Revista de los materiales, equipos y técnicas de fabricación de la cerámica industrial Editada desde 1971
www.tecnicaceramica.com
ISSN 0211-7290
Professional magazine about materials, equipment and manufacturing techniques for the industrial ceramics sector

Published since 1971
Issue 486 May 2023
número 486
Mayo 2023
UNA OPINIÓN DE HOY
El hidrógeno renovable como uno de los principales vectores energéticos

EmilioNieto;RobertoCampana
EL MIRADOR
La sombra de la cerámica india sobre elTileofSpain
MartínPlaza
PARECERES
Alfredo González: “Es una noticia positiva para España que aumente la producción de cerámica en el mundo”
MartínPlaza
MOLIENDA
La eficiencia en la molienda
EMPRESAS
Coloronda renueva su exposición en fábrica
NOTICIAS
NEWS
NOVEDADES
NEWPRODUCTS
FERIAS
TRADEFAIRS
GUÍA DEL COMPRADOR
BUYER’SGUIDE

–
Revista de los materiales, equipos y técnicas de fabricación de la cerámica industrial www.tecnicaceramica.com

–
Depósito Legal: B - 4.010 - 1971
ISSN (Papel): 0211-7290
ISSN (Internet): 2013-6145 –


Editada por:
Panel de asesores de Técnica Cerámica World
Raúl Natividad
Socio-Dir. Added Value Solutions, S.L.
Jorge Velasco
Jefe del área de Cerámica. AITEMÍN
Aurelio Ramírez
Presidente. CCVE
Enrique Forcada
Comité Organización Qualicer
Manuel Irún
Climate-KIC
Elena Santiago
Secretaria General. Hispalyt
Marta Valero
Director del ámbito de Hábitat y Construcción. IBV
Luis Callarisa
Investigador. IMK (UJI)
Arnaldo Moreno
Secretario de AICE. ITC

Eusebio Moro
Gerente. Movigi, S.A.
Bart Bettiga
Director Gerente. NTCA
Juan Cano-Arribí
Dirección General:
Jordi Balagué • jordi@publica.es
Joan Lluís Balagué • joanlluis@publica.es
Monturiol, 7, local 1
08018 Barcelona
Tel. +34 933 215 045 / 046 - Fax +34 933 221 972
E-mail: publica@publica.es www.publica.es

Director de la publicación:
Jordi Balagué • jordi@publica.es
Redactor jefe
Miguel Roig • miguel@publica.es
Colaborador
Martín Plaza • martin@publica.es
Diseño y maquetación

Pepe Serrano • grafic@publica.es
Publicidad
Raimon Castells • raimon@publica.es
Facturación y contabilidad contabilidad@publica.es

Distribución y suscripciones: suscripciones@publica.es
Suscripción anual (8 números)
España: 77,00 EUR + IVA
Europa: 140,00 EUR
Extranjero: 155,00 EUR

Portal web
Registro anual: 40 EUR
Impresión
Gráficas Andalusí - Peligros (Granada)
Socio-director. Plantel
Alfonso Bucero
Director Auditor inscrito en el ROAC. QFM Consultores
Francisco Altabás
Director Comercial. Sacmi, S.A.
Javier Sastre
Socio-director. Sastre & Asociados, S.L.
Vicente Aparici
Gerente. System Foc, S.L.
Ismael Quintanilla
Prof. de Psicología Social. Univ. Valencia
Vicent Nebot
Jefe de Ventas. Vidres, S.A.
Reservados todos los derechos, se prohíbe la reproducción total o parcial por ningún medio, electrónico o mecánico, de los contenidos de este número sin previa autorización expresa por escrito.
TÉCNICA CERÁMICA WORLD no se identifica necesariamente con las opiniones y conceptos expresados por los colaboradores y personas entrevistadas, que son de la exclusiva responsabilidad del autor.
Socio del:
SUMARIO nº 486
140 Una Opinión de Hoy
El hidrógeno renovable como uno de los principales vectores energéticos Emilio Nieto, Roberto Campana
142 El Mirador
La sombra de la cerámica india sobre el Tile of Spain
Martín Plaza
146 Pareceres
Alfredo González: “Es una noticia positiva para España que aumente la producción de cerámica en el mundo”
Martín Plaza
150 Empresas
Coloronda renueva su exposición en fábrica
152 Sanitaryware
Sacmi RobotClean; automatic white finishing makes first appearance at Hidra Ceramica
154 Molienda
La eficiencia en la molienda
156 Noticias / News

178 Embalaje
Grespania escoge a Stretch Hood XL de Innova para proteger su gran formato cerámico
180 Grupo Dürr
DXQenergy.management permite ahorrar recursos de producción
182 Novedades / New Products
184 Encuentros
La tecnología de filtrado en primer plano: lo más destacado en FILTECH

188 Ferias / Trade Fairs
190 I+D
“La Editorial a los efectos previstos en el artículo 32.1 párrafo segundo del vigente TRLPI, se opone expresamente a que cualquiera de las páginas de esta obra o partes de ella sean utilizadas para la realización de resúmenes de prensa. Cualquier forma de reproducción, distribución, comunicación pública o transformación de esta obra solo puede ser realizada con la autorización de sus titulares, salvo excepción prevista por la ley. Diríjase a CEDRO (Centro Español de Derechos Reprográficos) si necesita fotocopiar o escanear algún fragmento de esta obra (www.conlicencia.com; 91 702 19 70 / 93 272 04 47)”.
Disponible también para Available also for:
Proyecto SafeSink
Pilar Gómez-Tena, Eulalia Zumaquero Silvero, DavidTerradoCampos,EstebanGarcíaMartínez
195 GUÍA DEL COMPRADOR
BUYER’S GUIDE
–
–
–
–
–
–
ALFA DE ORO 2011
Después de la situación excepcional generada por la pandemia mundial de coronavirus SARSCoV2, unida a la inestabilidad geopolítica que vivimos en la actualidad y que pone en peligro el suministro de los combustibles fósiles, la reactivación industrial de nuestro país requiere de un incremento de la competitividad, una mayor eficiencia en los procesos y, como no podía ser de otra manera, de un conjunto de acciones debidamente articuladas para lograr una autonomía en el suministro de combustibles y la tan ansiada descarbonización eficaz de nuestro modelo energético.
La industria cerámica tiene unos costes energéticos altos y unas emisiones de CO2 asociadas muy elevadas, repercutiendo enormemente en el coste del producto y su competitividad. Es claro que es uno de los sectores encaminados a su descarbonización, a partir de procesos de cogeneración sostenibles y más eficientes que sean alternativa al gas natural empleado actualmente como combustible. La cogeneración no es la única alternativa, pero sí es la que se considera la mejor solución para garantizar las demandas energéticas de los procesos que requieren calor de alta temperatura reduciendo las emisiones de CO2 (actualmente en España se estima que la cogeneración supone una reducción de entre un 20 y un 35% del CO2 emitido, ahorrando así hasta 13 millones de barriles de petróleo y unas 8 toneladas de CO2 cada año).
Y es ahí donde surge con fuerza el uso de nuevos combustibles renovables como el biometano o el hidrógeno renovable que permitan lograr esa ansiada descarbonización, junto con el desarrollo de procesos de captura y reutilización del CO2. En el caso del biogás o biometano generado a partir de diferentes tipos de residuos, puede mezclarse con el gas y transportarse
a través de la red de gas actual. En el caso del hidrógeno, es el elemento más abundante de la naturaleza y puede generarse a partir de diferentes materias primas empleando diferentes métodos de producción, siendo el más desarrollado la electrólisis del agua, en la cual se aporta una energía para disociar las moléculas de agua en hidrógeno y oxígeno que, cuando es renovable, se dice que su cadena de producción está totalmente descarbonizada libre de emisiones, logrando el ansiado y necesario hidrógeno renovable.
La industria cerámica española se enfrenta hoy, por tanto, al reto de disminuir la emisión de gases de efecto invernadero, problema sobre el que los principales productores están implicados. Por ello hasta el momento se ha logrado reducir las emisiones en más del 50% gracias, principalmente, a la sustitución de combustibles líquidos por gas natural, la modernización de los hornos y la introducción de los sistemas de cogeneración.
Y ahora se contempla el hidrógeno renovable como uno de los principales vectores energéticos a considerar en el me-


El hidrógeno renovable como uno de los principales vectores energéticos
Emilio Nieto, director del Centro Nacional del Hidrógeno (CNH2)
140 TC 486 UNA OPINIÒN DE HOY
Roberto Campana, investigador del Centro Nacional del Hidrógeno (CNH2)
dio-largo plazo, fundamentalmente centrado en su impacto en la eliminación de las emisiones contaminantes. Y surge en un momento dulce para el hidrógeno renovable, no solo a escala mundial y europea con el RepowerEU que duplica el apoyo al desarrollo del hidrógeno renovable, sino también a escala nacional con la hoja de ruta del hidrógeno renovable alineada con el Plan Nacional Integrado de Energía y Clima 2021-2030 (PNIEC), el proyecto de Ley de Cambio Climático y Transición Energética, y la Estrategia a Largo Plazo para una Economía Española Moderna, Competitiva y Climáticamente Neutra en 2050.
En ese 2050 se pretende alcanzar el objetivo de ser cero emisiones netas, y para ello es imprescindible el desarrollo de las tecnologías de hidrógeno renovable a gran escala para descarbonizar los distintos sectores industriales, así como el despliegue masivo de fuentes de energía renovable para la producción de hidrógeno renovable. De ahí la relevancia crítica que tiene impulsar el desarrollo de electrolizadores avanzados, destinados a atender el sector industrial que, necesariamente, ha de acometer la transformación de sus procesos de alta temperatura y de su logística de transporte para avanzar hacia la descarbonización.

Actualmente nos encontramos en una situación en la cual hay incertidumbre con el precio del gas que tiene una tendencia alcista. Las tasas de emisiones irán a buen seguro siendo cada vez más elevadas, lo que, junto al desarrollo de las economías de escala del hidrógeno con costes cada vez menores y más competitivos, dibujan un escenario para el sector cerámico en el que puede encontrar en este vector energético
el aliado perfecto en el medio-largo plazo para su descarbonización, la reducción de emisiones de gases de efecto invernadero manteniendo la competitividad de las empresas del sector. Se espera que el hidrógeno verde sea competitivo por sí solo en 2050, a lo cual hay que sumar el necesario apoyo y de financiación de la administración para hacer viable este vector energético en la industria.
Para ello es necesario realizar un esfuerzo extra para adaptarse al hidrógeno renovable y acometer la modernización de los hornos actuales para el empleo de hidrogeno o mezclas de hidrogeno-biometano o la sustitución de éstos por sistemas eléctricos basados en pilas de combustible. La implantación de nuevos diseños de hornos, con capacidades integradas de cogeneración, como ocurrió en el caso del proyecto Dream en el que participó el Instituto de Tecnología Cerámica (ITC), van a permitir reducir las emisiones hasta en un 20%.
Urge, por tanto, el desarrollo de tecnologías disruptivas para afrontar el reto de descarbonizar el sector con suficientes garantías, algo similar a la transformación acontecida en la fabricación de baldosas con la introducción de la monococción en detrimento de la bicocción. Además, las restricciones que impone Europa en materia de emisiones añaden cada vez mayor complejidad al reto energético, ya que según Ascer (la Asociación Española de Fabricantes de Azulejos y Pavimentos Cerámicos) el sector tendría que hacer frente a la compra de derechos de emisión por un importe de entre 40 y 50 millones de EUR para el periodo 2021-2025, una cuantía cada vez más difícil de asumir para un sector que debe seguir siendo competitivo en el contexto internacional. ◆
141 TC 486 UNA OPINIÒN DE HOY
La implantación de nuevos diseños de hornos, con capacidades integradas de cogeneración, permitirán reducir las emisiones hasta en un 20%
La sombra de la cerámica india sobre el Tile of Spain
Los empresarios del sector contemplan con preocupación cómo el país asiático está ‘inundando’ el mercado mundial con sus productos a un mínimo precio. India, que ha pasado de producir 176 millones de m2 en 2017 a 454 millones en 2021, aspira a entrar también en Europa a pesar de los aranceles impuestos en febrero.
Martín Plaza
Los comentarios durante los últimos meses en el sector cerámico español han versado principalmente sobre tres temas recurrentes. El primero de ellos ha sido la inoperancia del Gobierno central a la hora de activar las ayudas para el azulejo como industria gasintensiva castigada por la crisis energética. El segundo, los notables resultados de Cevisama y de las ferias individuales de algunos fabricantes celebradas de forma paralela en la provincia de Castellón. Y, en tercer lugar, se ha extendido la preocupación ente el empresariado ante la proliferación de piezas cerámicas made in India en el mercado mundial a precios muy económicos.
Las primeras voces de alarma comenzaron a extenderse durante 2021, pero en este 2023, y ante los últimos indicadores conocidos sobre producción y comercio internacional, ya es una certeza que el azulejo indio constituye una importante y real amenaza para el presente y futuro del Tile of Spain.
El crecimiento de India en los últimos ejercicios ha sido imparable, ya que ha pasado de producir 176 millones de m2 en 2017 a 454 millones en 2021. Es decir, tal y como reseñan los especialistas de Vigilancer, plataforma de inteligencia competitiva del Instituto de Tecnología Cerámica (ITC-AICE), el país asiático ha multiplicado sus cifras más de 2,5 veces con respecto a 2017.
❖ En camino de ser el mayor exportador mundial
Asimismo, en tan solo cinco años, India ha dado el salto de ser el cuarto exportador mundial, muy alejado de los valores que entonces presentaban China, Italia y España, a ocupar ya el tercer puesto con unos registros muy similares a los de los dos
primeros (España y China). La evolución lógica del mercado y la popularización de las baldosas indias invita a pensar que en estos momentos ya es, presumiblemente, el mayor exportador mundial de cerámica, una circunstancia que se conocerá a posteriori en los habituales balances del sector.
En cuanto a los destinos, el 56,8% de la cerámica que se produce en las fábricas indias se consume en el propio continente asiático, pero, de forma paulatina, sus redes comerciales han ido avanzando y conquistando nuevos mercados gracias a una política fundamentada en sus reducidos costes de venta. Le siguen África, que acapara el 16% de las compras de baldosas indias, y América del Norte y Europa, con el 5,3%.
Con un producto mucho más económico que el que distribuye el Tile of Spain en el mundo, los empresarios españoles lamentan que India esté restándole de forma continua cuota en numerosos mercados gracias a esos precios mínimos. Y de hecho está aprovechando los aranceles impuestos a China para penetrar con fuerza en países como Estados Unidos, Brasil o Vietnam, que bloquean el azulejo chino.
En el caso de EE.UU., India exportó allí 26,39 millones de m2, un 30,4% más en tasa interanual. Aunque España vende más en Estados Unidos (40 millones de m2), sus envíos el año pasado cayeron un 12,8%. Son datos que, en el caso de continuar ambas tendencias, pueden llegar a ser muy preocupantes.
❖ Protección comercial de poco calado en Europa
Y no hay que olvidar que uno de los objetivos del país asiático pasa por multiplicar su posicionamiento y su cuota de
EL MIRADOR 142 TC 486
El56,8%delacerámicaqueseproduceenlasfábricasindiasseconsumeenelpropiocontinenteasiático,pero,deformapaulatina,susredescomercialeshanidoavanzando
mercado también en la Unión Europea. Dado que los fabricantes indios no se atienen ni cumplen las mismas normativas en materia de sostenibilidad, medioambiente o legislación laboral, la UE decidió en febrero aplicar medidas antidumping (también contra la turca).
En el caso del país asiático se gravan las baldosas de este origen entre el 6,7 y el 8,7%, con un periodo de vigencia de cinco años. La patronal Ascer ha sido parte activa, junto al resto de la industria europea coordinada por CET, para impulsar la apertura (en diciembre del 2021) y posterior desarrollo de esta investigación similar a la que, en el pasado, impuso aranceles a China.
Los empresarios del TileofSpainaplaudieron en su momento la entrada en vigor del arancel, pero con el paso del tiempo se ha constatado que el gravamen es muy bajo y que, incluso aplicado, las baldosas indias poseen un precio menor que las producidas en España (y Europa), por lo que siguen siendo una amenaza en los países del Viejo Continente, al margen de que, obviamente, van a restar a España una importante cuota de mercado en destinos internacionales no europeos en los que no se les aplican aranceles y en los que se valora el precio por delante de otros factores como el diseño, la calidad del producto o la innovación.
Un indicio inequívoco de que India aspira a entrar sí o sí en Europa con toda su fuerza lo enfatiza Vicente Lázaro, integrante de la Unidad de Inteligencia Competitiva del ITC-AICE, quien apunta que “en la última edición de Cevisama, 76 empresas asiáticas (45 de ellas indias) se quedaron fuera de la exposición por no realizar correctamente la solicitud, aunque sí pudieron hacerlo otras 36 compañías (entre ellas 15 indias)”.
En definitiva, esta situación supone una nueva amenaza para las empresas españolas. El Tile of Spain se ha visto obligado a repercutir en los precios finales de sus productos el incremento de costes, ya no solo de la energía, sino también de materias primas, e incluso el sobrecoste que supone la compra de derechos para la emisión de CO2. De este modo, la cerámica española se ha encarecido, circunstancia que los fabricantes indios, no cabe duda, están aprovechando para expandirse en muchos mercados. ◆

LasfábricasdeIndiaestánaprovechandolosarancelesimpuestosaChinapara penetrar con fuerza en países como Estados Unidos, Brasil o Vietnam, que bloquean el azulejo chino

EL MIRADOR 144 TC 486
ALFREDO GONZÁLEZ:
“ES UNA NOTICIA POSITIVA PARA ESPAÑA QUE AUMENTE LA PRODUCCIÓN DE CERÁMICA EN EL MUNDO”
Con su contrastada experiencia dentro del clúster cerámico de Castellón, el presidente de la Sociedad Española de Cerámica y Vidrio (SECV) analiza los riesgos y fortalezas del sector en el complejo escenario internacional y resalta la falta de sensibilidad del Gobierno central a la hora de respaldar a la industria en un momento de máxima incertidumbre por el crecimiento de los costes.
¿Qué opinión le merece el contexto actual para la cerámica española?
Creo que la cerámica española en el 2023 está en un proceso de recomposición y adaptación en muchos aspectos después de la debacle pospandémica durante el 2022, con la concatenación de la crisis originada por los incrementos de precios de la energía, la guerra de Rusia con Ucrania, el aumento de precios de las materias primas, la reducción de la producción cerámica, la pérdida de rentabilidad en las empresas, los recortes trágicos de personal en empresas, etc.
Las circunstancias sobrevenidas desde 2022 serán difíciles de remontar y volver a ser competitivos, pero en 2023 parece que la situación mejora. Los precios del gas están reduciéndose y, aunque caros, está prevista una reducción sobre el precio actual de un 15% en 2024; la exportación cerámica se está incrementando hacia valores cercanos a los de 2019; los precios de la cerámica han subido y ahora se está luchando por mantener algunos mercados estratégicos y, en fin, poco a poco, la situación no volverá a ser tan boyante como en la prepandemia, pero irá mejorando paulatinamente debido a la calidad de nuestros productos, la innovación de nuestras empresas y la excelente asistencia técnico-comercial que dan nuestras empresas a sus clientes.
¿Cuáles son, a su juicio, los principales riesgos a los que se enfrenta el sector?

