Annual subscription: UK £270, all other countries £292. For two year subscription: UK £510, all other countries £527. Airmail prices on request. Single copies £50
ALUMINIUM INTERNATIONAL TODAY is published six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK. Tel: +44 (0) 1737 855000 Fax: +44 (0) 1737 855034
Email: aluminium@quartzltd.com
Aluminium International Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437.
Printed in the UK by: Stephens and George Ltd, Goat Mill Road, Dowlais, Merthyr Tydfil, CF48 3TD. Tel: +44 (0)1685 352063 www.stephensandgeorge.co.uk
BAUXITE
7 Mixed forturnes for bauxite production
11 Responsible mining for people and planet
DECARBONISATION
17 Is the industry on track with decarbonisation?
22 Key to aluminium industry decarbonisation
27 The energy transition and decarbonisation
HYDROGEN
35 Zero-carbon using green hydrogen
THE ALUMINA CHRONICLES
41 Aluminium industry in Germany
PACKAGING
53 Decarbonising together
56 The UK Deposit Return Scheme SUSTAINABILITY
61 Investing in sustainable aluminium
65 Ensuring net-zero for the metal
DIGITAL TECHNOLOGIES
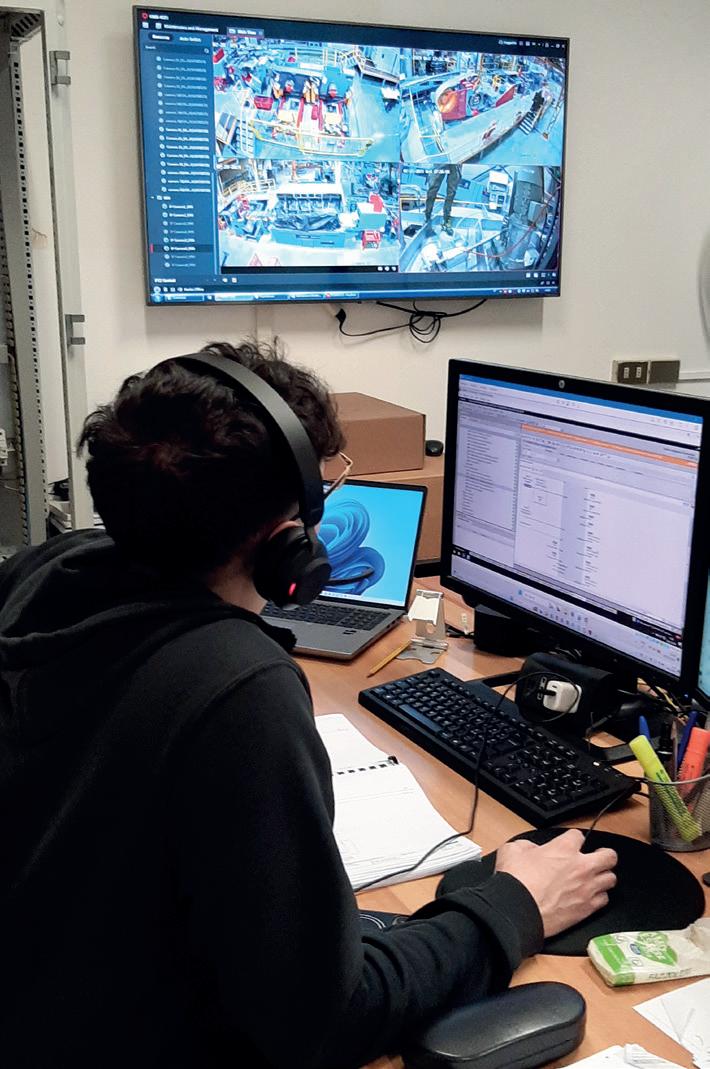
71 Real-time molten metal analysis of the future
74 The strategic role of technology
77 Q&A: Digitalising aluminium
CASTHOUSE
83 Enhancing casthouse operations
ROLLING
87 New technology for superior cleanliness
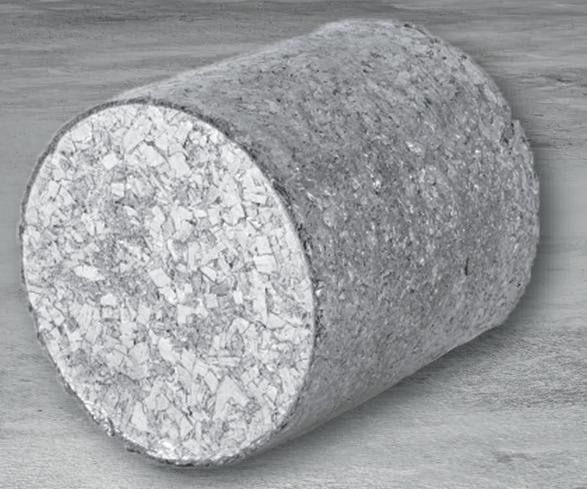
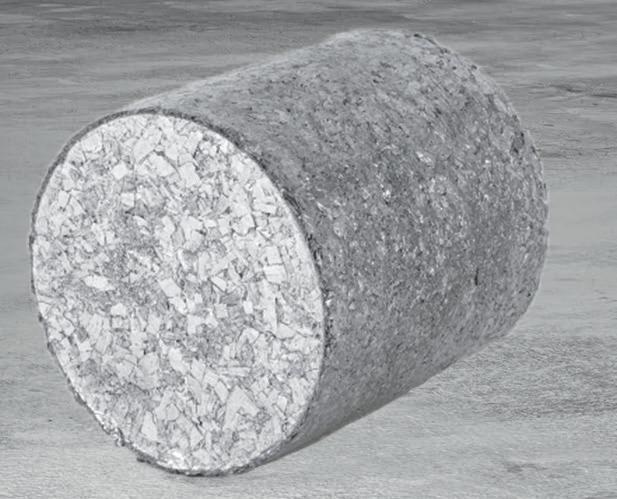
DROSS PROCESSING
91 New Benchmark in dross processing
REFRACTORIES
95 Calderys exhibits refractory solutions
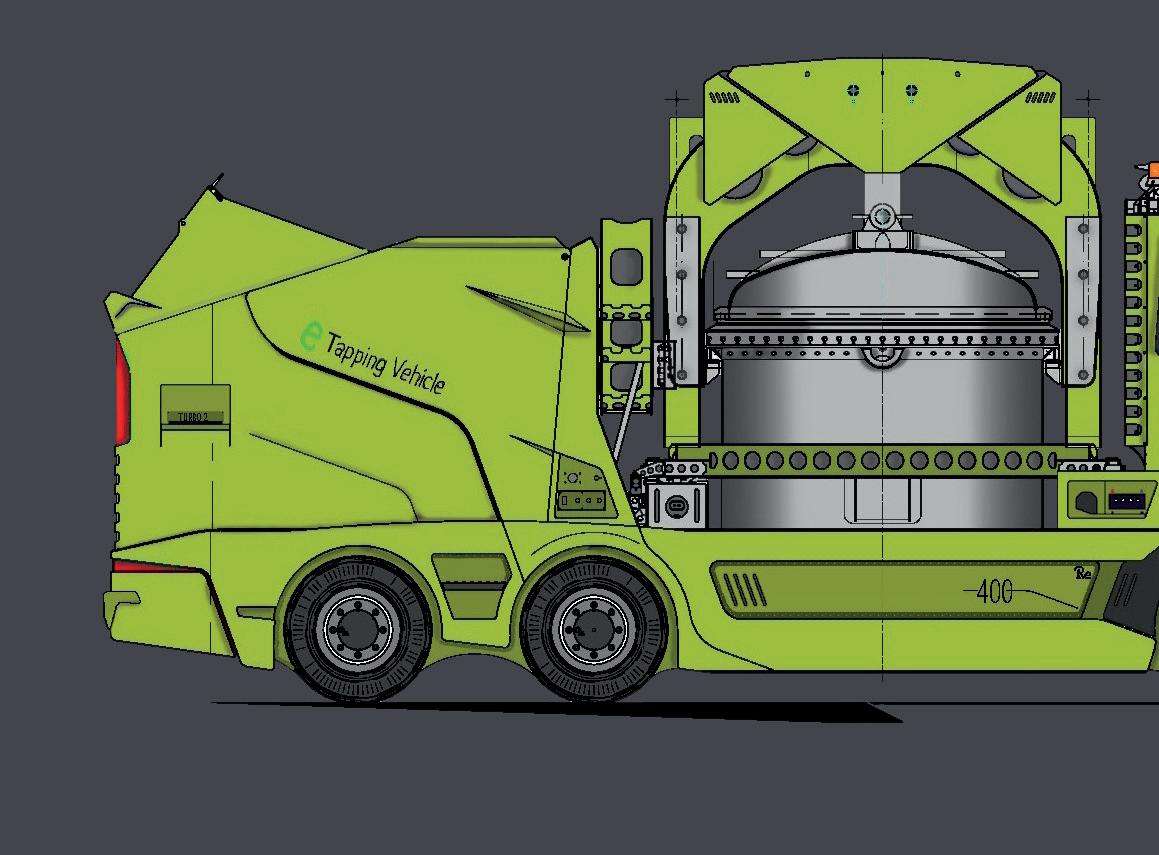
101 Electric tapping vehicles 102 Electric driven vehicles
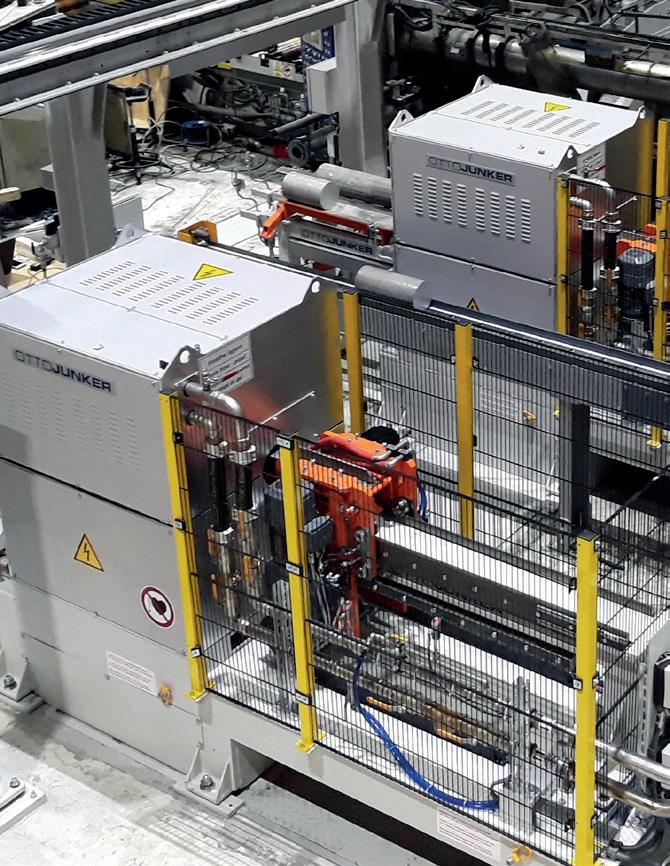
COMPANY FOCUS 103 New automotive sector press line ASSOCIATION SPOTLIGHT 99 TALSAD: Turkish Aluminium
picture courtesy of Gillespie & Powers, Inc.
After more than a decade at the helm of Aluminium International Today, it is with a mix of excitement and nostalgia that I write this final editorial comment.
Over the past 10 years, this role has taken me to the far corners of the world, allowing me to witness firsthand the incredible innovations and production processes that define our industry. I’ve had the privilege of touring state-ofthe-art facilities, learning from the best in the business, and, most importantly, meeting wonderful people who have become much more than colleagues - they have become friends.
As I embark on a new chapter as the Chief Executive Officer of the Aluminium Federation, I find myself reflecting. My time as Editor has been incredibly rewarding, not only professionally but personally. The aluminium
industry is unique in its sense of community, and I am grateful to have been a part of it.
I am thrilled to be handing over the reins to our current Assistant Editor, Zahra Awan. Zahra has been an integral part of the team, bringing fresh ideas and a deep passion for the industry. I have no doubt that she will continue to drive AIT forward with the same dedication and enthusiasm that has always been at the core of our publication.
While I am stepping away from my editorial duties, I am pleased to say that I will not be disappearing entirely. I will continue to contribute articles and opinion pieces, particularly focusing on the UK market and the broader aluminium industry. It’s a way for me to keep a hand in the world that has given me so much and to continue sharing my perspectives with you, our valued readers.
I want to take this opportunity to thank each and every one of you for your support, interest, and engagement over the years. It has been an honour to serve as your Editor, and I look forward to continuing our conversations in a different capacity.
The aluminium industry is dynamic, resilient, and full of potential, and I am excited to see where we go from here, together.
Launch of the Alutrends Report 2024
Aluminium International Today proudly unveils the Alutrends Report 2024, a comprehensive exploration of the aluminium industry’s journey towards sustainability and innovation.
The report delves into the latest trends, technological advancements, and key sustainability initiatives shaping the aluminium sector. Featuring insights from industry leaders, its purpose is to delineate the crucial trends that will steer and transform the aluminium industry in the year ahead.
The report is poised to deliver indepth insights into the forces that will shape our industry’s trajectory in 2024 and focuses on pivotal areas such as challenges in recruit-
ment and resources, technological advancements, and the imperative shift towards sustainability, and will spotlight the strategies businesses need to adopt to navigate these evolving landscapes successfully.
“Aluminium’s role in the green energy transition takes centre stage,” says Nadine Bloxsome, Editor of Aluminium International Today. “From wind turbines to electric vehicle chassis, aluminium’s properties are driving the shift towards a sustainable future.”
The Alutrends Report 2024 is an essential resource for industry professionals seeking to stay ahead of the curve in sustainability and innovation.
Aluminium Bahrain B.S.C. (Alba) marks a significant milestone in sustainable aluminium production with Capral Aluminium becoming the first customer for its revolutionary EternAlTM low-carbon aluminium primary billet.
Launched in May 2024, EternAlTM is offered in two initial variants: EternAl-30 and EternAl-15 boasting a 30% and 15% recycled content respectively, reducing the product’s carbon footprint. Furthermore, EternAlTM has received independent verification by DNV, a globally renowned leader in verification assurance, cementing its sustainability credentials.
Capral Aluminium recently completed successful trials of both EternAl-15 and EternAl-30, enabling it to supply lower-carbon aluminium to a wide range of Australian manufacturing sectors, including marine, defence, transport, construction, signage, and general fabrication.
Ali Al Baqali, Alba’s Chief Execu-
EGA completes design phase of next generation smelting technology Alba secures customer for EternAlTM Aluminium
Emirates Global Aluminium have announced the completion of the design phase of the company’s next generation smelting technology, EX.
EX reduction cells are larger than EGA’s most recently industrialised technology DX+ Ultra, enabling higher amperage and improved current efficiency, increasing production capacity by up to 22 per cent.
EX has been designed with two variants – one to maximise productivity, and the other to further minimise greenhouse gas emissions. Reduced electricity consumption along with lower net carbon consumption and the reduced incidence of anode effects is expected to reduce greenhouse gas emissions per tonne of aluminium produced by around five per cent for the more productive variant and around 12 per cent for the lower energy variant.
tive Officer, expressed his enthusiasm about the partnership:
“At Alba, driving sustainable aluminium production is not just a goal, it’s our mission. The successful trials of EternAl-15 and EternAl-30 with Capral represent a significant leap forward in achieving that mission.
We’re proud to partner with a forward-thinking company like Capral, allowing us to deliver these high-quality, recycled content products to the Australian market.
DX+ Ultra is already one of the most efficient smelting technologies in the global aluminium industry.
EGA now intends to construct 10 pilot EX reduction cells at the company’s aluminium smelter in Al Taweelah to test and validate performance. The target is that EX is ready for full industrialisation by 2028.
Abdulnasser Bin Kalban, Chief Executive Officer of Emirates Global Aluminium, said: “Technology development has been a foundation of our global competitiveness for decades. EX technology will enable the production of more aluminium with less energy and lower emissions, unlocking opportunities for EGA’s growth and helping us to meet the increasing global demand for the low carbon primary aluminium required to reach net zero by 2050.”
Nadine Bloxsome
Novelis doubles capacity to recycle used beverage cans in UK
Novelis Inc. have announced it is investing approximately $90 million to increase recycling capacity for used beverage cans (UBCs) at its plant in Latchford, UK. The project will increase the facility’s recycling capacity for UBCs by 85 kilotonnes per year, equaling a growth of more than 100%.
The investment at Novelis Latchford supports a significant expansion of recycling capacity to substantially increase the recycled content and reduce carbon emissions in Novelis aluminium sheet.
“Of all the recycling players in the European market, Novelis has the highest ambition to maximize its recycled content across our product range,” said Emilio
Braghi, executive vice president of Novelis and president, Novelis Europe.
The investment includes the construction of a new dross house, three new bag houses, and the installation of state-of-the-art shredding, sorting, de-coating,
and melting technologies – enabling the plant to recycle a larger volume and new types of aluminium scrap, and to increase operational efficiency. The expansion of recycling capacity, as well as the implementation of advanced technologies, will result in an annual CO2e reduction of more than 350,000 tonnes for Novelis Europe.
The project is expected to begin commissioning in December 2026. Once complete, the facility will be able to recycle 100% of UBCs to be collected under the future UK deposit return scheme. This will create a local, fully circular system that will avoid the need to export scrap from the UK.
First industrial-scale aluminium slab using hydrogen combustion
Constellium announced the successful completion of its first industrial-scale hydrogen casting at C-TEC, Constellium’s primary R&D center. This casting was performed in a 12-ton furnace following strict internal procedures. Quality monitoring, including the use of Batscan™ technology, an inclusion detection tool for molten aluminium, was conducted and no quality impact from hydrogen combustion on metal was observed.
“We are thrilled to announce the successful completion of our first industrial-scale hydrogen casting. This achievement marks
Alcoa
Introducing the Rhodax® Club: Advancing Green Anode Plant
In the dynamic landscape of aluminum production, innovation and collaboration are essential, Fives has taken a significant step forward by launching the Rhodax® Club. This exclusive club brings together experts and end users to address critical challenges and drive advancements in the Rhodax® process technology.
Queensland Government and Rio Tinto partnership to support Gladstone’s Boyne Smelters
a pivotal step in Constellium’s journey towards decarbonising our industrial activities. Utilising hydrogen as a substitute for natural gas not only demonstrates our commitment to sustainability
but also paves the way for future innovations in green technologies,” said Ludovic Piquier, Senior VP, Manufacturing Excellence and Chief Technical Officer of Constellium.
The 12-ton aluminium slab produced using hydrogen will be further processed at our Neuf-Brisach site in France for use in electric vehicles. This milestone is significant in our roadmap towards decarbonising our industrial activities, as we have begun exploring the performance of hydrogen as a substitute for natural gas at an industrial scale.
completes acquisition of Alumina Ltd
Alcoa Corporation have announced the successful completion of its acquisition of Alumina Limited (“Alumina”). This strategic move positions Alcoa to further strengthen its market leadership as a pure play, upstream aluminum company.
“Alcoa is proud to announce the completion of our first major acquisition. The acquisition of Alumina Limited strengthens Alcoa’s position as one of the world’s larg-
est bauxite and alumina producers and is expected to result in longterm value creation from greater financial and operational flexibility,” said William F. Oplinger, Alcoa’s President and CEO.
With Alcoa’s acquisition of Alumina, the Alcoa World Alumina
and Chemicals (AWAC) joint venture is now fully owned and controlled by Alcoa. Alcoa previously held a 60 percent ownership interest in AWAC. AWAC consists of a number of affiliated entities that own, operate or have an interest in bauxite mines and alumina refineries in Australia, Brazil, Spain, Saudi Arabia and Guinea. AWAC also has a 55 percent interest in an aluminum smelter in Victoria, Australia.
The Queensland Government and Rio Tinto will work together to safeguard a pillar of the State’s heavy industrial manufacturing base around Gladstone under a partnership to support investment in renewable energy projects. The agreement announced represents an important step towards securing a long-term future for Australia’s secondlargest aluminium smelter, Boyne Smelters Limited (BSL) and thousands of jobs in central Queensland supported by the operations.
First
LME
brand producer
builds enhanced digital link to LMEpassport
The London Metal Exchange (LME) have announced that Emirates Global Aluminium (EGA) has become the first LME primary aluminium brand producer to build a digital certificate of analysis (CoA) connection directly from its smelters to the LMEpassport platform – removing the requirement for paper documentation and further innovating the future of aluminium production.
European aluminium foil rollers see continuing weak demand in Q1 2024
Figures for European aluminium foil deliveries in the first three months of 2024 indicate that weak demand continue to have a negative impact on volumes.
Total shipments reached 217.800 tonnes, a decline of 6,2% compared with the same period in 2023, according to the figures just released by the European Aluminium Foil Association (EAFA).
European demand fell 3% in the first period of 2024, while
exports plunged 26,6%, continuing the difficult overseas market conditions seen throughout 2023, where sales were down 22% year on year.
While overall inflation is now under control, continuing high interest rates and the ongoing effect of higher prices for consumers has led to very fragile demand in some sectors where foil is used. In addition, supply chain issues, particularly for raw materials, has led
to a slowdown in deliveries to traditional markets such as construction and automotive.
Thinner gauges, used mainly for flexible packaging and household foils, which is generally seen as a more resilient sector, saw sales down by 7,7% compared with Q1 2023. Inside Europe the decrease was 4,1% and overseas markets saw demand drop by more than 30%.
Suez and Alupro announce partnership to increase aerosol recycling
SUEZ recycling and recovery UK has entered into a two-year partnership with Alupro as part of a roadmap to increasing UK aerosol recycling rates.
An estimated 650 million metal aerosols are used in the UK each year, with over 80% of these used in the home. Upcoming reforms to packaging recycling in the UK, including a deposit return scheme for drinks containers, Simpler Recycling in England and Extended Producer Responsibility (EPR), present an opportunity for the metal packaging sector to redouble their efforts to push metal recycling rates even higher than they are today (the aluminium packaging recycling rate for 2023 was 68%.)
The project aims to provide
data and case studies on how to increase the capture, sorting and treatment of aerosols. The first phase, over the coming 12 months, will see SUEZ recruit three local authorities in different areas across the UK to monitor and analyse aerosol capture rates, ready for the next phase of the trial to start in 2025. The next
phase of the trial will see a yearlong sampling exercise measuring the quantities of aerosols collected through both the residual and recycling kerbside streams, as well as looking into the challenges of sorting and analysing aerosols collected through the kerbside system. Further, the year will see the trialling of a brand new communications campaign to consumers to boost aerosol recycling.
Through this partnership, SUEZ and Alupro will work together towards their goal of consumers recycling all their empty aerosols responsibly in their household collection service, with confidence that this will result in their packaging waste being collected, sorted, recycled and transformed into something new.
Constellium Muscle Shoals receives Department of Defense grant
Constellium announced that its facility in Muscle Shoals, Alabama has been selected by the U.S. Department of Defense (DoD) for an investment of $23 million under Title III, Defense Production Act to rebuild its Direct Chill aluminium casting center.
The funding was awarded via the Defense Production Act Investments (DPAI) Program. DPAI is overseen by the Manufacturing Capability Expansion and Invest-
ment Program (MCEIP) in the Office of the Assistant Secretary of Defense for Industrial Base Policy. Constellium will use the funds to install state-of-the-art casting equipment on the site of a dismantled casting center intended
2024 DIARY
SEPTEMBER
25th - 27th
IBAAS
The 12th International Bauxite, Alumina & Aluminium Conference & Exhibition, in collaboration with The Indian Institute of Metals (IIM). Stay updated on the latest industry trends, challenges, and opportunities through engaging discussions and presentations. Held in Goa, India www.ibaas.info/
OCTOBER
8th - 10th
ALUMINIUM 2024
ALUMINUM is the world’s leading trade fair and B2B platform for the aluminum industry and its main user industries. The focus of the trade fair is on solutions for automotive engineering, mechanical engineering, building and construction, aerospace, electronics, packaging and transport.
Held in Düsseldorf, Germany www.aluminium-exhibition. com
27th - 31st
ICSOBA 2024
The 42nd International Conference and Exhibition of ICSOBA is returning to the home turf Paul Héroult and the place of one of the first plants where Karl Josef Bayer implemented his patented process of alumina extraction from bauxite.
Held in Lyon, France www.icsoba.org/2024/
29th October
Women With Metal Conference
to add up to 300 million pounds of annual casting capacity.
“This investment under the Defense Production Act will enable our industry to meet the rapidly increasing demand for the aluminium products needed not only for our national security, but also necessary for the overall U.S. manufacturing sector and a healthy economy,” commented Buddy Stemple, President of Constellium Muscle Shoals.
Women With Metal is dedicated to creating connection between all women and allies working within the metal sectors. The annual conference provides knowledge to help you flourish in your career and aims to give you the confidence to shine. Held in Birmingham, UK www.womenwithmetal.com
For a full listing visit www.aluminiumtoday.com/ events
VISIT US AT ALUMINIUM 2024
Meet our Coil Coating Specialists Jakob Søndergaard and Ronnie Skov at Aluminium 2024 in Düsseldorf October 8 –10. You’ll find them in Hall 4, Stand 4F40.
Metalcolour proudly presents products from its Technical Coating area. Metalcolour Technical Coating is a highly specialized division offering customized solutions in coil coating of numerous metal substrates with own developed or customer specified primers, binders and coating. The solutions developed typically have
several purposes in a combination of technical requirements and high volume production. Main part of our clients utilizes Metalcolour to industrialize processes in order to take advantage of economies of scale in decreasing cost per unit. Great savings has been generated by solutions from Metalcolour Technical Coating.
Do you want to set up a personal meeting? Scan
SOLUTIONS SINCE 1913
Mixed fortunes for bauxite production
Michael Schwartz* looks at the US bauxite sector and analyses recent events in Brazilian bauxite.
Figures for last year’s global bauxite production have been released by the United States Geological Survey (USGS) although figures for bauxite production in the USA were withheld for reasons of commercial confidentiality. The USGS compiles crucial statistics and it is this organisation’s National Minerals Information Center (NMIC) that has answered Materials World’s US-oriented questions.
The USGS figures not only show that US domestic consumption of bauxite in 2023 continued a decline in production - which has led to a halving of domestic consumption since 2019 - but also a decline of 17% over 2022 to 1.8 Mt. While such a decline cannot be confined to one single factor, downstream uses in automotives and manufacturing in more general terms are negatively influencing output. Again, taking USGS figures, over the last five years, US bauxite consumption has been over 75% reliant on imports, Jamaica supplying 64%; US bauxite exports are minimal.
In the US, NMIC pointed out to Materials World, bauxite is mined from small deposits generally comprising a mixture of bauxite and bauxitic clays. One perhaps surprising aspect is that, “domestically mined bauxite is used for non-metallurgical uses, such as abrasives, cement, chemicals, proppants and refractories. All metallurgical-grade bauxite consumed in the US is imported.”
The NMIC was asked whether the USA had taken any steps to lower or remove altogether bauxite imports: “There are no policies designed to remove or lower imports of bauxite. Bauxite imports from countries with normal trade relations are not subject to tariffs.” In fact, the USGS
the US’s bauxite needs are met domestically.
Alternatives to bauxite…
In the USA bauxite is the only raw material used to produce alumina (that is, the oxide of aluminum that occurs both naturally as corundum and also within bauxite and which is used as a source of aluminum.) Kaolinite and other aluminacontaining clays are technically feasible as sources of alumina but are not currently economical; other potential but to date little-exploited sources of alumina include alunite, anorthosite, coal wastes and oil shales. The aluminum industry continues to study this issue and is making progress towards a solution.
…and import challenges
Materials World asked NIC whether bauxite importing is a stable process or if there are supply and logistics problems: “Currently, metallurgical-grade bauxite imported to the USA is largely sourced from Jamaica and shipped through the Port of New Orleans. In the past, hurricane activity has caused the ports in New Orleans and in Jamaica to temporarily shut down, leading to shipping delays. The alumina refinery owned by the Atlantic Aluminum Company LLC (Atalco) at Gramercy, Louisiana, briefly shut down during hurricane Ida in 2021, although it was done as a precaution and not because of shipping disruptions. Atalco’s bauxite source is a bauxite mine located in Jamaica, which it owns along with the Jamaican government. According to the company’s website, the mine has a 5.2 Mt/y capacity, which exceeds the 1.2 Mt/y capacity of its alumina plant.
