The Fractional Order Models of a Termal Trace on a Heat Insulating Surface 21
Robert Bieda
Analiza syntezy układu i sterowania feedback-feedforward z modelem niestabilnych, nieminimalnofazowych obiektów z opóźnieniem
Bogdan Żak
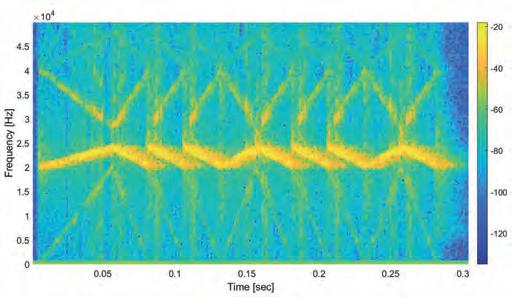
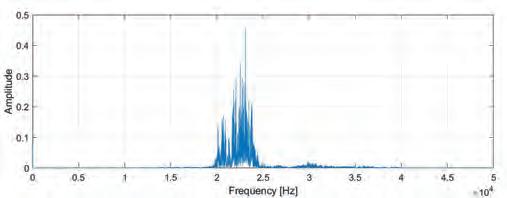
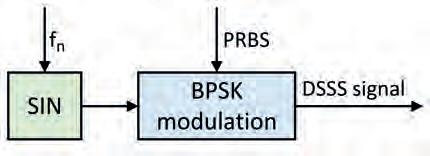
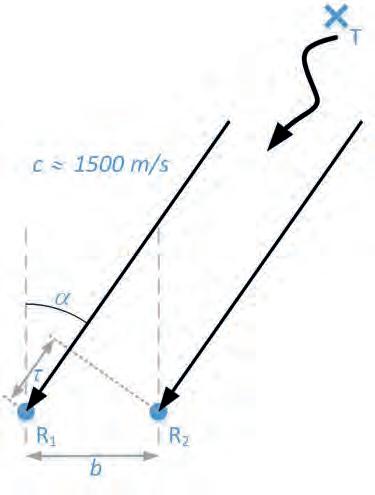
Determining the Angle of Bearing on a Sound Source in Water Using Signals Spread Spectrum
Damian Nagajek
Hardware Implementation of Sliding Mode Control of Mobile Robot with Four Mecanum Wheels
Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen
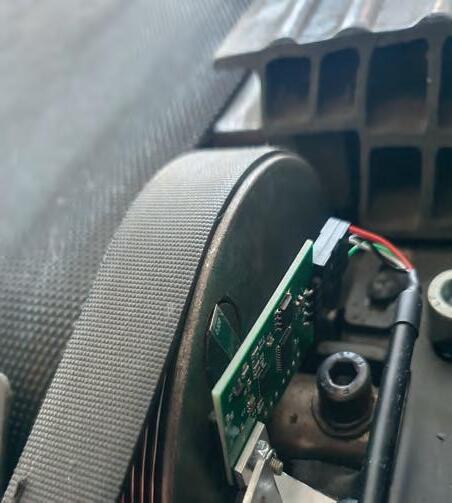
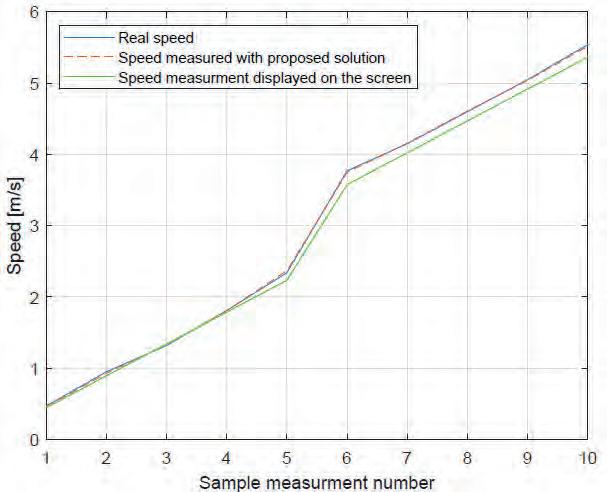
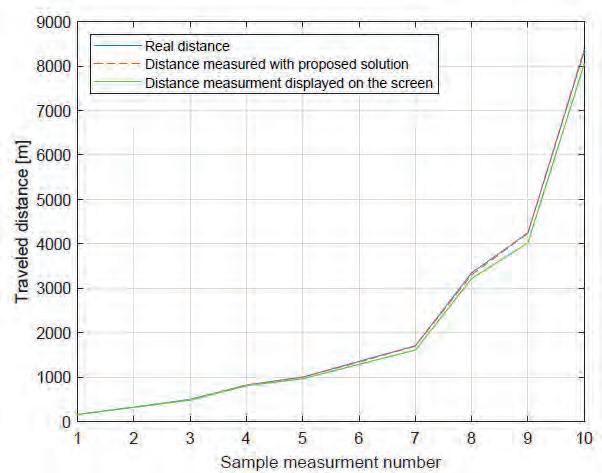
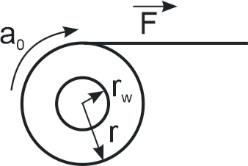
A System and Methodology for Non-Contact Measurement of a Wheel Speed: a Case Study on Cardio Machines
Rok 28 (2024) Nr 4(254)
ISSN 1427-9126, Indeks 339512
Redaktor naczelny
prof. Cezary Zieliński
Zastępca redaktora naczelnego dr inż. Małgorzata Kaliczyńska
Zespół redakcyjny dr inż. Jerzy Borzymiński
prof. Wojciech Grega – automatyka prof. Krzysztof Janiszowski dr inż. Małgorzata Kaliczyńska – redaktor merytoryczny/statystyczny dr inż. Michał Nowicki – mechatronika prof. Mateusz Turkowski – metrologia prof. Cezary Zieliński – robotyka
Korekta
dr inż. Janusz Madejski
Skład i redakcja techniczna
Ewa Markowska
Druk
Drukarnia „PAPER & TINTA” Barbara Tokłowska Sp. K. Nakład 500 egz.
Wydawca
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa
Pomiary Automatyka Robotyka jest czasopismem naukowo-technicznym obecnym na rynku od 1997 r. Przez 18 lat ukazywało się jako miesięcznik. Aktualnie wydawany kwartalnik zawiera artykuły recenzowane, prezentujące wyniki teoretyczne i praktyczne prowadzonych prac naukowo-badawczych w zakresie szeroko rozumianej automatyki, robotyki i metrologii. Kwartalnik naukowo-techniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Wersją pierwotną (referencyjną) jest wersja papierowa.
Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Kwartalnik jest organem wydawniczym Polskiego Stowarzyszenia Pomiarów, Automatyki i Robotyki POLSPAR – organizacji prowadzącej działalność naukowo-techniczną w obszarze metrologii, automatyki, robotyki i pomiarów, reprezentującej Polskę w międzynarodowych organizacjach IFAC, IFR, IMEKO.
Rada Naukowa
prof. Jan Awrejcewicz
Katedra Automatyki, Biomechaniki i Mechatroniki, Politechnika Łódzka
prof. Milan Dado University of Žilina (Słowacja)
prof. Ignacy Dulęba Wydział Elektroniki, Fotoniki i Mikrosystemów, Politechnika Wrocławska
prof. Tadeusz Glinka Instytut Elektrotechniki i Informatyki, Politechnika Śląska
prof. Evangelos V. Hristoforou National Technical University of Athens (Grecja)
dr Oleg Ivlev University of Bremen (Niemcy)
prof. Larysa A. Koshevaja Narodowy Uniwersytet Lotnictwa, Kiev (Ukraina)
prof. Igor P. Kurytnik
Małopolska Uczelnia Państwowa im. rot. W. Pileckiego
prof. J. Tenreiro Machado Polytechnic Institute of Porto (Portugalia)
prof. Jacek Malec
Lund University (Szwecja)
prof. Andrzej Masłowski Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP, Warszawa
prof. Maciej Michałek
Wydział Automatyki, Robotyki i Elektrotechniki, Politechnika Poznańska
dr Vassilis C. Moulianitis University of Patras (Grecja)
prof. Joanicjusz Nazarko
Wydział Inżynierii Zarządzania, Politechnika Białostocka
prof. Serhiy Prokhorenko
„Lviv Polytechnic” National University (Ukraina)
prof. Eugeniusz Ratajczyk
Wydział Inżynierii i Zarządzania, Wyższa Szkoła Ekologii i Zarządzania w Warszawie
prof. Jerzy Sąsiadek Carleton University (Kanada)
prof. Rossi Setchi
Cardiff University (Wielka Brytania)
prof. Waldemar Skomudek
Wydział Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej, Akademia Górniczo-Hutnicza
dr Dragan Stokic
ATB – Institute for Applied Systems Technology Bremen GmbH (Niemcy)
prof. Eugeniusz Świtoński
Wydział Mechaniczny Technologiczny, Politechnika Śląska
prof. Peter Švec Slovak Academy of Sciences (Słowacja)
prof. Wojciech Włodarski
RMIT University, Melbourne (Australia)
prof. Eugenij T. Volodarsky
„Kyiv Polytechnic” National University (Ukraina)
Wydawanie kwartalnika Pomiary Automatyka Robotyka – zadanie finansowane w ramach umowy 907/P-DUN/2019 ze środków Ministra Nauki i Szkolnictwa Wyższego przeznaczonych na działalność upowszechniającą naukę.
Spis treści
3 Od Redakcji
5 Leszek Trybus, Andrzej Bożek
2DOF PID for Current Driven Servo
Regulator 2DOF PID dla serwomechanizmu prądowego
13 Krzysztof Oprzędkiewicz
The Fractional Order Models of a Termal Trace on a Heat Insulating Surface Modele ułamkowe rzędu śladu termicznego na powierzchni izolującej ciepło
21 Robert Bieda
Analiza syntezy układu i sterowania feedback-feedforward z modelem niestabilnych, nieminimalnofazowych obiektów z opóźnieniem
Analysis of the Synthesis of a Feedback-Feedforward Control System with a Model of Unstable, Non-minimal Phase and Time-Delay Objects
39 Bogdan Żak
Determining the Angle of Bearing on a Sound Source in Water Using Signals Spread Spectrum
Wyznaczanie kąta namiaru na źródło dźwięku w wodzie za pomocą sygnałów widma rozproszonego
47 Damian Nagajek
Hardware Implementation of Sliding Mode Control of Mobile Robot with Four Mecanum Wheels
Sprzętowa implementacja sterowania ślizgowego robota mobilnego z czterema kołami typu mecanum
55 Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen A System and Methodology for Non-Contact Measurement of a Wheel Speed: a Case Study on Cardio Machines System i bezkontaktowa metoda mierzenia prędkości koła: przykład z wykorzystaniem bieżni do ćwiczeń
65 Kamil Kępski, Paweł Dworak, Daniel Figurowski
Tension Control: Open-Loop Torque Control in Material Unwinding Process Kontrola naprężeń: sterowanie momentem obrotowym w pętli otwartej w procesie odwijania materiału
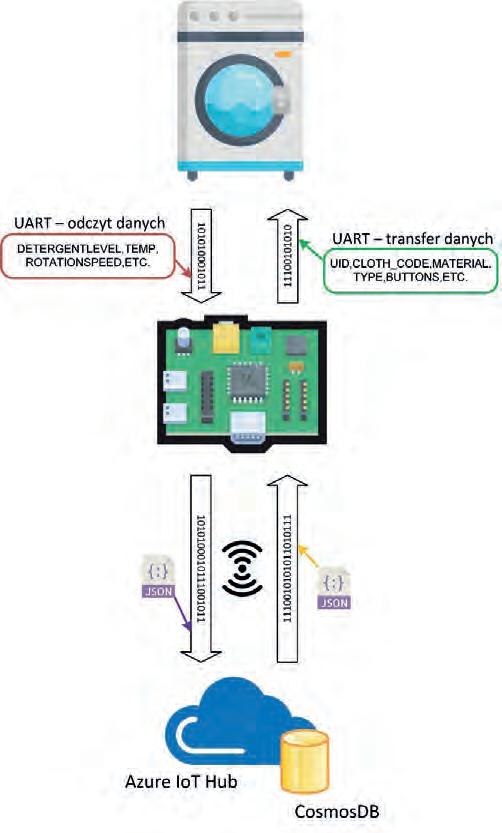
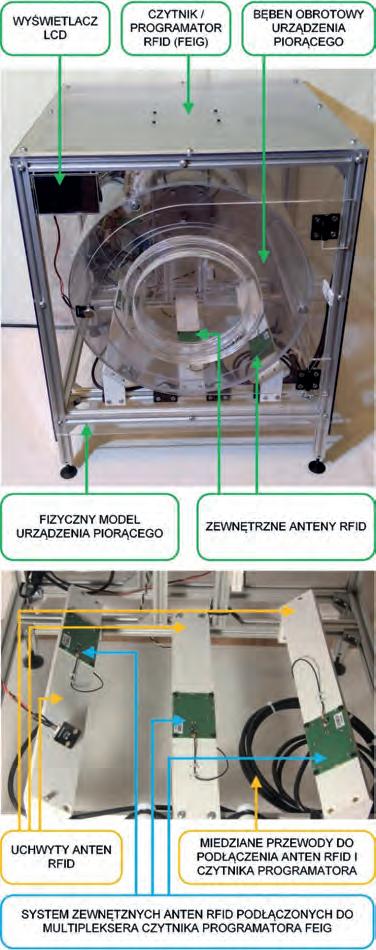
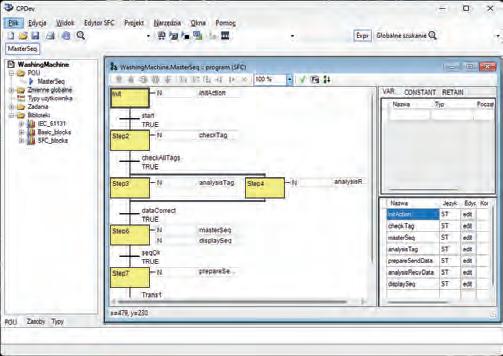
73 Mateusz Salach, Marcin Hubacz, Bartosz Trybus, Bartosz Pawłowicz, Chmurowy system sterowania urządzeń pralniczych z wykorzystaniem tekstroniki
Laundry Control System Using Textronics and Cloud Computing
79 Łukasz Zawarczyński
Identyfikacja parametryczna nieliniowych i liniowych modeli matematycznych silnika BLDC
Parametric Identification of Nonlinear and Linear Mathematical Models of the BLDC Motor
87 Kacper Moździerz, Krzysztof Kołek
Modelowanie oraz sterowanie temperaturą wewnątrz budynku użyteczności publicznej
Modeling and Control the Temperature Inside a Public Building
97 Paweł Rotter, Maciej Klemiato, Dawid Knapik, Maciej Rosół, Grzegorz Putynkowski
Modułowy system wieloaspektowej optycznej kontroli jakości elementów polimerowych
The Modular Multi-aspect Optical Inspection System for the Quality Control of Polymer Elements
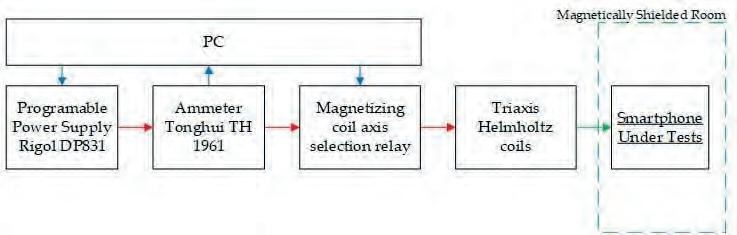
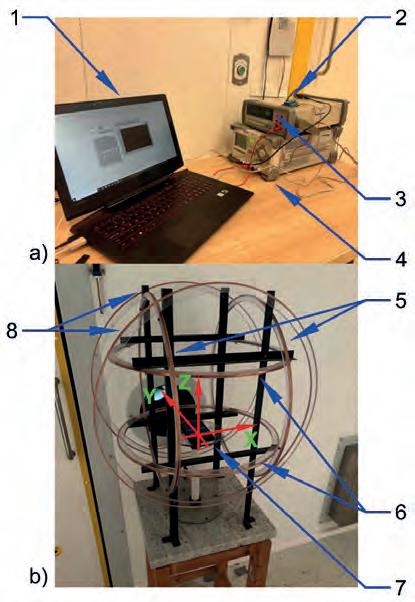
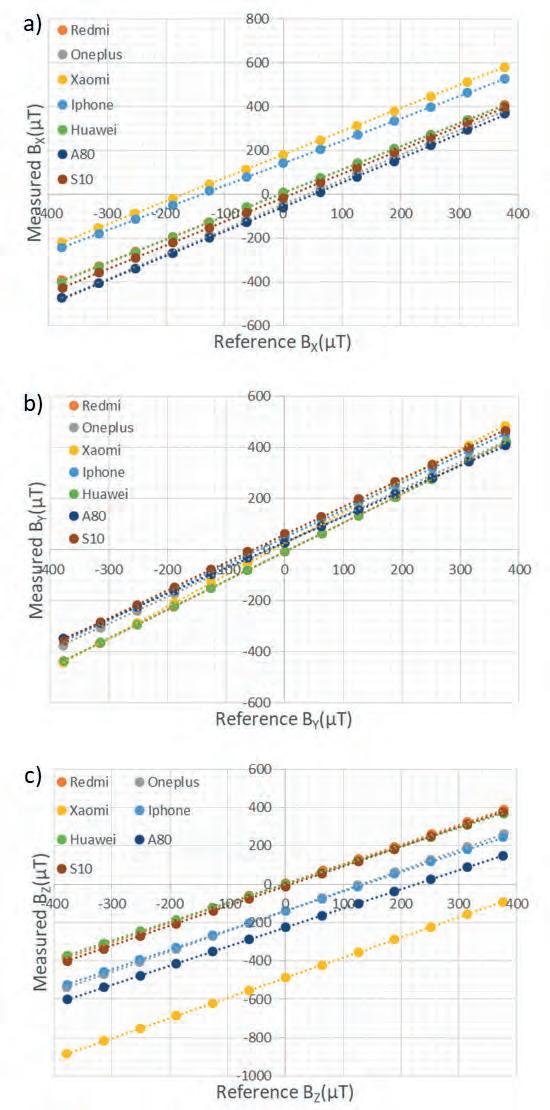
103 Piotr Gazda, Paweł Rękas, Paweł Frydrych, Paweł Nowak, Michał Nowicki, Roman Szewczyk
Investigation of the Metrological Properties of Magnetic Field Sensors Used in Popular Smartphones for the Shoe Size Determination System
Badanie Właściwości metrologicznych sensorów pola magnetycznego stosowanych w popularnych smartfonach dla systemu określania rozmiaru buta
111 Janusz Kobaka, Jacek Katzer, Machi Zawidzki
Zastosowanie dwóch technik pomiarowych do oceny struktury wewnętrznej fibrobetonu
Harnessing Two Measurement Techniques to Assess the Internal Structure of SFRC
117 Zbigniew Juzoń, Jarosław Wikarek, Paweł Sitek
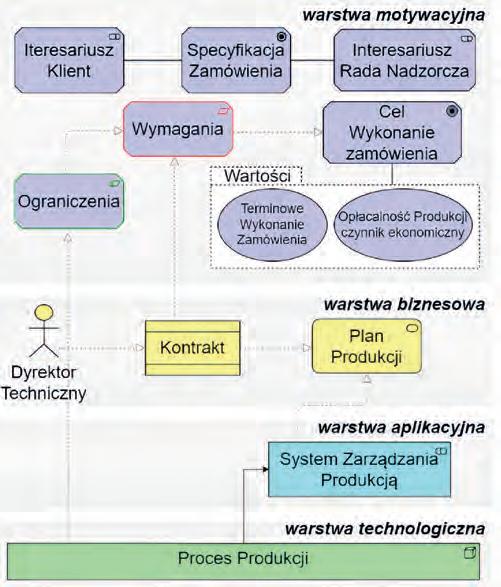
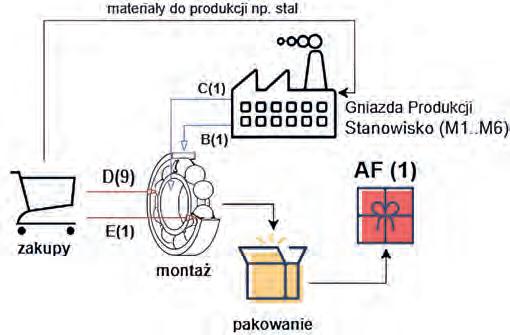
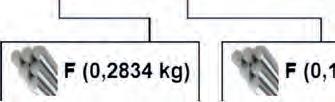
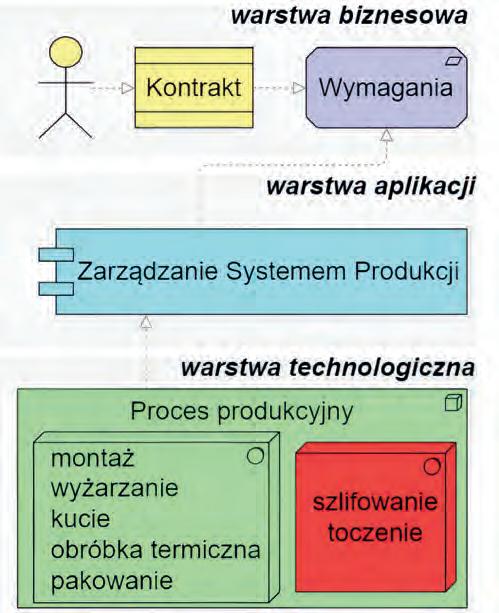
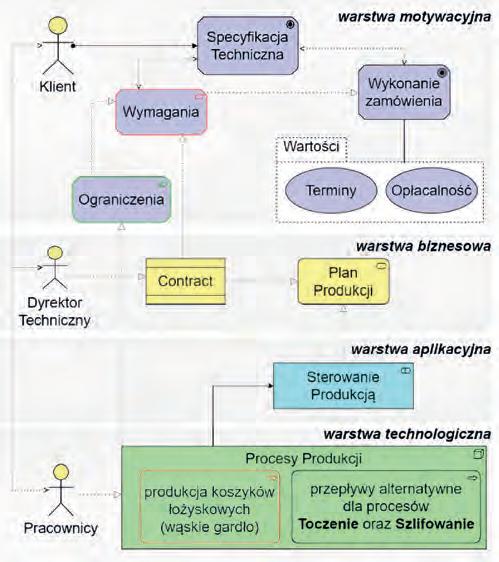
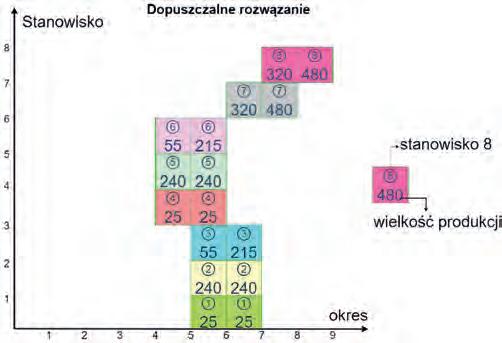
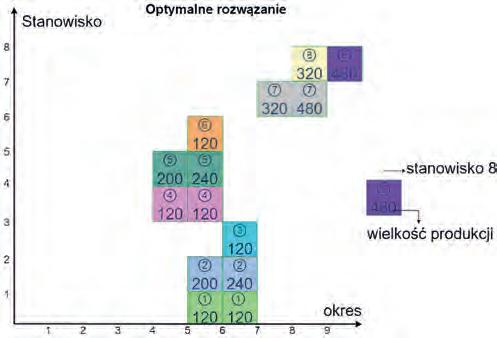
Zastosowanie architektury korporacyjnej do analizy i optymalizacji sterowania produkcją
Applying Enterprise Architecture to Analysis and Optimization of Production Control
125 Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
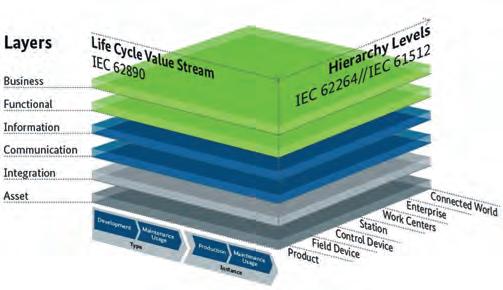
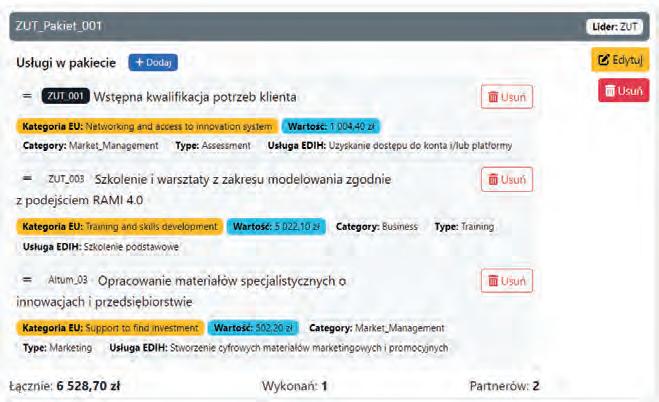
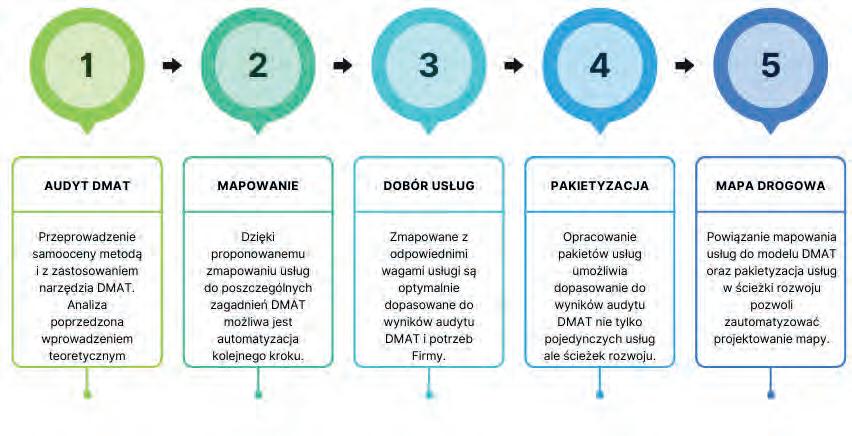
Dojrzałość cyfrowa w mapowaniu usług Europejskiego Hubu Innowacji Cyfrowych
Digital Maturity in Mapping the European Digital Innovation Hub Services
141 Informacje dla Autorów
Drodzy Czytelnicy,
oddajemy w Państwa ręce kolejny numer kwartalnika. Niech będzie to prezent pod choinkę – atrakcyjny, bogaty w treści praktyczne, innowacyjne, choć niepozbawione sporego ładunku rozważań teoretycznych. Szczególnie cieszy nas, że znacznie wzrosła liczba autorów, którzy dzielą się wynikami swoich badań na łamach pisma. Ten numer zawiera piętnaście artykułów, które pozytywnie przeszły proces recenzyjny.
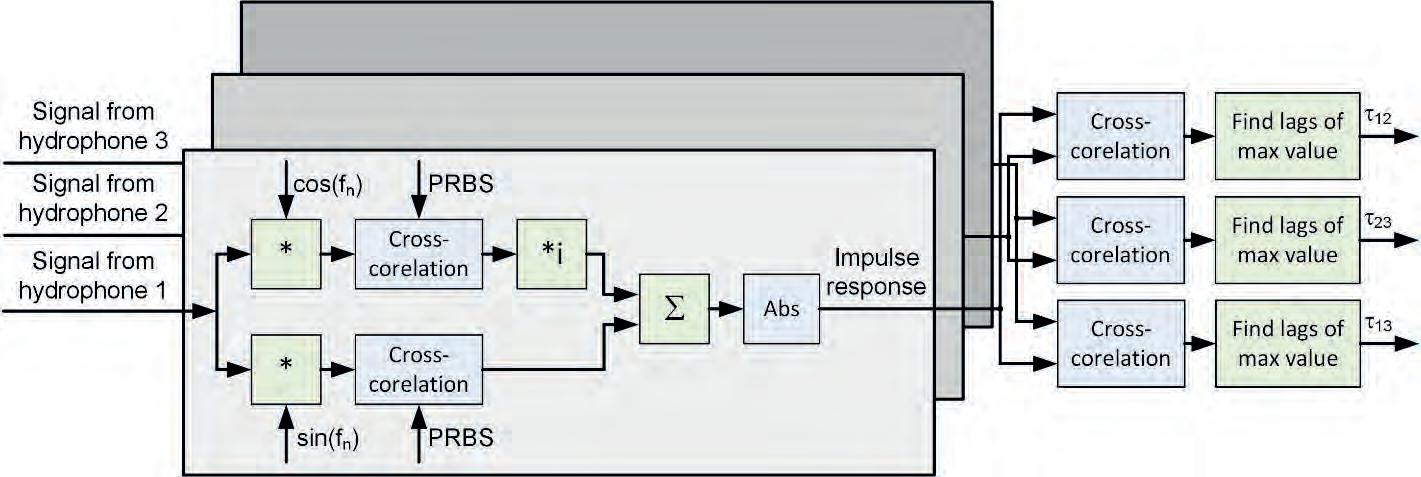
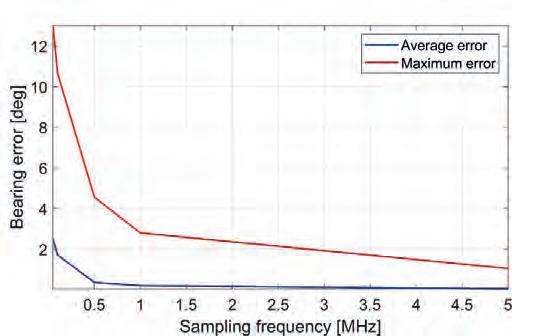
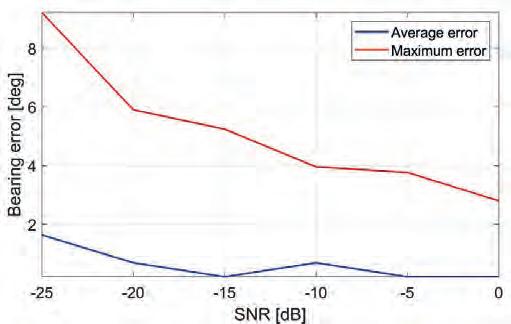
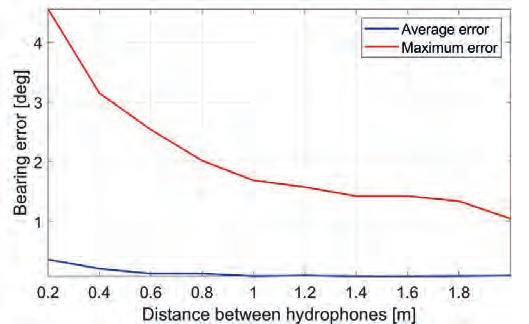
Bieżące wydanie rozpoczynamy artykułami łączącymi podstawy automatyki i sterowania. Poruszają zagadnienia związane z zastosowaniem regulatora 2DOF PID dla serwomechanizmu; układy sterowania, w których ślad termiczny modelowany jest za pomocą obiektów ułamkowego rzędu oraz obszerną analizę syntezy odpornego układu regulacji – dwóch struktur MFC oraz FB-FF. Omawiając rozwiązania z obszaru robotyki, autorzy skupiają się m.in. na nawigacji podwodnej, gdzie rozpatrywane jest stosowanie sygnałów widma rozproszonego, ich akwizycji, analizie wpływu zakłóceń i konfiguracji anteny odbiorczej. W przypadku robota mobilnego zastosowano koła typu mecanum, a ich ruch analizowano za pomocą systemu wizyjnego.
Trudno rozdzielić praktyczne rozwiązania automatyki i pomiarów – zadania te występują zazwyczaj razem, przenikają się. Takie podejście zastosowano w przypadku innowacyjnej metody mierzenia prędkości koła, a efektywność metody potwierdzono praktycznym eksperymentem na bieżni treningowej. Podobnie autorzy przeanalizowali sterowanie momentem obrotowym rolek naprężających na potrzeby procesu odwijania materiału z rolki – uzyskali znaczne zwiększenie sprawności realizowanego procesu.
Intrygującą wciąż tematyką jest zastosowanie identyfikatorów RFID w tekstyliach, a w efekcie inteligentnym sterowaniem procesem prania wspartym rozwiązaniami chmurowymi. Kolejna praca dotyczy identyfikacji parametrów różnych typów modeli matematycznych silników bezszczotkowych. W następnym artykule omówiono adaptacyjne sterowanie temperaturą wewnątrz budynku ze szczególnym uwzględnieniem zmiennego kalendarza dni roboczych. Wśród praktycznych rozwiązań zrealizowanych z dofinansowaniem Narodowego Centrum Badań i Rozwoju należy wymienić system kontroli optycznej elementów polimerowych wytwarzanych metodą wtryskową. Wraca też tematyka zdalnej automatycznej identyfikacji rozmiarów buta, tym razem realizowana za pomocą urządzeń mobilnych typu smartfon. Analizę problemu wsparto badaniami właściwości metrologicznych stosowanych tam sensorów pola magnetycznego. Sterowanie produkcją jest coraz częściej realizowane na bazie architektury korporacyjnej – tutaj oprócz optymalizacji procesu produkcyjnego uwzględniane są też potrzeby biznesowe oraz cele klientów a także rady nadzorczej.
Nowy obszar tematyczny związany jest z drukiem 3D i realizacją obiektów o dużych gabarytach. Autorzy przybliżają wyniki zastosowania metod pomiarowych do oceny struktury fibrobetonu, który może być materiałem użytym w wytwarzaniu przyrostowym.
W numerze poruszana jest także problematyka innowacyjnej transformacji cyfrowej. Autorzy definiują metody określania dojrzałości cyfrowej MŚP i sposoby dopasowania najlepszych usług oferowanych przez Europejski Hub Innowacji Cyfrowych. A wszystko w kontekście Przemysłu 4.0.
Wierzymy, że poruszane tematy zainteresują naszych Czytelników. Życzymy interesującej lektury.
Redaktor naczelny kwartalnika Pomiary Automatyka Robotyka prof. dr hab. inż. Cezary Zieliński
2DOF PID for Current Driven Servo
Leszek Trybus, Andrzej Bożek
Rzeszów University of Technology, Department of Computer and Control Engineering, al. Powstańców Warszawy 12, 35-959 Rzeszów
Abstract: A design method for 2DOF PID continuous or discrete controller for a current driven servo described by a double integrator is presented. The closed-loop time constant is the single design data. The method results in the rules for three PID settings and two PID weights b, c that reduce gains for P and D modes for the set-point input. The PID settings provide a triple real pole of the closed-loop system to assure smooth transients. The weights b, c eliminate overshoot of the step response. In the case of continuous control, the weights are fixed, independent of the design data. In the discrete case, the weights decrease when the discretization step increases. Laboratory experiments confirm fairly good correspondence of system response to simulations, but also demonstrate the effects of friction when the output is close to a set-point. Role of additional parameters of an industrial PID function block is also examined.
Keywords: current driven servo, double integrator, 2DOF PID, set-point prefiltering, pole placement, friction effects
1. Introduction
2DOF PID (two-degree-of-freedom) controller allows for shaping the set-point response of a feedback system without altering the disturbance response. Conventional way of achieving this is to apply a prefilter on the set-point input. In practical solutions, the PID controller is first tuned for satisfactory disturbance response and then the prefilter is added to get satisfactory set-point response, usually with a small or no overshoot. The prefilter and PID may be replaced by a single 2DOF PID controller which by means of two weights, denoted typically by b, c, decreases the set-point input for P and D modes, respectively [1, 2]. Since the weights determine zeros of the control system, they may be adjusted to shape the set-point response. The 2DOF PID controller is particularly convenient for integrating plants which for satisfactory disturbance response and no prefilter exhibit excessive overshoots [3, 4].
Servo-drives, indispensable in robotics, machine tools, etc. [5], are typical examples of integrating plants. Since oscillatory transients are forbidden, tuning a servo controller for multiple real poles of the closed-loop system is one of possible options. In the case of integrator plus time constant plant, being a model of voltage driven servo [6], the system with PID controller becomes of the third order, so may be tuned for a triple pole. This has already been presented for 2DOF PID in [7] with such selection of the weights b, c, so
Autor korespondujący:
Andrzej Bożek, abozek@prz.edu.pl
Artykuł recenzowany nadesłany 12.09.2024 r., przyjęty do druku 12.11.2024 r.
as to remove two of the three poles. Then the system for the set-point input becomes of the first order, so provides smooth transients. Discrete PID for such a servo is presented in [8], however without referring to 2DOF. As far as the current driven servo modeled by a double integrator is concerned, continuous and discrete PID controllers for the triple pole are designed in [9], also without referring to 2DOF. Therefore, the natural objective of this paper is to extend the results from [9] on 2DOF PID, motivated by the approach from [7].
We add that other design methods for a double integrator are reviewed in [10]. Advanced design involving a constrained state feedback controller for a permanent magnet synchronous servo-drive is presented in [11]. For practical applications conventional frequency designs are used, given natural frequency and damping ratio [6, 12].
The paper is organized as follows. Design of the continuous 2DOF PID controller for a double integrator given a closed-loop time constant is presented in Secs. 2 and 3. Next two sections deal with the discrete case, ended up with analytic expressions and nomograms for the weights b, c in terms of the closed-loop system triple pole. Experimental and simulated responses recorded in a lab set-up are compared in Sec. 6 taking also into account features of an industrial PID controller. Last section summarizes the results.
2. Triple pole placement
Consider a feedback system of Fig. 1 involving a double integrator k o/s2 as the plant, PID controller, and a set-point prefilter F. The double integrator may represent a servo-drive with current (torque) driven motor and mechanical load, resulting in the effective gain k o . The standard PID controller has the form
Hence, the closed-loop transfer function for the no prefilter case (NF, i.e. F = 1) becomes ( ) ( ) 2 32 () oDPI cl oDPI kksksk Gs skksksk ++ = +++ (2)
We want Gcl to have a triple pole −p . By equating corresponding coefficients in the Gcl denominator with (s + p )3 polynomial one obtains the following controller settings [9]
Settling time is estimated as 8, s t λ ≅ i.e. for (Fig. 2). Eliminating the zeros from Gcl by 2 2 () I DPI k Fs ksksk = ++ (6)
is another filtering option.
3. 2DOF PID for servo
here expressed in terms of a given closed-loop time constant λ = 1/p. Step response of Gcl shown in Fig. 2 for λ = 0.075 s (as in Sec. 6) exhibits 20 % overshoot (NF plot).
To eliminate the overshoot, note that for the settings (3) the controller transfer function becomes
Following [1, 2] introduce a reduced gain PID controller in the form () I bc P D k PIDsbkcks s =++ (7)
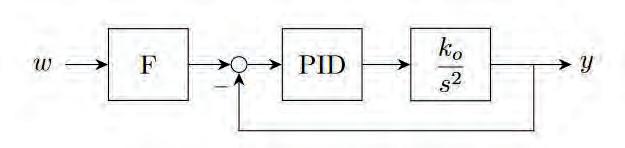
with the weights b, c. Such a controller is a component of the 2DOF PID control system in Fig. 3. The diagram can be transformed to the original one in Fig. 1 by using the filter 2 2D 2 () () . () bc DPI DPI PIDs cksbksk Fs PIDs ksksk ++ == ++ (8)
with the complex zero
The overshoot may be eliminated by applying a first order prefilter determined by the real part of the zero, so 1 Re 1 () . Re21 c c Fs ss α αλ == ++ (5)
After cancellation of the terms kDs2 + kPs + kI and using (s + p)3 in the denominator the system transfer function F 2DG cl becomes ( ) 2 2D 3 () () DPIo cl cksbkskk FGs sp ++ = + (9)
To decrease the settling time the idea proposed in [7] is to express the numerator ckDs2 + bkPs + kI as ckD(s + p)2 , so as to reduce the order of the system to one. Using the settings (3) and equating coefficients of the two polynomials yield the following fixed values of the 2DOF weights 2 , 3 b = 1 3 c = (10)
So they do not depend either on the plant’s k o or the design data λ .
The system transfer function simplifies to 2D 1 () , 1 cl p FGs sps λ == ++ (11)
so with the settling time 4 λ , twice shorter than before (see Fig. 2). The 2DOF filter can b e expressed as
2D 22 (1) () . 331 s Fs ss λ λλ + = ++ (12)
Fig. 2. Step responses of the control system
Rys. 2. Odpowiedzi skokowe układu sterowania
Fig. 1. PID control system for a double integrator
Rys. 1. Układ z regulatorem PID dla podwójnego integratora
Fig. 3. 2DOF PID control system with two controllers
Rys. 3. Struktura układu sterowania 2DOF PID z dwoma regulatorami
The 2DOF PID continuous controller that replaces F and PID in Fig. 1 operates according to the algorithm (s-dependence in U, W, Y dropped)
4. Pole placement for discrete control
We shall briefly repeat essential results from [9], regarding discrete-time servo control running with a discretization step Δ. Zero-order-hold discretization of the double integrator results in
Finally we quote [7] that for the integrator plus time constant plant, i.e. for the voltage driven servo, the weights b = 2/3, 1/(9) c α = with /0.25DI TT α =≤ have been obtained. So, in the continuous case, the reduction of P mo de is the same for both types of the servo.
In practical implementations, the PID controller involves a filtered derivative term, here in the form kDs/(TDs/D + 1), TD = kD/kP, with the divisor D typically from 4 to 8. Simulated step responses of the four systems for D = 4, 8 and ∞ are shown in Fig. 4. Whereas the responses for F1 and F2 filters with D = 4, 8 remain quite close to the one with D = ∞ (i.e. to Fig. 2), the response for 2D filter exhibits a „saddle” in the middle part for D = 4. Thus small values of D adversely affect the 2DOF PID system designed without taking D into account, what may be viewed as a cost of the short settling time. As could be expected, a decrease of D increases the overshoot for the NF case.
The typical discrete PID controller has the form [3]
Hence, the closed-lo op transfer function becomes
Fig. 4. Simulated step responses for the controller with derivative filtering Rys. 4. Symulowane odpowiedzi skokowe dla regulatora z filtracją w członie różniczkującym
with 2 ,1,2,3. 2 ioi Kkki ∆ = = (16b)
Following the continuous case, we want the denominator of Gcl to have the triple pole r given by , p re −∆ = 1 p λ = (17)
Such a denominator may be written as (z − r)3(z − z1) with a fourth single pole z1. The triple pole r is provided by the following gains [9]
1 432 2 2 3 (3854), (3121441), (47), KCrrr
(18a)
so the discrete F2D filter has the form
3 1 (1) r C r = + (18b)
Having the gains one can calculate the controller settings
, 2 , 2( ) . P o D o I o KK k
(19)
Nomograms expressing the settings directly in terms of r are given in [9].
The fourth pole z1 does not exceed r, so it does not affect system dynamics. In particular, for r = z1 one obtains the unique quadruple pole The condition 4rr ≥ corresponds to requirement 0.383 λ ∆≤ on the discretization step. For λ = 0.075 s the requirement means 0.0287s. ∆≤ Here Δ = 0.02 s is taken for testing (close to the limit 0.0287) to distinguish the discrete case from continuous. Step responses of the discrete implementation are quite similar to the continuous ones in Fig. 2, except that the overshoot for the NF case increases to 50 %.
5. Discrete 2DOF PID
(21) by using (16b). The system transfer function F 2DGcl after cancellation of the terms K 1z2 − K 2z + K 3 (see (16a)) and inserting the triple pole denominator becomes
As before, two poles can be eliminated by equating 2 123 kzkzk ′′′ −+ to 2 1().kzr ′ Using the expressions (20b) one obtains two linear equations for the weights b , c which yield
where kP, kI, kD are given by (18) and (19). Applying some symbolic calculations [13] one finally obtains the weights as the following rational functions of the given pole r
The nomograms b(r), c(r) for r ≥ r4 ≅ 0.682 are shown in Fig. 5. For r close to 1, so for a very small step Δ, b and c approach 2/3 and 1/3, respectively, so as (10) for the continuous case. Increase of Δ decreases r, what also decreases the weights. For r = exp (−0.02/0.075) ≅ 0.75 used in the tests we get b = 0.52 and c = 0.17 instead of the continuous case values 2/3 and 1/3.
The discrete reduced gain PID controller becomes (20a) with Fig. 5. Weights b(r), c(r) for the discrete 2DOF PID servo Rys. 5. Wagi b(r), c(r) dla serwo-napędu z regulatorem 2DOF PID (20b)
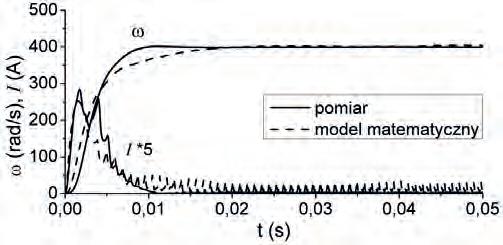
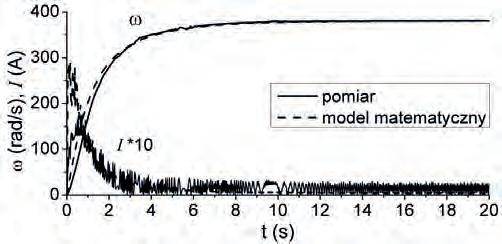
Fig. 6. Experimental and simulated responses for continuous control Rys. 6. Odpowiedzi eksperymentalne i symulacyjne dla sterowania ciągłego
6. Experimental verification
The servo-system already presented in [9] has been used for experiments. The system consists of an ESTUN AC motor (400 W, 3000 RPM) with a dedicated servo-drive [14], ball screw linear actuator (0.5 m range) as the mechanical load, Beckhoff C6920 industrial PC [15] as a real-time controller, and standard PC with TwinCAT 3 software for programming and recording. The servo-drive and controller are connected by EtherCAT, whereas the controller and PC by Ethernet. The drive operates in the current (torque) control mode, so the plant dynamics is described by a double integrator. The continuous control has been implemented by FB_CTRL_PID function block from TwinCAT 3, whereas the filters and discrete control by means of recursive functions generated by c2dm-ZOH MATLAB instruction. The controller may also limit the control signal to some prescribed values. To avoid the limits in most runs the set-point for the linear actuator motion is restricted to 0.1 m or 0.04 m.
Experiments with the real system have been affected by a few phenomena not encountered in the simulations, particularly by friction of the plant, dynamics of the drive not taken into account in the k o/s2 model, limits of the maximum torque. Role of the PID function block additional
parameters has also been examined. The experimental step responses for the tested cases are presented in Figs. 6, 7, 8, where the first two compare the responses with simulations, while the third one deals with the PID additional parameters. Details are described below.
1. T ime of the step responses has been considerably extended over several closed-loop time constants λ (design data) to show that exceeding the set-point does not mean a steady-state error but rather small overshoots caused by imperfect correspondence of the system dynamics to the model. The overshoots are later slowly compensated by integral action of the controller. If small overshoots (up to 1 % of the range) are not acceptable in a practical application one may try to increase stiffness of the controller by decreasing λ , or refer to nonlinear control methods. This is however beyond the scope of this paper.
2. Comparison of the resp onses for the set-points 0.1 m and 0.04 m in Figs. 6, 7 highlights the nonlinear effects in the real system. Basically the responses of the systems with F1 and F2 filters are very similar, differences are small and rather random, owing to stochastic nature of friction. In the case of the NF response, the flattening is a typical effect of friction (loss of motion continuity) when the control signal goes down.
discrete: F1
exp:step=0.04m exp:step=0.1m sim 00.511.522.533.5
discrete: F2
3. Resp onses for different values of the FB CTRL PID function block additional parameters, such as derivative filtering divisor D (see Sec. 3), control limit uLim , and antiwindup AWDP protection (ON or OFF) are shown in Fig. 8.
̶ For the filters F1, F2 and the set-point w = 0.04 m, the control signal does not reach 10 % of its nominal range, so the responses do not depend on uLim or AWDP. Also the divisor D = 8 or 4 affects the responses only slightly, hence the systems with F1 or F2 filters are fairly resistant to the changes of D
̶ Nominal value (100 %) of the control signal is reached only for the NF system what activates AWDP (if ON) and decreases the overshoot.
̶ Setting uLim to 10 % significantly slows down raising the responses in NF and 2D systems, increasing the overshoot in 2D. However, the control process remains stable and correct.
̶ Setting D = 4 for NF and 2D alters considerably the system dynamics what triggers oscillations in the responses. Therefore, to get short settling time provided by 2D, small values of the derivative filtering divisor D should be avoided.
00.511.522.533.5 t[s]
discrete: 2D
exp:step=0.04m exp:step=0.1m sim
00.511.522.533.5
7. Summary
Current driven servos are standard components of robots, machine tools, conveyors and other equipment involving motion control. Conventional frequency designs are applied in practice to tune PID controllers for such servos. Since position of the current driven motor is described by a double integrator, a new design method has been proposed in [9] based on a given triple pole of the closed-loop system, both for continuous and discrete cases. First or second order prefilters eliminate the overshoot of a set-point step response, however with the settling time equal to eight closed-loop time constant. Here this method has been upgraded for a 2DOF PID controller, so with the weights b, c on P, D modes for the set-point input. The proposed 2DOF PID cancels out two of three poles what reduces the settling time to four time constants, i.e. twice. It turns out that for the continuous case the weights b, c are fixed numbers, independent on the plant and design data. For the discrete case the weights depend on discretization step and decrease when the step increases. Experimental verification has shown reasonably good correspondence of system responses to simulations, but also demonstrated that friction of the plant considerably slows down the responses in the vicinity of a set-point. Small values of the derivative filtering divisor D
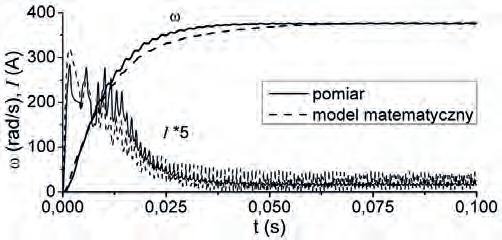
Fig. 7. Discrete control − experimental and simulated responses
Rys. 7. Sterowanie dyskretne − odpowiedzi eksperymentalne i symulacyjne
Fig. 8. Dependance of experimental responses on the PID function block parameters: D, uLim, AWDP Rys. 8. Zależność odpowiedzi eksperymentalnych od parametrów bloku funkcyjnego PID: D, uLim, AWDP
(strong filtering) in the 2DOF PID controller should be avoided as they inflict oscillations.
References
1. Åström K.J., Hägglund T., Advanced PID Control. Research Triangle Park, 2005.
2. The MathWorks Inc., Two-Degree-of-Freedom PID Controllers, 2024.
3. Dorf R.C., Bishop R.H., Modern Control Systems. Pearson, 13th ed., 2014.
4. Jeng J.-C., Fu E.-P., Closed-loop tuning of set-pointweighted proportional–integral–derivative controllers for stable, integrating, and unstable processes: A unified data-based method, „Industrial & Engineering Chemistry Research”, Vol. 54, No. 3, 2015, 1041–1058, DOI: 10.1021/ie503398d.
5. Siciliano B., Khatib O., eds., Springer Handbook of Robotics. Berlin Heidelberg: Springer, 2008.
6. Ellis G., ed., Control System Design Guide. Butterworth-Heinemann, 4th ed., 2012.
7. Viteckova M., Vitecek A., New 2DOF PI and PID controllers tuning method for integrating plants, „Transactions of the VŠB – Technical University of Ostrava”, Mechanical Series, Vol. 55, No. 2, 2009, 163–168.
8. Bożek A., Trybus L., Krok dyskretyzacji i nastawy PID w dyskretnym serwomechanizmie napięciowym, „Pomiary Automatyka Robotyka”, Vol. 26, No. 1, 2022, 5–10, DOI: 10.14313/PAR_243/5.
9. Bożek A., Trybus L., Tuning PID and PI-PI servo controllers by multiple pole placement, „Bulletin of the Polish Academy of Sciences Technical Sciences”, Vol. 70, No. 1, 2022, DOI: 10.24425/bpasts.2021.139957.
10. Rao V.G., Bernstein D.S., Naive control of the double integrator, „IEEE Control Systems Magazine”, Vol. 21, No. 5, 2001, 86–97, DOI: 10.1109/37.954521.
11. Tarczewski T., Skiwski M., Niewiara L.J., Grzesiak L.M., High-performance PMSM servo-drive with constrained state feedback position controller, „Bulletin of the Polish Academy of Sciences. Technical Sciences”, Vol. 66, No. 1, 2018, 49–58, DOI: 10.24425/119058.
12. Mikhalevich S.S., Baydali S.A., Manenti F., Development of a tunable method for PID controllers to achieve the desired phase margin, „Journal of Process Control”, Vol. 25, 2015, 28–34, DOI: 10.1016/j.jprocont.2014.10.009.
13. Maxima CAS homepage. https://maxima.sourceforge.io/.
14. ESTUN Industrial Technology Europe. https://www.estuneurope.eu/.
15. BECKHOFF New Automation Technology. https://www.beckhoff.com/.
Regulator 2DOF PID dla serwomechanizmu prądowego
Streszczenie: Przedstawiono metodę projektowania ciągłego i dyskretnego regulatora 2DOF PID dla serwonapędu sterowanego prądowo, opisanego jako podwójny integrator. Stała czasowa układu zamkniętego jest jedyną daną projektową. Wynikiem metody są reguły dla trzech nastaw PID oraz dwóch wag b, c w 2DOF, które redukują wzmocnienia torów P, D dla wielkości zadanej. Nastawy
PID dają potrójny rzeczywisty biegun układu zamkniętego, co zapewnia gładkie przebiegi. Wagi b, c eliminują przeregulowanie odpowiedzi na skok wielkości zadanej. W przypadku sterowania ciągłego wagi są ustalonymi liczbami, niezależnymi od danych projektowych. W przypadku dyskretnym wagi maleją przy wzroście kroku próbkowania. Eksperymenty laboratoryjne potwierdzają dobrą zgodność odpowiedzi systemu z symulacjami, ale także demonstrują efekty tarcia, gdy wyjście jest bliskie wartości zadanej. Zbadano również rolę dodatkowych parametrów przemysłowego bloku funkcyjnego PID.
Słowa kluczowe: serwomechanizm prądowy, podwójny integrator, 2DOF PID, filtr wielkości zadanej, lokalizacja biegunów, efekty tarcia
Prof. Leszek Trybus, DSc PhD Eng. trybus@prz.edu.pl
ORCID: 0000-0002-1415-3679
He graduated from AGH University (1970), where also received PhD, DrSC and professor title. Since graduation he has been working at the Department of Computer and Control Engineering, Rzeszow University of Technology. Author of over 200 publications, supervisor of 20 PhD thesis. Since 30 years member of Control and Robotics Committee, Polish Academy of Sciences. His R&D interests cover programmable controllers, distributed control systems and applications of control theory.
Andrzej Bożek, PhD Eng. abozek@prz.edu.pl
ORCID: 0000-0003-3015-7474
He received MSc in Electrical Engineering (2008) and PhD in Computer Engineering (2015) at the Rzeszow University of Technology. He has been working at the Department of Computer and Control Engineering, Rzeszow University of Technology, since 2008, currently as an assistant professor. His research interests lie in the fields of discrete optimization, task scheduling, mechatronics and control algorithms.
The Fractional Order Models of a Thermal Trace on a Heat-Insulating Surface
Krzysztof Oprzędkiewicz
AGH University of Science and Technology, Department of Automatic Control and Robotics, al. A. Mickiewicza 30, 30-059 Kraków, Poland
Abstract: The paper deals with a modeling of thermal trace at heat insulating surface with the use of two Fractional Order (FO) state space models. The fundamental distributed-parameter model was compared to simplified, lumped-parameter model, built with the assumption that the spatial heat transfer can be omitted. Such a comparison has not been presented yet. The simplifying assumption was confirmed experimentally in two ways. Firstly, the proposed lumped-parameter model assures the same accuracy in the sense of Integral Absolute Error (IAE) cost function as distributed-parameter model. Next, identified values of the heat transfer coefficient in the heat transfer equation are close to zero.
The modeling of physical phenomena hard to describe using other tools is one of main areas of application of Fractional Order (FO) calculus. Typically, FO models are relatively simple and more accurate in the sense of common cost functions than their Integer Order (IO) analogues.
Such models have been proposed by many authors for years. A number of such models from area of physics and biology can be found e.g. in [4, 33, 34, 14]. The book [3] gives fractional order description of chaotic systems and Ionic Polymer Metal Composites (IPMC).
The “classic” application of FO models is the modeling of ultracapacitors [6]. The use of fractional calculus to modeling diffusion processes is discussed in [7, 30, 32]. A collection of results employing new Atangana-Baleanu operator can be found in [8]. This book deals with i.e. the FO blood alcohol model, the Christov diffusion equation and fractional advection-dispersion equation for groundwater transport process.
Different kinds of heat processes can be also described with the use of FO approach. For example, a temperature-heat flux in semi-infinite conductor is presented in the book [4], the heating of a beam is presented in the paper [6].
The fractional models of the one dimensional heat in the state space has been given in many previous papers of author [18–24].
The two-dimensional generalization of the above models is given in the papers [25, 26]. Each proposed model has been
Autor korespondujący:
Krzysztof Oprzędkiewicz, kop@agh.edu.pl
Artykuł recenzowany nadesłany 10.04.2024 r., przyjęty do druku 18.11.2024 r.
thoroughly theoretically and experimentally verified. In each case the FO model assures the better accuracy than its IO analogue.
Different kinds of temperature trends obtained with the use of thermal imaging cameras can be also described using FO models. This is presented e.g. by [5, 31]. Analytical solution of the two dimensional, integer order heat equation is proposed in the paper [13]. The numerical solving of PDE-s is discussed e.g. in [17]. Fractional Fourier integral operators are analyzed u.a. by [1]. It is important to note that significant part of known investigations deals with steady-state temperature fields with omitting its dynamics.
The modeling of thermal traces left by warm body on cooler ground is an interesting issue from point of view of practical applications in many areas, e.g. in reconstruction of images from thermal camera. The nature of this process points that its model should have the form of a state equation because an initial temperature can be interpreted as an initial condition. Consequently a vanishing of a thermal trace can be expressed by a free response of a model.
The fundamental mathematical model of heat processes in different environments is the Partial Differential Equation (PDE) of the parabolic type, describing a dynamics as well as a spatial distribution of a temperature. The two dimensional, Integer Order (IO) heat transfer equation has been considered in many papers, e.g. [2, 15, 35]. Its fractional version has been proposed and analyzed in [25, 26].
The use of fractional approach in modeling of thermal traces has been proposed only in the paper [27]. The discrete, memory effective FO model presented by it was constructed at once as lumped parameter model. Additionally, this model allows to set an initial condition as a discrete function, describing a behavior of the temperature in the past.
This paper presents two fractional order, time continuous, state space models of a thermal trace. The first one is the fractional order heat transfer equation, the next one is its simplification obtained via elimination of the spatial heat dissipation in heat transfer equation. This can be justified by the fact that
the modeled thermal trace had been left at wooden laminate. This material is a heat insulator. It allows to ignore the factor describing the heat transmission in the material. This simplification was suggested also by results of identification of the heat transfer equation with the use of experimental data. The identified value of the coefficient of heat transfer in material was close to zero. This is also the powerful justification of simplification assumed in the paper [27].
The paper is organized as follows. Preliminaries recall some elementary ideas necessary to present of the main results. Next the experimental system as well as results of experiments are presented. Furthermore the proposed models of thermal trace are presented, discussed and experimentally validated.
2. Preliminaries
2.1. Elementary ideas
Basics of fractional calculus are presented in many books [4, 9, 28, 29]. Initial problems for discrete FO systems are discussed e.g. in [16]. However the use of the Caputo definition of FO operator allows to use the same initial condition as in IO case. This approach will be employed in this paper.
The fractional order, integro-differential operator is given e.g. in [10]. Its definition is beneath.
Definition 1. The elementary fractional order operator
The fractional order integro-differential operator is defined as follows:
analogically as in IO case. The C definition is given e.g. in [11]. It is as follows:
Definition 4. The Caputo definition of the FO operator
where a and t denote time limits of operator calculation, α ∈ denotes the fractional order of the operation.
Next an idea of Gamma Euler function is recalled (see for example [12]):
Definition 2. The Gamma function
Next recall an idea of Mittag-Leffler function. It is a non-integer order generalization of exponential function t e λ and it is applied to solve a fractional order state equation. The one parameter Mittag-Leffler function is defined as follows:
Definition 3. The one parameter Mittag-Leffler function
where L − 1 < α < L is the non-integer order of an operation and Γ(..) is the complete Gamma function (2).
A fractional-order linear, free, SISO, state space system, employing C definition is described by the following state equation:
The fractional-order, integro-differential operator is expressed by different definitions. The most known are given by Grünvald and Letnikov (this is so called GL definition), Riemann and Liouville (RL definition) and Caputo (C definition). In this paper only C definition is applied. Its use allows to express linear state equation analogically, as for IO case. In addition, its application allows to define an initial condition
where (0,1) α ∈ denotes the fractional order of the state equation, (), N xt ∈ ()Yt ∈ are the state and output vectors respectively, AN×N and C1×N are state and output matrices. For this system only its free response will be analyzed, but this is sufficient to modeling of thermal trace.
3. The experimental system
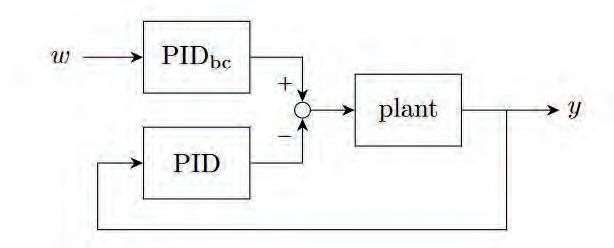
The simple experimental system is shown in the Fig. 1. This is flat surface of the table with thermal camera attached vertically over table. The table top is made of wood laminate coated with plastic. This material is good heat insulator and this determines the properties of a model describing thermal processes occuring on it.
The dimension of measured area is determined by the size of the sensor and the focal length of camera’s lens. In the experiment the camera OPTRIS PI 450 with lens O29 29° × 22° was applied. The resolution of the camera’s sensor is 382 × 288 pixels. The camera is attached 300 mm over table and the applied lens gives field of view 165 mm × 121 mm with the size of the single pixel equal 0.43 mm × 0.42 mm. The diameter of the trace is equal: ϕ = 75 mm. Data from camera are read using dedicated software OPTRIS PI Connect.
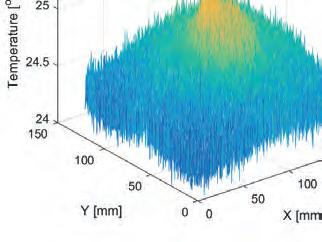
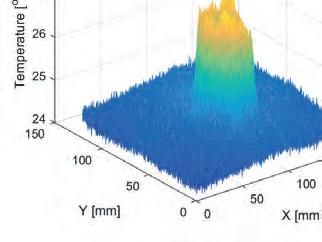
The experiment consisted of placing a hot cup on the table and taking it away after a while. Thermal trace left by the cup was measured by K time moments. The first measurement is used as the initial condition. The 3D temperature
Fig. 1. The experimental system
Rys. 1. System doświadczalny
camera
Optris PI Connect
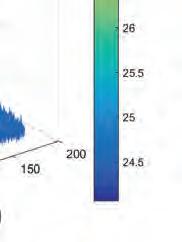
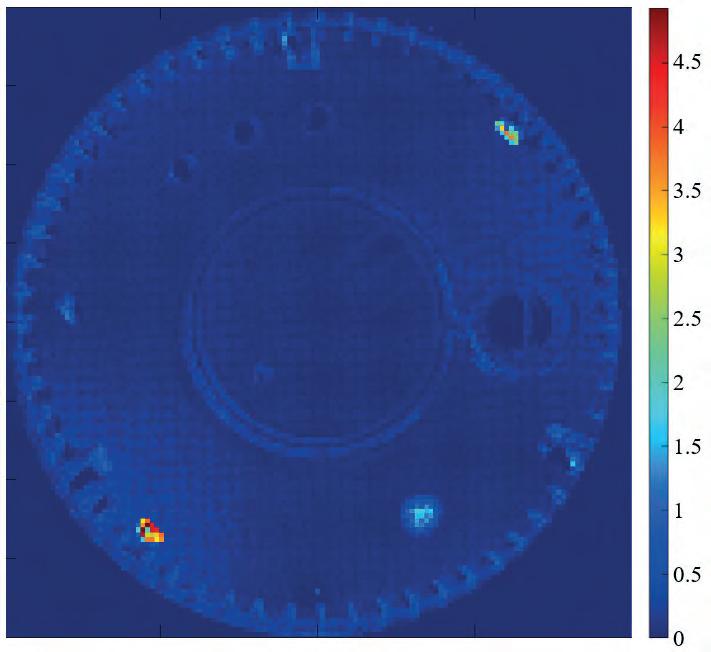
distributions for initial and final time instants are illustrated by the Fig. 2. The X and Y coordinates are given in [mm], the temperature is given in Celsius degrees. The contours of the same temperature distributions and places of time trends reading are shown in the Fig. 3. To facilitate the indication of measurement points, the coordinates are given in pixels. The time trends of temperature in two exemplary
points are shown in the Fig. 4. It is important to note that measurements with thermal camera can be affected by various disturbations, e.g. by varying and unknown emissivity of the surface, light reflections and by random ambient temperature.
2. 3D diagrams of thermal traces for initial (left) and final (right) time instants
Rys. 2. Wykresy trójwymiarowe śladu termicznego w chwili początkowej (lewa) i końcowej (prawa)
Y (1) (2)
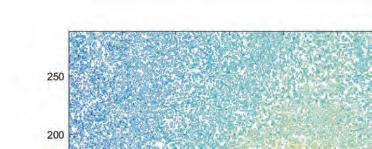
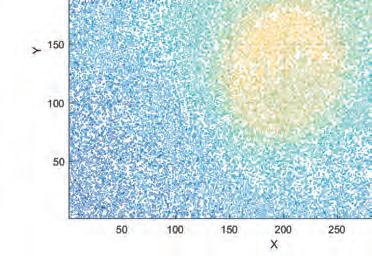
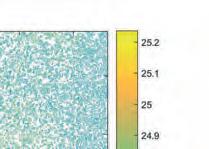
Fig. 3. Contours of thermal traces for initial (top) and final (bottom) time instants. At the initial contour are marked the points, where time trends were measured (dimensions X and Y in pixels)
Rys. 3. Wykresy poziomicowe śladu termicznego dla chwili początkowej (góra) i końcowej (dół). Na wykresie początkowym zaznaczono punkty pomiaru trendów czasowych (wymiary X i Y w pikselach)
Fig. 4. Time trends of temperature in points: 1: (165,100) – top, 2: (250,125) – bottom
Rys. 4. Trendy czasowe temperatury w zaznaczonych punktach
Fig.
The
4. Main results
4.1. The free, FO, partial differential equation
The temperature of the plate is determined by the heat transfer and dissipation. The exact model of this process, describing both time and distance dependencies take the form of a partial differential equation. To improve its accuracy the fractional derivatives along time and space can be employed. This model is analysed with details in the paper [26]. Here its free version (without control) will be used. It is presented beneath.
The temperature is measured using thermal camera, the area of measurement is configurable and denoted by S. Its coordinates are equal x s1, x s2, ys1 and ys2. The surface area SS of the measurement area is equal:
Finally, c(x, y) is the sensor function in the following form: 1,, (,) 0,, xyS cxy xyS
4.2. The free, FO, state equation
The equation (8) can be expressed as an infinite dimensional state equation (details – see [26]). It has the form (5):
The heat transfer in the surface is described by the Partial Differential Equation (PDE) of the parabolic type. All the side surfaces of plate are much smaller than its frontal surface. This allows to assume the homogeneous Neumann boundary conditions at all edges of the plate as well as the heat exchange on the surface needs to be also considered. It is expressed by coefficient R a . The control and observation are distributed due to the size of heater and size of temperature field read by camera. The spatial heat conduction along both directions x and y is the same and it is described by coefficient a w
The two dimensional, IO heat transfer equation has been considered in many papers [2, 15, 35]. Its fractional version with fractional derivative along the time and 2nd order integer derivative along the length is presented with details in the paper [25].
The proposed model, fully describing the considered thermal process takes the following form:
The state vector Q(t) is defined as beneath: T 0,00,10,21,11,2 (),,,,,,. Qtqqqqq = (12)
The eigenfunctions and eigenvalues of the state operator A take the following form:
In (8) α and β are non-integer orders of the system, a w > 0, a R ∈ are coefficients of heat conduction and heat exchange, k0 is a steady-state gain of the model.
The heat exchange at the borders of the plate is described by the homogenous Neuman boundary conditions. This is justified by the fact that the heat exchange through a side surfaces is negligibly small compared to heat exchange through the front surface of a plate.
The state operator A takes the following form: { } 0,00,10,21,11,22,12,2 , diag,,,,,,,,,,,. mn
The output (observation) operator C is as beneath: 0,00,11,01,1,,,,,.Ccccc = (16) where:
Calculating of the integral (17) yields:
The model (8)(22) is infinite dimensional. Its application to modeling of a heat transfer requires to use its finite dimensional approximation. Such an approximation is easy to propose due to the system can be decomposed to infinite number of independent modes qm,n [26]. Consequently to modeling only the finite number M ∗ N of modes qm,n(t) can be used with omitting the others. In this situation the operators A and C are interpreted as matrices. The size M ∗ N of the finite dimensional model can be estimated numerically or analytically (see [26]).
The free response of the finite dimensional system takes the following form: , 0,, ,0 () (). MN PDEs mnmn mn
where k s is the steady-state gain of the model, θ0 is the initial temperature, c m,n are expressed by (18) and the mode qm,n(t) takes the following form:
1. Parametry modelu o parametrach rozłożonych M = N
In (24) () E α is the one parameter Mittag-Leffler function. The equation (23) describes the behaviour of the thermal trace in time and space. Its complexity is relatively high: for example the dimensions M = N = 7 give the size of the whole model equal 49.
4.3. The free, FO, scalar state equation
The substrate on which we test thermal traces is a wood laminate coated with plastic. Such a material is a good heat insulator. This makes it possible to omit spatial heat dissipation in the material. Consequently the coefficient a w = 0.0 and the partial equation (8) reduces to the ordinary differential equation:
Consequently the solution of (25) takes the following form:
5. Experimental validation of results
To verify results presented in the previous section the experimental system shown in the fig. 1 was used. Initial and final temperature fields as well as temperature trends in examined points are shown in Figures 2 and 4. The temperature was measured with the sample time h = 5 s, the amount of measurements was equal: K = 16.
Estimation of a performance of different models by comparing of time trends is not enough accurate. Such a comparison requires to use of a cost function. Additionally such a cost function can be employed to parameters identification. In this case the Integral Absolute Error (IAE) cost function was employed. It describes the absolute value of difference between free responses of plant and model at the same time grid. It is an implicit, complex function of the model parameters: α, β, a w and R a :
In (27) h is the sample time, K is the number of measurements, , () PDEODE k θ are the analytical free responses of the tested PDE and ODE models respectively. They are computed using equations (23) or (26) evaluated at the MATLAB platform at the same time grid, as experiment.
Table 1. Parameters of the distributed parameter model (10)
Tabela
The Fractional Order Models of a Thermal Trace on a Heat-Insulating Surface
Table 2. Parameters of the lumped parameter model (26)
Tabela 2. Parametry modelu o parametrach skupionych (26) xy α R a IAE (27) 1651000.40660.01200.7572 2501250.35870.00750.6631
The parameters of both models were found via minimization of the cost function (27) with the use of MATLAB function fminsearch. The identified parameters of the PDE model are given in the Table 1 and the identified parameters of the ODE model are given in the Table 2.
6. Discussion of results
At the beginning it is important to note that the best accuracy of the PDE model was achieved for orders M, N equal 5 and it decreases for orders equal 7.
Next the detailed comparing of the cost function IAE for both models (23) and (26) should be done. It is illustrated by the table 3. For the PDE model its most accurate version obtained for M = N = 5 is considered. The right column of this table presents the relative difference between IAEPDE vs IAEODE calculated as follows:
The Table 3 shows that the maximum difference between accuracy of the model PDE vs ODE does not exceed 5 %.
Furthermore, the identified value of the heat transfer coefficient a w in the parabolic equation (8) is close to zero for all tested places and for each tested dimensions of the PDE model, expressed by M. This is as expected because the tested surface is good heat insulator.
Finally, the use of the simpler model (25) is justified by the material properties of the substrate as well as the identification results of both models.
