Annual subscription: UK £270, all other countries £292. For two year subscription: UK £510, all other countries £527. Airmail prices on request. Single copies £50
ALUMINIUM INTERNATIONAL TODAY is published six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK. Tel: +44 (0) 1737 855000 Fax: +44 (0) 1737 855034
Email: aluminium@quartzltd.com
Aluminium International Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437.
Printed in the UK by: Stephens and George Ltd, Goat Mill Road, Dowlais, Merthyr Tydfil, CF48 3TD. Tel: +44 (0)1685 352063 www.stephensandgeorge.co.uk
STRATEGY
Stopping the aluminium drain
Driving due diligence practices through supply chains
Event Review: FAF 2024
DIGITAL
TRANSFORMATION
The unified namespace for digital transformation in the industry
FOCUS ON CHINA
An insightful keynote
Aluminium industry in Egypt
DECARBONISATION
Major challenges for 1.5°C-aligned aluminium procurement strategies
Shell Energy: Decarbonising aluminium
Further lightweighting the Porsche Taycan EXTRUSION
Alumex PLC: More than extrusion
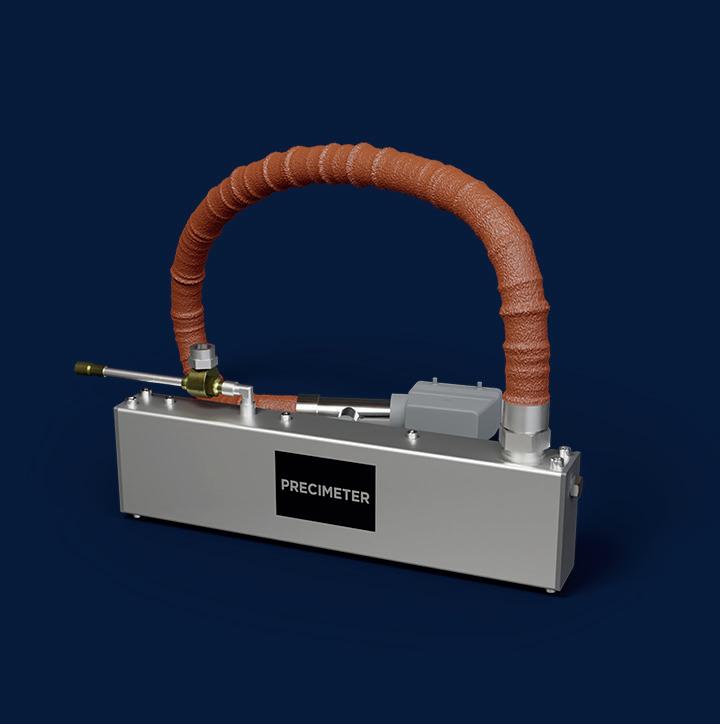
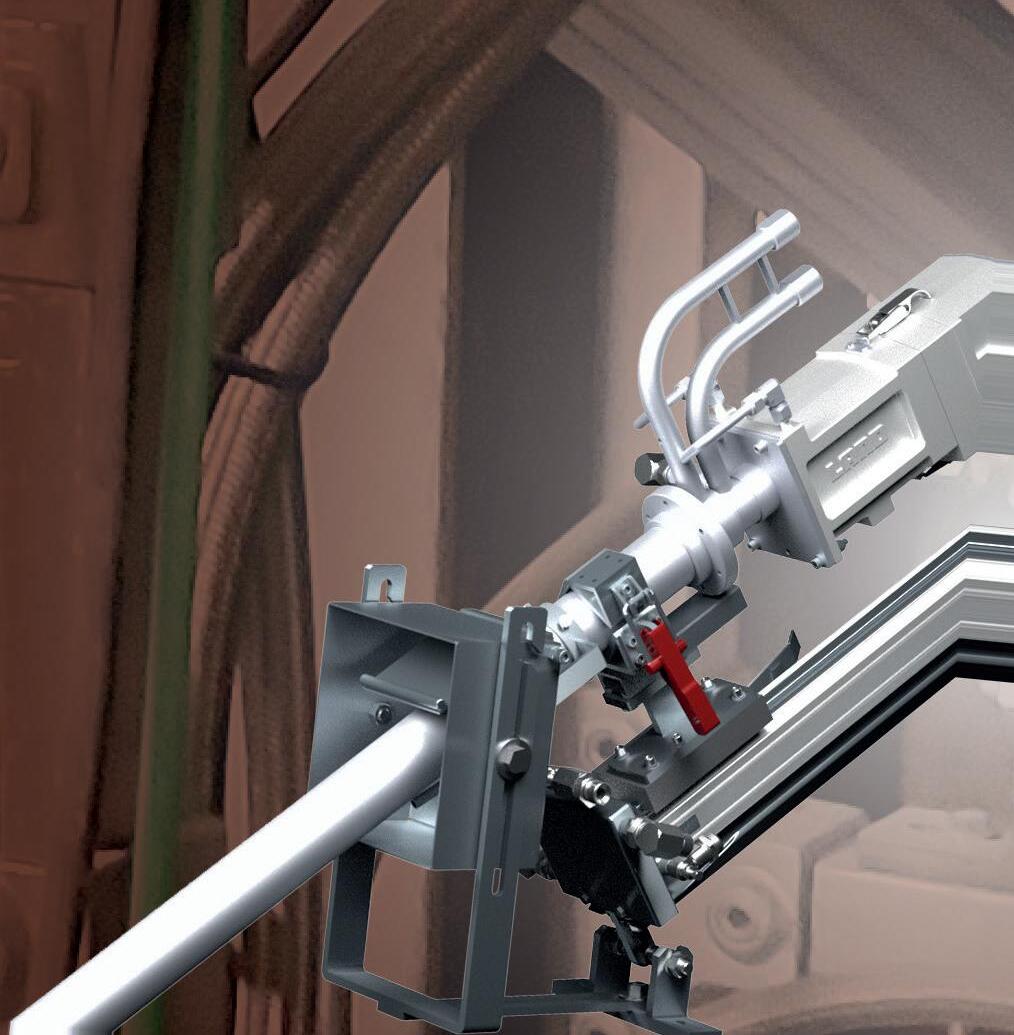
Advanced measurements and furnace monitoring MELTING
The timing of the most recent ELYSISTM announcement couldn’t have been better, as I had just sat down to write this note and was searching for inspiration when the press release dropped into my inbox.
It is great to be able to see that this JV has has achieved a significant milestone with its carbon-free smelting technology, which represents a monumental leap towards sustainable aluminium production.
As you will be able to read on these news pages, the first commercial-scale demonstration of this new technology is now underway at Rio Tinto’s Alma smelter, with plans to make it commercially available later this year.
As we continue to monitor and report on the advancements within the industry, we remain committed to providing you with the most comprehensive and insightful coverage. Our upcoming issues will look at delving deeper into the technical intricacies of the ELYSIS process and explore its potential impacts on global supply chains.
For now, this issue is packed with extra content from the recent Future Aluminium Forum, which not only offers a look into the growth in the Chinese aluminium market, following an insightful Keynote presentation from the one and only, Ron Knapp.
We also explore the concept of the unified namespace as a solution to common data-problems in aluminium manufacturing, something that was touched upon by speaker Denis Gontcharov.
You can also find a review of other recent events such as the CRU World Aluminium Conference and a reminder of why you should visit the next UK Metals Expo! nadinebloxsome@quartzltd.com
Industrial-Scale Demonstration of ELYSISTM Carbon-Free Smelting Technology
Alcoa Corporation have announced further progress on ELYSIS technology with Rio Tinto’s plans to launch the first industrial-scale demonstration of the breakthrough technology, which eliminates all greenhouse gas (GHG) emissions from the traditional smelting process and produces oxygen as a byproduct.
Established in 2018, ELYSIS is a technology partnership between Alcoa and Rio Tinto to advance technology first developed at the Alcoa Technical Center (ATC) outside of Pittsburgh. Rio Tinto’s demonstration project will occur at Arvida in Quebec, Canada, and includes 10 ELYSIS smelting pots operating at 100 kiloamperes (kA), a size similar to those operating at smaller-scale commercial smelters.
Alcoa has the right to purchase up to 40 percent of the metal produced from the demonstration at Arvida, allowing for Alcoa customers to benefit from ELYSIS’s carbon-free electrolytic process early in the technology development cycle. The target for first production is by 2027.
“Since inventing the aluminum smelting process in 1886,
which is still in use today, Alcoa has continued to create transformational technologies to improve our industry,” said William F. (Bill) Oplinger, President and Chief Executive Officer of Alcoa Corporation. “We are proud to progress the technology initially developed at our technical center to its next phase within the ELYSIS partnership. Aluminum plays a critical role in the world’s energy transition and decarbonization efforts; with the ELYSIS technology, the smelting of this important metal can also be done without direct
carbon emissions.”
To support the industrial demonstration, Alcoa will manufacture the proprietary ELYSIS anodes and cathodes at ATC, which will include installing and operating new equipment. Alcoa anticipates benefitting from the learnings of this phase of the demonstration and expects to apply them to future phases in ELYSIS’s development. Metal produced through the ELYSIS process will further improve upon Alcoa’s lower carbon products already on the market, such as the Sustana™ product line.
Hydro pursuing zero-carbon aluminium by testing green hydrogen technology
Green hydrogen can replace fossil energy in the recycling of aluminium, enabling zero-carbon aluminium products. In a three year industrial scale pilot, Hydro will test green hydrogen technology in the new recycling unit at Hydro Høyanger, Norway.
Replacing liquid natural gas with green hydrogen in the recycling of 100 percent post-consumer scrap is one of the fastest routes to zero-carbon aluminium. However, the remelting of aluminium requires high heat, an energy intensive process which is hard to achieve without fossil energy such as natural gas. Hydro will be testing technology with global poten-
tial in this pilot, which is building on Hydro’s ‘world first’ industrial scale test of green hydrogen in aluminium recycling in June 2023.
“Hydro is pursuing multiple paths to decarbonize our operations. With this pilot we take another step on our path to zero-carbon aluminium. Green hydrogen is an exciting potential option to decarbonize aluminium and other hard to abate industries,” says Hanne Simensen, Executive Vice President of Hydro Aluminium Metal.
During the pilot, green hydrogen will power one remelting furnace at the Høyanger recycling unit. This is key to unlock this re-
newable fuel’s decarbonization potential in aluminium, and will provide insight into fuel switch technology, metal quality, and necessary infrastructure for green hydrogen projects.
This project is enabled by Hydro’s competence in both energy and aluminium. Hydro Havrand, Hydro’s green hydrogen unit, has been granted soft funding from the Norwegian Government (Enova) up to NOK 83.3 million to enable this pilot. The aluminium produced in the recycler will be used to further lower the CO2 footprint of aluminium products from Hydro’s Norwegian smelters.
Rio Tinto will invest US$165 million (CA$226 million) in its Grande-Baie smelter to refurbish two anode baking furnaces that have reached the end of their useful life. The company will also carry out feasibility studies for the eventual replacement of the scrubbers and overhead bridge cranes at the anode production centre.
The work to rebuild the concrete shell and refractory lining of the anode baking furnaces will be carried out over two years, in 2025 and 2026. The new equipment will ensure a competitive supply of anodes to the GrandeBaie and Laterrière plants for decades to come.
Rio Tinto will offset the carbon emissions related to the construction project through various initiatives like planting trees near the aluminium smelter.
Grande-Baie and Laterrière Op-
Rio Tinto invests to maintain anode production at Grande-Baie smelter
erations Director Martin Lavoie said: ‘‘The refurbishment of the Grande-Baie smelter’s anode baking furnaces is a major investment that will ensure the sustainability and competitiveness of responsible aluminium production in the region for decades to come and will generate significant economic
Further transforming to circular economy
Speira is investing 40 million euros for additional recycling capacity to drive the transformation of Rheinwerk and achieve a total saving of up to 1.5 million tonnes of CO2 per year at the site.
The direction has been set for a long time: “We want to become the number 1 in aluminium recycling in Europe,” explains Boris Kurth, Head of the can business at Speira as well as the recycling and foundry operations at the Rheinwerk. “Over the past 20 years, we have already built furnaces with leading recycling capacity in Europe and Europe’s most modern
sorting plant for UBC scrap, substituting the highly energy-intensive primary production of aluminium. We are consistently pursuing this path and emphasising our commitment to the circular economy with the fourth recycling furnace at Rheinwerk.”
The furnace will be built in 2025. Production is scheduled to start at the beginning of 2026. Speira is also converting the third of four existing casting centres to be optimised for recycling alloys. This will enable Rheinwerk to further reduce its ecological footprint. Overall, Rheinwerk will
benefits. We are very happy to be completing this project over the next years in collaboration with our employees and local business partners.”
Rio Tinto completed the replacement of its anode baking furnaces at the Alma aluminium smelter in 2021.
then have a recycling capacity that will save up to 1.5 million tonnes of CO2 compared to primary production of the same quantity of aluminum.
The new recycling furnace will be used to melt aluminium alloys that are processed into beverage cans after rolling.
EGA’s GAC signs term sheet with Government of Guinea for development
Emirates Global Aluminium’s (EGA) subsidiary Guinea Alumina Corporation has signed a term sheet with the Government of Guinea for the development of an alumina refinery. The signing of this preliminary agreement is a decisive step forward in the development of the project.
GAC’s delegation was led by EGA’s Chief Executive Officer Abdulnasser Bin Kalban.
The alumina refinery project is expected to be built on GAC’s concession near Tinguilinta in
Boké province, with an initial production capacity of one million tonnes of alumina per year.
Hydro and Brompton pedal toward net-zero with world’s first bicycle wheel rim made from fully recycled aluminium
In June 2023, aluminium and renewable energy company Hydro and London based bicycle company Brompton, entered into a partnership with the aim to introduce Hydro’s low-carbon aluminium in Brompton’s range of bikes. The collaboration has now resulted in bicycle rims made from Hydro CIRCAL 100R, a product that not only reduces weight, but also guarantees batch-by-batch transparency and a near-zero CO2 footprint.
ALFED Launches UK Aluminium Manifesto
Following the announcement that the UK will now face a General Election on Thursday 4th July, the Aluminium Federation (ALFED) is launching the UK Aluminium Manifesto; a comprehensive document outlining key stipulations for the next UK Government to prioritise and support the vital role of the aluminium manufacturing and processing sector in driving economic growth, sustainability, and energy security.
Pomini Tenova secures Roll Grinder contract for Hindalco’s Renukoot aluminium plant in India The contract concerns a new Roll Grinder that will be supplied by Pomini Tenova. The roll grinder will grind work rolls, backup, and auxiliary rolls for the existing hot and cold rolling mills in the Renukoot aluminium plant, in Uttar Pradesh, India.
Ground-breaking ceremony for joint venture in South Korea
Hammerer Aluminium Industries (HAI) is relying on strong partnerships to drive forward the strategic development of the HAI Group. Together with LS Cable & System, HAI is investing in a company in South Korea. The official ground-breaking ceremony for the construction of the new production hall took place on 17 April 2024.
In his speech, CEO Rob van Gils emphasised the importance of the joint venture for the strategic development of the HAI Group. The new company will enable the HAI Group to strengthen its focus on the production of highly complex aluminium components for electromobility and at the same time serve the important South Korean market locally.
With an investment volume of around 46 million euros, a 13,800 m² production hall including a 60 MN press for the production of aluminium components will be created. From 2025, the HAI Group and LS Cable & System will produce aluminium components for electric vehicles for the South Korean market at the Gumi site.
GNA alutech inc. is now fully owned by EBNER GROUP
The acquisition marks the culmination of a five-year partnership between EBNER and Ted Phenix, which began with EBNER Group acquiring a majority stake in GNA in 2019.
“We are excited to announce the full acquisition of GNA alutech inc. and would like to thank GNA’s founder, Ted Phenix, for his vision and leadership in building GNA into a successful company over 41 years. Over the last 5 years I was always impressed by the deep understanding and knowledge Ted was able to share with customers. Our strong professional developed to a strong personal friendship. says Robert Ebner, CEO of EBNER Group.
The leadership of GNA has been placed in the hands of Kaleb Wright, President of Business De-
velopment, and Chantal Coupal, President of Operations. Kaleb Wright brings extensive experience in business development and sales to the role, while Chantal Coupal has a deep understanding of GNA’s operations and technology.
Based on GNA´s 41 years success story the company is committed to continuing its focus on green technology and cost efficiency. As part of a strong EBNER GROUP, GNA provides a full range of technologies and services to their customers including newest and upcoming technologies such as rotary furnace, EMS pump, own regenerative burners, CO2 free burner, etc.
Mighty Earth urges producers to commit to responsible mining
A new Mighty Earth report, “The Impact of the Bauxite Boom on People and the Planet” examines the environmental and social impacts of bauxite mining for aluminum used in electric vehicle (EV) production in four key producing countries: Indonesia, Brazil, Guinea, and Australia.
In the first global analysis of the bauxite boom across four continents, the report analyses the adverse effects of bauxite mining –
the principal ore of aluminum for electric vehicles – and the resultant environmental degradation and health repercussions faced by local and Indigenous communities.
Drawing on new satellite data, the report highlights extensive
www.aluminiumtoday.com
SEPTEMBER
10th - 12th
Fastmarkets International Aluminium
Join the aluminium industry at the heart of contract season, to connect, negotiate and agree new deals. Hear from the end users driving demand, and remain on top of all the new technologies, processes and opportunities that green aluminium is bringing. Held in Athens, Greece www.fastmarkets.com
11th - 12th
UK Metals Expo
This event brings together professionals from primary metal manufacturing to supply chain management, processing metals, fabrication, machinery, engineering, surface coatings, and recycling. Held in Birmingham, UK www.ukmetalsexpo.com
25th - 27th
IBAAS
The 12th International Bauxite, Alumina & Aluminium Conference & Exhibition, in collaboration with The Indian Institute of Metals (IIM). Stay updated on the latest industry trends, challenges, and opportunities through engaging discussions and presentations. Held in Goa, India www.ibaas.info/
OCTOBER
8th - 10th
ALUMINIUM 2024
deforestation driven by bauxite mining in the four country case studies.
With the demand for aluminum expected to double by 2050, the report calls on the world’s biggest bauxite producers to commit to responsible mining and for global EV manufacturers to ensure their global supply chains are not driving human rights abuses, deforestation and environmental harm.
ALUMINUM is the world’s leading trade fair and B2B platform for the aluminum industry and its main user industries. The focus of the trade fair is on solutions for automotive engineering, mechanical engineering, building and construction, aerospace, electronics, packaging and transport. Held in Düsseldorf, Germany www.aluminium-exhibition. com
For a full listing visit www.aluminiumtoday.com/ events
TOGETHER TOWARDS PERFORMANCE
THE TIME TO ACT IS NOW
REEL is on a journey to contribute towards a net-zero aluminium industry.
REEL Aluminium is a major solution provider dedicated to the reduction of the Aluminium industry‘s carbon footprint. This is achieved through both internal and external collaborations and partnerships, new ways of understanding the problem, and the development of innovative technological advancements to achieve net-zero solutions within the Aluminium industry. These efforts assist in REEL‘s goals on its path to decarbonization and a greener Aluminium future.
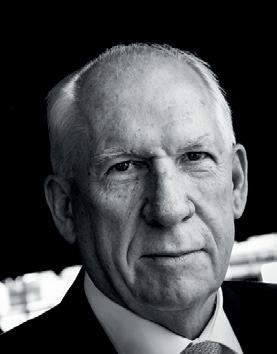
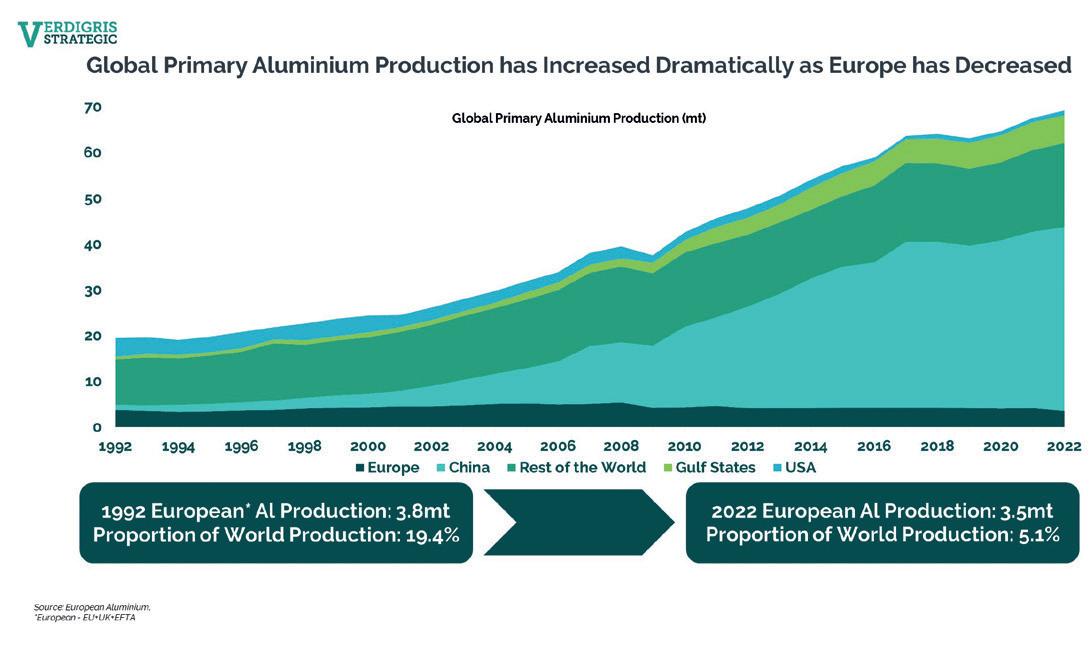
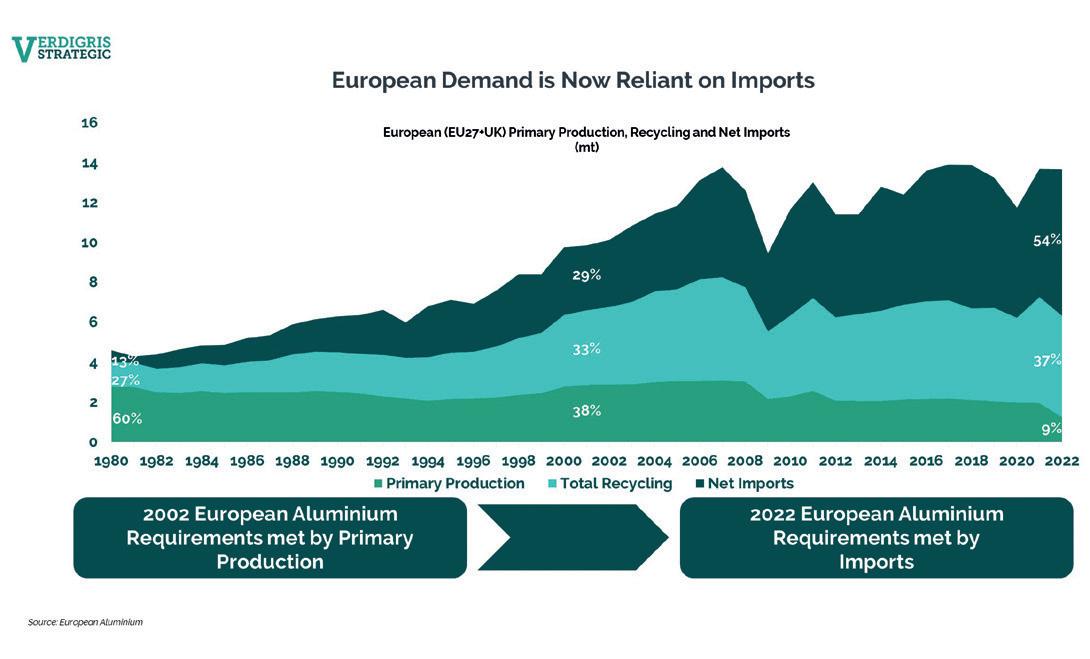
In May, Jay Hambro, CEO of Verdigris Strategic Ltd (pictured right) spoke at the CRU Aluminium Conference in London on the topic of “Stopping the Aluminium Drain”. Verdigris Strategic is an advisory and investment group focussed on metals, mining, industrials businesses, green energy and associated infrastructure. The group has extensive experience in aluminium where the team has been active for many years in operations, finance, marketing and leadership.
