Pomiar poziomu i ciśnienia w każdych warunkach procesowych

Proces produkcji paliw syntetycznych pod kontrolą czujników VEGA. Case study na str. 52
77239210540 34 0 CENA 19,99 ZŁ (W TYM 8 % VAT) AUTOMATYKA ISSN 2392-1056 INDEKS 403024 AUTOMATYKAONLINE.PL 4/2024 TEMAT NUMERU Przemysł 4.0 PRAWO I NORMY 60 Akt w sprawie sztucznej inteligencji SPRZĘT I APARATURA 40 Sterowniki programowalne ROZMOWA 24
www.vega.com
9
Tomasz Michalski, Pepperl+Fuchs

Przyssawki próżniowe i akcesoria


Nowa grupa produktowa, oferująca szeroki wybór elementów techniki próżniowej
• Przyssawki próżniowe z gumy lub silikonu: płaskie, mieszkowe, okrągłe, owalne
• Przyssawki specjalistyczne o wysokiej przyczepności lub wulkanizowane
• Kompensatory do przyssawek: sprężynowe oraz stałe
• Adaptery do przyssawek, umożliwiające zmianę gwintu na inny











ELESA+GANTER jest międzynarodową spółką, oferującą najszerszy na rynku zakres standardowych elementów do maszyn i urządzeń przemysłowych. Dla firmy najwyższym priorytetem jest jakość, którą gwarantuje: wysoka niezawodność, perfekcyjna funkcjonalność oraz unikalne wzornictwo oferowanych produktów.
elesa-ganter.pl
elesa-ganter.pl

Małgorzata Kaliczyńska redaktor naczelna
Szanowni Państwo,
zapraszamy do zapoznania się ze stałymi formatami naszego miesięcznika. Obydwa materiały redakcyjne – Temat numeru oraz Przegląd sprzętu i aparatury – podejmują tematykę wielokrotnie pojawiającą się na naszych łamach. Mimo to opisywane rozwiązania znacznie różnią się od tych sprzed kilku czy kilkunastu miesięcy. Przemysł 4.0 coraz częściej ustępuje koncepcji Przemysłu 5.0, gdzie zakłada się coraz większą integrację i współdziałanie między człowiekiem a maszynami i systemami stosowanymi w procesach produkcyjnych. W koncepcji tej człowiek oraz maszyny sterowane przez sztuczną inteligencję mają tworzyć jedną funkcjonalną całość. W Przemyśle 5.0 to czynnik ludzki zyskuje na znaczeniu i staje się centralnym elementem procesu produkcyjnego. Omawiane w drugim artykule redakcyjnym rozwiązania to znane od lat sterowniki programowalne. Wciąż są podstawowymi komponentami systemów sterowania w automatyce przemysłowej. Mimo rozwoju i popularyzacji bardziej zaawansowanych urządzeń, np. komputerów przemysłowych, pozycja sterowników programowalnych wydaje się być niezagrożona, a one same wciąż ewoluują i dostosowują się do postępu technologicznego, m.in. przez zwiększanie wydajności.
Jak w każdym numerze polecamy rozmowę, tym razem odpowiedzi na pytania udziela Tomasz Michalski, dyrektor sprzedaży i marketingu firmy Pepperl+Fuchs. Z okazji jubileuszu 15 lat działalności firmy na polskim rynku rozmawiamy o rozwoju firmy, sukcesach i dostępnych rozwiązaniach.
Stałym Czytelnikom działu Prawo i normy polecamy artykuł, w którym kontynuowana jest tematyka przepisów dotyczących sztucznej inteligencji (Akt o sztucznej inteligencji – AI Act). 13 marca 2024 r. Parlament Europejski przyjął tekst rozporządzenia ustanawiającego zharmonizowane przepisy. Dokument ten zawiera m.in. prawną definicję systemu AI.
Gorąco zapraszam do lektury!
4 AUTOMATYKA OD REDAKCJI


Ekosystem MATCH
Ekosystém MATCH
+ System dla robotów o lekkiej konstrukcji, cobotów i robotów konwencjonalnych
+ Systém pre roboty ľahkej konštrukcie, koboty a konvenčné roboty
+ Automatizovaná výmena v zariadení
+ Zautomatyzowana wymiana w zakładzie
+ Manuálna výmena s funkciou Easy-Click
+ Ręczna wymiana z funkcją Easy-Click
+ Bardzo różnorodny wybór efektorów końcowych
+ Veľmi rozmanitý výber koncových efektorov
+ Dlhá životnosť, aj v automatizovanej trvalej prevádzke
+ Długa żywotność, także w zautomatyzowanej pracy
+ Kombinované využitie hlavných manipulačných technológií (vákuové a mechanické uchopovanie)
+ Łączne wykorzystanie głównych manipulatorów technologii (chwytanie próżniowe i mechaniczne)
THE KNOW-HOW FACTORY
THE KNOW-HOW FACTORY



www.zimmer-group.com
KAŻDY ROBOT. KAŻDY CHWYTAK. DOWOLNY EFEKTOR KOŃCOWY.
REDAKTOR NACZELNA
Małgorzata Kaliczyńska
tel. 22 874 01 46 malgorzata.kaliczynska@piap.lukasiewicz.gov.pl
ZASTĘPCA REDAKTOR NACZELNEJ
Urszula Chojnacka
tel. 22 874 01 85 urszula.chojnacka@piap.lukasiewicz.gov.pl
REDAKCJA MERYTORYCZNA
Małgorzata Kaliczyńska
REDAKCJA TEMATYCZNA
Sylwia Batorska
tel. 22 874 00 60 sylwia.batorska@piap.lukasiewicz.gov.pl
WSPÓŁPRACA REDAKCYJNA
Marcin Bieńkowski, Jolanta Górska-Szkaradek, Agnieszka Staniszewska, Damian Żabicki
MARKETING I REKLAMA
Jolanta Górska-Szkaradek – menedżer tel. 22 874 01 91 jolanta.gorska-szkaradek@piap.lukasiewicz.gov.pl
PRENUMERATA I KOLPORTAŻ
Ewa Markowska
tel. 22 874 03 71 ewa.markowska@piap.lukasiewicz.gov.pl
SKŁAD I REDAKCJA TECHNICZNA
Ewa Markowska
KOREKTA
Ewa Markowska
DRUK
Drukarnia „PAPER & TINTA”
Barbara Tokłowska Sp. K. Nakład: 4000 egzemplarzy
REDAKCJA
Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 874 01 46, fax 22 874 02 20 automatyka@piap.lukasiewicz.gov.pl www.AutomatykaOnline.pl
WYDAWCA
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
Szczegółowe warunki prenumeraty wraz z cennikiem dostępne są na stronie automatykaonline.pl/prenumerata.
Redakcja zastrzega sobie prawo do skracania i modyfikacji nadesłanych materiałów oraz nie ponosi odpowiedzialności za treść reklam i materiałów promocyjnych.

INNOWACJE, ROZWÓJ, ZAANGAŻOWANIE
15 lat Pepperl+Fuchs na polskim rynku
Z okazji jubileuszu działalności firmy Pepperl+Fuchs na polskim rynku rozmawiamy z Tomaszem Michalskim, dyrektorem sprzedaży i marketingu o rozwoju firmy, sukcesach i dostępnych rozwiązaniach.
6 AUTOMATYKA SPIS TREŚCI Z
8 PRODUKTY 16 ROZMOWA Innowacje, rozwój, zaangażowanie 24 15 lat Pepperl+Fuchs na polskim rynku Rozmowa z Tomaszem Michalskim, dyrektorem sprzedaży i marketingu, o rozwoju firmy, sukcesach i dostępnych rozwiązaniach.
Współczesne oblicze Przemysłu 4.0 28 Przyszłość produkcji pod znakiem cyfryzacji i zrównoważonego rozwoju 34 AVEVA PI System w polskiej dystrybucji ASTOR 35 ZiMo – elastyczna komórka robota 36
BRANŻY
TEMAT NUMERU
24

28
4.0 nie kryją się tylko i wyłącznie cyfryzacja i automatyzacja procesów wytwórczych, jak było to pierwotnie rozumiane w chwili wprowadzenia tej koncepcji w życie w 2011 r., ale również cyfrowe sterowanie procesami, coraz częściej za pomocą sztucznej inteligencji. Przyjrzyjmy się zatem, w jakim momencie cyfrowej transformacji przemysłu obecnie się znajdujemy i w którą stronę podążać będą cyfrowe procesy przemysłowe.

40 STEROWNIKI PROGRAMOWALNE
Sterowniki programowalne stanowią podstawowe komponenty systemów sterowania w automatyce przemysłowej. Mimo rozwoju i popularyzacji bardziej zaawansowanych urządzeń, czyli komputerów przemysłowych, pozycja sterowników programowalnych wydaje się być niezagrożona, a one same wciąż ewoluują i dostosowują się do postępu technologicznego, np. przez zwiększanie wydajności. Dzięki swojej elastyczności sterowniki programowalne znajdują szerokie zastosowanie we wszystkich gałęziach przemysłu, a także w automatyce budynkowej, energetyce i transporcie.
7 4/2024 SPIS TREŚCI Chmurowe przetwarzanie danych zwiększa potencjał produkcji 38 PRZEGLĄD SPRZĘTU I APARATURY Sterowniki programowalne 40 Sterowniki programowalne w zastosowaniach Przemysłu 4.0 46 PACSystems CPL410 – kontroler i komputer w jednym 50 APLIKACJE Proces produkcji paliw syntetycznych pod kontrolą czujników VEGA 52 Case study firmy BSK-TECH 55 Elementy Elesa+Ganter w urządzeniu do nakładania kleju na ekstrudowany gumowy profil RYNEK Ergonomiczne drukarki usprawniają produkcję 58 PRAWO I NORMY Akt w sprawie sztucznej inteligencji 60 Pierwszy kompleksowy akt prawny UE regulujący stosowanie systemów AI BIBLIOTEKA 64 WSPÓŁPRACA 65 LUDZIE Piotr Adamczyk, dyrektor Działu Rozwoju Sprzedaży w Linii Biznesowej Automatyzacja, ASTOR 66
WSPÓŁCZESNE OBLICZE PRZEMYSŁU 4.0 Koncepcja i realizacja sposobów wdrożenia nowoczesnych technologii wciąż ewoluują. Obecnie
pojęciem Przemysłu
pod
KALENDARIUM
4/2024
23-25.04 Poznań
Międzynarodowe Targi Energetyki Expopower www.expopower.pl
23-25.04 Poznań
Międzynarodowe Targi Energii Odnawialnej Greenpower www.greenpower.mtp.pl
24-25.04 Poznań Środkowoeuropejskie Forum Technologii Wodorowych www.h2poland.com.pl
5/2024
8.05 on-line
Ogólnopolska Konferencja Naukowo-Techniczna Energia dziś i jutro www.konferencjebranżowe.pl
14.05 Kraków
Konferencja Niezawodność i utrzymanie ruchu w zakładach produkcyjnych www.axonmedia.pl
14–16.05 Nadarzyn
Targi Warsaw Industry Automatica www.automaticaexpo.com
15–16.05 Poznań
Konferencja Impact’24 www.impactcee.com/pl
6/2024
4–7.06 Poznań
Targi ITM Industry Europe www.itm-europe.pl
4–7.06 Poznań
Targi Logistyki, Magazynowania i Transportu Modernlog www.modernlog.pl
4–7.06 Poznań
Targi Kooperacji Przemysłowej Subcontracting www.subcontracting.pl

2 mln euro otrzymają polskie zespoły na realizację badań w ramach konkursu M-ERA.NET Call 2023 na międzynarodowe projekty dotyczące nauki o materiałach i inżynierii materiałowej. Z udziałem naukowców z naszego kraju realizowanych będzie dziewięć projektów. Organizatorem konkursu jest sieć M-ERA.NET 3, której członkiem jest Narodowe Centrum Nauki (NCN). Finansowanie w ramach konkursu M-ERA.NET Call 2023 otrzyma łącznie 15 projektów z udziałem naukowców z Polski –poza dziewięcioma finansowanymi przez NCN będzie to sześć projektów,
które sfinansuje Narodowe Centrum Badań i Rozwoju (NCBR). W konkursie zostały złożone 382 wnioski wstępne, a następnie 109 wniosków pełnych. Finansowanie w wysokości 44 mln euro otrzymały ostatecznie 43 międzynarodowe projekty badawcze angażujące 205 zespołów. 5 marca 2024 r. został otwarty nabór wniosków do kolejnej edycji konkursu – M-ERA.NET 3 Call 2024. NCN i NCBR zachęcają badaczki i badaczy zajmujących się naukami o materiałach i inżynierią materiałową do udziału w konkursie. Źródło: Polska Agencja Prasowa
58 % decydentów z branży magazynowej planuje wdrożyć technologię identyfikacji radiowej do 2028 r., w formie stacjonarnych, pasywnych lub ręcznych czytników RFID i stacjonarnych rozwiązań do skanowania przemysłowego. Takie wnioski płyną z badania Global Warehousing Study, zrealizowanego przez firmę Zebra Technologies, dostarczającą rozwiązania c yfrowe dla przedsiębiorstw. Inwestycje mają pomóc zwiększyć widoczność zasobów i zmniejszyć braki magazynowe, śledzić zasoby i towary w całym środowi-

sku magazynowym z większą dokładnością, a także poprawić efektywność pracowników.
94 % europejskich decydentów z branży logistyki magazynowej (91 % na całym świecie) spodzie wa się wykorzystania technologii RFID w celu zwiększenia kontroli nad łańcuchem dostaw w ciągu najbliższych pięciu lat. Badanie wykazało, że 74 % europejskich decydentów magazynowych (73 % na całym świecie) przyspieszyło lub przyspieszy realizację projektów modernizacyjnych. Powinno to pomóc w zarządzaniu zwrotami, które stało się największym wyzwaniem operacyjnym wymienianym przez prawie połowę ankietowanych decydentów – mamy tu wzrost o 10 punktów procentowych rok do roku. W Europie odsetek ten wynosi 43 %, co oznacza wzrost o 12 punktów procentowych.
Źródło: Zebra Technologies
Z BRANŻY 8 AUTOMATYKA
2 MLN EURO NA REALIZACJĘ
ZESPOŁY Z POLSKI OTRZYMAJĄ
BADAŃ
KIEROWNICY MAGAZYNÓW STAWIAJĄ NA TECHNOLOGIĘ RFID
DANFOSS NOTUJE DOBRE WYNIKI MIMO ZAWIROWAŃ
W GOSPODARCE ŚWIATOWEJ
Firma Danfoss ma powody do zadowolenia – mimo obniżonego tempa wzrostu na rynkach światowych w 2023 r., zwiększyła zysk netto o 20 %, do poziomu 819 mln euro. Spółka kontynuowała rozwój, m.in. przez inwestycje ukierunkowane na poszerzenie oferty czy wdrożenie strategii zielonego rozwoju –Core & Clear 2025. Inwestycje w prace badawczo-rozwojowe zwiększono o 7 %, do 487 mln euro. – Wkraczamy w nową erę, w której system energetyczny będzie elektryczny, a poprawa efektywności energetycznej maszyn, infrastruktury i przemysłu ma kluczowe znaczenie dla zapewnienia opłacalnej, bezpiecznej i niskoemisyjnej przyszłości. W 2023 r kontynuowaliśmy odważne inwestycje w poszerzenie oferty obejmującej konkurencyjne i innowacyjne rozwiązania dla głównej gałęzi naszego biznesu oraz sektorów odznaczających się możliwo-

ściami szybkiego rozwoju, takich jak centra danych, elektryfikacja, systemy grzejne, pojazdy drogowe i pozadrogowe, jak również jednostki pływające czy produkcja wodoru – mówi Kim Fausing, prezes i CEO Danfoss. Po nabyciu Eaton Hydraulics w 2021 r. firma uzyskała pozycję lidera w sektorze hydrauliki mobilnej i przemysłowej, a dzięki nabyciu BOCK
Compressors w 2023 r. może pochwalić się jednym z najbardziej kompletnych portfolio sprężarek w przemyśle chłodniczym.
Źródło: Danfoss
FIRMA PILZ I URZĄD TRAFIKVERKET WSPÓŁPRACUJĄ
PRZY CYFRYZACJI SZWEDZKICH KOLEI
Zarządzający szwedzką infrastrukturą kolejową tamtejszy urząd ds. transportu Trafikverket przyznał firmie Pilz kontrakt na modernizację infrastruktury komunikacyjnej wykorzystywanej w ramach ogólnokrajowej sieci kolejowej. Szwedzki urząd postanowił sięgnąć po innowacyjne rozwiązanie Pilz w ramach swojego projektu „Bezpieczna technologia sterowania dla szwedzkiej sieci kolejowej”. Celem przedsięwzięcia jest przeprowadzenie stopniowej cyfrowej transformacji infrastruktury kolejowej. Jako właściciel i operator większości sieci kolejowej w Szwecji urząd zarządza torowiskami o łącznej długości 14 200 km.

Pilz wygrał przetarg zorganizowany przez Trafikverket i podpisał kontrakt na modernizację infrastruktury komuni-
kacyjnej wchodzącej w skład ogólnokrajowej sieci kolejowej. W oparciu o sterownik bezpieczeństwa firmy Pilz transfer danych zostanie przeniesiony z analogowej technologii miedzianej na wydajniejszą i bardziej niezawodną technologię światłowodową. W przyszłości system sterowania ruchem kolejowym firmy Pilz przejmie komunikację między nastawnicami a szafami sterowniczymi w oparciu o bezpieczną sieć Ethernet SafetyNET p, w ramach której cyfrowe sygnały wejść/ wyjść będą przesyłane za pośrednictwem połączeń światłowodowych na duże odległości. Rozwiązanie gwarantuje też spełnienie wymagań bezpiecznej obsługi zgodnie z normami SIL4 i EN 50126. Źródło: Pilz
CAPGEMINI I UNITY ZACIEŚNIAJĄ PARTNERSTWO

Capgemini – globalny lider w dziedzinie konsultingu, usług t echnologicznych i transformacji c yfrowej oraz Unity –wiodąca na świecie platforma do tworzenia i rozwijania treści w czasie rzeczywistym (RT3D – Real Time 3D) rozszerzyły swój strategiczny sojusz. Zgodnie z umową zespół Unity Digital Twin Professional Ser vices przejdzie w struktury Capgemini, tworząc jedną z największych grup programistów korporacyjnych Unity na świecie. Transakcja przyspieszy wdrożenie na rynku oprogramowania do wizualizacji 3D w czasie rzeczywistym do przemysłowych zastosowań cyfrowych bliźniaków. Umożliwi użytkownikom końcowym wyobrażenie sobie, zrozumienie i interakcję z systemami fizycznymi – co jest kluczowym czynnikiem rozwoju inteligentnego przemysłu.
W ciągu ostatnich pięciu lat zespół Digital Twin Professional Services firmy Unity współpracował z wieloma firmami przy opracowywaniu rozwiązań 3D w czasie rzeczywistym w celu poprawy wyników biznesowych. Umowa rozszerzy zasięg i skalę oprogramowania Unity za pośrednictwem Capgemini, umożliwiając większej liczbie organizacji dalsze przesuwanie granic tej technologii poprzez przyspieszenie, przyjęcie i zastosowanie RT3D do tworzenia i skalowania immersyjnych doświadczeń. Transakcja ma zostać sfinalizowana w drugim kwartale 2024 r. Źródło: Capgemini
Z BRANŻY 9 4/2024
TECHNOLOGIE SYMULACYJNE WSPIERAJĄ ROZWÓJ ELEKTRYCZNYCH SAMOLOTÓW

Firma Embraer wybrała technologię symulacyjną
Dassault Systèmes do symulacji, analizy i testowania elektrycznego samolotu pionowego startu i lądowania (eVTOL) od Eve Air Mobility. Aplikacja SIMULIA
PowerFLOW Dassault Systèmes zapewniła możliwość symulacji dynamiki płynów, co pozwoliło ocenić rzeczywiste warunki pracy. Umożliwiło to inżynierom Embraer i Eve ocenę lotu samolotu i przetestowanie emisji wydawanego przez maszynę dźwięku. – Jedną z głównych zalet samolotów eVTOL jest fakt, że są zasilane elektrycznie, dzięki czemu stanowią bardziej zrównoważoną alternatywę dla samolotów z napędem
spalinowym. Jednocześnie to maszyny przeznaczone do eksploatacji w obszarach miejskich, dlatego redukcja hałasu jest kluczowym aspektem przy ich projektowaniu.
Aplikacje SIMULIA pozwalające na symulację dynamiki płynów umożliwią firmom Embraer i Eve optymalizację najbardziej kluczowych części ich samolotów eVTOL w środowisku wirtualnym – mówi David Ziegler, wiceprezes Aerospace & Defense Industry w Dassault Systèmes.
W lipcu 2023 r. Embraer i Eve poinformowały, że pierwszy zakład produkcyjny Eve eVTOL będzie zlokalizowany w mieście Taubaté, w stanie São Paulo w Brazylii. Firma rozpoczęła montaż swojego pier wszego pełnowymiarowego prototypu eVTOL, a w 2024 r. planuje przeprowadzić testy. Dostawy eVTOL Eve mają rozpocząć się w 2026 r.
Źródło: Dassault Systèmes, foto: pixabay
PRZYGOTOWANIA DO WDROŻENIA UNIJNYCH REGULACJI
W ZAKRESIE ESG
Firmy mają coraz mniej czasu na podjęcie działań związanych ze zmianami klimatycznymi – w tym roku będą musiały określić swoją emisję CO₂. Unia Europejska w odpowiedzi na presję klimatyczną kładzie szczególny nacisk na ulepszenie sprawozdawczości w zakresie ESG, a tym samym na wdrażanie unijnej dyrektywy CSRD (Corporate Sustainability Reporting Directive). W perspektywie najbliższych miesięcy spełnienie nowych wymogów w zakresie sprawozdawczości stanie się dla spółek objętych obowiązkiem raportowania niemałym wyzwaniem. Dyrektywa zobowiązuje przedsiębiorstwa do raportowania nie tylko swojej własnej działalności, ale także działań podmiotów w łańcuchach dostaw. Oznacza to, że firmy muszą inwestować więcej zasobów w relacje ze swoimi dostawcami i uwzględniać

ocenę r yzyka związaną ze zrównoważonym rozwojem w swoich decyzjach zakupowych. Istnieje kilka czynników, które firmy powinny ocenić, m.in.: wykorzystanie metali ziem rzadkich, przyczynianie się do wylesiania i relacje z firmami w krajach, w których łamane są prawa człowieka.
Analiza Deloitte wskazuje, że CSRD będzie mieć wpływ na większość branż, zobowiązując przedsiębiorstwa do śledzenia emisji i raportowania celów redukcyjnych. W związku z tym firmy będą musiały zgłaszać dane dotyczące emisji importowanych produktów wysokoemisyjnych, takich jak aluminium, stal czy cement. Co istotne, od 2026 r. będą one objęte podatkiem od zawartości węgla. Źródło: Deloitte
INSELL IMPLEMENTUJE SYSTEM ERP XL
Firma Insell, prowadząca w Łodzi największy skład kabli i przewodów elektrycznych w Polsce, zdecydowała się wdrożyć nowoczesny system do zarządzania biznesem – ERP XL Comarch. Spółka sukcesywnie poszerza ofertę, rozbudowuje sieć dystrybucji, wchodzi na rynki zagraniczne, zatrudnia nowych pracowników i zwiększa obroty. Aby utrzymać ten rozwój, potrzebny jest system, który będzie odpowiedzialny nie tylko za sprawne zarządzanie, ale także za dystrybucję informacji w całej firmie (12 oddziałów i osiem biur handlowych w całej Polsce). Ma nim być program do zarządzania produkcją Comarch ERP XL.
Jednym z powodów wdrożenia systemu ERP jest chęć usprawnienia wystawiania dokumentów WZ. Z magazynu centralnego w Łodzi takie dokumenty wystawia 80 handlowców z całego kraju. Standardowy sposób wystawiania dokumentów zwrotnych, czyli drukowanie i przesyłanie, sprawdza się w przy-
padku typowych szy. Jeżeli klient realizacji chciał rodzaj czy mawianych tryb spowalniał operację.
Przewaga
BI Point nad źródeł pozyskiw ekosystemu systemu ERP i ich kompleksową wrażliwych danych

Z BRANŻY 10

Cyberbezpieczeństwo to obecnie prior ytet w każdej organizacji działającej w Internecie czy chmurze. Odpowiednia ochrona jest kluczem do uniknięcia ataków i innych zagrożeń, przed którymi stoją firmy W badaniu firmy SonicWall, dotyczącym największych zagrożeń, z jakimi mierzą się przedsiębiorstwa, aż 66 % ankietowanych wskazało zagrożenia cyberatakami. Złośliwe lub zaszyfrowane opr ogramowanie to aplikacja, której celem jest spowodowanie uszkodzenia systemów, kradzież danych, uzyskanie nieautoryzowanego dostępu do sieci lub sianie spustoszenia w inny sposób. Jest to najczęstszy rodzaj cyberzagrożenia. W badaniu SonicWall złośliwe oprogramowanie zajęło trzecie miejsce, jeśli chodzi o obawy respondentów co do sposobu ataku. Aż 76 % respondentów obawia się także ataków phishingowych.
ALFA ELEKTRO TO OBECNIE SONEPAR POLSKA
Sieć hurtowni elektrycznych Alfa Elektro, która od ponad 30 lat jest członkiem ogólnoświatowej Grupy Sonepar, przyjęła nazwę Sonepar Polska. Zmiana marki na Sonepar jeszcze mocniej podkreśla przynależność do międzynarodowej organizacji. Zmianie uległa tylko nazwa spółki. Wszelkie dotychczasowe dane firmy (NIP, REGON, warunki handlowe, numer konta bankowego, adresy centrali i oddziałów, numer y telefonów) nie zmieniły się. Sonepar Polska jest wiodącym dystrybutorem artykułów elektrotechnicznych dla profesjonalistów. Spółka dysponuje siecią 58 hurtowni na terenie całej Polski oraz Centrum Dystrybucji w Chorzowie. Międzynarodowa Grupa Sonepar jest niekwestionowanym liderem w Europie i na świecie w branży dystrybucji wyposażenia elektrycznego.








Z BRANŻY
Poznań, 4-7
Poznań, 5-6 czerwca 2024 BILETY REKLAMA
CYBERATAKI I CYBERZAGROŻENIA
czerwca 2024 NAJWAŻNIEJSZE SPOTKANIE BRANŻY LOGISTYCZNEJ W POLSCE
NOWE OBOWIĄZKI PRZEDSIĘBIORSTW W ZAKRESIE
RAPORTOWANIA ESG

Obowiązująca unijna dyrektywa CSRD (Corporate Sustainability Reporting Directive) rozszerza obowiązki raportowania ESG (Environmental, Social, Governance) przez firmy ESG to realizowanie polityki firmy z uwzględnieniem aspektów środowiskowych, społecznych i korporacyjnych. Obecnie takie raporty muszą publikować spółki giełdowe, zatrudniające ponad 500 osób i spełniające jedno z dwóch kr yteriów finansowych: suma bilansowa powyżej 85 mln zł (20 mln euro) lub przychody netto powyżej 170 mln zł (40 mln euro).
Od 2026 r. do raportowania będą zobowiązane także duże przedsiębiorstwa spełniające dwa z trzech kryteriów: zatrudnie-
nie ponad 250 pracowników, suma bilansowa przekraczająca 20 mln euro, przychody netto ponad 40 mln euro. Rok później raportowanie obejmie również małe i średnie spółki giełdowe. Przedsiębiorstwo musi nie tylko komunikować działania mające pozytywny wpływ na środowisko, społeczność czy ład korporacyjny, ale również przedstawić udokumentowane dane liczbowe prezentujące efekt podjętych inicjatyw.
Troska o środowisko staje się nieodłącznym elementem działań biznesowych. Przedsiębiorstwa, które aktywnie angażują się w działania ESG i potrafią dobrze je zaraportować, są odbierane jako etyczne i nowoczesne. To atut, który w przyszłości będzie miał istotny wpływ na zainteresowanie potencjalnych inwestorów oraz na ocenę przedsiębiorstwa na rynkach finansowych.
Źródło: Endress+Hauser
AKADEMIA 5G – EDUKACJA Z ZAKRESU AUTOMATYZACJI
PRZEDSIĘBIORSTW ZE WSPARCIEM TECHNOLOGII 5G
Firmy Orange Polska i APA Group, w odpowiedzi na wzrost zapotrzebowania na specjalistyczną wiedzę związaną z 5G wśród przedstawicieli biznesu, stworzyły c ykl szkoleń pod hasłem Akademia 5G. To propozycja dla przedstawicieli polskich firm, które poszukują innowacyjnych rozwiązań z zakresu zarządzania, produkcji, logistyki czy technologii. Ma być wsparciem w nauce wykorzystywania technologii 5G, aby zwiększyć efektywność, produktywność i konkurencyjność.

