Wasze główne cele i ambicje na tym rynku?
Rozpoczęliśmy działalność na polskim rynku zaledwie dwa lata temu i już wprowadziliśmy dwa duże projekty, które funkcjonują. Nasze rozwiązanie zapewnia dużą elastyczność i bardzo dobrze pasuje do polskiego zamiłowania do nowych i nowoczesnych technologii. Polska jest dobrze znana ze swoich centrów logistycznych, a zatem ma duże doświadczenie w logistyce. Widzimy, że polscy klienci od razu rozumieją, w jaki sposób wdrożenie systemu Skypod może spowodować przełom w ich działalności.
Czy dostrzegacie jakieś szczególne wyzwania, z którymi borykają się polskie firmy w kontekście automatyzacji magazynów?
Polskie firmy stoją w obliczu takich samych wyzwań, jak inne europejskie firmy. Niedobór siły roboczej i wysokie wymagania klientów sprawiają, że konieczna jest automatyzacja logistyki. Jednak inwestycja w automatyzację powinna zapewniać szybki zwrot, maksymalnie w ciągu 2–5 lat. Staramy się
Jak przebiega proces wdrożenia systemu Skypod w magazynie klienta?
Ile czasu to zajmuje i jakie są kluczowe etapy?
To zależy od skali systemu. Wdrażaliśmy już małe systemy w kilka tygodni. Jeśli w koncepcjach zintegrowanych jest wiele skomplikowanych maszyn, może to potrwać 1–1,5 roku. Dla projektów średniej wielkości stosujemy zasadę 3-3-3: trzy miesiące na szczegółowy projekt i produkcję, trzy miesiące na instalację, trzy miesiące na wdrożenie.
Exotec to międzynarodowa firma, ale dopiero zaczynacie aktywnie działać
konsultować z naszymi klientami, aby znaleźć odpowiednie rozwiązanie, które spełni ich cele.
Czy polski rynek ma jakieś szczególne wymagania, które różnią się od wymagań innych krajów?
Dyrektywa Maszynowa UE jest dobrą podstawą dla zautomatyzowanych rozwiązań, a obowiązujące normy zapewniają bardzo dobre warunki i jakość. Klienci w Europie mogą zasadniczo oczekiwać tych samych wymagań w całej Europie. Istnieją tylko niewielkie różnice między krajami, z którymi łatwo sobie poradzić.
Czy planują Państwo współpracę z lokalnymi partnerami w Polsce, takimi jak integratorzy systemów logistycznych?
Naszym celem jest stworzenie sieci wybranych partnerów, którzy pomogą nam być bliżej klientów i wspierać projekty, w których system Skypod jest jedynie częścią większego przedsięwzięcia. Dbając o jak najlepsze dopasowanie rozwiązań do potrzeb klienta końcowego, oferujemy również możliwość samodzielnej integracji projektów. Dzięki temu jesteśmy w stanie elastycznie dostosować się do wymagań każdego zlecenia, zapewniając najwyższą jakość i pełną kompatybilność wdrażanych systemów.
Czy polskie firmy wdrażające system Skypod będą mogły liczyć na lokalne wsparcie techniczne i serwisowe?
Tak, to dla nas bardzo ważne. Posiadanie lokalnej sieci pozwala nam zapewnić wysoki poziom obsługi i spełnić oczekiwania klientów. Dzięki współpracy z A1Sorter dysponujemy już teraz siecią lokalnych techników, z której korzystamy zarówno my, jak i nasi klienci. Od regularnych wizyt serwisowych po pełne zespoły na miejscu – możemy zaoferować każdy poziom wsparcia.
Czy poza Skypod pracują Państwo nad nowymi produktami?
Nigdy nie przestajemy pracować nad nowymi pomysłami i innowacjami, więc proszę oczekiwać kolejnych produktów i funkcji w przyszłości.
Jakie są Pana przewidywania dotyczące przyszłości logistyki magazynowej w Polsce i na świecie w perspektywie 5–10 lat?
Jestem przekonany, że w najbliższych miesiącach gospodarki stopniowo osiągną normalne wskaźniki wzrostu. Następnie nastąpi okres wzmożonych inwestycji związanych z wcześniej odkładanymi projektami. Po tym czasie sektor logistyki powróci do regularnych wskaźników wzrostu, a w Polsce możemy oczekiwać nawet dwucyfrowego tempa rozwoju.
Rozmawiała
Katarzyna Jakubek AutomatykaOnline.pl
Automatyzacja procesów magazynowych
Chyba już dla nikogo nie jest tajemnicą, że dzięki zastosowaniu nowoczesnych technologii, przedsiębiorstwa mogą znacząco zwiększyć wydajność operacyjną, zredukować koszty oraz ograniczyć liczbę popełnianych błędów. Podobnie automatyzacja systemów logistyki wewnętrznej pozwala zoptymalizować procesy przechowywania, transportu i kompletacji, zwiększając również bezpieczeństwo pracy, eliminując potrzebę wykonywania niebezpiecznych zadań przez człowieka. Co więcej, przekłada się to na lepszą jakość obsługi klienta zarówno wewnętrznego, jak i zewnętrznego, przy jednoczesnym obniżeniu kosztów operacyjnych.
dr inż. Marcin Bieńkowski
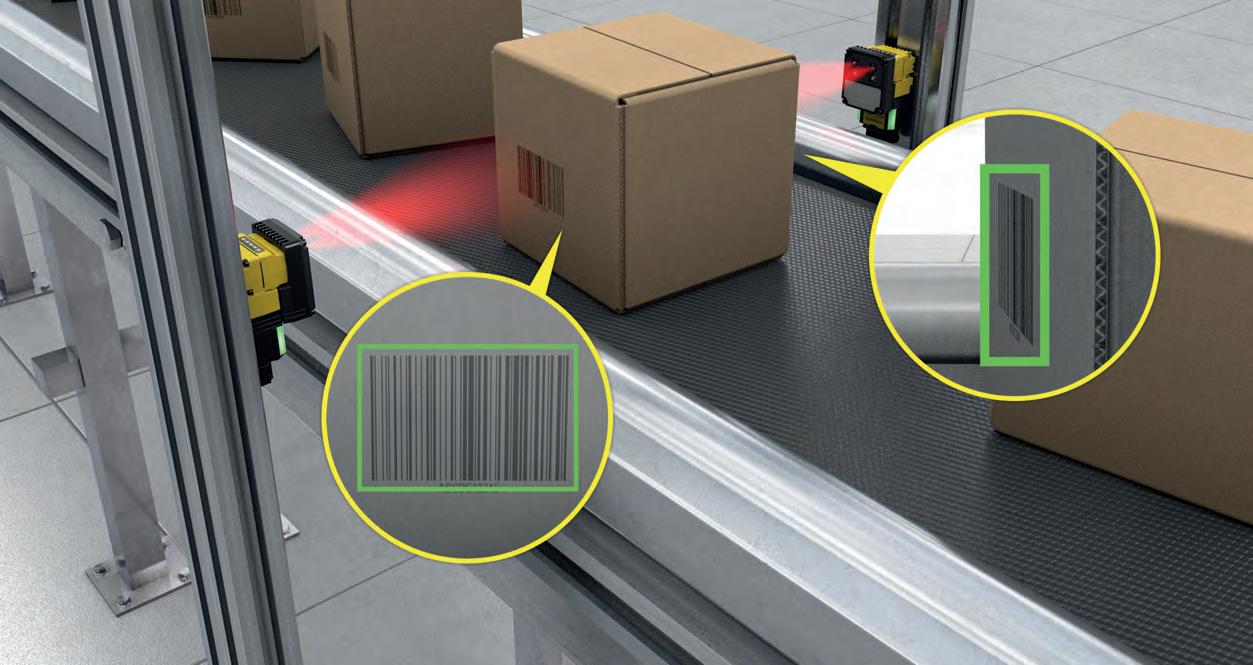
Według podręcznikowej definicji, automatyzacja procesów magazynowych polega na kompleksowym zastosowaniu systemów automatyki, robotyki a także odpowiedniego oprogramowania i sieci skanerów kodów i czujników, które działając wspólnie w jednym spójnym systemie minimalizują udział człowieka w operacjach logistycznych, takich jak składowanie, kompletacja zamówień czy transport wewnętrzny. Innymi słowy jest to proces polegający na integracji zaawansowanego sprzętu, oprogramowania, procedur oraz algorytmów w celu zwiększenia efektywności pracy magazynów.
Korzyści płynące z procesów automatyzacji Główną korzyścią płynącą z automatyzacji procesów magazynowych jest znaczny wzrost wydajności. Dzięki zastosowaniu maszyn i systemów sterowanych komputerowo, procesy, które kiedyś zajmowały godziny, mogą być realizowane w ciągu minut. Na przykład systemy automatyczne -
go składowania i pobierania towarów pozwalają na ciągłą pracę bez przerw, co jest niemożliwe w przypadku pracowników fizycznych. Firma Dematic Polska oferuje m.in. rozwiązania, które optymalizują wykorzystywaną przestrzeń magazynową, zwiększając przepustowość procesów transportu wewnętrznego.
Kolejną zaletą jest zmniejszenie, w dłuższej perspektywie, kosztów operacyjnych. Mimo tego, że wdrożenie automatyzacji wymaga znacznych nakładów początkowych, eliminacja błędów ludzkich i redukcja czasu potrzebnego do realizacji poszczególnych procesów przekładają się na niższe wydatki. Przykładem może być Swisslog Polska, firma specjalizująca się w konstrukcji robotów mobilnych, która oferuje technologie ograniczające zatrudnienie dodatkowej siły roboczej w okresach szczytowego zapotrzebowania na realizację procesów magazynowych. Redukcja błędów to kolejny kluczowy aspekt. Manualne procesy są podatne na pomyłki, takie jak błędna kompletacja zamówień czy niewłaści-
we rozmieszczenie towarów. Automatyzacja, wspierana przez precyzyjne oprogramowanie, takie jak systemy WMS od PSI Polska, pozwala na pracę z niemal stuprocentową dokładnością. Dzięki temu firma buduje zaufanie klientów i minimalizuje straty. Magazyny przyszłości, wyposażone w autonomiczne systemy i sztuczną inteligencję, umożliwiają także lepszą skalowalność. Wraz ze wzrostem liczby zamówień, zautomatyzowane rozwiązania mogą być łatwo dostosowywane do nowych wymagań, bez konieczności reorganizacji całej infrastruktury. Przykładem są systemy transportu wewnętrznego od Hörmann Logistik, które dynamicznie reagują na zmieniające się warunki. Automatyzacja wpływa również na bezpieczeństwo pracy. Roboty i autonomiczne pojazdy przejmują niebezpieczne zadania, takie jak przenoszenie ciężkich ładunków, co zmniejsza ryzyko wypadków. W rezultacie pracownicy mogą skupić się na bardziej kreatywnych i strategicznych aspektach zarządzania magazynem. Dodatkowo rozwiązania automatyczne wspierają ekologię. Optymalizacja tras transportowych i zużycia energii w magazynach, oferowana przez liderów rynku, takich jak Dematic Polska czy Swisslog Polska, przyczynia się do redukcji śladu węglowego. Są to istotne kwestie w kontekście rosnącej presji na zrównoważony rozwój.
Systemy AS/RS
(Automated Storage and Retrieval Systems)
Systemy AS/RS, czyli automatyczne systemy składowania i pobierania, to jedno z najbardziej zaawansowanych rozwiązań w automatyzacji magazynów. Wykorzystują one specjalne regały wysokiego składowania oraz roboty lub suwnice do precyzyjnego umieszczania i pobierania towarów bez udziału człowieka. Dzięki precyzyjnemu sterowaniu oraz zaawansowanej technologii, pozwalają na maksymalne wykorzystanie przestrzeni magazynowej oraz szybki dostęp do produktów.
Przykładem takiego rozwiązania są systemy oferowane przez Dematic Polska. Wśród najpopularniejszych rozwiązań można wymienić systemy AS/ RS typu Multishuttle, które umożliwiają szybki dostęp do małych i średnich produktów oraz optymalizację procesu kompletacji zamówień. Dematic oferuje również systemy AutoStore, które pozwalają na maksymalne wykorzystanie przestrzeni magazynowej dzięki zastosowaniu modułowej konstrukcji oraz robotów poruszających się po siatce regałów. Kolejnym przykładem jest system Dematic iQ, zaawansowana platforma oprogramowania zarządzającego, która integruje różnorodne technologie automatyzacji, wspierając optymalizację przepływu towarów oraz efektywne zarządzanie zasobami magazynowymi.
Działanie systemów AS/RS bazuje na pełnej integracji z systemami komputerowymi, co umożliwia szybkie lokalizowanie produktów i ich transport do wyznaczonych stref kompletacji. Dzięki temu procesy, które tradycyjnie wymagały zaangażowania wielu pracowników, są realizowane przez maszyny w sposób ciągły i bezbłędny. To szczególnie przydatne w przypadku magazynów obsługujących duże wolumeny towarów.
W tym miejscu trzeba podkreślić, że systemy AS/RS pozwalają na automatyczne przemieszczanie zarówno całych palet, jak i pojedynczych produktów z wykorzystaniem specjalnych regałów i układnic. Dzięki temu proces kompletacji zamówień staje się szybszy i bardziej precyzyjny. Dodatkowo automatyzacja składowania zmniejsza ryzyko uszkodzeń towarów oraz ogranicza potrzebę zatrudniania dużej liczby pracowników magazynowych. Warto również wspomnieć o możliwości integracji AS/RS z systemami WMS, co pozwala na pełną kontrolę nad stanami magazynowymi oraz optymalizację procesów logistycznych. Przykładem są rozwiązania oferowane przez PSI Polska, które umożliwiają skuteczne zarządzanie przepływem towarów oraz monitorowanie zasobów w czasie rzeczywistym.
W ofercie PSI Polska znajdują się zaawansowane systemy WMS, takie jak PSIwms, które integrują się z technolo-
giami RFID oraz IoT, umożliwiając pełną kontrolę nad stanami magazynowymi i optymalizację procesów logistycznych. PSI Polska oferuje również system PSIglobal, który wspiera zarządzanie łańcuchem dostaw poprzez analizę danych i optymalizację tras transportowych. Kolejnym przykładem jest oprogramowanie PSIasm, które umożliwia automatyzację zarządzania zasobami magazynowymi oraz integrację z systemami ERP, co pozwala na efektywne planowanie produkcji oraz synchronizację procesów logistycznych.
Typy systemów AS/RS
Systemy AS/RS, wykorzystywane są w wewnętrznej logistyce przedsiębiorstw. Ich podziału dokonuje ze względu na stosowane technologie. Wyróżnić tu można:
• regały karuzelowe,
• regały windowe,
• systemy miniload,
• systemy wahadłowe (shuttle),
• systemu typu Robotic cube-based, W wypadku regałów karuzelowych na poziomych lub pionowych regałach ułożone są pojemniki z towarami. Dzięki systemowi ruchomych półek towar dostarczany jest do pracownika, który wyjmuje go bez konieczności opuszczania stanowiska. Karuzela automatycznie obraca się, kiedy operator zażąda określonego elementu. Warto zaznaczyć, że regały karuzelowe nie są uniwersalnym rozwiązaniem. Pozwalają one na dostarczenie bowiem towaru
tylko z jednej półki (wertykalnej lub horyzontalnej) w danym momencie. Nie są to też systemy ani szczególnie wydajne, ani bardzo pojemne. Z kolei regały windowe wykorzystują tace ułożone w pionie. System składa się z umieszczonego pośrodku podajnika z zamkniętą kolumną tac po obu stronach. Gdy operator żąda jakiegoś artykułu, podajnik wybiera odpowiednią półkę z tacami i ją dostarcza. Regały windowe są szczególnie przydatne w magazynach przechowujących towary o nietypowych rozmiarach. Podobnie jak w przypadku karuzelowych systemów AS/RS, ich główną wadą jest to, że są mało pojemne i mało wydajne. Z kolei w systemach miniload na każdy korytarz magazynowy przypada jedna układnica. Są one umieszczone na szynach, zaś chwytak układnicy magazynuje i wydaje pełne pojemniki, skrzynie, kartony lub tace. System ten sprawdza się przy magazynowaniu i wydawaniu pełnych jednostek, które dostarczane są do stacji roboczych zazwyczaj za pomocą przenośników rolkowych lub taśmowych. Wadą jest niska wydajność, trudności w budowie i instalacji.
Systemy typu shuttle to dynamiczne, nowoczesne rozwiązania magazynowe wykorzystujące zrobotyzowane wózki działające trybie wahadłowym (shuttle), które poruszają się niezależnie po różnych poziomach regałów magazynowych. W zależności od potrzeb magazynu można je dostosować do pracy
na jednym poziomie lub w wypadku magazynów wysokiego składowania na wielu poziomach. Wózki w sposób wahadłowy dostarczają nośniki (pojemniki, kartony, tace) do windy, która z kolei transportuje je do przenośników, a te następnie do stacji roboczych. Systemy typu Robotic cube-based uważane są za najbardziej nowoczesny i zaawansowany system AS/RS spośród aktualnie dostępnych tego typu rozwiązań na r ynku. Wyróżniają się charakterystyczną budową regału przypominającą sześcienną siatkę rusztowań, obejmującą całą przestrzeń magazynową. W siatce tej pojemniki do przechowywania towaru lub podzespołów są ułożone jeden na drugim. Dziesiątki inteligentnych robotów poruszają się niezależnie po wielokierunkowych torach nałożonych na górną konstrukcję takiego regału. Wózki te wyposażone są w specjalne chwytaki-windy do podnoszenia pojemników. Roboty nieustannie podnoszą, przestawiają i dostarczają pojemniki bezpośrednio do znajdujących się na skraju regału portów odbiorczo-załadunkowych tak, aby pracownik mógł skompletować i uzupełnić zamówienia. Systemy typu Robotic cube-based ASRS zapewniają najwyższy poziom gęstości składowania, dlatego są wykorzystywane tam, gdzie mamy do czynienia z ograniczoną przestrzenią magazynową, W praktyce wszystkie wymienione systemy AS/RS znajdują zastosowanie w wielu branżach przemysłowych, począwszy od e -commerce po automotive. Ich zdolność do pracy w ekstremalnych warunkach, takich jak magazyny chłodnicze, sprawia, że są niezastąpione w logistyce wymagającej szczególnej dbałości o temperaturę. Wdrożenie AS/RS wymaga jednak odpowiedniego zaplanowania systemu i jego integracji z istniejącą infrastrukturą magazynową, co oczywiście zwiększa koszty i złożoność całego przedsięwzięcia.
Roboty mobilne (AMR) i autonomiczne wózki widłowe
W magazynie potrzebne są również technologie dostarczania towaru do i z regałów magazynowych do od-
dalonych stacji odbiorczych, a także dostarczania elementów na produkcję. Nowoczesnymi rozwiązaniami są automatyczne systemy AGV (Automated Guided Vehicles), systemy AMR (Autonomous Mobile Robots) i będące ich rozwinięciem autonomiczne wózki widłowe, które obsługują cięższe ładunki, takie jak palety czy kontenery. Wózki AGV poruszają się po z góry zaplanowanych trasach, wykorzystując technologie, takie jak indukcyjne linie prowadzące, znaczniki optyczne czy nawigację laserową. Z kolei systemy AMR charakteryzują się większą elastycznością, dzięki możliwości dynamicznego mapowania przestrzeni, zastosowania w nich algorytmów nawigacyjnych, często wspomaganych rozwiązaniami sztucznej inteligencji (Artificial Intelligence), są zdolne do autonomicznego omijania przeszkód i optymalizacji tras, co czyni je bardziej adaptacyjnymi do zmiennych środowisk magazynowych. Wózki wyposażone w sensor y i kamery mogą poruszać się w zatłoczonych przestrzeniach bez ryzyka kolizji. To szczególnie ważne w magazynach o dużym natężeniu ruchu, gdzie tradycyjne metody transportu mogą powodować opóźnienia. Jednym z kluczowych zastosowań AMR jest kompletacja zamówień. Roboty mogą dostarczać towary bezpośrednio do stanowisk pracowników lub współpracować z systemami przenośników, redukując czas potrzebny na przygotowanie przesyłek. Elastyczność AMR pozwala na ich szybkie przystosowanie do zmieniających się warunków. W przeciwieństwie do tradycyjnych systemów AGV, które wymagają stałych tras, roboty mobilne działają bez konieczności instalowania szyn czy magnesów w podłodze. To obniża koszty wdrożenia i ułatwia modernizację magazynów.
Firma Swisslog Polska oferuje zaawansowane rozwiązania flotowego zarządzania systemami AMR. Przykładem jest system Swisslog CarryPick, który umożliwia elastyczne kompletowanie zamówień dzięki mobilnym robotom poruszającym się po magazynie. CarryPick współpracuje z regałami mobilnymi, które mogą być łatwo dostosowywane do zmieniających się
potrzeb magazynowych. Swisslog oferuje również system AutoPiQ, który wykorzystuje roboty współpracujące (koboty) do automatycznej kompletacji zamówień z wykorzystaniem technologii rozpoznawania obrazu. Kolejnym elementem sytemu jest SynQ – zaawansowane oprogramowanie zarządzające magazynem, które integruje zarządzanie flotą robotów z systemami WMS i ERP, umożliwiając optymalizację przepływu towarów oraz pełną automatyzację procesów logistycznych. Bezpieczeństwo to kolejny atut. Dzięki zaawansowanym systemom wykrywania kolizji, systemy AMR minimalizują ryzyko wypadków, co jest istotne w środowiskach, gdzie maszyny współdziałają z ludźmi. Dodatkowo ich kompaktowe wymiary pozwalają na pracę w ciasnych przestrzeniach. W praktyce roboty mobilne znajdują zastosowanie w magazynach o różnej skali – od małych firm po gigantyczne centra dystrybucyjne. Ich zdolność do współpracy z innymi technologiami, takimi jak AS/RS, czyni je wszechstronnym narzędziem w logistyce.
Technologie RFID i IoT w zarządzaniu zasobami
Technologie RFID (Radio Frequency Identification) i IoT (Internet of Things) odgrywają coraz większą rolę w zarządzaniu zasobami magazynowymi. RFID pozwala na bezkontaktowe śledzenie towarów za pomocą fal radiowych, co eliminuje potrzebę ręcznego skanowania kodów kreskowych. To rozwiązanie jest szczególnie cenione w magazynach o dużej rotacji produktów. Mimo że kody kreskowe czy kody 2D są cały czas podstawowym wsparciem w obszarze, jakim jest logistyka magazynowa, ich użycie może wiązać się z pewnymi komplikacjami. Przede wszystkim należy zwrócić uwagę, że w porówna-
niu z RFID są one w bardzo małym stopniu odporne na ścieranie, uszkodzenia i inne czynniki powodujące osłabienie czytelności oznaczeń. Wynika to z faktu, że w kodach kreskowych stosuje się standardowy druk (choć są wyjątki polegające np. na laserowym grawerowaniu kodów na produktach), który jest stosunkowo mało wytrzymały –zwłaszcza przy długotrwałej ekspozycji na światło słoneczne czy wilgoć.
Radiowa technologia RFID wykorzystuje naklejane na magazynowane towary znaczniki, nazywane tagami RFID, które wyposażone są w niewielki układ scalony i antenę, dzięki czemu komunikują się bezprzewodowo z czytnikami w określonym zakresie częstotliwości. Dzięki temu RFID umożliwia automatyzację procesów identyfikacyjnych bez konieczności bezpośredniej widoczności między tagiem a czytnikiem, co stanowi kluczową przewagę nad kodami kreskowymi i kodami 2D.
Dzięki RFID każda paleta, paczka czy nawet pojedynczy przedmiot może być oznaczony tagiem, który przechowuje dane o lokalizacji, statusie i historii produktu. W połączeniu z systemami WMS, technologia ta pozwala na bieżące monitorowanie zapasów, co minimalizuje ryzyko braków lub nadwyżek. Jednym z głównych atutów RFID jest możliwość odczytu wielu tagów jednocześnie, co znacząco przyspiesza inwentaryzację i kontrolę zapasów w magazynach. W przeciwieństwie do kodów kreskowych, które wymagają skanowania każdego elementu osobno, RFID pozwala na masowy odczyt danych w czasie rzeczywistym. To szczególnie istotne w dużych magazynach lub centrach dystrybucji, gdzie zarządzanie tysiącami pozycji odbywa się na poziomie minut, a nie godzin.
Systemy RFID bardzo często współpracują w magazynach z Przemysło-
AUTOMATYZACJA WPŁYWA RÓWNIEŻ
I AUTONOMICZNE POJAZDY PRZEJMUJĄ NIEBEZPIECZNE ZADANIA, TAKIE JAK
wym Internetem Rzeczy (IIoT). Urządzenia, takie jak: czujniki temperatury, wilgotności czy ruchu komunikują się ze sobą w czasie rzeczywistym, dostarczając danych do centralnego systemu, który koordynuje te dane np. z ruchem towarów monitorowanym na podstawie odczytów w tagów RFID.
Przykładem zastosowania technologii RFID i IoT są rozwiązania oferowane przez Hörmann Logistik. Firma ta specjalizuje się w systemach transportu wewnętrznego oraz składowania, które wykorzystują nowoczesne technologie do zarządzania przepływem towarów. Dzięki temu możliwe jest zwiększenie wydajności operacyjnej oraz optymalizacja kosztów logistycznych. W ofercie Hörmann Logistik znajdują się zaawansowane systemy transportu paletowego oraz systemy przenośników taśmowych i rolkowych, które integrują się z technologią RFID, umożliwiając śledzenie towarów w czasie rzeczywistym. Firma oferuje również rozwiązania z zakresu automatycznych systemów składowania, takich jak układnice oraz regały wysokiego składowania, które pozwalają na maksymalne wykorzystanie przestrzeni magazynowej.
Hörmann Logistik rozwija również inteligentne systemy zarządzania magazynem, które integrują technologie IoT, umożliwiając monitorowanie i optymalizację przepływu towarów oraz automatyzację procesów logistycznych.
Zastosowanie RFID i IoT zwiększa przejrzystość procesów. Pracownicy
i menedżerowie mogą w każdej chwili sprawdzić, gdzie znajduje się dany towar i w jakim jest stanie. To szczególnie ważne w branżach wymagających ścisłej kontroli nad przepływami towarów, takich jak: przemysł spożywczy i farmaceutyczny.
Integracja tych technologii z automatycznymi systemami AS/RS czy AMR, tworzy spójny ekosystem. Na przykład roboty mobilne mogą używać danych RFID do szybszego lokalizowania produktów, co skraca czas realizacji zamówień. Kolejną zaletą jest redukcja kosztów wynikających z błędów. Tradycyjne metody inwentaryzacji są czasochłonne i podatne na pomyłki, podczas gdy RFID i IoT automatyzują ten proces, zapewniając dokładność na poziomie 99 %. To z kolei przekłada się na lepsze planowanie i wykorzystanie zasobów.
Systemy WMS –oprogramowanie wspierające automatyzację procesów magazynowych Systemy WMS (Warehouse Management System) to mózg nowoczesnych magazynów. Koordynują wszystkie procesy, począwszy od przyjęcia towaru po jego wysyłkę. Systemy WMS integrowane są z urządzeniami automatyzacji magazyny, takimi jak omówione systemy AS/RS czy roboty AMR, zapewniając płynną komunikację między maszynami a użytkownikami. Dzięki temu każda operacja – od składowa-
nia po kompletację – jest realizowana zgodnie z precyzyjnym harmonogramem, co eliminuje chaos i opóźnienia. Jedną z kluczowych funkcji WMS jest zarządzanie zapasami. System na bieżąco aktualizuje dane o dostępnych produktach, przewidując przyszłe potrzeby i braki magazynowe. Integracja z innymi narzędziami IT firmy, jak system ERP, platforma e-Commerce B2B, czy CRM, rozszerza funkcjonalność WMS, tworząc spójny ekosystem informatyczny. System WMS optymalizuje realizację wszystkich procesów magazynowych: od przyjęcia towaru, przez jego składowanie, aż po finalną wysyłkę. Każdy z tych czynności jest automatycznie rejestrowana w systemie, co pozwala na natychmiastową aktualizację danych magazynowych. Następnie algorytmy WMS efektywnie kierują rozmieszczeniem produktów, maksymalizując wykorzystanie dostępnej przestrzeni.