3In April last year, mining giant Glencore
*Correspondent
acquired a 30% stake in Alunorte, the world’s largest alumina plant outside China, along with a 45% share in Brazilian bauxite producer Mineracão Rio de Norte (MRN.) Under the new acquisition Alunorte will be 62% owned by Norsk Hydro and 30% by Glencore with the remaining 8% owned by four minority shareholders; MRN itself is now a JV owned 45% by Glencore, 33% by South32 and 22% by Rio Tinto.)
One key change is that bauxite purchased by Glencore from MRN will be supplied to Alunorte, the latter reducing its intake from the Paragominas bauxite mine, which is wholly owned by Norsk Hydro. Materials World took this opportunity to ask MRN’s chief executive Guido Germani about recent changes, notably technological innovations, at the mine. He replied: “MRN has followed the path of modernisation by improving processes and adopting technologies for more sustainable and safe mining. One of our most recent innovations is the Dry Waste Disposal Method in Pits. In the conventional process, wastewhich comprises water and soil without the addition of chemical additives - is deposited in dams. In dry disposal, the material is filtered and the liquid is drained. The water is then reused or treated and returned to the environment, while the waste is used to fill pits.
“The land that houses the tailings is stable, safe and reintegrated into the environment and native landscape. The technique, also known as Tailing Dry Backfill, avoids the need for dams and vegetation suppression, reinforcing operational safety for workers and communities, in addition to environmental
estimates that less than 5% of
Additional information from USGS shows that mining of metallurgical grade bauxite largely ceased in the 1980s due to depleted bauxite reserves. Known deposits of bauxite in the US are not considered to be of high enough grade or large enough size to sustain commercial production of metallurgical bauxite. Generally, crude bauxite is beneficiated to meet required specifications for the manufacturing of alumina. The US aluminium industry has researched beneficiation requirements of domestic bauxite, although NMIC is not aware of any such research conducted by the US government.
sustainability. The dry waste process in pits is one of the distinguishing features of the Novas Minas Project (PNM) through which MRN intends to extend its activities for 15 years.
“We also highlight our participation in Mining Hub, the first open innovation hub for the mining sector in the world, where we even have a representative in the presidency of the Board. This has been essential to align actions that support increasingly modern and sustainable mining. The company started structuring an innovation area a few years ago due to the need to integrate this ecosystem and to learn different methodologies that encourage the energy transition with innovative solutions.”
Transportation and exports
Guido Germani outlined to Materials World the mining process at MRN, stressing its complexity and the need for careful management, from ore extraction to processing. Bauxite, he explained, is extracted from plateaus using techniques that seek to reduce the impact on the environment as much as possible, followed by transportation of the ore to processing and shipping facilities (involving the implementation of advanced systems to ensure that waste is treated and disposed of responsibly) while minimising environmental risks and promoting sustainability. Conveyor belts and wagons are used within the operations. Ship transport is used to access customers.
Germani continued: “MRN plays a significant role in Brazil’s bauxite industry. According to data from the National Mining Agency (ANM) of the Ministry of Mines and Energy (MME) and the USGS, Brazil has the fourth largest bauxite reserves on the planet, with around 2,700 Mt mapped until 2023. MRN is the largest
Brazilian producer, responsible for more than 90% of Brazilian gross production. The company supplies 64% of the Brazilian market. The remainder is exported to North America (19%), Europe (7%) and Asia (10%).”
Decarbonisation a priority…
For Germani, “The challenge of mining with sustainable practices in the Amazon is ongoing and MRN continues with initiatives to reduce the carbon footprint of its operations. The change in the use of the energy source of its plants to electrical energy is one example. The installation of the Transmission Line (a key MRN project for future operations) is one of the main projects to carry out an energy matrix transition, contributing to reducing the socio-environmental impact of global warming.”
With the project coming into operation in 2027, the company estimates a reduction in CO2 emissions of around 19% of all emissions, in line with the Paris Treaty and highlighting MRN’s ESG agenda. Additionally, MRN has joined the decarbonisation project for the mineral sector, with the purpose of identifying opportunities to reduce greenhouse gases in industrial processes and encourage the energy transition.
…as is training local personnel MRN stressed to Materials World its commitment to the communities near its operations, with MRN and its suppliers working to develop sustainability projects that can benefit the region. Initiatives include those in qualifications, training, education and alternatives for increasing income generation. The aim is to connect the needs of the population with the demands of local employability. Currently, MRN offers development opportunities
such as:
� Open Doors, its programme with affirmative vacancies for local communities. It offers various employment opportunities within its administrative area and is aimed at quilombolas (descendants of rebel slaves) and riverside dwellers. Courses include finance, HR, commerce, operations, maintenance and sustainability;
� scholarships for higher education courses in administration, accounting and related areas for those who do not yet have relevant degrees;
� Young Apprentice, whereby MRN offers first professional experience for people over 17;
� Basic Education Support Program, which allows access to basic private education. In addition to the monthly fee, students receive logistics (boats and buses), food, uniform, teaching and school materials and after-school support. It benefits the Boa Vista quilombolas territory and two riverside communities, costing just over US$1 million in 2023; and
� Program for Education in the Amazon, whereby MRN also offers education and professional qualifications in other locations. Since 2022, 368 students have already benefited from over 4,700 hours of coursework.
Conclusions
It is clear that changes are well underway in the Brazilian bauxite sector. Changes in US bauxite production are tending towards major reductions in output; it is unclear when this decline will stop. �
Bauxite boom: Responsible mining for people and planet
By Matthew Groch*
The rapid shift towards electric vehicles (EVs) is a cornerstone of the global strategy to reduce carbon emissions. However, the surge in demand for aluminium, a key material for electric vehicles, is causing significant environmental and social impacts. This presents a critical challenge in the race towards a greener future with electric vehicles: how can the urgent need for sustainable transportation be balanced with the urgent need to protect communities and ecosystems?
The need for effective ethical aluminium sourcing
The world’s leading automakers are heavily promoting their electric vehicles as a greener alternative given zero tailpipe emissions; however, green motoring means more than just going electric. A critical consideration is the sourcing and sustainability of materials used in these vehicles.
Aluminium is pivotal in electric vehicles production due to its lightweight and durable properties that enhance fuel efficiency and extend driving ranges. As a result, electric vehicles use significantly more aluminium than gas-powered vehicles, with battery electric vehicles using about 85% more aluminium.[1] Currently, car manufacturers account for approximately 18% of the world’s aluminium production, and this demand is expected to double by 2050.[2]
The demand for electric vehicles is still high
Quarterly electric car sales tend to decrease from Q4 to Q1 each year, leading some to incorrectly conclude that the demand for electric vehicles is slowing. This, however, is the wrong comparison as it does not control for seasonality. A more appropriate comparison would be to analyse the first quarter of 2024 to the first quarter of 2023. Using this methodology, sales of electric vehicles grew by 25%. In absolute numbers, this means that more than 3 million electric cars were sold in the first quarter of 2024, continuing its year-toyear growth trend from 2023, according to the International Energy Agency,
an autonomous intergovernmental organisation.[3]
Assuming this growth trend, it’s imperative to plan for a future with high demand for EVs. The challenges associated with aluminium sourcing will not only persist but will also intensify, leading to greater environmental and community impacts. The unrelenting quest for more aluminium derived from mined bauxite has led to real consequences for the communities and environment surrounding the mines. Bauxite is found in the ground, largely under the forest floor. Miners generally use heavy machinery to strip large surface areas to access the bauxite, which can cause significant
Director for Heavy Industry Decarbonisation
*Senior
at Mighty Earth
Aerial view of Hydro Alunorte, a world-renowned alumina refinery. Alumina is the raw material for aluminium and is produced from bauxite ore Credit to: Tarcisio Schnaider
Former bauxite mine in West Kalimantan, Indonesia Credit to: Rdt Radihan
deforestation if the bauxite is in biodiverse or forested areas, and the runoff from this open cast mining can lead to the pollution of rivers, streams, and other bodies of water.
In addition, the aluminium sector is responsible for 1.1 billion tons of carbon dioxide pollution per year, about 2% of global emissions. More than 60% of the aluminium sector’s emissions are from the electricity, most derived from coal power, used during the smelting process. As a result of turning bauxite into aluminium, current mining practices have uprooted the lives of those living near the mines and the forest floors surrounding the mines.
A review of bauxite mining’s impact on people & planet
Mighty Earth’s recently released report, “The Impact of the Bauxite Boom on People and Planet” [4] is the first report to take a global look at the bauxite and aluminium industry by reviewing and combining all available literature on the industry and its impact on people and the environment for four specific countries: Australia, Brazil, Guinea, and Indonesia. Each of these countries have substantial reserves of bauxite, and each country has incorporated their vast reserves of bauxite into its pursuit of economic development. The people living closest to the mines in Australia, Brazil, Guinea, and Indonesia have protested, filed lawsuits, and advocated for better treatment and healthier environments. This report helps amplify the plights of these individuals. In Indonesia, the government passed laws restricting public criticism and protests against mining companies. One such law states that “anyone who hinders or disturbs mining activities by permit holders who have met the requirements … may be punished with a maximum prison term of one year and maximum fines of 100 million rupiah [$7,000].” [5] Initially seen as a warning, it has been used in
practice to silence criticism. In 2021, 10 people were charged with violating this specific provision, out of 53 total people accused of opposing mining companies.[6]
A Bloomberg report found that much of the aluminium used in the Ford F-150 sold in the United States originated from northern Brazil, where a large mining company dominates aluminium production. This company has been accused of toxic metals pollution in surrounding rivers and streams, which provide water and food for locals. According to one estimate, waterways were “at levels 57 times greater than what health experts consider safe.”[7] Byproducts of the mine are so prevalent that medical staff found at least one woman had “175 times the amount of aluminium considered safe in her hair.”[8] Although the company was faced with monetary penalties in the past by the Brazilian government, local residents remain dissatisfied and have filed a lawsuit in the Netherlands.
In West Africa, residents from 13 Guinean villages in 2019 filed an official complaint alleging that a large bauxite miner had violated their rights and did not provide adequate compensation to locals. The complaint was filed against the International Finance Corporation, a division of the World Bank, which provided a $200 million loan to a mining company. [9] Three nonprofit organisations filed the complaint on behalf of the villages, vividly expressing the negative impact of bauxite mining on their communities:
“Complainants state they have witnessed an unprecedented decline of wildlife and even the total extinction of some species in the region. They believe that water pollution as well as the impacts of mining infrastructure, notably mining roads and the railway lines crossing fields and forests, are probably the main causes. The decline of animals and fish has also significantly contributed to the degradation of livelihoods since communities largely depended on fishing and hunting, in addition to agriculture.”[10]
Similar destruction is also taking place in Australia, where the Western Australian Government recently approved a mining company’s plan to clear 800 hectares a year for mining.[11] This land is widely recognised as the world’s most biodiverse temperate forest, housing 800 plant species and 10 endangered animal species.[12] A new study found that, “The primary cause of deforestation in Western Australia’s Southwest forests is bauxite mining...Bauxite mining has cleared at least 32,130 hectares of publicly owned forest...and fragmented 92,000 to 120,000 hectares of the Northern Jarrah Forest up to December 2019, and the rate is accelerating.”[13]
The impact of bauxite mining and
Red mud - toxic residue of aluminium production polluting the soil on huge area. Guinea, Africa. Credit to: Igor Grochev
Mighty Earth and local climate organisers perform a dance at the NYC International Auto Show, urging Hyundai to clean up their auto supply chains as the industry transitions to EVs Credit to Jeremy Varner
aluminium production in each of these countries – Australia, Brazil, Guinea, and Indonesia are significant but can be mitigated. Automakers purchasing aluminium and government regulatory bodies have the power to drive this change. The demand for minerals such as bauxite and aluminium will continue to increase as they become more important in the transition to a decarbonised world. With the rapid increase in electric vehicle production globally, it’s more important than ever to ensure aluminium is sourced responsibly from bauxite mines.
are challenging the world’s leading automakers to adopt ethical practices throughout their EV supply chains. Global campaigns around the world have been pressuring the world’s leading industry to invest in environmental sustainability and take social responsibility in their operations. They are also urging manufacturers to ensure that the sourcing of materials does not come at the cost of human rights or environmental degradation.
There is a path forward for responsible mining of bauxite and the production of aluminium. Electric vehicle manufacturers and other downstream manufacturers
can play a significant role in raising the standards for their supply chains, and national and local governments should strive to ensure their local constituencies are protected from the negative effects of bauxite mining. The transition from traditional vehicles to electric vehicles should reduce emissions and pollution and make the world a cleaner place. It is the responsibility of governments and automakers to make sure that local and Indigenous communities are not made worse off in the transition, and responsible mining means precious forests, peatlands, and the environment are protected. �
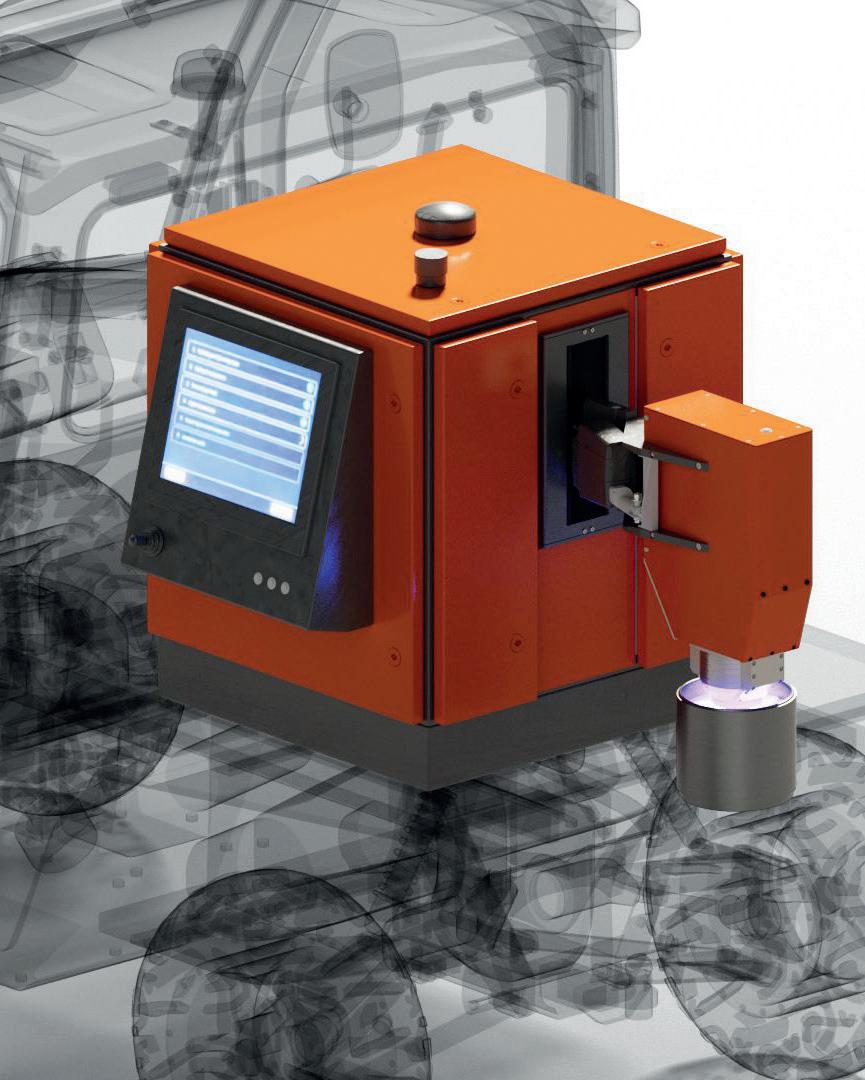
Take speed and stability to the next level
The Thermo Scientific™ ARL iSpark™ Plus Series OES Metal Analyzer uses single-spark acquisition to provide rapid elemental analysis—up to 15% faster than previous models. The increased speed and reliability minimize tap to tap times, save energy, reduce carbon footprints, and realize a faster return on investment.
Capable of providing ultra-fast, on-line analysis of nonmetallic inclusions, the ARL iSpark Plus adds to the versatility, dependability, and productivity of metal processing operations.
A Richards Consulting Ltd (ARC) awarded contract by Hulamin
� Increase maximum strip width capability of the mill to 1875 mm
� Higher material temperature capability from faster, back-to-back rolling
� Improved strip quality including: � New flatness sensor incorporating load cells � New strip scanner heads
� New spray system � New enhanced ARC strip dryness system � An upgraded optical centre guide system
� A new, ARC designed compact 3-roll entry bridle with colouring roll
� A new oil-air lubrication system for the mill
� Upgraded spool handling to cater for dual spool lengths
In September 2023, HULAMIN awarded the contract for the widening of their S5 aluminium cold rolling mill to A Richards Consulting Ltd (ARC). This followed one of several engineering studies carried out by ARC and resulted in the S5 widening project being awarded against a tight deadline to complete Phase 1 by December 2023 ready for board approval. This was immediately followed by Phase 2 which will see the widening project designed, manufactured and implemented by the second quarter of 2025.
Wider Strip Processing
Increasing the maximum strip width will open new markets to HULAMIN and allow the S5 mill to focus on processing wider, 14out high quality can stock material. In addition, this will enable better distribution of product across all areas of the plant thereby increasing the overall plant utilisation. The main component of this upgrade being a new entry bridle with colouring roll designed and supplied by ARC, which not only allows the wider material to be processed but also includes features to ensure accurate roll positioning, stable tension control and ease of maintenance.
Also included are new, longer work rolls and back up rolls with new bearing arrangements and the associated chock modifications to accommodate the increased width and higher operating temperatures.
The ARC design caters for increased strip temperatures and speeds but also meets the challenges of accommodating the new surface inspection cameras, strip scanners, strip dryness equipment and flatness measurement system in an already congested area of the mill.
Mill Upgrades
Upgrading a rolling mill is often necessary when introducing a new product and provides an alternative to investing in completely new equipment. Upgrading is also a cost-ffective solution to updating old or obsolete technology and can also minimise the loss of production associated with replacing equipment with new. However, this is a very specific area of expertise and one which requires the highest level of know-how.
Such is the case with the HULAMIN upgrade, where ARC has designed the new and upgraded equipment and planned the implementation to minimise the loss of production and disruption to the plant. The ARC team has many years of experience in modernisations and upgrades of rolling mills and processing equipment for the steel, aluminium and other nonferrous industries.
Working closely with HULAMIN over the past year or so, ARC has been able to provide insight into the process aspects of this upgrade, analysis and evaluation of different solutions. ARC also provided CAPEX estimates for the design, supply and implementation and now the full design, supply and supervision of installation & commissioning of the new upgraded S5 cold mill.
Aluminium Supplier to Africa and the World
HULAMIN is not only the largest aluminium rolling operation in Sub-Saharan Africa, but is one of the largest exporters, which represents more than 60% of sales. Aluminium semi-fabrication in the form of plate, sheet & foil is supplied to customers across South Africa, Africa and the world focusing on specific product and end-use markets such as automotive, packaging, transportation, building and electrical applications. �
Is the industry on track with decarbonisation?
Is the industry on track with decarbonisation?
By Paul Williams*
The aluminium industry has begun a path towards decarbonisation, although there is still a long way to go.
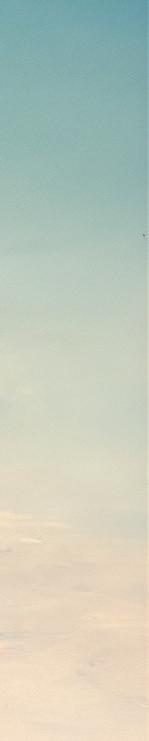
Aluminium emissions across the value chain reflect bauxite mining, alumina refining, aluminium smelting, and downstream processing. Across the upstream value chain, CRU calculates that the industry’s average emission intensity in 2023 was 13.13t of CO2/t of aluminium produced, down from 14.31t in 2018. This includes emissions in the production processes, known as Scope 1 emissions, as well as the power used in the smelting process, known as Scope 2 emissions. These emissions in the power source have the greatest variation depending on whether the fuel is a renewable source of fossil fuel source, particularly coal. CRU estimates that China produced 72% of all emissions in the primary aluminium sector in 2023, followed by India with approximately 9% of all emissions, due to their reliance on coal.
To achieve further significant reduction in the average intensity we will not only need to move as much as feasible to renewable power, but increasingly apply innovative technologies and embrace continuous increases in the use of recycled metal.
Net zero now needed by 2034 to meet 1.5°C target
The stark need for industrial decarbonisation is evident in CRU’s Sustainability Division’s determination that the world now needs net zero by 2034 to meet the 1.5°C target. And at
current rates, commodities are currently on a 2.5°C temperature pathway at best out to 2050, which is a level deemed not to be within safe limits.
The aluminium industry only represents about 3% of global carbon emissions yet has an extremely important part to play in limiting the scale of climate change, as a lightweight material.
As noted, this can come from power source shifts and technological change in the primary metal production process, together with greater use of recycled metal. A key driver will be end-user market requirements, which will increasingly demand low carbon aluminium metal.
This raises the question of what is considered low carbon primary aluminium and what will incentivise its increased supply? There is no recognised definition, but one that CRU uses, and which forms the basis of our low carbon aluminium premiums assessments, is that of primary metal aluminium produced under 4.0t of CO2/t for Scope 1 and 2 emissions together with Scope 3 emissions for purchased third party anodes.
The accompanying chart, produced from CRU’s propriety emissions analysis tool (EAT), shows our primary aluminium emissions curve for 2023 and shows the production and typical location of smelters of 4.0 tonnes of CO2 and below (low carbon), that capacity which is considered mid-level carbon (in the second part of the chart) and smelters that are high carbon. On an average smelter basis, as shown in CRU’s EAT curve below, 14.26Mt of smelters are low carbon.
*Head of Aluminium at CRU
However, if you assess low carbon as based on % share of different power sources, then 23.8Mt of production can be identified as low carbon (renewables plus nuclear) incorporating smelters in Canada, Russia, Europe, America, and in Asia, which in recent years has increasingly come from China. Outside of China low carbon production reached 14.6Mt.
Indeed, the total low carbon production has increased with the continuing shift in power from coal based in China towards hydro power, especially in provinces such as Yunnan. In 2018, China’s power sources were 87% coal, 11% hydro, 2% other renewables and 0% nuclear. As of 2023, it was 78% coal, 15% hydro, 7% other renewables and 0.5% nuclear, and we expect renewable share to rise to 37% by 2033 in China.
To meet growing requirements in the future, it appears inevitable that production based on fossil fuels will continue to thrive, not least as availability of stranded low carbon power will simply not be sufficient. Indeed, in many regions and countries the competition for available renewable power will intensify between industries.
Demand for low carbon metal to rise – but by how much?
Increasingly key end-users across automotive, packaging and electronics will demand low carbon aluminium (whether that is from primary based metal, or from recycled aluminium) and we expect the fastest growth to come from these sectors. However, demand
for low carbon aluminium will rise across all sectors including construction and consumer goods.
In the case of primary metal while we do not see demand for low carbon material exceeding supply now, the market is likely to get tighter as demand grows. Europe is the region that will see demand rising the fastest and where a low carbon premium will be established first. Indeed, our latest assessments indicate that low carbon ingot premiums are around $15/t, but some value-added shapes command a higher premium, for example PFA at $30/t.
CRU has looked at what is a likely pace of growth in low carbon aluminium demand over the next decade for our long-term market report. And as a base view we see consumption for low carbon aluminium outside of China rising from 2 million tonnes to over 12.8 million tonnes by 2032 – about 35% share of demand.
As we have shown from our emission curve above, the availability of low CO2 aluminium exceeds current demand levels in the world ex. China. But this surplus will shrink significantly over time as growth in renewable capacity is going to be slower in our view. Of course, even that assumes Russian metal is available in the market. Current sanctions and industry self-sanctioning means that for now this metal is unavailable or increasingly unavailable in North America and Europe. The unavailability of Russian metal will tighten the market for low carbon metal far faster and yield a significant rise in the low carbon premium.
How fast can the industry continue to decarbonise?
One of the other reasons why the balance for low carbon aluminium will tighten is that its supply is not growing that fast.
Aluminium smelting capacity can only grow where availability of power is abundant, and low carbon capacity can only grow where renewable power is available. Capacity sourced from fossil fuels will continue to grow while capacity from renewable power (outside of China) appears only likely in South America, Russia, and North America at present. In China smelters in Western China, such as in Inner Mongolia, Xinjiang, Qinghai plan to invest in more renewable power in the next few years.
However, significant new capacity powered by renewables is not yet in sight, while potential Russian expansion projects are less likely in the current geopolitical environment.
So, with the potential to decarbonise more through significant growth in new capacity fuelled by renewables limited, how will the industry decarbonise? Below we discuss several of the pathways the industry is taking, some quicker than others.
� Increased use of renewable energy at existing smelters: Existing smelters will increasingly use more renewables in their mix. Over the last few years, we have seen producers shifting to low carbon power sources, which was unseen before. EGA, for example, is now using solar power in its mix with plans
to increase consumption depending on demand for low carbon aluminium.
Wind has also become competitive in places. In Norway, both Alcoa and Hydro have secured long-term PPAs (purchase power agreements), even if the country benefits from abundant hydropower resources. At the same time battery storage for large scale electricity will become a feature.
At casthouse and carbon bake furnaces and in alumina refineries the use of hydrogen is likely to be adopted.
� Innovative technologies will (need to) be adopted to lower emissions:
� Inert anodes
The inert anode technology can reduce emissions because in this process the carbon anode would not be consumed during the main reaction and therefore CO2 would not be created, instead oxygen would be emitted.
It is still not yet commercially available however, despite decades of research. When commercial production is achieved it will first be implemented in green field projects rather than being retrofitted because of design differences. This means opportunities are likely to be limited and progress towards reducing worldwide emissions slow.
� Carbon capture use and storage (CCUS)
Where emissions cannot be eliminated the industry will look at carbon capture and storage technologies.
� While waste heat capture and use
Integrated Lifecycle Partnership
To be the leading partner for our customers in this transformation, SMS group bundles all competencies from electrics/automation, digitalization, and technical service. Our goal is to maintain and expand the performance of our customers' plants throughout their entire lifecycle. Together with our customers, we develop integrated solutions speci cally geared to the customer's use case. In doing so, we focus on crucial KPIs such as plant availability, product quality, productivity, or delivery reliability but also on increasingly relevant topics such as sustainability and safety.
will also be developed.
Is greater use of recycled metal the ultimate answer?
We are all aware that recycled metal uses 5% of the energy for primary smelting. Many end-users are demanding not just low carbon metal but also specifically asking for the recycled content in the metal they are receiving.
Very few emissions are emitted in the melting of scrap although debate still rages as to whether pre-consumer scrap should be given zero carbon status alongside that of post-consumer scrap, or whether it should have the same carbon content as the metal that produced it.
Assuming all scrap has zero carbon content, it is clear the greater the recycled metal content the better in terms of the carbon footprint. For recycled metal content to increase significantly, collection rates of post-consumer scrap will need to rise while improved sorting technologies need to develop to fully commercialise the use of the scrap. CRU’s detailed scrap analysis has shown that the use of post-consumer scrap remains low in downstream production (outside of beverage can sheet).
There is enough potential scrap that is available post consumption, but collection rates will need to rise, either through legislation or greater consumer environmental awareness. The main and most challenging bottleneck has historically been and will remain sorting and alloy segregation. Alloy sorting processes remain inefficient, expensive, and inadequate to upgrade lower-quality mixed scrap grades to higher-quality wrought alloy grades in meaningful volumes. If this challenge is overcome the use of post-consumer scrap in metal mixes will be able to rise significantly and support significant reductions in the average emission intensity of aluminium.
What will the future bring?
The start of this paper posed the question whether industry decarbonisation plans are on track, and relative to what we believe the target needs to be for all industries to meet to limit the temperature rise to 1.5°C - which is net zero by 2034then the answer is no.
The industry is continuing to decarbonise primary production through shifts in power mix and will begin to embrace innovative technologies to further lower
process emissions. The extent to which it will lower average intensity will be constrained by availability of renewable power, and by 2033 we expect average intensity to have fallen to ~11.6t of CO2 per tonne of aluminium.