– Akademia 5G odpowiada na kluczowe wyzwania: niedostateczną świadomość korzyści 5G w biznesie, obieg nieprawdziwych informacji o 5G w przestrzeni publicznej i brak kluczowych kompetencji z obszaru 5G na rynku. 5G przekra-
cza granice tradycyjnego Internetu i otwiera nowe hor yzonty dla biznesu i społeczeństwa. Akademia ma szansę znacznie przyspieszyć rozpowszechnianie tej technologii. To nie tylko krok naprzód dla branży telekomunikacyjnej, ale także impuls do transformacji cyfrowej w wielu sektorach – podkreśla Bożena Leśniewska, wiceprezeska zarządu ds. r ynku biznesowego w Orange Polska. Program obejmuje m.in. procedury pozyskiwania pasm 5G, wdrożenie sieci kampusowej 5G krok po kroku, integrację infrastruktury firmy, wykorzystanie Big Data, cyberbezpieczeństwo oraz praktyczne przykłady wdrożeń w Polsce.
Źródło: APA Group
CELE KLIMATYCZNE A ZEROEMISYJNOŚĆ W PRZEMYŚLE
Ograniczenie emisji gazów cieplarnianych to jeden z istotnych elementów strategii przeciwdziałania degradacji środowiska. Cel klimatyczny unijnego pakietu Fit for 55 zakłada obniżenie jej poziomu co najmniej o 55 % do 2030 r. Ten obowiązek, wraz z rosnącą presją ze strony coraz bardziej świadomych ekologicznie konsumentów, wymaga przemodelowania procesów produkcyjnych i wyboru bardziej efektywnych i przyjaznych dla środowiska rozwiązań. Według raportu DB Energy prawie połowa przedsiębiorców (45,7 %) planuje przeprowadzić modernizację źródeł zasilania. Taki sam procent respondentów opowiada się za fotowoltaiką jako inwestycją w redukcję emisji. Zeroemisyjna produkcja to także korzyści wizerunkowe na arenie międzynarodowej w zakresie walki ze zmianami klimatycznymi i ochrony środowiska. Przykładem jest hiszpań-
ska fabryka Amiblu Poland – zlokalizowany w Hiszpanii zakład, dzięki transformacji ekologicznej, stał się pierwszą europejską fabryką rur GRP neutralną pod względem emisji CO₂. – Modernizacja objęła m.in. zainstalowanie 2000 paneli fotowoltaicznych i wdrożenie obiegu zamkniętego, aby w procesie produkcyjnym używać żywic pochodzących z recyklingu, a nadwyżki wykorzystywać ponownie – mówi Tomasz Wojtczak, dyrektor zarządzający Amiblu Poland. Dzięki temu hiszpański zakład stał się obecnie najbardziej zrównoważoną, niskoemisyjną fabryką w Grupie Amiblu. Źródło: Newseria

Z BRANŻY 12 AUTOMATYKA
ZŁOTY MEDAL DLA PROJEKTU EXOREHA-CONTROL
W Bangkoku odbyły się Międzynarodowe Targi Wynalazków i Innowacji
IPITEX 2024 (Bangkok International Intellectual Property, Invention, Innovation and Technology Exposition), organizowane przez Narodową Radę ds. Badań w Tajlandii (NRCT). Przedstawiciele z 25 krajów zaprezentowali ponad 600 wynalazków. Wysoko oceniony przez międzynarodowe jur y i uhonorowany Złotym Medalem został projekt „ExoReha-control – urządzenie do immersyjnej teleoperacji egzoszkieletów rehabilitacyjnych”, opracowany przez Łukasiewicz – PIAP i zgłoszony do konkursu IPITEx 2024 podczas Thailand Inventors’ Day 2024. Egzoszkielety rehabilitacyjne mogą przejąć obowiązki fizjoterapeuty, wspierając lub stawiając opór ruchom. Zapewniają wsparcie siły i większą dokładność wykonywanych powtarzalnych ruchów. Ich floty mogą być wykorzystywane do ćwiczeń z wieloma pacjentami, kontrolowanych przez jednego terapeutę – nawet zdalnie.
Źródło: Łukasiewicz – PIAP
MEDAL ECOVADIS
DLA FIRMY OMRON

Firma Omron po raz trzeci uzyskała prestiżowy platynowy medal EcoVadis, co plasuje ją w czołówce 1 % wszystkich przedsiębiorstw ocenianych pod kątem zrównoważonego rozwoju. To już trzeci raz, kiedy Omron otrzymał to międzynarodowe wyróżnienie. Firma odnotowała bardzo dobre wyniki w czterech kluczowych obszarach: środowisko, praca i prawa człowieka, zrównoważone zamówienia oraz etyka. Omron realizuje cele zrównoważonego rozwoju (Sustainable Development Goals) i ma certyfikat Inicjatywy opartej na celach naukowych (Science Based Targets Initiative). Prowadzi też szkolenia w celu zapobiegania praktykom antykonkurencyjnym, ocen r yzyka w zakresie bezpieczeństwa informacji oraz audytów procedur kontrolnych w celu zapobiegania naruszeniom bezpieczeństwa informacji.
Źródło: Omron

Z BRANŻY
REKLAMA
SZTUCZNA INTELIGENCJA TRANSFORMUJE PRZEMYSŁ MOTORYZACYJNY
Z około 100 milionami wierszy kodu i 1000 lub więcej chipami półprzewodnikowymi, cyfryzacja i komputeryzacja samochodów stanowią kolejne ważne kroki w rewolucji technologicznej, a ich znaczenie wciąż rośnie. Obecnie szacuje się, że dla najnowocześniejszych pojazdów autonomicznych napisano około 300 milionów wierszy kodu, a jeden pojazd elektryczny potrzebuje około 3000 chipów. Ten postęp w obszarze cyfryzacji pojazdów skłania decydentów na rynku motoryzacyjnym do inwestowania w technologie mobilne najnowszej generacji, które wesprą pracowników fabryk i pozwolą im nie odstawać na rynku od konkurentów.
Według raportu Zebra Technologies na temat r ynku motoryzacyjnego aż 78 % osób decyzyjnych uważa, że aby zachować konkurencyjność w branży, ich organizacja powinna być bardziej innowacyjna. W związku z tym liderzy produkcji i dystrybucji w przemyśle samochodowym stawiają na cy-

fryzację i zwiększają odporność łańcucha dos taw. Jednocz eśnie inwestują środki w automatyzację, aby stworzyć ofertę, która pozwoli im się wyróżnić na tle konkurencji. Samochody wyjeżdżające z fabryki Volkswagena wyposażone w asystenta głosowego IDA czy ChatGPT albo auta koncernu BMW, który nawiązał współpracę z Amazon w celu wprowadzenia rozbudowanych modeli językowych (LLM) do ich inteligentnego asystenta osobistego, to nowy rozdział transformacji przemysłu motoryzacyjnego.
Źródło: Newseria, foto: pixabay
NSK I NIEMIECKIE CENTRUM LOTNICTWA I KOSMONAUTYKI
PRACUJĄ NAD STWORZENIEM ROBOTYCZNEGO MODUŁU RĘKI

Firma NSK oraz Niemieckie Centrum Lotnictwa i Kosmonautyki opracowują system robotycznej ręki, który pomoże zautomatyzować zadania wykonywane manualnie. Koncepcja koncentruje się na dostosowywanej do indywidualnych wymagań zrobotyzowanej ręce składającej się z poszczególnie konfigurowanych modułów palców, co jest uważane za nowość w branży.
Wiele krajów na całym świecie, w tym kilka w Europie, bor yka się z poważnymi niedoborami siły roboczej występującymi w wielu branżach. Roboty, które mogą wykonywać pracę fi-
zyczną, stanowią dobr y sposób na przezwyciężenie tego coraz częstszego zjawiska, jednak w niektórych sektorach ich wdrażanie nie postępuje wystarczająco szybko, szczególnie w przypadku zadań wymagających wysokiego stopnia zręczności. Istotnym czynnikiem jest tutaj cena. Chociaż koszt robotycznej ręki, która może chwycić tylko obiekt jednego rodzaju lub rozmiaru jest stosunkowo niski, to zrobotyzowany moduł dłoni mogący trzymać obiekty o zróżnicowanych kształtach i wielkościach jest niezwykle drogi. Mając to na uwadze, NSK oraz Niemieckie Centrum Lotnictwa i Kosmonautyki pracują wspólnie nad koncepcją zrobotyzowanego systemu ręki z modułami palców, który zapewni łatwą rekonfigurację w zależności od danego przypadku użycia. Dążą do osiągnięcia niskich kosztów jednostkowych przez produkcję masową.
Źródło: NSK
SIEMENS PRZEJMIE JEDNOSTKĘ BIZNESOWĄ EBM-PAPST
Siemens AG podpisał umowę przejęcia działu technologii napędów przemysłowych (IDT) firmy ebm-papst. Dział, który zatrudnia około 650 osób, specjalizuje się w inteligentnych, zintegrowanych systemach mechatronicznych w zakresie ochronnym bardzo niskiego napięcia oraz innowacyjnych systemach sterowania ruchem. Systemy te są stosowane w autonomicznych środkach transportu. IDT zostało wyodrębnione jako niezależny dział w połowie 2022 r. w celu skupienia się na konkretnych wymaganiach rynkowych, niezależnie od wymagań w zakresie technologii powiązanych z ogrzewaniem i powietrzem.

Planowane przejęcie uzupełni portfolio Siemens Xcelerator i wzmocni pozycję firmy Siemens jako dostawcy rozwiązań z zakresu elastycznej automatyzacji produkcji. Transakcja ma zostać sfinalizowana do połowy 2025 r., pod warunkiem uzyskania niezbędnych zgód w zakresie handlu zagranicznego i kontroli połączeń. Dział IDT firmy ebm-papst jest zlokalizowany w St. Georgen i Lauf an der Pegnitz w Niemczech oraz w Oradei w Rumunii. Strony uzgodniły, że nie ujawnią ceny zakupu. Źródło: Evertiq
Z BRANŻY 14 AUTOMATYKA
ZMIANA TERMINU
ŚRODKOWOEUROPEJSKIEGO
FORUM TECHNOLOGICZNEGO CETEF
Czwarta edycja Środkowoeuropejskiego Forum

Technologicznego CETEF, zaplanowana pierwotnie na 20 i 21 maja 2024 r., odbędzie się pół roku później – w dniach 18 i 19 listopada. Elementem wydarzenia tradycyjnie będą konferencje dziedzinowe, poświęcone m.in. takim tematom, jak technologie w transformacji energetycznej, innowacje w obszarze automatyki, robotyki i sztucznej inteligencji, technologie kosmiczne i satelitarne, procesy produkcyjne, a także ochrona własności intelektualnej w sektorze wysokich technologii.
CETEF to międzynarodowe przedsięwzięcie organizowane od 2014 r przez Polską Izbę Gospodarczą Zaawansowanych Technologii IZTECH oraz Naczelną Organizację Techniczną –Federację Stowarzyszeń Naukowo-Technicznych. Odbywa się pod patronatem Parlamentu Europejskiego i pod auspicjami Komisji Europejskiej, we współpracy z uczelniami, instytutami badawczymi i światem przemysłu. Celem jest stworzenie platformy do dyskusji na temat rozwoju dziedzin techniki mających decydujące znaczenie dla transformacji cyfrowej i energetycznej, a także zwiększenie udziału i roli krajów leżących w naszej części Europy w kształtowaniu europejskiej polityki technologicznej.
Źródło: IZTECH
REKORDOWA PRZEMYSŁOWA WIOSNA

Przemysłowa Wiosna w Targach Kielce w tym roku odbywała się w dość nietypowym cz asie. Przemysł powoli wychodzący z marazmu, rolnicze strajki w tle – mogło nie udać się nic, a udało się wszystko. Wystawę odwiedziło o 1000 zwiedzających więcej niż w zeszłym roku. Kielecki Salon Technologii Obróbki Metali STOM oraz wydarzenia towarzyszące zgromadziły w tym roku 20 000 gości.
Niemal 600 wystawców postawiło przede wszystkim na pracujące maszyny Z roku na rok coraz liczniejszą grupę stanowią roboty – także w tym roku można było liczyć na wiele dynamicznych prezentacji całych linii zrobotyzowanych. Nie zabrakło narzędzi skrawających i obrabiarek. Licznie reprezentowana była również branża poświęcona technologii szlifowania, druku 3D i urządzeń pomiarowych.
Kolejna edycja Przemysłowej Wiosny w Targach Kielce odbędzie się od 25 do 28 marca 2025 r.
Źródło: Targi Kielce
ASTOR WSPIERA MŚP
W TRANSFORMACJI TECHNOLOGICZNEJ

Mapa drogowa automatyzacji, czy analiza zwrotu z inwestycji w technologię AI to tylko wybrane innowacyjne usługi dla firm z sektora MŚP, jakie oferuje ASTOR w ramach EDIH hub4industry. To unijny program, wspierający sektor MŚP w transformacji technologicznej w zakresie digitalizacji i poprawy jakości produkcji.
Hub4industry to konsorcjum, które tworzą firmy z obszaru najnowszych technologii i usług konsultingowych, jak Krakowski Park Technologiczny, T-Mobile, ASTOR wraz z ImFactory – spółką zależną Grupy ASTOR, entra group, ICsec, ReliaSol, BIM Klastra oraz instytucje badawcze: AGH, Politechnika Krakowska i należący do Sieci Badawczej Łukasiewicz Krakowski Instytut Technologiczny. Dostęp do wiedzy oraz nowoczesnych technologii w ramach pomocy de minimis to dla firm MŚP szansa na optymalizację procesów produkcyjnych i zadbanie o konkurencyjność rynkową. – Dzięki hub4industry klienci mogą zwer yfikować zastosowalność nowoczesnych technologii w swoim środowisku. Mogą też przeprowadzić swego rodzaju dowód koncepcji, sprawdzić czy technologia będzie dawała akceptowalne wyniki i co najważniejsze, czy przyniesie korzyści efektywnościowe, a co za tym idzie finansowe, czyli doprowadzi do zwrotu na inwestycji – podkreśla Michał Wojtulewicz, wiceprezes ds. finansów w ASTOR.
Źródło: ASTOR

Z BRANŻY 15 4/2024
REKLAMA
DRUKARKA KART

EVOLIS PRIMACY 2
Evolis Primacy 2 wyznacza nowe standardy w dziedzinie personalizacji kart plastikowych. Stanowi idealne rozwiązanie zarówno dla małych, jak i dużych przedsiębiorstw.
Drukarka Evolis Primacy 2 została stworzona z myślą o spełnieniu różnorodnych potrzeb klientów. Dzięki wykorzystaniu technologii sublimacji i termotransferu, pozwala na tworzenie kart kolorowych i monochromatycznych, od krawędzi do krawędzi, jedno- lub opcjonalnie dwustronnych. Primacy 2 odznacza się prędkością drukowania do 280 kart na godzinę (druk kolorowy, jednostronny) i rozdzielczością 300 dpi. Evolis Primacy 2 umożliwia drukowanie na kartach wielokrotnego zapisu dzięki autorskiej technologii Rewrite. Podajnik pomieści
aż 200 kart, co zwiększa poziom produktywności i usprawnia wykonywanie zadań. Profil kolorystyczny daje możliwość odwzorowania najbardziej zbliżonych do rzeczywistych kolorów. Drukarka pozwala na dodanie własnej grafiki, kodowanie pasków magnetycznych, chipów kontaktowych lub bezstykowych, hologramów, laminatów ochronnych czy efektu UV. Panel LCD zapewnia dużą wygodę i komfort obsługi. Kontrola procesów jest dzięki niemu prosta i intuicyjna. Primacy 2 gwarantuje również wyjątkową wytrzymałość i ochronę głowicy drukującej, zapewnia niezwykle długą żywotność. Producent daje 3-letnią gwarancję, a nawet umożliwia jej przedłużenie, aby zapewnić spokój dla Twojego biznesu. Drukarka marki Evolis zapewnia bezpieczeństwo, szybkość i efektywność w procesie produkcji kart. Oprócz doskonałej jakości, oferuje ogromną elastyczność i zaawansowane opcje personalizacji.
Źródło: Koncept-L
STACJE OPERATORSKIE SERII VISUNET FLX
Firma Pepperl+Fuchs powiększa ofertę stacji roboczych operatorskich i monitorujących serii
VisuNet FLX o nowe wersje, przeznaczone do pracy na zewnątrz budynków w rozszerzonym zakresie temperatury: od -20 °C do 50 °C.
Platforma VisuNet FLX HMI ma różnorodne opcje konfiguracyjne. Stacje tej serii są dostępne jako kompletne systemy HMI z obudową aluminiową lub ze stali nierdzewnej do montażu panelowego lub jako kom putery typu box z wyświetlaczami o przekątnej 15,6, 1 21,5” (39,6 cm, 48,3 cm lub 54,6 cm). W zależności od magań, jednostkę obliczeniową można skonfigurować jako zdalny monitor, komputer PC z mikroprocesorem i5 i maksy malnie 16 GB pamięci RAM lub jako monitor lokalny.

Zdalne monitory są wyposażone w najnowszą generację oprogramowania sprzętowego VisuNet RM Shell 6 dla rozwiązań typu thin client i pracują pod kontrolą
ŁATWE ZARZĄDZANIE PROJEKTAMI HMI ZA
Weintek wprowadza do swojego oprogramowania EasyBuilder Pro funkcjonalność – Szablon, inspirowaną zasadą działania głównych slajdów w PowerPoint. Nowa funkcjonalność umożliwia programistom zdefiniowanie specyficznych stron jako szablonów i wykorzystywanie ich w wielu miejscach projektu HMI. Dzięki temu rozwiązaniu można zna cząco przyspieszyć proces tworzenia aplikacji HMI i osz dzić cenny czas.

Funkcja „Szablon” w fazie rozwoju umożliwia dewelope rom błyskawiczne powielenie zaprojektowanych wcześniej

16 PRODUKTY
OBROTOWA GŁOWICA
ROZPRYSKUJĄCA
Urządzenie Toftejorg SaniMidget Retractor jest przeznaczone do użytku wszędzie tam, gdzie w pełni zautomatyzowane mycie decyduje o wyższej produktywności. Skutecznie skraca czas mycia w zastosowaniach suszenia rozpryskowego w przemyśle spożywczym, dodatków i farmaceutycznym.
Bez zakłóceń spowodowanych obsługą ręczną lub półautomatyczną można myć większe kanały, cyklony, komory, złożone reaktory, linie odpowietrzające itd., można także uniknąć przenoszenia produktu oraz niebezpiecznych zdarzeń.

Toftejorg SaniMidget Retractor jest dostępny w dwóch typach mechanizmów wsuwania. Pierwszy z nich ma napęd pneumatyczny i wykorzystuje ciśnienie powietrza do wysuwania i wsuwania głowicy myjącej. Drugi jest wyposażony w napęd medium – wykorzystuje ciśnienie medium do wysuwania głowicy myjącej i zintegrowaną sprężynę do jej wsuwania. Obrotowa głowica myjąca tworzy wachlarz medium we wzorcu wirowym.
Źródło: Alfa Laval
AUTOMAT KAUCYJNY REKBOT
Automat kaucyjny marki Rekbot do zbierania butelek i opakowań to nowoczesne i proekologiczne rozwiązanie, które przyczynia się do ochrony środowiska. Rekbot charakteryzuje się solidną konstrukcją ze stali malowanej proszkowo i wyjątkową efektywnością zastosowania. Urządzenie jest przystosowane do pracy wewnątrz, jak i na zewnątrz. Potrafi zgnieść butelkę PET z korkiem, ale także przyjąć zniszczoną wcześniej puszkę czy butelkę. Jedynym warunkiem poprawnego działania jest widoczność kodu kreskowego. Rekbot ma podświetlenie LED w czterech kolorach. Automat został wyposażony w wiele przydatnych funkcji, m.in. system kontroli wagi, zgniatarkę, czujnik zapełnienia koszy, lampę UV do dezynfekcji i zabicia zapachu oraz drukarkę paragonów.


PRODUKTY
Źródło: Koncept-L

Mikroskop stereoskopowy
Mantis firmy Vision Enginnering dostarcza obrazy o wysokiej jakości do szerokiego zakresu zastosowań. Mantis to ergonomiczny mikroskop stereoskopowy, który zapewnia wyjątkowy komfort pracy operatora i obrazowanie 3D.
Cechami produktu jest wysoko kontrastowy, duży obraz – bez okularów jak w tradycyjnych mikroskopach, ergonomia zapewniająca oglądanie bez zmęczenia wzroku i kręgosłupa, zintegrowana kamera do archiwizacji oraz łatwa manipulacja obiektem dzięki dużej odległości roboczej, dokładnemu widokowi 3D i szybkiej zmianie powiększenia.
PROFICY OPERATIONS HUB
Proficy Operations Hub produkcji GE Vernova (uprzednio GE Digital) jest wszechstronnym klientem webowym, agregującym i wizualizującym dane z różnych źródeł, dzięki czemu może stanowić jedno źródło wiarygodnej wiedzy o produkcji.
Umożliwia bezkodowe tworzenie przejrzystych raportów i użytecznych dashboardów i wykresów z wykorzystaniem natywnego języka HTML5 na podstawie danych m.in. z maszyn i urządzeń, systemów SCADA, przemysłowych historianów, systemów MES (także innych niż rodzina oprogramowania Proficy) oraz bazy danych SQL, czy systemów ERP. Proficy Operations Hub dostarcza tym samym łatwych do analizy informacji, osadzonych w odpowiednim kontekście, dostępnych w dowolnym miejscu i czasie dla wszyst-
EWON TALK2M VISUALIZATION
HMS Networks wprowadza na r ynek rozwiązanie Ewon Talk2M Visualization, które umożliwia użytkownikom łatwe wykrywanie problemów z maszynami oraz zapewnia ogólną poprawę wydajności sprzętu.
Dzięki Talk2M Visualization konstruktorzy i użytkownicy uzyskują szybkie i opłacalne narzędzie do wizualizacji danych maszynowych oraz otrzymują zestawienia danych historycznych w połączeniu z powiadomieniami i raportami.
Technologia bezokularowa Mantis wyświetla duży, wysokiej jakości obraz 3D bezpośrednio, dzięki czemu przedmiot obserwowany jest wygodniejszy do oglądania niż za pomocą dwuokularowych mikroskopów stereoskopowych. Czystość obrazu 3D wspiera lepszą koordynację ręka-oko, dzięki czemu manipulowanie obiektem za pomocą narzędzi jest dokładniejsze, szybsze i wydajniejsze. Można pracować w okularach korekcyjnych lub ochronnych bez utraty wydajności.
Unikalna optyka Dynamic View Optics urządzeń Mantis umożliwia widok stereo, który zmienia się wraz z ruchem głowy. Za pomocą kamery mikroskopowej Mantis PIXO można udostępnić swój obraz na ekranie.
Każdy dedykowany obiektyw łączy w sobie wysokiej jakości szkło optyczne i specjalne powłoki, aby zapewnić obraz o wysokiej rozdzielczości i wysokim kontraście.
Źródło: ITA
kich pracowników, którzy tego potrzebują, umożliwiając monitorowanie i sterowanie procesem, analizowanie i generowanie raportów. Jest tym samym rozwiązaniem wspierającym proces cyfrowej transformacji w przemyśle.

Możliwości oprogramowania Proficy Operations Hub polegają na monitorowaniu i sterowaniu procesem, raportowaniu produkcji, analizie skonsolidowanych danych, tworzeniu dashboardów produkcyjnych czy monitorowaniu wskaźników KPI, w tym OEE.
Źródło: Vix
Nowa funkcjonalność Talk2M Visualization umożliwia konstruktorom maszyn łatwą wizualizację danych maszynowych w celu badania trendów, tworzenia zestawień, konfigurowa-
nia alarmów i zapewniania kontrolowanego przez użytkownika dostępu do dowolnego aspektu funkcjonowania urządzeń klientów. To gotowe rozwiązanie IoT ułatwia i usprawnia procesy decyzyjne związane z maszynami i sprzętem.
Dane maszynowe są gromadzone przez bramkę Ewon Flexy, która z kolei jest połączona ze sprawdzonym i zaufanym, przemysłowym rozwiązaniem chmurowym Ewon Talk2M.
Nowa funkcjonalność wizualizacji danych jest dostępna bez dodatkowych kosztów dla wszystkich użytkowników Talk2M Pro.
Źródło: HMS Networks

18 AUTOMATYKA PRODUKTY
MIKROSKOP STEREOSKOPOWY MANTIS W OFERCIE ITA
LASEROWY SKANER
BEZPIECZEŃSTWA
O ZNACZNYM ZASIĘGU
PRZEŁĄCZNIKI DŹWIGNIOWE
FIRMY CANAL ELECTRONIC
Oferta przełączników dźwigniowych w TME rozszerzyła się o dwie serie produktów, T7 i TB marki Canal Electronic.

Schmersal rozszerzył ofertę o laserowy skaner bezpieczeństwa UAM-05LP produkcji Hokuyo, charakteryzujący się małymi wymiarami i masą oraz wieloma opcjami integracji w systemie. Może on znaleźć zastosowanie w logistyce i na liniach produkcyjnych, identyfikując obecność osób przy maszynach stacjonarnych i robotach. Wykorzystuje wiązki podczerwieni do wykrywania naruszenia strefy bezpieczeństwa.
Skaner UAM-05LP charakteryzuje się zasięgiem kątowym 270°, zakresem programowania strefy niebezpiecznej do 5 m i zakresem ostrzegawczym do 20 m. Umożliwia monitorowanie dwóch stref zagrożenia jednocześnie, np. dwóch sąsiadujących robotów. Naruszenie każdej z ty ch stref powoduje zadziałanie oddzielnego wyjścia OSSD.
Źródło: Schmersal
Seria T7 zawiera uniwersalne przełączniki dźwigniowe wyposażone w okrągłą, mosiężną dźwignię. W zależności od wersji elementu, dźwignia może być ustawiona być w 1, 2 lub 3 pozycjach stabilnych (elementy występują w konfiguracji 1-, 2- oraz 3-biegunowych). Produkty mogą pracować w obwodach prądu przemiennego przy maksymalnym obciążeniu 10 A (dla 250 V AC).

Oznaczone symbolem TB to przełączniki do bardziej wymagających zastosowań. Odznaczają się wysoką klasą szczelności IP68, dzięki czemu mogą być użytkowane w trudnych warunkach środowiskowych, przy dużym zapyleniu powietrza, a nawet w obecności wilgoci czy strumieni wody. Występują w konfiguracji 1- lub 2-biegunowej. Ich styki (wykonane ze stopu srebra) mogą pracować w obwodach prądu stałego, jak i przemiennego, obsługując prądy o natężeniu do 16 A (dla 30 V DC lub 250 V AC).
Źródło: TME


PRODUKTY
REKLAMA
DWUMATERIAŁOWE ŁOŻYSKO ŚLIZGOWE DO DUŻYCH OBCIĄŻEŃ

Nowe, formowane wtryskowo łożysko ślizgowe iglidur Q3E
firmy igus, jest przeznaczone do pracy z bardzo dużymi obciążeniami i nadaje się idealnie do produkcji wielkoseryjnej.
Firma igus po raz pierwszy wyprodukowała wytrzymałe łożysko wykonane z dwóch różnych warstw tworzyw sztucznych. Strukturę wewnętrzną łożyska tworzy wysokowydajne
tworzywo sztuczne o właściwościach trybologicznych a zewnętrzną bardzo mocne silnie zbrojone tworzywo sztuczne. Łożysko powstaje w procesie formowania wtryskowego, bez generowania dużych kosztów.
Łożysko iglidur Q3E wytrzymuje nacisk powierzchniowy do 75 MPa. Zawiera mikroskopijne cząstki smarów stałych, zintegrowane z polimerem warstwy wewnętrznej i uwalniane stopniowo przez cały okres eksploatacji łożyska. Umożliwia to pracę na sucho przy małym współczynniku tarcia, obniżając koszty konserwacji i wydłużając żywotność maszyn.
Przykładowe zastosowania łożyska iglidur Q3E obejmują maszyny budowlane i rolnicze.
Źródło: igus
MIERNIK DWUTLENKU WĘGLA UNI-T A37
Miernik dwutlenku węgla Uni-T A37 to funkcjonalne urządzenie, które wyraźnie pokazuje zawartość CO2 oraz temperaturę i wilgotność, a także datę i godzinę.
Uni-T A37 może być stosowany w domach, centrach handlowych, biurach, pojazdach, stacjach, laboratoriach, pomieszczeniach czystych, szklarniach oraz magazynach CO2, co podkreśla jego wszechstronność. 3-calowy duży ekran LCD HD to serce monitora, które w przejrzysty sposób prezentuje wszystkie kluczowe informacje. Jasny i czytelny wyświetlacz gwarantuje łatwość odczytu danych w każdych warunkach. Miernik jest wyposażony w system ostrzegania, który aktywuje się, gdy poziom CO2 przekroczy 1000 ppm. Odświeżane dane co 3 s sprawiają, że monitor

reaguje natychmiast, emitując dźwięk i zmieniając podświetlenie na czerwone, co zwiększa świadomość użytkownika o potencjalnym zagrożeniu.
Sześć rodzajów ikon umożliwia szybkie i intuicyjne zrozumienie aktualnej jakości powietrza. Jest to szczególnie przydatne w szybkim ocenianiu środowiska bez potrzeby zagłębiania się w konkretne wartości. Wykorzystanie profesjonalnej technologii niedyspersyjnej podczerwieni (NDIR) zapewnia niezrównaną szybkość i dokładność pomiarów. Wbudowany akumulator litowo-polimerowy o pojemności 1500 mAh i napięciu 3,7 V, wraz z układem ochrony zasilania, gwarantuje długotrwałe i bezpieczne użytkowanie urządzenia. Źródło: Conrad
PLATFORMA DO ZARZĄDZANIA ZASOBAMI
Firma ABB opracowała kompleksową platformę do zarządzania zasobami, umożliwiającą weryfikację i monitorowanie stanu oprzyrządowania w branżach wodno-kanalizacyjnej, chemicznej i wydobywczej. ABB Ability SmartMaster zdalnie gromadzi, analizuje i wer yfikuje dane diagnostyczne z przyrządów, bez przerywania bieżących zadań pomiarowych. Platformę można używać z wieloma przyrządami firmy ABB i innych producentów, takimi jak przepływomierze, mierniki poziomu oraz czujniki temperatury i ciśnienia. Dostępna jako rozwiązanie lokalne lub oparte na chmurze, umożliwia przegląd zasobów bezpośrednio na telefonie, tablecie lub innym urządzeniu użytkownika.