Table 3. The values of the cost function (27) for both examined models and their relative difference IAEΔ Tabela 3. Wartości funkcji kosztu (27) dla obu testowanych modeli i ich względna różnica IAEΔ
IAE (27) for PDE (23) IAE (27) for ODE (26) IAEΔ (28) in %
1651000.72220.75724.85
2501250.65410.66311.38
7. Final conclusions
The main final conclusion from the paper is that the modeling of thermal traces left at heat insulating substrates does not require to use of complex models in the form of partial
Fig. 5. Comparison of responses of PDE model vs experiment for
Rys. 5. Porównanie odpowiedzi modelu PDE z eksperymentem dla punktów: (165,100) – góra, (250,125) – dół
Fig. 6. Comparison of responses of ODE model (25) vs experiment for points: (165,100) – top, (250,125) – bottom
Rys. 6. Porównanie odpowiedzi modelu ODE z eksperymentem dla punktów: (165,100) – góra, (250,125) – dół
differential equations. The ordinary differential equation is sufficient. It assures practically the same accuracy and it is easier to identify and use.
The further investigations of the presented issue will cover for example an application of other definitions of fractional operator and its implementation at different digital platforms.
An another interesting issue is a response to question, for which materials the use of a PDE model is necessary and when an ODE model is sufficient.
Acknowledgments
This paper was sponsored by AGH University project no. 16.16.120.773.
Bibliography
1. Al-Omari S.K., A fractional Fourier integral operator and its extension to classes of function spaces. “Advances in Difference Equations”, 2018, DOI: 10.1186/s13662-018-1644-5.
2. Berger J., Gasparin S., Mazuroski W., Mendes N., An efficient two-dimensional heat transfer model for building envelopes. “Numerical Heat Transfer, Part A: Applications”, Vol. 79, No. 3, 2021, 163–194, 2021.
3. Caponetto R., Dongola G., Fortuna L., Petras I., Fractional order systems: Modeling and Control Applications. [In:] Chua L.O., editor, “World Scientific Series on Nonlinear Science”, Vol. 72, 2010.
4. Das S., Functional Fractional Calculus for System Identification and Controls. Springer, Berlin, 2010.
5. Długosz M., Skruch P., The application of fractional-order models for thermal process modelling inside buildings “Journal of Building Physics”, Vol. 39, No. 5, 2015, DOI: 10.1177/1744259115591251.
6. Dzieliński A., Siero ciuk D., Sarwas G., Some applications of fractional order calculus. “Bulletin of the Polish Academy of Sciences, Technical Sciences”, Vol. 58, No. 4, 2010, 583–592, DOI: 10.2478/v10175-010-0059-6.
7. Gal C.G., Warma M., Elliptic and parabolic equations with fractional diffusion and dynamic boundary conditions “Evolution Equations and Control Theory”, Vol. 5, No. 1, 2016, 61–103, DOI: 10.3934/eect.2016.5.61.
8. Gómez J.F., Torres L., Escobar R.F. (Eds). Fractional derivatives with Mittag-Leffler kernel. Trends and applications in science and engineering. Studies in Systems, Decision and Control, Vol. 194, 2019, Springer, DOI: 10.1007/978-3-030-11662-0.
9. Kaczorek T., Selected Problems of Fractional Systems Theory. Springer, Berlin, 2011, DOI: 10.1007/978-3-642-20502-6.
10. Kaczorek T., Singular fractional linear systems and electrical circuits. “International Journal of Applied Mathematics and Computer Science”, Vol. 21, No. 2, 2011, 379–384, DOI: 10.2478/v10006-011-0028-8.
11. Kaczorek T., Reduced-order fractional descriptor observers for a class of fractional descriptor continuous-time nonlinear systems. “International Journal of Applied Mathematics and Computer Science”, Vol. 26, No. 2, 2016, 277–283, DOI: 10.1515/amcs-2016-0019.
12. Kaczorek T., Rogowski K., Fractional Linear Systems and Electrical Circuits. “Studies in Systems, Decision and Control” (SSDC), Vol. 13, 2014, DOI: 10.1007/978-3-319-11361-6.
13. Khan H., Shah R., Kumam P., Arif M., Analytical solutions of fractional-order heat and wave equations by the natural transform decomposition method. “Entropy”, Vol. 21, No. 6, 2019, 597–618, DOI: 10.3390/e21060597.
14. Lu D., Suleman M., Ramzan M., Ul Rahman J., Numerical solutions of coupled nonlinear fractional KdV equations using he’s fractional calculus. “International Journal of Modern Physics B”, Vol. 35, No. 2, 2021, DOI: 10.1142/S0217979221500235.
15. Moitsheki R.J., Rowjee A., Steady heat transfer through a two-dimensional rectangular straight fin. “Mathematical Problems in Engineering”, 2011, DOI: 10.1155/2011/826819.
16. Mozyrska D., Pawłuszewicz E., Fractional discrete-time linear control systems with initialisation. “International Journal of Control”, Vol. 85, No. 2, 2011, 213–219, DOI: 10.1080/00207179.2011.643413.
17. Olsen-Kettle L., Numerical solution of partial differential equations. The University of Queensland, Queensland, Australia, 2011.
18. Oprzędkiewicz K., Stanisławski R., Gawin E., Mitkowski W., A new algorithm for a CFE-approximated solution of a discrete-time noninteger-order state equation. “Bulletin of the Polish Academy of Sciences. Technical Sciences”, Vol. 65, No. 4, 2017, 429–437, DOI: 10.1515/bpasts-2017-0048.
19. Oprzędkiewicz K., Gawin E., The practical stability of the discrete, fractional order, state space model of the heat transfer process. “Archives of Control Sciences”, Vol. 28, No. 3, 2018, 463–482, DOI: 10.24425/acs.2018.124712.
20. Oprzędkiewicz K., Gawin E., Mitkowski W., Modeling heat distribution with the use of a non-integer order, state space model. “International Journal of Applied Mathematics and Computer Science”, Vol. 26, No. 4, 2016, 749–756, DOI: 10.1515/amcs-2016-0052.
21. Oprzędkiewicz K., Gawin E., Mitkowski W., Parameter identification for non integer order, state space models of heat plant. [In:] MMAR 2016: 21th International Conference on Methods and Models in Automation and Robotics, Międzyzdroje, Poland, 2016, 184–188, DOI: 10.1109/MMAR.2016.7575130.
22. Oprzędkiewicz K., Mitkowski W., A memory-efficient noninteger-order discrete-time state-space model of a heat transfer process. “International Journal of Applied Mathematics and Computer Science”, Vol. 28. No. 4, 2018, 649–659, DOI: 10.2478/amcs-2018-0050.
23. Oprzędkiewicz K., Mitkowski W., Gawin E., An accuracy estimation for a non integer order, discrete, state space model of heat transfer process. [In:] Automation 2017: innovations in automation, robotics and measurment techniques: Warsaw, Poland, 2017, 86–98, DOI: 10.1007/978-3-319-54042-9_8.
24. Oprzędkiewicz K., Mitkowski W., Gawin E., Dziedzic K., The Caputo vs. Caputo-Fabrizio operators in modeling of heat transfer process. “Bulletin of the Polish Academy of Sciences. Technical Sciences”, Vol. 66, No. 42018, 501–507, DOI: 10.24425/124267.
25. Oprzędkiewicz K., Mitkowski W., Rosół M., Fractional order model of the two dimensional heat transfer process “Energies”, Vol. 14, No. 19, 2021, DOI: 10.3390/en14196371.
26. Oprzędkiewicz K., Mitkowski W., Rosół M., Fractional order state space model of the temperature field in the PCB plate. “Acta Mechanica et Automatica”, Vol. 17, No. 2, 2023, 180–187, DOI: 10.2478/ama-2023-0020.
27. Oprzędkiewicz K., Rosół M., Mitkowski W., Modeling of thermal traces using fractional order, a discrete, memory-efficient model. “Energies”, Vol. 15, No. 6, 2022, 1–13, DOI: 10.3390/en15062257.
28. Ostalczyk P., Discrete Fractional Calculus. Applications in Control and Image Processing. World Scientific, New Jersey, London, Singapore, 2016, DOI: 10.1142/9833.
29. Podlubny I., Fractional Differential Equations. Academic Press, San Diego, 1999.
30. Popescu E., On the fractional Cauchy problem associated with a Feller semigroup. “Mathematical Reports”, Vol. 12, No. 2, 2010, 181–188.
31. Ryms M., Tesch K., Lewandowski W., The use of thermal imaging camera to estimate velocity profiles based on temperature distribution in a free convection boundary layer. “International Journal of Heat and Mass Transfer”, Vol. 165, Part A, 2021, DOI: 10.1016/j.ijheatmasstransfer.2020.120686.
32. Sierociuk D., Skovranek T., Macias M., Podlubny I., Petras I., Dzieliński A., Ziubiński P., Diffusion process modeling by using fractional-order models. “Applied Mathematics and Computation”, Vol. 257, 2015, 2–11, DOI: 10.1016/j.amc.2014.11.028.
33. Suleman M., Lu D., He J.H., Farooq U., Hui Y.S., Ul Rahman J., Numerical investigation of fractional HIV model using Elzaki projected differential transform method. “Fractals”, Vol. 26, No. 5, 2018, DOI: 10.1142/S0218348X18500627.
34. Suleman M., Lu D., Ul Rahman J., Anjum N., Analytical solution of linear fractionally damped oscillator by Elzaki transformed method. “DJ Journal of Engineering and Applied Mathematics”, Vol. 4, No. 2, 2018, 49–57, DOI: 10.18831/djmaths.org/2018021005.
35. Yang L., Sun B., Sun X., Inversion of thermal conductivity in two-dimensional unsteady-state heat transfer system based on finite difference method and artificial bee colony “Applied Sciences”, Vol. 9, No. 22, 2019, DOI: 10.3390/app9224824.
Modele ułamkowe rzędu śladu termicznego na powierzchni izolującej ciepło
Streszczenie: W pracy omówiono zagadnienie modelowania śladu termicznego na powierzchni izolującej ciepło z wykorzystaniem modeli ułamkowego rzędu w przestrzeni stanu. Podstawowy model o parametrach rozłożonych porównano z jego uproszczeniem o parametrach skupionych, zbudowanym przy założeniu, że przestrzenne rozchodzenie się ciepła w materiale płyty może być pominięte. Takie porównanie modelu o parametrach rozłożonych z modelem o parametrach skupionych nie było dotąd prezentowane. Założenie upraszczające zostało potwierdzone doświadczalnie dwiema niezależnymi drogami. Po pierwsze, dokładność (w sensie wskaźnika jakości IAE) modelu o parametrach skupionych jest praktycznie taka sama, jak modelu o parametrach rozłożonych. Po drugie, wartości współczynnika przewodnictwa cieplnego otrzymane w wyniku identyfikacji modelu są bliskie zera.
Słowa kluczowe: system rzędu ułamkowego, dwuwymiarowe przewodnictwo cieplne, problem początkowy, definicja Caputo, kamera termowizyjna, ślad termiczny
Prof. Krzysztof Oprzędkiewicz, PhD DSc kop@agh.edu.pl
ORCID: 0000-0002-8162-0011
He was born in Krakow in 1964. He obtained MSc in electronics in 1988, PhD and DSc in Automatics and Robotics in 1995 and 2009 at AGH University of Science and Technology (Krakow, Poland). He has been working at AGH University in Department of Automatics since 1988, recently as a professor. In 2012–2016 he was a deputy dean of faculty of Electrotechnics, Automatics, Informatics and Biomedical Engineering at AGH University. Recently he is the head of the Department of Automatic Control and Robotlics at AGH University. Since 2020 he is also a member of Committee on Automatic Control and Robotics of the Polish Academy of Sciences. His research covers infinite dimensional systems, fractional order modeling and control, uncertain parameter systems, industrial automation, PLC and SCADA systems.
Analiza syntezy układu sterowania
feedback-feedforward
z modelem niestabilnych, nieminimalnofazowych obiektów z opóźnieniem
Robert Bieda Politechnika Śląska, Wydział Automatyki, Elektroniki i Informatyki, Katedra Automatyki i Robotyki, ul. Akademicka 2A, 44-100 Gliwice
Streszczenie: W pracy dokonano pełnej analizy proponowanego mechanizmu syntezy odpornego układu regulacji. Wykazano równoważność, popularnej w ostatnich latach, struktury MFC i klasycznej FB-FF. Na przykładzie drugiej struktury szczegółowo omówiono i pokazano proces syntezy układu sterowania wraz z jego wpływem na charakter uzyskanego układu. Rozważania prezentowanego mechanizmu syntezy układu regulacji obejmują szerokie spektrum dynamik obiektów regulacji od klasycznych, przez nieminimalnofazowe, z czasem opóźnienia oraz niestabilne. Wszystkie rozważania teoretyczne poparte zostały wynikami symulacyjnymi przykładowych układów regulacji. Przedstawiono również wariant syntezy umożliwiający zmniejszenie wpływu ograniczenia dynamiki zakłóceniowej układu regulacji przez dynamikę obiektu. Jako ciekawostkę zaprezentowano zjawisko zachodzące dla szybkich struktur pętlowych ze spr zężeniem zwrotnym, które umożliwia odwrócenie mechanizmu syntezy i bezpośrednie uwzględnienie wpływu dynamiki regulatora.
Słowa kluczowe: synteza układu regulacji automatycznej, parametryzacja Youla-Kucera, regulacja nadążająca za modelem – MFC, układ regulacji otwarto-zamkniętej – FB-FF
1. Wprowadzenie
Projektując układ sterowania (US) często wymaga się, aby syntezowany układ był odporny (niezawodny) (ang. robust). Odporność ta jest zdefiniowana bardzo różnie. Wydaje się jednak, że najprostszym sposobem umożliwiającym przejrzyste określenie wymagań stawianych układom odpornym jest żądanie od projektowanego US aby poprawnie realizował wartość zadaną oraz wykazywał brak wrażliwości na zakłócenia procesu regulacji i błędy modelowania obiektu regulacji. Wynika to z faktu, że wpływ zakłóceń, jako sygnałów negatywnie oddziałujących na zachowanie procesu regulacji, powinien być w miarę możliwości US szybko i skutecznie neutralizowany. Z drugiej strony synteza elementów sterujących (korektorów i regulatorów) bazuje na mniej lub bardziej dokładnych modelach procesu regulacji. Jeśli dodatkowo uwzględnić fakt, że proces regulacji ma charakter nieliniowy, a proces projektowania i strojenia regulatorów odbywa się z wykorzystaniem modelu zlinearyzowanego procesu regulacji,
Autor korespondujący:
Robert Bieda, robert.bieda@polsl.pl
Artykuł recenzowany nadesłany 28.05.2024 r., przyjęty do druku 20.09.2024 r.
się na korzystanie z artykułu na warunkach
to zdolność do korygowania różnic (błędów) między modelem i procesem rzeczywistym wydaje się jak najbardziej pożądana. W literaturze można znaleźć wiele różnych mechanizmów definiujących, często dla określonej klasy dynamiki procesu regulacji, struktury regulatorów/korektorów oraz metody ich strojenia [10, 17]. Jednak w znacznej mierze tego typu mechanizm syntezy US może zostać oceniony, pod względem jakości i odporności działania, dopiero po jego budowie i uruchomieniu. Można również znaleźć w literaturze [3, 5, 6, 21] przykłady mechanizmów, które już na etapie projektowania próbują w jak największym stopniu uwzględnić docelowe/pożądane właściwości syntezowanego układu regulacji (UR). Dotyczą one często jakości realizacji wartości zadanej oraz zdolności tłumienia zakłóceń i niewrażliwości na „zmianę” parametrów procesu regulacji.
2. Regulacja nadążająca za modelem – MFC
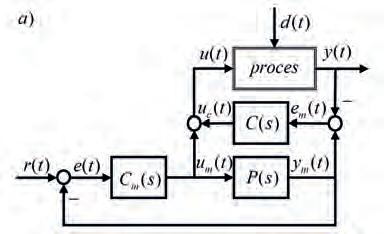
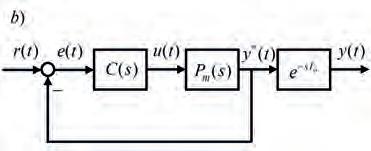
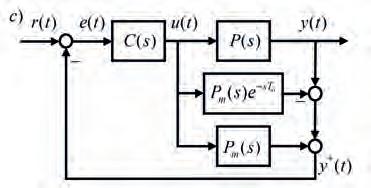
Jednymi z ciekawszych struktur UR, zapewniających szeroko rozumianą odporność, są różne warianty układów wykorzystujących model procesu regulacji MBC (ang. Model Based Control) [3, 13, 23, 24]. Wśród tych struktur najbardziej interesującą jest, promowana od końca lat 90. ubiegłego wieku [9, 10, 20, 26–28], struktura ze śledzeniem modelu MFC (ang. Model Following Control). Schemat ideowy struktury MFC pokazany został na rys. 1a.
Jest to struktura dwupętlowa, a jej charakterystyczną cechą jest to, że proces rzeczywisty jest sterowany sumą dwóch sygnałów: u m(t) z regulatora modelu C m(s) i u c(t) z regulatora procesu C(s).
Jak twierdzą autorzy [9, 20, 26], w odróżnieniu od dobrze znanych w automatyce jednopętlowych UR z modelem procesu, struktura MFC nie wymaga dokładnej znajomości modelu procesu (obiektu) regulacji P(s). Dodatkowo jest odporna na zmiany parametrów procesu rzeczywistego przy jednoczesnym dobrym tłumieniu zakłóceń d(t) oraz charakteryzuje się dobrymi właściwościami śledzenia wartości zadanej r(t). Zagadnieniem otwartym jednak pozostaje, podobnie jak w wielu innych wariantach UR, sposób wyboru struktury regulatorów C m(s) i C(s) oraz mechanizm ich strojenia.
Rys. 1. Schemat blokowy UR: a) o strukturze MFC oraz b) o strukturze FB-FF
Fig. 1. Block diagram of the control systems: a) MFC structure and b) FB-FF structure
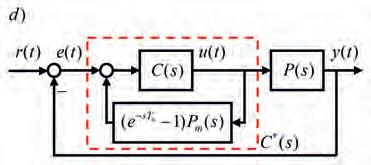
Okazuje się jednak, że schemat UR o strukturze MFC, po prostych przekształceniach, można sprowadzić do powszechnie znanego schematu UR o strukturze otwarto-zamkniętej FB-FF (ang. FeedBack-FeedForward) [15, 16, 18, 19, 23, 30]. Schemat takiej struktury UR pokazany został na rys. 1b. Na schemacie tym dynamika G m(s) opisana jest zależnością:
()()() () , ()1()() mm m m YsCsPs Gs RsCsPs == + (1)
i może być interpretowana jako dynamika UR z modelem procesu P(s) jak w schemacie MFC lub jako dynamika modelowa/referencyjna opisująca pożądane właściwości dynamiczne UR wiążące sygnał wyjścia ym(t) modelu procesu od sygnału wartości zadanej r(t). W konsekwencji można pokazać, że UR o strukturze MFC (rys. 1a) i o strukturze FB-FF (rys. 1b) są równoważne, jeżeli między dynamiką regulatora modelu C m(s) i dynamiką korektora Q(s) zachodzi wzajemna zależność: () ()() () , 1()()() () () () 1()() ()1() mm m m m m CsGs Qs CsPsPs Gs Qs Cs QsPs PsGs = = + = = (2)
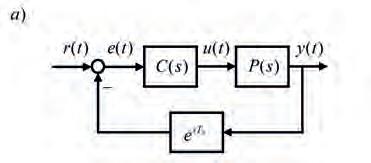
W rezultacie dalsza część pracy będzie koncentrowała się przede wszystkim na wariancie UR o strukturze FB-FF. Zakładając, chwilowo, że dostępny jest „dokładny model” procesu opisany funkcją ()Ps można pokazać, że wyjście UR w postaci operatorowej określa zależność:
gdzie D u(s) oraz D y(s) są obrazami, po transformacie Laplace’a, sygnałów zakłócenia d(t) występujących odpowiednio na wejściu (d u(t)) oraz wyjściu (d y(t)) procesu regulacji.
Zakładając dodatkowo, że różnica między „dokładnym modelem” procesu ()Ps i jego modelem operatorowym P(s) definiuje błąd modelowania ()()() P EsPsPs =− można powyższą zależność przekształcić do postaci: (4)
Analizując zależność (4) wyraźnie widać, że w UR o strukturze FB-FF wartość zadana r(t) realizowana jest bezpośrednio w torze FF z wykorzystaniem korektora Q(s). Natomiast część FB, skojarzona z pętlą jednostkowego ujemnego sprzężenia zwrotnego, reaguje za pomocą regulatora C(s) na zakłócenia d(t) pojawiające się na wejściu d u(t) i wyjściu d y(t) procesu regulacji oraz na błędy modelowania EP(s) względem wartości zadanej r(t). W rzeczywistości jednak określenie „dokładnego modelu” procesu ()Ps z założenia nie jest możliwe, dlatego w procesie syntezy UR wykorzystuje się jego model P(s). Można więc założyć, że w procesie syntezy UR prawdziwa jest odpowiedniość: ()().PsPs
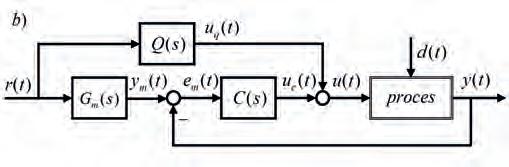
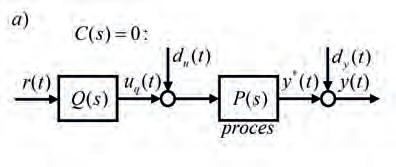
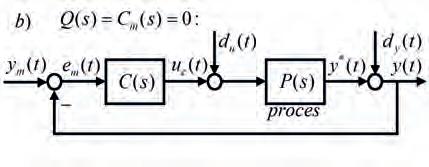
Zaobserwowany, w wyniku analizy równania (4), wniosek staje się jeszcze bardziej wyraźny jeśli rozpatrzymy dwa szczególne przypadki dotyczące schematu UR o strukturze FB-FF (rys. 1b). Zakładając, że regulator C(s) = 0 wówczas w układzie zanika część UR dotycząca struktury FB (ze sprzężeniem zwrotnym). W wariancie takim pozostaje jedynie tor główny o strukturze otwartej FF, dla której sterowanie realizowane jest z wykorzystaniem korektora Q(s). Odpowiednio w wariancie UR o strukturze MFC (rys. 1a) sterowanie bazuje wówczas na pętli sterowania modelem procesu z wykorzystaniem regulatora C m(s). Schemat struktury FF pokazany został na rys. 2a.
Analogicznie zakładając, że Q(s) = 0, w UR praktycznie zanika kanał oddziaływania sygnału wejściowego wartości zadanej r(t). Warto zauważyć, że założenie Q(s) = 0 pociąga za sobą automatycznie, zgodnie z (2), C m(s) = 0 oraz zgodnie z (1) G m(s) = 0 co powoduje, że sygnał ym(t) = 0. W rezultacie zauważyć można,
Rys. 2. Schemat blokowy US procesem P(s): a) o strukturze otwartej typu FF, b) o strukturze zamkniętej typu FB Fig. 2. Block diagram of P(s) process control system: a) open loop type FF structure, b) closed loop type FB structure
że struktura pętlowa US odpowiedzialna jest jedynie za reakcję układu na pojawiające się zakłócenia d u(t) oraz d y(t) (rys. 2b). W konsekwencji więc proces syntezy UR o strukturze FB-FF można rozpatrywać w sposób niezależny dzieląc procedurę syntezy na konstrukcję toru otwartego FF (rys. 2a) oraz części pętlowej z ujemnym sprzężeniem zwrotnym FB (rys. 2b). Synteza struktury otwartej koncentruje się zatem na definicji korektora Q(s) gwarantującego określony sposób realizacji wartości zadanej r(t). Natomiast synteza struktury pętlowej koncentruje się na definicji regulatora C(s) gwarantującego odpowiednie tłumienie zakłóceń d(t), które mogą oddziaływać na UR w czasie jego pracy.
3. Układ sterowania o strukturze otwartej
Jak zostało pokazane w [4] synteza US o strukturze otwartej FF, wykorzystującej w formie jawnej model procesu sterowania P(s), jest zadaniem względnie prostym, oczywiście jeżeli dbamy w procesie syntezy korektora o jego podstawowe właściwości takie jak stabilność czy realizowalność zaprojektowanej dynamiki. W procesie tym można bezpośrednio zdefiniować wymagania dotyczące właściwości projektowanego US i w rezultacie określić pożądaną dynamikę realizującą, w określony sposób, wartość zadaną US:
() ()()(). () m Ys GsQsPs Rs == (5)
Wymagania jakościowe US można bezpośrednio skojarzyć z wcześniej określonymi wymaganiami stawianymi układom odpornym. Układ sterowania o dynamice G m(s) (5) jest dobry jakościowo, jeśli jest odpowiednio szybki oraz dokładny w swoim działaniu. Wymagania te można bezpośrednio określić [4] jako warunek dotyczący dokładności, związany z astatyzmem US. Wykorzystując twierdzenie o wartościach granicznych, w analizie stanu ustalonego uchybu regulacji US, można pokazać, że projektowany US będzie w stanie ustalonym dokładnie realizował skokową wartość zadaną r(t), jeżeli prawdziwa będzie zależność:
(0) (0)1, (0) m Y G R == (6)
oraz jako warunek dotyczący prędkości działania/reakcji projektowanego US: , T λ < (7)
gdzie λ to dominująca stała czasowa modelu G m(s), charakteryzująca jego prędkość działania, oraz T to dominująca stała czasowa modelu procesu regulacji P(s) projektowanego US. Uwzględniając powyższe wymagania, można model US przedstawić w postaci dynamiki opisanej transmitancją: () () () 1 () , ()() 1 m m n Ys Ys Gs RsRs sλ === + (8)
gdzie n określa rząd projektowanego US.
Mimo spełnienia warunków (6) i (7) dotyczących jakości US nadrzędnym warunkiem jego poprawnej pracy jest stabilność. Jak pokazano w [4], warunki stabilności US o strukturze otwartej (rys. 2a) można zdefiniować wykorzystując pojęcie wewnętrznej stabilności wejściowo-wyjściowej US [12, 25]: Warunek 1. stabilności wymaga, aby dynamika (5) była stabilna. Warunek ten jest spełniony z założenia, jeżeli w procesie syntezy US to my definiujemy model G m(s), na przykład tak jak pokazano to w (8).
Robert Bieda
Warunek 2. stabilności US wymaga, aby dynamika projektowanego korektora Q(s) była stabilna. Uwzględniając zależność (2) można pokazać, że warunek ten będzie spełniony jeżeli odwrotna dynamika procesu P(s)−1 nie wprowadzi do definicji korektora niestabilnych oraz nierealizowalnych elementów. Powyższe wymaganie można spełnić dokonując operacji faktoryzacji [2, 3, 22] modelu P(s) na część „odwracalną” P m(s) oraz „nieodwracalną” P p(s), zgodnie z zależnością:
()()(). mp PsPsPs = (9)
Uwzględniając operację faktoryzacji (9) modelu procesu P(s) oraz zależność (5) można korektor Q(s) określić wyrażeniem podobnym do (2):
() () () . ()() q m m Us Gs Qs RsPs == (10)
Warto zauważyć, że dla funkcji przejścia korektora Q(s) określonej zależnością (10) stawia się dodatkowe wymaganie aby była to funkcja wymierna właściwa tzn. aby jej względny rząd qQ ⩾ 0. Uwzględniając definicję modelu US (8) oraz zakładając, że część „odwracalna” modelu procesu P m(s) ma względny rząd qP ⩾ 0 wymaganie to będzie spełnione jeśli prawdziwa będzie relacja dotycząca względnego rzędu qm modelu G m(s):
G m(s) : qm = n ⩾ qP (11)
Spełnienie zależności (11), przy jednoczesnym uwzględnieniu definicji korektora Q(s) (10), automatycznie gwarantuje, że Q(s) : qQ ⩾ 0.
Jednocześnie uwzględniając rozszerzenie warunku (6) na sygnały wejściowe o charakterze harmonicznym pożądanym jest, aby rząd n modelu (8) był możliwie niski [4]. W konsekwencji użyteczna forma warunku (11) przyjmuje zwykle postać: G m(s) : qm = qP
Jak zostało pokazane w [4], tak zaprojektowany US ma główną dynamikę wiążącą wyjście US y(t) z wartością zadaną r(t) opisaną zależnością zgodną z założonym modelem G m(s) (8) i „nieodwracalną” składową procesu P p(s):
() () () (). () mp Ys GsGsPs Rs == (12)
Niestety samoistna struktura US postaci FF (rys. 2a) nie działa poprawnie w przypadku, gdy w układzie pojawiają się zakłócenia (US w żadnym stopniu nie kompensuje ich wpływu), gdy występują różnice między modelem P(s) a rzeczywistym procesem regulacji oraz w przypadku, gdy obiekt regulacji jest niestabilny (określa to warunek 3. stabilności układu otwartego pokazany w [4]).
4. Układ sterowania o strukturze zamkniętej
Niedogodności części FF układu regulacji (rys. 1b) mogą zostać zniwelowane przez część struktury tego układu tworzącej pętlę sprzężenia FB (rys. 2b). Jak zostało pokazane w zależności (4) ta część układu FB-FF odpowiedzialna jest za reakcję układu na zakłócenie oraz na ewentualne błędy procesu modelowania obiektu regulacji. Jednak w rozdzielnym procesie syntezy US, toru otwartego dla wartości zadanej oraz pętli sprzężenia dla zakłóceń, określenie regulatora C(s) pozwala uwzględnić jedynie zadanie tłumienia zakłóceń. Uwzględnienie błędu modelowania EP(s) nie jest możliwe z definicji, nie można bowiem wyznaczyć „dokładnego modelu” procesu ().Ps
W pierwszym etapie proponowanego mechanizmu syntezy struktury pętlowej należy zdefiniować samą pętlę projektowanego US. Dynamika pętli GL(s) definiowana jest jako transmitancja zastępcza układu przedstawionego na rys. 2b. Opisuje ona zależność pomiędzy dowolnym sygnałem zewnętrznym oddziałującym na pętlę (wchodzącym do węzła sumacyjnego pętli) i sygnałem wewnętrznym/zależnym wchodzącym do tego węzła sumacyjnego analizowanej pętli:
nie jak w warunku (7), można prędkość pętli określić względem prędkości (dominującej stałej czasowej T) procesu regulacji P(s):
μ ≪ T. (17)
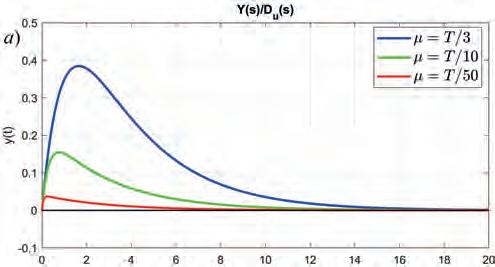
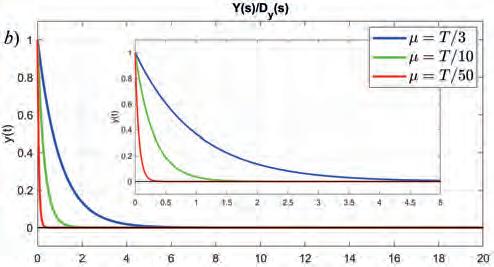
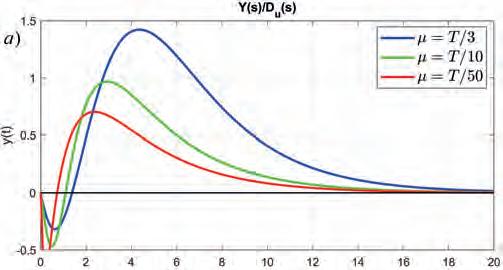
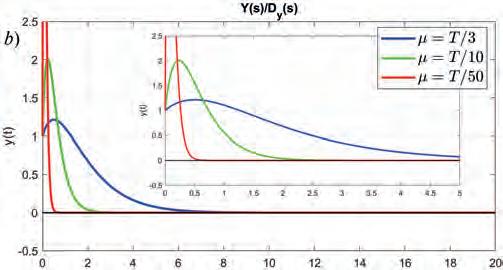
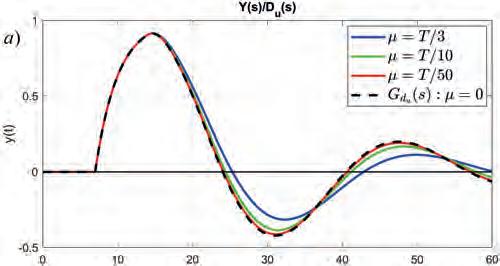
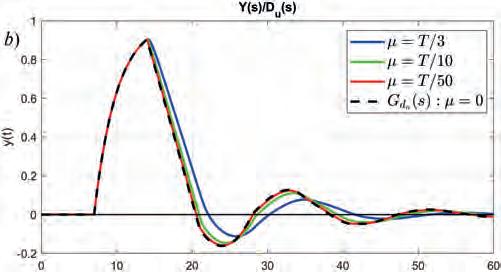
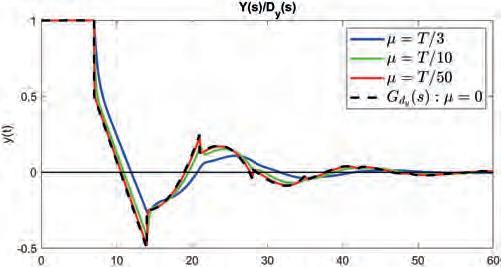
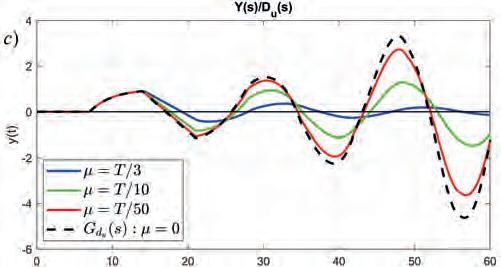
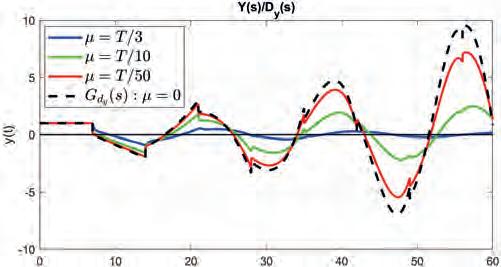
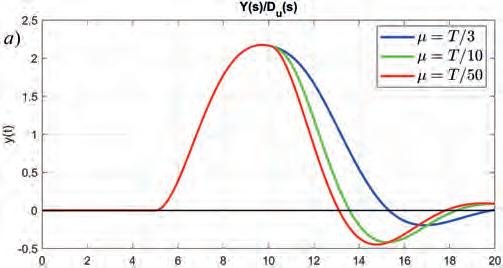
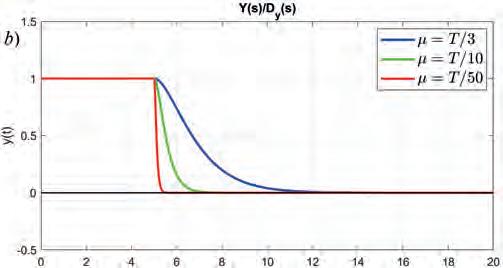
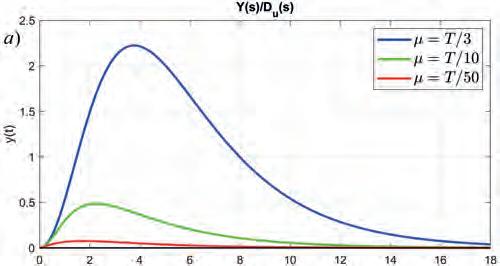
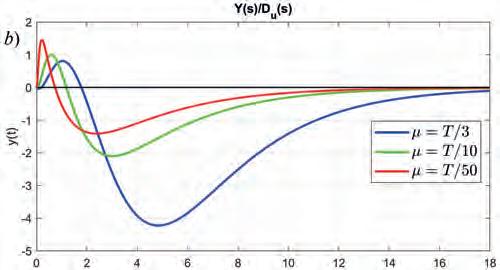
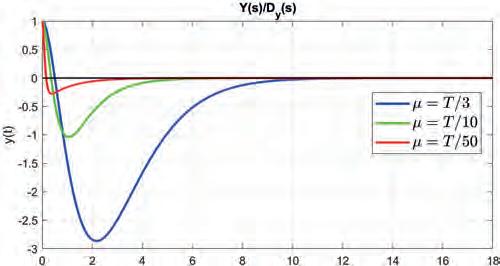
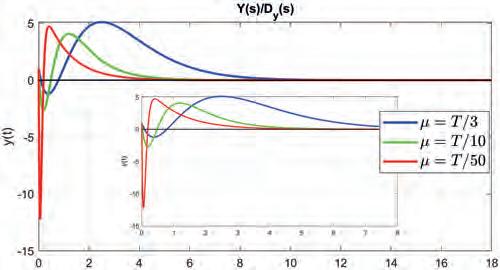
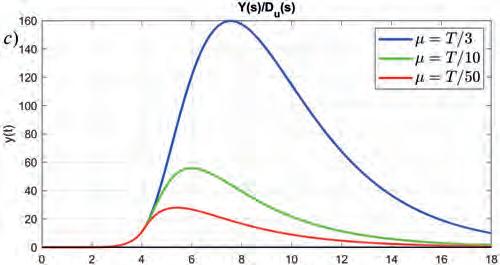
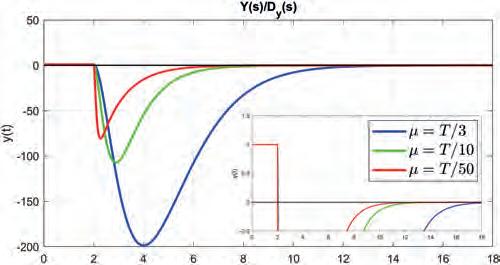
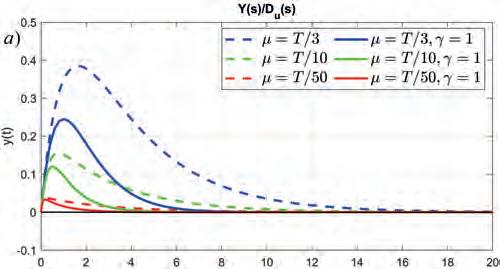
Definiując pożądany charakter projektowanej pętli opisanej dynamiką GL(s) można posłużyć się wymaganiami jakościowymi podobnymi, jak w przypadku dynamiki referencyjnej G m(s) struktury FF oraz analizą zależności (4). Analizując zależność Y(s) równania (4) łatwo można zauważyć, że dynamika pętli bezpośrednio wpływa na zachowanie US będące reakcją na pojawiające się zakłócenie d(t) (d u(t) na wejściu oraz d y(t) na wyjściu procesu regulacji). Dynamiki zastępcze opisujące wpływ zakłóceń na wyjście US opisane są transmitancjami:
() () ()1()(), () u dL u Ys Gs GsPs Ds
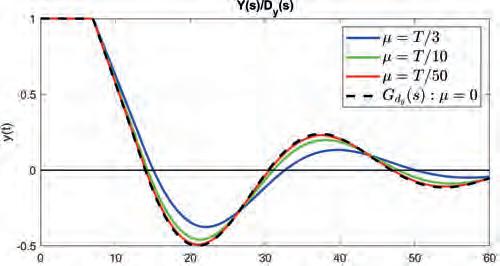
Struktura US o charakterze pętlowym z ujemnym sprzężeniem zwrotnym powinna więc być projektowana przede wszystkim ze względu na możliwość pojawienia się zakłóceń podczas pracy UR. W konsekwencji podstawowym wymaganiem stawianym projektowanemu US jest taka konstrukcja pętli GL(s), która gwarantuje eliminację niepożądanego wpływu zakłócenia d(t) na wyjście y(t) US. Analizując zależności (14) oraz (15) łatwo zauważyć, że wymaganie to będzie spełnione jeżeli 1 − GL(s) = 0 w możliwie jak największym zakresie sygnałów zakłócenia. Podstawowy wariant tej właściwości, gwarantujący tłumienie w stanie ustalonym wpływu zakłóceń o charakterze skokowym d(t) = 1(t), określa warunek bliźniaczy do warunku (6) wynikający z analizy astatyzmu US i jest określony zależnością:
GL(0) = 1 (16)
Powyższy warunek można wyprowadzić z analizy stanu ustalonego uchybu regulacji struktury pętlowej podobnie jak to zostało pokazane w [4]. Wykorzystując twierdzenie o wartościach granicznych oraz zależności (14) i (15) można pokazać, że spełnienie wymagania (16) gwarantuje (0)(0)0, uy dd GG== i w konsekwencji całkowitą eliminację w stanie ustalonym wpływu zakłócenia d(t) = 1(t) na wyjście US.
Warto także zauważyć, że w przypadku UR o strukturze zamkniętej jak na rys. 2b w przypadku, gdy ym(t) = r(t) (lub równoważnie jeżeli G m(s) = 1), jak zostało pokazane w [4], warunek (16) gwarantuje również astatyzm UR względem wartości zadanej.
Z drugiej strony przed dynamiką pętli GL(s) stawiane jest wymaganie szybkiego działania, które ma gwarantować, że proces tłumienia wpływu zakłócenia d(t) na działanie US będzie przebiegał szybko. Jest to wymaganie zgodne z określonymi wcześniej warunkami syntezy US o charakterze odpornym. Łatwo pokazać, także w tym przypadku, że prędkość działania pętli US (rys. 2b) zależy bezpośrednio od prędkości działania dynamiki GL(s). Można zatem, podobnie jak w przypadku syntezy układu otwartego (o strukturze FF), prędkość pętli zdefiniować w oparciu o jej dominującą stałą czasową μ. W rezultacie, podob-
Inaczej niż w (7), warunek dotyczący prędkości pętli można zdefiniować jako dużo silniejszy. W granicznym przypadku, dla pętli o dynamice GL(s) o działaniu bardzo szybkim można założyć, że μ ∼ 0. Warto także zauważyć, że warunek (17) gwarantuje dokładność śledzenia wartości zadanej dla dużego zakresu pulsacji wartości zadanych o charakterze harmonicznym [4]. Warunki, opisane zależnością (16) oraz (17), dotyczące jakości projektowanej pętli GL(s) można spełnić opisując pętlę dynamiką klasy wykorzystanej do definicji dynamiki toru otwartego (8): (18)
Dla określonej odgórnie pożądanej dynamiki pętli GL(s) projektowanego US (rys. 2b) proces syntezy regulatora C(s), wykorzystujący model procesu P(s), bazuje na równoważności struktury otwartej oraz zamkniętej/pętlowej spotykanej w literaturze jako parametryzacja Youla-Kučera [1, 2, 13, 14, 25]: ()() ()(). 1()() L CsPs QsPs CsPs = + (19)
Dokonując przekształcenia (19), podobnie jak w [4], otrzymujemy prostą regułę syntezy regulatora C(s) dla danej dynamiki pętli GL(s) (13): ()
() () () ()1()() ()1() c LL mL L Us QsGs Cs EsQsPs PsGs
(20)
Podobnie jak w przypadku struktury FF, tak i powstały w ten sposób US o strukturze FB powinien cechować się stabilnością. Warunki stabilnej pracy struktur FB (rys. 2b) można określić z warunków stabilności wewnętrznej, podobne jak w [4], analizując poniższe transmitancje zastępcze
Układ sterowania o strukturze zamkniętej jest zatem stabilny, jeżeli:
1) QL(s)P(s) = GL(s) jest stabilne; 2) QL(s) jest stabilne; 3) (1 − QL(s)P(s))P(s) = (1 − GL(s))P(s) jest stabilne;
Warunek 1. stabilności układu zamkniętego, podobnie jak w przypadku układu otwartego, spełniony jest z założenia dotyczącego modelowej dynamiki pętli GL(s) (18) projektowanego US, którą sami określamy.
Warunek 2. podobnie jak dla US o strukturze otwartej, jest spełniony jeśli w procesie syntezy US, a w szczególności dynamiki QL(s) (będącej odpowiednikiem korektora Q(s)), wykorzystamy mechanizm faktoryzacji (9) modelu procesu P(s) na część „odwracalną” P m(s) oraz „nieodwracalną” P p(s):
() (). () L L m Gs Qs Ps = (22)
Jednocześnie obowiązuje także odpowiednik warunku (11) dotyczący względnego rzędu qL dynamiki GL(s), który gwarantuje, że dynamika QL(s) oraz projektowany regulator C(s) będą funkcjami wymiernymi właściwymi:
GL(s) : qL = n ⩾ qP ⇒ QL(s) : qQ ⩾ 0. (23)
Z analizy właściwości dynamiki GL(s) w dziedzinie sygnałów o charakterze harmonicznym [4], podobnie jak dla wymagania (6), użyteczna forma warunku (23) przyjmuje zwykle postać: GL(s) : qL = qP
Uwzględniając powyższe warunki stabilności można doprecyzować definicję regulatora UR o strukturze zamkniętej [4]: ( ) () () ()1()() L mLp Gs Cs PsGsPs = (24)
W rezultacie, definicja rzeczywistej transmitancji wejściowo-wyjściowej pętli (13) projektowanego UR przyjmuje postać: ()() ()(). 1()() Lp CsPs GsPs CsPs = + (25)
Warunek 3. stabilności US o strukturze zamkniętej, inaczej niż w przypadku US o strukturze otwartej, może zostać spełniony w przypadku niestabilnej postaci modelu procesu P(s). Dynamikę procesu uważamy za niestabilną, jeśli ma ona co najmniej jeden biegun s ∗, którego składowa rzeczywista spełnia warunek: :{}0.ss∗∗ℜ> (26)
W rezultacie warunek 3. stabilności układu zamkniętego będzie spełniony jeżeli referencyjna dynamika pętli US GL(s) zagwarantuje, że transmitancja (1 − GL(s)) będzie miała zera tam gdzie model procesu P(s) ma niestabilne bieguny. Warunek narzucony na dynamikę GL(s) można pokazać w następujący sposób:
() 1()1()0. LL ss GsGs ∗ = −=−= (27)
Powyższy warunek powinien zachodzić dla każdego niestabilnego bieguna modelu procesu P(s).
YsGsPsRs
EsQsGsPsRs GssPsDs GssDs = +− +− (28)
Uwzględniając powyższe warunki dotyczące stabilności struktury pętlowej oraz warunki (16)−(17) dotyczące właściwości dynamiki GL(s) można pokazać wpływ części FB projektowanego UR na sygnał wyjściowy y(t): ( ) ( ) ()()()() ()()()()() 1()P()()() 1()P()(). mp PLp Lpu Lpy
Podobnie jak w (4) wyraźnie widać, że dynamika części pętlowej bezpośrednio odpowiada za reakcję UR na zakłócenie oraz wpływa na „składową błędu modelowania” EP(s). W dalszej części pokazane zostały przykłady analizy procesu syntezy struktury FB w przypadku konkretnych klas dynamik procesu P(s). W prezentowanej analizie zakłada się, że projektowana pętla o dynamice GL(s) opisana jest zależnością (18). Przyjmując, że projektowana pętla będzie odpowiednio szybka, można pokazać, że dla dynamiki (18) prawdziwa jest właściwość: ()()110 () 1. 1()()1 L CsPs Gs CsPsns
µ < = ++ (29)
4.1. Proces stabilny, minimalnofazowy bez opóźnienia
Dla obiektu regulacji nieposiadającego „nieodwracalnych” części dynamiki P p(s) można zdefiniować „odwracalną” część procesu jako cały model zgodnie z zależnością: P(s) = P m(s). (30)
Natomiast sam problem syntezy regulatora C(s) staje się prosty i można go opisać poniższą formułą:
() () () ()1() L mL Gs Cs PsGs = (31)
Jednocześnie składowe reakcji UR na pojawiające się zakłócenia określają dynamiki: (32)
()1()(). y dLL GsGsnsGsns
Przykład 1
(33)
Rozpatrzmy wariant US z procesem opisanym transmitancją:
1 2 (), 31 Ps s = + (34)
dla którego założymy, że referencyjna dynamika pętli GL1(s), spełniająca warunki (16), (17) oraz (23) określona jest zależnością: 1 1 (). 1 L Gs sµ = + (35)
Dla tak zdefiniowanego wariantu US regulator C(s), zgodnie z (24), przyjmuje postać:
1 31 (). 2 s Cs sµ + = (36)
Warto zauważyć, że otrzymany w ten sposób regulator C1(s), dla procesu opisanego dynamiką P1(s), jest de facto klasycznym regulatorem o strukturze PI.
Na rys. 3 pokazane zostały przebiegi czasowe y(t) UR na skokową zmianę wartości zakłócenia d u(t) oraz d y(t) dla różnych „prędkości” (różnych wartości stałej czasowej μ) projektowanej pętli GL1(s).
Rys. 3. Przebiegi czasowe odpowiedzi US obiektem P1(s) o strukturze FB a) na skokową zmianę zakłócenia d u (t) oraz b) zakłócenia d y (t)
Fig. 3. Simulation of the time responses of the control system of an P1(s) object with FB structure (a) to a step change in the disturbance d u(t) and (b) to the disturbance d y (t)
4.2. Proces stabilny, nieminimalnofazowy bez opóźnienia
Dla nieminimalnofazowego procesu regulacji P(s) wymagana jest jawna faktoryzacja (9) na składową „odwracalną” oraz „nieodwracalną”:
()()(1),0. m PsPssββ =−> (37)
Uwzględniając powyższy fakt dynamikę regulatora C(s) oraz docelowe dynamiki składowej wyjścia UR od zakłócenia występującego w strukturze FB można opisać zależnościami:
( ) () () , ()1()(1) L mL Gs Cs PsGss β = (38) (39) (40)
Przykład 2
Rozpatrzmy wariant US z procesem nieminimalnofazowym zdefiniowanym transmitancją P2(s) oraz odpowiadającą mu referencyjną dynamikę pętli GL2(s), spełniającą warunki (16), (17) oraz (23):
2 3(1) () , (31)(1) s Ps ss = ++ (41)
2 2 1 (). (1) L Gs sµ = + (42)
Dla tak zdefiniowanej struktury FB regulator C(s) projektowanego US opisany jest transmitancją:
2 2 (31)(1) () . 3(21) ss Cs ssµµ ++ = ++ (43)
Podobnie jak w przykładzie wcześniejszym warto zauważyć, że powstały regulator C2(s), dla procesu P2(s), jest właściwie regulatorem o strukturze PID z szeregowo dołączonym filtrem dolnoprzepustowym pierwszego rzędu.
Przebiegi czasowe wyjścia y(t) powstałej struktury FB, w zależności od prędkości dynamiki pętli μ, na skokową zmianę wartości zakłócenia d u(t) oraz d y(t) pokazane zostały na rys. 4.
Rys. 4. Przebiegi czasowe odpowiedzi US obiektem nieminimalnofazowym P2(s) o strukturze FB a) na skokową zmianę zakłócenia d u (t) oraz b) zakłócenia d y (t)
Fig. 4. Simulation of the time responses of the control system of a nonminimum phase object P2(s) with FB structure (a) to a step change in the disturbance d u(t) and (b) to the disturbance d y (t)
4.3. Proces stabilny, minimalnofazowy z opóźnieniem
Kolejną klasą obiektów regulacji w tej grupie są dynamiki z czasem opóźnienia T o. Podobnie jak dla procesów nieminimalnofazowych, tak i w tym przypadku konieczna jest faktoryzacja modelu obiektu regulacji na część „odwracalną” P m(s) i „nieodwracalną” P p(s):
(44)
Uwzględniając powyższą faktoryzację regulator C(s) przyjmuje postać: ( ) () () ()1() o L sT mL Gs Cs PsGse = (45)
Taka postać regulatora nie spełnia warunku funkcji wymiernej ze względu na składową eksponencjalną w mianowniku wyrażenia (45). Problem ten znany jest w literaturze poruszającej zagadnienia sterowania procesami z opóźnieniem [3, 11, 22, 23, 33]. Elementem łączącym te rozwiązania jest sprowadzenie niewymiernego wyrażenia C(s) (45) do funkcji wymiernej przez aproksymację funkcji wykładniczej funkcją wymierną.
4.3.1. Aproksymacja szeregiem Taylora I-go rzędu Jedną z najprostszych form aproksymacji jest rozwinięcie niewymiernej funkcji w szereg Taylora. W literaturze spotkać można wariant z rozwinięciem do wyrazów liniowych (do wyrazów I-go rzędu):
()1. o sT po PsesT =− (46)
Tego rodzaju aproksymacja wprowadza do modelu procesu P(s) swoistego rodzaju nieminimalnofazowość. Wynik procedury syntezy regulatora C(s) jest zatem zbliżony do regulatora określonego dla procesu nieminimalnofazowego (38):
( ) () () . ()1()(1) L mLo Gs Cs PsGsTs = (47)
Jednak dynamika pętli GL(s) projektowanego US, zwłaszcza w przypadku syntezy układu spełniającego warunek (17), dla procesów z względnie dużym opóźnieniem (μ ≪ T o) degraduje się do następującej operatorowej funkcji przejścia:
()() 1()() o o o T sT sT o CsPse CsPs Tse µ + + (48)
W rezultacie, dynamiki składowych sygnału wyjściowego US od zakłóceń, przyjmują postać:
() (), o o u o sT T o dm sT o Tse Gs P s Tse
µ + (49)
() o y o T o d sT o Ts Gs Tse µ + (50)
Dynamiki te praktycznie nie zależą od dynamiki referencyjnej GL(s), inaczej niż to ma miejsce w (28), przy uwzględnieniu właściwości (29).
4.3.2. Aproksymacja Padégo I-go rzędu – wariant 1 Innym, spotykanym w literaturze, modelem aproksymacji jest przybliżenie Padé pierwszego rzędu:
0,5 0,5 10,5 () . 10,5 o o o sT sT o p sT o sT e Pse sT e == + (51)
Wykorzystując definicję regulatora C(s) (24) oraz przybliżenie części „nieodwracalnej” procesu (51) otrzymujemy: () () . 10,5 ()1() 10,5 L o mL o Gs Cs Ts PsGs Ts = + (52)
Podobnie jak wcześniej otrzymujemy wymierną definicję regulatora C(s), jednak i w tym przypadku próbując spełnić warunek (17) dotyczący prędkości dynamiki GL(s) otrzymujemy dynamikę pętli US postaci: ()() 1()() 0,51 o o o T sT sT
(53)
Odpowiednio, dla takiego rodzaju przybliżenia, dynamiki () u d Gs oraz () y d Gs przyjmują postać:
(2)2 o y oo T o d sT sT o Ts Gs eTse
(55)
Podobnie jak w przypadku aproksymacji szeregiem Taylora, dynamika pętli US, przy względnie dużym czasie T o, praktycznie nie zależy od założonego modelu GL(s).
4.3.3. Aproksymacja Padégo I-go rzędu – wariant 2 Możliwe jest również wykorzystanie aproksymacji Padé na etapie przybliżenia modelu procesu P(s) z opóźnieniem T o : 10,5 ()()(). 10,5 o Ts o mm o Ts PsPsePs Ts = + (56)
W rezultacie takiego podejścia istnieje konieczność modyfikacji operacji faktoryzacji modelu procesu na część „odwracalną” () m Ps ∗ oraz „nieodwracalną” (): p Ps ∗ () (), 0,51 m m o Ps Ps Ts ∗ = + ()10,5. po PsTs ∗ =− (57)
Modyfikacja ta wymusza zwiększenie względnego rzędu qL modelu GL(s) zgodnie z warunkiem (23): () (). 1 L L Gs Gs sµ ∗ = + (58)
Przy takim wariancie aproksymacji, podobnie jak dla aproksymacji szeregiem Taylora, procedura wyznaczenia regulatora C(s) pokrywa się z wariantem przedstawionym dla procesów nieminimalnofazowych (38): ( ) () () ()1()(10,5) L mLo Gs Cs PsGsTs
∗ ∗∗ = (59)
Mimo uwzględnienia efektu aproksymacji zarówno w części „odwracalnej”, jak i „nieodwracalnej” procesu, funkcja dynamiki pętli GL(s) otrzymanego US, przy względnie dużym czasie opóźnienia (μ ≪ T o), przyjmuje postać:
()() . 0,5 1()() 0,51 o o o T sT sT o o CsPs e Ts CsPs e Ts µ + + + (60)
Podobnie jak we wcześniejszych wariantach aproksymacji opóźnienia funkcją wymierną, dynamiki () u d Gs oraz () y d Gs opisane są zależnościami:
() (), (1)2 o o u oo sT T o dm sT sT o Tse Gs Ps eTse
µ ++ (61)
o y oo T o d sT sT o Ts Gs eTse
() (1)2
µ ++ (62)
Rys. 5. Przebiegi czasowe odpowiedzi wyjścia y (t) US obiektem P3(s) z opóźnieniem o strukturze FB na skokową zmianę zakłócenia d u (t) oraz d y (t): a) z aproksymacją opóźnienia szeregiem Taylora, b) z aproksymacją Padégo w wariancie 1, c) z aproksymacją Padégo w wariancie 2 Fig. 5. Simulation of the time responses of the output y(t) of an type FB control systems of object P3(s) with a time delay to a step change in the disturbance d u(t) and d y (t): (a) with the Taylor series approximation of the delay, (b) with the Padé approximation of variant 1, (c) with the Padé approximation of variant 2
Postać dynamiki (60) jest podobna do uzyskanych wcześniej (48) i (53). Jednak w odróżnieniu od nich dynamika (60) wykazuje niestabilny charakter w przebiegu odpowiedzi czasowej.
Przykład 3
Rozważmy UR z prostą dynamiką procesu P3(s) z względnie dużym czasem opóźnienia T o :
7 3 1 (). 31 s Pse s = + (63)
Zgodnie z warunkami (16), (17) oraz (23) pokazanymi wcześniej, zdefiniujmy model dynamiki pętli GL3(s) syntezowanego US:
3 1 (). 1 L Gs sµ = + (64)
Dokonując aproksymacji składowej „nieodwracalnej” P p(s) procesu regulacji P(s) zgodnie z przedstawionymi wariantami, uzyskujemy odpowiadające im trzy definicje regulatorów C(s):
31 (), (7) Taylor s Cs s µ + = + (65)
1 (31)(3,51) () , (3,57) w Pade ss Cs ssµµ ++ = ++ (66)
2 2 (31)(3,51) () (23,5) w Pade ss Cs ssµµ ++ = ++ (67)
Na rys. 5 pokazano przebiegi czasowe odpowiedzi powstałych US na skokową zmianę wartości zakłócenia d u(t) oraz d y(t) dla założonych różnych prędkości dynamiki pętli GL(s) (różnych war-
tości μ). Przebiegi czasowe oznaczone czarną przerywaną linią obrazują graniczne, przy μ ≪ T o (μ ∼ 0), przebiegi odpowiedzi skokowej danego układu opisane zależnościami (49), (50), (54), (55), (61) oraz (62). Łatwo można zauważyć, że wszystkie te przebiegi silnie odbiegają od założonego charakteru dynamiki pętli GL(s) czy składowej „odwracalnej” procesu P m(s). Ponadto próba przyspieszenia dynamiki pętli w wariancie 2 aproksymacji Padégo prowadzi do niestabilnej pracy US.
Jak zostało pokazane w powyższej analizie, aproksymacja czasu opóźnienia funkcjami wymiernymi nie przynosi oczekiwanych rezultatów. Można jedynie pokazać, jak w [21], że w przypadku syntezy US, którego dynamika pętli GL(s) jest względnie powolna (μ ⩾ T o) charakterystyki odpowiedzi czasowej US zbliżone są do charakterystyk dynamik () u d Gs (14) i () y d Gs (15). Jednak w takim przypadku można także pokazać, że dla powolnej dynamiki pętli US niemal dowolna aproksymacja czasu opóźnienia T o będzie działała poprawnie. Z drugiej strony odrzucenie warunku (17) odbywa się kosztem jakości działania projektowanego UR.
4.3.4. Regulator ze sprzężeniem korekcyjnym
Jednym z problemów syntezy US procesem z opóźnieniem jest fakt, że informacja o zmianie sygnału wyjściowego dociera do regulatora C(s) z opóźnieniem o czas T o. Idea korekcji wynika więc z próby „przyspieszenia” odpowiedzi procesu z opóźnieniem, tak aby do węzła, w którym odbywa się porównanie z wartością referencyjną r(t), podawać sygnał wyjściowy z obiektu y(t) bez opóźnienia. Ideę tę, związaną z procesem predykcji sygnału wyjściowego, obrazuje schemat blokowy UR pokazany na rys. 6a. Uwzględniając faktoryzację procesu P(s) (44) schemat zastępczy US z korekcją można przedstawić jak na rys. 6b. W wariancie takim synteza regulatora C(s) uwzględnia jedynie część „odwracalną” procesu P m(s):
() () () ()1() L mL Gs Cs PsGs = (68)
Przykład 4 Rozpatrzmy wariant US dla procesu z opóźnieniem danym transmitancją:
5 4 2 9 () , 965 s Ps e ss = ++ (73)
dla którego założymy, że referencyjna dynamika pętli GL4(s), spełniająca warunki (16), (17) oraz (23) określona jest transmitancją:
4 2 1 (). (1) L Gs sµ = + (74)
W rezultacie, wykorzystując zależność (24), w analizowanym przykładzie regulator C(s) przyjmuje postać:
2 4 965 () 9(2) ss Cs ssµµ ++ = + (75)
Przebiegi czasowe reakcji powstałego US na skokowe zakłócenie d u(t) oraz d y(t) pokazane zostały na rys. 7.
Jednak zwykle w procesach rzeczywistych nie ma możliwości fizycznego odseparowania części dynamicznej procesu regulacji od czasu opóźnienia. Można jednak zmodyfikować powyższą strukturę US do postaci pokazanej na rys. 6c, wykorzystując schemat regulacji zbliżony do struktury regulacji z modelem wewnętrznym IMC (ang. Internal Model Control) [1–3, 11, 22, 23, 25, 29, 33]. Struktura ta po prostych przekształceniach może zostać sprowadzona do układu o postaci jak na rys. 6d, w której regulator C(s) objęty jest sprzężeniem korekcyjnym uwzględniającym model procesu wraz z opóźnieniem. Struktura ta znana jest jako postać regulatora C ∗(s) z predyktorem Smitha [1, 4, 23, 30] i określona jest zależnością:
Dla regulatora C(s) zdefiniowanego jak w (68), wraz ze sprzężeniem korekcyjnym, dynamika pętli GL(s) projektowanego US, zgodnie z (25), przyjmuje postać:
()() (). 1()() o sT L CsPs Gse CsPs ∗ ∗ = + (70)
Odpowiednio dynamiki zakłóceniowe () u d Gs oraz () y d Gs opisane są poniższymi funkcjami operatorowymi: (71)
Rys. 6. Schematy blokowe US procesem P (s) z opóźnieniem T o : a) schemat ideowy predykcji sygnału wyjściowego, b) schemat blokowy postaci równoważnej schematowi ideowemu, w którym nie występuje opóźnienie w przesyle sygnału wyjściowego układu, c) rozwinięty schemat blokowy wykorzystujący strukturę podobną do IMC bez opóźnienia sygnału wyjściowego, d) przekształcona postać struktury IMC do wariantu regulatora z korektorem Smitha
Fig. 6. Block diagrams of the process control system P(s) with a time delay T o : (a) an idealized diagram of the output signal prediction, (b) a block diagram of the form equivalent to the idealized diagram in which there is no delay in the transmission of the output signal of the system, (c) a developed block diagram using an IMC-like structure without output signal delay, (d) a transformed form of the IMC structure to a variant of the controller with a Smith correction
(72)
Rys. 7. Przebiegi czasowe odpowiedzi US, o strukturze FB, obiektem P4(s) z opóźnieniem: a) na skokową zmianę zakłócenia d u (t), b) zakłócenia d y (t)
Fig. 7. Simulation of the time responses of the control system, with FB structure, of the object P4(s) with a delay: (a) to a step change in the disturbance d u(t), (b) to the disturbance d y (t)
4.4. Proces niestabilny
Szczególnym przypadkiem przedstawionych wcześniej wariantów modeli procesów jest grupa niestabilnych obiektów regulacji. W odróżnieniu od US o strukturze otwartej w US o strukturze zamkniętej istnieje możliwość syntezy gwarantującej stabilną pracę układu. Załóżmy, podobnie jak w przypadkach wcześniejszych, że model procesu P(s) można zdekomponować na składową „odwracalną” P m(s) oraz „nieodwracalną” P p(s). Dodatkowo, dla procesów niestabilnych, w części „odwracalnej” P m(s) zachodzi:
1 () () ,{}0:1,,, () miP i i Ps Ps sin ss κ κ ∗ ∗ ∗ = ℜ>=≤ ∏ (76)
gdzie nP oraz określa odpowiednio rząd i część stabilną dynamiki P m(s).
Jednym z najprostszych sposobów spełnienia warunku 3. stabilności układu zamkniętego jest modyfikacja referencyjnej dynamiki pętli GL(s) przez wprowadzenie odpowiedniego wielomianu w jej liczniku, który będzie gwarantował spełnienie warunku (27). Jednocześnie należy pamiętać o spełnieniu wymagania opisanego zależnością (23): 1 1 ()() , (1) i i i LL s GsGs s κ κ α γ ∗ + = + ∑ (77)
gdzie stała czasowa γ > 0 określa dynamikę członów „wprowadzanych” do układu w miejsce „eliminowanych”, zgodnie z warunkiem 3. stabilności układu zamkniętego, biegunów niestabilnych si ∗ modelu procesu P(s). Zwykle, podobnie jak dla stałej czasowej μ (17), aby zapewnić odpowiednią szybkość US zakłada się, że γ ≪ T.
Uwzględniając efekt modyfikacji modelu referencyjnego (77) oraz wynik wcześniejszej analizy dotyczącej dynamiki GL(s) projektowanego US (25), można warunek stabilności (27) zapisać następująco:
(78)
Dla κ niestabilnych biegunów si ∗ procesu P(s), uzyskany w ten sposób układ równań (78), umożliwia wyznaczenie wartości współczynników αi wielomianu modyfikującego dynamikę referencyjną US (77). Definiując struktury macierzowe:
dla których elementy wektora b opisuje zależność: (1) 1:1,,, ()() i i Lipi
współczynniki αi wielomianu dynamiki (77) (elementy wektora α) można wyznaczyć z równania: 1 = α Sb (81)
Uwzględniając powyższe modyfikacje, wynikające z warunku 3. stabilności US, można definicję regulatora C(s) wyrazić zależnością: ( ) () () ()1()() L mLp Gs Cs PsGsPs ∗ ∗ = (82)
4.4.1. Proces niestabilny, minimalnofazowy bez opóźnienia
Dla US o strukturze FB z niestabilnym procesem określonym modelem P(s): 1 () () , () i i Ps Ps ss κ ∗ ∗ = ∏ (83)
definiując dynamikę pętli GL(s) (18), zgodnie ze zdefiniowanymi warunkami (16), (17), (23) oraz modyfikacją (77) uwzględniającą niestabilne bieguny , si ∗ regulator C(s) opisany jest zależnością (82).
Odpowiednio dynamiki () u d Gs oraz () y d Gs określające składowe wyjścia US w reakcji na zakłócenie opisane są transmitancjami:
1 1 0 ()1()() () ()() (1) (), (1) u dL i i L GsGsPs nsss GsPs
(84)
Robert Bieda
1 1 0 1 ()1() () () (1) () (1) y dL i i L i i GsGs nsss Gs s nsss s
4.4.2. Proces niestabilny, nieminimalnofazowy bez opóźnienia
Proces syntezy US procesem niestabilnym i nieminimalnofazowym o transmitancji operatorowej: 1 ()(1) () ,0, () i i Pss Ps ss κ β β
= = > ∏ (86)
dla zdefiniowanej dynamiki pętli GL(s) (18) i odpowiadającej mu transmitancji regulatora C(s) (82) pozwala określić dynamiki składowych wyjścia układu y(t) od zakłócenia d(t). Odpowiednio dla zakłócenia d u(t) oraz d y(t) transmitancje te opisane są funkcjami:
4.4.3. Proces niestabilny, minimalnofazowy z opóźnieniem W procesie syntezy US procesem P(s) niestabilnym z opóźnieniem T o rozpatrzmy dynamikę z jednym biegunem niestabilnym (κ = 1): () () , 0. () o sT o Pse Ps T ss ∗ ∗ = > (89)
Dla tak postawionego problemu syntezy dynamikę pętli () L Gs ∗ US, zgodnie z (18), (77) oraz (16), (17) i (27) definiuje transmitancja: 1 1 () , (1)(1) L n s Gs ss α µγ ∗ + = ++ (90)
dla której współczynnik α1, zgodnie z (81), opisany jest zależnością: 1 (1)(1) o o sT n sT sse se µγ
Odpowiednio dynamiki () u d Gs oraz () y d Gs określające składowe wyjścia US w reakcji na zakłócenie opisane są funkcjami przejścia: ( ) ( ) 0 2 ()1()() (1)(1) () (1) (1) () (1) (1)() (), (1) o u oo o o oo o o o oo
∗∗ ∗ ++− = (91)
Dla wariantów niestabilnych obiektów regulacji przedstawionych w 4.4.1–4.4.3 rozpatrzmy przykład syntezy US procesem P(s) opisanym transmitancją:
5 3 () (), (31)(2) p Ps Ps ss = +− (94)
dla której składowa „nieodwracalna” P p(s) określa warianty modelu procesu: 1) P p(s) = 1 proces minimalnofazowy bez opóźnienia, 2) P p(s) = (1 − s) proces nieminimalnofazowy (β = 1), 3) P p(s) = e−2s proces z czasem opóźnienia (T o = 2).
Dla tak zdefiniowanego procesu regulacji założymy, że referencyjna dynamika projektowanej pętli, spełniająca warunki (16), (17) oraz (23) określona jest transmitancją:
5 2 1 (). (1) L Gs sµ = + (95)
Model procesu regulacji P5(s) ma jeden niestabilny biegun 1 2. s ∗ = Zgodnie z pokazaną wcześniej procedurą wymagana jest zatem korekta modelu referencyjnego GL5(s) (95): 1 5 2 1 () (1)(1) L s Gs ss α µγ ∗ + = ++ (96)
Wartości współczynnika α1, dla γ = 1, można wyznaczyć z warunku (78): 1 5 13 1. 2(2)(2) Lp GP α = (97)
Dla tak określonego problemu syntezy US, zgodnie z (82), dla wariantu 1) oraz 3) modelu procesu regulator przyjmuje postać C5/1 3(s) (gdzie dla modelu z opóźnieniem jest to regulator podstawowy docelowo objęty sprzężeniem korekcyjnym – rys. 6d). Natomiast w wariancie 2) (proces nieminimalnofazowy) regulator przyjmuje postać C5/2(s):
( ) 1 5/2 22 2 11 (31)(2)(1) () 3(2)22 sss Cs ss s α µµµαµα +−+ = ++++−+ (99)
Zachowanie powstałych US na skokową zmianę zakłócenia d u(t) oraz d y(t) pokazane zostały na rys. 8.
5. Przyspieszenie tłumienia zakłóceń d
u(t)
Rys. 8. Przebiegi czasowe odpowiedzi US, o strukturze FB, niestabilnym obiektem P5(s) na skokową zmianę zakłócenia d u (t) oraz d y (t): a) w wariancie procesu bez składowej „nieodwracalnej”, b) w wariancie nieminimalnofazowym, c) w wariancie z czasem opóźnienia T o Fig. 8. Simulation of the control systems time responses, with FB structure, of an unstable object P5(s) to a step change in the disturbance d u(t) and d y (t): (a) in a process variant without an “irreversible” component, (b) in a non-minimum phase variant, (c) in a variant with a time delay T o niestabilnych modów procesu () ssi ∗ i „wprowadzenie” w ich miejsce modów stabilnych (γs + 1).
