


























































































Optimize working posture and increase cleaning performance. Quick-Lock feature easily adjusts to any required length from 34” to 62”.



















6 From the Editor

External factors are forcing operations to do more with less to stay in business.
16 New Product Solutions
Washing equipment, retort/thermal processing equipment, wastewater treatment and pollution control, pest control, and depositing and filling equipment are featured this month.
37 Packaging Technology
An OEE-trained AI layer that helped Tootsie Roll slash line data analysis was on display at PACK EXPO Southeast in February.
47 Workforce Dynamics
Labor challenges are here to stay, which means employers need to adapt their recruitment practices or get left behind.


Investing in Automation to Make a Connected Enterprise Industry 4.0 investments over the last 10 years have paved the way to produce immediate throughput gains and, eventually, AI-based food formulation and supply chain strategies. 8

23 Tech Today: Tools and Strategies for Plant Maintenance
Maintaining uptime is becoming increasingly crucial, which is why data plays a central role in a maintenance plan to keep lines running.
41 OpX Intel: Unlocking HMI Potential
Attendees of an exclusive event believe HMIs can do so much more to improve operations.
29 Dr. Harvey’s
A New Jersey-based pet food manufacturer saw growth in its output after installing a new batch mixer.
32 Westfalia Fruit
An avocado producer is extracting natural dyes from its processing byproducts to fulfill its sustainable mission and improve the bottom line.
EDITOR-IN-CHIEF DERRICK TEAL dteal@pmmimediagroup.com
ASSOCIATE EDITOR CASEY FLANAGAN cflanagan@pmmimediagroup.com
ASSISTANT EDITOR CHRISTOPHER SMITH csmith@pmmimediagroup.com
DIRECTOR OF CONTENT KIM OVERSTREET
CONTRIBUTING EDITORS GRANT GERKE, BRYAN GRIFFEN
ART DIRECTOR KATHY TRAVIS
CREATIVE DIRECTOR DAVID BACHO
ADVERTISING sales@pmmimediagroup.com
DIRECTOR, CLIENT SUCCESS & DEVELOPMENT COURTNEY NICHOLS cnichols@pmmimediagroup.com
PUBLISHER PATRICK YOUNG pyoung@pmmimediagroup.com • 610/251-2579
ACCOUNT EXECUTIVE BRIAN J. GRONOWSKI bgronowski@pmmimediagroup.com • 440/564-5920
SENIOR MANAGER, PRINT OPERATIONS LARA KRIEGER lkrieger@pmmimediagroup.com
FINANCIAL SERVICES MANAGER JANET FABIANO jfabiano@pmmimediagroup.com
PMMI MEDIA GROUP
PRESIDENT DAVID NEWCORN
VICE PRESIDENT, DIGITAL ELIZABETH KACHORIS
SENIOR DIRECTOR, MEDIA OPERATIONS KELLY GREEBY
SENIOR DIRECTOR, EVENTS TREY SMITH
DIRECTOR, DIGITAL MEDIA JEN KREPELKA
DIRECTOR OF MARKETING AMBER MILLER
DIRECTOR, AD TECH AND SEARCH JOAN JACINTO
FOUNDING PARTNER AND EXECUTIVE VICE PRESIDENT, INDUSTRY OUTREACH, PMMI JOSEPH ANGEL
PMMI Media Group 500 W. Madison, Suite 1000, Chicago, IL 60661 Web: www.pmmimediagroup.com
PMMI, The Association for Packaging and Processing Technologies 12930 Worldgate Drive, Suite 200, Herndon, VA 20170
Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
CONNECT WITH US
@ProFoodWorld www.linkedin.com/ showcase/profoodworld

@ ProFoodWorld

DERRICK TEAL | EDITOR-IN-CHIEF
A number of external factors are forcing food and beverage manufacturers to focus more on what they can control to make a profit, which means operations is being asked to shoulder the load.

If there’s something I’ve noticed these past few weeks and months, it’s that food and beverage producers are having to do more with less. That’s not to say the aim hasn’t always been to maximize throughput and minimize waste—it’s a business after all—but external factors are forcing the industry to take more control over the things that they can.
It started with the workforce. The fact that people were going to leave around this time wasn’t surprising. I remember being in high school some 20 (ok, 30) years ago that Social Security was going to collapse because there weren’t enough people in my generation and younger to support the older ones. I think that everyone was caught off guard by how many people exited the workforce at once during the great resignation that the pandemic brought on.
Crop yields and other raw materials have always been a bit unpredictable, but bird flu and poor cocoa and orange harvests, among others, have driven up costs. And those costs are compounded by high inflation.
Then there are the consumers themselves. People typically turn to private label products when times get tough, but things have gotten to the point where makers of private label products are saying consumers are rethinking if they need to make a purchase at all.
These factors, either by themselves or in combination with each other, have reduced profit margins.
Manufacturers have been doing all they can to stay in the black, putting the squeeze on production to get every bit of product they can out the door—literally, in some cases.
While we bring you the equipment and strategies to maximize production in every issue, this one focuses almost exclusively on improving operational efficiencies, from maintenance strategies to workforce recruitment to automation.
Are you doing something similar to what you see in this issue? Totally different? We’d love to hear from you.
dteal@pmmimediagroup.com
EDITORIAL ADVISORY BOARD
CHRISTINE BENSE
CHIEF SUPPLY CHAIN OFFICER
Turkey Hill
GREG FLICKINGER
CEO
American Botanicals
JOHN HILKER
SENIOR VP, OPERATIONS
Kite Hill
VINCE NASTI
SENIOR VP, OPERATIONS
Frozen Assets Cold Storage
JIM PRUNESTI
SVP, ENGINEERING
Conagra Brands
LISA RATHBURN VP, OPERATIONS
T. Marzetti
SCOTT SPENCER
CEO
Quality Harvest Foods
TONY VANDENOEVER PRINCIPAL CONSULTANT
Waterfall Ventures
DIANE WOLF
INDEPENDENT FOOD AND BEVERAGE CONSULTANT
BROOKE WYNN
SENIOR DIRECTOR, SUSTAINABILITY
Smithfield Foods
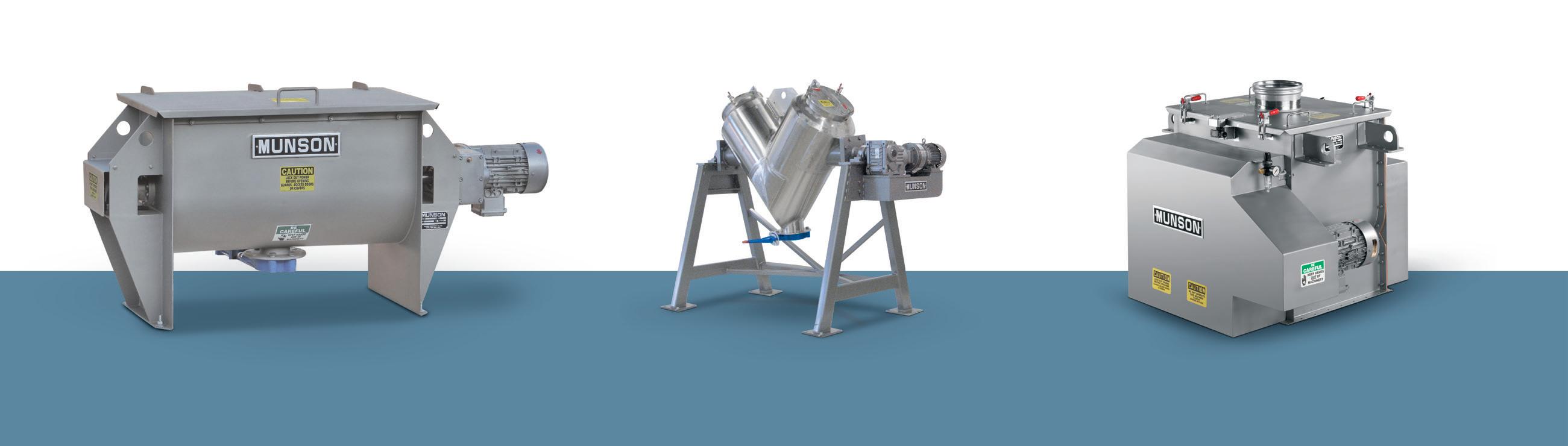
RIBBON/PADDLE/PLOW BLENDERS HANDLE POWDERS TO PASTES
Agitators forced through stationary materials impart shear needed to reduce agglomerates and blend pastes and slurries. Basic industrial units to state-of-the-art sanitary designs with heating/cooling jackets, liquid spray additions, and high-speed choppers/intensifiers. Capacities from 1 to 1,150 cu ft (.03 to 32 m3).
SANITIZE ULTRA-FAST, THOROUGHLY
Smooth internal surfaces free of baffles, shafts and bearings allow unobstructed material flow, plus complete discharge through a gate valve for rapid cleaning or sanitizing of the easy-access interior. Uniform blends are typically achieved in as little as 15 minutes with equal efficiency at fill volumes from 100% to 25% of capacity. Ideal for dry and granular materials.
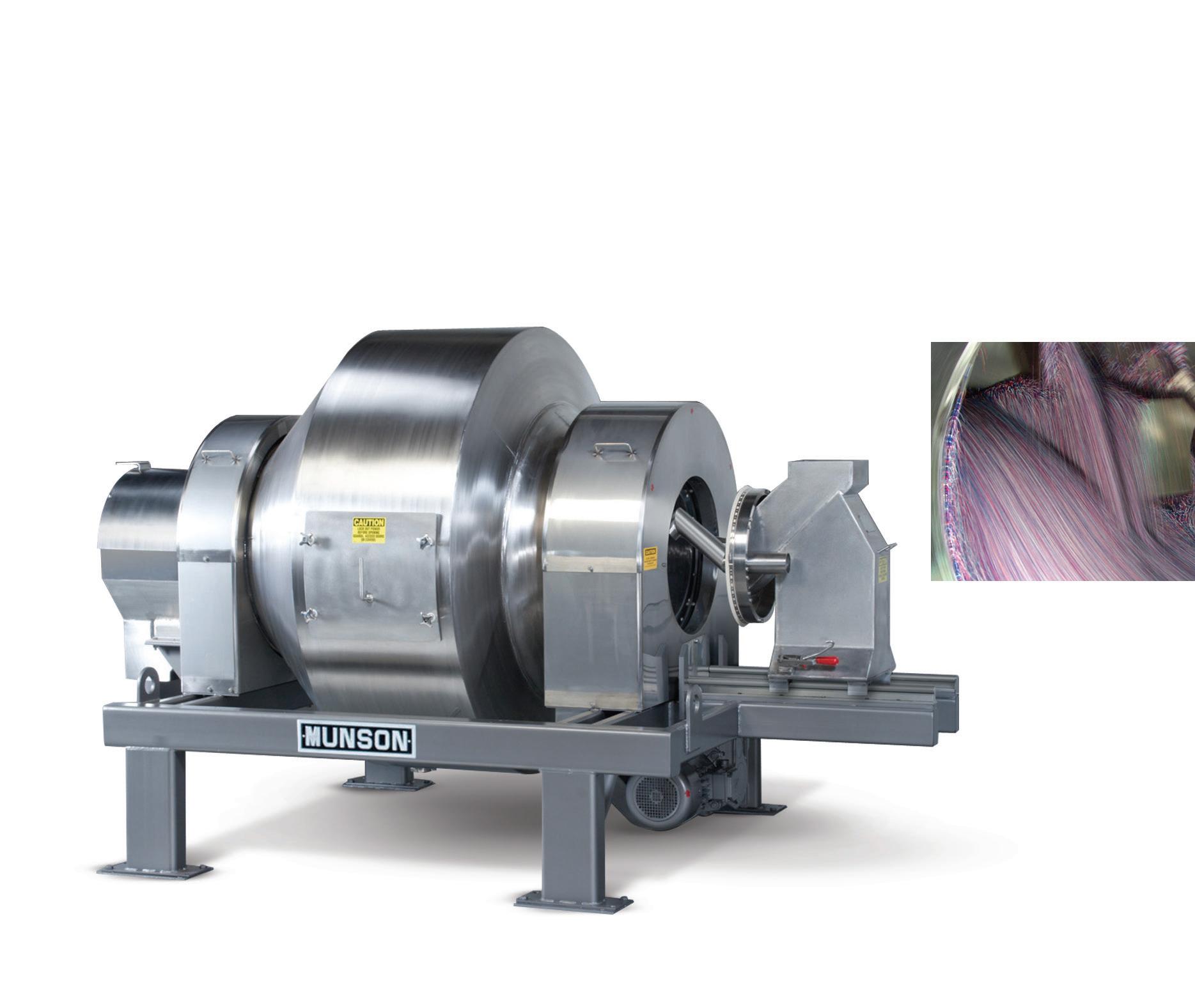
n 100% Uniform blending and/or liquid additions in one to 2–1/2 minutes
n Total discharge with no segregation
n Ultra-gentle tumbling action (versus blades forced through batch)
n Ultra-low energy usage
n Equal efficiency from 100% to 15% of capacity
n No internal shaft or seals contacting material unlike other rotary mixers
FLUIDIZED BED MIXERS BLEND ULTRA-FAST, GENTLY
MUNSON® Fluidized Bed Mixers feature two shafts with paddles that counter-rotate at high speeds to fluidize material, achieving homogeneous blends in 10 seconds to 2 minutes. Low shear forces minimize friction with little or no degradation and insignificant heat generation. Drop-bottom gates provide rapid discharge. Capacities from 0.21 to 283 cu ft (6 L to 8 m3).