W tym miejscu warto podkreślić, że system WMS monitoruje ilości i lokalizacje wszystkich produktów w magazynie, co przekłada się na efektywne wykorzystanie przestrzeni magazynowej przez zoptymalizowane rozmieszczenie produktów. WMS kontroluje takie procesy, jak: zarządzanie regałami, strefami magazynowymi i trasami kompletacji. System kontroluje również przyjmowanie towarów do magazynu i ich wysyłkę. Automatyzuje i monitoruje te procesy, co przyspiesza operacje i minimalizuje ryzyko błędów. WMS śledzi i zarządza zamówieniami od momentu ich złożenia przez klienta, aż do wysłania towaru. Automatycznie przypisuje i aktualizuje też status zamówienia. Co więcej, nowoczesny system WMS można konfigurować pod kątem indywidualnych wymagań magazynu, a także skalować w miarę rozwoju firmy. W połączeniu z technologiami RFID i IoT WMS zapewnia wszechstronną przejrzystość operacji. Wdrożenie systemu przynosi firmom szereg korzyści. Przede wszystkim automatyzacja procesów magazynowych znacząco zwiększa efektywność pracy. Dzięki precyzyjnemu zarządzaniu zapasami redukowane jest ryzyko pomyłek i strat towarowych. WMS umożliwia również śledzenie produktów w cza-
sie rzeczywistym, co poprawia kontrolę nad stanami magazynowymi. Ułatwia to planowanie i realizację zamówień, co z kolei przekłada się na większą satysfakcję klientów. W praktyce WMS wspiera także obsługę zwrotów, co jest kluczowe w branży e-commerce. System automatycznie rejestruje zwracane towary, kierując je do odpowiednich stref magazynu, co przyspiesza ponowne wprowadzenie ich do obiegu.
Integracja z ERP i rozwiązaniami chmurowymi
Integracja systemów WMS z ERP (Enterprise Resource Planning) tworzy spójny ekosystem, w którym dane płyną bez przeszkód między magazynem a innymi działami firmy. Dzięki temu zarządzanie zapasami, finansami i łańcuchem dostaw jest zsynchronizowane, co zwiększa efektywność operacyjną. System ERP dostarcza do systemu WMS informacji o zamówieniach, dostawach i prognozach sprzedaży, podczas gdy
WMS przekazuje dane zwrotne o realizacji procesów magazynowych. Rozwiązania chmurowe zwiększają skalowalność systemów magazynowych oraz umożliwiają zdalne zarządzanie operacjami logistycznymi. Pozwalają również na szybkie wdrożenie nowych funkcjonalności oraz aktualizacji oprogramowania bez konieczności ingerencji w lokalną infrastrukturę IT. W okresach wzmożonego ruchu systemy chmurowe mogą dynamicznie zwiększać swoją moc obliczeniową, zapewniając ciągłość działania. To rozwiązanie jest szczególnie cenione w branży e-commerce, gdzie każda sekunda przestoju oznacza straty.
Integracja z ERP i chmurą wspiera także analitykę przepływów magazynowych. Dane gromadzone przez system WMS mogą być wykorzystywane do tworzenia szczegółowych raportów i prognoz, co pomaga w podejmowaniu strategicznych decyzji. To szczególnie ważne w dynamicznie zmieniającym się środowisku logistycznym.
Poznaj europejskie partnerstwa i dowiedz się jak uzyskać unijne środki na realizację projektów B+R w Przemyśle 4.0 w ramach programu Horyzont Europa.
Sztuczna inteligencja w predykcji i optymalizacji procesów
Sztuczna inteligencja (AI) to skuteczne narzędzie predykcji i optymalizacji gospodarki magazynowej. Algorytmy
AI analizują dane historyczne i bieżące, przewidując zapotrzebowanie na towary i sugerując optymalne rozmieszczenie zapasów.
AI wspiera również optymalizację tras kompletacji zamówień oraz zarządzanie pracą robotów mobilnych AMR. Swisslog Polska oferuje rozwiązania wykorzystujące sztuczną inteligencję do optymalizacji procesów logistycznych, co pozwala na zwiększenie wydajności oraz redukcję kosztów operacyjnych. W ofercie Swisslog Polska znajdują się m.in. systemy SynQ AI, które integrują zarządzanie flotą robotów z zaawansowaną analityką danych, umożliwiając dynamiczną optymalizację w czasie rzeczywistym. Rozwiązanie Swisslog AutoPiQ z użyciem kobotów wspomaga proces kompletacji zamó-
Do naszych głównych aktywności należą:
✔ pomoc w pozyskaniu europejskich partnerów i źródeł finansowania dla wspólnych projektów, ✔ reprezentowanie polskich podmiotów na forum międzynarodowym, ✔organizowanie szkoleń, warsztatów i sesji networkingowych, ✔ prowadzenie indywidualnych konsultacji
Naszą ofertę kierujemy do firm działających w obszarach:
✔ technologie produkcji
✔ sztuczna inteligencja
✔ przetwarzanie w chmurze
✔ fotonika
✔ inteligentne sieci i usługi
Kto może skorzystać z naszego wsparcia? przedsiębiorstwa, startupy, uczelnie wyższe, jednostki naukowe, fundacje, stowarzyszenia, klastry oraz organizacje międzynarodowe.
wień, stosując zaawansowane algorytmy rozpoznawania obrazu. Dodatkowo Swisslog wspiera predykcyjne zarządzanie zapasami dzięki wykorzystaniu machine learning w systemach zarządzania magazynem, co pozwala na precyzyjne prognozowanie popytu i optymalizację stanów magazynowych. AI wspiera także predykcyjne utrzymanie ruchu. Analizując dane z czujników IoT zamontowanych w urządzeniach, takich jak systemy AS/RS, sztuczna inteligencja może przewidzieć potencjalne awarie i zaplanować konserwację, zanim dojdzie do przestoju. Dzięki wykorzystaniu machine learning możliwe jest również automatyczne dostosowywanie strategii magazynowych do zmieniających się warunków rynkowych. Systemy oparte na AI uczą się na podstawie danych, co pozwala na dynamiczną optymalizację procesów magazynowych.
Jednym z wyzwań jest jednak konieczność odpowiedniego przygotowania danych. AI wymaga dużych ilości informacji, by działać efektywnie, co oznacza, że firmy muszą zainwestować w ich gromadzenie i oczyszczanie.
Koszty początkowe i zwrot z inwestycji
Wdrożenie automatyzacji procesów magazynowych wiąże się z wysokimi kosztami początkowymi, co często stanowi barierę dla mniejszych firm. Zakup systemów AS/RS od Dematic Polska, robotów mobilnych firmy Swisslog Polska czy oprogramowania WMS od PSI Polska wymaga znacznych nakładów na sprzęt, instalację i integrację. Koszty te obejmują nie tylko technologię, ale także infrastrukturę. Modernizacja magazynu, taka jak instalacja regałów wysokiego składowania czy przystosowanie podłóg do ruchu AMR, może dodatkowo podnieść budżet. Hörmann Logistik podkreśla, że odpowiednie przygotowanie przestrzeni jest kluczowe dla sukcesu wdrożenia.
Szkolenie personelu to kolejny istotny wydatek. Chociaż automatyzacja redukuje potrzebę zaangażowania ludzi w rutynowe zadania, pracownicy muszą nauczyć się obsługiwać i nadzorować nowe systemy. Firmy takie jak Dematic Polska oferują kompleksowe
SYSTEMY WMS (WAREHOUSE MANAGEMENT SYSTEM) TO MÓZG
NOWOCZESNYCH MAGAZYNÓW. KOORDYNUJĄ WSZYSTKIE PROCESY, POCZĄWSZY OD PRZYJĘCIA TOWARU PO JEGO WYSYŁKĘ.
programy szkoleniowe, co jednak generuje dodatkowe koszty. Integracja z istniejącymi systemami, takimi jak ERP czy WMS, również wymaga inwestycji. Proces ten może być czasochłonny i wymagać wsparcia specjalistów IT, co zwiększa początkowy budżet. PSI Polska dostarcza rozwiązania, które minimalizują te trudności, ale koszty pozostają zauważalne.
Mimo wysokich nakładów, zwrot z inwestycji ROI (Return on Investment) w automatyzację systemów magazynowych jest dość szybki. Redukcja kosztów pracy, wynikająca z mniejszej liczby zatrudnionych osób, pozwala na oszczędności już w pier wszym roku. Swisslog Polska szacuje, że roboty mobilne AMR mogą obniżyć wydatki operacyjne o 20 %, a nawet o 30 %.
Zwiększona wydajność to kolejny czynnik przyspieszający ROI. Systemy AS/RS i AMR umożliwiają szybszą kompletację i wysyłkę zamówień, co przekłada się na większą przepustowość magazynu i wyższe przychody. Firma Dematic Polska podkreśla, że ich rozwiązania mogą zwiększyć efektywność nawet o 50 %. Redukcja błędów również wpływa na ROI. Manualne procesy generują straty związane z pomyłkami, takimi jak błędna wysyłka czy zgubienie towaru. W praktyce ROI zależy od skali wdrożenia i specyfiki magazynu. Duże centra dystrybucyjne mogą osiągnąć zwrot w ciągu 2-3 lat, podczas gdy mniejsze firmy mogą potrzebować więcej czasu. Kluczowe jest dokładne zaplanowanie inwestycji i wybór odpowiednich technologii.
Przyszłość automatyzacji magazynowej
Przyszłość automatyzacji magazynowej zmierza w kierunku pełnej autonomii, gdzie ludzie będą odgrywać jedynie rolę nadzorczą. Rozwój robotyki i sys-
temów AI otwiera nowe możliwości, umożliwiając tworzenie magazynów działających bez przerwy i bez ludzkiej interwencji. Sztuczna inteligencja będzie kluczowym elementem autonomicznych magazynów. Algorytmy AI pozwolą na przewidywanie popytu, optymalizację zapasów i zarządzanie całym łańcuchem dostaw bez udziału człowieka. To krok w stronę inteligentnych, samouczących się systemów.
Autonomiczne magazyny bez udziału człowieka to wizja, która staje się coraz bardziej realna. Systemy AS/ RS połączone z systemami AMR i WMS, mogą już teraz obsługiwać większość procesów magazynowych niezależnie od człowieka. W przyszłości takie obiekty będą standardem w dużych centrach logistycznych.
Technologia 5G oraz Wi-Fi 7 umożliwiają szybką komunikację między urządzeniami IoT oraz robotami magazynowymi, co zwiększa efektywność zarządzania zasobami oraz precyzję operacji logistycznych. Dzięki temu możliwe jest wdrażanie w pełni zautomatyzowanych magazynów, które samodzielnie realizują procesy kompletacji i pakowania zamówień. Rozwój robotyki umożliwia tworzenie inteligentnych magazynów, w których roboty współpracują z ludźmi, wspierając ich w wykonywaniu złożonych zadań. Automatyzacja magazynowa zmierza w kierunku większej elastyczności oraz personalizacji procesów logistycznych. Dzięki wykorzystaniu AI oraz zaawansowanych algorytmów predykcyjnych możliwe będzie dostosowywanie strategii magazynowych do indywidualnych potrzeb klientów. Przewiduje się, że tego typu rozwiązania pojawią się na rynku nie dalej niż za pięć lat.
dr inż. Marcin Bieńkowski AUTOMATYKA
System pick-by-light
Inwestycja w przyszłość magazynów i centrów dystrybucji
Błędy w kompletacji zamówień? Koszty operacyjne wciąż rosną, a wydajność pracowników spada? System pick-by-light, innowacyjne rozwiązanie optymalizujące proces obsługi zamówień, wyeliminuje pomyłki i znacząco wpłynie na zarządzanie doświadczeniem klienta. A to dopiero początek listy jego zalet.
Współczesne magazyny i centra dystrybucji stoją przed wyzwaniem zapewnienia maksymalnej efektywności operacyjnej przy jednoczesnym utrzymaniu wysokiej jakości obsługi klienta. Technologia pick-by-light stała się jednym z rozwiązań, znacząco poprawiających wydajność kompletacji zamówień. W artykule omówimy, jak działa system pick-by-light, jakie korzyści niesie ze sobą jego wdrożenie oraz dlaczego warto wybrać markę CAPTRON jako partnera w optymalizacji procesów intralogistycznych.
Jak działa system pick-by-light?
Pick-by-light wspiera proces kompletacji zamówień dzięki połączeniu zaawansowanej technologii oraz zintegrowanych z nią systemów do zarządzania magazynem. Rozwiązanie to działa na zasadzie wykorzystania sygnałów świetlnych do wskazywania pracownikom miejsc, z których mają pobrać towar. W przypadku rozwiązania CAPTRON Solutions, na regałach montowane są taśmy smartLED, które wskazują użytkownikowi odpowiednią półkę z produktem. Wyświetlacze po-
kazują szczegóły zamówienia, a dodatkowo pracownicy mogą potwierdzać pobranie towaru za pomocą przycisków pojemnościowych. Proces jest sterowany przez intuicyjne oprogramowanie, które zarządza i monitoruje postępy kompletacji w czasie rzeczywistym.
Jakie korzyści przynosi wdrożenie systemu pick-by-light Zwiększenie wydajności
i redukcja błędów w magazynie W porównaniu do tradycyjnych metod, wskazania świetlne znacząco skracają czas potrzebny na odnalezienie produktu, zintegrowane systemy optymalizują trasy poruszania się użytkowników i minimalizują ryzyko pomyłek. Pracownicy nie muszą już ręcznie przeszukiwać magazynu, dzięki czemu mogą obsługiwać większą liczbę zamówień w krótszym czasie.
Optymalizacja przestrzeni magazynowej System pick-by-light wspiera również organizację przestrzeni magazynowej. Dzięki precyzyjnemu zarządzaniu procesem kompletacji, możliwe jest bardziej efektywne wykorzystanie dostępnej powierzchni. Pracownicy magazynu mają łatwiejszy dostęp do produktów, co umożliwia lepsze rozmieszczenie towarów i zwiększenie efektywności całego procesu logistycznego. W rezultacie magazyn może pomieścić więcej towaru na tej samej powierzchni, co obniża koszty przechowywania.
Zwiększenie elastyczności i skalowalności System pick-by-light jest elastyczny i skalowalny, co oznacza, że można
go łatwo dostosować do zmieniających się potrzeb magazynu. System umożliwia szybką i efektywną adaptację do nowych warunków operacyjnych, jakie wynikają np. z nowego asortymentu, zmian w procesach logistycznych czy potrzeby zwiększenia liczby stanowisk roboczych.
Jak osiągnąć najwyższą precyzję i wydajność dzięki pick-by-light?
Podejmując decyzję o wdrożeniu rozwiązania pick-by-light warto wybrać dostawcę, którego oferta może zostać dostosowana do indywidualnych potrzeb oraz wielkości przedsiębiorstwa. Systemy oferowane przez CAPTRON są łatwe do wprowadzenia, intuicyjny interfejs pozwala błyskawicznie przyuczyć nowego pracownika, a efekty zastosowanego rozwiązania są widoczne już w pierwszym dniu użytkowania. Udane wdrożenie systemu pick-by-light CAPTRON pozwala zredukować czas kompletacji nawet o 50 %, a jasne instrukcje i lepsza widoczność towarów – zwiększyć wydajność pracowników o blisko 14 %, co wpływa na realne zyski przedsiębiorstwa. Decyzję o wdrożeniu technologii pick-by-light podejmuje coraz więcej polskich przedsiębiorstw. Ta inwestycja ma na celu nie tylko poprawę wyników operacyjnych. Jest także gwarancją na utrzymanie przewagi konkurencyjnej na dynamicznie rozwijającym się rynku.
CAPTRON Sp. z o.o. ul. Towarowa 39/204 61-896 Poznań Polska tel. 61 102 65 25 e-mail: sales@captron.pl www.captron.pl
Technologia RFID Klucz do efektywnej logistyki
Technologia RFID jest obecna na rynku od lat, jednak dzisiaj jej znaczenie w logistyce i magazynowaniu rośnie niezwykle dynamicznie. Nowoczesne, bardziej przystępne cenowo rozwiązania sprawiają, że firmy coraz częściej stosują RFID w celu zwiększania precyzji operacji i eliminowania błędów w dostawach.
Bartlomiej Besz
Turck Vilant Systems to jeden z czołowych dostawców zaawansowanych rozwiązań RFID przeznaczonych dla logistyki i magazynowania. Firma, wywodząca się z sektora przemysłowego, początkowo obsługiwała branże celulozowo-papierniczą, motoryzacyjną i chemiczną. W odpowiedzi na rosnącą złożoność łańcuchów dostaw, jej działalność koncentruje się dziś na maksymalizacji efektywności procesów logistycznych, oferując narzędzia pozwalające na pełną kontrolę nad przepływem towarów i aktywów. – Brak pełnej widoczności w logistyce generuje liczne problemy, takie jak błędy kompletacji czy niedobor y magazynowe, które skutkują opóźnieniami
i dodatkowymi kosztami. RFID pozwala niemal całkowicie wyeliminować te ryzyka, zapewniając automatyzację, dokładność i pełną kontrolę nad przepływem towarów – mówi Bartłomiej Besz, Business Development Manager na Europę Wschodnią w Turck Vilant Systems.
Nowy poziom efektywności Systemy RFID oferowane przez Turck Vilant Systems charakteryzują się istotnymi cechami:
• zapewniają pełną transparentność – umożliwiają śledzenie pojedynczych produktów (np. strzykawek, palet, części zamiennych) i wskazują, kto miał z nimi ostatni kontakt,
• minimalizują błędy operacyjne – automatyczna identyfikacja i kontrola przesyłek eliminuje r yzyko pomyłek w kompletacji, pakowaniu czy wysyłce.
Firmy często mają ogólną wizję systemu śledzenia, ale to eksperci RFID Turck Vilant Systems identyfikują rzeczywiste punkty strat, takie jak błędy wysyłki czy załadunku, i projektują rozwiązania optymalizujące operacje.
„Nie chcę odwiedzać innych lokalizacji – to jak podróż w czasie. To doskonale obrazuje, jak RFID rewolucjonizuje logistykę” – tak po udanym wdrożeniu podsumował korzyści z rozwiązania kierownik jednego z magazynów.
Nowoczesne rozwiązania eliminują konieczność ręcznego skanowania – systemy automatycznie aktualizują dane w czasie rzeczywistym, zapewniając ciągłość i precyzję procesów logistycznych.
RFID jako inwestycja –kalkulator oszczędności
Nowa technologia powinna dostarczać konkretną wartość biznesową, a nie być wdrażana dla samej innowacji. Aby pomóc firmom ocenić korzyści płynące z wyboru RFID, Turck Vilant Systems stworzył kalkulator oszczędności, który pokazuje wpływ automatycznej wer yfikacji przesyłek na redukcję kosztów i oszczędność czasu.
Badania pokazują, że RFID zwiększa prędkość łańcucha dostaw nawet o 82 %, eliminując potrzebę ręcznego skanowania i pozwalając pracownikom magazynowym skupić się na bardziej efektywnych zadaniach. – Nasz kalkulator oszczędności, dostępny na stronie internetowej, jasno pokazuje, jak RFID wpływa na poprawę wydajności i redukcję kosztów operacyjnych – podkreśla Bartłomiej Besz.
Automatyczna kontrola –precyzyjna logistyka bez pomyłek
Rosnące oczekiwania r ynku w zakresie szybkości dostaw zwiększają r yzyko błędów podczas kompletacji, pakowania i załadunku. RFID eliminuje ten problem dzięki automatycznej identyfikacji towarów w czasie rzeczywistym.
– RFID gwarantuje, że podczas kompletacji wszystkie elementy zamówienia są poprawnie przygotowane i spakowane, co pozwala uniknąć pomyłek jeszcze przed wysyłką – wyjaśnia Bartłomiej Besz.
System zapewnia także automatyczną kontrolę poprawności dostaw podczas załadunku, rejestrując wszystkie zdarzenia i dokumentując historię każdej przesyłki. Rezultat? Mniej błędów, wyższa efektywność i większa satysfakcja klientów.
Kosztowne błędy w dostawach Każda pomyłka w dostawie to realne koszty:
• zwroty i ponowne wysyłki,
• rekompensaty dla klientów i kary finansowe,
• utylizacja towaru i korekta błędów ręcznych,
• najbardziej kosztowna – utrata zaufania klienta.
– W większości przypadków zwrot z inwestycji w system RFID następuje w ciągu roku lub dwóch lat – podkreśla Bartłomiej Besz, przywołując sukcesy firm Jysk, Ahlsell i Nowaste Logistics. Korzyści z wdrożenia RFID wykraczają poza aspekty finansowe. Eliminacja błędów w dostawach i niepotrzebnych transportów przyczynia się do redukcji emisji CO₂ i optymalizacji zasobów. Zrównoważony rozwój staje się kluczowym czynnikiem decyzyjnym dla firm.
RFID to nie tylko efektywność operacyjna, ale także istotny krok w stronę bardziej ekologicznej logistyki.
RFID – przyszłość
nowoczesnej logistyki
Nowoczesna logistyka opiera się na:
• większej kontroli nad przepływem towarów,
• eliminacji błędów w kompletacji i wysyłce,
• zwiększeniu szybkości procesów i oszczędności kosztów,
• automatycznej wer yfikacji przesyłek w czasie rzeczywistym,
• mniejszym obciążeniu dla środowiska.
RFID nie jest już przyszłością –to standard nowoczesnej logistyki. Firmy, które wdrażają tę technologię, zyskują przewagę konkurencyjną, minimalizując straty, obniżając koszty i zwiększając satysfakcję klientów.
Czy Twoja firma jest gotowa na tę zmianę? Skontaktuj się z Turck Vilant Systems, by poznać pełne możliwości RFID.
Bartlomiej Besz
Business Development Manager Eastern Europe – Turck Vilant Systems
TURCK Sp. z o.o. ul. Budowlanych 131/4, 45-123 Opole tel. +48 77 4434 800 e-mail: poland@turck.com www.turck.pl
Rozwiązania dla logistyki przyszłości
Trendy w logistyce przyszłości to przede wszystkim digitalizacja transportu, automatyzacja magazynów, transformacja w zarządzaniu łańcuchem dostaw oraz zrównoważony rozwój. Jednym z najnowszych kierunków rewolucjonizujących automatyzację magazynów jest zastosowanie sztucznej inteligencji, dzięki której efektywność i dokładność operacji już weszła na nowy poziom. W ten trend wpisują się działania firmy Cognex.
Firma Cognex właśnie wprowadziła na r ynek pierwszy czytnik kodów oparty na sztucznej inteligencji.
DataMan 290 został stworzony, aby zrewolucjonizować automatyzację magazynów, oferując zaawansowane rozwiązania kształtujące logistykę przyszłości. To urządzenie „zasilane” sztuczną inteligencją jest zaprojektowane do szerokiego zakresu zastosowań, zapewniając niezawodne, dokładne i wydajne odczytywanie kodów w dynamicznych środowiskach magazynowych.
Zwiększenie efektywności i dokładności
DataMan 290 wykorzystuje algorytmy dekodowania wspomagane sztuczną inteligencją i potężne oświetlenie, aby osiągnąć wiodące w branży wskaźniki odczytu, nawet w trudnych warunkach.
Zapewnia to szybkość i dokładność odczytywania kodów, zmniejszając liczbę błędów i zwiększając efektywność. Zdolność do odczytywania wielu kodów w jednym skanie dodatkowo poprawia przepustowość, co czyni go idealnym rozwiązaniem dla szybkich operacji magazynowych.
Bezproblemowa integracja z systemami automatyzacji Jedną z kluczowych zalet DataMan 290 jest jego bezproblemowa integracja z różnymi systemami automatyzacji. Obsługuje wiele protokołów komunikacyjnych, w tym Ethernet i Profinet, co pozwala na łatwe połączenie z istniejącymi systemami zarządzania magazynem (WMS) i systemami sterowania. Dzięki tej elastyczności magazyny mogą optymalizować operacje bez znaczących zakłóceń.
Śledzenie i identyfikacja w czasie rzeczywistym W nowoczesnych magazynach śledzenie i identyfikacja w czasie rzeczywistym są kluczowe dla utrzymania wymaganych zapasów i terminowej realizacji zamówień. DataMan 290 doskonale sprawdza się w tej roli, zapewniając niezawodne przechwytywanie danych, co wspiera efektywne monitorowanie części i paczek w całym obiekcie. Taki poziom śledzenia jest niezbędny do optymalizacji zarządzania zapasami i zwiększenia satysfakcji klientów.
Solidna i niezawodna wydajność
W środowiskach magazynowych mierzymy się z różnymi wyzwaniami, takimi jak zmiany temperatury czy duże zapylenie. Aby im sprostać, czytnik DataMan 290 oferuje solidną konstrukcję, która zapewnia niezawodną wydajność nawet w najtrudniejszych warunkach. Jego trwała konstrukcja minimalizuje przestoje i koszty konserwacji, przyczyniając się do bardziej efektywnej i opłacalnej operacji.
Przyszłościowe operacje magazynowe
W miarę jak magazyny ewoluują, potrzeba skalowalnych i elastycznych rozwiązań staje się coraz ważniejsza. DataMan 290 jest zaprojektowany z myślą o przyszłości, oferując funkcje, które można łatwo zaktualizować lub rozszerzyć w zależności od potrzeb. To sprawia, że magazyny mogą nadążać za postępem technologicznym i utrzymywać przewagę konkurencyjną w branży logistycznej. Wykorzystując możliwości DataMan 290, magazyny mogą optymalizować swoje procesy, zmniejszać liczbę błędów i poprawiać ogólną produktywność, torując drogę dla logistyki przyszłości.
COGNEX POLAND Sp. z o.o. ul. Legnicka 48F, 54-202 Wrocław tel. 71 71 21 086 e-mail: contact.eu@cognex.com www.cognex.com
Autonomiczne wózki AMR PROMAG
– rewolucja w przemyśle
Automatyzacja procesów logistycznych staje się coraz bardziej powszechna. Wraz z postępem technologicznym przedsiębiorstwa szukają sposobów optymalizacji transportu wewnętrznego, eliminacji błędów oraz zwiększenia bezpieczeństwa pracy. Jednym z rozwiązań, które rewolucjonizują logistykę magazynową, są autonomiczne wózki AMR (Autonomous Mobile Robots) oferowane przez spółkę PROMAG.
Nowoczesne roboty mobilne oferowane przez firmę PROMAG znajdują szerokie zastosowanie w przemyśle, a ich implementacja pozwala na osiągnięcie znacznych korzyści operacyjnych.
Do czego służą wózki AMR PROMAG?
Wózki AMR PROMAG to zaawansowane roboty transportowe, które poruszają się autonomicznie po magazynach i halach produkcyjnych bez potrzeby ingerencji w infrastrukturę obiektu. Dzięki zastosowaniu naturalnej nawigacji oraz systemów LIDAR, mogą dynamicznie reagować na przeszkody, optymalizując swoją trasę w czasie
rzeczywistym. Firma PROMAG oferuje wózki autonomiczne platformowe, jak i rozwiązania AMR PROLIFT, które umożliwiają pobieranie ładunków bezpośrednio z posadzki i ich odkładanie na regałach.
Największą zaletą pojazdów AMR jest brak konieczności montowania specjalnych pętli indukcyjnych lub magnetycznych w podłożu. To sprawia, że wdrożenie systemu jest szybkie i nie wymaga kosztownych modyfikacji infrastruktury. Wózki autonomiczne PROMAG są zasilane wydajnymi akumulatorami litowo-żelazowo-fosforanowymi, które pozwalają na pracę nawet przez 14 godzin, a szybkie stacje ładowania skracają czas uzupełniania
energii do 45 minut. Integracja z systemami zarządzania magazynem (WMS) oraz nadrzędnymi systemami ERP sprawia, że są one elastycznym narzędziem wspierającym automatyzację logistyki.
Case study: wdrożenie wózków AMR PROMAG w firmie Clovin
Jednym z przykładów udanej implementacji wózków AMR PROMAG jest projekt zrealizowany w firmie Clovin, która jest polskim producentem środków czystości. Celem wdrożenia było usprawnienie transportu palet oraz automatyzacja procesu pakowania. W zakładzie w Czyżewie zainstalowano 16 autonomicznych robotów AMR, 60 stacji roboczych, system przenośników oraz automatyczną owijarkę pierścieniową. Dzięki temu firma wyeliminowała część wózków widłowych z obszaru hal produkcyjnych, co znacząco wpłynęło na poprawę bezpieczeństwa pracy. Zastąpienie tradycyjnych rozwiązań transportowych systemami autonomicznymi zwiększyło przepływ materiałów, a operatorzy uzyskali możliwość monitorowania i sterowania pracą wózków przez intuicyjne interfejsy. Wózki autonomiczne są zintegrowane z bramami na hali produkcyjnej, co wpływa korzystnie na przepustowość systemu.