Przedstawiony mechanizm syntezy regulatora C(s) struktury FB gwarantuje, że zarówno wpływ skokowego zmieniającego się zakłócenia d u(t), jak i d y(t) jest całkowicie tłumiony. Reakcja układu na zakłócenie d y(t), pojawiające się na wyjściu układu regulacji, zależy jedynie od części „nieodwracalnej” procesu oraz projektowanej dynamiki pętli (25) i teoretycznie może być bardzo szybka (małe wartości μ). Warto też zauważyć, że w przypadku zakłócenia d u(t) zwiększanie prędkości dynamiki pętli GL(s) i w konsekwencji reakcji US jest w swoisty sposób ograniczone przez dynamikę procesu regulacji. Sygnalizuje to już zależność (14) i potwierdzają, dla poszczególnych wariantów procesu regulacji, zależności (32), (39), (71), które w sposób jawny zawierają składową „odwracalną” P m(s). Dynamika ta bezpośrednio oddziałuje na część charakterystyki czasowej po wystąpieniu maksymalnej wartości reakcji y(t) na skokowe zakłócenie. Bardzo wyraźnie widać to w przykładzie 4 dla procesu z opóźnieniem (rys. 7a), w którego odpowiedzi czasowej po wystąpieniu maksimum widoczny jest oscylacyjny charakter dynamiki procesu P4(s) (dynamika pętli GL4(s) ma bowiem charakter aperiodyczny). Można zatem stwierdzić, że dynamika reakcji struktury FB na zakłócenie pojawiające się na wejściu procesu regulacji jest proporcjonalna do jego „odwracalnej” części: ( ) ()1()()()(). u d Lp m GsGsPsPsPs = −∝ (100)
Bardzo podobna sytuacja ma miejsce w przypadku procesów niestabilnych (zależności (84), (87), (92)). W tym przypadku jednak dynamika () u d Gs jest ograniczona przez część stabilną dynamiki P m(s). Można zatem powiedzieć, że proces syntezy regulatora C(s) pokazany w wariancie niestabilnych modeli procesu regulacji P(s) polega na takiej modyfikacji założonej dynamiki pętli GL(s) (77), która powoduje swoistego rodzaju „wymianę”
Bazując na powyższej obserwacji, można mechanizm pokazany dla procesów regulacji w wariancie niestabilnym rozszerzyć na dynamiki „powolne” (o względnie dużej stałej czasowej) wchodzące w skład modelu procesu P(s). Załóżmy zatem, że część odwracalna modelu procesu P m(s) może zostać dodatkowo podzielona na dynamikę „szybką” ()Ps oraz „powolną” (),Ps dla których zachodzi następująca właściwość:
Ps PsPs ss Ls
Ps s ss
Ps ss ss κ = = = =ℜ< = ℜ<ℜ ∏
1 1 1 () () ()(): () () () :{}0, () 1 () :{}{}, () P m n k k j r j j ji i i Ls
(101) gdzie L(s) jest wielomianem licznika dynamiki P m(s), natomiast j s oraz si to odpowiednio „szybkie” oraz „powolne” bieguny modelu procesu. Zachodzi również nP = r + κ. Warto zauważyć, że w szczególności dla pewnych biegunów „powolnych” może zachodzić równość: , ii ss ∗ = ({}0) si ∗ ℜ> (bieguny niestabilne zaliczane są do zbioru biegunów „powolnych” negatywnie wpływających na zachowanie US).
Dla tak postawionego problemu proces syntezy US o strukturze FB, uwzględniającym wpływ dynamiki procesu na prędkość tłumienia zakłóceń, może być przeprowadzony w sposób bliźniaczy do procesu projektowania regulatora C(s) dla obiektów niestabilnych. W tym celu, podobnie jak w (77), należy tak zmodyfikować zakładaną dynamikę pętli GL(s), aby wyra-
Robert Bieda
współczynniki αi wielomianu dynamiki (102) można wyznaczyć z równania:
(106)
5.1. Proces minimalnofazowy bez opóźnienia
żenie (1 − GL(s)) miało zera, tam gdzie proces regulacji ma „powolne” bieguny : si
1 1 ()() : {}, (1) i i i LL i s GsGs s s κ κ α γ γ
= + = <ℜ + ∑ (102)
oraz dodatkowo γ > 0.
Uwzględniając powyższy efekt modyfikacji modelu referencyjnego GL(s), podobnie jak dla warunku stabilności (78), można zapisać warunek gwarantujący „wymianę powolnego” bieguna : si
()()1:1,,.Lipi GsPsi κ ∗ == (103)
Definiując struktury macierzowe, podobnie jak w przypadku procesu stabilizującego projektowaną strukturę FB (79):
dla elementów wektora b określonych zależnością:
W pierwszym przykładzie rozważmy syntezę pętli z mechanizmem przyspieszenia jej dynamiki dla procesu regulacji o charakterze minimalnofazowym bez opóźnienia (P p(s) = 1). W przypadku syntezy struktury pętlowej FB o dynamice pętli () L Gs ∗ (102), w której proces P(s) ma „powolne” lub niestabilne bieguny oraz przy założeniu, że składowa podstawowa dynamiki GL(s) (18) jest odpowiednio szybka (μ ∼ 0), prezentowany mechanizm pozwala zdefiniować dynamikę zakłóceniową () u d Gs struktury FB: () 0 ()1()() (). (1) u dL ns GsGsPs Ps s µ κ κ µγ γ
=− + (107)
Wyraźnie można zauważyć, że inaczej niż w przypadkach wcześniejszych, dynamika reakcji pętli na zakłocenie d u(t) jest „ograniczona” jedynie przez „szybką” część dynamiki procesu ().Ps
5.2. Proces nieminimalnofazowy bez opóźnienia
Podobnie, przeprowadzając proces syntezy pętli uwzględniający mechanizm przyspieszenia reakcji na zakłócenie, dla procesow nieminimalnofazowych (P p(s) = 1 − βs) pozwala opisać dynamikę zakłóceniową () u d Gs zależnością: ( ) 0 1 ()1()(1() ()(1) (). (1)(1) u dL i i GsGssPs ss Ps ss µ κ κ κ β βγββ
(108)
Także w tym przypadku dynamika jest ograniczona jedynie przez wpływ członu nieminimalnofazowego oraz „szybką” część dynamiki procesu ().Ps
5.3. Proces minimalnofazowy z opóźnieniem
W przypadku modelu procesu regulacji z opóźnieniem (()), o sT p Pse = w wariancie κ = 1, procedura syntezy pętli FB z szybkim tłumieniem zakłócenia d u(t) prowadzi do dynamiki zakłóceniowej () u d Gs opisanej transmitancją: ( ) ( ) 0 ()1()() (1)(1) () (1) (1) (). (1) o u oo o o oo o o sT dL sT sT sT m sT sT sT sT sT GsGsePs sese Pse es ese Pse ses µ γγ
(109)
W tym wariancie jeszcze wyraźniej widać, że składowa charakterystyki czasowej reakcji US, po czasie wystąpienia ekstremum w chwili t = 2T o, ograniczona jest przez „szybką” składową procesu regulacji ().Ps
Przykład 6
Rozpatrzmy warianty procesu syntezy struktury pętlowej FB, dla modeli procesów z przykładów 1, 2 oraz 4, w których uwzględniono mechanizm przyspieszenia procesu reakcji US na skokowe zakłócenie d u(t) względem dynamiki „odwracalnej” P m(s) analizowanych modeli procesu.
W przypadku procesu (34) z przykładu 1 proces przyspieszenia ma na celu ”eliminację” stałej czasowej T = 3 i „zamianę” jej na dynamikę szybszą o stałej czasowej γ = 1: 1 1 11 1 2 () ()(). 31 1 LL s Ps GsGs ss α ∗ + =→= ++ (110)
W modelu procesu (41) z przykładu 2 proces przyspieszania rekcji projektowanego US, podobnie jak wcześniej, „wymienia” dominującą, powolną stałą czasową procesu T = 3 i „zastępuje” ją szybszą dynamiką o stałej czasowej γ = 0,5: 1 2 22 1 3(1) () ()(). (31)(1) 0,51 LL s s Ps GsGs ss s α ∗ + =→= ++ + (111)
W przykładzie 4 model dynamiki procesu z opóźnieniem (73) ma charakter oscylacyjny. W tym przypadku wyznaczając bieguny dynamiki P4(s) można określić odpowiednik podwójnej stałej czasowej T = −( {si})−1 = 3 odpowiadającej parze biegu-
Rys. 9. Przebiegi czasowe odpowiedzi US, o strukturze FB z przyspieszoną dynamiką Gdu (s), na skokową zmianę zakłócenia d u (t): a) dla procesu P1(s) z przykładu 1, b) dla procesu P2(s) z przykładu 2, c) dla procesu P4(s) z przykładu 4
Fig. 9. Simulation of the control systems time responses, with an FB structure with accelerated dynamics Gdu(s), to a step change in the disturbance d u(t): (a) for the process P1(s) of Example 1, (b) for the process P2(s) of Example 2, (c) for the process P4(s) of Example 4
nów zespolonych. Mechanizm „przyspieszenia” reakcji pętli FB na zakłócenie d u(t) polega na „wymianie” pary biegunów procesu regulacji przez dynamiki inercyjne o stałej czasowej γ = 0,3: 2
Dla tak zdefiniowanych dynamik pętlowych () L Gs ∗ (110)− (112), wykorzystując zależność (106), wyznaczone zostały współczynniki αi. W kolejnym kroku, podobnie jak dla procesów niestabilnych, wykorzystując regułę (82) wyznaczone zostały regulatory C(s) gwarantujące „przyspieszenie” dynamiki struktury FB względem „powolnych” składowych procesu P(s). Przebiegi sygnału wyjściowego y(t) powstałych struktur pętlowych, na skokową zmianę zakłócenia d u(t), pokazane zostały na rys. 9. Zachowanie pętli pokazane zostało dla różnych wartości μ dynamiki podstawowej GL(s). Dla porównania, linią przerywaną, zamieszczone zostały przebiegi sygnału wyjściowego US przed procedurą przyspieszenia tłumienia zakłóceń jak na rys. 3a, 4a oraz 7a. W przypadku dynamiki procesu P4(s), o charakterze oscylacyjnym, przyspieszenie dynamiki () u d Gs zmieniło także charakter odpowiedzi US na zakłócenie z oscylacyjnego na aperiodyczny.
6. Projektowanie regulatora dla szybkiej pętli GL(s)
W prezentowanym powyżej mechanizmie syntezy struktury pętlowej FB zakładana była pożądana/docelowa dynamika pętli GL(s). Dla odpowiednio zdefiniowanej dynamiki pętli, z wykorzystaniem informacji o modelu procesu P(s), wyznaczana była struktura oraz wartości nastaw regulatora C(s). Często jednak w procesie syntezy struktury FB postać regulatora C(s) zostaje wybrana spośród dynamik danej klasy, na przykład typu PID, a wartości jego parametrów określa wybrana metoda strojenia. Analizując prezentowany mechanizm można proces syntezy odwrócić i definiując dynamikę regulatora określić właściwości struktury FB oraz jej zdolności do tłumienia zakłóceń.
Załóżmy, jak poprzednio, że dynamika pętli GL(s) określona jest zależnością (18). Jeśli dominująca stała czasowa μ dynamiki projektowanej pętli jest wystarczająco mała (pętla jest szybka) to zgodnie z definicją regulatora C(s) (24) dla szybkiej pętli FB zachodzi: ( ) ( ) 1 1 () ()(1)() 1 ()1() n mp mp Cs PssPs
PsnsPs µ µ µ < = +− +− (113)
Analizując powyższą właściwość regulatora C(s) dla szybkiej pętli GL(s), z uwzględnieniem różnego rodzaju klasy dynamiki procesu regulacji P(s), można pokazać ciekawą właściwość dotyczącą zachowania się dynamiki zakłóceniowej () u d Gs zaprojektowanego US.
6.1. Proces stabilny, minimalnofazowy bez opóźnienia
W przypadku procesu o dynamice stabilnej, minimalnofazowej bez opóźnienia (P p(s) = 1) regulator (113) dla szybkiej dynamiki pętli FB można przekształcić do postaci:
Robert Bieda
Rys. 10. Przebiegi czasowe odpowiedzi US obiektem P1(s), o strukturze zamkniętej, na skokową zmianę zakłócenia d u (t): a) dla „małej”, b) dla „dużej” wartości wzmocnienia k regulatora C (s)
Fig. 10. Simulation of the control system time response of the object P1(s), with a closed-loop structure, to a step change in the disturbance d u(t): (a) for a “low” and (b) for a “high” value of the gain k of the controller C(s)
gdzie dynamikę ()Cs można interpretować jako swoistego rodzaju jądro regulatora, natomiast współczynnik k można interpretować jako wzmocnienie tego regulatora, dla którego zachodzi relacja: 0 1 0. kk n µ µ =→ (115)
Wpływ dużej wartości wzmocnienia k regulatora na właściwość dynamiczne US są powszechnie znane. Często gwarantuje ona szybką reakcję i dużą dokładność działania US. W przypadku analizy dynamiki zakłóceniowej () u d Gs struktury pętlowej FB można pokazać następujący związek z dynamiką regulatora C(s): 1 ()1 0 () () () 1()() 1()() () 1 ()() u p d Ps k p PsPs Gs CsPs kCsPs Ps CsCs µ< = = + + = (116)
Celem weryfikacji przedstawionej właściwościowi dla US procesem o dynamice P1(s) (34) jak w przykładzie 1 zaprojektowano, z wykorzystaniem mechanizmu linii pierwiastkowych [5], jądro regulatora 1()Cs o strukturze regulatora typu PI:
11 0,1 () ()(). s Cs CskCs s + =→= (117)
Wpływ wartości wzmocnienia k regulatora C(s) na dynamikę reakcji wyjścia US przy skokowej zmianie zakłócenia d u(t) pokazana została na rys. 10. Czarną linią przerywaną zaznaczono przebieg graniczny (dla k ≫ 0) reakcji wyjścia US. Wyraźnie widać, że wraz ze wzrostem wzmocnienia charakterystyka czasowa analizowanego US zmierza do przebiegu granicznego opisanego zależnością (116).
6.2. Proces stabilny, nieminimalnofazowy bez opóźnienia
Dla procesu stabilnego, bez opóźnienia ale z nieminimalnofazowym zerem (P p(s) = 1 − βs), dla szybkiej dynamiki pętli FB, regulator można przekształcić do postaci podobnej, jak w wariancie wcześniejszym: 1 11 () (), ()()() mm Cs kkCs PsnssPs µ µβ
(118)
gdzie współczynnik wzmocnienia k regulatora C(s), dla szybkiej dynamiki pętli GL(s), cechuje właściwość: 0 11 kk n µ µββ =→ + (119)
Odpowiednio dynamika zakłóceniowa (), u d Gs przy odpowiednio małej dominującej stałej czasowej dynamiki pętli, może zostać wyrażona przez dynamikę regulatora C(s): (120)
Dla struktury pętlowej FB sterującej procesem nieminimalnofazowym P2(s) (41), jak w przykładzie 2, został nastrojony, z wykorzystaniem kryterium Zieglera-Nicholsa [35], regulator 2 ()Cs o strukturze PID z dołączonym wzmocnieniem k:
2 22 0,48669(0,8219) () ()(). s Cs CskCs s + = →= (121)
Rys. 11. Przebiegi czasowe odpowiedzi US nieminimalnofazowym obiektem P2(s), o strukturze zamkniętej, na skokową zmianę zakłócenia d u (t): a) dla „małej”, b) dla „dużej” wartości wzmocnienia k regulatora C (s)
Fig. 11. Simulation of the control system time response of a non-minimum phase object P2(s), with a closed-loop structure, to a step change in the disturbance d u(t): (a) for a “low”, (b) for a “high” value of the gain k of the controller C(s)
Podobnie jak w przypadku przykładu wcześniejszego wpływ wartości wzmocnienia k regulatora C(s) na dynamikę wyjścia US przy skokowym zakłóceniu d u(t) pokazany został na rys. 11. W tym przypadku także wyraźnie widać, że wraz ze wzrostem wzmocnienia charakterystyka czasowa reakcji US zmierza do przebiegu granicznego przedstawionego linią przerywaną i opisanego zależnością (120).
6.3. Proces stabilny, minimalnofazowy z opóźnieniem
Jak zostało pokazane wcześniej dla procesów opisanych modelem dynamicznym z opóźnieniem (()), o sT p Pse = w przypadku syntezy struktury pętlowej FB, mamy do czynienia z konstrukcją wykorzystującą korekcję predykcyjną Smitha. W konsekwencji analiza właściwości regulatora C(s) (68) w przypadku syntezy US o szybkiej dynamice pętli GL(s) prowadzi do wyniku identycznego jak w przypadku procesu minimalnofazowego bez opóźnienia (114): 1 11 () (),. () m CskkCsk sPs n µ µ < == (122)
Szybka dynamika p ętli GL(s) skutkuje dużymi wartościami wzmocnienia k podobnie jak w (115). Natomiast regulator ()Cs ∗ uwzględniający sprzężenie korekcyjne (69), przy małej wartości dominującej stałej czasowej pętli μ, wykazuje następującą właściwość: (123)
Rys. 12. Przebiegi czasowe odpowiedzi US obiektem z opóźnieniem P4(s), o strukturze zamkniętej, na skokową zmianę zakłócenia d u(t): a) dla „małej”, b) dla „dużej” wartości wzmocnienia k regulatora C(s)
Fig. 12. Simulation of the control system time response of a time delay object P4(s), with a closed-loop structure, to a step change in the disturbance d u(t): (a) for a “low”, (b) for a “high” value of the gain k of the controller C(s)
Dla tak zdefiniowanej struktury pętlowej FB dynamika zakłóceniowa () u d Gs powstałego US wykazuje właściwość zbliżoną do przypadków rozważanych wcześniej (116) oraz (120): (124)
Jak pokazuje przeprowadzona analiza oraz przykłady symulacyjne, w przypadku możliwości zastosowania dużych wzmocnień w strukturze FB dynamika określająca zdolności tłumienia zakłócenia d u(t) w głównej mierze określona jest przez dynamikę regulatora C(s):
0 () () ()()() 1()()() u k p d Ps Ps CskCsGs CsPsCs =→= + (126)
Przedstawione zjawisko dotyczące dużych wzmocnień (k ≫ 0) pętli FB gwarantuje jednocześnie szybką dynamikę GL(s). Warunkiem koniecznym przedstawionego procesu jest jednak potencjalne ograniczenie dużych wartości wzmocnienia k związane z podstawowym dla US warunkiem stabilnej pracy.
Dla ilustracji właściwości dotyczących wpływu regulatora, w strukturze pętlowej FB, sterującego procesem z opóźnieniem zaprojektowany został regulator klasy PID nastrojony według kryterium Wanga [17, 31, 32]. Dla procesu z opóźnieniem określonym dynamiką P4(s) (73), jak w przykładzie 4, jądro regulatora 4 ()Cs przyjmuje postać następującej funkcji przejścia:
2 44 1,81,21 () ()(). 18 ss Cs CskCs s ++ =→= (125)
Wpływ wzrostu wartości wzmocnienia k regulatora C(s) na dynamikę wyjścia US procesem z opóźnieniem, przy skokowym zakłóceniu d u(t), pokazany został na rys. 12. Także w tym przypadku wyraźnie widać, że wzrost wzmocnienia powoduje zbliżanie się charakterystyki czasowej reakcji US do przebiegu granicznego przedstawionego linią przerywaną i opisanego zależnością (124).
Właściwość ta, zachodząca dla szerokiej klasy procesów regulacji, znana jest zwłaszcza z analizowania zjawisk związanych z teorią separowalności skal czasowych [6–8, 34]. Teoria ta jest związana z syntezą oraz analizą szybkich struktur pętlowych, dla których obserwowana jest wyraźna separowalność skali czasu dotycząca reakcji dynamiki wyjścia Y(s)/Du(s) w stosunku do dynamiki sygnału sterującego U c(s)/Du(s).
7. Podsumowanie
Podsumowując, w pracy zaprezentowano rozważania teoretyczne dotyczące syntezy odpornego UR wykorzystującego parametryzację Y-K, pokazują równoważność „nowej” struktury MFC względem klasycznej FB-FF. Przedstawione zostały skrótowo wyniki dotyczące syntezy oraz analizy toru FF (otwartego) wraz z mechanizmem projektowania elementu sterującego (korektora) Q(s). W pełni dokonano natomiast analizy proponowanego mechanizmu syntezy dla struktury FB (zamkniętej, ze sprzężeniem zwrotnym), uwzględniającego szerokie spektrum klas dyna-
mik procesów (obiektów) regulacji P(s), w tym także procesów niestabilnych. Rozważania te umożliwiły pokazanie mechanizmu definicji dynamiki regulatora C(s). Dodatkowo wariant niestabilnych procesów stał się podstawą do rozszerzenia rozważań na zagadnienia dotyczące zmiany reakcji US na zakłócenie d u(t) nominalnie ograniczonej dynamiką obiektu regulacji. Wszystkie te rozważania wychodziły ze wspólnego założenia, iż projektant w pierwszej fazie zakłada pożądaną dynamikę toru otwartego G m(s) oraz dynamikę pętli GL(s). Zaprezentowano również ciekawe zjawisko dotyczące wpływu dynamiki regulatora C(s) struktury pętlowej, które zachodzi dla szybkich dynamik pętli GL(s). Zjawiasko to pozwala umożliwia proste oszacowanie właściwości tłumienia zakłócenia d u(t) w zależności od dynamiki C(s) i w konsekwencji odwrócenie procesu syntezy umożliwiające arbitralny wybór struktury regulatora. Wszystkie rozważania dotyczące wyników analizowanych procesów syntezy zilustrowano przykładami oraz wynikami symulacyjnymi.
Na koniec warto zwrócić uwagę, że wymagania dotyczące szybkich dynamik G m(s) oraz GL(s), które gwarantują dobrą jakość regulacji, możliwe jest jedynie w przypadku, gdy dopuścimy możliwość występowania w UR wysokich wartości sygnałów sterowań u q(t) oraz u c(t). Sterowania takie, w większości przypadków, są nierealizowalne i w konsekwencji niedopuszczalne. Fakt ten narzuca dodatkowe kryterium związane z maksymalną wartością prędkości działania dynamik referencyjnych. Stanowi on jednocześnie dolne ograniczenie dotyczące wartości dominującej stałej czasowej λ oraz μ określającej ich prędkość reakcji.
Bibliografia
1. Åström K.J., Murray R.M., Feedback Systems, An Introduction for Scientists and Engineers, Princeton University Press, 2008.
2. Bars R., Bányász Cs., Keviczky L., Introducing New Paradigms in Basic Control Education Using the YOULA Parameterisation; International Conference on Engineering Education and Research, Sydney, Australia, 2016.
3. Bequette B.W., Process Control: Modeling, Design, and Simulation, Second Edition, Pearson, 2002.
4. Bieda R., Kompleksowa analiza syntezy układu sterowania z modelem procesu dla obiektów nieminimalnofazowych z opóźnieniem i niestabilnych, „Przegląd Elektrotechniczny”, R. 100, Nr 9, 2024, 11–21, DOI: 10.15199/48.2024.09.02.
5. Błachuta M., Bieda R., Grygiel R., High performance single tank level control as an example for control teaching, 25th Mediterranean Conference on Control and Automation (MED), Malta, 2017, Institute of Electrical and Electronics Engineers, 1053–1058, DOI: 10.1109/MED.2017.7984257.
6. Błachuta M., Bieda R., Grygiel R., High performance PID control design based on time-scale separation – a case study, 2018 6th International Conference on Control Engineering & Information Technology (CEIT), Istanbul, Turkey, 2019, Institute of Electrical and Electronics Engineers, DOI: 10.1109/CEIT.2018.8751865.
7. Błachuta M., Bieda R., Grygiel R., PID regulatory control design for a double tank system based on time-scale separation, Intelligent information and database systems, 11th Asian Conference, ACIIDS 2019, Yogyakarta, Indonesia, April 8-11, 2019, Springer, 420–430, DOI:10.1007/978-3-030-14799-0-36.
8. Błachuta M., Bieda R., Grygiel R., High performance control of a coupled tanks system as an example for control teaching, 23rd International Conference on Methods & Models in Automation and Robotics (MMAR 2018), Międzyzdroje, Poland, 2018, 309–314, DOI: 10.1109/MMAR.2018.8486040.
Robert Bieda
9. Brzózka J., Szcześniak J., Układ regulacji prędkości obrotowej typu MFC z regulatorem rozmytym, Zeszyty Naukowe Akademii Morskiej w Szczecinie, Nr 1/73, Explo-Ship 2004, Szczecin 2004, 89–99.
11. Chen P., Zhang Y., Wang J., Azar A.T., Hameed I.A., Ibraheem I.K., Kamal N.A., Abdulmajeed F.A., Adaptive Internal Model Control Based on Parameter Adaptation, “Electronics”, Vol. 11, No. 23, 2022, DOI: 10.3390/electronics11233842.
12. Emirsajłow Z., Teoria układów sterowania, Część I. Układy liniowe z czasem ciągłym, Skrypt Politechniki Szczecińskiej, Seria Tempus, Szczecin, 2000.
13. Keviczky L., Bányász C., Some Philosophical Paradigms in Education of Modeling and Control. “Universal Journal of Educational Research”, Vol. 5, 2017, 2196–2208, DOI: 10.13189/ujer.2017.051209.
14. Mahtout I., Navas F., Milanes V., Nashashibi F., Advances in Youla-Kucera parametrization: A Review, “Annual Reviews in Control”, Vol. 49, 2020, 81–94, DOI: 10.1016/j.arcontrol.2020.04.015.
15. Błachuta M.J, Bieda R., Grygiel R., Time response parameters and control design for second-order nonminimum-phase systems, “Archives of Control Sciences”, Vol. 34, No. 2, 2024, 323–348, DOI: 10.24425/acs.2024.149663.
16. Mohammadzaheri M., Chen L., Behnia-Willison F., Aryan P., A design approach for feedback-feedforward control systems, IEEE International Conference on Control and Automation, 2009, 2266–2271, DOI: 10.1109/ICCA.2009.5410298.
17. O’Dwyer A., Handbook of PI and PID controller tuning rules, 3rd Edition, Imperial College Press, 2009.
18. Orsini V., An inversion-based Feedback/Feedforward control for robust and precise payload positioning in gantry crane systems, “Asian Journal of Control”, Vol. 25, No. 3, 2022, 1715–1730, DOI: 10.1002/asjc.2811.
19. Osypiuk R., A New Approach to Compensator Design Based on Multi-Loop Technique and Scalable Forward Model Complexity, “Electronics”, Vol. 10, No. 24, 2021, DOI: 10.3390/electronics10243049.
20. Pajchrowski T., Adaptacyjny i odporny regulator neuronowy w dwupętlowej strukturze MFC dla napędu o zmiennych parametrach, „Przegląd Elektrotechniczny”, Vol. 90, Nr 5, 2014, 35–40, DOI: 10.12915/pe.2014.05.07.
21. Pegel S., Engell S., Design of PID Controllers via Frequency Response Approximation, “IFAC Proceedings Volumes”, Vol. 33, No. 4, 2000, 63–68, DOI: 10.1016/S1474-6670(17)38222-8.
22. Rivera D.E., Morarl M., Skogestad S., Internal Model Control: PID Controller Design, “Industrial and Engineering Chemistry Process Design and Development”, Vol. 25, No. 1, 1986, 252–265, DOI: 10.1021/i200032a041.
23. Rosołowski E., Podstawy regulacji automatycznej, Politechnika Wrocławska, Wrocław, 2021.
24. Saglam C.O., Baran E.A., Nergiz A.O., Sabanovic A., Model following control with discrete time SMC for time-delayed bilateral control systems, IEEE International Conference on Mechatronics, 2011, 997–1002, DOI: 10.1109/ICMECH.2011.5971262.
25. Skogestad S., Postlethwaite I., Multivariable Feedback Control: Analysis and Design, 2nd Edition, John Wiley & Sons, 2001.
26. Skoczowski S., A robust control system utilizing the plant model. (in Polish). “Pomiary Automatyka Kontrola”, No. 9, 1999, 2–4.
27. Skoczowski S., The Robust Control System With Use of Nominal Model of Controlled Plant, “IFAC Proceedings Volumes”, Vol. 33, No. 10, 2000, 911–916, DOI: 10.1016/S1474-6670(17)38656-1.
28. Skoczowski S., Domek S., Robust Model Following Control System, “IFAC Proceedings Volumes”, Vol. 33, No. 25, 2000, 143–148, DOI: 10.1016/S1474-6670(17)39330-8.
29. Touati N., Saidi I., Soudani D., Modified internal model control for unstable systems, 2018 International Conference on Advanced Systems and Electric Technologies (IC ASET), Hammamet, Tunisia, 2018, 352–356, DOI: 10.1109/ASET.2018.8379881.
30. Visioli A., Practical PID Control, Springer-Verlag, 2006.
31. Wang X.-S., PID controller tuning method for improving performance , “Optics and Precision Engineering” (China), 8(4), 2000, 381–384.
32. Wang Q.-G., Lee T.-H., Fung H.-W., Bi Q., Zhang Y., PID tuning for improved performance, “IEEE Transactions on Control Systems Technology”, Vol. 7, No. 4, 1999, 457–465, DOI: 10.1109/87.772161.
33. Wen T., Horacio J.M., Tongwen Ch., IMC design for unstable processes with time delays, “Journal of Process Control”, Vol. 13, No. 3, 2003, 203–213, DOI: 10.1016/S0959-1524(02)00058-6.
34. Yurkevich V.D., Błachuta M., Grygiel R., Bieda R., Model matching level control for a coupled tanks system using timescale separation technique, 22nd International Conference on Methods and Models in Automation and Robotics (MMAR 2017), 28-31 August 2017, Międzyzdroje, Poland, 2017, 537–542, DOI: 10.1109/MMAR.2017.8046885.
35. Ziegler J.G., Nichols N.B., Optimum Settings for Automatic Controllers. “Transactions of the ASME”, Vol. 64, 1942, 759–768, DOI: 10.1115/1.4019264.
Analysis of the Synthesis of a Feedback-Feedforward Control System with a Model of Unstable, Non-minimal Phase and Time-Delay Objects
Abstract: The paper fully analyzes the proposed mechanism for synthesizing a robust control system. The equivalence, popular in recent years, of the MFC structure and the classical FB-FF structure was demonstrated. Using the example of the second structure, the process of synthesis of the control system is discussed in detail and shown, along with its impact on the nature of the obtained system. Considerations of the presented control system synthesis mechanism cover a wide spectrum of control object dynamics from classical, through non-minimum phase, time delay and unstable. All theoretical considerations are supported by simulation results of exemplary control systems. Also presented is a variant of synthesis that allows reducing the impact of the limitation of the disturbance dynamics of the control system by the dynamics of the object. As an interesting feature, a phenomenon occurring for high-speed loop structures with feedback is presented, which makes it possible to reverse the synthesis mechanism and directly take into account the influence of controllers dynamic.
Keywords: control system synthesis, Youla-Kucera parametrization, Model Following Control, FeedBack-FeedForward Control System
dr inż. Robert Bieda robert.bieda@polsl.pl
ORCID: 0000-0001-7485-0073
Absolwent Wydziału Automatyki, Elektroniki i Informatyki Politechniki Śląskiej w Gliwicach. Uzyskał tytuł magistra inżyniera w 2002 r. oraz stopień doktora nauk technicznych w 2006 r., w dziedzinie automatyka i robotyka. Obecnie na stanowisku adiunkta w Katedrze Automatyki i Robotyki na Wydziale Automatyki, Elektroniki i Informatyki Politechniki Śląskiej. Jego zainteresowania badawcze obejmują zagadnienia związane z analizą i fuzją sygnałów, systemami sterowania, systemami klasyfikacji i podejmowania decyzji oraz sterowaniem opartym na informacji wizyjnej z zastosowaniem w bezzałogowych statkach powietrznych i interakcji człowiek-komputer.
Determining the Angle of Bearing on a Sound Source in Water Using Signals Spread Spectrum
Bogdan Żak
Polish Naval Academy, Faculty of Mechanical and Electrical Engineering, Śmidowicza 69, 81-127 Gdynia
Abstract: This paper presents a method and results of simulation and laboratory studies of the use of direct spread spectrum signals in underwater navigation. The method was evaluated depending on the parameters of signal acquisition, the effect of interference and the configuration of the receiving antenna.
One of the most important elements when conducting an underwater mission is to have information about the current position of the object relative to the adopted reference system. This task is usually accomplished by conducting current navigation, the primary task of which is to determine the geographic position of the moving object. In the case of surface objects, the matter is significantly simplified due to the possibility of using satellite navigation. The situation becomes significantly more complicated in the case of conducting navigation for fully submerged objects, such as underwater vehicles or divers. The satellite signal does not propagate in the water, its disappearance occurs at a depth of up to about 0.5 m, so other solutions must be sought to determine the current position of the underwater object [1].
One possibility is to conduct inertial navigation, which involves determining the position of an object using the principles of Newtonian dynamics. The latest inertial navigation systems use MEMS (microelectromechanical system) technology and fiber optic gyroscopes. They are made in various accuracy classes, making them suitable for a range of underwater applications, including autonomous underwater vehicles (AUVs) remotely operated vehicles (ROVs) and other underwater objects used for hydrographic surveys, for example. INS navigation is often integrated with other systems like DVL (Doppler Velocity Log) and USBL (Ultra Short Baseline) to enable greater positioning accuracy over longer distances. Such solutions are discussed in a number of publications, including by Marco Morgoto et al. [2], which deals with an INS navigation system intended for AUVs, as well as in an article by Randy Hartman et al. [3] where the problems of using an INS
Autor korespondujący:
Bogdan Żak, b.zak@amw.gdynia.pl
Artykuł recenzowany nadesłany 17.07.2024 r., przyjęty do druku 21.10.2024 r.
navigation system intended for diver safety are addressed. On the other hand, the article [4] by Qingjun Zeng et al. presents a solution to a set of inertial navigation system intended for ROVs in which MEMS devices are used, including a gyroscope, accelerometer, magnetic compass and also a depth sensor and microprocessor chip. The cited publications show that the introduction of additional information acquisition elements into the INS system improves the accuracy of position determination however, the disadvantages of this type of navigation are not completely eliminated as indicated by the article published by Huiming Xing et al [5] and by Xiaoshuang Ma et al [6]. They discuss the problems of the influence of measurement noise from navigation sensors on the performance of the Kalman filtering algorithm in the INS navigation system. This interference results in a degradation of the filtering performance, and thus causes a deterioration in the accuracy of object position determination. In addition, the inaccuracy of the position determined by the INS is affected by the disadvantages of the inertial method itself, such as the decrease in the accuracy of position determination and velocity with the passage of time, regardless of whether the object is moving or not. It should also be noted that systems of this type require time-consuming initial calibration involving setting the direction and vertical of the object, and it is additionally difficult to level the inertial system on a moving object. Also, for latitudes above 75°, calibration of the system is difficult, which significantly affects the accuracy of the determined position at these latitudes. Due to the disadvantages of the INS system, attempts have been made to use hydroacoustic systems in underwater navigation [7].
Hydroacoustic positioning systems locate an object relative to a structure of base stations that must be deployed in a body of water, which is a drawback. In this system, an artificially generated sound wave is used to determine the position of an underwater object and to orient it relative to predetermined reference points or baselines. These systems [8] are used to track and navigate underwater vehicles or divers by measuring distance and bearing and then triangulating the position. These systems are generally divided into three classes [9, 1] i.e., long baseline (LBL) systems, short baseline (SBL) systems, and ultra-short baseline (USBL) or otherwise known as super-short baseline (SSBL) systems. LBL systems use a network of seafloor baseline transponders that are typi-
cally deployed in the basin of operations and allow for very high accuracy sometimes as low as 0.01 m [10]. USBL/SSBL systems use small integrated transducer systems that are typically lowered from the hull of a surface vessel. The advantage of these systems, compared to other hydroacoustic systems, is that they do not require deployment of the transponder array on the seabed. The disadvantage, on the other hand, is that positioning accuracy and reliability are not as good as with LBL systems. To eliminate the need to build a network of transponders placed on the seabed in this system, GPS Intelligent Buoy (GIB) systems were developed in the 1990s. These systems are inverted LBL devices in which transponders are replaced by floating buoys that are independently positioned by GPS (Global Positioning System) [11]. GIB systems, unlike LBL, SBL or USBL systems, use unidirectional acoustic signals from the emitter to the buoy making them less sensitive to reflections from surfaces or walls [10]. GIB systems are used to track AUVs, torpedoes, divers and can be used to determine weapon strike coordinates, test them as well as for training purposes, and to locate searches for black boxes of crashed aircraft [11, 12]. Several trends in underwater acoustic positioning have emerged in recent years. One of them, in order to increase performance, is the introduction of composite systems such as the combination of LBL and USBL in the so-called LUSBL (long ultra short baseline) configuration [13]. These systems are widely used primarily in the offshore oil and gas sector. In 2023, a fourth class of 3D positioning of underwater objects was demonstrated for these smart devices, which do not require infrastructure support such as buoys [14]. Instead, these systems use distributed localization techniques [15], calculating the pairwise distance between a network of different devices to determine the shape of the resulting network topology.
Hydroacoustic navigation systems are characterized by high accuracy in determining the position of an underwater floating vehicle, reaching up to several centimeters regardless of the duration of the mission. However, they also have disadvantages, among others, they do not provide information on the heading angle and tilt of the vehicle, as well as radiating acoustic energy and being sensitive to external interference such as noise of technical origin of high intensity. In addition, in the case of heavily hydro-engineered or shallow bodies of water, due to numerous reflections and multipath propagation, the specified position is subject to a large error or even impossible to determine. The problem here is also the possibility of uninterrupted operation of several such devices in one body of water. Despite this, underwater navigation systems using acoustic waves are currently very popular.
Currently, new solutions for underwater navigation systems are still being sought that would eliminate the disadvantages of existing solutions. Among others, in underwater navigation systems there are attempts to use different forms of acoustic measurement signals such as a sinusoidal acoustic wave, emitted from a floating underwater object, for which the Doppler deviations of the received signals are determined and, based on them, the position of the object and its moving speed are determined, as reflected in the works [16, 17]. Also, an interesting solution has been used in Tritech’s MicroNav underwater navigation system, where linearly variable frequency (Chirp type) signals are used to create the transmitted sound.
Figure 1 shows the spectrogram obtained from measurements of the operation of this system and the amplitude spectrum averaged for the duration of a pulse, where a pulse is defined as a signal generated without interruption that makes it possible to locate an object. The sequence of ascending and descending frequencies forms a peculiar code that allows identification of a single device and simultaneous operation of several devices with different codes in a single body of water.
Fig. 1. Spectrogram and amplitude spectrum averaged for the duration of the signal pulse transmitted as part of Tritech’s MicroNav underwater navigation system
Rys. 1 Spektrogram i widmo amplitudy uśrednione dla czasu trwania impulsu sygnału przesyłanego w ramach systemu nawigacji podwodnej MicroNav firmy Tritech
Methods are also being sought to determine the position of underwater objects by developing, for example, sequential algorithms for synchronizing time and location in an underwater acoustic channel, as presented in a paper [18]. In the proposed solution, it is assumed that the nodes are not synchronized in time, and the speed of sound in the water is unknown. For such conditions, the localization problem was formulated as a sequence of two linear estimation problems. The results presented in the paper show that the developed algorithm compensates for uncertainties in time synchronization and signal propagation speed and achieves good localization accuracy using only two anchor nodes.
It seems that some alternative to the use of chirp signals may be direct spread spectrum signals. Spectrum spreading technique involves converting a narrowband information signal into a signal with a spectrum several times wider and reducing its power below the noise level. This has several advantages, first and foremost that the methods used for spread spectrum, allow a single frequency band to be used by many users simultaneously, in addition, the signal processed in this way is immune to disturbance. This type of signal, due to its advantages, is used in underwater wireless communications providing high quality signal transmission. The most popular are two scattering methods, i.e. the FHSS (Frequency Hopping Spread Spectrum) method, i.e. spreading the spectrum with carrier frequency hopping, and DSSS (Direct Sequence Spread Spectrum), i.e. direct spreading the spectrum with a pseudo-random sequence. Communication systems using the spread spectrum technique provide the ability to handle multiple users bases of mutual interference, stealthy operation, elimination of errors due to multipath signals, and thus improve the quality of communication. It is reasonable to assume that the application of this technique in underwater navigation systems will also make it possible to accurately determine the position of floating underwater objects. In the literature, the author has not encountered solutions based on the use of signals with direct spread spectrum in underwater navigation applications. Therefore, the purpose of the conducted research was to evaluate the possibility of using
signals with direct spread spectrum in underwater navigation and, in particular, determining the angle of bearing on an artificial sound source. Accordingly, a number of simulation studies were carried out as well as under laboratory conditions selected results of which are presented in this article.
2. Method Description
The proposed method assumes that the system consists of two subsystems: sending and receiving. The system will determine the bearing angle from the receiving system to the transmission system. Therefore, on the object at which the bearing angle is to be determined, there is placed the transmitting subsystem responsible for sound generation. Such a subsystem should consist of a piezoceramic element generating an elastic wave and an electronic system responsible for forming the correct signal. The signal is formed in accordance with the diagram shown in the figure.
The carrier signal at a specific frequency is modulated by the Pseudo Random Binary Sequence PRBS using the Binary Phase Shift Keying BPSK modulation. The use of pseudo-random sequences for spreading the carrier signal, allows multiple devices to operate in the same band (the spreading sequence of each device must be different). In addition, spreading spectrum and knowing spread codes allows generating relatively low power signals, even below background noises, and the same correct reception on the user’s side [19].
The receiving subsystem may be located on a sailing object, permanently attached to the hydrotechnical structure or may be lowered from the aircraft. This subsystem should consist of piezoceramic elements - hydrophones responsible for the reception of the elastic wave, the analog-to-digital converter, the signal processing block and the data visualization block. The number of hydrophones determines the possibilities of the system. To determine the bearing angle, at least three elements are required. In addition, individual piezoceramic elements, forming the receiving antenna, should be placed in relation to each other in a specific geometrical configuration. The most common is a triangular arrangement. To determine the bearing angle to the
Fig. 2. Block diagram of the transmitted signal forming Rys. 2 Schemat blokowy formowania transmitowanego sygnału
sound source, it is necessary to specify the time delays in reaching the individual receiving elements by the transmitted signal, as it was shown on Fig 3. The following notations are adopted in the figure: T – transmitter, R_1, R_2 – receiver 1 and 2, α – bearing angle, b – distance between receivers, c – sound speed in water, τ – time delay in reaching receiver 1 and 2 by transmitted signal.
Knowing the delay time ,τ it is possible to determine the bearing angle according to the following formula:
where: α – bearing angle, τ – time delay in reaching sound-sensitive elements by transmitted signal, c – sound speed in water, b – distance between sound-sensitive elements.
In order to determine the time delays in reaching the individual hydrophone by transmitted signal, the received signal is digitally processed according to the diagram shown in Fig. 4.
In the first phase, the cross correlation of the received signal imported to the baseband with the spread code according to which the signal was generated is determined. The obtaining results is the estimation of impulse response of the hydroacoustic
4. Block diagram of the received signal processing Rys. 4 Schemat blokowy przetwarzania odebranego sygnału
Fig.
Fig. 3. Principle of bearing angle estimation
Rys. 3. Zasada szacowania kąta namiaru
channel [19]. This process, for a single sensor, can be described by equations in the following way:
()()sin(2) ()()cos(2) sn cn xnxnfn xnxnfn π π
where: x(n) – received signal, fn – carrier frequency, n – discreet time, ˆˆ , sc xx – the sine and cosine component of the received signal brought to the baseband, respectively.
where: k(n) – used spread code, m – discreet time delay, , sc RRxkxk – the result of the cross correlation of the sine and cosine components of the received signal brought to the baseband with used spreading code. cs RRiRxkxkxk =+
where: Rxk – estimate of the impulse response of the hydroacoustic channel.
Using of direct spread spectrum signals, it is possible to precisely determine time when the signal reaches the receivers. This is due to the possibility of determining the propagation delay of the signal which has reached sensor by the shortest path. It can be assumed that the delay resolution is not worse than the duration of a single chip. Then, on each combination of the obtained estimations of impulse responses, a cross correlation operation is performed. On this basis, by searching for the maximum value (means the maximum similarity of the correlated signals), it is possible to determine the time delay in reaching individual hydrophones by transmitted signal. Now knowing the geometric placement of the sensors and using the Eq. (1) the bearing angle for artificial sound sources can be easily determined. Expanding the antenna with another sound-sensitive element and placed in such a way that the antenna has a spatial arrangement (e.g. tetrahedron) it is also possible to determine the angle of elevation. By measuring bearing and elevation angles from two different positions, it is also possible to determine the distance to the object. Due to the fact that the calculation procedure is identical to the presented above, both the angle of elevation and distance to the object determination will not be considered in this article.
3. Results of Research
In order to verify the proposed solutions, a series of simulation and laboratory conditions tests were carried out. During research were used a signal with a carrier frequency of 15 kHz which was modulated with a linear binary code of 2047 bits long.
3.1. Simulation Results
Simulation tests were carried out in the MATLAB environment. For different bearing angles, based on the mutual position of the transmitter relative to the receivers, and assuming the speed of sound in water (1499 m/s), the delay time for the transmitted signal to reach each receiver was determined. During the simulation of the test, a hydrophone configuration was adopted as in Fig. 3. This arrangement is the simplest array for determining bearing angle, which can be replica-
ted by adding hydrophones and thus increasing the accuracy of bearing angle determination. The corresponding delayed signals for each receiver were summed with white Gaussian noise at a specified Signal-to-Noise Ratio (SNR), given in dB. The signal level was calculated to determine the noise level required to achieve the specified SNR. The simulated received signals were then processed as described in Chapter 2. The studies examined the impact of signal registration parameters (sampling frequency), hydrophone distances and environmental disturbances (noise) on the accuracy of the obtained results. In the simulations, it was assumed that the distance to the object was 12 m and the bearing angle was changed in the range of ±90° with a resolution of 1°. Figure 5 presents the maximum and average values of the bearing angle determination errors depending on the sampling frequency for the hydrophone placed at distance of 0.4 m, the distance between receiving hydrophones at the sampling frequency of 1.25 MHz and Signal-to-Noise Ratio at sampling frequency of 1 MHz and
Fig. 5. Error of determining the bearing angle, depending on a) change in sampling frequency b) distance between receiving sensors, c) Signal-to-Noise Ratio
Rys. 5. Błąd określenia kąta namiaru w zależności od a) zmiany częstotliwości próbkowania, b) odległości między czujnikami odbiorczymi, c) stosunku sygnału do szumu SNR
hydrophone placed at distance of 0.4 m. The obtained results indicate that the increase in the sampling frequency and the increase in the distance between the receiving sensors leads to a minimization of the error in determining the bearing angle.
Fig. 6. Hydrophone array used in laboratory tests
Rys. 6. Układ hydrofonów wykorzystany w badaniach laboratoryjnych
As a result of the research, it was also found that the increase the noise (in the form of white Gaussian noise) measured by the Signal-to-Noise Ratio to the level of 0 dB does not cause any negative changes in the obtained results
3.2. Laboratory Condition Results
Laboratory tests were carried out at the pool of the Polish Army Divers and Scuba Training Center. The dimensions of the pool are: (length × width × depth) 16 m × 10 m × 10 m.
A research station consisting of:
−Transmission path:
−Underwater loudspeaker LubellLabs LL9162T;
−Power amplifier Pevey IPA300T;
−Vector Signal Generator Rhode&Schwarz SMBV100A.
−Receiving path:
−Three hydrophones Reson TC4032;
−Analog-digital converter NI USB-6259;
−Mobile computer with NI SignalExpress software.
The underwater loudspeaker in the transmission path has been lowered to a depth of 2 m. The distance between the loudspeaker and the receiving antenna was 12 m. The hydrophones in the receiving path were installed on the frame in a configu-
Fig. 7. The amplitude spectrum of the received signal averaged over the pulse duration Rys. 7. Widmo amplitudowe odebranego sygnału uśrednione dla czasu trwania impulsu
Fig. 8. Estimates of impulse responses determined for signals received from individual hydrophones for the bearing angle of –30° Rys. 8. Estymowane odpowiedzi impulsowe dla sygnałów odbieranych z poszczególnych hydrofonów dla kąta namiaru –30°
Fig. 9. The result of the cross-correlation between individual estimates of impulse responses for the bearing angle of –30° Rys. 9. Wynik korelacji krzyżowej między poszczególnymi estymatami odpowiedzi impulsowych dla kąta namiaru –30°
ration of rectangular triangle at distances of 0.5 m from each other (Fig. 6) and lowered to a depth of 2 m. The receiving antenna was rotated relative to the underwater loudspeaker in an angle range of ±90° with a resolution of 15°. The sound speed measured with the CTD/STD probe at the depth of 2 m was 1499.70 m/s. During the tests, receiving signals were sampled with a frequency of 1 MHz. The resulting bearing angle is an average of the angles determined for three pairs of hydrophones namely: hydrophones 1 and 2, hydrophones 2 and 3 as well as hydrophones 1 and 3. It must be noted, that result obtained from pair 2 and 3 must be rotated by 90 deg (because of perpendicular location according to pair of hydrophones 1 and 2).
Calculation for pair 1 and 3 must be made for distance between hydrophones equal to 0.707 what follows from Pitagoras theorem. More over obtained bearing angle for this pair must be rotated by 45 deg (difference in position in relation to pair 1 and 2). The obtained results of the bearing angle determination are shown in Table 1. The results were based to first decimal places. During the tests, filtering devices worked in the pool and generates sounds which were the source of additive disturbances. Fig. 7 shows the amplitude spectrum, averaged for the duration of the impulse (the duration of the spread code), of the recorded signals. Fig. 8 shows the estimate of impulse responses for individual hydrophones normalized to value 1 and Fig. 9 shows the result of cross correlation of individual estimates of impulse responses normalized to value 1 obtained during laboratory tests for the bearing angle of –30°.
Analyzing the results of the obtained measurements, it should be noted that there is a constant error of about 3.1° in the measurements. This is most likely due to inaccuracies in the mutual position of the receiving antenna and the sound source. However, a high accuracy of determining the bearing angle was obtained, which resulted from relatively large distances between the sensors and the high sampling frequency. The average error (after subtracting a constant error of 3.1° from absolute error) was 0.3° and standard deviation was 0.15°. The value of bearing
Tab. 1. Obtained results of the bearing angle measurement in tests carried out in laboratory conditions
Tab. 1. Uzyskane wyniki pomiaru kąta namiaru w testach przeprowadzonych w warunkach laboratoryjnych
angle determination errors and their distribution depending on the actual bearing angle are congruent with the results obtained during simulation tests.
4. Summary
Despite the development of technology, underwater navigation is still a difficult task. The most commonly used method is based on the use of an elastic wave. However, in difficult hydrological conditions (multi-directional propagation, numerous reflections) it often does not meet the requirements for the accuracy of position determination and sometimes it is not possible to use it. Therefore, they are still sought new methods in this field. The popularization of digital technology and digital signal processing opens the way to the application of many new methods.
In the presented method, it was proposed to calculate the bearing angle by determining the time delays in reaching the transmitted signal to the individual sensors of the receiving antenna. In the conducted tests were used signals with direct spread spectrum. This technique allows to generate signals with a relatively short duration, but most importantly to detect them in spite of low power. Due to the determination of time delays based on the estimate of impulse responses of the hydroacoustic channel, a high time resolution was obtained. In addition, it allowed for independence from the unfavorable phenomenon of multi-directional propagation and the occurrence of numerous reflections. The conducted simulation tests and laboratory conditions confirmed the correctness of the adopted solutions.
In further research, solutions which allow to determine the distance to the object using properly formed transmitted signals will be sought. This should allow to increase the accuracy of determining the position of an underwater object and will facilitate precise underwater navigation.
2. Morgado M., Batista P., Oliveira P., Silvestr C., Position USBL/DVL Sensor-based Navigation Filter in the presence of Unknown Ocean Currents, The 49th IEEE Conference on Decision and Control, CDC 2010, December 15–17, 2010, Atlanta, Georgia, USA, DOI: 10.1109/CDC.2010.5717740.
3. Hartman R., Hawkinson W., Sweeney K., Tactical underwater navigation system (TUNS), 2008 IEEE/ION Position, Location and Navigation Symposium, 05–08 May 2008, Monterey, CA, USA, 898–911, DOI: 10.1109/PLANS.2008.4570032.
4. Zeng Q., Zhang M., Liu H., Sui X., Liang S., Song Z, Research of underwater navigation on a ROV with structure detection and decontamination, The 27th Chinese Control and Decision Conference (2015 CCDC), 2015, 2585–2589, DOI: 10.1109/CCDC.2015.7162358.
5. Xing H., Liu Y., Guo S., Shi L., Hou X., Liu W., Zhao Y., A Multi-Sensor Fusion Self-Localization System of a Miniature Underwater Robot in Structured and GPS-Denied Environments, “IEEE Sensors Journal”, Vol. 21, No. 23, 2021, 27136–27146, DOI: 10.1109/JSEN.2021.3120663.
6. Ma X., Zhang T., Liu X., Application of Adaptive Federated Filter Based on Innovation Covariance in Underwater Integrated Navigation System, IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), 2018, 209–213, DOI: 10.1109/3M-NANO.2018.8552184.
7. Gucma M., Montewka J., Podstawy morskiej nawigacji inercyjnej, Akademia Morska w Szczecinie, Szczecin 2006.
9. Foley B.P., Mindell D.A., Precision Survey and Archaeological Methodology in Deep Water, “ENALIA The Journal of the Hellenic Institute of Marine Archaeology”, Vol. VI, 2002, 49–56.
10. Bechaz C., Thomas H., The Underwater use of GPS GIB Portable Tracking Systems, https://hydro-international.com/content/article/gib-portable-tracking-systems, 2008.
11. Kayser J.R., Cardoza M.A., Wade W.F., Merts J.H., Casey D.R., Weapon Scoring Results from a GPS Acoustic Weapons Test and Training System, National Technical Meeting of The Institute of Navigation, San Diego, 2005, 416–430
12. Cardoza M.A., Kayser J.R., Wade W.F., Bennett R.L., Merts J.H., Casey D.R., Offshore Weapon Scoring Using Rapidly Deployed Realtime Acoustic Sensors (PDF), 21st Annual National Test & Evaluation Conference. Charlotte, North Carolina, 2005.
13. Jonathan P.D., Flexible Acoustic Positioning System Architecture, Marine Technology Society, Dynamic Positioning Conference, 2002.
14. Chen T., Chan J., Gollakota S., Underwater 3D positioning on smart devices, Proceedings of the ACM SIGCOMM 2023 Conference, 33–48, DOI: 10.1145/3603269.3604851
15. Alra jeh N.A., Bashir M., Shams B., Localization Techniques in Wireless Sensor Networks, “International Journal of Distributed Sensor Networks”, 2022, DOI: 10.1155/2013/304628.
16. Ostrowski Z., Marszal J., Salamon R., Underwater Navigation System Based on Doppler Shifts of a Continuous Wave, 2018 Joint Conference – Acoustics, 2018. DOI: 10.1109/ACOUSTICS.2018.8502410.
17. Ostrowski Z., Salamon R., Kochańska I., Marszal J., Underwater navigation system based on Doppler shift –measurements and error estimations, “Polish Maritime Research”, Vol. 27, No. 1, 2020, 180–187, DOI: 10.2478/pomr-2020-0019.
18. Diamant R., Lampe L., Underwater localization with time-synchronization and propagation speed uncertainties, 8th Workshop on Positioning, Navigation and Communication, 2011, 100–105, 2011. DOI: 10.1109/WPNC.2011.5961023.
19. Studański R., Żak A., Results of impulse response measurements in real conditions, “Journal of Marine Engineering and Technology”, Vol. 16, No. 4, 2017, 337–343, DOI: 10.1080/20464177.2017.1378151
Wyznaczanie kąta namiaru na źródło dźwięku w wodzie z wykorzystaniem sygnału z widmem rozproszonym
Streszczenie: W artykule przedstawiono metodę oraz wyniki badań symulacyjnych i laboratoryjnych wykorzystania w nawigacji podwodnej sygnału z widmem rozproszonym bezpośrednio. Metoda została oceniona w zależności od parametrów akwizycji sygnału, wpływu zakłóceń i konfiguracji anteny odbiorczej.
Słowa kluczowe: nawigacja podwodna, widmo rozproszone, hydroakustyka, korelacja wzajemna
Bogdan Żak, DSc, PhD, Eng.
b.zak@amw.gdynia.pl
ORCID: 0000-0002-66407116
He received the M.Sc. (Eng.) degree in Electrical-Automation from the Military University of Technology in Warsaw in 1977, the Ph.D. degree in Electromechanics from the Military University of Technology in Warsaw in 1985, and the Habilitation degree in Technical Sciences in the field of Automation and Robotics with a specialisation in Control Systems of Floating Objects from the Military University of Technology in Warsaw in 2002. Since 1979 he has worked at the Polish Naval Academy, since the beginning at the Faculty of Mechanical and Electrical Engineering. In 2012–2019 he was the Dean of the Faculty of Mechanical-Electrical Engineering. He has participated in more than 30 research and development projects and published more than 200 papers and articles. His research interests include control of complex floating objects, optimization methods and computer vision.
Hardware Implementation of Sliding Mode Control of Mobile Robot with Four Mecanum Wheels
Damian Nagajek Centrum Badań Kosmicznych Polskiej Akademii Nauk (CBK PAN), Branch Zielona Góra, Space Robot Dynamics Laboratory
Abstract: This paper proposes the design of a control system for a mobile robot capable of calculating a real-time control algorithm. The design of the mobile robot is presented with a description of the components from which it was made both in terms of hardware and software. The vision system used to analyze its motion is described. A simulation and an experiment were performed and their results are included in the paper. The paper is crowned with a comparison of the obtained results and plans for further development of the system.
1. Introduction
Keywords: mobile robot, unstructured disturbance forces, robust finite-time task space control, control system tions, etc.). Due to the complexity of this problem, only a few FMWMR control algorithms can meet the expectations of modern controllers.
The number of robots used in industries such as factories and warehouses is growing every year. They are most often used as automated guided vehicles or mobile platforms used, for example, to transport parts in narrow warehouses where mobility is a key element. Therefore, the use of mecanum wheels in such robots is often used because of their improved mobility. A robot equipped with them can maintain a preset orientation throughout the task (even on a curved path) and move laterally without changing the angle of its position. The four mecanum wheeled mobile robot (FMWMR) presented here is a special class of multidirectional mobile platforms, belonging to the class of holonomic dynamic systems. In order to effectively control such a robot, it is necessary to create a control system that can process data on the robot’s movement, obstacles and calculate the control signals.
This article focuses on the design of the control system for this case of a mobile robot. Following the predefined trajectory requires high precision and stability of the control system. This task is very complicated due to the connection of four separate actuators and the control of each of them. In addition, the entire system must be correlated with a vision system to accurately receive information about terrain and obstacles allowing mobile robot to follow the predefined trajectory. In addition, the control algorithm should be fast, fault tolerant, optimal and require as little data as possible (e.g., full knowledge of the dynamics equa -
Autor korespondujący:
Damian Nagajek, D.Nagajek@cbk.waw.pl
Artykuł recenzowany nadesłany 09.04.2024 r., przyjęty do druku 24.09.2024 r.
As the most commonly used algorithms that allow trajectory tracking can be mentioned [1, 5, 7, 8, 11]. Robust algorithms [1, 5, 8] and adaptive algorithms [7, 11]. A PID (proportional-integral-derivative) controller [5] with fuzzy technique is used to adjust the gains of the PID controller, but this solution does not present a stability analysis. With full knowledge of FMWMR dynamics, it is possible to use robust adaptive control [1]. The robust algorithm [8] requires full knowledge of the dynamics equations. Algorithm [11] is complicated and suboptimal in terms of time savings. In addition, this control can be disturbed by external factors. In this paper, terminal sliding mode (TSM) is used to control FMWMR. Usually, TSM is associated with chattering effect, which is undesirable. In this case, to reduce the influence of this factor (or eliminate it completely), robust sliding mode controllers based on the transposition of the Jacobian matrix were used. With full knowledge of the Jacobian matrix, the control scheme is stable in finite time. In addition, it is robust to unlimited disturbances despite uncertain dynamic equations. This control algorithm uses the boundary layer technique to eliminate the undesirable effect of chattering. Control system is built on single-board computer (SBC) connected to motors.
The paper consists of six sections. Section 2 describes the theory of FMWMR kinematics and dynamics, problem formulation and basic assumptions. The design of the control system is presented in Section 3. Section 4 presents the course of the experiment. Discussion is presented in Section 5. The last Section 6 contains conclusions and opportunities for expanding of the overall control system.
2. Problem formulation
The problem considered in this article is to build the hardware part of a control system from commercially availa -
ble components, such as the SBC, for the FMWMR robot, which is capable of computing the control algorithm in real time. Commercially available components are much cheaper than dedicated computing chips (e.g., FPGAs). Such a solution allows large financial savings allowing further expansion of the hardware part of the system. In addition, the task, which involves following predefined trajectory, requires a vision system to track the robot’s predefined trajectory and correct it using a control algorithm to minimize control error. The robot’s task is to follow the predefined trajectory shown in Fig. 1 [2].
Fig. 1. A kinematic scheme of the mobile robot and the task to be accomplished [10]
Rys. 1. Schemat kinematyczny robota mobilnego i zadania do wykonania [10]
2.1. Kinematics and dynamics of a mobile robot
Kinematics of the robot with four mecanum wheels with 45° rollers is equal [4]: () MM xfq = (1)
where:
xM – vector of task coordinates equal (x1,c, x2,c, θ)T;
x1,c, x2,c – location of the center of mobile robot in global coordinate system;
θ – orientation of the mobile robot;
fM –43 ; →
q – vector of angular displacements of the wheels qual to q = (q1, q2, q3, q4)T; ()()()()() ( ) () () ,1,2,3,4 0 ,,, ; q MMMMM q fqfqfqfqfqqdq′′ = = ∫ ( )() () 1234 0 ,,, q q dqdqdqdqdqqdq ′′′′′′′ = = ∫
Jacobian matrix () 34 × ∈ of FMWMR is equal [4]:
– velocity vector of mobile robot;
W – mobile platform width; L – mobile platform length.
Dynamics of the whole system represented in generalized coordinates q can be described by equation [4]:
where:
M – 4 × 4 inertia matrix;
F – 4-dimensional vector representation of centrifugal and Coriolis forces;
D – 4-dimensional external disturbance signal; v – 4-dimensional vector of control (torques/forces).
Using all parameters of the mobile robot (Section 3, Tab. 1) we can formulate the inertia matrix [4]:
Initial configuration q(0) and velocity () 0 q are equal to ()() T 000000.qq
The task of the mobile robot is to track a desired trajectory () 2 , m d xt ∈ where: ()0,. t ∈∞ In order to solve it, a sliding technique approach seem to be suitable. Control signal is composed of three variables t, x, s. Variable t denotes time. Variable x denotes position. Variable s is a sliding vector variable equal s = (s1, s2, s3, s4)T and its defined in task coordinates as [4]:
seeed
where:
e – task tracking error equal ()() ; M Md efqxt =−
1 , a b α = a and b are positive odd numbers (a < b < 2a);
1 2 1 2 ; a α α α = +
λ0 and λ1 – controller gains.
To solve kinematic task control law of FMWMR we used equation below [4]:
uts
for0 , 0otherwise,
where:
u – control signal; c and c ′ – controller gains; a – variable that depending on mobile robot construction; s – sliding vector variable; – construction parameter of the FMWMR.
Finite stability of the control law was performed. As can be seen from the above formula, the control is discontinuous. In order to avoid the effect of chattering, an extension of the above formula to the form was used [4]:
a s uts
for , otherwise,
where: ε – size of boundary layer (small positive real number defined by user).
The entire structure is built from commercially available components (Fig. 2). Base of the platform is made of aluminum profiles 30 cm × 30 cm equipped with four mecanum wheels. Each wheel is connected to a motor with an encoder. Mounted on top are computers with overlays responsible for controlling the motors and processing the control algorithm. Power is provided by two 12 V batteries mounted in housings. This solution provides equal weight distribution. Housings for bateries and control boards were designed and printed on 3D printer. In that case a key element of the mobile platform is the use of mecanum wheels.
Mecanum wheels are a special type of omnidirectional wheels invented by Bengt Erland in 1973 [3]. They are wheels equipped with movable rollers that are located on the circumference of the wheel. The difference between them and Swedish wheels is the ratio of the angle of the rollers to the wheel. In Swedish wheels rollers are mounted at angle of 90°. In mecanum wheels (Fig. 3), the rollers are mounted at an angle of 45°. This configuration allows the platform to move in any direction, such as forward; backward; left; right; diagonal; arc and around the center point of one axis, maintaining a preset angle throughout the movement (Fig. 4) [9]. Parameters of the mobile robot system are shown in Tab 1.
Fig. 3. Mecanum wheel Rys. 3. Koło typu Mecanum
Fig. 2. Mobile robot with ARAMIS system Rys. 2. Robot mobilny z systemem ARAMIS
Fig. 4. All possible motions
Rys. 4.Wszystkie możliwe ruch
Tab. 1. Parameters of the system
Tab. 1. Parametry systemu
Moment of interia of the platform 0.21614 kg × m2 I
Moment of interia of the wheel 0.09375 kg × m2 I w
Mass of the wheel 0.375kg m w
Radius of the wheel 0.05 m r
3.1. Hardware
The prototype hardware mobile robot is built with two main components specifically Raspberry Pi and Arduino. Each of them is responsible for different tasks. The entire system is controlled by a Raspberry Pi 4B as the main computing unit. This single board computer (SBC) has enough computing power to execute the control algorithm. The SBC is connected via USB to an Arduino Mega 2560. The Mega version, unlike the Uno version, provides more connection ports, which were required to connect Cytron Motorshield MDD10 boards. This is an overlay (shield) that extends the capabilities of the Arduino. This particular one allows you to control two DC motors, specifically its speed and direction, using a Pulse With Modulation (PWM) signal, which is converted to the voltage supplied to the motors. Due to the use of four motors, two Cytron boards were used. Each was responsible for controlling the motors on one side of the mobile platform. The design used DC CHP-36GP motors equipped with encoders that allow reading direction and speed. All data from the encoders are
sent to the Arduino MEGA 2560 board. The whole system provides good data transfer with frequency 10–30 Hz between its components. An external ARAMIS system was used as the vision system. It is used to track the mobile robot position during the experiment and is described in detail in Section 3.3.
3.2. Software
The used algorithm is computed on a hardware part of the control system, which consists of a Raspberry Pi as the central processing unit (CPU) used to compute the control algorithm. The CPU is connected to an Arduino Mega 2560, which is equipped with two Cytron motor controllers and is responsible for communication between them and the CPU, which is directly connected to motors equipped with encoders. The solution is divided into two paths. In the first path, Raspberry Pi calculates the control signals and sends data to the motors via Arduino. In the second path, the encoders collect data (rotations, orientation angles, etc.) and send it back to the CPU. This solution provides a good data flow. The entire process is completed with data from the ARAMIS vision system, which sends data to the Raspberry to analyze the current position and possibly correct the position and orientation of the mobile robot.
3.3. ARAMIS system
A mobile robot requires information about its location and orientation. This information can be obtained by using a vision system. The ARAMIS Adjustable base 12M Professional system from GOM (ger. Gesellschaft für Optische Meßtechnik) was used to take measurements during the experiment. It is an optical system for calculating and analyzing the actual coordinates, displacement, acceleration and velocity of the measured object. The measurement is made by tracking the displacement of special measurement points (markers). The resolution of the cameras is 12 Mpx and their spacing is 1800 mm. The measurement area ranges from 20 mm × 15 mm to 5000 mm × 4000 mm. Four markers were used to track the trajectory of the platform, which were placed at its angles. This arrangement allows tracking both the deviation from the predefined trajectory and the potential rotation of the platform. It also makes it possible to calculate the geometric center of the platform. Before the experiment, the system was calibrated using a calibration cross. The cameras were then positioned at an appropriate distance so that the markers could be tracked along the entire trajectory of the platform’s movement. In addition, two spotlights were used during the experiment to provide adequate illumination. Two lenses with linear polarizing filters were used, with a focal length of 50 mm to enable marker detection [6].
4. Simulation and experimental results
The purpose of the study was to test the control system in simulation and through experiment and then compare these results.
4.1. Simulation
The simulated trajectory of the mobile robot deviated slightly from the predefined trajectory. The desired trajectory equation is equal (t – given time sample):
MATLAB was used for simulation purposes. In its environment, the equations of dynamics and kinematics of the mobile robot were implemented based on the actual parameters of the platform (showed in Section 3). The linear velocity along the X
and Y axes and the angular velocity of the mecanum wheels were calculated. The calculations also took into account the centrifugal and Coriolis force vector. In addition, the entire control algorithm was checked for external disturbances of different strengths for different compartments: D = (0, 0, 0, 0)T for 0,20, t ∈ D = (1.5, 0, 0, 0)T for 20,26, t ∈ D = (0, 0, 0, 0)T for 26,40, t ∈ D = (0, 0.5 sin(2t), 0, 0)T for 40,46, t ∈ D = (0, 0.5 sin(2t), 0.5 sin(2t), 0)T for 60. t ≥
4.2. Simulation results
The simulated trajectory of the mobile robot (Fig. 5) deviated slightly from the set trajectory. Logarithm of the control errors reached a value of less than 10−4 m in the peak, which occurred during the largest disturbances in the time interval of 20–26 s. At the same simulation time, the torques of individual motors in the peaks did not exceed the value of 2 Nm. In other time intervals with smaller disturbances, or their complete absence, the values were even smaller. The simulation results are shown in Figs. 6−10.
Rys. 5. Trajektoria zadania (żółta linia) i wyniki symulacji (czerwona linia)
Fig. 6. Torque v1 on motor m1 versus time (simulation results)
Rys. 6. Moment obrotowy v1 na silnik m1 w funkcji czasu (wynik symulacji)
Fig. 7. Torque v 2 on motor m2 versus time (simulation results)
Rys. 7. Moment obrotowy v2 na silnik m2 w funkcji czasu (wynik symulacji)
Fig. 8. Torque v 3 on motor m3 versus time (simulation results)
Rys. 8. Moment obrotowy v 3 na silnik m3 w funkcji czasu (wynik symulacji)
Fig. 9. Torque v4 on motor m4 versus time (simulation results)
Rys. 9. Moment obrotowy v4 na silnik m4 w funkcji czasu (wynik symulacji)
Fig. 10. Control errors in simulation
Rys. 10. Błędy sterowania w symulacji
4.3. Experiment
During the experiment the mobile robot was required to follow predefined trajectory M xd (a circle – 3 m diameter), while consistently facing the circle’s center. The equation for the desired trajectory is presented in chapter 4.1 (Equation 8). During the experiment, the ARAMIS system tracks the mobile robot that is trying to follow a predefined trajectory and provides information
about its position, orientation and displacement from predefined trajectory. The control algorithm aimed to maintain the desired trajectory by adjusting the velocity of each wheel via PWM signals. The goal was to achieve the most accurate representation of the task trajectory in reality.
During the experiment on a substrate without a mat, slippage prevented the platform from working effectively. To ensure proper adhesion conditions, the entire experiment was carried out on a special mat, which provided adequate friction due to its rough surface. The parameters in Equation 7 (c, c’, a) were tuned manually by trial and error to obtain the most accurate trajectory possible.
4.4. Experiment results
The mobile robot trajectory obtained during the experiment deviated significantly from the predefined trajectory, but still reached similar values. The highest torque on the motor was 25 Nm, while the lowest was –23 Nm. During the rest of the experiment, the torque values remained at similar values in the range of –8 Nm to 8 Nm. Logarithm of control errors during the experiment did not exceed 10 −3. The results of the experiment are shown in Figs. 12–16.
5. Discussion
By analyzing the simulation run and experiment results and the magnitude of errors in the simulated trajectory, it can be assumed
Fig. 11. Task trajectory and experiment results
Rys. 11. Trajektoria zadania i wyniki eksperymentu
Fig. 12. Torque v1 on motor m1 during the experiment versus time
Rys. 12. Moment obrotowy v1 na silnik m1 podczas eksperymentu w funkcji czasu
Fig. 13. Torque v 2 on motor m2 during the experiment versus time
Rys. 13. Moment obrotowy v2 na silnik m2 podczas eksperymentu w funkcji czasu
Fig. 14. Torque v 3 on motor m3 during the experiment versus time
Rys. 14. Moment obrotowy v 3 na silnik m3 podczas eksperymentu w funkcji czasu
Fig. 15. Torque v4 on motor m4 during the experiment versus time
Rys. 15. Moment obrotowy v4 na silnik m4 podczas eksperymentu w funkcji czasu
that it is possible to build a working control system for a mobile robot from available shop components. During the largest disturbance, which was in the period of 20−26 s of the simulation, logarithm of the control errors reached a value of no more than 10−4. The torque reached a value of 2 Nm in this interval. The actual trajectory deviated slightly from the predefined trajectory (the differences in the simulation were smaller). Wheel torques in the peak reached 20 Nm, while the lowest logarithm of control error during the experiment was less than 10−3. Most of the time
Fig. 16. Control errors during the experiment
Rys. 16. Błędy sterowania podczas eksperymentu
Rys. 17.Prędkość kątowa koła q ’ 1
18. Angular velocity of wheel q ’ 2
Rys. 18.Prędkość kątowa koła q ’ 2
the errors oscillate around 10−2 − 10−1. The use of a precision vision system has made it possible to generate accurate measurements, but the use of such an expensive system in a commercial application is impossible. Future research could focus on building a vision system created from off-the-shelf components like individual parts of a mobile robot control system and analyzing its accuracy. The algorithm provides theoretically finite stable tracking, but because the integration is in discrete form it introduces numerical errors and makes the integration algorithm a discrete
Rys.