Low carbon premiums will be established and rise which will support efforts to decarbonise although again access to affordable renewable power will constrain. The carbon border adjustment mechanism (CBAM) is still coming in the EU but as of now still only includes Scope 1 emissions. If it were to include Scope 2 emissions that would be a game changer that would raise the price to incentivise more investment in capacity linked to renewable power (although at the same time likely to cause demand destruction).
What we will see is the continued increase of the use of post-consumer scrap. We expect post-consumer scrap collection rates to rise; reaching 74% in 2033 in the world compared to the current estimate of 63%. In 10 years, the share of recycled metal mix in the metal requirement will have risen to 45% outside of China, compared to 40% currently, and globally to 39%, up ten percentage points from the current level. �
At Air Products we’re helping customers transition to low-carbon fuels such as hydrogen, generating a cleaner future for us all.
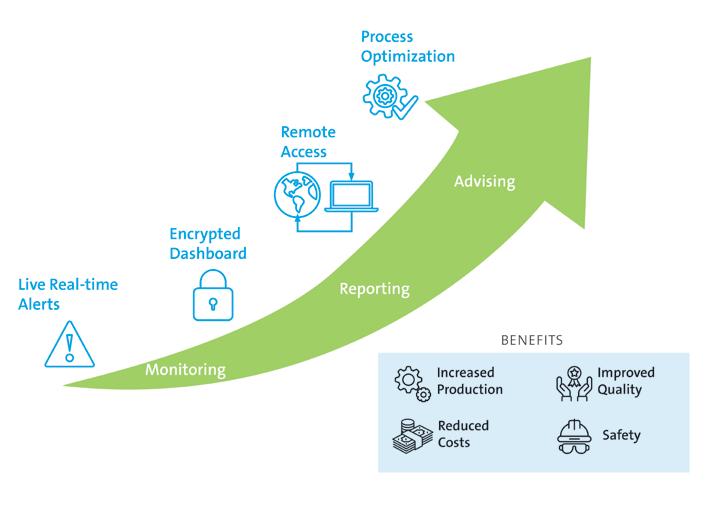
We’re also reducing emissions by improving the efficiency of existing aluminium production plants.
Our Smart Process Advisor system is playing a key role in decarbonising the industry, ensuring furnaces are operating at peak performance. Visit us at Aluminium 2024, Hall 6, Stand M70 to find out more.
Or contact us to see how these innovative new technologies can help you achieve your most critical KPIs.
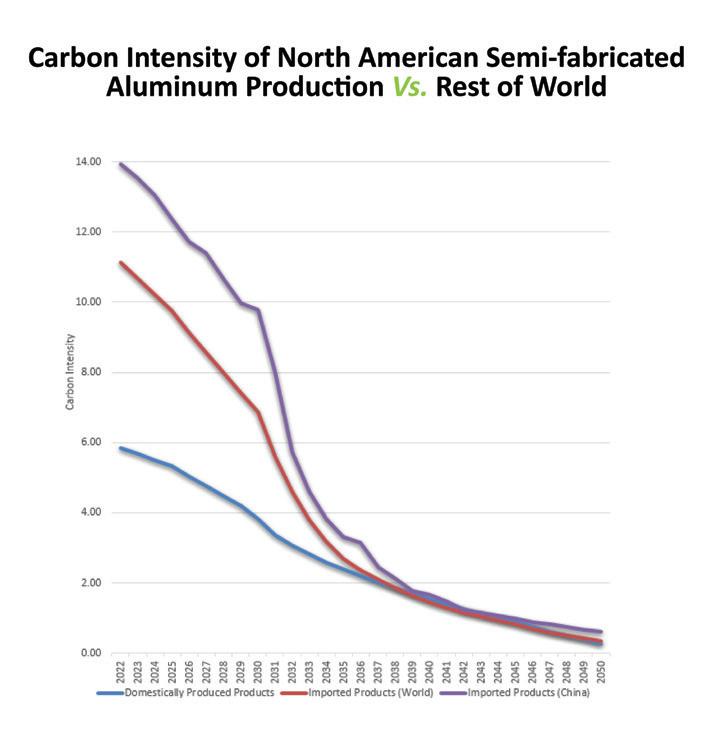
A new report from environmental consulting firm ICF and the Aluminium Association: Pathways to Decarbonization: A North American Aluminium Roadmap, highlights potential strategies to dramatically reduce carbon emissions in the North American (United States and Canada) aluminium industry by midcentury. The roadmap lays out theoretical pathways to achieve industrywide carbon emission reductions consistent with the International Energy Agency’s (IEA) Net Zero by 2050 goals. [1]
North American aluminium: Key to aluminium industry decarbonisation
Chuck Johnson* spoke with Aluminium International Today providing insights into the North American aluminium industry as well as details on the new roadmap.
1. “The report finds that the North American region has a significant first mover advantage in terms of its aluminium product carbon footprint –which is about 50% lower than global averages.” [1]
Could you give us a brief overview on the current position of North America when it comes to sustainable aluminium?
Chuck Johnson (CJ): The North American aluminium industry is healthy and growing, and decarbonisation of finished products that our metal is used in is helping to drive that growth. On the sustainability front, the aluminium industry is decarbonising our processes and our metal, and our major markets are using more aluminium to reach their own decarbonisation targets.
High value and infinitely recyclable aluminium is a material tailor-made for a more circular and sustainable economy. The energy and carbon impact of aluminium production in North America has dropped to its lowest point in history, declining by more than half over the last 30 years.
Secondary production (recycled aluminium) is already responsible for about 40% of North American automotive aluminium supply today (Source: ATG [2]). In fact, about 80% of all U.S.-based aluminium production today is using recycled aluminium. We are recycling more aluminium than ever here at home.
Aluminium helps transportation, packaging, construction and other sectors meet their sustainability objectives. So, it behoves us as an industry to stay at the forefront of making aluminium and aluminium products in the cleanest way possible – because it’s what our customers are demanding.
2. Why is the North American aluminium industry’s carbon footprint 50% lower than global averages? What insights can you give to the global audience?
CJ: It’s simple – North America uses more recycled metal than other global regions, and the primary metal that we do use is sourced almost exclusively from our partners in Canada, where it is made with hydroelectric power and is some of the lowest carbon aluminium on earth. Those two factors together, plus some other aggressive moves to source low and no carbon energy, add up to a regional carbon advantage.
Our investments over the past 30 years have set us up well for the next 30 years. Thanks to
3a. You announced the ‘Pathways to Decarbonisation: A North American Aluminium Roadmap’, could you explain why there was a need for this roadmap and what the roadmap aims to achieve.
CJ: Associations are the vehicle through which the industry comes together and works on collective issues—the Decarbonisation Roadmap is the perfect example of an issue that can’t be solved by any one organisation. This roadmap sets out plausible pathways that the industry can follow to reach Net Zero carbon emissions by 2050.
Both the International Aluminium Institute (IAI) and the Mission Possible Partnership (MPP) have done work to map the global industry’s pathways to netzero emissions that are in alignment with a 1.5 degrees Celsius pathway by 2050. The Aluminium Stewardship Initiative (ASI) has published ASI entity-level GHG pathways method and tool documents. At the regional level, European Aluminium (EA) has published a ScienceBased Decarbonisation Pathways for the European aluminium industry.
However, regionality matters here. The industry in North America has already done a lot of work to decarbonise in the past several decades, so the path forward for us looks different than much of the rest of the world.
The industry here is already well ahead of the game on carbon emissions compared to the rest of the world, largely due to our
heavy reliance on renewable hydropower, our well-established recycling system and the focus of decarbonisation by both the public and private sector. We thought it very important to have a Roadmap specific to our region that reflects this reality. Many of the strategies that global aluminium producers will need to take on are ones that the North American industry has already implemented or begun to implement, so we’re in a different starting place. A lot of the low hanging fruit has already been picked.
3b.What does 2050 look like and how do we get there?
CJ: A combination of technology development and policy interventions will be required to move us from here to there on the road to meet 2050 Net Zero emissions targets for North American aluminium production.
voluntary industry improvements and innovation like zero-direct carbon smelting technologies [3], access to clean energy and increased recycling, the average carbon emissions to produce a pound of aluminium in North America have declined by more than half since the 1990s.
Assuming the global aluminium industry commits to dramatic emission reductions efforts, it would still take 8 to 10 years for the rest of the world to produce semi-fabricated aluminium at the same carbon intensity as North America does today, and in that time, we will have raced ahead.
We must work together across borders and industries to continue these improvements. We’ve laid out some possible pathways in our recently released decarbonisation roadmap.
The International Energy Agency’s (IEA) aluminium data is considered as the net-zero aligned carbon “budget” for the global aluminium industry. Under the IEA’s Net Zero by 2050 scenario, global heavy industries are “budgeted” to have a total direct emission of 0.5 gigatons CO2e in 2050.
The industry is working toward the deployment of new primary aluminium production technologies that will eliminate all direct carbon emissions in the coming decades. Some of this work is already planned and underway. These technologies use various methods to eliminate all direct process emissions in making primary aluminium. The industry is working on new alumina refining technologies to reduce emissions in the production of alumina, the chemical building block of aluminium.
Aluminium producers are exploring new fuel sources including green hydrogen to power operations. The model assumes that up to 30% of aluminium industry furnaces will be electrified and 50% will transition to green hydrogen by 2050.
It is also fair to say that we can’t do this alone. Two thirds of the reductions in carbon intensity by 2050 that we need will come from reduction in our fuel sources – electricity and natural gas. We are partnering with these sectors and using the market power we have to push for investment in decarbonisation. We want to take responsibility for the energy we use, but many of these issues are ultimately outside our control.
Per the roadmap, carbon capture and sequestration (CCS) technologies will be used to capture emissions from existing primary aluminium plants and remaining gas-powered furnaces.
The scale and scope of this shift will depend heavily on availability and affordability of these new fuel sources and technologies in the coming decades, as well as public and private sector investments.
“provided
4. Investment is necessary for decarbonisation. A $6 billion federal investment in decarbonisation was recently announced. How do you think this investment will assist the industry.
CJ: We applaud Congress and the Biden administration for the passage of the Bipartisan Infrastructure Act, which provides significant investment in industrial decarbonisation. Facilitating more access to this kind of capital will be crucial, particularly for manufacturers deploying industrial decarbonisation technologies at facilities across the United States.
Already, we’ve seen this investment awarded to a variety of aluminium-specific projects including the potential construction of the first new U.S. primary aluminium smelter in 45 years; deployment of a first-of-a-kind zero carbon aluminium casting plant; construction of the first zero waste salt slag recycling facility in the U.S.; and technologies to reduce natural gas consumption, improve process efficiency and recycle 15% more mixed-grade aluminium scrap.
The government can also provide research and development incentives for clean aluminium production technologies in primary aluminium smelting, alumina refining, scrap melting, and semi-fabrication.
These investments will assist the industry’s progress, but we’d be remiss not to acknowledge the importance of the U.S. decarbonisation of the energy sector. Decarbonisation is not only the right thing to do for the planet and future generations, but also the right thing to do for our industry’s longevity. Fully two-thirds of the emissions reductions required to bring the industry to Net Zero will come from the energy sector. We think North America can help lead the way in moving the global industry forward.
5. “With North American primary aluminium accounting for about 6% of global production, a conservative estimate of approximately $60 billion in public and private investment for the region is needed to meet global netzero climate targets in the primary production segment alone.” The federal investment covers only 10% of the “conservative estimate,” how will the aluminium industry overcome this challenge. Do you have any advice regarding this, or alternatives that the industry can look to.
CJ: In total, only about one-third of the required emissions reductions by 2050 can come from improvements over which the industry itself has the most control. The other twothirds must come from a combination of newly developed, affordable manufacturing technologies; deployment of state and federal research and infrastructure investment; and a national policy that supports the clean energy transition.
To achieve these ambitious goals by mid-century, federal and state policymakers and regulators must do several things. First, the availability of abundant and affordable clean energy is paramount to industry’s decarbonisation success.
Regulators and policymakers must be serious about enforcing fair international trade practices. Further, by implementing monitoring that provides transparency about the carbon emissions embedded in international trade flows, we can more accurately track progress across the supply chain and ensure that the cleanest producers are not unfairly boxed out of the market.
Finally, we need state, local and federal actors to support policies and technologies that drive increased aluminium recycling. Recycling more aluminium more efficiently can dramatically speed up industry emissions reductions. In the roadmap, the Optimal Scrap Utilisation scenario eliminates an additional 160 million metric tons of CO2e emissions by 2050 for a total reduction of 287 million metric tons – the equivalent of taking more than 68 million cars off the road for a year.
Despite looking into alternative routes to overcome lack of funding, funding is essential to decarbonising:
6a. Addressing investors, what would you like to say to encourage funding.
CJ: One of the key steps to reducing emissions begins in reducing the carbon-intensive process of primary aluminium production. In order to produce aluminium, facilities use a carbon anode, which releases CO2 directly in the process. Several aluminium companies are examining alternatives to these anode technologies that would release only oxygen as a byproduct, not CO2. Commitment to innovations such as these should be encouraging to the overall industry, and investors alike. An investment in research and technologies like these is an investment on the road to a cleaner future.
6b.How can the aluminium industry encourage investments.
CJ: Progress begets progress. Overall, if we’re going to invest in decarbonisation, we should be decarbonising where the industry has already invested and already taken the first steps to reduce emissions. Our member companies are pioneering new technologies and processes to help us to make ever cleaner aluminium in North America. Together, our research, innovation and commitment to partnerships across the globe are a key element to the clean energy transition.
7.Anything else you would like to add.
CJ: Aluminium is one of the most recycled – and recyclable – materials in use today. Domestic aluminium demand is rebounding so far this year amidst continued interest from our customers and end consumers in alternative material solutions. Our monthly Aluminium Situation statistical report [4] shows demand for the aluminium industry in North America increased 4.3% year-overyear through the first quarter of 2024.
The aluminium industry is a significant driver in the American economy, generating nearly $230 billion in total economic output—nearly 1% of the U.S. GDP. The U.S. aluminium industry directly employs more than 164,000; when direct, indirect and induced jobs are included that number grows to 700,000 workers, who earn more than $54 billion in total wages. (Source: 2024 Economic Impact Report [5]). The bottom line is: aluminium is a growing industry with a bright future supporting a modern, clean energy economy in the United States and globally.
SPOT+ AL
ALUMINIUM PRODUCTION AND PROCESSING APPLICATION PYROMETER
ADVANCED NON-CONTACT INFRARED SPOT PYROMETER
SPECIFICALLY DESIGNED FOR ALUMINIUM PRODUCTION AND PROCESSING INDUSTRIES
SPOT+ AL uses AMETEK Land’s cutting-edge SPOT technology and unique, advanced data-processing algorithms to measure aluminium temperature in extrusion (E), quench (Q), strip (S), forming/forging (F), forming/forging of higher magnesium alloys (F Mg) and liquid (L) applications.
Dedicated pre-set algorithms provide the most accurate digital temperature readings of low and variable emissivity aluminium. This ensures optimised press speed and high-quality products with minimal scrap.
The SPOT+ AL integrates easily with control systems to enable optimisation of the press or mill with data also made immediately available via the rear display on the instrument or via a web server. A video camera within the pyrometer, the focus distance and other features can be accessed and configured locally or remotely.
GET THE BENEFITS:
ACCURATE AND FAST MEASUREMENTTemperature readings accurate to 0.25 % (K) output every 15 ms
AUTO ALIGNMENT AND TRACKING - SPOT Actuator automatically tracks and aligns to the tapping stream
Combining Ethernet, Modbus TCP, video, analogue, and alarm outputs in a single device, the SPOT+ AL is designed specifically to measure the temperature of aluminium in a range of processing applications.
REMOTE ACCESS AND INTEGRATED CAMERAFull process control through digital interfacing and live video view
MULTIPLE INTERFACES - Analogue and digital inputs and outputs, Modbus ethernet protocol
Petr Tlamicha* talks about the energy transition and alternatives to decarbonise the aluminium industry.
1. What is currently being done to support the decarbonisation of aluminium production?
Decarbonisation is an important concern for aluminium smelters and recyclers. Although the carbon footprint of recycled aluminium production is 95 percent lower than primary production, there is still scope for improving sustainability in both. For example, oxyfuel has been used for decades for scrap melting and is a proven technology. It reduces CO2 emissions by up to 50 percent so it can play a major role in meeting the EU’s 2030 decarbonisation milestone. But while oxyfuel is used in most rotary furnaces, it is still only used in around 10 percent of reverb furnaces. There’s also scope for the industry to reduce energy consumption through smart technologies that optimise performance and remove human error, as well as new, more efficient burner designs.
2. What steps are industrial gases suppliers taking to make aluminium production more sustainable?
Producers are considering clean fuel, such as renewable or low carbon electricity, as part of their roadmaps. But full decarbonisation is a long journey. Air Products is investing in its hydrogen supply network, including building the world’s largest renewable hydrogenbased production facility in Saudi Arabia. Once on stream it will produce 600 tonnes per day of carbon-free hydrogen for heavy-duty transportation and industrial applications around the world. We are also developing hydrogen burners in preparation for a switchover to low carbon hydrogen in the industry.
5. How realistic is a green aluminium in your view?
Aluminium has already been produced using renewable hydrogen, and widespread production of low-carbon aluminium is only a matter of time. Major customers, in particular in the automotive industry, have their own sustainability targets, so are looking to aluminium suppliers to support those goals. The challenge for primary and secondary melters is ensuring these targets go hand in hand with business sustainability and competitiveness.
3.
How can aluminium producers work with gas suppliers to decarbonise their production?
Using smart technology to monitor furnace performance and efficiency is a first step. The Air Products Smart Process Adviser system can help maintain furnaces’ operation to ensure they are working at peak performance. Looking ahead, we are analysing the use of hydrogen on aluminium alloys in our large combustion laboratory and are working with some of our bigger aluminium customers to test hydrogen burner technology. We use turnkey solutions to examine the impact of different charge materials and furnace operation on yields and production rates, looking at everything from furnace design, material melting to final product casting. It’s all about partnership and sharing experiences to get the best results.
* Combustion Segment Manager at Air Products
4. What are the implications of energy transition for aluminium producers?
Energy transition inevitably has an impact on costs and competitiveness. New technologies, materials, and fuels are needed to become sustainable. The aluminium industry also needs to stay competitive outside Europe. The EU’s Carbon Border Adjustment Mechanism (CBAM) will have an impact and we are watching closely to see how quickly and effectively it is implemented.
6. When can we expect energy transition to hydrogen?
The sooner, the better! The first decarbonisation milestones in 2030 can be achieved using low-carbon electricity, effective oxyfuel solution, and smart process control, without a switch to alternative fuels. As we transition to hydrogen, we will be working with the aluminium industry on test site installations to gain a better knowledge and understanding of its use in their process.
We are working with customers to support the energy transition to lowcarbon fuels such as hydrogen to reduce emissions, while improving the efficiency of aluminium production plants, generating a cleaner future for us all.
Petr Tlamicha
TOGETHER TOWARDS PERFORMANCE
Experience our global network of Support and Technology Centres.
Our Global Support and Technology Centres, are dedicated to the development, support and promotion of efficiency, technology and innovation within the Aluminium industry. Our Technology Centres serve as focal points for research, development and customer service, bringing our support structures closer to our customers worldwide. REEL Aluminium is also committed to green innovation and sustainability which translates into REEL’s commitment to contribute towards a net-zero aluminium industry.
VISIT THE CALDERYS BOOTH AT ALUMESSE
Our aluminum experts are delighted to welcome you on booth n°6F11. Discover the group’s refractory solutions that deliver energy savings, increased campaign life, and efficiency.
• Monolithic refractories
• Bricks
• Precast shapes
• A full set of services
www.calderys.com
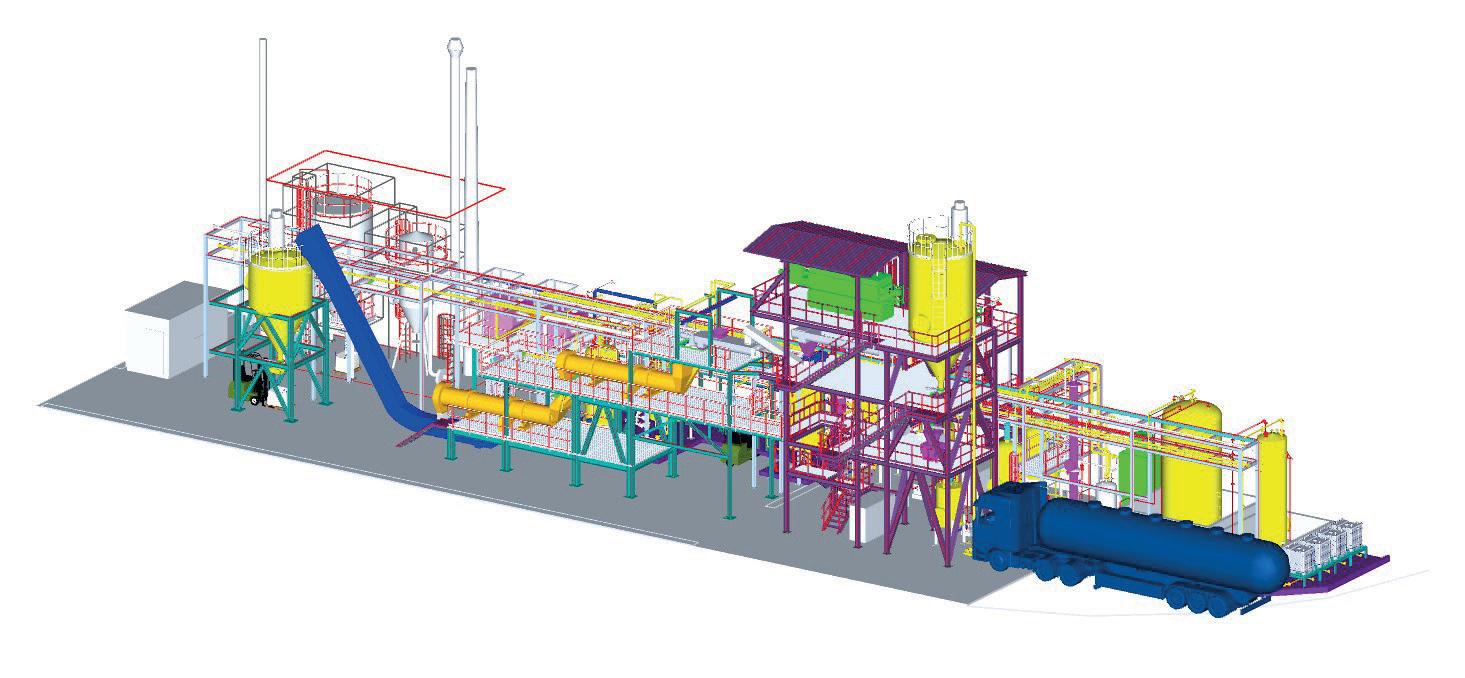
Innovation and sustainability: the pillars of FLUORSID in the aluminium industry
In 2024 FLUORSID celebrated 55 years of activity, consolidating its position as a major player in the chemical industry and world leader in the primary aluminium production supply chain, being the western world main producer of Aluminium Fluoride (AlF3), an essential raw material in the electrolysis process. This achievement is not only the result of a long journey, but it also reflects the company’s ability to combine innovation, respect for the environment and long-term strategic vision. During the anniversary event, held in Silius, the Sardinian town where FLUORSID’s history started, the Managing Director, Lior Metzinger, expressed his pride for this milestone, emphasising the importance of always remembering the starting point. This milestone witnesses the journey FLUORSID has undertaken since its founding in 1969.
FLUORSID in the years has grown, from a local reality to become an international leader in the production and sales of inorganic fluorochemicals, mainly for the aluminium industry. It has wisely expanded through strategic acquisitions, such as the two European plants in Treviglio, Italy, and Odda, Norway, which together with the logistic hub in the Persian Gulf, constitute vital points for the global distribution of FLUORSID products, enabling the company to respond quickly to the needs of a constantly evolving market.
Innovation and sustainability are the heart of the aluminium industry strategic growth, developing solutions to be at
the forefront in a highly competitive market and drive the shift towards a more enduring and responsible production. In a constantly evolving scenario, which requires the continuous implementation of new technologies, R&D activities must necessarily address the improvement of the internal production cycle, but also considering the entire production chain. New regulations, shortages of raw materials, and difficulties caused by the geopolitical landscape must be considered and integrated with all company strategies.
Central to this vision of innovation and sustainability is the recognition that the success of any company is deeply
rooted in the dedication and expertise of its workforce. At FLUORSID, the people are the cornerstone of past, present, and future achievements. Ongoing development and nurturing of skills are crucial to continuous growth and the ability to meet future challenges.
How does FLUORSID address sustainability challenges?
In every daily operation, across all plants and departments, activities must be coordinated to meet customer needs in terms of service and efficiency, while balancing product quality with the sustainability of production. One of the cores of FLUORSID’s sustainability strategy is its deep commitment to the principles of the circular economy, where resources are optimised, waste is minimised, and byproducts are transformed into valuable materials.
This approach is exemplified in the production of Gypsos, a high-purity calcium sulfate generated during AlF3 production. FLUORSID repurposes it into a valuable resource for the construction and cement industries, contributing to a more sustainable production cycle. The same by-product has enabled the development of Biaoaermac, an innovative material created in collaboration with ENEA[1]. Bioaermac applies the company’s experience in managing by-products, transforming them into a low-density material with superior thermal insulation and fire resistance properties, making it
Lior Metzinger, Managing Director FLUORSID
Picture from the plant in Cagliari, Italy.
a key component in sustainable building practices.
Another example is represented by the in-house energy production, that makes the factory in Cagliari fully self-sufficient in terms of energy consumption. The sulfur used in the production of sulfuric acid, whose exothermic reaction is central to this energy generation, is sourced from a nearby oil refinery where it is produced as a byproduct. In 2002, the start up of the first sulphuric acid plant made therefore possible not only to obtain one of the raw materials for the production of fluorinated products inhouse, but also to start the process of producing electricity for the plant’s needs. In the following years, because of the increase of fluorochemicals production, the amount of acid produced by the first plant was about to be no longer sufficient to meet the energy internal requirement. For this reason, in 2013 FLUORSID started up another H2SO4 production unit, thus remaining to be self-sufficient both in terms of raw material and energy.
This approach supports the company’s goals while demonstrating how innovation and sustainability can be seamlessly integrated into every aspect of industrial operations.
What is in store for upcoming projects?
The sustainability strategy is mainly based on the responsible use of resources, aimed to ensure efficiency and preserve the entire production chain. Investments in Research and Development assume a major role in constantly finding new ways to improve production processes, reducing environmental impact and generating economic and social value.
The first of September 2024 will mark the beginning of a new chapter, which is the result also of the work and collaboration with prestigious academic and industrial institutions. After participating in a LIFE call, dedicated to the circular economy, promoted and co-funded by the European Union, FLUORSID was selected to start one of the most pioneering projects in its history: LIFE-SYNFLUOR, which will actually kick off on September 1st.
Luca Pala, Director of Research and Development and head of the LIFESYNFLUOR project, describes this initiative as: “A significant investment in the future that confirms the vocation of FLUORSID’s DNA, which has always been marked by innovation. At each step of this project, we feel the responsibility and excitement of being pioneers of a positive change in order to build a more sustainable future. LIFE-SYNFLUOR’s journey has just begun, but it promises to be one of the most exciting success stories in modern industry
and of FLUORSID.”
This project perfectly represents the ability to turn environmental challenges into technological opportunities and it is a concrete response to one of the most critical global shortages: the availability of key raw materials to produce aluminium fluoride, the company’s core product. FLUORSID has in fact developed an innovative process that allows to produce high-purity synthetic calcium fluoride and precipitated silica. LIFESYNFLUOR technology aims to convert hexafluorosilicic acid, a byproduct of phosphoric acid production, into essential materials. The high-purity synthetic calcium fluoride could be directed to the fluorochemicals products market. Precipitated silica, thanks to the synergy between FLUORSID, the Bicocca University of Milano and Pirelli, a leading multinational automotive company, may be used in the tire industry. This will help improve tires formulation, giving them better performance and enhancing vehicle safety and efficiency.
Preliminary results are promising: laboratory tests have confirmed the quality of high-purity synthetic calcium fluoride and precipitated silica paving the way for industrial-scale production that could change the face of the sector.
Why is LIFE-SYNFLUOR a revolutionary project?