Źródło: ABB
SmartMaster oferuje duże możliwości w zakresie optymalizacji i konserwacji sprzętu, dostarczając operatorom instalacji dane o stanie przyrządów oraz pozwalając z wyprzedzeniem zidentyfikować wszelkie potencjalne problemy, które mogą mieć wpływ na w ydajność pomiarów lub skutkować nieplanowanymi przestojami. SmartMaster dostarcza informacje w formie kalendarza oraz raportu analitycznego, uwzględniającego scenariusze awarii. Stanowi element składowy cyfrowego pakietu rozwiązań ABB Measurement & Analytics do optymalizowania pracy zakładów przemysłowych. W skład pakietu wchodzą aplikacje ABB Ability Smart Device Manager, ABB Ability Verification oraz ABB Ability SmartMaster.
20 AUTOMATYKA PRODUKTY
MK – CZUJNIK POŁOŻENIA TŁOKA Z IO-LINK
MK – czujnik położenia tłoka z IO-Link ifm electronic –został zaprojektowany z myślą o zapewnieniu najwyższej dokładności w monitorowaniu położenia tłoka w cylin drach pneumatycznych i hydraulicznych. Ten czujnik nie tylko wspiera procesy produkcyjne, ale oferuje także zaawansowane funkcje ułatwiające pracę w trudnych warunkach przemysłowych. Znajdzie zastosowanie w branżach wymagających wyso kiej precyzji, takich jak motoryzacja, pakowanie, robotyka czy automatyka przemysłowa. W czujniku zastosowano zaawansowaną technologię wykrywa nia, która umożliwia dokładne śledzenie położenia tłoka na wet w trudnych warunkach pracy. Znaczącą innowacją jest możliwość wykorzystania jednego czujnika zamiast dwóch, w przypadku tłoków o krótkim skoku. To rozwiązanie umożliwia rozpoznanie obu pozycji końcowych tłoka, co zwiększa efektywność pomiaru i obniża koszty implementacji. MK oferuje również wartość procesową o wysokiej rozdzielczości z zakresem detekcji 50 mm, co pozwala na ciągłe monitorowanie, a także cyfrową transmisję danych poprzez IO-Link.

Czujnik może zostać zintegrowany z większością już istniejących systemów, za sprawą nieskomplikowanej konfiguracji oraz możliwości zdalnego dostępu do danych pomiarowych
STEROWNIK TELEMETRYCZNY PROGRAMOWANY
W ŚRODOWISKU CODESYS
Seria MT-151 to profesjonalne sterowniki t elemetryczne najnowszej generacji dla wymagających zastosowań. Model MT-151

LED v3 LTE łączy funkcje programowalnego sterownika PLC, rejestratora, konwertera protokółów transmisji i bezprzewodowego interfejsu komunikacyjnego umożliwiającego transmisję danych w sieci 2G/4G. Dzięki środowisku wykonawczemu CODESYS rozwiązanie łączy w sobie zaawansowane funkcje techniczne i łatwą obsługę.
Technologia Dual-SIM zapewnia niezawodność transmisji, umożliwia dostęp do dwóch niezależnych sieci 2G/4G różnych operatorów. Port Ethernet otwiera duże możliwości integracji sterownika z innymi urządzeniami i systemami użytkownika.
Źródło: Inventia
i diagnostycznych. MK jest odporny na wibracje, wstrząsy oraz zmiany temperatury, co gwarantuje jego niezawodność i długą żywotność nawet w najbardziej wymagających warunkach. Jego obudowa spełnia wysokie standardy ochrony IP, zapewnia odporność na czynniki zewnętrzne, takie jak kurz, wilgoć czy oleje, co ma szczególne znaczenie w przemyśle ciężkim oraz w aplikacjach na zewnątrz. Konfiguracja urządzenia jest intuicyjna i może być przeprowadzona zdalnie, co znacząco skraca czas instalacji i uruchomienia systemu. IO-Link pozwala na centralne zarządzanie konfiguracją oraz bieżące monitorowanie stanu urządzenia, co ułatwia utrzymanie i diagnostykę systemu. IFM ELECTRONIC Sp. z o.o. ul. Węglowa 7, 40-105 Katowice tel. 32 70 56 400 e-mail: info.pl@ifm.com www.ifm.com/pl/pl

KOMPAKTOWY SYSTEM
BEZPRZEWODOWY SERII EXW1
W odpowiedzi na wymagania nowoczesnej hali produkcyjnej, wymagającej dużej mobilności i swobody ruchu firma SMC opracowała unikalny system bezprzewodowej sieci Fieldbus. Nowa seria EXW1 rozszerza koncepcję zdecentralizowanego bezprzewodowego systemu Fieldbus, oferując prędkość sieci do 1 Mbps (250 kbps w przypadku EX600-W), jednocześnie umożliwiając podłączenie do 880 wejść/880 wyjść do jednej bazy bez konieczności stosowania dodatkowych kabli komunikacyjnych. Wielkość bazy i jednostki zdalnej serii EXW1 zostały zmniejszone o 86 % pod względem zajmowanego miejsca i 83 % pod względem masy, w porównaniu z modułową jednostką zdalną serii EX600-W. Seria EXW1 to system sygnałów I/O, który może być używany w połączeniu z istniejącą serią EX600-W, oferując tym samym większą elastyczność, dzięki czemu można dodawać podzespoły zaworowe i jednostki nadrzędne IO-Link w celu zaspokojenia różnych potrzeb aplikacji.
Źródło: SMC
21 4/2024 PRODUKTY
NOWE SWITCHE GIGABIT ETHERNET
W asortymencie TME pojawiły się nowe switche firmy Brainboxes. Modele SW-014 i SW-514 oraz SW-084 i SW-584 przeznaczone do stosowania w infrastrukturze lokalnych sieci gigabitowych. Są wariantami tych samych produktów w różnych wersjach zabudowy.


W pr zypadku SW -014 (model pozbawiony korpusu) i SW-514 (wersja do montażu na szynie DIN) producent oferuje tradycyjne, niezarządzalne switche służące dystrybucji sygnału sieciowego między poszczególnymi odbiornikami. Produkty wyposażono w cztery porty Ethernet (tj. gniazda w formacie RJ45) obsługujące standardowe przewody sieciowe. Istotną cechą tych urządzeń jest możliwość zasilania napięciami z szerokiego zakresu

(od 5 V do 30 V DC), co ułatwia ich podłączenie do wielu różnych, obecnych już w systemie, linii zasilających. W celu zapewnienia nieprzerwanej pracy urządzenia energia może pochodzić z dwóch niezależnych źródeł. Switche przystosowano do funkcjonowania w temperaturze od –40 °C do 80 °C.
Parametry i charakterystyka modeli SW-084 i SW-584 są podobne. Pierwszy z nich zamknięto w obudowie przeznaczonej do montażu panelowego lub naściennego (charakteryzuje się nieco węższym zakresem temperatury pracy).
Najważniejszą cechą nowych switchy jest obsługa interfejsu SFP, co umożliwia komunikację na dużych dystansach. Źródło: TME
READYCHAIN Z NARZĘDZIEM POZYCJONUJĄCYM FAST POSITIONER

Aby ułatwić klientom montaż systemów prowadzenia i skrócić czas montażu, firma igus wprowadziła usługę readychain uzupełnioną o zmontowane systemy składające się z prowadnika, przewodów, złącza i innych, niezbędnych elementów. Dodanie nowego narzędzia sprawia, że obsługa gotowych do montażu e-prowadników staje się jeszcze łatwiejsza.
Prowadnik kablowy jest wypełniony i w pełni konfekcjonowany wraz ze złączami, sprawdzony pod kątem jakości
i dostarczany w stanie gotowym do montażu. Zadaniem użytkownika jest jedynie rozpakowanie i ustawienie e-prowadnika oraz odłączenie narzędzia fast positioner. Nie ma potrzeby stosowania żadnych innych narzędzi, ani obsługi przez kilka osób, co ułatwia i przyspiesza instalację. Fast positioner jest nie tylko uchwytem do przenoszenia, ale służy również jako urządzenie mocujące, dzięki czemu e-prowadnik jest zawsze w idealnej pozycji montażowej.
Narzędzie eliminuje przestoje maszyn i systemów, dzięki czemu zakład produkcyjny nie jest narażony na straty finansowe.
Źródło: igus
PROTOKÓŁ MQTT – NOWY STANDARD ŁĄCZNOŚCI
I BEZPIECZEŃSTWA
Oprogramowanie Secure Integration Server (SIS) firmy Softing Industrial tworzy zorganizowaną platformę dla złożonych architektur serwerowych. Łączy różne serwery OPC UA na poziomie automatyki z ich powiązanymi przestrzeniami adresowymi. Umożliwia to standaryzowane mapowanie tych przestrzeni adresowych, zgodnie z wymogami OPC UA Companion Specification. Dostarczane dane są dzięki temu dostępne dla aplikacji chmurowych IoT, za pośrednictwem standaryzowanego interfejsu OPC UA.

ność komunikacji. MQTT Authentication Settings zapewniają bezpieczeństwo i id entyfikację klientów i br okerów, za pomocą różnych metod autoryzacji: anonimowej oraz z wykorzystaniem nazwy użytkownika lub certyfikatów. Funkcja MQTT Store&Forward chroni przed utratą danych. Różne tryby publikowania i „Dynamic Payload” gwarantują dużą elastyczność dla różnych wymagań danych. Nawet do 25 połączeń MQTT zapewnia płynną komunikację i skalowalność.
Najnowsza wersja SIS, V1.30, integruje protokół MQTT (wersje 3 i 5), czyniąc integrację danych bezpieczniejszą i bardziej elastyczną. MQTT Publisher & Subscriber umożliwia dwukierunkowy ruch danych, zwiększając efektyw-
Rozszerzone funkcje bezpieczeństwa i łączności tworzą nowe możliwości w zakresie efektywnej i niezawodnej transmisji danych w systemach.
Źródło: Mepax
22 AUTOMATYKA PRODUKTY
NOWE PRODUKTY DO RODZINY SLIM3N

Firma Makino to dostawca Slim3n – należącej do najbardziej elastycznych obrabiarek ze stożkiem o wielkości 30. Stożek HSK i jeden z najlepszych na r ynku współczynników stosunku przejazdu w osi X do szerokości maszyny zapewniają wysoką wydajność w przeliczeniu na metr kwadratowy hali produkcyjnej.
Obecnie Makino opracowała model Slim5n z 30 % większym obszarem roboczym w maszynie o szerokości większej zaledwie o 200 mm.
Głębokość i wysokość maszyny pozostają takie same, jak w modelu poprzednim. Slim5n zapewnia wysoki stopień elastyczności, dzięki obecności wrzeciona o prędkości 8 000 obr./min do zastosowań z wysokim momentem obrotowym i standardowego wrzeciona o prędkości obrotowej 16 000 obr./min, oba z interfejsem HSK-A50 w celu maksymalizacji niezawodności procesu i sztywności.
Nowa maszyna jest dostępna w dwóch różnych konfiguracjach, aby zaspokoić specyficzne potrzeby dwóch określonych grup użytkowników. Jeden z modeli dysponuje dwoma obszarami obróbki, jeden do frezowania, a drugi do toczenia – oba na tym samym stole. Maszyna ta, przeznaczona ogólnie do zakładów obróbkowych, zmniejszy złożoność procesu, co jest szczególnie ważne dla mniejszych firm.
Źródło: Makino
ZAAWANSOWANE ŚRUBY KULOWE OD NSK

Firma NSK wprowadza na r ynek zaawansowane śruby kulowe z serii HTF-SRM, która obejmuje szybkobieżne i odporne na wysoką temperaturę wersje przeznaczone do napędów o dużym obciążeniu. Ten nowy, innowacyjny produkt stanowi optymalne rozwiązanie do elektrycznych wtryskarek, których zadaniem jest wytwarzanie dużych ilości cienkościennych komponentów w szybkich cyklach produkcyjnych. Śruby kulowe HTF-SRM osiągają najwyższy w branży poziom prędkości i wytrzymałości na wysoką temperaturą dzięki zastosowaniu nowo opracowanego systemu recyrkulacji SRM firmy NSK oraz materiałów i części odpornych na podwyższoną temperaturę.
System recyrkulacji SRM zapewnia płynny nawrót kulek i lepszą odporność na wysoką temperaturę, przełamując ograniczenia standardowych tworzyw sztucznych. Zastosowanie materiałów odpornych na wysoką temperaturę do uszczelnień śrub kulowych i komponentów żywicznych stanowi dodatkowe wsparcie.
Dzięki udoskonaleniom dopuszczalna wartość d-n (średnica wału × prędkość obrotowa) wynosi 200.000, co stanowi wzrost o 40 % w porównaniu ze standardowymi, szybkobieżnymi śrubami kulowymi HTF-SRC firmy NSK. Maksymalna temperatura robocza wynosi 90 °C, a chwilowa maksymalna temperatura nawet 100 °C, przy czym obie te wartości są o 20 °C wyższe niż w standardowych produktach NSK.
Źródło: NSK Europe



HIWIN na żywo w HMI
Hala 7 | Stoisko nr D32
23 4/2024 PRODUKTY
REKLAMA
Innowacje, rozwój, zaangażowanie
15 lat Pepperl+Fuchs na polskim rynku
Z okazji jubileuszu działalności firmy Pepperl+Fuchs na polskim rynku rozmawiamy z Tomaszem Michalskim, dyrektorem sprzedaży i marketingu, o rozwoju firmy, sukcesach i dostępnych rozwiązaniach.

ROZMOWA 24 AUTOMATYKA
Pepperl+Fuchs świętuje w tym roku jubileusz działalności na polskim rynku. Proszę opowiedzieć o głównych wydarzeniach podsumowujących 15 lat istnienia w Polsce.
Z mojej perspektywy te 15 lat minęło bardzo szybko. W 2008 r., kiedy firma zaczynała swoją działalność w Polsce, mieliśmy ugruntowaną pozycję na rynku międzynarodowym, jednak na polskim r ynku znajomość naszych produktów opierała się głównie na portfolio działu automatyki procesowej, czyli na barierach Ex, które funkcjonowały w wielu zakładach chemicznych.
Od początku stawialiśmy na budowanie trwałych relacji partnerskich w oparciu o nasze nowatorskie i niezawodne rozwiązania, połączone z wiedzą ekspercką naszych pracowników. Od początku rozwijaliśmy się – zarówno, jeśli chodzi o nasz zespół, jak i naszą ofertę – wprowadzając innowacyjne produkty i rozwiązania, które spełniają rosnące potrzeby przemysłu w Polsce. Nasza kadra jest bardzo dobrze wyedukowana i ma bardzo pokaźne doświadczenie zdobyte w różnych gałęziach przemysłu – jak projektowanie maszyn czy utrzymanie ruchu – oraz wiedzę techniczną zdobytą w trakcie pracy w innych firmach z branży, którą potrafi wykorzystać w rozmowach z klientami. Dokładamy wszelkich starań, aby być partnerami we wdrożeniach nowych koncepcji, prezentując nie tylko wiedzę na temat naszych produktów, ale również uwzględniając inne aspekty, jak np. programowanie PLC czy mniejsze wdrożenia naszych kompletnych systemów. Nasz zespół jest w stanie pomóc w szkoleniach lub testach naszych rozwiązań i niejednokrotnie współpracuje z producentami maszyn czy linii, od koncepcji aż do końcowej realizacji.
Dzięki wysokiej jakości produktów oraz profesjonalizmowi zyskaliśmy zaufanie naszych kooperantów, a długoletnie doświadczenie całej grupy Pepperl+Fuchs pozwoliło zrozumieć potrzeby naszego lokalnego r ynku i dostosować naszą ofertę do wymagań polskich przedsiębiorstw.
Pepperl+Fuchs Polska w ciągu 15 lat działalności uczestniczył w licznych projektach przemysłowych, wspierając klientów w optymalizacji procesów pro-
dukcyjnych oraz zapewniając niezawodność i efektywność działania systemów automatyki. Firma inwestuje w rozwój swoich produktów oraz infrastrukturę, czego przykładem może być otwarte kilka lat temu nasze centrum szkoleniowe w Krakowie.
W trakcie ostatnich kilkunastu lat Pepperl+Fuchs zdobył szereg nagród i wyróżnień za innowacyjność i skuteczność naszych rozwiązań. To potwierdza pozycję firmy jako jednego z liderów w dziedzinie automatyki przemysłowej w Polsce.
Wizja i zaangażowanie całego zespołu Pepperl+Fuchs Polska sprawiły, że firma stała się nieodłączną częścią polskiego krajobrazu przemysłowego, dostarczając nie tylko produkty, ale też wartość dodaną przez wsparcie techniczne, szkolenia oraz partnerskie relacje z klientami. Dzięki ciągłemu dążeniu do doskonałości i innowacyjności firma Pepperl+Fuchs nadal będzie kluczowym graczem na polskim r ynku automatyki przemysłowej przynajmniej w kolejnych 15 latach.
W firmie funkcjonują działy Factory Automation i Process Automation. Z czego wynika przyjęcie takiego podziału i jakie są kompetencje obu pionów?
Podział na dwa piony w ramach Pepperl+Fuchs nastąpił w latach 90. ubiegłego wieku i był to ruch gruntownie przemyślany. Są one związane z różnymi formami działalności i obsługą odmiennych branż przemysłu. W przypadku działu Factory Automation zmiany na rynku są częstsze, cykle krótsze, inny jest też czas życia produktów. I mam wrażenie, że ten trend przybiera na sile, czego powodem są zmieniają-
ce się potrzeby konsumentów. Jeżeli chodzi o dział Process Automation, projekty są w tym przypadku zwykle długofalowe, często wieloletnie. Aczkolwiek tu również można zaobserwować dynamizację, która wiąże się z digitalizacją przemysłu i rosnącym zainteresowaniem klientów produktami cyfrowymi, mogącymi pracować w strefach zagrożonych wybuchem. Niemniej jednak nie jest to skala obserwowana w branży produkcji dyskretnej.
Podział wewnątrz firmy okazał się być również w kontekście dekady jak najbardziej słuszny i taka konstrukcja biznesu cały czas się sprawdza. Warto podkreślić, że oba działy współpracują ze sobą. Przykładowo jesteśmy dostawcą produktów we wspólnych projektach, które obejmują wdrażanie komponentów automatyki dyskretnej w aplikacjach ATEX. Są to m.in. czujniki, skanery czy głowice RFID, stosowane w iskrobezpiecznych obudowach mogących pracować w obszarach Ex. W branży p rocesowej n aszymi klientami są zazwyczaj odbiorcy końcowi, przy czym oczywiście korzystają oni z usług swoich partnerów i podwykonawców. Z kolei automatyka dyskretna to również integratorzy systemów, producenci maszyn oraz biura projektowe, co oznacza, że łańcuch tworzenia wartości jest tu znacznie dłuższy O ile potrzeby wdrożeniowe wychodzą zwykle od klientów końcowych, o tyle w branży procesowej firmy są zwykle w stanie realizować projekty samodzielnie. Jest to możliwe dzięki wielkości tych przedsiębiorstw i działających w nich rozbudowanych zespołów. W przypadku automatyki dyskretnej jest nieco inaczej. Klient końcowy zgłasza zapotrzebowanie, na które odpowiadają zwykle integratorzy i instalatorzy, przy
NA DWA PIONY W RAMACH
NASTĄPIŁ W LATACH
UBIEGŁEGO WIEKU I BYŁ TO RUCH
PRZEMYŚLANY. SĄ ONE
Z RÓŻNYMI FORMAMI
I OBSŁUGĄ ODMIENNYCH BRANŻ PRZEMYSŁU. Fot. archiwum własne 25 4/2024 ROZMOWA
PODZIAŁ
PEPPERL+FUCHS
90.
GRUNTOWNIE
ZWIĄZANE
DZIAŁALNOŚCI
TOMASZ MICHALSKI
Dyrektor handlowy Pepperl+Fuchs. Absolwent Wydziału Automatyki Elektroniki i Informatyki Politechniki Śląskiej w Gliwicach oraz Wydziału Zarządzania w Szkole Głównej Handlowej w Warszawie. Niemal od początku swojej kariery zawodowej związany z firmą Pepperl+Fuchs. Pracę rozpoczynał jako inżynier sprzedaży i kierownik regionalny. Następnie łączył powyższe stanowiska z obowiązkami Key Account Managera Automotive Polska. W 2012 r. został mianowany na stanowisko Sales Managera. Do chwili obecnej kieruje działem Faktory Automation w Polsce, Ukrainie, Litwie i Łotwie. Współpomysłodawca oraz organizator Mistrzostw Polski Branży Automatyki Przemysłowej. Uczestnik oraz prelegent wielu konferencji z zakresu automatyki przemysłowej. Podczas kilku ostatnich lat stworzył bardzo profesjonalny zespół w dziedzinie automatyki i znacząco umocnił pozycję firmy na polskim r ynku oraz zwiększył popularność marki Pepperl+Fuchs. Pr ywatnie szczęśliwy mąż i ojciec trójki dzieci, społecznik, wielki fan sportu, nowych technologii, pasjonat filozofii dalekowschodnich.
czym oni sami są często też współautorami koncepcji projektowej.
Abstrahując od szczegółów, myślę, że w przypadku takiego dostawcy, jak Pepperl+Fuchs konieczna jest przede wszystkim fachowa wiedza i jej przekazywanie. Dzięki niej potrafimy dyskutować o rozwiązaniach, dostosowywać je do zmieniających się warunków i funkcjonować jako specjalista branżowy. Wychodzimy naprzeciw wymaganiom odbiorców i jesteśmy z nimi od początku – od powstania koncepcji, poprzez testowanie i wdrożenie, do obsługi posprzedażowej.
Jakie branże stanowią największą grupę odbiorców rozwiązań Pepperl+Fuchs? Jaki rodzaj klientów dominuje?
Nowoczesne technologie oraz ogólnoświatowa sieć sprzedaży i produkcji sprawiają, że firma Pepperl+Fuchs to idealny partner w wielu gałęziach przemysłu na rynku globalnym. Głównymi branżami, w których można znaleźć nasze rozwiązania są przemysł motoryzacyjny, transport i przeładunek materiałów oraz intralogistyka, pakowanie, przemysł drukarski i papierniczy, branża pojazdów mobilnych, urządzenia przetwórcze oraz branża automatyki budynkowej.
Każda branża przemysłowa ma swoje własne wymagania. Rozwiązania w tym zakresie muszą spełniać indywidualne wymagania techniczne. Muszą być odpowiednie do zastosowania w strefach zagrożonych wybuchem, w wysokich temperaturach i w surowym otoczeniu. Jest jeden mianownik wspólny
dla wszystkich branż: wysoka jakość produktów, zaufanie, innowacyjność, dzięki której klient może zyskać przewagę technologiczną, pomoc techniczna i wiedza.
Porozmawiajmy o logistyce magazynowej. Jakie są obecnie największe wyzwania w tym zakresie? Obecnie logistyka magazynowa jest niezmiernie dynamiczną dziedziną. W miarę rozwoju ecommerce i różnorodności produktów, operacje magazynowe stają się coraz bardziej złożone. Wyzwaniem jest niezawodne i jednocześnie efektywne zarządzanie różnorodnymi produktami oraz zapewnienie ich szybkiego i dokładnego przemieszczania się w magazynie. Klientom zależy na błyskawicznym otrzymaniu złożonego zamówienia. Automatyzacja procesów logistycznych musi wobec tego zapewnić szybkie przetwarzanie i wysyłkę towarów, aby sprostać rosnącym wymaganiom r ynku. Kolejnym aspektem jest optymalne zarządzanie zapasami. Automatyzacja może pomóc w śledzeniu oraz kontrolowaniu zapasów w czasie rzeczywistym, zapobiegając nadmiernemu zatowarowaniu oraz pozwalając uniknąć niedoborów.
Jednak wdrożenie rozwiązań automatyzacji może być kosztowne, zwłaszcza na początku. Dlatego wyzwaniem jest znalezienie równowagi pomiędzy inwestycją a potencjalnymi korzyściami, aby zagwarantować satysfakcjonujący zwrot z inwestycji. Kolejnym wyzwaniem może być zapewnienie bezpieczeństwa. Niektóre magazyny są w pełni zautomatyzowane, jednak sporą część stanowią takie, w których współpracują ze sobą maszyny i ludzie. Tu wyzwaniem jest zapewnienie bezpiecznych warunków pracy.
Sprostanie wszystkim wspomnianym wyzwaniom oraz wielu innych aspektom dotyczącym tego tematu jest podejście holistyczne, które uwzględnia zarówno techniczne, jak i organizacyjne wyzwania organizacji operacji magazynowych.
W jaki sposób czujniki mogą pomóc w zapewnieniu bezpieczeństwa pracowników i zminimalizowaniu ryzyka wypadków w magazynie?
Czujniki, dzięki różnorodnym funkcjom i zastosowaniom, stanowią kluczowe narzędzie w tym zakresie. Możemy powiedzieć, iż są one niejako oczami i uszami całej sfery automatycznej. Czujniki ruchu mogą być umieszczone w strategicznych punktach magazynu, aby rejestrować ruchy osób oraz pojazdów. Gdy wykryją niebezpieczne zachowania, takie jak wchodzenie w strefy zakazane dla pieszych, mogą natychmiast zareagować, wyłączając maszyny lub emitować ostrzeżenia dźwiękowe lub optyczne.
W bardziej niebezpiecznych obszarach stosuje się czujniki bezpieczeństwa lub kurtyny bezpieczeństwa, optyczne lub ultradźwiękowe. W przypadku wykrycia kogoś w nieodpowiednim miejscu, mogą zapobiec potencjalnym niebezpiecznym zdarzeniom.
Kolejnymi ważnymi rozwiązaniami są skanery, które monitorują odległość między pracownikami a ruchomymi W
KLIENTAMI SĄ ZAZWYCZAJ ODBIORCY KOŃCOWI, PRZY CZYM OCZYWIŚCIE KORZYSTAJĄ ONI ZE SWOICH PARTNERÓW I PODWYKONAWCÓW. 26 AUTOMATYKA ROZMOWA
BRANŻY PROCESOWEJ NASZYMI
składowymi magazynu. W magazynach możemy również znaleźć czujniki parametrów środowiskowych, takich jak temperatura, wilgotność czy stężenie gazów. Dzięki temu możemy wcześnie wykryć przekroczony poziom CO₂, pożar czy wyciek gazów.
Wszystkie te oraz inne zastosowania czujników mają za zadanie zapobiegać wypadkom oraz zwiększać świadomość i czujność pracowników.
W jaki sposób czujniki mogą pomóc w śledzeniu lokalizacji i identyfikacji produktów w magazynie? Czujniki są kluczowym narzędziem w tym przypadku. Szeroko stosowaną technologią w tym zakresie jest RFID (RadioFrequency Identification). Każdy produkt jest wyposażony w małą etykietę lub tag z unikalnym kodem RFID, który jest odczytywany przez czytnik/ antenę. Dzięki temu możliwe jest dokładne śledzenie ruchu produktów i ich lokalizacji w czasie rzeczywistym.
W powyższych aplikacjach naprzemiennie mogą być stosowane czytniki kodów kreskowych lub czujniki wizyjne. Mogą one automatycznie odczytywać etykiety, numery seryjne lub inne informacje identyfikacyjne umieszczone na opakowaniach produktów, co ułatwia śledzenie i lokalizację w magazynie. W odróżnieniu od czytników, czujniki wizyjne mogą identyfikować produkty na podstawie ich cech wizualnych, takich jak kształt czy kolor.
Natomiast czujniki ultradźwiękowe, laserowe lub skanery mogą być wykorzystywane do pomiaru odległości oraz wykrywania obecności przedmiotów w określonych miejscach magazynu, np. mogą skanować półki magazynowe, identyfikując puste miejsca lub produkty, które zostały umieszczone w niewłaściwym miejscu.
Jak ocenia Pan stopień zaawansowania we wdrażaniu założeń czwartej rewolucji przemysłowej w Polsce i jakie aspekty są w tym zakresie najważniejsze?
Nie jestem w stanie udzielić jednoznacznej odpowiedzi na to pytanie. Niektóre obszary wykazują znaczny postęp, podczas gdy inne wymagają dalszego rozwoju. Polska coraz bardziej angażuje
się w innowacje technologiczne, takie jak sztuczna inteligencja czy IoT. Firmy z sektorów przemysłowych, takich jak automotive, logistyka itp., inwestują w nowoczesne technologie, co przyczynia się do wzrostu ich wydajności i konkurencyjności. Również wdrażanie systemów zarządzania produkcją (MES) czy systemów ERP umożliwia lepsze zarządzanie procesami produkcyjnymi czy też magazynowymi. Niezmiernie ważny jest aspekt naukowy.
Istotne jest połączenie przemysłu z sektorem badawczo-rozwojowym oraz podnoszenie swoich kwalifikacji i rozszerzanie wiedzy na temat możliwości Przemysłu 4.0 przez przedsię-
poziomach systemów zakładowych i wykorzystywane w celach analizy.
Ważnym elementem zmian w przemyśle jest możliwość użycia protokołu OPC UA, czyli nowego, otwartego standardu komunikacyjnego. Pozwala on na wymianę danych między różnymi urządzeniami i systemami, przy czym samo połączenie jest względnie proste – można je porównać do „przemysłowego” portu USB. Uważam, że było to brakujące ogniwo na rynku. Protokół OPC UA to rozwiązanie problemu występowania różnorodnych standardów komunikacyjnych wspieranych przez producentów. Zapewnia on możliwość stosowania otwartego podejścia i bę-
OBECNIE LOGISTYKA MAGAZYNOWA JEST NIEZMIERNIE DYNAMICZNĄ DZIEDZINĄ. W MIARĘ ROZWOJU
E-COMMERCE I RÓŻNORODNOŚCI
PRODUKTÓW, OPERACJE MAGAZYNOWE STAJĄ SIĘ CORAZ BARDZIEJ ZŁOŻONE.
biorstwa i ich pracowników. Potrzebne są też odpowiednie regulacje i zachęty sprzyjające inwestycjom w nowoczesne technologie, co jest kluczowe dla rozwoju czwartej rewolucji przemysłowej. Wsparcie ze strony rządu albo Unii Europejskiej może przyspieszyć w Polsce wdrażanie nowych koncepcji.
W jaki sposób firma Pepperl+Fuchs odpowiada na p otrzeby Przemysłu 4.0?
Praktycznie wszystkie nasze nowe produkty mają wbudowany interfejs IOLink, co umożliwia im komunikację cyfrową. Dzięki temu możliwe jest stworzenie w pełni inteligentnego systemu – od czujników, przez RFID i inne urządzenia, do poziomu sterowania i powyżej. Podstawą zachodzącej dzisiaj w przemyśle transformacji są dane, które mają początek w halach produkcyjnych. To tutaj odbywa się przekształcanie wartości analogowych na ich cyfrowe odpowiedniki. Ważna przy tym jest standaryzacja danych. Dopiero wtedy, gdy dysponujemy wiar ygodnymi, ustandaryzowanymi informacjami, mogą one być przetwarzane na różnych
dzie stanowić jeden z motorów napędowych rozwoju cyfrowego przemysłu.
Nasza oferta zmienia się również ze względu na coraz większe potrzeby wykorzystywania w przemyśle rozwiązań mobilnych. Chodzi w szczególności o zapewnianie możliwości dostępu do informacji z poziomu tabletów oraz smartfonów. Obserwujemy również rozwój koncepcji machine learning i sztucznej inteligencji, a także ich praktycznego stosowania w ramach oprogramowania i algorytmów.
Jedynie rozbudowana automatyzacja pozwoli naszemu przemysłowi być konkurencyjnym na arenie międzynarodowej. Jak pokazują różnego rodzaju badania i raporty, mamy w tej dziedzinie sporo do nadrobienia. Bez wyeliminowania tych zaległości trudno będzie w pełni wdrożyć koncepcję Przemysłu 4.0. Z naszych obserwacji oraz z prognoz analityków wynika, że sytuacja w polskich przedsiębiorstwach zaczyna zmieniać się na korzyść i nadal tak będzie.
Rozmawiała
Katarzyna Jakubek AutomatykaOnline.pl
27 4/2024 ROZMOWA