Rys.
Fig. 20. Angular velocity of wheel q ’ 4
20. Prędkość kątowa koła q ’ 4
Fig. 19. Angular velocity of wheel q ’ 3
19. Prędkość kątowa koła q ’ 3
Fig. 17. Angular velocity of wheel q ’ 1
Fig.
algorithm. This makes it stable with the ability to reduce tracking error along with the ability to enhance tracking (parameter c’). Fluctuations in the speed of the robot were quite significant (Figs 17−20), but thanks to the use of an algorithm with the ability to reduce the effect of chattering, the robot was able to maintain the set trajectory.
6. Conclusion
The results of this study demonstrate that a mobile robot control system can be effectively constructed using commercially available components. It is capable of executing the robot’s control algorithm in real time and transmitting the control signals to the motors. The differences between the predefined trajectory and the actual trajectory were small enough that, in the author’s opinion, the system can be called accurate. It is planned to extend the entire mobile robot system to include coupling with an integrated vision system on a mobile platform, and to extend the algorithm in such a way that it will be able to recognize obstacles and correct the trajectory to avoid collisions. Moreover the next step will be to expand the system with dedicated chips (e.g. Field Programmable Gate Array) with further optimization of the control algorithm for better tracking desired trajectory.
Bibliography
1. Alakshendra V., Chiddarwar S., Adaptive robust control of mecanum-wheeled mobile robot with uncertainties, “Nonlinear Dynamics”, Vol. 87, 2017, 2147–2169, DOI: 10.1007/s11071-016-3179-1.
2. Banaszkiewicz M., Węgrzyn M., Basmadji F.L., Galicki M., Robust trajectory tracking control of space manipulators
3. Diegel O., Badve A., Bright G., Potgieter J., Tlale S., Improved mecanum wheel design for omnidirectional robots, Australasian Conference on Robotics and Automation, 2012, 117–121.
4. Galicki M., Banaszkiewicz M., Optimal trajectory tracking control of omni-directional mobile robots, 12th International Workshop on Robot Motion and Control (RoMoCo), 2019, 137–142, DOI: 10.1109/RoMoCo.2019.8787377.
5. Han K.-L., Choi O.-K., Kim J., Kim H., Lee J.S., Design and control of mobile robot with mecanum wheel, 2009, 2932–2937.
6. Józwik J., Ostrowski D., Wybrane problemy badawcze robotów przemysłowych. Politechnika Lubelska, 2016.
7. Lin L.-C., Shih H.-Y., Modeling and adaptive control of an omni-mecanum-wheeled robot, “Intelligent Control and Automation”, Vol. 4, No. 2, 2013, 166–179, DOI: 10.4236/ica.2013.42021.
8. Sahoo S.R., Chiddarwar S.S., Alakshendra V., Intuitive dynamic modeling and flatness-based nonlinear control of a mobile robot, “Simulation”, Vol. 94, No. 9, 2018, 797–820, DOI: 10.1177/0037549717741192.
9. Taheri H., Qiao B., Ghaeminezhad N., Kinematic model of a four mecanum wheeled mobile robot, “International Journal of Computer Applications”, Vol. 113, No. 3, 2015, 6–9, DOI: 10.5120/19804-1586.
10. Tzafestas S.G., Introduction to mobile robot control, Elsevier, 2013.
11. Yang Y.-C., Cheng C.-C., Robust adaptive trajectory control for an omnidirectional vehicle with parametric uncertainty, “Transactions of the Canadian Society for Mechanical Engineering”, Vol. 37, No. 3, 2015, 405–413, DOI: 10.1139/tcsme-2013-0030.
Sprzętowa implementacja sterowania ślizgowego robota mobilnego z czterema kołami typu mecanum
Streszczenie: W artykule omówiono projekt systemu sterowania dla robota mobilnego zdolnego do obliczania algorytmu sterowania w czasie rzeczywistym. Przedstawiono budowę robota mobilnego z opisem komponentów, z których został wykonany zarówno pod względem hardwareowym, jak i softwareowym. Opisano zastosowany system wizyjny w celu analizy jego ruchu. Wykonano symulację oraz eksperyment i ich wyniki zostały zamieszczone w pracy. Całość zwieńczona jest porównaniem uzyskanych wyników oraz planami dalszego rozwoju systemu.
Słowa kluczowe: robot mobilny, nieustrukturyzowane siły zakłócające, odporne skończone czasowo sterowanie w przestrzeni zadaniowej, system sterowania
Damian Nagajek, MSc Eng. D.Nagajek@cbk.waw.pl
ORCID: 0000-0001-7598-2449
Gradute of Mechanics and Mechanical Engineering and Computer Science at the University of Zielona Góra. He is a PhD student. Since 2019 he has been with the Space Robot Dynamics Lab in CBK PAN (branch in Zielona Góra).
A System and Methodology for Non-Contact Measurement of a Wheel Speed: a Case Study on Cardio Machines
Marcel Luzar,
State University of Applied Sciences in Głogów, P. Skargi Street 5, 67-200 Głogów
Kacper Ostrowski, Józef Korbicz
University of Zielona Góra, Institute of Control and Computation Engineering, Podgórna Street 50, 65-246 Zielona Góra, Poland
Rafał Kasperowicz, Mateusz Semegen
Heavy Kinematic Machines Sp. z o.o., Komorowo 4, 64-200 Komorowo, Poland
Abstract: In this study, a novel approach for measuring the velocity of a wheel is proposed. The paper specifically focuses on determining wheel dimensions such as radius, diameter, or circumference in order to calculate speed. The proposed algorithm can be used where the exact dimension of the wheel is unknown or difficult to measure. This article presents the use of the proposed solution for measuring the speed of rollers that move the belt on a training treadmill. The originality of approach presented in this paper is confirmed by patent number WO2022089764A1.
Keywords: optoelectronic sensor, measurements, data acquisition
1. Introduction
Wheel speed measurement is a fundamental aspect of various engineering applications such as automotive control, robotics, and manufacturing systems [1–3]. Conventional methods for measuring wheel speed involve the use of a speed sensor in contact with the wheel, which can result in inaccurate measurements due to wear and tear of the sensor or wheel [4]. Non-contact methods have been proposed as an alternative to overcome these limitations (for example, this includes cycling computers that operate using a magnetic sensor and a magnet mounted on a wheel spoke) [5]. To determine speed, most methods require prior knowledge of the wheel dimensions, such as radius, diameter, or circumference. Such systems are inaccurate because they do not account for factors like varying tire pressures, which can lead to different circumferences while riding.
More sophisticated solutions utilize Global Positioning System (GPS) signals or similar technology to determine movement speed [6, 7]. However, GPS systems generally require a person to be outdoors and moving in space, which is not applicable for stationary devices like treadmills or indoor cycling systems.
Nowadays, there is an increasing demand for fitness equipment, such as treadmills, to be equipped with modern featu-
Autor korespondujący:
Marcel Luzar, m.luzar@pans.glogow.pl
Artykuł recenzowany nadesłany 22.10.2024 r., przyjęty do druku 06.12.2024 r.
res and capabilities that enable their integration with smart technology [8]. These functionalities allow for the collection and analysis of workout data [9], real-time progress monitoring [10, 11], personalized training programs [12], and easier access to various multimedia and training content. As a result, users can more effectively monitor their progress and adjust their training to their individual needs and goals. The introduction of smart technology to fitness equipment has contributed to the increased popularity and effectiveness of workouts [13]. Moreover, by leveraging the power of artificial intelligence, it is now feasible to construct advanced training models that can analyse and interpret data gathered from gym equipment. These models can process a wide range of inputs, including number of repetitions, movement patterns, exercise duration, speed, distance and many others, to provide valuable insights and personalized recommendations to users. Neural networks, in particular, have proven to be highly effective in capturing complex relationships within the collected data [14, 15]. Through extensive training, these models can learn to identify patterns, detect anomalies, and make accurate predictions based on the input received. This enables them to understand individual workout routines, track progress over time, and even anticipate potential injuries or overexertion.
Even old or outdated fitness equipment can be modernized by adding appropriate accessories or equipment to them. This allows for the integration of smart technology and access to the latest features and capabilities without the need to replace the entire device. Thus, many monitoring systems are called retrofit systems. Upgrading fitness equipment in this way can be a cost-effective solution for gym owners and fitness enthusiasts who want to stay up-to-date with the latest advancements in fitness technology. Often, these legacy systems have very limited access to elements that can serve as indirect indica-
tors for calculating speed. This is because older systems may not have been designed with the latest technology or features, making it difficult to incorporate new and advanced methods of speed measurement. In addition, older systems may not have the necessary sensors or equipment to accurately measure indirect indicators of speed, such as changes in tire pressure or resistance. As a result, retrofitting such systems with newer technology or accessories may be necessary to improve their speed measurement capabilities and accuracy. For instance, on a treadmill, its movement may be linked to the rotation of a drive wheel or shaft, but accessing its dimensions – such as radius, diameter, or circumference – is challenging. This is because the dimensions of the drive wheel or shaft are not readily visible or accessible, and may require disassembly of the treadmill or specialized tools to measure. Additionally, the dimensions may vary depending on factors such as wear and tear or manufacturing variability, further complicating the measurement process. As a result, accurate speed measurement on a treadmill may require advanced methods or technologies that can account for these factors and provide more precise measurements. It would be advantageous to provide a system and method for measuring speed without prior knowledge of a wheel dimension. This would enable accurate speed measurement on legacy systems that may not have the latest technology or sensors to provide indirect speed measurement. The aim of this paper is therefore to propose such a system and method for measuring speed on legacy systems. This method would rely on innovative approaches that can accurately measure speed without requiring access to the wheel dimension or other indirect indicators. By improving speed measurement capabilities on legacy systems, this proposed method has the potential to improve the accuracy and effectiveness of workouts and other fitness activities.
In this paper, we propose a system and methodology for noncontact measurement of wheel rotational speed without prior knowledge of its dimensions. The proposed approach utilizes a novel algorithm for estimating the wheel radius based on the measurement obtained with optical sensor. The results of experiments show that the proposed method provides accurate and reliable wheel speed measurements even in the absence of prior knowledge of the wheel dimension. The proposed method can be applied to measure the speed of a treadmill belt which is driven by rollers. In this application, the proposed system can be mounted above the belt and aimed at the rollers to measure the belt speed without the need for direct contact with the belt surface. This makes the proposed system an attractive solution for fitness equipment manufacturers who are looking to integrate a reliable and accurate speed measurement system into their treadmills. Furthermore, the proposed method can be extended to other applications where the measurement of rotational speed is required without prior knowledge of the object’s dimensions. Examples of such applications in industry include monitoring the speed of turbines in power plants, controlling the rotational speed of machinery in automated manufacturing processes, and measuring the performance of pumps and compressors in fluid transport systems. The novelty of approach presented in this paper is confirmed by patent number WO2022089764A1 [14]. This paper can be perceived as an extension of [9] on cardio machines.
2. Measurement algorithm
The aim of this paper is to present a novel method for measuring the rotational speed of a wheel. The suggested approach consists of determining the duration a marker remains at a specific location monitored by a sensor during two successive detections, labeled as T1 and T3, with the interval between
these detections recorded as T2. The marker, characterized by a width of Y m and a length aligned with the radius of the wheel being measured, is utilized to determine the circumference of the circle where it is detected. The wheel’s speed is subsequently calculated by using the total time required for a full rotation of the wheel (Fig. 1 – (2)) along with the measured circumference.
Figure 1 presents a basic diagram of a standard treadmill, which consists of:
1. a driving shaft with a diameter S1,
2. a driving wheel with a diameter S2,
3. a motor,
4. a transmission belt,
5. a working belt for user excersise.
To apply the presented method, each device needs to be equipped with an additional:
6. a light-reflective marker,
7. a sensor.
Let us introduce additional notations:
C m – a number of markers, OS1 – a circumference of a shaft.
The described method can also be applied to other devices, such as an exercise bike, a stair climber, or similar equipment, which generally operate using a rotating shaft and a driving wheel.
In Fig. 2 the exemplary placement of the markers are presented where:
M0, M1 and M2 are the reflective markers attached on the wheel,
Y m is the width of each marker,
S m denotes a diameter of circle (201) defined by rotating markers.
Rys.
Fig. 1. A basic diagram of a standard treadmill
Rys. 1. Uproszczony schemat działania bieżni treningowej
Fig. 2. Markers position on a wheel – example
2. Przykładowe rozmieszczenie markerów odblaskowych na kole
Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen
The described system is designed to calculate the distance covered and the runner’s current speed. Based on the arrangement of the sensor (7) relative to the marker (6), it can also detect the direction of movement. This is achieved by placing at least one marker on the driving wheel (2) (as illustrated in Fig. 2), where C m represents the number of markers (e.g., reflective markers configured to reflect specific wavelengths, such as infrared light or a portion of the visible spectrum).
Additionally, a sensor (7) for detecting the marker and its movement direction is positioned near the driving wheel (2). This sensor is capable of detecting signals (e.g., specific wavelengths) emitted toward the markers and reflected back. The sensor can also be integrated with an emitter that generates these signals.
By knowing the diameter S1 of the wheel (2) and the number of markers C m positioned on it, the distance traveled by the working belt (5) can be calculated as one circumference OS1 of a circle with a diameter of S1
For instance, if C m = 1 (meaning a single marker is placed on the wheel), then each detection of the marker indicates that the belt (5) moves by:
1S π (1)
When C m > 1, it becomes possible to measure the distance traveled by the working belt (5) with greater precision than by using only OS1 (the circumference of the wheel). This is because the markers can be placed in a non-symmetrical arrangement. However, this requires knowing the distance between the markers and the diameter S m of the circle on which the markers are positioned on the driving wheel (2), as illustrated in Fig. 2, item 201. In such a case, the distance can be calculated as:
1 , S COD + (2)
where: C – the number of complete revolutions of the wheel (2) (or, equivalently, the number of detections of the markers C m); D – the sum of the distances between markers counted during the last partial revolution.
Let O m denote the circumference of the circle S m (see Fig. 2, 201). By knowing the distances between the markers along O m, the angles between them can be calculated. This allows the determination of the angle by which the driving wheel (2) has rotated upon detecting a marker, which in turn indicates the percentage of the distance OS1 that the working belt (5) has traveled.
The system also calculates the current speed by measuring the time T m during which the sensor detects a marker, as shown in Fig. 3.
By knowing the width Y m of markers M0, M1, M2, the value X m can be calculated as a reference for a measurement along the circumference of a circle. Here, Y m represents the physical width of a marker, while X m corresponds to the length of the intersection between the marker and the circle’s circumference.
Given S m (the circle’s diameter) and Y m, X m can be determined, representing its dimension along the circumference where the marker is positioned. The marker is rectangular in shape, and knowing the circumference O m and time T m, the angular speed of the driving wheel (2) can also be calculated.
In other words, X m represents a segment of a virtual circumference of a circle that intersects with the marker. As illustrated in Fig. 2, all markers M0, M1, and M2 share the same width Y m, while their other dimensions can be selected freely. A longer marker (e.g., M2, being the longest) is preferable because it is easier to mount. However, even though using a longer marker can simplify the mounting process, the placement of the marker is not arbitrary.
The markers M0, M1, and M2 are positioned so that their length aligns with the radius of the driving wheel (2).
For this purpose, the markers are preferably rectangular, as this ensures that a sensor measuring the circumference will always detect the same arc, regardless of the marker’s placement along the radius. However, this condition is not fulfilled at the ends of the marker, where only the corners might be detected. Therefore, the longer the marker, the better—ideally extending the full length of the driving wheel’s (2) radius—to ensure that the chosen circumference of the wheel intersects the full width of the marker. As a result, a circular shape is generally not preferred (though not entirely excluded) for such a marker, since different crossing points between a circle and the circumference would define different arcs.
It is evident that the speeds of both the driving wheel (2) and the driving shaft (1) are the same. By knowing OS1 and the speed, the distance traveled by the working belt (5) during time T m can be calculated. This also allows for determining the speed of the working belt (5) at the moment the sensor detects the marker.
An relevant equations can be defined as follows:
However, for this to function properly, S m must be determined. As previously explained, this can be challenging in legacy systems where access to the driving wheel or driving shaft is limited. Furthermore, determining S m requires accurate placement of the markers and precise measurement of the distance between them along the circumference. Additionally, the sensor must be positioned with great precision since the circumference S m is defined by the relative positions of the sensor and the markers.
An error in determining the S m diameter will accumulate and amplify at various stages of the calculation, leading to a significant error in the final result for the current speed. This issue is particularly pronounced with smaller S m diameters, where errors tend to be more substantial. For example, a 1 mm error on an S m of 100 mm results in a 1 % error in the current speed. Finally, the need for high precision leads to longer installation times, which raises deployment costs. Therefore, an easy and automatic method for determining the diameter S m and the relative positioning of the markers is highly advantageous, as it addresses these issues effectively.
The proposed solution involves only a simple installation of a sensor and at least one marker, without needing to specify the exact circumference (or radius). Any potential calcula-
Fig. 3. The time Tm during which the sensor detects a marker
Rys. 3. Czas Tm w trakcie którego czujnik wykrywa marker
Fig. 4. The sensor data for a single marker includes measurements of the marker’s presence times T1 and T3, as well as the intervals between marker detections T2
Rys. 4. Zmierzony czas odczytywania obecności markera T1 i T3 oraz czas między odczytami markerów T2
tion error is mitigated through a statistical measurement of the S m diameter.
Figure 4 shows the readings from a sensor for a single marker, including the measured times of the marker’s presence and the intervals between its detections.
Given the marker width Y m and the times T1, T2, and T3, the following calculations can be made: −A distance traveled in time T1 + T2 or T2 + T3
The distance X m (partial result), which represents the length of the arc formed by the marker’s width Y m along the circumference of the circle S m (or the distance traveled between the start and end of the sensor reading).
The angle α (partial result), which is the angle at the base of an isosceles triangle defined by the chord X m as the base and two equal arms each measuring ½S m
The speed at the first detection of the marker is X m/T1, while at the second detection, it is X m/T2.
Therefore, the circumference O m can be determined by multiplying the average speed (calculated from the two measurements) by the time T2 between marker detections and then adding the marker width, as follows:
where ANM represents the length of the arc on the circle with circumference S m from marker N to marker M. The sum of all A values should equal S m
Figure 5 illustrates a diagram of the system according to the proposed approach. The system can be implemented using dedicated components or custom FPGA or ASIC circuits. It includes a data bus (5-01) connected to a memory unit (5-04). Additionally, other components are linked to the system bus (5-01), allowing them to be managed by a controller circuit (5-05).
Thus, the diameter S m can be determined by solving the given set of equations:
for α given in radians.
This assumes that the speed changes in linear manner between the markers. By conducting multiple measurements, the average result will converge to the true value. For more than one marker, calculating S m will involve solving the following equations:
The memory unit (5-04) may store computer programs executed by the controller (5-05) to perform the method’s steps. The system is powered by a battery (5-03) but can also be connected to mains power. Additionally, it is advisable to incorporate a wireless communication module (5-02) to facilitate the transfer of distance and speed data to other devices. This module can also be used for monitoring and configuring the system’s status. The sensor (5-06) is designed to detect signals (e.g., specific wavelengths) emitted toward and reflected by the markers. It may also be integrated with an emitter (5-07) that produces such signals, such as visible light, infrared, or similar.
Figure 6 illustrates the method according to the proposed approach. The process begins with step (6-01), where a marker (M0, M1, M2) with a specified width Y m is acquired. Multiple markers may be used.
Next, in step (6-02), a circumference with a specified radius is selected for positioning the marker. The circumference can be associated with the center of the marker, where the marker’s length matches the radius of the circumference, and its width is oriented perpendicularly to the radius.
Subsequently, in step (6-03), the markers are mounted on the selected circumference. In step (6-04), the sensor is positioned to detect the presence of the marker at a specific location. Typically, the sensor’s field of view is limited to a section of the circumference, and it will detect the marker as it passes through this field of view.
In step (6-05), the wheel with the mounted marker (such as the driving wheel (2)) is rotated so that the sensor can detect
Fig. 5. The proposed system diagram Rys. 5. Diagram zaproponowanego systemu
Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen
Fig. 6. The proposed method diagram Rys. 6. Diagram zaproponowanej metody
the marker. Steps (6-01) through (6-05) are considered setup steps, while the subsequent steps are operational steps performed by the detection and measurement system.
Next, in step (6-06), the time during which the marker is present in the sensor’s field of view is determined based on two consecutive detections, as illustrated by times T1, T2, and T3 in Fig. 4. The region monitored by the sensor is known as its field of view.
In the final step (6-07), the circumference is determined by considering the duration of presence, the marker’s width, and the overall wheel rotation time. With the circumference and the total rotation time, the speed can be computed, as detailed in the equations provided earlier.
3. Experimental tests
Experimental tests were conducted to evaluate the effectiveness of a proposed method for measuring the speed and travelled distance, which are the most significant from the user’s perspective. A sensor, presented in Fig. 7, configured to detect signals emitted towards a marker and reflected by the marker, was positioned near the wheel to detect the direction of its movement (Fig. 8).
The motor-driven wheel constituted the propulsion component of the Matrix treadmill, presented in Fig. 9.
During the experiment, the readings on the treadmill’s attached screen were compared with the measurements taken by the proposed sensor. The measurement accuracy was 0.01. Additionally, they were compared with the actual speed and travelled distance measured using the conventional formula: , S V t = (13)
where V is a speed of a treadmill, S is a distance and t is time These calculations were performed with the same accuracy of 0.01.
For precise measurement of actual values, the length of the belt was measured and markers were placed on it. The length
of the belt was 3.297 m. Time was measured using a stopwatch. Note that this treadmill displays the first distance after covering 0.1 miles, which is also its maximum precision. In the case of proposed sensor, the value readings occur every second. The treadmill screen displays values in miles; therefore, the results have been converted into SI units. Table 1 presents the results of the actual speed measurement calculated using formula 13, as well as the values displayed on the treadmill screen and those read from the proposed sensor. It follows from these results that the values read from the sensor are closer to the actual values, which is better illustrated in Tab. 2, where measurement errors are shown in percentages.
The same results in a different form are presented in Fig. 10.
To measure the distance travelled, the treadmill was started at various speeds, and values were read at random moments. Readings displayed on the screen were compared with values read by the proposed sensor and measurements obtained according to the transformed formula 13. The measurement results have been presented in Tab. 3.
Table 4 presents difference between the real travelled distance and the distance indicated by the treadmill screen as well as the proposed sensor. It follows from it that also in the
Fig. 7. Practical implementation of a sensor - front and rear view
Rys. 7. Praktyczne wykonanie czujnika – wygląd z przodu i z tyłu
Fig. 9. The Matrix company treadmill on which tests were conducted Rys. 9. Bieżnia treningowa firmy Matrix, na której były wykonywane test praktyczne
A
Fig. 10. Values of the speed given by the built-in sensor, by the sensor proposed in this paper, and the actual speed Rys. 10. Prędkość zmierzona przy użyciu wbudowanego w bieżnię czujnika w porównaniu do prędkości zmierzonej przez czujnik zaproponowany w tym artykule oraz prędkość rzeczywista
Fig. 11. Values of the travelled distance given by the built-in sensor, by the sensor proposed in this paper, and the actual speed Rys. 11. Przebyta droga zmierzona przy użyciu wbudowanego w bieżnię czujnika w porównaniu do prędkości zmierzonej przez czujnik zaproponowany w tym artykule oraz prędkość rzeczywista
Table 1. The speed measured and displayed by the treadmill’s screen, by the proposed sensor, and the actual measurement according to (13) Tabela 1. Prędkość pokazywana na wyświetlaczu bieżni, prędkość zmierzona przy użyciu zaproponowanego czujnika i rzeczywista prędkość wyznaczona wzorem (13)
Sample measurement number Treadmill speed displayed on the dedicated screen Proposed solution speed read direct from the sensor [m/s]
Table 2. The difference between the actual speed and the speed indicated by the treadmill screen as well as the proposed sensor Tabela 2. Różnica prędkości pokazywanej na wyświetlaczu bieżni, prędkości
Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen
Table 3. The travelled distance measured and displayed by the treadmill’s screen, by the proposed sensor, and the actual measurement according to transformed (13)
Tabela 3. Przebyta odległość pokazywana na wyświetlaczu bieżni, zmierzona
wzorem (13)
Table 4. The difference between the real travelled distance and the distance indicated by the treadmill screen as well as the proposed sensor Tabela 4. Różnica przebytej odległości pokazywanej na wyświetlaczu bieżni. zmierzonej przy użyciu zaproponowanego czujnika i rzeczywistej odległości
Treadmill speed displayed on the
case of measuring the distance travelled, the proposed sensor performs better, yielding a smaller measurement error than the treadmill’s built-in system, which is shown in Fig. 11.
The tests demonstrated that the sensor was able to accurately detect the speed of the treadmill, even at high speeds, and regardless of the position of the marker placed on moving wheel.
The results obtained from the tests were consistent, with negligible error margins, even when taking into account a small error in measuring the real values.
Furthermore, the sensor was able to perform measurements in a variety of scenarios, demonstrating the versatility of this method.
Overall, the tests confirmed the reliability and effectiveness of the proposed method for observing movement of a driving wheel and deriving speed and distance travelled through these measurements. This research is expected to contribute to the development of more accurate and reliable measurement techniques in various industries.
4. Conclusions
The study presents a novel, non-contact method for measuring the rotational speed of a wheel without prior knowledge of its dimensions. This approach addresses significant challenges faced by traditional systems, particularly in applications where accessing or accurately measuring the wheel’s dimensions is impractical. By employing a sensor and reflective markers, the proposed method enables precise determination of speed and distance, as confirmed through experiments conducted on a treadmill.
The experimental results demonstrate that the proposed method yields highly accurate measurements, outperforming the built-in treadmill system in both speed and distance accuracy. The measured values closely align with actual values, showcasing negligible error margins even under varying conditions. Furthermore, the versatility of the method was validated by its ability to adapt to different speeds and marker positions.
This method is particularly beneficial for retrofitting legacy systems, as it simplifies the installation process and eliminates the need for precise knowledge of wheel dimensions. Beyond treadmills, the method holds potential for broader industrial applications, such as monitoring turbine speed in power plants, controlling machinery in automated processes, and measuring performance in fluid transport systems.
Overall, the proposed system provides a cost-effective, reliable, and versatile solution for rotational speed measurement, making it a valuable contribution to both the fitness equipment industry and other industrial domains. Future research could explore further optimization of the system and its application in more diverse scenarios.
Acknowledgements
This research was funded by The National Centre for Research and Development in Poland. grant number POIR.01.01.01-000345/22-00.
References
1. Whitman A., Clayton G., Ashrafiuon H., Prediction of wheel slipping limits for mobile robots, “Journal of Dynamic Systems, Measurement, and Control”, Vol. 141, No. 4, 2019, DOI: 10.1115/1.4041664.
2. Szolc T., Selected problems of rotating machinery dynamics, “Bulletin of the Polish Academy of Sciences Technical Sciences”, Vol. 71, No. 6, 2023, DOI: 10.24425/bpasts.2023.148442.
3. Qiu H., Wei Y., Zhao X.F., Yang C., Yi R., Research on the influence of rotational speed on the performance of high-speed permanent-magnet generator, “Archives of Electrical Engineering”, Vol. 68, No. 1, 2019, 77–90, DOI: 10.24425/aee.2019.125981.
4. Foster D.A., Developments in wheel speed sensing, [In:] SAE International Congress and Exposition, SAE International, 1988, DOI: 10.4271/880325.
5. Hainz S., de la Torre E., Güttinger J., Comparison of magnetic field sensor technologies for the use in wheel speed sensors, [In:] 2019 IEEE International Conference on Industrial Technology (ICIT), IEEE, 2019, 727–731, DOI: 10.1109/ICIT.2019.8755074.
6. Gao J., Petovello M., Cannon M., Development of Precise GPS/INS/Wheel Speed Sensor/Yaw Rate Sensor Integra-
ted Vehicular Positioning System, Proceedings of the 2006 National Technical Meeting of The Institute of Navigation, 2006, 780–792.
7. Berntorp K., Joint Wheel-Slip and Vehicle-Motion Estimation Based on Inertial, GPS, and Wheel-Speed Sensors, “IEEE Transactions on Control Systems Technology”, Vol. 24, No. 3, 2015, 1020–1027, DOI: 10.1109/TCST.2015.2470636.
8. Liu Z., Liu X., Li K., Deeper exercise monitoring for smart gym using fused RFID and CV data, [In:] IEEE INFOCOM 2020 – IEEE Conference on Computer Communications. IEEE, 2020, 11–19, DOI: 10.1109/INFOCOM41043.2020.9155360.
9. Luzar M., Cza jkowski A., Kasperowicz R., Rot M., Semegen M., Korbicz J., Sensor-based weightlifting workout assisting system design and its practical implementation, “Journal of Sensors”, 2019, DOI: 10.1155/2019/1787351.
10. Li G.-Y., Li J., Li Z.-J., Zhang Y.-P., Zhang X., Wang Z.-J., Han W.-P., Sun B., Long Y.-Z., Zhang H.-D., Hierarchical PVDF-HFP/ZnO composite nanofiber – based highly sensitive piezoelectric sensor for wireless workout monitoring, “Advanced Composites and Hybrid Materials”, Vol. 5, No. 2, 2022, 766–775, DOI: 10.1007/s42114-021-00331-z
11. Joseph R., Ayyappan M., Shetty T., Gaonkar G., Nagpal A., BeFit – a real-time workout analyzer, [In:] Sentimental Analysis and Deep Learning: Proceedings of ICSADL, Springer, 2022, 303–318, DOI: 10.1007/978-981-16-5157-1_24.
12. Hardy S., Dutz T., Wiemeyer J., Göbel S., Steinmetz R., Framework for personalized and adaptive game-based training programs in health sport, “Multimedia Tools and Applications”, Vol. 74, 2015, 5289–5311, DOI: 10.1007/s11042-014-2009-z.
13. Thompson W.R., Worldwide survey of fitness trends for 2019, “ACSM’s Health & Fitness Journal”, Vol. 22, No. 6, 2018, 10–17, DOI: 10.1249/FIT.0000000000000438.
14. Semegen M., Rot M., Ostrowski K., Kasperowicz R., System and method for measuring speed, International Patent no: WO2022089764A1.
15. Luzar M., Witczak M., Fault-tolerant control and diagnosis for LPV system with H-infinity virtual sensor, 3rd International Conference of Control and Fault-Tolerant Systems (SysTol), 2016, 825-830, DOI: 10.1109/SYSTOL.2016.7739849.
System i bezkontaktowa metoda mierzenia prędkości koła: przykład z wykorzystaniem bieżni do ćwiczeń
Streszczenie: W artykule zaproponowano innowacyjne podejście do mierzenia prędkości koła. W tym celu zaproponowana metoda jest w stanie automatycznie wyznaczyć wymiary koła takie jak promień, średnica i obwód. Dlatego to podejście znajduje zastosowanie tam, gdzie zmierzenie tych fizycznych parametrów jest trudne lub niemożliwe. W celu weryfikacji efektywności zaproponowanego rozwiązania, przeprowadzono praktyczny eksperyment z wykorzystaniem bieżni treningowej, której taśma jest przesuwana przy pomocy kół pasowych. Oryginalność przedstawionej metody potwierdzona jest przyznaniem patentu o numerze WO2022089764A1.
Słowa kluczowe: czujnik optoelektroniczny, pomiary, akwizycja danych
Marcel Luzar, PhD Eng.
m.luzar@pans.glogow.pl
ORCID: 0000-0002-3491-4113
Marcel Luzar, Kacper Ostrowski, Józef Korbicz, Rafał Kasperowicz, Mateusz Semegen
He was born in 1985. Upon obtaining his MSc degree in computer science in 2009, he started working at the University of Zielona Góra, Poland, at the Institute of Control & Computation Engineering. In 2016, he obtained a PhD degree in automatic control and robotics. Luzar was an Erasmus exchange student at the Polytechnic University of Catalonia and a recipient of a grant from the National Science Centre in Poland for his research work, which includes fault-tolerant control and artificial intelligence. He has published more than 30 papers in international journals, book chapters, and conference proceedings. His teaching interests include PLC programming, SCADA systems, and intelligent control methods. Luzar enjoys playing sports (especially table tennis) and motorcycling.
Rafał Kasperowicz, PhD Eng.
rafal.kasperowicz@heavykinematic.com
ORCID: 0000-0001-7787-5006
He was born in 1978. He received his MSc degree in Management in 2002 and his PhD degree in Economics in 2006, both at the Poznań University of Economics and Business. His research areas are entrepreneurship, business cycle, economic growth, and energy. He has published more than 30 papers in international journals, book chapters, and conference proceedings. His teaching interests include microeconomics and entrepreneurship. He also has practical experience as a business developer and member of supervisory boards.
Prof. Józef Korbicz, DSc PhD, full member of the Polish Academy of Sciences j.korbicz@issi.uz.zgora.pl
ORCID: 0000-0001-8688-3497
He has been a full-rank professor of automatic control at the University of Zielona Góra, Poland, since 1994. In 2007 he was elected a corresponding member of the Polish Academy of Sciences (PAS). His current research interests include fault detection and isolation (FDI), control theory, and computational intelligence. He has published more than 370 scientific publications, authored or co-authored 8 books, and co-edited 7 books. This was confirmed by his appointment to prestigious positions such as IPC chairman of the IFAC Symposium SAFEPROCESS held in Beijing, China (2006), and NOC chairman of the NOC in Warsaw, Poland (2018). Together with Prof. J.M. Kościelny, he founded the Polish SAFEPROCESS conferences on Diagnostics of Processes and Systems (DPS), organized every two years (the 13th edition took place in 2017). He is currently the chair of the Committee on Automatic Control and Robotics of the PAS, a senior member of IEEE, and a member of the IFAC SAFEPROCESS TC.
ORCID: 0009-0004-9004-7730
He was born in 1990. He obtained his MSc degree in computer science in 2014 at the University of Zielona Góra. He has been involved in several R&D projects in fields such as image, video, and point cloud processing, IMU-based systems, optical-based sensing, and more. He is the inventor of 6 patents and patent applications.
He was born in 1988. He obtained his MSc degree in computer science in 2013 at the University of Zielona Góra. He has many years of experience in creating and designing computer systems. He specializes in embedded systems based on ARM processors. In his free time, he plays drums, reads books, and travels.
Tension Control: Open-Loop Torque Control in Material Unwinding Process
Kamil Kępski, Paweł Dworak, Daniel Figurowski
West Pomeranian University of Technology in Szczecin, Faculty of Electrical Engineering, al. Piastów 17, 70-310 Szczecin, Poland
Abstract: This paper analyzes the problem of tension control in the processes of unwinding, rewinding, and winding materials, addressing how to implement such control in an open-loop system without the commonly used dancer rolls. It describes the theoretical and mathematical foundations of material tension control. An example problem of tension control on a real control object has been solved. An algorithm utilizing the torque control method in an open-loop system, which uses only servo drives to manage tension, is presented. This algorithm allows for increased process speed by unwinding two material rolls simultaneously, a capability that was not possible with single dancer roll control. Additionally, an algorithm for measuring the moment of inertia of material rolls using servo drives is discussed. The necessary measurements for the control algorithm to function effectively have been performed. The article concludes by presenting the results.
The production of various types of papers, fibers, films, and cables requires effective tension control. The material should not excessively stretch, tear, or, on the other hand, become loose. Factors such as varying friction resistances, moments of inertia of machine parts and material rolls, methods for measuring or estimating tension, proper control of unwound and wound material, and tension generation on the material itself all pose challenges in tension control.
There are many methods and technical solutions for addressing these problems. Different technologies and control strategies – such as PID, Fuzzy PID, neural networks, and genetic algorithms – are analyzed and summarized in [1]. Two key issues discussed there are the influence of winding radius on motor speed control accuracy and technologies for damping tension vibrations.
A fuzzy PID controller has also been analyzed and implemented for coil winding in transformer manufacturing [2]. This paper presents a mechanical structure and tension control scheme of a transformer winding machine, focusing on the synchronous winding control problem of the conductor and insulating layer.
A constant tension control system is proposed in [3] to improve the quality of high-voltage coils in transformers. The
Autor korespondujący:
Paweł Dworak, pawel.dworak@zut.edu.pl
Artykuł recenzowany nadesłany 22.10.2024 r., przyjęty do druku 06.12.2024 r.
active disturbance rejection control, together with the Smith predictor, has been adopted there to achieve better quality than a PID-based classical control system.
Tension modeling and precise tension control of roll-to-roll systems have also been the subject of interest and in-depth analysis in [4]. This study analyzes factors affecting changes in tension and develops a tension model for each section of the machine, allowing for both velocity and torque control methods in a roll-to-roll system for flexible electronics.
In practice, a successful solution to these problems and effective tension control can be achieved only with the appropriate equipment and control systems. Usually, any changes in the process or the machine’s configuration require significant modifications to the control strategies. However, altering the machine may be costly or physically impossible, presenting an additional challenge to software and control algorithms.
This paper presents and analyzes such a problem. The goal was to increase machine efficiency by unwinding two material rolls simultaneously instead of one. This solution required either the use of two dancer rolls or the elimination of the existing one. Unfortunately, unwinding two material rolls on a single dancer roll caused the materials to wrap and flex around each other, necessitating a control strategy that operates without any dancer roll.
Many unwinding processes utilize dancer rolls [5–8]. If a dancer roll cannot be used, the next option may be to implement a tension detector. However, both solutions may be impractical for existing machines, and modifying the machine could be costly. The removal of the dancer roll and tension detector presents a significant challenge, as there is no mechanism to prevent differences in linear speeds between the unwinding and winding sides, nor to mitigate jerks and overloads [9].
Therefore, a control system must be implemented that effectively drives the material rolls to prevent excessive tension and slows down the roll at the end of the process to avoid mate-
rial sagging. Rolling resistance, which depends on rotational speed, should also be considered and compensated accordingly.
This article focuses on utilizing only control devices such as servo drives, inverters, or powder brakes to control tension. These devices generate specific braking or driving torque based on estimated moments of inertia and rolling resistance. The developed system successfully meets the process goals, speeding up the process and enhancing overall efficiency.
In the following sections of this paper, we present the results of the tension control analysis of the unwinding process implemented in one of the companies in the northwestern part of Poland. Sections 2 and 3 discuss the analyzed tension control methods and their variations during machine operation. Section 4 describes the machine and the unwinding process. Sections 5 and 6 are devoted to the theoretical analysis of the process. The measurements and system implementation are detailed in Sections 7 and 8. The article concludes with a summary of the results and some concluding remarks.
2. Tension control methods
Two main tension control methods are distinguished: speed control method and torque control method:
A. Speed control with a dancer roll
In this method, the speed of the unwinding or winding motors is controlled to stabilize the process. Tension in the material is primarily caused by the weight of the dancer roll suspended on it. The movement of the dancer roll results from the variable length of the material between guide rolls, as shown in Fig. 1.
In other words, if the linear speed of the winding side equals the linear speed of the unwinding side, the dancer roll will maintain its position. However, if the winding side’s speed exceeds that of the unwinding side, the dancer roll will move upward until the speeds are equal.
When using speed control, stability of movement is maintained even if the tension caused by inertia or friction varies. However, since it is not possible to adjust only the torque to control tension, the accuracy of tension regulation is relatively low. Tension can be controlled by changing the mass of the dancer roll or by pressurizing an air cylinder. Increasing the mass of the dancer roll also increases its inertia, leading to a slower response to movement and resulting in tension fluctuations [6, 7].
There are also methods that utilize a spring to primarily generate tension in the material, or those that employ an electromagnetic clutch and motor.
B. Torque control without dancer roll
In this method, the torque required to control the tension is controlled. It is possible to control:
Torque caused by inertia of the material rolls, the motor, and the shaft,
−braking torque dep endent on rolling resistance, −braking torque generated by an actuator.
Torques generated by rolling resistance or inertia moments are compensated. For torque control, devices such as electromagnetic brakes and clutches, servo drives, or inverters can be used as needed; these devices generate specific braking or driving torque [10, 14]. Even when rotational speed changes, the desired tension can be achieved to some extent by adjusting the braking or driving torque.
There are three main methods of torque control: manual control, open-loop control, and closed-loop control. Manual control involves applying voltage to the electromagnetic brake or clutch based on the roll diameter, using a potentiometer. In open-loop control, the roll diameter is measured using a sensor, and the braking torque is regulated accordingly, which is directly proportional to the diameter. Closed-loop control directly monitors the tension of the material using a tension detector. This method is the most accurate but also the most expensive.
C. Speed control and torque control comparison
Speed control is recommended in situations where short acceleration and deceleration ramps are desired, where very accurate roll diameter measurement is unavailable, or when the process is conducted at very low tension or speed.
In torque control, managing tension can be challenging due to the significant influence of inertia moments during short ramps. The control of very low tension or processes at low speeds is also limited by the cogging torque of servo drives [11]. Additionally, inaccurate measurement of roll diameter can significantly affect material tension errors.
The advantage of torque control lies in its accuracy; tension is a direct result of the actuator torque, whereas in speed control, tension is influenced by the mass of the dancer roll.
3. Tension fluctuations
Fluctuations in tension always affect the quality of the process and the final product. Four main components can be identified that cause deviations from the desired tension [12]:
A. The material used in the process contributes to deviations from the desired tension value and can induce oscillations. If the material roll is wound with uneven tension, it may lead to tension fluctuations during unwinding and subsequent processing. Different materials have varying Young’s modulus and viscosity modulus, which also impact these fluctuations.
B. Winding speed and tension are strongly interdependent. A difference in linear speed between the unwinding and winding sections results in changes in tension.
C. Another contributing factor is the changing radius of the unwound or wound roll, along with inaccuracies in measuring this radius. Measurement errors can affect motor torque calculations, leading to tension fluctuations. As the roll unwinds, its radius decreases, which in turn reduces the moment of inertia. The moment of inertia during the process can be described by the following formula:
44 12 1 ()(), 2 Jtdrtr ρπ = (1)
where ρ is the material density, d is the roller width, r1 is the radius of the roll at the current time, and r2 is the radius of the shaft on which the roller is mounted. The moment of inertia can be determined using formula (1), assuming a constant density for the material roll. This moment of inertia affects the operation of the motor. If the motor does not compensate for the influence of the moment of inertia of the material roll as it varies with
Fig. 1. Movement of the dancer roll
Rys. 1. Ruch rolki naprężającej
the radius, tension fluctuations are likely to occur. It is important to note that the accuracy of radius measurement has a significant impact on control quality, as the radius is raised to the fourth power in the formula.
D. Equipment inaccuracies, such as uneven guiding or driving rolls, motor vibrations, and other disturbances, also contribute to tension fluctuations.
4. Control object and problem description
The control object in this work is a machine designed for unwinding abrasive paper from rolls and cutting segments of this paper to a specified length, located in one of the companies in the West Pomeranian region of Poland. The scheme of the machine is shown in Fig. 2.
Fig. 2. Control object – machine for unwinding and cutting abrasive paper belts to a specified length
Rys. 2. Obiekt sterowania – maszyna do rozwijania i cięcia pasów papieru ściernego na określoną długość
The machine has been designed to unwind a single roll of material in speed control mode using a dancer roll. Its main components consist of:
A. Two shafts coupled with servo drives that unwind the rolls of material (unwinders),
B. A dancer roll,
C. A guillotine that cuts the material to the sp ecified length, D. A clutch that pulls out the material to the specified length.
To improve the production process without incurring excessive costs, it was decided to unwind two rolls simultaneously without investing in a second dancer roll. This change involves eliminating the dancer roll, with the task of controlling tension being managed by the servo drives of the unwind shafts. Unwinding two materials on a single dancer roll would cause a flexing effect between them. As can be seen in Fig. 2, in contrast to the typical operation of the dancer roll shown in Fig. 1, this was raised all the way up, so that it only lightly touched the material, which slightly dampened the vibration. It now has no tensioning function. Consequently, the control strategy was shifted from speed control to torque control. The servo drives compensate for rolling resistance and moment of inertia in real time.
Process with a dancer roll
While pulling out the material using the clutch, the encoder detects changes in the position of the dancer roll. Based on this information, the controller issues a speed signal to the unwind servo drive. Eventually, the position of the roll stabilizes at a specific point, resulting in equal linear velocities for both the clutch and the unwind.
Additional tension in the material arises from the acceleration of the dancer roll. Consequently, the heavier the dancer roll, the greater its inertia, leading to even higher additional tension. To compensate for this extra tension with a heavier roller, it would be necessary to extend the acceleration ramps, which in turn slows down production. In speed control, achieving precise tension control is not feasible. Shorter acceleration ramps lead to greater tension fluctuations during the unwinding process, potentially compromising product quality. Stretchable papers are particularly susceptible to this issue; at high line speeds, such paper can stretch by up to 2 mm per meter, which is unacceptable.
Reducing the line speed and minimizing the moment generated by the electromagnetic clutch of the dancer roll during unwinding extends production time. Additionally, changing the dancer roll to one with a different weight is not feasible.
Process without a dancer roll (torque control)
Eliminating the dancer roll necessitates a change in the control method from speed control to torque control. The optimal solution would involve closed-loop control with a tension detector. However, this article presents a method that operates without a tension detector, meaning the process must be conducted in open-loop torque control mode. The assumptions for the developed control algorithm are as follows: unwinding material rolls using the clutch without a dancer roll, maintaining a constant, as low as possible tension on the material during the unwinding process, −allowing two rolls to be unwound simultaneously.
To provide stable unwinding of a material roll without a dancer roll, it is essential to maintain a constant tension on the material, regardless of the factors that cause tension fluctuations. The clutch that pulls the material exerts force on the unwinder, causing it to rotate. Without effective tension control, the proper execution of this process becomes practically impossible. During acceleration, the material tension could become excessively high, potentially leading to material breakage. Conversely, during deceleration, material sagging could occur due to the large moment of inertia of the unwinder and the material roll.
Figure 3 illustrates an example of the clutch’s linear speed profile during the unwinding process.
The ideal solution is to ensure that the linear speed on the unwinder side matches the linear speed on the clutch side while maintaining a constant tension on the material. If the speed profile on the unwinder side is below that of the clutch side, the material will stretch; if it is above, the material will sag. Figure 4 illustrates an example of the required torque profile to maintain constant, non-zero tension in the material. In
Fig. 3. An example of linear velocity profile of the clutch Rys. 3. Przykład liniowego profilu prędkości sprzęgła
Kamil Kępski, Paweł Dworak, Daniel Figurowski
Fig. 4. Example of required moment profile to maintain constant, nonzero material tension
Rys. 4. Przykład wymaganego profilu momentu w celu utrzymania stałego, różnego od zera naprężenia materiału
this context, positive torque causes rotation in the direction of material unwinding, while negative torque acts in the opposite direction.
The goal of the control system is to compensate for the influence of the moment of inertia and rolling resistance by specifying the appropriate value of braking or driving torque on the unwinder servo drive, thereby maintaining constant tension throughout the unwinding process. This specified torque must also be adjusted based on the current roll diameter.
Assuming the material is not stretchable, the clutch’s linear acceleration can be translated into a specified angular acceleration of the unwinder, depending on the roll diameter. The value of the clutch’s linear acceleration is used to calculate the torque needed to compensate for the effects of inertia. The compensated servo drive torque must also account for the torque required to maintain non-zero tension on the material.
To precisely compensate for the influence of the moment of inertia of the material roll, knowledge of the roll’s mass and dimensions is essential. To avoid investing in additional weighing equipment, an algorithm has been implemented to test the moment of inertia of the material roll. This is based on measuring the angular acceleration at a constant specified torque on the unwinder servo drive with the material roll installed. After the test, the moment of inertia of the entire unwinder mechanism and the material roll is obtained.
By knowing the roll’s width, the unwinder’s moment of inertia, and the roll’s diameter, the material’s density and mass can be determined. With this information, the real-time moment of inertia of the material roll is calculated and compensated for during the process. The mathematical description will be provided in the subsequent sections of this work.
5. Mathematical description of tension control
Assuming that a positive torque will create material tension (rotation in the opposite direction to unwinding), the following relationship is established:
, DRNBO MMMM =−− (2)
where MDR is the value of unwinder servo drive torque, MN is the torque causing the desired material tension, regardless of diameter, MB is the inertia compensating torque, MO is the rolling resistance compensating torque, according to the Coulomb friction model, considering viscous friction [13], assuming movement only in the unwinding direction. The torque causing the desired material tension is determined by the formula:
, N MFr =⋅ (3)
where F is the given tension force on the material, r is the material roll radius.
The actual tension on the material during the process may vary slightly from the specified value, with factors affecting this deviation described in detail in Chapter 3. , MIBUO α =⋅ (4)
where IU is the moment of inertia of the entire unwinder system and material roll, αO is the angular acceleration of the unwinder.
The moment of inertia of the entire unwinder system and material roll is determined by the formula: , UOM III =+ (5)
where IO is the moment of inertia of the unwinder, IM is the moment of inertia of the material roll.
The angular acceleration of the unwinder is described by the formula: , C O a r α = (6)
where a c is the linear acceleration of the clutch.
The rolling resistance torque is given by the relationship:
, O MBc ω =⋅+ (7)
where B is the Coulomb friction coefficient of the unwinder system, ω is the angular velocity of the unwinder, and c is the viscous friction coefficient.
With a given non-zero tension force F, the unwinder will be tensioning the material at standstill and the value of MDR will be positive. During motion, it may turn out that the moments MB or MO will cause the value of MDR to be negative, in which case the unwinder will “assist” in driving the roller.
6. Mathematical description of the material roll inertia test
The inertia moment test of the material roll involves determining the material’s density, the initial mass, and subsequently calculating the roll’s moment of inertia in real time based on its diameter. Due to the low angular velocities during the test, rolling resistance is neglected. The moment of inertia can be determined using the following formula: , pk O M I α = (8)
where MPK is the specified, constant torque applied to the servo drive, and αO is the angular acceleration of the unwinder during the test.
The moment of inertia of the material roll is described by the formula: , Mp O III =− (9)
where IMp is the initial moment of inertia of the material roll, I is the moment of inertia determined during the test with the
roll attached, and IO is the moment of inertia of the unwinder without roll.
The moment of inertia of the unwinder was determined using formula (8), without the roll attached. It is enough to do it once for a given shaft as this value is constant.
The same experiment with the roll attached allows one to calculate density of the material roll, necessary to cal-
Fig. 5. Unwinder shaft with the material roll attached Rys. 5. Wał odwijający z zamocowaną rolką materiału
culate varying moment of inertia of the unwinded material roll. Figure 5 illustrates the unwinder shaft with the material roll attached.
By knowing the moment of inertia of the roll and its dimensions, the initial mass of the roller was calculated by transforming the general formula for the moment of inertia of a hollow cylinder. This process allowed for the determination of the initial mass of the roller with the material.
() 22 , 1 2 Mp p w I m rr = (10)
where r is the radius of the roller, r w is the radius of the unwinder shaft.
The volume of the roller is in accordance with the formula: () 22 , w Vdrr π =− (11)
where V is the volume of the roller, and d is the width of the roller.
To calculate real time moment of inertia of the roll during unwinding, the material density was determined according to the formula: , p p m V ρ = (12)
where V p is the initial volume of the roll, and m p is the initial mass of the roll.
Real time roll mass during the process is calculated according to the formula:
, mV ρ =⋅ (13)
where V is the real time volume of the roll determined based on the measurement of the radius using an ultrasonic sensor.
Moment of inertia of the material roll during unwinding is calculated in real time according to the general formula for the moment of inertia of a hollow cylinder:
() 22 1 , 2 Mw Imrr =+ (14)
After substitution, the following formula is obtained:
Since the radius of the roll is raised to the fourth power, even minor measurement inaccuracies can result in significant errors. So to minimize this uncertainty the measurement of the radius value of the roll is being caried out while at rest, after completing a cycle and the roll is in a standstill, and using this value before starting the next cycle. This approach is very effective for short strips of unwound material. However, for very long segments, it would be advisable to invest in an accurate measurement system.
For a given and parameters and c of the eq. (7) before each cycle we measure radius and calculate current moment of inertia (15). This, together with the known (assumed) linear velocity profile of the clutch (as in Fig. 3), allows one to live calculation of the inertia compensating torque (4) and the rolling resistance torque (7). All this, for a desired material tension force (maximal allowed for the material not to burst or slipping out of the grip) and desired material tension torque (3) allows one to calculate driving torque of the unwinder.
7. E xperiment – rolling resistance measurements
To be able to compensate for the influence of the rolling resistance of the unwinders, their measurements were carried out. A constant rotational speed was set and the current servo drive torque was read. Several measurements were taken for different rotational speeds. Figure 6 (a) shows the plot of the measured rolling resistance moments depending on the rotational speed.
Fig. 6. (a) A plot of torque measurements due to rolling resistance of the unwinder as a function of rotational speed; (b) parameters of the rolling resistance approximation Rys. 6. (a) Wykres pomiaru momentu obrotowego wynikającego z oporu toczenia odwijarki w funkcji prędkości obrotowej; (b) parametry przybliżenia wartości oporu toczenia
Kamil Kępski, Paweł Dworak, Daniel Figurowski
The first speed for which torque due to rolling resistance was recorded was 250 rpm, and measurements were taken up to a speed of 2000 rpm. A straight line that approximates the results was overlaid on the graph. In Fig. 6 (b) the approximation of results was shown.. Based on the determined, approximated straight line, according to equation (7), the Coulomb friction coefficient of the unwinder system B = 0.000977 and the viscous friction coefficient c = 1.645713 were determined [13].
8. Experiment – inertia moment test
The tension control algorithm and the inertia moment test were implemented in the PLC controller of the control object. Due to the time-critical nature of the algorithm, communication between the PLC controller and the servo drives occurs in isochronous real-time (IRT) mode. In this mode, the program cycle, communication bus, signal reading, and processing are synchronized, allowing data exchange to take place within a single program cycle at a constant time interval.
The inertia moment test described at the beginning of the section 6. Practically it may take no more than few hundreds of ms. In a presented bellow example it is 400 ms, so it may be easily taken before working with the new material roll. Here a torque of 9 Nm is applied to the unwinder servo drives, causing the unwinders to accelerate. After 100 ms of movement, acceleration is measured in a time interval of 300 ms. Figure 7 illustrates the recorded results of the inertia moment test, where the red line represents the set static torque, and the green line indicates the rotational speed of the unwinder. The difference between t1 and t2 is dt = 300 ms. Angular acceleration is calculated based on the difference between the final and initial velocity in the given time interval.
Rys. 7. Wykres przeprowadzonego testu momentu bezwładności z programu V-ASSISTANT
9. Results
To confirm the operation of the algorithm, measurements were taken of the torque applied to the unwinder servo drives during the process cycle, checking whether the torque profile aligned with expectations. Additionally, measurements of the lengths of the finished, cut strips were conducted to verify that their dimensions fell within tolerance.
Using the V-ASSISTANT program, a torque profile graph for the process was created. Figure 8 displays the graph, where the red line represents the torque of the servo drive over time, and the green line indicates the angular velocity of the unwinder (rpm scale and time units purposely hidden). The recorded section pertains to the moment when the clutch pulls the
material to the desired length. The desired effect is evident in the graph: during acceleration, the desired torque quickly reaches approximately 1.9 Nm in the direction of unwinding the material to compensate for inertia, then slightly increases as speed gains to further counteract rolling resistance.
Upon reaching the desired machine speed, the rolling resistance was significant enough that the desired torque settled around 0.7 Nm in the unwinding direction, indicating that the unwinder continues to assist in unwinding the material. Only during the deceleration phase does the unwinder begin to exert torque in the opposite direction to slow down. If the torque value responsible for slowing down were too low, the material could sag, as the clutch would stop faster than the unwinder, which has high inertia. The desired torque during the initial phase of braking was around -1.3 Nm, approaching -2 Nm toward the end. After coming to a complete stop, the material is gently tensioned with a predetermined tension force.
It is important to note that the desired torque values continuously depend on the diameter of the roller with the material. In this case, as shown in Fig. 8, this diameter was approximately 120 mm. The torque and speed oscillations of the unwinder are also visible in the graph; however, they did not negatively impact product quality or process stability. Although variations in material tension undoubtedly occurred, as indicated by the graph, accurately assessing these variations is challenging due to the open-loop control and the lack of feedback on the tension value. Nevertheless, based on observations of the machine’s operation and its stability, it was assumed that these variations were negligibly small and did not affect the quality.
during the full-speed process
Rys. 8. Wykres momentu obrotowego serwonapędu odwijarki (czerwony) i prędkości kątowej odwijarki (zielony) w procesie przy pełnej prędkości pracy
9. Waves of the torque of the unwinder servo drive (red) and the angular speed of the unwinder (green) during the 10 % speed process
Rys. 9. Wykres momentu obrotowego serwonapędu odwijarki (czerwony) i prędkości kątowej odwijarki (zielony) w procesie z prędkością 10 %
Fig. 7. Graph of the conducted moment of inertia test from the V-ASSISTANT program
Fig. 8. Waves of the torque of the unwinder servo drive (red) and the angular speed of the unwinder (green)
Fig.
A measurement was also taken at 10 % speed, with the results shown in Fig. 9. It is evident that the rolling resistance is significantly lower compared to the graph at 100 % speed.
The allowable tolerance for cut strips is 0.1 %. Measurements of strips of various lengths and different elasticity coefficients were conducted, all of which fell within the acceptable tolerance limits. The machine successfully unwinds two rollers simultaneously in a stable manner, without jerks, effectively increasing machine efficiency to 200 % of its initial performance. Furthermore, the algorithm enables achieving higher speeds than originally possible, without adverse negative effects. For belts measuring 1900 mm in length, cycle times were reduced by 9.6 % due to the enhanced working speeds.
Deviations in the length of the cut strip from the desired length are most noticeable with stretchy materials. In such cases, the desired tension force had to be reduced compared to less elastic materials to avoid exceeding the tolerance limit.
10. Conclusions
A system for controlling tension without a dancer roll has been successfully demonstrated using a torque control method and two servo motors. The mathematical algorithm for tension control in this torque control system has been detailed, and the necessary measurements for algorithm implementation have been conducted.
The open-loop torque control algorithm has been applied to a sample machine with the dancer roll disabled, allowing for the simultaneous unwinding of two material rolls and a reduction in cycle time. As a result, machine efficiency increased to 221 % of its initial performance, considering both simultaneous unwinding and the shortened cycle time. The benefits of these changes significantly outweigh the minor increase in setup time.
Torque control may be necessary in situations where it is physically impossible to install multiple dancer rolls or when such an installation is economically unjustified. The stable operation of the machine, along with the final product meeting tolerance limits, confirms the effectiveness of the control algorithm. This algorithm can be applied to both unwinding and rewinding material systems.
Acknowledgments
This research was supported by ZUT Highfliers School (Szkoła Orłów ZUT) project within the framework of the program of the Minister of Education and Science (Grant No. MNiSW/2019/391/DIR/KH, POWR.03.01.00-00-P015/18).
References
1. Wang S., He F., Control technology and strategy of tension control system, 2018 Chinese Control And Decision Conference (CCDC), Shenyang, China, 2018, 2620–2625, DOI: 10.1109/CCDC.2018.8407568.
2. Deng L., Suo H., Ren H., Design of Insulation Tape Tension Control System of Transformer Winding Machine Based on Fuzzy PID, “Sensors”, Vol. 21, No. 19, 2021, DOI: 10.3390/s21196512.
3. Ai Y., Yu B., Zhang Y., Xu W., Lu T., Constant Tension Control System of High-Voltage Coil Winding Machine Based on Smith Predictor-Optimized Active Disturbance Rejection Control Algorithm, “Sensors”, Vol. 23, No. 1, 2023, DOI: 10.3390/s23010140.
4. Jeong J., Gafurov A.N., Park P., Kim I., Kim H.-Ch., Kang D., Oh D., Lee T.-M., Tension modeling and precise
tension control of roll-to-roll system for flexible electronics, “Flexible and Printed Electronics”, Vol. 6, No. 1, 2021, DOI: 10.1088/2058-8585/abdf39.
5. Sakamoto T., Fujino Y., Modelling and analysis of a web tension control system, 1995 Proceedings of the IEEE International Symposium on Industrial Electronics, Athens, Greece, Vol. 1, 1995, 358–362, DOI: 10.1109/ISIE.1995.497022.
6. Ebler N.A., Arnason R., Michaelis G., D’Sa N., Tension control: dancer rolls or load cells, “IEEE Transactions on Industry Applications”, Vol. 29, No. 4, 1993, 727–739, DOI: 10.1109/28.231986.
7. Larsen J.S., Jensen P.K., Adaptive Control with Self-Tuning for Center-Driven Web Winders, Master Thesis, 2007.
8. Xiao-Ming X., Wu-Xiang Z., Xi-Lun D., Ming Z., Shi-Hou W., Design and Analysis of a Novel Tension Control Method for Winding Machine, “Chinese Journal of Mechanical Engineering”, Vol. 31, 2018, DOI: 10.1186/s10033-018-0304-8.
9. Shelton J.J., Dynamics of Web Tension Control with Velocity or Torque Control, 1986 American Control Conference, Seattle, WA, USA, 1986, 1423–1427, DOI: 10.23919/ACC.1986.4789149.
10. Homan T., Seki K., Iwasaki M., Tension Estimation and Control in Winding Process of Web Handling Systems, IEEE 30th International Symposium on Industrial Electronics (ISIE), Kyoto, Japan, 2021, DOI: 10.1109/ISIE45552.2021.9576320
11. Ziółek M., Analiza pracy silnika bezszczotkowego z cylindrycznym uzwojeniem i zewnętrznym wirnikiem, Warszawa, Politechnika Warszawska Wydział Elektryczny, 2013.
12. He F., Wang S., Wang C., Inhibition of Tension Vibration for Winding Tension Control System, 37th Chinese Control Conference (CCC), Wuhan, China, 2018, 3725–3730, DOI: 10.23919/ChiCC.2018.8482580.
13. Brodny J., Modelowanie tarcia w układach mechanicznych, „Górnictwo i Geologia”, Vol. 5, No. 2, 2010, 7–17.
Other sources
14. Mitsubishi Electric Corporation, Tension Control Complete Guide, Tokyo, Japan, 2019, https://dl.mitsubishielectric.co.jp/dl/fa/document/catalog/clutch/sh-170011eng/sh170011-c.pdf.
Kamil Kępski, Paweł Dworak, Daniel Figurowski
Kontrola naprężeń:
sterowanie momentem obrotowym w pętli otwartej w procesie odwijania materiału
Streszczenie: W artykule analizuje się problem sterowania naprężeniem w procesach odwijania, przewijania i nawijania materiałów, omawiając sposób wdrożenia takiego sterowania w układzie pętli otwartej bez powszechnie stosowanych rolek naprężających. Opisuje się teoretyczne i matematyczne podstawy sterowania naprężeniem materiału. Rozwiązano przykładowy problem sterowania naprężeniem na rzeczywistym obiekcie sterowania. Przedstawiono algorytm wykorzystujący metodę sterowania momentem obrotowym w układzie pętli otwartej, który wykorzystuje wyłącznie serwonapędy do sterowania naprężeniem. Algorytm ten umożliwia zwiększenie szybkości procesu poprzez jednoczesne odwijanie dwóch rolek materiału, co nie było możliwe przy sterowaniu jedną rolką naprężającą. Ponadto omówiono algorytm pomiaru momentu bezwładności rolek materiału przy użyciu serwonapędów. Przeprowadzono niezbędne pomiary, aby algorytm sterowania działał skutecznie. Artykuł kończy się przedstawieniem wyników.
Słowa kluczowe: sterowanie naprężeniem, sterowanie momentem obrotowym, przewijanie, odwijanie
Kamil Kępski, BE kempa009@interia.eu
ORCID: 0009-0003-0153-2359
He received the BE degree in Automatic Control and Robotics in 2023 from the West Pomeranian University of Technology in Szczecin, Poland. Previously, he was employed as a PLC programmer and automation support specialist by sia Abrasives, Poland. He is currently working as an automation engineer at Spaas Candles, Poland and runs an own business specializing in industrial automation. His primary research interests focus on control systems in industrial processes, as well as improving and modernizing machinery.
Daniel Figurowski. MSc Eng.
Daniel.Figurowski@zut.edu.pl
ORCID: 0000-0002-1363-2731
Research assistant in Department of Automatic Control and Robotics at West Pomeranian University of Technology Szczecin. His research interest revolves around the field of mobile robotics and focuses on the following problems: sensors data fusion, cooperative task execution, control algorithms, embedded controllers and image processing.
Prof. Paweł Dworak, DSc PhD Eng. pawel.dworak@zut.edu.pl
ORCID: 0000-0003-0947-1418
He received the MSc, PhD and DSc degrees in control engineering in 1999, 2005 and 2016, respectively. Currently, he is working as an associate professor at West Pomeranian University of Technology at Szczecin, Poland. His major scientific interests include multivariable control systems, adaptive control and optimal control, and industrial applications of modern control algorithms.
Chmurowy system sterowania urządzeń pralniczych
z wykorzystaniem tekstroniki
Mateusz Salach, Marcin Hubacz, Bartosz Trybus, Bartosz Pawłowicz Politechnika Rzeszowska, Wydział Elektrotechniki i Informatyki, ul. W. Pola 2, 35-959 Rzeszów
Streszczenie: W pracy przedstawiono model i realizację rozproszonego systemu zarządzania pralnią z tekstroniką i chmurą obliczeniową, umożliwiający inteligentne sterowanie procesem prania dzięki wykorzystaniu identyfikatorów RFID w tekstyliach oraz połączeniu urządzeń z usługą Azure IoT Hub. Tekstylia wyposażone w identyfikatory RFID są automatycznie rozpoznawane, co pozwala na optymalne dopasowanie parametrów prania w zależności od rodzaju materiału. Moduł komunikacji, oparty na mikrokomputerze Raspberry Pi, współpracuje z mikrokontrolerem STM32, przesyłając dane do chmury, gdzie są one analizowane w celu uzyskania rekomendacji dotyczących detergentów, czasu prania i innych ustawień. Prototyp systemu sterowania w formie sekwencyjnego algorytmu opracowano za pomocą oprogramowania CPDev. W oparciu o model laboratoryjny przeprowadzono badania pomiarowe dokładności identyfikacji tekstyliów, co pozwoliło dobrać liczbę skanów.
Słowa kluczowe: RFID, tekstronika, chmura obliczeniowa, inteligentne ubrania
1. Wprowadzenie
Rozwój technologiczny jest widoczny w wielu aspektach codziennego życia. Technologie cyfrowe znacząco ułatwiają realizację licznych rutynowych działań, co przyczynia się do wzrostu popularności rozwiązań opartych na Internecie Rzeczy (IoT) [1]. Coraz większym zainteresowaniem cieszy się również koncepcja Internetu Wszechrzeczy (IoE) [2]. Urządzenia IoT mogą komunikować się bezpośrednio z Internetem za pomocą modułów Wi-Fi lub Ethernet, bądź pośrednio przez bramki wykorzystujące ZigBee, Bluetooth oraz inne technologie. Niskokosztowe rozwiązania sprzętowe często bazują na układach z serii ESP8266 [3], ESP32 [4] lub STM32 [5]. W bardziej zaawansowanych systemach stosowane są wydajniejsze platformy, takie jak popularne Raspberry Pi [6]. Rozwiązania te wspierane są przez zaawansowane algorytmy, w tym oparte na sztucznej inteligencji, które umożliwiają zarządzanie zużyciem energii elektrycznej [7] oraz systemami grzewczymi [8]. Technologie te stosuje się między innymi w klastrach budynków, zarządzanych z poziomu chmury [9]. Inni autorzy wskazują na zalety zastosowania przetwarzania brzegowego (ang. edge computing) w rozwiązaniach chmurowych [10].
Przykładem takiego rozwiązania jest opisany w artykule rozproszony system inteligentnych urządzeń pralniczych. Założono, że urządzenia te wyposażone są w dodatkowe moduły
Autor korespondujący:
Mateusz Salach, m.salach@prz.edu.pl Artykuł recenzowany nadesłany 08.12.2023 r., przyjęty do druku 04.11.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
umożliwiające zarządzanie oraz precyzyjne dostosowywanie parametrów prania materiałów tekstylnych. Rozwiązanie to jest szczególnie istotne dla pralni obsługujących duże ilości tekstyliów, jak pralnie hotelowe, szpitalne itp., gdzie automatyzacja doboru odpowiednich środków piorących może znacząco usprawnić proces pracy urządzeń takich jak pralki, pralnice i pralko-suszarki.
Współcześnie inteligentne pralki marek takich jak m.in. Samsung, AEG, Bosch i Siemens łączą się z Internetem, umożliwiając pobieranie aktualizacji oprogramowania i nowych programów prania z chmury. Dzięki aplikacjom mobilnym (SmartThings, My AEG Care, Home Connect) użytkownicy mogą zdalnie monitorować i sterować urządzeniem oraz oszczędzać energię i wodę. Dodatkowo, systemy takie umożliwiają współpracę z suszarkami, które automatycznie ustawiają parametry suszenia na podstawie informacji otrzymanych od pralki.
Proponowane tutaj rozwiązanie rozszerza te możliwości o automatyczną konfigurację programu prania na podstawie precyzyjnego rozpoznawania rodzaju odzieży i danych z chmury. Do rozpoznawania tkanin wykorzystano system RFID (ang. Radio Frequency IDentification). Tekstylia wyposażone zostały w dedykowane tekstroniczne identyfikatory RFID zawierające informacje o produkcie.
Połączenie technologii RFID z tekstyliami zyskuje na popularności, lecz nadal jest przedmiotem badań. Główną barierą jest problem związany z integracją identyfikatorów RFID, będących układami elektronicznymi, z wilgotnym środowiskiem, na przykład podczas procesu prania. W artykule [11] dokonano przeglądu kluczowych wymagań dla rozwoju inteligentnej odzieży z obsługą IoT oraz zbadano możliwe efekty jej zastosowania w modelach biznesowych. Autorzy proponują globalną architekturę IoT dla ubrań i urządzeń noszonych. Wskazują na aktualne zastosowania inteligentnej odzieży i przedstawiają koncepcję „internetu inteligentnej odzieży”, w której ubrania działają jako połączone ze sobą urządzenia IoT. Publikacja [12] z kolei
wskazuje na istotne luki związane z aspektami materiałowymi inteligentnej odzieży. Autorzy wskazują potrzebę multidyscyplinarnego podejścia, które obejmuje współpracę specjalistów z dziedzin chemii, elektroniki, tekstyliów i testów jakościowych. W artykule omawiają krytyczne cechy tkanin, takie jak transfer ciepła i wilgoci, elastyczność, wytrzymałość na zużycie oraz wpływ na środowisko, a także istotne parametry jak przewodność elektryczna i impedancja, ważne dla pomiarów parametrów ciała. Dodatkowo, w pracy [13] omówiono nowatorskie rozwiązania technologiczne umożliwiające integrację anten tekstylnych z inteligentną odzieżą na potrzeby aplikacji IoT, przy szczególnym uwzględnieniu bezprzewodowych sieci czujników (WSN) oraz systemów RFID. W artykule zaprezentowano dwupasmową antenę tekstylną, działającą w zakresach GSM 900 i DCS 1800, umożliwiającą zbieranie energii elektromagnetycznej oraz integrację dzięki dielektrycznym właściwościom materiału tekstylnego. Autorzy opracowali siedem prototypów tych anten, wykonanych za pomocą laminowania i haftu. Wyniki badań wskazują, że orientacja tkaniny przewodzącej nie wpływa na wydajność anteny, natomiast kierunek oraz liczba ściegów haftu mogą znacząco wpływać na jej funkcjonalność. Co więcej, analiza wykazała, że proces integracji anteny z tkaniną nie powoduje pogorszenia jej parametrów działania. W proponowanym rozwiązaniu założono, że oprócz informacji zawartych w identyfikatorze RFID, do określenia optymalnych parametrów prania niezbędne są bardziej szczegółowe, bieżąco aktualizowane dane dostarczane przez producentów środków piorących oraz odzieży. Postuluje się integrację urządzeń pralniczych z chmurą obliczeniową. Model demonstracyjny oparto na usłudze chmurowej Microsoft Azure IoT Hub oraz dedykowanym oprogramowaniu do zarządzania procesem prania. W artykule przedstawiono wyniki badań nad odczytem danych przez urządzenia pralnicze z identyfikatorów RFID zamieszczonych w odzieży oraz potencjalne kierunki dalszego rozwoju projektu.
