ROZMOWA 24
Aleksander Czerw, Elmark Automatyka
SPRZĘT I APARATURA 36
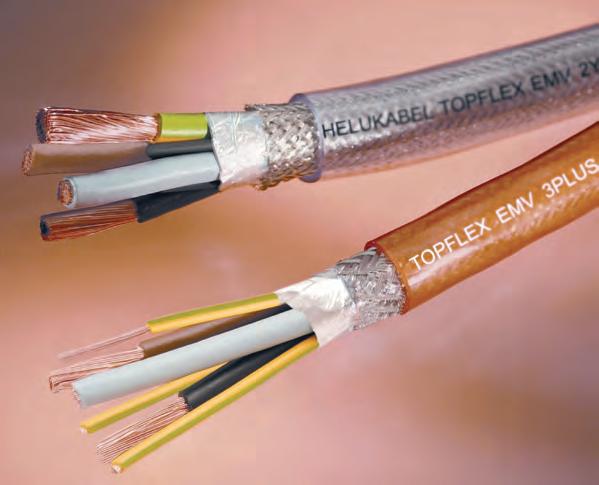
Kable
RYNEK 52
Metody programowania robotów przemysłowych, cz. 3

ROZMOWA 24
Aleksander Czerw, Elmark Automatyka
SPRZĘT I APARATURA 36
Kable
RYNEK 52
Metody programowania robotów przemysłowych, cz. 3







Nowa grupa produktowa, oferująca szeroki wybór elementów techniki próżniowej
• Przyssawki próżniowe z gumy lub silikonu: płaskie, mieszkowe, okrągłe, owalne
• Przyssawki specjalistyczne o wysokiej przyczepności lub wulkanizowane
• Kompensatory do przyssawek: sprężynowe oraz stałe
• Adaptery do przyssawek, umożliwiające zmianę gwintu na inny








elesa-ganter.pl



ELESA+GANTER jest międzynarodową spółką, oferującą najszerszy na rynku zakres standardowych elementów do maszyn i urządzeń przemysłowych. Dla firmy najwyższym priorytetem jest jakość, którą gwarantuje: wysoka niezawodność, perfekcyjna funkcjonalność oraz unikalne wzornictwo oferowanych produktów.
elesa-ganter.pl

Małgorzata Kaliczyńska redaktor naczelna
bieżące wydanie naszego miesięcznika przekazujemy Państwu z radością, bo najbliższe w branży wydarzenie – 37. Międzynarodowe Energetyczne Targi Bielskie Energetab odbędą się w tradycyjnej formule. Wydarzenie będzie poświęcone m.in. nowoczesnym rozwiązaniom w branży energetycznej, w tym technologiom przyjaznym klimatowi, magazynom energii, systemom automatyki, innowacyjnym technologiom sieciowym, a także sprzętowi związanemu z odnawialnymi źródłami energii i elektromobilnością.
Targi zapewne odniosą duży sukces, a naszego miesięcznika również tam nie zabraknie (hala A, stoisko 2).
Aktualne artykuły redakcyjne poruszają tematy zbliżone do tematyki targów Energetab. Wiodący artykuł traktuje o monitorowaniu i zarządzaniu procesami produkcyjnymi, w tym o sposobach optymalizowania zużycia energii, co przyczynia się do obniżenia kosztów operacyjnych i zwiększenia wpływu zrównoważonego rozwoju. Inteligentne systemy zarządzania energią mogą automatycznie dostosowywać zużycie energii w zależności od potrzeb produkcyjnych, co gwarantuje efektywne wykorzystanie dostępnych zasobów.
Prezentujemy też obszerny przegląd przewodów i kabli przesyłających sygnały, dane oraz energię między elementami i komponentami automatyki. Od ich parametrów oraz niezawodności jest uzależniona prawidłowa praca systemów automatyki.
Prezentowany w numerze wywiad poświęcony jest strategii, która pozwala budować długotrwałe relacje, tak ważne dla konkurencyjności firmy.
O sposobie działania firmy i organizacji logistyki, a także o zasadach współpracy z klientami mówi Aleksander Czerw, szef zespołów Advantech i Elmatic w firmie Elmark Automatyka.
Stałym Czytelnikom działu Prawo i normy polecamy artykuł o braku implementacji do polskiego porządku prawnego „Europejskiego kodeksu łączności elektronicznej” i problemach, w tym sankcjach, jakie z tego wynikają.
Gorąco zapraszam do lektury!






Różne technologie:
malowanie, pokrywanie, dozowanie
montaż/demontaż
obsługa maszyn (załadunek/rozładunek)
technologie spawalnicze
spawanie
zgrzewanie
cięcie/ukosowanie
zadania transportowe

Różne branże
konstrukcje stalowe
materiały i urządzenia medyczne
podzespoły i części dla motoryzacji
produkcja urządzeń elektrycznych, w tym AGD
przemysł meblowy
przemysł spożywczy
rolnictwo/leśnictwo
tworzywa sztuczne i wyroby gumowe
Oferujemy kompleksową realizację instalacji zrobotyzowanych: Projekt Wdrożenie Szkolenie Serwis
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Centrum Automatyzacji i Robotyzacji
Al. Jerozolimskie 202, 22 874 02 04; 22 874 01 54 02-486 Warszawa mechatronika@piap.lukasiewicz.gov.pl www.piap.lukasiewicz.gov.pl
REDAKTOR NACZELNA
Małgorzata Kaliczyńska tel. 22 874 01 46 malgorzata.kaliczynska@piap.lukasiewicz.gov.pl
ZASTĘPCA REDAKTOR NACZELNEJ
Urszula Chojnacka tel. 22 874 01 85 urszula.chojnacka@piap.lukasiewicz.gov.pl
REDAKCJA MERYTORYCZNA
Małgorzata Kaliczyńska
REDAKCJA TEMATYCZNA
Sylwia Batorska tel. 22 874 00 60 sylwia.batorska@piap.lukasiewicz.gov.pl
WSPÓŁPRACA REDAKCYJNA
Marcin Bieńkowski, Jolanta Górska-Szkaradek, Agnieszka Staniszewska, Damian Żabicki
MARKETING I REKLAMA
Jolanta Górska-Szkaradek – menedżer tel. 22 874 01 91 jolanta.gorska-szkaradek@piap.lukasiewicz.gov.pl
PRENUMERATA I KOLPORTAŻ
Ewa Markowska tel. 22 874 03 71 ewa.markowska@piap.lukasiewicz.gov.pl
SKŁAD I REDAKCJA TECHNICZNA
Ewa Markowska
KOREKTA
Ewa Markowska
DRUK
Drukarnia „PAPER & TINTA”
Barbara Tokłowska Sp. K. Nakład: 4000 egzemplarzy
REDAKCJA
Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 874 01 46, fax 22 874 02 20 automatyka@piap.lukasiewicz.gov.pl www.AutomatykaOnline.pl
WYDAWCA
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa
Szczegółowe warunki prenumeraty wraz z cennikiem dostępne są na stronie automatykaonline.pl/prenumerata.
Redakcja zastrzega sobie prawo do skracania i modyfikacji nadesłanych materiałów oraz nie ponosi odpowiedzialności za treść reklam i materiałów promocyjnych.
Wizja klienta w centrum uwagi
Rozmowa z Aleksandrem Czerwem, szefem zespołów Advantech i Elmatic w firmie Elmark Automatyka.
Monitorowanie i zarządzanie procesami produkcyjnymi
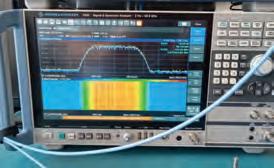
Pomiary bezpośrednio w procesie
Uzupełnienie pracy laboratorium
O sposobie działania firmy i organizacji logistyki, a także o zasadach współpracy z klientami mówi Aleksander Czerw, szef zespołów Advantech i Elmatic w firmie Elmark Automatyka.

Dostęp do linii produkcyjnych za pomocą systemów informatycznych ułatwia inżynierom i technikom monitorowanie, kontrolowanie i utrzymanie urządzeń produkcyjnych w sposób efektywny i bezpieczny. Zdecydowanie przyspiesza reakcję na zdarzenia na liniach technologicznych.
I APARATURY
Kable i przewody 36
Rodzaje i zastosowanie
Przewody kompensacyjne i termoparowe 45
Przewody chainflex wolne od PFAS 46
Bezpieczeństwo dla ludzi, przyrody i biznesu
HARTING GreenLine: nowe, sztuczne biotworzywo 48
Sieć Ethernet: czynnik sukcesu w transformacji energetycznej 49
Elementy do montażu drzwi bezramowych i paneli osłon stałych 50
Rodzaje i zastosowanie
Obecnie trudno wyobrazić sobie funkcjonowanie zakładów produkcyjnych i działających w nich systemów automatyki przemysłowej bez odpowiedniego okablowania zasilającego i sterującego. Parametry, jakie muszą spełniać kable i przewody zależą wprost od aplikacji. Warto więc wymienić podstawowe grupy produktów przeznaczonych do określonego rodzaju zastosowań.
Metody programowania robotów przemysłowych, cz. 3 52
Widełkowe czujniki fotoelektryczne dla zakładów produkcyjnych 59
Wykładniczy rozwój sztucznej inteligencji – czy to ma dla nas znaczenie? 60
Prawo komunikacji elektronicznej czeka
17–19.09 Bielsko-Biała
Międzynarodowe Energetyczne
Targi Bielskie Energetab www.energetab.pl
18.09 Bielsko-Biała Konferencja Energia dziś i jutro www.konferencjebranzowe.pl
18–20.09 Nadarzyn
Targi Technologii i Urządzeń Wodno-Kanalizacyjnych
Wodkan Tech www.wodkantech.com
24–26.09 Kielce
Targi Przemysłowej Techniki Pomiarowej oraz Badań
Nieniszczących Control-Tech www.targikielce.pl/control-tech
25–26.09 Kraków
Międzynarodowe Targi Elementów Złącznych i Technik Łączenia Fastener Poland www.fastenerpoland.pl 10/2024
5–6.10 Kielce
Targi Efektywności Energetycznej Expo Energy www.expoenergy.com.pl
15–17.10 Katowice
Międzynarodowe Targi Obrabiarek, Narzędzi i Technologii Obróbki Toolex www.toolex.pl
15–17.10 Katowice
ExpoWELDING – Międzynarodowe Targi Spawalnicze www.expowelding.pl
16–17.10 Kraków
Międzynarodowe Targi Obróbki, Magazynowania i Transportu Materiałów Sypkich i Masowych Symas
Międzynarodowe Targi Utrzymania Ruchu, Planowania i Optymalizacji Produkcji Maintenance www.symas.krakow.pl
22–24.10 Katowice
IX Europejski Kongres Lean Management www.kongreslean.pl

Duński producent robotów współpracujących, firma Universal Robots, wprowadziła na r ynek już ponad 500 produktów za pośrednictwem swojego ekosystemu UR+. To znaczący rozwój ekosystemu od czasu jego powstania w 2016 r. Firma planuje uczynić z UR+ platformę typu open-source, by umożliwić deweloperom tworzenie przełomowych rozwiązań. Obecnie w ramach UR+ oferowana jest szeroka gama komponentów, zestawów aplikacji i rozwiązań – zarówno w zakresie sprzętu, jak i oprogramowania – za-
projektowanych w celu zaspokojenia różnorodnych potrzeb klientów. – Działanie Universal Robots opiera się na współpracy, a popularność UR+ wyraźnie pokazuje, że jesteśmy preferowaną platformą w dziedzinie robotyki współpracującej. Mamy niesamowity ekosystem z setkami firm partnerskich, od małych start-upów deweloperskich po uznane i znane marki – mówi Kim Povlsen, prezes Universal Robots.
Ekosystem UR+ oferuje różne produkty, od takich, które wspierają proste zastosowania, jak chwytaki, po pełne rozwiązania dla automatyzacji zadań typu paletyzacja czy spawanie. W ostatnich latach wyraźnym trendem był rozwój kompletnych aplikacji, a w ekosystemie coraz większy nacisk kładzie się na oferowanie klientom gotowych rozwiązań, spełniających najczęstsze potrzeby w zakresie automatyzacji.
Źródło: Universal Robots
Sabur uzyskał nowy Certyfikat Partnera PcVue, który stanowi potwierdzenie umiejętności i kompetencji firmy w zakresie rozwiązań klasy SCADA. Firma implementuje takie rozwiązania w zaawansowanych procesach monitorowania i sterowania procesami produkcyjnymi, infrastrukturą ciepłowniczą i wodno-kanalizacyjną, infrastrukturą drogową, serwerowniami i centrami danych, farmami fotowoltaicznymi, wiatrowymi, lądowymi i morskimi, a także rozbudowanymi sieciami stacji ładowania EV.
PcVue to zaawansowany system SCADA/HMI, który redefiniuje standardy zarządzania infrastrukturą. PcVue i przekracza granice tradycyjnych systemów SCADA, oferując wszechstronne rozwiązania, które są kluczowe dla nowoczesnych organizacji. Dzięki innowacyjnym funkcjom i nie zawodności pomaga

firmom na całym świecie zwiększać efektywność, bezpieczeństwo i konkurencyjność. Znajduje zastosowanie w wielu branżach, w tym w energetyce, wodociągach, ciepłownictwie, przemyśle i transporcie. Przykłady sukcesów obejmują m.in. optymalizację zarządzania ruchem tramwajowym, monitorowanie infrastruktury wodociągowej oraz zarządzanie procesami produkcyjnymi.
Źródło: Sabur
Grupa Technologiczna HARTING ogłosiła, że łączy ponadregionalne najwyższe stanowiska kierownicze w Szwajcarii, co jeszcze bardziej przyspieszy globalne sterowanie i zarządzanie. Dzięki temu krokowi HARTING ewoluuje w przyszłościowego globalnego gracza w zakresie rozwiązań łączności. – Utworzenie globalnej centrali w Szwajcarii oznacza kolejny krok w naszym strategicznym rozwoju i internacjonalizacji, w celu pozycjonowania firmy jako konkurencyjnej globalnie i silnej regionalnie. W ten sposób spełniamy również globalne warunki ramowe i wymagania naszych klientów – komentuje Philip Harting, dyrektor generalny Grupy Technologicznej HARTING.
HARTING działa w Szwajcarii od ponad 40 lat. Firma utrzymuje tam zakład produkcyjny i ze Szwajcarii zarządza swoimi globalnymi centrami innowacji.

– Wspólnie ze szwajcarską firmą Studer Cables AG, którą rodzina HARTING nabyła dwa lata temu, chcemy napędzać rozwój rozwiązań w zakresie złączy i kabli oraz tworzyć wartość dodaną dla naszych klientów – podkreśla Philip Harting, który jest jednocześnie prezesem zarządu Studer Cables AG. Planowanie globalnej siedziby w Szwajcarii jest wciąż na wczesnym etapie. Przeprowadzka ma na celu długoterminowe zabezpieczenie miejsc pracy i inwestycji w Niemczech, Szwajcarii i na całym świecie.
Źródło: HARTING
Niemiecka firma SICK, dostawca zaawansowanych systemów pomiarowych, oraz Endress+Hauser, szwajcarski lider w zakresie aparatury kontrolno-pomiarowej, usług i rozwiązań dla procesów przemysłowych, zawarły strategiczne partnerstwo. Celem partnerstwa jest udoskonalenie wsparcia klientów w zwiększaniu efektywności i zrównoważonego rozwoju.
SICK i Endress+Hauser wspólne memorandum o por ozumieniu w sprawie strategicznego partnerstwa podpisały w październiku 2023 r. Od tego czasu dokładnie przeanalizowano projekt oraz opracowano

plany wdrożenia współpracy. Przedstawiciele obu firm podpisali odpowiednią umowę po uzyskaniu zgody właściwych organów nadzorczych. Zakończenie transakcji planowane jest na przełom lat 2024/2025 pod warunkiem uzyskania zgody organów antymonopolowych.
Kluczowym elementem strategicznego partnerstwa jest włączenie w struktury Endress+Hauser sprzedaży oraz serwisu technologii analityki procesowej i pomiaru przepływu gazów SICK. Około 800 doświadczonych pracowników z 42 krajów dołączy do zespołu Endress+Hauser, co umożliwi klientom dostęp do szerszej gamy produktów i usług z jednego zaufanego źródła. Globalna sieć sprzedaży i ser wisu Endress+Hauser otworzy kolejne możliwości pozyskiwania nowych klientów, wejście na dotychczas niedostępne rynki oraz rozwój innowacyjności.
Źródło: Endress+Hauser




Od 15 do 17 października 2024 r. Międzynarodowe Centrum Kongresowe w Katowicach zamieni się w arenę rozmów i spotkań przedstawicieli branży obrabiarek i narzędzi za sprawą 16. edycji targów Międzynarodowych Targów Obrabiarek, Narzędzi i Technologii Obróbki Toolex. Setki wystawców z Polski i zagranicy przedstawią nowatorskie rozwiązania dla sektora, a wydarzenia towarzyszące, w tym konferencja Nowy Przemysł 4.0, uzupełnią branżową ofertę. W trakcie targów nie zabraknie dyskusji o roli nowych technologii w rozwoju sektora oraz o wyzwaniach i problemach, które wpływają na branże zatrudniające liczne grupy pracowników, w tym tak ważne segmenty gospodarki, jak motoryzacja, górnictwo czy budownictwo.

Dzięki synergii dwóch imprez – Toolex i ExpoWELDING – tegoroczne targi i konferencja będą istotnym miejscem do prezentacji nowoczesnych rozwiązań i dyskusji na temat przyszłości polskiego przemysłu w świetle globalnych wyzwań i trendów. Rozwój sektora morskich farm wiatrowych oraz budowa nowoczesnych fabryk i instalacji odnawialnych źródeł energii to tylko niektóre z dynamicznych inwestycji, które kształtują obecny krajobraz przemysłowy. Targom tradycyjnie towarzyszyć będzie Środowiskowe Seminarium Tribologów, a integralną część imprezy stanowić będzie Salon Olejów, Smarów i Płynów Technologicznych dla Przemysłu OILexpo. Źródło: PTWP
Globalny przemysł motoryzacyjny szybko wdraża innowacyjne technologie, począwszy od robotyki po integrację sztucznej inteligencji (AI) i uczenia maszynowego, w ramach ewolucji Przemysłu 4.0. Wynika to przede wszystkim z potrzeby zwiększenia wydajności produkcji i wyeliminowania czynnika błędu ludzkiego w złożonych procesach produkcyjnych. Według GlobalData, firmy specjalizującej się w analizie danych, do najważniejszych osiągnięć zachodzących obecnie w sektorze produkcji motoryzacyjnej i łańcucha dostaw można zaliczyć wdrażanie sztucznej inteligencji w procesach produkcyjnych, drukowanie 3D oraz elektryfikację pojazdów.
– Sztuczna inteligencja jest uwzględniana na różnych etapach rozwoju produktu, od projektu po montaż pojazdu. Wdrożenie AI ułatwia tworzenie alternatywnych i bardziej wydajnych projektów pojazdów oraz rozwój prototypów,

Coraz większe usieciowienie maszyn stawia nowe wyzwania przed automatyzacją i osobami w nią zaangażowanymi. Firma Pilz, w ramach Akademii Pilz, przekazuje specjalistyczną wiedzę w zakresie bezpieczeństwa i ochrony instalacji oraz maszyn. Dzięki nowej stronie poświęconej szkoleniom projektanci i użytkownicy maszyn mają prosty i szybki dostęp do szerokiej oferty praktycznych interaktywnych szkoleń z dowolnego miejsca na świecie. Wiedza z zakresu ochrony i bezpieczeństwa przemysłowego przekazywana jest na różnych poziomach zaawansowania zgodnie z obowiązującymi standardami dydaktycznymi.

optymalizuje procesy produkcji i montażu oraz usprawnia testowanie pojazdów. Ponadto sztuczna inteligencja odgrywa kluczową rolę w zarządzaniu łańcuchem dostaw, zapewniając płynną i wydajną pracę. Integracja AI znacznie zwiększyła wydajność produkcji samochodów. Producenci korzystają z algorytmów projektowania generowanych przez sztuczną inteligencję, aby badać wiele możliwości projektowych, optymalizując masę, wytrzymałość i wydajność pojazdu – ocenia Vivek Kumar, kierownik projektu motoryzacyjnego w GlobalData.
Źródło: GlobalData, foto: pixabay
Treść 20 dostępnych na całym świecie szkoleń, a także szkoleń oferowanych lokalnie, obejmuje zagadnienia bezpieczeństwa funkcjonalnego i bezpieczeństwa przemysłowego. To drugie zagadnienie nabierze w przyszłości jeszcze większego znaczenia za sprawą dyrektywy NIS2, ustawy Cyber Resilience Act i Rozporządzenia w sprawie maszyn, które nakładają na europejskie firmy oraz eksporterów na teren Europy obowiązek zapewnienia bezpieczeństwa przemysłowego instalacji i maszyn.
W przyszłości wszystkie szkolenia będą podzielone na trzy obszary tematyczne: bezpieczeństwo maszyn, bezpieczeństwo przemysłowe i zastosowanie produktów. Informacje o nowej ofercie szkoleń Pilz są dostępne na stronie internetowej www.pilz.com/pl-PL/trainings.
Źródło: Pilz

Polski integrator rozwiązań IT z zakresu infrastruktury i security oraz dostawca usług serwisowych – firma IT Solution Factor – ogłosiła podpisanie umowy partnerskiej z Cohesity. Firma z siedzibą w San Jose oferuje oprogramowanie w zakresie zarządzania, ochrony, archiwizacji, backupu i odzyskiwania danych dla zróżnicowanyc h środowisk – chmurowych, serwerowych, zwirtualizowanych, aplikacji, baz danych czy SaaS. Rozwiązania Cohesity spełniają najwyższe standardy bezpieczeństwa w zakresie zarządzania danymi oraz zapewniają dużą odporność na cyberataki, w tym ransomware. W wyniku podpisania umowy partnerskiej oraz zdobycia certyfikatów przez zespoły pre-sales i sprzedaży, IT Solution Factor uzyskał status Preferred. Tym samym firma stała się pierwszym i jedynym partnerem Cohesity w Polsce.
Źródło: Newseria

Zebra Technologies Corporation rozpoczęła współpracę z I.D.E.A. S.r.l. (Intelligent Development Engineered Applications), włoskim dostawcą automatyki przemysłowej dla branży motoryzacyjnej, który jest partnerem M.O.S.A.I.C. (Motion System and Information Control). Dzięki współpracy z Zebra Technologies I.D.E.A. odnotowuje wzrost wydajności i produktywności w procesie kontroli jakości. Firma może dziś kontrolować 200 różnych tarcz hamulcowych za pomocą jednego systemu wizyjnego zbudowanego w oparciu o oprogramowanie Aurora Design Assistant firmy Zebra Technologies. Dzięki niemu I.D.E.A. może kontrolować powierzchnię tarczy hamulcowej pod dowolnym kątem bez potrzeby zatrzymywania linii produkcyjnej lub odwracania i obracania każdej tarczy. Źródło: Zebra Technologies

Poznaj europejskie partnerstwa i dowiedz się jak uzyskać unijne środki na realizację projektów B+R w Przemyśle 4.0 w ramach programu Horyzont Europa.
Poznaj europejskie partnerstwa i dowiedz się jak uzyskać unijne środki na realizację projektów B+R w Przemyśle 4.0 w ramach programu Horyzont Europa.
Do naszych głównych aktywności należą:
✔ pomoc w pozyskaniu europejskich partnerów i źródeł finansowania dla wspólnych projektów, ✔ reprezentowanie polskich podmiotów na forum międzynarodowym, ✔organizowanie szkoleń, warsztatów i sesji networkingowych, ✔ prowadzenie indywidualnych konsultacji
Do naszych głównych aktywności należą: ✔ pomoc w pozyskaniu europejskich partnerów i źródeł finansowania dla wspólnych projektów, ✔ reprezentowanie polskich podmiotów na forum międzynarodowym, ✔organizowanie szkoleń, warsztatów i sesji networkingowych, ✔ prowadzenie indywidualnych konsultacji
Naszą ofertę kierujemy do firm działających w obszarach: ✔ technologie produkcji
✔ sztuczna inteligencja
✔ przetwarzanie w chmurze
✔ fotonika

✔ inteligentne sieci i usługi
Naszą ofertę kierujemy do firm działających w obszarach: ✔ technologie produkcji ✔ sztuczna inteligencja ✔ przetwarzanie w chmurze ✔ fotonika inteligentne sieci i usługi
Kto może skorzystać z naszego wsparcia? przedsiębiorstwa, startupy, uczelnie wyższe, jednostki naukowe, fundacje, stowarzyszenia, klastry oraz organizacje międzynarodowe.
Kto może skorzystać z naszego wsparcia? przedsiębiorstwa, startupy, uczelnie wyższe, jednostki naukowe, fundacje, stowarzyszenia, klastry oraz organizacje międzynarodowe.
Kontakt: mail: bpkprzemysl@piap.lukasiewicz.gov.pl telefon: 22 874 01 35
Kontakt: bpkprzemysl@piap.lukasiewicz.gov.pl elefon: 22 874 01 35
KPMG ROZBUDOWUJE KOMPETENCJE W ZAKRESIE
DATA SCIENCE I SZTUCZNEJ INTELIGENCJI
KPMG – firma, która świadczy w Polsce profesjonalne usługi z zakresu audytu, konsultingu, doradztwa podatkowego, transakcyjnego, finansowego i prawnego oraz nowych technologii – wspiera klientów w poszukiwaniu i ewaluacji obszarów wysoce podatnych na AI. Dotyczy to także wsparcia w wyborze optymalnych technologii i platform oraz standardów budowania rozwiązań z zakresu sztucznej inteligencji. W ramach usługi wykonywana jest analiza obecnego procesu, definiowany jest docelowy proces i zbierane są wymagania funkcjonalne oraz niefunkcjonalne pod rozwiązanie informatyczne.

Obecnie do Działu Usług Finansowych KPMG w Polsce na stanowisko dyrektora i lidera ds. data science i AI dołączył
Leszek Ortyński. Będzie on odpowiedzialny za zarządzanie oraz rozwijanie umiejętności technicznych zespołu konsultantów i ekspertów w dziedzinie analizy danych, uczenia maszynowego i sztucznej inteligencji. Jego zadania obejmują również zarządzanie projektami dostarczania rozwiązań produktowych dla klientów, z dbałością o wysokie standardy realizacji. Leszek Ortyński tworzył zespoły eksperckie i zarządzał nimi, realizując liczne, złożone projekty i programy biznesowe, regulacyjne oraz technologiczne na całym świecie. Specjalizuje się w opracowywaniu i wdrażaniu modelu AI oraz rozwiązań opartych na sztucznej inteligencji i generatywnej sztucznej inteligencji. Źródło: KPMG
Spółka Thorium Space, specjalizująca się w zaawansowanych systemach komunikacji satelitarnej, zakończyła z sukcesem testy płaskiego terminala satelitarnego AURORA Ka-Band, potwierdzając tym samym swoją pozycję lidera w dziedzinie innowacyjnych technologii kosmicznych.
Terminal AURORA, będący przełomowym rozwiązaniem na r ynku globalnym SATCOM, umożliwia jednoczesną szerokopasmową komunikację z dwoma satelitami na różnych orbitach (LEO, MEO, GEO). Testy, przeprowadzone we współpracy z europejskim operatorem satelitarnym Hellas Sat, potwierdziły w pełni zakładane parametry techniczne. Oznacza
to gotowość do wdrożenia i ekspansji na szeroką skalę na globalnym rynku aktywnych płaskich terminali satelitarnych, przy jednoczesnym spełnieniu rygorystycznych norm NATO.
Dzięki wyjątkowej elastyczności i zaawansowanym funkcjom technologicznym, AURORA jest idealnie dostosowana do dynamicznie zmieniających się potrzeb i wymagań rynku, zarówno w sektorze komercyjnym, jak i szeroko rozumianym rządowym oraz obronnym. – Jestem niesamowicie dumny z całego zespołu Thorium Space, który ciężko pracował, aby ten projekt stał się rzeczywistością. Aurora to nasza odpowiedź na rosnące zapotrzebowanie na elastyczne i innowacyjne technologie komunikacji satelitarnej, które są kluczowe dla przyszłości branży – mówi Paweł Rymaszewski, prezes zarządu Thorium Space.
Źródło: Newseria
Pod koniec czerwca 2024 r. odbyła się wizyta studyjna, zorganizowana przez Amerykańską Agencję Rozwoju Międzynarodowego USAID dla przedstawicieli instytucji wspierających inwestycje zagraniczne. W ramach wydarzenia do Polski przyjechali reprezentanci krajów z regionu Bałkanów, Kaukazu i Azji Środkowej. Celem wizyty było poznanie najlepszych praktyk w tworzeniu środowiska sprzyjającego bezpośrednim inwestycjom zagranicznym, czego przykładem jest Polska. Delegacja goszcząca w naszym kraju odbyła szereg spotkań, uczestniczyła w licznych warsztatach oraz wysłuchała prezentacji o zrealizowanych w Polsce projektach inwestycyjnych. Przedstawiciele instytucji wsparcia inwestycji odwiedzili również specjalne strefy ekonomiczne i parki technologiczne.
Drugi dzień wizyty rozpoczął się spotkaniem z przedstawicielami PAIH. Wydarzenie otworzył Prezes Agencji Andrzej Dycha, który podkreślił istotność wymiany doświadczeń między krajami podczas tego typu rozmów. Uczestnicy wizyty wzięli też udział w rozmowach z przedstawicielami globalnych liderów przemysłu, IT i fintechu, którzy z sukcesem realizują inwestycje w naszym kraju. Wizytę studyjną zrealizowała USAID we współpracy z Ministerstwem Rozwoju i Technologii, Invest in Pomerania, American Chamber of Commerce, PAIH oraz przedstawicielami biznesu. Źródło: Polska Agencja Inwestycji i Handlu

PRZEDSTAWICIELI BRANŻY
ELEKTRONICZNEJ

W połowie czerwca w Międzynarodowym Centrum Targowo-Kongresowym EXPO w Krakowie odbyły się targi Evertiq Expo Kraków, w których udział wzięło blisko 600 osób. Wydarzenie zgromadziło 65 wystawców, począwszy od producentów i dystrybutorów, a skończywszy na dostawcach technologii oraz rozwiązań i naukowcach z polskich ośrodków badawczych. Ekspozycji towarzyszyły merytoryczne wykłady poświęcone zagadnieniom związanym z systemami pomiarowymi, inspekcją optyczną, mikromobilnością, fotoniką, satelitami i sektorem kosmicznym, elektroniką oraz mikroelektroniką.
Elementem wydarzenia była konferencja, na której wykład wygłosił m.in. dr Maciej Kawecki, autor kanału This is It na YouTube oraz prezes Instytutu Lema. Ten pasjonat i znawca technologii wprowadził zebranych do świata AI, wyjaśniając terminologię i zwracając uwagę na to, jakie ryzyko niesie ze sobą rozwój sztucznej inteligencji. Zwieńczeniem dnia pełnego atrakcji było przedstawienie top listy globalnych dystrybutorów komponentnów elektronicznych. Następna edycja Evertiq Expo Kraków odbędzie się 28 maja 2025 r. Wcześniej jednak – 24 października 2024 r. – przedstawiciele międzynarodowej branży elektronicznej spotkają się podczas Evertiq Expo w Warszawie.
PIERWSZA POLSKA
Źródło: Evertiq Expo
INWESTYCJA PRODUKCYJNA
W EGIPCIE

Polska spółka Feerum podpisała porozumienie inwestycyjne pod stworzenie fabryki komponentów i części zamiennych do budowy oraz obsługi silosów zbożowych w Egipcie. Feerum specjalizuje się w produkcji innowacyjnych i kompleksowych rozwiązań przechowywania zbóż, od silosów, przez oczyszczalnie i suszarnie, po transport. W ceremonii wzięli udział premier Arabskiej Republiki Egiptu, Mostafa Madbouly oraz prezes Strefy Ekonomicznej Kanału Sueskiego, Walid Gamal El Din. Zagraniczne Biuro Handlowe PAIH w Kairze wspierało firmę w procesie wejścia na rynek egipski.
Planowaną lokalizacją zakładu jest strefa przemysłowa East Port Said, będąca częścią Suez Canal Economic Zone. Polska spółka ma przy budowie zakładu współpracować z egipskim partnerem, spółką East Port Said Development. Wartość inwestycji wyceniono na 1,6 mld funtów egipskich (około 130 mln złotych).
Źródło: Polska Agencja Inwestycji i Handlu
Nowy system łączników TCC firmy Elesa+Ganter, który łączy w sobie design, wytrzymałość, wszechstronność i łatwość czyszczenia, został uhonorowany prestiżową nagrodą German Design Award 2024 Winner w kategorii Excellent Product Design. Łączniki TCC są wykonane ze wzmocnionego włóknem szklanym technopolimeru i są przeznaczone do łączenia profili rurowych. W ich skład wchodzą łączniki z płytą boczną, tuleje redukcyjne oraz łączniki teowe i dwukierunkowe, umożliwiające osiowe i prostopadłe mocowanie profili rurowych o średnicy 18 mm i 30 mm. Łączniki TCC mają śruby i nakrętki samohamowne ze stali nierdzewnej AISI 304, dzięki czemu można używać ich na zewnątrz, w miejscach występowania substancji chemicznych (farby) lub w warunkach podwyższonej wilgoci (branża rozlewnicza). Śruby są zabezpieczone przed zatarciem, co ułatwia wielokrotne blokowanie. Gładkie powierzchnie łączników oraz brak ostrych krawędzi i narożników ułatwiają czyszczenie, a także wpływają na estetykę produktu.