In recent years Europe has seen demand for Aluminium increase consistently year on year, a trend set to continue as the green transition dramatically escalates requirements. At the same time, Europe has seen production of primary aluminium decrease continuously as smelters have shut down or become idled. Moreover, the capacity to remelt scrap has not seen sufficient investment and therefore exports of scrap in all forms have increased year on year.
Worse still is that whilst Brussels promotes policies on Critical Metals, Europe’s requirements for aluminium are now increasingly supplied via imports from countries producing aluminium at a much higher CO2 burden than producing in Europe or recycling scrap. Additionally, an increase in reliance on international aluminium providers will only lead to localised vulnerability as critical metals increase in demand and value. The fragility of supply chains continue to be exposed as has been seen numerous times in recent years. Europe’s governing bodies are slowly waking up to the issues but not quickly enough and more must be done.
Verdigris believe that Europe should become a closed circular economy for scrap aiding the drive for net zero by 2050 whilst assisting with the green transition.
How have we reached this situation?
Over the last 30 years Europe’s position as a global producer of primary aluminium has diminished to a point of almost global insignificance. In 1992 Europe was producing 3.8mt of aluminium annually which was 19% of global total requirements of 19mt1. In 2022, annual global requirements have increased 3x to 68mt whilst production in Europe has decreased to 3.5mt equating to just 5% of global requirements1. No one is forecasting for primary production in Europe to return as smelters are closing with no new plants expected to be built. In 2002, Europe had 23 active smelters but in 2023 this number had reduced to nine, with further closures expected over the coming decade1
The decrease in primary production
Stopping the Aluminium Drain Stopping the Aluminium Drain
By Will Savage*
and increase in demand has meant that requirements have had to be met elsewhere, predominantly through imports but also through recycling. In 1980, Europe was able to supply 60% of its requirements through its own primary production with recycling making up 27% of demand and imports just 13%¹. In the last 40 years these figures have changed dramatically. Europe is now predominantly reliant on imports which meets 54% of requirements. In recent years recycled aluminium has increased in Europe, now making up 37% of annual usage. However, requirements are continuing to outpace the ability to recycle - resulting in an increased need for imports year on year with no sign of this slowing down.
When Aluminium is imported into Europe it is highly likely that the CO2 burden is much greater than if the aluminium had been produced in Europe and even greater still than if it was recycled in Europe. On average, producing primary aluminium in Europe releases 6.7kg of CO2 per kg of Aluminium produced². If primary aluminium is produced in China, this figure increases to 20kg (CO2 eq/kg), a 200% increase, in the Middle East 11kg (CO2 eq/kg), a 64% increase and compared to the World Average 17kg (CO2 eq/kg), an increase of 154%. In comparison, when recycling aluminium the figure reduces to just 0.5kg (CO2 eq/kg).
Whilst the European demand or requirement for scrap aluminium is there it is now continually being exported in unnecessarily large quantities. In 2021,
*Adviser, Verdigris Strategies
more than 1.5mt of scrap aluminium (HS 7606)1 was exported out of Europe which will be bought back to the continent at a later date, at a higher cost and at greater environmental expense. Figures for exports of all aluminium are poorly recorded and the actual figure of all types of aluminium being exported will be far greater than the 1.5mt given.
Why is it important to stop the aluminium drain?
The increased demand for aluminium in Europe shows no sign of slowing down, with forecasts suggesting an increase of 40%³ over the next decade. The green transition will see dramatic increases in requirements for aluminium in the following areas: Aerospace, Energy Efficient Buildings, Recycled Packaging, Battery Storage, Solar Modules, Wind Turbines, Electrical Cabling and Vehicle Light Weighting. It is predicted that part of the increased requirements (over 2.8mt³) will be met by recycling however Verdigris, as an adviser and investor, is struggling to see if there is a melt margin that would entice the investment community into the market. CRU data also predicts a marginal increase in the production of European primary aluminium, however again Verdigris’ research and recent data would suggest this forecast is optimistic. Forecasted data suggests an increase of over 1mt of imported aluminium resulting from levels of recycled aluminium usage failing to keep up with demand. The result is a net increase in CO2 emissions at the
same time as Europe aims for Net Zero by 2050. Reduction in the production of primary aluminium is not reducing greenhouse gas emissions, it is merely offshoring them as a higher environmental cost. Verdigris believes that an increase of just 1mt of imported primary aluminium is a modest estimate compared to the likely requirements.
The other issue with an ever-increasing reliance on imports is the increased vulnerability this causes. In just the last 36 months, the Suez Canal was blocked for 6 days which pushed benchmark aluminium prices near their highest for 3 years and threatened to intensify a rare shortage of aluminium. The Panama Canal has seen water levels at their lowest in decades forcing a reduction in the numbers and total weight of vessels through the canal with its longevity in question. Houthi attacks in the Red Sea led to major shipping companies suspending freight through the region and most recently, the closure of the Baltimore Port, saw issues as 12%4 of all US primary Aluminium passes under this now collapsed bridge.
What is being done to stop the aluminium drain?
European governments are waking up to the continent’s aluminium exposure however what they are proposing has been slow to implement and both focus and financial support is lacking. The long-term plan for Critical Raw Materials (CRM), of which Aluminium is one, is laid out in the Critical Raw Materials Act (CRMA)5. The aim is to have 10% of each raw material extracted in Europe, 40% of processing and 15% of recycling with Europe not relying on one single nation to supply more than 65% of one particular CRM. Given where bauxite can be mined and the recent and continued reduction in the processing of alumina in Europe,
the Extraction and Processing targets will never be met. Europe must therefore focus on the use of recycled aluminium as it is abundant, infinitely recyclable and requires little energy to reproduce.
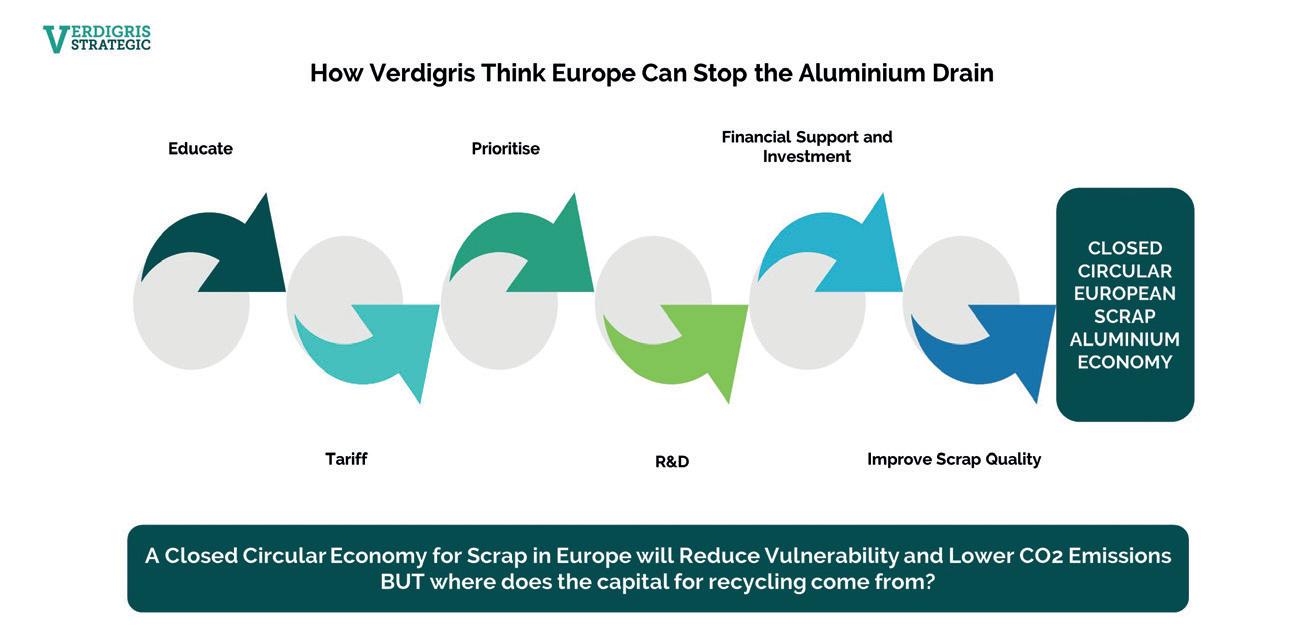
At present there is not enough support to prevent the Aluminium Drain or to increase localised European recycling. However, Verdigris has devised 6 key drivers, that if done simultaneously, could stimulate a localised, closed scrap aluminium recycling sector within Europe:
1) Educate – Private investors should be educated in the lucrative opportunity that secondary aluminium provides
2) Tariffs – It may be possible to implement export tariffs, add quotas, or limit the export of scrap aluminium, as seen in Saudi and the UAE with Oman currently discussing the idea
3) Prioritisation – If scrap aluminium is prioritised, Europe will see the opportunity created by forming a closed circular economy whilst achieving Net Zero
4) R&D – Europe wide research and development should be conducted into potential new scrap sorting and processing sites and to “up-grade” current sites to increase scrap quality and value output
5) Financial Support and Investment – Funding for European projects will be
pivotal in stopping the aluminium drain. Investment from The EU Horizon Fund and more locally from entities like UKIB should encourage and support private recycling initiatives
6) Improve Scrap Quality – Through the introduction of Deposit Return Schemes which have been successfully implemented across Scandinavia and expected to be rolled out in the UK in 2027 we will see an increase in the quality of scrap which will become increasingly appealing
Despite the inevitable, limited future of the primary aluminium sector within Europe, there is a lucrative opportunity for Europe to become the global leader in creating a closed circular economy for the recycling of scrap aluminium. This will become invaluable as the green transition intensifies in the coming years, especially as the world looks beyond globalisation as has been seen through the CRMA, export tariffs and other agendas worldwide. The demand for aluminium will only increase and Europe must be cautious of becoming held to ransom if the reliance on imports continues and supply chains are disrupted as we have seen at various points in recent years. �
Driving due diligence practices through supply chains
By Laura Dombi and Rachel Lock*
At the CRU World Aluminium Conference in May this year, one of the prominent points of discussion was on how the aluminium sector can realise competitive advantage, being “the least hard” to abate of the hard-to-abate sectors.
Some of the classic ESG claims, such as “aluminium is endlessly recyclable”, “it is a light-weight and flexible material” seem to have less gravitas in the market, as competitor sectors, such as steel are making strides in bringing to market reduced, low and zero-carbon products verified against Chain of Custody standards and assured carbon savings.
In parallel, there is increasing scrutiny over aluminium companies’ raw material supply chains, from both a climate decarbonisation and Scope 3 emissions reduction point of view (1.5 degrees pathway, CBAM, CSRD/ESRS), but also from a social and human rights perspective, with the proliferation of regulations enforcing measures to address
these issues (CSDDD, NTA, LkSG, EU Forced Labour Act etc) where they were previously addressed through voluntary initiatives.
Yet aluminium plays a crucial role in current and future global supply chains across various industries. Total aluminium consumption is expected to grow by 33.3 Mt in the following decade, going from 86.2 Mt in 2020 to 119.5 Mt in 2030.
Around 37% of this growth is expected to come from China, followed by 26% from Asia ex. China, 15% from North America and 14% from Europe.1
The aluminium demand for EVs alone is expected to grow over 900% by 2030 compared to 2015.
In addition to increasing customer
*Principal Consultants at DNV
expectations, banking institutions and investors are paying closer attention to supply chain due diligence practices particularly where there are close links to complex supply chains, such as aluminium and critical minerals. Whilst the investments may be in large-scale solar/wind or EV vehicle infrastructure projects, due diligence of the project alone is no longer an accepted practice, and investors are now cascading due diligence expectations across the whole supply chain with the responsibility sitting at the investee / project level. This has a significant influence and impact on the supply chain dynamics and presents both challenges and opportunities for the sector at large.
There is increasing stakeholder and regulatory pressure to hold companies accountable for how and where their products are manufactured and by whom. Emerging regulatory and industry standard requirements place renewed responsibility on aluminium producers and their customers/investors to integrate social performance into the financial evaluation of the company. As independent assessors, we bring insights into understanding stakeholder relationships, priorities and expectations and help companies bring the “outside perspective in” and integrate into better decision-making.
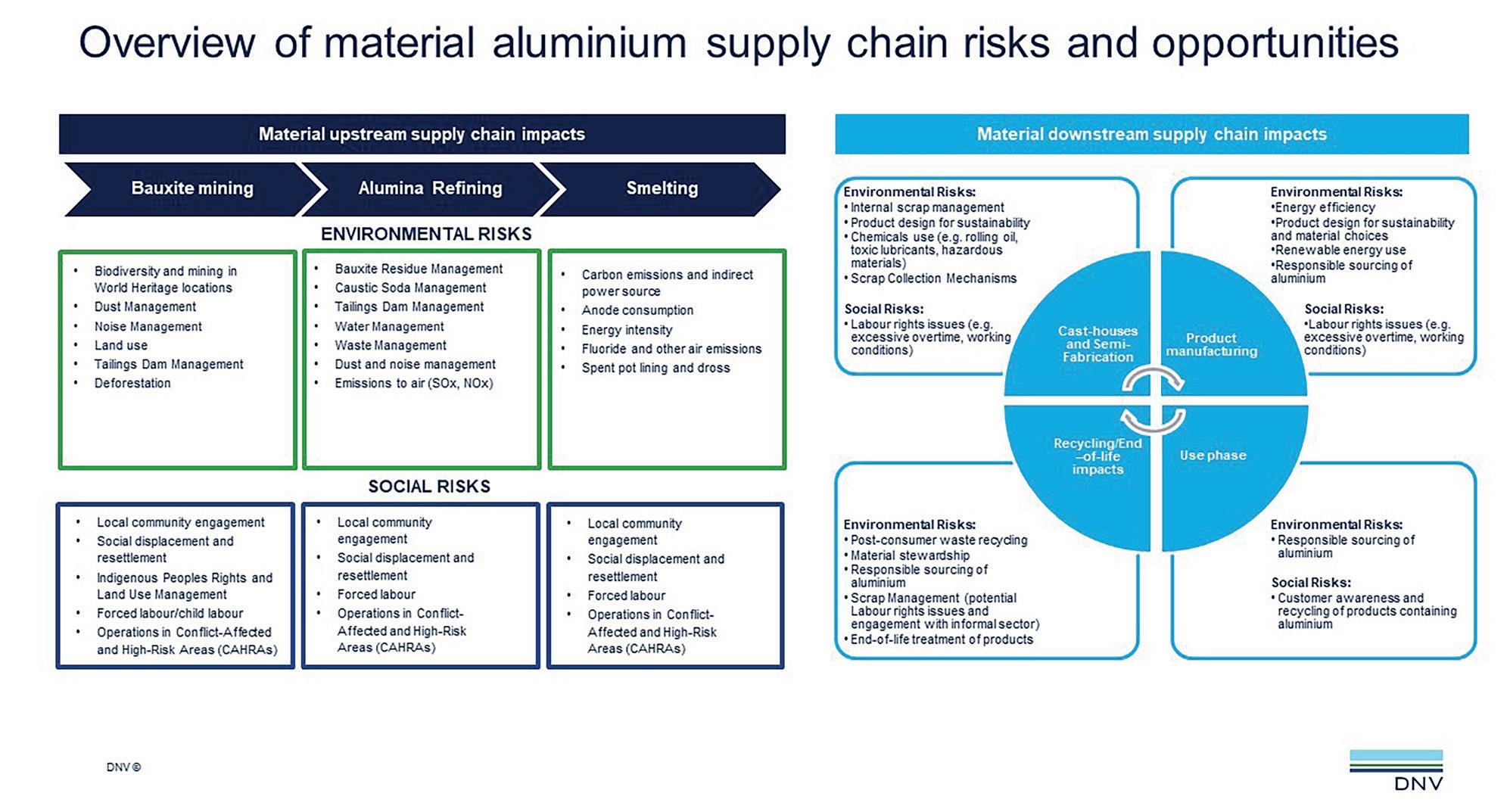
Whilst integrated aluminium producers and product semi-fabricators/material conversion producers are already subject to legislative requirements, such as the Modern Slavery Act in many jurisdictions where they operate, thus expected to release an annual modern slavery statement, detailing their salient human rights impacts, risks and opportunities in their direct operations or through their business relationships (typically screening tier 1 – direct suppliers), the introduction of CSDDD, and the EU Forced Labour Act means that aluminium producers are now expected to provide transparency across the entire supply chain, including upstream actors such as smelters, refineries and bauxite mines.
Currently relationships with upstream actors are typically weaker - these supply chain actors could be 3-4 tiers removed from downstream customers, as often metals are traded through intermediaries, traders and through spot-buying arrangements. This makes supply chain visibility harder and more complex, especially when considering non-metal strategic supplies, such as alloying elements, carbon anodes and other input materials to smelting
and cast-houses. Cast-house operations are the typical traceability choke points in the aluminium value chain, where primary metal, secondary (recycled) metal and alloying elements are mixed, and visibility of aluminium flows and sourcing arrangements between key players is lost in public data.
See Fig 1. for an overview of material upstream and downstream supply chain impacts
So what does this mean for the aluminium sector?
Aluminium companies must equip themselves to tackle the complexity of their supply chains and demonstrate compliance towards emerging regulations, whilst delivering value and performance through their supply chains. This can be achieved by:
� Assessing material supply chain risks through a double materiality lens: Companies must analyse and assess their material impacts with an explicit focus on environmental and social risks in the supply chain. This can be achieved through sharing ESG questionnaires with suppliers, EcoVadis assessments and other
survey-based tools. Historically, companies request such information purely for sustainability reporting purposes and the process to obtain such data is time consuming and resource intensive. The new era of regulation means that companies must now go beyond simply obtaining such data, and start to act on the identified risks ensuring ongoing monitoring and strategic review of the data gathered and of their suppliers. Understanding the commercial benefits of doing this is also imperative and will help internal teams gain the buy-in and resource support.
� Internal collaborations to navigate the unchartered landscape of financial materiality. Engaging with procurement and finance teams within companies on salient risks will become increasingly critical in understanding the financial materiality. Questions relating to environmental and social risks and impacts will need to be considered both at the initial onboarding and procurement stage as well as through ongoing supplier account reviews. Procurement teams, in parallel to finance teams, could also be pivotal in helping understand and analyse
Laura Dombi Principal Consultant, DNV Supply Chain and Product Assurance UK
the commercial value that can be derived from this approach and identify where further investments could create further efficiencies and cost savings. The role of sustainability teams is to demonstrate the business case for action and the potential negative impacts of doing nothing. Key considerations could include the potential impact of buying metal from a supplier with local community health and safety concerns, environmental spills, or potential human rights violations, the security of supply risks, and the resiliency of the supply chain.
� Going beyond box-ticking exercises when it comes to supply chain due diligence – engaging in conversations with suppliers on material risks and identifying cross-industry collaboration opportunities that could drive technological innovations and / or reduce risks and impacts and generate cost savings. There is a general survey fatigue across suppliers, and companies are getting increasingly frustrated by filling out the same due diligence questionnaires, often with no follow-up. This one-way transactional relationship misses a key opportunity for companies to use these types of supplier engagement to strengthen relationships, and better utilise leverage and incentives in a way that benefits all supply chain actors and society at large.
� Engaging with suppliers on corrective action plans and improvement opportunities: where possible, companies should actively engage with suppliers to build capacity on the emerging ESG expectations, and work with them to provide more transparency on the corrective actions they will take to mitigate any potential or actual human rights and environmental impacts. Companies should also seek to identify where there are common risks and issues where they can leverage efficiencies through a common or collaborative approach. This approach helps to deliver continuous improvement at scale and with greater efficiencies for all stakeholders.
� Identify and invest in circular economy opportunities: Some producers
spend millions of dollars shipping their spent pot lining (SPL), dross or dross residues to approved landfills, often outside of the country of production, or deposit them in a way that may risk leakage of refractory materials into the environment. As locally, they often lack a circular ecosystem where these byproducts can be recycled and aluminium recovered. More needs to be done to effectively engage with local stakeholders, the cement and other industries to create ecosystems for a circular design.
What’s next?
� Digitalisation of the human rights and environmental DD process and assurance / verification will lead to efficiencies, so procurement professionals have more time to focus on analysing the outcomes of the DD process, and link it back to their strategy.