2. Inteligentny system pralniczy
Mimo powszechnego dostępu do domowych pralek, publiczne pralnie wciąż są popularne i stosowane nie tylko do czyszczenia tradycyjnej codziennej odzieży, ale przede wszystkim tekstyliów wymagających specjalistycznych zabiegów. Różnorodne tkaniny wymagają zastosowania odpowiednich środków piorących, które nie uszkodzą czyszczonego materiału. Niektóre ubrania wymagają delikatnych zabiegów, podczas gdy duża część może być traktowana konwencjonalnie. Ideą inteligentnego systemu prania jest dostosowanie środków chemicznych, ich dozowania i grupowania w oparciu o zestaw tkanin umieszczonych w bębnie pralki. Biorąc pod uwagę szeroką gamę dostępnych detergentów do prania i ciągłe pojawianie się nowych płynów i proszków, przechowywanie informacji o nich wraz z odzieżą byłoby nieoptymalnym rozwiązaniem. W takiej sytuacji, produkty tekstylne wymagałyby regularnych aktualizacji kompatybilności z nowymi rozwiązaniami branży chemicznej. Znacznie bardziej elastycznym i przyszłościowym rozwiązaniem jest przechowywanie danych w globalnym zasobie, takim jak rozwiązania chmurowe, gdzie baza danych może być aktualizowana w dowolnym momencie. Pozwala to na stosowaniu detergentów, już od momentu wprowadzenia ich na rynek. Ideę działania inteligentnego klastra urządzeń myjących przedstawiono na rys. 1.
Każde urządzenie jest wyposażone w moduł Ethernet lub Wi-Fi do komunikacji z siecią. Precyzyjne określenie rodzaju tkaniny jest możliwe na podstawie danych zawartych bezpośrednio w tekstyliach. Założono tutaj, że tekstylia wyposażone są w identyfikatory RFID [14], które zawierają niezbędne informacje, umożliwiające automatyczne rozpoznanie rodzaju materiału i dostosowanie parametrów prania.
Rys. 1. Klaster inteligentnych urządzeń pralniczych
Fig. 1. Cluster of smart washing devices
Rys. 2. Struktura danych w pamięci identyfikatora RFID
Fig. 2. Data structure in the memory of the RFID tag
Na rys. 2 przedstawione zostały dane przechowywane w pamięci identyfikatora RFID. Ważnym elementem jest Cloth_code czyli specjalny ciąg znaków nadawany np. przez producentów podczas produkcji, potwierdzający, że jest to materiał odpowiedni do prania. Klucz ten jest weryfikowany w chmurowej bazie danych w celu potwierdzenia rodzaju materiału. UUID (ang. Universally Unique Identifier) służy jako unikalny numer identyfikacyjny produktu. Można go sprawdzić w bazie danych pod kątem istnienia i na jego podstawie wybrać idealne warunki prania na podstawie zaleceń producenta. W przypadku braku rekordów związanych z konkretnym materiałem, brane są pod uwagę inne parametry, takie jak typ, tkanina i kolor. Klucze bezpieczeństwa oraz funkcja blokady zapisu zapobiegają wprowadzeniu niewłaściwych materiałów lub komponentów do urządzenia pralniczego, chroniąc tym samym urządzenie przed potencjalnymi uszkodzeniami. Tryb off-line musi być zapewniony na wypadek problemów z połączeniem sieciowym. Jednak po wykryciu odpowiednich tkanin dane off-line są aktualizowane informacjami uzyskanymi z chmury.
3. Prototyp rozwiązania
W celu przeprowadzenia testów prezentowanego rozwiązania opracowano moduł sterujący dla urządzenia pralniczego zawierający czytnik RFID FEIG [18] typu RWD (ang. Read/Write Device) współpracujący z trzema zewnętrznymi antenami. Moduł zbudowano w oparciu o oficjalną płytkę deweloperską Nucleo-64 z mikrokontrolerem STM32, 32-bitowym procesorem Cortex-M4, 512 KB pamięci FLASH i 128 KB pamięci RAM. Do układu podłączono dotykowy wyświetlacz LCD, czyt-
nik/programator RFID i sterownik silnika DC do sterowania obrotami bębna. Do komunikacji internetowej wykorzystano mikrokomputer typu SBC (ang. Single Board Computer) na platformie Raspberry Pi 4 z systemem operacyjnym Raspberry Pi OS Lite. Do komunikacji między platformami zastosowano interfejs UART. Schemat funkcjonalny urządzenia przedstawiono na rys. 3.
Rys. 3. Uproszczony schemat połączeń i komunikacji między komponentami elektronicznymi
Fig. 3. Simplified diagram of connections and communication between electronic components
Rys. 4. Koncepcja transmisji danych między pralką a chmurą obliczeniową
Fig. 4. The concept of data transmission between washing machine and computing cloud
Po umieszczeniu w urządzeniu tekstyliów wyposażonych w identyfikatory RFID rozpoczyna się proces identyfikacji. Bęben wykonuje obroty z krótkimi przerwami na odczyt danych za pomocą czytnika RFID. Zebrane informacje są pobierane i agregowane przez działający na Raspberry Pi skrypt w języku Python. Dane te są następnie przesyłane do dalszej obróbki i interpretacji w zewnętrznej usłudze chmurowej. W projekcie wykorzystano IoT Hub z platformy chmurowej Azure, integrującej centralną bazę danych z rozproszonym klastrem urządzeń pralniczych. Wysyłane do chmury dane tekstyliów są wyszukiwane w bazie danych. Odpowiadające tkaninie informacje z bazy służą do określenia instrukcji i parametrów prania. Informacje te są wysyłane do właściwego urządzenia pralniczego. Dane uzyskane z chmury obliczeniowej przesyłane są do Raspberry Pi, które odpowiednio interpretuje przychodzące informacje i wysyła informacje za pośrednictwem interfejsu UART do mikrokontrolera STM32. Zawierają one szczegóły dotyczące prania, takie jak dozowanie detergentu, ustawienia obrotów bębna i liczba płukań. Przepływ danych w opracowanym systemie przedstawiono na uproszczonym schemacie na rys. 4. Każde z urządzeń jest identyfikowane przez unikalny identyfikator przypisany w platformie Azure, dzięki czemu możliwa jest indywidualna obsługa każdego urządzenia. Oznacza to także
Rys. 5. Fizyczna implementacja prototypu urządzenia pralniczego Fig. 5. Physical implementation of the washing machine prototype
konieczność uwierzytelnienia urządzenia w usłudze chmurowej przed przesłaniem jakichkolwiek informacji. Rejestracja w Azure IoT Hub powoduje wygenerowanie specjalnego łańcucha połączenia wraz z poświadczeniami logowania (kluczami), pozwalającymi na identyfikację urządzenia w chmurze. Na podstawie opracowanej koncepcji przygotowano fizyczny model urządzenia pralniczego wyposażonego w proponowany system identyfikacji ubrań. Zdjęcia prototypu z oznaczonymi podstawowymi elementami składowymi przedstawiono na rys. 5. Do konstrukcji bębna wykorzystano poliwęglan i płytę PETG, co pozwala symulować działanie pralki z automatyczną identyfikacją zawartości. Model jest wyposażony w czytnik identyfikatorów RFIDtex opracowanych na Politechnice Rzeszowskiej [15, 16]. W dolnej części bębna umieszczono po przekątnej trzy anteny czytnika RFID. Zaproponowane umiejscowienie pozwala na zwiększenie odległości między antenami jednocześnie nie oddalając ich zbytnio od umieszczonych ubrań w bębnie, poprawiając pokrycie strefy odpytania IZ (ang. Interrogation Zone). Bęben w modelu umożliwia identyfikację grup transponderów podczas ruchu, co naśladuje warunki w rzeczywistej pralce, jednak bez napełniania wodą. Proces identyfikacji oraz ewentualne wyjmowanie nieodpowiednich ubrań odbywa się przed napełnieniem bębna, co pozwala na wybór właściwego programu prania na podstawie parametrów zapisanych na tekstronicznych identyfikatorach RFID. Zastosowany na płycie czołowej ekran LCD pozwala na przekazanie informacje związanych z zalecanym detergentem i proszkiem do prania dostarczonym przez producenta.
4. System sterowania
Autonomiczne urządzenie pralnicze wymaga przygotowania złożonych algorytmów sterowania. Znaczne różnice między systemem agregującym dane i sterującym pracą a komunikującym z chmurą obliczeniową wymagały przeanalizowania i opracowania optymalnego rozwiązania implementacji oprogramowania sterującego. Cechą urządzenia pralniczego jest sekwencyjność działań, która jest bliska automatyce przemysłowej. Języki normy IEC 61131-3, takie jak ST, LD, FDB, IL, SFC pozwalają na przejrzyste opracowanie systemu sterowania cechującego się bezpieczeństwem, niezawodnością oraz czytelnością. W prototypie urządzenia pralniczego zaimplementowano niskoenergetyczny sterownik programowalny [17] na komputerze STM32. Opracowany system wbudowany podzielony został na dwie niezależnie współpracujące części: część sterowania z wykorzystaniem maszyny wirtualnej CPDev oraz część komunikacyjną. System sterowania opracowano w oparciu o uniwersalne i przenaszalne oprogramowanie wykonawcze CPDev. Jego podstawowym zadaniem jest obsługa logiki działania urządzenia. W początkowej fazie pracy urządzenia czyli po umieszczeniu tekstyliów w bębnie pralki rozpoczyna się sekwencja odczytu identyfikatorów. Komunikacja z identyfikatorami może być przeprowadzona nawet kilkukrotnie z przerwą na przemieszanie ubrań w bębnie. Zachowanie to ma na celu zminimalizowanie liczby nieodczytanych identyfikatorów. Następnie zgodnie ze schematem na rys. 4 dane są przesyłane do komputera nadrzędnego, a po poprawnej komunikacji z chmurą obliczeniową i otrzymaniu nowego zestawu instrukcji realizowana przez mikrokontroler jest sekwencja prania zgodna z wszystkimi tekstyliami umieszczonymi w urządzeniu. W przypadku napotkania konfliktu uniemożliwiającego bezpieczne przeprowadzenie operacji czyszczenia, przekazywany jest komunikat do operatora na wyświetlaczu LCD. Przykładem takiej sytuacji jest umieszczenie w bębnie czarnych i białych ubrań. Opisany program sterujący opracowany został w języku SFC (rys. 6) i wykonywany jest w ramach maszyny wirtualnej CPDev zaimplementowanej na mikrokontrolerze STM32.
Fig. 6. CPDev engineering package with SFC diagram of laundry device control
Za niskopoziomową wymianę informacji oraz obsługę modułów wejść/wyjść odpowiada druga część oprogramowania. Uruchomiony system wbudowany zajmuje się niskopoziomową inicjalizacją peryferii, komunikacją oraz obsługą przerwań. Oprogramowanie przygotowane zostało zgodnie z zasadami bibliotek HAL (ang. Hardware Abstraction Layer) opracowanej przez firmę STMicroelectronics. Komunikacja z maszyną wirtualną opiera się o mechanizm współdzielenia zmiennych globalnych, które są zapisywane lub odczytywane z pamięci danych przed lub po wykonaniu cyklu sterującego.
Zastosowany podział pozwala skutecznie rozdzielić część sterującą od niskopoziomowych implementacji komunikacji i obsługi peryferii. Zastosowanie maszyny wirtualnej pozwala na aktualizację algorytmu sterowania w locie (ang. On the Fly Update) oraz zdalne debugowania podczas nieprzerwanej pracy całego systemu.
5. Badania odczytu danych tekstylnych
W ramach prac badawczych przeprowadzono analizy dokładności wykrytych obiektów w urządzeniu pralniczym. Do określenia liczby skanów wymaganych do poprawnego odczytania wszystkich identyfikatorów wewnątrz pralki wykorzystano 30 identyfikatorów RFID. Wyniki przedstawiono na rys. 7. W przypadku dwukrotnego obrotu bębna można zaobserwować znaczną poprawę odczytu informacji o tkaninie względem pojedynczego cyklu skanowania. Dokładność odczytu wynosi 100 % dla zakresu od 1 do 16 ubrań wewnątrz pralki. Wartość ta zaczyna spadać od 17 ubrań, ale w zakresie od 17 do 21 identyfikatorów poziom dokładności nadal utrzymuje się powyżej 90 %, co jest zadowalającym wynikiem. Najniższa wartość dla dwukrotnego skanu wynosi 60 % i pojawia się dopiero przy 30 ubraniach, podczas gdy w przypadku pojedynczego obrotu najniższa wartość pojawiła się przy 29 ubraniach i wynosiła 44 %.
Zwiększenie liczby skanów do trzech, zauważalnie poprawiło efektywność pracy systemu. Skanowanie osiągnęło wartość 100 % nawet dla 21 identyfikatorów RFID. Poziom dokładności pozostał powyżej 90 % dla 22 i 24 identyfikatorów. W przypadku pomiaru 23 identyfikatorów wartość ta osiągnęła 88 %. Może to być związane z brakiem zasilania pamięci identyfikatorów RFID, co obniżyło wyniki pomiaru dokładności. Warto zauważyć, że nawet dla 30 ubrań wewnątrz pralki poziom dokładności odczytu wynosił powyżej 70 %.
Dalsze zwiększanie liczby obrotów pozwoliło zweryfikować maksymalną możliwą dokładność odczytu w proponowanym prototypie. Chociaż poprzednie wyniki wykazały znaczny
Mateusz Salach, Marcin Hubacz, Bartosz Trybus, Bartosz Pawłowicz
Rys. 7. Wydajność odczytu identyfikatorów RFID w zależności od ich
liczby w bębnie dla 1–6 skanów
Fig. 7. Efficiency of reading RFID tags depending on their number in the drum for 1–6 scans
wzrost poziomu dokładności, odczyty nadal były poniżej 80 % w najtrudniejszym przypadku. Jak można zaobserwować, poziom dokładności dla 21 ubrań w bębnie jest zbliżony dla 4–6 obrotów. W przypadku wartości 20–21 następuje niewielki spadek do około 99 %. Warto jednak zwrócić uwagę na zmianę wyników odczytu dla zakresu 27–30 ubrań. Dokładność odczytu znacznie się poprawiła dla czterech obrotów, co dało ponad 80 % dokładności dla 30 identyfikatorów RFID. W przypadku pięciu skanów można zaobserwować kolejny skok dokładności dla wartości końcowych. W przypadku 30 ubrań wewnątrz inteligentnego urządzenia pralniczego poziom dokładności osiągnął ponad 90 %, podobnie jak we wszystkich pozostałych przypadkach. Można jednak zauważyć, że zwiększenie liczby obrotów bębna nie wpłynęło znacząco na wartości w zakresie 23–26 identyfikatorów RFID. Aby zweryfikować wyniki, wykonano 6-krotny obrót bębna. Można zauważyć, że dokładność dla 30 ubrań nie zmieniła się znacząco, z zaledwie 1 % wzrostem. Jednak poziomy odczytu dla zakresu 23–28 identyfikatorów RFID nieznacznie się poprawiły.
Ostatnie dwa skany pokazują, że poziom dokładności ustabilizował się, a kolejne obroty nie wpływają znacząco na dane odczytywane z pamięci identyfikatorów wewnątrz bębna urządzenia. Dodatkowe skany mogą powodować zmiany na poziomie maksymalnie 1–2 %, co nie przynosi znaczących zmian biorąc pod uwagę najniższą wartość 92 %.
6. Podsumowanie
W artykule zaprezentowano koncepcję oraz implementację inteligentnego systemu zarządzania pralnią połączoną z chmurą obliczeniową. Parametry i konfiguracje prania są pobierane bezpośrednio z usługi Microsoft Azure. Na potrzeby weryfikacji proponowanej koncepcji opracowano laboratoryjny model pralki, umożliwiający przeprowadzenie testów. W ramach badań dokonano analizy dokładności rozpoznawania rodzajów tkanin, co jest kluczowe dla automatyzacji procesów prania, zwłaszcza w pralniach publicznych, gdzie każda tkanina musi być poprawnie zidentyfikowana. Wyniki analiz wykazały wysoką dokładność odczytu danych z identyfikatorów RFID po wykonaniu 5–6 skanów, odpowiadających pełnym obrotom bębna.
W kolejnych etapach prac konieczne będzie skonstruowanie bębna z materiałów umożliwiających przeprowadzanie standardowych procesów prania w obecności wody oraz w zmieniających się warunkach temperaturowych. Te aspekty mogą otworzyć nowy obszar badawczy, uwzględniając wpływ warunków środowiskowych na działanie identyfikatorów oraz na efektywność procesu identyfikacji. W ramach wdrożeń autorzy
planują wprowadzić możliwość ręcznej modyfikacji informacji o materiale przed rozpoczęciem cyklu prania oraz opracowanie aplikacji mobilnej umożliwiającej zarządzanie pralką, w tym odczytywanie aktualnych materiałów wewnątrz urządzenia.
Bibliografia
1. Rathi K., Sharma V., Gupta S., Bagwari A., Tomar G.S., Home Appliances using IoT and Machine Learning: The Smart Home, [In:] 14th International Conference on Computational Intelligence and Communication Networks (CICN). Al-Khobar, Saudi Arabia: IEEE, 2022, 329–332, DOI: 10.1109/CICN56167.2022.10008294.
2. Sianaki O.A., Yousefi A., Tabesh A.R., Mahdavi M., Internet of everything and machine learning applications: Issues and challenges, [In:] 32nd International Conference on Advanced Information Networking and Applications Workshops (WAINA), 2018, 704–708, DOI: 10.1109/WAINA.2018.00171.
3. Albons B.V., Yusof K.H., Mahamarowi N.H., Ahmad A.S., Azlan A.S.M., Designation of a Home Automation System using Nodemcu with Home Wireless Control Appliances in Traditional Malay House, [In:] 2022 Engineering and Technology for Sustainable Architectural and Interior Design Environments (ETSAIDE), Manama, Bahrain: IEEE, 2022, DOI: 10.1109/ETSAIDE53569.2022.9906385.
4. Nur-A-Alam, Ahsan M., Based M.A., Haider J., Rodrigues E.M.G., Smart Monitoring and Controlling of Appliances Using LoRa Based IoT System, “Designs”, Vol. 5, No. 1, 2021, DOI: 10.3390/designs5010017.
5. Hubacz M., Sadolewski J., Trybus B., Wydajność architektury STM32 w zakresie wykonywania kodu pośredniego dla systemów sterowania, „Pomiary Automatyka Robotyka”, R. 25, Nr 1, 2021, 27–34, DOI: 10.14313/PAR_239/27.
6. Subramanian S., Bindhu M., Umathe S., Rao S., Deivasigamani S., Ramarao M., Wireless Sensor & RFID Based Smart Energy Management for Automated Home, [In:] 2022 International Conference on Augmented Intelligence and Sustainable Systems (ICAISS), India: IEEE, 2022, 1125–1129, DOI: 10.1109/ICAISS55157.2022.10010710.
7. Bolanowski M., Gerka A., Paszkiewicz A., Ganzha M., Paprzycki M., Application of Genetic Algorithm to Load Balancing in Networks with a Homogeneous Traffic Flow, [In:] Computational Science – ICCS 2023, J. Mikyška, C. De Mulatier, M. Paszynski, V.V. Krzhizhanovskaya, J.J. Dongarra, P.M. Sloot, Eds. Cham: Springer Nature Switzerland, 2023, Vol. 14074, 314–321, series Title: Lecture Notes in Computer Science. DOI: 10.1007/978-3-031-36021-3_32.
8. Sinkevych O., Monastyrskyi L., Sokolovskyi B., Boyko Y., Matchyshyn Z., Estimation of Smart Home Thermophysical Parameters Using Dynamic Series of Temperature and Energy Data, [In:] IEEE 2nd Ukraine Conference on Electrical and Computer Engineering (UKRCON), Ukraine: IEEE, 2019, 934–937, DOI: 10.1109/UKRCON.2019.8879944.
9. Stroia N., Moga D., Petreus D., Lodin A., Muresan V., Danubianu M., Integrated Smart-Home Architecture for Supporting Monitoring and Scheduling Strategies in Residential Clusters, “Buildings”, Vol. 12, No. 7, 2022, DOI: 10.3390/buildings12071034.
10. Corches C., Daraban M., Miclea L., Availability of an RFID Object-Identification System in IoT Environments, “Sensors”, Vol. 21, No. 18, 2021, DOI: 10.3390/s21186220.
11. Fernández-Caramés T.M., Fraga-Lamas P., Towards The Internet of Smart Clothing: A Review on IoT Wearables and Garments for Creating Intelligent Connected E-Textiles. “Electronics”, Vol. 7, No. 12, 2018, DOI: 10.3390/electronics7120405.
12. Wilson S., Lain, R., Fabrics and Garments as Sensors: A Research Update. “Sensors”, Vol. 19, No. 16, 2019, DOI: 10.3390/s19163570.
13. Loss C., Gonçalves R., Lopes C., Pinho P., Salvado R., Smart Coat with a Fully-Embedded Textile Antenna for IoT Applications. “Sensors”, Vol. 16, No. 6, 2016, DOI: 10.3390/s16060938.
14. Pawłowicz B., Kamuda K., Skoczylas M., Jankowski-Mihułowicz P., Węglarski M., Laskowski G., Identification efficiency in dynamic UHF RFID anticollision systems with textile electronic tags, “Energies”, Vol. 16, No. 6, 2023, DOI: 10.3390/en16062626.
15. Jankowski-Mihułowicz P., Węglarski M., Chamera M., Pyt P., Textronic UHF RFID Transponder, “Sensors”, Vol. 21, No. 4, 2021, DOI: 10.3390/s21041093.
16. Jankowski-Mihułowicz P., Węglarski M., Pyt P., Skrobacz K., Karpiński K., UHF Textronic RFID Transponder with Bead-Shaped Microelectronic Module, “Electronics”, Vol. 12, No. 23, 2023, DOI:10.3390/electronics12234873.
17. Hubacz M., Pawłowicz B., Trybus B., Architektura niskoenergetycznego uniwersalnego sterownika programowalnego, „Pomiary Automatyka Robotyka”, R. 26, Nr 4, 2022, 79–84, DOI: 10.14313/PAR_246/79.
Inne źródła
18. UHF Mid-Range Reader Module with integrated Multiplexer – ID MRMU102 – Identification – Products | FEIG ELECTRONIC
Laundry Control System Using Textronics and Cloud Computing
Abstract: The paper presents a model and implementation of a distributed laundry management system utilizing textiles and cloud computing, enabling intelligent control of the washing process through the use of RFID identifiers in textiles and connecting devices to the Azure IoT Hub service. Textiles equipped with RFID identifiers are automatically recognized, allowing for optimal adjustment of washing parameters based on the type of material. The communication module, based on the Raspberry Pi microcomputer, works in conjunction with the STM32 microcontroller, transmitting data to the cloud, where it is analyzed to provide recommendations regarding detergents, washing times, and other settings. A prototype of the control system was developed in the form of a sequential algorithm using CPDev software. Based on the laboratory model, measurements were conducted to assess the accuracy of textile identification, which helped determine the optimal number of scans.
W 2019 r. ukończył studia na Wydziale Elektrotechniki i Informatyki Politechniki Rzeszowskiej – kierunek Automatyka i Robotyka oraz Informatyka. Obecnie Asystent w Katedrze Informatyki i Automatyki Politechniki Rzeszowskiej. Jego główne zainteresowania dotyczą robotyki, elektroniki, systemów wbudowanych oraz druku 3D.
dr inż. Bartosz Trybus btrybus@kia.prz.edu.pl
ORCID: 0000-0002-4588-3973
Adiunkt w Katedrze Informatyki i Automatyki Politechniki Rzeszowskiej. Ukończył studia na Wydziale Elektrycznym, Automatyki, Informatyki i Elektroniki AGH w Krakowie. Doktorat z informatyki uzyskał w 2004 r. Jego główne badania dotyczą systemów czasu rzeczywistego i środowisk wykonawczych oprogramowania sterującego.
mgr inż. Mateusz Salach
m.salach@prz.edu.pl
ORCID: 0000-0002-9199-3460
Asystent w Zakładzie Systemów Złożonych Wydziału Elektrotechniki i Informatyki Politechniki Rzeszowskiej. Zajmuje się rozwiązaniami i badaniami z zakresu Internetu Rzeczy, VR oraz Smart City.
dr inż. Bartosz Pawłowicz barpaw@prz.edu.pl
ORCID: 0000-0001-9469-2754
Adiunkt w Katedrze Systemów Elektronicznych i Telekomunikacyjnych Wydziału Elektrotechniki i Informatyki Politechniki Rzeszowskiej. Doktorat w dyscyplinie telekomunikacja uzyskał na Wydziale Elektrotechniki, Automatyki, Informatyki i Elektroniki AGH w Krakowie w 2012 r. Jego główne badania dotyczą systemów identyfikacji bezstykowej RFID i ich zastosowań.
Identyfikacja parametryczna nieliniowych i liniowych
modeli matematycznych silnika BLDC
Łukasz Zawarczyński
Politechnika Świętokrzyska, Wydział Elektrotechniki, Automatyki i Informatyki, al. Tysiąclecia Państwa Polskiego 7, 25-314 Kielce
Streszczenie: W artykule przedstawiono wyniki analizy procesu identyfikacji parametrycznej typowych modeli matematycznych silnika bezszczotkowego prądu stałego z komutatorem elektronicznym BLDC w warunkach off-line. Celem analizy było zbadanie wpływu zmian warunków obciążenia i zasilania silnika na uzyskiwane wartości parametrów modeli matematycznych. W eksperymentach wykorzystano nieliniowy i liniowy model matematyczny układu napędowego silnika BLDC w formie układu równań różniczkowych poszczególnych faz obwodu elektrycznego silnika BLDC oraz równania różniczkowego odpowiednio zmiennej wejściowej (napięcia zasilania) i wyjściowej (prędkości kątowej). Identyfikowane parametry modeli matematycznych wyznaczano na podstawie pomiarów elektrycznych i mechanicznych wielkości wyjściowych silnika, przy pobudzeniu różnymi wartościami napięcia stojana (w jednostkach względnych). Do identyfikacji nieliniowego oraz liniowego modelu matematycznego silnika zastosowano numeryczną metodę optymalizacji statycznej NelderaMeada. Identyfikowane parametry modeli wyznaczono dla różnych warunków pracy układu napędowego z obciążeniem inercją masy bezwładności oraz pompą hydrauliczną pracującą w siłowym układzie napędowym z zaworem proporcjonalnym. Moment obciążenia silnika w układzie hydraulicznym uzyskano przez zastosowanie metody dławieniowej zmieniając parametry ciśnienia i przepływu czynnika roboczego. Dokonano także analizy wpływu napięcia zasilania i momentu obciążenia na właściwości statyczne i dynamiczne silnika. Ocenę zbieżności odpowiedzi czasowych układu napędowego zarejestrowanych w eksperymentach i uzyskanych z rozwiązania modeli matematycznych przeprowadzono na podstawie funkcji korelacji. Badania laboratoryjne przeprowadzono w układzie napędowym z silnikiem o mocy 2,5 kW, pracującym w układzie napędowym z pompą tłoczkową.
Słowa kluczowe: silnik BLDC, identyfikacja parametryczna, model matematyczny, model liniowy, model nieliniowy
1. Wprowadzenie
Parametry dowolnego typu silnika często są wyznaczane przez producentów na podstawie danych konstrukcyjnych i podawane w katalogach. Duża różnorodność typów i zakresów mocy silników generuje producentom znaczne koszty związane z koniecznością wykonywania badań identyfikacyjnych. Dlatego w większości przypadków parametry silników są modyfikowane na podstawie bazowej konstrukcji silnika lub obliczeń dokonywanych na etapie projektowania [3, 4]. Dane katalogowe dla określonego modelu silnika nie zawsze są wystarczająco dokładne i kompletne, aby wyznaczyć parametry regulatorów.
Autor korespondujący:
Łukasz Zawarczyński, l.zawarczynski@tu.kielce.pl
Artykuł recenzowany nadesłany 30.01.2024 r., przyjęty do druku 11.10.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
Mogą być jednak podstawą do dokładniejszego ich wyznaczenia, np. jako warunki startowe w identyfikacji parametrycznej. Zmiana charakterystyk statycznych i dynamicznych silnika jest wynikiem zmian wartości fizycznych jego parametrów (np. rezystancji uzwojeń lub masy obciążenia), a także zmian jakościowych zjawisk fizycznych (np. strata mocy, zawartość wyższych harmonicznych w napięciu zasilania, zależność charakterystyk od położenia i prędkości wirnika itd.) [2, 4].
Metody wyznaczania parametrów modelu matematycznego silnika na podstawie bezpośrednich lub pośrednich pomiarów charakterystyk w stanach ustalonych nie są określane z dużą dokładnością, gdyż technika dokonywania eksperymentu pomiarowego często uniemożliwia uwzględnienie nieliniowych i niestacjonarnych zjawisk statycznych i dynamicznych. Wobec zmiennych warunków zasilania, obciążenia i temperatury uzwojeń silnika, na etapie modelowania matematycznego trudno jest te zjawiska pominąć. Większą dokładność identyfikacji można otrzymać stosując metody przetwarzające wyniki pomiarów sygnałów wejściowych i wyjściowych zarówno w stanach nieustalonych, jak i ustalonych silnika. Najczęściej identyfikacji modelu matematycznego silnika BLDC dokonuje się w warunkach off-line
W literaturze są analizowane różne metody wyznaczania parametrów modelu matematycznego silników ze wzbudzeniem od magnesów trwałych. Są to metody bazujące m.in. na pomiarze prądu międzyszczytowego przy zasilaniu napięciem impulsowym [2], pomiarze charakterystyk w stanie ustalonym [3, 7], pomiarze prądów i napięć przy stałej prędkości [5, 6], czy też wyznaczania charakterystyk czasowych lub częstotliwościowych silnika [8].
W pracy przedstawiono problem identyfikacji parametrycznej w warunkach off-line z zastosowaniem numerycznej metody optymalizacji statycznej Neldera-Meada. Metoda ta umożliwia wyznaczanie parametrów modelu matematycznego silnika dla zmiennych warunków zasilania i obciążenia, co pozwala na analizę wpływu tych warunków na właściwości statyczne i dynamiczne silnika. Badania laboratoryjne przeprowadzono w falownikowym układzie napędowym z silnikiem o mocy 2,5 kW. Obciążeniem silnika był moment bezwładności lub napęd pompy hydraulicznej.
2. Model matematyczny silnika BLDC
Model matematyczny dla poszczególnych faz obwodu elektrycznego silnika BLDC przyjęto w postaci [1, 3]:
W napędzie elektrycznym wielkością regulowaną jest zazwyczaj prędkość kątowa silnika. Można założyć, że w otoczeniu stałego punktu pracy napędu falownikowego, nieliniowy model matematyczny (1)–(3) można z dobrym przybliżeniem aproksymować za pomocą modelu liniowego typu wejście–wyjście. Do dalszych rozważań przyjęto model liniowy o postaci: 2 2 2 ()() 2 ()() dtdt T TtKvt dt dt ωωζω++= (4)
gdzie: T – stała czasowa układu napędowego, ξ – względny współczynnik tłumienia, K – współczynnik wzmocnienia, v – napięcie wejściowe (pobudzające, stanowiące amplitudę napięcia fazowego).
3. Stanowisko badawcze silnika BLDC
Na rys. 1 zamieszczono schemat blokowy stanowiska badawczego, w którym wyróżniono: końcówkę mocy falownika, silnik BLDC (3000 obr./min, 2,5 kW], pompę z układem hydraulicznym, komputer PC, kartę kontrolno-pomiarową dSpace 1103, układy pomiarowe prądów i napięć fazowych (ui [V] oraz ii [A] dla i-tej fazy), układ pomiaru momentu na wale M o [Nm], pomiar prędkości kątowej ω [rad/s lub obr./min] i położenia wirnika θ [rad], przepływu Q [l/min], ciśnienie w instalacji p [bar] i sygnał sterujący uDF [V] otwarciem proporcjonalnego zaworu dławiącego. Maksymalna moc obciążenia silnika pompą hydrauliczną, przy zmianie wartości jego prędkości obrotowej w zakresie 300–3000 obr./min zmienia się w granicach 0,5–5,75 kW.
gdzie: iA, iB, iC – prądy stojana, odpowiednio w fazie A, B i C; RA, RB, RC – rezystancje uzwojeń fazowych stojana; LS, –indukcyjność uzwojenia fazowego stojana; vA, vB, vC – napięcia fazowe; eA, eB, eC – SEM indukowane w fazach.
W omawianym przypadku zastosowano silnik z sinusoidalnym rozkładem pola magnetycznego, wobec tego SEM w poszczególnych fazach wyraża się zależnościami:
Rys. 1. Schemat blokowy stanowiska badawczego Fig. 1. Block diagram of the research station
gdzie: K e – współczynnik wzbudzenia magnesu trwałego wirnika (stała napięciowa), θ – kąt położenia wału wirnika, ω m – mechaniczna prędkość kątowa wirnika.
Równanie części mechanicznej przyjęto w postaci ( ) eo m AAbBCC KM d fiFifi dtJ J ω =++− (3)
W równaniu (3), często zamiast stałej K e [Vs/rad] jest wprowadzany parametr K t [Nm/A], określany jako stała momentowa silnika. Parametr ten jest podawany również w katalogach przez producentów silników. W pracy [3] wykazano, że wartości tych parametrów są identyczne, a więc K t = K e
Układ sterowania wraz z algorytmem modulacji zaimplementowano w programach MATLAB 2010a i Simulink. Zmiana wartości wielkości wejściowych układu sterowania silnikiem oraz akwizycja danych pomiarowych realizowana była z poziomu aplikacji ControlDesk 3.7, przy pomocy karty kontrolno-pomiarowej dSpace 1103, z częstotliwością próbkowania 40 kHz.
4. Identyfikacja parametrów modelu matematycznego silnika BLDC
Sygnałami wejściowymi modelu matematycznego silnika są napięcia fazowe stojana, natomiast sygnałami wyjściowymi –prędkość kątowa, położenie wału wirnika oraz prądy fazowe. Wybór wskaźnika jakości identyfikacji oraz identyfikowanych parametrów ma znaczący wpływ na wyniki identyfikacji. Pomocnym czynnikiem w doborze rejestrowanych sygnałów oraz identyfikowanych parametrów jest analiza funkcji wrażliwości trajektorii czasowej prądu stojana i prędkości kątowej silnika. Na podstawie przeprowadzonej analizy funkcji wraż-
liwości stwierdzono, że wyznaczanie wartości parametrów modelu matematycznego silnika powinno odbywać się głównie na podstawie minimalizacji błędu średniokwadratowego modułu I wektora prądu stojana, gdyż wielkość ta wykazuje największą wrażliwość na zmiany wartości identyfikowanych parametrów. Uwzględniając znacznie łatwiejszy technicznie pomiar prędkości kątowej, identyfikacji można także dokonać na podstawie minimalizacji uchybu średniokwadratowego prędkości. Wyznaczanie parametrów modelu matematycznego (1)–(3) na podstawie minimalizacji błędu średniokwadratowego prądu lub prędkości często prowadzi do niejednoznacznych wyników identyfikacji, tzn. uzyskuje się odpowiednio dobre odwzorowanie prądu przez model matematyczny, natomiast niekoniecznie poprawne – prędkości i na odwrót. Ten problem nie występuje jeśli zastosuje się minimalizację wskaźnika o następującej postaci:
oraz napięcia VDC prostownika falownika. Wyniki identyfikacji parametrycznej przy wykorzystaniu wskaźnika (5), dla rozruchu silnika bez obciążenia i różnych wartości napięć stojana ∆v, wynoszących odpowiednio 100 %, 75 % i 50 % wartości napięcia prostownika (amplituda napięć fazowych odpowiednio 285 V, 214 V i 143,5 V), przedstawia tab. 1 (symbolem ∆ oznaczono skokową zmianę napięcia, K e [Vs/rad]).
Pośrednie wyznaczanie napięć fazowych stojana na podstawie sygnałów sterujących tranzystorami zapewnia większą dokładność identyfikacji (większe wartości współczynników korelacji prędkości R ω i prądu RI). Wynika to stąd, że napięcia fazowe próbkowane z częstotliwością 40 kHz niezbyt dokładnie odzwierciedlają ich rzeczywisty kształt.
przy czym w jest współczynnikiem wagi, wyznaczanym eksperymentalnie. Zbliżone wyniki identyfikacji otrzyma się, jeśli na podstawie minimalizacji błędu średniokwadratowego prądu stojana wyznaczy się indukcyjność L s i współczynnik wzbudzenia K e, natomiast na podstawie minimalizacji błędu średniokwadratowego prędkości – moment bezwładności J. Rezystancję stojana wyznaczono poprzez bezpośredni pomiar (R s = 2,4 Ω dla temperatury 20 °C), ale w pro cesie identyfikacji parametr ten był także identyfikowany.
Zgodność trajektorii czasowych (dokładność aproksymacji) prędkości kątowej i prądu stojana silnika oraz jego modelu matematycznego oceniano za pomocą współczynników korelacji (6), odpowiednio prędkości kątowej R ω i prądu stojana RI (współczynnik RI obliczano analogicznie jak R ω) choć równie dużą skutecznością można przeprowadzić ocenę na podstawie wartości minimalizowanego wskaźnika jakości (5).
Uzyskane w procesie identyfikacji wartości parametrów modelu matematycznego na podstawie minimalizacji funkcji (5) nie stanowią rzeczywistych, fizycznych wartości parametrów silnika, a jedynie wartości współczynników, zapewniające minimum przyjętego wskaźnika jakości identyfikacji. Rozrzut wartości tych parametrów zależy od stromości (gradientu) wskaźnika (5) w otoczeniu ekstremum (dokładność wyznaczenia ekstremum), od zmiany właściwości statycznych i dynamicznych silnika oraz od błędu aproksymacji (gdy wartości R ω i RI są mniejsze od 1).
Porównanie przebiegów czasowych prędkości kątowej ω i amplitudy I wektora prądu stojana silnika nieobciążonego i jego modelu matematycznego, z parametrami uzyskanymi w procesie identyfikacji, dla skokowej zmiany napięcia ∆v (wypełnienie impulsów 100 %), zamieszczono na rys. 2. Zmniejszenie liczby identyfikowanych parametrów (współczynnik K e = 0,885 V/rad/s wyznaczono przez bezpośredni pomiar prędkości ω i SEM) pogarsza dokładność identyfikacji, tzn. poprawia wartość współczynnika korelacji prądu, ale pogarsza – wartość współczynnika korelacji prędkości.
W celu identyfikacji parametrycznej modelu matematycznego (1)-(3) dokonano odpowiednich pomiarów wielkości fizycznych silnika obciążonego tylko momentem bezwładności wirnika, zasilanego skokową zmianą amplitudy ∆v napięcia fazowego stojana. Napięcia fazowe mierzono przetwornikami typu LEM lub wyznaczano na podstawie sygnałów sterujących tranzystorami
Rys. 2. Porównanie przebiegów czasowych prędkości kątowej ω i amplitudy I prądu stojana nieobciążonego silnika i jego modelu matematycznego dla skokowej zmiany napięcia ∆v = 100 %
Fig. 2. Comparison of the time responses of the angular velocity ω and the amplitude I of the stator current of the motor without load and its mathematical model for a step change in voltage ∆v = 100 %
Tab. 1. Zestawienie wyników identyfikacji dla skokowych zmian napięcia stojana ∆v
Tab. 1. List of identification results for step changes in the stator voltage ∆v
5. Identyfikacja parametrów modelu matematycznego silnika obciążonego momentem bezwładności
Moment bezwładności wirnika i dodatkowej masy wyznaczono na podstawie metody wybiegu (J = 0,09514 kgm2) oraz na podstawie objętości i gęstości materiału (J = 0,096 kgm2). Pomiary rozruchu silnika z dodatkową masą dokonano dla skokowego wymuszenia napięciem ∆v stojana o wartości 100 %
Tab. 2. Wyniki identyfikacji przy obciążeniu silnika dodatkową masą
Tab. 2. Identification results with additional mass connected with the motor
i 75 % wyp ełnienia. Parametry modelu matematycznego wyznaczano w oparciu o minimalizację funkcji (5), przy czym przyjęto współczynnik wagowy w = 50. Wyniki identyfikacji zamieszczono w tab. 2 (identyfikowano także współczynnik J). Przykład weryfikacji procesu identyfikacji modelu matematycznego silnika z dodatkowym momentem bezwładności przedstawia rys. 3.
Wartości identyfikowanych parametrów nie dają bezpośredniej informacji o dynamice, np. prędkości kątowej. Aby porównać właściwości statyczne i dynamiczne modeli matematycznych silnika BLDC z różnymi wartościami współczynników rozwiązano
Wypełnienie ∆v [%] L s [H] J [kgm2] K e R s [Ω] R ω RI
100 9,25·10-3 0,08910,8684,920,9980,803
75 7,23·10-3 0,09460,95519,20,9020,755
Rys. 3. Weryfikacja procesu identyfikacji modelu (1) – (3) silnika obciążonego dodatkowym momentem bezwładności i ∆v = 100 %
Fig. 3. Verification of the identification process of the model (1)–(3) of the motor loaded with an additional moment of inertia and ∆v = 100 %
Rys. 4. Weryfikacja rozwiązań modeli matematycznych dla parametrów katalogowych oraz wyznaczonych w procesie identyfikacji
Fig. 4. Verification of mathematical model solutions for catalog physical parameters and those determined in the identification process
otrzymane modele matematyczne dla amplitudy napięcia stojana ∆v = 280 V i momentu obciążenia M o = 0 Nm. Porównanie prędkości kątowych, stanowiących rozwiązanie modelu matematycznego (1)–(3), dla katalogowych wartości parametrów (L s = 0,013 H, J = 0,0955 kgm2, R s = 1,8 Ω, K e = 1,05 V/rad/s, K t = 1,98 Nm/A) oraz otrzymanych z procesu identyfikacji (tab. 2: L s = 0,00925 H, J = 0,0891 kgm2, R s = 4,92 Ω, K e = K t = 0,968 V/rad/s) zamieszczono na rys. 4. W tym przypadku widoczne są różnice w dynamice modeli matematycznych, co może oznaczać, że wartości katalogowe parametrów silnika nie są dokładne (współczynnik korelacji procesu identyfikacji R ω = 0,998). Również dla innych przypadków zasilania i obciążenia nie uzyskano zgodności zarejestrowanych przebiegów prędkości kątowej z rozwiązaniami modelu matematycznego dla danych katalogowych.
6. Identyfikacja
parametrów modelu matematycznego silnika obciążonego pompą
Identyfikację przeprowadzono dla identycznych warunków zasilania stojana, ale przy obciążeniu momentem M o w zakresie 0–3 Nm, proporcjonalnym do prędkości silnika, generowanym przez pompę hydrauliczną. Wyniki identyfikacji dla amplitudy ∆v napięcia stojana o wartości 100 %, 75 %, 50 % i 30 % wypełnienia impulsów zestawiono w tab. 3. Również i w tym przypadku uzyskane w procesie identyfikacji wartości współczynników nieliniowego modelu matematycznego silnika znacznie różnią się względem siebie, co dla modelu nieliniowego niekoniecznie musi oznaczać różne jego właściwości statyczne i dynamiczne. Przykład weryfikacji procesu identyfikacji dla ∆v = 100 % wypełnienia impulsów ilustruje rys. 5.
Tab. 3. Zestawienie wyników identyfikacji dla silnika obciążonego pompą dla różnych wymuszeń napięcia
Tab. 3. Summary of identification results for a motor loaded with a pump for various voltage excitations ∆v [%] L s [H] J [kgm2] K e R s [Ω] R ω RI
Rys. 5. Weryfikacja procesu identyfikacji dla silnika obciążonego pompą przy pobudzeniu napięciem ∆v = 100 %
Fig. 5. Verification of the identification process for the motor loaded with a pump and excited by voltage ∆v = 100 %
Rys. 6. Porównanie rozwiązań modelu matematycznego silnika dla danych z tab. 3
Fig. 6. Comparison of solutions of the mathematical model of the motor for the data from tab. 3
Celem porównania właściwości modelu matematycznego (1)–(3) z parametrami zamieszczonymi w tab. 3, rozwiązano go dla amplitudy napięcia stojana ∆v = 280 V i momentu obciążenia M o = 0 Nm. Porównanie rozwiązań zamieszczono na rys. 6. Zmiana charakteru przebiegu prędkości kątowej jest szczególnie zauważalna dla małych wartości napięć ∆v. Jest to głównie wynikiem wpływu napięcia zasilania na właściwości silnika, ale także błędu identyfikacji.
7. Identyfikacja liniowego modelu matematycznego silnika BLDC
W uproszczonym, liniowym modelu matematycznym (4) typu wejście-wyjście układu napędowego z silnikiem BLDC sygnałem pobudzającym jest amplituda napięcia zasilania stojana v, natomiast sygnałem wyjściowym prędkość kątowa ω. Eksperymenty identyfikacyjne przeprowadzono przy zerowej i niezerowej prędkości początkowej silnika nieobciążonego, obciążonego dodatkowym momentem bezwładności oraz pompą hydrauliczną.
Wyniki identyfikacji liniowego modelu matematycznego silnika nieobciążonego, dla amplitudy napięcia ∆v równej 100 %, 75 % i 50 % wypełnienia impulsów, na podstawie minimalizacji
Tab. 4. Wyniki identyfikacji liniowego modelu (4) silnika nieobciążonego
Tab 4. Results of identifying the linear model (4) of the motor without load ∆v [%] T [s] ξ K [rad/sV]Rω
1001,87 10-3 0,790 1,397 0,998
751,56 10-3 1,446 1,673 0,971
508,30 10-4 15,11 2,344 0,992
błędu średniokwadratowego prędkości kątowej (pierwszy składnik wskaźnika jakości (5)), zamieszczono w tab. 4
Zastosowanie modelu drugiego rzędu zapewnia dość dobrą aproksymację zarejestrowanej prędkości kątowej silnika (współczynnik korelacji R ω powyżej 0,95). Dokładniejszą identyfikację otrzymano w przypadku silnika obciążonego dodatkową masą bezwładności (tab. 5).
Tab. 5. Wyniki identyfikacji modelu (4) silnika z dodatkową masą bezwładności
Tab. 5. Results of identification of the motor model (4) with additional inertia mass
∆v [%] T [s] ξ K [rad/sV] R ω
1001,68 10-2 6,06 1,333 0,998
753,27 10-1 4,65 1,621 0,960
501,35 10-1 24,62 2,166 0,996
304,16⋅10-1 15,12 2,394 0,999
(b)
Rys. 7. Weryfikacja procesu identyfikacji liniowego modelu matematycznego silnika obciążonego dodatkową masą dla ∆v = 100 % (a) oraz porównanie rozwiązań tego modelu dla danych z tab. 5 i wymuszenia ∆v = 280 V (b)
Fig. 7. Verification of the process of identifying the linear mathematical model of the motor loaded with additional mass for ∆v = 100 % (a) and comparison of the solutions of this model for the data in Tab. 5 and excitation of ∆v = 280 V (b)
Weryfikację procesu identyfikacji modelu matematycznego (4) dla zasilania silnika napięciem stojana ∆v = 100 % zamieszczono na rys. 7a, natomiast rys. 7b przedstawia porównanie rozwiązań modelu liniowego dla wartości parametrów zamieszczonych w tab. 5. Liniowy model rozwiązano również dla sygnału wejściowego ∆v = 280 V. W tym przypadku amplituda napięcia stojana ma silny wpływ zarówno na właściwości statyczne i dynamiczne przebiegów prędkości kątowej silnika. Wyniki eksperymentów identyfikacyjnych, w których obciążenie silnika stanowiła pompa tłoczkowa wraz z układem hydraulicznym (moment obciążenia proporcjonalny do prędkości i dla jej wartości znamionowej również przyjmuje wartość znamionową, czyli M o = 100 %), zestawiono w tab. 6. Również dla
(a)
Tab. 6. Wyniki identyfikacji liniowego modelu (4) silnika obciążonego pompą (Mo = 100 %)
Tab. 6. Results of the identification of the linear model (4) of the motor loaded with a pump (Mo = 100 %)
∆v [%] T [s] ξ K [rad/sV] R ω
1006,62 10-3 0,874 1,326 0,998
753,84 10-3 0,855 1,063 1,000
505,29 10-4 19,32 0,893 0,964
302,25 10-2 3,73 0,593 0,999
Rys. 8. Porównanie rozwiązań liniowego modelu matematycznego dla danych z tab. 6 i wymuszenia ∆v = 280 V
Fig. 8. Comparison of the solutions of the linear mathematical model for the data from tab. 6 and forcing ∆v = 280 V
tego typu obciążenia silnika otrzymano zbieżne przebiegi mierzonej prędkości kątowej silnika i jego modelu matematycznego (R ω ≈ 1).
Rysunek 8 ilustruje porównanie rozwiązań modelu matematycznego (4), dla wartości parametrów zamieszczonych w tab. 6 i napięcia ∆v = 280 [V]. Wpływ amplitudy napięcia stojana na właściwości statyczne i dynamiczne modeli matematycznych jest zbliżony do omówionych powyżej.
Analizowano również problem identyfikacji modelu liniowego przy niezerowych początkowych prędkościach kątowych silnika.
Eksperymenty identyfikacyjne przeprowadzono dla silnika obciążonego pompą. W tabeli 7 zamieszczono wyniki identyfikacji, dla skokowej zmiany wartości pobudzającego napięcia zasilania stojana ∆v = 25 %, przy czym napięcie v o przed wprowadzeniem tego pobudzenia wynosiło odpowiednio 75 %, 50 % i 25 % połowy napięcia prostownika falownika (ustalona prędkość początkowa ω o wynosiła odpowiednio 230 rad/s, 157 rad/s oraz 44 rad/s.
Wyniki identyfikacji zamieszczone w tab. 7, jak i odpowiedzi skokowe prędkości kątowej silnika i jego modelu matematycznego (rys. 9), potwierdzają dokładne odwzorowanie przebiegów czasowych (wartość R ω bliska 1).
Tab. 7. Wyniki identyfikacji modelu liniowego silnika obciążonego pompą, przy niezerowych warunkach początkowych prędkości
Tab. 7. Results of identifying the linear model of the motor loaded with a pump, with non-zero initial speed conditions ∆v [%]T [s] ξ K [rad/sV]Rω
75+254,22 10-3 1,269 1,316 1,000
50+254,18 10-3 0,961 1,070
Rys. 9. Weryfikacja procesu identyfikacji liniowego modelu matematycznego silnika obciążonego pompą dla napięcia v = 75+25 %
Fig. 9. Verification of the process of identifying the linear mathematical model of the motor loaded with a pump for voltage v = 75+25 %
Tab. 8. Wyniki identyfikacji liniowego modelu silnika obciążonego zmiennym momentem
dla niezerowych wartości początkowej prędkości ωo
Tab. 8. Results of identification of the linear model of the motor loaded with variable torque Mo, for non-zero values of the initial speed ωo
Eksperymenty identyfikacyjne przeprowadzono także dla niezerowych warunków początkowych prędkości kątowej i różnego obciążenia silnika momentem M o. Zmianę momentu obciążenia na wale silnika realizowano przez odpowiednie wysterowanie napięcia cewki elektrohydraulicznego zaworu proporcjonalnego. Wartości tego napięcia dobrano tak, aby uzyskać w stanie ustalonym prędkości obciążenie 50 %, 100 %, 150 % i 200 % momentu znamionowego silnika (MN = 7,8 Nm). Napięcie zasilania silnika zmieniano o ∆v = 25 %, przy początkowych wartościach napięcia v o, wynoszących: 75 %, 50 % i 25 %. Wyniki identyfikacji zamieszczono w tab. 8.
Rys. 10. Porównanie rozwiązań modelu matematycznego (4) dla danych z tab. 8 i momentu obciążenia 8 Nm i 16 Nm Fig. 10. Comparison of the solutions of the mathematical model (4) for the data from tab. 8 and the load moment of 8 Nm and 16 Nm
Porównanie rozwiązań modelu liniowego (4) dla danych z tab. 8 i dla ∆v = 280 V zamieszczono na rys. 10. Również w tym przypadku na właściwości statyczne i dynamiczne silnika (także jego modelu matematycznego) ma wpływ napięcie zasilania stojana, w mniejszym stopniu obciążenie momentem. Ten sposób eksperymentu identyfikacyjnego praktycznie uzależnia identyfikowane parametry tylko od napięcia zasilania silnika. Proces identyfikacji parametrów analizowanych modeli matematycznych silników można znacząco uprościć, dokonując pomiarów i przetwarzania sygnałów w układzie regulacji, np. prędkości kątowej. Wówczas dla danych parametrów regulatora nie ma konieczności pomiaru napięć stojana, a tylko sygnału wejściowego układu regulacji.
8. Podsumowanie
Zaletą zaproponowanej metody identyfikacji jest możliwość wyznaczania zmiany wartości identyfikowanych parametrów, wskutek zmiennych warunków obciążenia i zasilania silnika. Na podstawie przeprowadzonych badań laboratoryjnych stwierdzono, że wartości wyznaczanych parametrów modeli matematycznych istotnie zależą od warunków zasilania i obciążenia silnika, ale także od zastosowanego eksperymentu identyfikacyjnego. Identyfikacji parametrów modelu matematycznego nie można więc dokonać na podstawie pojedynczego, lecz na podstawie odpowiednio zaplanowanej serii eksperymentów. Model matematyczny silnika powinien odzwierciedlać jego właściwości statyczne i dynamiczne w całym zakresie warunków eksploatacji.
W przypadku silnika BLDC otrzymano zadowalające wyniki zastosowania liniowego modelu matematycznego do opisu jego właściwości statycznych i dynamicznych, w różnych warunkach eksploatacji silnika. Jednakże brak możliwości uwzględnienia momentu bezwładności lub obciążenia w strukturze liniowego równania typu wejście-wyjście skutkuje uzależnieniem wartości
jego współczynników od tych wielkości fizycznych. W przypadku projektowania układu regulacji może być niezbędna aproksymacja zmian wartości identyfikowanych współczynników w funkcji napięcia (prędkości kątowej), momentu bezwładności i obciążenia, np. za pomocą funkcji wielomianowych.
Uzyskane wartości parametrów modelu matematycznego na podstawie minimalizacji błędu średniokwadratowego aproksymacji nie są wartościami rzeczywistych parametrów silnika, a jedynie wartościami współczynników, które zapewniają minimum przyjętego wskaźnika jakości identyfikacji. Metoda ta daje więc dokładny opis właściwości statycznych i dynamicznych silnika dla różnych warunków zasilania i obciążenia, lecz nie nadaje się do wyznaczania poszczególnych parametrów konstrukcyjnych silnika.
Bibliografia
1. Boldea I, Nasar S.A, Electric Drives. CRC Press LLC, 1999
2. Cavagnino A., Lazzari M., Profumo F., Tenconi A., Axial Flux Interior PM Synchronous Motor: Parameter Identification and Steady-State Performance Measurements “IEEE Transactions on Industry Applications”, Vol. 36, No. 6, 2000, 1581–1588, DOI: 10.1109/28.887209.
3. Hanselman D., Brushless Permanent Magnet Motor Design Magna Physics Publishing, USA, 2006.
4. Hillenbrand F., Riedel M., BLDC-motor production process surveillance based on parameter identification method 6th International Electric Drives Production Conference (EDPC), 2016, 86–91, DOI: 10.1109/EDPC.2016.7851319.
5. Kumpanya D., Thaiparnat S., Puangdownreong D., Parameter identification of BLDC motor model via metaheuristic optimization techniques, “Procedia Manufacturing”, Vol. 4, 2015, 322–327, DOI: 10.1016/j.promfg.2015.11.047.
6. Stefański T., Zawarczyński Ł., Identyfikacja parametryczna modelu matematycznego silnika bezszczotkowego prądu stałego. „Pomiary Automatyka Kontrola”, R. 57, Nr 1, 2011, 109–113.
7. Wu J., Parameters estimation of BLDC motor for energy storage system. Proceedings of the 10th World Congress on Intelligent Control and Automation, 2012, 4190–4194, DOI: 10.1109/WCICA.2012.6359180.
8. Xiang C., Wang X., Ma Y., Xu B., Practical Modeling and Comprehensive System Identification of a BLDC Motor, Hindawi Publishing Corporation “Mathematical Problems in Engineering”, Vol. 2015, DOI: 10.1155/2015/879581.
Łukasz Zawarczyński
Parametric Identification of Nonlinear and Linear Mathematical Models of the BLDC Motor
Abstract: The article presents the results of an analysis of the parametric identification process of typical mathematical models of a brushless DC motor with an electronic commutator (BLDC) in off-line conditions. The aim of the analysis was to examine the impact of changes in motor load and power supply conditions on the obtained parameter values of mathematical models. The experiments used a nonlinear and linear mathematical model of the BLDC motor drive system in the form of a system of differential equations of individual phases of the BLDC motor electric circuit and a differential equation of the input variable in the form of supply voltage and the output variable in the form of angular velocity, respectively. The identified parameters of the mathematical models were determined on the basis of electrical and mechanical measurements of the motors’s output values when excited with various stator voltage values (in relative units). The Nelder-Mead numerical static optimization method was used to identify the nonlinear and linear mathematical model of the motor. The identified model parameters were determined for various operating conditions of the drive system with an inertial mass load and a hydraulic pump operating in a power drive system with a proportional valve. The motor load torque in the hydraulic system was obtained by using the throttling method by changing the pressure and flow parameters of the working medium. The influence of supply voltage and load torque on the static and dynamic properties of the motor was also analysed. The assessment of the convergence of the time responses of the drive system recorded in experiments and obtained from the solution of mathematical models was carried out on the basis of the correlation function. Laboratory tests were carried out in a drive system with motor BLDC of power 2.5 kW operating in a drive system with a piston pump.
Keywords: BLDC motor, parametric identification, mathematical model, linear model, nonlinear model
dr inż. Łukasz Zawarczyński l.zawarczynski@tu.kielce.pl
ORCID:0000-0003-1899-2389
Od 2008 r. pracuje na Politechnice Świętokrzyskiej na Wydziale Elektrotechniki, Automatyki i I nformatyki w Katedrze Informatyki Stosowanej. W 2021 r. uzyskał stopień naukowy doktora w dyscyplinie Automatyka, Elektronika i Elektrotechnika. Jego obszar badawczy jest ściśle związany z projektowaniem systemów sterowania i zarządzania elementami wykonawczymi w postaci układów napędowych. Rezultaty licznych prac badawczych obejmujących zagadnienia sterowania i identyfikacji prezentował na konferencjach międzynarodowych i branżowych. Pełni funkcję Prezesa Koła SEP na Politechnice Świętokrzyskiej.
Modelowanie oraz sterowanie temperaturą wewnątrz budynku użyteczności publicznej
Kacper Moździerz, Krzysztof Kołek
AGH Akademia Górniczo-Hutnicza, Wydział Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej, Katedra Automatyki i Robotyki, al. A. Mickiewicza 30, 30-059 Kraków
Streszczenie: Pomieszczenia w budynkach użyteczności publicznej charakteryzują się występującymi naprzemiennie okresami wykorzystywania oraz niewykorzystywania tych pomieszczeń, wynikającymi z godzin nocnych oraz przeplatania się dni roboczych oraz wolnych od pracy. W artykule przedstawiono pomiary zużycia energii cieplnej w wybranym pomieszczeniu biurowym oraz utworzono termiczny model matematyczny pomieszczenia ogrzewanego instalacją centralnego ogrzewania. Opisano zależności mocy cieplnej pobieranej przez pomieszczenie w funkcji temperatury wewnętrznej i zewnętrznej dla stanu ustalonego oraz w postaci dwuczłonowej transmitancji opisującej zależność temperatury wewnętrznej od temperatury zewnętrznej i mocy kaloryfera. Zaproponowano algorytm sterowania grzejnikiem zapewniający utrzymanie komfortu termicznego w pomieszczeniu w godzinach pracy przy jednoczesnym oszczędzaniu energii w okresach, gdy w pomieszczeniu nie pracują ludzie. Oszczędzanie energii odbywa się przez obniżenie temperatury w pomieszczeniu. Przywracanie komfortu termicznego wykorzystuje matematyczny model pomieszczenia, dzięki któremu można symulacyjnie obliczyć godzinę powtórnego włączenia ogrzewania w celu odzyskania temperatury komfortu termicznego na zadaną godzinę. Bazując na opracowanych modelach opisano metodę szacowania uzyskanych oszczędności wynikających z obniżania temperatury wewnątrz pomieszczenia w okresach, w których nie przebywają w nim ludzie. Oszczędności obliczane są jako różnica energii dostarczonej do pokoju w hipotetycznej, obliczonej na podstawie modelu matematycznego pomieszczenia, sytuacji braku obniżania temperatury oraz rzeczywistej, zmierzonej energii dostarczonej do pokoju. Uzyskane w sezonie grzewczym 2023/2024 wyniki wskazują możliwość oszczędności energii cieplnej na poziomie 20–30 %.
Słowa kluczowe: modelowanie pomieszczeń, identyfikacja, oszczędzanie energii cieplnej, sterowanie optymalne, MPC
1. Wprowadzenie
W trakcie typowego dnia pracy pomieszczenia o charakterze biurowym wykorzystywane są przez około osiem godzin. W pozostałych godzinach oraz w trakcie całych dni wolnych od pracy w pomieszczeniach nie przebywają ludzie. Oznacza to, iż zdecydowaną większość czasu pomieszczenia nie są wykorzystywane. Dla typowego pięciodniowego tygodnia pracy czas przebywania ludzi w pomieszczeniach to 40 godzin na 168 godzin całego tygodnia, co stanowi około 24 % czasu.
Można postawić pytanie, czy w trakcie sezonu grzewczego zasadnym jest utrzymywanie w sposób ciągły w pomieszczeniach
Autor korespondujący:
Kacper Moździerz, kmozdzierz@student.agh.edu.pl
Artykuł recenzowany nadesłany 06.06.2024 r., przyjęty do druku 20.09.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
temperatury zapewniającej komfort termiczny dla pracujących osób? Czy ewentualne obniżenie temperatury w pomieszczeniu poza godzinami pracy oraz jej przywrócenie wiąże się z uzyskaniem oszczędności zużytej energii cieplnej? Oraz w przypadku, gdy zasadnym okaże się obniżanie temperatury, kiedy należy rozpocząć jej przywracanie, tak aby komfort termiczny był osiągnięty w momencie pojawienia się pracowników w pomieszczeniu?
Modelowanie matematyczne zjawisk przewodnictwa cieplnego opisano w licznych publikacjach [1–5]. Liczne podejścia wychodzą od zjawisk fizycznych związanych z przewodnictwem cieplnym oraz ich analogii do zjawisk występujących w obwodach elektrycznych RC [6]. Celem modeli jest zarówno przewidywanie temperatury [7], jak i zapotrzebowania na energię [8]. Jednak ze względu na trudności z identyfikacją stałych modeli, często różniących się w różnych fragmentach modelowanego budynku lub pomieszczenia, popularne są metody typu „gray-box”, w których do budowy modeli matematycznych wiedza o zjawiskach fizycznych uzupełniana jest informacjami uzyskiwanymi z pomiarów. Liczni autorzy wykorzystują w tym celu sieci neuronowe [9, 10], a szczególnie interesujące podejście zastosowano w [11], gdzie autorzy zastosowali technikę transfer learning w celu wstępnego wytrenowania sieci neuronowej na danych symulacyjnych oraz dotrenowania jej na danych pomiarowych. Akwizycja danych
w celu budowy i walidacji modeli realizowana jest aktualnie najczęściej z wykorzystaniem urządzeń IoT (ang. Internet of Things) [12]. Większość modeli ma charakter liniowy, jednak spotykane są również modele o odmiennej strukturze, np. modele hierarchiczne [13], modele wykorzystujące analizę gęstości mocy [14] oraz modele nieliniowe [5].
Zużycie energii oraz optymalizacja jej zużycia były analizowane zarówno w kontekście sterowania węzłów cieplnych podłączonych do kompleksów budynków [15–17], jak i pojedynczych pomieszczeń [18, 19]. W [19] autorzy opisują algorytm, którego zastosowanie skutkuje uzyskaniem 36 % oszczędności energii. Algorytmy sterowania wykorzystują modele do zapewnienia przyszłych poziomów temperatur, jak również do zapewnienia odpowiednich poziomów wilgotności powietrza [18]. Elementy wykonawcze zapewniające realizację algorytmów sterowania i optymalizacji to najczęściej inteligentne termostaty [20].
W artykule zaprezentowano metodę tworzenia modelu matematycznego oraz wykorzystanie tego modelu do sterowania temperaturą i szacowania oszczędności dla pojedynczego pomieszczenia. W drugim rozdziale artykułu zaprezentowano układ pomiarowy umożliwiający wielopunktowy pomiar temperatury w wybranym pomieszczeniu Akademii Górniczo-Hutniczej w Krakowie. Dodatkowo mierzona jest temperatura zewnętrzna oraz moc kaloryfera. Dane pomiarowe posłużyły do budowy modelu matematycznego temperatury w pomieszczeniu w zależności od temperatury zewnętrznej oraz mocy oddawanej przez kaloryfer. W kolejnym rozdziale wykorzystano model matematyczny do szacowania oszczędności energii w okresach obniżania temperatury wewnętrznej. Obniżanie temperatury w pomieszczeniu wiąże się z koniecznością rozpoczęcia z wyprzedzeniem powtórnego ogrzewania pomieszczenia w celu przywrócenia komfortu termicznego na czas rozpoczęcia pracy. Start tego procesu musi być, ze względu na oszczędzanie energii, maksymalnie opóźniony, jednak dokonany na tyle wcześnie, aby komfort termiczny został osiągnięty w zadanym czasie. Zagadnienie to zostało omówione w rozdziale czwartym. W ostatnim rozdziale opisano wnioski podsumowujące możliwe do osiągnięcia oszczędności energii cieplnej.
2. Pomiary oraz model matematyczny pomieszczenia
Jako obiekt badań wybrano jedno z pomieszczeń biurowych znajdujących w pawilonie B1 Akademii Górniczo-Hutniczej w Krakowie. Gabinet ulokowany jest na trzeciej, ostatniej kondygnacji budynku, a jego wymiary fizyczne to: 7,0 m × 3,0 m × 3,52 m (długość × szerokość × wysokość), co przekłada się na kubaturę wynoszącą 73,92 m3. W pomieszczeniu zainstalowano układ pomiarowy, w skład którego wchodzą: platforma Raspberry Pi 4B odpowiedzialna za akwizycję danych pomiarowych i logowanie ich do chmury IoT ThingSpeak; 11 cyfrowych czujników temperatury DS18B20, komunikujących się z Raspberry Pi za pomocą magistrali 1-Wire: −osiem czujników temperatury wewnątrz pomieszczenia, −jeden czujnik temp eratury zewnętrznej, dwa czujniki umieszczone na rurach grzewczych: pomiar temperatury wlotowej i wylotowej z kaloryfera; przepływomierz Termipol PM-1/4-B zamontowany na rurze doprowadzającej wodę do kaloryfera, generujący sygnał impulsowy, proporcjonalny do prędkości przepływu cieczy; siłownik termiczny HERZ 24 V DC (ang. Direct Current) realizujący sterowanie dwupunktowe zaworem kaloryfera; −zasilacz lab oratoryjny.
Dane pomiarowe z wszystkich czujników oraz dane sterowania otwarciem/zamknięciem zaworu kaloryfera rejestrowano z okresem jednej minuty i logowano z użyciem protokołu
MQTT (ang. MQ Telemetry Transport) na platformę chmurową ThingSpeak. Pomiarów dokonano w okresie od stycznia do marca 2024 r. Na rysunku 1 przedstawiono elementy oraz schemat ideowy systemu pomiarowego. Czujniki temperatury wewnętrznej pomieszczenia rozmieszczono na dwóch przeciwległych krańcach gabinetu – cztery na ścianie przy oknach oraz cztery na ścianie wewnętrznej, na wysokościach kolejno: 1,75 m, 2,25 m, 2,75 m, 3,25 m. Rozmieszczenie czujników oraz poglądowy rzut badanego pomieszczenia przedstawiono na rysunku 2.
Rys. 1. Elementy oraz schemat ideowy układu pomiarowo-sterującego
Fig. 1. Elements and schematic diagram of measurement and control system
Rys. 2. Rzut badanego pomieszczenia. Na niebiesko zaznaczono miejsce umieszczenia czujników, na czerwono zaznaczono położenie kaloryfera
Fig. 2. The plan of the room under study. The location of the sensors is marked in blue, the location of the radiator is marked in red
Przykładowe dane uzyskane z czujników temperatury znajdujących się wewnątrz pomieszczenia w ciągu dwóch kolejnych tygodni pomiarów przedstawiono na rysunku 3. W części wykresu można zauważyć szybką zmienność chwilową temperatur, która wynika z wprowadzenia do układu sprzężenia zwrotnego w postaci średniej temperatury pomieszczenia i prób stabilizacji jej na zadanym poziomie za pomocą regulacji dwupołożeniowej, realizowanej za pomocą zaworu i siłownika termicznego.
Rysunek 4 zawiera uśrednione pomiary temperatur wewnątrz pomieszczenia oraz pomiar temperatury zewnętrznej z tego samego okresu, jak na rysunku 3. Dodatkowo zawarto przebieg chwilowej mocy cieplnej generowanej w tym czasie przez kaloryfer, którą wyliczono z zależności (1), na podstawie pomiarów przepływu oraz temperatur cieczy grzewczej: () ww dV PtcT dt ρ =∆ (1)
gdzie: P(t) – moc chwilowa, c w – ciepło właściwe wody (przyjęto 4200 J·K/kg), ��w – gęstość wody (przyjęto 1000 kg/m3), dV dt – prędkość przepływu cieczy grzewczej, ΔT – różnica
temperatury wlotowej i wylotowej z kaloryfera (T we − T wy).
Wykres mocy grzewczej (rys. 4) zawiera także przebieg mocy średniej ��śr, obliczonej jako średnia ruchoma mocy chwilowej na oknie o szerokości 60 próbek. W matematycznych modelach obiektów zastosowanie znajdują modele typu „gray box”, w których wykorzystywane są wspólnie zarówno dane pochodzące z pomiarów obiektów fizycznych, jak i ugruntowanej wiedzy dotyczącej przebiegu podobnych zjawisk. Jednak, ze względu na dużą różnorodność pomieszczeń, wyjście bezpośrednio od zjawisk fizycznych nie jest możliwe. Pomieszczenia charakteryzują się różnym rodza-
Rys. 3. Zarejestrowane pomiary z czujników temperatury wewnętrznej (wykres górny i środkowy) oraz pomiar temperatury cieczy wlotowej i wylotowej z kaloryfera (wykres dolny)
Fig. 3. Recorded measurements from the indoor temperature sensors (top and middle graphs) and the temperature measurement of the inlet and outlet liquid from the heater (bottom graph)
Rys. 4. Przebiegi średniej temperatury pomieszczenia, temperatury zewnętrznej oraz mocy cieplnej generowanej przez kaloryfer
Fig. 4. The graphs of the average room temperature, outdoor temperature and heating power generated by the heater
jem ścian, różną wielkością oraz typem okien, różną izolacją ścian zewnętrznych oraz różnorodnym sąsiedztwem, co istotnie utrudnia fizyczne modelowanie. Wobec tego zdecydowano się na analizę i budowę modelu matematycznego jedynie na podstawie relacji pomiędzy danymi wejściowymi i wyjściowymi, zatem model typu „black box”. Pomieszczenie potraktowano jako liniowy obiekt dynamiczny typu MISO (ang. Multiple Input Single Output), gdzie wejście stanowią temperatura zewnętrzna Toutdoor oraz moc generowana przez grzejnik P, a wyjściem jest średnia temperatura wewnątrz pomieszczenia Tindoor
Rys. 5. Płaszczyzna stanów ustalonych pomiędzy temperaturą wewnętrzną, zewnętrzną i mocą generowaną przez kaloryfer, otrzymana metodą regresji liniowej. Nad wykresem umieszczono równanie otrzymanej płaszczyzny
Fig. 5. Steady-state plane between indoor temperature, outdoor temperature and power generated by the radiator, obtained by linear regression method. The equation of the obtained plane is placed above the graph
Tab. 1. Linear regression model parameters (R2 – coefficient of determination, RMSE – Root Mean Square Error)
Model regresji liniowej 012 ZXY =++βββ
WspółczynnikWartość Błąd standardowy R2
β0 1139,8 22,864 0,891
β1 3,8978 1,0826 ��������
β2 –57,768 0,15757 85,9
Tab. 2. Wyniki dopasowania modelu oraz wartości błędu RMSE dla danych identyfikacyjnych i walidujących
Tab. 2. Results of model fitting and values of RMSE error for identification and validation data
W pierwszej kolejności zdecydowano się zbadać liniową zależność między stanami ustalonymi układu. W tym celu zebrane dane pomiarowe poddano filtracji następującym algorytmem wykorzystującym średnią ruchomą na oknie czasowym o szerokości W. Niech wektor Si = [Tindoor(n), Toutdoor(n), P(n)] oznacza pewną trójkę wartości zmiennych w stanie ustalonym w chwili n-tej, N – liczbę pomiarów, W – szerokość okna czasowego,
Dla n = {1, 2, …, N – W}: idx = {n, n + 1, …, n + W}
RMSE [℃] GoF (NRMSE) [%] RMSE [℃] GoF (NRMSE) [%]
0,2800 77,29 0,2829 62,51
gdzie: ���� = 0,5 °C – odchylenie od średniej temperatury, ���� = 100 �� – odchylenie od średniej mocy, min() – minimalna wartość zbioru, max() – maksymalna wartość zbioru, mean() – średnia arytmetyczna zbioru.
