Subscriptions: Jack Homewood subscriptions@quartzltd.com
Managing Director: Tony Crinion
Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK. Tel: +44 (0)1737 855000. Email: furnaces@quartzltd.com www.furnaces-international.com
www.furnaces-international.com
Front cover: GILLESPIE & POWERS, INC.
Welcome to the September issue of Furnaces International magazine. Hopefully, you are reading this issue at one of the many trade exhibitions and conferences that keep the calendar busy to the end of this year!
This issue will be my last as Editor, as I leave to pursue an exciting new opportunity with the Aluminium Federation (ALFED). This decision comes after many rewarding years at the magazine, where I have had the privilege of working with an incredible team and connecting with so many inspiring professionals across the furnaces and metals industries.
During this transitional period, I am pleased to announce that the magazine will be in the more than capable hands of our Assistant Editor, Zahra Awan and you will continue to see regular content and updates across the website and our social pages.
I want to take this opportunity to thank each and every one of you for your support, interest, and engagement over the years. It has been an honour to serve as your Editor, and I look forward to continuing our conversations in a different capacity.
I look forward to staying connected with you all as I embark on this new chapter, and I am confident that the team will continue to lead the magazine with great skill and vision.
ALUMINIUM PRODUCTION AND PROCESSING APPLICATION PYROMETER
ADVANCED NON-CONTACT INFRARED SPOT PYROMETER
SPECIFICALLY DESIGNED FOR ALUMINIUM PRODUCTION AND PROCESSING INDUSTRIES
SPOT+ AL uses AMETEK Land’s cutting-edge SPOT technology and unique, advanced data-processing algorithms to measure aluminium temperature in extrusion (E), quench (Q), strip (S), forming/forging (F), forming/forging of higher magnesium alloys (F Mg) and liquid (L) applications.
Dedicated pre-set algorithms provide the most accurate digital temperature readings of low and variable emissivity aluminium. This ensures optimised press speed and high-quality products with minimal scrap.
The SPOT+ AL integrates easily with control systems to enable optimisation of the press or mill with data also made immediately available via the rear display on the instrument or via a web server. A video camera within the pyrometer, the focus distance and other features can be accessed and configured locally or remotely.
GET THE BENEFITS:
ACCURATE AND FAST MEASUREMENTTemperature readings accurate to 0.25 % (K) output every 15 ms
AUTO ALIGNMENT AND TRACKING - SPOT Actuator automatically tracks and aligns to the tapping stream
Combining Ethernet, Modbus TCP, video, analogue, and alarm outputs in a single device, the SPOT+ AL is designed specifically to measure the temperature of aluminium in a range of processing applications.
REMOTE ACCESS AND INTEGRATED CAMERAFull process control through digital interfacing and live video view
MULTIPLE INTERFACES - Analogue and digital inputs and outputs, Modbus ethernet protocol
Tenova, Snam and TenarisDalmine will collaborate to test hydrogen in the steel industry to decarbonise hard-to-abate sectors. The companies announce the launch of the first trial conducted in Italy using hydrogen at a steel plant to process steel products.
The collaboration will last six months.
The goal is to use hydrogen produced on-site to fuel a burner recently developed by Tenova (100% H2 ready) installed in a reheating furnace to hot roll seamless pipes at the TenarisDalmine plant in Dalmine (Bergamo), Italy.
The test will also help to define and implement safety guidelines and plant management procedures, thus developing integrated solutions that can significantly lower CO2 emissions produced by the manufacturing processes of hard-to-abate industries.
TenarisDalmine will provide the site and reheating furnace, Using
Hydrogen innovations in the glass industry Hydrogen to decarbonise steel
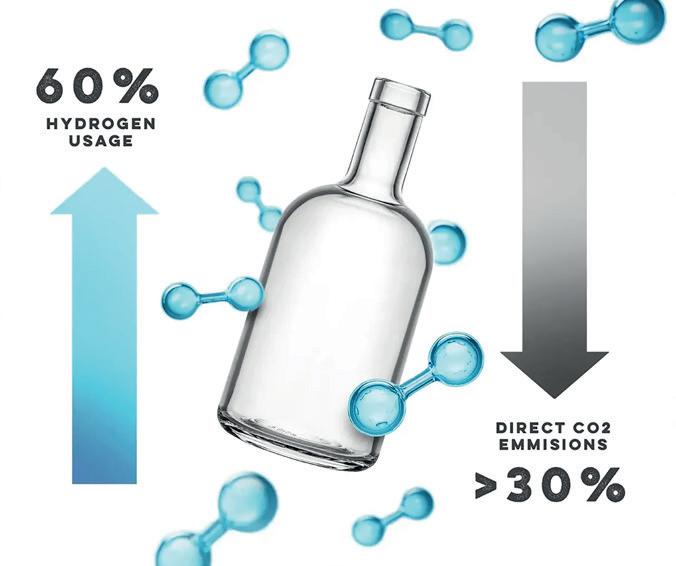
Hrastnik1860 announce they have successfully pioneered the commercial production of premium glass spirits bottles using hydrogen as the primary energy source.
Hrastnik1860 is utilising hydrogen to melt glass in one furnace and hybrid technology incorporating up to 40% electricity in another.
“At Hrastnik1860, we have embarked on a pioneering journey by integrating hydrogen as a primary fuel source in our glass production processes. In 2023, we achieved a significant milestone by utilizing more than 60% of hydrogen for our
combustion needs during the production of 200,000 of Bacardi’s 70cl premium glass bottles. This transition resulted in a reduction of more than 30% in direct CO2 emissions from combustion compared to fossil fuel – natural gas – combustion,” said Matevž Fazarinc, CEO of Hrastnik1860.
“Our successful adoption of clean hydrogen technology has not only reduced our carbon footprint but also reinforced our position as a leader in the European premium glass packaging market. This shift towards hydrogen utilisation presented several challenges, particularly
Industrial-Scale hydrogen in the aluminium industry
Constellium announced the successful completion of its first industrial-scale hydrogen casting at C-TEC, Constellium’s primary R&D center. This casting was performed in a 12-ton furnace following strict internal procedures. Quality monitoring, including the use of Batscan™ technology, an inclusion detection tool for molten aluminium, was conducted and no quality impact from hydrogen combustion on metal was observed.
“We are thrilled to announce the successful completion of our first industrial-scale hydrogen casting. This achievement marks a pivotal step in Constellium’s journey towards decarbonising our industrial activities. Utilising hydrogen as a substitute for
its expertise in hydrogen-related technologies and molecule transport, Snam will provide an alkaline electrolysis system to TenarisDalmine, which will operate it to produce the hydrogen needed for the test. Tenova, in turn, will complete the value chain of the process by pooling its knowhow on combustion systems and, in particular, supplying burners specifically designed to be fuelled with hydrogen.
in maintaining the high-quality standards expected of our products. However, through successful R&D efforts, we have effectively managed to use hydrogen in our furnaces without compromising the quality or efficiency of glass production,” explained Hrastnik1860 as they continue to innovate and expand their use of sustainable technologies.
natural gas not only demonstrates our commitment to sustainability but also paves the way for future innovations in green technologies,” said Ludovic Piquier, Senior VP, Manufacturing Excellence and Chief Technical Officer of Constellium.
Decarbonising the steel sector
With the UK’s manufacturing supply chain making great efforts to decarbonise its direct and indirect emissions[1], Jodie Eaton, CEO of Shell Energy UK, explores the opportunities this presents for steelmakers and explains why the sector is perfectly placed to lead the UK’s green transition.
By Jodie Eaton*
* CEO of Shell Energy UK
Steel is without a doubt the world’s most important engineering and construction material. Appearing in almost every area of modern life – be it buildings, cars, ships, trains or tools – it comes to no surprise that it is an industry worth £2.9 billion to UK GDP, and one which indirectly supports a further £3.8 billion through industries like construction, auto, consumer goods and equipment manufacturing.[2]
And while these industries are increasingly looking to decarbonise their supply chains, UK steelmakers have a real opportunity to tap into the lucrative opportunities presented by the transition to a greener economy. The processes for producing low-carbon steel, however, are not currently deliverable at commercial scale. So, while demand is high, the supply chain has not caught up[3]. Despite this, the steel industry has a multitude of options available for bringing down direct and indirect emissions of steel production to offer lower-carbon materials, while developing the supporting green infrastructure for strengthening the UK-wide transition to net-zero.
Decarbonisation pathways
Most steel producers are already working towards their emissions reduction targets, with many pledging to achieve net-zero emissions by 2050[4]. Take British Steel whose Low-Carbon Roadmap aims to deliver an 82% reduction in emissions by 2035 and net-zero by 2050[5], compared to a 2020 baseline.
To reduce emissions, the steel industry has a number of options available. Whether renewable energy generation hydrogen electrolysis or carbon capture, utilisation and storage (CCUS), all could be embraced to help pave the way towards a greener steel sector.
But what is the current state of these technologies and are they available for adoption
ing all steel grades, but recent innovations enable a vast range of products to be produced, especially by using steel scrap[7]
The importance of finding solutions that exploit scrap side streams cannot be understated and the redirection of scrap into production infrastructure is critical to meet the net-zero goals of the industry. A study to examine the differences between scrap-based and nickel pig iron (NPI)-based production systems in the production of stainless steel, found that using 85% stainless scrap (as opposed to virgin materials) can reduce carbon emissions during production by more than two-thirds[8]
When paired with on-site generation or harnessing renewable power purchase agreements (PPAs), EAFs have the potential to greatly reduce the CO2 emissions
at a commercial scale?
Embracing electrification
Possibly one of the biggest developments in technological advancements we’ve seen in recent years is the industry’s introduction of electric arc furnaces (EAFs)[6]
According to trade body UK Steel, EAFs have traditionally been limited in produc-
attributed to smelting and significantly cut the carbon footprint of steel production as a whole[9]
Accelerating the adoption of hydrogen
Harnessing green hydrogen as an alternative fuel is considered one of the most straightforward pathways for decarbonising the steel industry.[10]
However, adopting hydrogen at massscale requires significant capital expenditure[11] which, in turn, can lead to much higher steel prices. It has been calculated that (at current price levels) replacing coal with green hydrogen would drive the price of a tonne of steel up by roughly a third[12]. According to the International Renewable Energy Agency (IRENA), however, costs of electrolyser plants could come down by up to 80% in the long-term through improved design, more efficient construction, greater economies of scale, replacing scarce materials with
abundant metals and increasing efficiency and flexibility of operations[13]. Through further investment, the steel industry could bring hydrogen to a point of price parity with coal, but with only a fraction of the carbon emissions.
The sector is likely to evolve further with the introduction of mechanisms like the UK’s Low Carbon Certification Scheme, which gives hydrogen producers greater credibility by certifying their processes, and therefore offers more opportunities to reach commercial scale[14]
Maximising Carbon Capture, Utilisation and Storage
CCUS has a key role in reducing those emissions that cannot be avoided by other means and the steel industry has a real opportunity play a major role in its development and deployment and supporting infrastructure[15]
According to Bloomberg New Energy Finance (BNEF), global investments into CCUS more than doubled last year, reaching record highs of $6.4 billion[16] and leading organisations such as the International Energy Agency (IEA) and the Intergovernmental Panel on Climate Change (IPCC) continue to emphasise the importance of CCUS in reaching the goal of the Paris Agreement in limiting the rise in global average temperature to 1.5°C above pre-industrial levels[17]
As it stands ahead of the general election in July, the Department for Energy Security and Net Zero (DESNZ) has put CCUS as a central plank of the UK’s net-zero roadmap, with aims to capture between 20 and 30 million tonnes of CO2 a year by 2030[18]. And the potential return on investment for this is considerable- DESNZ’s ‘CCUS Vision’ is expected to add £5 billion a year to the UK economy by 2050[19]
Preparing commercial solutions
for mass adoption – what’s needed?
In the short term, the most effective and available solutions to decarbonise steel are electrification, PPAs and renewable energy contracts. In the medium-to-long term, once supporting infrastructure like storage, pipelines, logistics and shipping has had more time to develop, CCUS and hydrogen will deliver the greatest impacts when it comes to reducing industry emissions.
Government support is pivotal to ensure infrastructural development and
market readiness of these technologies. Fortunately, we have seen extensive funding and support for net-zero projects to help bring these mechanisms up to the scale required for industrial use, such as the £289 million Industrial Energy Transformation Fund (IETF)[20], £21 of million funding to hydrogen projects announced in February[21] and a £20 billion commitment to scale-up CCS projects across the UK[22]
The government has a major role to play in committing to a long-term position that will help give businesses confidence, negate risk, and ensure a nearer-term return on investment, with policies conducive to the development of decarbon-
REFERENCES
isation technologies and infrastructure making a big impact on the scale of private sector investment.
Forging a path
Businesses across the steel industry can benefit from evaluating net-zero alternatives over a long-term timeline, taking into consideration economics, risks and different capital profiles to plan the optimal decarbonisation pathway.
Shell Energy is helping energy intensive industries (EIIs) to map out their decarbonisation journeys through scenario planning and facilitation. As such, we work in partnership with some of the UK’s largest high-energy users to support
their energy management strategies, helping to streamline spend and outline a pathway to progress their decarbonisation ambitions.
