Accurate down to the smallest grain. Radar for reliable levels in bulk solids applications
From simple to challenging: With radar technology that is highly robust, flexible and economical all at the same time, VEGA is putting things on track to ensure more reliable and efficient production processes involving bulk solids.
Due to our decades of experience we understand the requirements of the industry quite well. That’s why VEGAPULS level sensors are able to deliver exact measured values even when conditions get extreme because of dust, noise or buildup. And why they are also ideal for simple applications where efficiency, and economy in particular, are required.
TOWARDS THE HEAVY END OF THE ELECTRIFICATION SCALE
Technology is advancing at an unprecedented rate. In the last century alone, we have seen the invention of the automobile, the computer and the Internet, to mention a few. Today, we are on the cusp of artificial intelligence (AI) and other technologies that will change the world as we know it. One of the major talking points for me is the rapid pace at which electrification of heavy equipment is taking shape, yet a few years ago, this seemed like a pipedream.
In the early years, there was a general notion that battery-driven yellow metal equipment would be primarily reserved for smaller types of machines, such as mini-excavators and compact loaders. At the time, the cost of batteries for daily duty cycles with long operational hours and high energy consumption was a major concern.
Fast forward to 2024, the stars are seemingly coming into alignment. Battery, motor and control systems are all developing rapidly, and the growing number of suppliers in the market means that there is greater choice for original equipment manufacturers (OEMs) to choose from. More players mean more possibilities to meet industry requirements and more competitive pricing, and soon the price of componentry will start to come down. The performance of these elements is also increasing rapidly, such that they are now at a level where battery-electric drive is applicable for some of the most demanding applications such as construction and mining.
worksite. They are also said to deliver the same, if not better performance, than their diesel counterparts.
Across most light and medium duty tasks, the L120 Electric can work a full day of around 5-9 hours on a single charge, depending on the application and environment. When it does need to power up, it can charge from 10-100% in one hour 40 minutes with a 180 kW DC fast charger or Volvo’s PU500 mobile power unit, and in seven hours with a 40 kW DC portable charger, suitable for overnight charging.
A few months ago, I also had the opportunity to witness the commercial launch of the first production-size electric wheel loader in Africa, the LiuGong 856H-E Max, by Burgers Equipment & Spares. I also had the pleasure of putting it through its paces in a mining application at Samancor Chrome.
Powering the 856H-E Max is a 423-kWh largecapacity lithium-iron phosphate battery from battery manufacturer CATL. The battery is made up of ten individual battery packs. The motor has a kilowatt peak power output of between 160 and 180 kW. According to the OEM, the machine can work ten hours in light applications and eight hours in heavy duty applications. With the Intelligent Battery Management System, it can be fast-charged in 90 minutes.
I recently attended Volvo Days 2024 in Sweden, and a major takeaway for me was the launch of several exciting electric machines in the mid-size segment, expanding on the compact gear that Volvo Construction Equipment (Volvo CE) initially focused on some four years ago. The new battery-electric equipment in the mid-sized range includes the L90 Electric and L120 Electric wheel loaders, scheduled for stepwise introductions from late 2024 in limited volumes across selected markets.
The machines boast a 65% energy cost reduction on average, 30% less maintenance and zero engine-related consumables, making them a cost-effective solution for the modern
While prices are maginally falling, the volumes of these machines are still small, meaning that there are no economies of scale in componentry to drive down costs. Batteries are the biggest component – and they are still expensive. So, for the time being, heavy electric construction equipment will be priced at a premium over traditional diesel-powered machines. However, as volumes increase, OEMs expect prices to drop sharply, and move towards parity with diesel machines.
The electrification of heavy equipment represents a major shift for both the construction and mining industries. An increasing focus on maximising efficiency, reducing carbon emissions and improving worker safety is at the centre of the electrification revolution in these two industries. In my view, electromobility is here to stay and the quarrying industry is not excluded from its influence.
Publishing Editor: Munesu Shoko
Sub Editor: Glynnis Koch
Business Development Manager: Elmarie Stonell
Admin: Linda T. Chisi
Design: Kudzo Mzire Maputire
Web Manager: Thina Bhebhe
Quarrying Africa is the information hub for the sub-Saharan African quarrying sector. It is a valued reference tool positioned as a must-read for the broader spectrum of the aggregates value chain, from quarry operators and aggregate retailers, to concrete and cement producers, mining contractors, aggregate haulage companies and the supply chain at large.
Quarrying Africa, published by DueNorth Media Africa, makes constant effort to ensure that content is accurate before publication. The views expressed in the articles reflect the source(s) opinions and are not necessarily the views of the publisher and editor.
The opinions, beliefs and viewpoints expressed by the various thought leaders and contributors do not necessarily reflect the opinions, beliefs and viewpoints of the Quarrying Africa team.
Quarrying Africa prides itself on the educational content published via www.quarryingafrica.com and in Quarrying Africa magazine in print. We believe knowledge is power, which is why we strive to cover topics that affect the quarrying value chain at large.
Printed by:
Contact Information
Email: munesu@quarryingafrica.com
Cell: +27 (0)73 052 4335
Introducing Dust-A-Side Bio: an award-winning, eco-friendly dust control solution of emulsified ligno-bitumen binders which delivers a cost-effective solution for running surfaces.
ADDING INNOVATION TO DUST CONTROL
In the era of unprecedented focus on Environmental, Social and Governance (ESG) standards, mastering dust control is not just a necessity – it is a game-changer. With DustA-Side’s cutting-edge dust control solutions, mines and quarries can now transform their operations, ensuring unmatched worker safety and environmental protection, while boosting productivity. By Munesu Shoko.
Amid evolving customer needs and new market trends, Fillipus Masipa, Group Chief Technical Officer at Dust-A-Side, explains how the company places research and development (R&D) at the forefront of its operations to add value to its clients through innovation in haul road dust control for mines and quarries.
In mines and quarries, dust is a relentless challenge – from blasting and haul roads to tipping points and processing plants. Haul road dust, in particular, is a major headache for the mine operations, operators and the environment. As Masipa highlights, the excessive dust not only undermines productivity but also poses serious risks to both people and the environment.
Wheel-generated dust from haul roads in mines and quarries is a major culprit behind fugitive and airborne dust, responsible for roughly 40% of total emissions. To tackle this, control measures must be
both straightforward and highly effective. Airborne dust not only clouds visibility for dump truck operators, impairing their ability to spot hazards and prevent collisions, but also leads to costly damage from stray ore impacting truck tyres.
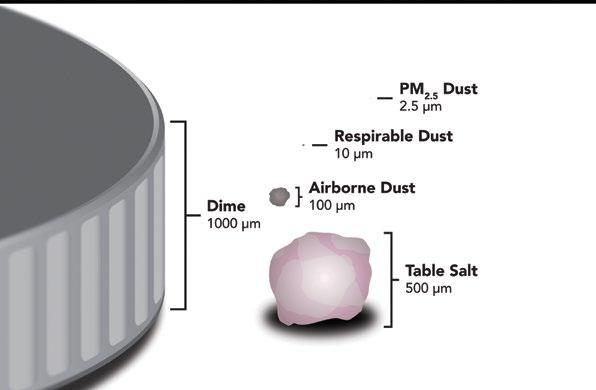
Dust particles, known as PM10, float ominously in the air, carrying both inhalable and respirable threats that can seriously jeopardise workers’ health. Beyond the serious health risks, these airborne particles reduce visibility, creating hazardous working conditions and undermining productivity.
“Dust fallout can irritate the upper respiratory tract – affecting the throat, nose and eyes –making working conditions highly uncomfortable. Depending on mineral composition, PM10 dust can also lead to severe occupational diseases such as pneumoconiosis,” explains Masipa. “Effective dust suppression in mines and quarries is therefore crucial to ensure worker safety, environmental protection, and productivity improvement.”
2022
DAS Bio earned Dust-A-Side the Local Manufacturing Innovation award at the 2022 Electra Mining exhibition.
40
With over 40 years of experience and a pioneering role in haul road dust control for both underground and surface haul roads, Dust-A-Side has over time refined and expanded its extensive range of products.
The impact of implementing an effective dust control system in mines and quarries is profound. Prioritising worker health and safety through superior dust suppression creates a positive ripple effect throughout the entire value chain. Enhanced visibility from reduced dust levels boosts productivity, while a well-maintained, sealed hauling surface cuts rolling resistance, leading to significant savings on fuel and tyres. The benefits are clear: improved working conditions drive efficiency and cost savings, amplifying the overall value of mining operations.
Green economies
Aligned with the ESG drive in mining, sustainability is now a central force shaping the dust control market. Mines and quarries are increasingly prioritising ecofriendly solutions that reduce water and energy consumption, along with minimising chemical usage. This commitment to greener practices not only enhances operational efficiency, but also supports the industry’s broader environmental goals.
“The growing adoption of eco-friendly raw materials in the production of dust control products is driving both current and future trends in the dust palliatives market,” explains Masipa. “Dust-A-Side has teamed up with reputable suppliers of green raw materials to enhance its dust control solutions. The rise of eco-friendly and cost-effective dust palliatives is gaining traction, offering significant benefits, especially for small and junior miners.”
With a robust R&D regime in place, Dust-A-Side is
DAS Bio can be integrated into the road’s wearing course layer of newly established, permanent haul roads, for a robust running surface.
KEY TAKEAWAYS
Sustainability has become a key driver in shaping the dust control market, with both mines and quarries increasingly prioritising eco-friendly solutions
Dust-A-Side has partnered with reputable suppliers of green raw materials for the production of its dust control solutions
Dust-A-Side’s haul road solutions include a range of dust palliatives, from non-binders and binderbased options to surfactant-based and conventional binders such as lignosulphonates
DAS Bio, an award-winning, eco-friendly dust control product with less bitumen binders, remains one of the most cost-effective and sustainable binders available – even more relevant due to the growing demand for greener and more versatile dust palliatives
perfectly positioned to capitalise on this trend. The company’s R&D team, composed of highly qualified graduates from esteemed institutions in South Africa, is well-equipped to drive innovation in dust control solutions. Their commitment to meticulous selection, testing and approval of raw materials has solidified DustA-Side’s reputation as a leading supplier in the field. “R&D is all about turning innovation into action.
DAS Bio is a carefully engineered solution that has consistently demonstrated its effectiveness across various soil types, including clayey, sandy, gravelly and Pedocretes.
Feedback from customer interactions – through weekly engagements, monthly service level agreements, satisfaction surveys and business reviews – plays a crucial role in guiding our product and service development. Moreover, shifts in environmental laws and the evolving locations of mines and quarries in our export markets drive the creation of newer, greener and more innovative solutions. These strategies reinforce our position as the industry’s preferred choice,” says Masipa.
Dust-A-Side haul road solutions include a range of dust palliatives, from non-binders and binderbased options to surfactant-based and conventional binders such as lignosulphonate. The company’s offering also features emulsified bituminous emulsions, synthetic polymers and specialised binders.
The company’s commitment to consistent product quality and client service is further demonstrated by Dust-A-Side’s ISO 9001 and 14001 certifications, which have been successfully maintained for over a decade.
Award winning product range
due to the growing demand for greener and more versatile dust palliatives. This product earned Dust-ASide the Local Manufacturing Innovation award at the 2022 Electra Mining exhibition.
The emulsified ligno-bitumen binder is a carefully engineered solution that has consistently demonstrated its effectiveness across various soil types, including clayey, sandy, gravelly and Pedocretes.
For permanent roads which are being newly established, DAS Bio can be incorporated into the wearing course layer of the road. This happens via a scarifying, spraying, mixing and rolling process. This provides excellent dust control and sealing properties for the road.
ISO 9001 and 14001
Dust-A-Side’s commitment to consistent product quality and client service is demonstrated by its ISO 9001 and 14001 certifications, which have been successfully maintained for over a decade.
With over 40 years of experience and a pioneering role in haul road dust control for both underground and surface haul roads, Dust-A-Side has over time refined and expanded its extensive range of products.
Dust-A-Side’s haul road solutions include a range of dust palliatives, from non-binders and binder-based options to surfactant-based and conventional binders such as lignosulphonate. The company’s offering also features emulsified bituminous emulsions, synthetic polymers and specialised binders.
DAS Bio, an eco-friendly dust control product with less bitumen binders, remains one of the most cost-effective and sustainable binders available – even more relevant
In order to suppress dust on more temporary road surfaces, DAS Bio can instead be applied via a series of light dilution spraying, using a water cart. Once applied, the need for reapplication is minimal. Mines which typically rely on continuously spraying untreated water on haul road networks in order to control dust will dramatically reduce water usage and water cart hours by switching to DAS Bio.
DAS Bio is conveniently delivered in a concentrated liquid form ready to use. It is typically diluted in a water cart at a concentration of 2,5% right up to 50% depending on the specific requirement.
“Our potential and current customers can look forward to exciting and innovative dust palliatives soon to be launched, which will further enhance our range of solutions,” says Masipa.
Fog cannons
In addition to surface and underground road network dust control, Dust-A-Side offers a range of high-pressure mist systems, fog cannons and dust monitoring systems. Fog
Fog cannons have been part of DustA-Side’s offering since 2018, with an impressive collection of 21 units at a South African mine used to protect the local community from airborne dust.
cannons have been on offer at Dust-ASide since 2018, with a handful of clients currently averaging a minimum of two units on site.
Drilling and blasting sites, for example, generate excessive airborne dust. In a DustA-Side fog cannon configuration, water passes through a series of misting nozzles at an above-industry standard of 40 bar, creating a dense mist cloud, dispersed across large areas by an industrial-sized fan. Fog cannons are thus mainly used to create a mist curtain barrier to prevent clouds of billowing dust from travelling on air currents to nearby communities.
Dust settling over communities decreases visibility, poses lung-related health risks and is a general unsightliness and nuisance to the residents. The atomised water droplets agglomerate with the dust particles to increase their mass, preventing dust from floating on the air currents and therefore, mitigating the health and safety hazards to nearby communities.
Fog cannons are ideally suited for suppressing dust in areas where wind plays a major role. The technology allows for better coverage with water, specifically when treating open tip areas where there are no structures in place, and where there are fewer options available to install static nozzle manifold arrangements. Quarries and tailings operations can make use of fog cannons to disperse the mist over large areas, to suppress dust, evaporate excess water and prevent airborne dust from travelling during blasting and drilling activities.