Współczesne oblicze Przemysłu 4.0
Koncepcja i realizacja sposobów wdrożenia nowoczesnych technologii wciąż ewoluują. Obecnie pod pojęciem Przemysłu 4.0 nie kryją się tylko i wyłącznie cyfryzacja i automatyzacja procesów wytwórczych, jak było to pierwotnie rozumiane w chwili wprowadzenia tej koncepcji w życie w 2011 r., ale również cyfrowe sterowanie procesami, coraz częściej za pomocą sztucznej inteligencji. Przyjrzyjmy się zatem, w jakim momencie cyfrowej transformacji przemysłu obecnie się znajdujemy i w którą stronę podążać będą cyfrowe procesy przemysłowe.
Marcin Bieńkowski
Na początku warto zastanowić się, co obecnie kryje się pod pojęciem Przemysłu 4.0. Do niedawna Przemysł 4.0 obejmował przede wszystkim cyfryzację i pełną automatyzację, w tym również robotyzację procesów związanych zarówno bezpośrednio z samą produkcją, jak i z całością operacji zarządzania przedsiębiorstwem, a także z indywidualizacją i projektowaniem produkcji pod konkretne zamówienia klienta. Innymi słowy, jako elementy Przemysłu 4.0 wymieniany był tu ciąg zdarzeń produkcyjnych, począwszy od marketingu, zamówienia klienta, projektu, finansowania zamówienia, działań badawczo-rozwojowych prowadzących do powstania gotowego wyrobu, jego sprzedaży i serwisu posprzedażowego. Coraz częściej Przemysł 4.0 rozumiany jest jako zintegrowanie szeregu inteligentnych technologii cyfrowych, niezależnie od typu i rodzaju – np. bazu-
jące na chmurze czy analizie Big Data z technikami fizycznego wytwarzania.
Patrząc szerzej na Przemysł 4.0, wyraźnie widać, że w ten sposób stworzona została nowa generacja systemów produkcyjnych, bazujących na przetwarzaniu i przepływie cyfrowych informacji na każdym z etapów produkcji, a także polegająca na zarządzaniu wszelkimi cyfrowymi lub sterowanymi cyfrowo procesami. Cyfryzacja ta obejmuje również łańcuchy dostaw oraz wszelkie procesy zarządzania klientami. Jednak rewolucja związana ze sztuczną inteligencją w istotny sposób zmodyfikowała procesy na etapach związanych z decyzyjnością, projektowaniem i analizą danych, a także dużo większą autonomicznością produkcji i zmniejszeniem w nim udziału człowieka. Do tego dochodzą wszelkie procesy związane ze zrównoważonym rozwojem oraz dbałością o środowisko.
28 AUTOMATYKA TEMAT NUMERU
O ile cyfrowe wsparcie procesów decyzyjnych i produkcyjnych znacząco poprawia wydajność oraz zapewnia większą elastyczność i efektywność zarządzania firmą, zgodnie ze zmieniającymi się warunkami zewnętrznymi i zapotrzebowaniem rynku, tak firmy wykorzystujące AI, mogą podnosić swoją wydajność i jakość produkcji przenosząc ją na nowy, wyższy poziom, dokładnie dopasowany do oczekiwań klienta. Zyskują tym samym przewagę konkurencyjną, co staje się kluczową kompetencją strategiczną współczesnego biznesu zorientowanego na klienta i uwarunkowania rynkowe.
AI wkracza do akcji
Fizyczna produkcja, systemy zamówień czy analiza rynku oraz łańcuchy logistyczne bazujące na wsparciu ze strony sztucznej inteligencji nie są już optymalizowane przez bezpośrednią modyfikację linii produkcyjnych, przebudowę magazynów, czy prowadzenie ankiet wśród klientów i przezbrajanie parku maszynowego. Obecnie optymalizacja dokonuje się za pomocą oprogramowania sterującego. Nowoczesne technologie pozwalają na lepszą analizę zdarzeń i rynkowych zachowań klientów. Człowiek z roli analityczno-decyzyjnej sprowadzony zostaje jedynie do funkcji decyzyjnej. Wszelkie analizy
danych wykonuje sztuczna inteligencja i dostarcza w formie czytelnych wykresów oraz tabel.
Serwis maszyn oraz urządzeń w znacznym stopniu polega na automatycznej diagnostyce oraz na zdolności do samonaprawy. Nie oznacza to jednak, że serwisanci staną się zbędni. Wręcz przeciwnie, ich umiejętności będą niezbędne do naprawy i optymalizacji działania coraz bardziej skomplikowanych linii produkcyjnych i złożonych urządzeń. Zastosowanie AI może być nieograniczone w niemal wszystkich obszarach działalności wytwórczej. Dlatego pojęcie Przemysłu 4.0 coraz częściej zastępowane jest terminem AI Manufacturing lub AI in Manufacturing.
Sztuczna inteligencja ma kluczowe znaczenie dla koncepcji Przemysłu 4.0, trendu zmierzającego w kierunku większej automatyzacji w ustawieniach produkcyjnych oraz masowej generacji i transmisji danych w warunkach produkcyjnych. AI i uczenie maszynowe są niezbędne do tego, aby firmy mogły zamienić ogromne ilości generowanych przez siebie danych wytwarzanych przez linie i maszyny produkcyjne w realną wartość. Wykorzystanie sztucznej inteligencji do optymalizacji procesu produkcyjnego może prowadzić do oszczędności kosztów, poprawy bezpieczeństwa, wydajności łańcu -
cha dostaw i wielu innych korzyści. Zastosowanie sztucznej inteligencji w produkcji obejmuje szeroki zakres możliwości jej użycia – począwszy od konserwacji predykcyjnej, przez optymalizację procesów produkcji i łańcucha dostaw, na kontroli jakości i prognozowaniu popytu kończąc. Dla producentów zastosowanie sztucznej inteligencji stanowi obecnie strategiczny krok w kierunku modernizacji działalności i utrzymania przewagi konkurencyjnej.
Według badania „Survey on AI Adoption in Manufacturing”, przeprowadzonego przez firmę Deloitte, branża produkcyjna jest najważniejszym generatorem danych. Aby przeanalizować ogromne ilości danych i wykorzystać je w celach biznesowych producenci są zmuszeni do wdrożenia sztucznej inteligencji w swoich zakładach.
Podczas procesu produkcyjnego tworzona jest ogromna ilość danych. W przypadku fabryki z 1000 czujników, które wysyłają sygnały co 10 s, mamy do czynienia z 360 000 zapisanych rekordów na godzinę, co oznacza ponad milion zapisów dziennie. Szacuje się, że produkcja wytwarza około 1812 PB danych rocznie, czyli więcej niż branża komunikacyjna, finansowa i detaliczna razem. Ponieważ proces podejmowania decyzji stał się coraz bardziej złożony ze
JAKIE KORZYŚCI PRZYNOSZĄ ROZWIĄZANIA TECHNICZNE
PRZEMYSŁU 4.0 W KONTEKŚCIE BEZPIECZEŃSTWA MASZYN
I URZĄDZEŃ?
TOMASZ OTRĘBSKI, DIRECTOR OF ENGINEERING, ELOKON
Informatyzacja w procesach przemysłowych staje się codziennością. Zaawansowane systemy produkcyjne potrzebują wsparcia informatycznego w obszarach nadzorowania i wspomagania procesu, nadzorowania jakości oraz szybkiej diagnostyki.
Budując systemy sterowania i zarządzania procesem produkcyjnym w fabryce 4.0, w oparciu o technologię IIoT (Industrial Internet of Things), możemy je stosować w celu poprawy bezpieczeństwa. Informatyzacja daje duże możliwości wspomagania w zarządzaniu bezpieczeństwem. Dane, które gromadzimy w różnego rodzaju bazach danych możemy dowolnie obrabiać i wykorzystywać.
Takie dane mogą być bardzo pomocne w obszarze bezpieczeństwa maszynowego. Ułatwiają także proces nadzorowania bezpieczeństwa przez służby utrzymania ruchu. Planując budowę
takich systemów, warto w fazie projektowania pamiętać o możliwościach, jakie mamy, dzięki dostępowi do instalacji opartych na IIoT i wykorzystać to np. w działaniach prewencyjnych w zakresie kształtowania bezpieczeństwa.

Posiadanie rozbudowanego, inteligentnego systemu sterowania oraz dużej ilości danych z procesu produkcyjnego umożliwia wykonywanie analiz, które bezpośrednio mogą wpłynąć na decyzje systemu związane z bezpieczeństwem ludzi. Nie możemy zapominać o zapewnieniu bezpieczeństwa danych, które gromadzimy oraz bezpieczeństwie dostępu do systemów informatycznych mających bezpośredni wpływ na pracę maszyn i linii produkcyjnych.
29 4/2024 TEMAT NUMERU
Fot. pixabay
względu na gwałtowny wzrost ilości informacji cyfrowych, producenci starają się przetwarzać i wykorzystywać je bardziej efektywnie, wspomagając się uczeniem maszynowym i sztuczną inteligencją.
Uczenie maszynowe pomaga firmom produkcyjnym zwiększyć precyzję i wydajność konserwacji predykcyjnej, tym samym nie tylko zapobiega możliwości wystąpienia awarii, ale również zwiększa produktywność każdej maszyny. Według raportu Deloitte, aż 93 % badanych firm uważa, że sztuczna inteligencja jest już kluczową technologią napędzającą wzrost i innowacje w produkcji.
Wdrożenia AI
w Przemyśle 4.0
Istnieje duża liczba możliwych scenariuszy użycia sztucznej inteligencji. Należą do nich: inteligentna produkcja, produkty i usługi, operacje biznesowe i zarządzanie, łańcuch dostaw a także podejmowanie decyzji dotyczących modeli biznesowych. Sztuczna inteligencja ma wiele zastosowań w produkcji, w tym w Przemyśle 4.0. Raport Deloitte wykazał, że podsta -
Kluczowe obszary wdrożenia AI wśród ankietowanych firm [2]
Inteligentna produkcja
Produkty i usługi
Operacje biznesowe i zarządzanie
Łańcuchy dostaw
Podejmowanie decyzji
Brak zastosowań i planów
wową dziedziną wdrożeń AI związanych z Przemysłem 4.0 stanowi inteligentna produkcja (51 %). Kolejną gałęzią są produkty i usługi (25 %). Respondenci, którzy wybrali Łańcuchy dostaw oraz operacje biznesowe i zarządzanie stanowią odpowiednio 8 % i 4 % ankietowanych (Wykres).
Priorytety przedsiębiorstw ulegną jednak znacznej zmianie w ciągu najbliższych kilku lat. Tworzenie nowych obszarów wzrostu będzie w większym
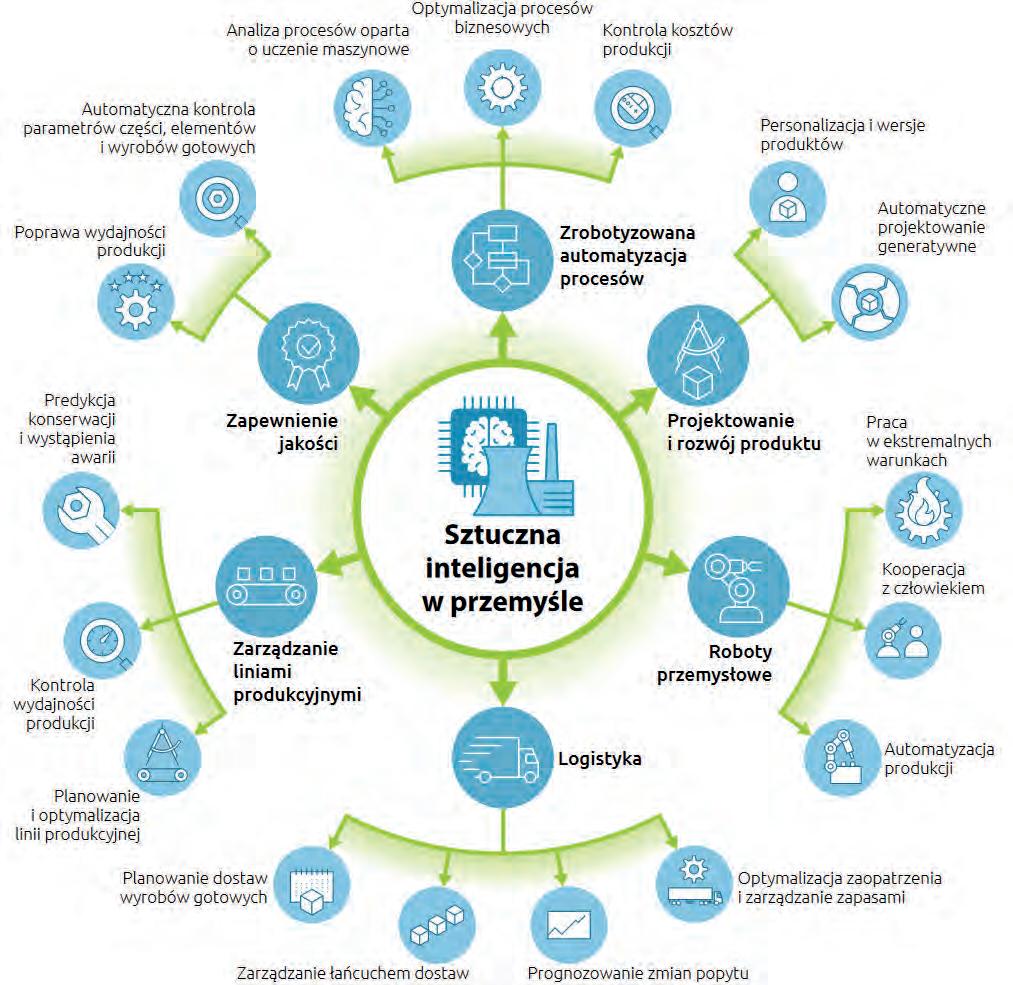
stopniu koncentrować się na zastosowaniach sztucznej inteligencji w celu zwiększenia wydajności marketingu, usług logistycznych, zarządzania aktywami i sprzętem, wglądu w potrzeby klientów, a także zarządzania energią [2].
Sztuczna inteligencja jest coraz częściej stosowana w automatyzacji fabryk, zarządzaniu zamówieniami i automatycznym planowaniu. W ciągu najbliższych dwóch lat coraz więcej technologii sztucznej inteligencji będzie wykorzystywanych w kontroli jakości, a przede wszystkim w monitorowaniu i zarządzaniu defektami produkcyjnymi. Do rozwoju tego zastosowania przyczynia się zauważalny postęp technologii widzenia komputerowego.
Szerokie wykorzystanie robotów, a zwłaszcza kobotów, czyli robotów współpracujących, zwiększy w przyszłości zapotrzebowanie na systemy, które wykorzystują sztuczną inteligencję „na produkcji”. Taki trend obserwowany jest na masową skalę w Chinach. W Państwie Środka w ciągu ostatnich trzech lat około 60 % firm przemysłowych zautomatyzowało 40 % swoich zakładów. Wiele z nich korzysta z procedur uczenia maszynowego do nadzoru produkcji i optymalnego wykonywania operacji technologicznych. Co ciekawe, w ciągu ostatnich 10 lat liczba robotów zainstalowanych w Chinach wzrosła o 500 %, podczas gdy w Europie wzrost ten wynosił jedynie 112 %.
30 AUTOMATYKA
NUMERU
TEMAT
4% 4% 4% 8% 25% 51% 0%10%20%30%40%50%60%
JAKIE KORZYŚCI W PROJEKTACH FIRMY PRZYNIOSŁY TECHNOLOGIE
PRZEMYSŁU 4.0?
THOMAS SPRANZEL, PRODUKT MANAGER – RFID I FIELDBUS, TURCK
Dzięki wykorzystaniu nowoczesnych technologii kojarzonych z hasłem Przemysł 4.0, takimi jak systemy chmurowe, identyfikacja RFID czy IO-Link, można było zwiększyć potencjał całej linii produkcyjnej w wielu projektach. W naszej codziennej pracy staramy się przekonywać klientów, że można w prosty sposób pozyskać więcej niż jedną wartość z urządzenia przy zastosowaniu technologii IO-Link czy śledzić produkt przy zastosowaniu technologii RFID, dzięki czemu zwiększamy wydajność, zachowujemy pełną kontrolę nad produkcją i możemy efektywnie zarządzać magazynem. Wszystkie te dane możemy przesłać na platformę chmurową. Samo zbieranie danych nie jest jednak
Agregując i analizując dane produkcyjne – zaczynając od pobranych z czujników i sensorów, umieszczonych na maszynach, kończąc na analizie całego systemu sterowania czy też zarządzania produkcją sztuczna inteligencja może wykryć, który element lub obszar produkcji warto poddać analizie i zoptymalizować. Sygnałem może być skok zużycia energii w określonym miejscu, mniejsza wydajność pracy maszyny przy wykonywaniu konkretnej czynności, czy chociażby inna pracochłonność w czasie danej zmiany osobowej. Analizowanie wszystkich zmiennych w czasie rzeczywistym pozwala rozpoznać tego typu anomalie i wprowadzić optymalizację pracy oraz zużycia zasobów w procesie produkcji. Daje to również możliwość przewidywania zdarzeń z określonym prawdopodobieństwem, co może przynieść firmie spore oszczędności [3].
Cyfrowy bliźniak
W optymalizacji procesów produkcyjnych istotne znaczenie ma ich cyfrowe wymodelowanie. Tu z pomocą przychodzi koncepcja cyfrowego bliźniaka – Digital Twin. Cyfrowy bliźniak może być idealnym odzwierciedleniem obiektu fizycznego, czyli produktu, procesu technologicznego, systemu, maszyny, linii produkcyjnej, a nawet całej fabryki. Innymi słowy, jest możliwie dokładne odwzorowanie fizycznego obiektu w przestrzeni wirtualnej. Do prawidłowego sprzę -
kluczem do dokonania właściwych usprawnień, tajemnica tkwi w ich właściwej analizie. Rozwiązanie chmurowe Turck umożliwia tworzenie odpowiednich dla danego procesu analiz w prosty sposób, bez zaawansowanej wiedzy z zakresu IT. Dzięki bogatej ofercie możemy również niewielkim kosztem modernizować istniejące maszyny i procesy, wnosząc je na wyższy poziom zaawansowania. Wiele zrealizowanych projektów w oparciu o nowoczesne rozwiązania dla automatyki przemysłowej przyczynia się do regularnej współpracy z klientami, którzy nasze urządzenia posiadają u siebie w zakładach.
gnięcia obu światów niezbędne jest przetwarzanie danych w czasie rzeczywistym i stała aktualizacja stanu fizycznych obiektów i procesów w nich zachodzących, na przykład dzięki czujnikom pracującym w sieci Przemysłowego Internetu Rzeczy.
W tym miejscu warto rozróżnić, czym różni się standardowa symulacja od cyfrowego bliźniaka. Cyfrowy bliźniak jest wirtualnym środowiskiem, a to oznacza, że umożliwia p rowadzenie dowolnej liczby potrzebnych symulacji w celu zbadania

w cyfrowym bliźniaku, który powinien działać zawsze w czasie rzeczywistym. Na korzyść cyfrowego bliźniaka przemawia fakt, że opracowany jest z uwzględnieniem dwukierunkowego przepływu danych i informacji. A więc wyniki symulacji mogą wpływać na fizyczny proces produkcyjny i odwrotnie, proces produkcyjny wpływa na zachowanie cyfrowego bliźniaka. Przepływ ten zaczyna się w momencie, gdy czujniki obiektu dostarczają istotnych danych, a kończy w chwili udostępnienia wygenerowanych
SZTUCZNA INTELIGENCJA
MA KLUCZOWE ZNACZENIE
DLA KONCEPCJI PRZEMYSŁU 4.0, TRENDU
ZMIERZAJĄCEGO W KIERUNKU WIĘKSZEJ
AUTOMATYZACJI W USTAWIENIACH
PRODUKCYJNYCH ORAZ MASOWEJ
GENERACJI I TRANSMISJI DANYCH
W WARUNKACH PRODUKCYJNYCH.
wielu zachodzących procesów. Symulacja służy do zbadania ściśle określonych, wskazanych procesów i odbywa się w cyfrowym środowisku, którym może być, ale nie musi cyfrowy bliźniak. Co więcej, pojedyncza symulacja nie musi odbywać się w czasie rzeczywistym, a więc może być dużo bardziej dokładna niż w przypadku odwzorowania zachowania obiektu
informacji do obiektu źródłowego. Czujniki podłączone na zasobach fizycznych zbierają dane, które są następnie mapowane na model wirtualny. Dzięki temu każdy, kto analizuje działanie cyfrowego bliźniaka, widzi kluczowe informacje umożliwiające planowanie, tworzenie i eksploatację fizycznego elementu, a także proces jego produkcji.
31 4/2024 TEMAT NUMERU
Technologia cyfrowego bliźniaka zapewnia bezprecedensowy wgląd w produkty i zasoby, pozwalający zidentyfikować wąskie gardła, usprawnić operacje i wprowadzać innowacje w proces rozwoju produktu. Trzy podstawowe elementy technologii cyfrowych bliźniaków to konserwacja predykcyjna, planowanie i optymalizacja procesów oraz projektowanie produktów i wirtualne prototypowanie. Dzięki temu można natychmiast wykryć anomalie i odchylenia operacyjne w zakresie stanu i wydajności sprzętu. Proaktywnie planowana konserwacja i uzupełnianie części zamiennych minimalizuje też czas serwisowania i pozwala przeciwdziałać kosztownym awariom zasobów [4].
Kompleksowa analiza krytycznych, kluczowych wskaźników efektywności, takich jak koszty produkcji czy ilość odpadów, uzyskujemy z wirtualnych danych cyfrowych oraz bezpośrednio z sieci czujników, co można połączyć z danymi dostępnymi w systemie planowania zasobów przedsiębiorstwa (ERP). Ten proces pozwala postawić diagnozę i wskazać podstawowe przyczyny nieefektywności i obniżenia wydajności, która z kolei pomoże zoptymalizować wydajność i zmniejszyć straty. Dane historyczne dotyczące sprzętu, procesów i środowiska usprawniają planowanie produkcji, umożliwiając prawidłowe zaplanowanie zindywidualizowanej produkcji, tak aby najlepiej zaspokajała ona potrzeby klienta.
Wirtualne modele produktów zaimplementowane w środowisku cyfrowego bliźniak pozwalają uzyskać wgląd we wzorce użytkowania, punkty degradacji, obciążalność, występujące defekty itp. Zrozumienie charakterystyki produktu i rodzajów awarii pozwala projektantom i dewelope -
rom ocenić użyteczność produktu i ulepszyć przyszłe projekty. Podobnie producenci w oparciu o określone zachowania użytkowników i konteksty wdrażania produktów mogą dostarczać zindywidualizowane oferty dostosowane do potrzeb różnych grup odbiorców, a nawet pojedynczych klientów. Technologia cyfrowego bliźniaka wspiera tworzenie wirtualnych prototypów i opracowywanie niezawodnych pomocy do testowania funkcji w oparciu o dane empiryczne.
Jaka czeka nas przyszłość Na zakończenie warto poruszyć koncepcję Przemysłu 5.0. Przemysł 5.0 to termin, który coraz częściej pojawia się w kontekście przyszłości produkcji przemysłowej. Zakłada on coraz większą integrację i współdziałanie między człowiekiem a maszynami
kreatywnego podejścia, podejmowania złożonych decyzji i, uwaga – jest to całkowita nowość w podejściu do tego typu zagadnień, zdolności emocjonalnych. W Przemyśle 5.0 to czynnik ludzki zyskuje najwięcej na znaczeniu i staje się centralnym elementem procesu produkcyjnego. Oznacza to również zagwarantowanie, że korzystanie z nowych technologii nie narusza podstawowych praw pracowników, takich jak prawo do prywatności, autonomii i godności ludzkiej [5].
Dzięki Przemysłowi 5.0 działania zorientowane na człowieka nakładają się na transformacje technologiczne Przemysłu 4.0, zapewniając bardziej płynną interakcję między ludźmi i maszynami. Poniżej przedstawiono niektóre z technologii, które to umożliwiają [6]:
SZACUJE SIĘ, ŻE PRODUKCJA WYTWARZA OKOŁO 1812 PB DANYCH
ROCZNIE, CZYLI WIĘCEJ NIŻ BRANŻA
KOMUNIKACYJNA, FINANSOWA I DETALICZNA RAZEM.
i systemami używanymi w procesach produkcyjnych. Koncepcję Przemysłu 5.0 wprowadził w 2015 r. Michael Rada – prezes International Business Center of Sustainable Development. W koncepcji tej człowiek oraz maszyny sterowane przez sztuczną inteligencją mają tworzyć jedną funkcjonalną całość. Szerzej ten model rozwoju zdefiniowany został przez Komisję Europejską i opisany w raporcie „Industry 5.0 – Towards a sustainable, human centric and resilient European industry”. Opiera się on na współpracy ludzi z maszynami w przypadku zadań, które wymagają

