2 Packaging Evolves to Meet a Maturing Craft Brew Landscape
For the first time in recent memory, in 2024 craft brewery closures outpaced openings. Bart Watson, president and CEO of the Brewers Association, describes a maturing market grappling with tariffs and can MOQs while eyeing private label.
6 Market Garden Breweries Builds Runway for Growth into Tight Quarters
With a new rotary filler/rotary seamer at its heart, a nearly all-new packaging line is now humming along at 100 cans per minute. Future-proofing the line meant building in a lot more capacity than is needed—for now, at least.
12 How to Get Your Operations
Past CO2 Supply Uncertainties
Carbon dioxide supply was already looking dicey before the pandemic,but conditions worsened afterward. Here are some innovative ways users are overcoming supply issues.
16 Automated Control System Improves Brewery Efficiencies
A building expansion to address capacity challenges brought new questions for Logboat Brewing, which was struggling to control its processes. Remote monitoring and control was a key fix.
18 New Can Line and In-house Shrink Sleeve Labeling Distinguish This Craft Brewer
The Shop Beer Co. decommissioned one canning line and replaced it with another. Also part of its manufacturing mix is an in-house shrink sleeve labeling operation just down the street.
Packaging Evolves to Meet a Maturing Craft Brew Market
For the first time in recent memory, in 2024 craft brewery closures outpaced openings. Bart Watson, president and CEO of the Brewers Association, describes a maturing market grappling with tariffs and can MOQs while eyeing private label.
Packaging World:
What has the packaging equipment market looked like in an era where, for the first time in a while, we’re seeing consolidation?
Bart Watson:
There are a lot of different factors at play. One of the clearest trends is that it’s a tougher time to be an equipment manufacturer, that the secondary market for equipment is stronger, and people are looking there because there’s a lot of value there right now. That takes multiple forms. We’ve long seen breweries “hermit crabbing,” where one leaves [a production and packaging location], and another one comes in [to take advantage of the existing equipment]. That trend continues. A lot of breweries look to just take over a space, and breweries with established brands do that a lot. They look for new spaces, but they don’t want to do full build outs anymore. They identify an area, wait for brewery to go out of business, and then they can move in. They can still customize to their own needs, but they don’t have to go in with all new equipment. More operators have the patience to just wait to take over a space, rather than building everything custom.
That’s an interesting equipment dynamic. But even if the total number unique brewery brands or businesses is decreasing, the number of locations might be more static, and the total volume of beer sounds to be flat. Do I have that right?
Yeah. Most of the closings are still really small breweries. One of the transformations we’ve seen over the last decade or two is most of the breweries that open now are small tap rooms, brew pubs, and hospitality folks. In the grand scheme of capacity, they don’t move the needle much. I think that’s another reason we’re seeing breweries, when they want to scale up, go with a partner [as private label brewer or contract packager] as opposed to building out their own big production brew house. That capacity exists already. It’s much cheaper to test the market that way, than to build out a major facility and hope for the best. But generally, I don’t think we’ve seen capacity change that much. There have been a few bigger facilities that have come offline, but often their equipment disappears into the secondary market and reemerges with growing breweries. The capacity has been pretty stable in recent years.
What are these established breweries doing with their increased capacity, having taken over that capacity from an outgoing brewery?
At production breweries, the desire to build out new capacity is pretty low. When people are expanding, often they’re doing so via contract or partner brewing, finding ways to gain that capacity with lower risk and lower capital expense. There’s just more secondary equipment out there, since closings have risen somewhat, and those prices have stayed low. When openings outpaced closings, you saw stainless was still holding its value incredibly well. There were times where banks would insure the stainless at low cost, because they knew they could get that back what people paid for it. Today, I hear there are some screaming deals out there of very cheap equipment. People are looking at the secondary market as opportunities for breweries who do want to expand, because there is a lot of equipment out there, and you can get at much better pricing.
Sounds like co-man, co-pack, and private label are growing trends in craft brew. What does that landscape look like?
There are two flavors of contract brewing. There are breweries that are speciality-built for it. We saw a wave of that over the last five to 10 years. With breweries like Sleeping Giant here in Denver or Brew Hub in Florida, contract is their main market.
But we’ve also seen breweries that have a lot of capacity lean into that fact, realizing they can use that capacity to produce for other people. And sometimes you see hybrids. Prost Brewing here in Colorado just built a big second facility, and it was built with the idea that they were going to make their own beers, but they were also going to have capacity to contract brew. A lot of the regional craft breweries who have had excess capacity have been looking for people to bring in, looking for partners, looking for people for whom they can brew. I think that’s going to increasingly be part of the landscape going forward.
Bart Watson, president and CEO of the Brewers Association
We’ve been beating the “shift to cans” drum for a few years, and now cans are king. Some breweries have transitioned entirely away from bottles. Meanwhile, aluminum has been topsy turvy lately on several fronts. For starters, minimum order quantities (MOQs) for printed had hit all-time highs during the pandemic. But now, those MOQs seem to be falling to more attainable quantities, even for smaller brewers. Is that the case, and if so, what do you make of this shift?
A lot of breweries had already found workarounds when those minimums (MOQs) went up. They might go through a broker, who might meet an MOQ, but the brewer only buys a chunk of that inventory. So really, brewers adapted their supply chains as those MOQs went up, and I don’t think they’ve necessarily moved them back. Brewers have long memories, and when they get burned with the supply chain, they’re wary to buy back in. But this coincided with craft brewers seeing some of the most challenged sales on package distribution. So you have winners and losers. There are brewers who have leaned back into getting printed cans where they can. It drives cost efficiencies, if you can do that versus a shrink or digitally printed can. But we’ve also seen brewers who have come down in volume with the overall market, so they don’t need as many cans. I remember telling this to can suppliers at the time [when their MOQs were high during the packaging-reliant pandemic years], ‘this is short-sighted, because you’re reacting to a [pandemic era] blip in what the industry looks like, at least in terms of package sales. That’s going to go back down.’ And that’s exactly what happened. Suddenly, there was a lot of capacity available, and craft brewers have seen those package sales also decline. So that’s something else that has re-equilibrated.
The latest wrinkle in aluminum is tariffs, particularly imposed on Canadian suppliers. How are craft brewers thinking about Canadian aluminum?
It’s going to be challenging. Right now, a lot of it is waiting and seeing what exactly it’s going to look like. We’ve had steel and aluminum tariffs in place since 2018, but what’s different now is the administration is talking as if there aren’t going to be any exemptions. In 2018 they put aluminum and steel tariffs on in place under Section 232, but then they exempted most of our largest trading partners, Canada especially. Our math suggests about 10% of every can in the U.S. is using Canadian aluminum. The rest is mostly sourced domestically, with some other countries involved. But they’ve had an exemption, so they have not been part of the tariff regime. If they’re part of the tariff regime, that’s going to raise the cost environment, and that’s going to be challenging for a lot of small brewers. If you go back five or 10 years, a lot of brewers were doing both cans and bottles. Now most brewers are just doing cans. They don’t have a bottling
line that they can pivot to. It’s unclear if they would have pivoted anyway, or what the cost structure would have looked like. But this is going to be a challenge for craft brewers.