Varios son los riesgos que nos encontramos en la actualidad: perder producción y, sobre todo, perder rentabilidad, dejar de ser competitivos, no seguir invirtiendo en I+D, perder el liderazgo a nivel mundial en calidad/innovación, equivocar la estrategia sobre dónde concentrar nuestros esfuerzos en los diferentes mercados alrededor del mundo, etc.
En este sentido, hay que distinguir que en nuestro clúster tenemos tres secciones productivas diferentes que afrontan diferentes riesgos y estrategias: productores de azulejos/pavimentos (Ascer), productores de fritas, esmaltes y colores (Anffecc) y productores de maquinaria cerámica (Asebec).
¿Cómo cree que será el sector dentro de cinco años para estos colectivos?
Aunque los riesgos indicados sirven por igual para cada uno de los tres sectores productivos, en mi opinión quiero contestarle a su pregunta del futuro haciendo distinción especial en cada uno de dichos sectores, que por sencillez indicaré por el nombre de sus Asociaciones:
Ascer: Ya ha empezado una concentración de empresas y aún se crearán más grupos y
146 TC 486 PARECERES
Martín Plaza
Alfredo González, presidente de la SECV, en la entrega de la última edición de los Premios Alfa, en Cevisama 2023
mayores, con más capacidad productiva, reduciendo costes por tamaño, utilizando sinergias, seleccionando mercados, mejorando el marketing comercial, aprovechando la asistencia técnico-comercial, concentrándose en los clientes más cercanos y de mayor rentabilidad como son los del centro de Europa (Francia, Italia, Alemania o Reino Unido) y también en Estados Unidos. A nivel mundial, no podemos competir por precio con los asiáticos (China, India, Vietnam e Indonesia) y en Latinoamérica es difícil también competir con México y Brasil, sobre todo, con los productos de batalla (grandes volúmenes a precios bajos).
También pienso que la calidad y diseño del Tile of Spain y del Made in Italy seguirán siendo y manteniendo su liderazgo como referencias mundiales. Mi opinión es que tratarán de concentrarse en su mercado más cercano (Europa) y además en EE.UU., donde podrán capitalizar con precios superiores su calidad/innovación y asistencia al cliente con apoyo técnico, buen marketing y con una logística cercana.
Anffecc:Lasempresasdefritas/esmaltes/colores ya están bastante globalizadas. La concentración de empresas ya ha empezado con la creación de tres grandes grupos con subsidiarias alrededor del mundo. Además, hay otras empresas medianas o pequeñas que atienden a mercados más cercanos y aportan mucho valor a sus
clientes, pero, desgraciadamente, carecen de la adecuada rentabilidad (no todos) para luchar en todo el mundo. Mi opinión es que algunas de ellas tendrán que ser absorbidas por otras más grandes del mismo sector o de fabricantes extranjeros que quieran invertir en el potencial innovador del clúster de Castellón o Sassuolo.
Asebec: La maquinaria cerámica ha estado concentrada en grandes empresas italianas y ahora, desde la decoración digital, se ha unido al club una española. Todas ellas están perfectamente globalizadas y compiten en el mundo aportando su tecnología, innovación y servicio.

¿Le preocupa el “ascenso” de la cerámica de países como India o Turquía?
Creo que el hecho de que aumente la producción de cerámica en el mundo es una noticia positiva para nosotros. Tengo entendido que la producción de cerámica mundial crece a un ritmo anual de entre un 3 y un 5% pero, dependiendo de las regiones, la evolución es diferente.
Aproximadamente,enelmundosefabrican 18 millones de m2/añoenlasdiferentesregiones: China fabrica casi 14 millones m2/año; India, 2,5millones;Brasil,1millón;España, 0,5millones;Irán,0,5también;Indonesia,Vietnam, ItaliayTurquía,0,4millonescadauno,etc.
Actualmente, la crisis inmobiliaria en China ha hecho reducir su producción y ahora está estancada, si no a la baja. India produce a tope y va como un tiro (está previsto que crezca a un ritmo del 8% anual en los próximos tres años); Brasil está más o menos igual; Irán también; España creo que ha reducido debido a la crisis y transita por los 400-450.000 m2/año; Turquía crece; Indonesia y Vietnam están reduciendo producción, etc.
En fin, el mundo según las regiones varía y se adapta a las circunstancias, pero el hecho de que el nivel global del mundo crezca es bueno porque significa que la cerámica, como producto, avanza en su implacable lucha contra la moqueta, el vinilo, la madera, la piedra, etc., además de aplicarse en más espacios que solo el baño y la cocina.
¿Cuáles cree que son las principales fortalezas del Tile of Spain?
En mi opinión, las fortalezas del Tile of Spain son calidad de producto, innovación en marketing y diseño, liderazgo, prestigio y asistencia técnicocomercial para ayudar a nuestros clientes.
Desgraciadamente,debidoalosextraordinarios altospreciosdelgasenEuropa(originadosporla guerradeRusiacontraUcrania)ylaposterioralza depreciosdelasmateriasprimas,haconseguido
147 TC 486 PARECERES
Alfredo González aboga por que Cevisama continúe siendo la plataforma de promoción para las últimas novedades del Tile of Spain
queloscostesdelafabricacióndelacerámicaen España(yEuropa)subananivelesmuyaltosy que,porprecio,seamospococompetitivoscon otrasregionesquenohansufridocomonosotros losaltospreciosdelaenergía, nilasobligacionesimpuestasporEuropaparala descarbonización de nuestra industria.
Así, los costes de fabricar un metro cuadrado de cerámica en China no es el mismo que en India, ni en Irán, ni en Turquía, ni en Argelia, etc.
Poreso,creoque,enelfuturo,losfabricantes españolesdecerámicadebenconcentrarseenel continenteeuropeo,enclientesqueaprecienel altovalorañadidoapostandoporlacalidadde nuestrosproductos.Deestemodo,concentremos nuestraproducciónenvolúmenesaceptablesque mantenganelvalordiferencialycuidemosde nuestrosclientescercanosporqueenapoyo técnico-comercialsomostambiénlíderesy reduzcamos costes al máximo, concentremos sinergias,sigamosinnovandoymantengamosel liderazgoconunosbuenosequiposcomercialesy demarketingseleccionandolosmercadosconlos mejoresprecios.
¿Considera que el clúster ha hecho valer su peso económico (y de volumen de empleados) ante las distintas administraciones para recibir más atenciones en estos últimos años de gran incertidumbre?
No. Definitivamente, no. Veamos: que el gas haya subido de repente a 300 EUR por kWh cuando estaba alrededor de 6-10 EUR por kWh es un hecho que no lo aguanta nadie. Que las materias primas crezcan más del 100%, que las arcillas ucranianas (básicas para fabricar pavimento porcelánico de calidad) desaparezcan del mapa por la guerra de Rusia contra Ucrania), que perdamos un mercado importante como el argelino por una decisión política sin obtener nada a cambio, etc.
Todoestecúmulodeexcepcionalescircunstancias hahechoquelasempresastuvieranquefabricara pérdidaparasalvarelmercado,perotodotieneun límiteyanteestascircunstanciascatastróficas, diferentesgobiernosdepaísesdeEuropahan buscadoelmododeayudarasusempresasyhan aportadorespaldoscomoeldelGobiernoitaliano a su industria cerámica. El alemán ha sido diferente,perotambiénhaapoyadodeinmediato asuscompañías,igualqueelportugués.Sin embargo,elGobiernoespañoldePedroSánchez
siguehoydiscutiendomedidasquenosatisfacen lasnecesidadesexpuestasenmúltiplesocasiones porlosrepresentantesdeAscer,Anffeccy Asebec.Medidasyproyectosdeleyqueexcluyen primeroaAnffecc(posteriormenterectificada), queponencortapisasinsalvablesconlosplazos depago(posteriormentecorregidosconotraley), perolomásgraveesquelosempresariosdel clústerdeCastellónhansufridoaduraspenasel mantenimientodeunaindustriaquelideraenel mundoyque,antesdequeseacercaranlas elecciones, han hecho caso omiso a las demandas suficientemente fundadas del sector cerámico. A fechadehoynoseharecibidoniunduro. Aunque,esosí,muchaspromesas.
La descarbonización, aunque en la mente de todos, ha pasado a un segundo plano ante la carestía actual del precio del gas. ¿Será posible descarbonizar -como exigen desde Europa- el sector a medio plazo? ¿Qué opina?
Europaexigeconelplan2030descarbonizarel 50%yenelaño2050el100%.Laindustria cerámicaesunaindustriagasintensivayestá utilizando todas las medidas medioambientales exigidasporEuropayutilizandolamejor tecnologíaexistenteparapaliarlosvertidos,los gasesnocivosenlaschimeneas,enfin,siempre queloscontrolesdelGobiernollegananuestras fábricas se maravillan de los adelantos. No obstante,serádifícilllegaralosobjetivosdel 2030/2050hastaquenoseencuentreunaenergía queremplacealgas.
ActualmentetodoelclústerdeCastellónyotras institucioneseuropeasestánestudiandoquétipode energíapuedesustituiralgasenunplazorealmente corto,yaquetodavíanodisponemosdeuna tecnologíaadecuadaparasustituirelgasenla fabricacióncerámicayestecambiopuededurarmás añosdelosquealgunoseuropeoshancalculado.
En cuanto a las fuentes energéticas aprovechables para el futuro del sector, ¿cuáles considera que serán las más viables como sustitutivas de las actuales?
Actualmente se habla mucho del hidrógeno verde, también del hidrógeno gris, de electricidad con energía verde (fotovoltaica); mezcla de varias de ellas con el gas, etc. No se habla de la energía nuclear (fusión o fisión), que es la más limpia de todas en cuanto a que no desprende CO2. Cuando en distintos foros he
hablado con la Administración, siempre me ha indicado el actual Gobierno que no era políticamentecorrectoynoconsiderabanesa opcióncomoadecuada.
Yo creo que al final se llegará a un compromiso energético-productivo donde se encontrará una energía (quizás H2 verde) mezclada con un porcentaje de gas o biomasa o con electricidad elaborada con energías verdes, apoyado por una variación del proceso productivo actual, con una bajada de la temperatura de cocción con unas arcillas nuevas, con unos espesores diferentes. En fin, la innovación de la búsqueda de una nueva tecnología no solo se centra en la producción de dicha energía, sino en su transporte, distribución, capacidad para mantener la producción… Es un mundo nuevo que algún clarividente ha considerado que en el 2030 se habrá implementado y conseguido para acabar en el 2050 con la sustitución definitiva.
Yo lo dudo, pero la industria cerámica, a lo largo de mi vida, me ha sorprendido tan gratamente que confío en que el esfuerzo necesario para conseguirlo lo vamos a poner, pero dudo que nuestros políticos nos ayuden en esta titánica aventura porque no es solo para la sustitución del gas para la cerámica, sino que es para toda la industria en general.
¿Cómo valora la última y exitosa edición de Cevisama? ¿Puede permitirse el azulejo español dejar caer su gran feria o debería haber una gran 'sentada' para que el salón sea tan importante como Cersaie?
Vaya por delante que la Sociedad Española de la Cerámica y el Vidrio desea fervientemente el éxito de Cevisama para potenciar nuestra presencia como industria y como clúster. Pero veamos: la pandemia ha hecho que Cevisama no se convocara en dos años (2021 y 2022) y esto ha obligado a los expositores a presentar sus productos a sus clientes en sus instalaciones. Algunos han observado que atienden mejor a sus clientes en sus fábricas como venía haciendo Porcelanosa antes y en estos años han hecho otras como Pamesa, por ejemplo. También hay que conocer que ahora la dirección de Cevisama ha pasado a propiedad pública.
Yosoypartidariodequenosdebemosreunirtodos losentesinvolucradosparatenerunabuena ‘sentada’yayudaraencontrarcaminospara potenciarCevisamaydotarladeuninterésincluso superioralqueexistíaantesdelapandemia.
148 TC 486 PARECERES
“NOS DEBEMOS REUNIR TODOS LOS ENTES INVOLUCRADOS PARA TENER UNA BUENA ‘SENTADA’ Y AYUDAR A ENCONTRAR CAMINOS PARA POTENCIAR CEVISAMA”
Todos sabemos que las instalaciones de Cevisama son amplias y espaciosas. Esto se ha de complementar con una buena organización que ayude a los expositores a mejorar sus condiciones, ya que el ente público no está para obtener beneficios, sino para dar servicio y cabida a todo el clúster. Con un esfuerzo de los empresarios para dotar a Cevisama de una visibilidad e importancia internacional, podríamos llegar a un acuerdo entre todos si nos lo proponemos.
Este certamen no impide que, además de acudir todos en el primer trimestre del año en Cevisama, cada grupo de empresas que así lo desee, pueda atender a sus clientes en sus instalaciones durante otro periodo de tiempo.
Pero para apoyar a Cevisama en su nueva etapa de ente público, creo que deberíamos hacer un esfuerzo conjunto entre todos.
La SECV tiene un papel muy importante como entidad dinamizadora de la I+D del sector con los Premios Alfa. ¿Qué destaca de los tres últimos galardones otorgados en febrero?
En efecto, la Sociedad Española de la Cerámica y Vidrio (SECV) tiene sus orígenes en el 16 de febrero de 1960 y en su acta de constitución consta que sus objetivos fundacionales fueron los de “fomentar el avance técnico de las industrias de la Cerámica y del Vidrio, así como estimular el crecimiento y mejora mediante la investigación y la difusión de los conocimientos científicos, técnicos y artísticos”. En resumen, somos como un gestor de comunicación y de transferencia de conocimientos y así buscamos estrechar los lazos entre la Academia (conjunto de organismos nacionales que tratan con el conocimiento: universidades, centros de Investigación, Institutos tecnológicos, etc.) con
las empresas que, en general, se encuentran representadas por sus asociaciones.
Pues bien, la SECV tiene una joya que son los prestigiosos Premios Alfa de Oro que se otorgan en Cevisama a los mejores proyectos presentados. Los galardones en la última edición fueron Neolith, por el proyecto Neolith Iconic Design, que consigue una superficie cerámica de gran formato que imite en toda la masa las vetas de piedras naturales. Después, Natucer por los proyectos Natur-Led (porcelánico iluminado) y Natur-Tech (porcelánico con drenaje de agua). Y Gresmanc mereció el premio con sus soluciones arquitectónicas para fachadas ventiladas.

149 TC 486 PARECERES
◆
El presidente de la SECV indica como fortalezas del TileofSpain la calidad de producto, la innovación en marketing y diseño, el liderazgo, el prestigio y la asistencia técnico-comercial
“ALGUNOS RIESGOS ACTUALES DEL SECTOR SON PERDER PRODUCCIÓNYRENTABILIDAD,DEJARDESERCOMPETITIVOS, NO SEGUIR INVIRTIENDO EN I+D O PERDER EL LIDERAZGO A NIVEL MUNDIAL EN CALIDAD”
Coloronda renueva su exposición en fábrica
La nueva exposición de Coloronda en fábrica está teniendo una gran aceptación por parte de todos los clientes. Es un atractivo espacio donde descubrir la amplia gama de propuestas que presenta Coloronda, productos innovadores integrados en las últimas tendencias técnicas y decorativas.
En la renovada exposición, a través de unos ambientes personalizados, con una decoración muy escogida y diversidad de estilos, se puede apreciar, entre otros productos, la amplia muestra de texturas florales, textiles y naturales realizadas con Tekton Ink, la tinta desarrollada exclusivamente por Coloronda, capaz de generar diferentes tipos de texturas con relieve sobre distintas bases cerámicas, que potencia el aspecto decorativo de las piezas cerámicas y por la que sigue apostando la firma de Onda.
El numeroso público que visita la exposición aprecia muy positivamente las últimas novedades en diseño y acabados obtenidos a partir de la combinación de diferentes tipologías de efectos digitales y esmaltes. Destaca la nueva gama de granillas desarrolladas, con las que se presentan diferentes acabados y texturas que podemos encontrar en materiales presentes en la naturaleza.
Los acabados antideslizantes de Coloronda clase 3, de tacto suave y fácil limpieza, están teniendo una gran aceptación, así como la nueva gama de esmaltes para pulidos en porcelánico. Otro producto destacable es el desarrollo, a partir de aplicación de granilla y efectos digitales, de acabados alto


brillo reactivo con efectos de retirado recordando los esmaltes reactivos utilizados en cerámica antigua.
Destacan también los nuevos efectos de microrrelieves y texturas a partir de un set de tintas hidrorrepelentes con diferentes efectos para imitación de vetas en maderas, y generación de estructuras para diseños de cemento y piedra natural.
Siguiendo la línea ya iniciada por Coloronda, también están presentes nuevos mates superblancos para cualquier tecnología de cocción consiguiendo una amplia gama de acabados, desde el mate piedra sin reflejo y textura suave, al satinado de bajo brillo hasta el satinado más brillante.
Especial relevancia tiene Gravitec Magnetic Coating by Coloronda, premiado con el Alfa de Oro en 2021. Este innovador recubrimiento magnético ofrece una gran versatilidad y facilidad en el cambio de baldosas, sin necesidad de operaciones destructivas y evitando la suciedad, tanto para la desinstalación como para la reposición o sustitución de pavimentos y revestimientos cerámicos, a diferencia del proceso tradicional de adhesión.
Contacte con el departamento Comercial de Coloronda para concertar su visita. ◆
150
TC 486
EMPRESAS
Sacmi RobotClean; automatic white finishing makes first appearance at Hidra Ceramica
With this solution the customer enjoys the advantages of Sacmi automation applied also to the finishing stage of the work process. The cell purchased by Hidra is equipped with the new Sacmi -Gaiotto NG Offline software for optimization of all resources and is supplied together with a personalized handling system.
Already a partner with Sacmi-Gaiotto for robotized glazing lines, Hidra Ceramica recognized the advantages offered by SACMI automation and has now invested also in RobotClean; the new system for finishing sanitaryware pieces at the white stage, recently launched on the market and already becoming a benchmark product at the factories of the top companies in the industry.
With this latest investment, Hidra –a leading manufacturer of high-quality design sanitaryware for over 30 years based in the heart of the Civita Castellana district– has seized the opportunity to make the finishing stage entirely automatic for every type of sanitaryware article. This is made possible thanks to specific tools, advanced software management and a load capacity of up to 50 kg, ensuring that even the heaviest and most complex articles can be handled under safe conditions.
In particular, RobotClean is equipped with specific abrasive tools for every part of the sanitaryware piece –outside, inside, edges, rim– thus guaranteeing optimum repeatability and quality of finishing and eliminating manual handling operations. The solution supplied to Hidra is provided with the new Sacmi-Gaiotto NG Offline software making it possible to carry out off line programming of robot tasks and simulate the effects on the real article in a quick and intuitive manner, optimizing all resources used in the process.