� Increasing customer demand for verified low carbon aluminium products: increasingly, customers are asking for a Chain of Custody (CoC) verified (often ISO 22095) low-carbon product claims through contractual relationships. Creating CoC boundaries and obtaining assurance of Product Carbon Footprint (PCFs) will become an increasing expectation, and the aluminium industry is encouraged
References
to collaborate on common frameworks and definitions. Sourcing from smelters with hydropower/renewable energy and providing clear traceability assurance will become an advantage in the market.
� Digital product passports: emerging regulations will mandate verified ESG claims and properties of aluminium products, bringing together assured claims and data points (see the EU Digital Product Passport (DPP) under the EU Ecodesign for Sustainable Products Regulation).
Why DNV?
We are independent experts, specialising in assurance and risk management, driven by a purpose to safeguard life, property, and the environment. Our mission is to provide reliable insights and information to empower our customers and their stakeholders to make critical decisions confidently. Based on our extensive supply chain and ESG expertise, we are well positioned to help companies get ready for CSDDD, create Chain of Custody and assured PCF claims and increased supply chain due diligence expectations. For more information, please get in touch with our experts at sustainability.uk@dnv. com �
The Future Aluminium Forum took place between the 22nd – 23rd May in Istanbul, Turkey. The event saw key players and experts come together to discuss innovative technologies pushing the industry forward to a developed future.
“Future aluminium is all about sustainability”- Erol Metin, Advisor to the Board of Directors, Talsad
Commenting on the event, Nadine Bloxsome, Editor, Aluminium International Today said:
“I am pleased that we were finally able to host the Future Aluminium Forum in Istanbul, after having planned this before the COVID pandemic. In collaboration with the Turkish Aluminium Industrialists Association (TALSAD) and various stakeholders, the event showcased the latest advancements in digital manufacturing and Industry 4.0 technologies, promising to revolutionise production processes and elevate quality and sustainability standards within the industry.
“We are delighted to report that the Future Aluminium Forum was exceptionally well-received by all delegates and sponsors alike. Their enthusiastic participation
and positive feedback underscore the importance and relevance of the topics discussed at the event.
The Turkish Aluminium Industry “Turkey’s strategic geographic location and thriving aluminium industry provide the perfect backdrop for this regional event. With its steady growth and significant contributions to the global aluminium market, Turkey serves as a hub for both regional and global players, offering a dynamic environment ripe for exploration and collaboration.” – Nadine Bloxsome
The Erol Metin, Advisor to the Board of Directors, Talsad, kickstarted the event with his keynote presentation. Breaking down the Turkish aluminium market, he discussed its position in the global market. Turkey has:
� 1 smelter
� 18 Wrought aluminium producers
� 22 rollers, plate manufacturers
� 122 extruders
� 14 wire and cable manufacturers
� 28 packaging manufacturers
Commenting on the industry growth in turkey, he reported that turkey’s imports and exports of aluminium have doubled
over the last 10 years. Despite a 14% reduction in exports in 2023, Metin remained positive with regards to the Turkish aluminium’s future. He observed that the reduction was “mainly due to slow down in main export markets such as the EU and US.”
Moving onto decarbonising the Turkish aluminium industry, he said that “total CO2e emissions from Global Aluminium Industry must come down from 1.1 GT/ year to 250 Mt/year; i.e 80% reduction.” In face of this challenge, he came forward to present the audience with an industry roadmap designed for the Turkish industry. The roadmap focused on decarbonisation of electricity with renewables; shifting to electric furnaces; and carbon reductions in the supply chain. He also noted the importance of National Initiatives, and utilising these to the industries advantage.
“The total carbon footprint of Turkish aluminium industry is estimated to be in the range of 22-28 million tons per year.”
Erol Metin
Looking further into decarbonising the industry he homed in on the key issue, that “86% of total Carbon budget of Turkish aluminium is due to footprint of primary aluminium imports 18-19 Mt CO2 embedded (scope 3) emissions.”
Metin went onto state the importance of assessing each part of the production chain and finding personalised solution for decarbonising each aspect.
Metin concluded his overview saying, “Overall significant shifts yet to evolve in global demand and supply cycle. Türkiye’s position as global semi and finished products manufacturing industry need to maintain the balance between decarbonisation and global supply / demand flows.”
Future of Aluminium: Technology and Data
“The Future Aluminium Forum was conceived with a singular purpose: to explore the transformative potential of digital technologies in the aluminium industry.” – Nadine Bloxsome Technology, like living things, naturally goes through evolutionary processes. Without evolution technology’s purpose would soon be void in the name of industry. Industry 4.0 signifies the latest industrialisation, but it does not represent the possible futures that could be our reality.
Technologies and developments present the industry with exciting possibilities. Hope is often associated with these possibilities; yet, while beneficial, hope can be misleading. Ron Knapp, Adviser, China Hongqiao Group Limited (HK), addressed the industry stating, “sometimes we have to wait for the research to catch up with the technology.” This statement lingered throughout the forum; there is, somewhat, a unanimous understanding that the industry needs innovation, but at a practical industry scale.
Ron Knapp went onto provide insight into the China Hongqiao Group which has seen 100% production growth in the last 20 years. The company currently has a primary aluminium capacity of 6.46 Mt under China’s 45 Mt Cap. Once again, EU and US production decline was mentioned.
Emirates Global Aluminium (EGA), Chief Digital Officer, Carlo Khalil Nizam
heeded this statement and presented real life examples of AI application in the EGA plants. Providing recordings of digital transformation, digitalisation and digitisation, he defined each term while giving examples of “walk[ing] the talk.” Examples included outlining 10 digital capabilities, as well as implementing AI in the use of industrial cranes.
“The main objective of Industry 4.0, at EGA, is to lead the transformation [of EGA] into a smarter organisation. Using the elements of Industrial 4.0 such as, big data, artificial intelligence, internet of things, and many more.” - Abdulla Karmustaji, Product Owner Industry 4.0, Emirates Global Aluminium (EGA)
Industry 4.0 signifies the next steps of industrial revolution. Rather than it being the next natural step, it could be considered to be the next necessary step. Reviewing the global climate, perhaps the unexpected is the only thing we know for certain. Carlo K. Nizam also discussed EGA’s position and its vision for an advanced sustainable future, quoting Darwin for inspiration on the future: “It is not the strongest nor the most intelligent that survives, it is the ones that are the most adaptable to change.”
Adaptability to change is a natural requirement of evolution. So how can technology assist in ensuring we are as
flexible as we can be?
Amadou Ndiaye, Industry Executive Advisor for Energy and Natural Resources, SAP EMEA, contemplated “Forging a Sustainable Aluminium Business with Integrated Data and Next Generation Business Processes.” He presented optimisation strategies that can be put in place with the assistance data collection and business technology platforms. With the aid of platforms, one can combine and embed any technology under the umbrella of development, automation, integration, data & analytics, and AI. With this systematic organisation, technology and data can seamlessly work together to develop a better future.
Pernelle Nunez noted the IAI’s position towards data, emphasising its importance as a way to communicate with both the industry and stakeholders.
“We are on track, but we need to work together to ensure everyone is on the same track”. – Siri Sande
To assist one another by aligning the industry on the same path may be one of the ways that help push the industry forward when looking at both decarbonisation and the adoption of new technologies. Looking at technology, Sande explained that to make sure the industry is progressing, “we need to make sure the numbers are real numbers and not just estimates.” She called for a new era of sustainability that is supported by in-depth data. She provided examples of application enhancement with the assistance of data, as well as data collection methods.
it. Not only this but data is often spread to organise, understand, and use data to progress the
But is this a part of the problem? “We talk about pilot projects, but we are stuck at pilots. We need to scale these projects; this is why digital projects fail.” – Denis Gontcharov, Data Engineer. The issue that Gontcharov raises is that that we have this data, but we don’t know how to utilise it. Not only this but data is often spread everywhere. He presents a solution to organise, understand, and use data to progress the industry.
“Introduction of automation is difficult, but necessary” – Marcus Quantillion It seems that for the industry to develop and evolve technological advancement is necessary. For efficiency, economics, and production benefits, progression to industry 4.0 and beyond is almost a no brainer. But what about in the name of sustainability?
Greener Aluminium: Sustainability “Aluminium’s properties make it essential for a sustainable future” - Pernelle Nunez, secetary general, International Aluminium Institute.
It has long been known that the decarbonising is an immoveable part of the aluminium future. But the decarbonising roadmap also understand that innovation and new technologies are essential to bringing a decarbonised future into fruition. Amadou Ndiaye declared that the industry must “embed sustainability into its DNA.” But how?
Ron Knapp presented the decarbonisation roadmap of China Hongqiao Group: “We will strive to peak carbon emissions before 2025 and to achieve net-zero emissions in Scope 1 and 2 before 2055,” said Chairman Zhang Bo, China Hongqiao Group. Decarbonisation is on the global agenda. But this does not mean that the method to decarbonise is one size fits all. New energy is one such way for a company to decarbonise, Ron Knapp elaborated on the company’s new energy projects: Hongtai & Honghe Facilities. Thes projects aim at utilising
wind and solar energy, replacing coal. He also noted tat solar and wind electricity generation, in China, is cheaper than coalbased electricity. He demonstrated that the call for decarbonising the industry has been heard and is being acted upon.
Pernelle Nunez discussed the IAI global roadmap which aims to unify the industry and direct it toward a greener future. She also encouraged the industry saying that “sustainability issues are complex, evolving and interconnected,” but with the challenges, opportunities arise. But realism must also come into play here. There is surely a point where challenges present barriers that cannot be broken down?
“Costs are also an important factor” –Marcus Oberhofer, HAI
A reality check when it comes to implementing new technology has already been mentioned, but this is also the case for sustainability goals. Understanding the limits when it comes to adopting technology and making changes is important when it comes to making sustainable aspirations a reality. Oberhofer Noted the importance of creating realistic goals within realistic guidelines by discussing HAI’s opposition to recycled content requirements. In certain circumstances, creating limits can restrict development, but also divert attention from the real issue at hand. Oberhofer analysed that the industry is having the “wrong discussion” when it comes to recycled content requirements. Rather than assist the scrap market, he
claims this will result in further issues. He also called for the industry to be careful of greenwashing, which could also hinder the progress of the industry.
“Biggest global threat of today is global warming” - Asís Quecedo, Sales Engineer, GHI Smart Furnaces
So there is a balance that needs to be found for the industry to successfully decarbonise. It seems apparent that technology and data will have a profound influence on the development of the industry, referring to both economic and sustainable goals. But it is down to the industry to utilise the technology too our advantage.
Conclusion
With the warm Turkish sun heating the evening and the light catching the blue sea, the aluminium industry was given a beautiful setting to network by TALSAD. Hopefully the tranquil view reflected the future of the industry. But perhaps more realistically, the sea represented the unpredictable nature of the industry as rain and a grey sea was reported the following week.
“Moving forward, the Aluminium International Today team is committed to sharing the key discussion topics and relevant announcements with our readers across future issues. We look forward to continuing the dialogue and driving further innovation and progress within the aluminium industry.” - Nadine Bloxsome, Editor, Aluminium International Today �
✓SINGLE CHAMBER / MULTI CHAMBER FURNACES
✓SCRAP DECOATING SYSTEMS
✓TILTING ROTARY MELTING FURNACES
✓SCRAP CHARGING MACHINES
✓LAUNDER SYSTEMS
✓CASTING / HOLDING FURNACES
✓HOMOGENIZING OVENS
✓COOLERS
✓SOW PRE-HEATERS
✓REPAIR & ALTERATIONS
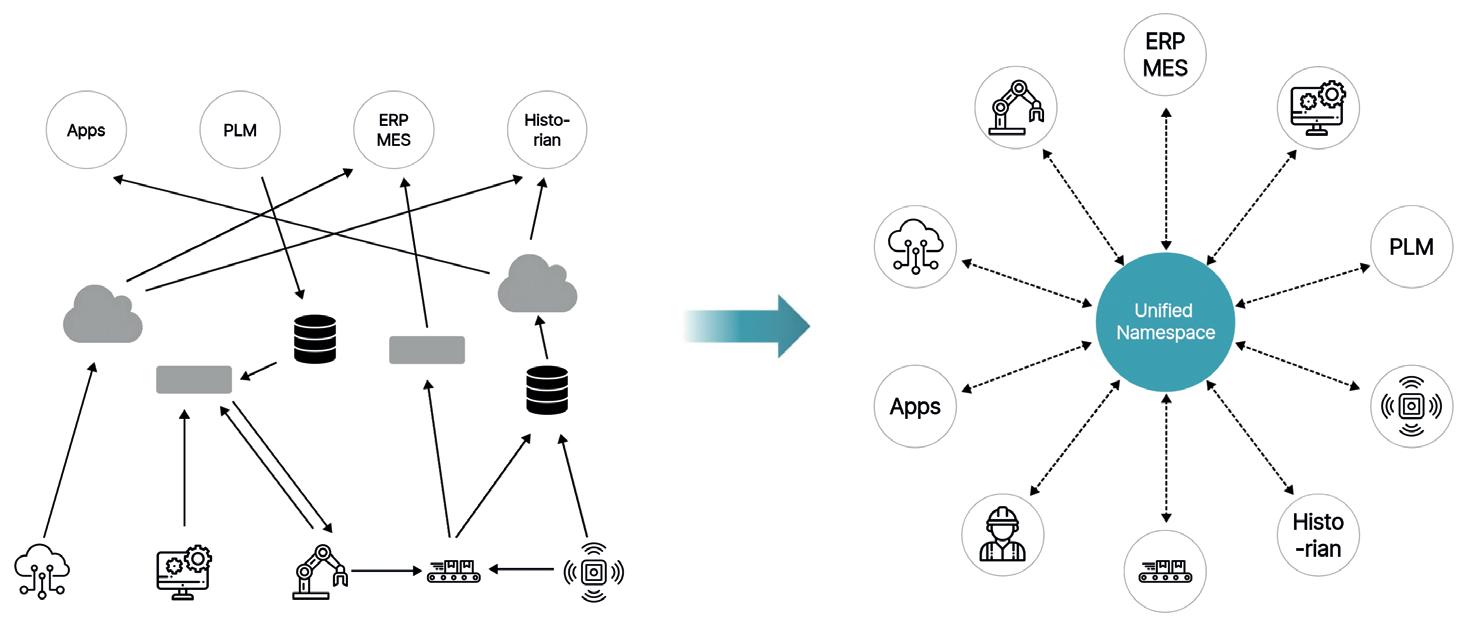
The unified namespace for digital transformation in the al Industry
This article presents the author’s learnings from five years of performing digital transformation in the aluminium industry. The focus lies on highlighting the common pitfalls encountered. Subsequently, the concept of the unified namespace is introduced as a solution to common data-problems in aluminium manufacturing. Finally, a concrete approach of how to build a unified namespace at your plant is presented. The goal is to have a running system that solves a common manufacturing use case within three months. By
Denis Gontcharov*
Why becoming digital matters
The aluminium industry is conservative and therefore slow to adopt modern digital technologies. Nevertheless, by now there’s a consensus that the industry has to digitally transform in order to stay competitive in the future. Various challenges such as artificial intelligence, automation and sustainability and decarbonisation demand a more rigorous use of the vast quantities of available data. However, processing vast quantities of data is easier said than done.
“Saying aluminium manufacturers have an abundance of data is like saying the earth’s crust has an abundance of aluminium.”
Most data projects fail
Many manufacturing companies have already started their digital transformation journey. The focus was often on implementing various industrial use cases, for example preventive maintenance or image analysis. Unfortunately, the results of many of these use cases were unsatisfactory. In fact, according to a 2021 study by the McKinsey consulting company, 69 percent of digital transformation projects fail. According to the author’s experience, the two most
common reasons are exceeding the project’s budget and being stuck in “pilot purgatory”.
Projects exceeding the budget
Most digital projects that go over budget do so because the time to complete the project turns out to be much longer than initially planned. Nearly always, the reason is that the part of “getting the data” takes much longer than expected. Data is often assumed to “just be there” and little regard is given to the often messy state in which this data is stored.
Projects stuck in pilot purgatory
The second way in which a technically successful digital use case fails to deliver on its promises is by not being scalable. Often, there’s a wish to roll out successful solutions of one plant across the other plants. Assuming the new solution is merely a copy, this challenge appears trivial.
However, the data infrastructure always differs slightly between two plants. This means that each roll out requires some modifications to the way data is fed. In practice, these modifications most of the time turn out to be substantial. In that case, the roll is often abandoned.
The two underlying data problems Why do unsuccessful projects fail because they go over budget, and successful projects are stuck in pilot purgatory? The devil is always in the details: there are two main problems plaguing your data.
First, the various required data sources are never found in one place. After all, a manufacturing plant consists of many individual software systems that only communicate with each other through laboriously constructed point-to-point connections. Combining disparate data sources into one collection suitable for data analysis therefore requires a connection to each individual source system.
Second, technically having all data in one place does not yet solve the challenge of finding this data, if the data was already hard to find in the source system.
The company you work for may have a data lake or data warehouse that contains data from various source systems. But how do you navigate this large data repository to find a particular variable? More often than not, the data model (i.e. the structure under which the data is saved) is an exact copy of the data model in the original source system. This requires the person looking for the variable to have an intimate knowledge of the original
*Denis is a data consultant who helps aluminium manufacturers break down data silos.
Image source: United Manufacturing Hub, Unified Namespace, https://www.umh.app/
source system’s data model, which is unlikely if the person has no experience working with this system in the first place. In consequence, the data lake or data warehouse are difficult to work with: people are simply getting lost in there.
The Unified Namespace
The unified namespace is a software architecture that addresses the two data problems raised in the previous chapter. Before delving into how the unified namespace solves both problems, the concept is illustrated on a high level in Fig 1
The philosophy of the unified namespace entails collecting all data of the entire company in one place, and making it available to anyone who needs it in an easy-to-understand way. In technical terms, this means building a single source of truth where data is organised in a semantic hierarchy. Both concepts are further detailed below.
A central idea in the philosophy of the unified namespace is the separation of process control and data analytics. The former is already handled by the various layers of the so-called “automation pyramid”. The unified namespace strives to be a parallel system to support the latter. This separation is important because it allows a plant to implement a unified namespace without risking interrupting production. In addition, the original control systems of the automation pyramid don’t need to be upgraded.
Single Source of Truth
By connecting all data sources of the enterprise with the unified namespace, it becomes the single source of truth for all real-time information of the business. This way, any use case (e.g. a new software application) that requires data will only have to implement one connection: from the application to the unified namespace. In the case that the application produces new data on its own (by processing data coming from the unified namespace), the application will write this data back
to the unified namespace. This way, the unified namespace can supply this data to any future application requiring such data. This approach guarantees that each new application requires only one new additional connection (to the unified namespace).
Semantic Hierarchy
Up to this point, the unified namespace may not look much different from the data lake and data warehouse mentioned earlier: both strive to be the single source of truth. The crucial difference lies in the way data is stored in the unified namespace, i.e. the data model. Where the latter solutions simply replicate the original data model of the source system, the unified namespace organises its data in a semantic hierarchy.
Simply put, this means that all data in the unified namespace is organised according to a hierarchy of subsequent levels that reflect the actual structure of the enterprise. This hierarchy is not arbitrary, but instead derived from the ISA-95 Part 2 specification, acting as a standard across the globe. Any data analyst with a basic understanding of manufacturing will be able to find a variable by navigating down the hierarchy.
The following example illustrates how a particular value belonging to a certain machine can be found within the semantic hierarchy:
Imagine a fictive primary aluminium smelting enterprise “Aluminium Smelting Co” with a smelter located in Iceland. An engineer is interested in the “pot voltage” of pot number 124 on potline 1 of the electrolysis area of the plant. The pot voltage will be found under:
• Aluminium Smelting Co
• Iceland smelter
� Electrolysis area
� potline 1
� pot number 124
� pot voltage
The “raw data” tag contains all the raw process values coming from the machine, in this case electrolysis pot 124.
Getting Started with a Unified Namespace
Let’s say you want to try out the unified namespace at your plant. How do you get started? The approach suggested below is straightforward to implement. It does not require any financial budget if completed fully in-house, and can be completed within three months with one dedicated engineer and support from the in-house IT department.
A common use case in manufacturing is the calculation of the Overall Equipment Effectiveness (OEE) of a given machine, e.g. a rolling mill. Calculating the OEE requires data from only two source systems: the process data coming from the machine (most often found in the process historian) and the Manufacturing Execution System (MES). The project consists of 1) deploying a unified namespace 2) connecting the machine and the MES to the unified namespace and 3) calculating the OEE.
Instead of building a unified namespace from scratch, it’s recommended to deploy the open-source solution provided by the [United Manufacturing Hub](https://www.umh.app/product). Their product is free to use for commercial purposes and already implements the OEE calculation for a given machine. This way, a use case demonstrating the merits of a unified namespace can be developed in minimal time and risk
Conclusion
This article highlighted that most digital transformation use cases fail because of two data problems: the data not being in one place, and data being hard to find. The unified namespace offers a solution to both problems via its single source of truth and semantic hierarchy, respectively. It’s important to note that the unified namespace does not require changing the existing systems at the plant. Rather, the automation pyramid is extended by the unified namespace, who becomes the single interface for all data in the enterprise. This greatly facilitates data analytics without jeopardising process control. The presented use case to calculate the OEE of one given machine presents a quick-win to implement a unified namespace and convince the plant’s leadership of the merits of this approach.
If you would like to know more about the unified namespace, have a look at the [website of Denis Gontcharov](https:// gontcharov.eu).
�
Title
An Insightful Keynote
Following an insightful Keynote presentation at the recent Future Aluminium Forum (FAF), Nadine Bloxsome* spoke with Ron Knapp** from China Hongqiao Group, a leading global aluminium producer based in China, to find out more about the company’s long-term goals and how this aligns with a focus on sustainability.
The environmental and commercial challenges for aluminium producers are growing as the consumer – and the global community – expect higher standards of responsibility throughout the production cycle.
Some aluminium producers have had the benefit of being in countries/regions with access to low-carbon sources of electricity, providing a strong foundation for a low carbon emissions production profile. Other producers have been developing in countries/regions where
1.
the electricity and energy supply has been dominated by fossil fuel sources, resulting in a carbon emissions footprint as much as four to five times higher. An obvious example is that of China, where historically coal has been the backbone of the energy supply for industry – India and Australia have similar coal-energy legacies to address in the modern era of cutting carbon emissions as a key element in the fight to address climate change.