Do zalet łączników TCC dodatkowo należą także mała masa, odporność na korozję, duża wytrzymałość mechaniczna, możliwość dostosowania do profili rurowych o różnej średnicy dzięki tulejom redukcyjnym, odporność na obracanie się i przesunięcie profili rurowych, a także kompatybilność ze wszystkimi profilami rurami dostępnymi w sprzedaży (tolerancja średnicy ± 0,2 mm).
Źródło: Elesa+Ganter

Wieloosiowy przemiennik częstotliwości
8 napędów z STO SIL3
Zwrot energii hamowania
Realne oszczędności wdrożenia i użytkowania


www.eldar.biz


Firma Woodward, produkująca m.in. zawory i siłowniki dla przemysłu i lotnictwa, zdecydowała o przeniesieniu części produkcji w tym zakresie ze Stanów Zjednoczonych do polskiego zakładu w Niepołomicach. Dzięki temu w regionie pojawi się 100 nowych miejsc pracy. Proces zmiany potrwa około dwóch lat. Woodward specjalizuje się w projektowaniu i dostarczaniu rozwiązań z zakresu sterowania energią. Zajmuje się również projektowaniem i serwisowaniem systemów i podsystemów sterowania, w tym pomp paliwowych, układów sterowania silnikami, siłowników, zaworów powietrza, dysz paliwowych i elektroniki. W ofercie firmy są rozwiązania dla mobilnego sprzętu przemysłowego, silników lotniczych i przemysłowych, a także urządzeń do wytwarzania energii.
Źródło: Woodward
Firma NSK ogłosiła sprzedaż swojej niemieckiej spółki zależnej Neuweg Fertigung GmbH w Munderkingen. Nowi właściciele to br ytyjski inwestor i dwóch dotychczasowych pracowników.

Firma Neuweg została założona w 1954 r. jako spółka zależna producenta maszyn rolniczych i została przejęta przez NSK w 1990 r. Od tego czasu w ramach globalnej sieci NSK skoncentrowała się na elastycznej produkcji łożysk tocznych w mniejszych ilościach – głównie dla przemysłu maszyn rolniczych, ale także w inżynierii mechanicznej. – Naszym celem jest budowanie na solidnych fundamentach NSK oraz wykorzystanie dziedzictwa i doskonałości technicznej fabryki w Munderkingen w celu poszerzenia naszego globalnego zasięgu – podkreśla nowy dyrektor generalny Stephen Lord.
Źródło: NSK



Od 22 do 24 października 2024 r. Katowice staną się centrum wymiany wiedzy na temat zarządzania Lean. Kolejny, IX Europejski Kongres Lean Management zgromadzi ekspertów, praktyków i liderów branży, którzy podzielą się wiedzą na temat najnowszych trendówi, case study oraz doświadczeniami w zakresie transformacji Lean. Kluczowe tematy będą obejmować automatyzację procesów, zarządzanie zmianą oraz shop floor management. Elementem kongresu
będą wizyty studyjne, mające na celu pokazanie praktycznych aspektów transformacji Lean, jak również umożliwienie bezpośredniego wglądu w realne procesy produkcyjne i logistyczne. Trzeci dzień upłynie pod znakiem praktycznego zastosowania rozwiązań w formie warsztatów. Więcej informacji można znaleźć na stronie www.kongreslean.pl. Źródło: Brainstorm Group
Wojskowa Akademia Techniczna (WAT) pozyskała fundusze na opracowanie elementu detekcyjnego dla matrycy pracującej w długofalowym zakresie promieniowania podczerwonego.

Detektor fotonowy ma powstać jako wspólny projekt WAT i VIGO. Chodzi o opracowanie go na bazie półprzewodników z grupy AIIIBV elementu aktywnego. Wszystko to na potrzeby matrycy dalekiej podczerwieni. – Prowadzone w ramach projektu badania pozwolą na opracowanie w przyszłości pierwszej polskiej matrycy detektorów pracujących w długofalowym zakresie promieniowania podczerwonego i konstruowanych w oparciu o nie urządzeń termowizyjnych spełniających wymogi najbardziej zaawansowanych zastosowań, w tym militarnych – mówi płk dr hab. inż. Małgorzata Kopytko z Wydziału Nowych Technologii i Chemii WAT.
Źródło: Evertiq, foto: freepek
22 listopada 2024 r. w Warszawie odbędzie się ósma edycja konferencji „Inteligentna Energetyka” Tematem wiodącym listopadowej konferencji będzie AI w energetyce – perspektywa, technologie, zastosowanie. Stanowi on kontynuację problematyki omówionej w 2022 r., dotyczącej digitalizacji, decentralizacji i dekarbonizacji sektora elektroenergetycznego. Planowany zakres tematyczny to regulacje prawne dotyczące AI w Polsce i Unii Europejskiej w kontekście energetyki, odpowiedzialność i cyberbezpieczeństwo AI, potencjał kadrowy, wprowadzenie do technologii, wdrażanie sztucznej inteligencji w energetyce – szanse, zagrożenia, jak to robić? oraz sztuczna inteligencja w energetyce – sposoby wykorzystania: case study, oferta produktowa.

Wydarzenie podzielone będzie na trzy główne części: sztuczna inteligencja dla energetyki, wyzwania energetyki związane ze sztuczną inteligencją oraz zastosowania sztucznej inteligencji w energetyce. Spotkanie ekspertów reprezentujących przedsiębiorstwa i instytucje działające w i dla branży energetyki zamknie panel dyskusyjny poświęcony rekomendacjom sektorowym z zakresu sztucznej inteligencji. Po konferencji organizatorzy wraz z partnerami wydarzenia przygotują raport rynkowy, który będzie dostępny w wersji cyfrowej do bezpłatnego pobrania na stronie www.inteligentnaenergetyka.pl i na portalu Smart-Grids.pl. Źródło: ARTSMART, foto: pixabay




Czujniki temperatury Niezawodne
Dokładne
Certyfikowane






w Polsce


Firma Wenglor zaprezentowała nowy czujnik kontrastu serii P1PW. Trzy tryby pracy, emisja białego światła oraz pamięć zadań to najważniejsze cechy wyróżniające nową serię czujników kontrastu P1PW. Czujniki te wykr ywają najmniejsze różnice kontrastu na szerokiej gamie powierzchni i materiałów nawet w szybkich procesach. Wspomniane trzy zintegrowane tryby pracy oferują maksymalną elastyczność dzięki emitowanemu białemu światłu i zróżnicowanej ocenie odbieranego światła, zgodnie z wartościami czerwonymi, zielonymi i niebieskimi. Czujniki wykrywają również oznaczenia nawet z najmniejszą różnicą kontrastu. Wykorzystanie czujników P1PW obejmuje trzy tryby działania. Pierwszym z nich jest czytnik znaków drukarskich – w tym trybie najbardziej znacząca różnica kontrastu w kanale koloru jest wykorzystywana do odróżnienia znaku
od tła. Drugi tryb to czytnik kontrastu – ocena średniego natężenia światła wszystkich kanałów koloru zapewnia wykrywanie nawet najmniejszych różnic kontrastu. Trzeci Trzeci tryb to tryb kolorowy, który pozwala na niezawodne wykrywanie różnic kolorystycznych przez wykorzystanie wartości sygnału wszystkich kanałów koloru.
Warto dodać, że czujniki serii P1PW rozwiązują trudne problemy procesowe z kolorowymi, błyszczącymi i przezroczystymi materiałami, dzięki automatycznej regulacji natężenia światła podczas uczenia w różnych trybach. Seria ta została stworzona do dynamicznych procesów i umożliwia stabilne wykrywani różnic kontrastu bez zmiany parametrów w czasie trwania procesu. Jest to zasługa wysokiej częstotliwości przełączania 50 kHz i niskiemu jitterowi.
Źródło: Wenglor
Bosch Rexroth rozszerzył ofertę inteligentnych podsystemów mechatronicznych wprowadzając nową wersję zestawu Smart Function Kit do zastosowań w aplikacjach łączenia oraz w prasach. Systemy są dostępne w dwóch wielkościach i bazują na wzmocnionym elektromechanicznym cylindrze EMC-HP, który generuje siły nacisku 45 kN i 70 kN. Umożliwia to szybkie tworzenie układów elektromechanicznych – np. w przemyśle motoryzacyjnym oraz produkcji akumulatorów. Nowe podsystemy charakteryzuje konstrukcja oparta na mechanizmie śrubowo-planetarnym PLSA o dużej żywotności. Zastosowanie siłowników High Power pozwala

na ich wykorzystanie w aplikacjach wymagających dużych sił, takich jak mocowanie, nitowanie, perforowanie czy formowanie. Smart Function Kit to kompleksowe rozwiązanie składające się z siłownika elektromechanicznego, czujnika siły, serwomotora, serwonapędu oraz komputera przemysłowego, które jest gotowe do użycia dzięki fabrycznie zainstalowanemu oprogramowaniu. Z kolei dzięki narzędziu LinSelect użytkownicy mogą szybko skonfigurować i zamówić system on-line korzystając z jednego numeru materiału.
Źródło: Bosch Rexroth
Obudowy do układów elektroniki na szynę DIN to specjalistyczne konstrukcje przeznaczone do montażu urządzeń elektronicznych na standardowej szynie DIN. Umożliwiają one łatwe i bezpieczne umieszczenie oraz zabezpieczenie elektroniki w różnorodnych aplikacjach przemysłowych i komercyjnych. Dzięki nim montaż i demontaż urządzeń staje się prosty, a cała instalacja jest bardziej uporządkowana i estetyczna.
Obudowy CombiNorm-Connect firmy BOPLA, dostępne w dystrybucji EX-CON Polska, to wszechstronne i tr wałe rozwiązania do zabezpieczania elektroniki, dostępne zarówno w wersjach z tworzywa sztucznego, jak i aluminium, co pozwala na dostosowanie do różnych warunków środowiskowych, od łatwych po bardzo wymagające.
Występują w trzech wielkościach i w jasnoszarym kolorze, zbliżonym do RAL 7035, choć dostępne są również kolory na specjalne zamówienie. Mają dwa typy pokryw do wyboru.
Klasy szczelności wynoszą od IP20 do IP40, IP54, IP65 oraz IP69, zgodnie z DIN EN 60529. Wyższe klasy ochrony są dostępne na życzenie.

Materiał obudowy to PA 6.6-FR (UL 94 V0) zapewnia nie tylko ochronę, ale także estetykę oraz funkcjonalność.
Obudowy CombiNorm-Connect oferowane przez EX-CON Polska zostały zaprojektowane z myślą o różnorodnych potrzebach klientów, zapewniając ochronę i estetyczny wygląd urządzeń elektronicznych w każdych warunkach. Sprawdzą się zarówno w prostych, jak i wymagających środowiskach, oferując elastyczność i możliwość dostosowania do indywidualnych wymagań.
Źródło: EX-CON Polska




SERII NX
Nowy wyłącznik ryglujący RFID z serii NX zaprojektowano z myślą o zapewnieniu bezpieczeństwa w ograniczonych przestrzeniach, gdzie ochrona dostępu jest niezbędna.
Głowica wyłącznika ma trzy niezależne wejścia dla aktywatora RFID i zapewnia uniwersalny montaż do drzwi zawiasowych czy przesuwnych. Urządzenie wyposażone jest w zwolnienie awaryjne na obudowie, pozwalające w razie potrzeby na otwarcie rygla sześciokątnym kluczem. Bistabilna zasada działania rygla umożliwia redukcję zużycia energii.

Wyłącznik ryglujący serii NX ma wytrzymałą, metalową głowicę oraz trzpień, zapewniający odporność na uszkodzenia mechaniczne. Ponadto głowica rygla wyposażona została w diodę LED sygnalizującą stan pracy urządzenia. Umożliwia to szybką diagnostykę stanu maszyny, widoczną z dużej odległości.
Źródło: instom















TME oferuje rozłączniki bezpiecznikowe ETI Polam montowane na szynie DIN (TH35). Model 002560001 ma gniazdo bezpiecznikowe na elementy cylindryczne o f ormacie 14 mm × 51 mm. Jest to rozłącznik jednobiegunowy, którego prąd znamionowy wynosi 50 A, zaś napięcie znamionowe 690 V Ponieważ bezpiecznik umieszczony jest za wykonaną z tworzywa sztucznego klapką, użytkownik czy instalator pozostaje zabezpieczony przed przypadkowym dotknięciem linii fazowej. W bocznych ściankach korpusu rozłącznika umieszczono szczeliny służące łączeniu kompatybilnych elementów w większe zestawy, co pozwala na właściwą organizację zabezpieczeń i, w dalszej perspektywie, ułatwić prace konserwacyjne czy serwisowe. Dodatkową ochronę stanowi otwór służący plombowaniu dźwigni w pozycji załączenia lub rozłączenia. Producent przewidział możliwość mocowania ochronników na płycie montażowej (bez szyny).








Źródło: TME























Bosch Rexroth oferuje nową serię małogabarytowych silników liniowych o dużej dynamice i precyzji. Seria LLM obejmuje modele o szerokości 140 mm, 180 mm i 220 mm z napędem bezpośrednim, dostępne w wersjach z rdzeniem żelaznym i bezrdzeniowych. Ponadto modele 180 mm i 220 mm są dostępne w wersjach z silnikiem niezawierającym żelaza.
Silniki LLM charakteryzują się zakresem ruchu do 1540 mm i maksymalną siłą 2400 N. Mogą pracować z maksymalną szybkością 5 m/s, zapewniając przyspieszenie do 250 m/s². Dzięki powtarzalności ±1,0 µm i bardzo krótkim czasom cyklu, doskonale nadają się do zautomatyzowanej inspekcji optycznej oraz do zastosowań w maszynach pick-and-place do produkcji komponentów optycznych i półprzewodnikowych.

Duża wydajność nowych silników LLM wynika częściowo ze zintegrowanego bezśrubowego napędu bezpośredniego, który zastępuje mechaniczne przenoszenie mocy. Zwiększa to znacząco dynamikę i powtarzalność. Jednocześnie, modułowa konstrukcja gotowego do montażu silnika ułatwia instalację. Nowe moduły są również tanie w konserwacji, dzięki bezobsługowemu silnikowi liniowemu, a z drugiej strony dzięki wysokiej jakości, trwałym systemom szyn kulowych z długimi okresami dosmarowywania. Źródło: Bosch Rexroth

Nowy silnik serii DRU... został zaprojektowany jako trójfazowy silnik asynchroniczny o klasycznej konstrukcji. Seria jest uzupełnieniem systemu modułowego napędów sieciowych i falownikowych SEW-EURODRIVE w najwyższej klasie energooszczędności IE4 określonej w normie.
Nowe silniki trójfazowe klasy IE4 w wykonaniu 4-polowym dostępne są w zakresie mocy od 0,75 kW do 355 kW – do bezpośredniego montażu na przekładni SEW-EURODRIVE lub jako silniki do zabudowy. Oczywiście w ramach systemu modułowego serii DR... dostępne jest wszechstronne wyposażenie i akcesoria.
W połączeniu z przekładniami i falownikami, firma SEW-EURODRIVE proponuje nowe, wydajne rozwiązania –napędy klasy IE4 zapewniające oszczędność energii i redukcję emisji CO2 Możliwość precyzyjnego dostosowania mocy, prędkości i momentu obrotowego do indywidualnych potrzeb – w zgodzie ze współczynnikiem przeciążenia i warunkami bezpieczeństwa oraz w połączeniu z odpowiednią przekładnią to kolejny atut tego rozwiązania.
Duże zmniejszenie emisji CO2 podczas całego cyklu życia produktu osiągnięto dzięki podwyższonej sprawności silnika asynchronicznego. Dzięki przezbrojeniu maszyn mogą Państwo zredukować zużycie energii. W dłuższej perspektywie czasu pozwoli to na znaczne oszczędności.
Źródło: SEW-EURODRIVE
Firma FSP wprowadziła do oferty dwa nowe modele zasilaczy przemysłowych tj. YH5151 oraz YH5301. Urządzenia te zostały zaprojektowane z myślą o najwyższych standardach jakości i niezawodności, niezbędnych w wielu nowoczesnych zastosowaniach przemysłowych.

Model YH5151 o wysokości 1U i mocy 150 W wyróżnia się kompaktową budową o wymiarach 205,0 mm (L) × 106,0 mm × 41,5 mm (H) oraz dużą wydajnością, co czyni go idealnym rozwiązaniem do zastosowań w wymagających warunkach przemysłowych. Jego kluczowe zalety to stabilność i niezawodność. Ten redundantny zasilacz (N+1) gwarantuje stabilne napięcie wyjściowe, co jest kluczowe w aplikacjach, gdzie niezawodność jest priorytetem. Wysoka sprawność energetyczna
zasilacza przekłada się na niższe koszty eksploatacji i mniejsze straty energetyczne.
Model YH5301 o wysokości 1U oraz takich samych wymiarach, ale nieco większej mocy, tj. 3000 W, to rozwiązanie dla bardziej wymagających aplikacji przemysłowych. Jego główne zalety to duża moc wyjściowa i redundantne zasilanie (N+1), co umożliwia obsługę bardziej wymagających urządzeń. Ponadto efektywny system chłodzenia zapewnia długotrwałą pracę nawet w najbardziej wymagających warunkach.
Oba modele YH5151 i YH5301 mają certyfikat 80 PLUS Silver. Zaprojektowano je również do pracy w zakresie temperatur od -5 °C do +55 °C ze wsparciem PMBus w wersji 1.2. Źródło: CSI


Wieże sygnalizacyjne z nowej serii RST firmy WERMA charakteryzują się mniejszą średnicą od wcześniejszych wersji, wynoszącą 57 mm i wyjątkowo wysokim stopniem ochrony do IP69k. Nadają się idealnie do zastosowań w małych i średnich maszynach oraz szafach sterowniczych. Mogą być szybko i łatwo montowane na ścianie, podłodze, suficie lub na rurze. Zapewniają widoczność w pełnym zakresie 360°. Podłączenie elektryczne jest realizowane za pomocą gwintu M12 (styk 8-pinowy) lub zacisku sprężynowego.
Wieże serii RST są dostępne o wysokości od 135 mm do 276 mm i zawierają 2–5 segmentów w różnych barwach (biała, niebieska, zielona, żółta, czerwona).
Są przystosowane do pracy w temperaturze otoczenia od -30 °C do +50 °C. Opcjonalnie, mogą być wyposażone w impulsowy lub ciągły sygnalizator akustyczny o natężeniu dźwięku 90 dB.
Źródło: WERMA
Uchwyty serii M.2000-SWM firmy ELESA+GANTER z monostabilnym przełącznikiem elektrycznym i sygnalizacją LED łączą w sobie funkcjonalność, ergonomię oraz nowoczesny design.

Są przeznaczone do montażu na drzwiach maszyn lub na osłonach urządzeń przemysłowych. Płynnie integrują wiele funkcji, zapewniając optymalną wydajność i bezpieczeństwo. Charakteryzują się kompaktowym kształtem i ergonomicznym, owalnym przekrojem, dzięki czemu umożliwiają pewny i wygodny chwyt, nawet gdy operator nosi rękawice robocze. Uchwyty służą przede wszystkim jako element do otwierania/zamykania drzwi lub osłon maszyn. Jednak pełnią też funkcję kolumny sygnalizacyjnej, dzięki możliwości podświetlenia części chwytnej w siedmiu bazowych kolorach oraz skrzynki sterowniczej ze stykami bezpieczeństwa. Są dostępne w wersjach z bezpośrednim wyjściem przewodu elektrycznego lub ze standardowym złączem.
Uchwyty M.2000-SWM zostały uhonorowane prestiżową nagrodą Good Design Award, przyznawaną przez
The Chicago Athenaeum: Museum of Architecture and Design. Wyróżnienie to jest wyrazem uznania dla zaangażowania firmy we współczesne wzornictwo i innowacje techniczne. Źródło: ELESA+GANTER

Module Connect to nowy rodzaj modułowego złącza do przyłączania przewodów elektrycznych, światłowodowych i pneumatycznych w małej przestrzeni montażowej. Charakteryzuje się prostą, a przy tym niskoprofilową konstrukcją. Indywidualne punkty podłączenia można skonfigurować w postaci pojedynczych modułów, składających się z kilku różnych opraw złączy. Każdą oprawę można wyposażyć w maksymalnie cztery różne wkładki, zawierające przewody elektryczne odpowiadające za zasilanie, sterowanie i transmisję danych oraz przewody pneumatyczne do zasilania powietrzem. Oprawy można następnie łączyć
ze sobą, tworząc niemal nieograniczoną liczbę wersji o różnych szerokościach i wysokościach.
Zastosowanie złączy Module Connect daje realne oszczędności dzięki optymalizacji zastosowanych kabli. Można je dzielić na odcinki będące w ruchu i narażone na zużycie przez cykliczne gięcie oraz na odcinki ułożone na stałe. Firma igus dostarcza je wraz z prowadnikiem kablowym, jako gotowy system readychain, pozwalający na szybkie uruchomienie i minimalizację czasu przestoju w przypadku konieczności serwisowania.
Najważniejsze zalety Module Connect to oszczędność czasu (cały system można wymienić w ciągu dwóch godzin), szybka identyfikacja przewodów za pomocą nadruków i tabliczek znamionowych, mała masa i duża wytrzymałość mechaniczna. Źródło: igus
Firma steute wprowadziła do oferty nową rolkę Multiflex 4R umożliwiającą wykorzystanie wyłączników linkowych bezpieczeństwa na nieliniowych odcinkach przenośników.
Multiflex 4R umożliwia prowadzenie linek nawet po zakrzywionych trasach przenośników. Najważniejsza korzyść płynąca z wykorzystania rolek jest taka, że nawet przy wielokrotnych zmianach kierunku prowadzenia linki tarcie jest minimalne, a to dzięki obrotowym wałeczkom zabudowanym w głowicy akcesorium. Wymagana przez normę DIN EN 60947-5-5 maksymalna siła aktywująca wynosząca 200 N, przy maksymalnym ugięciu linki określonym na 400 mm, jest łatwo osiągalna. Ciągnięcie za linkę w celu uruchomienia funkcji zatrzymania awaryjnego jest wygodne, jej zużycie jest minimalne, a bieg nawet dłuższych

linek można wielokrotnie zmieniać, co nie skutkuje zwiększaniem siły aktywującej.
Gwint M8 w stopce rolki Multiflex 4R umożliwia prosty i uniwersalny montaż tego akcesorium. Alternatywnie można je mocować do standardowych systemów profili aluminiowych z wykorzystaniem nakrętek szcze linowych, co może być najkorzystniejszym rozwiąza niem w przypadku np. systemów przenośnikowych służących do transportu paczek i bagażu.
Taśmociągi stosowane są w wielu dziedzinach przemysłu – na przykład przy drążeniu tuneli, gdzie wyko rzystywane są do transportu nadkładu. Funkcję zatrzymania awaryjnego zapewniają w tym przypadku solidne wyłączniki linkowe bezpieczeństwa.
Źródło: steute
Firma Schmersal zaprezentowała nowy system klamek do drzwi i paneli, oznaczony symbolem DHS. Oprócz blokowania klamka ma również funkcję sygnalizacji stanów maszyny za pomocą zintegrowanego oświetlenia. System charakteryzuje się dużą elastycznością pozwalającą na współpracę z blokadami elektromagnetycznymi AZM40 oraz czujnikami bezpieczeństwa serii RSS36 i RSS260. Może on też funkcjonować autonomicznie.
Klamki DHS sygnalizują różne stany maszyn siedmioma różnymi kolorami, programowanymi przez użytkownika. Dodatkowo zawierają przycisk, który można indywidualnie dostosować do wymagań klienta za pomocą dostarczonych nakładek, również dostępnych w różnych wersjach kolorystycznych. Przycisk ten można stosować m.in. do resetowania lub żądania otwarcia drzwi.
System DHS eliminuje konieczność instalowania dodatkowych klamek i lampek kontrolnych. Został zaprojektowany z myślą o integracji z systemami profili o grubości 40 mm. W jego skład wchodzi również nowy panel sterujący BDF40, który dzięki płaskiej konstrukcji, optymalnie dopasowuje się do blokady elektromagnetycznej AZM40. Dostępne są wersje z funkcją zatrzymania awaryjnego lub bez. Obie zawierają wymienne, kolorowe nakładki na ciski podświetlane lub niepodświetlane. Panel umożliwia łatwą integrację z blokadą elektromagnetyczną AZM40 i klamk 12-pinowe złącze M12 zapewnia szybką i niezawodną instalację. Źródło: Schmersal

Komputer mobilny BHT-M80 firmy Denso cechuje się wysoką wydajnością skanowania i wytrzymałością. Urządzenie obsługuje najnowszą formę kodów kreskowych rMQR, zaprojektowanych z myślą o małych, wąskich przestrzeniach, dzięki czemu ma jeszcze więcej możliwych zastosowań.
Dobrze zaprojektowana obudowa zapewnia odporność na upadki do 3 m bez uszkodzeń.

Stopień ochrony IP67 sprawia, iż komputer mobilny jest zabezpieczony przed uszkodzeniami spowodowanymi przez kurz lub kontakt z niewielką ilością wody, przez co praca w środowisku zakurzonym lub w warunkach deszczowych nie jest problemem.
Ośmiordzeniowy procesor Qualcomm SDM660 gwarantuje szybkie odczytywanie kodów, usprawniając pracę w lokalach, takich jak magazyny lub hale produkcyjne, gdzie wydajny sprzęt stanowi podstawę poprawnego funkcjonowania. Komputer BHT-M80 wyposażony jest w 4 GB pamięci RAM i 64 GB pamięci Flash. Wraz ze wsparciem dla kart MicroSD do 128 GB urządzenie mieści wymagane pliki dla użytkownika.
Komputer dostępny jest z oprogramowaniem w wersji Android 10 lub Android 13.
Źródło: Koncept-L
Firma Cervoz wprowadziła na rynek MEC-LAN-PL104, innowacyjną kartę PCIe, mającą cztery niezależne porty Gigabit Ethernet w niskoprofilowej konstrukcji.

MEC-LAN-PL104 mierzy zaledwie 68,90 × 121,50 mm. Jest zatem mniejsza niż znaczna część standardowych niskoprofilowych kart sieciowych (68,90 × 167,65 mm). Dzięki tak kompaktowej konstrukcji umożliwia łatwą integrację w najciaśniejszych obudowach komputerów przemysłowych czy panelach sterujących. Co więcej, cztery niezależne porty Gigabit Ethernet w MEC-LAN-PL104 zapewniają wysoką gęstość łączności potrzebną do obsługi wielu systemów wizyjnych, interfejsów HMI oraz sterowników PLC. Kartę zaprojektowano z myślą o pracy w trudnych warunkach przemysłowych. Wykorzystuje ona kontroler Ethernet Intel I210, co pozwala na niezawodne działanie w zakresie temperatur od 0 °C do 70 °C, bez konieczności stosowania aktywnego chłodzenia. Solidna konstrukcja gwarantuje nieprzerwaną wydajność.
Źródło: CSI
ABB Robotics wprowadza na r ynek autonomicznego robota mobilnego Flexley Tug T702 z obsługą nawigacji Visual SLAM, opartej na sztucznej inteligencji i systemach wizyjnych 3D. Technologia Visual SLAM (Visual Simultaneous Localization and Mapping) umożliwia odróżnianie obiektów stałych od ruchomych i podejmowanie inteligentnych decyzji w dynamicznych środowiskach. Roboty mogą samodzielnie tworzyć mapy otoczenia i operować niezależnie, co pozwala znacznie skrócić czas uruchomienia systemu. Mapy są na bieżąco aktualizowane i udostępniane w całej flocie, co pozwala na natychmiastowe skalowanie, bez przerywania operacji. Tego typu system znakomicie sprawdza się zwłaszcza w dużych zakładach produkcyjnych, magazynach i centrach logistycznych, gdzie otoczenie pracy robotów może się stale zmieniać.
Dostarczane przez

ABB Robotics oprogramowanie AMR Studio pozwala użytkownikom łatwo tworzyć i konfigurować trasy oraz zadania zarówno dla pojedynczych robotów, jak i całych flot. Proces konfiguracji floty, począwszy od mapowania środowiska po generowanie misji, jest intuicyjny i nie wymaga wiedzy programistycznej. Po uruchomieniu floty, AMR Studio Fleet Manager zapewnia pełną kontrolę nad operacjami na hali produkcyjnej lub w magazynie, umożliwiając efektywne przypisywanie zadań i monitorowanie operacji w czasie rzeczywistym.
Źródło: ABB

Warto podkreślić, iż monitor został wyposażony w inteligentne sensory. Czujnik światła otoczenia automatycznie dostosowuje jasność ekranu do zmieniających się warunków oświetleniowych. Natomiast czujnik temperatury liniowo reguluje prędkość wentylatora, chłodząc monitor, gdy temperatura wzrasta. Wszystko to przyczynia się do oszczędności energii i wydłużenia żywotności produktu.
Aby ułatwić integrację, ProLite OTF2216MC-B1 można wyposażyć w opcjonalne zewnętrzne wsporniki montażowe (OMK5-1).
Źródło: Koncept-L S.A.
Monitor dotykowy ProLite OTF2216MC-B1 o przekątnej ekranu 21,5” idealnie nadaje się do intensywnego użytkowania w miejscach publicznych, dzięki wbudowaniu w solidną, szklaną ramkę od krawędzi do krawędzi. Zapewnia to wysoką trwałość i odporność na zarysowania. Orientacja pozioma, pionowa i face-up gwarantuje dużą elastyczność użytkowania. Spełnianie wymogów normy IP65 zapewnia ochronę przed światłem słonecznym, kurzem i wodą od przodu. Antyodblaskowy wyświetlacz jest odporny na promieniowanie UV. Wyświetlane treści są widoczne nawet w bardzo jasnym otoczeniu, dzięki jasności do 935 cd/m². Dodatkowo monitor sprawdza się również w zakresie temperatury od –20 °C do +60 °C.
W ofercie firmy Turck znalazły się nowe sprzęgacze indukcyjne serii NIC do aplikacji IO-Link, umożliwiające bezkontaktową transmisję danych i energii (moc do 18 W) przez szczelinę powietrzną o szerokości do 7 mm. Są to elementy wstrząsoodporne, dostarczane w parach (nadajnik NICP-EM30-IOL-H1141 plus odbiornik NICS-EM30-IOL-HK1141), zapewniające maksymalną prędkość transmisji 230,4 kb/s. W porównaniu z wcześniejszymi wersjami, oferują nowe funkcje (m.in. selective pairing) i lepsze parametry techniczne. Zredukowany do 600 ms czas rozruchu pozwala zwiększyć przepustowość, skracając cykle produkcyjne.