Thanks to the very powerful 13,000 m³/hr suction system, which works in synergy with the wet filter systems, the work area of the robot is kept clean at all times (as is the air surrounding the cell) with consequent advantages in terms of sustainability and circularity of the process. The reduction of manual operations also has a positive impact on quality: after inspection and loading of the piece on the bar conveyor, the operator no longer comes into contact with the piece, which is sent directly to the glazing department after automatic finishing.
When operating at full capacity the solution will enable the customer to benefit from all the advantages offered by Sacmi automation applied to the finishing stage as well. Furthermore, in addition to the new cell, a handling system has been supplied in a personalized configuration including, among other features, an angle transfer device with double fork to reduce the robot serving times and limit downtime. ◆
152 TC 486 SANITARYWARE
La eficiencia en la molienda
La molturación de materias primas se da en diferentes sectores (el cerámico, el minero, la industria cementera, etc.) y hace referencia a toda una serie de operaciones enfocadas a la reducción de las dimensiones de los materiales a molturar. Pero la molturación no tiene por objeto la simple obtención de partículas de tamaño menor al tamaño de partida, sino que su finalidad es producir un material con un determinado tamaño medio y una distribución granulométrica acorde a la aplicación destinada.
Se puede afirmar que la mejora más importante que sufren las materias primas molturadas es el aumento de su superficie específica que permite la obtención de una elevada homogeneidad, y además permite la obtención de reacciones químicas más completas en tiempos inferiores, lo que se conoce como incremento de reactividad en fase sólida.
La eficiencia en el proceso de molienda está condicionada tanto por las características de las materias primas a molturar como por los parámetros y/o configuración de los equipos de molienda.
Como no podemos generalizar con las características de las materias primas que influyen en la molienda, ya que son intrínsecas de cada materia prima, nos centraremos solamente en los parámetros y/o configuraciones de los equipos de molienda, y son:
a) Velocidad de rotación del molino
La velocidad de rotación del molino transfiere a los medios de molienda una fuerza centrífuga que provoca su elevación un ángulo alfa sobre la horizontal, de manera que, en este punto concreto, la fuerza de la gravedad es igual y contraria a la fuerza centrífuga.
El ángulo de elevación de los medios de molienda es independiente de la masa de los medios de molienda y depende únicamente de la velocidad del molino.
Cuando se incrementa la velocidad y se supera este ángulo de elevación, la fuerza de la gravedad supera a la fuerza centrífuga, y el medio de molienda cae describiendo un arco parabólico, desde un ángulo beta también llamado ángulo de cascada.
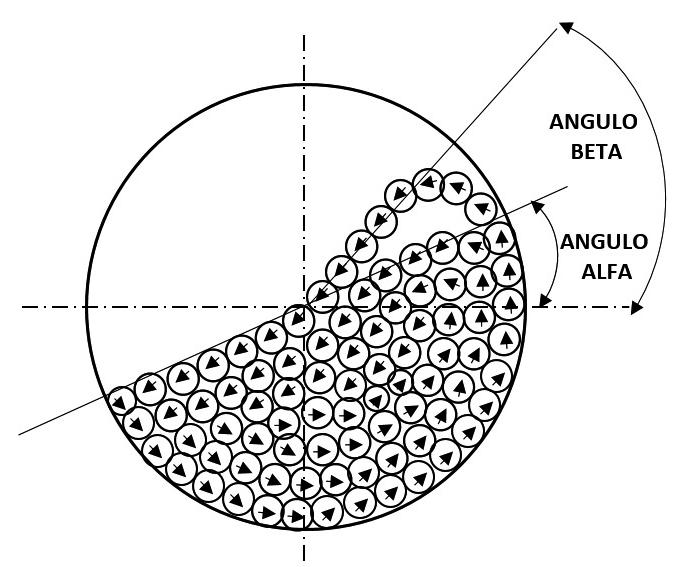
Los medios de molienda más alejados de la superficie del molino tendrán una velocidad centrífuga menor, por lo que únicamente alcanzarán el ángulo alfa y por consiguiente no describirán una cascada, sino que caerán envueltos entre las capas de bolas interiores y las materias primas.
Por eso los medios de molienda describen dos movimientos: uno de caída en cascada que nos genera un efecto de impacto que facilita la rotura de las materias primas, y uno de rotación sobre su propio eje, que nos genera un efecto de abrasión.
Es sumamente importante que un molino trabaje a su velocidad óptima (determinada por el diámetro del molino) para conseguir la mayor eficiencia de la molienda, la mayor duración de los medios de molienda y la mejor conservación del revestimiento del molino.
154 TC 486 MOLIENDA ÁNGULO
ÁNGULO
ALFA
BETA
b) Naturaleza de los medios de molienda
Existen en el mercado diferentes medios de molienda con composiciones diferentes, que les otorgan unas densidades muy distintas, y que pueden ser utilizados sin ningún problema en función de las materias primas que se vaya a molturar.
Cuanta mayor sea la densidad del medio de molienda, mayor será su energía cinética. Es decir, para la misma velocidad de trabajo de un molino, cuanto mayor sea la densidad de los medios de molienda, más energía tendrán que podrá ser utilizada en el proceso de molienda.
Para la optimización de la acción molturante de un medio de molienda debemos conocer perfectamente las materias primas que queremos molturar para poder decidir así la naturaleza de los medios de molienda que vamos a utilizar. Por tanto, si estamos utilizando medios de molienda de unas determinadas características, no debemos mezclarlos con otro tipo de medios de molienda, ni con otros del mismo tipo, a no ser que tengamos la certeza de que ambos tienen las mismas características.
c) Cantidad de medios de molienda que utilizar
La carga de los medios de molienda, tanto en cantidad como en distribución de tamaños, tiene una gran influencia en la eficacia (conseguir la granulometría necesaria) y la eficiencia (tiempo de trabajo efectivo) del proceso de molienda.
Como se aprecia en la gráfica inferior, el nivel de bolas del molino condiciona de forma directa los tiempos de molienda, y también la energía necesaria para mover el molino. La ayuda al motor (que corresponde al efecto que tienen los medios de molienda en el trabajo del motor para reducir su
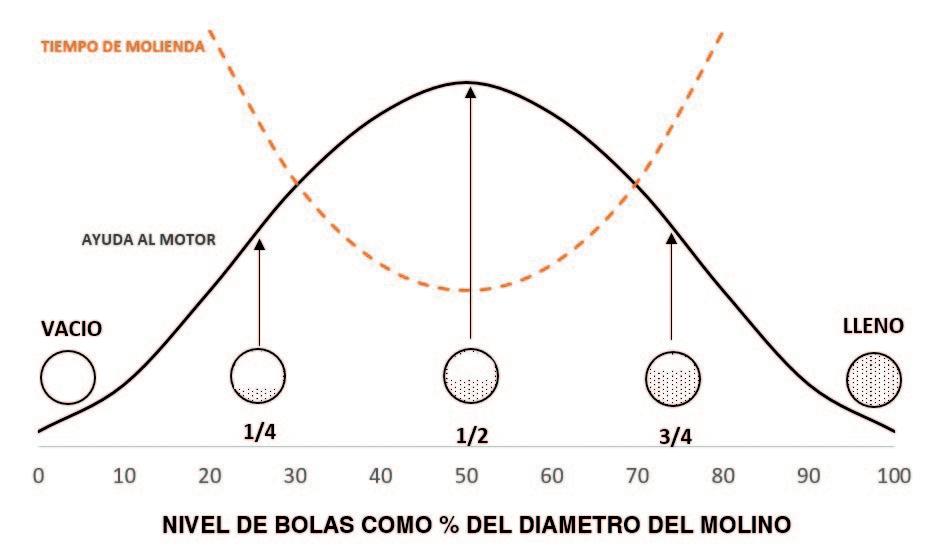
consumo eléctrico) y los tiempos de molienda son óptimos cuando el nivel de bolas es el 50% del diámetro del molino.
En función de la naturaleza de las materias primas, de los tamaños de las mismas y del tamaño final deseado diseñaremos una distribución de diferentes tamaños de bolas para conseguir la molienda más eficiente posible.
d) Carga de materias primas
Para la carga de materias primas en el interior del molino no hay unas reglas generales que puedan ser aplicadas a todos los tipos de molinos, pero sí que hay ciertas consideraciones que tener en cuenta:
• Las materias primas a molturar deben cubrir completamente la superficie de las bolas. Si la cantidad introducida en menor, el tiempo de molienda será menor, pero se corre el riesgo de sobrecalentar el interior del molino y generar que los medios de molienda sufran demasiado desgaste debido al exceso de impactos entre ellos.
• Es aconsejable un cierto exceso de producto a molturar que amortigüe la caída en el movimiento de los medios de molienda, pero hay que tener en cuenta que, al haber mayor cantidad de materias primas, se va a necesitar más tiempo de molienda, por lo que se debe establecer para cada molino y cada tipo de materia prima las condiciones ideales de carga, para así obtener el mejor ratio productividad/costes, evitando siempre el desgaste excesivo de los medios de molienda y del revestimiento del molino.
Hito Technical Industries, S.L, como referente mundial en la fabricación y comercialización de medios de molienda, dispone de un departamento Técnico al servicio de sus clientes para realizar estudios sobre sus procesos de molienda, con la finalidad de conseguir una molienda eficiente. ◆
155 TC 486 MOLIENDA NIVEL DE BOLAS COMO % DEL DIÁMETRO DEL MOLINO VACÍO AYUDA AL MOTOR TIEMPO DE MOLIENDA LLENO
Peronda Group ha completado sus planes de inversión en el campo de las grandes placas cerámicas con la instalación del nuevo horno Sacmi FMA ‘Maestro’. La máquina se ha puesto en funcionamiento recientemente en la planta Peronda 2 (en la foto inferior) dedicada a la producción de grandes placas. Objetivo: ampliar aún más la gama de los formatos, gracias a la superior versatilidad de Continua+, ya en producción desde 2017, y que ahora se completa con el potencial del nuevo horno, diseñado específicamente por Sacmi para gestionar los grandes formatos y parte de la gama de máquinas aire-gas modulado, de referencia en el mercado por calidad y bajo consumo.


Desde su fundación en 1951, Peronda Group se ha distinguido por la producción de altísimo nivel, con una estrategia orientada hacia la calidad y la innovación en el producto y la estética. En 2017 se decidió apostar por la tecnología Continua+ de Sacmi, para entrar a lo grande en el mercado de la producción de grandes placas cerámicas decoradas, a partir de hoy, sin limitación alguna, con la entrada en producción del nuevo horno FMA Maestro, que permitirá gestionar placas de hasta 3.200 mm de longitud.


Ya con la instalación de Continua+, Peronda Group había ampliado mucho su propia capacidad de penetración en el mercado en este campo de alto valor añadido. Una tecnología, en palabras del director General de Peronda, Marcos Gaya, que demostró rápidamente ser “ganadora por flexibilidad, permitiendo cambios rápidos de formato y una perfecta sinergia entre grandes placas y subformatos”. Versatilidad y facilidad de uso que han permitido a Peronda Group desarrollar en poco tiempo “un importante volumen de ventas de grandes placas: por eso –explica Gaya- había llegado el momento de invertir en el nuevo horno y en las correspondientes máquinas de alimentación, adecuadas para los formatos más importantes”. El nuevo horno instalado y puesto en marcha es un FMA250 + EUP250 de 243,6 m. Es el modelo más vendido hoy en día de la gama Sacmi ‘Maestro’, gracias a la gestión del aire-gas modulado que permite una mayor calidad y reducir el consumo de energía.
Además, se trata del modelo equipado por Sacmi con la configuración exclusiva –desde el avance hasta la delicada fase de enfriamiento– dedicada a la cocción de las placas, para garantizar la mejor calidad y minimizar el riesgo de defectos. Aparte del horno, el suministro de Sacmi comprende los equipos para la movimentación del crudo, en particular para conectar la actual línea de esmaltado con la alimentación del horno, incluido un maxi-compenserformado por dos grandes boxes fijos, adecuados para placas de hasta 1.600x3.200 mm. Entre los principales formatos en producción en el nuevo FMA están desde los clásicos 1.000x1.000 y 1.000x1.800 mm con espesores de 6 a 10 mm –ya parte del histórico catálogo de Peronda– hasta los nuevos formatos de producción como el 1.000x1.000 de 20 mm de espesor, o los 1.000x2.750 mm de 6 a 10 mm de espesor, realizados con Continua+. Como se ha mencionado, gracias al nuevo horno FMA, sin ninguna limitación debido a la longitud de los boxes (que en la configuración anterior limitaba a 2.000 mm la longitud máxima de la placa en cocción).
Para Sacmi, el suministro afianza aún más la asociación estratégica con el Grupo Peronda, un cliente que desde siempre ha permanecido atento a mantener su posición en la parte más alta del mercado, sopesando las inversiones y confiando en las mejores soluciones tecnológicas disponibles para realizar sus propios planes de inversión. ◆
NOTICIAS 156 TC 486
Peronda Group pone en marcha el horno FMA Sacmi ‘Maestro’
Villeroy&Boch makes a major investment in Hungary with Sacmi RobotCasting

Villeroy&Boch has chosen the certainty that comes with Sacmi RobotCasting solutions. A leading producer of high quality bathroom furnishings, tableware and tiles since 1748, the company is now working alongside Sacmi to drive forward a technological renewal and expansion plan for its plant in Hungary. The last few weeks have seen a complete production cellconsisting of two AVM 150 high pressure casting machinesundergo final testing. In this configuration, parallel control of tasks on the two casting machines optimizes robot workloads. Sacmi is also supplying the molds used to develop a new rimless designer WC, one of the flagship products in Villeroy&Boch’s catalogue for European markets. With this investment the company has focused on Sacmi RobotCasting, a global best-seller that delivers high levels of automation and outstanding product quality and process repeatability. Equally important is the partnership to develop the mold and the complete modeling process, a team effort that draws on all the opportunities offered by the robotic production line.
Investment in casting is just the first step in Villeroy & Boch's broader modernization plan for its Hungarian plant. For Sacmi, this order acknowledges its unique ability to provide state-ofthe-art technology and close customer support, every step of the way from initial product concept to industrialization.
ITC-AICE profundiza en construcción sostenible con EcosisCer
El Instituto de Tecnología Cerámica (ITC-AICE) profundiza en aplicar la cerámica a la edificación y las ciudades, en este caso a través del proyecto EcosisCer, que desarrollará sistemas constructivos cerámicos para lograr una arquitectura y un entorno urbano sostenible.
El proyecto, que cuenta con el apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) a través de la línea nominativa 2023, pretende desarrollar estos sistemas cerámicos para edificios y ciudades contemplando características como la sostenibilidad y circularidad, es decir, teniendo en cuenta el ciclo de vida mediante el uso de materiales reciclados, reutilizados, de bajo impacto ambiental y de ámbito local. Otra clave hacia la que se enfoca EcosisCer incide en que estos materiales incorporen distintos grados de industrialización para, a su vez, poder ser integrados en procesos de construcción industrializados. También es esencial la eficiencia energética: se busca desarrollar sistemas y materiales que tengan su base en criterios bioclimáticos, para reducir el consumo de energía de los edificios.

EcosisCer se alinea con varios de los Objetivos de Desarrollo Sostenible (ODS) de Naciones Unidas, concretamente, el ODS 6: Garantizar la disponibilidad y la gestión sostenible del agua y el saneamiento para todas las personas; el 9: Construir infraestructuras resilientes, promover la industrialización inclusiva y sostenible y fomentar la innovación; el 11: Lograr
que las ciudades sean más inclusivas, seguras, resilientes y sostenibles; el 12: Garantizar modalidades de consumo y producción sostenibles y el 13: Adoptar medidas urgentes para combatir el cambio climático y sus efectos.
Por otra parte, EcosisCer encaja en las políticas definidas por la CE por lo que permitirá la participación en proyectos europeos con mayores probabilidades de éxito. Los sistemas desarrollados serán protegidos mediante modelos de utilidad o patentes con el objeto de ser transferidos a las empresas cerámicas. ◆
NEWS 157 TC 486
◆
El Instituto de Tecnología Cerámica (ITC-AICE), a través del proyecto BioConCer, está trabajando para integrar las láminas cerámicas en la bioconstrucción.
Gracias al apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) de la GVA, a través de la línea nominativa de apoyo a centros, el instituto investiga para desarrollar sistemas de lámina cerámica para la construcción combinados con materiales naturales y respetuosos con el medioambiente.
Con BioConCer se pretende integrar las baldosas cerámicas en la corriente actual de construcción sostenible basada en edificaciones saludables, eficientes energéticamente y con materiales tradicionales naturales o poco procesados, que causen menor impacto ambiental y orientados a la construcción industrializada, partiendo de los postulados de la bioconstrucción, que más que una tendencia es una necesidad imperiosa teniendo en cuenta la situación de emergencia climática y los vaivenes geopolíticos en cuanto a energía, suministros, etc., por lo que se impone como un valor ya no añadido, sino imprescindible.
Fuentes de ITC-AICE afirman que “ya no es solo el material que vas a utilizar y dónde lo vas a instalar. Ahora es ya ineludible que antes se considere su origen, la energía y recursos naturales utilizados para su manufactura, la huella de carbono que deja, que tenga una larga vida útil, que entre sus componentes no haya ninguna sustancia nociva para las personas o contaminante para el ambiente; es decir, hay in-
finidad de factores que es necesario contemplar y desarrollar porque, más allá de lo que marca la legislación, se trata de una necesidad perentoria para las personas y el planeta. En el ITC-AICE siempre hemos integrado estos valores y pretendemos llevar este conocimiento y resultados a las empresas para que también los integren.”
El material cerámico, por su naturaleza, ya es utilizado como una solución constructiva de gran solvencia por su cantidad de propiedades. El ITC-AICE trabaja en diversos proyectos de investigación orientados hacia su sostenibilidad, evitando al máximo en su fabricación el consumo de recursos naturales, energía y generación de emisiones y optimizando su vida útil con la mejora de sus prestaciones técnicas y estéticas durante el tiempo. En el caso de BioConCer se busca introducir sistemas cerámicos, principalmente con lámina, que encajen en los principios de bioconstrucción de edificios con materiales poco transformados o con el mínimo impacto durante su transformación, que no afecten negativamente el clima interior y que ayuden a regularlo, que mejoren el confort térmico y acústico, tengan larga vida útil sin perder propiedades y que sean reciclables. BioConCer es un proyecto alineado con los Objetivos de Desarrollo Sostenible de la ONU, concretamente los números 3 (Salud y bienestar), 9 (Industria, innovación e infraestructuras), 11 (Ciudades y comunidades sostenibles), 12 (Producción y consumo responsables), y 13 (Acción por el clima). ◆


NOTICIAS 158 TC 486
El proyecto BioConCer integra la lámina cerámica en la bioconstrucción
Obtienen la primera tinta inkjet cerámica a partir de residuos en el proyecto Life Replay

El 5 de mayo se llevó a cabo en el Instituto de Tecnología Cerámica (ITC-AICE) una reunión de seguimiento del proyecto europeo Life Replay (https://lifereplay.eu), financiado por la Comisión Europea a través del programa LIFE (Ref.: LIFE20 ENV/ES000115), en la que se comunicó que en el marco de este proyecto se ha obtenido una primera tinta cerámica a partir de los residuos tratados con un prototipo de separación, construido por la empresa Neptury Technologies, miembro del consorcio. Es una tinta negra, adecuada para la impresión digital, o inkjet, de baldosas cerámicas. En la reunión se estudiaron los avances ya que todavía se está afinando y poniendo a punto el prototipo de separación de los residuos de tintas cerámicas inkjet para optimizar el proceso a fin de garantizar la calidad de los elementos separados, cuyo uso se destinará a la fabricación de nuevos productos cerámicos más respetuosos con el entorno. Así, Life Replay da una nueva vida a las tintas cerámicas, alineándose con los Objetivos de Desarrollo Sostenible de la ONU números 9: Industria, Innovación e Infraestructuras; 12: Producción y Consumo Responsables, y 13: Acción por el Clima. Life Replay es un proyecto orientado a lograr que los residuos

de tintas cerámicas de inyección puedan reintroducirse en el proceso industrial cerámico mediante un procedimiento de separación específico que cumpla los requisitos industriales. El fomento de la sostenibilidad y, por tanto, la minimización de los costes de eliminación de residuos son sus principales objetivos. Además, dados los elevados costes que presentan actualmente las materias primas cerámicas, Life Replay pretende conseguir separar dos tipos de componentes: por un lado, los compuestos sólidos basados en metales pesados y, por otro, los solventes orgánicos. Ambos se reintroducirán en el proceso de producción de baldosas cerámicas, tintas inkjet y calcinación de pigmentos. Esta propuesta también demostrará la viabilidad de utilizar los residuos de tinta de inyección como nuevas materias primas para la industria cerámica, transformándolos en una fuente alternativa de pigmento y disolvente, que, además de ser respetuosa con el medioambiente, sea rentable económicamente.

Life Replay está coordinado por el ITC-AICE con la participación de las empresas Keros Cerámica, S.L., Neptury Technologies, S.L., Akcoat Recubrimientos Químicos Especializados, S.L.U y CTR Centro de Tratamiento de Residuos del Mediterráneo, S.L. ◆

System Ceramics’ new logo

As innovators and pioneers in the ceramics sector, at System Ceramics they continue to define paths for research and cuttingedge technology, sharing their vision of the future with the other leading companies in industrial innovation belonging to Coesia. They are creating a network of new opportunities, integrating their know-how with the expertise and skills across the wide range of industrial areas in which Coesia is a leader. Thanks to the new possibilities for dialogue and cooperation, they will strengthen the business and their global presence in the ceramics sector, maintaining excellence as the driver of all their developments.
The rebranding is an important step: it consolidates their commitment to provide continuously improved solutions and services for their customers and partners, setting the objective of being protagonists of important revolutions in ceramics production processes, defining ever new global standards. They are able to do this thanks to the efforts of their collaborators and to effective and cutting-edge technologies, obtaining results of aesthetic, technical and functional excellence in full respect of the environment and in compliance with the ESG –Environmental, Social and Governance – criteria, guided by Coesia’s principles and values. ◆
NOTICIAS 160 TC 486
Reunión
Prototipo
Proceso
Tinta
Argenta Cerámica invierte en energía fotovoltaica en sus plantas productivas

Argenta Cerámica, firma especializada en la fabricación y comercialización de revestimientos para la arquitectura y el interiorismo, ha puesto en marcha un ambicioso proyecto de autoconsumo fotovoltaico en sus cinco factorías para generar energía limpia no fósil.
La empresa azulejera definió en su estrategia energética y medioambiental 19,2 MWp de potencia pico a instalar y con una capacidad de generar anualmente 26.727 MWh. Ahora se da un paso adelante confirmando el objetivo y sumando conexiones hasta los 15 MWp en funcionamiento. Con esta planta de producción de energía fotovoltaica repartida entre sus cinco factorías, la firma cerámica reducirá 6.922 t de emisiones indirectas de CO2 anuales, contribuyendo de forma importante a la descarbonización del entorno. Además, con esta nueva instalación de generación verde, Argenta cubrirá el 26% de su consumo eléctrico y reducirá un 29% sus costes de energía eléctrica.
Las plantas de generación de energía solar en su conjunto ocuparán un total de 92.020 m2 de superficie cubierta por paneles solares fotovoltaicos, sumando 35.218 módulos entre sus instalaciones fabriles.
Se trata de una ambiciosa apuesta hacia un modelo industrial de reducción de las emisiones de CO2, de la huella de carbono, de la mejora de la eficiencia energética y de la reducción de costes de producción para la mejora de la competitividad.
El desarrollo de este proyecto solar se enmarca en la política de mejora ambiental que la empresa desarrolla a través de otras acciones como la recuperación del calor de los hornos, la reinversión constante en última tecnología más eficiente, y el reciclaje de aguas residuales y lodos cerámicos, entre otros. ◆
Netzsch named “Fair Company” for the twelfth time in a row
Netzsch Pumpen & Systeme has received the “Fair Company” award for the twelfth time in a row. The initiative, founded by the Handelsblatt newspaper, is sustainably committed to a fair working environment.
Fair Company is the largest and best-known employer initiative in Germany. The initiative is aimed specifically at career starters and young professionals, such as apprentices, interns, working students and trainees. It creates transparency and orientation.