The LIFE-SYNFLUOR project represents a paradigm shift in how the chemical industry addresses environmental challenges. Hexafluoro silicic acid is
obtained from the production process of phosphoric acid, the main constituent of phosphate fertilisers and produced worldwide. This byproduct is reused by the fluoroderivatives industry only in a small part while, in most cases, it is mixed with phosphogypsum and discharged into the sea, thus causing a serious ecological problem as it is classified as a toxic and polluting substance. By transforming this hazardous waste into valuable resources, FLUORSID helps to reduce environmental impact and creates added value for the sector. This circular approach, in which byproducts are reused instead of being disposed of, represents one of the key strategies for the future.
LIFE-SYNFLUOR is destined to become a reference project for all players in the aluminium market, especially increasing the availability of sustainable materials in Europe and beyond.
As we look to the future, what will drive growth?
The words of the Managing Director, Lior Metzinger, explain it best: “Continuing to focus on cooperation and knowledge exchange is the essential tool for the constant improvement of the industry. The collaboration among the various players in the aluminium production supply chain is the key to addressing global challenges and promoting a more sustainable and competitive industry. Every strategic decision must be made with a clear understanding of customer needs, ensuring that all business strategies are aligned with delivering superior value and meeting customer expectations. This customer-centric approach reinforces FLUORSID’s commitment to quality and reliability, positioning the company as a trusted partner in the industry.”
With a legacy of 55 years, FLUORSID is ready to lead this transformation, willing to involve all its partners to join in this path of innovation and shared growth. The company has always taken a proactive approach to the creation of new opportunities, an approach that will continue to guide its strategic choices in the future. While the aluminium industry continues to evolve, FLUORSID remains committed to leading the change, ensuring that its operations are not only efficient and profitable but also environmentally friendly. Innovation can be a driver of growth and sustainability. �
Luca Pala, Research and Development Director FLUORSID.
LIFE-SYNFLUOR. First pilot plat layout study.
Visit us at ALUMINIUM 2024
8-10 October, Exhibition Center Düsseldorf, Germany
Booth 6E72, Hall 3
A new standard in traceability along the entire value chain
At the world’s leading ALUMINIUM trade fair in Düsseldorf, LEIBINGER, together with coilDNA, is presenting a cutting-edge smart code system that enables seamless tracking of industrial semi-finished products.
Transparency along the entire supply chain also meets the increasing demand for a clear CO2 footprint for end products. Together with coilDNA, LEIBINGER is demonstrating that stringent requirements such as these are already being met today – and can be successfully implemented.
We are your partner for innovative coding & marking of your aluminium products, setting new standards in traceability.
Visit our joint booth 6E72 in hall 3, explore the solution and discuss your specific requirements with our experts on site.
Hydro pursuing zero-carbon aluminium using green hydrogen
Green hydrogen can replace fossil energy in the recycling of aluminium, enabling zerocarbon aluminium products. A three-year industrial scale pilot will allow aluminium and renewable energy company Hydro to test green hydrogen technology in the new recycling unit in Høyanger, Norway.
By Marthe Sølverud Færden*
The growing pressure to meet global climate goals is driving a shift towards more sustainable solutions across industries. According to the International Aluminium Institute, the global aluminium industry must reduce greenhouse gas emissions by 77 percent by 2050 to align with climate change targets. With the demand for aluminium expected to increase by
80 percent, reaching around 180 million tonnes of semi-fabricated products by 2050, innovation and step-change technology solutions are necessary.
Hydro is at the forefront of this shift, pioneering the use of hydrogen technology in its operations to address these challenges. The company has the potential to be the first in the world to use
* Communication Consultant, Hydro.
industrial volumes of green hydrogen in aluminium recycling.
Pioneering technology and new energy solutions
In response to the rising demand for materials and the need to minimise environmental impact, Hydro is committed to research and development in low-
carbon solutions.
“Our strategy involves the development of new technologies and better ways of working to achieve the goals set by the Paris Agreement. In 2021, Hydro launched new climate ambitions to become carbon neutral by 2050. To achieve this, we are developing new technologies and aim to produce zero-carbon aluminium in industrial pilot volumes by 2030,” says Hanne Simensen, Executive Vice President of Hydro Aluminium Metal.
One such technology is green hydrogen, which can replace fossil fuels in the recycling of aluminium, enabling the production of zero-carbon products.
“Hydro is pursuing multiple paths to decarbonise our operations. With this pilot we take another step on our path to zerocarbon aluminium. Green hydrogen is an exciting potential option to decarbonise aluminium recycling and other hard to abate industries,” says Simensen.
Hydro’s comprehensive roadmap for decarbonising its operations highlights its commitment to innovation and sustainability. The company is exploring various technologies and paths to achieve zero emissions. These include increased recycling of post-consumer scrap, solutions for carbon capture and storage at existing smelters, and research and development of the proprietary electrolysis technology HalZero, which could potentially fully decarbonise the aluminium smelting process. For the high temperature processes in casthouses, Hydro is pursuing green hydrogen, biogas and new technology for direct electrification. This multi-faceted approach is designed to create several pathways to near-zero emissions today and zero emissions in the future.
On the way to zero-carbon aluminium
The energy-intensive nature of primary aluminium production underscores the importance of recycling aluminium. One of the biggest advantages of aluminium from a sustainability point of view is that it can be recycled repeatedly without any loss of quality. That makes recycling of aluminium crucial for achieving zero emissions, as it requires only 5 percent of the energy used for primary production, significantly reducing energy use and greenhouse gas emissions.
“Combined with renewable electricity, green hydrogen can potentially remove all emissions from aluminium casting and recycling process. If used to recycle postconsumer scrap that carries no embedded emissions, we can achieve zero-carbon aluminium,” says Jan Helge Mårdalen, Head of Hydro Havrand, Hydro’s business unit dedicated to developing, operating,
and owning green hydrogen facilities. Hydro Havrand is responsible for the three-year pilot at Høyanger.
Green hydrogen is based on renewable energy, with zero emissions both in production and use, and is a promising solution for replacing natural gas in aluminium recycling.
“By demonstrating that industries like aluminium can switch to green hydrogen without compromising quality, we are paving the way for broader adoption of this technology across the industry,” says Mårdalen.
The pilot project in Høyanger
Together with engineering group Fives, Hydro has developed technology to switch the fuel from natural gas to green hydrogen in the recycling of aluminium. The first large scale tests using green hydrogen was done at Hydro’s extrusion
switch technology, metal quality, and infrastructure requirements with global potential. The project aims to validate the technical and economic viability of using green hydrogen in aluminium recycling and seeks to develop best practices for scaling up this technology across the industry.
“We will test switching between green hydrogen and natural gas during the melting furnaces’ operation. This will lay the groundwork for later use of biomethane replacing natural gas exploring important options for the green aluminium transition. We will also test flexible production of green hydrogen towards the grid and energy market.” says Mårdalen.
As green hydrogen can store surplus energy and release it when needed, it is a potentially important part of the future energy mix consisting of more variable
plant in Navarra, Spain – marking the world’s first known successful industrialscale application of hydrogen as an energy source in aluminium production. The metal from the test was sold to Irizar e-mobility, as profiles for their electric vehicles.
“Our tests in Navarra showed what is possible and demonstrates a step towards carbon-free aluminium and the potential of green hydrogen in eliminating fossil fuels and hard-to-abate emissions. With our project in Høyanger, we are taking the next step” says Jan Helge Mårdalen.
Hydro’s new recycling unit at its aluminium smelter in Høyanger will be the first to pilot the use of green hydrogen on an industrial scale in the recycling of postconsumer scrap. The recycled aluminium will then be mixed with primary metal, to make low-carbon casting products that will enable customers to cut the embedded emissions in their value chain.
Over three years, Hydro examines the efficacy of green hydrogen technology. The pilot will utilise green hydrogen to power one re-melting furnace, providing valuable insights into fuel
renewable energy sources, such as wind and solar power.
Hydro’s expertise in both energy and aluminium production is key for this pilot. Hydro will invest around NOK 368 million in the pilot at its recycling unit in Høyanger, including funding from the Norwegian Government (Enova) of NOK 83.3 million.
The project aims to validate the technical and economic viability of using green hydrogen in aluminium recycling and seeks to develop best practices for scaling up this technology across the industry.
In this project, Høyanger, with approximately two thousand inhabitants, is driving a project with global potential. This illustrates how local communities play a crucial role in pioneering sustainable industrial advancements.
“With the opening of Høyanger Recycling and investments in technology pilots like this green hydrogen project, we are creating new job opportunities and promoting economic growth in the region,” says Ann Øygård, Plant Manager at Hydro Høyanger. �
Quick and Precise.
Aluminium cutting machines from Mössner
Mössner develops and builds machines for cutting aluminium slabs, blocks and plates. Adapted to customer requirements, the specialmachines are individually equipped with a variety of components for an optimal solution to specific work processes.
From Ingot to semi-finished product: Mössner offers turnkey solutions for the aluminum industry
August Mössner GmbH + Co. KG will showcase their extensive solutions for the aluminum industry at the Aluminium trade fair in Düsseldorf from October 8-10, 2024. The company will demonstrate applications in sawing, testing, and handling aluminum.
Comprehensive Range of Saws
Mössner offers a wide variety of saws for processing T-ingots, rolling ingots, plates, blocks, and billets. These saws are distinguished by their solid steel construction, precise cutting performance, and long saw blade life. The ingot saws are in operation worldwide and are used in both primary and secondary aluminum production. Recent projects include applications in Turkey, Belgium, Norway, the USA, France, China, and Germany, covering aerospace, semi-finished product manufacturing, recycling, and automation.
Horizontal Saws for Plate Production
For producing plates of varying thicknesses from an ingot, Mössner’s horizontal saws are ideal. These saws allow for precise cuts of plates in various sizes. The fully automated process also includes milling, foiling, and handling of the plates.
Contour Saws for the Aerospace Sector
In the aerospace sector, Mössner’s contour saws are used. They enable the production of semi-finished products that closely match the final geometry. Oliver Vogt, Product Manager in
the Aluminum Division, emphasizes that their over 35 years of experience in robotics can further increase the automation level of the sawing systems.
Diverse Product Portfolio
Mössner’s product portfolio includes vertical and horizontal saws, specialized saws for the aerospace industry, as well as saws for T-ingots, rolling ingots, plates, blocks, and billets. Additionally, the company offers ingot milling machines, contour saws, round saws for producing aluminum circles, and plate circular saws. The offering is complemented by ultrasonic testing systems, conductivity testing systems, marking systems, and handling and automation solutions.
Customized Solutions and Flexibility
With 140 employees, Mössner develops and builds customized solutions in mechanical engineering, automation technology, and robotics. Despite its size, the company remains flexible enough to provide tailored solutions. The systems are developed, manufactured, assembled, and commissioned at the customer’s site worldwide from their location in Eschach.
The Federal Republic of Germany (Germany) has the largest economy in Europe and one of the five largest economies in the world. According to the World Bank, the Gross Domestic Product (GDP) of Germany was estimated to be approximately (US) $4,460,000,000,000 in 2023. Only the economies of the United States of America (USA), China, and Japan are larger than that of Germany, according to the World Bank.
In a report issued by the International Monetary Fund (IMF) in 2024, the Real GDP of Germany is projected to grow 0.2% in 2024. According to that same report, the IMF projected Consumer Prices in Germany will increase 2.2% in 2024.
The country has one of the 20 largest populations among all nations. According to the World Bank, the most recent population stats indicated that 84,482,267 people were living in Germany in 2023. This population level ranks Germany as the largest country solely in Europe; Russia and Türkiye, nations that include territory in both Europe and Asia, have larger populations.
The land area of Germany includes approximately 357,114 km2 (137,882 mi2) of territory. This places the country as the 6th largest within Europe, including the European sections of Russia and Türkiye.
Trade
Germany was the 2nd largest importer of aluminium and articles thereof (hereafter noted as “aluminium and related products”) worldwide in each year from 2019 to 2023. Only the USA was ranked higher for imports of these products during those years. Germany was ranked just ahead of China in each year from 2020 to 2023; the nation was ranked just ahead of Japan in 2019.
The amount of aluminium and related products imported into Germany represented 9.9% of total imports of these products globally in 2023. This was a slight increase from five years earlier when imports of aluminium and related products into Germany were 9.8% of imports of these products on a worldwide basis.
In each year from 2019 to 2023, Germany was ranked as the 2nd largest country globally in exports of aluminium and related products. Only China was ranked higher for exports of these products during those years. This European nation was just ahead of the USA in 2019, 2020, 2022, and 2023; Germany was just ahead of Canada in 2021.
The amount of aluminium and related
By Richard McDonough*
Aluminium industry in Germany
products exported from Germany was 8.2% of total exports of these products from all nations in 2023. This was a decrease from 2019 when German exports of aluminium and related products represented 9.3% of exports of these products globally.
This information is according to the International Trade Centre (ITC). Unless otherwise stated, statistics detailing imports and exports of aluminium and related products to and from Germany are approximate and are from the most recent reports issued by the ITC. This information also includes statistics detailing individual segments of the aluminium industry.
Imports
Graph 1.
The value of the imports of aluminium and related products into Germany has varied during the time period from 2019 to 2023. Imports of these products decreased from 2019 to 2020 and then increased from 2020 to 2022. Whilst imports decreased in 2023, the amount of these imports was still substantially higher than the amount in 2019.
In 2019, imports of these products amounted to: (US) $17,403,536,000; in 2020, (US) $14,951,223,000; in 2021, (US) $21,125,879,000; in 2022, (US) $26,760,627,00 and in 2023, imports of aluminium and related products were valued at (US) $22,890,504,000.
Major sources of aluminium and related products imported into Germany included countries in Asia and Europe. The top six sources of these products were European nations adjacent to or near Germany.
The Netherlands was the largest source of aluminium and related products imported into Germany in both 2019 and 2023. A total of (US) $1,663,713,000 of these products were imported into Germany from the Netherlands in 2019. Five years later, (US) $2,262,985,000 of aluminium and related products were imported from the Netherlands into Germany. The percentage of market share for these types of imports increased from 9.6% in 2019 to 9.9% in 2023.
Imports of aluminium and related products into Germany also increased
(The photograph was provided courtesy of Francesco De Comité.)
from the other five top sources. The imports of these products from Austria increased from (US) $1,546,054,000 in 2019 to (US) $2,044,354,000 in 2023; from Italy, imports increased from (US) $1,255,363,000 in 2019 to (US) $1,771,745,000 in 2023; from Switzerland, imports increased from (US) $1,159,221,000 in 2019 to (US) $1,390,555,000 in 2023; from France, imports increased from (US) $1,042,487,000 in 2019 to (US) $1,281,939,000 in 2023; and from Poland, imports increased from (US) $830,725,000 in 2019 to (US) $1,265,960,000 in 2023.
The actual increases in the importation of these products into Germany included
increases in the percentage of market share for aluminium and related products for Italy (7.2% in 2019, 7.7% in 2023) and Poland (4.8% in 2019, 5.5% in 2023), but decreases for Switzerland (6.7% in 2019, 6.1% in 2023) and France (6% in 2019, 5.6% in 2023). The market share percentage for imports of these products from Austria remained the same in 2023 as it was in 2019, 8.9%.
Ten additional nations each were the sources of more than 500 million US dollars of aluminium and related products in 2023. These countries included: China, (US) $939,287,000; Türkiye, (US) $931,484,000; Czechia, (US) $892,050,000; the United Arab Emirates (UAE), (US) $844,019,000; Norway, (US) $821,190,000; Belgium, (US) $724,117,000; the United Kingdom (UK), (US) $694,924,000; Spain, (US) $681,290,000; Iceland, (US) $579,312,000; and Hungary, (US) $545,990,000.
Each of these ten countries saw increases in the amount of these products imported into Germany from 2019. In that year, imports of aluminium and related products into Germany were (US) $873,806,000 from China, (US) $366,322,000 from Türkiye, (US) $589,916,00 from Czechia, (US) $562,369,000 from the UAE, (US) $649,384,000 from Norway, (US) $583,361,000
from Belgium, (US) $685,724,000 from the UK, (US) $633,542,000 from Spain, (US) $388,091,000 from Iceland, and (US) $413,268,000 from Hungary.
Other large sources of aluminium and related products imported into Germany in 2023 included Romania, (US) $450,049,000; Slovakia, (US) $414,762,000; India, (US) $387,020,000; and Greece, (US) $384,872,000.
Aluminium and related products imported into Germany from its 20 largest sources represented 84.4% of all of the imports of these products into the nation in 2023. Five years earlier, these same 20 countries represented 80.3% of all aluminium and related products imported into Germany in 2019.
Exports
Graph 2
The amounts of exports of aluminium and related products from Germany also varied during the time period from 2019 to 2023. Exports of these products decreased from 2019 to 2020 and then increased in 2021 and 2022 before decreasing again in 2023.
Aluminium and related products exported from Germany were valued at (US) $16,485,729,000 in 2019, (US) $14,739,713,000 in 2020, (US) $18,908,307,000 in 2021, (US) $21,417,103,000 in 2022, and (US) $19,620,604,000 in 2023.
Exports of these products from Germany exceeded two billion US dollars to France
RONAL GROUP produces wheels from aluminium at its facility in Landau, Germany.
(The photograph was provided courtesy of RONAL GROUP.)
Graph 1. Sources of aluminium and related products imported into Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
Graph 2.Destinations of aluminium and related products exported from Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
(Image
in 2023. Other nations that were export destinations for more than one billion US dollars of aluminium and related products included Austria, Poland, the UK, Switzerland, the Netherlands, and Italy in 2023.
The amount of these products exported from Germany decreased in actual amounts from 2019 to 2023 to the UK, yet increased in actual amounts for France, Austria, Poland, Switzerland, the Netherlands, and Italy during those five years.
In 2023, German exports of aluminium and related products were (US) $2,010,844,000 to France, (US) $1,921,790,000 to Austria, (US) $1,508,930,000 to Poland, (US) $1,493,970,000 to the UK, (US) $1,478,498,000 to Switzerland, (US) $1,361,237,000 to the Netherlands, and (US) $1,170,140,000 to Italy.
Germany exported these products in 2019 to France in the amount of (US) $1,566,562,000; to Austria, (US) $1,510,245,000; to Poland, (US) $1,087,288,000; to the UK, (US) $1,735,384,000; to Switzerland, (US) $1,216,735,000 to the Netherlands, (US) $1,077,813,000; and to Italy, (US) $871,444,000.
Five additional nations were the destinations for exports of aluminium and related products from Germany in amounts greater than half a billion US dollars in 2023. The countries included Czechia, (US) $857,164,000; Spain, (US) $769,703,000; Belgium, (US) $751,004,000;
the USA, (US) $737,929,000; and Hungary, (US) $561,892,000.
Other large export destinations for German aluminium and related products in 2023 included Slovakia, (US) $431,625,000; Sweden, (US) $349,354,000; China, (US) $326,614,000; Romania, (US) $317,788,000; Denmark, (US) $311,641,000; and Luxembourg, (US) $255,232,000.
Aluminium and related products exported from Germany from its 18 largest destinations represented 84.7% of all of the exports of these products from the nation in 2023. Five years earlier, these same 18 nations represented 83.7% of all aluminium and related products exported from Germany in 2019.
In addition to the information about total imports and exports of aluminium and related products, the ITC also provided additional details about production and trade for different portions of the aluminium industry. These market segments included raw aluminium, aluminium ore, and scrap aluminium imported into and exported from Germany.
Raw Aluminium
Graph 3.
The ITC reported that Germany was the 2nd largest importer of raw aluminium in 2023. The country imported (US) $6,489,724,000 in raw aluminium in that year; this amount represented 8.9% of total imports of this product into all nations. The ranking placed Germany between the USA and China for the amounts of raw aluminium imported into the countries in 2023.
In 2019, Germany was also the 2nd largest importer of raw aluminium among all countries. A total of (US) $5,088,662,000 in raw aluminium was imported into the nation at that time, representing 9.5% of worldwide imports of this product. This placed Germany between the USA and Japan in the rankings of countries that imported raw aluminium in 2019.
Imports of raw aluminium into Germany decreased from 2019 to 2020, then increased from 2020 to 2021 and from 2021 to 2022. The amounts of these imported products then decreased again from 2022 to 2023.
The Netherlands was the largest source of imported raw aluminium into Germany in each year from 2019 to 2023: (US) $775,735,000 in these imports in 2019; (US) $998,271,000 in these imports in 2023. The percentage of total imports of raw aluminium into Germany from the
Netherlands was roughly the same in both years: 15.2% in 2019; 15.4% in 2023. There was a substantial drop in imports of this product from the Netherlands in 2023 as compared to 2022, when Germany imported (US) $1,596,398,000 in raw aluminium from the Netherlands.
Three other countries were also the sources of more than half-a-billion US dollars of raw aluminium imported into Germany in 2023. The UAE was the second largest source of this product imported into this country with (US) $795,611,000 in raw aluminium imported into Germany in 2023. Norway was the third largest source of this product imported at (US) $690,863,000, whilst Iceland was the fourth largest source of raw aluminium with (US) $545,792,000 imported into Germany in 2023.
Each of these three nations saw their portions of this market either remain the same or increase from 2019 to 2023. The UAE was at 10.6% of the market in 2019, 12.3% in 2023; Norway was also at 10.6% in 2019, it remained at 10.6% in 2023; and Iceland was at 7.1% in 2019, 8.4% in 2023.
Austria ranked as the fifth largest source of raw aluminium imported into Germany in 2023. In that year, Germany imported (US) $412,248,000 in this product from Austria. This represented an increase from five years earlier in market share when raw aluminium imported into Germany from Austria was at 5.1% in 2019, and at 6.4% in 2023.
The UK remained a major source of imported raw aluminium for Germany, but saw its market share decrease from 7.3% in 2019 to 6.3% in 2023. Germany imported (US) $406,211,000 in raw
Graph 3. Sources of raw aluminium imported into Germany in 2023.
created with data provided courtesy of the International Trade Centre.)
Graph 4. Destinations of raw aluminium exported from Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
aluminium from the UK in 2023.
Seven additional countries were the sources of raw aluminium imported into Germany that were valued at more than one hundred million US dollars in 2023. These nations included France, (US) $394,743,000; India, (US) $299,669,000; Poland, (US) $194,782,000; Italy, (US) $192,019,000; Luxembourg, (US) $177,158,000; Bahrain, (US) $170,740,000; and Russia, (US) $159,785,000.
The amounts of raw aluminium imported into Germany from Russia have varied in recent years. In 2019, Germany imported (US) $521,723,000 in this product from Russia; this represented a market share of imports of this product at 10.3%. In 2020, the amount was (US) $230,379,000; in 2021, (US) $451,571,000; and in 2022, (US) $469,628,000. The market share of raw aluminium imported from Russia into Germany was at 2.5% in 2023.
Other major sources of imported raw aluminium in 2023 were South Africa at (US) $95,648,000, Mozambique at (US) $94,426,000, Czechia at (US) $86,596,000, and Switzerland at (US) $85,881,000.
In addition to the individual countries listed, the ITC reported that “Area NES” has been a major source of raw aluminium imported into Germany in each year from 2019 to 2023. In that latter year, (US) $172,246,000 in raw aluminium was imported into Germany from Area NES. According to the ITC, “Area NES” means “areas not elsewhere specified.” The ITC indicated that this trading partner
designation “…is used (a) for low value trade and (b) if the partner designation was unknown to the reporting country or if an error was made in the partner assignment. The reporting country does not send ITC the details of the trading partner in these specific cases. Sometimes reporters do this to protect company information. So, one could say that ‘Area NES’ is a group of partner countries, but the components of the group vary by reporter, by trade flow, by year, and by commodity.”
Combined, the top 18 sources of raw aluminium (including Area NES) represented 92.2% of all of this product imported into Germany in 2023. This compares to 2019, when these 18 sources (including Area NES) imported raw aluminium into Germany that represented 90.9% of the market for this product.
Graph 4.
Germany was ranked as the 15th largest exporter of raw aluminium globally in 2023. The country exported (US) $1,386,571,000 in raw aluminium at that time; this amount represented 1.9% of total exports of this product from all nations. Germany was ranked between Italy (at number 14) and Mozambique (at number 16) in the rankings of countries that exported raw aluminium. The country ranked at number 13 in 2022, at number 12 in 2021, and at number 14 in 2020.
In 2019, Germany was also the 15th largest exporter of raw aluminium among all countries. A total of (US) $961,616,000 in raw aluminium was exported from the nation in that year; this amount represented 2% of total global exports of this product. Germany ranked between Saudi Arabia (at number 14) and Mozambique (at number 16) for the levels of raw aluminium exports in 2019.
Exports of raw aluminium from Germany increased substantially from 2019 to 2022, but then decreased in 2023. All of the country’s major export markets for this product were European nations.
About one-fourth of all raw aluminium exported from Germany in 2023 was sent to Switzerland. Germany exported (US) $339,678,000 of this product to Switzerland in that year; the amount represented 24.5% of the market share for this type of export product. Five years earlier, exports of raw aluminium to Switzerland amounted to (US) $208,247,000; this was 21.7% of the export market for this product in 2019.
Germany exported more than one hundred million US dollars of raw aluminium to three additional nations in 2023: Austria, (US) $299,262,000; Poland, (US) $130,772,000; and Czechia, (US) $110,524,000.
These amounts were 21.6%, 9.4%, and 8%, respectively, in market share of this export product.
Eight other countries were large export markets for German raw aluminium in 2023. These included France, (US) $90,885,000; Italy, (US) $66,953,000; Belgium, (US) $62,551,000; the Netherlands, (US) $58,495,000; Serbia, (US) $34,326,000; Spain, (US) $25,777,000; Luxembourg, (US) $22,589,000; and Romania, (US) $20,371,000.
With one exception, Germany saw increases in the amounts of raw aluminium exported into these eight nations in 2023 as compared to 2019. The exception was Belgium. Exports of this product to Belgium were (US) $117,841,000 in 2019; the market share was 12.3% in that year. Belgium rose to the third largest export market for German raw aluminium in 2020, but its market share dropped to 4.5% in 2023.
Collectively, the top 12 destinations for raw aluminium exported from Germany represented 91.1% of the total market for the product exported from this nation in 2023. Five years earlier, in 2019, these 12 countries were the destinations for 89% of all raw aluminium exported from Germany.
Aluminium Ore (Bauxite) Graph 5.
Germany was the 7th largest importer of aluminium ore among all countries in 2023. The nation was ranked between Spain, at number six, and Greece, at number eight, in that year. Germany
Graph 5. Sources of aluminium ore imported into Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
Graph 6. Destinations of aluminium ore exported from Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
‘In a world where our choices shape the future, embracing sustainability is essential’
imported (US) $82,299,000 in aluminium ore in 2023; this amount represented less than 1% of all worldwide imports of aluminium ore in that year.
The amount of aluminium ore imported into Germany in 2023 was less than half of the year earlier. In 2022, Germany imported (US) $190,860,000 of this product. The amounts imported during the years from 2019 to 2021 were less than that amount, but more than the amount imported in 2023.
In 2019, Germany was ranked as number nine among importers of aluminium ore; Canada was ranked as number eight and France was ranked as number 10 in that year. A total of (US) $137,091,000 of aluminium ore was imported into Germany in 2019; this represented 1.9% of global exports of aluminium ore in that year.
Guinea was the largest source of aluminium ore imported into Germany in each year from 2019 to 2023. A total of (US) $59,290,000 in aluminium ore was imported from that country in 2023, and (US) $111,934,000 in 2019. These amounts represented 72% of all of the imports of this product in 2023, and 81.6% of the aluminium ore imported into Germany in 2019.
China has increased its share of this market with the Asian nation being the source of 8.3% of aluminium ore imported into Germany in 2019, and 14.8% of this product imported into Germany in 2023. In that latter year, (US) $12,182,000 in aluminium ore was imported into this country from China.
Other countries that were the sources of aluminium ore imported into Germany
in 2023 were Guyana, Türkiye, the Netherlands, and Brazil. The amounts and the percentages of market share represented by those amounts in 2023 were, respectively, (US) $4,023,000, 4.9%; (US) $3,115,000, 3.8%; (US) $1,696,000, 2.1%; and (US) $1,264,000, 1.5%.
These six nations together were the sources of 99.1% of all aluminium ore imported into Germany in 2023. Five of these countries were the sources of 98.8% of all of this product imported into Germany in 2019; Türkiye was not the source of any of aluminium ore imported into Germany in that year.