I think aluminum is the tariff that we’re more worried about. Steel certainly is going to impact equipment manufacturers, as well. Brew houses, fermenters, fillers, and case packers are made with steel. The cost of steel is up, so the cost of that equipment is going to go up. But for brewers, there’s also that secondary market for equipment. And now there’s some other options. Kegs are in steel, and the vast majority of those are imported. We don’t make a lot of kegs in the U.S., we mostly get them from abroad. Our understanding is these steel aluminum tariffs are going to be on those raw materials only, not finished goods, and cans and kegs are finished goods. But we’re watching. It’s going to be a pain point if costs start to rise. Brewers are going to pivot as much as they’re able, but depending on their warehouse size, you can only stack cans so high, and when you need to buy new ones, if they cost more, you’re going to have to pay more.
Brewers have worked hard to control costs as much as possible in the last few years. But there’s only so much you can do, and it’ll be interesting to see how brewers react. Will they be of eating that cost, and watching their margins erode? Or will they be passing it on to customers? Customers are more price elastic than they used to be. But if you pass it on, you risk losing some of that volume to somebody else who doesn’t go up in price.
What are some packaging format trends or changes that you’ve seen in recent years, or do you expect to see going forward—at the Craft Brew Conference, April 28 to May 1 in Indianapolis?
The shift to cans has been one of the constants. It’s been pretty steady over time. I kept wondering at what point it was going to slow down, but craft brewers now are beyond large brewers in terms of cans as share of package. It’ll be interesting to see if some craft brewers ‘zig’ back into bottles. I heard one brewer saying maybe they’ll go to bottles to stand out, which is one of the reasons people went to cans in the first place.
What about other alternatives to printed cans?
During some of those printed can shortages over the pandemic, we’d seen an increase in interest in some of the other ways to decorate unprinted cans, in shrink sleeve labels or in digital printing. Some of that has persisted.
Digital printing has been gaining a little bit more traction over time, as it has become a little bit more cost competitive, and as the technology has gotten a little bit better, a little bit faster.
We’ve also seen label designs go everywhere. Some are as bright and colorful as possible, and some have moved back toward more simplicity counter to that. They’ve moved toward white and blank space on cans to try to stand out. On a shelf where everybody’s multi-colored and rainbow, a white, clean appearance actually helps you stand out more.
Anything new in multipacks?
You still have variety packs, but fewer of them. Some of that has been at the expense of the original variety pack and craft, which is seasonal, and seasonal have struggled. Newer variety packs might just be IPA creeping into a new place, and variety packs of different types of IPAs taking over the place of seasonal brews.
With seasonals struggling, does that mean SKU proliferation is slowing? Are craft brewers looking to streamline their offerings?
We’ve seen brewers looking to simplify their portfolios, which has helped them simplify their packaging and scale so they can save on costs. Distributors and retailers have been looking to cut shelf space anyhow.
The fewer brands and fewer SKUs you have, the more the distributors love you. Brewers are picking their lead horse varieties, and it’s been helpful for a lot of brewers’ distributor relations. That’s what the market wants right now—it doesn’t want a ton of different flavors and varieties from breweries. There are so many breweries to choose from already.
How about secondary packaging? Are brewers moving toward cartonboard or paperboard multi-packs?
Yeah, we’ve certainly have seen some of that. That’s just another billboard for creativity. When you get that full design all around the product, that lets you do your branding and your designing a little bit differently. It can be more cohesive than it would have been just with six packs with some sort of [can handle] holder on top. Speaking of those, we have seen some of the six pack holders on top change, too. Some are minimalist in plastic, while others using paperboard or molded can rings and other things. We’re seeing some innovation in secondary packaging, and packaging in general. —Matt Reynolds
A Great Beer Deserves A Great Label
Let Weber show you how you can improve your labeling so that your product presents as good as it tastes. High-quaity materials and amazing prices.
Eye-catching digital labels
Labels that stick to wet cans or bottles
Efficient easy-to-use label applicators
Unique materials to enhance your products
Reliable date coding
Weber is a family-owned company with 90 years of experience helping people like you meet all your requirements for successfully labeling your beverages.
Scan to visit our website to get a closer look at our craft beer labels and labeling solutions. Or call us at 1.800.843.4242. u at Or
Market Garden Breweries Builds Runway for Growth into Tight Quarters
With a new rotary filler/rotary seamer at its heart, a nearly all-new packaging line is now humming along at 100 cans per minute. Future-proofing the line meant building in a lot more capacity than is needed—for now, at least.
By Matt Reynolds, Chief Editor
Spanning the range of familiar formats that constitute the craft brew universe—and all within a couple of walkable blocks in Cleveland—are Market Garden Breweries. Founded in 2010, Market Garden Brewery is a taphouse and gastropub that serves beer mostly on tap and has a full menu for in-person occasions. Its nearby Nano Brew Cleveland cousin is more of neighborhood bar and burger joint, but it’s also a specialty pilot brewery—a laboratory for mad scientist brewmasters. And most interesting to us at Packaging World, in a beautifully repurposed older building behind the main taphouse parking lot, Market Garden Craft Brewery represents the production wing of the business. In that facility, always-improving packaging lines provide the scale, speed, and volume to supply wide swaths of Northern Ohio, Central Ohio, and most recently, Western Pennsylvania. New equipment acquisitions, capped off by a new rotary filler/seamer, have the brewery growing its reach and business, even as the wider craft brew industry contracts around it.
Co-founder Andy Tveekrem’s auspicious beginnings as one of the nation’s pioneers in craft brew, and current status as an industry stalwart and advocate, have equipped Market Garden to navigate a changing and challenging landscape. Early in his career he was brewmaster at venerable craft brew trailblazers Great Lakes Brewing Co., then Frederick, then Dogfish Head, before coming home to Cleveland with Market Garden in 2010. Today, he’s past president of the Master Brewers Association (2021-2022) and active in their local District Midwest. For our purposes, in his role as brewmaster at Market Garden, Tveekrem has been active in improving packaging equipment.
Filling and seaming transformation
Like so many other craft brewers in the past decade, Market Garden has lived through the shift away from bottles and toward aluminum cans as the predominant packaging format.
Filling and seaming is done on a 100 CPM 12-head rotary filler with a three-turret rotary seamer.