Jednym z kluczowych aspektów wdrożenia było zwiększenie elastyczności procesów logistycznych, co zostało zapewnione dzięki możliwości łatwego rozbudowania systemu o kolejne strefy pracy robotów. Dodatko-
wo obniżono koszty operacyjne przez minimalizację interwencji manualnych i usprawnienie obsługi logistycznej.
Korzyści z wdrożenia wózków AMR PROMAG w przemyśle
Wdrożenie autonomicznych robotów transportowych w zakładzie spółki Clovin przyniosło wymierne korzyści w obszarze bezpieczeństwa przez redukcję liczby incydentów transportowych. Eliminacja ryzyka kolizji została osiągnięta dzięki zaawansowanym systemom detekcji przeszkód i algorytmom predykcji trajektorii ruchu zastosowanych w wózkach AMR. W zakresie optymalizacji operacyjnej osiągnięto wzrost efektywności zadań transportowych. Redukcja czasów przestojów jest efektem zarządzania flotą robotów AMR z poziomu aplikacji oraz optymalizacji zadań transportowych przez systemy AI. Aspekt ekonomiczny wdrożenia przejawia się w postaci zmniejszenia kosztów operacyjnych transportu wewnętrznego.
Redukcja zadań realizowanych do tej pory przez operatorów wózków widłowych umożliwiła przesunięcie pracowników do zadań o wyższej wartości dodanej, co dodatkowo zwiększyło efektywność operacyjną przedsiębiorstwa. Z perspektywy środowiskowej, system AMR PROMAG przyczynił się do zmniejszenia emisji CO₂ w porównaniu do konwencjonalnych wózków widłowych oraz redukcji zużycia energii dzięki zaawansowanym algorytmom optymalizacji tras i inteligentnemu zarządzaniu energią.
Przyszłość wózków AMR
Technologia autonomicznych robotów mobilnych rozwija się dynamicznie, a ich przyszłość wiąże się z dalszą integracją z systemami sztucznej inteligencji. Wózki AMR będą realizować jeszcze bardziej skomplikowane zadania, takie jak sortowanie czy segregacja towarów. Poprawie ulegną również ich zdolności adaptacyjne, co pozwoli na pracę w coraz trudniejszych warunkach środowiskowych. Kolejnym krokiem będzie dalsze zwiększanie efektywności energetycznej oraz rozwój nowych modeli umożliwiających transport mniejszych lub większych jednostek ładunkowych.
Wózki AMR PROMAG to przyszłość intralogistyki, zapewniająca firmom wydajność, bezpieczeństwo i elastyczność. Dzięki takim technologiom, jak nawigacja naturalna, integracja z systemami WMS oraz zaawansowane algorytmy optymalizacyjne, przedsiębiorstwa mogą osiągnąć nowy poziom automatyzacji i efektywności procesów logistycznych. W obliczu rosnącej konkurencji i dynamicznych zmian rynkowych inwestycja w rozwiązania AMR staje się kluczowym elementem strategii nowoczesnych firm produkcyjnych i magazynowych.
PROMAG SA
ul. Romana Maya 11 61-371 Poznań tel. 61 655 82 00 e-mail: promag@promag.pl https://promag.pl
AMR – roboty mobilne w małej i średniej firmie
Na naszych oczach automatyzacja i robotyzacja coraz śmielej wkraczają do wielu firm z różnych sektorów, zarówno produkcyjnych, jak i z branży logistycznej. Nacisk na wdrożenia układów automatyki i robotyki jest coraz powszechniejszy, a one same stają się często kluczowym wręcz elementem w strategii rozwoju firm. Między tymi nowoczesnymi technologiami – które wręcz rewolucjonizują sposób funkcjonowania przedsiębiorstw – coraz istotniejsze miejsce zajmują roboty mobilne. Należą do nich rozwiązania autonomiczne AMR (Autonomous Mobile Robots), jak i mniej samodzielne AGV (Automated Guided Vehicles).
Łukasz Wojtczak
Roboty mobilne to nie wątpliwe innowacja w zakresie transportu, która rozkwit ma dopiero przed sobą, ale już widać, z jak wielkim zainteresowaniem przedsiębiorców się spotyka. Zainteresowanie tą technologią jest widoczne nie tylko ze strony dużych firm, liderów wśród producentów czy firm logistycznych – coraz śmielej po takie rozwiązania sięgają również przedsiębiorcy z grona małych i średnich firm. Jak każda inna inwestycja w rozwój przedsiębiorstwa, tak i wdrożenie rozwiązań opartych na r obotach mobilnych to przedsięwzięcie, które może przełożyć się na istotne korzyści. Wiąże się to jednak z wyzwaniami i wymaga rzetelnej analizy przed podjęciem decyzji. W artyk ule zaprezentujemy wstępną analizę, jak skutecznie i sprawnie zaimplementować AMR w małej i średniej firmie produkcyjnej czy logistycznej w Polsce.
AMR a AGV
Autonomiczne roboty mobilne to roboty, których cechą jest zdolność do samodzielnego poruszania się np. po zakładzie produkcyjnym i realizacja – najczęściej – zadań transportu. Kluczowe jest to, że praca odbywa się bez konieczności stałego nadzoru człowieka. Roboty wyposażone są w zaawansowane rozwiązania, takie jak czujniki czy kamery, które zbierają dane i – coraz częściej nadzorowane przez układy sterowania wspierane sztuczną inteligencją – pozwalają na bardzo dużą autonomię ich pracy. Tym samym roboty AMR mają zdolność analizy rzeczywistego otoczenia, co pozwala w naturalny sposób unikać
i omijać przeszkody, a także realizować zadania wymagane od nich, bez względu na zmiany w rzeczywistym otoczeniu. Ta ostatnia cecha rozwiązań AMR odróżnia je od AGV. Roboty AGV operują na stałej ścieżce ruchu i w przypadku pojawienia się przeszkody może dojść do przerwania realizacji zadania. AMR nie wymagają stosowania stałych dróg w formie magnetycznych torów czy zestawu innych „znaków” do orientowania się w przestrzeni. Ta cecha czyni je zdecydowanie bardziej elastycznymi i technicznie przyjaźniejszymi w integracji z istniejącymi w przedsiębiorstwie procesami.
Korzyści z wdrożeń AMR
Obecnie, gdy coraz trudniej o pracowników realizujących żmudne, powtarzające się zadania, przedsiębiorcy poszukują alternatyw – szczególnie tam, gdzie taka praca wiąże się również z np przenoszeniem ciężkich elementów czy odbywa w niesprzyjających warunkach, np. w niskiej temperaturze. Odpowiedzią na potrzeby w tym zakresie może być robotyzacja obszaru intralogistyki w firmie. W początkowym, testowym okresie nie trzeba stosować tego działania w szerokim zakresie. Zwłaszcza dla przedsiębiorstw z grupy MŚP jest to praktyka godna polecenia. To, co sprawdza się w dużej skali, nie zawsze znajduje zastosowanie w mniejszym zakresie wdrożenia. Jednak dobrze poprowadzony proces implementacji rozwiązań robotyki mobilnej w przedsiębiorstwie może przynieść inwestorowi wiele korzyści.
Pierwsza z nich to zwiększenie efektywności pracy przy odpowiedniej skali inwestycji. Relacja AMR do sto -
sowanych aktualnie w firmie wózków widłowych wynosi zwykle 1–3 do 1. Oznacza to, że aby dokonać pełnego zastąpienia pracy realizowanej przez wózki widłowe rozwiązaniami AMR potrzeba ich czasami dwukrotnie, a nawet trzykrotnie więcej. Oczywiście będzie to zależało od potrzeb i charakteru pracy u konkretnego przedsiębiorcy. Należy również mieć na uwadze, że nie zawsze za pójściem w kierunku robotyzacji intralogistyki stoi sama tylko chęć wzrostu efektywności. Nierzadko takie decyzje mają swoje źródło w innych potrzebach. Może za tym przemawiać brak pracowników lub chęć przesunięcia ich do bardziej skomplikowanych zadań. Kolejną korzyścią jest minimalizacja kosztów prowadzenia działalności. Początkowa wartość inwestycji w zakup, uruchomienie i wdrożenie rozwiązań opartych na AMR jest relatywnie wysoka. Z całą pewnością przyniesie zwrot, pamiętać jednak należy o horyzoncie czasowym. Warunkiem szybkiego zwrotu z inwestycji jest m.in. korzystanie w jak największym stopniu z robotów. W praktyce najlepiej, jeśli oznacza to pracę ciągłą przedsiębiorstwa. Układy automatyki i robotyki najlepiej sprawdzają się
tam, gdzie praca jest ciągła. Dobrze jest podjąć analizę nakładów w stosunku do s podziewanych oszczędności wynikających z inwestycji. Pod rozwagę należy wziąć fakt, że roczny koszt utrzymania AMR należy liczyć jako 10 % jego wartości. Nie wynika to z ich awaryjności, jest raczej pochodną tego, że w przypadku awarii, naprawa AMR może okazać się droższa niż popularnego wózka widłowego. Robot AMR, który nie pracuje, nie generuje dodatkowych kosztów. Może być doskonałą alternatywą dla prac sezonowych, gdzie występują duże zwyżki zapotrzebowania na wydajne działania. AMR jest też doskonałym rozwiązaniem dla zadań, których nie ma czasu realizować w czasie produkcji, np. gdy palety są ustawiane w miejscach tymczasowych. Rozwiązaniem – ze szczególnym naciskiem na MŚP – może być zakup tylko jednego robota AMR, który samodzielnie (oczywiście potrzebny jest nadzór nad jego pracą i wsparcie w jego obsłudze), w czasie nocnej przerwy zakładu, wykona zadania transportowe, na które w ciągu dnia personel nie znalazł czasu. Może również dowieźć elementy do montażu do stanowisk pracy dla porannej zmiany.
Celem tego opisu nie jest literalne budowanie scenariuszy, ale zachęta do otwartego spojrzenia na kwestię robotyzacji intralogistyki w małych i średnich przedsiębiorstwach, gdzie kluczem do optymalizacji pracy jest jej sprytna realizacja, w oparciu o dostępne zasoby. Najczęściej źródłem błędów w procesach produkcji czy magazynowania jest człowiek. Wsparcie pracowników systemem, który co do idei nie popełnia błędów, może przynieść wymierną korzyść.
Inne korzyści z wdrożenia AMR są powiązane z kwestiami dotyczącymi bezpieczeństwa. Z założenia, jeśli pracę przejmie robot, nie ma r yzyka, że wypadkowi ulegnie operator. Jednocześnie coraz doskonalsze systemy kontroli i be zpieczeństwa robotów są gwarancją ich poprawnej pracy w otoczeniu człowieka. Przy odpowiedniej skali operowania robotami AMR, dochodzi do wydzielenia całych obszarów, gdzie człowiek nie musi przebywać w czasie jego normalnej aktywności zawodowej, co jeszcze bardziej zwiększa bezpieczeństwo korzystania z rozwiązań zrobotyzowanych. Warto podkreślić, że system zrobotyzowany charakteryzuje się również
TEMAT NUMERU
możliwością skalowania. Elastyczność wynika z tego, że posiadając flotę pojazdów, nie trzeba z nich korzystać stale. Liczba AMR może być obliczona dla określonego wolumenu produkcji i pod tym względem optymalizowana. Spadek liczby zamówień nie pociąga za sobą konieczności ponoszenia kosztów niepracującego personelu, a w przypadku wymagania zwiększenia wydajności, umożliwia elastyczne reagowanie przez uruchomienie kolejnej zmiany, przy relatywnie mniejszej potrzebie wsparcia personelem. Za zakupem kolejnych jednostek może przemawiać rozwój, a także pojawienie się nowych zadań, w których można albo wręcz trzeba stosować roboty. Jako przykład wykorzystania AMR w sposób nieco mniej intuicyjny można wskazać zastosowanie robotów u jednego z producentów kabin do samochodów ciężarowych. Kluczowym elementem ich produkcji jest lakierowanie. Decyduje ono o estetyce, ale ma też przełożenie na trwałość elementu. Jak wspierają zatem produkcję roboty AMR? Otóż niemal na każdym jej etapie pracownik ma do dyspozycji przycisk przywołania AMR. Operator linii, po zauważeniu wady lakierniczej, może wezwać AMR, który podjedzie w określone miejsce i odbierze wadliwą kabinę. Zawiezie ją do lakierni, gdzie zostaną wprowadzone poprawki i naprawioną ponownie umieści w procesie produkcji, we właściwym miejscu. Poza pracownikami żaden inny system, np. transporterów, nie gwarantuje takiej elastyczności i precyzji wykonania tak rozłożonego przestrzennie zadania. Ciekawostką tego wdrożenia jest użycie w pracujących przy tym zadaniu robotach AMR superkondensatorów, a nie baterii. To rozwiązanie łączy w sobie cechy kondensatora (szybkie ładowanie, brak grzania się) z cechami akumulatorów (tj. możliwością dłuższego czasu korzystania z zasilania). W tym przypadku czas, w jakim AMR pokonuje nawet najdłuższą drogę liczony jest w pojedynczych minutach, a ładowanie, które trwa zaledwie dwie minuty odbywa się za pomocą indukcji, w czasie postoju robota. Taki sposób zasilania sprawdzi się w ograniczonej liczbie zasto-
sowań, ale w omawianym przypadku zysk związany z oszczędnością masy i zwiększoną sprawnością pozwolił na zastosowanie takiego rozwiązania.
Obszary zastosowań
Roboty mobilne do zastosowań przemysłowych zyskują na popularności. Gdzie jednak jest ich naturalne środowisko i w jakich sytuacjach warto, by firma szczególnie zainteresowała się tą technologią? Dobrą ilustracją będą zdania „wszystko zaczyna się od marzeń” oraz „granicą jest wyobraźnia”. Procesy realizowane w firmach MŚP są bardzo różne. Nie zawsze dają się wpisać w ramy projektów realizowanych w dużych firmach, czasem przewagę w tym względzie mają małe i średnie przedsiębiorstwa. Wynika ona z ich większej elastyczności, możliwości szybkiej reakcji, realizowaniu zadań, gdzie na równi z wydajnością kładzie się nacisk na jakość, terminowość i relacje. Są to elementy niezwykle istotne. Wdrożenie robotów mobilnych powinno być dokładnie przeanalizowane, ale też rozpatrywane pod kątem tego, co w danej firmie jest najważniejsze i nie zawsze jest to przeliczalne bezpośrednio na pieniądze. Prawdopodobnie pierwszym historycznie i obecnie chyba najpopularniejszym zastosowaniem robotów mobilnych jest ich użycie do transportu materiałów i elementów. Rozwiązania AMR przejmują transport między regałami, wspierają wewnętrzną logistykę, gdzie automatycznie transportują materiały, półwyroby i gotowe produkty między magazynami oraz stanowiskami na liniach produkcyjnych. Są też stosowane do końcowego pakowania i paletyzacji przed wysyłką do klienta. Cechy robotów mobilnych przekładają się na płynność procesów, ich powtarzalność, stabilność oraz szybkość. Kolejne zastosowanie to obsługa maszyn. Nawet firmy, w których produkcja odbywa się w s kali małoseryjnej, coraz częściej stawiają na zrobotyzowaną obsługę maszyn obróbczych czy realizację innych zadań, np. montażowych, z wykorzystaniem cobotów, czyli robotów współpracujących we wspólnej przestrzeni z człowiekiem. W takim środowisku
również roboty mobile odnajdą się znakomicie. Dostawa i odbiór materiałów obrabianych mogą zostać zautomatyzowane w ogromnym stopniu. Na popularności zyskuje kierunek współpracy robotów mobilnych i przemysłowych. Dostępne są rozwiązania AMR z posadowionym już na nich robotem przemysłowym. Takie połączenie sprawdzi się znakomicie tam, gdzie czas obróbki technologicznej na centrum obróbczym jest relatywnie długi, a jeden AMR może obsługiwać kilka centrów. Dla obniżenia kosztów AMR może wozić na sobie robota. Zdecydowanie rozwiązania wspierające obsługę maszyn i stanowisk montażowych to jeszcze nie do końca zagospodarowany obszar aktywności AMR, ale kierunek został już wytyczony.
Wśród pozostałych zastosowań można wymienić rozwiązania mieszane, czyli wsparcie procesów magazynowych w powiązaniu ze stanowiskami montażu i obróbki. Takie hybrydowe podejście może być kuszące tam, gdzie skala produkcji jest mniejsza, a uniwersalność robotów mobilnych pozwala na ich wykorzystanie w zależności od aktualnych potrzeb i w adekwatnej skali.
Analiza opłacalności inwestycji w rozwiązania AMR w MŚP
Nie ulega wątpliwości, że implementacja w firmie rozwiązań robotyki mobilnej to raczej proces niż jednorazowy zakup środków technicznych. Aby jak najlepiej przystawał do potrzeb przedsiębiorstwa, potrzebne jest dobre przygotowanie i zaplanowanie takiego działania. Można zaprezentować krótki zarys, przedstawiający etapy, które należy pokonać na drodze do wprowadzenia i korzystania z tej technologii.
Stan aktualny Pierwszym krokiem powinna być analiza i ocena procesów aktualnie prowadzonych w firmie. Celem jest odszukanie tych obszarów, w których taka inwestycja ma największe szanse powodzenia. Specyfiką MŚP jest mniejsza chęć do r yzyka w zakresie inwestycji w systemy automatyki i robotyki. Dobrze jest brać pod uwagę jak
największe prawdopodobieństwo sukcesu, gdyż skala inwestycji w robotykę mobilną może stanowić znaczącą część budżetu dla mniejszej firmy. Trudności w tym obszarze mogą odbić się na kondycji finansowej przedsiębiorstwa.
Dokładna i rzetelna analiza pokazująca, gdzie w pierwszej kolejności sprawdzą się roboty mobilne, stanowi podstawę do podejmowania dalszych kroków. Zapewne potrzebne będzie wsparcie firmy integrującej takie rozwiązania. MŚP trudno będzie samodzielnie przejść przez analizę rzeczywistych kosztów utrzymania, bez dostępu do sprawdzonych danych, którymi dla odmiany dysponuje dostawca. Taki tandem gwarantuje rzetelność oceny, warunkowaną profesjonalizmem dostawcy, a nie tylko chęcią sprzedaży rozwiązania za wszelką cenę. W praktyce powinno się skupić na tych operacjach, które potencjalnie są z jednej strony najprostsze do robotyzacji, a z drugiej spełniają wymagania założonego celu.
Wpływ na to, że dany obszar zostanie wybrany jako pierwszy do zrobotyzowania mogą mieć różne czynniki, nie tylko koszt. Warto posłużyć się analizą, które operacje intralogistyczne są wąskimi gardłami i gdzie
– patrząc bardzo szeroko na proces –można uzyskać spełnienie założonych celów w jak największym stopniu. Przez szerokie spojrzenie rozumieć trzeba nie tylko zastąpienie tradycyjnego transportu robotami, ale też możliwości ich wykorzystania w sposób ciągły, np. przeniesienie pewnych aktywności na godziny nocne.
Należy także wziąć pod uwagę infrastrukturę zakładu. W przypadku wdrożeń autonomicznych robotów mobilnych krytyczny jest stan posadzki i jakość powierzchni. Może też okazać się, że przestrzeń wymagana do operowania robotów mobilnych jest większa niż w przypadku użytkowana wózków widłowych z operatorami. Tym bardziej, że – jak już wspomniano – dla zapewnienia wydajności potrzebnych może być więcej robotów AMR niż wózków operatorowych.
Wybór platform W zakresie wyboru platformy dostępnych jest obecnie bardzo wiele gotowych rozwiązań. Dla większości zastosowań wystarczą i spełnią wymagania użytkowników opracowania „z półki”. Warto pamiętać, że jeśli zadania są bardzo nietypowe i nie uda się dobrać robota z katalogu, są firmy,
które specjalizują się w opracowaniu i wdrażaniu rozwiązań szytych na miarę. Jedną z takich firm jest Łukasiewicz – PIAP. Jako jednostka badawcza instytut ma z jednej strony wykwalifikowaną kadrę do realizacji zadań w zakresie technicznym, a z drugiej –kontakty z innymi instytutami należącymi do Sieci Badawczej Łukasiewicz, co może być pomocne, gdy mowa o wysokim udziale technologii produkcji w pracy AMR. Dodatkowo wspólnie z Łukasiewicz – PIAP można aplikować w konkursach o fundusze UE, gdzie w części badawczej praca instytutu realizowana jest w 100 %. W analizie technicznej podstawowym parametrem, według którego definiowane są potrzeby, jest udźwig, który musi być dopasowany do charakteru pracy, podobnie jak czas pracy na jednym ładowaniu. W większości wdrożeń im jest on dłuższy, tym lepiej, jednak ważne jest zachowanie rozsądku i optymalizacji rozwiązania. Kolejnym ważnym czynnikiem jest miejsce/ powierzchnia, jakimi dysponuje firma. To wpływa na dobór wielkości robota oraz jego napędu. Warto uwzględnić, czy robot ma zawracać w miejscu czy po okręgu. Bardzo istotna jest jakość posadzki. Gdy nie jest ona najlepsza
TEMAT NUMERU
i nie ma możliwości poprawy stanu rzeczy, rozwiązaniem może być wybór robota na większych kołach. Jednocześnie należy pamiętać, że taka konstrukcja będzie wyższa. Uwzględnić należy m.in. wąskie korytarze, konieczność pokonywania wąskich drzwi, kąt nachylenia posadzki czy najazdy. Istnieje szereg parametrów, które warto przeanalizować przed decyzją o zakupie, aby uniknąć ryzyka, że wybrane rozwiązanie nie będzie odpowiadać oczekiwaniom. Idealnie, jeśli można przeprowadzić testy pracy rozwiązania w warunkach rzeczywistych. Może to być szczególnie istotne w przypadku, gdy trudno o dokładną analizę poprzedzającą. Zdarza się, że MŚP mają lokalizacje w budynkach zróżnicowanych pod względem ich stanu, z różnymi konfiguracjami pomieszczeń, dróg komunikacyjnych itp. Często są to pomieszczenia wynajmowane, bez możliwości wprowadzania istotnych zmian w ich architekturze.
Otoczenie softwarowe robotów mobilnych Dla jak najlepszego wykorzystania możliwości robotów AMR, zapewnienia ich maksymalnej skuteczności i rzeczywistego wsparcia procesów w firmie, powinno być zapewnione ich skomunikowanie z nadrzędnymi systemami informatycznymi w przedsiębiorstwie. Ich efektywność jest największa, gdy wymieniają dane zarówno z systemami zarządzania firmą (ERP), jak i z systemami magazynowanymi klasy WMS. Taka integracja daje szansę optymalnego wykorzystania ich możliwości. Tyle teoria. W praktyce nie wszystkie MŚP dysponują oprogramowaniem rozwiniętym na tyle, żeby pozwalało na swobodną wymianę informacji z robotami. Oczywiście taka komunikacja nie jest warunkiem koniecznym. Możliwe jest sterowanie robotem za pośrednictwem samodzielnego programu do kontroli AMR, zewnętrzna kontrola czujnikiem obecności potwierdzenia dostarczenia ładunku przez AMR albo ręczne wprowadzenie na pewnym etapie takiej informacji przez pracownika. Wydajność takiego rozwiązania będzie może mniejsza, a podatność na błędy
większa, istotne jest jednak coś innego. Nawet MŚP – a może MŚP w szczególności – dla uzyskania przewagi konkurencyjnej, pozostania na r ynku, powiększenia swojego udziału w nim, muszą się rozwijać. Fakt, że środowisko pracy nie jest idealne, a nadrzędny system informatyczny nie jest perfekcyjnie opracowany, nie powinien być ograniczeniem dla wdrażania inwestycji. Celem wdrażania nowości jest –poza poprawą funkcjonowania firmy – jej kontakt z technologiami, aby przy zwiększeniu skali działalności i związanych z tym potrzeb, firma była przygotowana mentalnie i technicznie do asymilacji nowych rozwiązań. Stąd gorąca zachęta do próbowania, inwestowania w rozwój i przeprowadzenie oceny przydatności tych rozwiązań. W przypadku firmy z sektora MŚP nikt nie ma takiej wiedzy, doświadczenia i wyczucia co się sprawdzi, a co nie, jak osoby, które ją tworzyły i czują się z nią związane. Dla poszerzania tej wiedzy i dla jak najlepszego korzystania z coraz to nowszych rozwiązań, potrzebne są czasem inwestycje oznaczające wyjście poza strefę komfortu. Podsumowując – najlepiej, jeśli firma posiada zaawansowane oprogramowania wspierające jej pracę, ale nie jest to warunek kluczowy i konieczny dla wdrożenia robotów mobilnych w firmie. Szczególnie jeśli inwestycja taka potraktowana zostanie jako test technologii w małej skali, np. tylko jednego robota AMR, wspierającego procesy w ograniczonym zakresie.
Obsługa robotów Jak każda technologia, tak i roboty mobilne wymagają odpowiedniego poziomu obsługi i zaangażowania personelu. Z reguły największe potrzeby występują na początku, w czasie uruchamiania rozwiązania. W miarę zdobywania doświadczenia i obycia z robotami ich obsługa staje się intuicyjna. Producentom AMR i oprogramowania do ich kontroli zależy, aby było to jak najprostsze i nie stanowiło bariery dla wdrożenia. Każdy integrator systemu oferuje bardziej lub mniej rozbudowane szkolenia, a regułą jest wspieranie klienta na każdym etapie (oczywista korzyść firmy wdrażają-
cej jest taka, że zadowolony klient najpewniej wróci po kolejne roboty AMR). Jednym z elementów takiego szkolenia jest reagowanie w sytuacji awarii. Ma to szczególne znaczenie z punktu widzenia bezpieczeństwa. Baterie dużych robotów mogą wygenerować bardzo wysokie napięcia i prądy. Niezwykle ważne jest również, aby zarząd firmy stworzył odpowiednie otoczenie dla wdrożenia, w rozumieniu jego celu i skali. Komunikacja, która jest ważna przy każdej zmianie w firmie, tu nabiera szczególnego znaczenia, gdyż to pracownicy magazynu czy hali produkcyjnej będą bezpośrednio zaangażowani w użytkowanie robotów. Przejęcie niektórych zadań przez roboty może wymagać zmiany sposobu pracy, reorganizacji i zerwania z dotychczasowymi przyzwyczajeniami. Te aspekty wdrożenia też mają istotne znaczenie dla korzystania z sukcesem z rozwiązań AMR czy AGV. Nie jest też tajemnicą, że wielu producentów korzysta w zakresie systemów sterowania swoimi rozwiązaniami z oferty dostawców oprogramowania i sterowników. Przykładowo firma Siemens oferuje rozwiązanie, które producent AMR/AGV może implementować w swoim robocie.
Próby i testy Uporanie się z opisanymi wyzwaniami stawia firmę na starcie do etapu wdrożenia rozwiązania i optymalizacji pracy systemu. Nic nie weryfikuje założeń i nie daje w praktyce odpowiedzi na pytania o trafność przyjętych założeń, jak test w rzeczywistych warunkach pracy. Jest to bardzo ważny etap, wspierany przez integratora, gdzie w czasie rzeczywistej aktywności sprawdzane są głównie systemy sterowania i kontroli robotów oraz wprowadzana jest optymalizacja ich pracy. W miarę możliwości szeroko testuje się poprawność wymiany informacji między systemami robotów a oprogramowaniem już wcześniej funkcjonującym w firmie. Doświadczenie podpowiada, że to użytkownicy, którzy mają możliwość codziennej obserwacji pracy systemów, wprowadzają później dalszą optymalizację pracy, jak najlepiej dostosowaną do potrzeb czy zachodzących zmian w środowisku.
Na co zwrócić szczególną uwagę?
Korzyści z implementacji robotów mobilnych są nie do podważenia, jednak mimo wielu niewątpliwych zalet wdrożenia, trzeba też wspomnieć o niedogodnościach i pułapkach z nim związanych.