In tipping and crushing applications, fog
THE DUST-A-SIDE VALUE ADD
A safer working environment | Effective dust suppression | >90% water savings
Reduced rolling resistance | Decreased diesel consumption | Increased tyre life
Improved hauling cycle time |Reduction of HME repairs and maintenance budget
No recapping required | Reduced production downtime after rain
No investment in road maintenance equipment | Increased productivity
cannons can be installed to operate automatically using radar sensors. For example, once a vehicle, such as a haul truck, moves into position, ready to tip, the radar sensor detects the moving vehicle, and initiates the fan and high-pressure mist system, which are connected and mounted onto the trajectory outlet side of the fog cannon. The system will automatically switch off after a predetermined time, as set from the control panel, once the vehicle has completed the tip and moved away.
A case study example of a client using Dust-A-Side fog cannons is a surface mining operation in South Africa which uses a combination of 21 fog cannons along its boundary wall. These fog cannons are remotely controlled to oscillate to accommodate wind direction and ensure maximum protection of the nearby community from mining dust emissions. a
In April 2024, Afrimat announced the granting of all the regulatory authority approvals for the acquisition of Lafarge South Africa. In a one-on-one with Quarrying Africa, CEO Andries van Heerden highlights that the immensity of the acquisition not only lies in the fact that it is Afrimat’s largest deal to date, but also because it presents an opportunity for the company to expand its quarrying roots to support long-term diversified sustainability across the group.
By Munesu Shoko.
Afrimat entered into a share purchase agreement with a Holcim Group subsidiary, Caricement B.V., in which Afrimat acquired 100% of the issued share capital of Lafarge South Africa Holdings Proprietary Limited. The acquisition was structured as a locked box transaction, effective 31 December 2022, and the purchase consideration payable was in the amount of US$6-million. In addition to this, Afrimat agreed to repay or procure the repayment of the loan amounts owed to the Holcim Group, equating to R900-million.
The core assets acquired consist of aggregate quarries, readymix batching plants, an integrated cement plant, cement grinding plants, cement depots and high-quality fly-ash sources.
In an exclusive interview with Quarrying Africa, Van Heerden says the significance of the deal is immense, not only in the sense that it is Afrimat’s largest acquisition to date, but it also delivers on a promise that the executive made to its Construction Materials team to expand Afrimat’s footprint in the aggregates and concrete-based products market.
“The motivation for this deal was three-fold,” explains Van Heerden.
Andries van Heerden, CEO of Afrimat.
100%
Afrimat entered into a share purchase agreement with a Holcim Group subsidiary, Caricement B.V., in which Afrimat acquired 100% of the issued share capital of Lafarge South Africa Holdings
The Lafarge deal delivers on a promise that the executive made to its Construction Materials team to expand Afrimat’s footprint in the aggregates market.
“Firstly, as mentioned above, we made a promise to our Construction Materials colleagues that we were going to expand the division, and this was a perfect opportunity to deliver on that promise. Secondly, Afrimat is constantly looking at opportunities through which we can expand our offering to different markets through our various divisions.”
In addition, says Van Heerden, Afrimat’s diversification strategy in the past couple of years has focused largely on bolstering its Bulk Commodities division. “We are, however, aware of our economic climate and well-informed about the mining and construction industries in South Africa, so when the opportunity presented itself to expand on our ‘roots’, which is quarrying, we
US$6-million
The deal was structured as a locked box transaction, effective 31 December 2022, and the purchase consideration payable was in the amount of US$6-million, representing Afrimat’s largest acquisition to date
KEY TAKEAWAYS
The core assets acquired consist of aggregate quarries, readymix batching plants, an integrated cement plant, cement grinding plants, cement depots and high-quality fly-ash sources
Despite a protracted downturn over the past decade, Afrimat has tremendous confidence in the future of the construction industry, and specifically development in South Africa, and the Lafarge acquisition is testament to this confidence in the market
The geographical footprint of the Lafarge quarry and readymix operations perfectly complements Afrimat’s existing footprint, thus enabling the company to have construction material operations throughout the country, apart from the Northern Cape
The integrated cement plant, along with the grinding plants, are well-designed, good quality plants which are well positioned geographically, but have not previously been maintained properly
acted. This approach, together with efficiency drives, ensures Afrimat can counter impactful economic headwinds,” he says, adding that the company sees this deal as a really good investment, and expects a good investment return in due course.
Confidence
Despite a protracted downturn over the past decade, Afrimat has tremendous confidence in the future of the construction industry, and specifically development in South Africa, and the Lafarge acquisition is testament to this confidence in the market. Van Heerden says the country has magnificent mineral resources and all the expertise, skills and operations (when properly maintained and efficiently utilised) to sustain a booming construction sector.
“The recent Afrimat Construction Index does reflect that the construction sector has remained relatively weak during the last quarter, but we have seen an increase in demand from road and rail industries. Efforts by the South African National Roads Agency Limited (SANRAL) and maintenance by Transnet are proof that there is a positive momentum in the aggregates market,” he says.
He does, however, agree that the sector is hampered by several factors such as fiscal constraints; an inconsistent pipeline of projects; projects that are started, but not finished due to disproportional increases in the amount of funds spent on projects which results in them becoming unviable; undervaluing engineering services; and a lack of political support and leadership.
“The country needs a consistent and, more importantly, a predictable, pipeline of construction and infrastructure projects, supported by government. This will ensure that construction in the country sees the growth it deserves,” adds Van Heerden.
Synergies
Commenting on the key strengths offered by the deal, Van Heerden says the geographical footprint of the Lafarge quarry and readymix
operations perfectly complements Afrimat’s existing footprint, thus enabling the company to have construction material operations throughout the country, apart from the Northern Cape.
Additionally, access to the high-quality fly ash operations provides a foothold in the cement extender market. The grinding plant will allow Afrimat to grind materials as value-added products for Afrimat’s own operations as well as for external customers, while the cement kilns allow the company to enter the cement value chain for the very first time.
R900million
“Operational synergies between the two businesses are substantial, considering Afrimat’s existing national footprint of aggregate quarries, readymix concrete operations and precast manufacturing operations, and we believe that the time is right to strengthen our Construction Materials division,” he says.
The integrated cement plant, along with the grinding plants, are well-designed, good quality plants which are well positioned geographically, but have not previously been maintained properly. Van
Heerden says the first priority is to ensure that these operations, which are currently making a loss, are turned around through innovation and operational efficiency drives. Afrimat has an experienced team dedicated to ensuring that the company gets the necessary maintenance done and turns the operations into profitable businesses as soon as possible.
Afrimat has strategically appointed experienced Afrimat leadership as cluster heads overseeing these newly acquired operations, and through their leadership, along with a strategic roll-out of the ‘Afrimat Way’ and introducing efficiency drives, Van Heerden is positive that the company will be able to optimise these operations and allow them to reach their full potential.
“The group will continue to fortify its diversified position to ensure sustainability and growth into the future. We have several project maturation profiles, with the current focus being on implementation to ensure optimal value is achieved,” concludes Van Heerden. a
Afrimat agreed to repay or procure the repayment of the loan amounts owed to the Holcim Group, equating to R900million
The core assets acquired include aggregate quarries.
INDUSTRY BRACES FOR INAUGURAL ASPASA CONFERENCE
Under the topical theme, ‘The World of Quarrying in 2050’, ASPASA will hold its inaugural oneday conference on October 31, 2024. Letisha van den Berg, director of ASPASA, tells Quarrying Africa that the theme is informed by the aggregates industry’s imminent transformation through the integration of advanced technologies to tackle operational challenges in quarry operations. By Munesu Shoko.
In a positive development for the quarrying and small surface mining sector in South Africa, ASPASA is hosting its first annual conference on October 31, 2024. To be held at Misty Hills, Muldersdrift, Johannesburg, the ASPASA Conference seeks to get together small surface mine managers, supervisors, health providers, training providers and the mining supply chain at large, to discuss technological advancements that will affect the industry in the run up to 2050.
“The idea behind the conference is to try and revive the Institute of Quarrying Southern Africa (IQSA) mini conference and the CEO Breakfast sessions that ASPASA used to host
in the past,” explains Van den Berg. “The aim is to address a key topic in detail every year after the main IQSA conference held every April. This year, it was clear that there was need to unpack the role of Artificial Intelligence (AI) in the future of our sector after the topic took centre stage at the IQSA Conference in Durban.”
Setting the scene
A panel discussion comprising some of the big names in the industry will set the scene for the conference with the topic, ‘Quarrying in the past, present and future’. The panel will comprise renowned mining executives, including ASPASA MANCOM member – Glenn
ASPASA notes that Artificial Intelligence is taking root across industries, and mining will not be an exception.
31
ASPASA is hosting its first annual conference on October 31, 2024 2050
The conference seeks to discuss technological advancements that will affect the industry in the run up to 2050
KEY TAKEAWAYS
In a positive development for the quarrying and small surface mining sector in South Africa, ASPASA is hosting its first annual conference on October 31, 2024
The idea behind the conference is to try and revive the IQSA mini conference and the CEO Breakfast sessions that ASPASA used to host in the past
There is an apparent shift towards technology to improve efficiencies and protect employees in the quarrying and mining industry at large
In planning for the future of operations, mines and quarries seeking to turn challenges into opportunities are increasingly looking to the suite of advanced technologies related to AI
Johnson, IQSA board members Afrimat’s Felix Motsiri and PPC’s Lazarus Meko, as well as representatives from the Department of Mineral and Petroleum Resources and the Mine Health and Safety Council.
The panel will unpack some of the significant challenges and limitations faced by the quarrying industry in the past, and how they shaped the industry’s evolution and current practices. Here, the panel will reflect on the history of quarrying, highlighting lessons learnt and how they have influenced current operations.
“The panel will also look at how quarrying operations are currently addressing environmental and social concerns such as habitat destruction, water management and community engagement, exploring
“Globally, AI is taking root across industries, and mining will not be an exception. For operations to be viable, teams must move earth and crush rock as efficiently as possible. Attendees to the conference will learn more about the cost-saving opportunities of utilising AI.
the steps being taken to mitigate environmental and social impact and highlighting cutting edge solutions available for the industry,” says Van den Berg.
In addition, the panel will then look at some of the emerging trends, technologies and sustainable practices that are likely to shape the future of quarrying and how the industry will adapt to meet the increasing demand for resources while minimising its environmental footprint.
The impact of technology
According to Van den Berg, there is an apparent shift towards technology to improve efficiencies and protect employees in the quarrying and mining industry at large. Technology opens the door to data, which in turn requires interpretation.
“We therefore see machine-learning opportunities
Photo courtesy of Volvo CE
Letisha van den Berg, director of ASPASA
Driven by Artificial Intelligence and Machine Learning, augmented analytics provide advanced, prescriptive insights for extending the life of critical assets, analysing overall equipment effectiveness and preventing unexpected downtime.
and AI guiding the way. Do we all know the process flow of converting from manual to automation? These are some of the issues that we seek to unpack at the conference through our knowledgeable speakers for the day,” explains Van den Berg.
Alex Hall, CEO of Concrete.ai, will discuss how AI is being used to reduce carbon footprint in concrete.
Oscar van Antwerp will unpack the topic, Mineral Resource Management and Technical Advancements for the Quarry Industry. Optimal utilisation of the resource is a key aspect for sustainable mining.
“Globally, AI is taking root across industries, and mining will not be an exception. For operations to be viable, teams must move earth and crush rock as efficiently as possible. Attendees to the conference will learn more about the cost-saving opportunities of
utilising AI and how to change training programmes to suite the Generation Z (Zoomers) and the Alpha skills sets required. Quarrying is such a tough market and the industry needs to use all the resources at its disposal in order to be competitive and to stay relevant,” says Van den Berg, adding that the regulator, the DMRE, is driving technology to protect all stakeholders in the mining value chain.
Paving the way
Ahead of the conference, Van den Berg is inviting the supply chain to take the opportunity to exhibit some of their technologies that will pave the way for a productive and efficient future for the industry. She is especially keen to see exhibitors showcasing technologies that save lives, while driving equipment efficiencies.
In planning for the future of operations, she says, mines and quarries seeking to turn challenges into opportunities are increasingly looking to the suite of advanced technologies related to AI, such as machinelearning through data sources.
While there is no single technology solution to industry challenges, when effectively integrated into workflows traditionally requiring human intelligence, AI - related technologies are now enhancing the industry’s capacity to accomplish tasks, make decisions, create engaging interactions and generate stronger business outcomes.
In conclusion, Van den Berg is especially grateful to the conference’s main sponsor, Rand Mutual Assurance (RMA), the administrator of claims for occupational injuries and diseases according to the Compensation for Occupational Injuries and Diseases Act (COIDA), which has made a significant donation towards the conference. a
Photo credit: Unsplash
Photo credit: AfriSam
A panel discussion will unpack some of the significant challenges and limitations faced by the quarrying industry in the past, and how they shaped the industry’s evolution and current practices.
CARRYING THE BELL LEGACY
On January 1, 2024, Ashley Jon Bell took the reins as CEO of Bell Equipment Limited, rejoining a sizeable team of third-generation Bell family members actively engaged in the business and stepping up to play an integral role in the future of the company.
In a one-on-one with Quarrying Africa, he discusses some of his focus areas, major company milestones, new trends, international growth and the ongoing development and enhancement of Bell OEM products. By Munesu Shoko.
Ashley Jon Bell, CEO of Bell Equipment Limited.
50-t
One of the major milestones in Bell Equipment’s ADT manufacturing history was when the company pioneered the 50-t ADT, which was the largest on the market at the time
32%
While the company’s primary manufacturing facility remains in South Africa, local direct sales during 2023 only accounted for 32% of the total group revenue
lmost a year after assuming the CEO role at Bell Equipment Limited, Ashley Bell, the grandson of the company’s founder Irvine Bell, has hit the ground running in the quest to carry the Bell legacy forward.