Otrzymane po filtracji dane, wykazujące trend liniowy poddano aproksymacji za pomocą regresji liniowej. Na rys. 5 przedstawiono otrzymaną płaszczyznę wraz z chmurą punktów danych wejściowych. W tab. 1 przedstawiono otrzymane parametry regresji wraz z wartościami błędów i dodatkowymi parametrami statystycznymi.
Kolejnym etapem tworzenia temperaturowego modelu pomieszczenia było zamodelowanie go w postaci transmitancji. Z zarejestrowanych danych wybrano dwa okresy pomiarowe. Pierwszy z nich został wykorzystany do przeprowadzenia identyfikacji modelu, drugi zaś w celu weryfikacji wyników estymacji. Badany obiekt rozpatrywano jako system dynamiczny o dwóch wejściach i jedynym wyjściu. Wynikowy model otrzymano w postaci dwóch transmitancji operatorowych, po jednej dla każdego z wejść.
4 5 2,7395101 0,3055 3,7327101
Na rys. 6 przedstawiono porównanie odpowiedzi obiektu rzeczywistego z odpowiedzią obiektu symulacyjnego na dane wejściowe wykorzystane do identyfikacji. Rysunek 7 przedstawia analogiczne porównanie, lecz przeprowadzone dla danych walidujących, wybranych z innego okresu pomiarowego. W tabeli 2 przedstawiono wartości błędów RMSE (ang. Root Mean Square Error) i wskaźniki dopasowania modelu do danych rzeczywistych GoF (ang. Goodness of Fit), NRMSE (ang. Normalized Root Mean Square Error) obliczone według wzorów (5), (6) oraz (7).
Rys. 6. Porównanie odpowiedzi modelu z danymi pomiarowymi dla danych wejściowych wykorzystanych do identyfikacji
Fig. 6. Comparison of the model’s response with measured data for the input data used for identification
Rys. 7. Porównanie odpowiedzi modelu z danymi pomiarowymi za pomocą danych walidujących, pochodzących z innego okresu pomiarowego
Fig. 7. Comparison of model response with measured data using validation data from a different measurement period
Na rys. 6 oraz 7 można zauważyć, że otrzymany model obarczony jest niedokładnościami w stosunku do danych rzeczywistych, jednak satysfakcjonująco odwzorowuje dynamikę obiektu. Pomiary stanowiące dane wejściowe dla modelu zbierane były w pomieszczeniu, które było w ciągłym użytku, zatem niemożliwe jest uwzględnienie wszystkich zakłóceń, takich jak wentylacja, nieszczelności uszczelek okiennych, ciepło emitowane przez człowieka i sprzęt elektroniczny, otwieranie/zamykanie okien i drzwi, wpływ pracującego sprzętu komputerowego, czy wpływ temperatury pomieszczeń sąsiednich.
3. Szacowane oszczędności
Pierwszego oszacowania potencjalnych oszczędności wynikających z całkowitego lub częściowego wyłączenia ogrzewania pomieszczenia w godzinach jego nieużytkowania dokonano na podstawie danych otrzymanych z modelu regresyjnego (rys. 5, tab. 1). Dane wynikające z tego modelu umożliwiają wyznaczenie przybliżonego poziomu mocy grzewczej jaka jest potrzebna do utrzymania temperatury pomieszczenia na zadanym poziomie w zależności od wpływu temperatury zewnętrznej. W ramach eksperymentu, wybrano jeden z tygodni roboczych (8–13 stycznia 2024 r.), gdzie okresowo wyłączano ogrzewanie gabinetu w godzinach nocnych na różne długości czasu (od jednej do siedmiu godzin).
Wyniki eksperymentu przedstawiono na rys. 8. Wykres środkowy przedstawia przebieg mocy generowanej przez grzejnik w czasie eksperymentu (kolor czarny) oraz przebieg zapotrzebowania na moc grzewczą, taką aby utrzymać temperaturę na poziomie 21 °C (kolor niebieski), wyznaczony z równania płaszczyzny (rys. 5).
Aby przekonać się o wielkości zaoszczędzonej energii, wystarczy obliczyć całki obu przebiegów i je porównać, czego dokonano poniżej.
gdzie: �� – liczba próbek, �� – indeks próbki, T p – wartość temperatury (dane pomiarowe), T s – wartość temperatury (dane symulacyjne), p T – średnia arytmetyczna danych pomiarowych temperatury.
Obliczenia i przeprowadzony eksperyment wskazuje, że samym zabiegiem ograniczenia grzania w godzinach, gdy pomieszczenie nie jest użytkowane, można zaoszczędzić do około 20 % energii cieplnej.
Analogiczne testy przeprowadzono symulacyjnie, wykorzystując model opisany przez transmitancje operatorowe (3) oraz (4). W programie MATLAB/Simulink stworzono model składający się z obiektu dynamicznego zidentyfikowanego pomieszczenia, regulatora temperatury w postaci przekaźnika dwupołożeniowego, symulującego działanie standardowego termostatu (rys. 9). Jako sygnał wejściowy temperatury zewnętrznej wykorzystano przebieg uzyskany z rzeczywistych pomiarów w styczniu 2024 r., sygnał wejściowy dostarczanej mocy grzewczej (regulowany przez przekaźnik dwupołożeniowy włącz/wyłącz) ustawiono na stałą wartość wynoszącą 1800 W. Zbadano dwa scenariusze testowe. Pierwszy, uwzględniający ciągłe utrzymywanie temperatury pomieszczenia na zadanym poziomie oraz drugi, zakładający wyłączenie ogrzewania w godzinach 16:00 – 3:00. Na rys. 10 oraz 11 przedstawiono wyniki przeprowadzonych symulacji. Dokonano również analogicznego, jak w poprzednim etapie badań, porównania ilości energii zużytej w każdym z przypadków. Dla ciągłego utrzymywania temperatury na poziomie 21 °C, symulowane zużycie energii wyniosło:
8 1 6,69310J185,94kWh Q ≈⋅≈ (10)
Natomiast w drugim przypadku, przy nocnych wyłączeniach ogrzewania, zużycie energii wyniosło:
8 2 4,69210J130,35kWh Q ≈⋅≈ (11)
Wyniki przeprowadzonych symulacji wskazują na oszczędność około 29,8 % energii w przypadku okresowego wyłączania ogrzewania.
Rys. 8. Wyniki eksperymentu okresowego wyłączania ogrzewania w godzinach nocnych. Kolorem szarym zaznaczono czas, gdy pomieszczenie pozostawało nieużytkowane
Fig. 8. Results of the experiment of periodically turning off the heating at night. The gray color indicates the range of time when the room remained unused
Wyniki opisane w rozdziale 3 wskazują, że dzięki okresowemu obniżaniu temperatury zadanej lub całkowitemu wyłączaniu ogrzewania w godzinach nieużytkowania pomieszczenia można ograniczyć zużycie energii cieplnej na poziomie około 20–30 %. Efekt taki uzyskano przy arbitralnym założeniu konkretnej godziny wyłączenia i ponownego załączenia ogrzewania. Taki sposób sterowania, choć gwarantuje pewne oszczędności, nie uwzględnia ciągle zmieniających się warunków otoczenia (np. spadku temperatury zewnętrznej), przez co zadana temperatura komfortu
Rys. 9. Diagram modelu symulacyjnego w programie MATLAB/Simulink
Fig. 9. Diagram of the simulation model in MATLAB/Simulink software
termicznego może zostać osiągnięta nieprecyzyjnie – na kilka godzin przed rozpoczęciem użytkowania pomieszczenia, co przynosić będzie straty energii, lub kilka godzin po przybyciu użytkownika do gabinetu, co spowoduje brak komfortu termicznego. Uwzględniając przyjęte założenia, algorytm sterowania powinien realizować dwa cele: utrzymanie komfortu termicznego w pomieszczeniu w godzinach pracy oraz oszczędzanie energii w okresach, gdy w pomieszczeniu nie pracują ludzie. Chwila, w której nastąpi ponowne rozpoczęcie grzania musi zostać wyznaczona w taki sposób, aby temperatura pomieszczenia zdążyła osiągnąć założony zakres nazywany strefą komfortu termicznego, do czasu gdy rozpocznie się okres użytkowania pomieszczenia [21]. Algorytm musi zatem dokonać symulacji i predykcji temperatury w pomieszczeniu na określonym horyzoncie czasowym przy zało-
żeniu dostarczenia pełnej mocy grzewczej i przy uwzględnieniu aktualnie panującej temperatury zewnętrznej.
Predykcję temperatury wewnętrznej zrealizowano na podstawie modelu matematycznego opisanego za pomocą transmitancji (3) i (4). Na ich podstawie wyznaczono macierze stanu układu, które poddano dyskretyzacji metodą ZOH (ang. zero – order hold), z okresem T s = 60 s. Dzięki tej operacji model układu otrzymano w postaci dyskretnych równań stanu:
Rys. 10. Wyniki przeprowadzonej symulacji dla przypadku ciągłego utrzymywania ustalonej temperatury. Kolorem szarym na wykresach zaznaczono zakres czasu, w którym pomieszczenie pozostaje nieużytkowane.
Oznaczenia na wykresie środkowym: Pch. – moc chwilowa, Pśr. – moc średnia (średnia ruchoma)
Fig. 10. The results of the simulation carried out for the case of continuous maintenance of a fixed temperature. The gray color on the graphs indicates the range of time during which the room remains unused.
Designations in the middle graph: Pch. – instantaneous power, Pśr. – average power (moving average)
Rys. 11. Wyniki przeprowadzonej symulacji dla przypadku okresowego wyłączania ogrzewania w godzinach nocnych. Kolorem szarym zaznaczono zakres czasu, w którym pomieszczenie pozostaje nieużytkowane
Fig. 11. The results of the simulation carried out for the case of periodic switching off the heating at night. The gray color indicates the range of time in which the room remains unused
gdzie:
0,999800
A =
0 0,98200,0054, 00,00351
B = ⋅
4 0,05860
00,581, 01,064410
4 7,76554,19883,635410, C = 4 0,0244010, D = ⋅
x(k) – wektor stanu, k − indeks próbki, ()()() T zewn grzewcza ukTkPk = − wektor wejść.
Na potrzeby algorytmu założono, że znane są godziny użytkowania pomieszczenia, według zdefiniowanego wcześniej planu. Założono że pomieszczenie jest użytkowane w godzinach 8:00–16:00, a w pozostałych godzinach pozostaje niewykorzystywane. Proponowany algorytm w godzinach 16:00–8:00 dokonuje co godzinę predykcji temperatury pomieszczenia przy
Rys. 13. Wyniki przeprowadzonej symulacji uruchamiania ogrzewania przy pomocy algorytmu predykcyjnego. Kolorem szarym zaznaczono zakres czasu, w którym założono że pomieszczenie pozostaje nieużytkowane.
Oznaczenia: na wykresie górnym Tkomf. – temperatura komfortu (20 °C); na wykresie środkowym Pch. – moc chwilowa, Pśr. – moc średnia (średnia ruchoma)
Fig. 13. Results of the simulation of heating activation with the predictive algorithm. The gray color indicates the range of time in which it was assumed that the room remains unused.
Labels: in the top graph Tkomf. – comfort temperature (20 °C); in the middle graph Pch. – instantaneous power, Pśr. – average power (moving average)
Fig. 12. Block diagram of predictive heating control algorithm
Rys.
założeniu stałej wartości temperatury zewnętrznej (otrzymanej z pomiaru) oraz pełnej dostępnej mocy grzewczej (przyjęto 1800 W). Jeśli przewidywana temperatura pomieszczenia na godzinę 8:00 jest poniżej temperatury komfortu termicznego (przyjętej jako 20 °C), algorytm ma uruchomić ogrzewanie, w przeciwnym wypadku ogrzewanie pozostaje wyłączone, a kolejne sprawdzenie następuję za godzinę. Działanie algorytmu w postaci schematu blokowego przedstawiono na rys. 12. Algorytm predykcyjny zaimplementowano i przetestowano za pomocą symulacji w programie MATLAB/Simulink. Dla celów porównawczych, jako sygnał wejściowy temperatury zewnętrznej wykorzystano taki sam przebieg, jak w przypadku testów w rozdziale 3 (rys. 10–11). Wyniki symulacji przedstawiono na rys. 13. Obliczono również całkowitą energię, jaka zostałaby wykorzystana przy takiej metodzie sterowania ogrzewaniem: 8 3 4,39910J122,19kWh. Q ≈⋅≈ (13)
Wynik ten, porównany z rezultatem symulacji wskazanym w równaniu (7) wskazuje na oszczędności na poziomie 34 %.
5. Wnioski
W artykule poddano analizie problematykę dotyczącą zużycia energii cieplnej w budynkach użyteczności publicznej, które w większości przypadków użytkowane są ciągu tygodnia jedynie w dni robocze przez około 1/3 doby.
Na podstawie danych pochodzących z pomiarów dokonanych w sezonie grzewczym 2023/2024 opracowano model matematyczny zmian temperatury powietrza w wybranym pomieszczeniu, użytkowanym w ciągu tygodnia jako gabinet. Wyniki przeprowadzonych analiz i symulacji jednoznacznie wskazują, że opłacalne staje się (z ekonomicznego punktu widzenia) ograniczenie lub całkowite wyłączenie ogrzewania pomieszczeń w godzinach, gdy nie jest ono wykorzystywane przez pracowników. W zależności od wybranej metody sterowania ogrzewaniem potencjalne oszczędności na zużyciu energii cieplnej mieszczą się z zakresie od 20 % do 34 %.
Szczególnie wartym uwagi jest przedstawiony wariant sterowania oparty na modelu matematycznym i predykcji temperatury pomieszczenia, dzięki któremu możliwe jest rozpoczęcie ogrzewania pomieszczenia z wyprzedzeniem. Zastosowanie takiego podejścia umożliwia uzyskanie oszczędności energetycznych przy jednoczesnym zadbaniu o osiągnięcie komfortu termicznego w pomieszczeniu w godzinach rozpoczęcia pracy.
Bibliografia
1. Jakob M., Heat Transfer, John Willey & Sons, 1949.
2. Lienhard J.H., Lienhard J.H., A heat transfer textbook, 4th ed., Dover Publications, 2011.
3. Poulikakos D., Conduction heat transfer, Prentice Hall, 1994.
4. Skruch P., A Thermal Model of the Building for the Design of Temperature Control Algorithms. „Automatyka/Automatics”, Vol. 18, No. 1, 2014, 9–21, DOI: 10.7494/automat.2014.18.1.9.
5. Sedov A., Ainagulova A., Temirgaliyeva A., Mathematical model of heat supply of rooms for Automated control systems of energy saving, 2015, DOI: 10.2991/icmra-15.2015.206.
6. Lei L., Shaodan H., A mathematical model of the room temperature dynamic response in multi-zone buildings, “E3S Web of Conferences”, Vol. 356, 2022, DOI: 10.1051/e3sconf/202235603034.
7. Pandey K., Basu B., Mathematical Modeling for Short Term Indoor Room Temperature Forecasting Using Box-
Jenkins Models: An Indian Evidence, “Journal of Modelling in Management”, Vol. 15, No. 3, 2020, s. 1105–1136. DOI: 10.1108/JM2-08-2019-0182.
8. Hietaharju P., Ruusunen M., Leiviskä K., A Dynamic Model for Indoor Temperature Prediction in Buildings, “Energies”, Vol. 11, No. 6, 2018, DOI: 10.3390/en11061477.
9. Tao H., Junjie L., Yu S., Yongjian C., Zhenyu L., Predictive analysis of indoor temperature and humidity based on BP neural network single-step prediction method, 2020 IEEE 3rd International Conference on Information Systems and Computer Aided Education (ICISCAE), IEEE, 2020, 402–407, DOI: 10.1109/ICISCAE51034.2020.9236853.
10. Li Q., Research on Energy Saving Control of Building Central Air Conditioning Based on Neural Network, 2022 International Conference on Machine Learning, Computer Systems and Security (MLCSS), IEEE, 2022, 59–62, DOI: 10.1109/MLCSS57186.2022.00019.
11. Elmaz F., Ghane S., Huybrechts T., Anwar A., Mercelis S., Hellinckx P., Transfer Learning-based Hybrid Modeling Approach for Indoor Temperature Modeling, IECON 2022 –48th Annual Conference of the IEEE Industrial Electronics Society, IEEE, 2022, DOI: 10.1109/IECON49645.2022.9968939.
12. Palaić D., Matetić I., Ljubić S., Štajduhar I., Wolf I., Data-driven Model for Indoor Temperature Prediction in HVAC-Supported Buildings, 2023 3rd International Conference on Electrical, Computer, Communications and Mechatronics Engineering (ICECCME), IEEE, 2023, DOI: 10.1109/ICECCME57830.2023.10252601.
13. Song J., Xue G., Ma Y., Li H., Pan Y., Hao Z., An Indoor Temperature Prediction Framework Based on Hierarchical Attention Gated Recurrent Unit Model for Energy Efficient Buildings, “IEEE Access”, Vol. 7, 2019, 157268–157283, DOI: 10.1109/ACCESS.2019.2950341.
14. Zhuang J., Chen X., Chen Y., Dynamic modeling of indoor air temperature based on power spectral density method. 3rd IEEE International Conference on Control Science and Systems Engineering (ICCSSE), IEEE, 2017, 711–715. DOI: 10.1109/CCSSE.2017.8088026.
15. Grega W., Kołek K., Monitoring and Control of Heat Distribution, International Carpathian Control Conference ICCC’2002, Malenowice, Czech Republic, 2002, 439–444.
16. Grega W., Kołek K., Bania P., Optymalne sterowanie węzłem cieplnym, XIV Krajowa Konferencja Automatyki, Zielona Góra, 2002, 997–1002.
17. Yu H., Ma C., Liu Z., An Energy-Saving Control Model and Strategy Based on Divided Areas for Intelligent Building, 2015, DOI: 10.2991/iccse-15.2015.93.
18. Mei J., Zhu B., Xia X., Model predictive control for optimizing indoor air temperature and humidity in a direct expansion air conditioning system, The 27th Chinese Control and Decision Conference (2015 CCDC), IEEE, 2015, 2491– 2496, DOI: 10.1109/CCDC.2015.7162340.
19. Ibrahim M.F., Mohamed M., Far B.H., Measuring the effectiveness of zonal heating control for energy saving, IEEE International Conference on Systems, Man, and Cybernetics (SMC), IEEE, 2016, 000132–000136, DOI: 10.1109/SMC.2016.7844231.
20. Sönmez D., Kivanç D., A review of modern residential thermostats for home automation to provide energy efficiency, 4th International Istanbul Smart Grid Congress and Fair (ICSG), IEEE, 2016, DOI: 10.1109/SGCF.2016.7492430.
21. Hazyuk I., Ghiaus C., Penhouet D., Optimal temperature control of intermittently heated buildings using model predictive control: Part II – control algorithm, “Building and Environment”, Vol. 51, 388–394, DOI: 10.1016/j.buildenv.2011.11.008.
Modeling and Control the Temperature Inside a Public Building
Abstract: Rooms in public buildings are characterized by alternating periods of use and non-use of these rooms, resulting from the limited number of working periods and the alternation of working and non-working days. The article presents measurements of thermal energy consumption in a selected office room and creates a thermal mathematical model of a room heated by a central heating. The dependences of the heat power consumed by the room as a function of the internal and external temperature for a steady state are given. Also a two-part transfer function describing the relation of the indoor temperature on the outdoor temperature and the radiator power is described. A radiator control algorithm was proposed to ensure thermal comfort in the room during working hours while saving energy during periods when no people are present in the room. Energy is saved by lowering the room temperature. Restoring thermal comfort uses a mathematical model of the room, thanks to which it is possible to estimate in simulation the hour of turning the heating on again in order to regain the thermal comfort temperature for a given hour. Based on the developed models, a method was developed and described for estimating the savings resulting from lowering the temperature inside the room during periods when no people are present in it. Savings are calculated as the difference between the energy supplied to the room in a hypothetical situation of no temperature reduction, calculated on the basis of a mathematical model of the room, and the actual, measured energy supplied to the room. The results obtained in the 2023/2024 heating season indicate the possibility of achieving from 20 % to 30 % thermal energy savings.
Keywords: room modeling, identification, thermal energy saving, optimal control, MPC
inż. Kacper Moździerz k.mozdzierz.priv@gmail.com
ORCID: 0009-0006-8668-4862
Student studiów II stopnia na Wydziale Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej Akademii Górniczo-Hutniczej w Krakowie (kierunek Automatyka i Robotyka, specjalizacja Komputerowe Systemy Sterowania). Jego zainteresowania zawodowe i badawcze obejmują tematykę programowania systemów wbudowanych, systemów czasu rzeczywistego, IoT oraz modelowanie systemów.
dr inż. Krzysztof Kołek kko@agh.edu.pl
ORCID: 0000-0002-9677-4726
Absolwent Wydziału Elektrotechniki, Automatyki i Elektroniki Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie. W 1989 r. uzyskał tytuł magistra inżynieria automatyka-elektronika, a w 1996 r. stopień doktora nauk technicznych w dziedzinie automatyka. Obecnie pracuje w Katedrze Automatyki i Robotyki wydziału EAIiIB AGH. Działalność naukowa koncentruje się na wokół implementacji systemów sterowania w czasie rzeczywistym, ze szczególnym uwzględnieniem integracji systemów sterowania oraz praktycznej implementacji zaawansowanych technik automatyki.
Modułowy system wieloaspektowej optycznej kontroli jakości elementów polimerowych
Paweł Rotter, Maciej Klemiato, Dawid Knapik, Maciej Rosół
AGH Akademia Górniczo-Hutnicza, Katedra Automatyki i Robotyki, al. Mickiewicza 30, 30-059 Kraków
Grzegorz Putynkowski
Centrum Badań i Rozwoju Technologii dla Przemysłu S.A., ul. L. Waryńskiego 3A, 00-645 Warszawa
Streszczenie: W artykule przedstawiono system kontroli jakości elementów polimerowych wykonywanych metodą wtrysku wysokociśnieniowego, obejmujący zarówno kontrolę wizualnych wad powierzchni, tzw. wtrąceń, jak precyzyjną kontrolę geometrii. System ma budowę modułową, co oznacza, że składa się z połączonych szeregowo stanowisk kontrolujących poszczególne aspekty wykonania wtrysku. W systemie wykorzystane są dwie kamery, umieszczone w oświetlaczach kopułowych oraz układ czterech profilometrów laserowych. System został zaprojektowany z myślą o zastosowaniach przemysłowych, gdzie dokładność i szybkość inspekcji są kluczowe. System ma parametry pozwalające na zastosowanie go w typowych małoseryjnych liniach produkcyjnych cechujących się istotną dynamiką przezbrojeń, bez potrzeby ograniczania wydajności produkcji, kontrolując detale ze znacznie większą dokładnością względem metod stosowanych przed wdrożeniem. System może skontrolować 30 wtrysków na minutę (multiplikowanych przy krotności form), wykrywając wtrącenia o średnicy 350 µm oraz różnice geometrii między wzorcem a wtryskiem wielkości 100 µm. Może on znaleźć zastosowanie we wszystkich branżach, w których plastikowe części formowane wtryskowo są powszechnie używane, takich jak np. przemysł motoryzacyjny czy elektroniczny oraz AGD. Prototyp prezentowanego systemu został nagrodzony złotym medalem na targach Automaticon w Warszawie.
Słowa kluczowe: optyczna kontrola jakości, wtryski polimerowe, detekcja wtrąceń, skanowanie 3D, profilometr laserowy
1. Wprowadzenie
Celem systemu zaprezentowanego w pracy jest automatyczne wykrywanie na wczesnym etapie produkcji wad wyrobów z tworzyw sztucznych wytwarzanych metodą wtrysku wysokociśnieniowego. Obecnie próbki są kontrolowane na taśmie produkcyjnej przez wyznaczonych do tego pracowników, a po zakończeniu procesu produkcyjnego losowo wybrane elementy są ręcznie mierzone. Proces ten jest niedokładny, gdyż niektóre wady są trudne do wykrycia. Jako niepełnowartościowe mogą być bowiem uznane zarówno próbki zawierające przebarwienia o średnicy rzędu 0,5 mm, jak i takie, których wymiary różnią się od wzorca o wartości nieznacznie przekraczające 100 µm. Wystąpienie wadliwych wyrobów może skutkować odrzuceniem przez klienta całej partii towaru, co powoduje znaczne straty po stronie producenta.
Autor korespondujący:
Paweł Rotter, rotter@agh.edu.pl
Artykuł recenzowany nadesłany 12.07.2024 r., przyjęty do druku 28.10.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
Technologia produkcji, dla której został zaprojektowany system polega na wtryskiwaniu pod wysokim ciśnieniem stopionego materiału (granulatu) do chłodzonej formy, w której następuje szybkie stwardnienie materiału. Po wypełnieniu formy i zastygnięciu materiału, forma zostaje otwarta i gotowy element jest automatycznie wyjmowany lub wypychany. Proponowany system kontroli jakości jest dostosowany do wielokomponentowej, nisko seryjnej produkcji. W tym trybie następują częste przezbrojenia, a produkowane wolumeny są liczone w tysiącach. Każdorazowe uruchomienie procesu wymaga dostosowania parametrów produkcji co przekłada się na stosunkowo wysoką brakowość wynoszącą około 4 %. Zadaniem automatycznego systemu kontroli jakości jest redukcja brakowości do 2 %. Osiągnięcie takiej poprawy jest możliwe przez wykrycie wad na wczesnym etapie procesu. W rozważanym przypadku wyprodukowane elementy z kilku wtryskarek są automatycznie odkładane na wspólny przenośnik taśmowy, którego prędkość wynosi 20 cm/s. Rozważane elementy mają średnicę od około 2 cm do 14 cm (rys. 1) i mogą zajmować dowolne położenie na obszarze o wymiarach 24 cm × 24 cm.
Kontrola obejmuje zarówno wygląd powierzchni elementów, jak i ich geometrię. W pierwszym przypadku celem systemu jest wykrycie tzw. wtrąceń, czyli miejscowych przebarwień na powierzchni elementu, natomiast sprawdzenie geometrii odbywa się przez porównanie z trójwymiarowym wzorcem znajdującym się w bazie danych.
Przed wdrożeniem systemu elementy kontrolowane były ręcznie, przy czym geometria mogła być kontrolowana tylko wyrywkowo, np. dla wybranego elementu z serii, w określonych miejscach (porównanie z wzorcem odległości między wybranymi punktami charakterystycznymi, brak możliwości porównania całego obiektu) i z ograniczoną dokładnością. Z kolei wtrącenia (drobne przebarwienia powstałe w procesie produkcyjnym) kontrolowane były dla każdego elementu, jednak w przypadku kontroli prowadzonej przez człowieka wiele drobnych wad pozostaje niezauważonych.
Przedstawiony system składa się z trzech modułów: −klasyfikacji elementów, −detekcji wtrąceń, −kontroli geometrii.
Rys. 1. Przykład detalu polimerowego podlegającego kontroli z zaznaczonym wtrąceniem
Fig. 1. Example of an injection molded parts under control with an inclusion
Moduł klasyfikacji jest niezbędny do działania pozostałych dwóch modułów, gdyż informacja o rodzaju elementu jest wykorzystywana zarówno w detekcji wtrąceń (do maskowania krawędzi), jak i w module kontroli geometrii. Pozostałe dwa moduły są niezależne, tzn. można skonfigurować system składający się z dwóch modułów, mający na celu wyłącznie detekcję wad powierzchni (moduł klasyfikacji i moduł detekcji) lub wyłącznie kontrolę geometrii (moduł klasyfikacji i moduł kontroli geometrii). Moduł klasyfikacji może zostać pominięty w sytuacji, gdy na danej linii produkowany jest tyko jeden rodzaj elementów. Schemat blokowy systemu został przedstawiony na rys. 2, natomiast widok prototypu na rys. 3.
Rys. 2. Schemat blokowy systemu
Fig. 2. Block diagram of the system
Rys. 3. Widok całości systemu
Fig. 3. General view of the system
Wtr cenie
Putynkowski
2. Moduł klasyfikacji
System przedstawiony w artykule może dokonywać inspekcji w sytuacji, gdy na linii produkcyjnej znajduje się wiele rodzajów elementów. Stąd pierwszym niezbędnym modułem, przez który przechodzi każdy badany element jest klasyfikator. Jego zadaniem jest określenie typu elementu, który będzie kontrolowany w następnych etapach. W module kontroli wtrąceń wynik klasyfikacji decyduje o wyborze maski krawędzi przygotowanej off-line dla każdego rodzaju elementu. Z kolei w module kontroli geometrii dokonuje się trójwymiarowego skanowania obiektu, a następnie porównuje ten skan z modelem znajdującym się w bazie danych, wskazanym przez klasyfikator. Pierwszym istotnym problemem, na jaki napotkano są odbicia światła od kontrolowanego obiektu. Problem odbić i zapewnienia jednolitego źródła światła jest często poruszany w literaturze [1, 2]. Jednolitość światła można zweryfikować za pomocą goniofotometrów lub kamer typu rybie oko [1, 3, 4]. Aby uniknąć odbić światła i zapewnić jego równomierność, zarówno w module klasyfikacji, jak w module detekcji wtrąceń zastosowano specjalnie zaprojektowane oświetlacze kopułowe (rys. 4). Mają one kształt zbliżony do półsfery, a ich wnętrze zostało pokryte matowym jednolitym wykończeniem w kolorze białym. Na spodzie oświetlacza zostały zamontowane diody LED w taki sposób, że światło odbija się od wewnętrznej powierzchni sfery, oświetlając w ten sposób badane obiekty. Na szczycie kopuły umieszczono precyzyjne, regulowane mocowanie dla kamery. Średnica oświetlacza została dostosowana do wymiaru badanych elementów, tak aby zapewnić jednolite warunki oświetlenia. W prezentowanym przykładzie obszar roboczy wynosi 24 cm × 24 cm, a średnica kopuły to 50 cm.
Rys. 4. Oświetlacz kopułowy (a) i przekrój modelu CAD (b)
Fig. 4. Light dome (a) and intersection of the CAD model (b)
Do klasyfikacji detali zastosowano głęboką sieć neuronową SqueezeNet [5], zaimplementowaną na mikrokomputerze Raspberry Pi 4. Zapewnia ona dokładność porównywalną do sieci AlexNet [6] przy 50-krotnie mniejszej liczbie parametrów, zajmując jedynie ok. 0,5 MB pamięci programu. Oryginalnie sieć SqueezeNet została zaprojektowana do rozpoznawania 1000 klas obiektów. Dla celów projektu zmodyfikowano architekturę sieci w taki sposób, aby rozpoznawała zadaną przez klienta liczbę klas. Do uczenia sieci zastosowano technikę transfer learning, tzn. sieć nauczoną na zbiorze ImageNet (ok. 14 mln ręcznie ozna-
czonych obrazów) douczono na bazie zdjęć detali dostarczonych przez klienta. Wyniki predykcji tak nauczonej sieci wyniosły 100 % poprawnych klasyfikacji, zarówno na zbiorze testowym, jak i na całym zbiorze.
3. Moduł detekcji wtrąceń
Wtrącenie lub inkluzja, w przypadku analizy jakości wykonania elementów polimerowych, to lokalne przebarwienie na powierzchni produkowanych elementów. W przypadku białych elementów do jego wykrycia wystarcza kamera dająca obraz w skali szarości, na którym wtrącenie jest widoczne jako ciemna plamka. Istnieje wiele metod wykrywania defektów na powierzchniach jednorodnych lub teksturowanych [7]. Metody klasyczne korzystają głównie z analizy tekstury [8] i analizy lokalnych fluktuacji skali szarości [9], zmienności kolorów [10] czy cech fraktalnych [11]. W ostatnich latach pojawiły się także metody oparte na głębokich sieciach neuronowych [12–15]. Wymienione metody zazwyczaj operują na obrazach powierzchni, bez wykorzystania wiedzy o geometrii obiektu i wynikających z tego zmianach intensywności obrazu, występujących m.in. w miejscach krawędzi obiektu. Tego typu podejście gwarantuje jednak ograniczoną niezawodność [12]. Metody bazujące na głębokich sieciach neuronowych wymagają dużych zbiorów uczących, czyli dużej liczby oznakowanych próbek. Istniejące zastosowania głębokich sieci do wykrywania defektów koncentrują się na określonych typach produktów przemysłowych, w przypadku których istnieją publiczne bazy danych defektów powierzchni, jak stal, profil aluminiowy, panel słoneczny, tkanina. Szczegółowe informacje na ten temat zawarto w artykule przeglądowym [16]. Dotychczas nie znaleziono publicznej bazy danych zawierającej defekty elementów formowanych wtryskowo.
Złożoność problemu wykrywania inkluzji związana jest ze złożoną geometrią badanych elementów. Intensywność i wielkość inkluzji jest bardzo mała w porównaniu ze zmianami skali szarości obrazu na krawędziach (rys. 1). Dlatego w pierwszym kroku należy zlokalizować krawędzie obiektu i wykluczyć je z obliczeń. Zaproponowana metoda wykorzystuje bazę danych, dostarczoną przez producenta elementów wtryskowych, zawierającą modele 3D produktów oraz wygenerowaną na tej podstawie maskę krawędzi, przygotowaną off-line na podstawie modelu. Dopasowanie odpowiedniego modelu 3D do obrazu z kamery pozwala na precyzyjne obliczenie położenia krawędzi bez korzystania z detektora krawędzi. W efekcie wynik obliczeń nie zależy od wyrazistości krawędzi na obrazie z kamery ani od jakości pozyskiwanego obrazu.
Elementy produkowane są w oparciu o modele CAD, które są dostępne na etapie kontroli jakości. W przypadku niektórych obiektów występują różnice między modelami a wyprodukowanymi elementami, będące skutkiem specyfiki procesu technologicznego. Z tego powodu utworzono postprodukcyjne, bardzo dokładne modele 3D przez skanowanie prawidłowo wyprodukowanych próbek za pomocą profesjonalnego urządzenia GOM Atos Scanbox.
Proces dopasowania maski krawędzi pozyskanej na podstawie modelu 3D do obrazu kontrolowanego elementu jest dość złożony. Algorytm dopasowujący działa na obrazach w skali szarości, stąd obrazu badanego obiektu nie można bezpośrednio dopasować do maski, będącej obrazem binarnym. Metoda wykorzystuje więc przygotowaną off-line parę referencyjną, zawierającą dwa obrazy dla każdego rodzaju elementu: obraz elementu i odpowiadającą mu maskę krawędzi. Na etapie dokonywania inspekcji, po klasyfikacji obiektu jest on dopasowywany do odpowiedniego obrazu referencyjnego w celu znalezienia parametrów transformacji (przesunięcia, obrotu i skalowania) pomiędzy badanym obiektem a maską referencyjną, a następnie parametry te wykorzystane są w celu nałożenia maski na obraz kon-
(a)
(b)
Paweł Rotter, Maciej Klemiato, Dawid Knapik, Maciej Rosół, Grzegorz
trolowanego elementu. Po wymaskowaniu krawędzi, dla części powierzchni obiektu, która nie jest maskowana, obliczane jest lokalne odchylenie standardowe. Obszary, w których przekracza ono wartość progową, są oznaczone jako wtrącenia.
4. Moduł kontroli geometrii
Moduł kontroli geometrii ma na celu wykrycie wad polegających na wystąpieniu różnicy między geometrią badanego elementu a geometrią wzorca. Różnica taka może wynikać z degradacji formy, np. na skutek zwiększonej adhezji formy czy zatkanych kanałów odgazowania. Powoduje to strukturalne wady tworzywa, w tym wyłamania drobnych elementów
Rys. 5. Wnętrze modułu kontroli geometrii z układem czterech profilometrów laserowych
Fig. 5. The interior of the geometry control module with the set of four laser profilometers
oraz nadlania materiału. Inną przyczyną wad geometrycznych są uszkodzenia mechaniczne na skutek nieprawidłowej pracy wypychaczy, umożliwiających automatyczne wyjmowanie produktu z formy. Wymienione przyczyny mogą prowadzić do incydentalnych wad (występujących w pojedynczych elementach w serii), jak i systematycznych defektów w całej produkowanej serii.
Do skanowania powierzchni elementów zastosowano profilometry laserowe. Profilometr to urządzenie wykorzystujące triangulację, w którym wiązka lasera uformowana w płaską wstęgę po odbiciu od skanowanej powierzchni pada na matrycę światłoczułą. W jednej chwili czasowej odtwarzany jest pojedynczy profil, natomiast ruch elementu na taśmie produkcyjnej pozwala na uzyskanie pełnego trójwymiarowego skanu powierzchni. W prezentowanym rozwiązaniu zastosowano układ czterech profilometrów (rys. 5), co zapewnia redukcję stref martwych, czyli obszarów, które z powodu przesłonięcia przez inne fragmenty powierzchni elementu nie mogą być prawidłowo zeskanowane. Po zmontowaniu stanowiska profilometry są kalibrowane za pomocą algorytmu opracowanego na potrzeby projektu, wykorzystującego wzorzec kalibracyjny poruszający się na taśmociągu [17].
Po zeskanowaniu obiektu chmury punktów uzyskane z czterech profilometrów są konwertowane do wspólnego układu współrzędnych na podstawie wcześniejszej kalibracji, a następ-
Rys. 6. Skan badanego elementu (a) oraz obraz odchyłek od wzorca, gdzie kolor oznacza wartość odchyłki (b)
Fig. 6. A scan of the element under examination (a) and the surface deviation, where color denotes the deviation magnitude (b)
nie łączone w jeden skan 3D. Następnie ma miejsce dopasowanie modelu znajdującego się w bazie danych, wskazanego przez moduł klasyfikatora, do otrzymanego skanu. Dopasowanie dokonywane jest na reprezentacji obiektów w postaci chmur punktów, z wykorzystaniem algorytmu ICP [18]. Skan przykładowego elementu oraz obraz odchyłek od wzorca przedstawiono na rys. 6. Rysunek 7 przedstawia element o zredukowanej rozdzielczości, zrzutowany na płaszczyznę, prezentowany operatorowi systemu po zidentyfikowaniu miejsc, w których wartość odchyłek przekracza dopuszczalne wartości progowe.
Rys. 7. Fragment ekranu z obrazem odchyłek badanej próbki od wzorca, uśredniony z rozdzielczością 400 × 400 pikseli. Wielkość piksela: 325 μm, pole widzenia: 130 mm. Skala błędów jest wyrażona w mm
Fig. 7. A screen fragment in the SCADA system with the image of deviations of the tested sample from the model, averaged with a resolution of 400 × 400 pixels. Pixel size: 325 μm, the field of view: 130 mm. Error scale in mm
5. Wnioski
Opisany projekt modułowego systemu kontroli jakości wykonania elementów polimerowych wdrożono w przemyśle. Urządzenie wykonano w formie zintegrowanego stanowiska kontroli jakości do sekwencyjnego badania obu stron detali. Stanowisko zawiera dwa identyczne, modułowe systemy kontroli jakości, między którymi umieszczono moduł obrotu badanego elementu (tzw. obrotnicę). Ostatnim elementem stanowiska jest moduł odrzutu, który na podstawie wyniku kontroli jakości usuwa wadliwy element z taśmociągu.
Implementacja przemysłowa potwierdziła praktyczną użyteczność systemu, testowanego wcześniej w warunkach laboratoryjnych. Założone wymagania systemu zostały spełnione, zarówno w zakresie prędkości taśmy produkcyjnej i liczby elementów kontrolowanych w ciągu minuty, jak dotyczące średnicy wykrywanych wtrąceń i wielkości wykrywanych wad geometrycznych. System działa z prędkością umożliwiającą kontrolowanie 30 elementów w ciągu minuty, poruszających się z prędkością 20 cm/s. Wykrywane są wtrącenia (przebarwienia powierzchni) o średnicy od 0,35 mm oraz wady geometryczne z dokładnością 0,1 mm. Modułowa budowa systemu pozwala na implementację wybranej części systemu, jeśli zachodzi potrzeba kontroli tylko określonego aspektu produktu, np. tylko jego geometrii lub jednorodności powierzchni.
System został zaprojektowany po kątem kontroli jakości elementów polimerowych. W ramach dalszego rozwoju projektu planowane jest przystosowanie systemu do analizy powierzchni i geometrii innych produktów. Planuje się także optymalizację rozmieszczenia profilometrów, analizę zastosowania w systemie innych urządzeń obrazujących, np. kamer multispektralnych oraz zbadanie możliwości poszerzenia pola widzenia systemu, które jest ograniczone parametrami profilometrów.
Podziękowania
Badania były częściowo finansowane przez Narodowe Centrum Badań i Rozwoju, grant nr POIR.01.01.01-00-0116/20-00 oraz Ministerstwo Nauki i Szkolnictwa Wyższego z subwencji 11.11.120.815. Autorzy pragną podziękować zespołowi badaczy i inżynierów CBRTP S.A. za współpracę podczas budowy prototypu. Dziękujemy firmie Hanplast sp. z o.o. za konstruktywne dyskusje, przekazanie próbek wadliwych elementów oraz za szczegółowe prezentacje linii produkcyjnych.
Bibliografia
1. Li B., Wang J., Gao Z., Gao N., Light Source Layout Optimization Strategy Based on Improved Artificial Bee Colony Algorithm, “Mathematical Problems in Engineering”, 2021, DOI: 10.1155/2021/8099757.
2. Liu L., Wang H., Yu B., Xu Y., Shen J., Improved algorithm of light scattering by a coated sphere, “China Particuology”, Vol. 5, No. 3, 2007, 230–236, DOI: 10.1016/j.cpart.2007.03.003.
3. Kokka A., Pulli T., Ferrero A., Dekker P., Thorseth A., Kliment P., Klej A., Gerloff T., Ludwig K., Poikonen T., Validation of the fisheye camera method for spatial non-uniformity corrections in luminous flux measurements with integrating spheres, “Metrologia”, Vol. 56, No. 4, 2019, DOI: 10.1088/1681-7575/ab17fe.
4. Kokka A., Pulli T., Poikonen T., Askola J., Ikonen E., Fisheye camera method for spatial non-uniformity corrections in luminous flux measurements with integrating spheres, “Metrologia”, Vol. 54, No. 4, 2017, 577–583, DOI: 10.1088/1681-7575/aa7cb7.
5. Iandola F.N., Moskewicz M.W., Ashraf K., Han S., Dally W.J., Keutzer K., SqueezeNet: AlexNet-level accuracy with
50× fewer parameters and < 1MB model size, presented at the ICLR, 2017.
6. Krizhevsky A., Sutskever I., Hinton G.E., ImageNet classification with deep convolutional neural networks, presented at the 25th International Conference on Neural Information Processing Systems, 2012.
7. Luo Q., Fang X., Su J., Zhou J., Zhou B., et al., Automated Visual Defect Classification for Flat Steel Surface: A Survey, “IEEE Transactions on Instrumentation and Measurement”, Vol. 69, No. 12, 2020, 9329–9349, DOI: 10.1109/TIM.2020.3030167.
8. Xie X., A Review of Recent Advances in Surface Defect Detection using Texture analysis Techniques, “ELCVIA Electronic Letters on Computer Vision and Image Analysis”, Vol. 7, No. 3, 2008, DOI: 10.5565/rev/elcvia.268.
9. Ma Y., Li Q., Zhou Y., He F., Xi S., A surface defects inspection method based on multidirectional gray-level fluctuation, “International Journal of Advanced Robotic Systems”, Vol. 14, No. 3, 2017, DOI: 10.1177/1729881417703114.
10. Weyrich M., Wang Y., A Real-time and Vision-based Methodology for Processing 3D Objects on a Conveyor Belt Model Driven Development of Service Oriented Plant Controls View project Autonomous Systems View project, “International Journal of Systems Applications, Engineering & Development”, Vol. 5, No. 4, 2011, 561–569.
11. Zhiznyakov A.L., Privezentsev D.G., Zakharov A.A., Using fractal features of digital images for the detection of surface defects, “Pattern Recognition and Image Analysis”, Vol. 25, 2015, 122–131, DOI: 10.1134/S105466181501023X.
12. Ren Z., Fang F., Yan N., Wu Y., State of the Art in Defect Detection Based on Machine Vision, “International Journal of Precision Engineering and Manufacturing-Green Technology”, Vol. 9, 2021, 661–691, DOI: 10.1007/s40684-021-00343-6.
13. Bhatt P.M., Malhan R.K., Rajendran P., Shah B.C., Thakar S., Yoon Y.J., Gupta S.K., Image-Based Surface Defect Detection Using Deep Learning: A Review, “Journal of Computing and Information Science in Engineering”, Vol. 21, No. 4, 2021, DOI: 10.1115/1.4049535.
14. Ke K.-C. Huang M.-S., Quality prediction for injection molding by using a multilayer perceptron neural network, “Polymers”, Vol. 12, No. 8, 2020, DOI: 10.3390/polym12081812.
15. Cha Y.-J., Choi W., Suh G., Mahmoudkhani S., Büyüköztürk O., Autonomous Structural Visual Inspection Using Region-Based Deep Learning for Detecting Multiple Damage Types, “Computer-Aided Civil and Infrastructure Engineering”, Vol. 33, No. 9, 2018, 731–747, DOI: 10.1111/mice.12334.
17. Rotter P., Klemiato M., Rosół M., Knapik D., Putynkowski G., et al., Sposób kalibracji zestawu profilometrów laserowych, Zgłoszenie patentowe P.443116, 2023.
18. Chen Y., Object modelling by registration of multiple range images, [In:] IEEE International Conference on Robotics and Automation, 1991, 2724–2729, DOI: 10.1109/ROBOT.1991.132043.
Paweł Rotter, Maciej Klemiato, Dawid Knapik, Maciej Rosół, Grzegorz Putynkowski
The Modular Multi-aspect Optical Inspection System for the Quality Control of Polymer Elements
Abstract: The article presents a quality control system for polymer components produced by injection molding, covering both the control of visual surface defects, known as inclusions, and precise geometry control. The system is modular, i.e., it is composed of a series of stations that control different aspects of the element. The system includes two cameras placed in dome illuminators and an array of four laser profilometers. It is designed for industrial application, where accuracy and inspection speed are critical, and its parameters allow it to be used in typical production lines without limiting production speed. The produced elements are controlled with much greater precision than before its implementation. The system can inspect 30 elements per minute, detecting inclusions of 350 µm in diameter and geometric differences between the pattern and the injection of up to 100 µm. It can be applied in all industries where injection-molded plastic parts are commonly used, such as the automotive, electronics industries, and home appliances. The prototype of the presented system was awarded a gold medal at the Automaticon fair in Warsaw.
dr hab. inż. Paweł Rotter, prof. AGH rotter@agh.edu.pl
ORCID: 0000-0002-1556-6539
Zatrudniony na stanowisku profesora uczelni na Wydziale Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej Akademii Górniczo-Hutniczej w Krakowie, w Katedrze Automatyki i Robotyki. W przeszłości pracował w Laboratorium Sztucznej Inteligencji i Analizy Danych Uniwersytetu Arystotelesa w Salonikach, na Politechnice Krakowskiej oraz we Wspólnotowym Centrum Badawczym (JRC) w Sewilli. Jego zainteresowania badawcze obejmują przetwarzanie i analizę obrazu, uczenie maszynowe i sztuczną inteligencję.
dr inż. Grzegorz Putynkowski grzegorz.putynkowski@cbrtp.pl
ORCID: 0000-0003-0261-6194
Uzyskał tytuł magistra w zakresie systemów teleinformatycznych oraz elektroenergetyki przemysłowej na Uniwersytecie Technologiczno-Humanistycznym w Radomiu i Uniwersytecie Technologiczno-Rolniczym w Bydgoszczy. Doktorant w Instytucie Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej. Autor i współautor licznych publikacji z zakresu rynku energii, odnawialnych źródeł energii i nanostruktur. Posiada kilkunastoletnie doświadczenie w zarządzaniu projektami badawczo-rozwojowymi w Polsce i za granicą oraz komercjalizacji wyników badań.
mgr inż. Dawid Knapik
knapik@agh.edu.pl
ORCID: 0000-0002-3029-886X
Otrzymał tytuł mgr. inż. na kierunku Automatyka i Robotyka na Akademii Górniczo-Hutniczej w Krakowie na Wydziale Elektrotechniki, Automatyki, Informatyki i Elektroniki. Obecnie pracuje na stanowisku asystenta w Katedrze Automatyki i Robotyki. Jego główne zainteresowania badawcze obejmują sterowania zdecentralizowane, sterowanie w cza sie rzeczywistym oraz systemy wbudowane.
dr inż. Maciej Klemiato
mkl@agh.edu.pl
ORCID: 0000-0003-0052-7083
Uzyskał stopień doktora w dyscyplinie Automatyka i Robotyka na Wydziale Elektrotechniki, Automatyki, Informatyki i Elektroniki Akademii Górniczo-Hutniczej w 2001 r. Obecnie pracuje na stanowisku adiunkta w Katedrze Automatyki i Robotyki AGH. Jego zainteresowania badawcze koncentrują się na algorytmach sterowania, uczeniu maszynowym w zastosowaniach przemysłowych i systemach wizyjnych.
dr inż. Maciej Rosół mr@agh.edu.pl
ORCID: 0000-0003-1176-7904
Pracuje jako adiunkt na Wydziale Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej Akademii Górniczo-Hutniczej w Krakowie. Jego obszary badawcze obejmują modelowanie i sterowanie nieliniowymi procesami dynamicznymi w czasie rzeczywistym; opracowywanie algorytmów sterowania w oparciu o model procesu; uczenie maszynowe, projektowanie systemów wbudowanych w aplikacjach pomiarowych/sterujących oraz sterowanie rozproszone z wykorzystaniem przemysłowych sieci Ethernet.
Investigation of the Metrological Properties of Magnetic Field Sensors Used in Popular Smartphones for the Shoe Size Determination System
Piotr Gazda, Paweł Rękas
Warsaw University of Technology, Faculty of Mechatronics, Institute of Metrology and Biomedical Engineering, św. A. Boboli 8, 02-525 Warsaw, Poland
Efiter Sp. z o.o., Aleja T. Kościuszki 80/82 / 604, 90-437 Lodz, Poland
Roman Szewczyk
Łukasiewicz Research Network – Industrial Research Institute for Automation and Measurements PIAP, Al. Jerozolimskie 202, 02-486 Warsaw, Poland
Abstract: This article presents a study on the metrological properties of smartphone magnetometers and their application in determining the correct shoe size. The research focuses on using magnetometers in smartphones to measure the magnetic field generated by magnetic markers placed inside shoes. To measure foot dimensions, smartphone embedded position sensors and image analysis were employed to determine key foot parameters accurately. Measurements were conducted under controlled conditions using triaxial Helmholtz coils, which generated a precise magnetic field. Linearity, sensitivity, offset, and measurement uncertainty were evaluated in several popular smartphones. The results indicate that the accuracy of magnetometer measurements depends on the quality of the smartphone. Electromagnetic interference, especially in cheaper devices, can introduce noise that affects data quality. Extended averaging periods help reduce noise and improve measurement accuracy. Smartphone magnetometers can be effectively utilized for precise magnetic field measurements, provided the device is calibrated correctly and the measurement method is appropriately adjusted. Certain limitations, such as noise from electromagnetic interference and its impact on data quality, remain challenging. Nonetheless, the study’s findings are promising, especially in applications such as shoe sizing systems, where accurate measurements of the inside of the shoe are essential for a proper fit of the shoe to the foot.
1. Introduction
Keywords: smartphone magnetometers, magnetic field measurement, shoe size fitting system, magnetometer accuracy, magnetic field sensors, foot dimension analysis basic compass functions, contributing to various sophisticated features and research areas.
Magnetometers in smartphones are compact sensors that measure magnetic fields. Their primary function in smartphones is to act as digital compasses, assisting with navigation and orientation. However, their application extends beyond
Autor korespondujący:
Paweł Rękas, pawel.rekas.dokt@pw.edu.pl
Artykuł recenzowany nadesłany 04.10.2024 r., przyjęty do druku 27.11.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
The fundamental technology behind smartphone magnetometers is based on detecting the Earth’s magnetic field. This allows the device to determine its orientation relative to the Earth’s magnetic poles, which is crucial for navigation applications. These sensors have evolved considerably over time, becoming more accurate and reliable, making them indispensable in modern smartphones for accurate directional information, especially when integrated with other sensors like GPS and gyroscopes [1, 2].
Apart from navigation, magnetometers in smartphones support augmented reality (AR) applications. They provide essential orientation data that, when combined with accelerometers and gyroscopes, allow AR applications to offer immersive, spatially aware experiences. This integration is fundamental in gaming, educational, and commercial AR applications [3, 4].
In scientific research, smartphone magnetometers have been utilized in geomagnetic studies. They offer a cost-effective and widely accessible means to collect geomagnetic data on a global scale. Researchers have developed methodologies to use the data from these sensors in large-scale geomagnetic surveys, contributing to the understanding of Earth’s magnetic field variations [5, 6].
of smartphones checking the metrological properties in a wide range of magnetizing fields. Therefore, the authors decided to conduct research on the linearity, sensitivity, offset and uncertainty of sensor readings built into smartphones.
2. Research motivation
The shoe fitting system requires precise measurement of both the interior of the shoe and the foot. The project aimed
Fig. 1. Schematic block diagram of the experimental setup
Rys. 1. Schemat blokowy układu eksperymentalnego
Furthermore, in the health sector, smartphone magnetometers have been innovatively used. For instance, they have been used in remote monitoring and diagnostic applications. By detecting magnetic fields generated by certain medical devices or processes, these sensors can aid in patient monitoring and diagnosis remotely, which is particularly valuable in telemedicine and remote healthcare services [7, 8].
Additionally, magnetometers play a role in indoor positioning systems. In environments where GPS signals are weak or non-existent, such as inside buildings, magnetometers can assist in determining the orientation and movement of a smartphone. This is particularly useful in large indoor spaces like shopping malls, airports, and museums, where navigation assistance can significantly enhance the visitor experience [9, 10].
The online clothing trade market (e-commerce) is one of the most dynamically developing industries in recent years, which was especially visible during the Covid-19 pandemic and related legal solutions, the so-called lockdowns. One of the biggest problems in the industry is the rate of return of orders due to incorrect determination of the size of the clothes worn compared to the manufacturer’s sizes. One of the proposals to solve this problem was an innovative shoe measurement and fitting system implemented by Efiter Sp. z o.o. as part of the project POIR.01.01.01-00-0359/19 “Innovative system for measuring and adjusting shoe size”, enabling a real comparison of the buyer’s foot with the dimensions of the inside of the shoe. The key aspect of the system was the measurement of the magnetic field generated by the permanent magnet in the shoe. Due to the assumption of simplifying the implementation of the system and reducing its cost for users, it was decided to base magnetic field measurements on magnetometers available in devices that almost everyone has today –smartphones. The key aspect for determining the uncertainty of the method is to determine the metrological parameters of popular smartphones.
The key role in assessing the suitability of using magnetometers in smartphones is played by the metrological properties of these phones. On their basis, it can be indicated how useful it can be for smartphones in various applications such as in [1–10]. Odenwald compared two phones from one manufacturer for use as a radioactivity and magnetic field meter [5]. Ouyang and Abed-Meraim compared the use of 3 phones in measuring the magnetic field, but only for the Earth’s magnetic field [11]. Koblischka and Koblischka-Veneva used one phone and two tablets to measure the Earth’s magnetic field [12]. There are no studies described in the literature on a broader group
to utilize smartphones for both types of measurements. The goal was to create a system that would be easily scalable and cost-effective (by purchasing passive magnetic markers), rather than developing a dedicated measuring device. The foot measurement was conducted using the smartphone’s camera and position sensors. Based on a series of photos, a reference pattern (an A4 sheet of paper), and knowledge of the anthropometric model of the foot, the key dimensions of the foot were determined. The measurement of the shoe’s interior involved the use of magnetic markers placed inside the shoe and the magnetic field sensor in the smartphone. The magnetic field sensor enables the measurement of the magnetic induction vector at a single point. By using the camera to observe a stationary pattern, it is possible to determine the device’s position accurately. This allows for the collection of multiple measurements of the magnetic induction vector at various points. The measurement uncertainty of the magnetic field is crucial for accurately determining the dimensions of the shoe’s interior, and consequently, for fitting the shoe to the foot.
3. Experimental setup
The measurements were conducted using a setup that included triaxial Helmholtz coils, which generated a magnetic field of known value in three perpendicular directions, along with a control system. The current value was set by a PC through a programmable power supply RIGOL DR831, which powered the individual coils via a switching circuit. The exact current value in the coils was measured by a Tonghui TH 1961 ammeter and transmitted to the computer. The magnetic field measured by the smartphone sensor was read using the Phyphox app and stored in the phone’s memory, along with a timestamp, enabling synchronization of the results (Fig. 1.). To avoid the influence of external interference, the smartphone and the Helmholtz coils were placed in a magnetically shielded room (Fig. 2.).
The goal of this research was to assess metrological properties of magnetometers available in most common smartphones on the market. The most popular smartphone models in Poland in 2019 were tested. The parameters of the smartphones are presented in Table 1.
Fig. 2. The experimental setup: a) Photography of the experimental setup outside the magnetically shielded room, b) Photography of the experimental setup inside the magnetically shielded room: 1 – PC computer, 2 – Switching circuit: magnetizing coil axis selection relay, 3 – Tonghui TH 1961 ammeter, 4 – Programmable power supply RIGOL DR831, 5 – Individual Helmholtz coils (X axis), 6 – Individual Helmholtz coils (Z axis), 7 – Smartphone under test, 8 – Individual Helmholtz coils (Y axis)
Rys. 2. Układ eksperymentalny: a) fotografia układu eksperymentalnego na zewnątrz pomieszczenia ekranowanego magnetycznie, b) fotografia układu eksperymentalnego wewnątrz pomieszczenia ekranowanego magnetycznie: 1 – Komputer PC, 2 – Przekaźniki cewek Helmholtza (do wybór osi magnesowania), 3 – Amperomierz Tonghui TH 1961, 4 – Zasilacz programowalny RIGOL DR831, 5 – Cewki Helmholtza (oś X), 6 – Cewki Helmholtza (oś Z), 7 – Testowany smartfon, 8 – Cewki Helmholtza (oś Y)
Tab. 1. Key parameters of the smartphones tested in the study [13]
Tab. 1. Kluczowe parametry smartfonów testowanych w badaniu [13]
Samsung Galaxy S10 SM-G973
Samsung Galaxy A80 SM-A805F
Apple iPhone 11 A2111
Xiaomi Mi Note 10
Redmi Note 8 Redmi Note 8
Huawei P30
OnePlus 6
4. Measurements results
Studies were conducted with a stepwise increasing magnetic field for each axis in range from –300 µT up to 300 µT. After stabilizing each value, measurement results from the smartphone’s magnetometer were collected for 20 s. This allowed for the measurement of linearity, sensitivity, offset and measurement uncertainty.
The measurement uncertainty was determined for 50 samples measured over 0.5 s with a sampling frequency of 0.01 s. To determine the uncertainty, the type B method was applied under the assumption of a normal distribution [14]:
The application of the type A method would be possible if the sample size were greater than 100. This would make the uncertainty of the mean value equal to:
However, in practical application, this would be difficult because the smartphone would need to remain stationary for at least one second, which is hard to achieve since it is necessary to collect magnetic field measurement results at multiple points. The Table 2 provides the values of expanded uncertainty for the confidence level p = 95.4 % and k = 2 given by equation:
UkuB =⋅ (3)
The measured measurement uncertainty was significantly greater than the resolution of the AK09918 sensor, which is Re = 0.15 µT/LSB.
AK09918 2950
1950
AK0991x 1850
Tab. 2. Expanded uncertainty values for magnetic field measurements at a confidence level of 95.4 % with coverage factor k = 2
Tab. 2. Wartości niepewności rozszerzonej dla pomiarów pola magnetycznego na poziomie ufności 95 % przy współczynniku rozszerzenia k = 2 RedmiOneplusXaomiiPhoneHuawei Samsung A80Samsung S10
Investigation
Tab. 3. Sensitivity values of smartphone magnetometers across different magnetic field intensities
Tab. 3. Wartości czułości magnetometrów smartfonów przy różnych natężeniach pola magnetycznego
Tab. 4. Offset values of smartphone magnetometers across different magnetic field intensities
Tab. 4. Wartości offsetu magnetometrów smartfonów dla różnych natężeń pola magnetycznego
Subsequently, to evaluate linearity, sensitivity, and offset values, measurements were conducted under a stepwise increasing magnetic field. The parameters of linear regression were then estimated, where the slope represented sensitivity, the intercept indicated the offset, and the coefficient of determination (R²) quantified linearity. For each specified magnetic field value, the measurements were averaged over a period of 20 seconds. An R² value of 1 was achieved for all devices (Fig. 3.). The sensitivity values are presented in one Tab. 3, while the offset values are provided in Tab. 4.
The sensitivity values for all tested smartphones are close to 1; however, calibration is necessary to achieve more accurate results. In all devices, except for the iPhone, the same sensor was used. Therefore, it is likely that sensitivity variations may exist within the same model. Calibration of sensitivity is challenging without a reference magnetic field source.
The offset values vary significantly depending on the direction. The Redmi and Huawei devices exhibit the lowest offset values, which may indicate some form of compensation. In many applications, the offset is not critical, as changes in the magnetic field are more important than its absolute value.
5. The Use of Smartphones for Measuring the Interior Dimensions of Shoes
The assumptions of the shoe interior measurement method involve determining the position of a magnet using the measurement of a constant magnetic field. This would make it possible to determine the positions of magnets placed at characteristic points of the shoe, and consequently, to measure its size.
The magnets used have two poles, providing five degrees of freedom: position (X, Y, Z) and two rotation angles, due
Fig. 3. The results of experimental measurements of the of magnetic field sensors used in popular smartphones. Subfigures present measurements along different axes: a) X, b) Y, c) Z Rys. 3. Wyniki pomiarów eksperymentalnych czujników pola magnetycznego zastosowanych w popularnych smartfonach. Poszczególne wykresy przedstawiają pomiary wzdłuż różnych osi: a) X, b) Y, c) Z
Fig. 4. The dependence of error on distance for different values of magnetic field measurement uncertainty
Rys. 4. Zależność błędu od odległości dla różnych wartości niepewności pomiaru pola magnetycznego
to axial symmetry. Therefore, to determine the position of a magnet in space, it is necessary to measure the magnetic field induction vector at least at two points. If more magnets were placed in the shoe, the number of required equations would increase, assuming no interaction between them.
The developed analytical equations allow for accurate modeling of the B vector distribution in space around a vertical point dipole m. Optimization using the differential evolution method involves determining the positions of four vertical dipoles m based on the measurement of the B vector at 10 points. A more detailed analysis of this approach, including the use of Finite Element Method (FEM), can be found in [15].
The error in determining the position of the standard was examined in relation to the measurement uncertainty of the magnetic field induction vector, and the results are presented in the graph in fig. 4.
The error in position was estimated for uncertainty ΔB, and distance R using the Nelder-Mead algorithm according to equation (4):
this would require moving the phone to several positions and then keeping it stationary for at least one second. In practice, this would be difficult to implement.
6. Conclusions
Measurements demonstrated a significant increase in noise levels due to the propagation of electromagnetic interference within the smartphone, contributing to greater measurement uncertainty. It was generally observed that more expensive devices exhibit lower levels of interference. For the development of applications that rely on magnetic field measurements, proper calibration, including offset correction and sensitivity adjustment, is essential. Improved accuracy can be obtained through extended averaging periods. Achieving dynamic measurements of a constant magnetic field with uncertainty levels below 1 µT is feasible only with high-end smartphones. The research indicated that the use of smartphones for sophisticated magnetic field distribution analysis is limited by the uncertainty associated with magnetic field measurements, which appears to vary between different models. While smartphones are equipped with advanced sensors, the lack of standardization hinders the ability to fully exploit their potential. Determining the position of a magnetic reference in a shoe with an error margin that allows for the determination of size, which changes every 5 mm, using a smartphone without peripheral devices is not feasible. The use of additional sensors would be necessary to enable averaged magnetic field measurements at several points and to minimize the impact of interference originating from the smartphone’s internal components.
Acknowledgements
Scientific work carried out as part of the project POIR.01.01.01-00-0359/19 “Innovative Footwear Measurement and Sizing System” implemented under the National Centre for Research and Development’s “Szybka ścieżka Dostępność Plus” competition, co-financed by the European Union from the European Regional Development Fund under the Operational Program Intelligent Development for 2014–2020.
where M represents the magnetic moment vector, r is the direction vector, and R is the magnitude of , r corresponding to the distance.
The studies demonstrated the maximum magnetic field measurement uncertainty at level 0.1 µT needed to ensure results with the desired uncertainty (maximum 2 mm error) within the area corresponding to the shoe size (230–300 mm).
Achieving an uncertainty level of 0.15 µT would be possible by averaging over 100 magnetic field measurements; however,
Tab. 5. Dependence of position determination error on magnetic induction measurement uncertainty
Tab. 5. Zależność błędu określenia położenia od niepewności pomiaru indukcji magnetycznej
B measurement uncertainty U(µT) Position error in distance 230–300 mm (mm)
References
1. Ozyagcilar T., Implementing a tilt-compensated eCompass using accelerometer and magnetometer sensors “Freescale Semiconductor”, Application Note No. AN4248, Rev. 3, 2012. [www.artekit.eu/resources/ak-mag3110/doc/AN4248.pdf].
2. Subbu K.P., Gozick B., Dantu R., LocateMe: Magnetic-fields-based Indoor localization using smartphones. “ACM Transactions on Intelligent Systems and Technology”, Vol. 4, No. 4, 2013, 1–27, DOI: 10.1145/2508037.2508054.
3. Schall G., Zollmann S., Reitmayr G., Smart Vidente: Advances in mobile augmented reality for interactive visualization of underground infrastructure, “Personal and Ubiquitous Computing”, Vol. 17, 2013, 1533–1549, DOI: 10.1007/s00779-012-0599-x.
4. Kim W., Kerle N., Gerke M., Mobile augmented reality in support of building damage and Safety Assessment. “Natural Hazards and Earth System Sciences”, Vol. 16, No. 1, 2016, 287–298, DOI: 10.5194/nhess-16-287-2016.
1 > 10
5. Odenwald S., Smartphone sensors for citizen science applications: Radioactivity and magnetism. “Citizen Science: Theory and Practice”, Vol. 4, No. 1, 2019, DOI: 10.5334/cstp.158.
6. Campbell N., Atekwana E., Mathews A.J., Ismail A., Geophysical applications of magnetic sensors in smartphones. “The Leading Edge”, Vol. 39, No. 5, 2020, 312–317, DOI: 10.1190/tle39050312.1.
7. Naqvi R.A., Arsalan M., Rehman A., Rehman A.U., Loh W.-K., Paul A., Deep learning-based drivers emotion classification system in time series data for Remote Applications. “Remote Sensing”, Vol. 12, No. 3, 2020, DOI: 10.3390/rs12030587.
8. Fleury A., Mourcou Q., Franco C., Diot B., Demongeot J., Vuillerme N., Evaluation of a Smartphone-based audio-biofeedback system for improving balance in older adults – a pilot study. 35th Annual International Conference of the IEEE Engineering in Medicine and Biology Society (EMBC), 2013, DOI: 10.1109/embc.2013.6609721.
9. Li B., Gallagher T., Dempster A.G., Rizos C., How feasible is the use of magnetic field alone for indoor positioning? 2012 International Conference on Indoor Positioning and Indoor Navigation (IPIN), 2012, DOI: 10.1109/ipin.2012.6418880.
10. Shu Y., Bo C., Shen G., Zhao C., Li L., Zhao F., Magicol: Indoor localization using pervasive magnetic field and
opportunistic WIFI sensing, “IEEE Journal on Selected Areas in Communications”, Vol. 33, No. 7, 2015, 1443–1457, DOI: 10.1109/jsac.2015.2430274.
11. Ouyang G., Abed-Meraim K., Analysis of magnetic field measurements for mobile localisation, 2021 International Conference on Indoor Positioning and Indoor Navigation (IPIN), 2021, DOI: 10.1109/ipin51156.2021.9662551.
12. Koblischka M.R., Koblischka-Veneva A., Measurement of the characteristics of the Earth’s magnetic field using a smartphone magnetic sensor, “Physics Education”, Vol. 57, No. 4, 2022, DOI: 10.1088/1361-6552/ac61f0.
14. European Cooperation for Accreditation. EA-4/02 – Evaluation of the Uncertainty of Measurement in Calibration. Rev. 02, November 2021.
15. Nowak P., Nowicki M., Gazda P., Frydrych P., Nowicka N., Szewczyk R.. Zastosowanie Metody Elementów Skończonych do analizy metody określania rozmiaru buta na podstawie pomiarów pola magnetycznego, „Pomiary Automatyka Robotyka”, Vol. 28, No. 3, 2024, 101–108, DOI: 10.14313/PAR_253/101.
Badanie właściwości metrologicznych sensorów pola magnetycznego stosowanych w popularnych smartfonach dla systemu określania rozmiaru buta
Streszczenie: W artykule przedstawiono wyniki badań metrologicznych właściwości magnetometrów wbudowanych w smartfony oraz ich zastosowanie w precyzyjnym określaniu rozmiaru obuwia. Badania koncentrują się na wykorzystaniu dostępnych w smartfonach magnetometrów do pomiaru pola magnetycznego generowanego przez markery magnetyczne umieszczone wewnątrz obuwia. Do pomiaru wymiarów stopy, użyto czujniki położenia wbudowane w smartfony oraz analizę obrazu w celu dokładnego określenia kluczowych parametrów stopy. Pomiary przeprowadzono w kontrolowanych warunkach wykorzystując trójosiowe cewki Helmholtza generujące precyzyjne pole magnetyczne. Oceniono liniowość, czułość, offset i niepewność pomiaru w kilku popularnych smartfonach. Wyniki wskazują, że dokładność pomiarów magnetometru zależy od jakości smartfona. Zakłócenia elektromagnetyczne, szczególnie w tańszych modelach, mogą wprowadzać szum, który obniża jakość zbieranych danych. Wydłużenie czasu uśredniania pomiarów pomaga zredukować szumy i poprawić dokładność pomiarową. Magnetometry smartfonów mogą być skutecznie wykorzystywane do precyzyjnych pomiarów pola magnetycznego, pod warunkiem ich prawidłowej kalibracji i odpowiedniego dostosowania metody pomiarowej. Ograniczenia, takie jak zakłócenia elektromagnetyczne i ich wpływ na jakość danych, stanowią wyzwanie. Niemniej jednak wyniki badania są obiecujące, szczególnie w systemach doboru rozmiaru obuwia, gdzie dokładne pomiary wnętrza buta są niezbędne do prawidłowego dopasowania buta do stopy.
Słowa kluczowe: magnetometry w smartfonach, pomiar pola magnetycznego, system dopasowania rozmiaru obuwia, dokładność magnetometru, czujniki pola magnetycznego, analiza wymiarów stopy
Piotr Gazda, PhD, Eng.
piotr.gazda@pw.edu.pl
ORCID: 0000-0002-6017-6134
Principal investigator in the project “Innovative system for shoe size measurement and fitting”. His research focuses on developing measurement methods and innovative testing setups, particularly in magnetoelectric phenomena. He also researches the use of artificial intelligence in measurement systems.
Paweł Rękas, MSc Eng.
pawel.rekas.dokt@pw.edu.pl
ORCID: 0000-0002-3398-5796
Electronics Engineer at Etronika Sp. z o.o., specializing in the design and development of analog and digital systems, as well as systems based on 32-bit microcontrollers. He also focuses on refining algorithms for mechatronic devices used in optical, optoelectronic, and electronic instruments. He is a PhD candidate at the Doctoral School of Warsaw University of Technology in the scientific discipline of automation, electronics, electrical engineering, and space technologies. His doctoral research, initiated in 2019, concentrates on the influence of mechanical stresses on the magnetic permeability tensor of anisotropic magnetic cores in inductive components. He has experience in conducting research and development projects, particularly in the field of electrical and electronic devices.