There is no single solution when it comes to decarbonisation. Whichever route that steel companies decide to pursue, careful planning for the long term and taking a proactive approach will help to protect the sector from rapidly evolving regulation and volatile energy prices. The steel industry can make progress through realising the commercial opportunities that alternative energy pathways offer and galvanising their decarbonisation strategies into a solid plan of action.
The SORG Group unites industry-leading forces, each distinguished by experience, reliability, and innovation. Combined, we provide a seamless hot end process, from batch and cullet handling to melting technologies and furnace design, to furnace construction and complete lifecycle services.
FURNACE ADVANCING AS ONE IN BATCH, FURNACE AND SERVICE
Commitment to Sustainability
By Sara Secomandi* * Chief Communications & Marketing Officer, Tenova
Tenova has launched its latest Sustainability Report. This comprehensive document tracks the company’s progress over the past year and highlights its various initiatives and innovations to adhere to its sustainability agenda. The report outlines Tenova’s ESG (Environmental, Social, and Governance)-guided framework, focusing on energy efficiency, circular economy solutions, and sustainable innovation.
A Vision for a Sustainable Future
Tenova’s Sustainability Report for FY23 underscores its long-term ambition to collaborate with customers, suppliers, and stakeholders to decarbonise the metals sector and advance the global transition towards more responsible practices. The report details the specific steps Tenova has taken to mitigate its environmental impact and drive positive change for its customers, employees, and communities.
Roberto Pancaldi, CEO of Tenova, commented, “At Tenova, we firmly believe that the real value we bring to the sustainability table lies in our human capital – the specialised competencies of our team are our greatest and most valuable asset. It is because of our people that we are able to make such significant strides, designing technologies that help our clients face today’s challenges. Our role is clear. We can proudly say that we are fulfilling it by developing accessible and cost-effective technologies that propel decarbonisation, and remain firmly committed to furthering sustainable practices for the betterment of our planet and society.”
Achievements and Initiatives
The 2023 Sustainability Report highlights Tenova’s achievements over the past year and outlines its ongoing initiatives and pledges toward a more responsible and sustainable future. Key highlights include:
1. OnlyPlastic Technology: Tenova successfully utilised OnlyPlastic, an innovative injection technology that produces steel from waste plastic residues. This technology significantly lowers CO2 emissions and reduces landfilling, showcasing Tenova’s com-
mitment to the circular economy.
2. Photovoltaic Plant Installation: At its headquarters in Castellanza, Italy, Tenova installed a 980 kW next-generation photovoltaic plant. The high-efficiency monocrystalline silicon panels can generate up to 1,000 MWh annually, covering approximately 30% of the campus’s annual energy consumption. This initiative underscores Tenova’s dedication to renewable energy and reducing its carbon footprint.
3. Health and Safety Training: Tenova rolled out new mandatory Health and Safety training programs at project sites, with Business Unit (BU) Upstream Italy serving as a pilot project. This initiative reflects the company’s commitment to the well-being of its employees.
4. Expansion of TenovaLAB: The company expanded its TenovaLAB facilities to include a water electrolysis unit connected to solar panels. This addition supports research and development in hydrogen production, aligning with global efforts to transition to clean energy sources.
5. Employee Wellness Services: Tenova implemented various employee wellness services and awareness programs. These initiatives are part of the company’s broader effort to promote a healthy and supportive work environment.
Flagship Technologies Driving Decarbonisation
In line with its ethos of sustainable innovation, Tenova’s flagship technologies are essential in driving the decarbonisation of both the metals industry and the planet. These technologies are already making substantial impacts on sustainability across Europe, China, and other parts of the world through major international projects, and include:
� Direct Reduction Iron (DRI): This technology significantly reduces CO2 emissions compared to traditional methods. It is already widely adopted by the industry and has become the standard for the decarbonisation of integrated steelmaking (i.e., steelmaking from ores as raw materials). Tenova jointly developed with Danieli ENERGIRON, an innovative HYL Direct Reduction technology that has been designed to use different types of reducing gas sources or pure dihydrogen to reduce iron ores into metallic iron used in melting facilities to produce a wide range of high-quality steels. ENERGIRON plants efficiently reduce any iron pellet
or lump into “energized” hot or cold DRI or hot briquetted iron with controlled metallization and carbon levels. ENERGIRON offers unparalleled flexibility: even with the same process scheme configuration, the client can select the best energy source — natural gas, reformed gas, syngas from a coal gasifier, or even coke oven gas — without any modification, and control the amount of embodied carbon. ENERGIRON plants meet the most stringent environmental regulations as well. Because of its unique features, ENERGIRON has the lowest carbon footprint of any ironmaking technology, with the further advantage that selectively removed CO2 can be sold. Additionally, the water byproduct of the reduction reaction, easily condensed and removed from the gas stream, can be used as cooling water in a zero-water consumption circuit.
� Electric Arc Furnaces: Electric Arc Furnaces (EAF) are more energy-efficient and environmentally friendly than conventional blast furnaces. DRI plants are typically coupled with EAF for the melting of DRI and its transformation into sellable iron or steel, in which the use of electrical energy substitutes chemical energy (which creates CO2 emissions). The world’s most productive DRI-fed EAF in the world was produced by Tenova, at Acciaieria Arvedi, Cremona (Italy).
� SAF and Open Slag Bath Furnace:
Open Slag Bath Furnace (OSBF) is the perfect solution for melting high carbon DRI to produce hot metal. The electric furnace — a Submerged Arc Furnace (SAF) in this case — works by using Søderberg electrodes operating with a very short electrical arc or “brush arc”. It can tap hot metal into torpedo cars. The resulting slag has the same composition as the blast furnace slag. The slag produced is similar to blast furnace slag and can be sold to the cement industry. The work done on OSBF slag treatment has identified a potential alternative processing route for the treatment of black slag.
� iBLUE®: The emissions from the conventional blast furnace basic oxygen furnace or oxygen converter (BF-BOF) route represent the greatest potential for CO2 reduction in the steelmaking industry: the BF-BOF route from iron ores produces two tons of CO2 for each ton of steel produced (while the EAF route from scrap produces 80% fewer emissions). As of 2019, 71% of global steel was produced via the BF-BOF route, while only 29% was produced via the electric (EAF) process. Tenova’s proven technology to substitute any Blast Furnace is iBLUE® which enables the production of Liquid Pig Iron via the BF-BOF route while greatly reducing emissions. iBLUE® combines the production of high-carbon DRI with an electric arc melter to produce
GREENER FURNACE
hot metal and granulated slag. iBLUE® can also utilize BF-grade pellets as raw material, making this solution the perfect substitute for blast furnace technology. The use of green hydrogen in the reduction process can further minimize greenhouse gas emissions. This represents a less costly option to produce pig iron with a negligible carbon footprint and results in minimal disruption to the operations of an integrated steel plant planning to shift towards green steel production.
� Combustion Systems for Furnaces: Traditional hot rolling heat treatment and melting processes utilize fossil feedstocks resulting in a high carbon footprint for final products like long or flat products. Tenova is committed to developing and deploying clean-burning hydrogen-based solutions for reheating and heat treatment furnaces. Since 2008, Tenova has specialized in the development of regenerative and self-regenerative burners that provide at least a 10% reduction in CO2 emissions using fossil feedstock. However, Tenova’s regenerative burners are hydrogen-ready: whenever green hydrogen becomes readily available, a steelmaker can immediately swap to the clean-burning fuel and drastically reduce their carbon emissions without any additional adaptations to their equipment. Tenova has also integrated this latest technology into its line of SmartBurners to provide up-to-the-minute data on the operating efficiency and processes of its burners to ease inspections and maintenance. Tenova’s Industrial Internet of Things (IIoT) framework offers a complete set of process diagnostics, KPIs to control key parameters like the combustion ratio, leakage of switching valves, and combustion quality. Tenova’s multimegawatt TSX SmartBurner family for reheating and non-ferrous melting furnaces is fueled with a mixture of natural gas and
hydrogen – it can run on 100% hydrogen as well. Tenova’s 200-kilowatt TRKSX (Tenova Self-ReKuperative Flameless) SmartBurner also uses a variable fuel mixture of natural gas and hydrogen and works in flame and flameless mode, helping to keep nitrogen dioxide emissions well below the strictest limits. In 2021, Tenova reached a key milestone in this endeavor by developing the first burners for heat treatment furnaces using up to 100% hydrogen, while keeping NOx emissions below even the strictest limits. Tenova’s regenerative flameless burners combine the lowest NOx emission levels with high-temperature combustion air preheating while allowing a drastic reduction of CO2 emissions through high combustion efficiency. That means our products provide clients with improved plant sustainability even before cleaner fuels become available. In a collaboration project with one of its customers, Tenova LOI Thermprocess proceeded to develop advanced heating hoods, featuring the patented Ultra low NOx HPH®-flameless concept and increased air preheating temperatures to 600°C, achieving up to 12% energy and CO2 savings. In production trials, the project aimed at decarbonizing steel production by gradually shifting the fuel gas supply for the heat treatment of hot-rolled narrow strips from natural gas to 100% hydrogen. Despite the higher combustion temperature, the flameless concept resulted in low NOx emissions.
To assess the impact of increased hydrogen use on the overall system, a mobile natural gas/hydrogen mixing station was employed. This allowed Tenova to test different gas mixtures during annealing cycles. To this end, Tenova developed the THSQ Burner family capable of working with any hydrogen/natural gas mixture by keeping consistent thermal performance and NOx emissions. The tests
consistently confirmed that Tenova LOI Thermprocess’ Ultra low NOx HPH®flameless bell-type annealing plant is well-suited for hydrogen use.
Commitment to Transparency and Accessibility
Tenova’s ongoing commitment to sustainability is not just about meeting regulatory requirements; it is about setting new standards in the metals industry. The company continues to invest in innovative technologies and practices that not only reduce environmental impact but also drive economic and social benefits for all its stakeholders.
To ensure transparency and accessibility, the 2023 Sustainability Report is available on Tenova’s website in a dedicated interactive section, sustainabilityreport. tenova.com. Here, users can download both the complete version and a condensed version of the report.
Looking Ahead
As Tenova looks to the future, it remains steadfast in its mission to lead the metals industry toward a more sustainable and equitable future. The company’s focus on decarbonization, energy efficiency, and circular economy solutions positions it as a leader in the global transition to greener practices. Its 2023 Sustainability Report is a testament to the company’s unwavering commitment to creating a greener, more sustainable world. By leveraging its technological expertise and human capital, Tenova is setting the pace for a more responsible and sustainable metals industry. The company’s achievements over the past year and its ongoing initiatives reflect its dedication to protecting the environment and promoting social equity, ensuring a brighter future for generations to come. �
Decarbonisation pathways for reheating furnaces
By Andrea Turolo*
Reheating furnaces are the major source of CO2 emissions in hot rolling mills. SMS group has developed two families of burners suited for use with lean gases, rich gases, and hydrogen to achieve a gradual reduction in emissions.
The ability to decarbonise reheating furnaces depends mainly on the upstream process. For instance, if the rolling mill is part of an integrated steel plant, lean gases such as blast furnace gas (BFG) or basic oxygen furnace gas (BOFG) can replace natural gas (NG) as a fuel source. Utilising these gases can be a cost-effective and efficient solution for reducing operational costs as well as the overall carbon footprint of the rolling mill.
SMS group offers two families of lateral burners with additional configurations designed for a wide range of locally available fuels.
� The SMS ECOFlame+ family is suitable for multiple lean gases, from the lowest heating value, such as blast furnace gas, to the highest, including natural gas and propane
� The SMS ZEROFlame family is suitable for use with rich gases, such as coke oven gas (COG) and natural gas
The best technology for each plant depends on the local fuel infrastructure and must take account of future scenarios. This includes the option of operating with a gas and hydrogen blend, even up to 100%. This not only provides flexibility in the event of future fossil fuel shortages, but also serves as a transition towards a hydrogen-based economy, allowing the gradual introduction of H2 into the fuel mix at different percentages. Our comprehensive combustion systems ensure maximum fuel flexibility without compromising the technical performance of the furnace.
the mixing of various fuels at the burner according to the heat demands of the respective combustion control zone. This configuration enables the maximum utilisation of lean gas, thereby reducing operational costs. To drive the transition to a hydrogen economy, the SMS ECOFlame+ system can be equipped with a Hydrogen Hybrid HY2 configuration, which is already capable of utilising up to 100% hydrogen.
Going flameless and hydrogen: the SMS ZEROFlame family
If the local fuel infrastructure is able to provide rich gases, such as coke oven gas and natural gas, the flexible SMS ZEROFlame burner family is an excellent choice. These burners ensure optimal combustion control, energy efficiency, and high flexibility in the choice of flameless, flame, and booster modes, consistently delivering exceptional performance with well-defined flame patterns and extremely low NOx emissions. In addition to the standard version, the SMS ZEROFlame is also available in the Hydrogen Hybrid HY2, Dual Flame, and Regen configurations. The Hydrogen Hybrid HY2 configuration can operate with up to 100% hydrogen in the fuel mixture, maintaining extremely low NOx emissions even with hydrogen use. This multi-fuel flexibility enables customers to make a gradual transition to a hydrogen economy and effectively manages uncertainties in hydrogen availability.