The task at hand is no walk in the park and this is well illustrated by his hectic schedule. Squeezing an hour out of his busy schedule was no easy feat for Quarrying Africa either, and not because he was trying to avoid the interview, rather because his time is so carefully balanced between running the day-to-day operations of the company and being an executive director of the board, a position he has held, previously in a non-executive capacity, for the past nine years. In fact, this institutional knowledge has put him in good stead to find his feet very early into the role. Commenting on his early days into the job, Bell says he is fortunate to have grown up in an environment where
Almost a year after assuming the CEO role at Bell Equipment Limited, Ashley Bell has hit the ground running in the
forward
Bell’s first year as CEO of Bell Equipment coincides with the company’s 70th anniversary this year – a significant milestone in the history of the business
Apart from the 70th anniversary, 2024 also marks Bell Equipment’s 40 years of articulated dump truck manufacturing
For the past four years, the Bell Motor Grader development has been inarguably Bell Equipment’s largest research and development project
Bell Equipment has always been a focal point, which has made it easy to get going.
“Growing up in an environment where Bell Equipment has always been a central theme has been beneficial. In addition, I was already familiar with the business at a strategic level, having served as a non-executive director since March 2015, providing input to the Risk and Sustainability committee, as well as the Social, Ethics and Transformation committee,” he says. Of significance, he says, is that the business’s strategy is well established, and the management team
KEY TAKEAWAYS
quest to carry the Bell legacy
With the B60E, Bell Equipment also introduced the 4x4 concept – a hybrid between a rigid truck setup and an ADT – which sets it apart in this market segment.
One of the most significant milestones in Bell Equipment’s international journey was the 2003 establishment of its ADT assembly facility in Germany.
achievements of the past 70 years. From humble beginnings at the southern tip of Africa, we have gone on to establish ourselves as a formidable global yellow metal original equipment manufacturer (OEM) which, I believe, could have seemed impossible during the founding days,” he says.
with whom he is tasked to execute the strategy brings a wealth of experience and institutional knowledge. The task at hand, he adds, is identifying the elements of the strategy that need to be accelerated or prioritised, as well as establishing the most effective ways of executing the strategy.
“Other than these strategic focus areas, my return to the business certainly speaks to the strong emphasis on restoring the family values on which the business was built and succeeded over the past 70 years. A major part of that is putting customers at the centre of everything we do – continuously understanding our customers’ needs and providing solutions that speak directly to these specific needs,” he says.
Major milestones
Bell’s first year as CEO of Bell Equipment coincides with the company’s 70th anniversary this year – a significant milestone in the history of the business. “As a family and a team, we are exceptionally proud of the
The strength of the Bell brand, he adds, lies in the strong family values of integrity, honesty, accountability and respect. Supporting this foundation is the Bell motto of ‘Strong Reliable Machines, Strong Reliable Support’, which represents the company’s customer-centric approach, ideals and ethical stance throughout its manufacturing, distribution and support network.
Apart from the 70th anniversary, 2024 also marks Bell Equipment’s 40 years of articulated dump truck (ADT) manufacturing. To date, the ADT remains the company’s core product, making up a good 80% of Bell Equipment’s OEM business. Looking back to the journey, Bell says the 2001 launch of the D-Series was a step change for Bell Equipment from a global recognition perspective. The introduction of the range, he says, provided a springboard into major global markets.
The current E-series generation, which
In line with new trends in the global yellow metal equipment market, Bell Equipment has in recent years placed a major focus on autonomous controlled ADTs.
made its debut in 2014, is to date one of the most technologically advanced ADT ranges on the market.
“Over the years, we have surely stayed ahead of the pack in the ADT market. One of the major milestones was when we pioneered the 50-t ADT, which was the largest on the market at the time. We followed that up with the introduction of the 60-t ADT, which was again the largest at the time of its launch. With the B60E, we also introduced the 4x4 concept – a hybrid between a rigid truck setup and an ADT – which still sets us apart in this market segment,” he says.
New trends
In line with new trends in the global yellow metal equipment market, Bell Equipment has in recent years placed a major focus on autonomous controlled ADTs. The company has taken an agnostic approach by developing autonomous ready ADTs. This allows customers to integrate a multitude of autonomous control systems with the Bell product. All Bell ADTs developed in the past four years can be converted to autonomous controlled machines.
hard at work in a quarrying environment and was also demonstrated at Hillhead.”
Bell believes that autonomous ADTs will quickly gain traction in Northern Hemisphere markets, particularly where there is unavailability of labour or where high labour costs are an issue. In addition, the uptake will be driven by the industry’s quest for not only cost savings, but also the need to drive high levels of productivity and safety.
On the back of an apparent Environmental, Social and Governance (ESG) drive, one of the key focus areas for several international OEMs has been the development of battery electric- and hydrogenpowered solutions. Bell Equipment continues to explore different new technologies and avenues to find suitable alternative fuel and propulsion solutions for a zero carbon future.
However, Bell believes that there is a common understanding in the industry that given the size and duty cycle of machines such as ADTs, it is likely that battery electric solutions may not be the answer for all applications, based on current market developments. However, he says, this may well change in the near future. “We are working with a technology partner in Europe to convert an ADT to battery electric. We are treating this project as a learning opportunity,” he says.
For Bell, hydrogen-powered internal combustion engines at this stage seem to be a highly probable solution for heavy duty mining machines such as ADTs. While the company does not make its own engines, Bell Equipment is keeping a keen eye on its engine technology partners’ continued development efforts in the hydrogen space.
OEM product expansion
42%
The ongoing development and enhancement of OEM products is a major growth pillar for Bell Equipment. This, says Bell, is currently anchored by the imminent launch of the Bell Motor Grader, which will roll off the Richards Bay production line by mid-2025.
Bell Equipment’s Northern Hemisphere sales to external dealers during 2023 accounted for about 42% of the company’s total revenue, with the rest coming from the Southern Hemisphere
“Autonomous controlled ADTs have been a focal point for Bell Equipment during the past four years, with several test machines running in the Northern Hemisphere, particularly in Europe and the United States,” he says. “In a joint effort with our customer, Chepstow Plant International, we launched the UK’s first autonomous ADT in March this year, which has been
“For the past four years, the Bell Motor Grader development has been inarguably our largest research and development (R&D) project. For the past two years, several test units have been running across various applications in Southern Africa. Much like our ADT, we believe that we have developed a world class product in terms of quality, performance and reliability,” says Bell.
Bell will initially offer three base machines. The G140 is well suited to all maintenance and light to medium construction tasks while the G160, with its increased power and performance, is designed to handle heavy construction applications. Completing the range is the G200, which is designed for bulk earthworks and the
mining industry. Each base machine has the option of a four- or sixwheel drive configuration.
The Bell grader has been designed as a truly international product with the capability to meet varying emission regulations in international markets as well as different types of operator controls. The South African launch of this product is only the start of an exciting journey. Bell will be launching graders into its various international markets in a staged approach.
International growth
Having over the years bolstered its international presence, the majority of Bell Equipment’s business now comes from the international market. While the company’s primary manufacturing facility remains in South Africa, local direct sales during 2023 only accounted for 32% of the total group revenue, confirms Bell. In fact, he says, our Northern Hemisphere sales to external dealers during 2023 accounted for about 42% of the company’s total revenue, with the rest coming from the Southern Hemisphere.
“We have enjoyed some great successes internationally over the past 20-30 years,” he says. “One of the most significant milestones in our international journey was the 2003 establishment of our ADT assembly facility in Germany. Over the past four years, this has been expanded considerably to service the growing business in the Northern Hemisphere markets, which to date constitute two-thirds of the global ADT market.”
With almost two-thirds of component suppliers based in the Northern Hemisphere, producing in Germany to service the European and United States markets also makes a lot of sense for Bell Equipment. “Our expanding European supplier base has amplified the negative impact of ‘round-tripping’ materials and components from
Europe to South Africa and reinforced our decision to manufacture our Northern Hemisphere ADTs closer to both suppliers and markets,” he explains.
Looking to the future, Bell sees significant growth opportunities in the United States, driven largely by the construction sector as large infrastructure projects continue apace. The United States is the world’s largest ADT market and, having re-established its United States presence some ten years ago, the company has successfully grown its market share. To support the growing business, Bell Equipment established a new parts logistics centre in South Carolina in 2023.
Back to the roots
Bell Equipment and IA Bell and Company (IAB) published a joint Firm Intention Announcement during July which was the start of a process that could see the delisting of Bell Equipment from the JSE, contingent upon the acceptance of a takeover offer from IAB, a major shareholder and investment holding company led by the Bell family. IAB, which already holds 70,13% of Bell Equipment’s shares, has offered to buy out the remaining minority shareholders for R53 per share.
Commenting on the strategic intent of this decision, Bell tells Quarrying Africa that the delisting would allow Bell Equipment greater agility so that it may adapt to the competitive global industry and to take a longer-term view in its decision making.
“In any business, there are certain decisions that do not always yield immediate returns but create long-term value. By the very nature of publicly traded or listed companies, shareholders ought to look for the best possible returns in the short term. As a family, we are in this business for the long run and we would rather take decisions which are in the best interest of the sustainability of the business in the long term,” he says.
IAB believes that Bell Equipment has over the past 30 years derived limited value from its listing as the benefits of share liquidity and capital raising were constrained by the lack of investment appetite in small-cap stocks.
“We have never gone to market to raise capital, and we believe that the cost associated with maintaining the listing is not commensurate with the limited value derived from the listing,” concludes Bell. a
For the past four years, the Bell Motor Grader development has been inarguably our largest research and development project.
GOOD RUN OF FORTUNE
Located right at the doorstep of one of the largest road infrastructure projects in South Africa at the moment, AfriSam Coedmore is enjoying a good run of fortune. Several plant upgrades effected a few years ago have put the quarry in good stead to meet the high demand for aggregates within its vicinity. Munesu Shoko was on site and filed this report.
1-million
With an annual production capacity in excess of 1-million tonnes, AfriSam Coedmore Quarry is one of the largest quarries, not only within the AfriSam portfolio, but in South Africa at large
10 km
Located within a 10 km distance of AfriSam Coedmore, the EB Cloete Interchange is said to be currently the single largest road infrastructure project in South Africa
700 tph
AfriSam Coedmore runs one of the biggest primary crushers in the South African quarrying sector – a 700 tph Allis Chalmers 3655 superior gyratory crusher
Having commenced operations in 1927, AfriSam Coedmore is one of the oldest quarries in South Africa. With an annual production capacity in excess of 1-million tonnes, the operation is one of the largest quarries, not only within the AfriSam portfolio, but in South Africa at large. AfriSam Coedmore mines a competent quartzite rock, with some intrusions of dolerite and tillite. The dolerite intrusions are generally used to make sub-base materials such as G5, while the other two competent rocks are central to the manufacture of highly sought after concrete aggregates and roadstone.
Infrastructure hotspot
Located to the south of Durban, AfriSam Coedmore has in the past few years enjoyed high aggregates demand, especially given its close proximity to SANRAL’s ongoing flagship N2/N3 road upgrades. The upgrades, which form part of the national government’s Strategic Integrated Projects (SIP2): Durban-Free State-Gauteng Logistics and Industrial Corridor, are expected to take between eight to ten years to complete.
The upgrade of the N2 focuses on a 55-km stretch from Illovu River on the South Coast to Umdloti on the North Coast. The N3 project focuses
Having commenced operations in 1927, AfriSam Coedmore is one of the oldest quarries in South Africa.
on an 80 km section from Durban to Pietermaritzburg.
The upgrades entail the widening of the N2 and N3 carriageways, with four or five lanes in each direction, as well as the reconfiguration of most major interchanges.
One of the major legs of the project to which the quarry is supplying materials is the upgrade of the EB Cloete Interchange on the N2. Located within a 10 km distance of AfriSam Coedmore, the EB Cloete Interchange is said to be currently the single largest road infrastructure project in South Africa. With a project value of R5-billion, SANRAL says it is the biggest single project value undertaken by the roads authority to date.
“We are fortunate to be situated right at the doorstep of the many faces of the N2/N3 road upgrades,” says Lloyd Maringa, works manager at AfriSam Coedmore.
“In the past few years, we have enjoyed high aggregates
KEY TAKEAWAYS
AfriSam Coedmore has in the past few years enjoyed high aggregates demand, especially given its close proximity to SANRAL’s ongoing flagship N2/N3 road upgrades
AfriSam Coedmore mines a competent quartzite rock, with some intrusions of dolerite and tillite
The existing capacity – over a million tonnes per year – put the operation in good stead to meet the rising demand
Installing the primary plant in the pit has ensured reduced haul distances, thus cutting down on diesel costs
demand, initially supplying mostly base and sub-base materials during the early days of the projects. With the upgrades now moving onto surfacing, we are starting to move more high-value products such as roadstone and concrete aggregates.”
Capacity and efficiency drive
Despite a huge spike in demand, AfriSam Coedmore did not necessarily need to invest in more capacity. The existing capacity – over a million tonnes per year – put the operation in good stead to meet the rising demand.
“To provide context, we run one of the biggest primary crushers in the South African quarrying sector – a 700 tonnes per hour (tph) Allis Chalmers 3655 superior gyratory crusher. To meet rising demand, we simply increase the number of shifts, when necessary,” says Maringa.
In recent years, the plant has benefitted from major upgrades, which has put the quarry in good stead to meet the current high aggregates
AfriSam Coedmore recently invested in a Tru-Trac belt scale which facilitates weighing of real mass of the material from the ISP to the secondary crusher.
The production process starts in the pit, with at least a single blast per month. Blasts – outsourced to well-known contractor Brauteseth Blasting – are kept fairly large, averaging 60 000 t of material on the ground per blast, confirms Dustin Naidoo, maintenance superintendent at AfriSam Coedmore.
The load and haul function is outsourced and the contractor deploys a 50-t excavator, which loads 35-t articulated dump trucks (ADTs). The ADTs haul material from the face to the primary section of the plant, tipping directly into the in-pit Allis Chalmers 3655 gyratory crusher. The primary plant then feeds a 280-m conveyor belt running from the primary section to the intermediate stockpile (ISP).