Depalletizing happens in the warehouse, where brightstock cans are single-filed and conveyed through a wall to the packaging hall.
“But when I looked at some of the canning equipment [available for small volumes] going back to 2014, I was mildly horrified at what I saw. That’s why got excited when I heard Pneumatic Scale Angelus (PSA) [a BW Packaging company] was coming out with the CB50 filler,” Tveekrem says. “It’s a company that’s known for, and maybe invented, the double seam. I figured they’re going to engineer it correctly, and that seaming would not be an issue. They’ve taken the same seaming chucks and equipment that they use on their high-speed, 2,000 per minute lines, and applied them for the smaller brewer.”
still had left was an older canning line with a half-high depalletizer,” Tveekrem says. “It was clunky and slow, and once we got rid of the bottling, it was absurd to have just half a room with this weird configuration. We had cobbled it together over the years, so it was really squeezed in tight.”
In a bid to future-proof production, Tveekrem and team designed the new line to accommodate speeds much higher than the incoming filler’s max line speed of 100 CPM, all the way to 300 CPM. The company will be ready if growth requires even newer, faster filling operations. Market Garden enlisted Peter Viiberg, local integrator and owner of Vee-Pak, Inc. (VPI) to help specify the ancillary equipment that would surround his new filler, with an eye on buying locally when possible.
Upstream upgrades
The first piece of equipment on the new line, from early 2023, was a full height depalletizer from GR-X, a local Michigan OEM recently acquired by Ska Fabricating. With space in the packaging hall at a premium, the machine resides in the adjoining warehouse, where cans are depalletized and single filed, then travel through a window into packaging operations on the other side of the wall. There, a GR-X lowerator takes cans down to operating height, around 40-in off the floor.
By 2018, the Market Garden was focusing on canning operations. For about a year, the brewery acted as a beta tester for the now-ubiquitous CB50, which is a 50 can-per-minute (CPM) six-head in-line filler with single-head in-line seamer.
“We’ve had a really good relationship ever since,” Tveekrem says. “We provide them a lot of data on how the equipment’s running, the oxygen content, and the fill heights. They would have their people come up [from the nearby Akron, Ohio area] to do test runs, and even have potential customers come by and look at it.”
The existing CB50 had been a workhorse, and PSA has been keeping it up with upgrades and improvements as they came to market. Before long, PSA brought a 100 CPM in-line filler to market. Soon after that, PSA set its sights on a newer version of the CB100, an isobarometric counter-pressure rotary fill/rotary seam version. Market Garden once again volunteered to beta test the 100 CPM line, but Tveekrem had his heart set on that not-yet available dual-rotary CB100R, so he would have to wait for the first one to roll off the line. Just knowing that that CB100R was coming down the pike later in 2023, Market Garden began upgrading its upstream and downstream equipment in earlier in the year.
“We had already gotten rid of the bottling line, but what we
“It’s nice, with soft rubber fingers that gently convey the cans downward. We run mostly 12-, and some 16-ounce cans. It’s able to do 19.2-ounce cans, but we haven’t tried that—we’d have to make some adjustments first. In theory, we could even do slim or sleek cans, but we’d have to buy some downstream change parts that we don’t need quite yet,” Tveekrem says.
Watch a brief video of the Market Garden canning line in action by visiting pwgo. to/8663 or scanning the QR.
Single-filed, lowerated cans are then conveyed through another new set of equipment—an AFM shrink sleeve applicator and attendant steam shrink tunnel from the same OEM. Outside of a handful of mainstay beers, Market Garden tends to be a higher mix/lower volume operation, so shrink sleeving, both in-house and in-line, is an important new trick. Market Garden previously didn’t have shrink capabilities at all, much less in-line. Shrink sleeves had to be applied to bright cans elsewhere, then brought into inventory in the warehouse. That’s done in-line today, with rollstock supplied by local Blue Label Packaging Co., a Columbus, Ohio firm with digital printing capabilities.
“Also, we’re seeing a lot of direct-print cans. It’s now becoming more viable because the prices are steadily coming down,” Tveekrem adds. “So that’s promising too.”
Still, economics dictate the use of traditional printed cans when at all possible. Recently lowered minimum order quantities (MOQs) from can suppliers have Market Garden moving in that direction where it makes sense. When running printed cans, the shrink sleeve applicator and heat tunnel can simply be turned off. Cans are conveyed through the equipment untouched and at speed.
“Our highest volume beer throughout the year is our Shandy, so last year we started getting printed Shandy cans,” Tveekrem says. “Now, since the volumes for the amounts that you have to commit to keep dropping, we’re looking at getting four more of our core brands in printed cans and backing off on the sleeves as much as possible. The sleeves look nice, but they’re just an extra burden to have to apply.” Shrink sleeving is just one more operation where mistakes and scrap can happen, and sleeve rollstock is an additional input cost.
“And then there’s the whole issue of not being able to recycle them, which is kind of a big thing,” he adds.
After the steam tunnel, roughly 400 cans’ worth of accumulation on a winding, double-backing length of Dorner lightweight conveyor helps build up some buffer in the system ahead of filling operations. Also prior to filling, a Carleton Helical Technologies inverter/reverter orients each can for an ionized air rinse, and while temporarily inverted, a Keyence inkjet coding/ marking station adds “best by” and “packaged on” date codes. Depending on the product, a third line of text is available for printing—possibly an ABV% to keep from surprising folks with, for instance, a 12% ABV barleywine product.
Tveekrem says. “We snapped it up for pretty good price and integrated it. Beyond the primary metrics, you can also get calories and other fun details. It’s all the stuff you would want to have in your off-line analysis, but you also have it in-line.”
“The Keyence sales rep is also your application engineer, so when the ‘sales’ guy comes by to see how things are going, he can also make suggestions and get the thing working even better,” Tveekrem says.