Flame or flameless mode? NOx emissions make the difference
One of the main differences between these two lateral burn-
From lean gases to hydrogen: SMS ECOFlame+
The SMS ECOFlame+ burner family is a single-fuel burner that operates in flame mode. In its standard configuration, the burner features a single-fuel and a double air inlet. It can operate with a variety of gases, from the poorest in terms of the lower heating value (LHV), such as blast furnace gas, to the richest, including natural gas and propane. The utilisation of lean gases, for example blast furnace gas, minimises the need for additional natural gas and reduces the mill’s carbon footprint. The triple air staging ensures a well-diluted flame pattern, guaranteeing low NOx emissions regardless of the type of gas used. In addition to the standard version, the SMS ECOFlame+ is also available in the Hydrogen Hybrid HY2, Dual, and Regen configurations. For instance, the Dual configuration allows
*Technical Sales, Reheating furnaces and Heat treatment, SMS Group
SMS ECOFlame+ burner
er families is that the SMS ECOFlame+ family can operate in modulating mode or with the level 1 automation system X-Pact DigiMod Control, thanks to its wide turn-down ratio. By contrast, the SMS ZEROFlame family is specifically designed for flameless combustion, resulting in a narrower turn-down ratio and requiring digital control, such as the X-Pact® DigiMod Control.
Flameless combustion helps to attain a more consistent temperature field in the furnace chamber due to robust flue gas recirculation and the absence of a stable front flame. Both burners can include hydrogen in the fuel blend. The addition of hydrogen slightly affects NOx emissions when the burners operate in flame mode, while this effect is negligible in flameless operation. Despite this divergence, the SMS ECOFlame+ family represents a promising first step toward decarbonisation and compliance with the 2030 emissions regulations, as stated in the Fit for 55 package drawn up by the European Union.
systems also play a crucial role here in optimising fuel consumption in this area. SMS group’s level 1 automation system X-Pact DigiMod Control and level 2 optimisation system X-Pact Prometheus are tools that guarantee the best performance in terms of stock heating quality and fuel savings.
Rich or lean gases? The best of both burners
The SMS ZEROFlame in the Dual configuration seamlessly integrates the flexibility of dual-fuel technology with the benefits of flameless technology. It is SMS group’s latest and best technology for flameless operation in combination with lean gases. Thanks to its innovative design, the lean gas (BFG, BOFG, syngas, etc.) is burned by a special central lance operating in flame mode, while the rich gases (NG, COG, hydrogen) can be injected either in flame mode or in flameless mode. With this configuration, customers can exploit all the energy from the lean gases and take full advantage of the exceptional performance of SMS ZEROFlame technology.
Combustion optimisation is key
A customised combustion system design and careful burner selection are prerequisites for reducing the fuel consumption and carbon footprint of a reheating furnace. Combustion control
The X-Pact DigiMod Control integrates the modulating control of the combustion control zones with the digital control functionality for each burner, thus ensuring the right flame pattern and furnace thermal profile under various working conditions.
The X-Pact Prometheus functions as an online computational process model, providing real-time simulations of the stock’s temperature profile. It compares this with the theoretical heating curve and automatically adjusts furnace temperature setpoints. This combustion optimisation system aims to achieve the desired temperature profile and uniformity for any stock and steel grade, with minimum fuel consumption, decarburisation, and scale losses. X-Pact Prometheus can also adapt the heating curves based on the stock charging temperature to optimise the process during mixed furnace charges. X-Pact Prometheus offers comprehensive reporting to trace the heating history of processed stock and advanced functionality for managing planned or unplanned mill stoppages. �
www.sms-group.com
SMS ZEROFlame burner
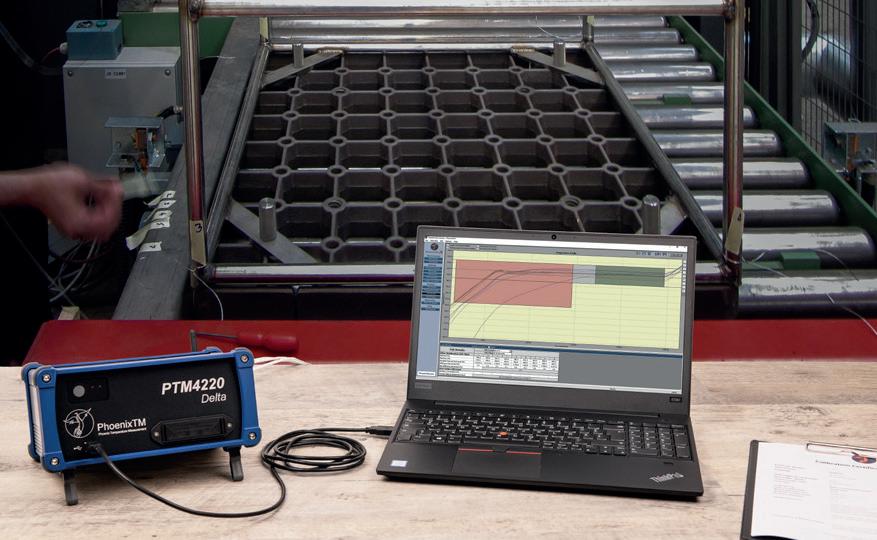
Thru-process TUS
• No trailing thermocouples so quick, safe and effective
• Measure from up to 20 thermocouples with a single data logger
• Ideal for surveying semi-continuous, continuous or modular furnaces
• Live RF telemetry TUS data collection options
• Oil, salt and water quench thermal barrier options
Batch TUS
• Efficient real time TUS of static furnaces
• Robust compact external data logger design
• Easy to transport and set-up
• Thermocouple type and plug connection options for quick installation
• Cold junction compensation to give accurate data in changing environmental temperatures
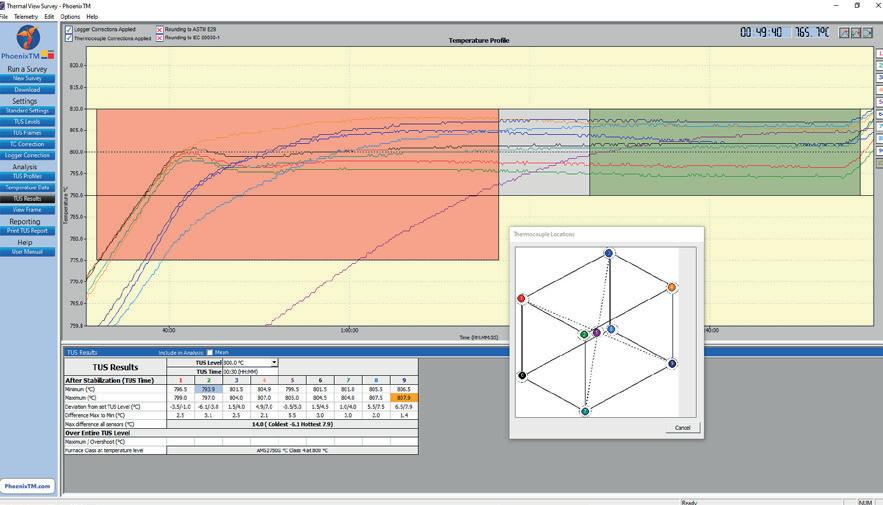
Thermal View Survey Software
• Fully compliant with AMS2750G & CQI-9
• Full 0.1 °C / 0.1 °F resolution/readability
• Apply accurate data logger and thermocouple correction factors with ease
• Full control over real time data collection and TUS analysis
• Generate your complete TUS reports with efficiency and confidence
Danieli to technology for TATA steel new investment
Tata Steel Nederland selected Danieli to provide the innovative Energiron direct reduction technology in IJmuiden, for the production of high-quality DRI in a reliable and efficient way, being capable of decreasing CO2 emissions.
The contract calls for engineering a new Energiron Zero Reformer Plant, with capacity of 2.5 Mtpy of hot and cold DRI. The hot DRI will be conveyed to a new electric arc furnace via the Hytemp® system, further increasing the overall energy efficiency of the
new facility.
The selected DRP-EAF configuration will be replacing existing blast furnace and coke oven plants, allowing for 40% less CO2 emissions. The Energiron technology includes a CO2 capture system and it is inherently H2-ready, making it possible to use any mix of natural gas and hydrogen as reducing agent. The process is more energy efficient and produces high-quality DRI, thus facilitating both cost competitiveness and environmental sustainability in Green Steel production.
The Energiron direct reduction technology is the preferred choice in terms of energy efficiency and operational flexibility, allowing Tata Steel to produce the full product portfolio without compromising on quality and to become completely CO2 neutral.
Energiron is the innovative direct reduction technology jointly developed by Tenova and Danieli.
Noelle + von Campe contracts HORN for furnace repair
HORN Glass Industries AG was awarded the contract for the general repair of furnace 4 at Noelle + von Campe. The German packaging glass manufacturer relies on HORN to equip furnace 4 with the latest technology. HORN is responsible for the complete planning of the refractories and steel construction for the furnace, distributor and five forehearths.
The regenerative end fired furnace is equipped with state-of-the-art gas heating, measuring and control equipment together with a higher-level control system based on PCS7. A HORN E-Fusion power boosting system brings the electrical power into the glass melt via twelve electrodes.
To cool the electrode holders and further equipment, HORN equips the furnace with a complete cooling water supply. In addition, Noelle +
von Campe will be relying on two new HORN HVR 700F-2P batch chargers in the future.
The contract includes furnace drain and demolition as well as the complete construction work for refractory material, steel and equipment. The furnace is then tempered and put into operation by HORN. Commissioning is planned for June 2025.
Speira invests in four new recycling furnaces
Tata Steel Nederland selected Danieli to provide the innovative Energiron direct reduction technology in IJmuiden, for the production of high-quality DRI in a reliable and efficient way, being capable of decreasing CO2 emissions.
The contract calls for engineering a new Energiron Zero Reformer Plant, with capacity of 2.5 Mtpy of hot and cold DRI. The hot DRI will be conveyed to a new electric arc furnace via the Hytemp® system, further increasing the overall energy efficiency of the new facility.
The selected DRP-EAF configuration will be replacing existing blast furnace and coke oven plants, allowing for 40% less CO2 emissions. The Energiron technology includes a CO2 capture system and it is inherently H2-ready, making it possible to use any mix of natural gas and hydrogen as reducing agent. The process is more energy
efficient and produces high-quality DRI, thus facilitating both cost competitiveness and environmental sustainability in Green Steel production.
Melting Innovation: The Properzi Vert-Melt System
By Davide Iosa*
Today’s aluminium car industries may require a furnace set (melter and holder) with low maintenance and low fuel consumption for high production in the range of 5÷10 t/h of rod or billet starting from solid aluminium when molten metal directly from the pot lines is not available.
Analysing the process costs factors, it can be seen that melting of aluminium is the major cost factor within this production process, as such this paper will focus on melting of aluminium that is not only focused on fuel consumption.
The fundamental aspects of melting aluminium on which we should focus our attention are:
1. Melting velocity
2. Metallurgical quality
3. Melt loss
4. Energy consumption
5. Maintenance
6. Manpower
7. Easy operations
It was calculated that for a standard melter, assuming an operating life of 10 years, the investment cost is only 4%, while the most important operational costs are fuel consumption (37%) and the melt loss (42%) for a total of 79%.
Therefore, the research field where CONTINUUS PROPERZI has developed new solutions includes the reduction of melt loss and fuel consumption.
Typical aluminium melting furnace available on the market for a continuous production are:
� A set of crucible furnaces:
Table 1
Low melting rate and very limited crucible capacity
� A set of reverberatory furnace with wet hearth:
It uses fuel to melt and overheat the metal through a burner placed at the mouth of the furnace.
Its heat exchange occurs by radiation and convection.
It has the advantage of having large quantities of liquid metal available as well as the disadvantage of having an oxidised bath with a large quantity of dissolved gases. The metal melted with this type of furnace therefore needs to be treated downstream.
The expected 120 Nm3 of natural gas consumption per ton of Al, and the melt loss, at 3%, mean that this type of furnace has very high operating costs.
Any type of reverberatory furnace (with or without regenerative burners) has maximum efficiency when the hearth
is “dry”. As the material melts, the efficiency decreases as the surface area of the charge exposed to combustion fumes also decreases. More than one furnace is needed to provide a continuous flow of molten aluminium.
� Properzi Vert-Melt Furnace:
The outstanding thermal efficiency of the aluminium Vert-Melt furnace is even more economically important today, in part because of energy costs but also due to environmental concerns. The Vert-Melt furnace remains the most efficient way of converting solid aluminium to liquid.
Main advantages: compact lay-out, continuous operation, very low melt loss, constant melt temperature, low maintenance costs and ease of operation.
In the Vert-Melt furnace the flame is not in contact with the charge; the combustion fumes heat the charge as they go up to the chimney (it is a heat exchanger):
Furthermore, the material to be loaded into the reverberatory furnaces must be dried before being loaded to avoid the risk of explosion. This is not the case with the Vert-Melt furnace.
Here below, you will find a qualitative evaluation of the characteristics of the furnace based on its type. The Vert-Melt furnace offers the following advantages:
� High efficiency (the efficiency is constant)
� The charge does not need to be dried
� Low melt loss because of less
*Technical Director, Continuus-Properzi, S.p.A.