In the case of China, now the leading producer in the aluminium industry,
the focus often points to the energy component and the sheer size of the industry with more than 50% of global primary aluminium production. But there’s more to the China aluminium story than just energy. At the recent Future Aluminium Forum 2024 in Istanbul, Turkey, I caught up with Ron Knapp from China Hongqiao Group and asked him about the approach being taken by the company in addressing the challenges facing a major Chinese aluminium producer.
Nadine Bloxsome (NB): Ron, welcome to Istanbul and the 2024 edition of the Future Aluminium Forum! The China Hongqiao Group is one of the largest aluminium producers, not just in China but globally with over six million tonnes of annual production of primary aluminium and 19 million tonnes of alumina. Your FAF presentation showed a commitment to achieving both peak carbon and net zero carbon goals – how will China Hongqiao meet these goals . . . is this achievable by an aluminium producer based in a country traditionally sourcing its energy for aluminium production from coal-fired electricity?
Ron Knapp (RK): Good question, Nadine! From our size and our main production base in Shandong Province, there should be no surprise that we have the biggest carbon footprint in the whole global aluminium industry, but not the most carbon intensive – and let me comeback to that in a minute.
China Hongqiao has several advantages to help us to offset our obvious disadvantages – these advantages will enable us to address the first steps in our carbon abatement challenge and set us on the pathway to the attacking the harder parts of the task. We can’t achieve it all with the wave of a magic wand – it will take time and it will require more research success to give more solutions and
opportunities in fixing the future steps… the Future Aluminium Forum in action!
Looking at our China Hongqiao advantages, the first simple advantage but a key to delivering outcomes is a combination of our ownership, management and workforce. We are spin-off from Shandong Weiqiao Pioneering Group following Weiqiao’s entry into the aluminium industry in 2001; China Hongqiao is listed on the HKEX (Stock Code #1378). People use Weiqiao or Hongqiao in conversation, given our heritage and because Weiqiao is the majority shareholder of China Hongqiao with over 60% shareholding.
Our ownership, with Weiqiao holding a majority of the shares provides a strong
leadership and management structure for the company; Chairman and CEO Zhang Bo is also the chairman of Weiqiao. The workforce is highly committed to delivering positive results for the company and the local communities where the majority of our workforce reside. Zouping/ Binzhou (Shandong Province) takes on an aluminium family characteristic, with a large number of big and small enterprises associated with the aluminium cluster business model that has been a central feature of the Hongqiao organisation from the very beginning. More than 150 enterprises are involved in the cluster, including suppliers and customers as well as a wide range of service providers.
*Editor, Aluminium International Today **China Hongqiao Group, a leading global aluminium producer based in China.
Ron Knapp
2.
NB: You talk about aluminium industry clusters – what is the role or purpose of the clusters?
RK: Here is one of the simplest of concepts and one of the highly valuable parts of the China Hongqiao business model. The most obvious element or contribution comes from the high percentage of aluminium metal delivery to our customers as hot molten metal. Both the producer and consumer receive an advantage. Over 90% of all our aluminium metal is delivered as hot molten metal, reduced cast-house requirement on our side and reduced energy requirements for the customer to remelt their aluminium metal supply. Multiply the per tonne saving by, say, five million tonnes for example – and there is a great saving in energy and another small contribution to lowering carbon emissions.
3.
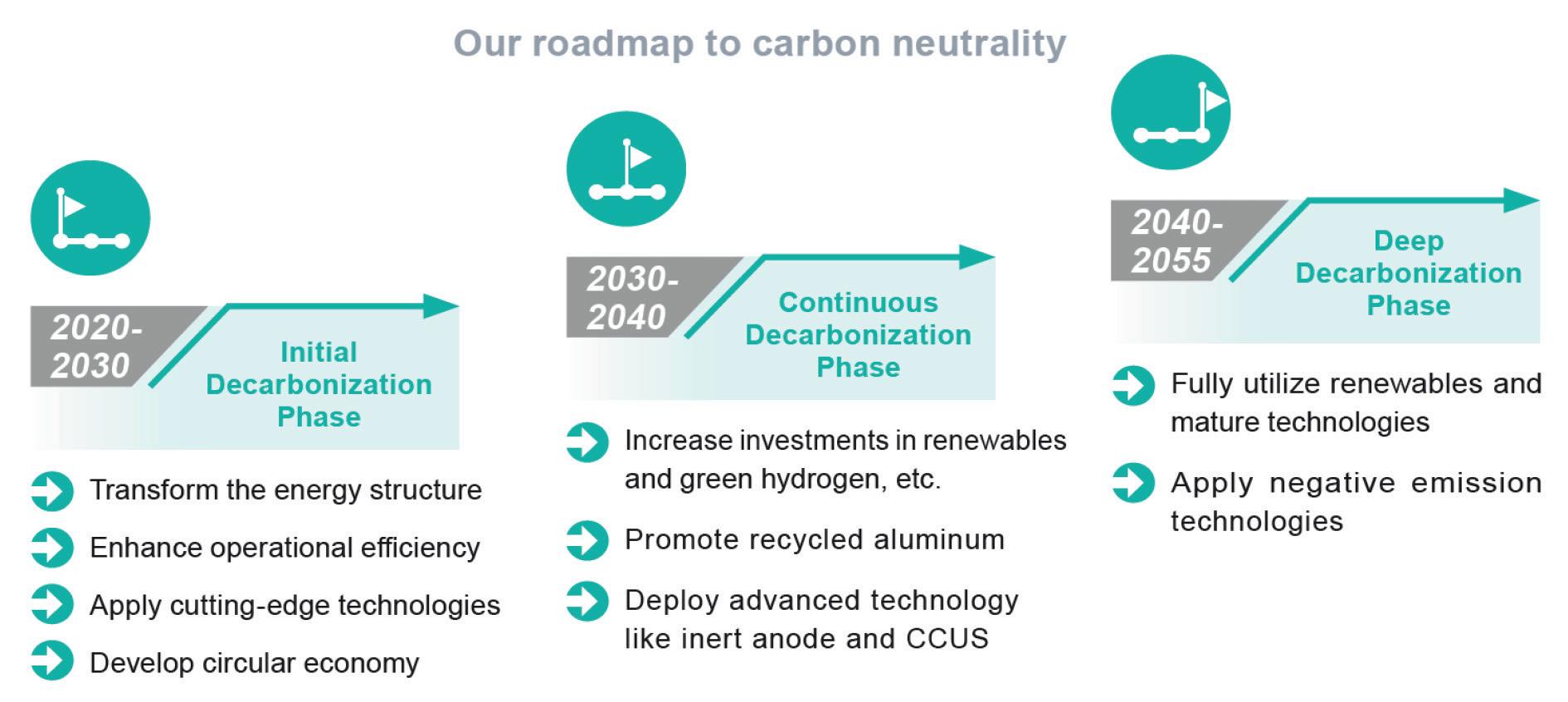
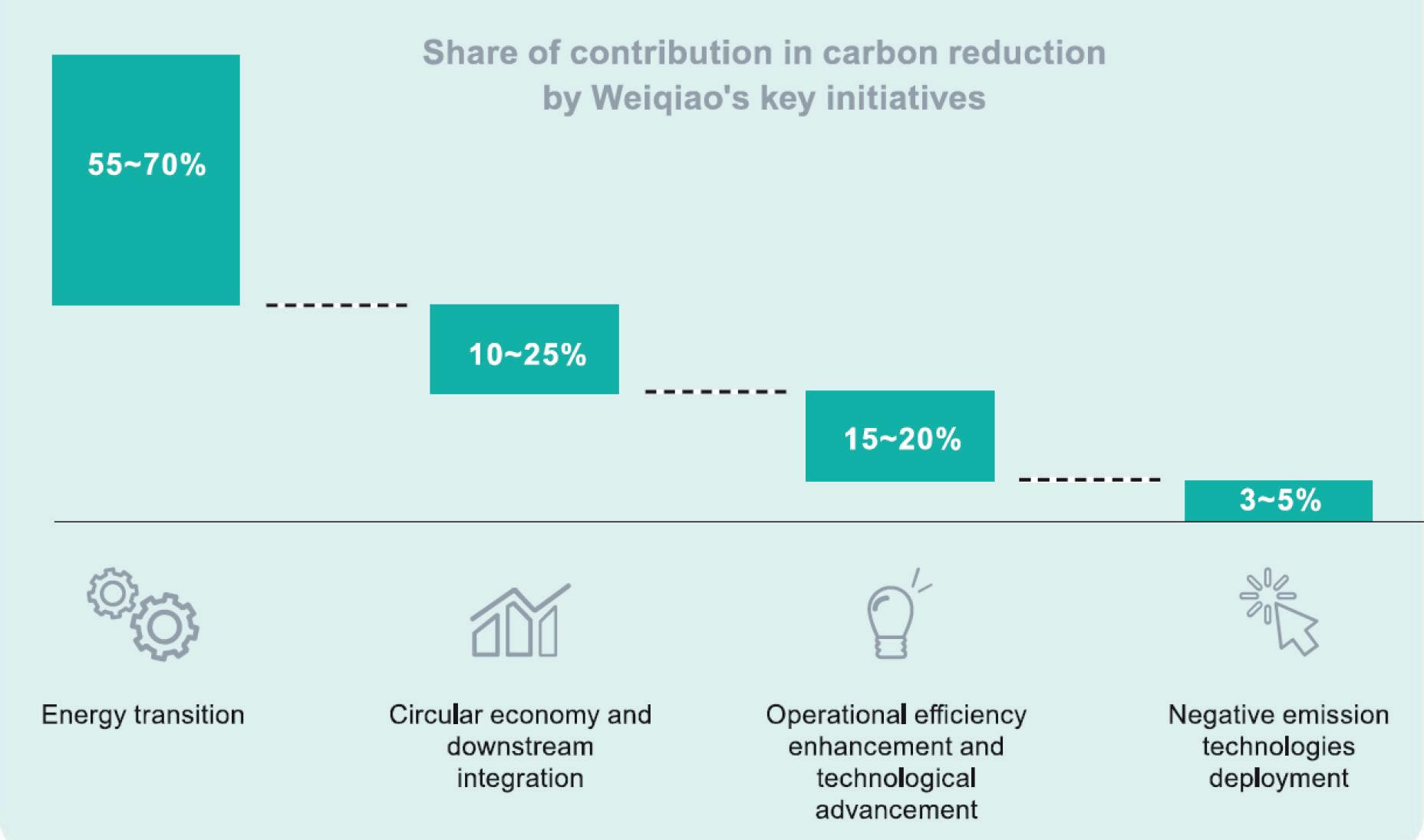
NB: The Weiqiao carbon reduction roadmap covers a full swathe of actions to be applied to the China Hongqiao operations – how do you see these actions evolving and in what order will they be introduced?
RK: Our Chairman, Zhang Bo, has publicly committed to meeting our responsibilities under China’s dual carbon goals and we will strive to peak carbon emissions before 2025 and to achieve net-zero emissions in Scope 1 and 2 before 2055.
environmental game-changer, from coal to clean energy. The Yunnan Hongtai & Yunnan Honghe projects are in line with government objectives to optimize the aluminium industry through supply side management, and to promote green
This is a very serious commitment and obligation for our company… we have this very big (total) and heavy (intensity) carbon emissions challenge to deal with across our operations, from upstream through midstream to downstream. Our program of carbon reduction across our production activities and new aluminium alloys and products will also help the carbon balance of others because we see these actions will be helping consumers face lower Scope 3 emissions. It’s about increased aluminium use and new applications, combined with lower carbon emissions in the aluminium we produce.
Looking at the Weiqiao Carbon reduction roadmap, you will see one of our first priorities is the task of changing the energy structure of our business, particularly the fuel source for the huge electricity consumption required to produce our six million tonnes of primary aluminium metal.
The most dramatic shift in the Hongqiao story is the project currently underway of relocating 60% of our primary aluminium capacity from Shandong to Yunnan Province – this is an energy and
development.
2023 brought a new achievement with production from our Yunnan Hongtai complex achieving one million tonnes. That’s a great boost in moving our energy transition towards our long-term goals.
But we know these are first steps in our journey. By 2026, we will have four million tonnes of capacity located in Yunnan. To complement these moves, Weiqiao has a renewable energy work program for the development of 13 GW of wind and solar PV across Yunnan Province and Shandong Province. We’re not standing still and waiting to see how things happen – our Chairman Zhang Bo is driving forward to ensure success.
Several of the elements of our net carbon emissions are being progressed concurrently. While it is easy to see why energy is often spotlighted on centre stage, given the size of its contribution to our carbon footprint, we are very active in enhancing operational efficiency and technological advancements. Our lightweighting centre is a major growth segment in the company – and the circular economy is very much in focus with our new recycling facility with capacity to disassemble 100,000 vehicles per annum as the opportunities for such activities grow with the NEVs and higher volume of aluminium scrap available from the vehicle fleet reflecting increased aluminium content.
NB: Where are the yellow warning flags – or even red flags – that need more work before solutions can be found and introduced?
RK: The aluminium industry must keep working on more solutions; we do not have all the answers yet. I immediately think of the carbon anode in the electrolysis segment of the operations –it’s not the “big ticket” item for the whole global aluminium GHG emissions budget, that honour remains with energy but for
processes in our smelter pot rooms and throughout the production process. This provides us with first class energy efficiency, with the latest 600kA potlines down at sub-12,400 kWh per tonne of aluminium. With this comes a huge energy saving…for example, the average energy efficiency for the North America
some producers who already have low- or zero-carbon energy available, the anode has more GHG emissions prominence in their total GHG emissions. As we pull down the energy emissions number which currently accounts for some 75% of the total aluminium cradle-to-gate GHG emissions identified by the IAI, the 13-14% share attributed to the anode production/consumption segment will increase in significance in the race to net zero. The answer is a new technology breakthrough that can be commercialised, or an additional burden will be placed on negative emission technologies, such as CCUS.
While the research continues into the alternatives, we are continuing to introduce the most technically advanced
and European regions is around 14,000 kWh – that gives us a 1,500 kWh per tonne advantage and a saving to be able to continue R & D investment and further upgrading of production units.
Our smelter fleet is less than 10 years old – and with daily output of around 4.5 tonne of aluminium metal per pot from our 600 kA smelter potlines, this brings further operational efficiencies.
These factors help us to have a per tonne carbon emission lower than the average for aluminium production where coal-fired electricity is the energy input.
Often, aluminium is characterised as one of the sectors that is hard-to-abate, due to the production process involving carbon and the energy input required.
5.
NB: What’s next for the Group?
RK: Next is already with us and is being developed and rolled-out …it’s the aluminium lightweighting developments and NEVs, - the next evolution of the Weiqiao Pioneering Group. First it was textiles and the start of the journey, then in 2001 the birth of the aluminium leg of the family.
Twenty years later and with very different commercial and environmental opportunities, a new industrial evolution is emerging and quickly taking shape, drawing several key strands or elements together into a new pillar of activity of the Weiqiao Group.
Recognising the pull of a changing market, Weiqiao has been building an aluminium lightweighting centre, combining vehicle component production and new growth areas created by intense research and development activities. The new pillar, or third leg, of activities also includes recycling facilities to strengthen our march into the circular economy –the Sino-German Hongshun Technology Industrial Park including the China Hongqiao-Scholz JV vehicle dismantling and recycling aluminium production technology facility is all part of the development now underway.
The next step was the acquiring of a majority shareholding by Weiqiao in the vehicle production plant known as BAW or Beijing Auto Works.
With these different elements, we now have the start of the next cluster of industries being combined to build efficiency through co-location of different activities and economies of scale enabling a wider net production across the industry.
In May 2024, Weiqiao-Hongqiao Chairman Zhang Bo joined with his peers in celebrating the delivery of the first batch of REACH NEV aluminium vans, part of the commercial vehicle plan which will include heavy trucks, commercial vans and passenger buses.
NB: Ron, look into the crystal ball and tell what you see for aluminium and China Hongqiao
RK: An easy one to finish with! A very positive future for global aluminium, with ongoing growth in supply coming from primary and recycled sources – and demand coming from traditional and new innovative applications. China Hongqiao will accelerate sustainability and efficiency outcomes, with the commitment of ownership, management and workforce. We will continue to strive to be the best – and always continue to improve our environmental performance, hand-in-hand with our commitment to the delivery of globally competitive aluminium metal and products. Efficiency, industrial clusters and innovation remain critical elements for the delivery of our vision for the future – and this is reflected in Chairman Zhang Bo’s approach in building a platform for the integration of science, education, innovation, and production - and to promote industry-education integration and industrial innovation to accelerate high-quality development…linking technological and commercial worlds for better outcomes.
The Weiqiao lightweight strategy runs through the entire vehicle development process – and supported by vehicle development standards system, automotive grade aluminium alloy technology development standards and technology patents.
Weiqiao New Energy Vehicles will become a key element in our drive towards sustainability. Primary and recycled aluminium will be partners in these developments.
A modern 600kA smelting pot room part of the China Hongqiao aluminium cluster in Binzhou, Shandong Province
DUOMELT INDUCTION FURNACE
STRIP FLOTATION FURNACE
Aluminium Industry In Egypt
By Richard McDonough*
The Arab Republic of Egypt (Egypt) has one of the 35 largest economies in the world. The country has the largest economy in North Africa and is the most populous nation in this region. According to the World Bank, the Gross Domestic Product (GDP) of Egypt was estimated to be approximately (US) $476,747,720,000 in 2022.
In a report issued by the International Monetary Fund (IMF) in April of 2024, the Real GDP of Egypt is projected to grow 3% in 2024.
According to that same report, the IMF projected Consumer Prices in Egypt will increase 32.5% in 2024.
The country has one of the 15 largest populations among all nations. According to the World Bank, the most recent population stats indicated that there were 110,990,103 people living in Egypt in 2022. This population level ranks Egypt as the third largest in Africa; both Nigeria and Ethiopia have larger populations. In terms of geography, Egypt is one of the 30 largest countries globally. Egypt includes land in both Africa and Asia
totalling approximately 1,001,450 km2 of territory.
Trade
Egypt was the 47th largest importer of aluminium and related products worldwide in 2023. The nation’s ranking placed it between Finland and South Africa. In 2019, Egypt was ranked as the 40th largest importer of these products globally, with the country being ranked between Portugal and Israel. The country was ranked number 41 in 2020, number 43 in 2021, and number 44 in 2022.
The amount of aluminium and related products imported into Egypt in 2023 represented less than 1% of all global imports of these products.
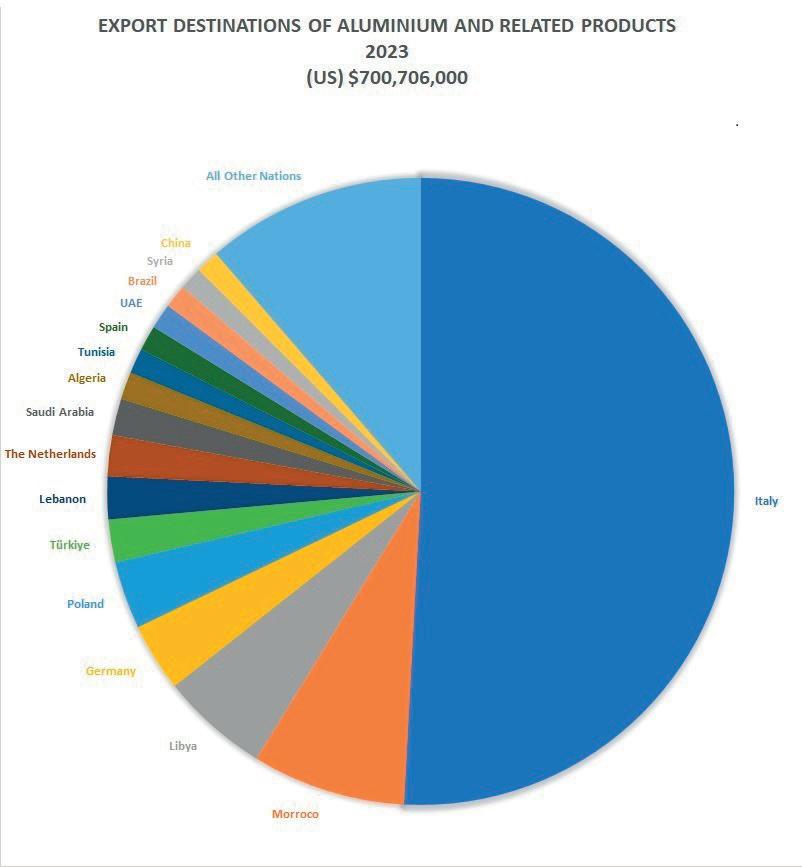
In 2023, Egypt was ranked as the 50th largest country globally in exports of aluminium and articles thereof. This ranking placed Egypt between Croatia and Bulgaria in that year. It was ranked at number 49 in 2019; Egypt was ranked between Croatia and Indonesia in that year. The country was ranked number 47 in 2020 and in 2021; number 55 in 2022.
The amount of aluminium and related products exported from Egypt in 2023 represented less than 1% of all global imports of these products.
This information is according to the International Trade Centre (ITC). Unless otherwise stated, statistics detailing imports and exports of aluminium and articles thereof (hereafter noted as “aluminium and related products”) to and from Egypt are approximate and are from the most recent reports issued by the ITC. This information also includes the statistics detailing individual segments of the aluminium industry.
Please note that the rankings among nations listed in this news column combine the statistics for China and Hong Kong.