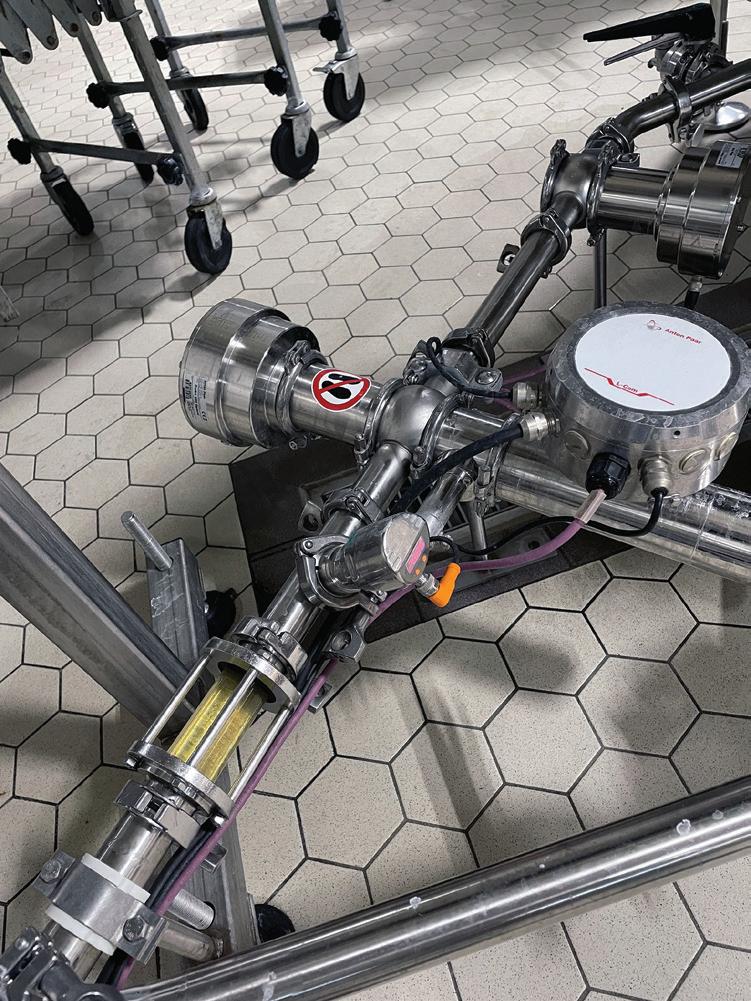
Setting aside the canning line inputs, the beer itself is pressure piped into the packaging hall. Immediately before entering the filler, the beer is analyzed in-line via a nifty Anton Paar beverage analyzer. The equipment for dissolved oxygen (DO), CO2, liquid density, and calculates the precise alcohol by volume percentage. This isn’t a common step for craft breweries at Market Garden’s volume, demonstrating the company’s commitment to quality.
“It’s a unit I found at an auction from Anheuser-Busch. It’s a pretty impressive cluster of in-line instruments and a display,”
Market Garden brought shrink sleeving operations in-house, allowing for flexible can decoration for lots of different SKUs of shorter run products where larger orders of printed cans don’t make sense.
Speaking of off-line analysis, Market Garden does that, too. A QC station resides in the center of what’s lovingly called the line’s “horseshoe” central operating areas, surrounded three sides by the shrink sleeving, inverting/ codling/marking operations, and filling/ seaming operations, respectively. It’s used for off-line dissolved oxygen and CO2 checks via a Pentair Haffmans analyzer/piercer, and employes data entry and seam analysis via a OneVision seam inspection system.
New rotary filler/seamer
By August of 2023, with the front of the packaging line fully updated, PSA’s latest CB100R—a 12-head rotary filler and threehead rotary seamer—was ready for integration. Market Garden’s machine was the first CB100R to exit the loading docks at PSA, as he had agreed to be the beta-test guinea pig for his OEM neighbors to the south.
“We really didn’t need a faster filler for the capacity,” Tveekrem says. “At our barrelage of around 8000 barrels per year, we could have gone along at 50 per minute for probably another
In-line analytic instrumentation (left) monitors dissolved oxygen, CO2, liquid density, thus alcohol by volume (ABV) percentage ahead of the filler. Meanwhile, an offline QC station adjacent to the line allows for spot-check quality control (above).
decade. It was really a quality-improvement decision. With the linear, open atmosphere filling machines, there’s only so much you can do with them from [from a dissolved oxygen pickup standpoint]. Also, we wanted to get into counter pressure and then getting it all rotary—on the seamer too—was a big plus. It’s where I think packaging should be; it’s certainly where we were with bottling back in the day. We wanted better dissolved oxygen (or complete lack of it), and better, more consistent fill heights across the all the filling heads. We knew this machine could deliver that. Running higher carbonation levels in various beers/ciders is also a big benefit for us. You can’t do that with in-line filling.”
Even though speed wasn’t a motivation, it has been a nice perk. It used to take a full week to run a full bright tank of shandy, now Market Garden can do that in two days of regular shifts, no extra hours.
“Being able to run at your rated speed consistently is a really nice thing,” he adds. “And as you can see, it’s just a beautiful piece of equipment with a nice Allen-Bradley HMI package.”
The Rockwell controls package includes logic to self-adjust if it detects that the system is under filling over a certain number of cycles. Volumetric fill information for each unit fill, taken at each filling head, is recorded in real time. That means automation can catch and correct for overs and unders, or operators can intervene
and manually adjust a low-filling head to, for instance, add 2 mL to each fill.
“It’ll start ramping up and adjust itself, which is kind of cool,” Tveekrem says. “Also, it features what they call under-turret gassing, pushing inert gas through slots just at the point of the lid being indexed onto the can. A lot of lines will have an actual tunnel where the cans are coming through and they’re flooding that whole tunnel with gas. This is doing it right there at the point of the lid going on. That system is integrated into the CIP, so when we’re doing our cleaning cycle, that’s where cleaning solution can be introduced through those ports. We’re kind of crazy about CIP around here, which I think PSA likes about us. We can anticipate some cleaning issues other breweries probably don’t.”
Immediately following filling, cans pass through a Hueft X-ray low-fill inspection/detection station as yet another means of QC. If you haven’t noticed, there’s a remarkable and rare amount of QC going on throughout the packaging line.
End of line
Upstream equipment improvements tend to push bottlenecks downstream, and this packaging line upgrade was no exception. After the new filler/seamer was dialed in, increased speeds necessitated an upgrade in can handle-application. A new applicator from Roberts PolyPro, a ProMach brand, now adds can handles at 12 at a time in a 2x6 configuration for two six-packs. With a few change parts, the equipment can also handle or 3x4 for three 16-oz. four-packs.
Meanwhile, an off-line Switchback tray erector in the warehouse uses hot-melt adhesive to erect printed 24-pack
Can handle application sped up from six- to 12-at-a-time ahead of manual tray packing into 24-count printed trays.
Tray packing and palletizing is manual now, but look for Market Garden to move toward automated cartoning soon.
trays, sending them through another window in the wall via skate conveyor into the packaging hall. At an adjacent pack-out station, operators hand-pack the trays with multi-packs, or sometimes, with loose cans. Can handle multi-packs tend to go to retail, and loose cans, often 16-oz. formats, are frequently bound for sports stadiums and event arenas.
What’s next?
Tveekrem and Market Garden have been discussing two pieces of equipment—a pasteurizer and a cartoner. Pasteurization could expand the company’s regional reach, but the sheer size of
the equipment makes it impractical for now. The cartoner idea, though, might have legs. Two factors have kept Tveekrem and Market Garden from pulling the trigger. The size of the equipment itself, and space the cartonboard inventory would consume, is one constraint. The one-time capital outlay for the equipment, plus the ongoing expense for a consumable like cartonboard, is the other.