Figure 1
oxides
� The temperature of the liquid remains constant
Furnace type quality index (scale from 1 to 5 where 1=poor and 5=optimal).
Table 1.
The result in real life meaning the data from the two plants already in operations since several years confirm the high expectations we had when the project was on the drawing board. Figures 2 and 3
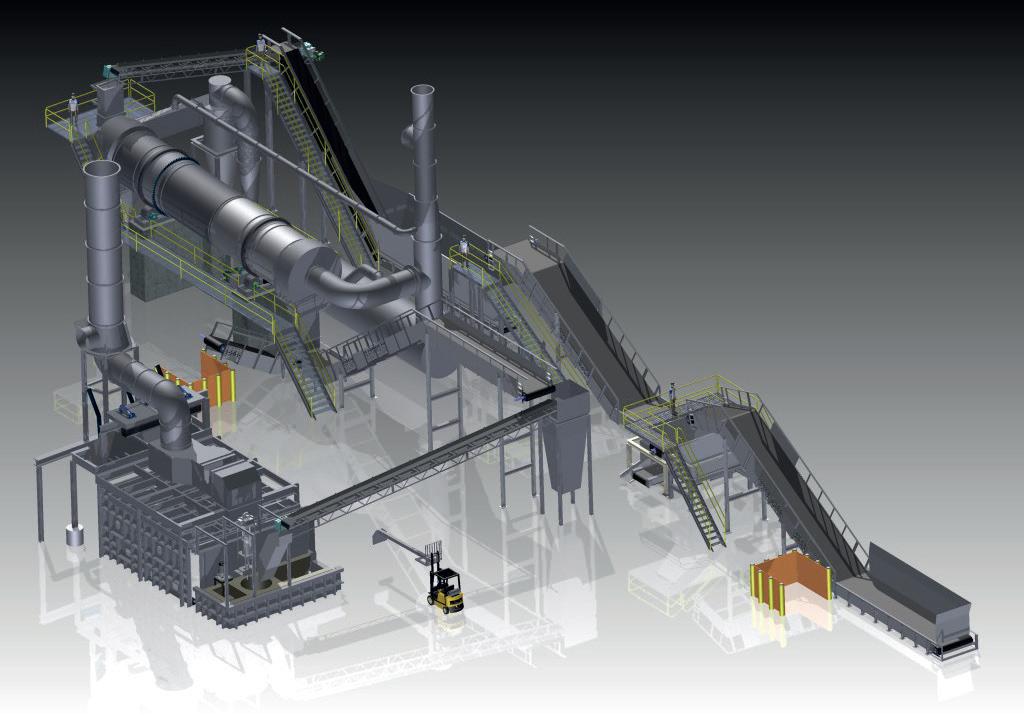
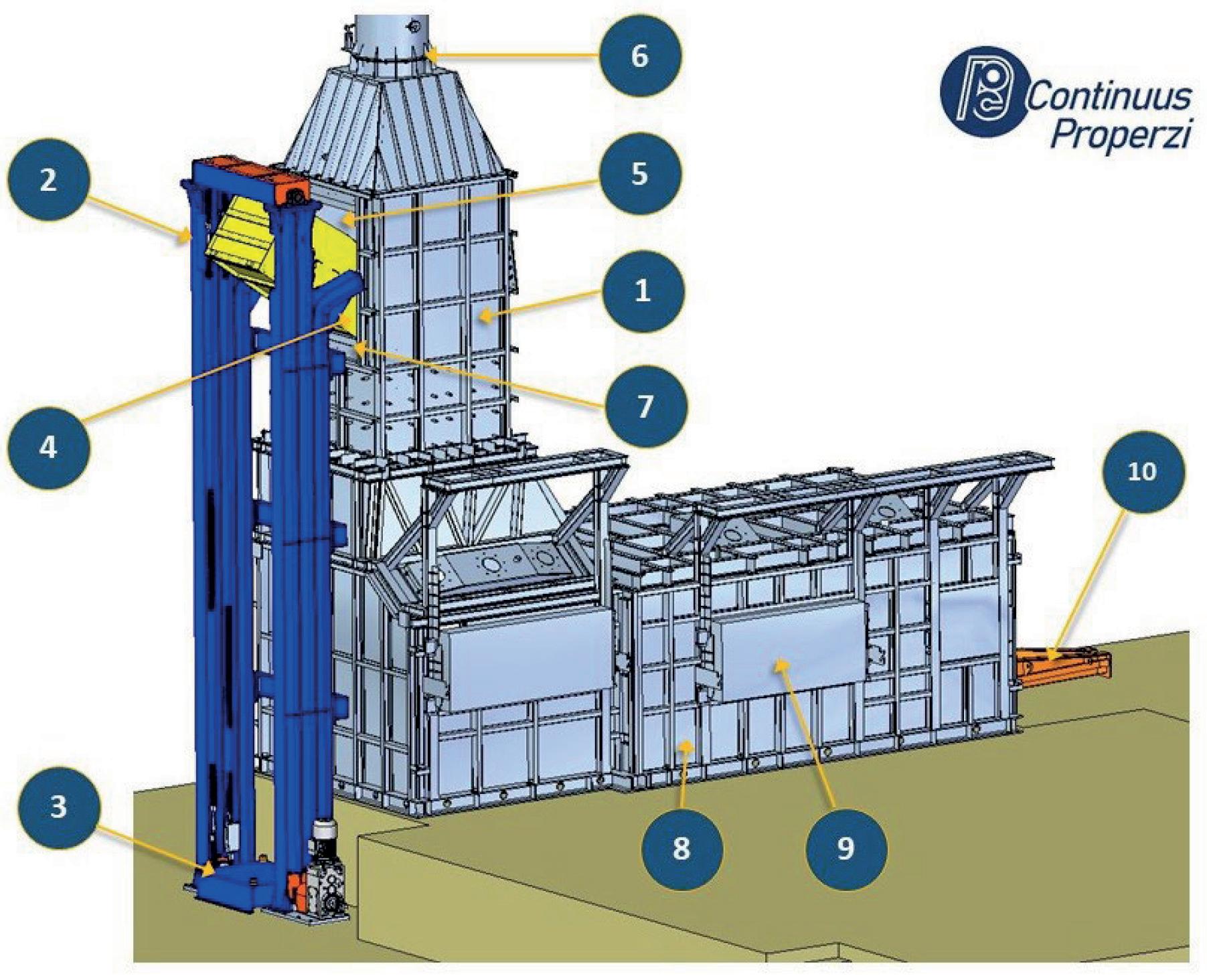
In Figure 4 is the configuration of the Vert-Melt:
1. Melting tower
2. Skip Hoist Rails
3. Charging platform
4. Charging opening
5. Charging door
6. Chimney
7. Burners
8. Receiving chamber body
9. Main Maintenance door
10. Exit Spout
The charge is introduced from above into a “funnel” which is where the solid charge is supported and melted.
A controlled flow of hot fumes enters this funnel which, passing through the solid charge, generates melting.
As soon as it melts, the material slides on the inclined plane of the melting chamber and accumulates in the collection basin at the bottom, the waiting chamber avoiding any detrimental overheating. The waiting chamber is equipped with a burner independent of the one used for melting. A thermocouple immersed in the liquid bath regulates the power of this burner. Therefore, there is no direct contact between flame
Figure 2. The Vert-Melt in operation: The Static Holder in front, the Tower Behind
and solid charge. The burner, used for melting, is regulated by a thermocouple, positioned in the chimney, which controls the loading of the furnace. The furnace is loaded when the fumes temperature is approximately 350°C.
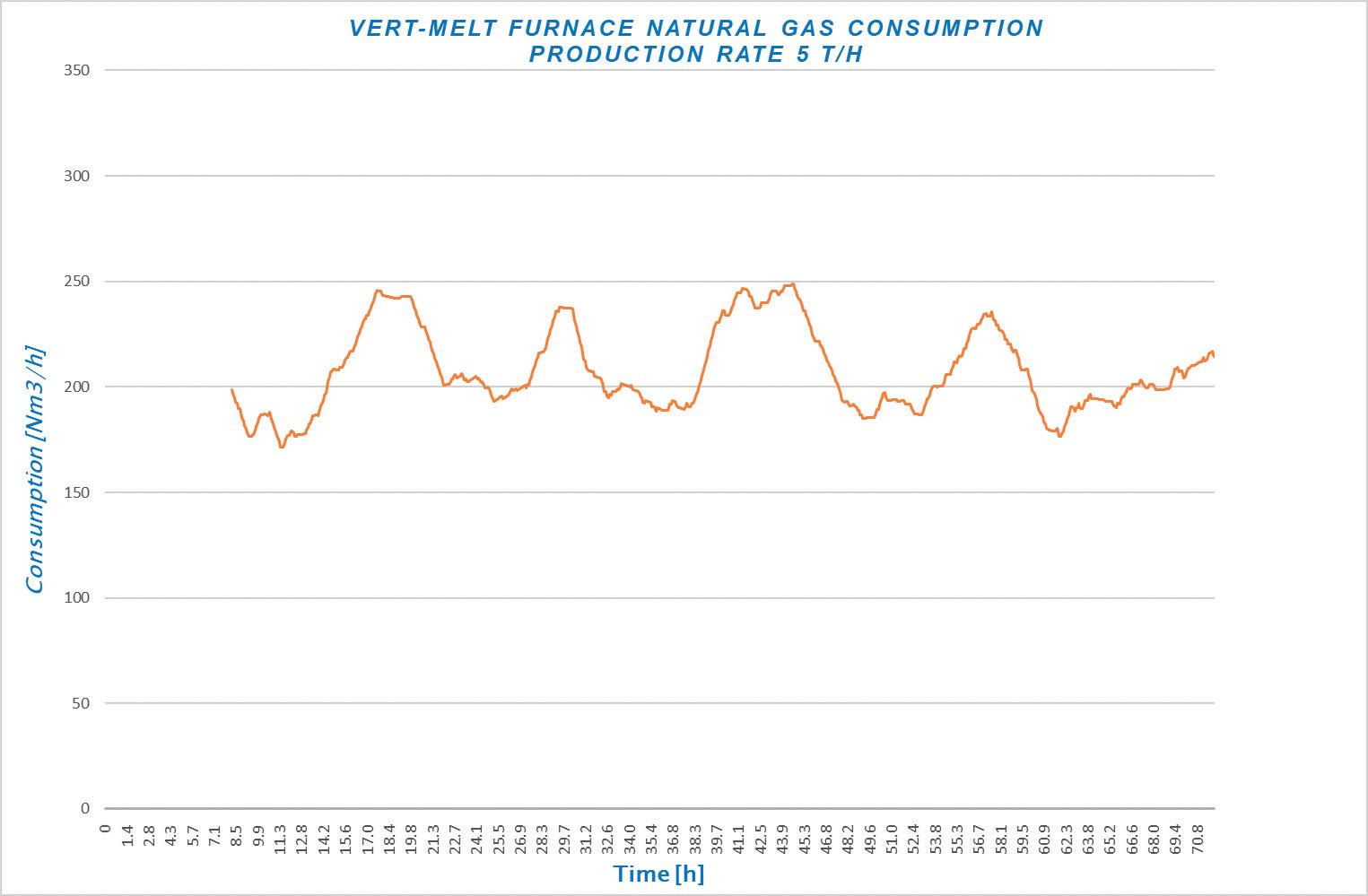
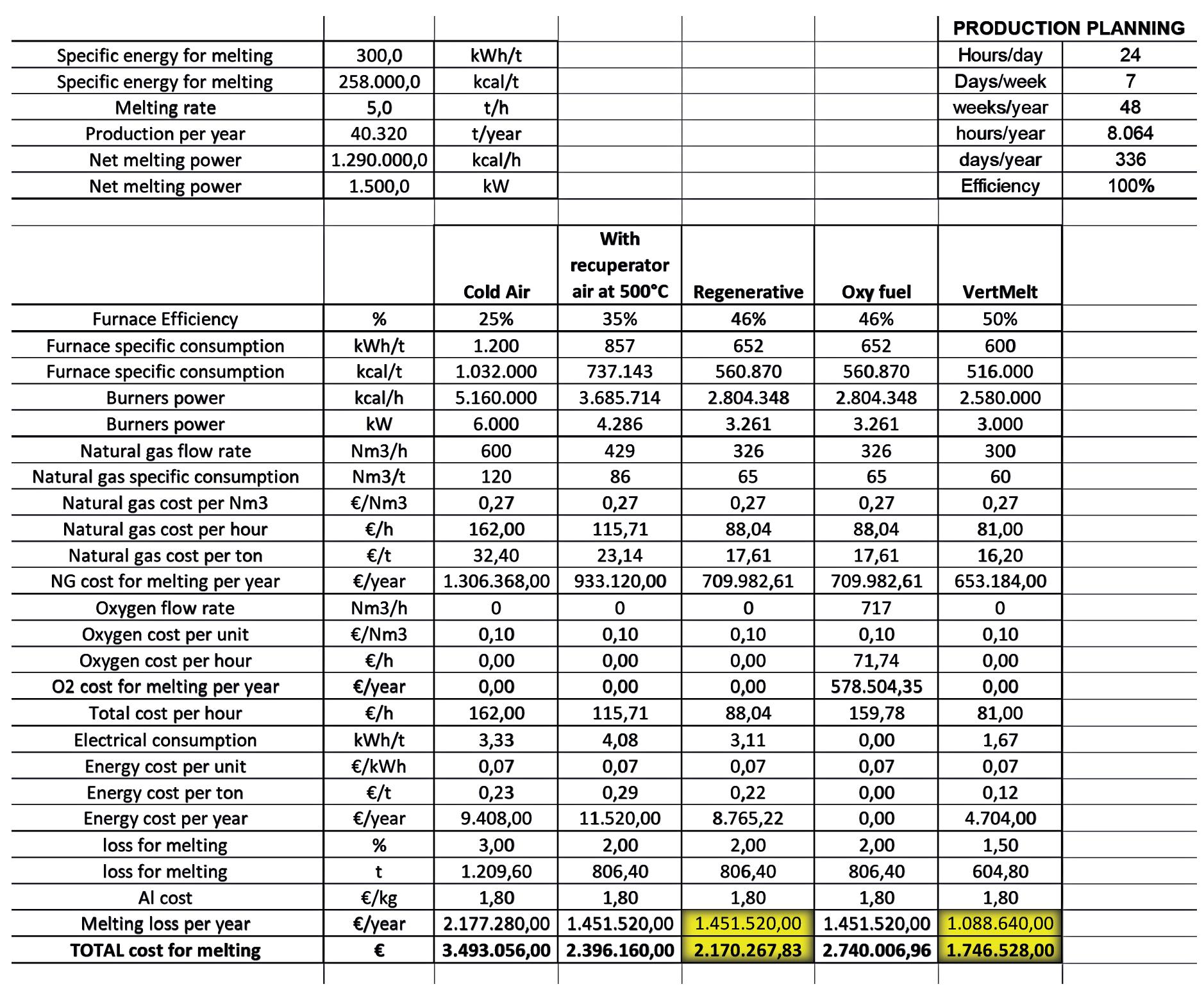
Therefore, this melting technology also allows for lower fuel consumption than that of traditional furnaces. Indicatively, we are talking in the range of 60-65 Nm3 of natural gas per ton of liquid aluminium and a decrease of melt loss of 1.5%. Below we have a comparison table that allows you to evaluate the annual monetary savings between the Vert-Melt furnace and the old generation basin type (reverberatory) furnace.