Inwestycja w AMR to wysoki koszt. W relacji do tradycyjnych rozwiązań zdecydowanie wyższy – z bardzo dużym przybliżeniem można założyć, że koszt jednego robota to kilkadziesiąt tysięcy euro. To znaczna kwota, zwłaszcza jeśli trzymamy się wskaźnika zastępowalności 2–3 do 1. W tej wartości można mieć przez pewien czas i wózek widłowy, i operatora. Ważne jest jednak przyjęcie odpowiedniej perspektywy. Po pier wsze nie chodzi tylko o pieniądze, a po drugie trzeba uwzględnić rolę czasu. W hor yzoncie lat inwestycja się zwraca. Jest to jednak zdecydowanie długoterminowe planowanie i odwlekanie korzyści w czasie. Może to być szczególnie istotne dla firm MŚP, gdzie taka inwestycja może być bardzo odczuwalna finansowo. Sposobem na zminimalizowanie ryzyka jest zastosowanie innych rozwiązań finansowania, np. skorzystanie z leasingu. Drugim ważnym elementem wdrożenia jest stopień skomplikowania im-
plementowanej technologii. W praktyce dla osiągnięcia pełnej wydajności robotów konieczne jest zapewnienie porządku w obszarze ich pracy. Optymalne działanie jest też uzależnione od warstwy informatycznej, czyli zarządzania flotą robotów. Te elementy, szczególnie w początkowym okresie eksploatacji systemu, mogą stanowić wyzwanie. Konieczne jest więc uzbrojenie się w cierpliwość i świadomość, że proces wdrożenia wymaga czasu. Optymalizacja komunikacji robotów z istniejącymi programami w firmie, może stanowić swego rodzaju wysiłek w czasie wdrożenia.
Ważny jest także inny sposób komunikacji. Zmiana często rodzi opór, a wejście w obszar robotyki mobilnej tam, gdzie korzystano z tradycyjnych form transportu, wymaga taktu i wsparcia procesu. Dobra komunikacja w takiej sytuacji jest niezbędna i stanowi ważny element wdrożenia z sukcesem. Robotyzacja i automatyzacja rozwiązań intralogistycznych niewątpliwe przeżywa w ostatnim czasie dynamiczny rozwój. W ciągu zaledwie kilku lat roboty mobilne znalazły szerokie zastosowania praktyczne na coraz odważniej wybieranych polach eksploatacji. Przedsiębiorstwa MŚP, stanowiące kręgosłup gospodarki, nie
mogą pozostać nieświadome tego rozwijającego się kierunku. Szczególne uwarunkowania firm z tego obszaru, ich często bardzo indywidualne wymagania i ograniczenia, stanowią o wy zwaniach, ale jednocześnie o możliwościach sukcesu we wdrażaniu robotów mobilnych. Mnogość istniejących rozwiązań i możliwość ich personalizacji sprawiają, ze rośnie dostępność AMR/AGV dla mniejszych firm, przy jednoczesnej minimalizacji ryzyka takiej inwestycji. Także firmy integratorskie, bazując na coraz większym doświadczeniu, poprawiają ofertę i mogą precyzyjnie dobrać środek techniczny dla osiągnięcia zakładanego w projekcie celu. Elastyczność rozwiązań, adaptacja do skali, możliwości zarezerwowane dla robotów, stanowią o atrakcyjności tej technologii i powinny być zachętą – jeśli nie do testowania technologii od razu, to co najmniej do uważnego śledzenia kierunków, w których rozwijane są roboty mobilne.
Łukasz Wojtczak
dyrektor Programu Współpracy w Obszarze Krajowych i Zagranicznych Projektów Strategicznych i Sektorowych Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP
Jak poprawić precyzję pomiarów w terenie?
Przenośna aparatura pomiarowa
Współczesne prace inżynierskie oraz kontrolne często wymagają wykonywania pomiarów w warunkach terenowych. Wykorzystując kompaktowe i mobilne urządzenia, specjaliści mogą sprawnie zbierać dane i podejmować decyzje w miejscu, w którym się znajdują w danej chwili.
Damian Żabicki
Dostępne na r ynku urządzenia przenośne do wykonywania różnorodnych pomiarów oferują coraz bardziej zaawansowane możliwości, nie ustępując swoim stacjonarnym odpowiednikom. Czego możemy dziś po nich oczekiwać?
Analizatory jakości zasilania
Analizatory jakości zasilania umożliwiają szczegółową ocenę parametrów sieci elektroenergetycznej, co pozwala na identyfikację przyczyn pogorszenia jakości prądu. Choć nie istnieje jedna, oficjalnie przyjęta definicja „jakości energii elektrycznej”, często przytaczany jest opis opracowany przez Advisory Committee on Electromagnetic Compatibility (ACEC) IEC, zgodnie z którym pod uwagę brana jest przede wszystkim ciągłość zasilania oraz parametry napięcia. W tym drugim przypadku mamy na myśli wartość napięcia, niesymetrię, częstotliwość i kształt przebiegu sinusoidalnego. W praktyce analizatory pozwalają mierzyć i analizować m.in. częstotliwość, wahania i skoki napięcia, przerwy w zasilaniu, napięcia przejściowe, asymetrie napięcia i prądu, a także wartości harmoniczne i interharmoniczne. Wielkości mierzalne to przede wszystkim moc (czynna, bierna, pozorna), współczynniki mocy (cos φ, tg φ), współczynniki zniekształceń harmonicznych (THD), wskaźniki migotania światła oraz pomiary związane z ochroną przeciwporażeniową (impedancja pętli zwarcia, parametry wyłączników RCD, rezystancja izolacji, uziemienia i ciągłości połączeń ochronnych). Wymagania prawne określające jakość energii są w Polsce zawarte są przede wszystkim w Rozporządzeniu Ministra Gospodarki i Pracy
z 2004 r. oraz z 2007 r. Inne ważne wytyczne w tym zakresie zawiera Polska Norma PN-EN 50160, która definiuje dopuszczalne wartości parametrów napięcia w sieciach niskiego i średniego napięcia. Analizatory rejestrują parametry sieci w czasie rzeczywistym, nierzadko wykorzystując przekładniki prądowe i dedykowane oprogramowanie komputerowe. Jest ono pomocne przy konfiguracji urządzenia, a także do wykonania szczegółowej analizy oraz prezentacji wyników w formie wykresów czy oscylogramów. Modelowym przykładem analizatora jakości zasilania jest CA 8345, który monitoruje wszystkie zdarzenia w sieci. Dla lepszego zrozumienia zachodzących procesów, trendy i zmiany parametrów sygnałów przedstawia na wykresach, a także wyświetla harmoniczne i interharmoniczne zmiany zgodnie z normą IEC 61000-4-7. Urządzenie wyposażone jest w wygodną możliwość konfigurowania alarmów, które mogą być wysyłane w formie powiadomień na e -mail użytkownika. Analizator rejestruje też stany przejściowe 2,5 µs oraz fale udarowe 12 kV tr wające 500 ns a także wychwytuje i rejestruje prądy rozruchowe. Co istotne, CA 8345 wyposażony został w tr yb monitorowania, który może być użyty do rejestracji kampanii pomiarowych wymaganych do analizy zgodnie z normą PN-EN 50160. Dodatkowa karta SD i pamięć USB umożliwiają pobieranie danych z urządzenia, a zdalna komunikacja z analizatorem realizowana może być na kilka sposobów – przez USB, zdalne łącza, Wi-Fi (bezpośrednio i przez serwer) lub przez RJ45. Co więcej, tryb IRD Server pozwala na wydobycie danych z dowolnego miejsca na świecie. Pomiary wykona-
ne analizatorem CA 8345 można przetwarzać za pomocą oprogramowania Power Analyzer Transfer, dostępnego na stronie producenta.
Kolejny analizator jakości zasilania wart uwagi to bez wątpienia Metrel MI 2892 Power Master. Spośród funkcji pomiarowych, które może zmierzyć, trzeba wymienić napięcie (TRMS, wartości maksymalne, współczynnik szczytu – 5 kanałów), prąd (RMS, wartości maksymalne, współczynnik szczytu – 4 kanały) oraz moc (czynną, bierną i pozorną). Może także dokonać pomiaru mocy, w sposób w pełni zgodny z normą IEEE 1459 (czynna, bierna, podstawowa, harmoniczna, niesymetria obciążeń). Urządzenie może być także przydatne do pomiaru niesymetrii i migotania (flicker) oraz do analizy wyższych harmonicznych i interharmonicznych do 50., pomiar THD.
Oscyloskopy
Wśród parametrów technicznych decydujące o przydatności konkretnego modelu oscyloskopu do określonych zadań, wymienić można m.in. pasmo przenoszenia i maksymalną częstotliwość próbkowania. Pasmo przenoszenia określa najwyższą częstotliwość sygnału, jaką oscyloskop może poprawnie zmierzyć. I tak dla urządzeń warsztatowych mogą to być takie wartości, jak 20 MHz, 100 MHz, 300 MHz lub nawet kilka gigaherców w przypadku profesjonalnych modeli laboratoryjnych. Natomiast częstotliwość próbkowania (samplowania) wyrażana w megapróbkach lub gigapróbkach na sekundę (MS/s, GS/s) decyduje o tym, jak dokładnie zostanie odwzorowany kształt szybkich zmian sygnału. Bardzo istotna jest także pojemność (głębokość) pamięci. Oczywistym jest bowiem, że duża ilość pamięci pozwala na rejestrowanie dłuższych fragmentów przebiegu w wysokiej rozdzielczości.
Standardem w oscyloskopach cyfrowych stały się już rozbudowane funkcje, w tym automatyczne pomiary wartości skutecznej, częstotliwości i amplitudy, czasu narastania sygnału a także przesunięcia fazowego. Dzięki wbudowanemu układowi wyzwalania
(tzw. triggerowi) możliwe jest precyzyjne zatrzymanie obrazu na ekranie w momencie wystąpienia określonego zdarzenia w sygnale. Taka funkcja stanowi ogromne ułatwienie w przypadku konieczności diagnozowania trudno wychwytywalnych anomalii. Coraz częściej spotykaną możliwością jest dekodowanie protokołów transmisji cyfrowej (np. I²C, SPI, UART), a to z kolei przekłada się na duże przyspieszenie analizy komunikacji w urządzeniach mikroprocesorowych i systemach wbudowanych.
Przykładem cyfrowego oscyloskopu przenośnego jest Fluke 190-204/ EU/S. To czterokanałowy oscyloskop akumulatorowy (skopometr) o izolowanej architekturze i paśmie
Innym przykładem przenośnego oscyloskopu z multimetrem jest model GDS307 (70 MHz, pamięć 5M) z ekranem dotykowym. Użytkownik ma do wyboru pasma 200/100/70 MHz i dwa kanały. Maksymalne próbkowanie w tym modelu określono na poziomie 1 GSa/s, a maksymalna pamięć, jaką można uzyskać to 5M na kanał. Komfort użytkowania zapewnia 7” wyświetlacz dotykowy LCD 800 × 480 kolor. Warto zauważyć, że urządzenie ma wbudowany multimetr cyfrowy 50 000 cyfr, a także takie funkcje, jak logger (zapis do 30 000 rekordów, ponowny odczyt zapisanych danych) oraz funkcję pomiaru temperatury oraz loggera. Dodatkowe udogodnienia to wbudowany kalkulator inżyniera, kodowanie
NOWOCZESNE PRZYRZĄDY POMIAROWE
ŁĄCZY KILKA KLUCZOWYCH CECH: WYSOKA DOKŁADNOŚĆ, ROZSZERZONY ZAKRES FUNKCJONALNOŚCI, ŁATWOŚĆ
OBSŁUGI, MOŻLIWOŚĆ REJESTRACJI
DANYCH W PAMIĘCI WEWNĘTRZNEJ CZY PRZESYŁANIA ICH DO CHMURY.
200 MHz. Urządzenie dysponuje czterema izolowanymi kanałami o szerokości pasma 200 MHz, maksymalnej rzeczywistej częstotliwości próbkowania 2,5 GS/s oraz czułości wejściowej 2 mV/dz–100 V/dz. Zakres podstawy czasu wynosi 10 ns/dz–2 min/dz, a sygnalizacja zmiany (zakłóceń) nie przekracza 8 ns. Model ten oferuje trzy tryby nagrywania – oscyloskop, zapis oscyloskopu i wykres trendu. Urządzenie wyposażone zostało w czterokanałowy multimetr z wyświetlaczem 999 cyfr. Można nim wykonać pomiar napięcia AC, DC i AC+DC do 1000 V, pomiar prądów AC, DC i AC+DC (wg przetworników prądu) oraz pomiar częstotliwości, prądu przemiennego, mocy (W, VA, VAr), PF, fazy, temperatury (z czujnikiem temperatury). Warto także zwrócić uwagę na dodatkowe funkcje pomiarowe – Vpeak min, Vpeak max, Vpeak-peak, czas narastania zbocza, czas opadania, PF, szerokość impulsu, AC, dBV, dBm, VPWM AC, VPWM AC+DC.
rezystancji SMD, kodowanie informacji o kolorach, oraz aplikacja wyliczająca wartość tłumienia. Opcjonalnie urządzenie można doposażyć w sondy różnicowe dla uzyskania izolowanych kanałów.
Kamery termowizyjne
Kamery termowizyjne pozwalają na bezkontaktową wizualizację rozkładu temperatury na p owierzchniach różnego typu obiektów, maszyn czy elementów instalacji. Różnią się od innych urządzeń, np. pirometrów tym, że nie rejestrują punktowo a wychwytują promieniowanie podczerwone emitowane przez każdy punkt o bserwowanej sceny. Dzięki temu tworzą dwuwymiarowy obraz cieplny. W efekcie operator zyskuje nie tylko dokładne dane o temperaturze, ale też możliwość szybkiej i intuicyjnej lokalizacji wszelkich anomalii cieplnych, takich jak przegrzewające się elementy instalacji elektrycznej, nieszczelności
Pole widzenia (FOV) [w stopniach]
Rozdzielczość wyświetlacza [w px]
Zakres pomiarowy temperatury [w
Częstotliwość odświeżania:
Dokładność:
Czułość termiczna:
w izolacji budynków czy niewłaściwa praca układów chłodzenia w urządzeniach przemysłowych.
Podstawą działania kamer termowizyjnych jest detektor podczerwieni. Jego zadaniem jest rejestracja promieniowania cieplnego emitowanego przez obiekty o temperaturze wyższej niż zero bezwzględne 0 K (-273,15 °C). Detektor przetwarza strumień promieniowania na sygnał elektryczny, który przetworniki cyfrowe i oprogramowanie przeliczają na wartości temperatury. Następnie dane te wyświetlane są w postaci obrazu termalnego na wbudowanym ekranie. Paleta barw obrazu jest dobierana w taki sposób, aby rozkład temperatury był czytelny, np. przejścia od barwy niebieskiej (niższa temperatura) do czerwonej lub białej (wyższa temperatura). Najnowsze dostępne kamery termowizyjne mogą być wyposażone w funkcję płynnego doboru palety barw, a także nakładania obrazu termalnego na widzialny (funkcja MSX lub IR-Fusion). Takie rozwiązanie ułatwia identyfikację obserwowanych miejsc.
Jeśli chodzi o parametry techniczne, wpływające na skuteczność i precyzję
Dokładność podstawowa (+/-): 3 %
Minimalna ogniskowa: 0.3 m
Czułość termiczna: 50 mK
pomiaru, są to rozdzielczość matrycy detektora (np. 80×80, 160×120, 320×240, 640×480), czułość termiczna (NETD, np. <50 mK), zakres pomiarowy (np. od -20 °C do 350 °C lub nawet ponad 1000 °C w przypadku specjalistycznych kamer) oraz dokładność pomiaru (zazwyczaj ±2 °C lub ±2 % odczytu). W urządzeniach przenośnych bardzo ważnymi cechami jest także ergonomia i wytrzymałość konstrukcji, w tym masa samej kamery, wyprofilowany uchwyt, odporność na wstrząsy oraz wilgoć. Na r ynku dostępne są modele oferujące wymienne obiektywy o różnych kątach widzenia, co ułatwia dostosowanie urządzenia do specyficznych zastosowań. I tak na przykład – w przemyśle energetycznym do inspekcji linii wysokiego napięcia stosuje się często teleobiektywy, które pozwalają na „przybliżenie” obserwowanego miejsca z zachowaniem bezpiecznego dystansu.
Kamera termowizyjna Flir T560 14°, wysokiej klasy urządzenie do precyzyjnych pomiarów temperatury i diagnostyki termicznej. Użytkownik ma do dyspozycji detektor o rozdzielczości 640 × 480 pikseli oraz czułość
Zoom cyfrowy: 4x Czułość termiczna: 0,04 °C
Dokładność: 2 %, 2 °C
Czułość termiczna: 40 mK
termiczną <50 mK @ 30 °C, co pozwala na wykr ywanie nawet niewielkich różnic temperatury. Dokładność pomiaru wynosi ±2 °C lub ±2 % odczytu. Wbudowany aparat cyfrowy o rozdzielczości 5 MP z lampą LED ułatwia dokumentację pomiarów.
Komfort użytkowania zapewnia 4-calowy dotykowy ekran LCD (640 × 480 px) z automatycznym obrotem, a także intuicyjna regulacja ostrości – dostępna w tr ybach ręcznym, kontrastowym oraz z dalmierzem laserowym (LDM). Urządzenie oferuje cyfrowy zoom 1-8x oraz różne palety kolorów, m.in. Żelazo, Tęczowy, Arktyczny i Lawa. Użytkownik może rejestrować obraz wideo w podczerwieni w formatach H.264 lub MPEG-4 przez Wi-Fi oraz MJPEG przez UVC. Kamera obsługuje wymienne karty SD, co ułatwia przechowywanie i transfer danych.
Dodatkowe udogodnienia to automatyczne wyrównanie pozycji lasera na obrazie termowizyjnym oraz możliwość aktualizacji oprogramowania przez USB lub kartę SD. Opcjonalnie urządzenie można doposażyć w dodatkowe obiektywy, co pozwala na dosto-
sowanie pola widzenia do indywidualnych potrzeb użytkownika.
Kamera termowizyjna Sonel KT-520 łączy zaawansowaną technologię obrazowania w podczerwieni z funkcjonalnością, ułatwiającą analizę i raportowanie wyników. Użytkownik może zapisywać obrazy w formacie JPG z pełnymi danymi termicznymi oraz rejestrować filmy IR zarówno na kartę SD, jak i bezpośrednio na dysk komputera. Wbudowany moduł raportów umożliwia tworzenie i drukowanie raportów bezpośrednio z kamery, co znacząco ułatwia dokumentację pomiarów. Kamera oferuje tryb łączenia obrazów MIF, który poprawia jakość i czytelność wyników poprzez nałożenie obrazu termicznego na zdjęcia z wbudowanej kamery światła widzialnego. Dzięki rozbudowanym narzędziom analizy obrazów, użytkownik może precyzyjnie oceniać rozkład temperatury i wykr ywać potencjalne problemy w badanych obiektach. Komfort pracy zwiększa obecność wbudowanego modułu GPS, cyfrowego kompasu oraz wskaźnika laserowego i dalmierza laserowego, co pozwala na dokładną lokalizację punktów pomiarowych.
Czułość termiczna: 150 mK
Częstotliwość odświeżania: 9 Hz
Częstotliwość odświeżania: 9 Hz
Ostrość: ustawiana manualnie
Zasilanie: z urządzenia końcowego
Sonel KT-520 zapewnia szerokie możliwości komunikacji dzięki interfejsom USB typ C, Wi-Fi, Gigabit Ethernet, slotowi SD oraz Bluetooth, co umożliwia szybki transfer danych i integrację z innymi urządzeniami. Cyfrowy zoom pozwala na zbliżenia kluczowych elementów obrazu bez utraty szczegółów. Kamera obsługuje również wymienne obiektywy, które nie wymagają dodatkowej kalibracji u producenta, co czyni ją wyjątkowo elastycznym narzędziem w diagnostyce termicznej.
Multimetry i testery sygnałów analogowych (pętle V, pętle A)
Multimetry i testery sygnałów analogowych pozwalają na szybkie i precyzyjne sprawdzenie podstawowych parametrów układów elektrycznych oraz sygnałów sterujących. Kontrolują napięcie, natężenie i rezystancję w różnorodnych obwodach. Dają także możliwość generowania bądź mierzenia sygnałów prądowych i napięciowych w pętlach pomiarowych (tzw. pętle V oraz pętle A). Są bardzo ważnym narzędziem dla służb utrzymania ruchu w przemyśle, laborato-
×
(standardowy obiektyw),
× 9 (teleobiektyw)
824
Częstotliwość odświeżania: 27 Hz
Zoom cyfrowy: 4x
Czułość termiczna: 40 mK
riów badawczych, a także w pracach serwisowych.
Multimetry są przyrządami wszechstronnymi. Łączą funkcje woltomierza, amperomierza i omomierza. W urządzeniach o wyższej klasie, użytkownik ma do dyspozycji także i inne funkcje, np. pomiar pojemności, częstotliwości, współczynnika wypełnienia impulsów czy test diod.
Testery sygnałów analogowych (np. pętli prądowych 4–20 mA i napięciowych 0–10 V) pełnią szczególnie istotną rolę w automatyce przemysłowej i systemach sterowania. Służą do generowania bądź symulacji standardowych sygnałów pomiarowych, występujących w przetwornikach i czujnikach. Pozwalają też na precyzyjny pomiar tych sygnałów w czasie rzeczywistym. Dzięki temu można sprawdzić poprawność działania regulatorów, programowalnych sterowników (PLC), mierników panelowych czy systemów akwizycji danych, a także skalibrować urządzenia pomiarowe. I tak na przykład, tester może wysłać do układu sygnał 12 mA, sprawdzając, czy sterownik prawidłowo rozpoznaje tę wartość jako 50 % zakresu pomiarowego. Z drugiej strony urządzenie
może przejąć funkcję odbiornika i precyzyjnie zmierzyć sygnał wysyłany przez przetwornik, sprawdzając, czy mieści się on w zdefiniowanych tolerancjach.
Przykładem dostępnych na r ynku urządzeń tego typu jest miernik cęgowy Kyoritsu 120 mA, przeznaczony do bezkontaktowego pomiaru pętli prądowych 4-20 mA oraz pomiaru prądu DC w zakresie 20/100 mA. Dzięki metodzie cęgowej pozwala na kontrolę prądu w automatyce przemysłowej bez konieczności rozwierania obwodu, co znacznie ułatwia i przyspiesza diagnostykę systemów sterowania.
Urządzenie jest wyposażone w podwójny 4-cyfrowy wyświetlacz LCD, który umożliwia jednoczesne wyświetlanie wartości prądu i procentowego wskazania pętli prądowej 4-20 mA. Funkcja adjustacji ZERO pozwala na szybkie zerowanie wskazań przed wykonaniem pomiaru, a wbudowana latarka LED ułatwia pracę w trudnych warunkach oświetleniowych. Częstotliwość próbkowania wynosi 1,67 razy na sekundę, co zapewnia płynne i precyzyjne odczyty.
Dzięki rozstawowi cęgów do 6 mm, miernik jest kompatybilny z większością przewodów używanych w systemach sterowania. Dodatkowe funkcje, takie jak Data Hold (zatrzymanie odczytu), automatyczny wybór zakresu, wskaźnik przekroczenia zakresu, a także Auto Power Off (automatyczne wyłączanie), zwiększają wygodę użytkowania i oszczędzają energię.
Urządzenie spełnia normy bezpieczeństwa CE, CAT II – 300 V, IP40, co gwarantuje ochronę przed przepięciami i niezawodność w wymagających warunkach przemysłowych. Miernik jest zasilany czterema bateriami AA, co zapewnia do 60 godzin pracy na standardowych bateriach węglowo-cynkowych. Jego kompaktowe wymiary (111×61×40 mm) oraz niewielka waga (290 g z bateriami) sprawiają, że jest wygodny w obsłudze i łatwy do przenoszenia.
Innym przykładem jest miernik UT725 firmy UNI-T, przeznaczony do kalibracji pętli prądowych oraz pomiarów temperatury za pomocą termopar. Jedną z kluczowych cech urządzenia jest możliwość pomiaru
napięcia DC w trzech zakresach: 50 mV, 500 mV i 50 V, z dokładnością ±(0,02 % + 2 cyfry), co pozwala na precyzyjne testowanie obwodów elektrycznych. Miernik obsługuje także pomiar prądu DC w zakresie od 0 mA do 24 mA, z równie wysoką dokładnością, co sprawia, że idealnie nadaje się do kontroli pętli prądowych w układach sterowania. Dodatkowo, urządzenie umożliwia pomiar rezystancji w przedziale od 500 Ω do 5000 Ω, z dokładnością ±(0,05 % + 10 cyfr), co pozwala na wer yfikację rezystorów i czujników rezystancyjnych w systemach automatyki.
Oprócz funkcji elektrycznych, UT725 umożliwia pomiar częstotliwości w czterech zakresach: 100 Hz, 1 kHz, 10 kHz i 100 kHz, co czyni go przydatnym narzędziem dla inżynierów zajmujących się diagnostyką układów cyfrowych i sygnałów sterujących. Urządzenie oferuje również zaawansowaną funkcję pomiaru temperatury, obsługując szeroką gamę termopar – od typu K, J i T, przez E, N i B, aż po R i S Zakresy pomiarowe obejmują wartości od -250 °C do 1820 °C, w zależności od rodzaju zastosowanej termopary, co umożliwia pracę w różnorodnych warunkach przemysłowych, od kriogeniki po wysokotemperaturowe procesy hutnicze.
Miernik UT725 wyposażony jest w czytelny wyświetlacz LCD, który zapewnia wygodę użytkowania i precyzyjne odczyty nawet w trudnych warunkach oświetleniowych. Solidna konstrukcja oraz intuicyjna obsługa sprawiają, że urządzenie doskonale sprawdza się zarówno w laboratoriach, jak i w terenie.
Testery kabli sieciowych (RJ, RJ PoE)
Testery kabli sieciowych (RJ, RJ PoE) służącą do szybkiej i precyzyjnej weryfikacji poprawności połączeń przewodów w kablach typu „skrętka” (najczęściej zakończonych złączami RJ-45) oraz do diagnostyki infrastruktury sieciowej, w tym zasilania PoE (Power over Ethernet). Głównym zadaniem tych urządzeń jest sprawdzenie ciągłości sygnału, identyfikacja nieprawidłowego ułożenia żył (zamiany par, zwarć, przerw czy rozparowania żył), a w przy-
padku testerów rozszerzonych – także pomiar długości przewodu, wykrywanie miejsca ewentualnego uszkodzenia oraz kontrola standardów transmisji danych.
W podstawowych testerach RJ45 najczęściej znaleźć można moduł główny oraz moduł zdalny, które podłącza się do obu końców badanego przewodu. Urządzenie przeprowadza test, wysyłając sygnały kontrolne i analizując ich obecność w konkretnych żyłach przewodu. Dzięki temu użytkownik jest w stanie rozpoznać, czy żyły są poprawnie przypisane do standardu T568A lub T568B, czy nie występują zwarcia lub przerwy, a także czy nie występuje „cross” między parami. Urządzenia bardziej zaawansowane wyposażone są w wyświetlacze LCD, funkcje pomiaru długości kabla (na podstawie czasu propagacji sygnału TDR – Time Domain Reflectometer), a nawet w tr yb wykrywania usterek z dokładnością do konkretnej odległości od wtyku. Na r ynku dostępne są także modele z wbudowanym generatorem sygnałowym (tzw. funkcją „toner”). Takie urządzenia znacznie ułatwiają zlokalizowanie konkretnego kabla w gąszczu przewodów w szafie teleinformatycznej.
Testery obsługujące PoE pozwalają dodatkowo na wer yfikację zasilania sieciowego przesyłanego przewodami. Technologia PoE umożliwia dostarczenie prądu do urządzeń końcowych (takich jak punkty dostępowe Wi-Fi, kamery IP czy telefony VoIP) bez konieczności stosowania oddzielnych zasilaczy. Tester PoE może określić, czy switch (lub inny tzw. PSE – Power Sourcing Equipment) faktycznie udostępnia zasilanie na odpowiednich parach, a także wskazać poziom napięcia lub aktualny standard PoE (np. 802.3af, 802.3at, 802.3bt). W bardziej zaawansowanych urządzeniach użytkownik może zaobserwować bieżące obciążenie prądowe oraz sprawdzić maksymalną moc, jaką uzyska urządzenie końcowe (tzw. PD – Powered Device). W kontekście diagnostyki sieci ważne jest również to, że wiele testerów potrafi wykonać proste pomiary prędkości transmisji lub przeprowadzić podstawowe testy jakości sygnału w danej kategorii kabli (np. Cat.5e,
Cat.6, Cat.6A). W przypadku bardziej profesjonalnych przyrządów certyfikujących można uzyskać raport potwierdzający zgodność z normami TIA/EIA czy ISO/IEC, co bywa istotne przy odbiorach instalacji sieciowych w obiektach komercyjnych.