“Installing the primary plant in the pit has ensured reduced haul distances, thus cutting down on diesel costs. This is particularly
beneficial, especially given the deep nature of the pit. The depth of the quarry pit is now 140 m and is minus 54 m below sea level. As part of our efficiency drive to reduce our cost per tonne of operation, we also found it cost-effective to run an electric conveyor instead of hauling material using diesel-powered trucks,” says Naidoo.
From the ISP, material is fed into a tunnel with two conveyor belts moving material to the secondary crusher, a Symons 5½ foot cone crusher, running at an average 35 mm closed side setting (CSS). AfriSam Coedmore is one of the few quarries in South Africa still running this old generation cone crusher which typifies longevity and durability. From here, material moves to the tertiary crusher, a new generation Metso HP400 cone crusher running at an average 18 mm CSS. From here, material goes to a series of vibrating screens, where it is screened into various product sizes, from 50 mm down to a -7,1 mm sand.
“In recent years, the plant has benefitted from major upgrades, which put us in good stead to meet the current high aggregates demand in our area,” explains Naidoo. “One of the most recent upgrades was the installation of the new Metso HP400 tertiary crusher back in 2019, replacing the older Nordberg 1352 omnicone crusher. The HP is an industry standard in aggregates production. It features a unique combination of crusher speed, throw, crushing forces and cavity design, providing higher capacity and superior end-product quality in secondary, tertiary and even quaternary applications.”
In addition, AfriSam Coedmore recently replaced its old Nordberg 1144 omnicone crusher with a new generation Telsmith SBS-38 cone crusher supplied by Astec Industries. One of the key features of this crusher is the large feed opening which yields high performance.
Technologically driven
Quarry operations cannot afford to ignore the benefits of using the latest technologies to drive efficiencies. The increased economic and operational pressures, says Maringa, demand that today’s quarries stay ahead to remain competitive.
One area where this is particularly crucial is in blasting – a critical function that greatly influences operational
demand in the area.
efficiency, costs and the success of all the other downstream processes, such as load and haul, as well as crushing and screening. With the use of electronic blasting systems, it is now possible for AfriSam Coedmore not only to meet higher safety levels and environmental impact control, but to also gain more blast control and improve fragmentation, thus delivering more downstream value to the whole operation.
“AfriSam uses the latest technology when executing our blasts. This enables us to operate
in harmony with the communities surrounding our operations,’’ says Maringa.
To preserve uptime in loading operations, AfriSam Coedmore quarry is taking advantage of the array of benefits offered by modern Loadrite on-board weighing systems from Loadtech. The company’s three Volvo wheel loaders, deployed to load customer trucks, are fitted with the Loadrite L3180 SmartScale, which uses weighing intelligence and solid-state sensors for more accurate, precise and faster loading.
“Loading is a key function of our operations. Traditionally, we relied on weighbridges alone, which are known to be prone to product errors and weight challenges. With the Loadrite system, we are able to eliminate guesswork in our loadout processes, which means customer trucks are loaded correctly the first time,” says Naidoo.
In addition, the quarry has recently invested in a TruTrac belt scale. Previously, the team at AfriSam Coedmore struggled with monitoring production output and inventory. The wide margin of errors with the previous belt scale had a dramatic impact on operations.
“The Tru-Truc belt scale facilitates weighing of real mass of the material from the ISP to the secondary crusher. We have found it to be a simple and extremely accurate system engineered to provide precise data. In fact, we were impressed by the static calibration accuracy error levels as low as 0,06% – which is outstanding. Previously, our accuracy error margins were as high as 15% with the previous belt scale,” says Naidoo.
“Technology is the lifeblood of our operations, and we will therefore continuously investigate new technologies in the market to ensure efficiency and productivity of the highest orders,” concludes Maringa. a
A Sandvik drill rig deployed to drill blast holes.
A Volvo A30G articulated dump truck tipping into the in-pit Allis Chalmers 3655 gyratory crusher.
For this project, Consulmet Equipment supplied a WC1150S wheeled cone crusher and screen combination; conveyors and a surge bin with a VSD pan feeder.
CONSULMET EQUIPMENT’S FIRST
ANGOLAN AGGREGATE PLANT
Following its September 2023 appointment as the official Terex MPS dealer in Angola, Namibia and Botswana, Consulmet Equipment has successfully commissioned its first aggregate plant in Angola. Leading construction, crushing and aggregate company, Costa Blanca, Angola, took delivery of the first plant and deployed it on one of its projects in Lobito, an infrastructure development hotspot in the Benguela Province. By Munesu Shoko.
On September 1, 2023, Consulmet (Pty) Ltd (Consulmet) signed a distributorship agreement with Terex GB Ltd for the sales and support of the Terex MPS equipment range and spares in Angola, Botswana and Namibia. With its traditional expertise in the design and construction of metals and minerals processing plants, distributing and supporting capital equipment was a completely
new undertaking for Consulmet, which called for the establishment of a new division, Consulmet Equipment, to look after the Terex MPS business in the three Southern African countries.
Ken Bouch, head of Consulmet Equipment, tells Quarrying Africa that the company is taking a phased approach to its business. Initial focus has been placed on Angola, a market where the company will leverage the existing Consulmet projects footprint
2023
On September 1, 2023, Consulmet signed a distributorship agreement with Terex GB Ltd for the sales and support of the Terex MPS equipment range and spares in Angola, Botswana and Namibia
KEY TAKEAWAYS
Following its September 2023 appointment as the official Terex MPS dealer in Angola, Namibia and Botswana, Consulmet Equipment has successfully commissioned its first aggregate plant in Angola
An avid Terex proponent, Costa Blanca, Angola has over the years operated several Terex equipment brands with great success, including Terex MPS, and it was a ‘no-brainer’ for them to opt for a complete Terex MPS plant for its new crushing project
For this project, Consulmet Equipment supplied a WC1150S wheeled cone crusher and screen combination; conveyors and a surge bin with a VSD pan feeder
To ensure reliable customer support, Consulmet Equipment has deployed a fully equipped and trained team of technicians in Angola for installation, servicing, maintenance and refurbishment of Terex MPS and other Terex equipment
and support resources to kickstart its business. The next focus country will be Namibia, and eventually Botswana.
“Instead of ‘jumping’ into the three countries at once, we have taken a decision to gather the required experience through our Angolan venture first before we spread out into the remaining two countries. The decision to start with Angola is because we have good infrastructure and an existing support partner,
12
Having previously pursued this deal for 12 months through its parent company, Consulmet, Consulmet Equipment scored its first plant project shortly after signing the distributorship agreement with Terex MPS
The TG320 cone crusher can be easily and efficiently set up to perform and deliver the best cost per tonne cubicle product by selecting the optimum crushing cavity and eccentric throw to suit the application requirements.
TecProMic Lda, in the country. The next step is to develop our support infrastructure in Namibia and Botswana before we roll out into those two countries,” explains Bouch.
First project
Having previously pursued this deal for 12 months through its parent company, Consulmet, Consulmet Equipment scored its first plant project for a wellestablished construction, crushing and aggregates company in Angola, Costa Blanca, Angola, shortly after signing the distributorship agreement with Terex MPS.
An avid Terex proponent, Costa Blanca, Angola has over the years operated several Terex equipment brands with great success, including Terex MPS, and it was a ‘no-brainer’ for them to opt for a complete Terex MPS plant for its new crushing project.
Initially, the plant was targeted for Costa Blanca’s quarry in Dande, just outside Luanda, which is currently supplying aggregates for the development of Angola’s sixth seaport, the Barra do Dande Port, some 50 km north of the capital, Luanda. Upon delivery of the plant
at the Luanda quarry, Costa Blanca opted to rather have it installed on one of its pressing crushing projects in Lobito, some 500 km from Luanda.
Here, the company has been contracted to provide crushing services for a large limestone quarry supplying aggregates for the local construction industry. The new plant has been brought to Lobito to supplement the current production capacity.
Plant in detail
For this project, Consulmet Equipment supplied a WC1150S wheeled cone crusher and screen combination; conveyors and a surge bin with a VSD pan feeder. The client also purchased a wheeled CRC320 cone crusher plant and a wheeled CRS820H screen plant to complement the mobile crushing plants which they already had on site. All equipment purchased was assembled, installed and commissioned by the in-country Consulmet Equipment team, supported by TecProMic Lda and Terex MPS.
WC1150S, a cone crusher and screen on one wheeled chassis. At the heart of the plant is the 225-kW Terex TC1150 cone crusher and a 6’ x 20’ triple-deck screen. A level sensor over the cone crusher regulates the feed, from the surge bin/VSD pan-feeder, to ensure the chamber is continually choke-fed, thus ensuring maximum production and liner life, as well as optimal product shape. The large onboard triple-deck screen allows for the production of three different sized products from a single plant.
Support matters
750 tph
Commenting on why the client opted for these particular Terex MPS wheeled plants, Bouch says one of the major drivers of the decision was the client’s desire to move from diesel-driven mobile crushing equipment to a completely electric plant, for the obvious cost benefits, while maintaining the mobility required to move from one project to the other. In addition, the client’s decision was influenced by the higher efficiency of the electrical units, as opposed to their diesel-driven counterparts.
The client, says Bouch, was also impressed by the
To ensure reliable customer support, Consulmet Equipment has deployed a fully equipped and trained team of technicians in Angola for installation, servicing, maintenance and refurbishment of Terex MPS and other Terex equipment. The team is supported by Consulmet’s local Angolan partner, TecProMic Lda, which warehouses Terex MPS equipment and spares in Luanda and Saurimo.
“For our first plant, we have signed a spares consignment agreement with Costa Blanca. We have committed to providing the client with two containers of critical spares for the equipment that we have supplied and we will continually replenish as and when required,” says Bouch. “Testimony to our commitment to high levels of customer satisfaction, we are also establishing a local warehouse facility in partnership with TecProMic Lda, to ensure spares availability.”
To ensure high plant uptime, Consulmet Equipment has deployed a highly experienced technician on site, who is supported by a junior technician and a local
The client was impressed by the WC1150S, a cone crusher and screen on one wheeled chassis.
Consulmet Equipment is already negotiating for a larger 750 tph plant for Costa Blanca’s Luanda quarry site
The client also purchased a wheeled CRC320 cone crusher plant.
driver, who also assists with bridging the language barrier. “The vision is to expand the team in future as we get more projects,” he says.
Bright prospects
Speaking of future projects, Bouch is encouraged by the hive of infrastructure activity in Angola. To provide context, Consulmet Equipment is already negotiating for a larger 750 tph plant for Costa Blanca’s Luanda quarry site, while equipment for another 600 tph plant for the Lobito project is already in place and only awaiting the arrival of conveyor belts and surge bins. This is scheduled for the second half of August this year.
The new Lobito plant will supply the required aggregates for the local construction industry as well as possibly for the Lobito Corridor project. Towards the end of 2023, the United States and the European Union pledged their support for the advancement of the Lobito Corridor.
On September 9, 2023, the governments made a joint statement announcing support for the corridor and that a Greenfield Rail Line Feasibility Study would be commissioned to explore establishing a new rail line from Angola through Zambia’s Copperbelt region. The rail extension project through Zambia is planned to conclude in five years by 2029, and Costa Blanca is well positioned to supply aggregates for this project.
Elsewhere, Costa Blanca is looking to boost capacity at its Luanda quarry, which has already supplied materials for the ongoing Barra do Dande Port project. The company has been contracted to supply backfill and
aggregates for the construction of the port.
The massive port is being developed through publicprivate partnerships with Angola’s national oil company, Sonangol, and entails the construction and installation of 29 storage tanks, terminals for solid and liquid bulk materials, as well as a container terminal, multi-use terminal and petroleum support zone. Additionally, the project will see the construction of an 18,25 km quay wall, an embarkment area of 10,5 km², and a logistics support zone of 4,68 km². The total cost of the port development is a whopping US$1,5billion.
“For this project, we are looking at providing a 750 tph plant to produce 0-40 mm material as well as sized aggregates. The front-end, up to the secondary crusher, will be modular, while the rest of the plant, from the secondary crusher, will be mobile. This layout will allow the client to ‘chop and change’ the layout as and when required to meet production requirements of certain material sizes,” explains Bouch.
Bouch is excited about prospects of growth in Angola, where he says the infrastructure development prospects are massive. The country’s extensive coastline and natural resources provide opportunities for port expansion and maritime infrastructure. Investment in road, rail and airport projects is planned in order to improve connectivity and trade. Furthermore, the energy sector is benefitting from investments in renewable energy sources and power generation to meet the growing demand. “Angola is an infrastructure and mining hotspot and we believe that there is still so much more to come,” concludes Bouch. a
225-kW
At the heart of the plant is the 225-kW
Terex TC1150 cone crusher and a 6’ x 20’ triple-deck screen
Renting pumps eliminates the need for a substantial upfront capital expenditure, freeing up the much needed budget for other critical investments.
ECONOMIC BENEFITS OF PUMP RENTAL
The decision to acquire dewatering pumps comes with significant responsibilities and costs, prompting many to consider rental. In an exclusive interview with Quarrying Africa, IPR executives discuss the strategic benefits of renting dewatering pumps in surface mining and quarrying applications, especially in environments with constrained capital expenditure, but critical dewatering needs. By Munesu Shoko.
I64 kW
The Atlas Copco submersible pump range for dewatering from IPR starts at 0,4 kW to 64 kW
300 kW
The Toyo heavy duty slurry pump from IPR offers ranges between 3 kW and 300 kW, depending on application
250
Most of IPR’s pumps have 250-hour service intervals, which means that the company is constantly on customer sites to ensure that equipment runs optimally all the time
n an environment where capital is not always available, making informed decisions about the acquisition of capital equipment is vital. The question that often arises amongst end users is whether to buy or to rent dewatering pumps. While there is no right or wrong between these options – depending on each customer’s unique needs – there are compelling reasons why pump rentals make sense for quarries.
The cost factor
At the height of an unsteady market, Lee Vine, MD of IPR, a leading pump rental and sales company, believes that rental of dewatering pumps can be a more financially sound decision for quarries and mines. One of the principal advantages of going the rental route is cost-effectiveness. It is important to note that purchasing a pump not only involves a significant upfront capital investment, but also ongoing expenses for maintenance, repairs and storage. On the contrary, rental allows quarries and mines to access high-quality equipment for a specific duration at a fraction of the cost.