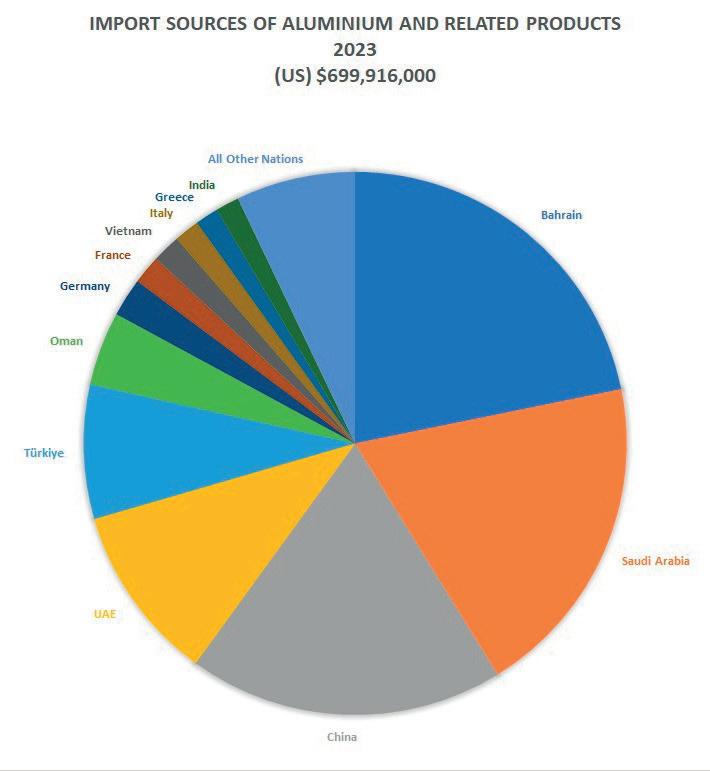
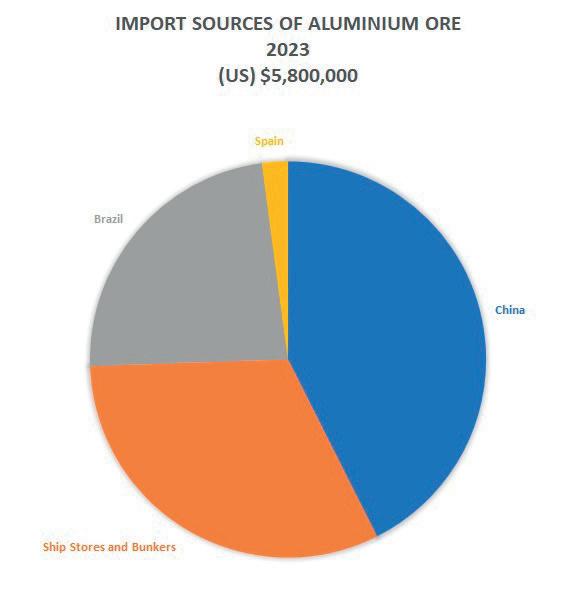
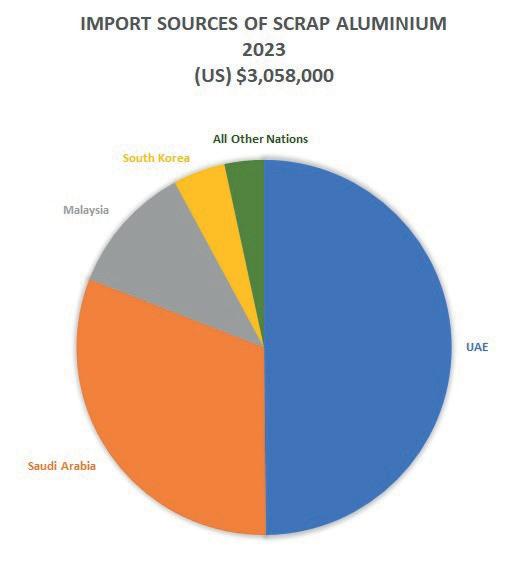
Imports
Fig 1
The value of the imports of aluminium and related products into Egypt in 2023 was similar to the value of these products imported in 2019, increasing less than 0.1% from 2019 to 2023. The amounts increased in both 2021 and in 2022, but
(The photograph was provided courtesy of United States Department of State.)
decreased in 2023. The decrease from 2022 to 2023 was 23.9%.
In 2019, imports of these products amounted to (US) $693,784,000; in 2020, (US) $672,813,000; in 2021, (US) $808,221,000; in 2022, (US) $919,216,000; and in 2023, imports of aluminium and related products were valued at (US) $699,916,000.
Major sources of aluminium and related products imported into Egypt included countries in Asia and Europe. Five of the top six sources of these products were nations in the Middle East.
With one year as an exception, Bahrain, Saudi Arabia, and China were the three largest sources of aluminium and related products imported into Egypt in each year from 2019 to 2023. The one exception was in 2020. In that year, Türkiye was a larger source of imported aluminium and related products than Saudi Arabia.
Imports of aluminium and related products into Egypt from Bahrain increased from (US) $132,764,000 in 2019 to (US) $152,499,000 in 2023; from Saudi Arabia, imports increased from (US) $106,625,000 in 2019 to (US) $135,799,000 in 2023; and from China, imports increased from (US) $117,635,000 in 2019 to (US) $131,754,000 in 2023.
The actual increases in the importation of these products into Egypt also resulted
in increases in these three countries’ share of the import market of aluminium and related products. Bahrain saw its portion of the market increase from 19.1% in 2019 to 21.8% in 2023, Saudi Arabia saw an increase from 15.4% in 2019 to 19.4% in 2023, and China saw its percentage in the market for these products increase from 17% to 18.8%.
Collectively, these three nations were the sources of 60% of the aluminium and related products imported into Egypt in 2023. That level was an increase from the combined market share for the three countries of 51.5% in 2019.
Whilst imports of these products from Bahrain, Saudi Arabia, and China imported into Egypt increased in both actual terms and in levels of market share from 2019 to 2023, the amounts of aluminium and related products imported from the three countries was substantially lower in 2023 than the amounts imported one year earlier.
In 2022, Egypt imported (US) $181,155,000 in these products from Bahrain, (US) $176,278,000 from Saudi Arabia, and (US) $220,067,000 from China.
Three other nations were also major sources of aluminium and related products imported into Egypt in 2023: the United Arab Emirates (UAE), Türkiye, and Oman. In that year, imports of these products from the UAE were valued at (US) $73,457,000; from Türkiye, (US) $55,803,000; and from Oman, (US) $30,948,000.
In 2019, the UAE was the source of (US) $30,584,000 in aluminium and related products imported into Egypt; Türkiye, (US) $97,229,000; and Oman, (US) $29,390,000.
These three countries – the UAE, Türkiye, and Oman – represented 22.9% of the sources of aluminium and related products imported into Egypt in 2023. Five years earlier, the three nations accounted for 22.6% of this market.
Other sources of aluminium and related products imported into Egypt were Germany, France, Vietnam, Italy, Greece, and India in 2023. Imports of these products from Vietnam and India peaked in 2020. In that year, Vietnam was the fourth largest source of aluminium and related products imported into Egypt at (US) $58,076,000, whilst India was the fifth largest source of these products at (US) $44,552,000.
In 2023, Egypt imported aluminium and related products valued at: (US) $15,999,000 from Germany,
Pic 1. The Delemar Industrial Group includes this aluminium extrusion factory in Egypt. The company indicated that it exports its products to several countries, including Germany, Greece, Italy, and Morocco, among other nations.
(The photograph was provided courtesy of the Delemar Industrial Group.)
Fig 1. Sources of aluminium and related products imported into Egypt in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
(US) $12,032,000 from France, (US) $11,683,000 from Vietnam, (US) $10,735,000 from Italy, (US) $9,674,000 from Greece, and (US) $9,620,000 from India.
Together, these six nations saw their market share decrease from 19% of the overall market for aluminium and related products imported into Egypt in 2019 to 17.2% in 2023.
Aluminium and related products imported into Egypt from its top 12 sources represented 92.9% of all of the imports of these products into the nation in 2023.
Five years earlier, these same 12 countries represented 93.1% of all aluminium and related products imported into Egypt in 2019.
Exports
Fig 2
The amount of exports of aluminium and related products from Egypt increased 29.9% from 2019 to 2023, yet the amount of exports of these products decreased 10.7% from 2021 to 2023.
Aluminium and related products exported from Egypt were valued at (US) $700,706,000 in 2023, and (US) $539,576,000 in 2019.
In the intervening years, the amounts were (US) $575,726,000 in 2020, (US) $784,714,000 in 2021, and (US) $678,383,000 in 2022.
Key export markets for Egypt included nations in Europe, Africa, Asia, and South America.
During the five-year time period from 2019 to 2023, exports of these products increased to Italy, Morocco, Libya, Poland, Türkiye, Lebanon, the Netherlands, Saudi Arabia, Algeria, Tunisia, the UAE, Brazil, and China.
Exports of aluminium and related products to Germany, Spain, and Syria decreased from 2019 to 2023.
Italy has been the largest export market for Egyptian aluminium and related products in each year from 2019 to 2023. Approximately half of all exports of these products from Egypt went to this European country: (US) $273,172,000 or 50.6% in 2019; (US) $356,228,000 or 50.8% in 2023.
Other large export markets for Egypt for these products were Morocco, Libya, Germany, and Poland in both 2019 and 2023.
Egypt exported (US) $55,026,000 in these products to Morocco in 2023, (US) $22,759,000 in 2019; (US) $39,322,000 to Libya in 2023, (US) $23,640,000 in 2019;
(US) $24,871,000 to Germany in 2023, (US) $31,343,000 in 2019; and (US) $24,383,000 to Poland in 2023, (US) $16,307,000 in 2019.
About one-fifth – 20.5% – of all exports of these products were sent to these four countries in 2023; in 2019, these four nations represented 17.4% of the overall export market for Egyptian aluminium and related products.
Other nations that were major destinations for these products exported from Egypt included Türkiye, Lebanon, the Netherlands, Saudi Arabia, and Algeria. Combined, the level of exports to these five countries increased from 6.3% in 2019 to 9.9% in 2023.
In 2023, Egypt exported (US) $15,608,000 in aluminium and related
products to Türkiye, (US) $15,400,000 to Lebanon, (US) $14,923,000 to the Netherlands, (US) $13,183,000 to Saudi Arabia, and (US) $10,039,000 to Algeria. Five years earlier, exports of these products from Egypt amounted to (US) $5,103,000 to Türkiye, (US) $7,932,000 to Lebanon, (US) $10,966,000 to the Netherlands, (US) $7,715,000 to Saudi Arabia, and (US) $2,933,000 to Algeria.
Six additional nations that were important export markets for aluminium and related products from Egypt were Tunisia, Spain, the UAE, Brazil, Syria, and China. In 2023, Egypt exported these products valued at (US) $9,395,000 to Tunisia, (US) $9,012,000 to Spain, (US) $8,940,000 to the UAE, (US) $8,412,000 to Brazil, ( US) $8,397,000 to Syria, and ( US) $8,098,000 to China.
In 2019, the country exported aluminium and related products in the amounts of (US) $5,593,000 to Tunisia, (US) $19,989,000 to Spain, (US) $584,000 to the UAE, (US) $13,977,000 to Syria, and (US) $467,000 to China; there were no exports of these products to Brazil in 2019.
Both Spain and China were destinations for large amounts of aluminium and related products exported from Egypt in 2021: (US) $61,922,000 to Spain; (US) $21,302,000 to China.
Exports to the top 16 countries represented about 88.7% of all aluminium and related products exported from Egypt in 2023; these nations represented 81.8% of all exports of these products in 2019. Two destinations that no longer rank among the top 16 export markets for Egyptian aluminium and related products, yet previously were larger markets for these products were the United States of America (USA) and France. In 2019, Egypt exported these products valued at (US) $38,726,000 to the USA and (US) $13,518,000 to France. Five years later, in 2023, the export amounts of aluminium and related products were (US) $4,077,000 to the USA and (US) $5,850,000 to France.
In addition to the overall information about imports and exports, the ITC also provided additional details about production and trade for different portions of the aluminium industry. In
Fig 2. Destinations of aluminium and related products exported from Egypt in 2023. (Image created with data provided courtesy of the International Trade Centre.)
Fig 3. Sources of raw aluminium imported into Egypt in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
one of the market segments, for example, Egypt was an important exporter of raw aluminium globally.
Raw Aluminium
Fig 3
The ITC reported that Egypt was the 55th largest importer of raw aluminium in 2023. The country imported (US) $31,213,000 in raw aluminium in that year; this amount represented less than 1% of total imports of this product into all nations. The ranking placed Egypt between Nigeria and Uzbekistan for the amounts of raw aluminium imported into the countries.
In 2019, Egypt was the 43rd largest importer of raw aluminium among all countries. A total of (US) $127,482,000 in raw aluminium was imported into the nation at that time, representing less than 1% of worldwide imports of this product. This placed Egypt between Serbia and Israel in the rankings of countries that imported raw aluminium in 2019. In both 2023 and 2019, these amounts represented less than 1% of total imports of this product from all nations in those two years.
Imports of raw aluminium into Egypt increased slightly from 2019 to 2020, but then decreased substantially during the next few years.
The largest sources of raw aluminium imported into Egypt saw the greatest actual decreases: imports of raw aluminium from Bahrain went from (US) $48,221,000 in 2019 to (US) $13,026,000 in 2023; imports from Vietnam went from (US) $52,848,000 in 2019 to (US) $10,937,000 in 2023.
Even with that decrease, Bahrain saw its portion of this market increase from 37.8% of raw aluminium imported into Egypt in 2019 increase to 41.7% of the imports of this product in 2023. Vietnam saw its percentage of the market decrease from 41.5% in 2019 to 35% in 2023.
The UAE was the third largest supplier of raw aluminium imported into Egypt in 2019, with raw aluminium valued at (US) $3,992,000. This country’s market share decreased considerably with (US) $129,000 in raw aluminium imported into Egypt in 2023.
India and Germany also saw substantial decreases from 2019 to 2023. Raw aluminium imported into Egypt from India went from (US) $1,081,000 in 2019 to zero in 2023, whilst imports of this product from Germany into Egypt went from (US) $263,000 in 2019 to (US) $4,000 in 2023.
Imports of raw aluminium into Egypt from Malaysia, Qatar, and Oman increased
from 2019 to 2023. The amounts from Malaysia went from (US) $424,000 in 2019 to (US) $3,705,000 in 2023; from Qatar, zero in 2019 to (US) $1,448,000 in 2023; and from Oman, (US) $470,000 in 2019 to (US) $1,299,000 in 2023.
These three nations represented about one-fifth – 20.7% – of all imported raw aluminium imported into Egypt in 2023. Five years earlier, these three countries provided less than 1% of the raw aluminium imported into Egypt. Modest increases were seen from 2019 to 2023 in the amounts of raw aluminium imported into Egypt from China, Italy, and Palestine. Egypt imported (US) $466,000 of this product from China in 2019,
Fig 5. Sources of aluminium ore imported into Egypt in 2023. (Image created with data provided courtesy of the International Trade Centre.)
(US) $523,000 in 2023; (US) $82,000 from Italy in 2019, (US) $98,000 in 2023; and zero imported raw aluminium from Palestine in 2019, (US) $42,000 in 2023.
Combined, the top five sources of raw aluminium – Bahrain, Vietnam, Malaysia, Qatar, and Oman – represented 97.4% of all of this product imported into Egypt in 2023.
This compares to 2019, when the top five sources of raw aluminium imported into Egypt in that year – Vietnam, Bahrain, the UAE, India, and Oman – represented 83.6% of the market for this product.
Fig 4
Egypt was ranked as the 38th largest exporter of raw aluminium globally in 2023. The country exported (US) $323,570,000 in raw aluminium at that time. This placed Egypt between Greece and Singapore in the rankings of countries that exported raw aluminium.
In 2019, Egypt was the 44th largest exporter of raw aluminium among all countries. A total of (US) $125,963,000 in raw aluminium was exported from the nation in that year. Egypt ranked between Hungary and Bosnia and Herzegovina for the levels of raw aluminium exports in 2019.
In both 2023 and 2019, these amounts represented less than 1% of total exports of this product from all nations in those two years.
Exports of raw aluminium from Egypt increased substantially during the five years from 2019 to 2023. The bulk of that increase included exports of this product to Italy.
Egypt exported (US) $91,194,000 in raw aluminium to Italy in 2019, and (US) $247,476,000 in 2023. The level of the overall exports to this European country increased from 72.4% in 2019 to 76.5% in 2023.
The Netherlands and Poland were the second and third largest destinations for raw aluminium exported from Egypt in 2023. In that year, Egypt exported (US) $13,719,000 to the Netherlands and (US) $10,871,000 to Poland.
Whilst the actual amount exported to the Netherlands increased from (US) $10,060,000 in 2019, the percentage of the market share for this product to this country decreased from 8% in 2019 to 4.2% in 2023. For Poland, there were no exports of raw aluminium from Egypt into that nation during 2019, 2020, or 2021. The amount exported to Poland in 2023 was almost double the amount exported to that nation in 2022, (US) $5,524,000.
Other countries that were important markets for raw aluminium exported from Egypt in 2023 included Brazil, China,
Fig 4. Destinations of raw aluminium exported from Egypt in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
•
• State-of-the-art safety features, including area scanners, light curtains and latest technology safety controls
• Various jaw designs:—cam-style, controlled vertical crush, and detwist styles
• No-man operational mode
• Controlled crush distance and pressure (CVC model)
•
•
Türkiye, and Denmark.
In 2023, Egypt exported (US) $7,905,000 in raw aluminium to Brazil, (US) $7,805,000 to China, (US) $7,654,000 to Türkiye, and (US) $5,372,000 to Denmark.
For the first three countries, these amounts each represented 2.4% of the overall market for raw aluminium exported from Egypt; the percentage for Denmark was 1.7%.
Each of the export amounts to these four countries in 2023 were increases as compared to the amounts of exports from the four nations in 2019.
In 2019, Egypt exported no raw aluminium to Brazil or to Denmark. Exports of this product to China amounted to (US) $467,000 in 2019, whilst exports of raw aluminium to Türkiye were (US) $2,257,000 in 2019.
Five other nations were each destinations for exported Egyptian raw aluminium valued at more than one thousand American dollars in 2023.
These countries included Syria, Indonesia, Malaysia, Spain, and Japan. The amounts of exported raw aluminium to these nations in 2023 were, respectively, (US) $4,753,000, (US) $4,556,000, (US) $3,263,000, (US) $3,066,000, and (US) $1,281,000. Together, exports of raw aluminium to these countries represented 5.3% of all exports of this product from Egypt in 2023.
In 2019, there were no exports of raw aluminium from Egypt to Syria, Indonesia, Malaysia, and Japan; exports to Spain amounted to (US) $937,000 – less than 1% of the overall exports of this product – in 2019.
During the years between 2019 and 2023, exports of raw aluminium from Egypt had several large variables in a few cases.
In 2021, exports of raw aluminium to Spain and China from Egypt represented about one-fifth of all of these exports in that year. Egypt exported (US) $53,089,000 in raw aluminium to Spain and (US) $17,976,000 to China in 2021. These amounts represented 16.5% and 5.6%, respectively, of the overall export market for this product in 2021.
Collectively, the top three exports markets for raw aluminium from Egypt –Italy, the Netherlands, and Poland – were 84.1% of the total market for the product exported from Egypt.
In 2019, the top three destinations for raw aluminium exported from Egypt –Italy, the Netherlands, and Türkiye – were 82.2% of the overall export market for this product from this nation.
Aluminium Ore (Bauxite)
Fig 5
Whilst Egypt has not been a major importer of aluminium ore, its rankings as one have increased during recent years. In 2023, the nation was ranked as the 24th largest importer of aluminium ore globally; it was ranked between Austria and South Africa.
In previous years, its rankings for importation of aluminium ore were lower. In 2019, Egypt was ranked number 48 among nations; in 2020, number 68; in 2021, number 61; and in 2022, number 32.
In 2023, Egypt imported (US) $5,800,000 in aluminium ore; this amount represented less than 1% of all worldwide imports of aluminium ore.
China was the largest source of aluminium ore imported into Egypt in 2023. A total of (US) $2,464,000 in aluminium ore was imported from that country in that year; this represented 42.5% of all of the imports of this product in 2023.
Other countries that were the sources of aluminium ore imported into Egypt in that year were Brazil, Spain, and the Netherlands. The amounts and the percentages of market share represented by those amounts in 2023 were, respectively, (US) $1,360,000, 23.4%; (US) $120,000, 2.1%; and (US) $13,000, 0.1%.
One unusual aspect of aluminium ore imported into Egypt were amounts listed as sourced from “Ship Stores and Bunkers.” The ITC defines “Ship Stores and Bunkers” as “…stores in ships and aircrafts, which consist mostly of fuels and food. Both ‘Free Zone’ and ‘Ship Stores and Bunkers’ are trading partner entities.”
The amounts of aluminium ore being
imported from Ship Stores and Bunkers increased from 2020 to 2023: (US) $9,000 in 2020, (US) $375,000 in 2021, (US) $859,000 in 2022, and (US) $1,844,000 in 2023.
The amount in 2023 represented 31.8% of the market share of aluminium ore imported into Egypt in that year.
In 2019, Egypt imported (US) $1,712,000 in aluminium ore. Globally, this represented less than 1% of all imports of aluminium ore in that year. China was the sole source of aluminium ore imported into Egypt in 2019.
As for exports of aluminium ore, Egypt did not export any of this product in 2021, 2022, and 2023.
Very modest amounts of aluminium ore were exported from Egypt in 2019 and 2020.
In 2019, Egypt exported (US) $13,000 in aluminium ore to Kuwait. This ranked Egypt as the 47th largest exporter of this product globally; the country was ranked the same as Palestine and just below Luxembourg for 2019.
Egypt exported aluminium ore valued at (US) $20,000 to China in 2020. This placed the country as the 46th largest exporter of raw aluminium worldwide in that year. South Korea was ranked at the same level, whilst Kenya was ranked slightly higher.
Scrap Aluminium
Fig 6
The amount of scrap aluminium imported into Egypt increased from 2020 to 2021 and 2022, but the amount decreased considerably in 2023.
According to the ITC, Egypt was the 57th largest importer of scrap aluminium in 2023. The nation’s ranking placed it between Montenegro and Paraguay. In that year, the country imported (US) $3,058,000 in scrap aluminium; this amount represented less than 1% of all global imports of scrap aluminium.
Five years earlier, the country was ranked as the 45th largest importer of this product. In 2019, Egypt imported (US) $10,894,000 in scrap aluminium. The ranking placed Egypt between Finland and Latvia in that year. Globally, this represented less than 1% of all imports of scrap aluminium.
The UAE was the largest source of scrap alumnium imported into Egypt in 2023, but the actual amount of this product imported in that year represented a decrease from each of the four previous years; the level of its market share decreased from 63.2% in 2019 to 49.9% in 2023.
Overall, Egypt increased its importation
Fig 6. Sources of scrap aluminium imported into Egypt in 2023.
(Image created with data provided courtesy of the International Trade Centre.)
of scrap aluminium from Saudi Arabia, Malaysia, and South Korea from 2019 to 2023. In 2022, Saudi Arabia provided a larger volume of scrap aluminium imported into Egypt than the amount from the UAE.