“And of course, every time you print something new, maybe for a new variety or format, there’s another printing plate, and there’s another cost,” Tveekrem says. Regardless, he’s pretty gung-ho on cartoning next.
“It’s great billboarding. You can you build these nice little cubes or boxes, and it’s great branding out on the shelf that looks more professional,” he says. “But also, if you do multi-packs with three cans of four different beers, which we do, it could really help with that. We pack them all by hand right now. You can get the lanes situated such that one person’s filling this lane, and another person’s filling that lane—it’d be a whole heck of a lot easier to just run it into the machine and have it box it all up for you.”
And remember, even though the filler/seamer is still new and humming along at a cruising speed of 100 CPM, the line is really built for 300 CPM. Any new equipment, like a cartoner, would surely follow suit. While the brewery might not have much production space left to grow into, it still has plenty of runway in front of it to grow in terms of volume and throughput. That ace up Market Garden’s sleeve makes for a promising future. ●
STEAM POWERS THE WORLD
Precision, Consistency, and Control in Every Batch
Brewing exceptional beer demands precise temperature control, consistent steam delivery, and reliable performance at every stage. Miura’s advanced steam systems provide brewers with the flexibility, efficiency, and reliability needed to craft high-quality beer while optimizing energy and water usage. With Miura, your brewery stays ready to meet production demands without missing a beat.
Explore how Miura’s steam systems ensure flexibility for expansion and fluctuating demands, visit www.miuraboiler.com
How to Get Your Operations Past CO2 Supply Uncertainties
Carbon dioxide supply was already looking dicey before the pandemic, but conditions worsened afterward. Here are some innovative ways users are overcoming supply issues.
By Aaron Hand, Contributor
The COVID-19 pandemic brought with it so many changes in how the food and beverage industry operates—and wreaked so much havoc in how the supply chain works. In many cases, the pandemic exacerbated situations that were already in motion.
The supply of carbon dioxide is one situation like this. Its supply was already looking dicey before the pandemic. It was worsened by conditions seen during the pandemic, and has improved to a point since, but it is far from a stable supply and industry will continue to be threatened by short supplies and exorbitant prices.
There are several companies and organizations that are working on solutions to this very significant challenge. They’re developing new ways to access and recover the CO2 that’s being produced, they’re creating cleaner sources for creating CO2 in the first place, and they’re enabling alternatives to CO2 for some of the use cases.
Recovering CO2 byproduct
Brewers produce CO2 primarily in their fermentation process and use CO2 not only for the bubbles in their beer, but also purging of bottles, cleaning of vessels, etc. “The average craft brewer is making CO2 through fermentation every day they’re brewing, and then they’re buying it from a third-party supplier,” says Amy George, president of Earthly Labs. “We help them recover what would be waste and then avoid the CO2 costs—not only those costs of the CO2 molecules that they need to carbonate the beer and package and purge, but also the delivery fees, and they oftentimes are renting tanks, and then they have surcharges or other accessorial fees that come throughout the year.”
The Earthly Labs system is called CiCi—offered in different sizes and scales as CiCi (Oak), the company’s first commercial carbon capture product, about the size of a doubledoor refrigerator; CiCi (Elm), a larger system that leverages standardized, modular skids; and CiCi (Teak), a smaller unit. All three models operate on the same principles: CO2 is captured off a fermentation tank, run through pre-scrubbing steps to remove any foam or water that’s in the gas, scrubbed to remove volatile organic compounds (VOCs) and other impurities; and then
Looking for a way to improve the reliability of its CO2 supply, Maine Beer installed a system to capture the CO2 produced in its fermentation process.
liquefied inside a chiller to be provided to the brewer as liquid CO2, which is easier to store.
Maine Beer, a craft brewer in Freeport, Maine, just north of Portland, has been using the CiCi (Oak) system since November 2022. “It takes our naturally produced CO2 from fermentation and goes through a series of drying, compressing, and chilling to put it into liquid phase under pressure, where we store it on site,” says
Dave Love, sustainability manager for Maine Beer. “We have the CO2 storage from the reclaimed CO2 hooked directly into our main CO2 line so that way we can blend it with our bulk CO2 that we use in production.”
Maine Beer purposely sized its CiCi system small for the amount of beer it produces (40,000 barrels in 2023) so that it continues to use third-party CO2 as well. “The main reason why we didn’t size the unit to cover 100% of our CO2 is because we don’t want to ever be reliant on one infrastructure, just for the sake of business security. So we still have our bulk CO2 contracts that are coming to fill our tank, albeit now 40 to 50% as often as they were previously,” Love says. “It’s a good way to appease the security aspect. We’re no longer reliant on bulk, we’re no longer just reclaimed, we can do either.”
CO2 is used in several different places at Maine Beer. “We are right now using CO2 in our cellar processes, so that’s creating head pressure for our transfers whenever we’re going into the centrifuge. And then coming out of the centrifuge, we’ll use it to carbonate,” Love says. “In addition to that, whenever we dry hop, we’ll need to introduce CO2 to the system as sort of a blanket gas.” CO2 is also used to purge bottles on the bottling line, to purge kegs on the kegging line, and to pour beer.
Initially, Maine Beer was able to capture about 240 lb of CO2 a day. “But after making a few changes to the system—in the programming, as well as a hardware upgrade for our chiller unit—we’re up to 360 lb a day, so it’s increased by almost 50%,” Love says.