• Int erakcje między człowiekiem a maszyną można dostosować, korzystając z wbudowanych czujników, siłowników i technologii uczenia maszynowego w celu ułatwienia adaptacji robotów współpracujących.
• Rozwijana jest oparta na sztucznej inteligencji współpraca ludzi/robotów w celu zmniejszenia marnotrawstwa, zwiększenia zgodności z zasadami zrównoważonego rozwoju i zwiększenia efektywności wykorzystania inwestowanych zasobów.
• Zaawansowane systemy zarządzania danymi i analiz wykorzystują sztuczną inteligencję i uczenie maszynowe, aby zminimalizować marnotrawstwo i nieefektywność oraz zoptymalizować uzdolnienie pracowników.
• Modele symulacyjne i cyfrowe bliźniaki minimalizują zużycie rzeczywistych systemów i upraszczają uczenie się i efektywność pracow-
32 AUTOMATYKA TEMAT NUMERU

ników. Pozwala to na maksymalną innowacyjność i kreatywność przy minimalnym ryzyku operacyjnym.
• R oboty oparte na współpracy i narzędzia oparte na doświadczeniach, takie jak wirtualna rzeczywistość (VR), mogą pomóc firmom podwoić wydajność inteligentnej automatyzacji oraz kreatywność i umiejętności rozwiązywania pro-
blemów partnerów z branży ludzkiej/robotów.
Długofalowe zalety wdrożenia koncepcji Przemysłu 5.0 umożliwią skuteczne przyciąganie i zatrzymywanie talentów, większe oszczędności energii i uzyskanie lepszej jakości produktów. Korzyści te przyczyniają się do poprawy konkurencyjności przez skuteczne dostosowanie się do
zmieniającego się świata i powstawania nowych rynków. Przemysł 5.0 sprawi, że fabryka stanie się miejscem, gdzie kreatywni ludzie będą mogli przyjść i pracować, aby stworzyć spersonalizowane doświadczenia odpowiadające pracownikom i ich klientom [6].
dr inż. Marcin Bieńkowski AUTOMATYKA
Materiały źródłowe
[1] Platforma Przemysłu Przyszłościhttps://przemyslprzyszlosci.gov.pl/ [2] Raport Deloitte, Survey on AI Adoption in Manufacturing, 2020
[3] Materiały firmy ASTOR
[4] Bonnie Baker, Koncepcja cyfrowego bliźniaka i jak ona działa, DigiKey [5] „Industry 5.0 – Towards a sustainable, human centric and resilient European industry”, Komisja Europejska, R&I Paper
Series Policy Brief, Bruksela 2021
[6] Materiały firmy SAP






Wydawca: Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP
Al. Jerozolimskie 202, 02-486 Warszawa
e-mail: jolanta.gorska-szkaradek@piap.lukasiewicz.gov.pl
33 4/2024 TEMAT NUMERU Fot. pixabay
PRENUMERUJ CZYTAJ W SPÓŁPRACUJ www.AutomatykaOnline.pl/Automatyka
REKLAMA KLUCZEM DO SUKCESU

Przyszłość produkcji pod znakiem cyfryzacji i zrównoważonego rozwoju
Transformacja, w obliczu której stoi branża produkcyjna, stwarza nowe zagrożenia i wyzwania. Należą do nich nadmierne koszty energii i zasobów pierwotnych, problemy z łańcuchem dostaw, inflacja i zwiększone koszty finansowe. Jednocześnie dwa megatrendy – cyfryzacja i zrównoważony rozwój – przekształcają krajobraz biznesowy producentów. W efekcie wiele małych i średnich firm produkcyjnych stanie przed koniecznością wdrożenia nowych modeli biznesowych i warunków produkcji.
Wiele osób nadal myśli o zrównoważonym rozwoju przede wszystkim w kategoriach środowiskowych. Termin ten ma jednak dużo szersze znaczenie. Firmy powinny być zrównoważone pod względem środowiskowym, społecznym i ekonomicznym. Oznacza to, że firma może przynosić zyski w dynamicznym, zmieniającym się świecie i przetrwać w dłuższej perspektywie. Zrównoważony rozwój oznacza znacznie więcej niż tylko zgodność z regulacjami. Według badania przeprowadzonego przez Capgemini 79 % konsumentów zmienia preferencje zakupowe w oparciu o odpowiedzial-
ność społeczną, inkluzywność lub wpływ ich zakupów na środowisko. W związku z tym firmy zdają sobie sprawę, że zrównoważony rozwój jest jednym z kluczowych czynników biznesowych.
Budowanie odporności biznesowej
Ostatnie lata pokazały, że nie możemy przyjmować niczego za pewnik. Pandemia COVID zakłóciła funkcjonowanie łańcuchów dostaw i zmusiła nas do przyjęcia nowych sposobów pracy. Wojna w Ukrainie nadeszła niespodziewanie w momencie, gdy pandemia dobiegała końca. Obecne obawy skupiają się wokół inflacji, cyberbezpieczeństwa, kryzysów żywnościowych i zagrożenia zmianami klimatu. W tych niepewnych czasach ludzie i firmy szukają sposobów na zminimalizowanie ryzyka i znalezienie długoterminowej stabilności. W przypadku produkcji oznacza to budowanie zrównoważonych przedsiębiorstw, które mogą przetrwać gwałtowne zmiany i zapewnić bezpieczeństwo danych oraz infrastruktury cyfrowej. Cyfryzacja i coraz dokładniejszy wgląd w łańcuch dostaw umożliwiają szybką reakcję w przypadku wystąpienia potencjalnych zakłóceń.
Fabryki 4.0
Zaawansowane technologie i narzędzia cyfrowe nieustannie kreują nowe możliwości i sprawiają, że procesy produkcyjne stają się bardziej wydajne. IoT i czujniki pomagają generować nowe dane, które pozwalają na pomiar y w czasie
rzeczywistym. W przypadku produkcji cyfryzacja może potencjalnie przekształcić modele biznesowe i odblokować nowe możliwości, pozwalające na lepszą obsługę klientów, optymalizację istniejących procesów, oszczędność kosztów oraz inteligentne zarządzanie ryzykiem.
Jednak zanim fabryki w Polsce będą mogły w pełni korzystać z efektów poprawy jakości i innych potencjalnych korzyści płynących z wdrożenia nowych technologii, takich jak sztuczna inteligencja, uczenie maszynowe, IIoT i inne, muszą zmierzyć się z szeregiem istotnych wyzwań. Jednym z nich jest dostarczenie procesom odpowiedniego paliwa w postaci ważnych danych. Zazwyczaj wymaga to likwidacji silosów funkcjonujących w przedsiębiorstwie, w tym silosów danych, analityki i narzędzi analitycznych. Dzięki odpowiedniej dyscyplinie i technologii wyzwania te można pokonać. Cyfrowe platformy biznesowe, takie jak platforma 3DEXPERIENCE firmy Dassault Systèmes, otwierają możliwości współpracy między organizacjami i maksymalizują korzyści płynące z nowych technologii. Pozwalają ocenić wewnętrzne kompetencje i zewnętrzne potrzeby w każdym obszarze oraz stworzyć środowisko biznesowe, które zaangażuje klientów i podwykonawców jako pełnoprawnych partnerów w procesie tworzenia wartości.
Na podstawie materiałów Dassault Systèmes
34 AUTOMATYKA TEMAT NUMERU

AVEVA PI System w polskiej dystrybucji ASTOR
ASTOR, czołowy dostawca inteligentnych technologii dla przemysłu, wprowadził do dystrybucji AVEVA PI System, znany wcześniej jako OSIsoft PI System. Ta n owość w o fercie krakowskiej firmy umożliwi klientom stosowanie najbardziej zaawansowanych rozwiązań zarządzania danymi procesowymi. To kolejny, wyższy poziom w cyfrowej transformacji fabryk i zakładów produkcyjnych.
Bez dobrej analizy nie ma właściwych decyzji, a co za tym idzie rozwoju biznesu i powiększania zysków. W dobie cyfrowej rewolucji są one możliwe dzięki danym, a te są paliwem dla AVEVA PI System. Dzięki temu narzędziu przedsiębiorstwa mogą uzyskać pełny wgląd w swoje procesy produkcyjne, identyfikować obszary optymalizacji oraz podejmować szybkie, świadome decyzje biznesowe.
Analiza i optymalizacja danych
– Doświadczenie ASTOR na r ynku oprogramowania przemysłowego to niemal trzy dekady. W tym czasie byliśmy świadkami tego, jak bardzo zmienia się przemysł. Towarzyszyliśmy firmom
na różnych etapach ich rozwoju. W dzisiejszych czasach, gdy wiele systemów od różnych dostawców i różnych klas – takich jak SCADA, CMMS, ERP, APS, a nawet Excel – przechowuje istotne informacje w odseparowanych formatach, integracja staje się kluczowym wyzwaniem. ASTOR doskonale zdaje sobie z tego sprawę i proaktywnie reaguje, oferując rozwiązanie, które łączy wszystkie źródła informacji w firmie w jednym miejscu – mówi Marek Zamojski, dyrektor linii biznesowej oprogramowanie w ASTOR.
AVEVA PI System nie tylko gromadzi dane z całego przedsiębiorstwa, ale także integruje je i nadaje im odpowiedni kontekst, umożliwiając przejrzystą analizę. To nadrzędny system, który zapewnia przedsiębiorstwom dostęp do najnowszych technologii optymalizacji i analizy danych, takich jak cyfrowe bliźniaki (digital twin), sztuczna inteligencja w przemyśle (Predictive Maintenance, Predictive Energy Efficiency), czy optymalizacji jakości produkcji (Predictive Quality oraz Predictive Throughput) i wielu innych. Ogromną zaletą systemu jest funkcja no code, dzięki której nie ma konieczności pisania kodu.
Nowe perspektywy
Korzyści wynikające z wdr ożenia
AVEVA PI System są znaczące. Dostęp do rzetelnych danych ujętych w odpo-
wiednim kontekście ułatwia analizę, raportowanie oraz podejmowanie decyzji biznesowych, które przekładają się na błyskawiczny zwrot z inwestycji. Ponadto możliwość zaawansowanej analizy danych oraz optymalizacji procesów dzięki AI otwiera przed firmą nowe perspektywy w zakresie projektowania swojej przyszłości w oparciu o dane historyczne. To narzędzie stanowi kluczowy element w budowaniu inteligentnych fabryk oraz realizacji koncepcji Przemysłu 4.0. – Jestem przekonany, że dzięki jednoczesnej współpracy z ASTOR i wyborowi AVEVA PI System, kluczowe dane przedsiębiorstw są bezpieczne, zintegrowane i gotowe do zaawansowanej analizy. W ten sposób firmy wykorzystujące AVEVA PI System włączają się w globalny nurt wyznaczania trendów w obszarach związanych z zaawansowaną analityką – mówi Marcel Kwiatkowski, menedżer ds. rozwoju AVEVA PI System.
Szczegółowe informacje na temat systemu AVEVA PI System można znaleźć na stronie www.astor.com.pl. Kontakt: marcel.kwiatkowski@astor.com.pl.
ASTOR Centrala ul. Smoleńsk 29, 31-112 Kraków tel. 12 428 63 00 e-mail: info@astor.com.pl
www.astor.com.pl
35 4/2024 TEMAT NUMERU
PROMOCJA
Fot. iStock, ASTOR
ZiMo – elastyczna komórka robota
ZiMo to doskonałe rozwiązanie do niedrogiej i nieskomplikowanej automatyzacji procesów dla małych, średnich i zmiennych linii produkcyjnych. Elastyczna komórka robota Zimmer Group ułatwia pierwsze kroki w automatyzacji dzięki szybkiemu uruchomieniu i intuicyjnej obsłudze. ZiMo zapewnia wsparcie tam, gdzie potrzebna jest pomocna dłoń – w montażu, zadaniach pick & place czy szkoleniach. Firma oferuje bogaty wybór różnego wyposażenia, dzięki czemu można stworzyć kompletny system dostosowany do indywidualnych potrzeb.
Kompaktowa konstrukcja ZiMo umożliwia uniwersalne zastosowanie i umieszczenie w dowolnym miejscu. Jest to idealne rozwiązanie do małych partii i elastycznych stanowisk pracy. Niezależnie od tego, w którym miejscu potrzebne jest wsparcie kobota, ZiMo nie wymaga skomplikowanego integrowania z linią produkcyjną. Dzięki temu system oferuje bardzo dużą swobodę użytkowania i umożliwia wszechstronne dostosowanie do zmieniając ych się potrzeb.
Łatwe uruchomienie
Do uruchomienia ZiMo nie jest potrzebna znajomość programowania: elastyczną komórkę robota można skonfigurować i uruchomić za pomocą intuicyjnego HMI Zimmer. Dzięki temu oszczędza się cenny czas oraz zasoby i można skoncentrować się na obszarach produkcji, które zapewniają realną wartość dodaną dla firmy.
Automatyzacja niewielkim kosztem
Niski koszt inwestycji i szybka integracja ZiMo z istniejącymi procesami umożliwiają automatyzację nie -
wielkim kosztem nawet dla małych, średnich i często zmieniających się wielkości partii. Krótszy czas taktu oraz zwiększona jakość i produktywność są zapewnione zarówno w przypadku półautomatycznej współpracy człowieka z robotem, jak i w p ełni zautomatyzowanych procesów produkcyjnych.
Zmienna konfiguracja, wszechstronne zastosowanie
Dzięki szerokiemu portfolio dostępnych akcesoriów i swobodnemu wyborowi robota można dostosować ZiMo do indywidualnych potrzeb. Zmienna konfiguracja i krótki czas przezbrojenia gwarantują maksymalną elastyczność procesów, co przekłada się na ogromny potencjał w zakresie modernizacji procesów produkcyjnych. Można rozbudować stół roboczy elastycznej komórki robota o komponenty według własnych pomysłów i wymagań:
• lekki robot na zamówienie,
• stacja chwytaków do automatycznej wymiany efektorów końcowych,
• mechaniczny i elektryczny interfejs do szybkiej adaptacji i pozycjonowania,
36 AUTOMATYKA TEMAT NUMERU
PROMOCJA
ROZWIĄZANIE ZIMO – KORZYŚCI
• elastyczność w miejscu pracy – kompaktowe rozmiary umożliwiają dowolne i mobilne ustawienie w sytuacji produkcyjnej,
• intuicyjna obsługa – łatwe uruchomienie i wygodna obsługa przez neutralny dla robota interfejs człowiek-maszyna (HMI),
• zwiększenie wydajności i jakości – niedrogi zakup i szybka integracja optymalizuje procesy produkcyjne,
• elastyczna konfiguracja – możliwość wyboru wyposażenia z szerokiego portfolio akcesoriów, dopasowanych do indywidualnych wymagań.
• zawieszenie na kartony, małe pojemniki lub nośniki detali,
• panel sterowniczy z intuicyjnym HMI Zimmer Group,
• czujniki do stopniowych ustawień bezpieczeństwa.
Indywidualna konfiguracja
Rozwiązanie ZiMo jest kompatybilne z robotami innych producentów. Zimmer Group oferuje szeroki wybór wyposażenia: systemy chwytaków i ssawek , czujniki, moduł robota MATCH i inne komponenty. W przypadku potrzeby zmian w procesie produkcyjnym, ZiMo można szybko i b ez większego trudu dostosować do nowych wymagań. Pozwala
to w pełni wykorzystać zalety kobota, do których należą wsparcie pracowników w monotonnych i czasochłonnych czynnościach, praca przez całą dobę, skrócenie czasów taktu, wysoka precyzja i powtarzalność. Elastyczna konfiguracja stołu roboczego i kompaktowe wymiary sprawiają, że ZiMo jest niezawodną, elastyczną komórką robota do niemal każdego zastosowania, np. załadunku i rozładunku maszyn, zadań pick & place, montażu czy obróbki detali.
ZIMO z chwytakiem do małych części
W konfiguracji z chwytakiem do małych części ZiMo jest wyposażony w specjalny chwytak. Elektryczne chwyta-

ki do małych części Zimmer Group o kompaktowych wymiarach i dużym skoku są unikalne w swojej klasie. W połączeniu z ZiMo idealnie nadają się do powtarzalnych zadań typu pick & place.
Zgodność z ekosystemem końca ramienia MATCH
Na życzenie ZiMo jest dostępny ze sprawdzonym ekosystemem ramion końcowych. System MATCH zapewnia wyjątkową kompatybilność i elastyczność, która łączy dwie główne technologie przenoszenia, podciśnienie, jak również chwytanie mechaniczne. Innowacyjny, cyfrowy ekosystem z inteligentną koncepcją połączeń daje niezliczone możliwości zastosowania z dużą różnorodnością efektorów końcowych.
ZiMo jako stanowisko szkoleniowe
Postępująca automatyzacja procesów prowadzi do powstawania wielu nowych możliwości i zadań. To jednak oznacza również potrzebę edukowania pracowników na temat szans i zagrożeń związanych z kobotami. ZiMo, ze względu na swoją modułową budowę i krótki czas adaptacji, jest idealnym stanowiskiem szkoleniowym. Pracownicy mogą szybko zdobyć umiejętności niezbędne do bezpiecznej i efektywnej obsługi robotów.
Intuicyjne sterowanie
Oprogramowanie CDS (Configuration & Diagnostic Software) może być stosowane we wszystkich przemysłowych systemach bezpieczeństwa SICK. Intuicyjna obsługa umożliwia łatwe i szybkie projektowanie i realizowanie aplikacji. Oprogramowanie udostępnia wszystkie dane konfiguracyjne i diagnostyczne, co umożliwia szybkie uruchomienie i skuteczne rozwiązywanie problemów.
ZIMMER GROUP Polska Sp. z o.o. ul. Widok 5, 43-300 Bielsko-Biała www.zimmer-group.pl
37 4/2024 TEMAT NUMERU
Fot. Zimmer Group

Chmurowe przetwarzanie danych zwiększa potencjał produkcji
Dziś technologia rozwija się bardzo szybko, dlatego systemy sterowania muszą dostarczać więcej niż tylko podstawowe dane. Nie wystarczy kontrola urządzeń i maszyn. Inżynierowie firmy Turck opracowali metodę efektywnego i precyzyjnego przetwarzania danych procesowych.
Thomas Spranzel
Aby zwiększyć wydajność procesów produkcyjnych, warto zbierać i analizować dane z różnych obszarów, do których dają dostęp sterowniki PLC. Ważna jest także zmiana podejścia do budowy maszyn. Zamiast klasycznych, sztywno połączonych elementów, nowoczesne maszyny są projektowane w sposób modułowy. To pozwala na szybkie dostosowanie systemu, optymalizację i pozyskanie większej ilości danych o przebiegu procesu. W ten sposób użytkownik może spojrzeć na maszynę z zupełnie nowej perspektywy.
Na czym bazuje modułowa budowa maszyn?
Modułowość polega na tym, że złożone maszyny są podzielone na moduły, które można łączyć w różnym układzie, tworząc różnorodne maszyny z tych samych części. Warto dodać, że modułowość nie jest właściwością binarną, lecz ma różne stopnie, od niskiego do wysokiego.
Maszyna składa się z elementów mechanicznych, hydraulicznych i komunikacyjnych. Aby wszystkie elementy i moduły mogły się ze sobą komunikować, potrzebne są ujednolicone interfejsy. Maszyny modułowe mają wiele zalet, takich jak niższy koszt produkcji, krótszy czas montażu i większa elastyczność rozbudowy.
Korzyści
ze zdecentralizowanej automatyzacji
Modułowa konstrukcja maszyny wymaga elastycznego okablowania, które nie jest możliwe przy połączeniu typu punkt-punkt w centralnej szafie sterowniczej. Ponadto centralna szafa utrudnia wymianę lub rozbudowę instalacji. Dlatego moduły maszyny powinny mieć własne struktury sterowania. Można je zrealizować np. stosując małe lokalne skrzynki sterownicze na module z komponentami IP20, takimi jak FEN20.
Wyspy wejść/wyjść w wysokim IP, takie jak seria TBEN, pozwalają zbierać
38 AUTOMATYKA
PROMOCJA
sygnały bezpośrednio na maszynie i łączyć moduły np. w sieci Ethernet – bez szafy sterowniczej. To obniża koszty instalacji i skraca czas uruchomienia u klienta końcowego.
Sterowanie a dane w chmurze
Precyzyjne sterowniki umiejscowione na maszynach dostarczają mnóstwa danych. Najnowsze rozwiązania firmy Turck umożliwiają klientom wysyłanie tych danych bezpośrednio do chmury. Tam z kolei odbywa się ich przechowywanie i przetwarzanie, również z wykorzystaniem potencjału sztucznej inteligencji.
Dla nowoczesnych maszyn kluczowa jest współpraca z takimi systemami, jak MES (System Zarządzania Produkcją) czy ERP (Planowanie Zasobów Przedsiębiorstwa). Dlatego sterowniki firmy Turck obsługują standardowo komunikację ProfiNet, EtherNet/IP, Modbus TCP, Modbus RTU, CANopen. Do komunikacji z systemami wyższego poziomu można zastosować MQTT lub OPC UA. Dzięki temu można budować fabryki zgodne z koncepcją Przemysłu 4.0.
Przetwarzanie danych pomaga eliminować błędy Wiele procesów biznesowych, zwłaszcza związanych z produkcją lub logistyką, wymaga analizy dużej ilości danych. To informacje o zużyciu materiałów, czasie pracy maszyn, zużyciu energii czy wyniki końcowe. Przetworzenie tych danych pozwala wyciągnąć wnioski i zwiększyć efektywność w firmie. Można

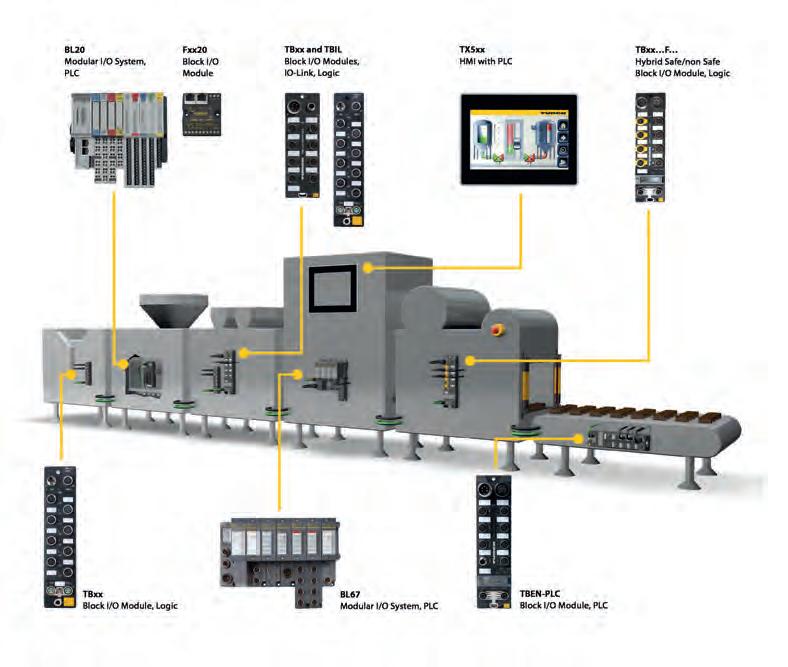
również zidentyfikować kluczowe czynniki wpływające na spadek wydajności. Przykładem może być monitorowanie drgań na kr ytycznych częściach maszyny i zapisywanie ich w systemie. W dłuższej perspektywie te wartości się zmieniają, co umożliwia predykcję serwisowania lub wymiany części, aby zapobiec poważnej awarii maszyny.
Turck Cloud Solution
Turck Cloud Solution to gotowe rozwiązanie dla klientów firmy Turck, którzy chcą skorzystać z zalet systemu chmurowego, bez specjalistycznej wiedzy z zakresu IT. Dzięki temu rozwiązaniu dane z maszyn mogą być łatwo wizualizowane i dostępne w przeglądarce internetowej. Nowa wersja rozwiązania chmurowego wyk orzystuje również sztuczną inteligencję do analizy danych.

Turck Cloud umożliwia także konfigurację i obsługę alarmów, które mogą być dostosowane do różnych sytuacji, np. sygnalizować przekroczony poziom cieczy w zbiornikach. Dzięki temu można szybko
reagować na zdarzenia i eliminować przyczyny występowania alarmów.
Podsumowanie
Przemysł 4.0 wymaga nie tylko wykorzystania danych, ale także elastyczności i skalowalności systemów automatyki. Dlatego coraz częściej stosuje się maszyny modułowe, które można łatwo dostosować do zmieniających się warunków i wymagań. Jednym z kluczowych elementów takich systemów jest połączenie z chmurą, które umożliwia zdalny dostęp, analizę i optymalizację procesów produkcyjnych.
Firma Turck oferuje rozwiązanie łączące zalety maszyn modułowych i chmur y w jednym pakiecie. Jest to system sterowania oparty na platformie Turck Cloud Solutions, który zapewnia intuicyjną obsługę, szybką integrację i wysoką funkcjonalność.
Thomas Spranzel Produkt Manager – RFID i Fieldbus
39 4/2024 TEMAT NUMERU Fot. Turck TURCK Sp. z o.o. ul. Budowlanych 131/4, 45-123 Opole tel. +48 77 4434 800 e-mail: poland@turck.com www.turck.pl
Maszyna modułowa z użyciem komponentów Turck