LUMP BREAKERS REDUCE AGGLOMERATES, FRIABLE MATERIALS
Remove lumps and agglomerates from bulk foods. Dual rotors with three-point, singlepiece breaking heads rotate with minimum clearance inside a curved, perforated bedscreen. On-size material exits through bedscreen apertures from 1/32 to 2–1/2 in. (0.8 to 63.5 mm) in diameter. Fits tight spaces between upstream and downstream process equipment.


PIN MILLS REDUCE FRIABLE SOLIDS IN CONTROLLED SIZE RANGES
Coarse to fine grinding of friable powders, flakes and granules into controlled particle sizes at high rates per HP/kW. High-speed rotation of the inner disc creates centrifugal force that accelerates bulk material entering the central inlet of the opposing stationary disc through five intermeshing rows of pins. Desired tight particle size distribution obtained by controlling the rotor speed.





As many industry surveys show, large and medium-sized food companies are all in on automation investments for operations. Industry 4.0 investments over the last 10 years have paved the way to produce immediate throughput gains and, eventually, AI-based food formulation and supply chain strategies.

PUTTING ASIDE THE LACK OF BUSINESS CERTAINTY so far, food companies are showing confidence and reiterating strong consumer trends for 2025. Some of these trends include health and wellness, continuous snacking, and demographics that point to strong demand from aging Boomers, Millennials, and Gen Z consumers.
To meet these consumer trends, the food industry has been investing in automation, new equipment, sensing, and system software over the last 10 years, also known as the Industry 4.0 era. These investments aim to connect business units with optimized data, find increased throughput, and better predict uptime with more machine visibility.



Emerson’s Pro.Lean tool connects to a PLC or other devices, and allows an operator to use a wizard tool to configure a dashboard for operators.
“There are more and more tasks within the factory that are now within the scope of automation. And a lot of that is being driven by the economics and commoditization of things like servos, sensors, robotic systems, camera systems that have changed what makes sense to do,” according to a respondent in the Business Intelligence Brief from PMMI, “Using Smart Technologies to Bridge the Gap.”
While automation investments keep progressing, the next step is AI-based strategies with food formulation, maintenance, and supply chains. The stakes are clear for large and medium-sized food producers.
There are so many drivers converging in 2025, including new tari s, equipment purchases, data integrity e orts, cybersecurity concerns in operations, and traceability demands with the upcoming Rule 204 in 2026.
With these business drivers coming fast, The Hershey Company hired its first-ever Chief Technology O cer in 2023, Deepak Bhatia, and his mission was to increase integration between plant operations and the supply chain. In 2024, The Hershey Company completed its ERP implementation of SAP technology and is now going further with its investment.
“We want to continue to drive strong, continuous improvement and productivity in manufacturing,” said Steven Voskuil, Senior Vice President and CFO of The Hershey Company, at the 2025 Consumer Analyst Group of New York (CAGNY) conference in February. “That’s an area I think we’re proud of, but we also have lots of opportunities to expand.”
The big picture on industry trends
On the horizon are changing demographics with Gen Z and Millennials: These two groups in 2040 will consist of 69% of global spending, according to Hershey.
Specifically, The Hershey Company wants more demand signals in the supply chain, so the company recently announced that it chose Kinaxis. Kinaxis’s platform sits on top of SAP and accelerates advanced planning optimization with pre-built templates that connect to all plant operations technology (OT) systems.

“This best-in-class tool uses a combination of machine language (ML), data, and AI to make real-time adjustments to the way that manufacturing and supply chains respond to demand using a combination of ML, data, and response and fulfillment,” said Voskuil.
The urgency for tighter integration is due to evolving consumer trends and acquisitions by large food companies. In recent years, The Hershey Company acquired several brands of salty snacks, such as the popular Skinny Pop Popcorn, Pirate’s Booty, and Dot’s Pretzels.
“Consumer tailwinds are pervasive, but they are especially focused in several key areas and pockets of growth, areas where we’ve seen the consumer continue to evolve, and that creates opportunity for us,” said Michele G. Buck, Chairman, President and
“Companies recognize that automation investments are foundational for future AI integration, predictive maintenance, and operational agility.”
— Markus Guerster, Founder and CEO at MontBlancAI
CEO of The Hershey Company, at the CAGNY event.
“We know that nearly half of consumers are snacking about three times a day and that even when finances are tough for these consumers, they say that they will splurge on food products.”
And on the horizon are changing demographics with Gen Z and Millennials: These two groups in 2040 will consist of 69% of global spending, according to The Hershey Company.
In order to move data and capitalize on advanced data analytics, food companies are evaluating ways to improve data integrity and move actionable information to the right stakeholders. “Companies recognize that automation investments are foundational for future AI integration, predictive maintenance, and operational agility,” says Markus Guerster, Founder and CEO at MontBlancAI. MontBlancAI provides a platform that leverages unsupervised learning of production processes without the need for time-consuming data labeling.
Guerster believes conducting a comprehensive audit of data sources and formats across systems is the first step toward data standardization, along with establishing a unified data model.
“Companies are collecting data and becoming data rich, but information poor in some cases,” says Silvia Gonzalez, Global Director of Software Business at Emerson. “So how do we ensure that companies understand the pain points?”
In PMMI’s “Using Smart Technologies to Bridge the Gap” brief, the top solution for implementing smart manufacturing right now was to “aid maintenance and operations at 44% and second was automating through large language models (LLMs) at 38%.”
Emerson Discrete Automation






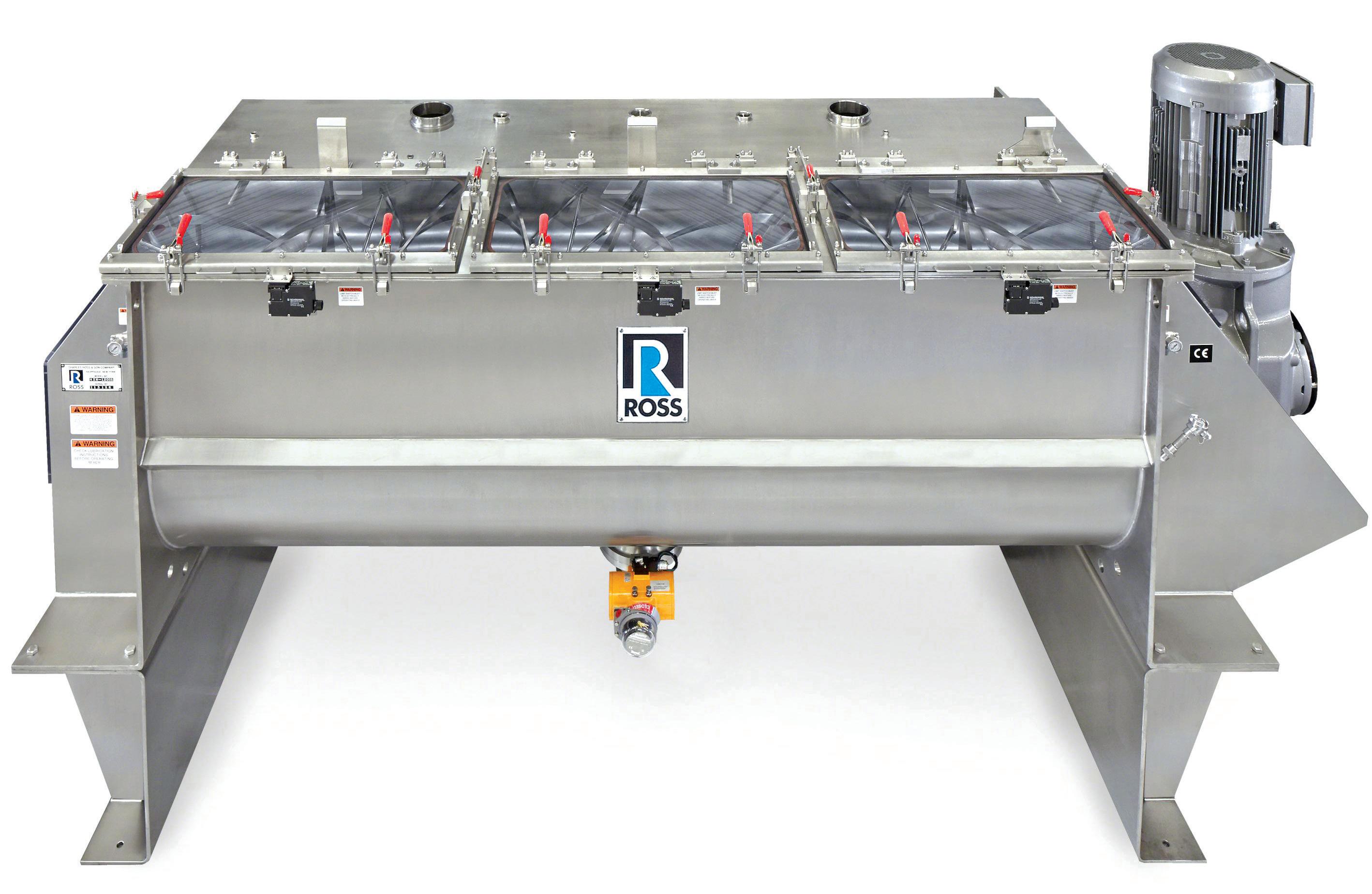
ROSS Ribbon Blenders meet the toughest requirements for quality materials and heavy-duty construction. Standard features include thick stainless steel troughs, low-maintenance gearmotors, BISSC-certified design and much more.
Need a Ribbon Blender customized for your process? ROSS offers MANY options. Complete control systems, spray nozzles for coating, pressure feed vessels and vacuum operation, to name a few.