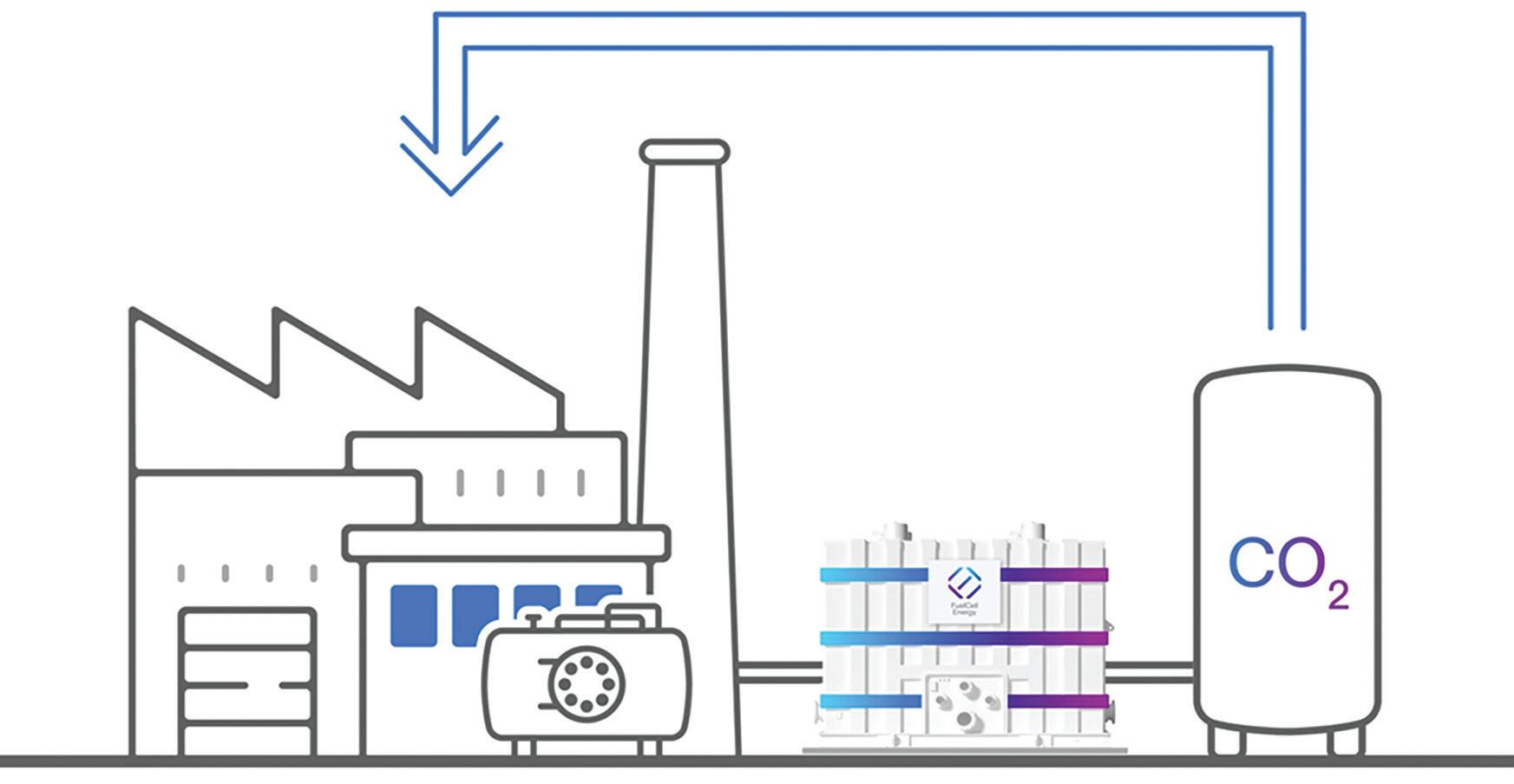
CO2 from power creation
FuelCell Energy’s CO2 Recovery platform also helps craft brewers capture CO2 from their operations, but it pulls that CO2 from the exhaust streams of coal- or gas-fired power plants. The system could be used in any plant that uses natural gas or boilers to power its processes. But it makes most sense in a plant that needs CO2 for its processes, therefore using the recovery system as a value stream for the plant, helping to reduce operational costs and supply chain issues.
To operate, the company’s molten carbonate fuel cell needs a methane-rich stream coming in, and then the system separates out the CO2 molecules. “We’re not using combustion in this process,” Lindsey Cole, sales director for food and beverage at FuelCell Energy, explains. “This is a chemical process that happens as just part of how the fuel cell creates electricity, CO2, and heat.”
The liquefied CO2 is stored at the manufacturer’s facility to be used in processes there. For beverage producers putting CO2 into drinks, the CO2 is purified to beverage grade (following ISBT standards) before being stored on site. “Our anode gas—the gas that’s coming off of the fuel cell to begin with—that CO2 stream is super, super pure, so it doesn’t take us very much to get it up to that beverage-grade level vs. other sources that you look at that are combustion-based,” Cole says.
In FuelCell Energy’s recovery process, fuel cells electrochemically react fuel and air to create power. Heat also comes off the fuel cells, creating another value stream. “You’ve
got the CO2, the power for the plant, as well as heat, so we could put this heat as hot water back into the boilers,” Cole says.
Fuel cells can be configured as microgrids, supplying power during normal operation and in the event of a disturbance. “Our smaller unit is the 1.4 MW, and that gets downgraded a little bit to offset for the production of the CO2 itself,” Cole says. “They’re typically running 24/7, and we’re making CO2 in that process. Our 1.4 MW makes about 10 tons of CO2 a day. Our larger unit, the 2.8 MW, is making 20 tons a day.”
A small bottler will likely not have more need than 10 tons a day, Cole adds. “If you’re looking at a larger meat processing plant, they’re using 30 to 50 tons a day.”
The sustainability factor
Not only are companies helping to moderate their supply chain issues, there are added benefits related to sustainability.
“We’re pulling off flue gases from their boilers, so we do help reduce their emissions, and we are a cleaner source of power than most grids,” Cole says. “So you have a sustainability aspect in there for sure.”
In late 2022, Maine Beer installed a CiCi (Oak) system from Earthly Labs to start capturing its own CO2 supply from its fermentation process.
Earthly Labs was really launched, in 2016, as an environmental initiative. Having worked for a software company that monitored emission sources from large-scale manufacturers (helping them to manage their production and emissions at the same time), George knew there was an opportunity to put the technology into different markets to address climate change.
“Most of the activity had focused on really large-scale emitters, but a lot of the environmental action was happening in mid to small business,” George says. “I thought, ‘Let’s take this tech out of legacy industry and put it in faster-moving markets that have smaller sources, and therefore the cost is lower.’ If you can find some value drivers for them, then they’re going to be motivated to implement it.”
The sustainability aspect is often an important one for craft brewers, and for Maine Beer, sustainability has been a major win with the CiCi system. In the past, when the brewery fermented its beer, they had to be very careful about CO2 ventilation, Love explains. “Since then, we’ve been able to cut our power expenditure for overall CO2 ventilation. Because it’s being directed
and captured in a responsible way and not just going on the cellar floor, we’ve reduced our fan speeds by 50%, which during the wintertime is great because we’re no longer sucking in cold air,” he says. “We’re saving on our heating and ventilation, as well as making a safe environment. Our overall ambient CO2 levels have drastically dropped.”
Keep production going
Ultimately, the various solutions around CO2 are just about keeping production up and running. “We have had customers experience significant revenue loss not being able to get CO2, so they’ve lost thousands of dollars,” George says. “We have seen regions of the world where they just simply couldn’t get CO2 for months at a time. That really compromised their business to the point where some of the breweries just didn’t make it.”