Rita Buchner, Human Resources Manager at Netzsch Pumpen & Systeme, is delighted about the renewed award: “Fair Company and Netzsch: that's a perfect symbiosis. The goals of the initiative correlate perfectly with the corporate values practiced at Netzsch. We are proud to receive the Fair Company Award for the twelfth year in a row. Thanks to our new Netzsch Campus in Waldkraiburg, we will also be able to offer the best conditions and exciting prospects in the future.”
Employee satisfaction and performance are drivers of Netzsch's continued success. The renewed award as a “Fair Company” shows once again that the global specialist for complex fluid management creates fair working conditions and development prospects for its employees.
In doing so, Netzsch accompanies its employees on the path to excellence and offers the following benefits, among others:
Mobile working, the Netzsch Academy or flexible working hours. In addition to fair working conditions, the following factors are also taken into consideration when awarding a company: Work organization, corporate culture and values, diversity, and equal opportunities, and much more. All of these values are lived out at Netzsch Pumpen & Systeme - every day anew. The first application for the award was made in 2012, and the company has been able to prove itself as a “Fair Company” every year since then. ◆
NEWS 161 TC 486
ITC-AICE avanza en la acción por el clima con Capturo2
El Instituto de Tecnología Cerámica (ITC-AICE) avanza en su acción por el clima y en el estudio de la introducción de tecnologías hipocarbónicas en los procesos industriales con el proyecto Capturo2, iniciativa coordinada por el propio ITCAICE en la que participa el Instituto Tecnológico del Plástico (AIMPLAS) y colaboran empresas como Keraben Grupo; Grupo Euroatomizado; Cales La Plana, S.A.; Colorobbia España y UBE Castellón (UBE Corporation Europe S.A.U.) gracias al apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) a través de los Fondos europeos FEDER de Desarrollo Regional.
Capturo2 analiza qué tecnologías de captura de CO2 podrían ser aplicadas al proceso de fabricación cerámica, con la idea no solo de capturarlo de los gases de combustión, sino también de estudiar su valorización para otros fines. El proyecto contempla la caracterización de corrientes gaseosas de varias instalaciones industriales para conocer la cantidad de CO2 emitida, qué otros compuestos están presentes y definir a partir de los resultados obtenidos cuáles son las condiciones más favorables para la captura de CO2 Además, se realiza una simulación de los procesos de captura para definir qué materiales son los más adecuados para las corrientes que se desea tratar. Las actividades del proyecto se completan con ensayos experimentales en laboratorio que
apoyan los resultados obtenidos en las tareas de simulación. Este proyecto está alineado con los Objetivos de Desarrollo Sostenible de la ONU números 7 (Energía asequible y no contaminante), 9 (Industria, innovación e infraestructura) y 13: (Acción por el clima). ◆
Planta hipocarbónica de ITC-AICE en Almassora, donde se estudian diversas tecnologíasysedesarrollanproyectosorientadosaladescarbonizacióndelaindustria
ITC-AICE previene problemas en la fabricación cerámica con técnicas de simulación y modelización


La aplicación de técnicas avanzadas de modelización y simulación ha permitido resolver problemas en diferentes etapas del proceso de fabricación de baldosas cerámicas. Estas técnicas ofrecen explicaciones científicas a los fenómenos físicos identificados como críticos en el proceso y facilitan la toma de decisiones. Desarrollar y aplicar estas técnicas es el foco del proyecto ProSim II que se lleva a cabo en el Instituto de Tecnología Cerámica (ITC-AICE) desarrollado con el apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) a través de los Fondos Europeos FEDER de Desarrollo Regional. En el sector cerámico la fabricación del polvo atomizado y la cocción de las baldosas son dos etapas importantes que se han tratado relativamente poco desde el punto de vista matemático. A través de este proyecto se han investigado estos procesos para prevenir fenómenos tales como defectos, roturas u otros daños en las baldosas o materiales cerámicos. De este modo, las empresas cerámicas pueden disponer de herramientas para comprender estos fenómenos, tomar medidas preventivas y corregir posibles consecuencias indeseadas.
ProSim II ha contado con la colaboración de empresas del sector para poder desarrollar la investigación, lo que ha permitido
una mayor integración y aplicabilidad de los resultados obtenidos. En suma, la utilización de técnicas de simulación y modelización representa una herramienta fundamental para la mejora del proceso productivo en la industria cerámica, aumentando la seguridad y eficiencia de las empresas del sector. ◆
NOTICIAS 162 TC 486
El consorcio del proyecto europeo Life Hypobrick (www.lifehypobrick.eu), coordinado por el Instituto de Tecnología Cerámica (ITC-AICE) celebró el 30 de marzo en Madrid, en la Sala Europa de la representación en España de la Comisión Europea, el evento final del proyecto, al que asistieron 88 personas y que dio a conocer tanto las características como los resultados y avances de esta acción que contó con el apoyo de la Comisión Europea a través del Programa Life (Ref.: LIFE18 CCM/ES/001114).
En la cita, titulada “Hacia una construcción sostenible, circular y sin emisiones de CO2: nuevos materiales y procesos”, se explicó la implantación de un nuevo proceso de fabricación de ladrillos con un consumo de energía extremadamente bajo, con la consecuente reducción de emisiones de gases de efecto invernadero a la atmósfera, y con el uso de residuos como material de partida, concretamente, vidrio de tubos de rayos catódicos, que actualmente van a vertederos, y residuos cerámicos cocidos. La etapa de cocción se ha eliminado, siendo sustituida por la activación alcalina, a una temperatura de proceso de unos 80 °C y con una reducción de emisiones de CO2 de un 68% teniendo en cuenta las emisiones de preparación de los activadores alcalinos. Además, se ha construido un demostrador consistente en un muro de 20 m de largo por 3 m de alto en el que se han empleado 9.000 ladrillos, ubicado en la entrada de las instalaciones de Ladrillos Mora, en Illescas (Toledo). Estos ladrillos sostenibles miden 24x11x4 cm y tienen una masa de unos 2 kg.

En la apertura de la reunión internacional se contó con la representación de la Comisión Europea en España, el supervisor general del proyecto en Europa, Kryzstof Wojcik, perteneciente al LIFE Programme (CINEA), y el Dr. Javier García-Ten, responsable del Área de Materiales y Tecnologías Cerámicas del Instituto de Tecnología Cerámica (ITC-AICE), que ha liderado la investigación en el Instituto.

Tras la apertura, Kryzstof Wojcik explicó las características del Programa LIFE y las buenas prácticas y nuevas oportunidades que ofrece. Como se ha mencionado, es, además de formar parte de la Agencia Ejecutiva Europea del Clima, Infraestructuras y Medio Ambiente, el supervisor europeo de Life Hypobrick. A continuación, la Dra. Ana Mezquita, investigadora senior del Área de Sostenibilidad de ITC-AICE, explicó el contexto europeo y los requerimientos en políticas de energía. Seguidamente intervino Antonio Mateos, director de Energía de la Asociación de Fabricantes de Ladrillos y Tejas de Arcilla Cocida (Hispalyt).
Por su parte, la Dra. María Criado, del Instituto de Ciencias de la Construcción Eduardo Torroja (CSIC) tituló su ponencia “¡Creando nuevos ladrillos!: tecnología de activación alcalina”. Después, la dra. Mónica Vicent, una de las principales artífices de Life Hypobrick en ITC-AICE, ofreció su conferencia: “Life Hypobrick: Hacia una economía hipocarbónica. Desarrollo de materiales de construcción ‘no cocidos’ a partir de residuos”, mientras que Diego García-Forgeda, de Ladrillos Mora, participante en el proyecto, habló sobre “Emisiones cero: adaptación del sistema de fabricación cerámico”.
El siguiente en intervenir fue Jens Geduhn, de la empresa alemana Schlagmann Poroton GmBH&Co.KG, también participante en el proyecto Life Hypobrick, a quien siguió otro miembro del consorcio del proyecto, el catedrático de la Universidad de Nuremberg (THN), Wolfgang Krcmar, quien explicó el estado actual de la investigación en geopolímeros orientados a materiales de construcción.
En suma, en este encuentro se puso de manifiesto que Life Hypobrick es un ejemplo de economía circular al haber hecho posible la fabricación de ladrillos sostenibles a partir de residuos de otros sectores y sin utilizar la etapa de cocción, contribuyendo así a la lucha por los efectos negativos del cambio climático. ◆
NOTICIAS 164 TC 486
ITC-AICE difunde a escala internacional los resultados de LIFE Hypobrick, que ha obtenido ladrillos sin cocción
El Instituto de Tecnología Cerámica (ITC-AICE) profundiza en la investigación de materiales y tecnologías para el conformado de placas cerámicas de grandes dimensiones, gracias al apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) y los Fondos europeos FEDER de Desarrollo Regional.

En los últimos años han proliferado en todo el mundo las instalaciones de fabricación con capacidad para conformar y procesar placas cerámicas de grandes dimensiones, con anchos de hasta 2 m y longitudes superiores a los 3 m. En su conformado se utilizan métodos alternativos al tradicional, el cual ha sido ampliamente estudiado desde hace décadas, cosa que no ocurre con las nuevas técnicas de conformado de placas cerámicas, que fueron desarrolladas exprofeso hace apenas 20 años para fabricar esta tipología concreta de producto: grandes placas obtenidas, generalmente, a partir de composiciones de gres porcelánico, muy utilizadas para elaborar encimeras de cocina y recubrimientos de grandes superficies arquitectónicas.


Fuentes del equipo de investigación de ITC-AICE afirman que “la tecnología de prensado de las grandes placas cerámicas no está todavía tan extendida como el método tradicional, conocido como prensado uniaxial en semiseco, por lo que existen pocos estudios científicos que expliquen los procesos físicos a los que se somete el polvo durante este tipo de prensado alternativo y su efecto en la calidad del producto final. Aunque estas técnicas guardan cierta similitud con el conformado por prensado convencional, el proyecto Strong es necesario para definir y estudiar los mecanismos físicos involucrados en la compactación de placas cerámicas con las

Strong
nuevas técnicas disponibles. Todo ello, con el fin de establecer los parámetros críticos de proceso involucrados y optimizar los procedimientos de control y operación utilizados por las empresas que utilicen estas tecnologías”.
Strong aplicará tecnologías avanzadas de modelización de las técnicas de conformado mayormente empleadas hoy en la fabricación de placas cerámicas y definirá un modelo de comportamiento del material que reproduzca los fenómenos físicos que tienen lugar en los procesos de compactación. Después se implementarán los algoritmos de resolución que permitirán la simulación del comportamiento de los procesos estudiados. Una vez se disponga del modelo puesto a punto se estudiará, a través de la reproducción de diferentes escenarios de operación, la influencia de diversas variables de proceso sobre las propiedades de los productos fabricados con ambas tecnologías de compactación. Strong generará así un conocimiento que podrá ser aprovechado por las empresas, teniendo un impacto positivo en la sociedad, puesto que las compañías podrán beneficiarse del avance tecnológico, mejorando su competitividad. Este tipo de investigación es fundamental para el avance del sector empresarial, ofreciendo aplicaciones concretas que generarán beneficios económicos a las empresas que los apliquen. Strong está orientado a la innovación y al desarrollo de nuevas tecnologías o productos que pueden generar impactos significativos en el sector empresarial a largo plazo.
El proyecto Strong está vinculado a los Objetivos de Desarrollo Sostenible 9 (Industria, innovación e infraestructura) y 12 (Producción y consumo responsables). ◆
NEWS 165 TC 486
ITC-AICE profundiza en el conformado de las grandes placas cerámicas con el proyecto
Instituto de Tecnología Cerámica webitc.itc.uji.es
Sodeca presenta la ampliación de su centro productivo
Sodeca SLU presenta el proyecto de construcción de un nuevo centro productivo situado en Ripoll (Girona). La empresa invertirá un 6 millones de EUR en ampliar sus instalaciones de 10.165 m2 construidos, con un nuevo edificio de 4.950 m2. Esta inversión supondrá duplicar la capacidad de producción de la empresa, ya que la zona utilizada hasta ahora como almacén se usará como planta productiva, unificando los almacenes en una sola localización optimizando
así los procesos productivos haciéndolos más eficientes y sostenibles con un almacén automatizado “AutoStore” de última generación; asimismo se reducirá la huella de carbono eliminando trayectos de camiones entre los distintos almacenes y centros productivos, contribuyendo así en la lucha contra el cambio climático.
La gran apuesta por la sostenibilidad se ve reflejada con la instalación de mas de 500 paneles fotovoltaicos que evitarán la emisión de unas 122 t de CO2 al año, permitiendo así que las instalaciones dispongan de la máxima calificación energética, funcionando durante gran parte de la jornada productiva con energías renovables.
La ampliación requerirá emplear a 25 o 30 personas en Ripoll.
Cerbras: a Sacmi line and a record-breaking kiln
Cerbras, north-eastern Brazil’s leading tile manufacturer, has invested in a new Sacmi line for the production of spray-dried glazed/polished porcelain tiles. Based in Maracanaú, Ceará State, the company has entrusted Sacmi with further improvements to technological quality as a follow-on from the 2018 installation of the spray-dried powder preparation unit. At the heart of the department lies the Sacmi MMC240 continuous modular mill. This state-of-the-art continuous wet grinding mill offers high efficiency, energy savings, consistency and process control and operates in synch with the Sacmi ATM180 spray dryer, which features continuous automatic quality control. Meticulous monitoring of moisture content and particle size distribution at this stage, plus elimination of impurities with automatic iron removers, ensures the spray dried powder leaving the body preparation department is always of the highest quality, with positive knock-on effects throughout the process.

This order -the third glazed/polished tile line, which joins the previously supplied dry grinding solutions- includes PH 8200 high-tonnage presses and all the mold parts.
Last but not least comes the new Sacmi Maestro FMA 355/243.6 m kiln, which sees Cerbras set a new record as this is the widest Sacmi kiln (3,550 mm) of any installed in Brazil. In addition to ‘smart’ modulating air/gas control, highefficiency burners and the exclusive Sacmi RGA air blow system used during rapid cooling, it features kiln-burner and kiln-dryer heat recovery devices that significantly improve the factory energy balance.
With this investment, Cerbras aims to boost its penetration capacity both in Brazil and abroad by focusing on best-selling products such as the 94.5x94.5 cm (23,000 m2 per day expected when fully operational) and 120x120 cm (17,000 m2 per day) formats. The bulk of output will be in the 70x70 cm size, with 27,000 m2/day of glazed, polished, and unpolished porcelain tiles. ◆

NOTICIAS 166 TC 486
◆
Xaar invests in state of the art cleanroom to drive manufacturing & energy efficiencies
Leading inkjet printing technology Group Xaar has invested approximately GBP 1.2 million in its printhead manufacturing facilities, as the business continues to focus on improving its operational and energy efficiency.

The end of the highly planned 10-week project not only provides Xaar with the latest smart factory manufacturing for its inkjet printheads but delivers significant sustainability benefits to the Group, with a rapid payback on the investment expected. Through setting up a digital twin of its cleanroom, workflows have been dramatically improved, reducing waste and inefficiencies. In addition, by installing smart meters, Xaar is also able to track energy usage every five minutes enabling the business to identify and eliminate any areas of energy wastage with analysis of this data.
Maintaining the temperature and air handling in cleanroom areas is extremely energy intensive and by reorganising the space from four cleanroom-controlled areas to three, and separating off part of its footprint, Xaar expects to reduce energy usage by up to 40%, while gaining 18% extra space for future developments.
Environment is one of four key pillars within Xaar’s Sustainability Roadmap, which launched in 2022, and the improvements made during the cleanroom shut down, has also seen the fitting of efficient LED lighting and new production machines. With the recent launch of the Aquinox, Xaar’s water-based printhead in November 2022, the company has been keen to increase its production yields to fulfil the increased demand, and the streamlined manufacturing flow now provides this.
Paul Shepherd, Head of Engineering at Xaar said: “This project has major outcomes from a sustainability and manufacturing perspective, through enabling us to intelligently manage our production.
“Our flexible cleanroom and upgraded equipment and services, will save significantly on our energy consumption at Huntingdon, while continuing to ensure we provide the industrial inkjet printheads our growing global customer base demands.”
Xaar is an inkjet innovator, providing printheads and technologies for OEM and UDI customers worldwide. By helping customers lay down precise volumes of inks and
fluids with absolute pin-point accuracy, time after time, Xaar’s inkjet printheads and technologies meet the needs of numerous markets. Covering graphics, labelling, direct-to-shape, packaging, product decoration, ceramic tile and glass decoration, décor, and outer case coding applications – as well as printing with specialist functional fluids for advanced manufacturing techniques.
Collaboration is at the very core of its business. Xaar works as a trusted partner from sites in Europe, China, and North America, providing expert insights and technical support every step of the way.
With over 30 years’ experience, around 300 patents registered or pending, and major ongoing R&D investment, Xaar’s digital printhead and precision jetting technologies create infinite opportunities for today’s sustainable manufacturing innovation. ◆

NOTICIAS 168 TC 486 Asociacion española de fabricantes de maquinaria y bienes de equipo para la industria cerámica
www.asebec.org
Verder Group acquires Formulaction
The Verder Group announced on May 10th the acquisition of Formulaction S.A. of France (https://formulaction.com). As part of the group’s Scientific Division Formulaction will be integrated into Microtrac MRB (https://www.microtrac.com), a leading manufacturer of particle characterization systems. Formulaction is a recognized innovator in the field of laboratory equipment for analyzing Dispersion Stability & Shelf Life, Curing and Drying processes and Rheology. The addition of Formulaction to the Microtrac MRB portfolio will create a comprehensive suite of instrumentation for materials characterization practitioners. This merger adds Formulaction’s Turbiscan, Curinscan, Fluidicam and Rheolaser product lines to Microtrac’s established, leading portfolio of brands including Sync laser diffraction, Nanotrac dynamic light scattering, Camsizer dynamic image analysis and Belsorp gas adsorption analysis.


Microtrac MRB’s and Formulaction’s combined technologies provide the widest portfolio of particle and material characterization solutions, offering both companies access to new markets and opportunities in:
• Particle size and shape from 0.3 nm to 135 mm
• Surface and pore size distribution using both Physi- and Chemisorption
• Catalyst analysis
• Porosity and density measurements
• Dispersion stability and zeta potential analysis
• Curing and drying analysis
• Rheological properties.
CEO of Formulaction, Gerard Meunier says, “since its creation Formulaction has been at the forefront of technical innovation in helping scientists to directly assess key properties of their materials from early development to final product design or “End Use Properties”. The integration of the Formulaction product portfolio into Microtrac MRB opens huge opportunities for the expanded group to provide added value to customers in their pursuit of innovative product development by delivering highquality solutions.”
Verder CEO, Andries Verder states, “We have been witnessing the development of Formulaction for years and are impressed with the technology and the agility of the team. The addition of the people and products from Formulaction is an important building block in our drive to enable the progress for our customers in the world of particle characterization.”
The Dutch technology group Verder (https://www.verder.com) is divided into the Scientific Division (focus on laboratory and analytical equipment) and the Liquids Division (focus on industrial pumps). Verder Scientific includes the companies QATM (solutions for materialography and hardness testing), Retsch (sample preparation and particle analysis of solids), Microtrac MRB (systems for particle characterization), Eltra (combustion analyzers for elemental analysis) and Carbolite Gero (laboratory and industrial furnaces). The Verder Group is a second-generation family-owned company with over 2,000 employees and is currently managed by Andries Verder. ◆
NEWS 169 TC 486
Gerard Meunier, CEO of Formulaction (left) and Andries Verder, owner of the Verder Group
Megnajet is investing in new appointments and production facilities

Fluid management systems specialist Megnajet has its eyes set on a bright future for its products and services with the development of its Kettering production facility and several key promotions.