Used in a wide range of food applications, from granola and drink blends to soups, spices and plant-based proteins, we can customize a ROSS Ribbon Blender for your application.
Sizes from ½ cu. ft. to 1000 cu. ft. A variety of standard models are in stock for faster delivery. Available worldwide.
mixers.com/ribbon-blenders




Group provides a productivity solution aimed at maintenance and operations, called Pro.Lean, which sits on top of the company’s Movicon platform. The productivity tool connects to a PLC or other device, and allows an operator to use a wizard tool to configure a dashboard for operators.
said Passineau. “We know wiring produces errors, and there’s a lot of troubleshooting and maintenance with wires.” Passineau added that the company will also introduce an SPE communication adapter this year.
Consumer preferences drive demand, as Hershey currently has nearly 4,000 stock-keeping units (SKUs). So, food producers with advanced automation teams are evaluating data storage options and moving away from traditional approaches to extend data.
Of course, return on investment (ROI) is always present with decision makers and large companies. “Large manufacturers are already getting ROI while small to medium-size manufacturers are falling into the awareness stage, which makes sense,” said Denise Rice Hall, CEO of Peak Performance, Inc., at the HARTING automation event in February. “Larger manufacturers have a staff, their automation engineers, and Industry 4.0 programs.”
In addition to predictive maintenance tools, innovation is coming to servos, motors and devices. During HARTING’s recent automation event in February, Kelly Passineau, Product Manager Single-Pair Ethernet at Rockwell Automation, revealed the cost advantages of Single-Pair Ethernet (SPE) wiring designs for building control cabinets. During a group discussion, Passineau described a soon-to-be-released gateway device product—coming in 2025—that includes a flat media cable with SPE inside to reduce cabinet wiring for motor controls. “We have this gateway, and it will be capable of attaching 40 devices to a network,” said Passineau. “This will create a network of flat media-connected devices inside a panel.”
Since this wiring design approach avoids pushing input/output (I/O) data to a PLC, the product can accelerate troubleshooting. “This allows plant personnel to look directly at this device, much like operators look at a sensor, drive, or HMI, since it’s Ethernet,”
of global consumers have at least one snack per day have two or more prefer grazing on small snacks throughout the day instead of eating three big meals of Millennials and Gen Z say they’d rather snack all day than stick to a rigid meal schedule 91% 62% 61% 71% Emerson emerson.com InfluxData influxdata.com Kinaxis kinaxis.com
“Historians are inherently OT-focused, centered around plant management and operation, and not necessarily aligned with Industry 4.0 initiatives,” according to InfluxData’s Ben Corbett, Sales Engineer. InfluxData, based in San Francisco, offers a time series database platform to collect, store, and analyze all-time series data at any scale. The open-stack platform allows for third-party integration to extend data. Moreover, its InfluxDB product can ensure data security from OT to IT business networks via customers building on top of the platform. Customers include Siemens, PTC, NVIDIA, and Honeywell.
One example is Teréga and its use of the timeseries InfluxDB product and a traditional cloud-native data historian called I-O Base. With these two components, Teréga built a custom solution called Indabox, which is a one-way data diode that guarantees oneway data transmission from the OT network to the cloud. This custom solution guarantees OT security by preventing inbound traffic, which many food producers are just starting to understand.
“Industry 4.0 has disrupted the Purdue model by merging OT and IT, enabling new use cases powered by modern technologies,” says Corbett. “While some manufacturers try to extend their existing OT historians for Industry 4.0 applications—such as product quality control and consistency in food manufacturing—they often find these systems too rigid, proprietary, and closed.”
As automation becomes more of a commodity in operations and data integrity matures, food executives set higher goals. Says The Hershey Company’s Buck, “We want to leverage our scale in our manufacturing base, not just to drive productivity, but also to build resiliency and be able to adjust things like looking at formulations, and other things in packaging.”
MontBlancAI montblanc.ai
Peak Performance, Inc. peakperformanceinc.com
Rockwell Automation rockwellautomation.com






E: info@coperion.com












GDT’s Circular Catch Basin for its 10,000 Series
FoodSafe Slot Drain is designed to enhance drainage efficiency and hygiene in food and beverage processing facilities. The circular design eliminates corners, improving cleanability and promoting smoother water flow compared to traditional square basins. Made of stainless steel, the basin integrates with a slotted linear trench drain system available in various sizes to accommodate different flow rates and drainage needs. With a built-in slope to prevent standing water, the design aims to provide a more sanitary and efficient drainage solution for industries with stringent hygiene requirements, such as meat processing, dairy production, and beverage manufacturing.

Global Drain Technologies (GDT) globaldraintech.com
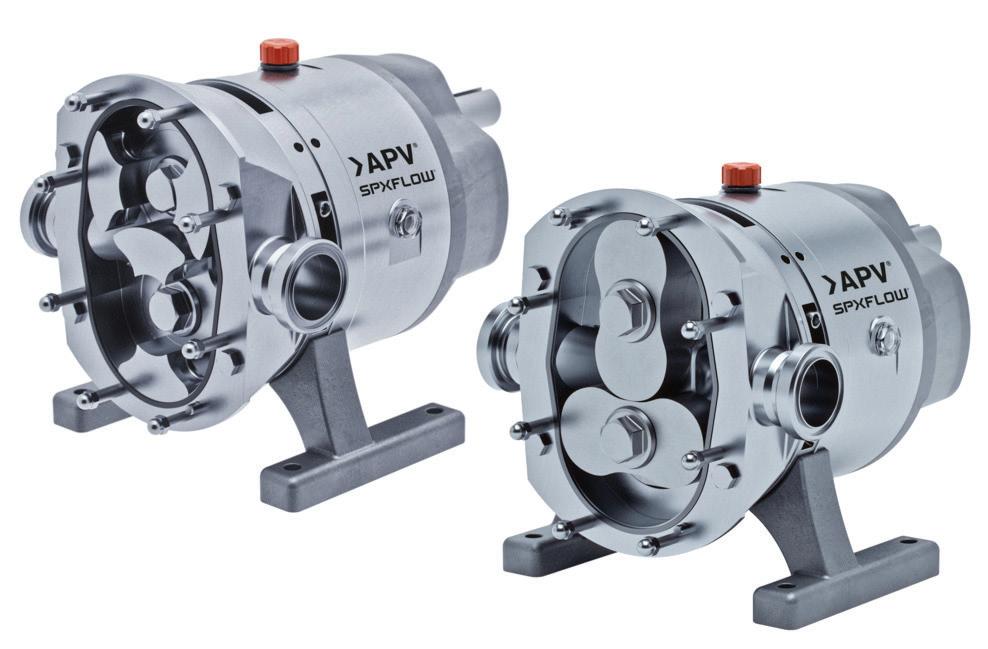
SPX FLOW’s APV DW+ Positive Displacement
Pump, an advanced iteration of its DW Series, is designed for efficiently handling high-viscosity, highvalue products. This pump portfolio, which includes 27 models, offers pulsation-free operation through its piston rotor design, minimizing vibration and pressure surges to protect downstream equipment. Its versatile configuration, including interchangeable rotors and optional features like thermal jackets, caters to specialized applications. The integrated pressure relief valve enhances safety, while the energy-efficient design reduces consumption and costs. The pump’s gentle handling minimizes shear stress, preserving product integrity.
SPX FLOW, Inc. | spxflow.com

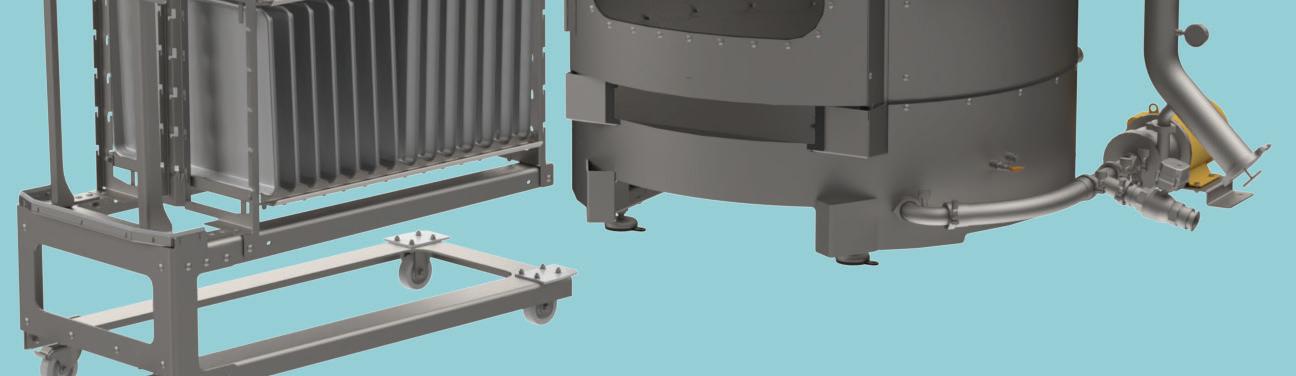
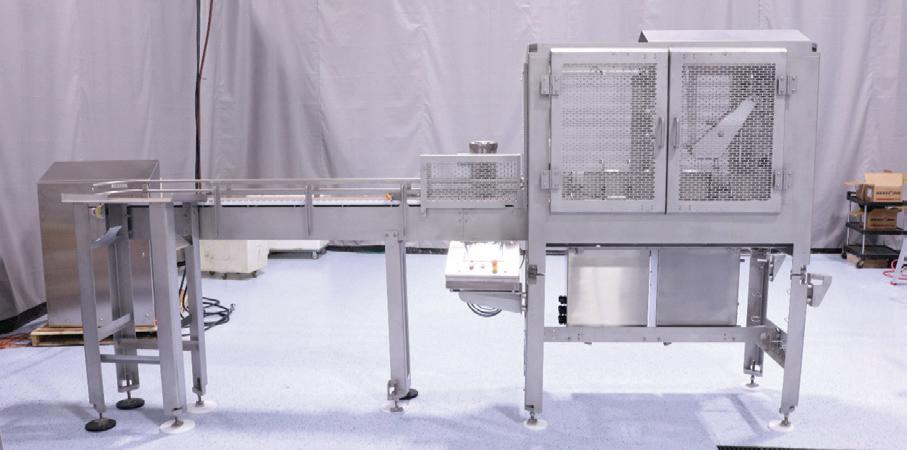
DC Norris North America’s AutoCan 1000 integrates multiple can handling functions—pre-rinsing, opening, emptying, washing, and crushing— into a single unit, achieving a throughput of up to 1,000 A10 cans per hour. This integrated design aims to improve productivity by reducing labor requirements, minimizing floor space usage, and streamlining the can processing workflow. The machine is designed to handle various standard can sizes and incorporates features such as a twist box and rinse mechanism for improved product recovery, interlocked guarding for enhanced safety, and a can crusher for waste reduction and simplified recycling.
DC
Norris North America | dcnorrisna.com
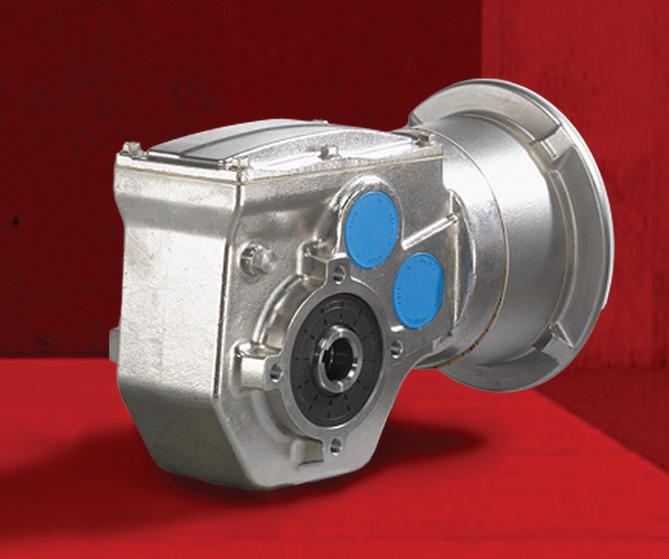