In 2023, the amounts of scrap aluminium imported into Egypt from the USA and from China decreased dramatically from previous years. The USA was the third largest source of scrap aluminium from 2019 to 2021, yet only provided (US) $4,000 in scrap aluminium in 2023. China was the fourth largest source of scrap aluminium in 2021, but was not the source of any scrap aluminium imported into Egypt in either 2022 or 2023.
The UAE, Saudi Arabia, Malaysia, and South Korea were the top four nations from which Egypt imported scrap aluminium in 2023. The amounts of this product imported from these countries were, respectively, (US) $1,525,000, (US) $950,000, (US) $342,000, and (US) $138,000.
Together, these four countries represented 96.7% of all scrap aluminium imported into Egypt in 2023. The percentages of the scrap aluminium
imported into the country in that year were 49.9% from the UAE, 31.1% from Saudi Arabia, 11.2% from Malaysia, and 4.5% from South Korea.
Modest amounts of scrap aluminium were also imported into Egypt from Taiwan, Italy, and Sudan in 2023.
In 2019, the UAE, Saudi Arabia, the USA, Malaysia, and China were the five major sources of scrap aluminium imported into Egypt. The country imported (US) $6,880,000 in scrap aluminium from the UAE in that year, (US) $1,445,000 from Saudi Arabia, (US) $998,000 from the USA, (US) $220,000 from Malaysia, and (US) $211,000 from China.
No scrap aluminium was imported into Egypt from South Korea from 2019 to 2022.
These five nations represented 89.6% of all scrap aluminium imported into Egypt in 2019. The percentages of the scrap aluminium the country imported in that year were, as noted above, 63.2% from the UAE, 13.3% from Saudi Arabia, 9.2% from the USA, 2% from Malaysia, and 1.9% from China.
According to the ITC, no scrap aluminium was exported from Egypt in 2023.
During each of the years from 2019 to 2022, France was the largest export market for scrap aluminium from Egypt. The actual amount decreased from 2019 to 2020, then increased in 2021 only to decrease again in 2022.
In 2022, Egypt exported (US) $1,481,000 in scrap aluminium; all was exported to France.
Four years earlier, in 2019, the country exported (US) $6,022,000 in scrap aluminium; of that amount, (US) $6,001,000 went to France. The remainder was exported to Mexico.
The country was ranked as the 118th largest exporter of this product in that year. The nation represented less than 1% of all exports of scrap aluminium throughout the world.
The only other major market for scrap aluminium exported from Egypt during this four-year time period was Germany in 2021. Modest exports markets for this product also included Morocco, the UAE, and Türkiye in 2020. �
By Chris Bayliss*
Major challenges for 1.5oC-aligned aluminium procurement strategies
February 2024 saw publication of the first (and currently only) method for the calculation and articulation of Entityspecific 1.5oC aligned decarbonisation targets for the whole aluminium value chain – the ASI Entity GHG Pathways Method v1.0.
For downstream Entities (aluminium transformers and fabricators), the majority of supply chain emissions reduction will be achieved through the implementation of procurement strategies. What are the challenges these businesses will face as they seek to mitigate the emissions embodied in the aluminium products they purchase?
With most of the sector’s emissions concentrated in primary production processes, the success of efforts to follow a 1.5 degree aligned slope for their procured metal is dependent on companies’ ability to:
1. source low(er) carbon or 1.5-aligned decarbonising primary metal;
2. source scrap (of the required quality) or metal with higher recycled content;
3. collaborate with other actors in the industry to moderate demand, through improved process efficiencies and design innovations, including through engagement with ASI’s Circularity
Working Group and Framework.
To address point 1, downstream companies must navigate significant supply security constraints for lower carbon primary today and over the next two decades:
� the lowest carbon footprint primary metal in the world today is between 3 and 4 t CO2e/t Al – four times higher than it will need to be by 2050;
� sub 5 t CO2e/t Al represents only around 15 million tonnes (20%) of current primary supply;
� 4 million tonnes of this total is currently supplied by sources from which many downstream companies, exchanges and countries in the West are currently turning away;
� it will take time for primary producers to bring more low(er) carbon aluminium to market at scale, by raising capital, retooling the industrial base, developing novel technologies and securing long term supply of renewable electricity.
Given these facts, the importance to downstream Entities’ decarbonisation plans of sourcing scrap and/or high recycled content metal is clear. This was evident in the many discussions at the World Aluminium 2024 conference,
which ASI co-hosted with CRU and the International Aluminium Institute.
However, the quantity of scrap available to meet such needs is also limited and will remain limited until well into the second half of the 21st century.
Significant volumes of scrap, in the right place and with the necessary quality for user needs (not requiring complex and costly sorting and recovery processes) are and will be even more scarce.
Table 1 gives some figures to illustrate this, drawn from the International Aluminium Institute (IAI) Alucycle Model (2021 1.5 Degrees Scenario - Low Substitution) and 1.5 Degrees Scenario data.
Those Entities that are able to source low(er) carbon primary aluminium, volumes of quality, well sorted postconsumer scrap (e.g. used beverage cans or well segregated window frames) or preconsumer scrap (already well segregated, high quality and near 100% collection rates), or the metal derived from such, are in a privileged position.
However, to continue to be 1.5ºC aligned these Entities will need even lower carbon footprint primary and/or more material with higher post-consumer recycled content.
*Climate Change and Decarbonisation Director, Aluminium Stewardship Initiative (ASI)
Higher post-consumer recycled content because the generation of pre-consumer scrap DECREASES under a 1.5oC scenario, as manufacturers and their customers become more resource efficient. The challenge will therefore be on all Entities to secure (and maintain) security of supply by nurturing strategic relationships with suppliers, but also through the development of closed-loop systems in tandem with product design, exploring metal leasing business models and moderating demand by implementing more efficient manufacturing processes. These systemic changes to the ways that Entities do business are being explored by ASI’s Circularity Working Group, which is seeking to embed circular economy principles into existing and future iterations of the ASI Performance Standard (and Chain of Custody Standard).
The ASI Entity GHG Pathways Method also applies to downstream Incorporation of reference to the ASI Method in the forthcoming Performance Standard Guidance v3.2 (2024) will see its use mandated for all Entities undergoing
ASI Certification, to demonstrate conformance against Criterion 5.3 - GHG Emissions Reduction Plans.
For Certification Scopes incorporating Aluminium Smelting, the GHG Emissions Reduction Pathway is expressed as a Mine to Metal emissions intensity reduction slope, converging on the sectoral average of below one tonne of CO2e per tonne aluminium (cradle-to-gate) by 2050 –extremely challenging, almost four times lower than the lowest carbon primary available today and representing over 90% of the 15 billion tonne CO2e total aluminium sector carbon budget under a 1.5 degree aligned scenario.
However, Criterion 5.3 is not only applicable to Primary producers, but to all certifying Entities; thus the ASI Method also allows calculation of emissions reduction slopes for Remelting and Casting Supply Chain Activities, Semi-fabrication and Material Conversion.
All Supply Chain Activities downstream of Smelters are required to have a GHG Emissions Pathway for the aluminium they procure (in addition to Pathways for their own process emissions – GHG Protocol
Scopes 1 & 2 – in the case of Casting and Semi-fabrication).
These take account of all emissions upstream to the point at which the Entity procures the metal and thus can incorporate both primary and recycled metal. The emissions intensity of this procured metal (measured at the input to the Entity or its processes) is broadly equivalent to the scope expressed by the following commonly used terms, albeit with some nuance:
� carbon footprint,
� embodied emissions,
� Mine to Metal input,
� GHG Protocol Scope 3 Category 1 for aluminium procured.
� BUT NOT cradle-to-gate as the process emissions are captured in another slope.
ASI’s Entity Level GHG Method makes no assumptions (nor prescription) about the source of aluminium being procured, nor its recycled content, but it does describe, for each Supply Chain Activity in the Entity Pathways scope, very aggressive emissions reduction (given the facts in Table 2). �
Further details on the method and associated calculation tool, webinars and an online learning module can be accessed on ASI’s website.
For more information on the ASI GHG Entity Level Pathway Method, the emissions requirements of Performance Standard v3 for certifying Entities or strategies to meet 1.5 degree aligned reduction targets, please contact Chris Bayliss, ASI Climate Change and Decarbonisation Director.
For more information on the ASI Circularity Working Group and Framework, please contact Dr Gabriel Carmona Aparicio, ASI Circularity Research Manager.
Table 2. Aluminium sector 1.5 degree decarbonisation in figures
Table 1. Aluminium scrap is a limited resource, today and for the duration of the 1.5 degree scenario
Shell Energy: Decarbonising aluminium
1
Future decarbonisation solutions for high energy users like aluminium production and manufacturing have been a major topic of discussion over the past few years. How have technologies evolved during this time?
Ulf Nahrath stated that “Many companies have a 2030 carbon reduction pledge, and this is what drives many of their strategies.” Commenting on the actions often taken to decarbonise, he noted that the first step usually starts with energy efficiency and a focus on “projects that reduce cost and also reduce the carbon footprint,” which then develops into green power procurement.
Nahrath went onto discuss Shell Energy’s involvement in these projects, with Shell Energy a major partner in these efforts and working with companies on procurement of projects such as electrifying fleets. He noted that there are easy steps that most companies can take, but when it comes to energy intensive industries like
2
aluminium it becomes harder to achieve significant CO2 reductions.
“To reduce CO2 emissions significantly, it can require a combination of different technologies depending on location and surrounding infrastructure.” - Ulf Nahrath
Nahrath noted that infrastructure and location heavily determine a company’s ability to decarbonise, or what methods a company can use to decarbonise.
Nahrath commented that UK infrastructure is changing. “We are seeing more activity on the development of carbon capture and storage, with the UK Government currently processing the Track 1 UK industrial clusters with combined hydrogen and CCS projects.”
Continuing to explore UK-based
projects, Nahrath discussed the growing number of feasibility studies for hydrogen fuel that are underway, which can be linked to carbon capture and storage for the creation of blue hydrogen. He also noted that there are a lot of technology advancements in hydrogen and renewable energy and battery storage to drive down cost and improve access to these technologies for businesses nationwide. He predicted that we would see technologies such as CCS and hydrogen being used beyond the feasibility study stage over the next decade, in response to the growing number of pilot projects underway both in the UK and globally.
Are there any barriers hindering technological innovation in that space? Will cost be a prohibitive factor to reaching mass scale, and what can be done to overcome this?
“When it comes to newer and capital intensive decarbonisation solutions like hydrogen or carbon capture storage a lot of infrastructure development is happening and more is likely to come in the late 2020’s and 2030’s. This includes transportation and pipeline systems.” – Ulf Nahrath
Nahrath commented on access to renewable energy, hydrogen and CCS solutions and the need for government support for many of these low carbon technologies. A price on carbon emissions should be part of a broader policy framework to achieve netzero emissions as it creates efficient economic incentive for emission reduction and the required infrastructure investments. “Low carbon technologies still need government support to facilitate market readiness.”
“We need to assess the entire value chain to determine the most effective integrated decarbonization options for the aluminium industry.” – Ulf Nahrath
Discussing the factors that must be considered, Nahrath said, “While accelerating progress towards decarbonisation as an organisational priority for energy intensive businesses, there is a financial balancing act to play. It’s therefore essential to look into the economics, technology readiness, risks, as well as how these align with the company’s strategy, to assess which decarbonisation pathways are most suitable.”
He also noted the importance of investing in technology with scalability in mind, “When it comes to long-term decarbonisation solutions, cost is one of the most critical factors impacting the viability of mass scalability. Technologies such as hydrogen and CCS are indeed progressing, but the supporting infrastructure that’s needed to achieve widespread adoption in sectors like aluminium production requires extensive investment.”
Nahrath acknowledged the significance of new technology; “thanks to investments, technological innovation is developing and costs in many areas are decreasing.” But he also emphasised that how technology will be implemented is a key factor in investment evaluation.
In your opinion, what is the main challenge that the aluminium industry must face when looking at a realistic decarbonisation plan? How can this be overcome?
“Aluminium is a critical material for the energy transition as it is essential to many green technologies. So, it’s important that the industry thinks beyond how to decarbonise the manufacturing process of aluminium.” - Ulf Nahrath
An interview with Ulf Nahrath, VP of Energy Transition & Infrastructure at Shell UK.
By Zahra Awan*
ABOUT ULF NAHRATH
*Assistant Editor
The complex supply chain for aluminium produces both high direct and indirect emissions, and Nahrath called for the industry to assess each step of the value chain to see a wider view of the best technical and economically viable decarbonisation options available.
Nahrath noted that each stage of the aluminium process chain, “from smelters and stampers to rollers, extruders and remanufacturers”, may all need different approaches to decarbonise. The methods implemented will depend heavily on the existing installed technology to prevent unnecessary spending on replacing working technology; as well as surrounding geography and infrastructure.
Nahrath also raised the theme of carbon pricing and taxation. He says that the EU’s Carbon Border Adjustment Mechanism (CBAM) is another consideration for UK and EU manufacturers. CBAM will drive decision-makers to plan the least carbon intensive supply chains, but this needs to be standardised across the world to be truly effective, he says. 4
Appointed in 2022, Ulf Nahrath is responsible for Shell UK’s ambitious energy transition and infrastructure programme. This includes the integration of low carbon assets into the energy system such as wind and solar power generation, hydrogen and carbon capture and storage.
What options does the UK aluminium industry have now and in the near future for decarbonisation?
Nahrath stated the importance of laying out options which are both short-term and long-term. For example, short-term electrification utilises zero or low carbon power purchase agreements, implementing biofuels and other renewable energy contracts, including for renewable gas. In the medium to long term, carbon capture and storage and hydrogen might be viable technologies that can be deployed.
This is where collaboration with energy suppliers like Shell Energy come into play to assess viability and technical, economic and regulatory signposts.
He acknowledged that, “building and connecting infrastructure in the most economical way, whilst navigating the technical and policy and regulation challenges, is a complex process.” Nahrath then suggested that, “companies do a step-by-step approach to tackle their own decarbonisation.”
He advised companies across the industry to set up teams to lay out a plan and tackle each step, made up of experts from different departments in the organisation starting with a clear baseline of current carbon emissions and sources.
Looking at a wider scale, Nahrath went on to suggest that global companies can look at their decarbonisation strategies more broadly as assessing plans with a region or country focus will provide a secondary lens to assess specific legislation and applicable regulations.
Beside the assessment of the economics (how does the cost of energy and required investments vary by region or country?) it is also key to address technical questions like: Is it new technology? Is it the first of its kind? How reliable is it?
Where is Shell Energy in the race to market readiness when it comes to these future-facing solutions?
“Shell is investing billions of dollars, in the UK and around the world, in decarbonising its assets as well as assisting its customers to decarbonise.” –Ulf Nahrath
Nahrath mentioned Shell’s plans to invest $10-15 billion between 2023 and the end of 2025 in low-carbon energy solutions . These investments include areas such as electric vehicle charging, biofuels, renewable power, hydrogen,
and carbon capture and storage. One concrete example of its commitment in Europe is Holland Hydrogen I, Europe’s largest renewable hydrogen plant once operational in 2025 in the port of Rotterdam with renewable power from a Dutch offshore wind farm. This project will help to decarbonise Shell’s Energy and Chemicals Park in Rotterdam and contribute to cleaner energy production,
while its hydrogen can also contribute to decarbonising commercial road transport.
Nahrath stated that Shell Energy is well positioned to be partner in the decarbonisation efforts of major energy users as it is able to analyse a situation, as well as offer products that are available “here and now” which provide solutions both now and the future.
Summarising, Nahrath concluded, “Most importantly, individual businesses in different geographies and in various points in the aluminium value chain will operate within their own unique contexts. There is no silver bullet solution, so it is essential that aluminium companies assess their own requirements and opportunities for adding value through scenario planning and collaboration as they map out their own journey towards decarbonisation.” �
Discover maximum potential in aluminum and alloy sorting with X-TRACT™ and AUTOSORT™ PULSE .
Gain a leading edge in aluminum recycling with our in-house developed XRT and Dynamic LIBS sorting technology. Designed to maximize purity and yield, our sorting systems ensure a quick return on investment.
Alumobility:Further lightweighting the Porsche Taycan
Zahra Awan* spoke with Prof. Mark White** on the project, its outcomes, and the future of BEVs.
In 1939 Porsche released what is considered its first vehicle, the Porsche Type 64. Perhaps considered to be one of the most iconic and well-known sports cars, the Porsche 911 was released in 1964 featuring a 2.0-liter, flat-six making 148 horsepower and 140 lb-ft of torque. In 2019, Porsche moved from your traditional Internal Combustion Engine (ICE) and released its first Battery Electric Vehicle (BEV), the Porsche Taycan. To date the Porsche Taycan production volume is > 140,000.
An Alumobility-Porsche cooperation came together to further develop this milestone vehicle. A theoretical case study focused on converting the existing steel-intensive mixed-material body Top Hat structure of the Porsche Taycan to an all-aluminium Top Hat. This study would result in approximately 40% weight savings against the steel reference parts, while also maintaining the attributes for safety, body stiffness and performance. The project demonstrated that aluminium-intensive vehicles offer manufacturing efficiency opportunities by reducing the number of parts, joint types, and total joint count. In addition, it was determined that recycled aluminium would lower lifetime emissions compared to the steel Taycan reference.
The Porsche Project: How did the joint study come about?
The importance of lightweighting for Porsche, therefore, becomes clear (Table 1).
Providing a realistic answer for the solutions to become a reality is essential for a sustainable future. “Alumobility demonstrates the significant benefits in converting automotive steel components and systems to aluminium, but it also shows how this can be achieved at an automotive industry level,” said Prof. White.
“We are moving towards more electrified vehicles, whether they are hybrids or fully electric, and that tends to come at a cost of weight because the batteries are heavy. To get the full benefit from hybrid and electric vehicles, beyond reduced tailpipe emissions, lightweighting is key.” –
Prof. Mark White
Table 1
*Assistant Editor, Aluminium International Today **Technical Director, Alumobility
Alumobility was approached by Porsche while showcasing the results of their fifth project: A Vehicle Conversion of the Genesis GV70EV from a Steel intensive mixed material Body to an all-Aluminium Design. And so, the study collaboration was born.
The project looked at the lightweighting of the Top Hat (See image) with the aim of replacing all steel components with aluminium alternatives, without compromising any performance. The current production Taycan Top Hat body structure is mixed material with a total weight of 158.3 Kg. 63% of the Top Hat is made of steel; “it was our job to convert all that steel into aluminium to not only save weight, but to also reduce complexity,” Prof. White.
The project began in Q1 of 2023 and was a nine-month project.
When asked how Alumobility worked with the team at Porsche, Prof. White explained “We worked hand in hand with the Porsche engineers both in the body department and in the simulation department. We had weekly reviews throughout the project; we worked together.”
Reducing 40% of weight from the Top Hat 111kg of the 158kg current production Taycan Top Hat is steel. With the full aluminium concept Top Hat, the total weight is less than 120 kg.
Prof. White explained that the study was broken down into two phases. The first phase was to take the existing architecture, the existing panel make up, and number of joints that the existing car body had and convert it into aluminium.
“But we went on and completed a further study which looked at redesigning the car body [with ‘design for aluminium’ as a consideration],” said Prof. Mark White. When optimising the vehicle Top Hat with aluminium production in mind, “rather than copy and pasting the steel car body,” a further 5kg was saved. Bringing the total weight saving to 43% of the steel reference.
But as well as optimising the production of an aluminium body, the team also took circularity into consideration: “Circularity was one of our key parameters that we agreed on with Porsche.”
Alumobility chose to follow through with a uni-alloy body concept. The team chose 6000 series alloys for the study after assessing technical, sustainable, and production feasibility. Porsche currently uses 5000 series and 6000 series alloys in their Top Hat, so supply of the 6000 series alloy would be a realistic option, should a fully aluminium body be implemented at production level. 7000 series alloys were not included as it is not as easy to recycle multi-alloys; the 5000 series was eliminated for the same reason, due to its high magnesium content with related higher CO2e per kg (higher than the 6000).
Looking from a recycling end of life point of view, it is easier to recycle a 6000 series alloy on its own, utilising the range of strength and formability in the different 6000 series, rather than blend it with the 5000 and 7000 series. Full closed loop recycling was also an aspect that was considered by Alumobility, looking further at the sustainability benefits of an aluminium body over steel, Prof. White noted that “an aluminum car body takes approximately 35% less energy to remelt than a steel car body at end of use.”
Why should theoretical studies be carried out?
When asked what a theoretical study includes, Prof. White stated that it is not just about words on paper, but that Alumobility and its partner network go on to test examples in the real world to provide real data to validate the theory of: “Forming and joining technologies in what we call the virtual world. We conduct simulations of forming and simulations of joining techniques, but we do not stop there. We will make up examples of the joint stacks that we’re proposing and then validate them with the appropriate joining technology as coupon samples.” He continued, “we sat down with Porsche’s
joining experts and went through the details so that they concurred the results of the tests.”
Some argue that steel cannot be replaced with aluminium, what is your views on this?
“We don’t say aluminium is better than steel. What we say is here’s the data, you make the decision on what you think is the best.” - Prof. Mark White
When discussing steel and aluminium, naturally competition arises between the two materials. Prof. White went onto explain that Alumobility “is showing OEMs that you can replace every steel part on the car with an aluminium equivalent. Now whether a company wants to do that or not, it’s up to them. It is up to them to conduct their own evaluations on the economics, sustainability, and feasibility related to the change. We just prove to them that it is possible and show the OEM and customer benefits that come along with the switch.”
“We debunk what I would call urban myths and barriers surrounding aluminium.” - Prof. Mark
Providing an example of such myths, he went onto debunk the perception that heavier cars are better in a crash than lighter cars. Looking at the laws of physics, a heavier vehicle means more mass is brought into an accident, therefore a greater load is exerted on the human body. “If cars were lighter weight, there would be less energy in any crash. This coupled with the fact that aluminium absorbs more energy per kilogram than steel in an impact provides occupants with an alternative view of aluminium – not just lightweighting.”
If you had one magic wish, what would it be?