NOYAFA NF-8508 to przykład takiego właśnie, wielofunkcyjnego testera sieciowego, który łączy w sobie zaawansowane funkcje diagnostyczne dla kabli Ethernet, systemów PoE oraz światłowodów. Dzięki szerokiemu zakresowi testów i precyzyjnym pomiarom, urządzenie to jest idealnym rozwiązaniem dla instalatorów sieci, techników IT oraz elektryków zajmujących się infrastrukturą telekomunikacyjną.
Tester pozwala na mapowanie przewodów oraz test ciągłości kabli Cat5 i Cat6, umożliwiając szybką weryfikację poprawności połączeń. Na czytelnym wyświetlaczu LCD użytkownik może odczytać informacje o długości przewodu oraz wykrytych błędach, takich jak zwarcia, przerwania, podziały czy skrzyżowane pary. Urządzenie oferuje również funkcję śledzenia kabli, która za pomocą regulowanego wskaźnika siły sygnału pozwala na odnalezienie konkretnego przewodu w wiązkach, ścianach, sufitach czy innych pomieszczeniach – nawet na dystansie do 300 m. Tester obsługuje również diagnostykę sieci PoE, umożliwiając analizę pinów zasilających, napięcia, polaryzacji oraz sprawdzanie standardów PSE (IEEE 802.3af/at). Dodatkowo urządzenie jest wyposażone w miernik mocy optycznej, który pozwala na pomiar mocy sygnału i strat w światłowodach jednomodowych. Lokalizator uszkodzeń wykorzystujący widzialne czerwone światło umożliwia szybką identyfikację przerw i uszkodzeń w światłowodach, co znacząco przyspiesza diagnostykę problemów w infrastrukturze światłowodowej. Dodatkowe funkcje obejmują test zaciskania złącz RJ45, który sprawdza poprawność zarobienia końcówek przewodów oraz bezkontaktowy detektor napięcia (NCV), zapewniający większe bezpieczeństwo użytkownika przy pracy z instalacjami elektrycznymi. Przykładowym testerem kabli jest Hobbes TEST-i, zaprojektowany
do analizy i diagnostyki szerokiej gamy przewodów komputerowych oraz kabli taśmowych. Urządzenie pozwala na identyfikację zwarć, przerw oraz błędnie podłączonych przewodów, jednocześnie wyświetlając szczegółowe wyniki w tr ybie pin-to-pin na podświetlanym ekranie LCD. Tester obsługuje ponad 18 różnych typów połączeń PC, co czyni go uniwersalnym narzędziem w ser wisach komputerowych i działach IT. Wyniki testów można zapisywać w pamięci urządzenia – do 100 zapisów, co pozwala na późniejszą analizę oraz archiwizację danych.
Dodatkową zaletą jest możliwość przesyłania wyników do komputera przez port USB, co ułatwia dokumentację oraz analizę wyników testów na komputerze. Urządzenie wyposażono również we wskaźnik niskiego poziomu baterii, który informuje użytkownika o konieczności wymiany zasilania, zapewniając ciągłość pracy.
Tester Hobbes TEST-i oferuje szeroką gamę obsługiwanych złączy, w tym IDC40, IDC34, DVI29, HDB15M/F, DB9M/F, COAX, BNC, RJ11, RJ45, 1394-6P, 1394-4P, SATA, USB (A/B), HDMI i RCA, dzięki czemu nadaje się do kompleksowej diagnostyki różnych standardów komunikacji i transmisji danych.
Analizatory sieci przemysłowych
Analizatory sieci przemysłowych są zaawansowanymi przyrządami pomiarowo-diagnostycznymi, przeznaczonymi
do monitorowania, testowania i diagnozowania komunikacji w systemach automatyki i sterowania, wszędzie tam, gdzie wykorzystuje się protokoły takie jak Profibus, Profinet, EtherNet/IP, Modbus TCP, CAN, DeviceNet czy innych odmian Industrial Ethernet. Do ich zadań należy zapewnienie ciągłości i niezawodności transmisji danych pomiędzy urządzeniami (sterownikami PLC, czujnikami, napędami, panelami HMI), co ma istotne znaczenie dla stabilnej pracy linii produkcyjnych, procesów technologicznych i układów sterowania w zakładach przemysłowych.
W zależności od typu sieci i stopnia skomplikowania analizator sieci przemysłowej może pełnić różne funkcje. Oprócz podstawowej weryfikacji poprawności okablowania i topologii sieci, może przeprowadzać także szczegółową analizę ruchu danych na poziomie protokołu, wykrywanie kolizji, błędów CRC czy zbyt długich czasów odpowiedzi. Producenci często oferują urządzenia, które potrafią rejestrować komunikację w czasie rzeczywistym i prezentować ją w postaci czytelnych wykresów lub list pakietów, a to z kolei ułatwia szybkie zlokalizowanie źródła problemu. Bardziej zaawansowane testery dają również możliwość symulacji węzłów sieci i generowania ruchu testowego. Może się to okazać przydatne podczas rozruchu nowych instalacji lub w trakcie rozwiązywania nietypowych usterek.
Wybierając tester, warto wziąć pod uwagę możliwość pracy z różnymi stan-
dardami fizycznymi, takimi jak RS-485 (w sieciach Profibus DP), Ethernet 100 Mb/s lub 1 Gb/s (Profinet, EtherNet/IP, Modbus TCP), a nawet interfejsy optyczne. To pozwala na wykorzystanie analizatorów na różnych etapach istnienia sieci: od budowy i wer yfikacji poprawności okablowania, przez uruchamianie i konfigurację, aż po okresową konserwację i diagnostykę awarii. Na r ynku znaleźć można urządzenia współpracujące z oprogramowaniem na komputery PC lub tablety, co ułatwia zdalne monitorowanie i raportowanie parametrów sieciowych. Nowoczesnym modułem bezprzewodowym przeznaczonym do przesyłania sygnałów cyfrowych i analogowych w systemach automatyki przemysłowej jest m.in. LB BT ADIO MUX-OMNI. Urządzenie składa się z dwóch modułów, z których każdy posiada 16 wejść i wyjść cyfrowych oraz 2 wejścia i wyjścia analogowe, co pozwala na elastyczne zarządzanie sygnałami w różnych aplikacjach. Zestaw wyposażono w złącza antenowe RSMA (żeńskie), a w komplecie znajdują się anteny dookólne Omni z przewodem 1,5 m, co zapewnia stabilne i niezawodne połączenie radiowe.
Moduł charakteryzuje się blokową konstrukcją, co ułatwia jego montaż i integrację z istniejącymi systemami sterowania. Wysoka niezawodność urządzenia potwierdzona jest przez wskaźniki MTTF i MTBF, które wskazują długą żywotność nawet przy intensywnym użytkowaniu w trudnych warunkach przemysłowych. Dla przykładu, przy temperaturze 25 °C i cyklu roboczym 21 %, czas MTTF wynosi aż 1458 lat, natomiast przy temperaturze 40 °C i pełnym obciążeniu wciąż imponujące 219 lat.
Zestaw wyposażony jest w zaawansowane komunikaty diagnostyczne, w tym wskaźnik jakości połączenia radiowego (4 diody LED), status napięcia układów logiki, sygnalizację przeciążeń wyjść cyfrowych oraz informację o połączeniu radiowym FS-LED. Dzięki temu użytkownik może na bieżąco monitorować stan systemu i szybko reagować na ewentualne nieprawidłowości. Pod względem wejść i wyjść moduł oferuje szeroką funkcjonalność.
Wejścia analogowe obsługują sygnały od 0 mA do 20 mA oraz od 0 V do 10 V przy rozdzielczości 12 bitów, co zapewnia precyzyjne odczyty danych. Z kolei wejścia cyfrowe (16 kanałów) pracują przy znamionowym napięciu 24 V DC, przy typowym poborze prądu 2,3 mA na kanał i maksymalnej częstotliwości sygnału 10 Hz.
W zakresie wyjść urządzenie również oferuje wysoką elastyczność. Wyjścia analogowe pracują w zakresie od 0 mA do 20 mA i od 0 V do 10 V, zapewniając precyzyjną kontrolę procesów sterowania. Natomiast wyjścia cyfrowe obsługują prąd do 8 A, co umożliwia sterowanie różnymi urządzeniami wykonawczymi.
Innym urządzeniem tego typu jest NaviTEK NT PRO firmy TREND Networks, wszechstronny tester diagnostyczny, przeznaczony do kompleksowej analizy sieci LAN, zarówno w instalacjach miedzianych, jak i światłowodowych. Urządzenie oferuje rozbudowane funkcje diagnostyczne, umożliwiając instalatorom i administratorom IT precyzyjne testowanie i rozwiązywanie problemów w sieciach Ethernet. Dzięki nowoczesnym rozwiązaniom NaviTEK NT PRO ułatwia weryfikację poprawności instalacji, diagnostykę okablowania oraz szybkie wykrywanie błędów połączeń.
Jednym z ważniejszych elementów funkcjonalnych urządzenia jest zaawansowany pomiar mapy połączeń, który pozwala na analizę konfiguracji sieci oraz wykrywanie wszelkich nieprawidłowości w przewodach miedzianych. Tester obsługuje zarówno IPv4, jak i IPv6, co zapewnia kompatybilność z nowoczesnymi standardami sieciowymi. Urządzenie umożliwia pomiar długości pojedynczych żył kabla, co jest niezwykle przydatne przy lokalizacji uszkodzeń.
NaviTEK NT PRO pozwala na dokładne sprawdzenie map połączeń dla różnych typów kabli, w tym kabli krosowanych, dwuparowych i przemysłowych. Dzięki temu użytkownik może zweryfikować poprawność przypisania par, wykryć zwarcia, przerwy w kablu, błędne rozszycia (split pairs), przewody odwrócone, a także ciągłość ekranu w ekranowanych przewodach LAN.
Dodatkowo urządzenie precyzyjnie określa odległość do przerwy w kablu oraz odległość do zwarcia, co znacznie przyspiesza lokalizację problemów w instalacjach.
Tester jest również wyposażony w funkcję wykrywania PoE oraz PoE+, co pozwala na sprawdzenie, czy dany port sieciowy dostarcza zasilanie do podłączonych urządzeń. Wbudowany generator sygnału akustycznego umożliwia szybkie identyfikowanie i śledzenie kabli w skomplikowanych instalacjach sieciowych.
NaviTEK NT PRO oferuje także testowanie łączności sieciowej poprzez funkcję PING, umożliwiającą sprawdzenie połączenia z hostami w sieci i diagnostykę problemów komunikacyjnych.
Podsumowanie
Nowoczesne przyrządy pomiarowe łączy kilka kluczowych cech: wysoka dokładność, rozszerzony zakres funkcjonalności, łatwość obsługi, możliwość rejestracji danych w pamięci wewnętrznej czy przesyłania ich do chmury. Odpowiedni dobór aparatury i umiejętne korzystanie z niej znacznie usprawnia wykrywanie błędów w transmisji danych, zlokalizowanie źródła zakłóceń czy niestabilności zasilania, a w efekcie – przeciwdziałanie awariom, które w warunkach przemysłowych mogą oznaczać spore koszty przestojów. Urządzenia te wspierają również proces projektowania nowych układów elektronicznych i instalacji, dając możliwość szybkiej weryfikacji przyjętych założeń. Dynamiczny rozwój procesorów, przetworników i interfejsów komunikacyjnych (zarówno przewodowych, jak i be zprzewodowych) sprawia, że na r ynku stale pojawiają się innowacyjne rozwiązania – coraz bardziej kompaktowe, wydajne i intuic yjne. To duże ułatwienie dla osób zajmujących się pomiarami. Dziś mogą one nie tylko zdiagnozować problemy w instalacjach, ale także automatyzować proces kontroli oraz generować rozbudowane raporty.
Damian Żabicki AUTOMATYKA
PoStaw na rozwój zawodowy
Profesjonalne szkolenia dla przemysłu oraz kadry inżynierskiej
Centrum Szkoleniowe Sieć badaw Cza łuka SiewiCz Przemy S łow y inS tyt ut automatyki i Pomiarów PiaP
Centrum Szkoleniowe PiaP
S zkolenia
Programowanie robotów abb –kur s podstawowy -szkolenie u klienta
Programowanie robotów Comau –kurs podstawowy -szkolenie u klienta
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP
Internet Rzeczy rewolucjonizuje obecnie cały świat. Logistyka to jeden z obszarów, w którym zmiany nabierają szczególnie szybkiego tempa. W t ym przypadku kompleksowa sieć obejmująca towary i infrastrukturę IT w całym łańcuchu dostaw stwarza ogromne możliwości – od magazynowania przez proces zamawiania aż po transport. Optymalizacja łańcucha dostaw zapewnia realną przewagę, a jednocześnie może pomóc w zauważalnym obniżeniu kosztów.
Trzon Internetu Rzeczy (Internet of Things, IoT) stanowią dane wymieniane w rozwijającej się, skomunikowanej sieci. Na ich podstawie podejmowane są decyzje o ewentualnych zmianach i ulepszeniach. Z tego względu IoT bazuje na czujnikach, które dostarczają potrzebnych danych. Jednak w większości systemów logistycznych czujniki są zlokalizowane w miejscach, w których nie ma możliwości zapewnienia zasilania ze stałego źródła.
Samowystarczalne czujniki dla optymalnej logistyki VEGA oferuje serię przyrządów pomiarowych opracowanych dla wspomnianych wcześniej zastosowań. Należy do nich samowystarczalny system czujników do pomiaru poziomu oparty na technologii radarowej 80 GHz. Czujniki radarowe zostały zoptymalizowane
specjalnie pod kątem logistyki i kontroli procesów. Wydajność energetyczna stanowiła priorytet przy opracowywaniu tego rozwiązania. Udało się osiągnąć idealne połączenie takich aspektów, jak efektywność pomiaru, bezprzewodowa transmisja danych i niskie zużycie energii. Optymalizacja cyklów pomiarowych pozwala na nawet 10-letnią pracę baterii. Samowystarczalne czujniki VEGA są bezprzewodowe, niedrogie, elastyczne i niezawodne, a także proste w instalacji na zasadzie plug & play Dzięki temu znajdują zastosowanie w wielu różnych aplikacjach – wszędzie tam, gdzie potrzebne jest monitorowanie poziomu, niezależnie od tego, czy pomiar dotyczy zbiorników magazynowych na chemikalia, pojemników na detergenty, które muszą być regularnie wymieniane, czy pojemników na odpady, które oczekują na odbiór.
Szczególnie w logistyce czujniki poziomu są często potrzebne w miejscach, gdzie nie ma dostępu do stałego źródła zasilania. W tej sytuacji samowystarczalne czujniki VEGA są idealnym rozwiązaniem
Pomiar poziomu w kontenerach IBC Autonomiczne czujniki poziomu VEGA można szybko i łatwo zainstalować na kontenerach IBC. Dzięki technologii radarowej możliwy jest pomiar z zewnątrz, co eliminuje konieczność otwierania lub modyfikacji zbiorników. Po instalacji, która ogranicza się do kilku prostych kroków, urządzenie może na stałe pozostawać na zbiorniku i przesyłać wyniki pomiaru poziomu, zarówno w zakładzie, jak i podczas transportu. Nawet zamontowane wysoko czujniki VEGA kilka razy dziennie monitorują poziom w zbiorniku, a następnie bezprzewodowo przekazują te wartości do chmury.
Dostępne z każdego miejsca
Rozwiązanie w zakresie komunikacji czujników jest modułowe – obecnie obsługiwane są standardy NB-IoT oraz LoRa. Zaproponowany przez firmę sposób bazuje na modelu multikomunikacyjnym złożonym z czujnika wyposażonego w kilka standardów bezprzewodowych o niskim poborze mocy. Czujnik wybiera ten, który jest dostępny w danej sytuacji. Jednocześnie możliwa jest implementacja nowych standardów.
VEGA Inventory System
Połączenie z VEGA Inventory System przynosi dodatkowe korzyści. VIS to oprogramowanie VEGA prze -
Czujniki VEGAPULS Air 23 zapewniają ciągły pomiar w zbiornikach z tworzywa sztucznego i bezprzewodową transmisję danych. Mocowanie odbywa się bez ingerencji w zbiornik, za pomocą adaptera przylepnego lub paska zaciskowego
znaczone do wizualizacji danych i planowania logistyki. Samodzielnie określa optymalne zapotrzebowanie i prognozuje kolejne zamówienia na podstawie uzyskanych danych. Autonomiczne czujniki VEGA oferują także wiele innych opcji smart Dane pomiarowe można łatwo zintegrować z innymi platformami i systemami.
VEGA Polska sp. z o.o. ul. Jaworska 13 53-612 Wrocław tel. 71 747 76 00 www.vega.com
Fot. 1. Wskaźniki DD51-E-RF i DD52R-E-RF
Wskaźniki położenia z komunikacją radiową
Nowe oprogramowanie i ulepszone funkcjonalności
Wskaźniki położenia z komunikacją radiową DD51-E-RF oraz DD52R-E-RF służą najczęściej do odczytu nastaw maszyny, dokonywanych ręcznie za pomocą mechanizmów śrubowych. Mogą być stosowane zarówno w najprostszych urządzeniach mających tylko jeden układ regulacji, jak również w rozbudowanych liniach produkcyjnych z kilkudziesięcioma punktami regulacji. Dzięki dwukierunkowej komunikacji radiowej z głównym PLC maszyny, wskaźniki te zn ajdują zastosowanie wszędzie tam, gdzie liczy się jak najkrótszy czas przezbrajania urządzenia i łatwość jego uzyskiwania oraz pełna kontrola wprowadzonych nastaw przed uruchomieniem produkcji.
Uzupełnieniem wskaźników DD51-E-RF oraz DD52R-E-RF (fot. 1) jest wskaźnik położenia z czujnikiem magnetycznym MPI-R10-RF (fot. 2) z taśmą magnetyczną, służący do pomiaru przesuwu liniowego lub kątowego. On również może komunikować się radiowo na tej samej zasadzie, jak opisane we wstępie wskaźniki, co wpływa na skrócenie czasu przezbrojenia oraz kontrolę parametrów, na jakie zostało nastawione urządzenie.
Kompletny system z bezprzewodową komunikacją
Zestaw na maszynę lub linię produkcyjną składa się ze wspomnianych wskaźników (może być również miks wskaźników serii DD i MPI) oraz z jednostki sterującej UC-RF (fot. 3), która stanowi łącznik między wskaźnikami a PLC maszyny.
Ideę działania systemu dość dobrze oddaje schemat (rys. 1), na którym widzimy wskaźniki komunikujące się
bezprzewodowo z jednostką sterującą, podpiętą fizycznie pod PLC. Komunikacja odbywa się dwukierunkowo, co daje bardzo dużo możliwości.
Nowe funkcjonalności
Prezentowane rozwiązanie miało swoją premierę w 2020 r. i było unikalne w skali światowej. Po pięciu latach od wprowadzenia opisanego systemu i zebraniu informacji zwrotnych na jego temat, firma Elesa+Ganter wypracowała nową, zmodyfikowaną wersję z istotnymi ulepszeniami. Gabaryty oraz właściwości mechaniczne pozostają bez zmian, więc w zaprojektowanych urządzeniach nie ma potrzeby wprowadzania modyfikacji.
Do głównych ulepszeń, jakie zostały wprowadzone należy zaliczyć: 1. Skrócenie interwału czasowej komunikacji wskaźnika z jednostką sterującą.
Według wielu producentów maszyn oraz ich końcowych użytkowników, ta modyfikacja jest najważniejsza.
Kontrola pozycji wskaźnika odbywa się na dwa sposoby. Regularne wysyłanie informacji o położeniu (funkcja „heart beat”), może być ustawione indywidualnie dla każdego wskaźni ka w zakresie od 0,5 s do to w każdym wskaźniku możemy systemowo aktywować funkcję „komunikacji natychmiasto wej”, która oznacza, że wsk nik – oprócz wysyłania danych w ustalonym interwale – wyśle dane również w przypadku pojawienia się zmiany w poło żeniu. Dzięki temu czas komu nikacji skraca się do 0,2 s, stotliwość odczytu parametrów w funkcji czasu jest wysoka.
2. Każdy wskaźnik jest identyfiko wany unikalnym numerem Dzięki temu nie ma konieczności przypisywania „net ID” oraz „net channel”, co umożliwia konfigurację systemu oraz zapew nia brak interferencji między urzą dzeniami w pobliżu. Dodatkowo w przypadku pracy wielu maszyn, opartych na bezprzewodowej komunikacji, nie ma r yzyka wystąpienia błędów w komunikacji, ponieważ każdy wskaźnik ma fabrycznie nadany numer ID, a tym samym nie może być pomylony z innym.
Fot. 2. Magnetyczny system pomiarowy z radiową transmisją danych MPI-R10 wraz z czujnikiem FC-MPI i liniałem magnetycznym M-BAND-10
jącą jest osobnym i mierzalnym parametrem.
Taka funkcjonalność umożliwia znalezienie optymalnego położenia dla anteny od jednostki sterującej oraz sprawdzenie, czy wszystkie wskaźniki mają dobrą jakość połączenia radiowego.
3. Wszystkie ustawienia wskaźników można wprowadzić bezpośrednio z PLC maszyny.
Ta modyfikacja daje pełną kontrolę nad wskaźnikami bez konieczności fizycznego kontaktu z nimi. Ponadto skraca czas konfiguracji i pomaga wyeliminować pomyłki oraz pozwala zdalnie sprawdzić/zmienić każdy parametr wskaźnika.
4. Jakość połącz enia pomiędz y wskaźnikiem a jednostką steru-
5. Istnieje możliwość włączenia i wyłączenia zadanej pozycji docelowej dla każdego wskaźnika. Jest to przydatne głównie w przypadku prac serwisowych.
6. Istnieje możliwość wyłączenia wyświetlacza w indywidualnym wskaźniku.
Po aktywowaniu tej funkcji wyświetlacz wyłączy się po ustalonym czasie w przypadku, gdy parametry pozostają bez zmian. Jest to funk-
Fot. 3. Jednostka sterująca UC-RF cja bardzo zbliżona do wygaszacza ekranu w komputerze, co skutkuje wydłużeniem pracy na jednej baterii. Nowa wersja wskaźników z komunikacją radiową ma praktycznie wszystkie funkcje, o które wielokrotnie pytali producenci maszyn, firmy zajmujące się automatyzacją produkcji oraz zakłady produkcyjne, w których modernizuje się linie technologiczne. W związku z tym można spodziewać się nowych, jeszcze bardziej wymagających wdrożeń i zastosowań dla wskaźników z komunikacją radiową.
W przypadku prowadzenia nowego projektu zachęcamy do kontaktu z działem technicznym Elesa+Ganter, który służy pomocą w dobraniu optymalnego rozwiązania dla każdego problemu natury technicznej.
Modułowy system automatyki MOVI-C
Jeden system firmy SEW-EURODRIVE, który zmienia wszystko
Jako lider techniki napędowej i rozwiązań do automatyzacji firma SEW-EURODRIVE uznaje innowacyjność za decydujący czynnik stanowiący podstawę jej zrównoważonego podejścia do opracowywania produktów, procesów i usług. Na każdym etapie działalności niezmiennie stara się uwzględniać potrzeby i wymagania swoich klientów. Co więcej, jedynym sposobem, w jaki może osiągnąć cele środowiskowe i klimatyczne przy jednoczesnym zwiększeniu wartości firmy jest zapewnienie oszczędnego wykorzystania zasobów w całym łańcuchu wartości.
Do dzisiejszych wyzwań należy coraz wyższy poziom automatyzacji oraz dynamiczne, cyfrowe modele biznesowe. Firmy mierzą się z rosnącymi wymaganiami dotyczącymi zrównoważonego rozwoju i aspektami ekonomicznymi. Jednocześnie rosną wymagania klientów, a zakłady produkcyjne w coraz większym stopniu odczuwają brak wykwalifikowanych pracowników. Czy to powód do zmartwień? W żadnym wypadku!
Modułowy system aut omatyki MOVI-C to dowód na to, że nie jesteśmy skazani na skomplikowane rozwiązania. Zapewniamy prostotę, elastyczność oraz szerokie spektrum funkcjonalności, a przy tym wszechstronne rozwiązania, które sprawdzają się zarówno w zastosowaniach decentralnych, jak również w szafach sterowniczych. To pewność i bezpieczeństwo dziś oraz w przyszłości.
MOVI-C znaczy kompleksowość
Idea modułowego systemu automatyki MOVI-C opiera się na tym, że wszystkie komponenty pochodzą od jednego producenta. Dotyczy to wszystkich urządzeń: od inteligentnych silników i falowników po zintegrowane napędy, sterowniki, oprogramowanie oraz intuicyjne narzędzia do projektowania. Wszystkie te komponenty stanowią doskonale zgrany zespół – niezależnie od tego, czy będą zintegrowane z silnikiem w instalacji decentralnej, montowane przy silniku czy instalowane w szafie sterowniczej. W każdym z tych zastosowań MOVI-C oferuje identyczne warunki eksploatacji. Przy niepowtarzalnie dużym wyborze możliwych wariantów nasz system modułowy upraszcza i usprawnia procesy planistyczne i projektowe.
Od razu gotowe do eksploatacji i łatwe w konserwacji
Od uruchomienia po utrzymanie maszyn – MOVI-C zapewnia nowy sposób odciążania pracy hali produkcyjnej. Celem jest realizacja koncepcji plug & produce. Dzięki niej uruchomienie systemów SEW-EURODRIVE nigdy nie było łatwiejsze. Przykładowo za sprawą cyfrowej integracji silników, która udostępnia wszystkie istotne dane, uruchomienie tr wa kilka sekund. Ta technologia ułatwia nie tylko procedurę uruchamiania – również podczas wymiany urządzenia sprawdza, czy podłączony został prawidłowy silnik Gdy wszystkie komponenty do siebie pasują, wszystko staje się o wiele prostsze – to właśnie zapewnia MOVI-C!
Technika szafowa
MOVI-C wyraźnie przyczynia się do usprawnienia i optymalizacji projektu szafy sterowniczej – od falownika, przez okablowanie, po sterowanie, oprogramowanie i komunikację. Nasza kompleksowa platforma pozwala tworzyć nowe rozwiązania szafowe i decentralne, a dodatkowo umożliwia zamianę kosztownego okablowania na technologię jednokablową, która przyczynia się do oszczędności miejsca w szafie sterowniczej. Falowniki dostępne w ramach modułowego systemu automa-
tyki MOVI-C zapewnią więcej wolnego miejsca w szafie sterowniczej.
Falownik MOVITRAC
advanced
Jeżeli potrzebny jest kompaktowy falownik, który ułatwi pracę i jednocześnie zapewni otwartość rozwiązania w zakresie systemów sterowania, falownik MOVITRAC advanced firmy SEW-EURODRIVE jest idealnym rozwiązaniem. Oferuje on szereg korzyści:
• oszczędność czasu – szybkie i proste uruchomienie dzięki elektronicznej tabliczce znamionowej, jak również dzięki zastosowaniu prekonfigurowanych modułów oprogramowania
MOVIKIT,
• prostota – szybka i łatwa wymiana urządzenia w przypadku awarii, bez konieczności użycia komputera, dzięki przenośnemu modułowi do zapisywania wszystkich danych urządzenia,
• otwartość – podłączenie do powszechnie znanych systemów sterowania dzięki wsparciu różnych protokołów sieci przemysłowych oraz profilowi napędu CiA402,
• elastyczność – konfigurowalne bezpieczeństwo funkcjonalne, począwszy od zintegrowanego STO po bardziej wymagające funkcje oraz bezpieczną komunikację.