Sterowniki programowalne
Sterowniki programowalne stanowią podstawowe komponenty systemów sterowania w automatyce przemysłowej. Mimo rozwoju i popularyzacji bardziej zaawansowanych urządzeń, czyli komputerów przemysłowych, pozycja sterowników programowalnych wydaje się być niezagrożona, a one same wciąż ewoluują i dostosowują się do postępu technologicznego, np. przez zwiększanie wydajności. Dzięki swojej elastyczności sterowniki programowalne znajdują szerokie zastosowanie we wszystkich gałęziach przemysłu, a także w automatyce budynkowej, energetyce i transporcie.
Agnieszka Staniszewska
Sterowniki programowalne PLC można pogrupować, przyjmując ich cechy konstrukcyjne za kr yterium podziału. Urządzenia o prostej budowie, stosunkowo niewielkich wymiarach, zawierające w jednej obudowie procesor, pamięć, moduły wejść i wyjść oraz zasilacz nazywane są sterownikami kompaktowymi. Znajdują zastosowanie głównie w pojedynczych urządzeniach i maszynach oraz niezbyt skomplikowanych systemach automatyki. Na r ynku występują modele kompaktowe z opcją rozszerzeń, ale liczba dołączanych modułów jest limitowana dostępnością adresów, a ponadto istnieją ograniczenia związane z wymaganą sekwencją umieszczania kolejnych rozszerzeń względem jednostki bazowej.
Systemy sterowania liniami technologicznymi wymagają użycia nieco bardziej złożonych konstrukcji. Najczęściej stosowane są średnie i duże sterowniki modułowe. Charakteryzuje je duża elastycz-
ność konstrukcji – dobór odpowiednich modułów dokonywany jest przez samego użytkownika. Do wyboru są moduły centralne zawierające procesor i pamięć, moduły komunikacyjne pozwalające na rozbudowę systemu o komponenty pracujące z wykorzystaniem tożsamego protokołu komunikacyjnego, moduły grupujące od kilku do kilkunastu wejść lub wyjść cyfrowych, moduły z wejściami i wyjściami analogowymi, które służą do pomiarów wielkości fizycznych istotnych dla prawidłowej pracy systemu. W ofercie producentów i dystrybutorów sterowników programowalnych można znaleźć również moduły specjalne szybkich liczników, regulatorów PID, moduły odpowiedzialne za pozycjonowanie osi, sterowanie silnikami krokowymi czy pomiar zużycia energii. Od projektanta systemu zależy, których i ile modułów użyje, aby powstał sterownik odpowiadający zapotrzebowaniu. Zaletą sterowników modułowych jest możliwość rozbudowy lub modyfikacji w przyszłości, czyli
40 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
dopasowania do zmian całego systemu automatyki. Ponadto umożliwiają one stworzenie systemu rozproszonego, dzięki czemu ewentualna awaria skutkuje koniecznością wymiany tylko wybranego modułu, a nie całego urządzenia.
Przez wzgląd na możliwość rozszerzenia niektórych sterowników kompaktowych granice między sterownikami kompaktowymi i modułowymi powoli zacierają się, a producenci i dystrybutorzy coraz swobodniej podchodzą do klasyfikacji oferowanych produktów.
Sterowniki zintegrowane z HMI
Sterowniki zintegrowane z panelem operatorskim to przemysłowe urządzenia łączące funkcje sterowania, wizualizacji i zadawania parametrów pracy systemu. Mają rozbudowane funkcje komunikacyjne, jednak ograniczoną liczbę dostępnych wejść i wyjść.
Jednostka centralna wraz z modułami wejść, wyjść i komunikacyjnymi znajduje się z tyłu ekranu, tworząc z nim spójną całość. Zintegrowanie jednostki centralnej sterownika programowalnego z panelem jest rozwiązaniem dosyć wygodnym – zapewnia kompatybilność współpracujących ze sobą urządzeń, skraca czas i zmniejsza koszty montażu oraz konfiguracji, likwiduje możliwość wystąpienia błędu komunikacji między jednostką centralną a ekranem. Konfigurację oraz oprogramowanie sterownika i panelu zapewnia jedno środowisko programistyczne, co czyni rozwiązanie bardzo komfortowym – zmienne i dane są używane jednocześnie dla obu składowych urządzenia. Podgląd statusu sterownika oraz jego debugowanie jest możliwe z wykorzystywaniem zintegrowanego wyświetlacza bez konieczności podłączania komputera do sterownika programowalnego. Ze względu na swoje kompaktowe wymiary oraz zintegrowanie znajdują zastosowanie, gdy przestrzeń montażowa jest znacząco ograniczona. Decydując się na skorzystanie ze sterowników zintegrowanych z HMI, należy pamiętać o tym, że ewentualna awaria którejkolwiek ze składowych spowoduje konieczność wymiany całego urządzenia. Omawiany typ sterowników znajduje zastosowanie głównie w prostych aplikacjach maszynowych, syste-
mach pompowych, hydroforowych oraz w inteligentnych budynkach.
Przykładową serią sterowników zintegrowanych z panelami HMI jest Horner APG X2 z oferty firmy Astor. Sterowniki te mają monochromatyczny ekran operatorski 2,2” o rozdzielczości 128 × 64 px, o dużym kontraście, z podświetleniem LED. Ponadto dysponują 256 kB pamięci programu, portem CAN oraz dwoma portami szeregowymi do obsługi ponad 20 różnych protokołów komunikacyjnych. Robienie kopii zapasowych oraz łatwe konfigurowanie nowych urządzeń umożliwia slot microUSB, w którym można umieszczać przenośne karty pamięci. Karta pamięci może również posłużyć do gromadzenia danych procesowych i alarmowych. Sterowniki serii Horner APG X2 mają 12 wejść cyfrowych, cztery wejścia analogowe, 6–12 wyjść cyfrowych, dwa wyjścia analogowe. Można je instalować w niewentylowanych i nieogrzewanych szafach, ponieważ mogą pracować w temperaturze od –10 °C, do 60 °C. Mają stopień ochrony IP65 i są zasilane napięciem 24 V DC. Bezpłatne oprogramowanie narzędziowe Cscape w języku polskim umożliwia projektowanie wizualizacji, która może być prezentowana na zintegrowanych ekranach i zawierać dane numeryczne, proste grafiki i animacje, klawiatury funkcyjne i alfanumeryczne oraz gotowe obiekty graficzne z udostępnionych bibliotek.
Kolejną przykładową serią sterowników zintegrowanych z HMI jest Unitronics UniStream US5, propozycja firmy Elmark. Sterowniki wspomnianej serii mają kolorowy, dotykowy ekran o przekątnej 5”, protokoły komunikacyjne EtherNet/IP, CANopen, RS-232, RS-485 i Modbus. Bezpłatne oprogramowanie UniLogic umożliwia projektowanie wizualizacji zawierających dynamiczne wykresy, tabele danych i wiele ekranów użytkownika. Tylna część obudowy sterownika jest wyposażona w szynę DIN, zaś
panel w port USB, miniUSB, RJ45 oraz slot microSD. Sterownik ma procesor mogący obsługiwać do 204 wejść/wyjść, baterię do podtrzymywania pamięci, jest zasilany napięciem 24 V DC i może pracować w temperaturze od –20 °C do 55 °C, ma stopień ochrony IP20 od strony szyny DIN i IP65 lub IP66 od strony panelu.
Inną serię sterowników zintegrowanych z HMI stanowi seria p300 firmy Lenze. W ofercie znajdują się urządzenia z dotykowym ekranem rezystancyjnym o przekątnej 4,3”, 7” i 10,4”. Omawiane sterowniki mają slot microUSB umożliwiający łatwe kopiowanie i przenoszenie danych, pozwalają na komunikację za pomocą protokołów EtherCAT, CANopen, Profinet, Ethernet. Urządzenia p300 są zasilane napięciem 24 V DC i mają stopień ochrony IP20 od strony sterownika i IP65 od strony panelu.
Sterowniki bezpieczeństwa
Podczas realizacji procesów technologicznych istnieje potrzeba zwracania szczególnej uwagi na bezpieczeństwo. W procesach zautomatyzowanych należy zadbać o odpowiednie zabezpieczenie obszaru pracy maszyn i urządzeń przed nieautoryzowanym dostępem. W skład systemu bezpieczeństwa wchodzą czujniki zbierające informacje z otoczenia, tj. bariery świetlne, kurtyny świetlne, skanery i maty bezpieczeństwa. Jednak najważniejszym elementem przetwarzającym dane i realizującym określony algorytm zabezpieczający jest sterownik bezpieczeństwa. Architekturą i konstrukcją odróżnia się od zwykłego sterownika PLC.
Podstawową właściwością sterownika bezpieczeństwa jest dwutorowa analiza sygnałów wejściowych i wyjściowych. Kluczowa jest tu wzajemna kontrola obu torów, dzięki której system jest zabezpieczony przed skutkami ewentualnej awarii. Głównym zadaniem realizowanym przez sterowniki bezpieczeństwa jest
41 4/2024 PRZEGLĄD SPRZĘTU I APARATURY ZALETĄ STEROWNIKÓW MODUŁOWYCH JEST MOŻLIWOŚĆ ROZBUDOWY LUB MODYFIKACJI W PRZYSZŁOŚCI, CZYLI DOPASOWANIA DO ZMIAN CAŁEGO SYSTEMU AUTOMATYKI.
Fot. Turck




zapewnienie doprowadzenia zabezpieczanego systemu do stanu bezpiecznego w przypadku stwierdzenia za pośrednictwem czujników bezpieczeństwa występowania sytuacji niebezpiecznej. Reakcja polega najczęściej na bezpiecznym wysterowaniu kluczowych urządzeń odpowiadających za ruch urządzeń wykonawczych – np. na zatrzymaniu silników oraz wprowadzeniu sterowników napędów i przemienników częstotliwości w stan alarmowy uniemożliwiający dalsze działanie do czasu ustąpienia naruszenia strefy bezpieczeństwa i po potwierdzeniu gotowości do ponownego uruchomienia.
Wśród sterowników bezpieczeństwa znajdują się wersje programowalne tych urządzeń, które mają dedykowane bloki programowe do obsługi wejść i wyjść. Wersje programowalne są elastyczne, umożliwiają realizację rozbudowanych algorytmów i implementację bardziej złożonych zadań niż ich prostsze odpowiedniki konfigurowane za pomocą przycisków na obudowie urządzenia.
Sterownik bezpieczeństwa od zwykłego PLC różni się obecnością funkcji
diagnostycznych wykrywających potencjalne usterki. Bezpieczne wejście wyposażane jest w wewnętrzny obwód wyjściowy służący do testowania obwodu wejściowego. Z kolei bezpieczne wyjście wyposażane jest w potrójny układ przełączający – dwa sterowane za pomocą niezależnych mikroprocesorów i jeden układem testowym watchdoga. Nieautoryzowany dostęp do programu jest kon-

trolowany przez hasło, sumę kontrolną, rejestrację daty i czasu kompilacji.
Każdy ze sterowników bezpieczeństwa musi być poddany certyfikacji, podczas której dokonuje się oceny zdolności układu do realizacji powierzonych funkcji bezpieczeństwa. Certyfikacja obejmuje ogół cech – oprogramowanie, sprzęt i system operacyjny. Norma IEC 62061 określa integralność bezpieczeństwa za pomocą czterostopniowej skali SIL (Safety Integrity Level). Zwykle sterowniki bezpieczeństwa osiągają poziom SIL3, co oznacza, że wykrywają one co najmniej 99 % potencjalnych awarii. Podczas certyfikacji realizowane są przykładowo testy polegające na celowym uszkodzeniu programu i badaniu reakcji urządzenia na takie zdarzenie.
Wadliwa realizacja funkcji bezpieczeństwa maszyny skutkuje wzrostem ryzyka dla obsługi systemu. Programowalny sterownik bezpieczeństwa może stanowić główny element podsystemu umożliwiającego realizację określonej liczby funkcji bezpieczeństwa jednocześnie. Liczba tych funkcji jest wprost zależna od liczby wejść bezpiecznych sterownika.
42 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY PRODUCENT/ DYSTRYBUTOR B&R EATON ELECTRIC ELDAR MULTIPROJEKT Seria X20cCP1382 EasyControl EC4P-200 Inovance H5U B1z Procesor Intel x86 32-bitowy Infineon XC161 32-bitowy 32-bitowy 32-bitowy Pamięć programu 16 kB 256 kB 128 kB 3,75 MB Komunikacja Powerlink CANopen Ethernet/IP CANopen Modbus EtherCAT EtherNet/IP Modbus Programowanie b. d. Codesys AutoShop WinProladder Liczba wejść/wyjść cyfrowych 18/8 12/6–9 16/14 14/10 Liczba wejść/wyjść analogowych 2/0 4/0 0/0 0/0 Wyświetlacz diagnostyczny brak obecny obecny brak Zasilanie 24 V DC 24 V DC 24 V DC 24 V DC Temperatura pracy [°C] –25–60 –25–55 –10–55 5–55 Stopień ochrony IP20 IP20 IP20 IP20





Funkcjami sterowników bezpieczeństwa są zatrzymanie ruchu niebezpiecznego, możliwość resetu manualnego obwodu bezpieczeństwa po ustąpieniu sytuacji niebezpiecznej, mutting, czyli celowa i okresowa dezaktywacja środka ochronnego stosowana przykładowo podczas dostarczania surowców do strefy roboczej czy odbioru gotowych elementów lub produktów. Ponadto sterowniki bezpieczeństwa monitorują przełączanie styczników i elektrozaworów oraz realizują procedurę zatrzymania awaryjnego wywołanego przez obsługę systemu z użyciem przycisku bezpieczeństwa.
Przykładowy kontroler bezpieczeństwa c250-S m ożna znaleźć w ofercie firmy Lenze. Zapewnia on transmisję danych z użyciem sieci EtherCAT, zgodność ze standardem PLCopen, poziom bezpieczeństwa SIL3 i m oduły bezpiecznych wejść i wy jść z wtyk anymi przyłączami z możliwością bezpośredniego przyłączenia szeregowego. Omawiany sterownik ma aluminiową obudowę,
stopień ochrony IP20, może pracować w temperaturze od 0 °C do 55 °C i jest zasilany napięciem 24 V DC.
W ofercie firmy Pilz można znaleźć serię sterowników bezpieczeństwa PNOZmulti. Charakteryzują się one stopniem integralności SIL3, obecnością wyświetlacza do prostego diagnozowania, informowania o błędach i prezentacji statusów. Wśród urządzeń tej serii można znaleźć sterowniki kompaktowe PNOZmC0, uniwersalne PNOZmB0 z ośmioma wejściami i czterema wyjściami bezpiecznymi, stosowane do małych i średniej wielkości aplikacji sterowniki PNOZmB0.1 oraz najbardziej rozbudowane sterowniki PNOZmB1. Te ostatnie nie mają wejść i wyjść cyfrowych w jednostce bazowej. Ta jednak może być rozszerzona nawet o 12 modułów.
Firma Sick oferuje sterowniki bezpieczeństwa Flexi Soft, które mogą korzystać z następujących interfejsów komunikacyjnych: CANopen, DeviceNet, EtherCAT, Modbus, Profinet, Profibus. Omawiane sterowniki mogą być rozbudowane o moduły rozszerzeń, sieć
licząca do 32 takich komponentów nazywana jest Flexi Line.
Kolejnym przykładem jest programowalny sterownik bezpieczeństwa SC26-2E firmy Turck. Charakteryzuje się możliwością komunikacji z użyciem Ethernet/IP, Modbus, Profinet, posiadaniem stopnia integralności bezpieczeństwa SIL3, obecnością 20 wejść i dwóch wyjść, stopniem ochrony IP20.
Norma IEC 61131
Uwagę należy zwrócić na normę IEC 61131 szczegółowo opisującą związane ze sterownikami PLC zagadnienia. Pierwsza część normy definiuje i określa typowe właściwości funkcjonalne, które odróżniają sterowniki PLC od innych systemów. Druga definiuje mechaniczne, elektryczne i funkcjonalne wymagania dla urządzeń, ponadto dokonano w niej klasyfikacji sterowników i narzędzi programowania.
Trzecia część normy dotyczy języków programowania, ujednolica stosowane języki programowania, opisuje za pomocą formalnych definicji pojęcia podstawowe, zasady ogólne, model ko-
43 4/2024 PRZEGLĄD SPRZĘTU I APARATURY
CP2E PSS67 PCD3.M2130V6 TBEN-L5-PLC-10 Compact 100 32-bitowy 32-bitowy 32-bitowy ARM Cortex A8 32-bitowy ARM Cortex A7 32-bitowy 10 kB 4 MB 512 kB 20 MB 32 MB Modbus SafetyNET Profinet Modbus EtherNet/IP Profi-S-Net Profinet EtherNet/IP Modbus CANopen EtherNet/IP Modbus EtherCAT b.d. PASS 4000 Saia PG5 Codesys Codesys 8–36/6–24 16/16 20/20 8/8 8/4 2/2 0/0 4/2 0/0 2/2 brak brak brak brak brak 100– 240 V AC 24 V DC 24 V DC 24 V DC 24 V DC 24 V DC – 20–60 –30–70 0–45 –40–70 –25–60 IP20 IP67 IP20 IP65/IP67/IP69K IP20
OMRON PILZ SABUR TURCK WAGO
Fot. Instom



munikacyjny oraz model programowy, specyfikuje semantykę tekstowych i graficznych języków programowania.
W grupie języków tekstowych zdefiniowano język IL (Instruction List), czyli listę rozkazów, którego zbiór instrukcji obejmuje operacje logiczne, arytmetyczne, relacji i funkcje czasomierzy, liczników, przerzutników oraz język ST (Structured Text), czyli tekst strukturalny, który zawiera struktury programowe i polecenia podobne do występujących w językach typu PASCAL i C.
Do grupy języków graficznych należy język LD (Ladder Diagram), czyli schemat drabinkowy przypominający obwód przekaźnikowy, który zawiera symbole styków, cewek, połączenia pomiędzy nimi, funkcje arytmetyczne, logiczne, porównań, relacji oraz bloków funkcjonalnych tj. przerzutniki, czasomierze i liczniki. Językiem graficznym jest również język FBD (Function Block
Diagram), czyli funkcjonalny schemat blokowy, który jest odpowiednikiem schematu przepływu sygnału dla obwodów logicznych przedstawionych za pomocą połączonych ze sobą bramek logicznych oraz funkcji i bloków funkcjonalnych. Omawiana część normy definiuje również język SFC (Sequential Function Chart), czyli sekwencyjny ciąg bloków programowych z warunkami przejścia między nimi.
Czwarta część normy IEC 61131 prezentuje wytyczne dla użytkownika PLC, stanowi przewodnik wspomagający go we wszystkich fazach projektowania systemu automatyki, w tej części podano praktyczne informacje dotyczące analizy i wyboru sprzętu oraz jego zastosowania.
Część piąta dotyczy zasad komunikacji między sterownikami z różnych rodzin oraz z innymi urządzeniami, w połączeniu z normą ISO 9506 określa funkcje ad-
ROZWÓJ STEROWNIKÓW
PROGRAMOWALNYCH WYDAJE SIĘ
BYĆ ZWIĄZANY ZE ZWIĘKSZANIEM ICH
WYDAJNOŚCI, ELASTYCZNOŚCI ORAZ
WZBOGACANIEM OFERTY MODUŁÓW.
resowania urządzeń, wymiany danych, przetwarzania alarmów, sterowanie dostępem i administrowanie siecią.
Szósta część prezentuje wymagania, które musi spełniać sterownik
PLC oraz jego peryferia, zdefiniowane w części pierwszej normy, aby tworzyć podsystem logiczny systemu związanego z bezpieczeństwem. Spełnianie wymagań normy IEC 61131-6 uprawnia do sklasyfikowania danego sterownika PLC jako urządzenia zapewniającego bezpieczeństwo funkcjonalne.
Część siódma normy IEC 61131-7 zawiera wytyczne dla programowania zbiorów rozmytych. Z kolei ósma, prezentująca wskazówki do implementacji języków programowania, zawiera wytyczne dotyczące stosowania części trzeciej normy oraz zalecenia związane z narzędziami do programowania oraz debugowania. Część dziewiąta opisuje interfejs komunikacyjny dla małych czujników i elementów wykonawczych. Wreszcie część dziesiąta określa format wymiany oparty na XML dla eksportu i importu projektów opracowanych zgodnie z IEC 61131-3. Kompletny projekt można przenosić między różnymi środowiskami programistycznymi właśnie dzięki standaryzacji opisanej w IEC 61131-10.
44 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
PRODUCENT/DYSTRYBUTORAUTOMATION24 INDUPROGRESS PANASONIC Seria Siemens Simatic S7-1200 Delta AH500 FP7 Procesor 32-bitowy 32-bitowy 32-bitowy Pamięć programu 30– 125 kB 4 MB 28 MB Komunikacja Modbus Profinet Profibus Modbus EtherNet/IP Modbus EtherNet/IP Liczba wejść/wyjść cyfrowych jednostki 6–14/4–10 0 0 Maksymalna liczba modułów rozszerzających 8 12 16/64 Wyświetlacz diagnostyczny brak brak brak Zasilanie 120– 230 V AC 24 V DC 120– 240 V AC 24 V DC 24 V DC Temperatura pracy [°C] 0–55 –20–60 0–55 Stopień ochrony IP20 IP20 b.d.



Cały czas trwają prace nad udoskonalaniem i rozszerzaniem normy IEC 61131. Sukcesywne powstawanie kolejnych części normy jest odpowiedzią na rozwój technologiczny oraz pojawiające się potrzeby.
Sterowniki PAC
Programowalne sterowniki automatyki PAC (Programmable Automation Controller), które pojawiły się na r ynku automatyki na początku XXI w to urządzenia stanowiące hybrydę komputerów przemysłowych IPC oraz sterowników PLC, znanych na r ynku od lat 60. XX w Sterowniki PAC mają więcej pamięci operacyjnej niż sterowniki PLC i są od nich bardziej wydajne. Większa moc obliczeniowa procesora sprawia, że są stosowane do akwizycji danych, w systemach wizualizacji oraz jako panele sterownicze dla podrzędnych urządzeń. Programowalne sterowniki automatyki mają rozbudowane funkcje komunikacyjne, dzięki czemu łatwo nawiązują kontakt z siecią oraz systemami zarządzania przedsiębiorstwem, ponadto obsługują wiele standardów interfejsów sieciowych. Sterowniki PAC oprócz sterowania maszynami lub procesami za pomocą sygnałów cyfrowych umożliwiają przetwarzanie, zbieranie
i analizę danych z różnych źródeł oraz komunikację z innymi systemami. Możliwa staje się jednoczesna realizacja sterowania dyskretnego oraz sterowania ruchem z użyciem ciągłej regulacji PID. Otwarta, modułowa architektura umożliwia łatwe dostosowanie do danego projektu czy konceptu.
Sterowniki PAC mają najczęściej jedną wielozadaniową platformę z opcją programowania sterowników. Oprogramowanie musi być zgodne z normą IEC 61131-3 i jest to najczęściej graficzne środowisko z językami programowania wysokiego poziomu, takimi jak: C++, C#, Java, MATLAB czy Simulink.
Przykładem sterownika PAC jest CPL410 firmy Emerson, dedykowany dla systemów sterowania zgodnych z ideą Przemysłu 4.0. Sterowany proces może być wzbogacany o mechanizmy optymalizacji, raportowania, obsługi baz danych i zdalnego dostępu. Sterownik CPL410 ma 64 MB pamięci RAM, 64 MB pamięci Flash, trzy niezależne sieci Ethernet, możliwość obsługi do 32 000 sygnałów dyskretnych i analogowych oraz wysoki poziom bezpieczeństwa.
Firma Sabur ma w swojej ofercie sterowniki panelowe PAC LP40, wyposażone w procesor ARMCortex A9
Freescale 1 GHz, pamięć RAM o pojemności 1 GB lub 2 GB, pamięć masową SSD 4 lub 8 GB, 4 MB pamięci megnetorezystancyjnej, slot na kartę microSD oraz dwa porty Ethernet. Panel sterownika dostępny jest w rozmiarach od 7” do 18,5” i ma dotykowy ekran rezystancyjny. Stopień ochrony aluminiowego frontu to IP66. PAC LP40 jest zasilane napięciem 24 V DC i może pracować w temperaturze od 0 °C do 50 °C.
Podsumowanie
Uniwersalny charakter sterowników programowalnych oraz bogata, wciąż ewoluująca i dostosowująca się do rozwoju technologicznego oferta tych komponentów na r ynku automatyki sprawiają, że sterowniki programowalne cieszą się niegasnącą popularnością wśród projektantów systemów sterowania. Ich ugruntowana pozycja na r ynku i mnogość branż, w których znajdują zastosowanie, wskazują na brak zagrożenia wygaszaniem zainteresowania nimi. Rozwój sterowników programowalnych wydaje się być związany ze zwiększaniem ich wydajności, elastyczności oraz wzbogacaniem oferty modułów.
Agnieszka Staniszewska AUTOMATYKA
45 4/2024 PRZEGLĄD SPRZĘTU I APARATURY PHOENIX CONTACT RACONTROL SCHNEIDER ELECTRIC RFC 4072R ControlLogix 5580 M251 32-bitowy 32-bitowy 32-bitowy 16 MB 3– 40 MB 8 MB Profinet ControlNet DeviceNet EtherNet/IP CANopen Modbus EtherNet/IP 0 0 0 b.d. 300 14 obecny obecny brak 24 V DC 24 V DC 24 V DC 0–60 0–60 –10–55 IP20 IP20 IP20
Czy w dobie czwartej rewolucji przemysłowej sterowniki PLC wciąż stanowią główny trzon systemów automatyki? Przenikanie się świata IT z warstwą OT sprawia, że czołowi producenci sterowników prześcigają się w dostarczaniu nowych
-
że sterownik programowalny może być „mózgiem” instalacji zgodnych z obecnymi trendami?
Potrzeba opracowania urządzenia, które zastąpi drogie układy przekaźnikowe w szafach sterowniczych i pozwoli na łatwe modyfikacje logiki sterowania – w zależności od wymagań, jakie stawia przemysł – sprawiła, że w 1968 r. inżynierowie z General Motors rozpoczęli prace nad projektem pierwszego programowalnego sterownika PLC.
W tym samym czasie prężnie pracowały także cztery inne firmy: Digital Equipment Corporation, International Instruments, Bedford Associates oraz Struthers-Dunn Systems Division. W 1969 r. świa t ujrzał pierwszy w historii programowalny sterownik – Modicon 084, a ojcem tego sukcesu okrzyknięto głównego projektanta Richarda Morley’a, założyciela firmy Modicon (Modular Digital Control). Ciekawostką jest, że sterownik miał tylko 4 kB pamięci, a ważył prawie 50 kg, co dziś jest trudne do wyobrażenia. Niespełna 10 lat później już spopularyzowane sterowniki, głównie w przemyśle samochodowym, zaczęły być wspierane przez rozproszone moduły I/O. W latach 90. sterowniki programowalne opanowały już większość gałęzi przemysłu, a z każdym kolejnym rokiem poszerzał się zakres możliwości ich zastosowania.
Sterowniki programowalne można podzielić według wielu kryteriów. Jednym z nich jest typ konstrukcji. W tym zakresie wyróżniamy sterowniki bez obudowy, kompaktowe, kompaktowe rozbudowywalne, modułowe oraz zintegrowane z panelem operatorskim [1]. Podział ten kształtował się przez lata dzięki pomysłowości wielu
producentów, tak aby klienci mogli dostosować sterownik do typu aplikacji oraz warunków, w jakich ma pracować.
Czym jest Przemysł 4.0?
Aby dobrze zrozumieć, w którym momencie pojawiły się w przemyśle sterowniki programowalne, warto cofnąć się o kilkadziesiąt lat i zobaczyć, jakie wynalazki okazywały się wtedy najbardziej przełomowe. Pierwszym z nich był oczywiście silnik parowy, którego wynalezienie zapoczątkowało pierwszą rewolucję przemysłową w 1780 r.
46 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
rozwiązań
nie tylko. Co w takim
sprawia,
programowalne w zastosowaniach Przemysłu
PROMOCJA Rys. 1. Podział sterowników programowalnych 01 bez obudowy 03 kompaktowe rozbudowywalne 04 modułowe 05 zintegrowane z HMI 02 kompaktowe Krystian Maskulanis 01 bez obudowy 03 kompaktowe rozbudowywalne 04 modułowe 05 zintegrowane z HMI 02 kompaktowe 01 bez obudowy 03 kompaktowe rozbudowywalne 04 modułowe 05 zintegrowane z HMI 02 kompaktowe 01 bez obudowy 03 kompaktowe rozbudowywalne 04 modułowe 05 zintegrowane z HMI 02 kompaktowe 01 bez obudowy 03 kompaktowe rozbudowywalne 04 modułowe 05 zintegrowane z HMI 02 kompaktowe
w zakresie sterowa
nia i
razie
Sterowniki
4.0
Wraz z silnikami parowymi zaczęto stosować mechaniczne krzywki. Niespełna 100 lat później silniki parowe zostały wyparte przez elektryfikację, a w fabrykach zaczęły pojawiać się pierwsze w pełni funkcjonalne linie produkcyjne. Dynamiczny rozwój przemysłu podczas tych dwóch etapów historii doprowadził do trzeciej rewolucji przemysłowej, która rozpoczęła się wraz z powstaniem pierwszego sterownika PLC. Nastąpił gwałtowny wzrost zapotrzebowania na automatyzację linii produkcyjnych oraz maszyn. Dziś często mówi się o czwartej rewolucji przemysłowej, czyli Przemyśle 4.0. Przy tak szybkim postępie technologicznym trudno jednoznacznie określić, co było przełomowym odkryciem i filarem powstania idei przemysłu czwartej generacji, natomiast został on zdominowany przez pojęcia z zakresu integracji systemów, sieci i Internetu.
Czwarta rewolucja
dla sterowników PLC
Z uwagi na to, jak bardzo rozwinięty i konkurencyjny jest dziś przemysł, detale mogą stanowić o sukcesie przedsiębiorstwa i zapewniać producentom przewagę nad konkurencją. Sprawia to, że jesteśmy zasypywani przez dostawców technologiami jutra, poczynając od sensorów i aktuatorów, a kończąc na warstwie gromadzenia i analizy danych produkcyjnych. Liczba czujników stosowanych do monitorowania maszyn i linii produkcyjnych pozwala na wdrażanie predykcyjnej diagnostyki i inteligentnego monitoringu, dzięki czemu łatwiej jest eliminować awarie i niepotrzebne przestoje, co znacząco przekłada się na wyższą efektywność produkcji. Często to właśnie PLC, jako centrala sterująca i monitorująca, odpowiada za zaawansowaną diagnostykę. W dobie Przemysłu 4.0, gdzie sterownik staje się częścią sieci IIoT, do analizy danych wymagana jest możliwość integracji z rozwiązaniami chmurowymi i nie tylko. Zgromadzone dane mają wspomagać pełną automatyzację procesów również na poziomie zarządzania produkcją i przedsiębiorstwem, stąd kolejne wyzwania, czyli bezpośrednie włączanie sterowników PLC do systemów MES (systemy zarządzania pro-
dukcją) oraz ERP (systemy planowania zasobów przedsiębiorstwa).
Wirtualne PLC
Przy krótkiej historii sterowników PLC nie bez powodu wspomniano o podziale sterowników ze względu na cechy konstrukcji. Wysokie wymagania stawiane w ramach Przemysłu 4.0 oraz to, jak bardzo świat IT przenika się dziś ze światem automatyki, sprawiają, że sterownik programowalny często nie jest dobierany tylko i wyłącznie pod kątem typu oraz wielkości aplikacji, ale również mocy obliczeniowej i możliwości realizowania zadań, które wykraczają poza obszar samego sterowania czy komunikacji z systemami nadrzędnymi. Gdy zajdzie taka potrzeba, warto rozważyć sterownik wirtualny, czyli tzw. soft PLC. Jest to sterownik w postaci aplikacji, którą można zainstalować na niemal dowolnym komputerze przemysłowym. Dzięki temu pomijana jest warstwa fizyczna klasycznego sterownika i można korzystać z PLC na urządzeniu, które realizuje jednocześnie inne zadania, niekoniecznie związane ze sterowaniem. Jest to dość świeże podejście, biorąc pod uwagę to, od ilu lat sterowniki programowalne są dostępne na r ynku. Jednak wielu producentów – szczególnie w branży maszynowej – podchodzi sceptycznie do tego rozwiązania.
Jak przekonać producentów, że wirtualny PLC w dobie cyfryzacji to dobre rozwiązanie? Główną jego zaletą jest elastyczność i skalowalność, gdyż standardowe sterowniki programowalne mają swoje ograniczenia z uwagi na ich budowę oraz moc obliczeniową. Sterowniki w formie aplikacji są znacznie łatwiej rekonfigurowalne w zakresie zmian w procesach produkcyjnych, szczególnie gdy mamy do czynienia z produkcją małoseryjną, gdzie zmiany te zachodzą dosyć często.
Sterowniki wirtualne są zazwyczaj łatwo integrowalne z urządzeniami brzegowymi, co umożliwia całkowite oddzielenie warstwy sprzętowej i programowej, a sam sterownik może być zarządzany jako jedna z wielu aplikacji w systemie automatyki. Gdy mowa o warstwie sprzętowej, nie sposób pominąć wynikającej z tego zalety, jaką
1870 Przemysł
jest redukcja kosztów względem klasycznych rozwiązań. Ma to także przełożenie na późniejsze szkolenia z zakresu programowania, np. dla działów utrzymania ruchu na potrzeby wprowadzania modyfikacji do kodu czy przyszłych modernizacji. Zazwyczaj w cenie jednego sterownika danego producenta można uzyskać dostęp do sterowników wirtualnych od kilku dostawców PLC. Często stają się one elementem z dostępem do infrastruktury IT przedsiębiorstw, stąd też łatwiej o zdalny dostęp do nich czy monitoring.
IIoT w nowoczesnych
sterownikach
programowalnych
Na przestrzeni lat sterowniki programowalne korzystały głównie ze sprawdzonych w p rzemyśle interfejsów i protokołów, co pozwalało na komunikację z wszelkiego rodzaju aktuatorami, sensorami czy innymi sterownikami. W dużej części są to rozwiązania, które opracowano nawet 50 lat temu i mimo swojej niezawodności mogą stanowić dziś ograniczenie, szczegól-
47 4/2024 PRZEGLĄD SPRZĘTU I APARATURY Rys. 2. Rewolucja przemysłowa od 1.0 do 4.0 1780 Przemysł 1.0 1870 Przemysł 2.0 1969 Przemysł 3.0 2000s Przemysł 4.0
1780
1.0
2.0 1969
3.0
4.0 1780
1.0
2.0 1969
3.0
4.0 1780
1.0
Przemysł
1870 Przemysł
Przemysł
2000s Przemysł
Przemysł
1870 Przemysł
Przemysł
2000s Przemysł
Przemysł
2.0
3.0
4.0 Fot. Aleksander Podwysocki
1969 Przemysł
2000s Przemysł
nie przy bardziej złożonych systemach automatyki.
Zadania sterowników PLC skupiały się głównie w obrębie linii produkcyjnej bądź maszyny, często w zamkniętych, lokalnych podsieciach bez dostępu do Internetu. Obecnie, gdy mamy do czynienia z rozwiązaniami chmurowymi i nowymi trendami w obrębie IIoT, zakres zadań sterowników programowalnych znacznie się poszerzył. W jaki sposób producenci osprzętu radzą sobie z tymi wymaganiami? Jednym ze sposobów, aby wyjść naprzeciw oczekiwaniom Przemysłu 4.0 jest zacieśnienie współpracy na linii PLC – bramki/ urządzenia brzegowe. Rozbudowa sterownika programowalnego o obsług ę funkcji związanych z Przemysłowym Internetem Rzeczy, takimi jak konwersja protokołów, pozwala na łatwe łączenie ze sobą różnorodnych systemów i standardów. Przykładem takiego połączenia jest np. komunikacja dwóch sterowników PLC od różnych dostawców, które do komunikacji wykorzystują dwa odmienne protokoły. Bramka może być również punktem styku sterownika z zewnętrzną siecią, chroniąc przy tym sam sterownik przed niepożądanymi działaniami. Może to działać także w drugą stronę –bramka nie musi być tylko i wyłą cznie pośrednikiem do przekazywania danych, ale także zapewnić dostęp do sterownika PLC z warstwy wyższej, czyli systemu ERP, MES czy SCA DA. U większości producentów nie potrzeba zewnętrznego urządzenia, aby wystawić web serwer prosto z PLC [2].
Sterowniki z algorytmami sztucznej inteligencji
Sterowniki programowalne nowej generacji pozwalają nie tylko na łatwiejszą integrację z rozwiązaniami chmurowymi, ale są też znacznie bardziej „inteligentne”. Bazując na trendach w obszarze sztucznej inteligencji, producenci wprowadzają na r ynek sterowniki oferujące funkcje, które wspierają proces analizy i obróbki danych w celu ich efektywnego wykorzystania. Algorytmy sztucznej
Rys. 3.
Przemysłu
inteligencji umożliwiają wykrycie anomalii w pracy maszyny bez ingerencji programisty w kod, wykorzystując do tego dane pomiarowe. Maszyny dosłownie uczą się podczas każdej kolejnej roboczogodziny, a dodatkowa baza danych na pokładzie takiego PLC umożliwia akwizycję danych zsynchronizowanych z cyklem pracy CPU, w celu poszerzania predykcyjnych funkcjonalności i nie tylko. Zebrane dane mogą także zoptymalizować parametry procesowe, w tym takie, jak redukcja zużycia energii, podniesienie efektywności procesu czy minimalizacja odpadów poprodukcyjnych.
Bezpieczeństwo sterownika w sieci
Jednym z najistotniejszych aspektów transformacji technologicznej 4.0 jest bezpieczeństwo. Dynamiczny rozwój aplikacji opartych na Internecie i technologiach bezprzewodowych powoduje, że znacznie wzrasta ryzyko naruszenia bezpieczeństwa przetwarzanych danych, aplikacji czy całych systemów. Liczba incydentów w zakresie cyberbezpieczeństwa w przemyśle z roku na rok wzrasta. Dlatego tak ważne jest, aby sterowniki programowalne spełniały normy i zalecenia w kontekście cyberbezpieczeństwa w systemach przemysłowych. Poza kwestiami związanymi z bezpieczeństwem cyfrowym
istotne jest także bezpieczeństwo funkcjonalne. Na r ynku są dostępne sterowniki programowalne, które oprócz aplikacji sterującej realizują też funkcjonalność na układzie bezpieczeństwa, a dzieje się to za sprawą wielordzeniowych, w pełni redundantnych procesorów.
Podsumowanie
Funkcjonalność programowalnych sterowników logicznych od zawsze skupiona była przede wszystkim w obrębie sterowania procesami. W erze czwartej rewolucji przemysłowej PLC muszą realizować znacznie więcej zadań. Wzorce otwartych środowisk i standardów ze świata IT z każdym rokiem przenikają do świata automatyki przemysłowej, otwierając producentów na kooperację. Przemysł 4.0 z pewnością ma pozytywny wpływ na ewolucję sterowników, a podane przykłady pokazują, że producenci nie stoją w miejscu i dozbrajają swój sprzęt w coraz to nowsze narzędzia do automatyzacji i cyfryzacji.
Krystian Maskulanis
A4BEE
Bibliografia:
1. Sterowniki Programowalne, Marcin Pawlak, Politechnika Wrocławska
2. Przemysłowy Internet Rzeczy w nowoczesnych sterownikach PLC, Simon Meadmore, mikrokontroler.pl
48 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
4.0 01
04 SCADA 02 HMI, PLC 03
Aleksander
Warstwy
4.0 Zarządzanie biznesem i produkcją Przemysł
I/O, czujniki, urządzenia
Fot.
Podwysocki