Nowe sprzęgacze indukcyjne serii NIC charakteryzują się szczelną konstrukcją (IP68) i łatwym montażem przy dużej
tolerancji. Ich powierzchnie czołowe mogą być przesunięte równolegle względem siebie do 5 mm i ustawione niewspółosiowo (do 1 5°). Dwukierunkowa komunikacja umożliwia zarówno sterowanie elementami wykonawczymi, jak i zbieranie sygnałów z czujników. Oprócz „dynamicznego parowania”, pozwalającego połączyć dowolne moduły nadawcze i odbiorcze, obsługiwane jest również „parowanie selektywne”, w przypadku którego nadajnik może się komunikować tylko z wybranymi odbiornikami. W tym celu można uzyskać bezpośredni dostęp do urządzenia poprzez IO-Link. Typowe zastosowania sprzęgaczy NIC obejmują narzędzia wymienne, stoły obrotowe oraz pojazdy samojezdne AGV.
Źródło: Turck


Wenglor sensoric group poszerza swoją ofertę o serię czujników ultradźwiękowych U18T. Zaprojektowane w kompaktowej konstrukcji M18 i wykonane z wytrzymałej stali nierdzewnej, zapewniając wyjątkową stabilność i niezawodność w wymagających zastosowaniach przemysłowych, a dzięki IO-Link możliwa jest elastyczna integracja z różnymi systemami w zakresie pomiaru do 2400 mm. Czujniki te wyróżniają się wszechstronnością dzięki dwóm różnym trybom pracy, takim jakim automatyczny tryb synchroniczny oraz tryb multipleksowy. Pierwszy z nich jest optymalnie zaprojekowany do wykrywania obiektów bez opóźnień i umożliwia wspólną pracę do 32 czujników, natomiast drugi jest dedykowany do monitorowania poziomu na dużych obszarach i umożliwia na wspólną pracę do 16 czujników bez wzajemnego wpływu. Sama konfiguracja czujników U18T jest łatwa i szybka dzięki przyciskowi uczenia oraz bezpłatnemu oprogramowaniu wenglor wTech2, a wspomniany wcześniej interfejs IO-Link zapewnia elastyczność parametryzacji i konfiguracji. Obudowa ma stopień ochrony IP67 i zapewnia wysoką odporność.
Źródło: Wenglor
Nowy laserowy miernik odległości optoNCDT ILR1171-125 firmy Micro-Epsilon zapewnia precyzyjne pomiary na zewnątrz budynków w zakresie do 125 m bez reflektora oraz do 270 m z reflektorem. Wykorzystuje on zasadę pomiaru czasu przelotu światła (ToF). Pomiar odbywa się w podczerwieni z maksymalną częstotliwością 40 kHz, co zapewnia stabilne pomiary również w niekorzystnych warunkach środowiskowych, takich jak mgła czy deszcz. Wyjątkowa stabilność tego modelu umożliwia pracę w szerokim zakresie temperatury otoczenia od -40 °C do 60 °C. Czujnik optoNCDT ILR1171-125 zawiera interfejs cyfrowy RS-232/RS-422, interfejs analogowy od 4 mA do 20 mA i wyjście przełączające. Charakteryzuje się małym błędem nieliniowości (±60 mm), rozdzielczością 1 mm i powtarzalnością lepszą od 25 mm. Jest zamykany w aluminiowej obudowie o stopniu ochrony IP67 i wymiarach 98 mm × 46 mm × 25 mm. Przystosowany do pomiarów zarówno na obiektach statycznych, jak i dynamicznych.
Źródło: WObit




















O sposobie działania firmy i organizacji logistyki, a także o zasadach współpracy z klientami mówi Aleksander Czerw, szef zespołów Advantech i Elmatic w firmie Elmark Automatyka.
W 2023 r. firma Elmark Automatyka obchodziła jubileusz 40-lecia istnienia. Jakie może Pan wymienić kamienie milowe w rozwoju firmy?
Jak zmieniała się strategia?
Elmark rozpoczął działalność w 1983 r. jako firma produkcyjna. Naszym głównym produktem były układy mikroprocesorowe MSA 80 MIKROSTER.
Pierwszym kluczowym momentem z perspektywy czasu było podjęcie współpracy z zagranicznymi producentami profesjonalnego sprzętu do zastosowań w automatyce przemysłowej i dystrybucja ich portfolio w Polsce. Był to koniec lat 80. i obrany profil działalności wyznaczył kierunek rozwoju, który utrzymuje się do dziś.
Jaki zakres obejmuje oferowane przez Elmark wsparcie techniczne oraz szkolenia? Czy obejmuje również wdrożenia?
Podchodzimy indywidualnie do potrzeb naszych partnerów i klientów. Pomagamy stworzyć koncepcję, która będzie odpowiedzią na wyzwania, z jakimi się mierzą. Doradzamy także

w zakresie doboru infrastruktury sprzętowej i oprogramowania. Przekazujemy swoją wiedzę i doświadczenie, rozwiązując zagadnienia związane z konfiguracją i obsługą oferowanych przez nas produktów. Firma Elmark Automatyka jest dystrybutorem nowoczesnych technologii dla przemysłu. Nie oferujemy usług wdrożeniowych. Jest do domena integratorów, z którymi ściśle współpracujemy, żeby osiągnąć rezultat oczekiwany przez klientów końcowych.
Czy macie Państwo klientów spoza granic Polski? Jeśli tak, do jakich
NA
krajów trafiają dystrybuowane przez Was produkty?
Najbardziej aktywni jesteśmy w regionie CEE (Central Eastern Europe), ale dostarczamy też produkty w całej Europie, Ameryce Północnej i Azji.
Z jak szerokim gronem producentów współpracujecie w zakresie dystrybucji? Na jakiej zasadzie opiera się współpraca z producentami?
Współpracujemy ze stosunkowo niewielką liczbą producentów. Umożliwia nam to specjalizację w danej dziedzinie i dostarczenie najwyższej jakości usług. Bazujemy na zaufaniu i relacjach budowanych przez lata. Głównym założeniem jest ograniczenie wewnętrznej konkurencji producentów. Zależy nam na komplementarności naszej oferty i uzupełniamy ją tylko o te marki, które pomogą nam się rozwinąć w dłuższej perspektywie oraz zwiększą naszą atrakcyjność na rynku.
W jaki sposób organizowana jest logistyka firmy? Czy planujecie inwestycje w logistykę?
Stale rozwijamy nasze wewnętrzne systemy zarządzania logistyką poprzez automatyzację procesów. Zapewniają one skrócenie czasu realizacji na każdym kroku – od momentu przyjęcia sprzętu na magazyn, po odpowiednie rozmieszczenie na regałach wysokiego składowania zgodnie z algorytmem priorytetyzacji. W 2024 r. zainwestowaliśmy w nowocz esny magazyn centralny zlokalizowany w Warszawie. Pracujemy w ścisłych relacjach z najlepszymi spedytorami na r ynku. Dobrze zaplanowane stany magazynowe umożliwiają nam dostarczenie dużej części portfolio produktowego w kolejnym dniu roboczym od zamówienia.
Które kategorie produktowe z portfolio Elmark cieszą się największym popularnością?
Urządzenia transmisji danych, komputery przemysłowe, laptopy, tablety, sterowniki PLC, zasilacze oraz roboty współpracujące – to grupy produktowe, które obecnie cieszą się dużym zainteresowaniem klientów.
W jakim kierunku będzie rozszerzana oferta produktowa w dającej się przewidzieć przyszłości?
Oprócz dotychczasowych kierunków rozwoju Elmark będzie rozwijać się w dziedzinach cyberbezpieczeństwa, robotyzacji i sztucznej inteligencji.
Na czym opieracie budowanie przewagi konkurencyjnej firmy?
Przede wszystkim na klientocentrycznym podejściu do współpracy z partnerami i klientami. Skupiamy się na realnych potrzebach i wyzwaniach, z jakimi spotykają się firmy i osoby z nami współpracujące. Na pier wszym miejscu nie jest produkt z naszej oferty, który mamy w sprzedaży, a wizja, która ma doprowadzić klienta do pożądanego rezultatu. Taki sposób pracy pozwala nam budować długotrwałe relacje, na których nam zależy.
Które sektory przemysłu są największymi odbiorcami rozwiązań oferowanych przez Elmark Automatyka?
Jesteśmy obecni w sektorach związanych z automatyzacją procesów produkcyjnych, logistyki, ale także w energetyce, systemach inteligentnego transportu, czy aplikacjach wykorzystywanych przez służby mundurowe.
Rozmawiała
Urszula Chojnacka AUTOMATYKA
Dostęp do linii produkcyjnych za pomocą systemów informatycznych ułatwia inżynierom i t echnikom monitorowanie, kontrolowanie i utrzymanie urządzeń produkcyjnych w sposób efektywny i bezpieczny. Zdecydowanie przyspiesza reakcję na zdarzenia na liniach technologicznych.
Damian Żabicki
Od ponad pięćdziesięciu lat komputery i technologie informatyczne są stosowane w wielu obszarach życia, w tym w przemyśle. Odgrywają istotną rolę w monitorowaniu procesów produkcyjnych, umożliwiają ich optymalizację i zarządzanie. Współcześnie gromadzą ogromne ilości danych, dysponują potężną mocą obliczeniową, przeprowadzają złożone analizy i prezentują w czytelny sposób ich wyniki.
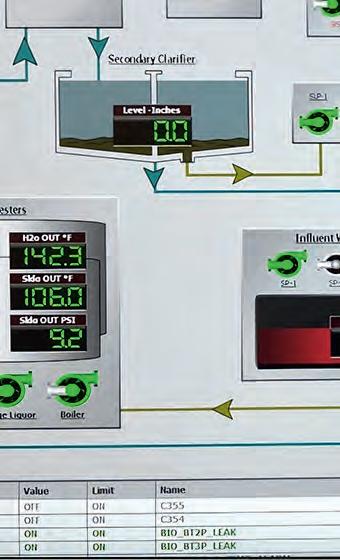
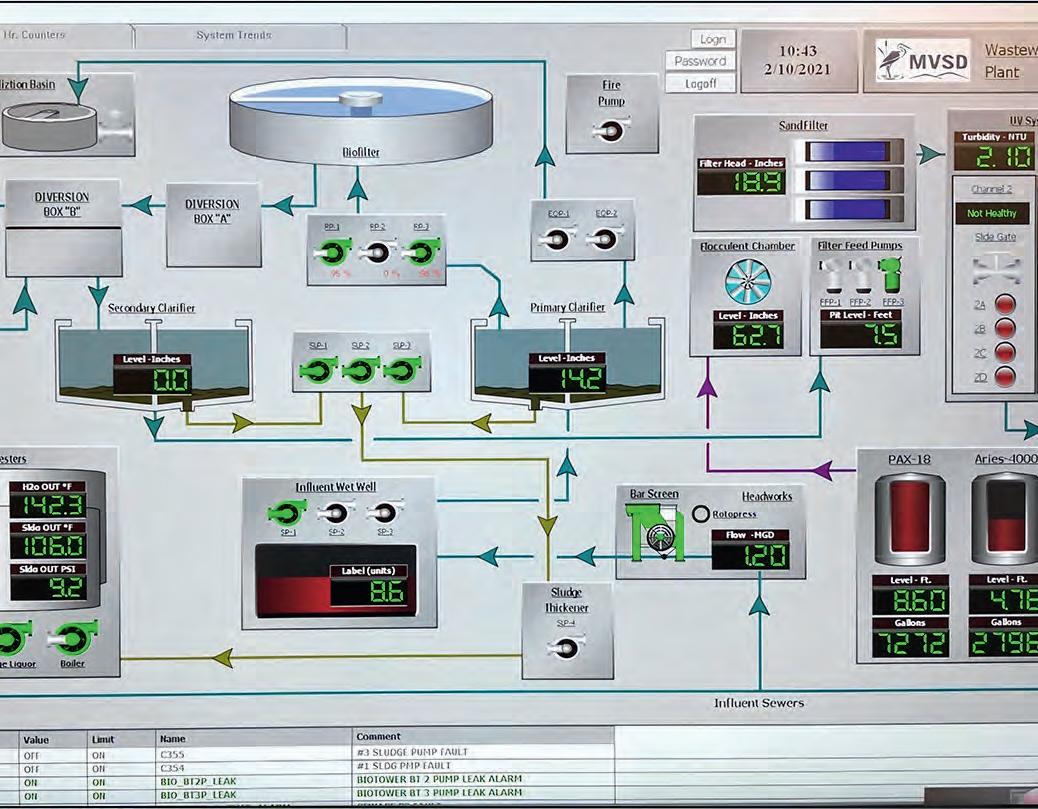
Systemy SCADA
Systemy klasy SCADA (Super visory Control and Data Acquisition) to zaawansowane narzędzia informatyczne stosowane w zarządzaniu procesami produkcyjnymi. Ich głównym celem jest monitorowanie, kontrola i analiza danych procesowych w czasie rzeczywistym. Urządzenia pomiarowe i kontrolne, takie jak czujniki, przetworniki lub sterowniki PLC (Programmable Logic Controllers) zbierają dane z różnych punktów procesu produkcyjnego.
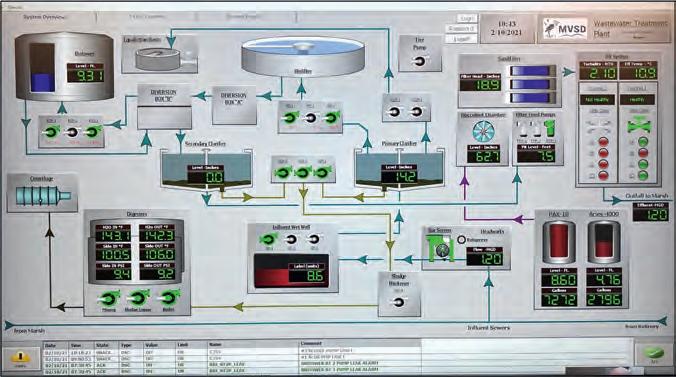
Dane są następnie przesyłane do centralnego systemu SCADA za pomocą sieci Ethernet, protokołów komunikacyjnych (np Modbus, Profibus) czy nawet łączności bezprzewodowej.
Centralny system SCADA składa się z serwerów, które przetwarzają i przechowują dane, oraz interfejsów użytkownika, które umożliwiają operatorom monitorowanie i kontrolowanie procesów. Interfejsy te zazwyczaj przybierają formę graficznych paneli kontrolnych, które przedstawiają dane w sposób przystępny i zrozumiały, umożliwiając szybką reakcję na zmiany w procesie produkcyjnym.
Jednym z największych atutów systemów SCADA jest ich zdolność do monitorowania procesów w czasie rzeczywistym. Dzięki temu możliwe jest natychmiastowe wykrycie nieprawidłowości, awarii czy odchyleń od normy. Operatorzy mogą szybko interweniować, minimalizując straty i zapewniając ciągłość produkcji. Ponadto systemy SCADA mogą automatycznie reagować na pew-
ne sytuacje, zatrzymując produkcję w przypadku wykrycia krytycznej awarii. SCADA oferuje również zaawansowane narzędzia analityczne. Zebrane dane mogą być przetwarzane i analizowane w celu identyfikacji trendów, przewidywania awarii czy optymalizacji procesów. Raporty generowane przez systemy SCADA mogą obejmować różnorodne aspekty produkcji, od wydajności maszyn po zużycie surowców, co pozwala na lepsze zarządzanie zasobami i planowanie produkcji.
Dobrym przykładem są tu projekty tworzone w oparciu o oprogramowanie Proficy firmy GE Vernova, w tym systemy SCADA (Proficy iFIX, Proficy CIMPLICITY, również dostęp zdalny Proficy Webspace). Umożliwiają one wykorzystanie najnowszych technologii, które zapewniają niezawodność instalacji poprzez pełną redundancję systemu SCADA, czy dostęp do danych i analiz z poziomu przeglądarek internetowych i urządzeń mobilnych. Pozwalają także na archiwizowanie
danych produkcyjnych w profesjonalnej przemysłowej bazie danych Proficy Historian oraz inteligentne zarządzanie alarmami i powiadamianie o nich za pomocą wiadomości e -mail lub SMS. Co więcej, bazują na najnowszych otwartych standardach komunikacyjnych i zapewniają światowe standardy cyberbezpieczeństwa oraz pełną zgodność z koncepcją Przemysłu 4.0. Ciekawe możliwości daje także oprogramowanie klasy SCADA oferowane przez firmę Quantum. Co ważne, oprogramowanie to zostało już sprawdzone w kilkudziesięciu krajach, w tysiącach instalacji. Wykorzystywane jest m.in. do wspomagania takich branż, jak motoryzacyjna, chemiczna, spożywcza, farmaceutyczna czy energetyczna. Jego mocną stroną jest elastyczność i uniwersalność, dzięki którym łatwo można zintegrować oprogramowanie z istniejącą w zakładach automatyką przemysłową.
Warto zwrócić uwagę także na Asix –programową platformę projektowania i realizacji przemysłowych systemów IT dla przedsiębiorstw, procesów, linii technologicznych, maszyn i urządzeń, oferowaną przez firmę A skom. Dostarcza ona bogatą funkcjonalność – dokładnie taką, jakiej oczekuje się od systemów SCADA. Platforma A six najczęściej stosowana jest na stacjach operatorskich do bezpośredniego nadzoru i sterowania procesami. Dane pomiarowe pobierane są ze sterowników programowalnych, liczników i innej aparatury pomiarowej, którą zaliczyć można do źródeł informacji o procesie. Stamtąd rozkazy załączania i wyłączania napędów wysyłane są do sterowników. Tam też rejestrowane są przebiegi zmian wielkości analogowych i dwustanowych w czasie (archiwa), a dziennik alarmów Asix można z powodzeniem stosować w systemach ukierunkowanych na zarządzanie produkcją, które powszechnie określa się mianem systemów MES. W tych zastosowaniach na pierwszy plan wysuwają się zagadnienia związane ze śledzeniem on-line przepływu produkcji, wyznaczaniem na bieżąco wskaźników wydajnościowych (KPI, OEE) i jakościowych, z wielowymiarową analizą zgromadzonych danych procesowych i raportowaniem na poziom
systemów ERP Asix w każdym z tych obszarów zapewnia niezbędne wsparcie. Systemy klasy SCADA oferuje również firma Astor. AVEVA Edge to proste i elastyczne oprogramowanie, przeznaczone zarówno dla małych, jak i dla średnich systemów HMI/SCADA. Dobrze sprawdza się także jako alternatywa dla tradycyjnych paneli HMI lub końcówka HMI w dużych systemach sterowania (powyżej 3000 zmiennych lub wiele stanowisk operatorskich). Oprogramowanie Indusoft, InTouch Machine Edition czy InTouch Edge HMI i jest z nimi kompatybilne.
W kontekście zdalnego monitorowania stanu linii produkcyjnych warto zwrócić uwagę na oprogramowanie oferowane przez firmę Sabur System CREW Everyware firmy ESA umożliwia bezpieczne zdalne ser wisowanie urządzeń i linii technologicznych za pomocą szyfrowanego połączenia VPN. Dzięki wykorzystaniu technologii chmurowej, wymiana danych między urządzeniami jest szybka, efektywna i niezawodna. Centralnym elementem systemu jest struktura redundantnych ser werów, która pozwala na optymalne połączenie między komputerem ser wisowym a instalacją zdalną, niezależnie od odległości.
Zastosowanie technologii CREW Everyware znacząco skraca czas diagnostyki oraz redukuje koszty związane z wyjazdami ser wisowymi. Jest to również duże ułatwienie w codziennej pracy związanej z utrzymaniem ruchu instalacji.
Z kolei firma Copa-Data oferuje platformę programową zenon, przeznaczoną do automatyzacji przemysłu, wspierającą cyfrową transformację i integrację systemów OT i IT.
Platforma zenon, dzięki otwartym interfejsom, umożliwia połączenie maszyn, zakładów i budynków. Zawiera dedykowane sterowniki i protokoły komunikacyjne, które umożliwiają komunikację czujników ze wszystkimi systemami nadrzędnymi. To tworzy ergonomiczne środowisko pracy i pozwala na skalowalne wdrożenie Przemysłowego Internetu Rzeczy w różnorodnych środowiskach produkcyjnych.
Początkowo z aprojektowana jako oprogramowanie HMI/SCADA, platforma zenon obejmuje obecnie zn acznie wi ęcej ob szarów zastosowań. Dzięki niezależnemu od sprzętu gromadzeniu i zarządzaniu danymi procesowymi, zenon może zwiększać efektywność nawet w skomplikowanych środowiskach produkcyjnych. Użytkownicy mogą podejmować świadome dec yzje dzięki ergonomicznej w izualizacji i kontroli, co redukuje złożoność systemu.
Zenon oferuje także zintegrowane usługi analizy i raportowania, umożliwiając ocenę i analizę zebranych danych oraz automatyczne wysyłanie raportów na różne urządzenia.
Platforma zenon wspiera inżynierię aplikacji i jej utrzymanie przez cały cykl życia. Projekty mogą być tworzone zdalnie, w sposób redundantny, przez różne zespoły, bez potrzeby zaawanso-
wanej wiedzy programistycznej, a także mogą być zautomatyzowane.
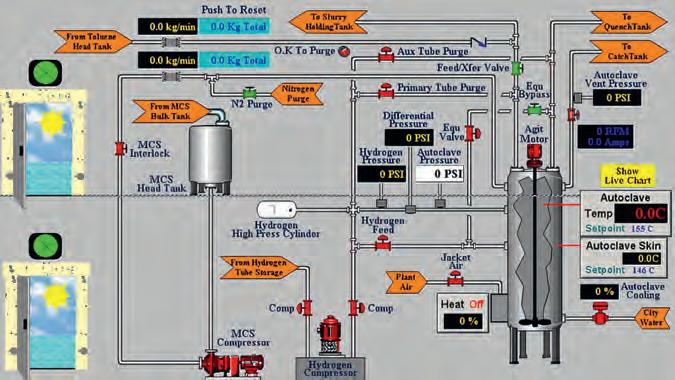
Warta opisania jest także DeltaV, zaawansowany system sterowania rozproszonego (DCS) firmy Emerson, który integruje technologie automatyki, umożliwiając optymalizację procesów produkcyjnych. Dzięki łatwej konfiguracji i elastyczności, DeltaV wspiera różne aplikacje przemysłowe, oferując zaawansowane funkcje diagnostyczne, automatyczne raportowanie oraz bezpieczną komunikację. System ten poprawia wydajność operacyjną, minimalizuje r yzyko przestojów i umożliwia lepsze zarządzanie zasobami.
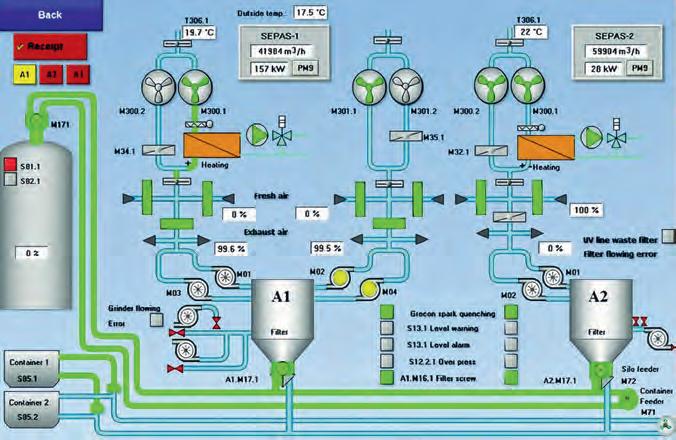
Systemy Smart Factory
Systemy Smart Factory stanowią zaawansowane rozwiązania, które integrują różnorodne technologie cyfrowe w celu optymalizacji i automatyzacji procesów produkcyjnych. Wykorzystują Internet Rzeczy do komunikacji między maszynami, systemami i ludźmi w czasie rzeczywistym. Systemy te opierają się na zaawansowanej analityce danych, sztucznej inteligencji i uczeniu maszynowym. Służą do analizy ogromnych ilości danych generowanych przez różne urządzenia i czujniki. Dzięki temu możliwe jest monitorowanie i optymalizacja procesów produkcyjnych, identyfikacja potencjalnych problemów oraz przewidywanie awarii, co minimalizuje przestoje i zwiększa efektywność produkcji.
W ramach Smart Factory wszystkie elementy produkcji są ze sobą połączone i mogą działać w sposób
autonomiczny lub półautonomiczny. Systemy robotyczne dedykowane do samodzielnego wykonywania złożonych zadań produkcyjnych, dzięki integracji z systemami SCADA i MES (Manufacturing Execution System) mogą być śledzone na każdym etapie w czasie rzeczywistym.
Ważnym aspektem inteligentnych fabryk jest również elastyczność produkcji. Dzięki zastosowaniu zaawansowanych technologii, takich jak druk 3D, fabryki mogą szybko przestawiać się na produkcję różnych elementów bez konieczności dużych zmian w infrastrukturze. To pozwala na bardziej efektywne zarządzanie zasobami i szybkie reagowanie na zmieniające się potrzeby rynku.
Istotnym zadaniem Smart Factory jest zaawansowane zarządzanie energią. Dzięki integracji z inteligentnymi sieciami energetycznymi, fabryki mogą optymalizować zużycie energii, co przyczynia się do obniżenia kosztów operacyjnych i zwiększenia zrównoważonego rozwoju. Inteligentne systemy zarządzania energią mogą automatycznie dostosowywać zużycie energii w zależności od aktualnych potrzeb produkcyjnych, co pozwala na bardziej efektywne wykorzystanie dostępnych zasobów.
Wdrożenie Smart Factory Logistics w inteligentnych fabrykach obejmuje również kompleksowe zarządzanie logistyką elementów typu B i C. System ten zapewnia stałe monitorowanie poziomu zapasów, przewidywanie zapotrzebowania oraz gwarantuje płynne zarządzanie zamówieniami. Materiały są dostarczane bezpośrednio do miejsca ich wykorzystania, co minimalizuje przestoje produkcyjne i zwiększa efektywność. Dostępne na rynku oprogramowanie wspiera te procesy, oferując spersonalizowane dane w czasie rzeczywistym, graficzne analizy oraz raporty, co pozwala na lepsze zarządzanie łańcuchem dostaw i optymalizację zapasów. Dodatkowo, zastosowanie inteligentnych palet do przechowywania ciężkich i wielkogabarytowych towarów oraz systemów SmartBin zapewnia optymalną ilość materiałów w miejscu użycia, co zwiększa mobilność i elastyczność produkcji.
Integracja technologii c yfrowych w ramach Smart Factory przynosi liczne korzyści, takie jak zwiększona efektywność, redukcja kosztów, poprawa jakości produktów oraz większa elastyczność produkcji. Dzięki zaawansowanej analityce danych i sztucznej inteligencji, możliwe jest ciągłe doskonalenie procesów produkcyjnych i szybsze reagowanie na zmieniające się warunki rynkowe.
Firma KVT oferuje system Smart F actory A ssembly. Udos tępnia on cyfrową i interaktywną instrukcję pracy, którą można w scentralizowany sposób edytować oraz przystosować do indywidualnych potrzeb. To znacznie upraszcza zarządzanie wariantami, a pracownik montażu jest prowadzony krok po kroku przez kolejne etapy pracy, które następnie zostają udokumentowane. Rozwiązanie Smart Factory Assembly pozwala na komunikowanie się między sobą inteligentnych narzę-
ZDALNY DOSTĘP TO TECHNOLOGIA
POZWALAJĄCA NA ZWIĘKSZENIE EFEKTYWNOŚCI, SKRÓCENIE CZASU
REAKCJI
dzi i urządzeń potrzebnych do montażu, w tym inteligentnych śrubokrętów, systemów Pick to Light, prasy lub urządzeń pomiarowych, które mogą współpracować z systemem. Ważnym walorem systemu jest także identyfikowalność danych dotyczących jakości i ciągłe doskonalenie procesów. Dane dotyczące produkcji można prześledzić do poziomu produktu/zamówienia. W dowolnym momencie można przejrzeć konkretne dane produkcyjne. Uzyskana w ten sposób przejrzystość procesu montażu pozwala na szybkie, proste analizy oraz błyskawiczne usprawnienia.
Rozszerzona rzeczywistość
W nadzorowaniu produkcji coraz większą rolę odgr ywa rozszerzona rzeczywistość. Innowacyjne rozwiązania AR zwiększają efektywność, dokładność i bezpieczeństwo. Nakładanie c yfrowych informacji na obraz rzeczywistego świata umożliwia pracownikom dostęp do istotnych danych w czasie rzeczywistym bez potrzeby przerywania pracy.
Wprowadzenie AR do procesu produkcji rozpoczyna się od wyposażenia pracowników w urządzenia AR, takie jak inteligentne okulary, tablety czy smartfony. Te urządzenia mogą wyświetlać instrukcje, schematy, a nawet animacje bezpośrednio na linii produkcyjnej, co skraca czas potrzebny na szkolenie nowych pracowników i redukuje liczbę błędów. Operatorzy mogą natychmiast otrzymywać informacje o stanie maszyn, co pozwala na szybsze wykr ywanie i usuwanie awarii.
Jednym z najważniejszych zastosowań AR w nadzorowaniu produkcji jest wsparcie techniczne. Technicy mogą zdalnie prowadzić naprawy maszyn, mając dostęp do dokładnych instrukcji krok po kroku, a nawet wsparcia ekspertów w czasie rzeczywistym za pomocą wideo To nie tylko skraca czas przestojów, ale także obniża koszty związane z serwisem.
Rozszerzona rzeczywistość wspiera również zarządzanie jakością przez umożliwienie inspektorom porównywania rzeczywistych produktów z ich c yfrowymi modelami w celu wykrywania odchyleń. AR może także
wspomagać systemy kontroli jakości, wyświetlając informacje o tolerancjach i specyfikacjach bezpośrednio na kontrolowanych komponentach. Dzięki temu procesy kontroli stają się szybsze i bardziej precyzyjne.
Rozszerzona rzeczywistość ma również duży potencjał w zakresie optymalizacji procesu produkcji – umożliwia wizualizacji przepływów pracy i analizę danych w czasie rzeczywistym. Pracownicy mogą zobaczyć na swoich urządzeniach AR symulacje przepływu materiałów, co pozwala na identyfikację i eliminację wąskich gardeł. AR umożliwia łatwiejsze monitorowanie kluczowych wskaźników wydajności (KPI), co przyspiesza podejmowanie decyzji i zwiększa elastyczność produkcji.
ZDALNE
System AR ułatwia też tworzenie modeli styropianowych do odlewnictwa, inspekcję mocowań projektowanie i prototypowanie. Stosowany jest także w przypadku wykorzystywania regałów transportowych.
Czujniki przemysłowe
Czujniki prz emysłowe odgr ywają istotną rolę w zbieraniu danych procesowych, niezbędnych do monitorowania i optymalizacji procesów produkcyjnych. Dzięki nim możliwe jest bieżące śledzenie parametrów takich jak temperatura, ciśnienie, wilgotność, poziom cieczy, prędkość czy przepływ, co pozwala na precyzyjne kontrolowanie stanu maszyn i procesów w czasie rzeczywistym.
Technologia AR pozwala zwiększyć bezpieczeństwo w zakładach produkcyjnych. Pracownicy mogą być informowani o zagrożeniach i otrzymywać natychmiastowe instrukcje dotyczące bezpiecznego postępowania w określonych sytuacjach. Systemy AR mogą przeprowadzać symulacje sytuacji awaryjnych, co pozwala na lepsze przygotowanie pracowników do rzeczywistych zdarzeń.
AR wspiera rozwój i implementację idei Przemysłu 4.0, gdzie wszystkie aspekty produkcji są wzajemnie powiązane i zarządzane cyfrowo. AR stanowi pomost między światem rzeczywistym a cyfrowym, umożliwiając bardziej inteligentne i zintegrowane podejście do zarządzania produkcją.
System AR firmy SuPAR pozwala na kontrolę konstrukcji spawanych o gabarytach sięgających kilkudziesięciu metrów, a także natychmiastowe sprawdzenie obecności bądź pozycji otworów, uchwytów, pinów i innych elementów. Umożliwia także ustawianie bądź montaż mocowań i sprawdzianów oraz kontrolę jakości narzędzi, kontrolę wejściową elementów blaszanych oraz wymiarów.
Nowoczesne czujniki przemysłowe są wyposażone w zaawansowane technologie, które umożliwiają nie tylko precyzyjne pomiar y, ale także przesyłanie danych do centralnych systemów zarządzania, takich jak systemy SCADA czy MES. Zebrane dane są następnie analizowane w celu optymalizacji procesów, poprawy jakości produktów oraz zwiększenia efektywności produkcji. Jednym z głównych zastosowań czujników przemysłowych jest monitorowanie stanu technicznego maszyn. I tak na przykład – czujniki wibracji i temperatury monitorują pracę silników i innych urządzeń, pozwalając na szybkie wykr ywanie nieprawidłowości, co umożliwia planowanie prac konserwacyjnych i minimalizację przestojów. Dzięki temu można obniżyć koszty związane z nieplanowanymi naprawami. Często stosowane, zwłaszcza w przemyśle chemicznym, spożywczym i farmaceutycznym, są także czujniki przepływu i poziomu. Pozwalają na precyzyjne monitorowanie procesów mieszania i dozowania substancji, co jest istotne dla zapewnienia wysokiej jakości produktów końcowych oraz zgodności z normami branżowymi.
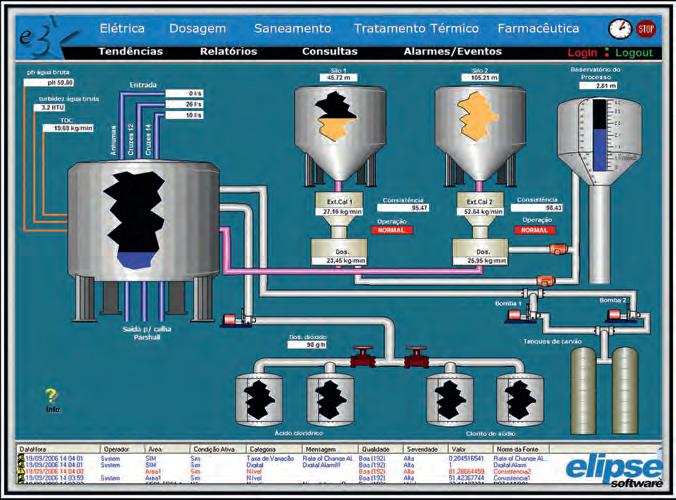
Z kolei w przemyśle energetycznym i systemach wodno -kanalizacyjnych czujniki ciśnienia i przepływu umożliwiają bieżące monitorowanie sieci przesyłowych i dystrybucyjnych. Pozwala to na szybkie wykr ywanie wycieków i spadków ciśnienia, co umożliwia natychmiastową interwencję i minimalizację strat.
Integracja cz ujników prz emysłowych z systemami IoT (Internet of Things) otwiera nowe możliwości w zakresie zarządzania i analizy danych. Czujniki te mogą przesyłać dane bezpośrednio do chmury, gdzie są one analizowane za pomocą zaawansowanych algorytmów AI (Artificial Intelligence) i ML (Machine Learning). Takie podejście pozwala na tworzenie bardziej zaawansowanych modeli predykcyjnych, które mogą przewidywać awarie i optymalizować procesy produkcyjne. Czujniki przemysłowe odgr ywają również istotną rolę w zapewnianiu bezpieczeństwa pracy. Czujniki gazów i dymu monitorują atmosferę w zakładach przemysłowych, ostrzegając pracowników przed zagrożeniami, takimi jak wybuchy czy zatrucia. Inne czujniki, takie jak czujniki obecności i ruchu, są używane do monitorowania obecności pracowników w strefach niebezpiecznych, co pomaga w lepszym zarządzaniu bezpieczeństwem i zmniejszeniu ryzyka wypadków. Tego typu czujniki oferuje m.in. firma Balluf. Są to wysokiej jakości
precyzyjne czujniki i systemy m.in. do pomiaru przemieszczeń i identyfikacji, wykr ywania obiektów i pomiaru płynów. Firma ma w swoim portfolio czujniki zarówno do codziennych zastosowań przemysłowych, jak również do użytku w ekstremalnych i trudnych warunkach. Co więcej, Balluf zapewnia bardzo dobrą technologię sieci i połączeń oraz szeroki wybór akcesoriów. Firma Turck oferuje m.in. czujniki nachylenia z hybrydowym pomiarem za pomocą sygnału żyroskopowego oraz przyspieszenia MEMS, w tym od niedawna także z tradycyjnym wyjściem analogowym. Są to inklinometry QR20 z IO-Link lub wyjściem przełączającym. Nowe czujniki dostępne są również jako urządzenia jednoosiowe do zastosowań statycznych (B1N) lub dynamicznych (B1NF), jak również dwuosiowe do zastosowań statycznych (B2N) lub dynamicznych (B2NF). Inklinometry QR20 generują sygnał z połączenia dwóch zasad pomiaru: sygnału żyroskopowego i przyspieszenia MEMS (Systemy Mikroelektromechaniczne). Warto zauważyć, że połączenie tych dwóch metod maskuje wstrząsy i wibracje lepiej niż urządzenia z konwencjonalnymi filtrami sygnału. W ten sposób urządzenia realizują dynamiczny pomiar, który jest wymagany dla aplikacji ruchomych lub maszyn z dużymi wibracjami, włączając w to aplikacje pozycjonowania i podnoszenia.
Zdalny dostęp do linii produkcyjnych
Zdalny dostęp to rozwiązanie umożliwiające zwiększenie efektywności, skrócenie czasu reakcji na awarie oraz obniżenie kosztów operacyjnych.
Bazuje na zaawansowanych systemach sieciowych i urządzeniach umożliwiających bezpieczny dostęp do maszyn produkcyjnych. Przykładem może być zastosowanie aplikacji ser werowej
SINEMA Remote Connect, która pozwala na wygodne i bezpieczne utrzymanie zdalnych zakładów produkcyjnych nawet wtedy, gdy maszyny są zintegrowane w zewnętrznych sieciach.
Jednym z najważniejszych aspektów współczesnych technologii jest monitorowanie produkcji. Systemy zdalnego dostępu umożliwiają inżynierom kontrolowanie stanu maszyn i linii produkcyjnych w czasie rzeczywistym za pomocą programowalnych sterowników logicznych i interfejsów człowiek-maszyna (HMI). W przypadku gdy centralny system również musi kontrolować i monitorować linie produkcyjne, konieczne jest zapewnienie zgodności protokołów komunikacyjnych między systemem SCADA a PLC i HMI na miejscu
Zdalne monitorowanie i utrzymanie umożliwia również szybkie wykr ywanie i rozwiązywanie problemów technicznych. Niektóre aplikacje pozwalają na bezpieczne połączenie z urządzeniami przemysłowymi z dowolnego miejsca, co ułatwia zdalne rozwiązywanie problemów, przeprowadzanie konserwacji i wizualizację danych maszynowych. Dzięki temu możliwe jest zminimalizowanie przestojów i zwiększenie niezawodności produkcji Implementacja zdalnego dostępu wymaga również silnych zabezpieczeń sieciowych. Coraz częstsze ataki cybernetyczne na aplikacje przemysłowe wymuszają na przedsiębiorstwach wdrażanie solidnych środków ochrony. Zabezpieczenia te obejmują kontrolę dostępu, szyfrowanie danych, segmentację sieci oraz regularne skanowanie w poszukiwaniu luk w zabezpieczeniach. Standardy, takie jak IEC 62443, pomagają w definiowaniu poziomów bezpieczeństwa odpowiednich dla różnych elementów systemu, co umożliwia lepszą ochronę przed atakami.
Zdalny dostęp umożliwia lepsze zarządzanie starszymi urządzeniami produkcyjnymi, które mogą nie mieć wbudowanych interfejsów sieciowych. W takich przypadkach możliwe jest wykorzystanie sensorów do zbierania danych produkcyjnych lub zastosowanie rozwiązań konwertujących starsze protokoły komunikacyjne na nowoczesne standardy sieciowe, co pozwala na integrację tych urządzeń z nowoczesnymi systemami monitoringu
Alternatywą dla rozwiązań sprzętowych może być EasyAccess 2.0. Jest to usługa instalowana na urządzeniach Weintek. Posiadacze panelu HMI mogą tę funkcjonalność wdrożyć niewielkim kosztem. Nie ma bowiem potrzeby dokładania do szafy dodatkowych urządzeń, takich jak routery z VPN.
Dzięki EasyAccess 2.0 uzyskać można łatwe zarządzane użytkownikami i urządzeniami. Usługa ma prosty i intuicyjny interfejs i dedykowaną aplikację dla systemów Android, Windows i iOS. Działa w oparciu o szyfrowanie SSL 128 bit i wymaga jedynie minimalnej konfiguracji.
Traceability w procesach produkcyjnych
Traceability w procesach produkcyjnych odnosi się do zdol ności śledzenia historii i pochodzenia produktów na każdym etapie ich przepływu przez łańcuch dostaw. Jest to znaczący element zarządzania jakością i bezpieczeństwem, umożli wiający identyfikację i monitorowanie produktów od mo mentu zakupu surowców, przez produkcję, aż po dystrybucję i sprzedaż.
Wsparcie techniczne w celu znalezienia najlepszego rozwiazania.