Real time natural gas consumption at a casting rate of 5.0tph during a production campaign of AA1370 H11. The next table shows the real time consumption of NG during a production campaign at 5.0mt/h.
Table 2 (right) shows the difference in annual operating costs relative to: natural gas, electrical energy, and melt loss between the 5tph Properzi Vert-Melt furnace and the traditional reverberatory furnace.
In conclusion, the Vert-Melt furnace provides the most efficient and most economical method for converting solid aluminium to liquid aluminium. The advantages of the Vert-Melt furnace listed in this article facilitates annual savings relative to natural gas, electrical energy, and melt loss when compared to the traditional reverberatory furnace. �
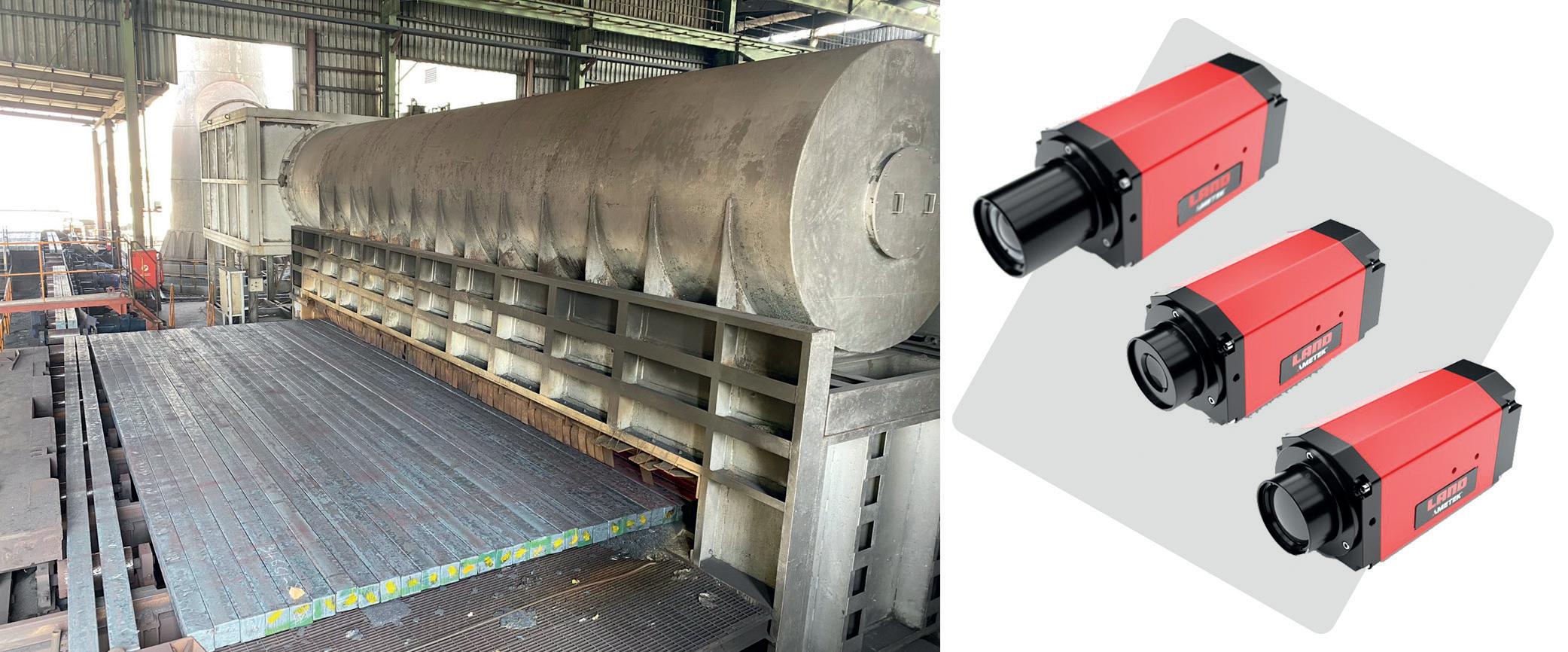
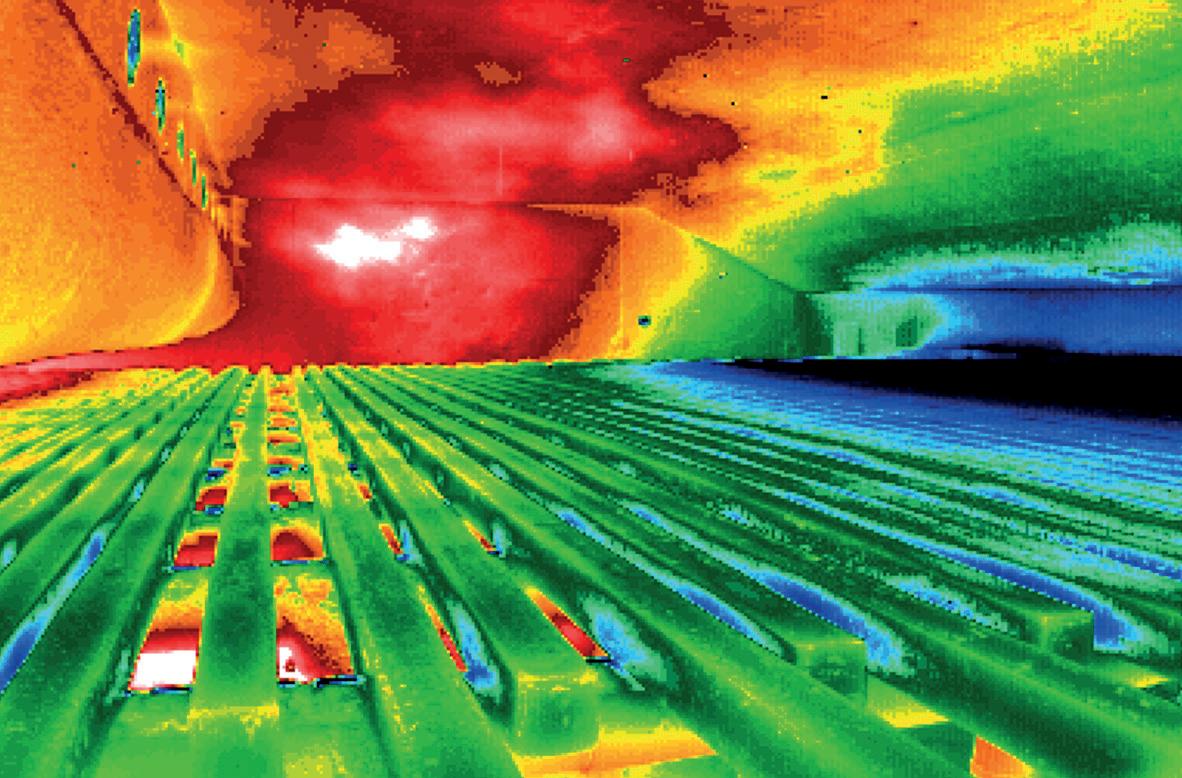
Thermal imaging solutions in reheat furnace applications
By Prasath Venkatasamy*
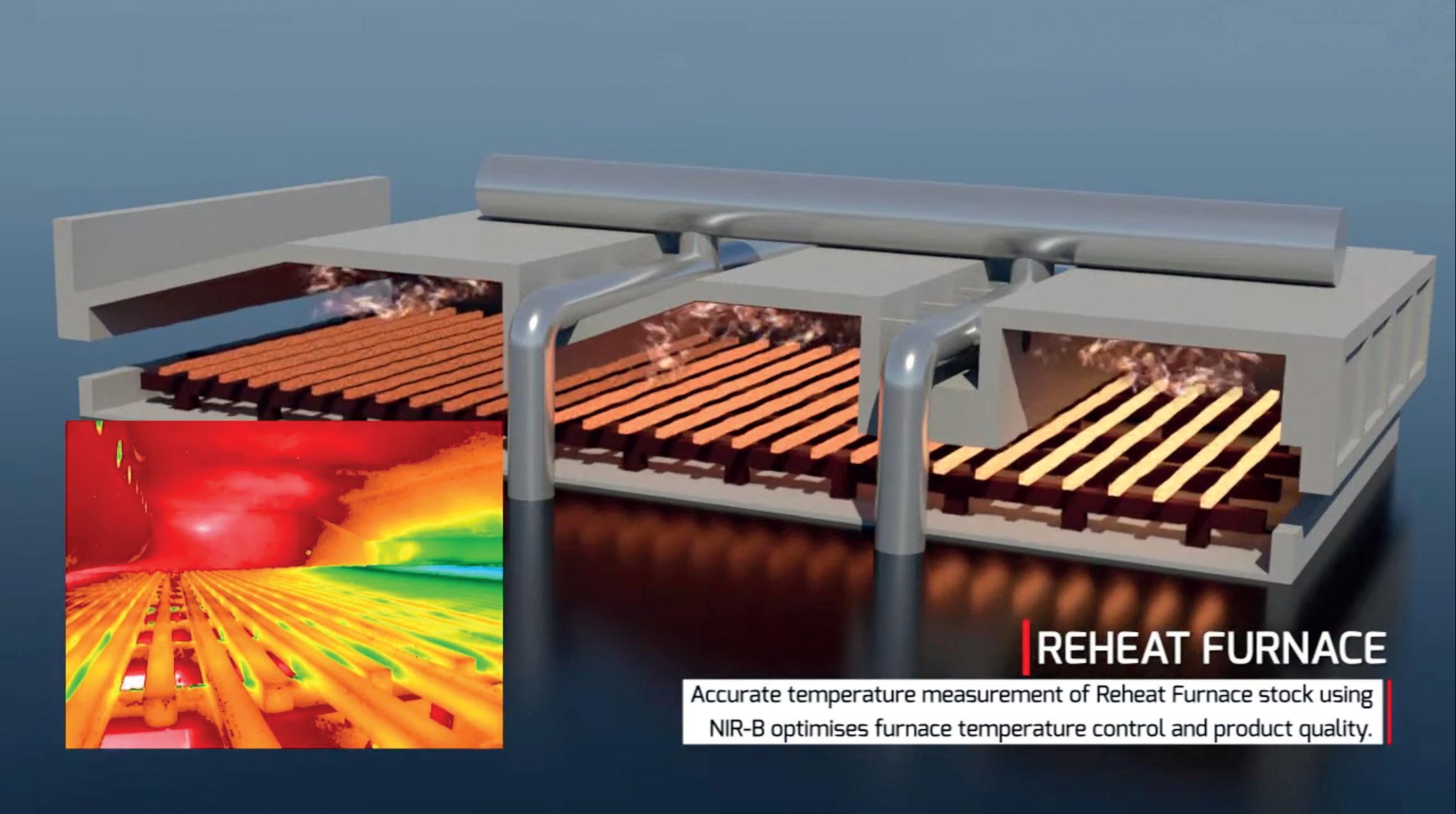
Reheat furnaces are used to bring cold metal to the correct temperature for rolling, extruding or forging. Many steel mills and metal forging operations rely on them to ensure that metal slabs or billets reach a uniform and repeatable temperature before they are sent to their rolling mills and forge presses for further processing.