Unlike traditional worm gear units that are prone to overheating, SEW-EURODRIVE’s WES Series gear unit utilizes SPIROPLAN right-angle gearing to minimize friction and ensure cool, continuous operation, which eliminates the need for cooling fans and reduces burn hazards. Its stainless-steel construction, smooth surface, and resistance to aggressive cleaning agents prevent bacteria buildup and contamination, making it ideal for demanding washdown environments. The compact, lightweight design facilitates easy integration into processing lines, while high-efficiency gearing and lubrication systems extend service life, reducing maintenance.
SEW-EURODRIVE | seweurodrive.com
LEARN MORE AT CLEANWORX.US









Morrison Container Handling Solutions’ Model 20 Can Opener automates the opening of #10 cans at a rate of 20 cans per minute. Designed for food processors and manufacturers using bulk canned ingredients, the Model 20 addresses challenges related to labor, safety, and efficiency in manual can opening. The system uses a loading table, timing screw, and crown punch to open cans, followed by magnetic de-lidding and discharge conveying. Its scalable design allows for future integration of additional modules for automated dumping, rinsing, and crushing, offering a flexible solution for businesses with evolving production needs. The stainless-steel system also incorporates safety guarding to protect operators. Morrison Container Handling Solutions morrison-chs.com
Idaho Steel’s Nex-Gem 4 incorporates upgrades focused on key operational aspects including the ISP Total Control System, an updated control system with a modern HMI for operator interaction and on-the-fly weight adjustments. A quick-change system facilitates product shape changes, contributing to production flexibility. Mechanical design improvements include a simplified straight feed mechanism, a more compact footprint, and upgraded door seals. Capacity has been increased, and the fully enclosed unibody design and Wash-In-Place system enhance hygiene. Expanded monitoring capabilities include trend analysis and an internal RGBW lighting system with a warning system for visual cues on operational status. Idaho Steel | idahosteel.com


Fortress Technology’s tool-less conveyor system balances hygienic design with equipment durability. Frequent disassembly for cleaning often compromises belt tension and alignment in traditional designs, leading to increased wear and tear. This system utilizes only three main components: a deck with motor and drive roller, an end roller assembly, and the conveyor belt itself. This allows for quick removal and replacement of the roller assembly, automatically restoring correct belt tension, alignment, and tracking, which minimizes downtime associated with sanitation procedures and improves OEE. The reduced number of parts also eliminates the risk of small components contaminating the product stream.
Fortress Technology | fortresstechnology.com

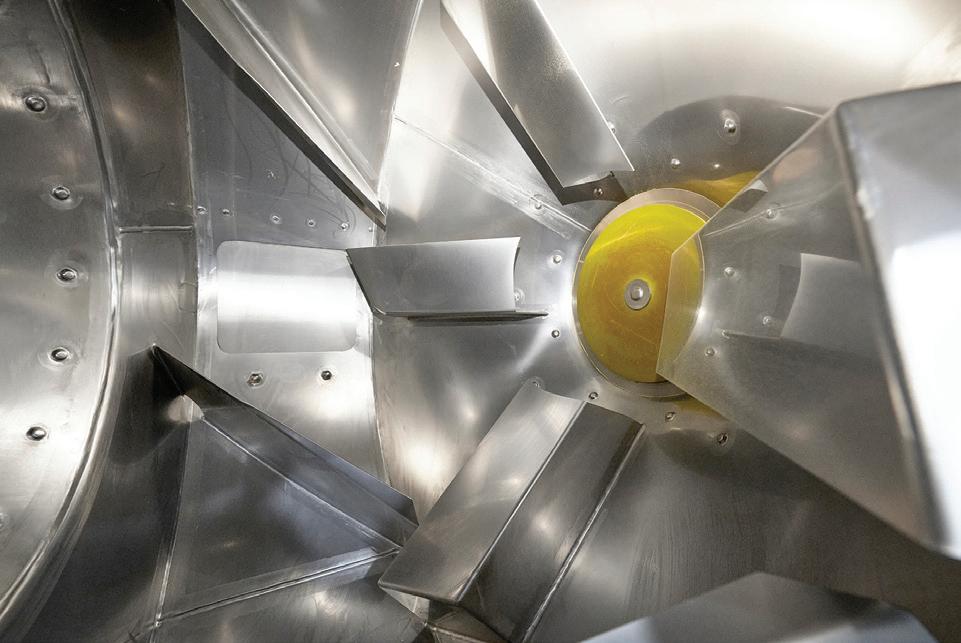
The modified liquid line magnet design of IMI’s T-Traps aims to enhance structural integrity and operational adaptability. The radius plate design and double-welded construction at critical junctions increase the strength of the magnetic separator and improve resistance to stress during product flow and cleaning processes. Optional water jackets and high-pressure capabilities address challenges with handling temperaturesensitive and viscous materials, allowing for controlled temperature maintenance and consistent flow under pressures exceeding 150 psi. These enhancements aim to mitigate issues such as tube breakage during maintenance and product flow disruptions, minimizing potential downtime. Industrial Magnetics, Inc. (IMI) | magnetics.com











A lot of our customers can’t talk about their secret to safe, smooth, gentle conveying but everyone knows the secret is Volkmann. Our patented pneumatic vacuum conveyors automatically transfer powders and other bulk materials from one point to another in fully enclosed, dust-tight, explosionproof systems.
Automated, hygienic and quiet
Easy to use, easy to clean
No tools disassembly
Stainless steel as standard
Fast lead times, easy to install

Eagle Product Inspection’s redesigned Pipeline system utilizes advanced PXT photon-counting dual energy X-ray technology, which aims to improve detection of bone and foreign metal in pumped products, like meat, while minimizing false rejects. A flow meter, test ball insertion port, and redesigned reject catch port contribute to precise product tracking, accurate imaging, and safe test ball handling. The system’s multiple detection options, pipe size choices, and compact design make it suitable for various settings. Its rugged construction and adherence to industry guidelines and standards promote its focus on hygiene and sanitation for food safety and quality control in demanding processing environments.
Eagle Product Inspection | eaglepi.com s

The AFC SPIRALFEEDER addresses the challenges of conveying non-free flowing materials through an optional vibrating hopper. This feature is designed to fluidize materials like powders, pellets, and granules, promoting consistent flow from the hopper to the screw and preventing common issues such as bridging, clumping, ratholing, and sticking. Ideal for transferring non-free flowing materials and ingredients such as salt, fine sugar, and corn starch, the hopper allows adjustments to the vibration to accommodate variations in the material. As moisture content, bulk density, particle size and shape, and other properties change from batch to batch, the hopper can be adjusted on the fly to achieve the ideal flow rate.
Automated Flexible Conveyor | afcspiralfeeder.com

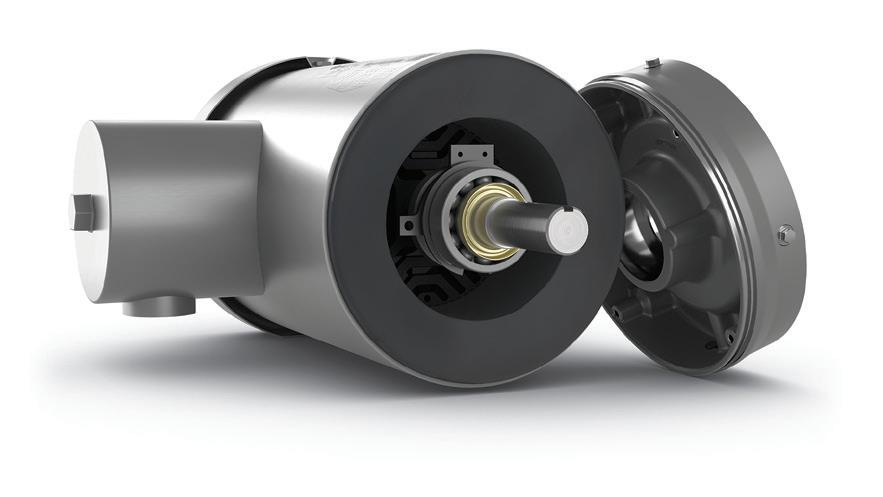
ABB says its Baldor-Reliance Food Safe SP5+ is the first IP69-rated ultra-premium efficient motor designed specifically for food and beverage processing. Prioritizing energy efficiency and hygiene, the motor exceeds IE5 standards when paired with a variable speed drive, resulting in significant energy savings. Its stainless-steel construction withstands high-pressure washdowns, steam cleaning, and dust exposure. Reliability is enhanced through advanced bearing protection, dual mechanical shaft seals, plugged drain holes, and epoxy resin encapsulation, which protect against water ingress and corrosion, extending the motor’s lifespan and reducing maintenance.
ABB | abb.com

Gericke USA’s Nibbler GNB is designed to protect heat-sensitive materials from degradation during particle size reduction. The system replaces highspeed grinding with a low-speed, high-torque, rotating paddle assembly that cuts the material and shears it through a screen without generating excess heat or using excess energy. This action reduces the size of agglomerated dry solids to a preset particle size ranging from 1 mm to 25 mm while maintaining flavors, aromas, colors, potency, and other properties. Ideal for deagglomerating frozen foods, flour, milk powder, plant-based proteins, and other heat-sensitive materials, the Nibbler GNB is available in sizes 200 mm to 1200 mm to process throughputs up to 50,000 kg/hr.
Gericke USA | gerickegroup.com

ROSS Mixers’ PFA-coated Ribbon Blender is engineered to meet the needs of sensitive and challenging applications where stainless steel or carbon steel may not be suitable. The blender has a 5 ft³ working capacity, and the PFA coating is available as an optional feature across various sizes of ROSS Ribbon Blenders and Paddle Blenders. The interior of the trough, double ribbon agitator, bolted stub shafts, and funnel of the valve are all durably coated with black PFA. In addition to preventing product contamination and steel corrosion, the PFA coating promotes material release and simplifies cleaning. The dust-tight knife gate valve is easy to operate and further ensures a smooth discharge process. Charles Ross & Son Company | mixers.com
Volkmann USA’s mobile post hoists raise and hold the company’s pneumatic vacuum conveyors on a rolling frame to allow movement from one line to another. Permitting a single pneumatic vacuum conveyor to serve multiple processes, the mobile post hoists enable the automation of multiple material transfer operations in the same facility without the need for multiple conveying systems. Operators can relocate the conveyor by disconnecting tubing, rolling the unit on non-marking casters, and adjusting the receiver height via manual crank or pneumatic lift. Stainless-steel construction ensures durability and easy cleaning, while custom engineering provides adaptation to specific handling requirements. Volkmann USA | volkmannusa.com
















































































































































Explore more cutting solutions at urschel.com.