“Renting pumps eliminates the need for a substantial upfront capital expenditure, freeing up the much needed budget for other critical investments. In addition, rental costs can be classified as operational expenses, and this is especially important where dewatering is a critical necessity, yet there is no capex available,” says Vine.
The same view is shared by IPR sales manager Steve du Toit, who says that with rental, there are no surprise expenses. A mine or quarry simply has to pay for the pump when they need it. Knowing ahead of time exactly what their pump rental will cost can help them stick to their budget, allowing them to reserve funds for other significant investments the operation may require.
“In addition to classifying rental costs as operational expenses, customers also have the benefit of having one fixed charge for their dewatering needs per month, with no ‘hidden’ costs such as maintenance, unexpected repairs and even professional training. In a nutshell, pump rental allows mines and quarries to improve their cash flow because they are not required to
KEY TAKEAWAYS
At the height of an unsteady market rental of dewatering pumps can be a more financially sound decision for quarries and mines
Renting pumps eliminates the need for a substantial upfront capital expenditure, freeing up the much needed budget for other critical investments
Renting dewatering pumps from IPR means that quarries and surface mines can gain access to the newest pump technology in the industry
By leaving the service and maintenance responsibility to the rental company, quarries and mines are able to focus on their core businesses, which ultimately increases productivity and enhances cash flow
the flexibility of sourcing the right pump for a particular job whenever they need to – we can adjust pump capacity or type based on the fluctuating dewatering requirements,” says Vine.
IPR understands the diverse pumping requirements for quarries and open-pit mines and offers a wide range of pump options, including Atlas Copco diesel self-priming and submersible pumps, as well as Toyo heavy duty slurry pumps. This is complemented by the in-house designed SlurrySucker dredging system. The Atlas Copco submersible pump range for dewatering starts at 0,4 kW to 64 kW, while the Toyo heavy duty slurry pump offers ranges between 3 kW and 300 kW, depending on application.
With this extensive fleet from IPR, customers can easily scale their pumping equipment to meet the demands on site. In addition, says Vine, the company offers short term, long term and rent-to-own options, thus aligning with specific project timelines and seasonal demands.
Given that quarries have to drill and blast quite often, IPR’s skid or trailer-mounted dewatering pump solutions offer the benefit of mobility to allow for these activities. These systems can be easily installed in open pits and be moved across different areas of the mine, adapting to changing conditions and requirements.
Access to new technology
commit to any capital investments and other associated expenditures,” says Du Toit.
Flexibility and scalability
Renting pumps provides unmatched flexibility and scalability. Given that pumping requirements can vary in scope and duration, renting allows operations to match the right pump to the specific task at hand. “This is largely the case for quarries, where pits generally go deeper at a rapid pace. The deeper the pit becomes, the larger the size of the pump required – be it a submersible or a diesel unit. Rental offers operations
Renting dewatering pumps from IPR means that quarries and surface mines can gain access to the newest pump technology in the industry. In an environment where technology is constantly evolving, says Du Toit, rental therefore allows companies to always remain up-to-date with the latest of technologies available.
“Rental eliminates the risk of having to run outdated equipment, which is often inefficient and unproductive, while also posing safety risks. By renting their dewatering pumps from IPR, customers have guaranteed access to advanced technology as we provide the newest models
IPR understands the diverse pumping requirements for quarries and open-pit mines and offers a wide range of pump options.
with advanced features, ensuring efficient and reliable performance,” says Du Toit.
Maintenance and support
because all repairs and servicing are done in-house by IPR’s expert technicians.
“We perform regular maintenance on our rented equipment, which minimises downtime and ensures operational efficiency. Our 24/7 technical support through our experienced field service personnel means that we can attend to any breakdowns in a timely manner, reducing downtime for customers. Most of our pumps have 250-hour service intervals, which means that we are constantly on customer sites to ensure that equipment runs optimally all the time,” says Vine.
Pump rentals from IPR come with access to technical expertise, assisting customers in selecting the right equipment for the right application.
24/7
IPR's 24/7 technical support through its experienced field service personnel means that it can attend to any breakdowns in a timely manner, reducing
Owning equipment by its nature is a costly exercise that includes other responsibilities such as services, maintenance and insurance, amongst others. Like any other capital equipment, pumps are assets that require continuous maintenance and come with high upkeep costs. By leaving the service and maintenance responsibility to the rental company, quarries and mines are able to focus on their core businesses, which ultimately increases productivity and enhances cash flow.
Operations that rent their dewatering pumps from trusted suppliers such as IPR can be confident that their equipment is always dependable and operates at peak performance
IPR technical experts understand the complexities of different applications and can guide customers in choosing the most suitable and efficient solution.
“Each installation starts with a detailed assessment of sitespecific dewatering requirements. Through that process, our technical experts get a clear understanding of the unique conditions of the mine, such as water volume, pit dimensions and sitespecific challenges. After that process, we can recommend the most appropriate equipment and strategies for dewatering, ensuring optimal performance and cost efficiency for the customer,” concludes Du Toit. a
Renting pumps provides unmatched flexibility and scalability.
Operations that rent their dewatering pumps from trusted suppliers such as IPR can be confident that their equipment is always dependable.
downtime for customers
OPTIMISING SCREENING EFFICIENCY
By adopting Multotec’s rubber screen panels for its tertiary screen, a KwaZulu-Natal-based quarrying company has not only enhanced its final product sizing, but also increased screening efficiency, extended the lifespan of panels and reduced maintenance downtime. The strategic move was aimed at rectifying challenges experienced with woven wire mesh screening media. By Munesu Shoko
The fact that screening can be a bottleneck in aggregate production is no exaggeration. Cases of quarries operating with high rates of poor product-sizing accuracy and contamination of materials in their screens are not uncommon, as are stoppages and costs related to frequent changes of screening media. According to Pieter Uys, business development manager at Multotec, these challenges are in most cases due to the fact that operations are using the wrong screening media in incorrect applications.
Uys stresses that there is a place in the market for every type of screening media, but it is important to carefully consider the key variables that should influence the choice of screening media for the application at hand. With so many
elements that can influence effectiveness, quarry operators, working closely with their solutions providers, should carefully deliberate on the best choice for their operation.
A case in point is a KwaZulu-Natal-based quarry which, in close collaboration with Multotec, successfully replaced woven wire mesh screening media with Multotec’s rubber screen panels. The switch was aimed at addressing several challenges experienced with the use of woven wire mesh screening media in the quarry’s tertiary screening area.
The challenge
The main challenges for the quarry were the sizing accuracy of the final product and the frequent need to change the woven wire mesh screening
Multotec’s rubber screen panels are ideal for applications with high impact and abrasion.
Multotec’s rubber screen panels are available in a wide range of apertures for various applications.
KEY TAKEAWAYS
A KwaZulu-Natal-based quarrying company recently took proactive measures to enhance the accuracy of its final product-sizing by adopting Multotec’s rubber screen panels for its tertiary screen
The strategic move aimed to address and rectify challenges experienced with woven wire mesh screening media
The modular system of the rubber panels allows for the replacement of only worn-out panels, unlike the complete change-out required for woven wire mesh
The immediate results were significant: improved product-sizing accuracy, reduced pegging and blinding, and more sellable product
media in the plant’s tertiary section. The woven wire mesh, explains Uys, was prone to pegging and blinding, leading to out-of-specification particles entering the product stream. Pegging occurs when particles get stuck in the mesh, while blinding is as a result of aperture holes becoming clogged with fines.
“Given that it is a tertiary screening application, there were bound to be fines in the product stream, which led to pegging and blinding, which in turn negatively affected the efficiency of the screening process,” explains Uys.
“The pegging and blinding challenge also led to product
“One of the major outcomes is that the sizing is now much more accurate. Additionally, the rubber panels’ longer lifespan and greater abrasion resistance have resulted in reduced downtime and maintenance costs.
inconsistency, which was a major setback for the client, especially considering that quarries by their nature have to adhere to strict product specifications. With blinded screening media, there are more fines carrying over and it also means that particles that were supposed to report to the undersize now report to the oversize, thus negatively affecting the screening efficiency.”
In addition, the quarrying company also struggled with the short lifespan of the woven wire mesh in this application. Apart from the obvious cost implications, frequent mesh changes also resulted in unnecessary
Pieter Uys, business development manager, Multotec
maintenance downtime. Given the bulky nature of woven wire mesh, the deck replacement process was labour-intensive and posed a significant safety risk.
The solution
After careful evaluation of the challenges at hand, a Multotec sales engineer found that the customer would be better served by Multotec rubber panels, designed to absorb impact, reduce pegging and blinding, as well as to improve wear life in coarse and heavy duty applications.
“Available in a wide range of apertures for various applications, Multotec’s rubber screening panels are ideal for applications with high impact areas and abrasion. Our rubber panels are highly impact-resistant and have a long lifespan, thus ensuring optimal total cost of ownership for the customer,” says Uys.
In this specific case Multotec also supplied panels that include injection-moulded weir bars that regulate product flow across the entire deck, enhancing screening efficiency. “We also supplied the client with a specific rubber that is soft enough to avoid pegging and blinding. With these particular rubber panels, the screening area stays open and clean, which results in effective and efficient screening,” explains Uys.
The result
Sizing
In addition, the modular nature and fastening systems of the Multotec rubber panels allow for the replacement of only worn-out panels, instead of a complete change-out of the entire deck required for woven wire mesh. The replacement of a selected number of panels is quick and easy, which eliminates unnecessary downtime and the need for several personnel to change the mesh. This in turn also reduces the safety risk related to mesh changes.
The immediate results of going the Multotec rubber panels route were significant. These included improved product sizing, reduced pegging and blinding and improved production of more sellable material.
“One of the major outcomes is that the sizing is much more accurate. Additionally, the rubber panels’ longer lifespan and greater abrasion resistance have resulted in reduced downtime and maintenance costs,” says Uys.
Another added benefit is that the quarry can now ‘map out its deck’ with solid panels in impact areas and different aperture panels elsewhere, ensuring efficient screening. “An unexpected benefit was the reduction of noise, which has improved the relationship with nearby communities and helps the quarry adhere to noise pollution regulations,” concludes Uys. a
The modular system of the Multotec rubber screen panels allows for the replacement of only worn-out panels.
One of the major outcomes is that the sizing is much more accurate. Additionally, the rubber panels’ longer lifespan and greater abrasion resistance have resulted in reduced downtime and maintenance costs?
DRIVING SUSTAINABILITY AND PRODUCTIVITY
At Volvo Days 2024 – dubbed the biggest launch year ever for Volvo Construction Equipment (Volvo CE) – the company demonstrated its ambition to lead in sustainability and productivity by unveiling pioneering launches across both electric and conventional solutions – enabling sustainable change for customers in both regulated and less regulated markets. Munesu Shoko attended the event and filed this report for Quarrying Africa
At this year’s Volvo Days, customers got the inside look at the company’s very latest launches and innovations across both electric and conventional solutions. Volvo Days is the flagship customer event for Volvo CE. For four weeks in June, guests from all over the world were invited to explore Volvo products and services by machine range. The 2024 event represented Volvo CE’s biggest launch year ever in
the history of the company.
“In this time of rapid change, the global community needs the construction industry to step up and meet societal challenges with safer, smarter and more sustainable solutions,” says Melker Jernberg, Head of Volvo CE. “That is why we at Volvo CE are taking a leading role in driving this transformation, investing and partnering across the entire value chain to push boundaries in the right direction. At this year’s Volvo Days, we displayed our
The new generation EC400 excavator on display at Volvo Days alongside the EC500 and EC230.
5-9 hours
Across most light and medium duty tasks, the L120 Electric can work a full day of around 5-9 hours on a single charge, depending on the application and environment
“The steps we are taking into the electrification of medium and heavy segment machines paves the way for more customers to decarbonise their operations and seize new business opportunities as societies worldwide transition to a low-carbon future.
most ambitious response yet to those challenges, working together with customers to move our industry forward.”
One of the most significant changes in this year’s Volvo Days was a shift away from silo-ed products and services towards total solutions – tailored to customer needs, no matter where they are on their decarbonisation journey, so that they can take on new challenges and opportunities with the support they need. Another new focus was on construction segments, allowing customers to see how Volvo solutions can be holistically packaged to deliver the highest possible performance across their specific applications, from building and utilities to quarries and aggregates.
Mid-size marvels
A major talking point at Volvo Days 2024 was Volvo CE’s pledge to lead the industry transition towards fossil-
10-100%
When it needs to power up, the L120 Electric can charge from 10-100% in one hour 40 minutes with a 180 kW DC fast charger or Volvo’s PU500 mobile power unit
“In this time of rapid change, the global community needs the construction industry to step up and meet societal challenges with safer, smarter and more sustainable solutions. That is why we at Volvo CE are taking a leading role in driving this transformation, investing and partnering across the entire value chain to push boundaries in the right direction.
KEY TAKEAWAYS
The 2024 Volvo Days represented Volvo CE’s biggest launch year ever in the history of the company
Volvo CE pledged to lead the industry transition towards fossil-fuel free construction with several exciting electric introductions in the mid-size segment
The first to launch and benefit from a 6-t lifting capacity, the 20-t L120 Electric wheel loader is a valuable partner across multiple applications
In line with Volvo CE’s multi-pronged technology approach to meet varied customer needs, the company unveiled a new generation of innovative excavators, the Volvo EC500, EC400 and EC230
Melker Jernberg, Head of Volvo CE
Carl Slotte, Head of Sales Region Europe
“These new ranges, alongside our electric solutions, prove that Volvo CE is wellequipped to respond to the different needs of our customers in both regulated and less regulated markets, leveraging our strength to implement meaningful innovation across all our offerings as we move closer towards our ambition for net zero greenhouse gas emissions by 2040.
fuel free construction with several exciting electric introductions in the mid-size segment.
Alongside already launched electric solutions such as the 23-t EC230 Electric excavator and cable-connected EW240 Electric MH, the company presented an array of new battery electric equipment. These included the EWR150 Electric, the first of Volvo’s electric wheeled excavators, and the L90 Electric and L120 Electric wheel loaders, scheduled for stepwise introductions from late 2024 in limited volumes across selected markets.