Kontrola procesu z funkcją przetwarzania
brzegowego
Poznaj PACSystems CPL410 - Kontroler EDGE zintegrowany z komputerem przemysłowym.

Obsługa aplikacji
open source: NodeRED, InfluxDB, Grafana.


Wysoki poziom bezpieczeństwa.
Certyfikat Achilles poziom 2.
Odseparowana sieć OT od IT.

Dowiedz się więcej www.astor.com.pl
PACSystems CPL410
– kontroler i komputer w jednym
Każdy proces produkcyjny, aby był realizowany efektywnie, musi korzystać z danych, które pozwalają na jego optymalizację. Wymaga to zaangażowania zespołów składających się z automatyków, którzy rozumieją proces produkcyjny oraz informatyków, którzy zintegrują systemy, aby dostarczyć do nich dane właściwe z punktu widzenia produkcji. Budowanie takich systemów wymaga stosowania wielu elementów, łączących urządzenia warstwy produkcyjnej z urządzeniami pozwalającymi na zbieranie danych, ich analitykę oraz przetwarzanie. Ten trend został zauważony już wiele lat temu przez jednego z kluczowych dostawców automatyki.

Od kilku lat obserwujemy dynamiczny rozwój rozwiązań przeznaczonych do systemów sterowania. Wykonują one nie tylko logikę sterującą produkcją, ale integrują w sobie narzędzia stosowane do tej pory przez działy IT. Najlepszym tego przykładem może być kontroler PACSystems CPL410 produkowany przez firmę Emerson. Jest to urządzenie, które w jednej kompaktowej obudowie integruje kontroler PAC do prowadzenia procesu produkcji oraz komputer przemysłowy, który ten proces potrafi efektywnie optymalizować. Wyróżnikiem tego rozwiązania jest implementacja – na poziomie komputera przemysłowego – narzędzi, które pozwalają nie tylko zbierać dane, ale przede wszystkim je archiwizować, analizować, wizualizować oraz udostępniać systemom wyższego poziomu.
Optymalizacja w trybie open source
Taki model działania systemu sterowania jest zbieżny z modelem systemów budowanych w architekturze chmury. Jednak w przypadku CPL410 wiele funkcji, które do tej pory były uruchamiane na poziomie chmury, zostało przeniesionych bezpośrednio do urządzenia pracującego na produkcji. Dzięki temu mamy do czynienia z niezależnym rozwiązaniem, które bez konieczności podłączania się do systemów zewnętrznych pozwala optymalizować proces produkcji i daje szereg dodatkowych korzyści użytkownikom.
Warte podkreślenia jest to, że komputer przemysłowy wykorzystuje system operacyjny Linux, a zaimplemen-
towane narzędzia są dostarczane jako kod open source. Oznacza to, że użytkownicy nie muszą płacić za korzystanie z nich, co pozwala optymalizować koszty zakupu i uruchomienia takiego układu. Wykorzystanie tego rodzaju urządzeń wymaga znajomości technologii, takich jak Python, Apache Server czy SQLite. Są to narzędzia, które do tej pory były domeną działów IT. Jednak CPL410 pokazuje, że korzystać z nich mogą również wszyscy użytkownicy sterowników PLC i kontrolerów PAC.
Wirtualna współpraca
CPL410 wyposażony jest w bardzo wydajny procesor (cztery rdzenie taktowane zegarem 1,2 GHz). Umożliwia to wirtualne wydzielenie dwóch niezależnych systemów operacyjnych, działających równoległe i niezależnie od siebie. Jeden z nich to PACEngine, odpowiedzialny za sterowanie procesem produkcyjnym, drugi to Linux – odpowiedzialny za k ontrolę nad komputerem przemysłowym. Co istotne, oba te wirtualne urządzenia współdzielą ze sobą pamięć i zasoby, dzięki czemu ich integracja jest łatwa i szybka. Wymiana danych między nimi realizowana jest w oparciu o zabezpieczony protokół OPC-UA, który – oprócz szybkiej wymiany dużej ilości danych – gwarantuje wysoki poziom bezpieczeństwa.
Niezależne interfejsy
Niezależne są także interfejsy komunikacyjne, które pozwalają odseparować sieć IT od sieci OT. Ma to bardzo duże znaczenie z punktu widzenia cyberbezpieczeństwa. Sam kontroler
50 AUTOMATYKA PRZEGLĄD SPRZĘTU I APARATURY
PROMOCJA

PAC to efekt najlepszych doświadczeń zbieranych przez firmę Emerson przez ostatnie lata. Wykorzystuje on ten sam silnik, co kontrolery serii PACSystems RX3i, które na r ynku automatyki wielokrotnie były nagrodzane jako Produkt Roku i stosowane są w dziesiątkach tysięcy systemów sterowania na całym świecie.
64 MB pamięci RAM, trzy niezależne interfejsy sieciowe Gigabit Ethernet oraz możliwość pracy w układach redundancji – to standard w CPL410. Szybka wymiana danych z warstwą układów I/O realizowana jest w oparciu o sieć Profinet z obsługą MRP, dzięki czemu układy mogą pracować w topologii ringu, gwarantując odporność na uszkodzenie łączy komunikacyjnych oraz wprowadzanie węzłów w tr yb maintenance podczas rozbudowy w trybie Hot Swap.
Sposób programowania
Praca w systemach redundancji jednostek centralnych realizowana jest w modelu Hot Standby Redundancy, co oznacza, że układ jest odporny na awarię jednostki centralnej i w sposób bezuderzeniowy przekazuje kontrolę do jednostki rezerwowej – tak, aby nie przerwać procesu i aby nie pojawiały się stany nieustalone.
Programowanie kontrolerów realizowane jest z poziomu narzędzia PAC Machine Edition, które pozwala budować algorytmy sterowania w czterech różnych językach programowania. Uzupełnieniem jest opcja programowania kontrolera w tr ybie on-line, z możliwością testowania zmian wprowadzonych w trybie Hot Swap.
Na poziomie komputera przemysłowego zainstalowane są takie narzędzia, jak
Python, Apache Server, OPC-UA oraz SQLite. Umożliwiają one archiwizację danych pochodzących bezpośrednio z kontrolera, integrację z przemysłowymi bazami danych oraz budowanie skryptów i programów w językach wysokiego poziomu.
Gotowe narzędzia i możliwość rozbudowy Możliwości komputera można oczywiście rozbudować. Baza dostępnych narzędzi jest bardzo duża. Część z nich dostępna jest jako open source, jak np. Grafana, MQTT Server, FOG Horn czy Telegraf. Dostępnych jest również szereg gotowych rozwiązań w modelach subskrypcyjnych. Dzięki temu funkcjonalności urządzenia są jeszcze większe. Uruchomienie narzędzi – od wizualizacji procesu, przez budowę dashboardów z KPI, po budowanie stron www – zasilanych danymi pochodzącymi wprost z kontrolera –to w przypadku CPL410 standard.

ASTOR Sp. z o.o.
ul. Smoleńsk 29 31-112 Kraków
Tel. 12 424 00 80
e-mail: automatyzacja@astor.com.pl
www.astor.com.pl
51 PRZEGLĄD SPRZĘTU I APARATURY Fot. ASTOR
Proces produkcji paliw syntetycznych pod kontrolą czujników VEGA
Globalne trendy w zakresie ograniczania emisji CO2 w sektorze transportu wymagają poszukiwania nowych rozwiązań. Jednym z nich są paliwa syntetyczne – biowęglowodory wytwarzane z odnawialnych źródeł energii, całkowicie neutralne dla środowiska. Firma Ekobenz produkuje je w swoim zakładzie w Bogumiłowie, gdzie wykorzystuje zaawansowane technologie i instalację o wysokim stopniu automatyzacji. Duży nacisk kładzie na ciągłą kontrolę i analizę jakości procesu. Czujniki VEGA doskonale spełniły te wymagania i monitorują poziom oraz rozdział faz w procesie produkcji paliw syntetycznych.
Paliwa syntetyczne powstają w wyniku syntezy chemicznej i stanowią obecnie atrakcyjną alternatywę dla paliw kopalnych, a także dla innych rozwiązań mających na celu ograniczenie emisji CO₂, np. elektromobilności. Główną zaletą paliw syntetycznych jest możliwość ich stosowania w już wyprodukowanych samochodach, które w zdecydowanej większości mają silniki spalinowe.
Jak produkuje się paliwa syntetyczne?
W p rocesie produkcji paliw syntetycznych wykorzystuje się alkohol e tylowy, który poddany działaniu katalizatora inicjuje proces syntezy biowęglowodorów. Dalszy rozdział otrzymanego w tym procesie produktu pozwala na uzysk anie bio -

propan–butanu (BIO LPG), biowęglowodorów ciekłych (Biobenzyna) i biowęglowodorów aromatycznych. – Instalacja, z k tórej korzysta firma Ekobenz wyróżnia się wysokim stopniem automatyzacji procesów produkcyjnych. Z myślą o zerowej emisji CO₂ korzystamy z unikatowych na skalę światową technologii, możemy się pochwalić nowoczesnym parkiem maszynowym i wysokiej klasy aparaturą obiektową – mówi Piotr Kobiec, kierownik produkcji w zakładzie w Bogumiłowie.
Aparatura
kontrolno-pomiarowa w procesie produkcji biowęglowodorów Nieodzownym elementem każdej takiej instalacji są cz ujniki, które pozwalają na precyzyjne monitorowanie parametrów procesu. W zakładzie Ekobenz urządzenia VEGA pełnią bardzo ważną rolę – w separatorze trójfazowym sonda radarowa z falowodem VEGAFLEX 81 realizuje pomiar rozdziału faz węglowodory–woda. Pomiar ten służy głównie do kontroli ilości wody, która ma być odpompowana ze zbiornika do oczyszczalni. W ten sposób chroni się oczyszczalnię przed zrzutem niepożądanych węglowodorów. Ciągły pomiar poziomu jest prowadzony w kubie kolumn z wykorzystaniem sond VEGAFLEX 81 i VEGAFLEX 86 w kolumnie bocznikowej. Pomiar ten pozwala zapewnić stabilny poziom medium podczas całego procesu, co ma klucz owe znaczenie dla jego optymalnego przebiegu.
52 AUTOMATYKA APLIKACJE
PROMOCJA
Zakład Ekobenz






Dlaczego VEGA?
Przed zastosowaniem sond VEGA firma Ekobenz wykorzystywała proste rozwiązania pomiarowe działające na zasadzie pływaka. Oblepienie pływaków, będące skutkiem ubocznym procesu, powodowało błędy pomiarów, a operatorzy instalacji niemal codziennie musieli czyścić urządzenia. Z powodu uciążliwej obsługi i wysokiej niestabilności pomiaru zdecydowano się na wymianę urządzeń pomiarowych w zakładzie. Z rozwiązaniem przyszła VEGA, oferując precyzyjny, bezobsługowy pomiar poziomu i rozdziału faz za pomocą sond radarowych z falowodem z serii VEGAFLEX, które doskonale sprawdziły się w tej aplikacji. VEGAFLEX 81 to sondy przeznaczone do pomiaru poziomu wszelkiego rodzaju cieczy w standardowych i wymagających warunkach pro -








53 4/2024 APLIKACJE Fot.
VEGA
Pomiar rozdziału faz węglowodory–woda w separatorze trójfazowym za pomocą sondy radarowej z falowodem VEGAFLEX 81
Pomiar poziomu w kubie kolumny węglowodorów za pomocą sondy radarowej z falowodem VEGAFLEX 81 i w kolumnie bocznikowej za pomocą VEGAFLEX 86
Przekrój aplikacji – pomiar rozdziału faz w zbiorniku separacyjnym
Przekrój aplikacji – pomiar poziomu w kolumnie z zastosowaniem sondy VEGAFLEX 81

INNOWACYJNA TECHNOLOGIA POMIAROWA ZE SCHWARZWALDU

Spółka VEGA Polska jest częścią globalnej grupy VEGA Grieshaber KG, której główna siedziba i zakład produkcyjny mieszczą się w n iemieckim mieście Schiltach, w malowniczym w Schwarzwaldzie. Od ponad 60 lat powstają tam rozwiązania do realizacji trudnych zadań pomiarowych w przemyśle.
VEGA oferuje zarówno czujniki poziomu, jak i ciśnienia, które znajdują zastosowanie w wielu branżach: w przemyśle chemicznym, przetwórstwie żywności oraz uzdatnianiu i zaopatrzeniu w wodę pitną,
w oczyszczalniach ścieków, recyklingu odpadów, w górnictwie i energetyce, produkcji materiałów budowlanych, na platformach wiertniczych i na statkach. Mając na względzie to, że procesy produkcyjne stają się coraz bardziej złożone, VEGA stawia sobie za cel, aby technologia pomiarowa stosowana do monitorowania i zarządzania nimi była prosta i intuicyjna. Czujniki VEGA są znane z łatwiej instalacji i obsługi, a jednocześnie zapewniają maksimum bezpieczeństwa i niezawodności.
cesowych, np. w aplikacjach, w których występuje oblepienie, para lub piana. Czujniki musiały być ponadto odporne na wysokie temperatury –w kubie kolumny występują wahania w zakresie 140–280 °C. Wy mogiem zakładu Ekobenz były także dopuszczenia z zakresu ochrony przeciwwybuchowej (ATEX).
Sprawne uruchomienie i bezobsługowa praca czujników
VEGA nie tylko spełniła wszystkie warunki techniczne i udowodniła skuteczność czujników podczas testów na instalacji przy produkcji paliw syntetycznych, ale także zadbała o to, aby cały proces – od d oboru urządzeń, po i ch uruchomienie i u żytkowanie – był możliwie prosty i wygodny dla klienta. – Uruchomienie sond przebiegło bardzo sprawnie, dzięki wykorzystaniu oprogramowania PACTware, które pozwala na szybką i intuic yjną konfigurację urządzeń, a potem w ramach ich eksploatacji także na zmianę parametrów, diagnostykę i generowanie potrzebnej dokumentacji. Prosta obsługa jest kluczową wartością VEGA, dlatego teraz PACTware, podobnie jak VEGA Data Viewer, są dostępne w be zpłatnym pakiecie
DTM Collection dla wszystkich klientów VEGA – mówi Mateusz Żurawski, Inżynier sprzedaży VEGA Polska.
Operatorzy doceniają także wysoką niezawodność pomiaru przy praktycznie bezobsługowej pracy czujników. Dzięki temu, że sondy są nie wrażliwe na oblepienie, nie ma konieczności ich czyszczenia. Pozwala to ograniczyć nakłady na ser wis i konserwację do minimum. Dodatkowo klienci VEGA, poza odczytem wartości pomiarowych na miejscu, mają możliwość korzystania z aplik acji
VEGA Tools i obsługi całego procesu zdalnie – z dowolnego miejsca, z wykorzystaniem komputera, tabletu lub telefonu.
VEGA Polska sp. z o.o. ul. Jaworska 13, 53-612 Wrocław tel. 71 747 76 00 www.vega.com
54 AUTOMATYKA APLIKACJE
Case study firmy BSK-TECH
Elementy Elesa+Ganter w urządzeniu do nakładania kleju na ekstrudowany gumowy profil
Branża motoryzacyjna dynamicznie się zmienia, przez co wymusza na producentach samochodów wdrażanie nowoczesnych rozwiązań technologicznych. Prężny rozwój tego sektora nie byłby możliwy, gdyby nie specjalistyczne urządzenia, które produkują części oraz podzespoły.
Polska firma BSK-TECH zajmuje się projektowaniem, produkcją oraz wdrażaniem maszyn, robotów, stanowisk, oprzyrządowania oraz kompletnych procesów produkcyjnych. Rozwiązania firmy znajdują zastosowanie najczęściej w branżach związanych z automotive, gdzie wymagana jest niezawodność, wysoka precyzja i powtarzalność. W tym artykule opisujemy przykład zastosowania standardowych elementów maszyn produkowanych i dostarczanych przez firmę Elesa+Ganter w aplikacji nakładania kleju na ekstrudowany gumowy profil (fot. 2).
Zaprojektowane i wykonane urządzenie jest przeznaczone dla branży automotive, a konkretnie dla producenta uszczelnień karoseryjnych. Maszyna aplikuje klej na uszczelkę podczas jej ekstruzji. Precyzyjne nakładanie kleju jest potrzebne do właściwego pokrycia uszczelki flokiem (materiałem, po którym przesuwana jest szyba w drzwiach samochodów). Stanowisko składa się z 10 zespołów regulacji. Każdy zespół odpowiada za pozycję jednego aplikatora kleju. Regulacja odbywa się w osiach X, Y, Z oraz w dwóch osiach obrotu aplikatora α oraz β (r ys. 1).

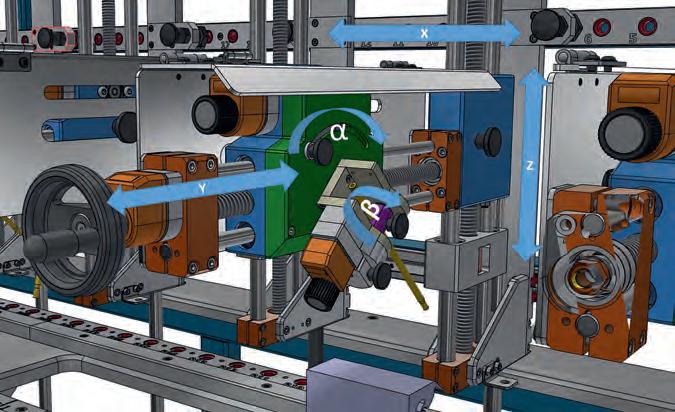
55 4/2024 APLIKACJE
PROMOCJA
Rys. 1. Zespół regulacji pozycjonujący aplikator kleju
Fot.
Fot. 1. Cyfrowe wskaźniki położenia DD51 w urządzeniu do nakładania kleju na ekstrudowany gumowy profil
VEGA, Elesa+Ganter







56 AUTOMATYKA APLIKACJE
Fot. 3. Koła ręczne serii VRTP
Fot. 5. Koło ręczne VRTP i pokrętło sterujące GN 957
Fot. 6. Śruby radełkowane DIN 464 oraz pokrętła sterujące serii GN 957 Elesa+Ganter
Fot. 7. Trzpień ustalający serii GN 817
Fot. 2. Urządzenie do nakładania kleju na ekstrudowany gumowy profil firmy BSK-TECH
Fot. 4. Cyfrowy wskaźnik położenia serii DD51 Elesa+Ganter
Jednym z założeń projektu była precyzja pozycjonowania aplikatora kleju do 0.1 mm. W tym celu zostały dobrane cyfrowe wskaźniki położenia serii DD50 oraz DD51produkowane i dostarczane przez firmę Elesa+Ganter. Wskaźniki w aplikacji umożliwiają odczyt pozycji przesuwu w milimetrach. Dodatkowo, dzięki zastosowaniu wskaźników serii DD, możliwy jest odczyt pozycji obrotu aplikatora. Obroty są wykonane z przełożeniem: Alfa – 12:1 oraz Beta – 4:1 (12 obrotów wskaźnika = 1 obrót mechanizmu).
Zastosowane w urządzeniu wskaźniki położenia serii DD (fot. 4) są prostymi urządzeniami mechanicznymi, których przeznaczeniem jest wskazywanie bezwzględnych wartości położenia w mechanizmach śrubowych. Umożliwiają one bezpośredni odczyt pozycji mechanizmu z dokładnością w zakresie od 1 do 0,01 [mm]. Możliwość odczytu pozycji w układzie regulacji znacząco przyspiesza proces produkcji, jak również zapewnia jej powtarzalność.