Capturing CO2 on site is an insurance policy for keeping your production running, George adds. “Someday, we think it’ll be commonplace for brewers to have CO2, and for all of us to look at emission sources in a different manner.” ●
THE INDUSTRY LEADER IN SANITARY TWIN SCREW PUMPS
Automated Control System Improves Brewery Efficiencies
A building expansion to address capacity challenges brought new questions for Logboat Brewing, which was struggling to control its processes. Remote monitoring and control was a key fix.
By Aaron Hand, Contributor
Logboat Brewing opened its doors in 2014 to bring craft beer to Columbia, Mo. There were a couple local pubs, but no distributing brewery. And in a town that’s home to the University of Missouri, “there was a definite need for more beer,” says Josh Rein, head brewer and cidermaker for Logboat.
In fact, by 2018, Logboat was butting up against the capacity in its existing building footprint. As it continued to try to meet a growing market demand, the brewery was able to expand the facility, building a 12,000-sq-ft addition to the east side of the existing 7,000-sq-ft building. “That gave us capacity for a packaging hall, more packaging tanks, other peripheral equipment, some offices, and a warehouse,” Rein says.
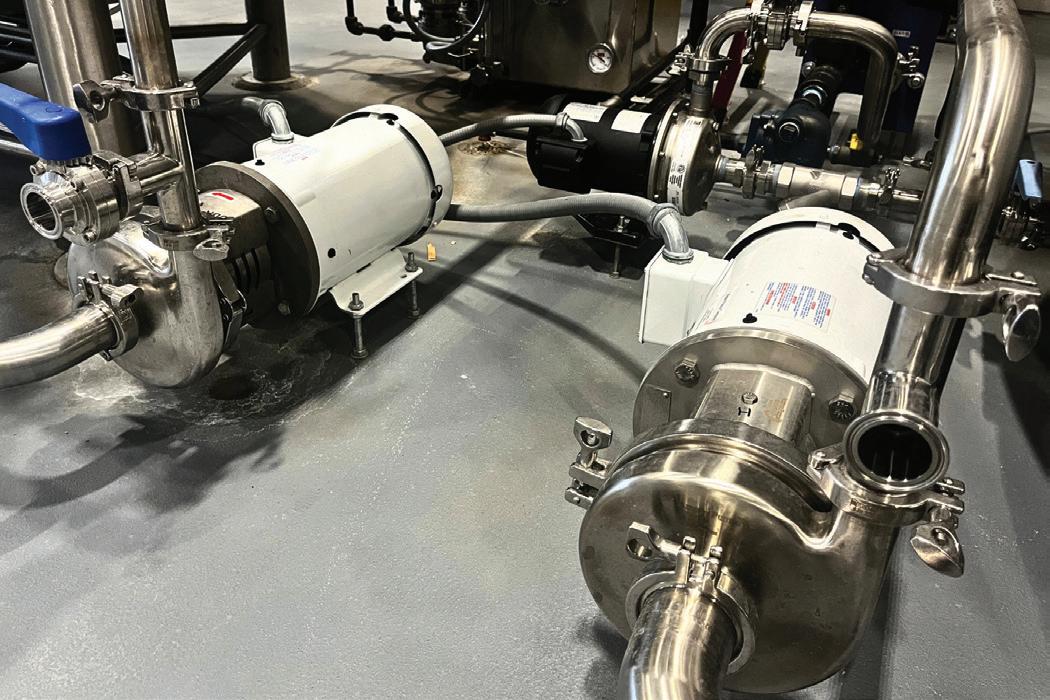
But the extra space also added new complexities, particularly in managing the brewing process across a larger space. “We had the original cell in the brew house, so we needed to get fermented beer into the room with a packaging line and all the brite tanks,” Rein explains. “I needed to pump finished beer about 200 ft. away. We have hard-mounted pumps that pump the beer from tank to tank, but we’re controlling all of that. We needed to control those pumps that were going to be in a separate room from the receiving tanks. So that’s what we were looking at.”
After expanding its building and operations,
found
Logboat Brewing develops a range of unique beers, including seasonal varieties.
To address these challenges, Logboat Brewing turned to Integrated Facility Services (IFS), whose team proposed a comprehensive automation solution to streamline operations and enhance efficiency. This included the installation of custom-built control panels featuring Reliable Controls, which allow real-time monitoring and adjustments of temperature, pressure, and flow rates.
“In processing beer through our centrifuge, we need to be standing in front of that machine to operate that,” Rein says. “So I needed some controls that allowed me to make adjustments to the input into the machine through pump controls and some other temperature controls and things like that.”
Rein had started looking into solving the issues himself through known controllers and other solutions he had in the building already. “But [IFS] came in with a much more slick design that was way more cost-effective as well,” he says.
Remote control for real-time adjustments
Logboat can now monitor and adjust its brewing systems both onsite and remotely in real time. The brewers can precisely control the water temperature used in the brewing process, which is critical to ensuring the high quality of Logboat’s signature beverage products.
A key enabler of this are the mirrored human-machine interfaces (HMIs) in two different rooms, Rein notes. “When we are operating pumps in one room, you could stand at the screen in another room and watch things move and change in real time so
Logboat
it difficult to communicate between systems as it transferred fermented beer to another room with packaging and brite tanks.
that, no matter where you’re at, you know if a pump is on or off, what the speeds are, and you can control the same machines from two different points in the building.”
The alternative involves two people using walkie-talkies to communicate about when to turn the pumps on and off, Rein says. “It gives us the ability to have one person operate the entire process of transferring a batch of beer from the fermenter to the packaging tank through the centrifuge—and save them a bunch of steps in the process.”
One of the key components of the solution was the installation of variable-frequency drives (VFDs) to direct the water flow between the brewing house and the canning lines. This allowed Logboat to adjust water flow on demand—with higher throughput for clean-in-place (CIP) processes and the ability to dial that back
to ensure gentle handling of the beer and extending the lifespan of the equipment.
“Being able to run a 5 hp pump at 20 or 30% of its capacity allows us to be able to move the product we need in the timeframe necessary to make things happen,” Rein says. “But we’re also being gentle on the beer, and that’s a very important thing for us.”
The ability to address demand
The building expansion has given Logboat the ability to quadruple its output. “We were kind of maxed out at about 11,000 barrels of beer a year. And with this new space, we have the ability to increase that to 40,000 barrels a year, if we’re fortunate enough to see a demand like that. We already have seen a demand this year get up to around 17,000 barrels a year, so we’ll fill in those gaps pretty quickly there.”
The new capabilities that IFS has installed will be instrumental in enabling that transition. “If we start getting into doing over 20,000 barrels a year, there’s going to be multiple batches of beer getting transferred from room to room in a day,” Rein notes. “So being able to streamline that process to make it simple for the brewers to do their job and then make sure that they’re operating with the highest regard for the quality of the beer, maintaining the quality product through the whole process, requires some equipment and some controls that allow them to not have to worry about that.” ●
New controls enabled Logboat Brewing to monitor and control its pumps from a different room.