“I would wish the automotive industry moves from performance to efficiency.” –Prof. Mark White
Rather than performance, Prof. White suggested that cars are measured on carbon emissions and vehicle weight. This measure would change the automotive industry as we know it, “we would have completely different cars on the road.” Prof. White hopes that the industry and customers shift their priorities towards sustainable solutions, and vehicles that are “fit for purpose rather than building a car that has lots of latent potential that in most cases never gets used.” We need to consider our future impact on the environment and our total energy consumption. �
Alumex PLC: More than extrusion
Alumex PLC stands as the premier aluminium extruder in Sri Lanka, establishing itself not only as the industry leader domestically but also as the largest exporter of aluminium extrusions from the country. Alumex products are sought after globally, reaching markets in the USA, UK, Canada, Australia, New Zealand, Italy, Germany, India, Singapore, Maldives, and beyond. This extensive reach underscores Alumex commitment to quality and innovation in aluminium extrusion.
Meeting Global Customer Needs with Enhanced Value Addition
Recognising the diverse needs of their international clientele, Alumex has strategically enhanced its value addition processes. This customer-centric approach ensures that each product not only meets but exceeds customer expectations. By integrating advanced technologies and processes such as pressure die casting and sand blasting, Alumex has evolved into a fully equipped supplier. Their motto, “Alumex: More Than Extrusions,” reflects this expanded capability, signifying a comprehensive suite of services beyond basic aluminium extrusion.
Comprehensive Value-Added Services
Alumex’s value-added services cater to a
wide array of requirements, transforming basic extrusions into high-precision components ready for immediate application. These services include:
Precision Cutting: Ensuring each piece is cut to exact specifications.
Taping and Drilling: Providing ready-to-use components by adding necessary holes and tapes.
Sand Blasting and Pressure Die Casting: Enhancing surface finish and structural integrity.
Stamping and Welding: Offering tailored shapes and robust assemblies.
https://www.alumexgroup.com/
Laser Engraving and Punching: For precise markings and intricate designs.
Routing and Laser Cutting: Allowing for complex shapes and patterns.
Bending and Assembling: Creating components that fit perfectly into larger assemblies. CNC Machining: Delivering high precision and consistency in production.
These services position Alumex as a onestop shop for extrusion and value addition needs, ensuring that clients receive complete solutions rather than just raw materials.
Skilled Workforce: The Backbone of Alumex’s Excellence
A key factor in Alumex PLC’s success is its highly skilled and experienced workforce. Alumex invests significantly in training and development to ensure that their employees possess the expertise required to deliver top-quality products consistently. This dedicated team of professionals is adept in the latest technologies and methodologies in aluminium extrusion and value-added services, ensuring precision and excellence in every project. The skilled workforce at Alumex is not only proficient in their technical abilities but also committed to maintaining the highest standards of quality and customer
satisfaction. Their expertise and dedication enable Alumex to uphold its reputation as a leader in the aluminium extrusion industry, delivering unparalleled products and services to a global clientele.
Innovation and Quality Assurance
Alumex’s dedication to innovation is evident in its adoption of state-of-theart technology and continual process improvements. This forward-thinking approach ensures that Alumex stays ahead of industry trends, providing products that are not only current but also futureready. Quality assurance is a cornerstone of Alumex’s operations, with rigorous testing and inspection processes in place to guarantee that every product meets the highest standards.
Commitment to Sustainability
In addition to their technological advancements, Alumex is committed to sustainable practices. By optimising production processes to reduce waste and energy consumption, Alumex aligns with global sustainability goals. This commitment not only benefits the environment but also appeals to environmentally conscious customers
worldwide.
Conclusion
Alumex PLC’s evolution from a leading aluminium extruder in Sri Lanka to a global supplier of comprehensive valueadded services exemplifies its commitment to excellence, innovation, and customer satisfaction. With a robust portfolio of services and a dedication to quality and sustainability, Alumex continues to set the benchmark in the aluminium extrusion
industry. Whether for intricate, highprecision components or large- scale structural applications, Alumex is the goto provider, ensuring that each client’s unique needs are met with precision and care.
For more information on Alumex’s products and services, visit their website or contact their customer service team. Alumex is ready to meet your aluminium extrusion and value addition needs with unmatched expertise and dedication. �
Advanced measurements and furnace monitoring
By Manfred Hayk*
Melting and holding furnaces are an essential part of most aluminium processing facilities, but many of these aren’t run anywhere near full capacity due to limited process information.
Standard infrared pyrometers or thermal imagers typically cannot provide real-time information into key process conditions, such as temperature and melt characteristics, without considering the special and very demanding measurement and application conditions that are particularly associated with liquid aluminium and its properties. This requires intelligent infrared (IR) temperature measurement technology to support highly efficient and better-controlled furnace operations.
Non-contact IR measurement solutions avoid some of the limitations and pitfalls of single-point probe measurements. There is no need to wait for a rise in liquid levels or for complex retraction mechanisms. Contact issues or frequent failure of the protection sheath is no longer an obstacle. Measurements are simply available as long as the melt surface is visible to the imager or pyrometer.
With thermal imagers one can also get 2D temperature measurements over a large part of the furnace, making the system more robust to hot or cold spots in the melt, and capable of providing new valuable process information.
It is well known that accurate remote measurement of aluminium is difficult because the metal surface has such a low emissivity and therefore is extremely reflective – much like trying to make an optical measurement of a mirror. Furthermore, the accumulation of slag and dross on the surface changes the measurement conditions significantly. However, advanced technology and systems such as AMETEK Land’s SPOT+ AL non-contact pyrometer use measurements at carefully selected wavelengths, combined with proprietary algorithms, to determine the accurate temperature of liquid aluminium
Why is temperature measurement important and when it is used
important to ensure high-quality casting, limit emissions, and reduce energy use. If continuous temperature information is available, it becomes possible to closely control the process to better plan tapping and pouring operations and to ensure the metal is heated using the minimal amount of energy.
Furnace thermal imagers provide a full image view of the melt surface without disturbing the process. The overview shows the melting process monitoring and control, optimizing the process and reducing the required energy. By analysing changes over the melt objects, one can also predict melt rates and process transitions. It even becomes possible to monitor dross formation and to start quantifying when such phenomena are most prominent. Additionally, it helps support safer furnace operation, by limiting the time operators need to spend in close proximity to the furnace.
Why is it a challenge to measure aluminium
Infrared thermometry is ideal for these types of measurement: it has a fast response, it is non-contact, and it works well on hot materials. A non-contact temperature measurement method is particularly useful, as it enables measurement of liquid aluminium and the furnace condition inside melting furnaces. Unfortunately, several of the characteristics of aluminium make it challenging for measurement instruments to achieve accurate temperature readings. For example, its emissivity is low and vastly varies with building oxide layers on the surface, and each alloy has a different value. This means it is not possible to directly correlate the intensity of IR radiation emitted by the metal with its temperature, as is commonly done with steel, glass, and other industrial processes, providing more stable measurement conditions and repeatabilities.
Pyrometers are passive devices, detecting the IR radiation emitted by the measurement object but do not emit any radiation themselves. This makes spectral emissivity one of the most important parameters in non-contact temperature measurement. When using mono pyrometers – that is, devices using a single spectral response – the spectral emissivity value for the object to be measured must be known, so that the pyrometer can determine the correct object temperature. Emissivity tables are available, but emissivity can vary with temperature, measurement wavelength, and surface conditions such as oxide film structure.
Measuring tap streams and running aluminium
Ratio and application pyrometers measure radiation at more than one wavelength to partially compensate for surface emissivity. Application pyrometers can also calculate and report the emissivity value as well. For example, AMETEK Land’s SPOT+ AL noncontact pyrometer uses measurements at carefully selected wavelengths, combined with proprietary algorithms, to determine the temperature of hot aluminium. Based on a huge 3D dataset of historically measured values of temperature, emissivity and radiance at each waveband of the instrument, the algorithms can also be adjusted to match the exact temperature characteristics of a specific alloy by choosing one of the implemented modes or - if needed - by using a one-time comparison with a thermocouple measurement.
Accurate temperature control of liquid aluminium in pouring processes is aluminium in pouring processes is
*Head of Product Management, AMETEK Land
The SPOT+ AL also offers a Liquid Aluminium Mode, for accurate, real-time, high-speed measurements of tapping stream temperatures in applications such as melting and pouring.
Seeing into the furnace
Delivering accurate temperature measurements from the inside of smelting furnaces is particularly difficult since reflections from the hotter walls, fumes and particulates, dross buildup, and surface materials all impact the measured signal. To overcome these issues, AMETEK Land has developed the MWIR-B-640 thermal imager.
It can also be combined with advanced analytics modules to monitor and control the melting process and to track changes inside the furnace - such as the melt rates - providing operators with unique insight into the inner conditions and the process of the furnace.
Using a mid-range wavelength of 3.9 µm, the MWIR-B-640 is able to achieve a clear, continuous view through heavy smoke and hot furnace atmospheres – unlike visual camera systems – and provides an unparalleled view inside melt furnaces. This enables furnace measurement image data to be taken, stored and trended over the lifetime of the furnace.
The MWIR-B-640 is supported by the advanced IMAGEPro thermal imaging and data processing software, which allows long-term data trending and enables the early detection of leaks and temperature variations to help optimise processes. Operators have a clear view of the critical areas within the furnace with more than 300,000 image pixels measuring in the range of 300-1200°C (572-2192°F) or 500-1800°C (932-3272°F). Through IMAGEPro, the performance of the furnace can be monitored to easily identify hot and cold areas, and any uneven heating can be viewed in real time from the safety
of the control room. The high-resolution image, combined with the wide-angle field of view (90°), allows multiple areas to be imaged and measured simultaneously.
Advanced process control
AMETEK Land’s MWIR-B-640 is used in Idletechs’ advanced process monitoring systems, which merge the thermal imager’s capabilities with methods from real-time analysis and AI to provide new types of process information. The Idletechs Furnace Monitoring solution makes it possible to optimise the aluminium smelting process by providing better real-time decision information by processing infrared video of the furnace melt surface and the corresponding process information. This includes establishing estimation models to find the underlying bulk metal temperature for each production phase under varying conditions, quantification, and predictions of the melting of solids, monitoring of dross formation and removal, and the ability to detect process changes.
The MWIR-B-640 generates massive quantities of crucial thermal behavioural data that was not previously available. Idletechs` system handles, distils, and intelligently interprets this key information 24/7. This leads to a set of quantified process conditions, related to both quality and performance, not only based on individual operator judgement for different periods.
As such, by combining the highperformance thermal camera with realtime analytics, the system allows for better process control, as operators can avoid running the process too long, saving time and fuel, and can plan operations better. By tracking the melting process to avoid filling too early, and tracking maintenance operations to avoid manual errors, quality is enhanced.
Process insight and learning is also improved, with the ability to quantify and track key performance indicators such as formation of dross and slag, system temperatures, and melt times. This new level of operative process information provides the basis for understanding how to improve operations and change recipes.
Conclusion
Remote measurement of liquid aluminium is challenging but can be solved with modern sensors and technology. Thermal imaging allows for more repeatable and reliable temperature measurements to be taken, as well as a greater understanding of furnace conditions during the entire production process. The ability to integrate these measurements into process controls can further improve product quality. By measuring and tracking the key variables involved, and understanding their effects on the process, aluminium operators benefit from a competitive advantage, allowing quicker development of new recipes and products. Reduced product variation and improved process control support attracting customers who demand high-quality aluminium products.
Moving forward, implementing thermal imagers into automated process control systems will enable a more efficient, optimised, and automated factory for the future. �
The versatility of aluminium Aluminium is the metal of choice for a myriad of applications, in large part due to the wide range of properties (e.g., physical, chemical, electrical) that can be engineered through changes in alloy chemistry. Precise tuning of alloy properties for demanding applications, such as in the aerospace and automotive sectors, calls for equally precise control of chemical composition of the molten alloy, prior to casting and subsequent mechanical and/ or thermal treatment.
Among the most common alloying elements in aluminium alloys are silicon, magnesium, copper, manganese, and zinc. Many alloys also require careful control of specific elements that are present in smaller concentrations, e.g., for influencing phase formation during solidification, preventing structural defects during casting, improving electrical
conductivity or corrosion resistance, or to avoid harmful chemicals in food packaging, to name a few examples. With increased aluminium recycling also comes the need to understand the effects of additional elements introduced into the production process due to imperfect separation or liberation in recycling streams.
Measuring chemical composition
Monitoring alloy chemistry during production has typically involved manually extracting molten metal from different points in the production process and casting it into solid samples for laboratory analysis. In past decades, the aluminium industry has relied mainly on spark optical emission spectroscopy (spark-OES) for chemical analysis, where electrical breakdown is induced in a small gap between the solid metal sample and a
high-voltage electrode. The resulting spark ablates a small fraction of the sample and –similar to a bolt of lightning – this material is heated to temperatures high enough for it to be converted into light-emitting plasma. The spectral fingerprint of this optical emission reflects the constituent elements of the metal. This fact has been recognised ever since the prolific English inventor Charles Wheatstone reported on the “Prismatic decomposition of electrical light” in 1835 (The Scientific Papers of Sir Charles Wheatstone. Cambridge Library Collection - Technology. Cambridge University Press; 223-224 (2011)).
The laser-focus advantage
Soon after the invention of the laser in 1960, researchers at the Ford Motor Company realised that this novel contraption, operated in a high-energy pulsed mode, could be used to generate
Space-age technology
Around the turn of the century, following improvements in pulsed laser sources, fast and sensitive photodetectors, and high-resolution spectrometers, this field of chemical analysis, now commonly referred to as laser-induced breakdown spectroscopy (LIBS), started growing rapidly. The basic principle is still the same as that envisioned by the authors of the abovementioned paper, i.e. the simultaneous ablation and excitation of material, typically using the focused beam of a pulsed laser, with subsequent
especially useful in hostile environments –a few LIBS systems have even been sent to Mars to measure its soil chemistry.
Applications in aluminium production
In recent years, LIBS-based chemical analysis of molten metal has also made its way into aluminium production. Performing chemical analysis directly on the molten metal has several advantages, especially in cases where such analysis can be fully automated. Analysis can be performed much more frequently
a plasma at the surface of a solid or molten metal. They stated that “The possibility of determining the chemical composition of a material situated in a hostile environment, such as molten metal within a furnace, by a method which does not require the removal and cooling of the sample, has long intrigued both melters and analysts. The practicality of performing such an analysis by means of a laser has been conjectured by the authors since finding, in 1963, that a laser can excite useful spectra from solid metals without an auxiliary electrical discharge.” (Runge, Bonfiglio, Bryan, Spectrochimica Acta 22, 1678-1680 (1966)). In the paper, the authors demonstrated the potential of this technique for measuring Cr and Ni in steel, with concentration levels in the 10-30% range.
detection of the spectrally- resolved plasma emission for identifying and quantifying the constituent elements of a sample, which may be in solid, liquid, or gas phase. Detection limits with this technique have improved by orders of magnitude and have routinely been shown to be in the range of parts per million (ppm) or even lower. As predicted, this method of chemical analysis has proven
and with immediate results, which allows closer monitoring of changes in melt chemistry, e.g., during alloying or for monitoring the uniformity of melt composition during casting. Measuring the liquid metal directly avoids issues that can arise in the preparation of solid samples that influence the precision and accuracy of the analysis results, including inhomogeneous solidification, improper machining, contamination, or sample mix-up. Furthermore, safety of plant workers is improved when they are no longer required to manually extract and handle samples of molten metal.
Improved insights into the alloying process from minute-by-minute chemical analysis helps operators to optimise their alloying process to reduce the time needed in the furnace. Likewise, the need for remelting is minimised by ensuring that the melt is within specifications when cast. Also, when recycling streams are used as input, better knowledge of
melt chemistry allows margins for recycled material to be increased. Together, these improvements result in energy savings, better use of material resources and consequently, to a reduction in the carbon footprint of alloy production.
The Icelandic solution
Iceland is Europe’s second largest producer of primary aluminium, utilising the country’s vast resources of hydroelectric and geothermal energy. Iceland-based startup DTE was founded in 2013 and has since maintained strong ties to the aluminium industry, both locally and internationally. The company produces LIBS-based chemical analysers for molten aluminium that are applicable to all stages of the aluminium production process; from portable devices for use in primary metal production to fully automated stationary devices for analysis of aluminium melt in transport crucibles, from furnaces, and in launders. A wide range of alloying and trace elements can be measured, in concentrations from ppm levels to multiple percent. With proprietary features, DTE’s technology has been specially adapted to measure magnesium, which has historically been a challenge to
quantify in molten aluminium using LIBS, due to its high vapour pressure.
In addition to process monitoring, DTE’s equipment has been used in metallurgical research, e.g., for gaining real-time insights into dissolution mechanisms of different
master alloys or pure alloying elements, for monitoring the evaporation of volatile elements and its suppression for reducing dross formation, and for understanding interactions of different elements in the melt, such as the effectiveness of boron treatment or the precipitation kinetics of solid phases. Such research can also help to validate (or contradict) the corresponding predictions of existing thermodynamic databases, e.g., in calculating equilibrium phase diagrams or simulating kinetic behaviour in complex alloys.
The
future of process control
The automation of chemical analysis is in line with the aluminium industry’s focus on sustainability, safety, and digitalisation. Improvements in process control and understanding of melt chemistry that can be realised through direct chemical analysis of the molten metal can benefit all stages of aluminium production. This is of particular importance for demanding applications and for ensuring that highquality aluminium products can be manufactured while at the same time minimising energy use and increasing the proportion of recycled metal content in production.
Automatic cutting line to cut aluminum and PVC profiles with 90° cuts
Flexible Minimal setup times through automatic adjustment to profile geometry. Huge cutting area, part lengths of 10-7200mm possible, as well as integration of further processing steps like measuring, marking, deburring, etc.
Fast 18,5KW saw motor, up to 180m/min positioning speed
Precise Saw module servo driven, horizontal saw blade movement, curb widening after each cut, repetition precision of +/-0, 1 mm
Melting innovation: The Properzi Vert-Melt system
By Davide Iosa*
Upon analysis of the process costs factors, melting of aluminium is the major cost factor within this production process. As such, this paper will focus on melting of aluminium beyond just fuel consumption for high production in the range of 5÷10 t/h of rod or billet starting from solid aluminium when molten metal directly from the pot lines is not available.
Analysing the process costs factors, it can be seen that melting of aluminium is the major cost factor within this production process, as such this paper will focus on melting of aluminium that is not only focused on fuel consumption.
The fundamental aspects of melting aluminium on which we should focus our attention are:
1. Melting velocity
2. Metallurgical quality
3. Melt loss
4. Energy consumption
5. Maintenance
6. Manpower
7. Easy operations
It was calculated that for a standard melter, assuming an operating life of 10 years, the investment cost is only 4%, while the most important operational costs are fuel consumption (37%) and the melt loss (42%) for a total of 79%.
Therefore, the research field where CONTINUUS-PROPERZI has developed new solutions includes the reduction of melt loss and fuel consumption.
Typical aluminium melting furnace available on the market for a continuous
production are:
� A set of crucible furnaces:
Low melting rate and very limited crucible capacity
� A set of reverberatory furnace with wet hearth:
It uses fuel to melt and overheat the metal through a burner placed at the mouth of the furnace.
Its heat exchange occurs by radiation and convection.
It has the advantage of having large quantities of liquid metal available as well as the disadvantage of having an oxidised bath with a large quantity of dissolved gases. The metal melted with this type of furnace therefore needs to be treated downstream.
The expected 120 Nm3 of natural gas consumption per ton of Al, and the melt loss, at 3%, mean that this type of furnace
has very high operating costs.
Any type of reverberatory furnace (with or without regenerative burners) has maximum efficiency when the hearth is “dry”. As the material melts, the efficiency decreases as the surface area of the charge exposed to combustion fumes also decreases. More than one furnace is needed to provide a continuous flow of molten aluminium.
� Properzi Vert-Melt Furnace:
The outstanding thermal efficiency of the aluminium Vert-Melt furnace is even more economically important today, in part because of energy costs but also due to environmental concerns. The Vert-Melt furnace remains the most efficient way of converting solid aluminium to liquid.
Main advantages: compact lay-out, continuous operation, very low melt loss, constant melt temperature, low maintenance costs and ease of operation.
In the Vert-Melt furnace the flame is not in contact with the charge; the combustion fumes heat the charge as they go up to the chimney (it is a heat exchanger):
Furthermore, the material to be loaded into the reverberatory furnaces must be dried before being loaded to avoid the risk of explosion. This is not the case with the Vert-Melt furnace.
Here below, you will find a qualitative evaluation of the characteristics of the furnace based on its type. The Vert-Melt furnace offers the following advantages:
� High efficiency (the efficiency is constant)
*Technical Director Continuus-Properzi, S.p.A.
Fig
� The charge does not need to be dried
� Low melt loss because of less oxides
� The temperature of the liquid remains constant
Furnace type quality index (scale from 1 to 5 where 1=poor and 5=optimal).
Table 1
The result in real life meaning the data from the two plants already in operations since several years confirm the high expectations we had when the project was on the drawing board. Fig 2 and Fig 3
On the left the configuration of the Vert-Melt (Fig 4).
The charge is introduced from above into a “funnel” which is where the solid charge is supported and melted.
A controlled flow of hot fumes enters this funnel which, passing through the solid charge, generates melting.
As soon as it melts, the material slides on the inclined plane of the melting chamber and accumulates in the collection basin at the bottom, the waiting chamber avoiding any detrimental overheating. The waiting chamber is equipped with a burner independent of the one used for melting. A thermocouple immersed in the liquid bath regulates the power of this burner. Therefore, there is no direct contact between flame and solid charge. The burner, used for melting, is regulated by a thermocouple, positioned in the chimney, which controls the loading of the furnace. The furnace is loaded when the fumes temperature is approximately 350°C.
Therefore, this melting technology also allows for lower fuel consumption than that of traditional furnaces. Indicatively, we are talking in the range of 60-65 Nm3 of natural gas per ton of liquid aluminium and a decrease of melt loss of 1.5%. Below we have a comparison table that allows you to evaluate the annual monetary savings between the Vert-Melt
Fig 2. The Vert-Melt in operation: The Static Holder in front, the Tower Behind Fig 3. Charging Machine
Fig 4. The configuration of the Vert-Melt: 1. Melting tower. 2. Skip Hoist Rails. 3. Charging platform. 4. Charging opening. 5. Charging door. 6. Chimney. 7. Burners. 8. Receiving chamber body. 9. Main Maintenance door. 10. Exit Spout
Fig 5
furnace and the old generation basin type (reverberatory) furnace.