Opracowany jako uniwersalny falownik, MOVITRAC advanced może
regulować pracę i monitorować zarówno synchroniczne, jak również asynchroniczne silniki trójfazowe z lub bez enkodera, a także silniki asynchroniczne w technologii LSPM lub asynchroniczne i synchroniczne silniki liniowe. Charakteryzuje się szerokim zakresem mocy od 0,25 kW do 315 kW oraz zdolnością przeciążeniową sięgającą 150 %.
Falowniki MOVITRAC advanced zapewniają elastyczność dzięki możliwości zintegrowania złączy komunikacyjnych, które umożliwiają połączenie ze wszystkimi powszechnie znanymi standardami k omunikacyjnymi stosowanymi w systemach sterowania. Można je podłączyć w zależności od potrzeb za pomocą Profinet, EtherNet/IP, EtherCAT/SBusPLUS, Modbus TCP, EtherCAT, CiA 402 lub Powerlink CiA 402.
W przypadku falownika MOVITRAC advanced istnieje również możliwość konfigurowania funkcji bezpieczeństwa (Functional Safety) – począwszy od zintegrowanej funkcjonalności bezpiecznego odłączenia momentu obrotowego STO po bardziej wymagające funkcje bezpieczeństwa oraz bezpieczną komunikację.
MOVITRAC a dvanced to idealne rozwiązanie do aplikacji transportu bliskiego oraz aplikacji ruchowych, takich jak przenośniki taśmowe.
RYNEK
Falownik MOVITRAC classic
Kompaktowy MOVITRAC classic uzupełnia ofertę falowników do szaf sterowniczych S EW-EURODRIVE i jest niezastąpiony w eksploatacji asynchronicznych i synchronicznych silników trójfazowych bez enkoderów. Jego zakres mocy wynosi 0,25–11 kW, a zdolność przeciążeniowa sięga 150 %. MOVITRAC classic to ekspert w sterowaniu silnikami bez enkoderów.
Falownik MOVITRAC classic zapewnia niezawodne sterowanie i monitorowanie asynchronicznych i synchronicznych silników bez enkodera. Urządzenie zajmuje niewiele miejsca w szafie sterowniczej, a dzięki dodatkowym bramkom oferuje elastyczność łączenia różnych systemów sterowania. Falownik można podłączyć za pośrednictwem sieci Profinet, EtherNet/IP, EtherCAT/SBus lub Modbus TCP. Dodatkową zaletą jest możliwość zapewnienia bezpieczeństwa funkcjonalnego zgodnie z indywidualnymi wymaganiami – bez funkcji bezpieczeństwa lub z funkcją bezpieczeństwa STO.
MOVITRAC classic jest idealny do zastosowań związanych z transportem i ruchem, takich jak np przenośniki taśmowe lub dźwignice, czyli w aplikacjach, w których silniki mogą być sterowane bez enkoderów. MOVITRAC classic to dopasowane i ekonomiczne r ozwiązanie do zastosowania wszędzie tam, gdzie prostota liczy się
najbardziej. Korzyści, jakie oferuje
MOVITRAC classic to:
• oszczędność czasu – od razu po dostawie falownik jest gotowy do uruchamiania trójfazowych silników asynchronicznych o tej samej mocy: rozpakuj – podłącz – wprowadź wartości zadane – gotowe!,
• wszechstronność – możliwość połączenia z powszechnie stosowanymi systemami sterowania za pomocą opcjonalnej bramki sieci przemysłowej,
• kompaktowa konstrukcja – niewielkie wymiar y dzięki zwartej budowie w wersjach o mocy do 11 kW,
• optymalna cena – zoptymalizowany stosunek ceny do jakości, np w poziomych i pionowych rozwiązaniach transportowych.
MOVITRAC classic wyróżnia się szerokim zastosowaniem: dźwignice, pozioma/ pionowa technika transportowa, technika transportu bliskiego oraz wiele innych.
Falownik MOVITRAC basic
Kolejnym falownikiem w ofercie firmy SEW-EURODRIVE jest MOVITRAC basic. Jego zalety to:
• szybkość – fabrycznie przystosowany do współpracy z silnikami asynchronicznymi o tej samej moc y: rozpakuj – podłącz – wprowadź wartości zadane – gotowy do działania,
• proste rozwiązanie – możliwość szybkiej i łatwej wymiany urządzenia za pomocą panelu sterowania,
• kompaktowa konstrukcja – bardzo kompaktowe wymiar y pozwalają zaoszczędzić dużo miejsca w szafie sterowniczej,
• wszechstronność – możliwość połączenia z powszechnie znanymi i stosowanymi systemami sterowania za pośrednictwem bramek komunikacyjnych obsługując ych przemysłowe protokoły sieciowe.
Falownik MOVIDRIVE
Czy każdy falownik jest taki sam? Oczywiście, że nie! A czy Państwa maszyny i urządzenia wyposażone są w falowniki?
MOVITRAC BASIC
MOVIDRIVE
Z całą pewnością! Falowniki od dziesięcioleci stosowane są do sterowania układami napędowymi, np. w takich aplikacjach, jak linie transportowe, układnice i układarki regałowe oraz wielu innych modułach maszyn. Korzyści Korzyści z zastosowania falownika MOVIDRIVE:
• oszczędność czasu – szybsze i łatwiejsze uruchomienie dzięki elektronicznej tabliczce znamionowej oraz zastosowaniu prekonfigurowanych aplikacji MOVIKIT,
• redukcja kosztów – zmniejszenie kosztów operacyjnych dzięki zastosowaniu urządzeń do odzyskiwania energii oraz standardowym funkcjom oszczędzania energii dla pracy z częściowym obciążeniem lub trybem czuwania (standby),
• elastyczność – skalowalne funkcje bezpieczeństwa dzięki zintegrowanej funkcji STO wraz z możliwością doposażenia o karty opcyjne, zapewniające wsparcie dla dodatkowych funkcji i bezpieczną komunikację,
• otwartość – łączność z popularnymi systemami sterowania poprzez wsparcie dla różnych protokołów komunikacyjnych.
W obliczu dynamicznych zmian klimatycznych, gospodarczych i politycznych, klienci SEW-EURODRIVE stają przed coraz większymi wyzwaniami, które wymagają innowacyjnych rozwiązań i szybkiej adaptacji.
W erze czterech megatrendów – cyfryzacji, deglobalizacji, zmian demograficznych i dekarbonizacji – zrównoważony rozwój oraz digitalizacja nabierają szczególnego znaczenia.
SEW-EURODRIVE Polska, jako lider techniki napędowej i automatyzacji, aktywnie wspiera klientów w przekształcaniu tych wyzwań w nowe możliwości przez zaawansowaną digitalizację produktów, procesów i usług.
Cyfrowy interfejs silnika
MOVILINK DDI
MOVILINK DDI przesyła z silnika do falownika dane dotyczące mocy i hamulca oraz dane diagnostyczne. Dzięki temu można zrewolucjonizować transfer danych w stosowanych aplikacjach – niezależnie od tego, czy topologia
instalacji jest centralna czy decentralna oraz czy wykorzystywane są silniki synchroniczne, asynchroniczne, czy liniowe. Nie będą musieli Państwo zastanawiać się, który enkoder pasuje do określonego interfejsu. Dlaczego? Ponieważ w tym przypadku jeden kabel zawsze pasuje!
Unia Europejska wyznaczyła ambitny cel osiągnięcia neutralności klimatycznej do 2050 r., co stanowi impuls do tworzenia zrównoważonego ekosystemu przemysłowego. SEW-Eurodrive Polska, wychodząc naprzeciw tym oczekiwaniom, intensywnie inwestuje w digitalizację
cyfrowe bliźniaki i kody QR na produktach, firmy mogą na bieżąco monitorować stan komponentów, przewidywać konieczność konserwacji oraz minimalizować r yzyko przestojów. Te rozwiązania nie tylko zwiększają efektywność operacyjną, ale także przyczyniają się do długoterminowej optymalizacji kosztów i wydłużenia cyklu życia produktów.
swoich rozwiązań. Celem firmy jest nie tylko dostarczanie inteligentnych produktów, ale także wspieranie klientów w rozwoju nowoczesnych fabryk oraz w optymalizacji całego łańcucha produkcyjnego, co pozwala na efektywniejsze zarządzanie zasobami i redukcję emisji.
W dobie czwartej rewolucji przemysłowej SEW- EURODRIVE Polska wprowadza na rynek szeroką gamę produktów typu smart , które idealnie wpisują się w założenia Przemysłu 4.0. Produkty te umożliwiają zaawansowane monitorowanie, zarządzanie i automatyzację procesów, co otwiera nowe perspektywy dla klientów. Dzięki innowacyjnym rozwiązaniom, takim jak
Modułowy, k ompleksowy, sk alowalny system automatyki MOVI-C t o kompleksowe r ozwiązanie dla każdego zadania automatyzacji. Jeden producent – jedno kompleksowe rozwiązanie. Obejmuje usługi, sprzęt i oprogramowanie, od planowania i uruchomienia po obsługę i serwis. Co ma do zaoferowania? Maksymalne odciążenie hali produkcyjnej, zabezpieczenie na przyszłość i poczucie, że klient zawsze może liczyć na wsparcie i osobę kontaktową, na której może polegać. Więcej informacji na stronie internetowej www.sew-eurodrive.pl/movi-c
Sp. z o.o. ul. Techniczna 5, 92-518 Łódź tel. 42 270 90 00 e-mail: sew@sew-eurodrive.pl www.sew-eurodrive.pl
MOVILINK DDI
Metalowa rewolucjana świecie i w Polsce
Od starożytnych hut po nowoczesne
roboty współpracujące
Metalurgia i obróbka metalu odgrywały kluczową rolę w rozwoju cywilizacji już w czasach starożytnych. Dziś, gdy w Polsce według GUS (2023) przemysł wytwórczy stanowi 23–24 % PKB, przedsiębiorstwa mierzą się z niedoborem wykwalifikowanych kadr i rosnącą presją konkurencyjną. Coraz częściej sięgają więc po roboty współpracujące (coboty), takie jakie oferuje m.in. Universal Robots, aby zwiększać wydajność i zachować konkurencyjność.
Pierwsze ślady użycia metalu (około 9000–7000 lat p.n.e.) odkryto na Bliskim Wschodzie, gdzie wyrabiano miedziane paciorki i igły. Kolejnym etapem było wytwarzanie brązu (stop miedzi z cyną), co umożliwiło produkcję lepszych narzędzi i broni. Przełomem okazało się opanowanie (około 2000 r. p.n.e. w Anatolii) wytopu żelaza o temperaturze topnienia około 1538 °C, dające Hetytom militarną przewagę. Rzymianie rozwinęli tę gałąź na masową skalę, wprowadzając udoskonalone piece hutnicze i rozbudowując infrastrukturę.
Po upadku Rzymu tempo innowacji spadło, lecz w średniowieczu (V–XV w.) kuźnie napędzane kołem wodnym oraz wielkie piece (od XIII w.) zwiększały wydajność. Rewolucja przemysłowa
(XVIII–XIX w.) z maszynami parowymi, młotami napędzanymi parą oraz prototypami tokarek i frezarek przyspieszyła mechanizację. W XX w rozwój stymulowały szczególnie wojny światowe, a wprowadzenie sterowania CNC (od maszyn NC z taśmami perforowanymi do systemów mikroprocesorowych w latach 70.) i systemów CAD/CAM pozwoliło na szybszą, dokładniejszą i powtarzalną produkcję.
Ku Przemysłowi 4.0 –obróbka metalu w XXI w. Obecnie Przemysł 4.0 łączy robotyzację, Internet Rzeczy, Big Data oraz druk 3D metalu. Maszyny CNC pracują w sieciach czujników, dzięki czemu dane o procesach są gromadzone w czasie
rzeczywistym i pozwalają na błyskawiczne korekty. Rosnąca rola robotów i cobotów oznacza większą elastyczność i wydajność, zwłaszcza przy częstych zmianach asortymentu. Coboty mogą pracować obok ludzi, ograniczając konieczność budowy klatek bezpieczeństwa i ułatwiając szybkie przezbrojenia.
Sytuacja ekonomiczna w Polsce i znaczenie branży obróbki metalu
Ministerstwo Rozwoju i Polski Instytut Ekonomiczny podają, że w 2023 r. wartość produkcji sprzedanej w obróbce metalu (skrawanie, spawanie, obróbka cieplna) przekroczyła 70 mld złotych, zapewniając pracę kilkuset tysiącom osób. Branża ta zaopatruje sektor motoryzacyjny, AGD, lotniczy czy maszynowy, jednak cierpi na brak specjalistów (operatorzy CNC, programiści robotów, spawacze). W Polsce może brakować kilkudziesięciu tysięcy fachowców, co w połączeniu z rosnącymi kosztami pracy zmusza przedsiębiorstwa do inwestowania w automatyzację.
Według Międzynarodowej Federacji Robotyki (IFR) w 2023 r. w Polsce na 10 000 pracowników przypadały około 72 roboty – dla porównania w Niemczech ponad 350, a w Korei Południowej 900. Mimo to robotyzacja w Polsce wzrasta o kilkanaście procent rocznie, a znaczną część nowych instalacji stanowią coboty.
Roboty współpracujące
Universal Robots w obróbce metalu
Firma Universal Robots zrewolucjonizowała robotykę, wprowadzając w 2008 r. kompaktowe roboty współpracujące z intuic yjnym interfejsem UR PolyScope i czujnikami siły umożliwiającymi bezpieczniejszą pracę ramię w ramię z człowiekiem. W przeciwieństwie do dużych robotów przemysłowych, często nie potrzebują one specjalnych klatek, co obniża koszty wdrożenia. W obróbce metalu coboty UR wykonują załadunki i rozładunki maszyn CNC, obsługują prasy oraz krawędziarki, a w procesach szlifowania i polero -
wania utrzymują stały nacisk dzięki wbudowanym czujnikom. Doskonale nadają się też do wkręcania, montażu (z kontrolą momentu) czy spawania (MIG/MAG, TIG).
W firmach z okolic Poznania i województwa kujawsko-pomorskiego wdrożenia robotów UR pozwoliły skrócić przestoje o kilkadziesiąt procent, a wydajność wzrosła nawet o 20 %. Z kolei w województwie śląskim mała firma, korzystając z jednego cobota przy szlifowaniu, przyspieszyła proces i odciążyła pracowników z monotonnych zadań.
Zwrot z inwestycji (ROI) i ekonomiczne korzyści robotyzacji
Cena cobota UR zwykle wynosi od kilkudziesięciu do około 210 000 złotych, a dodatkowe koszty obejmują integrację i szkolenia. Jest to jednak rozwiązanie zazwyczaj tańsze niż wdrożenie dużych robotów przemysłowych. Coboty pracują 24 godziny na dobę bez utraty tempa oraz zmniejszają przestoje i liczbę wad jakościowych, co często przekłada się na zwrot z inwestycji w 12–18 miesięc y, a w tr ybie wielozmianowym nawet po 6–8 miesiącach.
Firmy mogą często skorzystać z funduszy unijnych (np. Program Fundusze
Europejskie dla Nowoczesnej Gospodarki), a od 2021 r. z ulgi na robotyzację, zapewniającej dodatkowe odliczenia w podatku CIT/PIT.
Analiza rynku pracy w Polsce w kontekście robotyzacji
Wśród pracowników często pojawiają się, związane z automatyzacją, obawy o redukcję etatów, jednak coboty zazwyczaj nie prowadzą do zmniejszenia liczby miejsc pracy. Rutynowe, fizyczne czynności przejmują roboty, a ludzie przekwalifikowują się na stanowiska nadzorcze, inżynierskie i serwisowe. Według szacunków firmy McKinsey do 2030 r. w Polsce nawet 7,3 mln miejsc pracy może zostać zautomatyzowanych, ale podobna liczba nowych miejsc pracy może powstać w obszarach programowania i analizy danych.
Rozwój szkolnictwa technicznego, tworzenie laboratoriów i wspólnych centrów edukacyjnych jest kluczowy dla utrzymania konkurencyjności przemysłu. Coraz więcej szkół i uczelni technicznych uwzględnia zajęcia z obsługi maszyn CNC oraz robotów. Działania państwa (ulgi podatkowe, dofinansowania) i promocja zawodów technicznych pomagają w zatrudnieniu wykwalifikowanej kadry.
Szczegółowe procesy technologiczne z wykorzystaniem cobotów UR
Proces integracji rozpoczyna się od doboru modelu cobota UR do masy i kształtu detalu, wyboru chwytaka (pneumatycznego lub elektrycznego) i zaprojektowania stanowiska. Intuicyjne środowisko UR PolyScope ułatwia programowanie sekwencji ruchów. W zadaniach szlifowania i polerowania robot może utrzymać stały nacisk 10 N, uzyskując jednolitą powierzchnię. Z kolei czynność wkręcania realizowana z kontrolą momentu umożliwia bezbłędne dokręcanie śrub.
Przyszłość obróbki metalu – trendy i prognozy
Coraz częściej stosuje się cyfrowe modele (digital twins), by symulować procesy przed rozpoczęciem produkcji. Maszyny i roboty, monitorowane w czasie rzeczywistym, dostarczają dane do systemów Big Data, co sprzyja ciągłej optymalizacji. Druk 3D metalu, choć nadal mniej popularny niż
tradycyjne skrawanie, zyskuje na znaczeniu – bywa łączony z frezowaniem lub szlifowaniem, a roboty umożliwiają płynne przenoszenie detali między stacjami.
Wzrost popytu na małe serie i rozwiązania spersonalizowane wymaga szybkiego przezbrojenia stanowisk, co jest możliwe dzięki łatwemu przeprogramowaniu cobotów. Ważne staje się też ograniczanie emisji CO₂ i zużycia energii: automatyzacja oraz inteligentne zarządzanie procesami pomagają zmniejszyć straty materiałowe i koszty energii, sprzyjając ekologicznemu rozwojowi.
Podsumowanie
Ewolucja obróbki metalu – od pier wszych miedzianych odlewów w epoce brązu po współczesne linie produkcyjne – była napędzana nieustannym rozwojem technologii. W Polsce, gdzie wartość obróbki metalu przekroczyła 70 mld złotych rocznie, przedsiębiorstwa muszą sobie radzić z niedoborem kadr i międzynarodową konkurencją. Maszyny CNC i robotyzacja, w tym ro-
snąca popularność cobotów Universal Robots, pozwalają zwiększyć wydajność i jakość produkcji przy rozsądnych kosztach.
Krótkie czasy zwrotu z inwestycji, wsparcie w postaci ulgi na robotyzację czy funduszy unijnych i fakt, że roboty nie eliminują całkowicie pracy ludzkiej (a raczej przenoszą ją w obszary wymagające kreatywności i nadzoru), stanowią klucz do dalszego rozwoju. Kolejne etapy zmian to integracja sztucznej inteligencji, cyfrowych bliźniaków i druku 3D, a także nacisk na ekologię. Jeśli polskie firmy z sektora metalowego podążą za tymi trendami, utrzymają silną pozycję na światowych rynkach i zapewnią stabilne miejsca pracy. Fot. Elmark
Automatyka
WIEDZA I PRAKTYKA
DLA INŻYNIERÓW I MENEDŻERÓW
Redakcja AUTOMATYKA
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP
19 lutego 2025 r. na terenie ta rgów w Hanowerze odbyła się konferencja Hannover
Messe Preview 2025 – prestiżowy pokaz przedpremierowy najważniejszych trendów i nowości, jakie zostaną zaprezentowane na nadchodzących kwietniowych targach Hannover
Messe 2025. W w ydarzeniu wzięło udział ponad 100 dziennikarzy z około 20 krajów, którzy mieli okazję osobiście zapoznać się z zapowiedziami przełomowych rozwiązań przemysłowych.
Tegoroczna edycja wiodących na świecie targów przemysłowych Hannover Messe (31 marca – 4 kwietnia 2025) odbędzie się pod hasłem „Energizing a sustainable industry” („Napędzając zrównoważony przemysł”), co odzwierciedla nacisk na zrównoważone rozwiązania energetyczne, inteligentną produkcję oraz sztuczną inteligencję w ekosystemach przemysłowych. Podczas tegorocznej konferencji prasowej Hannover Messe Preview, która odbyła się 19 lutego 2025 r., swoje rozwiązania zaprezentowało łącznie 28 firm – wśród nich m.in. Altair, Beckhoff, Emerson, Festo, HARTING, igus, Ottobock, Siemens czy Ziehl-Abegg. Program wydarzenia obejmował konferencję prasową prowadzoną przez organizatorów (z prezentacją dr. Jochena Köcklera – pre-
zesa Deutsche Messe AG – na temat trendów targów 2025 oraz wystąpieniem przedstawiciela kraju partnerskiego, Kanady), dyskusję panelową o sztucznej inteligencji w przemyśle z udziałem ekspertów firmy Altair i pioniera AI prof. Seppa Hochreitera, a także uroczyste wręczenie nagrody Robotics Award 2025 za przełomowe rozwiązania z dziedziny robotyki.
Główne przesłania i globalny kontekst targów Już na wstępie podkreślono, że targi Hannover Messe 2025 odbędą się w wyjątkowo trudnych okolicznościach gospodarczych i geopolitycznych, co nadaje tegorocznej imprezie szczególnego znaczenia. Dr Jochen Köckler zaznaczył w przemówieniu, że w obliczu rosnącej konkurencji między świa-
towymi potęgami technologicznymi udział w Hannover Messe staje się dla firm kwestią krytyczną. – Nigdy wcześniej udział w Hannover Messe nie był tak istotny dla zapewnienia przewagi konkurencyjnej – stwierdził prezes zarządu Deutsche Messe AG. Wskazał, że przemysł zmaga się obecnie z poważnymi wyzwaniami ekonomicznymi, a jednocześnie na hor yzoncie pojawiają się przełomowe technologie (jak sztuczna inteligencja), które mogą zapewnić skokową poprawę produktywności. Firmy muszą więc jak najszybciej wdrażać innowacje i redefiniować swoje strategie, aby nie pozostać w tyle.
Jochen Köckler odniósł się również do dynamicznej sytuacji geopolitycznej, która wpływa na globalny przemysł. Zaapelował, by Europa i jej partnerzy (w tym Kanada pełniąca rolę kraju partnerskiego podczas Hannover Messe 2025) ściślej ze sobą współpracowali i wypracowali spójną strategię geogospodarczą. Jego zdaniem tylko zjednoczone działania pozwolą sprostać rosnącej konkurencji ze strony największych gospodarek, takich jak USA i Chiny.
O skali tegorocznej imprezy targowej świadczy m.in. liczba jej uczestników. W Hanowerze, jako wystawcy, pojawi się około 4000 firm z sektorów inżynieryjnych, elektrotechnicznych, cyfrowych oraz energetycznych – począwszy od światowych gigantów technologicznych (jak Amazon Web Services, Bosch, Google, Microsoft, Schneider Electric czy Siemens) po wiodące średnie przedsiębiorstwa przemysłowe (m.in. Beckhoff, Festo, HARTING, ifm, igus, Phoenix Contact, Rittal, Schaeffler, SEW-EURODRIVE) oraz renomowane instytuty badawcze (Fraunhofer, KIT). Swoje strefy będzie miało też ponad 300 start-upów, prezentujących potencjalnie rewolucyjne innowacje. Tegoroczna edycja ma zatem charakter przekrojowy – adresowana jest zarówno do menedżerów produkcji poszukujących konkretnych rozwiązań (np. zrobotyzowanej automatyzacji wybranych procesów), jak i do dyrektorów generalnych, planujących cyfrową transformację całych fabryk. – Hannover Messe przemawia do decydentów na wszystkich szczeblach. Skupiamy się zarówno na celowanych rozwiązaniach dla konkretnych
zadań, jak i na transformacji całych przedsiębiorstw – zawsze w kontekście poprawy konkurencyjności – podkreślił Jochen Köckler.
Centralnym tematem podczas konferencji była sztuczna inteligencja (AI) jako katalizator wzrostu efektywności. – Przemysł 4.0 miał swój początek na Hannover Messe. Teraz piszemy jego kolejny rozdział dzięki sztucznej inteligencji – zaznaczył prezes zarządu Deutsche Messe AG, wskazując, że AI przeszła już drogę od obietnicy przyszłości do praktycznego narzędzia, które generuje wymierną wartość dodaną. Warunkiem sukcesu jest jednak szybka i celowa integracja tych rozwiązań w procesach firm. Hannover Messe 2025 ma służyć właśnie temu celowi – dostarczyć przedsiębiorstwom konkretnych rozwiązań, eksperckiej wiedzy i gotowych przykładów wdrożeń, dzięki którym będą mogły błyskawicznie zaadaptować AI u siebie. Jak stwierdził Jochen Köckler, kluczem jest know-how umożliwiające sprawną integrację – targi mają zapewnić platformę do jego zdobycia.
Podczas wydarzenia nie zabraknie pokazów zastosowań nowych technologii. Jednym z przykładów będzie specjalna strefa Application Park, gdzie na żywo demonstrowane będą m.in. nowoczesne rozwiązania zrobotyzowane: od optymalizacji spawania laserowego po wydajną i zrównoważoną produkcję ogniw bateryjnych.
Sztuczna inteligencja napędza przemysł przyszłości
Jednym z punktów konferencji była dyskusja pod hasłem „AI in Industry” (Sztuczna inteligencja w przemyśle), w której uczestniczyło dwóch wybitnych ekspertów, symbolizujących potencjał AI w świecie przemysłowym: Fatma Kocer-Poyraz, wiceprezes Engineering Data Science w firmie Altair oraz prof. Sepp Hochreiter – założyciel firmy NXAI i jeden z pionierów prac nad sztuczną inteligencją. Rozmowę poprowadził rzecznik Deutsche Messe, Onuora Ogbukagu (fot. 1).
Fatma Kocer-Poyraz skupiła się na zastosowaniach AI w procesie projektowania produktów. Zwróciła uwagę, że niemal każdy otaczający nas przedmiot został mozolnie zaprojektowany przez inżynierów, którzy dążą do perfekcji – ulepszają konstrukcje pod kątem bezpieczeństwa, wygody, niższego zużycia energii itd. – Prawie wszystko, czego dotykasz, jest dziełem inżynierów – zaznaczyła ekspertka Altair. Przy tak ogromnej złożoności procesu rozwoju produktu, sztuczna inteligencja jest narzędziem radykalnie skracającym czas i zwiększającym efektywność pracy konstruktorów. Wiceprezes Engineering Data Science Altair zaprezentowała konkretne przykłady: algorytmy AI sprzężone z symulacją potrafią skrócić czas optymalizacji projektu z wielu godzin do zaledwie sekund. Przykłado1
WYDARZENIA
wo, w Altair opracowano system, który dla producenta poduszek powietrznych automatycznie dobiera optymalne parametry – wymiary, materiał i ciśnienie napełnienia poduszki – redukując czas obliczeń z kilku godzin do 30 sekund. Z kolei przy projektowaniu pługów rolniczych analizowanie komfortu operatora przy różnych prędkościach i głębokościach orki skrócono z kilku dni do zaledwie trzech sekund. Tak drastyczne przyspieszenie jest możliwe dzięki trenowaniu modeli uczenia maszynowego na ogromnych zbiorach danych inżynierskich, tak by później te modele działały jako błyskawiczne „wirtualne eksperymenty”. – Wykorzystujemy dane, by trenować modele machine learning, które następnie w ułamku sekundy przewidują zachowanie projektowanego obiektu – wyjaśniła Fatma Kocer-Poyraz.
Sepp Hochreiter, współtwórca sieci neuronowej LSTM (Long Short-Term Memory) zaprezentował xLSTM –usprawnione narzędzie AI i ulepszoną architekturę sieci neuronowej. xLSTM jest bardziej efektywne obliczeniowo i zużywa mniej energii, dzięki czemu doskonale nadaje się do zastosowań przemysłowych, zwłaszcza w robotyce i pojazdach autonomicznych, gdzie liczy się czas reakcji i efektywność. Za-
łożyciel firmy NXAI uważa, że Europa może dzięki temu wypracować przewagę w dziedzinie sztucznej inteligencji. Technologia ta znajduje już zastosowanie – Festo wykorzystuje xLSTM do sterowania dronami, a firma SpringLab do systemów autonomicznych.
Podsumowując panel, prelegenci stwierdzili, że AI stała się obecnie „silnikiem napędowym” przemysłu, a przedsiębiorstwa, które szybko ją opanują, zyskają przewagę.