Paweł Nowak, PhD Eng. pawel.nowak2@pw.edu.pl
ORCID: 0000-0003-4156-5473
Principal investigator in the project “Innovative system for shoe size measurement and fitting”. He works at the Institute of Metrology and Biomedical Engineering at the Faculty of Mechatronics, Warsaw University of Technology. His research focuses on a wide range of topics related to studying and modeling magnetic and magneto-mechanical phenomena to develop innovative measurement systems and devices.
Piotr Frydrych, PhD, Eng.
p.frydrych@katalizatortechnologii.pl
ORCID: 0000-0002-6600-2522
Principal contractor in the project „Innovative System for Measuring and Fitting Shoe Sizes”. He is the author of numerous publications in modeling, metrology, measurement systems, and economics. Over ten years in academia, he has participated in many research and development projects. He has worked at the Warsaw University of Technology. He was a co-owner of a marketing agency, where he served as vice president, specializing in sales and revenue analysis and forecasting for online stores. He bridges the academic and business environments, applying scientific knowledge to business practice.
Michał Nowicki, PhD Eng.
michal.nowicki@pw.edu.pl
ORCID: 0000-0003-2513-952X
R&D project manager for the “Innovative system for shoe size measurement and fitting” at Efiter Sp. z o.o. He works at the Institute of Metrology and Biomedical Engineering at the Faculty of Mechatronics, Warsaw University of Technology, and at the Faculty of Mechanical Engineering, Vilnius Gediminas Technical University. He has participated in international research projects collaborating with scientific institutions in China, Lithuania, Slovakia, and Ukraine. A passionate advocate of unconventional solutions, he is a laureate of awards in science and education. Author of over 140 publications in the fields of magnetism and sensing technology.
Prof. Roman Szewczyk, DSc PhD Eng. roman.szewczyk@piap.lukasiewicz.gov.pl
ORCID: 0000-0002-1214-1009
A longtime employee of Łukasiewicz Research Network – Industrial Research Institute for Automation and Measurements PIAP. Specialized in stochastic optimization, symbolic egression, and artificial neural networks for regression models. The Member of the Metrology Council appointed by the Minister of Development and Technology (2022–2027). The Member (2015–2023) and Deputy of the Chairman (2015–2018) of 14. Workgroup on Sensors (including biosensors) and intelligent sensor networks in the Ministry of Economy as a part of the Operational Programme Intelligent Development. The Chairman of 2. Workgroup on Digital Support for Industry in a Team for Industrial Transformation, the Ministry of Development (2016–2017). Coordinator of research project „Customizable cyber-physical system for distributed monitoring and control in agriculture” elaborated in bilateral cooperation with Israel (2018).
Piotr Gazda, Paweł Rękas, Paweł Nowak, Michał Nowicki, Roman Szewczyk
Zastosowanie dwóch technik pomiarowych do oceny
struktury wewnętrznej fibrobetonu
Janusz Kobaka1, 2, Jacek Katzer2, Machi Zawidzki3
1 AGH Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie, Wydział Inżynierii Mechanicznej i Robotyki, al. Adama Mickiewicza 30, 30-059 Kraków
2 Uniwersytet Warmińsko-Mazurski w Olsztynie, Wydział Geoinżynierii, ul. Michała Oczapowskiego 2, 10-719 Olsztyn
3 Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP, Al. Jerozolimskie 202, 02-486 Warszawa
Streszczenie: W artykule opisano badania struktury wewnętrznej betonu zbrojonego włóknami stalowymi przy zastosowaniu dwóch nieniszczących technik pomiarowych: metody wykorzystującej fale ultradźwiękowe oraz metody wykorzystującej indukcję elektromagnetyczną. Metoda ultradźwiękowa pozwoliła na określenie wad materiałowych powstałych w wyniku niejednorodnego rozkładu włókien w przestrzeni badanych ciał próbnych. Metoda wykorzystująca indukcję elektromagnetyczną pozwoliła dokonać identyfikacji zawartości włókien. Badania wykazały, że fibrobeton charakteryzujący się stosunkowo dużą zawartością włókien stalowych (powyżej 1,5 % objętościowo), jest podatny na powstawanie nieciągłości materiałowych w jego wewnętrznej strukturze. Zjawisko to występuje w bardzo niewielkim stopniu w betonach o zawartości włókien stalowych poniżej 1,5 %.
Słowa kluczowe: ultradźwięki, indukcja elektromagnetyczna, beton, włókna, fibrobeton
1. Wprowadzenie
Beton jest najpopularniejszym materiałem budowlanym na świecie. Jego globalna produkcja osiągnęła w 2020 r. poziom około 26 Gt rocznie [1]. Podstawowym materiałem niezbędnym do produkcji betonu, oprócz cementu i wody (tworzących zaczyn), są kruszywa budowlane. Globalne wydobycie naturalnych kruszyw budowlanych wynosi około 20 Gt rocznie, przekraczając wydobycie paliw kopalnych (około 15 Gt rocznie) [1]. Wpływ wydobycia kruszyw na środowisko naturalne jest bardzo duży. Kruszywo stosowane do betonu składa się z frakcji grubych oraz drobnych, te ostatnie wypełniają przestrzenie między ziarnami frakcji grubych. Kruszywo stanowi większość, około 70 % objętości betonu, tak więc przy ciągłym wzroście zapotrzebowania na ten materiał, istnieje na nie duży popyt. W północnych regionach Polski występują liczne złoża tzw. pospółki, stanowiące naturalną mieszaninę frakcji piaskowych 0–2 mm i żwirowych powyżej 2 mm. Powodem występowania pospółki w tych rejonach była erozja, a następnie migracja skał spowodowana przesuwaniem się lodowców z Półwyspu Skandynawskiego na południe w czasie kolejnych epok glacjalnych nawiedzających Bałtyk i regiony dzisiejszej
Autor korespondujący:
Janusz Kobaka, Janusz.Kobaka@agh.edu.pl; Janusz.Kobaka@uwm.edu.pl
Artykuł recenzowany nadesłany 18.02.2024 r., przyjęty do druku 07.11.2024 r.
Polski [2]. Procentowy udział żwiru w pospółce jest znacznie mniejszy niż piasku i waha się w przedziale od 10 % do 50 %, stanowiąc średnio około 30 %. Stosunek udziału żwiru do piasku w betonie jest odwrotny niż w pospółce i wynosi on średnio około 3/1. Tak niewielki udział frakcji żwirowej w pospółce w stosunku do udziału piasku, przy jednocześnie większym zapotrzebowaniu na tę frakcję, stał się powodem opracowania technologii zwanej hydroklasyfikacją. Technologia ta polega na wypłukiwaniu frakcji żwirowych z pospółki i pozostawianiu frakcji drobnych na terenie wyrobiska lub w jego bezpośrednim pobliżu w postaci hałd (rys. 1). Hydroklasyfikacja stosowana była od lat 60. XX w. Na terenie północnej Polski zarejestrowano od tego czasu ponad 600 kopalni kruszyw mineralnych, z których wiele wykorzystywało tę technologię. Frakcje drobne kruszywa, uznane jako bezwartościowe w czasach, kiedy były składowane jako odpady, stają się obecnie cennym materiałem budowlanym i są stosowane z powodzeniem w nowszych technologiach, takich jak beton wysokowartościowy, beton przeznaczony do druku 3D lub jako fibrobeton. Wykorzystanie już istniejących hałd tego materiału zapobiega dalszej degradacji środowiska naturalnego i stanowi alternatywę kosztownej ich rekultywacji.
Fibrobeton, nazwany również betonem ze zbrojeniem rozproszonym, stanowi alternatywę dla tradycyjnego żelbetu [3] (betonu zbrojonego przy użyciu stalowych prętów i strzemion) oraz siatkobetonu[4]. Zbrojenie rozproszone ma na celu poprawę wytrzymałości na rozciąganie betonu, która stanowi zaledwie około 1/10 jego wytrzymałości na ściskanie. Betony ze zbrojeniem rozproszonym z powodzeniem stosowane są w budownictwie już od wielu lat [5]. Często można je napotkać jako posadzki przemysłowe zdolne do przenoszenia dużych obciążeń mechanicznych [6]. Fibrobeton jest
Rys. 1. Hałda piasków odpadowych na terenie Pomorza Zachodniego Fig. 1. A heap of waste sand in Western Pomerania
dobrym przykładem korzyści z wykorzystania jedynie frakcji drobnych kruszywa z pominięciem frakcji grubych. Wiele posadzek przemysłowych wykonuje się bez udziału żwiru, dzięki czemu możliwe jest zastosowanie większej zawartości włókien, niż w przypadku betonu o większych wymiarach ziaren [7–9]. Jednym z głównych problemów technologicznych związanych z produkcją i zastosowaniem fibrobetonu jest jego jednorodność [10]. Szczególnie ważnym problemem jest kontrola równomierności rozprowadzenia włókien stalowych w całej objętości betonu. Tradycyjne badanie próbek wykonanych z danego zarobu pozwala określić różnorakie charakterystyki mechaniczne uzyskanego fibrobetonu, ale nie daje informacji o równomierności ułożenia włókien w wykonanym pełnowymiarowym elemencie [11, 12]. Zastosowanie nieniszczących technik badawczych pozwala rozwiązać ten problem. Według autorów szybka, tania a jednocześnie wiarygodna kontrola jakości wykonanych elementów fibrobetonowych stanowi warunek ich szerokiego stosowania w budownictwie.
Biorąc pod uwagę wymienione fakty autorzy zaplanowali program badawczy z użyciem dwóch nieniszczących metod badawczych: metodę wykorzystującą fale ultradźwiękowe oraz metodę wykorzystującą indukcję elektromagnetyczną. Obie metody są od lat stosowane w diagnostyce materiałów i konstrukcji budowlanych. Ich pierwotnym przeznaczeniem było badanie ułożenia tradycyjnego stalowego zbrojenia prętowego w elementach żelbetowych (metoda indukcji elektromagnetycznej) oraz określanie dynamicznego modułu sprężystości oraz spękania elementów betonowych (metoda ultradźwiękowa). Aparaty do przeprowadzanie badań obiema metodami są dostępne komercyjnie i dość szeroko stosowane w budownictwie. Niekonwencjonalne zastosowanie takich aparatów pozwoliłoby na prowadzenie szybkiej diagnostyki elementów fibrobetonowych. Prowadzenie pomiarów dwiema metodami równocześnie umożliwiłoby jednoznaczną ocenę zarówno równomierności rozłożenia włókien stalowych w objętości fibrobetonu, jak i identyfikację zawartości włókien. Proponowane podejście pozwala wykorzystać istniejące zasoby aparaturowe oraz doświadczenie kadry w ich obsłudze przy jednoczesnym uzyskaniu zupełnie nowych danych tak pod względem ilościowym, jak i jakościowym. Dużą zaletą proponowanej metody jest jej mobilność. Metody badań nieniszczących, które dotychczas okazały się bardzo skuteczne w precyzyjnym określaniu ułożenia włókien stalowych, takie jak tomograf komputerowy [13] czy inne rodzaje aparatów przeznaczonych do wykonywania zdjęć w oparciu o promienie X są duże, bardzo drogie i całkowicie stacjonarne. Dodatkowo wymagają specjalnie ekranowanych pomieszczeń do ich poprawnego użytkowania.
2.1. Materiały i elementy próbne
Matrycę kompozytu użytego w badaniach zaprojektowano na bazie odpadowego piasku płukanego będącego produktem odpadowym procesu hydroklasyfikacji. Założono konsystencję matrycy V4 zgodnie z normą PN-EN 206-1 [14], co przy stosunkowo dużej płynności mieszanki umożliwiło wprowadzenie włókien stalowych do zawartości 2,5 % (objętościowo) bez znaczącej utraty urabialności. Zastosowano cement portlandzki szybkowiążący CEMII 42,5R A-V, a stosunek wodno-cementowy wyniósł 0,38. Jako dodatek uszczelniający zastosowano pyły krzemionkowe w ilości 5 % w stosunku do masy użytego cementu. W celu uzyskania zakładanej konsystencji oraz poprawy urabialności mieszanki zastosowano dodatek upłynniający w postaci superplastyfikatora Betocrete 406 (FM). Jako zbrojenie rozproszone zastosowano włókna stalowe o długości 50 mm i średnicy 0,8 mm, zakończone haczykowato i o prostym kształcie (rys. 2), które mają Aprobatę Techniczną ITB. Wykonano łącznie 72 elementy próbne,
Rys. 2. Włókna stalowe użyte w badaniach
Fig. 2. Steel fibre used during the research program
po 12 elementów każdego rodzaju, różniącego się zawartością włókien stalowych: 0,0 %, 0,5 %, 1,0 %, 1,5 %, 2,0 %, 2,5 %. Elementy próbne charakteryzowały się sześciennym kształtem o boku 100 mm. Elementy rozformowano po 24 godzinach i przeniesiono do dojrzewalni, gdzie przebywały przez następne 27 dni w temperaturze 20 °C pod lustrem wody. Po tym czasie elementy wysuszono do stałej masy i poddano badaniom.
Rys. 3. Defektoskop ultradźwiękowy użyty w badaniach
Fig. 3. Ultrasonic defect detector used in the research
Rys. 4. Detektor zbrojenia Femetr 2E2 użyty w badaniach: a) widok ogólny urządzenia, b) panel nastawczy wraz ze wskaźnikiem natężenia prądu elektrycznego
Fig. 4. Femetr 2E2 reinforcement detector used in the tests: a) general view of the device, b) adjustment panel with an electric current indicator
2.2. Aparatura użyta
do badań
Do przeprowadzenia programu badawczego wykorzystano dwie metody badań nieniszczących. Badania ciągłości struktury wewnętrznej kompozytu przeprowadzono przy użyciu defektoskopu ultradźwiękowego Epoch 4 z głowicami 100 kHz (rys. 3).
Badania przeprowadzono metodą bezpośrednią, umieszczając głowice aparatu na przeciwległych ścianach próbki. Drugą nieniszczącą metodą badawczą, która pozwoliła na określenie zawartości włókien stalowych w próbce kompozytu była metoda wykorzystująca zjawisko indukcji elektromagnetycznej. Aparat użyty w badaniach to detektor zbrojenia Femetr typu 2E2 (rys. 4).
3. Wyniki badań
Pomiary wykonane defektoskopem ultradźwiękowym pozwoliły na ustalenie nieciągłości materiału w objętości betonu. Na rys. 5 przedstawiono głębokości wystąpienia nieciągłości w zależności od amplitudy sygnału. Między wynikami przedstawionymi na rys. 5a i 5b widać dużą różnicę w uzyskanych amplitudach. Dla próbek bez włókien waha się ona na poziomie od 0 % do 20 %, a dla próbek z fibrobetonów z zawartością włókien 2,5 % waha się od 0 % do 90 %. Kolejno uśredniono amplitudy sygnału dla próbek uzyskując dla każdej próbki jeden wynik (przykładowe dane dla dwóch próbek z rys. 5 dałyby więc dwie wartości), co umożliwiło określenie zależności średniej amplitudy sygnału dla badanych kompozytów od zawartości włókien stalowych (rys. 6). Po wykonaniu pomiarów natężenia prądu indukowanego w zbrojeniu rozproszonym betonu (przy użyciu detektora zbrojenia, który jest bezpośrednio zależny od zawartości zbrojenia), ustalono korelację między natężeniem prądu I oraz średnią amplitudą sygnału A (rys. 7).
4. Dyskusja
Przeprowadzone badania wykazały silny związek między amplitudą sygnału ultradźwiękowego defektoskopu a zawar-
Rys. 5. Przykładowe wystąpienia nieciągłości w postaci pików amplitudy sygnału ultradźwiękowego dla: a) próbki o zawartości włókien stalowych 0 %, b) dla próbki o zawartości włókien stalowych 2,5 %
Fig. 5. Examples of discontinuities in the form of ultrasonic signal amplitude peaks for: a) a sample with a steel fiber content of 0 %, b) a sample with a steel fiber content of 2.5 %
Rys. 6. Średnie amplitudy sygnałów uzyskanych z defektoskopu ultradźwiękowego w zależności od zawartości włókien stalowych w kompozycie
Fig. 6. Average amplitudes of signals obtained from the ultrasonic defect detector depending on the content of steel fibers in the composite
Rys. 7. Średnie amplitudy sygnałów uzyskanych z defektoskopu ultradźwiękowego w korelacji z natężeniem prądu wskazanym przez detektor zbrojenia Femetr 2E2
Fig. 7. Average amplitudes of signals obtained from the ultrasonic defect detector in correlation with the current indicated by the Femetr 2E2 reinforcement detector
tością zbrojenia rozproszonego w betonie (rys. 5 a i b). Zależność amplitudy sygnału od zawartości włókien stalowych (rys. 6) wykazała, że dla zawartości włókien od 0 % do ok. 1,5 % amplituda rośnie liniowo-proporcjonalnie, natomiast powyżej 1,5 % włókien następuje większa tendencja wzrostowa, co powoduje zakrzywienie krzywej ku górze. Tendencję tę potwierdzają badania zawartości zbrojenia dla każdej próbki oddzielnie za pomocą detektora zbrojenia Femetr 2E2 (rys. 7). Tutaj tendencja wzrostowa jest jeszcze wyraźniejsza niż na rys. 6. Powodem znacznego wzrostu amplitudy sygnału dla kompozytów o zawartości zbrojenia rozproszonego powyżej 1,5 % jest silne napowietrzenie mieszanki w procesie mieszania składników. Efekt ten opisał Maidl wprowadzając graniczne zawartości zbrojenia dla kruszyw o różnym uziarnieniu maksymalnym [8]. Konsekwencją wprowadzenia zbyt dużej zawartości zbrojenia jest wystąpienie nieciągłości materiałowych w jego strukturze w postaci pęcherzy powietrza i kawern.
W literaturze opisane jest także zjawisko tworzenia się tzw. jeży w postaci splątanych włókien, w szczególności dotyczy to włókien o dużym stosunku długości do średnicy [15]. Przebadany materiał wykonany był na bazie takiej samej matrycy, jednak aparatura nieniszcząca wykazała zmiany ciągłości jego struktury w szczególności dla dużych zawartości włókien. W praktyce materiał kompozytu zbrojonego włóknami stalowymi może charakteryzować się bardzo odmiennymi cechami, wpływającymi na wystąpienie wad materiałowych. Konsystencja i urabialność mieszanki, grubość i jednorodność uziarnienia, zawartość dodatków poprawiających szczelność, takich jak pyły krzemionkowe lub popioły lotne. Metody nieniszczące wykorzystane w badaniach opisanych w artykule pozwalają na stosunkowo szybką ocenę zarówno zawartości zbrojenia, jak i wystąpienia defektów materiałowych. Pozwala to już na etapie projektowania betonu, (przy połączeniu obu metod badawczych), określenie górnej granicy zawartości zbrojenia, przy której nie pogarsza ono struktury wewnętrznej kompozytu.
5. Wnioski
Przeprowadzony program badawczy oraz związana z nim analiza pozwalają na wyciągnięcie następujących wniosków:
Stosując łącznie obie metody można wykryć obecność włókien w objętości fibrobetonu i ocenić wystąpienie nieciągłości materiału w jego objętości.
Dalsze kierunki badań powinny skupić się na możliwości dokładnej oceny zawartości włókien w fibrobetonie oraz marginesu błędu dla tej metody badań. Zaprop onowana metodyka jednoczesnego stosowania obu metod nie pozwala wykryć pojedynczych włókien. Meto da oparta na technice ultradźwiękowej nadaje się do natychmiastowego wykrywania obszarów z wyraźną nierównomiernością rozłożenia włókien w objętości betonu (zbyt niskie lub zbyt wysokie lokalne zagęszczenie układu włókien).
Bibliografia
1. Watari T., Cao Z., Serrenho A.C., Cullen J., Growing role of concrete in sand and climate crises, “IScience”, Vol. 26, No. 5, 2023, DOI: 10.1016/J.ISCI.2023.106782.
2. Szuflicki M. (red.) et al., Bilans zasobów złóż kopalin w Polsce wg stanu na 31 XII 2020 r., Państwowy Insty-
tut Geologiczny, Państwowy Instytut Badawczy, Warszawa 2021.
3. Destrée X., Mandl J., Steel fibre only reinforced concrete in free suspended elevated slabs: Case studies, design assisted by testing route, comparison to the latest SFRC standard documents, [In:] Proceedings of the International FIB Symposium 2008 – Tailor Made Concrete Structures: New Solutions for Our Society, 2008.
4. Wang X., Fan F., Lai J., Xie Y., Steel fiber reinforced concrete: A review of its material properties and usage in tunnel lining, “Structures”, Vol. 34, 2021, 1080–1098, DOI: 10.1016/J.ISTRUC.2021.07.086.
5. Behbahani H.P., Nematollahi B., Farasatpour M., Steel Fiber Reinforced Concrete Pavement : A Review, in: International Conference on Structural Engineering and Construction Management (ICSECM), 2011.
6. Komárková T., Láník J., Anton O., Evaluation of Selected Physicomechanical Properties of SFRC according to Different Standards , “Advances in Materials Science and Engineering”, Vol. 2018, No. 1, 2018, DOI: 10.1155/2018/7098065.
7. Katzer J., Kobaka J., Influence of fine aggregate grading on properties of cement composite, “Silicates Industriels”, Vol. 74, 2009, 9–14.
9. Katzer J., Kobaka J., The assessment of fine aggregate pit deposits for concrete production, “Kuwait Journal of Science and Engineering”, Vol. 33, No. 2, 2006, 165–174.
10. Gettu R., Gardner D.R., Saldívar H., Barragán B.E., Study of the distribution and orientation of fibers in SFRC specimens, “Materials and Structures”, Vol. 38, 2005, 31–37, DOI: 10.1007/BF02480572.
11. Katzer J., Kobaka J., Combined non-destructive testing approach to waste fine aggregate cement composites, “Science and Engineering of Composite Materials”, Vol. 16, No. 4, 2009,DOI: 10.1515/SECM.2009.16.4.277.
12. Kobaka J., Katzer J., Ponikiewski T., A combined electromagnetic induction and radar-based test for quality control of steel fibre reinforced concrete, “Materials”, Vol. 12, No. 21, 2019, DOI: 10.3390/ma12213507.
13. Ponikiewski T., Katzer J., Bugdol M., Rudzki M., Steel fibre spacing in self-compacting concrete precast walls by X-ray computed tomography, “Materials and Structures”, Vol. 48, 2015, 3863–3874, DOI: 10.1617/s11527-014-0444-y.
14. EN 206:2013, Concrete. Specification, performance, production and conformity, 2013.
15. Liao L., Zhao J., Zhang F., Li S., Wang Z., Experimental study on compressive properties of SFRC under high strain rate with different fiber content and aspect ratio, “Construction and Building Materials”, Vol. 261, 2020, DOI: 10.1016/J.CONBUILDMAT.2020.119906.
Kobaka, Jacek Katzer, Machi Zawidzki
Harnessing Two Measurement Techniques to Assess the Internal Structure of SFRC
Abstract: The article describes the examination of the internal structure of concrete reinforced with steel fibers using two non-destructive measurement techniques: a method using ultrasonic waves and a method using electromagnetic induction. The ultrasonic method allowed for the determination of material defects resulting from the non-uniform distribution of fibers in the space of the tested sample bodies. The method using electromagnetic induction allowed for the identification of fiber content. Research has shown that fiber concrete, characterized by a relatively high content of steel fibers (above 1.5 % by volume), is susceptible to the formation of material discontinuities in its internal structure. This phenomenon occurs to a very small extent in concrete with steel fiber content below 1.5 %.
Od 07/2021 post-doc w projekcie NCN „Wydobycie regolitu na powierzchni Księżyca w warunkach obniżonej grawitacji”. 03 .2021–05.2021 adiunkt na Uniwersytecie Warmińsko-Mazurskim w Olsztynie. 10 .2018–02.2021 adiunkt na Politechnice Koszalińskiej. 10.2007–09.2018 kierownik Laboratorium Techniki Budowlanej Politechniki Koszalińskiej. 03.2004–09.2007 specjalista inżynieryjno-techniczny w Laboratorium
dr hab. inż. Jacek Katzer, prof. UWM jacek.katzer@uwm.edu.pl
ORCID: 0000-0002-4049-5330
W swoich badaniach specjalizuje się w technologii betonu i fibrobetonu. Od 2017 r. zajmuje się również gruntami księżycowymi i symulantami gruntów księżycowych. Posiada doświadczenie jako badacz betonu, projektant mieszanek, kontroler jakości produkcji betonów (zarówno towarowych, jak i prefabrykatów) oraz wykładowca technologii betonu. Obecnie pracuje na Uniwersytecie Warmińsko-Mazurskim w Olsztynie kierując Centrum Inżynierii Lądowej. W trakcie swojej kariery naukowej związany był także z Politechniką Koszalińską (Polska), Uniwersytetem w Sheffield (Wielka Brytania), Politechniką w Brnie (Czechy) oraz VSB – Politechniką Ostrawską (Czechy).
dr hab. inż. Machi Zawidzki zawidzki@piap.lukasiewicz.gov.pl
ORCID: 0000-0001-8695-4400
Od 10/2022 kierownik ZBI – Dział Wsparcia Badań Aplikacyjnych w Sieci Badawczej Łukasiewicz – Przemysłowym Instytucie Automatyki i Pomiarów PIAP. Od 2/2017 adiunkt w Zakładzie Technologii Inteligentnych w Instytucie Podstawowych Problemów Techniki Polskiej Akademii Nauk. 7/2020 habilitacja w dziedzinie Nauk Technicznych, w dyscyplinie – Informatyka. Tytuł autoreferatu: Zastosowania metod inteligencji obliczeniowej do optymalizacji architektonicznych Systemów Ekstremalnie Modularnych. W latach 10/2007 – 09/2010 studia doktoranckie na Uniwersytecie Ritsumeikan w Japonii. Temat rozprawy: Application of Computational Intelligence to engineering design problems in Architecture – firmitatis, utilitatis, venustatis.
Techniki Budowlanej PK..
Janusz
Zastosowanie architektury korporacyjnej do analizy i optymalizacji sterowania produkcją
Streszczenie: Klasyczne podejście do optymalizacji sterowania produkcją sprowadza się zwykle do budowy modeli optymalizacyjnych i decyzyjnych w oparciu o dane pozyskane bezpośrednio z systemu produkcji z tzw. „warstwy technologicznej”. Najczęściej pomija się czynniki ekonomiczne występujące głównie na poziomie tzw. „warstwy biznesowej”, które mają istotny wpływ na procesy funkcjonujące w firmie, w tym również na sam proces produkcji. Niezbędne jest uwzględnienie w procesie budowy szczegółowych modeli optymalizacji produkcji różnych zmiennych czynników występujących również na poziomie „warstwy biznesowej”, tj. ceny usług, ceny surowców, kary umowne, które mogą mieć wpływ na decyzję kierunkową w procesie produkcyjnym, tzn. Czy wszystkie zlecenia zrealizować we własnym systemie produkcyjnym? Czy taniej będzie niektóre zlecenia/części zleceń zrealizować jako outsourcing? Zaproponowanie innego niż dotychczasowego podejścia do optymalizacji procesu produkcyjnego przy wykorzystaniu danych zarówno z warstwy technologicznej, jak i biznesowej może ułatwić: identyfikację obszarów przeznaczonych do optymalizacji/automatyzacji procesów produkcyjnych, budowę szczegółowych modeli matematycznych na potrzeby optymalizacji/automatyzacji procesów produkcyjnych oraz dostosowanie przepływu informacji między poszczególnymi warstwami (technologiczną/biznesową) funkcjonującymi na poziomie przedsiębiorstwa. W artykule przedstawiono zastosowanie architektury korporacyjnej do analizy procesu sterowania produkcją łożysk tocznych w rzeczywistej fabryce oraz do budowy modelu matematycznego optymalizacji i wspomagania decyzji w tym procesie.
1. Wprowadzenie
Słowa kluczowe: optymalizacja sterowania produkcją, architektura korporacyjna, TOGAF, ArchiMate analizie funkcjonowania rzeczywistego systemu produkcji przedsiębiorstwa. Pozwala to na identyfikację czynności powtarzalnych oraz wskazanie potencjalnych “wąskich gardeł”. Dodatkowo możliwe jest zaplanowanie kolejności prac na poszczególnych etapach produkcji.
Sterowanie produkcją to złożone zagadnienie o wielowymiarowym charakterze i wielu interakcjach między poszczególnymi elementami systemu produkcyjnego, jak i otoczeniem [1]. Szczegółowe modele optymalizacji w systemach produkcyjnych charakteryzują się dużą liczbą zmiennych decyzyjnych i ograniczeń, które określają co, kiedy, gdzie i ile produkować przy minimalnych kosztach/w minimalnym czasie itp. Wiele zmiennych decyzyjnych ma dyskretny charakter, co dodatkowo komplikuje opracowywane modele. Dlatego wydaje się celowym zastosowanie architektury korporacyjnej wynikającej ze standardu TOGAF [8] (ang. The Open Group Architecture Framework) już na etapie audytu przy
Autor korespondujący:
Zbigniew Juzoń, zjuzon@tu.kielce.pl
Artykuł recenzowany nadesłany 08.04.2024 r., przyjęty do druku 04.10.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
TOGAF stanowi szkielet dla architektury korporacyjnej, który zapewnia kompleksowe podejście do projektowania, planowania, implementacji oraz zarządzania informacyjną architekturą organizacji, łącząc w sobie różne warstwy, w tym technologiczną, biznesową, aplikacyjną itd. Do modelowania architektury korporacyjnej można wykorzystać otwarty i niezależny język modelowania ArchiMate [9], który wspiera opis, analizę i wizualizację w ramach czterech domen architektonicznych (biznes, dane, aplikacje i technologia). W artykule zaproponowano wykorzystanie architektury korporacyjnej do analizy ograniczeń i prawidłowej akwizycji danych niezbędnych do budowy modelu matematycznego optymalizacji i wspomagania decyzji procesu sterowania produkcją łożysk tocznych w rzeczywistej fabryce. Zaproponowane podejście tym różni się od rozwiązań dostępnych na rynku w systemach typu ERP (ang. Enterprise Resource Planning) czy APS (ang. Advanced Planning & Scheduling), że uwzględnia architekturę korporacyjną, tzn. wzajemne zależności, dane i ograniczenia wielu warstw (technologicznej, biznesowej, aplikacyjnej itd.) w kontekście optymalizacji procesu produkcyjnego.
2. Opis problemu
Zachodzi konieczność zidentyfikowania i pogrupowania w systemie produkcyjnym wszystkich elementów mających wpływ na organizację procesu produkcyjnego, które występują zarówno w warstwie technologicznej, jak i innych warstwach. W tym kontekście pojawia się uzasadniona potrzeba opracowania nowych modeli oraz metod podejmowania decyzji, które powinny uwzględniać czynniki niepewne, np. ekonomiczne. W związku z tym konieczne jest rozpatrywanie przedsiębiorstwa jako całości z uwzględnieniem wszystkich powiązań i współzależności między różnymi czynnikami funkcjonującymi na poziomie warstwy technologicznej/warstwy biznesowej, które mają wpływ na wytwarzanie produktów (wyrobów i/lub usług) [2]. Brak wystarczająco dokładnych prognoz dotyczących wielkości zamówień i czasu realizacji zadań może skutkować karami i/lub utratą nowych zamówień w przyszłości. Z punktu widzenia zarządu tzw. „warstwy biznesowej” jednym z najważniejszych aspektów planowania pracy na poziomie systemu produkcyjnego przedsiębiorstwa produkcyjno-usługowego jest proces negocjacji kontraktu. W procesie tym konieczne jest negocjowanie wielkości produkcji oraz czasu realizacji, akceptowalnych zarówno dla systemu produkcyjnego, jak i klienta [3]. Motywacją do podjęcia badań w tym zakresie były obserwacje, że sterowanie procesami produkcji zwykle bazuje wyłącznie na danych pochodzących z warstwy technologicznej i nie uwzględnia danych występujących na poziomie warstwy biznesowej, które mogą mieć istotny wpływ na obniżenie kosztów i skrócenie czasu produkcji. Stosując architekturę korporacyjną można za pomocą języka ArchiMate opracować diagram punkt widzenia warstw (rys. 1), aby zobaczyć, na którym poziomie organizacji są definiowane ograniczenia oraz wymagania mające wpływ na funkcjonowanie pozostałych warstw w organizacji (warstwę aplikacji i warstwę technologiczną).
Z informacji zawartych na diagramie (rys. 1) wynika, że wymagania zdefiniowane na poziomie warstwy motywacyjnej i biznesowej wywierają wpływ na proces produkcyjny. Konsekwencją diagramu jest uwzględnienie tych informacji w modelu matematycznym, który zostanie opracowany na potrzeby
optymalizacji procesu produkcji. Konieczne jest opracowanie kolejnego diagramu (punkt widzenia usług) z zastosowaniem architektury korporacyjnej, aby określić, czy i gdzie w systemie produkcji występuje „wąskie gardło” w kontekście uzyskania odpowiedzi na pytania:
Pytanie 1. Czy wszystkie zlecenia da się zrealizować we własnym systemie produkcyjnym?
Pytanie 2. Jaki jest optymalny/akceptowalny koszt realizacji zleceń produkcyjnych i odpowiadający mu plan produkcji?
Pytanie 3. Jakie jest obciążenie stanowisk/maszyn dla tego danego planu produkcji?
3. Przykład ilustracyjny – proces produkcji łożysk tocznych
Jako przykład ilustrujący zaproponowane podejście wybrano optymalizację procesu produkcji łożysk tocznych w rzeczywistym zakładzie produkcyjnym. Zakład produkuje m.in. łożyska kulkowe, a proces produkcji jest realizowany w różnych budynkach i halach. Przebieg procesu produkcji został przedstawiony na rys. 2. W fabryce występują alternatywne przebiegi
Rys. 2. Diagram przepływu procesu produkcji: łożysko kulkowe (AF), pierścień zew. (B), pierścień wew. (C), kulki (D), koszyk (E), stal (F), opakowanie (O), gniazdo produkcji/stanowisko (M1–M6)
Fig. 2. Flow diagram of the production process: ball bearing (AF), outer ring (B), inner ring (C), balls (D), cage (E), steel (F), packaging (O), production socket/station (M1–M6)
Rys. 3. Struktura produktu: łożysko kulkowe (AF), pierścień zew. (B), pierścień wew. (C), kulki (D), koszyk (E), stal (F), opakowanie (O)
Rys. 1. Diagram punktów widzenia warstw w organizacji
Fig. 1. Viewpoint diagram of layers in an organization
w ramach procesu obróbki tokarskiej i szlifierskiej, które są realizowane w tych samych budynkach co procesy podstawowe. Jedynie w zakresie obróbki szlifierskiej pierścieni: pierścienie zewnętrzne i wewnętrzne mogą być realizowane w innej hali niż proces podstawowy.
Zestawienie wszystkich komponentów (części, składników, surowców itp.) niezbędnych do wytworzenia jednego łożyska kulkowego przedstawiono na rys. 3.
Kartoteka zapasów, która jest centralnym źródłem informacji o materiałach, towarach handlowych i produktach dla analizowanego przedsiębiorstwa, została zaprezentowana w tab. 1.
Wykaz stanowisk oraz wymaganą wielkość załogi wymagana w procesie produkcji przedstawiono w tab. 2. Stanowi to uzupełnienie informacji zawartych na diagramie przepływu procesu produkcji (rys. 2).
Tab. 1. Kartoteka Zapasów Tab. 1. Inventory List
(i) O s(i)r(i)c(i)m(i) Typ l(i)f(i)tr(i)
P01AF 11 30500 P1 1000 5
P02 A11 30500 P004
P03 O12 20500 K002
P04 B11 20500 P003
P05 C12 10500 P003
P06 D12 10500 K002
P07 E13 10500 K003
P08 F12 10500 K002
Uwaga: (i) – indeks produktu, O – oznaczenie produktu, s(i) – partia produkcyjna, r(i) – czas realizacji, c(i) – koszt magazynowania, m(i) – maksymalny zapas produktu, f(i) – realizowalność produktu fi (jeśli fi = 0 zamówienie na produkt koniecznie trzeba zrealizować, np. jest to komponent wyrobu i, niezrealizowanie go powoduje brak możliwości realizacji produktów nadrzędnych jeśli fi = 1 zamówienia na produkt można nie zrealizować jest to produkt finalny lub możemy go dokupić), l(i) – współczynnik dla i, dla których fi = 0 musi być zero, tr(i) – ten parametr wynika ze struktury wyrobu i parametru r(i).
Tab. 2. Wykaz stanowisk i wymagana wielkość załogi
Tab. 2. List of positions and required crew size
4. Analiza procesu
produkcyjnego
Podczas audytu w rzeczywistej fabryce łożysk tocznych zostały zidentyfikowane następujące problemy pojawiające się podczas realizacji procesu produkcyjnego: zakłó cenia w dostawie na czas komponentów do produkcji, −zła jakość niektórych surowców i komponentów, −awarie maszyn, −nieplanowane zmiany zamówień klientów.
Uwzględniając informacje opisane w Rozdziale 3, zasadne jest przeprowadzenie na poziomie przedsiębiorstwa produkcyjnego analizy wstępnej bez potrzeby prowadzenia na tym etapie złożonych obliczeń. Należy uwzględnić wszystkie informacje zgromadzone w tab. 1–3.
Zastosowanie architektury korporacyjnej daje możliwość opracowania diagramu punkt widzenia usług, który obrazuje analizowany proces w kontekście poszczególnych warstw. Celem tego działania jest ustalenie, czy na poziomie warstwy technologicznej występują „wąskie gardła”.
Tab. 3. Pracochłonność na 1000 szt. łożysk kulkowych
Tab. 3. Labor consumption per 1000 pcs of ball bearings
Nazwa procesu Pracochłonność Koszt fazy montaż 14 486 sek. 560 PLN
wyżarzanie 20 469 sek. 130 PLN
toczenie 19 604 sek. 1180 PLN
kucie 12 320 sek. 860 PLN
szlifowanie 10 107 sek. 2150 PLN
obróbka cieplna8064 sek. 500 PLN
pakowanie 214 sek. 170 PLN
2 13
07Montaż 14
Uwaga: (e) – indeks stanowiska, k(e) – ile stanowisko może w okresie produkować produktów, w(z) – wymagana wielkość załogi w procesie produkcji łożyska kulkowego 1000 szt.
Rys. 4. Diagram – punkt widzenia realizacji usług
Fig. 4. Diagram – point of view of service implementation
Analizując dane zgromadzone podczas audytu (tab. 2 i 3) uzyskano informacje, które z operacji procesu produkcji są najbardziej kosztowne i wymagają dużej pracochłonności. W trakcie kolejnych analiz opracowano za pomocą otwartego i niezależnego języka ArchiMate, przeznaczonego do modelowania architektury korporacyjnej, diagram punkt widzenia reali-
Wykres 1. Koszty produkcji 1000 sztuk
Chart 1. Production costs of 1000 pieces
Tab. 4. Model matematyczny
Tab. 4. Mathematical model
Oznaczenie
Opis
zacji usług (rys. 4). Biorąc pod uwagę zgromadzone dane oraz diagram punkt widzenia realizacji usług dokonano identyfikacji operacji (szlifowanie, toczenie), które stanowią “wąskie gardło” dla procesu produkcji łożysk tocznych. Aby lepiej zobrazować koszty poszczególnych faz (operacji) opracowano wykres 1, na którym zostały pokazane koszty poszczególnych faz w procesie produkcji łożyska kulkowego.
Stosując architekturę korporacyjną można przeanalizować dane pochodzące z rzeczywistego systemu produkcji, aby ustalić najbardziej kosztowne procesy, czy wskazać „wąskie gardło”, ale też należy ustalić, czy w systemie produkcji istnieją przebiegi alternatywne. Mając to na uwadze niezbędne jest wprowadzenie nowych informacji do diagramu – punkt widzenia realizacji usług na poziomie warstwy technologicznej (rys. 5).
Wstępna analiza przedstawiona na diagramach (rys. 1, 4 i 5), którą przeprowadzono z zastosowaniem architektury korporacyjnej oraz informacji, jakie udało się pozyskać z rzeczywistego systemu produkcji wykazała, że w procesie produkcji:
najbardziej pracochłonne i kosztowne są dwa procesy –szlifowanie oraz toczenie,
na poziomie warstwy technologicznej w procesie produkcji łożyska kulkowego występuje „wąskie gardło” – produkcja koszyków łożyskowych,
T horyzont planowania, t – indeks okresu planistycznego 1,..., tT
I zbiór produktów, i, j – indeksy produktu , ijI ∈
E zbiór wszystkich stanowisk, eE ∈ ri czas potrzebny na jego wykonanie/dostarczenie z zewnątrz/dostarczenie do odbiorcy partii produktu i si wielkość partii produktu i zi zapas początkowy produktu i ci koszt magazynowania produktu i w jednostce czasu li koszt zakupu produktu i mi maksymalna dopuszczalna wielkość zapasu produktu i fi realizowalność produktu i (jeśli fi = 0, zamówienie na produkt trzeba koniecznie zrealizować, np. jest to komponent jakiegoś wyrobu i niezrealizowanie go powoduje brak możliwości realizacji produktów nadrzędnych; jeśli fi = 1, zamówienia na produkt można nie zrealizować, jest to produkt finalny lub można go dokupić) oi,j ile produktu j potrzeba do wykonania wyrobu i, oi,j = 0 oznacza, że produkt j nie wchodzi bezpośrednio w skład produktu i gi,t wielkość zamówienia na produkt i w okresie t qi t zysk ze zrealizowania zamówienia na produkt i w okresie t k e każde stanowisko w danym okresie może produkować tylko k e typów produktów (np. związane z liczbą przezbrojeń) ni,t kara ze niezrealizowanie zamówienia na produkt i w okresie t we,i jeśli produkt i może być wykonany na stanowisku e, to we,i = 1, w przeciwnym wypadku we,i = 0 ae,i czas wykonania produktu i na stanowisku e de,i koszt wytworzenia produktu i na stanowisku e h e,t zdolność produkcyjna stanowiska e w okresie t
Zmienne decyzyjne
Vi t zapas produktu i na końcu okresu t
Xi,e,t ile produktu i należy wyprodukować w okresie t na stanowisku e
Yi,t zapotrzebowanie na produkt i na końcu okresu t
Ui e t jeśli produkt i jest produkowany w okresie t na stanowisku e, to Ui e t = 1, w przeciwnym wypadku Ui e t = 0
Bi,t liczba sztuk produktu i, których w okresie t nie da się zrealizować
− istnieją przebiegi alternatywne dla dwóch procesów: toczenia i szlifowania. W trakcie przeprowadzonego audytu stwierdzono, że możliwe i zasadne jest przeprowadzenie optymalizacji procesu produkcji łożysk. Wniosek ten wynika z faktu istnienia alternatywnych przebiegów procesu produkcji oraz zasygnalizowaną przez zarząd potrzebę minimalizacji kosztów.
5. Model matematyczny
Uwzględniając wyniki i konkluzje analizy wstępnej przedstawione w rozdziale 4 uzasadnione jest opracowanie modelu matematycznego, który umożliwi wspomaganie procesów decyzyjnych dotyczących sterowania produkcją łożysk w opisywanej fabryce.
Model został sformułowany w postaci zagadnienia programowania liniowego całkowitoliczbowego [4]. Jako funkcję celu (9) przyjęto maksymalizację zysków z jednoczesną minimalizacją kosztów produkcji, magazynowania, niezrealizowanych zleceń itd. Opracowany model ma ograniczenia (1)–(8), które odnoszą się do zdolności produkcyjnych, zapotrzebowań, bilansu na stanowiskach produkcyjnych itd. Parametry i zmienne decyzyjne modelu przedstawiono w tab. 4.
Rys. 5. Diagram – punkt widzenia warstw
Fig. 5. Diagram – layers point of view
Ograniczenia
Realizacja zapotrzebowań
Bilansowanie zapasów ;
Zdolność produkcyjna
Powiązanie zmiennych X i U (st – duża stała) ;
Dopuszczalna liczba produktów
Wielkość zapasów
Czas cyklu produkcji
Binarność i całkowitoliczbowość ; (8)
celu – maksymalizacja zysków max(-F1-F2+F3-F4-F5)
F1 – koszt magazynowania; F2 – koszt nierealizacji zleceń; F3 – zysk ze zlecenia; F4 – koszt zakupu; F5 – koszt produkcji
Funkcja
Zbigniew Juzoń, Jarosław Wikarek, Paweł Sitek
Innowacyjną cechą zaproponowanego modelu jest modyfikacja jego struktury przez wprowadzenie dodatkowej zmiennej B j,t Zmienna ta określa, czego nie uda się wyprodukować i co może być przedmiotem outsourcingu. Wprowadzenie tej zmiennej decyzyjnej powoduje, że zaproponowany model przy tak określonych ograniczeniach i funkcji celu zawsze będzie miał rozwiązanie. Nie pojawi się sytuacja typu NSF (ang. No Solution Found ), która w praktyce daje niewielką informację zwrotną typu nie można zrealizować zleceń. Nie wiadomo, co to uniemożliwia, tzn. czego konkretnie nie uda się wyprodukować.
6. Eksperymenty obliczeniowe
Implementacji modelu dokonano w systemie LINGO [10]. Jest to popularne środowisko optymalizacji dla modeli programowania matematycznego. Przeprowadzono eksperymenty obliczeniowe z wykorzystaniem zaproponowanego modelu (tab. 4). Obliczenia wykonano na komputerze o następujących parametrach Processor: Intel(R) Core(TM) i5-7300U CPU @ 2,60 GHz; RAM: 8 GB; OS: Windows 10 Pro z wykorzystaniem pakietu Lindo v.12.0. Wykonane obliczenia pozwoliły uzyskać odpowiedzi na pytania:
P1. Czy wszystkie zlecenia da się zrealizować we własnym systemie produkcyjnym?
P2. Jaki jest optymalny/akceptowalny koszt realizacji zleceń produkcyjnych i odpowiadający mu plan produkcji?
P3. Jakie jest obciążenie stanowisk/maszyn dla tego planu?
Uzyskane odpowiedzi umożliwiają podjęcie decyzji sterowania produkcją (rozdział zleceń na poszczególne stanowiska, obciążenie maszyn itd.), które zapewnią minimalizację kosztów produkcji. W celu przeprowadzenia eksperymentów obliczeniowych oprócz danych zgromadzonych w tab. 1–3 należy też uwzględnić inne dane pozyskane również z rzeczywistego systemu produkcji, które zgromadzono w tab. 5 i tab. 6. Są to zapotrzebowania w poszczególnych okresach oraz uśredniona wartość zdolności produkcyjnych poszczególnych stanowisk.
Tab. 5. Zapotrzebowanie (w szt.)
Tab. 5. Demand (in pcs)
Produkt Okres 123456 AF 15 63211 216801615 33612 21614 536
Tab. 6. Zdolności produkcyjne w okresie sześciu miesięcy
Tab. 6. Production capacity over a period of six months
Oznaczenie stanowisk Okres 123456789
S1..S2 480
W wyniku przeprowadzonych eksperymentów obliczeniowych z wykorzystaniem modelu matematycznego i danych zawartych w tab. 1–3, 5, 6 uzyskano rozwiązanie, które umożliwiło odpowiedź na pytania P2, P3. Eksperymenty przeprowadzono w dwóch etapach. W pierwszym etapie (rys. 5, tab. 7) znaleziono pierwsze rozwiązanie dopusz-
czalne, tzn. rozwiązanie, które spełnia ograniczenia, ale nie optymalizuje kosztów produkcji. Określa ono plan produkcji możliwy do zrealizowania i odpowiadający mu sposób obciążenia maszyn.
Odpowiedź na pytanie P2 jest negatywna, bowiem nie jest to optymalny koszt. Poszukiwane rozwiązania dopuszczalnego jest uzasadnione w przypadkach, kiedy nakład i czas obliczeń jest zbyt duży i nieakceptowalny dla znalezienia rozwiązania optymalnego, a z drugiej strony decydentowi wystarczy informacja, czy da się zrealizować zlecenia i jaki jest koszt realizacji.
W drugim etapie (rys. 6 i tab. 8) znaleziono już rozwiązanie optymalne, które minimalizuje koszty i maksymalizuje zyski. Dla rozpatrywanego przykładu czas optymalizacji w obu przypadkach nie przekraczał kilkudziesięciu sekund. W obu przypadkach uzyskano również odpowiedź na pytanie P1, która brzmi TAK, tzn. da się zrealizować wszystkie zlecenia we własnym systemie produkcyjnym i nie ma potrzeby zlecania produkcji na zewnątrz.
Rozwiązanie dopuszczalne
P2 – Jaki jest optymalny koszt realizacji zleceń produkcyjnych i odpowiadający mu plan produkcji?
Odp: Akceptowalny koszt realizacji zleceń produkcyjnych, które można zaakceptowaćwynosi 12 080 PLN.
Rys. 5. Plan produkcji, przy koszcie produkcji 12 080 PLN
Fig. 5. Production plan with a production cost of 12 080 PLN
P3 – Jakie jest obciążenie stanowisk dla tego planu?
Tab. 7. Akceptowalne obciążenie stanowisk
Tab. 7. Acceptable workstation
Stanowisko Indeks produktu Oznaczenie
Rozwiązanie optymalne
P2 – Jaki jest optymalny (minimalny) koszt realizacji zleceń produkcyjnych i odpowiadający mu plan produkcji?
Odp: Optymalny koszt realizacji zleceń produkcyjnych wynosi: 10 720 PLN.
Rys. 6. Optymalny plan koszt 10 720 PLN
Fig. 6. Optimal production plan production cost 10 720 PLN
P3 – Jakie jest obciążenie stanowisk/maszyn dla tego planu?
Tab. 8. Optymalne obciążenie stanowisk
Tab. 8. Optimal workstation Stanowisko Indeks produktu Oznaczenie
Liczba sztuk
tej działalności, związaną z wykorzystaniem elementów architektury korporacyjnej jest możliwość modelowania procesów biznesowych, co ułatwia wdrożenie zarządzania procesowego, a co za tym idzie budowanie modelu matematycznego dla przykładowych procesów produkcji, dystrybucji, transportu [6, 7]. Takie modele mogą być podstawą do wspomagania decyzji w systemie produkcyjnym, w szczególności w zakresie doboru i konfiguracji zasobów, optymalizacji kosztów produkcji, akceptacji lub odrzucenia nowego projektu, itp. W rozpatrywanym przykładzie ilustracyjnym zastosowanie modelu do optymalizacji sterowania przykładowym procesem produkcji (łożysk kulkowych) umożliwiło redukcję kosztów wytwarzania o około 20 % oraz znalezienie optymalnego planu produkcji. Cenną właściwością modelu jest również informacja zwrotna, ile i z jakiego zlecenia nie uda się wykonać produktów (wartości zmiennej decyzyjnej B j,t). W ogólnym przypadku powyższe informacje mogą być podstawą do podzlecania produkcji na zewnątrz. W przyszłych pracach planowana jest rozbudowa modelu o możliwość uwzględniania dodatkowych zasobów, np. pracowników w procesie planowania produkcji oraz optymalizacji produkcji, jeśli pojawiają się dodatkowe zlecenia w trakcie realizacji określonego planu produkcji.
Bibliografia
1. Bartodziej Ch.J., The Concept Industry 4.0. An Empirical Analysis of Technologies and Applications in Production Logistics. Springer Gabler, 2017, DOI: 10.1007/978-3-658-16502-4.
2. Bartoszewicz G., Zastosowanie metod zarządzania procesami BPM w celu zwiększenia efektywności złożonych procesów logistycznych 4.0 w systemach ERP 2.0. [w:] P. Cyplik, M. Adamczak, (red.), Wybrane problemy współczesnej logistyki w świetle badań naukowych i praktyce biznesowej 2017, 12–37.
3. Sitek P., Wikarek J., A multi-level approach to ubiquitous modeling and solving constraints in combinatorial optimization problems in production and distribution, “Applied Intelligence”, Vol. 48, 2018, 1344–1367, DOI: 10.1007/s10489-017-1107-9.
5. Wikarek J., Sitek P., A Data-Driven Approach to Constraint Optimization. “Automation 2019”, AISC, Vol. 920, 2020, Springer, DOI: 10.1007/978-3-030-13273-6_14.
7. Wnioski
Zastosowanie architektury korporacyjnej na poziomie systemu produkcyjnego umożliwia grupowanie procesów technologicznych i klasyfikację różnych rozwiązań technologicznych. Zaletą takiego działania jest uporządkowanie procesów biznesowych, a co za tym idzie identyfikacja zadań, które można zautomatyzować i optymalizować. Stosując architekturę korporacyjną możemy zgromadzić niezbędną wiedzę do tego, aby na jej podstawie opracować model szczegółowy na potrzeby sterowania i optymalizacji procesu produkcji. Niestety samego procesu tworzenia budowy modelu architektonicznego nie da się zautomatyzować [5]. Dlatego w pierwszej kolejności konieczne jest zbudowanie zestawu dobrych praktyk modelowania architektury korporacyjnej, która sprawdziła się w różnych projektach. Zazwyczaj etapy pracy nad modelami architektonicznymi sprowadzają się do określenia zakresu informacji, na podstawie których będzie bazował przyszły model. Jednakże ważną cechą
6. Rahman H.F., Janardhanan M.N., Nielsen P., An integrated approach for line balancing and AGV scheduling towards smart assembly systems, „Assembly Automation”, Vol. 40, No. 2, 2020, 219–234, DOI: 10.1108/AA-03-2019-0057.
8. The Open Group Architecture Framework – TOGAF Standard, [https://pubs.opengroup.org/architecture/togaf9-doc/ arch/index.html].
9. Grupa Otwarta, „Specyfikacja ArchiMate 3.0”. Van Harena
10. LINDO Software for Mathematical Optimization. Integer Programming, Linear Programming, Nonlinear Programming, Stochastic Programming, Global Optimization, [www.lindo.com].
Applying Enterprise Architecture to Analysis and Optimization of Production Control
Abstract: The classic approach to production control optimization usually comes down to building optimization and decision-making models based on data obtained directly from the production system from the so-called “technological layer”. Most often, economic factors that occur mainly at the level of the so-called „business layer”, which have a significant impact on the processes operating in the company, including the production process itself. In the process of building detailed production optimization models, it is necessary to take into account various variable factors also occurring at the „business layer” level, i.e. prices of services, prices of raw materials, contractual penalties, which may affect the directional decision in the production process, i.e. Should all orders be completed in your own production system? Will it be cheaper to outsource some orders/parts of orders?
Proposing a different approach to optimizing the production process than before, using data from both the technological and business layers, may facilitate: identifying areas intended for optimization/ automation of production processes, building detailed mathematical models for the purpose of optimizing/automating production processes and adapting information flow between individual layers (technological/business) operating at the enterprise level. The article presents the use of enterprise architecture to analyze the process of controlling the production of rolling bearings in a real factory and to build a mathematical model for optimization and decision support in this process.
Keywords: production control optimization, enterprise architecture, TOGAF, ArchiMate
dr hab. inż. Paweł Sitek, prof. PŚk sitek@tu.kielce.pl
ORCID: 0000-0001-6108-0241
Profesor nadzwyczajny na Wydziale Elektrotechniki, Automatyki i Informatyki Politechniki Świętokrzyskiej. Uzyskał tytuł magistra inżyniera na Politechnice Świętokrzyskiej, tytuł doktora na Politechnice Śląskiej oraz tytuł doktora habilitowanego w dziedzinie informatyki na Politechnice Wrocławskiej. Jego badania obejmują badania operacyjne, techniki programowania z ograniczeniami, planowanie i harmonogramowanie produkcji, optymalizację dyskretną, systemy wspomagania decyzji oraz sztuczną inteligencję. Jest autorem i współautorem ponad 170 publikacji, w tym artykułów w międzynarodowych czasopismach (JCR), rozdziałów w książkach i materiałów konferencyjnych. Jest redaktorem i recenzentem wielu międzynarodowych czasopism i konferencji.
mgr inż. Zbigniew Juzoń zjuzon@tu.kielce.pl
ORCID: 0000-0003-0712-8261
Ukończył Politechnikę Świętokrzyską w 2000 r Obecnie jest doktorantem na Wydziale Elektrotechniki, Automatyki i Informatyki tej uczelni. Jego badania obejmują sztuczną inteligencję, uczenie maszynowe, sieci neuronowe, automatyzację zadań biznesowych, bezpieczeństwo danych, modelowanie prognozowania biznesowego, zarządzanie cyklem życia usług oraz budowę modeli matematycznych.
dr inż. Jarosław Wikarek j.wikarek@tu.kielce.pl
ORCID: 0000-0003-4758-1490
Adiunkt na Wydziale Elektrotechniki, Automatyki i Informatyki Politechniki Świętokrzyskiej. Uzyskał tytuł magistra inżyniera na Politechnice Świętokrzyskiej oraz tytuł doktora na Politechnice Śląskiej. Jego badania obejmują badania operacyjne, techniki programowania z o graniczeniami, planowanie i harmonogramowanie produkcji, optymalizację dyskretną oraz systemy wspomagania decyzji. Jest autorem i współautorem ponad 145 publikacji, w tym artykułów w międzynarodowych czasopismach (w tym na liście JCR), rozdziałów w książkach i materiałach konferencyjnych. Jest recenzentem wielu międzynarodowych czasopism i konferencji.
Dojrzałość cyfrowa w mapowaniu usług Europejskiego
Hubu Innowacji Cyfrowych
Emilia Mazgajczyk
Politechnika Wrocławska, Wydział Mechaniczny, Katedra Technologii Laserowych, Automatyzacji i Organizacji Produkcji, ul. Łukasiewicza 5, 50-371 Wrocław
Krzysztof Pietrusewicz
Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, Wydział Elektryczny, Katedra Automatyki i Robotyki, Al. Piastów 17, 70-310 Szczecin
Krzysztof Kujawski
Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, Koordynator Informatyzacji Procesów, Al. Piastów 17, 70-310 Szczecin
Streszczenie: Europejskie Huby Innowacji Cyfrowej stanowią punkt kompleksowej obsługi przedsiębiorców, wspierający ich transformację cyfrową. Kluczowym wyzwaniem pozostaje sformułowanie spójnej wizji i planu działania, które wyznaczą kierunek transformacji. Narzędziem identyfikacji wiedzy na temat kondycji przedsiębiorstwa oraz wyznaczenia ścieżki lub mapy drogowej wdrożenia cyfrowych technologii są modele dojrzałości cyfrowej. Ustalenie strategii rozwoju przedsiębiorstwa jest przeprowadzenie oceny dojrzałości cyfrowej dokonanej zgodnie z modelem Digital Maturity Assessment Tool. Strategicznym etapem jest dopasowanie odpowiedniego pakietu usług dla badanego przedsiębiorstwa. W artykule wykazano wpływ wyników analizy DMAT na pakiet usług oferowanych przez EDIH. Zaprezentowano przykład mapowania pakietu usług dla wybranego przedsiębiorstwa produkcyjnego z sektora MŚP. Omówiono metamodel narzędzia do symulacji pakietów usług świadczonych przez sieć EDIH. Praca składa się z pięciu części, wprowadzenia i podsumowania. Części 2. i 3. poświęcone są hubom EDIH oraz oferowanym przez nie usługom, skierowanym do MŚP. W części 4. omówiono modele dojrzałości charakterystyczne dla referencyjnych modeli architektury oraz przydatności ich stosowania do oceny dojrzałości. W części 5. przedstawiono metamodel S(d)MART, a w części 6. przykład praktycznego powiązania oceny dojrzałości z oferowanymi przez EDIH usługami lub pakietami usług. Część ostatnia zawiera podsumowanie pracy.
Transformacja cyfrowa stanowi wyzwanie dla konkurencyjności i innowacyjności mikro-, małych i średnich przedsiębiorstw (MŚP) [1]. Ma ogromne znaczenie dla przedsiębiorstw we wszystkich sektorach na całym świecie [2]. Wiele przedsiębiorstw we wszystkich rejonach Unii Europejskiej zmaga się z wyzwaniami związanymi z adaptacją do dynamicznie rozwijających się nowych technologii, które stają się dominu-
Autor korespondujący: Krzysztof Pietrusewicz, krzysztof.pietrusewicz@zut.edu.pl
Artykuł recenzowany nadesłany 23.10.2024 r., przyjęty do druku 06.12.2024 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
jącymi źródłami zmian [3]. Są to m.in. Sztuczna Inteligencja, Obliczenia w chmurze, Big Data, Analiza danych, czy Internet Rzeczy (IoT) [3]. Podmioty gospodarcze sektora MŚP w znacznym stopniu przyczyniają się do rozwoju gospodarczego wielu krajów, a zarówno rozwinięte, jak i rozwijające się regiony mają przewagę tego typu działalności na rynku. Zwłaszcza w krajach rozwijających się, oprócz funkcji gospodarczej, MŚP mają znaczenie społeczne. Bezpośrednio wpływają na zaangażowanie w pracy znacznej liczby pracowników, rozwój regionów wiejskich, zachęcanie do przedsiębiorczości. Z uwagi na to, że MŚP przyczyniają się do stabilnego i zrównoważonego wzrostu gospodarczego, będąc fundamentem dla długoterminowego rozwoju w krajach rozwijających się, szczególnie ważne jest ich wsparcie w dostosowaniu się do ery cyfrowej [22].
Adaptacja do cyfrowej rewolucji wymaga holistycznego zarządzania w celu przeprowadzenia przedsiębiorstwa przez wielowymiarową zmianę – począwszy od wpływu na relację z klientami, przez procesy wewnętrzne, na zmianach kulturowych, zarząd-
czych i technologicznych skończywszy [4, 5]. Wszystko to obejmuje wdrożenie środków, które znacznie wykraczają poza aspekty techniczne [23]. MŚP mają ograniczone zasoby do planowania i wdrażania cyfrowych projektów [6]. Głównym wyzwaniem jest zdefiniowanie wizji i planu działania, które określają kierunek zmian [2].
Przedsiębiorstwa, by pozostać konkurencyjnymi, są zmuszone do ciągłego aktualizowania swojego modelu biznesowego i strategii organizacyjnej. Skuteczne wdrożenie innowacyjnych, cyfrowych technologii wymaga sformułowania strategii cyfrowej i planu wdrożenia. W jaki jednak sposób MŚP może dokonać oceny swojej gotowości do zmian? Ugruntowanym podejściem do oceny potrzeb MŚP w zakresie cyfryzacji są modele dojrzałości cyfrowej [7]
W kwietniu 2016 r. Komisja Europejska uruchomiła strategię „Digitalizacja Europejskiego Przemysłu” DEI (ang. Digitalising European Industry), aby wzmocnić konkurencyjność Unii Europejskiej w dziedzinie technologii cyfrowych, zapewniając dostęp każdemu przedsiębiorcy z sektora MŚP w Europie do pobliskiego centrum innowacji cyfrowych DIH (ang. Digital Innovation Hub) [8, 24]. Centra innowacji cyfrowych, które z definicji mają za zadanie wspierać MŚP w poruszaniu się w świecie zaawansowanym cyfrowo (w tym korzystaniu ze sztucznej inteligencji, dbaniu o cyberbezpieczeństwo i rozwoju umiejętności cyfrowych), stały się potężnymi narzędziami dla krajowych oraz regionalnych decydentów politycznych, którzy szukają sposobów na ożywienie swoich gospodarek [25]. Centra innowacji cyfrowych mają za zadanie wprowadzić nowe innowacyjne sposoby pracy, nowe modele biznesowe i bardziej innowacyjne produkty w sektorze MŚP.
Polskie Ministerstwo Przedsiębiorczości i Technologii ustanowiło Program Ministra na lata 2019–2021 „Przemysł 4.0”, którego celem było wyłonienie, rozbudowa i uzupełnienie potencjału ośrodków, które mają zdolność pełnienia roli Hubów Innowacji Cyfrowych, wypracowanie dobrych praktyk i standaryzacja świadczonych przez nie usług, oraz wsparcie przedsiębiorców w zakresie produktowej, usługowej oraz organizacyjnej transformacji, przy wykorzystaniu najnowocześniejszych rozwiązań technologicznych, takich jak:
a) łączność w technologii 5G, b) algorytmy uczące się (Sztuczna Inteligencja), w tym systemy autonomiczne, c) Internet Rzeczy (IoT), d) BIM (Building Information Mo delling), e) chmura obliczeniowa, f) technologie kwantowe (Quantum Computing), g) rozszerzona i wirtualna rzeczywistość (AR i VR), h) automatyka i robotyka (Computer Integrated Manufacturing), i) cyb erbezpieczeństwo, j) technologie przyrostowe (druku 3D), k) mikro elektronika [26].
Program „Przemysł 4.0” nie wykluczał żadnych regionów ze wsparcia. Z inicjatyw opisanych w programie skorzystać mogły chętne przedsiębiorstwa ze wszystkich sektorów gospodarki. Priorytetowe były przedsiębiorstwa produkcyjne oraz świadczące usługi na ich potrzeby.
Konsorcja realizujące program miały wesprzeć Ministerstwo w zdobyciu doświadczenia oraz w budowie potencjału polskich ośrodków innowacji cyfrowych. Celem ich działalności była również standaryzacja usług przed nową perspektywą finansową 2021–2027, kiedy to miała zostać powołana europejska sieć hubów innowacji cyfrowych EDIH (ang. European Digital Innovation Hub). Program wpisywał się w ustalone kierunki polityki gospodarczej kraju opisanej w Strategii Innowacyjności i Efektywności Gospodarki. „Przemysł 4.0” koncentrując się na promocji transformacji cyfrowej polskich podmiotów
gospodarczych przez ułatwienie dostępu do wiedzy i technologii, zapewnienie doradztwa technologicznego oraz umożliwienie testowania aplikacji i technologii, wspierał innowacyjność polskiej gospodarki doskonaląc technologie produkcyjne, automatyzację, robotyzację i cyfryzację przedsiębiorstw. Swoim zakresem program wspierał przedsiębiorstwa w przezwyciężaniu zidentyfikowanych wyzwań, takich jak ograniczone zasoby finansowe i czasowe, a także niedostatek specjalistycznej wiedzy i know-how, niezbędnych do pełnej realizacji zamierzonych celów [9].
W kontekście regionalnym huby EDIH pełnią istotną rolę w budowaniu innowacyjności i konkurencyjności regionów przez integrację regionalnych ekosystemów innowacji, w tym przedsiębiorstw, uczelni wyższych, instytutów badawczych czy jednostek administracji publicznej. Ułatwiają dostęp do zasobów, takich jak laboratoria, infrastruktura testowa oraz specjalistyczne know-how. Wspierają realizację regionalnych strategii inteligentnej specjalizacji (RIS3). Ważnym jest też fakt, że huby EDIH są platformą współpracy, łączą lokalnych partnerów z europejską siecią innowacji. Współpraca między hubami z różnych regionów UE wzmacnia wymianę doświadczeń i najlepszych praktyk wspierających transformację cyfrową w Europie, jednocześnie integrując lokalne ekosystemy z rynkiem europejskim i zmniejszając dysproporcje w rozwoju cyfrowym między regionami.
2. Europejskie Huby Innowacji Cyfrowych (EDIH)
Dostosowanie strategii inteligentnej specjalizacji do ogólnej polityki Unii Europejskiej ma kluczowe znaczenie dla rozwoju regionalnego. Uruchomiona przez Komisję Europejską inicjatywa DEI pozwoliła na koordynację działań państw członkowskich i ich regionów w celu osiągnięcia wspólnych celów. Jednym z kluczowych elementów strategii DEI są Centra Innowacji Cyfrowych (DIH) [27]. Podczas gdy rozwój cyfrowy jest priorytetem i powtarzającym się celem większości regionalnych Strategii Inteligentnych Specjalizacji S3 (ang. Smart Specialisation Strategies) w Europie, Centra Innowacji Cyfrowych (DIH) są instrumentem polityki, który może przyczynić się do osiągnięcia tego celu przez zwiększenie digitalizacji przemysłu w każdym kraju lub regionie europejskim.
DIH to kompleksowy punkt obsługi, będący strukturą typu „one-stop shop”, która pomaga organizacjom ulepszać procesy, przez wprowadzanie innowacji w produktach i usługach przy użyciu technologii cyfrowych [8]. Pomaga zainteresowanym stać się bardziej konkurencyjnymi w zakresie procesów biznesowych/produkcyjnych, produktów lub usług wykorzystujących technologie cyfrowe, zapewniając dostęp do wiedzy technicznej i eksperymentów, dzięki czemu mogą „testować przed zainwestowaniem” [10]. Centra innowacji cyfrowych, głęboko osadzone w swoich regionalnych ekosystemach, mogą pełnić rolę koordynatorów transformacji cyfrowej. Równocześnie jednak, kluczowe znaczenie ma współpraca oraz budowanie relacji między różnymi centrami, co umożliwia wymianę najlepszych praktyk między różnymi regionami oraz zdobywanie niezbędnej wiedzy specjalistycznej. Taka wymiana sprzyja tworzeniu bardziej wydajnego i zintegrowanego ekosystemu innowacji [27].
Europejskie DIH integrują zalety wynikające z lokalnej obecności z możliwościami oferowanymi przez paneuropejską sieć współpracy. Ich strategiczne rozmieszczenie w regionach umożliwia efektywne świadczenie usług dostosowanych do specyficznych potrzeb lokalnych przedsiębiorstw, z uwzględnieniem charakterystyki regionalnych ekosystemów językowych i innowacyjnych. Jednocześnie, dzięki międzynarodowemu zasięgowi sieci DIH, możliwa jest intensywna wymiana dobrych praktyk
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
między ośrodkami w różnych państwach, a także zapewnienie dostępu do wysoko wyspecjalizowanych kompetencji i usług w regionach, w których lokalnie brakuje odpowiednich zasobów. Taka struktura wzmacnia potencjał innowacyjny regionów oraz wspiera równomierny rozwój technologiczny w całej Europie [28].
Transformacja cyfrowa przedsiębiorstw (oraz sektora administracji publicznej) została jednym z nadrzędnych priorytetów UE. W ramach programu Cyfrowa Europa DEP (ang. Digital Europe Programme) przeznaczono na ten cel blisko 7,6 mld euro [28]. Program przyczynia się do zwiększenia liczby centrów innowacji cyfrowych, ze szczególnym uwzględnieniem rozwoju sztucznej inteligencji. Będzie również finansował działania współpracy w zakresie wykorzystania superkomputerów, rozwoju zaawansowanych umiejętności cyfrowych, sieci cyfrowych o dużej przepustowości czy działań zwiększających odporność na cyberataki [29]. Zrealizowany przez Polskę Program Ministra „Przemysł 4.0” wspomógł decyzję ministerstwa w wyłonieniu kandydatów do starania się o miano Europejskiego Hubu Innowacji Cyfrowej. W 2021 r. ogłoszono listę 25 ośrodków, które otrzymały nominację do wystartowania w konkursie europejskim [30]. Ostatecznie finansowanie otrzymało 11 ośrodków. W listopadzie 2024 r. w Polsce operacyjnie działa 10 konsorcjów finansowanych z DEP oraz trzy o statusie „Seal of Excellence” („Pieczęć doskonałości”, tj. zostały ocenione pozytywnie w europejskim konkursie, ale są finansowane wyłącznie ze środków krajowych lub regionalnych).
Kluczowe dla sukcesu inicjatywy, jaką jest zbudowanie paneuropejskiej sieci hubów innowacji cyfrowych, są inwestycje w rozwój kompetencji cyfrowych, budowa infrastruktury wspierającej współpracę oraz wypracowanie spójnych procedur i standardów, które ułatwią transfer wiedzy i technologii w całej Unii Europejskiej. Nawiązywanie partnerstw z hubami w innych krajach, np. w celu realizacji wspólnych szkoleń, webinariów, projektów badawczych czy aktywności pozwalających na testowanie nowoczesnych technologii, pozwoli uzyskać wymierne korzyści. Wspólne wydarzenia i konferencje umożliwiają nawiązywanie relacji między hubami, przedsiębiorstwami i innymi interesariuszami w Europie. Z drugiej strony współpraca międzynarodowa stanowi swego rodzaju wyzwanie. Różnice w regulacjach prawnych, standardach technicznych czy infrastrukturze mogą utrudniać transfer rozwiązań technologicznych między krajami. Regiony o mniejszym zaawansowaniu technologicznym mogą mieć trudności z nawiązaniem równorzędnej współpracy z bardziej rozwiniętymi hubami, a bariera językowa może spowodować dodatkowe ograniczenia w komunikacji. Należy jednak podkreślić kilka korzyści, jakie wynikają z paneuropejskiego zasięgu sieci EDIH: dostęp do unikalnych innowacyjnych technologii oraz infrastruktury, możliwość skorzystania z ofert na specjalistyczne szkolenia, które nie są dostępne lokalnie, czy w końcu kontakty z partnerami z sąsiednich krajów, które otwierają możliwość ekspansji na nowe rynki i pozyskiwanie międzynarodowych inwestorów.