Istnieją dwa główne rodzaje traceability: wsteczna i w przód. Traceability wsteczna pozwala na odtworzenie historii produktu, czyli śledzenie, skąd pochodził i jakie etapy przeszedł. Traceability w przód umożliwia identyfikację odbiorców produktu i sprawdzenie, gdzie został wysłany.
W praktyce traceability realizowane jest za pomocą zaawansowanych systemów informatycznych, które gromadzą i zarządzają danymi dotyczącymi każdego etapu produkcji. Każdy produkt lub partia produktów oznaczana jest unikalnym numerem identyfikacyjnym, do którego przypisywane są informacje o wszystkich operacjach, inspekcjach i wynikach testów. Takie podejście pozwala na szybkie reagowanie na wszelkie problemy jakościowe i zwiększa przejrzystość procesów produkcyjnych.
W kontekście logistyki, traceability umożliwia lepsze zarządzanie przepływem produktów od producenta do konsumenta, co ułatwia śledzenie dostaw, zarządzanie zapasami i przewidywanie terminów dostaw. Dzięki temu możliwe jest skrócenie czasu oczekiwania i zwiększenie efektywności logistycznej.
Dla konsumentów traceability oznacza większą przejrzystość i pewność co do pochodzenia produktów, co wspiera świadome decyzje zakupowe i rozwój lokalnych gospodarek. Implementacja traceability wiąże się zlicznymi wyzwaniami, do których należą koszty wdrożenia, złożoność łańcucha dostaw, brak powszechnych standardów oraz konieczność ochrony danych i zaangażowania pracowników.
Damian Żabicki
AUTOMATYKA
Kamery na podczerwień. Pirometry. Akcesoria. Oprogramowanie. Bezkontaktowy pomiar temperatury w zakresie od − 50 °C do +3000 °C.
Odwiedź:








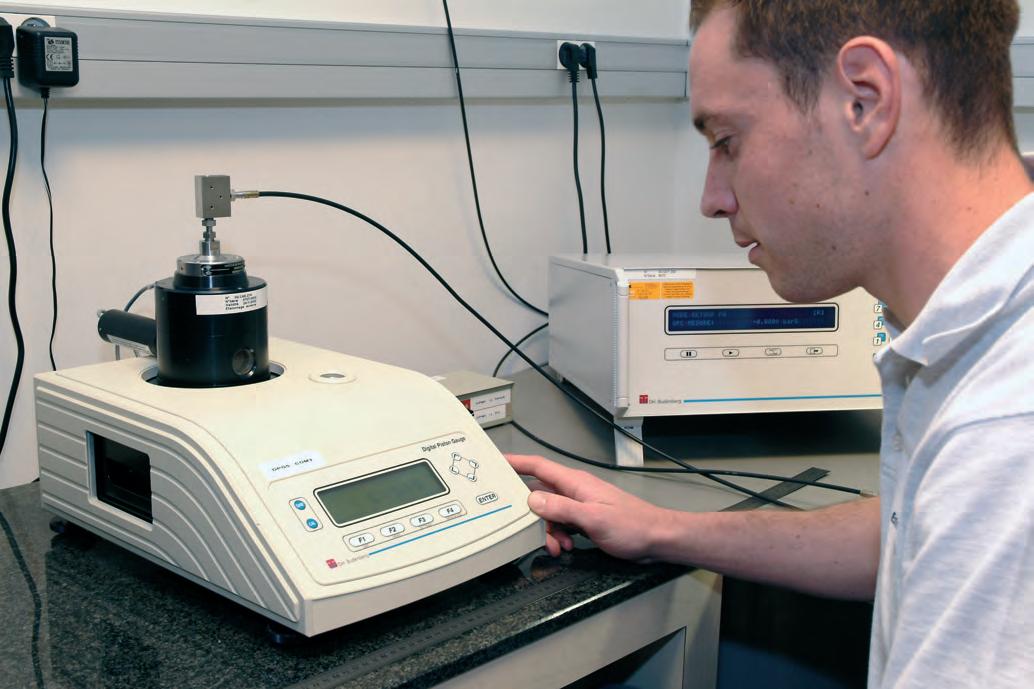
Obecnie wiele zakładów spożywczych, kontrolując jakość, przeprowadza analizy laboratoryjne wybranych parametrów. Próbki są najczęściej zbierane ręcznie z różnych punktów procesu. Osoby z laboratorium okresowo pobierają próbkę, wracają do miejsca z urządzeniami stacjonarnymi i przeprowadzają analizę, przekazując wyniki odpowiednim osobom. Operatorzy i personel obsługujący proces dokonują korekty, wprowadzając poprawki np. do systemu dozowania. Nie jest to jednak rozwiązanie idealne.
ykonywanie analiz przez laboratorium nie jest realizowane w czasie rzeczywistym. Jednocześnie jest czasochłonne i obarczone ryzykiem błędów. Przykładowo jeżeli od pobrania próbki z procesu do uzyskania wyniku minęło 30 minut, to wynik opisuje stan procesu, jaki istniał 30 minut temu, a nie aktualny. Zatem wynik może dotyczyć już zepsutej partii produktu. Dzięki pomiarowi przeprowadzonemu bezpośrednio w procesie można wykryć nagłe odchyłki oraz podjąć natychmiastowe działania mogące uratować daną partię produktu.
Pomiary bezpośrednio w procesie
Pomiary inline (bezpośrednio w procesie) umożlliwiają kontrolę więk-
szości parametrów w przemyśle spożywczym i mierzą wartości typowe, obecnie analizowane w laboratoriach zakładowych. Endress+Hauser dostarcza urządzenia, za pomocą których można dokonać pomiarów gęstości, °Brix, °Plato, °Baume (zawartość cukru, brzeczki), stężenia (% cz ęści stałych, alkoholu), pH (również elektrodami nieszklanymi), lepkości, przewodność elektrolitycznej, tlenu rozpuszczonego, chloru i mętności.
Podczas uzupełniania analiz laboratoryjnych o pomiary inline trzeba pamiętać, że głównym celem takich działań jest wspólne podejście do krytycznych punktów pomiarowych, dotyczących bezpieczeństwa i jakości żywności.


Wiele parametrów w jednym urządzeniu
Faktem często pomijanym przez wielu inżynierów procesów jest możliwość bezpośredniego użycia urządzeń do realizacji więcej niż jed-
nego pomiaru. Przykładowo przepływomierz Coriolisa, może służyć nie tylko do mierzenia przepływu, ale także do kontroli jakości. Wbudowana dodatkowa funkcja pomiaru gęstości umożliwia przeliczanie na skalę stopni Brixa lub Plato już w samym urządzeniu, co daje informację o jakości produktu. Możliwy jest także bezpośredni pomiar lepkości. Jedno urządzenie może zatem w tym samym czasie wskazywać aż pięć mierzonych wartości.
Łukasz Wołoszyn Industry Manager Endress+Hauser
ENDRESS+HAUSER Polska Sp. z o.o. ul. Wołowska 11, 51-116 Wrocław tel. 71 773 00 00
e-mail: info.pl@endress.com www.pl.endress.com/pl









Doradzamy / Projektujemy / Wdrażamy / Szkolimy
Automatyzacja i robotyzacja w MŚP w programie Fundusze Europejskie dla Polski Wschodniej 2021-2027
W lipcu 2024 roku ogłoszono kolejny nabór wniosków w konkursie działania 1.2
Automatyzacja i robotyzacja w MŚP ( https://www.parp.gov.pl/component/grants/ grants/automatyzacja-i-robotyzacja-w-msp).
Konkurs obejmuje kompleksowe wsparcie MŚP z makroregionu Polski Wschodniej w zakresie automatyzacji i robotyzacji mające na celu zwiększenie innowacyjności procesów produkcji lub usług oraz produktywności.
Instytut Łukasiewicz – PIAP, mając wieloletnie doświadczenia w automatyzacji i robotyzacji procesów produkcyjnych, oferuje wsparcie w przygotowaniu firmy do udziału w tym konkursie. Wsparcie obejmuje przeprowadzenie diagnozy dojrzałości cyfrowej oraz opracowanie mapy drogowej transformacji w kierunku Przemysłu 4.0, na podstawie której zostanie wdrożona innowacja procesowa lub produktowa. Zakres naszych prac może obejmować wybrane zadania:
– Analiza procesu produkcyjnego firmy i wytypowanie obszarów podatnych na automatyzację i robotyzację.
– Opracowanie planu modernizacji firmy w kierunku cyfryzacji procesu w duchu koncepcji Przemysł 4.0 poprzez wprowadzanie automatyzacji i robotyzacji wybranych obszarów.
– Pomoc w przygotowaniu wniosku do złożenia w ramach naboru.
– Realizacja planowanych prac wdrożeniowych – w przypadku otrzymania dofinansowania.
Zainteresowanych zapraszamy do kontaktu
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Centrum Automatyzacji i Robotyzacji
Al. Jerozolimskie 202, 22 874 02 04; 22 874 01 54 02-486 Warszawa mechatronika@piap.lukasiewicz.gov.pl www.piap.lukasiewicz.gov.pl


Nowy higieniczny przepływomierz z IO-Link stworzony przez firmę ifm electronic to innowacyjne rozwiązanie przeznaczone do precyzyjnego monitorowania przepływu produktów płynnych i kremowych. Wyposażony w zaawansowane funkcje cyfrowej transmisji danych eliminuje martwe punkty w procesach produkcyjnych, gwarantując wysoką jakość i bezpieczeństwo. Znajduje zastosowanie w branżach spożywczej, farmaceutycznej i kosmetycznej, gdzie higiena i dokładność pomiarów są kluczowe.
Higieniczny przepływomierz magnetyczno-indukcyjny firmy ifm przenosi pomiar przepływu na nowy poziom dzięki wykorzystaniu IO-Link. Urządzenie mierzy bieżące natężenie przepływu, całkowitą objętość, a także przewodność i temperaturę medium. Co więcej, wykrywa obecność medium, eliminując ryzyko wystąpienia tzw. pustych rur.
Bezpieczeństwo i efektywność
Integracja przepływomierza jest niezwykle prosta dzięki standardowemu połączeniu M12, zapewniającemu szybkie, szczelne i bezbłędne połączenie z infrastrukturą danych. Standardowe wymiary montażowe oraz szeroki wybór uszczelnień i adapterów procesowych umożliwiają łatwą integrację z istniejącymi systemami. Menu oparte na aplikacji i instalacja z przewodnikiem sprawiają, że ustawianie parametrów jest intuicyjne.
Trwałość i niezawodność
Przepływomierz SM Foodmag przeszedł szeroko zakrojone próby, aby zapewnić długotrwałą jakość. Testy temperaturowe, ciśnieniowe oraz wibracyjne dowodzą, że urządzenie może wytrzymać ekstremalne warunki, takie jak gwałtowne zmiany temperatury podczas procesów pasteryzacji. Nawet po intensywnym testowaniu przez 1000 godzin, urządzenie zachowuje wysoką dokładność pomiaru.
Innowacyjne funkcje
Czujnik jest wyposażony w wyświetlacz oraz widoczną dookoła diodę LED, co

umożliwia bieżące monitorowanie stanu pracy. Dzięki integracji z systemami IT, SM Foodmag przekazuje kluczowe dane procesowe, co redukuje zapotrzebowanie na dodatkowe punkty pomiarowe i optymalizuje cały proces produkcyjny.
Rozwiązania ifm electronic to precyzyjne pomiary natężenia i objętości przepływu oraz temperatury i przewodności medium, standardowe połączenie M12, szeroki wybór uszczelnień i adapterów procesowych, odporność na ekstremalne warunki (temperatura, ciśnienie i wibracje), wyświetlacz i dioda LED stanu oraz integracja z systemami IT dla optymalizacji procesów.
IFM ELECTRONIC Sp. z o.o. ul. Węglowa 7, 40-105 Katowice tel. 32 70 56 400
e-mail: info.pl@ifm.com www.ifm.com/pl/pl



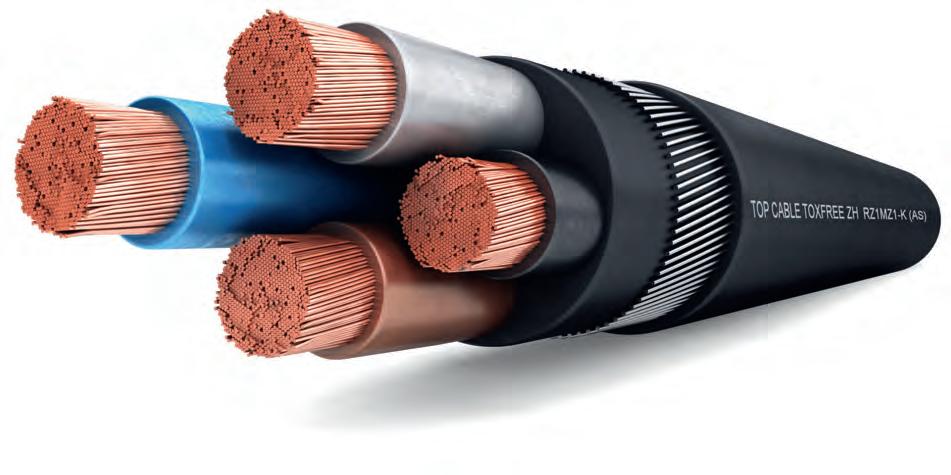
Obecnie trudno wyobrazić sobie funkcjonowanie zakładów produkcyjnych i dz iałających w nich systemów automatyki przemysłowej bez odpowiedniego okablowania zasilającego i sterującego. Parametry, jakie muszą spełniać kable i przewody zależą wprost od aplikacji.
Warto więc wymienić podstawowe grupy produktów przeznaczonych do ok reślonego rodzaju zastosowań.
dr inż. Marcin Bieńkowski
Na początku warto zastanowić się jaka jest różnica pomiędzy kablem a przewodem. W języku potocznym oba słowa stosowane są zamiennie, jednak z technicznego punktu widzenia terminy te określają dwa zupełnie inne produkty, które mają odmienną budowę i przeznaczenie.
Przewody i kable
Przewód to element obwodu elektrycznego służący do przesyłu prądu bądź sygnałów do ściśle określonego
punktu w instalacji elektrycznej lub do konkretnego elementu roboczego. Wykonany jest z materiału przewodzącego prąd elektryczny, takiego jak miedź czy aluminium i ma postać długiego drutu lub linki. Spotyka się też przewody wykonane z kilku, kilkunastu lub kilkudziesięciu skręconych ze sobą na stałe śrubowo drutów.
Niekiedy przewód ma postać tzw. szynoprzewodu, czyli sztywnej, płaskiej szyny prądowej o większych lub mniejszych wymiarach. W przypadku elementów elektronicznych ma postać ścieżek wytrawianych na płytce drukowanej. W energetyce i systemach automatyki przemysłowej szynoprzewody mogą mieć też formę kształtownika lub rur y. Tego typy instalacje elektryczne często spotyka się w energetyce i górnictwie odkr ywkowym. Płaskie szynoprzewody znajdują zastosowanie w rozdzielniach prądowych i szafach sterowniczych dostarczających zasilanie do systemów automatyki i maszyn produkcyjnych w fabryce.
Pojedyncze, prz ewodzące prąd elektryczny elementy, takie jak : drut , linka albo płaskownik szyny prądowej nazywane są żyłami. Przewód zwiera zawsze tylko jedną żyłę, która może być, ale nie musi, zaizolowana. Innymi słowy, przewód to prosty, jednoży-
łowy łącznik elektryczny, zaizolowany lub nie najprostszą możliwą izolacją, której zadaniem jest jedynie separowanie żyły pod względem elektrycznym. Obecnie w tym celu stosuje się różnego rodzaju tworzywa sztuczne, np. PVC.
Kabel, zgodnie z międzynarodową terminologią, jest produktem złożonym – składa się z jednego lub kilku (czasem nawet kilkunastu) przewodów (żył), które zazwyczaj są osobno izolowane i umieszczone we wspólnej osłonie lub powłoce. Przewody tworzące kabel mogą być ekranowane zarówno zbiorczo, jak i oddzielnie, a ich izolacja może zawierać elementy wzmacniające mechanicznie, takie jak oplot lub stalowe linki. Co więcej, w kablu poszczególne żyły mogą być również zatapiane we wspólnej powłoce. Innymi słowy, każdy kabel jest złożonym przewodem, natomiast nie każdy przewód jest kablem, właśnie ze względu na swoją najprostszą możliwą budowę. Żyła to część kabla przeznaczona do przewodzenia prądu. Ze względu na kształt i budowę rozróżnia się następujące typy żył:
• okrągłe o przekroju kołowym,
• sektorowe, o kształcie będącym wycinkiem koła,
• płaskie,
• kwadratowe lub prostokątne,
• jednodrutowe składające się z pojedynczego drutu,
• wielodrutowe, wykonane przez skręcenie określonej liczby drutów. Budowa żyły ma zasadniczy wpływ na giętkość kabla i przewodu. Żyła jest tym jest bardziej giętka z im większej liczby drutów o mniejszych średnicach się składa.
Warto zwrócić uwagę na stosowane często w elektroenergetyce niezbyt poprawne rozróżnienie kabli i przewodów. Przyjmuje się tutaj, że kabel jest przewodem do zastosowań zewnętrznych, poza budynkami – na przykład kable ziemne czy napowietrzne – natomiast przewody montowane są wyłącznie w ewnątrz bu dynków, b ez względu na ich złożoną budowę. Tak więc termin kabel może odnosić się do konstrukcji, a przewód do pełnionej funkcji.
Przegląd rodzajów kabli
Najlepiej ustandaryzowaną i opisaną w normach grupą kabli oraz przewodów są produkty stosowane w energetyce. Cechują je ściśle znormalizowane parametry dotyczące przewodności, oporności izolacji, odporności na warunki zewnętrzne, rodzaju wzmocnienia, oplotu, przekroju żył, użytych materiałów, a nawet kolorów osłon i izolacji.
Wymagania klientów w stosunku do przewodów czy kabli elektroenergetycznych, uzależnione są głównie od docelowej aplikacji (warunków stosowania wyboru). Jedne z najistotniejszych wymagań dotyczą parametrów mechanicznych, takich jak: minimalny promień gięcia, odporność na wielokrotne przeginanie czy największa siła rozciągająca, jaką można zastosować podczas instalacji i pracy. Dodatkowo pojawiają się wymagania dotyczące parametrów f izyko-chemicznych –odporność na warunki atmosferyczne (UV, temperatura, woda), odporność na oleje, paliwa, słoną wodę, kwasy czy zasady. Częstym wymaganiem instalacyjnym jest prosty montaż (szybka, automatyczna obróbka końcówek kabla). Coraz częściej pojawiają się również wymagania dotyczące tr wałości wyrobu, definiowane jako czas życia
kabla (w chwili obecnej wymaga się potwierdzenia czasu życia na poziomie średnio od 25 nawet do 60 lat).
Warto podkreślić, że kable energetyczne pochodzące od różnych producentów i spełniające te same kr yteria nie powinny się niczym od siebie różnić – zarówno pod względem jakości wykonania, jak i funkcjonalności oraz przydatności do różnych zastosowań.
W kablach i przewodach przemysłowych, w tym stosowanych w systemach automatyki i robotyki, wyróżnić można trzy podstawowe grupy produktów:
• kable i przewody sygnałowe,
• kable i przewody sterownicze,
• kable i przewody sygnalizacyjne.
Stosowane w przemyśle kable przemysłowe służą przede wszystkim do łączenia elementów instalacji w auto-
FIRMAGRUPA PRODUKTOWA NAZWA HANDLOWA LINII PRODUKTOWEJ
Zakłady Kablowe BITNER Sp. z o.o.
Fabryka Kabli ELPAR Sp. z o.o.
Fabryka Kabli MADEX s. j.
HELUKABEL Polska Sp. z o.o.
Lapp Kabel Sp. z o.o.
NKT S.A.
Prysmian Group
Kable zasilające BITFLEX, BIT-PUR
Kable sterownicze BITRONIC, BITTONE
Kable sygnalizacyjne BIT-SIGNAL, BIT-ALARM
Kable telekomunikacyjne BITDATA, BIT-OPTIC
Kable specjalne BITFLAME, BITTHERM, BITAQUA
Kable zasilające Elpar-Kabel, Elpar-YKY
Kable sterownicze ELPARCONTROL, ELPARFLEX
Kable sygnalizacyjne ELPAR-SIGNAL, ELPAR-ALARM
Kable telekomunikacyjne ELPAR-TEL, ELPAR-DATA
Kable światłowodowe MAD-TUBE, MAD-LITE
Kable telekomunikacyjne MAD-LAN, MAD-ETH
Kable koncentryczne MAD-COAX, MAD-SAT
Kable zasilające JZ-500, HELUTHERM
Kable sterownicze TOPFLEX, MULTIFLEX
Kable sygnalizacyjne HELUSIGNAL, HELUEVENT
Kable światłowodowe HELUCOM, HELUFOIL
Kable specjalneMULTISPEED, ROBOTFLEX, TRAYCONTROL
Kable zasilające ÖLFLEX, UNITRONIC
Kable sterownicze ÖLFLEX CLASSIC, ÖLFLEX ROBUST
Kable sygnalizacyjne HITRONIC, UNITRONIC SIGNAL
Kable światłowodowe HITRONIC, ETHERLINE
Kable specjalne SILFLEX, SOLARFLEX, TRONICFLEX
Kable zasilające AXAL-TT, NAXY, N2XS(F)2Y
Kable średniego napięcia N2XSY, AXAL, NA2XS2Y
Kable sygnalizacyjne INSDATA, SIGNAL
Kable telekomunikacyjne NKTDATA, INSDATA
Kable odporne na ogień NKT Flame, FireCABLE
Kable zasilające AFUMEX, PRYFLEX
Kable sterownicze MULTIFLEX, AIRGUARD
Kable sygnalizacyjne AFUMEX Signal, TWINAX
Kable światłowodowe Flextube, LOOSE TUBE, AIRBAG
Kable specjalne SUPERFLEX, MINIFLEX, DRINCABLE
Kable zasilające N2XY, YKY, YDY, N2XH
Kable sterownicze TKD-RS, TKD-L, TKFLEX, TKD-K
Kable sygnalizacyjne TKF-RE, TKSF, TKAL
TECHNOKABEL
S.A.
TELE-Fonika
Kable S.A.
Kable telekomunikacyjne TK-LAN, TKTP, TK-TEL
Kable światłowodowe TK-FO, TKF-FO, TKFO-COM
Kable specjalne TK-HEAT, TKEX, TKARMOR
Kable instalacyjne TKi, TK-U, TKL
Kable koncentryczne TK-CX, TK-COAX, TK-CCTV
Kable zasilające YKY, YDY, N2XY
Kable sterownicze TT-FLEX, TT-KABEL
Kable sygnalizacyjne FYY, YDYp
Kable telekomunikacyjne TKM, TKMhy
Kable światłowodowe TFOCA, TFOC-COM
Kable specjalne TTFIRE, TT-ARMOR, TTOIL
Przykładowa oferta kabli, zawierająca grupy produktowe oraz nazwy handlowe linii produktowych dla wybranych firm oferujących kable na rynku polskim
matyce przemysłowej, czujników oraz podłączania silników i napędów. Poza kablami instalacyjnymi, w tej grupie wyróżnia się liczne rodzaje kabli specjalnych, np. takich jak giętkie i spiralne kable do transporterów, odbiorników ruchomych i suwnic, czy przewody o wzmocnionej konstrukcji mechanicznej, które są odporne na rozciąganie (zabezpieczenie przed zerwaniem), ścinanie (zabezpieczenie przed upadkiem ostrych elementów wykorzystywanych na produkcji) lub deptanie czy przejeżdżanie przez ciężkie pojazdy. Podstawowymi przewodami stosowanymi w układach automatyki przemysłowej są elastyczne przewody sterownicze w izolacji PVC oraz PUR. Wyposażone są w żyły numerowane lub kolorowe i są wykonane z pojedynczym lub podwójnym ekranem, spełniając tym samym wymagania kompatybilności elektromagnetycznej. Niemal zawsze przewody takie są narażone na działanie szkodliwych substancji: olejów czy związków chemicznych, dlatego ich powłoka zewnętrzna charakteryzuje się wysoką odpornością na różnego rodzaje czynniki. Przewody te sprawdzają się w obwodach sterowania, pomiarowych oraz sygnalizacji. Znajdują również zastosowanie w przemyśle metalurgicznym, maszynowym, na liniach technologicznych. Zgodnie z obowiązującymi normami dla zwiększenia bezpieczeństwa przewody produkowane są jako bezhalogenowe oraz niepodtrzymujące płomienia (samogasnące).
Urządzeniami wyk onawczymi w układach automatyki przemysłowej są np. silniki elektryczne, których prędkość często jest sterowana przez falownik. Wszystkie współczesne przekształtniki prądu przemiennego pracują w oparciu o zasadę modulacji szerokości impulsu PWM. To powoduje występowanie w widmie harmonicznych napięcia zasilającego silnik poza pierwszą harmoniczną o regulowanej częstotliwości (zwykle w zakresie 0–60 Hz) pasm wyższych harmonicznych będących wielokrotnością podstawowej częstotliwości modulacji, która jest z reguły nastawiana jednym z parametrów konfiguracyjnych falownika. Dobierając właściwy kabel do połączenia falownika z silnikiem należy zwrócić uwagę na ja-
kość i budowę żył przewodzących kabla, wpływ rodzaju kabla na wypadkowe obciążenie falownika, kompatybilność elektromagnetyczną kabla, odporności izolacji kabla na oddziaływanie impulsów napięcia o stromych zboczach. Ważną grupę kabli przemysłowych stanowią kable wysokiej częstotliwości. Są to rożnego rodzaju przewody koncentryczne, czyli współosiowe o ustalonej impedancji falowej – najczęściej
50 Ω i 75 Ω. Są one dostępne w dwóch głównych kategoriach: grube kable niskostratne oraz cienkie kable elastyczne wykorzystywane do krótkich, kilku lub kilkunastometrowych połączeń, np. pomiędzy silnikiem a falownikiem. Wśród kabli wysokiej częstotliwości wiele dostępnych modeli to przewody specjalistyczne, gdzie wyróżnić można m.in.:
• kable wysokonapięciowe, kilkukrotnie izolowane,
• przewody spawalnicze i rozruchowe, o dużych przekrojach i odporności na ciepło,
• przewody iskrobezpieczne z certyfikacją ATEX,
• przewody do instalacji fotowoltaicznych, o dużych przekrojach, podwójnie izolowane i odporne na wpływ środowiska,
• przewody do pracy pod wodą,
• kable wstążkowe, tzw taśmowe do magistral danych,
• przewody stosowane w medycynie i przemyśle spożywczym, przebadane pod kątem substancji szkodliwych i pozwalające na mycie gorącą wodą,
• przewody hybr ydowe, zawierające w osłonie kable różnych typów i przeznaczenia, np miedziane, optyczne, koncentryczne i sygnałowe.
Przewody i kable przemysłowe
Na r ynku znajdziemy wiele modeli kabli i przewodów przeznaczonych zarówno dla standardowych rozwiązań przemysłowych, jak również przygotowanych na indywidualne zamówienia klientów. Oferta dla przemysłu obejmuje m.in. kable sterownicze, kable do przesyłu danych, przewody bezhalogenowe, światłowody (formalnie jest to medium optyczne, a nie tradycyjny kabel, jednak zaliczane jest do przewodów sygnałowych stosowanych w tele-
informatyce i automatyce przemysłowej), kable do transmisji danych, kable telekomunikacyjne, kable płaskie oraz przewody odporne na temperaturę. Przewody i kable dostępne są w różnych wykonaniach, w tym kable i przewody odporne na czynniki chemiczne, atmosferyczne, działanie temperatury czy promieniowania elektromagnetycznego.
Jednym z najczęściej stosowanych w systemach automatyki przewodów są elastyczne kable sterownicze osłonięte i zabezpieczone specjalną izolacją z PVC oraz osłoną wykonaną również z PVC, niekiedy z polietylenu PE, bądź polietylenu usieciowanego XLPE. Takie wykonanie gwarantuje doskonałą elastyczność nie zbędną do prowadzenia sygnałów sterowania w systemach automatyki i na liniach produkcyjnych, nawet tam gdzie wymuszonych jest wiele zagięć i łuków. Coraz większą popularnością cieszą się kable sterownicze w osłonie poliuretanowej PUR, które charakteryzują się dobrymi właściwościami mechanicznymi, w tym odpornością na ścieranie, temperaturę i związki chemiczne. Ważną ich cechą jest odporność na chłodziwa maszynowe.
Ciekawą odmianą przewodów sterowniczych są kable bezhalogenowe i przewody samogasnące, które nie podtrzymują płomienia. Przewody tego typu mogą być używane wszędzie, tam gdzie w razie pożaru nie może wydobywać się dym. Charakteryzują się również zmniejszoną korozyjnością. Większość kabli stosowanych w automatyce ma numerowane lub kolorowe żyły Występują w wykonaniu z pojedynczym lub podwójnym ekranem. Dzięki temu mogą spełniać wymagania kompatybilności elektromagnetycznej i chronią przed zakłóceniami i interferencjami elektromagnetycznymi EMI. Przewody te są stosowane w obwodach sterowania, obwodach pomiarowych oraz sygnalizacji zarówno w przemyśle metalurgicznym, maszynowym, jak również wykorzystuje się je przy budowie ciągów technologicznych. W strefach zagrożonych wybuchem, np. w przemyśle naftowym i gazowym stosuje się kable przeciwwybuchowe, które są zaprojektowane tak, aby mi-