Graph 6.
Germany was the 12th largest exporter of aluminium ore globally in 2023. The nation was ranked between Malaysia (number 11) and Laos (number 13) in that year. In 2019, Germany was ranked as number 19 among exporters of aluminium ore; Belgium was ranked at number 18, with Equatorial Guinea ranked at number 20 in that year.
In 2023, Germany exported (US) $17,146,000 in aluminium ore; this amount represented less than 1% of all worldwide imports of aluminium ore. In 2019, Germany exported (US) $12,017,000 of this product; this amount also represented less than 1% of all exports of aluminium ore on a global basis. The amounts of this product exported from Germany increased from 2019 to 2022, but then decreased in 2023.
Poland was the largest destination for aluminium ore exported from Germany in each year from 2020 to 2023. In the latter year, exports of this product to this Eastern European nation amounted to (US) $6,858,000 and represented 40% of all German exports of aluminium ore. In 2019, exports of this product to Poland amounted to (US) $2,163,000; this amount was 18% of all exports of this product from Germany in that year.
More than one million US dollars of aluminium ore was exported from Germany to three other countries in 2023. The nation exported (US) $2,589,000 of this product to Czechia, (US) $2,099,000 to the Netherlands, and (US) $1,725,000 to Slovakia in that year.
France, Italy, Austria, Denmark, Kazakhstan, and Sweden were also destinations of aluminium ore exported from Germany in 2023. In that year, the amounts were, respectively, (US) $757,000, (US) $629,000, (US) $590,000, (US) $440,000, (US) $276,000, and (US) $208,000.
Together, the ten nations were the destinations of 94.3% of all aluminium ore exported from Germany in 2023. These ten countries were the export markets for 66.8% of this product exported from Germany in 2019.
Beyond these ten countries, three other nations were important export markets for German aluminium ore in 2019: Switzerland, Spain, and Hungary. Market shares for the exports of aluminium ore to these three nations were 8.9%, 6.3%, and 4.3%, respectively, in that year. Exports of this product from Germany to these three countries were extremely modest in 2023.
Scrap Aluminium
Graph 7.
The ITC reported that Germany was the 3rd largest importer of scrap aluminium in 2023. The nation’s ranking placed it between China at number two and South Korea at number four; India was number one. In that year, the country imported (US) $1,722,547,000 in scrap aluminium; this amount represented 6.9% of all global imports of scrap aluminium.
In 2019, the country was also ranked as the 3rd largest importer of this product. In that year, Germany imported (US) $1,307,246,000 in scrap aluminium. The rankings for 2019 were the same as those listed for 2023. The amount of this product imported into Germany represented 9.6% of all imports of scrap aluminium worldwide.
The Netherlands was the largest source of scrap aluminium imported into Germany in 2023. The nation imported a total of (US) $412,971,000 of this product from the Netherlands in 2023; this represented
Graph 7. Sources of scrap aluminium imported into Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
Graph 8. Destinations of scrap aluminium exported into Germany in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
AUTONOMOUS CHARGING & SKIMMING MACHINES
Creating the Future through Sustainability
Where there is water, there is life. We use the power of water for renewable energy to build a more sustainable future.
Aluminium 2024 Visit us: 6A23
24% of all scrap aluminium imported into Germany in that year. In 2019, imports of this product from the Netherlands amounted to (US) $303,444,000 and represented 23.2% of all imported scrap aluminium.
Three additional countries were each the source of more than one hundred million US dollars of scrap aluminium imported into Germany in 2023: Poland, (US) $227,696,000; Austria, (US) $119,913,000; and the UK, (US) $102,865,000.
Germany also imported large quantities of scrap aluminium from nine other nations in 2023: France, (US) $96,042,000; Sweden, (US) $95,541,000; Belgium, (US) $91,489,000; Switzerland, (US) $89,318,000; Denmark, (US) $76,408,000; Slovakia, (US) $74,763,000; Italy, (US) $52,295,000; Czechia, (US) $41,466,000; and Spain, (US) $38,876,000.
Combined, these 13 countries represented 88.2% of all scrap aluminium
imported into Germany in 2023. The scrap aluminium imported into Germany from the 13 nations represented 85.8% of all of the imports of this product in 2019. Graph 8.
According to the ITC, Germany was the 2nd largest exporter of scrap aluminium in each year from 2019 to 2023. The nation’s ranking placed it between the USA (number one) and Canada (number three) in both 2023 and 2019.
In 2023, Germany exported (US) $2,043,260,000 in scrap aluminium; this amount represented 9.8% of all global exports of scrap aluminium. Five years earlier, the European country exported (US) $1,291,004,000 in scrap aluminium in 2019. This amount represented 11.2% of all global exports of scrap aluminium in that year.
Italy was the largest export market for scrap aluminium from Germany in 2023; (US) $303,708,000 of this product was exported to the Mediterranean nation in that year. Five years earlier, the amount exported to Italy was (US) $210,958,000. The exports to that country represented 16.3% of all scrap aluminium exported
SAW LINE KS600R / KS650R
from Germany in 2019, and 14.9% of this product in 2023.
Germany exported more than one hundred million US dollars in scrap aluminium to six additional nations in 2023:
Austria, (US) $275,813,000; Poland, (US) $181,902,000; the Netherlands, (US) $175,628,000; Luxembourg, (US) $117,265,000; Switzerland, (US) $115,300,000; and France, (US) $107,342,000.
Other large export markets for German scrap aluminium in 2023 were India, Czechia, Romania, Slovenia, Hungary, and Malaysia. The amounts of this product exported in that year were, respectively, (US) $93,345,000, (US) $62,602,000, (US) $58,972,000, (US) $52,290,000, (US) $45,965,000, and (US) $44,566,000.
The total exports to these 13 nations represented 80.1% of all scrap aluminium exported from Germany in 2023. This percentage was a reduction from the market share held by these 13 countries as export destinations for this product –85.7% – in 2019. �
Automatic cutting line to cut aluminum and PVC profiles with 90° cuts
Flexible Minimal setup times through automatic adjustment to profile geometry. Huge cutting area, part lengths of 10-7200mm possible, as well as integration of further processing steps like measuring, marking, deburring, etc.
Fast 18,5KW saw motor, up to 180m/min positioning speed
Precise Saw module servo driven, horizontal saw blade movement, curb widening after each cut, repetition precision of +/-0, 1 mm
Company profile 2024
Continuus-Properzi pioneered the process of continuously casting and rolling nonferrous rod in the 1940s and today is the global leader for nonferrous wire rod production equipment offering complete CCR lines including Furnace Sets, casting equipment, rolling equipment, and double spoolers. Our Furnaces & Combustion Division supplies furnaces for both aluminium and copper Lines as well as Fumes Treatment Systems.
A wide range of Furnaces are available, suitable to process and refine scrap generated during the downstream production process, and also scrap sourced from the market, with remarkable cost savings for our customers and a positive ‘green’ impact on the environment.
The Properzi organisation provides unparalleled technology for the production of Aluminium and Copper wire rod around the world. The copper rod can be produced from either cathodes or 100% low quality copper scrap to yield top quality copper rod.
In addition, Continuus-Properzi’s unique position as an industry leader and its unparalleled experience and knowledge of the needs of cable manufacturers has enabled it to design a family of casting and rolling lines for the production of highquality aluminium or copper rod specifically for cable producers’ internal consumption.
Other available product lines include: our “Pro-Form” continuous rotary extrusion machinery for a wide range of applications in Copper and Aluminium, our Vert-Melt Furnace for Aluminium, and our Self-Annealing Microrolling® (SAM) machine that processes 8 mm copper rod down to 1.8-2 mm soft wire without an annealer thereby providing significant energy savings.
Spare parts are available for all of our systems to guarantee their durability and operation. Our Spare Parts office is fully available to create customised “annual” packages that offer significant economic advantages.
The availability of efficient Aftersale Service, which includes on-site technical assistance, remote technical consultancy and the supply of spare parts, is engrained in the corporate culture. Properzi is available to supply its equipment on an Engineering, Procurement and Construction (EPC) basis so that the buyer is only minimally involved with the installation of the plant.
Visit us at www.properzi.com or contact sales@properzi.it for more detailed information regarding our complete product offering.
Typical Properzi Aluminium CCR Line
Shaft & Holding Furnacesof a CCR CU Line
Self-Annealing Microrolling® (SAM) Machine
Remote Technical Consultancy
Decarbonising together
“We need to collaborate to make meaningful change”
Predrag Ozmo, Sustainability Director at Ball Corporation
Discussing sustainability is something that the industry has quickly become accustomed to, with aluminium representing a great enabler of circularity thanks to its versatility, strength, quality and recyclability. Zahra Awan* spoke with Predrag Ozmo** about how we can leverage these properties for the benefit of the industry and the environment.
1. What role does Ball play in the aluminium supply chain?
Ball has the widest global portfolio of aluminium cans and bottles in the industry and the broadest manufacturing footprint to deliver for their customers.
Summarised by Predrag Ozmo, “we work closely with top aluminium producers alongside leading beverage and personal care companies to meet our -and their- business and sustainability targets. As a dedicated aluminium packaging organisation, we strive to unlock long-term value creation by running our business as efficiently as possible and innovating in unique ways to best address the immediate and future needs of our customers, while simultaneously upholding our sustainability commitments.”
2. Could you explain the importance of closed loop recycling on the aluminium supply chain.
“Circularity is the key lever in our decarbonisation plan. At its purest, real circularity is the continuous recovery and re-use of materials, with nothing lost during the process. Under Ball’s circularity vision, aluminium is truly and almost infinitely recycled back to the same application in a closed loop, for multiple cycles with minimum losses each cycle. Waste is kept to the bare minimum and the material stays in the economy,
maintaining its value.”
But why should we be interested in recycling and circularity?: “The planet needs to move rapidly from an inefficient, material-hungry, linear economy to a circular one that involves much less raw material extraction, keeps products and materials in use for as long as possible, and maintains their useful value at the end of life. A circular economy – and the technology that enables it – will
* Assistant Editor, Aluminium International Today
** Sustainability Director at Ball Cooperation
help safeguard material security and resilience to external shocks. And it has good potential to boost employment, expand resource productivity, and slash expenditure by extending product lifetimes, reducing maintenance costs, and avoiding external costs like pollution. What’s more, in the specific case of aluminium, recycled aluminium production requires 95% less energy than producing primary aluminium”.
3. What role does Ball play in encouraging a circular loop for can manufacturing?
“We work with governments, local communities, our suppliers and partners, customers and the scientific community to boost recycling rates,” said Predrag Ozmo. He explained that Ball looks at policies to get cans back into the system at a large and impactful scale. “Ball’s Climate Transition Plan aims to achieve 90% recycling rates and with that enable 85% recycled content by 2030 – something that is entirely feasible with current technologies and by leveraging existing policies” said Ozmo. Although Ball doesn’t delve into collection and recycling itself, they stand up to promote and enhance the process through education and legislation.
4. Could you explain what Ball’sClimate Transition Plan (CTP) is?
The Ball CTP was published in March 2023 and outlines Ball’s ambition to deliver significant near – and medium – term emissions reductions. “While covering milestones to 2030 and 2040/2050, Ball’s Climate Transition Plan focuses on critical emissions reductions by 2030 and, importantly, does not rely on offsets to achieve this. The CTP sets out an ambitious, realistic and transparent pathway (as opposed to a mere pledge) to transform the company into a fully circular and decarbonised business. And it includes three technically feasible, economically viable and socially acceptable scenarios that account for a degree of uncertainty and the potential for change along the journey.”
The science-based milestones aim to achieve a 55% reduction in absolute GHG emissions by 2030 covering all three scopes of emissions, in line with the 1.5°C target.
“With packaging representing up to 40% of Ball’s customers’ carbon footprints, the company’s decarbonisation plans will be a sound insurance for them”, said Ozmo.
“At Ball, we want to demonstrate integrity by aligning commitments with actions, and advocate for industry
According to the International Aluminium Institute, more than 70% of aluminium beverage cans are currently recycled into new products, making it the most recyclable container, while data has revealed that recycling all cans globally in 2030 would save 60 million tonnes of greenhouse gas emissions each year. However, with the global use of aluminium beverage cans set to increase from 420 billion in 2020 to 630 billion by 2030, we will need to increase recycling rates in order to limit global warming to 1.5°C, highlighted Ozmo.
Against this backdrop, last year, Ball and other leading aluminium producers, recyclers, rolling mills, can makers and industry associations came together at
COP28, calling for greater commitment from national governments and the aluminium value chain to accelerate beverage can recycling rates, aiming for least 80% by 2030 and close to 100% by 2050. As Ozmo explained, this included calls for policy makers to establish national and/or state-level recycling targets for aluminium beverage cans, as well as collecting and publishing data on aluminium beverage can recovery rates to monitor progress.
“Despite many of those in the industry being competitors, we still have the common and mutual interest that everyone across the entire industry is able to prosper and decarbonise”. - Predrag Ozmo.
alignment, collaboration and systemic transformation, encouraging value chain mobilisation around pioneering commitments.”
Providing an example of the CTP in action, Ozmo discussed renewable energy coverage. “Our goal is to be 100% covered by renewable energy in all our operations globally by 2030. We are taking a multi-faceted approach, but our biggest focus is on virtual power purchase agreements (VPAs), whereby Ball can invest in renewable energy projects such as building power plants and wind or solar projects. We are also aware that access to renewable energy will vary region by region, so we keep geographical differences in mind when looking at the global plan.” Quoting Ball’s 2023 Combined Report, Ozmo noted that “for the first time, 58% of our energy, globally, came from renewable sources.” He stated that the biannual reports will be a good indicator to the wider industry as to where and how renewable energy can be implemented, as well as aligning with Ball’s commitment to transparency.
5. What is key to successfully decarbonising?
“I would say there is a snowball effect out there when it comes to sustainability and decarbonisation, you don’t want to be on shore when that boat sails” - Predrag Ozmo
“The key to decarbonisation is partnership and working together with every key stakeholder. You can have the best climate plan in the world, but if nobody else plays along, how will it be achieved?” said Predrag Ozmo. He explained that the entire value chain is involved as the industry needs to have access to sustainable materials from upstream, but also a demand from those downstream.
“The alignment of the entire industry is important and something you can’t simply avoid.” Ozmo went on to highlight the importance of industry-wide schemes, such as the Aluminium Stewardship Initiative (ASI), which enables members such as Ball to align their manufacturing operations – and products – with social responsibility and product stewardship values, while working towards the goal of purchasing 100% of aluminium from certified sustainable sources by 2030.
6. Do you feel like greenwashing will become a threat to the industry?
“It is definitely not a threat, but something that the aluminium industry at large is very mindful of and actively working on. Aluminium has a strong sustainability value proposition, and our goal is to prove and communicate the integrity of all existing and future claims, supporting them with evidence and sources.”
Ozmo suggested that what we see today could be described as sustainability fatigue. “There is definitely fatigue, confusion and distrust among the end consumers. When we talk to our customers, we go deep into what it means to be sustainable. We talk and we understand each other, we know that there is substance behind everything we say and do. But when you think of the end consumers, when I think about you or myself, I realise I’m tired of these repetitive claims! So, I think one of the biggest challenges today is to reach those end consumers and really trigger something in them to say, ‘OK, this makes sense. This is different from all the claims I’ve seen over the past couple of years.’”
7. Legislation and policy
According to Ozmo, Ball recognises that accelerating decarbonisation relies on matching developments in technology with improvements in policy thinking, and concentrates its advocacy efforts mainly around three elements: Extended Producer Responsibility regulations; government support for the transition to a low-carbon economy; and the scale-up of existing technologies, that can help to produce virtually carbon-free primary aluminium.
“Ball works globally with industry and governments to create strong standards, conducive policies, and ensure a level
8. In a couple of sentences, what would you say to legislators and governments
“They should always consult the people who are actually working in the industry before passing laws, targets, and expectations. It is important to note that alignment between legislators and the industry is critical because laws made without those who are experts in the matter, made by those who don’t have hands-on experience with brands, with suppliers, with the entire value chain, cannot have a full understanding of the issues.”
playing field for ambitious net zero pledges. Our Sustainability and Public Affairs teams are one and the same, and
we work across regions to identify and assess different policy environments and needs to achieve our climate targets”
Ozmo stated that the industry is pretty much aligned on decarbonisation. Everyone understands the importance, and everyone is clear that it can’t be offset. Looking closer at the role of Ball, he stated “incentives and subsidies are where governments worldwide can help tackle the unique challenges local areas need to manage, and we try to work with governments to drive this kind of support. In this way, Ball’s Climate Transition Plan offers a candid climate advocacy and lobbying disclosure based on global standards [1].”
9. What’s your vision for primary aluminium production?
Looking at primary production, Ozmo stated that “primary production needs to move, and is moving, towards low-carbon energy smelting, low-carbon materials (alumina), and carbon-free process alternatives, basically removing all process emissions and ensuring the full chain is decarbonised.”
Ozmo highlighted Ball’s cooperation with primary producers to decarbonise the industry. For example, the company is a founding member for the aluminium sector of the First Movers Coalition, a global initiative harnessing the purchasing power of companies to unlock the untapped potential of emerging technologies needed to decarbonise the world by 2050. In this capacity, Ball has committed to purchasing 10% of primary aluminium annually as low carbon aluminium by 2030, working closely with
10.Why and how should the industry come together?
supplier partners to achieve this goal.
As a customer of primary producers and a supplier who communicates directly with customers, Ball’s position in the middle of the value chain creates the opportunity to relay the sustainability message across two stages of the production chain that ordinarily do not interact with one another. As a result, Ball can demand sustainable primary material whilst also educating customers about sustainable products. “We act as a bridge between primary producers, brands, and consumers, spreading the sustainability agenda across the entire production chain. Put simply, the decarbonising path is the only path to take if you want to stay competitive,” according to Ozmo.
“Everyone needs to, and everyone already sees the value in decarbonising” - Predrag Ozmo
Why: “Because this is the only way to make meaningful change,” said Ozmo. How: “The key is joint working groups. Rallying around interests and key topics for the entire industry. By putting our differences aside and coming together, we can then collectively put forward aluminium’s strong sustainability value proposition and advocate for the progress we need from policymakers to move the industry forward. Cooperation is critical to achieve anything, without that I don’t think anything can help. The good thing is that almost everyone recognises that. So, already we are in a good place. We are not alone in saying ‘we need to work together,’” concluded Predrag Ozmo.
The UK Deposit Return Scheme
On 25 April 2024, the UK government published a statement confirming a delay to the introduction of the Deposit Return Scheme (DRS) for drinks containers to October 2027. Martin Hyde* spoke with Zahra Awan** on why the UK needs a Deposit Return Scheme (DRS), what this should look like, and what a future without the DRS looks like.
1. Who are Alupro and what role des Alupro play with regards to the aluminium industry?
Alupro was created, 30 years ago, by the aluminium packaging industry. “We exist as a vehicle to drive up the recycling rate of aluminum packaging, and utilise the tools we have access to, to ensure this. We’ve got a broad membership which represents the entire aluminum packaging value chain. This includes material manufacturers, brands, packaging manufacturers, rollers and reprocessors,” said Martin Hyde.
Alupro looks to four main streams of communication and work to take the recycling message forward: policy and government engagement, engagement with consumers (Every Can Counts, a consumer lead project), working with local authorities (Metal Matters Program, an authority digital lead project) and Education. Hyde explains, “we make sure that politicians trying to design and enact good waste management policy aligns with what we’re trying to do. We work on our direct engagement with consumers and engaging with local authorities to capture more end-of-life material to promote circularity.”
2. Why does the UK need a DRS?
“If you look at the international examples and response to the DRS, success stories are seen across the globe.” - Martin Hyde The implementation of the DRS promotes and enhances the quality of the material within the circular economy as it immediately removes the beverage container material out of the general cycling stream meaning there is less contamination. This, as well as a higher capture rate of material, means that a greater percentage of material is repurposed into the same packaging it was originally designed. Hyde stated, “an aluminium can’s carbon footprint is reduced by 95% when made from recycled aluminium over primary aluminium.” He acknowledged that recycling rates in the UK are already high, at around 82%, but noted that “once you are at a high recycling turnover, it gets harder and harder to improve. The DRS, we believe, will provide a change that pushes us to achieve beyond what already have.”
“I think that the main benefit for the UK aluminium industry is more high-quality material coming back into the cycle.”
- Martin Hyde
* Sustainability and Public Affairs Manager, Alupro
** Assistant Editor, Aluminium International Today
Although this does not solve the issues that the UK has with scrap exports. According to figures from Verdigris (See AIT July/ August 2024: CRU World Aluminium Conference) in 2021, scrap aluminium (HS7602) exports increased to 15mt.
3. Do you anticipate any negative connotations in response to the DRS? Do you feel like there’s anything that you could learn from other countries and their experiences?
Hyde stated that “how the DRS is implemented would determine its success or failure.” He continued, “we do have a few concerns about the implementation of a DRS within the UK which mostly concerns how welldesigned the scheme is before it is launched. Without a well-designed scheme the DRS would be unsuccessful.”
He went onto give Scotland’s as an example of poor preparation commenting, “We’ve learnt a lot from Scotland, the DRS effectively collapsed overnight. The damage done by the collapse has left industry a bit shaken and people are not too keen to invest lots of money in a system that may never happen. But this is why we need governments to step in and encourage key players.”
He continued, “In the UK, so far, we have got some of the basis of a good DRS. But we’ve diverged from best practice in some of the most important areas and specifically for aluminum, this is a cause for concern.”
Hyde went onto discuss the terms that Alupro wants the DRS to have considered. He stated that Alupro has “been clear about what we want from the scheme, which is that it needs to be a fair level playing field across materials” referring to all key packaging materials such as aluminium, steel, glass and plastics. However, the current scheme’s plans do not promote a level playing field. He explained that “the issue we face is that there isn’t this level playing field as the UK’s previous government (UK changed from a Conservative to a Labor government in July 2024) decided to remove glass from the DRS.”
He commented that “the decision to exclude glass from the DRS sets a dangerous precedent. This would mean that the face value price of glass products appears to be much cheaper than its competitive materials. As well as this, there is the advantage of an easier disposal mechanism as a deposit return is not applicable. This bias towards glass means that the market could shift away from alternative materials and look to
glass products, giving the industry an unfair advantage.”
Hyde went onto discuss a solution to this issue. He suggested that the DRS implements a “variable rated deposit which considers form factor and size of the beverage container to determine the amount of deposit paid.” This alternative approach to a one size fits all would level the playing field across all products and materials with the consumers in mind. “It gets the consumer thinking less about the cost differential,” said Hyde as he acknowledged that the current economic affairs have meant that any increase in expense could disrupt people’s finances, “the deposit isn’t an insignificant amount of money if you think about it.”
Taking a leap to trust humanity, in these challenging times, is a harder step to take than it would seem. But Hyde noted that “we need to approach people as responsible adults with these things and just say here’s the information. We’re going to give you the information as early as we can. We’re going to tell you the reason why it’s important, and then let you do the work.” As an industry, it seems we intend to hold consumers’ hands when they can walk alone. But we cannot hold everyone’s hands, to ease up the list of things that need to be done, letting go is the right thing to do. However, Hyde also noted that it is the industry’s responsibility to give out all the information people need, with enough time for them to understand, accept, and implement, rather than leaving people completely to their own devices.
It is easy to say that people should do the right thing because it’s the right thing to do. But this doesn’t necessarily translate to everyone,” said Hyde. He suggested that the industry should focus on how it can get the message across in a way that promotes positive behavior without lecturing and without evoking resentment. The discussions around rolling out the DRS in the UK began in 2018. It is easy to look back and think how easy the scheme would have been implemented without a cost-of-living crisis. The DRS is now expected to be rolled out in October 2027, almost a decade after discussions began.
4. Role of the industry in the implementation of the DRS
“If everybody had the same mindset, it would be a lot easier to change everyone’s mind.” - Martin Hyde
Unfortunately, everyone has different ideas of what is right and what is wrong. Demonstrated by the Scottish attempt, implementing the DRS is depended on the reception as well as preparation by governments and legislators. Communicating with people on the matter of the DRS is just as important as sorting the legislation logistics; “if the DRS is going to go ahead, we need to use this opportunity and this time to make it work properly. We can’t afford another halfbaked attempt like we had in Scotland” said Martin Hyde, “we can’t just rely on it happening overnight without support from us [the industry].”
The DRS has been supported by public with the majority in favor of its
implementation, however, the reality of a population shifting to a new system is a lot more complex. Hyde argued that if 90% of people properly disposed of their waste, there wouldn’t be a need for the DRS.
“As an industry we have to take some responsibility, broadly speaking, if people aren’t doing the right thing” – Martin Hyde
So, the success of the DRS is dependent on public participation. Education is an obvious solution, but Hyde notes that even with education, results are uncertain. He summarised, “We don’t necessarily need consumers to be experts on packaging recyclability, we just need them to have simple instruction in front of them that they can follow.”
5. What does a future without the DRS look like?
“If the DRS doesn’t go ahead, it’s not necessarily all doom and gloom... it would be a huge shame to see all of this time and expertise go to waste” - Martin Hyde
Hyde added, “it’s something we’d like to see, and I think eventually it will happen.” He was confident that even if the process were to take a few more years, it would happen. “It has already taken up almost a decade, so what’s a few more years.” Whether this is faith in the industry and country to do the right thing or hope that eventually there will be a conclusion to his work was unclear. But he was certain that something would be put in place, whether
it is called a DRS or not.
In terms of industry challenges, we will see “material go back to kerbside, which means we will be given the challenge of ensuring we capture as much of that material as possible.” Naturally this brings about the conversation of the Extended Producer Responsibility (EPR).
EPR means that producers are responsible for funding the post-consumer stage of the products they place on the market and seek to minimise their environmental impact, often considering their designs, implementing collection and recycling schemes, etc.
6. Talking to the government and legislators
“What we want is for the government to pick up the work that’s been done and take responsibility. We want them to review the legislation that we lack so that it can be fixed and give us a direction. We want them to pick up the torch and carry it forward.”
- Martin Hyde
Hyde called for the government to look at and provide details on the cost measures around the DRS. They would like to see number regarding how much the scheme will cost the industry so that business can account for the costs and be prepared. He also called for the government to provide transparent reports on where the money and investment is going: “If we put that money in and we don’t see an increase in quality, why are we investing?”
He also stated that he would like discussions to be opened around materials and get glass included in the DRS.
Despite calls for transparency from the government, with the aim of assisting and preparing the industry, Hyde concluded that “as a whole, industry needs to understand that a lot of these things are going to happen regardless, so as an industry, we need to get behind them. We need to get involved and get engaged.”
As I close this article, an email popped into my inbox. The title: “Leading environmental campaigners have urged Labour to prioritise plans to boost recycling through introducing a comprehensive deposit return scheme. DEFRA Secretary Steve Reed “must be bolder” on deposit return scheme.” [24th July 2024]The future of the Deposit Return Scheme is perhaps more uncertain now than it was back in 2018. But what is certain is the commitment of those at Alupro to making the scheme happen.
A milestone in the tracking of semi-finished products
At the world’s leading ALUMINIUM trade fair in Düsseldorf, LEIBINGER, together with coilDNA, is presenting a cutting-edge smart code system that enables seamless tracking of any and all parts of industrial semi-finished products.
Today, semi-finished products are manufactured, dispatched and further processed along international supply chains. One of the greatest challenges is assigning the material to each and every step of the processing chain. This becomes especially difficult when products such as coils, pipes, profiles, strips or hoses are modified in length or width during production. In conventional production processes, it is virtually impossible to precisely allocate the data for each part.
coilDNA GmbH, a 100% subsidiary of AMAG Austria Metall AG, identified the market gap and developed a patented code consisting of 14 unique alphanumeric characters that are strung together in the code track – and which are never repeated. Each individual code element allows its exact position on the product to be determined. When data is assigned to these code elements, it can be retrieved in subsequent processing steps, regardless of how the semi-finished product was split. This enables seamless tracking of the material, its properties and the manufacturing conditions over several stages of the value chain – all the way through to the end product.
Prerequisite for success
A key requirement for the success of this type of coding is a highperformance CIJ printer system that can apply the code reliably, flexibly, without interrupting production and with reproducible results – even at very high speeds and under challenging industrial manufacturing conditions. To achieve this, coilDNA and AMAG turned to LEIBINGER, the industrial printer specialist and reliable partner for innovative coding & marking systems.