3. Portfolio usług EDIH
Komisja Europejska przewidziała cztery główne kategorie charakteryzujące portfele usług DIH [11]:
1. „Ekosystem innowacji i tworzenie sieci” dający możliwości nawiązywania kontaktów przez rynki i działalność brokerską;
2. „Umiejętności i szkolenia” w celu jak najlepszego wykorzystania innowacji cyfrowych: programy „szkolenia trenerów”, bootcampy, staże, wymiana programów nauczania i materiałów szkoleniowych;
3. „Test przed inwestycją” czyli eksperymentowanie z nowymi technologiami cyfrowymi – oprogramowaniem i sprzętem –
w celu zrozumienia nowych możliwości i zwrotu z inwestycji, w tym również obiekty demonstracyjne i pilotaże; 4. „Wsparcie w znajdowaniu inwestycji”, tj. dostęp do instytucji finansowych i inwestorów, w celu uzyskania dostępu do finansowania następczego w celu przeniesienia wyników testowania i eksperymentowania do następnej fazy, dostęp do programów inkubacyjnych i akceleracyjnych.
Usługi wsparcia, które mogą być oferowane przez DIH, obejmują budowanie świadomości technologii digitalizacji, eksplorację innowacji, rozwój wizji i strategii dla przedsiębiorstw, szkolenia, dostęp do funduszy i inwestycji, badania możliwości podjęcia współpracy, wydarzenia promocyjne i sieciowe itp. Poprzez DIH organizacja może nawiązać kontakt z inwestorami, uzyskać dostęp do wiedzy na temat transformacji cyfrowej, połączyć użytkowników i potencjalnych partnerów, a także udoskonalić swoje strategie rozwoju biznesu i marketingu. DIH zostały zidentyfikowane jako strategiczny ośrodek wspierania cyfrowej transformacji firm, zwłaszcza MŚP, a także promowania wdrażania technologii cyfrowych w ich działalności. Zestaw usług świadczonych przez DIH i składający się na ich portfolio usług musi być jasno zdefiniowany i odpowiednio pogrupowany, aby można było go dostosować do potrzeb przedsiębiorstwa [12]. Niezbędnym krokiem do przygotowania dopasowanego pakietu usług jest przeprowadzenie analizy dojrzałości cyfrowej przedsiębiorstwa. Podejście takie ma strategiczny charakter i pozwala na uchwycenie wielowymiarowego zasięgu transformacji cyfrowej [2]
Model dojrzałości cyfrowej może być narzędziem używanym do identyfikacji szerokiej skali wiedzy o obecnym stanie przedsiębiorstwa i wytyczenia ścieżki/mapy drogowej do wdrożenia technologii cyfrowych. Ponadto umożliwia firmom audyt, analizę porównawczą, śledzenie postępów, ocenę mocnych i słabych stron oraz możliwości w odniesieniu do wyników oceny [13]. Analizując wyniki mamy możliwość przedstawienia wskazówek dla MŚP mających wizję transformacji cyfrowej w odniesieniu do wdrożonych procesów i praktyk, dając pole do udoskonalenia swojego przedsiębiorstwa na kilku etapach i w różnych zakresach [14].
Skuteczność usług EDIH można zmierzyć przez regularną ewaluację jakości i wpływu tych usług na przedsiębiorców. Ocena taka mogłaby badać aspekt, w jakim stopniu firmy w konkretnej branży zdecydowały się na wdrożenie testowanej technologii, jaka była oszczędność wdrożenia dzięki przeprowadzeniu testów z wykorzystaniem know-how i infrastruktury sieci EDIH w porównaniu z komercyjnymi wdrożeniami. Istotnym elementem oceny powinno być również określenie wpływu usług EDIH na rozwój innowacji produktowej i procesowej danego przedsiębiorstwa. Jednym ze sposobów określenia skuteczności usług z zakresu „wsparcia w znajdowaniu inwestycji” jest z pewnością suma środków finansowych pozyskanych przez MŚP, dzięki współpracy z siecią EDIH lub mierzenie wzrostu zatrudnienia po udanej inwestycji. Narzędziem, z którego huby EDIH są zobligowane korzystać jest właśnie systematyczna ocena dojrzałości cyfrowej DMAT (ang. Digital Maturity Assessment Tool) w trzech punktach czasowych: T0 – przed skorzystaniem z usług, T1 – po roku i T2 – po dwóch latach.
4. Modele dojrzałości cyfrowej dla Przemysłu 4.0
Złożoność projektów adresujących wdrażanie technologii Przemysłu 4.0 w MŚP doprowadziła do sytuacji, w której niezbędne jest wprowadzenie określonych standardów opisu przedsiębiorstwa produkcyjnego [31]. Najważniejszym obecnie referencyjnym modelem architektury rekomendowanym dla MŚP produkcyjnych w Europie jest RAMI 4.0 (ang. Refe-
rence Architecture Model Industry 4.0) [15, 16, 32]. Model ten jest stosowany zarówno do oceny, jak i planowania projektów związanych z wdrażaniem technologii Przemysłu 4.0. Stanowi holistyczny sposób opisu architektury przedsiębiorstwa. Popularność i ugruntowaną pozycję jako standardu podkreśla dostępność darmowego przybornika (narzędzia modelowania w technologii MDG) dla oprogramowania Enterprise Architect [33], dzięki któremu możliwe jest dokumentowanie procesów zachodzących w przedsiębiorstwach produkcyjnych w ustrukturyzowany sposób. Dokumentacja techniczna RAMI 4.0 Toolbox w przystępny sposób prezentuje kroki projektowania przedsiębiorstwa zgodnie z metamodelem RAMI 4.0.
Zupełnie innym celem opisu dojrzałości, lub szerzej – gotowości do transformacji w kierunku Przemysłu 4.0 było opracowanie podejścia ADMA (ang. ADvanced MAnufacturing) [34]. Koncepcja ta została opracowana dla potrzeb definiowania strategicznych kierunków rozwoju MŚP o profilu produkcyjnym. Model ten składa się z siedmiu obszarów transformacji, w ramach których 51 szczegółowych zagadnień rozwoju przedsiębiorstwa pogrupowanych jest w 18 kategorii. Fundacja Platforma Przemysłu Przyszłości opublikowała całkowicie darmowe narzędzie, dzięki któremu firmy samodzielnie mogą przeprowadzić tzw. „skan ADMA” [35].
Najprostszym z przywołanych tutaj modeli dojrzałości jest zaproponowany na potrzeby optymalnego doboru usług oferowanych przez konsorcja EDIH w całej Europie Digital Maturity Assessment Tool for SME [36], dostępny aktualnie w wersji otwartej, w postaci narzędzia analitycznego do darmowego użytku [37]. Pełna dokumentacja narzędzia DMAT [38] zawiera, poza samymi pytaniami kontrolnymi, kompletny algorytm obliczania poziomów dojrzałości w poszczególnych obszarach, jak również rekomendacje dla przedziałów poziomów dojrzałości.
Poza wskazanymi modelami, w literaturze znanych jest o wiele więcej tzw. referencyjnych modeli architektury, modeli dojrzałości czy inaczej modeli gotowości do transformacji –zarówno cyfrowej, jak i bardziej ogólnej – w kierunku Przemysłu 4.0. Jednym z bardziej zaawansowanych i kompleksowych modeli jest ten, opracowany przez Acatech [23].
Ogólnym celem badania jest zapewnienie możliwości ustalenia aktualnego etapu dojrzałości firm oraz zidentyfikowania konkretnych działań, które pomogą im osiągnąć wyższy etap dojrzałości w celu osiągnięcia maksymalnych korzyści ekonomicznych płynących z Przemysłu 4.0 i cyfryzacji. Różne modele realizują ten cel według różnych, niekiedy bardzo zawiłych wytycznych.
W kolejnych podrozdziałach przedstawiono trzy modele, z czego pierwszy – RAMI 4.0 – jest modelem opisu procesów zachodzących w przedsiębiorstwie produkcyjnym, podczas gdy dwa kolejne: ADMA oraz DMAT są modelami odpowiednio: gotowości do transformacji w kierunku przyjęcia statusu Fabryki Przyszłości oraz analizy dojrzałości do transformacji cyfrowej w drodze do uzyskania wsparcia w ramach projektu EDIH.
Audyt z zastosowaniem wybranego modelu prowadzi się po to, by w pierwszej kolejności ocenić aktualny stan gotowości firmy do podjęcia kroków zmierzających do transformacji. Najpopularniejszym i najbardziej oczywistym sposobem monitorowania zmiany jest cykliczne powtarzanie audytu z zastosowaniem tego samego modelu. Próba analizy na podstawie stosowania różnych modeli w odstępach czasowych nie prowadzi do wartościowych wniosków, chyba że istnieje możliwość powiązania modeli audytu między sobą.
Istotnym powodem stosowania przedstawionych tutaj modeli audytu jest zapewnienie czytelności mapowania proponowanych do realizacji (po przeprowadzeniu analizy dojrzałości) działań: zakupów, świadczonych usług, planowanych do dofinansowania projektów, szkoleń dla kadry na różnych
R AMI 4.0 (Reference Architecture Model Industry 4.0)
RAMI 4.0 ang jest jednym z kilkunastu aktualnie dostępnych tzw. referencyjnych modeli architektury, adresujących liczne zagadnienia projektowania systemów – w tym systemów technicznych wspierających zastosowanie technologii Przemysłu 4.0. Do najbardziej popularnych zaliczamy: Administration Shell, Industrial Internet Reference Architecture, IICF, BDVA SIRA, FIWARE Architecture, Edgecross Architecture, x-Tee, Data Transfer Project Architecture, IoT-A Reference Architecture, Industrial Value Chain Reference Architecture, Ocean Protocol, OpenFog Reference Architecture, IDS RAM, OCF Framework oraz AII Industrial Internet Architecture. Na rys. 1 zaprezentowano trzy wymiary modelu RAMI 4.0. Pierwszy z nich to „Life Cycle and Value Stream”, zgodnie z normą IEC 62890 „Industrial-process measurement, control and automation – Life-cycle-management for systems and components” definiuje fazy rozwoju produktu: od jednostkowego prototypu poszczególnych elementów systemu, przez prototyp maszyny (systemu) po ostateczny produkt, składający się z uprzednio zweryfikowanych i gotowych do użycia komponentów. W drugim wymiarze analizujemy przedsiębiorstwo produkcyjne z perspektywy hierarchii poszczególnych systemów sterowania w przedsiębiorstwie i ich integracji, zgodnie z międzynarodowym standardem IEC 62264/IEC 61512 („Hierarchy Levels”). Istotną nowością w stosunku do architektury charakterystycznej dla trzeciej rewolucji przemysłowej jest pojawienie się w hierarchii elementu „Connected World” –związanego nie tylko z wymianą informacji między fabryką a klientami, ale również między oddziałami (fabrykami) tego samego właściciela.
Trzeci wymiar modelu RAMI 4.0 związany jest z perspektywą, z jakiej dyskutujemy na temat projektowania systemu (fabryki). Im wyższa warstwa, tym analiza jest bardziej związana z aspektami biznesowymi działania przedsiębiorstwa. W warstwach modelu RAMI 4.0 wyróżniamy: zasoby, rzeczy w świecie fizycznym (Asset); włączenie zasobów do świata cyfryzacji, cyfrowa reprezentacja fizycznych zasobów (Integration); dostęp do informacji, warstwa fizyczna komunikacji (Communication); zapewnienie niezbędnych dla funkcjonowania systemu danych (Information); określenie funkcji zasobów, wymieniających się danymi w ramach projektowanego systemu (Functional); organizacja procesów biznesowych w ramach całego przedsiębiorstwa produkcyjnego (Business).
Model RAMI 4.0 ma zastosowanie w zagadnieniach projektowych, w których: niezbędna jest analiza szeroko rozumianej zgodności z normami i standardami [39]; konieczne jest wyja-
Fig. 1. Graphical interpretation of the RAMI 4.0 metamodel [32]
śnianie idei Przemysłu 4.0 oraz uporządkowane poszerzanie wiedzy w tym zakresie [40, 41]; prowadzona jest holistyczna analiza przedsiębiorstwa produkcyjnego z zastosowaniem inżynierii systemów [33]; definiowane są założeń dla rozwoju przedsiębiorstwa produkcyjnego w kierunku tzw. Fabryki Przyszłości [31].
4.2. ADMA (ADvanced MAnufacturing)
Model ADMA opracowano w ramach projektu finansowanego ze środków Agencji EASME Komisji Europejskiej w ramach umowy GRO-SME-17-C-063 [42] Celem metodyki ADMA jest określenie poziomu dojrzałości przedsiębiorstw produkcyjnych (szczególnie MŚP) w zakresie transformacji niezbędnych do uruchomienia tzw. Fabryk Przyszłości [43].
W ramach podejścia ADMA zdefiniowano siedem obszarów transformacji:
− Zaawansowane technologie produkcyjne (T1);
− Fabryka cyfrowa (T2);
− Fabryka ekologiczna (T3);
− Kompleksowa inżynieria zorientowana na klienta (T4);
− Organizacja skupiona na człowieku (T5);
− Inteligentna produkcja (T6);
− Otwarta fabryka skoncentrowana na łańcuchu wartości (T7).
Model ADMA jest przedmiotem szczegółowego opisu w wielu publikacjach [17, 43–45]
4.3. Model Digital Maturity Assessment Tool for SME
Model DMAT opracowano w ramach działań JRC (ang. Joint Research Centre). JRC we współpracy z DG CNCT (ang. Directorate-General for Communications Networks, Content and Technology) opracowało nowy model oceny dojrzałości cyfrowej DMAT w celu pomiaru przyrostu dojrzałości cyfrowej klientów EDIH. W raporcie [38] przedstawiono główne elementy metodologii, która doprowadziła do stworzenia nowych ram i dwóch kwestionariuszy, które zostały opracowane i są obecnie używane przez EDIH. Raport miał na celu dostarczenie EDIH oraz innym zainteresowanym stronom uzasadnienia, zarysu zastosowanej metodologii i praktycznych wskazówek dotyczących korzystania z ram dojrzałości cyfrowej. Model DMAT składa się z sześciu obszarów (WYMIARÓW) dojrzałości cyfrowej [38]: (W1) Strategia biznesowa w zakresie cyfryzacji, (W2) Gotowość cyfrowa,
(W3) Cyfryzacja ukierunkowana na wsparcie człowieka, (W4) Zarządzanie danymi i łączność, (W5) Automatyzacja i sztuczna inteligencja, (W6) Ekologiczne aspekty cyfryzacji (tzw. zielona cyfryzacja).
4.3.1. Strategia biznesowa w zakresie cyfryzacji
W ramach wymiaru W1 wyróżniono dwie KATEGORIE: (W1.K1) Inwestycje w cyfryzację w poszczególnych obszarach biznesowych (zrealizowane i planowane), (W1.K2) Gotowość przedsiębiorstwa do cyfryzacji.
W ramach kategorii W1.K1 jest 10 ZAGADNIEŃ związanych ze zrealizowanymi i planowanymi w firmie inwestycjami związanymi z cyfryzacją. W ramach kategorii W1.K2 – 10 zagadnień związanych z różnymi obszarami gotowości przedsiębiorstwa produkcyjnego do podjęcia trudu cyfryzacji.
4.3.2. Gotowość cyfrowa
W ramach wymiaru W2 wyróżniamy dwie kategorie: (W2.K3) Technologie i rozwiązania cyfrowe, (W2.K4) Zaawansowane technologie cyfrowe.
Kategoria W2.K3 zawiera 10 zagadnień związanych z wykorzystaniem technologii cyfrowych w analizowanym przedsiębiorstwie. W ramach kategorii W2.K4 wyróżniamy siedem zagadnień związanych z analizą stopnia wykorzystania w firmie zaawansowanych technologii cyfrowych, takich jak cyfrowe bliźniaki, rzeczywistość wirtualna i rozszerzona, systemy klasy MES, przemysłowy Internet Rzeczy czy produkcja z zastosowaniem technologii przyrostowych.
4.3.3. Cyfryzacja ukierunkowana na wsparcie człowieka W ramach wymiaru W3 wyróżniamy dwie kategorie: (W3.K5) Szkolenie pracowników i podnoszenie kwalifikacji, (W3.K6) Zaangażowanie pracowników i wzmacnianie pozycji liderów transformacji cyfrowej.
Kategoria W3.K5 zawiera siedem zagadnień związanych z aktywnością przedsiębiorstwa w zakresie systemowego podnoszenia kompetencji pracowników. W ramach kategorii W3.K6 zdefiniowano osiem zagadnień, związanych z działaniami firmy, wzmacniającymi pozycję pracowników, będących liderami cyfrowej transformacji oraz ogólnego podejścia do wsparcia kadry podczas wdrażania technologii cyfrowych.
Rys. 2. Podsumowanie modelu DMAT [38]
Fig. 2. Summary of the DMAT model [38]
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
4.3.4. Zarządzanie danymi i łączność
W ramach wymiaru W4 wyróżniamy dwie kategorie: (W4.K7) Przechowywanie, integracja, dostęp do danych oraz ich analityka, −(W4.K8) Bezpieczeństwo danych.
W ramach kategorii W4.K7 wyróżniamy osiem zagadnień związanych ze stosowaniem narzędzi cyfrowych do pracy z danymi. W ramach kategorii W4.K8 wyróżniono sześć najistotniejszych zagadnień związanych z bezpieczeństwem danych oraz tego, jak kompetencje w zakresie bezpieczeństwa danych są podnoszone wśród kadry badanego przedsiębiorstwa.
4.3.5. Automatyzacja i sztuczna inteligencja
W wymiarze W5 zawarto jedną kategorię (W5.K9) Technologie i aplikacje biznesowe związane z automatyzacją i sztuczną inteligencją, która składa się z pięciu zagadnień związanych z zastosowaniem metod sztucznej inteligencji do przetwarzania języka naturalnego, rozpoznawania obrazów czy robotyzacji i zautomatyzowanej analityki danych.
4.3.6. Ekologiczne aspekty cyfryzacji (tzw. zielona cyfryzacja)
W ramach ostatniego z sześciu wymiarów – W6 wyróżniono dwie kategorie: −(W6.K10) Zrównoważony rozwój podczas wdrażania technologii cyfrowych, (W6.K11) Aspekty środowiskowe decyzji związanych z transformacją cyfrową.
W ramach kategorii W6.K10 wyróżniamy 10 zagadnień związanych z podnoszeniem dojrzałości ekologicznej wskutek wdrażania technologii cyfrowych, od narzędzi do zarzą-
dzania emisjami, zanieczyszczeniami przez optymalizację zużycia zasobów po redukcję kosztów transportu i pakowania. W ramach kategorii W6.K11 analizowanych jest pięć zagadnień związanych z uwzględnianiem aspektów środowiskowych w podejmowaniu decyzji podczas realizacji zakupów jak i codziennej aktywności operacyjnej, m.in. w zakresie recyklingu sprzętu elektronicznego i/lub jego ponownego użycia.
Jak widać, model DMAT swoją rozpiętością obejmuje wszystkie aspekty wdrażania technologii cyfrowych do praktyki przedsiębiorstw produkcyjnych. Dzięki temu stanowi rekomendowane na poziomie europejskim narzędzie oceny dojrzałości cyfrowej, przyjęte jako obligatoryjne w programie Digital Europe.
4.4. DMAT, ADMA, RAMI 4.0 – podsumowanie
DMAT, ADMA oraz RAMI 4.0 są trzema różnymi metamodelami, opracowanymi dla różnych potrzeb (tab. 1).
DMAT jest metamodelem oceny dojrzałości MŚP produkcyjnego w zakresie zielonej oraz cyfrowej transformacji. Ocena DMAT [36] została opracowana dla potrzeb działalności konsorcjów EDIH, by identyfikować potrzeby, dopasować na tej podstawie oferowane przez EDIH usługi. Narzędzie bazujące na metamodelu DMAT jest również obligatoryjnym sposobem monitorowania dla programu Digital Europe [37].
ADMA jest znacznie szerszym od DMAT metamodelem [34, 35], obejmującym kompleksowy audyt wszystkich obszarów funkcjonowania przedsiębiorstw produkcyjnych: T1: Zaawansowane technologie produkcyjne; T2: Fabryka cyfrowa; T3: Fabryka ekologiczna; T4: Kompleksowa inżynieria zorientowana na klienta; T5: Organizacja skupiona na człowieku; T6: Inteligentna produkcja/fabryka oraz T7: Otwarta fabryka skoncentrowana na łańcuchu wartości.
Tab. 1. Porównanie modeli opracowanych z zastosowaniem DMAT, ADMA oraz RAMI 4.0
Tab. 1. Comparison of models developed using DMAT, ADMA and RAMI 4.0
Kategoria kryterium
Liczba wymiarów/ obszarów analizy
Liczba kategorii 11 (2, 2, 2, 2, 1, 2)18 (4, 2, 2, 2, 4, 2, 2) 17 (4, 7, 6)
Liczba podkategorii/ zagadnień w ramach wymiarów 86 (20, 17, 15, 14, 5, 15)51 (10, 7, 7, 7, 19, 5, 5) 168 (4 × 7 × 6)
Liczba możliwych do wyboru odpowiedzi w audycie
Obszary zastosowania
Dostępność narzędzi
225 (40, 62, 30, 28, 30, 35)
255 (każde z zagadnień oceniane w skali 1…5) nie dotyczy
Audyt dojrzałości/gotowości ++ ++ –
Dobór usług do potrzeb MŚP ++ + –
Analiza i dokumentowanie procesów zarządzania – + ++
Dokumentacja w standardzie Model-Based Design – – ++
Narzędzia
Dostępne dla EDIH [36, 37]
Proces użycia metamodelu Uporządkowany w programie Digital Europe
Opublikowane przez Fundację Platforma Przemysłu Przyszłości [35]
Dostępny na stronach Fundacji Platforma Przemysłu Przyszłości
Dostępny przybornik dla Enterprise Architect [33]
Opisany w dokumentacji przybornika
Proces Model-Based Design Niedostępny Niedostępny Dostępny ++ Całkowicie spełnia+ Częściowo spełnia – Nie spełnia
RAMI 4.0 nie jest metamodelem opracowanym na potrzeby audytu. Jest referencyjnym modelem architektury przedsiębiorstwa produkcyjnego, umożliwiającym zarówno analizę, jak również projektowanie i dokumentowanie wszystkich procesów i procedur: od aspektów biznesowych, przez funkcjonalne, wymiany informacji, narzędziami komunikacji po integrację i warstwę zasobów. Dzięki RAMI 4.0 możliwe jest ujęcie problemów związanych z rozwojem produktów oraz nowych procesów badawczo-rozwojowych w przedsiębiorstwie produkcyjnym. RAMI 4.0 to łącznie 168 (4 × 7 × 6) różnych możliwości analizy przedsiębiorstwa produkcyjnego w trzech wymiarach. Dzięki dostępności przybornika RAMI 4.0 Toolbox [33] możliwe jest użycie metamodelu RAMI 4.0 w oprogramowaniu Enterprise Architect. RAMI 4.0 umożliwia analizę dojrzałości w zakresie modelowanych procesów, nie przez bezpośredni audyt, ale przez szczegółową analizę spójności projektu, np. w aspektach cyberbezpieczeństwa.
5. Ocena dojrzałości cyfrowej zgodnie z modelem Digital Maturity Assessment Tool for SME
Ocena dojrzałości cyfrowej – zgodnie z modelem DMAT –ma, jak każde tego typu narzędzie analityczne, określoną strukturę danych, zdefiniowaną w ramach swojego metamodelu [18].
W prezentowanej pracy wykorzystano wycinek (wybrane obiekty, relacje, role oraz funkcje incydencji) dziedzinowego języka modelowania (metamodelu), łączącego perspektywy opisujące: rozwiązywane przez wsparcie sieci EDIH problemy; organizację przedsiębiorstw z perspektywy kadrowej; zasoby, jakimi dysponują MŚP oraz EDIH w tym oferowane przez nie usługi; strukturę audytu typu DMAT; mapowanie zasobów oraz oferowanych przez EDIH usług do wyników ocen uzyskiwanych w audycie; wreszcie dokumentujące zdarzenia, podczas których następowały kolejne kroki wsparcia ze strony EDIH.
5.1. Metamodel S(d)MART
Metamodel DMAT jest w trakcie opracowania w formie technologii MDG dla oprogramowania Enterprise Architect. Zostanie w pełni opublikowany i udostępniony w otwartym dostępie, analogicznie do przybornika RAMI Toolbox [33] w drugim kwartale 2025 r. Robocza nazwa narzędzia to S(d)MART – Scalable (d)igital Maturity Assessment and Relationship management Tool. Narzędzie S(d)MART tworzy metamodel złożony z licznych obiektów (tab. 2). Poszczególne obiekty można wykorzystywać na grafach, jak poniżej:
CV – Company View – perspektywa modelowania (graf), w ramach której możliwe jest definiowanie struktury organizacyjnej, ale również funkcjonalne powiązanie z uprzednio zidentyfikowanymi problemami; część wspólną stanowią bowiem obiekty, opisujące problemy: {} 12 , objobj PVCV GGobjobj ∩= (2)
RV – Resource View – p erspektywa modelowania, w której najistotniejsze są obiekty związane z potencjałem przedsiębiorstwa, zarówno audytowanego, jak i wspierającego swoimi zasobami transformację cyfrową również u innych;
AV – Audit View – w tym widoku modelowania (perspektywie) można zamodelować dowolny audyt, przy założeniu, że architektura (struktura: wymiarów, kategorii, opcjonalnie podkategorii, zagadnień oraz przyjętych dla danego typu audytu ocen) będzie zgodna z zaproponowanym tutaj podejściem; perspektywa umożliwia również dokumentowanie przeprowadzonego audytu podczas zorganizowanego spotkania;
AMV – Audit Mapping View – perspektywa modelowania, dzięki której możliwa jest implementacja prezentowanego w niniejszej pracy podejścia zastosowania wag w powiązaniu oferowanych usług obj9 z zagadnieniami podlegającymi ocenie w ramach audytu DMAT [36, 37];
MV – Meeting View – perspektywa przeznaczona na szybkie modelowanie i podsumowanie notatek ze spotkania.
Tab. 2. Nazwy węzłów grafu (obiektów)
Tab. 2. Names of graph nodes (objects) i Object name – listNazwa obiektu – lista
gdzie:
PV – Problem View – perspektywa modelowania, dzięki której modelowane są wymagania oraz problemy, z jakimi borykają się przedsiębiorstwa; część koncepcyjna dla całości modelu, dzięki której w jednym miejscu możliwa jest analiza przekrojowa; ta część modelu to również zestaw przesłanek do podejmowania aktywności;
5 – PERSON 5_OSOBA
6 – RESOURCE 6_ZASÓB
7 – TECHNOLOGY 7_TECHNOLOGIA
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
Tab. 3. Nazwy krawędzi grafu (relacji)
Tab. 3. Names of graph edges (relationships)
j Relationship name (Nazwa relacji – obiektu) Active part (Strona czynna) Passive part (Strona bierna) Relationship name (Nazwa relacji) Relationship ID (ID relacji)
1 1 - HAS Has is Owned by HAS R01
2 2 - USES Uses is Used by USES R02
3 3 - CREATES Creates is Created by CREATES R03
4 4 - OFFERS Offers is Offered by OFFERS R04
5 5 - PERFORMS Performs is Performed by PERFORMS R05
6 6 - COMPOSITIONis Made up of is Part of COMPOSITION R06
7 7 - SATISFIES Satisfies is Satisfied by SATISFIES R07
8 8 - EVALUATES Evaluates is Evaluated by EVALUATES R08
9 9 - SOLVES Solves is Solved by SOLVES R09
10 10 - ORIGINATES_ATOriginates at is Origin of ORIGINATES_AT R10
11 11 - SUPPORT_DMAT Supports is Supported by SUPPORT_DMAT R11
Tab. 4. Obiekty i relacje w ramach przyjętych perspektyw modelowania S(d)MART
Tab. 4. Objects and relationships within the adopted S(d)MART modelling perspectives
Poszczególne relacje są możliwe do wykorzystania na grafach, np.:
Grelrel
Grelrelrelrel
Grelrelrelrelrelrelrelrel
Grelrelrel
Grelrel
Grelrel
W tab. 4 przedstawiono kompletną architekturę metamodelu, którego fragmenty wykorzystano w pracy. Dane w tab. 4 należy czytać dla wybranych przykładów:
1. W ramach grafu { } tg ,,, PV GGPV objrel PVPVPV GGGsrct = między obiektami (2_WYMAGANIE) obj2 a (1_PROBLEM) obj1 zachodzi relacja (10 – ORIGINATES_AT) rel10, czyli: 2 – REQUIREMENT Originates at 1 – PROBLEM;
2. W ramach grafu { } tg ,,, AMV GGAMV objrel AMVAMVAMV GGGsrct = między obiektami (9_USŁUGA) obj9 a (14_ZAGADNIENIE_ DMA) obj14 zachodzi relacja (11 – SUPPORT_DMAT) rel11,
czyli: 9_USŁUGA Supports 14_ZAGADNIENIE_DMA; dla tej relacji funkcja incydencji (3) uwzględnia wagi (rys. 6):
objobjw
5.2.
Ocena dojrzałości zgodnie z podejściem DMAT
Metamodel DMAT zdefiniowano za pomocą trzech podstawowych obiektów danych: WYMIAR, KATEGORIA, ZAGADNIENIE. Pierwszym z obiektów danych, opisujących metamodel DMAT jest tzw. 12_WYMIAR_DMA dojrzałości cyfrowej. Na opis wymiaru składają się: ID – unikalny identyfikator; Nazwa – pole tekstowe; Opis – pole na dłuższy tekst, opis wymiaru dojrzałości; kolekcja Kategorie – referencje do obiektów typu 13_KATEGORIA_DMA. Do opracowania metamodelu wykorzystano oprogramowanie MetaEdit+ [19], stosowane zarówno w inżynierii oprogramowania [20] (do modelowania oprogramowania i projektowania generatorów
Rys. 3. Obiekt 12_WYMIAR_DMA – definicja obiektu graficznego wraz z generatorami symbolu graficznego (a) oraz model wymiaru W1. Strategia biznesowa w zakresie cyfryzacji (b)
Fig. 3. Object 12 - DMA_DIMENSION – definition of a graphic object with graphic symbol generators (a) and dimension model W1. Digitalization business strategy (b)
a)
Rys. 4. Obiekt 13_KATEGORIA_DMA – definicja obiektu graficznego wraz z generatorami symbolu graficznego (a) oraz model kategorii W1.K1, W1.K2 (b)
Fig. 4. Object 13 – DMA_CATEGORY – definition of graphic object with graphic symbol generators (a) and category model W1.K1, W1.K2 (b)
kodu dowolnych języków programowania), jak również generowania dokumentacji [21].
Kolejnym zdefiniowanym obiektem danych jest 13_KATEGORIA_DMA. Na opis kategorii składają się: ID – unikalny identyfikator; Nazwa – pole tekstowe; Opis – pole na dłuższy tekst, opis kategorii dojrzałości; kolekcja Zagadnienia – referencje do obiektów typu 14_ZAGADNIENIE_DMA.
Ostatnim z trzech obiektów definiujących metamodel oceny dojrzałości DMAT jest 14_ZAGADNIENIE_DMA. Na opis zagadnienia składają się: ID – unikalny identyfikator; Nazwa – pole tekstowe; Opis – pole na dłuższy tekst, opis zagadnienia. W ramach opisu zagadnień w modelu dojrzałości DMAT przyjęto różne sposoby oceny zagadnienia: można dokonać oceny binarnej, stwierdzając czy coś jest lub nie jest zrobione (dostępne); innym sposobem oceny jest użycie skali Likerta (odpowiedzi ułożonych zwykle w porządku od całkowitego odrzucenia do całkowitej akceptacji); proponowanym rozszerzeniem modelu DMAT jest również wskazanie przybliżonej daty, jeżeli w jakiejś odpowiedzi firma deklaruje plan podjęcia działania. Szczegółowy metamodel oceny nie został zaprezentowany w niniejszej pracy, z uwagi na złożoność, której prezentacja nie jest potrzebna z perspektywy kluczowego wyzwania, jakim jest mapowanie usług EDIH do modelu DMAT.
Definicja 1. Obiekt/ węzeł grafu
W prezentowanym dziedzinowym graficznym języku modelowania wyróżniamy 18 możliwych węzłów grafu, czyli obiektów
(0_BAZOWY; 1_PROBLEM; 2_WYMAGANIE; 3_FIRMA ; 4_JEDNOSTKA ORGANIZACYJNA; 5_OSOBA; 6_ZASÓB; 7_TECHNOLOGIA; 8_ PUBLIKACJA; 9_USŁUGA ; 10_REALIZACJA; 11_NARZĘDZIE_DMA; 12_WYMIAR_DMA; 13_ KATEGORIA_DMA; 14_ZAGADNIENIE_DMA; 15_OCENA_DMA; 16_PROJEKT; 17_SPOTKANIE) – obiektów, spośród których na potrzeby niniejszej pracy wybrano obiekty (patrz punkt 5.1):
Na potrzeby artykułu wybrano grafy oraz obiekty w ramach grafów:
obj AV obj AMV Gobjobjobjobjobjobj Gobjobjobj = = (6)
{ } { } 31112131415 3914 ,,,,, ,,
Definicja 2. Relacja/strzałka grafu/krawędź grafu – funkcja incydencji Funkcja incydencji , jk f k-tego grafu skierowanego Gk, związana z j-tą krawędzią (relacją) j rel , zachodzącą między węzłami (obiektami) źródłowym Gk j src obj a docelowym Gk j objtgt , która może uwzględniać wagę GG kk jj srctgtj w między obiektami, powiązanymi tą relacją, dana jest wzorem:
a) b)
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
W przeciwieństwie do klasycznej teorii grafów, zastosowanie do opisu dziedzinowego języka modelowania (metamodelu) wymaga doprecyzowania definicji funkcji incydencji. Na potrzeby artykułu wybrano relacje w ramach grafów: { } {} 268 211 ,, , rel AV rel AMV
Przykładowa rozszerzona funkcja incydencji dla grafu GAMV może być opisana zależnością: (9)
Funkcja (9) definiuje wszystkie pary obiektów, które w ramach definicji grafu GAMV łączy relacja rel2. W kolejnym punkcie zdefiniowano pojęcie ról w relacji.
Definicja 3. Rola w relacji
W ramach funkcji (7) zdefiniowano dwie role: Gk j src oraz tg Gk j t
Rola w relacji definiuje kierunek powiązania grafu skierowanego od źródła src do obiektu docelowego tgt
Grafem skierowanym określamy uporządkowaną parę składającą się ze zbioru wierzchołków (tutaj obiektów) oraz zbioru krawędzi (tutaj relacji):
{} {} { } { } ,,,,017,112 PV,CV,RV,AV,AMV,MV kk GG kijjj Gobjrelsrctgtij k = == ∈ (10)
Tutaj wybrano dwa z sześciu typów grafów metamodelu opisanego w punkcie 5.1:
{ } {} ,,,tg AV,AMV = ∈ kk GG objrel kkk GGGsrct k (11)
6. Mapowanie usług EDIH do modelu DMAT
Jednym z kluczowych zagadnień, jakie stoją przed MŚP przystępującymi do projektu EDIH jest optymalny dobór oferowanych przez zespoły projektowe usług do rzeczywistych potrzeb klientów. Poniżej przedstawiono nowe, systemowe podejście do algorytmicznego mapowania usług oraz pakietów usług świadczonych przez konsorcja EDIH, do ZAGADNIEŃ modelu DMAT:
1. USŁUGI oferowane przez zespół EDIH są przypisane do poszczególnych ZAGADNIEŃ modelu DMAT;
2. Relacja między usługą a zagadnieniem ma z góry zdefiniowaną WAGĘ, odpowiadającą subiektywnej ocenie wykonawców wpływu usług na podniesienie poziomu dojrzałości przedsiębiorstwa obejmowanego wsparciem;
3. Wagi przyjęte dla relacji łączących usługi z zagadnieniami modelu DMAT posłużą do automatyzacji wskazania listy usług rekomendowanych do wyświadczenia.
wynik i i srctj
GkGk jj
GkGk jj
wynik i i srctj
GkGk jj
wynik i i srctj
obj ∈⇒∈ > ∈⇒∈ > ∈⇒∈ >
wynik obj objobjwobj obj objobjwobj obj objobjwobj
Propozycja algorytmu powiązania wyników analizy zgodnej z 6-wymiarowym modelem DMAT z usługami oferowanymi w ramach projektu EDIH: () { } ( () { } ( () { } ( 15, 9,9 9, ,tg, 15, 9,9 9, ,tg, 15, 9,9 9, ,tg, 15, 0,25% : 0,8 25%,50% : 0,6 50%,75% : 0,4 75%,100%
gdzie obj15,wynik to wynik analizy audytowej WYMIARU obj12, zaś () 9, ,, GkGk jj i srctgtj wobj to waga ,, GkGk jj srctgtj w j-tej relacji relj, zdefiniowanej między obiektami Gk j src a tg Gk j t dla USŁUGI obj9,i.
Skutkiem działania algorytmu, dla niskich wyników ocen, rekomendowane będą tylko te usługi, które istotnie podnoszą poziom dojrzałości w pierwszej fazie wsparcia. Wyższe oceny dojrzałości sprawiają, że spektrum oferowanych usług jest znacznie szersze.
6.1. Metamodel usługi EDIH
Każda z oferowanych przez konsorcja EDIH usług opisywana jest minimalnym zakresem informacji: −ID usługi – unikalny identyfikator usługi; Partner – podmiot realizujący usługę w ramach konsorcjum EDIH; Usługa inicjująca (tak/nie) – czy dana usługa jest usługą inicjującą ścieżkę wsparcia; −Nazwa usługi – nazwa usługi w języku polskim; −Name of service – nazwa usługi w języku angielskim; Wartość usługi – wyceniona na podstawie wniosku o dofinansowanie, waluta PLN; Liczba usług w ofercie – liczba usług do wyświadczenia w ramach projektu EDIH; Liczba usług dla MŚP – niektóre z usług, oferowanych przez konsorcja EDIH w Europie, skierowane są do instytucji sektora publicznego, w tym parametrze wskazujemy liczbę określającą ile razy dana usługa zostanie wyświadczona dla MŚP;
Czas realizacji usługi – istotnym parametrem informującym MŚP o usłudze w ramach projektu EDIH jest czas jej realizacji, co angażuje określone zasoby po stronie MŚP; Technologie niezbędne do wyświadczenia usługi – wskazanie technologii, których dostępność warunkuje możliwość realizacji usługi; Kategoria usługi EU – jedna z czterech kategorii usług, zdefiniowanych w ramach programu Digital Europe.
6.1.1. Technologie stosowane w realizacji usługi
Usługi oferowane w ramach projektu EDIH przyporządkowane są do obszarów technologicznych Przemysłu 4.0. Należą do nich: Aplikacje oparte na lokalizacji; Architektury oprogramowania; Big data; Biotechnologia przemysłowa; Blockchain; Cyberbezpieczeństwo; Cyfrowe bliźniaki; Czujniki i systemy przetwarzania obrazu; Elektronika; Fotonika; Grywalizacja; Interakcja człowiek-komputer; Internet rzeczy; Inżynieria chemiczna (rośliny; produkty); Inżynieria symulacji i modelowanie; Logistyka; Mikro- i nanoelektronika; optoelektronika; Mobilność; Narzędzia BI; Nowe technologie dla sektora audiowizualnego; Obliczenia o wysokiej wydajności; Półprzewodniki i nanotechnologia; Produkcja laserowa i przetwarzanie materiałów; Robotyka; Sieci komunikacyjne; Systemy cyberfizyczne; Sztuczna inteligencja i wspomaganie decyzji;
Technologie kwantowe (informatyka/komunikacja); Usługi i aplikacje internetowe; Usługi w chmurze; Wirtualna rzeczywistość; Wytwarzanie przyrostowe.
6.1.2. Kategorie usług w portalu EU Każda z usług oferowanych przez EDIH musi być przypisana do jednej z czterech kategorii: Tworzenie sieci i dostęp do systemu innowacji. Audyty i usługi doradcze („Ekosystem innowacji i tworzenie sieci”); Wsparcie w pozyskiwaniu finansowania/inwestycji („Wsparcie w znajdowaniu inwestycji”);
a) b)
c)
Rys. 5. Przykładowy model usługi (a); Widok definicji symbolu graficznego obiektu 9_USŁUGA (b); Widok metamodelu usługi EDIH Fig. 5. Example service model (a); View of the graphic symbol definition of the 9 - SERVICE object (b); View of the EDIH service metamodel
Prototypowanie poprzedzające inwestycję („Test przed inwestycją”); Szkolenia i rozwój kompetencji. Warsztaty („Umiejętności i szkolenia”).
6.1.3. Modelowanie usług Zastosowanie opracowanego metamodelu wraz z graficzną, dynamiczną reprezentacją danych, związanych z usługą, zapewnia wizualizację modelu zgromadzonych informacji. Na rys. 5 przedstawiono widok metamodelu oraz przykładowy model usługi EDIH.
6.2. Mapowanie usługi EDIH do zagadnienia modelu DMAT
Na rys. 6 przedstawiono przykładowe mapowanie usługi EDIH „Szkolenie i warsztaty z zakresu modelowania zgodnie z podejściem RAMI 4.0” do zagadnienia DMAT, opisanego w ramach wymiaru „W2. Gotowość cyfrowa”, kategorii „W2.K3. Technologie i rozwiązania cyfrowe” oraz zagadnienia „W2.K3.10. Information Management Systems (Enterprise Resources Planning, Product Lifecycle Management, Customer Relationship Management, Supply Chain Management, e-invoicing). Systemy informatyczne wspierające Kontrolę Zarządczą (systemy ERP, PLM, CRM, SCM, e-fakturowanie)”. W pracy przedstawiono koncepcję architektoniczną wprowadzenia wag w ramach relacji między oceną/zagadnieniami oceny w ramach audytu zgodnego z modelem DMAT a oferowanymi przez EDIH usługi. Związek ten jest niepodważalny, natomiast wartości wag na tym etapie realizacji projektu trudne do ustalenia. Aktualnie wynikają z subiektywnej oceny eksperta zaangażowanego w oferowanie usługi. Wskutek kolejnych realizacji tej samej usługi dla danej grupy zagadnień w modelu DMAT wagi te będą ulegać zmianom. Dodatkowo wartość wagi może posłużyć do wyznaczenia istotności oferowanych przez EDIH usług.
Z uwagi na początkową fazę realizacji projektu EDIH i brak dostępnych pełnych danych obliczenia i symulacje wartości wag będą możliwe w późniejszej fazie. Wartości wag w ramach relacji łączących usługi z zagadnieniami modelu DMAT mogą np. posłużyć do wyznaczenia istotności realizacji konkretnej usługi dla MŚP, dla którego dostępna jest ocena.
Zmapowanie z wagą 0,6 oznacza, że w wyniku realizacji tej usługi firma objęta wsparciem istotnie zwiększy swoją świadomość i będzie w stanie zaplanować systemowe wdrożenie technologii cyfrowych wskazanych w ramach zagadnienia W2.K3.10 modelu DMAT.
Liczba 0,6 dla wagi na rys. 6 to przykładowa wartość. Wynika z doświadczenia autorów w realizacji usługi w powiązaniu ze wskazanym przykładowym zagadnieniem modelu DMAT.
Rys. 6. Przykład mapowania 9_USŁUGA do 14_ZAGADNIENIE_DMA w ramach modelu DMAT
Fig. 6. Example of the mapping of 9 - SERVICE to 14 - DMA_ISSUE within the DMAT model
Rys. 7. Metamodel narzędzia do symulacji (w tym bieżącej optymalizacji) pakietów usług EDIH
Fig. 7. Metamodel of a tool for simulation (including ongoing optimisation) of EDIH service packages
Rys. 8. Przykładowa symulacja pakietu usług EDIH
Fig. 8. Example simulation of an EDIH service package
Jednym z głównych założeń dla świadczenia usług wsparcia cyfrowej transformacji MŚP przez konsorcja EDIH jest definiowanie tzw. Customer Journeys, czyli ścieżek rozwoju, realizowanych za pomocą więcej niż jednego partnera w ramach konsorcjum EDIH. Na rys. 7 zaprezentowano metamodel narzędzia do symulacji (wielokryterialnej optymalizacji) pakietów usług, świadczonych w ramach projektu EDIH.
Przebieg symulacji dla przykładowego scenariusza z rys. 8 uwzględnia wykonanie następujących obliczeń: pobieranie usług do pakietów powoduje obniżanie licznika w liście zaplanowanych w projekcie usług; pobieranie usług do pakietów powoduje obliczenie wartości pakietu; w ramach symulacji celem jest utworzenie zestawu pakietów, które wyczerpią wszystkie dostępne do realizacji usługi EDIH.
Dzięki temu na samym początku projektu uzyskujemy zbiór pakietów usług, które w przypadku dodatkowego proponowanego w artykule zmapowania do zagadnień modelu DMAT będą stanowić optymalne dopasowanie oferowanych usług do rzeczywistych potrzeb objętych wsparciem MŚP.
Symulacje tego typu mogą również istotnie usprawnić dopasowanie usług do aktualnych i przyszłych potrzeb MŚP, dzięki uwzględnieniu następstwa i rozłożenia w czasie zaplanowanych w indywidualnym pakiecie usług. Tym samym podejście to jest dedykowane do cyfryzacji tworzenia prostych, a przede wszystkim zrozumiałych map drogowych transformacji w kierunku Przemysłu 4.0. Zastosowanie przedstawionego podejścia do projektowania map transformacji, w oparciu o model DMAT z uwzględnieniem proponowanego algorytmu mapowania i automatycznego rekomendowania usług, wykracza poza zakres niniejszej publikacji.
Na rys. 9 przedstawiono proces świadczenia usług, który dzięki zaprezentowanym tutaj koncepcjom mapowania i pakietyzacji może doprowadzić do automatyzacji projektowania map drogowych transformacji MŚP w kierunku Przemysłu 4.0.
7. Podsumowanie
Rys. 9. Proponowany, częściowo zautomatyzowany proces doboru usług EDIH
Fig. 9. Proposed semi-automated selection process for EDIH services
Mapowanie usług do modelu, który służył do monitorowania osiągania celu projektu EDIH sprawia, że oferowane usługi są czytelniejsze dla klientów. Dzięki pakietyzacji i mapowaniu usług do modelu DMAT, który na
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski
wstępie służy do oceny dojrzałości zaś w ramach projektu ponowne wykonywanie audytu z jego pomocą jest obligatoryjnym sposobem monitorowania zmiany wspieranych MŚP, zapewniamy z jednej strony lepsze dopasowanie pozostałych usług do potrzeb firm, z drugiej zaś optymalizujemy osiąganie założonych dla projektu wskaźników. W artykule zaproponowano nową koncepcję opisu usług zmapowanych do modelu DMAT oraz ich pakietyzacji w oferowaniu dopasowanej do potrzeb oferty.
Proponowany algorytm oraz prototypowy model mapowania usług EDIH do zagadnień modelu DMAT może być w przyszłości łatwo zaimplementowany w systemach klasy CRM, służących do wsparcia klientów planujących swoją cyfrową transformację.
Bibliografia
1. Simba A., Ojong N., Kuk G., Bricolage and MSEs in Emerging Economies. “The International Journal of Entrepreneurship and Innovation”, Vol. 22, No. 2, 2020, 112–123, DOI: 10.1177/1465750320969621.
2. Zaoui F., Souissi N., Roadmap for Digital Transformation: A Literature Review. “Procedia Computer Science”, Vol. 175, 2020, 621–628, DOI: 10.1016/J.PROCS.2020.07.090.
3. Santos R.C., Martinho J.L., An Industry 4.0 Maturity Model Proposal, “Journal of Manufacturing Technology Management”, Vol. 31, No. 5, 1023–1043, DOI: 10.1108/JMTM-09-2018-0284.
4. Stich V., Zeller V., Hicking J., Kraut A., Measures for a Successful Digital Transformation of SMEs, “Procedia CIRP”, Vol. 93, 2020, 286–291, DOI: 10.1016/J.PROCIR.2020.03.023.
5. Sahyaja C., Sekhara Rao K.S., New Leadership in the Digital Era: A Conceptual Study on Emotional Dimensions in Relation with Intellectual Dimensions. “International Journal of Civil Engineering and Technology”, Vol. 9, No. 1, 2018, 738–747.
6. Peillon S., Dubruc N., Barriers to Digital Servitization in French Manufacturing SMEs, “Procedia CIRP”, Vol. 83, 2019, 146–150, DOI: 10.1016/J.PROCIR.2019.04.008.
7. Senna P.P., Barros A.C., Bonnin Roca J., Azevedo A., Development of a Digital Maturity Model for Industry 4.0 Based on the Technology-Organization-Environment Framework. “Computer & Industrial Engineering”, Vol. 185, 2023, DOI: 10.1016/J.CIE.2023.109645.
8. Georgescu A., Avasilcai S., Peter M.K., Digital Innovation Hubs – The Present Future of Collaborative Research, Business and Marketing Development Opportunities, [In:] “Proceedings of the Marketing and Smart Technologies”, Rocha Á., Reis J.L., Peter M.K., Cayolla R., Loureiro S., Bogdanović Z. (Eds.), Springer Singapore: Singapore, Vol. 205, 2021, 363–374, DOI: 10.1007/978-981-33-4183-8_29.
9. Urbach N., Röglinger M., Introduction to Digitalization Cases: How Organizations Rethink Their Business for the Digital Age. [In:] “Digitalization Cases: How Organizations Rethink Their Business for the Digital Age”, Springer International Publishing: Cham, 2019, DOI: 10.1007/978-3-319-95273-4_1.
10. Sotirofski I., Kraja G., Digital Innovation Hubs Transforming Business and Marketing Collaboration, “Interdisciplinary Journal of Research and Development”, Vol. 11, No. 1, 2024, DOI: 10.56345/ijrdv11n1s136.
11. Asplund F., Macedo H.D., Sassanelli C., Problematizing the Service Portfolio of Digital Innovation Hubs, [In:] “Proceedings of the Smart and Sustainable Collaborative Networks 4.0”, Camarinha-Matos, L.M., Boucher, X.,
Afsarmanesh, H. (Eds.), Springer International Publishing: Cham, 2021, 433–440, DOI: 10.1007/978-3-030-85969-5_40.
12. Sassanelli C., Terzi S., Panetto H., Doumeingts G., Digital Innovation Hubs Supporting SMEs Digital Transformation, [In:] “Proceedings of the 2021 IEEE International Conference on Engineering, Technology and Innovation (ICE/ ITMC)”, 2021, DOI: 10.1109/ICE/ITMC52061.2021.9570273.
13. Akdil K.Y., Ustundag A., Cevikcan E., Maturity and Readiness Model for Industry 4.0 Strategy, [In:] “Industry 4.0: Managing The Digital Transformation”, Springer International Publishing: Cham, 2018, 61–94, DOI: 10.1007/978-3-319-57870-5_4.
14. Elhusseiny H.M., Crispim J., A Review of Industry 4.0 Maturity Models: Adoption of SMEs, The Manufacturing and Logistics Sectors, “Procedia Computer Science”, Vol. 219, 2023, 236–243, DOI: 10.1016/J.PROCS.2023.01.286.
15. Ostrowski A., RAMI 4.0 w Transformacji Cyfrowej Przedsiębiorstwa – Studium Przypadku. „E-mentor”, Vol. 93, No. 1, 2022, 54–63, DOI: 10.15219/EM93.1556.
16. Baptista L.F., Barata J., Piloting Industry 4.0 in SMEs with RAMI 4.0: An Enterprise Architecture Approach, “Procedia Computer Science”, Vol. 192, 2021, 2826–2835, DOI: 10.1016/j.procs.2021.09.053.
17. Fałkowski A., Gorynia M., Kuczewska J., Pietrusewicz K., Zagrożenia Związane z Wprowadzaniem Nowych Technologii Cyfrowych w Małych i Średnich Przedsiębiorstwach w Kontekście Bezpieczeństwa Państwa. Diagnoza i Rekomendacje, Polskie Wydawnictwo Ekonomiczne, Warszawa 2024, ISBN 978-83-208-2648-7.
18. Pietrusewicz K., Metamodelling for Design of Mechatronic and Cyber-Physical Systems, “Applied Sciences”, Vol. 9, No. 3, 2019, DOI: 10.3390/app9030376.
19. Kelly S., Tolvanen J.-P., Domain-Specific Modeling. Enabling Full Code Generation, John Wiley & Sons, 2008.
20. Tolvanen J.-P., MetaEdit+: Integrated Modeling and Metamodeling Environment for Domain-Specific Languages Companion to the 21st ACM SIGPLAN conference on Object-Oriented Programming Systems, Languages, and Applications – OOPSLA ’06, 2006, 690–691, DOI: 10.1145/1176617.1176676.
21. Djukic V., Tolvanen J.P., Domain-Specific Modeling in Document Engineering, “DocEng ‘21: Proceedings of the 21st ACM Symposium on Document Engineering”, 2021, DOI: 10.1145/3469096.3470949.
Inne źródła
22. Framework for the Evaluation of SME and Entrepreneurship Policies and Programmes 2023, OECD Studies on SMEs and Entrepreneurship, OECD, 2023, ISBN 9789264777651.
23. Schuh G., Anderl R., Gausemeier J., ten Hompel M., Wahlster W. (Eds. ), Industrie 4.0 Maturity Index. Acatech Study 2020.
24. Digitising European Industry – Reaping the Full Benefits of a Digital Single Market, 2016.
25. Kalpaka A., Sörvik J., Tasigiorgou A., Rissola G., Digital Innovation Hubs as Policy Instruments to Boost Digitalisation of SMEs, 2020, DOI: 10.2760/538258.
26. Program Ministra na lata 2019–2021 „Przemysł 4.0” (Dz.U. z 2018 r. poz. 141, z późn. zm.).
27. Rissola G., Sörvik J., Digital Innovation Hubs in Smart Specialisation Strategies, 2018, DOI: 10.2760/575863.
28. Program „Cyfrowa Europa”.
29. Bieliauskaite J., The Negotiations of the EU Budget 2021–2027: Take-Aways for Digital SMEs.
Emilia Mazgajczyk, Krzysztof
30. Konkurs – Wyłonienie polskich kandydatów na Europejskie Huby Innowacji Cyfrowych – krajowa preselekcja.
31. German Standardization Roadmap Industrie 4.0, [www.din.de].
32. Schweichhart K., Reference Architectural Model Industrie 4.0 (RAMI 4.0). An Introduction [www.plattform-i40.de].
33. RAMI Toolbox. Modelling Aid for the Reference Architectural Model Industry 4.0, [https://dsse.at/rami].
34. 7 kroków do zaawansowanej produkcji w fabryce przyszłości, Platforma Przemysłu Przyszłości, [https://przemyslprzyszlosci.gov.pl], 2020.
35. Skan Transformacji, Platforma Przemysłu Przyszłości, [https://przemyslprzyszlosci.gov.pl/formularze/skan-transformacji].
36. DMAT for SMEs – Guidance Material | European Digital Innovation Hubs Network, [https://european-digital-innovation-hubs.ec.europa.eu], 2023.
37. Open DMAT – Digital Maturity Assessment Tool | European Digital Innovation Hubs Network, [https://european-digital-innovation-hubs.ec.europa.eu].
38. Kalpaka A., Rissola G., De Nigris S., Nep elski D., Digital Maturity Assessment (DMA). Framework & Questionnaires for SMEs/PSOs. A Guidance Document for EDIHs, 2023.
39. Industry 4.0 Standards, [https://i40-tools.github.io/StandardOntologyVisualization/views/chart.html]
40. Słownik Przemysłu Przyszłości, E-Learning Przemysłu Przyszłości, [https://elearning.przemyslprzyszlosci.gov.pl/slownik-przemyslu-przyszlosci].
42. Wprowadzenie do 7 obszarów transformacji [https://przemyslprzyszlosci.gov.pl].
43. Fałkowski A., Gorynia M., Kuczewska J., Pietrusewicz K., Raport: Identyfikacja luki cyfrowej oraz zagrożeń wynikających z wprowadzania technologii cyfrowych do przedsiębiorstw, Platforma Przemysłu Przyszłości, [https:// przemyslprzyszlosci.gov.pl/raport-identyfikacja-luki-cyfrowej-oraz-zagrozen], 2024.
44. Fałkowski A., Gorynia M., Kuczewska J., Pietrusewicz K., Raport: Zagrożenia dla przedsiębiorstw sektora MŚP i interesu narodowego w erze cyfryzacji, Platforma Przemysłu Przyszłości, [https://przemyslprzyszlosci.gov.pl/raport-zagrozenia-dla-przedsiebiorstw-sektora-msp-i-interesunarodowego-w-erze-cyfryzacji], 2024.
45. Bo jar W., Burduk A., Dostatni E., Duda J., Jardzioch A., Macko M., Niewiadomski P., Oleszek S., Pietrusewicz K., Rojek I., Santarek K., Przemysł 4.0 w przedsiębiorstwach z branży motoryzacyjnej, stan obecny i perspektywy rozwoju, 2023, DOI: 10.24425/147337.
Digital Maturity in Mapping the European Digital Innovation Hub Services
Abstract: European Digital Innovation Hubs provide a one-stop shop for entrepreneurs to support their digital transformation. A key challenge remains the formulation of a coherent vision and roadmap to set the direction of the transformation. Digital maturity models are a tool for identifying insights into the health of an enterprise and setting a path or roadmap for digital implementation. Determining the strategy for the development of the enterprise is to carry out a digital maturity assessment carried out according to the Digital Maturity Assessment Tool model. The strategic step is to tailor an appropriate service package for the enterprise under study. The article demonstrates the impact of the DMAT analysis results on the service package offered by EDIH. An example of service package mapping for a selected SME manufacturing company is presented. A metamodel of a tool for simulating service packages provided by the EDIH network is discussed. The paper consists of five parts, an introduction and a conclusion. Parts 2. and 3. are devoted to EDIH hubs and the services they offer, targeting SMEs. Part 4. discusses maturity models specific to reference architecture models and the suitability of their use for maturity assessment. Part 5. presents the S(d)MART metamodel and Part 6. presents an example of how maturity assessment can be practically linked to the services or service packages offered by the EDIH. The final section concludes the paper.
Keywords: digital maturity, digital transformation, European Digital Innovation Hub, service portfolio, SMEs, process automation, S(d)MART, digital maturity, relationship management, metamodelling, modelling
dr inż. Emilia Mazgajczyk emilia.mazgajczyk@pwr.edu.pl
ORCID: 0000-0002-6194-32354
Absolwentka Wydziału Podstawowych Problemów Techniki Politechniki Wrocławskiej. W 2010 r. uzyskała tytuł magistra inżyniera na kierunku Inżynieria Biomedyczna. W 2017 r. obroniła pracę doktorską na Wydziale Mechanicznym w dyscyplinie mechanika i budowa maszyn. Od 2010 r. jest pracownikiem badawczo-dydaktycznym Politechniki Wrocławskiej. Zatrudniona w Katedrze Technologii Laserowych, Automatyzacji i Optymalizacji Produkcji, Centrum Zaawansowanych Systemów Wytwórczych – CAMT, ośrodku skupiającym się na najnowszych trendach technologicznych, systemach wytwórczych i informatycznych. Realizuje działalność dydaktyczną w zakresie inżynierii produkcji, analizy i optymalizacji procesów wytwórczych, metod zarządzania oraz nowych trendów w p rzemyśle produkcyjnym i usługowym. W ramach swoich zainteresowań nieustannie zwiększa doświadczenia związane z cyfrową transformacją przedsiębiorstw, rozwojem i wdrażaniem innowacyjnych technologii oraz ewolucją modeli biznesowych. Specjalizuje się w ocenie dojrzałości cyfrowej firm z sektora MŚP. Jednocześnie rozwija wiedzę w zakresie technologii przyrostowych i ich wykorzystania w medycynie oraz przemyśle. Ostatnie lata nierozerwalnie związana z uruchomieniem i realizacją Europejskiego Hubu Innowacji Cyfrowych we Wrocławiu o nazwie WRO4digITal EDIH Wrocław, gdzie pełni funkcję Kierownika Projektu, zajmując się jednocześnie szeroko zakrojonym cyfrowym rozwojem przedsiębiorstw.
dr hab. inż. Krzysztof Pietrusewicz, prof. ZUT krzysztof.pietrusewicz@zut.edu.pl
ORCID: 0000-0001-6369-7413
Od 2005 r. pracownik Wydziału Elektrycznego Zachodniopomorskiego Uniwersytetu Technologicznego w Szczecinie, naukowo i dydaktycznie związany z modelowaniem i metamodelowaniem oraz symulacją komputerowej systemów cyberfizycznych jak również projektowania systemów bezpiecznych funkcjonalnie w przemyśle maszynowym i motoryzacyjnym. Od 2012 r. doktor habilitowany nauk technicznych w dyscyplinie automatyka, elektronika i elektrotechnika. W latach 2019–24 pełnił funkcję prorektora do spraw organizacji i rozwoju. Aktualnie prorektor ds. organizacji i współpracy z gospodarką. Ekspert w dziedzinie standaryzacji i normalizacji w kontekście Przemysłu 4.0, nowych modeli biznesowych, oprogramowania do prototypowania i wprowadzania produktów na rynek. Trener doradców metody ADMA. Doradca i audytor metody ADMA. Od początku istnienia Fundacji ekspert Platformy Przemysłu Przyszłości.
mgr inż. Krzysztof Kujawski krzysztof.kujawski@zut.edu.pl
ORCID: 0000-0003-4231-9266
Absolwent Wydziału Elektrycznego Politechniki Szczecińskiej. W 2006 r. uzyskał tytuł magistra inżyniera na kierunku Elektronika i telekomunikacja. Od 1999 r. zajmuje się projektowaniem i tworzeniem aplikacji internetowych. Pierwsze doświadczenia w tej dziedzinie zdobywał w największej organizacji młodzieżowej w Polsce –Związku Harcerstwa Polskiego. Na okresie 25 lat tworzył rozwiązania internetowe dla wielu firm i organizacji. W ostatnich latach skupia się na optymalizacji i automatyzacji procesów z wykorzystaniem rozbudowanych modeli danych w aplikacjach webowych i na szybkim prototypowaniu systemów informatycznych dedykowanych zarządzaniu i sytuacjom kryzysowym. Oprócz działalności prowadzonej poza uczelnią, od 2006 r. jest pracownikiem Zachodniopomorskiego Uniwersytetu Technologicznego w Szczecinie, pełniąc funkcję Pełnomocnika Rektora ds. informatyzacji procesów.
Informacje dla Autorów
Za artykuł naukowy – zgodnie z Komunikatem Ministra Nauki i Szkolnictwa Wyższego z dnia 29 maja 2013 r. w sprawie kryteriów i trybu oceny czasopism naukowych – należy rozumieć artykuł prezentujący wyniki oryginalnych badań o charakterze empirycznym, teoretycznym, technicznym lub analitycznym zawierający tytuł publikacji, nazwiska i imiona autorów wraz z ich afiliacją i przedstawiający obecny stan wiedzy, metodykę badań, przebieg procesu badawczego, jego wyniki oraz wnioski, z przytoczeniem cytowanej literatury (bibliografię). Do artykułów naukowych zalicza się także opublikowane w czasopismach naukowych opracowania o charakterze monograficznym, polemicznym lub przeglądowym, jak również glosy lub komentarze prawnicze.
Wskazówki dla Autorów przygotowujących artykuły naukowe do publikacji
Artykuły naukowe zgłoszone do publikacji w kwartalniku naukowotechnicznym Pomiary Automatyka Robotyka powinny spełniać następujące kryteria formalne: – t ytuł artykułu (nieprzekraczający 80 znaków) w języku polskim oraz angielskim,
– imię i nazwisko Autora/Autorów, adres e-mail, afiliacja (instytucja publiczna, uczelnia, zakład pracy, adres), – s treszczenie artykułu (o objętości 150–200 słów) w języku polskim oraz angielskim, – s łowa kluczowe (5–8 haseł) w języku polskim oraz w języku angielskim angielskim,
– z asadnicza część artykułu – w języku polskim (lub w j. angielskim), – podpisy pod rysunkami w języku polskim oraz w języku angielskim, – t ytuły tabel w języku polski oraz w języku angielskim, – ilustracje/grafika/zdjęcia jako osobne pliki w formacie .eps, .cdr, .jpg lub .tiff, w rozdzielczości min. 300 dpi, min. 1000 pikseli szerokości, opisane zgodnie z numeracją grafiki w tekście.
Artykuł powinien mieć objętość równą co najmniej 0,6 arkusza wydawniczego, nie powinien przekraczać objętości 1 arkusza wydawniczego (40 000 znaków ze spacjami lub 3000 cm2 ilustracji, wzorów), co daje ok. 8 stron złożonego tekstu. W przypadku artykułów przekraczających tę objętość sugerowany jest podział na części. Nie drukujemy komunikatów!
Do artykułu muszą być dołączone notki biograficzne wszystkich Autorów (w języku artykułu) o objętości
500–750 znaków oraz ich aktualne fotografie.
Redakcja zastrzega sobie prawo dokonywania skrótów, korekty językowej i stylistycznej oraz zmian terminologicznych.
Przed publikacją autorzy akceptują końcową postać artykułu.
System recenzencki PAR
Redakcja przyjmuje wyłącznie artykuły oryginalne, wcześniej niepublikowane w innych czasopismach, które przeszły etap weryfikacji redakcyjnej
Autorzy ponoszą całkowitą odpowiedzialność za treść artykułu. Autorzy materiałów nadesłanych do publikacji są odpowiedzialni za przestrzeganie prawa autorskiego. Zarówno treść pracy, jak i zawarte w niej ilustracje, zdjęcia i tabele muszą stanowić dorobek własny Autora, w przeciwnym razie muszą być opisane zgodnie z zasadami cytowania, z powołaniem się na źródło.
Oddaliśmy do dyspozycji Autorów i Recenzentów System Recenzencki, który gwarantuje realizację tzw. podwójnie ślepej recenzji. Przesyłając artykuł do recenzji należy usunąć wszelkie elementy wskazujące na pochodzenie artykułu – dane Autorów, ich afiliację, notki biograficzne.
Dopiero po recenzji i poprawkach sugerowanych przez Recenzentów artykuł jest formatowany zgodnie z przyjętymi zasadami. W przypadku zauważonych problemów, prosimy o kontakt z Redakcją.
Kwartalnik naukowotechniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984, Unikatowy Identyfikator Czasopisma 200205). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Oświadczenie dotyczące jawności informacji o podmiotach przyczyniających się do powstania publikacji
Redakcja kwartalnika naukowotechnicznego Pomiary Automatyka Robotyka , wdrażając politykę Ministra Nauki i Szkolnictwa Wyższego odnoszącą się do dokumentowania etycznego działania Autorów, wymaga od Autora/Autorów artykułów podpisania przed przyjęciem artykułu do druku druku w kwartalniku oświadczenia zawierającego:
1. i nformację o udziale merytorycznym każdego wymieniowego Autora w przygotowaniu publikacji –celem jest wykluczenie przypadków tzw. „guest authorship”, tj. dopisywania do listy Autorów publikacji nazwisk osób, których udział w powstaniu publikacji był znikomy albo w ogóle nie miał miejsca.
2. i nformację o uwzględnieniu w publikacji wszystkich osób, które miały istotny wpływ na jej powstanie – celem jest: – p otwierdzenie, że wszystkie osoby mające udział w powstaniu pracy zostały uwzględnione albo jako współautorzy albo jako osoby, którym autor/autorzy dziękują za pomoc przy opracowaniu publikacji, – p otwierdzenie, że nie występuje przypadek „ghostwriting”, tzn. nie występuje sytuacja, w której osoba wnosząca znaczny wkład w powstanie artykułu nie została wymieniona jako współautor ani nie wymieniono jej roli w podziękowaniach, natomiast przypisano autorstwo osobie, która nie wniosła istotnego wkładu w opracowanie publikacji;
3. informację o źródłach finansowania badań, których wyniki są przedmiotem publikacji – w przypadku finansowania publikacji przez instytucje naukowo-badawcze, stowarzyszenia lub inne podmioty, wymagane jest podanie informacji o źródle środków pieniężnych, tzw. „financial disclosure” – jest to informacja obligatoryjna, nie koliduje ze zwyczajowym zamieszczaniem na końcu publikacji informacji lub podziękowania za finansowanie badań.
Umowa o nieodpłatne przeniesienie praw majątkowych do utworów z zobowiązaniem do udzielania licencji CC-BY
Z chwilą przyjęcia artykułu do publikacji następuje przeniesienie majątkowych praw autorskich na wydawcę. Umowa jest podpisywana przed przekazaniem artykułu do recenzji. W przypadku negatywnych recenzji i odrzucenia artykułu umowa ulega rozwiązaniu.
Redakcja na mocy udzielonej licencji ma prawo do korzystania z utworu, rozporządzania nim i udostępniania dowolną techniką, w tym też elektroniczną oraz ma prawo do rozpowszechniania go dowolnymi kanałami dystrybucyjnymi.
Zapraszamy do współpracy
Poza artykułami naukowymi publikujemy również materiały informujące o aktualnych wydarzeniach, jak konferencje, obronione doktoraty, habilitacje, uzyskane profesury, a także o realizowanych projektach, konkursach – słowem, o wszystkim, co może interesować i integrować środowisko naukowe. Zapraszamy do recenzowania/ polecania ciekawych i wartościowych książek naukowych.
Podczas cytowania artykułów publikowanych w kwartalniku naukowo-technicznym
Pomiary Automatyka Robotyka prosimy o podawanie nazwisk wszystkich autorów, pełną nazwę czasopisma oraz numer DOI, np.:
LeszekTrybus, Andrzej Bożek, 2DOF PID for Current Driven Servo, „Pomiary Automatyka Robotyka”, ISSN 1427-9126, R. 28, Nr 4/2024, 5–12, DOI: 10.14313/PAR_254/5.
www.par.pl
www.jamris.org www.automatykaonline.pl/automatyka
REPOZYTORIUM ROBOTYKI
Podsumowanie pięciu dekad rozwoju robotyki i dziedzin pokrewnych w zdigitalizowanej formie.
Przeszłość i teraźniejszość w jednej interaktywnej bazie wiedzy.
Podsumowanie pięciu dekad rozwoju robotyki i dziedzin pokrewnych w zdigitalizowanej formie.
Bezpłatny dostęp do zgromadzonych w Łukasiewicz – PIAP prac naukowych, badawczych i rozwojowych, a także raportów z badań, opisów projektów i filmów z wdrożeń.
Przeszłość i teraźniejszość w jednej interaktywnej bazie wiedzy.
Bezpłatny dostęp do zgromadzonych w Łukasiewicz – PIAP prac naukowych, badawczych i rozwojowych, a także raportów z badań, opisów projektów i filmów z wdrożeń.
65
73
79
Kamil Kępski, Paweł Dworak, Daniel Figurowski
Tension Control: Open-Loop Torque Control in Material Unwinding Process
Mateusz Salach, Marcin Hubacz, Bartosz Trybus, Bartosz Pawłowicz, Chmurowy system sterowania urządzeń pralniczych z wykorzystaniem tekstroniki
Łukasz Zawarczyński
Identyfikacja parametryczna nieliniowych i liniowych modeli matematycznych silnika BLDC
Kacper Moździerz, Krzysztof Kołek
87
97
103
111
Modelowanie oraz sterowanie temperaturą wewnątrz budynku użyteczności publicznej
Paweł Rotter, Maciej Klemiato, Dawid Knapik, Maciej Rosół, Grzegorz Putynkowski Modułowy system wieloaspektowej optycznej kontroli jakości elementów polimerowych
Piotr Gazda, Paweł Rękas, Paweł Frydrych, Paweł Nowak, Michał Nowicki, Roman Szewczyk Investigation of the Metrological Properties of Magnetic Field Sensors Used in Popular Smartphones for the Shoe Size Determination System
Janusz Kobaka, Jacek Katzer, Machi Zawidzki Zastosowanie dwóch technik pomiarowych do oceny struktury wewnętrznej fibrobetonu
117
125
Zbigniew Juzoń, Jarosław Wikarek, Paweł Sitek Zastosowanie architektury korporacyjnej do analizy i optymalizacji sterowania produkcją
Emilia Mazgajczyk, Krzysztof Pietrusewicz, Krzysztof Kujawski Dojrzałość cyfrowa w mapowaniu usług Europejskiego Hubu Innowacji Cyfrowych