Firma Bitner




NKT S.A. Prysmian GroupTechnokabel Tele-Fonika
Rodzaj kabla BITFLEX H07RN-F N2XH AFUMEX N2XY, YKY YKY
Parametry techniczne
napięcie: 450/750 V, żyły: Cu, izolacja: guma,
Firma Elpar
napięcie: 0,6/1 kV, żyły: Cu, izolacja: XLPE, bezhalogenowy, emperatura pracy: –40 °C do +90 °C
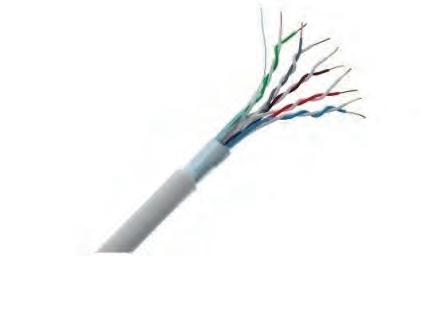
napięcie: 0,6/1 kV, żyły: Cu, izolacja: LSZH, odporność

Helukabel
napięcie: 0,6/1 kV, żyły: Cu, izolacja: PVC, XLPE, pracy: +70 °C
Lapp Kabe

napięcie: 0,6/1 kV, żyły: Cu, izolacja: PVC, temperatura pracy: –30 °C do +70 °C
Technokabel
Rodzaj kabla SYKFY JZ-500 ÖLFLEX CLASSIC 110 TKFLEX, TKD-K
Parametry techniczne
napięcie: 300/500 V, żyły: Cu, izolacja: PE/PVC, ekranowany, używany w instalacjach telekomunikacyjnych

Firma Madex
napięcie: 300/500 V, żyły: Cu, izolacja: PVC, ekranowanie: miedziane, odporność na oleje
napięcie: 300/500 V, żyły: Cu, izolacja: PVC, elastyczny, odporność na oleje, temperatura pracy: –40 °C do +80 °C

Prysmian Group
napięcie: 300/500 V, żyły: Cu, izolacja: PVC, elastyczny, odporność na oleje, temperatura pracy: –5 °C do +70 °C
Technokabel
Rodzaj kabla OS2 Flextube TK-FO
Parametry techniczne
Single-mode, tłumienie: 0,4 dB/km (1310 nm), konstrukcja: centralny tubus, odporność na zginanie
Multi-mode, tłumienie: 0.6 dB/km (850 nm), elastyczny, odporny na warunki zewnętrzne

Firma Bitner

Helukabel

Lapp Kabel
Single-mode i Multi-mode, tłumienie: 0,4 dB/km (1310 nm), izolacja: PE/PVC, temperatura pracy: –40 °C do +70 °C
Technokabel
Rodzaj kabla BITTONE EMC MULTIFLEX 512-PUR UNITRONIC FD P TKEX
Parametry techniczne
napięcie: 300/500 V, żyły: Cu, izolacja: PE/LSZH, ekranowanie: podwójne, ochrona przed zakłóceniami elektromagnetycznymi
napięcie: 600/1000 V, żyły: Cu, izolacja: PUR, odporność na ścieranie, ognioodporność, do aplikacji dynamicznych

Firma NKT S.A.
napięcie: 300/500 V, żyły: Cu, izolacja: PVC, do aplikacji ruchomych, odporność na wibracje
napięcie: 0,6/1 kV, żyły: Cu, izolacja: PE/PVC, certyfikaty ATEX, do zastosowań w strefach zagrożonych wybuchem

Technokabel
Tele-Fonika Rodzaj kabla INSDATA 2X0,5 TKF-RE YDYp
Parametry techniczne
napięcie: 300/500 V, żyły: Cu, izolacja: PE, do transmisji danych, odporność na zakłócenia EMI
Przykładowa oferta kabli z ich ogólnymi parametrami
napięcie: 150 V, żyły: Cu, izolacja: PVC, ekranowanie: folia Al/PET, zastosowanie: transmisja sygnałów
napięcie: 300/500 V, żyły: Cu, izolacja: PVC, do instalacji wewnętrznych
Prowadniki kablowe, nazywane też e-prowadnikami to mechaniczne elementy służące do prowadzenia i ochrony przewodów zasilania, transmisji danych, kabli sygnałowych, a także węży hydraulicznych i pneumatycznych w ruchomych częściach maszyn i urządzeń. Prowadniki kablowe umożliwiają bezpieczne i efektywne przemieszczanie się kabli, zapobiegając ich splątaniu, ścieraniu, uszkodzeniom mechanicznym oraz redukują naprężenia, które mogą powstać podczas ruchu roboczego maszyny czy ramienia robota. Decydującym czynnikiem związanym z prowadnikami przewodów jest współpraca komponentów poruszających się względem siebie. Obejmują one przewody, węże, elementy podziału we wnętrznego, urządzenia do mocowania przewodów i rynny prowadzące.


Najbardziej popularnym typem prowadnika kablowego są prowadniki otwarte, złożone z modułowych segmentów tworzących otwartą konstrukcję. Prowadniki te są często stosowane w aplikacjach, gdzie wymagany jest łatwy dostęp do kabli, takich jak maszyny CNC, roboty przemysłowe, suwnice czy systemy transportowe. Pozwalają na szybkie prowadzenie i wymianę kabli. Prowadniki zamknięte charakteryzują się w pełni zamkniętą
nimalizować r yzyko iskrzenia i zapewniać bezpieczeństwo w ekstremalnych warunkach. Kable te muszą spełniać normy ATEX lub IECEx.
Większość kabli stosowanych w automatyce ma numerowane lub kolorowe żyły Występują w wykonaniu z pojedynczym lub podwójnym ekranem, dzięki czemu spełniają wymagania kompatybilności elektromagnetycznej i chronią przed zakłóceniami i interferencjami elektromagnetycznymi EMI. Mają zastosowanie w obwodach sterowania, obwodach pomiarowych oraz sygnalizacji.
Przesyłanie danych
Do niedawna budowanie sieci przemysłowych i układanie okablowania dla automatyki przemysłowej nie było zadaniem zbyt skomplikowanym, co wynikało z faktu, że w sieciach przesyłane były tylko niewielkie ilości danych. Oznacza to, że stosowane przewody nie musiały charakteryzować się dużą
strukturą, która zapewnia dodatkową ochronę kabli przed zewnętrznymi czynnikami, takimi jak pył, woda czy chemikalia. Są stosowane w środowiskach, gdzie kable narażone są na agresywne warunki pracy, np w przemyśle ciężkim, chemicznym, spożywczym oraz w aplikacjach związanych z prowadzeniem kabli na zewnątrz budynków, np w kopalniach odkr ywkowych, czy maszynach budowlanych.
Prowadnik kablowy składa się z szeregu powtarzalnych segmentów lub ogniw, które łączą się ze sobą, tworząc elastyczny łańcuch. Każdy segment prowadnika ma konstrukcję ramową z otworami, przez które prowadzone są kable. Ważnym elementem budowy prowadnika są przegrody we wnętrzne, które oddzielają poszczególne kable, zapobiegając ich splątaniu oraz gwarantując równomierne rozłożenie obciążenia. Kluczowym elementem prowadnika kablowego są jego łączniki i zawiasy, które umożliwiają elastyczny ruch całego łańcucha w jednym lub kilku kierunkach, zależnie od konstrukcji. Segmenty są zazwyczaj wykonane z wytrzymałych materiałów, takich jak poliamid, wzmocniony włóknem szklanym, zapewniając dobrą odporność na ścieranie, chemikalia i zmiany temperatury.
przepustowością. Tutaj niezwykle istotne jest odpowiednie dobranie przewodu, który zapewni wystarczająco dużą szybkość transmisji i odporność na mogące występować zakłócenia elektromagnetyczne. Przewody do powszechnie stosowanych w systemach automatyki szeregowych interfejsów RS-232, RS-422 i RS-485 muszą charakteryzować się odpowiednią tłumiennością oraz pojemnością.
Co ważne, odpowiednich przewodów wymagają też magistrale systemowe typu BUS, stosowane standardowo do szeregowej i równoległej pakietowej transmisji danych. Najczęściej wykorzystuje się tutaj skrętkę dwużyłową. Warto wspomnieć, że magistrale typu BUS służą obecnie przede wszystkim do zarządzania procesami przemysłowymi, są również wykorzystywane w przemyśle samochodowym (np I2C). Różnice między sieciami BUS i tradycyjnymi systemami sterowania najlepiej obrazują przewody elektryczne wykorzy-
stywane do ich budowy W starszych, analogowych instalacjach automatyki i systemach sterowania stosowane były grube, trudne w prowadzeniu wielożyłowe kable o przekroju żył od 0,5 mm² do 1,5 mm². We współczesnych, cyfrowych instalacjach automatyki używane są przewody o przekrojach żył od 0,25 mm² do 0,5 mm². Dzięki temu znacznie łatwiej je prowadzić i układać w korytkach i trasach kablowych.
Obecnie okablowanie dla systemów automatyki obejmuje kable sterownicze, kable do przesyłu danych, w tym zgodne z protokołami Ethernet, Profinet czy Profibus, przewody bezhalogenowe, światłowody, kable telekomunikacyjne, kable płaskie oraz kable odporne na temperaturę. Przesyłane w sieciach przemysłowych dane są coraz bardziej złożone i wymagają szerszego pasma przenoszenia, niezbędnego do tego, aby transmitować różne typy cyfrowych informacji. Przemysłowe sieci systemów automatyki
Zwykle przemysłowy kabel Ethernet składa się z dwóch lub czterech par przewodów otoczonych, w odróżnieniu od standardowych kabli teleinformatycznych UTP kat. 5e i kat. 6, metalowym ekranem. Przewody te zabezpieczone są dodatkowo otuliną termoaktywną. Przewody Ethernet pozwalają na osiąganie krótkich czasów reakcji na zdarzenia, gwarantując jednocześnie możliwość łączenia ze sobą dużej liczby urządzeń oddalonych znacznie od siebie, lub nawet w innych lokalizacjach. Są wykonane z materiałów o podwyższonej elastyczności, odpornych na zginanie, skręcanie i negatywny wpływ środowiska. Dzięki temu system automatyki charakteryzuje się większym poziomem bezpieczeństwa i wyższą niezawodnością. W przewodach tych może być również prowadzone zasilanie (PoE – Power over Ethernet)
Sieci Ethernet odporne są na zakłócenia EMI i RFI, które mogą znacząco wpływać na efektywność pracy maszyn. Co ważne, be z problemu do tworzenia sieci można też wykorzystać standardową infrastrukturę i sprzęt IT, taki jak routery, przełączniki, koncentratory, dzięki czemu zmniejszyć można koszty instalacji, wszędzie tam gdzie nie ma specjalnych wymagań co do stosowania infrastruktury typowo przemysłowej. Nie bez znaczenia
jest również fakt, że przemysłowe kable Ethernet pozwalają na stworzenie architektury P2P stanowiącej rodzaj sieci, w której następuje bezpośrednia wymiana informacji między urządzeniami bez konieczności przesyłania ich przez główne urządzenie kontrolujące.
Materiały na kable i przewody
Materiały używane do produkcji kabli i przewodów podzielić można na pięć głównych grup Są to odpowiednio materiały:
• przewodzące
• izolacyjne
• osłonowe
• ekranujące
• wzmacniające. W materiałach prz ewodzących ze względu na właściwości elektryczne najczęściej stosuje się miedź i aluminium. Miedź charakteryzuje się dużą przewodnością elektryczną (58 MS/m), małą rezystancją i dobrą wytrzymałością mechaniczną. Aluminium ma co prawda niższą przewodność (36 MS/m), ale jest lżejsze i tańsze, co sprawia, że jest stosowane tam, gdzie masa przewodu jest kluczowym czynnikiem, np w liniach przesyłowych wysokiego napięcia lub gdzie kluczowym czynnikiem są koszty instalacji. Do przesyłu sygnału o dużych częstotliwościach stosuje się kable wyprodukowane z tzw. miedzi beztlenowej. Miedź beztlenowa, nazywana też miedzią OFC (Oxygen-Free Copper) charakteryzuje się wyjątkowo wysoką czystością oraz minimalną zawartością tlenu, zwykle poniżej 0,001 %. Proces
W ostatnich latach największy udział w rynku kabli ognioodpornych miały przewody XLPE. Stanowiły one ponad 41 % r ynku. Rośnie też popyt na materiały klasy LSZH. Do produkcji izolacji i powłok kabli ognioodpornych są wykorzystywane materiały bezhalogenowe, ograniczające rozprzestrzenianie płomienia, emisje gazów korozyjnych i gęstości dymów podczas spalania. W zależności od typu konstrukcji, stosowane mogą być np specjalne typy izolacji, jak izolacja silikonowa, która pod wpływem temperatury ceramizuje, tworząc na żyle dodatkową warstwę ochronną.
wodorotlenek magnezu) w połączeniu ze specjalnymi dodatkami tworzą warstwowe nanokompozyty, które w praktyce procesu spalania opóźniają początek degradacji powłoki kabla oraz redukują uwalnianie ciepła. Stworzenie nieprzenikalnej bariery ogniowej w postaci warstwy mikropowierzchniowej lub przypominającej strukturę ceramiczną zapewnia proces chemiczny uruchamiany przez kontakt z ogniem w wysokiej temperaturze. Sam poziom ceramizacji może być regulowany składem samej formuły, ale nie bez znaczenia pozostaje także sam proces produkcji mieszanek z wykorzystaniem odpowiednio dobranych wytłaczarek i parametrów procesu zapewniających optymalne warunki dyspersji składników. Źródło: TELE-Fonika Kable w coraz większym stopniu przypominają sieci IT i systemy telekomunikacyjne. Również stosowane w obu grupach rozwiązań przewody zaczynają się ujednolicać, a spinającym je ogniwem jest standard Ethernet.
Wykorzystywane są również innowacyjne materiały powłokowe. Mieszanki bezhalogenowych uniepalniaczy, tj. ATH (Aluminium Hydroxide, wodorotlenek glinu) i MDH (Magnesium Hydroxide,
produkcji miedzi beztlenowej polega na wytapianiu i odlewie miedzi w atmosferze ochronnej, która zapobiega wchłanianiu tlenu. Dzięki temu uzyskuje się wyższą przewodność elektryczną i lepsze właściwości mechaniczne w porównaniu do standardowej miedzi elektrolitycznej.
Miedź beztlenowa jest wykorzystywana przede wszystkim w kablach, gdzie kluczowe znaczenie ma maksymalna jakość przesyłanego sygnału oraz minimalizacja strat energetycznych. W przemyśle używana jest w wysokiej jakości kablach do transmisji danych oraz tam, gdzie wymagane są szczególnie wysokie parametry przewodności, m.in. w aparaturze pomiarowej, gdzie konieczne jest zminimalizowanie wszelkich strat sygnału oraz wyeliminowanie interferencji.
Izolacja przewodów i kabli pełni kluczową rolę w zapewnieniu be zpieczeństwa elektrycznego i ochrony przed uszkodzeniami mechanicznymi. Jak wspomniano, do produkcji izolacji najczęściej stosuje się tworzywa sztuczne, takie jak polichlorek winylu (PVC), polietylen (PE), polipropylen (PP) oraz różne formy gumy, w tym gumę silikonową. Najczęściej wykorzystywanym na izolacje tworzywem jest PVC, ze względu na swoje właściwości ognioodporne i odporność na substancje chemiczne, ale jego zastosowanie jest ograniczone przez relatywnie niską temperaturę pracy. Polietylen i polipropylen charakteryzują się lepszymi właściwościami termicznymi i elektrycznymi, co sprawia, że są stosowane w bardziej wymaga-

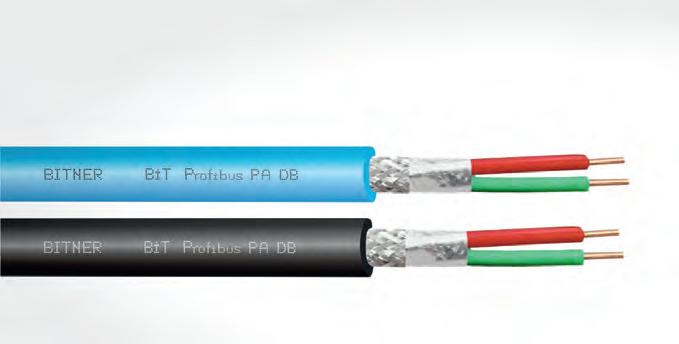
jących aplikacjach. Z kolei guma silikonowa jest używana w aplikacjach wymagających wysokiej elastyczności i odporności na skrajną temperaturę. Osłony kabli i przewodów są zaprojektowane pod kątem ochrony przed uszkodzeniami mechanicznymi, wpływem środowiska oraz zakłóceniami elektromagnetycznymi. Do produkcji osłon najczęściej stosuje się polimery, takie jak PVC, polietylen o wysokiej gęstości (HDPE), poliuretan (PUR) oraz materiały metalowe, takie jak stal lub aluminium. Również i tu najczęściej używanym tworzywem jest PVC, głównie ze względu na swoją odporność na korozję, promieniowanie UV oraz substancje chemiczne. HDPE i PUR charakteryzują się wyższą odpornością na ścieranie i działanie agresywnych chemikaliów, co sprawia, że są preferowane w trudnych warunkach przemysłowych. Osłony metalowe, takie jak stalowe lub aluminiowe oploty, są stosowane w aplikacjach wymagających zwiększonej ochrony mechanicznej oraz ekranowania przed zakłóceniami elektromagnetycznymi. Ekrany stosowane są wszędzie tam, gdzie niezbędna jest ochrona przed zakłóceniami elektromagnetycznymi, które mogą wpływać na działanie urządzeń elektronicznych. W tym celu stosuje się głównie materiały metalowe, takie jak folia aluminiowa, oplot miedziany lub stalowy, oraz różne rodzaje materiałów kompozytowych. Folia aluminiowa jest lekka i elastyczna, co pozwala na łatwe stosowanie jej w przewodach o małej średnicy.
Oplot miedziany zapewnia wysoką skuteczność ekranowania i jest stosowany w przewodach sygnałowych oraz w kablach do transmisji danych. Stalowy oplot jest wykorzystywany w aplikacjach, gdzie konieczna jest dodatkowa ochrona mechaniczna oraz ekranowanie przed silnymi polami elektromagnetycznymi.
W niektórych k ablach, zwłaszcza tych przeznaczonych do użytku w trudnych warunkach, stosuje się dodatkowe materiały wzmacniające, które zwiększają wytrzymałość mechaniczną i odporność na uszkodzenia. Do tego celu wykorzystuje się stalowe linki, włókna aramidowe (np Kevlar) oraz oploty z materiałów syntetycznych. Stalowe linki są stosowane w kablach, które muszą wytrzymywać duże obciążenia mechaniczne, takie jak te używane w liniach przesyłowych czy w górnictwie. Włókna aramidowe dzięki wysokiej wytrzymałości na rozciąganie stosowane są w kablach światłowodowych i innych kablach, gdzie wymagana jest niska masa przy jednoczesnym zachowaniu dużej wytrzymałości. Oploty z materiałów syntetycznych, takich jak nylon czy poliester, zapewniają dodatkową ochronę mechaniczną, zwiększając odporność na przetarcia i uszkodzenia mechaniczne.
Diagnostyka i konserwacja kabli przemysłowych
Każda instalacja elektryczna wymaga regularnych przeglądów, nadzoru i monitorowania stanu kabli. Regularne
przeglądy obejmują przede wszystkim testy elektryczne oraz inspekcje wizualne, które pozwalają na ocenę stanu technicznego kabli i identyfikację obszarów wymagających interwencji. Wśród najczęściej stosowanych metod wymienić należy testy rezystancji izolacji, testy napięciowe oraz analizę współczynnika strat dielektrycznych. Testy rezystancji izolacji polegają na pomiarze oporu izolacji między przewodami a ziemią, co pozwala na ocenę jakości izolacji i wykrycie e wentualnych uszkodzeń. Testy napięciowe, zarówno prądem stałym, jak i zmiennym, przeprowadza się w celu sprawdzenia wytrzymałości dielektrycznej izolacji oraz odporności kabli na przebicia. Analiza współczynnika strat dielektrycznych umożliwia ocenę starzenia się izolacji i wykrywanie mikrouszkodzeń, które mogą prowadzić do awarii.
Kontrola wzrokowa stanowi najprostszą formę testów elektrycznych, obejmującą kompleksową ocenę systemów i komponentów elektrycznych bez fizycznego kontaktu. Często stanowi ona początkowy etap każdego procesu testowania i jest skuteczna w wykrywaniu oczywistych problemów, takich jak luźne połączenia, widoczne uszkodzenia lub oznaki przegrzania. Inspekcja wizualna jest jednak ograniczona do identyfikacji widocznych usterek i może być nieskuteczna w wykrywaniu ukr ytych problemów, mimo że dostarcza cennych informacji.
Pewną odmianą inspekcji wizualnej są techniki termowizyjne. Metoda ta polega na monitorowaniu temperatury powierzchni kabli za pomocą kamer termowizyjnych, co umożliwia wykrycie anomalii termicznych, takich jak przegrzewanie się przewodów, które może wskazywać na przeciążenie, uszkodzenia mechaniczne lub degradację izolacji.
Istotnym elementem diagnostyki przewodów i kabli są tzw. testy ciągłości okablowania. Pozwalają one określić czy obwód elektryczny jest zamknięty i nieprzerwany. Podczas pomiaru rezystancji do obwodu wprowadzany jest niewielki prąd elektryczny. Niski pomiar rezystancji wskazuje,
że obwód jest sprawny i nieprzerwany, natomiast wysoki odczyt oznacza obwód otwarty. Podczas elektrycznej kontroli przewodów i kabli nie można też zapomnieć o pomiarze poziomów napięcia w obwodzie. Pomiar ten jest niezbędny do określenia czy napięcia i natężenia prądów mieszczą się w dopuszczalnym zakresie. Testowanie napięcia pomaga zidentyfikować przepięcia lub zbyt niskie napięcia, które mogą potencjalnie uszkodzić sprzęt lub stanowić zagrożenie dla bezpieczeństwa.
Warto też wspomnieć o pomiarze wyładowań niezupełnych PD (Partial Discharge). Wykonywane są w sytuacji, gdy zachodzi konieczność wykrycia mikroskopijnych defektów w izolacji kabla, zanim przekształcą się w poważne uszkodzenia. Wyładowania niezupełne to niewielkie, lokalne wyładowania elektryczne, które mogą występować w obszarach o osłabionej izolacji, takich jak pęknięcia, por y czy zanieczyszczenia. Monitorowanie
i analiza wyładowań niezupełnych pozwala na wczesne wykrycie degradacji izolacji, co umożliwia podjęcie odpowiednich działań konserwacyjnych przed wystąpieniem awarii. W przypadku wykrycia uszkodzeń, konieczne jest przeprowadzenie odpowiednich działań naprawczych. W zależności od rodzaju uszkodzenia, metody naprawcze mogą obejmować naprawę izolacji, wymianę uszkodzonych odcinków kabla i złączy kablowych. Naprawa izolacji polega na nałożeniu nowych warstw izolacyjnych na uszkodzone obszary, co przywraca kabel do pełnej funkcjonalności. W praktyce przemysłowej, najczęściej jednak wymienia się całe uszkodzone odcinki kabla, co jest dużo wygodniejsze i znacznie szybsze. Wymiana kabli, mimo że sam kabel może być znacznie droższy niż naprawa jego izolacji, jest zazwyczaj też w końcowym rozrachunku znacznie tańsza, gdyż minimalizuje czas przestoju maszyny bądź całego zakładu produkcyjnego.
Przyszłość kablowej technologii
Ekologiczne materiały Na koniec zastanówmy się z jakimi nowymi materiałami i technologiami kablowymi będziemy mieli do czynienia w najbliższej przyszłości. Przede wszystkim widoczny jest trend stosowania dużo bardziej ekologicznych ma teriałów iz olacyjnych. Iz olacje halogenowe, takie jak te wykonane z polichlorku winylu, czyli polwinitu, a które to zawierają chlor czy fluor, mogą w razie ich stopienia czy pożaru powodować emisję toksycznych i żrących gazów oraz gęstego dymu. Izolacje te zastępowane są rozwiązaniami bezhalogenowymi LSZH (Low Smoke Zero Halogen).
Do największych zalet LSZH należy brak wydzielania się korozyjnych i toksycznych gazów p ożarowych oraz mniejsza ilość dymu w razie ich zapalenia się. Izolacje bezhalogenowe są również na tyle odporne, że zapewniają utrzymanie podstawowych




● Przewody do robotów bezpośrednio z magazynu
● Od 1 metra, bez kosztów cięcia
● Przetestowane w największym w branży laboratorium
● Sprzedawane na metry lub jako gotowe do podłączenia przewody konfekcjonowane
● Kalkulator żywotności online
● 4 lata gwarancji
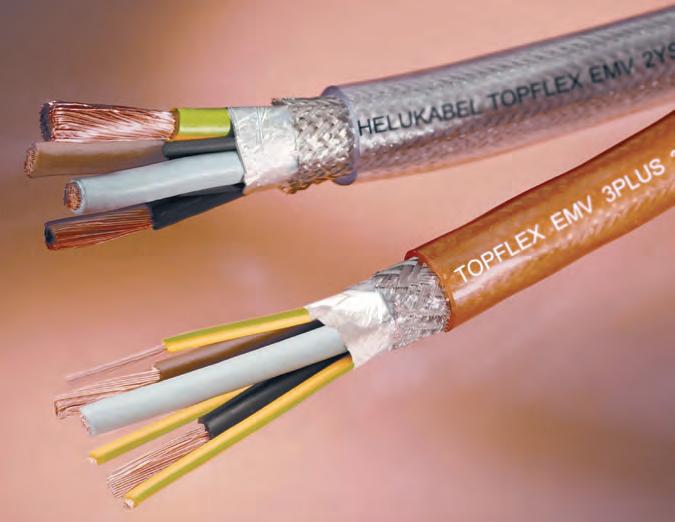
funkcji okablowania przez dłuższy czas, dzięki czemu nadają się one do zasilania systemów bezpieczeństwa. Dodatkowo, kable o obniżonej emisji dymu i niskiej zawartości halogenów są coraz częściej stosowane w miejscach o dużym zagrożeniu pożarowym, co zwiększa bezpieczeństwo instalacji i ogranicza negatywny wpływ na środowisko w przypadku awarii.
Zmiany dotyczące technologii kablowych skupiają się również na zastępowaniu dotychczasowych plastyfikatorów, plastyfikatorami, które nie zawierają ftalanów. Obecnie prowadzone są badania nad polimerami wysokotemperaturowymi, które mogą wytrzymywać ekstremalne warunki pracy, tj. wysoką temperaturę, agresywne środowisko chemiczne czy promieniowanie UV Materiały te będą szczególnie ważne tam, gdzie standardowe izolacje mogą zawodzić, np w przemyśle chemicznym, energetyce jądrowej czy przemyśle motoryzacyjnym. Dodatkowo, nowe materiały mogą również oferować lepsze właściwości termiczne i mechaniczne, co poprawi efektywność energetyczną kabli.
Przełomowym rozwiązaniem mogą okazać się nadprzewodniki wysokotemperaturowe. W przeciwieństwie do tradycyjnych przewodów miedzianych lub aluminiowych kable HTS (High Temperature Superconductor) charakteryzują się zerowym oporem,
dzięki czemu mogą one przenosić bezstratnie dużą moc na duże odległości.
Modularne systemy kablowe Modularne systemy kablowe umożliwiają elastyczną konfigurację i szybkie dostosowanie instalacji do zmieniających się potrzeb produkcyjnych. Modularność pozwala na łatwe dodawanie lub wymianę segmentów kabli bez konieczności przerywania pracy całego systemu. Takie rozwiązania są szczególnie korzystne w środowiskach przemysłowych, gdzie wymagane są częste zmiany układów maszyn i urządzeń. Modularne kable mogą również integrować różne funkcje, takie jak zasilanie, transmisja danych i sterowanie, co zmniejsza złożoność instalacji i koszty konserwacji.
Z kolei technologia samonaprawiających się kabli to innowacyjne podejście, które może znacząco przedłużyć żywotność instalacji przemysłowych. Kable te są wykonane z materiałów, które w odpowiedzi na uszkodzenia mechaniczne lub mikropęknięcia mogą samoczynnie się regenerować. Przykładem mogą być polimer y z pamięcią kształtu lub materiały kompozytowe, rekonstruujące swoją strukturę na poziomie molekularnym w razie uszkodzenia. Ta technologia nie tylko zmniejsza potrzebę częstych interwencji serwisowych, ale także ogranicza r yzyko poważnych awarii, które mogłyby wyniknąć z niezauważonych uszkodzeń kabli.
Inteligentne kable przemysłowe
Oddzielnym zagadnieniem są inteligentne kable przemysłowe, sprzężone z infrastrukturą Przemysłowego Internetu Rzeczy. Wyposażone w czujniki i systemy monitorowania są zdolne do ciągłego sprawdzania własnego stanu, w tym temperatury, wilgotności, wibracji oraz innych parametrów, co pozwala na wczesne wykr ywanie potencjalnych nieprawidłowości. Zintegrowane systemy komunikacyjne umożliwiają przekazywanie danych diagnostycznych w czasie rzeczywistym, dzięki czemu z wyprzedzeniem można podejmować odpowiednie działania konserwacyjne i zapobiegać awariom infrastruktury.
Nanotechnologia zwiększa odporność
Warto też zwrócić uwagę na nanotechnologie wykorzystywane w produkcji nowoczesnych kabli. Nanotechnologia pozwala bowiem tworzyć kable o dopasowanych do potrzeb właściwościach elektrycznych, mechanicznych i termicznych. Przykładem mogą być przewody wykonane z nanorurek węglowych, które charakteryzują się wysoką przewodnością oraz niewielką masą. Dzięki nanotechnologii możliwe jest również przygotowanie izolacji o zwiększonej odporności na przebicia, wyższej stabilności termicznej i zdolności do samooczyszczania. Materiały wzbogacone nanocząstkami mogą oferować lepszą ochronę przed zakłóceniami elektromagnetycznymi.
Nanotechnologia, nadprzewodnictwo, inteligentne kable i technologie samonaprawiające się to tylko niektóre z trendów, które będą miały ogromny wpływ na rozwój branży. W miarę jak przemysł staje się coraz bardziej zautomatyzowany i cyfrowy, rośnie zapotrzebowanie na zaawansowane rozwiązania kablowe, które sprostają wyzwaniom przyszłości. Wprowadzenie tych nowatorskich technologii nie tylko poprawi niezawodność i efektywność energetyczną, ale także przyczyni się do zrównoważonego rozwoju całego sektora.
dr inż. Marcin Bieńkowski AUTOMATYKA
Przewody stosowane w pomiarach temperatury stanowią osobną, wydzieloną grupę przewodów elektrycznych, wobec których zdefiniowane są specyficzne wymagania.
Termoelektryczne (termoparowe) czujniki temperatury powinny być łączone z urządzeniem pomiarowym przewodem właściwym dla typu termopary. Pomocne w tym jest stosowanie oznakowania kolorami, odpowiednio dla ich żył oraz koloru izolacji zewnętrznej przewodu. Takie normy, jak IEC 60584, DIN czy ANSI systematyzują kwestię oznaczania i identyfikacji. Przewody stosowane do połączenia z termoparami często wykonywane są w izolacji z materiałów wytrzymałych na wysokie temperatury, począwszy od PVC (+105 °C), silikonu (+180 °C)
przez szereg pochodnych teflonu (FEP +205 °C, PFA +260 °C), włókien szklanych (+400 °C) czy włókien ceramicznych (do +1000 °C).
Przewody przeznaczone do czujników nie są poddawane dużym obciążeniom prądowym ani napięciowym. W przypadku czujników mamy do czynienia z sygnałami w zakresie mA czy mV/V. Przy wyborze przewodu należy kierować się innymi specyficznymi wymaganiami, takimi jak: odporność temperaturowa, wytrzymałość mechaniczna, elastyczność, odporność na wilgoć, agresywne media, zakłócenia elektromagnetyczne, wymiary zewnętrzne.
Przewody termoparowe
Żyły przewodu termoparowego wykonywane są z tego samego materiału co termoelement. Połączenie termopary z takim przewodem pozwala przede wszystkim na utrzymanie wysokiej dokładności pomiaru, nawet w wa-
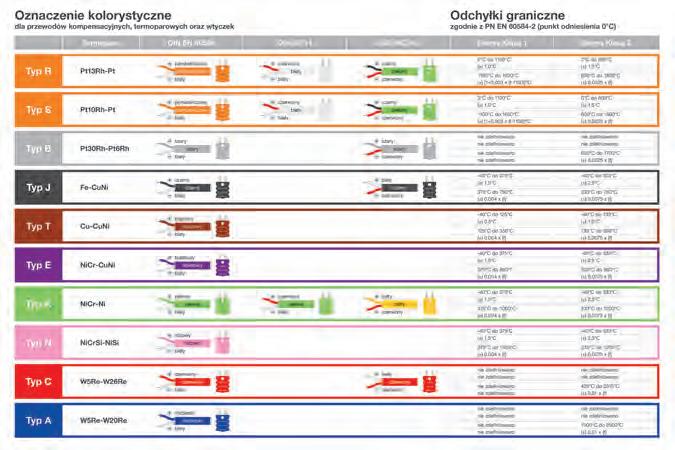
Przewody
runkach podwyższonej temperatury pracy takich przewodów. Ponadto normy lotnicze (np. AMS2750) czy motoryzacyjne (np. CQI-9) wprost wymagają zastosowania tego typu przewodów do łączenia termoelementów z metali nieszlachetnych. Na bazie przewodów termoparowych wykonywane są również kablowe czujniki temperatury, tzn. wykonane ze zintegrowanym przewodem.
Przewody kompensacyjne Żyły przewodu kompensacyjnego wykonywane są z materiałów zastępczych, innych niż dany typ termoelementu, które w określonym zakresie temperatury zachowują identyczne właściwości termoelektryczne co materiały termopar. Pozwala to na bardziej ekonomiczne, ale i efektywne połączenie termopar z miernikiem. Przewody kompensacyjne stosowane są również do podłączenia termopar szlachetnych, zawierających pierwiastki takie jak platyna czy rod (termopary typ S/ R/ B).
Firma Guenther Polska oferuje wiele wersji przewodów kompensacyjnych i termoparowych. Dzięki posiadaniu własnych magazynów i zaplecza produkcyjnego gwarantujemy nie tylko ciągłość produkcji, ale również możliwość dostaw przewodów w krótkim terminie, co jest nieocenione w przypadku nagłych potrzeb klientów.
Paweł Szafranek
Paulina Hiterska
GUENTHER POLSKA Sp. z o.o. tel. +48 71 352 70 70 ul. Wrocławska 27C 55-095 Długołęka www.guenther.com.pl