With these electric solutions, ranging in size from 15-20 t, Volvo CE is expanding its offering into new segments. Further, they are empowering customers to work in low carbon zones and noise-sensitive areas, as well as indoors without the need for extra ventilation systems and outside of standard working hours – thanks to the lack of exhaust fumes and quieter operation.
Furthermore, the machines boast a 65% energy cost reduction on average, 30% less maintenance and zero engine-related consumables, making them a costeffective solution for the modern worksite. They also deliver the same, if not better performance, than their diesel counterparts. And with less noise, vibrations and heat, operators report more pleasant working conditions, reduced fatigue and the ability to more easily communicate.
“Our commitment to building a better world relies on our driving sustainable change across different equipment types and size classes. We already have dependable electric solutions out in the field across our compact portfolio and a growing part of our mid-size range. We are excited to continue delivering on this commitment now with three medium-sized zero-emission innovations, across new lines and sizes, all of which benefit from our industry-leading, high-performing electric technology,” says Elodie Guyot, head of electromobility sales for region Europe at Volvo CE.
The first to launch and benefit from a 6-t lifting capacity, the 20-t L120 Electric wheel loader is a valuable
The 20-t L120 Electric wheel loader is a valuable partner across multiple applications.
Joakim Arndorw, Head of Sales Region International
partner across multiple applications. These range from construction sites, ports and logistic centres through to waste management and recycling, urban infrastructure maintenance and agriculture and forestry.
Across most light and medium duty tasks, the L120 Electric can work a full day of around 5-9 hours on a single charge, depending on the application and environment. When it does need to power up, it can charge from 10-100% in one hour 40 minutes with a 180 kW DC fast charger or Volvo’s PU500 mobile power unit, and in seven hours with a 40 kW DC portable charger, suitable for overnight charging.
“Volvo Days demonstrates how far we have come on our electromobility journey, from our first commercial launch in 2019 through to the broad line-up of electric machines and charging solutions we present today, amplified by our range of smart digital tools. The steps we are taking into the electrification of medium and heavy segment machines paves the way for more customers to decarbonise their operations and seize new business opportunities as societies worldwide transition to a low-carbon future,” says Carl Slotte, head of Sales Region Europe.
New generation of world-class products
hydraulic system enables sensors to monitor operator movements and send signals to command the enhanced main control valve. The result is smooth and precise movement of the excavator’s boom, bucket and other attachments, as well as more accurate digging and loading.
Among a host of other efficiency-boosting features are a smart cooling system, engine speed regulation and engine pump optimisation to further minimise energy consumption, as well as an auto power boost function to ensure an automatic setting of the system pressure. All of these extra features not only result in improved fuel efficiency but are a cost-effective boost to TCO.
65%
Volvo CE’s new electric machines boast a 65% energy cost reduction on average, 30% less maintenance and zero engine-related consumables,
In line with Volvo CE’s multi-pronged technology approach to meet varied customer needs, the company unveiled a new generation of innovative excavators, the Volvo EC500, EC400 and EC230. The range, which also includes the EC210 and ECR145, has been equipped with intelligent technology in a new electro-hydraulic system and improved human machine interface (HMI), and designed for increased fuel efficiency, productivity, safety and total cost of ownership (TCO).
The intelligent technology behind the new electro-
The new excavators are made to help customers achieve more for less, and work with more precision and speed than ever before. Thanks to the new electro-hydraulic system and the automation of boom and bucket movements, operator fatigue is reduced and efficiency increased, enabling precise digging and shorter cycle times with minimal input.
The advanced electric control joysticks and fully electric travel pedals provide lightning-fast response times, while the swing control, bucket angle control and a tilt bucket and tiltrotator control all help the operator maintain a precise cutting angle with just the press of a button.
Also among the displays at Volvo Days was an exclusive sneak peek at the all-new A40 coming later in the year, building on Volvo CE’s rich legacy as an industry pioneer of articulated haulers, as well as the launch of the R60 and R70 rigid haulers, signalling an expansion of hauling options for customers.
Just like other conventional Volvo CE machines, the new
The new EC500 benefits from an impressive range of technologically advanced features.
making them a cost-effective solution for the modern worksite
The first release of My
is integrated into the CareTrack starter package, allowing for easy management of operator and machine access.
additions to the portfolio can be powered by renewable HVO100 (hydrogenated vegetable oil), which significantly reduces carbon emissions compared to traditional diesel.
“These new ranges, alongside our electric solutions, prove that Volvo CE is well-equipped to respond to the different needs of our customers in both regulated and less regulated markets, leveraging our strength to implement meaningful innovation across all our offerings as we move closer towards our ambition for net zero greenhouse gas emissions by 2040,” says Joakim Arndorw, head of Sales Region International.
My Equipment digital tool
At Volvo Days 2024, Volvo CE also launched a new digital solution to enhance operator experience, strengthen the electric transformation, and put productivity and energy efficiency in customers’ hands. The My Equipment web-based app has been specifically designed with the operator in mind – providing easy access to essential data on their connected equipment, on-the-go and from any device.
Built to deliver an excellent digital experience, the app provides vital information on machine hours, status, location and power consumption. Launched primarily for electric machines, it provides real peace of mind for operators, or indeed anyone on site, needing to monitor battery charging status remotely – thanks also to notifications alerting them if there is a disruption to charging.
It has been designed to ensure they get the most out of their electric construction equipment. My Equipment also has the ability to connect to diesel machines, providing customers with additional information on fuel levels and more.
15-20 t
Ben Ditchcreek, Service Owner, Sustainable Energy Services for Volvo CE, says: “We identified an urgent need for a reliable digital interface to support operators of electric machines. This is so that they can quickly and easily understand the real-time status of charging whenever they are away from the machine – either on a break or before they arrive on site. Operators will then feel more prepared to tackle a productive day.
“Customers with electric cars are used to monitoring charging status and other factors via their mobile phones. We want to match that with our own leading customer solution for the construction industry –built for the specific demands of a modern construction site.”
The first release of My Equipment is integrated into the CareTrack starter package, allowing for easy management of operator and machine access. Future releases will include additional features that will be part of a paid subscription service. It was first introduced to select markets in Europe in June this year, with a further roll-out set for North America and other global regions at a later date. a
With these electric solutions, ranging in size from 15-20 t, Volvo CE is expanding its offering into new segments.
Equipment
With VEGAWELL 52, mines can now achieve a more environmentally friendly approach to efficient pump operation and reduced energy usage.
GETTING THE BETTER OF WATER WOES
The National Water Act of 1998 in South Africa has put in place stricter regulations on water management, including for the mining sector which is a significant source of water contamination. To promote greener mining operations that minimise environmental impact and optimise resource utilisation, responsible dewatering practices are essential.
Water scarcity is a pressing concern in South Africa, leading to the establishment of stricter regulations on water discharge and management. These new regulations have significantly impacted the mining industry. However, mines can foster environmental responsibility and operational efficiency within their operations by employing effective dewatering strategies.
For mining and mineral processing activities, water management is of significant importance throughout operations, and water management strategies need to comply with stringent environmental and social responsibility regulations. Effective water management strategies also contribute to a more sustainable mining future.
Mitigating environmental impact
Open-cast mining, while crucial for extracting valuable resources, has a considerable environmental footprint. Responsible management of dewatering wells offers a solution, mitigating these impacts. Lowering the water table around the excavation area helps maintain stable pit walls, reducing the risk of collapses and landslides that can pollute nearby waterways with sediment. Secondly, collected mine water can
be treated to minimise contamination of surrounding groundwater sources by minerals or pollutants.
Despite their benefits, dewatering wells present a significant challenge – maintaining stable excavation walls and preventing flooding necessitates constant management of groundwater levels, often requiring continuous pump operation. Uninterrupted operation can lead to pump blockages due to sediment build-up, potentially causing catastrophic equipment failure.
The solution lies in a delicate balance between efficiency and precision. By ensuring a continuous flow of water, pumps can prevent blockages. This necessitates highly accurate level measurement in each well, some reaching depths of 750 m. Real-time data from these measurements allows for precise pump operation, guaranteeing continuous water flow without wasting energy.
Enter VEGAWELL 52
VEGA offers technological solutions that can assist in sustainable dewatering. Its VEGAWELL 52 hydrostatic pressure transmitter is capable of accurately measuring the level of water and wastewater. With a cable length of up to 1 000 m, it is an ideal level measurement sensor for deep wells and basins. It offers a robust design and features an abrasionresistant CERTEC ceramic measuring cell, ensuring continuous operation, which helps prevent pump blockages.
The VEGAWELL 52 accurate and maintenance-free measurements, can result in a significant reduction in pump operating costs, as the precise level data obtained from the VEGAWELL 52 enables optimised pump operation, leading to lower energy consumption. Mines can now achieve a more environmentally friendly approach to efficient pump operation and reduced energy usage. Precise measurement through VEGAWELL 52 fosters efficient pump operation, minimising energy consumption and environmental impact in dewatering systems.
This not only benefits external stakeholders by enhancing water control but also provides direct and immediate value to mines by protecting infrastructure through better control mechanisms. Green mining practices like these are crucial for reducing the environmental footprint of essential mineral extraction while ensuring operational efficiency. a
SOLVING QUARRYING AND MINING TRAMP METAL PROBLEMS
Tramp metal exists in all mining and quarrying operations. The problematic contamination is difficult to avoid. The nature of mining and quarrying – extracting ore and aggregate using large heavy equipment – results in a wide variety of tramp metal contaminating the mined material. Such metal needs identifying and removing before potentially causing costly damage to processing equipment, for example, crushers, screens and conveyors.
Additionally, for many mining operations there is a maximum metal contamination content in the mined ore specified by the end-customer (especially in coal supplied for power stations).
Bunting is one of the world’s leading designers and manufacturers of magnetic separators, eddy current separators, metal detectors and electrostatic separators, with globally located manufacturing facilities.
Origin of tramp metal
Understanding the source and nature of the tramp metal is the first stage in the process of effective removal. The definition of ‘tramp metal’ is any item of rogue metal not naturally present in the mined ore or quarried aggregate. Such contamination includes digger teeth, pit props, blasting caps, nuts and bolts and metal originating from the wear and tear of process plant.
Most mining operations involve a staged
Electro Overband Magnet installed in a gold mine.
300 mm
Bunting’s understanding and knowledge is the result of designing and manufacturing magnetic separators and metal detectors for large mining projects for over 40 years
process of recovering the valuable ore, including size reduction (for example, crushing and milling) to reduce the particle size and liberate the ore from the gangue (the commercially worthless material that surrounds, or is closely mixed with, a wanted mineral in an ore deposit), and segregation into different sized fractions (screening). Quarrying aggregates follows a very similar process. The processing equipment used at both these stages are most at risk of damage from tramp metal.
Processing equipment at risk
Crushers: Mined ore and aggregate size reduction often involves several stages using different types of crushing technology. Jaw crushers and gyratory crushers are mainly used as primary crushers and, subsequently, are exposed to damage from larger tramp metal. Cone crushers resemble gyratory crushers, but are popular in secondary, tertiary, and quaternary crushing stages and are very sensitive to smaller tramp metal contamination. Impact crushers are versatile crushing machines used at any stage of the crushing process.
Jaw crushers reduce the size of rock and other materials between a fixed and a moving jaw. The moving jaw is mounted on a pitman that has a reciprocating motion, and the fixed jaw stays put. When the material runs between the two jaws, the jaws compress larger boulders into smaller pieces. Tramp metal entering the jaws damages the surface liner of the jaw, potentially reducing the crushing efficiency and tight-sizing of the crushed rock. Larger rogue metal causes severe damage, resulting in liner and pitman replacement.
Gyratory crushers feature an oscillating shaft with material reduced in a crushing cavity between an
Although some permanent Overband and Suspension Magnet designs operate at high suspension heights, the majority are suited for positioning at a maximum height of 300 mm above the conveyor
KEY TAKEAWAYS
The nature of mining and quarrying – extracting ore and aggregate using large heavy equipment – results in a wide variety of tramp metal contaminating the mined material
Understanding the source and nature of the tramp metal is the first stage in the process of effective removal
The nature of the rock, the process and the tramp metal dictate the optimum metal contamination solution
The removal of tramp metal is often critical. Damage to crushers, screens and conveyors disrupts and even stops production, at a huge repair and downtime cost
external fixed element (bowl liner) and an internal moving element (mantle) mounted on the oscillating shaft assembly. The fragmentation of the material results from the continuous compression that takes place between the liners around the chamber. An additional crushing effect occurs between the compressed particles, resulting in less wear of the liners. Tramp metal seriously damages the central mantle and, when large enough, blocks the output. This puts pressure on the whole system, causing catastrophic damage to the internal crushing mechanisms.
Cone crushers resemble gyratory crushers and are commonly used on rock of smaller particle sizes (either by nature or primary crushing). In a cone crusher, the material is crushed in a crushing cavity between an external fixed element (bowl liner) and an internal moving element (mantle) mounted on the oscillating shaft assembly. An eccentric shaft rotated by a gear and pinion produces the oscillating movement of the main shaft. The eccentricity causes the cone head to oscillate between open side setting and closed side setting discharge opening. The fragmentation of the material results from the continuous compression that takes place between the liners around the chamber. An additional crushing effect occurs between the compressed particles, resulting in less wear of the liners.
The operating nature of cone crushers makes them particularly sensitive to all sizes of tramp metal. As with the gyratory crusher, tramp metal damages the central mantle, the concave, and bowl liner, as well as causing blockages. Repair costs tend to be very high, with extensive rework and replacement parts.
There are two types of impact crushers: horizontal
Typical tramp metal separated by a magnetic separator.
shaft impact (HSI) and vertical shaft impact (VSI). HSI crushers are used in primary, secondary or tertiary crushing stages, reducing the feed material size by highly intensive impacts originating in the quick rotational movement of hammers or bars fixed to the rotor. The particles produced are then further fragmentated inside the crusher as they collide against crusher chamber and each other, producing a finer, better-shaped product.