New Can Line and In-house Shrink Sleeve Labeling Distinguish This Craft Brewer
The Shop Beer Co. decommissioned one canning line and replaced it with another. Also part of its manufacturing mix is an in-house shrink sleeve labeling operation just down the street.
By Pat Reynolds, Contributor
The Shop Beer Co. of Tempe, Ariz., has seen steady growth since its founding in 2016. No surprise, then, that a new canning line went into operation in early 2024.
“We decommissioned a canning line that was anchored by a six-head ller,” says brewery president Dylan DeMiguel. “That equipment is still in great condition and we’re looking to sell it. We just outgrew it.”
In picking equipment for the new line (see pwgo.to/8665 for a video of this operation), two packaging machinery suppliers represented in the old line were called on once again: Ska Fabricating and Pneumatic Scale Angelus, a Barry-Wehmiller company. Ska specializes in depalletizing, palletizing, and conveying systems, and it’s worth pointing out that The Shop also has two Ska systems at its sister company Handsome
As with most craft brewers, oor space at The Shop is limited, so management was mighty pleased that depalletizer (A), lowerator (B), and ller (C) don’t have too big a footprint. Insets show the 4-count carton of 16-oz cans (bottom) and the 12-count carton of 12-oz cans (top).
The 12-head rotary filler (above) delivers 100 cans/min. Changeover on the cartoner from 4-count to 12-count takes about 40 minutes (below).
Packaging. Located about a mile from the brewery, Handsome Packaging is where full-body shrink sleeves are applied for beverage marketers of all stripes who choose not to buy preprinted cans but don’t want the hassle of applying their own shrink sleeve labels in house. Cans being filled on The Shop’s new canning line are all decorated at Handsome Packaging. According to David Arnce, founder and creative director of The Shop, the existence of Handsome Packaging has a lot to do with the minimum order quantities that various can suppliers were requiring a few years back. “When that came about we saw it as an opportunity for us to not only address our own desire for access to cans in quantities we were comfortable with but also to meet the needs of other beverage producers in the region,” says Arnce.
Operating at Handsome Beverage are Ska’s CIB depalletizer and FAR bulk palletizer. In between the two are the SleevePro400 shrink sleeve labeling system from Karlville followed by a Tornado Tunnel, the latest heat shrinking system available from Karlville. Designed to deliver highquality shrinkage without the challenges associated with steam-based systems, it uses precisely controlled hot air to achieve uniform shrinkage, thus eliminating the need for steam. Also setting it apart is that, like its name suggests, it includes an actual “tornado” section where high-volume air hits the container to shrink the label material quickly and efficiently.
Getting back to the new canning line at the brewery, depalletizing of cans is done on a CIB depalletizing system from Ska Fabricating. An overhead depalletizer, it sweeps cans off one layer at a time onto a platform where line pressure gradually and gently single files them. Then the cans run down a Mini-S-Grip lowerator conveyor also supplied by Ska Fabricating. “That lowerator played a big role in allowing us to shrink our overall footprint,” says DeMiguel.
On their way through the lowerator, cans pass through a Ska ionized air rinser and a Videojet inkjet date coder that puts a code on the bottom of each can. Next is filling, done on a Pneumatic Scale Angelus 12-head CB100R rotary machine that has a threestation rotary seamer integrated with it. “It’s a very efficient counter pressure filler, so our loss is less than 1%, and we run at about 100 cans per minute on the 12-oz size,” says DeMiguel. “It’s just the right system for the growth trajectory we’re on.”
Exiting the filler/seamer on MCE conveyors integrated by
Ska Fabricating, cans pass through a Filtec inspection system that kicks out any cans with low fills. Next is an air knife from Republic Manufacturing that dries the cans before they enter an intermittent-motion cartoner from Smurfit Westrock. It produces either 4-count cartons of 16-oz cans or 12-count cartons of 12-oz cans. Supplied by Smurfit Westrock, the 18-pt paperboard cartons are printed offset in four to six colors.
Changeover from one can size to the other takes about 40 minutes, says Arnce, which he finds very appealing. Perhaps more important is that the machine occupies minimal space. “We went for a year hand packing cans into cartons, so putting that cartoner in was one of the easiest decisions we ever made,” says Arnce. “And the training that came along with it was great.”
One task still done by hand is the erection of corrugated trays and the loading of filled cartons into those trays. Arnce says automating this would be plenty attractive, but space constraints have so far ruled that out. All the same, he’s pleased with how things have shaken out now that the new canning line is in operation. “While we need two operators handling the corrugated trays, we need only two on the upstream depalletizing, filling, seaming, and cartoning operations,” he says. “The line has been a welcome addition.” ●
EXPERIENCE
A BREAKTHROUGH
in packaging & processing
Break out of the ordinary and discover your next big idea at PACK EXPO Las Vegas 2025. Explore the eye-opening show foor, go hands-on with new tech, collaborate with experts and uncover game-changing solutions that can transform your operations.
MACHINERY IN ACTION and materials to explore
NEXT-LEVEL TECHNOLOGY from 2,300 exhibitors
IDEAS & CONNECTIONS spanning 40+ industries
VISIONARY EXPERTISE shared in free on-floor sessions
GRAB AN ALL-ACCESS BADGE FOR JUST $30!
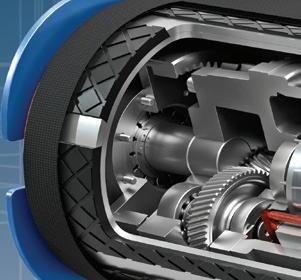
VDG Drum Motors
Maintenance-Free Conveyor Belt Drives
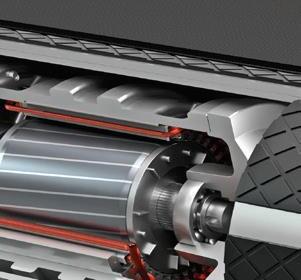
Engineered for reliability and longevity, VDG Drum Motors are designed for 80,000 hours of continuous operation before maintenance, reducing operational and maintenance costs and increasing throughput.
With all drive components enclosed and protected inside the drive drum, VDG Drum Motors provide a safe, efficient, and space-optimized conveyor belt drive solution for material handling applications while minimizing downtime.
Premium-Efficiency Electric Motor
No Routine Maintenance
Lower Cost of Ownership
Increase Conveyor Hygiene
Eliminate Drive Sprockets
Reduce Water Usage & Time for Washdown
For sanitary processing, the SSV Series Drum Motors are manufactured in all-stainless steel, feature an IP69K-rated sealing system, withstand pressure up to 3,000 psi, and drive modular, wire mesh, and monolithic thermoplastic conveyor belts without using sprockets.