Urschel designs and manufactures high capacity, precision food cutting machinery designed for rugged production environments. Sanitary and dependable in design. Rely on Urschel cutting solutions to effectively process all types of products.























































































































Maintaining uptime is becoming increasingly crucial, which is why data plays a central role in a maintenance plan to keep lines running.
FOOD AND BEVERAGE MANUFACTURERS are under more pressure than ever before to produce financially. Hyperbole? Maybe, but it doesn’t change the fact that consumers are looking to get the best price for the goods they consume. It doesn’t matter if the products they’re looking for are name brand or private label. As much as private label has made inroads, even makers of private label products are seeing consumers hold off entirely on purchases because of the cost. And yet demand remains high—even though that’s starting to change slightly as of this writing and may have changed entirely as you read the print issue. To meet the seemingly conflicting problem of in-
creased consumer scrutiny but high demand, CPGs are trying to squeeze every penny out of anything within their control—which means putting a greater emphasis on efficient operations and uptime. This means having an effective maintenance plan in place is essential.
Perhaps unsurprisingly, the key factor in maximizing uptime is data. Informed data helps to produce goods more productively across the value chain. By collecting additional data from the factory floor and combining that with other enterprise operational data, a smart factory can achieve information transparency
One of the primary advantages of data analytics in manufacturing is the ability to access real-time data. By leveraging technologies, companies can monitor every aspect of their operations—from machinery performance to supply chain logistics—in real-time.
and make better decisions. Accurate, real-time production data is pivotal to shop floor operations and the effective operation of each machine asset.
“Technology advances in both equipment and process have changed the way how a maintenance department should be run,” says Logan Bemis, OEE Consulting Engineer with Process and Data Automation, a Control System Integrators Association (CSIA) certified member. “Although mechanical ability should still be a focal point, it is now only 50% of a modern maintenance department—with the other 50% being focused on automation and controls.”

The use of data and analytics underpins Industry 4.0. Gathering, analyzing, and sharing data across the enterprise is the entry point to leverage manufacturing technology to create more value. The added benefits include improved productivity, decreased production costs, better resource management, and more profitability.
One of the primary advantages of data analytics in manufacturing is the ability to access real-time data. By leveraging technologies, companies can monitor every aspect of their operations—from machinery performance to supply chain logistics—in real-time. This real-time data provides immediate insights into bottlenecks, inefficiencies, and potential breakdowns, allowing for quick adjustments to maintain optimal performance. Additionally, operators can implement improvements that enhance overall quality.
“While accurate, real-time data is pivotal to operations, harnessing this data effectively requires advanced technology and analytical capabilities,” says Cody P. Bann, Vice President of Engineering at Austin, Texas-based SmartSights. “Vast amounts of data are collected for industry reporting, predictive maintenance, and safety enhancements, for example, but organizations may be challenged to effectively manage and analyze the data. While monitoring and alarms can improve system efficiency, they don’t automate the labor-intensive reporting process or provide much-need analytics that extract raw or summary values over a discrete time period.”
Automated third-party reporting software, however, tracks all areas in a production facility. The
finished reports are then distributed directly to preferred destinations, which streamlines the decision-making process and enhances operational efficiency. The ability to harness this data effectively can lead to smarter decision-making, improved processes, and a competitive edge. Analyzing historical data allows operations management to identify patterns, trends, and anomalies that may otherwise go unnoticed. Historical data analytics can help organizations transition from reactive to proactive planning and keep planning aligned with operations. As the data is collected it is summarized as key metrics, and the final output is published in a formatted document accepted by regulatory agencies.
Integrating additional software accelerates digital transformation with advanced data collection for OEE and manufacturing execution systems (MES), enabling plant personnel to have valuable insights into the operations and helping them make better and more informed decisions. “By deploying third-party advanced software, manufacturing plants can accelerate and drive OEE uplift, avoid problems before they occur, and reduce engineering time by up to 70%,” says Bann. “Additionally, for a $1 billion company every 1% improvement in OEE—like integrating advanced software that reduces equipment downtime—is worth approximately $7 million annually, further lessening costs and improving operational efficiencies.”
“If used properly, this can direct maintenance focus and lead to higher performance,” says Bemis. “Unfortunately for most companies there has been a struggle in this area or a lack of understanding in how to use this information to drive maintenance.”
Increasing demand to store more product, a wider range of product, and perishable product makes finding storage space a daily challenge in today’s climate-controlled facilities. The goal is to maximize space to efficiently and cost effectively retrieve product. Deep lane automation enables more storage capacity and continuous retrieval.
A deep lane AS/RS allows for a high density of pallet storage by placing multiple pallets one behind the other in a single lane, maximizing warehouse space and optimizing storage capacity within a smaller footprint. This design allows the storage of a larger number of pallets in a single deep lane, which requires the use of a rack vehicle to access the items in the lane.


deep lane AS/RS can hold.
“Deep lane automation allows for more efficient warehouse consolidation by storing multiple pallets deep on either side of the crane aisle, resulting in denser storage,” explains Mark Livesay, vice president of Automated Warehousing at ESI Group. “By reducing the number of storage/ retrieval (SR) machines, we can minimize aisle equipment and increase the number of pallet positions available.”
ESI Group works with automation suppliers to determine a climate-controlled facility’s ideal AS/RS. This is often determined by the client’s volume of SKUs being handled, picking frequency, space constraints, and desired level of automation. Livesay says that some clients will request two-deep AS/RS rather than deep lane. He admits that a double or two-deep AS/RS can often optimize both vertical and horizontal space, but the rack can typically hold two pallets compared to the 20-plus pallets that a single
Ryan White, vice president of Automation Sales, AutoMHA, adds that deep lane AS/RS reduces aisle space, enhances space utilization, and is best suited for high-volume, low-SKU environments, optimizing storage capacity.
“Deep lane AS/RS systems are able to maximize the available cubic space with more pallet locations compared to single or double-deep lanes,” agrees Thomas McLeod, area director, System Logistics Technology, System Logistics Corp. “There is not a true mechanical limit to the depth that can be designed, but the data of the facility’s operation (SKU quantity, batch sizes, throughput requirements, available space, etc.) will drive that decision.”
Deep lane systems are typically developed with varying depths so that fast-moving and slow-moving SKUs can both be handled adequately without compromising utilization or density. First-In, First-Out (FIFO) requires input on one side of the racks and output on the opposing. Last-In, First-Out (LIFO) means both input and output occur on the same side.
The global industrial automation market could reach $406.23Bn by 2031.
LIFO lanes are designed for identical SKU and batch/lot storage. And, First Expired, First Out (FEFO) prioritizes products with the closest expiration date first. In all cases, warehouse order selectors pull the next available pallet at the output.
“It is extremely important to understand the customer’s data — referring to the end customer of the facility where the order is being selected — the demographics of their order selection, and the processes by which unit loads will be retrieved,” says Ryan Smith, vice president of Automation at Westfalia Technologies Inc. “With this understanding, a good “deep lane aware” Warehouse Management System (WMS) can maximize density while maintaining the throughputs necessary to satisfy the shipping needs.”

leading to faster throughput and reduced labor costs.
McLeod agrees that WMS slotting tools and physical design/depth of storage will facilitate FIFO/FEFO/LIFO.
Specific WMS tactics that can be employed to increase pallet accessibility, higher storage usage, and improved FIFO/FEFO/LIFO management. These include:
• Keep high moving SKUs stored in deep lanes near the infeeds and outfeeds of the system;
• Mix lowest moving SKUs in storage lanes at the end of the aisle; and
• Balance SKU management between these two extremes.
Livesay adds that a good WMS and Advanced Shipping Notice work together to ensure that a pallet needed the next day can be either re-warehoused or make certain no other pallets are placed in that lane until it is relocated.
Depending on the number of SKUs, inventory turnover, and the batch/expiration date quantities for each product, automation suppliers expect a deep lane AS/RS to achieve 90% rack utilization. They also point to specific cost savings that can be realized using deep lane automation:
Time & Labor: A deep lane AS/RS automates pallet movement, improves retrieval efficiency, reduces reliance on forklifts, and minimizes manual labor for pallet handling,

Cooling Costs: In climate-controlled environments, deep lane storage condenses inventory into a smaller footprint, lowering refrigeration requirements and energy costs.
“Vestibules greatly reduce the energy costs of a building, and deep lane storage also reduces the number of vestibules needed to accomplish that same task,” says Smith.
Space Utilization: Deep lane automation eliminates excess aisle space, enabling more pallets to be stored per square foot and reducing the need for facility expansion. White says that maximizing storage density within a smaller facility footprint reduces real estate and operational expenses.
“Space savings directly correlate to less cost for construction, cooling, etc., and provide more flexibility for future growth of throughput compared to a fixed maximum capacity of pallets in, and pallets out, in a single or double-deep configuration using a crane-based AS/RS,” says McLeod.
Productivity: Continuous, fully automated operations reduce downtime and increase throughput, all while maintaining inventory accuracy.
Smith says: “The design advantages of a deep lane AS/RS and the associated cost savings permeate throughout the entire facility to accomplish successful order selection.”

Tracking minor stops provides visibility into their frequency, duration, and root causes. This awareness lets organizations identify patterns and make targeted solutions to minimize interruptions. “By collecting data on minor stops, organizations can analyze trends and make informed decisions regarding equipment maintenance, process improvements, and resource allocation. Capturing data from machine assets provides immediate insights for both people and systems, enabling them to make better, faster decisions, and drive automation,” says Bann.
Researchers studied more than 100 global manufacturing operations worldwide to benchmark performance and correlate over 20 manufacturing key performance indicators (KPIs). To determine a manufacturer’s competitive position, OEE was used as the top indicator of performance. Each manufacturer was ranked by OEE, and all other KPIs were viewed in context of this order. Some of the key findings include:
• Best-in-Class (top 25% OEE) and Average (middle 50% OEE) organizations exhibit an OEE more than two times over Laggards (bottom 25% OEE);
• Knowledge sets apart Best-in-Class performers over Laggards: only 0.5% of downtime reasons are unknown for Best-in-class versus 15.7% unknown downtime reasons exhibited by Laggards, a factor of more than 30 times;
• The poorest performing operations exhibit six times more minor stops per year than the best operations.
Results from this study can o er the industry strategic and operational direction for organizations