Collaboration with LEIBINGER
LEIBINGER developed its advanced interface software based on the LEIBINGER messaging protocol. The LEIBINGER JET3up printer’s exceptionally high data processing speed allows printing of the several 100 to 1000 metre-long rolled products at up to an impressive 500 m/min. The flexible positioning and easy manipulation of the LEIBINGER print heads enable printing of the rolled strips in AMAG’s production at virtually any width position, even in several lanes if required. As a result, up to eight slit strips can be printed individually from above and below with different markings on the slitting lines. Even in this high-speed range, excellent legibility of the dot-matrix font used is ensured.
AMAG and coilDNA are delighted with the results
Dr Werner Aumayr, Mathematician and Head of AMAG IT, took part in the development of the endless code. He is impressed with LEIBINGER’s printing solution: “The comprehensive support provided through LEIBINGER during the installation and testing phase, as well as the high quality and flexibility of the JET3up printers in use, deserve special mention. The installation of the printers and related equipment during ongoing production – without interrupting it – presented the team with a unique challenge, which was solved to our complete satisfaction and on schedule thanks to excellent project coordination.”
An established solution and positive feedback
The solution has now become well established at AMAG and has passed extensive practical testing. In addition to the JET3up printers used at AMAG, implementation would also be possible with the new IQJET printer from LEIBINGER, as it also features the required interfaces. coilDNA’s experience with the LEIBINGER printers and protocols has been very positive and the IoM (Internet of Material) experts are happy to recommend them to other companies requiring this unique expertise.
A joint trade fair appearance
This commitment to LEIBINGER is reflected in the joint trade fair appearance at this year’s ALUMINIUM trade fair in Düsseldorf. From 8 to 11 October, the solution will be showcased at Stand 6E72, Hall 3. What has proven itself in practice at AMAG can also be established efficiently and reliably at other companies. All interested parties are welcome to visit the stand, explore the solution and discuss their specific requirements with the experts on site.
Contributing to sustainability
Transparency along the entire supply chain also meets the increasing demand for a clear CO2 footprint for end products. Together with coilDNA, LEIBINGER is demonstrating that stringent requirements such as these are already being met today – and can be successfully implemented. A truly innovative milestone in the tracking of semi-finished products.
www.leibinger-group.com
A LEIBINGER CIJ codes aluminium products reliably and flexibly. With a patented code imprint, even partial pieces of raw material can be tracked seamlessly. Source: Paul Leibinger GmbH & Co. KG
✓SINGLE CHAMBER / MULTI CHAMBER FURNACES
✓SCRAP DECOATING SYSTEMS
✓TILTING ROTARY MELTING FURNACES
✓SCRAP CHARGING MACHINES
✓LAUNDER SYSTEMS
✓CASTING / HOLDING FURNACES
✓HOMOGENIZING OVENS
✓COOLERS
✓SOW PRE-HEATERS
✓REPAIR & ALTERATIONS
Investing in sustainable aluminium
By Elfriede Dicker*
The European aluminium industry has been struggling with adverse conditions at every turn for some time now. Although aluminium can be found in all sectors, the construction and automotive industries are the major customers of the Austrian aluminium specialist Hammerer Aluminium Industries (HAI), and both sectors are not doing particularly well at the moment. In addition to the difficult conditions in Europe, the company is also facing increasing competition from importers from third countries. Despite the difficult waters, HAI believes in the future of aluminium and the necessity of this material for the implementation of the Green Deal. Thanks to its outstanding properties and with regard to sustainability, the company is positive, at least in the medium term.
Fit for the future through investment
The broad strategic focus and the will to shape the future encouraged the management of the HAI Group to launch
“The entire capacity of both foundries can be used for the production of sustainable alloys. We achieve the high availability by using process and
a 125 million investment package at the end of 2022. All planned projects in this package of measures were completed in the spring of this year.
At the site in Cris, Romania, investments were made in a new 40 meganewton extrusion line with the associated infrastructure, significantly expanding production capacity. Production in Cris is geared towards high-quality products for the solar, construction and industrial sectors. Since taking over the site with 200 employees in 2019, the team in Cris
scrap,” Markus Schober.
has almost doubled to its current level of almost 400 employees.
Following the successful commissioning of the 40 meganewton extrusion line at the Romanian site in Cris, a 61 MN extrusion line has now also been put into operation in Ranshofen. In recent years, the HAI Group has developed into the technology leader for aluminium components for the transport sector at the Ranshofen site. In particular, lightweight components for e-mobility are produced here. The new plant produces highly complex aluminium
*Marketing & Communication HAI Group
“With our aluminium products, we are a strong partner in achieving these targets - in all three sales
- transport, industry and
”
HAI CEO Rob van Gils
profiles with outstanding crash properties for all well-known OEMs in Europe. The new 14,000 m² state-of-the-art logistics center in Ranshofen with a hall, warehouse and loading area is now fully operational and will be officially opened on 12 June. Several trucks can now be loaded and
Markus Schober, COO HAI Group (left) and Rob van Gils, CEO HAI Group (right)
unloaded in parallel in the loading area. A high-bay warehouse is available for customer load carriers, in which goods can be automatically stored and retrieved.
Additional major investments were also made at the German site in Soest. With the construction of a 2,600 m² production hall, additional space was created for the intensive further processing of the products extruded at the site into readyto-install components. With modern CNC systems and various assembly systems, the production capacities for automotive manufacturers were expanded and space was created for further expansion. The strong growth at the Soest site also required the construction of a new administration building including a new canteen and customer center.
With these expansions, HAI now operates 13 extrusion presses with an annual capacity of 140,000 tons. Together with an annual recycling and casting capacity of 250,000 tons, the aluminium group underlines its leading role in the aluminium industry with its comprehensive production capacities. The company’s commitment to quality, innovation and sustainability is evident at all of its operating sites, which today employ around 2,100 people in the areas of casting, extrusion and processing in Austria, Romania, Germany, Poland and soon also in South Korea. The groundbreaking ceremony for the first nonEuropean plant was held in Gumi/South Korea in April of this year. Together with LS Cable & System, HAI is investing in a company in South Korea. With an investment volume of around 46 million euros, a 13,800 m² production hall including a 60 MN extrusion line for the production of aluminium components will be created. From 2025, the HAI Group and LS Cable & System will produce aluminium components for electric vehicles for the South Korean market at the Gumi site.
Ambitious sustainability strategy
One of the HAI Group’s declared goals is to continuously increase the sustainability of aluminium products through constant innovation. HAI has been involved in the circular economy and recycling processes since the company was founded in 2007 and can therefore count itself as a pioneer in the European aluminium industry. CO2 emissions are well below the European average and a fraction of the global figure. As early as 2019, a conscious decision was made to take measures to reduce greenhouse gases and the target of saving 25% of Group emissions by 2025 was already achieved in 2022 and even significantly undercut.
HAI has been preparing life cycle assessments to evaluate its products
since 2020. The decarbonisation targets are being achieved by implementing a large number of individual measures. Sustainable corporate management, aluminium recycling, green sourcing and green energy as well as environmentally friendly processes form the pillars for this. With its SustainAl alloys, which have a high recycled content, HAI offers its customers a “green” alternative to existing standard alloys.
The ambitious sustainability strategy makes HAI a pioneer in lightweight aluminium construction. By using an average of 80 percent recycled material and primary aluminium from certified production, which is generated entirely with electricity from renewable energies, the company is a pioneer in climate protection. “Our customers are pursuing ambitious emissions targets. “With our aluminium products, we are a strong partner in achieving these targets - in all three sales areas - transport, industry and construction,” says HAI CEO Rob van Gils, underlining the Group’s sustainable focus.
Alloy variants SustainAl 2.0 and SustainAl 4.0
HAI’s commitment to sustainable performance has resulted in soughtafter products. Since the beginning of 2021, HAI has been offering customers the opportunity to make a significant contribution to sustainable production in a simple and transparent way with the SustainAl 2.0 and SustainAl 4.0 alloy variants, in line with European climate targets. “The surface quality properties and mechanical parameters of the alloys are in line with our classic products,” explains Markus Schober, COO of the HAI Group, who has been involved in decarboniation and the circular economy at HAI for many years. The carbon footprint of the SustainAl 2.0 and SustainAl 4.0 alloys is well below the European average. Customers receive certificates for the tons of CO2 saved with SustainAl per project compared to the European or global average or over the desired period. This means that even customers who do not cover their entire aluminium extrusion requirements with SustainAl can evaluate and market individual projects or simply and transparently demonstrate a contribution to their sustainability strategy.
Convincing eco-balance
As demand for the new alloys is constantly growing, HAI has drawn up a life cycle assessment (LCA). According to this, the CO2e/to aluminium billet for the HAI Standard alloy amounts to approx. 4 to 6 tons, for HAI SustainAl 4.0 to max. 4 tons and for HAI SustainAl 2.0 to max.
2 tons. HAI uses up to 80% recycled material for HAI SustainAl 2.0. HAI SustainAl 4.0 uses billets from selected external suppliers as well as its own aluminium billets. This allows HAI to offer its customers sustainable products that have no technological disadvantages. “The entire capacity of both foundries can be used for the production of sustainable alloys. We achieve the high availability by using process and old scrap,” explains Markus Schober. HAI does not promise a solution with a very high proportion of old scrap, which is then hardly available or only in small quantities. On average in the EU, only 10-20% of the recycling material is old scrap. “We are convinced that sustainable aluminium alloys must also be about high availability and an honest, reliable product. This is what our customers expect and it is precisely this solid, sustainable solution that we can deliver with SustainAl 2.0 and SustainAl 4.0,” adds Markus Schober on the HAI strategy. HAI is also going green when it comes to the primary aluminium used. HAI has concluded a supply contract with a partner for 150,000 tons of aluminium over a period of five years and thus has a primary product available that is produced 100% with energy from renewable sources.
The Digital HAIway
In order to ensure optimal structures for future growth and innovation, HAI has been focusing on a digitalisation offensive for several years, in which all processes along the value chain are strengthened and optimised. “We see digitalisation as an opportunity to maintain product quality and processes at an excellent level. On the other hand, we are focusing on reducing the workload of our employees - digital processes offer great potential when it comes to designing attractive workplaces. However, people are at the heart of all digital projects and digitalisation should serve them,” says CEO Rob van Gils, explaining the motives at HAI. �
Ensuring net-zero for the metal of the future
By Wenjuan Liu*, Iris Wu**, Lachlan Wright***, Thomas White****
Aluminium, the metal of the future
The aluminium industry, responsible for approximately 2% of global emissions, is integral to modern life. This versatile metal is a key component in cars, airplanes, beverage cans and much more. Its unique properties – lightweight yet strong – ensure its demand will continue to rise, with projections estimating a 50-80% increase by 2050. While the sector will need to grow to support critical technologies in the transition such as lightweight electric vehicles and solar panels, this must be balanced with a significant reduction in production emissions to stay within the 1.5 °C climate pathway. This places great pressure on aluminium companies to cut their carbon footprints.
The vast majority of emissions associated with aluminium production come from primary aluminium (>97%), which is produced from bauxite ore. The smelting process is the most energy-intensive stage of production and often uses dirty coalfired electricity, making it the focal point for efforts to reduce the sector’s overall carbon impact.
For this essential industry to thrive in a net-zero world, three key actions are needed: aluminium smelters and refineries must switch to renewable electricity, zero-emissions processing technologies must be quickly adopted and scaled, and recycling rates, together with resource efficiency, need to increase dramatically.
Clean smelting
Transitioning aluminium smelters[1] is the most critical step for the industry to achieve net-zero. The emissions intensity of aluminium production varies widely, from approximately 4.5 to 22t CO2e per ton of primary aluminium. This variability is largely due to the different sources of electricity used in the smelting process. Electricity emissions can range between 0.2 and 18t CO2e per ton of primary aluminium, depending on whether the power comes from renewable or coal-fired sources. Therefore, connecting to clean
electricity is often the first viable step to effectively reduce the sector’s emissions.
But it is not the only step. Transitioning smelters to near-zero generally involves four strategies:
1. Securing renewable energy supply – This can be done through onsite installations or power purchase agreements in the production region. It is often the most viable way to start partially or fully transitioning a smelter’s energy source.
2. Providing demand response – As significant energy users, smelters
can leverage innovative technologies or production practices to partially shift their loads either daily (e.g., Enpot[2]) or seasonally (e.g., Rio Tinto’s Tiwai Point smelter in New Zealand[3]). This allows the grid to increase the share of clean energy being utilised and reduce overall emissions from the grid.
3. Sourcing low-emissions alumina – On average, alumina contributes about 17% to the total emissions of a primary aluminium product, and for renewablepowered smelters, this share can increase to around 60%. To reduce alumina emissions, refineries need to eliminate
RMI
Associate, RMI
Manager, RMI
upstream fossil fuel use via technologies like renewable energy-powered Mechanical Vapor Recompression (MVR) to recycle waste steam for digestion (i.e., a process that dilutes bauxite to dissolve alumina) and electrification of the calciner (i.e., a thermal process to remove water and produce pure alumina).
4. Addressing direct smelter emissions – Tackling emissions from anode consumption is the ultimate step towards achieving near-zero aluminium smelters. While challenging, through early investment in developing and deploying new technologies such as inert anodes, smelters can gain a competitive advantage in delivering near-zero emissions products.
Granular and transparent recycling Getting granular and transparent on recycling[4] is another key aspect of net-zero aluminium production. Not all recycled aluminium is equal. To decarbonise the aluminium sector, it’s important to separate out post-consumer aluminium (i.e., used aluminium products) from pre-consumer aluminium (i.e., the waste ends of fabrication and manufacturing process).
Pre-consumer aluminium is almost always collected and recycled today, though the process can be improved. Through collaboration along supply chains it can also be recycled within a closed loop. This practice can avoid unnecessary emissions from removing or adjusting the alloy compositions. But an even better strategy is to improve manufacturing efficiency to reduce the generation of the scrap in the first place, eliminating the energy (and emissions) needed to recycle it.
Post-consumer aluminium recycling requires more interventions to reach peak efficiency. Globally, the use of postconsumer aluminium must increase from 21% to at least 46% by 2050 to stay in line with net-zero goals, according to International Aluminium Institute’s 1.5°C scenario. This involves improving the
Manager, RMI
collection and recycling of used products and advancing technologies to improve the purity levels of recycled post-consumer scrap. This will enable products made with higher fractions of post-consumer scrap to match the variety and quality of those made with high-purity aluminium. Policies such as Deposit Return Schemes, and downstream requirements such as including post-consumer scrap as a sourcing metric, have proven to be effective mechanisms in driving these actions.
Getting clarity on emissions
Getting clarity on emissions is foundational for unlocking opportunities for accelerated decarbonisation. Currently, carbon accounting is often performed inconsistently or incomprehensively in terms of boundary selection, allocation rules, and data quality. This lack of clarity and credibility can hinder investors[5] and supply chain partners[6], thereby stalling potential opportunities to support the technological innovations needed for a net-zero transition.
Corporates of all kinds are actively seeking to enhance the granularity and accuracy of emissions accounting, by disclosing product- or asset-level emissions in addition to their corporate inventories. Alongside these disclosures we also see companies increasingly using supplierspecific data instead of spend-based data (i.e., emissions calculated based on financial data) to further improve accuracy of their disclosures. This trend reflects more stringent demands from buyers, investors and regulators for comparable and transparent emissions data.
The aluminium industry faces similar mounting pressures. To incentivise emissions reductions, it is crucial to understand the actual climate performance of key production processes and products. For instance, knowing the percentage of an aluminium product’s inputs derived from end-of-life scrap can drive more use of such scrap. Understanding the mine-tosmelter emissions intensity of the primary
metal involved in an aluminium product is also essential to drive decarbonisation efforts in smelting. Currently, most aluminium producers report only the total recycled content and an aggregated emissions intensity of their products, making it difficult to determine whether the product is climate-aligned or where reduction opportunities exist.
With a myriad of different standards and methodologies, reporting fatigue is an increasing problem. Many suppliers don’t yet have the capacity to engage their suppliers, complete life cycle assessments for all product lines, tailor reporting for all requests, and report emissions accurately. Harmonising and ensuring interoperability[7] between methodologies, as well as building capacity within supply chains, are extremely important factors to drive decarbonisation while meeting growing demand.
RMI is helping accelerate climate progress by working with aluminium producers to increase emissions transparency for investors and consumers.
Better reporting, better outcomes RMI’s Aluminium GHG Emissions Reporting Guidance[8] was created to provide consistency and transparency for aluminium product emissions reporting, thereby accelerating the development of a differentiated market for low-emissions aluminium to drive industry-wide changes. Building on existing methodologies and standards, the Guidance encourages the disclosure of various climate metrics beyond the total footprint, including metrics for post-consumer scrap and primary aluminium that are used in end products, incentivising buyers to support the needed emissions reductions along the entire supply chain.
To understand the true value of the Guidance, we pilot-tested the solution[9] with supply chain partners. By collaborating with companies in the automotive and building sectors, we were able to test the calculation and reporting processes for practicality. More importantly, the
transparent emissions data enabled pilot partners to identify specific intervention areas related to supplier engagement, procurement, and product design, paving the way for industry transformation. Better reporting also can benefit stakeholders beyond corporate buyers. Financial Institutions have a critical role to play in in the energy transition by providing capital to facilitate the low-carbon transition of their clients in the aluminium industry. RMI’s Sustainable Aluminium Finance Framework[10] equips banks and other financial institutions with the tools they need to engage with their clients and direct capital to low or zero-carbon emissions aluminium technologies and projects. The Framework allows financial institutions to benchmark their clients and lending portfolios against a 1.5C roadmap to understand if/where progress is being made, and identify areas for engagement. The portfolio alignment measurement is further disclosed to ensure transparency and accountability.
Unlocking a sustainable transition Transitioning aluminium production to near-zero will be capital intensive, but collaborative efforts along the supply chain can help to overcome the financing hurdle. RMI is working closely with downstream corporates to equip buyers with sectoral knowledge needed for improved supplier engagement and effective integration of emissions data into procurement decisions. Through close collaboration with buyer groups[11] and individual companies committed to purchasing low-emissions aluminium, we are moving the needle to unlock financing opportunities through a green premium. These efforts aim to accelerate the business case for the development and deployment of nearzero technologies within the aluminium industry, ensuring a sustainable transition for this metal of the future. �
Learn more about RMI’s work by visiting https://rmi.org/decarbonizing-aluminum/
Logistics Innovation: Atlantique Ouvertures installs an automatic warehouse by DimaSimma
In September 2024, Atlantique Ouvertures, a leading manufacturer of aluminium and PVC windows based in St. Etienne de Montluc (Nantes, France), inaugurated the automatic warehouse built by the Italian company DimaSimma. This step marks the beginning of a new era of industrialisation for the company, as proudly stated by Mr. Vincent Lebreton, CEO of the company since 2008: “This is the starting point for the industrialisation of the production process.”
The new warehouse, with a capacity of 1,050 locations, is equipped with a 16-meter AS/RS machine capable of managing an hourly flow of 45 packages both incoming and outgoing, directly interfaced with the cutting machines to minimise feeding times and optimise the efficiency of the cutting centers.
The benefits offered by DimaSimma’s automatic system go far beyond the speed of operations, improving customer service and increasing the company’s competitiveness on the market. Among the main advantages are:
� Computerised order management: allows for faster and more precise processing.
� Reduction of delivery times: thanks to the greater efficiency of the system.
� Minimisation of human errors in order preparation.
� Real-time inventory for more accurate stock management.
� Space maximisation: with reduction of occupied surface area and energy consumption for heating.
� Reduction of manpower in repetitive operations.
In addition to the economic benefits, the new system also offers important advantages for the work environment and the company’s staff, such as:
� Improved safety and ergonomics for the well-being of staff.
� Professional growth: with new skills in the management of automated processes.
This investment not only increases the operational efficiency of Atlantique Ouvertures, but also lays the foundations for a sustainable and competitive future in the aluminium and PVC windows sector.
www.dimasimma.com
Transforming aluminium production with real-time molten metal analysis
By Karl Ágúst Matthíasson*
Inefficiencies within the aluminium chain
In the world of aluminium production, where efficiency, quality, and safety are paramount, the advent of real-time molten metal analysis represents an opportunity to expedite the production process while granting much greater levels of process control in real time than traditional laborious and error-prone manual sampling techniques, leading to delays, inefficiencies, and heightened safety risks.
Based in Iceland, DTE is at the forefront of integrating advanced digital technologies into the production process and promises to revolutionise the industry by providing instantaneous, accurate data that can be used to optimise every aspect of production.
DTE’s revolutionary solution
DTE’s Liquid Phase Laser Induced Breakdown Spectroscopy (LP-LIBS™) technology takes advantage of technological advancements in the fields of high-powered pulsed lasers and advanced spectrometers to provide real-time insights into the composition of molten aluminium. DTE couples this data with powerful analytics software to provide operators with accurate, instantaneous data throughout the melting process using an intuitive and user-friendly GUI.
LP-LIBS™ analysers use a high-energy laser pulse focused on the melt surface or a sample collected by a robot to generate consistent and controlled high-temperature plasma which emits a spectrum of discrete spectral lines. The pattern of spectral lines provides a
* CEO of DTE
“fingerprint” of each element present in the sample, analysis of which can accurately and precisely determine the chemical composition.
DTE’s solutions permit much higher sampling frequency than current methods, providing an enormous amount of realtime data about the melt and feeding it back to an operator. Highly adaptable, the solutions can be configured to function in a wide range of setups and facilities and be tailored to the unique needs of individual customers from large-scale smelters to the customised processes of high-grade producers and manufacturers. DTE solutions offer the possibility of monitoring melt composition wherever molten metal is handled; in smelter potrooms, transfer crucibles, furnaces and launders.
Karl Ágúst Matthíasson
ABD Equipment Co.,Ltd have been professional manufacturers of aluminum profiles surface treatment machines for 20 years.
Since 2003, we have become an extraordinary supplier of aluminum profiles, powder coating lines, anodizing and ED lines, and PVDF lines. We supply 70% of the vertical powder coating lines in China, and supply the Top 20 biggest aluminum extrusion companies in China, all of whom are our customers. At the same time, our machine has been exported to more than 32 countries around the world, including USA, Mexico, Colombia, Dominican Republic, The Republic of Honduras, Algeria, Egypt, Ethiopia, Nigeria, Kuwait, Saudi Arabia, Qatar, Turkey, Vietnam, Thailand, Malaysia, Australia, New Zealand......
Unprecedented process control
Real-time molten metal analysis sets a new bar for process control and permits operators to make proactive, rather than reactive, adjustments. Instead of requiring the sampling, solidifying and laboratory analysis of the aluminium, it gives operators in-process composition analysis of the melt and feeds back a continuous stream of real-time data about the composition and melt dynamics at different stages of the process.
DTE couples its analysers with its IRIS process intelligence platform, incorporating powerful analytics software, to grant operators an unprecedented real-time overview of what is happening throughout the plant. This allows operators to make very quick real-time alterations to keep a batch within specification.
Real-time molten metal analysis systems can alert operators to anomalies and use machine learning to make predictive recommendations on how to improve the process. The possibility of unexpected faults such as pot failures can be predicted, allowing for pots to be run closer to the end of their service lives than could otherwise be safely done.
Improvements in safety and elimination of errors
Human errors, be they caused by inexperience, fatigue, lack of concentration or boredom, can cause serious problems for operators taking manual samples. Samples can be mixed up or mislabelled and results misinterpreted even by skilled operators.
According to guidelines published by the Aluminium Association in 2017 “Poor sampling and/or sample preparation practices can lead to erroneous analyses and therefore wrong conclusions and/ or decisions about conformance to specification or process adjustments (furnace corrections).” (Belliveau et al. 2017, p. 13).
The use of automatic analysers and robots allows sampling to be performed consistently and precisely while diminishing the human factor and therefore the risk of human errors occurring.
It also goes some way to decreasing safety hazards such as the ever-present risk of burns from molten metal and exposure to harmful gas. Reducing the need for direct interaction between human employees and molten metal in turn reduces the number of occasions when humans are exposed to these hazards.
Improvements in efficiency
Real-time molten metal analysis offers profound advantages in efficiency over traditional analysis procedures. By providing accurate compositional data within seconds, it eliminates completely the time-consuming processes of casting and cooling samples of the aluminium melt, taking them to a laboratory and analysing them there. With delays in time spent analysing the melt all but gone, the amount of time the metal needs to spend molten is significantly reduced, as are the chances that the metal will need to be remelted should anomalies be identified later. This in turn leads to cost reductions from decreased fuel usage and lowers the producer’s environmental impact through reduced emissions of greenhouse gases. Real-time analysis eliminates the cost of running a laboratory full of high-precision equipment, along with the attendant
costs of calibrating and staffing it. By providing advanced data analytics for easier interpretation of results, operators can focus on running the plant rather than on interpreting complicated data and need fewer specialised skills to perform their roles effectively.
Advantages for secondary processors
Recycled and scrap aluminium can contain a variety of contaminants that make the metal less suitable for certain applications requiring aluminium with exact properties. Real-time analysis lets secondary processors understand instantly what the batch consists of, and rapidly blend different scrap sources to achieve a final product within the desired specifications. Real-time analysis lets the right decisions be made at the right time, considerably increasing throughput without having to sacrifice quality.
With aluminium recycling requiring about 5% of the energy needed to make new aluminium, real-time analysis helps the industry trim its reliance on virgin metal and in turn, reduce its carbon footprint while also cutting costs. By increasing the recyclability of aluminium, real-time analysis can help countries looking to ensure their supply of the critical metal in an increasingly unstable world.
Digital transformation is the future
DTE is seeking to be at the forefront of efforts to digitise and decarbonise the aluminium industry while at the same time enabling it to overcome obstacles to increasing its output of virgin as well as recycled metal to meet growing demand.
The potential applications for DTE’s solutions are by no means limited to aluminium; the production of other metals faces many of the same analysis bottlenecks and the kind of technological solutions that DTE provides could be applied to those processes too.
As societies globally try to decarbonise, aluminium will be a vital material in a plethora of applications. We will need new ways of thinking about how we produce aluminium in conjunction with changes in how we think about other metals too. �
CITATION: Belliveau, T.F., Choquette, D., Gabis, O., Ruschak, M.L., Sieber, J.R., Wills, A., & Wyss, R.K. (2017). Using Guard Bands to Accommodate Uncertainty in the Spark AES Analysis of Aluminum or Aluminum Alloys When Determining Compliance with Specified Composition Limits.
Building a Circular Economy: The strategic role of technology
The Aluminium Industry’s Circular Economy Imperative
The aluminium industry, a vital component of sectors such as automotive, aerospace, and construction, is facing unprecedented pressure to adapt to evolving market demands and regulatory landscapes. As global emphasis on sustainability intensifies, the demand for sustainably sourced and ethically produced aluminium is on the rise, with companies increasingly willing to pay a premium for verified green products. This shift is being driven by a combination of eco-conscious consumers, investors who prioritise ESG (Environmental, Social, and Governance) factors, and stringent regulatory frameworks like the EU’s Carbon Border Adjustment Mechanism (CBAM). In this context, the most effective way to produce green aluminium is through the recycling of scrap. Primary aluminium production, while essential, is far more energy and cost-intensive compared to recycling. This reality underscores the industry’s urgent need to pivot from a traditional, linear economic model – where resources are extracted, used, and disposed of –
towards a circular economy. A circular economy emphasises reducing waste and maximising the reuse of resources, positioning itself as a crucial strategy for achieving sustainability goals.
The Challenges of Achieving Circularity
However, this transition from a linear to a circular economy is not without its challenges. The Aluminium value chain involves a diverse array of players, from bauxite miners and manufacturers to recyclers, each operating independent systems to track financial and ESG metrics. This fragmentation creates data silos, making it difficult to achieve the transparency and data integrity that stakeholders increasingly demand. As companies and consumers push for full visibility into the sustainability of aluminium products, the industry faces significant hurdles in ensuring accurate and comprehensive reporting. The isolated nature of data across different systems complicates the ability to provide verifiable proof of sustainability, a growing requirement
for compliance with regulations like CBAM. Maintaining consistent quality in recycled aluminium is another significant challenge. Contaminants or impurities in scrap aluminium can compromise the quality of the final product, making it less suitable for high-end applications such as aerospace or automotive manufacturing. This quality variability can hinder the industry’s ability to replace primary aluminium with recycled material, thereby limiting the overall circularity. Additionally, the infrastructure for recycling and the logistics involved in collecting, sorting, and processing scrap aluminium vary greatly across regions. These disparities affect the availability and quality of recycled aluminium, posing a further challenge to achieving a circular economy on a global scale. Without standardised and efficient recycling systems, the industry’s progress towards circularity is inconsistent and often hindered. Moreover, the global and interconnected nature of the aluminium industry makes it particularly vulnerable to data breaches and cyberattacks. Protecting sensitive information, such as proprietary processes and trade secrets, is essential
By Amadou Ndiaye*
not only for maintaining a competitive edge but also for ensuring trust among stakeholders. In summary, the key roadblocks include data fragmentation, quality control in recycling, infrastructure and logistics issues, transparency, and security concerns.