Partnerstwo z Kanadą i zielona transformacja przemysłu
Kanada została oficjalnym Krajem Partnerskim Hannover Messe 2025. Na targach pojawi się ponad 230 wystawców z tego kraju oraz delegacja około 250 przedstawicieli biznesu i rządu Kanady. W sześciu pawilonach tematycznych zaprezentowane będzie to, co w kanadyjskim przemyśle najnowocześniejsze: automatyzacja i robotyka, cyfrowe rozwiązania i AI, czysta energia (w tym technologie wodorowe), e-mobilność oraz projekty badawczo-rozwojowe. Motto przewodnie Kanady na Hannover Messe brzmi „The future’s here” („Przyszłość jest tutaj”).
Ceremonia Robotics Award
Kolejnym punktem programu konferencji było ogłoszenie wyników konkursu Robotics Award – prestiżowej nagrody dla innowacji robotycznych. Jury nominowało do nagrody trzech finalistów (fot. 2). Pierwszą nagrodę zdobyła Maple Advanced Robotics Inc. z Kanady za projekt MARI AARS (Autonomous Adaptable Robot System). Jest to oparta na sztucznej inteligencji platforma robotyki do szybkiego i bezkodowego programowania. To symboliczny sukces Kanady w roku, gdy pełni ona rolę partnera targów. Na drugim miejscu znalazła się niemiecka firma Leverage Robotics GmbH, nagrodzona za platformę RoboHive do inteligentnego, wielorobotycznego montażu, wykorzystująca interfejs AI rozumiejący język naturalny. Trzecie miejsce przypadło belgijskiej firmie Mantis Robotics BV. Doceniono jej robota współpracującego Mantis – pierwszego na świecie ultraszybkiego robota przemysłowe-
go z wbudowaną percepcją 3D, który potrafi bezpiecznie współpracować z ludźmi, łącząc zalety tradycyjnych robotów przemysłowych i cobotów.
Automatyzacja, robotyka i człowiek – od stuletniej maszyny do egzoszkieletu Przedstawiciele prasy mieli możliwość porozmawiać z wystawcami m.in. na temat nowości z dziedziny automatyki i robotyki, które zostaną zaprezentowane na targach. Wśród wystawców jest firma Festo, dla której rok 2025 jest wyjątkowy – obchodzi bowiem stulecie istnienia. Z tej okazji Festo przygotowuje „Incredible Machine” – instalację inspirowaną maszynami Rube Goldberga, ilustrującą ewolucję automatyzacji: od pneumatyki po robotykę i cyfryzację. Ruch całego mechanizmu inicjować ma jeden ze znanych bioinspirowanych wynalazków Festo –eMotionButterfly, czyli robotyczny motyl. To jego start ma dać impuls dalszej sekwencji zdarzeń w maszynie, zabierając widza w fascynującą podróż przez świat automatyzacji przemysłowej. Festo słynie z efektownych demonstracji technologicznych i wszystko wskazuje na to, że na 100-lecie przygotowało coś naprawdę wyjątkowego i ilustrującego historyczny dorobek firmy.
Firma SUITX by Ottobock zaprezentowała nowy produkt o nazwie IX BACK VOLTON (fot. 3). Jest to inteligentny egzoszkielet stworzony z myślą o wsparciu pracowników wykonujących
ciężką pracę fizyczną w przemyśle i logistyce. Urządzenie zakładane na plecy i nogi operatora ma chronić układ mięśniowo-szkieletowego przed przeciążeniami – szczególnie w sytuacjach, gdy praca wymaga częstego podnoszenia ciężkich ładunków lub schylania się. Dzięki inteligentnym algorytmom urządzenie automatycznie dopasowuje się do ruchów użytkownika, zmniejszając ryzyko kontuzji i odciążając kręgosłup. Ma to pokazać rosnącą rolę robotyki nasobnej (wearables) w przemyśle.
Wśród producentów komponentów automatyki uczestniczących w targowym wydarzeniu będzie m.in. firma Emerson, globalny lider inżynierii i oprogramowania dla przemysłu. Na targach zademonstruje swoją koncepcję „Floor to Cloud” – czyli kompleksowe podejście do automatyzacji od poziomu hali produkcyjnej aż po chmurę.
Z kolei Siemens zapowiada innowacje dla przemysłu farmaceutycznego. Firma pokaże, jak integracja sztucznej inteligencji z procesami produkcji farmaceutyków może znacznie skrócić czas wprowadzania leku na drodze od laboratorium do pacjenta.
Transformacja energetyczna i zrównoważony rozwój
Jednym z filarów zielonej transformacji na targach będą technologie wodorowe. Aż 500 wystawców zaprezentuje nowe rozwiązania, od magazynowania nadwyżek energii po produkcję „zielonej stali”. Ideę wdrażania wodoru w Europie wzmocnią firmy kanadyjskie.
Podczas targów HARTING Technology Group będzie promować swoją wizję świata przyszłości opartego na koncepcji All Electric Society. Zakłada ona, że całkowite zapotrzebowanie energetyczne społeczeństw może być pokrywane energią elektryczną pochodzącą ze źródeł odnawialnych. Osiągnięcie tego wymaga łączenia różnych sektorów: energii, mobilności (transportu) i przemysłu w jedną spójną infrastrukturę. Firma będzie prezentować m.in. nowatorskie złącza i komponenty przyłączeniowe dla wszystkich etapów łańcucha energetycznego – od wytwarzania zielonej energii, przez jej przesył i magazynowanie (w tym tkwi kluczowa rola wodoru), aż po efektywne wykorzystanie prądu w przemyśle. Istotnym filarem „zielonej zmiany” widocznej na targach są zrównoważone materiały i procesy, które pozwalają oszczędzać zasoby i redukować emisję już na etapie produkcji. Świetnym przykładem są rozwiązania niemieckiej firmy igus, specjalizującej się w tzw. motion plastics – polimerowych komponentach dla ruchomych elementów maszyn. igus stawia na innowacje przyjazne środowisku, pokazując jak łączyć obniżanie kosztów z ekologią. Na targach przedstawi m.in. nowe materiały ślizgowe całkowicie pozbawione PTFE. Zapowiada też premiery niskokosztowej automatyzacji i innowacyjne systemy przyłączenia statków w portach.
Innym istotnym aspektem zrównoważonego przemysłu jest efektywność energetyczna maszyn. Tutaj można za wzór postawić firmę Ziehl-Abegg, znaną z zaawansowanych technologii
wentylatorów i napędów elektrycznych. Firma koncentruje się na wentylatorach nowej generacji, cichych i energooszczędnych (ZAplus NextGeneration), obniżających hałas i zużycie energii. Nowością są również ECblue High Power – wysoko wydajne, kompaktowe silniki elektryczne nowej generacji, cechujące się znacznie większą gęstością mocy dzięki ulepszonej elektronice, co pozwala uzyskać dużą moc wyjściową przy minimalnych gabarytach.
Znaczenie Hannover Messe Konferencja Hannover Messe Preview 2025 potwierdziła prestiż i wagę tego wydarzenia jako barometru kierunku, w jakim podąża przemysł. Hannover Messe to nie tylko targi technologii, ale wręcz arena kształtowania globalnej polityki przemysłowej. – Hannover Messe odgrywa kluczową rolę w pobudzaniu innowacji i międzynarodowej współpracy – podsumował Jochen Köckler, dodając, że w nadchodzących latach znaczenie tej imprezy jako platformy dla europejskiego przemysłu i globalnych partnerstw będzie jeszcze rosło. Preview 2025 pokazało, że przemysł potrzebuje dziś synergii: połączenia cyfrowej rewolucji (AI, automatyzacja) z zieloną transformacją (energia odnawialna, wodór, zrównoważone materiały). Organizatorzy wierzą, że Hannover Messe 2025 nada światowemu przemysłowi nowy impuls, wyznaczając kierunek dalszego rozwoju.
Jolanta Górska-Szkaradek AUTOMATYKA
Rysunek „Incerdible Machine” opracowanej na 100-lecie Festo
Technologie przyszłości
w służbie All Electric Society
Podczas corocznej konferencji prasowej organizowanej przez firmę HARTING, która w tym roku odbyła się w Centrum Innowacji HARTING (Innovation Hub) w Osnabrück – Niemcy, dziennikarze z całego świata mieli okazję doświadczyć przyszłości technologii na żywo. Można było z bliska przyjrzeć się najnowszym produktom firmy, poznać ich działanie, a nawet samodzielnie je przetestować.
Jolanta Górska-Szkaradek
Tradycyjnie niemiecka firma HARTING zaprosiła przedstawicieli prasy z całego świata na doroczną konferencję, która poprzedziła Hannover Messe Preview 2025. Konferencja odbyła się 17–18 lutego 2025 r. Wydarzenie miało formułę zbliżoną do targów branżowych – goście mogli z bliska przyjrzeć się najnowszym produktom i poznać ich działanie. Eksperci HARTING byli na miejscu, dostarczając inspiracji, dzieląc się wiedzą i odpowiadając na pytania, co sprzyjało ożywionej wymianie doświadczeń. Hasłem przewodnim tegorocznej edycji Hannover Messe jest „Kształtowanie przyszłości dzięki technologii” („Shaping the future with technology”), a centralnym tematem – wydajny i zrównoważony przemysł. HARTING wpisał się w ten trend, koncentrując program spotkania wokół wizji All Electric Society – koncepcji świata, w którym całe zapotrzebowanie energetyczne pokrywane jest energią elektryczną ze źródeł odnawialnych. Realizacja tej wizji wymaga ścisłej integracji i cyfryzacji kluczowych sekto-
rów: przemysłu, energetyki, mobilności oraz infrastruktury. Tylko dzięki ich efektywnemu połączeniu – zarówno na poziomie przepływu energii, jak i danych – możliwe będzie zbudowanie gospodarki neutralnej klimatycznie i w pełni zelektryfikowanej.
Wizja All Electric Society – technologia łącząca sektory
Wizja All Electric Society była głównym przesłaniem konferencji. Według firmy HARTING, aby społeczeństwo oparte w pełni na odnawialnej energii mogło stać się rzeczywistością, niezbędne jest połączenie czterech filarów nowoczesnej gospodarki: energetyki, przemysłu, mobilności i infrastruktury. Kluczem jest zapewnienie swobodnego przepływu zarówno energii elektrycznej, jak i informacji między tymi obszarami. – Nasze produkty i rozwiązania łączą koncepcję All Electric Society z jej życiodajnymi arteriami – energią elektryczną i danymi – stwierdził podczas spotkania Philip Harting, prezes HARTING Technology Group, obrazowo tłumacząc rolę tech-
nologii łączeniowej. Innymi słowy, HARTING, oferując swoje złącza i systemy interfejsów, spaja poszczególne branże tak, aby mogły one współdziałać w ramach jednolitego, zrównoważonego ekosystemu. Konferencja stała się platformą do zaprezentowania konkretnych przykładów, jak rozwiązania HARTING wspierają tę integrację w praktyce.
Energetyka: złącza wspierające zieloną transformację W sektorze energetyki HARTING zaprezentował zaawansowane technologie łączeniowe przeznaczone dla wszystkich etapów łańcucha dostaw energii – od wytwarzania, przez przesył i magazynowanie, aż po końcowe wykorzystanie energii elektrycznej. Szczególną uwagę poświęcono roli zielonego wodoru w transformacji energetycznej.
Eksperci HARTING podkreślili, że wykorzystanie wodoru produkowanego z odnawialnych źródeł energii jest nieodzownym elementem neutralności klimatycznej. Odpowiednia infrastruktura wodorowa wymaga jednak komponentów spełniających najwyższe normy bezpieczeństwa i tr wałości. W odpowiedzi na te potrzeby firma HARTING rozwija wytrzymałe i niezawodne złącza dostosowane do pracy w wymagających warunkach związanych z produkcją, transportem i wykorzystaniem zielonego wodoru. Zaprezentowane rozwiązania dla sektora energii obejmowały m.in. złącza do systemów generowania energii z OZE (np. w turbinach wiatrowych i instalacjach fotowoltaicznych), wysokoprądowe złącza do sieci przesyłowych, a także interfejsy do modułów magazynowania energii. Na przykładach pokazano, że nawet w skrajnie trudnych warunkach – np. na morskich farmach wiatrowych czy w kontenerowych magazynach energii – połączenia HARTING gwarantują bezpieczny przesył mocy.
Mobilność: elektryfikacja transportu i kolei
Transformacja w obszarze mobilności w kierunku napędów elektrycznych otwiera przed firmą HARTING szerokie perspektywy. Podczas konferencji podkreślono, że elektryfikacja postępuje nie
tylko w motoryzacji, ale też w tak wymagających sektorach, jak budownictwo, transport towarowy, rolnictwo, górnictwo czy żegluga. Coraz więcej maszyn i pojazdów w tych branżach korzysta z silników elektrycznych lub hybrydowych, co wiąże się również z rosnącym zapotrzebowaniem na zaawansowaną infrastrukturę zasilania i ładowania. Ponadto w dobie postępującej cyfryzacji mobilność musi sprostać rosnącym strumieniom danych – nowoczesne pojazdy generują i przetwarzają wiele informacji, co wymaga ultraszybkich i niezawodnych połączeń sieciowych na pokładzie. HARTING, jako dostawca systemów ładowania oraz prefabrykowanych wiązek kablowych, stanowi kluczowy element tej technologicznej rewolucji. Firma oferuje bogate portfolio złączy dla elektromobilności –od kompaktowych, energooszczędnych wtyków do pojazdów, po wytrzymałe i łatwe w użyciu konektory do infrastruktury ładowania.
Wśród zaprezentowanych rozwiązań znalazły się m.in. spersonalizowane „jumpery” międzywagonowe (złącza łączące sąsiadujące wagony) dostosowane do specyficznych potrzeb taboru szynowego. Dzięki nim możliwe jest niezawodne połączenie elektryczne między segmentami pociągu, nawet w trudnych warunkach eksploatacji i przy ograniczonej przestrzeni montażowej (na dachu składu, w złączach międzywagonowych czy pod podłogą). HARTING opracował te złącza we własnym zakresie, dbając o spełnienie rygorystycznych norm kolejowych, a do ich produkcji wykorzystuje m.in. wysokiej jakości kable dostarczane
przez partnerską firmę Studer Cables. Poza rozwiązaniami dla kolejnictwa firma przedstawiła także nowoczesne przewody i złącza do ładowarek pojazdów elektrycznych, ze szczególnym naciskiem na rozwiązania ładowania dwukierunkowego (Vehicle-to-Grid, czyli możliwość oddawania energii z pojazdu z powrotem do sieci) oraz systemy szybkiego ładowania prądem stałym. Tak kompleksowe podejście do elektromobilności ma zapewnić nie tylko wygodę użytkowania (szybsze i inteligentniejsze ładowanie), ale też integrację transportu elektrycznego z resztą infrastruktury energetycznej.
Przemysł: automatyzacja i efektywność dzięki nowym złączom
W segmencie przemysłu HARTING skupił się na rozwiązaniach wspierających postępującą automatyzację i cyfryzację produkcji. Flagowym przykładem prezentowanym na konferencji były złącza M12 z mechanizmem push-pull (zatrzaskowym), zgodne z nowym standardem IEC 61076-2-010. Ten rodzaj okablowania znajduje zastosowanie m.in. w maszynach produkcyjnych i robotach przemysłowych, gdzie liczy się szybki i pewny montaż komponentów. Złącza M12 push-pull pozwalają na błyskawiczne podłączanie urządzeń bez potrzeby użycia narzędzi – zarówno od strony maszyny (gniazda w obudowach urządzeń), jak i od strony kabla. Dzięki temu serwisowanie czy rekonfiguracja linii produkcyjnych staje się łatwiejsza, a r yzyko błędnego podłączenia jest zminimalizowane.
WYDARZENIA
Prelegenci zwrócili uwagę, że konsekwentne stosowanie prefabrykowanych wiązek i modułów połączeniowych – zarówno wewnątrz maszyn, jak i między nimi – przynosi wymierne korzyści dla producentów. Po pier wsze, skraca się czas montażu i uruchomienia nowych urządzeń, ponieważ gotowe komponenty łączące eliminują żmudne, ręczne okablowywanie na miejscu. Po drugie, standaryzacja połączeń pozwala optymalizować układ linii produkcyjnych, zmniejszając ich złożoność i ułatwiając rozbudowę czy modyfikacje. W rezultacie fabryki mogą szybciej reagować na zmiany rynkowe, wprowadzać nowe produkty i unowocześniać park maszynowy – a wszystko to przy rzadszych przestojach i wyższej niezawodności systemów. Dostarczając takie elementy, HARTING staje się nie tylko dostawcą komponentów, ale także partnerem wspomagającym transformację w kierunku Przemysłu 4.0.
Infrastruktura: inteligentne systemy i zintegrowana łączność
Czwartym filarem wizji All Electric Society jest infrastruktura, obejmująca m.in. inteligentne budynki, systemy miejskie oraz centra danych. Na konferencji omówiono, jak niezawodne rozwiązania połączeniowe wspierają rozwój smart buildings i nowoczesnych systemów miejskich. W przyszłości budynki mają być nie tylko odbiorcami energii, ale też jej aktywnymi uczestnikami – magazynując nadwyżki wytworzone ze słońca czy wiatru i dzieląc się nimi z siecią, kiedy zajdzie taka potrzeba. Do tego niezbędne są standaryzowane interfejsy, które pozwolą różnorodnym urządzeniom komunikować się ze sobą i z siecią elektroenergetyczną. HARTING proponuje w tym zakresie swoje rozwiązania dla przemysłowego Ethernetu oraz złączy sygnałowych, mogących znaleźć zastosowanie zarówno w systemach zarządzania budynkiem (BMS), jak i w infrastrukturze centrów danych czy stacji energetycznych. W kontekście infrastruktury podkreślono również znaczenie integracji transportu elektrycznego z siecią – m.in. poprzez inteligentne stacje ładowania instalowane w budynkach
i przestrzeni publicznej, które dzięki komunikacji z siecią mogą służyć jako rozproszone punkty bilansowania popytu i podaży energii. HARTING może dostarczyć komponenty łączące te światy – czy to w postaci złączy dla infrastruktury ładowania, czy zasilających złączy wysokoprądowych dla centrów danych. Podkreślono, że niezawodna infrastruktura to kręgosłup przyszłego, w pełni zelektryfikowanego społeczeństwa.
Sztuczna inteligencja w projektowaniu: generatywne narzędzia przyszłości
Istotnym punktem programu była również prezentacja zastosowań sztucznej inteligencji w projektowaniu i konfiguracji rozwiązań inżynieryjnych. Firma HARTING pokazała prototypowe narzędzia oparte na generatywnej AI – w tym inteligentny konfigurator złączy Han oraz wspomagany algorytmami konfigurator połączeń kablowych do płytek PCB. Dzięki nim możliwe jest automatyczne dopasowanie optymalnych komponentów do zdefiniowanych potrzeb klienta. Przedstawiono również generatywne projektowanie inżynieryjne, gdzie sztuczna inteligencja na podstawie zadanych parametrów potrafi zaproponować efektywne rozwiązania konstrukcyjne.
Wykorzystanie AI w procesie projektowym to radykalne przyspieszenie cyklu rozwoju produktu. Eksperci HARTING wskazywali, że dzięki takim narzędziom dobór produktów jest znacznie szybszy. Ponadto czas pro-
jektowania urządzenia ulega skróceniu, ponieważ generatywne algorytmy potrafią automatycznie wygenerować propozycje układów, które inżynier może następnie zweryfikować i dostosować. To oznacza krótszy czas wprowadzenia produktu na r ynek oraz redukcję kosztów prac rozwojowych. Ponadto automatyzacja niektórych etapów projektowania zmniejsza ryzyko błędów i zapewnia wyższą powtarzalność procesów.
Znaczenie wydarzenia w kontekście przyszłości przemysłu
Nieodłącznym elementem konferencji była interakcja między uczestnikami a prezentowanymi technologiami. Eksperci HARTING cały czas byli do dyspozycji, tłumacząc niuanse techniczne, dzieląc się kulisami powstawania rozwiązań oraz zbierając informacje zwrotnie od przyszłych użytkowników. Oprócz części praktycznej odbyły się prezentacje i dyskusje, podczas których przedstawiciele firmy dzielili się swoją wizją przyszłości.
Konferencja HARTING pokazała, że przyszłość przemysłu i infrastruktury kształtowana jest przez konkretne innowacje technologiczne. Firma, prezentując spójny zestaw rozwiązań dla energetyki, transportu, przemysłu i infrastruktury, podkreśliła swoją rolę jako łącznika tych światów – dostawcy komponentów umożliwiających płynne funkcjonowanie All Electric Society.
Jolanta Górska-Szkaradek AUTOMATYKA
Co napędza rozwój sektora kosmicznego?
Trzecia edycja konferencji SatGisPlan
26 i 27 lutego 2025 r. w Parku Technologii Kosmicznych w Nowym Kisielinie odbyła się konferencja SatGisPlan 2025. Cykliczne wydarzenie jest platformą wymiany wiedzy i doświadczeń ze świata technologii kosmicznych i tematów powiązanych, jak np. geoinformatyka.
Wśród uczestników tegorocznej konferencji pojawili się przedstawiciele Branżowych Punktów Kontaktowego, a elementem spotkania w Parku Technologii Kosmicznych był panel dyskusyjny pod hasłem „Przyspieszając przyszłość: AI, robotyka, innowacje i finansowanie w sektorze kosmicznym”. Zorganizowali je przedstawiciele Łukasiewicz – PIAP, w ramach którego działa Branżowy Punkt Kontaktowy Przemysł 4.0, wspólnie z reprezentantami Branżowego Punktu Kontaktowego Transformacja Cyfrowa – prowadzonego przez Poznański Instytut Technologiczny należący również do Sieci Badawczej Łukasiewicz. W panelu wzięli udział przedstawiciele kilku Branżowych Punktów Kontaktowych: Przemysław Zawodny – koordynator BPK, Bartosz Meglicki – BPK Przemysł 4.0 z Łukasiewicz – PIAP i Agnieszka Możejko – BPK Transformacja Cyfrowa z Łukasiewicz – PIT. W dyskusji uczestniczyli również Marek Kraft z Politechniki Poznańskiej, Tomasz Gawron z Łukasiewicz – PIT i Paweł Kwiatkowski z ABGi Poland.
Rola AI i robotyki w eksploracji kosmosu
Wiodącym tematem panelu była rola technologii z zakresu sztucznej inteligencji i robotyki w eksploracji ko-
smosu. Uczestnicy dyskusji poświęcili wiele uwagi osiągnięciom ostatnich lat, wśród których warto wymienić m.in. debiutancki lot drona w atmosferze Marsa (Ingenuity, powiązanego z misją Perseverance) czy pierwsze lądowanie po nie widocznej stronie Księżyca (Chang’e-6). Rozmawiano również o wyzwaniach, z jakimi mierzą się dziś działający w sektorze kosmicznym i pokrewnych inżynierowie i naukowcy. Tematem rozmów były ponadto różnice w dostępności informacji technicznych udostępnianych przez CNSA i NASA. Dotyczy to zarówno ogólnych danych, jak i skrajnych przypadków, gdy mowa np. o otwartym kodzie źródłowym systemu F Prime stosowanym w projekcie Ingenuity.
Wiele uwagi poświęcono kwestii wiarygodności wyników generowanych przez AI w kontekście podejmowania krytycznych decyzji. Dyskutowano o takich problemach, jak brak transparentności procesów decyzyjnych (efekt „czarnej skrzynki”), halucynacje AI, nadmierne dopasowanie do danych (overfitting) oraz trudności z przekładaniem wiedzy na nowe, niespotykane wcześniej sytuacje, co jest kluczowe w adaptacyjnych misjach kosmicznych. Tematem panelu była także g eoinformatyka i mapowanie Ziemi, w tym monitorowanie zmian klimatu, ochrona środowiska, rozwój inteligentnych miast czy zrównoważone rolnictwo.
„Kosmiczne” wyzwania Wiele miejsca poświęcono wyzwaniom związanym z wdrażaniem najnowszych technologii z zakresu sztucznej inteligencji, opartym na głębokich sieciach neuronowych, w obszarze automatyzacji i autonomii w przestrzeni kosmicznej. Problemem są m.in. ograniczenia wynikające z niskiej dostępności energii w misjach kosmicznych.
Podkreślono wagę rozwoju kadr, które stanowią o kształcie świata technologii salelitarnych, geoinformatyki itp. Będąc doktorantem można skorzystać z programów dofinansowujących karierę oraz z finansowania kaskadowego, dołączyć do konsorcjum międzynarodowego, a także wziąć udział w konkursach organizowanych przez Europejską Agencję Kosmiczną.
Źródło: Branżowe Punkty Kontaktowe, Łukasiewicz – PIAP
Światowe centrum innowacji w automatyzacji
Zapraszamy na targi automatica
2025
Targi automatica 2025, które odbędą się w dniach 24–27 czerwca 2025 r. w Monachium, to jedno z najważniejszych wydarzeń dla wszystkich zainteresowanych nowoczesnymi rozwiązaniami i technologiami w zakresie automatyzacji produkcji. Wydarzenie gromadzi kluczowych graczy i decydentów z różnych sektorów przemysłu, umożliwiając wymianę doświadczeń oraz nawiązywanie cennych kontaktów biznesowych.
Automatyzacja produkcji odgrywa kluczową rolę w globalnej gospodarce, a targi automatica to doskonała okazja, aby zapoznać się z najnowszymi trendami oraz zainspirować się innowacjami technologicznymi. W poprzedniej edycji w 2023 r. udział wzięło 648 wystawców, z czego 35 % stanowili wystawcy zagraniczni.
Targi odwiedziło 41 000 osób z 92 krajów, a łączna powierzchnia wystawiennicza wyniosła 66 000 m².
Aż 83 % odwiedzających podejmuje decyzje inwestycyjne, co czyni targi automatica doskonałą platformą do nawiązywania wartościowych kontaktów biznesowych i budowania długoterminowej współpracy.
Na co mogą liczyć odwiedzający?
Targi automatica 2025 to kompleksowy przegląd innowacji w obszarze:
• technologii montażu i obsługi,
• robotyki przemysłowej oraz profesjonalnej robotyki serwisowej,
• przemysłowego przetwarzania obrazu,
• systemów pozycjonowania,
• technologii napędowej,
• sensor yki,
• technologii sterowania i komunikacji przemysłowej,
• technologii bezpieczeństwa,
• technologii zaopatrzenia,
• oprogramowania i cloud computing,
• usług i dostawców,
• badań i technologii. Dodatkowym atutem wydarzenia jest bogaty program konferencji, podczas których światowej klasy eksperci zaprezentują najnowsze osiągnięcia i przyszłościowe rozwiązania.
Tematy wiodące
Kluczowym tematem targów będzie zrównoważona praca. Automatyzacja zmierza ku bardziej ekologicznym i efektywnym procesom produkcyjnym, koncentrując się na optymalnym wykorzystaniu zasobów, minimalizacji ilości odpadów, redukcji emisji oraz efektywności energetycznej. Roboty, dzięki swojej energooszczędności i elastyczności, wspierają tę transformację, umożliwiając natychmiastowe dostosowanie do nowych zadań.
Kolejnym zagadnieniem będzie digitalizacja i sztuczna inteligencja. Na targach zaprezentowane zostaną rozwiązania zgodne z założeniami Przemysłu 4.0, umożliwiające optyma-
lizację procesów i zwiększenie wydajności. Sztuczna inteligencja w analizie Big Data oraz prognozowaniu przynosi rewolucję w automatyzacji i adaptacji procesów produkcyjnych.
Ostatnim tematem będzie przyszłość pracy. Przemysł 4.0 i sztuczna inteligencja wprowadzają zmiany w zawodach, a koboty stanowią przykład, jak technologia współpracuje z pracownikami. Na targach będzie można zobaczyć, jak łatwo obsługiwać roboty współpracujące i w jaki sposób technologia wzbogaca rynek pracy.
Równocześnie z targami automatica będą odbywać się targi Laser World of Photonics, dzięki czemu odwiedzający będą mieli okazję uczestniczyć w dwóch imprezach dotyczących najnowszych technologii – robotyki, automatyzacji produkcji oraz technik laserowych.
Nie przegap okazji, aby zdobyć najświeższą wiedzę o technologiach przyszłości i spotkać liderów branży. Już teraz zaplanuj swoją wizytę na targach automatica 2025!
Bilety dostępne są w różnych wariantach – bilet jednodniowy zakupiony on-line kosztuje 44 euro, a karnet czterodniowy 89 euro.