By using thermal imaging, accurate temperature measurements can ensure optimised heating trajectories for the metal, resulting in consistent metallurgical properties and minimal surface scaling, as well as significant energy savings and reduced emissions.
The fundamentals of reheat furnaces
Reheat furnaces bring cold metal to the correct temperature for rolling, forging and extruding. Typically, this is approximately 1260oC, and ideally the temperature should be uniform throughout the product
For maximum fuel efficiency, the metal stock should achieve this desired temperature shortly before discharge. If the stock is heated too quickly, energy is wasted, costs increase, and the properties and surface of the steel can be affected
Too high a temperature causes excessive surface oxidation and may be detrimental to metallurgical properties, potentially resulting in rejection, while too low a temperature can result in mechanical damage to rolling mills or forging presses, causing expensive maintenance or repairs plus the additional cost of reheating.
There are two major types of reheat furnaces – continuous and batch. Each can use various heating methods, but the most common uses either natural gas/methane, or natural gas with oxygen enrichment.
* Global Industry Manager - Metals, AMETEK Land
Continuous reheat furnaces have evolved from simple pusher furnaces – where stock is sequentially pushed through the furnace as each new product is added – to
the more advanced walking beam furnaces.
The walking beam design – where stepping, alternating skids ‘walk’ the product through the process – produces a much more uniform underside temperature that results in higher-quality finished products.
Continuous reheat furnaces are typically used in hot rolling mills. The slab or billet is loaded into the cool end of the furnace, then passes through pre-heat, heating and soaking zones before being discharged for rolling.
The aim of this method is to create a tightly controlled heating trajectory as the stock travels through the furnace. For maximum fuel efficiency, the stock should achieve the desired temperature shortly before discharge.
However, in many cases, the steel is heated too quickly, particularly in the preheat zone. This is very fuel inefficient, and so wastes energy and increases costs. It can also affect the metallurgical properties of the steel and increase surface scaling.
Batch reheat furnaces are commonly used in forging operations, where the metal is hammered to improve its density and strength.
If the metal drops to a certain temperature, it can damage the forging machinery and negatively affect the forging quality. To prevent this, the part needs to be returned to the batch reheat furnace and brought back up to temperature for further forging.
Once the reheated part is ready, it is quickly transported back to the forge for further work. This pattern of heating, forging, and return to the furnace for reheating, can be repeated several times
during the forging process.
Again, the heating needs to be uniform to ensure that the entire product is at the correct temperature for forging to continue.
Traditionally, thermocouples were installed to control the different zones, measuring the temperature of the furnace atmosphere and surroundings. Furnace modelling software was then used to predict stock temperature.
However, as quality requirements continue to increase, more companies are switching to thermal imaging systems to accurately measure stock temperature inside the furnace.
Advantages of thermal imaging
The starting point for higher product quality is knowing that the temperature is homogeneous – the same throughout the product.
While pyrometers deliver just one measuring point, thermal imaging systems provide in excess of 300,000 measurement points. These can be displayed as regions of interest and can provide live images of the stock temperature as it progresses through the furnace. These systems deliver a highly detailed
image and are fully radiometric, enabling accurate temperature readings within their entire field of view. Measurement points, areas of interest and profiles can be configured to measure multiple areas on multiple targets within the scene.
The thermal imaging camera can measure the entire product in the reheat furnace, identifying any erroneous or anomalous measurements. It also provides a live visual image, which is particularly advantageous compared to other temperature monitoring methods.
Traditional thermal imaging cameras require a large hole to be cut in the furnace wall to provide a viewing window for the camera. This results in costly heat wastage, while the heat can also damage the camera itself. In addition, the required viewing window requires frequent cleaning and maintenance, and introduces an additional source of error to the system.
Borescope cameras need just a small hole in the refractory wall, which can be sealed to prevent heat loss. Water-cooled jackets and air purge connections provide protection against harmful atmospheric conditions, while a wide-angle field of view inside the furnace provides a complete overview of the stock and the furnace refractory.
AMETEK Land furnace thermal imagers and systems feature through-the-furnace-wall borescope optics that allow a wide-angle view inside the furnace. This requires only a very small insertion hole through the wall, making it very easy to install and significantly reducing heat loss.
The furnace camera systems can survive in conditions where the inside furnace temperature might be 1600 ° C, and also feature an online compensation
Starbar® and Moly-D® elements are made in the U.S.A. with a focus on providing the highest quality heating elements and service to the global market.
At SPIE EXCELSIUS, the global option for furnace heat-up, and draining services to the glass industry, that’s what our customers get. We are committed to the highest levels of service, our people know what it takes to stay cool at 1300°C.
Looking forward to meeting you at GLASSTEC 2024 in Düsseldorf Hall 15 | Stand F63
StandHall15, F63
EXCELSIUS Global Services GmbH Bgm-Dr-Nebel Str. 14 | 97816 Lohr
Web: www.spie-excelsius.com
Mail: info.excelsius-global@spie-isw.com
of the hotter furnace background radiation to achieve the correct stock temperatures. This allows the imager to subtract the effects of background reflections, providing the most accurate surface temperature measurements of the stock. Once installed, the furnace thermal imaging systems operate for 24 hours a day, for continuous monitoring.
Thermal imaging systems need to use advanced spectral filtering to be unaffected by the different fuels used in reheat furnaces, and their resulting hot combustion gases. If the furnace is fuelled with clean methane/natural gas, both the 1.0μm and 3.9μm pyrometers are unaffected by the products of combustion.
An atmospheric window exists in a narrow waveband around 3.9 μm in which hot CO2 and H2O are effectively invisible, providing a clear and unobscured view of the stock. A 3.9 μm borescope is therefore recommended to provide a wide and clear view through smoky and dusty atmospheres.
A 1 μm borescope is recommended for oxy and hydrogen flames.
Reheat furnace solutions
AMETEK Land’s range of advanced furnace thermal imaging systems offers significant benefits over more traditional single-point pyrometers or thermocouples for reheat furnaces.
The NIR-Borescope-656 (NIR-B-656) and NIR-Borescope-2K (NIR-B-2K) are high-resolution short-wavelength full radiometric infrared borescope imaging cameras, designed to produce continuous live high-definition thermal images.
Operating at 1 μm, the cameras can measure temperatures in the range of 600 to 1800 °C (1112 to 3272 °F) and are suitable for a wide range of continuous process monitoring and controlling applications providing high-resolution images and temperature readings in large furnaces.
By providing a cutting-edge clear thermal image unaffected by the furnace’s hot atmosphere and gases, the NIR-B-656 allows operators to measure from any of the 322,752 pixels, or 2,904,768 pixels for the NIR-B-2K, and optimise furnace temperature to save energy, increase efficiency and reduce emissions.
Optional auto-retraction systems are available, moving the camera out of the furnace in case of water cooling or purging air failure. Air-cooled furnace borescopes are also available.
For thermal imaging in the 3.9 μm wavelength, the MWIR-B-640 provides a continuous and clear view through heavy smoke and hot furnace atmospheres, allowing highly accurate and fully radiometric temperature measurement image data to be taken, stored, and trended over the lifetime of the furnace or boiler.
Operators have a clear view of the critical areas within the furnace or boiler with more than 300,000 accurate point temperatures, measuring in the range of 300-1200 °C (572-2192 °F) and 500-1800 °C (932-3272 °F). Providing advanced digital communications via the IMAGEPro software, the performance of the furnace or boiler can
“ Uniform heating is the key to product quality, cost savings, and lower emissions in reheat furnaces. However, this requires accurate temperature monitoring beyond what thermocouples can provide. ”
be monitored to easily identify hot and cold areas and any uneven heating can be viewed in real-time from the safety of the control room.
These solutions are supported by powerful IMAGEPro software, which provides flexible and detailed monitoring options for control of the reheat furnace conditions.
This advanced thermal imaging and data processing software supports longterm data trending and can monitor and control up to sixteen of AMETEK Land’s thermal imagers.
It offers real-time analysis and clear visualisation of critical process parameters, enabling the early detection of leaks and temperature variations to help optimise processes.
Conclusion
Uniform heating is the key to product quality, cost savings, and lower emissions in reheat furnaces. However, this requires accurate temperature monitoring beyond what thermocouples can provide.
Radiometric thermal imaging provides real-time stock temperature and clear live images inside furnaces, while powerful software automatically captures and stores image data for live interrogation or historical records.
Combining thermal imaging with burner flame diagnostics and emissions monitoring provides a breakthrough Industry 4.0 solution for controlling reheat furnaces. This enables process optimisation, saving energy and costs, and reducing emissions while improving product quality. �
Transforming the cement industry through digitalisation Do More with Digital: Do More with Digital:
By Michael Marti* and Aarti Chandran**
*Global Business Line Manager of Growth Industries, ABB
** Global B2B Marketing & Communications Manager
The cement industry, a cornerstone of global infrastructure, has long been challenged by the complexities of balancing productivity with sustainability. With growing pressures to reduce carbon emissions, optimise energy use, and improve operational efficiency, the industry is at a pivotal point. Digitalisation, driven by initiatives like ABB’s ‘Do More with Digital’ campaign, presents a power opportunity to transform cement manufacturing processes, making them more efficient, sustainable, and responsive to modern demands.
A traditionally energy and emission-intensive industry, cement production emits significant amounts of CO2, contributing to global environmental challenges. Addressing these issues requires more than incremental changes, it demands a fundamental transformation of how cement is produced. Digitalisation offers the tools to achieve this transformation, enabling plants to optimise operations, enhance energy efficiency, and minimise emissions while maintaining, or even improving, productivity.
ABB’s ‘Do More with Digital’ campaign is at the forefront of this transformation. This initiative aims to accelerate digital adoption across process industries, including the cement sector. By leveraging digital technologies, the campaign seeks to help companies
do more with less – reducing waste, cutting energy consumption, and achieving higher output with fewer resources.
Driving the digital transformation
At ABB, we are proud to play a role in guiding the cement industry through its digital transformation journey, providing advanced digital solutions designed to optimise every aspect of cement production, from raw material processing to the final product. One of the key tools in this process overhaul is the ABB AbilityTM Expert Optimiser, a digital system that enhances process control and optimisation.
The Expert Optimiser integrates with existing plant systems to provide real-time data and analytics, enabling operators to make informed decisions that enhance efficiency and reduce emissions. For example, by optimising kiln and mill operations, plants can significantly reduce energy consumption, which not only lowers costs but also decreases the carbon footprint of the production process.
In addition to optimising individual processes, ABB’s digital solutions facilitate the integration of various systems within a plant. This holistic approach allows for more coordinated and efficient operations, further amplifying the benefits of digitalisation.
Addressing challenges in energy, emissions, and optimisation
One of the most pressing challenges in the cement industry is the high energy demand and associated emissions, particularly from kiln operations. Kilns are central to the current cement production process, but they are also among the most energy-intensive components. The ‘Do More with Digital’ campaign addresses these challenges head-on by promoting the adoption of digital tools that optimise kiln performance.
By implementing solutions like the Expert Optimiser, cement plants can maintain optimal kiln conditions, leading to improved energy efficiency and reduced emissions. For instance, the system can monitor and adjust the Kiln’s temperature and airflow in real-time, ensuring that the process is as energy efficient as possible while maintaining the required product quality.
Real-world impact
The effectiveness of ABB’s digital solutions is demonstrated through several
real-world case studies. An example of this is the Tokuyama Cement Plant in Japan, where ABB’s digital solutions were implemented to enhance productivity and reduce energy consumption. The results were significant, with the plant achieving better operational efficiency and lower carbon footprint, showcasing the tangible benefits of digitalisation.
Another example is the CEMEX plant in Germany, where ABB’s digital solutions were employed to improve SO2 emission control. This case highlights how digital tools can be specifically tailored to address environmental challenges, leading to more sustainable operations.
The future
of the cement industry
As the cement industry continues to embrace digitalisation, it is poised to enter a new era defined by the integration of digital technologies with traditional manufacturing processes, Industry 4.0. ABB anticipates that the widespread adoption of digital tools will lead to enhanced operational efficiency, reduced environmental impact, and increased profitability.
The application of Industry 4.0 principles, such as predictive maintenance, real-time data analytics, and advanced automation, will enable cement plants to operate like their own intelligent ecosystem. In these environments, every component of the production process is interconnected and optimised for maximum efficiency. This not only improves productivity but also allows for more agile and responsive operations, capable of adapting to changing market conditions with minimal disruption.
The ideal future cement industry is one where digital technologies are fully integrated into every aspect of oper-
ations. Advanced automation systems manage routine tasks, freeing up human operations to focus on higher-level decision-making. Real-time data monitoring and predictive analytics ensure that potential issues are identified and addressed before they escalate, reducing downtime and maintaining consistent production quality.
In this scenario, cement plants are not just more efficient, they are also more sustainable. By minimising energy use and emissions, these digitalised plants contribute to global efforts to combat climate change while continuing to meet the world’s demand for cement.
Embracing digitalisation
For cement companies considering the move towards digitalisation, a safe approach would be to start small but think big. Digitalisation does not require a complete overhaul of existing operations overnight. Instead, companies can begin with targeted projects that demonstrate the value of digital tools, gradually scaling up as they become more familiar with the technology.