In contrast, VSI crushers feature in the final stages of the crushing process, especially when the end product requires a precise cubical shape. A VSI crusher may be considered a ‘stone pump’ that operates like a centrifugal pump. The material is fed through the centre of the rotor, where it is accelerated to high speed before being discharged through openings in the rotor periphery. The material is crushed as it hits of the outer body at high speed as well as due to the rocks colliding with each other.
The presence of all sizes of tramp metal in the feed material results in serious and costly damage to the main rotor and impact plates. The repair costs are often significant, with the additional loss of production and associated revenue.
Screens: As with crushing technology, there is a wide range of screen designs used in the mining and quarrying industries to suit different applications. Included are dewatering screens, grizzly screens, single and double deck linear screens, and trommel screens.
Grizzly and trommel screens are commonly located between the primary feeder and crusher. On a grizzly screen, mined rock feeds across parallel and inclined steel bars or rails. These screens feature heavy-duty manganese steel or high-impact alloy screens for extreme wear resistance, but there is a risk of damage from large and especially long tramp metal. Similar long tramp metal also causes wear, damage and blockages in trommel screens where mined rock feeds into large diameter rotating trommels. The holes in the trommel dictate the screening particle size, with one trommel commonly set to separate several different sized fractions. Tramp iron causes trommel blockages and also
damages the holes, altering the sizing characteristics.
Smaller particle segregation, with single and double desk linear screens, occurs later in the process. The wide range of screen media includes those made of wire and urethane; both are susceptible to damage from tramp metal. Metal wire screens can break, resulting in the post-screened rock being contaminated by newly introduced and smaller metal contamination. Urethane screens get punctured or cut by tramp metal, changing the screening efficiency. If unnoticed, screen damage results in a failure to meet tight product-sizing targets.
Dewatering screens remove moisture from a material, especially in aggregate and mineral processing operations. Tramp metal hitting the linear motion, inclined screen damages the screen surface, once again seriously degrading the sizing efficiency.
Stopping tramp metal damage
The nature of the rock, the process and the tramp metal dictate the optimum metal contamination solution. The two technologies commonly used in mining and quarrying operations to prevent processing plant damage from tramp metal contamination are magnetic separators and metal detectors.
Magnetic Separators separate magnetically susceptible tramp metal (for example, steel and iron), automatically removing the problematic contamination from the rock. Selection of the optimum magnetic separator design for any given application is determined by the process and material specifications.
An Overband or Suspension Magnet is positioned over a conveyor, with tramp iron attracted up and out of the conveyed rock. The ‘Suspension’ design features a magnet block which requires the manual removal of separated metal from the magnet face and is suited for installations with very occasional metal contamination. The ‘Overband’ design includes a self-cleaning belt that automatically removes captured metal away and into a collection area and is the best option with higher levels of metal contamination.
The magnetic field of both the Suspension and
The ElectroMax air-cooled Overband Magnet.
Overband Magnets is produced using an enclosed casing of carefully arranged permanent magnets or an electromagnetic coil wound around a steel core.
Permanent Overband and Suspension Magnets feature widely on mobile crushers and screens, especially for sites recycling demolition waste and quarries. Although some permanent Overband and Suspension Magnet designs operate at high suspension heights, the majority are suited for positioning at a maximum height of 300 mm above the conveyor. Such permanent designs successfully separate larger, longer tramp iron such as rebar.
However, many mining operations have wide conveyors transporting large volumes and deep burdens of ore. This raises the suspension height of the Overband or Suspension Magnet, as well as creates a far more difficult separation environment. Tramp metal often migrates to the bottom of the burden and the magnetic field intensity must be strong enough to not only attract, but also move the tramp metal through the mined ore. Such applications are better suited to Electro Overband or Suspension Magnets, which generate a far deeper and stronger magnetic field than the permanent design.
When projecting a deep and intense magnetic field, the electromagnetic coil generates a great deal of heat. As the coil heats up, so the magnetic performance decreases. Therefore, the design must incorporate efficient coil-cooling systems using either oil or air. In oilcooled designs, the electromagnetic coil is immersed in a sealed oil bath inside a metal box. The ever-circulating oil transfers the heat from the coil to the outer walls of the metal box, where it is released and the oil cools. For enhanced magnetic performance of smaller coils, the oil is forced-cooled by being passed through externallymounted radiators and fans.
Air-cooled designs incorporate various cooling mechanisms including fans blowing air onto the coil, and aluminium fans radiating out from the coil. Bunting’s air-cooled ElectroMax model is specifically designed as a compact but powerful electro overband or suspension magnet, ideally suited for installations where space is
limited.
The shape and strength of the magnetic field projected by the electromagnet enables enhanced separation of smaller tramp iron such as bolts and nuts.
For both permanent and electromagnetic designs, positioning the surface face of the magnet as close as possible to the conveyed material enables the most effective metal separation. However, surges in material can produce variable burden depths. When the suspension height of an Overband or Suspension Magnet is very close to the top of the burden, such surges can result in conveyed rock striking the magnet, causing damage to the magnet and self-cleaning belt mechanism. Surge protection systems prevent such damage and include sensors to automatically raise the magnetic separator, and bars to spread and reduce the burden depth.
In many mining and quarrying installations, the Overband or Suspension Magnet work in conjunction with a Metal Detector. The configuration is dictated by the installation, with Metal Detectors either placed prior to or after the magnetic separator. In some installations, a Metal Detector positioned just in front of an electromagnetic separator identifies tramp metal and then sends a signal to turn the magnet on. Such a configuration suits installations where there are very low levels of metal contamination and a need to conserve electric energy.
More commonly, the Metal Detector is positioned after the magnetic separator to locate non-magnetic tramp metal not separated by the magnet.
Bespoke engineered solutions
The removal of tramp metal is often critical. Damage to crushers, screens and conveyors disrupts and even stops production, at a huge repair and downtime cost. Failure to meet end-customer specifications for tramp metal content, especially in coal-fired power stations, results in costly financial damages or even the rejection of shiploads of material.
Large volume mining projects often require bespoke designed equipment. Bunting’s applications engineering team works closely with contractors and designers to understand the scope of the project. Once the challenges are identified, such as, for example, deep burden depth or wide conveyors, Bunting’s engineers design the optimum magnetic separator and metal detector solution, which is commonly bespoke to a project.
This understanding and knowledge is the result of designing and manufacturing magnetic separators and metal detectors for large mining projects for over 40 years. a
Two 1,2-m diameter Magnetic Head Pulleys.
THE SOURCES AND REMEDIES FOR CONVEYOR DUST
The hero of this origin story is the operator who prevents dust. Particulate emissions in workplaces around the world are coming into acute focus, affecting, as they do, the health and morale of workers, and so inspiring stakeholders to seek solutions. Long-term exposure leading to chronic lung diseases is well-known, but medical studies have linked dust in bulk handling to kidney disease, heart disease, cancer and even cognitive and memory issues. By Daniel Marshall, process engineer, Martin Engineering.
Many of the regulated particulates, such as respirable crystalline silica (RCS), are invisible to the naked eye, so staff working around a conveyor system are often unaware of the danger or the level of exposure.
Operators can protect staff by understanding how particulates become
airborne at each stage of the conveying process so that they can better assess the sources of dust within the system and ways to mitigate those emissions. Some dust solutions are more complicated to solve than others. Modern conveyor equipment designs have taken dust into account and offered solutions that are easier to maintain and support workplace safety compliance.
Belt tracking keeps loads centred and minimises dust from spillage and disruption.
200 µm
Particulate matter smaller than 200 µm, roughly the size of sand dust, is light enough to remain airborne on ambient air currents
100 µm
When particulate matter reaches 100 µm – approximately the size of a cross section of a human hair – it becomes invisible to the naked eye
Primary, secondary and tertiary bladed systems ensure dust from carryback is mitigated.
KEY TAKEAWAYS
Particulate emissions in workplaces around the world are coming into acute focus, affecting, as they do, the health and morale of workers, and so inspiring stakeholders to seek solutions
Many of the regulated particulates, such as respirable crystalline silica, are invisible to the naked eye, so staff working around a conveyor system are often unaware of the danger or the level of exposure
The volume of conveyor dust emissions is dependent on the conditions and the application
Operators and designers should first know the material characteristics and how they change as they pass through the processing and conveying systems
Specs on dust specks
In the United States, for example, inspectors from the Occupational Safety and Health Administration (OSHA) and the Mining Safety and Health Administration (MSHA) equip trained workers with personal dust monitors that they wear throughout their shift. The small machines collect particulates from the air to measure RCS, heavy metals and other regulated substances. The filters capture
Relevant International standards include:
• Australia: AS2895-2004 Workplace Atmospheres – Method for Sampling and Gravimetric Determination of Respirable Dust and AS3640-1989 Workplace atmospheres – Method for sampling and gravimetric determination of inhalable dust.
• Canada: Alberta’s Occupational Health and Safety Code (2009) Part 36 (Mining) Section 601 (1)(2), 742 (1-5); Section 743 (1.1). Health, Safety and Reclamation Code for Mines in British Columbia (6.24.2); Province of Quebec’s Regulation respecting occupational health and safety in mines (98).
• European Union: DIN EN 620 Continuous handling equipment and systems – Safety and EMC requirements for fixed belt conveyors for bulk materials (5.5); EN 1127-1:1997; DIN EN 620 Annex A
• South Africa: SANS 1929 (2011) Ambient air quality –Limits for common pollutant; National Environmental Management: Air Quality Act, 2004 National Dust Control Regulations (4.2) (6.2 a-f)
• United States: OSHA 29 CFR 1910.22; CFR 29 1910.307 Hazardous (classified) locations; CFR 29 1910.1200 Hazard communication; CFR 29 1910.269 Electric power generation, transmission and Distribution; CFR 29 1910.272 Grain handling facilities. MSHA 30 CFR Section 56.5001 and 57.5001
particulate matter (PM) smaller than 10 microns (µm) in size. In the case of RCS, the regulated measurement must be less than 50 micrograms (µg) in weight over an eight-hour time-weighted average (TWA), which is equivalent to a single shift.
For perspective, PM smaller than 200 µm, roughly the size of sand dust, is light enough to remain airborne on ambient air currents. When PM reaches 100 µm – approximately the size of a cross section of a human hair – it becomes invisible to the naked eye. At 10 µm or smaller, the particulate is considered ‘respirable’ meaning it can surpass the body’s natural defences and enter deep into the lungs causing serious damage and health issues.
Once measured, inspectors usually order violators to address air quality. Personal protective equipment (PPE) such as respirators can be the answer in the short term, but for the long term, regulators recommend that operators address the problem using ‘engineering controls’. These are equipment solutions that prevent emissions, reducing or eliminating the need for PPE. The reason for this is PPE can be hard to monitor throughout a shift, is often inadequately maintained, and the internal safety policy commonly lapses as time goes on since respirators can be challenging to wear day-in and day-out throughout entire shifts.
Conveyor dust emissions
The volume of conveyor dust emissions is dependent on the conditions and the application. Operators and designers should first know the material characteristics and how they change as they pass through the processing and conveying systems. Examples of this can be found in most industries from cement to mining as raw material is reduced from large to small, processed and stockpiled.
it falls, material not contained by a drop chute (such as onto a stockpile) separates, exposing the entire stream to ambient air currents, thus allowing emissions.
• Dust on impact happens when material lands on the belt with no controls such as a rock box or curved drop chute. Depending on the height, weight, and density of the material, the impact on the belt causes air turbulence and shifting thereby leading to airborne emissions.
Dust from disruption happens along the conveyor path, often between idlers where the belt slumps. This causes the cargo to shift and bounce slightly along the belt path, disrupting material, and causing dust emissions.
Loading the belt
Loading zone design has shifted over the past decade in response to the need for dust reduction and greater efficiency and is an excellent example of an engineering control. Rather than transitions from conveyor to conveyor or storage container to conveyor that are straight drops from heights, chutes direct and control material flow using spoon designs. These designs ensure that material is loaded in the centre of the belt with little impact. This reduces dust, spillage, mistracking and belt damage commonly associated with conveyor transitions.
At 10 µm or smaller, the particulate is considered ‘respirable’ meaning it can surpass the body’s natural defences and enter deep into the lungs causing serious damage and health issues
Year-round weather conditions can cause dust, especially during dry seasons, which pull humidity out of the air, increasing emissions. Prevailing winds or changes in wind patterns can suddenly shift a dust-free operation into one with several violations.
Conveyor dust emissions are also derived from many sources including transition points, material impact and cargo disruption:
• Dust at the transition happens when material falls to the belt, hitting the sides of the chute or rock boxes on the way down. As
The impact of material on the belt can cause a splashing effect and produce air turbulence that seeks exit points from the chute through gaps between the skirt and the belt created by the slump between impact idlers. These rollers also tend to break under long-term pressure, causing them to seize. So, another innovation replaces impact idlers with a bed of steel angles lined by energyabsorbing impact bars with a top layer of low friction, ultra-high molecular weight (UHMW) polymer or polyurethane. The bar design helps the skirtboard sealing systems consisting of a wear liner and skirting to retain a consistent seal at the loading point thus reducing the
A controlled material flow with dust curtains helps minimise dust emissions dramatically in the loading zone.
artin’s award-winning* CleanScrape® belt cleaners, featuring tough tungsten carbide blades and low contact pressure, are guaranteed to deliver up to 10X the service life of standard belt cleaners. And once in place and adjusted, CleanScrape requires zero maintenance over its wear life.
In fact, with Martin’s “No Excuses Guarantee” you are assured CleanScrape® will clean better, last longer and deliver the lowest operating cost with the greatest ROI over the life of the cleaner — or your money back!
CleanScrape. Lightweight, simple to install and suitable for all belt types.
amount of spillage and dust emissions.
Eliminating moving parts and the requisite lubrication of rolling components drastically reduces the amount of maintenance and improves safety by promoting a tight seal between the skirting and the bar. Some manufacturers have even developed innovative designs that mount the cradles on rails, allowing slide-out removal to reduce maintenance time and improve safety.
Dust during transport
After cargo has been loaded, the stilling and settling zones of the transfer enclosure should be properly designed to have a sealed environment that controls airflow with negligible dust emissions. This design should include closely set idlers or idlers that transition between cradles. Another important element is continuous external skirting in single strips that run the length of the enclosure on either side. Inside the enclosure, strategically placed dust curtains slow airflow enough for particulates to settle back into the cargo stream. Dust bags and compact mechanical air cleaners, when installed on the enclosure, will also capture dust and ensure a dust-free exit from the enclosure.