“By deploying third-party advanced software, manufacturing plants can accelerate and drive OEE uplift, avoid problems before they occur, and reduce engineering time by up to 70%.”
— Cody P. Bann, Vice President of Engineering, SmartSights
to improve their competitiveness. All organizations, no matter how high they rank, always have areas to improve. Companies ranking on the lower end of the scale can immediately find where to start making improvements.
Integrating third-party software to provide root cause analysis (RCA) identifies which asset issues led to underproduction or unplanned downtime. This process is vital in maintenance management as it leads to more reliable operations, reduces downtime, and saves costs in the long run. The software reports provide detailed data analysis, identify trends, and facilitate communication—which is crucial for e ective root cause identification and resolution. Problems like downtime in secondary equipment, parallel operations, and process flows create challenges that require a holistic approach.
The goal of an e ective maintenance and reliability program is to provide the right maintenance on the right assets at the right time. The goal of a maintenance program is to reduce the failures (rates/ frequency), to prolong the production uptime, and reduce production loss. However, many companies in the chemical process industries, for example, prefer to replace malfunctioning equipment with the latest technology instead of performing a critical evaluation of the maintenance plans.
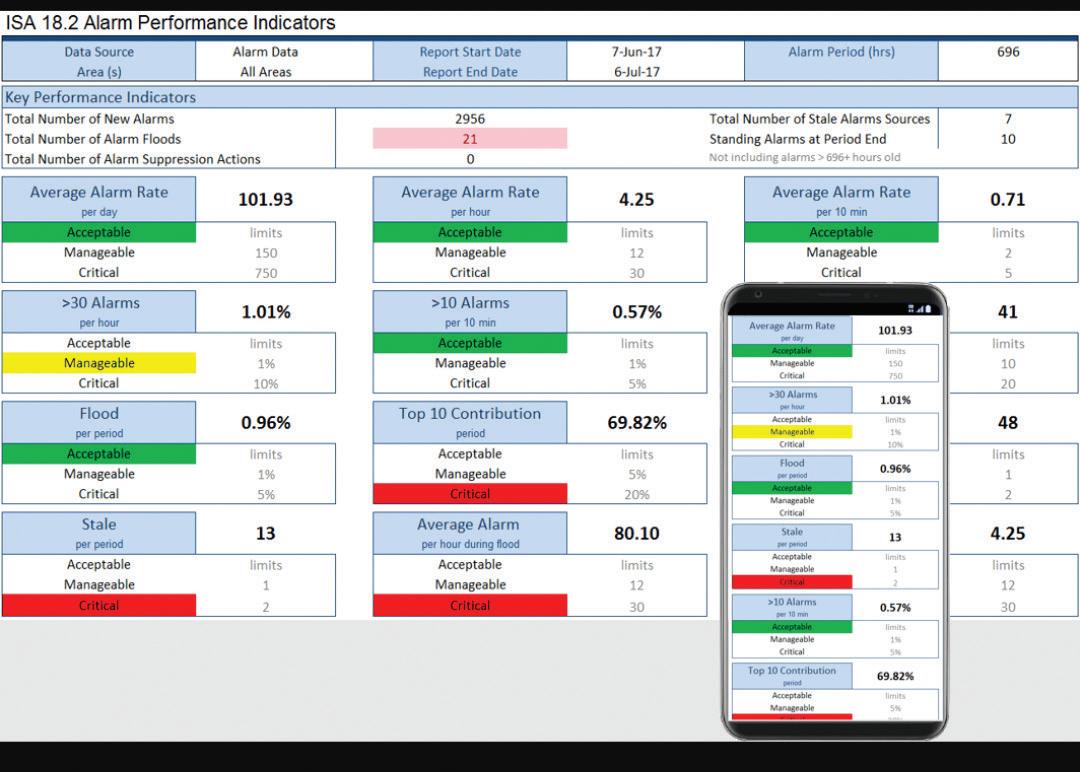


A dashboard showing the Key Performance Indicators (KPI) uses configurable targets to show the health of the alarm system in an “at-a-glance” display.
DNA View (Events From 8/14/2020 1:49 PM To 8/14/2020 2:49 PM)
Running Blocked Failed Starved

Third-party analytics software streamlines production by modeling the line and its unit assets to produce a “digital twin.” DNA charts are used to “replay” downtime incidents and understand the relationship between root downtime incidents, and the resulting upstream blockage and downstream starvation.
Material starvation in chemical processing can indicate unoptimized maintenance intervals upstream as such that the bu er inventory system between upstream and downstream assets runs dry before the maintenance is complete, creating unplanned downtime.
“A good maintenance program is key to having a high performing production line,” says Bemis. “Maintenance [personnel] should not just keep the equipment in good and proper running order, [they] should also be used as equipment matter experts when the need arises from operations.”
Implementing a preventative maintenance plan with RCA prevents recurring issues from happening by eliminating their root causes and understanding the origin through insightful software reports, with 100% of the downtime captured including stoppages of less than 10 minutes, which is often missed by manual data collection. In fact, a report from Copia Automation, the “1st Annual State of Industrial DevOps Workforce Report: People, Process, and the AI-Powered Future,” finds that manufacturers lose an average of 45 hours every month to debugging tasks, largely due to reliance on manual tools like Excel for managing critical industrial code in 47% of organizations.
While preventive maintenance relies on best practices and historical data, predictive maintenance (PdM) takes measurements from machine operations as they are occurring and uses this data to raise red flags when indications of a problem are noted. Like preventive maintenance, PdM is a proactive approach, and maintenance isn’t only performed on machines when it is necessary. McKinsey Global Institute re-
ports that implementation of PdM practices across manufacturing will have a $240-$627 billion cost savings across the industry.
“With continued improvements of automation machines are beginning to be able to self troubleshoot and alert to possible downtime issues prior to them happening. If used properly this can greatly improve equipment uptime,” says Bemis.
SCADA systems serve as the backbone of predictive maintenance initiatives by providing real-time data acquisition, monitoring, and control capabilities across industrial processes. By harnessing the power of real-time data and predictive analytics, businesses can proactively address potential equipment failures before they escalate, thereby significantly reducing costly unplanned downtime. Seamlessly integrating third-party software that provide autonomous alerts, historical data analytics, and reports with SCADA systems can lead to smarter decision-making, improved processes, and a competitive edge. Using asset data helps predict when a failure may occur by catching asset malfunctions as early as possible. This helps avoid the need for more significant maintenance activities or lengthy and costly downtime.
“Leveraging aggregated data o ers economies of scale for managers,” says SmartSights’ Bann. “With a summation of performance across all machines, larger performance ine ciencies become evident, and managers can develop a deeper understanding of their machine performance, people performance, and process performance.”
Process and Data Automation processanddata.com
Copia Automation copia.io
SmartSights smartsights.com



CHRISTOPHER SMITH | ASSISTANT EDITOR
New Jersey-based pet food manufacturer Dr. Harvey’s saw growth in its output after implementing a key production upgrade.
THE USE OF A NEW ROTARY BATCH MIXER alongside a move to a larger facility has expanded pet food processor Dr. Harvey’s growth capacity.
Dr. Harvey’s previously used a ribbon blender to mix ingredients for its dog and bird food products, which left roughly 3 lb (1.36 kg) of residual material in the blender’s vessel trough. The material, along with dried vegetable particles which adhered between the ribbon agitator and the trough walls, required manual removal.
The addition of a Munson Rotary Batch Mixer in Dr. Harvey’s new Eatontown, N.J., facility has allowed the company to reduce its time spent cleaning after running batches. The mixer can be cleaned
in 30 to 40 minutes since it has no dead spots or recesses to trap contaminants. Moreover, the mixer is helping the company meet its increased demand, allowing it to run at least three batches per day.
Dr. Harvey’s General Manager Caesar Salazar refers to the new batch mixer as “the central and fastest part of [the production] process.” The mixer plays a role in the company’s inventory increase, which could allow for future growth.
“We are nowhere near capacity,” Salazar says. “At our previous location, we had no extra inventory. All of our product went out the door soon after it was made. Now we have inventory on hand, increased


s
Munson’s mixer helps Dr. Harvey’s processing efficiency in multiple ways.
Salazar adds that the condition of Dr. Harvey’s ingredient mixtures does not change from the mixer’s processing.
“A number of fragile ingredients dust easily,” the general manager states, “but they remain in the same condition as when we loaded them into the mixer.”
Finally, a portable hopper containing the blended batch is forklifted above the surge hopper of the adjacent packaging machine. The hopper is discharged through a manual knife gate valve.
production and can plan accordingly for growth. We will be adding a second shift and will accelerate marketing to increase demand and output.”
Munson’s Rotary Batch Mixer works to achieve a uniform distribution of disparate ingredients. In the case of Dr. Harvey’s grain and vegetable base ingredient mixtures, the mixer receives the product through a stationary inlet while the mixer’s vessel rotates. This reduces mixing cycle times and helps prevent segregation of ingredients during the later discharge.
Next, the vessel’s proprietary flights perform a four-way action of lifting, folding, cutting, and turning materials without shear, heat, or degradation. This yields a uniformly blended mixture in approximately five minutes.
In addition, the mixing vessel’s flights help elevate and direct material through a plug gate valve, which after opened, discharges the batch. For Dr. Harvey’s, the discharged batches resulted in less residual material compared to the company’s previous ribbon blender, despite the new mixer’s 10-times greater capacity.
The design of Munson’s Rotary Batch Mixer allows Dr. Harvey’s to reduce its cleanup time but also helps the company comply with sanitary standards. After a completed batch, operators blast the mixer’s interior with compressed air nozzles before vacuuming and wiping with hand towels.
Batches that contain dried meat products receive a dry sanitizing agent in addition to the standard cleaning routine.
“We deep clean each surface to ensure no cross contamination,” states Dr. Harvey’s Marie Limoges, PhD, RDN, Director of Food Safety and Nutrition.
Furthermore, the mixer’s vessel contains cleanout doors on opposite sides that allow unrestricted access for cleaning and visual inspection of all material contact surfaces. This contributes to the plant’s compliance with FDA and state requirement-incorporated National Animal Supplement guidelines.
The rotary batch mixer, packaging machine, hand batching stations, and other production posts are positioned with intake ducts of a central dust collection system to prevent contamination of the plant environment.
The addition of Munson’s mixer to Dr. Harvey’s New Jersey plant is helping the company remain prepared for increased demand for its health-conscious pet food products.
Munson Machinery Company www.munsonmachinery.com






Ideal for honey, cheese, chocolate & more!
Patent-pending radius plate design! This new technology enhances strength, performance, and efficiency like never before!

Industrial Magnetics, Inc.’s Liquid line Magnetic T-Traps remove unwanted ferrous and work-hardened stainless contaminants from processing lines.
CASEY FLANAGAN | ASSOCIATE EDITOR
Westfalia Fruit is extracting sustainable dyes from its avocado byproducts as part of its total crop use strategy.

AVOCADO PRODUCER WESTFALIA FRUIT is extracting a range of natural dyes from avocado stones as part of a goal to use 100% of the fruit.
Westfalia provides avocados to retail, food service, and wholesale customers in countries and regions worldwide, and makes up about 50% of the U.K. avocado market. In an innovation stemming from six years of research into valorizing avocado byproducts, the company says it can extract eight distinct shades of dye from avocado stones at its U.K. facility.

“By transforming what was once considered byproduct into a valuable resource, we’re creating sustainable solutions that benefit multiple industries,” explains Andrew Mitchell, Head of Group Innovation at Westfalia. “The ability to produce eight distinct natural shades while maintaining our commitment to use the entire fruit demonstrates the potential of innovative thinking in sustainable agriculture.”
Westfalia worked with research group Efficiency Technologies to help it utilize every part of the avocado, leading to the new dye extraction process.
The idea started with a process to make use of avocados that would’ve been unsuitable for retail sale. Rather than waste that product, the company created a value-added processing facility in the
The dyes perform comparably to traditional dyes in colorfastness, UV Fastness, and wash fastness.