The production facility is being doubled in size, allowing for the Megnajet team to expand its manufacturing output as the adoption of its customer-focused innovative technology develops.
In addition, several key internal promotions have been made to strengthen Megnajet’s operations and sales teams. Amongst the changes, Adam Eaton has been promoted to the role of Engineering Manager, and Andy Jinks to Site Manager. Both will work alongside Megnajet’s General Manager, Mike Seal, in driving the overall business forward.
The company is also implementing a new ERP system to give a seamless production process from quotation and manufacturing to shipment and invoicing, as well as improving inventory control and shortening delivery lead times for customers.
Mike said: “We have always had a strong reputation for working closely with our partners to develop innovative fluid management systems. The newly defined roles and extended capacity puts us in a position where we can effectively meet growing customer demand for our products.”
Megnajet provides compact, robust, reliable, easy to integrate fluid management systems to support OEMs, from laboratory testing and initial application through to full production, delivering a faster time to market and reduced development costs. Demand for its products across a wide range of inkjet and fluid applications continues to grow. With more than 10 years’ experience in offering a broad range of solutions for all
commercially available industrial printheads across a variety of applications, the team at Megnajet focus on providing a ‘one stop’ resource for OEMs.
To complement these investments in staffing and facilities, a new website has been launched, to showcase the benefits that Megnajet delivers, as well the full range of products and all its latest news.
Mike concluded: “When I joined Megnajet as General Manager about one year ago I was impressed with the team and in particular the culture of collaboration and the willingness of everyone to get involved. Investment in our people is a key focus, and part of that is providing opportunities to develop into new roles, which ultimately results in better products and a better service for our growing customer base.
“We have a fantastic team here at Megnajet, and I’m delighted we’re now in a position to respond to the growth in demand that we are experiencing for our products.”
Based in the UK, Megnajet is a fluid management specialist, providing unrivalled solutions for customers worldwide. With over a decade of experience and a product range covering a wide range of industries, applications and industrial printhead types, Megnajet’s team provide solutions from application concept through to full customer commercialisation, delivering innovation in ink systems.
Megnajet systems are light and compact, easy to integrate with rapid start up and settle times and are the smallest fully integrated ink systems available. In house manufacture ensures units are customised to suit different fluid types and applications, giving OEMs and integrators the ability to add reliable and precise industrialised fluid management control into their systems. ◆
NOTICIAS 170 TC 486
Mke Seal
ITC-AICE investiga para incorporar cerámicas avanzadas en motores de propulsión
El Instituto de Tecnología Cerámica (ITC-AICE) investiga para incorporar cerámicas avanzadas en motores de propulsión a través de PropulCer, proyecto que se está llevando a cabo gracias al apoyo del Instituto Valenciano de Competitividad Empresarial (IVACE) a través de una línea nominativa de apoyo a centros. En la actualidad existe una creciente demanda de cerámicas avanzadas como componentes de motores de propulsión para la industria aeroespacial o aeronáutica, entre otras, que deben trabajar a elevadas temperaturas y donde la refrigeración no siempre es posible. Además, estos materiales deben poseer una elevada resistencia a la degradación en las atmósferas de trabajo, y también una alta resistencia mecánica. Como se ha mencionado, la demanda de estos materiales cerámicos avanzados a escala regional va en aumento. El Aeropuerto de Castellón, por ejemplo, ha destinado a ello una parte de su superficie a la Zona de Actividades Complementarias (ZAC). La ZAC abarca una superficie de 208 hectáreas y está previsto que incluya a empresas relacionadas con la aeronáutica y la logística. Y ocurre que no existe actualmente ninguna empresa fabricante regional de este tipo de tecnología que pueda cubrir sus necesidades. Dada la complejidad que presentan estas cerámicas avanzadas, su know-how es muy diferente al de los materiales cerámicos arcillosos, de modo que el estudio de estos materiales cerámicos especiales debe iniciarse desde
la base para ir aumentando su complejidad, proponiendo, además, con su desarrollo e implantación, una vía alternativa de diversificación del sector cerámico tradicional.
PulCroper, en el marco del compromiso de ITC-AICE de implantación de los ODS de la ONU, está alineado con los ODS 9 (Industria, Innovación e Infraestructura) y 12 (Producción y Consumo Responsables). ◆
ITC-AICE innova desarrollando nuevos métodos de caracterización a nivel de trazas
El Instituto de Tecnología Cerámica (ITC-AICE) ha desarrollado nuevos métodos de caracterización de metales a través de trazas y lo ha hecho en diferentes tipos de muestras: uno en coques de petróleo y otro en materiales geológicos destinados a su uso en alimentación.
Las muestras han sido digeridas mediante un novedoso método de digestión a través de microondas y los metales se han analizado utilizando la técnica de espectrometría óptica de emisión de plasma acoplado inductivamente (ICP-OES).
También se ha desarrollado un método muy novedoso para la determinación de flúor en muestras de fuelóleos mediante combustión y cromatografía iónica, usando un horno acoplado al cromatógrafo.

Estos desarrollos innovadores forman parte de los resultados finales del proyecto TRACEMAT II, que ha contado con el apoyo del Instituto Valenciano de Competitividad Empresarial de la GVA a través de los Fondos Europeos FEDER de Desarrollo Regional. ◆

NEWS 171 TC 486
Pieza especial para motores de propulsión desarrollada en los laboratorios de ITC-AICE
cuatro meses del año
El tráfico de mercancías por los 46 puertos de interés general del Estado alcanzó las 181.517.886 t entre enero y abril del presente año, lo cual ha supuesto un descenso del 2,1% respecto al mismo periodo de 2022. La ralentización que está experimentando el comercio mundial en un contexto de incertidumbre y atonía de las principales economías ha provocado que las navieras que utilizan la península ibérica como plataforma logística para remitir sus mercancías a terceros países reduzcan sus operaciones hasta provocar la caída de casi un 4% de mercancías en tránsito, perdiéndose cerca de 2 millones de t. No obstante el descenso del tráfico total, tanto los graneles sólidos, con 31,3 millones de t, como los graneles líquidos, con 60,2 millones, experimentaron incrementos del 3,5% y el 0,3%, respectivamente. En el caso de los graneles sólidos ha sido debido al repunte en el movimiento de carbón (+42%) hasta superar los 7,8 millones de t, y los cereales y sus harinas (+27%) que superaron los 6,3 millones de t. Por su parte, entre los graneles líquidos se ha incrementado el movimiento de gasoil un +16% hasta superar los 7,2 millones de t. El tráfico de mercancía general, como venía sucediendo en los meses precedentes, ha descendido en el formato de envíos en contenedor (-8,6%), debido a la caída del tránsito que ha repercutido de manera ostensible en este tipo de tráfico. Sin embargo, el formato de mercancía convencional sigue creciendo (+3%), y ha permitido que el total se situase en 85,3 millones de t.

Por otro lado, vuelve a destacar el incremento de vehículos nuevos (+39%) hasta superar el millón de unidades. El tráfico de pasajeros continúa con su tendencia de crecimiento, tanto el de línea regular (+33%) como el de cruceros (+96%), situando la cifra total de pasajeros en algo más de 9 millones de personas en estos primeros 4 meses del año, un 47,3% de incremento respecto al mismo periodo del año anterior. En cuanto al número de buques crece un 7% en el acumulado y un 7,4% respecto al total de GTs. En total, 47.272 buques y 797,7 millones de GTs. ◆
El ITC-AICE mejora las propiedades cerámicas con ProperTiles
Si bien el material cerámico es uno de los más extendidos a la hora de construir tanto espacios públicos como privados por sus excelentes y más que demostradas propiedades técnicas y estéticas, las exigencias del mercado proponen un nuevo escalón que el Instituto de Tecnología Cerámica (ITCAICE), con ayuda del Instituto Valenciano de Competitividad Empresarial (IVACE) a través de su línea nominativa de apoyo a centros, debe, a su vez, construir y explorar.

Con el proyecto ProperTiles se avanza en ciertas propiedades cerámicas que podrían, en un principio, parecer vedadas al material cerámico.
Fuentes del ITC-AICE comentan: “En algunos colectivos prescriptores aprecian enormemente la cerámica como material, aunque a veces han manifestado que carece de ciertas características que otros materiales sí poseen”. Justamente, teniendo en cuenta esta premisa y por las propias exigencias del mercado y pautas de consumo, el ITC-AICE se propone averiguar cómo conferir y mejorar ese tipo de propiedades. Una de ellas es, por ejemplo, dotar de calidez al material.
También pretende desarrollar nuevos productos como baldosas con recubrimientos vegetales. Estas propiedades dotarían a las baldosas cerámicas de nuevos usos, aportando un excelente valor en la construcción contemporánea, cuyos objetivos son la sostenibilidad desde todos los ángulos posibles. Por eso el proyecto ProperTiles busca no solo desarrollar e implantar esas propiedades, mejorándolas.
El proyecto ProperTiles está vinculado con los Objetivos de Desarrollo Sostenible de la ONU 9 (Industria, innovación e infraestructura) y 12 (Producción y consumo responsables). ◆
NOTICIAS 172 TC 486
El tráfico portuario supera los 181 millones de toneladas en los primeros
Puerto de Santa Cruz de Tenerife
La nueva E100-E180 de Linde Material Handling, una máquina eléctrica con una capacidad de elevación de hasta 18 t, ha recorrido las principales ciudades de España y Portugal en un roadshow que ha acercado la última innovación en carretillas de gran tonelaje a más de un centenar de asistentes. Responsables de compras, logística y almacén, acompañados por sus carretilleros, han acudido a las 11 citas organizadas por Linde en Bizkaia, La Rioja, Zaragoza, Pontevedra, Lisboa, Madrid, Sevilla, Ciudad Real, Murcia, Valencia y Barcelona en abril y mayo.


En el marco de este roadshow,los asistentes no solo pudieron disfrutar de la presentación de Linde Heavy Trucks y de la E100-E-150 –a cargo de Detlev Schmidt (en primer plano en la foto inferior), responsable Comercial Heavy Trucks Linde MHI, acompañado por Edgar Portillo, responsable de Product Management, y Guillermo Tomás, responsable de Marketing y Comunicación-, sino que también fueron testigos de su funcionamiento a través de su puesta en marcha en una zona de pruebas donde se mostró el valor diferencial de este equipo. Esta carretilla, ideal para operaciones exigentes en las que la productividad es esencial, cuenta con tecnologías de última generación que ofrecen una experiencia de conducción intuitiva y segura, facilitando el trabajo del carretillero.
En cuanto a las características de la gama, Schmidt, ingeniero de producto de la gama heavy track de Linde, comenta que “reúne lo mejor de los mundos de las carretillas eléctricas y térmicas, combinando el desarrollo potencia característico de
los equipos diésel con la traslación silenciosa, dinámica y respetuosa con el medioambiente de las carretillas eléctricas”. Capaces de elevar las cargas hasta los 10 m, las carretillas eléctricas obtienen su energía de dos baterías de ácidoplomo o de dos baterías de litio-ion. Integradas en el chasis, estas también hacen la función de contrapeso, evitando desplazarlo por completo a la parte trasera para ofrecer una visibilidad excelente en todas direcciones.
Además de dar a conocer estas características, que sitúan a la nueva E100 – E180 a la cabeza de los equipos de alto rendimiento, en las presentaciones Linde MH ayudó a los asistentes a elegir la energía óptima para mover sus flotas a través de Linde Energy Navigator.
Esta herramienta, sencilla e intuitiva, captura todos los requisitos clave del cliente, como las aplicaciones, los objetivos de sostenibilidad y el horizonte de inversión. Basándose en la combinación causal de esta información, puede ofrecer una propuesta de solución convincente.
Una lista personalizada de argumentos a favor y en contra para todos los tipos de energía proporciona al usuario una base objetiva para la toma de decisiones a la hora de seleccionar la solución energética adecuada.
Concluyendo esta campaña, Tomás señalaba la positiva valoración del roadshow: “Hemos podido mover por toda España una máquina única en el mercado y acercarla a todos los clientes potenciales. Desde luego ha sido un formato magnífico y nos plantearemos hacerlo también con otros productos”.
NEWS 173 TC 486
◆
Linde MH concluye con éxito el roadshow con el que ha dado a conocer su ‘gigante silencioso’
ITC-AICE colaborará en formación e investigación con Uzbekistán



Durante su estancia en Uzbekistán, el 12 de mayo el presidente de la Asociación de Investigación de las Industrias Cerámicas (AICE), Juan Vicente Bono, firmó un convenio de colaboración en materia de investigación y formación con el Instituto de Tecnología Química de la Universidad de Tashkent (Uzbekistán). El documento fue firmado por el rector, Botir Usmonov, y por Mastura Arispova, directora del Departamento de Tecnología y Materiales Silíceos, Metales Raros y Nobles, centro concreto con el que se ha suscrito este acuerdo.
El propósito del acuerdo es establecer alianzas de cooperación en investigación y en actividades de formación en el campo de los materiales cerámicos, silíceos, refractarios, tierras raras, materiales no metálicos, nanomateriales y otras áreas de mutuo interés. También contempla la organización de seminarios científicos, conferencias, talleres, contribución en proyectos internacionales, etc., en suma, avanzar en campos de investigación de mutuo interés.

Cabe recordar que el 14 de febrero una delegación de Uzbekistán, de la mano de la Sociedad Española de Cerámica
y Vidrio (SECV), visitó la Universitat Jaume I y en concreto las instalaciones y laboratorios del Instituto de Tecnología Cerámica, con la idea, precisamente, de explorar las posibilidades de formación técnica y científica en procesos cerámicos para estudiantado, personal investigador y personal técnico uzbeko. Esta acción se enmarca en los ODS 4 (Educación de Calidad) y 17 (Alianzas para lograr los objetivos) de la ONU. ◆

NOTICIAS 174 TC 486
Chicago Blower Corporation: seminario en Alicante con los licenciatarios de todo el mundo
Del 7 al 9 de mayo de 2023 Chicago Blower Corporation, especialista en la fabricación de ventiladores industriales, celebró en Alicante el seminario que tiene lugar cada tres años y al que asisten todos los licenciatarios del mundo de la firma. El licenciatario en España es Llorpic Ventiladores, S.L.U. (Llorvesa). En su nombre y representación asistió Miguel Juan Miró Vilaplana, quien recogió la distinción que otorga Chicago Blower Corporation al reconocimiento, fidelidad y buen hacer durante los últimos 43 años. Llorvesa es desde finales de los años 70 y junto con el licenciatario en los Países Bajos, la empresa con más antigüedad en la fabricación de ventiladores industriales con licencia Chicago Blower. Los visitantes, provenientes de 16 países de todo el mundo, recorrieron las instalaciones de Llorvesa recibiendo las explicaciones de sus directivos sobre la tecnología utilizada en la fabricación de ventiladores industriales. Para Llorvesa fue muy satisfactorio celebrar este seminario mundial en Alicante y poder mostrar a todas las empresas licenciatarias su proceso de ingeniería en la selección de ventiladores industriales, así como las instalaciones para fabricarlos. ◆



Entrega de la placa conmemorativa; de izquierda a derecha, Plamen N. Ivanov (directorInternacional,ChicagoBlowerCorporation);MiguelJuanMiróVilaplana (Llorpic Ventiladores, S.L.U.), Wes Whiting (director de Producción Chicago, BlowerCorporation)yScottA.Kossman(presidente,ChicagoBlowerCorporation)

NEWS 175 TC 486 www.ascer.es
Licenciatarios posando en las instalaciones de Llorvesa
IMI Europe announces Inkjet Summer School programme for 2023
Conference and course provider IMI Europe Ltd announces programme of technical courses for its Inkjet Summer School event, to be held in Cambridge, UK from 3-7 July 2023.


IMI Europe’s Inkjet Summer School event returns to Cambridge, the ‘home of inkjet’, for 2023 with six courses allowing developers to get an in-depth look at key technology areas. The line-up for 2023 includes the well-known Inkjet Academy along with courses on printhead modelling, functional material printing, inkjet drop behaviour, drive electronics & waveforms and ink manufacturing. The event is located at The Møller Institute and includes evening drinks receptions as well as a punt trip along the river Cam. Course summaries are as follows:
• Inkjet Academy
The theory of inkjet technology
Mon 3 - Tue 4 July 2023
Presented by Dr Mark Bale of DoDxAct and Dr Tim Phillips of Catenary Solutions/IMI Europe, the course gives an introduction to the basics of inkjet technology.
• Fluid Dynamics & Acoustics
How inkjet printing really works
Mon 3 - Tue 4 July 2023
This course uses the theory of fluid acoustics to understand the characteristics of droplet formation and subsequent behaviour. The course leader is Prof Emeritus Dr Frits Dijksman, University of Twente, Netherlands.
• Jetting Functional Fluids
Rheology, deposition, process & development
Wed 5 – Thu 6 July 2023
The Jetting Functional Fluids course looks at the development of functional printing applications, including inkjet printhead selection, formulating an ink with functional materials and jetting functional fluids onto a substrate. The course is led by Dr Neil Chilton and Dr Clare Conboy of Printed Electronics Ltd.
• Inkjet Drop Behaviour
How ink behaves on, in and above surfaces during inkjet printing
Wed 5 – Thu 6 July 2023
This course covers the link between fluid bulk & dynamic
properties on jetting, waveform & fluid interaction during drop ejection, drop break-up & aerodynamics, before looking at drop-substrate interactions including during drying and curing. The course is led by experts from the University of Cambridge, TriJet and Advanced Inkjet Solutions
• Selecting & Driving Printheads
Drive electronics & waveforms
Thu 6 - Fri 7 July 2023
Presented by experts from Meteor Inkjet, this course covers everything you need to know about the hardware and software required for driving printheads, including printhead selection, screening algorithms, drive electronics and waveform optimisation.
• Inkjet Ink Manufacturing
Manufacturing inks for performance and reliability
Thu 6 - Fri 7 July 2023
This course covers inkjet ink design for manufacture, testing and reliability, scale-up for manufacture and manufacturing itself. It also covers ink plant design, required equipment, quality control and commercial considerations. Course leaders are Dr Chris Nicholas of Smart Chemistry and Dr Tim Phillips of MI Europe/Catenary Solutions.
“Our Inkjet Summer School is the ideal place to learn about inkjet technology in a relaxed environment,” comments Dr Tim Phillips, Managing Director IMI Europe. “We have a great venue in Cambridge, the home of inkjet technology, and six excellent courses from industry leaders. As well as learning from the course providers, the Inkjet Summer School also gives excellent opportunities to exchange information with the other attendees, with lunches, evening receptions and a punt trip on the river Cam.”
IMI Europe facilitates collaboration and learning within the community of technology developers and users for digital inkjet printing and other applications. They organise high quality conferences and courses in Europe and Asia aimed at strategic & commercial executives, technical developers, academics, and students. Their sister company IMI Inc organises similar events in the USA. ◆
NOTICIAS 176 TC 486
Verder Group acquires Erweka

The Verder Group has announced the successful acquisition of Erweka, a highly regarded German company renowned for its development and manufacturing of premium tablet testing equipment. With this acquisition Verder Scientific further strengthens its position and accelerates the growth trajectory in targeted niche markets with high state of the art equipment. Erweka, founded in 1951, has a manufacturing and assembly facility in Langen, near Frankfurt, and sales offices in the US and Hong Kong. The company supplies dissolution and tablet testing equipment for pharmaceutical and life science companies, research and test laboratories, and universities all over the world. With its complementary technology to Verder Scientific this acquisition is an opportunity to increase their market share. Commenting on the acquisition, Andries Verder expressed enthusiasm for the opportunities it presents: “We are excited to welcome Erweka into the Verder family. Their strong market position and exceptional expertise perfectly complement the Verder Scientific existing portfolio. Together, we will unlock new possibilities, accelerate innovation, and create synergies that benefit our customers, employees, and stakeholders.”
Claudia Müller states: “Today (May 25th) marks an exciting milestone as our technology driven company joins forces with Verder Scientific. Together, we embark on a journey that not only guarantees a future-proof and robust foundation but also unveils unprecedented growth possibilities. Our shared vision is rooted in the belief that technology, when harnessed strategically, can transform lives and businesses alike.”
Erweka will become an integral part of Verder’s Scientific Instruments Division, whose CEO, Dr. Jürgen Pankratz, stated: “We will take our time to deeply understand the customers’ needs and dynamics of this new business segment. I have no

doubt that subsequently we will jointly derive a business plan that will make significant contributions to the future growth and success of Erweka”.
The Dutch technology group Verder is divided into the Scientific Division (focus on laboratory and analytical equipment) and the Liquids Division (focus on industrial pumps). Verder Scientific includes the companies QATM (solutions for materialography and hardness testing), Retsch (sample preparation and particle analysis of solids), Microtrac MRB (systems for particle characterization), Eltra (combustion analyzers for elemental analysis) and Carbolite Gero (laboratory and industrial furnaces). The Verder Group is a secondgeneration family-owned company with over 2,000 employees and is currently managed by Andries Verder. ◆
Asociación Española de Fabricantes de Ladrillos y Tejas de Arcilla Cocida
Calle Orense, 10 - 2ª Planta, Oficina 14 - 28020 MADRID Tel. 917 709 480 - Fax 917 709 481 - E-mail: hispalyt@hispalyt.es www.hispalyt.es

NEWS 177 TC 486
From left, Andries Verder, owner of the Verder Group, Claudia Müller, CEO of Erweka, and Dr. Jürgen Pankratz, CEO of Verder Scientific
Grespania escoge a Stretch Hood XL de Innova para proteger su gran formato cerámico
Grespania vuelve a depositar su confianza en Innova Group con una nueva línea de Stretch Hood XL en su fábrica Coverlam en Moncofar. La reciente instalación, puesta en marcha este 2 023, representa un gran avance en la automatización del embalaje de gran formato gracias al sistema de enfundado Stretch Hood XL, diseñado para proteger las grandes placas cerámicas.
Esta nueva línea de embalaje refuerza la posición de Innova como partner clave en el embalaje final para Grespania, sumándose a dos líneas de embalaje completas en su factoría de Castellón, instaladas en 2020 para dar respuesta a su elevada capacidad de producción.
Grespania destaca en la fabricación de superficies cerámicas ultraligeras y resistentes, posicionándose como una empresa puntera y referente en España. En este nuevo proyecto de gran formato, la empresa ha decidido apostar por la automatización total y la sostenibilidad en su nueva línea de producción. Precisamente este proyecto de Stretch Hood se alinea perfectamente con sus objetivos de sostenibilidad, ya que ofrece beneficios significativos en términos de ahorro de energía y reducción del uso de film en comparación con otros sistemas y procesos de embalaje.