How Technology is Transforming Aluminium’s Future
Overcoming these challenges will be key to the industry’s future success. Technologies can play a pivotal role as strategic enablers for advancing circularity. Here are some examples of how different technologies can contribute:
1. Creating Trustworthy and Auditable Systems:
goals. For example, companies can use these platforms to avoid suppliers involved in unethical practices, such as child labor, and instead partner with those who prioritise sustainable operations.
4. Orchestrating Logistics Operations for Effective Scrap Collection: Efficient logistics management is critical for the successful collection and recycling of aluminium scrap. By integrating key activities across order-to-cash processes, logistics planning, and material flow management, companies can streamline operations and ensure that scrap is collected and processed in the most efficient way possible. Leveraging best practices in logistics orchestration, businesses can align all relevant areas –such as operations, sales, finance, human resources, and field service – toward the common goal of maximising resource reuse.
Forging together a Circular Future for Aluminium Technologies such as blockchain, AI/ ML and business networks are not just tools but strategic enablers that can drive circularity in the aluminium industry. By enhancing transparency, improving operational efficiency, fostering collaboration, and supporting sustainable sourcing and product design, these technologies help companies meet the increasing demand for sustainable practices and position themselves as leaders in a circular economy. At SAP, we offer a range of solutions leveraging these technologies that have created significant impact in our customer’s journey towards circularity. As an example, SAP has teamed up with the key players in the automative value chain and founded Catena-X the first interconnected ecosystem where various stakeholders, including OEMs, suppliers, and service providers, can share data securely to achieve full value chain transparency. The principles and technologies can be effectively applied to the aluminium industry as well. If you want to know more about our solutions, feel free to reach out. �
– including customers, regulators,
Blockchain technology offers a secure, immutable ledger that can track every transaction and material flow across the aluminium value chain. This capability is particularly valuable in a complex ecosystem involving diverse stakeholders such as bauxite miners, smelters, manufacturers, and recyclers. By establishing industry-wide standards for data sharing and reporting, blockchain ensures consistent practices across the board. The result is a transparent and auditable system that all participants – including customers, regulators, and other stakeholders – can trust. This transparency is vital for verifying sustainability claims and maintaining compliance with regulations.
5. Enhancing Circular Design and Product Lifecycle Management: Advanced analytics and simulation tools enable companies to design products with circularity at their core. By focusing on creating products that are durable, easy to disassemble, and valuable at the end of their lifecycle, companies can ensure that materials are more easily recycled and that products have an extended lifespan. This proactive approach to design not only supports circularity but also adds value to the end-of-life phase of products, making them more sustainable from the outset.
2. Enabling Bottom-Line Efficiency: Artificial intelligence (AI) and machine learning (ML) can significantly enhance efficiency and reduce waste in aluminium production and recycling. For instance, AI-driven scrap sorting technologies can accurately and efficiently separate recyclable materials, improving the quality of the recycled aluminium. Additionally, ML algorithms can optimise energy consumption during smelting and recycling operations, leading to reduced costs and lower carbon emissions. These technologies not only boost operational efficiency but also contribute to the industry’s sustainability goals by minimising environmental impact.
can accurately and efficiently separate quality of the recycled aluminium. energy consumption during smelting and industry’s sustainability goals by collaborate with suppliers who share their practices. These networks facilitate the suppliers’ practices, enabling companies
3. Fostering Industry Collaboration Through Digital Ecosystems: Digital business networks provide platforms for companies to identify and collaborate with suppliers who share their commitment to sustainability and ethical practices. These networks facilitate the exchange of crucial information about suppliers’ practices, enabling companies to make informed decisions that align with their circularity and ethical sourcing
Q&A: Digitalising aluminium
Q&A: Digitalising aluminium
1.What is ‘Do More with Digital’?
‘Do More with Digital’ is a global campaign launched by ABB to accelerate the digitalisation journey within process industries, including the metals industry. The campaign is designed to highlight the transformative potential that advanced digital technologies hold for these industries, which are traditionally seen as hard-to-abate due to their energyintensive and complex operations. By leveraging digital tools and solutions, ABB aims to help these industries overcome operational challenges, improve efficiency, and achieve sustainability goals more quickly and effectively. The campaign underscores ABB’s commitment to driving innovation and supporting companies in realising their full potential through digital transformation.
2. How is ABB assisting this digital transformation of the aluminium industry?
ABB is playing a pivotal role in the digital transformation of aluminium and other metals companies by providing tailored digital solutions that address specific operational challenges. ABB’s expertise in advanced process control, energy management systems, and manufacturing execution systems forms the foundation of its approach. These solutions have been adapted and enhanced over time to meet the unique needs of different industries, including aluminium, ensuring that they can drive significant improvements in efficiency, sustainability, and productivity.
In the aluminium sector, ABB’s digital solutions help manufacturers optimise energy usage, reduce wastage, and improve overall operational efficiency. For instance, tools like the ABB Ability™ Energy Management System (EMS) allow aluminium plants to forecast and optimise power demand, thereby minimising energy consumption and contributing to the industry’s decarbonisation efforts. By integrating real-time data and using advanced analytics, ABB enables aluminium producers to gain deeper insights into their operations, making it possible to identify inefficiencies and implement targeted improvements.
3. How does the campaign go about this, do you have a case study example?
The ‘Do More with Digital’ campaign employs a multifaceted approach to assist the aluminium industry and other sectors in their digital transformation efforts. This includes providing industry-specific digital solutions, sharing success stories, and fostering collaboration between technology providers and industry players. A key element of the campaign is the emphasis on co-creation, where ABB works closely with customers and partners to develop and implement solutions
tailored to their specific needs.
One illustrative case study involves a major US steel manufacturer that collaborated with ABB to implement the ABB Ability Energy Management System. This system provided the manufacturer with enhanced visibility into their energy consumption patterns by integrating them with production data. The insights gained allowed the company to identify its most energy-intensive processes and correlate energy use with specific steel
grades. This newfound understanding led to significant energy savings, with ABB’s system contributing 1-1.5 percent towards the manufacturer’s ambitious 10 percent energy reduction target. Although this example is from the steel industry, the principles and technologies behind EMS are directly applicable to aluminium production, demonstrating the campaign’s potential to drive similar results across different sectors.
4. How will the ‘Do More with Digital’ assist with decarbonising the industry?
The ‘Do More with Digital’ campaign is positioned as a key driver in the decarbonisation of the aluminium industry and other high-emission sectors. By promoting the adoption of advanced digital technologies, ABB aims to help these industries reduce their carbon footprint and move closer to achieving net-zero emissions. Digital solutions such as energy management systems and advanced process controls enable
aluminium producers to optimise their energy usage, reduce waste, and increase the efficiency of their operations, all of which contribute to lower greenhouse gas emissions.
Moreover, the integration of realtime data analytics and AI-driven insights allows companies to make more informed decisions about their energy consumption and production processes. This not only helps in identifying and
mitigating inefficiencies but also supports the transition to cleaner energy sources and more sustainable practices. ABB’s campaign also aligns with broader global initiatives, such as those of the World Economic Forum, which highlight the role of digital solutions in achieving up to 20 percent of the total emissions reduction needed by 2050, as outlined by the International Energy Agency.
With Tarun Mathur*
5. Looking at Industry 4.0, what results does ABB anticipate from the application of ‘Do More with Digital’?
In the context of Industry 4.0, we foresee a more connected and intelligent industrial environment where data-driven insights lead to smarter decision-making and continuous process optimisation. This digital evolution is expected to result in a more resilient and adaptive industry, capable of responding quickly to changing market demands and environmental regulations. The campaign is expected to foster a culture of innovation and collaboration, where industries work closely with technology providers to develop and scale up digital solutions that meet their specific needs.
6. What does your ideal digital industry look like?
An ideal industry is one that fully harnesses the power of digital technologies to optimise every aspect of its operations. In this idealisation, industries such as metals would operate with maximum efficiency, using real-time data and advanced analytics to continuously improve processes, reduce waste, and minimise energy consumption. Sustainability would be at the core of every operation, with digital tools enabling companies to achieve net-zero emissions and contribute positively to the global fight against climate change.
As digital solutions become more embedded within daily operations, the goal is for human expertise to be seamlessly integrated with AI and machine learning, creating a symbiotic relationship where technology enhances decision-making and operational outcomes. Knowledge retention and transfer would be ensured through digital platforms, reducing the impact of workforce turnover and allowing for continuous improvement. Additionally, this industry would be highly adaptive and capable of quickly responding to new challenges and opportunities through the agile deployment of digital solutions.
In concept, this vision can be achieved within the next 5-10 years, which is extremely exciting. Although there is still lots of work to be done to continue spreading the message about digitalisation and working with businesses, governments, and industries to transform this into reality. The good news is that we will be here every step of the way.
8. Any other comments
ABB’s ‘Do More with Digital’ campaign represents a significant opportunity for the aluminium industry and other process sectors to embrace digitalisation and unlock new levels of efficiency, sustainability, and competitiveness. As industries face increasing pressure to reduce their environmental impact and improve operational performance, the adoption of advanced digital technologies will be crucial in meeting these challenges. ABB’s deep industry expertise, combined with its commitment to innovation and collaboration, positions the company as a trusted partner in this digital transformation journey. Through the ‘Do More with Digital’ campaign, ABB is not only providing the tools and solutions needed for success but also fostering a culture of continuous improvement and resilience that will help industries thrive in the digital age.
7.What advice do you have for the industry when looking into digitalisation?
The best bit of advice that I can offer to businesses embarking on a digitalisation journey is to approach it with a strategic and collaborative mindset. Companies should begin by assessing their current digital maturity and identifying specific areas where digital technologies can have the most significant impact. It is essential to set clear objectives for digital transformation, whether it be improving energy efficiency, enhancing process performance, or achieving sustainability targets.
Collaboration, both within the organisation and with external technology partners, is also hugely important. Cocreation and joint development of solutions tailored to the industry’s unique needs can accelerate the digitalisation journey and ensure that the deployed technologies deliver tangible results. Additionally, industries should invest in upskilling their workforce to effectively leverage digital tools and ensure that knowledge is retained and utilised across the organisation.
Finally, I would encourage companies to adopt a phased approach to digitalisation, starting with pilot projects that can be scaled up based on proven results. This approach allows companies to build confidence in digital solutions and ensures that investments in technology deliver measurable returns.
Grain refiner specialist to share trial results
Grain refiner specialist MQP will be demonstrating how its products are helping canbody and foil stock producers make savings at stand 6A01 at Aluminium 2024.
The company, which continues to build on its portfolio of high efficiency Optifine grain refiners and casthouse solutions, has been working with various producers worldwide to optimise the quality of the end products and save waste, but also bring down costs.
One example is Henan Zhongfu Industrial Co Ltd - a major aluminium producer making more than 600,000 tonnes of can lid stock, canbody and foil stock annually. After a series of trials of Optifine against the standard Al-Ti-B rod it was using in production, the company fully adopted Optifine and has saved over 1 million RMB in just one year, the equivalent of over €100,000, in the production of over 200,000t of high quality products.
Compounding the cost savings, results from the lab tests showed that by adding 0.2 kg/t of Optifine rods to a 5182-alloy ingot, the grain refinement effect was better than that achieved by adding 0.8 kg/t or lower dosages of Zhongfu’s standard rod, with grain sizes from adding Optifine consistently meeting 100% of specifications.
Chairman John Courtenay said: “The study of grain refiners for aluminium alloys is a crucial research topic and at the show, we will be talking through the technical results from trials with
companies such as Zhongfu, which are quite revealing and could help visitors with their own operations.”
By using Optifine 5:1 125 grain refiner, an even higher efficiency grain refiner than the Optifine 3:1 100 as used by producers such as Henan, the addition rate is reduced by a game-changing 85%. A particle count of 4,000 would be reduced to just 600, preventing pinholes and tears and improving elongation and shape.”
Optifine, which is made with low carbon, green aluminium, is today used in the production of over five million tonnes of alloys a year at 45 major casthouses worldwide.
Enhancing casthouse operations with innovation and experience
By Siri Sande*
For over 70 years, Storvik has been at the forefront of delivering innovative solutions and comprehensive maintenance services to casthouses worldwide. Our longstanding expertise, combined with deep process knowledge, uniquely positions us to refine and enhance the efficiency and productivity of our customers’ operations. As we continue to evolve, our commitment to excellence and innovation remains steadfast, ensuring that our clients receive the highest quality equipment and support available.
A Legacy of Excellence
Storvik’s journey began with a singular vision: to provide superior equipment and maintenance services to the aluminium industry. Over the decades, we have expanded our offerings, developed cutting-edge technologies, and garnered invaluable insights into casthouse operations. This legacy of excellence is embedded in every product we deliver and every service we provide, making us a trusted partner for aluminium producers around the globe.
Now, in this decade of sustainability and the increasing use of scrap metal for producing low-carbon, high-value aluminium, our vision and expertise are proving invaluable to a growing number of clients who focus on scrap metal as a core component of their business.
Furnace Tending Tools: Versatility and Reliability
One of Storvik’s flagship offerings is our range of furnace tending tools. Renowned for their durability and adaptability, these tools are essential for efficient casthouse operations. Designed with versatility in mind, our furnace tending tools can be easily customized to fit various customer vehicles and booms. This flexibility ensures that each tool integrates seamlessly into existing workflows, enhancing operational efficiency and reducing downtime.
Our furnace tending tools are widely used in numerous locations worldwide,
a testament to their reliability and performance. Customers have come to rely on Storvik for tools that not only meet but exceed their operational requirements, contributing to smoother, more productive casthouse environments.
Comprehensive Solutions for Casthouse Efficiency
Storvik’s product portfolio extends beyond
*Marketing
Manager, Storvik Group
furnace tending tools to include a variety of essential casthouse equipment and consumables. Our offerings encompass ingot and sow moulds, spouts, casting wheels, drain and dross pans, and the maintenance of casting belts and furnaces. Each product is crafted with precision and care, utilizing proprietary alloys designed to enhance their longevity and performance.
Our ingot and sow moulds, for example, are engineered to deliver consistent, high-quality results. The casting wheels we provide are built for durability and precision, ensuring smooth and efficient casting processes. Drain and dross pans from Storvik are designed to withstand the rigors of casthouse operations, providing reliable performance over extended periods.
In addition to equipment, Storvik offers comprehensive maintenance services that are crucial for the sustained efficiency and reliability of casthouse operations. Our maintenance solutions cover casting belts and furnaces, ensuring that these critical components operate at peak performance. Through regular maintenance and timely interventions, we help our customers avoid costly downtimes and extend the lifespan of their equipment.
Commitment to Innovation and Customer Success
At Storvik, innovation is at the heart of everything we do. Our dedicated research and development team continuously explores new materials, designs, and technologies to improve our products and services. This commitment to innovation ensures that we can meet the evolving needs of the aluminium industry and provide our customers with the best possible solutions.
Customer success is our ultimate goal. We work closely with our clients to understand their unique challenges and requirements, tailoring our solutions to meet their specific needs. This collaborative approach fosters strong, long-lasting relationships and drives mutual success.
Looking Ahead: The Future of Casthouse Operations
As the aluminium industry continues to evolve, Storvik remains dedicated to leading the way with innovative solutions and unparalleled expertise. We are committed to helping our customers navigate the challenges of today and tomorrow, providing the tools and support they need to thrive.
In conclusion, Storvik’s extensive experience, innovative product range, and comprehensive maintenance services make us an invaluable partner for casthouses
around the world. With Storvik by your side, you can be confident in cost-effective and sustainable processes in every aspect of your casthouse operations. �
QH EVEROLL™ A 5000: New technology for superior cleanliness
By Peter De Bruyne*
Background to the Development
The output from a hot rolling process depends on the interactions between the mill hardware, the process parameters, including the type of alloys rolled, and the rolling fluid. Optimising the equilibrium between these influencing factors is critical to achieve good surface quality, meet rolled material specification, and to maintain high productivity levels and minimise operating costs. Selecting a rolling fluid technology and customising the formulation for specific mill requirements is therefore crucial for performance.
Today, both soap-based and soap-free rolling fluid technologies are widely used in the aluminium hot rolling industry. Soap-based products provide the highest level of lubricity and surface quality of rolled material, especially for hard alloys. However, soap-based chemistries form metallic soaps that build up over time and can change or contaminate the emulsion if not carefully managed, making it unstable. Soap-free products are easier to maintain and show lower oil consumption compared to soap-based chemistry. However, existing soap-free chemistries are known to produce extremely fine aluminium particles that may deposit, often causing sludge buildup both at the mill and in the tanks.
In 2019 Quaker Houghton launched a development programme to bring together the strengths of both soapbased and soap-free technologies
while minimising the drawbacks. The programme concluded in 2024, with an unprecedentedly successful industry trial of QH EVEROLL™ A 5000 that delivered superior mill cleanliness and a 30% reduction in oil consumption.
A Unique Approach to Innovation
As with any form of change, the adoption of new technologies can carry associated risks. It’s imperative that mills have confidence in trialling and implementing solutions: new products must be proven, as well as innovative. For that reason, Quaker Houghton takes a unique and rigorous approach to rolling fluid development (Fig.1).
A thorough understanding of the specific rolling process is foundational. From there, raw materials are screened accordingly using an extensive database to arrive at a formulation. The formulation is then tested in the laboratory using custom-designed equipment such as roll bite mimicking to simulate the rolling process, which provides proof of concept. But lab test methods alone cannot give a full picture of lubricant performance. Quaker Houghton trials products on its 4-high pilot mill in Qingpu, China, a unique capability within the rolling fluid manufacturing industry. By developing hot mill protocols to replicate customer rolling conditions on the pilot mill, rolling fluid behaviour is evaluated in real-world conditions and formulations are finetuned before reaching the customer’s
mill. This approach to innovation not only accelerates the development process but also de-risks fluid upgrades for aluminium producers.
Case Study: Superior Mill Cleanliness with 30% Reduction in Oil Consumption Speira Holmestrand, Norway is a fully integrated production site with major recycling capacities, a hot rolling line consisting of a breakdown mill and a 2-stand, 4-high tandem mill, two cold mills, a finishing department, and a separate lacquering line. Production ranges from 1xxx-3xxx-5xxx to 8xxx alloys, going into various industries such as construction and packaging. The hot mill produces ca. 120 kiloton of rolled sheet annually.
Having been in operation for many years, the hot mill in Holmestrand has much experience working with both soap-based and soap-free emulsion technologies on its breakdown and tandem mills. The site required an easy-to-maintain emulsion that would reduce oil consumption, but also provide a high level of mill cleanliness. Before introducing the QH EVEROLL™ A 5000 technology into Speira Holmestrand, Quaker Houghton conducted a full mill survey to understand the specific rolling conditions and develop a tailored formulation. Lab test methods were adapted to reflect the application conditions and a custom-made hot rolling protocol for the pilot mill was developed to investigate the following performance
*Global Business Director Non-Ferrous
Fig1. Quaker Houghton takes a unique approach to innovation, which includes the use of a pilot mill to optimise formulations before they are trialled by the customer.
THE RESULTS
� Excellent mill and emulsion cleanliness.
criteria:
� Work roll coating under hot rolling conditions
� Anodising quality of hot rolled material
� Fines dispersion and dirt buildup on the mill
The QH EVEROLL™ A 5000 formulation was tested alongside the incumbent soapbased product, as well as existing soapfree chemistry. After very promising results in the lab (Fig. 2) and on the pilot mill, Speira Holmestrand proceeded to a field trial of QH EVEROLL™ A 5000.
QH EVEROLL™ A 5000 was introduced to the tandem mill at Speira Holmestrand during the winter shut down 20232024. In cooperation with the customer, a cleaning procedure was developed and executed before the introduction to ensure best possible starting conditions. On-site and off-site technical support from Quaker Houghton was available at all times during the trial.
From the first coil on, excellent surface
� Reduced consumption by 30% in comparison to soap-based chemistry.
� No emulsion related surface defects reported.
� No tank-side additives required*
� High consistency of emulsion parameters.
*With the exception of a single ester addition during very early stages of product introduction.
CUSTOMER TESTIMONIAL
“Our goal was to improve mill cleanliness and reduce our oil consumption by upgrading to an emulsion that’s as robust as possible. The introduction of QH EVEROLL™ A 5000 was seamless, with no issues from day one. After five months in operation, we’ve seen no surface defects, and our oil consumption has reduced by 30%. After years of using both soap-based and soap-free products we’ve never seen better mill cleanliness or so little fluid maintenance required for our emulsion system.”
Runar Lundhaug Production Manager Hot Mill at Speira Holmestrand
quality was observed for all alloys. To date, no emulsion related surface quality issues have been reported. Besides a single ester addition during the very early stages of the product introduction, no additional tank-side additives were used during the first five months of full operation.
Aluminium fines were well dispersed, resulting in superior mill and emulsion cleanliness. This was especially observed on the work roll chocks and adjacent mill equipment (Fig. 3) that was historically prone to dirt buildup. The work roll coating was found uniform with no indication of pick up, verifying the results already seen at the pilot mill.
The emulsion parameters were recorded daily during the trial period. Because of high consistency the analysis was reduced to twice weekly measurements, reducing the necessary manpower for on-site laboratory work. Additionally, weekly off-site measurements at the Quaker Houghton laboratories were executed free of charge to ensure sufficient data coverage. The introduction of QH
EVEROLL™ A 5000 led to a 30% reduction in oil consumption compared to the soapbased chemistry previously in use.
Conclusion and Outlook
With this successful trial and implementation of the QH EVEROLL™ A 5000 series, Quaker Houghton has introduced a superior non-soap emulsion technology to the aluminium hot rolling market. The QH EVEROLL™ A 5000 series reduces oil consumption and supports a high level of mill cleanliness, while providing excellent lubrication to ensure best-in-class surface quality.
The use of a pilot mill in the development of an aluminium hot rolling fluid was an industry first, and a unique capability of Quaker Houghton. With the successful transfer of QH EVEROLL™ A 5000 technology from laboratory to pilot mill, to full-scale industrial tandem mill at Speira Holmestrand, this unique development approach has been verified and proven to de-risk fluid upgrades for rolling mills. �
Fig 3. The introduction of QH EVEROLL™ A 5000 has resolved issues with dirt buildup on the work roll chocks and adjacent mill equipment.
Fig 2. Fines dispersion lab results one minute after shaking. Left: soap-based emulsion, centre: QH EVEROLL™ A 5000, right: existing soap-free emulsion. QH EVEROLL™ A 5000 keeps aluminium fines in dispersion, enabling easy filtration to prevent deposition and sludge formation.
GREENER INDUSTRY
All-Electric Tapping Vehicles
HMR Hydeq is proud to introduce AllElectric Tapping Vehicles with the latest HMR and market technology,with zero greenhouse gas emissions, reduced energy and maintenance costs.
This project is a part of HMR’s strategic efforts to electrify various types of special vehicles for the aluminium smelters. We are currently testing prototype of allelectric Anode Transporter, and are in the final stages of designing the all-electric Low Discharge Feeder.
By choosing fully electric alternatives, both HMR Hydeq and their customers take active responsibility for reducing the carbon footprint and preserving the environment for future generations.
ALUMINIUM 2024
8–10 October 2024
Exhibition Center Düsseldorf, Germany
Visit us at stand 6F24
Photo:
Øyvind Sætre
New Benchmark in dross processing
In an era where sustainability is not just a buzzword but a critical imperative, TAHA International stands out as a beacon of innovation and responsibility in the aluminium industry. With a steadfast commitment to environmental stewardship, TAHA International has implemented a series of groundbreaking initiatives that not only enhance its operational sustainability but also set new benchmarks for the industry at large.
TAHA offers innovative, environmentally friendly and cost-effective services, equipment and products to the aluminium and steel industry worldwide. TAHA’s aluminium dross process is a radical innovation in its industry whose process consumes less energy and produces no toxic salt cake. This enables organisations to save valuable resources and reduce costs.
Plus, TAHA is proud to support the international industrial sector, with a particular focus on promoting sustainability. TAHA’s approach not only aims to foster the growth of the industrial sector worldwide but also to enhance its contribution to the respective national GDPs. By prioritising sustainability, TAHA strives to play a significant role in the ongoing global efforts towards a more sustainable industry.
Operating since 2005, TAHA was able to develop a one-of-a-kind international
technology drawing on local and international expertise. Through this patented technology, TAHA’s aluminium dross process is a radical innovation that uses less energy and does not produce toxic salt cake while drastically reducing carbon emissions, marking an unparalleled achievement in the field of environmental preservation. This new technology is being adopted by an increasing number of aluminium smelters around the world.
From the outset, TAHA anticipated its operations to provide a dross processing solution with a lower carbon footprint than the conventional TRF (Tilting Rotary Furnace) process. Fully convinced internally that TAHA process had a considerably reduced carbon footprint than the alternative process, TAHA recently requested Ernst and Young Netherlands to analyse and compare its operational carbon footprint to the conventional TRF process to evaluate and validate differences between both processes in an objective and conservative manner.
In order to provide detailed insights into the carbon footprint compared to the benchmark, TAHA, KMF and EY in collaboration with the Austrian Montanuniversität Leoben (in the renowned “ShanghaiRanking” in the category “Global Ranking of Academic Subjects”, Montanuniversität was ranked 15th in the field of Metallurgical
Engineering), analysed the carbon footprint of TAHA’s aluminium dross process utilising a process life cycle assessment. The commissioned study was completed in February 2021, and the analysis demonstrates that the carbon footprint of TAHA’s method vastly outperforms the conventional TRF method, showing more than 81% less GHG emissions.
Generally, dross generated in primary cast houses ranges from 0.5% to 2.0% of metal by weight for primary production. At secondary smelters, a range from 5.0% to 10.0% is common. Dross is a global challenge with approximately 5 million tons of dross being generated on an annual basis and most of the salt cake generated during metal recovery still being sent to landfill.
Dross should not be considered as waste, TAHA says, but as an economic source of valuable aluminum. Dross generally represents between 1% and 10% by weight of the melt and, depending on the process, its metal content can vary from 15% to 80%. Traditionally, aluminium has been recovered using rotary salt furnaces, which are energy-intensive and produce ‘salt cake’. In Europe, salt cake is now regarded as so hazardous to the environment that dumping in landfill facilities is no longer permitted. It has to be treated separately in salt slag facilities.
TAHA’s patented dross processing solutions are unique because they do not require addition of extra energy or salt and do not yield any toxic wastes or by- products. TAHA’s onsite solutions avoid the need to reheat the dross and due to the rapid, low-energy process up to 90% of available metal in the dross can be recovered in the first stage of TAHA’s process solutions and can be returned immediately to the original furnace without further alloying. The second stage recovers virtually all of the remaining aluminium in the dross through a meticulous mechanical process. This recovered metal is collected, re-melted and returned to the cast house or sold, completing the recycling process.
TAHA further refines the residual oxides to produce feedstock for a number of value-added downstream applications, such as steel slag conditioner, agricultural fertilisers, outdoor heat-resistant tiles and aluminium tri-hydrate (ATH), a white powder, that is typically made out of the raw material, bauxite.
Moreover, TAHA has also received the Aluminium Stewardship Initiative (ASI) Performance Standard Certification V3 (2022). This significant milestone underscores the company’s unwavering commitment to excellence and sustainability. Through a meticulous evaluation process conducted by an entity from the initiative, TAHA has demonstrated its adherence to rigorous standards across all facets of its operations. From waste management to labor practices and employee safety, every aspect has been thoroughly examined.