U.K., where it would process the pulp from unsuitable avocados into products like guacamole, gelato, and smashed avocado. Initially, the stone and skin byproducts were sent to an anaerobic digester.
Westfalia saw greater potential in these byproducts than anaerobic digestion, though. “That’s where we started engaging with Efficiency Technologies to really valorize the avocado skins and stones,” says Matthew Churchill, Global Brand Manager at Westfalia. “There are a lot of valuable minerals, starches, and fibers in those parts of the avocado that can be extracted to unlock value even further, to strive toward our ultimate goal of zero waste.”
The dye extraction process is just one development to come from this approach. Westfalia worked with natural dye extraction specialist SAGES London to develop the process, in which the company isolates perseorangin, a natural pigment that constitutes about 3% of the avocado stone.
“We take the seeds and mince them down into a pulp, add water and ethanol to extract the color, press the seed that’s been extracted to take the color out, then evaporate the ethanol back off,” explains Mitchell.
The company turns the resulting dye into a powder, extending shelf life and allowing for eight degrees of color ranging between light yellow to dark, reddish brown.
Not only are these dyes sustainable in their utilization of avocado byproducts, but they also reduce resource consumption in their production, compared to the potentially harsher production process of traditional chemical dyes. Says Mitchell, “The natural color is there; we don’t have to create anything. We just add the ethanol and remove it, with water in the process as well.”
While currently in a proof-of-concept stage, the dyes have already had time in the spotlight at London Fashion Week in September 2024.
The dyes’ performance in terms of colorfastness, UV fastness, and wash fastness is comparable to synthetic dyes, reaching stage four on a scale of five across all three categories, Churchill explains. This lends the dyes well to fabric production, but that’s not their only potential use.
Westfalia is also investigating the use of these dyes in the cosmetics industry for applications such as hair coloring, and it’s working with packaging leaders to explore potential uses.
“Natural dyes, natural pigments are quite rare and sought-after in industry. They really are what people are looking for as there’s a shift toward more sustainable dyes and pigments” says Churchill.
Supporting Westfalia’s total crop use strategy
The perseorangin pigment making up only 3% of the avocado’s stone is a prime example of Westfalia’s goal to use 100% of the avocado, bit by bit. The company’s strategy includes several other applications for the pulp, skin, and stones.
“It starts at the orchard level,” says Churchill. Like

Westfalia uses the starch and fiber in its avocado byproduct to produce artist-quality paper and packaging.
its value-added processing facility in the U.K., the company also has a facility in South Africa to process non-exportable or unsuitable fruit into avocado oil for food and cosmetics.
“At source country, the debris from that process will go back into the orchards as mulch for the avocado trees,” Churchill says. “The roots are quite well aerated, so that mulch is really beneficial to feed the trees.”
The total crop use strategy extends into the waste stream as well. Westfalia makes further use of its avocado stones by grinding them down to be used as an exfoliant scrub for cosmetics, acting as a sustainable alternative to microplastics.
The stones also have a high concentration of starch and fiber, making them ideal for artist-quality paper and even avocado packaging.
“We extract the fiber and starch and put it into pulp production for the punnets you put avocados in when they’re ripe and ready,” Mitchell says. “We can put a range of 10%, and even probably go up to 30 to 40% without compromising the punnets.”
After all this processing, the remaining material can be used in soap production, Mitchell says.




And to even further close the loop on the waste stream, Westfalia is considering a new system of miniature anaerobic digesters, which would turn leftover avocado material into energy.
“It cleans the water that you’ve used as well, takes anything you’ve used in processing, then gives you clean water and energy at the end,” explains Mitchell. He says the company that makes the systems is currently conducting trials in the U.K., and that “it could be an option to really make a whole closed circle of everything we produce.”
As Westfalia refines its dye extraction process in the
s
Westfalia’s dye extraction process can produce eight distinct shades.
U.K., the company is exploring options to expand it to its other facilities in Europe.
“Ultimately, we’d want to use it everywhere that we create a level of waste, making it worthwhile to process it, particularly once we’ve established the links into the customers who want to buy it,” explains Mitchell.
That’s all while the company continues to explore new ways to use the avocado byproducts overall. “We’ve got these developments here, but something else might come along that we can use the skins and stones for, and develop that as well,” says Mitchell. “There’s a lot of opportunity in using this product, so we’re hoping that we can continue to improve it.”
Efficiency Technologies
SAGES London































asdj asd sddddd as sddd sddd d

asdj asd sddddd as sddd sddd d
asdj asd sddddd as sddd sddd d



asdj asd sddddd as sddd sddd d
asdj asd sddddd as sddd sddd d
asdj asd sddddd as sddd sddd d






















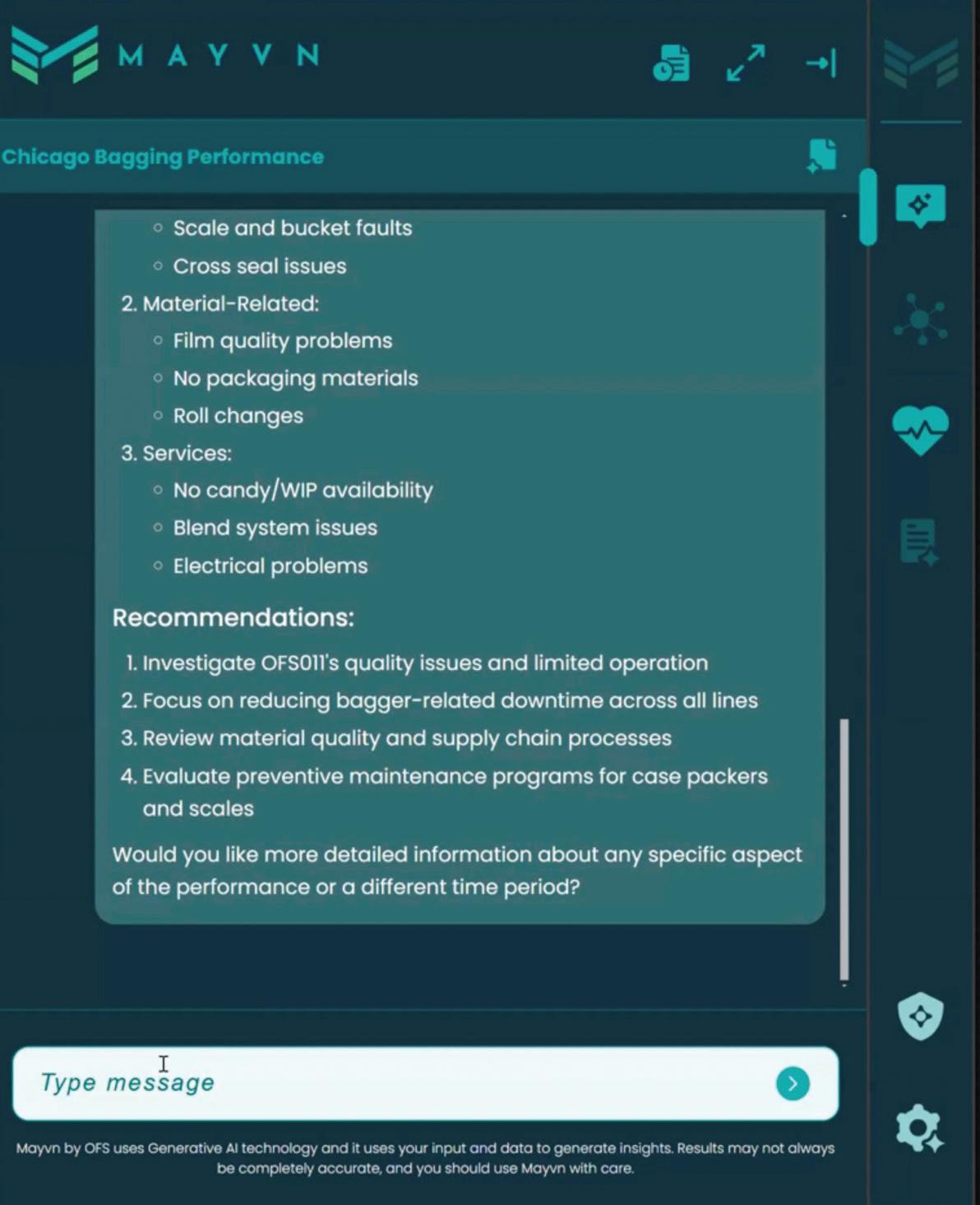
Tech-spotting at PACK EXPO Southeast: The confectionery icon can now query and interrogate its live packaging line OEE data via common language prompts within OEE software by OFS. Also by OFS, this new Mavyn AI layer also interprets data and suggests actions.
Industries recently modernized its formerly paper-based production and packaging tracking systems with the inclusion of OFS’ (Operations Feedback Systems) OEE monitoring software. That was about two years ago. But even more recently—and as we heard at PACK EXPO Southeast, even more impressive—an all-new AI layer called Mayvn AI, also by OFS, is making even bigger impacts in time savings. Some early returns from OFS’s OEE tracking with the interpretative and predictive Mayvn AI layer, as reported by Eric Bader, Manager of Manufacturing Systems at Tootsie Roll:
• Increased the number and seniority of people in the business engaging with operational efficiency information
• Streamlined meeting structures and ability to focus on what matters
• Reduced data analysis times by more than 90%
For 31 years, Bader relied on manual processes to monitor production records, efficiency, and downtime. The traditional approach limited the company’s ability to access real-time data and insights necessary for optimizing operations.
“We were completely paper-based in tracking our production records, our efficiency, downtime reasons, et cetera,” says Bader. The need for a more efficient system became apparent, prompting the company to explore digital solutions.
The introduction of OFS was only the beginning of Tootsie Roll’s transformation. Initially implemented as a trial, OFS was rolled out to two of the com-
pany’s five plants, with plans to expand further. The impact was immediate and significant. “Within the first three months, [we saw] almost a 28% improvement in our OEE,” Bader says. This improvement was attributed to the newfound ability to access and analyze data that was previously unattainable.
The implementation of OFS provided Tootsie Roll with critical insights into various aspects of its operations. Key data points such as downtime frequency, mean time between failures, and the impact of changeovers became accessible. “Meantime between failure was a key data point for us once we discovered it via OFS,” Bader says, emphasizing the value of these insights in driving operational improvements.
Building on the success of OFS, Tootsie Roll integrated Mayvn AI, a new, complementary tool that further enhanced data accessibility and usability. Bader describes Mayvn AI as a tool that “makes it so much easier for the C-suite people as well as for the guys on the shop floor to get at data.” This ease of access allowed for engagement across all levels of the organization, from the CEO to the shop floor workers.
The combination of OFS and Mayvn AI not only streamlined data retrieval but also reduced the time required to mine for information. Bader highlights that “the reduction in time is unbelievable,” underscoring the efficiency gains achieved through digital transformation. Moreover, Mavyn AI’s ability to guide users in data mining efforts further simplified the process, enabling informed decision making.
“There are things we ‘knew’ were an issue, but Mayvn AI validates and quickly gives us data to be

To the left, OFS-generated packaging line OEE data is displayed in a dashboard, representing all of Tootsie Roll’s production facilities. The Mayvn AI layer appears to the right, allowing common language queries on the OEE data, and o ering suggestions for action.
After analyzing OEE data, Mayvn AI answers the common language query and prescribes corrective action.
able to e ectively demonstrate the impact of those issues,” says Bader. “We’ve seen all levels of our team use Mayvn, from our COO to VPs right through to the factory floor. The speed at which it can give us concrete, actionable data and its prompting suggestions to dive deeper into that have been particularly useful. It also supports our wider vision to leverage data mining and analysis to improve our operations.”
Tootsie Roll’s journey from a paper-based system to a digital solution, and most recently to an AI-supercharged monitoring system, demonstrates that artificial intelligence can accelerate even the

most current OEE tech. Meanwhile, the company’s experience demonstrates how existing digital tools, when paired with even newer AIs, can provide valuable insights, enhance operational e ciency, and facilitate strategic decision-making across a CPG’s entire enterprise.