❖ El reto de Grespania: protección a gran escala
El nuevo gran formato cerámico de Grespania es un producto de alta calidad que requiere una protección óptima durante su manipulación y transporte, y el sistema Stretch Hood XL ha demostrado ser la solución ideal. Gracias a esta elección, Grespania ha mejorado significativamente la eficiencia y la calidad de su proceso logístico, garantizando que sus productos lleguen en perfectas condiciones a su destino final.
Grespania buscaba una solución de embalaje especializada para su nuevo formato y encontró en Innova el sistema adecuado. La Stretch Hood XL de Innova Maquinaria es una solución innovadora en el sector, siendo el único fabricante de sistemas de embalaje español que ofrece esta solución. El nuevo sistema utiliza un film Stretch Hood adaptado a las dimensiones de formato de Grespania, muy especializado y re-
sistente al desgarro para proteger las piezas de la humedad, el polvo y los daños durante el transporte y el almacenamiento. Esta solución automatizada proporciona una protección óptima para las empresas con productos de gran formato XL, en un sector que no contaba con soluciones automáticas.
❖ La instalación de Innova en Grespania Coverlam
En la planta de Coverlam, Innova instaló una línea consistente en el sistema Stretch Hood junto con una línea de transportadores de palés adaptada al gran formato.
El modelo de Stretch Hood Pro |XL de Grespania es especial para gran formato, con capacidad para enfundar piezas de hasta 3.500 mm de largo y hasta 2.000 de alto. Además, permite una gran autonomía en el enfundado de caballetes con dos bobinas de film.
178 TC 486 EMBALAJE
❖ Resultados del proyecto para Grespania
La implementación del sistema Stretch Hood XL de Innova en Grespania Coverlam ha brindado beneficios significativos para la empresa cerámica. En primer lugar, garantiza una protección de alta calidad para sus productos de gran formato, asegurando su entrega en perfectas condiciones. Además, la automatización del proceso de embalaje ha mejorado la eficiencia de la línea de producción, reduce costes y eleva la calidad e imagen del embalaje final de gran formato. En resumen, la implantación de este sistema de embalaje en


Grespania Coverlam es un proyecto estratégico que ha mejorado la calidad de sus productos y la eficiencia del proceso de embalaje. Por su parte Grespania ha transmitido a Innova “su más que satisfacción con la nueva línea de embalaje y sus resultados”.
Para Innova Group, “el proyecto de Grespania ha sido un reto tecnológico al que estamos orgullosos de proveer solución y que ha contribuido a innovar en materia del embalaje de gran formato. Nos sentimos afortunados de colaborar con una empresa de la talla de Grespania, con la que esperamos seguir trabajando juntos en el futuro”. ◆

179 TC 486 EMBALAJE
DXQenergy.management permite ahorrar recursos de producción
Teniendo en cuenta del aumento en los costes de la energía y la existencia de normas ambientales más estrictas, deben realizarse importantes reducciones en el consumo de recursos para la producción industrial. La solución de Dürr para la gestión de la energía, con certificación ISO 50001, puede ayudar en este aspecto. DXQenergy.management proporciona a los operadores una visión general clara del consumo de energía y de recursos en toda la planta de producción, lo cual permite identificar rápidamente los principales consumidores en la planta.
¿Cuáles son las tendencias de consumo eléctrico de una planta de producción? ¿Cuánto disolvente requiere cada pieza? ¿Hay un aumento notable en el consumo de agua? Los operadores de la planta necesitan respuestas a estas y muchas otras preguntas, especialmente en sectores que consumen mucha energía como la fabricación de automóviles, para reducir el gasto de energía, las emisiones de CO2 y los costes operativos. La solución de gestión de la energía de Dürr, DXQenergy.management, muestra de forma clara los datos necesarios para el usuario en paneles de control organizados de forma comprensible. Dispone de varias vistas para identificar rápidamente el consumo relevante de gas, electricidad, agua, pintura o disolvente para toda la planta o áreas seleccionadas como líneas de proceso individuales. De esta forma, los diferentes grupos de usuarios de la planta de producción obtienen la información con el nivel preciso de detalle que necesitan.
❖ Cifras clave informativas
DXQenergy.management supervisa continuamente los datos que registran los sensores vinculados y los almacena en una base central. Sin embargo, los puros valores de consumo, como el de la electricidad de los robots, tienen una aplicación limitada en el análisis y la optimización de la eficiencia energética de las máquinas y los procesos. DXQenergy.management combina los valores de consumo con los de producción para ofrecer cifras clave detalladas, como el consumo de electricidad por carrocería producida.
❖ Análisis detallado de los datos
El panel de control de consumo central con indicadores individuales, según el tipo de energía y el recurso, permite a los
operadores de la planta evaluar exhaustivamente los datos de la infraestructura de medición. Por ejemplo, el agua caliente se puede mostrar en litros para comparar el consumo durante diferentes períodos. El valor de consumo actual también se puede comparar con uno anterior o con un valor nominal definido. Alternativamente, el agua caliente se puede especificar en kWh para representar la energía necesaria para la calefacción. Lo siguiente se aplica a todos los valores de consumo relevantes: se pueden representar en varias unidades y para diferentes períodos para cada tipo de medio y cada área de proceso hasta el nivel del sensor. Así, los usuarios pueden ver si todo está funcionando en la zona verde o si un elemento de consumo específico es demasiado alto, lo cual se muestra con un indicador rojo. Después, pueden identificar rápidamente cuáles son los principales consumidores en la planta mediante DXQenergy.management y, gracias a la evaluación detallada, analizarlos todos hasta llegar al sensor individual para ver exactamente dónde se desperdician los recursos de la planta.
❖ Encendido/apagado eficiente
El encendido/apagado automático de todos los sistemas a lo largo de toda la cadena de procesos reduce el consumo de energía y el trabajo manual. Esta función almacena modelos operativos del tiempo de trabajo para que las máquinas se enciendan automáticamente a tiempo antes de que comience el trabajo, disminuyan su función durante los tiempos de descanso y se apaguen de manera fiable al final de la jornada laboral. Si hay cambios no planificados se mantiene la posibilidad de intervenir de forma manual.
DXQenergy.management es adecuado para todos los sectores industriales y se puede adaptar a plantas existentes con sensores compatibles con la red. Homag, uno de los principales
180 TC 486 DÜRR
proveedores mundiales de soluciones de producción integradas en la industria y el comercio de la madera, ya está utilizando este software en su planta de Schopfloch. La solución para la gestión de la energía también logró allí la certificación TÜV, conforme a la norma ISO 50001.

❖ Grupo Dürr
El Grupo Dürr tiene representación directa en España desde 1974 y actualmente emplea a unas 210 personas. La sede central de Dürr Systems Spain, S.A., está en San Sebastián. La firma cuenta con delegaciones en Barcelona, Valladolid y Madrid. La compañía ofrece gran parte de los servicios del Grupo. Aunque sus actividades se centran en las expansiones y modernizaciones de planta, Dürr Systems Spain también participa en proyectos nuevos de llave en mano en España, Portugal y Marruecos. Entre sus clientes hallamos fabricantes automovilísticos y aeronáuticos, la industria ferroviaria, así como aplicaciones domésticas y otras industrias. El Grupo Homag produce maquinaria y equipamiento para la industria maderera, dispone de un centro de producción (Homag Machinery Barcelona) y tiene sede de ventas y servicios cerca de Barcelona (Homag España Maquinaria, S.A.).
El Grupo Dürr es una de las empresas de ingeniería líderes en máquinas e instalaciones a escala mundial con destacada experiencia en automatización, digitalización y eficiencia energética. Sus productos, sistemas y servicios permiten procesos de fabricación muy eficientes y sustentables en diferentes industrias. El Grupo Dürr abastece principalmente a la industria automotriz, fabricantes de muebles y construcciones de madera, así como también a la industria química, farmacéutica, de tecnología médica e ingeniería eléctrica. En 2022 generó ingresos por ventas de 4.300 millones de EUR. El Grupo tiene

18.500 empleados y 123 delegaciones en 32 países, operando en el mercado bajo las marcas Dürr, Schenck y Homag con cinco divisiones:
• Paint and Final Assembly Systems: plantas de pintura, así como ensamble final, y tecnología de pruebas y llenado para la industria automotriz, así como montaje y sistemas de pruebas para equipos médicos
• Application Technology: tecnología de robots para la aplicación automatizada de pintura, materiales de sellado y pegamentos
• Clean Technology Systems: sistemas de purificación para extracción del aire, líneas de recubrimiento de baterías y sistemas de reducción de ruido
• Measuring and Process Systems: tecnología de equilibrado y diagnóstico
• Woodworking Machinery and Systems: máquinas y sistemas para la industria de procesamiento de la madera. ◆
181 TC 486 DÜRR
DXQenergy.management muestra con claridad los datos necesarios en paneles de control organizados de forma comprensible
Homag ya está usando el software en su planta de Schopfloch
Fritsch ofrece un análisis rápido del perfil y tamaño de partículas en suspensiones y emulsiones y en polvos y sólidos a granel
Asegure una calidad más alta, con menos desperdicios y costes más bajos con el analizador de partículas Analysette 28 ImageSizer, rápido, seguro y sin complicaciones al medir el perfil y tamaño de partículas, con tiempos de medida de menos de 5 minutos y una reproducibilidad fiable, gracias a una evaluación exacta de cada píxel. Para resultados siempre consistentes simplemente añada una muestra, arranque la medición y observe la evaluación. Si usted realiza muchos y frecuentes análisis de tamizado para el control de calidad, el Analysette 28 ImageSizer es ideal, ahorra tiempo y es una opción que opera completamente sin pesaje, sin ensamblaje de una torre de tamizado ni limpieza consumidora de tiempo. Y con una reducción sustancial de costes posteriores, ya que no existe la necesidad de calibrar o adquirir nuevos tamices. Además, usted recibe, además de la distribución del tamaño de las partículas, también información útil y valuable del perfil de las partículas. Seleccione según sus necesidades:
• Mediciones eficientes en seco de polvos y sólidos a granel. El analizador de partículas Analysette 28 ImageSizer es el analizador de partículas ideal para el análisis rápido del perfil
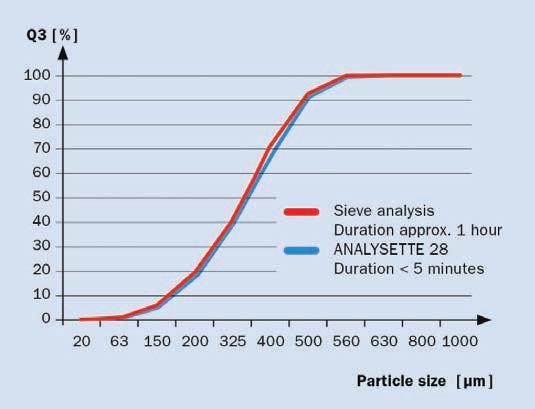
y tamaño de materiales secos, en un flujo libre dentro de un rango de mediciones de 20 µm ÷ 20 mm. Mediante el análisis óptico del perfil, usted puede identificar partículas averiadas, contaminantes, aglomeraciones y partículas sobre- o subdimensionadas rápidamente y con exactitud, y observarlas íntegra y directamente en imágenes individuales.
• Fáciles mediciones en húmedo de suspensiones y emulsiones. El Analysette 28 ImageSizer, en combinación con la unidad correspondiente de dispersión húmeda, es ideal para mediciones del perfil de partículas y su tamaño en suspensiones y emulsiones con mediciones en el intervalo 5 µm ÷ 3 mm. La dispersión en húmedo es particularmente apta para las partículas finas, con flujo difícil, finamente aglomeradas o materiales aglomerantes que no reaccionan en agua u otro medio líquido.


Las características del Analysette 28 ImageSizer y cómo opera se detallan en www.youtube.com/embed/nEYM6YQNPho?rel=0 Hallará información actualizada sobre Fritsch high-tech tecnologías de partículas –desde el analizador dinámico de imágenes hasta la dispersión estática de la luz- en www.fritsch.es/medicion-de-particulas. ◆
Alternativa rápida al tamizado: análisis por tamizado, una hora frente a menos de 5 minutos
Analizador del tamaño de partículas Analysette 28 ImageSizer para mediciones de polvos y sólidos a granel, así como también de suspensiones y emulsiones
NOVEDADES 182 TC 486
Analysette 28 ImageSizer para medir en seco polvos y materiales a granel
Analysette 28 ImageSizer para medir en húmedo suspensiones y emulsiones de entre 5 µm y 3 mm
MDC (Machine Data Collector), smart supervision by Sacmi-Gaiotto-Iprel
Sacmi presents the MDC, or Machine Data Collector, a software package developed by Sacmi together with Gaiotto and Iprel that gathers and manages machine production data, simply and immediately. This software is specifically designed for automated Sacmi sanitaryware systems, from high pressure casting (RobotCasting) to robotic finishing and glazing (RobotClean and RobotGlaze).
In designing the MDC, Gaiotto and Iprel technicians focused on simplicity and user-friendliness, developing an IT architecture for individual cells and production departments that collects and processes all key data. This includes, for example, productivity data by machine and by article family, machinespecific technical efficiency data and the calculation of key performance indicators (KPI).
So what are the advantages? Mainly the elimination of paper documents; real-time process control; proactive management of alarms, maintenance and performance indicators.
A Gaiotto proprietary solution, the MDC streamlines access to the opportunities offered by supervision software, providing immediate benefits; it can be integrated on both simple and complex architectures.
El proyecto 3DKeralux, apoyado por el Instituto Valenciano de Competitividad Empresarial (IVACE) y los Fondos Europeos FEDER de Desarrollo Regional, desarrollado por el Instituto de Tecnología Cerámica (ITC-AICE), ha entrado en su recta final con el lanzamiento de una web que recoge los avances del proyecto: www.3dkeralux.com.
Su objetivo es optimizar y desarrollar materiales composites cerámicos con resinas fotocurables que puedan ser utilizados en impresoras 3D de fotopolimerización de código abierto. Al mismo tiempo pretende mejorar los tiempos de posprocesado y las propiedades finales de las piezas. Los productos finales desarrollados serán cerámicas avanzadas de posible uso en sectores como el de piezas especiales destinadas a ámbitos como la industria aeroespacial, la aeronáutica, o la automovilística, donde se necesitan piezas con estructuras a veces muy complejas y que presenten propiedades de elevada resistencia. También pueden ser utilizadas en joyería, semiconductores o catalizadores, entre otros.
En la web de 3DKeralux se describen estas tecnologías utilizadas, se muestran algunas de las piezas obtenidas, los diversos ensayos realizados, además de mostrar una sección de noticias y entidades colaboradoras. ◆

NEW PRODUCTS 183 TC 486
◆
Data collected and processed by the MDC can also be accessed remotely from any device connected to the company network.
El proyecto 3DKeralux lanza su página web para mostrar piezas avanzadas en 3D
La tecnología de filtrado en primer plano: lo más destacado en FILTECH
En las últimas décadas, la cerámica técnica se ha convertido en un material importante Es conocida por sus excelentes propiedades, como la resistencia a las altas temperaturas, la resistencia a la abrasión y la resistencia química. Pero para garantizar estas propiedades, la tecnología de filtración es crucial. en diversas industrias.
FILTECH 2023 ofreció una visión general del estado actual de las técnicas de filtración y separación y de las perspectivas de los resultados de la investigación y el desarrollo. Del 14 al 16 de febrero de 2023 se celebró en Colonia (Alemania) esta combinación de feria y congreso. 6.750 participantes conocieron los productos y servicios de 438 expositores, y en 160 conferencias se presentaron resultados de investigaciones actuales. Numerosos expositores ya han reservado sus puestos para la próxima edición de FILTECH, que tendrá lugar del 12 al 14 de noviembre de 2024.

❖ Inauguración de FILTECH 2023: Condiciones óptimas para el éxito empresarial
Un tema de la máxima relevancia: no solo la producción de cerámica, sino también otros ámbitos de la industria y la vida cotidiana de los consumidores son inimaginables sin filtración. “El rápido desarrollo de soluciones eficaces de filtración de aire ha contribuido de forma importante a hacer frente a la pandemia del coronavirus”, recordó Harald Anlauf en la inauguración de FILTECH 2023. Como presidente del comité científico, el director Científico del Instituto de Tecnología de Karlsruhe (KIT) desde hace muchos años hizo hincapié en el intercambio científico al comienzo del evento, que tradicionalmente ocupa un lugar central en FILTECH.
Gerald Böse, director General de la Koelnmesse, asistió por sexta vez a la inauguración de FILTECH. A principios de 2023, la empresa ferial esperaba que el negocio estuviera en línea
con la época prepandemia. “Esta tendencia es claramente visible en FILTECH”, declaró Böse el primer día del encuentro (14 de febrero). Una ventaja especial de la combinación de feria y congreso son las cortas distancias y la gran estima que suscitan los temas técnicos y científicos.