Więcej informacji na stronie: https://automatica-munich.com/en/.
Źródło: Messe München
Lasery, fotonika i technologie kwantowe
w centrum uwagi
Messe München zaprasza do udziału w jednych z najważniejszych na świecie targów poświęconych fotonice, komponentom, systemom i zastosowaniom Laser World of Photonics 2025, które odbędą się w dniach 24–27 czerwca 2025 r. w Monachium.
Czeka nas wyjątkowe wydarzenie – oprócz targów Laser World równolegle odbędą się Światowy Kongres Fotoniki oraz World of Quantum, czyli targi poświęcone technologiom kwantowym.
Targi Laser World of Photonics to wyjątkowe wydarzenie, które od lat przyciąga liderów branży, innowatorów i ekspertów z całego świata. To doskonała okazja do zapoznania się z najnowszymi osiągnięciami w dziedzinie technologii laserowych, optoelektroniki oraz fotoniki stosowanej w różnych sektorach przemysłu.
W poprzedniej edycji, która odbyła się w 2023 r., wydarzenie przyciągnęło 40 000 odwiedzających z 70 krajów, a na powierzchni 66 000 m² swoje
produkty zaprezentowało 1300 wystawców z 40 krajów.
Dlaczego warto uczestniczyć?
Targi Laser World of Photonics to:
• innowacje na wyciągnięcie ręki –prezentacja przełomowych technologii i rozwiązań przyszłości,
• spotkania z ekspertami – możliwość rozmowy z czołowymi specjalistami i liderami branży,
• nowe kontakty biznesowe – networking z przedstawicielami firm z całego świata,
• konferencje i warsztaty – inspirujące prezentacje, wykłady i panele dyskusyjne prowadzone przez wybitnych naukowców i przedsiębiorców.
Jeden bilet – dostęp do dwóch wydarzeń
Laser World of Photonics i World of Quantum odbędą się równocześnie z targami automatica – wiodącymi targami automatyki i robotyki – pod jednym dachem. To wyjątkowa okazja dla wszystkich uczestników. Połączenie tych wydarzeń tworzy spójne spektrum wystawiennicze, ponieważ automatyka i robotyka odgrywają coraz większą
rolę w branży laserowej i fotonicznej, pomagając firmom zachować konkurencyjność na rynku.
Zakres tematyczny targów Laser World of Photonics 2025 obejmuje takie obszary, jak:
• iluminacja i energia,
• biofotonika,
• technologia do produkcji optyki,
• techniki kontrolne,
• lasery i systemy laserowe do inżynierii produkcyjnej,
• optoelektronika i optyka,
• transfer danych,
• sensor y, testy, technologia bezpieczeństwa.
W ramach wydarzenia odbędzie się szereg prezentacji, paneli dyskusyjnych oraz pokazów najnowszych rozwiązań technologicznych. To idealna okazja do poznania trendów oraz kierunków rozwoju branży fotonicznej i laserowej. Nie przegapcie okazji, by być na bieżąco z najnowszymi trendami w fotonice i laserach!
Kupując bilet na targi Laser World of Photonics, zyskujesz również możliwość odwiedzenia równolegle odbywających się targów automatica. To doskonała okazja, by poszerzyć swoją wiedzę o najnowsze technologie z dwóch dynamicznie rozwijających się branż jednocześnie.
Bilety na wydarzenie dostępne są w różnych wariantach – bilet jednodniowy zakupiony on-line kosztuje 59 euro, dwudniowy 94 euro, a karnet czterodniowy jest dostępny w cenie 115 euro. Zapraszamy do wcześniejszej rejestracji oraz śledzenia aktualności na oficjalnej stronie internetowej. https://world-of-photonics.com/en/. Do zobaczenia w Monachium!
Źródło: Messe München
WYDARZENIA
Firma Exotec rewolucjonizuje logistykę
Premiera nowej generacji systemu Skypod
Świat logistyki magazynowej właśnie wszedł na nowy poziom. Firma Exotec zaprezentowała w trakcie konferencji w Paryżu najnowszą generację systemu Skypod, który redefiniuje podejście do automatyzacji procesów magazynowych.
Nowe rozwiązanie nie tylko zwiększa wydajność i gęstość przechowywania, ale także wprowadza zaawansowane funkcje optymalizujące pracę operatorów i przepływ towarów.
Katarzyna Jakubek
Exotec dostarcza rozwiązania upraszczające operacje logistyczne. Flagowy system Skypod zmienia sposób realizacji zamówień, umożliwiając błyskawiczne dostosowanie się do zmieniającego się popytu konsumenckiego i zmian w łańcuchu dostaw.
Skypod firmy Exotec to mobilny system AS/RS, wykorzystujący roboty do transportu przedmiotów między regałami magazynowymi a stacjami
kompletacji, co eliminuje konieczność stosowania ciężkich podnośników pionowych czy rozbudowanych systemów przenośników. Dzięki temu rozwiązaniu procesy magazynowe stają się bardziej elastyczne i efektywne.
Nowa generacja Skypod
Premierowa odsłona systemu Skypod niesie ze sobą szereg ulepszeń, które pozwalają firmom logistycznym efektywniej zarządzać swoimi operacjami. Wśród nich jest kompaktowy robot Skypod, stacja robocza do kompletacji przedmiotów dostarczanych lub odbieranych przez roboty, wysokowydajny wymiennik i gęstsze magazynowanie. Dodatkowe zalety to:
• większa przepustowość – nowa wersja pozwala na obsługę o 50 % większej liczby operacji na pojedynczej stacji roboczej,
• większa gęstość przechowywania – pojemność magazynowa wzrosła o 30 %, co oznacza lepsze wykorzystanie przestrzeni,
• nowe funkcje oprogramowania – zaawansowane algorytmy optymalizują pr ocesy k ompletacji, pako wania i sekwencjonowania zamówień.
– Projektując generacji, pos stworzenie rozwiązania, wi branżowy operacyjnej na kolejne okresy. nasi klienci na cały łańcuch dos formacyjne możliwości od łączenia skrzyń tacji po wykorzystanie wania zamówień kosztów transportu. takiego poziomu niezwykle satysfakcjonujące –Romain Moulin, i współzałożyciel Exotec.
Nowoczesne podejście do logistyki magazynowej Nowa generacja sługuje zarówno czych artykułów, integrując klucz ne w jednym r Exotec eliminuje dodatkowych urz nośniki czy sort cza infrastrukturę Wśród nowych różniają się:
• Zintegrowany bufor – Skypod obsługuje buforowanie w systemie. Po przygotowaniu zamówienia na stacji roboczej, skompletowane lub częściowo zrealizowane zamówienia są automatycznie przechowywane w regałach do momentu, gdy będą gotowe do wysyłki lub dalszej konsolidacji. Pomaga to zmniejszyć zapotrzebowanie na obszary postojowe lub inne zewnętrzne systemy buforowe.
• Ścisłe sekwencjonowanie – Skypod obsługuje sekwencjonowanie zamówień gotowych do zapakowania. Roboty grupują zamówienia i dostarczają je w określonym porządku, wedle którego zostaną potem zapakowane. Umożliwia to precyzyjny załadunek palet, kontenerów lub ciężarówek w oparciu o trasy do-
• pick & pack – Skypod obsługuje pakowanie jako integralną część procesu kompletacji. Operatorzy kompletują produkty bezpośrednio do pojemników powiązanych z adresem docelowym dostawy, eliminując potrzebę ręcznego pakowania na dalszych etapach łańcucha dostaw. Ta funkcjonalność doskonale łączy się z rozwiązaniami dobierającymi odpowiednie do danego produktu opakowanie. Dzięki Skypod następnej generacji można znacząco obniżyć koszt tzw. ostatniej mili, czyli ostatniego etapu dostawy produktów.
Sukcesy wdrożeniowe
na globalną skalę
Nowe rozwiązanie Exotec już zdobyło uznanie na całym świecie. W ciągu ostatnich dwóch lat firma wdrożyła sys-
–
Wybraliśmy Exotec ze względu na gęstość składowania i elastyczność operacyjną. Postępy robotyki pozwoliły nam na utworzenie większego obszaru buforowego dla przygotowanych zamówień w systemie. Wcześniej szacowałem, że ścieżka klienta, od przyjazdu do momentu odbioru zakupów i wyjścia, będzie trwała 10–15 minut. Obecnie, dzięki rozwiązaniu Exotec, zajmuje to mniej niż pięć minut – mówi Maxence Maurice, CEO E. Leclerc Seclin.
Przyszłość magazynów dzięki Exotec Exotec konsekwentnie udowadnia, że nowoczesna robotyka magazynowa to przyszłość branży logistycznej. Połączenie innowacyjnego sprzętu i inteligentnego oprogramowania pozwala firmom na osiąganie wyższej wydajności
marketing: tel. 22 87 40 191
https://automatykaonline.pl
Rewolucja przemysłowa 2025 Czwarta edycja konferencji DBR77
19 i 20 marca 2025 r. odbędzie się w formule on-line czwarta edycja konferencji DBR77 „(R)Ewolucja Przemysłowa – nowy kształt przemysłu”. To prestiżowe wydarzenie gromadzi liderów transformacji cyfrowej, ekspertów oraz praktyków z branży przemysłowej, skupiając się na najnowszych trendach w robotyzacji, automatyzacji i digitalizacji.
Tegoroczna konferencja „(R)Ewolucja Przemysłowa – nowy kształt przemysłu” obejmuje 12 modułów tematycznych. Agenda konferencji została zaprojektowana tak, by dostarczyć kompleksowej wiedzy na temat digitalizacji przemysłu, a także przedstawić praktyczne rozwiązania. Uczestnicy zyskają kompleksowe spojrzenie na to, jak globalne trendy technologiczne wpływają na przemysł i jak skutecznie wykorzystać je w praktyce, by nie tylko sprostać nadchodzącym wyzwaniom, ale także osiągnąć przewagę konkurencyjną. Warsztaty, panele i studia przypadków kompleksowo przybliżą uczestnikom zmiany zachodzące w przemyśle.
Korzyści z uczestnictwa to:
• dostęp do eksper ckiej wiedzy i warsztatów,
• możliwość networkingu z kluczowymi decydentami i partnerami biznesowymi,
• inspirujące studia przypadków dotyczące AI, robotyzacji i automatyzacji,
• sesje Q&A z ekspertami,
• dostęp do materiałów i nagrań konferencyjnych.
Patronat Honorowy nad wydarzeniem objął Prezydent Miasta Torunia.
Mocne grono ekspertów Konferencja (R)Ewolucja Przemysłowa 2025 zgromadzi czołowych ekspertów i liderów branży przemysłowej, którzy podzielą się swoją wiedzą i doświadczeniem w zakresie transformacji cyfrowej. Wśród prelegentów znajdą się przedstawiciele renomowanych firm, takich jak Boston Dynamics, Festo, Schmalz, Autostore, Inpost, Raben, Wielton, ABB, FANUC, KUKA, Universal Robots, Yaskawa, Estun, Volvo Tech Hub, Orange, SAP, Google, AI PE Studio czy Hitachi Energy, a także BGK, DLL, Instytut Frauenhofera, integratorzy, firmy z branży automotive i tworzące oprogramowanie.
Wsparcie produkcji dzięki robotyzacji
Pierwszego dnia uczestnicy będą mieli okazję zapoznać się z praktycznymi przykładami wdrażania robotów przemysłowych, zarówno stacjonarnych, jak i mobilnych. Czeka na nich również panel z udziałem największych dostawców robotów, takich jak FANUC, KUKA, ABB, Yaskawa, Universal Robots i Estun, którzy podzielą się swoimi doświadczeniami i prognozami na przyszłość. Kolejne sesje poświęcone będą logistyce – pod patronatem Klastra LODZistics, innowacjom na przykładzie Volvo Hub Tech, a także nowatorskim rozwiązaniom w obszarze humanoidalnych robotów i technologii wspierających procesy produkcyjne, które nadają nowy kształt wykonywaniu pracy. Dyskusje będą dotyczyć także wpływu Internetu Rzeczy oraz cyfrowych bliźniaków na rozwój firm przemysłowych.
Cyberbezpieczeństwo, AI i finansowanie inwestycji
Drugi dzień konferencji skieruje uwagę na cyfrową transformację i wyzwania, jakie się z nią wiążą. Uczestnicy poznają najlepsze praktyki w dziedzinie Przemysłu 4.0, dzięki przykładom takich firm, jak Hitachi Energy czy Wielton. W trakcie paneli eksperci omówią również kwestie bezpieczeństwa cyfrowego, finansowania innowacyjnych inwestycji oraz ryzyka związanego z implementacją nowych technologii. Te tematy przybliżą m.in. przedstawiciele Banku Gospodarstwa Krajowego, DLL, Sandvine czy Instytutu Frauenhofera. W centrum uwagi będzie m.in. branża automotive, która przewodzi w rozwoju digitalnym (panel pod patronatem Klastra SA&AM). Zwieńczeniem tego dnia będzie dyskusja na temat sztucznej inteligencji i dużych modeli językowych w produkcji, ukazująca potencjał AI jako siły napędowej kształtującej przyszłość przemysłu.
Adresaci wydarzenia
Konferencja jest skierowana przede wszystkim do firm technologicznych wdrażających rozwiązania Przemysłu 4.0, producentów i integratorów poszukujących innowacji, dostawców technologii związanych z robotyką i automatyzacją, przedstawicieli ośrodków badawczo-rozwojowych oraz kadry zarządzającej w firmach produkcyjnych i logistycznych. Udział w konferencji jest płatny. Aby wziąć udział w wydarzeniu, należy zarejestrować się i zakupić bilet na oficjalnej stronie konferencji: https://konferencja.dbr77.com/.
Na podstawie materiałów DBR77
MACIEJ KUBIAK
adwokat, partner zarządzający
SKP Ślusarek Kubiak Pieczyk
MARLENA KUDŁA
aplikant adwokacki
SKP Ślusarek Kubiak Pieczyk
Sztuczna inteligencja w logistyce
Wyzwania prawne w świetle AI ACT
Sztuczna inteligencja odgrywa coraz większą rolę w różnych sektorach gospodarki, w tym również w logistyce. Wprowadzenie rozwiązań opartych na AI pozwala zautomatyzować liczne procesy – np. w kwestii przetwarzania zamówień, zarządzania łańcuchami dostaw, a także zredukować koszty czy zwiększyć efektywność. Nie można przy tym pominąć takich zagadnień, jak pojazdy autonomiczne, które mogą zrewolucjonizować rynek logistyki i spedycji. Jednak rozwój technologii niesie ze sobą także nowe wyzwania, które należy odpowiednio zaadresować w aktach prawnych.
Kluczową regulacją Unii Europejskiej w dziedzinie AI stał się Akt o sztucznej inteligencji1 (AI ACT).
Co on oznacza dla branży logistycznej? AI ACT to regulacja Unii Europejskiej, której celem jest ustanowienie jednolitych zasad dotyczących stosowania i wdrażania sztucznej inteligencji na obszarze UE. Rozporządzenie klasyfikuje systemy AI według poziomu ryzyka, jakie mogą stwarzać. Niektóre systemy są uznawane za niedopuszczalne, inne (wysokiego ryzyka) muszą spełniać liczne wymagania, a jeszcze inne mają jedynie podstawowe obowiązki związane głównie z przejrzystością. Najważniejszym celem AI ACT jest ochrona obywateli przed potencjalnymi zagrożeniami związanymi z AI, przy jednoczesnym wspieraniu innowacji i rozwoju technologicznego.
Wdrażanie AI w logistyce –jak do tego podejść?
Korzystanie z AI powinno zawsze zaczynać się od świadomości, że wyniki i dec yzje zależą od jakości danych, na których AI zostało wytrenowane. Dlatego ważne jest wdrożenie mechanizmów minimalizujących ryzyko, takich jak audyty, korzystanie z systemów AI od renomowanych dostawców oraz odpowiednie przeszkolenie zespołu.
Przed wdrożeniem systemu AI w firmie należy przede wszystkim rozważyć, jak dany system będzie zaklasyfikowany według regulacji AI ACT. Przedsiębiorcy powinni przeanalizować wszystkie używane i rozwijane narzędzia oraz oprogramowanie, a także te, które planują wdrożyć. Może się okazać, że niektóre z tych narzędzi to systemy AI.
Zakazane kategorie AI
Trzeba określić kategorię ryzyka dla systemu AI, który ma być wdrożony i zidentyfikować obowiązki, które będą realizowane. Jeżeli stosowany system AI kwalifikowałby się jako zakazana praktyka AI (np. system AI wnioskujący na temat emocji osoby fizycznej w miejscu pracy czy stosujący techniki podprogowe wobec pracowników/ klientów), przedsiębiorca powinien jak najszybciej zaprzestać jego używania, takie praktyki są bowiem zakazane od 2 lutego 2025 r.
Systemy AI wysokiego ryzyka
Jeżeli system AI okazałby się systemem wysokiego ryzyka, wówczas przedsiębiorca musi przygotować się na liczne obowiązki z nim związane, niezależnie od tego, czy system będzie używany wewnętrznie, czy wprowadzany na r ynek (wśród obowiązków można wymienić
m.in. analizowanie ryzyka, prowadzenie dokumentacji technicznej, przechowywanie rejestrów zdarzeń wygenerowanych przez system AI oraz monitorowanie i informowanie organu nadzoru, w przypadku uznania, że taki produkt stwarza ryzyko). Przykładowo systemem AI wysokiego ryzyka będzie sys-
interakcję z systemem AI, jeżeli takowa będzie miała miejsce. Ponadto AI ACT wymaga szkolenia personelu, aby zapewnić mu odpowiednie kompetencje w zakresie AI, uwzględniając wiedzę techniczną, doświadczenie oraz kontekst wykorzystania AI3. Przedsiębiorcy mogą już teraz zacząć szkolić swoich
PRZED WDROŻENIEM SYSTEMU AI
W FIRMIE NALEŻY PRZEDE WSZYSTKIM
ROZWAŻYĆ, JAK DANY SYSTEM
BĘDZIE ZAKLASYFIKOWANY WEDŁUG
REGULACJI AI ACT.
tem związany z prawodawstwem harmonizacyjnym, obejmujący m.in. obszar lotnictwa, maszyn, dźwigów, urządzeń kolei liniowych i pojazdów silnikowych. Takim systemem będzie także np. system związany z infrastrukturą krytyczną (np. zaopatrzenie w wodę, gaz, ciepło, energię elektryczną, ruch drogowy) czy biometrią (np. systemy zdalnej identyfikacji biometrycznej czy systemy przeznaczone do rozpoznawania emocji).
Dostawca czy użytkownik?
Każdorazowo należy określić, czy jako przedsiębiorcy będziemy użytkownikiem, czy dostawcą systemu AI zgodnie z przepisami2. Większość firm działających w biznesie, które wdrażają rozwiązania AI dostarczone przez inne podmioty, będzie uznawana za użytkowników AI. Jeśli natomiast firma sama opracowuje, zleca opracowanie lub wprowadza system AI pod własną marką, będzie uznawana za dostawcę systemu AI. To określenie będzie miało kluczowe znaczenie dla zakresu obowiązków nakładanych przez unijną regulację na przedsiębiorcę. Siłą rzeczy dostawcy systemów AI będą mieli takich obowiązków więcej, jednak podmioty stosujące AI również nie będą mogły pozostawać bierne.
O czym jeszcze należy pamiętać?
Z uwagi na przepisy o transparentności, firmy będą musiały pamiętać o informowaniu osób fizycznych o tym, że osoby te wchodzą w bezpośrednią
pracowników w zakresie korzystania z narzędzi AI oraz tworzyć wewnętrzne regulaminy dotyczące tego obszaru. Proces wdrażania rozwiązań opartych na sztucznej inteligencji wymaga zawierania umów, które powinny uwzględniać kwestie bezpieczeństwa, zgodności z przepisami dotyczącymi ochrony danych osobowych czy z prawami autorskimi. Ważne jest określenie odpowiedzialności za błędy i awarie systemów AI oraz ustalanie ich przyczyn. Warto także pamiętać o etycznym aspekcie korzystania z AI, czy to w kontekście niedyskryminacji, czy energochłonności.
Podsumowanie
AI ACT znacząco wpłynie na firmy wdrażające systemy AI wysokiego ryzyka. Wprowadzanie do przedsiębiorstwa
MACIEJ KUBIAK
rozwiązań z wykorzystaniem AI wymaga wcześniejszego przemyślenia, zwłaszcza w kontekście nadchodzących regulacji AI ACT. Wdrażanie rozwiązań opartych na AI zgodnie z unijnymi przepisami będzie na pewno wiązało się z wyzwaniami finansowymi i organizacyjnymi dla firm. Jednak korzyści z automatyzacji procesów przy użyciu AI, zwłaszcza zgodnie z AI ACT, zdecydowanie mogą pomóc w optymalizacji procesów, w tym planowaniu produkcji i dostaw, przetwarzaniu zamówień, zarządzaniu magazynem, a w dalszej perspektywie także w obniżeniu kosztów.
AI ACT co do zasady zacznie obowiązywać od 2 sierpnia 2026 r., ale wiele obowiązków dotyczących systemów AI wysokiego ryzyka wejdzie w życie dopiero 2 sierpnia 2027 r. Przedsiębiorcy będą mieli więc wystarczająco dużo czasu, aby dostosować swoje procedury technologiczne i organizacyjne do wymogów AI ACT.
1 Rozporządzenie Parlamentu Europejskiego i Rady (UE) 2024/1689 z dnia 13 czerwca 2024 r. w sprawie ustanowienia zharmonizowanych przepisów dotyczących sztucznej inteligencji oraz zmiany rozporządzeń (WE) nr 300/2008, (UE) nr 167/2013, (UE) nr 168/2013, (UE) 2018/858, (UE) 2018/1139 i (UE) 2019/2144 oraz dyrektyw 2014/90/UE, (UE) 2016/797 i (UE) 2020/1828 (akt w sprawie sztucznej inteligencji), Dz.U.UE.L.2024.1689 z dnia 2024.07.12.
2 M. Kudła, Co AI ACT oznacza dla biznesu?, 29.05.2024, https://skpipblog.pl/pl/co-aiact-oznacza-dla-biznesu/.
3 Art. 4 AI ACT.
Specjalizuje się w zagadnieniach prawa autorskiego, mediów, filmowego i prasowego, IT i nowych technologii, reklamy i własności przemysłowej oraz ochrony dóbr osobistych. Reprezentuje klientów w sporach sądowych związanych z ochroną własności intelektualnej, renomy oraz w sprawach gospodarczych. Kontakt: m.kubiak@skplaw.pl. Strony internetowe: www.skplaw.pl, www.skpipblog.pl
MARLENA KUDŁA
Specjalizuje się w ochronie dóbr osobistych osób fizycznych i prawnych. Bliskie są jej zagadnienia ochrony wizerunku, renomy i dobrego imienia. Zaangażowana w postępowania z zakresu zwalczania nieuczciwej konkurencji. Zajmuje się także prawem własności intelektualnej, ze szczególnym uwzględnieniem prawa autorskiego, prawa reklamy i mediów. Kontakt: m.kudla@skplaw.pl. Strony internetowe: www.skplaw.pl, www.skpipblog.pl.
KOMUNIKACJA Z AI. DLA
POCZĄTKUJĄCYCH
Katarzyna Majzek-Pośpiech
Wydawca: Helion
rok wydania: 2025, objętość: 160 stron, oprawa: miękka
Sztuczna inteligencja to technologia, która oferuje niespotykane dotąd możliwości i imponującą wydajność. Jeśli w odpowiedni sposób zadać jej pytanie, jest w stanie precyzyjnie na nie odpowiedzieć i podsunąć rozwiązanie. Po otrzymaniu konkretnych wskazówek może wygenerować wysokiej jakości grafiki i filmy. Kluczowe jest, aby nauczyć się właściwie zadawać pytania i poprawnie formułować polecenia. Innymi słowy ― promptować. Prompt engineering polega na tworzeniu i optymalizowaniu promptów, czyli komend lub zapytań kierowanych do modeli sztucznej inteligencji. Promptowanie wymaga kreatywności, logicznego myślenia, znajomości języka i technologii AI, ale opanowanie jego reguł warte jest poświęconego czasu. W efekcie bowiem otrzymamy oczekiwane treści, grafiki, muzykę, wydajne wsparcie w kodowaniu i analizie danych. A to dopiero początek możliwości narzędzi takich jak ChatGPT czy Midjourney.
MEDYCZNE ZASTOSOWANIA SZTUCZNEJ INTELIGENCJI PERSPEKTYWY, WYZWANIA I PRAKTYCZNE ROZWIĄZANIA
Zbigniew Nawrat, Przemysław Czuma, Marcin Szeliga Wydawca: PZWL Wydawnictwo Lekarskie rok wydania: 2025, objętość: 186 stron, oprawa: miękka
Monografia uczy, jak wdrażać innowacyjne narzędzia diagnostyki i terapii, które generują problemy związane z etyką, odpowiedzialnością prawną oraz bezpieczeństwem danych. Autorzy analizują je, omawiają perspektywy i kierunki dalszego rozwoju technologii. Publikacja została przygotowana przez praktyków, pasjonatów, wizjonerów i niewątpliwe autorytety w swoich obszarach aktywności naukowej, którzy na co dzień tworzą aplikacje medyczne oparte na sztucznej inteligencji lub wdrażają algorytmy SI do praktyki klinicznej. Monografia dedykowana jest szerokiej grupie Czytelników – ze środowiska medycznego, prawniczego, IT, systemu ochrony zdrowia, aż po kręgi akademickie. Rozszerza świadomość Czytelników na temat możliwości i perspektyw, jakie przynoszą nauce oraz praktyce klinicznej uczenie maszynowe i uczenie głębokie. Kolejne publikacje z tej serii będą śledziły i na bieżąco omawiały najnowsze osiągnięcia w obszarze SI oraz ich wpływ na codzienną praktykę medyczną.
Wydawca: Wydawnictwo Naukowe PWN rok wydania: 2025, objętość: 266 stron, oprawa: miękka GENERATYWNA
Jerry Kaplan (tłum. Agnieszka Adamczyk-Karwowska)
Autorem książki jest powszechnie znany ekspert od sztucznej inteligencji, przedsiębiorca, innowator techniczny, edukator, autor bestsellerów i futurolog. Wynalazł kilka przełomowych technologii, jak przenośne tablety, aukcje internetowe i elektroniczne instrumenty muzyczne. Postępy w dziedzinie generatywnej sztucznej inteligencji (GAI) wprowadziły nową klasę systemów komputerowych, które charakteryzują się biegłością w szerokim zakresie zadań, osiągając nadludzką wydajność. Generują nowe teksty, obrazy, muzykę oraz oprogramowanie. Wszystko dzięki analizie ogromnych zbiorów zdigitalizowanych informacji. Wkrótce zapewnią fachową opiekę medyczną, oferując porady prawne, tworząc dokumenty, pisząc programy komputerowe, ucząc dzieci oraz tworząc muzykę i sztukę. Te innowacje przyspieszą rozwój nauki, sztuki i ludzkiej wiedzy, ale również niosą ze sobą nowe wyzwania i zagrożenia.
Opracowanie – dr inż. Małgorzata Kaliczyńska
TEL. 504 126 618, WWW.AUTOMATYKAONLINE.PL
BIURO TARGÓW MONACHIJSKICH W POLSCE GRZEGORZ GRABARCZYK
22 620 44 15, WWW.TARGIWMONACHIUM.PL
SP. Z O.O.
61 102 65 25, WWW.CAPTRON.PL
POLAND SP. Z O.O. TEL. 71 71 21 086, WWW.COGNEX.COM
Idealny partner do zadań pomiarowych? Ten, który widzi wszystko.
Bez względu na wielkość systemu produkcyjnego VEGA oferuje odpowiednie rozwiązania do pomiaru poziomu i ciśnienia, które pozwolą zoptymalizować Twoje procesy. Na co możesz liczyć? Z VEGA będziesz rozmawiać z właściwymi ludźmi. Ludźmi, którzy znają się na rzeczy i wiedzą jak wygląda najlepsze rozwiązanie. Ludźmi, którzy będą przy Tobie, kiedy tego potrzebujesz – od pierwszej konsultacji aż po instalację, ze wsparciem serwisowym dostępnym 24/7. Zawsze i wszędzie. Wszystko jest możliwe. Z VEGA.