Podobnie jak chemikalia z rodziny PFAS, niektóre związki politetrafluoroetylenu – w skrócie PTFE – są określane jako „forever chemicals» („wieczne chemikalia») i są potencjalnie szkodliwe dla środowiska, ludzi i zwierząt. Dlatego Unia Europejska pracuje nad zakazem stosowania tych substancji. Dzięki oznaczeniu PFAS-free (wolne od PFAS), firma igus pokazuje, że oferowane przez nią przewody chainflex są wolne od tych substancji chemicznych i już teraz zapewniają klientom bezpieczeństwo operacyjne w pr zypadku wprowadzenia zakazu.
PFAS i PTFE – to brzmi bardzo chemicznie i abstrakcyjnie. W rzeczywistości jednak skróty te odnoszą się do związków chemicznych, które są wykorzystywane w wielu codziennych zastosowaniach. Politetrafluoroetylen (PTFE) jest lepiej znany pod nazwą teflon. Związki perfluoroalkilowe oraz polifluoroalkilowe (PFAS) można znaleźć w powlekanej odzieży, papierze do pieczenia, gaśnicach, kosmetykach do makijażu, ale także w wielu tworzywach sztucznych. Ponieważ PFAS w środowisku podlega długotrwałej degradacji, Unia Europejska dąży obecnie do ograniczenia lub nawet zakazu stosowania ponad 10 000 związków PFAS. Firmy przemysłowe chcą być gotowe na wprowadzenie zakazu we wczesnym etapie i dlatego coraz częściej wymagają, aby dostarczane do nich tworzywa sztuczne nie zawierały PFAS. Firma igus gwarantuje to już teraz, oznaczając swoje przewody chainflex jako PFAS-free.
95 % przewodów chainflex jest wolnych od PFAS
Specjalista od tworzyw sztucznych z siedzibą w Kolonii już teraz rezygnuje ze wspomnianych wcześniej chemikaliów w 95 % produkowanych przewodów, zapewniając klientom bezpieczeństwo planowania, nawet w przypadku wprowadzenia zakazu w całej Unii Europejskiej. Wszystkie przewody chainflex oznaczone jako PFAS-free są wykonane z takich materiałów, jak izolacja, płaszcz, taśmy itp., które są wolne od związków fluoru. Wyklucza to ewentualne zanieczyszczenia lub limity wartości pomiarowych, których nie można w pełni wykluczyć, np. z powodu wpływów wewnętrznych. Oznacza to, że igus spełnia międzynarodowe wymagania, ponieważ w niektórych krajach eksport PFAS został już ograniczony i podlega zgłoszeniu lub konieczności uzyskania zezwolenia. – Dzięki uszczelce PFAS-free oferuje-
my naszym klientom bezpieczeństwo oraz promujemy zrównoważony rozwój firmy igus, działając bez szkodliwych związków – wyjaśnia Maciej Ślęzak, Manager działu przewodów chainflex w firmie igus.
Ponad 1350 przewodów w asortymencie
Przewody chainflex zostały specjalnie opracowane do użytku w aplikacjach ruchomych i można je znaleźć w wielu systemach na całym świecie. Oprócz bezpiecznego zasilania w prowadniku kablowym, są one również stosowane w żurawiach, obrabiarkach i robotyce. Rozszerzony asortyment obejmuje aktualnie ponad 1350 przewodów stanowiących część szerokiej gamy rodzajów przewodów: firma igus oferuje przewody sterownicze, BUS-owe, do transmisji danych, silnikowe, światłowodowe i inne. Charakteryzują się one trwałością i wytrzymałością, co firma zawdzięcza m.in. własnemu laboratorium testowemu. Na powierzchni 3800 m² w siedzibie firmy w Kolonii eksperci igus przeprowadzają ponad dwa miliardy cykli testowych rocz-

firmy igus: Maciej
nie. Doświadczenie zdobyte podczas testów jest również powodem, dla którego ponad 10 lat temu firma zdecydowała się zaoferować 36-miesięczną gwarancję na przewody chainflex. Bazując na pozytywnych doświadczeniach, igus wydłużył okres gwarancji w ubiegłym roku z trzech do czterech lat. – W ten sposób zwiększamy również niezawodność planowania
i działania przy zakupie naszych przewodów, nawet pomijając kwestię PFAS – wyjaśnia Maciej Ślęzak.
IGUS Sp. z o.o. ul. Działkowa 121C, 02-234 Warszawa tel. 22 863 57 70 e-mail: info-pl@igus.net www.igus.pl

Dekarbonizacja postępuje pełną parą. Coraz więcej obszarów podlega elektryfikacji zgodnie z k oncepcją Społeczeństwa Całkowicie Elektrycznego, a różne sektory są w znaczący sposób ze sobą powiązane. Firma HARTING odpowiada na t e trendy, wprowadzając do oferty pierwsze elementy złączy o obniżonej emisji CO2
Synergie łączenia sektorów i związany z nimi wzrost wydajności to tylko jeden z kluczy do osiągnięcia neutralności klimatycznej. Firmy produkcyjne są zobowiązane do kr ytycznej oceny części składowych swoich produktów.
Ekologicznie odpowiedzialni
Grupa Technologiczna HARTING również wywiązuje się z odpowiedzialności ekologicznej w obszarze śladu węglowego swoich złączy. Na tegorocznych targach Hannover Messe odbyła się premiera HARTING GreenLine, rodziny produktowej obejmującej pierwsze wkładki stykowe złączy o niskiej emisji CO₂ z serii Han E o wielkościach od 6B do 24B.
Wkładki złącza z certyfikatem ISCC+
W poprzednim procesie produkcji wkładek do złączy przemysłowych Han wykorzystywano surowce mineralne. Zastosowanie nowych biotworzyw umożliwiło zmniejszenie śladu CO₂. Nowy biopolimer produkowany jest zgodnie z koncepcją „bilansu masy”,
z wykorzystaniem surowców odnawialnych, a nie czysto kopalnych. Ten biopolimer spełnia wymagania w zakresie międzynarodowej certyfikacji zrównoważonego rozwoju oraz emisji dwutlenku węgla (ISCC+) i zapewnia znaczną redukcję emisji CO₂ o ponad 70 % (w oparciu o certyfikowany poliwęglan pochodzenia biologicznego). W rezultacie klienci decydujący się na złącza HARTING GreenLine czerpią korzyści z pozytywnego wpływu na równowagę środowiskową, jaki mają ich procesy produkcyjne urządzeń, maszyny i systemy. Certyfikat ISCC+ zapewnia pełną identyfikowalność materiałów w całym łańcuchu dostaw. W ten sposób klienci zmniejszają swój ślad węglowy.
Cyfrowy paszport produktu
Cyfrowy paszport produktu wprowadzony w firmie HARTING w 2023 r. zapewnia wygodny dostęp do podglądu śladu węglowego produktu (PCF). Paszport produktu można „wywołać” za pomocą kodu QR umieszczonego na obudowie lub na wkładce złącza. Paszport zawiera wszystkie istotne in-
formacje o producencie, powłoce administracyjnej (AAS) i śladzie węglowym (PCF). Produkty nowej linii HARTING GreenLine są oznaczone logo ISCC+.
O firmie
Grupa Technologiczna HARTING jest światowym liderem dostarczającym przemysłowe rozwiązania łączeniowe dla trzech kluczowych arterii przemysłowych: danych, sygnałów i zasilania. Łączy 14 zakładów produkcyjnych i 43 oddziały na całym świecie. Firma wytwarza również kasy elektroniczne do użytku sklepowego, aktuatory elektromagnetyczne do produkcji seryjnej w motoryzacji i przemyśle, technologii ładowania i przewodów do pojazdów elektrycznych oraz sprzęt i oprogramowanie dla klientów i do zastosowań w sektorach automatyki, robotyki i transportu.
HARTING Polska Sp. z o.o. ul. Duńska 11, 54-427 Wrocław tel. 71 352 81 71 e-mail: pl@harting.com www.harting.com

Niezbędność przemysłowych sieci Ethernet do tworzenia sieci w transformacji energetycznej ma kluczowe znaczenie. Tylko konsekwentne rozszerzanie sieci danych na każdego odbiorcę energii umożliwi powstanie wydajnej i inteligentnej infrastruktury energetycznej. Ethernet, jako niezawodna i szeroko stosowana technologia transmisji danych, odgrywa kluczową rolę w integracji różnych źródeł energii i odbiorców w sieci elektroenergetycznej.
Transformacja energetyczna ma na celu odejście od paliw kopalnych na rzecz energii odnawialnych. Oznacza to zaprzestanie wykorzystywania paliw kopalnych w transporcie, rezygnację z ich spalania na potrzeby ogrzewania i ich zamianę na energię elektryczną w elektrowniach. Prowadzi to do zmiany źródeł energii, a w konsekwencji do decentralizacji wytwarzania energii. Farmy wiatrowe, elektrownie słoneczne i inne źródła odnawialne buduje się tam, gdzie jest to strategicznie korzystne i efektywne. W tym miejscu na scenę wkracza networking. Na wytwarzanie i zużycie energii należy patrzeć kompleksowo, co jest możliwe jedynie przez połączenie wszystkich sektorów Społeczeństwa Całkowicie Elektrycznego.
Zintegrowane sieci oparte na standardzie Ethernet pociągają za sobą wy-
korzystanie takiej łączności we wszystkich sektorach. Natomiast różne sektory mają bardzo rozbieżne wymagania, takie jak różne warunki środowiskowe i różne wymagania dotyczące topologii. W rezultacie powstaje szereg różnych złączy do znormalizowanej, a tym samym zintegrowanej komunikacji Ethernet, przy czym każde złącze jest doskonale dostosowane do wymagań odpowiednich sektorów. Tym właśnie zajmuje się HARTING Electronics.
Elektryczność
Tworzenie sieci umożliwia łączenie ze sobą odnawialnych źródeł energii w celu dzielenia się nadwyżkami energii i kompensowania tzw. wąskich gardeł. Znacząco poprawia to ogólną wydajność i niezawodność sieci elektroenergetycznej. Dodatkowo komunikacja przez Ethernet umożliwia monitorowanie i kontrolę wytwarzania energii w czasie rzeczywistym, pozwalając na optymalne dopasowanie do aktualnego zapotrzebowania i odejście od niepotrzebnie wysokich, a możliwych obciążeń szczytowych w kierunku dynamicznej, zorientowanej na zapotrzebowanie produkcji energii według bieżącego zużycia.
Konsumenci
Ethernet sprzyja także rozwojowi inteligentnych sieci. Wdrażając inteligentne technologie i systemy komunikacji, konsumenci będą mogli efektywniej zarządzać zużyciem energii i lepiej rozdzielać obciążenia. Zaowocuje to lepszą integracją pojazdów elektrycznych, domowych systemów magazynowania i innych energooszczędnych technologii. Wnio-
ski są takie, że znaczna część większych odbiorców energii elektrycznej, zarówno prywatnych, jak i komercyjnych, będzie mogła w przyszłości samodzielnie koordynować potrzebne im zużycie energii z dostawcami energii dzięki inteligentnym technologiom.
Sektor przemysłowy
Tworzenie sieci ma również kluczowe znaczenie dla powodzenia systemów zarządzania energią w przedsiębiorstwach przemysłowych. Rozwiązania oparte na technologii Ethernet umożliwiają kompleksowe monitorowanie i analizę zużycia energii w czasie rzeczywistym, co w efekcie prowadzi do lepszej efektywności energetycznej i niższych kosztów. Zapotrzebowanie na energię można rejestrować i przekazywać bardzo precyzyjnie, w zależności od pory dnia i bieżącej produkcji. Inteligentnie analizując dane przez dłuższe okresy czasu, algorytmy mogą przewidzieć popyt w określonych ramach. Jest to szczególnie istotne w przemyśle, który z udziałem 43 % odpowiada za największe jednorazowe zapotrzebowanie na energię elektryczną w Niemczech. Jeżeli w przyszłości sektor transportu będzie w coraz większym stopniu zasilany energią elektryczną, sektor ten stanie się również bardzo istotny dla precyzyjnej koordynacji popytu i produkcji.
HARTING Polska Sp. z o.o. ul. Duńska 11, 54-427 Wrocław tel. 71 352 81 71 e-mail: pl@harting.com www.harting.com




Elesa+Ganter jest międzynarodową spółką, oferującą najszerszy na rynku zakres standardowych elementów do maszyn i urzą dzeń przemysłowych. Dla firmy najwyższym priorytetem jest jakość, którą gwarantują wysoka niezawodność, perfekcyjna funkcjonalność oraz unikalne wzornictwo oferowanych produktów. Obecnie portfolio Elesa+Ganter zostało rozszerzone o nowe uchwyty i zawiasy.
Firma Elesa+Ganter wprowadziła do swojej oferty nowe uchwyty GN 939, które idealnie sprawdzą się w przypadku mocowania osłon stałych oraz zawiasy GN 938 do mocowania szklanych, bezramowych drzwi (rys. 1). Uchwyty GN 939 oraz zawias GN 938 są wykonane z odlewu cynku ZD, a ich powierzchnia jest pokryta żywicą epoksydową w dwóch kolorach:
• kolor czarny, RAL 9005, wykończony na mat SW,
• kolor srebrny, RAL 9006, wykończony na mat SR.
Uchwyty GN 939
Uchwyty GN 939 są wykorzystywane do mocowania osłon stałych z takich materiałów, jak szkło lub tworzywa sztuczne. Dzięki swojej budowie i unikalnemu designowi wpływają na estetykę maszyn lub konstrukcji, w których znalazły zastosowanie. Za pomocą
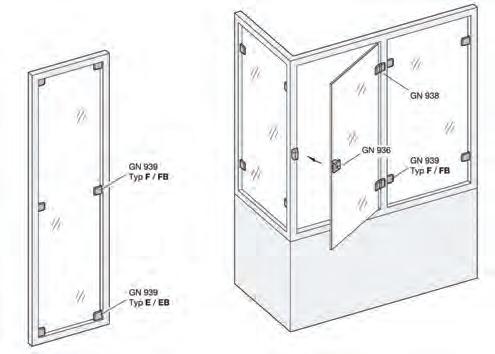
uchwytów GN 939, osłony są mocowane między dwoma wkładkami z gumy NBR (rys. 3.), dzięki czemu nie uszkadzamy powierzchni mocowanego materiału oraz uzyskujemy odpowiednio stabilny chwyt. Osłony możemy dodatkowo zblokować trzpieniem zabezpieczającym ze stali nierdzewnej AISI 304 (pokryty tworzywem sztucznym (PA)) lub płytą oporową ze stali nierdzewnej AISI 316L.
Uchwyty GN 939 występują w kilku wariantach:
• typ E: uchwyt narożny,
• typ EB: uchwyt narożny z trzpieniem zabezpieczającym,
• typ F: uchwyt prosty,
• typ FA: uchwyt prosty z płytką oporową,
• typ FB: uchwyt prosty z trzpieniem zabezpieczającym.
W przypadku montażu uchwytów GN 939 oraz zawiasów GN 938 na profi-


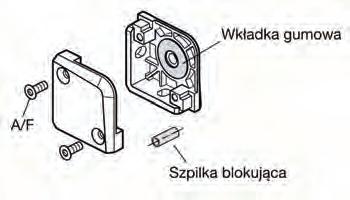
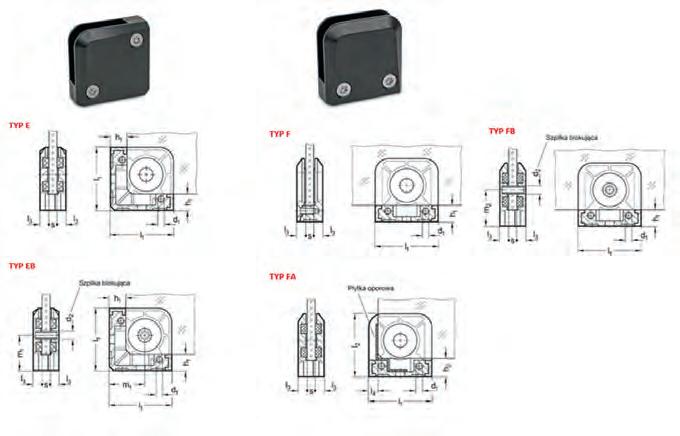


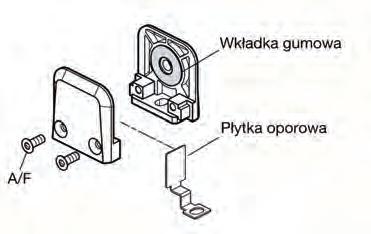
lach z rowkami teowymi 8 mm i 10 mm, możemy skorzystać z elementów pozycjonujących GN 938.1 (r ys. 5). Występują one jako dodatkowe akcesoria i służą do ustalania uchwytów oraz zawiasów w odpowiednich pozycjach. Dodatkowo uniemożliwiają obracanie się uchwytów, a także przeciwdziałają ewentualnym naprężeniom.
Zawiasy GN 938
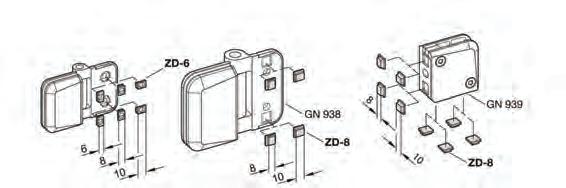
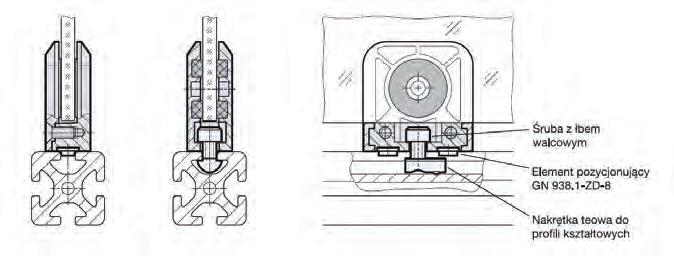
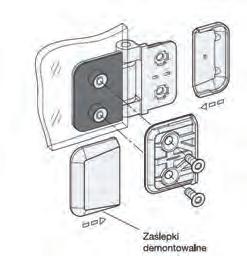

Zawiasy GN 938 służą do montażu paneli drzwiowych, wykonanych ze szkła lub tworzywa sztucznego. Dzięki swojej budowie łączą dwie funkcje: uchwytu do osłon oraz tradycyjnego zawiasu. Panele szklane/skrzydła drzwiowe montuje się między dwoma uszczelkami oraz tulejami dystansowymi, dzięki czemu uzyskujemy trwałe i pewne połączenie (rys. 7). Zawias wyposażony jest w zaślepki maskujące śruby, które są dostarczane niezmontowane. Po montażu zawiasu należy je wsunąć. Zaślepki automatycznie zblokują się na korpusie zawiasu.
Serię uchwytów GN 938 oraz zawiasów GN 939 z odlewu cynku uzupełnia zamek zatrzaskowy GN 936 (rys. 8).
Dzięki zastosowaniu tej serii uzyskujemy solidne połączenia mechaniczne osłon oraz drzwi. Firma Elesa+Ganter po raz kolejny zadbała o wysoką jakość i wzornictwo swoich produktów, co wpływa na ostateczny wygląd i estetykę maszyn lub urządzeń.
Informacje o pełnej ofercie produktowej można znaleźć na stronie elesa-ganter.pl.
ul. Słoneczna 42A, Stara Iwiczna 05-500 Piaseczno tel. 22 737 70 47
pomoc techniczna: tel. 885 020 800, fax 22 737 70 48 e-mail: egp@elesa-ganter.com.pl www.elesa-ganter.pl
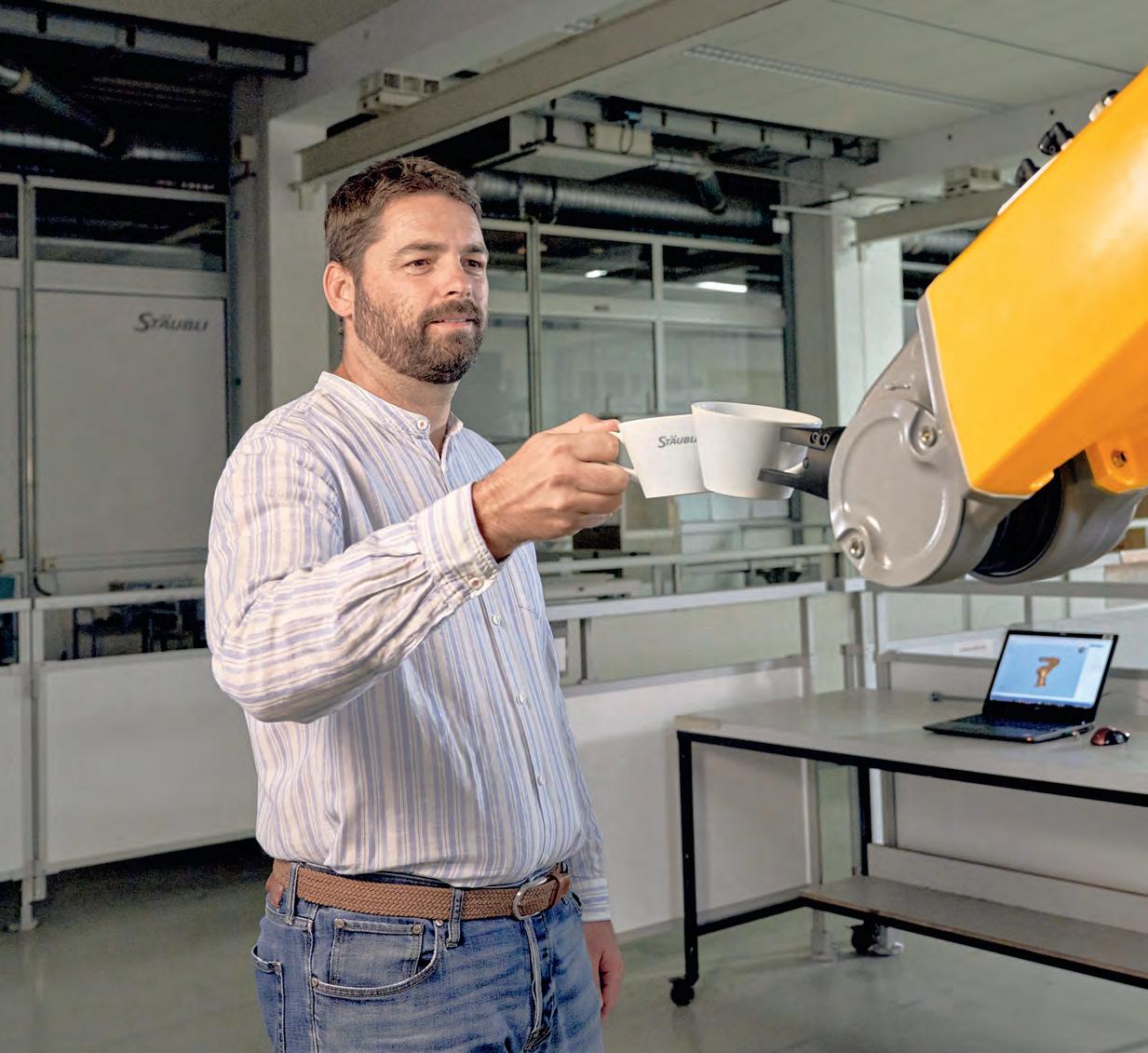
W artykule prezentujemy dalej problematykę związaną z metodami programowania robotów przemysłowych oraz konkretne przykłady ich zastosowania. Tę część cyklu artykułów poświęcono programowaniu robotów firmy Stäubli International A.G.
prof. dr hab. inż. Cezary Zieliński
Pierwsza część cyklu artykułów dotyczących metod programowania robotów przemysłowych zawierała podstawowe informacje na temat programowania on-line i off-line, układu sterowania robota przemysłowego oraz sposoby programowania robotów firmy Universal Robots. W kolejnej części cyklu przybliżono metody programowania robotów firmy ABB Ltd.
Roboty firmy
Stäubli International AG
Robot Stäubli może pracować w jednym z trzech trybów: ręcznym, lokalnym oraz zdalnym. Tryb ręczny sto-
sowany jest podczas uczenia robota oraz testowania jego programów. Tryb lokalny umożliwia autonomiczną pracę robota, a więc realizację zaprogramowanego zadania. W trybie zdalnym robot pracuje pod nadzorem oprogramowania załadowanego do sterownika, tak jak w trybie lokalnym, ale w odróżnieniu od tego drugiego oprogramowanie to uruchamiane jest z urządzenia zewnętrznego, a nie z panelu programowania MCP (Manual Control Panel). Ruch robota może być przerwany przez operatora w każdym z trybów za pomocą przycisku E-STOP (emergency stop) zamontowanego na panelu MCP.
Podstawy języka VAL3
Roboty Stäubli programowane są za pomocą języka VAL3. Oprogramowanie sterujące robotem, w dokumentacji zwane aplikacją, tworzy pakiet składający się z:
• zestawu programów zapisanych w języku VAL3,
• zbioru globalnych danych współdzielonych przez wszystkie te programy,
• zestawu wykorzystywanych bibliotek składających się z funkcji i procedur,
• typów danych użytkownika oraz
• stron wyświetlanych na panelu MCP tworzących interfejs użytkownika. Za pomocą panelu MCP można tworzyć wszystkie wymienione elementy pakietu. W tym celu stosuje się przyciski umieszczone na panelu przez wybieranie odpowiednich pól z menu wyświetlanego na ekranie zintegrowanym z tym panelem. Roboty przemysłowe działają w gniazdach roboczych, gdzie współpracują z innymi urządzeniami. Sterownik robota może pełnić rolę sterownika nadrzędnego dla całego gniazda. W pewnych sytuacjach sterownik musi współpracować z operatorem procesu. Do tego potrzebny jest odpowiedni interfejs z użytkownikiem. Programista może stworzyć taki interfejs opracowując własne strony, przeznaczone do wyświetlania na panelu programowania. W ten sposób operator systemu może się kontaktować z aplikacją w trakcie jej wykonania. Strony mogą zawierać tekst, elementy graficzne, widgety, suwaki, możliwość wyboru z menu, a także wprowadzanie wartości liczbowych w odpowiednie pola. Fragmenty strony mogą być powiększane na ekranie panelu. Strony zapisywane są w formacie HTML.
Typy i zmienne w VAL3 Programy wchodzące w skład oprogramowania robota Stäubli działają na danych typów prostych i złożonych. Te pierwsze to: bool (logiczne, czyli true/ false), num (liczby całkowite i rzeczywiste), string (ciągi znaków), dio (wejścia/ wyjścia binarne), aio (wejścia wyjścia numeryczne – cyfrowe lub analogowe) i sio (wejścia/wyjścia portów szerego-
wych bądź gniazd ethernetowych wykorzystujących protokoły UDP lub TCP/ IP). Zmienne typu dio, aio i sio muszą być skojarzone z odpowiednimi portami urządzeń.
Dane złożone konstruowane są z tych prostych. Między innymi są to predefiniowane typy danych: trsf (kartezjańska transformacja geometryczna), frame (kartezjański układ odniesienia), tool (narzędzie manipulatora), point (pozycja określająca położenie i orientację narzędzia wraz z konfiguracją ramienia – stanowi to odstępstwo od matematycznej definicji punktu), joint (pozycja złącz manipulatora), config (konfiguracja manipulatora: ustawienie barku, łokcia i nadgarstka) oraz mdesc (zestaw parametrów ruchu manipulatora).
Układy odniesienia (frame) tworzone są za pomocą instrukcji setFrame() przez podanie ich punktu początkowego O, punktu wskazującego dodatni kierunek osi X oraz punktu leżącego na płaszczyźnie OXY. Orientacja transformacji (trsf) wyrażana jest za pomocą kątów Eulera w konwencji XYZ (ruchomy układ odniesienia z obrotami kolejno wokół osi X, Y’ i Z’’).
Punkt (point) określany jest jako transformacja (trsf) uzupełniona o konfigurację (config) wskazującą, w jakiej konfiguracji powinno znajdować się ramię przy dojściu do tej pozycji. Dla tej samej transformacji rozwiązując odwrotne zagadnienie kinematyki dla manipulatora można uzyskać wiele rozwiązań, a więc wiele konfiguracji ramienia. Stąd podanie pożądanej konfiguracji wskazuje, które z rozwiązań należy przyjąć, jako właściwe. Dla różnych typów robotów Stäubli konfiguracje definiowane są w różny sposób. Wynika to z różnej struktury kinematycznej tych manipulatorów.
W skład definicji narzędzia (tool) wchodzi transformacja (trsf), zazwyczaj wyznaczana względem kołnierza końca manipulatora, wyjście aktywujące narzędzie (dio) oraz dwa czasy: otwierania i zamykania narzędzia. Narzędzie, domyślnie chwytak, otwierane jest za pomocą instrukcji open(), a zamykane za pomocą close(). Instrukcje te czekają na zakończenie ruchu manipulatora, by rozpocząć swe działanie.
Programista może tworzyć swoje typy danych korzystając z kontenerów. Podstawowym kontenerem jest element (ELEMENT), który przechowuje pojedynczą wartość prostą. Kontenerem złożonym jest tablica (ARRAY), której składowe tworzy się z pojedynczego typu prostego bądź złożonego. Dostęp do elementów tablicy odbywa się przez numeryczne indeksy. Tablice mogą mieć maksymalnie trzy wymiary. Drugim rodzajem kontenera jest kolekcja (COLLECTION) stanowiąca strukturę (rekord), której składowe mają własne nazwy i mogą być różnych typów. Do poszczególnych elementów kolekcji odwołuje się przez podanie nazwy danej składowej. Stworzenie kontenera ma tę zaletę, że kontener w całości może być przekazany jako parametr procedury, co ułatwia programowanie. Zmienne typów, zdefiniowanych przez użytkownika, w trakcie wykonania programu mogą zmieniać nie tylko wartości, ale również wymiary kontenera. Jeżeli zmienna strukturalna zawiera tablicę, to wymiar tej tablicy może ulegać zmianie. Do tego celu służą instrukcje: insert(), delete(), append() oraz resize(). Język VAL3 umożliwia budowanie dowolnie skomplikowanych wyrażeń z zastosowaniem standardowych operatorów, włączając w to działania na bitach zmiennych, oraz dysponuje olbrzymią liczbą funkcji, które operują na zmiennych różnych typów.
Programowanie ruchów robota
Sterowanie ruchem robota odbywa się za pomocą licznych instrukcji. Należy zacząć od włączenia zasilania – enablePower(). Na zakończenie pracy robota należy odłączyć zasilanie – instrukcja disablePower(). Istnieją instrukcje określające aktualny status robota. W szczególności instrukcja workingMode() wskazuje aktualny tryb pracy robota: manualny, testowy, lokalny czy zdalny. Jeżeli robot się nie porusza, to można go wprowadzić w tryb oszczędzający energię za pomocą instrukcji hibernateRobot(). Wyprowadza się go z tego stanu instrukcją wakeUpRobot(). Istnieją też instrukcje ustawiające i odczytujące ograniczenia narzucone na ruch poszczególnych złącz manipulatora.