❖ Conferencia FILTECH:
La atención se centra en el intercambio personal
El Prof. Dr.-Ing. Hermann Nirschl del KIT describió con la conferencia plenaria de este año la inauguración del área de conferencias de FILTECH. “De la digitalización a los procesos autónomos” es el camino que sigue la industria de procesos, según él. En el proceso, la industria ya ha logrado amplias optimizaciones en el diseño, la fabricación y el funcionamiento de las máquinas y los sistemas de corte. También se ha avanzado enormemente en el campo de la simulación, de modo que hoy es posible predecir en tiempo real el rendimiento real de los procesos. En un futuro próximo, Nirschl ve la posibilidad de realizar procesos autónomos mediante un bucle de control cerrado en el que los modelos del proceso y la tecnología de medición in situ se acoplen a una estrategia de control del proceso. Nirschl considera que los gemelos digitales, la inteligencia artificial y la realidad virtual y aumentada son herramientas cuyo uso en los procesos tecnológicos de separación será algo natural en el futuro. Aportó al público de la presentación en FILTECH un impresionante ejemplo de potente predicción de procesos: una aplicación para smartphone que permite simular el flujo de partículas y la sedimentación en tiempo real.
184 TC 486 ENCUENTROS
En FILTECH los participantes obtienen información sobre productos y servicios, así como sobre los últimos resultados de la ciencia y la investigación (fuente: FILTECH Exhibitions Germany)

❖ Los discursos de apertura subrayan la importancia de la filtración
Mientras que Hermann Nirschl se centró en la importancia de la digitalización para la tecnología de separación en la conferencia plenaria, las principales ponencias de FILTECH ilustraron la gran importancia de la filtración y la separación para la seguridad y la integridad de las personas y el medioambiente. El Prof. Dr.-Ing. Andrzej Krasinski, de la Universidad Politécnica de Varsovia, presentó medios filtrantes compuestos para la eliminación de contaminantes de alto nivel del agua. Por consiguiente, mediante la modificación de los medios porosos, se pueden optimizar procesos específicos para la purificación del agua, incluidas las capacidades antibacterianas, fotocatalíticas o de adsorción. Las aplicaciones presentadas estaban relacionadas con la eliminación de metales pesados, sustancias traza farmacéuticas y la prevención de la colonización por microorganismos. Según Krasinski, la filtración de alto rendimiento repercute en diversos ámbitos, como el desarrollo de la industria agrícola, la generación de energía y el cambio climático.
La ponencia del Prof. Wallace W.F. Leung, de la Universidad Politécnica de Hong Kong, fue muy bien acogida y presentó a los asistentes los nuevos avances de los filtros de nanofibras cargados electrostáticamente para filtrar aerosoles submicrónicos y nanométricos. El equipo de Leung ha desarrollado filtros multicapa de nanofibras cargadas de difluoruro de polivinilo (PVDF). Los filtros tienen una alta eficacia, una baja caída de presión y una alta capacidad de retención de polvo, de modo que se puede utilizar todo el filtro durante la carga
de aerosoles y la desinfección puede tener lugar dentro del filtro. Los resultados del trabajo de investigación también pueden transferirse a otros medios filtrantes: Por ejemplo, los sistemas filtrantes multicapa separados con diferentes tamaños de poro tienen la mayor eficacia para aplicaciones de filtración de aire ambiente en todos los tamaños de partículas medidos.
Las aplicaciones industriales también fueron objeto de atención en las principales presentaciones de FILTECH. El Prof. Dr.-Ing. Sergiy Antonyuk, de la Universidad de Kaiserslautern-Landau, describió las interacciones de las partículas en los procesos de separación sólido-líquido utilizando el método de acoplamiento CFD-DEM. El Dr.-Ing. Anthony Stickland, de la Universidad de Melbourne, presentó los avances actuales en la filtración de residuos minerales e informó sobre las conclusiones para la filtración de lodos de depuradora. En el transcurso del evento, más de 100 presentaciones más iluminaron todas las áreas de filtración y separación en todas las industrias. La zona de carteles ofreció una presentación exhaustiva de todos los temas: Además de todas las presentaciones, los visitantes pudieron obtener información detallada sobre los resultados presentados con la ayuda de carteles de los investigadores.
❖ Recinto ferial: productos y servicios para el futuro de la filtración
Para numerosos visitantes, el recinto ferial fue el centro de atención del encuentro. Con 438 expositores, creció un 14% en comparación con FILTECH 2022. Muchos expositores aprove-
185 TC 486 ENCUENTROS
charon el salón no solo para intercambios personales con clientes e interesados, sino también para la presentación de nuevos productos y servicios. Mann+Hummel, presente desde hace años en la feria de la filtración, presentó sus soluciones bajo el lema “movilidad limpia, aire limpio, agua limpia”. Uno de los productos en los que se centró la atención en tiempos de altos costes energéticos fueron las soluciones de filtrado de aire con clasificación energética A+, que ayudan a los gestores de edificios a reducir los costes energéticos. El biorreactor de membrana Bio-Cel® M+ permite el funcionamiento de plantas compactas y descentralizadas de tratamiento de aguas residuales. Por último, los visitantes del estand pudieron experimentar en la práctica un tema de la conferencia plenaria de Hermann Nirschl: Con soluciones para la supervisión de la calidad del aire en edificios, para la visualización del estado de los filtros de aire en maquinaria de construcción y agrícola y para la supervisión de la membrana en plantas de tratamiento de aguas residuales, Mann+Hummel demostró que la digitalización de la tecnología de separación ya está muy avanzada.
De especial interés para los usuarios de tecnologías cerámicas fueron algunos estands de institutos de investigación, entre ellos el Instituto Fraunhofer de Tecnologías y Sistemas Cerámicos IKTS. “Las técnicas de filtración y separación son operaciones básicas de la ingeniería de procesos. Demostramos cómo pueden conseguirse con la cerámica incluso en procesos a alta temperatura y entornos químicamente agresivos”, afirma el Dr. Burkhardt Faßauer, director de la Unidad de Negocio Fraunhofer IKTS, sobre la participación del instituto en el evento. Además de la filtración de gas caliente por encima de 800 °C y de las membranas de carbono para la separación de hidrógeno o CO2 de mezclas gaseosas, Fraunhofer IKTS presentó soluciones para el cierre central del ciclo de las aguas residuales al agua potable. “En nuestros sistemas de
tratamiento de aguas, los procesos puramente fisicoquímicos, como la filtración, la electrólisis y la fotocatálisis, se acoplan en un espacio muy reducido y con una gran eficiencia energética, lo que es posible gracias a los filtros de membrana cerámica funcionalizados y altamente estables y a los cuerpos moldeados celulares. FILTECH es importante para nosotros, por un lado, para entablar conversación con los usuarios de nuestra tecnología y comprender sus necesidades lo mejor posible. Por otro lado, es una buena plataforma para presentar nuestros propios desarrollos y obtener la reacción de un público experto”, prosigue Faßauer.
Donaldson mostró a los visitantes su oferta en filtración industrial, pilas de combustible, ciencias de la vida y filtración de procesos. El especialista en filtración ofrece soluciones de filtración por membrana para industrias como la química, la generación de energía, la metalúrgica, la minera, la farmacéutica y la alimentaria. La atención se centró en Tetratex®, una membrana microporosa de politetrafluoroetileno (PTFE) fabricada exclusivamente por Donaldson. Se lamina en una variedad de sustratos para proporcionar una gama completa de medios, incluidos medios textiles tejidos y afieltrados para la conversión en todo tipo de bolsas filtrantes, así como medios plegables para elementos de cartucho.

Freudenberg aprovechó FILTECH para presentar Filtura por primera vez al público especializado. La nueva marca de productos comprende una potente y completa cartera de medios filtrantes innovadores de alto rendimiento y soluciones personalizadas para la filtración de aire y líquidos. Con el lanzamiento de la marca, Freudenberg Performance Materials aúna su experiencia en todas las líneas de productos e impulsa la innovación en el mercado de los medios filtrantes.
Jasun Envirocare presentó otras novedades en FILTECH. La gama de filtros de bolsa sintéticos de bajo consumo se ha desarrollado en el Reino Unido y puede ayudar a los usuarios no solo a proteger el medioambiente, sino también a reducir costes. Con formulaciones de algas de origen biológico para tintes y fibras, Avgol también presentó nuevos materiales filtrantes no tejidos de alto rendimiento. “FILTECH es la mayor y más importante feria de filtración del mundo, y nos complace poder presentar este último paso en nuestro viaje de biotransformación en el evento”, declaró Tommi Bjornman, director General de Avgol.
Tradicionalmente, en FILTECH se entrelazan las áreas de productos y servicios, así como las de I+D. Así, los visitantes de 2023 pudieron entrar de nuevo en contacto personal con representantes de diversas instituciones de investigación, como el Instituto Fraunhofer de Tecnologías y Sistemas Cerámicos IKTS. Representantes de la institución de investigación presentaron desarrollos para la filtración de gases calientes con cerámica, membranas de carbono para la separación de H2 o CO2 de mezclas gaseosas, así como soluciones para cerrar el ciclo de las aguas residuales al agua potable.
186 TC 486 ENCUENTROS
Dr. Burkhardt Faßauer, Fraunhofer IKTS (fuente: Fraunhofer IKTS)
❖ FILTECH muestra el presente y el futuro de la tecnología de separación

Ya sean productos, servicios o ciencia e investigación, FILTECH es la plataforma definitiva para establecer contactos sobre todos los temas relacionados con la filtración y la separación, tanto para visitantes como para expositores. Más del 90% de ellos calificaron de satisfactorio a excelente el éxito comercial y la calidad de las visitas al stand.
Los participantes procedían de 80 naciones y de todos los continentes. Con una cuota de visitantes internacionales del 50%, FILTECH 2023 fue una vez más una experiencia intercultural y una plataforma única para que los expositores generaran nuevos negocios. Las empresas informaron de un elevado número de contactos con responsables de la toma de decisiones, una marcada voluntad de invertir por parte de los visitantes profesionales, prometedores nuevos contactos comerciales de todo el mundo, negociaciones concretas de contratos y acuerdos comerciales fructíferos.
La próxima edición de FILTECH tendrá lugar en Colonia del 12 al 14 de noviembre de 2024. “Entonces, más de 460 expositores presentarán soluciones para tareas de filtración en todos los sectores”, adelantaba ya Suzanne Abetz, de la empresa organizadora FILTECH Exhibitions Germany. Para ella y su equipo, una cosa está clara: en FILTECH se perfila el futuro de la tecnología de separación.
❖ FILTECH
FILTECH es el punto de encuentro internacional más importante para la filtración y separación de todo tipo de medios. Esta combinación de feria y congreso se celebra en el recinto ferial de Colonia. La próxima edición de FILTECH tendrá lugar del 12 al 14 de noviembre de 2024. Toda la información sobre el evento para visitantes, expositores y ponentes, directorios de expositores y listas de ponencias están disponibles en la web del organizador (www.filtech.de). ◆
187 TC 486
ENCUENTROS
(Fuente: FILTECH Exhibitions Germany)
Los elementos filtrantes fabricados con una amplia gama de materiales ilustran el ancho de banda y el rendimiento de la tecnología de separación actual (fuente: atech innovations)
Cersaie cumple 40 años y reescribe el espacio arquitectónico
Cersaie 2023 se confirma como uno de los puntos de encuentro más prestigiosos a escala mundial para descubrir las tendencias y las últimas novedades en el mundo de la cerámica y el equipamiento para el baño. Materiales y tendencias que redefinen el espacio arquitectónico.
En cuatro décadas de historia, Cersaie se ha convertido en referente mundial para los expertos del sector, arquitectos e inversores: una tendencia que encontrará plena confirmación y expresión en la edición del 40 aniversario del Salón Internacional de Cerámica para la Arquitectura y del Equipamiento para el Baño. Cersaie 2023 será una ocasión extraordinaria para debatir, descubrir las últimas novedades de productos y hacer un recorrido ideal a través de los logros de los últimos cuarenta años. Un viaje por el camino recorrido, pero, sobre todo, la apertura de una puerta al futuro.
Precisamente por ello, la idea de atravesar el tiempo y el espacio, que es la base de la campaña de comunicación de este año, encierra el sentido de una edición que puede utilizar los logros del pasado para dar un claro salto hacia el futuro. Repensar y reconfigurar el espacio arquitectónico gracias a materiales innovadores, fruto de la investigación más avanzada, será, por tanto, el objetivo de los cinco días de Bolonia (del 25 al 29 de septiembre), que estarán llenos de actividades feriales, encuentros e intercambios.
La iconografía identificativa de Cersaie 2023 se desarrolla en torno a la imagen. Una imagen simbólica de un portal idealmente atravesado por los visitantes de la feria: una travesía que permite proyectarse hacia el futuro y sumergirse en las nuevas configuraciones del espacio arquitectónico. Un espacio que ya no vive de identidades únicas, sino que se convierte en una intersección de conocimientos, visiones y materiales. La combinación entre espacio interior y volumen construido, la interconexión constante entre espacios interiores y exteriores abre nuevas perspectivas y se traduce en una nueva mirada sobre materiales, estructuras y colores.

Durante Cersaie 2023, el producto cerámico tal y como se ha presentado hasta ahora cobra vida con una nueva existencia. La cerámica y el equipamiento para el baño ya no viven en una dimensión autónoma y, por tanto, limitada, sino que pasan a formar parte de un pensamiento global y desafiante sobre el espacio, la calidad de la existencia y la sostenibilidad. Los protagonistas son, pues, los productos y, una vez más, las empresas. Son ellos -que viven de hombres, mujeres, visión empresarial y talento- el centro de una historia de éxito de cuarenta años que, año tras año, ha contribuido a redefinir el concepto mismo de material y espacio arquitectónico en Italia y en todo el mundo, perfilando gradualmente las ten-
dencias estéticas y desafiando el concepto mismo de uso previsto, con el objetivo de superar todos los límites. En esta gran historia, el producto ha encontrado la fuerza para superar el concepto de división funcional del espacio, de interior y exterior. Y gracias a la investigación y la innovación, se ha convertido en una pieza clave en la vida misma de los edificios: potencial rasgo urbano distintivo.
Cersaie 2023 volverá a ser también una extraordinaria oportunidad para el intercambio cultural, animada como en el pasado por grandes exposiciones (‘Top Star’ o ‘Bologna Arte Architettura’), la Lectio Magistralis de los 12 Premios Pritzker de ‘Costruire Abitare Pensare’ (Construir, habitar, pensar), las conversaciones de ‘I Café della Stampa’ (Café de la Prensa) y la experiencia de los talleres que tendrán lugar en la ‘Città della Posa’ (Ciudad de la Colocación). Las cuentas en redes sociales y los canales digitales de Cersaie contarán las etapas previas mientras nos acercamos a la cita de septiembre. Será un viaje apasionante en el que los signos y recuerdos del pasado se convertirán en huellas del futuro: protagonistas, productos e historias devolverán al sector y al público en general el sentido de un viaje de cuarenta años que ha permitido a la cerámica transformar su propia naturaleza y salir de los estrechos confines de los espacios funcionales para convertirse, de pleno derecho, en protagonista del espacio arquitectónico.
◆ 188 TC 486 FERIAS
Cevisama celebrará su XL edición del 26 de febrero al 1 de marzo de 2024
Cevisama ha confirmado sus fechas para 2024. Del 26 de febrero al 1 de marzo, la feria internacional de la industria cerámica y sus sectores afines, el equipamiento de baño y la piedra natural volverá a Feria Valencia de la mano de todo el poder de compra y la oferta nacional e internacional.
Esta edición de Cevisama 2024 será muy especial, ya que se cumplen 40 años de celebración de este gran punto de encuentro internacional donde se muestran las tendencias y novedades del mundo de la cerámica y el equipamiento para el baño.
En estas cuatro décadas Cevisama se ha convertido en la cita de referencia para los expertos del sector, para prescriptores y distribuidores, entre otros muchos agentes.
En 2024 habrá muchas novedades. Será una edición de cumpleaños en las que la sostenibilidad, la innovación, el diseño y las tendencias continuarán siendo protagonistas junto a los productos y las empresas participantes. ◆

ASEAN Ceramics main conference call for speakers submission

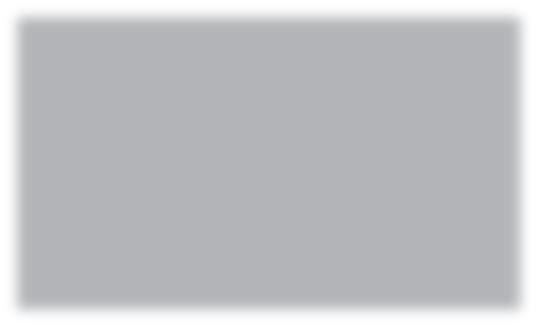
Are you an expert in the ceramics industry? You are invited to join the lineup of 60+ global speakers at ASEAN Ceramics 2023 (Hanoi, 28-30 November 2023) and share your knowledge with an international audience of over 3,000 ceramic professionals.
As a speaker, you'll have the opportunity to showcase your expertise, present new and unpublished industry research, engage in mini-debates, and share case studies that demonstrate concrete ROIs. It's the perfect platform to establish yourself as an authority in the field and make a lasting impact on the Southeast Asia ceramic industry. There is a particular interest in presentations that have a Southeast Asia context or point of view to ensure relevance to the audience. Don't miss out on this opportunity to be a part of the future of the ceramics industry. Apply now (https://aseanceramics.com) to be a speaker at ASEAN Ceramics 2023! Don’t be late as the deadline for submissions is 30 June 2023. ◆
189 TC 486 TRADE FAIRS
Proyecto SafeSink


Desarrollo de un prototipo de tratamiento de agua, basado en las propiedades bactericidas de partículas cerámicas modificadas destinadas al aseguramiento higiénico de instalaciones sanitarias.
SafeSink es un proyecto de investigación centrado en la adaptación de un material cerámico bactericida, protegido por ITCAICE, basado en microesferas capaces de liberar plata de forma controlada (Modelo de utilidad U202030264) a puntos finales de agua. Su objetivo principal es evitar el desarrollo bacteriano y la generación de aerosoles portadores de bacterias, aprovechando las propiedades biocidas de la plata. En particular, el enfoque se centra en valorizar este producto cerámico bactericida mediante su adaptación a puntos finales de agua, como grifos y sifones, con el propósito de evaluar su eficacia en entornos reales, especialmente en contextos hospitalarios. El propósito último es combatir las infecciones nosocomiales. Este artículo detalla el proceso de adaptación de estas microesferas a los mencionados puntos finales de agua, permitiendo su evaluación en escenarios prácticos.
1. Introducción
Las infecciones nosocomiales se definen como aquellas que se adquieren durante la estancia en un hospital y que no estaban presentes ni en el período de incubación ni el momento del ingreso del paciente (Pujola & Limón, 2013). Este tipo de infecciones es la complicación más común entre los pacientes hospitalizados, provocando unas importantes connotaciones económicas, asistenciales y clínicas. Los pacientes críticos que sufren una infección nosocomial presentan mayores índices de mortalidad, así como unas estancias más prolongadas, tanto en la unidad de cuidados intensivos (UCI) como en el hospital. Atendiendo a la necesidad surgida en un entorno intrahospitalario en el que se describieron brotes nosocomiales con origen en puntos finales de agua, así como en sifones, en zonas donde se atiende a pacientes vulnerables, se ha trabajado en el control y disminución de este tipo de in-
fecciones mediante el diseño de una serie de dispositivos que contienen elementos bactericidas y que pueden ser acoplados tanto en los grifos como en los sifones.
En los últimos años, se ha registrado que más del 50% de estas infecciones estaban causadas por bacilos gramnegativos, el 35% por los grampositivos y el 15% restante por hongos. Los microorganismos de Pseudomonas aeruginosa, Staphylococcus aureus, Candida auris y Escherichia coli son los que están implicados de forma más amplia en este tipo de infecciones, por lo que serán los seleccionados para evaluar la eficacia de los prototipos.
En el marco del proyecto SafeSink se ha abordado el diseño de estos dispositivos para que sean capaces de contener unas microesferas con recubrimiento bactericida, desarrollados para lixiviar iones plata en bajas concentraciones en medios acuosos. Mediante la aplicación de estas microesferas en
Pilar Gómez-Tena, Eulalia Zumaquero Silvero, David Terrado Campos, Esteban García Martínez Instituto de Tecnología Cerámica (ITC-AICE)
190 TC 486 I+D
sifones y grifos se persigue evitar la formación de biofilms, así como el desarrollo de bacterias potencialmente patógenas. Evitando el crecimiento de estas bacterias y, por consiguiente, la formación de aerosoles con carga bacteriana durante la utilización de los lavabos, se pretende tener una herramienta más para combatir las infecciones nosocomiales. A su vez, se busca que el dispositivo diseñado sea de fácil uso, seguro, económicamente competitivo con otras soluciones del mercado y sostenible, al intentar que, una vez alcanzada la vida útil del dispositivo, el agente bactericida pueda volver a reactivarse, minimizando así la generación de residuos.
2. Estudios microbiológicos preliminares
Antes del desarrollo de los prototipos se llevaron a cabo estudios microbiológicos a escala de laboratorio para poder evaluar la actividad antibacteriana de las microesferas de vidrio recubiertas de plata. Los ensayos se realizaron con la cepa bacteriana StaphylococcusaureusATCC 29213 (bacteria grampositiva), Escherichia coli ATCC 25922 (bacteria gramnegativa), Pseudomonas aeruginosa ATCC 27853 (bacteria gramnegativa) y Candida auris C.J 207 (levadura). La metodología seguida se muestra en la Figura 1.
En general, los resultados mostraban una reducción elevada o total de la población microbiana que variaba en función del tiempo de exposición, así como del microorganismo ensayado. En el caso de S. aureus, tras una hora de exposición con mi-
croesferas Ag+ se observó una reducción de la población bacteriana de 3 logaritmos, aunque no se conseguía eliminar la población total de bacterias. Para la bacteria P. aeruginosa, a los 20 minutos de exposición con microesferas Ag+ se observó la erradicación de la población, manteniéndose hasta el final del ensayo. Al evaluar la actividad antimicrobiana con C. auris se pudo observar que en presencia de microesferas Ag+ a los 30 minutos la mortalidad era completa, consiguiendo eliminar totalmente la población levaduriforme, manteniéndose hasta el final del ensayo. Para la bacteria E. coli a los 20 minutos de exposición con microesferas Ag+ se consiguió erradicar la población bacteriana, manteniéndose hasta el final del ensayo (1 hora).
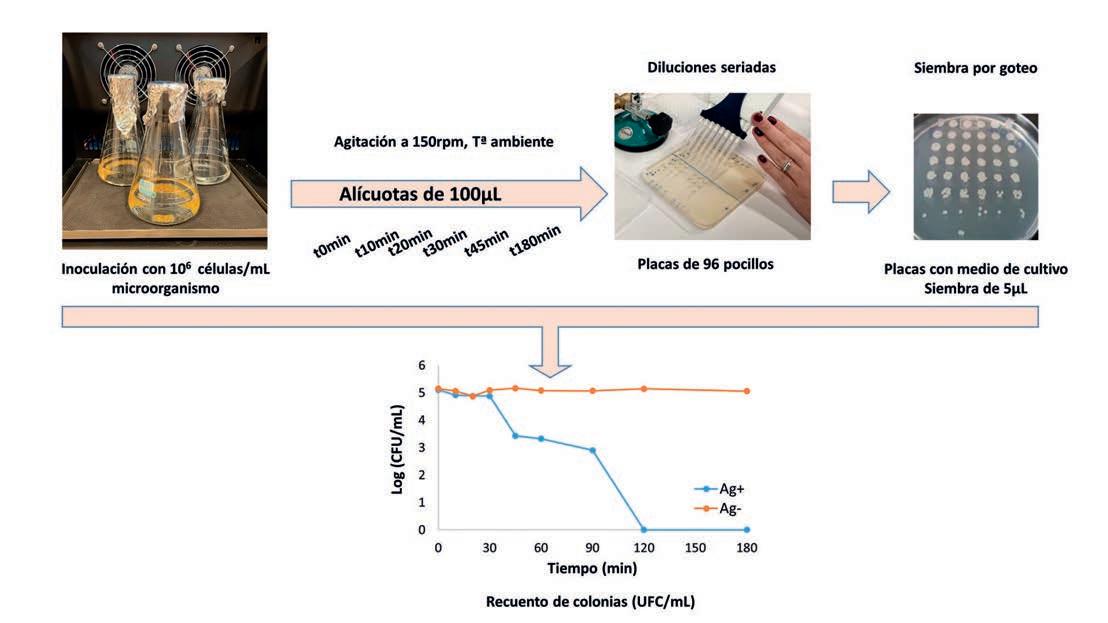
Por todo lo explicado, el efecto biocida de las microesferas con plata integrada, las hace a priori muy interesantes para su aplicación en entornos sanitarios; acoplándolos a grifos y sifones para mantener una correcta calidad higiénica en puntos finales de agua, evitando así el desarrollo de bacterias patógenas potencialmente peligrosas.
3. Desarrollo productivo
3.1. Producción de microesferas recubiertas con plata
El proceso productivo para recubrir con plata las microesferas de vidrio consiste en realizar un procedimiento químicotérmico para funcionalizarlas con plata a través de diferentes tratamientos térmicos (véase el modelo de utilidad).
191 TC 486 I+D
Figura 1: Diseño experimental para evaluar la actividad antimicrobiana de las microesferas recubiertas con plata (Ag+) y sin plata (Ag-)
En la Figura 2 se observa el aspecto de las microesferas al finalizar todo el proceso productivo, utilizando un microscopio estereoscópico Olympus SZX16.
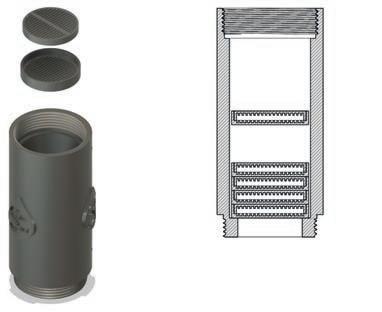
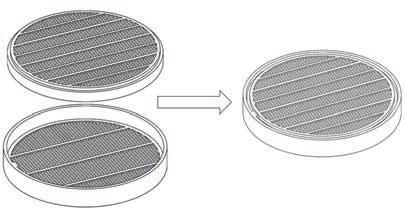
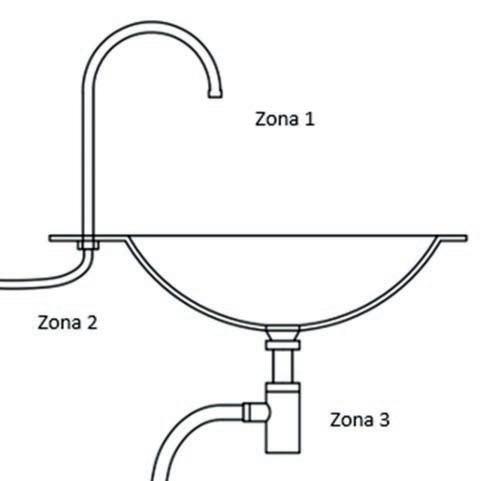
Se analizó la cantidad de plata que recubría las bolas de vidrio fabricadas con el proceso en diferentes lotes de producción, mediante la técnica de espectrometría de fluorescencia de rayos X por dispersión de longitudes de onda (AXIOS, PANalytical), obteniendo un resultado de 0,8 ± 0,1% Ag. Esta plata estaba concentrada en la superficie de la microesfera, aunque se observaba también presencia de plata en la matriz vítrea, tal como se puede apreciar en la imagen del microscopio electrónico de barrido (FEG-SEM, QUANTA 200F, FEI Co). El análisis elemental para evaluar la presencia y el porcentaje de plata se realizó con un equipo de microanálisis por dispersión de energías de rayos X (EDX) conectado al microscopio (Genesis 7000 SUTW, EDAX).