Apart from this, TAHA has embedded sustainability into the core of its business strategy. Recognising the environmental challenges posed by aluminium production, the company has adopted a holistic approach to minimise its ecological footprint. One of the most significant aspects of TAHA’s sustainability efforts is its focus on energy efficiency. The company has invested heavily in state-ofthe-art technologies that reduce energy consumption during the aluminium recovery process. By eliminating the need of dross reheat, TAHA has achieved substantial reductions in greenhouse gas emissions, contributing to global efforts
to combat climate change.
TAHA has also made significant strides in waste reduction and recycling. The company has implemented advanced waste management systems that ensure minimal waste generation and maximum recycling of aluminium scrap. This not only conserves valuable resources but also reduces the environmental impact of waste disposal. TAHA International’s recycling initiatives have set a new standard for the industry, demonstrating that sustainable practices can be both economically viable and environmentally beneficial.
Beyond its internal sustainability initiatives, TAHA International is actively engaged in efforts to enhance the sustainability of the aluminium industry worldwide. The company collaborates with industry peers, research institutions, and regulatory bodies to promote best practices and drive innovation in sustainable aluminium production.
Moreover, innovation is at the heart of TAHA International’s sustainability strategy. The company invests significantly in research and development to explore new technologies and processes that can further reduce the environmental impact of aluminium production. From developing more efficient smelting techniques to exploring alternative raw materials, TAHA is at the forefront of sustainable innovation in the aluminium industry.
TAHA also plays a crucial role in advocating for sustainable practices and educating stakeholders about the importance of sustainability in the aluminium industry. The company regularly participates in industry conferences, publishes research findings, and engages with policymakers to promote a more sustainable future for aluminium production. Through these efforts, TAHA helps to raise awareness and drive positive change across the industry.
TAHA takes its responsibility to sustainability in the aluminium industry very seriously, recognising its pivotal role in driving significant environmental and economic progress. By aligning its operations with the United Nations Sustainable Development Goals (SDGs), TAHA is not only contributing to global sustainability efforts but also supporting Bahrain’s ambitious “zero neutrality” plans aimed at achieving carbon neutrality by 2060. Furthermore, TAHA’s initiatives are in harmony with the Bahrain Blueprint national action plan, announced by the Kingdom of Bahrain, which focuses on transitioning to a low- carbon economy, adapting to climate change, and fostering sustainable opportunities within the new green economy.
The robust regulatory framework in Bahrain ensures that companies adhere to stringent environmental guidelines, fostering a culture of sustainability. Additionally, the country’s strategic location and advanced infrastructure provide seamless logistical support, enabling efficient operations and the adoption of cutting-edge technologies. This supportive ecosystem has allowed TAHA International to implement its sustainability initiatives effectively, positioning Bahrain as a pivotal hub for sustainable industrial practices in the region.
TAHA’s mission is to assist the aluminium industry in changing the way it deals with its dross. A key to achieving this mission is through heightening awareness for costeffective and zero-waste forward thinking solutions. TAHA believes that both salt cake and landfill must be eliminated and replaced through value- added products derived from depleted dross, which contrary to conventional belief, is in fact a mineral rich resource.
Since TAHA’s proprietary processing solutions are designed to operate in the close vicinity of the cast houses that generate the dross they are easily implemented and highly flexible in terms of the dross quantities that require processing. In the journey towards “greener” aluminum, environmental considerations are becoming more and more pertinent making reducing or eliminating waste of prime importance. �
• RAME™ Dross Recycling Plant
• On-site process
• High aluminium recoveries
• All remaining dross residues returned to electrolysis cells
• Lower your CO2 footprint
• End-to-end dross management solutions
• EMS – Dross Presses – TRF – AluSalt™
• High aluminium recoveries
• Saleable NMP into cement and steel
• Lower your CO2 footprint
A new benchmark for sorting aluminium alloys
The newly developed STEINERT PLASMAX | LIBS promises to sort three products in one run, undertake a novel multi-spot analysis and deliver purity levels of more than 95%. As a leading supplier of sorting solutions for the recycling industry, STEINERT is presenting its new LIBS sorting system during the Aluminium 2024 in Düsseldorf (8 – 10 October 2024). Designed specifically to sort ready-to-smelt aluminium series 5xxx and 6xxx, it is setting new standards in efficiency and precision.
If you ask leading figures and visionaries in the recycling sector the direction in which they see metal recycling heading, they will often come back with: Sorting aluminium alloys. STEINERT responded to this trend back in 2016 with the STEINERT LSS and is now launching the second LIBS sorting system.
Replete with numerous innovations, the STEINERT PLASMAX | LIBS is the solution for high-purity separation of aluminium series and can handle large volumes. Delivering purity levels in excess of 95%, the new LIBS system achieves high quality levels, enabling the sorted product to be fed straight back into the production process.
What is LIBS technology?
LIBS stands for “Laser-Induced-Breakdown-Spectroscopy”; a technology used to analyse materials down to their elemental composition. A high-energy laser beam is directed at the aluminium, evaporates material and produces a plasma heated to several thousand degrees, which then disintegrates into light emissions. Spectral analysis can be used to determine its elemental composition and aluminium can be separated with very high levels of precision.
Volume sorting with maximum precision
With a processing capacity of 3 – 6 t/h and three material discharges at the same time, the STEINERT PLASMAX | LIBS makes what is probably the most efficient processing of high-grade aluminium scrap possible and therefore meets all current industry standards.
The new sorting system brings together several technological innovations and combines them on the tried and tested STEINERT KSS platform - a symbiosis, promising maximum quality and reliability. The compact design also makes the sorting system very easy to integrate in existing systems.
Karl Hoffmann, Global Sales Director Metal Recycling at STEINERT, summarises what drove the development: “Precise sorting of aluminium with the STEINERT PLASMAX I LIBS delivers quality levels that produce an excellent basis for the increase in demand for recycled aluminium. Given the need to decarbonize the automotive industry and its supply chains, greater use of high-grade recycled materials is essential. I am delighted that, through the STEINERT PLASMAX I LIBS, we are able to present a technology that we have developed in house and that is once again setting new standards in the circular aluminium economy.”
A new approach to sorting aluminium
The material starts to be processed as soon as it is placed on the new feed system. A specially developed multi-stage feeder ensures that the conveyor belt is covered perfectly.
Next up is 3D detection and an ultra-precise in-fl ight detection: in other words, detection immediately after the material has left the belt. With the aid of kinetic energy, the material fl ies in a stable parabola through the laser unit. The novel multi-spot analysis uses several laser measurement points simultaneously, which accurately strike the material at right angles, to guarantee optimum detection.
The plasma produced when the laser pulse encounters the aluminium is analysed using AI and, a moment later, separated into one of the three discharges by a compressed air pressure pulse.
1
2
Presentation in Düsseldorf
Customers who have had the opportunity to test the STEINERT PLASMAX | LIBS so far are impressed by how it performs. They are able to achieve high throughput rates and produce high-grade fractions, enabling them to tap into new potential sales. The sorting system offers both operational flexibility and a key step towards a sustainable future through the efficient recycling of aluminium alloys.
The presentation of the new STEINERT PLASMAX | LIBS at Aluminium 2024 in Düsseldorf, Booth: 6F01, promises exciting insight into this and other sorting solutions for the future of metal recycling.
1. The new STEINERT PLASMAX® | LIBS enables recycling firms to take aluminium recycling to the next level and to specifically produce high-grade alloy classes ready for the furnace.
2. Numerous innovations, for example the novel multi-spot analysis for ideal material detection, form part of the STEINERT PLASMAX® | LIBS.
3. Three sorted products in one run, to simultaneously produce several target qualities, such as 5xxx and 6xxx. All images: STEINERT
3
Discover the Alutrends Report 2024
Aluminium International Today presents the Alutrends Report 2024, an in-depth exploration of the aluminium industry's path to sustainability and innovation.
This comprehensive report features insights from industry experts, covering the latest trends, technological advancements, and key sustainability initiatives shaping the future of aluminium production.
Aluminium’s role as the linchpin in the green energy transition takes centre stage, showcasing how this versatile metal serves as the material of the future for renewable energy infrastructure, electric vehicles, and
energy-efficient technologies. From wind turbines to electric vehicle chassis, aluminium’s lightweight, durable, and recyclable properties are driving the shift towards a greener, more sustainable future.
To purchase the full report and stay ahead in the aluminium industry, visit our website: aluminiumInternational-today.com or scan the QR code below.
Calderys exhibits its refractory solutions at the Aluminum Exhibition
The group is present at the Alumesse on booth n°6F11, showcasing its refractory portfolio to Aluminum producers. The Calderys Group includes HWI, its Americas brand and Haznedar Durer, its Turkish subsidiary and is a global provider for industries working in extreme conditions.
Since the combination of Calderys and HWI in 2023, the group has embarked on an ambitious technology transfer program. The first stages of this technology sharing program are already bearing fruit, as customers in EMEA have access to a number of carefully selected, high-value HWI refractory products. The overall portfolio for aluminum producers is expanding, ranging from monolithic refractories to bricks, precast pieces and a full range of technical services. Calderys solutions help Aluminum makers secure a steady production, with the same level of quality, ton after ton.
The Calderys Group has decades of experience in manufacturing refractories that are tailored to aluminum contact. aluminum producers have various processes and equipment, and refractories must adapt. That’s why, over the years, Calderys has developed various products and installation methods.
� Monolithic portfolio: a full range of castables gunites, and gunnable phosphate bonded plastics has been developed over the years to suit the aluminum producers’ processes. The solution will be zoned to reflect the furnace process conditions such as chamber temperature peaks, alloys processed, mechanical wear from the charge and skimming, use of salts/fluxes.
� Bricks: Phosphate-bonded bricks that possess high strength and excellent abrasion resistance and the ultimate molten aluminum corrosion resistance.
� Precast pieces, which offer controlled manufacturing conditions, reduced installation time and minimized furnace’ downtime
A full set of services compliments Calderys’ product selection In addition to the products’ portfolio, Calderys has a full set of technical services. The company continuously upgrades services and
equipment to ensure that the products are easy to use.
� Furnace inspection: an extensive analysis of producers’ process, equipment and working conditions
� Refractory services: the aluminum experts of Calderys can handle projects from start to finish, including heat-transfer calculations, drawings, full furnace installation and after sales technical support and maintenance.
� HWI, in the Americas, has developed a network of HWI products installation specialists called the CI Network. In tight collaboration with HWI, these refractory professionals perform complete installation projects in the Americas, ensuring aluminum producers a smooth
re-commissioning of their equipment.
� Digital services that include CALDE® 360° the laser scanning equipment that map entire furnaces’ refractory lining for an accurate maintenance’s schedule and asset management services, a service available in the Americas through HWI.
For the first time, Calderys will also exhibit the refractory portfolio of HWI, its brand in the Americas.
Combining both brands’ portfolio to better serve aluminum producers and OEMs. The group leverages its process knowledge and proven refractory products to create solutions that deliver energy savings, increased campaign life, and efficiency. �
Transform the way you operate.
We’re supporting the global aluminium industry to make better, more innovative products manufactured using sustainable technologies and processes.
We can help you identify your biggest opportunities. Let’s work together.
ALUMINIUM 2024.
08 – 10 October 2024 Exhibition Center Düsseldorf, Germany
TALSAD: Turkish Aluminium
The representative of the Turkish Aluminium industry for over half a century Turkish Aluminium Industrialists Association (TALSAD) was established in 1971 by pioneering figures in the aluminium sector. As the oldest and most established organization in Turkish aluminium industry, TALSAD has been a cornerstone of the sector for over five decades. It is also the first sector-specific association in the country. Representing over 60% of the economic potential in the Turkish aluminium sector, TALSAD comprises 85 members, including many of Turkey’s leading and largest companies. As the representative of the Turkish Aluminium Industry, TALSAD works for sustainable growth and development of the aluminium industry in local and regional markets, development and implementation of new and advanced technologies, implementation of good practices in health, safety and environment and works to develop strong local and international partnerships.
Turkish aluminium sector: Overview, market trends and strategic outloook
Turkish aluminium sector encompasses a range of organizations involved in transforming produced and imported aluminium ingots through casting,
forming, rolling, drawing, and forging processes. These organizations also process scrap aluminium and ingots into final products by employing various alloying techniques. Despite being approximately 95% reliant on foreign sources for primary aluminium, the sector has made remarkable strides in producing finished and semi-finished products, establishing itself as a significant production hub within the European and Eurasian regions. Turkey imports primary aluminium from various regional countries and is a significant global importer.
Currently, there are around 250-300 companies engaged in the production of aluminium finished and semi-finished products. In total, nearly 2.000 companies operate within the sector, including workshop-level enterprises involved in assembly, processing, shaping, and trading of aluminium products. This extensive network of companies significantly contributes to the national economy through its substantial employment capacity.
Aluminium is a strategic material across various industries due to its lightweight, durability, high corrosion resistance, 100% recyclability, electrical and thermal conductivity, and ease of forming. It is fundamental to numerous sectors, including automotive, aviation, transportation, construction, medicine,
food, aerospace, and defense. Aluminium products are utilized as follows: 27% in the transportation sector, 23% in construction and building, 15% in packaging, 13% in the electrical and electronics sector, 9% in industrial applications, and 13% in other sectors.
The year 2023 witnessed a contraction in both exports and production within the Turkish aluminium industry. This decline reflects not only a reduction in Turkey’s export capacity but also a broader market contraction in the countries to which it exports. Turkish aluminium industry has emerged as a pivotal production hub, with a total output of 1.92 million tons of aluminium finished and semi-finished products, and an export value of $5.3 billion in 2023. This sector’s production of aluminium, essential for industries such as construction, automotive, aerospace and packaging, significantly bolsters the national economy. The sector has experienced approximately a 7,8% increase in production over the past five years, with a notable portion of this growth attributed to rising export volumes.
Despite these challenges, the Turkish aluminium sector has retained its status as a key supplier in Europe for aluminium finished and semi-finished products. The sector’s long history of continuous growth and its strengthened production capabilities have also played a crucial
role in maintaining this position. Looking ahead to 2024, it is anticipated that the contraction experienced in 2023 will persist, influenced by economic policies that closely affect Turkey. This trend is expected to continue throughout the year, reflecting ongoing economic pressures and market conditions.
In the first quarter of 2024, Turkey is ranked 14th globally in total exports of aluminium products. In the first half of 2024, Turkey’s aluminium exports reached 608.410 tons, valued at $2,5 billion. This period saw a 0,02% decrease in export quantity compared to the same period in 2023, though the value of exports decreased by 8,9%. Notably, 63% of these exports were directed towards EU countries. This development is largely influenced by the EU’s Anti-Dumping decision against Chinese aluminium extrusion products.
In the first quarter of 2024, Turkey is ranked 13th globally in total imports of aluminium products. The Turkish aluminum sector relies heavily on imports, meeting about 95% of its primary aluminum requirements, as a net importer, the industry is significantly dependent on external suppliers for raw materials. In the first half of 2024, Turkey imported a total of 984.283 tons of aluminium, 71,1% of which was primary aluminium. This represents a 12,6% decrease from the previous year. Additionally, imports of scrap/secondary aluminium decreased by 5,6%, totaling 89.531 tons.
The sector faces several challenges,
including rising production costs, fluctuations in energy prices, trade conflicts, and adherence to EU Green Deal policies such as the Carbon Border Adjustment Mechanism (CBAM). The Turkish aluminium sector stands at a critical juncture, requiring substantial technological transformation to meet both national and international environmental goals. This pivotal change is essential for achieving targets related to decarbonization and emission reductions. However, the path to this transformation is fraught with financial challenges, as it necessitates significant investment.
The emission intensity of the Turkish aluminium sector is notably lower compared to global and EU averages. At 5,34 tons of CO2 per ton of aluminium, Turkey’s emissions are significantly below the world average of 17 tons and the EU average of 6,7 tons per ton. This lower intensity is largely due to the sector’s reliance on renewable energy for its emission-intensive primary aluminium production, coupled with its focus on processing imported primary aluminium, where energy intensity is considerably lower. Research indicates that aluminium processing requires approximately 10 to 15 times less energy than primary aluminium production. Given that a substantial portion of Turkey’s aluminium output is derived from processing, this contributes to the sector’s reduced carbon emissions compared to global standards. The total carbon footprint of the Turkish
The Meeting Point of Eurasian Geography; 12th International Aluminium Symposium Will Be Held on September 18-20, 2025 In Istanbul
The 12th International Aluminium Symposium (ALUS’12), organized every two years by TALSAD, TÜBiTAK (The Scientific and Technological Research Council of Turkey) and METEM (UCTEA Chamber of Metallurgical and Materials Engineers Training Center), will be held at Istanbul Expo Center on September 18-20, 2025. Since 2009, the Symposium has joined forces with ALUEXPO, International Aluminium Technology, Machinery and Products Trade Fair, which has been the meeting point of Europe, the Middle East and Eurasia, and has continued to be held simultaneously with the fair since then.
aluminium industry is estimated to be between 22 and 28 million tons per year.
Of this, the majority (19 to 24 million tons per year) is attributed to imported primary aluminium. While Turkey’s capacity to influence emissions from imported primary aluminium is limited, it is expected that global advancements in carbon reduction will lead to a decrease in embodied carbon in these imports. Consequently, the indirect emissions associated with Turkish aluminium sector are likely to decline as well.
To effectively realize this technological overhaul, it is crucial to modernize the industry’s existing infrastructure and invest in cutting-edge technologies. The associated costs are considerable, demanding the development of suitable financing mechanisms to support this transition. Policymakers must collaborate closely with industry stakeholders to secure and allocate new financial resources. Additionally, swift and strategic actions are needed to implement large-scale investment initiatives. Encouraging factors such as public incentives, streamlined renewable energy investments, and mobilization of private capital will be vital in fostering the adoption and spread of low-emission technologies. To enhance global competitiveness and ensure sustainable growth, the Turkish aluminium industry must pursue innovative solutions and strategic collaborations. Addressing these challenges effectively will solidify Turkey’s position on the international stage. �
Electric Tapping Vehicles for a sustainable future
HMR Hydeq is taking a significant step towards a greener future by developing all-electric Tapping Vehicles (e-MTV) for transporting molten metal. This initiative aims to eliminate greenhouse gas emissions and reduce energy consumption, aligning with the company’s strategic efforts to electrify special vehicles for the aluminium primary smelters, and to lower the CO2 footprint as a part of the green shift.
HMR’s vehicle-based metal transfer concept is the safest and the most timeand cost-effective way to move molten aluminium from the electrolysis hall to the foundry.
HMR Hydeq has recently received a grant from the Norwegian government to develop energy-efficient e-MTVs. These vehicles will incorporate the latest HMR and market technologies, designed to minimize environmental impact and lower maintenance costs. By replacing traditional diesel engines with electric propulsion and utilizing radiant heat and surplus energy, HMR Hydeq ensures that these vehicles meet current capacity and cycle time requirements. A prototype is expected to be ready within the project period.
HMR Hydeq is also in the final stages of developing an all-electric anode transporter, having conducted extensive tests at Hydro Aluminium Årdal, Norway. This concept will be further refined and implemented in the delivery of electric low discharge feeders (e-LDF) to Hydro.
HMR Hydeq’s special vehicles operate around the clock, seven days a week, making operational reliability and usage patterns crucial. Replacing the diesel engine in a tapping vehicle with electric propulsion is estimated to reduce carbon dioxide emissions by 130 tonnes annually. By opting for fully electric alternatives, HMR Hydeq and its customers are actively contributing to significantly reducing the carbon footprint and preserving the environment for future generations.
Greener Industry
“We are proud to be part of the green initiative,” says Svein Ove Jørgensen, CEO of HMR Hydeq. Our goal is to offer sustainable solutions that provide value for our customers while protecting the
environment and saving costs. With fully electric vehicles, we take a significant step towards a future where even the ‘yellow vehicles’ in smelters are completely emission-free. The time is right for “green vehicles”.
Groundbreaking Collaboration
HMR Hydeq has partnered with Hydro to test the prototypes in their industrial environment, which includes strong magnetic fields, tough operating
conditions, and continuous 24-hour operation. This collaboration aims to improve air quality, reduce noise pollution, and lower maintenance and operation costs, but most importantly it supports Hydro’s overarching goal of reducing its climate footprint and producing green aluminium, potentially inspiring others to follow suit. �
Contact www.hmr.no
HMR is currently developing energy-efficient all-electric tapping vehicles (e-MTV). This marks a significant step towards a future where even the ‘yellow vehicles’ at aluminium smelters are completely emission-free.
HMR’s vehicle-based metal transfer concept offers the most time- and cost-efficient method for transporting molten aluminium from the electrolysis hall to the foundry
Electric driven vehicles towards the decarbonisation of the planet
By Techmo
Climate changes for overheating due to the greenhouse effect are more and more frequent and, before regulations, we have a moral duty to change our habits by switching to sustainable energy sources and reducing reliance on fossil fuels.
The 28th United Nations conference on climate change, COP28, held at the end of 2023 in Dubai UAE, also emphasized this need, urging a complete transition to clean and renewable energy by 2050.
Techmo, was the first company in the world to conceive and manufacture specialized vehicles for the aluminum industry in the 60’s of the past century. Today we want to be among the first to achieve energy sustainability by using renewable energy for all the activities necessary for the various company functions.
In 2023, Techmo invested in extensive rooftop solar panels, covering both facilities of our headquarters in Limena (PD). Already most of the energy needs of the Company are self-produced. Further investments in renewable energy integration are planned for the next period.
Another move towards the decarbonization of the planet is the conversion to the use of fossil fuels for automotive, leading to the gradual replacement of thermic engines with other ways of propulsion. For this reason, for some time now, Techmo has been investing significant resources in the design of new electric-powered vehicles to respond to the growing demand from aluminum producers wishing to produce metal through sustainable methods in total respect of the environment and to
obtain the ASI certification (Aluminum Standardship Initiative).
Different types of vehicles require different features. For example, vehicles for the downstream industry work almost exclusively inside closed spaces within reduced distances and significant waiting times between the various operations. Electrically powered vehicles are, therefore, ideal for these applications, since no exhaust gases are emitted into the confined room, they are extremely silent and the battery can be recharged even while waiting and without the need of swapping.
On the other hand, for transport vehicles, long autonomy and maximization of the run time are the preferred design features to be considered.
Therefore, the electric powertrain system is tailored on the specific purpose, in the view of maximizing the efficiency and minimizing the end user investment costs for the number of machines necessary to carry out the work.
Other components, not specifically linked to the engine type, in order to reduce the Client investment in spare parts which may already be in their storehouse for previous versions, have been maintained as much as possible the interchangeability with the Diesel version.
Electric vehicles offer many advantages, such as:
� Environmental Friendliness: No gas emissions due to fuel combustion
� Lower Operating costs: Reduced maintenance and operating costs
� Increased uptime (availability in operation)
� Improved efficiency
� Compliance with regulations: Positive contribute toward the achieving the ASI certification aimed to the decarbonization of the planet.
� Possibility of battery swapping for keeping the vehicle in operation 24/7
� Increased safety for lack of fuel on board and reduced presence of hydraulic oils
� Reduced noise pollution
� Enhanced Performance: high torque traction electric wheel motors for a perfect positioning precision.
Industry 4.0
The design of new vehicles does also focus on the implementation of new technologies to support safety, efficiency of use as well as monitoring and maintenance management. Each vehicle can be equipped with a monitoring system on the status of critical components and data, relating to the operator’s driving style, transmitting in real time to the control room via a wifi connection allowing processing and preparation of subsequent interventions. Looking at the safety and risk prevention, each vehicle can be equipped with an ADAS (Advanced Driver-Assistance System), capable of recognizing objects and activating the relevant automatic intervention systems based on this. The need for change imposed by external factors is, once again, proving to be a great opportunity for a qualitative leap towards greater safety and comfort for operators, but also greater efficiency in productivity, with the highest respect for the planet we live in. �
The World’s 1st 45 MN Hybrex Press Line for the Automotive Sector
Behind the 34-year stable growth trend of ASAŞ lies in the passion of trying to foresee the future trends by following the innovations and always offering the best for its customers by investing in technology. With this perspective, The company will increase its production capacity by 18,000 tons of profiles with Europe’s most advanced & world’s first 45MN Hybrex Press production line, which is reinforcing its role as a comprehensive solutions provider in the aluminium sector. This new line, the second in the series following the successful deployment of the first Hybrex press last year, will feature cutting-edge die heating, billet heating and aging furnaces being used entirely electricity. This design not only enhances production efficiency but also underscores ASAŞ’s commitment to sustainability and reducing environmental impact by reducing 530 tonnes of carbon emission annually.
The 45MN Hybrex Press Production Line, custom-built by the renowned German firm SMS GROUP, marks a significant advancement in manufacturing technology. It is designed to produce structural profiles specifically for the automotive industry, including body parts, battery casing profiles, crash management components, safety beams, and ABS/
ESP blocks. This state-of-the-art facility will greatly enhance ASAŞ’s production capabilities. The line is expected to commence operations with its first billet by the end of October, following a fourmonth mechanical assembly and a twomonth setup for electrical and automation components. With advanced automation features, from billet storage to automated aging furnaces, the new line will significantly boost both alloy development and high-strength alloy production.
ASAŞ’s commitment to quality is evident in its Continuous Ultrasonic Billet Testing Line, which rigorously tests billets used to produce structural profiles. The company’s in-house billet casting line and R&D expertise enable specialised OEM alloy development, ensuring high-quality and tailored solutions for its clients. With its industrial expertise alloy development and R&D capabilities, ASAŞ is listed as an approved supplier among the leading OEMs in the automotive sector. Besides these, fully robotic CNC lines, integrated with ASAŞ’s AMR network for intralogistics operations, ensure precise and efficient production. These lines feature advanced capabilities in cutting, CNC machining, robotic welding, bending, and dedicated assembly, with all necessary fixture and tooling design and
“Sustainability is at the core of ASAS’s operations.
In line with this approach, we have gained Aluminium Stewardship Initiative (ASI) certification, meeting all 11 principles of the ASI Performance Standard. This certification underscores ASAS’s commitment to environmental stewardship, social responsibility, and economic sustainability.” 5 5
Derya Hatiboğlu, General Manager of ASAŞ
manufacturing managed in-house. This integrated approach simplifies the supply chain, offering significant cost and quality control benefits to customers.
ASAŞ actively calculates and reduces its carbon and water footprints and prepares Environmental Product Declarations (EPDs) while conducting Life-Cycle Assessments (LCAs) for its key products. The company’s dedication to sustainability is further
exemplified by its development of lowcarbon aluminium billet, NEXAL. With a carbon footprint of ≤ 4 tCO2e/tAl, this billet incorporates low-carbon raw materials, high post-consumer recycled content, and renewable energy. NEXAL billets not only supports ASAŞ’s sustainability goals but also assists customers in meeting their environmental objectives.
The company’s R&D capabilities are
pivotal in driving these technological and sustainability advancements.
ASAŞ’s R&D Centre, staffed by over 70 experienced professionals, fosters university-industry cooperation through support for postgraduate education and technical training. Equipped with advanced engineering software for computer-aided design and analysis, the Centre also features sophisticated imaging devices such as SEM and optical microscopes, chemical analysis tools including spectrometers, FTIR, DSC, and mechanical measurement instruments like tensile and hardness testers. Additionally, the Centre has a foundry, laboratoryscale heat treatment furnaces, machining equipment, and 3D printers, facilitating the seamless transition from research studies to prototypes and advanced products.
By combining cutting-edge technology with a strong commitment to environmental responsibility, ASAŞ boasts a robust international presence. The company has been exporting to a diverse range of countries – including EU nations, Great Britain, Switzerland, and Eastern Europe – underscoring its global reach and reliability in the aluminium market. �
Aluminium Rolling Consultants, experts in upgrades and modernisations of rolling mills
Every step matters on the path to zero
To continue developing modern society, we need more materials, and we need more from our materials, too. What we produce and consume must not only meet the surging demand, but also embody the principles of responsible sourcing, environmental consciousness, and recyclability.
Aluminium, with its infinite recyclability and corrosion-resistant longevity, is already a building block for a low-carbon, circular economy, but production comes with a footprint. Our recycled
and low-carbon aluminium products are one step closer to solving that problem, and one step closer on the path to zero.
Choose your materials with the future in mind. Visit hydro.com/path-to-zero to learn more.
Visit us at ALUMINIUM Exhibition 2024 Come to booth #4F57 in hall 4 and experience our sustainability ambitions at the stand, exploring our exhibits, seminars and workshops.