Stosując cyfrowe wskaźniki położenia, często poszukujemy rekomendowanego elementu sterującego, dopasowanego zarówno do naszego wałka, jak i samego wskaźnika. W urządzeniu zastosowane zostały odpowiednio do regulacji osi Y oraz Z koła ręczne serii VRTP oraz do regulacji w osiach obrotu aplikatora pokrętła sterujące serii GN 957 (fot. 3).
Operator maszyny po wykonaniu wszystkich niezbędnych regulacji blokuje każdą pozycję układu za pomocą śrub radełkowanych DIN 464 (fot. 6). Dostarczane śruby są toczone z jednego kawałka metalu, dzięki czemu charakteryzują się dużą


Poznaj europejskie partnerstwa i dowiedz się jak uzyskać unijne środki na realizację projektów B+R w Przemyśle 4.0 w ramach programu Horyzont Europa.
wytrzymałością. Zaletą stosowania śrub radełkowanych jest możliwość szybkiego blokowania i odblokowywania układu bez użycia dodatkowych narzędzi.
Kolejnym zastosowanym w projekcie produktem, dostarczanym przez firmę Elesa+Ganter, jest trzpień ustalający serii GN 817. W tym przypadku trzpień służy do blokowania pozycji zespołów regulacji w osi X. Blokada pozycji jest możliwa co 50 mm (fot. 7). Trzpienie z serii GN 817 są przeznaczone do zastosowań maszynowych. W opisywanym projekcie zapewniają wysoką precyzję działania, pewność blokowania i ponadprzeciętną wytrzymałość mechaniczną.
ELESA+GANTER POLSKA Sp. z o.o. ul. Słoneczna 42A, Stara Iwiczna 05-500 Piaseczno
tel. 22 737 70 47
pomoc techniczna: tel. 885 020 800
fax 22 737 70 48
e-mail: egp@elesa-ganter.com.pl
www.elesa-ganter.pl
Do naszych głównych aktywności należą: ✔ pomoc w pozyskaniu europejskich partnerów i źródeł finansowania dla wspólnych projektów, ✔ reprezentowanie polskich podmiotów na forum międzynarodowym, ✔organizowanie szkoleń, warsztatów i sesji networkingowych, ✔ prowadzenie indywidualnych konsultacji
Naszą ofertę kierujemy do firm działających w obszarach:
✔ technologie produkcji
✔ sztuczna inteligencja
✔ przetwarzanie w chmurze
✔ fotonika

✔ inteligentne sieci i usługi
Kto może skorzystać z naszego wsparcia? przedsiębiorstwa, startupy, uczelnie wyższe, jednostki naukowe, fundacje, stowarzyszenia, klastry oraz organizacje międzynarodowe.
Kontakt: mail: bpkprzemysl@piap.lukasiewicz.gov.pl telefon: 22 874 01 35
57 APLIKACJE
Fot. 8. Trzpień ustalający GN 817
REKLAMA
Fot. Elesa+Ganter

Ergonomiczne drukarki usprawniają produkcję
W dzisiejszym świecie, nastawionym na coraz bardziej zautomatyzowaną produkcję, zastosowanie najnowszych technologii i urządzeń – takich, jak drukarki Brother – to inwestycja, która zwraca się z nawiązką w krótkim czasie.
Ztego artykułu można dowiedzieć się, w jaki sposób zastosowanie konkretnych typów przemysłowych drukarek może znacząco zwiększyć wydajność operacji w firmie, zwłaszcza jeśli prowadzi się biznes produkcyjny, logistyczny lub retailowy, gdzie małe błędy mogą ostatecznie kosztować firmę dużo pieniędzy.
Produkcja na pełnych obrotach z linią drukarek TJ W gamie modeli drukarek firmy Brother możemy wyróżnić trzy główne linie produktowe przeznaczone dla różnych zastosowań i branż. W branży wytwórczej czy produkcyjnej najczęściej sprawdzają się modele oznaczone na początku literami TJ.
Brother zaprojektował serię TJ z myślą o wymagających środowiskach przemysłowych i produkcji wysokonakładowej. Drukarki z tej linii charakteryzują się przede wszystkim dużą prędkością drukowania. Jest to kluczo-
we, aby zredukować czas przestojów w ciągłych procesach produkcyjnych do minimum.
Niezależnie od tego, czy masowo etykietujemy produkty, palety czy opakowania wysokonakładowe modele –takie, jak np TJ-4422TN czy TJ-4005DN – dzięki kompaktowej konstrukcji, różnym interfejsom oraz dużej pojemności taśmy zapewnią ciągłość produkcji przy niskich kosztach. Ponadto zyskuje się możliwość połączenia drukarek z Internetem, niezależnie od tego, czy używamy Ethernet/LAN, USB czy Wi-Fi. Urządzenia są łatwe w obsłudze, więc pracownicy, niezależnie od stanowiska, nie powinni mieć z nimi żadnych problemów.
Nie tylko produkcja –urządzenia dopasowane do konkretnych zadań
Jeśli firma działa w sektorze detalicznym, mobilne drukarki z serii RJ pozwolą na szybkie drukowanie samo-
58 AUTOMATYKA
PROMOCJA

przylepnych etykiet, paragonów czy pokwitowań w dowolnym miejscu, bez użycia tuszu i tonera oraz generowania dodatkowych odpadów.
Niemal wszystkie modele linii RJ mają certyfikat IP54, co zapewnia ochronę przed wilgocią i kurzem w trudnych warunkach pracy. Co więcej, solidna konstrukcja sprawia, że obudowa jest odporna na upadki z wysokości nawet do 2 m.
Seria stacjonarnych drukarek TD (przeznaczona do drukowania w mniejszych nakładach niż w przypadku serii TJ) to linia, która świetnie sprawdzi się w logistyce i transporcie (podobnie jak RJ). Modele TD gwarantują wysoką jakość etykiet, paragonów i tagów RFID w technologii druku termicznego i termotransferowego, o szerokości nawet do 10,84 cm i wysokiej jakości drukowania w rozdzielczości do 300 dpi. Najpopularniejszym modelem w tej serii jest stacjonarna drukarka TD-4210D, która idealnie nadaje się do drukowania wyraźnych i łatwych do skanowania etykiet przy użyciu nośników o szerokości do 11,8 cm. Szybkość wydruku to aż 12,7 cm na sekundę.
Zastosowanie drukarek przemysłowych TJ w biznesie
Wysokonakładowe drukarki przemysłowe stanowią dla firm wsparcie w nadążaniu za rosnącym popytem, zapewniając jednocześnie bezproblemowe drukowanie etykiet przez lata – oferują dużą prędkość drukowania przy maksymalnej wydajności zużycia zasobów. Najpowszechniejsze formy zastosowania drukarek przemysłowych Brother TJ to:
• etykiety na opakowania,
• etykiety produktów i części,
• etykiety odbiorcze i oddawcze,
• etykiety zgodności i ocen,
• etykiety produkcji w toku (work in progress).
Dodatkowe benefity
używania drukarek z serii TJ
Do głównych zalet używania urządzeń Brother zaliczyć można:
• niskie r yzyko awarii i przestojów dzięki wytrzymałej konstrukcji,
• prosta integracja z istniejącą infrastrukturą IT,
• łączność przez USB, Ethernet, Wi-Fi czy Bluetooth,
• intuic yjny interfejs użytkownika i prostotę obsługi, które skracają czas potrzebny na szkolenie,
• tr wałe i łatwe do identyfikacji etykiety z kodami kreskowymi z wysokim kontrastem.
Wydajne operacje i efektywność pracowników mają kluczowe znaczenie dla sukcesu biznesu w świecie coraz bardziej zdominowanym przez technologie i automatyzację procesów. Wdrożenie drukarek przemysłowych zapewnia oszczędność kosztów i czasu, co przekłada się na zwiększoną produktywność i rentowność firmy.

BROTHER CENTRAL
AND EASTERN EUROPE GMBH
Oddział w Polsce
ul. Marynarska 15
02-674 Warszawa
tel. 22 441 63 00
www.brother.pl
Seria drukarek Brother TJ
59 4/2024 RYNEK
Seria drukarek Brother TD
Fot. Brother
 MARCIN KAROLAK
MARCIN KAROLAK
prawnik
SKP Ślusarek Kubiak Pieczyk
Akt w sprawie sztucznej inteligencji
Pierwszy kompleksowy akt prawny UE regulujący stosowanie systemów AI
Kiedy dyskutujemy na temat prawnego regulowania stosowania systemów AI, możemy czasem usłyszeć od osób, które nie są prawnikami pytanie zadane z dozą ironii: I co, będziecie aresztować komputery? Krótka odpowiedź na to pytanie, sformułowana w stylu dowcipów o Radiu Erewan, brzmi: „Wszystko się zgadza, oprócz trzech drobnych szczegółów –nie komputery, tylko ludzi, nie aresztować tylko chronić, i nie wsadzać do więzienia, lecz nakładać kary pieniężne na niektórych uczestników rynku”. Podchodząc do t ej tematyki nieco poważniej, po kilku latach analiz na poziomie decyzyjnym UE zaobserwowano, że społeczne obawy związane z wykorzystywaniem systemów AI okazały się na tyle poważne, aby skutkowało to podjęciem prac nad prawnymi ramami użytkowania AI.
Proponowane rozwiązania systemowe dotyczące regulacji pr awnych posługiwania się systemami AI mają dwa zasadnicze filary – mają chronić prawa podstawowe, demokrację, praworządność i śr odowisko przed zagrożeniami powodowanymi przez działanie systemów AI wysokiego ryzyka, ale jednocześnie wspierać innowacyjne rozwiązania i wspomagać rozwój systemów AI na terytorium Unii Europejskiej, tak aby stała się ona liderem w dziedzinie AI. W ocenie większości podmiotów zaangażowanych w prace nad takimi regulacjami, przepisy regulujące stosowanie systemów AI nie mogą doprowadzić do zahamowania prac nad rozwojem takich systemów i technologii, które mogą przysłużyć się człowiekowi i przyspieszyć prace nad istotnymi odkryciami naukowymi. W opinii legislatorów większość systemów sztucznej inteligencji nie stwarza zagrożenia dla człowieka i może przyczynić się do rozwiązania wielu problemów społecznych, natomiast prawo powinno w pierwszej linii regulować wykorzystanie takich systemów AI, które mogą spowodować powstanie różnego rodzaju ryzyk.
Zharmonizowane ramy prawne
13 marca 2024 r. Parlament Europejski przyjął tekst rozporządzenia ustanawiającego zharmonizowane przepisy dotyczące sztucznej inteligencji (Akt o sztucznej inteligencji – AI Act). Zgodnie z procedurą uchwalania aktów prawnych, rozporządzenie musi jeszcze zostać zatwierdzone przez Radę UE, aby stało się prawem obowiązującym w Unii Europejskiej.
AI Act zawiera prawną definicję systemu AI. Pod tym pojęciem należy rozumieć system maszynowy, zaprojektowany do działania na różnym poziomie autonomii, który po wdrożeniu może wykazywać zdolność adaptacji i który wnioskuje – do wyraźnych lub dorozumianych celów – jak generować na podstawie danych wejściowych wyniki, takie jak predykcje, treści, zalecenia lub decyzje, które mogą wpływać na środowisko fizyczne albo wirtualne. Jest to definicja stworzona na potrzeby aktu prawnego i prawdopodobnie naukowcy zajmujący się nowoczesnymi technologiami mogliby długo dyskutować, czy powinno się do niej dodać jakieś elementy, czy też może część z nich jest zbędna. W ocenie au-
60 AUTOMATYKA PRAWO I NORMY
tora tego artykułu, definicja z AI Act nie zawiera jednego istotnego elementu, a mianowicie odwołania do działania systemu zgodnie z wbudowanym algorytmem. W opisach działania systemów AI wskazuje się bowiem, że „kluczowa siła systemu sztucznej inteligencji znajduje się w jego logice operacyjnej (modelach algorytmów), która dla danego zestawu celów i na podstawie danych wejściowych z czujników zapewnia ekstrakcję (wynik) dla siłowników – jako zalecenia, przewidywania lub decyzje, które mogą wpłynąć na stan środowiska.”1
Trzy poziomy ryzyka
AI Act definiuje trzy poziomy ryzyka w stosowaniu sztucznej inteligencji: niedopuszczalny, wysoki oraz ograniczony. W odniesieniu do każdego z trzech poziomów akt prawny przewiduje odmienne regulacje. W rozdziale II AI Act odnosi się bezpośrednio do najwyższego poziomu ryzyka (niedopuszczalnego), wskazując rodzaje zakazanych praktyk w zakresie sztucznej inteligencji i kierując się ogólnie przyjętymi założeniami dotyczącymi praw człowieka. Zakazane jest przede wszystkim wykorzystanie systemów kategoryzacji biometrycznej, które indywidualnie kategoryzują osoby fizyczne, aby wywnioskować informacje na temat ich rasy, poglądów politycznych, przynależności do związków zawodowych, przekonań religijnych lub filozoficznych, życia seksualnego lub preferencji seksualnych. Zakazane jest również wykorzystywanie zdalnej identyfikacji biometrycznej w czasie rzeczywistym w przestrzeni publicznej do celów ściągania przestępstw (AI Act przewiduje jednak wyjątki, np. zapobieganie zagrożeniu atakiem terrorystycznym).
Zakazane na podstawie AI Act jest również wykorzystanie systemów sztucznej inteligencji do takich celów, jak rozpoznawanie emocji w miejscu pracy i instytucjach edukacyjnych, klasyfikacja punktowa obywateli, prognozowanie przestępczości (wyłącznie na p odstawie profilowania osoby lub oceny jej cech). Nie będzie też dozwolone wykorzystanie systemów AI, które pozwalają manipulo -
wać zachowaniem ludzi lub wykorzystywać ich słabości.
Oprócz ogólnego rygoru dla wszelkich systemów AI, rozporządzenie wyróżnia szczególną kategorię – systemy AI wysokiego ryzyka. Do tej grupy kwalifikuje się znaczna liczba systemów AI, takich jak m.in. systemy biometryczne (w wąskim zakresie, kiedy mogą być wykorzystywane na podstawie AI Act i innych aktów unijnych oraz krajowych), systemy związane z zarządzaniem krytyczną infrastrukturą cyfrową, ruchu drogowego, zaopatrzenia w wodę, gaz, ciepło lub energię elektryczną, a także zarządzające migracją, azylem i kontrolą graniczną. Znamienne jest to, że rozporządzenie w tym kontekście wymienia również systemy AI przeznaczone do stosowania przez organy sądowe w celu wspomagania
AI
Użytkownicy takich systemów muszą dokonać identyfikacji i analizy dającego się racjonalnie przewidzieć ryzyka, jakie mogą one stwarzać, a następnie przyjąć odpowiednie i ukierunkowane środki zarządzania ryzykiem.
Nieodzowna kontrola człowieka
AI Act wymaga, aby systemy AI wysokiego ryzyka zostały zaprojektowane w odpowiedni sposób, z uwzględnieniem użycia odpowiednich narzędzi interfejsu człowiek–maszyna, aby w okresie wykorzystywania systemu
AI wysokiego ryzyka mogły je skutecznie nadzorować osoby fizyczne. W tym miejscu, przynajmniej w teorii, prawo ma wymagać stosowania odpowiednich środków, aby zapobiegać sytuacjom kojarzącym się z buntem syste-
ACT DEFINIUJE TRZY POZIOMY
RYZYKA W STOSOWANIU SZTUCZNEJ
INTELIGENCJI: NIEDOPUSZCZALNY, WYSOKI ORAZ OGRANICZONY.
W ODNIESIENIU DO KAŻDEGO Z TRZECH
POZIOMÓW AKT PRAWNY PRZEWIDUJE
ODMIENNE REGULACJE.
organu sądowego w badaniu i interpretacji stanu faktycznego i przepisów prawa oraz w stosowaniu prawa do konkretnego stanu faktycznego lub do wykorzystywania w podobny sposób w alternatywnych metodach rozwiązywania sporów. Unijny prawodawca reaguje w ten sposób na rozwój systemów AI, projektowanych m.in. dla potrzeb pomocniczego wykorzystywania przez poszczególne organy wymiaru sprawiedliwości, jak również przez sądy arbitrażowe.
Systemy AI wysokiego ryzyka muszą spełniać szczegółowe wymogi ustalone przepisami AI Act. W odniesieniu do systemów tej kategorii należy przede wszystkim wdrożyć system zarządzenia ryzykiem rozumiany jako ciągły, iteracyjny proces, planowany i realizowany przez cały cykl użytkowania systemów, wymagający systematycznego przeglądu i aktualizacji.
mu Skynet przedstawionym w filmie „Terminator”. Niezwykłe jest, że film ten powstał dokładnie 40 lat temu i już wtedy obawiano się, że maszyny wymkną się spod kontroli ludzi. Aby ułatwić małym i średnim przedsiębiorstwom, w szczególności start–upom, projektowanie systemów AI, mają być tworzone tzw. piaskownice regulacyjne (regulatory sandbox), czyli specjalne otoczenie – zarówno prawne, jak i technologiczne – ułatwiające kontrolowany i bezpieczny rozwój innowacji.
Należy pamiętać, że na najwyższym szczeblu najbardziej skomplikowanego procesu decyzyjnego podjętego z użyciem systemów AI, zawsze znajduje się człowiek, działający indywidualnie albo kolektywnie. Każda osoba, której dotyczy decyzja podjęta przez jedną lub więcej osób stosujących systemy AI na podstawie wyników działania systemu AI wysokiego ryzyka (która
61 4/2024 PRAWO I NORMY
MARCIN KAROLAK
Działa w praktyce TMT, doradzając w zakresie prawa mediów (tradycyjnych oraz elektronicznych), jak również prawa telekomunikacyjnego, ze szczególnym uwzględnieniem gospodarki zasobami częstotliwości. Doradza także w zakresie prawa własności intelektualnej, w szczególności w sprawach dotyczących prawa autorskiego. W praktyce zawodowej ma również obsługę podmiotów z branży social media/modeling, w zakresie działalności influencerów, budowania marki osobistej, ochrony wizerunku oraz reklamy. Kontakt: m.karolak@skplaw.pl. Strony internetowe: www.skplaw.pl, www.skpipblog.pl.
to dec yzja generuje skutki prawne lub w podobny sposób oddziałuje na tę osobę na tyle znacząco, że uważa ona, iż ma to niepożądany wpływ na jej zdrowie, bezpieczeństwo lub prawa podstawowe) ma prawo uzyskania od podmiotu stosującego AI mer ytorycznego wyjaśnienia roli tego systemu AI w procedurze podejmowania decyzji.
Nieprzestrzeganie obowiązków nałożonych na podmioty wykorzystujące technologie i systemy AI, może prowadzić na różnych poziomach (wytwórcy, dostawcy, importerzy, operatorzy) do nałożenia przez organy kontrolne surowych sankcji. W przypadku udowodnienia zakazanych praktyk w zakresie praw człowieka, takich jak opisane w niniejszym artykule kategoryzacje biometryczne czy manipulowanie ludzkimi emocjami, maksymalna kara pieniężna przewidziana przepisami tego aktu może wynosić nawet 35 000 000 euro lub – jeżeli naruszenia
do 7 500 000 euro lub – jeżeli naruszenia dokonuje przedsiębiorstwo – do 1 % jego całkowitego rocznego obrotu z poprzedniego roku obrotowego, w zależności od tego, która z tych kwot jest wyższa.
AI Act to pierwsza kompleksowa regulacja UE w zakresie stosowania systemów sztucznej inteligencji. Niezwykle dynamiczny rozwój systemów AI, które znajdują zastosowanie w ko-
AI ACT WYMAGA, ABY SYSTEMY
AI WYSOKIEGO RYZYKA ZOSTAŁY
ZAPROJEKTOWANE W ODPOWIEDNI SPOSÓB, Z UWZGLĘDNIENIEM UŻYCIA ODPOWIEDNICH
NARZĘDZI INTERFEJSU CZŁOWIEK–MASZYNA, ABY W OKRESIE WYKORZYSTYWANIA
SYSTEMU AI WYSOKIEGO RYZYKA MOGŁY
JE SKUTECZNIE NADZOROWAĆ OSOBY FIZYCZNE.
dokonuje przedsiębiorstwo – do 7 % jego całkowitego rocznego światowego obrotu z poprzedniego roku obrotowego, w zależności od tego, która z tych kwot jest wyższa.
Podawanie nieprawdziwych informacji krajowym organom kontrolnym w odpowiedzi na ich wezwania może skutkować nałożeniem kary pieniężnej
lejnych gałęziach nauki, przemysłu czy też edukacji, wskazuje na to, że stoimy dopiero na początku drogi do regulacji tego zjawiska.
Przypisy
1 Czym jest sztuczna inteligencja – Portal sztucznej inteligencji – Portal Gov.pl (www.gov.pl)
62 AUTOMATYKA PRAWO I NORMY
www.automatykaonline.pl/Automatyka Automatycznienajlepsi

Kompleksowa realizacja projektów przemysłowych
Renomowani dostawcy podzespołów
Ponad 150 inżynierów
Zaawansowane zaplecze projektowo-wytwórcze
Nowoczesne Centrum Szkoleniowe
Serwis gwarancyjny i pogwarancyjny
Przeszło
250 wdrożeń w obszarach automatyki i robotyki
Ponad
200 robotów zainstalowanych w zakładach produkcyjnych
PIAP – NOWY WYMIAR ROBOTYZACJI
Myślisz o robotyzacji? Odkryj nowy wymiar robotyzacji Twojej produkcji z PIAP Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 8740 194, 22 8740 442 e-mail: marketing@piap.lukasiewicz.gov.pl www.przemysl.piap.pl
RYSUNEK TECHNICZNY MASZYNOWY DLA AUTOMATYKÓW
I MECHATRONIKÓW
Marek Macko
Wydawca: Wydawnictwo Naukowe PWN
rok wydania: 2022, objętość: 250 stron, oprawa: miękka
Prezentujemy uniwersalny podręcznik zawierający syntetyczne formy zapisu konstrukcji – mechanicznych, elektrycznych, pneumatycznych oraz hydraulicznych – takich, które są stosowane w pracy automatyka, mechatronika i innych inżynierów. Dla lepszego zrozumienia tej tematyki Autor wzbogacił graficzną zawartość książki o aktualne formy zapisu CAD wraz z niezbędnymi przykładami z obszaru 3DCAD. Publikację w szczególności wyróżniają: atrakcyjny zestaw ćwiczeń, uporządkowanych pod względem trudności; wykorzystanie repozytorium modeli 3D do samodzielnych ćwiczeń; syntetyczne ujęcie tematu; zakres merytoryczny rysunku mechanicznego (maszynowego), elektrycznego, hydraulicznego, pneumatycznego; szata graficzna oraz wielomodułowość zagadnień z zakresu grafiki inżynierskiej oraz projekty do pobrania na WWW (SolidWorks).
BEZPIECZEŃSTWO OSÓB I SYSTEMÓW IT Z WYKORZYSTANIEM BIAŁEGO WYWIADU
Krzysztof Wosiński
Książka zawiera zasady prowadzenia rozpoznania otwartoźródłowego w Internecie, czyli legalnych działań śledczych, wykorzystujących ogólnodostępne w sieci dane. Ze względu na wzrost dostępności źródeł internetowych, a także zakresu obecnych danych i informacji, dostępnych przez serwisy oraz media społecznościowe, tego typu rozpoznanie staje się coraz popularniejsze. Celem książki było zebranie i przedstawienie technik i narzędzi, możliwych do wykorzystania zarówno w ramach poszukiwania informacji w Internecie, jak i projektowania zabezpieczeń systemów teleinformatycznych. Publikacja stanowi jedno z niewielu źródeł będących kompleksowym wprowadzeniem do bardzo aktualnego zagadnienia OSINT-u. Pokazuje jego zasady, techniki oraz narzędzia, a także skupia się na problemach błędów ludzkich w analizie danych. Przedstawia ona sposoby na zbadanie bezpieczeństwa zarówno osobistego, jak i teleinformatycznego z wykorzystaniem technik OSINT.
CZARNE DZIURY. KLUCZ DO ZROZUMIENIA WSZECHŚWIATA
Wydawca: Sensus
rok wydania: 2024, objętość: 360 stron, oprawa: twarda
Doskonale przygotowane kompendium wiedzy na temat tajemniczych i fascynujących obiektów kosmosu, a także ich wpływu na naturę wszechrzeczy. Odpowiada na wiele ważnych pytań: co kryje się w centrum naszej Galaktyki; jak powstają czarne dziury i co one oznaczają dla naszego zrozumienia wszechrzeczy; czy chcesz poznać tajemnice niesamowitych obiektów, które wykraczają poza granice wyobraźni? Jeśli tak, to autorzy bestselleru zabiorą nas w fascynującą podróż do świata czarnych dziur. Dowiesz się, jak narodziła się koncepcja czarnych dziur, jak Einstein zapoczątkował teorię ogólnej względności, która przewidziała ich istnienie, jak Hawking odkrył, że one promieniują, i jak współczesna fizyka kwantowa próbuje połączyć grawitację z informacją. Ta książka to inspirująca wizja kosmosu, w której przestrzeń i czas wyłaniają się z sieci bitów kwantowych, a czarne dziury mogą być kluczem do zrozumienia natury rzeczywistości. Lektura obowiązkowa!!!
Wydawca: Wydawnictwo Naukowe PWN rok wydania: 2024, objętość: 160 stron, oprawa: miękka Opracowanie – dr inż. Małgorzata Kaliczyńska
64 AUTOMATYKA BIBLIOTEKA
Brian Cox, Jeff Forshaw (tłum. Tomasz Lanczewski)












65 4/2024 WSPÓŁPRACA A4BEE SP. Z O.O. TEL. 733 651 651, WWW.A4BEE.COM 46–48 ASTOR SP. Z O.O. TEL. 12 428 63 00, WWW.ASTOR.COM.PL 35, 49, 50–51 AUTOMATYKAONLINE TEL. 504 126 618, WWW.AUTOMATYKAONLINE.PL III OKŁ. AXON MEDIA GROUP TEL. 533 344 700, WWW.AXONMEDIA.PL 17 BROTHER CENTRAL AND EASTERN EUROPE GMBH ODDZIAŁ W POLSCE TEL. 22 441 63 00, WWW.BROTHER.PL 58–59 PPUH ELDAR TEL. 77 442 04 04, WWW.ELDAR.BIZ 15 ELESA+GANTER POLSKA SP. Z O.O. TEL. 22 737 70 47, WWW.ELESA-GANTER.PL 3, 55-57 HIWIN GMBH TEL. +49 781 93278-0, +48 22 544 07 05, WWW.HIWIN.DE 23 IFM ELECTRONIC SP. Z O.O. TEL. 32 70 56 400, WWW.IFM.COM.PL 21 MIĘDZYNARODOWE TARGI POZNAŃSKIE SP. Z O.O. TEL. 61 869 20 00, WWW.GRUPAMTP.PL 11, 13 NORELEM SP. Z O.O. TEL. 48 572 895 704, WWW.NORELEM.PL IV OKŁ. PTAK WARSAW EXPO TEL. 48 518 739 124, WWW.WARSAWEXPO.EU 19 SIEĆ BADAWCZA ŁUKASIEWICZ – PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP TEL. 22 874 00 00, WWW.PIAP.LUKASIEWICZ.GOV.PL II OKŁ., 57, 63 TURCK SP. Z O.O. TEL. 77 443 48 00, WWW.TURCK.PL 38-39 VEGA POLSKA SP. Z O.O. TEL. 71 747 76 00, WWW.VEGA.COM I OKŁ., 52-54 ZIMMER-GROUP TEL. 48 884 626 300, WWW.ZIMMER-GROUP.DE/PL 5, 36-37

które obecnie są jednymi z najpopularniejszych rozwiązań na polskim rynku automatyki przemysłowej. Odpowiadał m.in. za wprowadzenie do oferty ASTOR produktów firmy Horner APG. Był jednym ze współtwórców i autorów sukcesu marki Astraada, a obecnie współtworzy strategię dalszego rozwoju i ekspansji na rynki zagraniczne tej marki własnej ASTOR.
Od ponad czterech lat pełni w firmie ASTOR funkcję dyrektora Działu Rozwoju Sprzedaży w Linii Biznesowej Automatyzacja, odpowiadając za wsparcie i rozwój sprzedaży systemów sterowania. Do jego obowiązków
FIRMA: ASTOR Sp. z o.o.
STANOWISKO: dyrektor Działu Rozwoju Sprzedaży w Linii Biznesowej Automatyzacja
należy m.in. współpraca na poziomie strategicznym z firmą Emerson. W jej ramach planowane jest wprowadzanie na polski rynek nowych produktów i technologii, przede wszystkim nowoczesnych rozwiązań z zakresu Przemysłu 4.0.
Piotr Adamczyk
Piotr Adamczyk jest absolwentem Politechniki Rzeszowskiej, gdzie studiował na Wydziale Elektrotechniki i Informatyki, w ramach specjalizacji „Systemy i sieci komputerowe”. Jeszcze w czasie studiów, podczas praktyk zawodowych, poznawał podstawy działania systemów sterowania. Zawodowo z branżą automatyki związany jest od 2005 r. – wtedy rozpoczął pracę
Wspólnie z zespołem doświadczonych inżynierów jest odpowiedzialny za rozwój strategicznych obszarów biznesowych, związanych z automatyzacją produkcji w różnych branżach przemysłowych. Był konsultantem wielu dużych projektów, wspierając kluczowych klientów firmy ASTOR w budowaniu koncepcji kompleksowych systemów automatyki. Jest również zaangażowany w budowanie relacji biznesowych z partnerami i dystrybutorami produktów Astraada w krajach Europy Środkowej i Wschodniej.
w firmie ASTOR, w Dziale Systemów Sterowania i Sieci Przemysłowych. Swoją karierę rozpoczynał jako osoba odpowiedzialna za serwisowanie sterowników PLC Emerson (w owym czasie znanych pod nazwą GE Fanuc), pełniąc rolę inżyniera wsparcia technicznego. W kolejnych latach pracował jako product manager oraz opiekun marki Emerson, wspólnie z zespołem rozbudowując portfolio produktów, Fot.
Piotr Adamczyk jest autorem wielu publikacji, ukazujących się na łamach czasopism branżowych. Aktywnie współtworzy „Poradnik automatyka”, portal wiedzy technicznej dla inżynierów, na potrzeby którego opracował ponad 50 artykułów i filmów. Często można go spotkać w roli prelegenta i eksperta na konferencjach, spotkaniach branżowych i webinarach.
66 AUTOMATYKA LUDZIE
prywatne
archiwum







































www.norelem.pl norelem Sp. z o.o. ul. Myśliborska 22 66-400 Gorzów Wielkopolski Tel. +48 572 895 707 Email: info@norelem.pl