Una de las posibles localizaciones de estos dispositivos para garantizar la higiene en los puntos finales de agua es la parte final del grifo, previa a la salida del agua, donde normalmente se sitúan los aireadores. De esta forma, se evita la proliferación de agentes perjudiciales por la posible contaminación de la parte final del aireador.
3.2. Desarrollo de prototipos
Aunque las posibles aplicaciones de las microesferas bactericidas son diversas, a continuación, se indican las localizaciones preferentes donde colocar los dispositivos que contengan dicho material, así como los diseños digitales de los prototipos ideados para la aplicación de las microesferas de vidrio recubiertas de plata a cada una de estas localizaciones (véase Figura 4).
Para albergar las microesferas de plata, se diseñaron unos “cassetes”(Figura 5) de tamaño variable en función de la zona en la cual tuvieran que ser ubicados.
3.2.1. Aireadores (zona 1)
192 TC 486 I+D
Figura 2: Observación de las microesferas recubiertas con plata (Ag+) con el microscopio estereoscópico
Figura 5: Esquema de montaje de las partes del “cassette”
Figura 4: Esquema simplificado de lugares preferentes de colocación de los prototipos
Figura 3 A: Micrografía MEB de la sección transversal de una microesfera Ag+;
B. Análisis EDX (% peso) en diferentes zonas de la microesfera Ag+
Figura 6: Esquema de un dispositivo contenedor de “cassettes” para la zona de aireador del grifo
En este punto se diseñó un elemento contenedor, a modo de tubo extensor, que contendría los “cassettes” necesarios, donde se alojaron las microesferas recubiertas de plata, y que se unieron al grifo y al aireador mediante uniones roscadas y sus correspondientes juntas de goma (Figura 6).
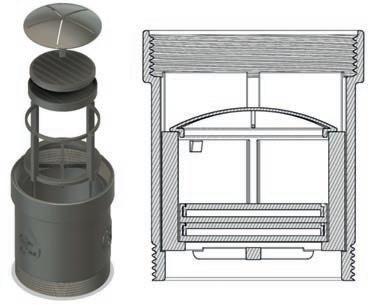

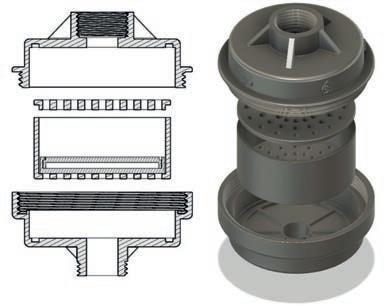
3.2.2. Puntos previos al grifo (zona 2)
En este punto se diseña un elemento contenedor algo más complejo y de mayores dimensiones que en el ejemplo anterior, con mayor capacidad de albergar las microesferas biocidas. En la Figura 7 se muestra el diseño para este punto, en el que se introdujeron los “cassetes”
pueden pasar a superficies y/o al ambiente durante el uso de los grifos debido a la generación de aerosoles. No obstante, debido a su posición y forma, permite introducir una mayor cantidad de “cassettes” y de mayor tamaño, con material biocida, maximizando el efecto de este y evitando así el efecto nocivo que tienen los aerosoles generados al caer agua nueva al interior del sifón. La Figura 8 ilustra la forma del contenedor situado en la zona del sifón.
4. Construcción de demostradores
Se construyeron demostradores con los prototipos previamente descritos para evaluar la capacidad bactericida de estas soluciones en entornos reales.
De este modo, en las Figuras 9, 10 y 11 se muestra el montaje real de los prototipos diseñados para las distintas zonas preferentes de aplicación descritas en el apartado anterior.
3.2.3. Sifones (zona 3)
Este punto es el más crítico, puesto que es donde se queda una mayor cantidad de agua retenida y de residuos; por tanto, esta zona es la que presenta una mayor proliferación de posibles microrganismos dañinos. Estos microorganismos

193 TC 486 I+D
Figura 7: Esquema de un dispositivo contenedor de “cassettes” para la zona anterior al grifo
Figura9:Montajedelprototipodiseñadoparasuinstalaciónenlazona1(aireador)
Figura 10: Montaje del prototipo diseñado para su instalación en la zona 2 (punto previo al grifo)
Figura 8: Esquema de un dispositivo contenedor de “cassettes” para la zona del sifón (zona 3)
5.Pruebas microbiológicas en demostradores
Para validar las soluciones propuestas, se sometió una suspensión inoculada con los microorganismos mencionados a un sistema cerrado que consta de una garrafa de suministro y otra de recolección. Tanto el dispositivo con la solución propuesta como el que carece de microesferas de plata se conectó al mismo controlador, permitiendo activar periódicamente un sistema automático de bombeo garantizando la reproducibilidad de los resultados. Se tomaron muestras de diferentes zonas de los demostradores, tanto de las garrafas del circuito como de la parte externa del aireador y del sifón utilizando torundas (Figura 12). Las muestras tomadas de manera regular permitieron analizar la efectividad del sistema propuesto en diferentes zonas de los puntos finales de agua.

Los resultados de los ensayos microbiológicos indicaron que es posible evitar en cierta medida el crecimiento de microorganismos en sifones, en especial de aquellos más sensibles a la plata como E. coli y P.aeruginosa. Los mejores resultados se producen en la zona del sifón donde la lixiviación de plata es más efectiva.

6.Pruebas en entornos reales
Tras los resultados expuestos, el producto está actualmente (texto preparado en mayo 2023) en fase de estudio en entornos reales para validar su eficacia. Los resultados finales del proyecto se difundirán tras evaluar los resultados obtenidos en entornos hospitalarios.
7.Agradecimientos
Este estudio ha sido financiado por la Generalitat Valenciana, a través de la Agència Valenciana de la Innovació (AVI) 20212023, mediante el proyecto INNVA1/2021/49. ◆
194 TC 486 I+D
Figura11:Montajedelprototipodiseñadoparasuinstalaciónenlazona3(sifón)
Figura 12: Toma de muestra con torundas en los demostradores
Una de las posibles localizaciones de estos dispositivos que más interés suscita para garantizar la higiene en los puntos finales del agua se hallaría especialmente en los sifones
Si desea incorporar su firma en un recuadro durante 8 ediciones, rogamos se comuniquen con nuestro Departamento de Publicidad.
Should you wish to include your company in an ad box for 8 issues, please contact our Advertising Department.

DEL COMPRADOR DIRECTORIO DE EMPRESAS
GUÍA
GUIDE COMPANIES DIRECTORY
BUYER'S
Más información / More information: Raimon Castells • Tel. +34 667 575 055 • E-mail: raimon@publica.es •
Medidas reales: 140x30 mm Actual size: 140x30 mm
www.publica.es
Sistemas de vagones integrados
Representantes Exclusivos: COMERCIAL TÉCNICA VERDÚ
Alcalá, 289, 2º D - 28027 MADRID
Tel. y fax: 91 403 62 74 - Email: info@ctverdu.com


Rua Manuel Simões Maia - 2415-520 LEIRIA (Portugal)
Tel.: +351 (244) 849 450 - Fax: +351 (244) 849 470
E-mail: info@cerliz.pt - http:// www.ceramica-liz.pt



Materias primas Fritas, colores
Depuración Preparación, trituración Prensado, extrusión Secado, cocción Esmaltado, serigrafía Refractarios Empaquetado, embalaje Movimentación
Equipos de laboratorio Tercer fuego Varios
C • • • • • • •
• • • • • • •
GUÍA DEL COMPR ADOR 196
A• • • • • • TC 486 ¡Conecta! www.tecnicaceramica.com
B
COMERCIAL TÉCNICA VERDÚ, s .L.




Representantes
289, 2º D · 28027 MADRID
Sistemas de vacío
Automatismos - Secaderos - Hornos
EEQUIPCERAMIC, S.A. Ctra. de la Pobla, 64 - 08788 VILANOVA DEL CAMí (Barcelona)
Tel. 938 070 717 - Fax 938 070 720 e-mail: info@equipceramic.com - www.equipceramic.com
La Tecnología más avanzada en el sector de la Cerámica Industrial –Fábricas completas –Ingeniería de procesos –Electrónica y software –Hornos y secaderos –Automatismos en general –Robótica –Asistencia técnica y realizaciones


- ESPAÑA
CASABLANCA - MAROC
• • G Oficinas: Amadeo Vives, 2 - 29002 MÁLAGA - Tel. 952 354 253 - Fax 952 313 928 - E-mail: info@frapasa.com Almacén y Talleres: Pol. Ind. El Viso 4ª fase - 29006 MÁLAGA - Tel. 952 357 065 - Móvil 607 70 20 75 Delegación en Casablanca (Marruecos): Móvil 00 212 6 72 01 19 76 www.frapasa.com
CERÁMICA
CANTERAS.
F• • • • • • MÁLAGA
Raw materials Frits, colours Purification Preparation, crushing Pressing, extrusion Drying, firing Glazing, screen printing Refractories Packaging Conveying Laboratory equipment 3 rd firing Miscellaneous BUYER’S GUIDE 197 TC 486 • • • • • •
COMPRA, VENTA Y RENOVACIÓN DE MAQUINARIA. EQUIPOS DE OCASIÓN PARA
Y
exclusivos de:
E-mail: info@ctverdu.com Tel. y fax: 91 403 62 74 Refractarios
Alcalá,
industriales
• • • • •
® Your Ultimate Source for Pressure and Vacuum • • • • • •
I-J-K-L
KELLER HCW GmbH

Carl-Keller-Str. 2-10
D-49479 Ibbenbüren-Laggenbeck (Alemania)
Tel. +49 5451-85-0 - Fax +49 5451-85-310



E-mail: info@keller.de - www.keller.de
Máquinas, procesos de producción y fábricas completas para la industria cerámica estructural y tecnología de automatización, instrumentos de medición, control y regulación y tecnología plástica.

• • • • • • • • • • • • • •
H• • • • • • • Gran Bretanya, 11 - 08700 Igualada (Barcelona) - Tel. (+34) 93 803 48 68 - Fax (+34) 93 803 53 26 - ltceramico@ltceramico.com - www.ltceramico.com • • • • • Materias primas Fritas, colores Depuración Preparación, trituración Prensado, extrusión Secado, cocción Esmaltado, serigrafía Refractarios Empaquetado, embalaje Movimentación Equipos de laboratorio Tercer fuego Varios GUÍA DEL COMPR ADOR 198 TC 486
SACMI IBÉRICA S.A. Gran Vía, nº 263 - 12006 CASTELLÓN DE LA PLANA (España)
Tel. + 34 964 344700





Fax + 34 964 241646
E-mail: sacmi@sacmi.es www.sacmi.es

COMPRAVENTA DE EQUIPOS PARA CERÁMICA ESTUDIOS Y PROYECTOS • • • • www.mocsa.es comercial@mocsa.es maquinaria de ocasión para cerámica Avda. Ortega y Gasset, km 8,2 29196 MÁLAGA (ESPAÑA) Tel. +34 952 433 289 - Fax +34 952 433 188 • • N-S • • • • • • • • • • • • • Raw materials Frits, colours Purification Preparation, crushing Pressing, extrusion Drying, firing Glazing, screen printing Refractories Packaging Conveying Laboratory equipment 3 rd firing Miscellaneous BUYER’S GUIDE 199 TC 486
• • • • • • • • •
M
GUÍA DEL COMPR ADOR
TTALLEREs FELIPE VERDÉs, s.A. C/ Metalurgia, 2 Apdo. Correos (P.O. Box) 172 08788 VILANOVA DEL CAMÍ (Barcelona)
Tel. +(34) 938 060 606
Fax +(34) 938 060 411

e-mail: comercial@verdes.com http://www.verdes.com


Materias primas
Fritas, colores
Depuración
Preparación, trituración
Prensado, extrusión
Secado, cocción
Esmaltado, serigrafía
Refractarios
Empaquetado, embalaje Movimentación
Equipos de laboratorio Tercer fuego Varios
TECNOFILIERE s.R.L. Via Provinciale Modena 57/a 41016 NOVI DI MODENA (MO) - ITALY
Tel. +39 059 67 77 97
Fax +39 059 67 77 59
E-mail: tecnofiliere@tecnofiliere.com www.tecnofiliere.com

Moldes para la extrusión de piezas cerámicas, bocas de extrusión para todo tipo de piezas cerámicas y maquinaria lavamoldes.
Ctra. Sabadell a Granollers, km. 11,1 08185 LLIÇÀ DE VALL (Barcelona)


Tel. 938 445 880
60 años asesorando al sector cerámico en soluciones refractarias:
-Revestimiento de hornos de ladrillos, tejas, sanitarios, porcelana, fritas, azulejos…
- Vagonetas baja masa térmica, más de 300 referencias por todo el mundo.
-Bóvedas planas suspendidas en denso y aislante hasta 1.500 °C
-Producciones especializadas en carburo de silicio, zirconio, corindón, mullita…
Fax 938 436 501
E-mail: teide@teide.es www.teide.es
• • U • • • • • • • • • • • •
• •
• • • • • •
200 TC 486


• • X Z • • • • • • • V Raw materials Frits, colours Purification Preparation, crushing Pressing, extrusion Drying, firing Glazing, screen printing Refractories Packaging Conveying Laboratory equipment 3 rd firing Miscellaneous BUYER’S GUIDE 201 TC 486 ¡Conecta! www.tecnicaceramica.com
Normas de colaboración en Técnica Cerámica World
1. Los trabajos se remitirán al Departamento de Redacción de la revista (Publica, S.L., C/ Monturiol, 7, local 1 - 08018 Barcelona / miguel@publica.es) junto con una autorización para su publicación. Estudiado el trabajo por el Comité de Redacción, se acusará el recibo con la aceptación o no del mismo. Se devolverán (si los autores lo solicitan) las colaboraciones que no se ajusten, por su contenido, a la temática de la revista.
2. Texto y presentación: los artículos estarán preferentemente en castellano (también se aceptarán en inglés) y no sobrepasarán el equivalente a 10 DIN A4 (sin contar gráficos y/o figuras). Se estudiará la publicación fragmentada de artículos más extensos. Se ruega utilizar los editores más comunes del mercado (Word, OpenOffice...). Si el trabajo incluye imágenes o fotografías se aportarán en archivos aparte (JPG, TIF, PDF…) y deberán estar escaneadas a una resolución mínima de 300 ppp. En cualquier caso se solicita, si es posible, el envío de un ejemplar en soporte papel.
En el encabezamiento de la colaboración constarán su título, el nombre y los apellidos de los autores y el centro o empresa (si procede) donde se ha realizado el trabajo. Los artículos se acompañarán de un resumen que señale el objeto del texto, algún detalle experimental, si se estima oportuno, y las conclusiones obtenidas. A ser posible, el título y este resumen se incluirán también en inglés si el artículo está en castellano. La bibliografía se incluirá al final, numerada correlativamente y consignando en cada cita apellido e inicial(es) del autor, año de publicación, título y nombre de la publicación. Las referencias numéricas a la bibliografía se escribirán en el texto del trabajo entre paréntesis. Los pies de gráficos, figuras y fotografías se presentarán juntos, por orden y en párrafo aparte al final del artículo.
3. Tablas, gráficos y figuras. Se pide la máxima pulcritud en la realización de tablas y gráficos para conseguir una reproducción del original lo más fiel posible. Los gráficos (esquemas, croquis y dibujos en general), si no se presentan en soporte informático directamente utilizable, se prefieren por este orden: reproducciones bien impresas; originales realizados sobre papel; fotocopias de alta calidad, en tamaños iguales o superiores a los deseados para su publicación y teniendo en cuenta que el factor más importante es, en este caso, el contraste de las imágenes. Las fotografías, si no se proporcionan en soporte informático o vía correo electrónico, se prefieren por este orden: copias en papel fotográfico en color o B/N; diapositivas o transparencias en color o B/N y, finalmente reproducciones bien impresas. Las tablas, gráficos y figuras se presentarán al final del artículo. Las referencias numéricas de las figuras se citarán en el texto cuando corresponda.
4. Los autores recibirán sin cargo un ejemplar de la revista en que haya aparecido su colaboración. Si desean más ejemplares (hasta 10) lo harán constar en la carta que acompañe al trabajo. Se estudiarán otras condiciones de envío de ejemplares a petición de los autores.
5. Estas normas no afectan (aunque son una buena orientación) a colaboraciones como noticias de empresa, descripciones de nuevos aparatos y equipos, programas de actos y congresos, ferias, salones y jornadas, reseñas de libros, artículos de opinión, etc.
6. Si desean ampliar esta información pueden utilizar el teléfono +34 930 182 352 o el e-mail citado.

NORMAS DE COLABORACIÓN