Instrukcje ruchu języka VAL3 różnią się przestrzenią, w której zdefiniowany jest ruch, oraz rodzajem wykorzystywanej interpolacji. Ruch definiowany jest albo w przestrzeni złącz (joint space), często zwanej przestrzenią konfiguracyjną, albo w przestrzeni operacyjnej, w której określa się transformacje definiowane przez podanie gdzie znajduje się początek wybranego układu odniesienia oraz jaka jest jego orientacja. Podstawową instrukcją ruchu w przestrzeni konfiguracyjnej jest movej(), natomiast w przestrzeni operacyjnej są dwie takie instrukcje: movel() i movec(). Instrukcja movej() stosowana jest do przemieszczania ramienia do zadanego punktu docelowego określonego w przestrzeni konfiguracyjnej lub operacyjnej, natomiast interpolacja odbywa się w przestrzeni konfi-
guracyjnej. W tym przypadku zakłada się, że programista nie może dokładnie przewidzieć, jaka będzie ścieżka ruchu narzędzia, taki rodzaj ruchu nazywany jest: od punktu do punktu (point to point). W przypadku instrukcji movel() ruch początku kładu odniesienia związanego z narzędziem porusza się po ścieżce stanowiącej prostą w przestrzeni operacyjnej, natomiast orientacja narzędzia zmieniana jest dzięki liniowej zmianie kąta obrotu wokół wynikowej osi, powodując zmianę orientacji narzędzia od aktualnej do docelowej. Instrukcja movec() powoduje ruch po okręgu przechodzącym przez pozycję aktualną ramienia, pośrednią i końcową. W trakcie tego ruchu orientacja interpolowana jest podobnie, jak w przypadku ruchu movel(), przy czym wpierw zmieniana jest od aktualnej do
pośredniej, a następnie do końcowej. Jeżeli orientacja układu związanego z narzędziem w pozycji aktualnej, pośredniej i końcowej jest taka sama, to orientacja nie będzie się zmieniała w trakcie ruchu – zmieni się jedynie położenie początku układu. Ruchy wywoływane przez instrukcję movej() zazwyczaj wykorzystywane są z dala od przeszkód. Służy ona do globalnych przemieszczeń. Natomiast tam, gdzie wymagana jest ostrożność, czyli do wykonywania ruchów precyzyjnych, np. przy dochodzeniu i odchodzeniu od chwytanych przedmiotów, wykorzystuje się instrukcję movel(). Podstawowymi parametrami wymienionych instrukcji są docelowa pozycja, rodzaj stosowanego narzędzia oraz wskazanie, czy w pozycji docelowej ruch ma być zatrzymany czy nie. Jeże-

li nie, to określa się parametry łuku, po którym ma się przemieścić narzędzie przy przełączeniu z bieżącej na kolejna instrukcję ruchu, co odpowiada przejściu z aktualnego na następny segment ruchu. Oznacza to, że pozycja docelowa, znajdująca się na połączeniu segmentów ruchu, nie będzie osiągnięta precyzyjnie. Narzędzie przemknie w pobliżu bez zatrzymywania. W ten sposób trajektoria ruchu zostanie wygładzona, a sam ruch będzie szybszy. W przypadku sklejania segmentów ruchu wytwarzanych za pomocą instrukcji movej() łuk łączący wyznaczany jest w przestrzeni konfiguracyjnej, natomiast w przypadku instrukcji movel() oraz movec() w przestrzeni operacyjnej, więc w tych dwóch ostatnich przypadkach jego kształt jest bardziej przewidywalny. W trakcie realizacji instrukcji
movel() oraz movec() nie powinna zachodzić konieczność zmiany konfiguracji ramienia. W pobliżu osobliwości kinematycznej powinno się korzystać z instrukcji movej(). Ponieważ łączenie segmentów w trakcie ruchu wymaga antycypacji, jakie są kolejne fragmenty ścieżki, dochodzi do desynchronizacji wykonania programu i interpretacji sekwencji rozkazów programu robota. Aby przywrócić synchronizację, między instrukcjami ruchu należy wstawić instrukcję waitEndMove(), która wstrzymuje we wskazanym miejscu dalszą interpretację instrukcji programu. Ponieważ realizacja ruchu nie jest tożsama z realizacją instrukcji programu, sterownik tworzy kolejkę pozycji, do których narzędzie ma być przemieszczone – kolejka ta jest rodzajem listy przewidywanych punktów docelowych. Może zachodzić potrzeba wykasowania tej listy, gdy w otoczeniu robota zajdą nieoczekiwane zmiany, które uczynią antycypowaną ścieżkę ruchu niezdatną do przejścia. Wtedy można skorzystać z instrukcji z zestawu: resetMotion(), restartMove() i stopMove(), by uzyskać pożądany wynik.
Pozycje stanowiące argumenty instrukcji ruchu wyznaczają ścieżkę ruchu. Istotnym jest, jak narzędzie ma się zachowywać na tej ścieżce, czyli z jaką prędkością i jakim przyspieszeniem ma się odbywać ruch wzdłuż niej. Generalną zasadą jest ruch z maksymalnymi wartościami prędkości i przyspieszenia, natomiast programista może narzucać dodatkowe ograniczenia na te parametry. Po pierwsze, można narzucać ograniczenia na dopuszczalną prędkość i przyspieszenie złącz manipulatora. Mówiąc tu o przyspieszeniu mamy na myśli zarówno zwiększanie prędkości jak i jej zmniejszanie, a więc przyspieszenie ujemne. Po drugie, można ograniczać prędkość i przyspieszenie układu związanego z narzędziem. W tym przypadku ograniczenia dotyczą przestrzeni operacyjnej. W trakcie realizacji ruchu jego parametry mogą być monitorowane dzięki użyciu instrukcji getMoveId(), która określa pozycję na ścieżce, w której aktualnie znajduje się narzędzie. Można też sprawdzić, czy ruch się zakończył. Czyni się to za po-
mocą instrukcji isSettled(). Do sprawdzenia aktualnie zadanej prędkości służy getSpeed(), aktualnego uchybu złączowego getPositionErr(), aktualnie wytwarzanego momentu siły przez silnik getJointForce() – ten moment siły wyznaczany jest na podstawie prądu płynącego w uzwojeniach silników. Ponieważ zachowanie ramienia robota, traktowanego jako obiekt sterowania, zależy od tego, co zamontowano na jego końcu, a w szczególności, jeżeli jest to chwytak – od parametrów dynamicznych uchwyconego przedmiotu, to dobrą praktyką programistyczną jest poinformowanie sterownika, z czym będzie miał do czynienia. Służy do tego instrukcja setPayload(), która określa przyłączoną masę, pozycję jej środka względem układu odniesienia związanego z narzędziem oraz składowe macierzy inercji względem układu związanego ze środkiem masy. Układ sterowania korzysta z parametrów inercjalnych samego ramienia, zamontowanego narzędzia oraz dodatkowego obciążenia wywoływanego przez uchwycone przedmioty.
Prócz trajektorii realizowanych wzdłuż niezmiennych ścieżek, zdarza się że trasa ruchu powinna być zmodyfikowana wskutek wykrycia nieprzewidzianej przeszkody w otoczeniu robota. Sytuacje takie wykrywane są przez czujniki. W tym przypadku do modyfikacji ruchu służą instrukcje alterMovej(), alterMovel() oraz alterMovec(). Argumenty każdej z tych instrukcji określają ścieżkę nominalną, a instrukcja alter()określa tryb, w jakim dewiacja od nominalnej ścieżki ma się odbywać. Tryb modyfikacji trajektorii jest zdefiniowany za pomocą instrukcji alterBegin(), która zezwala na modyfikację trajektorii oraz alterEnd(), która odwołuje to zezwolenie. Parametrami instrukcji alterBegin() są: układ odniesienia, względem którego wyznaczana jest modyfikacja oraz ograniczenia, które mają uczynić ruch korygujący bezpiecznym. Instrukcja alter() określa transformację, definiującą sposób modyfikacji ścieżki względem układu odniesienia będącego parametrem instrukcji alterBegin(). Modyfikacja jest realizowana przez sterownik w każdym takcie jego pracy, a więc co 4 ms. In-
strukcje z modyfikacją ścieżki oraz te bez niej mogą być wymieszane w sekwencji programu. Reguły sklejania segmentów modyfikowanych i niemodyfikowanych są takie, jak opisano powyżej dla sekwencji instrukcji niemodyfikowanych. Należy mieć na względzie, że trzeba zachować ostrożność w modyfikowaniu trajektorii ruchu, by nie spowodowało to trudności w realizacji kolejnego segmentu ruchu. Niemniej jednak, niezależnie od rodzaju ruchu, system sterujący zatrzyma wykonanie programu, gdy wykryje nierealizowalne żądanie, tzn. np. konieczność wytworzenia nadmiernego przyspieszenia bądź żądanie wyjścia narzędzia poza przestrzeń roboczą.
W trakcie swej pracy sterownik rejestruje zachodzące zdarzenia. Informacje o nich kolejkuje. Kolejka ma ograniczoną pojemność, więc starsze zapisy są kasowane, gdy pojawiają się nowe. Można poznać listę co najwyżej 20 ostatnich zarejestrowanych zdarzeń. Czyni się to za pomocą instrukcji getIds() oraz getEvents().
Programowanie w języku VAL3 VAL3 dysponuje standardowymi instrukcjami sterującymi wykonaniem programu, umożliwiającymi warunkowe rozgałęzianie oraz konstrukcje pętli: if elseIf else endIf, switch case default endSwitch, while endWhile, do until, for endFor. Instrukcje te umożliwiają programowanie strukturalne.
Tworzenie elementów oprogramowania użytkowego (aplikacji) wspomagane jest użyciem wzorców. Wykonalne aplikacje muszą zawierać programy start() i stop(), które wykonywane są przy inicjacji i zakończeniu pracy robota. Każdy program stanowi sekwencję instrukcji języka VAL3, a ponadto zawiera zbiór danych lokalnych oraz parametrów, które przekazywane są gdy program jest wywoływany. Programy mogą być wywoływane rekursywnie oraz jednocześnie przez wiele innych programów. W tym drugim przypadków tworzone są kopie danych lokalnych, więc każde z wywołań traktowane jest osobno. Programy wywoływane są instrukcją call, a powrót z programu realizowany jest za pomocą instrukcji return lub po osiągnięciu instrukcji
end. Parametry do programu mogą być przekazywane albo przez wartość albo przez referencję. Zmienne złożone (kontenery złożone) mogą być przekazywane do programu jedynie przez referencję.
Programy aktualnie działające na sterowniku nazwano zadaniami (task). Zazwyczaj na sterowniku w danej chwili realizowanych jest kilka zadań, np. zadanie sterujące ruchem manipulatora, zadanie sterujące urządzeniami współpracującymi, zadanie zarządzające interfejsem z użytkownikiem, zadanie monitorujące bezpieczeństwo systemu, zadania obsługujące komunikację. Ponieważ zadania wykonywane są przez pojedynczy procesor ich realizacja odbywa się w podziale czasu, co zewnętrznie daje odczucie pracy równoległej. Z każdym zadaniem związane są jego: nazwa, priorytet oraz status (wykonywane/zatrzymane). Zadanie jest widoczne (można się do niego odwołać) jedynie z programu bądź biblioteki, w której zostało utworzone. W każdym cyklu działania zadania dysponują procesorem według priorytetu i kolejności utworzenia. Długość cyklu jest tak dobrana, by zadania o niskim priorytecie też miały szansę na wykonanie. Zadania synchroniczne dominują nad zadaniami asynchronicznymi. Te pierwsze służą do sterowania sprzętem w czasie rzeczywistym, np. sterowanie silnikami. Istnieją mechanizmy synchronizacji wykonania zadań. Jeżeli zadania korzystają z tych samych zasobów zachodzi konieczność wykluczenia ich jednoczesnego użycia, wtedy stosowany jest mechanizm wzajemnego wykluczania mutex. Zadania mogą być: tworzone, zawieszane, wznawiane, likwidowane, mogą czekać na spełnienie warunku, w szczególności na upłynięcie zadanego czasu.
Biblioteki stanowią zestawy programów i zmiennych, które mogą być wykorzystane przez aplikacje bądź inne biblioteki. Globalne zmienne i programy biblioteki mogą być albo publiczne albo prywatne. Tylko te publiczne mogą być stosowane przez programy zewnętrzne względem biblioteki. Globalne publiczne programy i zmienne stanowią interfejs do biblioteki. Interfejsy mogą być współdzielone przez różne biblioteki. Uruchomienie biblio-
teki wiąże się z powołaniem do życia odpowiednich zadań. Takie zadania są prywatne, w związku z czym mogą być używane jedynie przez bibliotekę, która je utworzyła. Biblioteki z atrybutem zachowaj (retain) przechowują swoje zmienne w pamięci nieulotnej, co oznacza, że nawet zanik napięcia nie spowoduje utraty ich wartości. Biblioteki mają postać plików. W związku z tym mogą być przechowywane w postaci skompresowanej (ZIP), a dostęp do nich może być chroniony hasłem. Uruchomienie aplikacji powoduje załadowanie i uruchomienie programów zawartych w stowarzyszonych bibliotekach. Wtedy programy stają się zadaniami.
Sterowniki Stäubli mogą być dodatkowo wyposażone w możliwość obsługi protokołów OPC UA (Open Platform Communications Foundation Unified Architecture), co umożliwia porozumiewanie się z dodatkowym sprzętem wytwarzanym przez różnych producentów. Protokoły te bazują na TCP/IP, HTTP oraz SOAP. Serwer umożliwia szyfrowanie komunikacji za pomocą protokołu SSL (Secure Sockets Layer), co zwiększa jej bezpieczeństwo. Zmienne w trakcie wykonania programu zapisanego za pomocą języka VAL3 mogą być widoczne i modyfikowane przez klientów OPC UA. Procedury OPC UA mogą przyjmować rolę zarówno publikatorów jak i subskrybentów danych. Taka komunikacja polega na przesyłaniu wiadomości. Wiadomości te przesyłane są do pośredników, więc kontakt między publikatorem a subskrybentem nie wymaga, by obie strony były obecne, a w szczególności, by w ogóle istniały.
Oprogramowanie narzędziowe Stäubli Robotics Suite
Tworzenie oprogramowania wymaga odpowiednich narzędzi programistycznych. W tym celu stworzono Stäubli Robotics Suite (SRS). SRS służy do tworzenia aplikacji (zestawów programów) metodą off-line, czyli na komputerze niepołączonym bezpośrednio z robotem, ich symulacji, wykonania oraz debugowania. W trakcie tworzenia programów SRS sprawdza ich poprawność syntaktyczną. Stwo-
rzone oprogramowanie może być skopiowane na sterownik robota i odwrotnie ze sterownika można pobrać oprogramowanie, by zasymulować jego wykonanie. Symulacja odbywa się w środowisku graficznym dość precyzyjnie obrazującym zarówno samego robota, jak i gniazdo, w którym pracuje. SRS uruchamiane jest pod nadzorem systemu operacyjnego Windows 10 w odpowiedniej wersji, a ponadto ma okienkowy interfejs użytkownika.
wykonania programów mogą korzystać z fizycznych (PHYSICAL) wejść i wyjść rzeczywistego sterownika, jak i symulowanych. Sterowniki mogą korzystać z takich protokołów komunikacyjnych jak: Ethercat, Powerlink, Modbus, TCP/ IP oraz UDP. Tę komunikację należy skonfigurować podając: rodzaj protokołu, typ urządzenia i specyfikację konkretnie wykorzystywanego sprzę-

SRS umożliwia stworzenie graficznej trójwymiarowej wersji obrazującej rzeczywiste gniazdo obróbcze. Gniazdo może zawierać wiele robotów, a tym samym wiele sterowników z uruchomionym oprogramowaniem napisanym w języku VAL3. Roboty mogą być dodawane i usuwane z gniazda. Istnieje możliwość konwersji sterownika robota z wcześniejszej wersji do aktualnej. W ten sposób starsze instalacje mogą być łączone z nowszymi. W szczególności wejścia i wyjścia różnych sterowników mogą być ze sobą połączone. W trakcie konfiguracji gniazda trzeba podać typ manipulatora oraz zestaw kart wejścia/wyjścia, z których korzysta sterownik danego robota. Symulacje
tu. Wcześniejsze wersje sterowników wymagają ręcznego uruchomienia ich emulatorów, natomiast nowsze uruchamiane są automatycznie. Sterowniki są konfigurowalne, więc SRS umożliwia przeprowadzenie takiej operacji przez podanie odpowiednich parametrów. W gnieździe z natury rzeczy zamontowane są różne urządzenia współpracujące i egzystują liczne obiekty, np. obrabiany materiał. SRS umożliwia zobrazowanie ich w gnieździe reprezentowanym graficznie. Do tego celu można skorzystać z modeli CAD zapisanych w jednym z dostępnych formatów (np. XCGM, STEP, IGES, STL, 3DXML, HSF, SAT, CADPART). Można też samodzielnie tworzyć modele graficzne z elementarnych brył geometrycznych: kul (SPHERE), prostopadłościanów (BOX)
i walców (CYLINDER). Istniejące modele obiektów są edytowane. Prócz kształtu obiektowi można przypisać jego masę, jak i gęstość. Obiektowi przypisuje się też lokalny układ odniesienia. Dzięki temu można go przemieszczać w gnieździe określając, gdzie powinien się znajdować względem globalnego układu odniesienia. Komponent zbudowany z kształtów składowych może mieć wewnętrzne stopnie swobody, np. chwytak. Z komponentem można skojarzyć jego zachowanie (BEHAVIOR), którym można sterować. Zachowanie jest wyrażone jako automat skończony, którego stan można zmieniać. Komponent musi być skojarzony z wyjściem sterownika, które będzie go uaktywniać. Należy również zdefiniować czas, który jest potrzebny, by wykonać ruch sterowanym fragmentem komponentu. Komponenty mogą tworzyć lub kasować inne komponenty. W ten sposób w gnieździe mogą pojawiać się nowe obiekty lub z niego znikać, a całość będzie obrazować działanie podajników lub taśmociągów. Właściwości zachowań podlegają edycji. W efekcie powstaje dość wierny trójwymiarowy obraz gniazda oraz jego działania.
SRS potrafi zobrazować przestrzeń roboczą danego robota, co ułatwia określenie potencjalnych kolizji z obiektami znajdującymi się w gnieździe. Robot przemieszcza narzędzie. Narzędzie określane jest przez podanie jednego uchwytu (HANDLE) oraz jednej bądź więcej chwytni (HANDLER). Chwytnia może być przyłączona tylko do jednego uchwytu, ale uchwyt może być połączony z wieloma chwytniami. Relacja połączenia między uchwytami i chwytniami może być stała lub chwilowa. Uchwyty i chwytnie stanowią elementy samego robota, obiektów oraz narzędzi, czyli chwytaków i przyssawek. Narzędzie dołączane jest do końcówki manipulatora, a dokładniej jego chwytni, za pomocą swego uchwytu. Narzędzia chwytają obiekty za pomocą swych chwytni. Przykładowo, uchwyt chwytaka przytwierdzany jest do chwytni robota, która znajduje się na końcu manipulatora. Aby uchwycić obiekt za pomocą chwytaka, trzeba skorzystać z jego chwytni. Chwytnia chwytaka przemieszczana jest do
uchwytu obiektu, by go uchwycić. Ponadto z narzędziami przytwierdzonymi do manipulatora skojarzony jest układ odniesienia TCP (Tool Center Point). TCP należy przypisać do chwytni narzędzia. Ponieważ SRS tworzy obraz zarówno robota jak i narzędzia, połączenie obu tych urządzeń odbywa się poprzez przesunięcie jednego obrazu w pobliże drugiego. Wtedy następuje ich automatyczne połączenie. Istnieje komenda rozłączająca takie powiązanie, więc w trakcie pracy robota jego narzędzia mogą być wymieniane. W gnieździe można umieścić producentów (FEEDER) i konsumentów (CONSUMER) obiektów. W ten sposób materiał, który jest przetwarzany w gnieździe, pojawia się w nim w odpowiednim momencie, a po obróbce znika z niego, tak jak to się dzieje w rzeczywistości. W gnieździe można stworzyć graficzne układy odniesienia, które w rzeczywistym gnieździe nie istnieją, ale mogą stanowić dodatkowe układy odniesienia ułatwiające planowanie ścieżek. Przy tworzeniu modelu gniazda wszystkie obiekty w nim się znajdujące mogą być swobodnie przemieszczane. Można zmieniać ich położenie oraz orientację. Można to robić korzystając z kursora na ekranie albo za pomocą wielu operatorów ułatwiających pozycjonowanie względem innych obiektów. Ponieważ obiekty o złożonych kształtach komponowane są z obiektów prostszych, SRS udostępnia komendy grupowania i rozgrupowywania do tworzenia obiektu złożonego lub jego dekompozycji. Obiekty mogą być powielane i kasowane. Samo gniazdo może być obserwowane z różnych punktów oraz w różnej skali (CAMERA). Co więcej, prócz obiektów znajdujących się w gnieździe, można obrazować stworzone strefy bezpieczeństwa (SAFETY). Obrazem robota można też sterować ręcznie. Korzystając ze środowiska SRS można zmieniać położenie poszczególnych stopni swobody łańcucha kinematycznego manipulatora. Taki efekt można osiągnąć poruszając kursorem na ekranie komputera lub wprowadzając odpowiednie wartości liczbowe kątów w złączach. Można też wykorzystać suwaki wyświetlone
w okienku. Kolejny sposób to sterowanie końcówką w przestrzeni operacyjnej (kartezjańskiej) przez wprowadzanie w pola interfejsu zadanych położeń wzdłuż osi X, Y i Z oraz obroty wokół tych osi. Można też zażądać ustawienia ramienia w odpowiedniej relacji do obiektów lub ścieżki, np. w środku łuku. Oczywiście to samo można zrealizować stosując instrukcje języka VAL3 do przestawiania obrazu robota. Na ekranie można wyświetlić pozycje zadane. W tych miejscach rysowane są układy odniesienia. Ich kolor określa, czy do danej pozycji robot jest w stanie dojechać utrzymując zadaną konfigurację ramienia, czy mieści się w przestrzeni roboczej etc. SRS dysponuje optymalizatorem, który podpowiada programiście, jak zmodyfikować ścieżkę, by wszystkie jej pozycje składowe były osiągalne. W trakcie ruchu obrazu ramienia kreślony jest jego ślad oraz wykrywane są kolizje z obiektami w otoczeniu. Wykrycie kolizji sygnalizowane jest zmianą koloru obiektów, które się zderzyły, na czerwony. Niektóre obiekty można wykluczyć z procedury wykrywania kolizji. Można też ustawić, na ile robot może się zbliżyć do obiektu. Nadmierna jego bliskość jest wtedy sygnalizowana. Otwarcie chwytaka lub wyłączenie podciśnienia spowoduje uwolnienie trzymanego obiektu. Jeżeli pod obiektem tym nie ma innego, opadnie on w dół aż do zderzenia z przedmiotami znajdującymi się poniżej. SRS umożliwi zarejestrowanie filmu obrazującego symulację pracy gniazda. Realizacja symulacji programu robota może być wynikiem działania emulatora sterownika bądź rzeczywistego sterownika (SYNCHRONIZATION MODE). Należy tu określić, czy wykonanie programu ma być połączone z uruchomieniem debuggera. Można też włączyć lub wyłączyć rysowanie śladu ruchu robota. Do symulatora można wczytać wcześniej zarejestrowaną ścieżkę. Można obejrzeć ruch manipulator po niej zarówno w przód, jak i w tył.
SRS nie tylko może symulować wykonanie programu stworzonego w języku VAL3 wykorzystując trójwymiarowy obraz gniazda obróbczego, ale również sugerować optymalizację miejsca zamontowania robota, by
wszystkie pozycje zapisane w programie, do których ma się przemieścić manipulator, znajdowały się w jego przestrzeni roboczej. Aby wykonać tę funkcję, należy wskazać dopuszczalny obszar, w którym musi się znaleźć baza robota. Po przemieszczeniu bazy symulator za pomocą kolorów wskaże fragmenty ścieżek, gdzie narzędzie będzie poddane różnym przyspieszeniom. W ten sposób można wykryć potencjalne przeciążenia.
Obecnie roboty Stäubli korzystają ze sterowników CS9. Sterowniki te wyposażono w dodatkowy układ bezpieczeństwa. Wymaga on podania szeregu parametrów. Są to: bezpieczna ograniczona prędkość (Safe Limited Speed), bezpieczne zatrzymanie (Safe Stop), bezpieczna strefa (Safe Zone), bezpieczne narzędzie (Safe Tool) i bezpieczny dotyk (Safe Touch). Jedynie koboty TX2touch firmy Stäubli mogą korzystać z funkcji Safe Touch, ponieważ tylko one wyposażone są w grubą elastyczną powłokę wykrywającą zderzenie z dowolnym obiektem, a w szczególności z człowiekiem. Ze strefami bezpieczeństwa związane są ograniczenia narzucane na prędkość ruchu ramienia. Wykrycie naruszenia odległej strefy bezpieczeństwa powoduje redukcję prędkości ruchu ramienia, natomiast wejście człowieka w strefę bliską robotowi skutkuje zatrzymaniem ramienia. Naruszenie stref wykrywane jest odpowiednimi czujnikami zamontowanymi w gnieździe. Czujniki te muszą być podłączone poprzez kartę wejść/wyjść do sterownika CS9. SRS umożliwia konfigurację parametrów bezpieczeństwa robotów korzystających ze sterowników CS9.
W tej części cyklu artykułów poświęconego metodom programowania robotów przemysłowych przedstawiono sposoby programowania robotów firmy Stäubli International AG. Ostatnia część cyklu, która ukaże się w kolejnym numerze Automatyki, zawierać będzie opis metod programowania robotów firmy Fanuc Ltd.
prof. dr hab. inż. Cezary Zieliński Politechnika Warszawska
Firma norelem – globalny dostawca standardowych części i komponent ów maszyn – wprowadza na rynek widełkowe czujniki fotoelektryczne, zaprojektowane w celu zwiększenia wydajności i poprawy dokładności w zastosowaniach przemysłowych.
Widełkowe czujniki fotoelektryczne (fotokomórki), nie zbędne w pr ocesach rozpoznawania części, umożliwiają optymalizację procesów instalacyjnych przez precyzyjne i niezawodne, bezdotykowe wykrywanie obiektów na potrzeby technologii montażu, przenoszenia i pakowania.
– Nasze widełkowe czujniki fotoelektryczne to niezbędne narzędzia zaprojektowane z myślą o płynnym koordynowaniu procesów, minimalizowaniu błędów i zwiększaniu produktywności klientów. Dzięki zintegrowanym w jednej obudowie nadajnikowi i odbiorni-
kowi, czujniki bezdotykowo wykrywają obecność lub odległość od obiektu, a co najważniejsze, zapewniają użytkownikom oszczędność czasu przez ograniczenie konieczności częstych regulacji – podkreśla Marcus Schneck, dyrektor generalny firmy norelem.
Precyzja wykonania i działania
Widełkowe czujniki fotoelektryczne firmy norelem zostały zaprojektowane z precyzją i są bardzo trwałe, co zapewnia niezrównaną dokładność i niezawodność. Użytkownicy mogą dokładnie dostroić czułość za pomocą zintegrowanego potencjometru, co umożliwia precyzyjne wykrywanie drobnych elementów. Regulowane ustawienia zapewniają elastyczność w różnych zastosowaniach, obsługując przełączanie między zaciemnieniem (styk rozwierny) i rozjaśnieniem (styk zwierny). Zwiększając użyteczność i możliwości adaptacji w różnych zastosowaniach przemysłowych, czujniki gwarantują trwałość dzięki solidnej metalowej obudowie i wszechstronności, przy szeroko-