Attendees of an exclusive event believe that HMIs can be doing so much more to improve operations, but can the F&B industry tackle what needs to be done to make it happen?
of the Top to Top Summit last week, there’s untapped potential for the human-machine interface (HMI) to improve productivity. That revelation came as a bit of a surprise, and there were definitely skeptics. But there was a clear belief that with some standards, consistency, and effort, HMIs could become a valuable resource and training tool that can keep operations running without interruption.
ProFood World was among those invited to this year’s Top to Top Summit: an exclusive, three-day networking event limited to top-level packaging and processing executives. It’s designed to spur discussion of current issues and future operational trends, as well as to foster dialogue and to develop solutions between users and suppliers of packaging and processing technologies.
While it’s easy enough to find the people and companies invited and taking part in the event, ProFood World was in attendance with the understanding that we would respect the confidentiality of the specific attendee thoughts so people felt free to speak their minds.

This year’s summit asked attendees for their input on how to improve operator training and how to avoid “the dip”—a reduced level of production that occurs once a site acceptance test (SAT) has been completed and the OEM leaves—creating a knowledge gap with the new equipment. HMI played an important role in answering both questions.
Everyone at the summit agreed that not all subject matter experts (SMEs) were also good trainers. So, for as much as an OEM’s best might know the ins and outs of a piece of equipment, whether or not that knowledge could effectively be communicated to those who would be operating the machine is a gamble. This doesn’t even take into account the possibility of a language barrier.
It was suggested that having an HMI capable of offering training solutions or FAQs through video or
The role of HMI
Balancing training and operations




INTEGRATION
Integrating new technology with legacy equipment
step-by-step instructions—with proper translations, of course—would go a long way to supplementing a potentially poor training sequence. In an ideal world, the HMIs and training would all follow a standard that would speed up the process and create greater consistency from person to person.
Obviously, there’s the question of whether or not a standardized training regimen or HMI could even be created. While it’s clear that the end users of packaging and processing equipment want this, getting OEMs—who have their own proprietary systems—on board to change to a uniform standard is a big ask. Given the enormity of that challenge, CPGs said that some sort of syllabus or anything that outlined training expectations would be appreciated.
To this point it probably sounds like the OEMs were being picked on, and it could seem that way to some. But the point the CPGs were trying to make was that the challenges they face because of today’s workforce issues means they must look at all possibilities to simplify everything in their operations. And, to their credit, attendees identified their own areas for improvement.
Finding and involving people who would have a vested interest in the success of the equipment or line was first on the list. Both OEMs and CPGs said it was frustrating to train an operator only to have
ARTIFICIAL INTELLIGENCE
Pressure from above
How to make it work


that person leave not long after. The trick was to find people who were going to stick around, which attendees generally agreed were people who had already been at a CPG for a while. Mixing “old hands” with the “new blood” seemed like the best approach. Even with the right people, a CPG must make a commitment to training. Food and beverage manufacturers need to come up with a plan or find a way to cope with training that takes an operator’s time away active operations. As great as digital tools are, the best learning takes place on the line, which means having operators out there from day one while the technicians are still around. Finally, simplicity is the best. Everything goes better for everyone if the idea of commonality is kept in mind. As great as new technology is, operators don’t necessarily care—they’d prefer to have an easy day and go home.
This isn’t the end of the story, though. The OpX Leadership Network, which puts on Top to Top, is currently in the process of creating work products that o er solutions to challenges like those discussed this year. These work products are developed through solutions groups and special task forces to create solutions focused on solving common operational challenges. To see some of the solutions OpX has already created and to get updates on the development of new work products, visit www.opxleadershipnetwork.org.


















































Aerzen USA, Inc. 18 www.aerzen.com
Anderson-Negele 21 www.anderson-negele.com
Big-D Construction IFC www.big-d.com
Clayton Industries, Inc. 4 www.claytonindustries.com
Coperion 14, 15 www.coperion.com
D&F Equipment Sales, Inc. 34 www.dfequip.com
Douglas Machines Corp. 35 www.dougmac.com Eriez 2 www.eriez.com
ESI Group USA 24a www.esigroupusa.com
Frain Industries 43 www.fraingroup.com
Graphite Metallizing Corp 20 www.graphalloy.com
Hapman Conveyors 39 www.hapman.com
Industrial Magnetics, Inc. 31 www.magnetics.com
Lubriplate Lubricants Company 5 www.lubriplate.com
M&M Carnot 40 www.mmcarnot.com
Munson Machinery Co., Inc. 7 www.munsonmachinery.com
Perfex Corporation 1 www.perfex.com
PMMI 36, 45, 46 www.pmmi.org
Quickdraft, Inc.
www.quickdraft.com Ross Mixers



in food packaging & processing

Break out of the ordinary and discover what’s next in food packaging and processing at PACK EXPO Las Vegas 2025. Explore the latest innovations tailored to food manufacturers, go hands-on with new tech, collaborate with experts and uncover game-changing solutions that can transform your entire food production line.
MACHINES IN ACTION and materials made for food NEXT-LEVEL TECHNOLOGY from 2,300 exhibitors
EQUIPMENT & SOLUTIONS from industryleading suppliers
NEW INSIGHTS & EXPERTISE for your success in the food industry

DR. BRYAN GRIFFEN | PRESIDENT, GRIFFEN EXECUTIVE SOLUTIONS
Labor challenges aren’t going away, which means employers need to adapt their recruitment practices or get left behind.
THE FOOD AND BEVERAGE manufacturing industry is facing a labor crisis that threatens productivity, efficiency, and long-term growth. As labor shortages persist, companies are struggling to recruit and retain skilled workers in an increasingly competitive hiring landscape. Traditional recruitment methods are no longer enough, and outdated retention strategies are failing to keep employees engaged. To thrive in this environment, food manufacturers must rethink their approach, modernizing hiring practices and creating workplaces that attract and retain top talent.
This article explores the key factors driving labor shortages, strategies to improve hiring and retention, and a case study of a company that successfully transformed its workforce approach.
The struggle to find and keep skilled workers isn’t a temporary challenge—it’s the result of long-term industry shifts. The aging workforce is one of the most significant factors, with experienced workers retiring faster than new talent can replace them. At the same time, fewer young professionals are entering the field, opting instead for careers in technology, logistics, and other high-growth industries.
Worker expectations have also changed. Younger employees prioritize career growth, workplace culture, and flexibility over traditional long-term job security. Many companies are finding that outdated recruitment strategies—focusing solely on wages and job stability—are no longer enough to attract this new generation of workers.
Adding to the challenge is the increased competition for talent. Food manufacturers aren’t just competing with each other; they’re also contending with industries that offer higher wages, flexible work environments, and faster career advancement. Without proactive hiring and retention strategies,

companies risk higher turnover, increased training costs, and operational inefficiencies.
To attract top candidates, food manufacturers need to revamp their approach to hiring. One of the most effective strategies has been hosting targeted career fairs to connect directly with students and emerging talent. Traditional job postings often fail to capture the attention of younger candidates, whereas in-person recruiting events allow companies to build relationships with prospective employees before they enter the general job market.
Expanding the talent pipeline is also crucial.
Companies that actively partner with vocational schools, universities, and technical training programs can create internship and apprenticeship opportunities that lead to full-time employment. Some forward-thinking manufacturers are even developing structured career pathways for high school graduates, veterans,
One large international food company recently faced severe hiring and retention challenges. Struggling to fill open positions with qualified candidates, leadership recognized that traditional hiring methods were no longer effective. To address this, the company took a proactive approach by hosting its own career fair, targeting graduating students from select universities.
During the event, candidates participated in a structured interview process, allowing the company to quickly assess talent and make hiring decisions. Those selected were placed into a rotational training program, which provided exposure to multiple aspects of the organization
and workers transitioning from other industries.
Speed is another critical factor. Many companies lose top candidates simply because their hiring processes take too long. Streamlining recruitment— through AI-driven resume screening, structured interviews, and fast-track hiring programs—ensures that companies don’t miss out on qualified applicants who receive competing job offers.
Beyond improving efficiency, companies must also focus on employer branding to differentiate themselves. Today’s job seekers want to work for companies that align with their values and offer clear growth opportunities. Businesses that highlight company culture, employee success, and development programs can gain a competitive edge.
Attracting employees is only half the battle; keeping them engaged and committed is just as critical. An effective way to improve retention is to provide structured career development opportunities. Employees who see a clear path for advancement are far more likely to stay with an organization. Companies that invest in leadership training, rotational programs, and tuition reimbursement create an environment where employees feel valued and motivated to grow within the company.
Competitive compensation remains important, but benefits and work-life balance play an increasingly significant role in retention. Many manufacturers are moving beyond traditional benefits packages by offering flexible scheduling, enhanced healthcare and wellness programs, and even stock options.
through six-month to one-year rotations. This approach not only gave employees a well-rounded understanding of the business but also helped management identify where each individual could make the greatest impact.
At the end of the program, employees transitioned into permanent management positions based on their skills, experience, and preferences. By providing structured career growth from the outset, the company significantly increased retention rates, reducing turnover and ensuring a steady flow of well-trained talent into leadership roles.
This case study highlights a critical takeaway: Modern hiring and retention strategies require more than just filling open positions—they must create a path for long-term employee success.
Workplace culture also plays a crucial role. Employees are more likely to stay in environments where they feel respected, engaged, and recognized for their contributions. Open communication between employees and leadership, peer recognition programs, and performance-based incentives all help foster a positive work environment. Companies that actively listen to employee feedback and address concerns—whether through engagement surveys, town halls, or one-on-one meetings—build trust and loyalty with a workforce.
Another key factor in retention is addressing employee well-being. Workplace stress and burnout contribute significantly to high turnover rates. Companies that proactively support mental health initiatives, improve ergonomics, and create work environments that promote a healthy work-life balance see measurable improvements in job satisfaction and overall retention.
With labor shortages persisting and competition for skilled workers intensifying, food manufacturers must rethink how they attract, develop, and retain employees. Companies that invest in proactive recruitment efforts, structured career development, and a strong workplace culture will build more resilient, engaged, and productive workforces.
The labor market is changing, and food manufacturers must adapt. Those who modernize their hiring strategies, create compelling career pathways, and invest in employee well-being will be best positioned to navigate the challenges ahead and build a workforce that drives long-term success.

















































































Production processes, above all, must be safe, reliable and efficient. With our level and pressure measurement technology, you get exactly that. Durable sensors and accurate measured values make your work smarter, easier and more sustainable. Everything is possible. With VEGA. We don’t wait

