By taking this approach, companies can minimise risks while reaping the benefits of digitalisation. Moreover, they can position themselves as leaders in the industry, setting the standard for what is possible when technology and tradition come together. Embracing digital transformation supports the enhancement of operations while simultaneously contributing to global sustainability objectives. ABB’s ‘Do More with Digital’ campaign is just one of the roadmaps to achieving a digital future, offering the tools and expertise needed to navigate the journey. �
LIFE OF A FURNACE
Groupe Pochet partners with ABO Wind to source renewable energy
Groupe Pochet and ABO Wind announce the signing of a power purchase agreement (PPA) for the commissioning of the developer’s largest photovoltaic (PV) park in France. The PV park, located in France with an installed capacity of around 20 MWp, will be in operation by early 2025, and will accompany the packaging player’s project to build France’s first electric furnace for luxury bottles.
Pursuing its “Sustainable Beauty” CSR roadmap, and in line with its decarbonization plan, Groupe Pochet has teamed up with ABO Wind, a major player in the development of renewable energies worldwide, by signing a 20-year Power Purchase Agreement.
As a major project under the decarbonisation plan, the electric furnace, which will be operational by the end of 2024, will be partly supplied by green energy from the future photovoltaic plant.
“In pursuit of our decarbonisation plan and our goal of reducing our CO2 emissions by 50% by 2033, this long-term power purchase agreement will enable us to produce sustainably for Luxury Differently,” emphasises Benoit Marszalek, Pochet du Courval’s Director of Operations.
“Today, to ensure energy sovereignty in France, it is essential to accelerate
the deployment of renewable energy production plants. This park will therefore add to our existing photovoltaic capacity. We’re delighted that this electricity will be used by a French family business. In this way, the CPPA will help to electrify part of the Pochet Group’s electricity needs. It’s a long-term relationship that we’re establishing today,” says Benoit Clouet, Managing Director of ABO Wind Sarl.
Tata Steel successful trial of Biomass
Tata Steel, has successfully conducted the trial of biomass usage in ferrochrome making at its Ferrochrome Plant in Athagarh of Odisha’s Cuttack district. The plant, operating under the Ferro Alloys and Minerals Division (FAMD) of the company, becomes first in India to have performed the trial run as part of its sustainable alternative to traditional carbon sources.
Marking a significant step towards sustainable ferrochrome production and reducing the carbon footprint, the trial involved substitution of conventional fossil fuels with biomass, a renewable energy source derived from organic materials. This initiative is expected to lower CO2 emission by 0.08/t of Ferrochrome (5% use of biomass) which is around 6% of total CO2 emission from Ferrochrome plant.
“This trial is part of our commit-
ments towards sustainability and our relentless pursuit of reducing our carbon emissions. By leveraging biomass, we aim to create a cleaner, more sustainable production process, contributing to a greener future,” said Pankaj Satija, Executive-In-charge, FAMD, Tata Steel.
Through the initiative, conventional reductants will be replaced by carbon-neutral biomass which is made by low temperature burning of wood in oxygen starved atmosphere. The carbon released during the burning of charcoal in the Submerged Arc Furnace (SAF) will be balanced by the carbon absorbed by the trees from which it is made.
“The transition to biomass is an important milestone in our sustainability journey,” said Satija. “We will continue to explore and implement innovative solutions that drive environmental performance and operational excellence,” he added.
Furnaces North America is HOT in 2024
Furnaces North America 2024 (FNA 2024), produced by the Metal Treating Institute in collaboration with Heat Treat Today as its exclusive media partner, stands as the epitome of heat-treating gatherings in North America every other year. Its attraction lies in drawing a diverse and influential crowd, including the largest number of decision-makers, buyers and top-tier executives from across the globe, for an intensive three-day summit.
Anticipated to captivate attendees from over 40 states and 20 countries, including representatives from Fortune 500 companies, FNA 2024 is more than an event; it’s a nexus for networking, forging connections, and a deep dive into the revolutionary shifts in technologies, market trends, and equipment innovations in the heat treating sphere.
In an era marked by rapid economic changes, demographic shifts, artificial intelligence, emerging technologies, labor shortages, plant automation, and evolving consumer behaviors, both commercial and captive heat treat plants find FNA 2024 indispensable. It’s not just an event; it’s a solution hub for the most pressing challenges in heat treat operations, offering insights through technical sessions, supplier interactions, and diverse social events.
FNA 2024 is structured around three dynamic elements:
1. Learning that LASTS: The technical conference at FNA 2024, curated by industry experts, boasts 35 pivotal sessions across over 10 tracks. Topics span productivity, data, processes, equipment, standards, pyrometry, controls, materials, maintenance, emerging technologies, and business strategies in heat treating.
2. Business that CONNECTS: The trade show is the heartbeat of FNA, featuring over 160 leading suppliers in the heat treating realm. It’s a fertile ground for attendees to meet face-to-face with industry leaders, understand current challenges, and explore innovative solutions. It’s an unmissable opportunity for key management teams to acquaint themselves with future trends and technologies.
3. Networking is KING: FNA’s social events are engineered to foster meaningful interactions amongst attendees. Beyond the trade show and conference, these gatherings are a platform for sharing experiences, discussing new ideas, and forging lasting connections, all in a more relaxed and personal setting.
An electrifying addition to FNA 2024 is a trade show floor reception featuring a thrilling drawing, giving one fortunate attendee the chance to win big in an engaging game, where they will win either $500, $1,000 or $100,000!
FNA 2024 is not just an event; it’s a cornerstone for driving the future of heat treating. Set to take place in Columbus, Ohio, from October 14-16, it promises to be an enlightening and enriching experience for all involved. For more details and to register, visit www.FurnacesNorthAmerica.com. Embrace this chance to shape the future of your operations at FNA 2024!
Furnace Solutions focuses on decarbonisation
More than 120 glass industry professionals attended this year’s Furnace Solutions conference in St Helens, UK, this June, where the focus was on technologies to reduce emissions in the glass production process. Jess Mills* was in attendance.
This year’s conference returned to the theme of a net zero future, amid concerns for the environment. Discussions focused on electric and hybrid melting, hydrogen, alternative raw materials, and sustainable refractory development.
“There’s not going to be one solution that covers everybody because there are different economic and geographical factors to consider for each plant. The decisions must be made as to which technology is the best for that particular factory.” – Nigel Longshaw, Sustainable Melting Technical Committee (SMTC)
The Society of Glass Technology, Sheffield, UK: https://sgt.org/ Conference presentations available here: https://sgt.org/mpage/FSPresentations2024
*Deputy Editor, Glass International
Members of the Society of Glass Technology’s (SGT’s) Sustainable Melting Technical Committee (SMTC), who organised the Furnace Solutions conference.
Delegates at the Furnace Solutions conference, held at the Totally Wicked Stadium, in St Helens, UK.
BEST PAPER-AGC GLASS EUROPE
Every year, the Michael Garvey award is given for the best conference paper. This year, Fabrice Fasilow, Sustainability Manager at AGC Glass Europe, won for his paper which discussed AGC’s journey towards net zero emissions.
In his presentation, Mr Fasilow highlighted two upcoming sustainability projects from AGC. The first is an electrical boosting project in Belgium supported by the Belgian government.
The aim is to achieve electric boosting up to 10MW, which Mr Fasilow described as ‘challenging” due to traditional electrical boosting ranging from 1 to 3 MW.
Meanwhile, the Volta project will focus on developing a new type of hybrid, oxy-fired furnace for float glass which aims to have an electricity share in excess of 50%. Mr Fasilow said the works have already started, with plans to restart the furnace at the beginning of January next year.
On winning the best paper award, Mr Fasilow said: “The key theme of the paper is that there is no unique solution to decarbonise the glass industry. You have to analyse all the technical solutions on offer today and, for a company like us,
to try and see which solution is best for each plant according to the constraints and benefits the solution can bring you.”
He said that teamwork and collaboration would be vital for further progress in the glass industry to meet its sustainability aims.
“I hope the paper will help inspire the glass community to speed up its decarbonisation efforts and to not be afraid to face challenges. My message is let’s work together to overcome these challenges, we will need courage and vision.”
DAY ONE-NEXTGEN AND HYDROGEN
Speakers for Day One included AGC Glass Europe, DSF Refractories and Minerals, Ardagh Glass Packaging (AGP), Stara Glass and Glass Futures.
Joris Goossens, R&D Project Manager at AGP-Europe, provided an update on AGP’s NextGen furnace in Obernkirchen, Germany. The furnace produces 350 tpd of amber glass, using up to 70% recycled glass cullet. The furnace has now achieved an average rate of 60% electrical heating, which should result in a 64% reduction in CO2 emissions. Since the start of 2024, the furnace has saved AGP approximately 18,000 tonnes of CO2
Mr Goossens described this 60% electrical heating as “uncharted territory” in terms of what has been achieved previously.
Ernesto Cattaneo, Head of the Innovation Department at Stara Glass, also discussed decarbonising the glass production process in his presentation.
He said: “In the next 30 years, the glass industry must be completely decarbonised. The average lifetime of a glass furnace is about 10-15 years. Innovations for glass production are urgently needed now, because the year 2050 is only two furnaces away.”
He continued that politics would decide the fuel of the future, and that the glass industry would have to be “prepared for anything”. Consequently, Stara Glass plans to pursue all lines of development, including hydrogen.
The H2Glass project, co-ordinated by SINTEF Energy, will see a portable electrolyser supply 100% green hydrogen to five industrial glass sites in Europe. The first trial was carried out this year by Steklarna Hrastnik, while the other trials will take place in 2025 and 2026.
The project is driven by 23 partners, including Stara Glass, from eight European countries. Partners include glass
Ernesto Cattaneo, Head of the Innovation Department at Stara Glass.
manufacturers, as well as research and industry institutions.
Kevin Rivers (left), SMTC Chairman, presented the Michael Garvey award to Fabrice Fasilow (right), Sustainability Manager at AGC Glass Europe.
DAY TWO-AI AND ALTERNATIVE FUELS
Speakers for Day Two included Ametek Land, Glass Service, Nippon Gases, and Sisecam.
In the first session, Neil Simpson, Independent Consultant at Simpson Combustion and Energy, discussed improved process automation for regenerators on behalf of Ametek Land. Afterwards, Erik Muijsenberg, Vice President of Glass Services, spoke on camera systems, batch monitoring and control technology.
After these presentations, a joint discussion then took place between the two, in similar style to last year’s debate on the use of cullet.
Mr Simpson began by talking about the move towards alternative fuels.
He said: “Nobody wants to take the risk. You need the security of supply as well as before you try something new. Why would you put a hole in your crown, and use oxy-fuel, when you can use known technologies instead?
“It’s often a ‘last chance saloon’ situation before you try something. For example, seven years is an acceptable amount of time for the industry to accept technology.”
The discussion soon moved onto the use of Artificial Intelligence (AI) in the industry. While Mr Muijsenberg said AI was currently “over-hyped”, he believed it had the potential to “change the world even more than the internet”.
He said: “Many people think AI is something very strange and special. It’s just a different way of organising data, and from that smart organising you can select what you need more easily… It allows you to do things, faster, better than a normal software, but AI cannot be used everywhere.”
Mr Simpson also agreed that AI was a useful tool for collating information, but was concerned that the industry could become too reliant on the technology. He said: “When something extreme happens, you need the operator to be able to decide what to do.”
Mr Muijsenberg also believed that an operator was imperative for a glass plant. He said that systems, such as Glass Services’ Expert System (ES III), could help operators keep the furnace under control and make suggestions, but the final decision would remain with them.
However, Stuart Hakes, F.I.C. CEO and former SGT President, said that as time went on there would be an increased use of automation, which would eventually become more efficient than a human operator.
He said: “The real world is that we are going to eventually become redundant. We’re going to rely on automation. There are many factories currently where there are no people - there are only robots making things.”
After the session, Joaquín de Diego Rincón, Director of Combustion Applications Europe at Nippon Gases, discussed the company’s DiluJet Swing FH oxy-fuel burners. Adnan Karadag, Modelling and Simulation Manager at Sisecam, gave a presentation on the manufacturer’s sustainability initiatives.
Mr Karadag said that, in general, the glass industry was excelling in decarbonisation, particularly in Western Europe, while the Northern hemisphere was achieving adequate results. However, other countries, such as West Africa, were lagging.
Mr Karadag highlighted achieving zero carbon for raw materials as one of the most difficult challenges for the glass industry, saying that, at this point, it was impossible to produce carbon free glass on an industrial scale. Although it was still possible to produce low-carbon glass.
Sisecam is currently involved in several projects to reduce its Scope 1 and 2 emissions, such as the European Union’s HYSouthMarmara Project. The project includes 15 organisations from four countries, and aims to create a green hydrogen ecosystem to achieve a carbon-free Southern Marmara, Turkey, by 2053.
Erik Muijsenberg (left), Vice President of Glass Services, and Neil Simpson (right), Independent Consultant at Simpson Combustion and Energy after their panel discussion on alternative fuels.
Nigel Longshaw (left), SMTC Member, presented Adnan Karadag (right), Modelling and Simulation Manager at Sisecam, with a certificate of appreciation.