Once the material has left the enclosure, wind can be an issue, so many operators cover exposed conveyors. However, this does not control dust from material shifting, disruption over idlers, or mistracking. These actions can cause spillage and dust to fall along the length of the conveyor. Installing tracking devices along the belt path helps reduce spillage from mistracking even if cargo shifts.
Dust at the discharge zone
More often than not, the conveyor discharges down an open shaft with a dead drop into the transfer chute leading to another conveyor, into a hopper or silo, or onto a storage pile. When the material leaves the belt, it separates, exposing the entire stream which allows smaller particulates to become airborne. Stacker conveyors and tripper conveyors are especially prone to this and often utilise a misting ring or specially designed sock to control the stream.
However, material often hits the back of the transfer chute or impacts on rock boxes which can result in dust blowing back up the chute. Enclosing the discharge zone and controlling the impact of material using a spoon design will mitigate blowback. Also, adding air cannons helps direct cargo and airflow, as well as preventing unscheduled downtime from buildup and blockages within the chute.
Dust on the return
Conveyor belts across all bulk handling sectors take a tremendous amount of punishment and the single most expensive piece of equipment on the conveyor system is the belting. No matter how careful the upkeep, the belt will eventually start to show divots and cracks. The weight of the cargo can cause dry material to stick to the surface and dust and fines collect in the flaws. If not properly cleaned, the adhered material will not be discharged with the cargo flow and remain on the belt as carryback, spilling fines and emitting dust along the return path of the system.
Primary cleaners remove the most abrasive and hardest material left on the belt after discharge. Mounted at the head pulley on a tensioned assembly and the engineered polyurethane construction, many blades are in a curved configuration that allows the blade tip to fit snuggly against the belt and wear evenly throughout the blade’s life with only minor adjustments to the tensioner.
One innovative primary cleaner design requires no tensioning at all after initial installation. It features a matrix of tungsten carbide scrapers installed diagonally to form a three dimensional curve around the head pulley and typically delivers up to four times the service life of urethane cleaners without ever needing re-tensioning.
Secondary and tertiary cleaners are located immediately after the belt leaves the head pulley to address dust and fines that escape the primary cleaner. Generally equipped with spring or air tensioners that easily adjust to fluctuations in the belt, secondary and tertiary cleaners dislodge dusty carryback, adding it back into the cargo flow.
Conveyor dust: Not just a forgone conclusion
The prevailing impression that bulk handling is inherently dusty is an old idea that regulators are trying to reverse. By identifying causes of dust and retrofitting modern equipment, operators find that they can control emissions at the source and increase efficiency.
Designers and engineers of high-quality conveyor accessories are constantly striving to innovate, adding ways for operators to reduce employee interactions with equipment, significantly lower dust emissions, improve workplace safety and remain compliant. With the help of equipment manufacturers, operators can be air quality heroes. a
Respirable dust is invisible to the naked eye, travels long distances, and is the most detrimental factor for worker health.
BME SHARES ITS BLASTING SCIENCE THROUGH HIGH VALUE SERVICES
Blasting and explosives specialist BME has launched its Global Blasting Technical Services (GBTS) as an external and stand-alone offering to customers. Over the years, GBTS has added significant value by enhancing customer operations globally, according to Nishen Hariparsad, GM Technology and Marketing at BME.
“We achieve this by unpacking the science of blasting, to enable advanced mining methods and to effectively apply the latest, state-of-the-art technologies,” says Hariparsad. “By delivering these innovative technical services solutions, we help customers to drive efficiencies and unlock value at their operations.”
While GBTS was previously part of BME’s basket of solutions, the company recognised the importance of leveraging its skilled technical capabilities to benefit the market for several reasons, he said.
“As a dedicated partner to the industry, our commitment is to extend our technical services, capabilities and expertise beyond the communities and current customer operations we serve,” he explains. “This initiative aims to provide significant value to the industry and elevate the market through the adoption of best practice systems, tools and measures. We believe it is imperative not only to set a world-class standard but also to lead by example, rather than merely benchmarking against existing standards.”
GBTS in detail
GBTS includes a range of reactive, proactive and specialised technical services. Among the reactive services is BME’s immediate on-site response to blasting issues, providing troubleshooting and resolving unexpected
challenges. The team also conducts drill and blast audits and investigations, vibration and air blast monitoring, fragmentation analysis and blast video analysis. Support with reactive ground testing, 3G face profiling and unmanned aerial vehicle (UAV) analysis is also available.
“Our proactive technical services focus on regular monitoring and maintenance to prevent problems before they occur, as we continuously optimise blasting processes,” he says. “This includes rock response testing, survey services, and blast design and predictions – as well as blasting impact and performance assessments.”
The third area of GBTS’s work – specialised technical services – comprises advanced solutions for complex projects. This utilises innovative technologies and tailored methodologies to meet unique project requirements. The interventions range from blast modelling and burden response analysis, to environmental services and mine-to-mill or even mineto-metal projects. The team works with clients to optimise blast performance by addressing factors such as ore dilution, wall control and fragmentation. Training and improvement services are also offered.
Global skills
Underpinning these services is BME’s depth of global skills, with each expert member of the team bringing a wealth of knowledge and experience to ensure that
clients receive the highest level of service. Supported by regional technical services managers, projects draw upon the expertise of dedicated technical services engineers for each site. Blasting technicians and engineers work with the company’s scientists and chemists, with further support from in-house software and hardware engineers.
“There are subject matter experts on hand to suit the demands of each project, whether this relates to blast analysis, fragmentation or another area of focus,” he says. “Where special challenges such as reactive ground present themselves, for instance, our dedicated reactive ground experts are there to provide support both in the field and in the laboratory.”
The GBTS teams create a core group of explosive application specialists, engineers and scientists with hundreds of years of combined experience in mining and explosives engineering. BME’s rich history as a leading supplier of explosives means that it is well positioned to offer this broad range of technical services.
“Our interventions are designed to support customers worldwide in achieving optimal performance, control, safety and efficiency –uncovering potential opportunities to improve total cost of mining,” says Hariparsad. “We recognise our success is intertwined with yours, so we aim for a strong partnership of collaboration that combines efforts and leads to exceptional results.” a
Nishen Hariparsad, GM Technology and Marketing at BME.
BRINGING SIMPLICITY TO TECHNOLOGICAL INNOVATION IN THE MINING INDUSTRY
There is no argument that the mining industry needs more innovative solutions if the industry is to keep pace with the increasing demand for minerals, legislative developments and the decreasing number of people working in the industry. However, it is something that has been talked about for decades, and having visited several mines since founding Kuchera in 2022, chief marketing officer Kumbirai Chipadza has noticed that everyone still relies heavily on pen and paper practices.
On a visit to a mining company, the Kuchera team met a chief financial officer (CFO) who used a picture of a whiteboard to work with client invoices. At the end of each day, she would send a message to the operations manager on site asking him to take a picture of the board with his mobile phone and send it to her as a text message. She would then spend the next hour zooming in on the picture on her phone and slowly transferring the data into an Excel spreadsheet before adding it to the invoicing documents.
When we asked her why the process was so manual, she told us it was the way it had always been done. And although the technology existed to improve the process, it was either too expensive, too complicated or she did not trust it. It was only after comparing Kuchera’s data with the data on her whiteboard and working with our product team that she began to incorporate our reporting into her process, which has enabled her to grow her business and take on more of the work available in the area.
Another reason why many companies do not adopt existing technology is that it is unfortunately not compatible across their entire fleet. This means that if the company wanted to implement this technology, they would also have to make sure that they stayed loyal to a single OEM provider.
This limits their ability to switch providers based on features or reliability. It would also mean being locked into a fixed price for the software offered by the OEM, which is often too expensive for a small business, thus ultimately forcing them to stick to messaging of images of whiteboards to get the billing right. Thankfully, companies such as Kuchera have started to enter the market and offer an OEM agnostic solution.
After connecting her fleet to the Kuchera Cloud, we took the time to show her how the software works. What she was most excited about was how Kuchera automatically tracks the distance travelled by all the vehicles in the fleet, including the gradient to the landfill site.
This data confirmed a feeling she had when signing the contract that the landfill was further away than originally thought, with a steeper incline. She was able to use the reports we send her each month to prove this, as well as the daily reports that could replace the whiteboard, so she no longer has to spend hours going back and forth copying and pasting data.
Customer feedback
After using Kuchera for a month, the customer was very happy with the technology. “After installing Kuchera, we realised that we had been underbilling for quite some time. In contracting, you can charge per kilometre driven and it turned out that we were driving 1,4 km for every 1 km billed. There were always arguments about these figures, but now we can actually go into the Kuchera app and show them exactly what routes our fleet has taken, when they started, when they stopped and the exact mileage.
“Our conversations have gone from debating distances to having clear and accurate data that has smoothed the process.
“Now, with the extra time and increased revenue, we can invest more time in our business because we have the capacity to scale to new sites and take on new contracts, whereas before we were sort of stuck working out problems in old contracts that did not allow us to take on additional work. With the market for mining contractors growing, Kuchera has really come at the perfect time!”
We were really happy hearing how Kuchera was able to make an impact on her operations, but were quite surprised by the lack of competition in the market considering how quickly the technology could positively impact operations.
One reason for this could be the dynamic landscape of the global mining industry, which faces unique challenges depending on the people, region and resources that we are finally starting to address. This includes the technology we
Kuchera specialises in streamlining load and haul operations, making earthmoving processes more efficient.
have developed at Kuchera from 2022, which collects data from the fleet and aggregates it in the Kuchera cloud, before turning it into automated optimisations (including daily and monthly reports for invoicing and sustainability reporting).
Thankfully, we have been lucky to have the support of BEUMER Group and their knowledge as FAM GmbH in the mining industry. This has helped us enter into many productive conversations with a handful of professionals in the industry across southern Africa, including Zimbabwe, Mozambique, South Africa and Zambia
Kuchera specialises in streamlining load and haul operations, making earthmoving processes more efficient. Its human-centric technology solutions deliver real-time insights and operational recommendations, empowering teams to enhance collaboration, productivity, safety and sustainability while lowering operational costs. The company integrates diverse data sources to provide a unified perspective, ensuring seamless
“Another reason why many companies do not adopt existing technology is that it is unfortunately not compatible across their entire fleet.
AfriSam is a leading construction materials group in southern Africa. Since establishing its first cement plant in 1934, the company has grown into a formidable construction materials group with operations in South Africa, Lesotho and Eswatini.
www.afrisam.co.za
Babcock
Through several business units, Babcock offers a range of products and services, including construction and mining equipment, engineering solutions for steam generation and power plants, crane hire and gear rental, industrial generators, welding equipment and DAF truck sales and service.
www.babcock.co.za
Booyco Electronics
With more than 16 years of experience in Proximity Detection Systems solutions, Booyco Electronics has supplied over 6 500 sets of mining vehicle equipment installations across southern Africa, as well as more than 55 000 pedestrian RFID installations.
www.booyco-electronics.co.za
Bunting
Bunting’s range of magnetic separators and metal detectors for quarries and mines ensures the protection of crushers, screens and conveyors. Overband magnets, suspension magnets and pulley magnets automatically remove tramp ferrous metal from conveyed quarried rock. www.bunting-redditch.com
IPR
IPR is recognised across the SADC region as the pump, heavy duty slurry handling and dredging specialist operating in underground and surface mining, quarrying, construction, wastewater, petrochemical and oil and gas sectors. www.pumprental.co.za
Loadtech
LOADTECH Load cells Onboard Weighing are specialists in onboard weighing providing complete solutions onboard your heavy goods vehicle, primarily in the application of load cell and transducer systems for payload protection and accuracy in the commercial vehicle sector. www.loadtech.co.za
Pilot Crushtec International
Pilot Crushtec International (Pty) Ltd is South Africa’s leading supplier of mobile and semi-mobile crushing, screening, recycling, sand washing, stockpiling, compacting and material handling solutions. www.pilotcrushtec.com
Sandvik
As a world-leading mining equipment manufacturer, Sandvik Mining and Rock Solutions is committed to improving your productivity and profitability. Our products and services provide you maximum value in terms of performance, quality, safety, flexibility and total economy. www.rocktechnology.sandvik/en/
Astec
Astec Industries has been a global leader in providing innovative Rock to Road™ solutions since 1972, specialising in equipment for asphalt road building and aggregate processing. www.astecindustries.com
John Deere
John Deere offers a comprehensive range of construction equipment, including ADT’s, excavators, loaders, dozers, graders, skid steers and TLB’s, designed to enhance productivity, efficiency, and performance on job sites of all sizes. www.deere.africa/en/construction
Lintec & Linhoff
Lintec & Linnhoff is a global manufacturer and distributor of leading-edge solutions for the asphalt and concrete industries under the Lintec and Linnhoff brand names. Its products include asphalt mixing plants, concrete batching plants, pavement related technologies, and specialist concrete cooling solutions.
www.lintec-linnhoff.com
Schauenburg Systems
Schauenburg Systems is a South African company that specialises in providing technology solutions for safety and productivity in mining and industrial markets. It positions itself as an active partner for digital transformation to meet the needs of the “Connected Worker.” The company has a strong focus on innovation and has a brand promise of “Innovation that Saves”. www.schauenburg.co.za
Weir Minerals
Weir Minerals Africa offers a wide range of equipment solutions including pumps, hydrocyclones, valves, dewatering equipment, wear-resistant linings, rubber products, screens and crushers – backed throughout the product lifecycle by high levels of aftermarket support.
www.global.weir
SANY
Sany Southern Africa is a subsidiary of Sany Group, a leading manufacturer of construction, mining and port machinery with over 20 R&D centres and manufacturing bases all over the world. www.sanysouthafrica.com
From
Rock to Road
Astec Africa Middle East
Sixteen brands, thousands of Innovative products, proven by a century of work. With unmatched strength from Rock to Road. We design and manufacture products used to build the infrastructure that physically connects the world. We were founded on innovation and a passion to help our customers succeed, and we are committed to growing as a partner to the industries we serve.