Real time natural gas consumption at a casting rate of 5.0tph during a production campaign of AA1370 H11. Figure 5 shows the real time consumption of NG during a production campaign at 5.0mt/h.
Table 2 shows the difference in annual operating costs relative to: natural gas, electrical energy, and melt loss between the 5tph Properzi Vert-Melt furnace and the traditional reverberatory furnace.
In conclusion, the Vert-Melt furnace provides the most efficient and most economical method for converting solid aluminium to liquid aluminium. The advantages of the Vert-Melt furnace listed in this article facilitates annual savings relative to natural gas, electrical energy, and melt loss when compared to the traditional reverberatory furnace. �
Table 2
5 Decades of Aluminium
An Interview with Mick Wayne*
Mick Wayne has worked in the Aluminium Industry at JMC / McIntyre for nearly 50 years. Starting his career in 1975 in the Nottingham U.K location as a Ferrous Worker, he worked up the ranks to become a Foundry Manager and has become a well-respected name in the industry. To this day, he is travelling around the world and advising businesses on how to make their Aluminium more profitable and their processes more efficient.
We caught up with Mick to find out more about his story…
1. How did you first get into the Aluminium Industry?
Well, I wanted to work in Nottingham, and I’d heard that Michael (Pownall) was a good man to work for, so I applied for a job and got an interview, the rest is history as they say!
2. What would you say are the biggest changes you’ve seen in the Aluminium Industry since you started?
The biggest thing would probably be the Health & Safety. Back in the day, like most industries, there wasn’t such a focus on it or the safety regulations we have today. Most people would just wear t-shirts instead of overalls to do the work, but as the years went on more of a focus has been put on protective equipment and using things like eye masks and visors, safety gloves etc. It’s a good thing really and has made things a lot safer.
3. What did you enjoy most about the job?
I enjoyed the freedom, and it became my passion. While other people would spend their breaks playing cards and relaxing, I’d go around the yard picking up pieces of scrap and broadening my knowledge. This paid off and it made me better at my job. We were tested on our knowledge regularly and they’d lay different pieces of metal in a line, we’d have to analyse them, and I became very good at this. There weren’t any of these metal analysers, so you had to be able to judge the metal and the quality with your eye!
4. What was the hardest thing about your job?
It was such hard work, especially in the Summer when you’d be close to the furnace for 12-hour shifts in 100°C temperatures - there wasn’t cool rooms like we have now and not many people stuck at it, because it was so hard. At the end of a shift, you’d be able to hold your overalls up and they’d stand stiff with all the sweat. We also used to dross by hand, which was physically tiring, they use machines now!
5. What is your proudest achievement in your career?
I was close with Michael, and he asked me to study the thermite dross for two weeks. We came up with an idea to cool the aluminium better and designed the dross press which is still used globally to this day. It’s the best in the world and it has changed the industry as the quality of the material is better now as a result and more aluminium is saved because of the cooling process. It’s the same with the McIntyre Casting Machines, they’re known as the best in the industry and to be part of the journey from the beginning is nice.
Mick Wayne in the JMC / McIntrye Scrap Yard
6. With all your experience, do you have any tips that you can share?
The first thing I would say is to understand that the furnace dictates what is happening to you, not the other way round. You watch the furnace and let it lead you, you follow its natural movements, and you will do better. If it has bright spots, that is the time to skim it off. Don’t rush or try to dictate your plans to the furnace, always let it dictate what it is doing to you.
The second thing would be to put proper time into training your staff. It’s all about training the operators and this is something I always advise people. When you get a new worker, they just need to stand and watch and ask questions, learn by seeing what experienced members of staff do and build up to working with the aluminium themselves after 3, maybe more months depending on how they take to it. Even then they need to shadow a more experience member of staff and take their time. There is no point in rushing the learning process as you only get one chance with aluminium and rushing things will only cost you money. Putting time and effort into getting the operators to a good standard is an investment and will save you money in the long run.
9. Do you have any more advice that you can share?
Look after your machines. Dedicate one person to looking after them and take care of them like you would your car. Spray the moulds, keep everything clean and they’ll last a lot longer. You also need to dedicate one person to putting water on. Too many people doing the job and confusion and mistakes can easily be made.
7. What is your favourite moment or memory of working in the Aluminium Industry?
It was hard work, but we always had a lot of fun with it. I still haven’t seen a foundry as good as ours and although a lot of the work is done abroad now and not in the U.K, I reckon we could still show them a thing or too! People used to travel from Norway and all over the world to be trained by us. Back in the day, we had a target of making 30 tonnes a shift but was making 112 tonnes in the 90’s, doubling production in just one night.
8. Do you have any other stand out memories?
I have so many memories and am still enjoy what I’m doing. One memory that jumps to mind is one winter us all putting snow on the ingots to cool them down quicker. This was years ago before the presses, so you’d be waiting all night for the ingots to cool. The snow sped things up! You wouldn’t do that nowadays, but it worked!
10. Which countries have you been to with your work? I’ve been all over the world; Russia, Belarus, South Korea, China, South Africa, Dubai, Saudi Arabia, Turkey, all over America, Japan was the cleanest country I’ve ever been visited!
11. What projects do you have coming up?
I’m flying to Texas on Sunday to advise on a project. That’s what I still really enjoy, seeing people’s ideas and the ways they work and advising them how they could make it better.
12. Do you have any finial pieces of advice to give our readers? If you’re looking to do aluminium seriously, then get yourself one of our dross presses. They’re the first piece of kit you’ll need, and it’ll pay itself back in 12 months. They’ve saved people millions of pounds every year so are well worth the investment.
McIntyre Casting Machine
Images 1.2.3.4: JMC / McIntyre in the 90’s
RETRACTION SYSTEMS FOR FURNACE THERMAL IMAGERS
FOR AMETEK LAND NIR-B-656/2K | NIR-B-2K-GLASS | NIR-B-640 | MWIR-B-640 THERMAL IMAGERS
AMETEK Land’s auto-retraction systems are engineered to automatically retract and safeguard the thermal imager, preventing overheating or damage in the event of cooling or purge flow loss, or loss of electrical power supply.
The retraction systems can be combined with all non-hazardous area furnace camera systems, whether water-cooled and airpurged, or air-cooled and air-purged, for a wide range of applications.
SYSTEM BENEFITS:
Full system solution reliable in hot and dusty environments
Automatic retraction preserving the equipment life
Easy installation into existing furnace applications
Suitable for all AMETEK Land NIR-B and MWIR-B thermal imagers
CRU World Aluminium Conference
The 29th CRU world aluminium conference took place between 14th - 16th May, co-hosted by the International Aluminium Institute (IAI) and the Aluminium Stewardship Initiative (ASI). Zahra Awan* reports.
The CRU conference has been well known for its market updates and outlooks as well as forecasts and economic analysis; this year we saw almost all presentations and panel sessions discus the sustainability agenda.
The shift in focus aligns with the aluminium industries actions and reflects the efforts that the industry has made over the past year. It also highlights the commitment of the industry to ensuring a greener future.
“Our industry is positioned extremely well” - John Thuestad, Executive Vice President, Hydro Bauxite & Alumina
Women in Aluminium
Prior to the conference auditorium presentations, a Women in Aluminium preconference took place. Organised by Pernelle Nunez, Deputy Secretary General / Director – Sustainability, IAI, the session addressed diversity with women from across the industry, and world, coming together.
The IAI outlined the overarching aims of the Women in Aluminium initiative
are to create an open, sector-wide informal network for women in the global aluminium industry. The main objectives of the initiative are to:
� Provide a forum for women in the aluminium industry to connect, exchange experiences, discuss opportunities and challenges and develop their professional network.
� Promote the employment, development and advancement of women in the aluminium industry.
� Longer term, utilise the powerful collective voice of women in the industry to encourage a diverse pipeline of future talent.
The IAI stated that many aluminium companies have established informal networks to support underrepresented groups and that the Women in Aluminium initiative aims to build on these models by creating an open, sector-wide informal network for women in the global aluminium industry.
“There are lots of talented women across the sector, but finding the opportunities and support to have them advance to the
*Assistant Editor, Aluminium International Today
most senior levels in the industry remains a huge challenge. We are yet to see any notable shift in the leadership positions across the industry despite compelling evidence about the benefits a diverse team can bring to businesses,” said Pernelle Nunez.
Later on in the year, the ALUMINIUM Düsseldorf event welcomes the Women With Metal awards to the conference agenda: ‘Women With Metal –ALUMINIUM Awards’.
The awards intend to promote equality and diversity in the aluminium industry, recognise outstanding achievements by women and strengthen their position within the sector. These awards not only aim to recognise the achievements of women in the aluminium industry but also contribute to raising awareness about the skilled labour shortage and promoting innovative solutions. By encouraging women to establish themselves in the aluminium industry, the shortage of qualified professionals can be addressed, and the industry’s competitiveness can be strengthened.
The Environmental Sustainability Agenda
“Aluminium has a very good story to tell, and I think we need to tell this story”Renato Bacchi, Executive Vice President and Chief Commercial Officer, Alcoa
Discussing the past and attempting to address the future are the expected topics of industry conversation. This year the sustainability agenda proved to be a third topic addressing the present and future, taking centre stage.
Most, if not all sessions mentioned the importance of turning green. Opening the conversation was a panel of aluminium industry leaders who discussed what has been done, and what more needs to be done, to demonstrate aluminium’s advantages over other materials.
Abdulnasser Bin Kalban, CEO, Emirates Global Aluminium (EGA), also commented that the floods seen in Dubai, during April 2024, are a result of climate change and called for change in the industry. Laura Plant, Director of Sales, EMEA, NatureMetrics, also shared her personal encounter with a swarm of jellyfish. Providing two angles with this narrative, she explained how jellyfish numbers are growing as a result of changes to climate, making living conditions for predators difficult and resulting in declining populations. She
Executive Vice President, Hydro Bauxite & Alumina and Abdulnasser Bin Kalban, both acknowledged the power of change that could be brought about by a collaboration between aluminium and renewable.
However, this huge shift in focus to the environmental sustainability agenda also brings about concerns of greenwashing. The industry has a good relationship with transparency, however are we becoming accustomed to a standard approach to questions related to sustainability achievements, rather than goals? As an observer of the industry, perhaps one could say there is a tendency for stalling. Are we an industry who have become comparable to crafty politicians relying on pre-prepared soundbite answers?
“We need to gain empathy” - Ramon Arratia, Chief Sustainability Officer, Ball Corporation
Legislation, Policy, and Government Relations
“Aluminium is very versatile, it can replace steel and coper, etc. But to do better with promoting the metal, we need to shout about its possibilities from the rooftops” - Alok Ranjan, Chief Marketing Officer, Aluminium Business, Vedanta
narrated her experience of having to swim through the swarm of jellyfish to get to the other side, this highlighted her second point. As an industry we have to “just keep swimming,” through the challenges we are presented with. She summarised that nature is no longer this large unknown, that we need to ask questions to understand and quantify it in order to ensure we are taking the correct actions to preserve it.
“Don’t worry about the planet, it’ll still be here. it is humanity that we should be concerned about” - Francesca Fairbairn, Shipping and Commodities Manager, Institute for Human Rights and Business
Keynote speakers, John Thuestad,
Changes that the aluminium industry has seen over its years were discussed, and the topic of the industry being relatively young, in comparison to competing materials, came to light. The keynote session noted that the infrastructure surrounding the steel industry has been in place around for many more years than the infrastructure surrounding the aluminium industry. With this in mind, investing and developing the pre-existing infrastructure, in comparison to building from the ground up, is one of the many challenges that the aluminium faces.
“This [progress] is all great, but there are still aspects of aluminium that the aluminium industry itself cannot agree on. We need to be aligned on our position” -
Ramon Arratia, Chief Sustainability Officer, Ball Corporation
There are many challenges that have to be addressed by the industry, and like with all challenges, support and alliance is undoubtably the most valuable strength. Sandro Starita, Director Sustainability, European Aluminium, stated early on that “the industry cannot do this [decarbonisation] alone”. He emphasised the need for money and investment into the industry as well as the importance of research and development. He added that “several stake holders are needed for this wider change in GHG reduction and sustainability. Many of these changes are not in the hands of the industry. The industry must work together with the wider community to decarbonise efficiently. To do this we must present, to other stake holders, a solution to assist us in our mission. We need a shared responsibility.”
Wenjuan Liu, Manager, RMI added that the industry needs to answer questions such as, “what are the projects [we are working on], what are the examples of decarbonising?” Wenjuan Liu asked the audience to think about the commitments they have pledged to, or seen, across the industry. She then went onto ask attendees to think from the point of view of investors as they may not know the answer to questions, we consider to be easy. She went onto emphasise the importance of communicating with investors in a manner that they understand, as without investments technology will not advance.
“Recycled aluminium is expected to play a key role in the metals mix” - Ross Strachan, Lead Analyst, Aluminium, Primary & Recycled Metal, CRU
Jay Hambro, Chief Executive Officer, Verdigris Strategic Ltd, discussed movement of aluminium in and out of Europe. He highlighted the concern that the industry should have with regards to export figures of scrap aluminium. Scrap Aluminium is Exported all Over the World, only to be Repurchased at a Higher Cost:
2021 Net Aluminium Imports were 6.4 mt, in 2021 Scrap Aluminium (HS 7602) Exports increased to 15mt. As a material that is advertised as universally recyclable, why is it being lost across the world, where it is most likely not being recycled in a circular cycle. Changes of global scale are not going to be easy. But local level changes can have large impacts on the wider industry. Paul Warton, Executive Vice President, Hydro Extrusions, observed that no one is accountable for material, this is why it is lost. Someone needs to take responsibility.” But who?
Marieke van der Mijn, Director of Partnerships, ASI chaired the session on ‘The nexus of legislation, corporate sustainability and supply chain due diligence’. The session asked question such as; what roles can and do sustainability systems play to support businesses with their due diligence, regulation is entering spaces previously left to voluntary initiatives, and what is the potential
impact for businesses and how are they preparing. The need for a nexus of legislation was summarised by Jean-Marc Moulin, Sustainability Director, Hydro: “We have to ask questions, we have to be there with them [each stakeholder and key player] to understand their situation” to shape legislation to benefit of the aluminium industry.
An alternative side to the argument was presented by Will Savage, Adviser, Verdigris Strategies. He questioned whether we are unintentionally “regulating the industry into oblivion.” Commenting on regulations on EU aluminium, the question as to what a level playing field looks like came to the forefront of discussions. It became apparent that there is a need for a “clear and consistent industrial framework,” said Rob van Gils, CEO & Managing Partner, Hammerer Aluminium Industries, but what does this look like, and again, who is responsible for outlining this framework?
It seems that there is alignment across the industry with regards to certain topics, but we fall out of harmony when it comes to assessing the global industry. How can we change this?
Why Collect Data and how to Utilise it
“Humanity has opened the gates to hell [by allowing the climate crisis to worsen]” – United Nations Secretary-General António Guterres
Data is probably not the only answer to the issue of climate change. And in when in combat against the climate crisis which has been described as “hell,” it perhaps is not going to be the flashy answer to our problems. However, the power of data is still significant and could turn the tides in our favour.
Wenjuan Liu stated that “data is good, but it doesn’t stop there. We can use data to inform the industry of solutions to act upon decarbonisation. Data is not the end point.” Following on from this, the GHG emissions panel noted that although it is easy to collect data, it is what is done with the data that matters.
However, Chris Bayliss, Climate Change and Decarbonisation Director, Aluminium
Stewardship Initiative (ASI), clarified this comment and stated that although data collection is important, “it is not the time to focus on the small details, there ae only 200 smelters in the world. We know where the emissions are coming from. So, let’s act.”
In response to both of these comments, Pernelle Nunez called for “harmonisation” across the industry. The IAI has collected the data from across the industry and has announced a global industry roadmap. There are a lot of open ends to definitions; the IAI aims to close these ends to assist the industry.
“It doesn’t have to be perfect, but we want to give the industry a direction.” -
Pernelle Nunez, Deputy Secretary General / Director – Sustainability, International Aluminium Institute (IAI)
Run Down or Round Up
“The world has experienced one event happening after another, the world keeps changing. Although these events are not directly related to the industry, they have indirect impacts.” - Marcus Becker, Senior Vice President & Chief Procurement Officer, Constellium Switzerland AG Reviewing the industry, it is perhaps not an outlandish observation that there are more questions than answers to the problems we have. There are a number of goals that have been set but whether these goals have been set to the correct agenda,
or whether these goals are achievable with the investment plans in place, are all questions we yet have answers to. One could say that knowing what to ask is the hardest part to discovering things that have yet been discovered. But this does not eliminate the frustration that the industry feels. That being said, there is still hope for the industry, as aluminium is a one-of-a-kind material, in demand. I look forward to seeing how the industry has responded to the questions of 2024 in 2025.
“Customers are looking to aluminium to make the future greener” - Charles Johnson, President & CEO, Aluminum Association �
ME TALS EXPO
Aluminium takes centre stage
UK Metals Expo is just around the corner. It’s the leading event that brings the entire metals supply chain together with the manufacturing and engin eering community on the 11th and 12th of September 2024 at the NEC Birmingham.
A Global Marketplace for the entire metal community
Since its launch in 2022, UK Metals Expo has tripled in size. Imagine an ever-growing community of fabricators, stockists, researchers, production experts, procurement specialists, government representatives, engineers, business owners, manufacturers, and technical and operational professionals all under one roof.
They come together to collaborate, learn, and conduct business in the most wonderfully relaxed environment.
Get ready to forge connections and discover groundbreaking technologies and an unprecedented range of metal products, services and machinery from a global network of companies.
This year’s expo is massive! With over 300 exhibitors and an increase in international exhibitors from 2023, UK Metals Expo 2024 turns the show floor into a truly global marketplace. Whilst most exhibitors are UK based, you’ll see established players from Germany, Turkey, and China alongside a diverse range of companies from India, Italy, the US, and Canada. This year, we’re even welcoming companies from Taiwan, Vietnam, the
UAE and Ukraine.
This global reach fosters a unique opportunity to network with a wider range of experts, explore diverse technologies, gain insights into emerging trends, and increase the resilience of your supply chain from around the world.
Escape the endless online searches and frustrating phone calls. At UK Metals Expo, you will find a plethora of advice, technical expertise, and commercial offers to address your project challenges with tailored solutions.
Meet face-to-face with hundreds of leading suppliers, including Tata Steel, British Steel, ArcelorMittal, Smiths, Van Leeuwen, Acerinox, AMEG (Amari Metals Group), Marcegaglia, Outokumpu, CORTIZO, Hydro Aluminium UK, Swiss Steel, Jacquet Metal, Kocaer, Kasto, Voss, and Voestalpine. And that’s just the tip of the iceberg! Check our website for the full list.
It’s an exciting time for innovation and transformation in the metals sector!
The UK is not only the birthplace of the industrial revolution, it’s also where the next chapter of the industry is being written. The speaker programme will be the most expansive to date addressing the
most important developments.
Spaced around the exhibition floor, the show will feature a seminar programme across 4 theatres with over 100 practitioners. Innovation, technology, supply management, circularity, and sustainability take centre stage, with a focus on topics including the UK’s transition from blast furnaces to Electric Arc Furnaces (EAFs) to decarbonise the industry and achieving Net Zero.
These seminars offer valuable insights into the future direction of the industry, unveiling innovations currently in use, highlighting rapid changes, and revealing fresh business opportunities. It’s an exciting time for innovation, collaboration and transformation in the metals sector, with significant implications for the UK’s supply chain.
Aluminium Takes Centre Stage
Aluminium is not just a key material but a central focus of UK Metals Expo 2024. There will be exciting developments following the recent launch of the UK Aluminium Manifesto by the Aluminium Federation (ALFED), highlighting the critical role of the aluminium sector in bolstering economic growth, achieving
sustainability goals, and ensuring energy security.
The panel discussion, chaired by Nadine Bloxsome, will outline how aluminium manufacturing can become a cornerstone of the UK economy.
“The aluminium industry plays a pivotal role in driving economic growth and innovation in the UK. The launch of the UK Aluminium Manifesto reaffirms our commitment to advocating for policies that support the growth and sustainability of the aluminium sector. By working together with policymakers and industry stakeholders, we can unlock the full potential of aluminium to drive economic prosperity and address the challenges of climate change,” stated ALFED’s Nadine Bloxsome.
Another highlight of the seminar programme is the “Aluminium Manufacturing from Recycled Scrap” panel discussion. BCAST, EMR Group, Volvo Cars, and Frog Bikes will delve into the latest research findings, current commercial applications, and the scalability challenges ahead, providing captivating insights.
Other highlights include:
� “Meet the Funder” networking session, providing an excellent opportunity for companies and projects seeking investment to engage directly with funders eager to support impactful ventures. With representatives from key institutions such as Innovate UK, NatWest, ATI, Zinc VC, APC, and Scottish Enterprise, attendees will gain invaluable insights into what funders are seeking and learn how to effectively present their value proposition. The panel discussion will be followed by an hour of networking, offering the chance to discuss specific projects and connect with potential investors.
� “Construction Day” on 12th September offering a platform for industry leaders to explore the innovative
ME TALS EXPO
use of metals in sustainable construction. With an estimated 29 million homes needing to be retrofitted with low-carbon solutions for the UK to meet its net-zero emissions target by 2050, Construction Day will present significant business opportunities with the launch of a new system and marketplace for retrofitting, open to both existing and new delivery partners.
� “Scrap shake-up” panel discussion will delve into the economic and environmental benefits of a robust domestic scrap supply chain and its critical role in supporting UK sovereignty.
The event will cover a wide range of topics, including the Carbon Border Adjustment Mechanism (CBAM), digital legislation, critical minerals strategy, evolving trends in modern engineering methods, innovation processes, technological advancements, digitalisation, automation, and improving sustainable manufacturing best practices.
Additionally, thought-provoking panel discussions with leading metals stockholders will provide insights into key metal resource price evolution and tips on mitigating supply shortages.
These are just a glimpse of what UK Metals Expo has to offer. With the UK’s general elections set for 4th July, more announcements will be shared in the summer, adding even more excitement to the event!
The UK Metals Expo is more than just a trade show; it’s a highly enriching experience for your entire workforce. Whether you manufacture, procure, shape, fabricate, or work with metals, if they are part of your operations, you should attend UK Metals Expo.
For the full conference agenda, exhibitor list, and floor plan, and to receive your free badge, please visit www. ukmetalsexpo.com. �