GLASS FUTURES UPDATE
Glass Futures is a not-for-profit research technology organisation. It officially opened its £54 million Global Centre of Excellence in St Helens, UK, last year. The research and technology centre aims to help the global glass industry to create greener and cleaner products.
On the pilot line, Glass Futures will install a 13-silo batch plant with a 500-litre mixer, a 30 tonne/day furnace, a refractory-lined flue system, and a forehearth for 600 mm rolled plates.
Dr Backhouse said the furnace would be oxy-fired, with the capability to run on a range of fuels, such as natural gas, hydrogen and liquid fuels.
On hydrogen, Dr Backhouse said: “We have intentions to run 100% oxy-hydrogen on the furnace and we want to look at the impact on glass quality, refractories and foaming in particular.”
“We are looking to have up to 60 to 80% boost in our furnace and we’ll also be looking at demand side response
modelling, so the ability to cut back on electricity when demand is high, or to increase when the cost is low, because the demand is low.”
Dr Backhouse said Glass Futures was also scoping hydrogen firing capabilities on the forehearth, as part of an ongoing project. He continued that the superstructure for the forehearth has been installed, but the organisation was waiting on the refractory installation.
Due to Glass Futures members requesting research into low carbon fuels above all other areas, such as Industry 4.0 and raw materials, the organisation has created the Sustainable Low Carbon Fuel Trials – or the ‘START’ Programme.
Dr Backhouse said the programme would be delivered from Q4 2024 into Q2 2025. It will be supported by Glass Futures members, as well as the UK’s Department for Energy Security and Net Zero (DESNZ).
On biofuels, Dr Backhouse said: “The
industry knows how to run on oil. It’s done it before, it could easily do it again. The real key is to find low cost and sustainable biofuels that are economically feasible for the industry.
“As part of this, we will have five industrial trials. Four glass plants in the UK, as well as one refractory plant, will run biofuels trials on their plants as part of the project.”
Glass Futures will also examine carbon capture, as discussed by Dr Masimba Toperesu, R&D Projects Lead at Glass Futures.
The organisation’s current Carbon Capture Utilisation and Storage (CCUS) projects include the C-Capture trials, and the Horizon COREu project, which is made up of a consortium of over 40 companies.
Dr Toperesu said that the CCSCU would be moved to Glass Futures’ Global Centre of Excellence in August for further trials.
FURNACES
Experience optimal furnace operations and carbon footprint reduction with CelSian’s innovative EBM software.
EBM swiftly simulates glass furnace operations, creating a digital twin of your furnace to identify optimal settings for energy consumption and CO2 emissions. By modeling energy balances for all furnace components and analyzing heat flows and interactions, EBM shows where you can optimize your furnace settings based on energy-saving opportunities.
Unlock efficiency and sustainability with CelSian’s EBM software.
ALUMINIUM 2024.
08 – 10 October 2024 Exhibition Center Düsseldorf, Germany
100 years of innovation in the metal industry
Deeply rooted by tradition, well prepared for the future: A manufacturer of industrial furnaces and equipment for melting and heat treatment of metals and for recycling of scrap and Li-Ion batteries as well as of “Power to Heat” energy storage systems.
Since its foundation in 1924, OTTO JUNKER GmbH has made a name for itself as a pio-neer in building equipment for foundries as well as for rolling mills and pressworks and plays a leading international role as a furnace manufacturer and system supplier for metallurgical processes and the refining of metals.
This year, the company celebrates its 100 year anniversary and looks back at a time full of technological and entrepreneurial milestones, including major contributions to a sustainable industry. Several thousand industrial furnaces made by OTTO JUNKER are in operation all over the world. These are required wherever there is a demand for high-quality castings and forgings as well as semifinished products such as slabs, plates, sheets, strips, foils, billets, rods, profiles, wires and tubes of all kinds of metal.
Commitment to research and progress
OTTO JUNKER plants are used for melting, pouring and heat treatment of metallic materials. Over the years, the company has not only maintained its position as technological market leader but even expanded it.
100 years ago, Dr.-Ing. E.h. Otto Junker founded his company in Lammersdorf in the Eifel re-gion and specialised in metal processing. His aim was the marketing of the water-cooled mould for the production of brass rolling plates, an invention by his father, Andreas Junker. The com-mitted company founder worked hard for the expansion of the company and the development of new machines and equipment. In doing so, he built up a close relationship with the Technical University of Aachen, which was and still is founded upon the principle that a continuous tech-nical development is indispensable for the success of a company.
Since 1982, after the death of Otto Junker, OTTO JUNKER GmbH has been owned by the Otto Junker foundation which supports the education of young engineers and promotes research projects at the Technical University of Aachen. The cooperation has led to numerous techno-logical breakthroughs and has helped to maintain the technological leadership of the company.
Technological innovative strength
The challenges to industrial furnace building have evolved. Apart from meeting exactly specified process parameters and the ongoing increase in capacity and reliability, today’s main focus is on questions of energy efficiency. This has become an integral part of everyday work and continuously pushes on the innovative spirit of the entire OTTO JUNKER group of companies.
“The capability to adapt to market requirements continuously and quickly - both from a tech-nical and organisational point of view - remains an important success factor for us. This is guaranteed by the technical competence and flexibility of our employees, which is what charac-terises our company”, says Erik Míček, CEO of OTTO JUNKER GmbH.
From the early days with electric melting furnaces for the foundry industry for all kinds of metal to state-of-the-art induction and convection systems for the aluminium, copper and steel indus-try, OTTO JUNKER has continued to enhance the market with groundbreaking technologies. Over the years, the company has developed from a small machine shop to a globally re-nowned manufacturer of high quality induction
100 years of OTTO JUNKER - Milestones of OTTO JUNKER GmbH:
1924
Otto Junker founds the company of the same name based on the water-cooled mould for brass plates invented by his father Andreas.
1929
The first electric heated continuous annealing and pickling line for brass strip is developed.
1934
Construction of electric chamber furnaces with intensive air circulation for heating aluminium ingots
1937
The first electrical melting furnace for the foundry industry is developed.
1940
The test and demonstration foundry - today‘s OTTO JUNKER CM GmbHbecomes a produc-tion foundry.
Construction of the first mains frequency induction channel furnaces for non-ferrous heavy metal and light metal
1949
Start of fabrication of mains-frequency coreless induction melting furnaces
1959
First medium-frequency crucible melting furnace with statically tripled frequency by means of triductors.
1963
Delivery of the 200th continuous annealing and pickling plant for copper and brass strip
1964-1966
Commissioning of the first gas-heated rapid heating systems for copper and brass billets
1967
The first two larger vacuum induction furnaces for vacuum treatment of 10 tonnes each of high-quality steel and nickel alloys go into operation at the customer‘s site. The first orders are placed for mains frequency induction channel-type furnaces for grey cast iron with usable capacities of 20, 35 and 50 tonnes.
1968
Commissioning of the first jet-heating large-chamber furnaces with a capacity of 20 tonnes for annealing aluminium coils 1969
Commissioning of the first high-performance strip flotation furnace 1973
Commissioning of the first medium-frequency crucible furnace with thyristor resonant circuit inverter
1982
Otto Junker Foundation becomes the owner of Otto Junker GmbH.
1985
Junker Inc. is founded in the USA.
1986
Commissioning of the first large indirect gas-fired deep furnace for heating aluminium rolling slabs with high heating speed and temperature accuracy
1990
Safety and reliability of melting furnace operation is significantly improved by the introduction of the JUNKER JOKS furnace control system
1994
OTTO JUNKER introduces a new type of unheated plug casting device for spheroidal and grey cast iron.
1995
Foundation of Otto Junker Industrial Equipment s.r.o. in Boskovice, Czech Republic, for pro-duction and workshop assembly
First strip flotation furnace for aluminium strip for use in the automotive industry 1998
A heat treatment furnace line for aluminium plates for the aircraft industry is commissioned in a major European semi-finished products factory. The system achieves an outstanding tempera-ture uniformity over the entire plate length of 36 m.
2000
First IGBT converter system put into operation
2004
Otto Junker Metallurgical Equipment is established in Shanghai 2006
Expansion of OTTO JUNKER products through the product portfolio of INDUGA GmbH & Co. KG. / INDUGA Industrieöfen und Giesserei-Anlagen GmbH & Co. KG
2011
Delivery of a coreless furnace with a capacity of 25 tons and a power of 15 MW 2012
Patent granted for new 2VX belt floatation furnace
2014
Development of a proprietary air knife for hot-dip tinning systems
2016
Expansion of coil production by two additional production halls
Patent granted for strip stitching machine 2017
Patent granted for HiPreQ® mist quench for aluminium strip AND commissioning of the longest floating annealing line for aluminium strip, 118 m, with HiPreQ® mist quench
2018
Commissioning of the largest pusher furnace for aluminium rolling slabs with a maximum batch weight of 1000 t 2019
Successful launch of the German Foundry Standard series in China 2021
OTTO JUNKER introduces new modular oven series: JUPITER Line 2022
First battery recycling furnace goes into production
Foundation of OTTO JUNKER India Pvt. Ltd. in Mumbai 2023
OTTO JUNKER SOLUTIONS GmbH startup with green technologies 2024
First power-to-heat plant for the food industry goes into operation 2024
100 years of innovation and transformation in the metal industry - OTTO JUNKER - a manufacturer of industrial furnaces and systems for melting and heat treatment of met-als and for recycling scrap and Li-ion batteries as well as ‘Power to Heat’ energy stor-age systems.
Discover the Alutrends Report 2024
Aluminium International Today presents the Alutrends Report 2024, an in-depth exploration of the aluminium industry's path to sustainability and innovation.
This comprehensive report features insights from industry experts, covering the latest trends, technological advancements, and key sustainability initiatives shaping the future of aluminium production.
Aluminium’s role as the linchpin in the green energy transition takes centre stage, showcasing how this versatile metal serves as the material of the future for renewable energy infrastructure, electric vehicles, and
energy-efficient technologies. From wind turbines to electric vehicle chassis, aluminium’s lightweight, durable, and recyclable properties are driving the shift towards a greener, more sustainable future.
To purchase the full report and stay ahead in the aluminium industry, visit our website: aluminiumInternational-today.com or scan the QR code below.
melting and thermoprocessing plants whose products are used in more than 80 countries all over the world.
“Our focus is not only on dealing with the challenges faced by our customers, but also on con-tributing to an environmentally friendly industry in a pro-active manner,” Erik Míček continues. “The next 100 years will be characterised by our pursuit to continuously redefine the bounda-ries of what is technically possible”.
The pronounced innovative strength of OTTO JUNKER has led to OTTO JUNKER also offering competent solutions with regard to sustainability outside of the metal industry. In cooperation with the Technical University of Aachen, industrial partners and with support from the German government, innovative energy storage and recovery technologies have been developed. These plants make a significant contribution to increasing the share of cost-effective, regenera-tive energy for providing industrial process heat and decoupling the processes from the volatili-ty of regenerative power generation by wind and solar energy.
Future market and sustainability strategies
OTTO JUNKER intends to push forward the technological developments in the recycling of metal scrap and used batteries from electric vehicles. At the same time, the focus will be on new applications for electric resistance and induction heating as well as energy storage solutions. In this connection, the electrification and decarbonisation of existing industrial furnace plants in order to optimise the energy efficiency and sustainability in metal processing will be of particular importance.
Global presence and growth
Being a system supplier, OTTO JUNKER considers it an obligation to have an international presence in order to meet the specific demands of individual markets. The company has built a strong presence in strategically important areas such as Germany, the Czech Republic, China, India, the USA and the United Arab Emirates. Especially for the USA and India, the management predicts a strong growth and intends to grow together with these markets by further ex-panding its own subsidiaries.
In order to support this growth long-
term, OTTO JUNKER attaches great importance to the education of qualified employees. In Germany, more than 25 apprentices per year on average have been trained in the respective industrial professions with a great deal of dedication and success for many years. “We are very proud of this important milestone in our company history” says Sabine Höfer, Otto Junker CFO. “For 100 years, OTTO JUNKER has been spurred on by the passion for equip-ment building and by the commitment to provide machinery for foundries, rolling mills and pressworks and also other branches of industry outside of the metal industry which are re-quired to be successful.”
Employees, customers and partners
OTTO JUNKER GmbH not only celebrates its own achievements, but also honours the decisive roll its employees, customers and partners have played in connection with the success of the company. This article as well as the forthcoming anniversary celebrations offer an opportunity to thank all those people who, over the years, have contributed to the growth and success of the company. �
Reduce Glass Furnace Reline
CapEx Recovery by 50%
Metpump ® will get you back in operation faster.
Complete MetPump® refractory sets can be delivered in weeks--not months. We’ll get you back in operation faster, reduce install costs and downtime and improve the thermal efficiency of your new furnace. With service life equal or greater than fused cast products in non glass contact areas.
CUSTOM SHAPES
MetPump® colloidal silica refractories are available in precast, prefired, ready to use custom-engineered shapes. MetPump®
conforms to any geometr y, allowing consolidation of multiple blocks into single large shapes for faster, safer install. While virtually eliminating all joints, improving furnace operation and reducing your energy costs and carbon footprint.
TOTAL VALUE
Delivering the most total value in the industry for over 25 years, MetPump® is the next gen refractory solution. Let us prove it to you.