ściach widełek 10–220 mm. Zapewniają także krótki czas reakcji i możliwość monitorowania w czasie rzeczywistym.
Fotokomórki widełkowe, emitując z niezwykłą precyzją drobną plamkę świetlną, wykorzystują widzialne wiązki światła czerwonego lub niewidzialne wiązki światła podczerwonego, co pozwala wykrywać nawet najmniejsze części, otwory, rowki lub nacięcia. Dzięki wysokiemu stopniowi ochrony IP67 czujniki mogą pracować w trudnych warunkach i środowiskach, w obecności pyłu, wody i innych cieczy. Więcej informacji o ofercie norelem można znaleźć na stronie www.norelem.pl.
O firmie norelem
Firma norelem produkuje i dostarcza części oraz komponenty dla branży budowy maszyn od ponad 65 lat. Stale rozszerzając portfolio swoich produktów, norelem oferuje obecnie ponad 100 000 wysokiej jakości standardowych komponentów do budowy maszyn i automatyzacji. Wprowadzając co miesiąc nowe produkty na r ynek oraz gwarantując szybkie i niezawodne terminy dostaw, firma odpowiada na potrzeby branży inżynieryjnej, której cechą jest dynamiczny charakter. Ponadto norelem ma 12 stacjonarnych lokalizacji na całym świecie, dzięki czemu klienci na miejscu mogą zawsze liczyć na wsparcie techniczne wykwalifikowanego personelu.
Korzystając ze sklepu internetowego norelem, klienci mogą w każdej chwili wygodnie zamówić części standardowe.
NORELEM Sp. z o.o. ul. Myśliborska 22 66-400 Gorzów Wielkopolski e-mail: info@norelem.pl www.norelem.pl/pl
Obecny poziom technologii generatywnej sztucznej inteligencji pozwala na formułowanie przypadków użycia niosących realną wartość biznesową i powoduje pierwsze zmiany w wielu branżach, jak obsługa klienta, marketing czy produkcja oprogramowania. W rzeczywistości mogą to być oznaki rewolucji, która czeka ludzkość, jeżeli rozwój tej technologii będzie podążał zgodnie z trendem wyznaczonym przez dostępne dane historyczne.
Przemysław Dąbek
Wostatnich latach generatywna sztuczna inteligencja stała się gorącym tematem. Jest to efektem zaskakująco dobrych wyników dużych modeli językowych udostępnionych publicznie w formie czatbotów oraz modeli dyfuzyjnych generujących świetnej jakości obrazy na podstawie tekstowych opisów wprowadzanych przez użytkowników.
Modele AI
– rozwój historyczny Spójrzmy, jak wyglądają dane w przypadku modeli AI od czasów historycznych do dziś.
Na r ys. 1 pokazano liczbę działań (mnożenie, dodawanie itp.), jakie musi wykonać procesor, aby wytrenować model AI. Model AI to algorytm, którego częścią jest sztuczna sieć neuronowa z cechą charakterystyczną w postaci liczby parametrów. Trenowanie modelu AI polega na metodycznym dobieraniu wartości parametrów, tak aby
dla różnych zbiorów danych wejściowych (treningowych i walidacyjnych) model AI dawał wyniki z minimalnymi błędami.
Dalsze rozważania, jeśli nie zaznaczono inaczej, będą prowadzone na przykładzie dużych modeli językowych, jak GPT firmy OpenAI.
Współcześnie, w przypadku dużych modeli językowych, liczbę działań C potrzebnych do wytrenowania modelu można oszacować według wzoru
C = 6·D·N,
gdzie D – liczba parametrów modelu, N – liczba słów w zbiorze treningowym.
Liczba działań typu FLOP, wymaganych do wytrenowania modelu AI, rośnie w kolejnych latach, przy czym na wykresie z r ys. 1 ujęte są modele różnego typu (np. oryginalny Perceptron). Duże modele językowe LLMs (Large Language Models) powstały dopiero w ostatnich latach.
Zasadniczo większa liczba FLOP oznacza, że duży model językowy ma większą liczbę parametrów lub został wytrenowany na większym zbiorze treningowym. Jak pokazują dane empiryczne (prawa skalowania), wytrenowanie dużego modelu językowego o lepszych zdolnościach wymaga wykonania większej liczby operacji FLOP. Dotychczasowa sprawdzalność tych praw jest czynnikiem ułatwiającym decyzje o przeznaczaniu coraz większych nakładów finansowych na trenowanie coraz lepszych dużych modeli językowych typu state-of-the-art. Warto zwrócić uwagę na dwie linie trendu, które są opisane jednostkami OOM/rok, gdzie OOM oznacza Order of Magnitude, czyli rząd wielkości lub ~10×. Na osi pionowej wykresu zastosowano skalę logarytmiczną, poszczególne podziałki są rozłożone równomiernie, jednak każda zaznaczona wartość jest 100 razy większa niż poprzednia (0, 1e2=100, 1e4=10 000 itd.), zatem wykres ten w skali liniowej miałby kształt coraz szybciej wznoszącej się krzywej.
Pierwsza linia trendu pokazuje nachylenie 0,2 OOM/rok i w okresie 50 lat liczba FLOP wzrosła 0,2 · 50 = 10 OOM, czyli 1e10 = 10 000 000 000 razy. Druga linia trendu pokazuje przyspieszenie
do 0,6 OOM/rok lub inaczej wzrost FLOP 1e10 razy w ciągu zaledwie około 15 lat. Okres po 2010 r. określony jest na wykresie jako Deep Learning Era, gdzie przymiotnik Deep odnosi się do sztucznej sieci neuronowej złożonej z wielu warstw neuronów. Gwałtowny rozwój dyscypliny związany był ze świetnymi wynikami sieci neuronowej AlexNet, która w tamtym czasie pokonała inne podejścia do rozwiązania problemu klasyfikacji obrazów z dużego zbioru danych ImageNet, a kluczem do sukcesu była głębokość sieci. Trenowanie sieci AlexNet było kosztowne obliczeniowo, więc została ona wytrenowana na dwóch kartach graficznych NVIDIA GeForce GTX 580. Po 2010 r. nastąpił też istotny postęp w zakresie technologii GPGPU (General-Purpose Computing on Graphics Processing Units) zarówno w zakresie mocy obliczeniowej, jak i wielkości dostępnej pamięci wideo.
Klasyfikacja modeli AI W związku z szybko postępującym rozwojem modeli AI oraz możliwymi implikacjami powstają nowe taksonomie pozwalające klasyfikować powstające modele. Interesująca została zaproponowana przez specjalistów z Google DeepMind (tabela 1). Modele AI należy klasy-
fikować jednocześnie pod względem ich zdolności i uniwersalności, zatem jest zaproponowana macierz dwuwymiarowa. Wymiar zdolności został podzielony na sześć poziomów:
• 0 – bez AI,
• 1 – wschodząca,
• 2 – kompetentna (>= 50. percentyl),
• 3 – ekspercka (>= 90. percentyl),
• 4 – wirtuozerska (>= 99. percentyl),
• 5 – nadludzka, gdzie percentyl oznacza część populacji ludzkiej, z którą model AI może się równać pod względem osiąganych wyników. Wymiar uniwersalności podzielono na dwie kategorie:
• wąska AI (specjalizowana) – zaprojektowana dla jednego lub kilku zadań w danym obszarze,
• ogólna AI (też AI ogólnego przeznaczenia) – zaprojektowana do wykonywania wielu różnorodnych zadań; zdolna do zdobywania nowych umiejętności bez jawnie założonych ograniczeń. Ogólna AI musi osiągnąć dany poziom zdolności (np. 50. percentyl) we wszystkich zadaniach lub większości zadań, dopiero wówczas ten poziom uznaje się za „zaliczony” (nie wystarczy przebicie danego progu w podzbiorze zadań, aby uznać poziom za osiągnięty).
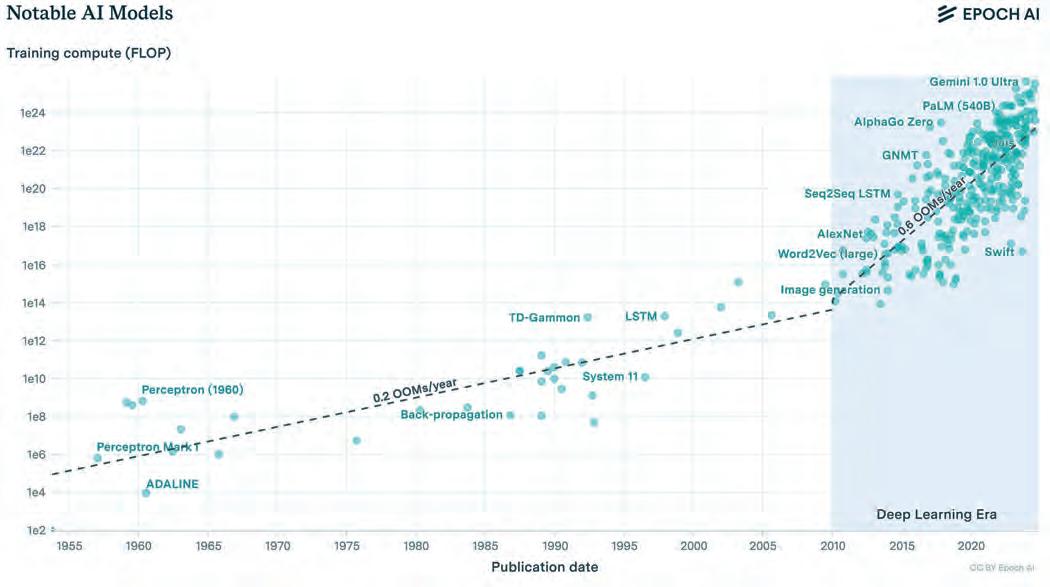
Rys. 1. Całkowita liczba działań zmiennoprzecinkowych FLOP (Floating Points Operation) niezbędnych do wytrenowania modelu AI (źródło: https://epochai.org/data/notable-ai-models)
Zdolności
Uniwersalność
Wąska Ogólna
Poziom 0: brak AI kalkulator
Amazon Mechanical Turk
Poziom 1: wschodzącaproste systemy z obsługą języka naturalnego oparte na regułach, np. SHRDLU ChatGPT (2022)
Poziom 2: kompetentna głośniki smart, np. Alexa nieosiągnięta
Poziom 3: ekspercka modele generujące obrazy na podstawie tekstu, np. Dall-E 2 nieosiągnięta
Poziom 4: wirtuozerska AlphaGo nieosiągnięta
Poziom 5: nadludzka AlphaFold nieosiągnięta
Tab. 1. Klasyfikacja modeli AI pod względem ich zdolności i uniwersalności – stan na maj 2024 r.
Co najmniej dwa przykłady systemów z tabeli 1 są warte komentarza. AlphaFold to opracowany przez Google DeepMind wąsko specjalizowany model AI, który potrafi przewidzieć z dużą dokładnością kształt przestrzenny cząsteczki białka (zadanie ekstremalnie trudne bez modelu AlphaFold) na podstawie kodującej ją sekwencji aminokwasów (zadanie rutynowe w dzisiejszych czasach). Dokładne przewidzenie kształtu cząsteczki białka przy użyciu tradycyjnych metod trwa kilka miesięcy, AlphaFold wykonuje tę pracę w kilka godzin.
Amazon Mechanical Turk to platforma, gdzie zadania wymagające ludzkiej inteligencji są outsourcowane do ludzi, a wyniki są później wykorzystywane w badaniach nad AI. Nazwa Turk pochodzi od „The Turk”, osiemnastowiecznego automatu do gr y w szachy, który później okazał się wielkim oszustwem, ponieważ kierował nim ukryty człowiek.
Warto zauważyć, że najpotężniejsze modele AI będą sklasyfikowane w prawym dolnym rogu tabeli.
Spojrzenie w niedaleką przyszłość na podstawie danych
Spróbujmy odpowiedzieć na pytanie, czego można się spodziewać w najbliższych latach na podstawie analizy dostępnych danych i ekstrapolacji trendów rozwojowych w obszarze AI. Analiza zostanie przeprowadzona na przykładzie ewolucji dużych modeli językowych GPT firmy OpenAI, ponieważ firma ta jest szeroko znana dzięki prowadzeniu pionierskich badań i wprowadzeniu na rynek ChatGPT w 2022 r.
W tabeli 2 zestawiono dane dotyczące kolejnych generacji dużych modeli językowych opartych na archi-
tekturze GPT (Generative Pre-Trained Transformer). Dane dotyczące mocy obliczeniowej, liczby parametrów modelu i wielkości zbioru treningowego zostały podane przez OpenAI do publicznej wiadomości dla modeli GPT-2 i GPT-3. Dla modelu GPT-4 dane te (o znaczone symbolem *) są estymowane przez organizację EpochAI. Dodatkowo pokazano model GPT-4o, który został wytrenowany nie na zbiorze danych tekstowych jak wcześniejsze wersje, lecz na połączonym zbiorze danych tekstowych, wizualnych i audio. Warto zauważyć, że w przypadku tego ostatniego firma OpenAI z premedytacją zmieniła politykę i nie są ujawniane żadne informacje dotyczące procesu treningowego i cech modelu.
Dla każdego modelu pokazano również osiągnięcia w powszechnie stosowanych popularnych testach (benchmarkach) w takich obszarach, jak rozumienie języka naturalnego (MMLU), rozwiązywanie zadań matematycznych (MATH), rozumowanie (ARC-challenge, GPQA) i pisanie kodu oprogramowania (Human Eval). Widać, że każda kolejna generacja modelu przynosi znaczący postęp w benchmarkach i ulegają one nasyceniu, przez co stają się bezużyteczne do pomiarów przyszłych generacji modeli i trzeba wymyślać trudniejsze zadania.
W raporcie towarzyszącym wydaniu modelu GPT-4 (GPT-4 Technical Report https://arxiv.org/abs/2303.08774) oprócz wspomnianych benchmarków, opisano wyniki, jakie ten model osiągnął rozwiązując m.in. zadania egzaminacyjne na poziomie zakończenia liceum SAT (amerykański odpowiednik matury) i egzaminów wstępnych na studia. Okazało się, że w większości zadań model GPT-4 osiągnął wyniki
w okolicach 90. percentylu, czyli lepsze niż 90 % wszystkich zdających. W ciągu czterech lat od GPT-2 do GPT-4 nastąpił postęp w wynikach modeli, który można porównać do przejścia w zakresie zdolności od poziomu przedszkolaka do bystrego licealisty. W kategoriach opisanych w tabeli 1, zdolności obecnych modeli uniwersalnych plasują je na Poziomie 1. Dominujący sposób interakcji użytkownika z tymi modelami to konwersacja (czat), a praca z nimi polega na wykorzystaniu ich jako narzędzi do wykonania krótkich zadań, przy czym zadania są opisywane w języku naturalnym, co zdecydowanie ułatwia człowiekowi interakcję i w niektórych obszarach, jak pisanie kodu, potrafi istotnie skrócić czas wykonania zadania.
Co nam przyniosą kolejne lata?
Misją największych firm zajmujących się badaniami nad ogólną sztuczną inteligencją jest jej osiągnięcie i bezpieczne wdrożenie. Zgodnie z tabelą 1, należy spodziewać się, że kolejnym celem będzie osiągnięcie Poziomu 2, czyli już nie wschodzącej, ale faktycznej ogólnej sztucznej inteligencji AGI (Artificial General Intelligence).
Prawdopodobnie droga do celu będzie miała dwa motory napędowe: 1) duże firmy jak OpenAI (także Google, Anthropic, Meta, Amazon) zdolne do zgromadzenia kapitału, aby wytrenować modele kolejnych generacji jak GPT-5, 2) mniejsze firmy, start-upy i społeczność entuzjastów, które będą starały się maksymalnie wykorzystać możliwości modeli klasy GPT-4 przy pomocy tańszych usprawnień, w szczególności dostosować bazowe modele do swoich specyficznych potrzeb.
Na obecnym etapie kluczową umiejętnością modeli, którą trzeba poprawić jest zdolność logicznego rozumowania (mierzona np. za pomocą testu GPQA). Należy się spodziewać, że modele AI zyskają większą autonomię i będą stosowane przez człowieka już nie tylko na zasadzie prowadzenia bezpośredniej konwersacji, ale na zasadzie postawienia złożonego celu modelowi, pozwolenia mu na samodzielną pracę przez jakiś czas i odebrania wyników, gdy będą gotowe.
Systemy autonomiczne będą zdolne do wykonywania bardziej złożonych zadań bez nadzoru człowieka, m.in. dzięki wykorzystaniu koncepcji wieloagentowej, czyli zastosowaniu środowiska, w którym duże modele językowe w celu rozwiązania problemu postawionego przez użytkownika mogą samodzielnie prowadzić rozmowy między sobą w języku naturalnym, poszukiwać odpowiedzi w źródłach danych, w tym w Internecie, używać takich narzędzi, jak Excel, uczyć się, i powrócić z gotową propozycją rozwiązania za pewien czas. Przykładem obecnie rozwijanego systemu skupiającego się na automatycznym rozwoju oprogramowania jest Devin.
Jest to pierwszy na świecie autonomiczny inżynier oprogramowania bazujący na sztucznej inteligencji (cognition.ai).
Jeśli chodzi o autonomię, w tym przypadku sposób pracy człowieka z takim systemem przesuwa się z konieczności ciągłej interakcji z dużym modelem językowym, na określenie celu i pozostawienie reszty pracy systemowi.
Wydaje się, że rozwój oprogramowania to obszar będący naturalnym
wyborem, jeśli chodzi o pier wsze eksperymenty z tego typu systemami, ze względu na pełną cyfryzację danych, dobre wyniki dzisiejszych dużych modeli językowych w pisaniu kodu, już wcześniej szeroko stosowaną automatyzację zadań nawet bez AI itd. Niemniej jednak stworzenie takiego systemu, niezależnie od posiadania dostępu do odpowiedniej jakości dużego modelu językowego, wymaga obecnie wykonania dużej pracy w zakresie inżynierii oprogramowania w jej tradycyjnym rozumieniu (opracowanie nowych środowisk, rozszerzeń, bibliotek, integracji, metod, wzorców itd.), więc podobne systemy dla innych branż niż oprogramowanie prawdopodobnie rozwiną się dopiero w dalszej kolejności.
Jednym z istotnych kierunków wspomagających rozwój w innych obszarach może być rosnąca integracja ogólnych modeli AI z systemami operacyjnymi komputerów (OpenAI wprowadziło już integrację ChatGPT z Apple macOS i zapowiedziało integrację z Microsoft Windows jeszcze w 2024 r.). Dzięki temu, wraz z rozwojem integracji, modele AI mogą otrzymać dostęp do informacji, narzędzi i szczegółowej historii działań użytkownika, co pozwoli na większą personalizację dzięki zdolności uczenia się oraz lepszemu zrozumieniu intencji użytkownika. Ze względu na możliwy dostęp modeli AI do danych wrażliwych, użytkownicy mogą być niechętni tego typu rozwiązaniom. Pojawiają się już wiadomości o opracowanych specjalizowanych układach NPU (Neural Processing Unit) zintegrowanych w procesorach
dla laptopów i wspomagających obliczenia związane z wnioskowaniem na komputerze lokalnym, bez konieczności wysyłania jakichkolwiek danych do chmur y. Na dzień dzisiejszy uruchomienie modelu o jakości
GPT-4 (np. otwarty model Meta Llama 3.1 405B) na komputerze stacjonarnym nie jest praktyczne, ponieważ jego działanie będzie bardzo powolne. Można się spodziewać, że za kilka lat modele o podobnych możliwościach będzie można stosować na dobrze wyposażonym komputerze stacjonarnym, natomiast już dziś nawet na laptopie możliwe jest uruchomienie modeli mniejszych (np. Meta Llama 3.1 8B), które mają istotnie gorsze zdolności. W związku ze wzmacnianiem się zdolności rozumowania modeli AI oraz rozwojem technologii pozwalających na ich autonomiczne działanie, najlepsze modele klasy GPT-6, być może przed ich udostępnieniem publicznym, zostaną użyte w laboratoriach potentatów do samodzielnego prowadzenia badań nad kolejnymi generacjami modeli AI. Jeśli modele te będą zdolne do autonomicznego prowadzenia badań (formułowanie hipotez, wykonywanie badań, wnioskowanie itd.), będzie to oznaczało, że ich możliwości rozumowania są w okolicach 90. percentylu populacji ludzkiej. Modele te będą dysponowały wiedzą specjalistyczną z wielu dyscyplin, ponieważ będą mogły zapoznać się z całą dostępną literaturą (w przeciwieństwie do możliwości człowieka). Ponadto modele AI będą mogły pracować bez przerwy, a liczba jednocześnie pracu-
model rok koszt treningu (USD) moc obliczeniowa C (FLOPS) liczba parametrów modelu D wielkość zbioru treningowego N (słowa) MMLU MATH
GPT-22019 4,3e+211,5e+098,0e+0933 %7 %–
GPT-320202M2,5e+241,75e+113,7e+1160 %5 %51 %–
GPT-4202340M*2,1e+25*7,00e+11*4,9e+12*86 %43 %96 %41 %77 %
GPT-4o2024 nieznananieznananieznana 89 %77 %97 %54 %90 %
Tab. 2. Dane charakteryzujące kolejne generacje modeli GPT (Open AI) i ich wyniki w popularnych benchmarkach
jących modeli będzie łatwo multiplikowana. W konsekwencji badania nad AI będą postępować wielokrotnie szybciej niż do tej pory, co w stosunkowo krótkim czasie prawdopodobnie doprowadzi do zbudowania pierwszego modelu o cechach superinteligencji ASI (Artificial Super Intelligence).
Superinteligencja to model AI, którego inteligencja przekracza inteligencję 100 % populacji ludzkiej. Z jednej strony może ona dać ludzkości wiele korzyści i pomóc w znalezieniu rozwiązań problemów naszych czasów. Z drugiej strony superinteligencja stwarza nowe problemy:
1) może nie chcieć wykonywać poleceń człowieka, 2) jej nadzorowanie będzie trudne; należy założyć, że będzie potrafiła oszukiwać,
3) może dojść do wniosku, że dla osiągnięcia „wyższych” celów najlepiej będzie zniszczyć człowieka, 4) ma potencjał militarny, ponieważ państwo, które pierwsze będzie dys-
ponowało superinteligencją, będzie w stanie zwiększyć tempo postępów w technologiach wojskowych (prawdopodobny wyścig o pr ymat w zakresie superinteligencji rozegra się między USA i Chinami).
Kiedy możemy spodziewać się pierwszego modelu klasy GPT-6? Jeśli przyjąć, że wymagany skok między GPT-4 a GPT-6 będzie analogiczny jak skok między GPT-2 a GPT-4 (czyli wymagany skok od maturzysty do naukowca, zgodnie z przyjętym założeniem, jest podobnie wymagający jak skok od przedszkolaka do maturzysty), to do wytrenowania modelu GPT-6 będą potrzebne cztery rzędy wielkości (10 000 razy) więcej operacji zmiennoprzecinkowych niż do wytrenowania GPT-4, zatem 2,1e25 × 1e4 = 2e29 (FLOP). Jeśli obecne tempo wzrostu mocy obliczeniowej do trenowania modeli AI na poziomie 4,1× rocznie utrzyma się, trend pokazuje, że pier wszy model klasy GPT-6 powinien pojawić się około 2028–2029 r., a w ciągu
pojedynczych lat od tego momentu powinna pojawić się pierwsza superinteligencja.
Można oszacować, że wytrenowanie modelu klasy GPT-6 będzie wymagało klastra obliczeniowego kosztującego setki mld dolarów i dostępu do źródła mocy elektrycznej rzędu 10 GW, więc przygotowania do tego przedsięwzięcia z pewnością będzie można śledzić w doniesieniach prasowych.
Wynalezienie superinteligencji jest prawdopodobnie bardzo blisko, a skutki tego osiągnięcia będą dotyczyły wszystkich społeczeństw. Ze względu na wykładniczy charakter trendów, niedocenienie dzisiaj zjawiska rozwijającej się sztucznej inteligencji okaże się błędem. Warto dobrze przygotować się na zmianę, która nadejdzie.
Przemysław Dąbek
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP
EDUROCO Sp. z o.o.

Profesjonalne szkolenia dla przemysłu oraz kadry inżynierskiej
Centrum Szkoleniowe Sieć badawCza łukaSiewiCz
Przemy Słowy inStytut automatyki i Pomiarów PiaP

Centrum Szkoleniowe PiaP
Programowanie robotów abb – kurs podstawowy - szkolenie u klienta
Programowanie robotów Comau – kurs podstawowy - szkolenie u klienta
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP
al. jerozolimskie 202, 02-486 warszawa www.piap.pl tel. 22 874 0 194, 198 cspiap@piap.pl
Programowanie robotów kuka – kurs podstawowy - szkolenie w Instytucie - szkolenie u klienta
Szkolenie zaawansowane z programowania robotów kuka - szkolenie w Instytucie - szkolenie u klienta

ADRIAN CHODYNA
Associate w SKP
Ślusarek Kubiak Pieczyk
Prawo komunikacji elektronicznej (PKE) doczekało się zakończenia prac parlamentarnych i obecnie oczekuje na podpis Prezydenta. Stanowi ono implementację do polskiego porządku prawnego „Europejskiego kodeksu łączności elektronicznej” (EKŁE). Zgodnie z postanowienia mi tego ostatniego aktu prawnego miał on zostać wdrożony przez państwa członkowskie Unii Europejskiej do 21 grudnia 2020 r. Komisja Europejska skierowała do Trybunału Sprawiedliwości Unii Europejskiej sprawę przeciwko krajom, którym to się nie udało. W konsekwencji Polska została ukarana karą w wysokości 4 mln euro i okresową karą pieniężną w wysokości 50 tys. euro dziennie, licząc od dnia ogłoszenia wyroku do chwili usunięcia uchybienia – tj. wdrożenia EKŁE.
Do PKE, obok istniejącej już wcześniej w polskim porządku prawnym definicji przedsiębiorcy telekomunikacyjnego, wprowadzono również pojęcie przedsię -
Do przedsiębiorców komunikacji elektronicznej można zaliczyć przedsiębiorców telekomunikacyjnych lub podmioty świadczące publicznie dostępną usługę komunikacji inter-
PRAWNYM
PRZEDSIĘBIORCY TELEKOMUNIKACYJNEGO, WPROWADZONO RÓWNIEŻ POJĘCIE
PRZEDSIĘBIORCY KOMUNIKACJI ELEKTRONICZNEJ.
biorcy komunikacji elektronicznej. Jest to konsekwencją rozszerzenia zakresu stosowania regulacji telekomunikacyjnej również na innych przedsiębiorców – także tych, którzy dotychczas pozostawali poza jej zakresem.
personalnej niewykorzystującej numerów. Ta ostatnia usługa nie łączy się z publicznie nadanymi zasobami numeracyjnymi, tzn. numerem lub numerami z krajowych lub międzynarodowych planów numeracji, ani nie umożliwia połączenia z numerem
lub numerami z krajowych lub międzynarodowych planów numeracji. Przykładami takich usług mogą być np. usługi poczty elektronicznej lub komunikatory internetowe.
Jakie zmiany przyniesie PKE
Nowe prawo niesie ze sobą wiele zmian, w szczególności istotnych z perspektywy konsumentów, takich jak (i) obowiązek doręczenia konsumentowi na trwałym nośniku informacji przedumownych jeszcze przed zawarciem umowy, (ii) publikowanie – w sposób jasny, zrozumiały oraz umożliwiający odczyt maszynowy, w formie dostępnej dla użytkowników końcowych z niepełnosprawnościami – przez dostawców usług komunikacji elektronicznej świadczących usługę dostępu do Internetu lub usługę komunikacji interpersonalnej na swoich stronach internetowych aktualnych informacji dotyczących m.in. danych kontaktowych, oferowanych usług dostępu do Internetu i usług komunikacji interpersonalnej oraz ceny usług; (iii) ograniczenie przypadków, w których dostawca usług komunikacji elektronicznej może dokonać jednostronnej zmiany warunków umowy o świadczenie usług komunikacji elektronicznej.
Obowiązkiem, który może się okazać pewnym wyzwaniem z perspektywy podmiotów odpowiedzialnych za infrastrukturę oprogramowania jest wdrożenie usługi Advance Mobile Location. Usługa ta umożliwi – o ile będzie to technicznie wykonalne –przekazanie służbom ratunkowym precyzyjnej informacji na temat lokalizacji osoby wykonującej połączenie alarmowe.
Warto również wspomnieć, że jedną z konsekwencji wprowadzenia w życie PKE będzie mniejsza liczba elektrośmieci. Nowa regulacja zakłada, że urządzenia elektroniczne ładowane przewodowo będą stosowały ujednolicony standard w postaci gniazd ładowania USB typu C. Obok powyższych zmian, warto również wspomnieć, że na podmioty uczestniczące w wykonywaniu działalności komunikacji elektronicznej
w publicznych sieciach telekomunikacyjnych oraz na podmioty z nimi współpracujące nałożono obowiązek zachowania tajemnicy komunikacji elektronicznej. Będą one obowiązane dochować należytej staranności – w zakresie uzasadnionym względami technicznymi lub ekonomicznymi – przy zabezpieczeniu urządzeń telekomunikacyjnych, publicznych sieci telekomunikacyjnych oraz danych
uprawniony do nałożenia kary pieniężnej w wysokości 3 % przychodu ukaranego podmiotu, osiągniętego w poprzednim roku kalendarzowym.
Podsumowanie
PKE czeka na podpis Prezydenta. Terminy wejścia w życie poszczególnych przepisów są różne (niektóre z nich wejdą bowiem w życie już po dniu obowiązywania, aż do 12 miesięcy
ZA NIEPRZESTRZEGANIE
W PKE, PREZES URZĘDU KOMUNIKACJI
NAŁOŻENIA
UKARANEGO PODMIOTU, OSIĄGNIĘTEGO W POPRZEDNIM ROKU KALENDARZOWYM.
przed ujawnieniem tajemnicy komunikacji elektronicznej. Co istotne, osoba, która korzystając z urządzenia radiowego lub końcowego, zapoznała się z komunikatem elektronicznym, który nie był dla niej przeznaczony, również jest zobowiązana do zachowania tajemnicy komunikacji elektronicznej.
Za nieprzestrzeganie obowiązków przewidzianych w PKE, Prezes Urzędu Komunikacji Elektronicznej jest
od jej ogłoszenia), niemniej jednak zasadnicza większość wejdzie w życie po upływie trzech miesięcy od dnia ogłoszenia. Ten czas powinien zostać wykorzystany przez podmioty objęte nową regulacją, by przygotowały się odpowiednio do jej wdrożenia. W niektórych przypadkach może się to wiązać z olbrzymim nakładem pracy polegającej na wprowadzeniu zmian do umów zawieranych dotychczas przez przedsiębiorców.
Adrian Chodyna
Specjalizuje się w prawie własności intelektualnej, ze szczególnym uwzględnieniem prawa autorskiego, prawa reklamy i mediów. Doradza także w ochronie wizerunku, ochronie renomy i dobrego imienia. Zaangażowany w prowadzenie spraw sądowych dotyczących naruszenia dóbr osobistych osób fizycznych i prawnych, jak również w postępowania z zakresu ochrony praw własności intelektualnej oraz zwalczania nieuczciwej konkurencji. W portfolio zawodowym ma obsługę podmiotów z branży kreatywnej. Prowadzi również bieżącą obsługę prawną producentów filmowych i telewizyjnych.
Kontakt: a.chodyna@skplaw.pl. Strony internetowe: www.skplaw.pl, www.skpipblog.pl.
DIGITAL PATHFINDER: NEW BUSINESS STRATEGIES FOR A WORLD THAT WON’T STAND STILL
Piotr Wiśniewski
Wydawca: KDP Piotr Wiśniewski rok wydania: 2024, objętość: 547 stron, format: Kindle
Książka jest kompleksowym przewodnikiem po cyfrowej transformacji, skierowanym do liderów biznesu, którzy chcą przygotować swoje firmy na nadchodzące zmiany w gospodarce i technologii. Absolwent Harvardu i były CEO w branży motoryzacyjnej prezentuje bogate doświadczenie i studia przypadków, a także skuteczne strategie i narzędzia niezbędne do przetrwania w dynamicznie zmieniającym się środowisku. „Wyobraź sobie przyszłość, w której Twoja firma płynnie integruje najnowocześniejsze technologie, umożliwiając Ci przewidywanie zmian rynkowych i natychmiastową adaptację. Twoje operacje są usprawnione, Twój zespół jest wyposażony w dane w czasie rzeczywistym, a Twoi klienci cieszą się niezrównanymi doświadczeniami dostosowanymi do ich potrzeb. Podczas gdy konkurenci walczą o utrzymanie tempa, Twoja firma rozkwita, wprowadzając innowacyjne produkty i usługi, które na nowo definiują standardy branżowe.”
Andrzej Kacprzak Wydawca: Helion rok wydania: 2024, objętość: 216 stron, oprawa: miękka
Wszystkie znaki na niebie i ziemi wskazują wyraźnie: wkraczamy w erę, w której sztuczna inteligencja (SI) będzie wszechobecna. Wygra na tym ten, kto szybciej nauczy się z nią skutecznie porozumiewać. Nie czekaj zatem i już dziś opanuj sztukę tworzenia precyzyjnych i trafnych promptów, czyli instrukcji dla modeli językowych, takich jak ChatGPT. Autor z zapałem dzieli się swoją fascynacją sztuczną inteligencją i prezentuje praktyczne metody jej zastosowania w różnych obszarach. Korzystając z własnego doświadczenia inżynierskiego, w przystępny sposób wyjaśnia zasady prompt engineeringu, pozwalające optymalnie formułować „podpowiedzi” dla SI, a prostych, a także bardziej zaawansowanych strategii i technik.
SZTUCZNA INTELIGENCJA W ORGANIZACJI INNOWACJE BIZNESOWE W PRAKTYCE

Ryszard Ćwiertniak
Wydawca: Helion rok wydania: 2024, objętość: 308 stron, oprawa: miękka
Sztuczna inteligencja i jej potencjalne zastosowania w firmach są szeroko dyskutowane. Nowe technologie są coraz bardziej zaawansowane i dostępne oraz dostosowane do potrzeb biznesu. Już dziś są pomocne w pracy rozmaitych działów, od zarządzania łańcuchem dostaw, przez marketing i sprzedaż, po obsługę klienta i rozwój produktów. W kompetentny sposób wdrożona sztuczna inteligencja może stanowić motor rozwoju przedsiębiorstwa: wspomagać pracę ludzi, wyręczać ich w realizacji monotonnych zadań i dać przestrzeń do skupienia się na wyzwaniach wymagających większej kreatywności. Tajemnica sukcesu modelu współpracy człowiek – maszyna kryje się w sformułowaniu „odpowiednio wdrożona sztuczna inteligencja”. Poznamy model systemu zarządzania, w którym ustalono obszary sterowania innowacjami procesu biznesowego – rozpoznanie i hierarchizację funkcji oraz określenie sekwencji czynności we wprowadzaniu sztucznej inteligencji do organizacji.
Opracowanie – dr inż. Małgorzata Kaliczyńska














AEA TECHNIQUE SP. Z O.O. TEL. 32 775 65 24, WWW.AEA-TECHNIQUE.PL
504 126 618, WWW.AUTOMATYKAONLINE.PL
MEDIA GROUP
533 344 700, WWW.AXONMEDIA.PL
ELDAR
POLSKA SP. Z O.O. TEL. 22 737 70 47, WWW.ELESA-GANTER.PL
ENDRESS+HAUSER POLSKA SP. Z O.O. TEL. 71 773 00 00, WWW.PL.ENDRESS.COM
GUENTHER POLSKA SP. Z O.O. TEL. 71 352 70 70, WWW.GUENTHER.COM.PL
POLSKA SP. Z O.O.
71 352 81 71, WWW.HARTING.COM
GMBH
+49 781 93278-0,
SP. Z O.O.
22 863 57 70, WWW.IGUS.PL
NORELEM SP. Z O.O. TEL. 48 572 895 704, WWW.NORELEM.PL
OPTRIS GMBH TEL. +49 30 500 197-0, WWW.OPTRIS.COM
PTAK WARSAW EXPO TEL. 48 518 739 124, WWW.WARSAWEXPO.EU
POLSKIE TOWARZYSTWO WSPIERANIA PRZEDSIĘBIORCZOŚCI SA
TEL. +48 32 209 13 03, WWW.PTWP.PL
SIEĆ BADAWCZA ŁUKASIEWICZ – PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP TEL. 22 874 00 00, WWW.PIAP.LUKASIEWICZ.GOV.PL
ZIAD BIELSKO-BIAŁA SA TEL. 33 813 82 00, WWW.ZIAD.BIELSKO.PL